




































































































































































































































Автор: Ботов М.И. Елхина В.Д. Голованов О.М.
Теги: организация производственного процесса производственное планирование управление качеством экономика экономические науки оборудование торговля пищевое производство
ISBN: 5-7695-0750-0
Год: 2003




ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
М. И. БОТОВ, В. Д. ЕЛХИНА, О. М. ГОЛОВАНОВ
ТЕПЛОВОЕ И МЕХАНИЧЕСКОЕ
ОБОРУДОВАНИЕ ПРЕДПРИЯТИЙ
ТОРГОВЛИ И ОБЩЕСТВЕННОГО
ПИТАНИЯ
Рекомендовано
Экспертным советом по начальному профессиональному
образованию Минобразования России в качестве учебника
для учреждений начального профессионального образования
Москва
ACADEMIA
2003
УДК 658.58
ББК 65.431я722
Б86
Рецензент —
преподаватель Московской технологической академии Г. В. Мамонова
Ботов М. И. ,
Б 86 Тепловое и механическое оборудование предприятий тор-
говли и общественного питания: Учебник для нач. проф. об-
разования / М. И. Ботов, В. Д. Елхина, О. М. Голованов. — М.:
Издательский центр «Академия», 2003. — 464 с.
ISBN 5-7695-0750-0
Изложен материал о механическом и тепловом технологическом обо-
рудовании на предприятиях торговли и общественного питания. Матери-
ал систематизирован таким образом, что им удобно пользоваться не только
учащимся, но и практическим работникам. Подготовлен коллективом
преподавателей кафедры торгово-технологического оборудования РЭА им.
Г. В. Плеханова.
Для учащихся начального профессионального образования.
УДК 658.58
ББК 65.431я722
ISBN 5-7695-0750-0
© Ботов М. И., Елхина В. Д., Голованов О. М., 2002
© Образовательно-издательский центр «Академия», 2002
© Оформление. Издательский центр «Академия», 2003
ВВЕДЕНИЕ
Механическое и тепловое технологическое оборудование пред-
приятий торговли и общественного питания — необходимое и
наиболее важное звено соответствующих производств. Оно вклю-
чает большую группу кулинарньгх машин и аппаратов, эксплуати-
руемых индивидуально или в составе поточно-механизированных
автоматических линий по переработке пищевого сырья.
Правильный выбор и эффективная эксплуатация технологи-
ческого оборудования позволяют повысить качество обслужива-
ния клиентов торговых предприятий и предприятий обществен-
ного питания, интенсифицировать труд обслуживающего персо-
нала, снизить затраты физического труда, уменьшить потери сы-
рья и удельные расходы энергии.
В итоге это приводит к снижению себестоимости продукции
при стабильно высоком ее качестве и одновременно дает возмож-
ность создать компактные производственные и торговые предпри-
ятия, цехи и участки с рациональной организацией труда работ-
ников.
Кроме отечественного оборудования на российском рынке
широко представлены и зарубежные машины и аппараты. К сожа-
лению, иногда технический уровень некоторых видов оборудова-
ния не соответствует рекламным параметрам и уровню цен. Насы-
щение рынка происходит на фоне появления большого количе-
ства однотипного оборудования, поставляемого различными за-
рубежными фирмами, при прекращении производства и продажи
отечественных аналогов.
В связи с этим в значительной степени изменились требования
к обслуживающему персоналу, в том числе и к электромехани-
кам, поварам и другим работникам, осуществляющим эксплуата-
цию, а также монтаж, наладку, техническое обслуживание и ре-
монт механического и теплового оборудования.
Работник торгового предприятия или предприятия обществен-
ного питания должен уметь выбрать аппарат, соответствующий
типу предприятия и его технологическому назначению, уметь гра-
мотно его эксплуатировать.
Научить правильному подходу к решению этих задач — главная
Цель данного учебника. В основу изучения конструкций аппаратов
положены классификация по главным признакам и принципи-
альные схемы устройств, общие и для отечественных, и для зару-
бежных аналогов.
3
Раздел первый
МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ
ГЛАВА 1. ОБЩИЕ СВЕДЕНИЯ О МАШИНАХ
И МЕХАНИЗМАХ ПРЕДПРИЯТИЙ ТОРГОВЛИ
И ОБЩЕСТВЕННОГО ПИТАНИЯ
1.1. Устройство технологической машины
Механическое оборудование, используемое на предприятиях
массового питания, относится к классу технологических машин*
и предназначено для механической, первичной обработки пище-
вых продуктов. При этом продукты не изменяют своих свойств, а
могут изменить лишь форму, размеры и другие параметры, кото-
рые можно изменить механическим воздействием на продукт.
Машина состоит из трех основных механизмов: двигательного,
передаточного и исполнительного, а также механизмов управле-
ния, регулирования, защиты и блокировки.
Механизм — совокупность подвижно соединенных материаль-
ных тел или звеньев, совершающих под действием приложенных
сил определенные целесообразные движения.
Двигательные механизмы. В качестве двигательных механизмов
в машинах предприятий общественного питания используют в
основном электродвигатели однофазного или трехфазного пере-
менного тока с короткозамкнутым ротором (асинхронные элек-
тродвигатели), реже электродвигатели постоянного тока.
Передаточные механизмы. Они предназначены для передачи дви-
жения к рабочим органам исполнительных механизмов, измене-
ния скорости и направления вращения, а также для преобразова-
ния одного вида движения в другой. В качестве передаточных ме-
ханизмов в технологических машинах применяют главным обра-
зом механизмы вращательного движения (передачи); механизмы
поступательного и качательного движения (встречаются реже).
Основные виды передач: зубчатые — цилиндрические, коничес-
кие, червячные; ременные — плоскоременные, клиноременные;
цепные — цепи втулочные, втулочно-роликовые, зубчатые, плас-
тинчатые и др.; фрикционные — цилиндрические, конические.
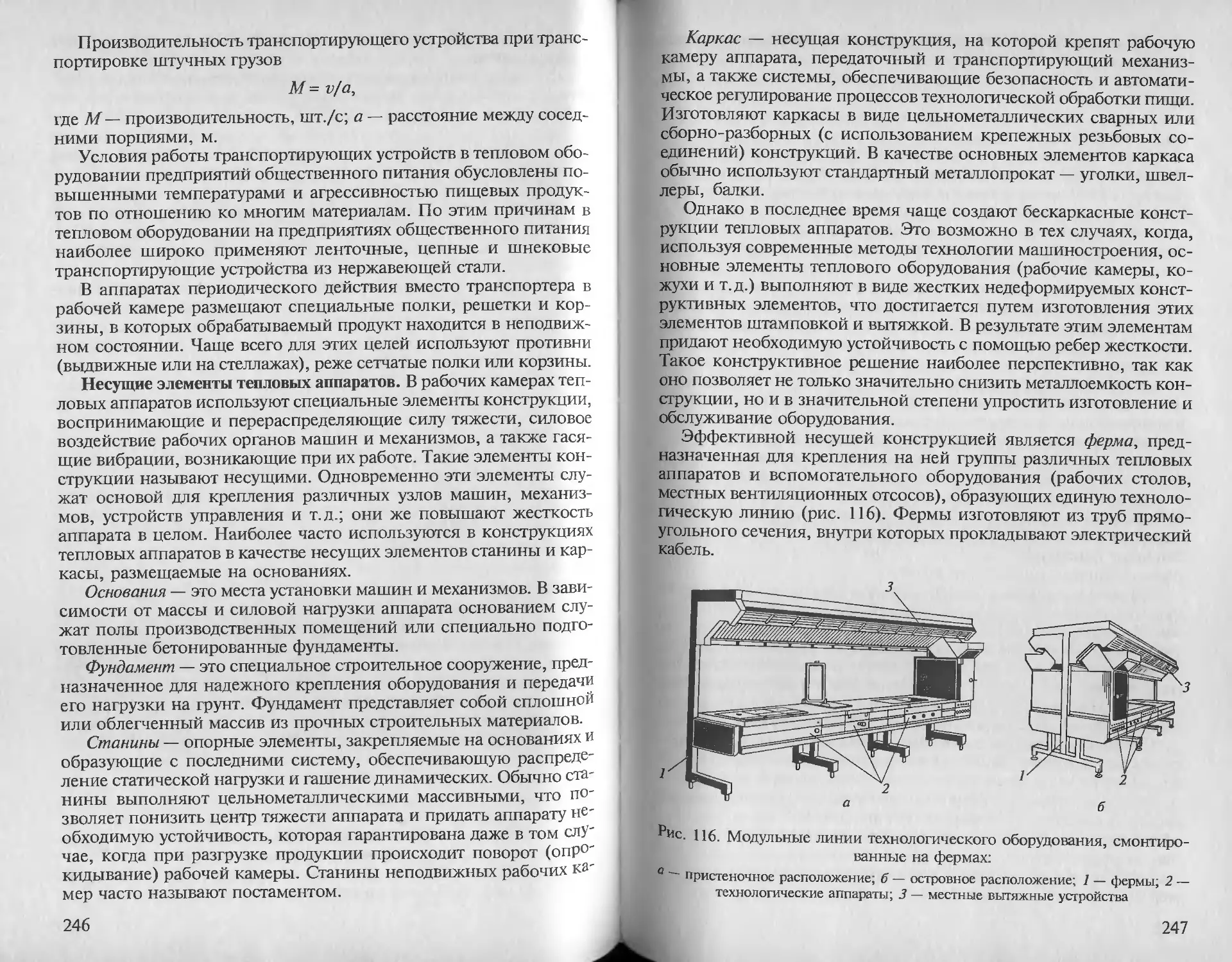
* Под термином «технологическая машина» понимают любое техническое
устройство, предназначенное для осуществления определенной технологичес-
кой операции (процесса) при заданной для нее технологии.
4
Зубчатые передачи. Они состоят из двух входящих в зацепле-
ние зубчатых колес. Для передачи вращательного движения меж-
ду параллельными валами применяют цилиндрические передачи
(рис. 1, а—г), пересекающимися — конические (рис. 1, д, е), пе-
рекрещивающимися — червячные (рис. 1, ж).
По форме и расположению зубьев колеса делятся на прямозу-
бые, косозубые и шевронные (рис. 1, в). Цилиндрические переда-
чи могут быть с внешним зацеплением колес (рис. 1, а—в) или
с внутренним (рис. 1, г).
Для передачи сложного вращательного движения используют
планетарные передачи (рис. 2), которые могут быть с внутренним
(рис. 2, а, в) и внешним зацеплением (рис. 2, б, г). Кроме того, с по-
мощью планетарных передач можно получить на выходном ведомом
валу два вращательных движения (рис. 2, в, г) или одно (рис. 2, а, б)
(взбивальные машины и механизмы). В планетарной зубчатой пере-
даче одно из зубчатых колес делают неподвижным. Ведомое коле-
со, называемое «сателлитом», совершает двойное вращательное дви-
жение, вращаясь вокруг своей оси и вокруг оси неподвижного ко-
леса. Водило соединяет оси неподвижного колеса и «сателлита».
Простейшие планетарные передачи, состоящие из четырех зве-
ньев (сателлита 2, водила 4, подвижного 1 и неподвижного 3
Рис. 1. Зубчатые передачи:
° — прямозубые с внешним зацеплением; б — косозубые с внешним зацеплением;
в — шевронные с внешним зацеплением; г — прямозубые с внутренним зацепле-
нием; д — конические прямозубые; е — конические косозубые; ж — червячные
5
Рис. 2. Простейшие планетарные передачи:
а, в — с внутренним зацеплением сателлита с неподвижным колесом; б, г — с вне-
шним зацеплением сателлита с неподвижным колесом
колес) изображены на рис. 2, а, б. В одном из них (рис. 2, о)
неподвижно большое колесо, в другом (рис. 2, б) — малое. В этих
передачах ведущие валы совершают одно вращательное движе- -
ние, а ведомые — два. Планетарную передачу без ведущего коле-
са (рис. 2, в, г) используют для приведения в сложное вращатель-
ное движение рабочих инструментов, например взбивателей, ко-
торые крепят к сателлиту.
Червячные передачи (см. рис. 1, ж), применяемые для переда-
чи вращательного движения между скрещивающимися валами,
состоят из червяка и червячного колеса и бывают с однозаходной
и многозаходной винтовой нарезкой зубьев. Эти передачи ком-
пактны, обеспечивают бесшумность и плавность работы, суще-
ственно снижают скорость вращения ведомого вала.
Зубчатые передачи широко распространены в оборудовании
предприятий общественного питания.
Ременные передачи (рис. 3). Их применяют для передачи враща-
тельного движения между валами, значительно удаленными один
от другого. При этом валы могут быть параллельными с одинако-
вым (рис. 3, б) и противоположным (рис. 3, в) направлением
вращения или скрещивающимися (рис. 3, г). Ременная передача
состоит из двух шкивов, закрепленных на ведущем и ведомом ва-
лах, и ремня, надетого на эти шкивы. Передача вращательного дви-
жения обеспечивается силой трения между ремнем и шкивами.
6
Рис. 3. Ременные передачи:
а, б, в, г — плоскоременные передачи, д — клиноременные; е — круглоременные
По типу ремня передачи бывают плоскоременные (рис. 3, а, в, г),
клиноременные (рис. 3, д) и круглоременные (рис. 3, ё). При этом
ремни имеют форму поперечного сечения в виде плоского пря-
моугольника, трапеции и круга.
Плоские ремни изготовляют из кожи, прорезиненной или про-
питанной специальным составом хлопчатобумажной ткани, клино-
вые — из прорезиненного корда. Шкивы состоят из обода и ступи-
цы, соединенных спицами или дисками. Форма обода шкива зави-
сит от формы применяемого ремня и может быть цилиндрической
выпуклой или выполненной в виде желоба (трапецеидального либо
кругового).
Для нормальной работы ременных передач необходимо создать
в ремне достаточное натяжение. Натяжение ремня регулируют из-
менением расстояния между шкивами или установкой натяжного
ролика.
Ременные передачи просты в изготовлении, бесшумны в рабо-
те, имеют плавный ход, уменьшают опасность перегрузки двига-
теля (пробуксовки ремня).
Недостатки ременных передач: значительные габариты, а так-
же большая нагрузка на валы и оси.
В механическом оборудовании широко используют клиноре-
менные передачи, применяемые в картофелеочистительных, ово-
щерезательных, взбивальных, тестораскаточных, тестомесильных
и других машинах.
Цепные передачи (рис. 4). Их применяют для передачи движения
между параллельными, значительно удаленными один от другого
валами. Состоят такие передачи из двух звездочек, закрепленных
на ведущем и ведомом валах, и шарнирной гибкой цепи, надетой
на эти звездочки. При этом цепи бывают: втулочными, втулочно-
роликовыми (рис. 4, б), зубчатыми (рис. 4, в) и пластинчатыми.
7
2.
1
Рис. 4. Цепная передача:
а — цепная передача; б — втулочно-ролико-
вая цепь: 1 — ролик; 2 — втулка; в —
зубчатая: 1 — двузубая пластина; 2 —направ-
ляющая пластина
Цепные передачи обеспечивают передачу движения одной це-
пью нескольких валов и позволяют передавать большую нагрузку.
Недостатки цепной передачи: сложность в изготовлении, высо-
кая стоимость в обслуживании, шум в процессе работы. На пред-
приятиях общественного питания цепные передачи применяют в
посудомоечных машинах для передачи движения конвейеру с по-
судой, а также в хлеборезках.
Фрикционные передачи. Их применяют для передачи движения
между параллельными и пересекающимися валами. Состоят такие
передачи из прижатых один к другому цилиндрических (рис. 5, а)
или конических катков (рис. 5, б). От ведущего катка к ведомому
движение передается под действием силы трения, возникающей
в результате прижатия одного катка к другому. Цилиндрические
катки используют для передачи движения между параллельными
валами, а конические — меж-
ду пересекающимися.
Эти передачи просты по
конструкции, бесшумны, ус-
тойчивы к перегрузкам. Недо-
статки фрикционной переда-
чи: быстрый износ катков, не-
обходимость в подпружинива-
ющих устройствах, непостоян-
ство передаточного числа из-
за проскальзывания катков. В
машинах механического обо-
рудования фрикционные пе-
редачи применяют редко.
Механизмы возвратно-по-
ступательного движения. Для
преобразования вращательно-
го движения в возвратно-по-
а
Рис. 5. Фрикционные передачи:
а — с цилиндрическими катками и па-
раллельными валами; б — с коническими
катками и пересекающимися валами
8
ступательное движение рабочего органа применяют кривошипно-
шатунный и кривошипно-кулисный механизмы. Кривошипно-
шатунный механизм (рис. 6, а) состоит из кривошипа (коленча-
того вала) 1, шатуна 2 и ползуна 3. При вращении кривошипа
шатун передает движение ползуну, который совершает возврат-
но-поступательное движение. Этот механизм используют в тес-
томесильных машинах, машине для резки замороженных продук-
тов, хлеборезках и др.
Кривошипно-кулисный механизм (рис. 6, б) состоит из кри-
вошипа (коленчатого вала) 7, рамки 2 с роликами 3, двигающи-
мися по направляющим 4, и ползуна 6 с рабочим валом 5.
Исполнительный механизм. В технологической машине испол-
нительный механизм выполняет непосредственно ту работу, для
которой предназначена эта машина, и определяет ее класс. По-
этому в отличие от передаточных механизмов, конструкция кото-
рых состоит из деталей и узлов общего назначения и не зависит от
функции машины, исполнительные механизмы включают детали
и узлы специального назначения. Конструкция исполнительного
механизма зависит от вида и свойств обрабатываемых продуктов и
осуществляемой технологической операции.
Исполнительный механизм состоит из рабочей камеры, рабо-
чих органов, приводного вала загрузочного и разгрузочного уст-
ройств и станины.
Рабочая камера 7 (рис. 7) предназначена для удержания продук-
та, на который воздействуют рабочие органы, в удобном положе-
нии и снабжена загрузочным и разгрузочным устройствами для по-
ступления на обработку продуктов и удаления их после обработки.
Рабочие органы 2 исполнительного механизма, воздействуют
непосредственно на обрабатываемые продукты. Различают основ-
ные (ножи, сита, лопасти, шнеки, решетки, взбиватели и др.),
Рис. 6. Механизмы возвратно-поступательного движения:
° — кривошипно-шатунный: 1 — кривошип (коленчатый вал), 2 — шатун; 3 —
ползун; б — кривошипно-кулисный: 7 — кривошип; 2 — рамка; 3 — ролики; 4 —
направляющие; 5 — рабочий вал; 6 — ползун (рабочий орган)
9
Рис. 7. Принципиальная схема испол-
нительного механизма:
1 — рабочая камера; 2 — рабочие органы;
3 — приводной вал; 4 — загрузочное уст-
ройство; 5 — разгрузочное устройство; 6 —
станина
а также вспомогательные (за-
жимы, захваты, направляю-
щие, опорные плоскости и
др.) рабочие органы.
Движение рабочим орга-
нам и обрабатываемому про-
дукту сообщается непосред-
ственно от приводного вала 3
или через промежуточные зве-
нья. Приводной вал получает
соответствующее движение от
двигательного и передаточно-
го механизмов. Все перечис-
ленные элементы объединены
в один механизм с помощью
станины 6. Станину закреп-
ляют прямо на фундаменте,
полу, столе, платформе или присоединяют к станине передаточ-
ного и двигательного механизмов.
Механизмы управления, регулирования, защиты и блокировки.
Механизмы управления осуществляют пуск и останов машины, а
также контроль за ее работой. Механизмы регулирования служат для
настройки машин на заданный режим работы, а механизм защиты и
блокировки используют для предотвращения неправильного вклю-
чения машины и предупреждения производственного травматизма.
1.2. Классификация технологических машин
Механическое оборудование, применяемое на предприятиях
массового питания, можно классифицировать по структуре рабо-
чего цикла, функциональному назначению, степени автоматиза-
ции технологических процессов, а также по принципу сочетания
в производственном потоке.
По структуре рабочего цикла механическое оборудование делят
на две группы: машины периодического действия и машины не-
прерывного действия.
В машинах периодического действия загрузку, обработку и выг-
рузку продукта осуществляют поочередно. Приступать к обработке
в такой машине следующей порции продукта можно только после
того, как из рабочей камеры будет выгружен ранее обработанный
продукт. К машинам периодического действия относятся картофе-
леочистительные, тестомесильные, взбивальные машины и др.
В машинах непрерывного действия процессы загрузки, обра-
ботки и выгрузки продукта в установившемся режиме совпадают
по времени, т. е. продукт непрерывно продвигается от загрузочно-
го устройства в рабочую камеру, перемещается вдоль нее и од-
10
повременно подвергается воздействию рабочих органов, после чего
удаляется через разгрузочное устройство. Это дает возможность по-
давать в машину новые порции продукта до окончания обработки
предыдущих и соответственно сокращать время ее работы. К маши-
нам непрерывного действия относятся мясорубки, мясорыхлите-
ли, овощерезки, протирочные машины, просеиватели и др.
По функциональному назначению механическое оборудование
делят на следующие классы:
1. Сортировочно-калибровочное оборудование — машины для
сортировки, калибровки и просеивания сыпучих продуктов.
2. Моечное оборудование — машины для мытья овощей, сто-
ловой и кухонной посуды и др.
3. Очистительное оборудование — машины для очистки ово-
щей, рыбы.
4. Измельчительно-режущее оборудование — машины размо-
лочные, протирочные, для резания пищевых продуктов (овощей,
мяса, хлебобулочных и гастрономических изделий и др.).
5. Месильно-перемешивающее оборудование — машины для
замеса теста, перемешивания фарша, взбивания кондитерских
смесей и т.д.).
6. Дозировочно-формовочное оборудование — машины для де-
ления продукта на порции заданной массы и придания ему опре-
деленной формы (котлетоформовочные и пельменные машины,
делители крема, теста и т.д.).
7. Прессующее оборудование — соковыжималки.
По степени автоматизации выполняемых машиной технологи-
ческих процессов различают машины неавтоматического, полу-
автоматического и автоматического действия.
В машинах неавтоматического действия технологические опе-
рации, такие как подача продуктов в рабочую камеру, удаление
из нее готовой продукции, контроль за готовностью продуктов,
выполняет оператор, обслуживающий машину.
В машинах полуавтоматического действия основные техноло-
гические операции осуществляются машиной, ручными остаются
только вспомогательные операции (например, загрузка и выгруз-
ка продуктов).
В машинах автоматического действия все технологические и
вспомогательные операции выполняются машинами. Такие маши-
ны можно использовать в технологическом процессе автономно
или в составе поточных линий.
1.3. Производительность и мощность технологических машин
Под производительностью технологической машины понима-
ют ее способность вырабатывать определенное количество про-
дукции в единицу времени.
11
Количество вырабатываемой машиной продукции в зависимо-
сти от ее физического состояния можно измерять в единицах мас-
сы (кг), объема (м3) или в штуках (шт.). Соответственно этому
различают массовую, объемную и штучную производительность.
В Международной системе единицей отсчета рабочего времени ма-
шины служит секунда (с). Производительность машины, выражен-
ная отношением количества готовой продукции ко времени в се-
кундах, легко перевести в часовую или минутную, умножив на
соответствующий коэффициент.
Различают три вида производительности машин: теоретичес-
кую, техническую и эксплуатационную. Для практики важное зна-
чение имеют теоретическая и техническая (действительная) про-
изводительность.
Теоретическая производительность. Количество продукции, ко-
торое машина может выпустить в единицу времени при непре-
рывной и бесперебойной ее работе в стационарном режиме, на-
зывают теоретической производительностью машины.
Для машин периодического действия:
теоретическая массовая производительность (кг/с)
= ™ _ ЕоРФп
Т t3 + to+t/
где m — масса продукции, выпускаемой машиной за один рабо-
чий цикл, кг; Т — продолжительность рабочего цикла, с; Го —
свободный объем рабочей камеры, м3; р — насыпная или объем-
ная плотность обрабатываемого продукта, кг/м3; <рп — коэффици-
ент заполнения рабочей камеры:
где Кпр — объем продукта в рабочей камере, м3; t3, to, ty — время
загрузки, обработки и удаления продукта соответственно, с;
теоретическая штучная производительность (шт./с)
&ш=—Z —.
^з + *о +
где z — число предметов, помещаемых в камеру для обработки за
один рабочий цикл, шт.
Для машин непрерывного действия:
теоретическая массовая производительность (кг/с)
Qm = /оЦ)РФн,
12
где Fo — площадь поперечного сечения рабочей камеры, м2; v0 —
скорость продвижения продукта в рабочей камере в направлении,
перпендикулярном Fo, м/с; <рн — коэффициент использования се-
чения Fo рабочей камеры продуктом:
где Гпр — площадь продукта в сечении рабочей камеры Fo, м2;
теоретическая штучная производительность (шт./с)
где К — число предметов, помещающихся в поперечном сечении
конвейера, шт.; v0 — скорость движения конвейера, м/с; L —
расстояние (шаг) между одноименными точками двух соседних
предметов, м.
Техническая производительность. Среднее количество продук-
ции, выпускаемой машиной в единицу времени в условиях эксп-
луатации, называют технической производительностью Qrex ма-
шины
Техническая производительность связана с теоретической Q
следующей зависимостью:
QTex~
где Кги — коэффициент технического использования машины;
______Ч______
Лт.и — . >
Гр + Гт о + Готк
где гр — время работы машины, ч; ZTO — время технического об-
служивания машины (регулировка, переналадка, очистка рабо-
чих органов и т. п.), ч; tmy — время, необходимое на восстановле-
ние работоспособности машины после отказа, ч.
Эксплуатационная производительность. Это показатель, харак-
теризующий машину в условиях эксплуатации на конкретном пред-
приятии с учетом всех потерь рабочего времени.
Эксплуатационная производительность <2ЭКС связана с теорети-
ческой Q следующим образом:
Сэке = ^O.uQi
ГДе ^.и — коэффициент общего использования;
Д' _ ________?р______
ЛО.И ~ 5
Гр + 1ТО + Готк + ГОрГ
13
где Zopr — время, учитывающее простой машины по организаци-
онным причинам.
Коэффициент Ко и определить очень сложно, так как его вели-
чина зависит от специфики работы предприятия, организации
труда в цехе и квалификации обслуживающего персонала.
Мощность машины. В общем случае при работе технологичес-
кой машины мощность расходуется на приведение в движение
рабочего органа и на перемещение продукта.
В зависимости от характера движения рабочего органа машины
мощность можно определить следующим образом:
при поступательном движении
~~ ^р.о^р.оз
= />п;
при вращательном движении
N\ ~ ^р.О^р.О5
N-1 = Л/Пю„,
где — мощность, необходимая для обработки продукта рабочим
органом, Вт; N2 — мощность, необходимая для перемещения про-
дукта в процессе обработки, Вт; Рро и Рп — соответственно усилие,
приложенное к рабочему органу или продукту, Н; Мр о, Мп — соот-
ветственно крутящий момент, приложенный к рабочему органу или
продукту, Н-м; v и со — соответственно линейная и угловая скоро-
сти движения рабочих органов или продукта, м/с или с-1.
Общую мощность, подводимую к входному валу исполнитель-
ного механизма, определяют с учетом всех потерь в исполнитель-
ном и передаточном механизмах:
Т] ’
где г] — общий КПД машины, учитывающий потери мошности
при ее передаче от вала электродвигателя к рабочему органу.
1.4. Основные требования, предъявляемые
к технологическим машинам
Требования к конструкциям технологических машин. На эконо-
мические показатели работы машин решающее влияние оказыва-
ет выбор двигателя, передаточного механизма и вспомогательных
элементов, от которых зависят ее работоспособность, масса, энер-
гоемкость и другие показатели.
Работоспособность — это состояние машины, при котором она
способна выполнять заданные функции в пределах параметров,
установленных требованиями технологического процесса или нор-
14
мативно-технической документацией. Любое нарушение работо-
способности принято называть отказом машины.
Отказ — это частичное или полное нарушение работоспособ-
ности машины. Например, поломка рабочих органов — это час-
тичная потеря работоспособности, поломка рабочего вала и пере-
даточного механизма — полная потеря работоспособности.
Одним из показателей работоспособности является надежность.
Под надежностью понимают свойство машины выполнять опреде-
ленные функции, сохраняя при этом эксплуатационные показате-
ли в заданных пределах в течение требуемого периода времени. На-
дежность машины обусловливается ее безотказностью, долговеч-
ностью и ремонтопригодностью. Таким образом, надежность —
это вероятность безотказной работы машины в пределах заданно-
го периода.
Безотказность работы характеризуется интенсивностью отка-
зов, т. е. отношением среднего числа машин, отказавших в едини-
цу времени, к числу машин, безотказно работающих в данный
период времени.
Долговечность — это свойство машины сохранять работоспо-
собность в течение длительного периода эксплуатации с необхо-
димыми перерывами для технического обслуживания и ремонта.
Показателем долговечности может быть срок службы машины или
коэффициент долговечности.
Коэффициент долговечности
д =_________
д +
где тр м — продолжительность фактической работы машины; Еб —
суммарное время простоев, ремонтов, наладки, обслуживания.
Как видно из формулы, простои снижают долговечность машины.
Надежность и долговечность — не идентичные понятия. Маши-
на может быть надежной, но недолговечной, т. е. может какое-то
время работать безотказно, а затем выйти из строя. Вместе с тем
машина может быть долговечной, но ненадежной, т. е. часто нуж-
даться в ремонте, при котором на восстановление работоспособ-
ности затрачивается много времени и средств.
Под ремонтопригодностью понимают свойство машины, зак-
лючающееся в ее приспособленности к предупреждению либо
обнаружению и устранению отказов.
Ремонтопригодность — это комплекс мероприятий, обеспечи-
вающих технологической машине заданные условия технического
обслуживания (ТО) и ремонта.
В соответствии с Положением о системе технического обслужи-
вания и ремонта торгово-технологического оборудования от 1 ян-
варя 1981 г. структура ремонтного цикла включает в себя следую-
15
шие циклы: межремонтное техническое обслуживание (ТО), те-
кущий ремонт (ТР), средний (С) и капитальный (К) ремонты.
Структуру межремонтного цикла разрабатывают в виде графи-
ков планово-предупредительных ремонтов конкретно для каждо-
го оборудования, исходя из сроков службы последнего и продол-
жительности межремонтных циклов.
Контроль, техническое обслуживание и планово-предупреди-
тельный ремонт машин проводят работники ремонтно-монтаж-
ного участка на основе договоров. Каждая вновь установленная
или отремонтированная машина перед сдачей в эксплуатацию
должна пройти испытание с составлением акта.
Машина должна иметь бирку с техническими данными и фа-
милией работника предприятия, который будет ее обслуживать.
Важными технико-экономическими показателями, характери-
зующими работу технологической машины, являются также удель-
ная производительность, удельная мощность и металлоемкость.
Удельная производительность qya — это количество выпускаемой
машиной продукции, приходящейся на единицу объема рабочей ка-
меры Уо или на единицу площади поверхности рабочих органов Fo,
Яул — j г ИЛИ Яуа р >
И) 'О
где Q — теоретическая производительность машины.
Чем выше #уд, тем лучше технологические возможности маши-
ны, выше ее конкурентоспособность, ниже себестоимость выпус-
каемой продукции.
Удельная мощность Руа — это отношение мощности к произво-
дительности машины
где Ny — установленная мощность технологической машины; £)т —
техническая производительность машины.
Чем ниже удельная мощность, тем меньше расход электричес-
кой энергии при переработке продуктов машиной и ниже себес-
тоимость выпускаемой продукции.
Металлоемкость — это показатель, характеризующий машину
с точки зрения расхода металла на ее изготовление. Чем меньше
металла расходуется на изготовление машины, тем ниже ее сто-
имость.
Требования к деталям и узлам технологических машин. Конст-
руктивное оформление рабочих органов исполнительных механиз-
мов машин зависит от характера их движения, физико-механи-
ческих свойств продуктов и вида выполняемой технологической
операции.
16
Например, рабочие органы очистительных машин выполняют
в виде абразивных дисков, конусных чаш; измельчительно-режу-
щих машин — в виде ножевых режущих инструментов; размолоч-
ных механизмов — в виде зубчатых жерновов, валков; месильно-
перемешивающих машин — в виде месильных лопастей и т. д.
Конструкции загрузочных и разгрузочных устройств, рабочих
органов камеры для обработки продуктов и исполнительных ме-
ханизмов выполняют с учетом физико-механических свойств про-
дуктов.
При обработке продуктов, характеризуемых такими физико-
механическими свойствами, как пластичность, вязкость и упру-
гость, требуется применять режущие инструменты с хорошо зато-
ченными режущими кромками и малыми углами заточки клина,
а обработка хрупких и твердых продуктов связана с необходимос-
тью использования высокопрочных рабочих органов. Принимают
во внимание также сыпучесть, липкость, трение продукта о рабо-
чие поверхности и возможность смачивания поверхности трения.
Рабочие органы и другие элементы исполнительных механиз-
мов, контактирующие с пищевыми продуктами, следует изготов-
лять из материалов, разрешенных Минздравом России на исполь-
зование в пищевом машиностроении. Широко применяют такие
материалы, как нержавеющую сталь, пищевой алюминий, серый
и отбеленный чугун, инструментальную сталь и обычные конст-
рукционные стали.
Из нержавеющих сталей изготовляют почти все детали испол-
нительных механизмов, контактирующих с пищевыми продукта-
ми. Это детали рабочих органов, рабочих камер, загрузочных и
разгрузочных устройств и т. п.
Инструментальные стали и отбеленный чугун применяют в
основном для изготовления режущих инструментов, жерновов и
других рабочих органов с обязательным гальваническим лужени-
ем. Хромировать рабочие органы не рекомендуется, так как хро-
моникелевые покрытия в процессе работы могут отслаиваться и
попадать в перерабатываемые продукты.
Пищевой алюминий используют для изготовления корпусов
рабочих камер, загрузочных и разгрузочных лотков, рабочих орга-
нов и т.п. Серый чугун применяют для изготовления корпусов
рабочих камер и станин машин, корпусов редукторов и др. В боль-
шинстве случаев участки рабочих камер и рабочих органов, со-
прикасающихся с продуктами, подвергают горячему лужению.
Общие требования к технологическим машинам. Любая техноло-
гическая машина должна отвечать технологическим требованиям,
требованиям техники безопасности и производственной санита-
рии, а также требованиям эргономики и эстетики.
Технологическая машина должна отвечать прежде всего своему
технологическому назначению, обеспечивать получение перера-
17
ботанной продукции высокого качества с минимальным количе-
ством отходов, максимальную производительность, минимальный
расход потребляемой электрической энергии. При этом конструк-
тивные и кинематические параметры машины должны соответ-
ствовать оптимальным режимам технологических процессов об-
работки продуктов.
Необходимо также учитывать требования техники безопаснос-
ти и производственной санитарии технологических машин, ис-
пользуемых на предприятиях общественного питания. Общие тре-
бования безопасности технологических машин должны соответ-
ствовать ГОСТ 12.2.057—81ССБТ, а также правилам техники бе-
зопасности и производственной санитарии на предприятиях об-
щественного питания, утвержденным правительственными орга-
нами в установленном порядке.
В соответствии с этими требованиями вращающиеся части ма-
шин должны быть надежно закрыты щитками, кожухами или спе-
циальными устройствами. Загрузочные и разгрузочные устройства
должны иметь предохранительные приспособления, препятству-
ющие попаданию рук обслуживающего персонала в движущиеся
рабочие органы или передачи. Устройства, закрывающие движу-
щие рабочие органы или передачи, должны иметь блокировочные
концевые выключатели, отключающие электродвигатель при сня-
тии защитного устройства.
К рабочей камере должен быть свободный доступ для санитар-
ной обработки, а рабочие органы должны легко сниматься с ра-
бочих валов и выниматься из рабочей камеры. Машина должна
иметь устройство, препятствующее попаданию смазки в рабочую
камеру или на рабочие органы.
В соответствии с требованиями эргономики органы управле-
ния машин (пусковые устройства, рычаги переключения скоро-
стей, регуляторы) следует устанавливать в удобном и доступном
для обслуживания месте. Усилия, прилагаемые к рукояткам и
маховикам управления и регулирования, должны быть не более
0,2 Н.
С учетом требований технической эстетики форма машины долж-
на быть обтекаемой, без острых выступов, впадин и углублений, а
ее окраска отвечать требованиям производственной эстетики.
Правильные пропорции машины, простота ее формы, удоб-
ное расположение пусковых, регулирующих устройств, механиз-
мов управления, удобное расположение загрузочного и разгру-
зочного устройств способствуют повышению производительнос-
ти труда, снижают утомляемость работников и облегчают их труд.
Нормирование расхода электроэнергии механическим оборудова-
нием. Важным показателем работы механического оборудования
является расход электрической энергии. Экономия электроэнер-
гии достигается нормированием ее потребления.
18
Нормирование потребления электрической энергии механичес-
ким оборудованием осуществляют с учетом установочной мощ-
ности машины, коэффициентов использования, прерывистости
работы и запаса мощности.
Кроме того, следует также учитывать фактическую продолжи-
тельность работы оборудования в соответствии с Положением о
нормировании потребления топливно-энергетических ресурсов на
предприятиях общественного питания и торговли (тепловая и элек-
трическая энергия).
Нормативное потребление электроэнергии данной машиной
(кВтч)
NyKMKnpK3tp,
где Кпр, К3 — соответственно коэффициенты использования
машины, прерывистости работы, запаса; tp — продолжительность
работы машины в течение суток, ч.
Коэффициент использования машины является расчетной ве-
личиной и определяется из соотношения
г т
и Qtj
где т — масса продуктов, которые необходимо переработать в
течение рабочей смены, кг; Q— производительность (теоретичес-
кая или техническая) машины, кг/ч; tCM — продолжительность
рабочей смены, ч.
Коэффициент прерывистости работы машины зависит от струк-
туры рабочего цикла машины, ее загруженности, квалификации
обслуживающего персонала и других факторов, влияющих на ра-
боту машины. Его можно определить из соотношения
t +1
lo ' *ост
где /ост и to — соответственно время простоя машины и время
обработки продукта в течение рабочего цикла, с.
Экспериментально установлено, что Кпр составляет 0,3...0,8.
Коэффициент запаса К3 учитывает потери мощности в силовой
сети. Для всех видов оборудования, в том числе механического,
значение его постоянно и равно 1,03.
Важным показателем при расчете нормы потребления элек-
троэнергии является продолжительность работы машины. Этот по-
казатель определяют путем хронометрирования работы каждой ма-
шины.
В таблицах Положения приводятся нормы потребления элект-
роэнергии всем механическим оборудованием по приведенной
выше формуле при продолжительности его работы до 10 ч.
19
Контрольные вопросы и задания
1. Что понимают под термином «технологическая машина»?
2. Какие передаточные механизмы используют в механическом обо-
рудовании?
3. Как принципиально устроен исполнительный механизм?
4. Приведите классификацию механического оборудования.
5. Перечислите требования, предъявляемые к механическому обору-
дованию.
6. Что такое теоретическая, техническая и эксплуатационная произ-
водительность?
7. Что такое надежность машины? Дайте понятия долговечности, без-
отказности и ремонтопригодности.
8. Как определить мощность электродвигателя машин при вращатель-
ном и поступательном движении?
ГЛАВА 2. УНИВЕРСАЛЬНЫЕ КУХОННЫЕ
МАШИНЫ
2.1. Структура универсальной кухонной машины
На предприятиях общественного питания наряду с машинами,
имеющими индивидуальный привод и предназначенными для вы-
полнения какой-либо одной технологической операции, широко
используют кухонные машины, предназначенные для выполнения
множества технологических операций по обработке продуктов.
Универсальной кухонной машиной (рис. 8) называют устрой-
ство, состоящее из привода и комплекта сменных исполнитель-
ных механизмов.
По традиции, установившейся со времени создания первой
универсальной кухонной машины, сменным исполнительным
механизмам в зависимости от их технологического назначения
присвоены соответствующие цифровые обозначения:
1 — привод, 2 — мясорубка, 3 — экстрактор (сокодавилка), 4 —
взбивальный механизм, 5 — картофелеочиститсльный механизм,
6 — мороженица, 7 — протирочный механизм, 8 — фаршемешал-
ка, 9 — куттер, 10 — дисковая овощерезка, 11 — подставка под
привод, 12 — размолочный механизм, 13 — приспособление для
чистки ножей и вилок, 14 — колбасорезка, 15 — костерезка, 16 —
Электро-
двигатель
+ Редуктор
Привод
Механизм
/сменный (МС)
+ 4— МС
МС
МС
Универсальная
кухонная
машина (УКМ)
Рис. 8. Схема универсальной кухонной машины
20
точило, 17 — приспособление для очистки рыбы, 18 — механизм
для нарезания вареных овощей, 19 — рыхлитель мяса, 20 — меха-
низм для взбивания помадки, 21 — котлетоформовочный меха-
низм, 22 — механизм для фигурной резки овощей, 23 — меха-
низм для промывки круп, 24 — просеиватель, 25 — механизм для
смешивания компонентов салатов и винегретов, 26 — делитель
масла, 27 — механизм для нарезания свежих овощей ломтиками,
28 — пуансонная овощерезка.
Кроме того, сменные исполнительные механизмы маркируют бук-
венными обозначениями. Например, мясорубки имеют обозначение
МС 2-70, МС 2-150 или УММ-2, где М — механизм, С — сменный,
2 — порядковый номер механизма, 70 или 150 — часовая произво-
дительность механизма. В обозначении УММ-2: УММ — универсаль-
ная малогабаритная машина, 2 — порядковый номер механизма.
С 1980 г. для сменных механизмов введена другая буквенно-
цифровая маркировка. Так, маркировка МОПП-1 означает: меха-
низм овощерезатсльный привода ПП, модификация 1. В буквен-
ное обозначение сменных механизмов входит первая буква М —
механизм, вторая — наименование выполняемой операции или на-
звание продукта, перерабатываемого механизмом, а именно: Б —
бефстроганов; В — взбивание или перемешивание; Д — дробле-
ние; И — измельчение; М — мясо; О — овощи (вареные и сырые,
нарезка и протирание); П — просеивание; Р — рыхление мяса.
В настоящее время промышленностью выпускаются следующие
типы универсальных кухонных машин; УКМ в девяти исполнени-
ях*, УММ-ПР, УММ-ПС и ПУВР-0,4.
По отношению к универсальной кухонной машине типа УКМ
принята маркировка по назначению сменных механизмов без указа-
ния типа привода. Так, ПМ означает приводной механизм; ММ —
мясорубка; ВМ — механизм для взбивания и перемешивания;
МО — механизм овощерезательно-протирочный; МП — просеи-
ватель; МР — рыхлитель; МБ — механизм для нарезания мяса на
бефстроганов; МИ — механизм для измельчения сухарей и спе-
ций; МД — механизм для дробления орехов; П — подставка.
Все указанные маркировки используют в оборудовании обще-
ственного питания.
2.2. Приводы универсальных кухонных машин
Привод универсальной кухонной машины состоит из электро-
двигателя, редуктора и устройства для поочередного присоедине-
ния исполнительных механизмов. Для фиксации хвостовиков смен-
ных механизмов в горловине привода чаще всего применяют экс-
Число исполнений универсальных кухонных машин непрерывно увеличи-
вается.
21
центриковые и винтовые зажимы, а для включения электродви-
гателя — пусковые устройства.
В настоящее время в промышленности используют следующие
типы приводов к универсальным кухонным машинам: ПМ, П-П,
УММ, ПУВР-0,4.
Малогабаритные приводы выпускаются промышленностью в
исполнениях УММ-ПР и УММ-ПС для предприятий обществен-
ного питания речного и морского транспорта, ПУВР-0,4 для пред-
приятий общественного питания железнодорожного транспорта. В
зависимости от источников питания электроэнергией приводы
оснащают электродвигателями переменного или постоянного тока.
Привод ПМ. Состоит из двухступенчатого соосного цилиндри-
ческого редуктора, одно или двухскоростного электродвигателя,
пульта, рамы, кожуха и рукоятки.
Редуктор 1 (рис. 9) состоит из зубчатого колеса 22, сидящего на
валу 3 на шпонке; на том же валу сидит шестерня 23. Вал 3 враща-
ется в двух шарикоподшипниках 2. Вращение от шестерни 23 пере-
дается зубчатому колесу 8, которое при помощи шпонки передает
вращение приводному валу 6. Вал 6 вращается в двух шарикопод-
шипниках 7и на выходе из редуктора уплотнен манжетой 5. Осевые
усилия воспринимает упорный подшипник 4. С наружной стороны
горловины приводного механизма расположена рукоятка 77 с ку-
лачком 16, который служит для фиксации хвостовиков сменных
механизмов. Головка оси 75 предназначена для правильной ориен-
тировки хвостовиков при установке сменных механизмов и допол-
нительной радиальной фиксации их.
Электродвигатель цилиндрическим выступающим поясом цен-
трируется в корпусе редуктора и крепится к нему. На валу элект-
родвигателя на шпонке смонтирована шестерня 10. В дне корпуса
редуктора предусмотрена сливная пробка 21 с прокладкой. На пульт
20 в зависимости от исполнения выведены ручка переключателя
скоростей или кнопки «Пуск», «Стоп» выключателя 72, кнопка
«Стоп» 77 и индикатор напряжения 19. В верхней части редуктора
установлена пробка-сапун 9. Работа приводного механизма про-
исходит следующим образом: вращение от электродвигателя че-
рез шестерню 10 передается зубчатому колесу 22, сидящему на
валу 3, а затем через шестерню 23, сидящую на этом же валу,
зубчатому колесу 8. От зубчатого колеса 8 через шпонку вращение
передается приводному валу 6, а от приводного вала 6 — валу
сменного механизма.
На предприятиях общественного питания эксплуатируют уни-
версальные приводы зарубежного производства, краткие сведе-
ния о которых приводятся в данной главе.
Привод П-П. Состоит из двухскоростного или односкоростного
электродвигателя, двухступенчатого соосного редуктора, кожуха и
пульта управления с переключателем скорости и пусковой кнопкой.
22
Рис. 9. Привод ПМ:
1 — редуктор; 2. 7 — шарикоподшипники; 3 — вал; 4 — упорный подшипник; 5 — манжета; 6 — приводной вал; 8, 22 — колеса
зубчатые; 9 — пробка-сапун; 10, 23 — шестерни; 11 — кнопка; 12 — переключатель или пускатель; 13 — электродвигатель; 14 —
кожух; 15 — головка оси; 16 — кулачок; 17 — рукоятка; 18 — рама; 19 — индикатор напряжения; 20 — пульт; 21 — сливная пробка
23
В основном привод П-П (рис. 10) аналогичен по принципи-
альному устройству приводному механизму (приводу) ПМ. Раз-
личаются конструктивное оформление редуктора, станины, а так-
же опор рабочего вала привода. Рабочий вал 2 привода П-П вра-
щается в двух конических роликоподшипниках 3, установлен-
ных в расточке присоединительной горловины 1 вместо трех ша-
Рис. 10. Привод П-П:
а — общий; б — климатическая схема; I — горловина; 2 — рабочий вал; 3 —
конические роликоподшипники; 4 — редуктор; 5 — кожух; б — электродвигатель;
7 — пульт управления
24
рикоподшипников привода ПМ (двух радиальных и одного упор-
ного).
Приводы УММ. Приводы УММ-ПР (рис. 11) и УММ-ПС состоят
из электродвигателя 6 и червячного редуктора, соединенных друг
с другом с помощью шпилек и гаек. Вал электродвигателя 1 теле-
скопически соединен с валом червяка 2. Последний смонтирован
в конических роликоподшипниках 3 и уплотнен сальниковой ман-
жетой. Рабочий вал 4 также смонтирован в роликовых подшипни-
ках и уплотнен сальниковой манжетой. На рабочем валу закрепле-
но червячное колесо 5, зацепляющееся с червяком. На торце ра-
бочего вала, выступающего в присоединительную горловину,
имеется квадратный шип, входящий в квадратное гнездо вала
сменного механизма.
Присоединительная горловина снабжена устройством для креп-
ления хвостовиков сменных механизмов. Устройство для крепле-
ния состоит из клина, винта, маховичка и втулки. При вращении
маховичка клин перемещается вдоль оси винта и зажимает хвос-
товик сменного механизма. Вращением в обратную сторону зажим
освобождается, и сменный механизм снимается с привода.
Для заливки смазочного масла в верхней части редуктора пре-
дусмотрено отверстие, закрываемое пробкой-сапуном. Уровень мас-
ла в полости редуктора контролируется с помощью смотрового
окна-указателя, расположенного на боковой стенке корпуса ре-
дуктора. Для слива смазки в днище корпуса есть отверстие, закры-
тое пробкой.
Привод можно крепить к крышке рабочего стола или устанавли-
вать на станине-подставке. Возможно крепление привода к стене.
Привод ПУВР-0,4. Состоит из электродвигателя, клиноремен-
ной передачи, одноступенчатого цилиндрического редуктора и
плиты с натяжным устройством.
На корпусе редуктора выполнен пустотелый прилив 7 (рис. 12),
внутри которого в подшипниках качения установлен рабочий вал 2.
Осевые усилия от работающих сменных механизмов воспринима-
ются упорным подшипником 3, посаженным на шейку рабочего
вала и опирающимся на корпус редуктора. На торце рабочего вала
выполнен паз, с помощью которого рабочий вал соединяется с
приводным валом сменного механизма. Для предотвращения вы-
текания смазки по рабочему валу на его шейку насажена сальни-
ковая манжета. На консоли рабочего вала с помощью шпонки и
торцевого болта с шайбой закреплено зубчатое колесо 4, зацеп-
ляющееся с шестерней, выполненной заодно с промежуточным
валом 5, который смонтирован в опорах качения. На внешнем
конце вала закреплен ведомый шкив 6, а внутри корпуса к валу
прикреплена лопасть, которая при его вращении разбрызгивает
смазку, обеспечивая смачивание всех трущихся и вращающихся
поверхностей редуктора.
25
Рис. 11 Малогабаритный привод УММ-ПР:
общий вид; 6 - кинематическая схема; 1 - вал электродвигателя; 2- червяк; 3- конические роликоподшипники; 4- рабочий вал;
5 — червячное колесо; 6 — электродвигатель
26
1 2
3
4
2 3
4
Рис. 12. Привод ПУВР-0,4:
а — общий вид; б — кинематическая схе-
ма; 1 — пустотелый прилив; 2 — рабо-
чий вал; 3 — упорный подшипник; 4 —
зубчатое колесо; 5 — промежуточный
вал; 6 — ведомый шкив; 7 — рама; 8 —
элект родвигатель
Корпус редуктора закреплен на раме 7, внутри которой подве-
шена качающаяся плита, снабженная натяжным винтом с двумя
контрольными гайками. Снизу к плите прикреплен электродвига-
тель 8 постоянного тока, на валу которого закреплен ведущий
шкив. На ведущий и ведомый шкивы насажен клиновый ремень.
Натяжение ремня обеспечивается опусканием подмоторной пли-
ты с электродвигателем.
Сверху на корпусе с помощью защелок крепится прямоугольная
чаша, которая может использоваться для укладки обрабатываемых
продуктов или хранения сменных рабочих органов и деталей меха-
низмов, присоединяемых к приводу. Присоединительная горловина
снабжена зажимным устройством. Конструкция этого устройства ана-
логичная конструкции зажимного устройства привода УММ.
Привод MKN-11 (Польша). Состоит из электродвигателя и двух-
ступенчатого цилиндрического редуктора.
27
Рис. 13. Кинематическая схема привода
MKN-11:
1 — электродвигатель; 2 — двухступенча-
тый цилиндрический редуктор; 3 — присо-
единительная горловина; 4 — рабочий вал
Редуктор 2 (рис. 13) состо-
ит из двух зубчатых цилинд-
рических передач, смонтиро-
ванных внутри корпуса. Для
крепления сменных механиз-
мов на корпусе имеется при-
соединительная горловина 3 с
рабочим валом 4 и специаль-
ными винтами для крепления
хвостовиков сменных меха-
низмов.
Редуктор и электродвига-
тель 1 закрыты прямоугольным
декоративным кожухом, на бо-
ковой стенке которого разме-
щено пусковое устройство.
Привод может устанавливать-
ся на крышке рабочего стола
или специальной подставке.
Техническая характеристика универсальных приводов приве-
дена в табл. 1.
Таблица 1
Технические характеристики приводов универсальных кухонных машин
Показатель ПМ П-П УММ-ПР УММ-ПС ПУВР-0,4 MKN-11
Частота вращения приводного вала, с 1 2,8/5,5 2,8/5,5 2,6 2,6 2,6 3,0
Мощность электродви- гателя, кВт Не более 1,5 0,6/0,8 0,45 0,6 0,45 1,1
Напряжение, В 380/220 380/220 220/127 220 100/50 380/220
Род тока Переменный Постоянный Пере- менный
Габаритные размеры, мм: длина ширина высота 540 340 325 525 300 325 390 280 280 240 230 485 460 330 775 500 270 330
Масса, кг, не более 38,5 41 18 21 60 40
Примечание. Приведены габаритные размеры и масса приводов без под-
ставок.
28
2.3 Основные тины универсальных кухонных машин
В зависимости от комплекта сменных исполнительных меха-
низмов различают универсальные кухонные машины общего и
специального назначения.
Универсальные кухонные машины общего назначения исполь-
зуют на мелких и средних предприятиях общественного питания в
общезаготовочных цехах, в которых осуществляют механическую
обработку разнородных продуктов (например, мяса, рыбы, ово-
щей, муки и др.).
Универсальные кухонные машины специального назначения
устанавливают на крупных специализированных предприятиях об-
щественного питания, где имеется цеховое деление, и комплек-
туют набором сменных механизмов, предназначенных для работы
в одном цехе с однородными продуктами (например в мясном:
мясорубка, рыхлитель, механизм для измельчения сухарей и спе-
ций; в кондитерском: механизм для взбивания и перемешивания,
просеиватель, мясорубка для измельчения вареных продуктов для
начинок изделий из теста и т.д.).
Универсальные кухонные машины общего назначения. К универ-
сальным кухонным машинам общего назначения можно отнести:
УКМ, УКМ-01, УКМ-02, УКМ-03, УКМ-06, УКМ-10, УММ-ПР,
УММ-ПС и ПУВР-0,4, MKN-11.
Универсальная кухонная машина УКМ. Состоит из приводного
механизма (привода) ПМ и комплекта сменных исполнительных
механизмов следующего назначения: мясорубки ММ для приго-
товления мясного, рыбного и других фаршей; овощерезательно-
протирочного механизма МО для нарезки сырых и вареных ово-
щей, протирания вареного картофеля; механизма для взбивания
и перемешивания ВМ; просеивателя МП и подставки П.
Универсальная кухонная машина УКМ-01. Состоит из приводно-
го механизма (привода) ПМ и комплекта сменных механизмов:
мясорубки ММ; овощерезательно-протирочного механизма МО;
механизма для взбивания и перемешивания ВМ; подставки П.
Универсальная кухонная машина УКМ-02. Состоит из приводно-
го механизма (привода) ПМ и сменных механизмов: мясорубки
ММ; механизма для взбивания и перемешивания ВМ; просеива-
теля МП и подставки П.
Универсальная кухонная машина УКМ-03. Состоит из приводно-
го механизма (привода) ПМ и комплекта сменных механизмов:
мясорубки ММ; механизма для взбивания и перемешивания ВМ;
механизма для измельчения сухарей и специй МИ; рыхлителя МР
и подставки П.
Универсальная кухонная машина УКМ-06. Состоит из приводно-
го механизма (привода) ПМ и комплекта сменных механизмов:
мясорубки ММ и овощерезательно-протирочного механизма МО.
29
Универсальная кухонная машина УКМ-10. Состоит из приводно-
го механизма (привода) ПМ и комплекта сменных механизмов:
мясорубки ММ; рыхлителя МР; механизма для измельчения суха-
рей и специй МИ; овощерезательно-протирочного механизма МО.
Исполнения УКМ-06 и УКМ-10 разрешается поставлять без
подставки П.
Универсальная кухонная машина УММ. Состоит из приводов
УММ-ПР и УММ-ПС и комплектуется следующими сменными
механизмами: мясорубкой УММ-2 для приготовления мясного и
рыбного фаршей; взбивальным механизмом УММ-4 для приго-
товления теста и взбивания кондитерских смесей; картофелеочи-
стителъным механизмом УММ-5 для очистки корнеплодов от ко-
журы; овощерезательным механизмом с протирочным приспособ-
лением УММ-7-10 для нарезки сырых и протирания вареных ово-
щей, рыбоочистительным механизмом УММ-17.
Универсальная кухонная машина ГГУВР-0,4. Состоит из привода и
комплекта сменных механизмов: мясорубки УММ-2 и овощереза-
тельного механизма с протирочным приспособлением УММ-7-10.
Универсальная кухонная машина MKN-11. Состоит из привода
MKN-11 и комплекта исполнительных механизмов следующего
назначения: мясорубки МКМ-82; взбивально-перемешивающего
механизма МКР-25; механизма для нарезки картофеля MKF-270;
механизма для размола кофе МКК-120; механизма для протирания
супов MKZ-20; механизма для нарезки сырых овощей МКУ-250;
механизма для нарезки колбасы и хлеба MKW-250; механизма для
нарезки сыра МКТ-150. Универсальная машина MKN-11 комплек-
туется также ..приспособлением для заточки режущих инструмен-
тов, применяемых в сменных механизмах данной машины.
Универсальные кухонные машины спшщалыюго назначения. К уни-
версальным кухонным машинам специального назначения можно
отнести: УКМ-07 (для кондитерских цехов), УКМ-08 и УКМ-09
(для мясных цехов).
Универсальная кухонная машина УКМ-07. Состоит из приводно-
го механизма (привода) ПМ и комплекта сменных механизмов,
предназначенных для механизации технологических операций в
кондитерском цехе: механизма для взбивания и перемешивания
кондитерских смесей, фаршей ВМ, просеивателя МП; мясорубки
ММ для приготовления начинок из вареных продуктов (мясо, рыбы
и т.д.) и подставки П.
Универсальная кухонная машина УКМ-08. Состоит из привод-
ного механизма (привода) ПМ и комплекта сменных механиз-
мов, предназначенных для механизации технологических опера-
ций в мясном цехе: мясорубки ММ; рыхлителя МР для рыхле-
ния порционных кусков мяса; механизма для измельчения суха-
рей и специй МИ (для панировки рубленых изделий и т.д.); под-
ставки П.
30
Универсальная кухонная машина УКМ-09. Предназначена для
работы в мясном цехе и состоит из приводного механизма (при-
вода) ПМ и комплекта сменных механизмов: мясорубки ММ;
рыхлителя МР; механизма для измельчения сухарей и специй МИ;
механизма для нарезания мяса на бефстроганов МБ и подставки П.
Исполнения УКМ-08 и УКМ-09 разрешается поставлять без
подставки П.
Правила эксплуатации универсальных кухонных машин. К обслу-
живанию универсальных кухонных машин допускаются лица, зна-
ющие их устройство, правила эксплуатации и прошедшие инст-
руктаж по безопасным приемам работы.
Перед началом работы необходимо проверить техническое со-
стояние привода и убедиться в надежном его креплении к крышке
рабочего стола или станине-подставке. Станина в свою очередь
должна быть надежно закреплена на фундаменте или на полу
помещения анкерными болтами. Затем следует проверить нали-
чие и исправность заземления и включить на короткое время
электродвигатель, чтобы определить правильность вращения ра-
бочего вала привода. Вал, если смотреть на него со стороны при-
соединительной горловины, должен вращаться против часовой
стрелки. Направление вращения часто указывают стрелкой, на-
несенной на корпус редуктора или на присоединительную гор-
ловину.
Убедившись в исправности привода, к нему присоединяют
сменный механизм, предназначенный для выполнения требуе-
мой технологической операции. Хвостовик сменного механизма
вдвигают в горловину привода до упора, при этом шип рабочего
вала механизма входит в паз (гнездо) приводного вала. Если смен-
ный механизм полностью не входит хвостовиком в горловину
привода, его проворачивают на угол до 45° вокруг собственной
оси в ту или другую сторону. При этом шип вала соединяется с
гнездом рабочего вала привода и хвостовик механизма полно-
стью вдвигается в горловину привода. После этого хвостовик
закрепляют зажимными винтами или эксцентриковым зажимом,
расположенным на присоединительной горловине. В результате ма-
шина оказывается подготовленной к работе. После включения дви-
гателя предназначенные для обработки продукты порциями за-
гружают в рабочую камеру работающего механизма. Для приема
обработанных продуктов под разгрузочное устройство механизма
подставляют емкость — короб, противень или другую посуду.
Продукты поступают в рабочую камеру механизма только пос-
ле включения электродвигателя. Исключением из правила являет-
ся взбивальный механизм, в который вначале загружают продук-
ты, а затем включают электродвигатель.
При эксплуатации привода П-П для его включения переключа-
тель скорости устанавливают в положение 1 или 2, после чего
31
нажимают пусковую кнопку. Выключают электродвигатель пово-
ротом рукоятки переключателя скорости в нейтральное положе-
ние.
Если при включении электродвигателя его вал не вращается,
проверяют исправность предохранителей на распределительном
щите и нажимают на кнопку теплового реле магнитного пускате-
ля. В случае если при включении электродвигателя слышно силь-
ное гудение, выключают его и проверяют исправность магнитно-
го пускателя и обмоток электродвигателя. Эту работу выполняет
электрик, обслуживающий предприятие.
Чтобы предупредить преждевременный износ вращающихся
деталей привода, необходимо следить за наличием и качеством
смазки редуктора. Смазку периодически (один раз в шесть меся-
цев) меняют, удаляя ее из полости редуктора через отверстие,
закрываемое пробкой. Затем внутреннюю полость редуктора и
его детали промывают керосином в целях удаления металличес-
кой пыли, стружки и т.п. Для промывки во внутреннюю полость
редуктора заливают 1,5 л керосина и на 5... 10 мин включают
электродвигатель привода. После выключения электродвигателя
из полости редуктора сливают керосин, а вместо него заливают
такое же количество машинного масла и включают электродви-
гатель на 10... 15 мин. Затем сливают из полости редуктора ма-
шинное масло и заполняют ее смазочной смесью до уровня бо-
ковой мерной пробки.
Наряду с заменой смазки требуется проводить регулярные про-
филактические осмотры приводов универсальных кухонных ма-
шин для выявления степени износа и замены вышедших из строя
деталей. Это осуществляет в соответствии с графиком планово-
предупредительного ремонта организация, выполняющая техни-
ческое обслуживание и ремонт оборудования.
При эксплуатации универсальных кухонных машин необходи-
мо соблюдать правила безопасности. Нельзя включать электродви-
гатель привода, предварительно надежно не закрепив сменный
механизм в его горловине; в противном случае возможно повора-
чивание присоединяемого механизма в момент пуска, что может
привести к травмированию обслуживающего персонала. Рабочие
органы следует устанавливать и снимать только после полной ос-
тановки машины. Запрещается проталкивать и направлять заст-
рявший продукт руками, опускать руки в загрузочное устройство,
а тем более в рабочую камеру сменного механизма во время его
работы. В случае заклинивания продукта машину останавливают и
удаляют застрявший продукт, соблюдая осторожность при обра-
щении с рабочими органами во избежание пореза рук и других
травм. Запрещается снимать сменный механизм с привода до пол-
ной остановки электродвигателя. Привод обязательно должен быть
заземлен.
32
Контрольные вопросы и задания
1. Что такое привод?
2 что такое универсальная кухонная машина?
3. Как обозначают сменные механизмы к универсальным кухонным
машинам?
4. Какие приводы к универсальным кухонным машинам используют в
оборудовании для предприятий общественного питания?
5. Приведите классификацию универсальных кухонных машин.
6. Какие универсальные кухонные машины общего и специального
назначения применяют в настоящее время? Каковы их устройство, прин-
цип работы и комплектация сменными механизмами?
7. Сформулируйте правила эксплуатации универсальных кухонных
машин.
ГЛАВА 3. СОРТИРОВОЧНО-КАЛИБРОВОЧНОЕ
ОБОРУДОВАНИЕ
3.1. Общие положения
Сущность сортировочно-калибровочного процесса заключает-
ся в разделении сыпучих продуктов на фракции, различающиеся
качеством частиц (сортировка), величиной частиц (калибровка),
а также в отделении от сыпучих продуктов посторонних примесей
(просеивание).
Разделение сыпучих продуктов по размерам частиц называют
классификацией. Путем классификации продукты разделяют на
классы (фракции), имеющие определенные размеры частиц. Раз-
личают гидравлическую, воздушную и механическую классифи-
кацию.
Гидравлическую классификацию применяют для разделения на
фракции продукта тонкого мокрого помола. В основу этого спосо-
ба положен принцип использования разности скоростей падения
зерен или частиц продукта в слое жидкости.
Воздушную классификацию (сепарацию) используют для разде-
ления продукта на фракции в основном при тонком помоле в
воздушном потоке под действием сил тяжести, центробежных сил
и давления струи воздуха.
При механической классификации (грохочение, просеивание)
сыпучие продукты пропускают через сита или решета. Крупность
получаемых фракций при этом определяется размерами отверстий
сит, а число получаемых фракций — числом сит в просеивающей
Установке, т. е.
Ф = п + 1,
где ф — число фракций, п — число сит, шт.
? Ботов 3 3
При прохождении сыпучего продукта через сито получаются
две фракции. Ту часть продукта, которая проходит сквозь отвер-
стия сита, называют проходом, а ту, что остается на сите, — схо-
дом.
Отверстия сит просеивающих устройств могут иметь различ-
ную конфигурацию. Наиболее часто встречаются квадратные, круг-
лые, щелевидные и ромбические отверстия.
Рис. 14. Схемы сортировочно-калибровочных устройств:
а — барабанное многосекционное сортировочное устройство; б — многоярусное
просеивающе-сортировочное устройство с плоскими ситами
34
Для сортировки крупнокусковых сыпучих продуктов по разме-
рам используют устройства, в которых последовательно установ-
лено несколько секций сит с различными размерами отверстий. В
первой секции располагают сита с отверстиями меньшего разме-
ра, а в последующих секциях — с большими размерами отверстий
(рис. 14. а). В первой секции отделяются мелкие частицы продукта
и удаляются из машины в виде прохода (/ фракция), а крупные
частицы поступают в виде схода во вторую секцию, где отделяют-
ся частицы II фракции, и т. д. Сходом являются самые крупные
частицы продукта, представляющие последнюю фракцию.
Для сортировки мелкокусковых сыпучих продуктов (например,
зерновых, семечковых, круп и т.п.) применяют в основном плос-
кие сита, расположенные в несколько ярусов (рис. 14, б). Верхнее
сито имеет крупные отверстия, последующие — постепенно умень-
шающиеся.
Таким образом, с верхнего сита в виде схода удаляются наибо-
лее крупные частицы (/фракция), а в виде прохода — оставшаяся
масса частиц. Со второго сита в виде схода удаляются частицы мень-
шего размера, а в виде прохода — еще более мелкие частицы и т.д.
Гидравлическую и воздушную классификацию на предприяти-
ях общественного питания не применяют, а используют преиму-
щественно на предприятиях пищевой промышленности.
На предприятия общественного питания продукты поступают в
различной таре — мешках, кулях, картонных и деревянных коробах
и т.п., что ведет к их засорению мешковиной, зашивочной нитью,
щепой и другими механическими включениями. Кроме того, при
длительном хранении сыпучих продуктов в них могут появиться орга-
нические примеси как результат жизнедеятельности сельскохозяй-
ственных вредителей, грызунов и др. Все эти механические примеси
необходимо удалять из продуктов путем их просеивания. Просеива-
ние способствует также аэрации продуктов, т. е. насыщению их воз-
духом, что повышаем качество изготовляемой продукции.
3.2. Просеиватели
Просеиватели предназначены для механизации отделения от
сыпучих продуктов посторонних примесей (механических и орга-
нических). Используют просеиватели в основном в кондитерских,
мучных и горячих цехах предприятий общественного питания, а
также на специализированных предприятиях — блинных, пель-
менных, вареничных, пирожковых и др.
Основными рабочими органами просеивателей служат сита раз-
личной конструкции, изготовляемые главным образом из метал-
лических плетеных сеток (реже капроновых или шелковых) или
перфорированной тонколистовой стали с отверстиями круглой,
овальной или прямоугольной формы.
35
Сита имеют номер, который соответствует размеру стороны
его отверстия в свету в миллиметрах. Так, применяют сита № 1,4;
2,8; 4 и др.
В результате просеивания исходные продукты разделяются на
две фракции — качественные продукты (проход) и механические
примеси (сход). Качество просеивания обусловливается следую-
щими факторами: формой и размерами ячеек сит, размерами ча-
стиц и влажностью продукта, толщиной слоя продукта на сите,
характером движения продукта по поверхности сита и характером
движения рабочего органа (сита). На предприятиях общественно-
го питания применяют просеиватели различных конструкций.
Просеиватели с вращающимся ситом. Классификация просеи-
вателей приведена в зависимости от устройства сита и характера
его движения.
Просеиватель МП. Предназначен для просеивания и аэрации
муки всех сортов, а также для просеивания крахмала., сахарного
песка, соли и дробленых круп. Присоединяют просеиватель МП к
приводу ПМ универсальной кухонной машины типа УКМ.
Механизм состоит из следующих узлов; корпуса, конического
зубчатого мультипликатора, хвостовика, легкосъемного просеи-
вающего барабана-сита, загрузочного бункера с прикрепленным
к нему рассекателем и разгрузочного патрубка. Корпус 6 (рис. 15)
имеет рабочую камеру и полость, внутри которой смонтирован ко-
нический мультипликатор, закрытый с двух сторон крышками 12
и 16. В состав последнего входят коническая зубчатая шестерня 14,
закрепленная на приводном валу 75, и коническая зубчатая шес-
терня 7 7, установленная на вертикальном рабочем валу 7, враща-
ющемся в опорах качения 13 (шарикоподшипниках). Просеиваю-
щий барабан-сито 4 насажен с помощью втулки на верхний ко-
нец рабочего вала, который имеет лыску.
Барабан-сито 4 выполнен из днища 3, втулки 11, цилиндри-
ческого барабана и скребков 7. Загрузочный бункер 9 с рассекате-
лем 5 прикреплен к корпусу рабочей камеры с помощью шпилек 10
и гаек 8. В комплект механизма МП входят три сменных барабана-
сита с различными размерами ячеек: № 1,4 — для просеивания
муки всех сортов, крахмала, мелкой соли; № 2,8 — для просеива-
ния сахарного песка и соли; № 4 — для просеивания дробленых
круп.
Принцип действия. При включении электродвигателя
привода вращение от приводного вала через конический мульти-
пликатор передается вертикальному рабочему валу, а от него —
просеивающему барабану-ситу. В загрузочный бункер засыпают
продукт для просеивания, который под действием силы тяжести
по рассекателю поступает внутрь вращающегося барабана-сита,
увлекается им во вращение и под действием центробежной силы
отбрасывается к поверхности просеивающего барабана и просе-
36
31
ивается через него. Частицы продукта, размер которых меньше
размера ячеек сита, проходят через них, удаляются в приемный
патрубок 18 и ссыпаются в подставленную тару. Крупные части-
цы и механические примеси остаются внутри барабана-сита и
периодически удаляются из него после остановки электродвига-
теля привода.
Просеиватель МППП-1. По назначению и конструкции данный
просеиватель аналогичен просеивателю МП. Отличия состоят в
способе прикрепления загрузочного бункера к корпусу рабочей
камеры (с помощью защелок), форме рассекателя (применяют
распределительный конус с ножами-разрыхлителями) и форме
верхнего хвостовика рабочего вала, передающего движение бара-
бану-ситу.
Машина для просеивания муки МПМ-800. Устанавливают маши-
ну в мучных и кондитерских цехах крупных предприятий обще-
Рис. 16. Просеиватель МПМ-800.
Кинематическая и принципиальная
схема:
1, 2 — клиноременные передачи; 3 — электро-
двигатель; 4 — труба; 5 — шнек; 6 — отверстие;
7— магнитная ловушка; 8 — разгрузочный ло-
ток; 9 — просеивающая головка; 10 — крышка;
11 — крестовина; 12 — ножи-разрыхлители; 13—
цилиндрическое сито; 14 — скребки; 15 — рабо-
чая камера; 16— загрузочный бункер; 17— предо-
хранительная решетка; 18— подъемник-опроки-
дыватель; 19 — крыльчатка; 20 — платформа
ственного питания, а так-
же на фабриках-загото-
вочных. Машина (рис. 16)
состоит из приводного ус-
тройства, шнека-питате-
ля, просеивающей голов-
ки, платформы, загрузоч-
ного бункера и разгрузоч-
ного лотка с магнитной
ловушкой.
Платформа 20 выпол-
нена в виде полой короб-
ки, внутри которой разме-
щено передаточное уст-
ройство, состоящее из
двух понижающих клино-
ременных передач 7 и 2.
Рядом с электродвига-
телем 3 на платформе зак-
реплена полая стойка (тру-
ба) 4, внутри которой вра-
щается шнек-питатель 5,
подающий продукт в про-
сеивающую головку 9 че-
рез отверстие 6.
Просеивающая голов-
ка состоит из рабочей ка-
меры 75, вращающегося
цилиндрического сита 13
со скребками 14, закреп-
ленного на верхней кон-
38
соли шнека-питателя, и крестовины 11 с прикрепленными к ней
ножами-разрыхлителями 12. Крестовина закрыта крышкой 10, за-
пирающейся откидным винтом с гайкой.
На уровне днища рабочей камеры выполнен разгрузочный ло-
ток 8 с магнитной ловушкой 7.
На платформе рядом с полой стойкой (трубой) смонтирован
загрузочный бункер 16, имеющий предохранительную решетку
17 и ручной подъемник-опрокидыватель 18 для загрузки бункера
мукой. На дне бункера размещена крыльчатка 19. Машина комп-
лектуется просеивающими барабанами с ситами № 1,4 и 1,6.
Принцип действия. При включении электродвигателя с по-
мощью клиноременных передач во вращение приводятся шнек-пи-
татель, цилиндрическое сито и крыльчатка бункера, которая подает
муку в окно полой стойки, где она подхватывается шнеком-питате-
лем и подается внутрь вращающегося сита. Частицы увлекаются си-
том во вращательное движение и под действием центробежной силы
отбрасываются к стенкам сита, проходят через его отверст гл, ударя-
ются о неподвижную стенку рабочей камеры, падают вниз, а далее
вращающимися скребками сбрасываются к разгрузочному лотку. При
прохождении муки по лотку из нее магнитами извлекаются металли-
ческие примеси. Непросеившиеся частицы и примеси, не прошед-
шие через сито, остаются внутри него и по мере накопления перио-
дически удаляются вручную после отключения электродвигателя.
Слежавшиеся комочки муки и другие органические включения
в процессе работы просеивателя разбиваются ножами-разрыхли-
телями и не исключена возможность их попадания в просеянную
муку. Это считается недостатком конструкций просеивателей с
вращающимся ситом.
Просеиватель с неподвижным ситом. Просеиватель «Пионер»
предназначен для просеивания муки на предприятиях пищевой
промышленности, крупных предприятиях общественного пита-
ния, в специализированных мучных и кондитерских цехах, фаб-
риках-заготовочных.
По конструкции просеиватель «Пионер» аналогичен просеи-
вателю МПМ-800. Отличие состоит в том, что применяется не-
подвижное цилиндрическое сито и верхнее расположение элек-
тродвигателя с передаточным механизмом.
Просеиватель с плоским ситом. Предназначен для отделения от
сыпучих продуктов механических примесей и широко применяет-
ся на предприятиях общественного питания.
Вибрационный просеиватель МВПМ-300. Состоит из основания,
плоского сита, корпуса, электродвигателя, а также загрузочного,
разгрузочного и пускового устройств. Устанавливают просеиватель
на столе.
Корпус 12 (рис. 17) представляет собой цилиндр из тонколис-
товой нержавеющей стали, разделенный плоским ситом 6 на две
39
части. Бункер 7 и сито со-
единены с корпусом быс-
тродействующими защел-
ками 11.
В центре корпуса при-
варена шпилька 10, на
которую насажена пружи-
на Рдля натяжения сита. В
нижней части корпуса сде-
лано окно, к которому
прикреплен разгрузочный
лоток 5. К днищу 13 кор-
пуса по всему периметру
приварены штыри 14,
фиксирующие пружины 4,
а снизу — приварен П-об-
разный кронштейн 15, к
которому прикреплен од-
Рис. 17. Вибрационный просеиватель
МВПМ-300:
1 — грузы-дебалансы; 2 — электродвигатель; 3—
основание; 4 — пружина; 5 — разгрузочный
лоток; б — плоское сито; 7 — бункер; 8 — за-
грузочное окно; 9 — пружина; 10 — шпилька;
11 — защелка; 12 — корпус; 13 — днище; 14 —
штырь; 15 — кронштейн; 16 — рабочий вал
нофазный электродвига-
тель 2. Последний имеет
две консоли рабочего вала
16, на которых закрепле-
ны грузы-дебалансы 1.
Сито изготовлено из
металлического обрезинен-
ного кольца таврового се-
чения, к горизонтальной
полке которого прикреплена сетка. При установке на корпус сито
обрезиненной поверхностью опирается на торец корпуса, а сверху
на обрезиненное кольцо сита установлен загрузочный бункер. В соб-
ранном виде корпус с бункером и загрузочным окном 8 представ-
ляет собой рабочую камеру, разделенную ситом на два отделения:
верхнее — загрузочное и нижнее — приемное для просеянных про-
дуктов. Рабочая камера с помощью пружин устанавливается на ос-
нование 3, на котором закреплено пусковое устройство.
Просеиватель комплектуют сменными ситами: № 1,2 — для
просеивания муки высших сортов, № 1,6 — для муки низших
сортов, № 2,8 — для просеивания сахара-песка и соли и № 4 —
для просеивания дробленых круп.
Принцип действия. При включении электродвигателя
вместе с его валом вращаются грузы-дебалансы, создающие воз-
мущающий момент от центробежной силы, под воздействием
которого рабочая камера благодаря пружинам получает колеба-
тельное движение.
В результате колебания камеры частицы продукта продвигают-
ся через отверстия сита и попадают в разгрузочный лоток. Ампли-
40
туда колебаний камеры в процессе работы просеивателя не пре-
вышает 1,5...2 мм, а частота колебаний равна частоте вращения
вала электродвигателя.
Обрабатываемые продукты загружаются в бункер просеивателя
порциями по 5...6 кг после включения электродвигателя. Просе-
иватель полностью исключает возможность попадания в просеян-
ные продукты органических примесей
Правила эксплуатации просеивателей. Перед началом работы
проверяют исправность машины или механизма. Затем устанавли-
вают необходимое сито.
Просеиватели МП и МППП-1 закрепляют в горловине приво-
да зажимным устройством. Далее к просеивателю доставляют под-
лежащий обработке продукт, под разгрузочный лоток подставля-
ют емкость для сбора просеянных продуктов, включают электро-
двигатель привода и подают порциями продукт в загрузочное ус-
тройство.
При подаче обрабатываемого продукта надо следить за тем,
чтобы он постоянно находился в загрузочном устройстве просеи-
вателя; в противном случае воздух будет затягиваться внутрь про-
сеивателя и образовывать вихревые потоки внутри камеры. Через
каждые 30 мин работы просеиватель останавливают, очищают
сито и рабочую камеру от непросеянных частиц. Если применял-
ся продукт повышенной влажности и он осел на поверхностях
рабочей камеры, то образовавшиеся слои продукта можно раз-
рушить, постукивая по наружным стенкам и не выключая элек-
тродвигателя.
В просеивателях МПМ-800 необходимо периодически проти-
рать поверхность над магнитной ловушкой вначале влажной, а за-
тем сухой тканью для удаления мелких ферромагнитных примесей.
После окончания работы выключают электродвигатель, разби-
рают рабочую камеру, очищают сито от отходов, промывают го-
рячей водой и протирают насухо чистой тканью.
В процессе эксплуатации просеивателя МПМ-800 необходимо
периодически проверять натяжение клиновых ремней и в случае
их ослабления путем перемещения по направляющим основания
восстанавливать их работоспособность. Натяжение клинового ремня
привода крыльчатки осуществляется натяжным роликом.
Не реже одного раза в год проверяют подшипники качения и в
случае их износа заменяют. Смазку зубчатых передач меняют в со-
ответствии с инструкцией по эксплуатации и уходу за машиной.
При эксплуатации просеивателя вибрационного МПМВ-300 не-
обходимо следить за надежностью и правильностью крепления
гРУзов-дебалансов на валу электродвигателя и за исправностью
пружин.
К обслуживанию допускаются работники, сдавшие техничес-
кий минимум по технике безопасности, ознакомившиеся с пра-
41
Таблица 2
Технические характеристики просеивателей
Показатель МПМ-800 МП МПП П-1 «Пионер» МВПМ-300
Производительность, кг/ч 800 230 300 1500 300
Частота вращения сита, с-1 12,1 12,6 12,6 — -—
Частота колебаний сита, с-1 — — — — 24
Частота вращения шнека, с-1 12,1 — — 11,8 —
Частота вращения крыльчатки, с-1 8,0 — — 7,6 —
Диаметр шнека, мм 78 — — 100 —
Мощность электро- двигателя, кВт 1,1 1,5* 0,6...0,8* 1,1 0,18
Частота вращения вала электродвига- теля, с-1 23,2 — — 23,6 25,0
Напряжение, В 380/220 380 380 380/220 220
Габаритные размеры, мм длина ширина высота 820 750 1470 450 330 550 340 420 450 1200 1000 1960 520 500 480
Масса, кг, не более 160 12,3 14 240 26
* Мощность привода кухонной машины.
вилами эксплуатации просеивателей и прошедшие инструктаж по
правильным приемам обслуживания машин данного вида.
Техническая характеристика просеивателей приведена в табл. 2.
Контрольные вопросы и задания
1. Перечислите основные способы разделения продуктов на фракции.
2. По каким признакам классифицируют просеиватели?
3. Каково принципиальное устройство просеивателей с вращающим-
ся ситом?
4. Как устроены вибрационные просеиватели с плоским ситом?
5. Как определить производительность просеивателей?
6. Сформулируйте правила эксплуатации просеивателей.
42
ГЛАВА 4. МОЕЧНОЕ ОБОРУДОВАНИЕ
4.1. Способы и схемы мытья
На предприятиях общественного питания мытью подвергают
овощи, фрукты, мясо, рыбу, столовую и кухонную посуду, сто-
ловые приборы, инвентарь, оборотную и функциональную тару.
Мытье осуществляют двумя способами — гидравлическим или
гидромеханическим. Гидравлический способ характеризуется воз-
действием воды на загрязненную поверхность, гидромеханичес-
кий — одновременным воздействием воды и рабочих органов мо-
ечных машин (моющих щеток, роликов, лопастей и т.п.).
При гидромеханическом способе мытья продукты интенсивно
перемещаются, что ускоряет процесс освобождения их от загряз-
нений в результате трения поверхностей друг о друга и о рабочую
камеру машины.
На предприятиях общественного питания механизированы в
основном процессы мытья корнеклубнеплодов, а также столовой
посуды и приборов. Поэтому с внедрением индустриальных мето-
дов производства продукции на крупных заготовочных предприя-
тиях особо остро встал вопрос о механизации мытья контейне-
ров, функциональной и оборотной тары.
Процесс мытья мяса, рыбы, зелени не механизирован и осуще-
ствляется, как правило, в ваннах или с применением ручных раз-
брызгивающих устройств. На крупных предприятиях общественного
питания для мытья этих продуктов применяют моечное оборудова-
ние мясной, рыбной и овощеперерабатывающей промышленности.
Наиболее простыми схемами (рис. 18) освобождения продук-
тов или посуды от загрязнений являются:
обливание их струями воды из различного рода разбрызгивате-
лей (рис. 18, а)
пропускание продуктов через толщу воды (рис. 18,6)
перемешивание продуктов лопастями с одновременным воз-
действием воды (рис. 18, в)
перемешивание продуктов во вращающемся барабане с воз-
действием воды (рис. 18, г)
перемешивание продуктов при помощи вращающегося рабо-
чего органа в виде диска или усеченного конуса с волнообразной
поверхностью в неподвижном пустотелом цилиндре с воздействием
воды (рис. 18, д)
перемешивание продукта с помощью движущейся поверхнос-
ти (рольганга) и воздействием воды (рис. 18, е)
встряхивание продукта с воздействием воды (рис. 18, ж).
Схему 18, а применяют в основном в посудомоечных маши-
НаС а схему 18, б — для мытья сочных овощей, фруктов, зелени
43
Рис. 18. Схемы моечных устройств освобождения продуктов и материалов
от загрязнений:
а — с обливанием продукта водой; б — с пропусканием продуктов через толщу
воды; в — с перемешиванием продуктов лопастями и воздействием воды; г — с
перемешиванием продуктов во вращающемся барабане и воздействием воды; д —
с перемешиванием продукта вращающимся рабочим органом с волнообразной
поверхностью и воздействием воды; е — с перемешиванием продукта с помощью
движущейся поверхности и с воздействием воды; ж — со встряхиванием продукта
и воздействием воды
и др. Остальные схемы используют для мытья сильно загрязнен-
ных продуктов или материалов, например корнеклубнеплодов.
При этом одного механического воздействия воды недостаточно,
требуется еше интенсивное трение корнеклубнеплодов между со-
бой или о твердые фрикционные, резиновые или щеточные по-
верхности рабочих органов и камеры. Чтобы интенсифицировать
процесс отделения загрязнений, используют предварительное за-
мачивание. Иногда замачивание сочетают с гидротранспортиро-
44
ванием клубней от места их загрузки до места переработки (транс-
портирование по водяному желобу). Кроме того, интенсивное пе-
ремешивание достигается путем установки циркуляционных во-
дяных насосов или подачей в воду воздуха под давлением (барбо-
тирование).
Предварительное замачивание, барботирование, использование
щеточных поверхностей при подборе оптимальных режимов — это
факторы, способствующие интенсивному отделению загрязнений
с наименьшими силовыми воздействиями.
4.2 Оборудование для мытья овощей
Овощемоечные машины применяют на крупных предприятиях
и в специализированных цехах. Устанавливают их в поточно-меха-
низированных линиях по обработке овощей. В результате приме-
нения овощемоечных машин увеличивается срок службы карто-
фелеочистительных машин и уменьшается количество отходов.
В настоящее время для мытья картофеля и корнеплодов в по-
точных линиях используют вибромоечную машину ММВ-2000 и
моечно-очистительную машину (пиллер).
Вибрационная овощемоечная машина ММВ-2000. Состоит из
рамы, электродвигателя, ротора, рабочей камеры, загрузочного
и разгрузочного лотков, патрубка для удаления отходов, верти-
кальных и горизонтальных пружин.
Рабочей камерой машины служит кольцевое пространство между
двумя цилиндрами 10 и 4 (рис. 19) — наружным и внутренним.
Вдоль внутреннего цилиндра проходит рабочий вал 5, опираю-
щийся на сферические двухрядные подшипники 77. К валу шпон-
ками и хомутами крепятся четыре груза-дебаланса 6. Внутри рабо-
чей камеры на наружной поверхности внутреннего цилиндра (ро-
тора) закреплен однозаходный шнек 7 с одинаковым шагом (вин-
товая спираль из стальной полосы). Корпус машины прикреплен
к раме 7 с помощью вертикальных 2 и горизонтальных 3 пружин.
На раме установлен также электродвигатель 13, который через
муфту 72 передает движение рабочему валу.
В верхней части рабочей камеры над первым витком шнека ус-
тановлен загрузочный лоток 8. Вдоль всей длины камеры располо-
жен трубопровод с разбрызгивателем воды 9. За последним вит-
ком на боковой поверхности рабочей камеры находится наклон-
ный разгрузочный лоток 16. Нижняя часть цилиндрического кор-
пуса выполнена в виде решетки 14, через которую загрязнения и
вода удаляются в патрубок 15, а затем в грязеотстойник.
Принцип действия После включения электродвигателя
чеРез муфту движение передается рабочему валу с грузами-деба-
лансами. При этом вал совершает сложное движение, котопое
Ыожно представить в виде двух движений: вращательного и коле-
45
Рис. 19. Принципиальная схема вибрационной овощемоечной машины
ММВ-2000:
1 — рама; 2, 3— вертикальные и горизонтальные пружины; 4 — внутренний цилиндр
(ротор); 5 — рабочий вал; 6 — груз; 7 — шнек; 8 — загрузочный лоток; 9 — разбрызги-
ватель воды; 10 — наружный цилиндр; 11 — сферический подшипник; 12 — муфта;
13 — электродвигатель; 14 — решетка; 15 — патрубок; 16 — разгрузочный лоток
бательного вместе с камерой относительно неподвижной рамы.
Колебательные движения корпуса машины (вибрация) достига-
ются под действием непрерывно изменяющейся по направлению
центробежной силы от грузов-дебалансов. Эти изменения воспри-
нимаются пружинами. Частота колебаний корпуса машины соот-
ветствует частоте вращения вала электродвигателя и составляет
около 24 колебаний в секунду с небольшой амплитудой (6... 7 мм).
При наличии в рабочей камере шнековых направляющих продукт
совершает сложное движение: колебательное, вращательное — по
каналам между витками шнека и поступательное — вдоль оси ра-
бочей камеры. Продвигается продукт благодаря вибрации, нали-
чию шнека (продукт навинчивается на шнек) и подпору новых
порций продукта.
Во время продвижения корнеклубнеплоды интенсивно пере-
мешиваются, многократно ударяются один о другой и внутрен-
ние поверхности рабочей камеры, интенсивно орошаются водой
из разбрызгивателей и в результате всех этих процессов отделяют-
ся загрязнения. Пройдя по винтовым каналам вдоль всей рабочей
камеры, овощи высыпаются через разгрузочный лоток и поступа-
ют на дальнейшую обработку.
Моечно-очистительная машина (пиллер). Предназначена для от-
деления кожуры и частично проваренного слоя продукта после
его обработки огневым или паровым способами. Состоит из рабо-
46
чей камеры, вращающихся валиков, вариатора скорости, подаю-
щего шнека, разгрузочного и загрузочного устройств, патрубка
для удаления отходов.
Рабочая камера 77 машины (рис. 20) представляет собой пря-
моугольный параллелепипед, днище которого выполнено в виде
полуцилиндра из десяти вращающихся валиков 8.
У пиллера, предназначенного для мытья картофеля, свеклы и
моркови, капроновые щетки расположены по всей длине вали-
ков, а для очистки и мытья лука вдоль одной половины валиков
установлены капроновые щетки, а вдоль другой — рифленые ре-
зиновые покрытия. Комбинированные поверхности валиков умень-
шают механическое воздействие на продукт.
В машине предусмотрен вариатор скорости, который состоит
из кривошипно-шатунного механизма 4 с эксцентриковым валом
5 и обгонной муфтой 6. Меняя эксцентриситет пальца на план-
шайбе, можно изменить угол поворота шнека 7.
Валики получают вращательное движение от электродвигателя
7 через клиноременную 2 и зубчатые цилиндрические передачи 3.
Если смотреть на машину со стороны загрузочного устройства, то
пять правых валиков вращаются по часовой стрелке, а пять левых —
в противоположном направлении. В результате такого разносто-
роннего движения валиков овощи все время поднимаются от ниж-
ней цилиндрической части рабочей камеры к боковым стенкам
и интенсивно перемешиваются. В машину овощи подаются через
б
Рис. 20. Моечно-очистительная машина (пиллер):
а — кинематическая схема; б — принципиальная схема; 1 — электродвигатель; 2 —
клиноременная передача; 3 — цилиндрическая передача; 4 — кривошипно-шатун-
ный механизм; 5 — эксцентриковый вал; 6 — обгонная муфта; 7 — шнек; 8 —
Щеточные валики; 9 — загрузочное устройство; 10 — коллектор для воды; 11 —
рабочая камера; 12 — патрубок для удаления отходов
47
загрузочное устройство 9. Продвижение овощей вдоль рабочей ка-
меры обеспечивается шнеком 7, который периодически повора-
чивается на некоторый угол. Угол поворота шнека регулируется,
следовательно, скорость продвижения и продолжительность обра-
ботки продукта можно изменять. Разгружаются овощи через разгру-
зочное устройство, находящееся в нижней части торцевой стенки.
Для смыва очищенной кожуры в рабочую камеру подается вода
из коллектора 10. Кожура смывается водой с овощей и щеток и,
проходя между последними, падает в патрубок 12.
Принцип действия. После включения электродвигателя
и открытия водяного вентиля на водопроводной трубе, подающей
воду в машину, картофель из обжигательной печи или парового
картофелеочистительного агрегата подается конвейером в загрузоч-
ное устройство, откуда продукт ссыпается в нижнюю цилиндри-
ческую часть рабочей камеры и, продвигаясь вдоль нее с помощью
вращающегося шнека, одновременно очищается вращающимися
щетками от кожуры и загрязнений. Последний виток шнека про-
двигает мытые и очищенные овощи в разгрузочное окно.
Правила эксплуатации машин для мытья овощей. Перед пуском
проверяют исправность отдельных узлов, надежность заземления
корпуса и убеждаются в отсутствии посторонних предметов в ра-
бочей камере. Все движущиеся части моечных машин должны быть
закрыты ограждениями. Далее проверяют работу машины на хо-
лостом ходу. Овощи загружают в работающую машину при вклю-
ченном электродвигателе.
После окончания работы машину выключают, рабочую камеру
промывают (из шланга), а наружные поверхности протирают на-
сухо. Вода не должна попадать на электродвигатель и кнопочную
Таблица 3
Техническая характеристика машин для мытья овощей
Показатель ММ В-2000 Пиллер
Производительность, кг/ч 2500 600
Частота вращения рабочих органов, с-1 24 6,7... 10
Объемный расход воды, л/ч 2500 900
Мощность электродвигателя, кВт 1,7 1,7
Габаритные размеры, мм: длина ширина высота 1620 850 1060 1250 740 970
Масса, кг, не более 403 285
48
станцию. Если во время работы машины появляется необычный
шум или наблюдаются неисправности, машину немедленно вы-
ключают. Смазку редукторов и подшипников качения обновляют
каждые шесть месяцев. Подшипники скольжения смазывают ма-
шинным маслом ежедневно.
Техническая характеристика машин для мытья овощей приве-
дена в табл. 3.
4.3. Посудомоечные машины
Один из самых трудоемких процессов на предприятиях обще-
ственного питания — мытье посуды. Для механизации мытья по-
суды применяются посудомоечные машины.
Технологический процесс машинной обработки посуды состо-
ит из следующих последовательно осуществляемых операций:
удаления остатков пищи с посуды холодной или теплой водой
температурой до 40 °C;
мойки моюще-дезинфицирующим раствором температурой
45...55°С;
первичного ополаскивания водой температурой 56...65°С;
вторичного ополаскивания (стерилизации) водой температу-
рой 85... 98 °C;
сушки (с помощью естественной конвекции, обусловленной
разницей температур горячей посуды и воздуха окружающей сре-
ды, или принудительно подаваемым горячим воздухом);
бактерицидной обработки (применяют редко).
Для конкретных машин интервалы указанных температур меньше.
Классификация посудомоечных машин. Выпускаемые промыш-
ленностью посудомоечные машины классифицируют по следую-
щим признакам: назначению, структуре рабочего цикла, устрой-
ству рабочей камеры и рабочих органов.
По назначению машины могут быть универсальными и специа-
лизированными .
Универсальные машины (МПУ-1400, ММУ-2000, ММУ-1000,
ЛБ-НМТ-1А, МПУ-700, МПУ-350, ММУ-500 и др.) предназна-
чены для обработки нескольких видов столовой посуды (тарелок
всех размеров и форм, стаканов, столовых приборов, подносов
и т.д.).
Специализированные машины предназначены для обработки
только одного вида посуды: стаканов, столовых приборов, кот-
лов, контейнеров и стеллажей, функциональных емкостей, кот-
летных ящиков и т.д. Применяют специализированные машины
только на крупных предприятиях питания, а на остальных пред-
приятиях целесообразно использовать универсальные машины.
По структуре рабочего цикла машины бывают периодического
и непрерывного действия. Особенность машин периодического
49
действия — цикличность операций. Цикл складывается из трех
последовательно выполняемых операций: загрузки, обработки
(мытья) и выгрузки чистой посуды.
Особенность машин непрерывного действия — непрерывность
загрузки загрязненной посуды, ее обработки (выполнение всех
технологических операций по мытью) и выгрузки чистой посуды.
При этом посуда перемещается конвейером вдоль нескольких сек-
ций рабочей камеры и последовательно проходит все операции.
По устройству рабочей камеры машины делятся на камерные и
открытые.
Большинство отечественных и зарубежных машин — камерно-
го типа; посуда обрабатывается в закрытой камере. В машинах пе-
риодического действия во время мытья камера полностью закры-
вается. В машинах непрерывного действия входной и выходной
проемы закрыты гибкими шторами (из резины, пластика и т.д.),
что позволяет посуде беспрепятственно перемещаться вдоль всех
зон и предотвращает разбрызгивание воды за пределы машины.
Машины непрерывного действия имеют две, три камеры и более.
В машинах открытого типа часть зон мытья посуды остается
открытой, и оператор во время работы соприкасается и с горячей
водой, и с моюще-дезинфицирующим раствором.
К машинам открытого типа относятся машины для мытья та-
релок (Франция), стаканомоечные машины (США) и др.
По устройству рабочих органов различают гидравлические и
гидромеханические машины.
Работа гидравлических (душевых) посудомоечных машин ос-
нована на гидравлическом воздействии больших (по расходу) по-
токов теплой и горячей воды на посуду. При этом используется
проточная или рециркулирующая (с использованием центробеж-
ных насосов) вода. Для интенсификации мытья в воду вводят мо-
ющие средства.
Работа гидромеханических посудомоечных машин основана на
одновременном гидравлическом и механическом воздействии на
посуду. При этом посуда обрабатывается щеточными поверхнос-
тями (щетками), смачиваемыми проточной водой, а также мою-
ще-дезинфицирующими растворами. Такой способ мытья посуды
применяется в машинах производства Франции, Испании и США.
Высокое качество мытья посуды достигается применением мо-
юще-дезинфицирующих средств («Прогресс», «Санпор», «Посу-
домой» и др.).
Моющий раствор способствует активному отделению загряз-
нений с поверхности посуды. При этом поверхность посуды ин-
тенсивно смачивается, происходит диспергирование загрязнений
(набухание, пектизация, дробление белковых веществ, эмульги-
рование и частичное омыление жиров), а также стабилизация от-
делившихся от поверхности посуды загрязнений.
50
Применяемые моющие средства должны быть безвредными,
обеспечивать активно отделение загрязнений с поверхности по-
суды, в процессе мытья не должны образовывать большого коли-
чества пены, так как пена забивает центробежные насосы и умень-
шает их работоспособность, а следы моющих средств на поверх-
ностях чистой посуды не должны служить средой для размноже-
ния болезнетворных микробов.
На качество мытья большое влияние оказывают также следую-
щие параметры:
продолжительность мытья (от нескольких десятков секунд до
двух минут);
расстояние от посуды до насадки; посуда должна находиться в
зоне раздробленного участка струи, на расстоянии от нее при-
близительно 100... 120 мм. При этом струя после удара не отража-
ется от посуды, а растекается по ее поверхности;
угол наклона посуды; при этом тарелки не должны перекрывать
одна другую, а площадь размыва должна быть оптимальной. В зави-
симости от угла наклона посулы меняется форма размываемого пятна
(от круга до вытянутого эллипса) и чем больше угол наклона, тем
меньше радиус размыва и тем больше требуется насадок;
направление струи (предпочтительно вертикально вниз). На
практике помимо вертикального вниз имеется горизонтальное и
вертикальное вверх ориентирование струи по отношению к заг-
рязнениям. Горизонтальное и вертикальное вверх направления
струи являются менее выгодными;
оптимальный диаметр (от 1,5 до 8 мм) и форма насадки;
давление жидкости у насадки;
жесткость воды (в жесткой воде расход моющих средств увели-
чивается).
Посудомоечные машины периодического действия. Все выпус-
каемые в настоящее время машины универсальные, однокамер-
ные и автоматизированные.
Машина МПУ-700. Предназначена для использования на неболь-
ших предприятиях питания с числом мест от 50 и более с горячим
или холодным водоснабжением. Машина состоит из столов для
загрузки и разгрузки кассет, секции мытья, арматуры, водона-
гревателя, дозатора моющего средства, программного устройства,
электрошкафа.
Секция мытья выполнена в виде цельносварной ванны 13
(рис. 21) с основанием. В ванне установлены: фильтр, через кото-
рый моющий раствор поступает в центробежный насос 5, пере-
ливная труба 9, сливная задвижка 11 и стояки. В ванну вмонтиро-
ван также водонагреватель 12.
К стояку 6, идущему от насоса, крепятся нижние и верхние
вращающиеся моющие души 7, а к стояку 10, идущему от водо-
нагревателя, крепятся ополаскивающие вращающие души 8. В верх-
51
с
s
с
x
о
X
i a
&o 2
о
x 3
x с
3
5
2
5
X c
Л «5
S 5
к «
a
2
X
a
x 2
m 35
x £
x
52
ней части ванны закреплены направляющие для установки кас-
сет с посудой и две фильтрующие сетки, а в нижней — установ-
лены переливная труба 9 и сливная задвижка 11. На основании
машины под ванной установлены: центробежный насос 5, элек-
трошкаф 22, трубопровод 17, бачок 15 для моющего средства с
дозатором 14.
Сверху секция мытья закрывается кожухом 20, который удер-
живается в верхнем положении механизмом уравновешивания.
На загрузочном столе 18 установлены: смеситель с душирую-
щим устройством 19 и сборник для остатков пищи 25. Загрузоч-
ный и разгрузочный столы могут устанавливаться в линейном или
угловом исполнениях.
На двери электрошкафа 22 смонтированы ручка автоматичес-
кого выключателя 24 подачи и снятия напряжения, ручка 23 про-
граммного устройства и две лампочки для сигнализации наличия
напряжения и готовности машины к работе. На боковой стенке
расположен переключатель водоснабжения.
К машине подводится один трубопровод холодного или горя-
чего (при наличии) водоснабжения. На трубопроводе установлена
следующая арматура: вентиль 4, фильтр 3, клапаны редукционный
2, соленоидный 1 и предохранительный 16.
Управление процессом мытья посуды осуществляется с помо-
щью программного механизма. Процесс состоит из мойки мою-
щим раствором и вторичного ополаскивания (стерилизации).
Моющий раствор через фильтр подается насосом в верхний и
нижний души, которые, вращаясь, направляют струи на посуду,
установленную в кассете.
Горячая вода подается из водонагревателя в ополаскивающие
верхний и нижний вращающиеся души, и происходит ополаски-
вание посуды. При ополаскивании в каждом цикле работы под
давлением воды мембранное устройство дозатора подает дозу мо-
ющего средства в ванну машины; тем самым поддерживается по-
стоянная концентрация моющего раствора.
После окончания цикла ополаскивания давление воды падает,
мембрана опускается, в над мембранном пространстве создается
Разрежение и туда всасывается новая порция моющего средства.
Для автоматического поддержагдгя установленного давления на
выходе (0,02 ...0,16 МПа) при переменном давлении на входе не
менее 0,2 МПа предназначен редукционный клапан мембранного
типа. Для контроля регулируемого давления предусмотрен манометр.
Для поддержания необходимой температуры воды в водона-
гревателе (до 100 °C) используется термосигнализатор температу-
ры ТСМ-100, который представляет собой механическое устрой-
ство дилатометрического типа с нормально замкнутыми электри-
ческими контактами. При нагревании расширяется термочувстви-
тельный элемент сигнализатора, который имеет трубку и стер-
53
жень с разными коэффициентами линейного расширения. Стер-
жень через регулируемый рычаг перемещает кнопку микроперек-
лючателя.
Для управления подачей воды в трубопроводе используют со-
леноидный электромагнитный клапан.
Для управления процессом мытья посуды (мойка моющим ра-
створом, пауза, ополаскивание) предназначен программный ме-
ханизм, который имеет электродвигатель, цилиндрические пере-
дачи, рабочий вал и пять жестко закрепленных кулачков опреде-
ленного профиля. Кулачки приводят в действие пять микроперек-
лючателей, управляющих работой исполнительных механизмов
машины (соленоидный клапан и электродвигатель центробежно-
го насоса). Путем смещения подвижного кулачка можно регули-
ровать продолжительность мытья.
Принцип действия. Перед включением машины в сеть за-
полняют бачок 10 %-ным моющим средством, ручку переключа-
теля устанавливают в положение, соответствующее системе водо-
снабжения («горячая» или «холодная»), затем опускают кожух мо-
ечной камеры и открывают вентиль подвода воды.
Подают напряжение на машину; при этом загорается лампа
«Включено» и включается соленоидный клапан от блокировочно-
го устройства при закрытом кожухе. Вода поступает в водонагре-
ватель, заполняет его, и как только ТЭНы покроются водой, с
помощью нижнего датчика уровня они включатся и будут нагре-
вать воду. Одновременно с нагревом продолжится наполнение во-
донагревателя.
При достижении температуры воды 60 °C начнется заполнение
ванны. Когда вода в ванне достигнет заданного уровня, с помо-
щью верхнего датчика уровня отключится соленоидный клапан,
ТЭНы же будут продолжать нагревать воду в водонагревателе до
верхнего предела (95°C). Затем с помощью датчика температуры
ТЭНы отключатся, загорится лампочка зеленого цвета — машина
готова к работе.
В камеру подают кассету с посудой, с помощью ручки про-
граммного механизма устанавливают соответствующую програм-
му мытья (I режим — 80 с, II режим — 120 с); при этом включают
электродвигатель программного механизма. Лампочка гаснет, и
начинается процесс мытья. После окончания мойки моющим ра-.
створом, которая в зависимости от режима длится 70 или НО с,
включается соленоидный клапан и 10 с длится ополаскивание.
Одновременно с включением соленоидного клапана включаются
ТЭНы и поддерживают с помощью датчика нужную температуру
воды в водонагревателе. Если во время работы машины по какой-
либо причине будет поднят кожух ванны, то с помощью блокиру-
ющего устройства машина остановится. При опускании кожуха
любая из прерванных операций продолжится.
54
Машина МГТУ-350. По конструкции, габаритам и массе машина
МПУ-350 аналогична машине МПУ-700. Отличительная особен-
ность машины МПУ-350 состоит в том, что номинальная мощ-
ность ее ТЭНов уменьшена вдвое и в связи с этим цикл обработ-
ки посуды значительно увеличен.
Машина ММУ-500. По назначению и принципиальному устрой-
ству машина ММУ-500 аналогична машине МПУ-700. Отличи-
тельные особенности машины ММУ-500 (рис. 22) следующие:
дозатор моющего средства имеет бачок, соленоидный клапан
и поплавковое устройство, посредством которого осуществляется
автоматический контроль за наличием моющего средства;
отсутствуют нижний и верхний датчики уровня;
включение и выключение каждой операции по подготовке ма-
шины к работе осуществляется соответствующим переключателем;
блокирующее устройство на рабочей камере отсутствует;
машина выполняет практически все технологические опера-
ции по мытью посуды (сбив остатков пищи, мойку моющим ра-
створом, I и II ополаскивания);
к машине подводятся два трубопровода: один холодного водо-
снабжения, другой — к водонагревателю холодного и горячего
(при наличии) водоснабжения.
Принцип действия. При подключении машины к сети ав-
томатическим выключателем «Питание подано» (загорается зеле-
ная сигнальная лампа) включается соленоидный клапан СКЗ и
вода поступает в водонагреватель. Как только вола польется из
ополаскивающих душей (свидетельство заполнения водонагрева-
теля), поворачивают тумблер в положение «Вкл» — включаются
ТЭНы и начинается нагрев воды в водонагревателе (горит крас-
ная лампочка) до 98 °C, далее с помощью термосигнализатора
ТЭНы выключаются. Затем устанавливают переключатель в поло-
жение «Н» (наполнение): включаются соленоидные клапаны СК2
и СКЗ и с их помощью через смеситель ванна заполняется горя-
чей и холодной водой. После заполнения ванны (контролируется
переливной трубой) ставят переключатель в положение «Р» (ра-
бота) и нажимают на кнопку «Пуск» (загорается желтая лампоч-
ка). Запускается программный механизм, который поочередно
включает соответствующие электрические элементы по цикло-
грамме для выполнения технологических операций мытья.
Программный механизм включится только тогда, когда вода в
водонагревателе будет не ниже 98 °C.
Сначала включаются на 10 с соленоидные клапаны СК1 — для
подачи моющего средства в ванну и СК2 — для сбива остатков
пищи с посуды холодной водой, затем эти клапаны отключают-
ся, а включается на 70 с электродвигатель центробежного насоса,
с помощью которого из ванны моющий раствор направляется к
ДУШам, подающим его на посуду. Далее центробежный насос от-
55
Холодная
вода
Холодная
или горячая
вода
Подача
Рис. 22. Посудомоечная машина ММУ-500:
а — принципиальная гидравлическая схема; б — цикло-
грамма
IV зона
II зона
Вторичное III зона Мойка I зона
Рис. 23. Принципиальная гидравлическая схема
машины МПУ-1400
Шланг для самообработки
ключается и идет пауза в 5 с для стока воды из моющих душей и
посуды и включаются на 10 с соленоидные клапаны СК2 — пода-
ча холодной воды и СКЗ — подача горячей воды на первичное
ополаскивание. Через 10 с соленоидный клапан СК2 отключает-
ся, а клапан СКЗ продолжает работать еще 10 с, обеспечивая вто-
ричное ополаскивание посуды горячей водой температурой 98 °C.
По истечении 105 с от начала цикла программный механизм вык-
лючается, а желтая лампочка гаснет.
После остановки машины кожух рабочей камеры поднимают и
переносят кассету с вымытой посудой на разгрузочный стол. Пос-
ле чего устанавливают другую подготовленную кассету, опускают
кожух и вновь нажимают на кнопку «Пуск».
Для экстренной остановки машины предусмотрена кнопка
«Стоп».
Машина ММУ-250. По конструкции машина ММУ-250 анало-
гична машине ММУ-500. Отличительные особенности машины
ММУ-250: номинальная мощность составляет 14 кВт (против 25 кВт
у ММУ-500), номинальная мощность ТЭНов — 12 кВт (против
24), объемный расход воды в водонагревателе ПО л/ч. Операция
мойки моющим раствором осуществляется за 145 с против 70 с, а
общий цикл мойки составляет 180 с против 105 с. Машина имеет
те же габаритные размеры и массу, что и машина ММУ-500.
Правила эксплуатации посудомоечных машин периодического дей-
ствия. Перед началом работы бачок заполняют моющим средством.
Открывают вентили на трубопроводе, подводящем холодную (го-
рячую) воду. Готовят машину к работе (наполняют водонагреватель
водой, нагревают ее и заполняют ванну), а затем нагревают воду в
водонагревателе для ополаскивания. Чтобы создать первоначальную
концентрацию моющего раствора, первую дозу его подают в ванну
вручную (2... 5 мл). Устанавливают соответствующую кассету (для
тарелок, стаканов, приборов и т. д.) на стол загрузки, заполняют
ее посудой и обрабатывают теплой водой из душирующего уст-
ройства (температура воды не выше 40°С). Затем поднимают ко-
жух моечной камеры, передвигают в нее кассету, опускают кожух
и поворачивают выключатель программного механизма. При этом
машина включается и происходит мытье посуды в автоматичес-
ком режиме по соответствующей программе. Кассету выгружают
вручную после остановки машины и переносят ее на разгрузоч-
ный стол.
Через каждые 3 ч непрерывной работы машины необходимо
сменять воду в ванне и промывать фильтр.
После окончания работы сливают воду из ванны, проводят
санитарную обработку машины и перекрывают вентили на маги-
стралях.
Техническая характеристика посудомоечных машин периоди-
ческого действия приведена в табл. 4.
58
Таблица 4
Техническая характеристика посудомоечных машин периодического действия
Показатель МПУ-700 ММУ-500 ММУ-250
Производительность, шт./ч: тарелки приборы подносы 720 3000 240 500 3000 300 250 1500 150
Типоразмеры обрабатываемой посуды, мм: тарелки диаметром не более стаканы диаметром не более подносы не более 240 55...70 385x465 240 55...70 385x465 240 55 ...70 385x465
Единовременная загрузка, шт.: тарелок стаканов подносов приборов 18 36 8 140 18 40 40 100 18 20 10 100
Машинное время обработки одной кассеты, с 80/120 105 180
Температура моющего раство- ра, °C 40 50 50
Температура ополаскивающей воды, °C: I ополаскивание II ополаскивание 85 60 92 60 92
Давление воды в магистрали, МПа, не менее 0,2 0,15 0,15
Установленная мощность при водоснабжении, кВт: холодном горячем 16,3 8,3 25,7 13,7 18,75 6,7
Мощность водонагревателя, кВт 13,5 24 12
Габаритные размеры, мм: Длина ширина высота 1900 830 1500 1806 760 1440 1806 760 1440
^асса, кг, не более и— _ 200 350 300
Посудомоечные машины непрерывного действия. Они осуществ-
ляют следующие технологические операции: струйную очистку
59
посуды от мелких остатков пиши, мойку с применением моющих
средств, первичное ополаскивание от моющего раствора (в этих
трех операциях используют рециркулирующую воду), вторичное
ополаскивание происходит горячей проточной водой. Все основ-
ные технологические операции по подготовке машины к работе и
ее работа осуществляются автоматически.
Машина МПУ-1400. Эта машина (рис. 23) конвейерная, уни-
версальная.
Машина состоит из загрузочной, разгрузочной, моечной и
приводной секций, соединенных замкнутым транспортером для
перемещения посуды через все зоны.
Моечная секция имеет сварную раму, в которой крепятся ван-
на, электродвигатели центробежных насосов № 1, 2 и 3. Ванна
разделена перегородками на ванны для сбива остатков пищи,
мойки моющим раствором, первичного ополаскивания. В ваннах
расположены всасывающие патрубки с фильтрами для центро-
бежных насосов, датчики манометрических термометров ТКП. В
ванне мойки моющим раствором установлены трубчатые элект-
ронагреватели (ТЭНы) общей мощностью 7,5 кВт. В ванне пер-
вичного ополаскивания установлен электронный датчик уровня
ДУ. В ванне сбива остатков пищи предусмотрена переливная тру-
ба, которая обеспечивает необходимый уровень воды. В нижней
части ванны имеются сливные отверстия с задвижками, которые
присоединены к трубе канализации. Над ваннами установлен ко-
жух, выполненный из облицовок. Кожух и ванны образуют тун-
нель, через который по раме движется транспортер, состоящий
из двух пластинчатых цепей, соединенных между собой стяжками.
На них находятся фигурные пластмассовые элементы, удержива-
ющие посуду в наклонном положении. Рамки тяговых цепей, опи-
раясь на раму транспортера, способствуют перемещению его на-
стила и исключают возможность его провисания.
Все секции зоны мытья разделены легкосъемными шторками.
В I, II и III зонах мытье посуды осуществляется рециркулирую-
щей водой, которая подается центробежными насосами. Концен-
трация моющего раствора во II зоне поддерживается автомати-
ческой подачей в ванну моющего средства из бачка вместимостью
5,5 л с помощью соленоидного клапана СКЗ, который открывает
проход для моющего средства через один оборот конвейера. В зоне
вторичного ополаскивания посуда обрабатывается горячей про-
точной водой (температурой не менее 85 °C), которая поступает
из водопроводной сети и подогревается в водонагревателе ВН.
После вторичного ополаскивания горячая вода сливается в ванну
первичного ополаскивания, откуда ее избыток переливается в
ванну с моющим раствором и далее в ванну струйной очистки
посуды, из которой через переливную трубу удаляется в канали-
зацию.
60
Пройдя вес зоны секции мытья, посуда транспортером пода-
ется на открытый участок разгрузочной секции, расположенной
над приводной секцией.
Со стороны обслуживания кожух секции мытья снабжен че-
тырьмя поднимающимися дверцами, которые фиксируются в под-
нятом положении и через которые проводят санитарную обработ-
ку внутренних частей машины.
К машине подводится один трубопровод холодного или горя-
чего (при наличии) водоснабжения.
На трубопроводе установлена следующая арматура: вентиль В,
фильтр Ф, редукционный клапан давления воды КР, манометр М,
соленоидный клапан СК1 подачи воды в водонагреватель и СК2
подачи воды в ванны III, II и I зон, предохранительный клапан
КП и водонагреватель ВН. Кроме того, на трубопроводе имеется
вентиль подачи воды для санитарной обработки машины.
Приводная секция имеет сварную раму, в верхней части кото-
рой расположены ванны.
Принцип действия. Подготовка к работе и работа ма-
шины осуществляются следующим образом. Открывают вентиль
на трубопроводе подачи воды и подают напряжение. Далее на-
жимают кнопку и открывается соленоидный клапан СК1, с по-
мощью которого вода подается в водонагреватель ВН. Вода по-
ступает в водонагреватель, заполняет его, и как только ТЭНы
покроются водой, с помощью нижнего датчика уровня они вклю-
чаются и начинается нагрев воды (подача воды продолжается).
При достижении температуры воды 60 'С с помощью датчика тем-
пературы включается соленоидный клапан СК2 и горячая вода
поступает в ванну первичного ополаскивания, а затем по пере-
ливным трубам в ванну мойки моющим раствором и ванну струй-
ной очистки посуды.
Когда вода в ванне первичного ополаскивания достигнет за-
данного уровня (все остальные ванны будут уже заполнены во-
дой), с помощью верхнего датчика уровня ДУ отключатся соле-
ноидные клапаны СК1 и СК2 (подача воды в водонагреватель и
ванны мытья прекратится), ТЭНы будут продолжать нагревать воду
в водонагревателе до верхнего предела 95 °C. Затем с помощью
Датчика температуры ТЭНы отключатся и машина готова к работе.
Предварительно заполняют бачок моющим средством.
Далее включаются электродвигатель конвейера, центробежные
насосы № 1, 2 и 3 и соленоидный клапан CKI. Во все зоны пода-
ется вода и происходит мытье посуды. Включение соленоидного
клапана СКЗ подачи моющего средства в ванну мойки осуществля-
ется от настила транспортера специальной пластиной, системой
Рычагов через один оборот транспортера.
Если во время работы машины обслуживающий персонал не
Успел снять вымытую посуду с транспортера, посуда надвигается
61
на рычаг и с помощью блокировочного устройства транспортер
остановится.
Машина ММУ-2000. От машины МПУ-1400 она отличается боль-
шими габаритами и производительностью, а также некоторыми
конструктивными особенностями. Принципиальное отличие со-
стоит в том, что машина работает на предприятиях питания, где
есть холодное и горячее водоснабжение. В этой машине есть только
две ванны (первичного ополаскивания и мойки моющим раство-
ром), из которых центробежными насосами вода подается к соот-
ветствующим форсункам и происходит ее рециркуляция. В зоне
струйной очистки посуды используют проточную холодную воду
вместо рециркулирующей теплой воды, как в машине МПУ-1400,
а в зоне вторичного ополаскивания — проточную горячую воду,
нагретую в водонагревателе.
Для подогрева воды в ванне первичного ополаскивания уста-
новлены три ТЭНа (в машине МПУ-1400 ТЭНы смонтированы в
ванне мойки моющим раствором). Отсутствует нижний датчик
уровня, и заполнение водонагревателя осуществляется через со-
леноидный клапан С КЗ от трубопровода горячей воды при нажа-
тии на кнопку «Пуск». При этом кнопку надо держать до тех пор,
пока вода не польется из душей вторичного ополаскивания, что
будет свидетельствовать о наполнении водонагревателя. После от-
ключения соленоидного клапана включаются ТЭНы для нагрева
воды в водонагревателе.
Для заполнения ванн первичного ополаскивания и ванны мойки
применяют другой соленоидный клапан СК2, который устанав-
ливают на трубопроводе горячей воды для подачи ее в эти ванны.
Для струйной очистки посуды от мелких остатков пищи ис-
пользуют проточную холодную воду, которая подается с помо-
щью соленоидного клапана СК1, смонтированного на трубопро-
воде холодной воды.
Соленоидный клапан СА^для подачи моющего средства из бачка
в моющую ванну включается через четыре оборота конвейера.
Машина ММУ-1000. От машины ММУ-2000 она отличается мень-
шими габаритами и производительностью, что определяет и не-
которые ее конструктивные особенности. Так, секция мытья зак-
рывается лишь двумя поднимающимися дверцами вместо трех,
как в машине ММУ-2000.
Принципиальное отличие машины ММУ-1000 от ММУ-2000
заключается в том, что ее можно использовать и на тех предприя-
тиях общественного питания, где нет горячего водоснабжения. Ванна
первичного ополаскивания заполняется горячей водой из водона-
гревателя, а моечная ванна — путем переливания горячей воды из
ванны первичного ополаскивания. Потребную мощность ТЭНов
водонагревателя можно регулировать в пределах 12... 24 кВт в зави-
симости от наличия или отсутствия горячего водоснабжения.
62
Посудомоечная машина ЛБ-НМТ-1А. Выполнена аналогично
машине ММУ-1000, но имеет некоторые отличительные особен-
ности. Так, в зависимости от наличия или отсутствия горячего
водоснабжения мощность ТЭНов водонагревателя можно регули-
ровать на 18, 24 или 30 кВт. Кроме того, в ваннах отсутствуют
ТЭНы: температура воды в ваннах поддерживается путем тепло-
обмена через стенки водонагревателя, встроенного между ванна-
ми (моечной и первичного ополаскивания). Кроме того, ванна
первичного ополаскивания пополняется за счет кипятка, исполь-
зуемого при стерилизации посуды. Однако, если температура воды
в моечной ванне окажется ниже 45 °C, с помощью термосигнали-
затора ТСМ-100 и соленоидных клапанов произойдет автомати-
ческая подача горячей воды из водонагревателя в ванну первич-
ного ополаскивания, откуда она перельется в моечную ванну.
Машина ММУГ-2000. Эта машина конвейерная, туннельного
типа с водонагревателем на газовом обогреве Выполняет те же
операции, что и машина ММУ-2000. По конструкции аналогична
машине ММУ-2000. Работает или от горячего или от холодного
водоснабжения.
В отличие от ММУ-2000 машина ММУГ-2000 снабжена вынос-
ным газовым водонагревателем. Водонагреватель посудомоечной
машины ММУГ-2000 подвешивают на стену на расстоянии от ма-
шины не более 5 м, так как при большем расстоянии необходима
теплоизоляция труб. Газовый водонагреватель оборудован систе-
мой автоматики газовой безопасности и приборами автоматичес-
кого поддержания температуры воды, а также пьезоэлектричес-
ким запальником.
Приборы управления машины обеспечивают автоматическую
подготовку ее к работе, автоматическое поддержание всех необ-
ходимых технологических параметров.
В зависимости от того, для какой системы водоснабжения пред-
назначена посудомоечная машина, к ее обозначению добавляют
следующие индексы:
1 — для холодного водоснабжения (ММУГ-2000-1);
2 — для горячего водоснабжения (ММУГ-2000-2).
Правила эксплуатации машин непрерывного действия. Перед по-
дачей напряжения на машину открывают вентили подачи воды и
включают все автоматические выключатели. Бачок заполняют кон-
центрированным моющим средством (например, «Прогрессом»)
в количестве 0,5 кг на 9,5 л воды. Далее готовят машину к работе
(заполняют все ванны и водонагреватель водой и доводят ее до
нужной температуры). Первоначальную дозу моющего средства по-
дают в ванну вручную. Когда вода будет вытекать из душей вто-
ричного ополаскивания, настраивают редукционный клапан. В ма-
шинах типа ММУ настройку проводят при работе машины в ре-
жиме «Наладка». Давление по манометру должно составлять
63
0,006... 0,008 МПа. От этого зависит качество мытья и работы ма-
шины в заданных режимах.
После подготовки машину включают в работу, при этом транс-
портер приходит в движение и из всех форсунок по всем зонам
льется вода. Необходимо устойчиво поставить посуду на транс-
портер (тарелки дном вниз, стаканы и чашки дном вверх, подно-
сы устанавливают на ребро не реже чем через одно звено транс-
портера).
В процессе работы следует 3—4 раза в смену проверять наличие
моющего раствора в бачке, предварительно выключив машину.
Периодически необходимо менять воду в ваннах (по мере ее за-
Таблица 5
Техническая характеристика посудомоечных машин непрерывного действия
Показатель ММУ-1000 М МУ-2000 ЛБ-НМТ-1А МПУ-1400 ММУГ-2000
Производительность, шт./ч, тарелки диа- метром 240 мм 800 1600 1000 1500 2000
Типоразмеры обрабатываемой посуды, мм: тарелки диаметром, не более стаканы, чашки подносы размерами, не более 240 55.. 70 495x365 240 55 ...70 495x365 240 55...70 495x365 240 55...70 495x365 240 55 ...70 495x365
Расход моющего средства, л/ч 0,12 0,23 0,1 0,2 0,1
Температура мою- щего раствора, °C: при I ополаскивании при II ополаскивании при струйной очистке 58 85 15...22 58 85 15 ...22 56 85 15...22 56 85 15 ...22 58 85 15...22
Скорость движения транспортера, м/с 0,012 0,025 0,01 0,025 0,01
Номинальная мощ- ность, кВт, не более 40 40,8 33,36 33,35 0,025
Номинальная мощ- ность без водонагре- вателя, кВт, не более 16 16,8 3,36 9,35 3,36
Габаритные размеры, мм: длина ширина высота 3800 1100 1350 5000 1100 1350 3580 1000 1350 3755 900 1350 5000 1100 1350
Масса, кг, не более 890 890 890 890 890
64
грязнения), а также очищать фильтры насосов. Не допускается
работа машины без посуды (вхолостую) более 10 мин.
После окончания работы машину обесточивают, перекрывают
все вентили, сливают воду из ванн, снимают шторки, промывают
их в моющем растворе, с помощью шланга для санитарной обра-
ботки промывают ванны и внутреннюю часть машины. Снимают и
промывают фильтры насосов, прочищают души мойки, струйной
очистки и ополаскивания. Влажной тканью протирают наружную
поверхность машины. Техническая характеристика посудомоечных
машин непрерывного действия приведена в табл. 5.
Определение производительности посудомоечных машин. Про-
изводительность посудомоечных машин периодического действия
рассчитывается по формуле
t3 +
где z — количество предметов, единовременно загружаемых в ка-
меру, шт.; 4 — время загрузки кассеты с посудой в камеру маши-
ны, с; to — общее время мытья посуды в камере, с; tB — время
выгрузки кассеты, с.
Производительность посудомоечных машин непрерывного дей-
ствия определяется по формуле
(2Н = ^<Р,
1-1
где К — число рядов посуды при размещении ее поперек транс-
портера; v0 — скорость транспортера, м/с; L — шаг между одно-
именными точками двух соседних предметов, м; ср — коэффици-
ент заполнения транспортера.
Контрольные вопросы и задания
1. В чем состоит сущность мойки?
2. Какие схемы моечных устройств используют в пищевом производ-
стве?
3. Как классифицируют моечное оборудование?
4. Каково принципиальное устройство машин ММВ-2000 и «Пиллер»
Для мойки корнеклубнеплодов?
5. Как определить их производительность?
6. Как классифицируют посудомоечные машины?
7- Каковы технологические операции и температурные режимы про-
цесса мытья посуды в посудомоечных машинах?
8. Перечислите требования, предъявляемые к качеству мытья посуды
в посудомоечных машинах.
9. Каково устройство и принцип работы универсальных посудомоеч-
ных машин?
' 0. Как определить производительность посудомоечных машин?
11. Сформулируйте правила эксплуатации посудомоечных машин.
3 Ботов
65
ГЛАВА 5. ОЧИСТИТЕЛЬНОЕ ОБОРУДОВАНИЕ
5.1. Способы очистки и классификация
очистительного оборудования
Очистительное оборудование предназначено для удаления с
продуктов поверхностного слоя (кожицы с овощей и фруктов,
чешуи с рыбы и др.), имеющего небольшую пищевую ценность.
На предприятиях общественного питания используют машины
для очистки овощей и приспособление для очистки рыбы от че-
шуи.
Очистку овощей можно проводить термическим, химическим
и механическим способами. При использовании термического и
химического способов для окончательного отделения кожуры при-
меняют механический способ (чаще всего дочистку осуществля-
ют щеточными и резиновыми поверхностями, реже — абразив-
ными).
Термический способ очистки может быть огневым и паровым.
При огневом способе очистки клубни в термоагрегатах под-
вергают в течение нескольких секунд (3... 15) обжигу при темпе-
ратуре 1200... 1300°С. При этом кожура обугливается и происхо-
дит проваривание поверхностного слоя клубней на глубину
0,6... 1,5 мм. После обжига клубни очищаются в моечно-очисти-
тельной машине (пиллере) с помощью вращающихся щеточных
и резиновых валиков.
При паровом способе очистки клубни в паровых агрегатах под-
вергаются воздействию острого водяного пара повышенного дав-
ления (0,4... 1,1 МПа) и температуры в течение 1—2 мин, далее
сбрасывают давление до атмосферного (или в самой рабочей ка-
мере, или при разгрузке). Б результате резкого снижения давления
влага в слое под кожурой мгновенно закипает и превращается в
пар, который отслаивает и разрывает кожуру клубней. Из-за по-
вышенной температуры пара небольшой поверхностный слой клуб-
ней проваривается. Окончательная очистка осуществляется в мо-
ечно-очистительной машине (пиллере).
При химическом способе очистки клубни подвергают обработке
раствором щелочи с последующей очисткой механическим спо-
собом и нейтрализацией остатков щелочи кислотой (уксусной или
лимонной).
Технологический процесс обработки может быть различным. В
одних случаях подогревается непосредственно раствор щелочи (до
100 °C), в других — клубни, вынутые из раствора (до 48 °C). Про-
должительность обработки щелочным раствором 3...8 мин.
Химический и паровой способы можно объединить в щелоч-
но-паровой способ очистки. При этом способе очистки использу-
66
ют и химический, и паровой агрегаты: вначале клубни обрабаты-
ваются 12 %-ным раствором каустической соды при температуре
75...80°C в течение 10 мин, а затем острым паром при давлении
0,5 ... 0,6 МПа в течение 1 мин — далее осуществляется дочистка в
моечно-очистительной машине.
При механическом способе очистки наружный покров сдирается
с овощей шероховатыми рабочими поверхностями во время от-
носительного их перемещения (проскальзывания). При этом клу-
бень должен прижиматься к шероховатой поверхности с опреде-
ленным усилием, чтобы частички этой поверхности углубились в
клубень, а при дальнейшем его движении произошло микросре-
зание. Очистка механическим способом всегда сопровождается ин-
тенсивным воздействием воды.
Места залегания глазков, участки с вогнутой поверхностью,
механически и биологически поврежденные клубни дочищают
вручную. Дочистка клубней вручную — процесс чрезвычайно тру-
доемкий с большим процентом отходов. Для исключения ручного
способа дочистки за рубежом используют специально выведен-
ные сорта столового картофеля с клубнями правильной формы и
поверхностно залегающими глазками. Картофель таких сортов пред-
варительно сортируют (отделяют крупные и мелкие клубни), по-
врежденные клубни отбраковывают и используют затем для тех-
нических целей (получение крахмала и т.д.).
Кроме того, широко известен способ глубокой механической
очистки, при котором удаляется значительный поверхностный слой
клубня (до 15 мм), а иногда из середины клубня вырезается парал-
лелепипед или куб. Средняя часть клубня поступает для дальней-
шей переработки на предприятия питания, а поверхностный слой
используется в технических целях. Однако при глубоком способе
очистки клубней отходы возрастают до 50...60 %, а главное — уда-
ляется поверхностный, наиболее ценный с точки зрения пита-
тельности, слой клубня.
На предприятиях общественного питания применяют в основ-
ном механический способ очистки овощей, что объясняется отсут-
ствием оборудования небольшой производительности и невысокой
сложности для осуществления термического и химического спосо-
бов очистки. Кроме того, только при механическом способе очистки
отходы могут быть использованы для производства крахмала.
Однако оптимальным способом очистки, с точки зрения со-
хранения питательных веществ при минимальных отходах, счита-
ется паровой.
При очистке овощей к конечному продукту предъявляют сле-
дующие требования. Полностью очищенным считают клубень, у
которого кожура сохраняется в углублениях, а на остальной по-
верхности клубня имеется не более трех участков с кожурой, наи-
больший размер которых от 1 до 3 мм.
67
Рис. 24. Форма рабочих органов очиститель-
ного оборудования:
а — дисковые; б — дисковые с закругленными
краями; в — конусные; г — роликовые; д — вин-
товые
д
Кроме того, очистка не должна приводить к повреждению клуб-
ней, что бывает при неправильно подобранных частоте вращения
рабочих органов и конструктивных параметров. Из таких клубней
вымываются крахмальные зерна, они быстрее темнеют после очи-
стки и их консистенция становится более мягкой, а на поверхно-
сти клубня часто бывают выбоины.
Все очистительное оборудование можно классифицировать по
следующим признакам:
по функциональному назначению: для очистки овощей и для
очистки рыбы от чешуи;
по структуре рабочего цикла: периодического и непрерывного
действия;
по форме рабочего органа (рис. 24): дисковые, дисковые с за-
кругленными краями, конусные (для картофелеочистительных ма-
шин периодического действия), роликовые (для машин непре-
рывного действия), винтовые скребки (для рыбочисток);
по характеру рабочей поверхности (рис. 25): абразивные (на
бакелитовой, магнезиальной и других основах), шероховатые ме-
таллические или пластмассовые, лезвийные, щеточные, гибкая
нить, резиновые;
по виду привода: с индивидуальным приводом и в качестве
сменных механизмов.
68
В последнее время отечественная промышленность и ряд зару-
бежных фирм выпускают в основном дисковые картофелеочисти-
тельные машины. Они имеют рабочий орган в виде металлическо-
го вращающегося диска (см. рис. 24, а), верхняя поверхность кото-
рого имеет волнообразную форм}' и выполнена из шероховатых
(чаще всего абразивных) материалов. На поверхности имеются от
двух до четырех волн, высота которых увеличивается от центра
диска к его краям. Иногда волны выполняют отдельно из металла
или другого материала и устанавливают на диск. Некоторые карто-
фелеочистительные машины периодического действия отечествен-
ного и зарубежного производства (МОК-150, МОК-ЗОО, LP-90,
LP-350 и др.) имеют рабочие органы в виде вогнутой (больше или
меньше) чаши (см. рис. 24, б) с плавным переходом от горизон-
тальной поверхности к наклонной.
Конусные картофелеочистительные машины имеют рабочий орган
в виде вращающегося шероховатого усеченного конуса (см. рис. 24, в).
Если применяют абразивный материал, то конусную абразивную
чашу устанавливают на металлическое основание.
Рис. 25. Рабочие поверхности очистительного оборудования:
° ~ абразивная; 6t — металлическая с отверстиями; б2 — винтовая нарезка; б3 — лез-
вийная нарезка; в, — пластмассовая с отверстиями; е2 — гибкая нить; г — резиновая
69
На нижней стороне рабочих органов картофелеочистительных
машин периодического действия расположены вертикальные ло-
пасти для удаления отходов.
В картофелеочистительных машинах непрерывного действия
применяют роликовые рабочие органы (см. рис. 24, г). Их вы-
полняют в виде усеченных конусов из абразивного материала и
устанавливают по соответствующим диаметрам. Также могут ис-
пользоваться цилиндрические ролики, поверхность которых по-
крыта гибкой нитью (щетками). Эти рабочие органы применяют
для очистки поверхности клубней при их обработке термичес-
ким способом.
В рыбоочистительном приспособлении используют металличес-
кий скребок, на поверхности которого сделаны винтовые нарез-
ки (см. рис. 24, д').
5.2. Картофелеочистительные машины
периодического действия
Дисковые картофелеочистительные машины. К этим машинам
относятся выпускаемые отечественной промышленностью маши-
ны МОК-150, МОК-ЗОО, МОЛ-ЮО, LP-90, LP-350, МООЛ-500М,
МООЛ-250/125, А9-КЧП, механизм УММ-5 и др. Кроме того,
картофелеочистительные машины с дисковыми рабочими орга-
нами выпускают многие зарубежные фирмы: «Александер-верк»,
«Дито», «Робот» и др.
Принцип работы картофелеочистительных машин с дисковым
рабочим органом одинаков и может быть рассмотрен на примере
машины МОК-150.
Картофелеочистительная машина МОК-150. Машина состоит
из рабочей камеры, загрузочного и приводного устройств, раз-
грузочного люка, пульта управления и станины.
Рабочая камера 12 машины (рис. 26) выполнена в виде пустоте-
лого цилиндра, на вертикальных стенках которого закреплен ци-
линдр 9 с отверстиями. Сверху рабочая камера закрыта загрузоч-
ным лотком 10, через окно которого подаются овощи для очистки.
Рабочим органом машины служит вращающийся металлический
диск 6, на верхней плоскости которого укреплен абразивный диск 7
с волнами 13. На нижней стороне диска есть две лопасти 5, предназ-
наченные для продвижения очисток (мезги) к сливному патрубку 4.
Рабочий орган укреплен на вертикальном валу 14. Вал вращается в
двух подшипниках 15. Вращение вертикальному валу передается от
электродвигателя 2 через понижающую клиноременщто передачу 3.
Для выгрузки очищенного продукта из рабочей камеры предус-
мотрен разгрузочный люк 8, закрываемый откидной дверцей. Плот-
ное прилегание дверцы к корпусу машины обеспечивается специ-
альным уплотняющим запором с эксцентриком.
70
Подача воды в рабочую камеру осуществляется через загрузоч-
ный лоток посредством ниппеля 77, к которому вода подается че-
рез гибкий резиновый шланг. Для слива воды и отходов на сливной
патрубок надевается шланг 16, по которому мезга сливается в трап.
Электродвигатель установлен вертикально на станине 7, кото-
рая с помощью болтов закреплена на фундаменте высотой 100 мм
над уровнем пола. Сбоку корпуса, рядом с загрузочным лотком,
смонтирован пульт управления, на котором размещены кнопки
«Пуск» и «Стоп».
Принцип действия. При включении электродвигателя вра-
щение через клиноременную передачу передается вертикальному ра-
бочему валу, а от него — рабочему органу. Клубни, поступающие в
рабочую камеру, увлекаются в движение рабочим органом и под
действием центробежной силы перемешаются от центра к стенке.
При этом между клубнем
и абразивной поверхнос-
тью рабочего органа воз-
никает сила трения, на-
правленная в противопо-
ложную сторону от отно-
сительного движения. В
результате этого клубень
закручивается вокруг сво-
ей оси, проскальзывает и
кожица сдирается микро-
зубцами абразива. Одно-
временно клубни повора-
чиваются, перекатывают-
ся, что обеспечивает ка-
сание различных участков
поверхностей клубней и
шероховатых поверхно-
стей рабочего органа и
стенок. При соприкосно-
вении клубней с наклон-
ной частью рабочего орга-
на — волной, последняя
сообщает им толчок и
клубень летит вверх. На
освободившееся место
поступают следующие
клубни.
Попавшие в верхнее
положение клубни скаты-
ваются вниз, на рабочий
орган. При этом вся мае-
Рис 26. Принципиальная схема картофелеочи-
стительной машины МОК-150 (МОК-ЗОО):
1 — станина; 2 — электродвигатель; 3 — понижа-
ющая клиноременная передача; 4 — сливной пат-
рубок. 5—лопасти; 6—металлический диск; 7—
абразивный диск; 8 — разгрузочный люк; 9 —
металлический цилиндр с отверстиями; 10 — за-
.рузочный лоток; 11 — ниппель; 12 — рабочая
камера; 13 — волна; 14 — вертикальный вал; 15—
подшипник; 16 — сливной шланг
71
са клубней вращается в направлении движения диска, перемещаясь
одновременно к стенке рабочей камеры, а затем волнами поднима-
ется вверх. Мезга смывается водой, непрерывно поступающей в ра-
бочую камеру.
Картофелеочистительные машины МОК-ЗОО и МОЛ-100. Имеют
принципиально одинаковое устройство с машиной МОК-150 и
различаются лишь габаритами, мощностью электродвигателя и не-
которыми конструктивными особенностями.
Картофелеочистительная машина МСЮЛ-500М. Предназначена
для очистки картофеля, моркови и лука на пельменных участках
или в цехах. Особенность конструкции — применение в качестве
рабочего органа промышленного шлифовального абразивного круга.
Для подъема клубней на рабочем органе смонтированы наклад-
ные металлические волны. Патрубок для отвода мезги установлен
снаружи рабочей камеры.
Машины МООЛ-250/125. Имеют такое же назначение, принци-
пиальное устройство, что и МООЛ-500М. Отличаются габарита-
ми, мощностью электродвигателя и некоторыми конструктивны-
ми особенностями.
Машина А9-КЧП. Пред-
назначена для очистки
чеснока. Предусмотрено ус-
тройство для подачи сжа-
того воздуха с расходом
120 м3/ч. Машина разделя-
ет луковицы на зубки, очи-
щает их от шелухи, кореш-
ков и стеблей.
Автоматизированный
очиститель корнеплодов
LP-90. Аналогичен машине
МОК-150. Устанавливают
его на небольших предпри-
ятиях общественного пита-
ния. Отличительные осо-
бенности следующие: ма-
шину устанавливают на
специальном основании
(двухколесной тележке 7)
(рис. 27), у которой имеют-
ся два колеса; электродви-
гатель 6 установлен верти-
кально над передачей. Внут-
ренняя часть рабочей каме-
ры и рабочего органа по-
крыты качественным ко-
Рис. 27. Принципиальная схема картофе-
леочистительной машины LP-90:
1 — тележка; 2 — клиноременная передача; 3 —
абразивный диск; 4 — электромагнитный кла-
пан; 5 — корундовое покрытие; 6 — электро-
двигатель
72
рундовым покрытием 5. Толщина этого покрытия не более 5 мм. Ра-
бочий орган — абразивный диск 3 — имеет закругленные концы в
виде вогнутой чаши и три волны. В машине имеется таймер-програм-
матор, с помощью которого устанавливают время очистки от 0 до 7
мин и время удаления очищенного продукта Во время выгрузки про-
дукта вода в рабочую камеру не подается. Для подачи воды применен
водяной электромагнитный клапан 4. Сливной патрубок установлен
сбоку рабочей камеры, которая имеет несколько удлиненную высоту.
Картофелеочистительный механизм УММ-5. Механизм (рис. 28)
присоединяется к универсальной кухонной машине УММ-ПР или
УММ-ПС. Отличительные особенности его следующие: для пере-
дачи движения с вала привода на рабочий вал механизма исполь-
зуется повышающая коническая передача. Стенки рабочей каме-
ры не покрыты абразивным материалом.
Конусные картофелеочистительные машины. К этим машинам от-
носятся машины К7-МОК-125 и МОК-350. Ранее выпускались и на-
ходятся в эксплуатации ряд конусных картофелеочистительных ма-
шин: МОК-250, МОК-400, МОК-1200 (последняя устанавливает-
ся в поточно-механизированных линиях).
Машина К7-МОК-125. По устройству приводного механизма
аналогична машине МОК-150. Отличия состоят в следующем: ра-
бочий орган выполнен в виде чаши усеченного конуса 1 (рис. 29);
Рис. 28. Принципиальная
схема картофелеочистительной
машины УММ-5
Рис. 29. Принципиальная схема
картофелеочистительной машины
К7-МОК-125:
1 — чаша в виде усеченного конуса; 2 —
выступ; 3 — отбойник; 4 — абразивные
сегменты
73
стенки рабочей камеры покрыты абразивными съемными сегмен-
тами 4, для изменения направления полета клубней и их тормо-
жения на стенке рабочей камеры выполнен выступ 2, в крышке
загрузочного устройства предусмотрен отбойник 3.
Машина МОК-350. Устанавливают ее в полуавтоматических по-
точных линиях по производству чипсов фирмы «Дока». Машина
аналогична К7-МОК-125. Электродвигатель 5 (рис. 30) располо-
жен сбоку, параллельно рабочей камере 3, которая имеет наклон-
ную коническую поверхность. Угол наклона образующей камеры
к вертикальной плоскости составляет 6...7°. Наклонная рабочая
поверхность камеры (конус) покрыта абразивными сегментами и
является тормозящей поверхностью для клубней.
Подача воды осуществляется через патрубок 2, проходящий че-
рез загрузочное устройство. Конус рабочей камеры имеет два быст-
родействующих эксцентриковых зажима 4 для фиксации его на корпу-
се машины. Для санитарной обработки и снятия чаши конус можно
открепить от корпуса и откинуть его на петле. Машина полунаполь-
ного типа; устанавливают ее на основание с четырьмя опорами 1.
Принцип действия. Продвижение по горизонтальной ча-
сти конусной чаши и очистка клубней происходят так же, как и в
дисковых картофелеочис-
тительных машинах, но
угол подъема волны здесь
ниже и составляет 17...19°.
В связи с этим клубни под-
нимаются волнами только
на наклонную поверх-
ность рабочего органа, а
далее из-за конусности ра-
бочего органа клубни под
действием центробежной
силы поднимаются вверх,
ударяются об отбойник в
крышке или о выступ на
стенке рабочей камеры и
падают на вращающийся
рабочий орган. В процес-
се такого движения клуб-
ни проскальзывают от-
носительно шероховатых
поверхностей, происхо-
Рис. 30. Принципиальная и кинематическая
схема картофелеочистительной машины
МОК-350:
/—опора; 2— патрубок; 3— рабочая камера; 4—
эксцентриковый зажим; 5 — электродвигатель
дит сдирание кожицы;
кроме того клубни в про-
цессе движения сталкива-
ются друг с другом, ме-
няют свое положение и
74
постоянно касаются рабочих поверхностей своими различными
участками.
Основные параметры, влияющие на очистку овощей. Основны-
ми параметрами, влияющими на качество очистки, производи-
тельность и мощность оборудования, являются диаметр и высота
рабочей камеры, угол подъема волны, угол конусности и частота
вращения рабочего органа. Принимают, что минимальный диа-
метр рабочей камеры должен быть больше четырех диаметров клуб-
ней Дшп > 48, а высота ее с учетом угла естественного откоса рав-
на половине диаметра Н= D/1. Угол подъема волны для дисковых
картофелеочистительных машин фд = 2...25°, а для конусных фк =
= 17... 19°, угол конусности 0 = 30°. Минимальную частоту враще-
ния рабочего органа определяют из условия, что центробежная
сила клубня больше силы трения F> Т. При этом условии обеспе-
чивается проскальзывание (сдирание кожицы) клубня, его пере-
катывание и продвижение к стенке при минимальном ударе. При
малых значениях частоты вращения может отсутствовать проскаль-
зывание и не будет происходить очистки, а при очень больших
частотах будут наблюдаться проскальзывание клубня без перека-
тывания и сильный удар в стенку, что приведет к деформации
клубня. К нежелательным деформациям клубня может привести и
угол подъема волны более 25°, при этом также резко усиливается
удар клубня в стенку и увеличивается его подъем.
Определение производительности картофелеочистительных ма-
шин периодического действия. Производительность можно опреде-
лить по формуле
УоРФ
*з + to + ty
где Vq — свободный объем камеры для обработки продукта, м3; р —
насыпная масса обрабатываемого продукта, кг/м3; ф — коэффи-
циент заполнения камеры для обработки (ф - 0,6 ...0,65), /3, to, ty —
время загрузки, обработки и удаления продукта из рабочей каме-
ры соответственно, с.
Для дисковых картофелеочистительных машин
71Д3
Уод = а так как D/2, то Р^д = тгД3/8;
для конусных картофелеочистительных машин
И0к = ^ + ^(Д2 + </2 + Д</),
о 1Z
где в _ внутренний диаметр рабочей камеры, м; d — диаметр дна
конусной чаши рабочего органа, м; Н — высота цилиндрической
75
части рабочей камеры, покрытой абразивом; h — высота конус-
ной чаши рабочего органа, м.
Правила эксплуатации картофелеочистительных машин перио-
дического действия. Прежде чем приступить к очистке овощей,
проводят внешний осмотр машины: определяют ее санитарное
состояние, убеждаются в отсутствии посторонних предметов внутри
рабочей камеры, проверяют заземление, состояние электропро-
водки и правильность сборки.
Запрещается включать машину при снятой загрузочной ворон-
ке и при открытой дверце разгрузочного люка. Далее включают
машину и проверяют ее работу на холостом ходу. После этого можно
приступить к работе. Предназначенные для очистки овощи долж-
ны быть откалиброваны и тщательно вымыты, что уменьшает про-
цент их отходов, улучшает качество очистки и удлиняет срок эк-
сплуатации машины.
Включают машину нажатием кнопки «Пуск», открывают во-
допроводный кран и вода поступает в рабочую камеру. Общий
расход воды не должен превышать 1 л на 1 кг очищаемого про-
дукта. Далее открывают крышку загрузочной воронки и загружают
в рабочую камеру определенную инструкцией по эксплуатации
порцию подготовленного продукта. При увеличении или умень-
шении загружаемой порции овощей против нормативной снижа
ется производительность машины, ухудшается качество очистки,
а также увеличиваются отходы.
Закрыв крышку загрузочной воронки, проводят очистку про-
дукта; при этом надо следить за выводом из машины воды с мез-
гой. После окончания очистки (определяется визуально или уста-
навливается с помощью программатора у машины LP-90) нужно
разместить под лотком загрузочного люка емкость для сбора очи-
щенного продукта, перекрыть подачу воды в рабочую камеру, ос-
торожно открыть дверцу разгрузочного люка и выгрузить очищен-
ный продукт.
После выгрузки очищенного продукта вновь закрыть дверцу
разгрузочного люка и повторить операции. После окончания очи-
стки выключить машину нажатием кнопки «Стоп» и закрыть кран
подачи воды в рабочую камеру. В конце работы отключить автома-
тический выключатель.
После окончания работы на машине проводят ее санитарную
обработку: очищают, тщательно промывают струей воды рабочую
камеру, освобождая ее от грязи и очистков, насухо вытирают на-
ружную поверхность. При очистке машины следует пользоваться
волосяными, а не металлическими щетками.
При длительной работе машины не следует допускать скопле-
ния воды вблизи ее основания: увлекаемая вентилятором влага
может попасть в двигатель, что приведет к его быстрому выходу
из строя.
76
5.3. Картофелеочистительная машина непрерывного
действия
Машину КНА-600М устанавливают на крупных предприятиях
общественного питания или в специализированных цехах по очи-
стке картофеля, а также в поточных линиях. Машина состоит из
прямоугольной рабочей камеры, загрузочного устройства, разгру-
зочного лотка, рабочих органов (абразивных роликов), электро-
двигателя с передаточным механизмом, коллектора для подачи
воды, ванны.
Рабочая камера машины представляет собой прямоугольную
коробку, разделенную тремя перегородками Р(рис. 31) на четыре
18
з
Рис. 31. Принципиальная схема картофелеочистигельной машины КНА-600М:
1 — рама: 2 — ванна; 3 — ролик; 4 — загрузочное окно; 5 — электродвигатель; 6—
к'Дичоременная передача, 7 — цилиндрическое колесо; 8 — коллектор, 9 — лере-
1 “Редка; 10 — заслонка; 1] — секция рабочей камеры; 12 — разгрузочный лоток;
поворотная заслонка; 14— валик; 15 — сетка; 16 — крахмалоотстойник; 17—
сливной патрубок; 18 — регулировочный механизм
77
секции 7 7. Рабочими органами машины служат вращающиеся аб-
разивные ролики 3, установленные по 12 шт. на валик 14, кото-
рый выполнен в виде ме' аллического стержня. Ролики имеют форму
усеченных конусов и совмещаются на стержне одинаковыми диа-
метрами, что обеспечивает большую поверхность соприкоснове-
ния клубней с абразивной поверхностью роликов.
Для прохода картофеля из секции в секцию в перегородках
предусмотрены окна, ширина которых регулируется специальны-
ми заслонками 10. Скна размещены на противоположных сторо-
нах перегородок. Валики расположены по всей ширине рабочей
камеры и вращаются в направлении к оазгрузочному лотку 12. Дно
второй секции состоит из шести валиков, остальных секций — из
пяти.
Валики приводятся в движение от электродвигателя 5, распо-
ложенного в верхней части машины. Движение к рабочим органам
передается от двигателя через клиноременную передачу 6 и сис-
тему зубчатых цилиндрических передач 7. Для безопасности рабо-
ты клиноременная передача закрыта предохранительным щитком.
Двигатель укреплен на специальных направляющих, по которым
он может передвигаться для натяжения ремней.
Продукт загружается через загрузочное окно 4, а выгружается
через разгрузочный лоток 12, который имеет поворотную регули-
ровочную заслонку 13, позволяющую менять сечение выходного
окна.
В каждую секцию рабочей камеры через коллектор 8 подается
вода, которая смывает очищенную кожуру. Вода вместе с мезгой
проходит между роликами и попадает в ванну 2, а оттуда через
сетку в крахмалоотстойник.
Принцип действия. От электродвигателя движение через
клиноременную передачу 6 передается валу второй секции, на
котором закреплено зубчатое колесо. Это колесо одновременно
находится в зацеплении с шестью шестернями, вращающими ра-
бочие валики. Две крайние шестерни передают движение зубча-
тым колесам первой и третьей секциям, которые также находятся
в зацеплении с шестернями, вращающими валики первой и тре-
тьей секций. Зубчатое колесо четвертой секции вращается от край-
ней шестерни третьей секции и приводит в движение шестерни с
валиками четвертой секции.
Продукт непрерывно подается в загрузочное окно и в первую
секцию, захватывается вращающимися роликами, трется об их
абразивные поверхности и очищается. Интенсивно подаваемая вода
смывает мезгу с поверхности клубней и роликов. Благодаря лаби-
ринтному расположению окон в перегородках время обработка
продукта увеличивается.
Клубни вследствие подпора непрерывно поступающего картофе-
ля и вращения роликов перемещаются по ширине рабочей камеры и
78
через перегрузочное окно попадают в соседнюю секцию, где совер-
шают тот же путь, как в первой секции. Пройдя все четыре секции,
очищенные клубни выгружаются через разгрузочный лоток.
Время обработки клубней, а следовательно, скорость продви-
жения продукта по секциям рабочей камеры и производительность
машины зависят от сорта, срока хранения, а также от состояния
наружного покрова клубней и абразивной поверхности роликов.
Скорость прохождения клубней в рабочей камере можно уве-
личить или уменьшить путем изменения сечения окон в перего-
родках и сечения выходного окна при помощи заслонки, а также
путем наклона корпуса машины с помощью червячного регули-
ровочного механизма 17.
Правила эксплуатации. Перед началом работы проводят внеш-
ний осмотр машины, проверяют ее санитарное состояние, ис-
правность отдельных узлов, заземления и электропроводки, а также
убеждаются в отсутствии посторонних предметов внутри рабочей
камеры машины. Далее включают машину и проверяют ее работу
на холостом ходу.
Загружают машину после включения электродвигателя и пода-
чи воды в коллектор. Предварительно отсортированный и вымы-
тый картофель подают в загрузочное устройство машины с помо-
щью ленточного транспортера. В зависимости от состояния продук-
та устанавливают необходимое сечение окон и наклон машины.
Производительность подающего транспортера (если он есть)
должна соответствовать производительности машины. Не следует
допускать переполнения какой-либо секции продуктом. В процес-
се эксплуатации абразивные ролики изнашиваются, зазоры меж-
ду ними увеличиваются и мелкие клубни могут провалиться в ванну
для слива воды и отходов. Чтобы этого не происходило, износив-
шиеся ролики надо регулярно заменять. Кроме того, необходимо
следить за состоянием клиновых ремней, регулярно проводить их
натяжение, а также промывать редукторы, заменяя в них смазку.
Все ремонтные работы, а также санитарную обработку произ-
водят при отключенном двигателе. При мойке необходимо сле-
дить за тем, чтобы вода не попадала на электродвигатель и элект-
ропусковое устройство.
5.4. Приспособление для очистки рыбы от чешуи
Для очистки рыбы от чешуи на предприятиях общественного
питания применяют специальные приспособления.
Сущность процесса очистки рыбы от чешуи с помощью этих
приспособлений заключается в механическом воздействии заост-
ренных кромок быстровращающегося скребка на чешую рыбы с
одновременным перемещением скребка вручную в направлении,
противоположном направлению расположения чешуек.
79
Рис. 32. Принципиальная схема приспособления для очистки рыбы от чешуи
РО-1М1:
1 — скребок; 2 — кожух; 3 — пластмассовая гайка; 4 — промежуточный вал; 5 —
пластмассовая ручка; 6 — гибкий вал; 7 — кожух; 8 — выключатель; 9 — муфта;
10 — электродвигатель; 11 — кронштейн; 12 — винтовой прижим; 13 — вилка
Рабочим инструментом приспособления для очистки рыбы РО-1М1
служит скребок 1 (рис. 32). На цилиндрической поверхности скребка
расположены наклонные ребра с заостренными кромками. Торец
скребка имеет коническую форму, что позволяет очищать рыбу
от чешуи в труднодоступных местах (под плавниками). Внутри
скребка есть отверстие с резьбой для соединения скребка с вра-
щающимся валом.
Во время очистки рыбы скребок удерживают за пластмассовую
ручку 5. Одновременно эта ручка служит корпусом, в котором в двух
подшипниках вращается промежуточный вал 4. Один конец проме-
жуточного вала соединен со скребком, а другой — через муфту с
гибким валом 6. Для предохранения от разбрасывания чешуи и слу-
чайного соприкосновения пальцев работника с вращающимся скреб-
ком последний защищен кожухом 2. Кожух имеет кольцо, которое
надевается на корпус и прижимается пластмассовой ручкой.
Электродвигатель передает движение скребку через гибкий вал.
По всей длине гибкий вал защищен кожухом 7. Ручка соединя-
ется с кожухом вала с помощью фасонной гайки.
Присоединение гибкого вала к электродвигателю производится
электроизоляционной муфтой 9. Электродвигатель 10 прикрепляет-
ся к рабочему столу кронштейном 11 с винтовым прижимом 12.
Подключение машины к электросети производится с помо-
щью вилки 13 и розетки. Пуск в работу и остановка электродвига-
теля осуществляются выключателем 8.
Принцип действия. Вращение от электродвигателя через
гибкий вал передается непосредственно рабочему инструменту
(скребку). Острые кромки винтовых канавок скребка, вращаясь,
удаляют чешую при легком прикосновении к нему.
Правила эксплуатации приспособления для очистки рыбы от че-
шуи. Перед началом работы электродвигатель крепят к рабочему
столу. Если же электродвигатель был установлен ранее, то прове-
80
Технические характеристики машин и механизмов для очистки овощей и рыбы
к£>
гЗ
е:
сО
ГЗ
Н
РО- 1 Ml О ко 1 1 1400 1400 Одна 220 0,06 по 280 1710 оо
КНА- 600М 009 1 1 1000 — Три 380/220 3,0 1490 1125 1315 480
МОК- 350 О 10...12 60...120 460 1420 380 0,55 755 450 785 О
К-7- МОК-125 125 6...7 200 360 1420 ' 380/220 О О О m оо m 1Г)СП ОО оо
УММ-5 40...50 2...3,5 1 О । Одна 220/127 0,45 ..0,6 ОШ ко со о 14,5
ЛП-350 (LP-350) О Ц-> о 1 Три 1 220/380 L 0,75 430 430 1000
ЛП-90 (LP-90) о оо ТГ 120 1 Одна 230 0,28 600 350 400 Ок
А9- КЧП ° 1 1 1 Три 380 О 1—1 1740 690 1500 322
моол- 500М 500 О m 1 380 2,2 600 1000 О ко
МОЛ- 100 100 ХГ ок 1000 380/220 О UO О ОК ГЧ 1/~) хГ оо
мок- 300 300 о 120 1 1500 । 180/220 о 600 410 1000 см ко
о о ж” 150 Г- 162 1000 ' 380/220 о 600 410 850 СГ)
Показатель Производительность, кг/ч Количество загру- жаемого продукта, кг Продолжительность одного цикла, с Частота вращения вала, мин'1: рабочего электродвигателя Число фаз перемен- ного тока Номинальное напряжение, В Номинальная мощность электродвигате- ля, кВт Габаритные размеры, мм: длина ширина высота Масса, кг, не более
81
ряют надежность его крепления и при необходимости регулируют
винтовой прижим. Затем подключают электродвигатель к электро-
сети. Подготовленную к очистке рыбу укладывают на разделоч-
ную доску и, убедившись в исправности крепления гибкого вала
к электродвигателю и рукоятке, включают электродвигатель.
Придерживая рыбу левой рукой за хвостовой плавник, правой
рукой водят скребком по тушке от хвостовой части к голове. Затем
рыбу очищают с другой стороны. После окончания работы скре-
бок промывают в горячей воде при включенном двигателе. Ручку
очищают от прилипшей чешуи и насухо протирают.
В сроки, предусмотренные инструкцией по эксплуатации ма-
шины, заменяют смазку в подшипниках промежуточного вала и
электродвигателя.
Технические характеристики машин и механизмов для очист-
ки овощей и рыбы приведены в табл. 6
Контрольные вопросы и задания
1. Перечислите технологические требования, предъявляемые к очист-
ке овощей.
2. Назовите способы очистки овощей.
3. Как классифицируют очистительные машины и механизмы?
4. Какие шероховатые поверхности при механическом способе очист-
ки используют в очистительном оборудовании?
5. Каково принципиальное устройство картофелеочистительных ма-
шин (дисковых и конусных)?
6. Как движутся клубни в картофелеочистительных машинах периоди-
ческого действия?
7. Какие параметры влияют на качество очистки овощей?
8. Каково принципиальное устройство картофелеочистительной ма-
шины непрерывного действия?
9. Как регулируют время очистки овощей в картофелеочистительной
машине непрерывного действия?
10. Как определить производительность картофелеочистительных ма-
шин периодического и непрерывного действия?
11. Каковы правила эксплуатации этих машин?
12. Каково принципиальное устройство приспособления для очистки
рыбы от чешуи?
ГЛАВА 6. ИЗМЕЛЬЧИТЕЛЬНОЕ ОБОРУДОВАНИЕ
6.1. Классификация измельчительного оборудования
Процесс уменьшения размеров исходного продукта до задан-
ных размеров конечного продукта называют измельчением. Разли-
чают два вида измельчения: дробление, при котором измельчен-
ный материал не имеет определенной формы, и резание, когда
одновременно с уменьшением размера частицам придается опрс-
82
деленная форма. Измельчение пищевых продуктов широко при-
меняют на предприятиях общественного питания при изготовле-
нии панировочных сухарей, сахарной пудры, молотых специй,
дробленых орехов, пюреобразных продуктов из вареных овощей,
фруктов, творога, при нарезке овощей, фруктов, мяса, хлеба,
сыра, колбасы, ветчины, масла сливочного и других продуктов.
В зависимости от характера действующих сил различают измель-
чение раздавливанием, разрывом, раскалыванием, ударом, исти-
ранием и срезом. На практике применяют, как правило, одновре-
менно несколько способов измельчения: раздавливанием и исти-
ранием, раскалыванием и ударом, истиранием и срезом и т.д.
Процесс измельчения характеризуется степенью измельчения (/'):
i'=D/d,
где D, d — соответственно средний размер кусков материала до
измельчения и после измельчения.
Различают следующие размерные классы измельчения продук-
тов: крупный — с размером кусков продукта после измельчения
250...40 мм; средний 40... 10, мелкий 10... 1, тонкий 1...0,1 и кол-
лоидный — до 0,001 мм.
Все применяемое на предприятиях общественного питания из-
мельчительное оборудование можно классифицировать по следу-
ющим основным признакам:
по функциональному назначению'.
для измельчения твердых пищевых продуктов (размолочные
машины и механизмы);
для измельчения мягких пищевых продуктов (протирочные
машины и механизмы);
для резания пищевых продуктов (овощерезательные машины,
мясорубки, мясорыхлители, хлеборезки, машины резки гастро-
номических товаров и др.) *;
по структуре рабочего цикла: периодического и непрерывного
Действия;
по расположению рабочих органов: вертикальное и горизон-
тальное;
по виду привода: с индивидуальным приводом и в качестве
механизмов сменных.
Общие требования, которым должна удовлетворять любая из-
Мельчительная машина (механизм), сводятся к следующему:
получение качественно измельченного продукта (измельчен-
ные на размолочных машинах твердые продукты должны иметь
Одинаковую степень измельчения без крупных кусочков; протер-
тые на протирочных машинах продукты должны представлять со-
оой однородную мелкозернистую массу, без комочков; измель-
—--------
Режущее оборудование рассматривается в гл. 7.
83
ченные на режущем оборудовании частицы должны иметь задан-
ную форму и размеры и гладкую поверхность среза);
возможность быстрого и легкого изменения степени измельче-
ния;
износостойкость рабочих органов, не допускающая попадания
кусочков металла в измельчаемый продукт;
отсутствие излишнего измельчения (перерасход электроэнер-
гии и ухудшение качества готового продукта),
возможность немедленного удаления измельченного продукта
из рабочей камеры;
возможность быстрой и легкой замены изношенных рабочих
органов и других частей;
наличие предохранительных устройств.
6.2. Размолочные машины и механизмы
На предприятиях общественного питания применяют размо-
лочные машины и механизмы, различающиеся по устройству ра-
бочих органов: конусные (МИ, МИПП-1), дисковые (МИК-60,
МКК-120 и др.) и вальцовые (МДПИ-1). Эти машины и механиз-
мы предназначены для измельчения сухарей, сахара, круп, спе-
ций, соли и др. продуктов.
Размолочные механизмы с конусными рабочими органами. К ним
относятся механизмы МИ и МИПП-1.
Механизм МИ. Механизм состоит из корпуса, рабочих органов,
хвостовика, механизма для регулирования зазора между рабочи-
ми органами.
Корпус 6 механизма (рис. 33) выполнен в виде пустотелого
цилиндра и усеченного конуса вместе с загрузочной воронкой,
внутри которой установлена предохранительная решетка 5 с от-
верстием для толкателя 4. На корпусе закреплен хвостовик 2 для
установки механизма в горловине привода. В корпусе размещен
терочный барабан 9, переходящий в коническую рифленую по-
верхность, и терочный диск 1, имеющий также коническую риф-
леную поверхность. Терочный диск и шнек 10 закреплены на го-
ризонтальном валу 3 с помощью болта и шайбы. Вал установлен
на двух шарикоподшипниках и уплотнен манжетами. Конец вала
выполнен в виде шипа для соединения с валом привода и переда-
чи движения от него к валу механизма.
Шнек обеспечивает непрерывную подачу продукта к размолоч-
ным поверхностям, а также предварительное измельчение в ци-
линдрической части барабана. Продукт измельчается в основном в
зазоре между коническими рифлеными поверхностями терочного
диска и барабана. Рифли представляют собой спирально располо-
женные зубья прямоугольного профиля переменной высоты. От цен-
тра к периферии размеры зубьев уменьшаются, а число их растет,
84
что позволяет увеличить сте-
пень измельчения и обеспе-
чить транспортирование из-
мельченного продукта.
Степень помола регули-
руется гайкой 7. При враще-
нии гайки терочный бара-
бан перемещается вдоль оси
вала 5 по направляющему
винту 8. Минимальный за-
зор между диском и бара-
баном 0,2 мм. Направление
вращения гайки 7для полу-
чения требуемой величины
помола указывается на тор-
цевой стенке гайки стрелка-
ми с надписями «Крупно»
и «Мелко». Чтобы предотвра-
тить зависание продукта в за-
грузочной воронке, пользу-
ются толкателем.
Разгрузочное устройство
выполнено в виде верти-
кального лотка прямоуголь-
Рис. 33. Механизм МИ для измельчения
сухарей и специй:
1 — диск терочный (вращающийся жернов);
2 — крышка-хвостовик; 3 — вал; 4 — толкатель;
5 — предохранительная решетка; 6 — корпус;
7—гайка; 8—винт; 9—барабан; 10— шнек
него сечения.
Принцип действия. Продукт, находящийся в загрузочной
воронке, захватывается шнеком, предварительно измельчается его
спиральными лопастными поверхностями и передвигается в за-
зор между рифлеными размалывающими поверхностями, где и
измельчается до заданных размеров. Одновременно измельченный
продукт выгружается через разгрузочное устройство.
Механизм МИПП-1. По назначению и конструкции данный
механизм аналогичен механизму МИ. Отличие состоит в том, что
на рабочем валу установлены два конических подшипника, а пре-
дохранительная решетка имеет устройство с большей высотой ци-
линдрического отверстия для установки толкателя.
Дисковые машины и механизмы для размола кофе. К ним отно-
сятся машины МИК-60 и МКК-120.
Машина МИК-60 для размола кофе. Состоит из электродвигате-
ля, рабочей камеры, рабочих органов (вращающийся и непод-
вижный жернова), механизма регулировки зазора между жерно-
вами, разгрузочного и загрузочного устройств.
Внутри корпуса 4 машины (рис. 34) на резиновых амортизато-
рах 3 установлен электродвигатель 5. Основание 2 машины уста-
новлено на резиновых опорах 1. К верхнему фланцу электродви-
гателя крепится корпус рабочей камеры 6. На валу электродвига-
85
теля закреплен подвиж-
ный диск, а на нем вра-
щающийся жернов 7 с ло-
паткой 8. К верхнему тор-
цу рабочей камеры кре-
пится съемная крышка 10
с механизмом регулиров-
ки зазора между жернова-
ми, которые расположе-
ны горизонтально. Меха-
низм регулировки состо-
ит из рукоятки 11, коль-
ца 15 с внутренними зу-
бьями, резьбовой втулки
77 с диском, наружными
зубьями и фланца 19 с
резьбовым хвостовиком, к
которому крепится непод-
вижный жернов 9.
Для смягчения ударных
нагрузок при попадании
твердых посторонних пред-
метов между жерновами
служат демпферные пру-
жины. В верхней части кор-
пуса (в горловине загру-
зочного бункера 13, кото-
рый закрывается откидной
крышкой 14) установле-
на магнитная ловушка 12.
14
Рис. 34. Кофемолка МИК-60:
1 — резиновая опора; 2 — основание; 3 — рези-
новый амортизатор; 4 — корпус; 5 — электро-
двигатель; 6 — рабочая камера; 7— вращающийся
жернов; 8 — лопатка; 9 — неподвижный жернов;
10 — съемная крышка; 11 — рукоятка; 12 — маг-
нитная ловушка; 13 — загрузочный бункер; 14 —
откидная крышка; 15 — кольцо; 16 — электро-
вибратор; 17—резьбовая втулка; 18—демпфер-
ная пружина; 19 — фланец; 20 — труба; 21 —
пакет; 22 — планка
Принцип действия. Отрегулировав необходимый зазор и
открыв откидную крышку, в бункер загружают зерна кофе, а на
трубу 20 надевают пакет 21, предварительно отжав планку 22. За-
тем, отпустив планку, прижимают пакет к трубе и включают элек-
тродвигатель.
Кофе из загрузочного бункера поступает самотеком в простран-
ство между жерновами и измельчается, а далее с помощью лопаток
выбрасывается в трубу для выгрузки, которая колеблется с помо-
щью электровибратора 16, тем самым обеспечивается удаление всего
кофе без остатка.
Механизм для размола кофе МКК-120 (Польша). Механизм дис-
ковый, с вертикальным расположением рабочих органов. Состоит
из корпуса, чугунной крышки, рабочих органов, механизма регу-
лирования зазора между рабочими органами, двух бункеров.
В корпусе 2 (рис. 35) размещены шнек 1 и неподвижный жер-
нов 5. Вращающийся жернов 7 с лопаткой 6 установлен в крышке
86
А
о
Рис. 35. Механизм для размола кофе
МКК-120:
1 — шнек; 2 — корпус; 3 — рабочий вал; 4 —
загрузочный бункер; 5 — неподвижный жер-
нов; 6 — лопатка; 7 — вращающийся жернов;
8 — крышка; 9 — гайка; 10 — хвостовик; 11 —
винт; 12 — приемный бункер
8 и получает через штифт
вращение от рабочего вала
3. Зазор между жерновами
регулируется с помощью
гайки 9, которая навинчи-
вается на хвостовик 10 с
резьбой.
Принцип действия.
Механизм приводится в
действие универсальным
приводом MKN-11. Враще-
ние от вала привода пере-
дается рабочему валу, на
котором насажены шнек и
подвижный жернов. Про-
дукт из загрузочного бунке-
ра 4 подается самотеком к
шнеку, предварительно из-
мельчается им и продвига-
ется к жерновам. Оконча-
тельно продукт измельчает-
ся между жерновами. Зазор
регулируют во время рабо-
ты механизма. Для этого
вначале отвинчивают винт
77, затем устанавливают ре-
гулировочную гайку 9 на нужную степень помола и вновь завин-
чивают винт. Измельченный продукт под действием собственного
веса поступает в приемный бункер 12.
Вальцовый механизм. Предназначен для дробления ядер орехов
и растирания их до мучной массы, а также для растирания мака.
Механизм МДПП-1. Состоит из корпуса, рабочих органов (двух
валков), двух скребков, загрузочного бункера, механизма регули-
ровки зазора между валками.
В верхней части прямоугольного корпуса 1 (рис. 36) расположен
загрузочный бункер 4. В бункере установлены питательный валок 5
и шибер 3, с помощью которых продукт подается в зазор к размо-
лочным валкам. Положение шибера фиксируется винтом 2.
Валок 6 — стационарный с гладкой поверхностью, валок 7 —
сменный, быстросъемный с рифленой или гладкой поверхнос-
тью Валок 7 заменяют с помощью вытяжной шпонки.
Зазор между валками регулируют от 0 до 2,5 мм с помощью двух
Рукояток 8. При одновременном вращении рукояток ползуны пере-
мещаются по направляющим и отодвигают сменный валок от ста-
ционарного или приближают к нему. Размолочные валки вращают-
Ся с различной частотой навстречу друг другу. В нижней части кор-
87
Рис. 36. Механизм МДПП-1:
1 — корпус; 2 — винт; 3 — шибер; 4 —
загрузочный бункер; 5 — питательный ва-
лок; 6, 7 — размолочные валки; 8 — руко-
ятка; 9 — скребок
пуса по касательной к цилин-
дрическим поверхностям раз-
молочных валков установлены
на осях два скребка 9, кото-
рые очищают поверхности
размолочных валков от при-
липших частиц продукта.
Принцип действия.
Продукт из бункера в опре-
деленном количестве, кото-
рое зависит от величины за-
зора между шибером и пита-
тельным валком, подается в
зазор между размолочными
валками, где измельчается и
далее под действием соб-
ственной массы падает в при-
емную тару.
Для крупного помола зазор
должен быть не более 1,5 мм;
для растирания мака — 0,2 мм.
Прилипшие частицы скребками снимаются с поверхностей вал-
ков и также направляются в приемную тару.
Определение производительности размолочных машин и меха-
низмов. Производительность (кг/с) дисковых и конусных размо-
лочных машин
Q = Рпрср,
где V — объем продукта, находящегося между жерновами, м3;
п — частота вращения жернова, с-1; р — плотность продукта, кг/м3;
<р — коэффициент заполнения продуктом объема между жерно-
вами.
Для дисковых размолочных машин объем (м3)
_л(//пах
л" 4 ’
для конусных
= 2sina^™“ ~
где Дтах и Dmin — максимальный и минимальный диаметры рабо-
чей поверхности жерновов, м; b — зазор между жерновами, м; h —
рабочая высота жернова, ограниченная регулируемым зазором, м;
а — угол конусности жернова, град;
88
к
Производительность (кг/с) вальцового размолочного механизма
Q = £(ш0РФ,
где L — длина валков, м; b — зазор между валками, м; v0 —
окружная скорость рифленого валка, м/с.
г>о = ®рГр,
где <0р — угловая скорость рифленого валка, рад/с; гр — радиус
рифленого валка, м.
Правила эксплуатации размолочных машин и механизмов. Перед
началом работы проверяют надежность закрепления механизма в при-
воде, затем включают привод и проверяют работу механизма на хо-
лостом ходу. Далее машину (механизм) выключают, регулируют за-
зор (для МИК-60, МИ, МИПП-1 и МДПП-1), для МКК-120 зазор
регулируют на ходу. После регулировки зазора вновь включают
машину (механизм) и загружают подготовленный продукт. Пред-
варительно нужно поставить под разгрузочный бункер приемную
тару (для МИК-60) — прикрепить с помощью планки пакет.
Таблица 7
Техническая характеристика размолочных машин и механизмов
Показатель МИ МИП П-1 МИК-60 МДП П-1 МКК-120
Производительность, кг/ч:
измельчение сухарей 15 15 — — —
дробление ядра — — — 20 —
измельчение кофе — — 60 — 6
Частота вращения рабочих органов, мин-1 170 170 1420 170...220** 185
Мощность электро- двигателя, кВт 1,5* 0,6/0,8* 1,5 0,6/0,8* 1,1*
Диаметр размолочных валков, м — — — 0,06 —
Максимальный зазор, 1,2 1,2 1,2 1,2 1,2
Мм
Габаритные размеры,
мм:
Длина 290 305 342 365 250
Ширина 180 220 276 240 160
высота 405 355 650 310 620
Масса, кг 6,5 12,2 55 16 8,5
Мощность привода кухонной машины
Частота вращения съемного валка.
89
При эксплуатации запрещается проталкивать продукт руками
или какими-либо предметами, кроме толкателя, так как это мо-
жет привести к травме рук или поломке машины.
По мере износа жерновов, а также в зависимости от требуемой
степени измельчения различных продуктов периодически регулиру-
ют зазор и заменяют износившиеся жернова. Если машина или ме-
ханизм не обеспечивает мелкого помола, то, вероятнее всего, зу-
бья жерновов забились продуктами или установлен большой зазор.
В валковом механизме МДПП-1 при большом зазоре между
скребками и поверхностью валков продукт может остаться на по-
верхности валка и вновь попасть в зону измельчения. Во избежа-
ние этого необходимо с помощью винта прижать скребок к по-
верхности валка.
Машины (механизмы) должны содержаться в чистоте. Еже-
дневно проводят санобработку машины: промывают их теплой во-
дой и насухо протирают тканью. Техническая характеристика раз-
молочных машин и механизмов приведена в табл. 7.
6.3. Машины и механизмы для получения
пюреобразных продуктов
Для получения пюреобразных продуктов в зависимости от спо-
соба воздействия на продукт применяют три группы машин.
К I группе относятся машины, в которых продукт измельчает-
ся под действием высокочастотных колебаний. Машины этой груп-
пы предназначены для тонкого измельчения продуктов. Получен-
ные после измельчения мелкодисперсные пищевые пасты из тво-
рога, вареных овощей, круп, мяса и рыбы используют для дет-
ского и диетического питания.
Ко II группе относятся машины, в которых продукт разрезает-
ся кромками сита и продавливается лопастями через его отвер-
стия. Используют комбинированный способ измельчения — раз-
давливание, истирание и резание. Машины этой группы приме-
няют для приготовления пюре из вареных картофеля, овощей,
фруктов, мясных и рыбных продуктов, а также творога и др.
К III группе относятся машины, в которых продукт измельча-
ется быстро вращающейся лопастью с одновременным переме-
шиванием. Отечественные машины этой группы применяют для
приготовления только картофельного пюре непосредственно в
пищеварочном котле. Машины зарубежного производства с по-
добным принципом работы применяются для приготовления всех
видов тонкоизмельченной технологической продукции. При этом
для измельчения применяют высокооборотные лопастные ножи в
сочетании с продавливанием через отверстия сита, установлен-
ного вместе с лопастными ножами в протирочной головке. Послед-
нюю легко и просто можно перемещать вручную или механизиро-
90
ванным способом по всему объему котла. Подобные машины ши-
роко распространены за рубежом.
Требования к качеству продукта до и после протирания. Овощи
поступают на протирание очищенными от кожуры, без глазков,
сваренными, без отвара. Температура протираемого картофеля дол-
жна быть не ниже 85 °C. Крупы и бобовые должны быть сваренны-
ми в виде жидких каш, а также с отваром для супов-пюре.
Творог протирают без предварительной обработки. Яблоки по-
дают на протирку промытыми, очищенными от сердцевины, пе-
чеными.
Общее технологическое требование к протертым продуктам со-
стоит в том, что пюре должно представлять собой пышную, одно-
родную, мелкозернистую массу без волокнистых пучков, размер
отдельных частиц которой не должен превышать 0,5 мм для МИВП
и 1...2 мм для протирочных машин и машин типа МКП-60.
В готовом пюре не допускается наличие неизмельченных ку-
сочков, кожуры и глазков. Картофельное пюре должно быть не
вязким, без комочков. Картофель не должен остывать ниже 80 °C.
При протирке бобовых, жидких каш, яблок, грубая кожица и
оболочка зерен должны оставаться на сите. Цвет пюре должен со-
ответствовать цвету исходного продукта.
Машина для тонкого измельчения вареных продуктов. Предназ-
начена для получения тонкоизмельченных пищевых продуктов для
детского и диетического питания. Размер частиц для 80 % протер-
той массы не должен превышать 250 мкм, остальные 20% — не
более 500 мкм.
Машина МИВП состоит из корпуса, основания, электродвига-
теля, рабочих органов (ротора и статора), загрузочного бункера,
механизма регулирования зазора между рабочими органами, раз-
грузочного лотка.
На плите станины 2 (рис. 37) установлен электродвигатель 1,
вал которого через муфту 13 соединен с приводным валом 12. На
приводном валу смонтирован ротор 4, имеющий форму усечен-
ного конуса, состоящий из трех зон, отличающихся одна от дру-
гой размером и числом цилиндрических канавок. В первой зоне 56
канавок, во второй 80, в третьей 120. Во всех трех зонах ротора
канавки расположены под углом к образующей конуса.
Второй измельчающей поверхностью служит статор 5, имею-
щий так же, как и ротор, форму усеченного конуса, состоящего
113 трех зон. На внутренней поверхности ротора вдоль образующей
также нанесены канавки. Статор легко вставляется, фиксируется
и вынимается из корпуса 6. Сверху он прижимается к корпусу
3агРУзочным бункером 7, на торце которого предусмотрены два
торцевых эксцентрика 10, запирающих бункер двумя роликами 8
Ри повороте его по часовой стрелке. Оси роликов жестко закреп-
ены на кронштейнах 9, связанных с корпусом машины.
91
Рис. 37. Машина МИВП:
1 — электродвигатель; 2 — станина; 3 — раз-
грузочный лоток; 4 — ротор; 5 — статор; 6 —
корпус; 7 — загрузочный бункер; 8 — ролик;
9 — кронштейн; 10 — эксцентрик; II — регу-
лировочное кольцо; 12 — вал; 13 — муфта
Величину радиального за-
зора между статором и рото-
ром определяет регулировоч-
ное кольцо 11, установлен-
ное в расточке корпуса.
Кольцо лежит на трех
опорных штифтах и благо-
даря ступенчатой торцевой
поверхности может устанав-
ливаться на разной высоте,
соответствующей 1-й, 2-й и
3-й степени измельчения
продукта. При нижнем по-
ложении статора радиаль-
ный зазор равен 0,2 мм, при
среднем 0,4 мм, при верх-
нем 0,6 мм.
В нижней части корпуса
есть окно и лоток 3 для вы-
хода готового продукта.
Принцип действия.
Ротор через муфту получает
вращение от высокооборот-
ного электродвигателя. Про-
дукт поступает из загрузоч-
ного бункера в зазор между
быстровращающимися ро-
тором и неподвижным ста-
тором. Измельчается продукт
под действием высокочас-
тотных силовых колебаний,
обусловленных его контак-
том с выступами и впади-
нами ротора и статора.
Измельченный продукт поступает в приемную емкость.
Определение производительности машины для тонкого измельче-
ния вареных продуктов. Производительность (кг/с) можно опреде-
лить по формуле:
Q = Foyop<p,
где Fo — площадь зазора между поверхностями ротора и статора, м2;
v0 — скорость продвижения продукта вдоль образующей конуса, м/с;
Fo = n(rc2-rp2)cosa,
где гс, гр — радиусы статора и ротора соответственно, м; а —
половина угла конусности ротора, град;
92
V0 = (£>rcptg^Knp,
где rcp ~ средний радиус, м;
где Р — угол наклона канавок на роторе, град; Кгр — коэффициент
проскальзывания продукта относительно поверхности ротора
„ _ С0с + (ВПр
где (Ор и гопр — угловые скорости вращения ротора и продукта
соответственно, рад/с; К„р = 0,5...0,7; р — плотность продукта,
кг/м3; ср — коэффициент заполнения зазора между ротором и ста-
тором; ср = 0,8...0,95.
Правила эксплуатации машины для тонкого измельчения вареных
продуктов. Машину собирают и устанавливают необходимый зазор
между ротором и статором. Для этого ставят регулировочное кольцо
в положение 1, 2 или 3. Бункер помещают на корпус и поворачива-
ют по часовой стрелке до тех пор, пока торцевые эксцентрики не
будут заперты роликами. Закрепляют лоток для выхода готового про-
дукта с помощью двух откидных винтов и устанавливают приемную
емкость на подставку, далее подают напряжение (кнопка «Сеть») и
при нажатии кнопки «Пуск» включают электродвигатель. Подготов-
ленный продукт загружается в бункер при вращающемся роторе. Когда
измельчение основной массы закончено, нажимают кнопку «Стоп»,
открывают откидную крышку выходного лотка и удаляют из него
остатки измельченного продукта. После окончания работы проводят
санитарную обработку машины. Для этого ее разбирают, промывают
горячей водой, ополаскивают и просушивают.
При обслуживании машины соблюдают следующие требова-
ния. Машину надежно заземляют; регулировку зазора, замену де-
талей, исправление повреждений осуществляют только при от-
ключенной машине.
При загрузке продукта пользуются прилагаемой к машине ло-
паткой, нельзя проталкивать продукты в бункер руками или не
предназначенными для этого предметами.
Протирочные машины и механизмы. На предприятиях обще-
ственного питания применяют протирочные машины МПР-350,
МП Р-350-01, овощерезательно-протирочный механизм МО к при-
еду ПМ, механизм IVlOnil-l к приводу ПИ-1, механизм для про~
тирания супов MKZ-20 (Польша), протирочно-резательный ме-
ханизм УММ-7-10 к приводу УММ-ПР и УММ-ПС и др.
Машина МПР-350. Имеет три исполнения: МПР-350 — для на-
Резки сырых и протирки вареных продуктов, МПР-350-01 — для
93
протирки вареных продуктов и МПР-350-02* — для нарезки сырых
продуктов. Машина состоит из корпуса, электродвигателя, пере-
даточного механизма и протирочного приспособления.
В корпус 11 (рис. 38) вмонтированы электродвигатель 12, кли-
ноременная передача 1 и приводной вал. Клиноременная передача
состоит из двух шкивов, один из которых укреплен на валу элект-
родвигателя и с помощью клинового ремня передает вращательное
движение второму шкиву, жестко закрепленному на вертикальном
приводном валу. Приводной вал опирается на подшипники, зак-
рытые крышками. Вал уплотнен резиновыми манжетами. На валу
установлены сбрасыватель 3 для подачи протертого продукта в на-
клонный канал, который служит разгрузочным лотком 2, а также
лопастной ротор 5. Ротор крепится к приводному валу с помощью
специального винта с левой резьбой.
В корпусе 11 установлена цилиндрическая рабочая камера 9,
которая переходит в коническую чашу 6 с обечайкой 7. К после-
дней прикреплен предохранитель 8, обеспечивающий безопасность
работы.
Чтобы предотвратить поворачивание протирочного приспособ-
ления вокруг оси, на корпусе машины установлен штифт 10, а
для крепления к машине этого приспособления на его корпусе
имеются два прилива с углублениями для крепежных винтов.
Ротор 5 имеет втулку 14', на ней закреплены две лопасти 13,
угол наклона которых при вращении обеспечивает прижатие про-
дукта к протирочному диску 4. Протирочный диск имеет множе-
ство отверстий диаметром 1; 5 или 3 мм, устанавливается под ло-
пастным ротором в расточку корпуса 11 и фиксируется винтом 15
в пазе расточки. Рабочий зазор между протирочным диском и ло-
пастным ротором регулируется гайкой. На лицевой стороне кор-
пуса установлен пульт управления, на котором смонтированы
кнопки, блокировочный выключатель и магнитный пускатель.
Принцип действия. Вращение от электродвигателя через
клиноременную передачу передается приводному валу, а от него —
лопастному ротору. Продукт загружается через отверстие в обе-
чайке, поступает в чашу, а далее в рабочую камеру, где захваты-
вается вращающимися лопастями ротора, продвигается по про-
тирочному диску, разрезается кромками его отверстий и продав-
ливается через эти отверстия. Протертый готовый продукт сбра-
сывателем удаляется из машины в приемную емкость.
Механизм овощепротирочный МО к приводному механизму (при-
воду) ПМ. По назначению и конструкции механизм (рис. 39) ана-
логичен протирочно-резательной машине МПР-350. Отличия со-
стоят в следующем. Механизмом передачи движения служит ко-
нический мультипликатор, получающий движение от привода ПМ-
* Машина МПР-350-02 будет рассмотрена в гл. 7 «Режущее оборудование».
94
1
a
Al
14 13
в
Рис. 38. Машина протирочно-резательная МПР-350:
° ~ принципиальная схема: б — протирочный диск; в — лопастной ротор; 1 — клино-
Ременная передача; 2— разгрузочный лоток; 3 — сбрасыватель; 4 — протирочный диск
'Сито); 5— лопастной ротор; 6— коническая чаша; 7— обечайка; 8— предохранитель;
— рабочая камера; 10— штифт; 11 — корпус; 12 — электродвигатель; 13 — лопасти;
14 — втулка; 15— винт
Изменена форма загрузочной воронки и лопастного ротора. От-
сутствует предохранитель в загрузочной воронке
Овощерезательно-пропшрочный механизм МОПП-1. По назначе-
нию и конструкции механизм аналогичен овощепротирочному
95
механизму МО. Отличие состоит в том, что на рабочем и привод-
ном валах установлены по два конических подшипника.
Механизм MKZ-20 для протирания супов (Польша). Предназна-
чен для протирания супов и вареных овощей, а также для приго-
товления картофельного пюре. Состоит из корпуса, бачка и лопа-
сти. В корпусе 3 (рис. 40) размещены приводной вал 4, зубчатые
конические шестерни 5, 7, рабочий вал 6. Бачок 7 смонтирован
на корпусе и закреплен винтами 2. На дне бачка на раме установ-
лено сито 8. К рабочему валу 6 над ситом 8 крепится подпружи-
ненная протирочная лопасть 9. Комплектуется механизм двумя си-
тами с отверстиями диаметром 3 и 6 мм.
Протирочно-резательный механизм УММ-7-10. Приводится в
действие от привода УММ-ПР, УММ-ПС и ПУВР-0,4. Состоит из
лопасти, сита и сбрасывателя. В корпус овощерезки, установлен-
ный на приводе, вставляют рабочий вал 6 (рис. 41), на который
последовательно надеваются сбрасыватель 5, сито 4 и лопасть 3.
На корпусе подвешен загрузочный бункер 1. Продукт толкателем 2
направляется в загрузочный бункер, а далее к вращающимся ло-
пастям. Протирается продукт вращающимися лопастями через не-
подвижное сито. Протертый продукт направляется сбрасывате-
лем через разгрузочный лоток 7 в приемную тару.
Рис. 39. Механизм овощепротирочный МО
к приводу ПМ:
а — протирочное приспособление; б — ротор
лопастной
96
Рис. 40 Механизм MKZ-2O для про-
тирания супов (Польша):
/ — бачок; 2 — винт; 3 — корпус; 4 —
приводной вал; 5, 7 — конические ше-
стерни; 6 — рабочий вал; 8— сито; 9 —
протирочная лопасть
Рис. 41. Протирочно-резательный ме-
ханизм УММ-7-10:
1 — загрузочный бункер; 2 — толкатель;
3 — протирочная лопасть; 4 — сито; 5 —
сбрасыватель; 6 — приводной вал; 7 —
разгрузочный лоток
Определение производительности протирочных машин и механиз-
мов. Производительность протирочных машин (кг/с)
Q = Го^оРФ,
где Fo — суммарная площадь отверстий, находящихся под лопас-
тями, м2; v0 — средняя скорость продвижения продукта через от-
верстие сита, м/с; р — плотность продукта, кг/м3, ср — коэффи-
циент использования площади Fo.
Суммарная площадь отверстий (м2)
Г у
Fo=—Zo,
где do — диаметр одного отверстия, м; Zo — число отверстий,
находящихся под лопастями.
Средняя скорость продвижения продукта через отверстия сита
(м/с)
V = O)rcptg(l,
где ш — угловая скорость вращения лопасти, рад/с; гср — средний
Радиус лопасти, м; р — угол наклона лопасти, град.
Машины для приготовления картофельного пюре в пищевароч-
Hbix котлах. Предназначены для приготовления картофельного
Пюре непосредственно в пищеварочных котлах.
4 Ботов 97
Рис. 42. Машина МКП-60:
1 — котел; 2 — лопасть; 3 — зажим; 4 —
крышка; 5 — соединительная муфта; 6 —
конический зубчатый редуктор; 7 — при-
вод; 8 — упор; 9 — рукоятка; 10 - махо-
вик; 11 — телескопическая колонна; 12 —
фиксирующее устройство; 13 — тележка
Машина МКП-60. В комп-
лект машины входят опроки-
дывающийся пищеварочный
электрокотел КПЭ-60 и под-
катный привод. Привод кре-
пится на трехколесной тележ-
ке 13 (рис. 42), переднее ко-
лесо установлено на вертлю-
ге и обеспечивает маневрен-
ность механизма. Специаль-
ное устройство 12, установ-
ленное на тележке, фиксиру-
ет ее относительно котла. На
тележке смонтирована теле-
скопическая колонна 11, со-
стоящая из двух труб. Внутрен-
няя труба может перемешать-
ся в вертикальном направле-
нии с помощью подъемного
механизма. В верхней части
этой трубы закреплен на под-
ставке привод 7, на кожухе
которого расположены стан-
ция управления и упор 8. Наружная труба установлена на тележке
неподвижно и с внешней стороны имеет рукоятку 9 для передви-
жения тележки и маховик 10 подъемного механизма.
Головка взбивателя имеет конический зубчатый редуктор 6,
горизонтальный вал которого соединяется с валом привода. На
вертикальном валу расположена быстросъемная соединительная
муфта 5для подсоединения лопасти 2. Лопасть 2 выполнена в виде
рамки, контуры которой совпадают с контуром котла 1. Попереч-
ные пластины рамки заточены и согнуты под определенным уг-
лом. В процессе измельчения картофеля и взбивания пюре котел
закрывается специальной крышкой 4 с быстродействующими за-
жимами 3.
Принцип действия. После того как картофель будет сва-
рен до готовности, а отвар слит, тележку с приводом вручную
подкатывают к котлу. Для удобства установки взбивателя привод с
помощью маховика поднимают в верхнее крайнее положение, а
после установки взбивателя опускают до упора. Подготовленный
к работе привод включают при закрытой крышке котла 1. Спустя
2,5 мин в котел 1 через воронку вливают полагающиеся по рецеп-
ту компоненты. Общее время приготовления картофельного пюре
5 мин. После окончания работы снимают с котла крышку и взби-
ватель. Затем, нажимая педаль, отсоединяют тележку от упора котла
и откатывают ее в сторону.
98
Машина для приготовления картофельного пюре МКП-250. От
машины МКП-60 машина МКП-250 отличается тем, что взбива-
тель у нее вращается одновременно и вокруг своей оси, и вокруг
оси котла. Для приготовления и взбивания 200 кг вареного карто-
феля требуется 14... 15 мин.
Правила эксплуатации протирочных машин и механизмов. Перед
началом эксплуатации проверяют санитарное состояние машины и ее
комплектность. Машина должна быть надежно заземлена. Соединение
между заземляющим зажимом и присоединенными к нему частями
должно иметь электрическое сопротивление не более 0,1 Ом. Эксплу-
атация незаземленной машины категорически запрещается.
Осмотр, проверку, регулировку, санитарную обработку и час-
тичную разборку машины необходимо проводить только при вы-
ключенном автоматическом выключателе. Снимать и устанавливать
приспособления и рабочие органы следует только после полной ос-
тановки машины. При загрузке продукта запрещается проталкивать
его в рабочую зону руками; необходимо пользоваться толкателями.
При подготовке машины к работе устанавливают на вал сбра-
сыватель, затем в расточку корпуса — протирочный диск и зак-
репляют его винтом, далее надевают на вал втулку с регулиро-
вочной гайкой и контргайкой. После этого устанавливают лопаст-
ной ротор так, чтобы паз на втулке совпал с шипом вала, и зак-
репляют на корпусе откидными винтами протирочное приспо-
собление. Затем включают автоматический выключатель, находя-
щийся на выносном щите, и нажимают на кнопку «Пуск».
Подготовленный продукт загружают в загрузочный бункер и
проталкивают в рабочую камеру к вращающемуся рабочему орга-
ну. После протирания продукта отключают машину от сети авто-
матическим выключателем и проводят ее санитарную обработку:
снимают с машины протирочное приспособление и рабочие орга-
ны, очищают их от продукта, промывают горячей водой до пол-
ного удаления остатков продукта и просушивают.
Конструкцией предусмотрена блокировка включения электро-
двигателя, для чего в корпусе смонтирован блокировочный вык-
лючатель. Без установки на приводную часть протирочного при-
способления включать машину с установленным на ней рабочим
органом запрещается.
При эксплуатации сменных механизмов МО, МОПП-1, MKZ-20
и УММ-7-10 не следует включать электродвигатель привода, не
закрепив надежно сменный механизм. В процессе работы проверя-
ет и осматривают механизм лишь после выключения двигателя и
Полной его остановки.
При эксплуатации машины МКП-60 необходимо следить за
тем, чтобы в пароводяной рубашке котла была вода, а двойной
Предохранительный клапан был исправным. Во время варки кар-
т°феля не разрешается оставлять котел без присмотра. При подъе-
99
Техническая характеристика машин для измельчения вареных продуктов
со
ей
Е
S
ю
оЗ
н
МКП-60 30... 80 - 09 170 1 1‘6 220/380 1400 1220 945 1410 330
УММ-7-10 50... 80 1 НО 1 0,45/0,6 220/127 1400 ООО о — о гч о 5,5
MKZ-20 1111 20 135 1 1 —4 380 1390 ООО ОМТ- 1Л. СП гч
МОП 11-1 150...200 - 1 475 ! 1 0,6/0,85 220/380 1400 О^о СП о гч хГ 1 23
МО 400 - 1 Г 170/330 ' 1 380 1400 ООО г-счп СП СП xf 40 • (
МПР-350 МПР-350-01 1 100...600 о о о о 1 475 ' 1 0,75 220/380 930 ' О ’Z'j <Z j vj- ип о ЧО СП 40 Sn
мивп 70...350 200... 500 200...600 150.„400 1 1440 250...500 5,5 220/380 1440 _ О «1
Показатель Производительность, кг/ч, при измельчении: вд 1 о а к X 2 X ю 2 О о о § овошей, фруктов CQ £ I к X 2 X к Е & творога Вместимость бачка, л 1 Частота вращения рабочего । органа, мин’1 Размер частиц в сечении, мкм Установленная мощность электродвигателя, кВт Напряжение, В Частота вращения вала электродвигателя, мин-1 S- 2 о о СО od О О 2 X X О rt 1С £ длина ширина высота Масса, кг, не более
100
jje крышки следует соблюдать осторожность во избежание ожога
рук или лица. При нарушении центрирования взбивателя относи-
тельно котла взбиватель может касаться его стенки. В этом случае
необходимо отрегулировать положение привода.
Техническая характеристика машин для измельчения вареных
продуктов приведена в табл. 8.
Контрольные вопросы и задания
1. Назовите способы измельчения пищевых продуктов.
2. Какие приняты размерные классы дробления? Какой класс дробле-
ния используют в размолочных машинах и механизмах?
3. Какие машины и механизмы применяют на предприятиях обще-
ственного питания для измельчения продуктов? Приведите их класси-
фикацию.
4. Как устроены размолочные машины и механизмы?
5. Каким образом регулируют степень измельчения в размолочных ма-
шинах и механизмах9
6. Как определить производительность размолочных машин?
7. Приведите классификацию протирочных машин и механизмов.
8. Как устроены протирочные машины и механизмы?
9. Каковы правила эксплуатации различных протирочных машин?
10. Как рассчитать производительность протирочных машин?
ГЛАВА 7. РЕЖУЩЕЕ ОБОРУДОВАНИЕ
7.1. Виды режущих инструментов и способы резания
На предприятиях общественного питания значительное место
в технологическом процессе механической обработки пищевых
продуктов занимает измельчение продуктов резанием. Резание про-
дуктов осуществляют режущими инструментами с целью прида-
ния продуктам заданных формы, размера и качества поверхности.
Режущими инструментами служат ножи различной конструкции
и формы. Режущая сторона ножа (лезвие) имеет форму двугран-
ного одностороннего или двустороннего клина (рис. 43). Грань Б
лезвия, совпадающая с плоскостью движения ножа, называется
опорной, грань А, расположенная под углом к плоскости движе-
ния ножа, — рабочей или лицевой. Линия пересечения опорной и
рабочей граней есть режущая кромка лезвия. Угол а, образован-
ный опорной и рабочей гранями, называется углом заточки лез-
вия. Клин (рис. 43, а) называется односторонним, если имеет ра-
бочую и опорную грани, и двусторонним (рис. 43, б), если не
имеет опорной грани, поскольку обе его грани являются рабочи-
ми. Угол заточки двустороннего клина равен удвоенному углу за-
точки одностороннего.
101
Рис. 43. Двугранный клин:
а — односторонний; б — двусторонний
Для разрезания твердых продуктов применяют режущие инст-
рументы, лезвия которых выполнены в форме клина с явно выра-
женными зубцами и углом заточки, равным нулю или отрица-
тельным (рис. 44). Такие инструменты называют пилами.
Кроме того, для разрезания пластичных продуктов в отдель-
ных случаях применяют режущие инструменты в виде проволоки.
Основные формы ножей, применяемые в режущем оборудова-
нии, следующие: прямолинейные, прямолинейные проволочные
и зубчатые, криволинейные, криволинейные зубчатые, дисковые,
дисковые зубчатые (рис. 45).
В зависимости от направления относительного перемещения
рабочего инструмента и продукта резание принято подразделять
на рубящее и скользящее.
При рубящем резании скорость резания vp во время перемеще-
ния режущего инструмента направлена перпендикулярно режу-
щей кромке лезвия (рис. 46, б), при скользящем резании — под
острым углом (рис. 46, а) и ее можно разложить по двум направ-
лениям: по нормали к режущей кромке vn и вдоль нее vt. Если
скорость направлена вдоль режущей кромки, то процесса резания
не произойдет (рис. 46, в).
Рис. 44. Схема резания продукта пилой с
разведенными зубьями:
а — с отрицательным углом заточки б — с
углом заточки, равным О
При рубящем резании
лезвие ножа деформирует
продукт и уплотняет его
поверхностный слой на
ограниченной площадке.
Как только контактные
напряжения сжатия дос-
тигнут предельной вели-
чины, продукт разрушает-
ся под острой кромкой
лезвия ножа.
При скользящем реза-
нии в результате движения
ножа перпендикулярно ре-
102
г
Рис. 45. Формы ножей:
а — прямолинейный проволочный, прямолинейный зубчатый; б — криволинейный,
криволинейный зубчатый; в — дисковый г — дисковые зубчатые
жущей кромке происходит проникновение его в толщу продукта,
а при движении ножа вдоль режущей кромки — перепиливание
мельчайшими микрозубчиками лезвия волокон и стенок клеток
продукта. При этом величина контактных напряжений, а следова-
тельно, требуемое усилие будут меньше, чем при рубящем резании.
Поверхности среза получаются более гладкими и ровными, без
видимых следов деформации отрезаемых кусочков.
Рубящее резание рекомендуется использовать для тех продук-
тов, у которых разрушающие контактные напряжения невелики и
резание происходит без значительного уплотнения. Поверхность
среза получается ровной и продукт не деформируется. К таким
продуктам можно отнести сыры, сливочное масло и др.
Для тех продуктов, у которых разрушающие контактные на-
пряжения достигают максимального значения только после того,
Рис. 46. Схема относительного перемещения ножа и продукта:
~~ под острым углом к режущей кромке; б — по нормали к режущей кромке; в —
вдоль режущей кромки
103
как продукт претерпел наряду с упругой и пластическую дефор-
мацию, рубящее резание не рекомендуется. Отрезанные от таких
продуктов кусочки остаются в деформированном состоянии. На-
пример, пористые продукты (мягкий хлеб, бисквиты) частично
утрачивают свою пористость, ухудшается их товарный вид. Такие
продукты, как помидоры, лимоны, свежие огурцы, фрукты, мясо,
рыба, вследствие деформации теряют часть сока и становятся ма-
лопригодными к употреблению. А поскольку при скользящем ре-
зании продукт значительно меньше деформируется, то оно полу-
чило наибольшее распространение.
Основные показатели, определяющие качество нарезки, — чи-
стота поверхности среза и равномерность толщины отрезаемых
слоев. Чистота поверхности среза зависит в основном от физико-
механических свойств продукта, его размеров, формы, угла за-
точки и остроты ножа, а также от способа резания (рубящее или
скользящее). Способ резания определяется формой ножа и харак-
тером его движения. Равномерность толщины отрезаемых слоев
зависит от способа удержания продукта в момент резания. Про-
дукт не должен поворачиваться.
В зависимости от вида разрезаемого продукта режущее обору-
дование можно разделить на следующие группы: I — для нарезки
плодов и овощей (овощерезательные машины и механизмы); II —
для нарезки мяса и рыбы (мясорубки, мясорыхлители, куттеры,
для нарезки на бефстроганов, костерезки и т. д.); III — для нарез-
ки хлебобулочных изделий (хлеборезки); IV — для нарезки гаст-
рономических товаров (машины резки гастрономии МРГ).
7.2 Машины и механизмы для нарезки
плодов и овощей
На предприятиях общественного питания широко используют
овощерезательные машины и механизмы для нарезки плодов и
овощей ломтиками, брусочками, соломкой, стружкой, долька-
ми, кубиками (рис. 47).
Ломтики имеют две параллельные поверхности среза, расстоя-
ние между которыми равно толщине ломтика /г; длина и ширина
ломтика зависят от размеров разрезаемого плода.
Брусочки и соломка имеют, как правило, два заданных разме-
ра — толщину А и ширину А; длина I определяется размером пло-
да. Соломка по сравнению с брусочками имеет меньшее попереч-
ное сечение.
Стружка отличается от соломки формой поперечного сечения:
соломка имеет прямоугольное поперечное сечение, стружка — в
виде кругового сегмента.
Кубики, призмочки имеют три заданных размера: длину /, ши-
рину Ь, толщину h.
104
Рис. 47. Форма нарезки овощей:
а — ломтиками; б — брусочками; в — соломкой; г — кубиками; д — призмочками;
е — дольками
Дольки имеют две плоские поверхности среза, расположен-
ные под определенным углом а. Все размеры долек зависят от
размеров плода. Иногда дольки имеют еще и фиксированную
длину.
При нарезке овощей к конечному продукту предъявляют сле-
дующие требования. Частицы продукта должны иметь заданную
форму и размеры при минимальном количестве неполноценных
частиц; гладкую поверхность среза, без трещин и неровностей.
Отрезанные частицы должны сохранять свою форму, не разру-
шаясь. При нарезке из сочных продуктов не должен вытекать сок,
а мягкие продукты не должны сильно деформироваться. Каче-
ство нарезанного продукта зависит от многих факторов: способа
нарезания (рубящее или скользящее резание), формы, остроты
и угла заточки ножей, способа удержания продукта в момент
резания.
Овощерезки можно классифицировать по следующим основ-
ным признакам:
по назначению: для нарезки сырых и вареных овощей, комби-
нированные;
по конструктивному исполнению: дисковые, роторные, пуан-
сонные, дисковые с роторной подачей, комбинированные. Оте-
чественные овощерезки пуансонные и дисковые с роторной по-
дачей в настоящее время сняты с производства и выпускаются
только за рубежом;
по расположению рабочих органов: с горизонтальным, наклон-
ным и вертикальным расположением. Наиболее распространены
овощерезки с горизонтальным и наклонным расположением ра-
бочих органов;
105
по способу удержания продукта в момент резания (клином,
толкателем, клином и толкателем, клином и центробежной си-
лой — в роторных овощерезках);
по структуре рабочего цикла: непрерывного и периодического
действия. Чаще всего овощерезки бывают непрерывного действия;
по виду привода: с индивидуальным приводом или без такового.
Дисковые овощерезки. Предназначены для нарезки овощей и
фруктов ломтиками, брусочками, соломкой и стружкой. Устанав-
ливают их, как правило, в заготовочных цехах предприятий об-
щественного питания. В настоящее время в общественном пита-
нии применяют машины (МР050-200, МПР-350, МПР-350-02,
МРО-400-Ю00) и сменные механизмы (МО, МОПП-1, MKJ-250,
УММ 7-10) к приводам универсальных кухонных машин.
Помимо перечисленных овощерезательных машин промышлен-
ность выпускает: измельчитель овощей с приставкой мясорубки
ГАММА-5М, МРО-500 (с автоматизированной подачей и прижа-
тием продукта), ЭКР-2 (нарезка только на ломтики), КП 1580 ОЕ
(слайсер-процессор по лицензии японской фирмы «Санино»). Кро-
ме резки овощей эта машина осуществляет измельчение кофе,
мяса, рыбы; замес теста, взбивание и др. (см. краткую техничес-
кую характеристику, табл. 10).
Дисковые овощерезатсльные машины имеют принципиально
одинаковое устройство и различаются между собой конструктив-
ным оформлением отдельных элементов, набором рабочих орга-
нов и размерами.
Рабочей камерой дисковых овощерезок служит пустотелый
цилиндр, расположенный вертикально, горизонтально или на-
клонно. Рабочая камера имеет загрузочное и разгрузочное устрой-
ства. Рабочим органом овощерезок служат ножи, закрепленные на
вращающемся опорном диске и имеющие прямолинейную или
криволинейную форму. Для нарезки овощей и фруктов ломтика-
ми ножи устанавливают параллельно плоскости опорного диска
на некотором расстоянии от него, равном толщине отрезаемого
ломтика. Для нарезки плодов и овощей брусочками применяют ком-
бинированные ножи, состоящие из ножевой гребенки с лезвиями,
расположенными перпендикулярно плоскости опорного диска, и
ножа, установленного параллельно плоскости опорного диска. Для
получения стружки используют рабочие органы в виде стального
листа с отверстиями, один край которых отогнут и заострен.
Нарезают овощи следующим образом. Из загрузочного устрой-
ства овощи поступают на вращающийся опорный диск и движут-
ся вместе с ним до тех пор, пока не будут остановлены стенкой
камеры, имеющей форму кругового клина («улитки») либо ци-
линдра. К опорному диску овощи прижимаются в результате их
заклинивания между наклонной поверхностью камеры и опор-
ным диском или вручную с помощью толкателя. Ножи врезаются
106
в неподвижные овощи и отрезают от них слои продукта, которые
проваливаются в отверстия опорного диска. Оставшаяся часть плода
опускается на опорный диск, вновь останавливается стенкой ка-
меры и прижимается к опорному диску, после чего с нее срезает-
ся следующий слой. Процесс повторяется до тех пор, пока про-
дукт полностью не измельчится.
Универсальная овощерезательная машина МРО 50-200. Предназ-
начена для нарезки сырых овощей ломтиками, брусочками, со-
ломкой, а также шинковки капусты. Устанавливают машину на
амортизаторах на рабочем столе в заготовочном цехе. Состоит она
из приводной части, сменных рабочих органов и съемного загру-
зочного устройства.
Приводная часть машины (рис. 48) состоит из литого алюмини-
евого корпуса 5, электродвигателя 12, укрепленного на плите, име-
ющей пазы для натяжения ремней клиноременной передачи 13, и
вертикального приводного вала 1, установленного на конических
роликовых подшипниках 3. Натяжение в подшипниках регулиру-
ют с помощью гайки 14 (см. рис. 48, а). Подшипники закрыты
крышками. На верхней части вала на шпонке установлена втулка 9
с двумя выступами, передающими вращение рабочим органам. По-
ложение втулки относительно цилиндрической части корпуса, в
которой расположены рабочие органы, регулируют гайкой 10 и
фиксируют винтом 4. На втулке 9 закреплен трехлопастной сбра-
сыватель 11, предназначенный для продвижения нарезанного про-
дукта к разгрузочному устройству 2. На верхний конец приводно-
го вала насажен опорный диск 6 с ножами, закрепленный на валу
специальным винтом 8 и имеющий в нижней части два паза для
зацепления с втулкой 9.
В комплект машины входят следующие рабочие органы: опор-
ный диск с серповидными ножами (рис. 49, а) для нарезки ово-
щей ломтиками, кольцами и полукольцами толщиной 2 мм и шин-
ковки капусты; два опорных диска с комбинированными ножами
(рис. 49, б) для нарезки овощей брусочками сечением 10x10 мм и
соломкой сечением 3x3 мм; два терочных диска для нарезки ово-
щей стружкой сечением 0,8x1,2 мм и 3x3 мм (рис. 49, в). Регули-
рование толщины нарезки в данной машине не предусмотрено.
Опорный диск с ножами размещен в цилиндрической расто-
ченной части литого корпуса машины. Сверху (см. рис. 48, б) на
эту часть корпуса устанавливается съемное загрузочное устрой-
ство 7, закрепляемое с помощью зацепа и фиксатора. Для обеспе-
чения безопасной работы в машине предусмотрен блокировоч-
ный выключатель, который разрывает цепь питания электродви-
гателя при снятом загрузочном устройстве.
Загрузочное устройство 7 имеет литой корпус с двумя круглы-
ми /7отверстиями и одним серповидным 16. В отверстия вставля-
ет соответствующей формы толкатели. В серповидном отверстии
107
Рис. 48. Универсальная овощерезательная машина МРО 50-200:
а — общий вид; б — вид сверху; 1 — приводной вал; 2 — разгрузочное устройство;
3 — подшипник; 4 — винт; 5 — корпус; 6 — опорный диск; 7 — загрузочное
устройство; 8— винт; 9 — втулка; 10 — регулировочная гайка; 11 — сбрасыватель;
12 — электродвигатель; 13 — клиноременная передача; 14 — гайка; 15 — кронш-
тейн; 16 — серповидное отверстие; 17 — круглые отверстия
108
продукт прижимается к опорному диску посредством кронштей-
на 15. Серповидный толкатель шарнирно закреплен на кронштей-
не, который, в свою очередь, шарнирно закреплен на корпусе
загрузочного устройства. При повороте кронштейна вокруг оси сер-
повидный толкатель перемещается внутри отверстия.
Серповидное отверстие в загрузочном устройстве предназна-
чено для подачи к ножам предварительно разрезанных на части
кочанов капусты, круглые отверстия — для других овощей (кар-
тофеля, моркови, свеклы, лука, редиса, репы и т.д.).
Принцип работы. Включив машину, закладывают овощи
вручную в одно из отверстий загрузочного устройства и прижима-
ют толкателями к вращающемуся опорному диску. Ножи, враща-
ющиеся вместе с опорным диском, отрезают от продукта после-
довательно слой за слоем в виде ломтиков, колец, полуколец,
брусочков соломки. В момент отрезания продукт удерживается от
перемещения стенкой загрузочного отверстия и толкателем. Отре-
занные частицы продукта проходят в отверстия опорного диска,
расположенные под ножами, захватываются вращающимся сбра-
сывателем и подаются в разгрузочный лоток.
Универсальная овощерезательная машина МРО 400-1000. Пред-
назначена для нарезки сырых овощей ломтиками, кубиками, квад-
ратными пластинками и стружкой, а также для шинкования ка-
пусты. Устанавливают машину на амортизаторах на низком рабо-
чем столе и крепят к нему четырьмя шпильками. Она состоит из
приводного устройства, корпуса и двух сменных исполнительных
механизмов: дисковой и роторной овощерезок. Приводное устрой-
ство и дисковая овощерезка имеют такую же конструкцию, как у
овощерезки МРО 50-200, и различаются только габаритными раз-
мерами и мощностью электродвигателя.
В отличие от машины МРО 50-200 корпус машины МРО 400-1000
имеет конструкцию, позволяющую устанавливать как дисковую,
так и роторную овощерезку. В частности, в корпусе 2 (рис. 50) пре-
дусмотрены два разгрузочных канала, один из которых 1 использу-
ется при работе в комплекте с дисковой овощерезкой, другой 3 —
с роторной.
В комплект дисковой овощерезки входят следующие сменные ра-
бочие органы: опорный диск с серповидными ножами (см. рис. 49)
Для нарезки овощей ломтиками толщиной 2; 6 и 10 мм; ножевые
Решетки 4 (см. рис. 50), служащие в сочетании с опорными дисками
и серповидными ножами дтя нарезания продуктов кубиками и квад-
ратными пластинками размером 6x6 мм, 10x10 мм, 15x15 мм и
^0x20 мм; терочный диск для нарезки овощей стружкой. Опорный
Диск с серповидными ножами для нарезки продукта ломтиками
т°лщиной 2 мм используют также для шинкования капусты.
Нарезку продукта ломтиками и шинковку капусты осуществ-
яют так же, как и в овощерезке МРО 50-200. Для нарезки овощей
109
Рис. 49. Рабочие органы универсаль-
ной овощерезательной машины
МРО 50-200:
а — диск с серповидными ножами; б —
с комбинированными ножами; в — те-
рочный диск
кубиками или квадратными пластинками в рабочей камере ма-
шины устанавливают ножевую решетку с ячейками соответству-
ющих размеров, а на приводной рабочий вал — опорный диск с
серповидными ножами.
При нарезке кубиками или квадратными пластинками, так
же как и при нарезке ломтиками, продукт загружается в одно из
загрузочных отверстий дисковой овощерезки и прижимается тол-
кателем к вращающемуся опорному диску. Затем серповидным
ножом от него отрезается ломтик, который продавливается на-
клонной рабочей гранью ножа и наклонной поверхностью опор-
ного диска в ножевую решетку. Вертикальные ножи ножевой ре-
шетки разрезают отрезанный ломтик на квадратные пластинки
ПО
Рис. 50. Универсальная овощерезательная машина МРО 400-1000:
1 — разгрузочный канал дисковой овощерезки; 2 — корпус; 3 — разгрузочный
канал роторной овощерезки; 4 — ножевая решетка
или кубики, которые выталкиваются из ножевой решетки следу-
ющим отрезанным ломтиком. Нарезанный продукт захватывает-
ся вращающимся сбрасывателем и направляется в разгрузочное
устройство.
Овощерезательный механизм МОПП-1. Предназначен для наре-
зания сырых и вареных овощей, а также для протирания вареного
картофеля. Присоединяют механизм к универсальной кухонной
машине с приводом П-П. Сырые овощи нарезаются ломтиками
толщиной 2 и 6 мм; брусочками 3x3 и 10x10 мм и соломкой; варе-
ные — пластинками размером 20x20 мм, 15x15 и 10x10 мм и тол-
щиной 2 и 6 мм.
Механизм (рис. 51, о) имеет загрузочное устройство 2, камеру
Для обработки 3 и рабочие органы, аналогичные по конструкции
Рабочим органам овощерезательной машины МРО 50-200. Для
нарезания вареных овощей дополнительно к горизонтальным но-
жам устанавливают ножевые решетки 4 (рис. 51, б). В отличие от
овощерезки МРО 50-200 загрузочное устройство МОПП-1 кре-
пится к корпусу с помощью двух поворотных кронштейнов 9 и
Двух фиксирующих винтов 10. Движение от привода кухонной ма-
шины к выходному валу 1 овощерезки, на котором крепятся ра-
бочие органы, передается через повышающую коническую пере-
дачу 7. Входной 5 и выходной валы овощерезки опираются на ко-
нические роликоподшипники 6, 8. Для загрузки продуктов ис-
111
Рис. 51. Овощерезательный механизм МОПП-1:
а — разрез; б — ножевая решетка для нарезки вареных овощей квадратными пластинками; 1 — выходной (рабочий) вал;
загрузочное устройство; 3 — корпус (рабочая камера); 4 — ножевая решетка; 5 — входной вал; 6, 8 — конические подшипники;
коническая передача; 9 — кронштейн; 10 — винт
пользуют три отверстия: два — круглой формы размерами 50 и 80
мм и одно — серповидной формы. Для протирания вареных про-
дуктов механизм снабжен протирочным приспособлением, кото-
рое по принципу действия и конструкции аналогично исполни-
тельному механизму протирочной машины МП-800, но имеет
меньшие габаритные размеры.
Машины протирочно-резательные МПР-350 и МПР-350-02. Ма-
шина МПР-350 (рис. 52) предназначена для нарезки сырых и про-
тирки вареных продуктов, МПР-350-02 — для нарезки сырых про-
дуктов. Обе машины имеют одинаковый приводной механизм,
который рассмотрен в гл. 6 (см. рис. 38). По принципиальному уст-
ройству они аналогичны машине МР050-200.
При нарезке сырых овощей ручные приспособления (рис. 52, о)
служат для загрузки продуктов и подачи их при помощи толкате-
лей к рабочим органам. Приспособление состоит из литого корпу-
са 8, серповидного толкателя 5 и двух цилиндрических толкателей 7.
В корпусе 8 для загрузки продуктов выполнены три отверстия:
серповидное и два цилиндрических, которые имеют высоту не-
сколько большую, чем в машине МР050-200. Толкатель 5 переме-
щается вертикально в ступице кронштейна 6 вдоль серповидного
канала корпуса и в верхнем положении поворачивается вокруг
оси 4. Толкатель имеет упрощенную форму в сравнении с толкате-
лем машины МР050-200.
В комплект машины входят следующие сменные рабочие орга-
ны: опорный диск 3 с серповидными ножами (рис. 52, 6) для
нарезки продукта ломтиками, кружочками, кольцами, полукольца-
ми, а также для шинковки капусты полосками толщиной 2 или 5 мм;
два опорных диска с комбинированными ножами (рис. 52, в) для
нарезки овощей брусочками 10x10 мм и соломкой 5x5 мм; тероч-
ный диск для нарезки овощей стружкой (рис. 52, е, д) и диск для
тонкого измельчения продуктов (рис. 52, г) с отверстиями диа-
метром 3 мм.
Нарезка продукта осуществляется так же, как и в овощерезке
МР050-200.
Овощерезательно-протирочный механизм МО. Предназначен для
Нарезки сырых и вареных овощей, а также для протирания варе-
ных продуктов. Присоединяют механизм МО к приводному меха-
низму (приводу) ПМ.
Сырые овощи нарезаются ломтиками толщиной 2 и 10 мм, бру-
сочками 10x10 мм и соломкой 3x3 мм. Вареные овощи нарезаются
кубиками 10x10x10 мм (картофель, морковь, свекла) и пластин-
ками 15x15x10 мм.
При нарезке кубиками и пластинками используют неподвижные
йожевые решетки с ячейками размером 15x15 мм или 10x10 мм (см.
РИс- 51, б) и опорный диск с серповидными ножами (см. рис. 49, а)
зазором между режущей кромкой ножа и опорным диском 10 мм.
113
6
д
Рис. 52. Машины протирочно-резательные МПР-350 и МПР-350-02:
а — общий вид: 7 — клиноременная передача; 2 — разгрузочный лоток; 3 — опор-
ный диск с ножами; 4 — ось; 5 — серповидный толкатель; 6 — кронштейн; 7 —
цилиндрические толкатели; 8 — корпус загрузочного приспособления; 9 — элект-
родвигатель; б — опорный диск с серповидными ножами; в — опорный диск с
комбинированными ножами; г — диск тонкого измельчения; д — диск терочный;
е — диск шинковочный
114
По форме рабочей камеры и разгрузочного лотка, конструк-
ции конической передачи и хвостовика овещерезательно-проти -
рочный механизм МО аналогичен овощерезательному механизму
МОПП-1. Отличие состоит в том, что в передаточном механизме
установлены шарикоподшипники вместо конических роликовых,
как в МОПП-1. По форме и конструкции загрузочного овощере-
зательного приспособления (рис. 53) механизм МО аналогичен
машине МП Р-350.
Овощерезательный механизм УММ-10. Входит в комплект уни-
версальных кухонных машин УММ-ПР, УММ-ПС и ПУВР-0,4.
Предназначен для нарезания сырых овощей ломтиками, струж-
кой и шинковки капусты. Механизм (рис. 54) имеет загрузочный
бункер 8, камеру для обработки 2, сменные рабочие органы 7 и 7,
разгрузочный лоток 6, приводной вал 4, фиксирующее устрой-
ство 3.
Рабочая камера выполнена открытой спереди и переходит внизу
в разгрузочный лоток 6. В корпусе рабочей камеры, переходящей в
хвостовик, расположен вал 4, который приводится в движение от
привода кухонной машины. В отверстии хвостовика запрессованы
два подшипника скольжения 5.
Загрузочный бункер 8, имеющий форму кругового клина, под-
вешивается шарнирно к рабочей камере и крепится к ней откид-
ными болтами. Удерживает приводной вал от осевого смещения
при открытом загрузочном бункере фиксирующее устройство 3.
На свободном конце приводного вала устанавливаются рабо-
чие органы — опорный диск 7 и режущий инструмент (ножи) 7.
Рис. 53. Приспособление загрузочное овощерезательное:
1 ~ кронштейн, 2— втулка; 3— толкатель серповидный; 4, 5 — толкатели цилин-
дрические; б — корпус; 7 — ось
115
Рис. 54. Овощерезательный механизм УММ-10:
1 — опорный диск; 2 — рабочая камера; 3 — фиксирующее устройство; 4 — при-
водной вал; 5 — подшипник скольжения; б — разгрузочный лоток; 7— ножи; 8 —
загрузочный бункер; 9 — толкатель
Опорный диск представляет собой литой корпус с окнами, со-
ответствующими форме ножей, и ступицей со шпоночным па-
зом для присоединения к приводному валу. Режущими инстру-
ментами механизма служат прямолинейные и терочный ножи.
Прямолинейные ножи используют для нарезки овощей ломти-
ками толщиной 3 или 6 мм, лука — кольцами толщиной 3 мм, а
также для шинковки капусты с шириной полоски 3 или 6 мм. Те-
рочный нож применяют для нарезки овощей стружкой толщиной
3 мм. Для изменения толщины отрезаемых ломтиков предназначе-
на специальная шайба, устанавливаемая между опорным диском и
ножами. Кроме нарезки овощей на этом механизме можно проти-
рать продукты.
Механизм для нарезания сырых овощей MKJ-250. Приводится в
действие приводом универсальной кухонной машины MKN-11.
Механизм имеет корпус 7 (рис. 55), крышку 2 с рычагом 1 и толка-
телем, вал 5, опорный диск 4, набор режущих инструментов 8... 11
и регулировочную гайку 6. Крышка к корпусу крепится болтами и
116
Рис. 55. Механизм MKJ-250 (Польша) для нарезания сырых овощей:
1 — рычаг; 2 — крышка; 3 — специальная гайка; 4 — опорный диск с режущим
инструментом; 5 — вал; б — регулировочная гайка; 7 — корпус; 8 — опорный диск
с ножами для нарезки ломтиками; 9 — то же, для нарезки брусочками; 10 — диск
для натирания; II — терочный диск
специальной гайкой 3 с накаткой. Режущими инструментами слу-
жат прямолинейные ножи для нарезки ломтиками и брусочками,
терочные ножи для нарезки стружкой и диск для натирания.
Принцип действия. Опорный диск с режущим инстру-
ментом получает вращательное движение от привода. Продукт
подается в загрузочную воронку крышки, заклинивается между
опорным диском и стенкой крышки, прижимается с помощью
толкателя, удерживаемого вручную рычагом, и нарезается.
Определение производительности дисковых овощерезок. Произ-
водительность дисковых овощерезок (кг/с)
Q = ЛщоРФ,
где £0 — рабочая площадь опорного диска, м2; г0 — средняя ско-
рость продвижения продукта через зазор между лезвиями ножей и
°Порным диском, м/с; р — насыпная масса, кг/м3; ср — коэффи-
циент использования рабочей площади опорного диска.
117
Для овощерезок типа МРО и МПР, у которых продукт прижи-
мается к опорному диску толкателем, рабочая площадь Fo являет-
ся площадью загрузочного отверстия.
При использовании круглых отверстий
Го = кД2/4,
где Do — диаметр отверстия, м.
Для овощерезок с заклинивающим устройством в виде винто-
вой лопасти (УММ-10, MKJ-250)
Д) — Л (Г max — min) j
гДе Gmn, бпах — расстояния от оси вращения соответственно до
начала и конца лезвия, м.
Средняя скорость (м/с)
v0 = hnzp/60,
где h — толщина отрезаемого слоя продукта, м; п — частота вра-
щения опорного диска, мин-1; zp — число ножей, расположенных
параллельно поверхности опорного диска.
Коэффициент использования рабочей площади
Ф=Г/Г0,
где F — площадь, занимаемая продуктом на опорном диске, м2.
Для овощерезок типа МР050-200, МПР-350 ф = 0,3...0,4, для
овощерезок с заклинивающим устройством в виде винтовой
поверхности при вертикальном расположении опорного диска ф =
= 0,1... 0,2.
Правила эксплуатации дисковых овощерезательных машин и ме-
ханизмов. Перед началом работы на дисковых овощерезках прове-
ряют исправность заземления, надежность крепления машины (ме-
ханизма) к производственному столу или приводу универсальной
кухонной машины, а также правильность сборки.
При эксплуатации дисковых овощерезок нельзя устанавливать
или снимать рабочие органы при включенной машине или меха-
низме, направлять и проталкивать застрявший продукт руками,
опускать руки в рабочую камеру. В конструкции дисковых овоще-
резок МР050-200, МР0400-1000, МПР-350, МПР-350-02 преду-
смотрена блокировка включения электродвигателя при снятом ово-
щерезательном приспособлении.
Работа на дисковых овощерезках включает следующие опера-
ции: установку сменного рабочего органа и загрузочного устрой-
ства, подготовку продуктов к переработке, переработку продук-
тов, санитарную обработку машины или механизма после окон-
чания их работы.
118
Перед началом работы на дисковых овощерезательных маши-
нах МР050-200 МР0400-1000, МПР-350 и МПР-350-02 устанав-
ливают на валу сбрасыватель и соответствующий рабочий орган,
закрепляют на корпусе машины съемное загрузочное приспособ-
ление. При нарезке овощей ломтиками на вал надевают опорный
диск с криволинейными ножами; брусочками и соломкой — ком-
бинированный нож, стружкой — терочный диск и др.
Далее подставляют под разгрузочное устройство машины при-
емную тару, включают машину, загружают в одно из загрузочных
отверстий подготовленный (вымытый, очищенный, разрезанный
на части и т. п.) продукт и прижимают его толкателем к вращаю-
щемуся опорному диску с ножами.
После окончания работы машину отключают, снимают загрузоч-
ное приспособление, рабочие органы, сбрасыватель и проводят са-
нитарную обработку. Вначале их освобождают от остатков про-
дуктов; комбинированные ножи очищают с помощью специаль-
ных прочисток, далее промывают горячей водой и просушивают.
Перед началом работы овощерезательные механизмы (МОПП-1,
МО, УММ-10, MKJ-250) прикрепляют к приводу, при этом хво-
стовик механизма вставляют в горловину привода и закрепляют с
помощью эксцентрикового зажима или специальных винтов. На
вал механизма устанавливают сбрасыватель и соответствующие
рабочие органы. В корпусе механизма размещают загрузочное при-
способление, а под разгрузочное устройство подставляют прием-
ную емкость. Включают привод и проверяют работу на холостом
ходу, при этом опорный диск с ножами должен вращаться в сто-
рону, указанную стрелкой на корпусе привода. Для нарезки сы-
рых овощей механизмом МОПП-1 привод необходимо включить
на вторую скорость, для нарезки вареных овощей — на первую.
Подготовленный продукт загружают в цилиндрические отверстия
и клиновую «улитку» при включенном приводе, в серповидное
отверстие — при остановленном приводе.
После окончания работы овощерезательных механизмов про-
водят их санитарную обработку.
В процессе эксплуатации дисковых овощерезок следят за ост-
ротой режущих кромок рабочих органов и при необходимости
выполняют их заточку. Для заточки все прямолинейные и криво-
линейные ножи снимают с колодок рабочих органов. Заточку ре-
ЖУЩих кромок терочных дисков проводят без снятия терок с кор-
пуса терочного диска.
Роторные овощерезательные машины и механизмы. Особенность
таких овощерезательных машин состоит в том, что ножи машины
в процессе резания остаются неподвижными, а продукт переме-
щается вращающимся ротором с лопастями. Роторная овощерез-
Ка> как и дисковая, входит в комплект универсальной овощереза-
Тельной машины МРО 400-1000.
119
Рабочей камерой 8 этой машины (рис. 56) служит вертикально
расположенный литой цилиндр, который прикрепляют к корпусу
11с помощью зацепа и фиксирующей защелки 10. Сверху на ра-
бочую камеру устанавливают откидную загрузочную воронку 5,
которая поворачивается вокруг оси 4 и стопорится фиксатором 6.
В боковой стенке рабочей камеры выполнен проем, куда вставля-
ют сменный ножевой блок 3.
Острая кромка ножа располагается параллельно образующей
рабочей камеры и выступает внутрь камеры на расстояние, рав-
ное толщине отрезаемых ломтиков. Для нарезки продукта брусоч-
ками ножевой блок дополнительно оснащен ножевой гребенкой,
лезвия которой расположены перпендикулярно стенке рабочей
камеры. Ножевые блоки закрепляют в стенке камеры с помощью
вилки и откидного болта.
Внутри рабочей камеры установлен ротор, имеющий литое ос-
нование в виде диска 9, к которому прикреплены три верти кал ь-
•ные лопасти 7, расположенные под углом 65° к касательной ок-
ружности основания ротора. Ротор смонтирован на верхнем конце
выходного вала 1 приводного устройства машины и закреплен вин-
том с левой резьбой. Вращение ротору передается от электродви-
Рис. 56. Принципиальная схема роторной овощерезательной машины
МРО 400-1000:
1 — выходной вал; 2 — разгрузочный канал; 3 — ножевой блок; 4 — ось; 5 "
загрузочная воронка; 6 — фиксатор; 7 — лопасти; 8 — рабочая камера; 9 — диск;
10 — защелка; 11 — корпус; 12— электродвигатель; 13 — клиноременная переда43
120
гателя 12 через клиноременную передачу 13. С внешней стороны ра-
бочей камеры напротив режущих инструментов расположен разгру-
зочный канал 2, переходящий в разгрузочное устройство машины.
На роторной овощерезательной машине овощи нарезаются лом-
тиками толщиной 3 мм, брусочками сечением 6x6 и 10x10 мм и
соломкой 3 мм.
Для обеспечения безопасной работы машина снабжена блоки-
ровочным выключателем, предотвращающим включение электро-
двигателя при снятых рабочей камере и загрузочном устройстве.
Принцип действия. Продукт через загрузочную воронку
загружают в рабочую камеру, где он захватывается рабочими ло-
пастями ротора и подается к неподвижным ножам. При этом про-
дукт под действием центробежной силы и лопастями прижимает-
ся к внутренней стенке рабочей камеры, скользит по ней и на-
двигается на неподвижные ножи.
При нарезке ломтиками выступающий над поверхностью ра-
бочей камеры нож за каждый оборот отрезает от продукта слой,
равный толщине ломтика. При нарезке брусочками, соломкой слой
продукта вначале надрезается ножевой гребенкой, а затем отреза-
ется ножом, расположенным перпендикулярно ножам ножевой
гребенки. Отрезанные частицы продукта поступают вначале в раз-
грузочный канал, а затем в разгрузочное устройство машины.
Механизм для нарезания картофеля МКК-270 (Польша) к уни-
версальному приводу. В корпусе 1 механизма (рис. 57) установле-
^Ис- 57. Механизм для нарезания картофеля МКК-270 (Польша) к универ-
сальному приводу:
~~ корпус; 2, 9 — конические колеса; 3, 8 — валы; 4 — ножевая оправка; 5 —
загрузочная воронка; 6 — барабан; 7 — кожух
121
ны горизонтальный и вертикальный валы 3 и 8 с зубчатыми ко-
ническими колесами 2, 9. На вертикальном валу с помощью шпон-
ки в верхней его части закреплен барабан 6 с двумя лопастями.
Барабан защищен кожухом 7, на котором установлен ножевой блок
с оправкой для выгрузки продукта. На барабане сверху закреплена
загрузочная воронка 5. Набор режущего инструмента позволяет на-
резать картофель на брусочки размером 10x10 или 8x8 мм и ломти-
ками 8 мм.
Принцип действия. Вращение от универсального приво-
да через пару конических зубчатых колес передается вертикаль-
ному валу, а от него — барабану с лопастями. В загрузочную во-
ронку подается продукт, который центробежной силой отбрасы-
вается на ножи. Нарезанный продукт через ножевую оправку по-
ступает в подставленную тару.
Определение производительности роторных овощерезателъной
машины и механизма. Производительность (кг/с)
Q = Fovop(pK,
где Fo — площадь щели, через которую выходят отрезаемые ломти-
ки, м2, vo — скорость продвижения отрезаемых ломтиков через
щель, м/с; р — насыпная масса, кг/м3; ср — коэффициент исполь-
зования длины лезвия (ср = 0,4...0,6); К — коэффициент использо-
вания площади боковой поверхности рабочей камеры, зависящий
от количества лопастей Zj (при Z„ = 2 коэффициент К= 0,1 ...0,15,
при Z„ = 3 коэффициент К~ 0,15...0,2).
Площадь щели (м2)
Л) = м,
где h — толщина ломтика, м, I — длина ножа, м.
Скорость (м/с) продвижения отрезаемых ломтиков через щель
Vo = О)Г,
где oj — угловая скорость, рад/с; г — внутренний радиус рабочей
камеры, м.
Коэффициент
K=FJFK,
где Fn — площадь боковой поверхности, занимаемая продуктом,
находящимся в контакте с заклинивающей гранью лопасти и по-
верхностью рабочей камеры, м2; FY — площадь боковой поверх-
ности рабочей камеры, м2.
Правила эксплуатации роторной овощерезателъной машины. Пе-
ред началом работы устанавливают на корпус рабочую камеру и
закрепляют ее фиксатором. Далее открывают загрузочную ворон-
ку и устанавливают на валу ротор, поворачивая его за лопасти до
тех пор, пока он своим пазом не попадет на шипы вала. Закрепля-
122
jot ротор на валу стопором, вращая стопор против часовой стрел-
ки до упора. Открывают поворотный канал рабочей камеры и ус-
танавливают на ней соответствующий ножевой блок таким обра-
зом, чтобы вилки блока вошли в зацепление с пальцами рабочей
камеры. После этого закрепляют блок на рабочей камере откид-
ным болтом с гайкой.
Закрывают поворотный канал, загрузочную воронку и фикси-
руют их фиксатором. Подставляют под выходной канал приемную
тару, нажимают на кнопку «Пуск» и загружают продукт неболь-
шими порциями.
При работе машины нельзя снимать рабочую камеру, ротор,
рабочие органы до полной остановки машины, поправлять и про-
талкивать застрявший продукт руками.
После окончания работы на роторной овощерезательной машине
нажимают на кнопку «Выключено», разбирают ее, очищают поверх-
ности от продукта, промывают теплой водой, просушивают.
Пуансонный овощерезательный механизм для нарезания сырого
картофеля для супов. Ранее выпускали пуансонный механизм
МС28-100. В подобных механизмах нарезку овощей осуществляют
путем продавливания продукта пуансоном с соответствующими
выступами через неподвижную ножевую рамку.
Овощерезательный механизм с дисковым ножом и роторной по-
дачей продукта. Ранее выпускали механизм МС27-40, предназна-
ченный для нарезки сочных овощей ломтиками. В подобных ово-
щерезках нарезку осуществляют быстровращающимся дисковым
ножом при роторной подаче продукта, который устанавливают в
отверстия медленно вращающегося бункера.
Комбинированные овощерезки. Предназначены для нарезки ку-
биками, пластинками и брусочками вареных овощей, которые ис-
пользуются для приготовления салатов, винегретов и гарниров.
Нарезку продукта в овощерезках осуществляют с помощью враща-
ющихся горизонтальных прямолинейных ножей и неподвижной но-
жевой решетки с вертикальными прямолинейными ножами. К ком-
бинированным овощерезкам относятся машина МРОВ-160 и меха-
низмы МО и МОПП-1. Механизмы МО и МОПП-1 помимо нарез-
ки вареных овощей применяют и для нарезки сырых овощей, а
также для протирания. Приспособление к этим механизмам для
нарезки сырых овощей рассмотрено в подразделе, посвященном
Дисковым овощерезкам, а для протирания мягких продуктов — в
Подразделе, где описаны протирочные машины и механизмы. Здесь
Же будут описаны приспособления для нарезки вареных овощей.
Машина для нарезки вареных овощей МРОВ-160. Состоит из сле-
^ющих основных частей: электродвигателя 77(рис. 58), червячно-
го редуктора 7, вращающегося прямолинейного ножа 18, непод-
вижной ножевой решетки 7, тарелки 15, крышки 13, загрузочного
Цилиндра 8 и разгрузочного лотка 6, груза-толкателя 9. Движение
123
16
Рис. 58. Машина МРОВ-160 для нарезки вареных овощей:
1 — червячный редуктор; 2 — червяк; 3 — червячное колесо; 4 — вал; 5 — подшип-
ник; 6 — разгрузочный лоток; 7— ножевая решетка; 8— загрузочный цилиндр; 9—
груз-толкатель; 10— фасонная гайка; 11, 12— втулки; 13 — крышка; 14— штифт;
15 — тарелка; 16 — лоток для удаления крошки; 17 — электродвигатель; 18 —
вращающиеся ножи
от электродвигателя 17, укрепленного на приливе корпуса редук-
тора, передается через червяк 2 и червячное колесо 3 выходному
валу 4, опирающемуся на радиальные подшипники качения 5.
На хвостовике выходного вала с помощью втулок 11, 12 и фа-
сонной гайки 10 закреплен двухлопастный прямолинейный нож 18.
Каждая лопасть ножа заточена с одной стороны и имеет развитую
рабочую грань, обращенную к ножевой решетке. Регулирование
ножа по высоте осуществляется прокладками, устанавливаемыми
между втулкой 12 и ножом. К верхнему торцу корпуса редуктора
прикреплена штифтом 14 тарелка 15, которая служит рабочей ка-
мерой. В днище тарелки есть два отверстия с лотками, один из
которых 6 предназначен для выхода нарезанного продукта, дру-
гой 16 — для удаления крошки.
В днище тарелки в месте расположения разгрузочного лотка
устанавливают сменные неподвижные ножевые решетки с ячей-
ками размером 7,7x7,7; 13x13 и 15x31 мм. Сверху тарелка закры-
вается крышкой 13 с загрузочным цилиндром 8. Крышку надева-
ют на штифт 14 и поворачивают. В загрузочный цилиндр вставля-
ют груз-толкатель 9, который в нижнем положении опирается
своим буртиком на верхний торец цилиндра.
Принцип действия. Включают электродвигатель, загрУ'
жают вареные овощи в цилиндр и вставляют груз-толкатель, ко-
124
торый своей тяжестью прижимает продукт к ножевой решетке. Вра-
щающийся горизонтальный нож отрезает от продукта ломтики тол-
щиной 4 или 6 мм и своей наклонной рабочей гранью продавлива-
ет их в ячейки ножевой решетки, которая разрезает ломтики в двух
рзаимно перпендикулярных плоскостях. При дальнейшем движе-
нии вращающегося ножа вновь отрезанные частицы продукта вы-
талкивают из ячеек ножевой решетки нарезанные кусочки, кото-
рые через разгрузочный лоток поступают в подставленную тару. Ча-
стицы продукта, прилипшие к нижней поверхности ножа, очища-
ются закрепленным на тарелке скребком и выходят через лоток для
удаления крошки.
Овощерезателъно-протирочный механизм МО. По принципу дей-
ствия механизм (рис. 59) аналогичен машине МРОВ-160. В отли-
чие от последней механизм приводится в действие не от индиви-
дуального электродвигателя, а от привода универсальной кухон-
ной машины ПМ.
Кроме того, в механизме вместо червячного редуктора уста-
новлен конический 1. Механизм комплектуется сменными ноже-
выми решетками 2 круглой
формы с ячейками размером
15x15 мм и 10x10 мм и опор-
ным диском 3 с криволиней-
ными ножами с зазором
между ними 10 мм. Вместо
одного загрузочного цилин-
дра над опорным диском с
ножами устанавливают при-
способление 4 с тремя отвер-
стиями. Конструкция этого
приспособления описана в
разделе дисковых овощере-
зок. Для удаления нарезанно-
го продукта применяют сбра-
сыватель 5.
Овощерезательный меха-
низм МОПП-1. По конструк-
ции и принципу действия
Механизмы МОПП-1 и МО
аналогичны.
Механизм предназначен
Для нарезки вареных овощей
Квадратными пластинками
т°лщиной 6 мм и комплек-
туется для этих целей смен-
ки неподвижными ноже-
Ыми решетками с ячейка-
Рис. 59. Овощерезательно-протирочный
механизм МО:
1 — конический редуктор; 2 — ножевая ре-
шетка; 3 — опорный диск; 4 — загрузочные
приспособления; 5 — сбрасыватель
125
ми размером 20x20, 15x15 и 10x10 мм и вращающимся опорным
диском с криволинейными ножами. В передаточном механизме ус-
тановлены конические роликовые подшипники; загрузочное уст-
ройство имеет меньшие размеры по высоте, а в серповидном от-
верстии изменена форма толкателя.
Определение производительности комбинированных овощерезок.
Производительность (кг/с)
0 = -^-,
где т — масса продукта, единовременно закладываемого в загру-
зочный бункер, кг; t3 и to — время загрузки и обработки порции
продукта, с.
Масса продукта (кг), единовременно закладываемого в загру-
зочный бункер,
т = Ко РФ,
где Ро — объем загрузочного бункера, м3; р — насыпная масса
продукта, кг/м3; ф — коэффициент заполнения объема бункера (ф =
= 0,8...0,9).
Объем (м3) загрузочного бункера
где D — диаметр загрузочного бункера, м; Н — высота бункера, м.
Время загрузки продукта t3 = 8... 12 с, а время обработки
to = 30H/(nh),
где п — частота вращения горизонтальных ножей, мин-1; h — тол-
щина отрезаемых ломтиков, мм.
Правила эксплуатации комбинированных овощерезок. При под-
готовке к работе машину МРОВ-160 размещают на столе и крепят
тремя болтами, а механизмы МО и МОПП-1 устанавливают в
горловину привода и закрепляют с помощью зажимов. Далее про-
веряют правильность сборки, надежность крепления рабочих ор-
ганов, а также правильность направления вращения ножа. Перед
работой верхняя крышка машины МРОВ-160 должна быть надета
на штифты и повернута по направлению, указанному стрелкой,
ножевая решетка должна быть зафиксирована. Чтобы не было зак-
линивания ножа, перед работой проверяют зазор между ножом и
ножевой решеткой. Для получения зазора размером 4 или 6 мм
снимают крышку с загрузочным цилиндром, отвинчивают фа-
сонную гайку с вала, убирают нож крючком, устанавливают не-
обходимое число прокладок (одну или две) на втулку и далее
сборку проводят в обратной последовательности.
126
Техническая характеристика овощерезательных машин и механизмов
&
а
S
X
Ю
Н
мкк- 270 400 135 оо * ООО ИГ *3- 18,5
MKJ- 250 О ос : 1 о 185 2...8 * »—1 . _ о rri °C ГЧ 5 еч м- О
МРОВ- 160 । 091 1 50,6 4; 6 0.18* О О О Гр с> о 25
УММ-10 40...100 110 । “ 3; 6 1,45* ООО чо —• 40 сч гч СП 5,5
МО . . 140...350 160 330 2; 10 0,15* 410 295 510 40 г—4
МОПП-1 1 160...300 100...200 475 - J 2; 6 0,6... 0,85* 0^0 »—1 О 40 пГ ГЧ Нг 40
МРО 400-1000 (роторная 6OO...35OO - 465 СП 0,8 ООО г г 06
[дисковая 1 80... 300 465 “ 1 2; 6; 10 оо о ООО МП ' 06
МПР-350, МПР-350-02 100...350 100... 600 475 ГЧ 0,75...0,37 О ’Л щ ип О 40 СП 40 OS
МРО 50-200 1 80...200 458 гч 0,37 о^о €4 О 40 4П ГЧ хГ 45
Показатель Производительность при нарезке овощей, кг/ч: сырых вареных Частота вращения, мин*’: ножа ротора Толщина нарезаемых ломтиков, мм Мощность электродвигателя, кВт Габаритные размеры, мм: длина ширина высота Масса, кг, не более
Мощность привода кухонной машины.
127
Таблица Ю
Краткая техническая характеристика овощерезательных машин
Показатель ГАММА-5М (измельчитель овощей с мя- сорубкой) МРО-500 ЭКР-2 МКЯ-250 КП-15 80- ОЕ
П роизвод итель- ность, кг/ч 400... 120 500 150...300 120...400 12...17
Мощность, кВт 0,62 0,55 0,28 0,55 0,26
Напряжение, В 380 220/380 220 380 220
Род тока Трехфаз- Трехфаз- Однофаз- Трехфаз- Однофаз-
ный ный НЫЙ ный НЫЙ
Габаритные размеры, мм:
длина 460 585 500 610 400
ширина 290 260 300 380 250
высота 750 600 400 540 375
Масса, кг 50 60 15 39 5
Для механизмов МО и МОПП-1 на вал устанавливают сбрасы-
ватель, ножевую решетку и опорный диск с горизонтальными
криволинейными ножами. В расточку корпуса устанавливают за-
грузочное приспособление и фиксируют его. Включают машину
или привод и убеждаются в правильности сборки. Подставляют
емкость для приема измельченного продукта и приступают к ра-
боте. Сваренный и очищенный от кожуры продукт загружают в
отверстия загрузочного цилиндра.
При этом сверху продукта устанавливают толкатель. Чтобы сме-
нить ножевую решетку, необходимо отключить привод машины
или механизма.
После нарезки привод машины или механизма отключают, раз-
бирают овощерезку, очищают рабочие органы, рабочую камеру и
загрузочные отверстия от остатков продукта, промывают горячей
водой и высушивают. Корпус снаружи протирают. В процессе экс-
плуатации периодически проводят заточку плоского ножа и но-
жей решеток.
Техническая характеристика машин и механизмов для нарезки
плодов и овощей приведена в табл. 9 и 10.
7.3. Машины для разрезания мяса и рыбы
На предприятиях общественного питания для мелкого измель'
чения мяса, рыбы и мясопродуктов используют мясорубки,
разрыхления порционных кусков мяса и рыбы — мясорыхлителй’
1
128
для нарезки мяса кусочками определенной формы — механизм
для нарезки мяса на бефстроганов; для нарезки блоков из рыбы и
субпродуктов — машину для нарезки замороженных продуктов,
куттеры.
По структурно-механическим свойствам мясо и рыбу можно
отнести к сложным продуктам. Мясо, подвергаемое измельчению,
состоит из мышечной, жировой и более прочной соединительной
ткани.
При измельчении на мясорубке к конечному продукту предъяв-
ляют следующие требования: продукт должен измельчаться без
остатка, без отжима сока; частицы должны иметь размеры не бо-
лее диаметра отверстий последней ножевой решетки.
При рыхлении насечки должны быть нанесены равномерно по
всей поверхности порционных кусков и не должно быть потерь
сока.
При нарезке мяса на бефстроганов конечные кусочки продук-
та должны иметь примерно одинаковую форму и размеры.
Мясорубки. В зависимости от производительности мясорубки
можно подразделить на три группы: бытовые — производительнос-
тью до 10 кг/ч, для предприятий общественного питания — про-
изводительностью от 10 до 1000 кг/ч, промышленные (волчки) —
производительностью свыше 1000 кг/ч.
В настоящее время на предприятиях общественного питания
используют два вида мясорубок: ручные и электрические.
Выпускают электрические мясорубки двух типов: с индивиду-
альным приводом и в качестве сменных механизмов к универ-
сальным кухонным машинам. У всех мясорубок принципиально
одинаковое устройство исполнительного механизма. В корпусе мя-
сорубки расположена рабочая камера 1 (рис. 60) для обработки
продукта, представляющая со-
бой неподвижный пустотелый
цилиндр с ребрами 3 внутри,
которые препятствуют прово-
рачиванию продукта относи-
тельно камеры. Расположение
ребер может быть винтовым
(спиралеобразным) или про-
дольным (параллельным оси
Рабочего цилиндра). Направ-
ление винтовых ребер проти-
воположно направлению вит-
ков шнека. Обычно применяют
правое направление ребер, так
Как рабочие шнеки мясорубок
Предприятий общественного
питания изготовляют с левым
Рис. 60. Устройство мясорубки:
1 — рабочая камера; 2 — шнек; 3 — реб-
ра; 4 — подрезная решетка; 5, 6 — ноже-
вые решетки; 7 — упорное кольцо; 8 —
нажимная гайка; 9 — ножи
® Ботов
129
направлением витков. Угол подъема винтовых ребер различный и
составляет 37...48°. Тормозящее действие ребер зависит от их чис-
ла, высоты, формы и расстояния между ними.
Для продвижения продукта в рабочей камере, подачи его к
ножам и проталкивания через ножевые решетки служит вращаю-
щийся шнек 2 с шагом витков, уменьшающимся в сторону раз-
грузки.
Особенность работы шнека — создание им давления, доста-
точного для продвижения продукта через режущий механизм без
отжима содержащейся в нем жидкой фазы. Коэффициент уплот-
нения продукта, характеризующийся отношением объемов меж-
витковых пространств в местах расположения первого и послед-
него витков, равен 2,25...2,4. Угол подъема последнего витка со-
ставляет 1... 1 Г.
Производительность шнека и качество готового продукта зави-
сят от числа заходов, изменения угла подъема винтовой линии по
всей длине шнека, формы и размера межвитковых впадин, числа
витков, частоты вращения, длины шнека, угла подъема и угла
профиля последнего витка.
Режущий инструмент мясорубки состоит из неподвижной под-
резной решетки 4, вращающихся ножей 9 и неподвижных ноже-
вых решеток 5 и 6 с отверстиями разных диаметров.
Неподвижная подрезная решетка (рис. 61, а) состоит из внут-
реннего и наружного колец, соединенных тремя перемычками,
заточенными с одной стороны. Режущая кромка перемычек рас-
положена под острым углом к радиусу.
Вращающиеся ножи (рис. 61, б) имеют радиальные лезвия с
двумя режущими плоскостями (вращающиеся двусторонние ножи).
Ножи объединены в отдельные крестовины, каждая из которых
имеет по четыре луча.
Неподвижные ножевые решетки (рис. 61, в) выполнены в виде
дисков с круглыми отверстиями и являются парными режущими
деталями с вращающимися ножами.
В мясорубках, используемых на предприятиях общественного
питания, режущий инструмент комплектуется, как правило, тре-
мя ножевыми решетками с отверстиями диаметром 3; 5 и 9 мм.
Оси отверстий решеток перпендикулярны плоскости ножевой ре-
шетки (прямые отверстия).
Ножи и решетки надевают на стальной палец с параллельны-
ми лысками, ввинченный в передний торец шнека. Центральное
отверстие ножа имеет ту же форму, что и наружный контур пальца
шнека, благодаря чему вращение последнего передается ножу-
Решетки надеваются на палец шнека свободно и удерживаются
от проворачивания шпонкой, жестко закрепленной в корпусе
мясорубки. Плотное прилегание рабочих плоскостей ножей и
решеток обеспечивается упорным кольцом 7 и нажимной гай-
130
в
Рис. 61. Режущие инструменты мясорубок:
а — неподвижная подрезная решетка; б — вращающийся двусторонний нож; в —
ножевая решетка; г — основной набор
кой 8 (см. рис. 60). Корпус мясорубки имеет специальное устрой-
ство, обеспечивающее его соединение с индивидуальным при-
водом или корпусом универсальной кухонной машины.
Мясорубки комплектуются основным набором режущих инст-
рументов для получения котлетной массы и набором режущих
инструментов для крупной рубки. В основной набор (рис. 61, г)
входят: подрезная решетка, два двусторонних ножа, две ножевые
решетки с отверстиями 9 и 3 или 9 и 5 мм и упорное кольцо. В
набор для крупной рубки входят: подрезная решетка, один дву-
сторонний нож, ножевая решетка с отверстиями 9 мм и два упор-
ных кольца.
Принцип действия. Продукт, нарезанный кусками мас-
сой от 50 до 200 г (в зависимости от размеров мясорубки), пода-
стся из загрузочной чаши в рабочую камеру, где захватывается
вРащающимся шнеком и транспортируется им вдоль камеры к
Режущим инструментам. Направляющие ребра, выполненные на
ВнУтренней поверхности камеры, предотвращают или сводят до
Минимума вращательное движение продукта.
Благодаря постепенному уменьшению шага витков шнека и их
Угла подъема продукт, продвигаясь вдоль рабочей камеры, уплот-
131
няется и подходит к рабочим инструментам в виде сплошной плот-
ной массы. Последний виток шнека, имеющий наименьший шаг,
нажимая на продукт, продавливает его в отверстия подрезной
решетки. Части продукта, прошедшие через отверстия подрезной
решетки, отрезаются от основной массы режущими кромками
подрезной решетки и режущими кромками вращающегося дву-
стороннего ножа, которые перемещаются по плоскости подрез-
ной решетки. Затем предварительно измельченный продукт при-
жимается шнеком к плоскости первой ножевой решетки и вдав-
ливается в ее отверстия. Отрезание вдавившихся в отверстия час-
тиц продукта происходит режущими кромками вращающегося дву-
стороннего ножа совместно с входными кромками отверстий но-
жевой решетки.
Отрезанные частицы продукта проталкиваются через отверстия
первой ножевой решетки следующими вдавившимися частицами.
При выходе из отверстий первой ножевой решетки продукт раз-
резается режущими кромками второго двустороннего ножа и вы-
ходными кромками отверстий первой ножевой решетки. Частицы
продукта, прошедшие через первую ножевую решетку и находя-
щиеся в пространстве между первой и второй ножевыми решет-
ками, из-за подпора продукта прижимаются к плоскости второй
ножевой решетки. На входе во вторую решетку продукт измельча-
ется так же, как и на входе в первую. На выходе из второй решет-
ки продукт имеет вид сплошного потока в виде толстых нитей,
состоящих из слипшихся между собой частиц.
На предприятиях общественного питания применяют ручную
мясорубку МИМ-60, мясорубки с индивидуальным приводом
МИМ-300, МИМ-600, 2ММ, 4ММ, 8ММ и сменные механизмы
к универсальным кухонным машинам ММПП-1, ММ, УММ-2,
МКМ-82 (см. табл. И).
В настоящее время помимо перечисленных мясорубок отече-
ственная промышленность выпускает мясорубки ЭМШ30/120,
М-250, Л5-МНА-01, «Волчок ВИМ-500», «Волчок ВРД-127М»,
«Волчок 221-ФВ» и др. (см. табл. 12)
Мясорубка МИМ-60. Предназначена для небольших предприя-
тий общественного питания. В комплект режущих инструментов
входят неподвижная подрезная решетка, вращающийся двусто-
ронний нож и две ножевые решетки с отверстиями диаметром
3,2 и 4,5 мм. Одновременно используют одну ножевую решетку в
зависимости от требуемой степени измельчения продукта. Уста-
навливают мясорубку на производственном столе.
Мясорубка МИМ-300. Предназначена для измельчения мяса и
рыбы на фарш, повторного измельчения котлетной массы и на-
бивки колбас на предприятиях общественного питания. Состоит
из собственно мясорубки в сборе, редуктора, чаши, рамы и элек-
тродвигателя.
132
Собственно мясорубка в сборе имеет алюминиевый корпус 7
(рис. 62), в котором вращается шнек 14, зажимную гайку 12,
упорное кольцо 10, двусторонние ножи 9, набор ножевых реше-
ток 13 и подрезную решетку 8. На передней части корпуса мясо-
рубки нарезана резьба, на которую навинчивается зажимная гай-
ка, а на задней части предусмотрен фланец, которым корпус
крепится к приводу. Крепление корпуса к приводу осуществля-
ется зажимами 5 посредством резьбовых штырей, закрепленных
на раме 2. Цилиндрическая полость корпуса (рабочая камера)
имеет винтовые канавки, улучшающие подачу продукта к режу-
щему инструменту.
Шнек представляет собой однозаходный винт с переменным
шагом витков. В хвостовик шнека ввинчена втулка 6 с пазом, а в
переднюю часть ввинчен палец 11, который передает врашение
двусторонним ножам. Вращение шнеку передается через паз втул-
ки, устанавливаемой на конец приводного вала с параллельными
лысками.
Для получения фарша разной степени измельчения мясорубка
снабжена набором ножевых решеток с отверстиями диаметром 3,
5 и 9 мм.
Решетки вставляются в корпус мясорубки и удерживаются от
проворачивания шпонкой. Ножи и решетки плотно прижаты друг к
другу с помощью упорного кольца и зажимной гайки. Чашу 19 ус-
танавливают на раму и крепят к ней винтами. Горловина 15 чаши
входит в горловину корпуса мясорубки. Над загрузочным отверсти-
ем расположены несъемный предохранитель 16, исключающий
возможность попадания руки в шнек работающей мясорубки.
Привод мясорубки состоит из электродвигателя 22 и односту-
пенчатого цилиндрического понижающего зубчатого редуктора 4.
Приводной вал вращается в двух радиально-упорных подшипни-
ках, запрессованных в корпус 24 и крышку 3 редуктора.
Чтобы предотвратить попадание масла из редуктора в корпус
мясорубки, на приводном валу' установлена манжета с крышкой.
Электродвигатель прикреплен непосредственно к корпусу редук-
тора четырьмя шпильками, а редуктор — к передней части рамы
четырьмя болтами.
Смазка подшипников и зубчатых колес осуществляется путем
Разбрызгивания масла, залитого через верхнее отверстие 18 кор-
пуса редуктора. Сливается масло через нижнее отверстие 1 в кор-
пусе редуктора, закрываемое пробкой.
Рама изготовлена из угловой стали и стального листа. Устанав-
ливают машину на производственном столе.
Мясорубка МИМ-600. По конструкции и принципу действия
аналогична мясорубке МИМ-300 и отличается от нее габаритны-
ми размерами и массой. Устанавливают мясорубку на полу на опо-
рах 23, которые крепятся к раме 2 (см. рис. 62).
133
Рис. 62. Мясорубка МИМ-300:
1 — сливное отверстие; 2 — рама; 3 — крышка редуктора; 4 — цилиндрический редуктор; 5 — зажим; 6 — втулка; 7 — корпус
мясорубки; 8 — подрезная решетка; 9— вращающиеся ножи; 10— упорное кольцо; 11 — палец; 12 — зажимная гайка; 13 — ножевые
решетки; 14 — шнек; 15 — горловина; 16 — предохранитель; 11 — толкатель; 18 — отверстие для залива масла; 19 — чаша; 20. 21 —
кнопки «Стоп» и «Пуск»; 22 — электродвигатель; 23 — опора; 24 — корпус редуктора
Мясорубка 2ММ. По конструкции и принципу действия ана-
логична мясорубке МИМ-300. Отличается от нее приводным уст-
ройством. Вместо одноступенчатого цилиндрического редуктора
применена понижающая клиноременная передача 3 (рис. 63), рас-
положенная вместе с электродвигателем 2 в горизонтальной плос-
кости. Загрузочный бункер 7 имеет большую вместимость (10 л) и
предназначен для приема и подачи мяса толкателем 6 к шнеку 5 и
режущему инструменту 4. Бункер изготовлен из качественной ли-
стовой нержавеющей стали.
Рис. 63. Мясорубки 2ММ, 4ММ и 8ММ:
общий вид мясорубок 2ММ и 4ММ; б — принципиальная схема мясорубок
чМ и 4ММ; в — принципиальная схема мясорубки 8ММ; 1 — корпус; 2 —
ЭЛектРОдвигатель, 3 — клиноременная передача; 4 — режущий инструмент; 5 —
шнек; 6 — толкатель; 7 — загрузочный бункер; 8 — переключатель
135
Шнек имеет пластинчатые витки с переменным шагом и уг-
лом подъема, уменьшающимся в сторону режущего инструмента.
Применение таких витков увеличивает объем межвиткового про-
странства.
В комплект режущего инструмента входят: подрезная решетка,
два вращающихся ножа, три ножевые решетки с отверстиями ди-
аметром 5, 7, 9 и 20 мм. Для повторного измельчения мяса допус-
кается применение решетки с отверстиями диаметром 3 мм, ко-
торая поставляется по заказу потребителя.
Подрезная решетка имеет три отверстия криволинейной фор-
мы с наклоном сторон, примыкающих к перемычкам, что обес-
печивает более качественное нарезание продукта и упрощение
условий эксплуатации. Подрезную решетку можно устанавливать
любой стороной к плоскости вращающихся ножей.
Лезвия вращающихся ножей расположены под острым углом к
радиусу вращения, что обеспечивает скользящее резание, а следо-
вательно, уменьшение сил резания и энергозатрат. Кроме того, угол
заточки ножей выполнен острым, а не прямым.
Мясорубка 4ММ. По конструкции и принципу действия анало-
гична мясорубке 2ММ. Отличается от нее габаритными размерами
и некоторыми конструктивными особенностями.
Мясорубка 8ММ (см. рис. 63, в). По конструкции и принципу
действия аналогична мясорубке 2ММ. Отличается от нее габарит-
ными размерами и имеет вместо горизонтального вертикальное
расположение клиноременной передачи, а следовательно, и кор-
пуса машины.
Рис. 64. Мясорубка ММПП-1:
1 — чаша; 2 — хвостовик корпуса; 3 — хвостовик шнека; 4 — корпус; 5 — винт
136
Мясорубка ММПП-1. Отличительные особенности мясорубки
(рис. 64) — крепление загрузочной чаши 1 к корпусу мясорубки с
помощью двух винтов 5, а также исполнение хвостовика 2 корпу-
са 4 мясорубки. Торец хвостовика 2 совпадает с концом хвостови-
ка 3 шнека. Для правильной вертикальной установки мясорубки и
предохранения ее от проворота во время работы на приливе кор-
пуса имеется паз В, а для жесткого крепления хвостовика 2 мясо-
рубки в горловине привода на нем имеется паз Б, в который вхо-
дит кулачок рукоятки привода.
Мясорубка УММ-2. По конструкции аналогична мясорубке
ММПП-1. Отличается от нее креплением механизма к горловине
привода, которое осуществляется зажимным устройством. Зажим-
ное устройство состоит из винта с маховиком и гайки. При враще-
нии маховика гайка перемещается поступательно и входит в паз 3
(рис. 65) хвостовика 2 мясорубки. В нижней части корпуса мясо-
рубка имеет прилив 5 с отверстием 4, в которое входит направля-
ющий штифт, запрессованный в горловине привода. Конец хвос-
товика шнека выступает за пределы хвостовика 2 механизма.
Комплект режущих инструментов мясорубки состоит из под-
резной решетки 6, двустороннего вращающегося ножа 7 и одной
ножевой решетки 1. Диаметр отверстий ножевой решетки может
быть 3, 4,5 или 6 мм.
Мясорубка ММ. По конструкции и принципу действия анало-
гична мясорубке ММПП-1. Отличается от нее очень незначитель-
Рис. 65. Мясорубка УММ-2:
1 ~~ ножевая решетка; 2 — хвостовик корпуса; 3 — паз; 4 — отверстие; 5 — прилив;
6 — подрезная решетка; 7 — вращающийся нож
137
но. Изменена форма нажим-
ной гайки 1 (рис. 66), кото-
рая имеет два рычага для
удобства ее закручивания,
а также форма загрузочной
чаши 2, которая имеет пре-
дохранитель 3, предотвра-
щающий попадание руки в
корпус мясорубки и одно-
временно являющийся огра-
ничителем для толкателя 4.
Хвостовик корпуса 5 присо-
единяют к приводному ме-
ханизму (приводу) и фик-
сируют его рукояткой с по-
мощью кулачка.
Мясорубка МКМ-82 к уни-
версальному приводу. Состо-
ит мясорубка из корпуса 1
(рис. 67), шнека 2, набора
режущего инструмента,
упорного кольца 4, нажим-
ной гайки 3, загрузочной
чаши 8 и толкателя 9. В набор режущего инструмента входят од-
носторонний 7 и двусторонний 5 ножи и решетки 6 с отверсти-
ями диаметром 3; 5 и 12 мм. Для предотвращения попадания руки
в рабочую камеру горловина 10 корпуса мясорубки конструктив-
но выполнена удлиненной.
Параметры, влияющие на качество измельчения в мясорубках.
В процессе измельчения необходимо обеспечить сохранение
качества исходных продуктов. Это требование относится к про-
дуктам, измельчение которых может вызвать потерю сока. Каче-
ство продукта выше, если проворачивание его относительно сте-
нок рабочей камеры минимальное, а воздействие последнего вит-
ка шнека на продукт направлено преимущественно вдоль оси
рабочей камеры. Для уменьшения проворачивания продукта на
внутренней поверхности рабочей камеры делают канавки, а что-
бы снизить влияние последнего витка шнека на продукт в плос-
кости режущих инструментов угол подъема его рп выбирают не-
большим (7... 10°)-
От числа витков шнека существенно зависит производитель-
ность мясорубки. Чем длиннее шнек, тем меньше продукта вытес-
няется к загрузочному устройству и тем выше производительность
мясорубки. Объясняется это тем, что витки шнека образуют лаби-
ринт, препятствуя тем самым вытеснению продукта из зоны рас-
положения последнего витка (из зоны с повышенным давлением) к
138
загрузочному устройству. Длина шнека мясорубок составляет
(2,5...3,8)1), где D — наружный диаметр шнека.
Форма вращающихся ножей, подрезных и ножевых решеток
бывает самой разнообразной. Так, Вращающиеся ножи — помимо
четырех лучей (рис. 68, а —в) могут иметь три (рис. 68, г), пять
(рис. 68, д), шесть и т.д.
Режущие кромки лезвий могут быть расположены не только
радиально (рис. 68, а, д), но и под острым углом к радиусу враще-
ния (рис. 68, б, г), а также могут иметь помимо прямолинейной
криволинейную форму (рис. 68, в). Такое расположение и форма
приводят к более качественной нарезке продукта вследствие обес-
печения этими ножами скользящего резания. Кроме того, угол
заточки режущей кромки лезвия вместо прямого может быть ост-
рым. Это также улучшает качество нарезки и снижает энергозат-
раты.
Для увеличения срока службы иногда применяют вставные лез-
вия из высокопрочных материалов, устанавливаемые на лучах
ножей.
Подрезные решетки бывают с отверстиями различной криволи-
нейной формы (рис. 68, ж, з). Чаще всего внутренние боковые сто-
роны, примыкающие к пе-
ремычкам, имеют наклон
с острым углом. Такую ре-
шетку (см. рис. 68, з) мож-
но устанавливать любой
стороной по отношению к
лезвиям вращающегося
ножа.
При использовании
описанной конструкции
подрезной решетки улуч-
шается качество нарезки,
обусловленное преиму-
ществами скользящего
резания (форма режущей
кромки — криволиней-
ная), упрощаются усло-
вия эксплуатации и удли-
няется срок службы. В за-
висимости от производи-
тельности мясорубок, а
Следовательно, и разме-
ров рабочих органов чис-
л° отверстий в подрезной
Решетке может быть бо-
лее трех.
Рис. 67. Мясорубка МКМ-82 (Польша) к
универсальному приводу:
/ — корпус; 2 — шнек; 3 — нажимная гайка; 4—
упорное кольцо; 5, 6, 7 — режущий инструмент;
8 — защузочная чаша; 9 — толкатель; 10 — гор-
ловина мясорубки; 11 — шайба
139
Рис. 68. Формы режущих инструментов для различных мясорубок:
а, б, в — ножи с четырьмя лучами; г — ножи с тремя лучами и криволинейным
лезвием; д — ножи с пятью лучами; е — ножевые решетки с отверстиями, располо-
женными перпендикулярно плоскости решетки; ж, з — подрезные решетки с отвер-
стиями криволинейной формы; и — ножевые решетки с наклонными отверстиями
Ножевые решетки выполняют с максимально возможным ис-
пользованием их площади под отверстия, а также с учетом тре-
буемой степени измельчения и прочности. При этом расположе-
ние отверстий по треугольной решетке наиболее предпочтитель-
ное.
Неподвижные ножевые решетки имеют в основном отверстия
(рис. 68, е), расположенные перпендикулярно плоскости ножевой
решетки. Встречаются мясорубки с наклонным расположением от-
верстий (рис. 68, и). При таком расположении ослабевают силы
резания, увеличиваются скорость прохождения продукта через эти
отверстия и производительность.
140
Определение производительности мясорубок. Производительность
мясорубок можно рассчитать по формуле
Q = Forop<p,
где Fo — суммарная площадь отверстий в первой ножевой решет-
ке, ближайшей к шнеку, м2: г0 — скорость продвижения продук-
та через отверстия первой ножевой решетки, м/с; р — плотность
продукта, кг/м3; <р — коэффициент использования площади от-
верстий первой ножевой решетки (<р = 0,7...0,8).
Суммарная площадь отверстий (м2) в первой ножевой решет-
ке, ближайшей к шнеку,
где do — диаметр одного отверстия, м; zo — суммарное количество
отверстий ножевой решетки, шт.
Скорость продвижения продукта через отверстия первой ноже-
вой решетки (м/с) можно определить как скорость перемещения
гайки относительно винта вдоль его оси:
КП . а
VQ=^.rH+r™)KBtg$n,
oU
где п — частота вращения шнека, мин-1; гн, гЕН — наружный и
внутренний радиусы последнего витка шнека, м; Кв — коэффи-
циент объемной подачи продукта; рп — угол наклона последнего
витка шнека, град.
Коэффициент объемной подачи продукта
СО — СОПр
Лв — 5
СО
где со — угловая скорость шнека, рад/с; сопр — угловая скорость
продукта, рад/с.
Практически для мясорубок Кв = 0,35...0,4.
Правила эксплуатации мясорубок. Перед началом работы убежда-
ются в надежности крепления мясорубки к производственному сто-
лу, фундаменту или приводу универсальной кухонной машины. После
этого собирают части мясорубки: вставляют в корпус мясорубки шнек
Так, чтобы хвостовик его вошел в зацепление с валом привода, и
Устанавливают в зависимости от требуемой степени измельчения про-
ЛУкта соответствующий набор режущих инструментов.
Для получения котлетной массы устанавливают основной на-
°°Р Режущих инструментов. Вначале надевают на палец шнека под-
резную решетку, затем двусторонний нож режущими кромками в
141
сторону вращения шнека, после чего вставляют в корпус ноже-
вую решетку с отверстиями диаметром d = 9 мм. Далее устанавли-
вают на палец шнека еще один двусторонний нож, а в корпус
мясорубки вставляют ножевую решетку с отверстиями диаметром
5 или 3 мм. После этого надевают упорное кольцо и навинчивают
на корпус нажимную гайку так, чтобы ножевые решетки были
плотно прижаты к ножам и подрезной решетке.
Чтобы получить крупную рубку, устанавливают набор режущих
инструментов для крупного измельчения продуктов: подрезную
решетку, двусторонний нож и ножевую решетку с отверстиями
диаметром 9 или 7,9 мм (для машин типа 2ММ, 4ММ и 8ММ), два
упорных кольца, нажимную гайку. После установки режущего
инструмента, не включая электродвигателя, отвинчивают на
0,3 ...0,5 оборота нажимную гайку; включают электродвигатель и
навинчивают гайку до тех пор, пока не появится шум и не возра-
стет сопротивление навинчиванию гайки. Это будет свидетельств:
ва"ъ о том, что режущие инструменты плотно прижаты друг к
другу и мясорубка готова к работе.
Чтобы обеспечить надежную работу мясорубок, необходимо ре-
гулярно затачивать режущий инструмент. Для восстановления плос-
костности режущих инструментов их шлифуют на плоскошлифо-
вальных станках, а затем притирают на плоских чугунных плитах-
притирах. Боковую сторону лезвий ножей затачивают вручную
оселком или на точильном станке.
Перед загрузкой в мясорубку мясо и рыбу освобождают от ко-
стей. Переработка продукта, имеющего даже мелкие косточки,
приводит к быстрому притуплению режущих инструментов, а также
поломке ножей, выкрашиванию частиц металла и попаданию ос-
колков в фарш. Не допускается эксплуатация мясорубки вхолос-
тую (без продуктов), так как это приводит к быстрому износу
режущих инструментов.
В зависимости от типа мясорубки продукт предварительно на-
резают на куски большей или меньшей величины, что снижает
потребляемую электродвигателем мощность. При подаче продукта
во всех мясорубках используют деревянные толкатели. В соответ-
ствии с санитарными нормами не допускается измельчать варе-
ные мясо и рыбу на мясорубке, предназначенной для измельче-
ния сырых продуктов.
Для облегчения съема режущего инструмента после работы в
мясорубках 2ММ, 4ММ, 8ММ допускается при снятой нажим-
ной гайке повернуть рукоятку переключателя в положение «Ре-
верс». При этом шнек с режущим инструментом продвинется впе-
ред и может быть легко вынут.
После окончания работы мясорубку разбирают, промывают го-
рячей водой, просушивают и смазывают несоленым пищевым жироМ-
Техническая характеристика мясорубок приведена в табл. 11, 12-
142
Таблица И
Техническая характеристика мясорубок МИМ-60, -300 и -600, а также 2ММ, ММП П-1, ММ, УММ-2 и МКМ-82
МКМ-82 (Польша) 120 1 ГЧ оо 3;5; 12 180 1,1* 1390 | 220/380 ООО мп мп О СП СЧ Tt ГЧ
УММ-2 35 1 09 3; 4,55; 6 ОН 0,45...0,5* 1400 ГЧ т—< О' ГЧ гч О ГЧ МП о г- Г- гч 3,5
ММ I ' 180 1 ГЧ оо 1 3; 5; 9 170 1,5* 1400 1 380 350 320 375 ГЧ 'Г—'Н
ММПП-1 70 _ _| 1 60 6 5S £ ( 170 ' 0,6... 0,82* 1410 220/380 мп о мп оо —- о гп ГЧ ГД 7,0
2ММ । 300 1 см оо 1 5; 7; 9; 20 Нет данных 1,15 100 380 700 500 450 мп
МИМ-600 | 1 009 200 см оо Ох МП сП 250 2,2 1410 220/380 ООО МП МП ОО тг \О о оо
МИМ-300 300 100 см оо Ох СП 250 мп^ 1 1410 220/380 680 370. 500 50
МИМ-60** 20 1 60 3,2; 4,5 1 1 1 мп
Показатель Производительность, кг/ч Производительность при повторном измельчении, кг/ч Диаметр решеток, мм Диаметр отверстий, мм Частота вращения шнека, МИН"’ Мощность электродвига- теля, кВт Частота вращения вала электродвигателя, мин-1 Напряжение, В Габаритные размеры, мм: длина ширина высота Масса, кг, не более
* Мощность электродвигателя привода.
** С ручным приводом
143
Таблица 12
Краткая характеристика мясорубок ЭММ 30/120, М-250, Л5-МНА-01,
а также волчков ВИМ-500, ВРД-127М и 221-ФВ
Показатель ЭММ 30/120 М-250 Л5-МНА-01 ВИМ-500 ВРД-127М 221-ФВ
Производитель- ность, кг/ч 30 250 240 500 2000 2500
Диаметр ре- шетки, мм 60 82 82 105 125 120
Мощность, кВт 0,12 1,5 1,5 4 7,5 12,5
Напряжение, В 220 380 380 380 380 380
Род тока Однофаз- ный Трехфазный
Габаритные размеры, мм: длина ширина высота 156 270 312 650 310 460 800 450 670 850 445 1160 940 720 1280 1600 900 1700
Масса, кг, не более Нет данных 55 66 215 500 800
Мясорыхлители. На предприятиях общественного питания пор-
ционные куски мяса перед обжаркой подвергают рыхлению на
мясорыхлителях. Рыхление заключается в нанесении на поверхность
порционных кусков надрезов, разрушающих соединительную ткань
продукта. Это приводит к размягчению мяса, а также способствует
лучшему его прожариванию и уменьшению деформации кусков при
кулинарной обработке. Кроме того, на мясорыхлителях можно со-
единять небольшие куски мяса. Для этого их накладывают один на
другой с некоторым перекрытием и дважды пропускают через мя-
сорыхлитель, повернув при втором пропускании на 90°.
Мясорыхлители имеют следующее принципиальное устройство.
В камере для обработки, имеющей форму прямоугольной коробки,
расположены два ножевых блока, каждый из которых представляет
собой набор дисковых ножей — фрез и дистанционных шайб, уста-
новленных на горизонтальном валу. Ножевые блоки вращаются на-
встречу один другому. Для предотвращения наматывания продукта
на ножевые блоки имеются две очистительные гребенки, пласти-
ны которых проходят между дисковыми ножами-фрезами. В верх-
ней части камеры находится прямоугольное загрузочное устрой-
ство, в нижней — отверстие для выгрузки продукта.
Принцип действия. Порционный кусок мяса вручную зак-
ладывают в вертикально расположенное загрузочное окно. Кусок
144
мяса, имеющий толщину, большую, чем минимальное расстоя-
ние между очистительными гребенками, захватывается зубцами
дисковых ножей-фрез и многократно надрезается с обеих сторон.
При прохождении куска мяса между ножевыми блоками его тол-
щина уменьшается, а поверхность увеличивается в несколько раз.
Мясорыхлители приводятся в действие индивидуальным элек-
тродвигателем или приводом универсальных кухонных машин. На
предприятиях общественного питания используют мясорыхлите-
ли МРМ-15, МРП-П-1, МР.
Мясорыхлителъ МРМ-15. Состоит из основания с корпусом, ка-
ретки с установленными в ней рабочими органами, привода, пане-
ли конденсаторов и микровыключателя. Внутри корпуса 1 (рис. 69)
находятся ножевые блоки 6, очистительные гребенки 4 и привод,
Рис. 69. Мясорыхлитель МРМ-15:
® ~~ общий вид; б — кинематическая схема; 1 — корпус; 2 — крышка; 3 — разъем-
Каретка; 4— очистительные гребенки; 5 — загрузочное окно; 6 — ножевые блоки;
" Редуктор; 8 — клиноременная передача; 9 — электродвигатель; 10 — микропе-
’“Чочатель; // — основание; /2—опора; 13 — разгрузочное отверстие; /-/—штифт
145
состоящий из электродвигателя 9, клиноременной передачи 8 и
редуктора 7, имеющего червячную передачу и два зубчатых ци-
линдрических колеса. Червячное колесо передает движение жест-
ко скрепленному с ним цилиндрическому колесу, расположен-
ному соосно с одним из ножевых блоков. Другое цилиндрическое
зубчатое колесо, насаженное на второй вал редуктора соссно со
вторым ножевым блоком, входит в зацепление с первым зубча-
тым колесом. Движение ножевым блокам от выходных валов ре-
дуктора передается через зубчатые полумуфты. Поскольку находя-
щиеся в зацеплении зубчатые цилиндрические колеса имеют рав-
ное число зубьев, ножевые блоки вращаются навстречу один дру-
гому с одинаковой скоростью. Ножевые блоки состоят из диско-
вых ножей-фрез, насаженных на горизонтальные параллельные
валы, установленные на разъемной каретке 3.
Каретка 3 состоит из двух половин, а каждая половина — из
двух щек, соединенных одна с другой стойками. Обе половины
каретки соединены между собой петлями и защелками. На карет-
ке устанавливают две очистительные гребенки 4, пластины кото-
рых входят в пространство между ножами-фрезами. В собранном
виде каретку с ножевыми блоками и очистительными гребенками
вставляют в корпус машины и фиксируют защелкой. Каретке с
рабочими инструментами и привод закрываются крышкой 2, име-
ющей загрузочное окно 5. В целях безопасности мясорыхлитель
снабжен микропереключателем 10, который разрывает цепь пи-
тания электродвигателя при открытой крышке.
Электродвигатель монтируют на горизонтальной плите, имею-
щей четыре продольных паза, позволяющих передвигать его и
натягивать клиновой ремень.
Машина имеет основание 11, к которому прикрепляют опоры 12
для установки ее на столе. Для разгрузки продукта в нижней части
корпуса мясорыхлителя предусмотрено разгрузочное отверстие 13.
Фиксация крышки на корпусе машины осуществляется штифтом 14.
Мясорыхлитель МРПП-1. Приводится в действие от привода ПП-1.
Отличительная особенность рыхлителя МРПП-1 — расположение
зубцов фрез по винтовой линии. Такое расположение зубцов фрез
способствует более качественной обработке продукта (равномер-
ное нанесение насечек на всю поверхность куска и плавное его
протягивание между ножевыми блоками).
Мясорыхлитель имеет редуктор 3 (рис. 70), в корпусе которого
на двух втулках-опорах вращается вал 2, имеющий на одном кон-
це шип 1 jxjla соединения с валом привода, а на другом — шестер-
ню 4, входящую в зацепление с колесами 5, насаженными на
валы 17 и вращающимися во втулках 6, запрессованных в крышке 7
редуктора. Валы 17 при помощи паза соединяются с шипами но-
жевых валов 15, на которые насажены дисковые ножи-фрезы 13,
а между ними — дистанционирующие шайбы 14.
146
Рис. 70. Мясорыхлитель МРПП-1:
шип; 2 — вал; 3 — редуктор; 4 — шестерня; 5 — колесо; 6 — втулка; 7 — крышка; 8 — запор; 9 — палец; 10 — стопорная шайба;
- гайка; 12 — ручка; 13 — нож-фреза; 14 — дистанционирующая шайба; 15 — ножевой вал; 16 — гребенка; 17— вал; 18, 19 —
каретки
147
Набор ножей-фрез и шайб зажимают гайкой 11 и фиксируют
стопорной шайбой 10. В мясорыхлителе МРПП-1 имеются две ка-
ретки 18 и 19, кожух которых выполнен литым, и две легкосъем-
ные гребенки 16.
Редуктор и каретку соединяют между собой с помощью плас-
тин и пальцев 9 и закрепляют запором 8 и винтами. Для съема
ножевых блоков служит ручка 12.
Мясорыхлитель МР. Приводится в действие of приводного ме-
ханизма (привода) ПМ. Состоит из основания, передаточного ме-
ханизма, хвостовика, каретки, ножевых блоков, упоров, загру-
зочной воронки и кожуха. В мясорыхлителе использована понижа-
ющая цилиндрическая передача. Приводной вал 2 (рис. 71) имеет
на одном конце шип 3 для соединения с валом привода, а на
другом — шестерню 5, входящую в зацепление с колесом 6, укреп-
ленным на рабочем валу 1. Колесо 6 зацепляется с таким же коле-
сом, насаженным на второй вал, параллельный валу 1. Концы ва-
лов 1 выполнены в виде зубчатых полумуфт 20, зацепляющихся с
валами 21, на которых установлены дисковые ножи-фрезы 10.
Каретка 12 состоит из двух половин, каждая из которых, в
свою очередь, имеет переднюю боковину 16 (18) и заднюю 13
(15). Между боковинами размещены два ножевых блока (рассека-
теля), состоящие из валов 21, на которых между шайбами 19 уста-
новлены дисковые ножи-фрезы 10. Обе половины каретки соеди-
нены между собой защелками 17 и планками 14.
При повороте правой половины каретки относительно левой
на 90° их стержни выходят из зацепления с боковинами, и карет-
ка разнимается на две части, что позвол яет улучшить условия са-
нитарной обработки ножевых блоков (рассекателей).
Чтобы предотвратить наматывание кусков мяса на ножевые бло-
ки, между ножами-фрезами устанавливают упоры (очиститель-
ные пластинки) 11, которые свободным концом опираются на
каретку. Хвостовик 4 механизма вставляют в горловину привода и
фиксируют в нем рукояткой с помощью кулачка. Заданное угло-
вое положение хвостовика относительно основания 8 фиксирует-
ся пальцем 7. Снаружи каретка вместе с ножевыми блоками зак-
рыта кожухом 22, в верхней части которого установлена загрузоч-
ная воронка 9 прямоугольного сечения.
Некоторые формы ножей, применяемые в мясорыхлителях. В настоя-
щее время помимо дисковых зубчатых ножей-фрез, имеющих трапе-
цеидальный профиль, используют ножи-фрезы с треугольным и дрУ'
гими профилями (рис. 72, а—в). Кроме того, имеются игольчатые
ножи, устанавливаемые на вращающихся барабанах (рис. 72, г, д)
или на площадках прямоугольной или квадратной формы и север
шающие возвратно-поступательное движение (рис. 72, е, ж).
Игольчатые ножи могут иметь режущую кромку (рис. 72, д, хс)-
Кроме того, часто за рубежом для рыхления используют поверхно-
148
Рис. 71. Мясорыхлитель MP:
общий вид; б — каретка; 1 — рабочие валы; 2 — приводной вал; 3 — шип; 4 — хвостовик механизма; 5 — шестерня; 6 — колесо;
палец, 8 — основание; 9 — загрузочная воронка; 10 — нож-фреза; 11 — упор; 12 — каретка; 13, 15 — боковина задняя; 14 —
планка; 16, 18 — боковина передняя; 17— защелка; 19 — шайба; 20 — полумуфта; 21 — вал; 22 — кожух
I I
149
Рис. 72. Форма ножей в мясорыхлителях:
а, б, в - дисковые зубчатые; г, д — дисковые игольчатые; е, ж — игольчатые; з, и —
с выпуклостями сферической формы; к — с выпуклостями и заостренными лезвиями
сти, имеющие выпуклости сферической формы (рис. 72, з, и). Эти
поверхности могут быть металлическими или пластмассовыми и
совершать вращательное или возвратно-поступательное движение.
Встречаются поверхности с выпуклостями и разорванными кон-
цами, которые имеют острые кромки (рис. 72, к). Помимо меха-
нического способа рыхления порционных кусков мяса применя-
ют и химический способ размягчения продукта.
Определение производительности мясорыхлителей.
Производительность мясорыхлителей (шт./с)
о=^ф,
X/
150
где vo — окружная скорость ножа, м/с;
пп пп ,,
г°-зоГср_бо5’
где п — частота вращения ножей-фрез, мин-1; гср — средний ради-
ус ножевой фрезы, м; 5 — расстояние между осями ножевых бло-
ков, м; L —длина обработанного куска, м; <р — коэффициент,
учитывающий перерывы в подаче продукта; <р = 0,3.
Правила эксплуатации мясорыхлителей. Перед началом работы
убеждаются в том, что между ножами нет посторонних предме-
тов, очистительные гребенки установлены в пазах каретки, а но-
жевые блоки находятся в зацеплении с валиками передаточного
механизма. После этого устанавливают кожух или крышку на мес-
то, включают электродвигатель и проверяют работу мясорыхлите-
ля на холостом ходу. Если нет постороннего шума, подставляют
под разгрузочное окно приемную тару и приступают к работе.
Порционные куски опускают в загрузочную воронку. Ширина за-
гружаемых кусков не должна превышать ширины загрузочной во-
ронки. Запрещается работать при снятых кожухе или крышке, так
как это может привести к травмам.
После окончания работы выключают электродвигатель, сни-
мают кожух или крышку, вынимают и разбирают каретку. Для
этого снимают защелку и поворачивают одну половину каретки
относительно другой на 90°, при этом стержень выходит из зацеп-
ления со щеками и каретка распадается на две части. Затем снима-
ют очистительные гребенки, ножевые блоки и тщательно промы-
вают их в горячей воде волосяной щеткой. Кожух или крышку
также промывают горячей водой. Промытые детали насухо выти-
рают и смазывают несоленым пищевым жиром. Периодически
Таблица 13
Техническая характеристика мясорыхлителей
Показатель МРМ-15 МРПП-1 МР
Производительность, шт./ч 1800 1500 1500
Частота вращения ножевых блоков, мин-1 90 80 85
Габаритные размеры, мм:
Длина 560 370 375
Ширина 260 140 170
высота 390 200 235
^ШЦностьэлектродвигателя, кВт 0,27 0,6/0,85 1,5
^асса, кг 25 7,4 9,5
151
режущие кромки ножей-фрез затачивают. Заточку вручную можно
проводить без разборки ножевого блока. Перед заточкой на станке
ножевой блок разбирают, для чего отвинчивают гайку, крепящую
фрезы на валу, а затем снимают фрезы и шайбы.
Техническая характеристика мясорыхлителей приведена в табл. 13.
Механизмы для нарезания мяса на бефстроганов. На предприя-
тиях общественного питания для нарезки мяса для бефстроганова
применяют механизм МБПП-1, входящий в комплект универ-
сальной кухонной машины П-П, и механизм МБ к приводному
механизму (приводу) ПМ.
Механизм МБПП-1. Состоит из корпуса, ножевого вала, гребен-
ки и заслонки. Движение от привода передается ножевому валу 1
(рис. 73), на котором установлена двадцать одна дисковая фреза 6
с шагом 5 мм. Между дисковыми фрезами расположены дистан-
Рис. 73. Механизм МБПП-1
нарезки мяса на бефстроганов-
1 — ножевой вал; 2 — ручка; 3 — винт,
4, 8 — диски; 5 — дистанционирУ10'
щие шайбы; 6—дисковая фреза; 7
гребенка; 9— корпус; 10— заслонка,
11 — заточки
152
ционирующие шайбы 5. На острой кромке каждой дисковой фре-
зы есть по две диаметрально расположенные заточки 11, предназ-
наченные для захвата и протягивания продукта. Дисковые фрезы
установлены на валу так, что заточки соседних фрез смещены
одна относительно другой. Это смещение достигается благодаря
наличию на вал}' винтовой лыски. Ножевые фрезы закрыты с двух
сторон дисками 4 и 8. Диск 4 имеет резьбовое отверстие и навин-
чивается на хвостовик вала. Для снятия ножевого вала предназна-
чена ручка 2, закрепленная винтом 3. Ножевой вал устанавливают
в корпусе 9, на котором закреплены заслонка 10 и гребенка 7,
предотвращающая наматывание отрезанных кусочков на вал. Сверху
в корпусе находится окно продолговатой формы для загрузки про-
дукта, снизу — окно для его выгрузки.
П ринцип действия. Предварительно нарезанные куски
мяса размером не более 20x110 мм опускают в загрузочное окно,
и далее под действием силы тяжести и с помощью толкателя
они поступают к ножевому валу. Дисковые фрезы захватывают
продукт, разрезают его на части и проталкивают к разгрузочно-
му окну.
Механизм МБ. По конструкции и принципу действия аналоги-
чен механизму МБПП-1. Отличия заключаются в следующем: на
дисковых ножах-фрезах 10 (рис. 74) отсутствуют диаметрально рас-
положенные заточки, изменена форма гребенки. В механизме МБ
роль очистительной гребенки выполняют упоры 11, которые не
дают наматываться мясу на ножевой вал 2. Упоры представляют
собой пластинки, насаженные на дистанционирующие кольца 3.
При резании куска мяса ножами-фрезами упоры (очистительные
гребенки) отклоняются от вертикального положения и упирают-
ся в корпус механизма. В направляющих пазах корпуса 1 с помо-
щью ручки 7 перемещается заслонка 4 и в рабочем положении
фиксируется специальным винтом 6.
Определение производительности механизма для нарезания мяса
на бефстроганов. Производительность механизма рассчитывают по
формуле
Q = ——,
/3 + to
где т — масса порции мяса, единовременно закладываемая в заг-
рузочное устройство, кг; t3 и to — время загрузки и обработки
Порции продукта, с.
Масса (кг) порции мяса
m = Иорф,
>о — объем загрузочного устройства, м3; р — плотность мяса,
/м ; <р _ коэффициент заполнения загрузочного устройства про-
дуктом (<р = 0,4. ..0,6).
153
Рис. 74. Механизм для нарезания мяса на бефстроганов МБ:
1 — корпус; 2 — ножевой вал; 3 — дистанционирующис кольца; 4 — заслонка; 5 —
толкатель; 6 — винт специальный; 7 — ручка; 8 — рукоятка; 9, 12 — диски; 10 —
нож-фреза; 11 — упор; 13 — подшипники скольжения
Объем (м1 * 3) загрузочного устройства
Ко = Ibh,
где I, b и h — длина, ширина и высота загрузочного устройства
соответственно, м.
Время загрузки продукта /3 = 3... 5 с.
Время (с) обработки продукта
С ~ b / ^пр,
где дпр — скорость продвижения продукта в загрузочном устрой-
стве (дпр = 0,03...0,05 м/с).
Правила эксплуатации механизмов для нарезания мяса на бефстро-
ганов. Сборку механизма проводят в такой последовательности. В
корпус устанавливают ножевой вал с дисковыми фрезами. Затем
вставляют гребенку. Зубцы гребенки, предотвращающие наматыва-
ние мяса на фрезы, должны входить в промежутки между дисковы-
ми фрезами. Чтобы гребенка не поворачивалась, ее закрепляют фик-
154
сатором, пружиной и винтом. В корпус механизма МБ устанавли-
вают ножевой вал с дисковыми ножами-фрезами и упорами, сво-
бодно насаженными на дистанционирующие кольца. Далее закреп-
ляют заслонку и вставляют хвостовик механизма в горловину при-
вода и фиксируют его там с помощью рукоятки с кулачком.
Работу собранного механизма проверяют на холостом ходу. Для
механизма МБ нарезание осуществляется при работе привода на
первой скорости. Подготавливают продукт, нарезая мясо на куски
размером не более 20x110 мм. Под разгрузочное окно устанавли-
вают приемную тару и приступают к работе, опуская нарезанные
куски мяса в загрузочное устройство. Проталкивать порцию мяса
к дисковым фрезам разрешается только толкателем.
После окончания работы привод выключают, ножевой вал
вынимают, тщательно очищают прочисткой рабочие поверхнос-
ти механизма от остатков продукта и промывают их в горячей
воде, протирают влажной тряпкой и высушивают.
В процессе эксплуатации механизма необходимо своевременно
затачивать дисковые ножи-фрезы. Для этого ножевой вал разбира-
ют и дисковые ножи-фрезы затачивают на шлифовальном станке.
Техническая характеристика механизмов для нарезания мяса
на бефстроганов приведена в табл. 14.
Куттеры. Предназначены для тонкого измельчения мясных про-
дуктов. Применяют их в основном при производстве колбас, со-
сисок, сарделек и другой мясной продукции.
Для тонкого измельчения овощей, фруктов, зелени, вареных
круп и рыбопродуктов используют блендеры и бликсеры. Бликсе-
ры — это комбинация блендера (измельчение) и миксера (пере-
мешивание). Используют бликсеры для получения гомогенизиро-
Таблица 14
Техническая характеристика механизмов для нарезания мяса на бефстроганов
Показатель МБПП-1 МБ
Производительность, кг/ч 100 100
Частота вращения ножевого вала, мищ1 170 170
Мощность электродвигателя привода, кВт 0,285 0,290
Габаритные размеры, мм: Длина Ширина ^высота 285 165 400 290 180 405
l^acca, кг 6,5 6,5
155
ванных смесей, применяемых в специальных диетах кухонь боль-
ниц, а также для детского питания. В ресторанах и на других пред-
приятиях питания их используют для приготовления деликатесов,
соусов и тропических фруктовых коктейлей и другой продукции.
Рабочую камеру выполняют в виде цилиндра (рис. 75, а) или
омегообразной (рис. 75, б). В куттерах (см. рис. 75, б) чаша 2 вра-
щается всегда медленно и получает движение от тихоходного вала 1.
Нож 4 вращается от быстроходного вала 5. Сверху рабочая камера
с ножами всегда закрыта крышкой 3 и обязательно имеет блоки-
ровочное устройство, обеспечивающее отключение машины при
открывании крышки.
В куттерах, блендерах и бликсерах основным рабочим инстру-
ментом служат ножи криволинейной формы (рис. 75, в—д'). При-
чем их может быть несколько. Устанавливают ножи на высокообо-
ротных валах (от 1000 мин'1 и более) с некоторым смещением
один относительно другого; иногда ножи имеют наклонное рас-
положение. Угол наклона может быть незначительным.
Рис. 75. Принципиальные схемы куттера (о, 6) и формы ножей (в—ду
а — схема с горизонтальным расположением ножей; 6 — схема с вертикальным
расположением ножей; в — криволинейная форма ножей; г — криволинейная
форма с прямолинейными участками; д — криволинейная зубчатая форма
156
1
Режущую кромку ножей иногда выполняют с прямолинейны-
ми участками (см. рис. 75, г), что упрощает заточку ножей. Чаще
всего используют криволинейные зубчатые ножи (см. рис. 75, д).
Зубчики бывают самой разнообразной формы.
Куттеры большой производительности для мясной промыш-
ленности имеют механизированные выгружатели готовой продук-
ции, автоматизированную систему контроля за качеством и ре-
жимами измельчения.
Для каждого продукта устанавливают режимы и время измель-
чения, ограничивают температуру нагрева продукции. Иногда в
куттерах применяют систему охлаждения измельчаемого продукта.
В блендерах и бликсерах используют чаще всего вертикально рас-
положенную неподвижную рабочую камеру в виде цилиндра и
быстровращающиеся ножи.
Все рассмотренные выше куттеры — это машины периодичес-
кого действия. В настоящее время куттеры для общественного пи-
тания отечественной промышленностью не выпускаются.
7.4. Машины для нарезки продуктов на ломти
На предприятиях общественного питания и торговли для нарез-
ки хлебобулочных изделий и гастрономических товаров использу-
ют машины, нарезающие эти продукты ломтиками различной тол-
щины. Такие машины называют ломтерезками, а за рубежом —
слайсерами.
Все выпускаемые ломтерезки можно классифицировать по сле-
дующим признакам:
по назначению: для нарезки хлебобулочных изделий — хлебо-
резки, для нарезки гастрономических товаров — машины типа
МРГ, для нарезки сырого мяса, для нарезки овощей и фруктов.
по форме рабочего органа: с дисковым, криволинейным и пря-
молинейным ножами (ножи всех перечисленных форм могут быть
зубчатыми);
по количеству ножей: однолезвийные и многолезвийные;
по расположению рабочих органов: с вертикальным, наклон-
ным и горизонтальным расположением рабочих органов;
по виду привода: с индивидуальным приводом и в качестве
сМенного механизма;
по характеру движения ножей: с вращательным, планетарным,
в°звратно-поступательным движением;
по характеру подачи продукта на режущий инструмент: с по-
ступательной, качательной и вращательной подачей (продукт в
м°мент резания неподвижен);
по способу удержания продукта: толкателями, площадками и
енками загрузочных лотков; клином; иглами, захватами (для от-
езания ломтиков от неподвижного продукта в момент резания).
157
Встречаются все виды указанных в классификации ломтере-
зок. Используются преимущественно ломтерезки с дисковыми или
дисковыми зубчатыми ножами, с вертикальным или наклонным
их расположением, совершающими вращательное или реже —
планетарное движение. Применение дисковых ножей с враща-
тельным движением обеспечивает качественную нарезку, так как
резание в этом случае скользящее, а соотношение скоростей ножа
и продукта может быть очень высоким, что достигается соответ-
ствующими конструктивными решениями. Применение наклон-
ного и горизонтального расположения ножей обеспечивает ук-
ладку нарезанных ломтиков в стопку под действием собственной
массы ломтиков. Однако ломтерезки с горизонтальным распо-
ложением выпускают в небольших количествах из-за их громозд-
кости.
При вертикальном расположении ножей требуется примене-
ние специальных съемных устройств, укладывающих нарезанные
ломтики в стопку. Это усложняет конструкцию машин. Однако, если
продукт в момент резания неподвижен, а нож надвигается на него
сверху, то съемные и укладывающие устройства не нужны.
Дисковые и криволинейные ножи в ломтерезках применяют в
основном как однолезвийные. Бывают машины с многолезвийны-
ми прямолинейными ножами, имеющими криволинейные участ-
ки (с кривизной вовнутрь полотна ножа). В этих машинах ножи
собраны в каретки, имеют наклонное расположение и совершают
перекрестное возвратно-поступательное движение. Преимущества
подобных машин — высокое качество нарезки продукта и боль-
шая производительность, так как разрезание целого изделия осу-
ществляется за один ход каретки.
Хлеб и хлебобулочные изделия имеют пористую структуру и
при нарезании легко поддаются деформации сжатия. Качество
нарезанных ломтиков определяется их внешним видом; ломтики
должны быть одинаковой толщины с гладкой поверхностью сре-
за, не смятыми, иметь минимальное количество отходов (крош-
ки, отрыв корочки и т.п.). Хорошее качество нарезки хлеба обус-
ловливается правильным выбором режима резания, конструкци-
ей и материалом ножей, характером движения ножа и подачи
продукта, а также соотношением их скоростей. Большое значение
для сохранения одинаковости толщины ломтиков имеет способ
удержания продукта в момент резания. Используют в основном
способ фиксации продукта с помощью специальных прижимных
устройств (в виде толкателей, площадок и прижимов) совместно
со стенками загрузочного лотка. Удержание клином применяют б
многолезвийных машинах.
Качество нарезки зависит и от материалов, из которых изго-
товляют ножи. Так, фирма Bizerba применяет ножи всех форм с
вогнутыми лезвиями. Ножи выполняют из высокопрочных сталей,
158
с износостойкими, антикоррозийными покрытиями (дюрахромо-
вые, тефлоновые и др.).
Хлеборезки. На предприятиях общественного питания для на-
резки хлеба и хлебобулочных изделий ломтиками применяют хле-
борезку МРХ-200. Широко распространены хлеборезка болгарского
производства АХМ-300, а также многолезвийная хлеборезатель-
ная машина.
Хлеборезка МРХ-200. Состоит из следующих частей: рамы с элек-
тродвигателем, корпуса, передаточного механизма, дискового
ножа, двух горизонтальных лотков с ограждениями, а также ме-
ханизмов регулировки толщины отрезаемых ломтиков, подачи
хлеба к ножу и заточки ножа.
Движение от электродвигателя 25 (рис. 76) через клиноремен-
ную передачу 23 и цепную передачу 26 передается главному при-
водному валу 8, на котором жестко закреплен противовес 5. С дру-
гой стороны противовес опирается через подшипник качения на
втулку 12, установленную в корпусе. К противовесу привинчен
кронштейн 77. В отверстие кронштейна на двух шарикоподшипни-
ках установлена ось 13 с жестко закрепленными на ней звездоч-
кой 14 и дисковым ножом 18.
Звездочка 14 цепью соединена со звездочкой 6, сидящей не-
подвижно на оси 9. Последняя расположена соосно с приводным
валом и соединена с рукояткой 10, которая в рабочем положении
зафиксирована на корпусе, обеспечивая неподвижность оси 9 со
звездочкой 6. При вращении приводного вала дисковый нож со-
вершает планетарное движение, вращаясь вокруг своей оси и вокруг
оси приводного вала. Кронштейн вместе со звездочкой 6 может
перемещаться относительно противовеса, обеспечивая натяжение
Цепи. На корпусе 1 машины закреплены два лотка — неподвиж-
ный загрузочный 2 и разгрузочный 3. Последний за рукоятку мо-
жет отводиться от корпуса по направляющим.
В зону резания продукт подается следующим образом. Привод-
ной вал с помощью эксцентрика 27и шатуна 28приводит в движе-
ние роликовую обгонную муфту свободного хода 29. За один оборот
приводного вала ведущая часть обгонной муфты совершает кача-
тельное движение, поворачиваясь на определенный угол. При этом
ведомая часть обгонной муфты поворачивается только в одном
направлении, так как при вращении ведущей части обгонной
мУфты в обратном направлении движение ведомой части муфты
Не передается. Ведомая часть муфты жестко скреплена с ходовым
винтом 30, который совершает прерывисто-вращательное движе-
ние в одном направлении. Ходовой винт передвигает ролик 31 и
^вязанную с ним каретку 37, к которой с помощью захвата в виде
вогнутых игл 32 прикреплен продукт. Каретка вместе с продуктом
ВеРШает прерывисто-поступательное движение в направлении
скового ножа. Перемещается продукт по загрузочному лотку 2.
159
160
Движение дискового ножа и каретки связано таким образом,
что в момент резания каретка с продуктом неподвижна, а пере-
мещение каретки, т.е. подача продукта, происходит в момент,
когда нож выходит из зоны резания. Эта синхронизация достига-
ется благодаря соответствующему положению эксцентрика отно-
сительно ножа.
Толщина отрезаемых ломтиков хлеба равна линейному пере-
мещению каретки за один период качания обгонной муфты и про-
порциональна углу ее поворота. Угол поворота обгонной муфты
изменяется механизмом регулировки толщины нарезки, состоя-
щим из прижимной шайбы 55, регулировочного диска 19 с деле-
ниями и связанного с ним диска 36, имеющего спиральную про-
резь, и фасонной гайки 20. При ослаблении гайки 20 и повороте
регулировочного диска 19 палец эксцентрика перемешается в про-
рези диска 36, благодаря чему изменяется величина эксцентриси-
тета эксцентрика относительно приводного вала. От величины эк-
сцентриситета зависят угол поворота роликовой обгонной муфты
и величина перемещения каретки с хлебом.
Движение эксцентрику передается от главного приводного вала
через звездочку 34, имеющую на торце радиальный паз, в кото-
рый входит закрепленный на эксцентрике палец. Благодаря тако-
му соединению при регулировке толщины нарезки сохраняется
синхронность движения эксцентрика и дискового ножа. Толщина
нарезаемых ломтиков регулируется от 5 до 20 мм. После нарезки
порции хлеба машина автоматически отключается при нажатии
каретки на концевой микровыключатель.
Возвращение каретки в исходное положение осуществляется
при нажатии сверху на ручку 22. Ролик выходит из зацепления с
ходовым винтом, и каретка вручную перемещается назад.
Машина снабжена приспособлением 7 7 для заточки ножа, ко-
торое состоит из двух абразивных дисков, вращающихся на осях.
Приспособление расположено на стойке 75, которая установлена
в отверстиг крышки корпуса и закреплена в нем винтом 16. При
заточке ножа стопорным винтом 7 противовес фиксируют в верх-
нем положении неподвижно относительно корпуса; разворачивая
стойку 75 на 180°, абразивные диски заточного приспособления
подводят к ножу; ручку рукоятки 10 переводят в горизонтальное
положение. При вращении рукоятки вращательное движение че-
рез цепную передачу передается дисковому ножу, чем и обеспе-
чивается его заточка. Перед заточкой дисковый нож очищается от
Налипших крошек хлеба с помощью скребков, подводимых к нему
путем нажатия кнопок, расположенных на крышке возле заточ-
ного приспособления.
Гашение кинетической энергии вращающихся частей машины
После выключения электродвигателя осуществляется установлен-
ным на его валу коническим фрикционным тормозом 24 с элект-
® Б<>ТОВ 161
ромагнитным приводом. Тормоз имеет рукоятку 35 для ручного
торможения. Пуск и остановка электродвигателя производятся кно-
почным выключателем, расположенным на лицевой стороне кор-
пуса под загрузочным лотком.
Для осуществления безопасной работы на хлеборезке установ-
лены- на загрузочном лотке — защитная решетка 21, на разгру-
зочном лотке — ограждение 4. Электроблокировки машины пре-
дотвращают включение электродвигателя при поднятой защит-
ной решетке, а также в случае, если разгрузочный лоток не за-
фиксирован защелкой в крайнем правом положении.
Хлеборезка АХМ-300 (Болгария). Состоит из кожуха, рамы, при-
вода, механизма резания, механизма подачи, регулятора толщи-
ны ломтиков, приемного и разгрузочного устройств, электропус-
ковых и блокировочных устройств.
Отдельные элементы кожуха соединены между собс й и вместе
с рамой оформляют корпус 11 (рис. 77) машины. Дверца 6 на
правой стороне кожуха обеспечивает доступ к регулятору толщи-
ны ломтиков.
Привод состоит из электродвигателя 15 и двух клиноременных
передач {16 и 77).
Ведомый шкив второй клиноременной передачи установлен на
главном приводном валу 24, связывающем механизмы резания и
подачи. На одном конце приводного вала укреплен серповидный
нож 7, закрываемый ограждением 3, а на другом конце установ-
лен эксцентрик 18 регулятора толщины нарезки хлеба.
Механизм подачи состоит из эксцентрика 18, шатуна 21, об-
гонной муфты 23 однонаправленного сцепления, конической пе-
редачи 12, цепного подавателя 13 и выталкивателя 8.
Эксцентрик 18 соединен с обгонной муфтой 23 посредством
шатуна 21. На эксцентрике установлен регулятор 19 со щитком,
при помощи которого регулируется толщина отрезаемых ломти-
ков. Обгонная муфта преобразует колебательное движение шатуна
в однонаправленное вращательное движение вала 25, передает его
конической передаче 12 и цепному подавателю 13. Цепной пода-
ватель состоит из двух звездочек и цепи, к которой прикреплены
в противоположных направлениях два пальца 26.
Возвратный механизм состоит из цилиндрической спиральной
пружины 14 и ползуна.
Приемное устройство состоит из лотка, пластмассовой крыш-
ки 4, направляющих прижимных пластинок 9 и блокировочного
выключателя 22; разгрузочное устройство — из лотка (платфор-
мы) 7 с пластмассовой крышкой 2 и блокировочного выключателя.
Принцип действия. Вращение от электродвигателя через
двухступенчатую клиноременную передачу передается главному
приводному валу и серповидному ножу, а с другой стороны через
эксцентрик, шатун и кривошип, выполненный в виде обгонной
162
Рис. 71. Хлеборезка АХМ-300 (Болгария):
а — общий вид; б — кинематическая схема; 1 — разгрузочный лоток; 2,4— крышки;
3 — ограждение ножа; 5 — двухкнопочный выключатель; 6 — дверца; 7 — серповид-
ный нож; 8 — выталкиватель; 9 — прижимные пластинки; 10 — ящик для сбора
крошки; 11 — корпус; 12 — коническая передача; 13 — цепной подаватель; 14 —
пружина; 15 — электродвигатель; 16, 17— клиноременные передачи; 18 — эксцент-
рик; 19 — регулятор; 20 — гайка; 21 — шатун; 22 — выключатель конечный; 23 —
обгонная муфта; 24 — главный приводной вал; 25 — вал; 26 — пальцы
Муфты, однонаправленное вращение передается конической и
Цепной передачам. На цепи этой передачи установлены в двух про-
тивоположных направлениях два пальца. Один палец, двигаясь
вместе с цепью, перемещает выталкиватель с хлебом в направле-
нии к ножу, а ползун в это время растягивает цилиндрическую
Пружину. После достижения конечного положения палец осво-
бождает выталкиватель и он под действием пружины возвращает-
163
ся в исходное положение. В этот
момент второй палеи нажимает
на концевой выключатель и ма-
шина останавливается.
При подаче в зону резания про-
дукт удерживается прижимными
пластинками 9 и шипами вытал-
кивателя 8. Под зоной резания и
разгрузочным лотком предусмот-
рен ящик 10 для сбора крошки.
Автоматическая хлеборезка
NAB. Машина с криволинейным
ножом выпускается фирмой
«Александерверк». Благодаря
большому объему загрузочного
устройства можно нарезать хлеб
ломтиками практически любой
формы и размера. Ножи имеют
тефлоновое покрытие, что уве-
личивает срок службы и повыша-
ет надежность работы машины.
Многолезвийная хлеборезателъ-
ная машина. Имеет две каретки с собранными в ней прямолиней-
ными ножами с криволинейными участками кривизной вовнутрь
(рис. 78). Каретка с ножами совершает качательное движение в
пределах определенного угла вверх-вниз. При этом ножи одной
каретки входят в промежутки между ножами другой каретки. Пе-
рекрытие ножей таково, что обеспечивается резание батона хле-
ба по всей его толщине. Длина каретки с ножами превышает
длину разрезаемого батона хлеба. В результате такого движения
целый батон хлеба затягивается клином движущих ножей и раз-
резается ими.
Машина обеспечивает нарезку любого свежего хлеба без дефор-
мации, поверхность среза при этом ровная, нарезка без отходов.
Определение производительности хлеборезки. Производительность
хлеборезки (кг/с)
(Л=- —-
4 + to
где т — масса нарезаемого хлеба, кг; t3 — время подачи хлеба (вклю-
чает время на закрепление батона хлеба и продвижение его в зону
резания); t3 = 10... 15 с; t0 — время нарезания порции продукта, с;
60/
лвА’
164
где / — длина подаваемого хлеба, мм; пъ — частота вращения при-
водного вала, мин-1; h — толщина отрезаемых ломтиков хлеба, мм.
Правила эксплуатации хлеборезок. Перед началом работы уста-
навливают требуемую толщину нарезки хлеба. Для этого ослабля-
ют фасонную гайку и поворачивают регулировочный диск до сов-
падения его соответствующего деления с риской на шайбе, после
чего фасонную гайку вновь затягивают. Перед включением элект-
родвигателя убеждаются в том, что приемный лоток находится в
крайнем правом положении и закреплен защелкой, а стопорный
винт не удерживает противовеса, который вместе с дисковым но-
жом свободно проворачивается. Затем проверяют работу машины
на холостом ходу. При этом противовес должен вращаться по ча-
совой стрелке, если смотреть со стороны подачи хлеба.
После этого отключают электродвигатель и проверяют фикса-
цию подвижных частей фрикционным тормозом. Открывают за-
щитную решетку и с помощью рукоятки отводят каретку подачи
в правое положение. Закрепляют хлеб иглами захвата. При этом
обращают внимание на то, чтобы ролик каретки зашел в канавку
ходового винта. Затем опускают защитную решетку и включают
машину, нажав на кнопку «Пуск».
После окончания нарезки хлеба электродвигатель автоматически
отключается. Каретку вручную отводят в правое положение, уда-
ляют оставшийся на захвате кусочек хлеба, закрепляют новую
порцию и повторяют процесс нарезки. Для качественной нарезки
и сокращения затрачиваемой мощности дисковый нож периоди-
чески затачивают (примерно через 50 ч работы машины). После
окончания работы удаляют скребками крошки и очищают нож от
остатков налипшего хлеба. Во время очистки нож вращают так
же, как и при заточке, нажимая на кнопки скребков до полного
удаления прилипшего хлеба. После очистки ножа противовес сни-
мают со стопора, а рукоятку закрепляют.
В процессе работы соблюдают правила техники безопасности.
Не разрешается вынимать застрявшие ломтики во время работы
машины, включать машину со снятым заточным приспособлени-
ем или верхней крышкой. Выгружать нарезанный хлеб следует толь-
ко при отодвинутом от корпуса разгрузочном лотке.
При работе на машине АХМ-300 для установки требуемой тол-
щины нарезаемых ломтиков открывают боковую крышку, отвин-
чивают на один оборот специальную гайку и поворачивают регу-
лятор так, чтобы риска штифта совпала с нужным делением на
Щитке. После этого гайку завинчивают и закрывают боковую
Крышку,
Далее укладывают хлеб так, чтобы один конец батона упирался
Щипы выталкивателя. Закрывают предохранительные крышки на
Риемном и разгрузочном устройствах, нажимают кнопку «Пуск».
°сле окончания нарезки электродвигатель автоматически отклю-
165
Т аблица 15
Техническая характеристика хлеборезок
Показатель МРХ-200 АХМ-300
Производительность, батонов/ч при толщине реза, мм: 5 10 15 20 25 200* 85 160 220 300 340
Толщина ломтиков, мм 5...20 5. .25
Диаметр ножа или ширина рабочей ленты, мм 310 —
Максимальные размеры (ширина, высота) нарезаемого батона хлеба, мм 155x140 160x140
Угол нарезки, град 90 90
Мощность электродвигателя, кВт 0,4 0,37
Габаритные размеры, мм. длина ширина высота 1200 600 730 1000 586 536
Масса, кг 80 80
* Единица измерения производительности хлеборезки МРХ-200 — рез/мин.
чается, а выталкиватель хлеба возвращается в исходное положение.
Периодически после нарезки 50 батонов хлеба очищают ящик для
сбора крошек. Серповидный нож затачивают после нарезки 10000
батонов, при этом нож необходимо снимать с машины.
Техническая характеристика хлеборезок приведена в табл. 15-
Машины для нарезки гастрономических товаров. Эти машины
используются на предприятиях торговли и общественного пита-
ния для нарезки колбасы, ветчины, сыра и рыбных рулетов лом-
тиками различной толщины.
Нарезают продукты вращающимся дисковым ножом, а подают
их в зону резания — механизмами качательного или возвратно-
поступательного движения.
В настоящее время для нарезки гастрономических товаров ис-
пользуют машины МРГ-300А и МРГУ-370.
В торговле и общественном питании применяют механизм
MKW-250 для нарезки хлеба и колбасных изделий к приводу уНй'
166
Берсальной кухонной машины MKN-11 (Польша). Кроме того, в
настоящее время на внутреннем рынке имеется в продаже боль-
шое количество ломтерезок (слайсеров) для нарезки самых раз-
нообразных продуктов (например, фирма SIRMLN представлена
67 типоразмерами машин). Все это многообразие машин невоз-
можно рассмотреть в одном учебнике.
Машина МРГ-300А. Состоит из корпуса, электродвигателя,
передаточного механизма, дискового ножа, опорного стола, меха-
низма регулировки толщины отрезаемых ломтиков, двух сменных
загрузочных лотков (универсального и прямого реза) и заточного
приспособления. Движение от электродвигателя 13 (рис. 79) переда-
ется двум червячным редукторам 14 и 15. От редуктора 14, имеющего
пятизаходный червяк, движение передается дисковому ножу 6, а от
редуктора 15, имеющего однозаходный червяк, через четырехзвен-
ный шарнирный механизм 16 — рычагу 8 с основанием и загрузоч-
ным лотком 10. При этом вращение выходного вала редуктора пре-
образуется в качательное движение рычага и загрузочного лотка,
который состоит из направляющих, шарнирно закрепленных на
основании, подвижной опоры 9 и фиксаторов 11. Опора предназ-
начена для поддержания продукта в момент резания. На основании
рычага лоток закрепляется двумя зажимами 7. Машина комплекту-
ется двумя загрузочными лотками: для получения прямого и косо-
го срезов. Лоток универсального реза позволяет производить нарез-
ку под углом от 30 до 90° к плоскости ножа. Лоток прямого реза
а
Рис. 79. Машина МРГ-300Адля нарезки гастрономических товаров:
° общий вид; б — кинематическая схема; 1 — выключатель; 2 — корпус; 3 —
лимб; 4 — ручка; 5 — опорный столик; 6 — дисковый нож; 7— зажим; 8 — рычаг;
~ подвижная опора; 10 — загрузочный лоток; 11 — фиксатор; 12 — защитный
13 — электродвигатель; 14, 15 — червячные редукторы; 16 ~ четырехзвен-
ный шарнирный механизм; 17 — регулятор толщины ломтиков
167
позволяет осуществлять нарезку продуктов больших габаритов (до
150x150 мм) под прямым углом к плоскости резания.
Под загрузочным лотком расположен опорный столик 5, на
который под действием силы тяжести опирается продукт. Плос-
кость опорного столика параллельна плоскости ножа. Расстояние
между этими плоскостями равно толщине отрезаемых ломтиков
продукта. Изменяется это расстояние регулятором толщины от-
резаемых ломтиков 17, в который помимо опорного столика вхо-
дят лимб 3 с делениями, ручка 4, две направляющие и стойка.
При вращении ручки опорный столик перемещается, изменяя тем
самым толщину отрезаемых ломтиков продукта.
Электродвигатель, передаточный механизм, регулятор толщи-
ны отрезаемых ломтиков закреплены на алюминиевом корпусе 2.
Дисковый нож и опорный столик расположены над корпусом и
наклонены под углом к установочной плоскости машины. Наклон-
ное расположение дискового ножа облегчает продвижение про-
дукта к опорному столику при небольших углах косого реза. Дис-
ковый нож закрыт защитным кожухом 12. Машина снабжена за-
точным приспособлением, состоящим из двух абразивных кам-
ней, шарнирно закрепленных на кронштейне.
Включают машину с помощью пакетно-кулачкового выключа-
теля 1.
Принцип действия.При включении электродвигателя за-
грузочный лоток перемещает продукт к вращающемуся дисково-
му ножу, при этом продукт скользит по опорному столу. Нож
отрезает от продукта ломтик, который проходит через зазор меж-
ду ножом и опорным столом и под действием силы тяжести падает
на приемный лоток. При движении загрузочного лотка к ножу ос-
тавшийся в лотке продукт опирается о поверхность ножа. При об-
ратном движении лотка продукт, сойдя с поверхности ножа, под
действием силы тяжести опускается на опорный стол на расстоя-
ние, равное толщине ломтика, после чего процесс повторяется.
Машина МРГУ-370. Состоит из станины, электродвигателя,
передаточного механизма дискового ножа, механизма возвратно-
поступательного перемещения продукта, механизма шаговой по-
дачи продукта, регулятора толщины отрезаемых ломтиков, меха-
низма съема отрезаемых ломтиков, приемного стола, зажимного
устройства и заточного приспособления.
Движение от электродвигателя 1 (рис. 80) через клиноременную
3 и цепную 4 передачи передается дисковому ножу 6 и валу 31.
Последний через коническую передачу 22, кривошип 21 и шатун
20 приводит в движение ползун 19, который перемещается по
направляющей. К ползуну жестко прикреплена каретка 18, совер-
шающая вместе с ним возвратно-поступательное движение вдоль
плоскости ножа. На каретке размещен подвижный стол 17, кото-
рый совершает возвратно-поступательное движение вместе с ка-
168
8 9
Рис. 80. Принципиальная схема машины МРГУ-370:
1 — электродвигатель; 2 — рукоятка; 3 — клиноременная передача; 4 — цепная
передача; 5— цилиндрическая передача; 6—дисковый нож; 7, 8— кулаки; 9, 10 —
рычаги с роликами; 11 — тяга; 12 — зубчатая рейка; 13 — стопоукладчик; 14 —
зубчатое колесо; 15 — съемник; 16 — продукт; 17 — стол; 18 — каретка; 19, 23 —
ползуны; 20— шатун; 21 — кривошип; 22 — коническая передача; 24— направляю-
щая; 25— кривошип; 26 — храповое колесо; 27 — собачка; 28 — ре1улятор толщины
ломтиков; 29 — гайка; 30 — ходовой винт; 31 — вал; I — перемещение каретки со
столом и продуктом для отрезания ломтика; П — возврат каретки со столом и продук-
том; Ш — перемещение стола с продуктом на определенный шаг в направлении,
перпендикулярном плоскости ножа; IV — возврат стола с продуктом
реткой, а относительно последней — прерывистое (шаговое) дви-
жение в направлении, перпендикулярном плоскости ножа.
Продукт закрепляют на подвижном столе с помощью прижим-
ного устройства. Для обеспечения надежного удержания продукта
прижим снабжен шипами.
Механизм шаговой подачи стола предназначен для перемеще-
ния стола с продуктом на определенный шаг в направлении, пер-
пендикулярном плоскости ножа.
В шаговый механизм входит ходовой винт 30, который через
г&йку 29 связан с ползуном 23, перемещающимся по направляю-
щей 24, а с ползуном — стол с продуктом.
169
Кроме того, на станине размещен регулятор толщины ломти-
ков 28, связанный с ходовым винтом шагового механизма через
храповое колесо 26 и кривошип 25 с собачкой 27. При возвратно-
поступательном движении каретки со столом и продуктом (по-
ложение II) во время обратного хода (при движении от ножа)
через кривошип 25 и храповое колесо 26 движение передается
ходовому винту 30, а следовательно, гайке 29, ползуну 23 и сто-
лу. При этом гайка, ползун и стол с продуктом перемещаются на
определенный шаг, что и обеспечивает заданную толщину лом-
тиков.
При прямом ходе каретки (положение I) кривошип под дей-
ствием пружины возвращается в исходное положение. Величина
шага за один двойной ход каретки равна толщине отрезаемых лом-
тиков, которая регулируется от 0 до 6 мм через каждые 0,25 мм.
Для удержания отрезаемых ломтиков и подачи их к стопоук-
ладчику служит механизм съема, который состоит из съемника 15
с иглами, зубчатого колеса 14, зубчатой рейки 12, рычага 10 с
роликом и кулака 7.
Механизм укладки предназначен для снятия со съемника лом-
тиков и укладки их в стопку на приемный лоток. Состоит он из
стопоукладчика 13, тяги 11, рычага Ри кулака 8. Механизмы съе-
ма и укладки приводятся в движение от вала дискового ножа че-
рез косозубую цилиндрическую передачу 5. От ведомого колеса
вращение получает вал, на котором жестко закреплены кулаки 7
и 8. Кулак 7 через рычаг сообщает возвратно-поступательное дви-
жение зубчатой рейке 12, последняя — качательное движение зуб-
чатому колесу 14 и скрепленному с ним съемнику 15.
За один двойной ход каретки съемник совершает одно качание
(туда и обратно), причем благодаря соответствующему профилю
кулака 7 съемник во время подхода продукта к ножу начинает
движение в сторону ножа. В момент отрезания ломтика иглы съем-
ника накалывают и удерживают его. После отрезания съемник по-
ворачивается в обратную сторону и переносит ломтик к стопоук-
ладчику. При этом иглы съемника проходят между вилами стопо-
укладчика. Как только движение съемника прекращается, стопо-
укладчик делает резкий поворот, снимая ломтик вилами и укла-
дывая его на приемный стол. Приемный стол может приподни-
маться или опускаться. Дисковый нож и передаточный механизм
закрыты защитным кожухом.
Для заточки дискового ножа машина снабжена заточным при-
способлением, которое установлено в верхней части корпуса ма-
шины и закрыто ограждением.
Принцип действия. При включении электродвигателя
каретка со столом и закрепленным на нем продуктом начинает
совершать возвратно-поступательное движение, перемещая про-
дукт в зону резания. Кроме того, стол за каждый двойной хоД
170
каретки перемещает продукт к ножу на один шаг, равный толщи-
не отрезаемого ломтика.
Отрезанные ломтики подхватываются съемником и переносят-
ся им к стопоукладчику. Последний снимает ломтик со съемника
и укладывает его на приемный стол. Во время укладки ломтика и
обратного хода каретки происходит шаговая подача продукта в
направлении к ножу.
Механизм для резки гастрономических товаров и хлеба MKW-250
(Польша). Состоит из корпуса 4 (рис. 81), в котором на приводном
валу 3 закреплен дисковый нож 5, закрытый кожухом 6. Корпус
крепится к основанию 7, на котором установлен передвижной
стол 7 с толкателем 9. Механизм снабжен регулятором 8 толщины
нарезания ломтиков. Механизм своим хвостовиком 2 устанавли-
вается в горловине привода и закрепляется в нем.
Принцип действия. Дисковый нож получает вращение от
привода универсальной кухонной машины. Продукт укладывают
на передвижной стол и вручную подают к ножу.
Определение производительности машин для нарезки гастроно-
мических товаров. Производительность машины (кг/с)
G + to ’
где т — масса нарезаемой порции продукта, кг; /3 — время, затра-
чиваемое на закрепление продукта в загрузочном лотке или за-
Рис. 81. Механизм для резки гастрономических товаров и хлеба MKW-250
(Польша):
I ~~ основание; 2 — хвостовик механизма; 3 — приводной вал; 4 — корпус; 5 —
Дисковый нож; б — кожух; 7— передвижной стол; 8— регулятор толщины ломтиков;
9 — толкатель
171
жимном устройстве (для МРГ-300А Л, составляет 10... 15 с, для
МРГУ-370 — 20...25 с); t0 — время нарезки порции продукта, с;
60/
_ /о •
и о
Здесь 1 — длина нарезаемой порции продукта, мм; и' — число
двойных ходов загрузочного лотка в машине МРГ-300А или ка-
ретки в машине МРГУ- 370, мин-1; 8 — толщина отрезаемых ломти-
ков, мм (для МРГ-300А 5 составляет 0...15 мм; для МРГУ-370 —
0...6 мм).
Правила эксплуатации машин для нарезки гастрономических то-
варов. Перед включением машины проверяют остроту дискового
ножа. Если нож затуплен, его затачивают с помощью заточного
приспособления. С машины МРГУ-370 для этой цели снимают ог-
раждение и подводят точильные камни к кромке ножа, для чего
точильное приспособление поднимают вверх, разворачивают на
180°, опускают и закрепляют зажимом. Затем включают электро-
двигатель и рычагом прижимают заточный камень к ножу. Образо-
вавшиеся заусенцы удаляют правочным камнем, который прижи-
мают к ножу через пружину, а абразивную пыль — специальной
лопаткой-вилкой, обернутой мягкой тканью. После этого заточ-
ное приспособление возвращают на место, а нож закрывают ог-
раждением. С помощью регулятора устанавливают необходимую
толщину отрезаемых ломтиков.
Далее закрепляют подготовленный продукт. В машине МРГ-300А
на рычаг устанавливают соответствующий лоток (для прямого или
косого среза), закладывают в него продукт, фиксируют его под-
вижными опорами, следя за тем, чтобы продукт мог свободно
перемещаться под действием собственного веса. В машине МРГУ-
370 подвижный стол с зажимным устройством отводят от диско-
вого ножа в крайнее положение, закрепляют продукт и включают
электродвигатель с помощью штсха, находящегося под прием-
ным столом. Нарезав порцию продукта, машину останавливают,
закладывают новую порцию и повторяют процесс.
После окончания работы машину выключают и проводят ее
санитарную обработку. Для этого снимают загоузочный лоток (ма-
шина МРГ-300А), съемник, стопоукладчик, зажимное устройство
(машина МРГУ-370) и тщательно моют горячей водой, после чего
ополаскивают, насухо протираки и сушат. Для очистки ножа сни-
мают ограждение и проводят его обработку специальным очисти-
телем — лопаткой-вилкой. У машины МРГУ-370 выдвигают из-
под ножа лоток и освобождают его от крошек.
В процессе работы соблюдают меры предосторожности. Запре-
щается включать машину при снятом ограждении, проталкивать
застрявший продукт и очищать машину при включенном элект-
172
Таблица 16
Техническая характеристика машин для нарезки гастрономических товаров
Показатель МРГ-300А МРГУ-370 MKW-250
Производительность, рез/мин 45 45 20...40
Диаметр ножа, мм 300 370 250
Угол нарезания продукта, град 90...30 30...45 90...45
Предельные размеры нарезаемого продукта, мм 150x150 160x200 —
Максимальный ход зажимного устройства, мм — 200 —
Пределы регулирования толщины ломтиков, мм 0...15 0...6 с интер- валом 0,25 мм 1...16
Частота вращения ножа, мин-1 390 226 185
Габаритные размеры, мм: длина ширина высота 700 600 600 900 800 700 425 410 342
Мощность электродвигателя, кВт 0,4 0,5 0,5
Масса, кг 50 115 10
родвигателе. Дисковый нож можно снимать только специальным
съемником.
Техническая характеристика машин для нарезки гастрономи-
ческих товаров приведена в табл. 16.
Контрольные вопросы и задания
1. Какие вам известны способы резания продуктов и какие виды ре-
вущих инструментов при этом используют?
2. Ножи какой формы можно применять в режущем оборудовании?
3. В чем сущность рубящего и скользящего резания?
4. Приведите классификацию овощерезательных машин и механизмов.
5. Каково принципиальное устройство дисковых, роторных, пуансон-
ных и комбинированных овощерезательных машин?
6. Какие формы нарезки и какими ножами можно получать при реза-
нии овощей на овощерезательных машинах?
7- Каковы правила эксплуатации различных овощерезательных машин?
8. Как определить производительность овощерезательных машин?
9. Приведите классификацию машин для измельчения мяса.
Ю. Каково принципиальное устройство мясорубки, мясорыхлителя,
Манизма для нарезания мяса на бефстроганов, куттера и их режущих
инструментов?
173
11. Какие параметры влияют на производительность и качество из-
мельчения в мясорубках?
12. Как определить производительность машин и механизмов для из-
мельчения мяса?
13. Каковы правила их эксплуатации?
14. Приведите классификацию машин для нарезки на ломтики.
15. Каково принципиальное устройство машин для нарезки хлеба и
гастрономических товаров?
16. Какую форму имеет режущий инструмент, какое движение он со-
вершает, как передается это движение?
17. Какое движение совершает продукт, как он удерживается в мо-
мент резания?
18. Как регулируется толщина нарезки ломтиков хлеба или гастроно-
мических товаров?
19. Как очищают и затачивают ножи?
20. Что предусмотрено для безопасной работы машины для нарезки
хлеба?
21. Каковы правила эксплуатации машин для нарезки на ломтики?
22. Как определить производительность машин для нарезки на лом-
тики?
23. Сформулируйте правила эксплуатации машин для нарезки хлеба
и гастрономических товаров.
ГЛАВА 8. МЕСИЛЬНО-ПЕРЕМЕШИВАЮЩЕЕ
ОБОРУДОВАНИЕ
8.1. Основные определения и классификация
На предприятиях общественного питания широко распростра-
нено механическое перемешивание различных пищевых продук-
тов. Применяют перемешивание при приготовлении теста, фар-
шей, салатов, винегретов, кремов, муссов, бисквитов, майоне-
за, начинок для пирожков и т. п.
Сущность перемешивания состоит в образовании нового одно-
родного продукта из отдельных частиц разнородных продуктов. При
этом разнородные частицы продукта увлекаются в движение ра-
бочими инструментами перемешивающих машин, которые пере-
мещают эти частицы с одного места на другое в различных на-
правлениях, равномерно распределяя их по всему объему.
Иногда при перемешивании влажных продуктов между отдель-
ными частицами происходят химические реакции — растворение
одного продукта в другом, сопровождающееся биохимическими
и коллоидными процессами. Такое перемешивание, сопровожда-
емое биохимическими реакциями (растворение, набухание и др )>
называют замесом. В конечном итоге при замесе образуется одно-
родная, эластичная структура — тесто.
174
Если перемешивание сопровождается интенсивным насыще-
нием перемешиваемой смеси воздухом и распределением мель-
чайших пузырьков воздуха по всему объему продукта, то такое
перемешивание называется взбиванием.
При механическом перемешивании применяют самые разно-
образные рабочие инструменты: пластины, криволинейные стерж-
ни, фигурные, рамные, пропеллерные и другие лопасти, совер-
шающие движение в разных плоскостях. Как показала эксплуата-
ция месильно-перемешиваюшего оборудования, для приготовле-
ния мясных, рыбных и овощных фаршей, салатов и винегретов
достаточно, чтобы рабочие инструменты двигались только в од-
ной плоскости. При этом все компоненты распределяются равно-
мерно в общем объеме, чем и заканчивается процесс.
Рабочие органы для приготовления теста и взбитых смесей чаще
всего имеют более сложную конструкцию и должны совершать
движение, обеспечивающее перемещение продукта в разных на-
правлениях. Получаемый при этом продукт должен быть однород-
ным, пластичным (для теста) и с равномерным, устойчивым на-
сыщением смеси воздухом (для взбитых смесей).
Интенсивность механического воздействия рабочих органов на
обрабатываемый продукт определяется главным образом длитель-
ностью перемешивания, скоростью их относительного движения,
а также поверхностью рабочих органов.
В определенный момент концентрация смешиваемых компо-
нентов выравнивается, но если этот процесс вовремя не остано-
вить, то может произойти расслоение смеси (при взбивании, за-
месе) или разрушение частиц (при приготовлении салатов, ви-
негретов). Поэтому длительность перемешивания для каждой при-
готовляемой смеси должна быть оптимальной.
Увеличение скорости движения рабочих органов приводит к
ускорению процесса перемешивания, но одновременно возраста-
ет и силовое воздействие на продукт, что может привести к недо-
пустимому изменению свойств смеси.
По этим причинам для каждого вида смесей пищевых продук-
тов применяют конкретные формы рабочих органов и эмпири-
чески устанавливают для них режимные параметры (скорость дви-
жения и продолжительность обработки).
В зависимости от выполняемого технологического процесса ме-
сильно-перемешивающее оборудование можно разделить на три
труппы:
Для перемешивания сыпучих продуктов (машины для получе-
ния салатов, винегретов);
Для перемешивания пластичных продуктов (тестомесильные ма-
шины, фаршемешалки);
Для перемешивания жидких, вязких продуктов (взбивальные
Чащины).
175
По структуре рабочего цикла различаю! машины периодичес-
кого и непрерывного действия. Причем в основном все месильно-
перемешивающее оборудование по своему конструктивному ис-
полнению является машинами периодического действия. Очень ред-
ко встречаются машины непрерывного действия.
По расположению рабочих органов и рабочих камер машины
могут быть с вертикальным, наклонным и горизонтальным их
расположением. Чаще всего изготовляют машины с вертикальным
расположением рабочих органов и рабочей камеры (все взбиваль-
ные машины и ряд тестомесильных машин). Иногда встречается
наклонное расположение рабочих органов при вертикальном рас-
положении рабочей камеры (тестомесильные машины ТММ-1М,
МБТМ-140, «Тасема» и др.). Наклонное и горизонтальное распо-
ложение рабочих органов и рабочих камер встречается реже (ме-
ханизм для перемешивания салатов и винегретов — наклонное
расположение, фаршемешалки типа МС8-150, машины для заме-
са крутого теста МТМ-15 и др. — горизонтальное расположение).
8.2. Оборудование для перемешивания сыпучих продуктов
К этому виду оборудования относится механизм МС25-200
для перемешивания овощей (на салаты и винегреты). Механизм
присоединяют к приводу универсальной кухонной машины ПХ-0,6.
В известных универсальных кухонных машинах, выпускаемых про-
Рис. 82. Механизм ВМ для взбивания и
перемешивания:
1 — бак; 2 — кронштейн; 3 — редуктор; 4 —
крышка; 5 — ручка; 6 — штифт; 7 — смен-
ный рабочий орган (взбиватель четырехло-
пастной)
мышленностью в настоящее
время, в комплектации при-
сутствуют механизмы, име-
ющие многоцелевое назна-
чение (взбивание, переме-
шивание фаршей, салатов и
винегретов). К таким меха-
низмам относятся механиз-
мы: МВПП-1 к универсаль-
ной кухонной машине типа
ПП-1 и ВМ к приводному
механизму (приводу) ПМ. В
связи с открытием специа-
лизированных предприятий
по производству салатов и
винегретов потребность в по-
добных машинах и механиз-
мах будет увеличиваться.
Механизм для взбивания и
перемешивания ВМ. Состоит
из редуктора с кронштей-
ном, бака и сменных рабо-
176
чих органов. Кронштейн 2 (рис. 82) прикреплен к корпусу редук-
тора 3 с помощью винтов. На кронштейн 2 на два штифта 6 уста-
навливают бак 1 и фиксируют его ручками 5. На бак 7 надевают
крышку 4.
Редуктор (рис. 83) имеет корпус 7, крышку (водило) 76, зубча-
тую коническую пару, состоящую из шестерен 4 и 5, и хвостовик 6.
В расточке корпуса 7 на двух шарикоподшипниках 2 установлен
вал 3, на нижний конец которого насажена крышка (водило) 16.
Корпус крышки (водила) закреплен на валу 3 с помощью шпон-
ки, концевой шайбы и болта 75. В расточке крышки (водила) 16 на
двух шарикоподшипниках 9 установлен вал 10. Для предотвращения
вытекания масла из редуктора в крышке 14 расположена манжета.
На вал 10 насажена чаша 11, предназначенная для сбора капель
масла при нарушении работы или выходе из строя манжеты.
Держатель 72 закреплен на валу 10 при помощи штифта. В ниж-
ней части держателя 72 установлена муфта 13. Держатель 72 и
муфта 13 служат для крепления сменных рабочих органов. Зубча-
тое солнечное колесо 7, укрепленное в корпусе 7 винтами, и вал 10
с шестерней (сателлитом) 8 образуют планетарный редуктор. Ре-
дуктор подсоединяется к приводному механизму с помощью хво-
стовика 6 и фиксируется кулачком рукоятки приводного меха-
низма.
Сменными рабочими органами являются замкнутый по контуру,
прутковый и четырехлопастной взбиватели. Замкнутый по контуру
взбиватель (рис. 84, д) служит для перемешивания мясного и рыбно-
го фарша, салатов и винегретов.
Рис. 83. Редуктор механизма ВМ:
Корпус; 2. 9 — шарикоподшипники; 3 — вал; 4, 5— шестерни; 6 — хвостовик;
~~ зубчатое солнечное колесо; 8 — шестерня; 10 — вал; 11 — чаша; 12 — держа-
тель; 13 — муфта; 14 — крышка; 75 — болт; 16 — крышка (водило)
177
Рис. 84. Рабочие органы механизма ВМ:
а — замкнутый по контуру лопастной взбиватель для перемешивания фаршей, са-
латов и винегретов; б — прутковый взбиватель для взбивания легкоподвижных масс
(белков, сливок, мусса и др.); в — четырехлопастной взбиватель для взбивания
крема, майонеза и жидкого теста
Прутковый взбиватель (рис. 84, б) служит для взбивания легко-
подвижных масс (белков, сливок, мусса и самбука). Четырехлопа-
стной взбиватель 7 (см. рис. 82 и рис. 84, в) предназначен для взби-
вания майонеза, крема, жидкого теста для блинчиков.
Принцип действия. Вращение от вала приводного меха-
низма передается валу хвостовика 6(см. рис. 83). Крышка (водило)
16 получает вращение от хвостовика 6 вала через конические ше-
стерни 4 и 5. При этом вал 10 с шестерней 8, а следовательно и
сменный рабочий орган, обкатываясь внутри солнечного колеса,
совершает два движения: одно вокруг собственной оси, а другое
вокруг оси солнечного колеса (оси бака). Таким образом, рабочий
орган совершает планетарное движение.
Механизм МВПП-1 для взбивания и перемешивания продуктов.
По конструкции и принципу действия аналогичен механизму ВМ.
Отличия состоят в том, что горизонтальный вал 5 (рис. 85) мон-
тируется в корпусе хвостовика 4 на двух конических роликопод-
шипниках 6 вместо двух шарикоподшипников, как в механизме
ВМ. Для установки вертикального вала 3 с насаженным на его
нижнем конце водилом 7 использован стальной стакан 7, кото-
рый закреплен в расточке алюминиевого корпуса 2, вместо алю-
миниевого стакана, отлитого заодно с корпусом редуктора, как г
механизме ВМ.
Механизм МС25-200 для перемешивания овощей при приготовле-
нии салатов, винегретов. Состоит из червячного редуктора и вра-
щающегося бачка-барабана. Бачок-барабан 4 (рис. 86) устанавли-
вают под углом 30° к вертикальной плоскости. К днищу бачка-
178
2
3
4 5
Рис. 85. Механизм МВПП-l для взбивания и перемешивания продуктов:
I — стальной стакан; 2 — корпус редуктора; 3 — вертикальный (главный привод-
ной) вал; 4 — хвостовик; 5 — горизонтальный вал; 6 — конические роликопод-
шипники; 7 — водило
барабана приварен фланец 6, который надевается на три пальца 3
фланца 2, закрепленного штифтом на валу червячного колеса ре-
дуктора 1.
Бачок-барабан изготовлен из нержавеющей стали и имеет внутри
ребра 5, способствующие равномерному перемешиванию продукта.
Принцип действия. Механизм закрепляют двумя винта-
ми на приводе универсальной кухонной машины под углом 30°,
затем загружают нарезанные овощи и включают электродвигатель
привода.
При вращении бачка-барабана овощи равномерно перемеши-
ваются, процесс длится около 2 мин. Перед выгрузкой продукта
электродвигатель выключают, поворачивают бачок разгрузочным
отверстием вниз, отвинчивают стопорные винты и выгружают со-
держимое в подставленную тару.
При эксплуатации механизма необходимо следить за заполне-
нием бачка. Коэффициент заполнения бачка не должен превы-
шать 0,5, в противном случае будут образовываться застойные,
Непромешанные зоны, а качество перемешивания продукта будет
снижаться.
179
5
Рис. 86. Механизм МС25-200 для перемешивания овощей при приготовлении
салатов и винегретов:
1 — червячный редуктор; 2,6 — фланцы; 3 — палец; 4 — бачок-барабан; 5 — ребра
Определение производительности механизмов для перемешивания
овощей при приготовлении салатов и винегретов. Производитель-
ность этих механизмов (кг/с)
Q-
(з + С +
где Vo — объем рабочей камеры, м3; р — насыпная масса про-
дукта, кг/м3; /3, /о, ty — соответственно время загрузки, обработ-
ки и удаления продукта, с; ср — коэффициент заполнения каме-
ры; ф = 0,3... 0,5.
Правила эксплуатации механизмов для перемешивания овощей при
приготовлении салатов и винегретов. Перед началом работы про-
веряют правильность сборки сменного механизма и надежность
его закрепления в горловине привода. Сменный механизм запре-
щается снимать с привода до полной остановки электродвигателя.
При подсоединении к приводу сменного механизма МС25-200
следят за тем, чтобы концы винтов горловины привода, служа-
щие для закрепления хвостовика механизма, вошли в его отвер-
стия. Этим достигается необходимый наклон (30°) бачка и его на-
дежное закрепление.
180
Таблица 17
Техническая характеристика механизмов для перемешивания продуктов
Показатель ВМ МВПП-1 МС25-200
Производительность, кг/ч 150 (по фаршу) 150 200
Вместимость бачка, л 20 25 10
Частота вращения рабочих органов на первой скорости, мин-1: вокруг оси бачка 71 71 28
вокруг своей оси 176 176 —
Габаритные размеры, мм: длина 450 450 360
ширина 610 610 360
высота 620 620 490
Масса, кг 16 16 12
Масса набора овощей при загрузке в бачок не должна превы-
шать 8 кг. Загружают бачок до включения привода.
Перед началом перемешивания продуктов в механизмах ВМ и
МВПП-1 проверяют частоту вращения рабочего органа. Частота
вращения должна быть минимальной и соответствовать первой
скорости. При перемешивании овощей и фаршей применяют ло-
пасть в виде сдвоенной рамки, замкнутой по контуру.
После окончания работы сменные механизмы разбирают и
промывают горячей водой. Поверхность привода после окончания
работы протирают мягкой влажной тканью.
Техническая характеристика механизмов для перемешивания
продуктов приведена в табл. 17.
8.3. Оборудование для перемешивания пластичных
продуктов
Тестомесильные машины. На предприятиях общественного пита-
ния, а также в специализированных цехах по производству хлебо-
булочных изделий для замеса теста широко используют тестоме-
сильные машины периодического действия: МБТМ-140, ТММ-1М,
МТМ-60М, ТМС-140, А2-ХТМ, Л4-ХТВ и МТМ-15 для замеса кру-
того теста и многие другие (см. табл. 18).
В настоящее время помимо указанных тестомесильных машин
?11'1ественная промышленность выпускает машины: МТ-35-01;
JJT-60-01; МТ-100-01; ТММ-ЮОМ; ОН-199А; МВУ-60; МТВ-60;
Г1 ГУ-160; ТМ-260; А2-Т2-64; А2-ХТЗ-Б; МТМ-20П; МТ-40; МПУ-50
^Р- (см. табл. 19).
181
Машина МБТМ-140. Предназначена для замеса теста любого вида.
Состоит из двух частей — собственно машины и подкатной дежи.
Собственно машина имеет корпус, механизмы передачи движе-
ния рабочему органу и деже, механизм подъема и опускания
траверсы. Дежа 2 (рис. 87) и рабочий орган 3 совершают враща-
15
20, 21
22
16
17
18
19
6
Рис. 87. Тестомесильная машина
МБТМ-140:
а — общий вид; б — кинематическая схема;
1 — тележка; 2 — дежа; 3 — рабочий орган;
4 — крышка; 5 — рабочий вал; 6 — корпус
траверсы; 7, 16 — червячное колесо; 8, 10,
17 — червяк; 9 — червячный сектор; 11 —
червячная передача; 12— клиноременная пе-
редача; 13 — реверсивный электродвигатель;
14, 18, 20, 21 — шкивы; 15 — фрикцион-
ное колесо; 19 — клиновой ремень; 22 —
электродвигатель
182
тельное движение. На валу электродвигателя 22 закреплены два
шкива 20, 21, один из которых передает вращательное движение
с помощью клинового ремня 19 шкиву 18, на валу которого зак-
реплен червяк 17, а червяк — червячному колесу 16. На валу чер-
вячного колеса 16 закреплено фрикционное колесо 15 с резино-
вым покрытием, с помощью которого за счет сил трения враща-
ется дежа.
Ось дежи установлена в подшипнике корпуса тележки 1. Вто-
рой шкив 21, установленный на валу электродвигателя, передает
движение шкиву 14, на вал которого насажен червяк 8, входящий
в зацепление с червячным колесом 7. Последнее передает враща-
тельное движение рабочему валу 5 и рабочему органу 3. Рабочий
орган имеет сложную криволинейную конструкцию, охватываю-
щую при своем движении практически весь объем дежи. Рабочий
орган установлен наклонно.
Для подъема и опускания траверсы 6 есть реверсивный элект-
родвигатель 13. В траверсу входят крышка 4, закрывающая дежу в
момент замеса теста и переходящая в корпус траверсы 6, в кото-
ром размещены червячная передача и рабочий вал 5. К корпусу
траверсы прикреплен червячный сектор 9, входящий в зацепле-
ние с червяком 10, который через червячную передачу 11 и пони-
жающую клиноременную передачу 12 получает движение от ре-
версивного электродвигателя 13.
Принцип действия. Дежу, загруженную продуктами, под-
катывают к машине и устанавливают таким образом, чтобы фрик-
ционное колесо плотно прилегало к поверхности дежи. Включают
реверсивный электродвигатель и с помощью клиноременной и
червячной передач движение передается червяку, который начи-
нает перемещать червячный сектор, а связанная с ним траверса
вместе с крышкой и рабочим органом поворачивается на опреде-
ленный угол вокруг оси червяка 8, опускаясь вниз до тех пор,
пока рабочий орган полностью не войдет в дежу, а крышка долж-
на при этом закрыть открытую верхнюю часть дежи. Окончание
опускания траверсы контролируется конечным блокировочным
выключателем.
С помощью программатора устанавливают время замеса приго-
тавливаемого теста. Далее включают электродвигатель, передаю-
щий вращательное движение посредством клиноременной и чер-
вячной передач рабочему органу и деже. Происходит замес теста.
Чосле окончания замеса машина автоматически отключается. Вклю-
чается «реверс» электродвигателя, и траверса вместе с рабочим
°Рганом поднимаются. После окончания подъема траверсы (рабо-
чий орган должен полностью выйти из дежи) дежу с тестом отка-
Ь1вают от собственно машины.
Машине ТММ-1М. Предназначена для замеса теста различной
онсистенции Состоит из станины, кожуха, фундаментной пли-
183
ты, электродвигателя, передаточных механизмов, месильного
рычага с лопастью и дежи с передвижной тележкой.
На фундаментной плите 1 (рис. 88) лапами крепится червяч-
ный редуктор 23, вал червяка которого телескопически через
шпонку соединен с валом электродвигателя 14. От вала червячно-
го колеса движение передается в двух направлениях На одном
конце вала на шлицах закреплена звездочка цепной передачи,
которая с помощью втулочно-роликовой цепи передаем вращение
звездочке 13, сидящей на цилиндрической шейке кривошипа 10,
опирающегося на неподвижную ось 77. Другой конец вала червяч-
ного колеса через промежуточный валик передает движение вто-
рому червячному редуктору 21, смонтированному на фундамент-
ной плите 7. Вращение дежи 6 от второго червячного редуктора
осуществляется диском 4 с квадратным отверстием в центре, в
которое входит квадратный выступ, выполненный на цапфе 22
дежи. Выступ цапфы входит в отверстие диска под действием уси-
лия пружины 20. При накатывании и откатывании дежи квадрат
цапфы приподнимается педалью 19.
Движение месильному рычагу 16 с лопастью 7 7 от кривошипа 10
передается через сферический самоустанавливающийся шарико-
вый подшипник 9. Внутренняя обойма его напрессована на конец
короткого плеча месильного рычага, а наружная обойма находит-
ся в отверстии кривошипа 10. Месильный рычаг 16 разделен сфе-
рическим утолщением на два плеча: короткое прямое и длинное,
изогнутое под углом 118°. Плечи месильного рычага при движе-
нии описывают конусы. Вершины обоих конусов находятся в точ-
ке опоры рычага. Точкой опоры, или центром вращения, являет-
ся шарнир 24. Для лучшего перемешивания теста ось вращения
лопасти смещена относительно оси вращения дежи.
Машина комплектуется тремя сменными дежами. Тележка 3 с
дежой фиксируется на фундаментной плите тремя цилиндричес-
кими штырями, которые входят в специальные отверстия на кор-
пусе тележки. Тележка 3 снабжена тремя поворотными колесами 18
и 2. Чтобы дежа не вращалась при передвижении тележки по цеху,
в корпусе тележки предусмотрено специальное устройство, кото-
рое после поворота дежи на определенный угол удерживает ее в
неподвижном положении, а чтобы месильный рычаг не мешал
накатыванию и скатыванию дежи, его вручную поднимают махо-
виком 25, закрепленным на валу электродвигателя 14. Для доступа
к маховику на боковой стенке пустотелой станины есть легко от-
крывающаяся дверца.
Во избежание выбрасывания теста из дежи в момент его заме-
шивания предусмотрены специальные ограждающие щиты 7 Кар-
кас с ограждающими щитами шарнирно прикреплен рычагом 8 К
станине 75 машины. Поднимают и опускают оградительные ши4’1
вручную, с помощью специальной рукоятки 12. В момент замес2
184
Рис. 88. Тестомесильная машина ТММ-1М:
а — общий вид; б — кинематическая схема; 1 — фундаментная плита; 2, 18 — колеса; 3 — передвижная тележка; 4 — диск; 5 — кожух;
6 — дежа; 7 — ограждающие щитки; 8 — рычаг; 9 — подшипник; 10 — кривошип; 11 — ось; 12 — рукоятка; 13 — звездочка; 14 —
электродвигатель; 15 — станина; 16— месильный рычаг; 17 — лопасть; 19 — педаль; 20 — пружина; 21, 23 — червячные редукторы;
22 — цапфа с выступом; 24 — шарнир; 25 — маховик
185
щиты опускаются вниз и плотно охватывают дежу. Машина имеет
систему блокировки, отключающую привод при поднятии ограж-
дения и при неустановленной на станине и фундаментной плите
тележки с дежой.
Машина МТМ-60М. Предназначена для замеса теста разной кон-
систенции, в том числе и крутого теста для пельменей. Состоит из
корпуса, месильного рычага с головкой, съемной дежи и привода.
Корпус 1 (рис. 89) представляет собой сварную раму, закрытую
съемными металлическими крышками. Вращение дежи 5с диском 4
и движение месильного рычага 6 осуществляются от электродви-
гателя 2 через клиноременную передачу 9 и одноступенчатые чер-
вячные редукторы 5, 10. Червячный редуктор 10 привода месиль-
ного рычага закреплен болтами 7/ на раме машины неподвижно.
На конце тихоходного вала редуктора (рис. 89, б) установлен кри-
вошип 18, соединенный пальцем с шатуном 17, который, в свою
очередь, соединен пальцем с вилкой ползуна 16.
Рис. 89. Тестомесильная машина МТМ-60М:
а — общий вид; б — кинематическая схема; 1 — корпус; 2 — электродвигатель; !•
10— червячные редукторы; 4 — диск; 5 — дежа; 6 — месильный рычаг; 7— головка.
8— корпус; 9— клиноременная передача; 11 — болт; 72—штепсельный разъем; /?'"
втулка; 14 — палец; 15 — рычаг; 16— ползун; 17— шатун; 18 — кривошип
186
Ползун 16 перемещается во втулке 13, запрессованной в корпу-
се. Жесткость положения ползуна 16 обеспечивается запрессован-
ным в корпус 8 направляющим пальцем 14, по которому переме-
щается рычаг 75, соединенный с ползуном с помощью штифта.
Месильная головка 7 предназначена для фиксации рабочего и
нерабочего положения месильного рычага 6, а также для регули-
рования зазора между месильным рычагом, стенкой и днищем
дежи.
Ползун 16 месильного рычага вставлен верхним концом в хво-
стовик корпуса месильной головки и закреплен там с помощью
штифта. Шарнирный замок фиксирует месильный рычаг в двух
положениях: нижнем (рабочем) и верхнем (нерабочем). При уста-
новке дежи на диск привода необходимо месильный рычаг 6 под-
нять в верхнее положение. Месильный рычаг в верхнем положе-
нии фиксируется пружиной. Дежу устанавливают кольцом на по-
воротный диск и поворачивают против часовой стрелки до входа
штифтов кольца дежи в наклонные пазы диска до упора. После
установки дежи месильный рычаг переводят в рабочее положение.
Питание электродвигателя осуществляется кабелем с четырехпо-
люсным штепсельным разъемом 12.
Машина снабжена реле времени, с помощью которого уста-
навливают продолжительность замеса (до 6 мин).
Машина А2-ХТМ. Предназначена для замеса теста из ржаной и
пшеничной муки с влажностью замешиваемого теста 33... 54 %. Эта
машина с планетарным движением рабочего органа и с подкат-
ной, не вращающейся при замесе дежой. Состоит из фундамент-
ной плиты, станины, траверсы, крышки, месильного органа,
дежи, приводных механизмов и электрооборудования.
На фундаментной плите 1 (рис. 90) имеются направляющие и
упоры для установки и фиксации подкатной дежи 2 в рабочем
положении. К плите крепится станина 3, внутри которой разме-
щено электрооборудование. Траверса 9 имеет шарнирное соеди-
нение с неподвижной осью 4 станины 3, обеспечивающее воз-
можность ее поворота на 60° относительно станины. На траверсе
размещены месильный орган 14 с крышкой 13, привод месильно-
го органа и механизм поворота траверсы.
Привод месильного органа состоит из электродвигателя 10,
клиноременной передачи 11 и планетарной передачи 12.
Механизм поворота траверсы имеет электродвигатель 5, кли-
йоременную передачу 6 и винтовую пару 8, имеющую концевые
выключатели 7.
Принцип действия. Подкатную дежу с загруженными ком-
понентами для замеса накатывают на фундаментную плиту ма-
шины до упора. При этом контакты конечного выключателя бло-
кировки фиксации дежи замыкаются нажатием кнопки «Вниз»,
включается привод поворота траверсы, которая опускается в ра-
187
Рис. 90. Принципиальная схема тестомесильной машины А2-ХТМ:
7 — фундаментная плита; 2 — дежа; 3 — станина; 4 — ось поворота траверсы; 5, 10 ~
электродвигатели; 6, 11 — клиноременные передачи; 7 — концевые выключатели;
8 — винтовая пара; 9 — траверса; 12 — планетарная передача; 13 — крышка; 14 —
месильный орган
бочее положение, дежа закрывается крышкой, при этом месиль-
ный орган вводится в дежу. Нажатием кнопки «Пуск» включают
Рис. 91. Машина тестомесильная
Л4-ХТВ
привод месильного органа, со-
вершающего планетарное движе-
ние внутри дежи. После истече-
ния заданного времени привод
месильного органа автоматичес-
ки выключается, механизм оста-
навливается и включается при-
вод поворота траверсы. Траверса
поворачивается в крайнее верх-
нее положение и месильный
орган выходит из дежи, которую
вручную выкатывают с фунда-
ментной плиты машины.
Машина ТМС-140. По назна-
чению, принципу действия и
конструкции аналогична машине
ТММ-1М. Отличие состоит в том,
что здесь применен колпак (вме-
сто предохранительных щитков,
188
как в машине ТММ-1М), который предназначен для уменьшения
распыления муки из дежи во время замеса. Колпак, отлитый из алю-
миниевого сплава, полностью закрывает дежу во время замеса.
Машина Л4-ХТВ. По принципу действия и конструкции (рис. 91)
аналогична машине А2-ХТМ. Имеет несколько большие габарит-
ные размеры и массу. Изменена форма рабочего органа.
Машина МТМ-110. Состоит из месильного органа, приводного
механизма, основания, стойки и дежи. Для снятия и перевозки
дежи есть подкатная тележка.
Месильный орган 5 (рис. 92, а, б) представляет собой вал с
лопастями. На конце месильного органа предусмотрена специаль-
ная рейка, с помощью которой он фиксируется на выходном валу
приводного механизма. На месильном органе с помощью винта 8
фиксируется отбойник 7теста. Приводной механизм 13 представля-
ет собой двухступенчатый цилиндрический редуктор 10 с прифлан-
цованным электродвигателем 14. На реечный конец выходного вала
с помощью муфты 9 крепится месильный орган. При этом штифт
муфты должен быть зафиксирован в пазах месильного органа. На
боковой стенке приводного механизма установлен пульт управле-
ния 12. С передней стороны приводного механизма предусмотрены
ограждение 6 и конечный выключатель 11, который отключает при-
водной механизм при поднятии ограждения. Для включения при-
водного механизма необходимо опустить ограждение до упора.
К раме приводного механизма с помощью болтов 20 крепится
передний лист 17.
Основание 7 представляет собой сварную конструкцию, на
которой закреплены стойка 21, опора дежи 2 и педаль тормоза 25.
Стойка 21 представляет собой трубу с приваренным снизу флан-
цем 23. На фланце вырезаны пазы, через которые с помощью
болтов 22 стойка крепится к основанию и фиксируется контргай-
ками 24. Пазы позволяют регулировать положение стойки с при-
водным механизмом. На верхней плите стойки с помощью бол-
тов 19 смонтирован приводной механизм с передним листом 17.
Пазы на переднем листе и верхней плите стойки позволяют так-
же регулировать положение приводного механизма по отноше-
нию к деже.
Дежа 3 представляет собой бак вместимостью ПО л, изготов-
ленный из нержавеющей стали. В дно дежи вварен фланец с втул-
к°й 4, с помощью которой дежа фиксируется на выходном валу
°Поры дежи 2.
Подкатную тележку можно использовать для установки и сня-
тйя дежи вместе с тестом, а также для ее перевозки.
Принцип действия. Дежу устанавливают на выходной вал
поры дежи. Месильный орган с помощью муфты фиксируют на
входном валу приводного механизма. Опускают ограждение и
ключают машину.
189
I
б
Рис. 92. Машина тестомесильная МТМ-110:
а — кинематическая схема; б — общий вид: 7 — основание; 2 — опора дежи; 3 —
дежа; 4 — втулка дежи; 5 — месильный орган; 6 — ограждение; 7— отбойник; 8—
винт; 9 — муфта; 10 — редуктор; 11 — конечный выключатель; 12 — пульт управ-
ления; 13 — приводной механизм; 14 — электродвигатель; 15 — индикатор напря-
жения; 16— пускатель; 17— передний лист, 18— аварийная кнопка «Стоп»; 79,
20, 22 — болты; 21 — стойка; 23 — фланец; 24 — контргайка; 25 — педаль тормоза
Вращение от электродвигателя через редуктор передается Mej
сильному органу. Загружают месильные компоненты. Месильный
орган через загружаемый продукт передает вращение деже, и про'
исходит замес теста. Периодически, нажатием ноги на педаль тор-
моза, дежу притормаживают для лучшего промеса теста.
Тестомесильная машина МТ-60-01. Состоит из основания, деЖй,
месильного органа, электродвигателя, редуктора, стойки и блок*1
управления. По принципу действия аналогична машине МТМ-П^-
Имеется ряд конструктивных особенностей. Дежа 3 (рис. 93) вь1'
полнена в виде омегообразной чаши, к нижней части котор01’
приварено днище 2. Месильный орган 5 имеет форму рамки 1
190
I
размещается наклонно в од-
ной половине дежи. Соеди-
няются месильный орган и
вал 7 привода с помощью
втулки 6. Стойка 12 располо-
жена наклонно и крепится к
основанию 7 четырьмя бол-
тами. Под болты выполнены
четыре эллипсных отверстия,
которые позволяют повора-
чивать стойку с закреплен-
ным на ней приводом 10 при
регулировке зазора (5... 8 мм)
между месильным органом и
стенкой дежи.
Основание 1 служит опо-
рой для размещения узлов и
механизмов машины, пред-
ставляет собой стальную
конструкцию, на которой
крепится подшипниковый
узел, размещенный в стака-
не 75 для установки дежи. В
корпусе основания есть брыз-
гозащищенный отсек 14, ко-
торый закрывается крыш-
кой 13 и уплотняется рези-
новой прокладкой.
Рис. 93. Машина тестомесильная
МТ-60-01:
1 — основание; 2 — днище; 3 — дежа; 4 —
вал дежи; 5 — месильный орган; 6 — втулка;
7— вал привода; 8— электродвигатель; 9 —
пост кнопочный; 10 — привод; 11 — редук-
тор; 12 — стойка; 13 — крышка; 14 — отсек;
15 — стакан
Замес теста из загружаемых в дежу компонентов происходит в
результате вращения месильного органа, установленного наклон-
но, и дежи. Дежа получает вращение от месильного органа через
продукт.
Машина МТМ-15 для замеса крутого теста. Предназначена для
замешивания крутого теста, используемого при приготовлении
пельменей, вареников, чебуреков и домашней лапши на специ-
альных предприятиях.
Состоит из станины, рабочей камеры (резервуара), лопастей,
Редуктора и электродвигателя. Резервуар 1 (рис. 94) представляет
^бой полуцилиндрическую камеру, расположенную горизонталь-
но на станине 2. В камере размещены две спиралевидные лопасти 5,
Ращение которым передается от электродвигателя 4 через чер-
Ячно-цилиндрический зубчатый редуктор 3.
Принцип действия. Перед началом работы машину соби-
опуская лопасти в резервуар и продевая валы сквозь втулки
j^PByapa. При этом шипы 6 муфты должны войти в пазы 7. Пос-
этого закрепляют резервуар винтом от осевого смещения.
191
Далее заливают в резервуао жидкие компоненты, закрывают
его крышкой, включают привод рычагом автоматического вык-
лючателя и засыпают муку через решетку крышки 8. После окон-
чания замеса отключают электродвигатель, снимают крышку и
выгружают тесто.
Затем отвинчивают стопорный винт, отодвигают резервуар от
редуктора и снимают его с опор. Вынимают валы и извлекают из
резервуара лопасти. После этого промывают резервуар, крышку,
валы и лопасти.
Определение производительности тестомесильных машин. Про-
изводительность тестомесильных машин (кг/с)
Q .. К)РФ
/3 + /о + ty
где Ио — объем дежи, м3, р — плотность смеси продуктов, кг/м3;
/3, to, ty — соответственно время загрузки, обработки (замеса),
удаления продукта, с; (р — коэффициент, учитывающий заполне-
ние объема дежи продуктом (ср = 0,5...0,8).
Масса теста в деже
т = Ко р (р.
Дежа представляет собой сочетание усеченного конуса и усе-
ченного параболоида. Поэтому объем дежи (м3) определяется сум-
мой объемов
Ио = Ик + Ипар = (D2 + J2 + Dd} + ^(d2 + J2 ),
где Ик, Ипар — соответственно объемы усеченных конуса и парабо-
лоида, м3; И — высота усеченного конуса, м; D — больший диа-
метр усеченного конуса, м; d — меньший диаметр усеченного
конуса, м; h — высота усеченного параболоида, м; dA — диаметр
днища дежи, м.
Правила эксплуатации тестомесильных машин. Очищенную и
вымытую дежу подкатывают к машине под месильную лопасть,
находящуюся в верхнем положении. Дежа фиксируется в строго
определенном положении по отношению к машине ТММ-1М
тремя цилиндрическими штырями, прикрепленными к станине
машины, на которые рама тележки наезжает тремя цилиндричес-
кими углублениями. Одновременно квадратный выступ, который
есть на цапфе дежи, входит в отверстие диска второго червячного
редуктора и закрепляется в этом положении.
В подготовленную таким образом машину вручную подают под-
лежащие перемешиванию продукты, строго соблюдая при этом
норму заполнения дежи продуктами. Коэффициент загрузки не
192
Рис. 94. Машина для замеса крутого теста
МТМ-15:
а — общий вид; б — кинематическая схема; 1 —
рабочая камера (резервуар); 2 — станина 3 —
червячно-цилиндрический зубчатый редуктор;
4— электродвигатель; 5— лопасти; б— шип муф-
ты; 7 — паз муфты; 8 — решетка крышки
должен превышать 0,8 для
жидкого теста и 0,5 для
крутого. Затем поворотом
рычага на дежу опускают
предохранительные щиты
и включают электродви-
гатель.
После окончания заме-
шивания теста выключа-
ют электродвигатель. При
этом месильная лопасть
должна находиться в верх-
нем положении — вне
дежи. Если при остановке
машины лопасть окажет-
ся внутри дежи, ее выво-
дят из дежи поворотом
маховика электродвигате-
ля. Затем поворотом рыча-
га поднимают предохра-
нительные щиты и счища-
ют с месильного рычага
тесто, после чего нажима-
ют на педаль и выкатыва-
ют дежу.
В процессе работы не-
обходимо соблюдать пра-
вила техники безопасно-
сти: во время замеса теста не следует наклоняться над дежой,
брать пробу теста, а также откатывать дежу при включенном элек-
тродвигателе.
Длительная и надежная работа машины зависит от своевре-
менной и правильной смазки трущихся элементов. Для этого еже-
недельно смазывают солидолом подшипники кривошипа, месиль-
ного рычага и хвостовик вилки. Ежедневно машинным маслом
смазывают колеса и вертлюги тележки. Подшипники электродви-
гателя и червячные редукторы смазызают в соответствии с графи-
ком ППР.
При эксплуатации машины МБТМ-140 следует иметь в виду,
что компоненты для замешивания теста закладывают в дежу до ее
Установки на машине. Дежу с компонентами устанавливают на
станине машины таким образом, чтобы фрикционное колесо плот-
но вошло в соприкосновение с ней. Далее включают электродви-
гатель привода траверсы и месильный рычаг опускается в дежу.
Затем устанавливают программу замеса, включают электродвига-
тель привода машины и происходит замес.
7 к
Ьотов
193
По окончании процесса замеса включается «Реверс» электро-
двигателя привода траверсы и рабочий орган выходит из дежи с
продуктом и останавливается. После этого дежу с тестом откаты-
вают от машины. После окончания работы дежу и месильный ры-
чаг с лопастью тщательно промывают горячей водой и насухо вы-
тирают. Мучную пыль, осевшую на машине, сметают щеткой и
протирают машину влажной тряпкой.
При эксплуатации машины МТМ-60М во избежание перегруз-
ки электродвигателя машины заполнение дежи в зависимости от
консистенции теста производится в следующем объеме: для кру-
того теста с влажностью 35% — 20 л, для теста с влажностью
более 40% — 40 л. Категорически запрещается производить за-
грузку компонентов и выгрузку теста на ходу машины.
Техническая характеристика тестомесильных и месильно-взби-
вальных машин приведена в табл. 18, 19.
Фаршемешалки. Применяемые на предприятиях общественно-
го питания фаршемешалки МВ, МВПП-1 и ранее выпускаемые
МС8-150 относятся к лопастным машинам. Форма лопасти может
быть разнообразной — от простого прямоугольника до весьма слож-
ных конфигураций. Все известные фаршемешалки периодическо-
го действия выполнены на базе взбивальных и тестомесильных
машин. При этом применяют специальный рабочий орган для пе-
ремешивания фаршей. Чаще всего его же используют и для пере-
мешивания салатов и винегретов.
Механизмы ВМ и МВПП-1 (см. рис. 82, 83; 84, о и 85) описаны
в подразделе 8.2. «Оборудование для перемешивания сыпучих про-
дуктов». Техническая характеристика механизмов ВМ и МВПП-1
приведена в табл. 17.
Фаршемешалка МС8-150. Состоит из рабочей камеры и рабочих
органов. Камера 3 (рис. 95) выполнена в виде неподвижного пус-
Рис. 95. Фаршемешалка МС8-150:
1 — заслонка; 2 — крышка; 3 ~ рабочая камера;
4 — лопасти, 5 — предохранительная крестовина;
6 — хвостовик
тотелого горизонтально
расположенного цилин-
дра. В верхней части его
есть отверстие для пода-
чи продукта и загрузоч-
ная воронка. Изнутри к
стенкам загрузочной во-
ронки прикреплена пре-
дохранительная кресто-
вина 5, предотвращаю-
щая травмирование рук
обслуживающего персо-
нала. На одном торце ка-
меры предусмотрено раз-
грузочное отверстие для
готового продукта, кото-
194
Техническая характеристика тестомесильных машин
ОС
*—•
Я
S
г=:
сЗ
н
Л4-ХТВ 550 140 1,5 0,37 1 1 1245 850 1100 375
А2-ХТМ 475 140 о 1 1 ООН 0S8 ни 337
МТМ-15 1 мп 1—< 1 23/46 ООО МП О JQ МП ОС
МТМ-110 001 он 1,1 1 ° 1 QO 800 470 1350 115
§ о ю S 1 240 09 - 1 СП 5? o2S МП <Г 160
ТММ-1М 300 140 2,2 4 27 1295 840 1005 350
-а 009 140 2,2 0,25 1 1 1140 850 1350 350
Показатель Производительность, кг/ч, не менее Объем дежи, л Мощность электродвигателя, кВт: привода рабочего органа и дежи привода подъема и опускания тра- версы с рабочим органом Частота вращения, мин-1: дежи лопасти Габаритные размеры, мм: длина ширина высота Масса, кг
195
Т аблица 19
40
04
Краткая техническая характеристика тестомесильных и месильно-взбивальных машин
Показатель Тестомесильные машины
МТ-35-01 МТ-60-01 МТ-100-01 МТУ-160 тмм-юом ОН-199А ТМ-260 А2-Т2-64 А2-ХТЗ-Б
Производительность, кг/ч 100 160 300 500 70... 100 70... 100 260 200 1350
Объем дежи, л 35 60 100 160 120 120 60 64 330
Мощность, кВт: привода ззбивателя подъема дежи (бака) 0,75 1,1 1,5 3 1 3 1,1 1,47 4,75
Частота вращения рабочего органа, с-1: вокруг собственной оси вокруг оси бака — 1,33 0,06... ...0,16 — — — — — — —
Габаритные размеры, мм: длина ширина высота 770 590 915 920 600 985 1040 660 1120 1150 640 1200 1025 615 1100 1025 615 1100 700 525 1165 830 550 1405 1800 1100 1250
Масса, кг 60 80 85 421 290 290 240 308 675
Окончание табл. 19
Показатель / Месильно-взбивальные машины Тестомесильные машины для крутого теста
МВУ-60 МТВ-60 МТМ-20П МТ-40 МТУ-50
Производительность, 60 (тесто) — 40 80 300
кг/ч 150 (крем) — — — —
Объем дежи, л 60 60 20 40 50
Мощность, кВт:
привода взбивателя 2,2 2,2 1,1 2,2 3
подъема дежи (бака) 0,25 — — — —
Частота вращения рабочего органа, с-’.-
вокруг собственной 1,2/4,8/5,2 1,66 — — —
оси
вокруг оси бака 0,5/1,7/2,2 5,66 — — —
Габаритные размеры,
мм:
длина 970 930 650 970 —
ширина 760 630 350 450 —
высота 1375 1320 600 500 —
Масса, кг 314 250 85 120 315
40
рое во время перемешивания плотно закрывается крышкой 2 с
рукояткой и заслонкой 7. К другому торцу камеры прикреплен
хвостовик 6, с помощью которого механизм присоединяют к уни-
версальному приводу. Внутри рабочей камеры установлен рабочий
вал с лопастями 4. Лопасти представляют собой плоские прямо-
угольные пластины, насаженные на вал под острым углом к оси
вращения вала. Число рядов лопастей на валу различно — от трех до
пяти. Расположение лопастей под острым углом к оси вращения
способствует равномерному перемешиванию и продвижению мас-
сы вдоль оси вала.
Лопасти в фаршемешалке МС8-150 расположены под углом 30°
к оси вращения вала. Вал вращается в чугунной втулке, установ-
ленной в крышке и подшипнике скольжения в хвостовике.
Принцип действия. В закрепленный на приводе механизм
вставляют вал с лопастями, закрывают крышку и закрепляют ее
винтами. Загружают продукт в рабочую камеру при включенном
механизме. После окончания перемешивания открывают крышку
разгрузочного отверстия и перемешанная масса выгружается вра-
щающимися лопастями.
Определение производительности фаршемешалок. Производитель-
ность фаршемешалок периодического действия (кг/с)
Q _ ^оРФ
4 + fo + fy
где Vo — объем рабочей камеры, м3; р — плотность продукта, кг/м3;
t3, k, fy — соответственно время загрузки, обработки и удаления
продукта, с; (р — коэффициент заполнения камеры- (ср = 0,55... 0,65).
Для механизма МС8-150 время обработки порции фарша мас-
сой 8... 10 кг равно 80... 100 с.
Объем рабочей камеры (м3)
И0 = л(7? + С)2/,
где 7? — радиус вращения лопастей, м; С — расстояние между внут-
ренней поверхностью рабочей камеры и лопастью (С= 2...3 мм); I —
длина рабочей камеры, м.
Правила эксплуатации фаршемешалок. Перед началом работы
проверяют правильность сборки сменного механизма и надеж-
ность его закрепления в горловине привода. Смённый механизм
запрещается снимать с привода до полной остановки электро-
двигателя. Перед началом работы снимают с фаршемешалок пе-
реднюю крышку, вынимают вал с лопастями и смазывают его
части, вращающиеся во втулках, пищевым несоленым жиром-
Затем вал устанавливают в корпус, закрывают крышку и закреп-
ляют ее рукояткой. После этого проверяют наличие предохрани-
тельной крестовины в загрузочной воронке. Окончив сборку,
198
включают привод и проверяют работу механизма на холостом
ходу. Если механизм исправен, то в загрузочную воронку поме-
щают все компоненты фарша (хлеб, измельченное мясо, перец,
соль и др.) в количестве, соответствующем единовременной за-
грузке. Затем с помощью лопатки продукт продвигают в рабочую
камеру на вращающийся вал. Готовность перемешанного фарша
в каждом конкретном случае определяют визуально. После пере-
мешивания открывают крышку разгрузочного отверстия и гото-
вый фарш выталкивается вращающимися лопастями в подстав-
ленную тару.
После окончания работы фаршемешалку снимают с привода,
разбирают, тщательно промывают горячей водой и высушивают.
Техническая характеристика МС8-150
Производительность, кг/ч...............................150
Вместимость рабочей камеры, л...........................7
Частота вращения рабочих органов, мин-1.............. 170
Габаритные размеры, мм:
длина...............................................495
ширина............................................. 320
высота..............................................325
Масса, кг............................................. 12
8.4. Оборудование для перемешивания
жидких вязких продуктов
В кондитерских цехах предприятий общественного питания для
взбивания сливок, яиц, кремов и других продуктов применяют
взбивальные машины.
Осуществляемый машинами технологический процесс можно
подразделить на три операции: равномерное распределение ком-
понентов в общем объеме, растворение отдельных продуктов с
образованием однородной массы и насыщение смеси воздухом.
Насыщение жидкой смеси воздухом осуществляется главным
образом в результате сложного движения взбивателей, имеющих
сильно развитую поверхность и обтекаемую форму. Продолжитель-
ность взбивания зависит от технологических требований к готово-
му продукту, а также от конструктивных и кинематических пара-
метров взбивателя. О завершении взбивания судят органолепти-
чески либо по наступлению стабилизации потребной мощности
электродвигателя. Кондитерские смеси должны представлять со-
бой стойкие мелкодисперсные пены. При этом плотность и вяз-
кость смесей одних и тех же готовых взбитых продуктов могут зна-
чительно различаться. Это объясняется тем, что физико-механи-
ческие свойства исходного сырья также значительно различаются.
Качестве взбитой смеси тем выше, чем больше насыщенность ее
в°здухом, т. е. чем меньше плотность.
199
Классификация взбивальных машин. Для взбивания продуктов
применяют взбивальные машины, различающиеся расположени-
ем рабочего органа (взбивателя) и характером его движения. Рас-
положение рабочего органа в машинах может быть вертикальным,
наклонным и реже горизонтальным. Вертикальное и наклонное
расположение рабочего органа имеет ряд преимуществ по сравне-
нию с горизонтальным. Взбиватели могут совершать движение вок-
руг собственной оси или планетарное.
Взбивальные машины делятся на две большие группы: с вра-
щением взбивателя вокруг неподвижной оси; с планетарным вра-
щением взбивателя, т.е. совершающие одновременное вращение
вокруг оси бачка и вокруг собственной оси. При этом взбиватели
могут иметь две и более скорости вращения (машины с коробка-
ми скоростей) или бессггупенчатую регулировку скорости в опре
деленном диапазоне (машины с вариаторами скоростей). Приме-
няют также регулирование скорости вращения взбивателя с по-
мощью многоскоростных электродвигателей. Достаточная жесткость
конструкции и характер движения взбивателей позволяют взби-
вать на этих машинах различные смеси
В зависимости от числа рабочих валов планетарные взбиватели
могут быть одинарными, двойными и тройными.
Рабочей емкостью машины с планетарным движением взбива-
теля чаще всего служит неподвижный объемный бачок, имею-
щий форму вертикального цилиндра с днищем в виде шарового
сегмента. Такая форма днища способствует усилению осевых по-
токов, что особенно важно при взбивании высоковязких продук-
тов, так как обеспечивает перемешивание взбиваемых слоев по
высоте. Встречаются и другие формы бачков. Наличие сменных
бачков разной вместимости упрощает обслуживание, обеспечива-
ет возможность их быстрой замены.
Рабочие инструменты взбивальных машин. Рабочими инструмен-
тами служат легкосъемные взбиватели (рис. 96). На практике ши-
роко используют взбиватели в виде венчика, состоящего из ряда
прутков 7, 3, 7, 9, 77, 15. Венчики используют в основном для
взбивания жидких смесей малой вязкости. Крепление прутков у
различных взбивателей осуществляется по-разному: у одних — верх-
ние концы прутков закреплены на несущем каркасе, имеющем
форму кольца; у других — прутки расположены по винтовой ли-
нии и закреплены на центральном стержне и т. д. Для обеспечения
прочности прутки взбивателя скрепляют между собой кольцами,
скобами и др. Несмотря на это основной недостаток конструкции
прутковых взбивателей — малая прочность прутков, которые в про-
цессе эксплуатации часто отрываются. Взбиватель 6, выполненный
из одного прутка, применяют для взбивания жидких смесей.
Плоскорешетчатые взбиватели 2, 4, 13, 14, сдвоенные плоско'
решетчатые 8, 10 и фигурные 12 применяют в основном для взби-
200
вания густых смесей (сливочный крем, заварное тесто и др.). Крю-
кообразные 5 и рамные 6 взбиватели используют для замешивания
крутого теста.
Лопастные взбиватели 16 применяют для взбивания густых сме-
сей (сливочного крема, творожного крема, полуфабриката для
песочного теста и др.). Состоит лопастной взбиватель из основно-
го стержня, к которому приварены лопасти с постоянным шагом.
Взбивальные машины. На предприятиях общественного пита-
ния применяют взбивальные машины МВ-6, МВ-10, МВ-35М,
МВ-35/21, МВ-60, МТВ-60, МВУ-60 и механизмы МВ, МВПП-1,
МКР-25 (Польша) и ряд других машин и механизмов. Чаще всего
эти машины имеют многоцелевое назначение, т.е. помимо взби-
вания осуществляют перемешивание фаршей, разных видов теста
и реже — салатов и винегретов. Некоторые из этих машин рас-
смотрены в подразделе «Тестомесильные машины».
Машина МВ-6. Состоит из литого корпуса, электродвигателя на
ползуне, клиноременного вариатора, цилиндрического и кони-
ческого редукторов, планетарной передачи, взбивателя и бачка.
Рис. 96 Взбиватели для приготовления кондитерских смесей к взбиВальным
машинам с вертикальной осью вращения:
’ •?> 7, 9, 11, 15— прутковые; 2, 4, 13, 14— плоскорешетчатые; 5— крюкообразные; 6—
Рамные; 8, 10— сдвоенные плоскорешетчатые; 72 —фигурные; 16— лопастные
201
Рис. 97. Машина МВ-6:
1 — корпус; 2 — бачок; 3 — кронштейн; 4 —
взбиватель; 5 — водило; 6 — главный приводной
вал; 7 — конический редуктор; 8 — крышка; 9 —
цилиндрический редуктор; 10 — ведомый шкив;
11 — пружина; 12 — гайка; 13 — электродвига-
тель; 14 — рукоятка; 15 — цилиндрические шес-
терни; 76— винт; 17— ползун; 18 — шкив; 19 —
клиновый ремень; 20 — рабочий вал; 21 — ше-
стерня-сателлит; 22 — солнечное колесо
На выходном валу
электродвигателя /5 (рис.
97) установлен шкив 18,
который клиновым рем-
нем 19 объединен с раз-
движным шкивом 10. Раз-
движной шкив состоит из
двух усеченных конусов —
неподвижного и подвиж-
ного, поджимаемого гай-
кой 12 и пружиной 11.
Частоту вращения взби-
вателя 4 изменяют, пе-
ремещая электродвига-
тель с помощью рукоят-
ки 14 и цилиндрических
шестерен /5 по винту 16.
При перемещении элек-
тродвигателя (установ-
ленного на ползуне 17)
по винту 16 вверх или
вниз увеличивается или
уменьшается межцент-
ровое расстояние между
шкивами. При этом ведо-
мый шкив 10, состоя-
щий из двух половин,
соответственно раздвигается или сближается, и ремень замыкает
другой диаметр его фактической рабочей поверхности, что и при-
водит к изменению скорости. Стрелка указателя отклоняется на
определенный угол и указывает частоту вращения взбивателя.
Сверху корпус 1 машины закрыт крышкой 8. На передней стенке
корпуса укреплен кронштейн 3 для установки бачка 2. На внут-
ренней боковой стенке размещен магнитный пускатель. Устанав-
ливают машину на столе.
Принцип действия. Вращение от электродвигателя пере-
дается клиноременному вариатору скорости, а от него через ци-
линдрический 9 и конический 7 редукторы — вертикальному глав-
ному приводному валу 6. Последний через водило 5 передает дви-
жение рабочему валу 20 с взбивателем и цилиндрической шестер-
не-сателлиту 21, которая благодаря зацеплению своих зубцов с
зубцами неподвижного солнечного колеса 22 начинает вращаться
вокруг своей оси и вместе с водилом вокруг оси главного привод-
ного вала.
Машина МВ-10. По назначению, принципу действия и конст-
рукции аналогична машине МВ-6. Отличается от нее габаритны-
202
ми размерами и некоторыми
незначительными конструк-
тивными особенностями.
Машина МВ-35М. Состоит из
алюминиевого корпуса, осно-
вания, электродвигателя, кли-
ноременного вариатора скоро-
стей, двух цилиндрических пе-
редач и одной планетарной.
Вариатор состоит из двух
шкивов с раздвижными конус-
ными дисками, клинового
ремня и механизма регулиро-
вания скорости. Нижний ко-
нусный диск 9 (рис. 98) веду-
щего шкива жестко закреплен
па валу электродвигателя 77,
а верхний 8, поджатый пружи-
ной, может перемещаться от-
носительно нижнего вдоль оси
вала. Верхний диск 7 ведомого
шкива жестко закреплен на сту-
пице зубчатой цилиндрической
шестерни 5, а нижний 6 мо-
жет перемещаться вдоль оси
вала под действием маховика.
Частоту вращения взби вате-
ля изменяют вращением махо-
вика 4 и связанных с ним ходо-
Рис. 98. Кинематическая схема
взбивальной машины МВ-35М:
1 — водило; 2 — неподвижное зубчатое
колесо; 3, 5, 10 — зубчатые колеса; 4 —
маховик; 6, 7 — нижний и верхний конус-
ные диски ведомого шкива; 8, 9 — верх-
ний и нижний конусные диски ведущего
шкива; 11 — электродвигатель; 12 — шес-
терня-сателлит; 13 — рабочий вал; 14 —
взбиватель; 15 — бачок
вого винта с гайкой, вилки, тяги и нижнего конического диска 6
ведомого шкива. При вращении маховика по часовой стрелке ниж-
ний конический диск 6 приближается к верхнему 7 диску и диа-
метр рабочей поверхности ведомого шкива увеличивается, так как
клиновой ремень при этом переместится по радиусу шкива от его
Центра к периферии. Одновременно ремень, преодолевая давле-
ние пружины, раздвигает диски 8 и 9 ведущего шкива, переме-
щается по его радиусу к центру, благодаря чему диаметр его рабо-
чей поверхности уменьшается. Частота вращения взбивателя при
этом уменьшается. При вращении маховика против часовой стрелки
частота вращения взбивателя увеличивается.
Вращение от ведомого шкива через зубчатые колеса 5, 10 пере-
дается валу зубчатой цилиндрической передачи. На ступице зубча-
того колеса 3, ось которого совпадает с осью бачка 75, закреплено
Водило 7, смонтированное в литом алюминиевом корпусе. В кор-
пусе водила размещен рабочий вал 13 взбивателя 14 с шестерней-
сателлитом 12.
203
При вращении водила шестерня-сателлит 12 обкатывается по
неподвижному зубчатому колесу 2 с внутренними зубьями, зак-
репленному в станине. При этом взбиватель получает сложное дви-
жение: быстрое вращение вокруг своей оси и медленное вокруг
оси бачка.
Рабочий вал 13 взбивателя уплотнен на выходе сальником и
войлочным кольцом. В комплект входят четыре взбивателя, кото-
рые крепятся на конце рабочего вала с помощью штифта и фи-
гурного выреза. Для предотвращения разбрызгивания взбиваемых
продуктов и дополнительной загрузки продуктов во время работы
машины предусмотрена надставка сверху бачка.
Бачок устанавливают на кронштейне, который с помощью
винтовой передачи и рукоятки подъема может перемещаться по
вертикальным направляющим станины.
П ринцип действия. Вращение от электродвигателя через
клиноременной вариатор скоростей, понижающие зубчатые ци-
линдрические передачи и планетарный механизм передается взби-
вателю, который быстро вращается вокруг своей оси и медленно
вокруг оси бачка. Продукт подвергается интенсивному перемеши-
ванию и насыщению воздухом.
Машина МВ-35 (2М). Корпус машины в отличие от корпуса
машины МВ-35М полностью изготовлен из алюминия. Он имеет
основание 21 (рис. 99), станину 18 и головку 15, которые соедине-
ны между собой болтами и штифтами. В отличие от МВ-35М у
новой машины почти полностью изменены кинематическая схе-
ма, устройство и компоновка некоторых узлов.
В головке 15 смонтированы привод, механизм 7регулирования
скорости вращения рабочего органа и пульт управления машиной.
Эти механизмы закрыты съемной алюминиевой крышкой, зак-
репляемой двумя винтами.
Привод состоит из электродвигателя 14, установленного на
сварном кронштейне, клиноременного вариатора скорости и пла
нетарного механизма. На валу электродвигателя закреплен винтом
нижний ведущий полушкив 13. Верхний ведущий полушкив 12
соединен с полушкивом 13 с помощью шлицевого соединения,
поджат пружиной 11 и закреплен виытом. Через масленку в по-
лость между шкивами подается смазка. Для предотвращения выте-
кания смазки установлено резиновое кольцо.
Механизм 7 регулирования скорости вращения рабочего орга-
на аналогичен вариатору скорости машины МВ-35М.
Планетарный механизм состоит из крышки, в которую запрес-
сована полая опора. На опоре на двух радиальных подшипниках
установлен литой корпус водила 24. Причем нижний подшипник
помещен в стакан 3. Водило закреплено на опоре в осевом направ-
лении резьбовой втулкой, которая через промежуточную втулку
запирает внутренние обоймы подшипников. Внутри опоры на двух
204
Рис. 99. Принципиальная и кинематическая схема взбивальной машины
МВ-35 (2М):
1 — бачок; 2 — взбиватель; 3 — стакан; 4 — сухари вилки; 5 — ходовой винт; 6 —
маховик; 7 — механизм регулирования скорости; 8, 9 — полушкивы ведомого
шкива; 10 — клиновой ремень; II — пружина; 12, 13 — полушкивы ведущего
шкива; 14 — электродвигатель; 15 — головка; 16 — коническая передача; 17 —
рукоятка; 18 — станина; 19 — ходовой винт; 20 — гайка; 21 — основание; 22 —
неподвижное солнечное колесо; 23 — шестерня-сателлит; 24 — водило; 25 — зуб-
чатое колесо; 26 — гильза; 27 — вал; 28 — крышка; 29 — шестерня; 30 — шарико-
подшипник; 31 — приводной вал
радиальных шарикоподшипниках 30 с защитной шайбой установ-
лен приводной вал 31. На шлицевых концах вала находятся: на
нижнем — шестерня 29, на верхнем — верхний ведомый полу-
шкив 9 и нижний ведомый полушкив 8 с обоймой и радиальным
Шарикоподшипником с защитной шайбой. В полость полушкива 8
Через масленку подается смазка. К водилу 24 болтами и штифтом
Присоединена литая алюминиевая крышка 28. В крышке и водиле
лыполнена совместная расточка, в которой на двух радиальных
подшипниках установлен выходной рабочий вал 27, причем ниж-
ний подшипник находится в стакане.
На валу 27 смонтированы: на верхнем шлицевом конце — ше-
СТеРНя-сателлит 23, в середине вала 27 на шпонке — зубчатое
Колесо 25 и на нижнем конце посредством штифта — гильза 26. От
°севого перемещения вал 27 удерживает крышка, в которой уста-
новлена резиновая манжета. Манжета вместе с пластмассовым кол-
205
паком служит для защиты от вытекания масла. Зубчатое колесо 25
находится в зацеплении с шестерней 29, а шестерня-сателлит 23 —
с солнечным колесом 22, которое крепится к нижнему торцу крыш-
ки болтами и штифтом. Для защиты от вытекания смазки из зубча-
той передачи служит поддон, который закреплен на водиле 24 вин-
тами. Для уравновешивания планетарного механизма на водиле
закреплен противовес.
В гильзу 26 выходного вала 27 устанавливают взбиватель 2 и
штифтом заводят в байонетный паз. По гильзе перемещается втул-
ка, которая блокирует выпадение взбивателя в процессе работы
машины. 6т проворачивания втулку удерживает фиксатор, входя-
щий в шпоночный паз. Бачок 1 устанавливается на штыри крон-
штейна. Подъем и опускание бачка 1 осуществляют ручным при-
водом с помощью рукоятки 17. При этом через коническую зубча-
тую передачу 16 вращение сообщается ходовому винту 19. Гайка 20,
зафиксированная от поворота пазом платформы, перемещается
по ходовому винту, увлекая за собой платформу, кронштейн и
бачок. Бачок Перемещается вверх до упора. Ходовой винт вращает-
ся в чугунном корпусе и опирается на упорный подшипник.
Машина снабжена автоматическим выключателем, который
обеспечивает защиту электрооборудования машины от токов ко-
роткого замыкания.
Машина МВ-60. Состоит из чугунной плиты, станины электро-
двигателя, коробки скоростей, двух планетарных передач и одной
конической, бачка, механизма его подъема и опускания. В комп-
лект машины входит тележка для транспортировки бачка с про-
дуктом.
На чугунной фундаментной плите 1 (рис. 100, а) смонтирова-
на пустотелая чугунная станина 2 прямоугольного сечения. Вмес-
те со станиной отлиты направляющие для перемещения кронш-
тейна 20, поднимающего бачок 19. В верхней части станины уста-
новлен электродвигатель 3, передающий движение планетарной
передаче. На вал электродвигателя насажена шестерня 4, приво-
дящая во вращение три шестерни-сателлита 5, оси которых зак-
реплены в корпусе водила 7. Шестерни-сателлиты 5, обкатываясь
вокруг неподвижного солнечного колеса 6, приводят во враще-
ние водило 7, которое передает вращение верхнему валу 8 короб-
ки скоростей 10. В корпусе коробки скоростей установлены верх-
ний вал 8 с жестко закрепленными тремя шестернями 9 разного
диаметра и нижний шлицевой вал 11. По нижнему шлицевому
валу с помощью механизма переключения скоростей перемеша-
ется блок колес 22, который входит в зацепление с одной из ше-
стерен на верхнем валу.
На консоль шлицевого вала насажена коническая шестерня
передающая вращение через коническое колесо 13 вертикальному
приводному валу 14. От вертикального вала через планетарную пер6'
206
Рис. 100. Взбивальная машина МВ-60:
а — принципиальная и кинематическая схема; б — кинематика подъема бачка 1 —
плита; 2 — станина, 3 — электродвигатель; 4 — шестерня; 5 — шестерня-сателлит;
б — солнечное колесо; 7 — водило; 8 — верхний вал; 9 — шестерни; 10 — коробка
скоростей; 11 — нижний вал; 12, 13 — конические шестерня и колесо; 14 — глав-
ный приводной вал; 15 — шестерня-сателлит: 16 — водило; 77— рабочий вал; 18—
взбиватель; 19 — бачок; 20 — кронштейн; 21 — подкатная тележка; 22 — блок
колес; 23 — солнечное колесо; 24 — маховик; 25 — червячный редуктор; 26 —
реечная пара
Дачу (водило 16, рабочий вал 17, шестерня-сателлит 75 и солнечное
колесо 23) получает сложное планетарное движение взбиватель 18.
Для подъема и опускания бачка предусмотрен механизм (рис.
100, б) состоящий из маховика 24, червячного редуктора 25 и
Реечной пары 26.
Принцип действия. Вращение от вала электродвигателя
передается шестерне, трем шестерням-сателлитам, водилу и верх-
нему валу коробки скоростей. Далее от одной из трех пар зубчатых
Цилиндрических передач и конической вращение получают глав-
ный приводной вал, водило, рабочий вал с шестерней-сателлитом
и взбивателем. В результате взбиватель совершает сложное движе-
ние, вращаясь вокруг своей оси и вокруг оси бачка.
Механизм ВМм МВПП-1. Устройство этих механизмов (см. рис.
85), принцип действия и особенности конструкции описаны
в подразделе «Фаршемешалки».
207
Механизм для взбивания и перемешивания МКР-25 к универсаль-
ной кухонной машине MKN-11 (Польша). Предназначен для взбива-
ния кремов, яиц, сметаны, замешивания теста для блинов и тор-
тов и др. Механизм имеет корпус 3 (рис. 101), в котором размеще-
ны коробка скоростей 4, конический зубчатый редуктор 6 и плане-
тарный механизм 9, бачок 2 и три взбивателя 1. На кронштейне 7
внизу корпуса редуктора предусмотрены два откидных болта 8для
крепления бачка 2. Установленный наклонно взбиватель соверша-
ет планетарное движение.
Сверху корпуса 3 расположена съемная крышка 5 для доступа к
коробке скоростей и редуктору 6. Частоту вращения регулируют пу-
тем перемещения по верхнему валу блока шестерен с помощью руч-
ки, выведенной на корпус механизма. При этом вводится в зацепле-
ние одна пара цилиндрических колес с разными диаметрами.
Принцип действия. Вращение от привода универсальной
кухонной машины через одну из пар цилиндрических колес и
конический зубчатый редуктор передается главному приводному
валу, водилу планетарной передачи, рабочему валу, на одном кон-
це которого закреплена шестерня-сателлит, входящая в зацепле-
ние с неподвижным солнечным колесом, а на другом конце —
взбиватель. Последний совершает планетарное движение. Продукт,
находящийся в бачке, перемешивается и насыщается воздухом.
Машина КВ. Служит для приготовления молочных коктейлей
непосредственно перед их употреблением. Рабочей камерой слу-
жит легкосъемный стакан, изготовленный из нержавеющей стали.
Внутри стакана вращается рабочий инструмент в виде лопастей,
прикрепленных в два ряда к вертикальному приводному валу. Вал
поддерживается двумя шарикоподшипниками и подшипником
скольжения. Приводной вал соединен шпонкой с валом однофаз-
ного электродвигателя, который установлен вертикально в пласт-
массовом корпусе и прикреплен к станине, представляющей со-
бой пустотелую стойку. При установке стакана электродвигатель
включается автоматически и при снятии стакана отключается от
сети.
Определение производительности взбивальных машин. Произво-
дительность машин (кг/с)
Q _ И)РСР
4 + io + tp
где Vo — объем бачка, м3; р — плотность смеси продуктов, кг/м3;
<р — коэффициент заполнения бачка (ср = 0,3. ..0,6 в зависимости
от увеличения объема смеси при взбивании); t3, t0, tp — соответ-
ственно время загрузки, взбивания и разгрузки, с.
Правила эксплуатации взбивальных машин и механизмов. До нача-
ла работы проверяют исправность электропусковых приборов и за-
208
земления, а также крепле-
ние бачка к станине. Бачок
и взбиватель ополаскивают
горячей водой. На рабочий
вал машины или механиз-
ма насаживают нужный
взбиватель и закрепляют
его. У машин и механиз-
мов, имеющих коробку
скоростей, изменение час-
тоты вращения осуществ-
ляют при отключенном
электродвигателе, а у ма-
шин, имеющих клиноре-
менной вариатор скорости
(МВ-6, МВ-10, МВ-35М и
др.), — при включенном.
При использовании
сменных механизмов пе-
ред включением проверя-
ют надежность их закреп-
ления на приводе, затем
включают привод и прове-
ряют работу механизма на
холостом ходу. Устанавли-
вают необходимую ско-
рость и загружают подго-
товленный продукт.
Загружать продукты в
бачок и определять их го-
товность разрешается толь-
ко при выключенном элек-
тродвигателе.
После окончания взби-
Рис. 101. Механизм для взбивания и пере-
мешивания МКР-25 (Польша):
7 — взбиватель; 2 — бачок; 3 — корпус; 4 — ко-
робка скоростей; 5 — крышка; 6 — конический
зубчатый редуктор; 7 — кронштейн; 8 — откид-
ной болт; 9 — планетарный механизм; 10, 11 —
рабочие органы
вания электродвигатель выключают и после полной его останов-
ки снимают взбиватель. Затем освобождают кронштейн, крепя-
щий бачок. Освободив бачок от продукта, его промывают горячей
водой и просушивают. Наружные поверхности машины или меха-
низма протирают влажной тканью.
Техническая характеристика взбивальных машин приведена в
табл. 20.
Контрольные вопросы и задания
1- Что такое перемешивание, взбивание, замес?
2- Приведите классификацию месильно-перемешивающего оборудо-
вания.
209
=f
S
b
МВ-35 (2М) 35 0,75 60... 185 200...625 750 530 1180 175
МТВ-60 О ко 2,2 Нет данных 100... 340 ссй со СП ™ СК КО 350
МВУ-60 60 2,45 Нет данных 70 240 310 о а ах хо 22 315
МКР-25 гч г »—' Нет данных сч сч , КО СК ' СЧ 1 ОСО CO ”чГ ЧП 'О СП on ГЧ
МВП П-1 гч *9‘0 71 138 1 176 344 1 - ООО ЧП —1 сч Kt ко ко ко ▼ - 1
МВ 20 1 71 138 1 КО ПГ , с- ХГ •—1 сП ' ООО чп < сч ^1- ко ко ко •—i
МВ-60 О \О 2,2 ’-и СП КО ГЧ КО СГ> og« гч гп 1105 650 1300 400
МВ-35М jq | 0,8 60... 185 200...625 750 530 1180 175
МВ-б ко 0,18 110...200 370...670 ООО up О ин ил
Показатель Вместимость бачка, л Мощность электро- двигателя, кВт Частота вращения приводного вала, мин'1: 1-я скорость 2-я скорость 3 о ь о о 55 Частота вращения взбивателя, минг1: 1-я скорость 2-я скорость 3-я скорость Габаритные размеры, мм: длина ширина высота Масса, кг
Мощность привода универсальной машины.
210
м
3. Каково принципиальное устройство тестомесильных машин, взби-
вальных машин, фаршемешалок, механизмов для перемешивания сала-
тов, винегретов? Нарисуйте кинематические схемы.
4. Какой формы рабочие органы применяют в этих машинах и какое
движение они совершают?
5. Как регулируют частоту вращения рабочих органов в различных взби-
вальных машинах и механизмах?
6. Какой формы дежи или рабочие бачки применяют в тестомесиль-
ных машинах и как их устанавливают на станине машины?
7. Какое движение совершают месильный рычаг с лопастью и дежа?
8. Что представляет собой тележка дежи, каков порядок ее установки
на станине и откатки?
9. Какие предохранительные приспособления есть у тестомесильных
машин?
10. Как определить производительность различных машин мссильно-
персмешивающего оборудования?
11. Каковы правила эксплуатации тестомесильных, взбивальных машин,
фаршемешалок, механизма для перемешивания салатов и винегретов?
ГЛАВА 9. ДОЗИРОВОЧНО-ФОРМОВОЧНОЕ
ОБОРУДОВАНИЕ
9.1. Основные способы деления продуктов на порции
и классификация оборудования
Основными способами деления продуктов на порции являют-
ся дозирование и формование.
Дозирование — это деление продуктов на части, одинаковые по
геометрическим размерам, массе или объему без придания им
заданных форм. Дозируют сыпучие, жидкие, фаршеобразные, вяз-
копластичные и другие продукты.
Формование — это придание порциям заданной формы и за-
данных геометрических размеров, которые должны сохраняться
У полученных изделий при дальнейшей технологической обра-
ботке.
На предприятиях питания используют в основном технологи-
ческие машины, осуществляющие сдвоенный дозировочно-фор-
мовочный процесс, т.е. делят продукты на порции заданной массы
и придают им определенную геометрическую форму. Сдвоенному
Дозировочно-формовочному процессу могут быть подвергнуты про-
дукты, хорошо сохраняющие приданную им форму, например из-
делия из теста, мясного, рыбного, овощного, крупяного и карто-
фельного фаршей, сливочное масло и маргарин и т.п. Жидкие и
сыпучие продукты можно только дозировать или фасовать.
На предприятиях общественного питания используют дозиро-
вочно-формовочные машины, обрабатывающие продукты давле-
211
нием с помощью соответствующих рабочих органов. Рабочими
органами таких машин служат различные устройства, обеспечи-
вающие сдавливание и уплотнение, т. е. штампы, поршни, валки,
шнеки и т. п.
По функциональному назначению дозировочно-формовочное
оборудование классифицируют на следующие группы: машины
для формовки котлет; машины для формовки вареников и пель-
меней; тестораскаточные машины; делители масла; машины для
деления теста и округления порций; дозаторы крема и др.
9.2. Машины для формовки котлет, вареников
и пельменей
Котлетоформовочная машина МФК-2240. Предназначена для
формования и односторонней панировки изделий из мясного, рыб-
ного, картофельного фаршей, а также манных биточков круглой
формы. Машина настольного типа. Состоит из корпуса, электро-
двигателя, червячного редуктора, крышки стола с загрузочным
бункером, шнека-питателя, формующего стола, бункера для па-
нировочных сухарей и приемного лотка.
Рабочим органом машины является формующий стол 11 (рис.
102, а) с тремя круглыми отверстиями-ячейками 9. Стол закреп-
лен на вертикальном полом валу, внутри которого установлена
тяга механизма регулирования массы формуемого изделия. Над
столом располагаются два загрузочных устройства — цилиндри-
ческий бункер 5 для фарша и конический бункер 8 для паниро-
вочных сухарей. Бункер для фарша установлен на крышке форму-
ющего стола. Внутри бункера расположен шнек-питатель 6, на-
гнетающий фарш из бункера в отверстия-ячейки 9 формующего
стола. В ячейках формующего стола расположены рабочие инстру-
менты машины — поршни 12, которые при вращении стола со-
вершают возвратно-поступательное движение. Элементами рабо-
чего инструмента считают также кромки ячеек формующего стола
и кромки окна 7 бункера, которые отделяют порцию фарша от
основной массы.
Рабочие органы машины приводятся в действие от электро-
двигателя 17, установленного внутри корпуса 1. Вал 18 элек-
тродвигателя телескопически соединен с валом 20 червячного ре-
дуктора 2, от которого приводится во вращение шнек-питатель 6.
Вращательное движение формующему столу передается через ци-
линдрическую передачу 4, одно из колес которой закреплено на
валу шнека-питателя 6, а другое — на полом валу формующего
стола 11.
Поршням, расположенным в ячейках формующего стола И,
возвратно-поступательное движение сообщается торцевым дис-
ком-копиром 16, представляющим собой ступенчатое кольцо, зак-
212
a
Рис. 102. Котлетоформовочная машина МФК-2240:
а — принципиальная схема; б — циклограмма движения поршня формующего стола;
1 — корпус; 2 — червячный редуктор; 3 — вал шнека-питателя; 4 — цилиндрическая
передача; 5 — бункер для фарша; 6 — шнек-питатель; 7 — отверстие в бункере; 8 —
бункер для сухарей; 9 — отверстие-ячейка; 70 — регулировочный винт; 11 — формую-
щий стол; 12— поршень; 13— планка; 14— пружины; 15—толкатель; 16—торцевой
копир; 17 — электродвигатель; 18 — вал электродвигателя; 19 — упор; 20 — вал
червячного редуктора
решенное на станине. На рабочую поверхность диска-копира опи-
раются толкатели 15 поршпей. При вращении стола толкатели
скользят по диску-копиру, а поршни благодаря пружинам 14 под-
нимаются или опускаются в ячейках в соответствии с профилем
Диска-копира.
Машина снабжена механизмом регулирования массы формуе-
мого изделия. Регулирование достигается путем изменения поло-
жения поршня в ячейке формующего стола. Для этого имеется
Регулировочный винт 10, планка 13 и упор 19, ограничивающие
Движение поршня вниз. Нижнее положение поршня зависит от
Установки планки, которая меняет свое положение при враще-
нии регулировочного винта. Направление вращения винта указа-
но на его головке буквами: «М» — меньшая масса, «Б» — большая
Масса.
В состав разгрузочного устройства входят сбрасыватель и при-
емный лоток, плоскость которого установлена на уровне форму-
Hjero стола. Все детали машины объединены общим корпусом 1.
213
Принцип действия. При включении электродвигателя ма-
шины формующий стол с поршнями и шнек-питатель приводятся
во вращение. В процессе вращения формующего стола каждый пор-
шень за один оборот опускается дважды (рис. 102, б): первый раз
(положение 2), когда ячейка с поршнем находится под бункером с
панировочными сухарями, и второй раз (положение 3), когда пор-
шень располагается под бункером с фаршем и ячейка стола со-
впадает с отверстием бункера.
Во время первого опускания на глубину 1,5...2 мм на поршень
насыпаются сухари, а при втором — пространство над поршнем
заполняется фаршем, нагнетаемым из бункера шнеком-питате-
лем. При дальнейшем вращении формующего стола кромки ячеек
и окна бункера отрезают порцию фарша, уплотняют ее и запол-
няют весь объем ячейки.
Последующее движение стола вызывает перемещение толка-
теля поршня по участку подъема на диске-копире, в результате
чего поршень с отформованным изделием поднимается на один
уровень с поверхностью стола (положение 4). Здесь на отформо-
ванное изделие нажимает сбрасыватель, сталкивая изделие с по-
верхности поршня и стола на разгрузочный лоток. После этого
оператор с помощью специальной лопатки снимает отформо-
ванное изделие с разгрузочного лотка и укладывает его непани-
рованной стороной на посыпанный панировочными сухарями
противень.
Определение производительности котлетоформовочной машины.
Производительность машины (шт./ч)
Q = «Z-3600,
где п — частота вращения формующего стола, с-1; Z — количе-
ство изделий, формуемых за один оборот, шт.
Правила эксплуатации котлетоформовочной машины. Перед на-
чалом работы проверяют правильность установки рабочих орга-
нов, исправность машины и наличие заземляющего провода. За-
тем загружают бункеры машины панировочными сухарями и фар-
шем. Рядом с машиной на столе устанавливают противни, посы-
панные панировочными сухарями.
После этого включают электродвигатель и выполняют формо-
вание пяти-шести изделий, взвешивают их на контрольных весах
и в случае необходимости регулируют массу формуемых изделий
с помощью регулировочного устройства. Регулирование осуществ-
ляется при включенном электродвигателе машины путем враще-
ния регулировочного винта в ту или другую сторону. Неполновес-
ные изделия помещают в бункер для фарша. В случае неполного
заполнения фаршем надпоршневого пространства машину оста-
навливают, убеждаются в наличии фарша в бункере и при необхо-
димости добавляют его. В процессе работы машины следует пер*1'
214
одически проверять массу формуемых изделий и по мере необхо-
димости регулировать ее.
После окончания работы машину выключают и снимают все
рабочие органы для санитарной обработки. Для этого отвинчива-
ет гайки крепления шнека-питателя и рабочего стола, а также
винты крепления крышки стола. Затем снимают шнек-питатель,
крышку стола с загрузочным бункером, формующий стол с порш-
нями и тщательно промывают их горячей водой. Наружные поверх-
ности машины под бункером и формующим столом также про-
мывают горячей водой и протирают насухо. Рабочие поверхности
формующего стола, ячеек поршней, шнека-питателя, крышки
стола и дорожку копира после просушивания смазывают пище-
вым несоленым жиром. Растительное масло для смазки использо-
вать не рекомендуется.
Общую санитарную обработку машины следует проводить не
реже 2—3 раза в неделю. Полную разборку машины для профи-
лактического осмотра и ремонта осуществляют в соответствии с
инструкцией по эксплуатации и уходу за машиной.
К обслуживанию машины допускаются лица, прошедшие со-
ответствующий инструктаж по правильным приемам работы на
машине и ознакомившиеся с инструкцией по эксплуатации и уходу
за машинами данного вида.
Техническая характеристика котлетоформовочнон машины
Производительность, шт./ч............................2240
Вместимость бункера, кг:
для фарша............................................. 10
для сухарей..........................................0,7
Масса отформованных изделий, г...............45...95(±3%)
Частота вращения, с-1:
формующего стола.....................................0,23
шнека-питателя......................................0,62
Характеристики электродвигателя:
мощность, кВт.........................................0,4
частота вращения, с'1...............................23,6
напряжение, В................................... 380/220
Габаритные размеры, мм:
длина.................................................610
ширина...............................................390
высота...............................................630
Масса, кг, не более....................................75
Машины для изготовления пельменей и вареников. На предприя-
тиях общественного питания для изготовления пельменей и варе-
ников с различными начинками (творогом, картофелем, мясом,
^Пустой, фруктово-ягодными фаршами и др.) используют варе-
Ично-пельменную машину ВПМ и пельменный автомат П6-НПА.
^оренично-пелъменная машина ВПМ. Состоит из двух основных
стой — загрузочной секции и транспортера с штампующим ба-
215
рабаном. Принципиальная и кинематическая схема машины при-
ведена на рис. 103.
Загрузочная секция машины выполнена в виде тумбы, в верх-
ней части которой размещены два бункера: левый — для теста и
правый — для фарша. В левом бункере смонтирован конусообраз-
ный шнек 77 с постоянным шагом витков, диаметр которых по-
степенно уменьшается по направлению к тестопроводу, куда на-
гнетается тесто. В правом бункере установлен цилиндрический
шнек 16 с постоянным шагом витков. Шнек предназначен для
нагнетания фарша в приемную камеру ротационного насоса. Ро-
тор насоса получает вращательное движение от шнека с помо-
щью овального телескопического соединения. Шнеки приводятся
во вращение звездочками 4 и цепной передачей 2, которая, в свою
очередь, получает вращательное движение от электродвигателя I
с червячным редуктором 15. Приводные валы шнеков оснащены
кулачковыми муфтами 3, позволяющими автономно включать шне-
ки в работу. Рычаги включения муфт вынесены на лицевую панель
загрузочной секции и размещены в удобном для обслуживания
месте.
Транспортер имеет раму, на которой смонтированы три ро-
лика — ведущий 9, поддерживающий 10 и ведомый 14. На роли-
ки натянута бесконечная прорезиненная лента 13. Над поддер-
живающим роликом установлен штампующий барабан, который
с помощью рычага с эксцентриком может подниматься или опус-
Рис. 103. Принципиальная и кинематическая схема варенично-пельменной
машины ВПМ:
1.5 — электродвигатели; 2, 8 — цепные передачи; 3 — кулачковые муфты
звездочка; 6, 18 — клиноременные передачи; 7, 15 — червячные редукторы
ведущий ролик; 10 — поддерживающий ролик; 11 — бункер для муки; 12 —
лая волосяная щетинка; 13 — прорезиненная лента; 14 — ведомый ролик;
• 4"
крУ1"'
16"
цилиндрический шнек; 17 — конусообразный шнек
216
каться на движущуюся ленту транспортера. Рядом со штампую-
щим барабаном на раме транспортера установлен бункер 77 для
муки, внутри которого вращается круглая волосяная щетка 12.
Щетка приводится во вращение клиноременной передачей 18 от
привода транспортера. В днище бункера вставлена плетеная сет-
ка, закрываемая заслонкой. Через сетку во время работы маши-
ны просыпается мука на движущуюся тестовую трубку. Для раз-
равнивания и снятия избытка муки с тестовой трубки использу-
ется резиновая шторка, прикрепленная к бункеру. В момент, когда
не происходит штамповки вареников или пельменей, сетка бун-
кера перекрывается заслонкой, в результате чего прекращается
подача муки.
Транспортер приводится в движение электродвигателем 5, кли-
ноременной 6, а также червячной 7 и цепной 8 передачами. Бес-
ступенчатый вариатор скорости обеспечивает синхронность дви-
жения ленты транспортера и тестовой трубки с фаршем.
Транспортер установлен так, что загрузочная секция машины
размещается у правой его части. Это обеспечивает возможность
установки привода транспортера внутри загрузочной секции ма-
шины.
Наружные стенки загрузочной секции и рамы транспортера об-
лицованы декоративными щитками. На лицевой панели транспор-
тера установлены маховик вариатора скорости, пусковая армату-
ра электродвигателя привода шнеков и электродвигателя привода
транспортера.
На лицевой панели загрузочной секции машины монтируются
тестопровод, роторный фаршевый насос с фаршепроводом и
формующая насадка. Насадку присоединяют к тесто- и фарше-
проводам с помощью накидных гаек и специальных накидных клю-
чей, входящих в комплект машины. Формующая насадка (рис. 104)
выполнена так, что сплюснутая трубка фаршепровода входит в
овальное отверстие тестопровода, при этом между ними остается
овальная щель шириной около 2 мм. Таким образом, тесто, обте-
кая фаршепровод, формуется в трубку овального сечения, кото-
рая тут же наполняется фаршем. Дальше тестовая трубка с фар-
шем ложится на подкладные листы и движется вместе с ними по
ленте транспортера к штампующему барабану. Перемещаясь под
мУкопосыпателем, трубка посыпается слоем муки и затем посту-
пает под штампующий барабан.
Посыпание тестовой трубки мукой препятствует прилипанию
^Штампованных изделий к гнездам штампующего барабана.
Принцип действия. Готовое тесто и фаршевую начинку
агружают в бункеры загрузочной секции. Затем включают элек-
Родвигатель привода шнеков и приводится во вращение шнек,
.Дающий тесто в формующую насадку. После этого включают
еКтродвигатель транспортера и с помощью вариатора скорости
217
Рис. 104. Формирующая насадка для полу-
чения трубки теста с фаршем
синхронизируют скорос-
ти выхода тестовой труб-
ки из насадки и движения
ленты транспортера.
После этого включает-
ся в работу шнек подачи
фарша, открывается зас-
лонка па бункере мукопо-
сыпателя и на тестовую
трубку с фаршем опуска-
ется штампующий бара-
бан. Под трубку из теста
непрерывно подкладыва-
ют листы, на которых
происходит штамповка
вареников или пельменей.
Листы с отштампованны-
ми изделиями снимают с ленты транспортера, укладывают на пе-
редвижной стеллаж, а затем направляют в морозильную камеру
для замораживания или в горячий цех на доготовку.
Незамороженные вареники или пельмени «срезают» с подклад-
ного листа тонким с узким полотном ножом. Замороженные варе-
ники или пельмени снимают с листа при легком ударе последне-
го по твердому предмету (крышке стола).
Варенично-пельменную машину комплектуют сменными на-
садками и штампующим барабаном для изготовления пельменей,
а также 250 подкладными листами.
Определение производительности машин для изготовления пель-
меней и вареников. Теоретическая производительность машины
для формовки вареников и пельменей (шт./с)
где Z — количество штамповочных гнезд на окружности штампу-
ющего барабана, шт.; v0 — окружная скорость штампующего ба-
рабана, м/с; / — длина окружности штампующего барабана, м.
Окружная скорость (м/с)
vo = nDn,
где D — диаметр штампующего барабана, м; п — частота враще-
ния штампующего барабана, с-1.
Пельменный настольный автомат П6-НПА. Предназначен для
изготовления пельменей на предприятиях мясной промышлен-
ности и общественного питания и является машиной непрерыв-
ного действия, в которой при ручной загрузке теста и фарша 6
218
бункеры происходит автоматическая и безотходная штамповка
пельменей.
Автомат состоит из станины с приводом, станины конвейера,
штампующего устройства, мукопосыпающего устройства, форму-
ющей головки и поддерживающих роликов. Станина представляет
собой сварную конструкцию, состоящую из двух вертикальных сте-
нок и вваренных между ними спаренных бункеров для теста и фар-
ша. Бункеры сверху закрываются крышкой, сблокированной с пуско-
вой аппаратурой с помощью микропереключателя. На задней стенке
станины закреплен корпус подшипников с приводными валами,
приводящими во вращение тестовый и фаршевый шнеки. На пе-
редней панели станины установлен приемник теста и фарша.
Привод состоит из электродвигателя, расположенного под бун-
керами, четырех пар шестерен и вала, передающего движение на
приводной ролик конвейера. Привод огражден защитными щитками.
Станина конвейера имеет сварную раму, на которой смонти-
рованы приводной и натяжной ролики. На ролики посажена бес-
конечная лента, предназначенная для перемещения подкладных
листов. Регулировка и натяжение ленты конвейера осуществляют-
ся винтами натяжного ролика. Станина конвейера крепится к ста-
нине привода четырьмя болтами.
Штампующее устройство состоит из двух стоек, установлен-
ных на раме конвейера. Давление штампующего барабана на под-
кладные листы и трубку теста с фаршем создается двумя пружи-
нами с двумя регулирующими винтами. Специальная гайка фик-
сирует валик штампующего барабана.
Формующая головка выполнена из сваренных между собой ка-
меры для теста и фаршевой трубки овальной формы. Формующая
головка крепится двумя винтами к приемнику.
Поддерживающие ролики, навешенные с двух сторон станины
конвейера, предотвращают провисание конвейерной ленты.
На дне бункеров расположены шнеки, один из которых подает
тесто в формующую насадку, а другой — из фаршевой камеры
подает фарш. При движении конвейерной ленты штампующий ба-
рабан вращается и, прокатываясь по начиненной фаршем тесто-
вой трубке, штампует пельмени. Автомат комплектуется 200 под-
кладными листами.
Правила эксплуатации машин для изготовления пельменей и ва-
реников. Перед началом работы на машинах для изготовления ва-
реников и пельменей убеждаются в правильности установки шне-
ков в загрузочных бункерах, правильности сборки ротационного
Фаршевого насоса, правильности установки и надежности креп-
ления формующей насадки к фарше- и тестопроводам. Проверяют
также исправность и надежность заземления корпуса машины.
Убедившись в исправности машины, в бункеры загружают ра-
Нее приготовленные тесто и фарш.
219
Машину обслуживают два работника. Один из них укладывает
на конвейерную ленту подкладные листы, следит за работой ма-
шины и осуществляет регулирование подачи теста и фарша в фор-
мующую насадку. Другой снимает подкладные листы с отштампо-
ванными изделиями с ленты конвейера, укладывает их на пере-
движной стеллаж и периодически добавляет в бункеры тесто, фарш
и муку. Количество поступающего в насадку теста регулируют вин-
том, установленным на тестопроводе, а количество подаваемого
фарша — винтом, установленным на фаршепроводе. В случае если
в трубку из теста будет подаваться избыточное количество фарша,
а регулировочный винт завинчен до отказа, можно удалить из
ротационного насоса одну или две лопасти ротора, подающего
фарш в фаршепровод. Устанавливать меньшее число лопастей в
ротационном насосе необходимо при работе с мясными, фрукто-
во-ягодными и капустными фаршами.
После окончания работы на машинах снимают все детали, по-
дающие тесто и фарш в формующую насадку, разбирают ротор-
ный насос, вынимают из бункеров шнеки и тщательно очищают
все детали от прилипших частиц теста и фарша. Затем все детали
промывают горячей водой, просушивают и смазывают пищевым
несоленым жиром, после чего устанавливают их на место.
9.3. Тестораскаточные машины
Такие машины предназначены для раскатывания крутого пше-
ничного теста пластами или лентами толщиной от I до 50 мм, из
которых изготовляют различные кондитерские изделия, а также
домашнюю лапшу, пельмени, вареники и т.п.
Тестораскаточная машина МРТ-60М (рис. 105) состоит из элек-
тродвигателя с червячным редуктором, сварного каркаса, раска-
точных валков, механизма регулирования зазора между валками,
устройства для посыпания валков мукой, транспортера и пуско-
вого устройства.
Рабочими органами машины служат раскаточные валки 12, оси
которых размещены в подшипниках качения. Подшипники ниж-
него валка закреплены неподвижно на раме 14 в стойках, а верх-
него — в поворотном кронштейне 13, соединенном тягой с регу-
лировочным маховиком. Маховик 5 расположен на передней па-
нели машины, в удобном для работы месте. Рабочий зазор между
раскаточными валками регулируется вращением маховика в ту или
иную сторону. Величина зазора между валками указывается стрел-
кой, расположенной на циферблате, который установлен на од-
ной из стоек. Опорные стойки валков крепятся болтами к каркасу 3
машины.
Над раскаточными валками укреплен съемный бункер 11, полу^
чающий колебательное движение от храпового механизма. Храповой
220
11
12 13
Рис. 105. Принципиальная и кинематическая схема тестораскаточной
машины МРТ-60М:
/ — электродвигатель; 2 — червячный редуктор; 3 — каркас; 4 — Битовая пара; 5—
маховик; 6 — валок транспортера; 7 — транспортер; 8 — загрузочный лоток; 9 —
продукт; 10 — предохранительная решетка; 11 — бункер для муки; 12 — раскатан-
ные валки; 13 — поворотный кронштейн; 14 — рама; 15 — натяжной валок; 16 —
цепная передача; 17 — кулачковая муфта
механизм установлен соосно с нижним раскатанным валком, пере-
дающим ему вращение. Через сито, размещенное в днище съемного
бункера, мука просыпается на раскатываемый пласт теста и валки,
что предотвращает прилипание теста к валкам. К стойкам прикреп-
лен загрузочный лоток 8, поверхность которого находится на уровне
зазора между раскаточными валками. Над лотком установлена пре-
дохранительная решетка 10. Расстояние от нижней кромки предох-
ранительной решетки до поверхности загрузочного лотка составляет
около 70 мм. При повороте решетки на угол более 5° размыкаются
контакты микровыключателя и электродвигатель машины отключа-
йся. При опускании решетки на место контакты микровыключателя
Смыкаются и электродвигатель снова может быть включен.
На раме 14 под раскаточными валками установлен транспортер 7.
°Д транспортером 7 расположен противень для сбора осыпае-
мся с раскатываемого теста муки. Во время работы машины
скатанный пласт теста опускается на ленту транспортера и пе-
еМещается к оператору, который при необходимости может на-
221
править его на повторную раскатку. Для последующей раскатки
необходимо уменьшать зазор между валками на 3 ...4 мм.
Транспортер состоит из двух валков — натяжного 15 и привод-
ного 6. На валках закреплена бесконечная хлопчатобумажная лента
транспортера. Ведущий и натяжной валки транспортера соединены
между собой двумя параллельными втулочно-роликовыми цепя-
ми, что предотвращает проскальзывание ленты транспортера во
время работы машины. В движение транспортер и раскаточные вал-
ки приводятся цепной передачей 16 от приводного устройства.
Внутри рамы машины установлены электродвигатель 1 и чер-
вячный редуктор 2. Вал электродвигателя соединен с входным
валом редуктора кулачковой муфтой 17. На выходном валу редук-
тора закреплена ведущая звездочка, которая с помощью втулоч-
но-роликовой цепи приводит в движение раскаточные валки и
транспортер. При изменении межосевого расстояния между рас-
катанными валками с помощью подпружиненного рычага натяж-
ного устройства натягивается цепь, что обеспечивает нормаль-
ную работу передачи.
Каркас 3 машины со всех сторон облицован декоративными
щитками, изготовленными из тонколистовой стали и окрашен-
ными с наружной стороны эмалевой краской. Пуск и останов ма-
шины осуществляются кнопочной станцией, закрепленной на
лицевой панели машины, и магнитным пускателем, установлен-
ным внутри машины.
Принцип действия. В процессе работы машины подготов-
ленное к раскатке тесто подается на загрузочный лоток, где оно
захватывается вращающимися навстречу друг другу валками и в
виде ленты или пласта опускается на ленту транспортера. При по-
вторной раскатке расстояние между раскатанными валками умень-
шают и вновь подают тесто на загрузочный лоток.
Определение производительности тестораскаточной машины. Те-
оретическая производительность тестораскаточной машины (кг/с)
Q = Fovopcp,
где Fo — площадь щели между раскатывающими валками, м2; —
скорость движения пласта теста, м/с; р — плотность теста, кг/м3; <Р "
коэффициент использования щели между валками (ср = 0,6...0,8)-
Площадь щели между валками
Л) = Л/,
где h — расстояние между валками, м; / — рабочая длина валков,
Скорость движения пласта теста
v0 = к Dn,
где D — диаметр раскатывающих валков, м; п — частота враШе
ния этих валков, с1.
222
Правила эксплуатации тестораскаточной машины. Перед нача-
лом работы на тестораскаточной машине необходимо убедиться в
исправности заземления и микровыключателя блокировки предо-
хранительной решетки. Для этого включают машину и на холостом
ходу слегка поднимают предохранительную решетку. Если при подъе-
ме решетки на угол не более 5° (высота около 50 мм) электродви-
гатель машины отключится, то блокировка работает исправно. За-
тем проверяют наличие противня под транспортером машины и
засыпают бункер мукопосыпателя мукой. После установки необхо-
димого зазора между раскаточными валками на загрузочный лоток
подают порцию теста массой 8... 10 кг. Затем включают электродви-
гатель машины и подталкивают тесто к вращающимся валкам.
Расстояние между раскаточными валками изменяют путем вра-
щения маховика, расположенного на передней панели машины.
Следует помнить, что при каждой последующей раскатке пласта
теста расстояние между валками должно уменьшаться не более
чем на 4 мм, в противном случае раскатываемый пласт теста будет
разрываться.
В процессе работы машины не рекомендуется снимать с враща-
ющихся валков прилипшие к ним кусочки теста. Необходимо вык-
лючить электродвигатель, очистить валки и протереть их чистой
ветошью, после чего можно продолжить раскатку теста.
После окончания работы на машине бункер для муки и проти-
вень транспортера освобождают от остатков муки и протирают.
Раскаточные валки также тщательно очищают и протирают. На-
ружные поверхности машины периодически промывают теплой
водой и насухо вытирают.
Техническая характеристика машины МРТ-60М
Производительность, кг/ч................................60
Толщина раскатываемого пласта, мм...................1...50
Масса порции теста, кг................................. 10
Скорость движения транспортера, м/с..................0,103
Характеристики электродвигателя:
мощность, кВт...........................................0,6
частота вращения, с_|................................22,5
Габаритные размеры, мм:
длина..................................................1050
ширина................................................740
высота...............................................1200
Масса, кг..............................................200
9-4. Машины для деления теста и округления порций
Машина тестоделительная А2-ХПО/5. Предназначена для де-
у иИя теста из пшеничной муки на заготовки массой 0,09...0,9 кг.
Стацавливают машину как самостоятельно, так и в составе ком-
223
плекта оборудования пекарни малой мощности для производства
батонов «Особые» и рогаликов из муки высшего сорта. Состоит из
станины, делительного устройства, приемной воронки, ленточ-
ного конвейера, мукоподсыпателя, пульта управления, системы
смазки, приводов машины и ленточного конвейера.
Тесто из приемной воронки 4 (рис. 106) нагнетается поршнем
в камеру делительного устройства 1 и отсекается заслонкой (но-
жом). При обратном движении нагнетательного поршня тесто по-
ступает в мерный карман, расположенный на подвижной плите
дозировочного устройства и перемещает дозировочный поршень.
При движении плиты вниз отсекается кусок теста определенной
массы, который затем выталкивается дозировочным поршнем на
ленту конвейера 2.
Для регулирования массы кусков теста с помощью регулиро-
вочного механизма 5можно изменять ход дозировочного поршня,
тем самым меняя массу теста подаваемого нагнетательным порш-
нем в мерный карман. Для предотвращения прилипания тестовых
заготовок к ленте конвейера из мукоподсыпателя 3 порциями по-
дается мука.
Система смазки рабочих органов делительного устройства со-
стоит из бачка для масла, плунжерного насоса, системы масло-
проводов, емкости для сбора отработанного масла.
Рис. 106. Машина тестоделитель'
ная А2-ХПО/5:
1 — делительное устройство; 2 — леН'
точный конвейер; 3 — мукоподсЫ'10'
тель; 4 — приемная воронка; 5 — мех0'
низм регулировки массы кусков тест0-
6 — пульт управления; 7 — станин8
224
Производительность машины можно менять, устанавливая
шкивы соответствующих диаметров.
Машина приводится в действие от электродвигателя мощнос-
тью 1,1 кВт, а ленточный конвейер — от электродвигателя мощ-
ностью 0,37 кВт через клиноременную и цепную передачи.
Электрооборудование обеспечивает управление электроприво-
дами машины, сигнализацию аварийного уровня масла в системе
смазки, блокировку электропривода при снятии ограждений.
Техническая характеристика машины А2-ХПО/5
Производительность, кг/ч....................... 540... 1680
Установленная мощность, кВт......................... 1,47
Габаритные размеры, мм:
длина.................................................1730
ширина..............................................1430
высота..............................................1620
Масса, кг.............................................670
Рис. 107. Машина тестоокруглительная
А2-ХПО/6:
1 — корпус; 2 — привод; 3 — лоток; 4 —
мукоподсыпатель; 5— воздуховодное устрой-
ство; 6— конус; 7— спираль; 8— электро-
оборудование
Машина тестоокруглительная А2-ХПО/6. Предназначена для ок-
ругления заготовок теста из пшеничной муки массой 0,09...0,9 кг.
Состоит из корпуса, привода, спирали, двух мукоподсыпа-
телей, воздуходувного устройства, лотка и электрооборудования.
Корпус 1 (рис. 107) имеет основание, каркас, четыре поворот-
ных колеса. Привод 2 состоит
из электродвигателя, двухсту-
пенчатой клиноременной пе-
редачи, промежуточной опо-
ры, вала на котором закреп-
лен изготовленный из чугуна
конус 6. На наружной поверх-
ности конуса выполнены
продольные канавки.
Спираль 7 имеет семь сек-
ций, в последней шарнирно
крепится лоток, который
может занимать два положе-
ния: при нижнем положении
заготовка проходит по лотку,
при верхнем — под ним, не
касаясь его. Секции образуют
Два спиральных канала. Пос-
ле выхода из первого спи-
рального канала, состояще-
г° из трех секций, куски тес-
та подают во второй канал.
Рабочие поверхности секций
Скрыты фторопластовым
Лаком, а к лотку прикреплен
8 Еотов
225
войлок. Каждая секция крепится к каркасу двумя винтами и имеет
четыре установочных винта для регулировки положения секций
спирали относительно конуса.
Каждый мукоподсыпатель 4 состоит из корпуса и сита. Сито
выполнено из проволочно-тканой сетки и совершает горизонталь-
ное возвратно-поступательное движение. Один из мукоподсыпа-
телей расположен над местом выгрузки тестовых заготовок, вто-
рой — под углом 90° к первому.
Воздуходувное устройство 5 имеет вентилятор, состоящий из
двигателя с крыльчаткой, нагреватель, воздуховоды и сопла, рас-
положенные на каркасе над спиралью.
Электрооборудование 8 предназначено для управления рабо-
той привода машины и вентилятора, включения ТЭНов, входя-
щих в нагреватель (в зависимости от требуемой температуры воз-
духа, подаваемого на обдув заготовок).
Принцип действия. Куски теста от тестоделительной ма-
шины поступают на нижнюю часть спирали. Под действием враща-
ющегося конуса тестовые заготовки поднимаются по спирали вверх,
приобретая при этом шарообразную форму, и по лотку скатывают-
ся на конвейер подачи их в шкаф предварительной растопки. Му-
коподсыпатели и воздуходувное устройство препятствуют возмож-
ному прилипанию теста к спирали и конусу. Использование одного
или двух мукоподсыпателей, а также воздуходувного устройства с
подогревом или без него определяется технологическим процессом.
Количество муки, подаваемой на подсыпку мукоподсыпателем, ре-
гулируется вручную путем изменения амплитуды колебания сита.
Техническая характеристика машины А2-ХПО/6
Производительность, шт./ч............................1800
Установленная мощность, кВт..........................2,42
Габаритные размеры, мм:
длина................................................1290
ширина..............................................940
высота.............................................1450
Масса, кг.............................................315
9.5. Дозаторы крема
Дозатор крема ДК. Предназначен для наполнения кремом тру-
бочек из заварного теста. Используется в кондитерских цехах пред-
приятий общественного питания. Выполнен в виде настольном
машины с индивидуальным приводом.
Состоит из привода с электродвигателем, основания, дозирУ'
ющего устройства, бачка для крема, механизма регулирований
дозы, защитного кожуха и электрощитка.
В корпусе дозирующего устройства 13 (рис. 108) размещены пор-
шень 11 и кран 14, предназначенный для поочередного соедини'
226
Рис. 108. Кинематическая схема дозатора крема ДК:
1 — палец кривошипа; 2,7— кулачки; 3 — червячный редуктор; 4 — клиноремен-
ная передача; 5 — электродвигатель; 6 — рукоятка для натяжения ремня; 8 —
регулируемый упор; 9 — стрелка-указатель дозы крема; 10 — рукоятка для регули-
рования положения упора; 11 — поршень; 12 — поплавок с указателем уровня
крема; 13 — дозирующее устройство; 14 — кран; 15 — насадки; 16 — тяга; 17 —
пружины
ния подпоршневого пространства с бачком для крема и штуцером.
Штуцер снабжен двумя насадками 15 для выдавливания крема в
заготовку пирожного. На торце крана закреплен сигнализатор вы-
дачи крема, окрашенный в белый и красный цвета. Для предотвра-
щения осевого смещения крана на корпусе дозируюшего устрой-
ства установлен ограничитель. Корпус крепится к основанию.
В бачке находится поплавок 12 с указателем уровня крема. Ука-
затель выступает над крышкой, верхняя часть его окрашена в крас-
ный цвет.
Приводным устройством дозатора служит электродвигатель 5,
соединенный клиноременной передачей 4 с червячным редукто-
ром 3. На выходном валу редуктора расположены два кулачка (2
и 7) и палец кривошипа /. Кривошипно-шатунный механизм
служит приводным устройством крана. Шатун соединен с кра-
хом подпружиненным пальцем. Кулачок 7 посредством рычага
соединен с шатуном поршня. Замыкание рычажно-кулачкового
Механизма осуществляется пружинами 17. Кулачок 2 управляет
Рычагом, на одном конце которого находятся щуп и тяга 16,
соединенная с помощью вилки и регулировочной гайки с тор-
мозной лентой. Другой конец рычага взаимодействует с микро-
вЫключателем, предназначенным для отключения электродви-
227
гателя при отсутствии заготовки пирожного в момент выдачи
дозы крема.
Основная часть механизма регулирования дозы крема — регу-
лируемый упор 8, являющийся ограничителем обратного хода
поршня. Рукоятка 10, регулирующая положение упора, вынесена
на переднюю стенку кожуха. С упором соединена стрелка-указа-
тель 9, расположенная против окна со шкалой на правой стенке
кожуха. Верхняя часть кожуха смонтирована на петлях и является
откидной. При откинутой верхней части кожуха электродвигатель
блокируется микровыключателем.
Для доступа к рукоятке 6 для натяжения ремня и к предохра-
нителям в кожухе предусмотрены окна, закрываемые съемными
крышками Йа передней стенке кожуха находится сборник крема.
На электрощитке установлены микровыключатель, магнитный пус-
катель и предохранители.
Рабочий цикл дозатора состоит из двух периодов — заготовки
дозы крема и подачи ее в пирожное. Заготовка дозы крема проис-
ходит при белом цвете сигнализатора. В это время кран соединяет
подпоршневое пространство с бачком, и поршень, двигаясь на-
зад, засасывает из бачка дозу крема. Выдача дозы крема происхо-
дит при красном цвете сигнализатора. При этом кран поворачива-
ется, перекрывает выход крему из бачка и соединяет подпоршне-
вое пространство с насадками, а поршень, двигаясь вперед, по-
дает дозу крема в заготовки пирожных. Во время первого периода
рабочего цикла рычаг отводится кулачком кривошипного меха-
низма от микровыключателя, электрическая цепь электродвига-
теля остается замкнутой и дозатор работает, заготовляя дозу кре-
ма независимо от наличия заготовки пирожного на насадке. Од-
новременно с этим тяга поднимается, лента тормоза отводится от
шкива, и оператор, обслуживающий дозатор, снимает с насадок
наполненные кремом пирожные и накалывает на насадки новые
заготовки.
Во время второго периода кулачок не касается рычага. При от-
сутствии заготовок пирожных на насадках щуп опускается и рычаг
одним концом нажимает на микровыключатель, размыкая элект-
рическую цепь электродвигателя. Одновременно тяга рычага затя-
гивает ленту тормоза на шкиве и доза крема не выдается. Если в
это время на насадку наколоть заготовку пирожного, щуп подни-
мается, отводя рычаг от микровыключателя, а ленту тормоза от
шкива, и дозатор продолжает работу.
Таким образом, при ритмичной подаче заготовок пирожных
на насадки дозатора последний работает в непрерывном режиме,
а при прекращении подачи заготовок — автоматически останав-
ливается.
Правила эксплуатации дозатора крема. Перед началом работы на
дозаторе следуем проверить правильность установки механизма Д°'
228
СМ
сЗ
£
lO
сЗ
Краткая техническая характеристика дозировочно-формовочных, тестораскаточных машин
V17X-9IB qiraiHiratfoioax о о ГМ О сП СМ см О ОО СП о о g оо СЧ Г-~ \о Щ О
Efd чвэхивэИоаээл. ионьХа 19201 Руч- ной Тоже о о ю -м — СЧ Tj- tn 4Q 04
Ф9Х“8И енишич квШаЛийоф 1800 0,75 О DO m О о
00WX енишек квГпсиЛиёоф 1800 —Г о СО СП 2380 830 1200 о
OOS/08'ldHH ЕНИПТЕМ ВЕНЬОХЕЛЭЕбОЮЭХ (08) о о ОО СП 1700 650 960 о оо
OZIMDdW внигпеп веньолЕМэвбмээх (120) 40 о о ОО СП ООО ОО — 04 О CM см о см
ZE-JDdH енишвм вен ьо1ехэв<1охээх (30) o' о С© СП о с©
Н1Х-11 ч1гэ1И1глЛ<Зхоо±э0х 3780 о ОО СП 1 1050 1050 1030 tn
HVX-8H чв01ииэко1эах 1200 ’—4 о ОО ’—4 850 800 1065 гм
HJ.X-ZV ЧЕЭЛ.ИКЭЕ'ОЮЭ! 2700; 3600 о о ОО СП 2700 915 1500 1040
ПУФ“5Е iewoihe инннаичиэц О tn о о ОО СП 1000 480 470 О
(ивхия) ae-irozi 1"ОА «LEWO10E И1ЧННЭКЧ1ГЭЦ 7200 •—4 4 о ОО СП O> XT . о 40
(VLIH) XVH XEdEUUE инннэтиэц 4300 0,75 о ОО СП 1000 600 300 СМ
dOS"IJV 1ЕИ019Е инннэткэц 4000 0,37 о С© ’ О V-) vn СП Tj- 4Q CO xt in О\ нг
Показатель Производительность, шт./ч (кг/ч) Мощность, кВт Напряжение, В Число фаз Габаритные размеры, мм: длина ширина высота Масса, кг
229
затора на заданную порцию крема, а также проверить, нет ли по-
сторонних предметов в бачке дозатора. Затем убеждаются в исправ-
ности заземления и правильности работы всего механизма, для чего
дозатор включают на холостом ходу. После этого загружают в ем-
кость дозатора ранее подготовленный крем, накалывают на насад-
ки заготовки пирожных и включают электродвигатель машины.
После окончания работы с машины снимают детали и узлы,
соприкасающиеся с продуктами, и промывают их горячей водой.
Затем просушенные детали смазывают пищевым несоленым жи-
ром и устанавливают на свои места. Подшипники качения, чер-
вячный редуктор и другие трущиеся детали периодически смазы-
вают машинным маслом в соответствии с инструкцией по эксп-
луатации машины.
Техническая характеристика дозатора крема ДК
Производительность, шт./ч..........................1200 ...1500
Масса порций крема, г.................................15...40
Вместимость бачка для крема, кг......................... 18
Характеристики электродвигателя:
мощность, кВт..........................................0,08
частота вращения, с-1................................23,2
напряжение, В........................................ 220
Габаритные размеры, мм:
длина.................................................. 880
ширина................................................280
высота................................................830
Масса, кг, не более......................................45
Помимо рассмотренных машин из группы «Дозировочно-фор-
мовочное оборудование» промышленностью выпускается большое
количество других машин из этой группы. Краткая техническая
характеристика некоторых из них представлена в табл. 21.
Контрольные вопросы и задания
1. Что такое дозирование, формование? Перечислите способы дози-
рования в машинах, используемых на предприятиях общественного пи-
тания.
2. Каково принципиальное устройство котлетоформовочной маши-
ны, машин для формовки пельменей, дозатора крема, тестораскаточной
машины, машин для дозировки и формовки заготовок из теста?
3. Как регулируются порции биточков?
4. Как устроен механизм сбрасывания отформованных биточков? Как
осуществляется панировка биточков?
5. Какой формы рабочие органы применяют в машинах для формовки
пельменей, тестораскаточной машине и какое движение они совершают?
6. Как регулируется толщина раскатываемого пласта теста7
7 Как определить производительность котлетоформовочной и тесто-
раскаточной машины?
8. Сформулируйте правила эксплуатации различных машин этой группы-
230
ГЛАВА 10. ПРЕССУЮЩЕЕ ОБОРУДОВАНИЕ
Прессование — это процесс, при котором обрабатываемое сы-
рье подвергается давлению. По способу создания давления разли-
чают механические, гидравлические и пневматические прессы.
На предприятиях общественного питания и пищевой промыш-
ленности прессование применяют для отжатия жидкости из твер-
дых материалов; формования пластических материалов и уплот-
нения сыпучих материалов.
Отжатие жидкости из твердых материалов широко использу-
ют в виноделии, ликероводочном и консервном производствах
(выделение соков из ягод и плодов), а также в масложировом
производстве (получение масла из различных семян и жира из
шквары). В свекольно-сахарном производстве прессованием отжи-
мают воду из жома перед его сушкой.
При формовании пластических материалов изделиям придают
необходимую форму. Этим способом обработки пользуются для
формовки хлебопекарных дрожжей, для приготовления теста хле-
бобулочных, макаронных, кондитерских и других изделий.
Уплотнение (прессование) сыпучих материалов широко приме-
няют при производстве сахара-рафинада и различных пищевых
концентратов.
Механические прессы бывают шнековые, вальцовые, пуансон-
ные. Шнековые и вальцовые применяют как для выделения сока из
плодов и ягод, растительного масла из масличных семян, воды из
жома и др., так и для формования макарон, вермишели, лапши и др.
Шнековый пресс для выделения сока имеет сетчатый цилиндр 1
(рис. 109, а), помещенный в корпусе 5, в котором расположен
шнек 7 с уменьшающимся шагом, благодаря чему материал сжи-
мается. Выходное отверстие пресса закрыто откидной крышкой 2
с противовесом 3.
Принцип действия. Загружаемый в бункер 6продукт за-
хватывается шнеком, передвигается им по сетчатому цилиндру и
сжимается, а выделяемый сок отводится через отверстия 8ъ дни-
ще корпуса. Окончательное извлечение сока из выжимок достига-
ется в камере давления 4. Когда давление в камере превышает со-
противление крышки с противовесом, крышка открывается и жом
выходит из пресса.
Шнековый пресс для формовки изделий из теста имеет насадку 1
(рис. 109, б) с отверстиями нужного сечения и размеров, нагне-
тающее устройство 2 (шнеки), загрузочный бункер 3 и рабочую
камеру 4. Шнеки нагнетающего устройства принципиально ничем
Не отличаются от шнеков прессов для отжатия жидкостей
Принцип действия. При помощи шнеков формуемый
Материал продавливается через матрицу и принимает форму по-
231
Рис. 109. Схемы шнековых прессов:
а — для отжатия соков: 1 — сетчатый цилиндр; 2 — крышка; 3 — противовес; 4 —
камера давления; 5 — корпус; 6 — бункер; 7 — шнек; 8 — отверстие для удаления
отжатого сока; б — для формования пластических материалов: 1 — насадка с
отверстиями (матрица); 2 — нагнетающее устройство (шнек); 3 — загрузочный
бункер; 4 — рабочая камера
перечного сечения ее отверстия. Матрицу часто изготовляют из
латуни или бронзы; в последнее время в нее вставляют вкладыши
из фторопласта, к которому изделия не прилипают и получаются
гладкими.
Вальцовый пресс (рис. 110, а) для отжатия жидкости состоит
из двух полых перфорированных валков, вращающихся навстречу
друг другу. Отжатая жидкость проходит через отверстия внутрь вал-
ков и затем отводится из них, а плотная часть продукта продавлю
вается вниз.
Вальцовый пресс (рис. ПО, б) для формования изделий из плас-
тичных материалов состоит из двух вращающихся навстречу друг
другу валков и матрицы с отверстиями. Тесто нагнетается в мат-
рицу вращающимися валками и продавливается через нее.
Пуансонный пресс (рис. 111) применяют при производстве са-
хара-рафинада и различных концентратов. Чтобы получаемые бри-
кеты не рассыпались, материалы нужно прессовать во влажном
состоянии или добавлять к ним связывающую жидкость.
Прессование проводят в специальных матрицах при помопхи
пуансонов. Вращающийся стол 4 (круг, карусель и т.п.), установ-
ленный горизонтально на вертикальном валу 5, имеет ряд отвер-
стий (ячеек) 3 определенной формы. В эти ячейки вставлены матри-
232
Рис. 110. Схемы вальцовых прессов:
а — для отжатия жидкости; б — для формования пластичных материалов
цы 2, в которые поступает продукт (влажный сахарный песок). Пресс
имеет пуансоны 1, каждый из которых служит дном соответствую-
щей матрицы. Пуансоны совершают возвратно-поступательное
движение, а стол с ячейками и матрицами — вращательное дви-
Рис. 111. Схема пуансонного пресса:
1 ~~ пуансон; 2 — матрица; 3 — ячейки; 4 — вращающийся стол; 5 — вал
233
жение с остановками. В позиции: «а» — пуансоны опускаются в
самое нижнее положение; «б» — матрица наполняется влажным
сахаром из питателя; «в» — матрица сверху закрывается плитой, а
пуансон, двигаясь вверх, сжимает материал; «г» — после отвода
плиты пуансон выталкивает спрессованный материал из матрицы
на транспортер.
Гидравлические прессы предназначены для отжатия соков из пло-
дов и ягод. С помощью гидравлического привода создается давле-
ние на материал до 1... 1,2 МПа.
Корзиночный пресс (рис. 112) с нижним гидравлическим приво-
дом состоит из насоса 2, цилиндра 3 с плунжером 4. Верхняя часть
плунжера выполнена в виде площадки 5, на которой устанавли-
вают корзину 6.
Корзину собирают из дубовых планок и обручей таким образом,
что между планками образуются узкие щели шириной 5... 10 мм
для выхода отжатого сока. Дно корзины выполнено в виде дре-
нажной деревянной решетки.
Принцип действия. Подлежащий отжатию материал заг-
ружают в корзину. Сверху на материал укладывают прессовый круг
из дубовых досок, а затем на круг кладут деревянные брусья. Под
давлением жидкости, подаваемой насосом из сборника 1 в ци-
линдр 3, плунжер с площадкой и корзиной поднимается. Сок от-
жимается в результате сдавливания материала между площадкой 5
и плитой 7, закрепленной в перекладине 8. Через зазоры между
планками и через дренажное днище корзины сок стекает в при-
Рис. 112. Схема корзиночного пресса с гидравлическим приводом:
1 — сборник для жидкости; 2 — насос; 3 — цилиндр; 4 — плунжер; 5 — площадка
6 — корзина; 7 — неподвижная плита; 8 — перекладина
234
емник. После окончания прессования жидкость из цилиндра вы-
пускается в сборник 1 и плунжер с корзиной опускаются вниз.
Бывают прессы с гидравлическим устройством, расположен-
ным сверху.
Пневматический пресс предназначен для получения виноградно-
го сока из мезги или целых гроздей винограда. В пневматических прес-
сах давление на прессуемый материал создается сжатым воздухом.
Пневматический пресс имеет корпус (рис. 113), выполненный
в виде барабана с отверстиями 1 размером 1,2x20 мм. С обеих сто-
рон барабан закрывается крышками 2. По длине барабана предус-
мотрены люки для загрузки сырья, которые после подачи мате-
риала закрываются крышками.
Внутри барабана установлен цилиндр 3 из листовой резины, а
в него через трубу 4 с отверстиями подается сжатый воздух давле-
нием 0,5...0,6 МПа.
При этом резиновый цилиндр раздувается, создавая необходи-
мое давление на загруженное в барабан сырье. Выделившийся сок
вытекает из барабана с отверстиями в поддон 6. После окончания
работы воздух из резинового цилиндра выпускают и при откры-
тых люках вращают барабан, в результате чего он освобождается
от выжимок.
Благодаря тому, что прессуемый материал не перетирается и
не нарушается механическая структура кожицы, сок получается
высокого качества.
На предприятиях общественного питания применяют соковы-
жималку МСЗ-40.
Соковыжималка МСЗ-40. Соковыжималка имеет рабочую каме-
ру 3 (рис. 114), хвостовик 7, конический шнек 5, загрузочную во-
ронку 4 и сменные сетки 6 с отверстиями диаметром 2; 2,5; 3 мм.
Рабочая камера 3 выполнена в виде пустотелого горизонтально
расположенного усеченного конуса. На внутренней поверхности ка-
Рис. 113. Схема пневматического пресса:
! — барабан с отверстиями; 2 — крышка; 3 — резиновый цилиндр, 4 — труба с
отверстиями; 5 — приводная шестерня; 6— поддон
235
Вид A
Рис. 114. Соковыжималка МСЗ-40:
1 — хвостовик; 2 — приводной вал; 3 — рабочая камера; 4 — загрузочная воронка;
5 — конический шнек; 6 — сменные сетки; 7 — подшипник скольжения; 8 —
откидной болт; 9~ регулировочный винт; 10 — разгрузочное отверстие для удале-
ния жома; II — сливной лоток для сока
меры предусмотрены прямоугольные выступы для опоры сетки 6. Смен-
ные сетки выполнены из нержавеющей стали в виде пустотелого усе-
ченного конуса с отверстиями. В верхней стенке камеры (в расширен-
ной ее части) находится цилиндрический патрубок, к которому при-
крепляется загрузочное устройство в виде плоской воронки 4. В ниж-
ней стенке камеры по всей ее длине сделано прямоугольное отвер-
стие 10, которое имеет форму сливного лотка для стекания сока. В
конце рабочей камеры для обработки (в самой узкой ее части) пре-
дусмотрено второе прямоугольное отверстие (разгрузочное) 11 для
удаления из камеры жома. Величину этого разгрузочного отверстия
регулируют винтом 9. При ввинчивании винта разгрузочное отвер-
стие уменьшается, при вывинчивании — увеличивается.
Рабочим инструментом соковыжималки служит вращающийся
внутри камеры шнек 5, изготовленный из нержавеющей стали и
имеющий винтовую нарезку конической формы. Благодаря посте-
пенному уменьшению диаметра винтовой нарезки и шага витков
захватываемый шнеком продукт одновременно с продвижением
вдоль камеры раздавливается, уплотняется, и отжатый сок через
отверстия сетки стекает в сливной лоток.
Хвостовик 1 выполнен в виде цилиндрического пустотелого
стержня, который закрепляется винтами в цилиндрической гор-
ловине универсального привода. Кроме того, хвостовик снабжен
двумя боковыми приливами в виде скоб, за которые с помощью
двух откидных болтов 8 притягивается расширенной торцевой сто-
роной рабочая камера. В действие соковыжималка приводится от
привода ПУ-0,6. Для этого горизонтальный приводной вал 2 од-
ним концом жестко (с помощью винтовой нарезки) закрепляют
236
в шнеке, другим наружным квадратной формы концом вставляют
в квадратное гнездо выходного вала привода.
Шнек, составляющий, таким образом, одно целое с горизон-
тальным приводным валом, поддерживается двумя подшипника-
ми скольжения 7, один из которых расположен в торцевой стенке
узкой части камеры, другой — в торцевой стенке хвостовика со-
ковыжималки.
Принцип действия. Подготовленные к отжатию продукты
(фрукты, овощи и др.) подаются в загрузочную воронку7 и далее к
коническому вращающемуся шнеку. По мере продвижения продукта
вдоль оси шнека происходит его сжатие и отделение жидкой фазы от
плотной. Отжатый сок проходит через отверстия сита и стекает через
сливной лоток в приемную емкость. Плотная часть продукта пере-
двигается к узкой части рабочей камеры и удаляется через второе
разгрузочное отверстие. Уплотнение продукта и выделение сока дос-
тигается вследствие уменьшения диаметра шнека, шага между вит-
ками и угла их подъема в сторону разгрузки плотной части.
Определение производительности соковыжималки. Производи-
тельность соковыжималки (кг/с)
Q= Fovopip,
где Fo — площадь осевого сечения винтовой канавки в первом вит-
ке шнека, м2; v0 — окружная скорость продукта в первой винтовой
канавке относительно шнека, м/с; р — плотность продукта, кг/м3;
(р — коэффициент заполнения продуктом сечения первой винто-
вой канавки (ср = 0,2).
Площадь
Fo = SI,
где S — ширина винтовой канавки первого витка, м; I — глубина
первой винтовой канавки, м.
Окружная скорость продукта в первой винтовой канавке, м/с;
кп , , v
Г’О — хл Vh ) ^ск»
OU
где п — частота вращения шнека, мин-1; гн; гв — наружный и
внутренний радиусы первого витка шнека, м; — коэффициент
проскальзывания продукта, A"CK = 0,4...0,6;
Техническая характеристика соковыжималки МСЗ-40
Производительность, кг/ч.................................40
Мощность электродвигателя привода, кВт...................0,6
Частота вращения шнека, мин-1.......................... 170
Диаметр отверстий, мм:
сетки № 1................................................2
сетки № 2.............................................2,5
сетки № 3.............................................3,0
237
Габаритные размеры, мм:
длина.................................................415
ширина..............................................310
высота..............................................260
Масса, кг........................................... 1,8
Контрольные вопросы и задания
1. Что такое процесс прессования? Где он применяется9
2. Приведите классификацию прессов по способу создания давления.
3. Каково принципиальное устройство механических, гидравлических
и пневматических прессов?
4. Каково принципиальное устройство соковыжималки?
5. Какие рабочие органы используют для отжатия сока?
6. Как определить производительность соковыжималки?
7. Сформулируйте правила эксплуатации соковыжималки.
Раздел второй
ТЕПЛОВОЕ ОБОРУДОВАНИЕ
ГЛАВА 11. ОСНОВНЫЕ СВЕДЕНИЯ О ТЕПЛОВОМ
ОБОРУДОВАНИИ
11.1. Классификация теплового оборудования
Систематизированное изучение теплового оборудования пред-
приятий общественного питания возможно лишь при одном не-
пременном условии, которое заключается в необходимости клас-
сификации аппаратов для тепловой обработки кулинарной про-
дукции.
По организационно-техническому признаку различают тепловые
аппараты непрерывного либо периодического действия и комби-
нированные.
Ь аппаратах непрерывного действия все процессы осуществля-
ются в непрерывном цикле, т.е. загрузка сырья, приготовление
кулинарного изделия и выгрузка готового продукта происходят
одновременно.
В аппаратах периодического действия загрузка сырья, приготов-
ление пищи и выгрузка готового кулинарного изделия разобщены
во времени. Такие аппараты труднее автоматизировать, а обслужи-
вание их связано с необходимостью значительных затрат труда
В аппаратах комбинированного действия часть процессов осу-
ществляется периодически, а часть происходит непрерывно.
По функциональному, или технологическому, назначению тепло-
вые аппараты можно подразделить на аппараты для варки (в ки-
пящей жидкости или на пару), для жарки или выпечки (на нагре-
той поверхности, в среде горячего воздуха, в большом количестве
пищевого жира, в поле инфракрасного излучения и т.д.), а также
аппараты для реализации комбинированных тепловых кулинар-
ных процессов — тушения, запекания, припускания, бланширо-
вания и т.д. По этому же признаку выделяют группу аппаратов,
предназначенных для нагрева и кипячения воды (водонагревате-
ли, кипятильники), для приготовления кофе (кофеварки), а так-
же для поддержания постоянной температуры готовых кулинар-
ных изделий.
В классификации теплового оборудования по функционально-
му признаку выделяют две небольшие группы аппаратов, использу-
239
емых для выполнения специфических процессов. Первая из них —
группа аппаратов, на которых осуществляют термическую очист-
ку корнеклубнеплодов, вторая применяется для опаливания пти-
цы, а также голов и ног скота.
По степени специализации аппараты подразделяют на одноце-
левые (специализированные) (например, варочные или жароч-
ные, на которых можно проводить только один из этих процес-
сов), узкоспециализированные и многоцелевые (универсальные).
К первым относят аппараты для реализации одного процесса, но
для всевозможных пищевых продуктов. Универсальные аппараты
предназначены для осуществления любых процессов тепловой
обработки пищи, связанной с ее нагревом при обработке.
По конструктивным особенностям (признакам) аппараты под-
разделяют на следующие группы: секционные и несекционные,
модулированные и немодулированные. Безусловно, более прогрес-
сивны аппараты секционного и модулированного типов, состоя-
щие из отдельных секций и модулей. Путем комплектации не-
скольких секций можно получить тепловой аппарат требуемой про-
изводительности. В принятых отечественных нормативах в основу
модульных конструкций положены два модуля, имеющих размер
М = (200 ± 10) мм и М = (100 ± 10) мм. Высота модульного аппара-
та составляет 850 ± 10 или 900 мм, а его ширина равна четырем
модулям (840 мм).
При установке специального модульного оборудования произ-
водственная площадь сокращается на 12... 20 %. Такое оборудование
проще эксплуатировать и обслуживать.
По виду источников теплоты выделяют аппараты электричес-
кие, паровые и огневые.
По виду теплоносителя различают аппараты, использующие
воду, различные органические и неорганические жидкости, пар,
воздух и т. п.
По способу изменения параметров процессов, происходящих в
аппаратах во времени, классифицируют аппараты, в которых про-
цессы протекают по установившемуся (стационарному) и неуста-
новившемуся (нестационарному) режимам.
В основу индексации аппаратов положен буквенно-цифровой при-
знак. Первая буква индекса показывает наименование группы, к
которой принадлежит аппарат. Вторая буква индекса означает вид
аппарата. Третья буква индекса соответствует наименованию теп-
лоносителя. К индексу аппаратов модульного типа добавляют чет-
вертую букву М. Цифра, входящая в индекс, может означать типо-
размер — вместимость, производительность, число секций.
В качестве примера ниже приведены индексы некоторого наи-
более типичного оборудования: КПЭ-60 — котел пищевароч-
ный электрический вместимостью 60 дм3; КНЭ-25 — кипятиль-
ник непрерывного действия электрический производительностью
240
25 дм3/ч; ПЭСМ-2 — плита электрическая секционная модульная
двухконфорочная. Каждый конкретный аппарат, поступающий на
предприятие общественного питания, снабжают паспортом, в ко-
тором указан его индекс.
К сожалению, данный принцип индексации теплового обору-
дования часто нарушается и разработчиками, и заводами-изгото-
вителями. Свидетельством этому является обозначение котлов как
в соответствии с указанным принципом, например КПЭ-100, так
и в нарушение его — КЭ-100, КЭ-160 и т.д.
Это обстоятельство необходимо учитывать при обращении к
каталогам и справочникам по тепловому оборудованию.
11.2. Требования, предъявляемые к тепловым аппаратам
предприятий общественного питания
Основные требования, предъявляемые к тепловому оборудова-
нию предприятий общественного питания, являются общими для
большинства тепловых аппаратов. Это технологические, эксплуа-
тационные, энергетические, конструктивные, экологические и
экономические требования. Особое место занимают требования,
связанные с охраной труда обслуживающего персонала. Все пере-
численные требования взаимосвязаны. Кроме того, каждое из пе-
речисленных требований многоплановое и влияет на конструк-
тивные решения аппарата и выбор системы управления.
Технологические требования. Аппарат должен обеспечивать воз-
можность приготовления продукта отличного качества, характе-
ризуемого высокой пищевой ценностью и безопасного в употреб-
лении. Непременное технологическое требование — обеспечение
такой тепловой обработки, при которой потери сырья и самого
продукта минимальны. Кроме того, приготовление продукта в
аппарате должно занимать как можно меньше времени.
Энергетические требования. Аппараты должны работать в энер-
госберегающих режимах (т. е. при минимальных расходах электро-
энергии, топлива, пара и любых других источников теплоты и
теплоносителей), должны быть обеспечены устройствами или при-
способлениями, регулирующими количество подводимой энер-
гии в зависимости от требований технологических режимов на
Разных этапах приготовления пищи.
Основная характеристика энергоемкости процесса, реализуе-
мого в тепловых аппаратах, — удельные расходы энергии (на еди-
«ицу производимой продукции)
Эуд = Э3/П,
rjle Лл ~ удельный расход энергии, Дж/кг; Э3 — общие затраты
Энергии на работу аппарата в течение всего производственного
Чикла (выход аппарата на рабочий режим, работа аппарата в ра-
241
бочем режиме), Дж; П — количество продукции, выражаемое в
единицах массы, объема или в порциях.
Эксплуатационные требования. Аппараты должны быть удобны
и просты в обслуживании. В процессе приготовления пищи долж-
на быть обеспечена возможность контроля основных параметров
и регулирования процесса в зависимости от технологических ре-
жимов. Важное эксплуатационное требование — доступность всех
узлов аппарата для их мойки и санитарной обработки, а также
для профилактического осмотра и выполнения текущего ремонта.
Важнейшее эксплуатационное требование — полная безопасность
персонала, обслуживающего оборудование. Нормы охраны труда тре-
буют абсолютного исключения всякой возможности воздействия на
человека при эксплуатации оборудования следующих опасных фак-
торов: электрического тока, высоких температур, высоких давлений
и сверхнормативного облучения различного рода излучениями.
В целях экономии потребляемой энергии аппараты должны иметь
тепловую изоляцию, существенно сокращающую потери теплоты
в окружающую среду и исключающие ожог персонала при при-
косновении к корпусу.
Требования к конструкции. К конструкции обычно предъявля-
ют одновременно много требований, но при условии, что они
реализуются в аппарате минимальных размеров и массы при за-
данной производительности и высоком качестве продукции. Ап-
парат при этом должен состоять из унифицированных и взаимо-
заменяемых узлов и деталей, а материал этих узлов и деталей дол-
жен быть доступен, дешев и при этом безопасен для человека.
При эстетичности внешнего вида аппарата основные узлы и дета-
ли, пульт управления и прочие элементы конструкции должны
обеспечивать удобство и безопасность при работе.
Конструкция аппарата предопределяет его надежность и дол-
говечность. Долговечность представляет собой свойство аппарата
сохранять высокую работоспособность до некоторого предельно-
го состояния, при котором использование аппарата невозможно.
Она характеризуется наработкой (продолжительностью работы)
и ресурсом (сроком эксплуатации), заложенными при конструи-
ровании. Ресурс должен обеспечивать многократную окупаемость
оборудования.
Экологические требования. В соответствии с этими требования-
ми тепловое оборудование не должно выбрасывать в атмосферу И
канализацию опасные для здоровья людей, животных и растений
вещества. Такие вредные вещества могут находиться в продуктах
сгорания топлива, в моющих растворах при санитарной обработ-
ке аппаратов.
Экономические требования. Предполагается, что использование
аппарата позволяет предприятию получить дополнительную прй'
быль. Это возможно благодаря увеличению производительности И
242
снижению затрат физического труда. Экономическая эффектив-
ность оборудования определяется главным образом себестоимо-
стью выпускаемой продукции и сроком окупаемости аппарата. Эти
показатели зависят и от стоимости аппарата, его производитель-
ности, габаритных размеров и т.д.
Требования по автоматизации. Повысить экономическую эф-
фективность можно путем автоматизации производства в целом и
каждого из аппаратов в отдельности. В тепловых аппаратах приме-
няют автоматические системы контроля и безопасности, а также
системы управления процессом.
Автоматический контроль заключается в непрерывном опреде-
лении параметров работы аппаратов и технологических процес-
сов без участия человека.
Автоматическая защита предотвращает аварии аппарата, а так-
же опасное воздействие на обслуживающий персонал при изме-
нении режимов его работы.
Автоматическое управление, как правило, осуществляет пуск и
останов двигателей, включение и отключение отдельных его уз-
лов (нагревательных элементов, соленоидных клапанов) и тем
самым обеспечивает проведение тех или иных технологических
процессов приготовления пищи в заданных режимах. Система уп-
равления включает комплекс приборов и устройств, позволяю-
щих управлять технологическим процессом.
11.3. Основные элементы конструкции и узлы
теплового оборудования
Любой аппарат, предназначенный для тепловой обработки
пищи на предприятиях общественного питания, независимо от
его технологического назначения состоит из однотипных по функ-
циональному назначению элементов конструкции и отдельных
узлов. К ним относят в первую очередь рабочие камеры, нагрева-
тельные элементы, каркасы и станины, тепловую изоляцию, а
также узлы и детали системы управления процессом. Принципи-
альная схема условного теплового аппарата для кулинарной обра-
ботки пищи показана на рис. 115.
Рабочие камеры. Основной элемент теплового аппарата, пред-
назначенного для тепловой кулинарной обработки пищи, — ра-
бочая камера. Она представляет собой пространство, в котором
Находится пищевой продукт в момент теплового воздействия.
Рабочие камеры могут быть закрытыми и открытыми. Закры-
тые рабочие камеры в зависимости от требований технологии при-
готовления пищи могут быть герметичными и негерметичными.
Негерметичные закрытые рабочие камеры работают при атмос-
ферном давлении, герметичные могут работать и при избыточном
Давлении, и при разрежении.
243
Рис. 115. Принципиальная схема теплового аппарата для кулинарной
обработки пищи:
У — рабочая камера; 2 — тепловая изоляция; 3 — кожух; 4 —датчики; 5 — дверцы;
6 — транспортер; 7 — источники теплоты; 8 — опорно-несущий элемент конст-
рукции; 9 — блок управления; 10 — энергопровод; 11 — система контроля; 12 —
система безопасности
В целях загрузки и выгрузки пищевого продукта закрытые рабо-
чие камеры оборудуют дверцами или крышками, а открытые рабочие
камеры выполняют с загрузочными и разгрузочными отверстиями.
Греющие элементы. Продукты, размещенные в рабочих каме-
рах, нагреваются путем контакта с той или иной греющей сре-
дой, которая, в свою очередь, нагревается греющими элемента-
ми. В рабочих камерах греющие элементы размещают с учетом тре-
бований технологии приготовления пищи при условии обеспече-
ния минимальных потерь сырья и энергии, а также снижения
общей себестоимости продукции.
Наиболее распространены электрические нагревательные эле-
менты, преобразующие электрическую энергию в теплоту.
В газовых тепловых аппаратах источниками теплоты являются га-
зовые горелки, в которых происходит химическая реакция горе'
ния, сопровождающаяся выделением теплоты.
В жидкотопливных аппаратах для этих целей используют жйД'
костные форсунки различных типов. В аппаратах, работающих 1,2
твердом топливе, сжигание его осуществляется на колосниковый
244
решетках, обеспечивающих поступление воздуха, необходимого
для сжигания.
Все греющие элементы огневых аппаратов (горелки, форсун-
ки, колосники с топливом) размещают в топочных камерах, со-
единенных с газоходами. Система топочных камер и газоходов
представляет собой теплообменник, воспринимающий теплоту
продуктов сгорания газа и в этом смысле являющийся единой
теплогенерирующей частью огневых аппаратов.
В паровых аппаратах в качестве греющего элемента используют
теплообменники, в которых в результате фазового перехода (кон-
денсации пара) выделяется скрытая теплота парообразования. Эти
аппараты чаще всего представляют собой рубашечные, трубчатые
(кожухотрубные и змеевиковые) теплообменники.
Тепловая изоляция. Это слой материала, уменьшающий теп-
ловые потери в окружающую среду. Температура наружных сте-
нок варочных аппаратов, покрытых тепловой изоляцией, не пре-
вышает 60 °C, а жарочных — 70 °C, что исключает возможность
ожогов. Основные требования к теплоизоляционным материа-
лам: низкий коэффициент теплопроводности, тепло- и влаго-
стойкость. Кроме того, тепловая изоляция должна быть недоро-
гостоящей, доступной, долговечной, прочной и сохранять фор-
му длительное время.
В ряде случаев, когда температура рабочей камеры невелика,
роль тепловой изоляции может играть воздушная прослойка меж-
ду камерой и корпусом. При этом толщина слоя воздушной про-
слойки не должна превышать 5... 10 мм. При большей толщине
возникает естественная конвекция в замкнутом объеме и эффек-
тивность слоя как тепловой изоляции значительно снижается.
Эффективной и экономичной является комбинированная теп-
ловая изоляция, состоящая из внешней воздушной прослойки и
слоя теплоизоляционного материала, примыкающего к рабочей
камере на поверхности греющего элемента, размещенного на ее
стенках. Такая тепловая изоляция значительно дешевле обычной
однослойной.
Транспортирующие устройства. В аппаратах непрерывного дей-
ствия для перемещения пищевого продукта внутри рабочей каме-
ры применяют транспортирующие устройства.
Скорость движения транспортирующего устройства и длина пути
его загруженной части определяют основной режимный параметр —
продолжительность тепловой обработки:
т = /р/г,
ГДе т — продолжительность тепловой обработки, с; /р — длина
Участка транспортирующего устройства при прохождении его с
Продуктом через рабочую камеру, м; v — скорость движения транс-
п°Ртера, м/с.
245
Производительность транспортирующего устройства при транс-
портировке штучных грузов
М = v/a,
где М— производительность, шт./с; а — расстояние между сосед-
ними порциями, м.
Условия работы транспортирующих устройств в тепловом обо-
рудовании предприятий общественного питания обусловлены по-
вышенными температурами и агрессивностью пищевых продук-
тов по отношению ко многим материалам. По этим причинам в
тепловом оборудовании на предприятиях общественного питания
наиболее широко применяют ленточные, цепные и шнековые
транспортирующие устройства из нержавеющей стали.
В аппаратах периодического действия вместо транспортера в
рабочей камере размещают специальные полки, решетки и кор-
зины, в которых обрабатываемый продукт находится в неподвиж-
ном состоянии. Чаще всего для этих целей используют противни
(выдвижные или на стеллажах), реже сетчатые полки или корзины.
Несущие элементы тепловых аппаратов. В рабочих камерах теп-
ловых аппаратов используют специальные элементы конструкции,
воспринимающие и перераспределяющие силу тяжести, силовое
воздействие рабочих органов машин и механизмов, а также гася-
щие вибрации, возникающие при их работе. Такие элементы кон-
струкции называют несущими. Одновременно эти элементы слу-
жат основой для крепления различных узлов машин, механиз-
мов, устройств управления и т.д.; они же повышают жесткость
аппарата в целом. Наиболее часто используются в конструкциях
тепловых аппаратов в качестве несущих элементов станины и кар-
касы, размещаемые на основаниях.
Основания — это места установки машин и механизмов. В зави-
симости от массы и силовой нагрузки аппарата основанием слу-
жат полы производственных помещений или специально подго-
товленные бетонированные фундаменты.
Фундамент — это специальное строительное сооружение, пред-
назначенное для надежного крепления оборудования и передачи
его нагрузки на грунт. Фундамент представляет собой сплошной
или облегченный массив из прочных строительных материалов.
Станины — опорные элементы, закрепляемые на основаниях и
образующие с последними систему, обеспечивающую распреде-
ление статической нагрузки и гашение динамических. Обычно ста-
нины выполняют цельнометаллическими массивными, что п°'
зволяет понизить центр тяжести аппарата и придать аппарату не-
обходимую устойчивость, которая гарантирована даже в том слу-
чае, когда при разгрузке продукции происходит поворот (опР0'
кидывание) рабочей камеры. Станины неподвижных рабочих ка-
мер часто называют постаментом.
246
Каркас — несущая конструкция, на которой крепят рабочую
камеру аппарата, передаточный и транспортирующий механиз-
мы, а также системы, обеспечивающие безопасность и автомати-
ческое регулирование процессов технологической обработки пищи.
Изготовляют каркасы в виде цельнометаллических сварных или
сборно-разборных (с использованием крепежных резьбовых со-
единений) конструкций. В качестве основных элементов каркаса
обычно используют стандартный металлопрокат — уголки, швел-
леры, балки.
Однако в последнее время чаще создают бескаркасные конст-
рукции тепловых аппаратов. Это возможно в тех случаях, когда,
используя современные методы технологии машиностроения, ос-
новные элементы теплового оборудования (рабочие камеры, ко-
жухи и т.д.) выполняют в виде жестких недеформируемых конст-
руктивных элементов, что достигается путем изготовления этих
элементов штамповкой и вытяжкой. В результате этим элементам
придают необходимую устойчивость с помощью ребер жесткости.
Такое конструктивное решение наиболее перспективно, так как
оно позволяет не только значительно снизить металлоемкость кон-
струкции, но и в значительной степени упростить изготовление и
обслуживание оборудования.
Эффективной несущей конструкцией является ферма, пред-
назначенная для крепления на ней группы различных тепловых
аппаратов и вспомогательного оборудования (рабочих столов,
местных вентиляционных отсосов), образующих единую техноло-
гическую линию (рис. 116). Фермы изготовляют из труб прямо-
угольного сечения, внутри которых прокладывают электрический
кабель.
Рис. 116. Модульные линии технологического оборудования, смонтиро-
ванные на фермах:
° ~~ пристеночное расположение, б — островное расположение; / — фермы; 2 —
технологические аппараты; 3 — местные вытяжные устройства
247
Средства техники безопасности, контрольно-измерительные уст-
ройства. Обычно их размещают на каркасе тепловых аппаратов,
реже выносят за пределы аппарата и крепят на строительных эле-
ментах зданий вблизи аппарата.
Наиболее общие средства техники безопасности — это сред-
ства, исключающие:
воздействие электрического тока на организм человека. К ним
относятся система защитного заземления; система защитного за-
нуления; система защитного отключения; система защиты от то-
ков короткого замыкания и токовой перегрузки;
воздействие природного газа на обслуживающий персонал. Та-
кие системы называют системами газовой автоматики безопасно-
сти;
поступление в рабочее помещение образующихся в рабочих
камерах продуктов термического распада веществ, а также про-
дуктов сгорания топлива. К ним относятся специальные венти-
ляционные каналы (вентиляционные устройства); тяговые уст-
ройства;
механическое разрушение в результате повышения давления
или образования вакуума. К ним относятся предохранительные
клапаны. В отдельных случаях применяют специальные блокирую-
щие устройства, исключающие возможность открывания дверец
рабочих камер при повышенном давлении или включенных на-
гревательных элементах.
Контрольно-измерительные устройства предназначены для ре-
гистрации основных технологических параметров тепловых аппа-
ратов. Они включают термометры, манометры и мановакууммет-
ры различных типов.
11.4. Материалы, применяемые для изготовления
теплового оборудования
Для изготовления основных узлов и деталей теплового обору-
дования используют чаще всего металлы, реже пластические мас-
сы и керамику, а также тепло- и электроизоляционные матери-
алы.
При выборе материалов исходят из следующих требований.
1. Материалы должны быть безвредны как для потребителя, так
и для производителя кулинарной продукции; металлы и их со-
ставляющие не должны растворяться и накапливаться в продук-
ции, а элементы конструкции при нагреве выделять опасные для
здоровья вещества в атмосферу рабочих цехов.
2. Материалы не должны оказывать вредного воздействия на
окружающую среду.
3. Материалы должны иметь высокую прочность и износостой-
кость.
248
4. Материалы должны легко обрабатываться в процессе изго-
товления.
5. Материалы должны быть дешевыми и недефицитными.
6. Материалы должны быть коррозийно-стойкими.
7. Внешний вид материалов, применяемых для исполнения кор-
пусных деталей, должен отвечать требованиям промышленной
эстетики.
В процессе эксплуатации оборудования в результате воздействия
высоких температур, влаги и кислорода воздуха свойства матери-
алов меняются, иногда они разрушаются (например, при корро-
зии). Используемые материалы должны сохранять свои свойства в
течение всего периода эксплуатации оборудования (как минимум
до капитального ремонта).
Наиболее предпочтительные материалы для изготовления кор-
пусных деталей и других узлов теплового оборудования — легиро-
ванные нержавеющие стали, реже легированные чугуны. Данные
металлы устойчивы к агрессивному воздействию пищевых про-
дуктов, способны выдерживать термические удары и окислитель-
ное воздействие кислот, воздуха и продуктов сгорания топлива.
Особое место занимают электроизоляционные материалы, ис-
пользуемые для изоляции токоведущих частей аппаратов, машин
и механизмов. Чаще всего для этого используют керамику, специ-
альные электроизоляционные пластические массы, стекло и спе-
циальные вещества (оксид магния, кремния и т.д.).
11.5. Основные тенденции в совершенствовании
теплового оборудования
Торгово-технологическое оборудование на предприятиях тор-
говли и общественного питания служит мощным рычагом, по-
зволяющим увеличить производительность, снизить затраты фи-
зического труда, в итоге себестоимость выпускаемой продукции и
Увеличить прибыльность предприятия. В современных условиях эти
задачи решаются благодаря рациональной организации производ-
ства и точному подбору техники.
Основные тенденции, характеризующие перспективное разви-
тие оборудования, следующие:
использование автоматизированных и механизированных по-
точных линий, составленных из аппаратов непрерывного действия
по переработке пищевого сырья, для получения полуфабрикатов
Или готовой продукции;
концентрация производства и создание крупных фабрик-заго-
товочных, обеспечивающих выпуск полуфабрикатов и готовой
^Улинарной продукции на основе использования, как правило,
автоматизированных или частично автоматизированных аппара-
т°в периодического действия;
249
использование традиционных предприятий питания, постро-
енных по блочно-модульному принципу с учетом направлений
технологических потоков. Во всех случаях проектирование пред-
приятий и подбор оборудования проводят системно, иногда пре-
дусматривают управление производством и учет потоков сырья и
энергии при помощи компьютерных сетей;
при выборе оборудования предпочтение отдают модульному
оборудованию. В этом случае аппараты образуют единые техноло-
гические линии, которые размещаются либо в пристенном, либо
в островном варианте. В последнем случае технологические линии
примыкают друг к другу тыльными стенками и обслуживаются с
фронтальной стороны (см. рис. 116).
Модульные линии компактны, они снабжены местными вен-
тиляционными отсосами. Благодаря этому требуются меньшие про-
изводственные площади и улучшаются санитарно-гигиенические
условия в производственных цехах. Среди модульных аппаратов
особое место занимают специализированные, рассчитанные на
тепловую обработку пищи, размещенной в унифицированных
функциональных емкостях.
Унифицированные функциональные емкости (противни, пер-
форированные емкости и емкости со сплошными стенками) имеют
250
строго постоянные размеры. В плане эти размеры составляют
530x325 мм или 354x325 мм. При этом высота функциональных
емкостей может достигать 220 мм.
Противни (рис. 117, а) выпускают высотой 20 или 40 мм. Пер-
форированные емкости, так называемые вкладыши, рассчитаны
на варку пищи непосредственно в этих емкостях в паровой среде
(рис. 117,6) или путем их погружения в греющую жидкость. Уни-
фицированные емкости для пищи (рис. 117, в) выпускают со съем-
ной крышкой или без нее.
Полуфабрикаты или готовые кулинарные изделия приготавли-
вают на крупных фабриках-заготовочных и загружают в унифици-
рованные функциональные емкости, которые, в свою очередь,
помещают либо на вкатные стеллажи (рис. 118, а), либо в специ-
альные кассеты (рис. 118, б).
Кассеты или стеллажи в специальных контейнерах перевозят
специальным автомобильным транспортом (охлаждаемым или
неохлаждаемым). На предприятиях-заготовочных кассеты и стел-
лажи загружают в аппарат с помощью специальной подъемной
тележки.
Если на предприятия поступают готовые к применению ох-
лажденные или замороженные кулинарные изделия, то для их
реализации необходимы лишь операции по размораживанию и
разогреву. Это резко уменьшает требуемые мощности горячих це-
хов предприятий общественного питания и увеличивает их эко-
номическую эффективность.
Все чаще в качестве основного материала для изготовления не
только рабочих камер, но и корпусов тепловых аппаратов исполь-
Рис. 118, Устройства для транспортировки функциональных емкостей:
~~ передвижной стеллаж; б — передвижная подъемная тележка с кассетой
251
зуют хромоникелевые нержавеющие стали. При этом стоимость
аппарата возрастает, но повышаются и долговечность, и надеж-
ность аппарата, улучшаются санитарно-гигиенические условия его
эксплуатации и значительно внешний вид.
При автоматизации работы теплового оборудования наряду с
традиционными электрическими системами автоматики релей-
ного типа применяют электронные средства, базирующиеся на
использовании микропроцессоров, микроконтроллеров и даже
ЭВМ.
Контрольные вопросы и задания
1. Перечислите признаки, по которым можно отнести аппарат к обо-
рудованию непрерывного действия.
2. Как классифицируют тепловое оборудование предприятий обще-
ственного питания по технологическому назначению?
3. Назовите главные преимущества секционного модульного оборудо-
вания.
4. Какие режимы (периоды) работы теплового аппарата можно выде-
лить в общем производственном цикле?
ГЛАВА 12. ИСТОЧНИКИ ТЕПЛОВОЙ ЭНЕРГИИ
И ТЕПЛОНОСИТЕЛИ
12.1. Характеристики источников теплоты
и теплоносителей
Источниками теплоты, поступающей в аппараты для нагрева
пищевого продукта, могут быть вещества или энергетические поля,
которые в результате тех или иных превращений преобразуются в
теплоту. Их называют энергоносителями.
Основные виды энергоносителей: электрическая энергия; пар;
горючие газы; жидкие топлива (нефть и продукты нефтеперегон-
ки); твердое топливо (уголь, торф, дрова и т.д.).
Наиболее распространено на предприятиях общественного пи-
тания и торговли электрическое тепловое оборудование; газ или
пар используют сравнительно редко, в основном в качестве до-
полнительного или альтернативного источника энергии. Жидкое
и твердое топливо применяют в тех случаях, когда отсутствуют
централизованные системы газоснабжения, например для обес-
печения горячим питанием армейских подразделений, а также рй'
бочих бригад, работающих в полевых условиях.
Для транспортировки теплоты на определенные расстояния ис-
пользуют специальные вещества — теплоносители. Основным11
теплоносителями служат: вода и водяной пар, воздух, минерала
252
ные масла, кремнийорганические жидкости, продукты сгорания
топлива и др.
В тепловых аппаратах эти вещества иногда размещают между
рабочими камерами и нагревательными элементами, тогда их на-
зывают промежуточными теплоносителями. Промежуточные теп-
лоносители кроме транспортировки теплоты выравнивают темпе-
ратурное поле на греющих поверхностях и ограничивают темпе-
ратуру в зоне контакта греющей поверхности и пищевых продук-
тов. Благодаря этому обеспечивается мягкий косвенный обогрев
стенок рабочей камеры и уменьшается вероятность подгорания
продукта при варке или перегреве пищевых жиров в жарочных
процессах.
Все теплоносители принято делить на две группы: низкотемпе-
ратурные и высокотемпературные.
Низкотемпературные теплоносители (вода, водяной пар) при-
меняют в варочных аппаратах, где они работают при температу-
рах до 110... 130 °C.
Высокотемпературные теплоносители (минеральные масла,
кремнийорганические жидкости, продукты сгорания топлива,
органические теплоносители) применяют для косвенного обогрева
жарочного оборудования, где они работают при температурах до
300 °C.
Как низкотемпературные, так и высокотемпературные тепло-
носители, в свою очередь, подразделяют на однофазные и двух-
фазные.
Однофазные теплоносители — жидкости и газы, которые в
процесс работы не меняют агрегатного состояния (вода, не дог-
ретая до кипения; воздух; продукты сгорания топлива и т.д.).
Эти вещества увеличивают свою температуру при подводе теп-
лоты и уменьшают при отводе. Поэтому они в состоянии лишь
несколько смягчить неравномерный обогрев стенок тепловых ап-
паратов, но не обеспечивают их абсолютной изотермичности.
Двухфазные теплоносители — кипящие жидкости, образующие
влажный насыщенный пар, температура которого строго посто-
янна и зависит лишь от давления.
С увеличением давления температура кипения растет, а с
Уменьшением снижается. Так, вода при атмосферном давлении
кипит при температуре 100 °C, а при разрежении 50 кПа (0,5 атм) —
при 82 °C.
Низкотемпературным двухфазным теплоносителем служит во-
дяной пар, а высокотемпературным — органические теплоноси-
тели класса дифенила, которые кипят при атмосферном давле-
нии при температуре 250...300°C.
Двухфазные теплоносители обеспечивают абсолютно равномер-
ное температурное поле на обогреваемых поверхностях и, кроме
т°го, по массе их требуется значительно меньше, чем однофаз-
253
ных, благодаря чему их использование не приводит к замедлению
разогрева аппарата и не затрудняет регулировки температуры.
12.2. Электронагреватели
Продукты, размещенные в рабочих камерах, нагреваются в
результате теплового воздействия на них греющей среды при по-
мощи греющих элементов. Выбор греющих элементов (резистив-
ных, электродных, индукционных, инфракрасных и микровол-
новых электронагревателей), их числа и мощности зависит от
требований технологии приготовления пищи при условии ми-
нимальных потерь сырья и энергии, а также общей себестоимо-
сти продукции.
В аппаратах на электрическом обогреве используют чаще всего
греющие элементы (нагреватели) резистивного типа, которые,
будучи включенными в электрическую цепь и являясь электри-
ческим сопротивлением, нагреваются.
Резистивные электронагреватели. Различают металлические, ком-
позиционные и жидкостные электронагреватели.
Основой металлических нагревателей служит нагреваемая спи-
раль. Нагреватели этого типа бывают открытыми, закрытыми и
герметичными.
Открытые электронагреватели — это спираль в керамике, от-
крытая спираль, спираль в бусах или кварцевой трубке и т.д., где
воздух свободно контактирует с поверхностью спирали.
Закрытыми электронагревателями называют те, в которых спи-
раль находится в корпусе в диэлектрическом слое, но доступ к
ней воздуха через этот слой затруднен, но не исключается. К зак-
рытым нагревателям относятся электрические конфорки, неко-
торые типы ленточных и плоских электронагревателей.
В герметичных электронагревателях спираль полностью изоли-
рована от воздуха. К данным электронагревателям относятся ТЭНы,
некоторые лампы излучения, а также плоские и перспективные
керамические электронагреватели с композиционным токопро-
водящим слоем.
Срок службы и долговечность электронагревателя во многом
зависят от степени изоляции спирали от воздуха, так как умень-
шается степень коррозии электрической спирали. С этой точки зре-
ния герметичные и закрытые электронагреватели предпочтитель-
нее открытых.
Выход из строя электронагревателя обычно бывает вызван раз-
рушением электроспирали. При этом наблюдается так называе-
мый металлургический эффект — явление плавление металла по
достижении температуры плавления. Он является главной причи-
ной, определяющей полное разрушение металлических спиралей
электронагревателей. Такое разрушение наблюдается при значИ'
254
тельном превышении номинальной мощности нагревателя, при
использовании его для нагрева сред с меньшей интенсивностью
теплообмена (например, воздушной вместо водяной) или в ре-
зультате случайного попадания непосредственно на поверхность
проволоки или на корпус веществ, снижающих теплоотток в ло-
кальных зонах и вызывающих резкое увеличение температуры спи-
рали в этой локальной зоне.
Важными факторами, сокращающими срок службы электро-
нагревателей, являются факторы, предопределяющие утоньше-
ние электрической проволоки в процессе эксплуатации:
вытягивание проволоки в результате внешних механических
нагрузок или силы тяжести, в особенности при наступлении пла-
стичности металла, определяемой температурой размягчения;
термическая коррозия проволоки.
Для большинства сплавов, характеризуемых высоким удельным
электрическим сопротивлением, из которых традиционно изго-
товляют спирали электронагревателей (нихромов), температура
размягчения (Трм) совпадает с температурой плавления (Д,л), а
для сплавов с добавлением меди, марганца или алюминия она на
5... 10 % меньше, т.е.:
Т = 0 9 Г
Чтобы гарантировать надежную и длительную работу электро-
нагревателя, необходимо обеспечить условия, при которых тем-
пература спирали была бы значительно ниже температуры плав-
ления металла.
Срок службы электрической спирали зависит от интенсивно-
сти ее термической коррозии, которая определяется главным об-
разом температурой и степенью контакта с кислородом воздуха.
Предельно допустимую температуру спирали, характерную для
номинальных параметров мощности нагревателя и электрической
сети, называют рабочей температурой Тр.
С уменьшением рабочей температуры спирали увеличивается
ресурс ее работы, но и одновременно возрастает требуемая масса
резистивной проволоки, следовательно, и ее стоимость. Поэтому
рабочая температура проволоки должна быть выбрана оптималь-
ной.
Ресурс работы открытой нихромовой проволоки диаметром 1 мм
в зависимости от рабочей температуры приведен ниже:
Рабочая температура
нихромовой проволоки, °C.... 1020 1050 1070 1090 1110
Ресурс работы, ч........3500 2600 2100 1800 1300
Промышленные электронагреватели при нормальных услови-
ях имеют рабочую температуру спирали не выше 900 °C, это обес-
печивает ресурс ее работы в закрытых нагревателях около 5000 ч,
а в герметичных до 10000 ч и более.
255
Рис. 119. Открытый электронагрева-
тельный элемент:
1 — канавки; 2 — клеммы; 3 — нагрева-
тельная спираль (проволока); 4 — кера-
мическое основание
Корпуса этих нагревателей
исключают прямой контакт
обслуживающего персонала со
спиралью и, следовательно,
снижена до минимума вероят-
ность поражения электрото-
ком. Поэтому на предприяти-
ях применяют закрытые и гер-
метичные электронагреватели
и практически не используют
открытые.
Открытые электро-
нагреватели. Наиболее рас-
пространенный открытый
электронагреватель показан на
рис. 119. Корпусная основа
электронагревателя — керами-
ческая плита, в верхней плос-
кости которой имеются специальные углубления (канавки). В эти
канавки укладывают одну или несколько электрических спира-
лей, концы которых присоединяют к клеммам. Керамическое ос-
нование обычно располагается в специальном металлическом кор-
пусе, но верхняя плоскость остается открытой, и спираль факти-
чески находится в воздухе.
Если опорой для спирали служит металлическая или другая
токопроводящая плита, то электрическую спираль помещают в
керамические бусы или в другой электроизолятор, играющий роль
диэлектрической прослойки.
При подключении к электрической сети спираль быстро (в те-
чение нескольких секунд) нагревается до температуры более 800 °C
и излучает тепловую энергию в виде потока инфракрасного излу-
чения. Поскольку воздух прозрачен по отношению к этому потоку
и не поглощает его, то практически вся энергия достигает обо-
греваемой поверхности. В результате электронагреватель характе-
ризуется высоким КПД, легко переходит с одного режима мощ-
ности на другой.
Однако открытый электронагреватель не выдерживает крити-
ки с позиций электробезопасности и надежности. Срок службы
открытых электронагревателей невелик и применяют их сравни-
тельно редко.
Закрытые электронагреватели. В пазах-канавках чУ'
гунного корпуса электронагревателя уложены электрические спи-
рали (рис. 120). Для исключения контакта с корпусом спирал11
помещены в электроизоляционную керамическую массу.
Электронагреватели закрытого типа электро- и пожаробезопаС'
ны. Срок их службы в 1,5—2,5 раза больше, чем у нагревателе11
256
открытого типа. Однако они
очень массивны, из-за чего
долго разогреваются и мед-
ленно остывают. Поэтому с
помощью электронагревате-
лей не удается точно под-
держивать требуемые пара-
метры тепловых аппаратов.
Поскольку нагрев продукта
обычно происходит благода-
ря нагреву в посуде, разме-
щаемой на плоской поверх-
ности нагревателя, а в зоне
контакта нет плотного со-
прикосновения поверхнос-
тей, КПД такого электронаг-
ревателя невысок (до 30 %).
Герметичные элек-
тронагреватели. Наибо-
лее широко применяют труб-
чатые электронагреватели
(сокращенно ТЭНы), прин-
ципиальная схема которых
изображена на рис. 121, а. В
таких нагревателях нихромо-
вая спираль находится в цен-
тре стальной трубки, игра-
ющей роль корпуса. Между
корпусом и спиралью насы-
Рис. 120. Прямоугольная чугунная конфор-
ка для электроплит (закрытый электро-
нагревательный элемент):
1 — нагревательная спираль; 2 — пазы-ка-
навки; 3 — ребра; 4 — корпус (отливка из
чугуна); 5 — слой электроизоляционной
массы; 6 — тепловая изоляция из двух сло-
ев фольги и листового асбеста; 7 — верхняя
шина; 8 — соединительные провода; 9 —
колодка; 10 — нижняя шина; 11 — средняя
шина; 12 — воздушная прослойка; 13 —
стальной кожух; 14 — стальной лист с од-
нослойной прокладкой из алюминиевой
фольги
пан слой диэлектрического порошка. Таким порошком служит пе-
риклаз — оксид магния, по свойствам очень похожий на обыч-
ный кварцевый песок. Концы спирали приварены к контактным
стержням, имеющим резьбу для крепления клемм при помощи
гаек. Торцы трубок в зоне отвода стержней плотно закрыты кера-
мическими пробками, а зазоры между пробкой и корпусом, а
также между пробкой и контактным стержнем пропитаны термо-
стойким лаком. В результате нагревательная спираль полностью
изолирована от воздуха.
В процессе изготовления ТЭНы осаживают в специальных валь-
совых машинах, в результате чего диаметр трубки уменьшается,
а слой диэлектрика спрессовывается. Благодаря этому образуется
монолитная конструкция, которой можно придавать различную
Форму. В мощных аппаратах ТЭНы объединены в блоки и смон-
тированы на единой платформе. Это упрощает обслуживание и
Ремонт оборудования Примеры блоков ТЭНов представлены на
РИс. 121, б.
9 Ботов
257
Рис. 121. Трубчатые электронагреватели (герметичный электронагрева-
тельный элемент):
а — ТЭН в разрезе; б — блоки ТЭНов для пищеварочных котлов; 1 — стальная
трубка; 2 — нагревательная спираль из нихромовой проволоки; 3 — электроизоля-
ционный слой (периклаз); 4 — стальной контактный стержень: 5 — стальной шту-
цер с наружной резьбой; 6 — фарфоровая пробка; 7 — слой термостойкого лака
Выпускают ТЭНы в трех исполнениях: водяные, масляные и
воздушные. Название ТЭНов свидетельствует о роде нагреваемой
среды, в которой они должны работать.
Водяные ТЭНы при той же электрической мощности и напря-
жении имеют длину трубки значительно меньше, чем воздушные.
Это вызвано тем, что в воде теплоотдача происходит интенсив-
нее, чем в масле или в воздухе. Поэтому водяной ТЭН, оказав-
шись в воздухе, перегревается и его спираль может сгореть. При
эксплуатации нагревателя следует следить, чтобы он всегда был
погружен в воду (а масляный ТЭН в масло).
В автоматическом режиме это требование реализуется при помо-
щи электродного или электромеханического реле уровня (рис. 122)-
Наиболее распространены следующие типы реле уровня.
Электродное реле уровня (рис. 122, а) — система, состоящая
из электрического реле и двух электрических контактов-электрО'
дов, включающаяся в электрическую цепь только при наличии
между ними электролита (воды).
При оголении верхнего электрода размыкается контрольная
измерительная цепь, в которую включено реле, управляющее маГ'
нитным пускателем.
258
б
ПУ
Рис. 122. Принципиальная электрическая схема реле уровня:
а — электродного типа; б — поплавкового типа; РУ — электрическое реле; ЭУ —
электроды уровня; ПУ — поплавковое устройство с механической контактной груп-
пой; Hl, Н2 — сигнальные лампы; 1РУ — нормально закрытый контакт реле РУ
Реле уровня поплавкового типа (рис. 122, б) содержит механи-
ческий регулятор, размыкающий электрический контакт при опус-
кании поплавка, контролирующего уровень теплоносителя.
Обычно с целью сигнализации в систему включают специаль-
ные лампы, свидетельствующие о достаточном количестве воды —
Н1 — лампа зеленого цвета или недостаточном — Н2 — лампа
красного цвета, включающаяся посредством контакта электри-
ческого реле уровня.
Электродные электронагреватели. Среди электри-
ческих нагревательных элементов наиболее просты и долговечны
электродные, основной конструктивный элемент которых — элек-
троды, соприкасающиеся с продуктом (ЭК-нагрев) или нагрева-
емой средой (жидким электролитом — электродный нагрев). Во
втором случае нагреваемую среду и электроды в ней называют
теплогенерирующим устройством.
Таким образом, для непосредственного электроконтактного
нагрева достаточно нагреваемую среду (продукт) поместить меж-
ду электродами и подать соответствующее напряжение. Высокая
экономичность и простота конструкции, возможность нагрева до
50... 70 °C за 15... 60 с сочетаются с такими отрицательными явле-
ниями, как возможность электролиза нагреваемой среды, эрозии
электродов и диффузии металла с поверхности электрода в нагре-
ваемую среду, что может привести к нежелательному ее загрязне-
нию.
Электродные теплогенерирующие устройства имеют емкость с
электролитом, в качестве которого часто используют раствор соды
(Na2CO3) в дистиллированной воде. В раствор опущены электро-
Дьт, изготовленные обычно из специальной стали в виде полос
влиной 0,3...2,5 м (рис. 123). Концентрация растворов зависит от
Подаваемого напряжения, а выделяемая теплота — от удельного
сопротивления электролита, площади электродов и расстояния
Между ними.
259
-ABC
Рис. 123. Схема устройства электродного нагревателя:
а — с плоскими электродами: / — ширина пластины; h — глубина погружения; b —
расстояние между пластинами; б — с изогнутыми (спиральными) электродами: 1 —
основной электрод; 2 — проходной изолятор; 3 — стержень-держатель; 4 — вспо-
могательный электрод; 5 — трубка слива
Электродные нагреватели не выходят из строя даже при пол-
ном отсутствии электролита. Однако возможность появления опас-
ного потенциала на корпусе и зависимость выделяемой теплоты
от концентрации электролита ограничивают их использование.
Генераторы инфракрасного излучения. Принцип действия лю-
бого генератора инфракрасного излучения (ИК-генератора) ос-
нован на испускании электромагнитных волн нагретыми до высо-
ких температур поверхностями, которые могут быть использова-
ны совместно с отражателями различной формы, распределяю-
щими излучаемую энергию в заданном направлении и позволяю-
щими добиться равномерного распределения лучистого потока по
облучаемой поверхности.
Различают высокотемпературные излучатели, нагреваемые до
1500 °C (максимальная длина волны излучения Хтах составляет
0,78... 1,8 мкм), среднетемпературные, нагреваемые в пределах
450... 1500°C (Хтах = 1,8...4,0 мкм), и низкотемпературные, нагре-
ваемые до 450 °C (Zmax > 4 мкм).
В качестве ИК-генераторов используют открытые, закрытые и
герметичные электрические нагревательные элементы, непосред-
ственно облучающие поверхность обрабатываемой среды или про-
дукта либо нагревающие поверхность, которая играет роль вторич-
ного излучателя (дающего более равномерное и менее интенсивное
распределение лучистой энергии по облучаемой поверхности).
260
В открытых конструкциях кварцевых излучателей в качестве
рабочего элемента используют нихромовую спираль. Помещают
спираль в кварцевую трубку, которая служит опорным элемен-
том, предохраняет спираль от провисания, уменьшает охлажде-
ние спирали конвективными потоками среды и защищает персо-
нал от поражения электрическим током. Рабочая температура спи-
рали составляет от 1000 до 1200 °C.
Основная доля излучения (90 %) в этом случае генерируется в
пределах длины волны 1,5... 6 мкм, а инерционность не превыша-
ет 2...3 мин.
Контактные стержни обычно фиксируют в керамических изоля-
торах (заглушках), надеваемых на концы кварцевой трубки и зак-
репляемых в конструкции различными хомутами или зажимами.
Высокие температуры спирали и прямой контакт с воздухом
вызывают быстрое ее окисление и предопределяют малый срок
службы (до 3 тыс. ч). Ресурс работы можно увеличить, герметизи-
ровав трубку с предварительным вакуумированием или заполне-
нием инертным газом.
В некоторых производствах применяют зеркальные лампы, пред-
ставляющие собой конструкцию, аналогичную обычной освети-
тельной лампе накаливания и отличающуюся от нее размерами
колбы (диаметр 127; 180 мм и длина 185; 267 мм), наличием внут-
реннего зеркального покрытия на параболоидной части. Стекло
колбы может быть прозрачным (ИКЗ) или красным (КЗК), воль-
фрамовая спираль имеет температуру 1900... 2500 К. Основная часть
излучения (90 %) приходится на диапазон длин волн 0,8... 3,5 мкм.
Инерционность 0,6 с, Хтах = 1,05 мкм.
В тепловых аппаратах ИК-генераторы используют, как прави-
ло, вместе с отражателем. Совокупность генератора и отражателя
носит название облучающего устройства, эффективность работы
которого оценивается отношением количества лучистой энергии,
упавшей на облучаемую поверхность, к лучистой энергии, излу-
ченной генератором. Большое значение имеет и распределение
лучистой энергии по облучаемой поверхности. Форма отражате-
ля, свойства материала, из которого он изготовлен (коэффици-
ент отражения), и способ установки облучающего устройства в
рабочей камере определяют эффективность всего процесса тепло-
вой обработки.
Как уже упоминалось, ТЭНы, внешние трубки которых изго-
товлены из сталей марок Х18Н10Т, Х18Н9Т, Х18ЮТ, способные
Нагреваться до температур свыше 500 °C, можно рассматривать как
ИК-генераторы, 90 % их энергии приходится на область спектра
2—8 мкм. В настоящее время они наряду со спиральными в откры-
той кварцевой трубке являются самыми распространенными ти-
пами ИК-генераторов. Конфорки, как и спирали, помещенные в
Корпуса, негерметичные и непрозрачные для ИК-излучения, мож-
261
но рассматривать как низко- или среднетемпературные ИК-гене-
раторы.
Отметим, что коротковолновое ИК-излучение (0,78... 1,8 мкм)
способно обеспечить наибольшую глубину проникновения лучис-
той энергии в обрабатываемое изделие и интенсифицировать про-
цесс тепловой обработки, в то время как длинноволновое (более
4 мкм) способно обеспечить только поверхностный нагрев.
СВЧ-генераторы. Для генерирования СВЧ-колебаний исполь-
зуют специальные устройства — магнетроны. Принцип их дей-
ствия основан на возбуждении переменного электромагнитного
поля определенной частоты в пространстве между катодом и ано-
дом диода особой конструкции. Анод заземляют, а на катод пода-
ют высокий отрицательный потенциал, поэтому под действием
высоковольтного напряжения электроны, получившие большую
энергию, стремятся попасть по кратчайшему расстоянию (радиу-
су) с катода на внутреннюю поверхность анода.
Из-за того, что вдоль оси магнетрона (вдоль катода) проходят
магнитно-силовые линии мощного внешнего постоянного маг-
нита, вылетевшие с катода электроны вынуждены двигаться по
закону движения заряженных частиц поперек магнитного поля и
изменять направление своего движения. Сила, направленная под
прямым углом к магнитному полю и вектору скорости движения
электрона, будет заставлять его двигаться в пространстве между
анодом и катодом (рис. 124, 125). При этом часть электронов по
криволинейной траектории большой крутизны вернется на ка-
тод, часть по траектории малой кривизны долетит до анода, а
часть будет длительное время двигаться по сложной криволиней-
ной траектории в пространстве между анодом и катодом. Именно
электроны третьей группы способны отдать электромагнитному
полю энергии больше, чем забрать от него («полезные электро-
ны»); остальные электроны являются «вредными» и вызывают на-
грев анода и катода.
Совокупность вылетевших электронов образует движущееся
электронное облако, имеющее отрицательный заряд; естествен-
Рис. 124. Схема ИК-излучателя:
1 — наружный вывод; 2 — ребристый шов; 3 — кварцевые держатели; 4 — средне6
фольговое звено; 5 — внутренний ввод электродов; 6 — вольфрамовая спираль; 7 "
поддержка; 8 — кварцевая трубка
262
Рис. 125. Генератор СВЧ-энергии:
а — магнетрон: 1 — катодные ножки; 2 — медные перемычки; 3 — резонаторы; 4 —
анод; 5 — петля связи; 6 — коаксиальная линия, 7 — защитный диэлектрический
экран; б — схема влияния электромагнитного поля на траекторию движения элек-
тронов; в — траектории пути «вредного» А и «полезного» Б электронов при гене-
рации колебаний; г — схема вращения электронного облака со спицами при
генерации колебаний СВЧ
но, что вокруг облака возникает магнитное поле, а в простран-
стве между катодом и анодом — начальное электрическое пере-
менное поле. Электроны, окруженные возникшим электромагнит-
ным полем, движутся вдоль щелей резонаторов, в которых возни-
кают собственные затухающие колебания, в результате чего по-
люса анода, связанные между собой перемычками, приобретают
положительные и отрицательные заряды, чередующиеся между
собой. Электронное облако начинает тормозиться в поле отрица-
тельного заряда, траектория электрона становится более поло-
той, а около положительного — более крутой. Таким образом,
электронное облако переменным электрическим полем, наведен-
ным резонатором, начинает сортироваться по скорости. Образу-
ется сгустки электронов (спицы). Общая картина взаимодействия
в колебательной системе: каждый элемент имеет взаимоувязан-
263
ные характеристики, превращающие его в систему, вырабатыва-
ющую заданную резонансную частоту. Спицы электромагнитного
поля в результате его взаимодействия с резонаторами начинают
вращаться с такой скоростью, при которой они проходят мимо
резонаторов в момент действия тормозящего поля. Резонаторам
отдается энергия, получаемая за счет анодного питания. Часть
энергии расходуется на разогрев катода и анода при их бомбарди-
ровке электронами. Поэтому с целью предотвращения их перегре-
ва необходимо регулировать напряжение, подаваемое на катод, и
принудительно охлаждать анод.
Скорость движения облака определяет вырабатываемую длин>
волны (частоту колебаний) и определяется соотношением анод-
ного напряжения и напряженности магнитного поля.
При оценке генераторов СВЧ-энергии следует принимать во
внимание, что при сравнительно низком КПД (порядка 62%)
удельный расход на обработку изделий близок к тому, который
имеет место в обычном электрическом тепловом аппарате, а про-
должительность тепловой обработки сокращается в 6 и более раз.
Несмотря на наличие огромных преимуществ, получаемых при
использовании СВЧ-генераторов (особенно для операций по раз-
мораживанию полуфабрикатов и быстрозамороженных изделий),
к сожалению, генераторы данного вида не нашли в нашей стране
широкого распространения. Основной сдерживающий фактор —
отсутствие выпуска надежных высокоэффективных отечественных
магнетронов. Совершенствование конструкций индукционных на-
гревательных элементов и генераторов СВЧ-энергии связано преж-
де всего с улучшением характеристик блоков питания, конструк-
ций индуктора и магнетрона, а также технологии изготовления
их основных элементов.
Ицдукционные нагревательные элементы. Индукционный нагрев
токопроводящих материалов осуществляется путем помещения их
во внешнее переменное электромагнитное поле. Возникшие в ре-
зультате этого вихревые токи (токи Фуко) рассеивают энергию в
объеме, нагревая его. В состав любого такого устройства входят
индуктор, контур, генератор, блок управления, система регули-
рования и выпрямитель. Так, в индукционных конфорках пере-
менное магнитное поле, создаваемое индуктором, наводит в дни-
ще посуды ток, вызывающий индуктированный нагрев днища.
Индукционные конфорки представляют собой совокупность
рабочей поверхности, изготовляемой из стекла, керамики, эпок-
сидных или полимерных смол либо других нетокопроводящих ма-
териалов, имеющих высокие гигиенические свойства, и индукто-
ра, соединенного с высокочастотным трансформатором. Днише
наплитной посуды является составной частью устройства и долж-
но быть выполнено из ферромагнитного материала, способного
поглощать энергию переменного магнитного поля.
264
В сравнении с обычными конфорками индукционные обеспе-
чивают безынерционный нагрев, позволяющий сократить продол-
жительность тепловой обработки на 25... 40 %. При этом отсутствие
холостого хода и необходимость разогрева поверхностей позволя-
ют достичь высокого КПД (80 %), автоматизировать процесс и
обеспечить точное соблюдение требуемого режима в течение все-
го процесса тепловой обработки. По совокупному действию ин-
дукционная конфорка мощностью 2 кВт эквивалентна обычной
мощностью 3,0... 3,5 кВт. Благодаря тому, что рабочую поверхность
выполняют из стекла, керамики, эпоксидных и полиамидных смол
или подобных им диэлектрических материалов, конфорка не на-
гревается и тем самым обеспечиваются высокая безопасность ра-
боты, хорошие гигиенические свойства, отпадает надобность в
защитных экранах. Конфорка способна работать десятки тысяч ча-
сов. Широкое внедрение их сдерживается относительно высокой
стоимостью, сложностью конструкции и необходимостью иметь
специальную посуду из нержавеющей стали, чугуна, фосфорного
железа, титана и т. д.
12.3. Регулирование мощности электронагревателя
Система электроснабжения. На предприятия общественного пи-
тания и торговли электрическая энергия поступает от местных (го-
родских) электростанций либо от крупных электросистем, пере-
распределяющих и транспортирующих энергию на большие рас-
стояния при помощи линий электропередач (ЛЭП). Электроэнергия
при помощи ЛЭП, работающих при напряжении более 100 кВ, по-
ступает в городские станции и трансформируется до напряжения 6
или 10 кВ, а затем в трансформаторных пунктах — до рабочего на-
пряжения 380/220 В или 220/127 В. Таким образом, на предприяти-
ях общественного питания и торговли используют электроэнергию
в виде переменного тока от трехфазных сетей при линейном на-
пряжении 380 В (реже 220 В) и промышленной частоте 50 Гц.
На предприятии электроэнергия от трансформаторного пунк-
та при помощи силового ввода поступает в специальное помеще-
ние — электрощитовую, затем перераспределяется по группам (све-
товая, силовая и электротепловая) и производственным помеще-
ниям. В рамках каждой ветви осуществляется подводка к различ-
ным потребителям энергии. Основное требование к энергосисте-
ме — обеспечение равномерного распределения энергии (по фа-
зам и по времени эксплуатации). Нагрузка энергосистем неравно-
мерна в различные месяцы года и в течение суток. В некоторых
Регионах вводят ограничение на максимальную нагрузку. Особое
влияние на степень потребления и равномерность нагрузки элек-
тросистемы оказывает тепловое оборудование, на долю которого
Приходится до 80 % общей нагрузки.
265
Электроэнергия — главный источник энергии на предприяти-
ях торговли и общественного питания и предпочтительнее других
источников, так как:
электроэнергия универсальна и обеспечивает работу силовых
установок (электродвигателя), систем освещения, тепловых на-
гревателей, а также подключение компьютерной техники, конт-
рольно-кассовых машин и т.д.;
электроустановки коммуникабельны, они легко размещаются
в любом месте производственного помещения, а также могут быть
легко демонтированы и перемещены в случае перепланировки;
электроустановки легко автоматизируются и обеспечивают наи-
более устойчивые показатели в работе.
Их основные недостатки: необходимость наличия централизо-
ванной системы электроснабжения и относительно высокая сто-
имость единицы теплоты, получаемой при использовании элект-
рической энергии. Последнее и заставляет часто наряду с элект-
рической применять другие, более дешевые источники энергии и
в первую очередь природный газ и пар.
Определение мощности теплового аппарата. Электроэнергия,
проходя по электрическому сопротивлению, нагревает его, транс-
формируясь в теплоту (рис. 126).
Количество выделившейся теплоты Q (Дж) в соответствии с за-
коном Джоуля—Ленца пропорционально квадрату силы тока / (А),
электрическому сопротивлению R (Ом) и продолжительности
процесса т (с):
Q=PRt. (12.1)
Если учесть, что по закону Ома сила тока
Рис. 126. Схемы подключения резистивных элементов:
а — однофазное: U — электрическое напряжение; R — электрическое сопротивление,
б — трехфазное «на треугольник»; в — трехфазное «на звезду»; А, В, С — фазнЫе
провода; 0 — нулевой провод; С/ — линейное напряжение; (/ф — фазное напряжен#6
266
то Q в формуле (12.1) можно переписать как
Q = I2Rt =
иу
— IRt=IUt=Pt.
R
(12.3)
Как известно, произведение тока на напряжение есть мощность:
P=IU, (12.4)
где Р — мощность, Вт; I — сила тока, A; U — напряжение, В.
Произведение Рт определяет расход электроэнергии, который
в соответствии с выражением (12.3) эквивалентен количеству
выделившейся теплоты.
Поделив левую и правую части соотношения (12.3) на т, полу-
чим тепловой поток (Вт):
Qlt=P. (12.5)
Из этого следует, что тепловой поток электронагревателя чис-
ленно равен его мощности.
Мощность трехфазных электроустановок при условии равно-
мерной загрузки фаз можно вычислить по формуле
Р = >/3/Л<7Л,
(12.6)
Рис. 127. Схема однофазного подклю-
чения электронагревателя;
а — на фазное напряжение; б — на ли-
нейное напряжение
где /л — линейная сила тока, A; Un — линейное напряжение, В.
Линейное напряжение — напряжение между двумя фазными
проводами (АВ, АС, СВ — см. рис. 126, б, в), а фазное — между
одним из фазных проводов и нулевым проводом; между собой
они связаны соотношением
ил = у/зиф, (12.7)
где иф — фазное напряжение, В.
Чаще всего для включения электронагревателей в трехфазную элек-
трическую сеть используют схемы «треугольник» (см. рис. 126, б) и
«звезда» (см. рис. 126, в).
Таким образом, если линей-
ное напряжение равно 380 В,
то фазное 220 В; а если линей-
ное равно 220 В, то фазное
127 В (рис. 127).
Регулирование мощности
электроаппарата. Изменение
Подводимой мощности эквива-
лентно изменению величины
теплового потока, вводимого в
тепловой аппарат.
Для качественного выпол-
нения теплового кулинарного
267
процесса необходимо, чтобы величина теплового потока (мощ-
ности) на каждом этапе строго соответствовала требованиям тех-
нологии приготовления пищи. Следовательно, необходимо обес-
печить изменение мощности электронагревателя в установленных
пределах и сделать это достаточно точно, с учетом инерционных
свойств теплового аппарата.
Регулировать мощность электронагревателя можно изменением:
общего электрического сопротивления нагревателя;
электрического напряжения;
соотношения времени включения электронагревателя в сеть и
отключения его от сети (периодическое отключение электронаг-
ревателя).
Рассмотрим подробнее каждый из указанных способов.
Изменение общего электрического сопротивле-
ния. Это возможно в том случае, если электронагреватель вклю-
чает несколько отдельных сопротивлений. Допустим, что таких
сопротивлений два, каждое из которых равно г. Это соответствует
случаю размещения в одном корпусе электронагревателя двух спи-
ралей равных размеров.
Если одновременно к электросети подключить две спирали по
параллельной схеме (рис. 128, а), то общее сопротивление R со-
ставит:
1/Д =1 + 1,
г г
или
R = r/2. (12.8)
При этом мощность:
Pi = U2/R = U2/(r/2) = 2U2/r. (12.9)
В том случае, если отключить одно из сопротивлений (рис. 128, б),
то R= г и мощность составит Рн = И2/г.
При последовательном соединении сопротивлений (рис. 128, в)
общее сопротивление равно их сумме:
R=r+r=2r, (12.10)
и мощность при этом Рщ = U2/(2г) = 0,5 Д2/г.
Таким образом, если изменять коммутацию электроспиралей или
двух однофазных нагревателей, работающих в блоке, то путем изме-
нения схемы включения с параллельной на последовательную мож-
но уменьшить мощность в 4 раза, а путем отключения одной из
спиралей установить еще и промежуточную ступень мощности, рав-
ную 0,5 от максимальной, т. е. соотношение мощностей составит
Pi : Рц : Ли = 4 : 2 : 1.
268
Рис. 128. Возможные схемы включения двух электрических сопротивлении,
позволяющие регулировать мощность однофазного электронагревателя:
а — параллельное включение; б — отключение одного из сопротивлений, в —
последовательное включение
Очевидно, что если взять спирали с различными электричес-
кими сопротивлениями или увеличить их число сверх двух, то
можно изменить и соотношение между мощностями, и число сту-
пеней регулирования.
При регулировании мощности трехфазных электроустановок
можно изменить схему соединения сопротивлений с «треуголь-
ника» (см. рис. 126, б) на «звезду» (см. рис. 126, в), что приведет к
уменьшению мощности в 3 раза.
Если в каждое из плеч «треугольника» включить по два сопро-
тивления и менять способ их включения, то возможности регули-
рования значительно расширяются.
Практически изменение схемы включения электросопротивле-
ния для регулирования мощности осуществляют двумя способами:
ручным, путем использования специальных, так называемых
«пакетных» переключателей;
автоматическим путем применения системы электромагнитных
реле.
Пакетные выключатели и переключатели. Эти устройства исполь-
зуют для пуска и останова электродвигателей, включения, пере-
ключения и выключения электротепловых и других электропри-
емников. Пакетные выключатели и переключатели широко при-
меняют в цепях постоянного тока с номинальным напряжением
110 и 220 Вив цепях переменного тока с номинальным напряже-
нием 127; 220 и 380 В.
Контактная система этих аппаратов состоит из неподвижных
«Ножей» и подвижных контактных губок. Подвижные контактные
Пластины укреплены на вертикальном валике, контакты смонти-
рованы между карболитовыми дисками. Валик, а вместе с ним и
269
подвижные контакты поворачивают рукояткой через пружинный
механизм. Фиксирующее устройство обеспечивает быстрый пово-
рот валика с контактами на определенный угол (90°)- Провода
присоединяют к зажимам выключателя.
В каждой отдельной плоскости (диске) расположена своя кон-
тактная группа, отличная от других, что и обеспечивает измене-
ние схемы включения сопротивлений.
Трехполосный пакетный выключатель показан на рис. 129.
Электрическое реле. Электрическим реле называют аппарат, при
воздействии на который небольшого по силе тока выполняются
требуемые соединения и разъединения в электрических цепях.
Электромагнитное реле состоит из электромагнита и контакт-
ной группы (рис. 130). Если по катушке реле проходит ток, то
создается магнитное поле, и якорь подтягивается к сердечнику.
Когда цепь катушки реле разомкнута и по катушке ток не прохо-
дит, якорь возвращается в исходное положение пружиной. Пере-
мещением якоря можно замыкать или размыкать контакты, а со-
ответственно подключать и отключать электрические цепи управ-
ления, с которыми данное реле соединено проводами. Усилие руки
при этом заменяется усилием электромагнита. Контакты, которые
могут перемещаться вместе с якорем, называются подвижными,
а контакты, укрепленные на корпусе, — неподвижными.
Реле может иметь несколько контактов, часть из которых нахо-
дится в замкнутом состоянии, а другие в разомкнутом. Контакт,
находящийся в замкнутом положении при обесточенной схеме,
называют нормально закрытым контактом (НЗ), а находящийся в
разомкнутом состоянии — нормально открытым (НО) контактом.
Изменение напряжения питающей сети. Этот спо-
соб можно проиллюстрировать на примере, когда электрическое
Рис. 129. Пакетный переключатель:
1 — вал переключателя; 2 — передвижные контактные пластины «губки»; 3
пружинный механизм; 4 — рукоятка; 5 — электрические клеммы
270
Рис. 130. Электромагнитное реле:
1 — якорь; 2 — сердечник; 3 — катушка; 4 — опорная пластина; 5 — пружина; 6 —
провода; 7 — контакты (НЗ — нормально закрытый, НО — нормально открытый)
сопротивление переключается с фазного напряжения (см. рис. 127, а)
на линейное (см. рис. 127, б). Поскольку напряжение в этом случае
увеличивается в 7з раз (см. формулу (12.7)], то во столько же раз
(в 1,7 раза) увеличивается мощность нагревателя.
Изменить же напряжение питающей сети, хотя и возможно,
но технически сложно и дорого, что и объясняет неиспользова-
ние данного способа в реальных промышленных условиях, на пред-
приятиях общественного питания и торговли.
Периодическое отключение электронагревате-
л я. Периодическое отключение электронагревателя (или части на-
гревательных элементов) приводит к уменьшению количества вво-
димой в аппарат теплоты; при этом изменяется и «эквивалент-
ная» мощность нагревателя.
Эквивалентной называют мощность, которую бы имел нагре-
ватель, вводя в аппарат количество теплоты, равное выделенному
в реальном дискретном режиме при номинальной мощности за
тот же период работы.
Рассмотрим график, характеризующий изменение мощности
аппарата во времени в дискретном режиме работы (рис. 131).
В соответствии с определением эквивалентной теплоты
Акв (Т| + Т7) = P„nMTi,
JKn \ 1 ZZ ним 1У
следовательно,
^экв = ^ном Т]/(Т1 + т2).
Таким образом, меняя соотношение между т, и т, + т2, можно
в Широких пределах регулировать мощность электронагревателей.
271
Рис. 131. Изменение мощности путем дискретного включения нагревателя:
т, — период включения электронагревателя; т2 — период отключения электро-
нагревателя
Регулирование осуществляют в ручном и в автоматическом ре-
жимах. При ручном регулировании используют пакетные выклю-
чатели, при автоматическом — либо реле времени, либо специ-
альные терморегуляторы. И в том и в другом случае отключение
нагревателя от сети осуществляется при помощи специальных
мощных электромагнитных реле — магнитных пускателей (МП).
12.4. Газовые горелки
Устройства, обеспечивающие сжигание газа в целях получения
теплоты, называют газовыми горелками.
Газ — главный альтернативный по отношению к электричес-
кой энергии энергоноситель. Основное преимущество газообраз-
ного топлива перед электричеством — дешевизна вырабатывае-
мой теплоты. Единица теплоты, полученной в результате сжига-
ния газа, в 7... 13 раз дешевле, чем при использовании электри-
ческой энергии.
Однако газ взрывоопасен и, вытесняя из воздуха кислород,
образует удушающие смеси, а продукты сгорания при неправиль-
ной эксплуатации могут содержать токсический оксид углерода
(СО — угарный газ). Кроме того, для подвода газа используют
технически сложные и дорогостоящие магистральные газопрово-
ды, хранилища и системы газоснабжения. Персонал, обслужива-
ющий газовое оборудование, проходит обязательное обучение
правилам эксплуатации, а система газоснабжения контролирует-
ся газовой инспекцией Госгортехнадзора РФ.
Поэтому газ лишь второй в ряду главных энергоносителей пред-
приятий питания и торговли.
272
Природные газы. Природными называют газы, заключенные в
недрах земной коры. Они состоят в основном из метана (90... 98 %)
и добываются либо из чисто газовых месторождений, не содержа-
щих нефти, и считаются «сухими», либо из нефтегазовых место-
рождений.
Газы, сопутствующие нефти в месторождениях и содержащие
кроме метана легко конденсирующиеся тяжелые углеводороды,
называют «жирными».
Из жирных природных газов получают сжиженные газы отде-
лением тяжелых углеводородов — пропана и бутана. Данные газы
конденсируются при давлениях более 0,6 МПа (6 атм). Поэтому их
хранят и транспортируют к потребителю в специальных цистер-
нах или баллонах. При снижении давления жидкость испаряется и
в газообразном состоянии сжигается в горелках.
Сжиженные газы применяют в тех случаях, когда предприятия
лишены системы централизованного газоснабжения, а также на
передвижных предприятиях общественного питания, обслужива-
Вторичный воздух
Первичный воздух
б
Рис. 132. Принципиальная схема инжекционных факельных горелок:
— конфорочных; б — трубчатых; 1 — j-азопровод; 2 — пробковый газовый кран;
~~ сопло; 4 — регулятор первичного воздуха; 5 — инжектор-смеситель; 6 —
насадка; 7— огневые отверстия
273
ющих сельских рабочих в полевых условиях, лесозаготовителей,
буровиков и т.д.
Системы газоснабжения предприятий общественного питания
работают при давлениях до 2000 Па (0,2 атм) и относятся к систе-
мам низкого давления. Основой системы является газопровод —
разветвленный канал из стальных труб, транспортирующий газ от
входа в здание к аппаратам.
Конструкции газовых горелок. На предприятиях общественного
питания и торговли применяют в основном инжекционные газо-
вые горелки. В этих устройствах предварительно перемешиваются
газ и необходимый для горения воздух. Воздух подается в специ-
альный смеситель за счет кинетической энергии мощной высоко-
скоростной струи газа, вытекающего через специальное отвер-
стие малого сечения («сопло»).
Наиболее распространены инжекционные факельные горелки, обес-
печивающие образование газовоздушной горючей смеси внутри го-
релки: но в состав смеси входит
лишь 30...70 % воздуха, необхо-
димого для полного сжигания
(рис. 132). Сгорание в этом слу-
чае происходит в виде факела
(рис. 133), состоящего из двух
зон — внутреннего конуса (свет-
лого и прозрачного), в котором
сгорание происходит за счет
воздуха подготовленной горю-
чей смеси (первичный воздух),
и внешнего — за счет дополни-
тельного воздуха (вторичный
воздух), поступающего извне
через поверхность факела.
Из смесителя горючая смесь
поступает в специальную каме-
ру — «насадку», которая равно-
мерно распределяет смесь по
множеству огневых отверстий-
По форме насадки разнообраз-
ны: кольцевые, трубчатые, ще-
левые (и т.д.).
Факел бывает устойчивым
только в определенном диапазо-
не давлений газа перед горел-
кой, который регулируется спе-
циальным краном. Если давление
очень высокое, то горение ста-
новится шумным, факел пуль'
Рис. 133. Структура факела инжек-
ционной газовой горелки:
1 — фронт пламени; 2 — внутренний
конус, образующийся за счет первичного
воздуха, входящего в состав газовоздуш-
ной смеси; 3 — внешний конус пламе-
ни, образующийся за счет дополнитель-
ного притока вторичного воздуха к по-
верхности факела; 4 — огневое отвер-
стие; 5 — стабилизационный прилив ог-
невого канала; wnj] — скорость движе-
ния фронта пламени; — скорость
истечения газовоздушной смеси
274
сирует относительно огневого канала и может погаснуть Это явле-
ние называют «отрывом» факела. При малых давлениях газа фа-
кел может проникнуть внутрь горелки — наступает «проскок»
пламени. В пределах от проскока до отрыва пламени сгорание
газа происходит устойчиво и качественно. В отдельных случаях,
если имеет место неполное сгорание, характеризующееся высо-
ким коптящим факелом или отрывом пламени, следует отрегу-
лировать положение регулятора первичного воздуха и добиться
устойчивого горения прозрачного голубого факела.
Инфракрасные (ИК) газовые горелки (рис. 134) называют бес-
пламенными или, что более правильно, микрофакельными. Они
обеспечивают высококачественное сжигание газа вследствие ин-
жекции всего воздуха, необходимого для горения. Газ сгорает в
огневых отверстиях малого диаметра 0,8... 1,5 мм. При этом фа-
кел состоит лишь из внутреннего конуса; он прозрачен и прак-
тически не виден. Теплота нагреваемым предметам передается
излучением, так как огневые каналы находятся внутри керами-
ческих плиток, температура которых может достигать 850... 1000 °C.
Такие горелки широко применяют в газовых грилях, а также в
плитах.
Рис. 134. Инжекционные горелки инфракрасного излучения:
° принципиальная схема устройства; б — керамические плитки-излучатели; в —
^К-горелки типа «звездочка»; г — открытая ИК-горелка из 8 плиток; 1 — реф-
лектор; 2— керамические плитки-излучатели; 3 — насадка; 4— огневые каналы;
~-инжектор-смеситель; 6 — отверстия для первичного воздуха; 7 — сопло; 8 —
сетка-стабилизатор горения
275
Тепловая мощность (Вт) газовых горелок
0т = ВД.р,
где Вт — объемный расход газа, м3/с; Сн.р — низшая рабочая теп-
лота сгорания газа, Дж/м3.
Теплотой сгорания называют количество теплоты, выделяю-
щейся при полном сгорании 1м3 горючего газа, если он поступа-
ет в горелку при нормальных условиях (атмосферном давлении
760 мм рт.ст. и температуре 0°С).
Расход газа можно плавно регулировать газовым запорно-регу-
лировочным краном (рис. 135). При этом в пределах от проскока
до отрыва будет соответственно изменяться и мощность. Мини-
мальные и максимальные значения называют «пределами тепло-
вой мощности».
У факельных газовых горелок пределы тепловой мощности очень
значительны, а микрофакельные (ИК) газовые горелки могут ра-
ботать только при постоянной (номинальной) тепловой мощнос-
ти. Регулирование мощности микрофакельных (ИК) горелок воз-
можно только в дискретном режиме — «Включено» — «Выключе-
но», что снижает другие ее положительные качества.
Таким образом, в зависимости от требований технологическо-
го процесса тепловую мощность в газовом аппарате можно изме-
нять следующими способами: включением или отключением од-
Рис. 135. Запорно-регулировочный кран газовой горелки:
а — в собранном виде; б — в разрезе: 1 — пластмассовая ручка крана; 2 — проход-
ные каналы; 3 — пробка крана; 4 — латунный стержень ручки; 5 — упорный штифт;
6 — пружина; 7 — крепление крана; 8 — корпус; 9 — игла; 10 — сопло; И "
сменная сопловая втулка; в — пробковый газовый кран: 1 — четырехгранная го-
ловка; 2 — пробка; 3 — крепежный винт; 4 — корпус; 5 — шайба; 6 — гайка
276
ной или нескольких газовых горелок; уменьшением расхода газа
одной или нескольких горелок; одновременным применением двух
предыдущих способов.
Первый и третий способы характерны для больших и высоко-
производительных тепловых аппаратов, оснащенных блоком га-
зовых горелок. В таких аппаратах горелки могут быть и факельные,
и инфракрасные.
Второй способ применяют для регулирования конфорок газо-
вых плит и других сравнительно маломощных аппаратов. Этот ва-
риант регулирования тепловой мощности приемлем лишь для
факельных газовых горелок.
Система безопасности газовых горелок. Образующиеся при го-
рении газовоздушные смеси представляют собой серьезную опас-
ность для обслуживающего персонала, так как они могут привес-
ти к пожару или взрыву в производственных помещениях. По этой
причине промышленные газовые горелки подключают к системе
газоснабжения посредством специальных систем безопасности.
Для этой цели иногда применяет систему электромагнитного
действия, в которой для контроля за наличием пламени использу-
ют термопару. Нагретый от факела горелки спай термопары служит
источником слабого электрического тока, который, проходя по ка-
тушке электромагнита, обеспечивает проход газа к горелке. В слу-
чае загасания горелки спай термопары остывает, электромагнит
обесточивается и закрывает проход газа к горелке.
Более надежна и эффективна автоматика безопасности (АБ)
пневмоимпульсного действия. Для контроля за факелом в этой
системе используют металлический стержень, удлиняющийся при
нагреве и укорачивающийся при отключении горелки и последу-
ющем охлаждении. Подача газа отключается специальным бло-
ком, состоящим из двух частей (главного клапана-отсекателя и
реле-инвертора), объем каждой из которых разделен гибкой гер-
метичной мембраной. Мембрана приходит в движение в том слу-
чае, если создается перепад давлений на ее поверхностях. В этом
случае она открывает или закрывает соответствующие отверстия
(сопла). Последовательность срабатывания блока автоматики при
пуске в работу показана на рис. 136.
При допусковым положении (рис. 136, а) газ, проте-
кая по специальным каналам, заполняет пространства В и Б, а
также канал под главным клапаном-отсекателем (пространства,
заполненные газом, заштрихованы.) При этом давление над мем-
браной в полости Б и под клапаном одинаковы и на клапан дей-
ствует лишь сила тяжести. В результате клапан-отсекатель остается
закрытым, а доступ газа к газовой горелке исключается.
При пусковом пол ожени и (рис. 136, б) нажимают на
Кнопку «Пуск» и газ в дополнение к предыдущему случаю запол-
няет полость А. При этом газ идет к запальнику, который воспла-
меняют. Одновременно газ по импульсной трубке поступает в на-
правлении к полости Дик датчику пламени. Последний в первый
момент открыт, и газ вытекает через специальное отверстие в ат-
мосферу. Полость Г имеет специальный канал (линия эвакуации),
через который она соединена напрямую с атмосферой. В этом слу-
чае давление в полостях ДиГ равно атмосферному и мембрана
реле-инвертора не испытывает силовых воздействий. Клапан это-
го реле находится под действием пружины и занимает верхнее
положение. При этом давление в полостях А и Б одинаково, мем-
брана клапана не испытывает пневматических усилий, а главный
клапан-отсекатель закрыт.
Под действием термического расширения стали, из которой
сделан датчик пламени, его пластина удлиняется, и датчик плот-
но закрывает канал защиты. В результате давление газа в канале
защиты и в полости Д повышается (рис. 136, в). Поскольку под
мембраной реле-инвертора в полости Сдавление атмосферное, то
на мембрану действует сила, перемещающая клапан реле-инвер-
тора вниз.
В результате верхнее сопло полости В открывается, а нижнее
закрывается. Через открытое верхнее отверстие остатки газа из по-
лости Б через пространства Ви Г выходят в атмосферу, и в поло-
сти Б давление понижается до атмосферного.
Поскольку в полости А давление повышенное, равное давле-
нию газа в сети, то на мембрану главного клапана действует сила,
направленная вверх, которая поднимает главный клапан и от-
крывает основной доступ газа к горелке. В этот момент можно от-
пустить кнопку «Стоп» и открыть кран газовой горелки.
В случае загасания горелки и запальника пластина датчика пла-
мени укорачивается и канал защиты открывается. В полости Д реле-
инвертора давление падает до атмосферного. Возникает ситуация,
изображенная на рис. 136, а. В полостях Ди Г давление атмосфер-
ное, а следовательно, на мембрану пневмоусилие не действует и
клапан реле-инвертора перемещается под действием пружины
вверх: закрывается верхнее сопло полости В и открывается нижнее.
В пространстве Б над мембраной давление повышается до сетево-
го и становится равным давлению в полости А. На главный клапан
действует лишь сила тяжести, и он, опускаясь, отключает газо-
вую горелку.
Следовательно, если канал защиты герметично закрыт и в про-
странстве Д устанавливается повышенное давление, то главный
клапан открыт, а если в пространстве Д давление атмосферное
(канал защиты открыт), то главный клапан закрыт. Используя этот
принцип, к каналу защиты подключают и другие датчики, на-
пример датчик тяги.
В зарубежной практике встречаются системы безопасности га-
зовых аппаратов, работающих по другим принципам.
278
Допусковое положение
Рис. 136. Последовательность срабатывания блока АБ на отключение:
° ~~ Допусковое положение; б — положение при нажатии на кнопку «Пуск»; в —
Вложение при срабатывании датчика пламени (на схеме заштрихованы полости,
заполненные газом)
279
Для воспламенения стационарных запальников используют
простейшие горелки или автономные системы электро- или пье-
зозажигания.
Последовательность включения в работу газовых горелок такова.
Для обеспечения безопасной работы перед включением проветри-
вают помещение, затем включают систему принудительной вытяж-
ной вентиляции и при помощи полоски папиросной бумаги убеж-
даются в наличии тяги за аппаратом. После этого нажимают на
кнопку «Пуск» системы газовой автоматики и зажигают стацио-
нарный запальник. Через 30...40 с отпускают кнопку и, если за-
пальник не погаснет, можно открыть кран газовой горелки (в про-
тивном случае повторяют пуск, увеличив время нажатия на пуско-
вую кнопку). Поворачивая регулятор подачи первичного воздуха,
добиваются устойчивого горения и прозрачности факела. Завершив
работу, перед закрытием крана горелки полностью закрывают ре-
гулятор первичного воздуха, что предотвращает возможность взрыва
газовоздушной смеси внутри горелки (так называемый «хлопок»),
12.5. Паровые нагревательные элементы
Влажный насыщенный пар. Основным низкотемпературным
теплоносителем, работающим в двухфазном состоянии, является
влажный водяной пар. Применяют его в варочном оборудовании.
Вырабатывают влажный насыщенный пар при использовании де-
шевого топлива — газа и угля. Поэтому теплота, полученная от
влажного насыщенного пара, по себестоимости значительно де-
шевле, чем при электронагреве, но дороже, чем при прямом сжи-
гании топлива.
Применение пара для нагрева кулинарных технологических ап-
паратов имеет ряд существенных преимуществ, которые связаны
с его свойствами. Рассмотрим главные из этих свойств.
Влажный водяной пар образуется при кипении воды и харак-
теризуется одновременным существованием двух фаз: кипящей
жидкости и сухого насыщенного пара.
Массовую долю сухого насыщенного пара в этой смеси, т.е. во
влажном насыщенном паре, называют степенью сухости
х = т"/(т'+ т"),
где т' — масса кипящей жидкости во влажном пар, кг; т" —
масса сухого насыщенного пара, содержащегося во влажном, кг-
Степенью влажности влажного насыщенного пара называют
массовую долю в нем кипящей жидкости:
у = т'/(т' + т").
Очевидно, что
х + у = 1,
280
или влажность пара может быть выражена через его степень
сухости:
у = 1 - X.
Физическая картина одновременного существования двух фаз мо-
жет быть различна. Например, влажный насыщенный пар образует-
ся при кипении воды. В этом случае в нижней части емкости нахо-
дится кипящая жидкость, а над ее поверхностью — сухой насыщен-
ный пар. Такая картина может быть дополнена пузырями сухого на-
сыщенного пара, движущимися внутри слоя кипящей жидкости.
В среде сухого насыщенного пара могут быть распределены мель-
чайшие капельки конденсата (кипящей жидкости), т.е. наблюда-
ется туманообразное состояние. В зоне контакта сухого насыщен-
ного пара с холодной поверхностью имеется конденсатная плен-
ка или образуются капли конденсата. Такое распределение фаз во
влажном насыщенном паре имеет место в зоне теплопередающей
поверхности теплообменника, разделяющей греющий пар и на-
греваемую среду.
Как правило, в реальных условиях все указанные выше случаи
существуют одновременно, но в большей или меньшей степени,
и при анализе условий теплообмена выделяют преобладающий.
Особенность состояния влажного водяного пара состоит в том,
что если давление постоянно, то и температура такой смеси не
меняется (процесс изобарно-изотермический). При подводе теп-
лоты часть кипящей жидкости испаряется и переходит в состоя-
ние сухого пара, а при охлаждении, наоборот, сухой пар конден-
сируется и превращается в кипящую жидкость. В результате изме-
няется лишь степень сухости пара.
Свойство изотермичное™ влажного пара при постоянстве дав-
ления используют в тепловом оборудовании, чтобы обеспечить
равномерный обогрев стенок рабочих камер и ограничить уровень
температур на них. Это важно, так как нагреваемые пищевые про-
дукты чувствительны к перегреву, а неравномерный нагрев каме-
ры исключает возможность автоматазации теплового режима.
Реально в тепловом оборудовании для нагрева используют влаж-
ный насыщенный пар с наибольшей степенью сухости (х ~ 1), т. е.
практически сухой, который при конденсации выделяет скрытую
теплоту парообразования. Эта теплота при давлениях, близких к
атмосферному, очень велика (2200 кДж/кг), что дает возможность
Использовать малое (по массе) количество пара для транспорти-
ровки большого количества энергии.
Плотность влажного пара при х = 1 невелика (1,5 кг/м3), т.е.
Примерно в 600 раз меньше плотности воды, что позволяет легко
ег° транспортировать при малых мощностях перекачивающих на-
косов и высоких скоростях транспортировки без видимой потери
еПлоты. Теплоотдача от влажного пара происходит значительно
281
интенсивнее, чем от жидкостей или тем более от газов, что при-
водит к уменьшению размеров паровых теплообменников и сни-
жению стоимости аппаратов.
Таким образом, постоянство температуры пара обеспечивает
абсолютную изотермичность обогреваемых стенок рабочих камер,
а поддержание температур на уровне 110... 115 °C путем ограниче-
ния давления в пределах 150... 170 кПа (1,5... 1,7 атм) исключает
возможность пригорания пищевого продукта. Зависимость темпе-
ратуры сухого насыщенного пара от давления позволяет управ-
лять температурой при помощи манометрических датчиков. Малая
плотность позволяет создавать малоинерционные тепловые аппа-
раты с косвенным обогревом, а высокий коэффициент теплоот-
дачи делает их компактными и малометаллоемкими по сравне-
нию с теми, которые используют в однофазных теплоносителях.
Конструкции паровых теплообменников. Устройства, обеспечи-
вающие конденсацию влажного пара и получение теплового по-
тока, называют паровыми теплообменниками.
Из множества паровых теплообменников в тепловом кулинар-
ном оборудовании применяются: емкостные — рубашечные
(рис. 137, а) ис приваренной к корпусу греющей поверхностью
Рис 137. Примеры паровых теплообменников:
а — рубашечные емкостные; б — емкостные с при-
варенной к корпусу греющей поверхностью; в —
проточные змеевиковые; г — проточные кожухо-
трубные; д — «труба в трубе» (/ — греющая среда>
II — нагреваемая среда)
282
(рис. 137, б); проточные — змее-
виковые (рис. 137, в) и кожу-
хотрубные (рис. 137, г); типа
«труба в трубе» (рис. 137, д).
Способ подключения парово-
го теплообменника рассмотрим
на примере, представленном на
рис. 138. При подключении теп-
лообменника использованы па-
ровой вентиль, манометр, пре-
дохранительный клапан, кон-
денсатоотводчик и обратный
клапан.
Паровой вентиль предназна-
чен для включения, отключения
нагревателя, а также для регу-
лирования тепловой мощности
путем изменения расхода пара.
Манометр используют для
контроля за уровнем давления.
Нагре-
ваемая
среда
К конденсатопроводу
Рис. 138. Пример подключения паро-
вого теплообменника к системе па-
роснабжения:
1 — теплоизолированный корпус; 2 —
змеевиковый теплообменник; 3 — паро-
вой вентиль; 4 — предохранительный кла-
пан; 5 — манометр; 6 — воздушный вен-
тиль; 7 — конденсатоотводчик; 8 — об-
ратный клапан
Предельно допустимый уровень
отмечен красной чертой на
шкале прибора.
Предохранительный клапан
(рис. 139) — устройство, кото-
рое срабатывает при превыше-
нии допустимого уровня дав-
ления пара и сбрасывает пар в
атмосферу, тем самым предот-
вращая взрыв аппарата. В период включения подачи пара при по-
мощи «воздушного» вентиля сбрасывается весь воздух, имеющийся
в теплообменнике. Операция
Длится 1—2 мин. Если этого не
сделать, то теплообмен ухуд-
шится, что приведет к замед-
лению нагрева и перерасходу
греющего пара.
Конденсатоотводчик закрыва-
ет выход пару, если тот не скон-
центрировался в теплообменни-
ке и открывает выход конденсату
Цри полной конденсации пара.
Благодаря этому расход пара сни-
мется до минимального.
Обратный клапан предотвра-
щает обратное движение кон-
Рис. 139. Схема предохранительного
клапана
283
денсата в теплообменник. Такая ситуация обычно возникает при
отключении подачи пара в паровой теплообменник. В результате
упрощается операция повторного пуска теплообменника.
12.6. Твердо- и жидкотопливные нагреватели
Основные характеристики твердого и жидкого топлива. К твер-
дому топливу относятся дрова, торф, бурые угли, каменные угли
и антрацит.
Тепловая энергия топлива, как и газа, характеризуется его низ-
шей рабочей теплотой сгорания QH р, которая выделятся при сго-
рании 1 кг топлива.
Состав органической массы твердого топлива можно представить
как смесь находящихся в связанном состоянии углерода, водорода,
кислорода и азота, включающую балластные примеси в виде влаги,
золы и серы. При нагревании твердого топлива выделяется большое
количество летучих газообразных веществ, участвующих в горении.
В качестве жидкого топлива используют продукты нефтепере-
гонки: легкие (бензин, керосин); средние (дизельные масла, га-
зойль и соляровое масло); тяжелые (мазут).
В бытовых условиях чаще всего применяют керосин. Это топли-
во используют в отопительных печах, водонагревателях и устрой-
ствах для тепловой обработки пищи. Использование керосина в
промышленных условиях ограничено из-за его низкой температу-
ры вспышки и, следовательно, повышенной пожароопасности.
Кроме того, затруднено и пополнение запасов керосина.
На предприятиях общественного питания жидкое топливо при-
меняют редко — главным образом на передвижных и полевых пред-
приятиях общественного питания, лишенных централизованных
энергетических источников. Основной вид топлива здесь — это,
как правило, дизельные масла различных сортов, сжигаемые в
дизельных форсунках или горелках. Тепловые аппараты обычно
имеют такое устройство, которое позволяет сжигать в них различ-
ные виды твердого топлива.
ООО
о°о°о°
о°о°о°
ООО
Рис. 140. Примеры колосниковых решеток:
а — с прямоугольными отверстиями; б — с круглыми отверстиями; в — с ромб0'
видными отверстиями
284
Топочные камеры. Твердое,
жидкое и газообразное топли-
во сжигаются в специальных
теплообменных устройствах —
топочных камерах, которые
подразделяют в зависимости от
формы на цилиндрические, ко-
робчатые и щелевые. Стенки
топочных камер, как правило,
частично или полностью экра-
нированы водой. Увеличение
степени экранирования водой
Вторичный воздух
Свежее топливо
Горящий кокс
Шлак
олосники
Горящие продукты
возгонки (факел)
Первичный воздух
Рис. 141. Структура горящего слоя
твердого топлива
стенок топочной камеры при-
водит к возрастанию ее КПД
и уменьшению габаритов.
При слоевом сжигании твердое топливо размещают на колос-
никовой решетке, перекрывающей нижнее сечение топочной ка-
меры. Эту решетку (рис. 140), образующую настил с круглыми или
прямоугольными отверстиями, обычно выполняют из чугуна или
стали. Решетка должна удерживать горящее топливо и одновре-
менно обеспечивать подачу в его раскаленный слой необходимого
для горения воздуха, поступающего через отверстия решетки из
зольниковой камеры, расположенной под топкой.
При нагреве твердого топлива происходит возгонка, т. е. из него
выделяются летучие горючие газы, которые, смешиваясь с возду-
хом, образуют горючую смесь, сгорающую в виде факела. Допол-
нительный объем воздуха (вторичный воздух), необходимый для
горения, подается к факелу из топочной камеры (рис. 141).
Размеры отверстий колосниковой решетки должны соответство-
вать размерам кусков сжигаемого топлива. В том случае, если они
велики, возможен значительный механический недожог, связан-
ный с провалом топлива, а при малом сечении отверстий резко
возрастает аэродинамическое сопротивление и затрудняется под-
вод первичного воздуха, что приводит к большому химическому
недожогу.
Контрольные вопросы и задания
1. Назовите главные преимущества электрической энергии перед дру-
гими энергоносителями?
2. Докажите, что природный газ более экономичен при получении
теплоты в сравнении с электрической энергией.
3. Какие свойства влажного насыщенного пара дают ему предпочте-
ние в сравнении с жидкостями и газами?
4. Каков физический смысл степени сухости влажного насыщенного
Пара?
5. При каких условиях газовоздушная смесь горит и когда она взрыва-
ется?
285
ГЛАВА 13 ОЦЕНКА ЭФФЕКТИВНОСТИ
ТЕПЛОВОГО ОБОРУДОВАНИЯ
Оценка эффективности теплового оборудования предприятий
торговли и общественного питания — это важнейшая и сложней-
шая задача, которую постоянно приходится решать конструкто-
рам при проектировании, а эксплуатационникам при приобрете-
нии и использовании оборудования. Точное решение такой зада-
чи связано с необходимостью проведения многопланового техни-
ко-экономического исследования, учитывающего особенности тех-
нологии приготовления пищи, организационные особенности
предприятия, уровень и формы обслуживания клиентов, степень
затрат физического труда и уровень квалификации персонала и
многие другие вопросы.
Естественно, что часто требуется, не прибегая к такому де-
тальному анализу, уметь оценить уровень оборудования. Для этих
целей используют сравнительный анализ основных технических
показателей работы тепловых аппаратов. Базовыми условиями,
делающими корректным этот анализ, являются следующие ис-
ходные требования: сравниваемые аппараты обеспечивают выпуск
продукции заданного качества; аппараты удовлетворяют всем тре-
бованиям безопасности.
Если эти условия выполнены, то наиболее технически совер-
шенным и эффективным следует считать тот аппарат (или техно-
логическую линию), который обеспечит выпуск продукции с ми-
нимальной себестоимостью и кратчайшим сроком окупаемости
капиталовложений, связанных с приобретением и монтажом дан-
ного аппарата.
Основными техническими показателями, с помощью которых
проводят сравнительный анализ, являются следующие: уровень
потерь сырья; удельный расход энергии на выпуск продукции;
коэффициент полезного действия теплового аппарата.
Это главные показатели, позволяющие оценить уровень при-
меняемой технологии и технического совершенства аппарата. Низ-
кие потери сырья и удельные затраты энергии свидетельствуют о
высоком уровне эффективности и позволяют предприятию наде-
яться на дополнительную прибыль.
Однако эти показатели дополнительно должны быть подтверж-
дены такими характеристиками, как эргономичность, надежность
и долговечность, ремонтопригодность и взаимозаменяемость У3'
лов и деталей.
Дадим краткую характеристику перечисленным выше показа-
телям. Удельные потери сырья, удельные затраты энергии и КПД
каждого из аппаратов определяют на основании материального
и энергетического (теплового) балансов наиболее характерны*
286
технологических процессов, для которых предназначен этот ап-
парат.
Материальный баланс теплового аппарата в общем виде можно
выразить в виде уравнения
^м^м^+ьм,
где Mj — масса исходных пищевых продуктов, поступающих в ра-
бочую камеру теплового аппарата, кг; Мтд — масса изделий, по-
лученных в результате теплового процесса, кг; ДМ — масса по-
терь, связанных с реализацией теплового процесса, кг.
Потери при тепловой обработке связаны в основном с испаре-
нием влаги из продукта, диффузией газообразных веществ, поте-
рями влаги в связи с деформацией и разрушением структуры ис-
ходного сырья. Эти потери нормированы и приводятся в специ-
альных справочниках.
Удельные потери сырья
В современном технологическом оборудовании потери сырья
могут быть снижены, сведения об этом обычно обязательно при-
водятся в техническом паспорте или в рекламном проспекте на
конкретный вид оборудования. Так, допустимый уровень потерь
массы мяса при варке составляет 35...40 %.
Проводя варку при температурах ниже температуры кипения
(85...90°) и увеличив продолжительность процесса в 5...7 раз, эти
потери можно уменьшить до 10... 15 %.
Процессы, характеризуемые минимальными удельными поте-
рями сырья, называют ресурсосберегающими.
Тепловой баланс представляет собой уравнение, выражающее
закон сохранения энергии, согласно которому для любого тепло-
вого аппарата справедливо соотношение:
С2затр ~~ Сполезн + Спотеры
где Сзатр — общее количество теплоты, затраченной в ходе тех-
нологического процесса, Дж; (2полезн — полезная теплота, израс-
ходованная непосредственно на нагрев пищевого продукта, Дж;
^потерь — потери теплоты, связанные с реализацией технологи-
ческого процесса (потери на разогрев аппарата, в окружающую
среду и др.), Дж.
Удельные затраты энергии
Q ~ (2затр/-^изд •
Процессы, позволяющие уменьшить удельные затраты энер-
гии на единицу выпущенной продукции, называют энергосбере-
Га*ощими.
287
Коэффициент полезного действия (%) выражает долю полез-
ной теплоты в общем расходе энергии тепловым аппаратом
Л = ( Сполезн/ Сзатр) ' 1 ^0 -
Для всех тепловых аппаратов, работающих на любых энергоно-
сителях, характерны потери теплоты, связанные с разогревом эле-
ментов конструкции до требуемой температуры (потери на разо-
грев конструкции), а также потери теплоты внешними стенками
аппарата в окружающую среду.
У электрических и паровых аппаратов других потерь не су-
ществует и они характеризуются сравнительно высоким КПД. КПД
таких аппаратов периодического действия при разогреве состав-
ляет 60...80%, а после разогрева, в стационарный период рабо-
ты, 80... 90 %. У газовых аппаратов КПД ниже и составляет 50... 70 %
в режиме разогрева и 60...80 % в стационарный период работы.
КПД жидко- и твердотопливных аппаратов особенно низок и
не превышает 45 %. Это связано с тем, что при сжигании топлива
теплота дополнительно теряется: с уходящими из аппарата горя-
чими продуктами сгорания топлива; в результате неполного сжи-
гания топлива.
Эргономичность — параметр, устанавливающий степень соот-
ветствия аппарата требованиям технической эстетики и опреде-
ляющий безопасность и удобство эксплуатации аппарата, его са-
нитарно-гигиенического обслуживания.
Эргономичные аппараты в полной мере учитывают строение
человеческого организма, а также особенности психического вза-
имодействия системы «человек—машина», обеспечивая макси-
мальную производительность труда при минимальных затратах фи-
зического труда.
Понятия надежности, безотказности и долговечности рассмот-
рены в подразделе 1.4.
Сравнительный анализ одноименных видов оборудования спра-
ведлив лишь в тех случаях, когда совпадает главный показатель их
работы — производительность (кг/с):
G — А/цзд /т.
Производительность характеризует количество продукции, вы-
пускаемой в единицу времени (в 1 с, в 1 ч или даже в сутки). В случае
несовпадения производительности необходимо сравнивать аппарат
с несколькими другими аналогами, общая производительность ко-
торых близка к требуемой.
Контрольные вопросы и задания
1. Что такое КПД? Для какого энергоносителя его величина имеет
максимальное значение? Почему?
288
2. Какие мероприятия позволяют уменьшить удельные затраты энер-
гии на единицу выпускаемой продукции?
3. Покажите, как влияют на КПД качество и толщина слоя тепловой
изоляции.
4. Как влияют на экономическую эффективность материалоемкость и
габариты аппарата?
5. Дайте определения надежности, безотказности и долговечности.
ГЛАВА 14. ВАРОЧНОЕ ОБОРУДОВАНИЕ
14.1. Назначение и область применения
Характеристика процесса варки. Варочное оборудование широ-
ко используют не только в горячих цехах предприятий обществен-
ного питания, но и на предприятиях мясной, молочной и консерв-
ной промышленности. Варка — один из основных видов тепловой
обработки пищевых продуктов. Это процесс гидротермической об-
работки, заключающийся в нагреве вещества в жидкой среде. Та-
кой средой могут служить вода, бульон, молоко, соус, сок, сироп
и влажный насыщенный пар.
Теплотехническая особенность процесса варки характеризует-
ся ограничением температуры греющей среды, а следовательно,
и температуры поверхностного слоя продукта, температурой ки-
пения жидкости, однозначно определяемой давлением в рабочем
объеме аппарата.
Поскольку при варке продукт нагревается влажной средой, то
даже при сколь угодно большом тепловом потоке исключаются
перегрев поверхности продукта, а следовательно, и испарение вла-
ги. При этом создаются оптимальные условия для поверхностного
нагрева пищевого продукта, так как влажный внутренний слой ха-
рактеризуется максимальным коэффициентом теплопроводности.
Поскольку температуры поверхности продукта и греющей сре-
ды близки к температуре кипения, то перепад температур между
ними невелик. Это обусловливает «мягкий» нагрев пищевого про-
дукта, который в отличие от «жесткого» (при большом перепаде
температур) обеспечивает минимальные тепловые разрушения
исходного сырья и высокую пищевую ценность кулинарного из-
делия.
При поверхностном нагреве пищевого продукта тепловой по-
ток направлен к центру. В этом же направлении в начальный мо-
мент нагрева перемещается и влага (явление термовлагопровод-
Ности). Однако по мере прогрева в центральных слоях возникает
избыточное давление, причиной которого являются сложные био-
химические реакции, связанные с денатурацией белков, разру-
шением коллагена, а также с испарением свободной влаги и из-
Ю
Ботов
289
менениями структуры. В результате влага начинает перемещаться
навстречу тепловому потоку: от центра к поверхности.
Вместе с влагой («соком») из продукта уносятся и ценные ве-
щества — белки, жиры, углеводы, которые переходят в жидкую
варочную среду и тем самым улучшают ее кулинарные свойства и
одновременно обедняют сам пищевой продукт.
Интенсивность процесса удаления из продукта ценных пищевых
веществ пропорциональна разности концентраций этих веществ в
жидкости и поверхностном слое. Это заставляет считать варку не
только тепловым, но и сложным массообменным процессом.
От интенсивности энергоподвода, определяющей активность
кипения греющей среды, часто зависит качество вареного изде-
лия и, в первую очередь, получаемого бульона. Как правило, ак-
тивное кипение, характеризующееся интенсивным парообразо-
ванием, ухудшает органолептические свойства бульонов главным
образом вследствие активно протекающей в этом случае реакции
эмульгирования пищевых жиров, переходящих в раствор.
В зависимости от того, в жидкой среде или во влажном паре
нагревается пищевой продукт, получают вареное изделие с раз-
личными органолептическими свойствами.
Варка в большом объеме воды характеризуется более высокой
разностью концентраций, чем варка на пару, так как в последнем
случае при его конденсации на поверхности продукта образуется
тончайшая конденсатная пленка, которая быстро насыщается вы-
деляющимися веществами.
По этой причине варка на пару предопределяет меньшие поте-
ри массы продукта и более высокую пищевую ценность кулинар-
ных изделий.
Повысить скорость варки практически можно, только увеличив
температуру кипения, а следовательно, и давление в рабочем объеме
аппарата (принцип автоклавирования). Однако возрастание темпе-
ратуры еще в большей степени ускоряет термические разрушения
продукта и, как правило, ухудшает качество изделия.
Варка ряда пищевых продуктов (каш, молочных и макаронных
изделий) протекает в специфических условиях тепломассообмена.
Это особенно ярко проявляется на примере варки каш. В этом слу-
чае нагреваемая среда представляет собой двухкомпонентную сис-
тему, состоящую из крупы и воды. Причем доля крупы в этой сис-
теме значительна, что заметно сдерживает перемещение греющей
воды. Кроме того, в процессе нагрева крупа набухает и поглощает
значительное количество влаги. Влагоудерживающая способность
крупы при этом увеличивается, увеличивается и доля крупы в двух-
компонентной системе по отношению к свободной влаге. Все это
приводит к уменьшению скорости перемещения греющей среды и,
как следствие, создает возможность неравномерного нагрева мас-
сы продукта по объему. Вблизи греющей стенки при большем теп-
290
ловом потоке скорость прогрева пристеночного слоя может превы-
сить скорость перемещения влаги, что приводит к ее испарению в
слое и его перегреву, т. е. создаются условия подгорания пищевого
продукта.
Чтобы исключить данный отрицательный результат, необхо-
димо при варке ограничить перепад температур между греющей и
нагреваемой средами в период кипения до 10... 12 °C и тем самым
ограничить удельный тепловой поток через греющую поверхность.
В рубашечных тепловых аппаратах это достигается тем, что давле-
ние в рубашке поддерживается на уровне, не более чем на 50 кПа
(0,5 ати) превышающем давление в рабочей камере. Это достига-
ется путем установки на рубашке предохранительных клапанов,
отрегулированных на указанный уровень давления.
Таким образом, избыточное давление пара в рубашках пищева-
рочных котлов, обеспечивающих варку пищи при давлении, близ-
ком к атмосферному, не превышает 50 кПа (0,5 ати), и абсолютное
давление составляет 150 кПа (1,5 ата), а в автоклавах — 350...400 кПа
(3,5...4,0 ата) в рубашках и 300... 350 кПа (3,0...3,5 ата) в варочном
сосуде.
Основные режимные параметры варочного оборудования. К ним
относятся температура кипения; давление греющей среды, оп-
ределяющее указанную температуру; агрегатное состояние грею-
щей среды (жидкое или парообразное); продолжительность вар-
ки. Эти параметры однозначно определяют конечные кулинар-
ные свойства изделий и сами зависят от свойств исходного пище-
вого сырья. Отметим, что в большинстве случаев изделие достига-
ет кулинарной готовности чаще всего, когда центральный слой
прогревается до определенной температуры — температуры пас-
теризации.
Например, для мяса и рыбы 75... 80 °C, кондитерских изделий
98 °C и т.д. Однако в отдельных случаях это условие является лишь
необходимым, но недостаточным, так как полная кулинарная го-
товность возможна после необходимой выдержки во времени.
Применяемые в варочных аппаратах греющая вода или пар долж-
ны быть химически чистыми (не допускается использование го-
рячей воды из центральной системы водоснабжения или полу-
ченного из нее пара, а также «первичного» пара непосредственно
из котельной, так как они содержат химические антинакипные
Добавки).
Перепад температур между греющей стенкой и нагреваемой сре-
дой в момент кипения последней не должен превышать 10... 12 °C,
что эквивалентно перепаду давлений между греющим паром и на-
греваемой средой 50 кПа.
Классификация варочных аппаратов. По организационно-тех-
ническому признаку варочные аппараты подразделяют на аппара-
ты непрерывного и периодического действия.
291
В зависимости от агрегатного состояния греющей среды все
варочные аппараты относят к котлам (греющая среда — жидкость)
или к паровым камерам (греющая среда — влажный насыщен-
ный пар).
По давлению греющей среды в рабочей камере различают ва-
рочные аппараты, работающие: при атмосферном давлении; при
избыточном давлении (автоклавы); при вакууме.
По способу обогрева стенок рабочей камеры аппараты делят
на следующие виды: с непосредственным обогревом стенки; с
косвенным обогревом стенки.
По виду энергоносителя различают электрические, газовые,
паровые, твердотопливные и жидкотопливные аппараты.
По компоновочному принципу варочные аппараты подразде-
ляют на модульные и немодульные (традиционные).
По способу крепления рабочей камеры котлы делят на две груп-
пы: стационарные и опрокидывающиеся
14.2. Пищеварочные котлы
Пищеварочные котлы относятся к варочным аппаратам перио-
дического действия, работающим при давлении в рабочей каме-
ре, близком к атмосферному.
Предназначены пищеварочные котлы для варки пищевых про-
дуктов в большом количестве воды, однако в некоторых случаях в
них можно варить и на пару. Выпускают пищеварочные котлы,
рассчитанные на все виды обогрева (электрические, газовые, па-
ровые и т.д.), — в традиционном и в модульном исполнении.
Наиболее существенный признак, значительно влияющий на кон-
струкцию котлов, — это способ обогрева варочного сосуда и вид
энергоносителя.
Пищеварочные котлы с непосредственным обогревом стенки ва-
рочного сосуда. Они просты по конструкции, надежны в работе,
менее материалоемкие и характеризуются меньшей тепловой инер-
цией, чем их аналоги с косвенным обогревом.
Особенность котлов с непосредственным обогревом (рис. 142) —
прямой контакт греющего элемента или продуктов сгорания топ-
лива с греющей поверхностью варочного сосуда или с нагревае-
мой средой.
Электрические котлы с непосредственным обогревом условно
можно разделить на четыре группы по виду используемого элект-
ронагревателя:
с вмонтированным в днище варочного котла электронагрева-
телем закрытого типа (рис. 142, а). К данному типу котлов может
быть отнесен аппарат с вмонтированным в днище трубчатым элеК'
тронагревателем (ТЭНом) или плоским нагревательным элемен-
том (ПЭНом);
292
Рис. 142. Принципиальные схемы электрических котлов с непосред-
ственным обогревом стенки варочного сосуда:
а — с вмонтированным в днище электронагревателем закрытого типа; б — с гиб-
ким ленточным электронагревателем; в — с напыленным пленочным электрона-
гревателем; г — с открытым ТЭНом; 1 — варочный сосуд; 2 — крышка; 3 — тепло-
вая изоляция; 4 — штурвал червячного поворотного редуктора; 5 — электронагре-
ватель закрытого типа; 6 — опорные тумбы; 7 — гибкий ленточный электронагре-
ватель; 8 — стенка варочного сосуда; 9 — слой диэлектрика; 10 — напыленный
пленочный резистивный слой; 11 — тепловая изоляция; 12— сетчатая емкость для
продукта; 13 — ТЭН
с гибким ленточным электронагревателем (рис. 142, б);
с напыленным на стенку резистивным слоем — пленочным
нагревателем (рис. 142, в);
с электронагревателем, погруженным в нагреваемую среду и
расположенным внутри варочного сосуда (рис. 142, г). Аппараты
этого типа называют еще аппаратами с открытым ТЭНом.
Пищеварочные котлы с непосредственным обогревом, работа-
ющие на твердом, жидком и газообразном топливе, близки по кон-
струкции. Образующиеся в результате сжигания топлива продукты
сгорания омывают наружную стенку варочного сосуда (рис. 143) и
обогревают ее.
Существенный недостаток всех указанных выше конструкций —
значительная неравномерность температур на обогреваемых по-
всрхностях. Локальный перегрев поверхности может привести к
Подгоранию продукта. По этой причине практически невозможно
293
1
2
3
1
2
Рис. 143. Принципиальные схемы огневых котлов с непосредственным
обогревом стенки варочного сосуда:
а — на твердом топливе; б — с газовым обогревом; 1 — варочный сосуд; 2 —
крышка; 3 — тепловая изоляция; 4 — топочная камера; 5 — колосниковая решет-
ка; 6 — дверца топки; 7 — зольниковая камера; 8 — зольниковый ящик; 9 —
дымоотводящий канал; 70 — газовая горелка; 77 — направляющая стенка газохода
полностью автоматизировать котлы с непосредственным обогре-
вом. Более того, при проведении варочного процесса необходимы
постоянный контроль со стороны персонала и периодическое пе-
ремешивание продукта в варочном сосуде.
К увеличению неравномерности температурного поля на обо-
греваемой поверхности при использовании вмонтированных в
днище варочного сосуда электронагревателей (см. рис. 142, а) при-
водит дискретный способ регулирования мощности, при котором
происходит отключение некоторых из спиралей.
Выровнять температуры на поверхности можно за счет увели-
чения площади контакта нагревателя с поверхностью при той же
общей мощности электронагревателя.
Благодаря этому неравномерность температурного поля сни-
жается в конструкциях с использованием гибкого ленточного на-
гревателя (см. рис. 142, б) и равномерно нанесенного на обогрева-
емую поверхность тонкого резистивного слоя (см. рис. 142, в).
Но эти варианты котлов применяются редко, так как при раз-
мещении гибкого электронагревателя трудно обеспечить нагрев
днища варочного сосуда, а при напылении резистивного слоя труД'
но выполнить его строго постоянной толщины и особенно трудно
надежно, без отслоений, нанести на металлическую стенку сосУ'
да диэлектрическую прослойку, работающую в условиях перемен-
ного нагрева и охлаждения.
294
В огневых пищеварочных котлах с непосредственным обогре-
вом (см. рис. 143, а и б) данные требования практически невыпол-
нимы; продукты сгорания топлива в топочной камере имеют мак-
симальную температуру, которая снижается по мере их движения
в газоходах в результате теплообмена со стенкой варочного сосуда
Таким образом, изменение температур по поверхности вынуж-
денное и соответствует условиям теплообмена. Температура про-
дуктов сгорания в топке близка к теоретической температуре го-
рения. Котлы с непосредственным обогревом просты по конст-
рукции, легки, а следовательно, и дешевы, иногда лишены теп-
ловой изоляции; они предназначены для предприятий, в которых
варочные процессы являются вспомогательными и не занимают
много рабочего времени, благодаря чему контроль за процессом
варки в целях обеспечения достаточно высокого качества изделия
не приводит к значительным затратам труда обслуживающего пер-
сонал? предприятия.
Пищеварочные котлы, в которых электрический (см. рис. 142, г)
нагревательный элемент размещен непосредственно в варочном
сосуде и контактирует с нагреваемой жидкостью, обладают прак-
тически теми же преимуществами и недостатками, что и рассмот-
ренные выше конструкции. Однако возможный прямой контакт
нагревателя с пищевым продуктом усугубляет возникающие труд-
ности. Для исключения такого контакта и, следовательно, умень-
шения вероятности пригорания пищи обрабатываемый продукт
размещают в специальных перфорированных емкостях, погружа-
емых в жидкость. При чередующихся варочных процессах, прово-
димых в одной и той же порции жидкости, концентрация пище-
вых веществ в ней увеличивается и возникает опасность их терми-
ческого разрушения и окисления с возникновением токсических
и канцерогенных веществ. При эксплуатации котлов с погружен-
ными нагревателями следует своевременно заменять жидкость.
В серийном исполнении котлы данной конструкции представ-
ляют собой узкоспециализированные малогабаритные аппараты:
сосисковарки, пельменеварки.
Пищеварочные котлы с косвенным обогревом стенки варочного
сосуда. Чтобы обеспечить равномерный нагрев, используют руба-
шечные аппараты с промежуточным теплоносителем. Рубашка
представляет собой герметичный объем, примыкающий с внеш-
ней стороны к обогреваемой поверхности. Промежуточным теп-
лоносителем служит влажный насыщенный водяной пар. Поддер-
Живая в рубашке постоянное давление, обеспечивают абсолютно
изотермическое поле на стенке варочного сосуда, так как изобар-
ный процесс для влажного насыщенного пара одновременно яв-
ляется и изотермическим. Если при этом рассматривать различ-
ные зоны рубашки, то в них изменяется лишь степень сухости
Пара при строго постоянной температуре.
295
Температуру пара можно регулировать путем изменения давле-
ния. Для контроля за давлением служат манометрические датчики
(например, электроконтактные манометры). Однако при регули-
ровании температуры пара приходится учитывать, что в случае
наличия в рубашке воздуха эта температура определяется парци-
альным давлением пара в паровоздушной смеси и будет меньше
температуры кипения, соответствующей общему давлению.
Чтобы исключить корректировку манометрических датчиков,
используемых в системах автоматики пищеварочных котлов, не-
обходимо осуществлять продувку рубашек. Эта операция заключа-
ется в вытеснении воздуха из рубашки паром в период пуска кот-
ла в работу. Целесообразна продувка рубашек и с точки зрения
улучшения теплообмена между теплоносителем и нагреваемой
средой. При наличии даже незначительного количества воздуха во
влажном насыщенном паре существенно снижается коэффициент
теплоотдачи и увеличивается время разогрева аппарата.
Принципиально все пищеварочные котлы с косвенным обо-
гревом стенки варочного сосуда устроены одинаково и различа-
ются лишь конструкцией парогенератора. Общим для них являет-
ся узел варочный сосуд — рубашка (рис. 144). В соответствии с
а б
Рис. 144. Принципиальные схемы котлов с косвенным обогревом стенки
варочного сосуда:
а — стационарных; б — опрокидывающихся; 7 — варочный сосуд; 2 — паро-
водяная рубашка; 3 — откидные прижимные болты; 4 — клапан «турбинка»; 5 "
крышка; 6 — двойной предохранительный клапан; 7 — манометр; 8 — заливочная
воронка; 9 — штурвал поворотного червячного редуктора; 10 — станина; 11
парогенератор; 12 — тепловая изоляция; 13 — кран слива жидкости; 14 — защит-
ная сетка; 15 — кран для залива жидкости и выпуска воздуха
296
изложенными выше требованиями максимальный уровень давле-
ния в рубашке поддерживается паровым предохранительным кла-
паном и контролируется манометром.
В едином корпусе двойного предохранительного клапана (рис. 145)
размещены два клапана — паровой, предохраняющий рубашку от
взрыва, и вакуумный, исключающий деформацию (смятие) ру-
башки при вакууме.
Паровой клапан состоит из золотника, прижатого к седлу гру-
зовой втулкой. При превышении предельно допустимого уровня
давления 50 кПа (0,5 ати) этот золотник вместе с втулкой при-
поднимается и открывается. В результате излишек пара вытекает в
атмосферу и дальнейший рост давления в рубашке прекращается.
Вакуумная часть клапана срабатывает в момент выключения
нагревателей котла. В этом случае пар в рубашке конденсируется,
что приводит к образованию в ней разрежения. Возникает опас-
ность смятия стенки рубашки под действием столба атмосферно-
го воздуха. В этот момент под действием разности давлений возду-
ха (атмосферного) и в рубашке приподнимается золотник ваку-
умного клапана, что обеспечивает поступление атмосферного воз-
духа в рубашку и выравнивание давлений.
Наиболее распространенные формы варочных сосудов пище-
варочных котлов — цилиндрическая вертикальная с выпуклым
днищем (рис. 146, а) или вогнутым (рис. 146, б). Котлы с вогну-
Рис. 146. Наиболее распространенные
формы варочных сосудов пищевароч-
ных котлов:
а — цилиндрическая вертикальная с вы-
пуклым днишем; б — цилиндрическая
вертикальная с вогнутым днишем; в —
полуцилиндрическая горизонтальная; г —
параллелепипедная («коробчатая»)
рис. 145. Двойной предохранитель-
ный клапан:
— корпус; 2 — золотник парового
Лапана; 3 — грузовая втулка; 4 —
кРЬ1шка; 5 — паровая рубашка; 6 — зо-
лотник вакуумного клапана; 7 — седло
вакуумного клапана
297
тым сосудом цилиндрической формы выпускают в модульном и в
не модульном исполнении. Модульные котлы цилиндрической фор-
мы имеют варочный сосуд объемом не более 100 дм3. При боль-
ших объемах варочный сосуд не вписывается в габариты модуль-
ного оборудования, так как диаметр варочного сосуда становится
больше ширины модульного аппарата.
Увеличение объема варочного сосуда за счет увеличения его
глубины недопустимо из-за чрезмерного возрастания высоты ап-
парата и затруднения его обслуживания.
Увеличить объем модульного пищеварочного котла можно, лишь
изменив форму варочного сосуда. Такой формой могут служить
горизонтальный полуцилиндр (корытообразная форма) или парал-
лелепипед (рис. 146, в, г). Рубашка в этом случае охватывает вароч-
ный сосуд и повторяет его по форме. В цилиндрических котлах
рубашка представляет собой кольцевой, а в прямоугольных — ко-
робчатый плоский канал. Пос-
ледний весьма чувствителен к
линейным деформациям и
поэтому обычно имеет внут-
ренние дополнительные ан-
керные связи в виде стерж-
ней, соединяющих рубашку и
варочный сосуд, либо изго-
товляется в виде единой лис-
токанальной панели. Листока-
нальная панель ограничивает-
ся гладким металлическим
листом, образующим вароч-
ный сосуд, и листом, имею-
щим чередующиеся прямо-
угольные штампованные вы-
давки (глубина штамповки до
10 мм). Эти два листа, прива-
ренных контактной сваркой
друг к другу в зоне выдавок,
образуют единую жесткую
конструкцию. Эта конструк-
ция при малой металлоемко-
сти устойчива к линейным де'
формациям при значительны*
избыточных давлениях и гЛУ'
боком вакууме.
Листоканальная панель
образующая узел «варочный
сосуд—рубашка», представ'
лена на рис. 147, а с анкер'
Рис. 147. Панельно-канальная конструк-
ция узла «варочный сосуд—рубашка»:
7 — гладкий лист, формирующий вароч-
ный сосуд; 2 — штампованный лист, фор-
мирующий рубашку; 3 — штампованные
выдавки, место электроконтактной сварки;
4 — паровые каналы
298
Рис. 148. Узел «варочный сосуд —ру-
башка» с анкерными крепежными
связями:
Z — гладкий лист, формирующий вароч-
ный сосуд; 2 — лист, формирующий ру-
башку; 3 — анкерные стержни; 4 — паро-
вая рубашка
ным креплением — на рис. 148.
Последний вариант, бесспор-
но, проигрывает листоканаль-
ной панели из-за трудоемкой
операции установки и сварки
анкерных связей. К нижней ча-
сти рубашки панельного типа,
как и к традиционной цилин-
дрической, приварен или при-
соединен с помощью фланцев
парогенератор, работающий на
одном из видов энергоносите-
лей. Конструкция парогенера-
тора и определяет различия
между пищеварочными котла-
ми, работающими на различ-
ных энергоносителях.
Паровые пищеварочные кот-
лы работают от централизован-
ной системы пароснабжения, из
которой поступает влажный на-
сыщенный пар.
Существуют два варианта
конструкции парового пище-
варочного котла, работающе-
го от централизованной сис-
темы пароснабжения. В первом
варианте (рис. 149, а) стенка
варочного сосуда нагревается
непосредственно паром, по-
ступающим из котельной (первичным паром). Образующийся кон-
денсат скапливается в нижней части рубашки и под действием
силы тяжести через конденсатоотводчик и обратный клапан сте-
кает в конденсатопровод. Для удаления воздуха предусмотрен спе-
циальный продувочный кран.
Второй вариант парового пищеварочного котла (рис. 149, б)
предусматривает наличие встроенного парогенератора. Парогене-
ратор заполняется водой и нагревается паровым трубчатым теп-
лообменником. В этом случае первичный пар движется внутри теп-
лообменника, который, нагревая воду до кипения, образует вто-
ричный пар, согревающий стенку варочного сосуда, конденсиру-
ющийся на этой стенке и опять стекающий в парогенератор. Кон-
денсат из теплообменника отводится в конденсатопровод через
Конденсатоотводчик и обратный клапан. Удаление воздуха из ру-
башки и теплообменника производится независимо одно от дру-
гого. Для этого используют специальный продувочный кран теп-
299
Рис. 149. Принципиальные схемы паровых котлов с косвенным обогревом
стенки варочного сосуда:
а — с первичным паровым контуром; б — с вторичным паровым контуром; 1 —
варочный сосуд; 2 — крышка; 3 — пароводяная рубашка; 4 — двойной предохрани-
тельный клапан; 5 — манометр; 6 — парозапорный вентиль; 7 — конденсатоотвод-
чик; 8 — обратный клапан; 9 — продувочный кран; 10 — паровой теплообменник
(змеевик); 11— заливочная воронка; 12— кран воронки; 13 — промежуточный тепло-
носитель; 14 — контрольный кран уровня; 15 — парогенератор
лообменника и кран заливочной воронки, соединяющий рубаш-
ку с атмосферой. Заливочная воронка предназначена для долива в
рубашку жидкости, так как часть ее теряется при продувке и сра-
батывании предохранительного клапана.
Для поддержания оптимального уровня воды в парогенераторе
используют контрольный кран уровня. Оптимальным считается ми-
нимальный уровень воды в парогенераторе (с небольшим запасом
на испарение) при условии полного погружения теплообменника
в воду. Эти требования вызваны тем, что чрезмерное увеличение
массы промежуточного теплоносителя связано с дополнительны-
ми потерями теплоты на разогрев конструкции аппарата и снижает
его КПД, а непогруженная в воду поверхность теплообменника
фактически исключается из теплообмена.
Очевидно, что первый вариант, использующий первичный пар,
более прост, а следовательно, и более надежен. Котлы с исполь-
зованием вторичного пара в рубашке унифицированы под исполь-
зование любого энергоносителя, особенно легко они могут быть
переоборудованы под электрический нагрев. Однако их использо-
вание оправдано лишь при включении теплообменника в систему
пароснабжения высокого давления — не менее 500 кПа (5 ата)-
При малых давлениях потребуется теплообменник неоправданно
больших размеров.
Преимущество котла со встроенным парогенератором — высо-
кая прочность теплообменника и, следовательно, его безопасност1’
300
даже при неисправностях редукционного и предохранительного
клапанов, приводящих к аварийному росту давления в системе
паропровода.
Электрические пищеварочные котлы с косвенным обогревом стенки
варочного сосуда отличаются от паровых (с использованием в ру-
башке вторичного пара) только конструкцией парогенератора (рис.
150). Чаще всего применяют котлы с нагревом промежуточного
теплоносителя (дистиллированной воды) ТЭНами (рис. 150, а),
реже — с электродным нагревом (рис. 150, б}.
В первом случае группу ТЭНов в виде блока крепят на фланце,
который служит днищем парогенератора. Весь блок через герме-
тизирующую прокладку болтами присоединяют к корпусу паро-
генератора. Разъемное крепление блока упрощает замену сгорев-
ших нагревательных элементов.
ТЭНы должны быть полностью погружены в воду; в противном
случае, находясь в воздухе, они перегреваются (коэффициент теп-
лоотдачи от стенки ТЭНа к воздуху значительно меньше, чем от
ТЭНа к воде). Такое явление называется сухим ходом ТЭНов и обыч-
но приводит к плавлению спирали, т. е. к ее перегоранию.
В котлах с электродным парогенератором (см. рис. 150, б) рези-
стивным элементом служит промежуточный теплоноситель (элек-
тролит), а для подключения его к сети используют специальные
пластины — электроды. Подводимая мощность при этом зависит
главным образом от электрического сопротивления теплоносите-
ля и площади электродов.
Для придания фиксированных электролитических свойств ди-
стиллированной воде в ней растворяют соли или соду, и получен-
ный электролит служит промежуточным теплоносителем. Для кон-
троля за концентрацией электролит часто заменяют; для слива
Рис. 150. Принципиальная схема компоновки электрических парогенераторов:
° — ТЭНовый парогенератор; б — электродный парогенератор, 1 — парогенера-
тор; 2 — промежуточный теплоноситель; 3 — контрольный кран уровня; 4 —
ТЭНы; 5 —электроды; 6 — сливной кран
301
электролита служит кран, расположенный в нижней части паро-
генератора.
Электрические пищеварочные котлы показаны на рис. 151—153.
Традиционные пищеварочные котлы, устанавливаемые в «ост-
ровном» варианте, имеют гарантированную дистанцию по отно-
шению к соседним аппаратам или строительным конструкциям.
Рис. 151. Электрические пишеварочные кот-
лы с косвенным обогревом и цилиндричес-
кой формой варочного сосуда:
а. б — стационарные (КПЭ-100 и КЛЭ-160); в "
опрокидывающийся (КПЭ-60); г — опрокидыва'
юшийся секционный модульный (КПЭ СМ-6*^
302
В России выпускают котлы вместимостью 40; 60; 100; 160 и 250 дм3.
Котлы вместимостью 40 и 60 дм3 имеют опорную станину вилкооб-
разной формы и при помощи червячного редуктора вращаются от-
носительно горизонтальной оси. Редуктор приводит во вращение
котел при его разгрузке с помощью специального штурвала. Такие
котлы называют «опрокидывающимися» (см. рис. 151, в, г).
Котлы вместимостью 100 дм3 и более имеют неподвижный ва-
рочный сосуд и называются «стационарными» (см. рис. 151, а, б).
г
Рис. 152. Электрические пищеварочные котлы с косвенным обогревом
(панельно-канальной рубашкой) с варочным сосудом прямоугольной
формы, стационарные:
° ~ КЭ-100; б — КЭ-160; в — КЭ-250; г — схема загрузки котлов типа КЭ кассе-
Тами с полуфабрикатами при помощи передвижной подъемной тележки: 1 — ко-
Зел КЭ; 2 — крышка котла; 3— кассета; 4— захваты; 5— пантограф; 6— поручни;
— каретка; 8— редуктор; 9 — рукоятка; 10 — каркас; 11 — направляющие; 12 —
рама; 13 — тормозное устройство; 14 — колесо тележки
303
Рис. 153. Устройство электрическое
варочное (УЭВ-60):
а — в сборе; б — стационарный паро-
генератор с контрольной, защитной ар-
матурой и системой подводки холод-
ной воды; е — передвижной пищева-
рочный котел
Продукт из них выгружают вручную, а для слива жидкости после
мойки используют специальные сливные краны большого сече-
ния, защищенные специальной сеткой. Котлы малой вместимос-
ти (до 100 дм3) снабжены, как правило, съемной однослойной
тонкой металлической крышкой и не герметизированы.
Котлы большой вместимостью (более 100 дм3) часто имею?
двухстенную крышку, герметично закрывающую варочный сосуД
304
под действием сил, создаваемых специальными откидными бол-
тами. Правда, существуют и аппараты с использованием одно-
слойной съемной крышки.
В герметизированных варочных сосудах поддерживается мини-
мальное избыточное давление, равное 2,5 кПа (0,025 ати). Для этого
используют специальные предохранительные клапаны.
Особое место среди электрических пищеварочных котлов за-
нимают котлы с варочным сосудом прямоугольной формы (см.
рис. 152). Эти котлы кроме обычного режима варки обеспечивают
кулинарную тепловую обработку пищевого сырья, осуществляе-
мую непосредственно в перфорированных функциональных ем-
костях. Эти емкости с полуфабрикатами объединяют и размещают
в специальных кассетах. Последние загружают и разгружают при
помощи специальных механизированных тележек (см. рис. 152, г),
что значительно упрощает обслуживание котлов. Кроме того, эти
котлы (КЭ-100; КЭ-160; КЭ-250) снабжены двумя сливными кра-
нами, включенными параллельно. Нижний, расположенный на
лицевой панели, используют, как и в традиционных котлах, для
слива жидкости из сосуда в процессе санитарной обработки. Верх-
ний кран, вращающийся вокруг вертикальной оси, используется
для слива жидкой фазы готового кулинарного изделия (до 70%
объема). Для этого создают избыточное давление в варочном сосу-
де; разгрузка котла осуществляется открытием верхнего крана при
закрытой крышке котла. Жидкую фазу сливают в передвижные
котлы (см. рис. 153, в).
Очень удобны в эксплуатации прямоугольные котлы с пере
движной рабочей камерой (узлом «варочный сосуд—рубашка»).
Эти котлы называют универсальным электрическим устройством
и выпускают вместимостью 40 и 60 дм3 (УЭВ-40; УЭВ-60).
Устройство в сборе представляет собой блок (см. рис. 153, а),
соответствующий конструкции стационарных пищеварочных кот-
лов. Парогенератор этого устройства, оснащенный стационарным
набором арматуры (манометр, заливная воронка, предохранитель-
ный клапан, контрольный кран уровня и элементы системы хо-
лодного водоснабжения), расположен в стационарном блоке, ус-
танавливаемом в горячем цехе. Этот парогенератор соединяется с
передвижным, теплоизолированным варочным сосудом (передвиж-
ным котлом) при помощи разъемного фланцевого узла с герме-
тизирующей резиновой прокладкой из термостойкой резины.
Соединяются парогенератор и передвижной узел с помощью
Рычажного механизма, приводная ручка которого размещена в
зоне рабочего стола стационарного парогенератора.
Передвижной котел закрыт негерметично съемной крышкой и
Размещен на сварной раме, снабженной колесами. Благодаря это-
после окончания варки готовое кулинарное изделие можно
Транспортировать на линию комплектации блюд или поставить
305
непосредственно в линию раздачи, где передвижной котел будет
эксплуатироваться в режиме мармита.
Газовые котлы с косвенным обогревом стенки варочного сосуда от-
личаются от котлов с паровым или электрическим обогревом кон-
струкциями парогенератора. В котлах с варочным сосудом цилинд-
рической формы топка также имеет цилиндрическую форму, а га-
зоходы — форму кольцевых концентрических каналов (рис. 154).
Такие топки и газоходы обеспечивают оптимальную компоновку
парогенератора с необходимой площадью поверхности нагрева.
В нижней плоскости топочной камеры расположена инжекци-
онная газовая горелка (или группа горелок). Образующиеся про-
дукты сгорания отдают часть своей теплоты теплоносителю, омы-
вающему стенки топки, и через специальное отверстие (окно)
переходят в первый газоход. При этом продукты сгорания разде-
ляются на два параллельных потока, которые, двигаясь по полу-
кольцевой траектории, соединяются и через окно проходят в сле-
Рис. 154. Принципиальная схема пароге-
нератора газовых пищеварочных котлов
с цилиндрическим варочным сосудом:
1 — конвективные кольцевые газохолы; 2 —
топочная камера; 3 — инжекционная газовая
горелка (или комплект горелок); 4 — окна для
движения продуктов сгорания; 5 — кольце-
вые карманы парогенератора; 6 — дымоотво-
дящий канал; 7 — контрольный кран уровня
дующий газоход и т.д.
Прямоугольные газовые
котлы с косвенным обогре-
вом внешне не отличаются
от своих электрических ана-
логов. Газовый парогенера-
тор этих котлов представ-
ляет собой пакет листока-
нальных панелей, играю-
щих роль карманов пароге-
нератора и имеющих выход
в верхней части в парово-
дяную рубашку. Простран-
ство между соседними па-
нелями работает как совме-
щенная система, которая
служит одновременно и ка-
мерой сгорания,и конвек-
тивным газоходом. В каждой
такой щелевой камере орга-
низовано сжигание газа при
использовании трубчатого
колосника инжекционной
газовой горелки, образую-
щего огневую дорожку по
всему нижнему сечению
равномерно. Число панелей
определяется требуемой
тепловой мощностью кот-
ла, обусловленной главны^
306
образом его объемом. Компактность и эффективность щелевого
парогенератора позволяют повысить КПД котлов до 72... 75 % при
высокой технологичности конструкции. Пример компоновки та-
кого парогенератора с узлом «варочный сосуд — рубашка», вы-
полненным также в виде листоканальной конструкции, приведен
на рис. 155.
Твердотопливные пищеварочные котлы с косвенным обогревом
стенки варочного сосуда сходны по устройству с газовыми и отли-
чаются от них в первую очередь конструктивными элементами,
обеспечивающими сжигание твердого топлива. Для этого в ниж-
ней плоскости топочной камеры расположена колосниковая ре-
шетка, а под ней — зольниковая камера и зольниковый ящик.
Топочная и зольниковая камеры оборудованы дверцами.
При сжигании твердого топлива в отличие от газообразного
имеет место значительный химический недожог. В результате на
стенках газоходов откладывается и накапливается слой сажи, име-
ющий низкий коэффициент теплопроводности. По этой причине
в газоходах постепенно уменьшается тепловой поток, передавае-
мый к промежуточному теплоносителю, и они становятся мало-
эффективными, в связи с чем возникает необходимость в перио-
дической очистке газоходов от сажи. Самый простой и надежный
способ очистки — механический, который может быть реализо-
ван благодаря специальным лючкам, расположенным по пери-
метру котла. Естественно, что в этих условиях газоход в твердо-
топливных котлах может быть лишь один.
Рис. 155. Принципиальная схема компоновки щелевого парогенератора в га-
^вьк котлах панельного типа с прямоугольной формой варочного сосуда:
1 — панельно-канальная рубашка; 2 — варочный сосуд; 3 — парогенератор; 4 —
Панельные карманы парогенератора; 5 — колосниковая насадка инжекционной
газовой горелки; 6— штампованные выдавки панелей
307
В такой конструкции велики тепловые потери с химическим и
механическим недожогом топлива, а также с уходящими продук-
тами сгорания, в результате чего КПД редко достигает 35 %.
Автоклавы. Пищеварочные котлы, реализующие процесс варки
при значительном избыточном давлении в варочном сосуде, называ-
ют автоклавами (рис. 156). Избыточное давлениериз6 = 200... 250 кПа
(2...2,5 ати), а абсолютное составляет 300...350 кПа (3...3.5 ата), ему
соответствуют температуры кипения 135... 140 °C. В результате увели-
чения температуры значительно сокращается время варки пищевых
продуктов. Кроме того, с ростом температуры кипения уменьшается
вязкость и интенсифицируется плавление пищевых жиров, содер-
жащихся в продукте, что способствует активному переходу их в ва-
рочную жидкость.
Данный эффект используется для экстракции (вываривания)
жира из пищевой кости. Если при атмосферном давлении дли-
тельность процесса составляет 6...9 ч, то в автоклаве она сокраща-
ется в 2...2,5 раза.
Пищевые кости перед варкой дробят на кусочки размером до
5... 7 см, что ускоряет процесс варки. Для реализации указанного
Рис. 156. Паровой автоклав:
а — внешний вид; б — схема устройства: 1 — кран слива жидкости; 2 — конденса-
тоотводчик; 3 — станина; 4 — кожух; 5 — паровая рубашка; 6 — сетчатая емкость,
7 — варочный сосуд; 8 — откидные прижимные болты; 9 — крышка; 10, 14 "
предохранительные клапаны (паровой одинарный); 11 — пароспускной вентиль,
12, 13 — манометры; 15 — парозапорный вентиль; 16 — продувочный краЯ
308
технологического процесса автоклавы комплектуют специальны-
ми перфорированными емкостями (сетчатыми корзинами), раз-
мещенными внутри варочного сосуда.
Остаточное содержание жира в пищевой кости после выварки
в открытых пищеварочных котлах в 1,5... 2 раза выше, чем в авто-
клавах.
Увеличение температуры, вызванное увеличением давления,
обеспечивает более жесткий нагрев, вызывает активные терми-
ческие разрушения витаминов, интенсифицирует эмульгирование
жиров. В результате, как правило, ухудшается качество изделий,
снижается их пищевая ценность. По этой причине при отсутствии
специальных датчиков и средств автоматического контроля за ва-
рочным процессом на отечественных предприятиях общественно-
го питания чаще отказываются от автоклавов для реализации про-
цесса варки и используют их лишь для экстракции пищевого жира.
Автоклавы относятся к сосудам, работающим под избыточным
давлением, и представляют собой повышенную опасность для об-
служивающего персонала, поэтому инспекция Котлонадзора Гос-
гортехнадзора России контролирует их изготовление, монтаж и
эксплуатацию.
К автоклавам, в отличие от других пищеварочных котлов,
предъявляют следующие специфические требования. Толщина сте-
нок варочного сосуда и рубашки, а также диаметр откидных при-
жимных болтов должны быть увеличены по условиям прочности.
Сварные швы подвергают специальному контролю. На крыше ав-
токлава устанавливают следующую дополнительную арматуру: пре-
дохранительный клапан, срабатывающий на давление 300...350 кПа
(3...3,5 ата), вместо клапана-«турбинки»; манометр с указанием
допустимого уровня давления на шкале прибора; пароспускной
вентиль. На рубашке автоклава монтируют: предохранительный
клапан, срабатывающий на давление 350...400 кПа (3,5...4 ата),
т.е. на 50 кПа большее, чем в варочном сосуде; манометр. Вакуум-
ный клапан на рубашках автоклавов не устанавливают, так как
при значительном запасе прочности стенки рубашки даже при
глубоком вакууме не деформируются.
Принципы устройства и классификация автоклавов в осталь-
ном те же, что и у других пищеварочных котлов.
14.3. Паровые камеры
По типу теплообменного устройства паровые камеры относят-
ся к контактным теплообменникам, т. е. в них происходит непос-
редственный контакт между греющей и нагреваемой средами (меж-
АУ влажным насыщенным паром и пищевым продуктом).
При этом в паровых камерах реализуется процесс варки в па-
Ровой среде. Во время варки в такой среде, как было сказано ра-
309
нее, продукт в большей степени сохраняет пищевую ценность и
массу, а готовое изделие характеризуется высокими диетически-
ми и органолептическими свойствами.
В зависимости от способа организации рабочего цикла паровые
камеры могут быть периодического и непрерывного действия.
В отличие от пищеварочных котлов, где происходит варка в
большом количестве воды, работа паровых камер не связана с
необходимостью больших затрат на разогрев греющей среды. Это
объясняется значительно меньшей плотностью влажного насы-
щенного пара по сравнению с жидкостью. Благодаря этому разме-
ры паровых камер практически не ограничены и соответствуют
требуемой производительности. В паровых камерах наряду с атмо-
сферным давлением широко применяют повышенное давление —
до 200 кПа (до 2 ата), в особенности при варке овощей, что по-
зволяет в 1,5...2 раза уменьшить время тепловой обработки.
Паровые камеры классифицируют также в зависимости от вида
энергоносителя, вида транспортирующего органа и т.д.
Пар, контактирующий с пищевым продуктом (острый), дол-
жен быть химически чистым, поэтому его получают в виде вто-
ричного пара в парогенераторе, встроенном в аппарат. В редких
случаях используют пар из специального центрального парогене-
ратора, который ни в коем случае не предназначен для централи-
зованного обеспечения системы пароснабжения предприятия, так
как этот «первичный» пар из парового котла, называемый техни-
ческим, содержит химические антинакипные добавки.
Парогенератор электрических и паровых варочных аппаратов
представляет собой цилиндрическую или коробчатую емкость с раз-
мещенными в ней электронагревателями или паровым трубчатым
теплообменником. В газовых, твердо- или жидкотопливных пароге-
нераторах теплообмен осуществляется в топке и газоходах, разде-
ленных между собой карманами, заполненными теплоносителем.
В зависимости от вида транспортирующего продукт органа, раз-
мещенного в паровой камере непрерывного действия, паровые
камеры подразделяются на шнековые, а также с ленточным или
цепным транспортером. В первых двух случаях продукт размешает-
ся на поверхности транспортера, в последнем — в специальных
перфорированных или сетчатых корзинах.
Паровые камеры периодического действия. Они представляют
собой теплоизолированные рабочие камеры, в которых на стелла-
жах размещаются перфорированные или сетчатые емкости для
пищевого продукта, а в нижней части — парогенератор.
По форме рабочие камеры чаще всего — параллелепипеды. По-
этому обычно подобного рода конструкции называют паровароч-
ными шкафами. Такое широко распространенное название не впол-
не корректно; более правильно их называть варочными паровыми
шкафами.
310
2
Известны конструкции варочных паровых камер с рабочей ка-
мерой в виде вертикального цилиндра. В этих конструкциях от-
дельные секции камеры выполнены в едином блоке вместе с двер-
цей. При повороте этого блока вокруг вертикальной оси продукт
(или емкость) оказывается за пределами камер. Такую пенальную
конструкцию (рис. 157) целесообразно использовать в аппаратах
малой производительности. Принципиальные схемы паровых ка-
мер периодического действия, выполненные по указанным выше
принципам, приведены также на рис. 158 и 159.
Продукт, расположенный в сетчатых емкостях, обогревается ост-
рым паром. Влажный насыщенный пар конденсируется на поверх-
ности пищевого продукта, нагревая его. Образующийся конденсат
стекает на стенки камеры и стеллажи либо в парогенератор (см. рис.
158, а, б), либо направляется в канализацию (см. рис. 158, в и 159).
Первая схема движения конденсата вызывает значительные не-
удобства при обслуживании аппарата. Стекающий в парогенера-
Рис. 157. Паровая камера периоди-
ческого действия пенального типа:
° — внешний вид; б — схема устрой-
ства; /, 5 — рабочие камеры; 2 — кас-
сеты; 3, 4 — функциональные емкос-
ти с продуктами; 6 — решетка; 7 —
Переливная трубка; 8 — парогенера-
тор; 9 _ ТЭНы; 10 — блок управле-
ния; 11 — основание; 12 — анкерный
болт; 13 — сливная трубка; 14 — по-
плавковый клапан уровня; 75 — пита-
тельная коробка
б
311
тор конденсат несет с собой растворенные частицы пищевого
продукта. По мере эксплуатации концентрация этих веществ по-
вышается. Увеличивается вязкость раствора и, следовательно, ухуд-
шаются условия теплообмена между греющей поверхностью (на-
пример, ТЭНом) и нагреваемой жидкостью. Кроме того, в тепло-
носителе накапливаются и смешиваются запахи тех пищевых ве-
ществ, которые прошли тепловую обработку, и ухудшается сани-
Рис. 158. Принципиальная схема варочного парового шкафа:
а — паровой варочный шкаф на электрическом обогреве; б — парогенератор шка"
фа на паровом обогреве; в — схема движения пара и конденсата; 1 — рабочая
камера; 2 — сетчатые емкости; 3 — стеллаж; 4 — предохранительный клапан; 5 "
дверца шкафа; 6 — парогенератор; 7 — ТЭНы; 8 — контрольный кран уровня; 9'
линия подпитки воды; 10 — тепловая изоляция; 11 — поплавковый клапан УРоБ
ня; 12 — паровой теплообменник (паровая гребенка); 13 — паровой канал; 1^"
конденсатный канал
312
тарно-гигиеническое состояние паровой камеры. По этой причи-
не при эксплуатации камер с возвратом конденсата в парогенера-
тор необходимо периодически полностью заменять всю воду в
парогенераторе, тщательно мыть при этом стенки камеры, стел-
лажи и перфорированные емкости.
Вторая схема движения конденсата, предусматривающая его
отвод в дренажную систему, не имеет тех эксплуатационных труд-
ностей, которые характерны для камер с замкнутым контуром.
Однако при отводе конденсата в дренаж резко уменьшается энер-
гетический КПД камер вследствие значительных потерь теплоты,
уносимой вместе с конденсатом. При этом система постоянно
подпитывается холодной водой, как правило, через поплавковый
клапан уровня.
Рис. 159. Паровой варочный аппарат АПЭСМ-2:
1 — крышка; 2 — двери; 3 — парогенератор; 4 — кран, 5 — рама; 6 — ножки; 7 —
Лампа сигнальная «Нет воды»; 8 — лампа сигнальная «Нагрев»; 9 — выключатель;
— переключатель; 11 — секция; 12, 13 — рабочие камеры; 14, 15 — функцио-
нальные емкости; 16 — направляющие емкостей; 17 — реле уровня
313
Паровые камеры всех типов должны быть оснащены блокиру-
ющими контактами, установленными на дверцах. В случае
открывания дверцы ТЭНы парогенератора должны отключаться,
что в значительной степени уменьшает вероятность ожога паром.
Электросистемы варочных паровых шкафов с электрообогре-
вом управляют в основном работой парогенератора и предусмат-
ривают: регулирование мощности ТЭНов; охрану ТЭНов от сухо-
го хода с помощью реле давления, установленного на линии под-
вода холодной воды к поплавковому клапану уровня; включение
традиционных систем защиты электросистемы и световой сигна-
лизации.
Правила эксплуатации паровых камер, вызванные осо-
бенностью конструкции, предусматривают:
тщательный контроль за санитарно-гигиеническим состояни-
ем и своевременную замену теплоносителя в парогенераторе;
постоянный контроль за уровнем воды в парогенераторе (в осо-
бенности перед пуском в работу);
контроль за исправностью блок-контактов дверец камер.
Паровые камеры непрерывного действия. В зависимости от вида
транспортирующего органа паровые камеры непрерывного дей-
ствия подразделяются на
Рис. 160. Принципиальная схема паро-
вой варочной камеры непрерывного
действия шнекового типа:
/ — рабочая камера; 2, 9 — загрузочный и
разгрузочный турникетные затворы; 3— па-
ровой вентиль; 4 — манометр; 5 — предо-
хранительный клапан; 6 — шнековый транс-
портер; 7 — вариатор скоростей; 8 — элект-
родвигатель; 10— тепловая изоляция; 11 —
конденсатоотводчик; 12— продувочный кран
шнековые, а также с ленточ-
ным или цепным транспор-
тером.
Шнековые паровые камеры
представляют собой цилин-
дрическую рабочую камеру,
в которой пищевой продукт
перемещается с помощью
шнекового транспортера (рис.
160). Шнековый транспортер
(шнек) приводится во вра-
щение от электродвигателя
посредством регулятора ско-
рости вращения — вариато-
ра скоростей, что позволяет
изменять время пребывания
пищевого продукта в паровой
камере.
Пар подается в камеру, как
правило, под избыточным
давлением, поэтому загрузоч-
ное и разгрузочное устройства
имеют специальные гермети-
зирующие устройства — тур'
никетные затворы. Камеры
314
подобного типа компактны, высокопроизводительны и экономи-
чески эффективны.
Кроме режима варки они могут работать в качестве очисти-
тельных машин. Для этого давление в шнековой камере поднима-
ют до 600 кПа (6 ата) и выше, а время пребывания в ней со-
кращают до 5...6 с. Тогда при тепловой обработке, например кар-
тофеля, провару будет подвергаться очень тонкий поверхностный
слой толщиной не более 1 мм. В этом подкожурном слое давление
близко к давлению в камере, т. е. около 600 кПа (6 ата). При вне-
запном сбросе давления греющей среды до атмосферного в мо-
мент прохождения клубня через разгрузочное отверстие на кожу-
ру картофеля, как на мембрану, действует пневматическое уси-
лие, в результате которого она срывается с поверхности клубня.
Тепловой обработке в камерах шнекового типа подвергают,
как правило, лишь пищевые продукты, имеющие достаточную
жесткость (картофель или другие овощи). Это объясняется тем,
что они стоики к значительным
шнека.
В этом смысле более ща-
дящие условия по отноше-
нию к пищевому продукту
создаются в паровых камерах
с цепным или ленточным
транспортером, на которых
продукт не испытывает дина-
мического воздействия.
Паровая камера с цепным
транспортером — на транспор-
тере такой камеры (рис. 161)
закреплены подвесные сетча-
тые корзины для пищевого
продукта. Ось крепления рас-
положена выше центра тяже-
сти как порожней, так и за-
полненной пищевым продук-
том корзины. Лишь в том слу-
чае, когда корзина оказыва-
ется в конце камеры, с по-
мощью специальной разгру-
зочной лопасти происходит
ее поворот и в результате го-
товый продукт направляется
в Разгрузочное устройство.
Чтобы увеличить коэффи-
циент загрузки камеры, ра-
бочую ветвь цепного транс-
механическим воздействиям
Рис. 161. Принципиальная схема ва-
рочной паровой камеры hci 1рерывно-
го действия с цепным транспортером:
1 — рабочая камера; 2, 9 — загрузочное и
разгрузочное устройства барабанного типа;
5, 16 — манометры; 4, 15 — предохрани-
тельные клапаны; 5 — холостой участок
транспортера; 6,7 — корзины на холостом
и рабочем участках транспортера; 8— раз-
грузочная лопасть; 10 — конденсатоотвод-
чик; 11 — продувочный кран; 12 — трубка
уровня; 13 — кран слива теплоносителя из
парогенератора; 14 — паровой трубчатый
теплообменник (паровая гребенка); 17 —
парозапорный вентиль; 18— поплавковый
клапан уровня
315
портера делают за счет ее изгибов значительно длиннее холостого
участка.
Загрузочное и разгрузочное устройства (затворы) имеют бара-
банную конструкцию, характеризуемую минимальным зазором,
поэтому утечки пара из камеры невелики и в ней поддерживается
небольшое избыточное давление, равное 2,5 кПа (0,025 ати), вер-
хний уровень которого контролируется предохранительным кла-
паном.
Парогенератор паровой камеры может иметь как паровой, так и
электрический обогрев. В последнем случае вместо паровой гребен-
ки, размещенной в парогенераторе, устанавливают ipynny ТЭНов.
Если парогенератор работает на газовом или твердом топли-
ве, то его выполняют, как правило, выносным. Устанавливают
а
Рис. 162. Варочная паровая камера не-
прерывного действия с рольганговым
транспортером:
а — принципиальная схема; б — зависимость
времени варки картофеля на пару от избы-
точного давления в рабочей камере; 1, Ю"
загрузочный и разгрузочный рольганговые сто-
лы; 2 — функциональные емкости; Л 9 "
загрузочный и разгрузочный люки с гермети-
зирующими камеру дверцами; 4, 13 — рабо-
чая камера; 5 — парораспределительная Фе'
бенка; б — паропровод с вент илем; 7— паро-
вые сопла; 8— блок автоматического управле
ния; 11 — тележка; 12—конденсатная линия,
14 — блок автоматического управления герм®
гизируюшими камеру дверцами; 15 — PoJlb
ганг камеры; 16 — водяные форсунки
316
парогенератор в специальном помещении, расположенном в под-
вале или на нижнем этаже, а в самом парогенераторе размещают
паровой трубчатый теплообменник. Если в выносной парогене-
ратор подается химически чистая водопроводная вода, то пар из
парогенератора можно направлять непосредственно в рабочую
камеру.
Паровые камеры с ленточным транспортером аналогичны по кон-
струкции камерам с цепным транспортером. В камерах с ленточ-
ным транспортером можно проводить тепловую обработку раз-
личных полуфабрикатов, размещенных в функциональных емкос-
тях. Лента транспортера обычно выполнена из металлических пла-
стинчатых звеньев.
В камерах сравнительно малой производительности ленту транс-
портера можно заменить наклонной поверхностью, выполненной
в виде рольганга (рис. 162). Рабочая камера такого аппарата имеет
цилиндрическую форму и вмещает две перфорированные емкос-
ти с пищевым продуктом.
Загрузочная и разгрузочная дверцы камеры расположены по
торцам цилиндра, герметично закрывают камеру, срабатывая от
усилия электропривода. При таком положении дверец в камеру
через парораспределяющую гребенку подается пар высокого дав-
ления: до 200 кПа (2 ата).
После окончания варки подача пара прекращается, в камеру
кратковременно через водяные форсунки впрыскивается вода, в
результате давление падает до атмосферного и срабатывают авто-
матические заслонки, открывающие дверцы камеры. В этом слу-
чае две емкости с продуктом, движущиеся по рольгангу при не-
значительном усилии со стороны обслуживающего аппарат опе-
ратора, вытесняют из камеры емкости с продуктом, прошедшим
тепловую кулинарную обработку, на разгрузочный стол, который
может быть использован в качестве передвижной тележки для
транспортирования продукта на линию раздачи или линию комп-
лектации блюд.
14.4. Системы контроля, безопасности и регулирования
варочного оборудования
Системы контроля, безопасности и регулирования варочного
оборудования обеспечивают работоспособность аппаратов в эк-
стремальных ситуациях, безопасность персонала при обслужива-
аппаратов, оптимальные режимные параметры аппаратов при
Реализации режима варки.
Арматура варочных аппаратов. Технические средства, обеспечива-
ющие функционирование системы безопасности и регулирования,
Разывают арматурой. Арматуру подразделяют на предохранительную,
°йтрольную, измерительную, регулирующую и запорную.
317
Предохранительная арматура включает: двойной предохрани-
тельный клапан, клапан-«турбинку», предохранительные взрыв-
ные мембраны.
Контрольно-измерительная арматура состоит из манометра и
контрольного крана уровня.
Регулирующая арматура — это электроконтактный манометр
(вместо обычного контрольного), конденсатоотводчики, реле дав-
ления, реле времени и т.д.
Запорная арматура включает вентили для подвода холодной и
горячей воды из системы водоснабжения, а также паровые венти-
ли, обратные клапаны, продувочный и воздушный вентили.
Предохранительная арматура. Описанный ранее двой-
ной предохранительный клапан (см. рис. 145) обеспечивает безо-
пасную эксплуатацию узла «варочный сосуд—рубашка» пищева-
рочных котлов, работающих при избыточном давлении, достига-
ющем 50 кПа (0,5 ати). Такие клапаны служат для предупрежде-
ния возможности взрыва рубашки при превышении допустимого
уровня давления или смятия при вакууме, возникающем при от-
ключении котла.
Специальные предохранительные клапаны, чаще всего типа
«турбинки», обеспечивают безопасную работу герметично закры-
тых рабочих камер (варочного сосуда или паровой камеры) при
избыточных давлениях до 2,5 кПа (0,025 ати).
Основной элемент такого клапана (рис. 163) — турбинка, кото-
рая представляет собой цилиндр с профрезерованными винтовы-
ми канавками. Когда давление в варочном сосуде становится выше
атмосферного, пар (или, точнее, паровоздушная смесь) начинает
выходить из него в атмосферу. При этом пар из-за наличия специ-
альной пластины на входе в клапан резко меняет направление дви-
Рис. 163. Схема устройства
клапана «турбинка»:
1 — двустенная крышка; 2— кор-
пус; 3 — грузовая втулка; 4 — ог-
раничитель хода грузовой втулки.
5— крышка; 6— сигнальное коль-
цо; 7—соединительный стержень
8— промывочная трубка; 9—тур-
бинка; 10— паросушительная пла-
стина; 11 — паровые каналы
318
женил и тем самым отделяет наиболее тяжелые частички влаги, т. е.
осушается. Далее пар попадает в канавки турбинки и через них в
промывочную трубку и атмосферу. При этом силу, с которой пар
действует на стенки винтовой канавки, можно разложить на две со-
ставляющие: вертикальную и горизонтальную. Под действием гори-
зонтальной составляющей силы F} клапан приходит во вращение, а
под действием вертикальной составляющей F2 приподнимается.
При подъеме клапана меняется высота работающей на пропуск-
нике пара части турбинки, увеличивается проходное сечение и
соответственно расход пара.
В экстремальной ситуации турбинка приподнимает и приводит
во вращение грузовую втулку, которая, в свою очередь, припод-
нимает крышку клапана и тем самым открывает дополнительный
проход для пара, сбрасываемого в атмосферу.
Кольцо, закрепленное на стержне, являющемся осью турбинки,
предназначено для сигнализации о работе клапана. Равномерное вра-
щение кольца свидетельствует об исправности клапана и его нор-
мальной работе. Чрезмерно высокая скорость вращения сигнального
кольца свидетельствует о критическом повышении уровня давления
и необходимости уменьшения интенсивности нагрева (уменьшении
расхода энергоносителя).
Активное выделение пара при неподвижном кольце свидетель-
ствует о прилипании турбинки к корпусу клапана. Данная ситуа-
ция — аварийная. Клапан неисправен, и необходимо немедленно
полностью прекратить подачу энергоносителя, прервать процесс
варки.
Для исключения данной ава-
рийной ситуации необходимо тща-
тельно промывать клапан перед
работой струей воды, подаваемой
в промывочную трубку, и несколь-
ко раз при этом проворачивать тур-
бинку, вращая за кольцо.
Регулирующая армату-
ра. Электроконтактный манометр
(рис. 164) — манометр с подвиж-
ной указывающей стрелкой, снаб-
женной электрическим контактом,
и Двумя неподвижными стрелка-
ми, задающими нижний и верх-
ний пределы давления. Положение
Неподвижных стрелок можно из-
менять специальным ключом.
Реле уровня (рис. 165) обеспе-
чИвают отключение электронагре-
Телей при недопустимом сниже-
Рис. 164. Электроконтактный мано-
метр (ЭКМ):
1 — нижний неподвижный; 2 — под-
вижная указывающая стрелка; 3 —
верхний неподвижный контакт; 4 —
клеммная коробка
319
нии уровня воды в нагревательной устройстве. Наиболее распро-
странены следующие типы реле уровня. Электродное реле уровня
(см. рис. 165, а) — система, состоящая из электрического реле ц
двух электрических контактов — электродов. Реле включается в
электрическую цепь только при наличии между электродами элек-
тролита (воды). При оголении верхнего электрода размыкается кон-
трольная электрическая цепь, в которую включено реле, управ-
ляющее магнитным пускателем.
Реле уровня поплавкового типа (см. рис. 165, б) содержит меха-
нический регулятор, размыкающий электрический контакт при
опускании поплавка, контролирую!цего уровень теплоносителя.
Обычно в целях сигнализации в системе предусматривают сиг-
нальные лампы, свидетельствующие о достаточном количестве
воды (лампа зеленого цвета Н1) или недостаточном (лампа крас-
ного цвета Н2), включающиеся посредством замыкания контакта
электрического реле уровня.
Система автоматического регулирования процесса варки. Основ-
ными характеристиками пищеварочных котлов являются: объем
варочного сосуда (дм3); продолжительность разогрева (от 0 до 95 °C)
тр; максимальная мощность Ртзх (кВт); минимальная мощность Pmin
(кВт); КПД в период разогрева котла и за весь цикл работы (%);
удельный расход электроэнергии в период варки (Дж/кг).
КПД котла и удельный расход энергии во многом зависят от
вида автоматики управления режимом котла и настройки датчи-
ков регулирования.
Исходя из рассмотренных выше особенностей процесса варки
пищевых продуктов, качественное кулинарное изделие можно по-
лучить в том случае, если продукт нагреть вместе с водой до кипе-
ния или поместить в кипящую воду или во влажный насыщенный
пар и выдержать там в течение времени, предусмотренного тех-
нологическими режимами.
Рис. 165. Электрическая схема реле защиты ТЭНов от «сухого хода>>:
а — электродного типа; б — механического поплавкового типа; Н1, Н2— сигналы
лампы; ЭУ — электроды уровня; РУ — реле уровня; 1РУ — нормально закрыть
контакт реле РУ; ПУ — механический нормально закрытый контакт механическо
поплавкового реле
320
Поскольку температура кипения определяется давлением в ка-
мере, то ее стабилизировать не нужно. Однако при этом необхо-
димо уменьшить подводимый тепловой поток до минимума. Это
целесообразно не только из экономических соображений, но и с
точки зрения качества изделий. При чрезмерном интенсивном на-
греве жидкость бурно кипит, что приводит к ухудшению качества
бульонов и отваров.
По этой причине традиционно весь процесс варки разделяют
на два этапа (режима): разогрев до температуры кипения; варка в
кипящей воде (или на пару). На первом этапе необходима значи-
тельная мощность, так как требуется разогреть аппарат и пище-
вой продукт, одновременно компенсируя теплопотери в окружа-
ющую среду. На втором этапе мощность требуется в основном толь-
ко на компенсацию теплопотерь в окружающую среду и значи-
тельно меньше, чем в период разогрева.
По мере разогрева аппарата с приближением температуры к
точке кипения в рубашке повышается давление до уровня, под-
держиваемого предохранительным клапаном. Давление косвенно
характеризует температуру. Поэтому при достижении верхнего уров-
ня давления мощность нагревателей должна быть уменьшена. Если
давление понижается, то система обеспечивает включение мак-
симальной мощности, а если достигает верхнего предела — пере-
ключает на нижнюю ступень. Обычно датчиком в этом случае слу-
жит электроконтактный манометр или реле давления. Мощность в
аппарате при этом меняется дискретно, и из-за тепловой инер-
ции аппарата процесс варки состоит из периодов активного ки-
пения, чередующихся с периодами, когда кипение в жидкости
полностью отсутствует.
Такая система не является оптимальной, так как она не обес-
печивает точного соблюдения требуемого постоянного режима ти-
хого кипения. Кроме того, необходимый уровень нижней ступени
мощности неодинаков для отдельных групп пищевых продуктов,
а изменить его в рамках одной системы управления технически не
просто.
Наилучшие условия обеспечивают системы управления про-
цессом, в которых постоянно контролируется температура в цен-
тральном слое обрабатываемого пищевого продукта. При дости-
жении заданного уровня этой температуры автоматически изме-
няется подводимая мощность и с помощью реле времени тех или
иных типов выдерживается необходимая продолжительность вар-
ки. Такие системы установлены на отдельных варочных котлах,
иьщускаемых зарубежными фирмами.
Все шире применяют тиристорные системы регулирования мощ-
ности электротепловых аппаратов, так как они позволяют осуще-
ствлять качественное пропорциональное изменение теплового
Потока, подводимого к пищевому продукту.
И
Ботов
321
В перспективе возможна реализация варки в некипящей воде
при температурах ниже точки кипения на 2... 4 °C; тогда управлять
мощностью можно по температуре. Для учета особенностей режи-
мов варки в этом случае оказываются незаменимыми микропро-
цессоры, применение которых обеспечивает высокое качество из-
делий.
В настоящее время в отечественной практике используют лишь
релейные системы с дискретным регулированием мощности элек-
трических котлов по давлению. Такая система регулирования ре-
жима варки электрических котлов предусматривает автоматичес-
кое переключение мощности ТЭНов с максимальной (Ртах) на
минимальную (Ртп) в период закипания жидкости в варочном
сосуде, тем самым обеспечивая минимальный тепловой поток,
необходимый для поддержания режима тихого кипения.
Отечественные электрические котлы, как правило, оснащают
двумя системами управления.
Традиционные котлы типа КП имеют блок управления, обес-
печивающий два режима работы:
включение котла на полную мощность при разогреве и полное
отключение нагревательных элементов при закипании жидкости
в варочном сосуде, что совпадает с ростом давления пара в ру-
башке и замыканием стрелки электроконтактного манометра на
верхний контакт;
переключение мощности электронагревателя с максимальной сту-
пени на минимальную при касании подвижной стрелки верхнего
контакта электроконтактного манометра и повторном включении
максимальной ступени мощности при касании подвижной стрелки
и нижнего контакта, что обеспечивает режим «тихого кипения».
Первый режим предназначен для варки каш; при полном от-
ключении ТЭНов доваривание происходит за счет аккумулиро-
ванной аппаратом теплоты. Второй режим применяют во время
приготовления бульонов и первых блюд.
Электрические котлы с варочным сосудом прямоугольной фор-
мы (типа КЭ) оснащены блоком управления, который реализует
три режима работы. Первые два режима те же, что и в традицион-
ных цилиндрических аналогах. Дополнительный режим рассчитан
на варку «на пару» продукта, уложенного в перфорированные
функциональные емкости. В этом случае при замыкании подвиж-
ной стрелки на верхний контакт мощность переключается не на
минимальную, а на среднюю ступень.
Система управления процессом варки в газовых пищеварочных
котлах устроена аналогично системе управления в электрических
котлах. Она отличается тем, что при замыкании подвижной стрелки
электроконтактного манометра на верхний контакт срабатывает
на отключение соленоидный клапан, установленный перед газо-
выми горелками. При этом либо полностью отключаются все го-
322
релки, либо отключается часть из них, что обеспечивает переход
на нижнюю ступень тепловой мощности. Повторное включение
Происходит при падении давления греющего пара в рубашке и
замыкании подвижной стрелки электроконтактного манометра на
нижний контакт. В результате также обеспечивается режим «тихо-
го кипения».
Контрольные вопросы и задания
1. Назовите основные технологические параметры варочного процесса.
2. Как влияет на варку изменение давления в рабочей камере?
3. Приведите классификацию варочных аппаратов.
4. Каковы преимущества и недостатки пишеварочных котлов с непо-
средственным обогревом в сравнении с аналогами, имеющими парово-
дяную рубашку?
5. Перечислите основные требования, предъявляемые к узлу «вароч-
ный сосуд—рубашка». Каковы преимущества панельно-канальной кон-
струкции этого узла?
6. Каковы преимущества паровых камер перед пищеварочными кот-
лами?
7. Как компонуют паровые камеры периодического и непрерывного
действия?
8. Каковы особенности электросистем варочных аппаратов?
9. Какие системы автоматики применяют на газовых пищеварочных
котлах?
ГЛАВА 15. ЖАРОЧНОЕ ОБОРУДОВАНИЕ
15.1. Требования технологии приготовления пищи
к жарочным аппаратам
Жарочные аппараты относятся к основным видам тепловых ап-
паратов, применяемых практически на всех типах предприятий
общественного питания, осуществляющих доведение изделий до
кулинарной готовности. Кроме выполнения главных процессов
(жарки и выпечки) их можно использовать для запекания, туше-
ния, пассерования и припускания.
Жарка — термический процесс, представляющий собой комп-
лекс сложных физических, химических, физико-химических, теп-
ломассообменных изменений структуры, объема и свойств про-
дукта, в результате которых готовое изделие приобретает специ-
фические вкус, запах, цвет и т. д.
Принципиальное отличие жарки от рассмотренного ранее про-
цесса варки — «жесткое» тепловое воздействие на поверхностный
сЛой пищевого продукта, т.е. такое воздействие, при котором
происходит целенаправленный перегрев поверхности. При дости-
323
жении температур 120... 130°C в поверхностном слое после испа-
рения влаги наиболее активно протекает реакция меланоидино-
образования, наблюдаются деструктивные изменения, в резуль-
тате которых происходит распад ингредиентов пищевых продук-
тов с образованием новых химических веществ, выделением лету-
чих компонентов, которые и предопределяют свойства жареного
изделия.
Поскольку перегрев поверхности возможен только после испа-
рения влаги из этого слоя, то жарка возможна либо в результате
поверхностного нагрева продукта при температуре греющей сре-
ды, превышающей температуру кипения (от 150 до 350 °C), либо
при помощи достижения объемного теплового эффекта в поверх-
ностном слое (например, за счет потока инфракрасного излуче-
ния).
Исходя из данных условий, процесс жарки может быть осуще-
ствлен следующими основными способами:
на нагретой поверхности; этот нагрев в отдельных случаях реа-
лизуют при наличии небольшого количества пищевого жира либо
без него. Тонкий слой пищевого жира в этом случае служит проме-
жуточным теплоносителем и ограничивает температуру греющей
поверхности, тем самым смягчая жесткое тепловое воздействие;
в среде нагретого воздуха при естественной его конвекции либо
вынужденной, достигаемой путем принудительной циркуляции
воздуха. Последний вариант нагрева принято называть конвектив-
ной обработкой;
под действием жесткого облучения поверхности продукта по-
током инфракрасного излучения;
путем конвективного нагрева в большом количестве пищевого
жира (фритюра), нагретого до высоких температур (150... 190°C).
Благодаря удалению части влаги и впитыванию жира в процес-
се жарки повышается пищевая ценность изделия, а на его поверх-
ности образуется специфическая корочка.
При этом на начальной стадии жарки перенос влаги внутрь
продукта под действием перепада температур превышает пере-
нос влаги к поверхности за счет диффузионного процесса. По-
верхностные слои обезвоживаются в результате испарения во
внешнюю среду и не пополняются влагой из глубинных слоев.
По мере нагрева изделий температурный перепад постепенно
уменьшается, а следовательно, сокращается и влагоперенос
внутрь продукта.
На второй стадии процесса при возрастании температуры на-
ружных слоев изделия растет диффузионный перенос влаги к по-
верхности. Зона испарения влаги располагается на некотором РаС'
стоянии от поверхности и далее не углубляется. Образовавшаяся
при нормальном ведении процесса корочка должна препятство-
вать выходу водо- и жирорастворимых веществ из внутренних сЛ°еБ
изделий и в то же время сама не должна нагреваться до темпера-
тур, при которых быстро и интенсивно обугливается ее поверх-
ность. Стабилизатором температуры поверхности изделия могут
служить различные жидкие среды (жир, сок и влага, выделяющи-
еся из изделия), в которых или при участии которых осуществля-
ется жарка. Наличие такой влагожировой прослойки препятствует
прилипанию изделий к теплопередающей поверхности.
Разновидность жарки — тепловая обработка в воздушной или
парогазовой среде, нагреваемой до 250...300°C. Чаще всего такой
процесс тепловой обработки применительно к мясным и рыбным
изделиям называют жаркой в шкафу, применительно к овощным
и творожным изделиям — запеканием, а применительно к муч-
ным изделиям — выпеканием.
15.2. Характеристика основных способов жарки
Жарка в малом количестве жира. Осуществляется в открытой
посуде (наплитные сковороды, противни, функциональные ем-
кости) или на разогретой поверхности жарочных плит, характе-
ризуется односторонним подводом теплсгы. Для равномерного про-
грева при одностороннем энергоподводе изделия необходимо пе-
риодически переворачивать, а интенсивность энергоподвода в про-
цессе тепловой обработки должна быть существенно снижена, в
противном случае наблюдаются нерациональный рост толщины
корочки и значительная потеря массы изделия.
Жарка в большом количестве жира. Этот вид жарки, называе-
мый также жаркой во фритюре, осуществляют в открытой посуде
в глубоких противнях или жарочных ваннах. Жарка во фритюре
характеризуется тем, что вся поверхность изделия соприкасаемся
с жиром (маслом). При этом обеспечивается не только равномер-
ный прогрев всей поверхности, но и сокращается продолжитель-
ность тепловой обработки, существенно снижается расход жира
на единицу массы готовой продукции по сравнению с жаркой
традиционным способом.
Известно, что жарка во фритюре, нагретом менее чем до 135 °C,
приводит к увеличению расхода жира и ухудшению качества из-
делий. Для жарки продуктов с большим количеством влаги (ово-
Щи) используют среднегорячий фритюр температурой 135... 150 °C;
горячий фритюр — температурой 150... 165 °C применяют для теп-
ловой обработки продуктов, предварительно подвергавшихся варке.
Очень горячий фритюр (температура 165... 180 °C) применяют для
Жарки изделий из теста, рыбы и других продуктов.
Представляет интерес процесс жарки во фритюре картофеля.
Вследствие высокой температуры жира он теряет часть влаги, в
°сновном удаляемой в виде пара. Готовые изделия при этом со-
хРаняют более высокую концентрацию питательных веществ, чем
324
325
вареные. Кроме того, в корочке образуются новые вкусовые и аро-
матические вещества. Жиры проникают внутрь продукта, повы-
шают его калорийность. При жарке масса продукта вследствие ис-
парения уменьшается на 30...66%; при этом на процесс влияют
многие факторы, в том числе сорт картофеля, химический состав
клубня, форма нарезки ломтиков (соломка теряет 60 %, брусоч-
ки — 50 % первоначальной массы). Разные сорта впитывают нео-
динаковое количество жира. Сырой картофель поглощает в 1,6 раза
меньше жира, чем вареный, в котором вода связана крахмалом; в
сыром такой связи нет и влага свободно удаляется. При обжарива-
нии сырых ломтиков влажность их быстро снижается на 4...7 %,
они приобретают хрустящие свойства и пористую структуру. Раз-
новидность жарки в жире — пассерование, при котором из обра-
батываемого продукта удаляется меньшее количество влаги, чем
при жарке, и не образуется корочки. Продукт при этом должен
впитать определенное количество жира.
При традиционном способе пассерования жир (15% массы сы-
рья) нагревают до 130... 140 °C, после чего в него кладут нарезанные
овощи слоем 5...6 см и прогревают их при периодическом помеши-
вании в течение 15...20 мин, не допуская образования корочки.
Жарка в среде нагретого воздуха или в парогазовой среде. При
этом способе жарки происходит контакт пищевых продуктов с
нагретым воздухом или с парогазовой средой. Уложенные в фор-
мы, противни или функциональные емкости пищевые продукты
нагреваются путем теплопроводности от емкости, в которую они
помещены, потоком инфракрасной энергии, излучаемой нагре-
вательными элементами и стенками камеры, а также конвектив-
но от воздуха.
Температура паровоздушной среды рабочих камер должна дос-
тигать заданных значений за минимальное время, регулироваться
в пределах 150 ...350 °C и изменяться в течение цикла в соответ-
ствии с характером прогрева изделий. При этом конструкция ап-
парата должна обеспечивать такое движение конвективных пото-
ков внутри рабочей камеры, которое исключает образование зас-
тойных зон и неравномерный обогрев изделий. Разность темпера-
тур среды рабочей камеры как жарочных, так и пекарных шкафов
должна быть минимальной и не превышать 40...50 °C.
Для рационального ведения процесса высокая температура сре-
ды рабочей камеры, обеспечивающая интенсивный прогрев про-
дуктов в начале процесса, должна быть в последующем снижена
во избежание излишнего обезвоживания и подгорания изделий.
Жарка в инфракрасном поле. При этом способе жарки пищевые
продукты поглощают лучистую энергию открытого пламени дре'
весных углей, газовых горелок или электрических нагревательны-4
элементов. Если изделия закрепляют на металлических стержня4
(вертелах, шпильках, шпажках или шампурах), то процесс назЫ'
326
вают жаркой на вертеле. Если изделие помещают на предвари-
тельно смазанную жиром и нагретую решетку из металлических
прутьев, то процесс называют жаркой на рашпере.
При обжарке мясных кулинарных изделий (бифштексов, шнице-
лей и т.д.) на противнях коротковолновым ИК-излучением (гене-
раторы КГ-220-1000) оптимальным является двухстадийный про-
цесс. На первой стадии продолжительность процесса составляет
120... 180 с, а плотность лучистого потока 25... 30 кВт/м2, а на второй
реализуется циклический режим облучения, при котором в течение
60... 120 с изделие облучается потоком плотностью 25...30 кВт/м2, а
затем генераторы отключаются примерно на то же время.
При непрерывном облучении мясных продуктов в коротковол-
новом диапазоне плотность лучистого потока не должна превы-
шать 16... 18 кВт/м2 из-за возможного обугливания поверхности.
15.3. Классификация жарочных аппаратов
Жарочные аппараты, применяемые на предприятиях обществен-
ного питания, классифицируют по следующим основным при-
знакам.
По технологическому назначению все разновидности существу-
ющих жарочных аппаратов могут быть сведены в четыре основные
группы:
аппараты, осуществляющие жарку изделий непосредственно
на нагретой поверхности (сковороды периодического и непрерыв-
ного действия с односторонним и двусторонним нагревом);
аппараты, предназначенные для жарки изделий в большом ко-
личестве жира или масла (фритюрницы, жаровни, трансферавто-
маты и т.д.);
аппараты для тепловой обработки изделий в среде с естествен-
ным или принудительным движением горячего воздуха (жароч-
ные и пекарные шкафы, конвектоматы, печи и т.д.);
аппараты, использующие для тепловой обработки инфракрас-
ное излучение (грйли, шашлычницы, радиационные шкафы и
печи, тостеры, конвейерные и ИК-печи и т.д.).
При этом различают аппараты для выпуска широкого ассорти-
мента изделий (сковороды, фритюрницы, жаровни, жарочные,
пекарные, радиационно-конвективные шкафы, конвейерные
печи, ИК-печи, кондитерские печи и трансферавтоматы), а так-
же аппараты специального назначения (грили, шашлычницы, то-
неры, автоматы для жарки пончиков, пирожков, блинной лен-
ты, блинов и оладий); кроме того, для жарки изделий использу-
ет универсальные тепловые аппараты — плиты.
По принципу действия жарочные аппараты могут относиться к
Устройствам периодического действия (сковороды, аппараты для
Двустороннего нагрева, фритюрницы, грили, тостеры, шашлыч-
327
ницы, мангалы, плиты, жарочные и пекарные шкафы, конди-
терские печи) и непрерывного действия (ИК-аппараты, жаров-
ни, фритюрницы, трансферавтоматы, автоматы для жарки пон-
чиков, пирожков, оладий и блинной ленты, кондитерские печи).
По виду энергоносителя жарочные аппараты разделяют на не-
сколько групп: в основном выпускают аппараты на электричес-
ком и газовом обогреве; реже применяют твердо- и жидкотоплив-
ные аппараты.
По виду теплопередающей среды различают аппараты с воздуш-
ной или паровоздушной средой и аппараты с рабочей камерой,
заполненной пищевым жиром.
По способу передачи теплоты жарочные аппараты могут быть с
непосредственным и косвенным обогревом жарочной поверхности.
По способу движения среды в рабочей камере аппараты могут
разделяться на устройства, в которых движение среды в рабочей
камере осуществляется либо вследствие естественной конвекции
(фритюрницы периодического действия и шкафы), либо путем
вынужденной циркуляции воздуха или пищевого жира (роторные
жаровни с циркуляционными трубами), либо вследствие движе-
ния рабочего органа (шнековые жаровни).
По способу сообщения рабочей камеры с окружающей средой жа-
рочные аппараты подразделяют на открытые, закрытые и герме-
тичные; к последним относят аппараты для жарки при повышен-
ном давлении.
По виду и форме рабочей (жарочной) поверхности различают ап-
параты с гладкой поверхностью (сковороды, конфорки плит, ав-
томаты и аппараты для жарки блинной ленты, блинов, оладий) и
фигурной (вафельницы, рашперы). Рабочая поверхность может быть
плоской (сковороды, конфорки, автоматы для жарки оладий и
блинов) и цилиндрической в виде горизонтального барабана (ус-
тройства для жарки блинной ленты), в виде горизонтального ба-
рабана с продольными цилиндрическими ячейками (автомат для
жарки пирожков) или в виде вертикального цилиндра (печи для
выпечки национальных сортов хлеба — лепешек). По форме она
может быть представлена единой или составленной из отдельных
круглых элементов (автомат для жарки блинов) или прямоуголь-
ных (сковороды, конфорки), а также в виде кольца (автомат для
выпечки оладий).
По числу рабочих камер и числу секций внутри каждой камеры
жарочные аппараты могут быть одно- и многокамерными (жароч-
ные и пекарные шкафы выпускают одно-, двух- и трехкамерны-
ми). Каждая камера может быть одно- и многосекционной (мн°'
гоярусной); при этом принцип обогрева каждой секции (яруса)
остается одинаковым.
По виду транспортирующего устройства различают жарочнЫе
аппараты шнековые, конвективные, роторные и т.д.
328
По способу установки жарочные аппараты могут быть перенос-
ными (настольными), передвижными и стационарными, которые
устанавливают на индивидуальные основания, станины, универ-
сальные подставки и фермы.
По конструктивному оформлению аппараты могут быть несек-
ционными, секционно-модулированными и секционными.
По степени автоматизации жарочные аппараты бывают неав-
томатизированными, частично автоматизированными, полуавто-
матизированными и автоматизированными. Полуавтоматизирован-
ные и автоматизированные аппараты, совмещающие различные
функции (формирование, дозировка, тепловая обработка и т.д.),
относятся в основном к аппаратам непрерывного действия.
15.4. Тепловые аппараты для жарки на нагретой
поверхности
К аппаратам для жарки на нагретой поверхности относятся
сковороды периодического и непрерывного действия. Сковороды
предназначены для жарки мяса, рыбы, птицы и других продуктов
на нагретой поверхности, а также для пассерования, тушения и
припускания. К сковородам относятся также аппараты двусторон-
него нагрева, используемые для выпечки изделий из теста (ва-
фель, печенья и т.д.) или обжарки ломтиков колбасы, хлеба,
сосисок, бифштексов, изделий из рыбы и т.д. (вафельницы, кон-
тактные грили).
Сковороды периодического действия. Представляют собой рабо-
чую камеру цилиндрической или коробчатой формы, называе-
мую чашей, с обогреваемой рабочей поверхностью (рис. 166). Чаша
в совокупности с тепловой изоляцией, облицовкой, рубашкой с
промежуточным теплоносителем (если она предусмотрена конст-
рукцией), а также с теплогенерирующим устройством обычно
представляет собой единый узел, который с помощью пустотелых
Цапф и подшипников скольжения крепится на станине, кронш-
тейнах или тумбах. Одну из опор, чаще левую, используют для
размещения органов управления, а другую — для установки меха-
низма опрокидывания чаши.
Сковороды периодического действия предназначены для при-
готовления широкого ассортимента изделий. Они могут работать
на электрическом или газовом обогреве.
Рабочая поверхность чаши может обогреваться непосредственно
(встроенными электронагревателями или пламенем газовых горелок)
Или косвенно с помощью промежуточного теплоносителя, находя-
щегося в рубашке сковороды. В принципе возможен централизован-
ный подвод высокотемпературного теплоносителя к сковороде.
Сковороды относятся к аппаратам с плоской жарочной поверх-
ностью. Как правило, сковороды имеют одну рабочую камеру, но
329
Рис. 166. Принципиальные схемы сковород периодического действия:
а, б— электрических соответственно с непосредственным и косвенным обогревом
чаши сковороды; в, г — газовых соответственно с непосредственным и косвенным
обогревом чаши сковороды; д — газовой с непосредственным ИК обогревом чаши
сковороды; е — электрической с мешалкой для пассерования; 1 — чаша сковоро-
ды; 2 — крышка; 3 — штурвал поворотного червячного редуктора; 4 — переключа-
тель мощности; 5 — электронагреватели (закрытого типа, ТЭНы и ИК); 6— газо-
вая инжекционная горелка; 7— керамические ИК-переизлучатели; 8 — дымоот-
водящий канал; 9 — заслонка — регулятор тяги; 10 — лопастная мешалка; И ~~
загрузочная дверца; 12 — промежуточный теплоноситель (минеральное масло)
могут быть и двухкамерными (на общей станине монтируют две
чаши) или двухсекционными (жарочная поверхность разделяется
перегородкой).
Устанавливают сковороды стационарно на фермы, индивйДУ'
альные основания, двухтумбовые станины или индивидуальные
(универсальные) подставки. По конструкции сковороды относят-
ся к несекционному и секционно-модулированному оборуд°в®'
нию, снабжаемому встроенной пускорегулирующей аппаратур0
330
В сковородах обычно осуществляют только ручное ступенчатое
регулирование режимов (неавтоматизированные аппараты). Тем-
пература греющей среды должна обеспечивать быстрое формиро-
вание корочки на поверхности, что уменьшает потери массы. Форма
жарочной поверхности чаще всего круглая или прямоугольная
(площадью поверхности 0,18 ...0,5 м2), глубина чаши обычно око-
ло 0,15 м, а вместимость ее 30...90 дм3.
Для обеспечения безопасности выполнения операций по раз-
грузке чаши на фронтальной ее части предусматривают носик для
слива жидкости и жира.
Рабочую поверхность чаши при изготовлении тщательно шли-
фуют. В некоторых конструкциях используют специальный пресс,
прижимающий продукт к жарочной поверхности.
Благодаря специальному созданию усилия (гнета) улучшается
процесс теплопереноса, сокращается время тепловой обработки
по сравнению с односторонним способом нагрева, а изделие при-
обретает специфическую форму, хорошие органолептические по-
казатели.
Наиболее распространенным представителем тепловых аппа-
ратов для двусторонней жарки изделий являются вафельницы. Две
жарочные поверхности вафельницы, нагреваемые внешним или
внутренним источником теплоты, обычно соединены шарниром
либо закреплены на общей несущей конструкции. Рабочий зазор
между поверхностями может быть задан конструктивно или быть
регулируемым. При сближении поверхностей излишки вязкого
материала (теста) выдавливаются из рабочего пространства, а из-
делия из упругого вещества деформируются и плотно прижима-
ются. Форма жарочной поверхности вафельниц обычно бывает пря-
моугольной или круглой, но в принципе может быть любой.
По принципу действия вафельницы и подобные им аппараты
относятся к устройствам периодического действия, работающим
на электрическом и газовом обогреве (возможно использование
твердого топлива).
Небольшая прослойка жира, играющая роль промежуточного
теплоносителя, обеспечивает непосредственный контакт поверх-
ности изделия и жарочных поверхностей аппарата, которые обо-
греваются встроенным в них электрическим нагревателем или
пламенем газовых или твердотопливных теплогенерирующих ус-
тройств.
Электрические вафельницы (рис. 167, а) обычно выполняют в
настольном варианте без жесткого крепления к опорной поверх-
ности. Газовые и огневые вафельницы имеют стационарные теп-
логенерирующие устройства, выполняемые как несекционные ус-
тройства. Электрические аппараты могут быть снабжены регуля-
тором температуры, а газовые устройства — автоматикой безо-
пасности газовых горелок. Наиболее распространены электричес-
331
Рис. 167. Принципиальные схемы сковород с двусторонним обогревом
изделий:
а — электрическая вафельница; б — аппарат типа «сковорода + конфорка»; в —
сковорода непрерывного действия; г — аппарат для жарки на решетке; д — аппа-
рат для жарки на ребристой жарочной поверхности; 1, 2 — верхний и нижний нагре-
ватели; 3 — чаша сковороды; 4 — тепловая изоляция; 5 — ручки; 6 — скребковый
транспортер; 7— привод; 8— сборник готовой конструкции; 9— обрабатываемые
изделия; 10 — решетки
кие настольные вафельницы и ручные, обогреваемые газовыми
или огневыми теплогенерирующими устройствами.
У электрических вафельниц жарочные поверхности — формы,
представляющие собой алюминиевые литые плитки, в канавках
которых запрессованы ТЭНы или нагревательные спирали в ша-
мотной массе. Электровафельницы устанавливают на четырех нож-
ках, каждая из которых может крепиться к столу винтом. Суще-
ствуют конструкции, у которых жарочная камера консольно кре-
пится к корпусу, устанавливаемому на столе. При этом корпус
выполняет функцию несущего элемента, в нем монтируют при-
боры регулирования процесса и пульт управления.
Система рычагов и шарниров должна обеспечивать параллель-
ное перемещение верхней жарочной поверхности относительно
нижней. При откинутой или поднятой верхней части конструкция
должна оставаться устойчивой, а произвольное перемещение ее
исключено. Излишки обрабатываемого изделия, жир и крошки
должны собираться в специальные полости (канавки) или оста-
ваться на нижней жарочной поверхности, которая может npe#~
ставлять собой мелкий или глубокий противень, аналогичный п°
конструкции сковороде.
Ручная вафельница представляет собой форму-пресс,
щую из двух чугунных плиток, соединенных шарниром;
воположной стороны они имеют ручки-стержни длиной
, состоя-
с про;«;
до 0,5 м’
332
За рубежом существуют конструкции, аналогичные электрова-
фельнице, но предназначенные для двусторонней жарки мясных
и рыбных порционных изделий. В отличие от вафельниц они име-
ют больший зазор между нагревателями; при этом верхний нагре-
ватель всегда занимает горизонтальное положение. Нижний на-
греватель снабжается съемным лотком для сбора крошек и жира.
В общественном питании иногда используют и самодельные
конструкции аппаратов для двусторонней жарки изделий (цып-
лят табака), представляющих собой стандартную сковороду, ко-
торая может быть конструктивно дополнена верхним греющим
элементом (например, конфоркой от электроплиты), подвижно
закрепленным на опорной конструкции аппарата, фиксируемым
на заданном расстоянии от неподвижной жарочной поверхности
параллельно ей и поднимающимся при загрузке или выгрузке
(рис. 167, б). При двустороннем обогреве возможна и автомати-
ческая работа аппарата, если изделия будут перемещаться между
жарочными поверхностями с помощью транспортирующего уст-
ройства. Движение при этом может быть непрерывным или пре-
рывисто-поступательным (рис. 167, в).
Двусторонний нагрев можно осуществлять и при тепловой об-
работке изделий, прижимаемых к разогретой решетке или ребри-
стой жарочной поверхности (рашперы). В этом случае прижимаю-
щее усилие почти отсутствует. Решетка не дает изделию потерять
первоначальную форму и создает специфический колер на поверх-
ности изделия, который повторяет рисунок решетки (рис. 167, г).
Тепловая обработка изделий на ребристой жарочной поверхности
предполагает обработку противоположной поверхности изделия
лучистым потоком, падающим на него от верхнего нагревателя
(рис. 167, д).
Сковороды непрерывного действия. Обрабатываемые изделия в
этих аппаратах перемещаются по жарочной поверхности, запол-
ненной небольшим количеством жира, с помощью транспорти-
рующих устройств (рис. 168, 169), конструкция которых должна
обеспечивать своевременное переворачивание изделий.
Разнообразные конструкции аппаратов, их компоновка, узлы,
устройства во многом заимствованы из консервно-овощной, пи-
щевой, кондитерской промышленности и относятся к устройствам
непрерывного действия, работающим на электрообогреве, хотя в
принципе возможен и газовый обогрев.
Рабочие камеры таких аппаратов открытые, форма их, а следо-
вательно, и форма жарочной поверхности зависят от конструкции
транспортирующего устройства, но в любом случае жарочные по-
верхности выполняют плоскими и гладкими. Практически все ап-
параты имеют одну рабочую камеру, где может быть несколько
Зон, рабочие поверхности в которых могут находиться на одном
Уровне (см. рис. 169, а) или на разных (см. рис. 169, б).
333
Рис. 168. Принципиальная схема жарочного аппарата непрерывного дей-
ствия с вертикальным транспортером:
а — вид сверху; б — поперечный разрез механизма переворачивания изделия; в —
поперечный разрез разгрузочного механизма; 1 — жарочная поверхность; 2 —
пластинка-толкатель; 3 — механизм переворачивания; 4 — цепь транспортера; 5 —
механизм разгрузки; 6 — полный вращающийся валик; 7 — бункер для сбора
крошек; 8 — лоток для жира и крошек; 9 — зона загрузки
Транспортирующие устройства чаще всего представляют собой
цепной транспортер с прикрепленными к нему различными пла-
стинами, толкателями, скребками и т.д.
Все аппараты устанавливают стационарно; их относят к несек-
ционным, частично автоматизированным или полуавтоматизиро-
ванным конструкциям.
Жарочные аппараты непрерывного действия, в которых тепло-
вая обработка происходит непосредственно на жарочной поверх-
ности, составляют основу конструкций кулинарных автоматов.
Аппараты для выпечки блинной ленты работают по следующему
принципу (рис. 170). Жарочный барабан с разогретой и смазанной
жиром поверхностью захватывает слой охлажденного теста задан-
Рис. 169. Принципиальные
схемы сковород непрерывного
действия:
а — аппарат с одним транспорте-
ром; б — аппарат с двумя транспор-
терами; 1 — жарочные поверхнос-
ти; 2— электронагреватели; 3— пла-
стинчатые транспортеры; 4 — бун-
кер для сбора готовой продукции,
5, 6 — бункеры для сборка крошек,
7 — механизм подъема и наклона
чаш сковороды; 8 — направляют8*
плоскость механизма переворачива'
ния изделия; 9 — лоток; 10 — 30143
загрузки
334
12 3
4 5
6
Рис. 170. Барабанная сковорода (вращающаяся жаровня Шпаковского)
непрерывного действия для непрерывной выпечки блинной ленты:
а — внешний вид аппарата; б — принципиальная схема: 1 — блинная лента; 2 —
жарочный барабан; 3— электронагреватели (ТЭНы) или газовые горелки; 4— крышка;
5 — сетка-фильтр; 6 — емкость для тестовой заготовки; 7 — линия холодного водо-
снабжения; 8 — наклонный лоток, охлаждаемый проточной водой; 9 — сборник
отходов; 10— толкатель; 11 — кулачковый механизм; 12 — поддон для сбора блинных
полуфабрикатов; 13 — нож-отсекатель; 14 — неподвижный нож; 15 — скребок
ной консистенции. Тесто полностью пропекается за время пово-
рота барабана на 270°. После чего с помощью скребка и отсекате-
ля готовая блинная лента снимается с барабана, режется на пря-
моугольные заготовки и укладывается либо в стопку (жареной сто-
роной вверх), либо на конвейер (жареной стороной вниз), кото-
рый транспортирует заготовку к дозатору начинки и устройству,
последовательно заворачивающему все стороны блинчика.
Основным рабочим органом устройств для выпечки блинной
ленты является жарочный барабан, конструкция которого пред-
ставляет собой чугунный массивный цилиндр, который обогрева-
ется либо блоком ТЭНов, либо кассетой ИК-нагревателей (спира-
ли в кварцевой трубке), либо 10-угольной «фонарной» инжекци-
онной беспламенной горелкой полного смешения. Торцевые крышки
Могут иметь прорези для отвода продуктов сгорания, над которы-
ми устанавливают заборные кожухи дымоходов. Блоки ТЭНов, кас-
сеты ИК-генераторов и газовые горелки остаются неподвижными.
Подводящие магистрали монтируют в осевой сквозной полости
подшипникового узла с одной стороны барабана; с противопо-
ложной стороны на торцевой крышке закрепляется звездочка при-
вода. За жарочным барабаном установлен съемный бак для теста,
Имеющий внутри фильтрующее сито и закрываемый крышкой. В
Днище бака смонтирован пробковый кран, из которого тесто вы-
ливается на полый двустенный лоток, между стенками которого
335
циркулирует холодная водопроводная вода. Наклон лотка и его
форма должны обеспечивать растекание струи и равномерное рас-
пределение по всей ширине барабана (при одинаковой толщине
слоя теста). Лоток должен легко сниматься, быстро и надежно
фиксироваться в рабочем состоянии. Сила прижатия к лотку должна
регулироваться фиксатором. Под щелью, которая может образо-
ваться между барабаном и краем лотка, устанавливают сборник
отходов. В месте схода блинной ленты с барабана к его поверх-
ности должен прижиматься скребок, который своей острой кром-
кой отделяет ленту от барабана; нужную степень прижатия обес-
печивает прижимное устройство.
Рис. 171. Аппарат для жарки оладий (АЖО-С):
а — вид сбоку; б — схема механизма переворачивания оладий; в — вид сверху с0
снятым кожухом; г — общий вид; 1 — корпус; 2 — кожух; 3, 4 — дозаторы масла,
5 — бачок с дозатором теста; б — наклонный лоток; 7 — бункер для сбора оладий’
8 — лопатки; 9 — жарочная поверхность (внешнее кольцо); 10 — оладьи; Н Л
жарочная поверхность (внутреннее кольцо); 12— рычаг для переворачивания оладии
336
Для контроля за температурой жарочной поверхности исполь-
зуют термоэлектрический регулятор, чувствительный элемент ко-
торого имеет скользящий подпружиненный контакт.
Автомат для жарки оладий относится к сковородам непрерыв-
ного действия роторного типа. Принцип действия автомата для
выпечки оладий (рис. 171) заключается в дозировании теста за-
данной консистенции и попадании его на разогретую и смазан-
ную жиром поверхность (внешнее кольцо), после чего под дей-
ствием собственного веса заготовка принимает вид, характерный
для оладий определенной толщины. После прогрева заготовки почти
по всему объему, закрепления ее структуры и прожаривания ниж-
ней поверхности заготовка переворачивается и одновременно пе-
регружается на другую жарочную поверхность (внутреннее коль-
цо). Сделав на нем почти полный оборот и прожарившись с про-
тивоположной стороны, готовые оладьи сбрасываются в бункер-
накопитель.
Основа автоматов для приготовления и жарки оладий — гори-
зонтальная вращающаяся сковорода (ротор), на которую из объем-
ного дозатора, соединенного с бачком для теста, под действием
сжатого воздуха выдавливается порция теста. Система принуди-
тельной смазки поверхности сковороды предупреждает прилипа-
ние к ней оладий, которые вначале прожариваются с одной сто-
роны, а затем попадают на специальную лопатку. Лопатка, по-
дойдя к упору на сковороде, переворачивает оладьи и возвраща-
ется в первоначальное положение. После обжаривания со второй
стороны оладьи сбрасывателем перемещаются на наклонный ло-
ток, а затем в приемную емкость.
15.5. Аппараты для тепловой обработки изделий
в большом количестве жира (во фритюре)
В таких аппаратах обрабатываемые изделия погружают в горя-
чий жир определенной температуры, выдерживают их в нем за-
данное время и медленно вынимают из рабочей ванны для стека-
ния излишков жира в ванну. Любой жарочный аппарат, предназ-
наченный для тепловой обработки изделий в большом количестве
*йра, должен иметь обогреваемую ванну и теплогенерирующее
Устройство, конструкция которого должна гарантировать образо-
нание «горячей» и «холодной» зон; транспортирующее устройство,
°беспечивающее погружение изделий в горячий жир, перемеще-
ние его в процессе тепловой обработки и извлечение изделий из
Кра. Кроме того, должны быть созданы условия для естественно-
г° (под действием силы тяжести) или принудительного собира-
ния частичек продукта в отстойниках «холодной зоны», имеющих
Устройство для очистки жира. Во фритюрницах периодического
действия этот эффект достигается благодаря правильному выбору
337
формы рабочей камеры и способа размещения нагревательных
элементов.
Фритюрницы периодического действия. Рабочая камера (рис. 172)
в таких аппаратах состоит из двух частей: верхняя предназначена
для реализации процесса жарки, а нижняя — для сбора и удале-
ния частичек продукта, отделившихся от основных долек.
Верхняя часть рабочей камеры отделяется от нижней нагрева-
тельными элементами (ТЭНами и газовыми горелками).
Пищевой жир, заполняющий верхнюю часть, нагревается пу-
тем теплопроводности и свободной конвекции до рабочих темпе-
ратур (180 °C для полной жарки полуфабриката или 160 °C для об-
жаривания его поверхности). В то же время фритюр в нижней части
рабочей камеры прогревается значительно медленнее, и его тем-
пература не превышает 130 °C в центре этой части и 80 °C в ее самой
низкой точке, где размещается отстойник. По этой причине верхнюю
часть камеры называют «горячей» зоной, а нижнюю — «холодной».
Форма камеры в холодной зоне — воронкообразная, что обес-
печивает направленное движение частичек продукта в отстойник.
Благодаря этому жир очищается от мелких частичек, исключается
их обугливание, что в итоге предохраняет пищевой жир от засо-
рения и продлевает срок его эксплуатации.
Бытовые фритюрницы или их «барные» аналоги могут не иметь
«холодной» зоны. В этом случае аппараты используют изредка, а
срок службы фритюра сокращается в 5...6 раз.
Наиболее типичный промышленный вариант фритюрницы пе-
риодического действия — аппарат, показанный на рис. 173.
Фритюрницы непрерывного действия. Рабочие камеры таких фри-
тюрниц могут быть выполнены с «холодной» зоной или без нее.
Рис. 172. Принципиальные схемы электрических и газовых фритюрШ111
периодического действия:
1 — блок съемных ТЭНов; 2 — крышка; 3 — сетчатая емкость; 4 — корпус; 5 "
сливной бак; 6 — отстойник; 7 — холодная зона рабочей камеры; 8 — горячая зона
рабочей камеры; 9— заслонка — регулятор тяги; 10 — газоход; 11 — газовая rope1
338
рис. 173. Фритюрница электри-
ческая секционно-модульная
ФЭСМ-20:
I — каркас; 2 — облицовка; 3 —
жарочная ванна; 4 — ТЭНы; 5 —
сетчатая корзина; 6 — тэнодержа-
тель; 7 — стол; 8 — термобаллон
терморегулятора; 9 — маслоотстой-
ник; 10 — фильтр; 11 — сливной
Кран; 12— ножки; 13 — сливной бак
Холодная зона есть в аппаратах непрерывного действия сравни-
тельно небольшой производительности. В высокопроизводительных
фритюрницах частички, отделившиеся от продукта, не успевают обуг-
литься и «потонуть» в слое пищевого жира, а уносятся из аппарата
вместе с готовым изделием. В этом случае холодная зона не нужна.
Рассмотрим наиболее распространенные варианты фритюрниц
непрерывного действия.
Фритюрницы непрерывного действия шнекового типа выпускают
и на электрическом, и на газовом обогреве (рис. 174).
Продукт попадает в полупилиндрическую рабочую камеру, пе-
реходящую в верхней части в параллелепипед, всплывает и транс-
портируется лопастями вращающегося шнека. От скорости враще-
ния шнека зависит длительность прохождения продуктом рабочей
камеры, а следовательно, и время тепловой обработки. Для умень-
шения количества масла, заливаемого в рабочую камеру (ван-
ну), вал шнека выполняют в виде полого цилиндра большого
Диаметра из тонколистовой нержавеющей стали. В результате зна-
чительная часть масла вытесняется им из рабочей зоны, значи-
тельно увеличивается сменяемость масла в процессе работы и не
требуется «холодной зоны». Для уменьшения интенсивности окис-
ления фритюра стенки рабочей камеры обогреваются парами ки-
пящего высокотемпературного теплоносителя (дитолилметана).
Этот теплоноситель находится в рубашке. Температура его кипения
При атмосферном давлении близка к 300 °C. Для снижения темпе-
ратуры кипения рубашку герметизируют и предварительно вакуу-
мируют. К сожалению, это приводит к усложнению и удорожанию
Конструкции.
Однако данные аппараты очень хорошо себя зарекомендовали,
ТаК как они не только компактны, но и обеспечивают высокую
339
Рис. 174. Принципиальная схема фритюрницы непрерывного действия
шнекового типа:
а — электрический вариант; б — газовый вариант; 1 — корпус; 2 — шнек; 3 —
загрузочный транспортер; 4 — бункер для сырья; 5 — привод; 6— перфорированная
стенка; 7 — бак для сбора масла; 8 — «холодная зона» рабочей камеры; 9 — электро-
нагреватели; 10 — «горячая зона» рабочей камеры; 11 — разгрузочная лопасть; 12 —
лоток; 13 — газовые горелки; 14 — рубашка с промежуточным теплоносителем
производительность и минимальный удельный расход фритюра.
Особенно эффективно их использовать в поточно-механизирован-
ных линиях по производству жареного картофеля (чипсов) или
лишь частично обжаренного картофеля — хорошего полуфабри-
ката для предприятий общественного питания.
Автоматическая фритюрница непрерывного действия для изго-
товления пончиков имеет жарочную камеру автомата для их приго-
товления (рис. 175), представляющую собой кольцевую ванну из
нержавеющей стали, заполненную пищевым жиром. На дне ван-
ны расположен блок из трех кольцевых ТЭНов, объединенных
общим держателем, конструкция которого позволяет повернуть
его вокруг оси и извлечь все ТЭНы из ванны для проведения са-
нитарной обработки. Сплошной приводной диск, на котором по
периметру крепится 21 лопатка, вращается на вертикальном валУ-
Лопатки могут подниматься, поворачиваясь в шарнире, уставов'
ленном в месте их крепления к диску, вследствие чего лопатКЬ
могут выталкивать полупрожарснный пончик на горку, падая
340
Рис. 175. Принципиальная схема
автомата для приготовления
и жарки пончиков:
о — функциональная схема; б — схема пе-
реворачивания пончика; в — общий вид;
1 — рабочая камера (фритюрница); 2 —
ТЭНы; 3 — бак с маслом; 4 — съемный
доливочный бак; 5 — вытяжное устройство;
6 — пластины; 7 — приводной диск; 8 —
бак для теста; 9— дозатор-отсекатель; 10—
дозатор-формообразователь; 11 — рычаг
привода отсекателя; 12 — горка
которой он переворачивается. После дожаривания готовый пон-
чик выталкивается на разгрузочную горку, с которой он попадает
на склиз (разгрузочный лоток), по которому соскальзывает в бун-
кер-накопитель. К диску же крепится скребок, транспортирую-
щий отделяющиеся крошки к патрубку с фильтром, через кото-
рый сливается масло из рабочей камеры.
15.6. Аппараты для жарки изделий в среде горячего воздуха
Такие аппараты предназначены для жарки мясопродуктов, за-
пекания овощных и крупяных блюд (жарочные аппараты), а так-
же для изготовления кондитерских и мелкоштучных изделий (ап-
341
параты для выпечки). Различают аппараты с естественной кон-
векцией и с принудительным движением нагретой среды. В аппа-
ратах с принудительным движением нагретой паровоздушной сре-
ды можно осуществлять практически все виды тепловой обработ-
ки, а также размораживание полуфабрикатов высокой степени
готовности и готовых изделий. На доготовочных и специализиро-
ванных предприятиях общественного питания используют шкафы
(рис. 176), а на крупных доготовочных предприятиях, заготовочных
фабриках и предприятиях пищевой промышленности — печи —
высокопроизводительные конвектоматы (рис. 177).
Все эти аппараты представляют собой замкнутый теплоизоли-
рованный прямоугольный вертикальный или горизонтальный
объем (рабочую камеру), в который устанавливают неподвижные
противни или емкости. Рабочая камера плотно закрывается тепло-
изолированной дверцей (см. рис. 176).
Продукт, уложенный на противни и помещенный в жарочную
камеру, прогревается теплотой, передаваемой конвекцией от на-
гретого до 300... 350 °C воздуха, излучением от нагретых поверхно-
стей и теплопередачей от противней. Такой нагрев не равномерен;
продукт, размещенный на верхних противнях, прогревается быс-
Рис. 176. Принципиальная схема жарочных и кондитерских шкафов с
естественной конвекцией греющей среды в рабочей камере:
а — жарочные шкафы; б — кондитерские или пекарные шкафы; в — продольный и
поперечный разрезы секции жарочного шкафа; г — многосекционный жарочный
шкаф; 1 — рабочая камера; 2 — инвентарный шкаф; 3 — пульт управления; 4 —
подставка; 5 — облицовка; 6 — тепловая изоляция; 7 — верхняя группа ТЭНов; 8 —
экранирующий лист; 9 — нижняя группа ТЭНов; 10 — противень; 11 — направля-
юшие; 12— дверца; 13 — заслонка вентиляционного устройства; 14 — передвижной
стеллаж
342
трее, а на нижних — медленнее, так как в этом елучас он закрыт
(экранирован) от основного потока излучения. По этому коэф-
фициент загрузки данных аппаратов невелик и составляет от 15 до
30 % общего объема. При обслуживании жарочных шкафов требу-
ется постоянно контролировать процесс, перемещать противни с
нижнего на верхний ярус и наоборот и переворачивать противни
на 180°. Последняя операция связана с тем, что в зоне дверцы
объем камеры охлаждается и в результате прогревается меньше,
чем в глубине. По этой причине производительность таких аппара-
тов мала и автоматизировать жарку кулинарных изделий трудно.
Шкафы и печи с принудительны м движением паровоздушной
среды (конвектоматы) (см. рис. 177) обеспечивают равномерное
температурное поле по всему объему жарочной камеры. Коэффи-
циент загрузки таких аппаратов достигает 90 %. Наличие вентиля-
тора, собственного парогенератора и системы нагревательных эле-
ментов позволяет создать оптимальные условия для тепловой об-
работки самых разнообразных блюд и кулинарных изделий. Ис-
кусственное увлажнение рабочей среды с помощью собственного
парогенератора или водяной форсунки позволяет избежать высы-
хания изделий и улучшает их качество.
Рис. 177. Принципиальная схема аппаратов (конвектоматов) с вынуж-
денным движением греющей среды в рабочей камере:
° — аппарат с вращающимся стеллажом; б — аппарат с раздельной установкой про-
Гивней на полки; в — аппарат для установки неподвижной кассеты; 1 — облицовка;
тепловая изоляция; 3 — вентилятор; 4 — электронагреватели; 5 — привод вращения
^еллажа; 6 — стеллаж; 7 — шаровая опора; 8 — парогенератор; 9 — форсунки; 10 —
Каналы; 11 — турбулизаторы; 12 — решетка; 13 — полка для противней; 14 —
форсунки для подачи пара
343
В конструкции таких аппаратов может быть предусмотрена как
неподвижная установка противней, так и размещение их в кассе-
тах или стеллажах, которые могут вращаться во время тепловой
обработки. Принудительное движение среды в рабочей камере,
создаваемое специальным устройством, особенно в сочетании с
вращением стеллажей или кассет с изделиями, обеспечивает равно-
мерный и интенсивный прогрев изделий.
Все описанные здесь аппараты — периодического действия, ра-
ботающие на электрообогреве и обеспечивающие тепловую обра-
ботку в воздушной или паровоздушной среде. Увлажнение среды про-
исходит естественным образом в результате потери влаги изделиями
и принудительно — путем испарения воды в парогенераторах.
Изделия в шкафах и печах нагреваются не только от конвек-
тивных потоков паровоздушной среды, но и непосредственно от
противней, а также лучистым потоком от разогретых элементов
рабочей камеры и нагревателей.
Благодаря равномерному нагреву продукта в любой точке жа-
рочной камеры удается полностью автоматизировать процесс на-
грева. Современные конвектоматы имеют систему автоматическо-
го регулирования, позволяющую установить оптимальное соот-
ношение между температурой, влажностью и скоростью движе-
ния воздуха на каждой стадии нагрева, с учетом вида продукта и
реализуемой технологии.
Для этого применяют традиционные релейные системы, а так-
же микропроцессорные блоки управления.
Несмотря на высокую стоимость, эти аппараты находят все
большее применение, так как с их помощью можно осуществлять
не только основной жарочный процесс, но и варку на пару (если
отключить вентилятор и воздушные ТЭНы и включить парогене-
ратор), а также любой промежуточный процесс — тушение, при-
пускание, запекание, а кроме того, размораживание и разогрев
замороженных и охлажденных полуфабрикатов.
15.7. Аппараты, использующие для тепловой обработки
инфракрасное излучение
ИК-ап паратом принято называть устройство, в котором теп-
ловая обработка изделий осуществляется в потоке инфракрасного
излучения без контакта с жарочной поверхностью.
Принцип действия ИК-аппаратов заключается в облучении по-
верхности обрабатываемого изделия, поглощении ею электромаг-
нитной энергии слоем определенной толщины, а также в распро-
странении полученной и преобразованной в теплоту энергии внутрь
изделия путем теплопроводности. При этом конструкции ИК-ап-
паратов должны обеспечивать равномерный обогрев изделий со
всех сторон.
344
Конструкция аппарата должна быть такой, чтобы обеспечива-
лось максимальное использование объема рабочей камеры, лучи-
стый поток был бы сконцентрирован непосредственно на обраба-
тываемом продукте и при этом полностью исключалась возмож-
ность попадания его на обслуживающий персонал. Облучающие
устройства необходимо расположить так, чтобы количество энер-
гии, запасенной поверхностным слоем в зоне облучения, было
достаточным для поддержания стабильного темпа прогрева цент-
ральных слоев путем теплопроводности в течение времени, когда
данный участок поверхности обрабатываемого изделия пребывает
вне зоны облучения.
Так, для получения высоких органолептических показателей в
огневых ПК-аппаратах температура в зоне нагрева над углями долж-
на составлять 500... 600 “С, а плотность теплового облучения, созда-
ваемая на поверхности обрабатываемого изделия при его вращении,
должна достигать 25 кВт/м2, а в импульсном режиме 40 кВт/м2.
К рассматриваемой группе относятся различные жарочные ап-
параты (грили, мангалы, шашлычницы, тостеры, шкафы-тосте-
ры, ИК-аппараты непрерывного действия и т.д.), которые пред-
назначены для получения специфических жареных изделий из мяса,
рыбы, птицы и т.д. (шашлыки, куры гриль, ломти жареного хле-
ба, колбасы, жареные сосиски). Кроме того, аппараты можно ис-
пользовать для размораживания готовых блюд и кулинарных изде-
лий на специализированных предприятиях общественного пита-
ния, в магазинах полуфабрикатов, барах, ресторанах, а также в
быту. Принципиальные схемы ИК-аппаратов приведены на рис. 178.
Аппараты периодического действия. К таким аппаратам отно-
сятся мангалы, шашлычницы, грили, тостеры и шкафы-тостеры.
При этом мангалом чаще всего называют аппарат, в котором
изделия, нанизанные на шампуры, нагреваются над слоем раска-
ленных углей и переворачиваются вручную (рис. 178, о); шашлыч-
ницы в производственных условиях обычно представляют собой
механизированные мангалы, в которых шпажки вращаются от
привода (рис. 178, б, в). Мангалы и шашлычницы могут быть вы-
полнены и с электрическим, и с газовым обогревом. Основным
отличительным признаком этих конструкций можно считать рас-
положение шпажек или шампуров в одной плоскости, чаще всего
горизонтально, параллельно облучающей поверхности.
Грилями принято называть аппараты, представляющие собой
Рабочую камеру, свободно сообщающуюся с окружающей сре-
дой, ограниченную стенками и дверцами, чаше всего выполнен-
ными из огнеупорного стекла, внутри которой может вращаться
Ротор с набором шпажек (вертелов) или корзин (см. рис. 178, г, д).
Вместо ротора может быть установлен вертел с набором кресто-
вин и шпажек, набором зажимов-вилок или решеток, которые
Могут совершать непрерывное вращательное или прсрывисто-вра-
345
д
Рис. 178. Принципиальные схемы ИК-аппиратов периодического действия-
а — мангал; б, в — шашлычницы; г, д — грили для тепловой обработки шашлык08
и тушек птицы; 1 — корпус, 2 — шпажки (шампуры); 3 — слой углей; 4 — ДР°вВ’
5— зольник, 6— колосниковая решетка; 7— вытяжное устройство; 8— тестер
привода шпажек; 9 — привод; 10 — приводная планка; 11 — противень; М
электрические ИК-излучатели; 13 — отражатель; 14 — пульт управления;
346
щательное движение. Кроме того, в рабочую камеру грилей уста-
навливают неподвижные решетки или противни.
Тостером принято называть аппараты для поджаривания (ра-
зогрева) готовых к употреблению изделий на горизонтальных ре-
шетках или между решетками, которые могут быть установлены
вертикально или вращаться. В этом случае тепловая обработка из-
делий осуществляется с двух сторон.
В шкафах-тостерах тепловая обработка в отличие от тостеров
ведется в камере с закрывающейся дверцей и их можно рассмат-
ривать как грили.
В соответствии с принятой классификацией все перечислен-
ные аппараты относят к аппаратам периодического действия, в
подавляющем большинстве случаев работающим на электроэнер-
гии; твердотопливные мангалы и шашлычницы используют редко
и, как правило, на открытом воздухе. Все устройства не имеют
теплопередающих средств, так как в них происходит нагрев про-
дуктов непосредственно лучистым потоком, практически не по-
глощаемым средой рабочей камеры.
Каждый аппарат представляет собой автономную камеру. При
этом камеры могут быть установлены одна на другую, на общее
основание или индивидуально. Шпажки, вертелы, противни, кор-
зины и решетки устанавливают в камеры вручную. В процессе теп-
ловой обработки вертелы и шпажки могут вращаться вручную или
от специального привода. При этом возможно движение верте-
лов, шпажек и корзин только вокруг своей оси, только вокруг
общей оси или смешанное движение вокруг общей оси системы и
вокруг собственной оси.
Большинство конструкций аппаратов периодического действия
представляет собой настольные конструкции, но встречаются ап-
параты, имеющие собственное основание и выполняемые в на-
польном исполнении. В секционно-модулированном исполнении
такие аппараты не выпускают. Чаще всего такие конструкции от-
носятся к неавтоматизированным устройствам, так как имеют толь-
ко ручной регулятор мощности нагревателей и таймер.
Аппараты непрерывного действия. В ИК-аппаратах непрерывно-
го действия (рис. 179) используют различные типы транспортиру-
ющих устройств, которые могут перемещать изделия в горизон-
тальной и вертикальной плоскостях. Конструкция таких аппара-
тов обычно не унифицирована и чаще всего выполняется наполь-
Л1°льки (корзины); 16 — верхний противень; 17 — крышка; 18 — вертел; 19 —
Крестовина; 20 — дверца; 21 — съемная решетка; 22 — вращающаяся решетка; 23 —
барочная (ребристая) поверхность; 24 — емкость для сбора жира; 25 — шипы для
^Ворота шпажек; I — ротор с люльками; II — крестовина со шпажками; III —
°о°грев верхнего противня снизу; IV — обогрев вертела; V — обогрев на решетке;
' — обогрев на вращаюшейся решетке; VII — контактная жарка снизу; VIII —
двусторонний обогрев противня
Рис. 179. Принципиальные схемы ИК-аппаратов непрерывного действия:
а — конвейерная печь Лля тепловой обработки на противнях; б — гриль для жарки
изделий с переворачиванием; в — вертикальный аппарат для жарки изделий в
люльках или корзина*; г гриль роторного типа; д — транспортерный гриль для
жарки на шпажках и вертелах; 1 — корпус; 2, 3 — верхняя и нижняя группы элек-
тронагревателей; 4— транспортер; 5— поддон; 6— сборник продукции; 7— фильтр;
8— противень; 9— рентилятор; 10— заслонка; 11 — вращающийся ротор с приво-
дом; 12— шпажки; /5—блок ИК-генераторов; 14 — дверца; 15 — зубчатое колесо;
16 — съемный протИвень лля сбора остатков жира; 17 — люльки; 18 — форсунка
ной. Грили снабЯсают чугунными рашперами, съемными поддона-
ми для сбора пролитого жира, а также специальными устройства-
ми для снятия решеток, шампуров, шпажек, противней и т.д.
Регулирование технологических режимов осуществляют с по-
мощью устройсТва ДЛЯ изменения мощности генераторов, их чис-
ла и времени работы. Иногда над облучающими устройствами в
кожухе аппарата предусматривают проемы, в которые вставляют
небольшие противни, закрываемые крышкой, что позволяет по-
лезно использоВать самую разогретую часть аппарата. Для усиле-
ния эффекта отражатели делают поворачивающимися на 180°, чт°
позволяет вести тепловую обработку в этих противнях при энер'
гоподводе снизу-
Излучатели должны иметь защитные устройства, предотвра'
щающие возможность поломки ИК-генераторов.
348
15.8. Правила безопасности при эксплуатации
жарочных аппаратов
Источником постоянной опасности для обслуживающего пер-
сонала в жарочных аппаратах являются в первую очередь разогре-
тые участки жарочной поверхности, теплогенерирующих уст-
ройств, противни, корзины, емкости и т.д., их содержимое, не-
сущие элементы транспортеров, т.е. все элементы конструкции и
компоненты обрабатываемого продукта, нагретые свыше 75 °C и
способные вызвать ожог при непосредственном контакте с ними
либо при выполнении операций по загрузке и разгрузке, переме-
щении противня и заполнении рубашки промежуточным тепло-
носителем.
Горячий фритюр может вызвать ожоги при погружении в него
влажного продукта в результате разбрызгивания жира вскипаю-
щей влагой и при разгрузке аппарата при стекании жира с кор-
зин, разгрузочных лотков, лопаток и т.д.
Причиной ожогов может стать самопроизвольное перемеще-
ние разогретых элементов (крышек, противней, корзин и т.д.)
при неправильном их креплении к опорным конструкциям или
неисправности фиксирующих устройств. При пользовании элект-
рическими нагревательными элементами может произойти пора-
жение электрическим током, а применение газовых горелок свя-
зано с опасностью образования гремучих смесей. Высокотемпера-
турные («светлые») ИК-генераторы могут оказывать вредное вли-
яние на обслуживающий персонал. Особенно это относится к воз-
действию на органы зрения прямых лучистых потоков.
Чтобы предотвратить ожоги и поражение персонала электричес-
ким током, конструкция должна иметь надежную тепло- и электро-
изоляцию, а жарочные поверхности должны занимать четко фикси-
рованные положения при загрузке, разгрузке и работе, исключаю-
щие возможность их самостоятельного перемещения. Конструкция
должна обеспечивать надежность крепления ее на основании или на
поверхности стола, чтобы исключить передвижение устройства от-
носительно стола или опорной конструкции. В аппаратах с косвен-
ным нагревом необходимо обеспечивать надежную герметизацию
рубашки и плавное перемещение ее при опрокидывании.
Электрические аппараты должны иметь надежную защиту от
короткого замыкания, для чего их обязательно заземляют. Аппа-
раты с инфракрасными «светлыми» излучателями должны иметь
защищающие органы зрения от прямых и отраженных лучистых
потоков приспособления, в качестве которых используют отража-
тели, экраны и световые фильтры.
Газовые аппараты должны иметь постоянно действующую сис-
тему вентиляции топочного пространства и производственного по-
мещения.
349
Перед началом работы необходимо убедиться в том, что рабо-
чая зона вокруг аппарата свободна от посторонних предметов и
оборудования. Внешним осмотром проверяют комплектность и ис-
правность конструкции, подводящих трубопроводов, надежность
присоединения защитного заземления, исправность контактных
соединений и пускорегулирующей аппаратуры.
Контрольные вопросы и задания
1. В чем сущность процесса жарки?
2. Что происходит с изделием, подвергаемым припусканию, пассеро-
ванию или запеканию?
3. Какие основные изменения происходят с изделиями в процессе
выпечки?
4. Чем различаются процесс теплопередачи в аппаратах для жарки на
нагретой поверхности и процесс выпечки в среде горячего воздуха?
5. Приведите классификацию жарочных процессов.
6. Каково назначение жира при обработке на жарочных поверхностях
и во фритюре?
7. Какие факторы влияют на качество фритюра?
8. В чем смысл понятий «горячий», «среднегорячий» и «очень горя-
чий» фритюр и каково различие между ними?
9. Каково назначение «холодной» и «горячей» зон во фритюрницах?
10. Какими конструктивными факторами можно обеспечить долго-
временное использование жира?
ГЛАВА 16 ПЛИТЫ
16.1. Технологическое назначение и классификация плит
Плиты относят к универсальному (варочно-жарочному) теп-
ловому оборудованию. С помощью плит можно вести практически
все виды кулинарной тепловой обработки сырья на предприятиях
общественного питания (варку, жарку, запекание, выпечку и др ),
а также разогревать кулинарные изделия и поддерживать их в го-
рячем состоянии.
Универсальность плит и простота их обслуживания являются
причиной широкого распространения плит на малых предприя-
тиях общественного питания. Плиты как основной вид теплового
оборудования применяют на предприятиях с небольшим потоком
посетителей и незначительным объемом реализуемой продукции-
когда необходимо вести как жарку, так и варку изделий, а также
на предприятиях, реализующих фирменные и заказные блюда (бУ'
феты, кафе, бары, рестораны и т.д.). Как вспомогательное оборУ'
дование плиты используют на предприятиях для ведения тех КУ'
линарных тепловых процессов, которые невозможно или нецел6'
350
сообразно осуществлять на специализированном высокопроизво-
дительном технологическом оборудовании.
Основным рабочим элементом конструкции любой плиты слу-
жит горизонтальная нагретая поверхность или огневая конфорка.
Плиты предназначены в основном для тепловой обработки пище-
вых продуктов в наплитной посуде, реже — непосредственно на
жарочной поверхности. Жарочная поверхность по периметру мо-
жет быть ограничена необогреваемой поверхностью, называемой
бортовой, а также поручнями. Жарочная поверхность крепится к
корпусу-основанию, в котором могут быть размещены жарочный
и инвентарный шкафы.
Принцип действия плит с любым видом подвода энергии ос-
нован на передаче теплоты обрабатываемой среде путем тепло-
проводности через многослойную разделительную стенку, пред-
ставляющую собой систему жарочная поверхность — наплитная
посуда. При этом наплитная посуда или жарочная поверхность как
часть этой системы могут отсутствовать. В первом случае продукт
подвергается тепловой обработке непосредственно на жарочной
поверхности (жарка блинов, оладий, яичницы и т.д.), во втором
случае пламя или продукты сгорания воздействуют непосредствен-
но на днище наплитной посуды.
На жарочную поверхность можно устанавливать различную
наплитную посуду, но в любом случае плита должна обеспечивать
интенсивный нагрев днища посуды (бачков, противней, емкос-
тей, кастрюль и т.д.). Обогрев должен быть равномерным и регу-
лируемым во времени. При этом конструкция должна обеспечи-
вать удобство установки, перемещения и снятия наплитной посу-
ды с рабочих элементов плиты, а также свободный и безопасный
Доступ к внутреннему объему наплитной посуды. В соответствии с
требованиями эргономики высота расположения жарочной по-
верхности и ее ширина не должны превышать 0,9 м.
Исходя из принятой системы классификации тепловых аппа-
ратов, плиты делятся по следующим основным признакам:
по виду энергоносителя плиты могут быть электрическими, га-
зовыми, твердо- и жидкотопливными;
по виду жарочной поверхности плиты могут разделяться по кон-
.струкции со сплошным жарочным настилом и конфорочные, у
которых каждая локальная часть жарочной поверхности обогрева-
ется своим теплогенсрирующим устройством. Плиты со сплош-
ным жарочным настилом, в свою очередь, могут быть выполнены
Из единого листа или быть набранными из отдельных элементов;
При этом иногда в жарочной поверхности предусматривают нали-
чие отверстий, закрываемых набором колец разного диаметра. В
Пазовых плитах жарочная поверхность может полностью отсутство-
вать, в этом случае ее заменяет днище наплитной посуды, для
Остановки которой предусматривают опорные решетки. Плиты
351
могут различаться по площади жарочной поверхности, по числу
форме и размерам конфорок;
по наличию функциональных элементов плиты делятся на аппа-
раты с жарочными, тепловыми и инвентарными шкафами, с во-
донагревателями ;
по способу установки плиты могут быть стационарными, пере-
движными, напольными, настольными, устанавливаемыми на уни-
версальные подставки или фермы;
по конструктивному оформлению плиты делятся на секцион-
ные, несекционные и секционно-модулированныс;
по степени автоматизации плиты бывают полуавтоматизиро-
ванными, с частичной автоматизацией процессов регулировки и
контроля за процессом и неавтоматизированными.
16.2. Конструкция и принцип действия плит
Плита в современном варианте представляет собой агрегати-
рованный комплекс, основным элементом которого служит рабо-
чая (жарочная) поверхность, а дополнительными — жарочные,
тепловые и инвентарные шкафы, водонагреватели и т.д.
Электроплиты. Из применяемых в общественном питании плит
электроплиты (рис. 180, 181) имеют самую простую конструкцию.
Рабочая (жарочная) поверхность электроплит обычно состоит
из одной, двух, четырех или шести электрических конфорок, чаще
всего выполненных в виде электронагревателей закрытого типа. Кон-
форки прямоугольной формы имеют размеры 0,417x0,295;
0,405x0,370; 0,530x0,325 м, а круглые — диаметр 0,236 и 0,300 м.
Каждая конфорка может быть установлена или закреплена на об-
щей конструкции самостоятельно; иногда их объединяют в блоки.
Наличие унифицированного блока облегчает операции монтажа, об-
служивания, ремонта и регулировки конфорок, так как в откинутом
(поднятом) положении блока открывается свободный доступ к ко-
лодкам конфорок, закрепленным на рамке блока, пакетным пере-
ключателям, сигнальным устройствам и токоподводящим проводам.
При любом способе установки конфорок конструкция должна вклю-
чать элементы, которые позволяют точно фиксировать уровень жа-
рочной поверхности каждой конфорки и всей плиты в целом.
Корпус нестационарных плит представляет собой сварную кон-
струкцию, облицованную стальными эмалированными листами-
Корпус секционно-модулированных плит образован боковыми
облицовками, соединенными между собой и прикрепленными к
двум сварным рамам.
Все электрические плиты имеют систему сбора пролитой жид-
кости, включающую выдвижной поддон. В плитах, где предусмот-
рена тепловая обработка изделий непосредственно на жарочной
поверхности, система сбора жира и крошек представляет собо<
352
Рис. 180. Электроплиты:
а — с одним унифицированным двухконфорочным блоком и инвентарным шка-
фом; б — с двумя конфорками для непосредственной жарки и жарочным шкафом;
в — с одной конфоркой для непосредственной жарки и инвентарным шкафом; г —
с двумя унифицированными блоками и жарочным шкафом; д — с круглыми
конфорками и инвентарным шкафом; е — передвижная одноконфорочная; ж — с
двумя унифицированными блоками и инвентарным шкафом
канавку, окаймляющую конфорку по периметру и имеющую но-
сик для слива остатков при санитарной обработке.
Степень совершенства плиты во многом определяется эффек-
тивностью нагревательного элемента, формирующего рабочую по-
верхность. По этой причине стремятся заменить металлоемкие элек-
троконфорки закрытого типа на ТЭНовые, ситаловые или специ-
альные облегченной конструкции (см. соответствующий раздел
учебника).
Жарочный шкаф, устанавливаемый в электроплитах, — это ав-
тономно работающая конструкция, которая идентична конструк-
ции шкафов, используемых в отдельных специализированных ап-
паратах. Жарочный шкаф можно свободно вынимать из общего
корпуса плиты для ремонта.
В секционных и несекционных плитах бортовая поверхность вхо-
Дит в конструкцию в качестве обязательного элемента, а в секци-
°нно-модулированных — бортовая поверхность съемная и уста-
навливают ее при необходимости.
12
Ботов
353
Рис. 181. Принципиальная
схема четырехконфороч-
ной плиты с жарочным
шкафом:
1 — каркас; 2 — бортовая по-
верхность; 3 — конфорки; 4,
9 — верхняя и нижняя груп-
пы ТЭНов; 5 — выдвижной
поддон; 6— блок управления;
7 — противень; 8 — поддон
Верхний и нижний группы ТЭНов жа-
рочного шкафа с помощью пакетных пе-
реключателей могут быть подключены к
сети так, что мощности различных сту-
пеней будут соотноситься между собой
как 4:2:1. В жарочном шкафу для конт-
роля за температурой газовоздушной сре-
ды рабочей камеры устанавливают тер-
мочувствительный элемент, подающий
управляющий сигнал на терморегулятор,
который отключает обе группы ТЭНов
при достижении заданной температуры
внутри рабочей камеры. Существующая
система регулирования мощности элек-
троплит не обеспечивает плавности ре-
гулирования и точного поддержания за-
данных режимов. Это достигается в наи-
более совершенных устройствах путем
использования системы тиристорных
преобразователей и микропроцессоров.
Газовые плиты. Используемые на
предприятиях общественного питания
газовые плиты (рис. 182), как и элект-
рические, состоят из двух автономных
тепловых элементов: жарочной поверх-
ности и жарочных шкафов и имеют бо-
лее сложную конструкцию, обусловлен-
ную наличием сложного теплогенери-
рующего устройства, а также устройств, необходимых для уда-
ления продуктов сгорания.
В эксплуатации находятся в основном секционные и секцион-
но-модулированные плиты. Конструкция секционных плит пре-
дусматривает обслуживание с двух сторон, а секционно-модули-
рованных — с одной фронтальной стороны. В одну секцию обычно
входят две чугунные плиты, образующие единый жарочный на-
стил (каждая из плит обогревается индивидуально собственной
горелкой), и один или два жарочных шкафа, вместо которых мо-
гут быть установлены инвентарные шкафы.
Несущая конструкция выполнена либо в виде облегченного
сварного каркаса, облицованного стальными эмалированными
листами, либо бескаркасной.
Для обогрева жарочной поверхности используют чаще всего
инжекционные газовые горелки с трубчатыми насадками. Для уве'
личения равномерности обогрева нижнюю поверхность чугунного
настила делают ребристой, используют многотрубчатые горелки
с установленными между трубками вспомогательными керамичес-
354
Рис. 182. Газовые плиты:
а — принципиальная схема двухконфорочной
плиты: 7 — каркас; 2 — жарочная поверхность;
3 — горелка; 4 — керамические излучатели; 5 —
приборный отсек блока горелок; 6 — рабочая
камера жарочного шкафа; 7— теплоизолирован-
ная дверца; 8 — под жарочного шкафа; 9 — го-
релка жарочного шкафа; 10— бортовая поверх-
ность; б — схема секционной плиты с жароч-
ным шкафом и водонагревателем: 1 — каркас;
2 — асбоцементные панели; 3 — поручень; 4 —
борт; 5 — жарочный настил; 6 — водонагрева-
тель; 7 — газоход; 8 — заслонка газохода; 9 —
ггазогорелочное устройство; 10— жарочный шкаф;
11 — направляющий угольник; 12 — под; 13 —
дверца; 14 — рукоятка дверцы; 15 — металличес-
кий лист; 16 — заслонка; в — передвижная газо-
вая плита: I — стационарная ИК-горелка; 2 —
тележка; 3 — конфорка
Кими насадками (плитками), которые нагреваются до 600...800°C
и переизлучают инфракрасную энергию.
Плиты с инжекционными инфракрасными беспламенными
горелками не только обеспечивают равномерный обогрев, но и
Позволяют отказаться от установки жарочной поверхности, что
обеспечивает существенное повышение эффективности тепло-
передачи. В плитах с такими горелками не нужно устанавливать
специальных газоотводов, так как обеспечивается практически
полное сгорание газа. Однако распространения они не получили
из-за хрупкости керамических насадок, разрушающихся при не-
больших механических воздействиях и попадании влаги на их
поверхность.
355
Жарочная поверхность газовых плит, как и электрических
обычно ограждена бортовой поверхностью, а иногда и поручня-
ми, устанавливаемыми на кронштейнах. Под жарочную поверх-
ность и газогорелочные устройства подставляют выдвижной под-
дон для сбора пролитой жидкости. Перед газовыми горелками мон-
тируют приборный отсек, в котором размещают устройства дая
регулирования подачи первичного воздуха, газовые краны, тру-
бопроводы и приборы автоматики (блок-краны, блоки автомати-
ки безопасности и системы пьезоэлектрического зажигания горе-
лок). Если в конструкции плит предусмотрено использование пе-
реносного запальника, то должны быть выполнены соответству-
ющие отверстия для внесения запальника и контроля за состоя-
нием пламени и, кроме того, отверстия для подачи вторичного
воздуха к горелкам снизу. Такие отверстия в жарочных шкафах
делают в прорезях настила или боковых стенках топочной камеры.
Жарочные шкафы могут быть выполнены в виде стационарных
коробов из листовой стали, у которых подом служит объемная с
оребренной нижней поверхностью чугунная плита, обогреваемая
снизу инжекционными горелками с многотрубной насадкой. Про-
дукты сгорания в таких конструкциях попадают в пространство
рабочей камеры и уходят в газоход через отверстие в верхней ча-
сти шкафа. Если жарочный шкаф выполнен в виде двустенного
короба, то продукты сгорания проходят между стенками и оттуда
попадают в общий газоход. В конструкции шкафа должны быть
предусмотрены также отверстия для внесения запальника и на-
блюдения за состоянием пламени и отверстие для отвода паров из
рабочей камеры, которое обычно располагается в верхней ее час-
ти. Для регулирования работы плит устанавливают систему авто-
матики безопасности (АБ).
Конструкция газоходов плиты должна обеспечить независимость
работы каждого газогорелочного устройства. В общую часть газохода
плиты, которая соединяется с внешним дымоходом и каждой то-
почной камерой, устанавливают проточный трубчатый водонагре-
ватель (змеевик) для утилизации теплоты продуктов сгорания.
Плиты на твердом и жидком топливе. Наиболее сложной конст-
рукцией, при монтаже которой требуются большие трудозатраты,
является конструкция плит на твердом и жидком топливе — так
называемых огневых плит (рис. 183). Основная особенность работы
твердотопливных плит заключается в том, что жарочная поверхность
и стенки жарочных и тепловых шкафов обогреваются главным обра-
зом в результате омывания их продуктами сгорания топлива. В связи
с этим отключить часть жарочной поверхности можно, лишь изме-
нив схему движения продуктов сгорания по газоходам. В практике
применяют два варианта компоновки топок и газоходов.
В первом случае жарочная поверхность обогревается с помо-
щью двух самостоятельных топок, располагаемых в торце плиты,
356
Рис. 183. Огневые плиты:
а — твердотопливная с торцевым размещением топочной камеры; б — твердотоп-
ливная с центральным расположением топки; в — жидкотопливная; 1 — рассечка
газохода; 2 — колосниковая решетка; 3 — топка; 4 — жарочная поверхность; 5 —
верхний газоход; 6 — жарочный шкаф; 7 — заслонка; 8, 11 — порожки; 9 —
тепловой шкаф; 10 — нижний газоход; 12— зольники; 13 — борт; /«/—настил; 15—
' центральная балка; 16 — дверцы шкафов; 17 — водонагреватели; 18 — экран; 19—
выходы газоходов в боров; 20 — корпус; 21 — напорный бак; 22 — жидкогопливная
форсунка
и двух параллельных систем газоходов, омывающих ряд сквозных
шкафов, располагаемых перпендикулярно движению среды в га-
зоходах (см. рис. 183, а). В этом случае при отключении одной топ-
ки может обогреваться половина жарочной поверхности и поло-
вина каждого теплового или жарочного шкафа, а необогреваемые
элементы могут использоваться в качестве мармитов.
Во втором случае топка располагается в центре между тремя
жарочными шкафами (см. рис. 183, б). Поток продуктов сгорания
направляется на обогрев жарочной поверхности, располагаемой
Над топкой, и затем разделяется на два параллельных потока, обо-
гревающих жарочные и тепловые шкафы. Зольник при этом дол-
жен быть разделен на две части. Если один из жарочных шкафов
Нс работает, топливо укладывают на соответствующую часть ко-
лосниковой решетки. Жарочная поверхность твердотопливных плит
представляет собой настил из чугунных плиток, опирающихся на
Подлафетники (уступы) бортовой поверхности и заходящих с за-
зором одна на другую.
В крупногабаритных плитах с последовательным расположением
топки и газоходов жарочную поверхность обычно выполняют в виде
357
двухрядного настила, плитки которого одним концом опираются на
бортовую поверхность, а другим — на центральную балку, изолиро-
ванную кирпичной кладкой от соприкосновения с продуктами сго-
рания. При этом уменьшаются размеры плиток и степень их тепло-
вой деформации. Поверхность жарочного настила и бортов шлифу-
ют, а для зашиты персонала от ожогов ограждают поручнями
Корпус твердотопливных плит изготовляют либо из металли-
ческих листов, облицованных изнутри красным кирпичом, либо
собирают из унифицированных узлов, представляющих собой свар-
ные каркасы, футерованные перлитными плитками или шамот-
ным легковесным кирпичом. Снаружи боковые поверхности пли-
ты могут быть облицованы окрашенными или эмалированными
металлическими листами либо кафелем.
Размер, конструкция и конфигурация топки должны соответ-
ствовать виду сжигаемого в ней топлива. Для сжигания сырых дров
влажностью свыше 30...35 % позади колосниковой решетки дол-
жен находиться глухой кирпичный под, который не нужен при
сжигании сухих дров и особенно при сжигании антрацита. Длина
колосников может меняться от 0,5 до 0,9 м, а живое сечение дол-
жно соответствовать зольности и размерам кусков топлива.
В качестве жарочны; шкафов в твердотопливных плитах исполь-
зуют сварные или клепаные короба, размер которых должен соот-
ветствовать размерам размещаемой в них посуды и предусматрива-
ет установку решеток или противней на двух-трех уровнях. Днище
жарочных и тепловых шкафов желательно делать съемным, что
позволяет проводить их санитарную обработку вне конструкции, а
также чистку газоходов, проходящих под днищами шкафов.
Для устранения возможности тепловых деформаций жарочные
поверхности над топкой защищают керамическими экранами, бо-
ковые поверхности шкафов теплоизолируют, а верхние части шка-
фов обмазывают слоем огнеупорной глины толщиной 10...20 мм.
С помощью заслонок, устанавливаемых в газоходах плит, можно
регулировать расход продуктов сгорания, омывающих жарочные
шкафы, превращая крайние из них в тепловые. В некоторых конст-
рукциях наличие тепловых шкафов предусматривается изначально;
в этом случае их размещают на боковых участках газоходов, а их
боковые стенки, соприкасающиеся с активными газоходами, эк-
ранируют или снабжают дополнительной тепловой изоляцией.
Для повышения КПД плит и утилизации теплоты уходящих
газов в крайние боковые газоходы могут быть установлены водо-
нагреватели (рис. 184). Чтобы предотвратить охлаждение стенок со-
седних жарочных шкафов, встроенные водонагреватели отделяют
от них теплоизолирующей перегородкой.
Для улучшения теплообмена в газоходах плит (в конце верхне-
го и нижнего газоходов) могут быть предусмотрены порожки,
представляющие собой ряд кирпичей, уложенных поперек газохО'
358
Рис. 184 Схема установки водонагревательных устройств твердотопливных
и газовых плит:
о — с открытым контуром; б — с замкнутым контуром; 1 — плита; 2 — водона-
греватель (змеевик); 3 — спускная труба; 4 — подающая труба; 5 — питательный
бак, 6 — питающая магистраль; 7— поплавковый клапан; 8— трубка отвода пара;
9 — напорный бак; 10 — циркуляционная труба; 11 — переливная труба; 12 —
спускная магистраль; 13 — разборный трубопровод; 14 — замкнутый теплообменник
с воспринимающим и отдающим змеевиками
да (см. рис. 183, а). Наличие таких препятствий в газоходе турбули-
зирует поток и приводит к возрастанию коэффициента теплоотдачи
обогреваемых поверхностей, а также способствует осаждению твер-
дых частиц из продуктов сгорания. Чтобы обеспечить независимость
работы топок, параллельные газоходы отделяют на всем своем про-
тяжении один от другого, а разделительная стенка (рассечка) обще-
го дымохода на выходе должна быть расположена на расстоянии не
менее 2...2,5 м от места выхода газов из последнего газохода плиты.
Твердотопливные плиты можно легко переделать на обогрев с
помощью газа. Для этого вместо дверцы топки и зольника уста-
навливают стальную пластину, к которой крепят опоры газовых
горелок и в которой предусматривают отверстия для установки
горелок, подачи вторичного воздуха, а также смотровые отвер-
стия. Систему, обычно состоящую из трех одноструйных факель-
ных горелок с кожухом для организованного подвода вторичного
воздуха, снабжают автоматикой безопасности и тепловую мощ-
ность горелок регулируют вручную. На шибере газохода делают
Несколько отверстий диаметром 10... 20 мм, чтобы обеспечить по-
стоянную вентиляцию топочной камеры и газоходов.
Твердотопливные плиты могут быть переделаны в жидкотоп-
Ливные. В этом случае вместо колосниковой решетки и зольника
359
выкладывают сплошной под из огнеупорного кирпича, форма ко-
торого должна соответствовать очертаниям факела пламени и плав-
но переходить в верхний газоход. Благодаря этому задняя стенка
не будет испытывать ударного воздействия пламени и увеличит
срок своей службы. Вместо дверцы топки монтируют чугунную
пластинку с прикрепленной к ней форсункой для подачи жидко-
го топлива, которое может разбрызгиваться (распыляться) меха-
нически или с помощью струи воздуха или пара. В форсунку топ-
ливо может подаваться под напором или самотеком. Чаще всего
на предприятиях используют систему, которая включает напор-
ный бак, устанавливаемый вне горячего цеха на определенной
высоте и хранит суточный запас топлива, а также основное неф-
техранилище, располагаемое вне предприятия, под землей. Для
перекачки топлива из нефтехранилища в напорный бак использу-
ют насосы, а для уменьшения вязкости и улучшения текучести
жидкого топлива (мазута) его подают по подогреваемому мазу-
топроводу. Рекомендуемая температура предварительного подогрева
60...70 °C.
Контрольные вопросы и задания
1. Какую роль играют плиты в оснащении тепловым оборудованием
предприятий общественного питания различных типов?
2. Назовите сходство и различие ведения процессов жарки в сковоро-
дах, на плитах и во фритюрницах, а также процессов варки в котлах и
наплитной посуде.
3. Как оценивать роль различных рабочих элементов плит при опреде-
лении общей эффективности их работы?
4. Чем объясняется требование иметь ровную, чистую, гладкую и го-
ризонтальную жарочную поверхность?
5. В каких случаях целесообразно совмещать жарочную поверхность с
жарочным шкафом в одном аппарате?
6. Охарактеризуйте жарочную поверхность огневых плит.
7. Каким образом работает система подачи и распыления топлива в
жидкотопливных плитах?
ГЛАВА 17. ВОДОНАГРЕВАТЕЛИ, КИПЯТИЛЬНИКИ
И КОФЕВАРКИ
17.1. Технологические аспекты использования
и классификация
Водонагреватели. Вода, прошедшая тепловую обработку в во-
донагревателе, должна быть пастеризованной, т.е. такой, в кото-
рой уничтожены болезнетворные бактерии, а жизнедеятельность
остальных микроорганизмов существенно подавлена.
360
Как известно, пастеризационный эффект предопределяется
температурой нагрева и продолжительностью выдержки воды при
этой температуре. Минимальная температура пастеризации равна
63 °C. Выдержка при такой температуре должна составлять не ме-
нее 60 мин. На практике пастеризационный эффект достигается
при нагреве воды до температуры не менее 80 °C и выдержке в
течение 15...20 с, вследствие чего основным параметром водона-
гревателей служит температура воды на выходе, изменяющаяся в
пределах от 80 до 90 °C.
Вода, подвергнутая пастеризации, предназначена для мойки
посуды, столовых приборов, узлов и деталей оборудования и т. д.
Кипятильники. Должны обеспечивать получение кипяченой
воды, в которой почти полностью уничтожены содержащиеся в
ней микроорганизмы, кроме споровых. Этот эффект достигается
путем нагрева до температуры кипения. Кипение на высотах, близ-
ких к уровню моря, происходит при температурах около 100 °C и
сопровождается активным парообразованием.
Кроме высокого бактерицидного эффекта в результате кипяче-
ния вода приобретает ряд характерных свойств, к которым в пер-
вую очередь следует отнести: деаэрацию и дегазацию воды вслед-
ствие уменьшения растворяемости газов при повышенных темпе-
ратурах; умягчение воды при выделении солей Са и Mg, опреде-
ляющих временную жесткость. Эти изменения сказываются нс толь-
ко на физико-химических свойствах воды, но и на ее органолеп-
тических характеристиках: вода становится безвкусной, теряет
посторонние запахи.
Кипяченую воду (кипяток) используют в горячих цехах пред-
приятий общественного питания в качестве основного компонен-
та при приготовлении всевозможных блюд и кулинарных изделий,
но главным образом при приготовлении горячих напитков — чая,
|кофе, какао, а также сладких блюд — компотов, киселей, желе,
муссов и т.д. Не допускается необоснованное применение кипят-
ка взамен горячей воды, так как это приводит не только к значи-
тельному перерасходу теплоты, но и сокращает срок службы ки-
пятильников из-за отложения на нагретых поверхностях накипи,
наиболее интенсивно выделяющейся при температурах от 80 до
100 °C.
Для получения кипятка недопустимо использование воды из
системы горячего водоснабжения, так как она содержит антина-
кипные химические добавки, которые при кипячении сохраня-
ются.
Кофеварки. Должны обеспечивать максимальную экстракцию
экстративных веществ из кофейного порошка в раствор. Эффект-
ность этого сложного процесса зависит от множества факторов,
Из которых в первую очередь следует выделить дисперсность час-
тичек размолотого кофе, с увеличением которой становится больше
361
поверхность их контакта с водой. С повышением температуры воды
экстракция интенсифицируется, как и при увеличении продол-
жительности заваривания кофе.
Множество способов приготовления кофе условно можно раз-
делить на два основных: циркуляционный и перколяционный.
Первый характеризуется тем, что нагретая до кипения (или
незначительно перегретая) вода многократно циркулирует, про-
ходя через кофейный порошок, чем и достигается высокая сте-
пень экстракции.
Второй характеризуется однократным (реже — двукратным) кон-
тактом сильно перегретой воды с порошком молотого кофе. В про-
цессе контакта с кофе вода закипает. Поскольку продолжитель-
ность контакта незначительна, полученный напиток обладает бо-
лее высокими показателями — хорошим вкусом и ароматом.
Классификация кипятильников, водонагревателей и кофеварок.
По организационно-техническому признаку водонагреватели и ки-
пятильники подразделяются на аппараты непрерывного и перио-
дического действия. Аппараты непрерывного действия называют
также проточными, а периодического — емкостными или налив-
ными.
По виду используемого энергоносителя все кипятильники и во-
донагреватели делят на электрические, газовые, твердотоплив-
ные, жидкотопливные и паровые. Кипятильники и водонагрева-
тели, предназначенные для эксплуатации как на газообразном,
так и на жидком и твердом топливе, называют огневыми унифи-
цированными.
По принципу компоновки водонагреватели и кипятильники вы-
полняют в качестве автономных (отдельных) аппаратов или в виде
узлов, встроенных в другие более мощные тепловые аппараты,
например в плиты или посудомоечные машины; в плиты водо-
нагреватели устанавливают главным образом в целях утилизации
теплоты уходящих продуктов сгорания, газа, твердого или жид-
кого топлива.
В зависимости от конструкции нагревательных элементов ука-
занные аппараты подразделяют на ТЭНовые и электродные, змее-
виковые, кожухотрубные, пластинчатые и т.д.
Кофеварки дополнительно в зависимости от способа экстраги-
рования подразделяют на циркуляционные и перколяционные.
17.2. Конструкции и принцип действия
Водонагреватели и кипятильники периодического действия. Эти
аппараты представляют собой емкость, периодически заполняе-
мую нагреваемой водой и опорожняемую по мере ее нагрева Д°
заданной температуры. К данному виду водонагревагт'елей и кипя-
тильников можно отнести простейшие устройства типа наплит-
пои посуды, котелков, нагреваемых различными способами, а
также электросамовары и переносные ТЭНы, погружаемые в ту
или иную емкость с нагреваемой водой, и т.д.
Наиболее сложные водонагреватели периодического действия
твердотопливные. Они эксплуатируются на предприятиях обще-
I ственного питания, лишенных источников централизованного
энергоснабжения.
I Принципиальная схема кипятильника, работающего на твер-
дом топливе, приведена на рис. 185. Нагреваемая вода заливается в
кипятильный объем 7, для чего снимается крышка 2. Топливо заг-
ружается в топку 4 и размещается на колосниковой решетке 7
Для сбора и удаления остатков топлива предусмотрен зольнико-
вый ящик. Положением дверцы топки 5 и зольника 6 регулируют
соотношение между количествами первичного и втооичного воз-
духа, поступающего в топку с целью обеспечения более полного
сгорания топлива. В качестве топлива в кипятильнике используют
дрова, каменный уголь, торфяные брикеты. В оптимальном режи-
ме эксплуатации КПД кипятильника данной конструкции не пре-
вышает 20... 25 %.
Незначительное изменение конструкции в его модернизиро-
ванном варианте (рис. 185, б), заключающееся в экранировании
водой топочной камеры, позволяет увеличить поверхность нагре-
Рис. 185. Принципиальная схема наливных кипятильников, работающих
на твердом топливе:
° — упрощенная конструкция; б — модернизированный вариант; 1 — кипятиль-
нНй объем; 2 — крышка; 3 — газоход (жаровая труба); 4 — топка; 5 — дверца
топки; 6 — дверца зольника; 7 — колосниковая решетка; 8 — зольниковый ящик;
® — кран отбора кипятка; 10 — заслонка — регулятор тяги; 11 — турбулизатор-
завихритель; 12 — водяной экран топки
362
363
ва топки и одновременно уменьшить температуру стенки кипя-
тильника, что увеличивает КПД на 10... 15 %.
Размещение в газоходе 3 (жаровой трубе) спиралевидного тур,
булизатора-завихрителя 11 позволяет увеличить коэффициент теп-
лоотдачи конвекцией в результате перевода ламинарного рсжща
течения продуктов сгорания в турбулентный. Встряхивая турбули-
затор, можно удалить сажу со стенок жаровой трубы и восстано-
вить минимальное термическое сопротивление между нагревае-
мой жидкостью и водой. Регулирующая тягу заслонка 10 позволя-
ет выбрать оптимальный режим самотяги и уменьшить механи-
ческий недожог топлива, связанный с его уносом. В результате
проведения указанных мероприятий КПД кипятильника повыша-
ется до 35...38 %.
Водонагреватели непрерывного действия. Эти аппараты пред-
ставляют собой проточную систему, состоящую из емкостей, в
нижнюю часть каждой из которых под сетевым давлением подает-
ся вода из системы холодного водоснабжения, а из верхней части
отводится горячая вода. Такое размещение патрубков обеспечива-
ет совмещение тепловых потоков, определяемых принудительной
и естественной конвекцией и стабилизирующих температуру воды
на выходе.
В тех случаях, когда проточный водонагреватель включается в
безнапорную гидравлическую систему, его подключают через спе-
циальный напорный бак, обеспечивающий минимально необхо-
димое давление воды на входе за счет геометрического напора.
При использовании всех видов
энергоносителей стремятся к эко-
номичной компактной компонов-
ке водонагревателя с минимальны
ми габаритными размерами и ме-
таллоемкостью.
Электрические водо-
нагреватели. Основной узел
водонагревателя — водогрейная
емкость 1 (рис. 186), в которой рас-
положен пучок ТЭНов 3. Вода на-
гревается, проходя между нагреты-
ми трубками ТЭНов.
В настоящее время серийно вы-
пускают водонагреватели, скомпо-
нованные по указанной схеме и
различающиеся лишь производи-
тельностью. Известны водонагрева-
тели с электродным нагревом водЫ
(рис. 187), характеризующиеся вы-
сокой компактностью и ориги-
Рис. 186. Принципиальная схема
электрических проточных
водонагревателей:
1 — водогрейная емкость; 2 — теп-
ловая изоляция; 3 — ТЭНы; 4 — во-
дяной
364
нальным способом регулирования мощ-
ности. Вода, проходя между электрода-
ми 5, включается в электрическую цепь
и как резистивный элемент нагревается.
В зависимости от площади электродов
меняется подведенная мощность. Актив-
Иную поверхность электродов изменяют
путем механического регулирования сте-
пени экранирования электродов с по-
мощью экрана 4 и тяги 2.
Массовое использование электродных
нагревателей сдерживается существен-
ными недостатками этой конструкции.
К ним относятся: высокая электроопас-
ность и особые требования к корпусу 3
из диэлектрического материала; невы-
сокая стабильность рабочих параметров
при неравномерном разборе горячей
воды (электрическое сопротивление
воды падает с ростом температуры, что
приводит к увеличению потребляемой
мощности).
Электрические схемы электронагре-
вателей непрерывного действия преду-
Рис. 187. Принципиальная
схема электрического водо-
нагревателя с электродным
нагревом воды:
1 — наружный кожух; 2 —
тяга; 3 — внутренний корпус
из диэлектрического материа-
ла; 4 — экран; 5 — электроды
сматривают выполнение следующих функций: коммутацию с элек-
тросетью; автоматическое ограничение верхнего уровня темпера-
туры горячей воды на выходе из нагревателя; отключение нагрева-
[тельных элементов в случае «сухого хода» ТЭНов (оголение их по-
верхности при недостаточном количестве воды) и при появлении
потенциала на корпусе.
На серийно выпускаемых электрических водонагревателях для
поддержания заданной температуры горячей воды предусматри-
вают терморегуляторы манометрического типа (термосигнализа-
торы) ТС-100. Для защиты ТЭНоз от «сухого хода» используют
реле уровня электродного типа.
Паровые водонагреватели. Наибольшее применение из
Паровых водонагревателей нашли змеевиковые и кожухотрубные
(рис. 188).
Змеевиковый водонагреватель (см. рис. 188, а) получил свое наи-
менование по названию основного теплообменного устройства —
змеевика, т. е. трубки для транспортировки пара, выполненной в
виде спирали. Для более полной конденсации пара в змеевике и
Исключения возможности возникновения пролетного пара за змее-
виком устанавливают конденсатоотводчик. С целью удаления воз-
духа и остатков конденсата в теплообменнике при пуске аппарата
Предусмотрен продувочный кран.
365
Рис. 188. Принципиальная схема парового пробочного водонагревателя:
а — змеевикового; б — кожухотрубного; 1 — водогрейная емкость; 2 — змеевик; 3—
патрубок разбора горячей воды; 4 — тепловая изоляция; 5 — конденсатоотводчик;
6— продувочный кран; 7— пучок теплообменных труб; 8 — паровое межтрубное
пространство
Змеевик размещают вертикально по отношению к оси спирали.
Пар подают в верхнюю часть змеевика и отводят снизу. В этом
случае образующийся конденсат движется под действием силы тя-
жести под уклоном, определяемым шагом витка спирали. Таким
образом обеспечивается попутное движение пара и конденсата,
исключающее скопление паровых пробок в змеевике.
Для эффективного использования водонагревателя обычно его
подключают к участку паропровода с повышенным давлением
30С...400 кПа (2...3 ата), что с большим запасом соответствует
условиям прочности и герметичности стандартных труб, из кото-
рых изготовляют змеевики.
При этом температура поверхности змеевика близка к темпе-
ратуре насыщения (ts = 130... 135 °C), соответствующей давлению,
и обеспечивает максимальную производительность.
Кожухотрубный протонный паровой водонагреватель (см. рис. 188, б)
характеризуется тем, что водогрейная емкость 1 делится на две
части и соединяется между собой пучком параллельно располо-
женных труб 7, в межтрубное пространство которых поступает
влажный насыщенный пар. Направления водяного и парового
366
потоков организованы так же, как и в змеевиковом водонагре-
вателе.
Число труб, их диаметр и способ расположения обусловлены
требуемой площадью поверхности нагрева, зависящей от рабочих
параметров водонагревателя — мощности, производительности,
И реализуемой разности температур, давления насыщения и т.д.
Однотрубный водонагреватель — это теплообменник типа «труба
в трубе» и может рассматриваться как частный случай кожухо-
В трубного, когда вместо пучка труб применена только одна. Такой во-
донагреватель используют в тех случаях, когда не требуется большой
компактности. Чаще всего такие паровые водонагреватели предста-
вляю'” собой узел сложной машины или теплообменного аппарата.
(Пластинчатые паровые водонагреватели используют в различ-
ных отраслях. Опыт эксплуатации пластинчатых теплообменников
в качестве пастеризационно-охладительных агрегатов свидетель-
ствует об их неоспоримых преимуществах, таких как высокая ком-
пактность; развитая поверхность теплообмена; заложенная в кон-
струкцию турбулизация потока нагреваемой среды и, следователь-
но, интенсификация теплообмена; высокая степень унификации
I конструкций при изменении производительности аппарата; тех-
нологичность изготовления; удобство монтажа; ремонтопригод-
ность благодаря возможности разборки аппарата.
Последний фактор особенно важен для водонагревателей, так
I как он позволяет эффективно удалять накипь с пластин, выде-
I лившуюся в процессе эксплуатации.
Пластинчатые теплообменники (рис. 189) комплектуются из вы-
штампованных из нержавеющей стали пластин 7. Пластины монти-
Рис. 189. Пластинчатый теплообменник:
о — общий вид; б — пластины; 7 — пластина; 2 — станина; 3 — резиновые про-
кладки; 4 — выступ пластины
367
Рис. 190. Пример компоновки
парового пластинчатого водона-
гревателя
руются на станине 2 и образуют
своеобразный «пакет». Штампован-
ная поверхность пластин имеет спе-
циальные выступы, которые обра-
зуют многочисленные каналы и тур-
булизируют поток. Уплотнение пла-
стин осуществляют прокладками 3
из термостойкой пищевой резины,
приклеенными по периферии.
Для задания способа движения
теплоносителя пластины компону-
ют в группы. Одна из возможных схем компоновки парового водо-
нагревателя представлена на рис. 190.
Аппараты могут быть разборными или полуразборными, когда
пластины попарно сварены. Последний вариант целесообразен для
Рис. 191. Принципиальная схема
емкостных проточных газовых во-
донагревателей:
7 — водогрейная емкость; 2 — термо-
метр; 3 — газоход; 4 — турбулизатор;
5 — жаровая труба; 6 — патрубок от-
бора горячей воды; 7— водяной кран;
8 — топка, 9 — запальник; 10 — ин-
жекционная газовая горелка; 11 — ди-
латометрический терморегулятор; 12—
термомагнитный (электромагнитный)
клапан; 13 — горячий спай термопа-
ры; 14 — дилатометрический датчик
терморегулятора; 15 — переносной
запальник
создания паровой полости, так
как в ней практически не образу-
ется накипи.
Газовые проточные водонагрева-
тели отличаются от наливных пе-
риодического действия тем, что
водогрейная емкость 1 (рис. 191)
герметична и представляет собой
проточную систему, в нижнюю
часть которой через вод яной кран 7
подается холодная вода, а через
патрубок 6 нагретая вода отводит-
ся к потребителю (или в систему
отопления). Чаще всего для обес-
печения автоматического режима
работы проточных водонагревате-
лей газовая горелка подключена к
системе газоснабжения посред-
ством терморегулятора и термомаг-
нитного клапана.
Термомагнитный клапан вы-
полняет все функции газовой ав-
томатики безопасности, отключа-
ющей подачу газа к горелке 10 в
случае загасания запальника 9.
Датчиком пламени в этом клапа-
не служит горячий спай 13 хро-
мель-копелевой термопары. Тер-
морегулятор выполняет функции
автоматики регулирования, под-
держивая уровень температуры
368
воды на выходе из водонагревателя не выше 80... 90 °C. В терморе-
гуляторе используют датчики дилатометрического типа. Дилато-
метрический датчик состоит из двух сплавов с различными коэф-
фициентами термического расширения, что чаще всего приводит
к изгибу биметаллической пластины при нагреве.
Водонагреватели надежны в работе, просты в обслуживании,
рассчитаны на работу под давлением воды в водогрейном объеме
до 600 кПа (5 ати), что в реальных условиях фактически невозмож-
но, так как эксплуатация системы разрешена лишь при открытом
контуре линии разбора горячей воды. Они устойчиво работают на
самотяге при разрежении в газоходе не менее 5 Па (50 мм вод. ст.).
Вопреки принятой в общественном питании системе индекса-
ции тепловых аппаратов в качестве основного параметра для во-
донагревателей типа АГВ указывается их вместимость. Это объяс-
няется тем, что такие аппараты впервые были разработаны и изго-
товлены для бытовых целей. Производительность водонагревателей
АГВ-80 составляет около 65 кг/ч, а АГВ-120 до 180 кг/ч. Для во-
донагревателей этого типа характерны такие недостатки, как боль-
шие габаритные размеры, масса и длительный период разогрева.
Трубчатые проточные водона-
греватели (колонки) применяются
в быту, на предприятиях малой
мощности, а также на передвиж-
ных предприятиях общественного
питания. Отличительная положи-
тельная особенность этих водона-
гревателей по сравнению с емкост-
ными — их безынерционность, так
как продолжительность разогрева
воды с момента включения не
превышает 1...2 мин. Это обеспе-
чивает рациональное расходова-
ние газообразного топлива и воз-
можность оперативного регулиро-
вания температуры воды на вы-
ходе.
Теплообменником, восприни-
мающим теплоту, выделяющуюся
в результате сжигания газа, служит
тонкая (диаметром 8... 12 мм) мед-
ная трубка (рис. 192), образующая
змеевик 3.
В зоне топочной камеры трубка
припаяна к плоской медной стен-
ке 5 воронкообразной формы,
предназначенной для увеличения
Рис. 192. Принципиальная схема
бытового проточного газового
водонагревателя:
1 — блок-кран; 2 — газовая горелка;
3 — змеевик; 4 — оребренная часть
змеевика; 5— медная стенка; 6 — ды-
моотводящий канал; 7 — кожух; 8 —
датчик пламени; 9 — запальник; 10 —
кран запальника; И — кран горелки
369
поверхности нагрева, так как она работает как плоское тепловое
ребро. Кроме того, стенка формирует топочный объем водонагре-
вателя. В верхней части змеевик расположен в горизонтальной плос-
кости и более чем на 60 % перекрывает сечение газохода. В целях
развития тепловоспринимающей поверхности змеевик выполнен
с оребрением 4. В топке установлена многоколосниковая инжек-
ционная газовая горелка 2 в блоке с запальником 9 и датчиком
пламени 8.
Вода и газ включаются посредством блок-крана 1, который
выключает основную горелку только в том случае, если вода на
входе имеет давление не ниже допустимого. Блок-кран также ав-
томатически перекрывает подачу газа в случае падения давления
воды при эксплуатации; то же самое происходит в случае аварий-
ного загасания запальника и охлаждения датчика пламени.
Энергетически конструкция совершенна, так как КПД в ста-
ционарном режиме работы составляет не менее 70 %. Не более
25 % полезной теплоты продукты сгорания газа передают в топоч-
ной камере; остальная полезная нагрузка приходится на газоход.
Водонагреватели данного типа хорошо зарекомендовали себя за
долгие годы эксплуатации. Серьезными недостатками этой конст-
рукции являются малое проходное сечение водяного канала и, как
следствие, высокая чувствительность к накипи, а также сравни-
тельно высокая стоимость аппарата, определяемая использовани-
ем при изготовлении большого количества меди. Характерные осо-
бенности водонагревателя — большой топочный объем и малая
длина газохода. Последний недостаток компенсируется развитой по-
верхностью теплообмена в газоходе, достигаемой в результате плот-
ного оребрения змеевика прямоугольными медными пластинами.
Кипятильники непрерывного действия. Непрерывный цикл ра-
боты кипятильников обеспечивается путем использования прин-
ципа сообщающихся сосудов и реализуется с помощью поплав-
кового клапана уровня. Поплав-
ковый клапан (рис. 193) представ-
ляет собой рычажное устройство,
большое плечо которого соедине-
но с поплавком, а малое плечо —
с герметизирующей прокладкой.
Пог главок, всплывая, воздействует
на большой рычаг с силой Fx и
тем самым создает силу F2 в зоне
герметизации водяного канала.
Длины малого и большого рыча-
гов выбирают из условия создания
силы F2 в зоне герметизации, пре-
вышающей силу, соответствую-
щую давлению воды, истекающей
Рис. 193. Схема поплавкового
клапана уровня:
1 — шар-поплавок; 2 — рычаг поплав-
ка; 3 — ось рычага; 4 — пробка; 5 —
водяной канал
370
из водяного канала 5. При определенном уровне воды водяной ка-
нал полностью перекрывается и поступление воды прекращается.
Этот уровень зависит от зазора в зоне герметизации водяного кана-
ла, а также от конечного положения шара-поплавка. Изменением
указанных параметров достигают требуемого уровня жидкости.
Наиболее распространенные схемы кипятильников непрерыв-
ного действия представлены на рис. 194. Питательные коробки,
предназначенные для установки и поддержания требуемого уров-
ня воды при помощи поплавкового клапана, в этих схемах раз-
личны: кольцевая, встроенная в аппарат (рис. 194, а); коробчатая
выносная (рис. 194, б) и кольцевая, встроенная в виде экрана
всей наружной стенки кипятильника (рис. 194, в).
Кипятильные объемы в этих аппаратах также различаются по
конструкции. В кипятильниках, представленных на схеме 194, а,
кипятильный объем представляет собой лишь наиболее нагретую
зону нагревателя, расположенную непосредственно над ТЭНами;
в кипятильниках, скомпонованных по схеме 194, б, — это специ-
альная емкость, а в схеме 194, в — это щелевая кольцевая по-
лость. Во всех кипятильниках питательные коробки соединены с
кипятильными объемами и, следовательно, являются сообщаю-
щимися сосудами.
Поплавковый клапан поддерживает постоянный уровень в пи-
тательной коробке. Точно такой же уровень (при общей темпера-
Рис. 194. Схема кипятильников непрерывного действия:
а — электрических; б — газовых с боковым отводом продуктов сгорания; в —
газовых с вертикальным отводом; 1 — питательная коробка; 2 — кипятильный
объем; 3 — переливная трубка (или щель); 4 — сигнальная трубка уровня; 5 —
поплавковый клапан; 6~ кран разбора кипятка; 7 — кран разбора горячей воды;
S — паровая трубка; 9 — дымоотводящий канал; 10 — газовая горелка; 11 —
топочная камера; 12 — газоходы; 13 — водяной экран; 14 — циркуляционные
трубы, 15 — ТЭНы
371
туре жидкости в кипятильнике, равной температуре холодной
воды) в соответствии с принципом сообщающихся сосудов уста-
навливается в переливной трубке. При кипении в зоне перелив-
ной трубки плотность воды в результате изменения температуры
и степени насыщения пузырьками значительно уменьшается, а
уровень ее соответственно повышается. Кроме того, поднимаю-
щиеся пузырьки пара захватывают кипяченую воду и образуют
фонтан, что способствует перебросу кипятка через край перелив-
ной трубки (или щели, см. рис. 194, в) в сборник кипятка.
Правильно отрегулированный шар-поплавок должен обеспе-
чивать расстояние от уровня холодной воды до края переливной
трубки 60...80 мм. Если уровень будет выше, т.е. расстояние до
края переливной трубки меньше, то в сборник будет перебрасы-
ваться некипяченая вода, а если ниже — то кипятильник будет
работать в режиме, близком к дистилляции, и его производитель-
ность резко упадет.
Электрические и паровые кипятильники скомпонованы по
одной схеме, соответствующей рис. 194, а. В паровых кипятильни-
ках в водогрейном объеме вместо ТЭНов устанавливают либо змее-
виковый, либо кожухотрубный паровой теплообменник (рис. 195).
Твердотопливные и газовые кипятильники непрерывного дей-
ствия компонуют по схемам рис. 194, б, в. При этом в твердотоп-
ливных аналогах вместо газовой горелки устанавливают колосни-
ковую решетку, под которой размещается зольниковая камера. Топ-
ку и зольник (рис. 196) оборудуют специальными дверцами.
Рис. 195. Принципиальная схема паровых кипятильников непрерывного
действия:
а — змеевикового; б — кожухотрубного; I — змеевик; 2 — продувочный кран; 3 —
конденсатоотводчик; 4 — кожухотрубный теплообменник
372
При вертикальной схеме дви-
жения продуктов сгорания обеспе-
чивается удобная компоновка теп-
логенерирующей части кипятиль-
ника. В этом случае газогорелочнос
устройство или твердотопливный
теплогенератор (см. рис. 196) из-
готовляют в виде подставок к ос-
новной универсальной теплооб-
менной части.
Кофеварки. Современные про-
мышленные кофеварки использу-
Рис. 196. Схема теплогенерируюшей
части твердотопливных кипятиль-
ников непрерывного действия:
1 — топка; 2 — загрузочное отвер-
стие; 3 — дверца топки; 4—колосни-
ковая решетка; 5 — зольник; 6 —
дверца зольника
ют в основном циркуляционный
и перколяционный способы зава-
ривания кофе.
Кофеварки циркуляци-
онного типа. Рабочий объем 2
кофеварки (рис. 197) разделен на
две зоны перфорированной мемб-
раной 7, заканчивающейся перс-
дивной трубкой 6. Вода в результате естественной циркуляции про-
никает в подмембранную полость и в контакте с поверхностью
Рис. 197. Принципиальная схема
кофеварки циркуляционного типа:
1 — электронагреватель закрытого
типа; 2 — рабочий объем; 3 — сетча-
тая корзина с порошком кофе; 4 —
крышка; 5 — отражатель; 6 — пере-
ливная трубка; 7 — перфорирован-
ная мембрана
Рис. 198. Принципиальная схема
кофеварки перколяционного типа:
1 — кран подвода воды; 2 — водонаг-
реватель; 5— предохранительный кла-
пан; 4 — ТЭНы; 5 — кран подачи пе-
регретой воды; 6 — сетчатая емкость с
порошком кофе; 7 — перколяционная
камера
373
Рис. 199. Принципиальная схема гидроусилителей перколяционных
кофеварок:
а — гидроусилитель-дозатор ручного действия; б — гидроусилитель-дозатор гид-
равлического действия; в — гидроусилитель-дозатор электромеханического дей-
ствия; 1 — перколяционная камера; 2 — поршень дозатора; 3 — рычаг; 4 — пор-
шень гидроусилителя; 5 — камера гидроусилителя; 6 — змеевик; 7 — греющая
вода; 8— предохранительный клапан; 9— манометр; 10— нагнетательная камера;
11 — насос; 12 — регулятор давления; 13 — пусковой клапан
электронагревателя 7 незначительно перегревается. При этом од-
новременно происходит насыщение слоя воды пузырьками пара,
образующимися при кипении. Восходящий поток кипящей воды
образует фонтан, так как плотность воды в переливной трубке 6
значительно меньше (из-за ее насыщения пузырьками пара), чем
в основном объеме.
Поток кипящей воды попадает на слой порошка кофе, разме-
щенный в сетчатой корзине 3, растворяет экстрактивные веще-
ства и насыщается. В таком циркуляционном режиме кофеварка
работает определенный промежуток времени, необходимый для
наиболее полной экстракции кофе.
374
Кофеварки перколяционного т и п а. Существуют раз-
личные конструктивные решения таких кофеварок. Их разделяют
в зависимости от производительности, компоновки, степени ав-
томатизации, но в основном они реализуют конструктивную схе-
му, представленную на рис. 198. В соответствии с этой схемой пер-
коляционная кофеварка состоит из двух основных элементов: во-
донагревателя 2 и перколяционной камеры 7.
В водонагревателе вода нагревается ТЭНами до температуры 110 °C
при давлении около 250... 300 кПа (2,5... 3 ата), т. е. не достигает тем-
пературы кипения, которая при этом давлении близка к 130 °C. Пос-
ле того как она поступает в емкость 6 с молотым кофе, порошок
увлажняется и образуется гидравлический затвор. Перегретая по от-
ношению к атмосферному давлению жидкость движется через пори-
стый увлажненный слой кофе. В этом слое давление воды падает с
250...300 кПа до атмосферного. При этом в момент выравнивания
давления с атмосферным в одном из внутренних слоев жидкость
вскипает с активным испарением, а также газо- и воздуховыделе-
нием. В результате резко увеличивается поверхность контакта, возра-
стают пульсации тепловых потоков и концентрации в зоне располо-
жения порошка, что заметно усиливает эффект экстракции веществ
в раствор кофе.
Как правило, даже однократная перколяция обеспечивает вы-
сококачественное приготовление кофе, но в отдельных конструк-
циях предусматривается и возможность многократного перколяци-
онного взаимодействия. В последнем случае обычно достигается боль-
шая степень экстракции, но при некотором снижении органолеп-
тических свойств напитка.
В целях увеличения давления нагретой воды для продавливания
через слой кофе кофеварки снабжены специальными гидроусили-
телями: рычажными ручного либо гидравлического действия, ис-
пользующими давление воды в системе водопровода, а также име-
ющими специальный гидронасос. Гидроусилители, как правило,
сблокированы с дозаторами кофе, их принципиальные схемы по-
казаны на рис. 199.
17.3. Рабочие параметры водонагревателей,
кипятильников и кофеварок. Правила безопасности
Рабочие параметры. Основным показателем, характеризующим
Кипятильники, водонагреватели и кофеварки, является их произ-
водительность, т. е. количество кипятка, кофе или нагретой воды,
получаемых за единицу времени:
D = М/т,
где D — производительность, кг/с; М — масса полученного кипят-
ка (кофе), кг; т — соответствующий период работы аппарата, с.
375
Производительность кипятильника, водонагревателя или кофеварки
зависит не только от количества подводимой теплоты, но и от
перепада температур, при котором реализуется нагрев воды. Так,
очевидно, что если к аппарату подводится одно и то же количе-
ство теплоты, то при поступлении в него более нагретой воды
производительность будет выше. Для создания сопоставимых ус-
ловий введено понятие нормального кипятка, под котором пони-
мают воду, нагретую от 10 до 100°C, т.е. когда перепад темпера-
тур составляет 90 °C.
Производительность кипятильника в стационарном режиме, оп-
ределенная по нормальному кипятку, называется нормальной про-
изводительностью £)н.
Производительность водонагревателей при нагреве воды в ус-
ловиях температурного перепада в 80 °C (ZH = 10 °C; ZK = 90 °C)
называется стандартной.
Основные правила безопасности. К специальным правилам бе-
зопасности относятся следующие. Необходимо контролировать
степень отложения накипи в переливной трубке (или щели) и на
поверхности ТЭНов, проводить механическую очистку этих по-
верхностей от накипи, постоянно следить за работой поплавково-
го клапана и точностью его настройки, применять кипятильники
только по прямому назначению, не использовать кипяток для са-
нитарно-гигиенических целей.
Кроме указанных специальных требований при эксплуатации
кипятильников и водонагревателей следует соблюдать общие пра-
вила техники безопасности, установленные по отношению к теп-
ловому оборудованию, а также связанные со спецификой исполь-
зования конкретных видов энергоносителей.
С учетом указанных особенностей работы кипятильников отме-
тим, что наиболее часто встречающиеся причины отказов кипя-
тильников связаны с перегоранием нагревательных элементов в
электрических кипятильниках, с механическими повреждениями
очищаемых от накипи поверхностей, с выходом из строя поплав-
кового клапана.
Последний дефект сравнительно легко устранить непосредствен-
но на месте эксплуатации; для ликвидации первых двух дефектов
требуется провести полную ревизию аппарата с проверкой и заме-
ной ТЭНов и узлов деталей, потерявших герметичность в резуль-
тате коррозии и механических повреждений.
В газовых и твердотопливных кипятильниках в результате отло-
жения накипи наиболее возможны прогорание стенок топочной
камеры и разгерметизация охлаждаемых поверхностей газоходов
вследствие коррозии металла.
Во всех рассмотренных случаях требуется проведение серьез-
ных восстановительных работ по замене поврежденных поверхно-
стей.
376
Контрольные вопросы и задания
1. Какой тепловой эффект достигается при нагреве воды в водонагре-
вателе? Кипятильнике?
2. Покажите, как изменится действительная производительность ки-
пятильника, если температура воды на входе в него уменьшится.
3. В каком случае у кипятильника с исправными нагревателями резко
снижается производительность?
4. В чем различие между циркуляционным и перколяционным спосо-
бами заваривания кофе?
5. Кипятильник резко увеличил производительность и снизилась тем-
пература воды на выходе. Какова неисправность? Как ее устранить?
ГЛАВА 18. АППАРАТЫ ДЛЯ СОХРАНЕНИЯ
ПИЩИ В ГОРЯЧЕМ СОСТОЯНИИ
18.1. Технологические аспекты использования
и классификация
Приготовление кулинарной продукции и ее реализация, как
правило, по организационным причинам разделены во времени.
При этом к качеству реализуемой продукции предъявляют жест-
кие требования, согласно которым пища должна реализовывать-
ся при определенной температуре, обладать необходимым набо-
ром органолептических свойств и лимитированной пищевой цен-
ностью. Это относится главным образом к первым и вторым блю-
дам, реализуемым в горячем состоянии, а также к горячим на-
питкам, причем главным критерием является температура реали-
зации продукции, изменяющаяся в зависимости от рода кулинар-
ных изделий от 60 до 85 'С.
Как известно, при данных температурах основные биохими-
ческие процессы, связанные с нагревом, продолжаются и в ре-
зультате при хранении происходят изменения, вызывающие до-
полнительные потери массы, разрушение витаминов и ухудше-
ние органолептических показателей.
Чтобы эти изменения были минимальными, необходимо вы-
полнять следующие основные требования:
температура хранения и реализации должна быть наименьшей
из допустимых уровней;
срок хранения и реализации должен быть по возможности со-
кращен и не превышать допустимого.
Тепловые аппараты для термостатирования пищи можно разде-
лить по функциональному назначению на три основные группы:
аппараты, предназначенные для хранения пищи в горячем со-
стоянии;
аппараты, предназначенные для реализации пищи;
377
аппараты, сочетающие указанные выше функции и способные
транспортировать горячую пищу из места хранения или приго-
товления в зону реализации.
Последнее направление наиболее перспективно, так как ис-
ключены операции перегрузки, что не только создает определен-
ные организационные удобства, но и уменьшает потери массы и
теплоты, неизбежно возникающие в этом случае.
Хранить готовую кулинарную продукцию в принципе можно в
основных тепловых аппаратах, предназначенных для кулинарной
тепловой обработки: пищеварочных котлах, паровых камерах и
т. д. Для этого используют нижние ступени тепловой мощности,
обеспечивающие необходимые для хранения температуры. Оче-
видно, что использование для хранения пищи основных тепловых
аппаратов экономически нецелесообразно, так как стоимость этого
вида оборудования высока.
Это неэффективно и с энергетической точки зрения; для хра-
нения необходимо использовать специализированные тепловые
аппараты, например, такие, как термостаты, тепловые шкафы
и т. д. Наибольший интерес представляют аппараты с разделяю-
щимся блоком теплогенератора и теплоизолированной рабочей
камерой (например, как в универсальном варочном устройстве
или в некоторых типах современных конвективных жарочных
шкафов). В этих аппаратах после окончания основного техноло-
гического процесса рабочая камера вместе с продукцией отделя-
ется и благодаря хорошей тепловой изоляции хранится нужное
время, а при необходимости транспортируется на место комп-
лектации и реализации кулинарных изделий. Теплогенерирую-
щая часть теплового аппарата при этом блокируется с другой
рабочей камерой и обеспечивает требуемую тепловую обработку
пищи.
18.2. Конструкции и области применения
К наиболее распространенным в настоящее время на отече-
ственных предприятиях общественного питания аппаратам, пред-
назначенным для хранения пищи в горячем состоянии, относят-
ся: мармиты, тепловые стойки, термостаты и тепловые шкафы.
Мармиты. Это тепловые аппараты, предназначенные для хра-
нения пищи в горячем состоянии в период ее реализации на
линии раздачи. Конструктивная особенность мармитов, отлича-
ющая их от других термостатирующих устройств, заключается в
том, что пища размещается в наплитной посуде или в функцио-
нальных емкостях, либо в специальных емкостях, входящих в
состав мармита, — мармитницах, а сам мармит является, как
правило, стационарным. Емкости для хранения пищи не тепло-
изолированы и могут отделяться от мармита и использоваться не
только для хранения готовой продукции, но и для ее приготов-
ления.
Необходимая температура кулинарной продукции в мармитах
поддерживается в результате нагрева стенок мармитниц (или дру-
гих емкостей) и компенсации тепловых потерь от стенок емкостей
в окружающую среду. Тепловой поток при этом подводится либо к
днищу емкости, либо одновременно и к днищу, и к боковым стен-
кам. Удельный тепловой поток на стенках мармитниц должен быть
минимальным, что позволяет избежать дополнительных термичес-
ких разрушений кулинарных изделий в процессе хранения.
Поскольку мармиты предназначены и для реализации, т.е. ус-
танавливаются в линии раздачи, то они представляют собой, как
правило, секционные модулированные аппараты. При этом зоной
размещения мармитниц чаще всего является плоскость, соответ-
ствующая поверхности рабочего стола и расположенная на рас-
стоянии 800...900 мм от уровня пола. В отдельных случаях, когда
происходит термостатирование наплитной посуды значительного
объема (20 дм3 и более), поверхность компенсационных нагрева-
телей, на которую устанавливают емкости, располагается от уровня
пола на расстоянии 20...30 см, что уменьшает физические затра-
ты на подъем емкостей и улучшает условия работы обслуживаю-
щего персонала.
Схемы компоновки мармитов с напольной компоновкой изоб-
ражены на рис. 200, б и рис. 202.
Настольная схема обычно используется в мармитах, предназ-
наченных для термостатирования первых блюд и гарниров (карто-
I фельного пюре, крупяных и макаронных изделий). Такая схема
I предусматривает набор мармитниц для всех видов кулинарной поо-
1дукции. В процессе хранения по мере надобности горячую пищу
Рис. 200. Принципиальные схемы компоновки мармитов:
а — с настольным расположением мармитниц; 6 — с напольным расположением
греющих элементов; 1 — корпус; 2 — мармитницы; 3 — греющие элементы
378
379
извлекают из мармитниц для комплектации блюд и их реализации.
Опорожненные мармитницы заменяют заполненными.
В мармитах с настольным расположением мармитниц преду-
смотрен обогрев чаще всего в виде водяной или паровсй бани. В
последнем случае в нижней части парового объема располагает ъц
парогенератор. Так как требуемые рабочие температуры пищи со-
ставляют не более 80 °C, то возможен обогрев мармитниц кипя-
щей водой или влажным насыщенным паром при атмосферном
давлении и, следовательно, при температуре близкой к 100 °C,
т. е. не требуется герметизации греющего объема мармита. По этой
причине конструкция мармитов данного типа проста, надежна и
долговечна. Принципиальные схемы мармитов с водяной и паро-
вой баней представлены на рис. 201.
При обогреве мармитниц водяной баней путем изменения мощ-
ности ТЭНов (или расхода пара в трубчатом парообменнике) до-
стигается температура греющей воды от 70 до 90 °C. Парообразо-
вание воды при этом практически отсутствует. При использова-
нии паровой бани греющий пар имеет температуру, равную тем-
пературе кипения.
Чтобы исключить активное парообразование в греющем паро-
вом объеме, мощность электронагревателей необходимо поддер-
живать на минимально необходимом уровне, а мармитницы плотно
фиксировать в соответствующих отверстиях, расположенных на
поверхности стола мармита.
Мармиты с водяной баней, несмотря на возможность регули-
рования температуры греющей среды, из-за значительной массы
и большой тепловой инерции уступают по эффективности анало-
Рис. 201. Принципиальные схемы мармитов с настольным расположением
мармитниц:
а — с водяной баней, б — с паровой баней; 1 — корпус; 2 — линчя водоподпитки:
3 — мармитницы для первых блюд и соусов; 4 — мармитницы для вторых блюд; 5 '
ТЭНы; 6 — водяной объем; 7 — сливной кран; 8 — поплавковый клапан уровня,
9 — паровой объем
380
гам с паровым обогревом; по этой причине последние находят на
практике значительно более широкое применение.
Различные варианты мармитов с настольным расположением
мармитниц отличаются один от другого числом и размерами мар-
митниц, их сочетанием и, как следствие, габаритами и устано-
вочной мощностью.
В последнее время широкое распространение нашли мармиты,
рассчитанные на обогрев стандартных унифицированных емкос-
тей, которые в этом случае могут не входить в комплект этих аппа-
ратов.
В малогабаритных мармитах , позволяющих осуществлять транс-
портировку, вместо парового обогрева мармитниц применяют воз-
душный, который реализуется главным образом путем обогрева
прослойки воздушными ТЭНами. В последнее время появились пер-
спективные разработки, в которых этот нагрев реализуется благо-
даря использованию гибких тканевых электронагревателей, на-
пыленного резистивного полупроводникового слоя, применяемых
также в электрокотлах с непосредственным обогревом.
Конструкция мармитов с воздушным обогревом мармитниц
аналогична конструкции мармитов с водяной баней, но в грею-
щем объеме вместо воды находится горячий воздух; греющий объем
в этом случае значительно уменьшают.
Мармиты с напольным расположением греющей поверхности
чаще всего представляют собой электрическую плиту с конфор-
ками, обогревающими дно наплитной посуды, в которой проис-
ходит термостатирование пищи.
Примеры мармита данного типа приведены на рис. 202, а при-
мер воздушного мармита, выпускаемого серийно, — на рис. 203.
Рис. 202. Схема устройства марми~а с напольным расположением мар-
митниц-
1 — рама; 2 — вводной электрощиток; 3 — пакетный переключатель; 4 — электро-
конфорка; 5 — стол; б — полка
381
Рис. 203. Схема мармита с воздушным
нагревом мармитниц:
1 — поддон; 2 — ТЭН; 3 — терморегулятор;
4 — стол; 5 — мармитницы
Тепловые стойки. Это уст-
ройства, предназначенные
для подогрева посуды (таре-
лок, чашек, стаканов) и раз-
мещенных в ней порциони-
рованных и подготовленных
к реализации блюд.
В качестве основных теп-
ловых элементов используют
обогреваемые до температур
60... 90 °C горизонтальные по-
верхности (полки). Принци-
пиальная схема тепловых
стоек приведена на рис. 204. В
электрических тепловых стой-
ках в качестве подогревателя
чаще используют электронагреватели закрытого типа, работающие
в режиме малых удельных тепловых нагрузок (W< 2 Вт/см2).
При использовании централизованной схемы теплоснабжения
рабочих поверхностей тепловых стоек (рис. 205) кроме электро-
нагрева можно использовать газовый или паровой обогрев. В этом
случае промежуточный теплоноситель нагревается в парогенера-
торе и шестеренным насосом прокачивается через группу плоских
теплообменников. По мере движения температура теплоносителя
изменяется от 85...90°C на входе в первую группу теплообменни-
ков до 60... 70 °C на хвостовых участках. Эти режимные характерис-
тики соответствуют требованиям термостатирования пищи и, в свою
очередь, являются исходными для определения мощности аппара-
та, а также мощности и производительности шестеренного насоса.
В качестве промежуточного
Рис. 204. Принципиальная схема
устройства тепловой стойки:
1 — рамный каркас; 2 — стол; 3 — полки;
4 — нагревательные элементы
теплоносителя применяют
либо тяжелое минеральное
(моторное) масло, либо крем-
нийорганические жидкости
(полиорганосилоксаны).
Термостаты. Тепловые ап-
параты, предназначенные для
длительного хранения пищи
при постоянной температуре,
называют термостатами.
Отличительная конструк-
тивная особенность термоста-
тов заключается в том, что
рабочая камера (объем термо-
статирования) является не-
разъемной и полностью теп-
382
|доизолированной частью всего
аппарата. Непосредственно в
этой камере размещается пища,
Основная часть термостата —
рабочая камера цилиндричес-
кой формы (рис. 206, а) либо
выполненная в форме паралле-
лепипеда. Загрузочное отвер-
стие рабочей камеры плотно
закрывается крышкой. Для уп-
лотнения места соединения
обычно используют прокладку
из термостойкой пищевой ре-
зины. Для прижатия крышки
Рис. 205. Схема включения теплооб-
менников в стойке с централизован-
ным теплоснабжением:
1 — парогенератор; 2 — теплоноситель;
3 — нагреватель; 4 — шестеренный на-
сос; 5 — нагнетательный канал; 6 — тепло-
обменники; 7 — всасывающий канал
применяют различного рода
механические устройства, чаще
винтовые или кулачковые.
Поскольку термостаты пред-
I назначены для длительного хра-
нения, то особые требования
предъявляют к тепловой изоля-
ции. Особенно хорошо зареко-
мендовали себя термостаты, у которых стальная или стеклянная
рабочая камера выполнена в рубашечном варианте в виде двустен-
ного сосуда. Герметичная рубашка, подвергнутая предварительному
вакуумированию, служит хорошей тепловой изоляцией. Чтобы ис-
|ключить лучистый теплообмен, металлические стенки рубашки тща-
вгельно полируют, стеклянные — металлизируют, создавая зеркаль-
ные поверхности.
При правильном выборе материала и толщины слоя тепловой
изоляции, при качественном уплотнении крышки рабочей каме-
ры пища в ней способна сохранять необходимый уровень темпе-
ратуры в течение суток.
В зависимости от вместимости и способа транспортировки тер-
мостаты подразделяют на передвижные, переносные и стацио-
нарные.
Переносные предназначены не только для хранения и транс-
портировки горячей пищи внутри предприятия, но и для пере-
возки ее на транспорте. Для внутрицеховых перемещений исполь-
зуют передвижные термостаты, а стационарные обычно устанав-
ливают в линии комплектации и реализации готовой продукции.
В настоящее время зарубежные фирмы выпускают различные
термостаты (от простых переносных до комбинированных тележек),
Изготовленные из термостойкой пластмассы и залитые теплоизо-
ляцией. Их практическое использование постоянно возрастает.
383
Рис. 206. Принципиальная схема термостатов:
а — без компенсационных нагоевателей; б — с электроподогревом; 1 — рабочая
камера; 2 — тепловая изоляция; 3 — кожух; 4 — прижимные винты; 5 — крышка;
6 — резиновая прокладка; 7 — ТЭН; 8 — кран; 9 — опора
Широко распространены электрические термостаты, предназ-
наченные для подогрева и под держания в горячем состоянии кофе,
какао, молока и других напитков в процессе их реализации. Уста-
навливают их на прилавках буфетов, кафетерийных стойках и в
линиях самообслуживания. Конструктивно они представляют со-
бой котлы с непосредственным обогревом, в которых ТЭН раз-
мещается в нижней части варочного сосуда. Для отбора реализуе-
мого напитка используют специальный кран (рис. 206, б).
Для обеспечения мягкого обогрева напитков, размещенных в элек-
тротермостате, целесообразно использовать масляные ТЭНы, а не
водяные В этом случае удельная поверхностная мощность трубки ТЭНа
снижается с 10 до 6 Вт/см2, что значительно уменьшает степень
разрушения напитков, особенно при их повторном разогреве.
Тепловые шкафы. Тепловые шкафы представляют собой упро-
щенный вариант жарочных и в отличие от них либо лишены на-
гревательных элементов, либо снабжены маломощными нагрева-
телями. Полное отсутствие нагревателей оправдано в тех случаях,
384
когда тепловой шкаф является вспомогательной частью основно-
го аппарата (жаоочный шкаф плита или тепловая стойка) и ути-
лизирует теплоту, выделяемую этим аппаратом. Используют теп-
ловые шкафы для хранения в горячем состоянии отдельных ком-
понентов порционированных блюд. Основной элемент конструк-
ции теплового шкафа — коробчатая рабочая камера, в нижней
части которой в случае необходимости устанавливают нагрева-
тельные элементы. Хранимый пищевой продукт размещают на спе-
циальных полках или в специальных ящиках. В первом случае ра-
бочая камера имеет общую дверцу, а во втором ящики выдвига-
ются независимо один от другого (рис. 207).
Тепловые шкафы больших объемов имеют, как правило, регу-
лятор мощности и терморегулятор.
Термостатирующие устройства, рассмотренные выше, работа-
ют на электрообогреве. Это вызвано тем, что аппараты чаще всего
монтируют в линию раздачи вместе с другими электроаппаратами.
Установленная мощность их при этом невелика и обычно не пре-
вышав ' 5 кВт Эта мощность используется только для разогрева ап-
парата, а для стационарного режима достаточно 1/6... 1/9 части ее.
Однако в случае необходимости многие из рассмотренных ап-
паратов могут быть переоборудованы под паровой или газовый
обогрев. В первом случае ТЭНы заменяют паровыми трубчатыми
Рис. 207. Принципиальная схема тепловых шкафов:
а — с общей дверцей; б — с выдвижными ящиками; 1 — рабочая камера; 2 —
полка; 3 — дверца; 4 — тепловая изоляция; 5 — емкости (противни); 6 — металли-
ческий экран; 7 — ТЭН; 8 — ящик; 9 — емкости; 10 — терморегулятор
13 Ботов
385
теплообменниками, во втором применяют газовые инжекцион-
ные горелки для внешнего обогрева стенок рабочей камеры.
При использовании парового теплообменника или газовой го-
релки предусматривают системы регулирования и защиты, опре-
деляемые свойствами энергоносителей и подробно рассмотрен-
ные выше при изучении основных видов теплового оборудования
для тепловой кулинарной обработки пищи.
При сравнении конструкций различных термостатирующих ап-
паратов обьино исходят из следующих соображений: чем ниже
удельный расход теплоты на единицу хранимой продукции, тем
эффективнее аппарат для хранения пищи в горячем состоянии.
Другой важный показатель, косвенно характеризующий степень
совершенства термостатируюшего аппарата, — скорость охлажде-
ния продукта при отключенных нагревателях, измеряемая в гра-
дусах за секунду (в К/с) или за час (в К/ч). Скорость охлаждения
продукта в совершенных переносных термостатах не должна пре-
вышать 2 К/ч, в передвижных термостатах 10, а стационарных
термостатах, мармитах и тепловых шкафах 15 К/ч.
В отдельных случаях, характеризующихся кратковременным
эпизодическим использованием термостатирующего устройства,
идут на упрощение конструкции при сознательном увеличении
как скорости охлаждения продукции, так и удельных расходов
энергии. Это оправдано из-за непродолжительности всего процес-
са и как следствие — из-за низких общих затрат энергии.
Контрольные вопросы и задания
1. Каковы преимущества и недостатки парового мармита перед водя-
ным?
2. На какие цели расходуется теплота в термостатирующих аппаратах?
3. Как называют обогреваемые витрины, предназначенные для реали-
зации кулинарных изделий?
4. Каковы режимные параметры тепловых шкафов? Какие аппараты
способны выполнять их функции?
5. Перечислите термосгатирующие аппараты, предназначенные для дли-
тельного хранения и транспортировки горячей кулинарной продукции.
ГЛАВА 19. АППАРАТЫ ДЛЯ ТЕПЛОВОЙ
ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ
В ЭЛЕКТРИЧЕСКОМ ПОЛЕ СВЧ
Тепловая обработка пищевых продуктов в электрическом поле
СВЧ осуществляется в СВЧ-аппаратах (иногда их называют СВЧ,
микроволновые, электронные или магнетронные печи или шка-
фы). СВЧ-аппараты могут быть выполнены как в автономном ва-
386
рианте, так и в виде узла более сложного теплового агрегата. На-
пример, СВЧ-шкаф используют в аппаратах для тепловой обра-
ботки в комбинации с ИК-нагревом, горячим фритюром и т.д.
Использование СВЧ-аппаратов непрерывного действия связано с
дополнительными трудностями, возникающими в связи с утеч-
ками СВЧ-энергии через загрузочные и разгрузочные устройства.
По этой причине СВЧ-установки непрерывного действия исполь-
зуют редко.
Наиболее распространены СВЧ-шкафы (печи), работающие как
аппараты периодического действия. Основная деталь шкафа — ге-
нератор СВЧ-поля (магнетрон непрерывного генерирования).
Магнетрон представляет собой лампу со скрещенными магнит-
ным и электрическим полями, преобразующую энергию посто-
янного электрического тока в энергию сверхвысокочастотных элек-
тромагнитных колебаний. Подробно физические основы теплово-
го воздействия СВЧ-поля на пищевые продукты и принцип дей-
ствия магнетрона описаны ранее.
Для питания анодной цепи магнетрона необходим постоян-
ный ток высокого напряжения в несколько киловольт, а для на-
кала катода — переменный ток низкого напряжения (5...8 В).
Энергия СВЧ-поля от магнетрона по волноводу подается в ра-
бочую камеру (объемный резонатор), которая представляет собой
прямоугольный параллелепипед, обычно выполненный из листо-
вой нержавеющей стали. Рабочая камера имеет дверцу, через ко-
торую осуществляют загрузку и выгрузку.
Нагрев пищевых продуктов в объемном резонаторе происхо-
дит в поле стоячей волны. Это может вызвать «послойное» нагре-
вание образца, так как будет сказываться волновой характер на-
грева. Для получения равномерного нагрева в объемном резона-
торе либо устанавливают вращающиеся отражатели в виде дисков
или лопастей, либо вращают сам продукт на специальном под-
вижном столике.
Утечки СВЧ-поля из дверных щелей устраняют с помощью
ловушек, конструкция которых может быть самой разнообраз-
ной. Кроме того, при открывании дверцы во время работы маг-
нетрона автоматически прекращается подача СВЧ-энергии в
объемный резонатор при помощи специального блокирующего
контакта.
Блок-схема СВЧ-шкафа (рис. 208, о) включает в себя анодный
(повышающий) трансформатор АТ, ток на выходе которого вып-
рямляется (выпрямитель В) и подается в анодную цепь магнетро-
на М. Цепь накала магнетрона питается током через накальный
трансформатор НТ. Электромагниты ЭМ необходимы для созда-
ния магнитного поля магнетрона, обеспечивающего его работу.
Высокочастотная энергия подается в объемный резонатор ОР че-
рез волновод В.
387
a
Рис. 208. Блок-схема (с) и принципиальная электрическая схема (б)
СВЧ-шкафа
Блок автоматики обеспечивает правильную последовательность
включения в работу и защиту основных узлов шкафа от аварий-
ных режимов работы. Блок регулирования поддерживает на выхо-
де магнетрона необходимую мощность.
Магнетроны, применяемые в СВЧ-шкафах, могут иметь как
водяное, так и воздушное охлаждение. Если в систему охлаждения
магнетрона не подается охлаждающая вода (воздух) или их пода-
ча недостаточна, блокировочное устройство отключает магнетрон.
Принципиальная электрическая схема шкафа приведена на рис.
208, б. В схемах СВЧ-шкафов после разогрева катода магнетрона и
начала генерации напряжение накала катода снижают, что осу-
ществляется замыканием контакта б и размыканием контакта а.
При работе магнетрона необходимая температура катода поддер-
живается путем обратной электронной бомбардировки.
Органы управления СВЧ-шкафом обычно включают пусковые
выключатели, реле времени и сигнальные лампы.
Компоновка СВЧ-шкафа может быть самой разнообразной.
Магнетрон может размещаться снизу, со стороны задней стенки,
либо сверху над объемным резонатором; соответственно этому
может осуществляться волноводный ввод энергии в рабочую ка-
меру. Блок питания находится обычно в нижней, реже в боковой
или в верхней части шкафа. Органы управления (кнопки, пере-
ключатели, сигнальные лампы) размещают на передней панели
388
(на верхней, боковой или нижней ее части). На рис. 209 показаны
некоторые возможные варианты компоновки основных узлов СВЧ-
шкафов.
Существенный недостаток изделий, полученных в результате
СВЧ-нагрева, — отсутствие необходимого колера на поверхности.
Для устранения этого недостатка в конструкции СВЧ-шкафов
включают размещенный в верхней части камеры излучатель. Тра-
диционные излучатели ИК-энергии в СВЧ-поле использоваться
не могут, так как металлические предметы полностью расстраи-
вают СВЧ-контур.
Рис. 209. Возможные варианты компоновки СВЧ-шкафов:
БП — блок питания; М — магнетрон; ОУ — органы управления; В — волновод
389
Поэтому в качестве переизлучателя используют композитные
материалы с фиксированными диэлектрическими свойствами,
поглощающие не более 10 % общей энергии и нагревающиеся до
температур порядка 1000... 1200°C.
Контрольные вопросы и задания
1. Какое устройство является генератором СВЧ-энергии?
2. Почему нагрев продукта в поле СВЧ объемный?
3. Перечислите основные узлы, из которых состоит СВЧ-печь.
4. Чем вызвана относительно низкая величина КПД СВЧ-аппарата?
5. Каким способом регулируется мощность СВЧ-аппарата?
Раздел третий
ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ
ЛИНИИ И МИНИ-ПРОИЗВОДСТВА
ГЛАВА 20. ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ
ЛИНИИ
20.1. Общие сведения
На современном этале развития народного хозяйства в отрасли
общественного питания создано отечественной промышленнос-
тью и импортируется из-за рубежа множество различных машин
и аппаратов. С помощью этих машин и аппаратов облегчается труд
работников предприятий питания, так как механизируются от-
дельные, наиболее трудоемкие операции технологического про-
цесса приготовления пищи.
Однако пооперационная механизация технологических про-
цессов недостаточно эффективна, так как при этом многие ма-
шины и аппараты мало загружены. Поэтому внедрение поопера-
ционной механизации не обеспечивает необходимого роста про-
изводительности труда и эффективного использования капита-
ловложений.
Существенно повысить производительность труда и уровень
механизации в общественном питании можно путем перевода пред-
приятий на работу с полуфабрикатами при централизованном про-
изводстве их поточными методами на предприятиях пищевой про-
мышленности, овощных базах и специализированных предприя-
тиях общественного питания. При этом мелкие предприятия об-
щепита освобождаются от выполнения трудоемких заготовитель-
ных операций, высвобождаются значительные производственные
площади и более рационально используется технологическое обо-
рудование, что в конце концов ведет к повышению рентабельно-
сти предприятия, так как возрастает производительность труда,
сокращается производственный цикл, снижается стоимость про-
дукции и улучшается ее качество, увеличивается пропускная спо-
собность предприятия общественного питания.
Централизованное производство полуфабрикатов необходимо
организовать в первую очередь из наиболее трудоемких и массо-
вых видов сырья — картофеля, овощей и др.
391
Полуфабрикаты (мясные, рыбные, овощные) должны иметь
максимальную степень готовности (например, поставлять пред-
приятиям общественного питания готовый винегрет целесообраз-
нее, чем полуфабрикаты в виде очищенных картофеля и овошей)
и достаточно длительные сроки реализации.
Для централизованного производства полуфабрикатов из кар-
тофеля, овощей, мяса, рыбы, круп, муки, творога и других про-
дуктов необходимо иметь около 30 видов поточных линий различ-
ной производительности внутри каждого вида (от двух до четырех
типоразмеров).
Поточно-механизированные линии представляют собой комп-
лекс машин, аппаратов, транспортных и вспомогательных уст-
ройств, а также систем управления, блокировки и сигнализации,
специализированных на производстве определенных видов полу-
фабрикатов. Б существующих поточных линиях применяют маши-
ны, аппараты и устройства как непрерывного, так и периодичес-
кого действия. Наиболее совершенный способ организации про-
изводства на поточных линиях — непрерывный поток, для осуще-
ствления которого необходимо, чтобы все машины, аппараты и
устройства линии работали непрерывно, а потому в некоторых
случаях н'окно создавать новые виды машин и аппаратов непре-
рывного действия.
На предприятиях общественного питания применяют поточ-
ные линии, в которых машины и аппараты непрерывного дей-
ствия работают совместно с машинами и аппаратами периоди-
ческого действия. При этом для обеспечения нормальной работы
линии используют автоматизацию цикла работы машин и аппа-
ратов периодического действия, а между аппаратами периодичес-
кого и непрерывного действия вводят промежуточные (буферные)
емкости-накопители.
Для поточных линий по производству полуфабрикатов харак-
терны:
специализация линии на выпуске одного или нескольких ви-
дов продукции, идентичных по технологическому процессу;
поточность производства, т. е. организация производства по
наиболее прогрессивному, поточному методу;
максимальная механизация не только основных, но и вспомо-
гательных операций (в том числе и транспортировки продуктов
от машины к машине);
строгая увязка отдельных машин, аппаратов и устройств по
производительности и циклу работы;
автоматизация контроля и управления процессами, а также
автоматическая блокировка и сигнализация при возникновении
отклонений от нормальных режимов работы линии.
В условиях новых рыночных отношений наряду с предприяти-
ями общественного питания создаются мини-производства (мини-
392
цеха) по выпуску отдельных видов готовой пищевой продукции
(хлебобулочных, макаронных изделий, мясных колбас и др.),
которые имеют небольшую производительность (в отличие от пред-
1 приятий пищевой промышленности), максимально приближены
к потребителю, а потому выпускают всегда свежую и качествен-
I ную продукцию. Такие мини-производства, также оснащенные спе-
пиализированным оборудованием, подобранным по производи-
тельности, в какой-то мере автоматизированы, т.е. им присуши
характерные черты поточных линий.
В данном разделе учебника описываются принцип действия и
обопудование отдельных поточных линий по производству полу-
фабрикатов и кулинарных изделий для предприятий обществен-
ного питания, а также оборудование мини-производств по вы-
I пуску пищевой продукции для массового потребителя.
20.2. Поточные линии очистки и обработки
картофеля и овощей
Картофель и овощи — наиболее массовые виды сырья, перера-
батываемого на предприятиях общественного питания.
Централизованное производство полуфабрикатов из картофе-
ля и овощей на поточных линиях нового типа, включающих ком-
плекты современного оборудования, позволяет увеличивать вы-
I пуск очищенного картофеля, очищенных овощей (свеклы, мор-
кови, лука), жаренного до полуготовности (гарнирного) карто-
феля, жареного хрустящего картофеля (чипсов), картофельных и
овощных котлет, винегретов и овощных салатов, пассерованных
овощей, тушеной капусты, наборов «щи», «борщ».
Особое внимание уделяют организации централизованного
I производства очищенного картофеля. Поточные линии по про-
изводству очищенного картофеля должны обеспечивать полуфаб-
|рикатами не только предприя гия общественного питания и тор-
говли, но и поточные линии по дальнейшей переработке карто-
феля.
(Централизованная очистка овощей (наряду с картофелем) со-
здает предпосылки для комплексного снабжения предприятий-
доготовочных очищенными овощами, что позволит в дальнейшем
ликвидировать на этих предприятиях овощные цехи и участки.
Поточная линия ПЛСК-63 по выпуску очищенного сульфитиро-
ванного картофеля. В работе линии применен механический спо-
соб очистки клубней (см. раздел «Механическое оборудование»
данного учебника). Производительность линии 400 кг картофеля
в 1 ч (в этом и последующих случаях производительность линии
дана по выходу продукции, а не по сырью).
Линия проста по конструкции и надежна в эксплуатации. Ос-
|новной недостаток линии — большие отходы картофеля по срав-
393
нению с другими методами очистки, а также значительные меха-
нические повреждения наружных слоев очищенного картофеля.
Для повышения экономических показателей работы предприя-
тия параллельно с линией ПЛСК-63 рекомендуется устанавливать
оборудование для получения крахмала из отходов, образующихся
в процессе очистки и дочистки картофеля. Применение его, как
правило, делает эксплуатацию линии рентабельной, несмотря на
значительные отходы. На поточной линии ПЛСК-63 последова-
тельно моют картофель, очищают его механическим способом и
Рис. 210. Общая технологическая схема производства очищенного картофе-||Я
394
дочищают вручную, сульфитируют (замораживают), фасуют (упа-
ковывают).
Общая технологическая схема производства очищенного кар-
тофеля, не темнеющего на воздухе, приведена на рис. 210.
Хранящийся в контейнерах картофель доставляют на линию
авто- или электропогрузчиком, снабженным приспособлением для
опрокидывания контейнера. Картофель можно доставлять и грузо-
вым автотранспортом (навалом).
Рис. 211. Поточная линия ПЛСК-63 по выпуску очищенного сульфитиро-
ванного картофеля:
I — лестница; 2 — бункер загрузочный; 3 — переходной мостик; 4 — транспортер
бункера; 5 — конвейер наклонный; 6 — вибромойка; 7 — камнеловушка; 8 —
Картофелечистка; 9 — конвейер наклонный; 10 — конвейер дочистки; 11 — пульт
Управления; 12 — бак для сульфитационного раствора; 13 — машина для
сульфитации картофеля; 14 — весовой дозатор
395
Доставленный на линию картофель ссыпают в бункер 2 (рис.
211), расположенный в подготовительном отделении. Для удоб-
ства его загрузки пол подготовительного отделения заглублен от-
носительно пола основного цеха на 1,3 м. Это позволяет выгру-
жать картофель в бункер непосредственно через откинутый борт
кузова автомашины. На линии устанавливают один бункер вмес-
тимостью 4,5 т картофеля либо три бункера вместимостью по 1,5 т,
что создает запас сырья на одну рабочую смену.
Из щели бункера картофель высыпается на ленту подбункер-
ного транспортера 4, который равномерно и в заданном количе-
стве ссыпает его в приемную часть наклонного конвейера 5. Пос-
ледний подает картофель в вибромоечную машину 6, которая очи-
щает клубни от грязи. Во избежание повреждения абразивов кар-
тофелеочистительной машины вымытый картофель выгружается
в камнеловушку 7. Затем картофель поступает в картофелеочисти-
тельную машину 8, где с него очищается кожура. Из картофеле-
очистительной машины наклонным конвейером 9 картофель по-
дается на конвейер дочистки 10. Керенщины, сидящие по обе сто-
роны конвейера, вручную удаляют глазки, гниль, недочищенные
участки кожуры (во впадинах клубней) и т.д.
Очищенные клубни наклонным конвейером подаются в суль-
фитационную машину 13, где их обрабатывают 1 %-ным раство-
ром бисульфата натрия, что предохраняет клубни от потемне-
ния. Из сульфитационной машины клубни поступают в прием-
ный бункер автоматического весового дозглора, где промывают-
ся водой для снижения содержания в них бисульфата натрия (до
0,002 %).
После этого картофель, предназначенный для предприятий об-
щественного питания или направляемый для дальнейшей перера-
ботки на другие поточные линии, фасуют с помощью весового
дозатора в оборотную тару (чаще всего молочные фляги). Карто-
фель, предназначенный для продажи населению, фасуют в паке-
ты по 1; 2 и 3 кг.
На пульте управления линией сосредоточены пусковая аппа-
ратура, элементы тепловой защиты, а также сигнальные прибо-
ры, блокировочные и промежуточные реле.
Управление линией может осуществляться на автоматическом
(эксплуатационном) режиме или на ручном (пуско-наладочном)-
Поэтому каждая машина линии может быть пущена и остановле-
на с помощью кнопки на пульте управления, либо на кнопочной
станции, расположенной непосредственно на машине.
Поточная линия ПЛСЖК по производству очищенного жарен-
ного до полуготовности картофеля. Линия (рис. 212 и 213) состоит
из двух участков — участка очистки и сульфитации картофеля И
участка по производству жаренного до полуготовности (гарнир-
ного) картофеля.
396
1
Рис. 212. Поточная линия по выпуску очищенного и жаренного до
полуготовности картофеля ПЛСЖК:
1 — бункер; 2 — питатель; 3 — ячейковый конвейер; 4 — вибромойка; 5 и 6
ленточный и наклонный конвейеры; 7 — приемный лоток; 8 — двухъярусная печь
нбрмоагрегат); 9— пиллер; 10— наклонный конвейер; И — конвейер дочистки;
'2 — конвейер для проверки качества дочистки; 13 — наклонный конвейер; 14 —
Разделительное устройство; 75 — машина для сульфитации; 16 — овощерезатель-
Иая машина; 77 — фасовочная машина; 18 — вибротранспортер; 19 — жарочная
МаШина; 20 - маслоотделитель; 21 — фильтр-пресс; 22 и 23 — промежуточная и
резервная емкости; 24 — станция управления
397
Рис. 213. Схема поточной линии по приготовлению сырого очищенного
картофеля ПЛСЖК:
1 — бункер; 2 — подбункерный конвейер; 3 — наклонный конвейер; 4 — вибромо-
ечная машина; 5 — промежуточный конвейер; 6 — питатель термоагрегата; 7 —
обжиговая печь термоагрегата; 8 — моечно-очистительная машина (пиллер); 9 —
наклонный конвейер; 10— конвейер дочистки; 11 — наклонный конвейер; 12 —
машина для сульфитации картофеля; 13— автоматический весовой дозатор; 14 —
овощерезательная машина; 15 — вибротранспортер; 16 — шнековая жарочная ма-
шина; 17— вибролоток
Техническая характеристика
Производительность, кг/ч:
участка очищенного сульфитированного картофеля....450...500
участка жареного (гарнирного) картофеля...........120... 150
Объемный расход газа (при нормальных условиях), м3/ч......34
Общая мощность электродвигателей, кВт..................... 15
Площадь, занимаемая линией, м1 2......................... 167
На участке очистки и сульфитации картофеля выполняют сле-
дующие технологические операции: мойку, очистку, дочистКУ»
сульфитацию и фасование очищенного картофеля в оборотную тару-
Основное различие между линией ПЛСК-63 и описываемы^
участком линии ПЛСЖК состоит в способе очистки картофеля-
Вместо картофелеочистительной машины установлен термоагр6'
398
л
гат, состоящий из питателя, обжиговой печи и моечно-очисти-
тельной машины (пиллера). Конвейер дочистки здесь также не-
сколько иной конструкции, чем в линии ПЛСК-63. Остальное
оборудование, расположенное на этом участке линии, аналогич-
но соответствующим машинам линии ПЛСК-63 либо имеет не-
значительные конструктивные отличия.
Один из четырех бункеров 1 (рис. 213) подает картофель на
подбункерный конвейер 2, а затем с помощью наклонного кон-
вейера 3 направляет его в вибромоечную машину 4. Вымытый кар-
тофель из вибромоечной машины промежуточным (подземным)
конвейером 5 подается к питателю термоагрегата 6.
Питатель непрерывно малыми дозами подает клубни в прием-
ный лоток двухъярусной обжиговой печи 7, где они подвергаются
кратковременной тепловой обработке. При тепловой обработке
ослабляется сцепление кожуры с подкожным слоем картофеля.
Затем картофель попадает в шнековую моечно-очистительную
машину (пиллер) 8, где обрабатывается водой и капроновыми
щетками, отделяющими кожуру. На выходе из машины происхо-
дит предварительная сульфитация клубней для предотвращения
их потемнения при дочистке. Из пиллера клубни наклонным кон-
вейером 9 подаются на конвейер ручной дочистки 10, где керен-
щины вручную удаляют глазки и поврежденные места клубней.
Дочищенные клубни наклонным конвейером 11 направляются в
машину для сульфитации картофеля 12, а из нее на автоматиче-
ский весовой дозатор 13 для фасования.
Отвешенные порции картофеля высыпают в подставленную тару
и направляют в камеру охлаждения, а затем в экспедицию.
Оборудование участка очистки картофеля следующее.
Термоагрегат состоит из питателя, обжиговой печи и моечно-
очистительной машины (пиллера). Питатель термоагрегата пред-
ставляет собой наклонный конвейер, привод которого имеет ва-
риатор для регулирования скорости движения ленты. Это по-
зволяет обеспечивать заданную производительность термоагрега-
та и его равномерную загрузку.
Обжиговая печь предназначена для кратковременной тепловой
обработки картофеля при 1100—1300 °C, в результате чего ослаб-
ляется сцепление кожуры с клубнем и облегчается ее дальнейшее
Удаление. Кратковременное тепловое воздействие сводит к мини-
муму толщину провариваемого слоя клубня и потери его массы с
Испаряемой влагой, а также при дальнейшей обработке в моечно -
очистительной машине.
Обжиговая печь представляет собой вертикальную цилиндри-
ческую камеру, закрытую сверху крышкой. Стенки камеры и крыш-
ки покрыты огнеупорным материалом. Внутри камеры находится
вращающийся на вертикальном валу двухъярусный керамический
Ротор диаметром 980 мм.
399
Ротор приводится во вращение от электродвигателя через кли-
ноременной вариатор, червячный редуктор и коническую зубча-
тую пару. Вариатор обеспечивает плавное (бесступенчатое) регу-
лирование частоты вращения ротора печи в пределах 1 ...2,5. Ро-
тор выполнен двухъярусным с целью повышения производитель-
ности агрегата. Форма рабочей поверхности обоих ярусов ротора
выбрана с таким расчетом, чтобы клубни скатывались к непод-
вижной стенке камеры. При вращении ротора клубни трутся од-
новременно о поверхность ротора и о неподвижные стенки ка-
меры. Поэтому клубни перемещаются по окружности вместе с
ротором и одновременно поворачиваются вокруг своей оси. В верх-
ний ярус клубни попадают через загрузочную воронку и отвер-
стие в крышке камеры. Пройдя вместе с верхним ярусом один
оборот, клубни проваливаются в специальное перевалочное уг-
лубление, предусмотренное в фасонном керамическом (шамот-
ном) кирпиче в футеровке стенки камеры, и по нему поступают
в нижний ярус ротора. Пройдя вместе с ним примерно 5/6 обо-
рота, клубни сбрасываются в разгрузочное окно неподвижной
разгрузочной лопастью, выполненной из жаростойкой стали, и
поступают в пиллер.
Рабочая камера нагревается газогорелочным устройством, со-
стоящим из двух горелок, с принудительной подачей воздуха. Го-
релки установлены в специальных амбразурах: одна — в зоне верх-
него яруса, другая — в зоне нижнего. При отсутствии газа термо-
агрегат может работать от форсунок жидкого топлива.
Время пребывания клубней в обжиговой печи зависит от сорта
и срока хранения картофеля и составляет 6... 12 с. Толщина прова-
ренного слоя клубней не зависит от их размера и колеблется в
пределах 0,6... 1,5 мм. Регулируя вариатором частоту вращения ро-
тора, а следовательно, время пребывания клубней в высокона-
гретой зоне печи, можно добиться минимальных отходов — зна-
чительно меньших, чем при других способах очистки. Кроме того,
устраняется необходимость в калибровке клубней картофеля. Пос-
ле тепловой обработки клубни легко очищаются от кожуры в пил-
лере. При этом наружные слои клубней не имеют видимых меха-
нических повреждений.
Моечно-очистительная машина {пиллер) предназначена для от-
деления от клубней кожуры и частично проваренного слоя кар-
тофеля после тепловой обработки клубней в обжиговой печи. Кон-
струкция пиллера рассмотрена в главе «Моечное оборудование»
данного учебника.
На участке линии по приготовлению жаренного до полуготоВ'
ности (гарнирного) картофеля выполняют следующие техноЛ0'
гические операции: разрезание клубней на брусочки сечениеМ
10x10 мм, отсев крошки, промывание брусочков водой, удале'
ние ее излишков, жарку брусочков, удаление с них избытка жира’
400
укладку продукции в противни и охлаждение до комнатной тем-
пературы.
Часть клубней картофеля с наклонного конвейера 11 (см. рис.
213) через разделительное устройство поступает в приемный бун-
кер овощерезательной машины. Овощерезателъная машина 14 раз-
резает картофель на брусочки и подает их на вибротранспортер
15, где происходит отсев крошки, промывка брусочков и удале-
ние с их поверхности избытка влаги (путем встряхивания). После
этого брусочки попадают в шнековую жарочную машину 16, об-
жариваются во фритюре и поступают на маслоотделитель вибра-
ционного действия (вибролоток) 17, где с их поверхности удаля-
ется избыток масла. Затем брусочки ссыпаются в подставленный
противень и разрав) шваются на нем вручную. Противни устанав-
ливают на стеллажи для предварительного охлаждения, после чего
направляют в холодильную камеру и экспедицию.
Оборудование участка линии по приготовлению жаренного до
полуготовности (гарнирного) картофеля следующее.
Овощерезателъная машина пуансонного типа нарезает карто-
фель на брусочки путем продавливания его через ножевые решет-
ки. Состоит из рабочей камеры с пуансоном и двумя легкосьем-
ными ножевыми решетками, роторного питателя, приемного бун-
кера и привода, объединенных станиной.
Техническая характеристика
Производительность, кг/ч...............................500
Поперечное сечение нарезанных брусочков, мм......... 10x10
Установленная мощность привода, кВт....................0,6
Габаритные размеры, мм.........................986x786x560
Масса, кг............................................. 130
Вибротранспортер предназначен для промывки нарезанного
брусочками картофеля, удаления избытка влаги и отсеивания мел-
ких частичек (крошки) картофеля.
При работе вибротранспортера брусочки перемещаются по
поверхности сита. Размеры отверстий сита подбирают таким об-
разом, чтобы брусочки нормальной толщины беспрепятственно
передвигались вдоль сита, а частицы меньших размеров прова-
ливались и собирались в бункере. Одновременно сверху подается
распыленная вода, которая смывает с поверхности брусочков
крахмал. В выходную часть сита вода не подается, и здесь в ре-
зультате вибрации излишки воды удаляются с поверхности бру-
сочков.
Техническая характеристика
Производительность, кг/ч................................200
Установленная мощность, кВт.............................1,0
Габаритные размеры, мм...................... 2150x1310x1200
Масса, кг...............................................400
И Ботов
401
Для промывки брусочков и отсева крошки на поточных линиях
применяют и машину роторного типа. Она характеризуется бес-
шумностью и отсутствием вибраций станины.
Шнековая жарочная машина с косвенным обогревом предназ-
начена для непрерывной обжарки картофеля во фритюре (расти-
тельном масле) до полу'отовности и предсп авляет собой полуци-
линдрическую ванну с двойными стенками, образующими герме-
тичную греющую рубашку (см. раздел второй).
Внутри ванны расположен вытеснительный барабан со шне-
ком, который приводится во вращение от электродвигателя через
редуктор, кулисный механизм и муфту обгона. Регулятор ампли-
туды качания промежуточного звена кулисного механизма изме-
няет частоту вращения барабана и, следовательно, продолжитель-
ность пребывания продукта в камере (0,5... 10 мин).
Постоянный уровень растительного масла в ванне поддержи-
вается с помощью резервной емкости. Вытеснительный барабан
позволяет свести к минимуму количество масла, постоянно нахо-
дящегося в ванне. Шнековая навивка вытеснительного барабана
перемещает продукт в ванне от входа в нее до выхода. Последний
виток шнека снабжен разгрузочной лопастью, с помощью кото-
рой продукт выгружается из машины. Под разгрузочной камерой
расположена «холодная зона» ванны. В машине предусмотрены так-
же отсос загрязненного масла из «холодной зоны» и очистка его
примеси в фильтр-прессе.
Обогрев масляной ванны — косвенный. Осуществляется он с
помощью промежуточного теплоносителя — дитолилметана, ко-
торый заливается в рубашку. В рубашке с помощью вакуум-насоса
создается разрежение (около 95 %), что снижает температуру ки-
пения теплоносителя и создает небольшой температурный пере-
пад между разделительной стенкой рубашки и растительным мас-
лом, обеспечивая «мягкий» обогрев последнего.
Теплоноситель, нагретый до температуры кипения, находится
в рубашке в двухфазном состоянии (жидкость—пар). Под ванной
расположена топка, выложенная шамотным кирпичом, в кото-
рой установлены две инжекционные газовые горелки с системой
автоматики безопасности и регулирования температуры раститель-
ного масла.
Техническая характеристика
Производительность, кг/ч................................ 150
Количество растительного масла, заливаемого в машину, кг..70
Время обжарки картофеля, мин...............................2
Поточная линия ЛМО мойки и очистки свеклы, моркови и лука.
Внедрение линии ЛМО наряду с внедрением поточных линий очи-
стки картофеля позволяет обойтись на предприятиях общественно-
го питания без овощных цехов. Основное преимущество линии —
402
ее универсальность, т. е. возможность проводить последовательно
на одном комплекте оборудования обработку и лука, и свеклы, и
моркови при хорошем качестве очистки и малых отходах. Это воз-
можно благодаря тепловому способу очистки овощей, так как дру-
гие способы очистки (механический, химический, паровой и др.)
не позволяют создать единого комплекта оборудования для пере-
работки лука, свеклы и моркови.
На линии выполняют следующие технологические операции:
мойку корнеплодов (свеклы и моркови); очистку свеклы и морко-
ви от кожицы, лука — от верхней рубашки; дочистку корнепло-
дов (вручную на конвейере); фасование очищенных корнеплодов
в оборотную тару.
Предназначенные для обработки овощи загружаются в бункер-
питатель 5 (рис. 214). Загрузка в бункер может осуществляться из
контейнеров — погрузчиком с контейнероопрокидывателем или
с помощью тельфера с монорельсом, а также с автомашины че-
рез откинутый на край бункера борт.
Из бункера-питателя 3 лук, морковь или свекла подаются на
подбункерный конвейер 2, откуда свекла и морковь поступают в
моечную машину 1. Лук же, минуя моечную машину, подается на
промежуточный конвейер 4, на который поступают также вымы-
тые свекла и морковь. Промежуточный конвейер 4 подает овощи в
питатель термоагрегата 5, из которого они попадают в обжиговую
печь 6. Из печи овощи по наклонному конвейеру 7 поступают в
моечно-очистительные машины (пиллеры) 8 (одна машина пред-
назначена для обработки лука, другая — для обработки свеклы и
моркови). Из пиллера очищенные овощи поступают на конвейер
дочистки 10, где керенщины вручную срезают донца и верхушки
у лука и соответствующие части у свеклы и моркови, а также
удаляют поврежденные участки корнеплодов.
Рис. 214. Поточно-механизированная линия ЛМО для мойки и чистки
овощей:
1 — моечная машина; 2 — подбункерный конвейер; 3 — бункер-питатель; 4 —
промежуточный конвейер; 5 — питатель термоагрегата; 6 — обжиговая печь; 7 —
Наклонный конвейер; 8 — моечно-очистительная машина (пиллер); 9 — пульт
управления: 10 — конвейер дочистки, 11 — весы
403
С конвейера дочистки овоши ссыпаются в подставленную обо-
ротную тару, установленную на весах 11. Затаренные овощи на
правляют в камеру охлаждения, а затем в экспедицию.
Техническая характеристика
Производительность, кг/ч:
при очистке лука............................. 500...1000
» моркови ............................. 300... 350
» свеклы......................................300... 350
Объемный расход газа (при нормальных условиях), м3/ч... 16
Установленная мощность, кВт.......................... 10
Площадь, занимаемая линией, м2........................60
Поточная линия по производству пассерованных овощей. Цент-
рализованное производство пассерованных овощей и доставка их
на предприятия общественного питания значительно сокращают
трудоемкость приготовления первых блюд. По новой технологии
пассерованию подвергают только лук и морковь. Петрушку и сель-
дерей пассеровать нерационально, так как это связано со значи-
тельной потерей ими ароматических веществ.
Поточная линия по выпуску пассерованных овощей произво-
дительностью 200 кг/ч содержит унифицированный комплект обо-
рудования, на котором поочередно обрабатываются лук и мор-
ковь. Линия укомплектована также оборудованием для дочистки
лука и моркови. На линии выполняют следующие технологичес-
кие операции: дозирование овощей, их измельчение, отсев мор-
ковных крошек, пассерование овощей, дозирование соли, фасо-
вание овощей в оборотную тару и охлаждение продукта в оборот-
ной таре.
Линия работает следующим образом. Очищенные лук и мор-
ковь конвейером 1 (рис. 215) равномерно подаются на конвейер 2,
где проводят их дочистку и инспекцию. Затем с помощью конвей-
ера 3 овощи поступают в овощерезательные машины (лук — в
машину 72, морковь — в машину 11). Затем нарезанная морковь
просеивается на машине 4 для удаления крошки. Далее морковь
(или лук) поступает в аппарат для пассерования 6, в который из
дозатора 5 непрерывно подается жир.
Пассерованные овощи непрерывно поступают в смеситель-на-
копитель 8, куда дозатором /непрерывно подается соль. Готовый
продукт фасуется в лотки, устанавливаемые на весы 9, а затем
поступает в аппарат 10 для охлаждения. Лотки с охлажденным
продуктом из аппарата направляют в экспедицию.
В линии использовано оборудование, разработанное для линий
очищенного картофеля ПЛСК-63.
Поточная линия ПЛЖК по приготовлению жаренного до полу-
готовности и замороженного картофеля. Жаренный до полуготов-
ности замороженный картофель — один из перспективных видов
404
Рис. 215. Поточная линия для выпуска пассерованных овощей:
1 — конвейер наклонный; 2 — конвейер дочистки; 3 — конвейер наклонный; 4 —
машина для отсева крошки; 5 — дозатор жира; 6 — аппарат непрерывного дей-
ствия для пассерования моркови и лука; 7 — дозатор соли, 8 — смеситель-накопи-
тель; 9 — весы; 10 — аппарат для охлаждения; 11 — овощерезательная машина для
нарезки моркови; 12 — овощерезательная машина для нарезки лука
полуфабрикатов. За рубежом (в США, Англии и некоторых других
странах) уже в течение ряда лет этот продукт выпускается на по-
точных линиях. Хорошее качество полуфабриката, длительный срок
его реализации (не менее трех суток — в охлажденном виде и
несколько месяцев — в замороженном) обеспечивают большой
спрос на него как в торговле, так и в общественном питании.
Техническая характеристика
Производительность линии, кг/ч....................200...250
Расход сырья (очищенного картофеля), кг/ч ............400
405
Расход электроэнергии, кВт ч..........................72,3
Расход газа, м3/ч......................................8,5
Расход воды, м3/ч...................................... 10
Расход пищевого жира, кг/ч........................... 17,5
Габаритные размеры линии, м......................27x6x3,6
На линии выполняют следующие технологические операции:
нарезку клубней очищенного картофеля на брусочки сечением
10x10 мм; отсев крошки; удаление с брусочков избытка влаги;
жаренье картофеля во фритюре; охлаждение его, замораживание,
дозировку и фасование.
Очищенный картофель подается в бункер ковшового элеватора /
(рис. 216), который направляет его в пуансонную овощерезатель-
ную машину 2, разрезающую клубни картофеля на брусочки се-
чением 10x10 мм. Из овощерезательной машины картофель пода-
ется в машину 3 для отсева крошки и удаления с поверхности
брусочков крахмала. Промытые брусочки наклонным конвейером 4
подаются на вибролоток 5, где путем встряхивания с их поверх-
ности удаляется избыток влаги. Затем брусочки равномерным по-
током по всей ширине лотка поступают в ванну жарочного агре-
гата 6.
Обжаренные брусочки в конце ванны попадают на транспор-
тер 8, который доставляет их в скороморозильный аппарат 10. Из
Рис. 216. Поточная линия для выпуска жареного замороженного
картофеля:
1 — ковшовый элеватор; 2 — пуансонная овощерезательная машина; 3 — машина
для отсева крошки; 4 — наклонный конвейер; 5 — вибролоток; 6 — жарочный
агрегат; 7 — аппарат для предварительного охлаждения жареного картофеля; 8 —
транспортер; 9 — пульт управления; 10 — скороморозильный аппарат; 11 — ячейко-
вый конвейер; 12 — проволокошвейная машина; 13 — автоматические весы;
14 — циферблатные весы
406
последнего замороженный картофель поступает на наклонный
ячейковый конвейер 11 с разделительным устройством, которое
направляет его на автоматические весы 13.
Поточная линия ПЛХК по приготовлению жареного хрустящего
картофеля (чипсов). Для изготовления чипсов и других изделий из
картофеля лучше применять «акклиматизированный» картофель,
т.е. картофель, выдержанный при определенной температуре в те-
чение нескольких недель в специальных камерах с кондициониро-
ванием воздуха. В процессе акклиматизации содержащиеся в карто-
феле редуцирующие сахара переходят в крахмал, что улучшает вкус
изделий и позволяет получать продукт бледно-желтого цвета.
Технологический процесс приготовления чипсов из очищен-
ного картофеля и их фасовки на поточной линии состоит из сле-
дующих операций: дозирования (т.е. равномерной подачи на ли-
нию заданного количества картофеля); нарезания картофеля на
ломтики толщиной 1,5 мм; смывания с поверхности ломтиков крах-
мала; удаления с ломтиков избытка влаги; жаренья ломтиков во
фритюре; подсаливания жареных ломтиков; охлаждения ломти-
ков до комнатной температуры; отвешивания заданных порций;
изготовления целлофановых пакетов; фасования чипсов в пакеты
и их запечатывания; укладки пакетов в тару.
Линия состоит из питателя картофеля 1 (рис. 217), представля-
ющего собой наклонный ковшовый конвейер с регулируемой ско-
ростью ковшей; овощерезательной машины 2; комплекта машин
3, 4 и 5 для промывки ломтиков картофеля и удаления с них из-
быточной влаги; жарочной печи 6; дозатора соли 8\ конвейера
предварительного охлаждения 10\ автоматических весов 17; фасо-
вочно-упаковочных автоматов 12; конвейера инспекции пакетов
и укладки их в короба 75; пульта управления; промежуточных кон-
вейеров и элеваторов, число и размеры которых зависят от конк-
ретных условий привязки линии.
Рис. 217. Схема поточной линии жареного хрустящего картофеля
(чипсов):
I — ковшовый конвейер-питатель; 2 — овощерезательная машина; 3 — промы-
вочная машина (барабанного типа); 4 — машина окончательной обмывки ломти-
ков; 5 — отжимной валок; 6 — жарочная печь; 7 — конвейер промежуточный; 8 —
Дозатор соли; 9 — наклонный конвейер; 10 — конвейер охлаждения; 11 — автома-
тические весы; 12 — фасовочно-упаковочный автомат; 13 — конвейер инспекции
и укладки в короба
407
Овощерезательные машины предназначены для нарезки клуб-
ней тонкими ломтиками; толщина нарезки 1,5...2 мм.
Для удаления крахмала с поверхности ломтиков в линии уста-
новлено последовательно несколько моющих машин. Для предва-
рительной промывки ломтиков предусмотрен моющий горизон-
тальный перфорированный барабан, вращающийся в ванне с про-
точной водой. Внутри барабана закреплены наклонные лопасти для
перемещения ломтиков. За моечным барабаном установлены три
одинаковые машины 4, каждая из которых представляет собой ванну
с расположенным внутри нее наклонным сетчатым конвейером.
Ванны моечных машин не соединяются между собой, поэтому
ломтики промываются в нескольких зодах. Пройдя промывочный
барабан 3, ломтики поступают в ванну первой машины, откуда
постепенно забираются сетчатым конвейером. На конвейере лом-
тики промываются водой из душевой установки и подаются в ванну
следующей машины. В конце конвейера последней машины уста-
новлен отжимной валок 5, покрытый губчатой резиной для уда-
ления с ломтиков избыточной влаги. Этот конвейер подает лом-
тики в жарочную печь 6.
В рассматриваемой линии жарочная печь представляет собой
тепловой аппарат непрерывного действия с непосредственным
газовым обогревом фритюра. Схема этого аппарата принципиаль-
но не отличается от схемы аппарата для жаренья брусочков кар-
тофеля в линии ПЛЖК. Различаются эти аппараты в основном
конструкцией устройства, транспортирующего продукт вдоль рабо-
чей камеры машины. Если брусочки картофеля во фритюре тонут,
то ломтики хрустящего картофеля (чипсы) всплывают, поэтому
для равномерной обжарки их необходимо не только продвигать вдоль
оси жарочной ванны, но и периодически утапливать.
Для этого транспортирующий орган жарочной печи выполнен
в виде двух качающихся рам, подвешенных над зеркалом ванны.
Каждая рама занимает половину рабочей ширины ванны. На раме
закреплен стальной перфорированный лист с выступающими вниз
штырями. Рамы приводятся в движение кривошипно-шатунным
механизмом. За один оборот механизма рама вначале опускается,
при этом лист касается поверхности масла, а штыри погружаются
в него. Затем рама продвигается вперед. При этом ломтики утапли-
ваются листом и продвигаются штырями вдоль ванны. Далее рама
поднимается вверх (штыри выходят из масла) и затем отходит
назад, после чего цикл повторяется. Во избежание излишних ко-
лебаний зеркала масла обе рамы работают в противоположных
фазах, т.е. когда левая погружена в масло — правая поднята, и
наоборот.
Аппарат снабжен механизмом бесступенчатого регулирования
времени обжарки за счет изменения скорости вращения криво-
шипов.
408
Обжаренные ломтики наклонным сетчатым конвейером выг-
ружаются из ванны и после стекания излишнего жира подсалива-
ются с помощью барабанного дозатора.
Поточная линия ЛОК по производству полуфабрикатов — кар-
тофельных, капустных и морковных котлет. Овощные котлеты —
недорогое вкусное и питательное блюдо. Однако предприятия об-
щественного питания производят их в недостаточном количестве.
Объясняется это трудоемкостью приготовления овощных котлет
при сравнительно низкой их цене, что делает выпуск этих изде-
лий на предприятиях общественного питания, как правило, убы-
точным.
Централизованный же выпуск этих полуфабрикатов на поточно-
механизированных линиях делает их производство рентабельным.
Техническая характеристика
Производительность, шт./ч........................... 10000
Масса котлеты, г........................................50
Допускаемое отклонение массы, %.........................±5
Форма котлеты..................................... Круглая
Площадь, занимаемая линией, м2, не более................90
Общая установленная мощность, кВт.......................32
Расход пара, кг/ч:
аппаратом для припускания........................... 145
пароварочным аппаратом............................ 130
Расход воды, м3/ч...................................... 10
Линия универсальная, т.е. готовит все три вида котлет — карто-
фельные, капустные и морковные. Поскольку технология приго-
товления картофельной массы отлична от технологии приготовле-
ния овощной массы, в линии имеются два параллельных участка
приготовления котлетной массы и общий завершающий участок. В
зависимости от того, какой вид котлет производится, на линию
подаются очищенный картофель, очищенная морковь, либо коча-
ны капусты с зачищенными листьями и высверленной кочерыгой.
Участок приготовления овощной массы состоит из наклонного
скребкового конвейера 1 (рис. 218), овощерезательной машины 23,
бункера-дозатора шинкованных овощей 22, наклонного ковшо-
вого конвейера 27; дозатора жира с плавителем (на рис. 218 не
показан), аппарата для припускания овощей 19, дозатора манной
крупы 16, дозатора соли 17, шнека подачи соли и манной крупы 75
и смесителя с ротационным насосом 18.
Участок приготовления картофельной массы состоит из наклон-
ного скребкового конвейера 2, бункера-накопителя 3, наклонно-
го скребкового конвейера-дозатора картофеля 4, аппарата для
варки картофеля на пару 5 и двух протирочных машин 6.
Завершающий участок линии состоит из наклонного ленточ-
ного конвейера 7, аппарата для охлаждения котлетной массы 14,
Дозатора меланжа 12, бачка для разведения и гомогенизации ме-
409
1 23 22 21 20 19 18 24
Рис. 218. Поточно-механизированная линия приготовления карто-
фельных и овощных котлет:
1, 2 — наклонные скребковые конвейеры; 3 — бункер-накопитель; 4 — конвейер-
дозатор картофеля; 5 — аппарат для варки картофеля на пару; 6 — протирочная
машина; 7 — наклонный ленточный конвейер; 8 — центробежный насос для ме-
ланжг, 9 — бачок для разведения и гомогенизации меланжа; 10 — смеситель с
ротационным насосом; 11 — котлетоформовочный автомат; 12 — дозатор мелан-
жа; 13 — дозатор соли; 14 — аппарат для охлаждения котлетной массы, 15 — шнек
подачи соли и манной кру^ы; 16— дозатор манной крупы; 17— дозатор соли; 18—
смеситель с ротационным насосом; 19 — аппарат для припускания овощей; 20 —
емкость для пассированных овощей; 21 — наклонный ковшовый конвейер; 22 —
бункеп-дозатор шинкованных овощей; 23 — овощерезательная машина; 24 — пульт
управления линией
ланжа 9, центробежного насоса для меланжа 8, дозатора соли 13,
смесителя с ротационным насосом 10 и котлетоформовочного
автомата 11.
Работа линии по производству морковных и капустных котлет
состоит в следующем. Подготовленная в овощном цехе морковь
или капуста подается наклонным конвейером 1 в овощерезатель-
ную машину 23, установленную над бункером-дозатором 22 шне-
кового типа. Из бункера-дозатора овощи, нарезанные соломкой,
направляются ковшовым конвейером 21 в аппарат непрерывного
действия 19 для припускания. Одновременно в этот же аппарат
насосом-дозатором (на рис. 218 не показан) подается предвари-
тельно расплавленный в плавителе жир. Во время приготовления
морковных котлет в аппарат кроме жира подается еще и вода.
В аппарате морковь (или капуст?) в течение 14... 18 мин при-
пускается с жиром при 100 °C и при непрерывном перемешива-
нии продвигается к разгрузочному люку. Из аппарата 19 овощи
самотеком поступают в лопастный смеситель 18 непрерывного дей-
ствия, загрузочное окно которого расположено под разгрузочным
люком аппарата 19. Сюда же из дозаторов тарельчатого типа 16 v. 17
шнеком 15 непрерывно подаются манная крупа и соль.
410
В смесителе 18 при непрерывном перемешивании (в течение 7
мин при 100 °C) проваривается манная крупа. Из дежи смесителя
овощной фарш ротационным насосом подается на наклонный кон-
вейер 7, а затем в аппарат 14, где охлажу ;ается до 35 °C. Охлажден-
ный фарш поступает во второй лопастный смеситель непрерыв-
ного действия 10, аналогичный по конструкции аппарату 18. В тот
же смеситель 10 из дозатора непрерывного действия 12 поступает
меланж.
В смесителе 10 овощной фарш, продвигаясь вдоль дежи, не-
прерывно перемешивается и одновременно охлаждается благода-
ря поступлению холодной воды в ее рубашку. Из смесителя овощ-
ной фарш подается ротационным насосом в автомат для формо-
вания котлет 11, который дозирует, формует, панирует котлеты
и укладывает их на лотки.
Лотки с уложенными на них котлетами вручную устанавлива-
ют на стеллажи и помещают в холодильную камеру. После охлаж-
дения лотки погружают в ящики и направляют в экспедицию.
Механизированная линия приготовления винегретов и овощных
салатов. Приготовление этих блюд — трудоемкий процесс. Почти
на всех предприятиях общественного питания его выполняют вруч-
ную. Вместе с тем винегрет и овощные салаты составляют по объему
до 50 % всех холодных закусок, изготовляемых и реализуемых пред-
приятиями общественного питания.
Согласно наиболее распространенной технологии основные
компоненты винегрета — картофель, морковь и свекла — варятся
неочищенными, затем охлаждаются, чистятся, нарезаются и пе-
ремешиваются. Поскольку после очистки и нарезки овощи вто-
ричной тепловой обработке не подвергаются, степень их бактери-
ального обсеменения довольно высокая, что предопределяет ма-
лый срок реализации винегрета (6 ...12 ч). Другой причиной, огра-
ничивающей срок реализации винегрета, является использование
в нем сырого очищенного лука, который быстро окисляется. Орга-
низация централизованного производства и доставки винегрета
затрудняется еще и тем, что срок его реализации меньше времени
работы предприятий общественного питания.
По новой технологии картофель, морковь и свекла вначале
очищают, затем нарезают кубиками, подвергают тепловой обра-
ботка, после чего интенсивно охлаждаются от 0 до 2 °C.
Репчатый лук до смешивания с другими компонентами под-
вергается горячему маринованию. Морковь и свекла не варятся, а
припускаются, что повышает усвояемость продуктов и улучшает
внешний вид винегрета.
Помимо винегрета, который выходит с этой линии в виде го-
тового заправленного продукта, на ней могут выпускаться также
Полуфабрикаты овощных салатов, представляющие собой унифи-
цированную основу — смесь нарезанных и подвергнутых тепловой
411
7 8
9
Рис. 219. Схема работы механизированной линии по приготовлению
винегретов и овощных салатов:
1 — пульт управления; 2 — конвейер-дозатор; 3 — овощерезательная машина; 4 —
вибротранспортер; 5— ковшовый конвейер; 6 — аппарат для варки на пару; 7 —
весы; 8 — накопитель; 9 — конвейер; 10 — рольганг; 11 — конвейер; 12 — охлаж-
даемый шкаф; 13 — пульт управления; 14 — аппарат для охлаждения; 15 — скипо-
вый подъемник; 16 — смеситель; 17 — весовой стол с рольгангом; 18 — пульт
управления; 19 — шнековый наклонный конвейер; 20 — овощерезательная маши-
на; 21 — весы; 22 — накопитель; 23 — откидной рольганг; 24 — пульт управления;
25 — аппарат для припускания; 26 — пульт управления; 27 — вибролоток; 28 —
машина для горячего маринования лука. 29 — пульт управления
412
обработке овощей. Из этой смеси путем введения различных доба-
вок (зеленого горошка, майонеза и т.д.) можно приготовить пол-
ный ассортимент овощных салатов, а также овощную основу для
мясных, рыбных и других салатов.
На линию подаются очищенные картофель, свекла, морковь,
лук, квашеная капуста и соленые огурцы.
' На линии (рис. 219) осуществляются непрерывная тепловая об-
работка картофеля, свеклы, моркови и лука, а также подготовка
квашеной капусты и соленых огурцов, фасование всех компонен-
тов в противни и их охлаждение. Охлажденные компоненты на-
правляются в смеситель периодического действия. Полученная смесь
(винегрет, салат) фасуется и направляется в экспедицию.
Линия состоит из параллельно работающих участков обработ-
ки картофеля, свеклы, моркови, лука, квашеной капусты и соле-
ных огурцов, а также участков охтаждения и перемешивания ком-
понентов и фасования продукции. Участки соединены между со-
бой транспортерами и рольгангами.
20.3. Поточно-механизированные линии
по производству кулинарных изделий
Механизированная линия по производству блинчиков с начинками.
Выпечка блинчиков — одна из наиболее трудоемких и тяжелых
операций в горячих цехах предприятий общественного питания,
связанная с непрерывным пребыванием у горячей плиты.
В настоящее время полностью механизирован процесс приго-
товления этого вида полуфабриката — блинчиков с начинками.
Производительность механизированной линии 1000... 1500 блин-
чиков в 1 ч. Она может выпускать блинчики-полуфабрикаты с
различными начинками: мясной с луком, творожной, повидлом
и др.
Линия состоит из участка замеса теста и участка приготовле-
ния блинчиков. Комплектуется она 'также набором машин и аппа-
ратов для приготовления начинок. Начинки, приготовленные не-
большими партиями в соответствии с потребностью линии, по-
даются в дозаторы.
Тесто на линии замешивается из двух компонентов: муки и
заранее приготовленной эмульсии, включающей молоко, яйца,
соль, соду и сахар.
На участке приготовления теста выполняются следующие опе-
рации: предварительное смешивание и гомогенизация эмульсии;
дозирование эмульсии и муки; замешивание теста и его процежи-
вание.
На участке приготовления блинчиков производятся непрерыв-
ная выпечка блинного листа, нарезка его на прямоугольные лис-
ты; дозирование начинки; укладка начинки на блинный лист; за-
413
вертывание блинчиков; укладка их на лотки; охлаждение блинчи-
ков на лотках; укладка лотков в стопки.
Работа участка линии по приготовлению теста. Перед началом
работы заготавливается сменный запас эмульсии. Для этого во взби-
вальную машину 3 (рис. 220) загружаются соль, сахар, яйца, сода,
добавляется небольшое количество молока (до допустимого уров-
ня загрузки дежи), после чего машина включается. Затем полу-
ченная смесь насосом 16 перекачивается по трубопроводам (при
соответствующем положении кранов) в бак для эмульсии 5. Ос-
тавшееся молоко заливается в дежу взбивальной машины и также
перекачивается насосом 16 в бак для эмульсии. Затем краны 14, 15
и 17 трубопроводов переключаются, и образуется замкнутая сис-
тема: бак 5 — взбивальная машина 3, насос 16— бак 5, по кото-
рой в течение 20 мин циркулирует содержимое бака. Лопастям^
взбивальной машины и особенно насоса эмульсия гомогенизиру-
Вид сверху
Рис. 220. Механизированная линия приготовления блинчиков
с начинками:
1 — транспортер шнековый; 2 — автоматические порционные весы; 3 — взбиваль-
ная машина 4 — стаканчатый фильтр.; 5 — бак для эмульсии; 6 — дозатор эмуль
сии; 7 — аппарат выпечки блинчиков; 8 — дозатор начинки; 9 — передатчик
начинки, 10 — автомат укладки; 11 — автомат формовки; 12 — охладитель; 13 —
стопоукладчик; 14, 15, 17 — краны; 16 — насос
414
ется до такой степени, что не дает видимого расслоения при вы-
держивании ее в пробирке в течение суток.
После окончания гомогенизации эмульсия вновь перекачива-
ется в бак 5, где хранится в течение рабочей смены, причем ох-
лаждающая рубашка бака поддерживает температуру эмульсии в
пределах 4...6 °C. Из бака эмульсия по мере надобности поступает
в дозатор, а оттуда — на замес.
.Далее в течение смены из эмульсии и муки замешиваются пор-
ции теста. Один замес обеспечивает работу линии в течение 30 мин;
цикл замеса — полуавтоматический. Специальный командоаппа-
рат включает и переключает механизмы участка замеса теста в
заданной последовательности с соблюдением необходимых режи-
мов (продолжительности замеса, заполнения и опорожнения и
т.д.) от начала цикла до его окончания.
Цикл замеса осуществляется следующим образом. Включается
взбивальная машина 3, в которую весы 2 выдают отмеренную на
один замес порцию муки. После этого включается вертикальный
шнековый транспортер 1 с дополнительным горизонтальным шне-
ком, и бункер весов 2 заполняется новой порцией муки. После
достижения заданной массы шнеки выключаются.
Одновременно с выдачей муки кран 15 переключается и отме-
ренная дозатором 6 порция эмульсии самотеком подается по трубо-
проводу во взбивальную машину. После разгрузки дозатора кран 15
вновь переключается, соединяя дозатор с баком для эмульсии 5,
и дозатор вновь заполняется.
Взбивальная машина перемешивает компоненты в течение 5 мин,
образуя блинное тес"о. После окончания замеса открывается кран 17
сливного трубопровода. Тесто насосом 16 нагнетается по трубо-
проводу, продавливается через стаканчатый фильтр 4, где от него
отделяются непромешанные комочки, и через кран 14 подается в
приемный бачок теплового аппарата 7 для выпечки блинной лен-
ты. Затем кран 17 закрывается, и на пульте загорается лампа, сиг-
нализирующая об окончании замеса и готовности системы к сле-
дующему циклу.
Поточная линия по приготовлению пирожков, жаренных во фри-
тюре. В настоящее время серийно выпускают автоматы для жаре-
нья пирожков, механизирующие и эти операции. Группировка на
одном предприятии нескольких таких автоматов и комплектация
их соответствующим оборудованием для приготовления теста и
начинок создают условия для поточного централизованного про-
изводства жареных пирожков.
Техническая характеристика
Производительность, шт./ч.............................2600
Занимаемая площадь, м2:
отделениями приготовления теста и выпечки пирожков.....84
отделением приготовления начинок ......................33
415
всей линией.......................................... 117
Общая установленная мощность, кВт.......................63
В том числе для
отделения приготовления теста............................8
отделения автоматов....................................55
Линия по производству пирожков, жаренных во фритюре (рис.
221) состоит из участка приготовления безопарного дрожжевого
теста, четырех автоматов для жаренья пирожков во фритюре и
участка приготовления начинок.
По АА-ББ
Рис. 221. Линия приготовления пирожков, жаренных во фритюре:
1 — автомат жарки пирожков; 2 — тестомесильная машина; 3 — дозатор муки; 4 —
мукопросеиватель; 5 — автоматическая дозировочная станция; 6 — сахарожир°"
растворитель; 7 — насосы; 8 — бачок для жира; 9 — лоток; 10 — псжг.
416
В участок приготовления теста входят: мукопросеиватель для просе-
ивания и подачи муки в бункер дозатора муки; дозатор муки 3; два
сахарожирорастворителя 6 для приготовления жидких компонен-
тов теста — раствора соли и сахара и раствора дрожжей; два насо-
са 7 для подачи растворов в баки дозировочной станции; бачок 8
для жира; автоматическая дозировочная станция 5 для дозирова-
ния раствора соли и сахара, раствора дрожжей, а также жира и
воды; тестомесильная машина 2.
На четырех автоматах для жаренья пирожков во фритюре вы-
полняются следующие технологические операции: порциониро-
вание (дозирование теста и начинки), формование пирожков, рас-
слаивание их перед обжаркой, обжаривание во фритюре и выдача
готовых пирожков из жарочной ванны.
Для приготовления начинок рекомендуется применять следу-
ющее оборудование: мясорубку, фаршемешалку, кондитерский
шкаф, взбивальную машину, овощерезку, электрокотел, элект-
росковороду, тепловую стойку, холодильный шкаф и весы.
До начала работы участка линии по приготовлению теста опера-
тор загружает в бак одного сахарожирорастворителя сменный запас
соли и сахара, в бак другого — сменный запас дрожжей. С помощью
системы дозирования воды, предусмотренной в составе автомати-
ческой дозировочной станции 5, в сахарожирорастворитель дозиру-
ется вода температурой 34... 36 °C в количестве, необходимом для
обеспечения работы линии в течение смены в пропорции: 50 % вода,
полагающейся по рецептуре на приготовление раствора соли и саха-
ра, и 50 % — на приготовление дрожжевого раствора.
Раствор соли, сахара и дрожжей готовят путем быстрого раз-
мешивания этих компонентов в воде. Приготовленные растворы
расходуются из сахарожирорастворителей в течение смены; тем-
пература 34...35°C поддерживается в них с помощью тепловой
рубашки. Жир заливается в бачок 8, откуда расходуется в течение
смены. Мука из мешков засыпается в приемный бункер просеива-
теля 4, из которого подается в автоматический дозатор 3.
Замес теста осуществляется периодически в дежах тестомесиль-
ной машины. Дежу 10 подкатывают к дозировочной станции 5 и
автоматическому дозатору муки 3. В дежу дозируются жидкие ком-
поненты и мука в количестве, необходимом для получасовой ра-
боты линии (т.е. выпуска 1300 пирожков). Затем дежу устанавли-
вают и закрепляют на плите тестомесильной машины 2 и в ней в
течение 8 мин происходит замес теста. После этого дежа поступа-
ет в бродильное помещение, в котором поддерживается темпера-
тура воздуха 30... 32 °C при относительной влажности воздуха 75 %.
Здесь дежу выдерживают в течение 2 ч. В процессе брожения тесто
подвергается однократной обминке.
На линию рекомендуется подавать свежеприготовленные на-
чинки (а не приготовленные заранее и охлажденные).
417
Приготовление мясной начинки. Мясо дважды из-
мельчается на мясорубке, загружается в фаршемешалку, переме-
шивается с солью и перцем в течение 5 мин и разгружается в
противни. Противни с мясом устанавливают в жарочно-кондитер-
ский шкаф, где мясо запекается в течение 20...25 мин.
Запеченный фарш в горячем виде закладывают в бачок взби-
вальной машины, где в течение 5 мин он взбивается с помощью
плоскорешетчатого взбивателя при максимальной частоте враще-
ния. Затем в бачок добавляют измельченный на овощерезательной
машине и пассерованный на электросковороде репчатый лук.
Приготовление капустной начинки. Капуста измель-
чается на овошерезательной машине при использовании решетки
с отверстиями размером 7,7x7,7 мм и затем обжаривается на элек-
тросковороде.
Перед окончанием жаренья в капусту добавляют соль. Обжа-
ренную капусту загружают в бачок взбивальной машины. Сюда же
поступает запеченный в жарочно-кондитерском шкафу и измель-
ченный на машине меланж (его пропускают через решетку с от-
верстиями размером 5x5 мм). Полученная масса перемешивается
с помощью взбивателя-крючка.
Приготовление рисовой начинки. Рис перебирают
вручную, промывают горячей водой, засыпают в пищеварочный
котел с кипящей водой, заправленной солью и жиром, и припус-
кают в течение 1,5 ч. Готовый рис выгружают из котла и переме-
шивают с измельченным меланжем в бачке взбивальной машины.
Перед дозированием готовые начинки хранят в тепловой стой-
ке при 60... 80 °C не более 2 ч.
Приготовление пирожков. Дозировка теста и начин-
ки, формовка пирожков, их расстойка и обжарка выполняются в
автомате. Поскольку линия укомплектована четырьмя такими ав-
томатами, можно одновременно выпускать пирожки с различной
начинкой.
Количество теста, замешенного в одной деже, рассчитано на
однократную загрузку бачков всех четырех автоматов. Свежепри-
готовленная начинка загружается в бункеры для начинки. Из ав-
томата выдаются обжаренные пирожки, которые укладывают на
лотки и направляют в экспедицию.
Поточная линия по приготовлению вареников. Линия (рис. 222)
представляет собой комплект оборудования для приготовления
вареников. Вареники изготовляют с начинками более десяти ви-
дов: мясной, картофельной с луком, вишневой, яблочной и др-
Высокая степень механизации, отсутствие сезонности в работе,
большой срок реализации полуфабрикатов (ввиду выпуска их в
замороженном виде), фасование полуфабрикатов и в мелкую, и в
крупную тару делают эту линию перспективной для предприятий
торговли и общественного питания.
418
Рис. 222. Поточная линия по приготовлению вареников:
1 — машины для выбивания косточек и сердцевины из яблок; 2 — куттер; 3 —
универсальный привод; 4 — шнековый конвейер; 5 — тепловой аппарат с дозатором
лука и манной крупы; 6 — мясорубка; 7 — охладитель-фаршемешалка; 8 — фарше-
вый бункер с насосом; 9 — агрегат штамповки и замораживания вареников; 10 —
конвейер; 11 — стол упаковки (с весами); 12 — выносной конвейер; 13 — приспособ-
ление для формовки пакетов; 14 — конвейер расстойки теста; 15 — фаршемешалка;
16— дозатор муки; 17— просеиватель муки; 18 — автоматический бачок-дозатор; 19—
жаровня; 20 — универсальный привод; 21 — картофелечистка; 22 — моечная ванна
419
Техническая характеристика
Производительность, тыс. шт./ч...................... 3...5
Занимаемая площадь, м2................................. 150
Численность обслуживающего персонала на линии, человек...6
Общая установленная мощность, кВт..................... 130
Расход воды, м3/ч:
на технологические нужды............................... 1
на охлаждение холодильного агрегата.................. 15
Линия состоит из трех участков: приготовления начинок; заме-
са теста; приготовления вареников.
В участок приготовления начинок входят: машина 7 (рис. 222)
для выбивания косточек из вишен, слив, абрикосов и выемки
сердцевины из яблок производительностью до 60 яблок/мин; уни-
версальный привод 3 (для овощных цехов) с протирочно-реза-
тельным приспособлением (предназначен для нарезки яблок и из-
мельчения капусты); кутгер 2 для нарезки мяса кусками массой
100... 150 г; шнековый конвейер 4 для подачи сырья в дозатор
теплового аппарата; тепловой аппарат 5 шнекового типа (с доза-
тором для обработки сырья); дозатор лука (используемый при из-
готовлении мясного и картофельного фарша) и манной крупы
(используемый при изготовлении фруктовых начинок); мясоруб-
ка, предназначенная для измельчения мяса после тепловой обра-
ботки, а также для подачи любых начинок в приемный бункер
охладителя-фаршемешалки (в последнем случае мясорубка рабо-
тает как шнековый транспортер); охладитель-фаршемешалка 7,
предназначенный для охлаждения начинок до 25... 30 °C и переме-
шивания их со специями.
Для приготовления пассерованного лука в комплект входят:
картофелечистка 21 (в линии она используется для очистки лука);
универсальный привод 20 (для овощных цехов) с протирочно-
резательной машиной (применяется для нарезки лука); электри-
ческая жаровня 19 (используется для тепловой обработки лука).
Кроме того, в комплект оборудования для приготовления начи-
нок входит ванна 22 для мойки сырья.
В участок замеса теста входят:
просеиватель муки 77 с бункером-накопителем и магнитным
сепаратором для отделения металлических частиц. В бункер поме-
щается запас муки на одну рабочую смену линии;
дозатор муки 76 для отмеривания порций муки на один замес;
фаршемешалка 75 с Z-образными лопастями, предназначен-
ная для замеса теста;
автоматический бачок-дозатор 18 для дозирования в месиль-
ную машину водного раствора соли и сахара; комплектуется ба-
ком для подогретого раствора вместимостью 125 л (на рис. 222 не
показан);
420
наклонный транспортер 14 для расстойки теста и подачи его в
бункер агрегата штамповки и замораживания вареников.
В участок приготовления вареников входят:
агрегат 9 для штамповки и замораживания вареников;
фаршевый бункер 8, предназначенный для нагнетания начин-
ки в формующую насадку агрегата для последующей штамповки
и заморозки вареников;
наклонный конвейер 10 для подачи замороженных вареников
в приемный бункер стола упаковки;
стол упаковки 11 с циферблатными весами;
приспособление для формовки пакетов 13, предназначенное
для сгибания и склеивания пакетов из картонных заготовок;
весы платформенные с рольгангом (на рис. 222 не показаны)
для взвешивания вареников в картонных ящиках перед отправкой
их на предприятия общественного питания;
выносной конвейер 12 для подачи продукции в морозильную
камеру экспедиции.
Линия в значительной мере укомплектована серийно выпуска-
емым оборудованием (особенно на участках приготовления начи-
нок и замеса теста); в состав ее входят также машины и аппараты,
оригинальные по конструкции и схеме.
Линия может выпускать одновременно вареники лишь с од-
ним видом начинки. В случае перехода в течение одной смены с
одного вида начинки на другой необходима тщательная санитар-
ная обработка машин, аппаратов и устройств, на которых при
этом меняется обрабатываемый или транспортируемый продукт.
На участке приготовления начинок сырье подвергается тепло-
вой обработке в аппарате 5. Затем мясорубкой 6 куски мяса из-
мельчаются и ею же подаются в мешалку-охладитель 7, где сырье
охлаждается и, если это необходимо, смешивается со специями
(солью, перцем, пассерованным луком). Подготовленная масса
подается в бункер 8 для фарша, откуда ротационным насосом
непрерывно нагнетается в формующую головку агрегата 9 формо-
вания и замораживания.
Основные технологические операции по приготовлению всех
начинок механизированы, хотя технологические процессы при-
готовления мясной, овощной и фруктовых начинок весьма раз-
личны. Во время приготовления любой из начинок используют
лишь часть оборудования.
Параллельно на участке замеса теста мука проходит через про-
сеиватель и подается в дозатор 16, отмеривающий муку в количе-
стве, необходимом для одного замеса. Одновременно из бака в
автоматический бачок-дозатор 18 подается подогретый раствор.
Отмеренные дозы муки и раствора поступают в фаршемешал-
ку, где происходит замес теста. Затем дежа фаршемешалки опро-
кидывается, и замешенное тесто выгружается на наклонный кон-
421
вейер 14. На конвейере тесто расслаивается, после чего подается в
тестовой бункер агрегата формования и замораживания.
Контрольные вопросы и задания
1. Что собой представляют поточные линии?
2. Каковы основные характерные черты поточно-механизированных
линий?
3. Опишите работу поточных линий по выпуску очищенного картофеля.
4. В каких поточных линиях используют «огневой» способ очистки кар-
тофеля и овощей?
5. Что представляет собой поточная линия по приготовлению чип-
сов?
6. Что входит в состав линии по производству блинчиков с начинками?
7. Опишите работу линии по производству пирожков, жаренных во
фритюре.
ГЛАВА 21. ОБОРУДОВАНИЕ
ДЛЯ МИНИ-ПРОИЗВОДСТВ
21.1. Оборудование для пекарен малой мощности
Комплект оборудования для мини-пекарни Л4-ХПМ. Комплект
оборудования предназначен для приготовления различных хлебо-
булочных изделий.
В комплект входят (рис. 223): просеиватель 2, товарные 7 и кон-
трольные 10 весы, дозатор воды 3, тестомесильная машина 4 и
тестомес 8, подкатная дежа 5, дежеопрокидывателъ 6, конвейер 9,
производственный стол 77, хлебойекарная печь 13, передвижные
стеллажи 12, бункер для теста 7, шкаф управления 14.
Техническая характеристика
Производительность (техническая) в смену, кг...... 500... 1000
Установленная мощность электрооборудования, кВт..........55
Занимаемая площадь, м2..................................72
Дана наибольшая площадь с учетом проходов, установки до-
полнительного оборудования для раскатки, закатки и расстойки, а
также второй тестомесильной или взбивальной машины.
Мини-пекарня в блок-контейнерном исполнении. Предназначе-
на для выпечки формового и подового хлеба, широкого ассорти-
мента штучных хлебобулочных и кондитерских изделий в сельс-
кой местности, небольших поселках городского типа, фермерс-
ких хозяйствах и на предприятиях общественного питания.
Механизированы процессы просеивания муки, взбивания и
перемешивания продуктов, а также измельчения вспомогатель-
ного сырья.
422
Рис. 223. Комплект хлебопекарного оборудования Л4-ХПМ:
1 — товарные весы; 2 — просеиватель; 3 — дозатор воды; 4 — тестомесильная
машина; 5 — подкатная дежа; 6 — дежеопрокидыватель; 7 — бункер для теста; 8 —
тестомес; 9 — конвейер; 10 — контрольные весы; 11 — производственный стол;
12 — передвижные стеллажи; 13 — хлебопекарная печь; 14 — шкаф управления
Разделку теста для производства хлебобулочных изделий вы-
полняют вручную, сырье доставляют автотранспортом. Режим ра-
боты односменный. Обслуживают мини-пекарню шесть человек.
Помещение мини-пекарни размерами 6x18 м состоит из шес-
ти блоков-контейнеров заводской сборки габаритными размера-
ми 3x6x3 м, отгружаемых заказчику со смонтированными обще-
техническими системами и оборудованием. Пекарня соединяется
с бытовым блоком, который имеет габаритные размеры 3x6x3 м,
и с переходной галереей.
Техническая характеристика
Производительность в смену, т:
хлеба................................................0,8... 1
кондитерских изделий, не более.......................0,3
Расход в сутки, м3:
воды.....................................................3
стоков...............................................2,6
Площадь застройки (общая), м2..........................216
Мини-пекарня (рис. 224) включает техническое помещение 9,
Приемное отделение 11, охлаждающее 8 и моечное 2 отделения для
форм и лотков, отделение водоподготовки 3, слесарную мастер-
423
18000
Рис. 224. Мини-пекарня в блок-контейнерном исполнении:
1 — контора; 2 — моечная лотков и форм; 3 — отделение водоподготовки; 4 —
слесарная мастерская; 5 — вентиляционная камера; 6 — электрощитовая; 7 — мага-
зин; 8 — охлаждающее отделение; 9 — техническое (хлебопекарное) отделение
замеса теста и выпечки; 10 — склад вспомогательных материалов, 11 — приемное
отделение; 12 — комната кладовщика; 13 — галерея; 14 — бытовой блок
скую 4, вентиляционную камеру 5, щитовую 6, склад вспомога-
тельных материалов 10, магазин 7, галерею 13 и бытовой блок 14.
21.2. Оборудование для производства колбасных изделий
и мясных полуфабрикатов на мини-производствах
Комплект оборудования для малого колбасного цеха производи-
тельностью 500... 1000 кг колбасных изделий всех видов в смену.
Комплект оборудования (рис. 225) поставляется заказчику с
технологическим проектом, содержащим сведения о планировке
цеха, площадях производственных и вспомогательных помещений,
рекомендуемом ассортименте, а также о рецептурах выпускаемых
колбасных изделий и требуемом количестве сырья и специй.
Подъемник Я2-АТА-150 служит для загрузки технологического
оборудования сырьем путем подъема транспортной емкости (на-
пример, тележки) на заданную высоту и опрокидывания ее над
бункером.
Грузоподъемный механизм подъемника (рис. 226) выполнен в
виде винтовой самотормозящей передачи, что обеспечивает надеж-
ную фиксацию перемещаемого груза в любой точке подъема (опус'
424
Рис. 225. Комплект оборудования для малого колбасного цеха
производительностью 500 ...1000 кг в смену:
1 — волчок (мясорубка) производительностью 500 кг/ч; 2 — куттер для нарезки мяса
на кусочки производительностью 300 кг/ч; 3 — фаршемешалка производительностью
400 кг/ч; 4— пшриц для набивки колбас производительностью 200 кт/ч; 5— подъем-
ник грузоподъемностью 150 кг; 6 — термокамера; 7 — тележка (40 шт.); 8 — мойка
со стерилизатором; 9 — тележка для перемещения грузов; 10 — ванна для мойки
тары (8 шт.); 11 — стол приемный (3 шт.); 12 — ванна для замачивания кишок; 13 —
душ ручной (2 шт.); 14 — комплект ножей (4 шт.); 15 — емкость для фарша (70 шт.);
16 — стеллаж для подморозки мяса; 17— стол производственный для колбас (2 шт.);
18 — стол приемный для колбас; 19 — стеллаж для специй (2 шт.); 20 — стеллаж
для посуды
425
Рис. 226. Подъемник Я2-АТА-150
кания). Управляет подъемником оператор с пульта управления,
установленного на несущей стойке.
Подъемник оснащен системой электромеханических блокиро-
вок, гарантирующих отключение привода в аварийных ситуациях.
Наружные детали выполнены из нержавеющей никелесодержа-
щей стали, что обеспечивает устойчивость подъемника к воздей-
ствию агрессивной среды (повышенная влажность, применяемые
для санитарной обработки щелочные моющие растворы и др.).
Техническая характеристика
Грузоподъемность, Н...................................1470
Максимальная высота подъема, мм.......................1600
Установленная мощность, кВт............................1,1
Габаритные размеры, мм.......................940x1040x2150
Масса, кг..............................................200
Волчок Я2-ФЮЖ предназначен для измельчения бескостного
жилованного мяса, мясной обрези, мякотных субпродуктов, шпика
и других бескостных пищевых продуктов. Волчком называют мя-
сорубку большой производительности.
В конструкции волчка (рис. 227) использованы оригинальные
конструктивные и технологические решения (широкая горлови-
на, различное направление навивки питающего и рабочего шне-
ков, коническая форма рабочей камеры, повышенная износо-
стойкость режущего инструмента), обеспечивающие качественное
измельчение сырья. Все детали волчка выполнены из нержавею-
426
щей никелесодержащей стали, что соответствует международным
гигиеническим требованиям.
Высота загрузочного бункера волчка позволяет проводить загруз-
ку не только с помощью грузоподъемных устройств, но и вручную.
Техническая характеристика
Производительность при решетке с отверстиями
диаметром 5 мм, кг/ч...................................1500
Диаметр решетки, мм................................... 114
Установленная мощность, кВт............................1,1
Габаритные размеры, мм...................... 1254x776x1258
Масса, кг..............................................500
Измельчитель Я2-ФЯС (рис. 228) применяют д ля измельчения спе-
ций (перец, гвоздика, кориандр, кардамон), не содержащих боль-
шого количества жировых элементов, и фуражного зерна при при-
готовлении комбикормов. Удобен в эксплуатации, характеризуется
высокой износостойкостью рабочих измельчающих элементов.
Техническая характеристика
Производительность (при измельчении перца), кг/ч....70... 100
Установленная мощность, кВт..............................3
Габаритные размеры, мм........................ 850x640x112
Масса, кг............................................. 118
Стол обвалочный Я2-ФЮВ используют для выполнения работ
по обвалке и жиловке мяса с разделением его по сортам. Конст-
рукция стола (рис. 229) позволяет соединять их в любом количе-
стве и в необходимом сочетании в зависимости от направления
технологических потоков и мощности предприятия. Все детали,
кроме обвалочных досок, выполнены из нержавеющей никелесо-
Рис. 228. Измельчитель Я2-ФЯС
Рис. 229. Стол обвалочный
Я2-ФЮВ
427
держащей стали, что соответствует международным гигиеничес-
ким требованиям.
Техническая характеристика
Число рабочих мест....................................... 1
Габаритные размеры, мм........................ 1500x790x890
Масса, кг................................................56
Мешалка Я2-ФЮБ предназначена для перемешивания вязких
пищевых продуктов; может успешно применяться на мясоперера-
батывающих, молочных, кондитерских и других предприятиях пи-
щевой промышленности.
Обработка продукта в мешалке (рис. 230) осуществляется по-
средством лопастного устройства, установленного на двух валах. Спе-
циальный профиль лопаток обеспечивает качественное перемеши-
вание компонентов за 2...5 мин. Разгружается мешалка опрокиды-
ванием дежи. Система управления предусматривает работу мешал-
ки в ручном и полуавтоматическом режимах. Защитная крышка дежи
согласно правилам техники безопасности снабжена автоматичес-
ким устройством для остановки привода лопастного устройства. Де-
тали мешалки выполнены из нержавеющей никелесодержащей ста-
ли, что соответствует международным гигиеническим требованиям.
Техническая характеристика
Вместимость (геометрическая) дежи, м3....................0,15
Установленная мощность, кВт...............................2,2
Габаритные размеры, мм........................ 1435x1010x1350
Масса, кг.................................................500
Шприц колбасный Я2-ФШВ-В (рис. 231) применяют для напол-
нения фаршем колбасной оболочки; может использоваться при
производстве всех видов колбас, кроме сырокопченых. В качестве
вытеснителя в шприце применен винтовой механизм, обеспечи-
Рис. 230. Мешалка Я2-ФЮБ
428
Рис. 231. Шприц колбасный
Я2-ФШВ-В
вающий оптимальные условия
набивки колбас. Вакуумируют
фарш в камере вытеснителя, ва-
куумметрическое давление регу-
лируют в зависимости от вида
фарша. Управляют шприцем с по-
мощью ножной педали, соеди-
ненной гибким шлангом со шпри-
цем через пневмоусилитель, что
существенно снижает физическое
усилие при включении шприца и Рис 232 Стол формовочный
позволяет оператору работать в Я2-ФЮГ
удобном для него режиме и на
необходимом расстоянии. Шприц оснащен опрокидывающимся бун-
кером, обеспечивающим удобства при санитарной обработке и эк-
сплуатации.
Все детали шприца выполнены из нержавеющей никелесодер-
жащей стали.
Техническая характеристика
Производительность, кг/ч....................... 2000...3000
Установленная мощность, кВт............................6,25
Габаритные размеры, мм....................... 1600x600x1500
Масса, кг.............................................. 320
Стол формовочный Я2-ФЮГ (рис. 232) используется для при-
ема колбасных батонов после шприцевания, вязки и навешива-
ния на колбасные рамы. Полностью изготовлен из нержавеющей
никелесодержащей стали, что соответствует международным ги-
гиеническим требованиям.
Техническая характеристика
Число рабочих мест........................................4
Габаритные размеры, мм....................... 2440x1100x930
Масса, кг................................................88
Тележка Я2-ФЮЕ служит в качестве технологической емкости
для выдержки (созревания) мяса в посоле и внутрипроизводствен-
ного транспортирования различных грузов массой не более 100 кг.
Используется также при механизированной загрузке техноло-
гического оборудования с помощью подъемника и при выгрузке
сырья из технологического оборудования.
Техническая характеристика
Грузоподъемность, кг................................... 100
Габаритные размеры, мм..........................740x550x750
Масса, кг..............................................27,5
В комплект оборудования входят также промышленные ножи,
обеспечивающие выполнение всех ручных операций при убое и
обработке мяса.
429
21.3. Оборудование для производства творога и других
молочных продуктов
Поточно-механизированная линия ЭПМЛ ПТ-2 для производ-
ства творога. Предназначена для поточного производства творога
9 %-ной и 5 %-ной жирности. После сквашивания молока в резер-
вуарах 7 (рис. 233) готовый сгусток насосом 2 подается в аппарат
тепловой обработки сгустка 3, подогревается с помощью бойлер-
ной установки 5, выдерживается и охлаждается. Из аппарата сгус-
ток поступает в обезвоживатель 4, где отделяется сыворотка и про-
исходит самопрессование творога. Отделившаяся сыворотка удаля-
ется насосом 6. Из обезвоживателя творог подается в охладитель 7,
охлаждается и поступает в фасовочный автомат 8.
Техническая характеристика
Производительность по творогу, кг/смену......... 500... 1000
Расход сырья, кг/сут.......................... 6000... 16000
Масса брикета творога, г................................250
Материал упаковки брикета творога.................Пергамент
Масса закваски на 1 т молока, кт.....................30... 50
Температура сквашивания, °C..........................24...32
Продолжительность перемешивания молока
с закваской, мин.....................................10... 15
Продолжительность сквашивания, ч........................ 10
Занимаемая площадь (без участка фасования готового
продукта), м2...........................................70
Линия обслуживается одним оператором.
Линия ОПМЛ-Т1 для производства творога. Предназначена для
получения творога на основе сквашивания молока молочнокис-
лыми бактериями в резервуарах с последующим подогревом сгустка
и его обезвоживанием в потоке. Применяется на предприятиях
Рис. 233. Схема поточно-механизированной линии ЭПМЛ ПТ-2 для
производства творога:
1 — резервуары сквашивания молока; 2 — насос сгустка; 3 — аппарат тепловой
обработки сгустка; 4 — обезвоживатель творога; 5 — бойлерная установка; 6
насос сыворотки; 7 — охладитель; 8 — фасовочный автомат
430
общественного питания, на небольших предприятиях молочной
промышленности и в малых подсобных хозяйствах.
В линию входят нержавеющие резервуары вместимостью 6,3 м3
для сквашивания молока; аппарат тепловой обработки сгустка,
предназначенный для нагревания, выдерживания и предваритель-
ного охлаждения продукта; обезвоживатель, предназначенный для
отделения сыворотки от продукта; охладитель творога; система
управления и контроля.
На линии осуществляют следующие технологические операции:
заполнение резервуаров пастеризованным гомогенизированным и ох-
лажденным до температуры сквашивания молоком; сквашивание
молока в резервуарах; тепловую обработку сгустка в потоке, в том
числе подогрев, выдерживание и предварительное охлаждение сгус-
тка; обезвоживание сгустка в потоке. Мойка оборудования линии и
трубопроводов циркуляционная. Обслуживает линию один человек.
Техническая характеристика
Производительность:
по переработанному молоку, л/смену.....................3500
по творогу, кг/смену...................................500
Расход:
пара, кг/ч..........................................40 ...60
сжатого воздуха, м3/ч................................ 1,5...3
Потребление электроэнергии, кВт ч...........................8
Занимаемая площадь, м2.....................................50
Максимальная высота оборудования, м.......................4,5
Масса, кг................................................7000
Комплект оборудования для производства сыра, творога, масла
и сметаны. Предназначен для выработки масла, сыра, творога,
сметаны из пастеризованного молока на молочных заводах малой
мощности и в условиях фермерских молочных производств с объе-
мом переработки исходного молока 5...8 т в смену.
На комплекте оборудования по представленной схеме (рис. 234)
может быть выработана следующая продукция (в смену): I вари-
ант — творог крестьянский 5 %-ной жирности 600 кг, сыр (жир-
ность до 40%) 315 кг, масло крестьянское 270 кг; II вариант —
творог крестьянский 5 %-ной жирности 470 кг, сыр (жирность до
40 %) 360 кг, сметана 20 %-ной жирности 950 кг.
В комплект входит следующее технологическое оборудование:
весы для молока, резервуары, пастеризационно-охладительная ус-
тановка, сепаратор-сливкоотделитель, сливкосозревательные ре-
зервуары, роторный насос, маслоизготовитель, весы, групповые
прессы для сыра, столы с групповыми формами, сывороткоотде-
литель, сыродельная ванна, центробежные насосы, ванны для
творога, ванны самопрессования для творога, а также моечная
станция, молочная арматура, труба, шкафы и пульты управления.
Обслуживают комплект четыре—шесть человек.
431
Рис. 234. Комплект оборудования для производства сыра, творога, масла
и сметаны:
1 — весы для молока; 2 — резервуар; 3 — пастеризационно-охладительная ус-
тановка; 4 — сепаратор-сливкоотделитель; 5 — резервуар сливкосозревательный;
6 — насос роторный; 7 — маслоизготовитель; 8 — весы 9 — насос центробежный;
10 — сыродельная ванна; 11 — сывороткоотделитель; 12 — стол с групповыми
формами; 13 — групповой пресс для сыра; 14 — ванна для творога; 75 — ванна
самопрессования для творога. Условные обозначения: М — молоко; О — обрат; Сл —
сливки; См — сметана; Тв — творог; Мс — масло; Ср — сыр
Техническая характеристика
Производительность по исходному молоку, т/сут, не более.....8
Расход:
пара в сутки давлением не менее 0,07 МПа, кг...........600
горячей воды температурой 60...90°C, м3/ч.............. 15
артезианской воды, м3/ч................................ 15
сжатого воздуха давлением 0,1 МПа, м3/ч................. 1
Установленная мощность, кВт...............................60
Занимаемая площадь, м2...................................300
Комплект оборудования для производства адыгейского сыра.
Предназначен для производства по представленной схеме (рис. 235)
на основе непрерывной технологии адыгейского сыра из норма-
лизованного и гомогенизированного молока с использованием в
качестве коагулянта кислой молочной сыворотки. Обслуживают
три человека.
Техническая характеристика
Производительность:
по перерабатываемому молоку, л/ч......................2500
по сыру, кг/ч....................................... 350
Расход:
пара при давлении 0,3 МПа, кг/ч........................200
горячей воды, м3/ч.................................. 1,5
Занимаемая площадь, м2..................................65
Масса, кг.............................................9500
432
Рис. 235. Комплект оборудования для производства адыгейского сыра
Для малых молокоперерабатывающих предприятий предназна-
чен мини-комплект Я23-ОКА для производства адыгейского сыра,
позволяющий получать мягкие и рассольные сыры без созрева-
ния, а также сыры типа адыгейского меньшей жирности.
Мини-комплект обеспечивает выполнение следующих техно-
логических операций: свертывание сгустка и формирование зер-
на; отделение сыворотки от сгустка; формирование головок сыра,
самопрессованис и посолка; обсушка сыра; транспортирование
сыра в камеру хранения.
Комплект оборудования
В1-ОМТ-500 дли производ-
ства сливочного масла и тво-
рога. Предназначен для пе-
реработки 500 л молока в сут-
ки для производства сливоч-
ного масла и творога в фер-
мерских хозяйствах, на не-
больших предприятиях мо-
лочной промышленности и
крупных предприятиях об-
щественного питания. Эксп-
луатируется в закрытых про-
изводственных помещениях
при температуре окружаю-
щей среды 10... 25 °C и отно-
сительной влажности возду-
ха до 95%.
Включает следующее тех-
нологическое оборудование
(рис. 236): сепаратор-сливко-
Рис. 236. Комплект оборудования для
производства сливочного масла
и творога марки В1-ОМТ-500:
1 — сливкоотделитель; 2 — емкость уни-
версальная; 3 — маслоизготовитель; 4 —
емкость для пастеризации и сквашивания
молока; 5 — емкость для самопрессования
и прессованья творога
15 Ботов
433
отделитель 1, универсальную емкость 2, маслоизготовитель 3, ем-
кость для пастеризации и сквашивания молока 4, емкость для са-
мопрессования и прессования творога 5
Техническая характеристика
Производительность техническая, кг/сут:
по молоку цельному 3,6 %-ной жирности.................500
по маслу сливочному 78 %-ной жирности............... 22
по творогу нежирному.................................66
Расход:
пара, кг/ч............................................224
воды технической, м3/ч..............................5,3
воды питьевой по ГОСТ2874—82, м3/ч....................1
Давление, МПа:
пара..................................................0,3
воды технической................................... 0,1
Температура, °C:
пара................................................. 130
воды технической.....................................2...4
Питание от сети трехфазного переменного тока:
частота, Гц............................................50
напряжение, В...................................... 380
Установленная мощность, кВт.......................... 1,3
Занимаемая площадь, м2................................ 40
Масса, кг.............................................850
Фризер ФМН-1-10. Предназначен для приготовления мягкого
мороженого и его реализации непосредственно в кафе, барах,
буфетах, магазинах и т.д. Фризер (рис. 237) должен эксплуатиро-
ваться при температурах окружающей среды от 16 до 32 °C. Темпе-
ратура заливаемой в емкость исходной смеси не должна превы-
шать 20 °C.
Техническая характеристика
Производительность, кг/ч................................ 10
Вместимость бункера, л.................................. 10
Питание от сети трехфазного переменного тока:
частота, Гц............................................50
напряжение, В.....................380 (с нулевым проводом)
Расход энергии, кВт ч..................................1,1
Установленная мощность, кВт........................... 1,5
Габаритные размеры, мм.........................885x550x660
Масса, кг............................................. 130
Фризер «Белгородец». Предназначен для приготовления мягкого
мороженого на предприятиях торговли и общественного питания.
Корпус фризера состоит (рис. 238) из сварной станины и съем-
ных панелей, сверху имеется крышка. Рабочий цилиндр и бак изо-
лированы теплоизоляцией. Привод мешалки включает в себя элек-
тродвигатель и редуктор. В емкости для смеси в целях поддержания
необходимой температуры во время резервного периода, когда
434
Рис. 237. Фризер ФМН-1-10:
7 — ручка управления работой дозато-
ра; 2 — загрузочный бункер; 3 — пульт
управления; 4 — корпус фризера
Рис. 238. Фризер «Белгородец»
смесь не используется, имеется независимая система охлаждения.
Дверца выполнена из нержавеющей стали, на термопластиковой
панели смонтирована станция для включения и выключения фри-
зера. Для удобства перемещения аппарат установлен на четыре ори-
ентирующихся колеса.
Техническая характеристика
Производительность по мороженому (в зависимости
от установленного холодильного агрегата), кг/ч....... 12; 20
Вид тока..............................Трехфазный переменный
Напряжение, В...........................................380
Частота, Гц..............................................50
Расход электроэнергии, кВт-ч............................1,5
Габаритные размеры, мм........................ 640x770x1383
Масса, кг...............................................200
21.4. Оборудование для пивоваренных мини-заводов
Пивоваренный мини-завод. Предназначен для производства пива.
Используется для снабжения небольших поселков и городов с чис-
ленностью населения 80...100 тыс. человек.
Процесс производства пива включает в себя очистку солода и
ячменя, дробление зернопродуктов, подготовку дрожжей, сбра-
живание пивного сусла, дображивание и розлив пива в бочки и
435
автоцистерны. Технологическая схема производства пива приве-
дена на рис. 239.
Мини-завод (см. рис. 239) состоит из солододробильни, тележ-
ки для дробины, фильтрационного чана, заторно-сусловарочного
котла, хмелеотделителя, гидроциклонного чана, 6 насосов, теп-
лообменника, бака горячей воды, 9 дробильных емкостей вмес-
тимостью 2,4 м3, 14 емкостей для хранения вместимостью 2,1 м3,
компрессора, холодильной установки, парогенератора, 3 сборни-
ков готового пива.
Техническая характеристика
Производительность, дал:
годовая........................................30 000... 90 000
суточная............................................2...3
Установленная мощность, кВт..............................35
Занимаемая площадь, м2........................... 300...700
Комплект оборудования Л5-АПК пивоваренного мини-завода для
производства неосветленного пива. Предназначен для производ-
ства неосветленного пива «Жигулевское» с улучшенными вкусо-
выми качествами и повышенной биологической ценностью, а так-
же пива других сортов.
9
к потребителю
Рис. 239. Технологическая схема производства пива:
1 — солододробильня; 2 — тележка для дробины; 3 — фильтрационный чан; 4 —
заторно-сусловарочный чан; 5 — хмелеотделитель; 6 — гидроциклонный чан; 7 —
насос; 8 — теплообменник; 9 — бак для горячей воды; 10 — бродильный танк; 11 —
лагерный танк; 12 — компрессор; 13 — холодильная установка; 14 — парогенератор;
15 — сборник готового пива
436
Процесс получения пива состо-
ит из следующих операций: произ-
водство пивного сусла, кипячение,
главное брожение, дображивание,
розлив. Комплект оборудования
(рис. 240) включает аппараты: за-
торный, промывочный (фильтра-
ционный), отстоя, промежуточ-
ный, брожения (2 шт.), дображи-
вания (7 шт.), моечную установку,
водонагреватель, пластинчатый ох-
ладитель, машину холодильную.
Исходное сырье поступает в за-
торный аппарат для затирания
дробленого солода с водой и даль-
нейшей обработки этой смеси: оса-
харивания, выпаривания затора и
кипячения сусла с хмелем. Аппа-
рат оборудован пропеллерной ме-
шалкой с приводом от редуктора
и электродвигателя, для обогрева
затора и кипячения сусла снабжен
водяной рубашкой, подогреваемой
ТЭНами. Процесс варки контроли-
руется мнемосхемой пульта управ-
Рис. 240. Технологическая схема
пивоваренного мини-завода
Л5-АПК:
А — варочное отделение: I — аппарат
отстоя; 2 — аппарат заторный; 3— ап-
парат фильтрационный; 4 — водона-
греватель; 5 — аппарат промежуточ-
ный; 6 — щит силовой; 7 — охлади-
тель пластинчатый; Б—отделение бро-
жения и дображивания: / — аппарат
брожения; 2—установка моечная; 3—
тележка с насосом; 4 — аппарат до-
браживания; 5 — баллон с диоксидом
углерода; В — холодильное отделение:
1 — машина холодильная; Г — кафе,
бар: 1 — баллон с диоксидом углеро-
да; 2 — емкость разливочная
ления по показаниям времени и
температуры на цифровом табло. Процесс варки полностью авто-
матизирован.
Фильтрационный аппарат для отделения пивного сусла от дро-
бины и последующего выщелачивания дробины горячей водой
представляет собой цилиндр с коническим днищем, на которое
устанавливают разборное фильтрационное сито и разрыхлитель-
ный механизм с приводом.
Отфильтрованное сусло из фильтрационного аппарата отво-
дится в промежуточную емкость — сосуд с теплоизоляцией и на-
сосной станцией.
После фильтрации в дробине остается 30 % сусла, для его из-
влечения дробину промывают горячей водой, применяя ороси-
тель и разрыхлитель фильтровального аппарата. Воду для промыв-
ки подогревают в водонагревателе — стационарном сосуде вмес-
тимостью 0,7 м3 с насосной станцией.
После фильтрации и промывки насосом промежуточной емко-
сти отфильтрованное сусло перекачивают обратно в заторно-ва-
рочный котел для кипячения (упаривания) и охмеления. Далее
пивное сусло поступает в отстойный аппарат гидроциклонного
типа, где отстаивается и через змеевик рубашки отстойного аппа-
437
рата охлаждается рассолом до 60 °C. Аппарат снабжен двумя вен-
тилями: один — для спуска сусла на пластинчатый теплообмен-
ник, второй — для отстоя и промывной воды.
После окончания процесса отстоя пивное сусло перекачивает-
ся для окончательного охлаждения (до 6 °C) через пластинчатый
охладитель. Охлаждение в секциях разделительных пластин произ-
водится рассолом.
Охлажденное (до 10 °C) пивное сусло поступает в бродильный
аппарат для главного брожения. Процесс идет с выделением теп-
лоты, которая отбирается через змеевик.
Бродильная емкость снабжена пропеллерной мешалкой с при-
водом от редуктора и электродвигателем. Заданная температура
поддерживается датчиками контроля и исполнительным механиз-
мом, установленным на линии подачи хладагента к аппаратам.
После главного брожения насосом молодое пиво перекачива-
ют в аппарат дображивания пива для медленного сбраживания
сахаров, осветления, созревания, насыщения его диоксидом уг-
лерода (0,35... 0,4 %), при этом пиво приобретает характерный для
данного сорта вкус.
Дображивание происходит при низкой температуре (2 °C), кон-
тролируемой и поддерживаемой автоматически. Рабочее давление
стабилизируется системой клапанов предельного давления и ре-
гулирующих клапанов.
Мойку оборудования осуществляют моющими и дезинфици-
оующими растворами моющей передвижной установки, подклю-
ченной к моющей головке сосуда. Установка снабжена системой
подогрева воды и насосной станцией.
Техническая характеристика
Производительность, л/год.......................... 190000
Установленная мощность, кВт........................... 150
Число варок в неделю.....................................4
Потребление сырья на одну варку:
воды, м3............................................... 1,5
солода, кг........................................... 170
хмеля, кг............................................ 1,7
дрожжей, кг.............................................6
Потребление электроэнергии за одну смену работы, кВт-ч..200
Занимаемая площадь, м2..................................80
Мини-пивоварня малой мощности. Предназначена для приготов-
ления пива как в ручном, так и в автоматизированном режиме в
условиях производства ресторанов, баров, кафе, отелей и т. п. В со-
став мини-пивоварни (рис. 241) входят: подработочное, варочное,
бродильно-лагерное отделения, а также микролаборатория для про-
верки качества и отделение для подготовки дрожжей.
Подработочное и варочное отделения оснащены дробилкой для
солода и несоложенных материалов, заторно-сусловарочным,
438
Рис. 241. Мини-пивоварня малой мощности:
1 — фильтрационный аппарат; 2 — заторно-сусловарочный аппарат; 3 — водо-
грейный котел; 4 — гидроциклонный аппарат; 5 — электрогенератор; 6 — ванна
для регенерации дрожжей; 7 — пульт управления; 8 — аппараты брожения и добра-
живания; 9 — емкость-мойка; 10 — холодильное оборудование
фильтрационным и отстойно-гидроциклонным аппаратами, ба-
ком для горячей воды, парогенератором, пультом управления и
контроля, электросиловым щитом.
Отделения брожения и дображивания оборудованы 4 верти-
кальными бродильными аппаратами, 9 вертикальными аппарата-
ми дображивания пива, емкостью для хранения и розлива готово-
го пива, холодильной установкой, льдоаккумулятором, охлади-
телем сусла, ванной для хранения и промывки дрожжей, 4 балло-
нами с углекислым газом, передвижной моющей установкой. Об-
служивают 2 человека в смену.
Техническая характеристика
Производительность, л/год...........................300000
Потребляемая электроэнергия, кВт ч......................80
Число варок в год......................................300
Потребление пара при давлении 0,4 МПа, кг/ч.......ПО... 120
Занимаемая площадь, м2............................150.„200
Минимальная высота помещения, м........................3,5
21.5. Оборудование для переработки овощей и фруктов
Цех переработки плодоовощной продукции мощностью 1 муб*/год.
Предназначен для переработки плодов и овощей (огурцов, тома-
тов, корнеплодов, яблок, груш, слив, абрикосов и др.) в компо-
ты, маринады, салаты.
* Муб — млн усл. банок
439
Поставляется (рис. 242) в минимальной комплектации, позво-
ляющей перерабатывать сырье. В дальнейшем может быть дополнен
оборудованием для получения томатного сока и томатной пасты,
оборудованием участка оформления и подготовки готовой продук-
ции, машиной для механической мойки стеклотары, системой тех-
нологических транспортеров.
Техническая характеристика
Производительность, муб/год............................ 1
Установленная мощность, кВт ........................ 13,2
Расход, м3/ч:
пара...................................................1000
воды................................................ 15
Режим работы..................................Двухсменный
Продолжительность работы, мес.......................... 4
Площадь, занимаемая комплектом оборудования
с 1 по 8 позицию, м2............................ 120... 140
Передвижной технологический мини-комплекс по приготовле-
нию компотов. Предназначен для производства компотов из фрук-
тов и ягод. Размещается в местах выращивания и сбора урожая.
Мини-комплекс (рис. 243) состоит из двух крытых полуприце-
пов, доставляемых на место работы седельными тягачами. На по-
луприцепе размещены машина для резки яблок и груш, установ-
ки для приготовления сиропа, термостатирования и охлаждения
банок с продуктом, шпарки крышек и банок, мойки банок, ем-
кость, рольганг, закаточная машина, конвейеры с теплоизоля-
цией, рольгангом и шнековый, универсальный пищевой блок со
специальным СВЧ-источником, дозировочно-наполнительная
установка с тепловой обработкой продукта, стол и универсагь
ная машина для мойки.
Рис 242. Цех переработки плодоовощной продукции мощностью 1 муб/год:
1 — ванна для замачивания сырья; 2 — машины для мойки овощей и фруктов; 3 —
транспортер инспекционный; 4 — транспортер с установкой для залива жидкости;
5 — машина закаточная; 6 — автоклавы; 7 — котлы варочные; 8 — машина для
мойки стеклотары; 9 — устройство для фасования компонентов; 10 — смеситель
измельченных компонентов; 11 — блок резки
440
Рис. 243. Передвижной технологический мини-комплекс для приготов-
ления компотов:
1 — полуприцеп-рефрижератор; 2 — установка термостатирования и охлаждения; 3—
универсальный пищевой блок; 4 — установка для мойки закатанных банок; 5 —
машина закаточная; 6— установка дозировочно-наполнительная; 7— транспортер;
8 — накопительная емкость для сиропа; 9 — насос; 10 — устройство для приготов-
ления сиропа; 11 — установка для обдува банок; 12 — установка для тепловой
обработки крышек; 13 — бак сливной; 14 — нагреватель воды; 75 — бак расходный
Плоды по конвейеру поступают в универсальную моечную ма-
шину, затем в машину для резки и по конвейеру — в дозировоч-
но-наполнительную установку. Туда же из установки для приго-
товления сиропа подается сироп температурой 90 °C. Банки, дви-
жущиеся по конвейеру, заполняются смесью, поступают на ма-
шину, где закатываются крышками, предварительно прошедши-
ми шпарку, далее направляются в установку для мойки и затем —
в укивео зальный пищевой блок. Здесь они проходят тепловую об-
работку и стерилизацию СВЧ-энергией. Для обеспечения задан-
ных режимов охлаждения после обработки в пищевом блоке бан-
ки по шнековому конвейеру подаются в установку для термоста-
тирования, затем на упаковку.
Работает автономно. При наличии на месте эксплуатации воды
и электроэнергии может поставляться без электростанции и авто-
мобилей-цистерн. Обслуживают три-четыре человека.
Техническая характеристика
Производительность, банок в час..........................600
Потребление:
электроэнергии, кВт ч .............................. 153,7
воды, л/ч..............................................325
Время развертывания комплекса, ч..................Не более 1,5
Масса размещенного технологического оборудования, кг .... 11500
441
Рис. 244. Автоматическая линия
консервирования плодоовощной
продукции:
1 — дозировочно-заливочная машина;
2 — закаточная машина; 3 — универ-
сальный пищевой блок; 4— термостат,
охладитель
Автоматическая линия консервирования плодоовощной продукции.
Предназначена для консервирования компотов, джемов, закусок,
маринадов из свежих фруктов, ягод и овощей в стеклянной таре
вместимостью 0,5...3 л, укупоренных металлическими крышками.
Представляет собой комплекс машин, производящих дозиро-
вание и заливку продуктов в стеклянные банки, закатку их ме-
таллическими крышками, пастеризацию в СВЧ-установке, тер-
мическую выдержку и охлаждение банок.
Линия (рис. 244) включает дозировочно-заливочную 1 и зака-
точную 2 машины, универсальный пищевой блок 3, термостат-
охладитель 4.
Машины, входящие в линию, можно использовать по назна-
чению самостоятельно и в составе других комплексов.
Все операции выполняются в автоматическом режиме.
Техническая характеристика
Производительность, л/ч................................750
Потребляемая мощность, кВт..............................38
Мощность СВЧ-пастеризатора, кВт....................... 25
Рабочая частота, МГц...................................915
Габаритные размеры, мм..................... 8900x1950x2050
Масса, кг.............................................4000
Автоматическая линия для сушки плодоовощной продукции. Пред-
назначена для сушки абрикосов, персиков, груш, плодов шипов-
Рис. 245. Автоматическая линия для
сушки плодоовощной продукции:
1 — установка аэрационного подсушива-
ния; 2— источник СВЧ-энергии; 3— пульт
управления линией; 4 — рабочая камера
СВЧ-сушки; 5 — перегрузочный транспор-
тер; 6 — установка СВЧ-сушки; 7 — вы-
ход готовой продукции; 8 — подача ис-
ходного сырья
442
ника, лука и другой продукции агропромышленного комплекса. Обо-
рудование можно использовать в составе других комплексов.
На линии (рис. 245) осуществляется комбинированная (аэра-
ционная и в СВЧ-поле) сушка с обдувом подогретым воздухом.
Процесс выполняется в автоматическом режиме.
Техническая характеристика
Производительность по высушенному продукту, кг/ч..До 80
Мощность, кВт:
СВЧ-источника.........................................25
калориферов...........................................40
потребляемая..........................................78
Рабочая частота, МГц...................................915
Габаритные размеры, мм......................9500x2000x2000
Масса, кг.............................................1900
21.6. Комплект оборудования для пиццерии фирмы «ДОКА»
Пицца как продукт питания существует не одну сотню лет.
Пицца — второе блюдо, размещаемое на лепешке.
В комплект оборудования для пиццерии входят: печь, овоще-
резательная и тестомесильная машины, фритюрные шкафы.
Настольная печь с двумя камерами предназначена для всех ви-
дов пиццы, хлебобулочных и кондитерских изделий. Температур-
ный режим верхних и нижних нагревательных элементов регули-
руется с помощью двух термодатчиков.
Техническая характеристика настольной печи
Производительность, шт./ч............................До 80
Число одновременно выпекаемых порций (0 24 см), шт.......8
Продолжительность выпечки, мин.......................10... 12
Рабочая температура, °C......................... 100...350
Установленная мощность, кВт..............................6
Напряжение сети, В.....................................220
Частота тока, Гц........................................50
Габаритные размеры пекарной камеры, мм....... 500x500x150
Габаритные размеры модуля, мм..................645x635x815
Масса модуля, кг........................................96
Тестомесильная машина позволяет порционно замешивать тес-
то из ржаной и пшеничной муки различной консистенции и ре-
цептуры.
Техническая характеристика тестомесильной машины
Производительность, кг/ч...............................260
Время замеса порции, мин.................................6
Вместимость дежи, л.....................................60
Установленная мощность, кВт............................1,1
Габаритные размеры, мм....................... 750x540x1165
Масса с дежой, кг..................................... 160
443
Машина резательная МРО-350 предназначена для нарезания
ломтиками овощей, фруктов и другой пищевой продукции.
Техническая характеристика машины МРО-350
Производительность, кг/ч............................... 350
Напряжение сети, В..................................... 380
Частота тока, Гц.........................................50
Мощность двигателя, кВт.................................0,3
Габаритные размеры, мм..........................515x292x575
Масса, кг................................................41
Фритюрный шкаф настольный предназначен для разогрева и
поддержания температуры растительного масла и обжаривания в
нем пищевых продуктов.
Техническая характеристика фритюрного шкафа настольного
Напряжение питания, В...............................220
Частота тока, Гц.....................................50
Мощность, кВт.........................................6
Габаритные размеры, мм......................610x495x283
Масса, кг........................................... 15
Минимальная вместимость масла, кг.....................9
21.7. Полуавтоматическая линия по производству
хрустящего картофеля (чипсов) фирмы «ДОКА»
Полуавтоматическая линия (рис. 246) предназначена для про-
изводства хрустящего картофеля (чипсов) из сырого. На исполь-
зуемом в линии оборудовании без дополнительных затрат могут
быть приготовлены и другие кулинарные изделия. Предваритель-
Рис. 246. Полуавтоматическая линия по производству чипсов фирмы «Дока»:
1 — картофелеочистительная машина; 2— резательная машина; 3— фритюрный шкаф
444
но вымытый картофель загружают в картофелеочистительную ма-
шину, где в течение 1...3 мин он очищается от кожуры. Масса
одновременно загружаемого в рабочую камеру картофеля 10 кг.
Порция в 10 кг очищенного картофеля опускается в загрузочный
бункер резательной машины непрерывного действия, нарезаю-
щей картофель ломтиками. Толщина ломтиков регулируется от 1
до 2 мм.
Нарезанные ломтики картофеля попадают в воду, где происхо-
дит их мойка в течение 4...5 мин. Отмытые от крахмала ломтики
перекладывают в сетчатые корзины, в которых в течение 1,5... 3 мин
обжаривают во фритюрном шкафу. Обжаренный картофель извлека-
ют из корзин, солят по вкусу и выдерживают в течение 5 мин. При-
готовленный таким образом картофель реализуется покупателям в
кафе, ресторанах или фасуется для розничной торговли.
Техническая характеристика полуавтоматической линии
Производительность по готовому продукту, кг/ч.......20..30
Установленная мощность, кВт...........................37,3
Занимаемая площадь, м2.................................4,0
Расход сырого картофеля на 1 кг готового продукта, кг*.3,0... 3,5
Расход растительного масла на 1 кг готового продукта, кг... 0,2...0,3
Расход воды, л/ч.......................................450
Количество обслуживающего персонала, человек...........1—2
* Показатель зависит от качества картофеля.
Машина картофелеочистительная МОК-350 абразивного типа
работает в периодическом режиме. Конструкция абразивного дис-
ка позволяет путем изменения времени обработки регулировать
толщину снимаемого слоя кожуры, что гарантирует оптимальное
использование картофеля. Подключают МОК-350 к водопровод-
ной сети. Отходы, образующиеся при чистке, утилизируются в
городскую канализацию.
Техническая характеристика машины МОК-350
Технологическая производительность, кг/ч...............350
Количество одновременно загружаемого в рабочую камеру
картофеля, кг.......................................... 10
Род тока...........................Переменный, трехфазный
Частота сети, Гц........................................50
Номинальная мощность электродвигателя, кВт............0,55
Габаритные размеры, мм.........................755x450x785
Масса, кг...............................................70
Резательная машина, работающая в непрерывном режиме, пред-
назначена для нарезания ломтиками овощей, фруктов и др. Реза-
тельная машина совмещена с машиной для принудительного вы-
мывания крахмала из ломтиков картофеля, что позволяет сокра-
тить процесс в 10 раз (с 30 до 3...4 мин).
445
Техническая характеристика резательной машины
Мощность двигателя, Вт.................................750
Напряжение сети, В.................................... 380
Частота сети, Гц........................................50
Габаритные размеры, мм....................... 1200x700x600
Масса, кг...............................................50
Фритюрный шкаф предназначен для разогрева масла и поддер-
жания его температуры в интервале 90...250°C и обжаривания в
нем пищевых продуктов. Электрический фритюрный шкаф фирмы
«ДОКА» имеет в отличие от импортных аналогов конструктивное
преимущество. Импортные шкафы рассчитаны для работы на каче-
ственном рафинированном (очищенном) растительном масле. При
заправке нерафинированного масла в процессе работы возникает
большое количество пены, которая выливается через край ванны.
Особенность конструкции заключается в дополнительной резерв-
ной емкости, которая заполняется образовавшейся пеной, тем са-
мым предотвращается переливание пены через край ванны.
Техническая характеристика фритюрного шкафа
Напряжение сети, В....................................380
Частота тока, Гц.......................................50
Установленная мощность, кВт............................36
Габаритные размеры, мм...................... 740x820x1140
Глубина контейнера с маслом, мм...................... 160
Минимальная вместимость масла, кг......................75
Контрольные вопросы и задания
1. Что собой представляют мини-пекарни?
2. Какое оборудование входит в мини-цеха по производству колбас-
ных изделий?
3. Какие существуют мини-цеха по переработке молока?
4. Какое оборудование применяют для производства «мягкого моро-
женого»?
5. Опишите оборудование мини-пивзаводов.
6. Как организовать производство хрустящего картофеля и пиццы на
оборудовании фирмы «ДОКА»?
ГЛАВА 22. ОРГАНИЗАЦИЯ РАБОТЫ,
ЭКСПЛУАТАЦИЯ, РЕМОНТ И ПРАВИЛА
БЕЗОПАСНОСТИ ПРИ ОБСЛУЖИВАНИИ
ПОТОЧНЫХ ЛИНИЙ И МИНИ-ПРОИЗВОДСТВ
Современные механизированные и автоматизированные поточ-
ные линии и мини-производства представляют собой сложный
комплекс механического, теплового, холодильного, транспорт-
446
ного и вспомогательного оборудования, а также устройств авто-
матического управления, блокировки и сигнализации.
Для бесперебойной работы поточных линий и мини-производств
требуется высокая эксплуатационная надежность всех видов вхо-
дящего в них оборудования, так как машины и аппараты в ней
увязаны в единый технологический поток, и поэтому неисправ-
ность любой из машин приводит, как правило, к остановке всей
линии или мини-производства.
Надежность работы оборудования зависит от его конструкции и
качества изготовления, которые постоянно совершенствуются. В про-
цессе эксплуатации уточняются сроки и объем ремонтных работ,
а также нормы запасных частей. В отдельных случаях применяют
дублирование наименее надежных машин.
Надежность оборудования поточных линий и технико-эконо-
мические показатели его работы зависят и от правильной эксплуа-
тации, санитарной обработки и регулировки оборудования, а так-
же от своевременного и полного проведения ремонтных работ. По-
этому необходимо знать и соблюдать основные правила эксплуата-
ции поточных линий и мини-производств. Во многом они схожи.
22.1. Организация работы и эксплуатация поточных линий
Работа поточной линии в течение одной или нескольких смен
(при двух- и трехсменной работе) состоит из следующих основ-
ных этапов: подготовки линии к пуску; пуска линии и выведения
ее на заданный режим; работы линии на заданном режиме; окон-
чания работы на линии; санитарной обработки оборудования.
Подготовка линии к пуску. На этом этапе доставляют со склада
все компоненты (сырья) и оборотную тару, а также проводят
операции по подготовке сырья (например, на линии овощных
котлет — зачистка капусты и высверливание кочерыги, разбивка
яиц, просеивание соли, манной крупы, панировочных сухарей)
и загрузке дозаторов. Одновременно готовят к пуску машины и
аппараты линии: спускают конденсат из паровых магистралей,
продувают аппараты и подают к ним пар, включают на разогрев
аппараты с газовым и электрическим обогревом.
После окончания разогрева проверяют, а при необходимости
дополнительно регулируют режим работы. Параллельно проверя-
ют дозаторы и проводят их подрегулировку.
В соответствии с инструкцией по эксплуатации данной линии
можно проводить и другие работы: отбор и анализ проб сырья,
контрольных смывов с оборудования, смазывание пищевыми
жирами некоторых трущихся поверхностей, контрольную промыв-
ку и протирку отдельных узлов и т.д.
Пуск линии и выведение ее на заданный режим. Убедившись в
готовности машин и аппаратов линии к работе, в наличии необ-
447
ходимого количества сырья и тары, включают соответствующие
дозаторы (питатели) и подают сырье в первые по ходу технологи-
ческого процесса машины и аппараты. Линия в период пуска ра
ботает на ручном режиме. По мере появления обрабатываемого
сырья на выходе из первых машин и аппаратов включают после-
дующие машины, аппараты и устройства. Режимы работы машин
и аппаратов в период их заполнения продуктом нельзя считать
установившимися; их окончательно устанавливают лишь через не-
которое время после заполнения аппаратов продуктом. Поэтому
тут же проводят анализ на степень готовности первых партий про-
дуктов и соответственно регулируют режимы работы машин и
аппаратов. Период пуска продолжается до тех пор, пока с послед-
него аппарата линии не выйдут первые порции готового продукта
(полуфабриката).
Только после того как режимы работы во всех аппаратах ста-
билизируются и контрольные измерения и пробы покажут, что
продукция (полуфабрикат) отвечает техническим условиям, ли-
нию переводят на автоматический режим работы.
Работа линии на заданном (автоматическом) режиме. Заданный
режим — это основной режим работы линии, от продолжитель-
ности и бесперебойности которого зависят количество выпущен-
ной продукции и технико-экономические показатели. Поскольку
в этот период работа осуществляется на автоматическом режиме,
трудозатраты на обслуживание линии здесь обычно меньше, чем
в подготовительно-заключительный период. Это обычно дает воз-
можность поочередно высвобождать работников на обеденный
перерыв, не останавливая линии. Заканчивается период в тот мо-
мент, когда на линию прекращается тодача сырья.
Окончание работы на линии. В этот период обрабатывается лишь
сырье, находящееся в машинах и аппаратах линии. Линия при этом
обычно работает на ручном режиме; ее машины и аппараты по-
следовательно выключают по мере их разгрузки. Обычно машины
и аппараты не полностью разгружаются, в них остается опреде-
ленное количество продукта. Кроме того, в этот период, т.е. с
момента прекращения поступления продукта до момента прекра-
щения его выдачи, производительность машин и аппаратов не-
прерывного действия значительно уменьшается, особенно в кон-
це периода. Дозаторы же последующих компонентов выдают пол-
ную дозу продукта. Поэтому обычно не дожидаются, пока про-
дукт выйдет самостоятельно, а останавливают аппарат значитель-
но раньше.
Оставшийся в аппаратах продукт вручную перекладывают или
подгоняют лопаткой в последующие аппараты, туда же добавля-
ют необходимое количество последующих компонентов для того,
чтобы выработать продукцию из максимального количества сы-
рья, сведя к минимуму его потери в аппаратах. После этого разби-
448
рают машины и аппараты линии и проводят их санитарную обра-
ботку.
Санитарная обработка оборудования. Санитарную обработку обо-
рудования осуществляет, как правило, тот же персонал, который
обслуживает линию. Этот завершающий этап очень важен, так как
качество и бактериологическое состояние продукции обусловле-
ны тщательной санитарной обработкой оборудования. Санитар-
ная обработка — это трудоемкий процесс, сроки проведения ко-
торого зависят от правильной организации работы и от совер-
шенства конструкции машин и аппаратов.
Мойку оборудования осуществляют в соответствии с инструк-
цией. Прежде всего холодной или теплой водой смывают остатки
продукта. Иногда для удаления относительно сухих остатков (на-
пример, нарезанных овощей) оборудование обдувают сжатым
воздухом. Далее оборудование промывают теплым моюще-дезин-
фицирующим раствором (например, раствором хлорамина), а за-
тем горячей водой из шланга. В отдельных случаях применяют про-
паривание.
Все промываемые поверхности, соприкасающиеся с продук-
том, должны быть до&тупны для визуального контроля, постоян-
но осуществляемого мастером или бригадиром и периодически —
санитарным врачом.
После окончания санитарной обработки и сборки машин их
подготавливают к работе на следующий день — смазывают, по-
крывают открытые люки чистой марлей и т. д. Мелкие ремонтные
и регулировочные работы осуществляют до окончания санитар-
ной обработки линии.
Составление циклограмм. Экономические показатели работы
линии зависят от длительности ее работы на основном режиме,
т. е. от максимального сокращения подготовительно-заключитель-
ных этапов, длительность которых определяется трудоемкостью
процессов и количеством занятых работников, а также правиль-
ной организацией их работы. Основной метод сокращения дли-
тельности подготовительно-заключительных этапов — максималь-
ное совмещение их по времени. Так, пуск линии начинают, не
дожидаясь конца первого этапа (подготовки линии к пуску), а
обеспечив лишь подготовку к пуску первых машин и аппаратов.
Подготовку к пуску пос; едующих машин и аппаратов проводят
параллельно с пуском первых.
Аналогично этому санитарную обработку первых машин и ап-
паратов начинают сразу же после их разгрузки, параллельно с
доработкой продукта на последних аппаратах.
При этом необходимо следить за тем, чтобы санитарные усло-
вия производства не нарушались.
Чтобы при минимальном составе бригады обеспечить правиль-
ную и равномерную загрузку персонала и минимальную продол-
449
жительность подготовительно-заключительных периодов, состав-
ляют циклограмму загрузки оборудования и циклограмму загру-
женности членов бригады. Такие циклограммы удобно строить в
виде таблиц. В них по вертикали записывают: в первом случае наи-
менование машин и аппаратов, во втором — перечень операций по
обслуживанию линии, сгруппированный по признаку предполага-
емого их распределения между операторами (членами бригады).
По горизонтали в определенном масштабе откладывают шкалу вре-
мени; отсчет ведут от начала первой рабочей смены.
Обе циклограммы рекомендуется вычерчивать в одном масш-
табе времени, располагая их одну под другой. Это позволяет легко
определять момент, в который следует проводить ту или иную
операцию по обслуживанию машины.
Время работы оборудования (время выполнения определенной
операции) изображают в соответствующей графе циклограммы
горизонтальным отрезком.
В циклограммах хорошо видны загруженность каждого опера-
тора, резервы его рабочего времени, а также возможность совме-
щения операций и замены одного оператора другим и т. д.
Поскольку все действия оператора трудно учесть, в циклограмме
фиксируют только основные операции и оставляют определенный
резерв времени на выполнение неучтенных мелких операций.
Чтобы составить циклограммы, вначале хронометрическим
путем или по существующим нормам определяют продолжитель-
ность всех операций по обслуживанию линии. Затем в соответ-
ствии с технологическим процессом и планом выпуска продук-
ции составляют сводную циклограмму работы всех машин и аппа-
ратов линии. По ней определяют загруженность операторов, по-
стоянно занятых обслуживанием отдельных машин и аппаратов в
период основного режима работы линии. Работа на этих аппаратах
не занимает всего рабочего времени указанных операторов, так
как продолжительность основного режима меньше продолжитель-
ности рабочей смены (при односменной работе) из-за наличия
подготовительно-заключительных периодов. Поэтому далее этих
операторов загружают такими операциями подготовительно-зак-
лючительных периодов, которые они в нужный (определяемый
по циклограмме) момент времени могут выполнить с учетом их
квалификации, продолжительности операции, санитарных норм
и правил безопасности.
Затем по циклограмме работы оборудования определяют вре-
мя проведения и продолжительность операций по обслуживанию
и периодической загрузке тех машин и аппаратов, где не требует-
ся постоянное присутствие операторов в период основного режи-
ма работы. Эти операции распределяются между другими опера-
торами исходя из условия их равномерной и полной загрузки во
время основного периода работы. Эти же операторы поочередно
450
подменяют операторов, постоянно занятых на отдельных аппара-
тах, на время обеденного перерыва, а также их загружают и опе-
рациями из подготовительно-заключительного периода. Если ока-
жется, что те и другие операторы не смогут провести все подгото-
вительно-заключительные операции, то необходимо увеличить
число операторов или сократить продолжительность основного ре-
жима работы линии. Из этих двух решений принимается то, кото-
рое обеспечивает больший экономический эффект. Наоборот, если
операции подготовительно-заключительного цикла не обеспечи-
вают полной занятости операторов, то увеличивают продолжи-
тельность работы машин на основном режиме.
Признаком правильного выбора режима и организации работы,
а также числа операторов служит полная и равномерная их загруз-
ка в течение всей смены, что хорошо видно на циклограмме.
В некоторых поточных линиях требуется длительное время для
подготовки компонентов, участвующих в технологических про-
цессах. Например, в линиях по производству изделий из дрожже-
вого теста процессы брожения опары и теста занимают от 2 до 4 ч.
Поэтому работа отдельных участков линии начинается (и закан-
чивается) в разное время. В таких случаях работу членов бригады
необходимо организовать по сдвинутому графику.
Состав и численность бригад при работе на разных видах продук-
ции, при работе в одну и в несколько смен, а также объем выпуска
продукции и оптимальная продолжительность работы линии мстуг
быть правильно определены только с помощью циклограмм.
Многие предприятия (фабрики-заготовочные, фабрики-кухни)
работают по заказам столовых, и план выпуска продукции лини-
ей в разные дни может быть неодинаковым, меняется также и
ассортимент продукции.
Поэтому администрация предприятия должна иметь несколько
вариантов циклограмм, рассчитанных на разный объем выпуска и
различный ассортимент продукции.
22.2. Ремонт поточных линий
Система ремонта и технического обслуживания поточных ли-
ний должна обеспечивать их максимальную эксплуатационную на-
дежность. Поэтому для линий разрабатывается система планово-
предупредительных мероприятий (осмотры, промывки, мелкий,
средний и капитальный ремонт).
Технологическое обслуживание линии осуществляется закреп-
ленными за ней механиком и электриком. Они же производят рег-
ламентные работы: осмотр, промывку, регулировку и текущий
ремонт. Мелкие работы совмещают с завершающим периодом ра-
боты линии и ее санитарной обработкой. Все ремонтные работы
ведут строго по графику.
451
Если линия работает на сезонном продукте, то ее средний и
капитальный ремонты планируют на период остановки линии
из-за отсутствия сырья (например, линии по очистке картофеля
и овошей — на конец лета). В других случаях ремонтные работы
планируют на период пониженного спроса на данный вид про-
дукции.
Для повышения надежности работы линии и сокращения ре-
монтных периодов необходимо иметь достаточный комплект за-
пасных частей и контрольно-измерительной аппаратуры. Наибо-
лее ответственные узлы и агрегаты (редукторы, насосы, предо-
хранительные клапаны, электрокоммутационная аппаратура)
должны храниться в собранном виде в качестве запасных узлов и
агрегатов.
Механик линии должен следить за тем, чтобы контрольно-из-
мерительная аппаратура своевременно поверялась Госповерите-
лем, а аппараты, подведомственные Госгортехнадзору и другим
инспекциям, своевременно проходили периодическую проверку.
22.3. Техника безопасности при обслуживании
поточных линий
В процессе эксплуатации поточных линий необходимо строго
соблюдать требования техники безопасности и производственной
санитарии, предъявляемые ко всем входящим в ее состав видам
оборудования (газовому, паровому, электрическому, холодиль-
ному, механическому, подъемно-транспортному). Однако прави-
ла техники безопасности при обслуживании поточной линии не-
сколько отличаются от правил техники безопасности при обслу-
живании отдельных машин и аппаратов. Это вытекает из их боль-
шой протяженности; тесной взаимосвязи работы отдельных ма-
шин и аппаратов, требующей одновременного включения несколь-
ких или всех машин линии; высокой степени автоматизации; не-
обходимости регулирования режимов машин и аппаратов в про-
цессе их работы.
Так, при включении линии с центрального пульта должен
быть предусмотрен предупредительный звуковой сигнал, звуча-
щий 10... 15 с, прежде чем линия может быть включена. Обслужи-
вающий персонал, услышав этот сигнал, должен прекратить все
наладочные, регулировочные и другие работы, которые полагает-
ся выполнять при отключенных машинах, и отойти от опасных
зон. Пуск машин с центрального пульта разрешается только от-
ветственному лицу, которое перед пуском обязано лично убедиться
в исправности линии и отсутствии обстоятельств, препятствую-
щих ее пуску или делающих его опасным.
Кроме того, в ряде крупных поточных линий, там, где это
возможно по условиям технологического процесса, вместо одно-
452
го центрального пульта устанавливается несколько пультов. При
этом каждый пульт управляет одним из участков линии и распо-
лагается так, чтобы управляемый им участок был бы хорошо ви-
ден с пульта.
Помимо автоматического режима работы линии обязательно
предусматривается и ручной режим. При переключении на руч-
ной режим управление машинами линии с пульта автоматически
отключается.
Все наладочные, регулировочные и другие аналогичные рабо-
ты разрешаются только при ручном режиме управления. При этом
каждая машина и аппарат включаются и выключаются только от
кнопочной станции, расположенной на этой машине. Ремонтные
работы допускаются только при выключенной линии (при сня-
том напряжении). Санитарная обработка линии, как правило, также
должна производиться при отключенной линии. С разрешения
мастера или бригадира и под их непосредственным наблюдением
допускается отдельное кратковременное включение крупных ма-
шин и аппаратов для изменения положения промываемых рабо-
чих органов. В период включения операторы должны отойти от
включенного аппарата.
Для аварийной остановки линии вдоль нее, на хорошо видных
и доступных местах, располагается несколько аварийных кнопоч-
ных станций «Стоп».
Поскольку линия, работающая на автоматическом режиме, мо-
жет быть включена с центрального пульта, ее машины и аппара-
ты снабжаются специальными блокировочными устройствами,
предотвращающими возможность пуска линии при неправильном
или опасном положении ее защитных устройств (снятых крышках
мешалок, насосов и др.).
На пульте имеется специальная световая сигнализация. При ав-
томатической и аварийной остановке линии она показывает не-
исправность конкретных машин или аппаратов, вызвавших ава-
рийную ситуацию. На табло пультов сложных поточных линий и
мини-производств имеются так называемые мнемонические схе-
мы, на которых в изображения машин и аппаратов линии вмон-
тированы сигнальные лампы. Это помогает быстро устанавливать
место и причину неисправности линии.
Контрольные вопросы и задания
1. Как организована работа поточных линий?
2. Назовите особенности эксплуатации поточных линий.
3. Как провести ремонт поточных линий?
4. Перечислите основные правила безопасности при обслуживании
поточных линий.
Список рекомендуемой литературы
1. Ботов М. И., Елхина В.Д., Стрельцов А. Н. Лабораторные работы по
оборудованию предприятий общественного питания. — М.: Экономика,
1991. - 192 с.
2. Ботов М. И., Стрельцов А. Н., Елхина В.Д. Лабораторные работы по
оборудованию предприятий общественного питания. — М.: Экономика,
1992. - 207 с.
3. Левонтин Б. Н. Поточные линии заготовочных предприятий обще-
ственного питания. — М.: Экономика, 1969. — 184 с.
4. Липатов Н. Н., Ботов М. И., Муратов Ю. Р. Тепловое оборудование
предприятий общественного питания. — М.: Колос, 1994. — 431 с.
5. Машины, оборудование, приборы и средства автоматизации для
перерабатывающих отраслей АПК. — М.: Информагротех, 1993. — 353 с.
6. Некрутман С. В., Кирпичников В. П., Леенсон Г.Х. Справочник механи-
ка предприятий общественного питания. — М.: Экономика, 1983. — 336 с
7. Оборудование предприятий общественного питания / В.Д. Елхина,
А.А.Журин, Л. П. Проничкина, М. К. Богачев. — М.: Экономика, 1987. —
447 с.
8. Расчет и конструирование торгово-технологического оборудования /
Л. И. Гордон, Г.А.Корнюшко, И.И.Лангебах. — М.: Машиностроение, 1985. —
335 с.
Оглавление
Введение.....................................................3
Раздел первый. МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ (Елхина В.Д.)
Глава 1. Общие сведения о машинах и механизмах предприятий
торговли и общественного питания.............................4
1.1. Устройство технологической машины...................4
1.2. Классификация технологических машин................10
1.3. Производительность и мощность технологических машин.11
1.4. Основные требования, предъявляемые
к технологическим машинам...............................14
Глава 2. Универсальные кухонные машины......................20
2.1. Структура универсальной кухонной машины............20
2.2. Приводы универсальных кухонных машин...............21
2.3. Основные типы универсальных кухонных машин.........29
Глава 3. Сортировочно-калибровочное оборудование............33
3.1. Общие положения....................................33
3.2. Просеиватели.......................................35
Глава 4. Моечное оборудование...............................43
4.1. Способы и схемы мытья..............................43
4.2. Оборудование для мытья овощей......................45
4.3. Посудомоечные машины...............................49
Глава 5. Очистительное оборудование.........................66
5.1. Способы очистки и классификация очистительного
оборудования............................................66
5.2. Картофелеочистительные машины периодического
действия................................................70
5.3. Картофелеочистительная машина непрерывного
действия................................................77
5.4. Приспособление для очистки рыбы от чешуи...........79
Глава 6. Измельчительное оборудование.......................82
6.1. Классификация измельчительного оборудования........82
6.2. Размолочные машины и механизмы.....................84
6.3. Машины и механизмы для получения пюреобразных
продуктов...............................................90
Глава 7. Режущее оборудование..............................101
7.1. Виды режущих инструментов и способы резания.......101
7.2 Машины и механизмы для нарезки плодов и овощей.....104
7.3. Машины для разрезания мяса и рыбы.................128
7.4. Машины для нарезки продуктов на ломти.............157
Глава 8. Месильно-перемешивающее оборудование..............174
8.1. Основные определения и классификация..............174
455
8.2. Оборудование для перемешивания сыпучих продуктов......176
8.3. Оборудование для перемешивания пластичных
продуктов..............................................181
8.4. Оборудование для перемешивания жидких вязких
продуктов..............................................199
Глава 9. Дозировочно-формовочное оборудование..............211
9.1. Основные способы деления продуктов на порции
и классификация оборудования...........................211
9.2. Машины для формовки котлет, вареников и пельменей.....212
9.3. Тестораскаточные машины...........................220
9.4. Машины для деления теста и округления порций......223
9.5. Дозаторы крема....................................226
Глава 10. Прессующее оборудование..........................231
Раздел второй. ТЕПЛОВОЕ ОБОРУДОВАНИЕ (Ботов М. И.)
Глава 11. Основные сведения о тепловом оборудовании........239
11.1. Классификация теплового оборудования.............239
11.2. Требования, предъявляемые к тепловым аппаратам
предприятий общественного питания......................241
11.3. Основные элементы конструкции и узлы теплового
оборудования...........................................243
11.4. Материалы, применяемые для изготовления
теплового оборудования.................................248
11.5. Основные тенденции в совершенствовании теплового
оборудования...........................................249
Глава 12. Источники тепловой энергии и теплоносители.......252
12.1. Характеристики источников теплоты и теплоносителей ....252
12.2. Электронагреватели...............................254
12.3. Регулирование мощности электронагревателя........265
12.4. Газовые горелки..................................272
12.5. Паровые нагревательные элементы..................280
12.6. Твердо- и жидкотопливные нагреватели.............284
Глава 13. Оценка эффективности теплового оборудования .....286
Глава 14. Барочное оборудование............................289
14.1. Назначение и область применения.................289
14.2. Пищеварочные котлы..............................292
14.3. Паровые камеры..................................309
14.4. Системы контроля, безопасности и регулирования
варочного оборудования................................317
Глава 15. Жарочное оборудование........................... 323
15.1. Требования технологии приготовления пищи
к жарочным аппаратам..................................323
15.2. Характеристика основных способов жарки..........325
15.3. Классификация жарочных аппаратов................327
15.4. Тепловые аппараты для жарки на нагретой поверхности ... 329
15.5. Аппараты для тепловой обработки изделий в большом
количестве жира (во фритюре)..........................337
15.6. Аппараты для жарки изделий в среде горячего воздуха.341
456
15.7. Аппараты, использующие для тепловой обработки
инфракрасное излучение................................344
15.8. Правила безопасности при эксплуатации жарочных
аппаратов.............................................349
Глава 16. Плиты............................................350
16.1. Технологическое назначение и классификация плит.350
16.2. Конструкция и принцип действия плит.............352
Глава 17. Водонагреватели, кипятильники и кофеварки........360
17.1. Технологические аспекты использования
и классификация.......................................360
17.2. Конструкции и принцип действия..................362
17.3. Рабочие параметры водонагревателей,
кипятильников и кофеварок. Правила безопасности........375
Глава 18. Аппараты для сохранения пищи в горячем состоянии.377
18.1. Технологические аспекты использования
и классификация...................................377
18.2. Конструкции и области применения................378
Глава 19. Аппараты для тепловой обработки пищевых продуктов
в электрическом поле СВЧ...................................386
Раздел третий. ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ ЛИНИИ
И МИНИ-ПРОИЗВОДСТВА {Голованов О.М.)
Глава 20. Поточно-механизированные линии...................391
20.1. Общие сведения..................................391
20.2. Поточные линии очистки и обработки картофеля
и овощей..............................................393
20.3. Поточно-механизированные линии по производству
кулинарных изделий....................................413
Глава 21. Оборудование для мини-производств................422
21.1. Оборудование для пекарен малой мощности.........422
21.2. Оборудование для производства колбасных изделий
и мясных полуфабрикатов на мини-производствах.........424
21.3. Оборудование для производства творога и друтих
молочных продуктов.....................................430
21.4. Оборудование для пивоваренных мини-заводов......435
21.5. Оборудование для переработки овощей и фруктов....439
21.6. Комплект оборудования для пиццерии фирмы «ДОКА»..443
21.7. Полуавтоматическая линия по производству
хрустящего картофеля (чипсов) фирмы «ДОКА».............444
Глава 22. Организация работы, эксплуатация, ремонт и правила
безопасности при обслуживании поточных линий
и мини-производств.........................................446
22.1. Организация работы и эксплуатация поточных линий.447
22.2. Ремонт поточных линий ..........................451
22.3. Техника безопасности при обслуживании поточных
линий................................................ 452
I
Список рекомендуемой литературы.............................454
Учебное издание
Ботов Михаил Иванович,
Елхина Валентина Дорофсевна,
Голованов Олег Максимилианович
Тепловое и механическое оборудование
предприятий торговли и общественного питания
Учебник
Редактор Г. А. Гусева
Технический редактор О. С. Александрова
Компьютерная верстка: И. М. Чиркин
Корректоры Н. С. Потемкина, Л. И. Боршова
Качество печати соответствует качеству
предоставленных издательством диапозитивов.
Изд. № A-570-I/2. Подписано в печать 23.09.03. Формат 60x90/16.
Гарнитура «Таймс». Печать офсетная. Бумага тип. № 2. Усл. печ. л. 29,0.
Тираж 30000 (2-й завод 10001- 18 000 экз.). Заказ Ns 12442.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.003903.06.03 от 05.06.2003.
117342, Москва, ул. Бутлерова, 17-Б, к. 223. Тел./факс: (095)330-1092, 334-8337.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
УВАЖАЕМЫЕ ЧИТАТЕЛИ!
ИЗДАТЕЛЬСКИЙ ЦЕНТР
ACADEMA «АКАДЕМИЯ»
1 (АТЕЛЬСг ЛК Дг
ПРЕДЛАГАЕТ ВАШЕМУ ВНИМАНИЮ
СЛЕДУЮЩИЕ КНИГИ:
Т. Р. ПАРФЕНТЬЕВА, Н. Б.МИРОНОВА, А. А.ПЕТУХОВА и др.
ОБОРУДОВАНИЕ ТОРГОВЫХ ПРЕДПРИЯТИЙ
Объем 128 с.
Рассмотрены все виды современного оборудования, использу-
емого в торгово-технологическом процессе: торговая мебель, ин-
вентарь, подъемно-транспортное и холодильное оборудование,
рычажные и электронные весы, отечественные и импортные конт-
рольно-кассовые машины, кассовый POS-терминал. Даны правила
использовония всех видов оборудования.
Для учащихся учреждений начального профессионального об-
разования и студентов средних профессиональных учебных заве-
дений.
З.Г.СКОБЕЛЬСКАЯ, Г. Н. ГОРЯЧЕВА
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА САХАРНЫХ
КОНДИТЕРСКИХ ИЗДЕЛИЙ
Объем 416с.
Рассмотрены состав и свойства сырья и вспомогательных ма-
териалов для сахарных кондитерских изделий, а также требования
к качеству Описаны процессы производства карамели, конфет,
ириса, пастилы, зефира, мармелада, шоколада, драже и халвы.
Для учащихся учреждений начального профессионального об-
разования, осваивающих профессию «Кондитер сахаристых изде-
лий». Может быть использован при других формах подготовки спе-
циалистов кондитерского производства и практическими работни-
ками.
В. В. УСОВ
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И ОБСЛУЖИВАНИЯ
НА ПРЕДПРИЯТИЯХ ОБЩЕСТВЕННОГО ПИТАНИЯ
Объем 416с.
Даны основы процесса обслуживания потребителей на пред-
приятиях общественного питания розничных классов и типов. При-