/




Текст
УЧЕБНИКИ И УЧЕБНЫЕ ПОСОБИЯ ДЛЯ СТУДЕНТОВ
ВЫСШИХ УЧЕБНЫХ ЗАВЕДЕНИЙ
С. Т. АНТИПОВ, В. Я. ВАЛУЙСКИЙ,
В. А. ПАНФИЛОВ, О. А. УРАКОВ
АЛГОРИТМ
ДИПЛОМНОГО
ПРОЕКТИРОВАНИЯ
(по направлению подготовки
дипломированных специалистов
655800 «Пищевая инженерия»)
Под редакцией академика
Российской академии сельскохозяйственных наук
В. А. ПАНФИЛОВА
Рекомендовано Учебно-методическим объединением по образова-
нию в области технологии продуктов питания и пищевой инженерии
в качестве учебного пособия для студентов высших учебных заведе-
ний, обучающихся по направлению подготовки дипломированного
специалиста 655800 «Пищевая инженерия»
Москва «КолосС» 2005
УДК 664.002.51(075.8)
ББК 36.81-5 я73
А 45
Редактор Л. Л. Кожина
Рецензенты: кандидат технических наук М. И. Ботов (Российская экономи-
ческая академия им. Г. В. Плеханова), кандидат технических наук, профессор
О. И. Якушев (Московский государственный университет прикладной биотехно-
логии)
С. Т. Антипов, В. Я. Валуйский, В. А. Панфилов, О. А. Ураков
А45 Алгоритм дипломного проектирования (по направлению
подготовки дипломированных специалистов 655800 «Пище-
вая инженерия»), — М.: КолосС, 2005. — 136 с. — (Учебники
и учеб, пособия для студентов высш. учеб, заведений).
ISBN 5-9532-0266-0
Изложены общие требования к дипломному проекту, рекомендации к
предпроектным изысканиям, методика проектирования и разработки обо-
рудования. Даны рекомендации к выполнению графической части и пояс-
нительной записки. Приведены методы поиска новых технических реше-
ний, бизнес-планирование реализации проекта, а также методы расчетов,
подтверждающих работоспособность технологического оборудования и
экономию текущих затрат.
Для студентов высших учебных заведений, обучающихся по направле-
нию подготовки дипломированных специалистов 655800 «Пищевая инже-
нерия».
УДК 664.002.51(075.8)
ББК 36.81-5 я73
ISBN 5-9532-0266-0
© Издательство «КолосС», 2005
ОГЛАВЛЕНИЕ
К студенту-дипломнику.............................................
Предисловие.......................................................
Введение..........................................................
1. Общие требования к дипломному проекту..........................
1.1. Назначение дипломного проекта.............................
1.1.1. Цель дипломного проектирования......................
1.1.2. Задачи дипломного проектирования....................
1.2. Актуальность дипломного проекта...........................
1.2.1. Основные направления новых технических решений......
1.2.2. Тематика дипломных проектов.........................
1.3. Организация дипломного проектирования.....................
1.3.1. Задание на дипломный проект.........................
1.3.2. Календарный план работы над дипломным проектом .....
1.3.3. Порядок выполнения дипломного проекта...............
1.4. Структура дипломного проекта..............................
1.4.1. Содержание графической части........................
1.4.2. Содержание пояснительной записки....................
1.4.3. Индексация дипломного проекта и разрабатываемого изделия
1.4.4. Основные надписи для чертежей и схем................
1.4.5. Основные надписи для текстовых документов...........
5
6
7
. 9
. 9
. 9
. 9
10
10
15
17
17
19
21
22
23
23
25
26
30
2. Рекомендации к предпроектным изысканиям...........................36
2.1. Изучение научно-технической информации.......................36
2.2. Учебно-исследовательская работа студента (УИРС)..............38
2.3. Сбор информации на преддипломной практике....................45
2.4. Бизнес-планирование реализации проекта.......................46
3. Методика проектирования н разработки оборудования.................47
3.1. Сущность проектирования и конструирования оборудования.......47
3.2. Синтез нового технического решения...........................50
3.3. Методы поиска новых технических решений......................54
3.4. Основные принципы проектирования.............................57
3.5. Основные принципы конструирования продовольственного оборудова-
ния в составе линии................................................69
3.6. Этапы дипломного проектирования..............................80
4. Рекомендации к выполнению графической части дипломного проекта....85
4.1. Общие требования к выполнению графической части..............85
4.2. Графическая проработка конструкций...........................86
4.3. Общие требования к выполнению чертежей.......................87
4.4. Общие требования к выполнению схем...........................95
4.5. Применение компьютерной графики..............................99
5. Рекомендации к выполнению пояснительной записки дипломного проекта.101
5.1. Общие требования к выполнению записки.......................101
5.2. Аннотация ..................................................102
5.3. Оглавление и заголовки рубрик...............................103
5.4. Введение....................................................104
3
5.5. Обзор технологии и техники современного производства...(наименова-
ние продукции)....................................................105
5.5.1. Технология ...(наименование продукции) как система процес-
сов 105
5.5.2. Современные технологические линии и (или) комплексы обору-
дования для производства...(наименование продукции)...........105
5.5.3. Анализ современных конструкций, обеспечивающих функцио-
нальные задачи операции...(наименование технологической опера-
ции, подлежащей усовершенствованию)...........................106
5.5.4. Патентное исследование и синтез нового технического решения 107
5.5.5. Задачи дипломного проектирования...................... 108
5.6. Специальная научно-исследовательская работа..................108
5.7. Бизнес-планирование реализации проекта.......................108
5.8. Описание разработанного изделия .............................108
5.8.1. Назначение, область применения и технические характеристики .... 109
5.8.2. Описание устройства и принципа действия разработанного из-
делия ........................................................109
5.8.3. Описание сущности и преимуществ предлагаемых новых техни-
ческих решений.................................................ПО
5.9. Специальные инженерные расчеты................................ПО
5.10. Общетехнические инженерные расчеты..........................120
5.11. Автоматизация разработанного изделия........................121
5.12. Порядок монтажа, обслуживания и ремонта...(наименование модер-
низируемой машины или аппарата)...................................122
5.13. Разработка прогрессивного машиностроительного процесса...(указать
вид процесса — изготовление, сборка, монтаж; наименование сборочной
единицы или детали)...............................................123
5.14. Мероприятия по повышению безопасности и экологической безвред-
ности разработанного изделия......................................123
5.15. Выполнение организационно-экономического раздела дипломного
проекта...........................................................123
5.16. Составление заключения......................................124
5.17. Составление списка использованной литературы................124
5.18. Оформление приложений......................................125
6. Защита дипломного проекта.........................................126
Вместо заключения....................................................130
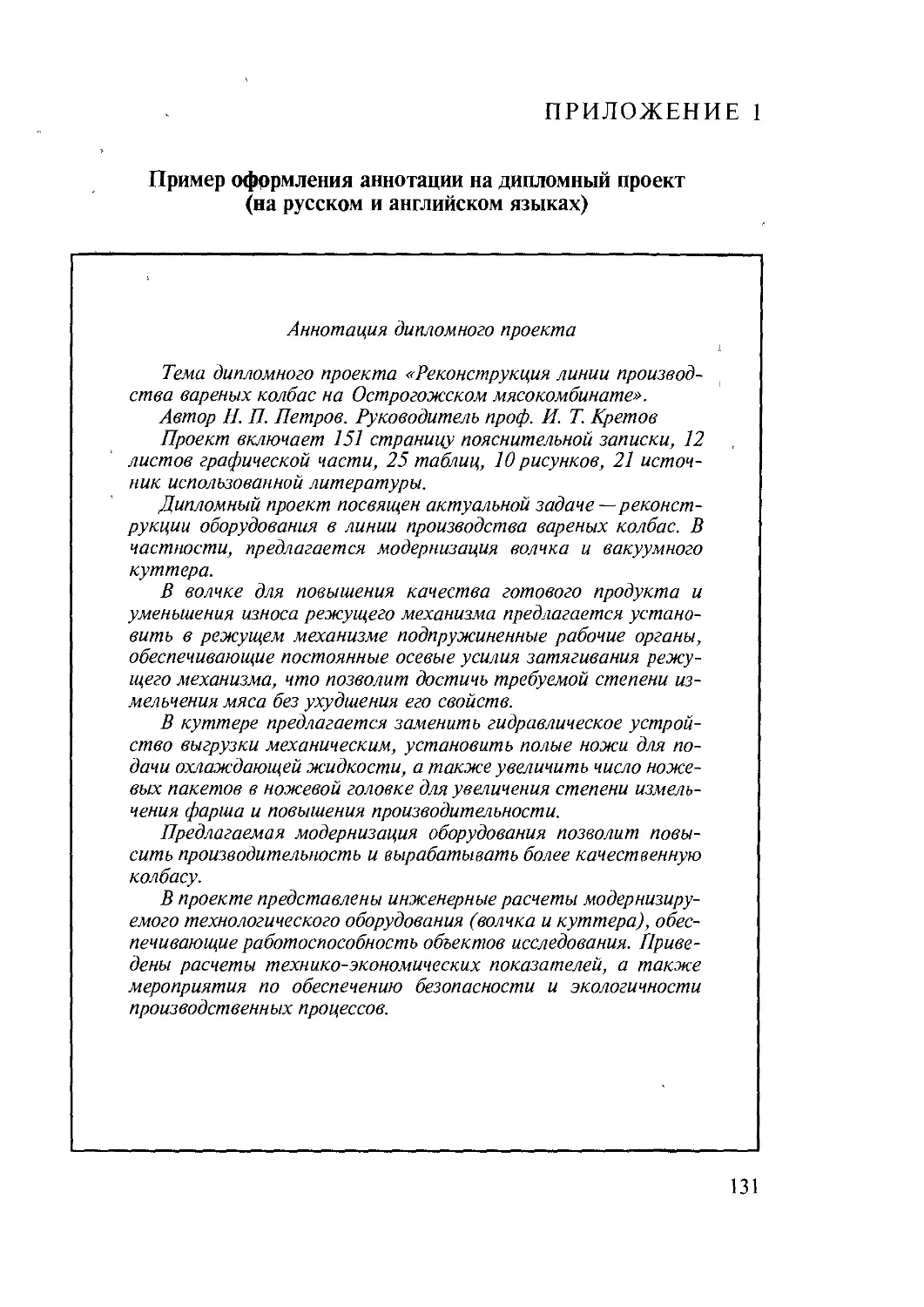
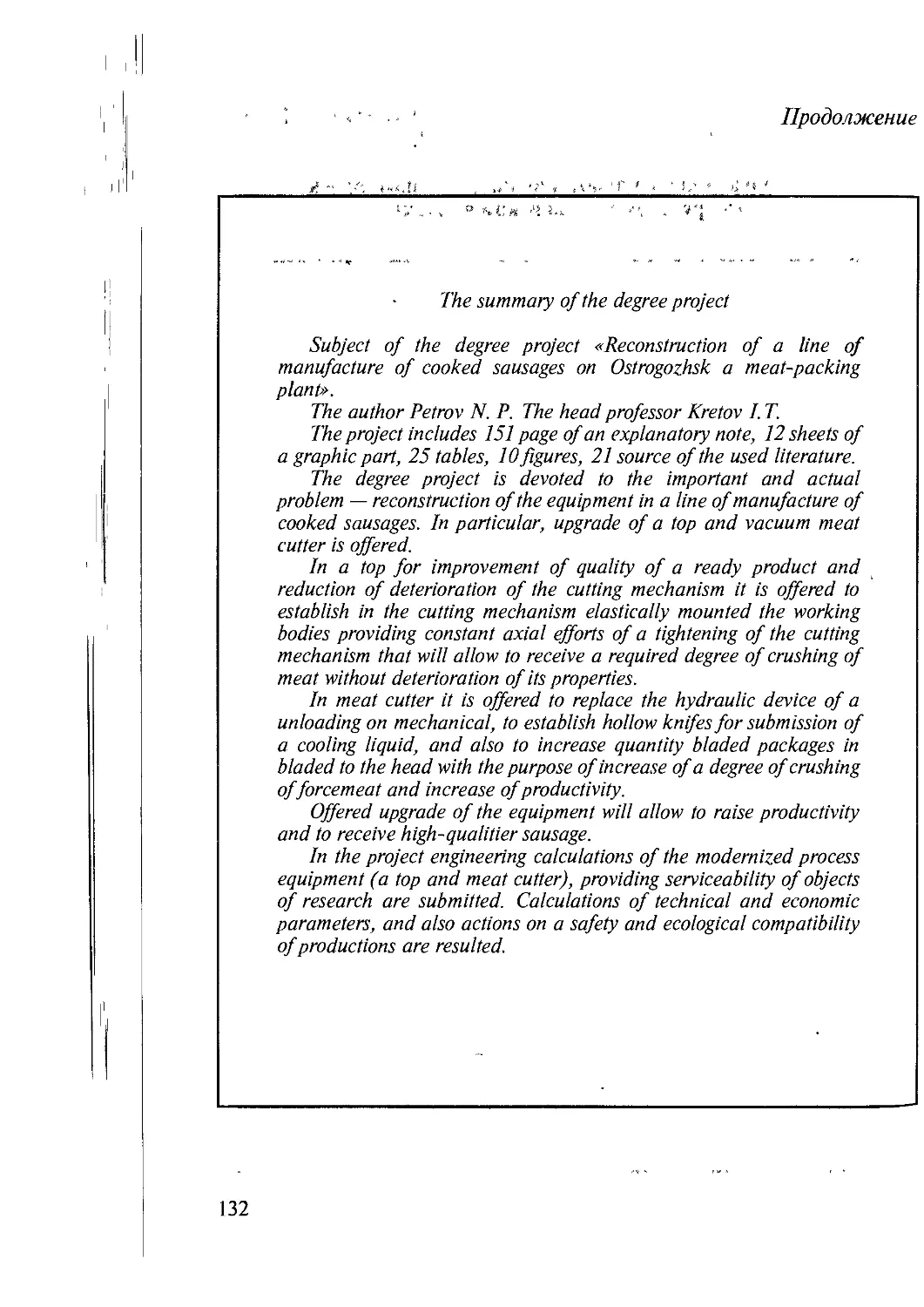
Приложение 1. Пример оформления аннотации на дипломный проект
(на русском и английском языках).....................................131
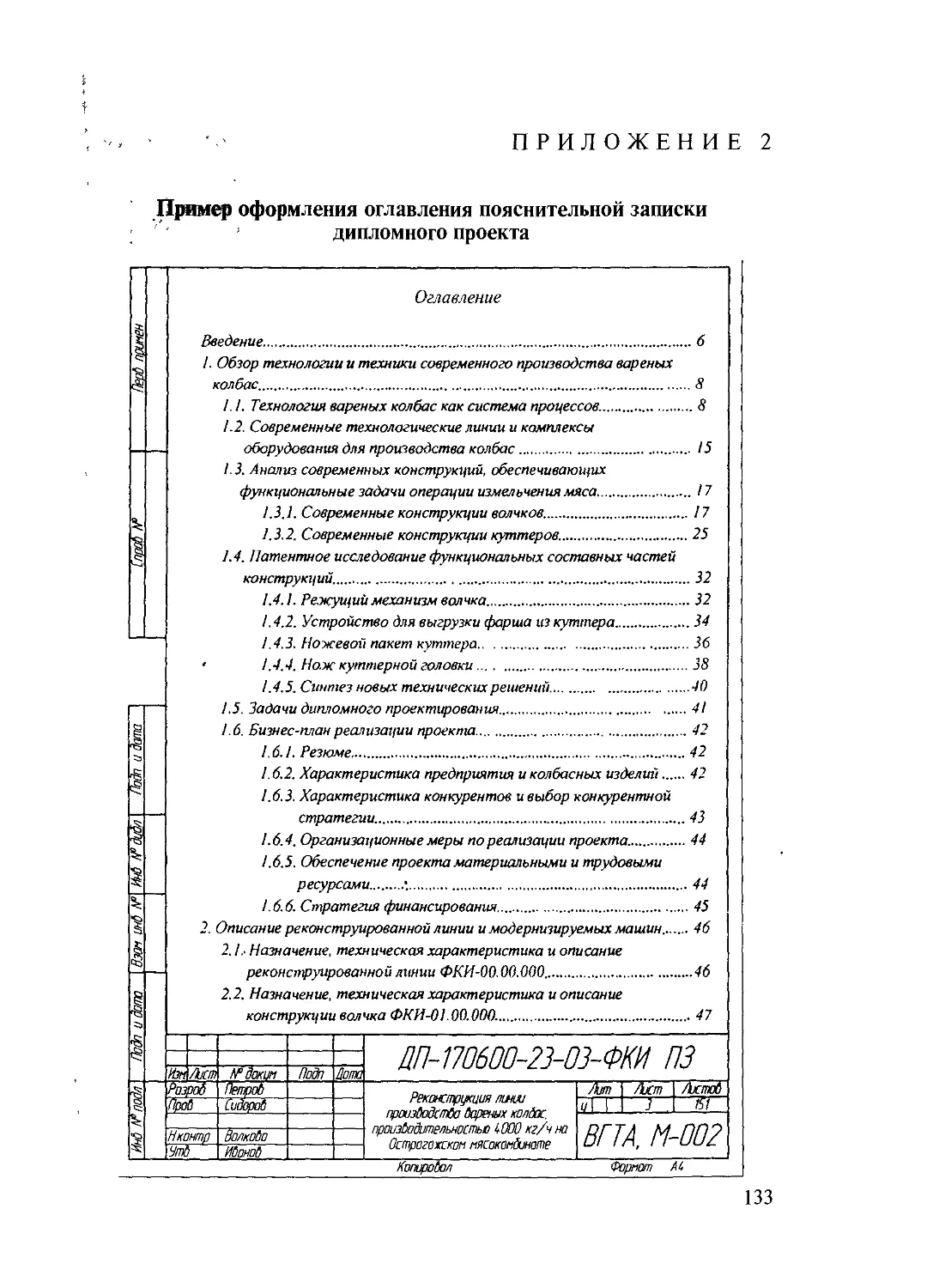
Приложение 2. Пример оформления оглавления пояснительной запис-
ки дипломного проекта................................................133
К СТУДЕНТУ-ДИПЛОМНИКУ
Вот и наступает период в Вашей жизни, о котором Вы мечтали
со школьной скамьи. Именно сейчас, в эти несколько месяцев,
Вы делаете последний шаг к присвоению Вам квалификации ин-
женера. Вот почему все знания, которые Вы получили в вузе, надо
спрессовать в так называемый дипломный проект. Это непросто
сделать, поскольку с первого по пятый курс Вам давали, а Вы бра-
ли разрозненные знания в рамках свыше 40 отдельных дисциплин.
В дипломном проекте все эти знания надо собрать в единое целое,
которое должно качественно, как любое целое, отличаться от со-
ставляющих его частей.
Это качественное отличие прежде всего состоит в том, что Вы
создаете новое знание в виде решения конкретной инженерной
задачи путем синтезирования разрозненных знаний. Такого слож-
ного задания в Вашей жизни еще не было. На этом этапе студенту
нужен специалист-консультант, который не будет повторять азы
преподанных Вам дисциплин, а посоветует, как решить постав-
ленную руководителем первую в жизни инженерную задачу.
Этот труд специалиста-консультанта мы и взяли на себя, под-
готовив данное методическое руководство и назвав его «Алгоритм
дипломного проектирования», т.е. последние шаги к званию ин-
женера.
Это руководство действительно окажет Вам помощь, если Вы,
конечно, хотите работать самостоятельно и стать грамотным спе-
циалистом. Для этого Вам необходимо лишь внимательно изучить
это руководство, потратив 2...3 часа, просмотреть рекомендуемые
государственные стандарты и соответствующую литературу. Этим
Вы значительно облегчите себе работу, сократив тернистый путь
до момента ее защиты в Государственной аттестационной комис-
сии.
Мы желаем Вам творческих успехов и говорим словами Вели-
кого князя владимирского Ярослава, с которым он обратился к
своему сыну Александру Невскому перед битвой с немецким вой-
ском на Чудском озере 5 апреля 1242 г.: «Дерзай — и одолеешь!».
Авторы
ПРЕДИСЛОВИЕ
Настоящее руководство к выполнению выпускной квалифика-
ционной работы — дипломного проекта написано в соответствии
с требованиями Государственного образовательного стандарта
Министерства образования Российской Федерации по направле-
нию подготовки дипломированных специалистов 655800 «Пище-
вая инженерия».
Квалификационная характеристика инженера в рамках направ-
ления 655800 «Пищевая инженерия» предусматривает подготовку
студентов к производственно-технической, организационно-управ-
ленческой, научно-исследовательской и проектно-конструкторс-
кой деятельности, связанной с созданием и эксплуатацией техноло-
гического оборудования традиционных и малых предприятий. Дип-
ломное проектирование — заключительный этап учебного процесса
при получении высшего образования технического направления,
успешное выполнение которого предполагает использование зна-
ний практически из всех дисциплин учебного плана.
Государственный образовательный стандарт по направлению
подготовки дипломированных специалистов 655800 «Пищевая ин-
женерия» предусматривает два вида государственной аттестации
выпускников: сдача государственного экзамена и защита выпуск-
ной квалификационной работы в форме дипломного проекта.
Этот проект может иметь характер проектно-конструкторской или
научно-исследовательской работы. Но в последнем случае наряду
с научной частью должны быть выполнены проектно-конструк-
торские разработки (хотя и в меньшем объеме).
Руководство включает предисловие, введение, общие требова-
ния к дипломному проекту, рекомендации к предпроектным
изысканиям, методику проектирования и разработки машин и
оборудования, рекомендации к выполнению графической части и
пояснительной записки дипломного проекта.
Настоящее руководство устанавливает общие требования к
оформлению дипломных проектов и базируется на основных по-
ложениях единой системы конструкторской документации
(ЕСКД), единой системы технологической документации и систе-
мы стандартов по информации, библиотечному и издательскому
делу (СИБИД).
Студент после успешной защиты дипломного проекта получает
диплом, ему присваивается квалификация инженера.
6
ВВЕДЕНИЕ
Анализ современного состояния и тенденций развития
пищевых и перерабатывающих отраслей АПК России свиде-
тельствует о том, что технический уровень производств
нельзя признать удовлетворительным. Лишь 19 % активной
части производственных фондов предприятий соответству-
ют мировому уровню, около 20 % подлежат модернизации, а
42 % — замене.
Потребность в важнейших видах оборудования для пред-
приятий удовлетворяется в последние годы только на
60...70 %. Это связано с тем, что перерабатывающая про-
мышленность была вынуждена в течение длительного вре-
мени закупать оборудование за рубежом. В результате на
предприятиях почти треть (27 %) всего парка технологичес-
кого оборудования составляет импортная техника.
Производительность труда на российских предприяти-
ях, перерабатывающих сельскохозяйственное сырье, в
2...3 раза ниже, чем на аналогичных предприятиях разви-
тых стран; более 50 % трудоемких операций на отече-
ственных предприятиях выполняют вручную. Лишь 8 %
действующего оборудования работает в режиме автомати-
ческих линий.
Более 1/3 парка машин и оборудования отработало уже
два и более амортизационных срока. Степень износа основ-
ных средств составляет 70 %.
Недостаточные темпы обновления активной части основ-
ных производственных фондов привели к тому, что удель-
ный вес изношенного оборудования, находящегося в экс-
плуатации свыше 10 лет, составил в целом по пищевой про-
мышленности 35 %, а в сахарной, масло-жировой, табачной,
дрожжевой и кондитерской промышленности — 40...70 %.
Обновление парка оборудования в настоящее время не пре-
вышает 3...4 %, вместо необходимых 8...10 % в год.
Общий уровень механизации производства пищевых и
перерабатывающих отраслей АПК не превышает 44 %.
Эти цифры свидетельствуют о том, какое огромное зна-
чение для развития пищевой промышленности России
7
имеет плодотворная деятельность инженеров-механиков. В
этой деятельности важно не идти вслед, не копировать из-
вестное оборудование, а изыскивать свои пути, разрабаты-
вать пионерные конструкторские решения машин и аппа-
ратов.
Научно-технический прогресс в агропромышленном
комплексе — сложный динамический процесс. Он связан с
формированием новых знаний и идей, технологическим ос-
воением научных открытий, изобретений и результатов ис-
следований и разработок, внедрением нововведений в виде
прорывных, особо важных технологий, прогрессивной тех-
ники, новых видов сырья, полуфабрикатов, добавок, про-
дуктов питания и непродовольственных товаров, выбором
оптимальных форм организации производства и труда, а
также с другими немаловажными видами научно-техничес-
кой деятельности, составляющими в совокупности иннова-
ционный процесс.
Разве ты не знаешь, что мудрость
или знание и есть благополучие ...
Сократ (469 — 399 до н. э.),
древнегреческий философ
1. ОБЩИЕ ТРЕБОВАНИЯ
К ДИПЛОМНОМУ ПРОЕКТУ
1.1. НАЗНАЧЕНИЕ ДИПЛОМНОГО ПРОЕКТА
Дипломный проект — выпускная работа студента, на основа-
нии защиты которой Государственная аттестационная комиссия
(ГАК) решает вопрос о присвоении ему квалификации инженера.
1.1.1. ЦЕЛЬ ДИПЛОМНОГО ПРОЕКТИРОВАНИЯ
Цель дипломного проектирования — закрепление и расшире-
ние теоретических знаний студента, который должен показать
умение самостоятельно ставить и творчески решать инженерно-
технические задачи на основе глубокого знания общетехнических,
специальных и социально-экономических дисциплин.
1.1.2. ЗАДАЧИ ДИПЛОМНОГО ПРОЕКТИРОВАНИЯ
Выпускник в соответствии с требованиями государственного
образовательного стандарта к деятельности инженеров по направ-
лению 655800 «Пищевая инженерия» при выполнении и защите
дипломного проекта должен продемонстрировать теоретическую
и практическую подготовку к решению следующих профессио-
нальных задач:
в научно-исследовательской деятельности: документальное
оформление и выполнение процедур сбора и анализа научно-тех-
нической и патентной информации; диагностика качества функ-
ционирования технологических линий и комплексов оборудова-
ния; экспериментальное исследование процессов, конструкции и
материалов с разработкой рекомендаций по совершенствованию
технического оснащения производства для достижения современ-
ного передового уровня;
в проектно-конструкторской деятельности: выполнение и доку-
ментальное оформление процедур проектирования и разработки
конструкторской документации для модернизации действующего
оборудования, размещения или создания нового оборудования;
9
в производственно-технической деятельности: документальное
оформление и выполнение процедур приемки, монтажа, освое-
ния, технического обслуживания, операционного контроля, на-
ладки и ремонта оборудования, обеспечивающих его надежную и
безопасную эксплуатацию при реализации оптимальных процес-
сов производства продукции;
в организационно-управленческой деятельности: управление
коллективом исполнителей одного или нескольких перечислен-
ных выше видов деятельности в соответствии с основными кон-
цепциями в области менеджмента и на базе стратегического и те-
кущего планирования развития и технического совершенствова-
ния производства.
1.2. АКТУАЛЬНОСТЬ ДИПЛОМНОГО ПРОЕКТА
Актуальность дипломного проекта, прежде всего, определяется
важностью научных, технических и производственных проблем
изучаемой отрасли пищевой или перерабатывающей промышлен-
ности, решение которых обеспечивает прогрессивное развитие
технологии и техники производства.
1.2.1. ОСНОВНЫЕ НАПРАВЛЕНИЯ НОВЫХ
ТЕХНИЧЕСКИХ РЕШЕНИЙ
Одна из основных задач, стоящих перед пищевой и перера-
батывающей промышленностью и продовольственным маши-
ностроением, — создание и освоение высокоэффективного тех-
нологического оборудования, которое на основе использования
прогрессивных технологий обеспечивает выпуск широкого ас-
сортимента высококачественной продукции, значительно по-
вышает производительность труда, сокращает негативное воз-
действие на окружающую среду и способствует экономии ис-
ходного сырья, топливно-энергетических и материальных ре-
сурсов.
Многообразие задач, стоящих перед пищевым подкомплексом
АПК, поставило перед учеными и инженерами вопрос о наиболее
важных исследованиях и проектно-конструкторских разработках,
которые бы реально способствовали развитию производства. Эти
приоритетные научные и инженерные работы представляют собой
основу для формирования тематики дипломных проектов инжене-
ров различных специальностей.
Основные направления новых технических решений:
в зерноперерабатывающей отрасли — разработка оборудования
для приемки, транспортирования и хранения зерна, обеспечиваю-
щего энергосбережение, экологическую безопасность, повышение
10
технического и технологического уровня производства, сокраще-
ние потерь зерна и сохранение его качества;
в хлебопекарной и макаронной отраслях — разработка специаль-
ных видов оборудования для производства хлебобулочных изде-
лий длительного хранения; пекарен различного типа (универ-
сальных для выработки хлебобулочных, мучных кондитерских,
1 диетических изделий и др.) производительностью 0,2...5 т/сут;
> оборудования для производства макаронных изделий быстрого
приготовления, не требующих варки;
в сахарной отрасли — разработка оборудования для эффектив-
ного хранения сахарной свеклы, очистки сока (с применением но-
вых мембранных, физико-химических, физико-механических и
биотехнологических методов), кристаллизации сахара с помощью
различных методов физического воздействия, производства сахара
с минимальным расходом пара на технологические нужды, эф-
фективного использования и анаэробной очистки сточных вод,
переработки и использования отходов свеклосахарного производ-
ства;
в крахмало-паточной отрасли — разработка оборудования для
производства крахмала из картофеля, кукурузы и новых видов сы-
рья на заводах разной производительности, для изготовления мо-
дифицированных крахмалов, декстрина, экструзионных крахма-
> лов, биологически разрушаемых полимеров; для изготовления са-
, харистых веществ из крахмала и крахмалосодержащего сырья; для
получения безбелковых продуктов лечебного питания и гидроли-
зованного амилопектинового крахмала;
в масло-жировой отрасли — разработка оборудования для про-
изводства биологически полноценных, экологически безопасных,
лечебно-профилактических пищевых растительных масел (в том
числе линий дезодорации и физической рафинации, обеспечива-
ющих получение высококачественных дезодорированных масел,
сокращение отходов, потерь сырья и расходов энергоресурсов);
для производства модифицированных жиров (в том числе комп-
’ лексов оборудования для производства заменителей какао-масла
из отечественного жирового сырья на основе биотехнологии); для
производства высококачественной маргариновой продукции и но-
* вых видов диетических майонезов; для получения биологически
полноценных белковых продуктов из масличного растительного
сырья (в том числе комплекса оборудования для производства за-
менителей женского молока на основе соевых белково-липидных
композиций);
в кондитерской отрасли — разработка специальных видов обо-
рудования для производства кондитерских изделий лечебно-про-
филактического назначения и детского питания; комплексов обо-
рудования для управляемых процессов преобразования исходного
сырья и кондитерских масс (в том числе измельчения сырья и по-
луфабрикатов; приготовления рецептурных смесей при весовом
И
дозировании компонентов; уваривания, охлаждения и темпериро-
вания полуфабрикатов; смешивания высоковязких кондитерских
масс; формования и стабилизация формы заготовок); оборудова-
ния для весового дозирования и упаковывания кондитерских из-
делий; комплексов оборудования для производства сахарных и
мучных кондитерских изделий на предприятиях малой мощности;
в плодоовощной отрасли — разработка оборудования для произ-
водства консервированных стерилизованных продуктов с исполь-
зованием физических способов обработки сырья и полуфабрика-
тов, обеспечивающих получение продукции с повышенной биоло-
гической ценностью и сокращение вредного воздействия на окру-
жающую среду (в том числе оборудования для производства
концентрированных соков с использованием ИК-излучения и
ультрафильтрационной обработки сокоматериалов; для стерили-
зации и пастеризации консервированной плодоовощной продук-
ции); для производства сушеных плодов и овощей длительного
хранения различной степени обезвоживания (в том числе обору-
дования с использованием нетрадиционных источников теплоты
и способов энергоподвода для частичного или практически пол-
ного удаления влаги из растительного сырья, обеспечивающего
выработку кусковых или диспергированных, многокомпонентных
продуктов с максимально возможным сохранением питательных
веществ и вкусовых достоинств сырья и длительными сроками
хранения, оборудования для фасования продукции в экологичес-
ки безопасные, саморазрушающиеся комбинированные материа-
лы); для производства нестерилизованных продуктов переработки
плодов и овощей, консервированных с использованием холода,
консервантов и ферментативных процессов (в том числе линий
производства быстрозамороженных продуктов с использованием
системы охлаждения сухим льдом для предприятий малой мощно-
сти; производства быстрозамороженных продуктов повышенной
питательной ценности и сбалансированных по основным пита-
тельным веществам; производства лактоферментированных овощ-
ных соков и напитков); для получения продуктов целевого назна-
чения из вторичного сырья (в том числе комплексов оборудования
для получения пектина с использованием мицелиальных грибов
целлюлазного действия; комплексных пищевых добавок на основе
растворимых балластных веществ из отходов сокового консервно-
го производства; ароматических, красящих и загущающих веществ
на основе экстракционной обработки вторичных сырьевых ресур-
сов);
в пищеконцентратной отрасли — разработка комплексов обору-
дования для производства пищевых концентратов: хлопьев из зла-
ковых культур с высокой питательной ценностью и варено-суше-
ных круп высокой степени кулинарной готовности; для производ-
ства сушеных быстровосстанавливаемых фруктов, овощей и кар-
тофеля (в том числе оборудования для производства сушеных
12
овощей и картофеля быстрого приготовления с использованием
холода; обезвоженных продуктов высокого качества и длительных
сроков хранения способом вакуум-сублимационной сушки; для
получения концентрированных жидких продуктов растительного
сырья с использованием холода методом криоконцентрирования);
приготовления первых и вторых обеденных блюд, круп, не требу-
ющих варки, а также новых видов киселей на основе модифици-
рованного крахмала; машин и аппаратов для комплектации авто-
матизированных технологических линий производства продуктов
длительного хранения; оборудования для интенсификации про-
цессов приготовления пищевых концентратов;
в спиртовой и ликеро-водочной отраслях — разработка оборудо-
вания для производства спирта, концентрированных и сухих бел-
ково-углеводных кормовых продуктов, обогащенных каротином,
белка при переработке и полной утилизации отходов спиртового
производства (сусла и спиртовой барды); высококачественной и
конкурентоспособной водочной продукции с экологически чис-
тым замкнутым циклом процесса, улучшающим экологическую
обстановку на предприятии; ликеро-водочных изделий общего и
лечебно-профилактического назначения с применением мемб-
ранных, физико-химических и биологических методов обработки
специфических видов растительного сырья; глубокоочищенных
высококонцентрированных ферментов, а также утилизации отхо-
дов с использованием адсорбентов и мембран Ш-го поколения;
антимикробных консервантов и аминокислотных смесей для со-
здания высокоценных пищевых продуктов и других биологически
активных веществ при переработке вторичных ресурсов спирто-
вой и других пищевых отраслей;
в винодельческой отрасли — разработка комплексов оборудова-
ния, обеспечивающих энергосбережение, экологическую безопас-
ность, повышение технического и технологического уровня про-
изводства, сокращение потерь сырья и сохранение его качества
при выпуске высококачественной конкурентоспособной продук-
ции (виноградных и плодово-ягодных, игристых и газированных
вин, коньяков и крепких напитков); оборудования для утилиза-
ции отходов виноделия на кормовые и пищевые цели, сокраще-
ния сбросов вредных веществ;
в пиво-безалкогольной отрасли — разработка комплексов обору-
дования, обеспечивающих энергосбережение, экологическую бе-
зопасность, повышение технического и технологического уровня
производства, сокращение потерь сырья и сохранение его каче-
ства при выпуске высококачественной конкурентоспособной про-
дукции (пива, безалкогольных напитков, квасов), оборудования
для производства пива длительного хранения (в том числе непас-
теризованного), утилизации отходов пивоварения на кормовые и
пищевые цели, сокращения сбросов вредных веществ со сточны-
ми водами; мини-пивзаводов различной производительности;
13
комплексов оборудования для производства концентратов, безал-
когольных напитков и квасов лечебно-профилактического дей-
ствия и для детей;
в дрожжевой отрасли — разработка комплексов оборудования
для производства хлебопекарных дрожжей длительного хранения;
дрожжевых препаратов и комплексных непищевых препаратов с
использованием крахмалосодержащих отходов и непищевых вто-
ричных продуктов перерабатывающих отраслей; прессованных и
сушеных хлебопекарных дрожжей; пищевкусовых и белково-угле-
водных стабилизирующих добавок из биомассы хлебопекарных
дрожжей; энергосберегающего оборудования для сушки дрожжей;
в мясной отрасли — разработка роботизированных комплексов
убоя и первичной переработки скота; комплексов оборудования,
обеспечивающих высокую эффективность технологических про-
цессов, энергосбережение, экологическую безопасность, сокраще-
ние потерь сырья и сохранение его качества при измельчении
мясного сырья, посоле мяса, дозировании рецептурных компо-
нентов и перемешивании мясного фарша, формировании колбас-
ных изделий и тепловой обработке мясного сырья и полуфабрика-
тов; оборудования для консервирования мясопродуктов длитель-
ного хранения методом вакуумного обезвоживания; для получе-
ния заменителей женского молока для детей грудного возраста;
оборудования для переработки вторичного сырья с целью выпуска
медицинской, пищевой, кормовой и непищевой продукции;
в молочной отрасли — разработка автоматизированных техноло-
гических линий и комплексов оборудования, обеспечивающих
энергосбережение, экологическую безопасность, интенсифика-
цию технологических процессов, сокращение потерь сырья и со-
хранение его качества при выпуске высококачественной молоч-
ной или молочно-консервной продукции (питьевого молока, сли-
вок, кисломолочных напитков, сухого молока, сгущенного молока
и др.); технологической линии производства лечебно-профилак-
тических молочных продуктов с применением биологически ак-
тивных добавок, стабилизаторов, гетерогенных антиоксидантов,
радиопротекторов; оборудования для производства лекарственных
форм препаратов на основе молочного белка; для получения мо-
лочных продуктов из вторичного молочного сырья с применением
волновых и импульсных методов обработки продуктов;
в масло-сыродельной отрасли — разработка комплексов обору-
дования для производства сливочного масла бутербродного на-
значения с использованием новых видов сырья и улучшителей
качества; масла кулинарного назначения (для кондитерских це-
лей и жарения) на основе частичной замены молочного жира
композициями из растительных и животных жиров; животного
масла длительного хранения, содержащего концентраты молоч-
ного жира и сухой плазмы; сливочного масла и его аналогов дие-
тического и лечебно-профилактического назначения; натураль-
14
ных сыров с повышенной пищевой и диетической ценностью и
безопасностью применения на основе ресурсосберегающей техно-
логии; пищевых продуктов, полуфабрикатов, кормовых и техни-
ческих препаратов из вторичного молочного сырья и его компо-
нентов;
в холодильной отрасли — разработка технологических линий
и комплексов оборудования для производства быстрозаморо-
женных готовых мясных блюд, изделий из теста с начинками,
упакованных в полимерные материалы, позволяющие их замо-
раживать, хранить и разогревать; быстрозамороженных мясо-
растительных наборов полуфабрикатов при помощи скоромо-
розильных аппаратов; лечебно-профилактических и диетичес-
ких видов мороженого и других взбивных продуктов с примене-
нием биологически активных веществ, новых стабилизаторов и
др.; консервированных мясных и молочных продуктов (в том
числе творога) с использованием биотехнологических и физи-
ческих методов.
Перечисленные основные направления новых технических ре-
шений целесообразно использовать в качестве базы при разработ-
ке тематики дипломных проектов для соответствующей отрасли
пищевой и перерабатывающей промышленности.
1.2.2. ТЕМАТИКА ДИПЛОМНЫХ ПРОЕКТОВ
Тематика дипломных проектов по специальностям направле-
ния 655800 «Пищевая инженерия» должна предусматривать ре-
конструкцию систем технологического оборудования; разработку
принципиально новых видов технологического оборудования.
На современном этапе развития пищевых и перерабатывающих
отраслей происходит не только усложнение научной и инженер-
ной деятельности, но и ее объект становится принципиально
иным. Этот объект — технологическая линия в целом, поэтому в
большинстве дипломных проектов в качестве разрабатываемого
изделия целесообразно выбирать технологическую линию или
комплекс оборудования, входящий в состав линии, малого пред-
приятия или производственного цеха.
Реконструкцию технологических линий или комплексов обо-
рудования проводят с целью расширения ассортимента, повыше-
ния качества выпускаемой продукции и экономической эффек-
тивности, ресурсосбережения и обеспечения безопасности про-
изводства. При реконструкции применяют преимущественно
известное серийное оборудование, отвечающее современным тре-
бованиям. Наряду с этим в дипломном проекте необходимо вы-
полнить модернизацию одного или нескольких видов оборудова-
ния (машин или аппаратов), входящих в состав линии или комп-
лекса.
15
Принципиально новые виды технологического оборудования
разрабатывают с целью выпуска новой продукции или замены ус-
таревшего оборудования. Такая разработка, как правило, должна
базироваться на выполнении студентом исследований, направлен-
ных на совершенствование технологического процесса. В качестве
разрабатываемого изделия такого дипломного проекта целесооб-
разно выбрать соответствующие исследованному процессу маши-
ну или аппарат.
Реконструкция, модернизация или разработка нового оборудо-
вания должны быть направлены на повышение технике-экономи-
ческих показателей разрабатываемого изделия, под которыми
подразумевается:
расширение ассортимента и повышение качества выпускаемой
продукции на основе максимального учета запросов потребителя;
интенсификация технологических процессов и сокращения
производственного цикла выпуска продукции;
реализация ресурсе- и энергосберегающих технологий, обеспе-
чивающих рациональное использование сырья, материальных и
энергетических ресурсов;
переработка вторичной продукции и утилизация отходов ос-
новного производства для выпуска новых видов пищевых и кор-
мовых продуктов, материалов технического назначения и повы-
шения экологической безопасности производства;
снижение себестоимости продукции путем сокращения числа и
трудоемкости ручных операций, уменьшения потерь сырья, мате-
риальных и энергетических ресурсов;
повышение технологичности конструкций машин и аппаратов
в соответствии с требованиями, обеспечивающими оптимальные
условия изготовления, монтажа, обслуживания и ремонта обору-
дования;
обеспечение требований безусловной безопасности персонала,
средств производства и окружающей среды при монтаже, функци-
онировании и ремонте разработанного оборудования.
Формирование тематики дипломных работ рекомендуется
проводить на базе общего научного направления, разрабатыва-
емого на кафедре, а также увязывать тему научно-исследова-
тельской части дипломной работы с выполняемыми госбюд-
жетными научно-исследовательскими и хоздоговорными рабо-
тами.
Подготовка тематики дипломного проектирования ведется, ис-
ходя из предложений преподавателей выпускающих кафедр, а так-
же инициативных предложений промышленных предприятий и
студентов. Выпускающая кафедра разрабатывает тематику дип-
ломных проектов заблаговременно.
16
1.3. ОРГАНИЗАЦИЯ ДИПЛОМНОГО ПРОЕКТИРОВАНИЯ
Дипломное проектирование — самый сложный вид самостоя-
тельной работы студента, выполняемой им под контролем руково-
дителя.
i
1.3.1. ЗАДАНИЕ НА ДИПЛОМНЫЙ ПРОЕКТ
Тему дипломного проекта выбирает студент на добровольной
основе из перечня тем, предлагаемых кафедрой. Этот перечень
обновляется ежегодно и доводится до сведения студентов. Наряду
с этим возможно выполнение инициативных тем, которые пред-
лагают предприятия или студенты.
Практика последних лет показывает, что студенты весьма осоз-
нанно подходят к выбору темы проекта, увязывая выбор прежде
всего с отраслью, в которой они планируют работать, с будущим
местом работы, даже с конкретными нуждами предприятия. Та-
кой выбор зачастую проводится еще на 4-м курсе на стадии изуче-
ния дисциплин «Теория технологического потока», «Технологи-
ческое оборудование и линии АПК», «Технологическое оборудо-
вание отрасли» (частный курс) и выполнения курсового проекта,
УИР и др. Наблюдается стремление студентов сохранить единую
направленность тематики своей работы. Этому способствует и
производственная практика, в процессе которой студенты знако-
мятся с производством и его нуждами.
Такое стремление, безусловно, поощряется кафедрой, так как в
конечном итоге способствует целенаправленной подготовке сту-
дента и внедрению своего рода индивидуализации образования.
При подготовке и утверждении тем дипломных проектов учи-
тывают индивидуальные качества студентов: склонность к соот-
ветствующим наукам и сфера будущей научно-технической дея-
тельности, психологическую совместимость с руководителем дип-
ломного проектирования (студентам предоставляется возмож-
ность самим выбирать руководителя дипломного проекта).
Окончательно студент выбирает тему и получает задание на
дипломный проект перед преддипломной практикой. Все задания
должны иметь строго индивидуальный характер. В случае комп-
лексного проектирования, когда разработку крупного комплекса
оборудования выполняют несколько студентов, задание каждому
конкретизируют.
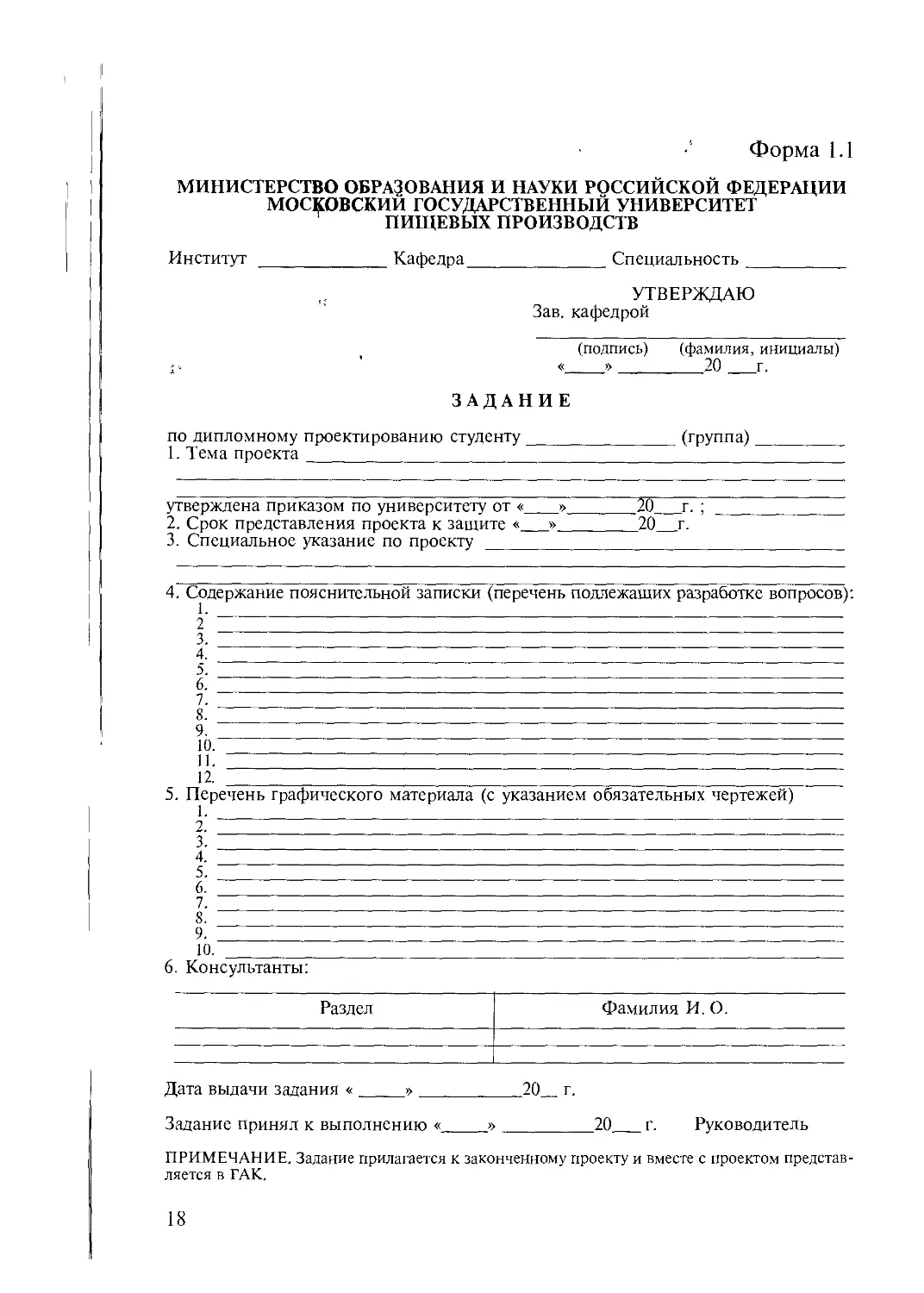
Задание на дипломное проектирование студенты получают от
руководителя на специальном бланке (форма 1.1).
В названии темы дипломного проекта необходимо указать
мероприятие, в рамках которого выполняется данный проект
(реконструкция, модернизация или разработка нового изде-
лия), наименование разрабатываемого изделия и его основную
2 С Т Антипов и др
17
Форма 1.1
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ПИЩЕВЫХ ПРОИЗВОДСТВ
Институт Кафедра Специальность
УТВЕРЖДАЮ
Зав. кафедрой
(подпись) (фамилия, инициалы)
1 * ' «__»20_________г.
ЗАДАНИЕ
по дипломному проектированию студенту________________(группа)_________
1. Тема проекта_______________________________________________________
утверждена приказом по университету от« » 2(Г г. ; ~
2. Срок представления проекта к защите «____»_________20__г.
3. Специальное указание по проекту __________________________________________
4. Содержание пояснительной записки (перечень подлежащих разработке вопросов):
2'
3.
4.
5.
6.
7.
12.' __________________________________________________________________________________
5. Перечень графического материала (с указанием обязательных чертежей)
1.
2.
3. ___________________________________________________________________________________
4.
5.
6.
7.
8.
9. ___________________________________________________________________________________
10.
6. Консультанты:
Раздел Фамилия И. О.
—
Дата выдачи задания «»20____________________г.
Задание принял к выполнению «»20_____________________г. Руководитель
ПРИМЕЧАНИЕ. Задание прилагается к законченному проекту и вместе с проектом представ
ляется в ГАК.
18
характеристику (как правило, это техническая производитель-
ность).
В специальном указании излагают конкретные научные и ин-
женерные задачи, требующие решения, а также цель работы. От
специального указания зависят основные направления и последо-
вательность выполнения этапов дипломного проектирования, со-
держание и соотношение объемов графической, текстовой и рас-
четной частей дипломного проекта.
Реконструкции должны предшествовать диагностика линии
или комплекса с целью выявления технологических операций,
машин и аппаратов, функционирование которых вносит наи-
больший вклад в снижение эффективности работы линии или
комплекса и являющихся «узкими местами» технологического
потока. Далее после патентной проработки необходима модер-
низация одного или нескольких видов неэффективного оборудо-
вания, направленная на достижение современного технического
уровня.
Разработке принципиально новой конструкции должно пред-
шествовать исследование, направленное на совершенствование
(интенсификацию) технологического процесса. Далее после па-
тентной проработки необходима реализация проектирования и
разработка изделия.
В каждом задании должен быть элемент технической новизны,
разработка которого была бы посильна студенту и прививала бы
ему навыки самостоятельной творческой инженерной работы.
После оформления задания студент заверяет его своей подпи-
сью, затем получает подписи всех консультантов, руководителя
дипломного проекта и представляет на утверждение заведующему
выпускающей кафедры.
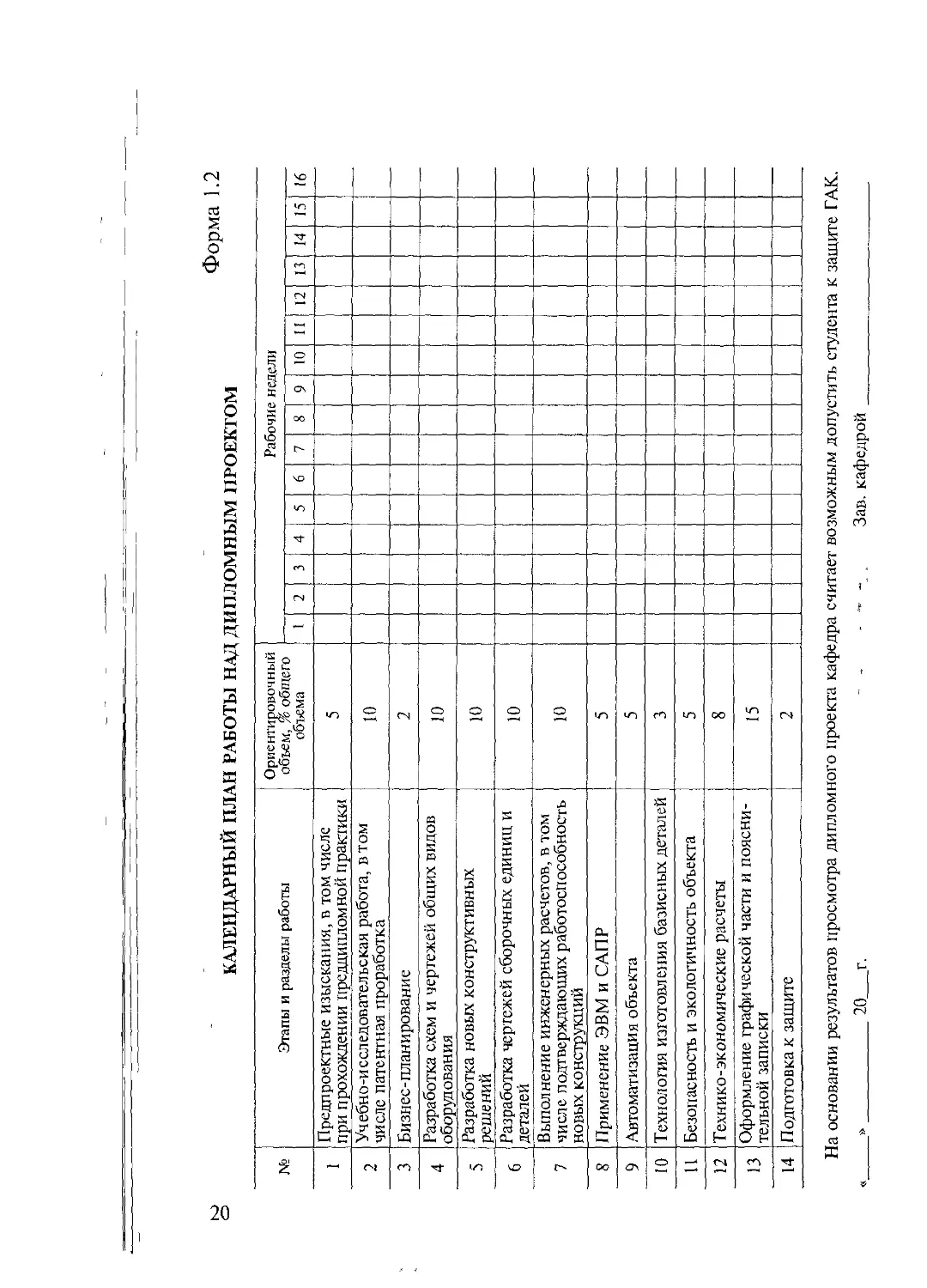
11.3.2. КАЛЕНДАРНЫЙ ПЛАН РАБОТЫ
НАД ДИПЛОМНЫМ ПРОЕКТОМ
Для организации ритмичной работы над дипломным проек-
том необходимо составить ее календарный план, для исключе-
ния ситуаций, ведущих к снижению качества дипломного про-
ектирования (форма 1.2). Началом работы над дипломным
проектом следует считать начало преддипломной практики,
когда студент получает задание на дипломное проектирование.
Окончанием работы считается представление проекта, соот-
ветствующего по содержанию и объему заданию. Оно должно
состояться примерно за одну неделю до начала защиты дип-
ломных проектов. С учетом действующих учебных планов про-
должительность предпроектных изысканий при прохождении
преддипломной практики и дипломного проектирования со-
ставляет 16 недель.
2»
19
о
Форма 1.2
КАЛЕНДАРНЫЙ ПЛАН РАБОТЫ НАД ДИПЛОМНЫМ ПРОЕКТОМ
№ Этапы и разделы работы Ориентировочный объем, % общего объема Рабочие недели
1 2 3 4 5 6 7 8 9 10 II 12 13 14 15 16
1 Предпроектные изыскания, в том числе при прохождении преддипломной практики 5
2 Учебно-исследовательская работа, в том числе патентная проработка 10
3 Бизнес-планирование 2
4 Разработка схем и чертежей общих видов оборудования 10
5 Разработка новых конструктивных решений 10
6 Разработка чертежей сборочных единиц и деталей 10
7 Выполнение инженерных расчетов, в том числе подтверждающих работоспособность новых конструкций 10
8 Применение ЭВМ и САПР 5
9 Автоматизация объекта 5
10 Технология изготовления базисных деталей 3
11 Безопасность и экологичность объекта 5
12 Технико-экономические расчеты 8
13 Оформление графической части и поясни- тельной записки 15
14 Подготовка к защите 2
На основании результатов просмотра дипломного проекта кафедра считает возможным допустить студента к защите ГАК.
____________20_____г.
Зав. кафедрой________________________
1.3.3. ПОРЯДОК ВЫПОЛНЕНИЯ ДИПЛОМНОГО ПРОЕКТА
В соответствии со специальным указанием задания дипломно-
го проекта студенту, как правило, необходимо решить ту или
иную задачу (найти техническое решение), для чего на первом
этапе выполнения проекта планируют проведение предпроектных
изысканий, предусматривающих сбор необходимых материалов
при прохождении преддипломной практики и изучение научно-
технической информации.
Учебно-исследовательская работа наряду с патентной прора-
боткой может быть дополнена необходимыми экспериментальны-
ми исследованиями в условиях производства или лаборатории. По
результатам проведенных исследований определяют значения тех-
нологических параметров, используемых в расчетах, строят соот-
ветствующие таблицы и графики.
Оптимальный вариант нового технического решения выбирают
и обосновывают в соответствии с методикой проектирования и
разработки оборудования.
Проектирование оборудования, связанное в основном с разра-
боткой схем и чертежей общих видов машин и аппаратов, сопро-
вождается выполнением инженерных расчетов (технологических,
кинематических, энергетических, теплотехнических и др.).
Конструирование оборудования, связанное в основном с разра-
боткой чертежей сборочных единиц базовых деталей, прежде все-
го сопровождается расчетами, подтверждающими работоспособ-
ность конструкций.
Студент' работает над дипломным проектом под постоянным конт-
ролем руководителя проекта, который своими разъяснениями и сове-
тами помогает студенту уточнить цели проектирования, определить
содержание проекта и методику его выполнения. Кроме этого, при
выполнении бизнес-плана реализации проекта, технико-экономичес-
ких расчетов, решении вопроса автоматизации изделия, выборе техно-
логии изготовления деталей, написании раздела по безопасности и
экологичности проекта, а также при работе над графической частью
студент должен обращаться за разъяснениями к консультантам и нор-
моконтролеру — специалистам в соответствующих областях.
При этом автором дипломного проекта является студент, который
несет полную ответственность за инженерные решения, технический
уровень и качество выполненных разработок и расчетов. Руководи-
тель проекта, консультанты и нормоконтролер помогают студенту в
достижении требуемого уровня дипломного проекта, но не являются
соисполнителями работы и не несут ответственности за соблюдение
сроков проектирования и качество дипломного проекта.
Студент обязан являться к консультанту по спецчасти не реже 1
раза в неделю, а к руководителю не реже 2 раз в месяц. В случаях
болезни или других уважительных причин пропусков консульта-
ций, студент должен ставить руководителя в известность.
21
В период дипломного проектирования кафедра организует три
контрольных просмотра для оценки хода работ и своевременности
выполнения этапов.
По окончании дипломного проектирования выпускающей ка-
федре целесообразно провести студенческую конференцию для
обсуждения и поощрения лучших работ, а для остальных диплом-
ников — предварительную защиту, на которой устанавливается
фактическая степень выполнения проекта с предъявлением сту-
дентом всех выполненных материалов (как в законченном, так и в
черновом виде).
Закончив работу над дипломным проектом, студент получает
подписи всех консультантов и нормоконтролера на титульном ли-
сте записки и на соответствующих чертежах. После этого диплом-
ный проект представляется для просмотра и подписания руково-
дителю проекта, который дает отзыв с оценкой работы студента
над проектом.
Руководитель проектирования, давая отзыв о работе студента
над проектом, объективно оценивает способности студента к са-
мостоятельной работе, инженерной деятельности, его теоретичес-
кую и практическую подготовку, степень новизны принятых ре-
шений, качество и полноту разработки проекта и его практичес-
кую ценность. При этом на отлично оценивается работа студента,
содержащая новые решения, дающая технико-экономический эф-
фект и позволяющая рекомендовать проект к практическому при-
менению. Отзыв руководителя проекта вкладывают в пояснитель-
ную записку.
После оформления пояснительной записки и соответствующих
чертежей, подписанных консультантами, нормоконтролером и ру-
ководителем проекта, студент представляет свой проект заведую-
щему кафедрой, который просматривает его, задает вопросы, де-
лает замечания, дает рекомендации по защите дипломного проек-
та и подписывает чертежи, титульный лист пояснительной запис-
ки. Затем в деканате факультета оформляется допуск к защите.
После этого назначается день защиты.
В случае если обнаружено несамостоятельное выполнение дип-
ломного проекта или срывается график его выполнения, студента
не допускают к защите и ему выдают новое или дополнительное
задание. Студент, не допущенный к защите или не защитивший
дипломный проект, может быть допущен к повторному диплом-
ному проектированию не ранее чем через год.
1.4. СТРУКТУРА ДИПЛОМНОГО ПРОЕКТА
По своей структуре дипломный проект представляет собой со-
вокупность проектной и рабочей конструкторской документации,
а также результатов научно-исследовательской работы. По оформ-
22
лению эти документы разделяют на графическую часть, состоя-
щую из 10... 14 листов формата А1, и текстовую часть, выполнен-
ную в виде пояснительной записки и состоящую (без приложе-
ний) из 100... 120 листов формата А4.
1.4.1. СОДЕРЖАНИЕ ГРАФИЧЕСКОЙ ЧАСТИ
В состав графической части дипломного проекта входят: проек-
тная конструкторская документация — чертежи общего вида (или
габаритный чертеж) технологической линии или комплекса обо-
рудования; общие виды машины или аппарата с разрезами, техни-
ческой характеристикой (чертеж общего вида сложных машин и
аппаратов может быть заменен габаритным чертежом); рабочая
конструкторская документация — чертежи сборочных единиц мо-
дернизируемых узлов или механизмов с необходимым количе-
ством проекций, разрезов, сечений; чертежи монтажные и ремон-
тные; рабочие чертежи деталей, входящих в состав модернизируе-
мых машин и аппаратов; чертежи и графики, поясняющие техно-
логию изготовления, сборки, монтажа и ремонта деталей и
сборочных единиц; графические исследовательские документы —
рисунки, схемы и графики, поясняющие анализ научно-техни-
ческой и патентной информации, методику проведения и резуль-
таты исследований; графические экономические материалы —
таблицы, диаграммы и графики.
Графические документы, выполненные на листах формата А4,
обычно помещают в пояснительную записку в качестве иллюстраци-
онного материала или приложения. Вместе с тем некоторые тексто-
вые документы (таблицы, расчетные формулы и др.) выполняют на
листах формата А1 и помещают в графическую часть в виде плакатов.
Если студент разрабатывает проект реконструкции малого
предприятия или цеха, то три-четыре листа чертежей могут быть
посвящены технологической части, например компоновке и раз-
мещению оборудования.
В случае выполнения научно-исследовательской работы для ее
освещения можно дать три-четыре плаката (таблицы, диаграммы,
чертеж экспериментальной установки), на остальных шести-семи
листах должны быть представлены проектные и конструктивные
разработки линии, машины или аппарата.
1.4.2. СОДЕРЖАНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
Содержание пояснительной записки дипломного проекта на-
ряду с графической частью должно продемонстрировать теорети-
ческую и практическую подготовку студента к решению профес-
сиональных задач в производственно-технической, научно-иссле-
23
довательской, проектно-конструкторской и организационно-уп-
равленческой деятельности.
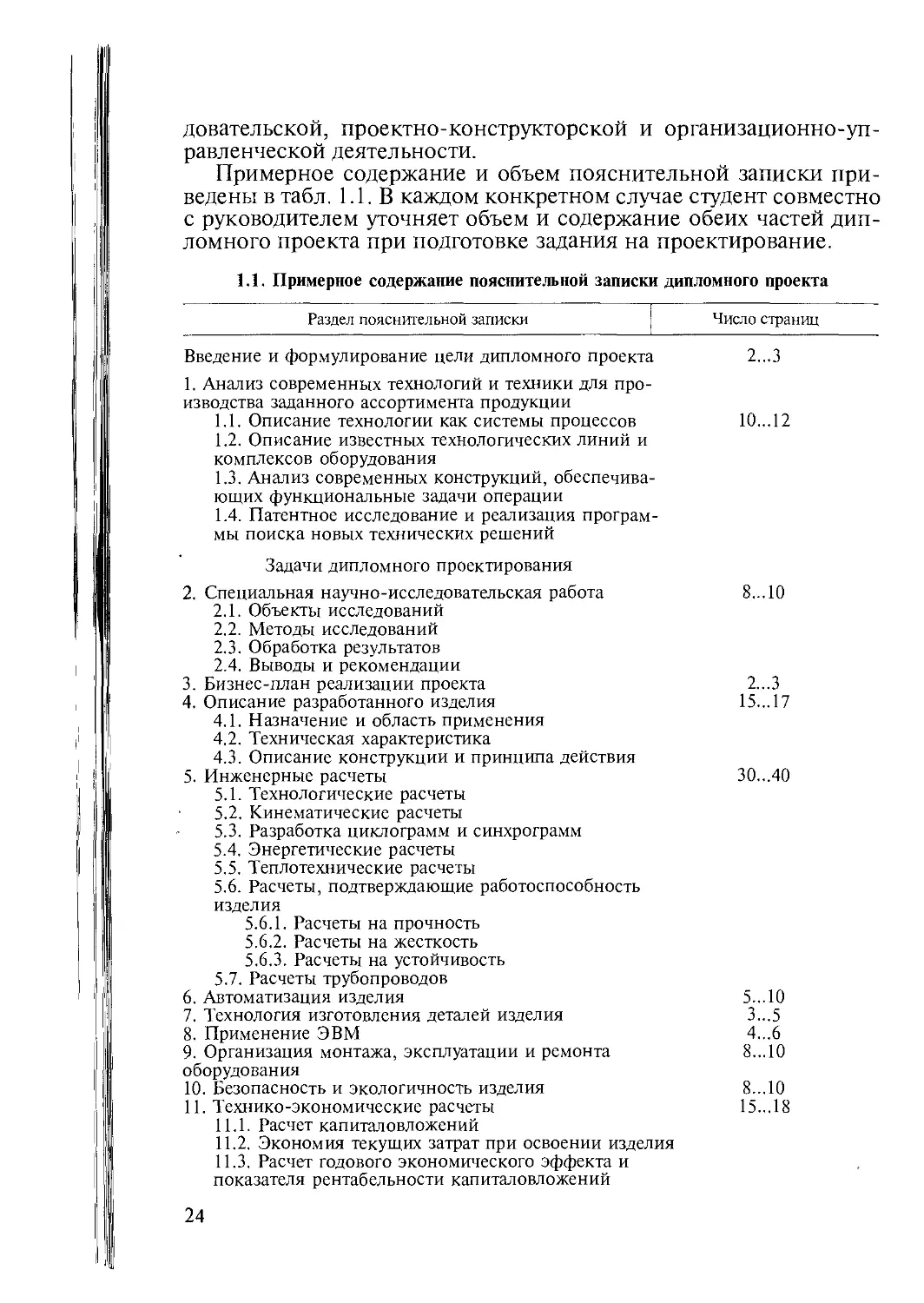
Примерное содержание и объем пояснительной записки при-
ведены в табл. 1.1. В каждом конкретном случае студент совместно
с руководителем уточняет объем и содержание обеих частей дип-
ломного проекта при подготовке задания на проектирование.
1.1. Примерное содержание пояснительной записки дипломного проекта
Раздел пояснительной записки Число страниц
Введение и формулирование цели дипломного проекта 1. Анализ современных технологий и техники для про- изводства заданного ассортимента продукции 1.1. Описание технологии как системы процессов 1.2. Описание известных технологических линий и комплексов оборудования 1.3. Анализ современных конструкций, обеспечива- ющих функциональные задачи операции 1.4. Патентное исследование и реализация програм- мы поиска новых технических решений Задачи дипломного проектирования 2. Специальная научно-исследовательская работа 2.1. Объекты исследований 2.2. Методы исследований 2.3. Обработка результатов 2.4. Выводы и рекомендации 3. Бизнес-план реализации проекта 4. Описание разработанного изделия 4.1. Назначение и область применения 4.2. Техническая характеристика 2...3 10...12 8...10 2...3 15...17
4.3. Описание конструкции и принципа действия 5. Инженерные расчеты 5.1. Технологические расчеты 5.2. Кинематические расчеты 5.3. Разработка циклограмм и синхрограмм 5.4. Энергетические расчеты 5.5. Теплотехнические расчеты 5.6. Расчеты, подтверждающие работоспособность изделия 5.6.1. Расчеты на прочность 5.6.2. Расчеты на жесткость 5.6.3. Расчеты на устойчивость 5.7. Расчеты трубопроводов 6. Автоматизация изделия 7. Технология изготовления деталей изделия 8. Применение ЭВМ 9. Организация монтажа, эксплуатации и ремонта оборудования 10. Безопасность и экологичность изделия 11. Технико-экономические расчеты 11.1. Расчет капиталовложений 30...40 5...10 3...5 4...6 8...10 8...10 15...18
11.2. Экономия текущих затрат при освоении изделия
11.3. Расчет годового экономического эффекта и
показателя рентабельности капиталовложений
24
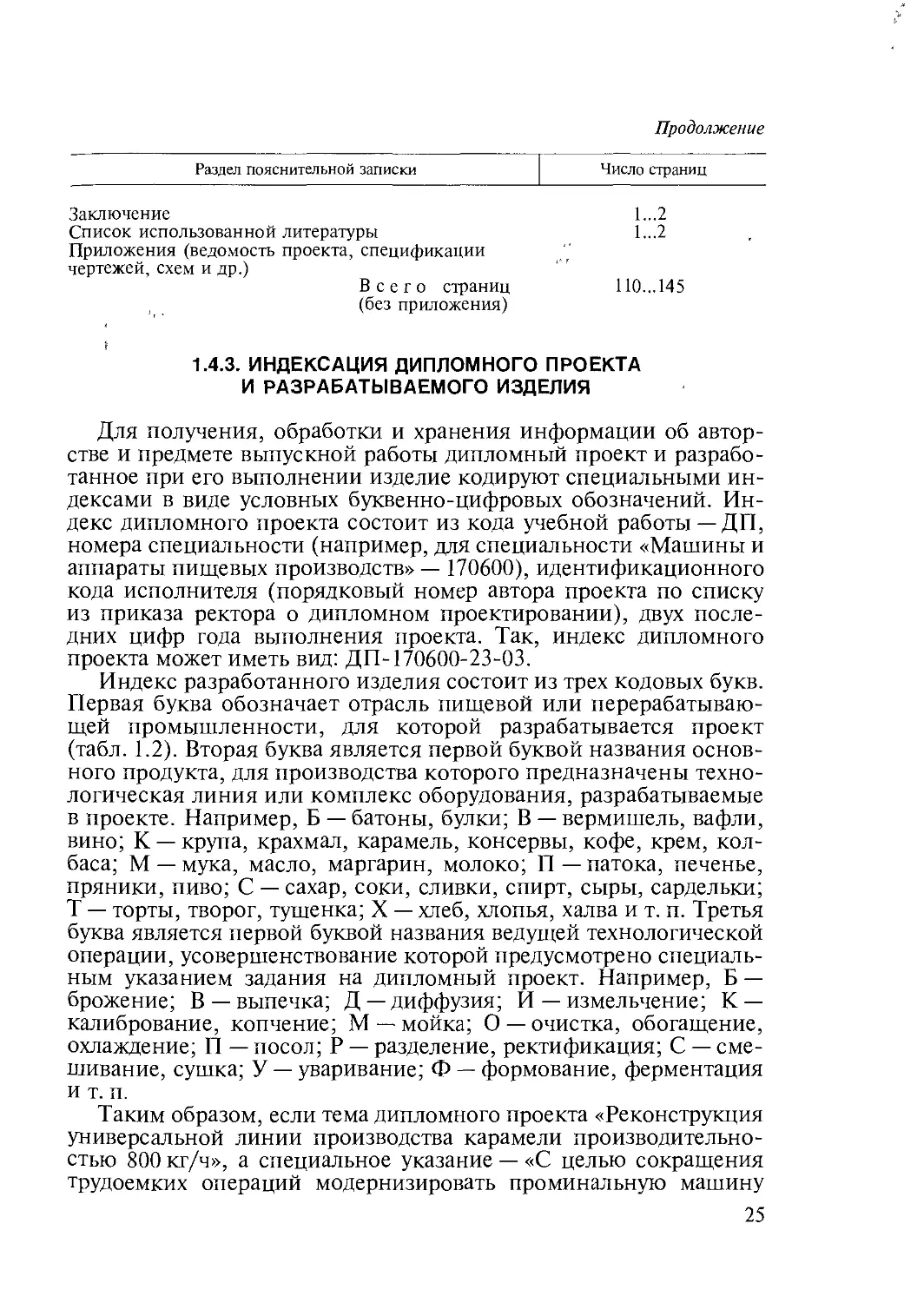
Продолжение
Раздел пояснительной записки
Число страниц
Заключение 1...2
Список использованной литературы 1...2
Приложения (ведомость проекта, спецификации
чертежей, схем и др.)
Всего страниц ПО... 145
, (без приложения)
1.4.3. ИНДЕКСАЦИЯ ДИПЛОМНОГО ПРОЕКТА
И РАЗРАБАТЫВАЕМОГО ИЗДЕЛИЯ
Для получения, обработки и хранения информации об автор-
стве и предмете выпускной работы дипломный проект и разрабо-
танное при его выполнении изделие кодируют специальными ин-
дексами в виде условных буквенно-цифровых обозначений. Ин-
декс дипломного проекта состоит из кода учебной работы — ДП,
номера специальности (например, для специальности «Машины и
аппараты пищевых производств» — 170600), идентификационного
кода исполнителя (порядковый номер автора проекта по списку
из приказа ректора о дипломном проектировании), двух после-
дних цифр года выполнения проекта. Так, индекс дипломного
проекта может иметь вид: ДП-170600-23-03.
Индекс разработанного изделия состоит из трех кодовых букв.
Первая буква обозначает отрасль пищевой или перерабатываю-
щей промышленности, для которой разрабатывается проект
(табл. 1.2). Вторая буква является первой буквой названия основ-
ного продукта, для производства которого предназначены техно-
логическая линия или комплекс оборудования, разрабатываемые
в проекте. Например, Б — батоны, булки; В — вермишель, вафли,
вино; К — крупа, крахмал, карамель, консервы, кофе, крем, кол-
баса; М — мука, масло, маргарин, молоко; П — патока, печенье,
пряники, пиво; С — сахар, соки, сливки, спирт, сыры, сардельки;
Т — торты, творог, тушенка; X — хлеб, хлопья, халва и т. п. Третья
буква является первой буквой названия ведущей технологической
операции, усовершенствование которой предусмотрено специаль-
ным указанием задания на дипломный проект. Например, Б —
брожение; В —выпечка; Д —диффузия; И — измельчение; К —
калибрование, копчение; М — мойка; О — очистка, обогащение,
охлаждение; П — посол; Р — разделение, ректификация; С — сме-
шивание, сушка; У — уваривание; Ф — формование, ферментация
и т. п.
Таким образом, если тема дипломного проекта «Реконструкция
универсальной линии производства карамели производительно-
стью 800 кг/ч», а специальное указание — «С целью сокращения
трудоемких операций модернизировать проминальную машину
25
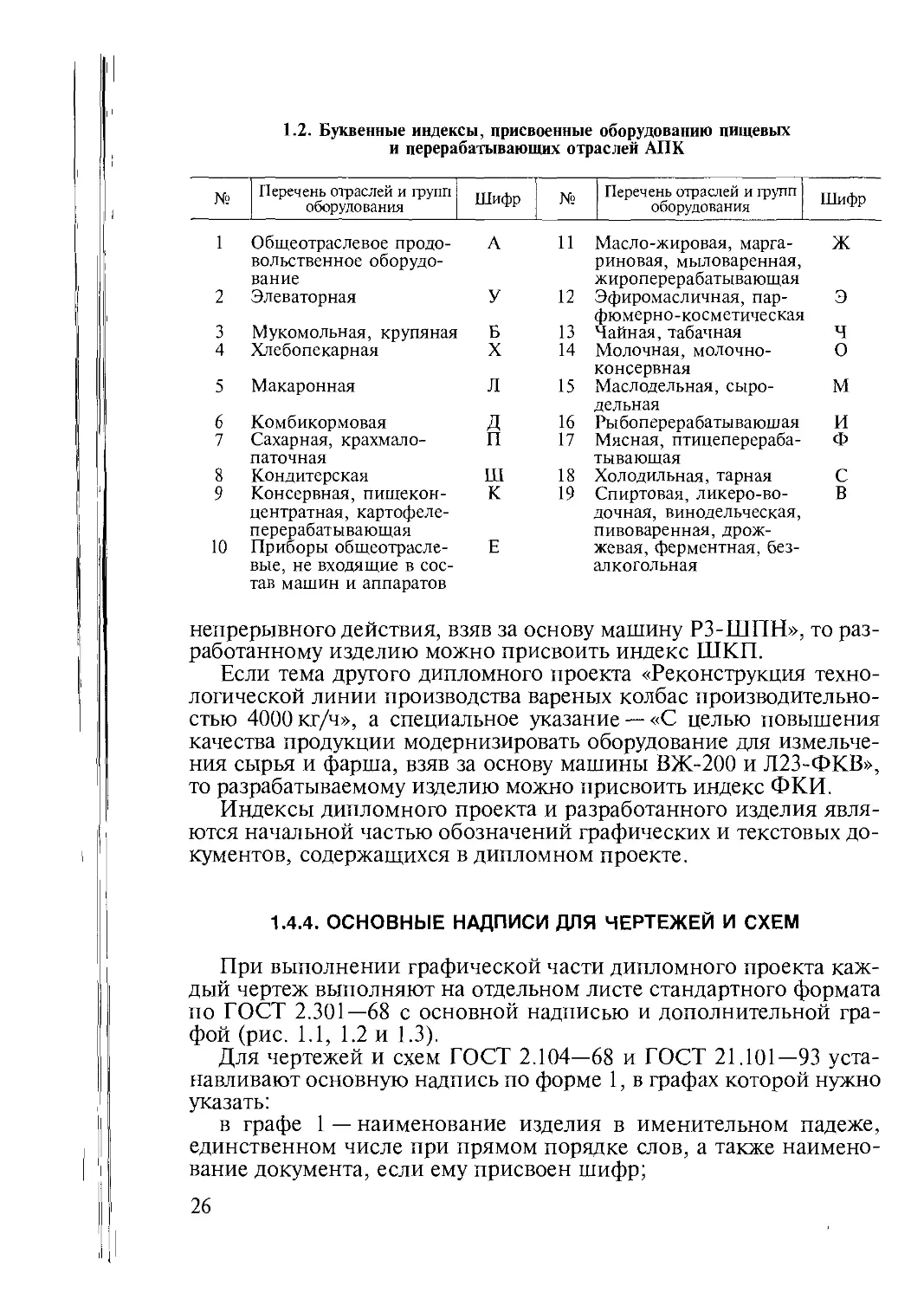
1.2. Буквенные индексы, присвоенные оборудованию пищевых
и перерабатывающих отраслей АПК
№ Перечень отраслей и групп оборудования Шифр № Перечень отраслей и групп оборудования Шифр
1 Общеотраслевое продо- А 11 Масло-жировая, марга- Ж
2 вольственное оборудо- вание Элеваторная У 12 риновая, мыловаренная, жироперерабатывающая Эфиромасличная, пар- Э
3 Мукомольная, крупяная Б 13 фюмерно-косметическая Чайная, табачная Ч
4 Хлебопекарная X 14 Молочная, молочно- О
5 Макаронная Л 15 консервная Маслодельная, сыро- м
6 Комбикормовая Д 16 дельная Рыбоперерабатывающая и
7 Сахарная, крахмало- П 17 Мясная, птицеперераба- ф
8 паточная Кондитерская ш 18 тывающая Холодильная, тарная с
9 Консервная, пищекон- к 19 Спиртовая, ликеро-во- в
10 центратная, картофеле- перерабатывающая Приборы общеотрасле- вые, не входящие в сос- тав машин и аппаратов Е дочная, винодельческая, пивоваренная, дрож- жевая, ферментная, без- алкогольная
непрерывного действия, взяв за основу машину РЗ-ШПН», то раз-
работанному изделию можно присвоить индекс ШКП.
Если тема другого дипломного проекта «Реконструкция техно-
логической линии производства вареных колбас производительно-
стью 4000 кг/ч», а специальное указание — «С целью повышения
качества продукции модернизировать оборудование для измельче-
ния сырья и фарша, взяв за основу машины ВЖ-200 и Л23-ФКВ»,
то разрабатываемому изделию можно присвоить индекс ФКИ.
Индексы дипломного проекта и разработанного изделия явля-
ются начальной частью обозначений графических и текстовых до-
кументов, содержащихся в дипломном проекте.
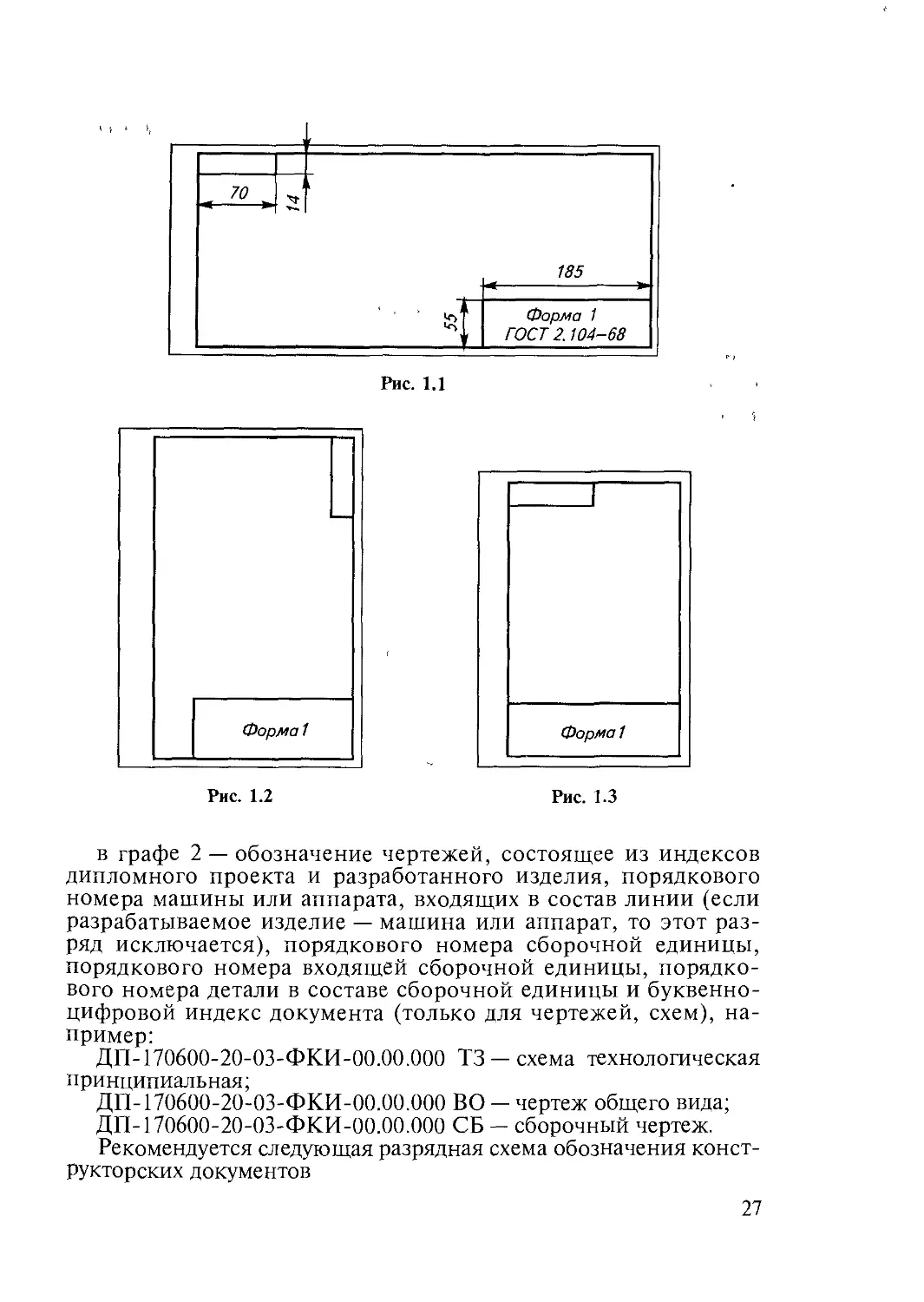
1.4.4. ОСНОВНЫЕ НАДПИСИ ДЛЯ ЧЕРТЕЖЕЙ И СХЕМ
При выполнении графической части дипломного проекта каж-
дый чертеж выполняют на отдельном листе стандартного формата
по ГОСТ 2.301—68 с основной надписью и дополнительной гра-
фой (рис. 1.1, 1.2 и 1.3).
Для чертежей и схем ГОСТ 2.104—68 и ГОСТ 21.101—93 уста-
навливают основную надпись по форме 1, в графах которой нужно
указать:
в графе 1 — наименование изделия в именительном падеже,
единственном числе при прямом порядке слов, а также наимено-
вание документа, если ему присвоен шифр;
26
Рис. 1.3
Рис. 1.2
в графе 2 — обозначение чертежей, состоящее из индексов
дипломного проекта и разработанного изделия, порядкового
номера машины или аппарата, входящих в состав линии (если
разрабатываемое изделие — машина или аппарат, то этот раз-
ряд исключается), порядкового номера сборочной единицы,
порядкового номера входящей сборочной единицы, порядко-
вого номера детали в составе сборочной единицы и буквенно-
цифровой индекс документа (только для чертежей, схем), на-
пример:
ДП-170600-20-03-ФКИ-00.00.000 ТЗ —схема технологическая
принципиальная;
ДП-170600-20-03-ФКИ-00.00.000 ВО — чертеж общего вида;
ДП-170600-20-03-ФКИ-00.00.000 СБ — сборочный чертеж.
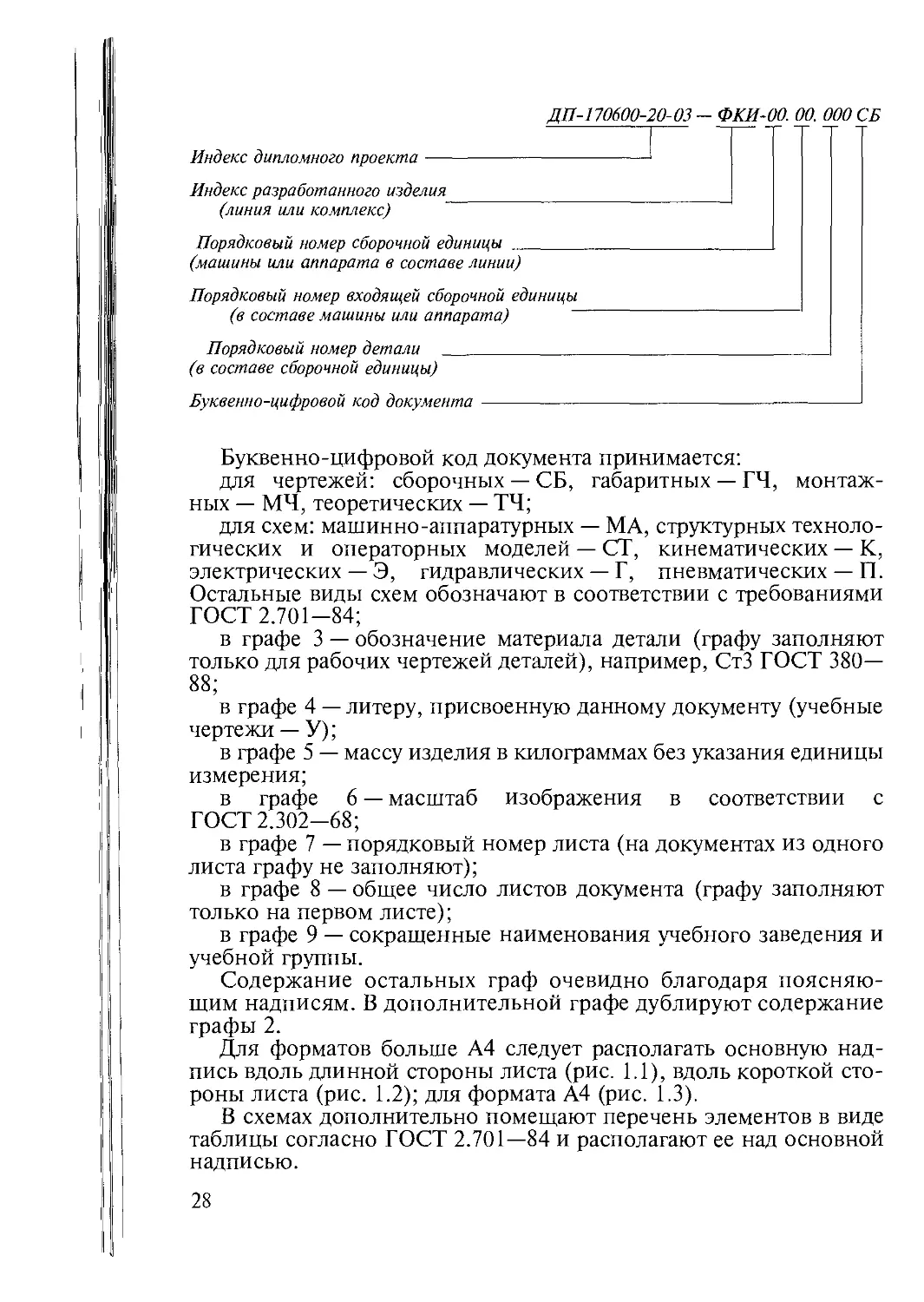
Рекомендуется следующая разрядная схема обозначения конст-
рукторских документов
27
ДП-170600-20-03 - ФКИ-ОО. 00. 000 СБ
Индекс дипломного проекта-----------------
Индекс разработанного изделия
(линия или комплекс)
Порядковый номер сборочной единицы
(машины или аппарата в составе линии)
Порядковый номер входящей сборочной единицы
(в составе машины или аппарата)
Порядковый номер детали _________________________________
(в составе сборочной единицы)
Буквенно-цифровой код документа------------------------------
Буквенно-цифровой код документа принимается:
для чертежей: сборочных — СБ, габаритных — ГЧ, монтаж-
ных — МЧ, теоретических — ТЧ;
для схем: машинно-аппаратурных — МА, структурных техноло-
гических и операторных моделей — СТ, кинематических — К,
электрических — Э, гидравлических — Г, пневматических — П.
Остальные виды схем обозначают в соответствии с требованиями
ГОСТ 2.701-84;
в графе 3 — обозначение материала детали (графу заполняют
только для рабочих чертежей деталей), например, СтЗ ГОСТ 380—
88;
в графе 4 — литеру, присвоенную данному документу (учебные
чертежи — У);
в графе 5 — массу изделия в килограммах без указания единицы
измерения;
в графе 6 — масштаб изображения в соответствии с
ГОСТ 2.302-68;
в графе 7 — порядковый номер листа (на документах из одного
листа графу не заполняют);
в графе 8 — общее число листов документа (графу заполняют
только на первом листе);
в графе 9 — сокращенные наименования учебного заведения и
учебной группы.
Содержание остальных граф очевидно благодаря поясняю-
щим надписям. В дополнительной графе дублируют содержание
графы 2.
Для форматов больше А4 следует располагать основную над-
пись вдоль длинной стороны листа (рис. 1.1), вдоль короткой сто-
роны листа (рис. 1.2); для формата А4 (рис. 1.3).
В схемах дополнительно помещают перечень элементов в виде
таблицы согласно ГОСТ 2.701—84 и располагают ее над основной
надписью.
28
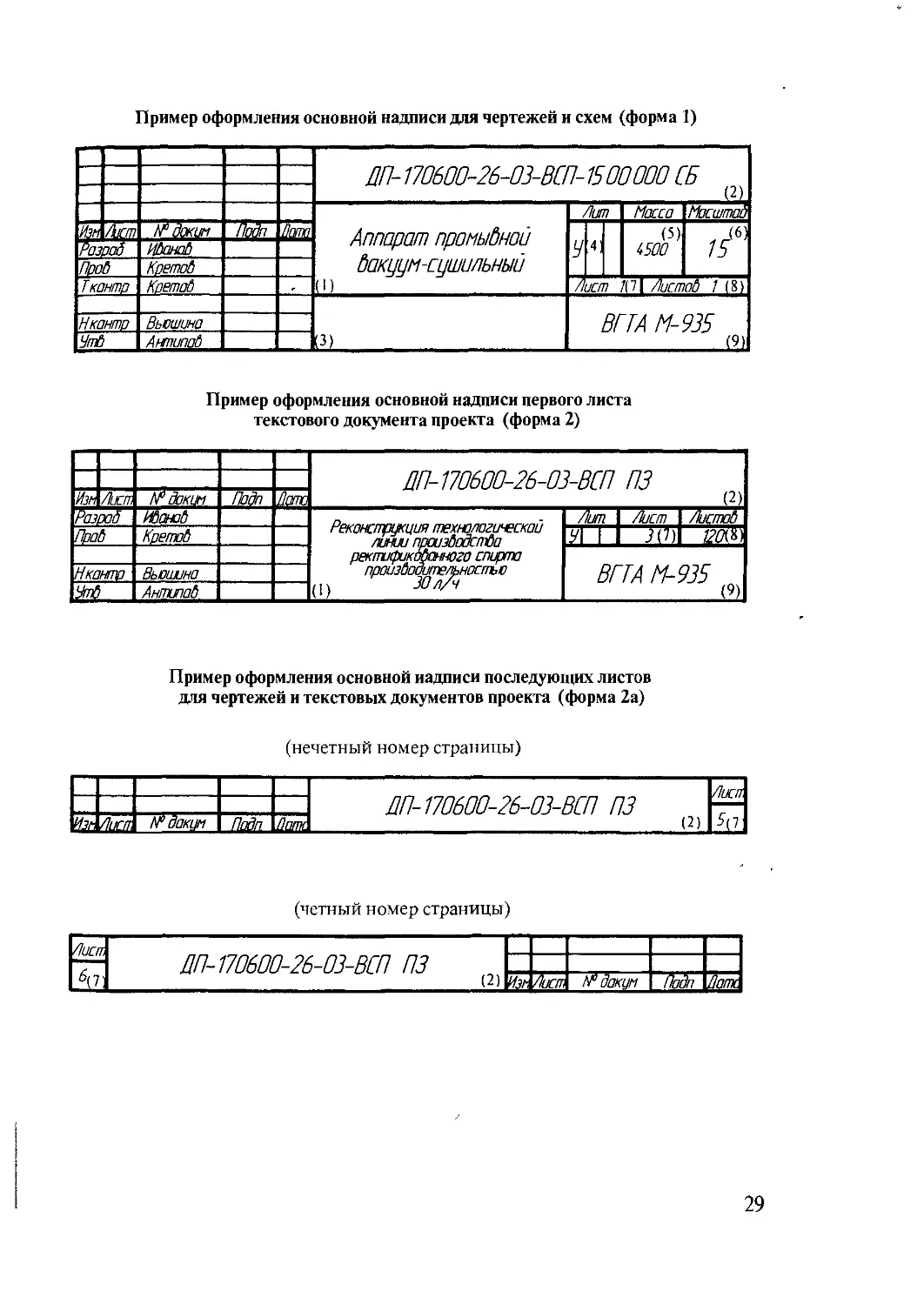
Пример оформления основной надписи для чертежей и схем (форма 1)
ДП- 17О6ОО-26-ОЗ-ВСП-1500000 СБ (2)
Аппарат промыбной бакуум-сушильный in Лип Масса Масштаб
и га иййяя жя У 4) (5) iSOO 15(6}
Разраб Ийонаб
Проб Кретоб
Ткантр Кретоб Лист 7(7| Листоб 7(8)
Щ ВГСА М-935 (9)
Нкантр Вышина
Утб Антипаб
Пример оформления основной надписи первого листа
текстового документа проекта (форма 2)
н- —] ДП-17О6ОО-26-ОЗ-ВСП ПЗ (2)
Разраб Ибаноб Реконструкция технологической /шзи произбодстба ректификобанного спирта производительностью (1) ЗОл/ч Лит Лист Листоб
Проб Кретоб у| 1 701 ~w
ВГСА М-935 т
Нкантр Вышина
Антипаб
Пример оформления основной надписи последующих листов
для чертежей и текстовых документов проекта (форма 2а)
(нечетный номер страницы)
2И Ши ИДД г/да
ДП-17О6ОО-26-ОЗ-ВСП ПЗ
(четный номер страницы)
Лисп. ДП-17О6ОО-26-ОЗ-ВСП ПЗ (2)
Лисп, /Л Лакин Подл Цат
29
1.4.5. ОСНОВНЫЕ НАДПИСИ ДЛЯ ТЕКСТОВЫХ ДОКУМЕНТОВ
Основные надписи выполняют на титульном, первом и пос-
ледующих листах пояснительной записки, спецификациях
чертежей, ведомости дипломного проекта и на другой конст-
рукторской, эксплуатационной и ремонтной текстовой доку-
ментации.
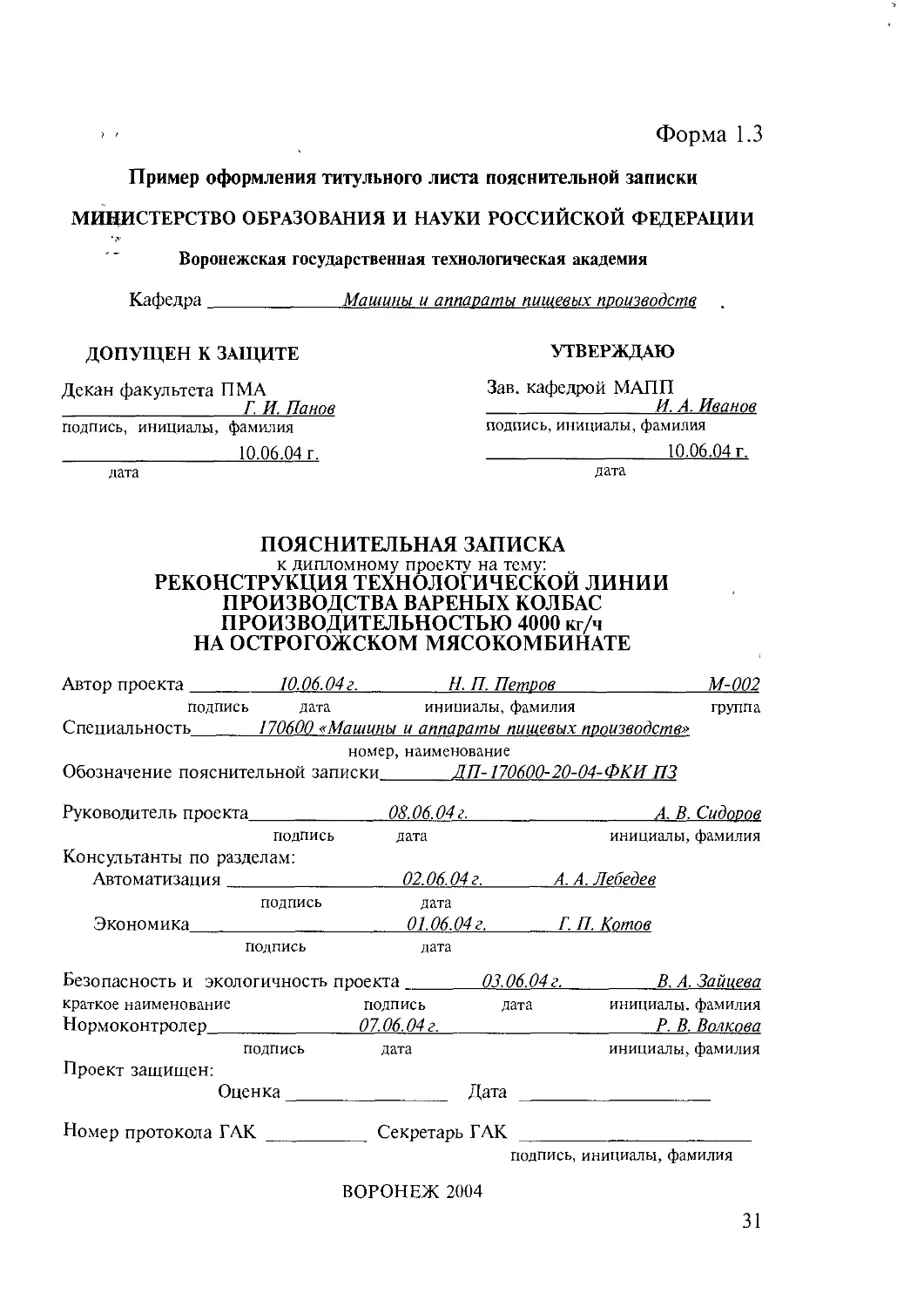
Титульный лист. В дипломном проекте титульный лист являет-
ся первым листом пояснительной записки и выполняется на лис-
тах формата А4 в соответствии с требованиями ГОСТ 2.105—95
(форма 1.3).
На титульном листе необходимо указать: наименование мини-
стерства, вуза и выпускающей кафедры; фамилии и подписи заве-
дующего выпускающей кафедрой (утверждающего законченный
дипломный проект) и декана факультета (утверждающего допуск
к защите).
Ниже на титульном листе указывают название документа (по-
яснительная записка) и название темы проекта по приказу ректо-
ра вуза на дипломное проектирование. Тему называют без сокра-
щения слов с указанием основной характеристики изделия (как
правило, это техническая производительность линии, машины
или аппарата).
Ниже следуют фамилия и инициалы автора проекта, код его
учебной группы, подпись и дата. Указывают номер и название ин-
женерной специальности и обозначение пояснительной запис-
ки, содержащее индексы дипломного проекта и разработанного
изделия (например, ДП-170600-20-03-ФКИ ПЗ).
Далее идут фамилии, инициалы, подписи руководителя проек-
та, консультантов по разделам и нормоконтролера, даты.
В нижней части титульного листа указывают оценку и дату за-
щиты проекта, номер протокола ГАК, фамилию и инициалы се-
кретаря ГАК и его подпись, ниже — город и год защиты.
Основная надпись на листах пояснительной записки должна
соответствовать требованиям ГОСТ 2.104—68 (см. формы 2 и 2а).
Основная надпись первого листа записки, на котором помеща-
ют оглавление проекта, в графе 1 (см. форму 2) — содержит назва-
ние темы дипломного проекта; в графе 2 — обозначение поясни-
тельной записки, например ДП-170600-12-03-ВСП ПЗ; в графе
7 — номер страницы по порядку; в графе 8 — общее число стра-
ниц.
Основная надпись последующих листов пояснительной запис-
ки в графе 2 —содержит обозначение, например, ДП-170600-12-
03-ВСП ПЗ, а в графе 7 — номер страницы.
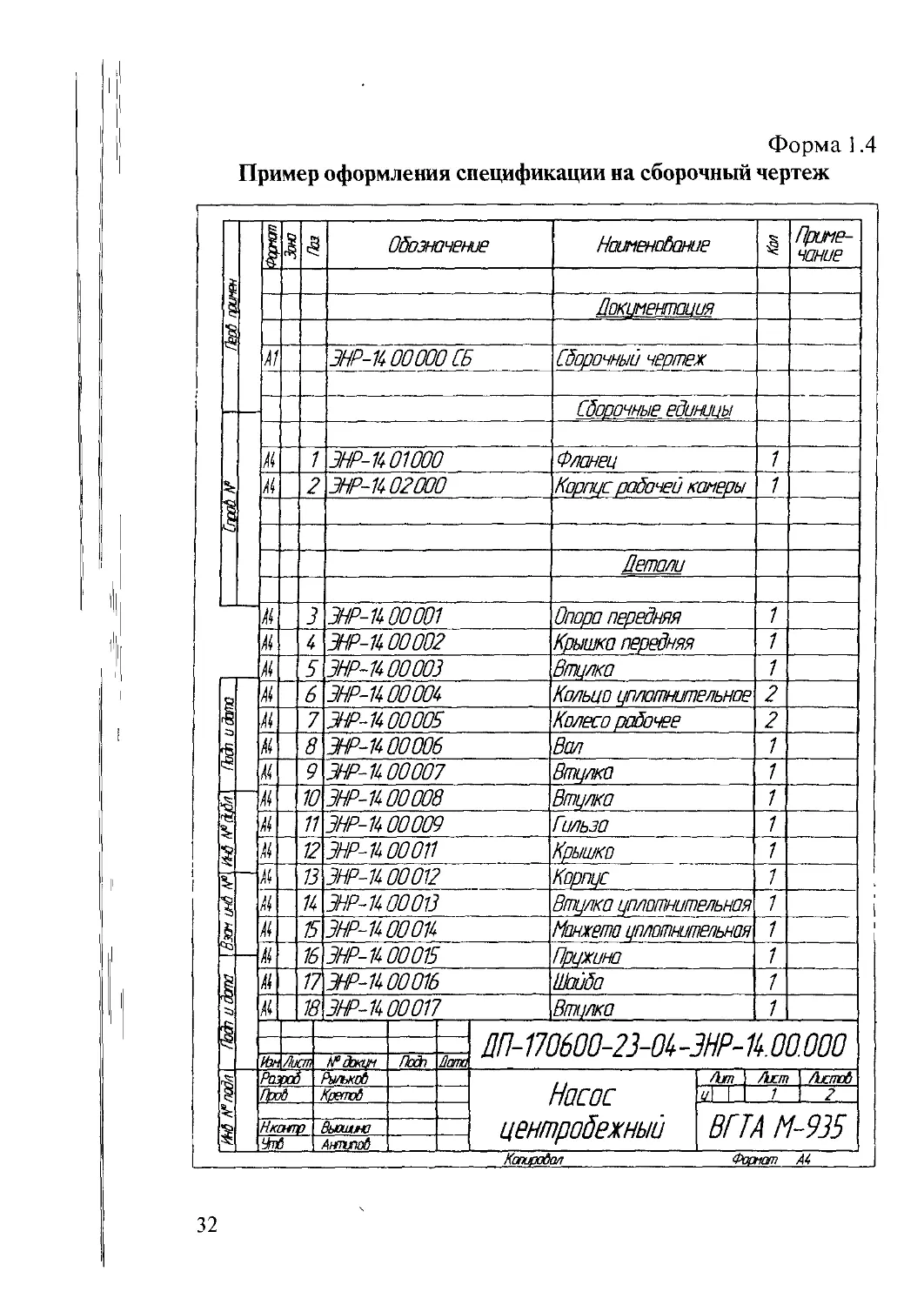
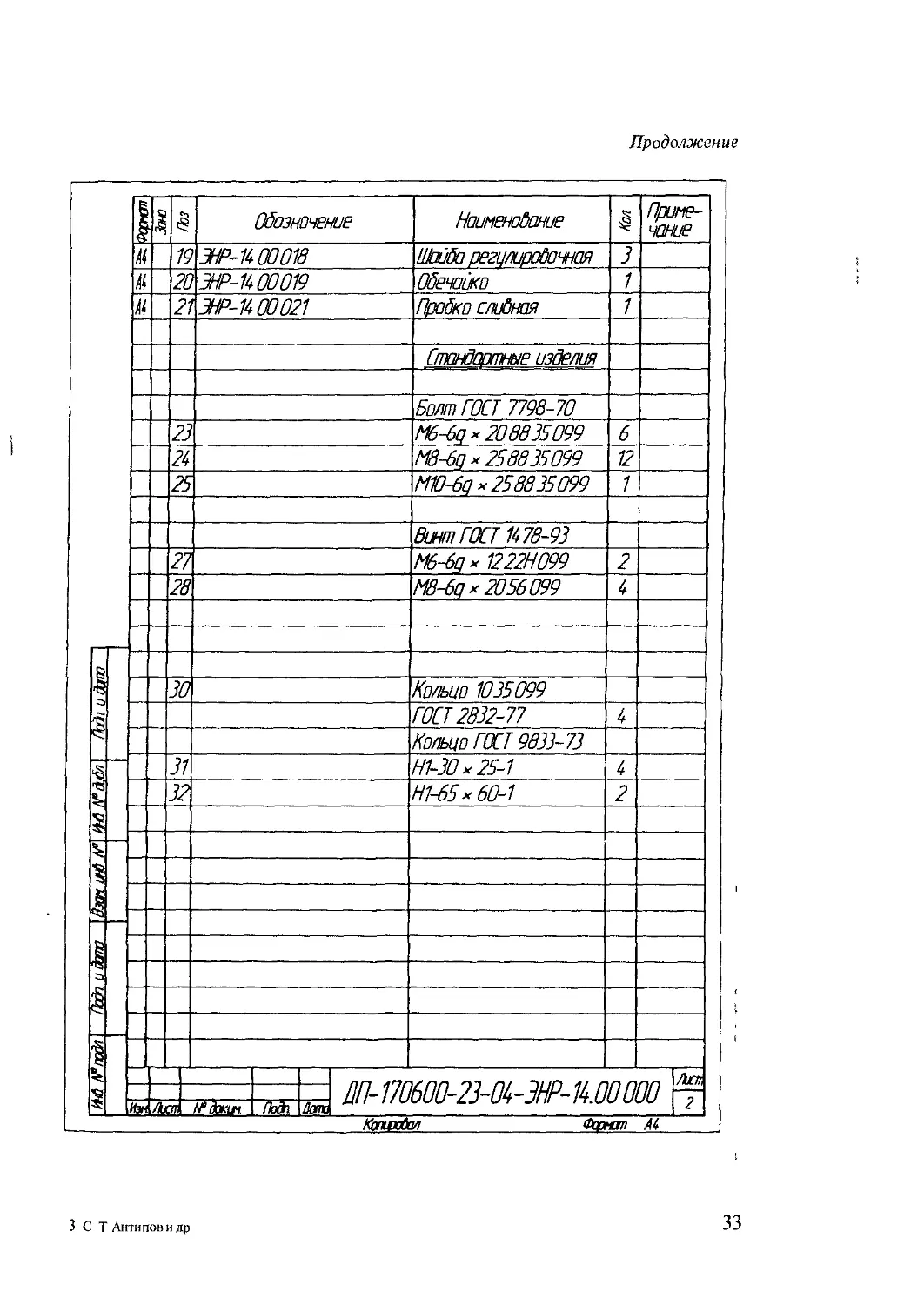
Форма и порядок заполнения спецификаций на все виды изде-
лий установлены ГОСТ 2.106—96. Спецификации на разработан-
ное изделие и на каждую сборочную единицу составляют на от-
дельных листах формата А4 по форме 1.4.
30
Форма 1.3
Пример оформления титульного листа пояснительной записки
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Воронежская государственная технологическая академия
Кафедра Машины и аппараты пищевых производств
ДОПУЩЕН К ЗАЩИТЕ
Декан факультета ПМА
__________________Г. И. Панов
подпись, инициалы, фамилия
10.06.04 г.
дата
УТВЕРЖДАЮ
Зав. кафедрой МАПП
_________________И. А. Иванов
подпись, инициалы, фамилия
10.06.04 г.
дата
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к дипломному проекту на тему:
РЕКОНСТРУКЦИЯ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ
ПРОИЗВОДСТВА ВАРЕНЫХ КОЛБАС
ПРОИЗВОДИТЕЛЬНОСТЬЮ 4000 кг/ч
НА ОСТРОГОЖСКОМ МЯСОКОМБИНАТЕ
Автор проекта 10.06.04 г.Н. П. Петров М-002
подпись дата инициалы, фамилия группа
Специальность 170600 «Машины и аппараты пищевых производств»
номер, наименование
Обозначение пояснительной записки ДП- 170600-20-04-ФКИ ПЗ
Руководитель проекта 08.06.04 г.А. В. Сидоров
подпись дата инициалы, фамилия
Консультанты по разделам:
Автоматизация 02.06.04г.А. А. Лебедев
подпись дата
Экономика 01.06.04 г.Г. П. Котов
подпись дата
Безопасность и экологичность проекта 03.06.04г.В. А. Зайцева
краткое наименование подпись дата инициалы, фамилия
Нормоконтролер 07.06.04 г.Р. В. Волкова
подпись дата инициалы, фамилия
Проект защищен:
Оценка Дата
Номер протокола ГАК Секретарь ГАК
подпись, инициалы, фамилия
ВОРОНЕЖ 2004
31
Форма 1.4
Пример оформления спецификации на сборочный чертеж
Спазб_Н° ) ГЫ поит 1 1 £ Обозначение НаименоЬйние 1 Приме- чание
Докиментация
И 3HP-U00000 СБ Сборочный чертеж
Сборочные единицы
Л4 7 ЗНР-КОЮОО Фланец 7
М 2 3HP-U02000 Корпус рабочей камеры 7
Детали
74 3 ЗНР-К00001 Опора передняя 7
74 4 ЗНР-1Ш002 Крышка передняя 7
5 3HP-K00003 Вгщлка 7
ЛхЬидта \Ьзан инй №\Ы Подп и Ата — М 6 ЗНР-КООООЬ Кольцо уплотнительное 2
74 7 3HP-U 00005 Колесо рабочее 2
М 8 ЗНР-К00006 Вал 1
И 9 ЗНР-%00007 Втулка 1
10 ЗНР-%00008 Втулка 1
74 11 ЗНР-К00009 Сильза 1
12 3HP-U00011 Крышка 1
13 ЗНР-К 00012 Корпус 1
74 74 ЭНР-К00013 Втулка уплотнительная 1
15 3HP-U000U Манжета уплотнительная 1
И, 16 ЗНР-%00015 Пружина 1
!к 17 3HP-U00016 Шайба 1
18 ЗНР-К00017 Втулка 1
ИП-170600-23-04-ЗНР-1Ш.000
Изн (бдопин Подл Допа
Инб /К поди 1 Разраб °ыаьхоб Насос центробежный Лит Лист Листоб
Проб Кретб ill 1 2
ВГТА М-935
Нконтр Зьашна
Упб ^нтипоб
Копировал Формат А4
32
Продолжение
I
5:
§
St
§
рД
1 >§ Обозначение Наименование 3 Приме- чание
и 19 ЭНР-К00018 Шайба регцпиробачная 3
я 20 ЭНР-К00019 Обечайка 1
к 21 ЗНР-К00021 Пробка слибная 1
Стандотние изделия
Болт ГОСТ 7798-70
23 M6-6q*208835099 6
2Ь M8-6g м 258835099 12
25 M10-6qx258835099 1
Винт ГОСТ К78-93
27 M6-6gx 1222Н099 2
28 M8-6qx2056099 4
30 Кольцо 1035099
ГОСТ 2832-77 4
Кольцо ГОСТ 9833-73
31 Н1-30х25-1 4
32 Н1-65х 60-1 2
“п Изн Лит. ип-тоо-зз-оизн’-и.ооооо Удокин. Пап &т •=
Формат А4
Копообол
ЗСТ Антипов и др
33
Форма 1.5
Пример оформления ведомости дипломного проекта
§ Обозначение Наименование 1 Приме- чате
1
—
и, 7 ФКИ-0000000ПЗ Пояснительная записка 106
%
1
Графическая
часть
g м 1 ФКИ-ОООООООВО Технологическая линия 1
// 2 ФКИ-ОООООООСТ Схема технологическая 1
4/ 3 ФКИ-0000000А2 Схема автоматизации 1
<5 л/ 1> ФКИ-0100000 СБ Волчок 2
— 4/ 5 ФКИ-0200000 СБ Фаршемешалка 1
4/ 6 ФКИ-ОЗОООООСБ Куттер 3
§ М 7 ФКИ-ОШООО СБ Клипсатор 1
% и 8 ФКИ-0300021 ШкиЬ 1
а 9 ФКИ-0300025 Вал ножебой 1
1 N, 10 ФКИ-ОЗО^ 100 Нож куттера 1
— Ki 11 ФКИ-О318ООЗ Корпус ножа 1
и дата м Всего 11
§
- 1Ы -2 У-й-ФКИ ////
ИМ zta N’Baan Подл Цела
Разраб Рылькоб Лит Лист Листоб
Псой Кретоб весомость vl 1 1 1
% дипломного
3 Нконпр Вышина проекта Н А М-ЧЪ
Чтб Ампипоб
Кашробол Формат М
34
Спецификации в общем виде состоят из разделов, которые рас-
полагают в следующем порядке: «Документация», «Комплексы»,
«Сборочные единицы», «Детали», «Стандартные изделия», «Про-
чие изделия», «Материалы», «Комплекты». Наименование каждо-
го раздела размещают в виде заголовка в графе «Наименование» и
подчеркивают. Выше и ниже заголовка оставляют не менее одной
свободной строки.
Допускается совмещение спецификации со сборочным черте-
жом только на листе формата А4. При этом спецификацию распо-
лагают ниже графического изображения изделия над основной
надписью и заполняют ее в том же порядке и по той же форме, что
и спецификацию, выполненную на отдельном листе. Основная
надпись на этом чертеже не изменяется.
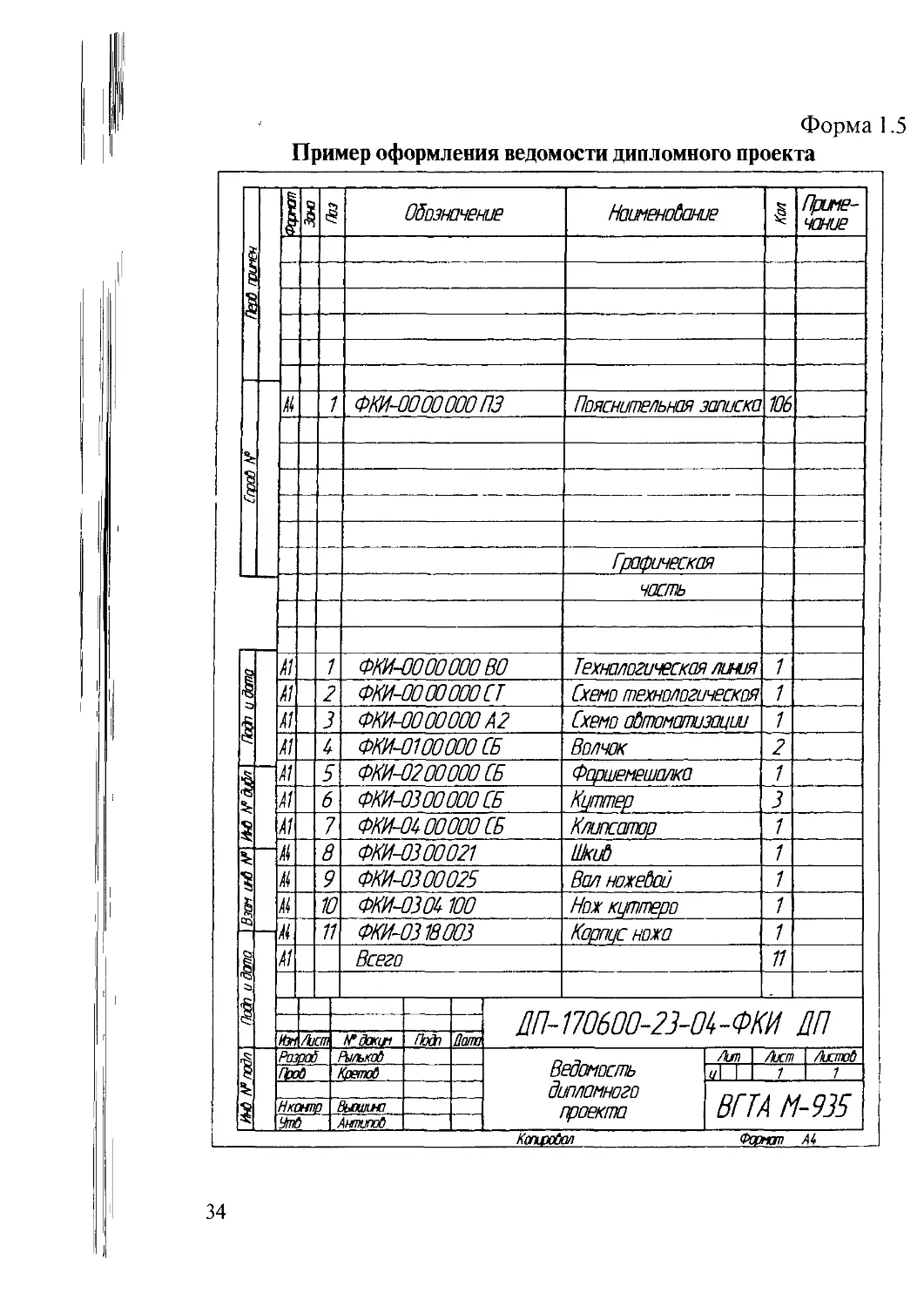
Ведомости. В ведомостях содержится сводная информация о
графической и текстовой документации, а также о составных час-
тях изделия. Различают ведомости проекта, спецификаций, по-
купных изделий и др. Ведомость дипломного проекта содержит
перечень документов, вошедших в этот проект (форма 1.5). Ведо-
мость состоит из основной надписи и граф, в которых указывают
наименование и обозначение документов, их формат и число.
3’
Образование — клад, труд — ключ к нему.
< . Буаст Пьер Клод (1765—1824),
французский лексикограф
2. РЕКОМЕНДАЦИИ
К ПРЕДПРОЕКТНЫМ ИЗЫСКАНИЯМ
•
о
Предпроектные изыскания студент проводит при выполнении
учебно-исследовательской работы, прохождении преддипломной
практики и при поиске новых технических решений.
Задачи и содержание предпроектных изысканий заключаются в
следующем:
изучении состояния вопроса, т. е. выяснении недостатков суще-
ствующей технологии и техники, ознакомлении с современными дос-
тижениями науки и техники в смежных передовых отраслях и за рубе-
жом, определении степени потребности в новой технике и возможно-
го экономического и социального эффектов от ее применения;
проведении теоретических и экспериментальных исследований
процесса, который необходимо технически переоснастить, усо-
вершенствовать;
решении практического вопроса — нужно ли добиваться прин-
ципиально новых технических решений, проектировать новые
модели машин или идти по пути модернизации существующего
оборудования;
определении технических характеристик оборудования, пара-
метров технологического процесса, характеристик технологичес-
ких свойств обрабатываемых пищевых сред, необходимых для вы-
полнения инженерных расчетов.
Все это необходимо для того, чтобы наметить путь решения по-
ставленной задачи, выработать определенную концепцию реше-
ния и сформулировать исходные требования для дипломного про-
ектирования.
2.1. ИЗУЧЕНИЕ НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ
Поиск и изучение литературы по изучаемому вопросу — пер-
вый этап самостоятельной работы студента над дипломным про-
ектом. Успех дипломного проектирования существенно зависит от
глубокого и всестороннего анализа современного состояния тех-
нологии и техники изучаемого производства и правильного выбо-
ра направления его развития.
36
Сначала студент пользуется информацией, содержащейся в
учебниках по технологии и оборудованию и других учебных посо-
биях. Впоследствии возникает необходимость изучать дополни-
тельную литературу.
Студент должен найти нужную книгу самостоятельно. Для это-
го рекомендуется использовать библиотечные систематические и
алфавитные каталоги. В библиотеках имеются также системати-
ческие предметные и библиографические указатели по различным
отраслям знаний и отдельным темам.
Просмотр специальных отечественных и зарубежных жур-
налов и сборников начинают с реферативных журналов по
данной отрасли знаний. Журнальную статью можно достаточ-
но быстро отыскать по указателю статей, помещаемых в конце
последнего номера журнала за каждый год издания. Полезны-
ми могут оказаться и библиографические сноски, ссылки и
указатели в учебниках и монографиях, относящихся к разраба-
тываемой теме.
Очень важно использовать специальные исследования (мо-
нографии), статьи в сборниках трудов учебных и научно-иссле-
довательских институтов, каталоги и проспекты отечественных
и зарубежных фирм, а также информационные материалы ин-
тернета.
На машины и аппараты в целом, а также на их элементы рас-
пространяется большое число норм и правил, которые являются
обязательными при разработке новых конструкций либо при мо-
дернизации существующих.
Эти нормы и правила зафиксированы в государственных и от-
раслевых стандартах, технических условиях, технологических ин-
струкциях, строительных нормах и правилах, санитарных нормах
и других официальных утвержденных документах.
Обязательные нормы и правила распространяются не только на
конструкции, но и на методы их контроля и испытаний, монтажа
и ремонта, расчета и правила эксплуатации.
Для объектов повышенной опасности (сосуды, работающие
под давлением, грузоподъемные краны и лифты, котлы, трубопро-
воды пара и горячей воды, газовое оборудование, электроустанов-
ки, холодильные установки и др.) действуют специальные правила
их устройства и безопасной эксплуатации.
После получения индивидуального задания на дипломное про-
ектирование студент должен собрать всю информацию о норма-
тивных документах, касающихся его объекта (линии, машины или
аппарата).
Сбор данной информации следует начинать с указателя госу-
дарственных стандартов и продолжить на предприятии во время
прохождения преддипломной практики.
37
2.2. УЧЕБНО-ИССЛЕДОВАТЕЛЬСКАЯ
РАБОТА СТУДЕНТА (УИРС)
В совокупности требований, предъявляемых к специалисту,
выпускаемому современной высшей школой, одним из важней-
ших является требование творчески использовать полученные
знания в новой ситуации. Развитию таких навыков способствует
научно-исследовательская работа студентов. Участвуя в ней, сту-
денты получают дополнительную возможность развивать способ-
ности к творческому мышлению, приобщаться к новейшим дости-
жениям науки и техники. Это влияет на углубление знаний по
всем учебным дисциплинам, на умение широко использовать в
своей деятельности современную научно-техническую информа-
цию, ставить научный эксперимент, обрабатывать и обобщать ре-
зультаты исследования, правильно в логической последовательно-
сти излагать мысли.
Студент выполняет УИР в рамках учебного процесса на стар-
ших курсах, производственной и преддипломной практики, а так-
же при самостоятельной работе.
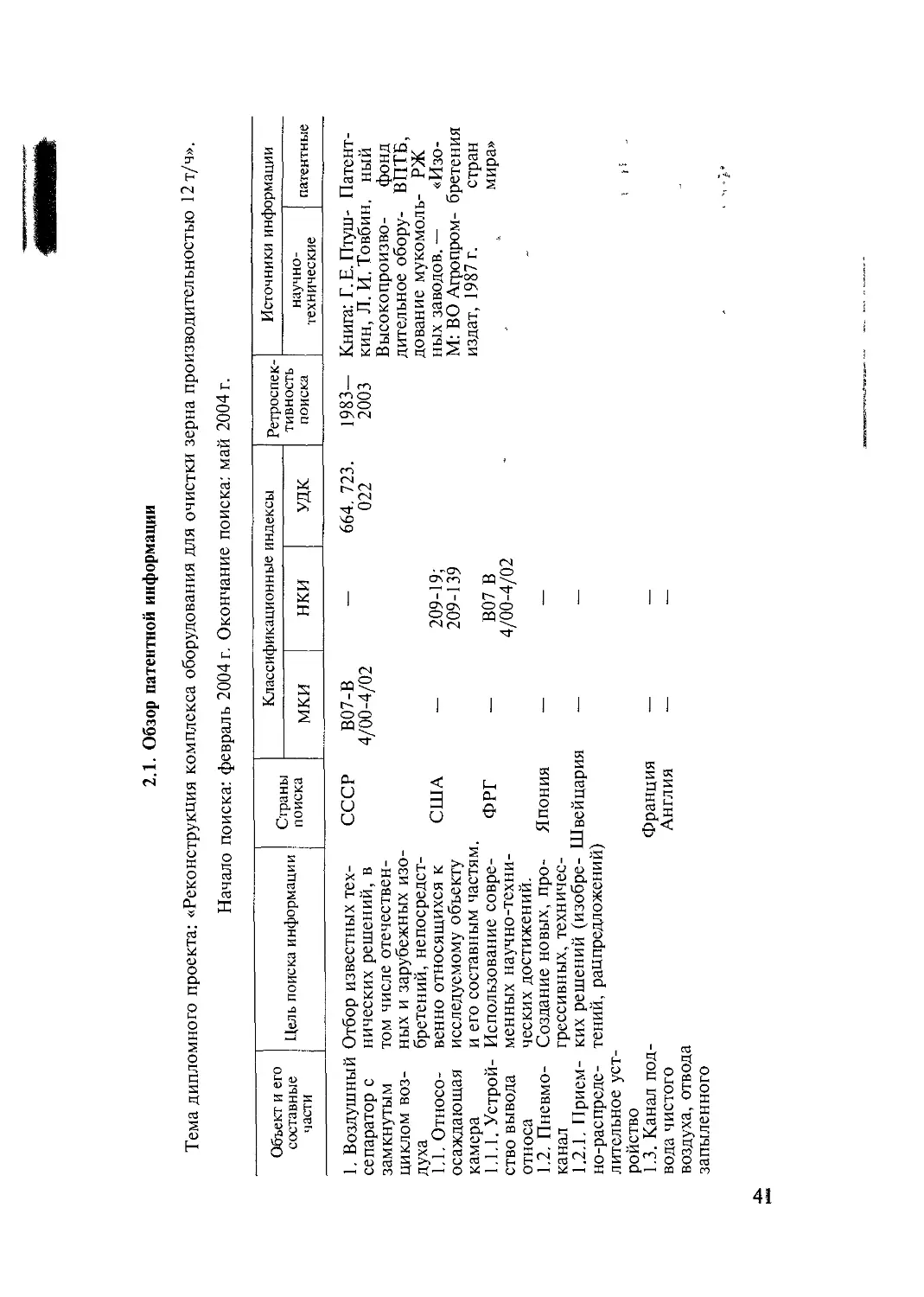
Патентное исследование. Обязательный этап УИР студентов —
патентные исследования, связанные с патентной проработкой
разрабатываемого изделия. Патентная информация широко ис-
пользуется при модернизации и разработке нового изделия.
Под патентной документацией понимают прежде всего офици-
альные публикации патентных ведомств различных стран. К их
числу относятся в первую очередь официальные патентные бюл-
летени и описания изобретений к патентам, авторским свидетель-
ствам или к заявкам на изобретения.
Оформление и систематизацию патентной документации в Рос-
сии осуществляют Федеральная служба по интеллектуальной соб-
ственности, патентам и товарным знакам и Федеральный институт
промышленной собственности (РОСПАТЕНТФИПС). Патентная
информация хранится во Всероссийской патентно-технической
библиотеке (ВПТБ), где сосредоточена патентная документация,
получаемая из 57 стран мира. Библиотечный фонд включает десят-
ки миллионов описаний изобретений, авторских свидетельств, раз-
личных справочных материалов. В технических библиотеках круп-
ных городов существуют региональные патентные фонды.
Периодическая информация об отечественных изобретениях
публикуется в официальном бюллетене РОСПАТЕНТФИПС
«Изобретения и полезные модели», а сведения о зарубежных изо-
бретениях — в реферативном журнале «Изобретения всего мира».
Справочно-поисковый аппарат патентной документации бази-
руется на единой системе Международной патентной классифи-
кации (МПК), обеспечивающей унификацию хранения и поиска
изобретений всех стран. В МПК классификация изобретений по-
строена по отраслевому принципу, при котором объекты распре-
38
делены в зависимости от их применения в той или иной области
человеческой деятельности. Система МПК состоит из восьми ос-
новных разделов, разделенных на подразделы, из 172 классов
(действующих и резервных) и 608 подклассов. Последующая ин-
дексация изобретений связана с делением на группы и подгруппы.
Например, рубрику A23G3/06 можно расшифровать следующими
словесными обозначениями: А — раздел «Удовлетворение жиз-
ненных потребностей человека»; 23 — класс «Производство пище-
вой продукции»; G — подкласс «Производство сахарных конди-
терских изделий»; 3 — группа «Производство карамели»; 06 —
подгруппа «Устройство для формования».
Для предметного поиска патентных документов используют
Алфавитно-предметный указатель (АПУ) к Международной па-
тентной классификации (МПК).
Предметный поиск состоит в следующем: с помощью АПУ и
МПК изобретений устанавливают рубрики, соответствующие
предмету поиска, и по итоговым систематическим указателям оп-
ределяют искомые номера патентов.
Для сбора патентной и другой научно-технической информа-
ции можно также пользоваться справочно-поисковыми аппарата-
ми универсальной десятичной классификации (УДК) и нацио-
нальных классификаций изобретений (НКИ).
Основные направления применения патентной информации:
оценка технического уровня создаваемого изделия;
экспертиза патентоспособности нового изделия;
экспертиза патентной чистоты нового изделия.
Описания изобретений содержат характеристику состояния
технической идеи до и после появления данного изобретения, по-
этому патентную информацию широко используют для оценки
технического уровня разработок по созданию нового поколения
оборудования.
Такая оценка включает следующие этапы:
составление перечня самостоятельных элементов объекта (опе-
раций в технологическом процессе, либо сборочных единиц и де-
талей в конструкции линии или машины);
выбор прототипа, т. е. наиболее близкого аналога, в качестве
модели достигнутого технического уровня, а затем прогнозирова-
ние перспективного уровня объекта;
сопоставление существенных признаков отдельных элементов
оцениваемого объекта с признаками прототипа для выделения от-
личительных элементов;
определение элементов оцениваемого объекта, не отличаю-
щихся от аналогичных элементов прототипа;
анализ различных элементов объекта и прототипа с целью оп-
ределения: положительны или отрицательны эти отличия.
Технический уровень оценивают как высокий, если он превы-
шает уровень лучших отечественных и зарубежных образцов, при
39
этом разрабатываемое изделие должно быть патентоспособным и
обладать патентной чистотой.
Патентоспособными считают объекты техники, разработанные
на базе новых конструкций и способов, которые могут быть при-
знаны изобретениями и защищены патентами.
Наряду с новизной патентоспособность технического решения
обеспечивается высоким техническим уровнем патентуемой кон-
струкции или технического процесса, которые характеризуются
более высокими технико-экономическими показателями, чем из-
вестные отечественные или зарубежные аналоги.
Патентная чистота — это юридическое свойство объекта техни-
ки, заключающееся в том, что он может быть свободно использо-
ван в данной стране без опасности нарушения действующих на ее
территории патентов на изобретения.
Поставка продукции, не обладающей патентной чистотой, мо-
жет привести к материальному ущербу, нарушению обязательств и
даже к расторжению внешнеторговых сделок.
Руководитель проекта определяет регламент поиска, т. е. фор-
мулирует предмет и ретроспективность поиска и страны, реко-
мендуя при этом и источники. Студент, ознакомившись с источ-
никами информации, систематизирует ее, выбирает патенты-ана-
логи и прототип, оценивает технический уровень предлагаемых
решений.
Результаты патентного исследования оформляют в виде отчета.
Для студентов необязательно строгое выполнение отчета по требо-
ваниям ГОСТ 15011—82. Однако можно рекомендовать как наи-
более компактную и информационно насыщенную форму отчета в
виде табл. 2.1 и 2.2.
Диагностика машинных технологий. Этот вид специальных ис-
следований проводят преимущественно в дипломных работах на-
учно-прикладного характера, при выполнении которых требуется
устранить не только известные недостатки действующего обору-
дования, но и предварительно выявить причины нестабильной ра-
боты оборудования и значительных колебаний показателей каче-
ства выпускаемой продукции.
Диагностику машинной технологи# целесообразно проводить
при прохождении преддипломной практики путем обследования
технологической линии для уточнения задач дипломного проек-
тирования.
Технологические процессы в пищевой и перерабатывающих
отраслях, рассчитанные на выпуск большого числа одинаковых
изделий, относятся к процессам массового производства. Специ-
фика их для поточных линий заключается в том, что каждая от-
дельно взятая операция и весь процесс в целом осуществляются в
одних и тех же производственных условиях. Вместе с этим на те-
чение процесса накладываются разные возмущения и, как след-
ствие, вырабатываемые изделия не бывают абсолютно одинаковы-
40
2.1. Обзор патентной информации
Тема дипломного проекта: «Реконструкция комплекса оборудования для очистки зерна производительностью 12т/ч».
Начало поиска: февраль 2004 г. Окончание поиска: май 2004 г.
Объект и его составные части Цель поиска информации Страны поиска Классификационные индексы Ретроспек- тивность поиска Источники информации
МКИ НКИ УДК научно- технические патентные
1. Воздушный Отбор известных тех- СССР В07-В — 664. 723. 1983- Книга: Г. Е. Птуш- Патент-
сепаратор с нических решений, в 4/00-4/02 022 2003 кин, Л. И. Товбин. ный
замкнутым том числе отечествен- Высокопроизво- фонд
циклом воз- ных и зарубежных изо- дительное обору- ВПТБ,
духа бретений, непосредст- 209-19; дование мукомоль- - РЖ
I.I.Othoco- венно относящихся к США — ных заводов.— «Изо-
осаждающая исследуемому объекту 209-139 М: ВО Агропром- бретения
камера и его составным частям. издат, 1987 г. стран
1.1.1. Устрой- Использование совре- ФРГ — В07 В мира»
ство вывода менных научно-техни- 4/00-4/02 *
относа ческих достижений. 1.2. Пневмо- Создание новых, про- канал грессивных, техничес- Япония — — -
1.2.1. Прием- ких решений (изобре- Швейцария — —
но-распреде- тений, рацпредложений) лительное уст- ройство 1.3. Канал под- Франция 1 Н -
вода чистого воздуха, отвода запыленного Англия — — -
£
2.2. Анализ известных технических решений (изобретений), непосредственно относящихся к исследуемому объекту,
отобранных в процессе поиска
Объект, его составные части, в которых могут быть использованы технические решения Сущность известного технического решения Источники информации, содержащие сведения о технических решениях Выводы О возможности использования прогрессивных технических решений или причина отказа Ожидаемый эффект
патентная документация научно- техническая документация
1. Воздушный сепара- тор с замкнутым цик- лом воздуха 1.1. Относо-осаждаю- щая камера Воздухозаборное отверстие а.с. СССР фильтрующей камеры со- № 1256815 общено с зоной нагнетания вентилятора — Использовать нецеле- сообразно, так как ' фильтрующее устройст- во неэффективно
1.1.1. Устройство вывода относов 1.2. Пневмоканал Аспирационный канал снабжен жалюзийной стен- кой, регулируемой заслон- кой, расположенной под жалюзийной стенкой Орган для регулирования скорости пневмопотока выполнен в виде поворот- ного двуплечного клапана а. с. СССР № 1194510 а.с. СССР № 11207523 — Представляет интерес, так как увеличивается неравномерность поля скоростей воздушного потока Использовать нецелесо- образно, так как конст- рукция имеет повышен- ные энергозатраты Расширение диапа- зона плавного регу- лирования и эф- фективности разде- ления смеси
1.3. Приемно- распредел ительное устройство Осадочная камера снабже- на внутренней перегород- кой а. с. СССР № 1228927 — Целесообразно исполь- зовать для повышения эффективности осажде- ния относов Повышение каче- ства сепарирования и снижение энерго- затрат
ми. Чем меньше возмущений будет влиять на процесс, чем в мень-
шей степени он будет колебаться, тем более постоянным будет ка-
чество продукции, поэтому основная техническая характеристика
таких процессов — стабильность.
Диагностика машинной технологии заключается в экспери-
ментальном определении стабильности функционирования от-
дельных технологических подсистем в производственных услови-
ях и установлении уровня организации (целостности) технологи-
ческой системы в целом.
В строении технологических линий различных пищевых про-
изводств много общего, что позволяет применять единые методы
диагностики машинных технологий.
Наряду с диагностикой машинных технологий выбору путей
решения задач модернизации или разработки новой конструкции
оборудования должны предшествовать или сопутствовать исследо-
вания технологического процесса. Именно на этом этапе работа
носит наиболее творческий характер, что приводит к самым пло-
дотворным результатам.
Дело в том, что одного и того же заданного конечного техноло-
гического результата можно достичь разными способами: с помо-
щью рабочих органов разной формы, при различных режимах вза-
имодействия их с обрабатываемой продукцией. Так, разными спо-
собами можно получить сливочное масло, очистить картофель,
обжарить или сварить мясо. На этапе предпроектных исследова-
ний надо изучить, как осуществляется и протекает технологичес-
кий процесс на существующем оборудовании и как он сможет и
будет протекать, если применить какой-либо другой способ обра-
ботки, иные рабочие органы и режимы.
Число и ценность отбираемых или придумываемых новых ва-
риантов зависят от изобретательской интуиции участников иссле-
дований, в частности студентов, от их эрудиции, кругозора, воз-
можностей получения научно-технической информации, умения
ее использовать.
Во всяком случае отобранные для дальнейшей проработки ва-
рианты осуществления технологического процесса должны соот-
ветствовать современным достижениям науки и передовой тех-
нологии в смежных отраслях производства, особенно это отно-
сится к новым машинам и аппаратам. Попытки автоматизиро-
вать несовершенный технологический процесс приводят к
громоздким и дорогим устройствам. Так, созданные упаковоч-
ные машины, основанные на традиционных методах использова-
ния рабочих органов, копировавших движения рук человека,
оказались чрезвычайно сложными и ненадежными. Изобретение
термосвариваемых упаковочных материалов дало возможность
применить принципиально новый способ упаковки и прийти к
весьма производительным и в то же время сравнительно простым
конструкциям.
43
Приняв за основу ту или иную, но обязательно прогрессивную
технологию, надо изучить закономерности протекания внутрен-
них физических (или химических) превращений и влияние на них
различных факторов: свойств обрабатываемой среды, формы ра-
бочего органа, режима обработки и пр. Для механических процес-
сов особую роль играют скорости и законы движения рабочего
органа, для тепловых — способ и условия теплопередачи. При
этом пока можно не принимать во внимание будущую конструк-
цию привода, компоновку машины в целом. Критериями опти-
мальности при разработке конструкции рабочих органов и режи-
мов на данном этапе являются качество готового продукта и
удельная затрата энергии на получение его единицы. При этом
речь идет о «чистой», т. е. полезной, затрате энергии на осуществ-
ление заданных преобразований структуры или других свойств
пищевой среды, на преодоление технологических сопротивлений
среды без учета неизбежных в действующей машине сопутствую-
щих потерь энергии в передачах на трение, потерь энергии тепло-
ты в окружающую среду и т. п.
Рекомендуемая литература
Панфилов В. А. Технологические линии пищевых производств. Теория
технологического потока / В. А. Панфилов. — М.: Колос, 1993. — 288 с.
Поисковые научные исследования. Если в изучаемой литературе
отсутствуют данные, необходимые для разработки выбранного
технического решения, то выполняют специальную поисковую
научно-исследовательскую работу. Наиболее распространенной
формой привлечения студентов к поисковой научно-исследова-
тельской работе являются задания изучить свойства обрабатывае-
мых пищевых сред, энергетические, кинематические, динамичес-
кие и другие характеристики какого-либо процесса, машины, ап-
парата.
Вначале руководитель формулирует цель исследования и реша-
емые при этом задачи с предложением методов их решения (ана-
литических или экспериментальных). В соответствии с выбран-
ным методом определяют и описывают методику проведения ис-
следований.
Далее приводят описание устройства и работы используемой
экспериментальной установки. Если установка при этом подвер-
галась какой-либо модернизации, необходимой в соответствии с
принятой методикой исследования, то модернизацию этой экспе-
риментальной установки описывают отдельно после описания ее
первоначального состояния. Затем в качестве примера приводят
два-три протокола наиболее характерных опытов (остальные дают
в приложении). Далее описывают обработку полученных экспери-
ментальных данных, приводят графики, результаты расчетов на
ЭВМ, итоговые расчетные зависимости.
44
Знание этих данных необходимо при прочностных, динамичес-
ких и теплотехнических расчетах, при определении удельных зат-
рат энергии и мощности на осуществление процесса.
При проведении аналитических исследований обычно приво-
дят основные выдержки и выводы теории со ссылкой на источник.
После этого рассматривают возможности использования получен-
ных результатов. В необходимых случаях проводят проверку тео-
ретических предпосылок с введением эмпирических коэффици-
ентов.
Завершающая стадия обработки экспериментов — анализ полу-
ченных зависимостей, отбрасывание несущественных факторов,
построение физической картины изучаемых явлений, оптимиза-
ция и выработка рекомендаций.
Рекомендуемая литература
1. Структурно-механические характеристики пищевых продуктов/А. В. Горба-
тов, А. М. Маслов, Ю. А. Мачихин и др.; Под ред. А. В. Горбатова. — М.: Легкая и
пищевая промышленность, 1982, — 296 с.
2. Г и н з б у р г А. С. Теплофизические характеристики пищевых продуктов/
А. С. Гинзбург, М. А. Громов, Г. И. Красовская. — М.: Пищевая промышленность,
1980.- 288 с.
2.3. СБОР ИНФОРМАЦИИ НА ПРЕДДИПЛОМНОЙ ПРАКТИКЕ
Преддипломную практику студенты проходят на предприятиях
пищевой и перерабатывающей промышленности в соответствии
со специализацией и полученными заданиями на дипломное про-
ектирование с целью изучения технологических процессов и обо-
рудования для их реализации, а также методов организации и уп-
равления производством на данном предприятии.
Сбор информации на преддипломной практике направлен на
получение сведений, необходимых для решения следующих задач:
подтверждение актуальности темы дипломного проекта;
подтверждение потребности в разрабатываемом изделии;
уточнение качественных и количественных характеристик
разрабатываемого изделия (технологической цели и задач функ-
ционирования, производительности, предельных значений габа-
ритных размеров и др.);
уточнение условий монтажа, эксплуатации и ремонта разраба-
тываемого изделия (климатические условия, организация монта-
жа, обслуживания и ремонта изделия; требования к безопасности
и экологичности работы изделия и др.);
определение исходных данных для расчетов капитальных и
текущих затрат базового варианта оборудования (основные тех-
нические характеристики, стоимость и затраты на демонтаж,
Удельные расходы теплоэнергоносителей, численность и квали-
фикация рабочих и др.);
45
определение исходных данных для некоторых расчетов капи-
тальных и текущих затрат на проектируемый вариант оборудова-
ния.
2.4. БИЗНЕС-ПЛАНИРОВАНИЕ РЕАЛИЗАЦИИ ПРОЕКТА
Бизнес-план представляет собой документ, описывающий все
основные аспекты, связанные с осуществлением проекта и после-
дующими результатами, с которыми может столкнуться предприя-
тие или фирма, а также способы их решения при реализации про-
екта, результаты которых отражаются на выпускаемой продукции,
в том числе на ее обновлении.
Бизнес-планирование помогает изучить емкость и перспекти-
вы развития будущего рынка сбыта, оценить затраты на изготовле-
ние и реализацию нужной этому рынку продукции и соизмерить
их с возможными ценами реализации, чтобы определить потенци-
альную прибыльность задуманного дела.
При выполнении дипломного проекта по разработке и внедре-
нию какого-либо технического решения бизнес-планирование ре-
комендуется выполнять в соответствии с методическими указани-
ями кафедры экономики и организации производства и подготав-
ливать по следующим основным разделам:
резюме (инвестиционная привлекательность проекта);
характеристика рынков сбыта и конкуренты;
план маркетинга (налаживание производства и реализации го-
тового продукта);
финансовый план (окупаемость инвестиций);
исходные данные и результат реализации проекта.
Цель выполнения этого раздела дипломного проекта — выбор
оптимального варианта решения поставленной задачи на основе
сделанного анализа современных объектов аналогичного назначе-
ния с использованием патентных исследований и экономических
критериев, обеспечивающих уменьшение потерь производства,
повышение качества изделий, сокращение простоев при эксплуа-
тации, снижение энергозатрат, и численности обслуживающего
персонала и т. п. Здесь обосновывают направление модернизации
существующего оборудования, необходимость создания нового
устройства или механизма либо усовершенствование технологи-
ческого процесса или отдельной операции.
В заключение этого раздела приводят четкое обоснование кон-
кретного разрабатываемого варианта на основе глубокого изуче-
ния вопроса по литературным источникам и практическим дан-
ным, полученным в результате прохождения преддипломной
практики.
Человек стремится к знанию, и как
только у него пропадает это стремление,
он перестает быть человеком.
Фритьоф Нансен (1861—1930),
норвежский исследователь Арктики
3. МЕТОДИКА ПРОЕКТИРОВАНИЯ
И РАЗРАБОТКИ ОБОРУДОВАНИЯ
В практике машиностроения применяют три основных метода
создания оборудования:
копирование известных (как правило, зарубежных) образцов
техники с разработкой рабочей конструкторской документации,
учитывающей специфику производства завода-изготовителя;
разработка оригинальных конструкций оборудования, требова-
ния к которому установлены предприятием-потребителем обору-
дования преимущественно в виде эксплуатационных характерис-
тик или их нужно предварительно установить;
последовательное развитие конструкции путем ее модерниза-
ции, что позволяет поддерживать показатели машины или аппара-
та на уровне возрастающих технических требований без смены ос-
новной модели и, следовательно, без ломки производства, неиз-
бежной при переходе на выпуск новой модели. Этот метод прием-
лем в тех случаях, когда в исходной модели заложены резервы
производительности, мощности, диапазона выполняемых опера-
ций.
В дипломных проектах допускаются только второй и третий
методы создания оборудования.
3.1. СУЩНОСТЬ ПРОЕКТИРОВАНИЯ
И КОНСТРУИРОВАНИЯ ОБОРУДОВАНИЯ
Для создания оборудования в соответствии с положениями
ГОСТ 2.102—68 выполняют два вида конструкторской документа-
ции: проектную и рабочую. Соответственно деятельность испол-
нителей документации условно можно разделить на проектирова-
ние и конструирование оборудования.
Сущность проектирования. Проектирование — процесс состав-
ления описания, необходимого для создания еще не существую-
щего объекта, на основе преобразования мысленного или реаль-
ного прототипа путем оптимизации его характеристик, показате-
47
лей и алгоритма функционирования, устранения некорректности
первичного описания и последовательной корректировки после-
дующих вариантов описаний. Здесь уместно отметить, что термин
«проектирование» имеет двоякий смысл.
Во-первых, термин «проектирование» употребляют примени-
тельно к сложным объектам, представляющим совокупности изве-
стных элементов. Так, говорят о проектировании городов, пред-
приятий, зданий. Например, проектируя хлебозавод или мясоком-
бинат, используют уже освоенные в производстве технологии и
оборудование. При выполнении такого проектирования имеются
возможности широкого применения систем автоматизированного
проектирования (САПР).
Во-вторых, под проектированием понимают начальный этап
создания новой техники: технологических линий, машин и аппа-
ратов, не известных ранее. Именно в этом смысле термин «проек-
тирование» используется в ЕСКД. Выполнение такого проектиро-
вания прежде всего зависит от инициативной творческой работы
исполнителей.
Применительно к технологическим линиям проектирование —
это целенаправленная последовательность актов принятия решений,
приводящая к выявлению окончательных решений, которые дают
представление о конструкции линии и ее составных частей и служат
основой для разработки рабочей конструкторской документации.
Проектирование — сложный итерациональный процесс, кото-
рый реализуется на всех этапах создания оборудования и заключа-
ется в многократном (повторном) разрешении противоречий меж-
ду потребностями (требованиями) потребителя и технико-эконо-
мическими возможностями современного производства. По мере
приближения к окончательному варианту проекта отбрасывают
все негодные, побочные и малозначащие, а также недостижимые в
современных технико-экономических условиях проектные реше-
ния, оставляя только рациональные. Характерная черта процесса
проектирования — продвижение от расплывчатой, широкой, нео-
пределенной во многих деталях начальной итерации проекта к
конкретному завершенному в документации окончательному тех-
ническому проекту.
При проектировании оборудования для серийного или массо-
вого производства в соответствии с положениями ГОСТ 2.103—68
предусмотрены следующие стадии разработки проектной конст-
рукторской документации: техническое задание, техническое
предложение, эскизный проект, технический проект.
Дипломный проект — это учебный документ, который может
быть использован для индивидуального производства при разовом
изготовлении одного или нескольких изделий, поэтому при его
выполнении можно ограничиться разработкой одного проектного
документа и представить в виде технического проекта, дополнен-
ного некоторыми видами рабочей документации.
48
Технический проект (ГОСТ 2.103—68, ГОСТ 2.120—73) — сово-
купность конструкторских документов, которые содержат оконча-
тельные технические решения, дающие полное представление об
устройстве разрабатываемого изделия и исходные данные для раз-
работки рабочей документации.
При выполнении технического проекта в общем случае делают
следующее:
отрабатывают конструктивные решения и вычерчивают общие
виды линии, машин и аппаратов;
выполняют кинематические, энергетические и прочностные
расчеты;
составляют необходимые принципиальные схемы: кинематичес-
кие, электрические, гидравлические, схему автоматизации и др.;
отрабатывают конструкции на безопасность, технологичность,
эргономичность, эстетичность;
уточняют выбор покупных комплектующих изделий, конструк-
ционных материалов, заготовок;
разрабатывают, изготовляют и испытывают макеты и экспери-
ментальные образцы;
выполняют патентные исследования для выбора оптимального
варианта проекта, определения патентоспособности и обеспече-
ния патентной чистоты отдельных сборочных единиц и деталей,
разрабатываемых машин и аппаратов;
прорабатывают эксплуатационные характеристики оборудова-
ния линии с учетом условий и особенностей монтажа и наладки
на паспортные режимы, а также требований удобства обслужива-
ния, ремонта, диагностирования, устойчивости к воздействию
внешних факторов (внешней среды), возможности быстрого уст-
ранения отказов, контроля качества работы оборудования;
согласовывают габаритные, установочные и присоединитель-
ные размеры, а также параметры энергоносителей с предприяти-
ем-потребителем.
Сущность конструирования. Конструирование заключается в
тщательной проработке всех сборочных единиц и деталей маши-
ны или аппарата, поэтому термин «конструирование изделия»
обычно заменяют термином «разработка изделия».
Разработка конструкции линии направлена на практическое
воплощение принципиальных проектных решений. Конструкция
линии обусловлена составом, устройством, параметрами и взаим-
ным расположением ее частей: машин, аппаратов, приборов и
Другого оборудования, а также сборочных единиц и деталей, из
которых это оборудование состоит.
Процесс конструирования заключается в проведении графи-
ческих и расчетных операций с целью выбора и обоснования та-
ких вариантов конструктивных решений, которые обеспечивают
разработку оптимальной конструкции, отвечающей требованиям
потребителя по функционально-техническим параметрам, надеж-
4 С Т Антипов и др
49
ности, технологичности, безопасности, безвредности, эргономич-
ности и эстетичности.
Для обеспечения функционально-технических параметров оп-
ределяют: основные конструктивные и кинематические парамет-
ры рабочих органов конструируемого оборудования; габаритные
размеры и массу; потребное количество электроэнергии и тепло-
носителей; эффективность обработки пищевой среды и др.
При выполнении дипломного проекта в процессе конструиро-
вания в общем случае разрабатывают следующую рабочую доку-
ментацию:
чертежи сборочных единиц и наиболее сложных деталей, рабо-
чих органов, исполнительных механизмов и т. п.;
габаритные и монтажные чертежи, схемы;
спецификации и ведомости;
таблицы и расчеты;
эксплуатационные и ремонтные документы.
3.2. СИНТЕЗ НОВОГО ТЕХНИЧЕСКОГО РЕШЕНИЯ
Синтез технических решений представляет собой реализацию
программы выявления и разрешения противоречий между потреб-
ностью и техническими возможностями объекта с целью создания
нового объекта, обладающего существенными преимуществами
перед известными прототипами.
Программа синтеза новых технических решений. Синтез техни-
ческих решений имеет хорошо отработанный алгоритм, который
обычно является основой заявки на изобретение. Рассмотрим ал-
горитм синтеза нового технического решения на примере устрой-
ства (табл. 3.1).
Программу синтеза новых технических решений выполняют в
следующем порядке.
3.1. Алгоритм синтеза нового технического решения
Этап
1. Изучение и описание из-
вестного устройства, под-
лежащего усовершенство-
ванию
2. Формулировка противо-
речий, подлежащих разре-
шению (критика известно-
го устройства)
3. Изучение и описание
аналогов и выбор прототипа
Операция
1.1. Описание известного устройства в статическом
состоянии
1.2. Описание принципа действия известного устрой-
ства
2.1. Определение характеристик известного устрой-
ства, которые нужно улучшить для удовлетворения
новой потребности
2.2. Выявление причин, препятствующих удовлетво-
рению новой потребности, а также элементов и при-
знаков устройства, с ними связанных
3.1. Описание конструкций и принципов действия
аналогов
3.2. Выбор прототипа, т. е. наиболее близкого аналога
50
Продолжение
Этап Операция
4. Формулировка недостат- ков, подлежащих разреше- нию (критика прототипа) 4.1. Определение характеристик прототипа, от кото- рых зависит удовлетворение потребности 4.2. Выявление причин возникновения недостатков прототипа, а также элементов и признаков, с ними связанных
5. Формулировка цели тех- нического решения 5.1. Определение области применения устройства, подлежащего усовершенствованию 5.2. Формулировка требуемого положительного эф-
6. Формирование идеаль- ного технического реше- ния (ИТР) 6.1. Выбор элементов и признаков ИТР с учетом вы- полняемого технического решения 6.2. Составление сопоставительной таблицы элемен- тов и признаков прототипа и ИТР
7. Поиск технического ре- шения 7.1. Поиск технического решения проектно-конст- рукторскими методами 7.2. Поиск технического решения эвристическими методами
8. Составление формулы технического решения 8.1. Составление перечня ограничительных и отли- чительных признаков нового технического решения 8.2. Составление формулы технического решения как взаимосвязи элементов и признаков нового уст- ройства
9. Составление описания нового технического объ- екта 10. Технико-экономичес- кое обоснование нового технического решения 11. Составление справки об исследовании технического решения по патентной и научно-технической лите- ратуре 9.1. Описание конструкции и принципа действия нового технического объекта 9.2. Разработка графической части 10.1. Выбор характеристик нового объекта, подтвер- ждающих положительный эффект 10.2. Экономический расчет 11.1. Изучение патентной документации 11.2. Изучение научно-технической литературы и технической документации
Описание устройства должно быть изложено так, чтобы конст-
руктивное выполнение упоминаемых в нем узлов, блоков, деталей
не нуждалось в догадках и предположениях. Упоминаемые в опи-
сании узлы и детали, а также связи между ними следует показать
на чертежах или схемах. Необходимо привести ссылки на цифро-
вые обозначения всех упоминаемых в описании частей, деталей,
узлов, показанных на чертежах. Цифровые обозначения соответ-
ствующих частей, узлов или деталей проставляют по мере их упо-
минания в порядке возрастания, начиная с единицы. Этими же
Цифровыми обозначениями должны быть помечены части, узлы
или детали на чертежах или других графических материалах. По-
зиции описаний необходимо представить и в графических матери-
алах, при этом, если описываемый объект поясняется нескольки-
4*
51
ми рисунками, то первая позиция обязательно должна быть на
первом рисунке.
Описание устройства начинают с описания его конструкции,
рассматриваемой в статическом состоянии; здесь указывают все
узлы и детали, составляющие данную конструкцию и показанные
на чертежах, поясняют их назначение, связи и взаимное располо-
жение частей устройства. В этой части описания должны быть
подробно изложены конструктивные, а также при необходимости
технологические особенности проектируемого устройства, ссыла-
ются при этом с помощью цифровых обозначений на чертеж.
Правила описания устройств, принципа их действия и выполне-
ния чертежей соблюдают при изучении и описании устройств, кото-
рые необходимо усовершенствовать, изучении и описании аналогов
и прототипа, а также при описании нового технического объекта.
Формулировка противоречий, подлежащих разрешению, связана
с описанием проблемной ситуации. Последняя, как правило, воз-
никает при повышении требований к техническим характеристи-
кам известного устройства: производительности, энергопотребле-
нию, габаритным размерам и другим показателям, либо к качеству
выпускаемой продукции: химическому составу, значениям физи-
ко-механических свойств, точности изготовления и др.
Необходимость в техническом решении возникает, когда тре-
буется разрешить противоречие между возникшей потребностью и
имеющимися средствами удовлетворения этой потребности. При
описании потребности отвечают на вопрос: «Что (какой результат)
желательно иметь (получить) и какие особые требования и огра-
ничения при этом нужно удовлетворить?».
Цель технического решения обусловлена положительным эф-
фектом, который достигается этим решением. При формулировке
цели необходимо избегать общих неопределенных выражений
типа «с целью лучшего использования», «с целью достижения бо-
лее высоких результатов» и тому подобное. Также неправильно в
качестве цели решения характеризовать лишь чисто технические
эффекты, вроде «с целью уменьшения крутящего момента вала»,
«с целью поворота изделия в требуемое положение».
Положительный эффект может выражаться, например, в повы-
шении производительности труда, КПД машины, экономии мате-
риалов, увеличении выхода получаемого продукта, улучшении ка-
чества и удешевлении продукции, в упрощении и ускорении про-
цессов производства, улучшении условий труда и состояния техни-
ки безопасности, сокращении времени на санитарную обработку.
Таким образом, положительный эффект — понятие комплексное:
его смысл состоит, во-первых, в том, чтобы не допустить признания
в качестве новых технических решений явно бесполезных, и, во-вто-
рых, в признании новыми только тех решений, которые расширяют
арсенал средств целенаправленной деятельности человека, поэтому
не признаются новыми решения, влекущие за собой, например, ус-
ложнение и утяжеление конструкции при той же функции.
52
При создании новых технических объектов задача заключается
не в поиске вообще новых улучшенных технических решений, а в
поиске перспективных решений. Такие решения должны обеспе-
чить прогрессивное усовершенствование устройства.
Идеальное техническое решение (ИТР) технических объектов
(ТО) обладает следующими свойствами:
размеры ТО приближаются к размерам обрабатываемого или
транспортируемого объекта либо совпадают с ними, а чистая мас-
са ТО намного меньше массы обрабатываемой среды;
масса и размеры ТО или его главных элементов приближаются
к нулю, а в предельном случае равны нулю, когда устройства вооб-
ще нет, но необходимая функция выполняется;
продолжительность обработки ТО приближается к нулю или
равна нулю;
КПД приближается к единице или равен единице, а расход
энергии приближается к нулю или равен нулю;
все части ТО постоянно выполняют полезную работу в полную
меру своих расчетных возможностей;
ТО функционирует бесконечно длительное время без ремонта
и остановок, ТО функционирует без человека или при его мини-
мальном участии;
ТО не оказывает никакого отрицательного влияния на человека
и окружающую природную среду.
При формировании ИТР не следует заранее думать, возможно
или не возможно в принципе осуществить ИТР, как и какими пу-
тями будет реализовано ИТР.
Поиск технического решения можно выполнить двумя основны-
ми группами методов. В первую группу входят проектно-конст-
рукторские методы, основанные на решении четко определенных
инженерных задач поискового конструирования. Вторая группа
включает в себя эвристические методы, которые базируются на
решении задач технического творчества, требующего оригиналь-
ного инженерного мышления.
Вопросы поиска технических решений различными методами
рассмотрены в разделе 3.3.
Формула технического решения — это краткая словесная харак-
теристика, выражающая техническую сущность решения. Техни-
ческое решение должно отвечать не только на вопрос: «Что надо
Делать?», но и на вопрос: «Как это сделать?».
Структура формулы технического решения состоит из перечня
и взаимодействия ограничительных признаков, цели технического
решения, перечня и взаимодействия отличительных признаков.
Ограничительными являются элементы конструкции, заимство-
ванные у известного устройства — прототипа. Отличительные
признаки — новые элементы устройства, благодаря которым дос-
тигается цель технического решения.
В техническом решении должны быть предложены средства раз-
решения противоречий, указаны конкретные пути решения задачи, а
53
не просто ее постановка: как бы ни была важна поставленная задача,
какие бы перспективы дальнейшего развития научной и технической
мысли не были с ней связаны, наличие одной лишь постановки зада-
чи свидетельствует об отсутствии технического решения.
Для того чтобы выполнить свое назначение, формула решения
должна обладать лаконичностью, общностью, полнотой, опреде-
ленностью.
В технике-экономическом обосновании нового технического ре-
шения выполняют расчет экономического эффекта от выпуска и
использования нового оборудования с улучшенными характерис-
тиками (производительность, потребление тепло- и энергоресур-
сов, численность обслуживающего персонала, занимаемая пло-
щадь, долговечность и др).
Экономический эффект достигается благодаря сокращению
затрат на производство при использовании новой техники.
Справка об исследовании технического решения по патентной и
научно-технической документации содержит два раздела. В разде-
ле I «Патентная документация» приводят в виде таблицы: сведе-
ния об изучении патентной документации и указывают страны, по
патентной документации которых был проведен поиск; индексы
национальных и международной классификации изобретений;
виды использованных источников патентной информации — опи-
сания изобретений, патентные бюллетени и др.; глубину патент-
ного поиска, т. е. промежуток времени между датой проведения
поиска и датой публикации наиболее старого использованного
материала; аналоги, выявленные в результате поиска.
В разделе II «Научно-техническая литература и техническая до-
кументация» приводят библиографические данные об источниках,
в которых обнаружены аналоги нового технического решения.
По результатам проведенного исследования указанной доку-
ментации выбирают из аналогов прототип нового технического
решения.
3.3. МЕТОДЫ ПОИСКА НОВЫХ ТЕХНИЧЕСКИХ РЕШЕНИЙ
В общем виде новое техническое решение, направленное на
усовершенствование технологической линии и ее составных час-
тей, представляет собой совокупность отличительных признаков
состава, структуры и параметров технических объектов, входящих
в новый вариант линии и обеспечивающих получение положи-
тельного эффекта. В зависимости от вида объектов и цели их усо-
вершенствования можно использовать различные источники ин-
формации и определения исходных данных, методы поиска и реа-
лизации новых технических решений.
Новое техническое решение — проектно-конструкторская разра-
ботка. При проектировании технологических линий наиболее рас-
54
пространены проектно-конструкторские методы поиска новых
технических решений. Они базируются на применении известных
и типовых технологических процессов и конструкций оборудова-
ния. Из этих технических объектов состоят не только серийные
линии, но и большая часть оборудования и технологических про-
цессов вновь разрабатываемых линий. Естественно, что при усо-
вершенствовании оборудования проектно-конструкторскими ме-
тодами применяют типовые методики кинематических, динами-
ческих, энергетических, тепловых и других расчетов, а также гра-
фическое изображение технических объектов.
Новое техническое решение — эвристические приемы. В процессе
проектирования этап поиска возможных решений является цент-
ральным. Начинающий, малоквалифицированный разработчик
проводит поиск решения методом перебора вариантов или, как
говорят психологи, методом «проб и ошибок». Как правило, нео-
пытный конструктор не может найти новое решение даже при
большом числе попыток.
Опытный конструктор, обладающий более обширными знани-
ями и затративший продолжительное время на поиск различных
решений, в конце концов, добивается успешного решения одной
из задач. При этом он получает одновременно два результата; ис-
комое решение и (что не менее важно) методический прием (спо-
соб решения) инженерной задачи. В дальнейшем с увеличением
числа успешных попыток он становится не только автором не-
скольких решений, но и обладателем набора «творческих секре-
тов», т. е. эвристических приемов, как эти задачи нужно решать.
Каждый опытный изобретатель имеет свой индивидуальный
набор (фонд) эвристических приемов. Например, технический
объект может приобрести новые положительные качества, если
будут выполнены следующие условия;
исключены или добавлены элементы и признаки объекта (дета-
ли, поверхности и т. п.);
изменено соотношение элементов (размеров, пространствен-
ных углов и т. п.);
переставлены части объекта;
изменены формы объекта или его частей, а также конструкции
объекта, что приводит к появлению полезных качеств (портатив-
ность, ремонтопригодность и т. п.).
Для того чтобы повысить эффективность инженерного творче-
ства, создают не только индивидуальные наборы (фонды) эврис-
тических приемов (ЭП) поиска технических решений, но также
отраслевые и межотраслевые фонды.
Ниже представлен один из вариантов межотраслевого фонда
эвристических приемов поиска новых технических решений. В
технической литературе имеется много других вариантов различ-
ных фондов эвристических приемов, где описаны от 80 до 420
приемов.
55
Вариант фонда эвристических приемов поиска
новых технических решений (ПНТР)
Группа приемов
Преобразования:
формы
структуры
во времени
в пространстве
движения и силы
материала и вещества
Приемы дифференциации
Количественные изменения
Использование резервов
Преобразование по аналогии
Повышение технологичности
Использование профилакти-
ческих мер
Примеры эвристических
приемов ПНТР
Придать выпуклую форму элементу, работаю-
щему под нагрузкой
Заменить механическую схему электрической,
тепловой, оптической или электронной
Изменить последовательность выполнения опе-
раций
Изменить направление действия технологичес-
кой силы или среды
Заменить трение скольжения трением качения
Изменить физические свойства материала, на-
пример агрегатное состояние
Сделать элемент съемным, легко отделяемым
Изменить габаритные размеры объекта, напри-
мер складного ножа при переводе его в рабочее
или нерабочее состояние
Исключить подбор и подгонку (регулировку и
выверку) деталей и узлов при сборке объекта
Применить объект, предназначенный для вы-
полнения аналогичных функций в другой отрас-
ли техники
Заменить механическую обработку способом об-
работки без снятия стружки
Ввести предохранительное устройство или бло-
кировку
Новое техническое решение: индивидуальный и коллективный по-
иск. Поиск новых технических решений может быть выполнен
индивидуально — отдельным человеком, либо коллективно —
группой людей.
Результаты индивидуального поиска решений зависят от двух
групп факторов: с одной стороны, от прирожденных качеств каж-
дого человека — здоровья, умственных способностей и волевых
установок, а с другой — от его образования, квалификации и уме-
ния применять свои знания.
Главное средство интенсификации творческого интуитивного
мышления — участие исполнителя в групповых поисках технических
решений. При групповом поиске одновременно можно получать два
результата: во-первых, найти искомое решение, а во-вторых, повы-
сить уровень знаний и квалификацию участников поиска.
При поиске технических решений применяют коллективные
методы, из которых наиболее распространен метод мозговой ата-
ки (МА). В этом методе использованы возможности сознания че-
ловека. Он основан на следующем психологическом эффекте.
Если взять группу из 5...8 человек и каждому предложить незави-
56
симо и индивидуально высказать идеи по решению инженерной
задачи, то в сумме можно получить А идей. Если же предложить
этой группе коллективно высказать идеи по поставленной инже-
нерной задаче, то получиться NK идей. При этом величина NK зна-
чительно больше N. Обычно за 15...30 мин коллективно высказы-
вается от 50 до 150 идей, а при индивидуальной работе — 10...20.
Во время МА происходит как бы цепная реакция идей, приво-
дящая к интеллектуальному взрыву. Специалисты считают, что
99 % конструктивных идей человека возникают подобно электри-
ческой искре при контакте с мыслями других людей. МА — это
интенсивный, быстропротекающий творческий процесс.
Мозговую атаку с оценкой идей проводят для решения слож-
ных конструкторских задач и выполняют в течение трех сеансов
через некоторые промежутки времени. В результате таких сеансов
составляют предложения с положительно-отрицательной оценкой
выдвинутых идей, т. е. наряду с описанием идей для каждой из
них указывают достоинства и недостатки.
Рекомендуемая литература
Панфилов В.А. Технологические линии пищевых производств. Созда-
ние технологического потока / В. А. Панфилов, О. А. Ураков. — М.: Пищевая про-
мышленность, 1996. — 472 с.
3.4. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
Построение технологической линии предусматривает объеди-
нение машин, аппаратов и вспомогательного оборудования. До
объединения каждая из частей линии представляла собой устрой-
ство, не связанное с другими частями линии.
В процессе проектирования линии эти отдельные устройства
необходимо преобразовать в составные части единой линии. Для
этого, прежде всего, нужно выявить интегральные свойства линии
и ее частей, а затем путем целенаправленного изменения или ис-
пользования свойств отдельных единиц оборудования (элементов
линии) создать более сложную конструкцию — линию.
К основным интегральным свойствам любого устройства мож-
но отнести назначение и совместимость. Поскольку понятием
«назначение» часто определяют и цели, и задачи, и функции обо-
рудования, предварительно уточним их сущность.
Цель применения устройства — образование из исходного сырья
или полуфабриката других полуфабрикатов или изделий с заданны-
ми показателями качества. Цель характеризуется свойствами перера-
батываемой пищевой среды и, как правило, оценивается норматив-
ными показателями ГОСТов, рецептур, технических условий и т. п.
Задачи применения устройств — механизированное выполне-
ние определенных технологических операций, связанных с дози-
57
рованием, обработкой, транспортированием и сохранением пере-
рабатываемой пищевой среды или вспомогательных материалов.
Цели и задачи применения устройств определяют заранее на ста-
дии выполнения технического задания и проектной документации,
они характеризуют лишь возможные состояния устройств во время
их работы, т. е. цели и задачи — субъективные оценки идеального ва-
рианта работы данного вида оборудования. Именно в этом состоит
их принципиальное отличие от функции оборудования.
Функция любого устройства — объективная характеристика его
воздействия на обрабатываемую среду, от которого зависит реаль-
ное изменение (или сохранение) свойств сырья или полуфабрика-
тов на различных стадиях технологического процесса, протекаю-
щего в действующей линии. Характер воздействия устройства на
продукт, а следовательно, и качество выполнения функций за-
висят от конструкции этого устройства.
Основная цель работы любой технологической линии — обес-
печение качества протекающих в ней технологических процессов
и выпускаемой продукции. Процесс преобразования исходного
сырья в готовую продукцию является многостадийным, и общая
цель работы линии распределяется между ее подсистемами и от-
дельными частями этих подсистем. Поэтому задачи и функции со-
ставных частей линии — решающие факторы объединения этих
частей между собой и формирования состава единой линии. Не
следует смешивать понятия функция и функционирование со-
ставной части линии. Функционирование части — это ее работа,
деятельность при выпуске продукции. Функции частей — это не
сама работа, а лишь факторы их связи между собой и линией в
целом в процессе выпуска продукции.
Проявление интегральных свойств машин и аппаратов носит
двойственный характер. С одной стороны, они являются неотъем-
лемыми признаками отдельных частей линии, с другой — именно
эти признаки — средство и условие объединения этих частей меж-
ду собой для формирования нового более сложного устройства,
называемого линией.
Совместимость признаков предполагает такую общность со-
ставных частей линии, при которой обеспечивается возможность
их совместного функционирования с целью реализации общей
цели работы линии.
Совместимость признаков устройств обеспечивается путем их
координации, необходимой для согласования и сочетания состав-
ных частей между собой и с линией в целом. При этом следует об-
ратить особое внимание на то, что координация признаков частей
линии обязательно должна сочетаться с субординацией, т. е. под-
чинением целей и задач функционирования этих частей основной
цели линии.
Необходимость координации сопрягаемых частей линии воз-
никает тогда, когда эти части имеют одноименные признаки, а
58
значения (уровни) этих признаков различны. Если координацию
производят с целью соединения объектов по данному признаку, то
его значения для каждой из частей нивелируют, т. е. приводят к
одной и той же величине. Нивелирование признаков требуется,
например, при согласовании производительностей, скоростей,
геометрических размеров сопрягаемых частей линии. Если коор-
динацию проводят с целью разделения объектов по данному при-
знаку, то его значения для каждой из частей активизируют, т. е.
обеспечивают наибольшую разность (потенциал) сопрягаемых
признаков. Активизация признаков необходима, например, в уст-
ройствах, обеспечивающих диффузию, фильтрование, сепариро-
вание, термообработку пищевых сред.
В табл. 3.2 и 3.3 приведены рекомендации по нивелированию и
активизации признаков технических объектов на основе положе-
ний формальной логики.
3.2. Нивелирование признаков технических объектов
Изменение одноименных признаков объектов Оценка условий соединения
объект А объект Б
Увеличиваются Увеличиваются Хорошо
Увеличиваются Уменьшаются Плохо
Уменьшаются • Увеличиваются Плохо
Уменьшаются Уменьшаются Хорошо
3.3. Активизация признаков технических объектов
Изменение одноименных признаков объектов Оценка условий разделения
объект А объект Б
Увеличиваются Увеличиваются Плохо
Увеличиваются Уменьшаются Хорошо
Уменьшаются Увеличиваются Хорошо
Уменьшаются Уменьшаются Плохо
Координация признаков связана с формированием состава ли-
нии из отдельных устройств путем увеличения доли признаков,
обеспечивающих образование линии. Координация направлена на
обеспечение у объединяемых частей соответствия геометрических
размеров, формы, материала, допусков и посадок, прочности,
способов обработки и многих других признаков.
При проектировании технологической линии и ее составных
частей следует руководствоваться следующими основными прин-
ципами.
Творческий подход. Дипломное проектирование предполагает
созидательную, самостоятельную деятельность студента, направ-
59
ленную на создание нового оригинального оборудования. От сту-
дента требуются не только знания и опыт, эрудированность и ис-
пользование данных науки, но и проявление творческих наклон-
ностей, интуиции и способности предвидеть. Для проектирования
нужны не только глубокие знания в области конкретной техноло-
гии и техники пищевой или перерабатывающей отрасли, для ко-
торой создается данная линия, но и навыки успешного примене-
ния методов инженерного творчества, обеспечивающих поиск
принципиально новых решений. Для этого требуется привлечение
морально-психологических, духовных сил человека-творца, ис-
пользующего интуитивные, эвристические методы мышления.
При выполнении дипломного проекта желательно, чтобы студент
проявил свою изобретательность, создавая новое, неизвестное
прежде, по крайней мере, ему самому.
Достижение поставленной цели требует решения нескольких
конкретных задач, которые и должны быть сформулированы на
основе анализа имеющихся источников информации. В каждом
конкретном случае необходим творческий подход к решению по-
ставленной задачи. При этом инженерное творчество определяет-
ся как успешное мышление, ведущее за пределы известного, до-
полняющее знания, способствующее созданию оригинального ус-
тройства. Однако создание новой конструкции становится часто
невозможным без научного исследования, в результате которого
получают исходные данные для проектирования.
Любую творческую идею выделяют из большого числа анализи-
руемых идей. Процесс отыскания действительно полезной идеи и
варианта решения задачи представляет собой формулировку идеи,
требующей тщательного подхода и творческого воображения.
При решении всех, а особенно принципиальных вопросов, сту-
дент должен творчески подходить к решению возникающих перед
ним технических задач, не копировать бездумно, скажем, импорт-
ные образцы, не бояться идти по непроторенным тропам. Надо
использовать не только опыт прошлого, свою эрудицию, но и
изобретательность, помня, что проектирование и конструирова-
ние — это не только наука, но и в определенной мере искусство.
Важно отметить, что основная цель творческого подхода при
дипломном проектировании заключается не в том, чтобы появи-
лось новое изобретение, а в том, чтобы при поиске новых техничес-
ких решений студент мог испытать счастье творческого труда. Та-
кие ощущения способствуют формированию личности, способной
к активной творческой деятельности инженера и руководителя.
Ориентация на потребителя. В современных общественно-поли-
тических условиях в России коренным образом изменилось эко-
номическое поведение всех предприятий в связи с переходом от
так называемого «производственного» мышления к «рыночному».
Глобальная цель деятельности предприятия в условиях «произ-
водственного» мышления — получение прибыли путем увеличе-
60
ния объемов продаж выпускаемой продукции. Предприятие уде-
ляет внимание лишь изготовлению продукции, решает свои внут-
ренние проблемы, предполагая, что выпускаемая продукция име-
ет неограниченный спрос.
Мероприятия по усовершенствованию оборудования на таком
предприятии нацелены на всемерное увеличение производствен-
ных мощностей, максимальное повышение производительности
оборудования, снижение себестоимости продукции практически
любой ценой. В отношении качества выпускаемой продукции,
трудовой и экологической безопасности, материало- и ресурсо-
сбережения такое предприятие ограничивается лишь выполнени-
ем требований законодательных актов и других обязательных нор-
мативных документов.
Прямо противоположна ориентация деятельности предприятия
в условиях «рыночного» подхода, когда спрос на выпускаемую
продукцию ограничен, а потребитель имеет возможность сравнить
и отдать предпочтение продукции одного производителя, отказав-
шись от продукции других. Глобальная цель такого предприя-
тия — получение прибыли путем удовлетворения запросов потре-
бителя. Предприятие должно быть организовано таким образом,
чтобы на первом плане было качество выпускаемой продукции, за
которую платит потребитель, а на втором — собственные внутрен-
ние проблемы самого производства, несмотря на их важность и
значимость.
Предприятия с «рыночным» подходом должны быть оснащены
оборудованием, которое гарантирует не только выпуск годной
продукции, но и высокое качество технологических процессов:
стабильность, точность, устойчивость и др. Такое предприятие не
ограничивается подтверждением безопасности своей продукции, а
инициативно разрабатывает новые виды продукции с более высо-
кими показателями потребительских свойств, чем у аналогичной
продукции конкурентов.
Успешное функционирование такого предприятия зависит от
добросовестного, инициативного труда каждого рядового сотруд-
ника, обеспечивающего организационное, технологическое или
техническое обслуживание производства, поэтому на предприя-
тии не ограничиваются соблюдением нормативных требований к
охране и безопасности труда, а оснащают его оборудованием,
обеспечивающим удобные и комфортные условия труда работни-
ков. Мероприятия по ресурсосбережению проводят с учетом того,
что основным способом защиты окружающей среды от отрица-
тельного воздействия производства является снижение затрат,
экономия материальных и энергетических ресурсов. При этом, ес-
тественно, снижается себестоимость выпускаемой продукции.
Перечисленные выше мероприятия по реконструкции и усо-
вершенствованию оборудования могут быть предметом дипломно-
го проектирования.
61
Принцип постоянного улучшения. Руководствуясь «рыночным»
подходом, предприятие должно постоянно стремиться к улучше-
нию результативности всех процессов деятельности, а не ожидать
появления проблемы, чтобы после этого искать способы ее реше-
ния. Этот принцип полностью относится к технологическим про-
цессам производства и оборудованию, обеспечиваюшему их реа-
лизацию.
Предприятие должно постоянно обеспечивать сбор и анализ
информации о возникающих несоответствиях, устранять причины
и обеспечивать использование корректирующих действий как
средства улучшения, а также планировать и обеспечивать умень-
шение потерь для поддержания высоких показателей качества тех-
нологических процессов и свойств выпускаемой продукции.
Источниками информации могут быть жалобы потребителей,
контроль технологических процессов и качества продукции, анализ
результатов прошлого опыта, прогноз предстоящих условий рабо-
ты, инициативные предложения работников предприятия и др.
Различают два основных подхода к проведению постоянного
улучшения:
проекты прорыва, ведущие или к пересмотру и улучшению су-
ществующих процессов, или внедрению новых процессов и обо-
рудования;
деятельность по поэтапному постоянному улучшению в рамках
существующих процессов и оборудования.
Проекты прорыва обычно предусматривают радикальную ре-
конструкцию существующих процессов и технологических линий.
Их осуществляют многопрофильные группы специалистов науч-
но-исследовательских и проектно-конструкторских подразделе-
ний предприятия либо сторонних организаций (по контракту).
Выполнение дипломного проекта в рамках такого мероприятия
представляет большой интерес.
В общем случае реконструкция линии или модернизация ма-
шин и аппаратов в проектах прорыва сводится к увеличению ко-
эффициента использования Кт, теоретической производительнос-
ти /7Т относительно технической производительности Лдействую-
щего оборудования:
п
ку=п/п,= 1-Хв,
л
где = щ + м-2 +—+ М-п — сумма долей регламентированных потерь 1-го, 2-го,
/=1
т
п-го компонентов сырья и материалов; =ц+т2+ ...+тт —сумма долей до-
1=1
полнительных регламентированных затрат времени l-ro, 2-го, ..., т-то этапов тех-
нологического процесса.
62
Поэтапное постоянное улучшение проводят работники предпри-
ятия в инициативном порядке без отрыва от обычной деятельности.
В общем случае постоянное поэтапное улучшение сводится к
увеличению эксплуатационного коэффициента использования Кэ,
технической производительности П относительно эксплуатацион-
ной производительности Пэ действующего оборудования,
Л п \ ( т
КЭ=ПЭ/П= 1-ХР(э)/ / 1+£т(э)у ,
I '=! Д J=l J
л
где =И(э)1 +Н(э)2 + — + Н(э)л —сумма долей эксплуатационных нерегламенти-
рованных потерь 1-го, 2-го, л-го компонентов сырья и материалов;
т
Хт(э)у =т(э)1+т(э)2+-- + т(э)т — сумма долей эксплуатационных нерегламентиро-
2=1
ванных затрат времени 1-го, 2-го, ..., т-го этапов технологического процесса.
Основные методы снижения регламентированных и эксплуата-
ционных нерегламентируемых потерь изложены в рекомендуемой
литературе.
Для содействия и осведомленности о деятельности по постоян-
ному улучшению руководство предприятия может применять та-
кие меры, как:
формирование небольших групп инициативных сотрудников с
выбором лидеров самими группами;
разрешение работникам контролировать часть технологичес-
кой системы и улучшать ее;
повышение знаний, накопление опыта и совершенствование
навыков работников с перспективой их профессионального роста.
Опыт самостоятельного, творческого дипломного проектиро-
вания поможет студенту в его дальнейшей профессиональной дея-
тельности.
Приоритет технологии. Пищевые технологии представляют со-
бой системы знаний о способах воздействия различными орудия-
ми труда на сырье, материалы и полуфабрикаты при переработке
сельскохозяйственной продукции. Для каждого вида пищевой
продукции применяют свою совокупность методов обработки сы-
рья, материалов или полуфабрикатов.
Технологические линии пищевых и перерабатывающих отрас-
лей АПК предназначены для преобразования сельскохозяйствен-
ного сырья в пищевую продукцию. На вход любой линии подается
исходное сырье, обладающее определенными свойствами, а с ли-
нии в результате ее функционирования сходит готовая продукция
с другими, новыми показателями свойств. Для пищевых техноло-
гий характерно исключительное многообразие свойств сырья, по-
луфабрикатов и готовых пищевых продуктов.
63
Технологическое проектирование заключается в обосновании
производительности и ассортимента выпускаемой продукции
проектируемой линии, в разработке оптимальной технологичес-
кой схемы, а также в выборе оптимальных технологических режи-
мов, которые обеспечивают рациональную обработку исходного
сырья и выпуск готовой продукции в соответствии со стандартами
и техническими условиями.
Задачи технологического проектирования:
теоретическое и экспериментальное обоснование структуры и
параметров технологических процессов;
разработка методов контроля качества исходного сырья, про-
межуточных продуктов и готовой продукции.
Параметры технологических процессов и конструктивные при-
знаки оборудования существенно зависят от реологических
свойств и текстуры пищевых сред.
Решающий фактор при создании новой линии — прогрессив-
ная технология. Недостатки устаревшей или неэффективной тех-
нологии невозможно компенсировать никакими усовершенство-
ваниями оборудования линии, поэтому линии, как правило, со-
здают на основе заранее отработанных технологических процессов
для каждого этапа производства.
Специализация оборудования предусматривает использование для
каждой технологической операции отдельной машины, аппарата
или устройства. В результате специализации технологического обо-
рудования линии увеличивается количество одновременно обраба-
тываемого материала, сокращается продолжительность его обра-
ботки и появляются условия для создания несложного специализи-
рованного оборудования. Все это ведет к повышению производи-
тельности линии и механизации трудоемких ручных операций.
Однако специализация — это экстенсивный метод создания
технологических линий путем использования дополнительных
материальных и трудовых ресурсов, а не в результате технического
прогресса. При этом, как правило, увеличивается число основных
и вспомогательных машин и аппаратов, требуются значительные
производственные площади, возрастает численность обслуживаю-
щего персонала. Несмотря на перечисленные недостатки, специа-
лизация — необходимая стадия первоначального создания техно-
логических линий.
Интеграция оборудования предусматривает одновременное вы-
полнение большого числа операций многими рабочими органами
на одной машине или аппарате. Интеграция достигается примене-
нием комплексных рабочих органов, увеличением числа одновре-
менно работающих органов на одной позиции и рабочих позиций
на одном агрегате, что позволяет значительно повысить произво-
дительность машины.
Интеграция должна базироваться на тщательном анализе,
четкой формулировке целей и задач функционирования обору-
64
дования, входящего в состав линии. Это позволит обоснованно
сгруппировать технологические операции для создания агрега-
тов, установок, модулей, станций, участков и других подсис-
тем линии. Таким образом, возникают предпосылки для кон-
струирования линии на базе интенсивных методов путем со-
кращения числа отдельных машин и аппаратов, а также транс-
портирующих, регулирующих и других вспомогательных
устройств. При этом можно сократить продолжительность об-
работки продукции и ее количество, подлежащее единовре-
менной обработке в потоке, при сохранении производитель-
ности линии.
Вместе с тем в результате чрезмерной интеграции рабочих ор-
ганов на одной позиции могут ухудшиться условия обслуживания
и особенно санитарной обработки оборудования. Кроме того, при
интеграции операций в одном агрегате, как правило, существенно
усложняется его конструкция и удлиняется срок создания.
К процессу проектирования применимы методы рационально-
го выполнения работ.
Нормализация методов проектирования заключается в макси-
мальном использовании существующих стандартов, параметри-
ческих рядов, освоенных производством технологических процес-
сов, аппаратов, машин и комплектующих изделий.
Специализация проектирования — общее упорядочение процесса
проектирования, соблюдение единообразия его элементов. Это
относится как к унификации форм проектной документации, так
и к методам их разработки и оформления.
Кооперация в процессе проектирования линий проявляется в
том, чтобы к работе дополнительно привлекать субподрядные
специализированные организации для разработки специфичес-
ких составных частей и элементов линии, например приборов
контроля, тепловых аппаратов, насосов и др. Кооперация зак-
лючается также в том, что для сокращения сроков и объема
проектирования можно использовать готовые технические ре-
шения, опыт испытаний и освоения разработок в других облас-
тях техники.
Системное проектирование линий. Построение линий путем
объединения машин, аппаратов, модулей, агрегатов и других со-
ставных частей базируется на поточности производства, к основ-
ным признакам которого относятся:
специализация технологических операций — каждая составная
часть линии выполняет лишь определенную часть общей работы;
интеграция технологических операций — отдельная составная
часть линии может выполнять группу технологических операций;
одновременное выполнение различных технологических опе-
раций всеми составными частями линии;
последовательное ритмичное перемещение объекта переработ-
ки от входа к выходу из линии;
5 С т Антипов и др
65
синхронность выполнения технологических и транспортных
операций в потоке путем уравнивания производительности со-
ставных частей линии до значения, равного или кратного общей
производительности линии.
Процессы в машинах и аппаратах технологических линий, по
существу, один большой процесс (поток). Несмотря на разнообра-
зие технологий, машинно-аппаратурного оформления общим для
различных линий является то, что в них организован и функцио-
нирует непрерывный технологический поток преобразования ис-
ходного сырья в продукт. Такой поток имеет свои закономернос-
ти, которые необходимо знать, чтобы создать высокоэффективные
технологические линии.
Технологический поток — это система процессов, обладающая
всеми необходимыми атрибутами. К ним следует отнести: элемен-
ты — технологические операции; связи — материальные, энерге-
тические и информационные потоки между операциями; структу-
ру — пространственно-временные отношения операций; вне-
шнюю среду —все, что окружает систему, атмосферу, в которой
она живет, т. е. функционирует и развивается.
Технологический поток обладает новым, системным каче-
ством, которым не располагает ни один из образующих его эле-
ментов. Системное качество заключается в гораздо более эффек-
тивном функционировании комплекса машин и аппаратов по
сравнению с работой не объединенных в линию орудий труда.
Если учесть сложность технологической линии, большое число
и разнообразие машин, аппаратов и других устройств, входящих в
ее состав, то очевидна объективная необходимость объединения
отдельных единиц оборудования в определенные комплексы обо-
рудования. Такие комплексы можно рассматривать как самостоя-
тельные составные части линии. Вместе с тем процессы, реализуе-
мые в этих комплексах, являются составной частью (подсистемой)
единой технологической системы — технологического потока ли-
нии.
Общие критерии для выделения комплексов оборудования
(подсистем) в технологических линиях:
функционирование комплекса оборудования (КО) оказывает
существенное влияние на качество продукции, выпускаемой ли-
нией;
производительность каждого КО должна соответствовать за-
данной производительности линии в целом;
каждый КО и его составные части имеют разное назначение,
реализуют различные технологические процессы и играют само-
стоятельную роль в формировании качества продукции, выпуска-
емой линией;
каждый КО и его составные части имеют функциональную спе-
цифичность, определяющую их место в иерархической структуре
линии для выполнения части общего технологического процесса;
66
КО и его составные части могут выполнить свое назначение и
функцию только при условии их взаимодействия с другими со-
ставными частями линии и окружающей средой на основе функ-
циональной интегрированности.
На основании функционального анализа различных технологи-
ческих операций, выполняемых с целью преобразования потреби-
тельских свойств исходного сырья сначала в свойства определен-
ных полуфабрикатов, а затем в потребительские свойства готовой
продукции, в составе любой линии можно выделить три основных
комплекса оборудования:
А — для изготовления готовой продукции из окончательного
полуфабриката;
В — для получения окончательного полуфабриката из проме-
жуточных полуфабрикатов;
С — для создания промежуточных полуфабрикатов из исходно-
го сырья.
Такое группирование оборудования линии обусловлено разли-
чием и особенностями функциональных задач, которые изложены
в рекомендуемой литературе.
Строение технологических линий для производства пищевых про-
дуктов путем разборки сельскохозяйственного сырья на компоненты.
В линиях для первичной переработки сельскохозяйственного сы-
рья технологический процесс направлен на его разделение на
компоненты. Такими линиями оснащены предприятия по обра-
ботке и переработке сырья растительного (зерно, масличные семе-
на, сахарная свекла, картофель, плодоовощное сырье и др.) и жи-
вотного (скот, птица, рыба, молоко и др.) происхождения. При
этом номенклатура продукции многопредметна и зависит от числа
полезных компонентов, содержащихся в исходном сырье.
В общем виде оборудование линий для производства пищевых
продуктов путем разборки сельскохозяйственного сырья на ком-
поненты можно сгруппировать в виде комплексов (рис. 3.1).
Отходы
Рис. 3.1. Структурная схема линий для производства пищевых продук-
тов путем разборки сельскохозяйственного сырья на компоненты
В состав комплекса С входят машины для очистки сырья от на-
ружных примесей, разрушения покрова и измельчения исходного
сырья. При помощи машин и аппаратов, входящих в комплексы
В, из сырья извлекаются полезные вещества, очищаются, сортиру-
ются и концентрируются. Оборудование комплексов А предназна-
чено для формирования и стабилизации химического состава и
структуры готовой продукции линии, а также ее упаковки в потре-
бительскую и торговую тару.
Строение технологических линий для производства пищевых про-
дуктов путем сборки из компонентов сельскохозяйственного сырья. В
линиях для вторичной переработки сельскохозяйственного сырья
в ходе технологического процесса выполняется сборка сырья с це-
лью образования многокомпонентных пищевых сред. Главные
операции такой сборки — дозирование и смешивание рецептур-
ных компонентов, а также их формование и упаковка. Такими ли-
ниями оснащены хлебозаводы, кондитерские фабрики, колбасные
производства и др. Продукция, выпускаемая на этих линиях,
предназначена для реализации населению, поэтому их оборудова-
ние обеспечивает также выполнение финишных операций дози-
рования и упаковки.
В общем виде оборудование линий для производства пищевых
продуктов путем сборки из компонентов сельскохозяйственного
сырья можно сгруппировать в виде комплексов (рис. 3.2).
В состав комплексов С входят машины и аппараты для очистки
сырья от технологических примесей, его измельчения, сортирова-
ния, нагревания, охлаждения, плавления и растворения. С помо-
щью машин и аппаратов, входящих в комплекс В, формируется
новый искусственный химический состав и строение сборной
продукции в результате дозирования, смешивания и термической
обработки компонентов, а также формирования заготовок штуч-
ных изделий. Оборудование комплекса А предназначено для кор-
рекгировки и стабилизации химического состава и структуры го-
товой продукции, а также ее упаковки в потребительскую и торго-
вую тару.
Рис. 3.2. Структурная схема линий для производства пищевых продуктов путем
сборки из компонентов сельскохозяйственного сырья
68
Рис. 3.3. Структурная схема технологической линии для производства
пищевых продуктов путем комбинированной переработки сельскохо-
зяйственного сырья
Строение технологических линий для производства пищевых про-
дуктов путем комбинированной переработки сельскохозяйственного
сырья. В линиях для комбинированной переработки комплексно
используют разделение пищевых сред путем разборки сельскохо-
зяйственного сырья с последующей его сборкой для образования
многокомпонентных пищевых сред. При этом на определенных
стадиях технологического процесса выполняются операции со-
единения и формования пищевых сред. Такие линии применяют
при производстве шоколада, халвы, консервов, пищевых концент-
ратов, пива, сгущенного молока.
В общем виде оборудование линий для производства пищевых
продуктов путем комбинированной переработки сельскохозяй-
ственного сырья можно сгруппировать в виде комплексов
(рис. 3.3).
В состав линии входит комплекс Q для подготовки к первич-
ной переработке одного из видов сельскохозяйственного сырья и
несколько комплексов С2, С3 и т.д. для подготовки вторичного
сырья. При помощи машин и аппаратов, входящих в состав комп-
лексов Bb Ai и В2, А2, выпускается продукция, полученная путем
разборки исходного сырья. Комплексы оборудования В3, А3 пред-
назначены для выпуска сборной продукции.
3.5. ОСНОВНЫЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ
ПРОДОВОЛЬСТВЕННОГО ОБОРУДОВАНИЯ
В СОСТАВЕ ЛИНИИ
При конструировании продовольственного оборудования дол-
жны быть обеспечены его функциональная эффективность, на-
дежность, безопасность и технологичность.
69
Функциональная эффективность оборудования характеризуется
показателями его непосредственного использования по назначе-
нию, к которым в первую очередь относятся:
производительность;
характеристики достижения цели функционирования;
уровень выполнения функциональных задач;
характеристики технологических возможностей.
Основная мера функциональной полезности и эффективности
оборудования — его производительность, а гарантия достижения
высокой эксплуатационной производительности — надежность
конструкции.
Технологическая цель функционирования оборудования достигает-
ся при условии обеспечения в заданных пределах показателей ка-
чества продукта на выходе из машины или аппарата.
Технологическую цель функционирования оценивают показате-
лями качества продукта на выходе из машины или аппарата. Цель
достигнута, если характеристики свойств обрабатываемой среды,
для изменения которых применяется данная машина (или аппа-
рат), находятся в заданных пределах. Следует определить, какими
свойствами продукта (однородность, дисперсность, влажность, раз-
меры и т. п.) можно характеризовать технологическую цель функ-
ционирования конструкций-аналогов, и сравнить их между собой.
Уровень выполнения функциональных задач связан с механизаци-
ей и автоматизацией работ, обеспечивающих реализацию основ-
ной и вспомогательных функций оборудования. В большинстве
современных конструкций машин и аппаратов, как правило, ме-
ханизирована основная (ведущая) часть технологического процес-
са, обычно совпадающая с названиями технологической операции
и машины (аппарата) — измельчение, формование, уваривание и
т. п., однако дальнейшее развитие конструкций требует комплекс-
ной механизации и автоматизации всех работ, обеспечивающих
достижение технологической цели. В состав проектируемых ма-
шин и аппаратов должны входить загрузочные, дозирующие,
транспортирующие, контролирующие, регулирующие, разгрузоч-
ные и другие устройства, при помощи которых можно оперативно
контролировать и корректировать качество продукции, а также
поддерживать технологический процесс в заданном режиме.
Технологические возможности конструкции обусловлены при-
способленностью оборудования к оперативной переналадке при
изменении ассортимента выпускаемой продукции, свойств исход-
ных продуктов и тароупаковочных материалов.
Конструирование оборудования необходимой надежности являет-
ся гарантией функциональной полезности и эффективности тех-
нологической линии. Применительно к линии речь идет не толь-
ко о так называемой «механической» надежности, связанной с вы-
ходом из строя деталей и остановкой машин и аппаратов. Для ус-
пешной работы линии важна «технологическая» надежность,
70
исключающая нарушения режимов работы действующего обору-
дования, ведущих к снижению стабильности, точности и устойчи-
вости технологических процессов.
При конструировании машин и аппаратов их надежность обес-
печивают правильным выбором структурной схемы, конструктив-
ного исполнения и материалов, а также выполнением расчетов на
прочность.
Рациональная структурная схема предусматривает выбор наи-
более простой технологической и кинематической структуры кон-
струкции. Нужно стремиться к тому, чтобы траектории и движе-
ния рабочих органов и перемещения обрабатываемого продукта
были возможно короче и проще. При распределении общего пере-
даточного отношения большие значения частных передаточных
отношений рекомендуется назначать в передачах, расположенных
ближе к электродвигателю, т. е. при более низких значениях вра-
щающих моментов. Силовые замыкания кулачковых механизмов
лучше устраивать на конечных ведомых звеньях, чтобы выбирать
«мертвые ходы». Вообще, следует стремиться к уменьшению дли-
ны кинематических цепей и числа стыков и сопряжений звеньев,
чтобы сократить число изнашиваемых поверхностей.
Важные показатели совершенства конструкции — условия рав-
нопрочное™ и равной долговечности составных частей линии, а
также узлов и деталей отдельных машин и аппаратов. Наличие в
конструкции хотя бы одного недостаточно прочного или недолго-
вечного элемента снижает надежность конструкции в целом.
Наряду с этим на практике возможны случаи, когда разные
элементы конструкции целесообразно рассчитывать на различную
долговечность, например, базовые детали (станины, корпуса) и
рабочие органы — на неограниченный ресурс. Вместе с тем, неко-
торые покупные комплектующие изделия нецелесообразно рас-
считывать на небольшой ресурс, так как это может привести к
неоправданному завышению материалоемкости и габаритов кон-
струкции в целом. Поэтому часто ограниченный ресурс имеют
подшипники, цепи, ремни и некоторые другие комплектующие и
запасные части, подлежащие замене при очередных плановых ре-
монтах. Важно, чтобы ни один из этих элементов конструкции не
выходил из строя раньше намеченного срока очередного планово-
го ремонта.
Конструктивное исполнение устройства должно быть рацио-
нальным с точки зрения предупреждения коррозионных разру-
шений. В частности, при конструировании необходимо исклю-
чить труднодоступные щели и зазоры, заполняемые агрессивной
средой; застойные зоны в аппаратах, тупиковые участки продук-
топроводов, не имеющие уклонов для слива продукта; грубую
обработку поверхностей металла, благоприятствующую скапли-
ванию грязи, пыли, плохо смываемых осадков; профильные фор-
мы сопряжения вместо круглых, прямоугольные и пирамидаль-
71
ные емкости вместо цилиндрических; сочетание разнородных ме-
таллов.
Одно из направлений рационального конструирования — ди-
намическое уравновешивание машин и аппаратов, благодаря ко-
торому повышаются их надежность и долговечность, снижаются
шум и вибрации. Источниками динамических нагрузок являются
неуравновешенные силы инерции, а также силы взаимодействия
между рабочими органами и продуктом.
Надежность конструкций машин и аппаратов существенно за-
висит от правильного выбора коррозионностойких материалов и
покрытий, способов повышения износостойкости деталей и раци-
ональных схем смазки.
Надежность линии определяется надежностью не только от-
дельных машин и аппаратов, но и транспортных устройств,
средств автоматизации, паро- и воздуховодов и др., т. е. речь идет
о надежности линии как единой конструкции.
Конструирование оборудования безусловной безопасности. Безо-
пасность оборудования в современных условиях является междуна-
родной проблемой и регламентируется Межгосударственными
стандартами ГОСТ ИСО/ТО 12100-1—2001 и 12100-2—2002 «Безо-
пасность оборудования. Основные понятия, общие принципы
конструирования».
Эти стандарты устанавливают основные термины, методику,
технические правила и технические требования в области конст-
руирования оборудования (машин), позволяющие разработчикам
и изготовителям создавать безопасные машины производственно-
го и непроизводственного назначения. Рекомендовано также при-
менять положения этих стандартов в учебных курсах или руковод-
ствах, определяющих технические правила и требования для раз-
работчиков машин.
Основные принципы конструирования безопасного оборудования:
снижение риска путем конструирования;
использование технических мер защиты;
информирование потребителя; применение дополнительных
мер безопасности.
В ГОСТ ИСО/ТО 12100-2—2002 перечислены более двадцати
различных методов конструирования безопасного оборудования и
приводятся десятки конкретных примеров. Например, конструи-
рование, направленное на снижение риска, предусматривает
меры, которые позволяют отдельно или в сочетании друг с другом:
устранить как можно большее число опасностей или уменьшить
его путем соответствующего выбора параметров конструкции (ис-
ключение выступающих частей, ограничение вибрации, примене-
ние безопасных процессов и т. п.);
ограничить опасности путем сокращения пребывания операто-
ра в опасной зоне (повышение надежности машины, автоматиза-
ция вспомогательных операций и т. п.).
72
Требования охраны труда предусматривают такое техническое
состояние оборудования, при котором исключено воздействие на
обслуживающий персонал опасных и вредных производственных
факторов, приводящих к травме или снижению работоспособно-
сти. Соответствие конструкции требованиям безопасности про-
веряется по всем видам опасности, которые она может представ-
лять. Линия считается не соответствующей требованиям безопас-
ности и не может быть рекомендована к применению, если она
не удовлетворяет требованиям хотя бы одного из показателей бе-
зопасности.
Технологическое оборудование линии в течение всего срока
службы должно быть безопасным при монтаже (демонтаже), экс-
плуатации и ремонте.
С помощью механических защитных ограждений следует обес-
печить защиту людей от опасности, вызываемой движущимися ча-
стями оборудования, отлетающими частицами и брызгами обраба-
тываемых материалов. Ограждения должны предотвращать воз-
можность случайного соприкосновения обслуживающего персо-
нала и ограждений с ограждаемой средой; выдерживать нагрузки,
связанные с усилиями воздействия на ограждения со стороны об-
служивающего персонала, разрушающихся частей оборудования
или выброса продукта. Смотровые окна в крышках и корпусах
оборудования следует изготовлять из безосколочного материала.
При конструировании необходимо разрабатывать блокировки,
обеспечивающие прекращение рабочего процесса при снятии или
открывании ограждений, устройств, исключающих случайное
снятие или открывание съемных, откидных и раздвижных ограж-
дений рабочих органов, а также отрывающихся крышек и щитков.
Необходимо обеспечить безопасное пребывание персонала на
рабочем месте, свободное наблюдение за протекающими произ-
водственными операциями, удобное и безопасное выполнение
персоналом необходимых действий; исключить неправильную
последовательность операций, возможность непроизвольного или
самопроизвольного включения и выключения оборудования.
Для предупреждения аварий и поломок вследствие перегрузок
оборудования должны надежно работать автоматические средства
защиты: предохранительные муфты, ограничители хода, срезаю-
щиеся штифты и др.
Электробезопасность оборудования регламентируется ГОСТ Р МЭК
60204-1—99 «Электрооборудование промышленных машин. Об-
щие требования» и ГОСТ Р 51342—99 «Безопасность машин. Уста-
новки аварийного выключения. Функции. Принципы проектиро-
вания».
Должны быть разработаны системы защиты от поражения
электрическим током, исключающие случаи ошибочных действий
обслуживающего персонала. Токоведущие части оборудования,
являющиеся источниками опасности, должны быть надежно изо-
73
лированы или ограждены. Металлические части оборудования,
которые могут вследствие повреждения изоляции оказаться под
электрическим напряжением, должны быть заземлены.
Необходима разработка систем автоматического контроля и ре-
гулирования средств звуковой, световой и цветовой сигнализации.
Сигнальные устройства должны быть расположены в зонах види-
мости и слышимости обслуживающего персонала. Все кнопки, ру-
коятки, маховички и другие органы управления должны иметь
обозначения или надписи, поясняющие их функциональное на-
значение.
В схеме электрических цепей оборудования должно действо-
вать общее аварийное устройство, централизованно отключающее
от сети все электрические цепи. Электрооборудование и электро-
проводку следует размещать так, чтобы они не подвергались меха-
ническим воздействиям, перегреву, воздействию агрессивных сред
и не создавали неудобств в работе обслуживающего персонала.
Процессы, протекающие в оборудовании, не должны создавать
условий образования очага взрыва и возгораний. Все электрообо-
рудование снабжают аппаратами защиты от токов короткого за-
мыкания и других ненормальных режимов, способных привести к
пожарам и замыканиям.
В оборудовании должна быть исключена возможность накоп-
ления зарядов статического электричества. Для защиты от него
надежно заземляют машины, емкости, шнеки, направляющие
лотки, бункеры, спуски, продуктопроводы и другие части обору-
дования, предназначенного для обработки, транспортирования и
хранения муки, сахарного песка, сахарной пудры, спирта, жиров и
других продуктов. Подлежат заземлению ограждения, бункеры,
лотки, элементы креплений приборов, продуктопроводы, нако-
нечники (ниппели) резиновых шлангов и другие сборочные еди-
ницы и детали, не имеющие металлической связи с остальным
оборудованием. Ременные передачи от электродвигателей к меха-
низмам должны быть только клиновые.
С безопасностью оборудования тесно связаны его безвред-
ность, эргономичность и эстетичность.
Безвредность оборудования. Машины и аппараты линии долж-
ны отвечать требованиям санитарных правил организации техно-
логических процессов; при их эксплуатации должно быть исклю-
чено воздействие на рабочих вредных производственных факто-
ров: вибрации, шума, пыли, теплоты (холода), потоков холодного
воздуха и т. п. Для продовольственного оборудования очень важ-
ны требования, исключающие возможность образования вредных
веществ или попадания их и посторонних предметов в сырье, по-
луфабрикаты и готовую продукцию. Смазочные масла не должны
проникать в продукты производства, а эти продукты — в систему
смазки.
Для деталей, соприкасающихся с рецептурными компонентами
74
и полуфабрикатами пищевых продуктов, можно применять толь-
ко материалы и покрытия, разрешенные Министерством здраво-
охранения Российской Федерации.
Рабочие органы машин и аппаратов должны иметь высокую из-
носоустойчивость и коррозионностойкость, так как при попада-
нии частиц и материалов деталей в пищевой продукт он может
стать непригодным к употреблению в пищу.
При эксплуатации линий должны функционировать системы
обеспечения безвредности и экологичности, которые поддержива-
ют в допустимых пределах опасные и вредные производственные
факторы, воздействующие на человека на его рабочем месте. В ча-
стности, с помощью системы аспирации рабочих мест устраняют
повышенное газовыдедение и запыленность; благодаря вентиля-
ции производственных помещений и теплоизоляции горячих по-
верхностей исключается избыточное тепловыделение оборудова-
ния; в очистных устройствах и сооружениях перерабатываются
производственные стоки.
Существенным недостатком линии считается возникновение
при ее работе чрезмерного шума и вибрации. Устранить их можно
двумя способами: снизить шум в источниках его образования, т. е.
в самих механизмах, и снизить шум и вибрацию на пути их рас-
пространения средствами звукоизоляции, звукопоглощения и
виброизоляции.
Наиболее эффективен первый способ. Для его осуществления в
конструкциях машин и аппаратов должны быть реализованы сле-
дующие технические решения:
заменено, где возможно, возвратно-поступательное движение
деталей вращательным или осуществлено их перемещение с помо-
щью демпфирующих гидро- и пневмоцилиндров;
вместо прямозубых зубчатых колес применены косозубые и
шевронные, повышенный класс точности обработки и параметры
шероховатости поверхностей зубчатых колес;
заменены зубчатые и цепные высокоскоростные передачи кли-
ноременными, а металлические детали — деталями из пластмасс и
других «незвучных» материалов (капрон, текстолит и др.);
использованы эластичные прокладочные материалы и упругие
вставки в соединениях для уменьшения передачи колебаний;
разработана эффективная система смазывания трущихся по-
верхностей;
исключена возможность дребезжания крышек и тому подобных
деталей, а также стуков из-за чрезмерных зазоров в сочленениях;
выполнена статическая и динамическая балансировка для ис-
ключения возможности радиального и торцевого биений быстро-
вращающихся колес, дисков, валов и рабочих органов.
Эргономичность оборудования. Машина соответствует требова-
ниям эргономики, если рабочие места и зоны обслуживания ее
составных частей размещены рационально с учетом физических и
75
учет психо-физических возможностей человека; зон досягаемости,
позы рабочего, хватки руки, траекторий и скорости рабочих дви-
жений человека, его силы, зоны наблюдений и т.п.
Устройства, требующие ручного обслуживания при работе обо-
рудования, — рукоятки вентилей, кранов, приспособлений для от-
бора проб и загрузки рецептурных компонентов и др. должны
быть размещены в местах, удобных и безопасных для обслужива-
ния.
Эстетичность оборудования. Эстетические свойства оборудова-
ния должны быть обусловлены архитектоникой, определяющей
пропорциональность составных частей, гармоничность их взаим-
ного расположения. Архитектоника линии и ее составных частей
должна соответствовать ее функциональному назначению. Неиз-
менные признаки красоты в технике — простота, естественность,
функциональная выразительность.
Внешняя отделка и окраска машин и аппаратов линии не толь-
ко предохраняют их от внешних воздействий, но и создают опре-
деленный колорит, декоративность, которые должны гармониро-
вать с интерьером цеха. Цвет сам по себе не может быть красивым
или некрасивым. Один и тот же цвет в разных условиях и сочета-
ниях с другими цветами может производить разное впечатление.
Тепловые и варочные аппараты окрашивают в цвета более холод-
ной части спектра (голубой, светло-зеленый, кремовый), холо-
дильное оборудование — в более теплые тона (красный, желтый).
Механическое оборудование технологических линий покрывают
красками цвета «слоновой кости».
Конструирование оборудования необходимой технологичности.
Технологичность оборудования — чрезвычайно емкое и много-
факторное понятие, которое, в конечном счете, можно свести к
трудоемкости и количеству ресурсов, которые требуется затрачи-
вать на всех стадиях жизненного цикла линии, машины или аппа-
рата: изготовление, монтаж, эксплуатация и ремонт.
Технологичность изготовления оборудования. На всех этапах
проектирования и конструирования линии необходимо тщательно
рассматривать и учитывать вопросы практического воплощения
проектных и конструкторских решений при ее изготовлении. Са-
мые удачные технологические разработки могут быть не реализо-
ваны из-за конструктивного несовершенства оборудования. Мож-
но отметить следующие особенности конструкций линий:
большое число машин, аппаратов и других составных частей в
линии;
различная сложность составных частей линии;
разнообразное функциональное назначение составных частей
линии;
многообразие видов и номенклатуры материалов, из которых
изготовлены составные части линии.
Оптимальное использование материалов, средств и времени
76
при изготовлении линий и их составных частей прежде всего зави-
сит от технологичности конструкций. Последняя формируется
как при общей компоновке линии, так и при проектировании и
конструировании входящих в нее машин и аппаратов, а также всех
составных частей и деталей.
Технологичность конструкции линии необходимо оценивать с
первых этапов проектирования. Отработка линии на технологич-
ность — непрерывный процесс, который продолжается и в период
серийного выпуска линии. Цель его — снижение трудоемкости и
себестоимости изготовления и эксплуатации линии.
Технологичность пищевого оборудования определяется систе-
мой стандартных показателей. На этапе изготовления линии тех-
нологичность конструкций оценивают группами показателей, ко-
торые определяют технологическую подготовку машинострои-
тельного производства.
К этой группе относятся показатели стандартизации и унифи-
кации линии и ее составных частей, коэффициенты сборности и
повторяемости, материалоемкость, а также уровень преемствен-
ности оригинальных деталей и составных частей.
При конструировании необходима унификация и стандартиза-
ция всех составных частей линии, деталей и конструктивных эле-
ментов по размерам, допускам и посадкам соединений, видам
применяемых материалов и комплектующих изделий и т. п. Тех-
нологичность конструкции повышается при увеличении повторя-
емости составных частей, сборочных единиц и деталей, а также их
взаимозаменяемости внутри машин и аппаратов, входящих в со-
став линии.
По материалоемкости и массе линии и ее составных частей
можно судить об общем расходе и видах материалов, а также об
уровне их полезного использования, т. е. о количестве отходов,
получаемых при изготовлении заготовок и готовых деталей.
Под конструктивной преемственностью подразумевают такое
направление в конструировании машин и аппаратов, при котором
разные машины являются производными одной из конструкций,
выбранной в качестве основной (базовой), и образуют конструк-
тивный ряд.
В продовольственном машиностроении сепараторы, насосы,
теплообменную аппаратуру и другое оборудование проектируют
на основе ограниченного числа базовых моделей с использовани-
ем нормализованных и унифицированных деталей и составных
частей.
Для повышения технологичности конструкции линии при кон-
струировании необходимо использовать общемашиностроитель-
ную, отраслевую и внутризаводскую стандартизацию следующих
видов:
продовольственные машины и аппараты (сепараторы, конвейе-
ры, волчки, теплообменная аппаратура и т. и.);
77
детали и сборочные единицы (шнеки, тарелки, веретена сепа-
раторов и т. и.);
конструктивные элементы (резьбы, модули, конусы, отверстия
и др.);
применяемые материалы (марки, профили и т. п.).
Монтажная технологичность. Монтажно-технологические тре-
бования регламентируют габаритные размеры составных частей
оборудования, подлежащего транспортированию на железнодо-
рожном транспорте, определяют конструктивное исполнение
опорных частей оборудования, мест строповки и крепления при
транспортировании и др.
В соответствии с требованиями монтажной технологичности
целесообразно составные части линии конструировать в виде пол-
ностью собранных машин и аппаратов совместно с коммуникаци-
ями и обслуживающими конструкциями, что обеспечивает мини-
мальные сроки и трудоемкость монтажа. Однако из-за значитель-
ных габаритов часть оборудования поставляют отдельными блока-
ми и сборочными единицами, для уменьшения трудоемкости
монтажа которых необходимы специальные конструктивные ре-
шения, исключающие или сокращающие подгонку и регулировку
взаимного положения.
Для сборки отдельно поставляемых сборочных единиц и дета-
лей необходимо нанести в местах разборных соединений и их вза-
имной фиксации контрольные риски, установить штифты
(шпильки, чистые болты) или специальные устройства (пазы, упо-
ры) для бесподгоночного соединения стыкуемых элементов при
монтаже. На сборочных единицах, соединяемых на месте с помо-
щью сварки, для их сборки и центровки приваривают струбцины
и оставляют кромки для сварки.
Конструкция оборудования, поставляемого в собранном виде
или сборочными единицами, должна обеспечивать необходимую
жесткость и исключать недопустимую деформацию в процессе его
транспортирования, хранения и монтажа.
В конструкции оборудования (и в каждой транспортируемой
части) необходимо предусмотреть устройства или отверстия для
строповки и крепления при перевозке, а также при подъеме и ус-
тановке его в проектное положение. Вместо специальных уст-
ройств для строповки могут быть использованы элементы конст-
рукций, уступы, бобышки и другие детали, благодаря прочности
которых можно поднять полностью собранное изделие. Способ и
места строповки для каждой сборочной единицы указывают в экс-
плуатационной документации.
В основаниях и опорных рамах оборудования предусматрива-
ют: регулировочные (отжимные) устройства для выверки высот-
ной отметки и горизонтальности (вертикальности); отверстия над
полостями в опорных поверхностях рам (станин, опор) для запол-
нения этих полостей бетонной смесью при подливке оборудова-
78
ния. На оборудовании, подлежащем выверке при монтаже, вы-
полняют контрольные площадки или указывают в эксплуатацион-
ной документации базовые поверхности для установки уровней
или других измерительных приборов без вскрытия узлов оборудо-
вания; также должны быть нанесены монтажные метки (риски),
фиксирующие в плане главные оси оборудования, или другие
привязочные базы для выверки проектного положения оборудова-
ния относительно осей фундамента.
В аппаратах, подвергаемых гидравлическим испытаниям, дол-
жны быть устроены штуцеры для заполнения оборудования жид-
костью, выпуска воздуха и присоединения манометра, а также от-
верстия с пробками для полного слива жидкости после испыта-
ний. Трубопроводы, прокладываемые по наружной или внутрен-
ней поверхности изделия, прочно закрепляют на станине с
исключением нагрузок на арматуру и присоединительные детали
насосов.
Оборудование, подлежащее расчленению, положение механиз-
мов (редукторов, опор), укрепленных на фундаментной раме (ста-
нине), фиксируют контрольными штифтами (шпильками, упора-
ми). Все отверстия патрубков и присоединительных фланцев за-
крывают специальными заглушками или пробками. Ответствен-
ные разъемы, люки, крышки пломбируют.
Эксплуатационная технологичность оборудования. Приспособ-
ленность конструкции к обслуживанию предполагает проработку
ее эксплуатационной технологичности, характеризуемой следую-
щими свойствами:
контролепригодностью конструкций, которая предусматривает
регулируемость, легкосъемность, разбираемость и инструменталь-
ную доступность составных частей оборудования;
рациональностью конструкций, которая определяет выбор наи-
более простых конструктивных решений и исключение необосно-
ванного усложнения конструкций, чтобы обеспечить возможность
привлечения к обслуживанию исполнителей низкой квалификации
при одновременном снижении трудоемкости отдельных операций
процессов;
приспособленностью конструкций к санитарно-техническому
обслуживанию;
унификацией конструкций, которая предполагает сокращение
Номенклатуры эксплуатационных материалов, инструментов, кре-
пежных изделий, смазочных материалов и т. п.
Ремонтопригодность оборудования. Приспособленность обору-
дования к предупреждению и обнаружению причин возникнове-
ния отказов, повреждений, а также поддержанию и восстановле-
нию работоспособного состояния путем проведения технического
обслуживания и ремонтов называется ремонтопригодностью. Она
Характеризуется временем или трудоемкостью восстановления ра-
ботоспособного состояния.
79
Ремонтопригодность машины заключается в приспособленнос-
ти ее конструкции к предупреждению, обнаружению и устране-
нию неисправностей при проведении наладочных и ремонтно-
восстановительных работ и базируется на следующих принципах:
контролепригодность — обеспечение необходимыми средства-
ми контроля параметров технологического процесса и диагности-
ки оборудования;
доступность — возможность свободного доступа к местам тех-
нического обслуживания и ремонта без демонтажных работ путем
рационального взаимного расположения машин, аппаратов и дру-
гих составных частей линии;
легкосъемность составных частей машины — рациональное
расчленение ее составных частей, в том числе применение блоч-
ного принципа компоновки оборудования: крепление и соедине-
ние составных частей линии способами, обеспечивающими мини-
мальные затраты времени на их демонтаж и монтаж при техничес-
ком обслуживании и ремонте;
восстанавливаемость деталей — конструирование изнашивае-
мых деталей и изготовление их из материалов, с помощью кото-
рых можно восстанавливать детали до номинальных размеров;
технологичность изготовления и соединения деталей — конст-
руирование деталей, которые можно выполнить и соединить, ис-
пользуя типовые технологические процессы.
3.6. ЭТАПЫ ДИПЛОМНОГО ПРОЕКТИРОВАНИЯ
Разработка проектно-конструкторской документации — чрез-
вычайно трудоемкий, сложный и ответственный этап создания
оборудования. Процесс проектирования можно подразделить на
логические стадии и этапы (во времени).
Логические стадии предполагают, что проектирование изделия
представляет собой последовательность определенных итерацион-
ных проработок, каждая из которых включает сбор и анализ ин-
формационных материалов, расчеты и прочерчивания, принятие
решения и его технико-экономическую оценку. Такие итерацион-
ные проработки повторяют несколько раз до получения удовлет-
ворительных результатов, когда найденное техническое решение
может быть принято в качестве базы для последующих стадий
проектирования.
При планировании проектирования последовательность вы-
полнения зависит от особенностей проектируемого изделия и в
общем случае может включать следующие этапы.
Этап 1. Цель этапа: структурное построение линии и ее подси-
стем, формирование функциональных требований к ведущим ма-
шинам и аппаратам линии.
На первом этапе анализируют исходное задание с точки зрения
80
функциональных возможностей, стоимости, производительнос-
ти, компоновочных характеристик и т. д.; принимают наиболее
существенные решения относительно возможных путей реализа-
ции требований к линии и ее подсистемам, сформулированных в
техническом задании с учетом современных научно-технических
достижений в исследуемой и смежных отраслях; выбирают кри-
терии для оценки эффективности проектных решений; намечают
основные направления машинно-аппаратурного оформления
технологического процесса и конструкторско-технологических
решений.
На этом этапе патентные исследования служат для обоснова-
ния выбора оптимального варианта структурной схемы изделия.
Обосновывают целесообразность использования известных техни-
ческих решений с точки зрения оптимального и перспективного
вариантов разработки; выявляют новые области применения изве-
стных способов и устройств, новые материальные возможности
способов их реализации; намечают пути создания новых техни-
ческих решений, которые в совокупности с известными должны
обеспечить заданные технико-экономические показатели разраба-
тываемого изделия с учетом патентоспособности и патентной чис-
тоты.
Этап 2. Цель этапа — принятие окончательного решения о вы-
боре оптимального технологического процесса, его машинно-ап-
паратурного оформления в виде конкретного варианта компонов-
ки технологического оборудования линии и описания ее устрой-
ства и принципа действия, а также выполнение технологических
расчетов.
На втором этапе выполняют технологическую проработку ли-
нии, в том числе выстраивают принципиальную технологическую
схему с указанием значений параметров технологического процес-
са на всех стадиях (продуктовый расчет исходного сырья, проме-
жуточных полуфабрикатов, готовой продукции и отходов произ-
водства в соответствии с ассортиментом и заданной производи-
тельностью); определяют места и методы контроля параметров
технологического процесса.
Продуктовый расчет данного вида выпускаемой продукции
включает в себя расчеты расхода исходного сырья, вспомогатель-
ных материалов, полуфабрикатов собственного производства и
поступающих со стороны, других компонентов в зависимости от
заданной производительности линии, рецептуры и нормативно-
технических требований.
Обычно линия, технологическая машина или аппарат содержат
несколько конструктивных элементов, в которых по стадиям тех-
нологического процесса последовательно обрабатываются исход-
ное сырье и полуфабрикаты. Расчленив процесс на отдельные
операции и выполнив соответствующие продуктовые расчеты,
можно вычислить объемный расход компонентов на той стадии
6 С Г Антипов и др 81
технологического процесса, для которой проектируется данная
конструкция составной части линии.
Далее завершают структурную проработку линии, в том числе
построение структурной схемы, определяющей основные состав-
ные части линии, их назначение и взаимосвязи. При этом выбира-
ют состав ее основных подсистем и выявляют связи между ними,
конкретизируют выполняемые функции по обработке, транспор-
тированию и хранению технологических объектов. Необходимо
также учитывать требования производства и возможность исполь-
зования серийного оборудования, выпускаемого машинострои-
тельными заводами. На основе принятой структурной схемы про-
ектируют функциональную схему, раскрывающую технологичес-
кие операции, выполняемые отдельными машинами и аппарата-
ми, подсистемами и линией в целом.
Функциональная схема представляет собой дальнейшую дета-
лизацию структурной схемы с учетом применения конкретных
машин, механизмов, аппаратов, вспомогательных устройств и на-
личия реальных связей между ними.
Этап 3. Цель этапа: машинно-аппаратурное оформление ли-
нии.
На третьем этапе строят машинно-аппаратурную схему и со-
ставляют спецификацию входящего в нее оборудования.
В этих документах определяется полный состав основного и
вспомогательного оборудования и дается детальная информация о
его технических характеристиках, устройстве и принципе дей-
ствия. При этом принимают решение о применении серийного
оборудования, необходимости его модернизации либо о разработ-
ке и создании принципиально новых конструкций. Машинно-ап-
паратурная схема (МАС) — выходной документ схемной прора-
ботки проектируемой линии.
Построением МАС завершается стадия работ по созданию ли-
нии, на которой основная роль отводилась технологическому про-
ектированию. В дальнейшем ведущим становится техническое
проектирование, хотя, безусловно, элементы технологического
проектирования будут присутствовать на всех последующих эта-
пах создания линии.
Этап 4. Цель этапа: предварительная компоновка линии.
На четвертом этапе выполняются компоновка составных час-
тей линии с учетом структурной и функциональной схем, требова-
ний охраны труда и промышленной санитарии, а также эргономи-
ческих и эстетических требований.
На этом этапе выполняют патентные исследования для того,
чтобы выяснить, какие известные и вновь создаваемые техничес-
кие решения могут быть положены в основу принципиальных тех-
нологических и конструктивных решений проекта. Разрабатывают
новые технические решения, проверяют целесообразность их ис-
пользования.
82
Этап 5. Цель этапа: выполнение предварительных инженерных
расчетов.
На пятом этапе выполняют расчеты, позволяющие определить
кинематические параметры оборудования, обеспечивающие меха-
нические параметры технологического процесса, а также постро-
ить циклограммы составных частей линии, характеризующие со-
вокупность технологических операций и фаз движения рабочих
органов в процессе преобразования исходного сырья в готовый
продукт.
По заданным значениям производительности линии и продол-
жительности обработки сырья и полуфабрикатов, а также длины
межоперационных связей рассчитывают технологические циклы
машин и аппаратов, скорости рабочих органов и исполнительных
механизмов для осуществления поступательного перемещения об-
рабатываемых продуктов от входа в линию к выходу из нее. Кине-
матические расчеты выполняют в соответствии с технологически-
ми требованиями, чтобы на всех стадиях технологического про-
цесса обеспечить такие режимы обработки продукта, которые не-
обходимы для выпуска качественной продукции.
Результаты кинематических расчетов используют для выбора
серийных машин и аппаратов, а также для проектирования кине-
матических схем вновь разрабатываемых конструкций.
Этап 6. Цель этапа: выполнение инженерных расчетов.
На шестом этапе определяют следующие характеристики:
энергетические, обеспечивающие силовые возможности оборудо-
вания; прочностные, обусловливающие прочность и жесткость
конструкций; динамические, гарантирующие качество конструк-
ций и долговечность машин и аппаратов. Энергетические и проч-
ностные расчеты выполняют также для вычисления полезной
(технологической) мощности, потребляемой при производстве
продукции; расхода энергоносителей; геометрических размеров;
устойчивости наиболее нагруженных конструкций и деталей ма-
шин и аппаратов. Необходимость таких расчетов возникает при
разработке нового оборудования или при проверке технических
возможностей серийно выпускаемого оборудования.
Этап 7. Цель этапа: предварительная разработка графической
части проекта.
На седьмом этапе в результате разработки чертежей общего
вида изделия и его частей, вычерчивания принципиальных схем и
сборочных чертежей вновь разрабатываемых машин и аппаратов в
значительной степени конкретизируется проект изделия.
Этап 8. Цель этапа: выявление окончательных решений, даю-
щих представление о конструкции изделия и его составных час-
тях.
На восьмом этапе в общем случае выполняют следующее:
отрабатывают конструктивные решения и вычерчивают общие
виды машин и аппаратов, чертежи сборочных единиц и наиболее
6*
83
сложных деталей, рабочих органов, исполнительных механизмов
и др.;
уточняют кинематические, энергетические и прочностные рас-
четы, которые приобретают характер поверочных расчетов;
составляют необходимые принципиальные схемы: кинемати-
ческие, электрические, гидравлические, схемы автоматизации и
др.;
отрабатывают конструкции на безопасность, технологичность,
эргономичность, эстетичность.
Этап 9. Цель этапа — завершение дипломного проектирования.
На девятом этапе завершают выполнение и оформление пояс-
нительной записки, проверяют и оформляют графическую часть
проекта.
Рекомендуемая литература
Панфилов В. А., Ураков О. А. Технологические линии пищевых
производств. Создание технологического потока — М.: Пищевая промышлен-
ность, 1996.— 472 с.
Знать чего ты хочешь достичь
в жизни — большое счастье.
Патон Евгений Оскарович
(1870—1953), ученый в области
металлургии и сварки,
академик АН СССР
4. РЕКОМЕНДАЦИИ К ВЫПОЛНЕНИЮ
ГРАФИЧЕСКОЙ ЧАСТИ ДИПЛОМНОГО ПРОЕКТА
Графическая часть считается основой дипломного проекта, так
как чертеж — это главный документ, по которому изготовляют де-
тали (рабочие чертежи деталей), собирают узлы и механизмы (чер-
тежи сборочных единиц), собирают машины и аппараты в целом
(чертежи общего вида), выполняют наладку и настройку механиз-
мов (кинематические схемы, циклограммы), ведут монтажные и
ремонтные работы (монтажные и ремонтные чертежи), подводят к
технологическому оборудованию электроэнергию, пар, газ, воду
(чертежи коммуникаций).
Кроме того, в графическую часть дипломного проекта могут
входить иллюстративные материалы: плакаты, таблицы, диаграм-
мы и т. п.
4.1. ОБЩИЕ ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ
ГРАФИЧЕСКОЙ ЧАСТИ
Чертежи, схемы и плакаты должны быть выполнены в соответ-
ствии с требованиями ГОСТ 2.10—93, ГОСТ 2.605—68. Эти доку-
менты должны иметь основные надписи и дополнительные графы
в соответствии с требованиями ГОСТ 2.104—68 и ГОСТ 21.101—93
(см. раздел 1.4.4).
Графическое оформление чертежей должно отвечать следую-
щим основным требованиям.
Соблюдение существующих стандартов — правила изображе-
ния видов, разрезов, сечений, условных изображений часто встре-
чающихся деталей и их элементов (болтов, зубчатых колес, резьб,
сварных швов и т. д.); различная толщина контурных, пунктир-
ных, штриховых, размерных и прочих линий и т. д.
Конструкцию всех сборочных единиц и деталей, за исключени-
ем общих видов и в отдельных случаях крупногабаритных изде-
лий, например таких, как рамы, вычерчивают в масштабе 1:1.
Если общие габариты изделия вынуждают вычерчивать отдель-
ные виды в масштабе уменьшения, то обязательна проработка ос-
85
новных мест конструкций в масштабе 1:1с помощью сечений,
разрезов и т. п.
Мелкие элементы конструкции (галтели или канавки вала),
требующие показа формы и простановки размеров, вычерчивают
отдельно в виде выносных увеличенных изображений.
Чертежная проработка конструкции должна быть достаточно
полной и содержать необходимое число видов с разъясняющи-
ми сечениями, разрезами и выносками. Чтобы не загромождать
чертеж излишними изображениями и экономить время, допус-
кается подробно не изображать стандартные детали, повторяю-
щиеся детали (например, крепежные) давать только один раз,
симметричные детали изображать в разрезе только с одной сто-
роны и т. п.
При графической проработке очень важно вложить максимум
содержания в минимальное число изображений. Не следует до-
пускать пустых, мало что дающих изображений.
4.2. ГРАФИЧЕСКАЯ ПРОРАБОТКА КОНСТРУКЦИЙ
Проработка конструкции линии в целом, ее составных частей,
а также конструктивных элементов предполагает реализацию двух
взаимосвязанных процедур.
Первая процедура связана с расчленением конструкции на со-
ставные части и элементы с учетом их функционально-техничес-
кого назначения, вторая — с компоновкой их взаимного располо-
жения с учетом обеспечения их эффективного функционирова-
ния, а также требований надежности, технологичности, безопас-
ности, безвредности, эргономичности и эстетичности.
Линии могут быть расчленены на отдельные машины, аппара-
ты, механизмы, приборы, вспомогательные устройства и т. п., а
также на определенные групйы указанных выше видов оборудова-
ния, связанных с выполнением общей функции: установки, агре-
гаты, модули и т. д. Машины и аппараты расчленяют на сбороч-
ные единицы и детали, из которых также могут формироваться
определенные связанные группы: рабочие органы, исполнитель-
ные и передаточные механизмы, привод и 1 л. При расчленении
важно правильно и четко формулировать назначение и функции
каждой составной части конструкции.
Компоновка связана с обратным процессом формирования об-
щей структуры конструкции из составных частей и зависит от ее
уровня и сложности. Компоновка с учетом обеспечения функцио-
нального назначения конструкции предусматривает проработку
элементов, от которых зависят следующие показатели: производи-
тельность, габаритные размеры и материалоемкость; потребление
электроэнергии и теплоносителей; эффективность обработки про-
дукта и др.
86
В частности, при компоновке конструкций учитывают такие
данные: производительность, размеры и энергопотребление ма-
шин, аппаратов и механизмов, входящих в ее состав; конструктив-
ные и технологические особенности доставки сырья и полуфабри-
катов к каждой машине (или аппарату) и транспортирования об-
работанной (готовой) продукции; физико-механические характе-
ристики сырья и полуфабрикатов, поступающих на обработку в
каждую машину (аппарат) и т. п.
Компоновку машины начинают с решения главных вопросов
конструирования рабочих органов и выбора рациональной кине-
матической структуры. От этих факторов зависят размеры и фор-
ма машины, принцип ее функционирования и взаимодействие с
сопряженными конструкциями линии. При разработке конструк-
ций машин и аппаратов уточняют оптимальные значения механи-
ческих и технологических параметров обработки, транспортиро-
вания и обеспечения пищевой ценности продукта.
Анализируя имеющиеся данные (конструкцию машины или
аппарата, технические и технологические параметры, условия эк-
сплуатации и т. д.), намечают несколько вариантов технического
решения. Оптимальное техническое решение определяется и обо-
сновывается с учетом: простоты конструкции; удобства обслужи-
вания и ремонта; металлоемкости и стоимости.
При модернизации машины или аппарата конструктор в зави-
симости от конкретных условий учитывает влияние принятого
технического решения на все механизмы, узлы и процессы. Но-
вый узел или элемент привода должен органически вписываться в
модернизируемое устройство. При этом конструктивные измене-
ния, вносимые установкой нового узла, должны быть минималь-
ными и простыми. При изменении габаритных размеров необхо-
димо учитывать размеры соседних машин или узлов. Ритм работы
нового узла должен быть кинематически увязан с ритмом взаимо-
действующих устройств.
4.3. ОБЩИЕ ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ ЧЕРТЕЖЕЙ
При дипломном проектировании выполняют следующие чер-
тежи: общего вида, габаритные, монтажные, сборочные и чертежи
деталей.
Чертеж общего вида относится к проектной конструкторской
документации и является главным графическим документом, под-
тверждающим завершение этапа компоновки изделия (линии, ма-
шины или аппарата). Чертежи общего вида должны содержать
изображение изделий с их видами, разрезами, сечениями, а также
графические знаки, текстовую часть и надписи, необходимые для
понимания конструктивного устройства и принципа действия из-
делия.
87
Чертеж общего вида должен давать представление о внешнем
виде и составе изделия, взаимном расположении составных час-
тей, их взаимодействии между собой, с обрабатываемым продук-
том и окружающей средой. На этом чертеже обычно помещают
техническую характеристику изделия: назначение, производи-
тельность, массу, размеры, потребное количество материальных и
энергетических ресурсов, условия эксплуатации и др.
Таким образом, чертеж общего вида дает представление о ин-
дивидуальных особенностях изделия и позволяет выделить его
среди других. Вместе с тем именно чертеж общего вида служит ис-
точником информации об интегральных свойствах изделия, усло-
виях его взаимодействия с другими изделиями и с окружающей
средой в целом.
Габаритный чертеж содержит контурное (упрощенное) изобра-
жение изделия с габаритными, установочными и присоединитель-
ными размерами. В дипломном проекте допускается разрабаты-
вать габаритный чертеж вместо чертежа общего вида сложного из-
делия (технологической линии, комплекса оборудования, агрегата
и т. п.).
Число видов на габаритном чертеже должно быть минималь-
ным, но достаточным для того, чтобы дать исчерпывающее пред-
ставление о внешних очертаниях изделия, положениях его состав-
ных частей, расположении элементов связи изделия с другими из-
делиями и внешней средой. На габаритном чертеже допускается
изображать детали и сборочные единицы, не входящие в состав из-
делия и предназначенные для связи изделия с другими изделиями.
Установочные и присоединительные размеры, необходимые
для увязки изделия с другими изделиями, должны быть проставле-
ны с предельными отклонениями. Допускается указывать коорди-
наты центра тяжести.
На габаритном чертеже разрабатываемого изделия допускается
указывать техническую характеристику, условия применения, хра-
нения, транспортирования и эксплуатации изделия.
Монтажный чертеж содержит контурное (упрощенное) изоб-
ражение изделия, а также данные, необходимые для его установки
(монтажа) на месте применения. Монтажный чертеж включает:
изображение монтируемого изделия;
изображение предметов, применяемых при монтаже изделия, а
также полное или частичное изображение устройства (конструк-
ции фундамента), к которому изделие крепится;
установочные и присоединительные размеры с предельными
отклонениями;
технические требования к монтажу изделия.
Монтируемое изделие изображают на чертеже упрощенно, по-
казывая его контурные очертания. Подробно указывают элементы
конструкции, которые необходимы для правильного монтажа из-
делия.
88
Устройство (объект, фундамент), к которому крепится изделие,
также изображают упрощенно, показывая только те части, кото-
рые необходимы для правильного определения места и способа
крепления изделия.
Изображение монтируемого изделия выполняют сплошными
основными линиями, а устройства, к которому крепится изде-
лие, — сплошными тонкими линиями.
Рабочая конструкторская документация включает сборочные
чертежи и чертежи деталей, при разработке которых предусматри-
вают:
оптимальное применение стандартных и покупных изделий, а
также других изделий, освоенных ранее производством и соответ-
ствующих современному уровню техники;
рационально ограниченную номенклатуру размеров, предель-
ных отклонений, резьб, шлицев и других конструктивных элемен-
тов;
рационально ограниченную номенклатуру марок и сортамен-
тов материалов, взаимозаменяемость, наивыгоднейшие способы
изготовления и ремонта изделий, а также их максимальное удоб-
ство в эксплуатации.
Сборочный чертеж включает изображение изделия и другие
данные, необходимые для его сборки и контроля. Сборочные чер-
тежи должны содержать: изображение сборочной единицы, обес-
печивающее возможность ее сборки и контроля; техническую ха-
рактеристику (при необходимости), технологические требования,
размеры и предельные отклонения, которые должны быть выпол-
нены по данному сборочному чертежу; номера позиций составных
частей изделий; габаритные, установочные, присоединительные и
справочные размеры. Последние отмечают знаком «*» и записыва-
ют в технических требованиях строкой «* Размеры для справок».
На сборочных чертежах допускается изображать перемещаю-
щиеся части изделия в крайних или промежуточных положениях;
помещать изображения соседних изделий («обстановки»); полно-
стью изображать только одну составную часть изделия, например
колес, опорных катков, крепежных изделий и т. д., а остальные
показывать упрощенно. В учебных проектах не допускается упро-
щенное изображение на сборочных чертежах отдельных элемен-
тов деталей и соединений. Например, при вычерчивании резьбо-
вых соединений надо показывать зазор между болтом или шпиль-
кой и отверстием детали, не имеющей резьбы, запасы нарезки
резьбы и глубину сверления; при вычерчивании шпоночных со-
единений следует показывать зазор между шпонкой и сопрягае-
мой деталью и т. д.
На сборочном чертеже все составные части сборочной единицы
нумеруют в соответствии с номерами позиций, указанными в спе-
цификации этой сборочной единицы. Номера позиций указывают
на полках линий-выносок, проводимых от изображений состав-
89
ных частей. Номера позиций располагают параллельно основной
надписи чертежа вне контура изображения, группируют их в ко-
лонку по возможности на одной линии и наносят на чертеже, как
правило, один раз. Допускается повторно указывать номера пози-
ций одинаковых составных частей, а также делать общую линию-
выноску с вертикальным расположением номеров позиций для
группы крепежных деталей, относящихся к одному и тому же мес-
ту крепления, или для группы деталей с отчетливо выраженной
взаимосвязью.
Чертеж детали включает изображение детали и другие данные,
необходимые для ее изготовления и контроля. В дипломных про-
ектах чертежи деталей, входящих в состав изделия, разрабатывают
согласно специальному заданию. Рекомендуется включать в со-
став спецзадания разработку деталей, отличающихся оригиналь-
ным способом изготовления и обработки, особой конфигурацией,
применяемыми материалами и т. д.
На рабочем чертеже изображают деталь, имеющую минималь-
но возможное число видов, разрезов и сечений, и проставляют
размеры, необходимые для ее изготовления и контроля. Значения
характеристик формы, размеров и других свойств деталей должны
находиться в пределах, обеспечивающих требования взаимозаме-
няемости. При этом любая деталь изделия из партии может быть
поставлена на соответствующее место в изделии без дополнитель-
ной обработки, пригонки, подбора или регулирования.
Вопросы взаимозаменяемости в машиностроении и приборо-
строении регламентируют системы стандартов: Основные нормы
взаимозаменяемости (ОНВ) и Единая система допусков и посадок
(ЕСДП). При составлении стандартов используют стандарты, раз-
рабатываемые Международной организацией по стандартизации
исо.
ЕСДП распространяется на гладкие сопрягаемые и несопрягае-
мые элементы деталей с номинальными размерами до 10 000 мм.
Систему регламентируют: ГОСТ 6636—69 — нормальные линей-
ные размеры; ГОСТ 25346—89 — общие положения, ряды допус-
ков и основных отклонений; ГОСТ 25347—82 — поля допусков и
рекомендуемые посадки.
Допуск характеризует точность изготовления изделия. Чем
меньше допуск, тем труднее изготовлять изделия; но с увеличени-
ем допуска, как правило, качество изделия ухудшается. Для нор-
мирования точности изготовления изделий установлены степени
точности — квалитеты. Квалитет — совокупность допусков, соот-
ветствующих одинаковой степени точности для всех номинальных
размеров. ГОСТ 25346—89 устанавливает 20 квалитетов: 01,0, 1,2,
3, ..., 18. Самый точный — 01; самый грубый — 18-й квалитет. До-
пуск квалитета обозначают латинскими прописными буквами IT и
номером квалитета, например: IT5 — допуск 5-го квалитета и т. и.
Допуски по квалитетам с ITO 1 до IT5 назначают на калибры и осо-
90
бо точные изделия; IT6...IT12 — на сопрягаемые детали;
IT13...IT18 — для неответственных размеров несопрягаемых по-
верхностей деталей. В табл. 4.1 приведены числовые значения до-
пусков для размеров сопрягаемых деталей до 500 мм.
4.1. Значения допусков (мкм) по ГОСТ 25346—89
Интервалы размеров, мм Квалитет
5 6 7 8 9 10 II 12
ДоЗ 4 6 10 14 25 40 65 100
Св. 3 до 6 5 8 12 18 30 48 75 120
» 6 » 10 6 9 15 22 36 58 90 150
» 10 » 18 8 И 18 27 43 70 ПО 180
» 18 » 30 9 13 21 33 52 84 130 210
» 30 » 50 И 16 25 39 о2 100 160 250
» 50 » 80 13 19 30 46 74 120 190 300
» 80 » 120 15 22 35 54 87 140 220 350
» 120» 180 18 25 40 63 100 160 250 400
» 180» 250 20 29 46 72 115 185 290 460
» 250» 315 23 32 52 81 130 210 320 520
» 315» 400 25 36 57 89 140 230 360 570
» 400 » 500 27 40 63 97 155 250 400 630
Из всей совокупности полей допусков, которые могут быть по-
лучены различным сочетанием основных отклонений и допусков,
ГОСТ 25347—82 устанавливает ограничительный отбор полей до-
пусков. Для номинальных размеров 1...500 мм выделены поля до-
пусков предпочтительного (первоочередного) применения (16 по-
лей допусков для валов и 10 для отверстий). Предпочтительные
поля допусков, верхние и нижние отклонения валов и отверстий с
номинальными размерами 1...120 мм приведены в табл. 4.2 и 4.3.
Посадки назначают либо в системе отверстия, либо в системе
вала. Применение системы отверстия предпочтительно. Для но-
минальных размеров 1...500 мм рекомендованы 69 посадок в сис-
теме отверстия и 61 посадка в системе вала. Предпочтительные
(первоочередного применения) посадки для номинальных разме-
ров приведены в табл. 4.4.
Предельные отклонения размеров с неуказанными допусками
устанавливает ГОСТ 30893.1—2002.
Размер, для которого указывают поле допуска, обозначают чис-
лом, за которым следует условное обозначение, состоящее из бук-
вы (иногда из двух букв) и цифры (или двух цифр), обозначающей
номер квалитета, например: 20g6; 20Н8; 30h8; 30dl 1 и т. д.
В обозначении посадки указывают номинальный размер, об-
щий для отверстия и вала (соединяемых элементов), за которым
следуют обозначения полей допусков для каждого элемента, начи-
Н7
ная с отверстия, например: 50-^— или 50Н7/п6, или 50Н7-п6.
пб
91
4.2. Предпочтительные поля допусков валов по ГОСТ 25347—82. Предельные отклонения
Номинальные размеры, мм Предпочтительные поля допусков
g6 h6 Js6 гб пб рб гб s6 17 h7 е8 h8 d9 h9 j dll hll
Предельные отклонения, мкм
От 1 до 3 —2 0 +3 +6 + 10 + 12 + 16 + 20 -6 0 -14 0 -20 0 -20 0
-8 -6 -3 0 +4 +6 + 10 + 14 -16 -10 -18 -14 -45 -25 -80 -60
Св. 3 до 6 —4 0 +4 +9 + 16 +20 + 23 +27 -10 0 -20 0 -30 0 -30 0
12 -8 —4 + 1 +8 + 12 ' +15 + 19 -22 -12 -38 -18 -60 -30 -105 -75
Св. 6 до 10 -5 0 +4,5 + 10 + 19 +24 +28 +32 -13 0 -25 0 -40 0 -40 0
-14 —9 -4,5 + 1 + 10 + 15 + 19 +23 -28 -15 -47 -22 -76 -36 -130 -90
Св. 10 до 18 -6 0 +5,5 + 12 +23 +29 +34 +39 -16 0 -32 0 -50 0 -50 0
-17 -И -5,5 + 1 + 12 + 18 +23 +28 -34 -18 -59 -27 -93 -43 -160 -110
Св. 18 до 30 —7 0 +6,5 + 15 +28 +35 +41 +48 -20 0 -40 0 -65 0 -65 0
-20 -13 -6,5 +2 + 15 +22 + 28 +35 -41 -21 -73 -33 -117 -52 -195 -130
Св. 30 до 50 -9 0 +8 + 18 +33 +42 +50 +59 -25 0 -50 0 -80 0 -80 0
-25 -16 -8 +2 + 17 + 26 +34 +43 -50 -25 -89 -39 -142 -62 -240 -160
Св. 50 до 65 -10 0 +9,5 + 21 +39 +51 +60 +41 +72 +53 -30 0 -60 0 -100 0 -100 0
Св. 65 до 80 -29 -19 -9,5 +2 +20 + 32 +62 +43 +78 +59 -60 -30 -106 -46 -174 -74 -290 -190
Св. 80 до 100 -12 0 + 11 + 25 +45 +59 +73 +51 +93 +71 -36 0 -72 0 -120 01 -120 0
Св. 100 до 120 -34 -22 -11 +3 +23 +37 +76 +54 + 101 +79 -71 -35 -126 -54 -207 -78 -340 -220
4.3. Предпочтительные поля допусков отверстий по ГОСТ 25347—82.
Предельные отклонения
Номинальные размеры, мм Предпочтительные поля допусков
H7 Js7 К7 N7 Р7 F8 | Н8 Е9 Н9 НИ
Предельные отклонения, мкм
От 1 до 3 + 10 +5 0 —4 -6 +20 + 14 +39 +25 +60
0 -5 -10 -14 -16 +6 0 + 14 0 0
Св. 3 до 6 +12 +6 +3 —4 -8 +28 +18 +50 +30 +75
0 -6 —9 -16 -20 + 10 0 +20 0 0
Св. 6 до 10 + 15 +7 +5 —4 —9 +35 +22 +61 +36 +90
0 —7 -10 -19 -24 + 13 0 +25 0 0
Св. 10 до 18 + 18 +9 +6 -5 -И +43 +27 +75 +43 + 110
0 —9 -12 -23 -29 + 16 0 +32 0 0
Св. 18 до 30 +21 +10 +6 —7 -14 +53 +33 +92 +52 + 130
0 -10 -15 -28 -35 +20 0 +40 0 0
Св. 30 до 50 +25 + 12 +7 -8 -17 +64 +39 + 112 +62 + 160
0 -12 -18 -33 -42 +25 0 +50 0 0
Св. 50 до 80 +30 + 15 +9 —9 -21 +76 +46 + 134 +74 + 190
0 -15 -21 -39 -51 +30 0 +60 0 0
Св. 80 до 120 +35 + 17 +10 -10 -24 +90 +54 + 159 +87 +220
0 -17 -25 -45 -59 +36 0 +72 0 0
4.4. Рекомендуемые посадки по ГОСТ 25347—82 для номинальных
размеров 1...500 мм
Система отверстия Система вала
Посадка с зазором Переходные посадки Посадки с натягом Посадка с зазором Переходные посадки Посадки с натягом
Н7 Н7 Н7 Н7 F8 Н7 Js7
»— -
е8 ’ f7 js6’ рб ’ 116’ 116 116 ’
Н7 Н7 Н8 Н6 Н7 Е9 Н8 К7 Р7
- - -
g6’ h6 117 кб ’ гб ’ 118’ 117 116’ 116
Н8. Н8. Н8 Н7 Н7 Н8. НИ N7
е8 ’ h8 ’ 09 Н9. НИ. НН 09’ 01Г hll пб s6 h8’ hll 116
Предельные отклонения линейных размеров указывают одним
из трех способов:
условными обозначениями полей допусков, например: 18Н7;
12е8;
числовыми значениями предельных отклонений, например:
18+0,018. 122^;
93
условными обозначениями полей допусков с указанием справа
в скобках числовых предельных отклонений, например:
I2eS(l“).
Отклонения формы и расположения поверхностей регламентиру-
ют требования ГОСТ 24642—81. Правила указания допусков фор-
мы и расположения геометрических элементов на чертежах уста-
навливает ГОСТ 3.308—79.
На чертежах данные о допусках формы и расположения по-
верхностей указывают в прямоугольной рамке, разделенной на две
части и более, в которых помещают: в первой — знак допуска; во
второй — числовое значение допуска (в мм); в третьей и последу-
ющих — буквенное обозначение поверхности, с которой связан
допуск расположения.
Шероховатость поверхности на чертежах обозначают согласно
ГОСТ 2.309—73 тремя знаками:
— когда конструктором не установлен вид обработки повер-
хности;
— когда конструктором установлено, что поверхность долж-
на быть образована удалением слоя материала, например точени-
ем, фрезерованием, полированием и т. д.;
xq7 — когда конструктором установлено, что поверхность долж-
на быть образована без удаления слоя материала, например лить-
ем, ковкой, штамповкой и т. д.
Для качественной оценки и нормирования шероховатости повер-
хностей ГОСТ 2789—73 устанавливает шесть параметров: три высот-
ных (Ra. Rz, 7?max), два шаговых (Sm, S) и параметр относительной
опорной линии профиля (/р). Значение параметра шероховатости
указывают в обозначении шероховатости после соответствующего
символа, например Ra 0,4; Rm;ix 6,3; Sm 0,63; t50 70; 50,032; RZ5Q. При-
менение параметра наибольшего значения шероховатости Ra являет-
ся предпочтительным. В его обозначении приводят параметр шеро-
ховатости без предельных отклонений, например
Швы сварных соединений обозначают и условно изображают со-
гласно ГОСТ 2.312—72. Шов сварного соединения независимо от
способа сварки условно изображают: видимый — сплошной ос-
новной линией; невидимый — штриховой линией. От изображе-
ния шва или одиночной линии проводят линию-выноску, закан-
чивающуюся односторонней стрелкой. На полке линии-выноски,
проведенной от изображения шва с лицевой стороны, наносят ус-
ловное обозначение шва. Если условное изображение шва нанесе-
но под полкой линии-выноски, значит, она проведена от изобра-
жения шва с оборотной стороны.
Надписи, технические тоебования и таблицы приводят на чер-
тежах согласно ГОСТ 2.316—68.
94
4.4. ОБЩИЕ ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ СХЕМ
Графическая часть дипломного проекта включает различные
схемы, которые вместе с другими документами содержат необхо-
димые данные для проектирования, изготовления, сборки, регу-
лировки и эксплуатации изделий.
Виды и типы схем. В зависимости от видов элементов и связей,
входящих в состав изделия, схемы подразделяют по ГОСТ 2.701—84
на кинематические К; гидравлические Г; пневматические П; элек-
трические Э; деления Е; комбинированные С и др.
К схемам деления можно отнести машинно-аппаратурные схе-
мы технологических линий и комплексов оборудования; к комби-
нированным — схемы смазки и схемы автоматизации.
Форматы листов схем выбирают в соответствии с требованиями
ГОСТ 2.301—68, при этом выбранный формат должен обеспечи-
вать компактное выполнение схемы, не нарушая ее наглядности и
удобства пользования.
Схемы выполняют без соблюдения масштаба, действительное
пространственное расположение составных частей изделия не
учитывают или учитывают приближенно.
При выполнении схем применяют следующие графические /
обозначения:
условное графическое обозначение, установленное ЕСКД;
прямоугольники;
упрощенные внешние очертания.
При применении нестандартизированных условных графичес-
ких обозначений на схеме приводят соответствующие пояснения.
Графическое обозначение элементов и соединяющие их линии
располагают таким образом, чтобы обеспечить наилучшее пред-
ставление о структуре изделия. Линии связи должны состоять из
горизонтальных и вертикальных отрезков и иметь наименьшее чис-
ло изломов и пересечений. Расстояние между соседними парал-
лельными линиями связи должно быть не менее 3 мм. Обрывы ли-
ний связи допускаются, если они затрудняют чтение схемы. Обры-
вы заканчивают стрелками с указанием характеристики цепи.
Линии связи, переходящие с одного листа на другой, обрывают
за пределами изображения схемы. Рядом с обрывом линии указы-
вают обозначение этой линии (например, номер провода и т. п.).
Элементы, составляющие функциональную группу или устрой-
ство, не имеющие самостоятельной принципиальной схемы, до-
пускается выделять штрихпунктирными линиями, равными по
толщине линиям связи, указывая при этом наименование функ-
циональной группы.
На схеме одного вида допускается изображать элементы схем
другого вида,га также элементы и устройства, не входящие в ма-
шину, необходимые для разъяснения принципов ее работы. Гра-
фическое обозначение таких элементов выделяют на схеме штрих-
пунктирными линиями с указанием необходимых данных.
95
Линии связи выполняют толщиной 0,2...1,0 мм в зависимости
от форматов схемы. Рекомендуемая толщина линий 0,3...0,4 мм.
На схемах допускается помещать различные технические дан-
ные, характер которых определяется назначением схемы. Такие
сведения указывают либо около графических обозначений (на-
пример, номинальные значения параметров), либо на свободном
поле схемы (диаграммы, таблицы, текстовые указания и т. п.).
Машинно-аппаратурная схема. При изучении или проектирова-
нии технологических линий составляют машинно-аппаратурные
схемы, представляющие собой графическое изображение машин,
аппаратов и других составных частей линии.
Машины и аппараты на таких схемах изображают в виде упро-
щенных внешних очертаний (контурами) в порядке последова-
тельности технологических и вспомогательных операций. Для
большей информативности можно изображать рабочие органы
машин, например, змеевик вакуум-аппарата. Оборудование, вхо-
дящее в линию, можно располагать в несколько рядов с взаимным
пересечением.
Кинематическая схема. Общие требования к выполнению кинема-
тических схем регламентируются ГОСТ 2.701—84, ГОСТ 2.703—68
«Правила выполнения кинематических схем» и ГОСТ 2.770—68
«Обозначения условные графические в схемах. Элементы кинема-
тики».
В зависимости от назначения кинематические схемы подразде-
ляют на принципиальные, структурные и функциональные.
Принципиальная кинематическая схема представляет собой
совокупность кинематических элементов и их соединений, пред-
назначенных для регулирования, управления и контроля заданных
движений исполнительных органов. На схеме отражают механи-
ческие и немеханические кинематические связи, предусмотрен-
ные внутри исполнительных органов, между отдельными парами
элементов, цепями и группами, а также с источником движения.
Структурная кинематическая схема должна содержать все ос-
новные функциональные части изделия и взаимосвязи между
ними. Схему представляют либо графическим изображением про-
стых геометрических фигур, либо аналитической записью, допус-
кающей применение ЭВМ. Наименование соответствующей фун-
кциональной части изделия вписывают внутрь геометрической
фигуры.
Функциональная кинематическая схема должна включать
изображение всех участвующих в процессе функциональных эле-
ментов с обязательным их обозначением в последовательности
функциональной связи. Изображения выполняют посредством
простых геометрических фигур с соответствующими надписями,
обозначениями и линиями взаимосвязи.
Гидравлические, пневматические и вакуумные схемы. Общие требо-
вания к выполнению этих схем регламентируются ГОСТ 2.701—84,
96
ГОСТ 2.704—76 «Правила выполнения гидравлических и пневма-
тических схем» и ГОСТ 2.797—81 «Правила выполнения вакуум-
ных схем». Гидравлические, пневматические и вакуумные схемы в
зависимости от назначения разделяются на структурные, принци-
пиальные, соединения.
На структурной схеме показывают все основные функциональ-
ные части изделия: элементы, устройства, функциональные груп-
пы и основные взаимосвязи между ними. На линиях взаимосвязи
указывают направление потоков рабочей среды. Наименования,
обозначения и технические данные функциональных частей нано-
сят над изображением или справа от него или вписывают в прямо-
угольники, заменяющие изображения.
На принципиальной схеме дают полный состав элементов в
виде условных графических обозначений и все связи между ними.
Элементы и устройства показывают, как правило, в исходном по-
ложении: пружины клапанов — в состоянии предельного сжатия,
•электромагниты — обесточенные и т. п. Условные графические
('обозначения емкостей под атмосферным давлением и мест удале-
ния воздуха из гидросети применяют только в положении, реко-
мендуемом соответствующим стандартом.
На схеме соединений, помимо гидравлических, пневматичес-
ких или вакуумных элементов и устройств, показывают трубопро-
воды и элементы их соединений. Элементы, устройства и соеди-
нения трубопроводов изображают в виде упрощенных внешних
очертаний, а трубопроводы — сплошными основными линиями.
Соединения принято изображать условными графическими обо-
значениями. Номера элементов, устройств и трубопроводов долж-
ны соответствовать номерам, принятым на принципиальной схе-
ме. Соединениям трубопроводов присваивают номера после номе-
ров трубопроводов. Номера трубопроводов проставляют, как пра-
вило, возле обоих концов их изображений. В перечне элементов
для трубопроводов должны быть обозначены сортамент и матери-
ал труб. Допускается эти данные указывать около линий, изобра-
жающих трубопроводы.
Вакуумные схемы выполняют в соответствии с требованиями
ГОСТ 2.701-84, ГОСТ 2.704-76, ГОСТ 2.721-74, ГОСТ 2.784-70
«Обозначения условные графические. Элементы трубопроводов»,
ГОСТ 2.785—70 «Обозначения условные графические. Арматура
трубопроводная», ГОСТ 2.796—81 «Обозначения условные графи-
ческие в схемах. Элементы вакуумных схем» и ГОСТ 2.797—81.
На принципиальной схеме помещают в виде условных графи-
ческих обозначений все вакуумные элементы или устройства,
необходимые для реализации проектируемых вакуумных про-
цессов и их контроля, а также все вакуумные связи в виде ли-
ний связи.
Электрические схемы. Правила выполнения электрических
схем установлены ГОСТ 2.702—75 «Правила выполнения электри-
7 С 1 Ашиповлдр
97
ческих схем», виды и типы схем, а также общие требования —
ГОСТ 2.701-84.
Структурная электрическая схема. Функци-
ональные части изделия изображают в виде прямоугольников или
принятых условных графических обозначений. При изображении
элементов в виде прямоугольников их наименование, обозначе-
ние и тип рекомендуется вписывать внутрь прямоугольника. На
линиях связи допускается обозначать направление хода процесса в
изделии. Допускается также указывать тип элемента (устройства)
и (или) обозначение документа (основного конструкторского до-
кумента, номера государственного стандарта и технических усло-
вий), на основании которого этот элемент (устройство) применен.
Возможно размещение на схеме поясняющих надписей, диаг-
рамм, графиков или таблиц, разъясняющих последовательность
процессов во времени и состояние параметров в характерных точ-
ках (ток, напряжение, форма и значения импульсов и т. п.).
Функциональная электрическая схема. На
схеме изображают функциональные части изделия (элементы, ус-
тройства, функциональные группы), участвующие в процессе, и
связи между ними. Все функциональные части и связи между
ними изображают в виде условных графических обозначений, ус-
тановленных в стандартах ЕСКД. Отдельные части допустимо
изображать в виде прямоугольников.
Принципиальная электрическая схема. На
схеме обозначают все электрические элементы и устройства, необ-
ходимые для реализации в изделии электрических процессов и их
контроля, все электрические связи между ними, а также электри-
ческие элементы (разъемы, зажимы и т. п.), которыми заканчива-
ются входные и выходные цепи. Схемы вычерчивают для изделий,
находящихся в отключенном состоянии. Допускается отдельные
элементы схемы показывать в выбранном рабочем положении с
указанием на поле схемы режима их работы.
Плакаты и диаграммы. Если возникает необходимость выполне-
ния плакатов в дипломном проекте, придерживаются основных
требований ГОСТ 2.605—68, в котором оговариваются требования к
учебно-техническим плакатам, предназначенным для изучения тех-
нологических процессов, конструкций, принципов действия и др.
Так, наименование плаката (заголовок) должно быть кратким,
соответствующим содержанию и располагаться в верхней средней
части плаката.
Изобразительная часть плаката должна включать данные, пояс-
няющие содержание темы:
для изделий — наружные виды и разрезы, схемы, таблицы,
формулы, диаграммы, поясняющие устройство и правила эксплу-
атации изделия;
для технологических процессов — условное или схематическое
изображение процессов в технологической последовательности.
98
4.5. ПРИМЕНЕНИЕ КОМПЬЮТЕРНОЙ ГРАФИКИ
Выполнение графической части дипломного проекта базирует-
ся на огромном информационном массиве формальных требова-
ний к выполнению чертежей и схем, предусмотренных сотнями
стандартов: ЕСКД, ЕСТПП, ЕСТД, МЭК, международных, госу-
дарственных, отраслевых и других нормативных документов. На-
рушение хотя бы одного из этих требований является грубой
ошибкой и недопустимо.
Вместе с тем проектно-конструкторская работа связана с ите-
рацией, т. е. многократной проработкой различных вариантов
компоновки деталей и составных частей оборудования при выборе
рациональной конструкции.
Кроме того, эстетичное и точное оформление чертежей и схем
традиционными чертежными инструментами и приспособления-
ми прежде всего зависит от навыков исполнителя, достигаемых в
результате продолжительной и практически постоянной трени-
ровки.
Таким образом, выполнение графической части дипломного
проекта традиционными методами отличается большой трудоем-
костью и продолжительностью. Такое оформление работы идет в
ущерб инициативной творческой деятельности студента в процес-
се дипломного проектирования.
Современный уровень программных и технических средств вы-
числительной техники позволяет перейти от традиционных руч-
ных методов проектирования к новым информационным техноло-
гиям с использованием персональных компьютеров на базе авто-
матизированной системы подготовки конструкторской докумен-
тации, удовлетворяющей стандартам ЕСКД.
Применение компьютерной техники в дипломном проектиро-
вании обеспечивает:
технически грамотное выполнение проектно-конструкторских
работ на основе базы данных о требованиях стандартов и других
нормативных документов;
совершенствование структуры и повышение творческого по-
тенциала студентов при выполнении дипломного проектирования
благодаря сокращению сроков выполнения типовых проектных
процедур и операций;
повышение уровня и качества проектов в результате синтеза
множества альтернативных вариантов технологических и техни-
ческих решений;
существенное улучшение оформления дипломных проектов,
экспериментальной и графической частей научных и дипломных
работ.
Перечисленные виды проектно-конструкторской деятельности
поддаются автоматизации благодаря современным программным
продуктам, созданным с использованием систем AutoCAD и Ком-
7*
99
пас-График, позволяющих эффективно работать с различными
типами векторных, а также растровых и гибридных графических
объектов с автоматизированным выводом изображения на печать.
Система AutoCAD — одна из наиболее популярных графичес-
ких систем, позволяющая автоматизировать чертежно-графичес-
кие работы. Чертить в системе AutoCAD — значит формировать на
экране дисплея изображение отдельных графических элементов
(примитивов), которые вводят при помощи соответствующих ко-
манд графического интерфейса.
Альтернативой англоязычной системе AutoCAD является оте-
чественный графический редактор Компас-График. Он изначаль-
но ориентирован на быстрое и удобное выполнение чертежей в
полном соответствии с требованиями стандартов ЕСКД. Система
Компас-График предназначена для пользователей технических
специальностей и позволяет быстро и легко создавать чертежи и
схемы при выполнении графической части дипломного проекта
на компьютерах типа IBM PC в программе WINDOWS. Компас-
График — основа комплекса КОМПАС 5, позволяющая изготов-
лять чертежно-конструкторскую документацию.
Система Компас-График 5 позволяет выполнять любые, самые
сложные геометрические построения на плоскости; использовать
локальные системы координат и разномасштабные сетки; изме-
рять любые геометрические параметры на чертеже и др. При этом
выполняются операции сдвига, поворота, масштабирования, вы-
равнивания, удаления и т. п. Возможно использование векторных
шрифтов при вводе и редактировании надписей, имеются сред-
ства написания формул и дробей, построения и редактирования
таблиц. Поддерживаются стандартные и пользовательские типы
основных надписей, а текст технических требований форматиру-
ется автоматически.
Печать разработанных конструкторских документов после их
предварительного просмотра и компоновки на лист можно выпол-
нять на любых типах устройств (принтерах или плоттерах), рабо-
тающих в программе WINDOWS.
Фундаментальные знания — это знания
не расчетчика и теоретика, не клерка
от науки, а мыслителя и творца.
Хохлов Рем Викторович (1926—1977),
ученый в области квантовой
электроники, академик АН СССР
5. РЕКОМЕНДАЦИИ К ВЫПОЛНЕНИЮ
ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ ДИПЛОМНОГО
ПРОЕКТА
Пояснительная записка дипломного проекта по существу явля-
ется отчетом о выполнении комплексной проектно-конструкторс-
кой и научно-исследовательской работы.
5.1. ОБЩИЕ ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ ЗАПИСКИ
При оформлении пояснительной записки следует руководство-
ваться положениями ГОСТ 2.105—95 «Общие требования к тек-
стовым документам», ГОСТ 2.106—96 «Текстовые документы» и
ГОСТ 7.32—99 «Отчет о научно-исследовательской работе. Струк-
тура и правила оформления», но учитывать при этом учебный ха-
рактер работы.
Пояснительная записка должна быть выполнена на листах
формата А4 и сброшюрована в папку. Каждый лист должен иметь
рамку с полями. Ширина левого поля 20 мм, правого, верхнего и
нижнего — 5 мм. На листе расстояние от рамки до границ текста
в начале и в конце строк — не менее 3 мм. Расстояние от верхней
и нижней строки текста до верхней или нижней рамки должно
быть не менее 10 мм. Абзацы в тексте начинаются отступами
15...17 мм.
Титульный лист, основные надписи на первом и последую-
щих листах записки должны выполняться в соответствии с тре-
бованиями ГОСТ 2.105—95, ГОСТ 2.104—68 и иметь соответ-
ствующую индексацию дипломного проекта (см. разделы 1.4.3,
1.4.5).
Текст следует писать аккуратно от руки чернилами или пастой
одного цвета (черной, синей, фиолетовой) с одной или двух сто-
рон листа, высота букв и цифр не менее 2,5 мм.
При применении печатающих и графических устройств вывода
персонального компьютера следует руководствоваться положени-
ями ГОСТ 2.004—88. Рекомендуемые параметры при использова-
нии текстового редактора WORD: шрифт Times New Roman, кегль
101
। 14, абзацный отступ 1,25 см, междустрочный интервал полутор-
ный или двойной, печать на одной стороне листа.
। В одной пояснительной записке не допускается совмещение
рукописного и машинописного написания текста за исключением
формул, которые можно вписывать в машинописный текст вруч-
1 ную чернилами или пастой черного цвета.
Нумерация страниц записки должна быть сквозной, включая
титульный лист и листы с рисунками и таблицами. Номера стра-
j - ниц проставляют в правой графе основной надписи арабскими
I цифрами. На титульном листе номер страницы не ставят.
Иллюстрации (рисунки, схемы, графики, фотографии и т. д.)
J должны быть выполнены в соответствии с ЕСКД или СПДС и
' располагаться по тексту возможно ближе к соответствующим час-
тям текста. Иллюстрации следует нумеровать сквозной нумераци-
I1 ей арабскими цифрами в пределах раздела. Иллюстрации могут
.' иметь наименование.
! К тексту пояснительной записки предъявляются следующие
I требования: четкость построения, логическая последователь-
I ность изложения материала, убедительная аргументация, крат-
кость и точность формулировок, недопустимость повторений,
। конкретность изложения результатов работы, доказательность и
обоснованность рекомендаций. Глаголы рекомендуется приме-
нять в форме первого лица множественного числа или в безлич-
ной форме.
В состав пояснительной записки должны входить титульный
лист, задание с календарным планом (см. разделы 1.4.5, 1.3.1,
1.3.2), аннотация, оглавление, основная часть в соответствии с ог-
лавлением, заключение, список использованной литературы и
приложения.
Ii Ниже изложены рекомендации к выполнению отдельных раз-
। делов пояснительной записки дипломного проекта.
5.2. АННОТАЦИЯ
Аннотацию дипломного проекта составляют на русском и ино-
странном языке (английском, немецком или французском), бро-
шюруют после листа задания на дипломное проектирование. Она
включает в себя название темы дипломного проекта в соответ-
। ствии с приказом и специальное указание по проекту; инициалы и
фамилию автора; индекс дипломного проекта; инициалы, фами-
J лию, звание и ученую степень (сокращенно) руководителя дип-
ломного проекта.
В аннотации четко указывают цель работы, новизну разрабо-
102
тайных материалов, сравнительную оценку с аналогичными уст-
ройствами, процессами и технико-экономический эффект. В за-
висимости от характера проекта указывают также особенности
конструкторской разработки узлов, машины или аппарата, новиз-
ну компоновок машин поточной линии, особенности технологи-
ческого процесса, проведенного эксперимента и т. д. Аннотация
должна давать представление о проекте и, в частности, об его ори-
гинальной части.
В аннотации следует указать состав дипломного проекта (число
страниц записки и графической части, таблиц, рисунков и источ-
ников литературы), а также перечень (от 5 до 15) ключевых слов,
т. е. слов (существительных или словосочетаний), выражающих
отдельные понятия, существенные для раскрытия вне контекста
тематики, технической новизны и достижений дипломного про-
екта.
Аннотация также должна содержать краткие сведения о рас-
пространении информации о результатах проекта, если до его за-
щиты студент участвовал в выставках; по материалам проекта де-
лались доклады, были публикации, получены патенты или поданы
заявки на них и т. п.
Объем аннотации — до 1000 печатных знаков (приблизительно
0,5 страницы машинописного текста). Примеры выполнения ан-
нотации на русском и английском языках приведены в приложе-
нии 1.
5.3. ОГЛАВЛЕНИЕ И ЗАГОЛОВКИ РУБРИК
Оглавление — указатель рубрик пояснительной записки дип-
ломного проекта. Оглавление размещают после аннотации. В
нижней части первого листа с оглавлением должна быть выполне-
на основная надпись текстового документа дипломного проекта —
форма 2 (см. раздел 1.4.5).
Рубрики проекта разделяются на вспомогательные и главные.
К вспомогательным относятся рубрики под заголовками «Ан-
нотация», «Оглавление», «Введение», «Заключение», «Список ис-
пользованной литературы» и «Приложения». Эти заголовки не ну-
меруются и размещаются в тексте на отдельной строке с пропис-
ной буквы.
Главными являются рубрики основной части, разделенные на
разделы, подразделы и пункты. Их заголовки и содержание обус-
ловлено названием темы дипломного проекта и его специальным
указанием.
Заголовки разделов, подразделов и пунктов должны быть крат-
103
кими, их записывают с абзаца и с прописной буквы, не подчерки-
вая. В конце заголовка точку не ставят. Перенос слов в заголовках
не допускается.
Заголовки рубрик должны иметь порядковые номера, обозна-
ченные арабскими цифрами с точкой.
Пример нумерации рубрик:
1. Первый раздел.
1.1. Первый подраздел первого раздела.
< 1.1.1. Первый пункт первого подраздела первого раздела.
1.2. Второй подраздел первого раздела.
2. Второй раздел.
2.1. Первый подраздел второго раздела.
В оглавлении должны быть указаны номера страниц, на кото-
рых размещается начало каждой рубрики записки (разделов, под-
разделов, пунктов). Колонку с номерами страниц размещают у
правого края листа. Последнее слово каждого заголовка рубрики и
соответствующий номер страницы следует соединять штрихами
или точечной линией.
Пример выполнения оглавления дипломного проекта показан
в приложении 2.
5.4. ВВЕДЕНИЕ
Во введении дипломного проекта описывают состояние и перс-
пективы развития конкретной отрасли пищевой промышленности
в условиях рыночной экономики с указанием значения проекти-
руемого оборудования.
Следует привести характерные и конкретные цифровые пока-
затели по состоянию и перспективам развития соответствующей
отрасли, отразить основные направления технического прогресса
в ней, особенно в соответствии с тематикой проекта. Автор проек-
та должен оценить современное состояние инженерных разрабо-
ток, а также отразить актуальность темы и новизну предлагаемых
решений.
Исходными материалами для написания «Введения» должны
служить государственные и отраслевые документы. Можно реко-
мендовать также отраслевые журналы и информационные изда-
ния. При составлении этого раздела, особенно при приведении
конкретных цифр, обязательно должны быть сделаны ссылки на
использованную литературу.
Введение завершается формулированием цели дипломного
проекта.
Последующие рубрики пояснительной записки дипломного
104
' проекта являются главными, так как они относятся к разделам,
подразделам и пунктам основной части записки. Эти рубрики сле-
дует обозначать арабскими цифрами.
5.5. ОБЗОР ТЕХНОЛОГИИ И ТЕХНИКИ СОВРЕМЕННОГО
П РО ИЗ В О ДСТВ А., .(наименование продукции)
Для написания этого раздела студент должен глубоко и все-
сторонне проанализировать степень освещенности поставлен-
ной задачи в соответствующей литературе. Необходимо вос-
пользоваться библиотечными систематическими и алфавитны-
ми каталогами, а после этого самостоятельно найти требуемую
литературу.
Разработка этого раздела представляет собой сбор, системати-
зацию и анализ исходной информации, необходимой для приня-
тия технического решения.
5.5.1. ТЕХНОЛОГИЯ...(наименование продукции)
КАК СИСТЕМА ПРОЦЕССОВ
В этом подразделе нужно дать характеристики продукции, сы-
рья и полуфабрикатов (в том числе требования к их качеству); из-
ложить особенности производства и потребления готовой продук-
ции; систематизировать стадии технологического процесса; пос-
ледовательно описать систему технологических процессов преоб-
разования исходного сырья в готовую продукцию.
Систему процессов целесообразно иллюстрировать технологи-
ческой схемой или операторной моделью.
5.5.2. СОВРЕМЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ
И (ИЛИ) КОМПЛЕКСЫ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА...
(наименование продукции)
В этой части нужно описать известные системы машин, обес-
печивающих реализацию описанной выше системы технологичес-
ких процессов; дать характеристики комплексов оборудования;
сформулировать их функционально-технологические задачи; опи-
сать устройство и принцип действия известных технологических
линий и комплексов оборудования; привести их техническую ха-
рактеристику.
Системы машин необходимо иллюстрировать соответствующи-
ми машинно-аппаратурными схемами.
105
Важно отметить, что именно в этой части требуется сформули-
ровать техническое противоречие, подлежащее разрешению в дан-
ном дипломном проекте. Для этого нужно указать показатели ка-
чества продукции, параметры технологического процесса и (или)
технические характеристики линии, которые не соответствуют со-
временным требованиям. Далее необходимо выявить технологи-
ческие операции, от которых зависит устранение недостатков, и
определить конкретные машины и(или) аппараты, нуждающиеся
в усовершенствовании.
Если для обоснованного выбора таких машин и аппаратов не-
достаточно информации, то требуется проведение специальных
экспериментальных исследований, направленных на диагностику
линии (см. раздел 2.2).
5.5.3. АНАЛИЗ СОВРЕМЕННЫХ КОНСТРУКЦИЙ,
ОБЕСПЕЧИВАЮЩИХ ФУНКЦИОНАЛЬНЫЕ ЗАДАЧИ ОПЕРАЦИИ
(наименование технологической операции,
подлежащей усовершенствованию)
В этой части приводят описание и критический анализ конст-
рукций-аналогов машины или аппарата, подлежащих усовершен-
ствованию. Выбор и критический анализ аналогов связаны с опре-
деленными трудностями, так как в библиографических источни-
ках, как правило, отмечают только преимущества и положитель-
ные стороны конструкций. В основу классификации машин и
аппаратов зачастую положены принципы и признаки, не имею-
щие отношения к цели предлагаемой модернизации.
При выполнении дипломного проекта модернизация оборудо-
вания должна быть направлена прежде всего на повышение его
функциональной эффективности, подробно рассмотренной в раз-
деле 3.5.
При выборе конструкций-аналогов следует руководствоваться
возможностью достижения ими технологической цели функцио-
нирования; характеристиками свойств материала, поступающего
на вход машины или аппарата; показателями качества обработан-
ного материала на выходе.
При описании и анализе конструкций-аналогов необходимо
выделить составные части, предназначенные для выполнения
основной и вспомогательных задач функционирования: рабо-
чие органы, загрузочные, дозирующие, транспортирующие,
контролирующие, регулирующие, разгрузочные и другие уст-
ройства, обеспечивающие достижение технологической цели.
Отметить для каждой конструкции-аналога способ и принцип
106
выполнения этих задач: ручной, механизированный или авто-
матизированный, периодический или непрерывный принцип
действия. В зависимости от задачи модернизации целесообразно
выполнить классификацию конструкций-аналогов по типу рабо-
чих органов, транспортирующих или других устройств и состав-
ных частей.
В общем случае при анализе современных конструкций для
каждой конструкции-аналога необходимо указать технологи-
ческую цель функционирования; перечислить функциональные
задачи и составные части, обеспечивающие реализацию этих за-
дач; описать устройство со ссылками на позиции рисунка или
схемы; подробно описать принцип действия с пояснениями
способов загрузки и дозирования материала, поступающего на
вход; объяснить сущность процесса обработки материала и его
перемещения от входа к выходу; описать способы контроля и
регулирования процесса, а также выгрузки обработанного мате-
риала, обоснованно перечислить преимущества и недостатки
конструкции.
Анализ современных конструкций следует завершить сравни-
тельной таблицей технических характеристик рассмотренных ма-
шин или аппаратов.
Важно отметить, что на основании анализа современных кон-
струкций формулируется тематика последующего патентного ис-
следования.
5.5.4. ПАТЕНТНОЕ ИССЛЕДОВАНИЕ И СИНТЕЗ
НОВОГО ТЕХНИЧЕСКОГО РЕШЕНИЯ
Методика патентного исследования подробно описана в разде-
ле 2.2. Руководитель проекта определяет регламент поиска, реко-
мендуя при этом источники. Студент систематизирует и выбирает
патенты-аналоги, оценивая при этом технический уровень пред-
лагаемых решений.
Материалы патентного поиска оформляют в виде ксерокопий
близких по сущности описаний изобретений и размещают в при-
ложении после спецификации чертежей.
Программа синтеза нового технического решения и порядок ее
выполнения подробно рассмотрены в разделе 3.2.
Результатами синтеза нового решения являются окончатель-
ный выбор конструкции-прототипа и составление формулы ново-
го решения, на основании которой планируется проектирование
модернизированной машины или аппарата.
107
5.5.5. ЗАДАЧИ ДИПЛОМНОГО ПРОЕКТИРОВАНИЯ
В этой части студент должен самостоятельно сформулировать
задачи дипломного проекта как разность между целью, изложен-
ной во введении, и выводами, вытекающими из обзора научно-
технической и патентной информации с учетом формулы нового
технического решения.
5.6. СПЕЦИАЛЬНАЯ НАУЧНО-ИССЛЕДОВАТЕЛЬСКАЯ
РАБОТА
Необходимость выполнения специальной научно-исследова-
тельской работы возникает, когда требуются диагностика машин-
ных технологий или поисковые исследования (см. раздел 2.2).
Эта часть пояснительной записки в общем случае должна но-
сить сугубо прикладной характер и соответствовать теме проекта.
Результаты исследований используют в проекте.
Необходимость проведения исследований обосновывают в об-
зорной части проекта, и она находит отражение в задачах проекта.
Раздел должен включать цели и конкретные задачи исследова-
ния, в нем приводят анализ достижений науки в исследуемой об-
ласти (в отдельных случаях этот материал можно поместить в об-
зорной части записки — раздел 5.5), методику проведения иссле-
дований, схему и описание экспериментальной установки, резуль-
таты обработки исследований (в виде таблиц, графиков, диаграмм
и др.), выводы по ним. В последних подчеркивают практическую
значимость результатов, на которые следует ссылаться в следую-
щих разделах.
Для удобства изложения цифровые данные можно представ-
лять в виде таблиц. Конкретное содержание раздела определяется
заданием и указаниями руководителя (консультанта).
5.7. БИЗНЕС-ПЛАНИРОВАНИЕ РЕАЛИЗАЦИИ ПРОЕКТА
Эту часть записки выполняют согласно рекомендациям, изло-
женным в разделе 2.4, под руководством консультанта-преподава-
теля соответствующей кафедры.
5.8. ОПИСАНИЕ РАЗРАБОТАННОГО ИЗДЕЛИЯ
Описание разработанного изделия по существу является описа-
нием графической части дипломного проекта: чертежей общих
108
видов реконструированной технологической линии и модерни-
зируемой машины (или аппарата); сборочных чертежей и черте-
жей деталей, входящих в состав модернизируемой машины (или
аппарата).
5.8.1. НАЗНАЧЕНИЕ, ОБЛАСТЬ ПРИМЕНЕНИЯ
И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
В этой части нужно описать назначение и область применения
реконструированной технологической линии или комплекса обо-
рудования и модернизированных в данном проекте машин и (или)
аппаратов.
Для каждого изделия нужно указать: технологическую цель и
задачи функционирования; требования к свойствам пищевой сре-
ды (сырья или полуфабриката) на входе; ассортимент выпускае-
мой продукции и допустимые колебания характеристик свойств
обработанной среды, для изменения которых предназначена дан-
ная машина (аппарат); указать технологические операции, линии
и отрасли, в которых можно применять модернизированную ма-
шину (аппарат).
Следует привести технические характеристики технологичес-
кой линии или комплекса оборудования и модернизированных в
данном проекте машин и (или) аппаратов.
В общем случае в число характеристик изделия входят техни-
• ческая производительность; предельные значения показателей
свойств обработанного материала, для изменения которых пред-
назначена данная машина (аппарат); установленная мощность; га-
баритные размеры.
5.8.2. ОПИСАНИЕ УСТРОЙСТВА И ПРИНЦИПА ДЕЙСТВИЯ
РАЗРАБОТАННОГО ИЗДЕЛИЯ
Описание устройства разработанного изделия включает под-
робное описание реконструированной технологической линии
(комплекса оборудования) и модернизированной машины (аппа-
рата) со ссылками на чертежи общих видов, сборочные чертежи и
- схемы графической части дипломного проекта (с указанием обо-
значений чертежей, схем и номеров позиций). При описании важ-
. но выделить основные части машины (аппарата) по их функцио-
нальному признаку.
Затем нужно описать работу и принцип действия разработан-
ного изделия. При описании работы реконструированной техно-
логической линии (комплекса оборудования) следует перечислить
109
стадии технологического процесса; особенности преобразования
исходного сырья в готовую продукцию; указать технологические
параметры процесса; механические и тепловые показатели рабо-
ты машин и аппаратов; отметить принципы выполнения основ-
ных и вспомогательных функций ведущих технологических опе-
раций.
При описании работы и принципа действия модернизирован-
ной машины (аппарата) нужно последовательно изложить реали-
зацию ею основных и вспомогательных функций: загрузку и дози-
рование материала на входе; сущность процесса преобразования
свойств пищевой среды рабочими органами; способы контроля и
регулирования процесса обработки и режимов работы машины;
способы контроля качества обработанной среды на выходе и кор-
ректировки работы машины при появлении дефектной продук-
ции.
Необходимо также описать другие проектно-конструкторские
документы, представленные в графической части дипломного
проекта, пояснить цели и результаты их разработки.
5.8.3. ОПИСАНИЕ СУЩНОСТИ И ПРЕИМУЩЕСТВ
ПРЕДЛАГАЕМЫХ НОВЫХ ТЕХНИЧЕСКИХ РЕШЕНИЙ
В этой части следует последовательно и подробно описать со
ссылками на графическую часть проекта (с указанием обозначе-
ний чертежей, схем и номеров позиций) особенности конструк-
тивного исполнения и принципа действия усовершенствованных
составных частей реконструированной линии (комплекса обору-
дования) и модернизированной машины (аппарата). Нужно аргу-
ментированно отразить новизну, оригинальность и преимущества
предлагаемых в данном дипломном проекте новых технических
решений.
5.9. СПЕЦИАЛЬНЫЕ ИНЖЕНЕРНЫЕ РАСЧЕТЫ
Выполнение расчетов — необходимая и важная часть диплом-
ного проектирования практически на всех его этапах. Только бла-
годаря расчетам можно определить параметры технологического
процесса, технические характеристики и режимы работы оборудо-
вания; установить геометрические размеры и форму составных ча-
стей и деталей оборудования, а также обоснованно выбрать мате-
риал для их изготовления.
Все расчеты необходимо выполнять в соответствии с положе-
ниями Международной системы единиц (СИ). Величины при рас-
110
четах следует обозначать в соответствии с рекомендациями спра-
вочника по системе СИ.
В общем случае все расчеты можно условно разделить на спе-
циальные, обеспечивающие установление специальных характе-
ристик конкретного изделия: линии, машины или аппарата, и об-
щетехнические. При выполнении специальных расчетов обычно
определяют наиболее важные характеристики (производитель-
ность, габаритные размеры, энергозатраты и т. д.), а также разме-
ры основных элементов конструкции. Поэтому вначале нужно
четко сформулировать цель расчета — определение конструктив-
ных характеристик, обеспечивающих достижение требуемых ре-
зультатов (конструктивный расчет) или определение результатов,
которые могут быть достигнуты при рассматриваемом техничес-
ком решении (поверочный расчет).
Для этого здесь кратко обосновывают тип расчета, помня о
том, что поверочный расчет выполняется при изменении техноло-
гических режимов, когда все конструктивные параметры устрой-
ства известны, а также в тех случаях, когда необходимо определить
параметры технологических режимов, обязательных для достиже-
ния заданной производительности.
Расчет производительности. Производительность характеризует-
ся отношением массы продукции, которую способна выпустить
линия, к промежутку времени, в течение которого эта масса про-
дукции должна быть выпущена. В настоящем разделе описаны ме-
тоды проработки конструкции с учетом ее технической произво-
дительности в зависимости от принципа работы (периодического
или непрерывного действия, обрабатывается ли продукция в виде
сплошной массы, порциями или поштучно).
Техническая производительность, на которую требуется рас-
считать проектируемое оборудование (массовая, кг/ч, или объем-
ная, м3/ч, или штучная, шт/ч),
(т А
T^YTJ
J J
где М„ — номинальное (заданное) количество продукции, подлежащее переработ-
fl
ке или выпуску); +М-, +... +Мп — сумма регламентированных потерь 1-го,
2-го, ..., п-го компонентов сырья и материалов, составляющих продукцию; Т„ —
номинальная (заданная) продолжительность непосредственной работы линии;
т
У, Т = 1\+Т2 + -+Тт — сумма дополнительных затрат времени 1-го, 2-го, ..., т-го
/=1
этапов технологического процесса, где выполняются дополнительные операции и
обслуживание оборудования.
111
Масса продукции обусловлена ее объемом, который является
исходной величиной для определения геометрических размеров
рабочих органов, составных частей и линии в целом, вместимости
рабочих и накопительных емкостей, потребной площади произ-
водственных и складских помещений и т. п.
Промежуток времени, в течение которого продукция должна
быть выпущена, связан с длительностью технологического цикла
обработки продукта, включающего продолжительность техноло-
гического и транспортного процессов, от которых зависят скорос-
ти обработки и перемещения продукта. По значениям этих скоро-
стей определяют кинематические характеристики привода и под-
вижных деталей машин, а также площади теплообменных поверх-
ностей аппаратов.
Количество и скорость обработки пищевой среды в сочетании с
ее структурно-механическими свойствами (вязкостью, предель-
ным напряжением сдвига и т. п.) влияют на силовые и прочност-
ные характеристики конструкций, а также на материалоемкость и
потребное количество энергоресурсов.
Чтобы определить функционально-технические параметры
оборудования, при конструировании выполняют технологичес-
кие, кинематические, энергетические, теплотехнические и проч-
ностные расчеты.
Технологический расчет. При таком расчете учитывают пара-
метры, виды и особенности технологического процесса, осуществ-
ляемого на оборудовании разрабатываемой конструкции. В основу
технологического расчета линии положены следующие материа-
лы: исходные данные, в которых указаны производительность ли-
нии и групповой ассортимент готовой продукции; стандарты, ре-
цептуры и технологические инструкции по выработке изделий;
инструкции по определению производственных мощностей пред-
приятий соответствующей отрасли АПК и другая нормативно-тех-
ническая документация.
Технологический расчет необходим для определения размеров
и скоростей рабочих органов конструкций, рабочих объемов и
теплообменных поверхностей аппаратов. Объемный расход Иу
любого z-ro компонента, м3/ч:
и<=W(1OOP;),
где П— производительность линии, установленная заданием, кг/ч; у,— массовая
доля /'-го компонента в выпускаемой продукции согласно требованиям стандар-
тов, рецептур и нормативно-технической документации, %; р, — плотность (на-
сыпная масса) Z-ro компонента, кг/м3.
Определение основных конструктивных характеристик обору-
112
дования (вместимости, рабочих объемов, размеров и скоростей ра-
бочих органов и т. д.) существенно зависит от принципов его ра-
боты: периодического или непрерывного действия, выдает обра-
ботанную продукцию на своей стадии технологического процесса
в виде отдельных порций, поштучно или в виде непрерывного по-
тока.
В первом случае конструктивные параметры зависят как от
производительности основного оборудования для обработки пи-
щевой среды, так и от продолжительности загрузки и выгрузки.
Во втором случае продолжительность загрузки и выгрузки не учи-
тывают, так как эти операции совмещены во времени с обработ-
кой продукта, но при этом необходимо определить скорость его
поступательного перемещения.
Для конструкции периодического действия вместимость рабо-
чей емкости, м3’.
где S Щ — суммарный объемный расход обрабатываемых компонентов, м3/ч; тп—
продолжительность цикла, равная суммарному времени, затраченному на загруз-
ку, обработку и выгрузку продукта, ч; К3 — конструктивный коэффициент запаса,
учитывающий расширение или вспенивание обрабатываемого продукта, неравно-
мерность порций, образование воронки при перемешивании жидкости и т. п.
По рассчитанному значению вместимости рабочей емкости оп-
ределяют ее габаритные размеры, задаваясь ее формой и исходя из
конструктивных соображений.
Для конструкций непрерывного действия вместимость рабочей
части, пропускающей поток обрабатываемого продукта, м3:
УН = ХИ%К3,
где тн — длительность технологической операции, ч.
При разработке конструкций непрерывного действия одна из
важных задач предварительных исследований и экспериментов —
обоснованный выбор скорости воздействия рабочих органов или
рабочей среды на обрабатываемую пищевую среду. Оптимальное
значение этой скорости зависит от многих факторов: химической
и физической природы технологического процесса, структурно-
механических характеристик обрабатываемой среды, конструк-
тивно-технического исполнения рабочих органов и др.
При конструировании технологических машин следует иметь в
виду, что параметры режима воздействия рабочих органов на про-
дукт прежде всего должны обеспечить эффективную и высокока-
чественную его обработку. Режимы воздействия должны быть та-
кими, чтобы были исключены отрицательные последствия обра-
8 С Т Антипов и др
113
ботки и снижение пищевой ценности обрабатываемого продукта
из-за изменения его химического состава, структурно-механичес-
ких и потребительских свойств.
Как правило, оптимальную скорость воздействия определяют
на этапе предварительных исследований и рекомендуют разработ-
чикам в виде исходных данных.
По известной скорости потока можно определить поперечное
сечение потока F(m2) и длину L (м) обрабатывающей части конст-
рукции:
F= S W)/v; L = vth,
где v — скорость потока, м/ч.
По найденному значению сечения потока можно вычислить
сечение канала обрабатывающей части конструкции, умножив
площадь сечения на поправочные коэффициенты, учитывающие
неравномерность заполнения канала, неравномерность и колеба-
ния скорости, установку внутри канала различных конструктив-
ных элементов, сопротивление потоку и т. д. Зная сечение канала
и руководствуясь конструктивными соображениями, можно опре-
делить его форму и геометрические размеры.
Кинематический расчет. Основные кинематические параметры
рабочих органов необходимо знать для того, чтобы получить еди-
ницу продукции (или единицы промежуточного продукта) в стро-
го определенный промежуток времени — рабочий цикл, который
является величиной, обратной производительности. Поэтому, об-
рабатывая продукт (непрерывно или периодически), рабочие
органы должны иметь заданный ритм движения для перемещения
с необходимой скоростью или частотой вращения. Установив ра-
бочий цикл конструкции, можно найти нужный ритм работы ее
отдельных рабочих органов, а при известных конструктивных па-
раметрах последних вычислить их необходимые скорости движе-
ния.
Кинематическая структура любого устройства в общем случае
состоит из привода и исполнительных механизмов. Привод вклю-
чает электродвигатель и передаточные механизмы. Двигатель пре-
образует электроэнергию в механическое вращательное движение
ротора. Передаточные механизмы распределяют энергию ротора
между отдельными рабочими органами устройства и задают им
требуемые скорости. У исполнительных механизмов начальное ве-
дущее звено соединено с передаточным механизмом, а конечное
ведомое — с рабочим органом. Исполнительные механизмы слу-
жат для преобразования вращательного движения на ведущем валу
в необходимое движение рабочего органа согласно законам и па-
114
раметрам этого движения. Кроме того, в кинематическую структу-
ру устройства могут входить механизмы управления, контроля и
регулирования, выполняющие вспомогательные функции.
. При выборе законов движения и параметров рабочих органов
необходимо учитывать ускорение последних, так как при боль-
шом ускорении возрастают силы инерции, действующие как на
обрабатываемую пищевую среду, так и на опоры рабочего органа.
При больших значениях сил инерции может нарушаться связь ра-
бочего органа и продукции, в результате чего технологическая
операция будет выполняться некачественно.
Кинематическая схема представляет собой чертеж, на котором
при помощи условных графических обозначений изображены все
элементы привода, начиная от электродвигателя и кончая рабочи-
ми органами, их соединение и взаимоположение, направленное
на осуществление, управление, регулирование и контроль задан-
ных законов движения.
Выполняя кинематический расчет привода устройства, опреде-
ляют основные кинематические параметры, которые должны быть
указаны затем на кинематической схеме. Кроме того, эти данные
необходимы для расчета элементов привода на прочность.
При кинематическом расчете исполнительных механизмов вы-
числяют диапазоны изменения положений отдельных звеньев ме-
ханизмов и рабочих органов; пределы линейных или круговых пе-
ремещений отдельных кинематических пар, входящих в исполни-
тельный механизм; направления вращения или перемощения эле-
ментов, от которых зависит получение заданных исполнительных
движений и их согласованность (синхронность); специальные ре-
жимы работы (при пуске, остановке и т. п.), обеспечивающие без-
опасность, надежность и точность действия исполнительных ме-
ханизмов.
При кинематическом расчете вычисляют следующие парамет-
ры: общее передаточное отношение ио^щ от вала электродвигате-
ля, имеющего частоту вращения пэа, до вала, на котором крепится
ведущее звено исполнительного механизма и который имеет час-
тоту вращения ивд,
~ «эд/ «вд-
Распределение общего передаточного отношения всей кинема-
тической структуры привода между отдельными передаточными
механизмами, составляющими эту структуру,
иобщ= и}и2и,...ип,
где Ut, U2, Uj, U„ — передаточные отношения 1, 2, 3, ... я-го передаточных ме-
ханизмов.
8’
115
Рекомендуемые значения передаточных отношений различных
передач, наименьших чисел зубьев и диаметров шкивов, а также
расчетные формулы приводятся в учебных материалах дисциплин
«Теория механизмов и машин» и «Детали машин».
Циклограммы разрабатывают для увязки структуры исполни-
тельного механизма, в состав которого входит рабочий орган, об-
рабатывающий пищевую среду, с ведущими и промежуточными
звеньями этого механизма. В циклограмме отражены совокуп-
ность, продолжительность и соотношения рабочих и холостых хо-
дов, а также остановок (выстоев) рабочих органов устройства при
выполнении им заданных технологических операций в пределах
одного кинематического цикла. Циклограмма дает наглядное
представление о согласованной работе отдельных механизмов,
приводящих в движение рабочие органы. По циклограмме можно
также определить кинематическое взаимодействие всех рабочих
органов в любой момент времени и при необходимости найти
конкретные значения таких параметров, как траектория переме-
щений, скорость и ускорение. Эти данные используют для энерге-
тического и прочностного расчетов.
Энергетический расчет. Такой расчет проектируемой конструк-
ции выполняют с целью выбора ее привода, определения его ха-
рактеристик, обеспечивающих работоспособность и надежность
конструкции с учетом потребного количества энергии. Расход по-
требной энергии зависит от скорости движения рабочего органа и
значения результирующей силы, приложенной к нему при работе
устройства. Результирующая сила складывается из многих сил,
возникающих при работе технологической машины.
Силы сопротивления — это технологические силы,
на преодоление которых затрачивается работа, необходимая для
выполнения технологического процесса. Значение этих сил за-
висит от физико-механических свойств обрабатываемой среды,
скорости и температурных режимов обработки, производитель-
ности машины, материала и формы рабочих органов и т. п. Пра-
вильно вычислить технологические силы чрезвычайно важно,
так как от того, насколько точно будут соответствовать их исход-
ные значения, принимаемые при расчетах, истинным нагрузкам
при работе машины зависит качество ее функционирования.
Обычно технологические силы определяют экспериментальным
или расчетным путем на этапах предварительных исследований и
проектирования конструкции и выдают конструктору в качестве
исходных данных.
Силы непроизводственного сопротивле-
ния — это силы, на преодоление которых затрачивается допол-
нительная работа сверх той, которая необходима для преодоления
116
полезного сопротивления. В основном непроизводственные силы
связаны с преодолением сил трения в кинематических парах при
перемещении жидких, сыпучих и газообразных сред.
Динамические силы — силы инерции, возникающие
при движении элементов конструкции с ускорением. Их значение
зависит от ускорения и массы подвижных деталей конструкции.
Силы непроизводственного сопротивления и динамические
силы обычно рассчитывают при конструировании устройства.
Все указанные силы во время работы конструкции, как прави-
ло, не остаются постоянными. За определенный промежуток ра-
боты (цикл) меняются их направление и величина. Поэтому очень
важно установить тот момент времени, в который элементы кон-
струкции оказываются нагруженными наибольшим суммарным
усилием, на которое затем и выполняют энергетический и проч-
ностной расчеты.
Чтобы вычислить наибольшую суммарную нагрузку, использу-
ют принцип Даламбера, сущность которого состоит в том, что к
определенному звену механизма прикладывают все силы (стати-
ческие и динамические). С учетом их значений и направления для
полученной системы сил составляют уравнения равновесия, ре-
шая которые находят равнодействующую силу в данный момент
работы конструкции. Зная равнодействующие силы для несколь-
ких таких моментов, выбирают из них наибольшую.
Кроме того, следует учитывать, что во многих технологических
машинах, перерабатывающих сельскохозяйственное сырье, пуско-
вые нагрузки могут намного превысить номинальные силы, вы-
численные для установившегося режима работы машины.
Поэтому значения номинальных сил необходимо умножить на
поправочные коэффициенты, учитывающие особенности техно-
логического процесса и физико-механических свойств обрабаты-
ваемой среды. Определенную таким образом наибольшую силу
принимают в качестве исходной результирующей силы, которая
служит основой для энергетического и прочностного расчетов
конструкции.
Расчет потребной мощности предусматривает вычисление по-
требного количества энергии на ведущем валу устройства и на
валу электродвигателя. Мощность на ведущем валу, кВт:
^роА1им,
где Np0 — мощность, потребляемая рабочим органом, кВт; рим — коэффициент
полезного действия передач исполнительного механизма.
Структура формул для расчета мощности, потребляемой рабо-
чими органами, зависит от характера их движения. Если рабочий
орган совершает вращательное движение, то мощность, кВт:
117
Npo = P(dpR 10~3, ' = ' • ’> ’
где P — результирующая сила, H; шр —угловая скорость рабочего органа, с -1; А —
радиус приложения силы, м.
При поступательном движении рабочего органа мощность,
кВт:
Npo = Pv- ID3,
где v — скорость линейного перемещения рабочего органа, м/с.
Часто в машинах кинематическая структура разветвляется для
привода нескольких рабочих органов или транспортирующих ус-
тройств. В этих случаях мощности для их привода суммируются
на валу, на котором начинает разветвляться кинематическая
структура.
После определения потребной мощности на ведущих валах от-
дельных рабочих органов суммируют их значения и определяют
потребную мощность электродвигателя (кВт) с учетом КПД пере-
дач привода:
^ЭД ~ 2^вдА1пр-
Значения КПД механических передач зависят от их вида и при-
водятся в справочной технической литературе.
Мощности (кВт), передаваемые валами, часто характеризуют
величинами вращающих моментов, необходимых для преодоле-
ния сил:
N= Л/вро> 10~3
или
#= Л/вр(лп/30) - IO-3,
где Л/Вр — вращающий момент на валу, Н м; w — угловая скорость, с-1; п — часто-
та вращения вала, мин-1.
Вычислив требуемую мощность электродвигателя, подбирают
его типоразмер. Поскольку для рассчитываемого привода могут
быть выбраны двигатели с разными значениями частоты враще-
ния вала и соответственно различные передаточные механизмы,
то рассматривают несколько вариантов кинематической структу-
ры привода. Оптимальным признают вариант, отвечающий конк-
ретным требованиям конструктивного исполнения и условиям эк-
сплуатации проектируемой машины. При этом надо учитывать,
что с повышением частоты вращения уменьшаются масса и габа-
ритные размеры двигателя, снижается его стоимость, но при этом
уменьшается ресурс, поэтому для привода общего назначения,
118
если нет специальных указаний, предпочтительны двигатели с ча-
стотой вращения 1500 или 1000 мин-1.
Теплотехнический расчет. Такой расчет выполняют для того,
чтобы определить основные конструктивные параметры и разме-
ры теплообменных аппаратов, а также требуемый расход теплоно-
сителей (пара, воды, хладагентов и воздуха). Тепловой расчет теп-
лообменных аппаратов основан на совместном решении уравне-
ния теплового баланса и теплопередачи. Уравнения и формулы
для теплового расчета приведены в соответствующих учебниках и
специальной литературе.
Из уравнения теплового баланса можно найти количество те-
плоты, расходуемой на тепловой процесс, а также расход теплоно-
сителя. С помощью уравнения теплопередачи можно вычислить
площадь поверхности теплообмена, необходимую для проведения
теплообменного процесса.
Если технологический процесс связан с передачей теплоты (хо-
лода) через поверхность теплообмена, то площадь последней мож-
но определить по формулам:
Q = Mccp(t2 - /]) и F =
где Q — количество передаваемой теплоты, Дж; Л/—масса продукта, кг; сср —
средняя теплоемкость продукта Дж/(кг • К); г, и г2 — начальная и конечная темпе-
ратура продукта, К; к — коэффициент теплопередачи, Вт/(м2-К); ДГ —средняя
разность температур теплоносителей, К; т — продолжительность процесса переда-
чи теплоты, с.
Далее в зависимости от конфигурации поверхности теплообме-
на можно установить ее конструктивные размеры.
Полученные значения конструктивных параметров основных
рабочих емкостей, органов, площадей и т. п. обусловливают как
габариты указанных элементов в отдельности, так и габаритные
размеры проектируемых машин и аппаратов. Кроме того, зная их,
можно выполнить правильную рациональную компоновку отдель-
ных составных частей линии в целом, выбрать типы транспорти-
рующих и вспомогательных устройств, назначить виды и места
размещения возможных контролирующих и регулирующих при-
способлений и т. и.
Конструктивные параметры аппарата зависят прежде всего от
способа передачи теплоты от одного теплоносителя к другому.
Известно, что теплота от горячего теплоносителя к стенке и от
стенки к холодному теплоносителю передается конвекцией, а че-
рез стенку — теплопроводностью. Теплота от стенки в окружаю-
щую среду передается одновременно конвекцией и лучеиспуска-
нием.
При конструировании теплообменной аппаратуры необходимо
обеспечить высокую тепловую производительность, экономич-
ность аппарата и рациональный температурный режим воздей-
ствия на обрабатываемый продукт.
119
Высокой тепловой производительности можно достичь рацио-
нальным конструктивным исполнением аппарата, правильным
выбором оптимальных значений параметров теплоносителей,
строгой цикличностью и непрерывностью процесса и оптималь-
ным выбором режима работы аппарата.
Экономичность теплообменного аппарата обеспечивается ра-
циональным расходом теплоносителей, а также таким исполнени-
ем конструкции, при котором эффективность протекания процес-
сов конвекции и теплопроводности не зависит от параметров ок-
ружающей среды и сохраняется в условиях воздействия на тепло-
обменные поверхности обрабатываемого продукта; кроме того,
необходимо создать герметичность и тепловую изоляцию рабочих
объемов, в которых протекают теплообменные процессы.
Рациональный температурный режим предусматривает обеспе-
чение в допустимых пределах продолжительности температурного
воздействия и значений температуры, при которых гарантируется
сохранение пищевой ценности обрабатываемого продукта и ис-
ключается возможность отрицательного воздействия высоких
(или низких) температур, вызывающих разложение, пригорание,
прогоркание и т. п. пищевого продукта.
Рекомендуемая литература
1. Панфилов В. А., Ураков О. А. Технологические линии пищевых
производств. Создание технологического потока. — М.: Пищевая промышлен-
ность, 1996.— 472 с.
2. Машины и аппараты пищевых производств: В 2 кн.: Учеб, для вузов /
С. Т. Антипов, И. Т. Кретов, А. Н. Остриков, В. А. Панфилов, О. А. Ураков; Под
ред. акад. РАСХН В. А. Панфилова. — М.: Высшая школа, 2001.
Кн. 1.-703 с.
Кн. 2. - 680 с.
5.10. ОБЩЕТЕХНИЧЕСКИЕ ИНЖЕНЕРНЫЕ РАСЧЕТЫ
К таким расчетам относятся прежде всего расчеты, подтвержда-
ющие работоспособность конструкции, а также тепловые, гидрав-
лические, пневматические, электромагнитные и др. Учитывая раз-
нообразие видов этих расчетов, невозможно привести какие-либо
общие рекомендации по их выполнению. Необходимые рекомен-
дации, как правило, можно найти в соответствующей учебной и
справочной литературе.
Однако при выполнении расчетов, подтверждающих работо-
способность конструкции, целесообразно руководствоваться из-
ложенными далее положениями и рекомендациями. При диплом-
ном проектировании преимущественно выполняют расчеты на
прочность деталей механических передач, разъемных и неразъем-
ных соединений, валов и осей, муфт и трубопроводов. Наиболее
ценны расчеты сложных нестандартных деталей.
120
Прочностной расчет детали. Его рекомендуется выполнять в
следующей последовательности: сначала ознакомиться с назначе-
нием и условиями работы детали, ее связями с другими деталями;
установить величины, направление и характер внешних нагрузок;
выяснить возможные виды деформации детали; составить расчет-
ную схему, установить характер напряженного состояния матери-
ала детали; марку материала, вид термической обработки и повер-
хностное напряжение с назначением механических характеристик
материала; назначить запас прочности и определить допускаемые
напряжения; выбрать метод расчета; составить уравнение прочно-
сти и определить размеры детали в опасных сечениях.
Применение ЭВМ. Для выполнения этой части проекта с помо-
щью ЭВМ необходимо из перечня программ различных инженер-
ных расчетов, имеющихся на кафедре, выбрать наиболее подходя-
щий для данного дипломного проекта. Эта часть расчетов должна
включать в себя назначение задачи, ее информационное обеспече-
ние, блок-схему алгоритма расчетов, распечатку с исходными дан-
ными и результаты расчета.
5.11. АВТОМАТИЗАЦИЯ РАЗРАБОТАННОГО ИЗДЕЛИЯ
Тематику этого раздела целесообразно прежде всего связать с
автоматизацией процессов контроля и регулирования реконструи-
руемой технологической линии (комплекса оборудования) и (или)
модернизируемой машины (аппарата).
Для достижения технологической цели функционирования
оборудования недостаточно механизации основных (типовых)
технологических процессов обработки сырья и полуфабрикатов.
Успешное функционирование любого оборудования возможно
только при наличии технических средств, обеспечивающих конт-
роль, регулирование и поддержание в заданных пределах (допус-
ках) многих показателей, к числу которых можно отнести следую-
щие:
массовый расход обрабатываемой пищевой среды на входе и
выходе операции;
характеристики свойств среды, поступающей на вход опера-
ции, от которых зависят условия протекания процесса, режимы
работы оборудования и качество обработки среды;
характеристики технологических параметров процесса;
характеристики конструктивных параметров и режимов работы
машины или аппарата;
характеристики параметров теплоэнергоносителей и других
внешних факторов, оказывающих влияние на условия протекания
процесса, режимы работы оборудования и качество обработки пи-
щевой среды;
характеристики свойств обработанной среды на выходе опера-
9 С Т Антипов и др 121
ции, от которых зависят качество выпускаемой продукции, усло-
вия протекания процессов и режимы работы на последующих ста-
диях общего технологического процесса.
В начале этого раздела следует указать, для автоматизации ка-
кого из вышеперечисленных процессов контроля и регулирования
выполнен данный раздел дипломного проекта.
Раздел выполняется в соответствии со специальными методи-
ческими указаниями кафедры «Автоматизация ...» и консультанта,
определяющими конкретное содержание и объем раздела.
Как правило, в дипломном проекте принципиальные решения
по автоматизации изображаются графически в виде следующих
схем:
функциональной схемы автоматизации процесса, работы ли-
нии, машины и аппарата;
принципиальных электрических схем регулирования, управле-
ния, блокировки, защиты и сигнализации;
принципиальных автоматических схем.
Материал пояснительной записки должен содержать текст, по-
ясняющий и дополняющий графический материал.
5.12. ПОРЯДОК МОНТАЖА, ОБСЛУЖИВАНИЯ
« И РЕМОНТА...(наименование модернизируемой машины
или аппарата)
В этом разделе в первую очередь необходимо перечислить ме-
роприятия, направленные на повышение монтажепригодности,
эксплуатационной технологичности и ремонтопригодности кон-
струкции, которые были выполнены при конструировании модер-
низированной машины или аппарата (см. раздел 3.5).
В последующих частях этого раздела нужно кратко изложить
порядок монтажа изделия и более подробно описать правила об-
служивания машины (аппарата): порядок пуска и остановки, тех-
нологического обслуживания, очистки и мойки, а также рекомен-
дации по устранению характерных неисправностей.
Следует описать порядок технического обслуживания и ремонта
машины (аппарата) в соответствии с положениями ГОСТ 18322—78
«Система технического обслуживания и ремонта техники (СТО и
РТ): разработать структуру ремонтного цикла; описать особенности
работ при осмотре, текущем и капитальном ремонтах.
При выполнении этого раздела рекомендуется пользоваться
учебниками соответствующих учебных дисциплин, отраслевыми
сборниками СТО и РТ, а также информационными материалами,
собранными студентами на практике в процессе ознакомления с
работой оборудования и изучения технической документации
(паспортов, инструкций по эксплуатации и т. д.)_
122
5.13. РАЗРАБОТКА ПРОГРЕССИВНОГО
МАШИНОСТРОИТЕЛЬНОГО ПРОЦЕССА...
(указать вид процесса — изготовление, сборка, монтаж;
наименование сборочной единицы или детали)
Этот раздел должен быть посвящен усовершенствованию изве-
стных или разработке новых машиностроительных процессов (из-
готовление, сборка или монтаж) оригинальных сборочных единиц
и (или) деталей модернизированной машины (аппарата).
Раздел нужно выполнять по специальным методическим указа-
ниям и под руководством консультанта-преподавателя соответ-
ствующей кафедры. Графическая часть раздела, как правило, вы-
полняется на листах формата А1, а пояснительная записка должна
содержать, кроме основного текста, маршрутные (операционно-
технологические) карты и спецификацию на сборочный чертеж
приспособления.
5.14. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ БЕЗОПАСНОСТИ
И ЭКОЛОГИЧЕСКОЙ БЕЗВРЕДНОСТИ
РАЗРАБОТАННОГО ИЗДЕЛИЯ
В начале этого раздела необходимо перечислить конструктив-
ные решения модернизированного оборудования, которые были
реализованы для его безусловной безопасности в соответствии с
положениями ГОСТ ИСО/Т 12100-1-2001 и 12100-2-2002, ГОСТ
Р МЭК 60204-1—99 (см. раздел 3.5), а также предложенные в про-
екте мероприятия по повышению экологических требований к
данному производству.
Кроме того, следует кратко изложить основные правила без-
опасности обслуживания разработанного изделия.
Этот раздел следует выполнять по специальным методическим
указаниям и под руководством консультанта-преподавателя соот-
ветствующей кафедры.
5.15. ВЫПОЛНЕНИЕ ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКОГО
РАЗДЕЛА ДИПЛОМНОГО ПРОЕКТА
Результатом дипломного проектирования является научно-тех-
ническая продукция в виде комплекта конструкторской докумен-
тации технического проекта.
Организационно-экономический раздел дипломного проек-
та призван, во-первых, проанализировать идеи, предлагаемые
для создания новой техники и механизации производственных
процессов, во-вторых, определить необходимость и целесооб-
9*
123
разность разработки научно-технической продукции и, в-тре-
тьих, дать оценку экономической эффективности самого про-
екта.
Организационно-экономический раздел дипломного проекта
должен состоять из трех основных подразделов:
маркетинговое исследование научно-технической продукции;
проектирование организации производства и труда;
экономическая эффективность проекта.
Расчет экономической эффективности нужно оформить в виде
сводной таблицы показателей, зависящих от специфики проекта.
Таблицу следует изобразить на листе формата А1 и включить в со-
став графической части проекта.
Этот раздел проекта следует выполнять по специальным мето-
дическим указаниям и под руководством консультанта-преподава-
теля соответствующей кафедры.
5.16. СОСТАВЛЕНИЕ ЗАКЛЮЧЕНИЯ
В заключении пояснительной записки отмечают основные ре-
зультаты работы, выделяют главные особенности спроектирован-
ного изделия или объекта. Особое внимание обращают на ориги-
нальные конструктивные решения, предложенные автором, ука-
зывают степень их новизны.
При этом отмечают, благодаря каким конструкторским, техно-
логическим и другим решениям достигнуто увеличение произво-
дительности или уменьшение отходов, увеличение производи-
тельности труда или снижение материалоемкости, энергоемкости,
улучшение качества выпускаемой продукции и т. д. Можно ука-
зать полезность отдельных разделов выполненного проекта (ори-
гинальных расчетов, конструктивных решений, проведенной на-
учно-исследовательской работы, глубины литературного обзора и
т. п.). В научно-исследовательской части это может быть методика
проведения эксперимента, оригинальный прибор, примененный
или разработанный автором, и т. д.
В конце заключения приводят годовой экономический эффект,
обусловленный внедрением проекта, и показатель рентабельности
капиталовложений.
В последнем абзаце заключения необходимо указать направле-
ния дальнейшего развития модернизированной конструкции.
5.17. СОСТАВЛЕНИЕ СПИСКА
ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
Ссылки в тексте на литературные источники допускается при-
водить в подстрочном примечании или указывать порядковый но-
124
мер по списку литературы в квадратных скобках. Список исполь-
зованной литературы располагают в конце текста перед приложе-
ниями и оформляют в соответствии с ГОСТ 7.1—84.
Список литературы составляют в алфавитном порядке фами-
лий авторов или названий (когда автор не указан). Порядковый
номер источника обозначают арабскими цифрами без знака «№».
Сведения о книгах, брошюрах должны включать: фамилию и
инициалы автора (авторов), заглавие издания, место издания, из-
дательство, год издания, число страниц. Название места издания
указывают без сокращений, в именительном падеже. Допускается
сокращение только для двух городов: Москва (М.), Ленинград (Л.)
и Санкт-Петербург (СПб.).
Сведения о статье из периодического издания должны вклю-
чать: фамилию и инициалы автора, заглавие статьи, название из-
дания (журнала), название серии (если таковое имеется), год вы-
пуска, том (при необходимости), номер выпуска (журнала), номе-
ра страниц, на которых напечатана статья.
Заглавия издания, название периодического издания, фамилии
и инициалы авторов следует приводить в том виде, в каком они
даны на титульном листе с соответствующими дополнениями (на-
пример: пояснением содержания, назначением, указанием о пере-
воде, языке оригинала, повторности издания и т. п.).
5.18. ОФОРМЛЕНИЕ ПРИЛОЖЕНИЙ
Приложения размещают как продолжение пояснительной за-
писки после списка использованной литературы, начиная с ведо-
мости дипломного проекта (см. разд. 1.4.5), спецификаций к чер-
тежам, ксерокопий патентов, описания изобретений и т. д.
Каждое приложение следует начинать с нового листа (страни-
цы) с указанием слова «Приложение» и его номера. Ниже распо-
лагать заголовок приложения. В текстовой части пояснительной
записки должны быть ссылки на номера соответствующих прило-
жений.
6. ЗАЩИТА ДИПЛОМНОГО ПРОЕКТА
Проект, выполненный в полном объеме выданного задания,
подписанный исполнителем, просмотренный и подписанный ру-
ководителем проекта и консультантами, студент представляет за-
ведующему кафедрой (подписывается каждый чертеж, поясни-
тельная записка и первые листы спецификации). К проекту при-
лагают отзыв руководителя.
Отзыв включает оценку таких показателей проекта:
актуальность темы;
полнота „представленных по проекту материалов и уровень
выполнения;
новизна принятых в проекте решений;
перспективы использования разработок и материалов про-
екта.
Руководитель также формулирует мнение о работе студента, в
котором следует отразить:
отношение студента к работе;
умение ставить или правильно понимать поставленную задачу;
умение работать самостоятельно;
возможные (или рекомендуемые) области деятельности сту-
дента.
Заведующий кафедрой на основании представленных материа-
лов утверждает проект, делая об этом соответствующую запись на
титульном листе записки.
Заведующий кафедрой направляет проекты на рецензию спе-
циалистам отрасли.
Рецензент оценивает проект по следующим показателям:
актуальность темы, ее соответствие проблемам, стоящим перед
отраслью;
новизна и оригинальность идей, положенных в основу проек-
та, наличие исследовательских разделов, использование ЭВМ и
компьютерной графики;
качество (характеристика) пояснительной записки;
соответствие содержания дипломного проекта заданию и спец-
указанию;
126
наличие логической последовательности и ясности изложения
материала;
достоверность использованных данных;
соответствие описательной части выполненным чертежам;
качество иллюстрационного материала (диаграмм, графиков,
таблиц);
соответствие оформления стандартам и нормам;
характеристика графической части проекта:
достаточно ли полно выполненные чертежи отражают суще-
ство проекта;
насколько обоснован и целесообразен выбор отдельных реше-
ний;
качество выполнения чертежей;
другие вопросы по усмотрению рецензента;
обоснованность, значимость полученных выводов и рекомен-
даций, их реальность и возможность практического использова-
ния;
уровень знания студента, его подготовленность к самостоя-
тельной работе.
Обобщив положительные стороны дипломного проекта и его
недостатки, рецензент дает общую оценку работы: «отлично», «хо-
рошо», «удовлетворительно».
Рецензент может рекомендовать дипломный проект для ис-
пользования в промышленности.
Рецензент подписывает рецензию с указанием места работы,
занимаемой должности, ученой степени и звания.
Подпись рецензента заверяется печатью и рецензия представ-
ляется в ГАК.
Дипломник допускается к защите проекта распоряжением рек-
тора института (декана факультета) после просмотра пояснитель-
ной записки и всех документов.
Ректор института (декан факультета) делает отметку на титуль-
ном листе пояснительной записки о допуске студента к защите.
Важно отметить, что при защите отношение членов комиссии к
студенту и оценка дипломной работы существенно зависят от его
умения правильно составить текст доклада и энергично, убеди-
тельно выступить на защите.
Студенту целесообразно предварительно изложить текст докла-
да в письменной форме, согласовать его с руководителем проекта
и отрепетировать выступление вслух.
Рекомендуется следующая структура доклада:
оценка актуальности темы дипломного проекта или целесооб-
разности ее разработки, а также постановки цели работы;
обоснование путей достижения поставленной цели и формули-
ровка задач, решаемых в ходе дипломного проектирования;
127
изложение конкретных технических предложений, выбор и
обоснование путей решения сформулированных задач;
изложение конкретных технических предложений, инженер-
ных и технологических решений разработанного объекта в целом
и его узлов, механизмов, деталей;
оценка экономической эффективности разработанных техни-
ческих решений.
Доклад должен быть неразрывно связан с графической частью
проекта, несущей существенную информацию о технических раз-
работках, и сопровождаться ссылками на соответствующие черте-
жи и их элементы. Вся графическая документация должна быть
расположена в порядке изложения материала в докладе. Доклад
следует рассчитать на 10... 12 мин.
Государственной аттестационной комиссии на каждого студен--
та представляются следующие документы:
материалы из личного дела студента;
дипломный проект;
отзыв рецензента;
отзыв руководителя дипломного проекта;
производственная характеристика для студента-дипломника
безотрывной формы обучения.
Все документы должны быть оформлены в соответствии с По-
ложением об итоговой государственной аттестации выпускников
высших учебных заведений, утвержденным Министерством обра-
зования Российской Федерации.
Открытая и публичная защита дипломного проекта — ответ-
ственный акт подведения итогов работы, проделанной студентом
за весь период обучения.
Во время доклада студент должен стоять лицом к членам ГАК,
говорить громко и внятно.
После доклада члены ГАК, а также все желающие из числа пре-
подавателей, присутствующих на защите, задают вопросы, на ко-
торые дипломник должен дать ответы и пояснения.
Вопросы могут быть уточняющими (по работе или докладу)
либо направленные на определение знаний студента. Они могут
касаться и теоретических положений, связанных с работой сту-
дента над проектом.
Вопросы также могут относиться к перспективам развития от-
расли, направлениям развития разрабатываемого оборудования,
технологическим параметрам процесса, узким местам производ-
ства, особенностям выполненных расчетов, монтажа, эксплуата-
ции, ремонта оборудования, схемы автоматизации его работы,
экономическим показателям проекта и др. Основной вопрос —
элементы технической новизны проекта.
Вопросы могут задаваться в письменном виде или устно. Вы-
слушав вопрос (а его надо дослушать до конца) или получив его в
письменном виде, студент должен его осмыслить, понять суть.
128
Если вопрос не ясен, лучше уточнить его и не спешить с ответом.
Ответ должен быть четким, конкретным, кратким и по суще-
ству. Ответ общего характера не дает возможности оценить знания
студента и производит неблагоприятное впечатление на членов
ГАК.
В отдельных случаях можно пользоваться пояснительной за-
пиской, а при затруднении — прямо сказать об этом.
В заключение секретарь ГАК оглашает отзывы о проекте с
оценкой, а также другие имеющиеся в деле документы. После за-
слушивания отзывов слово предоставляется дипломнику, в кото-
ром он отвечает на замечания, имеющиеся в отзывах.
Решение об оценке выносят члены ГАК на закрытом заседании
после коллективного обсуждения и объективного анализа содер-
жательной части дипломного проекта, а также уровня глубины и
актуальности разрабатываемого изделия.
Проект и его защиту оценивают по четырехбалльной системе:
«отлично», «хорошо», «удовлетворительно», «неудовлетворитель-
но».
Итоговые оценки ГАК по результатам защиты дипломных ра-
бот объявляет председатель на основании сводного протокола.
После защиты дипломный проект подготавливают и сдают в
архив, о чем оформляется специальный акт сдачи. Студенты сдают
проекты в архив лично под наблюдением секретаря ГАК.
ВМЕСТО ЗАКЛЮЧЕНИЯ
С большим трудом Вы добрались до последних страниц этого
методического руководства. Переведите дух. К сожалению, мно-
гое Вы прочитали впервые. Да, между учебным процессом в вузе и
реальным трудом инженера много пробелов. Мы это понимаем,
поэтому и пытались заполнить эти пробелы.
Еще раз пролистайте «Алгоритм дипломного проектирования».
Главное, о чем мы хотели Вам сказать: работа инженера — это тех-
ническое творчество. Если Вы не имеете к нему склонности, т. е. к
созданию нового, прогрессивного, Вы не состоитесь как инженер
и работа Вам будет в тягость. Ведь инженер на основании того,
чему его учили, должен уметь делать то, чему его не учили.
Проверьте себя в период дипломного проектирования, и тогда
Вы сможете с меньшими ошибками выбрать место работы, пост-
роить свою трудовую биографию. Жизнь так коротка, более 1 /4 ее
уже позади.
Мы надеемся, что это руководство поможет Вам объективно
оценить свои силы и возможности.
И все-таки — дерзайте!
ПРИЛОЖЕНИЕ 1
Пример оформления аннотации на дипломный проект
(на русском и английском языках)
Аннотация дипломного проекта
Тема дипломного проекта «Реконструкция линии производ-
ства вареных колбас на Острогожском мясокомбинате».
Автор Н. П. Петров. Руководитель проф. И. Т. Кретов
Проект включает 151 страницу пояснительной записки, 12
листов графической части, 25 таблиц, 10 рисунков, 21 источ-
ник использованной литературы.
Дипломный проект посвящен актуальной задаче —реконст-
рукции оборудования в линии производства вареных колбас. В
частности, предлагается модернизация волчка и вакуумного
куттера.
В волчке для повышения качества готового продукта и
уменьшения износа режущего механизма предлагается устано-
вить в режущем механизме подпружиненные рабочие органы,
обеспечивающие постоянные осевые усилия затягивания режу-
щего механизма, что позволит достичь требуемой степени из-
мельчения мяса без ухудшения его свойств.
В куттере предлагается заменить гидравлическое устрой-
ство выгрузки механическим, установить полые ножи для по-
дачи охлаждающей жидкости, а также увеличить число ноже-
вых пакетов в ножевой головке для увеличения степени измель-
чения фарша и повышения производительности.
Предлагаемая модернизация оборудования позволит повы-
сить производительность и вырабатывать более качественную
колбасу.
В проекте представлены инженерные расчеты модернизиру-
емого технологического оборудования (волчка и куттера), обес-
печивающие работоспособность объектов исследования. Приве-
дены расчеты технико-экономических показателей, а также
мероприятия по обеспечению безопасности и экологичности
производственных процессов.
131
Продолжение
, ,z. •?* , ,vi. г » . i,' « >; »s '__________
‘7. • > ° ». i.,_ - . -r; >
The summary of the degree project
Subject of the degree project «Reconstruction of a line of
manufacture of cooked sausages on Ostrogozhsk a meat-packing
plant».
The author Petrov N. P. The head professor Kretov I. T.
The project includes 151 page of an explanatory note, 12 sheets of
a graphic part, 25 tables, 10 figures, 21 source of the used literature.
The degree project is devoted to the important and actual
problem — reconstruction of the equipment in a line of manufacture of
cooked sausages. In particular, upgrade of a top and vacuum meat
cutter is offered.
In a top for improvement of quality of a ready product and
reduction of deterioration of the cutting mechanism it is offered to
establish in the cutting mechanism elastically mounted the working
bodies providing constant axial efforts of a tightening of the cutting
mechanism that will allow to receive a required degree of crushing of
meat without deterioration of its properties.
In meat cutter it is offered to replace the hydraulic device of a
unloading on mechanical, to establish hollow knifes for submission of
a cooling liquid, and also to increase quantity bladed packages in
bladed to the head with the purpose of increase of a degree of crushing
offorcemeat and increase of productivity.
Offered upgrade of the equipment will allow to raise productivity
and to receive high-qualitier sausage.
In the project engineering calculations of the modernized process
equipment (a top and meat cutter), providing serviceability of objects
of research are submitted. Calculations of technical and economic
parameters, and also actions on a safety and ecological compatibility
of productions are resulted.
132
ПРИЛОЖЕНИЕ 2
Пример оформления оглавления пояснительной записки
дипломного проекта
1 tnpaO If I Лерб принен 1
Оглавление
£
%
1
§
Введение..........................................................................................................
1. Обзор технологии и техники современного производства вареных
колбас.....................................................................
1.1. Технология вареных колбас как система процессов.....................
1.2. Современные технологические линии и комплексы
оборудования для производства колбас....................................
1.3. Анализ современных конструкций, обеспечивающих
функциональные задачи операции измельчения мяса.........................
1.3.1. Современные конструкции волчков............................
1.3.2. Современные конструкции куттеров...............................
1.4. Патентное исследование функциональных составных частей
конструкций.............................................................
1.4.1. Режущий механизм волчка...................................
1.4.2. Устройство для выгрузки фарша из куттера...................
1.4.3. Ножевой пакет куттера......................................
• 1.4.4. Наж куттерной головки......................................
1.4.5. Синтез новых технических решений...........................
1.5. Задачи дипломного проектирования..........................................
1.6. Бизнес-план реализации проекта......................................
1.6.1. Резюме.....................................................
1.6.2. Характеристика предприятия и колбасных изделий....
1.6.3. Характеристика конкурентов и выбор конкурентной
стратегии.........................................................
1.6.4. Организационные меры по реализации проекта.................
1.6.5. Обеспечение проекта материальными и трудовыми
ресурсами..............•...........................................
1.6.6. Стратегия финансирования.............................................
2. Описание реконструированной линии и модернизируемых машин....
2. !.• Назначение, техническая характеристика и описание
реконструированной линии ФКИ-00.00.000..................................
2.2. Назначение, техническая характеристика иописание
конструкции волчка ФКИ-01.00.000.........................................
6
8
8
15
. /7
17
25
.. 32
.. 32
.34
.36
.38
..40
. 41
. 42
.42
42
43
44
44
45
46
.46
47
Изн Ласт /бдоким Под) бота
Розроб Петроб
Проб Сидороб
Нконтр Волкобо
Отд Ибоноб
Реконструкция лми
произбзАтба бореных колбас.
проиэМотельностьо 1000 кг/з на
Острогожской мясокомбинат
Копиробол
ДП-17О6ОО-23-ОЗ-ФКИ ПЗ
Лт Лист Лхгкб
HI 3 $1
ВГТА, М-002
Формат АА
133
Продолжение
ИнЬ №подл\ Подл'и Липа [Взан инв №\Инб ibdn и дагпо
2.3. Назначение, техническая характеристика и описание
конструкции фаршемешалки ФКИ-02.00.000........................50
2.4. Назначение, техническая характеристика и описание
конструкции куттера ФКИ-03.00.000.............................55
2.5. Описание сущности и достижений новых техническихрешений...59
3. Специальные инженерные расчеты................................63
3.1. Расчет волчка ФКИ-01.00.000............................ 65
3.1.1. Технологический расчет волчка.....................65
3.1.2. Расчет шнекового питания волчка...................70
3.1.3. Расчет вала шнека на прочность.......................................... 76
3.2. Расчет куттера ФКИ-03.00.000............................ 78
3.2.1. Расчет энергетических характеристик процесса
куттерования.............................................78
3.2.2. Технологические расчеты куттера...................80
3.2.3. Кинематический расчет.............................82
3.2.4. Расчет клиноременной передачи.....................83
3.2.5. Расчет вала ножевой головки куттера на ЭВМ........84
4. Автоматизация линии производства вареных колбас...............85
4.I. Выбор параметров контроля и управления процессом.........86
4.2. Выбор параметров контроля, регуляторов и средства
автоматизации.................................................87
4.3. Описание схемы контроля, регулирования и сигнализации....89
5. Порядок монтажа, эксплуатации и ремонта модернизированных
машин............................................................90
5.1. Технические решения, направленные на повышение
монтажепригодности, эксплуатационной технологичности и
ремонтопригодности модернизированных машин....................91
5.2. Сведения о порядке монтажа, обслуживания и ремонта
модернизированных машин.......................................95
6. Разработка прогрессивной технологии изготовления ножа куттера 100
7. Мероприятия по повышению безопасности и экологической
безвредности разработанного изделия..............................105
7.1. Технические решения, направленные на обеспечение безусловной
безопасности модернизированных машин.......................... 107
7.2. Правила производственной безопасности и охраны труда при
эксплуатации модернизированных машин..........................108
7.3. Технические решения, направленные на обеспечение экологической
безопасности производства вареных колбас......................114
безопасности производства вареных колбас................114
ДП-170600-23-03-ФКИ ПЗ Лист 4
Зьп. Лиси Мдокин. Подл Siam.
134
Окончание
1
1
%
I
%
S
1
t
s
7.4. Требования экологической безопасности.....................
7.5. Безопасность в чрезвычайных ситуациях..................................
8. Технико-экономические расчеты..................................
8./. Расчет капиталовложений в проект...........................
8.2. Расчет дополнительных текущих расходов при реализации
проекта........................................................
8.3. Расчет экономии текущих затрат при реализации проекта.
8.4. Расчет годового экономического эффекта и показателя
рентабельности капиталовложений.................................
Заключение........................................................
Список использованной литературы.......................................................
Приложение 1. Ведомость дипломного проекта.........................
Приложение 2. Спецификация чертежа общего
вида линии ФКТБОО.ОО.ООО ВО.......................................
Приложение 3. Спецификация сборочного чертежа
волчка ФКИ-01.00.000 СБ............................................
Приложение 4. Спецификация сборочного чертежа
фаршемешалки ФКИ-02.00.000 СБ.....................................
Приложение 5. Спецификация сборочного чертежа
куттера ФКИ-03.00.000 СБ...........................................
Приложение 6. Спецификация сборочного чертежа ножевого
пакета куттера ФКИ-03.00.200 СБ..................................... 139
Приложение 7. Спецификация сборочного чертежа механизма для выгрузки
фарша из куттера ФКИ-03.05.000 СБ......................................140
Приложение 8. Описание изобретения к пат. Xs 500809................. 141
Приложение 9. Описание изобретения к пат. As 426699.................. 142
Приложение 10. Описание изобретения к пат. As 1796251.................143
Причомсение 1 Л Описание изобретения к пат. Де 2004332................144
Приложение 12. Расчет на ЭВМ..........................................145
115
117
119
120
123
125
12»
131
132
134
135
136
137
13»
Ниип If доюл Подл Дата
ДП-170600-23-03-ФКИ ПЗ
5
КопшМм
Формат А 4
!
i
I
li
Учебное издание
Антипов Сергей Тихонович
Валуйский Владимир Яковлевич
Панфилов Виктор Александрович
Ураков Олег Александрович
АЛГОРИТМ ДИПЛОМНОГО ПРОЕКТИРОВАНИЯ
Учебное пособие для вузов
Художественный редактор В. А Чуракова
Компьютерная верстка Н. А. Зубковой
Корректор В. А. Луценко
Сдано в набор 09 06.04 Подписано в печать 17 01 05 Формат 60x88 1/16
Бумага офсетная. Гарнитура Ньютон. Печать офсетная Усл печ. л 8,33.
Уч-изд л 8,80 Изд №061 Тираж 1000 экз. Заказ №644
ООО «Издательство «КолосС», 101000, Москва, ул. Мясницкая, д 17
Почтовый адрес. 129090, Астраханский пер , д. 8. Тел (095) 280-99-86,
тел /факс (095) 280-14-63, e-mail: koloss@koloss ru, наш сайт: www.koloss ru
. Отпечатано с готовых диапозитивов в ГУП РМЭ
«Марийский полиграфическо-издательский комбинат»
424000, г. Йошкар-Ола, ул. Комсомольская, 112