/


























































































































Автор: Сайфуллин Р.С.
Теги: средства для покрытий и их технология лакокрасочные материалы строительные конструкции
Год: 1977




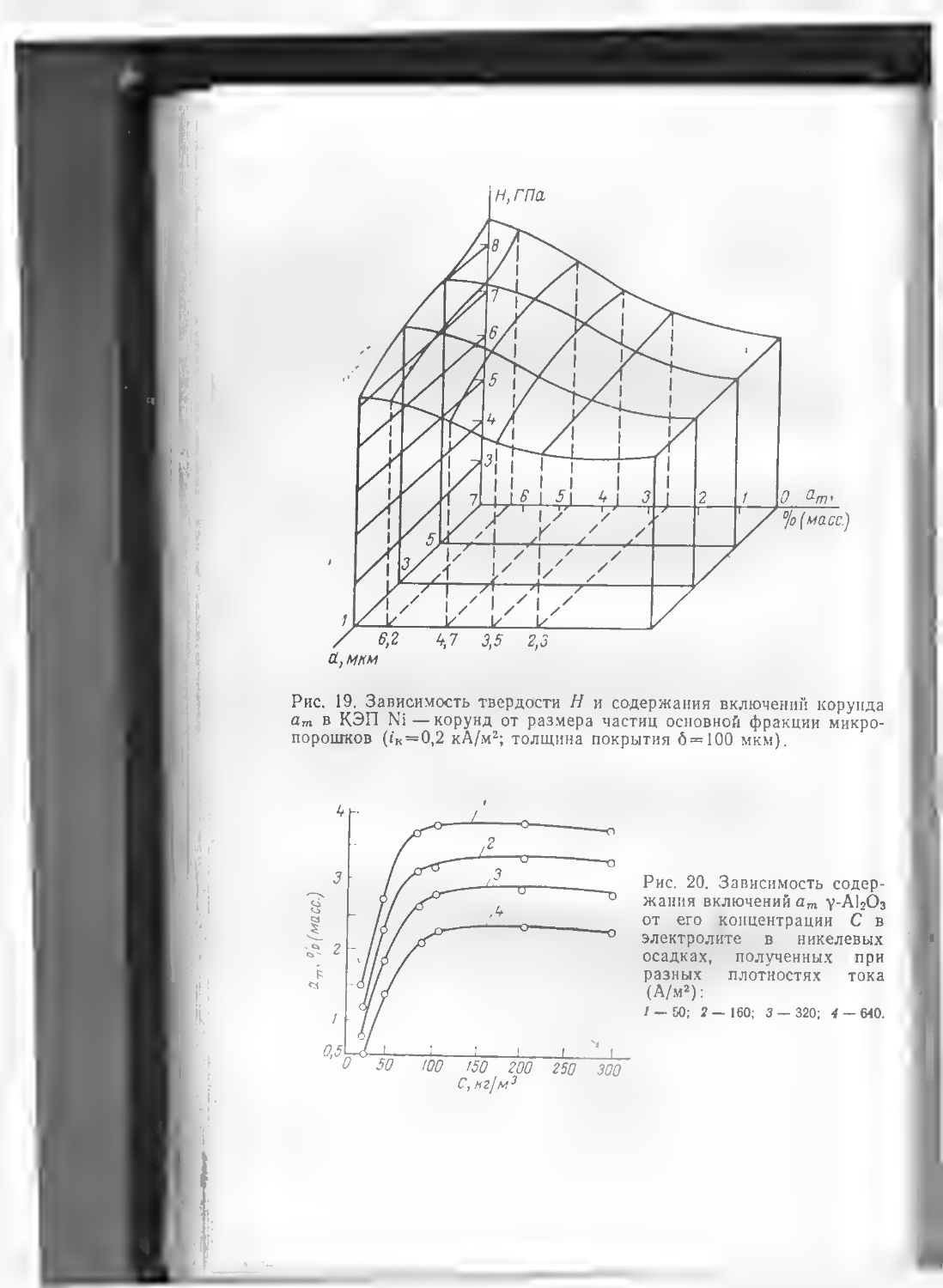
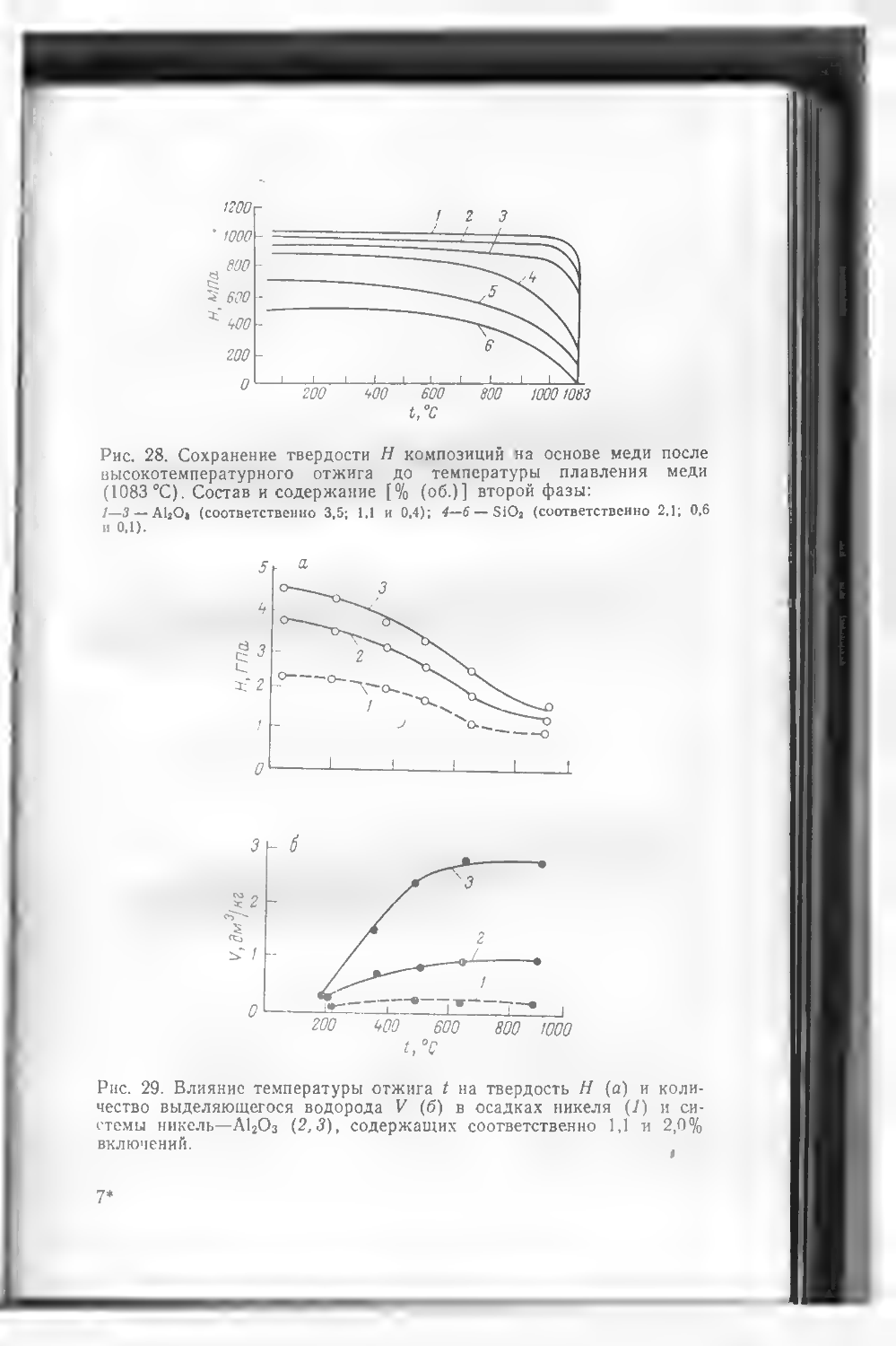
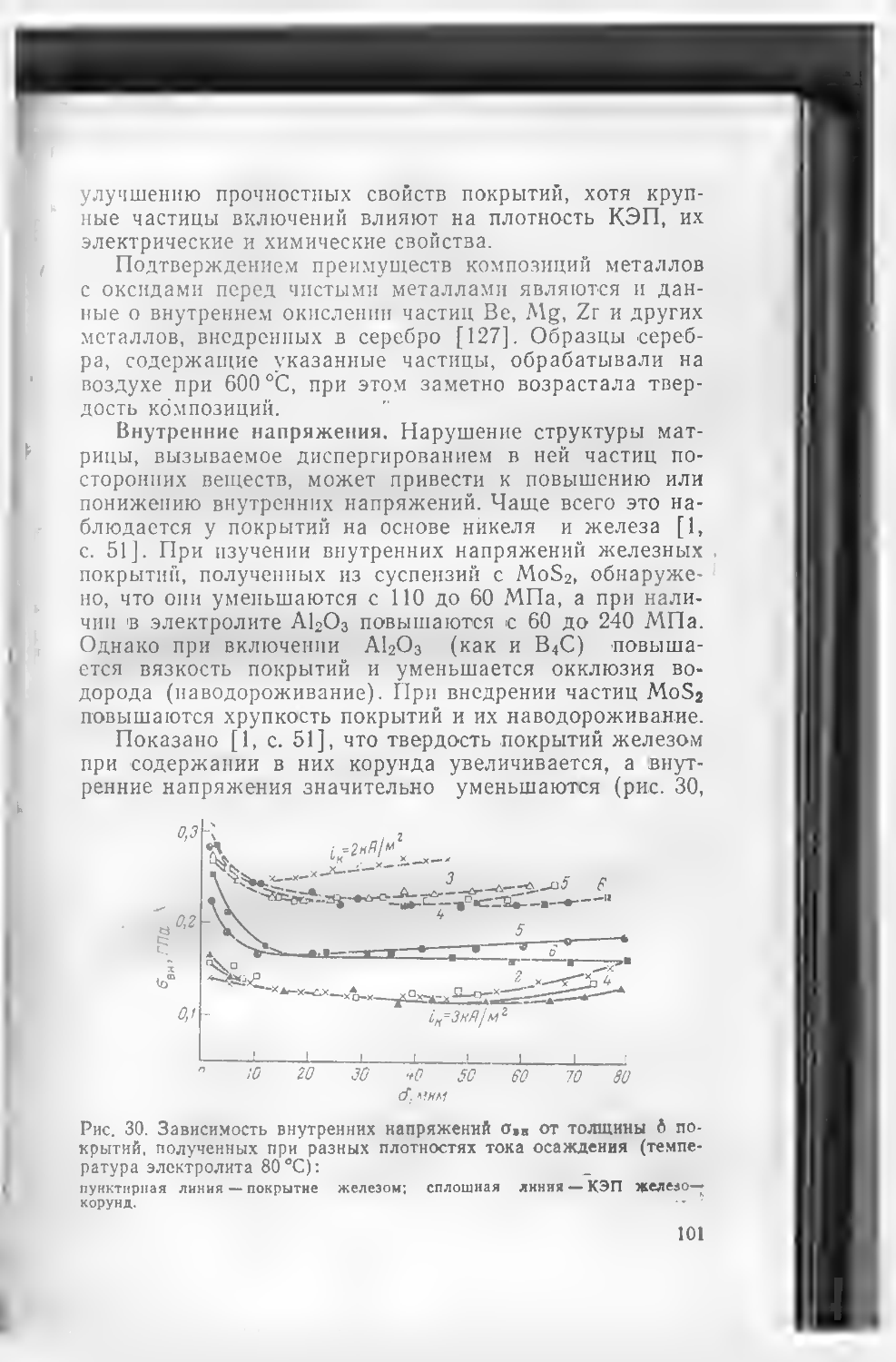
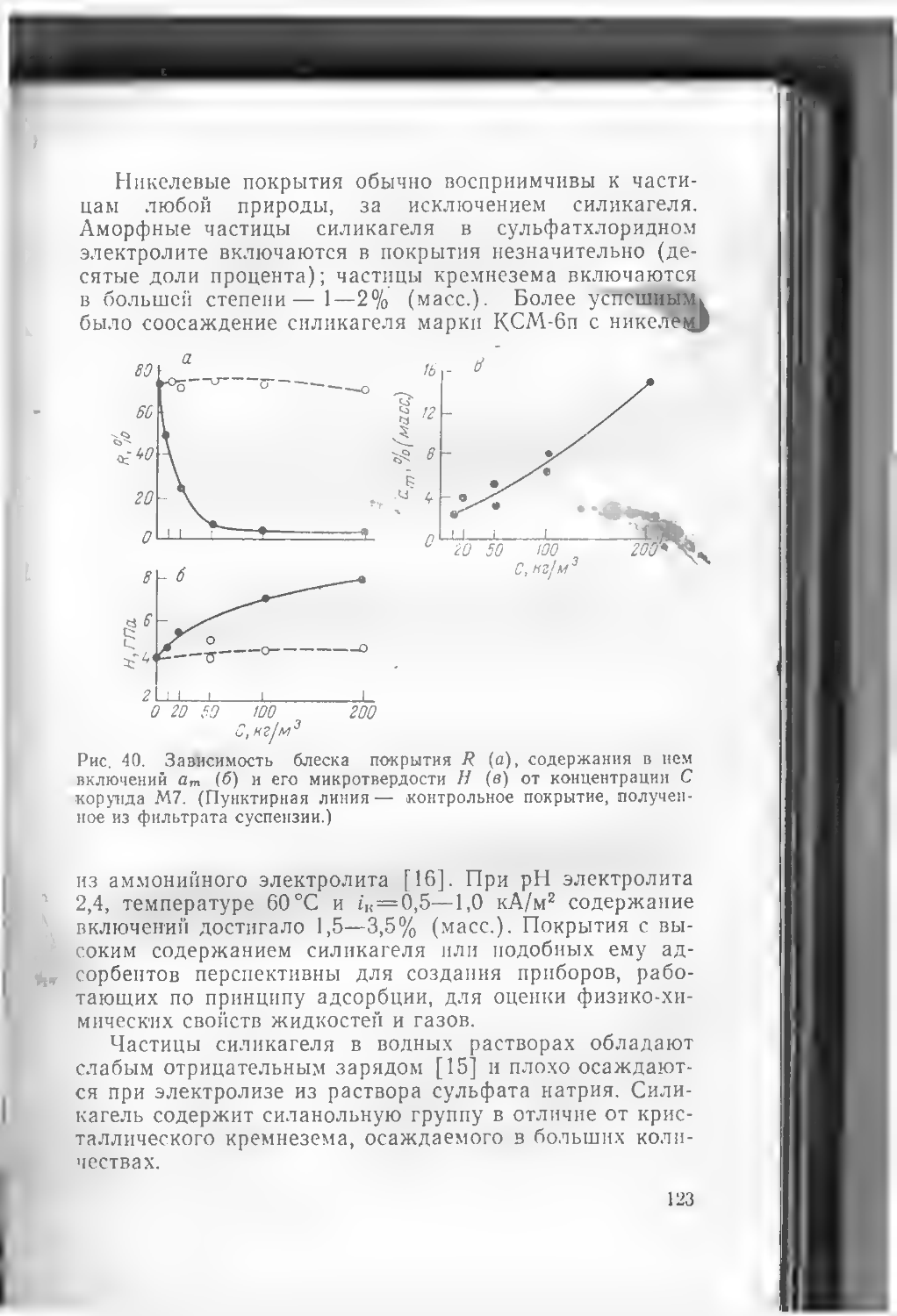
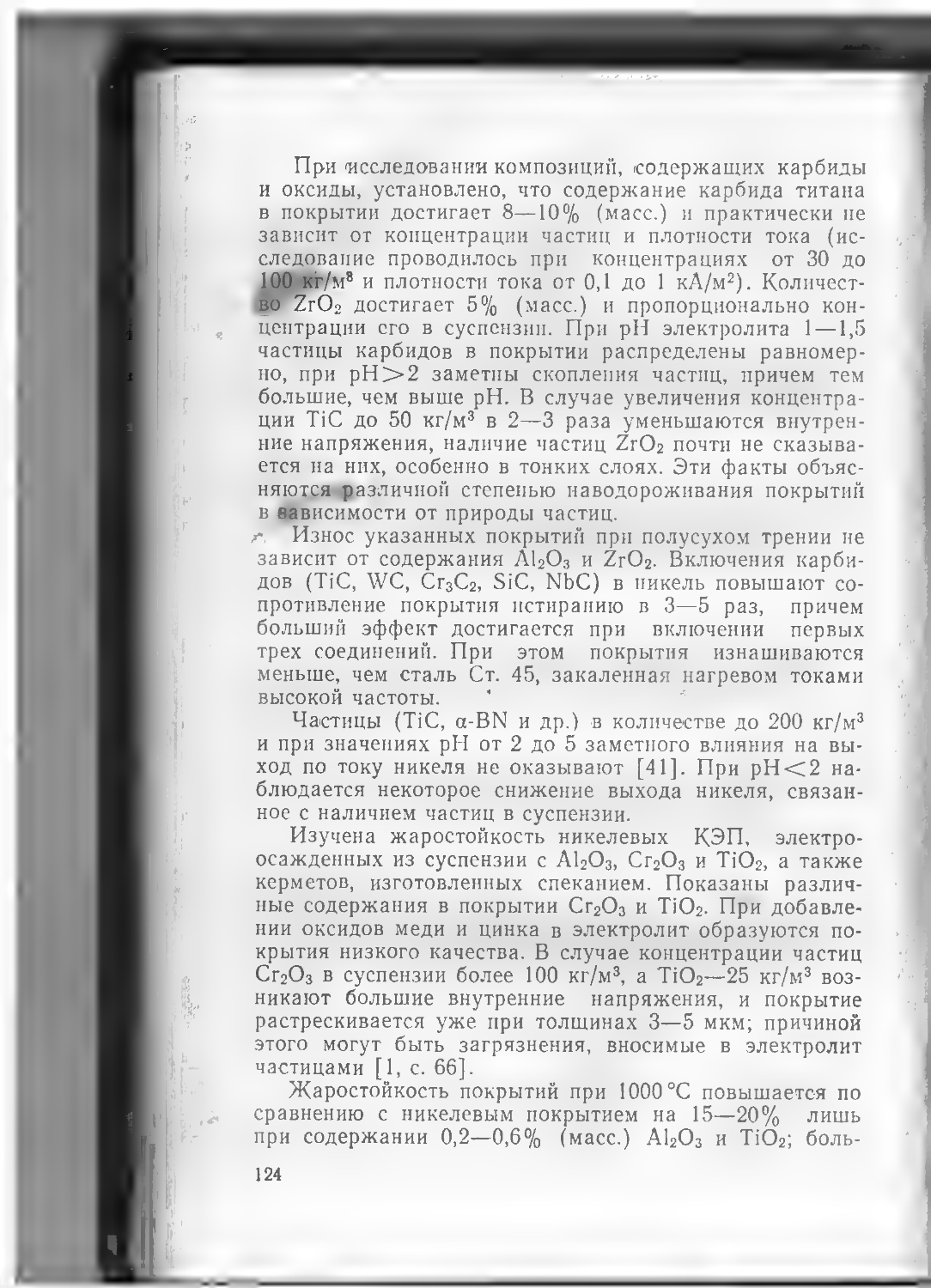
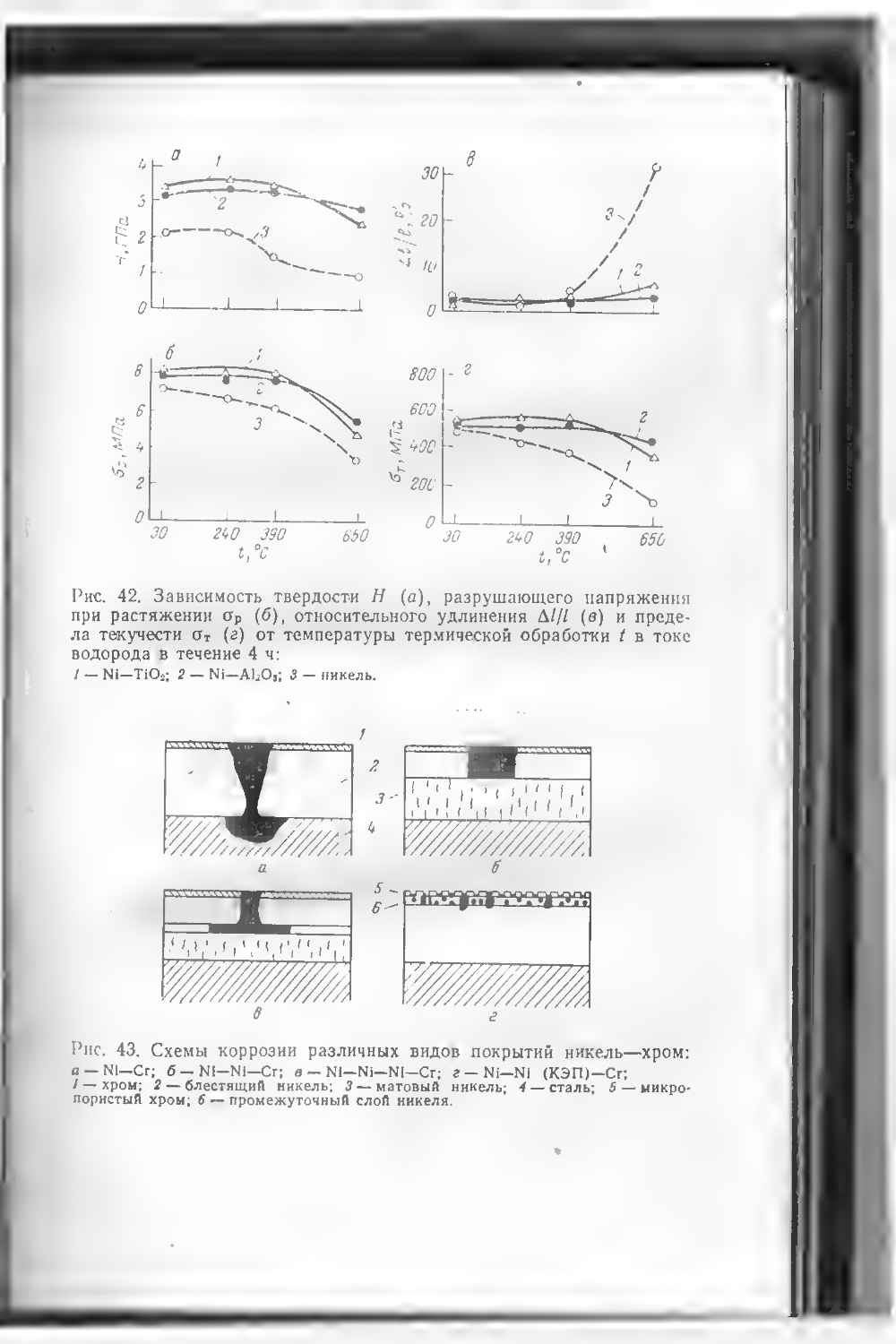
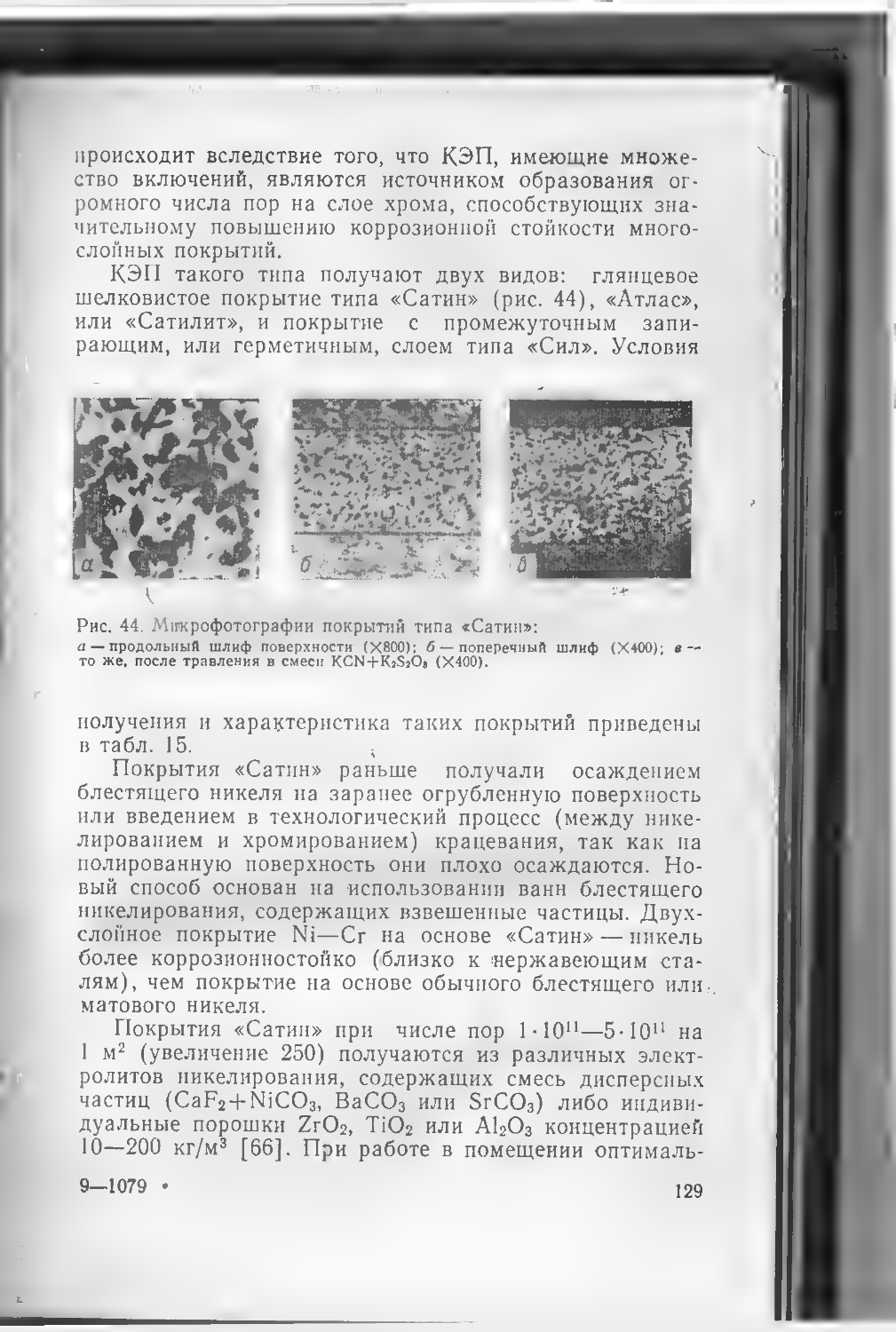
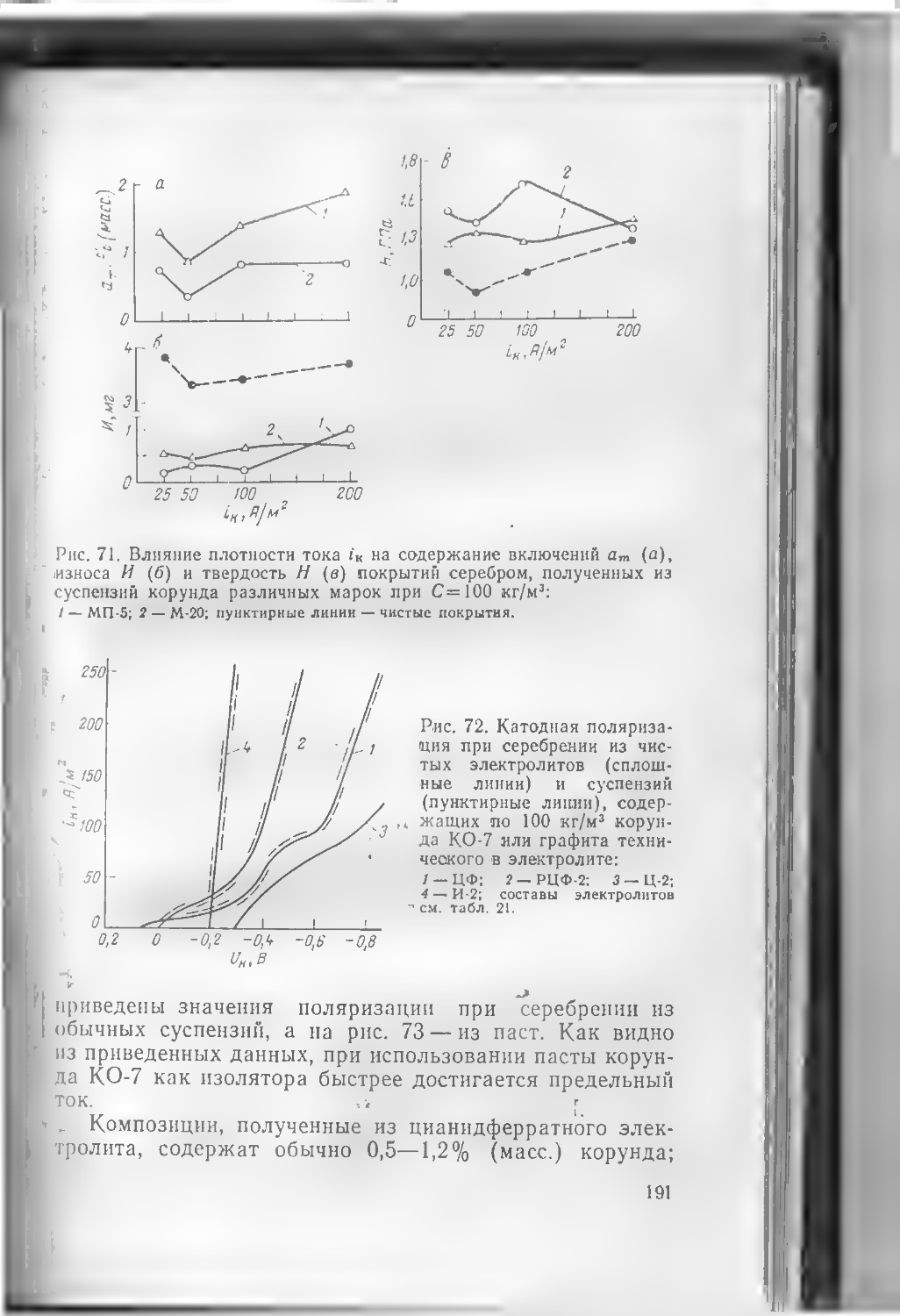
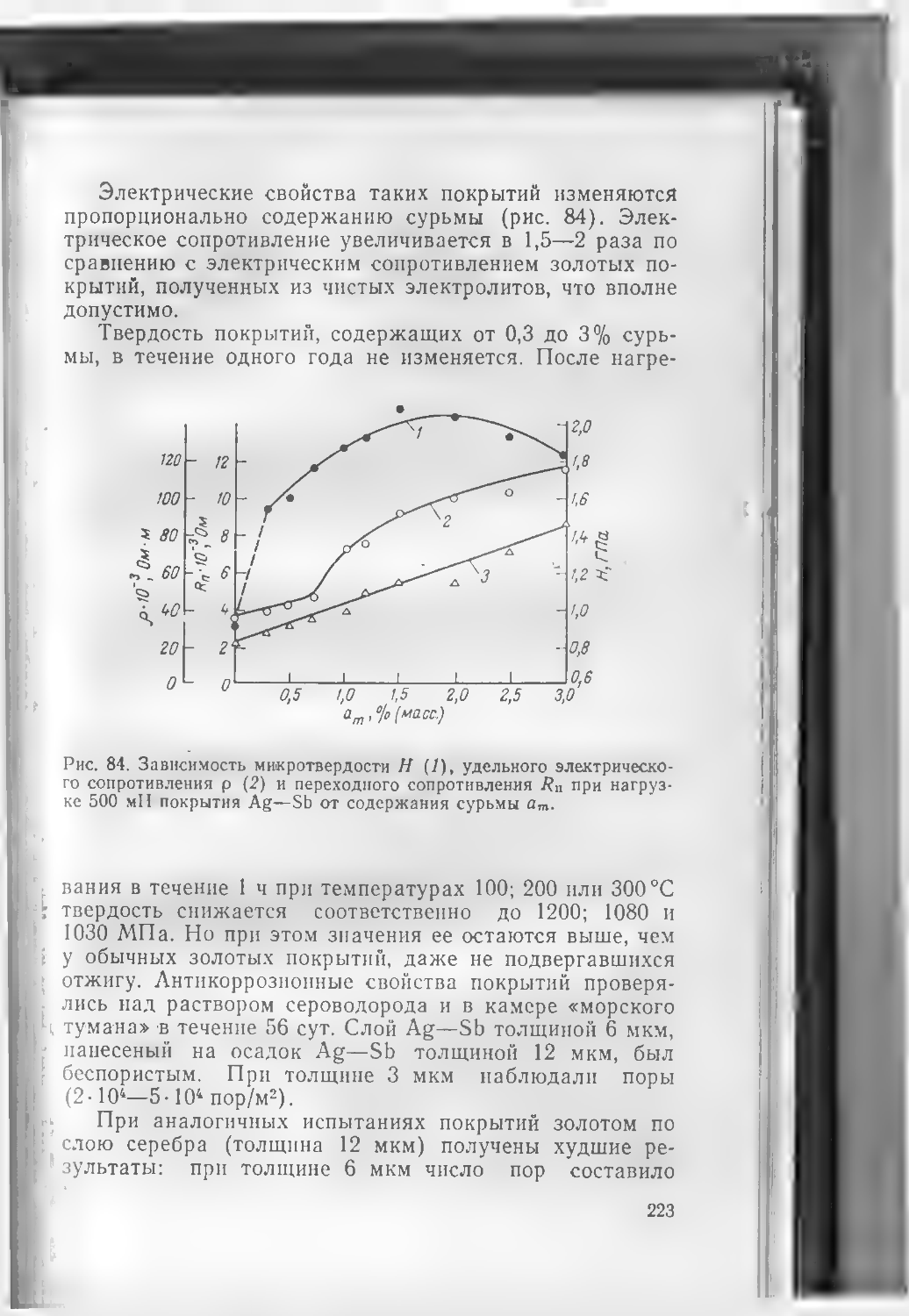
Текст
УДК 667.633.41/.42
Сайфуллин Р. С.
Композиционные покрытия и материалы. М., «Химия», 1977.
В книге излагаются теоретические основы и способы полу¬
чения композиционных покрытий и материалов. Приведены со¬
став этих материалов и характеристика компонентов (металлы
и тугоплавкие оксиды, бориды, нитриды, полимерные органи¬
ческие вещества и волокнистые материалы), а также формулы
для расчета состава суспензий. Описаны свойства материалов
и образующихся покрытий.
Книга предназначена для инженерно-технических и науч¬
ных работников, занимающихся получением и применением но¬
вых неорганических и жаростойких материалов и покрытий, а
также защитой изделий от коррозии. Она может быть полезна
студентам вузов соответствующих специальностей.
272 с., 90 рис., 30 табл., список литературы 164 ссылки.
С
31413-064
050(01)-77
■64-77
© Издательство «Химия», 1977 г.
СОДЕРЖАНИЕ
Предисловие 5
Введение . 7
I'л а в а 1. Получение композиционных электрохимических
покрытий и материалов 9
Вещества второй фазы 11
Методы исследования порошков 23
Суспензии и их свойства 27
Модели и расчеты составов покрытий и материалов ... 40
Влияние условий проведения процесса на составы композиций 51
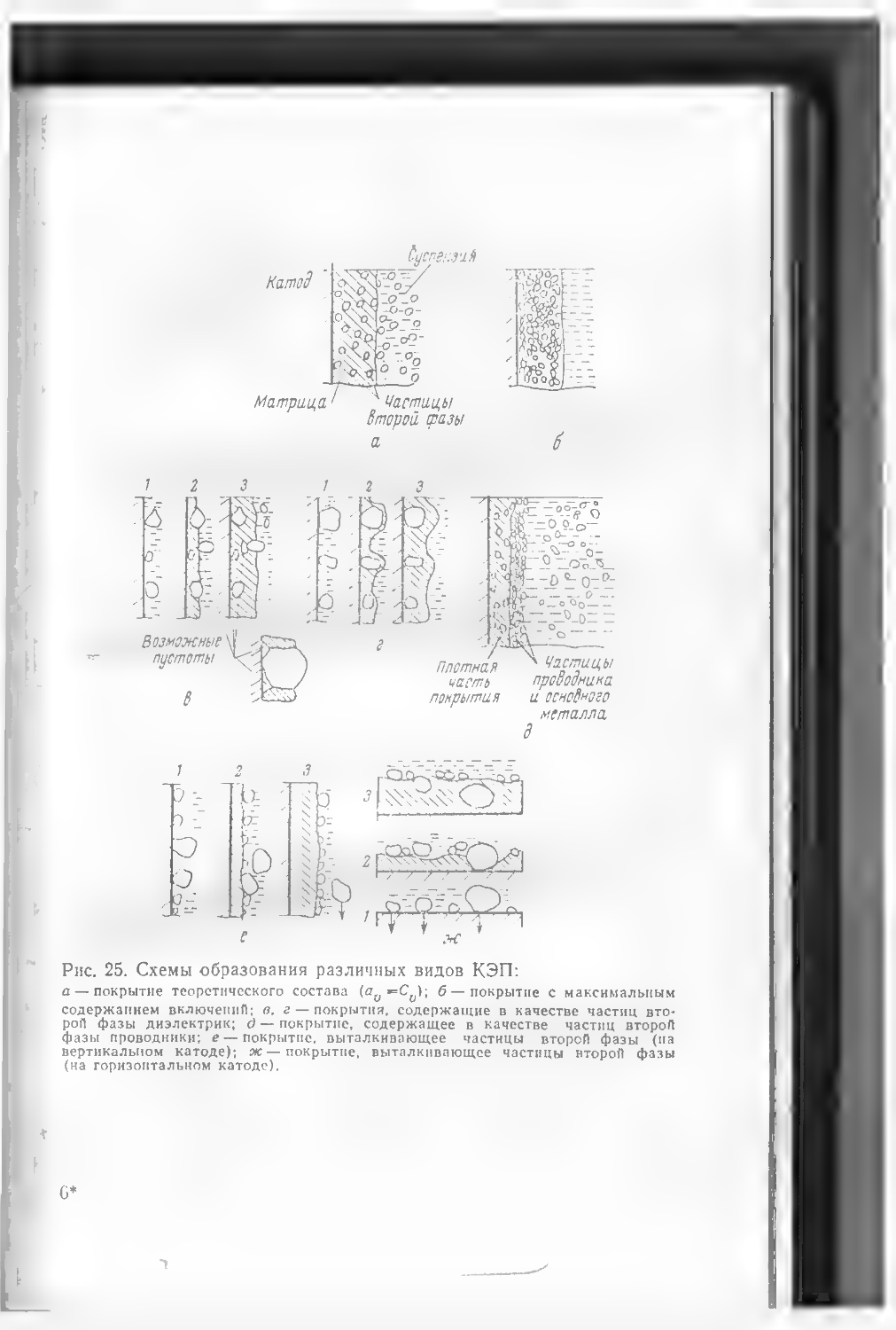
Механизм образования КЭП 74
Оптимизация процессов образования КЭП 84
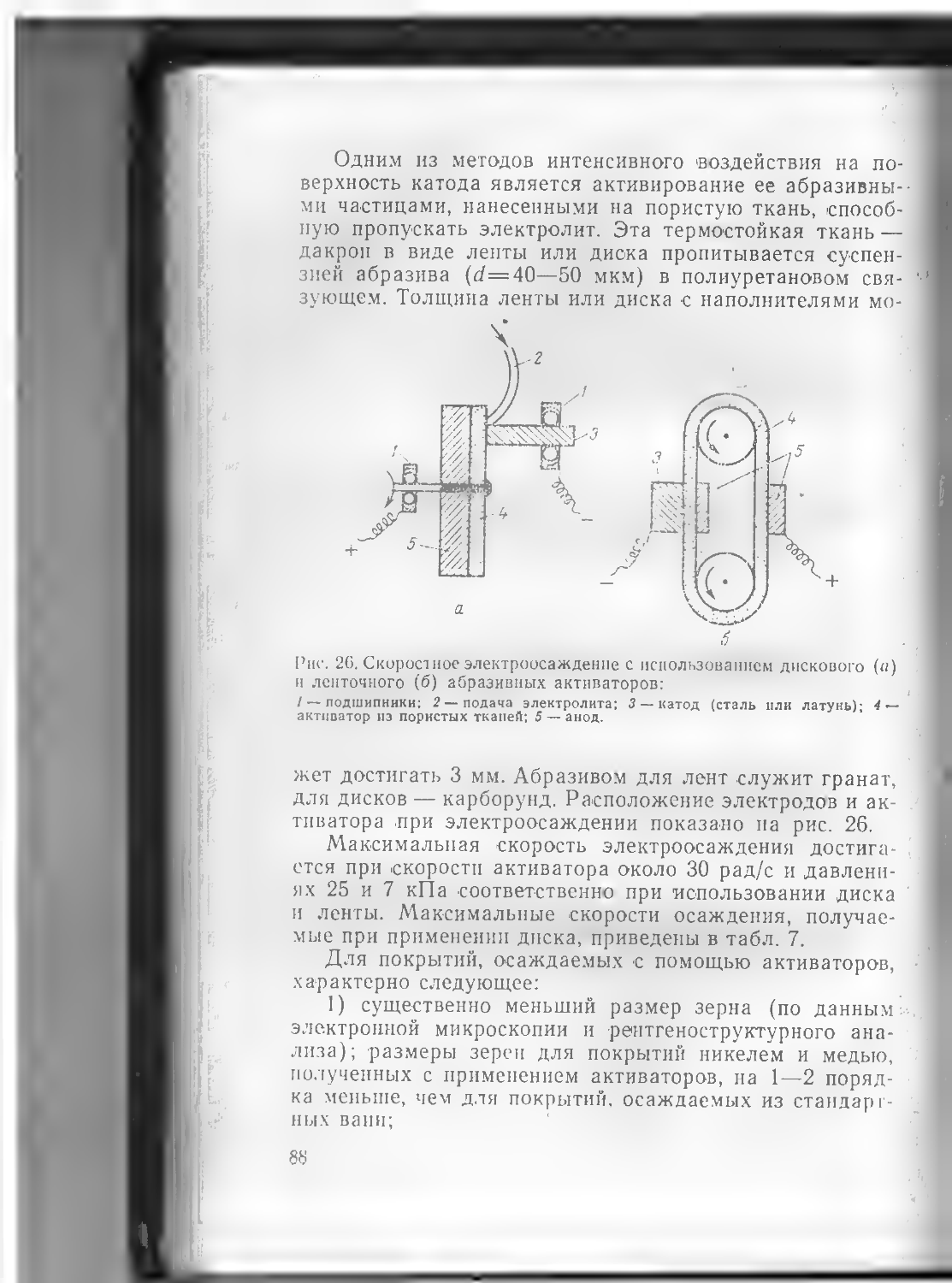
Скоростное электроосаждение металлов из суспензий ... 87
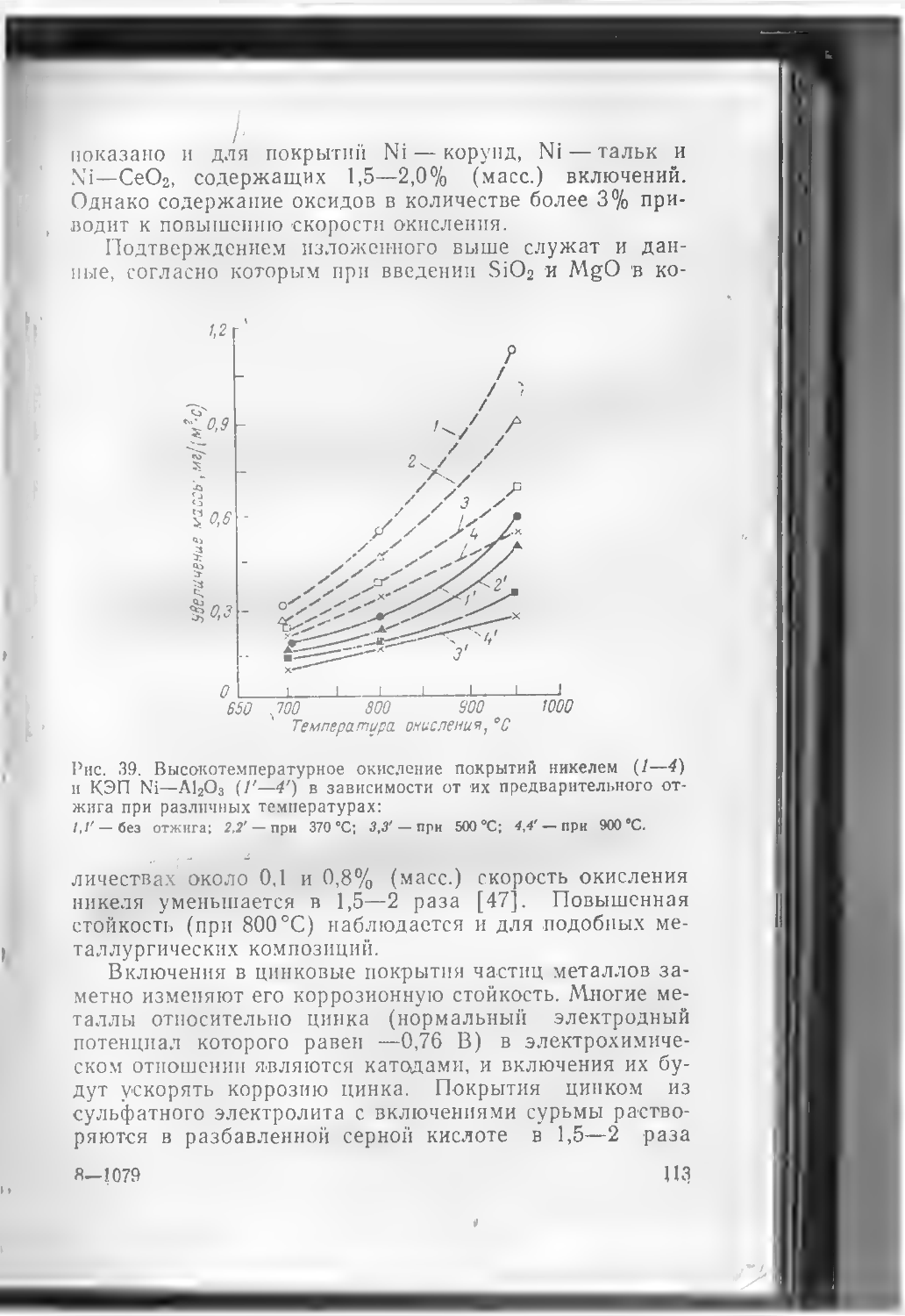
Глава 2. Общие свойства композиционных электрохимиче¬
ских покрытий 95
Физико-механические свойства 95
Химические и антикоррозионные свойства ПО
Роль термической обработки и жаростойкость КЭП . . 115
Глава 3. Виды композиционных покрытий 119
КЭП на основе никеля 119
КЭП на основе меди 146
КЭП на основе хрома 168
КЭП на основе железа 175
КЭП на основе кобальта 182
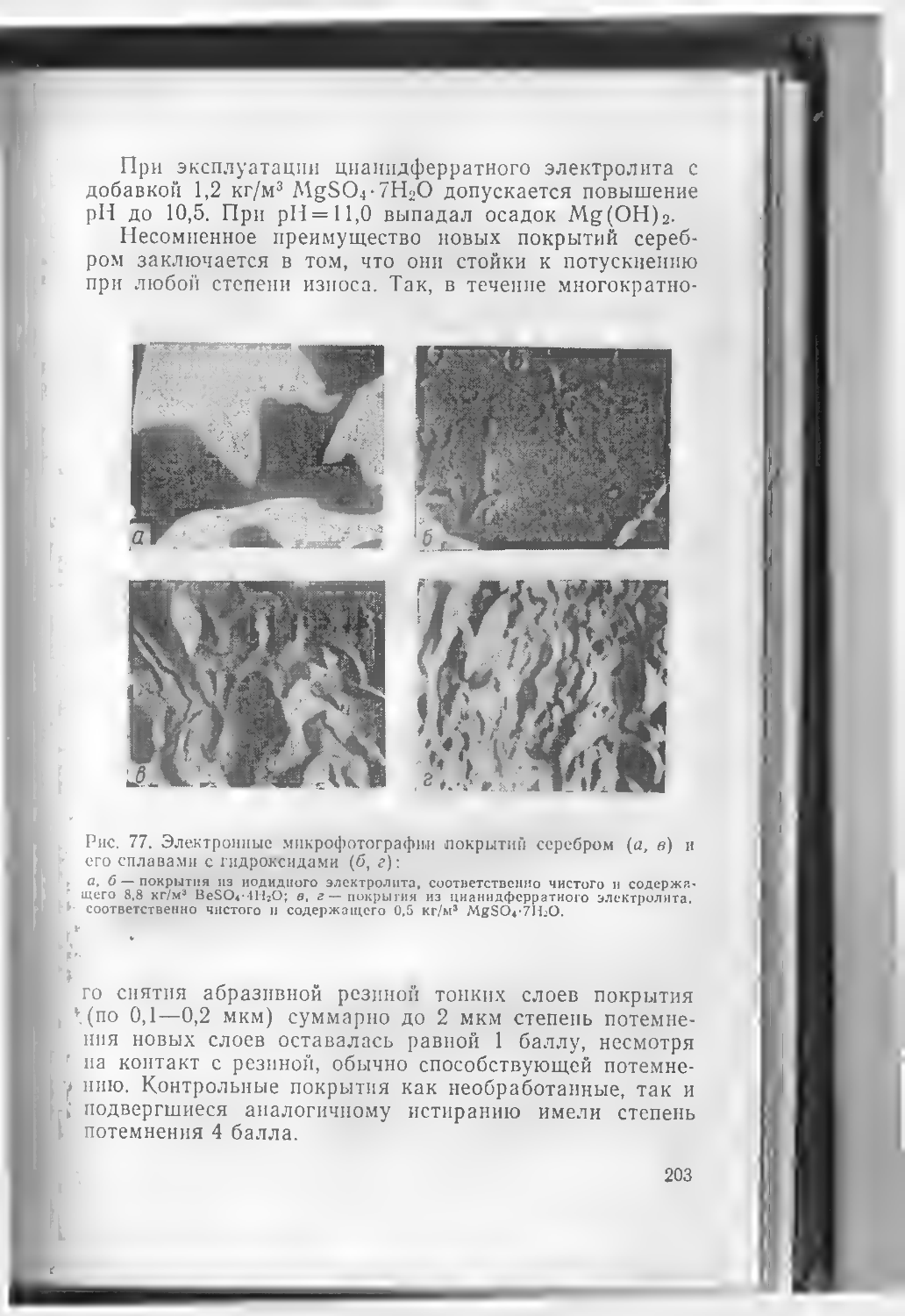
КЭП на основе серебра 187
КЭП на основе золота 204
КЭП на основе легкоплавких металлов 206
КЭП на основе сплавов 213
КЭП на основе платиновых и редких металлов 215··.
3
Глава 4. Электроосаждение чистых металлов и сплавов из
суспензий, содержащих частицы с ограниченной
растворимостью
Глава 5. Специальные способы получения композиционных
покрытий
Получение покрытий, содержащих в качестве частиц второй
фазы волокна и усы
Получение электрофоретических покрытий
Осаждение покрытий из суспензий без наложения тока
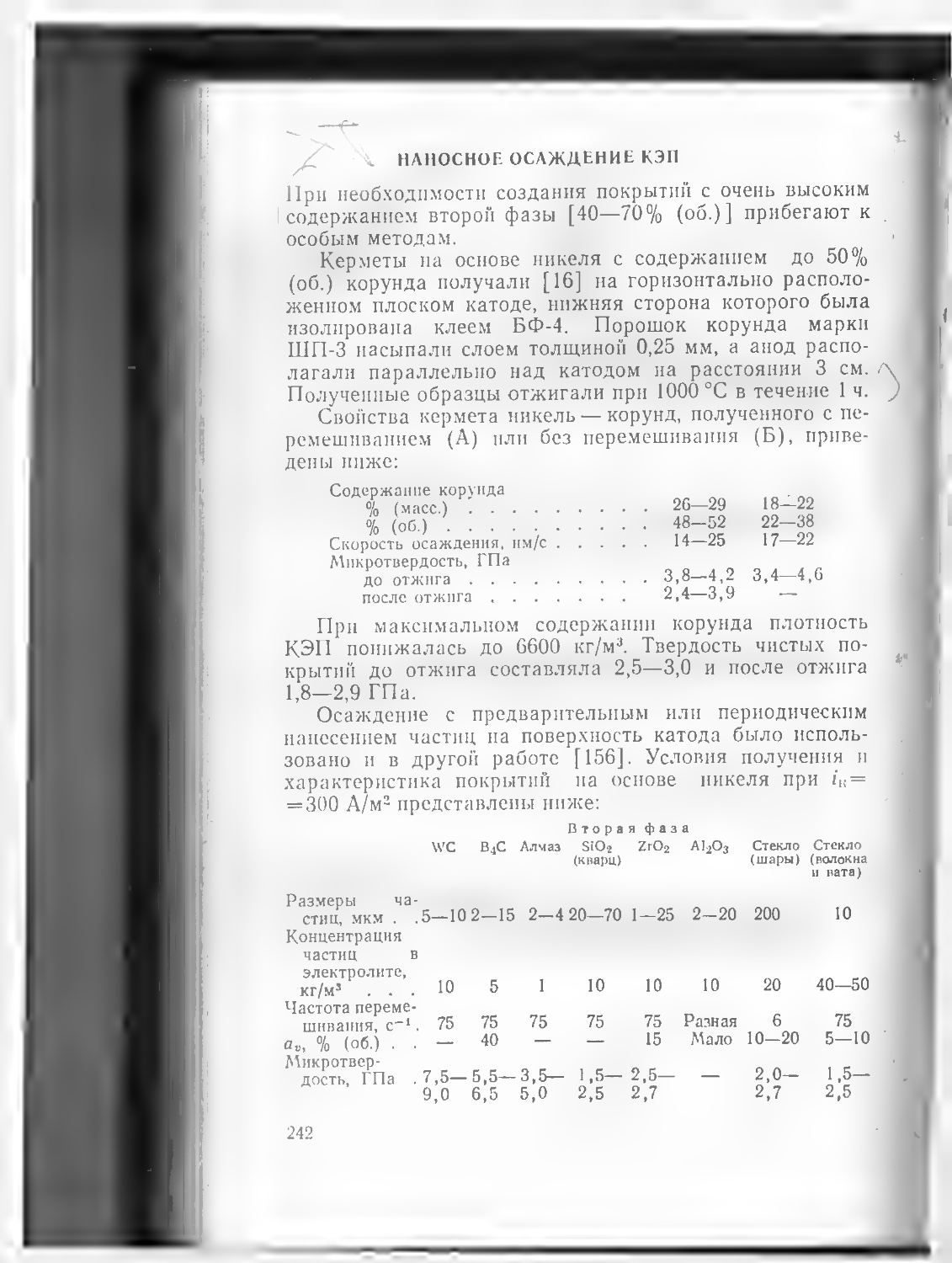
Наносное осаждение КЭП .
Механический способ
Плазменный способ
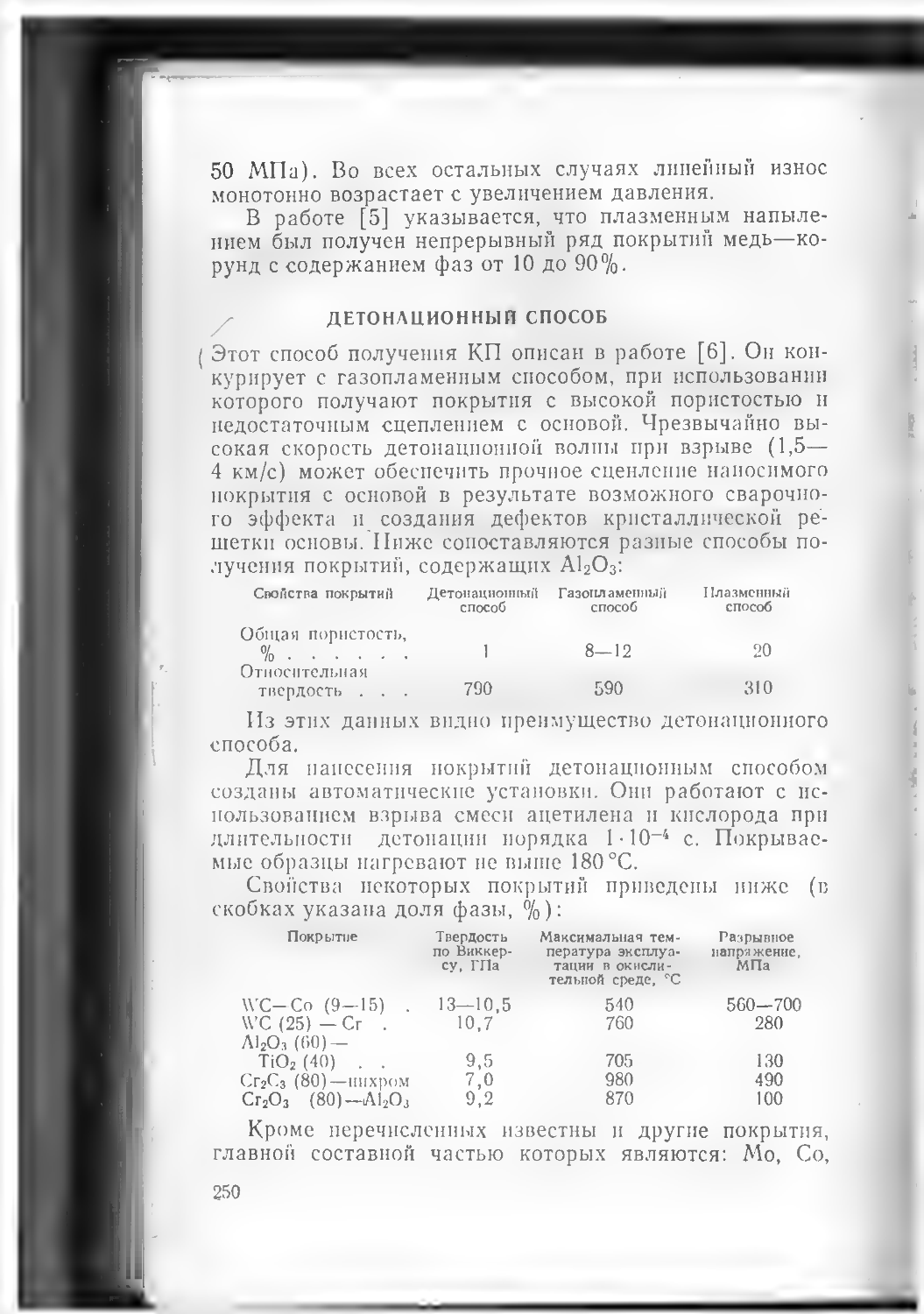
Детонационный способ
Получение пористых и фильтрующих композиционных матери¬
алов и покрытий. Использование полимерных частиц
Другие способы получения КЭП
Литература
Предметный указатель
217
226
226
235
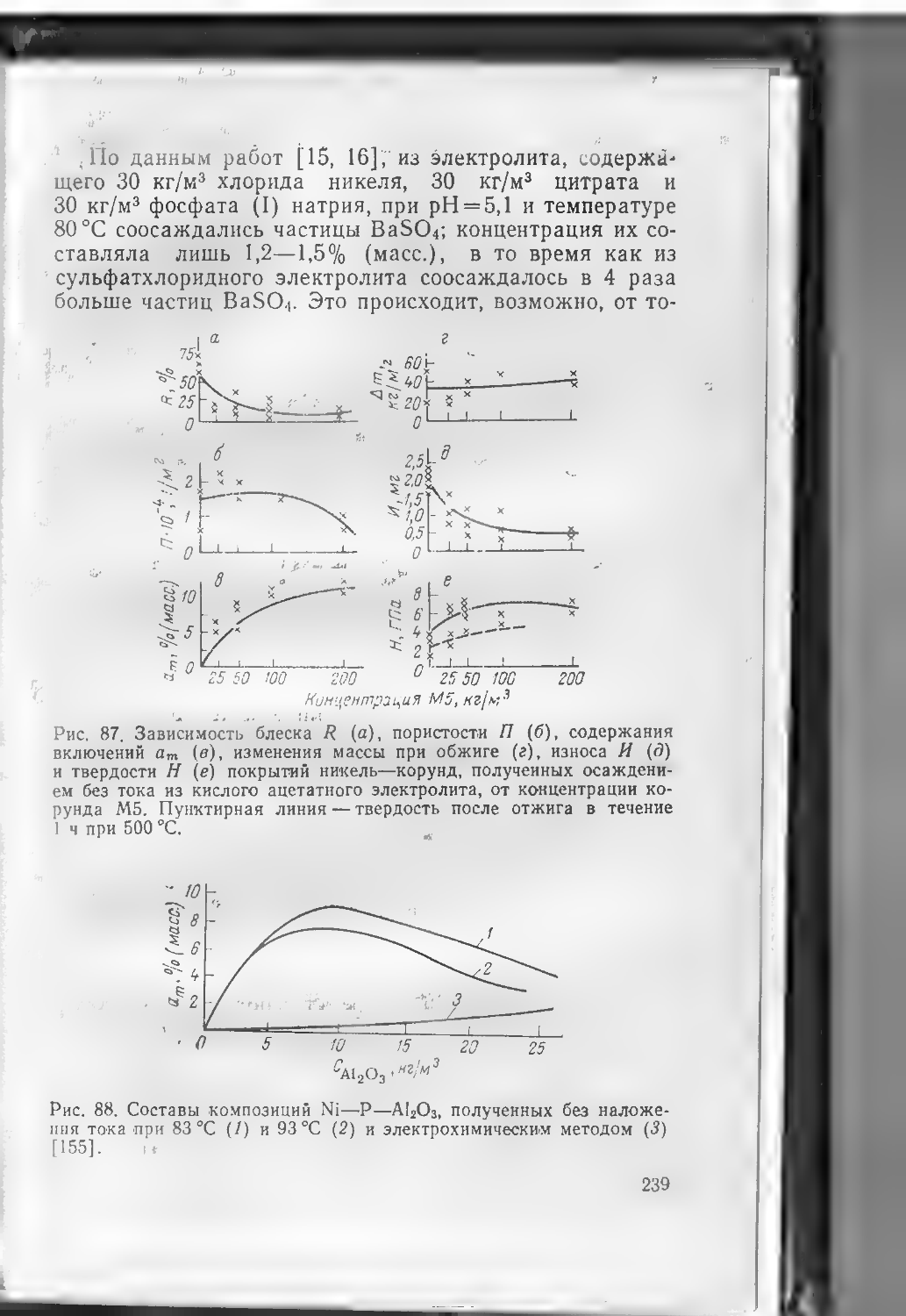
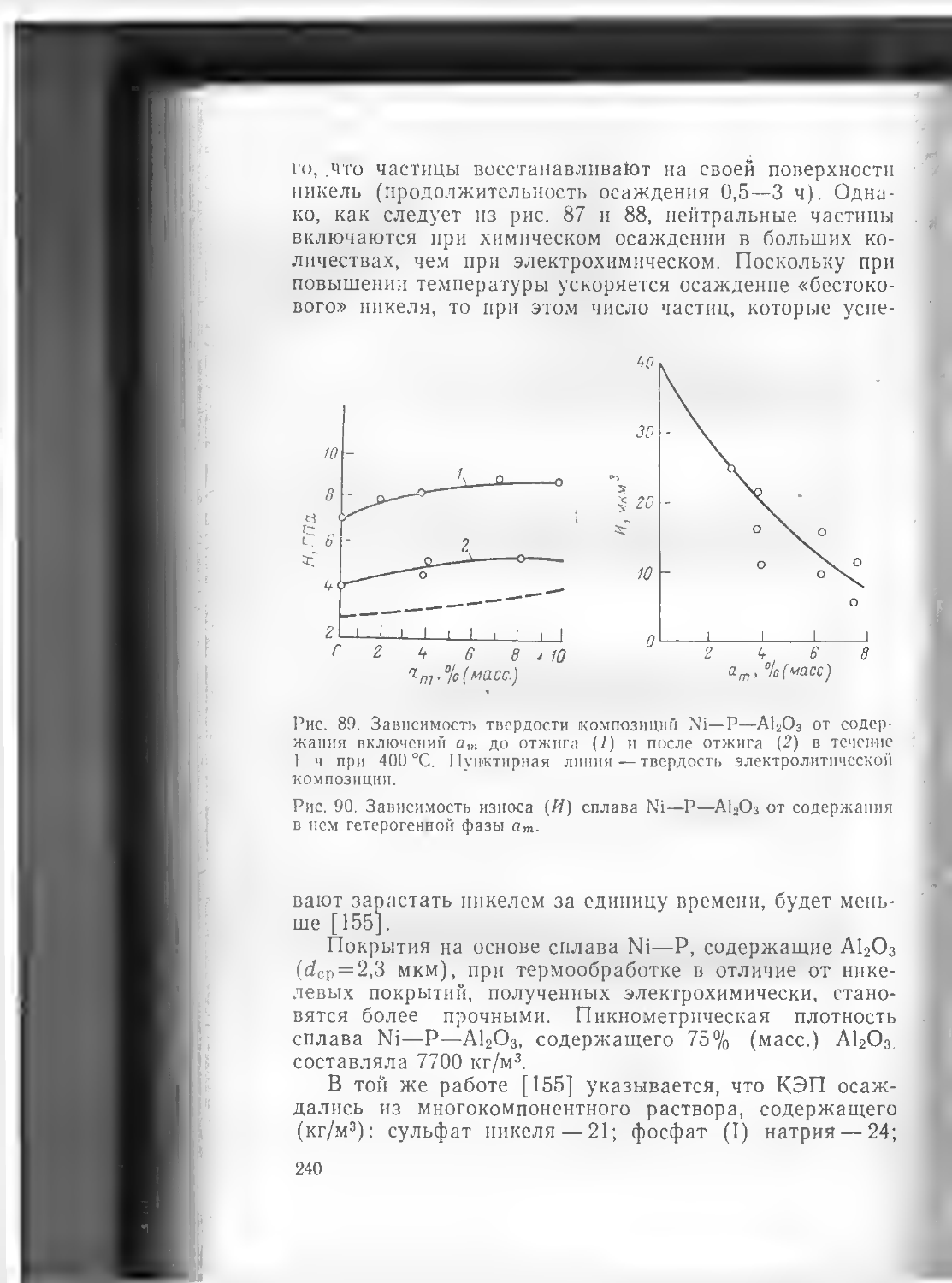
238
242
244
247
250
251
254
257
265
ПРЕДИСЛОВИЕ
За годы, прошедшие со времени издания книги «Комби¬
нированные электрохимические покрытия и материалы»
11], появилось много новых сведений в области создания
композиционных материалов и покрытий, получаемых с
наложением и без наложения электрического тока («на¬
носное» осаждение, механический, плазменный, детона¬
ционный и другие методы). В предлагаемой читателю
книге изложены главным образом теоретические основы
и обобщены практические результаты исследовательских
работ по композиционным электрохимическим покрыти¬
ям (КЭП), выполненных за последние 10—15 лет, вклю¬
чая работы автора с сотрудниками в Казанском хими¬
ко-технологическом институте им. С. М. Кирова.
При рассмотрении свойств этих материалов и покры¬
тий подчеркнуты преимущества их перед материалами
и покрытиями, получаемыми классическими мето¬
дами (гальваническим, методами порошковой металлур¬
гии) .
Покрытия, представляющие собой композиции, состоя¬
щие из металла, сплава и частиц диспергированного
в суспензии простого или сложного вещества (в различ¬
ном сочетании), дают возможность резко улучшить ме¬
ханические и антикоррозионные свойства изделий, на ко¬
торые они наносятся, не изменяя внешней формы изде¬
лий. Эти очень ценные свойства покрытий создают
предпосылки для широкого использования их в различ¬
ных отраслях промышленности.
5
Автор считает своим долгом выразить глубокую бла¬
годарность сотрудникам и студентам Казанского хими¬
ко-технологического института им. С. М. Кирова, в тече¬
ние многих лет проводящим совместные исследования
композиционных покрытий и оказавшим помощь в офор¬
млении рукописи; он признателен всем работникам пред¬
приятий, научно-исследовательских институтов и отдель¬
ным лицам, участвовавшим в разработке новых видов
композиционных покрытий.
Автор заранее благодарит за критические и полезные
замечания, которые будут высказаны по содержанию
книги.
ВВЕДЕНИЕ
Композиционные материалы (КМ) совмещают в себе
свойства металлов (электро- и теплопроводность, плас¬
тичность и др.) и неметаллов (жаропрочность, химиче¬
ская стойкость, высокая твердость, смазывающие свой¬
ства) |1, с. 48 60; 2]. Одни из них представляют собой
керамико-металлические композиции (керметы) и изго¬
товляются промышленным способом с использованием
методов порошковой металлургии, другие — волокнистые
композиционные и дисперсно-отвержденные материалы,
которые стали широко известны лишь недавно [1·—4].
В последнее время для получения композиционных
материалов в виде покрытий стали использовать плаз¬
менное напыление [5, 6], детонацию [5] и механический
< пособ [7]. Прогрессивным способом получения таких
материалов является выделение их из водных сред, при
котором предусматривается осаждение композиционных
электрохимических покрытий (КЭП) из электролитов с
наложением электрического тока или без него. Преиму-
Щества этого способа по сравнению с методами порошко¬
вой металлургии или высокотемпературного и плазмен¬
ного напыления заключаются в следующем:
покрытия получаются непосредственно на поверхно¬
сти изделия и имеют заданную толщину;
отпадает необходимость в последующей термической
и механической обработке;
получаются компактные, практически беспористые
материалы;
используются экономичные электрохимические мето¬
ды и приемы (затраты материалов и энергии минималь¬
ны).
Кроме того, осаждением диспергированных частиц
можно получать некоторые сплавы, которые не образу¬
ются при классическом, гальваническом осаждении ме¬
7
таллов из растворов их солей. Практически этим мето¬
дом любое простое или сложное вещество, диспергиро¬
ванное в электролите, в том числе и частицы «неосаж-
даемых» металлов, может быть заращено металлом или
рядом металлов, находящихся в виде ионов.
Первая работа, посвященная получению КЭП, была опублико¬
вана еще в 1929 г. [8]. В ней описывалось образование самосмазы-
ваемого медного покрытия из кислого электролита, содержащего
коллоидные частицы графита. Известно было также заращивание
медью, никелем, железом частиц алмаза и карбида кремния, распо¬
ложенных на поверхности катода. Однако только через три десяти¬
летия возникла техническая необходимость в развитии и использо¬
вании композиционных покрытий.
Образование покрытий с включениями неметаллических приме¬
сей из электролитов, содержащих взвеси загрязнений (примеси), опи¬
сывалось в 1933 г, [1, с. 6].
В 1959 г. появилась обзорная статья, в которой сообщалось о
широких исследованиях КЭП, проводимых различными фирмами.
С этого времени и начались интенсивные работы по изучению КЭП,
хотя некоторые композиционные гальванические материалы были из¬
вестны несколько раньше, например никель—корунд, применяемый
при изготовлении лестниц подводных лодок, никель—карборунд, ис¬
пользуемый для получения зубных боров, и никель—-алмаз, применя¬
емый для изготовления абразивного инструмента.
Исследования КЭП проводятся автором этой книги
с сотрудниками с 1960 г. [1, 9] в Казанском химико¬
технологическом институте им. С. М. Кирова [10—38]
в содружестве с предприятиями и 'научными учрежде¬
ниями. Работы направлены на получение и изучение
КЭП на основе большинства промышленно осаждаемых
гальванических покрытий, а также покрытий, выделяе¬
мых без наложения тока. Кроме того, рассматриваются
вопросы, связанные с механизмом образования и прак¬
тическим использованием КЭП.
Исследование указанных вопросов получило развитие
и в работах других советских авторов [39—59]. Разра¬
боткой и использованием КЭП заняты и различные
крупные компании и фирмы, в том числе в Англии [60—
63], США [64—67], ФРГ [68] и Голландии [69]L Одна¬
ко многие публикации зарубежных авторов по КЭП яв¬
ляются обзорными и рекламными, большинство из них
посвящено покрытиям на основе никеля.
Глава 1
ПОЛУЧЕНИЕ композиционных
электрохимических покрытий
И МАТЕРИАЛОВ
Композиционные электрохимические покрытия (КЭП)
получают из суспензий, представляющих собой электро-
П11Ы с добавкой определенного количества высокодис-
псрспого порошка, или из эмульсий, образующихся при
ιιιιι ίοιιιιιι в электролиты гидрофобных жидкостей, а так¬
же из пенообразных сред. При наложении электрическо-
ю тока или в отсутствие его (бестоковое осаждение)
па поверхности покрываемого изделия осаждается ме¬
тл ι (первая фаза, или матрица) и частицы порошка
(Βοιρ;ι·,ι фа<а), которые цементируются матрицей.
Ч ип. всего КЭП получают из суспензий, содержа¬
щих iiiepjiyio фазу в количестве 50—200 кг/м3, что со-
стапляет 1—20% (об.).
Процесс осаждения КЭП обычно проводят при непре¬
рывном перемешивании суспензии; при этом частицы
второй <|>.з 1ы постоянно находятся во взвешенном состо¬
янии, и осаждение происходит быстрее. Выбор способа
перемешивания определяется формой изделия, условия¬
ми электролиза и экономической целесообразностью.
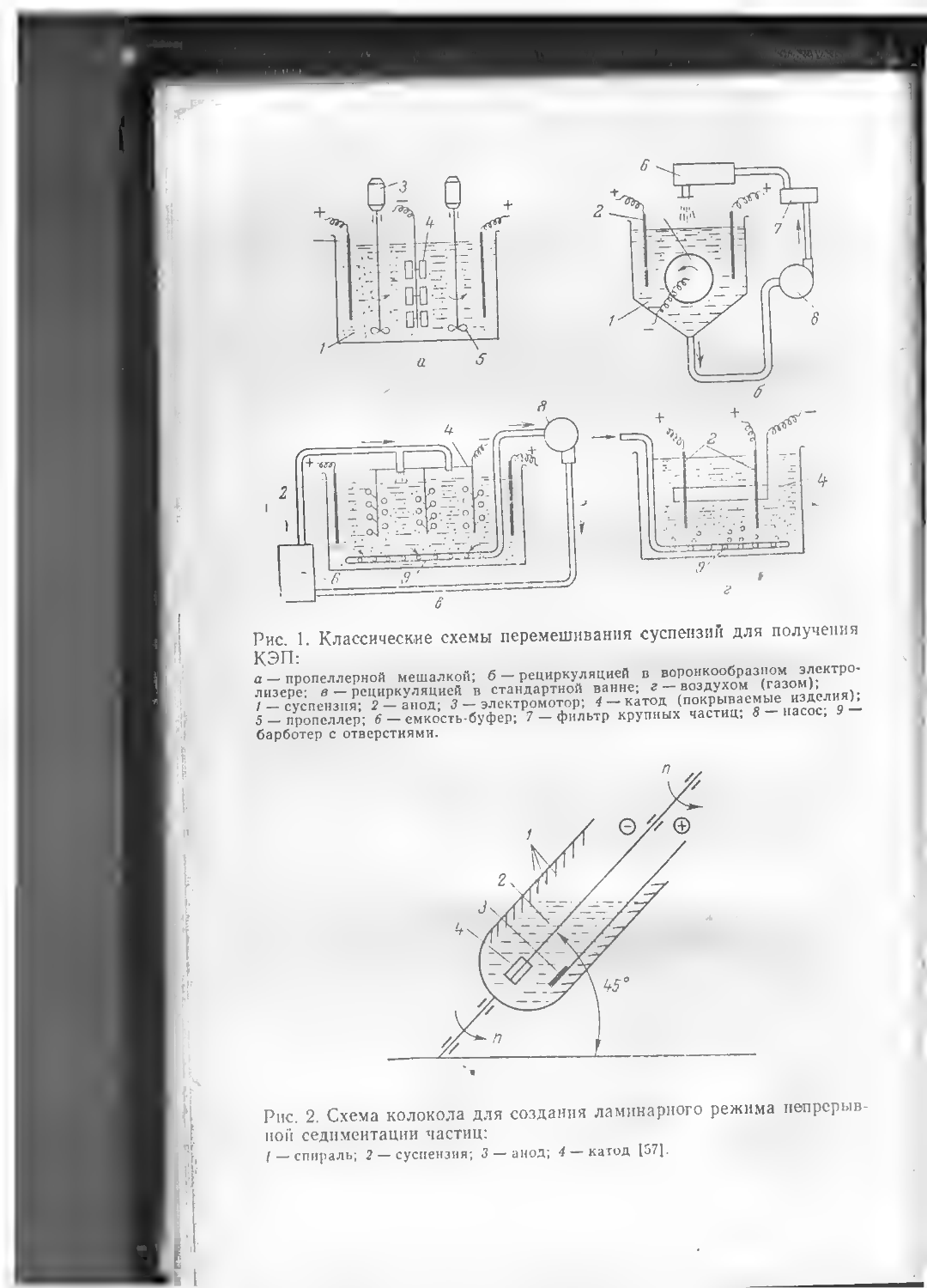
Схемы перемешивания суспензий представлены на рис. 1
и 2.
В ваннах малой емкости перемешивание производят
механическим путем, а в более крупных емкостях — с
помощью воздуха (или инертного газа). Кроме того,
можно получить равномерное перемещение суспензии
вращением катода или циркуляцией электролита. В по¬
следнем случае отсутствует питтинг и получаются наи¬
более воспроизводимые результаты.
Установка, подобная показанной на рис. 1,6, но с
фильтрующей перегородкой в месте перехода цилиндри¬
ческой части в коническую и с движением электролита
от насоса снизу вверх запатентована [60] для осажде-
—
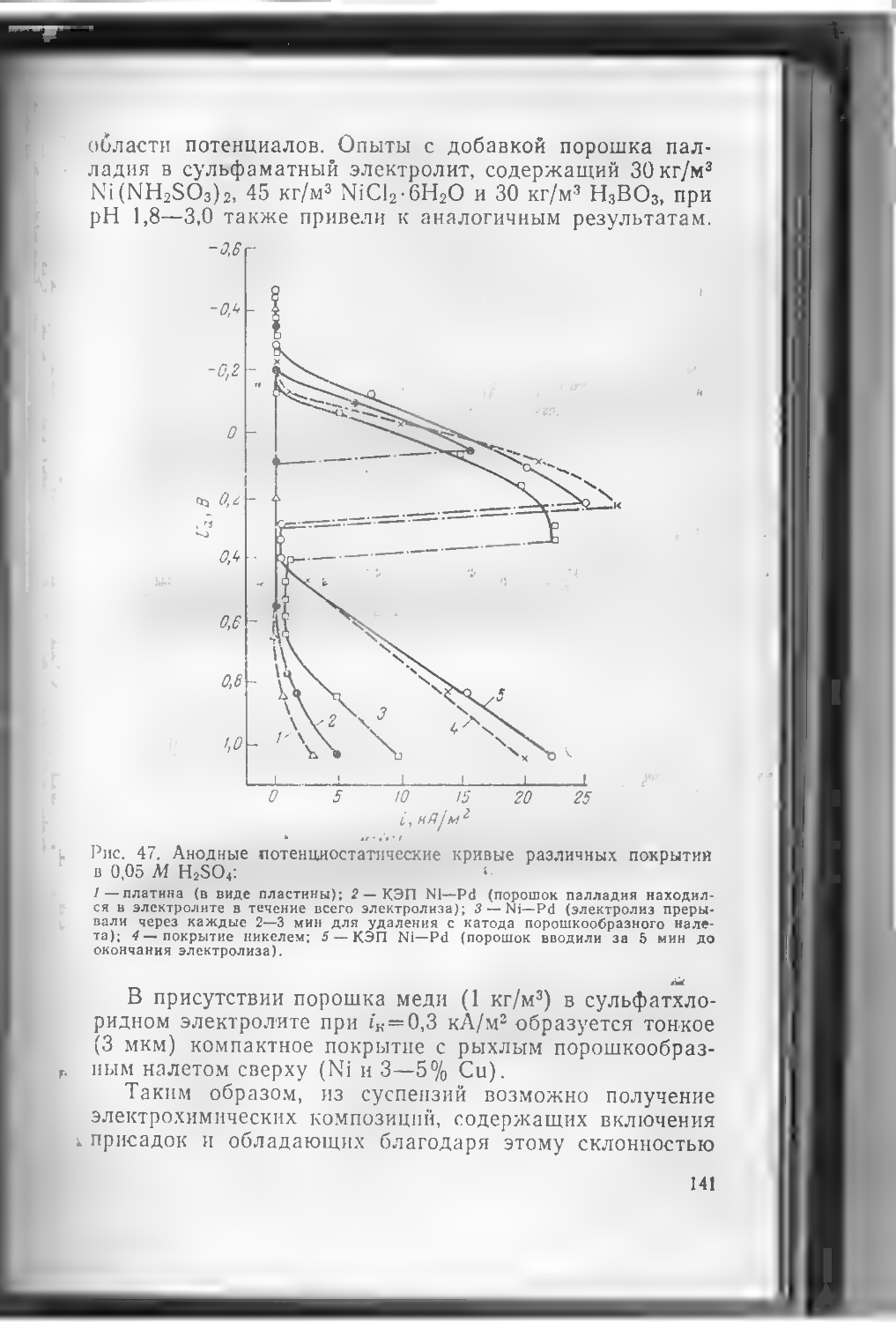
Рис. 1. Классические схемы перемешивания суспензии для получения
КЭП:
а - пропеллерной мешалкой; б - рециркуляцией в, в°Р°™°°®Раз?г°а“’ΐ FKTP°’
лизеое· в — рециркуляцией в стандартной ванне; а воздухом ( «»««>·
Г- суспензия^" -1нод; 3- электромотор; 4 - катод ("θΧ^ΤΛΓοοΓ/-
5 - пропеллер; 6 - емкость-буфер; 7 - фильтр крупных частиц, 8 - насос, 9
барботер с отверстиями.
Рис. 2. Схема колокола для создания ламинарного режима непрерыв¬
ной седиментации частиц:
I — спираль; 2 — суспензия; 3—анод; 4 — катод [57].
пия самосмазываемых КЭП на основе наматываемых
иа цилиндрическую поверхность катода угольных и дру¬
гих волокон. При пропускании потока электролита сни¬
зу частицы все время находятся во взвешенном со¬
стоянии.
Для облегчения разделения шлама и частиц второй
фазы предлагаются ванны, в которых размещается кон-
н'йпер с суспензией и приспособлениями для завешива¬
ния катода [63]. За пределами контейнера находится
чистый электролит с анодами. Стенки контейнера, изго¬
товленные, например, из перхлорвинила, проницаемы
для электролита и непроницаемы для частиц. Особен¬
ностью такой установки является возможность одновре¬
менного осаждения и КЭП, и чистого покрытия. Чистое
покрытис (ц.эждается при наличии дополнительных ка-
годных штанг над чистым раствором.
Для очистки суспензий от шлама и других загрязне-
ИСПОЛ1,зуют различные фильтры [70, 71]. При выбо¬
ре фильтров следует иметь в виду размеры фильтруемых
ίιιι ни тик как фильтровальная бумага пропускает ча-
рз шером I 10 мкм, керамиковый фильтр — 0,1 —
0,1 мкм, мембранные и электрофильтры·—0,001—0,1
мкм Прополочные сита используют редко, потому что
они пригодны лишь для отсева частиц размером более
■ Ь Ю мкм; эти сита применяются лишь при подготовке
| и πΐΊΐ uni для изготовления инструмента с наполнением
.11 мл him или другими сверхтвердыми частицами.
Существенным отличием КЭП от обычных электрохи¬
мических покрытий является»/наличие в них вещества
второй фазы, благодаря чему улучшаются их эксплуата¬
ционные свойства.
ВЕЩЕСТВА ВТОРОЙ ФАЗЫ
В качестве веществ второй фазы применяют тугоплавкие
бориды, карбиды, нитриды и силициды, графиты и угле¬
родистые материалы, абразивные порошки и смазочные
вещества [1, с. 12; 72—-90]. Свойства некоторых ве¬
ществ приведены в табл. 1.
Из абразивных порошков для получения КЭП чаще
всего применяют различные виды корунда (а-А12О3).
Это электрокорунд белый (корракс) твердостью 23—
11
Таблица 1. Свойства веществ второй фазы, применяемых для
Вещество
Плотность
р.10 -з,
кг/мЗ
Температура
плавления,
°C
Температура
кипения,
°C
Температурный
коэффициент
линейного
расширения
а 10 -в, К
Бор
2,32
2300
2550
1,1—8,3
Графит
2,2
3500
3900
1—24
Алмаз
3,50
>3500
4200
0,9
Аморфный уг-
—
3500
3900
5-28
лерод
Кремний
2,4
1410
2480
4,7
Фосфор крас-
2,2
590 (при
—
—
ный
давлении
4,3 МПа)
Сурьма
Бориды
6,7
630
1440
8-16
TiB2
4,50
2930
—
5,9—8,6
ZrB2
6,1
3100
—
4,3—7,5
VB2
5,2
2400
—
6,8—7,5
CrB2
Карбиды
5,6
1850—2280
2400
>3500
6,3—10,8
В4С
2,52
4,7—7,1
Be.sC
4,44
2450
Разлагается
на В4С + В
—
SiC
3,21
2050
2600
4-6
(разл.)
(расчет.)
TiC
4,9
3140
4300
7,4—9,3
ZrC
6,8
3540
5100
6,8—7,5
HfC
12,7
3880
5670
5,2—6,5
VC
5,8
2820
3900
6,8
TaC
14,6
3900
5500
4,6—6,6
Сг2зСб, СгуСз,
7,0-6,7
1540—1880
3800
10
СГЗС2
wc
15,8
2600—2800
6000
5,1-7,2
Нитриды
α-ΒΝ
2,2—2,5
3000 (возг.)
Разложение
0,8—8,0
β-ΒΝ (эльбор,
3,45
—
—
боразон)
AIN
3,26
2230
2330
(возг.)
5,7
S13N4
3,18
1500
1900
2,5—3,6
(α-β)
(возг.)
12
получения КЭП
Удельная
теплоем¬
кость
с 10-3,
Дж/(кгК)
Теплопро¬
водность,
Вт/(м-К)
Удельная
электро¬
проводи¬
мость.
См/м
Микро¬
твердость,
ГПа
Разрушающее напряжение, МПа
при
изгибе
при рас¬
тяжении
при
сжатии
1,15
—
1-ю-1»—
1-ю-2
34,4
530
1600—
2450
—
0,67
50—400
1,610·—
28-10·
0,5-0,7
40—140
120-140
80-3500
0,50
—
ЫО-10-
1-10-»
80
—
—
—
0,7-1,1
1,6
1,5-10·
(при
100 °C)
—
—
—
—
0,5 0,8
02
4 10 11
12±1,4
60
——
—
0,71
4 ·!()-"
—
—
—
0,91
17
2,5·10·
0,3—0,6
—
—
—
0,00
25
0· 10·
30,5 41,0
190—250
—
1350
0,54
' в.
1 10’
19-27
140—450
34
1500
0,67
2,5· Ю"
20,8
150
—
0,46
31
5· 10"
18
600—740
740
1280
1,50
17-35
2-10’
40—49
57
210-360
310
2100
0,0(1
87 170
з.ю-·—
3 10-·
29-35
100—350
30—170
1000—
5700
0,42
36
1,4-10»
18-32
50-80
160—250
1300—
3900
0,42
<31
1,5-10»
26
140—350
70-180
830
0,21
16
1-10»
19,4-23
—
-
0,67
35
6· 10"
21—28
70
140-280
630
0,17
23 20
5· 10"
19
280
20—30
—
0,46
1'1
1 ·10·—
13·105
13-19
140—280
3 (при
100 °C)
1040
0,17
—
510»
24
350-560
350
540
0,80
15-29
6-10-1»
2,3
60—110
50—110
50-110
90
1—1.10-7
80
—
—
—
0,84
>29
1-ю-8—
Ι-10-β
12
280
270
2100
1,05
7
1-ю-3
(при
350 °C)
3 (а)
23 (β)
90-160
120
510-630
13
Вещество
Плотность
рЮ-з,
кг/мЗ
Температура
плавления,
°C
Температура
кипения,
°C
Температурный
коэффициент
линейного
расширения
а- 10-ь, К
Оксиды
ВеО
В2О3
γ-Α12Ο3
α-Α12Ο3
РУВД)
SiO2
TiO2
ZrO2
ThO2
Cr2O3
MoS2
MoSi2
(ко-
3,0
1,84
3,65
3,93—4,02
2,2-2,6
3.8- 4,2
5.6- 6,1
9.7— 10
5,1
4,8
5.9- 6,3
2550
570
750 (α-»γ)
1975+50
1470—1710
1640
(разл.)
2700— 3000
3400—3500
2000—2400
1800-2100
2100
4260
1500
3500
2220—2800
4300
4400
Разложение
5,5—10,3
8
7.5- 13,7
10
7-10
9
7.5— 8,6
8,1—9,2
24 ГПа и с содержанием А12О3 96—99%. Реже исполь¬
зуют электрокорунд нормальный, алунд (алоксит) твер¬
достью 20—22 ГПа, который содержит больше примесей
(86—91% А120з), загрязняющих электролит и в то же
время способствующих образованию КЭП [11].
Карборунд содержит-95—97% SiC и выпускается
двух сортов: зеленый (КЗ) и черный (КЧ) твердостью
35 ГПа. Реже применяют карбид бора (77—97% В4С),
имеющий максимальную после алмаза и эльбора твер¬
дость (40—50 ГПа). При использовании этих частиц по¬
лучают покрытия с высокими эксплуатационными свой¬
ствами.
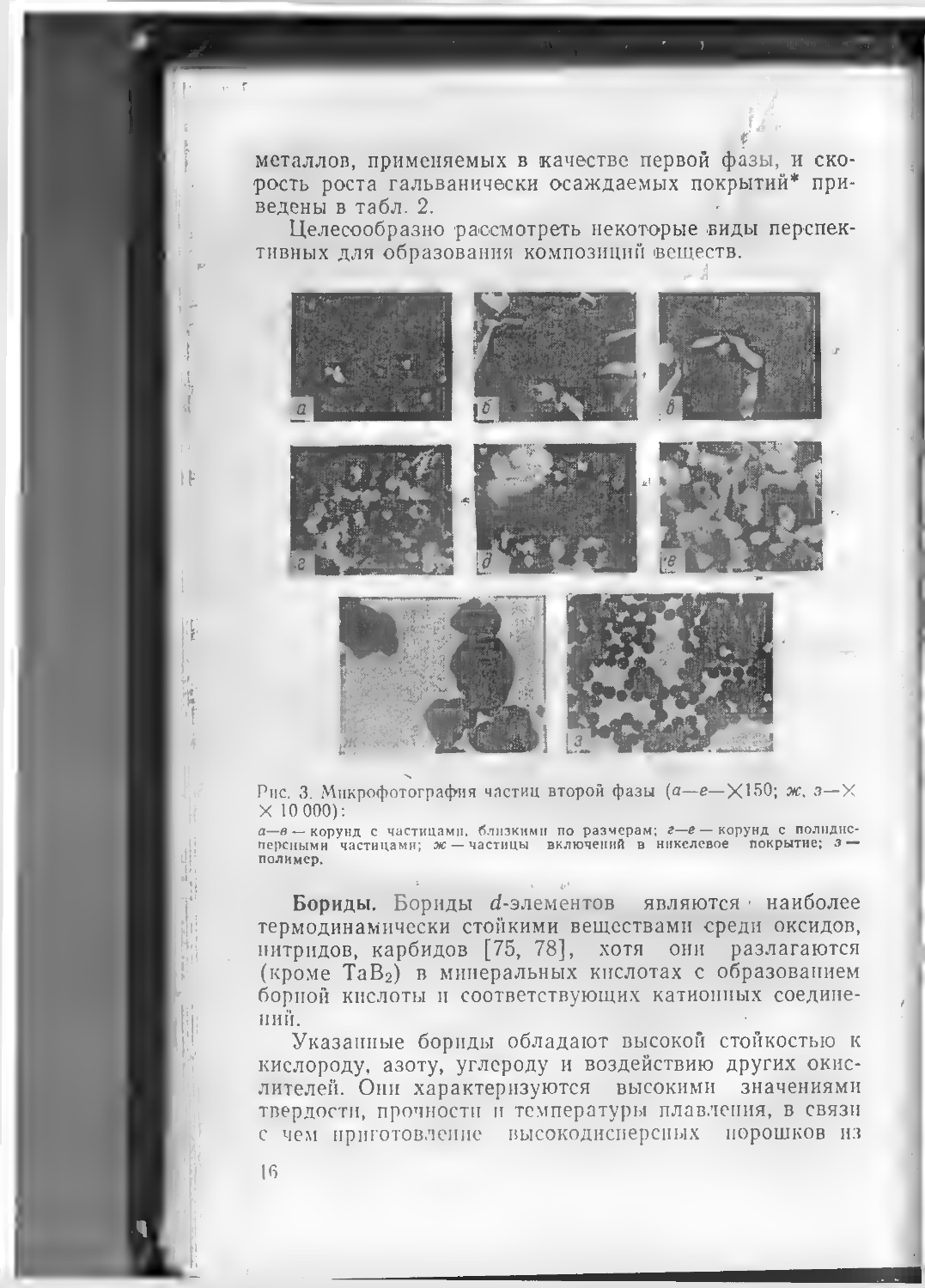
Применяемые для приготовления суспензий частицы
являются полидисперсными (рис. 3). Можно получать
и использовать монодисперсные порошки, но они в сотни
раз дороже, чем полидисперсные, поэтому их применяют
для моделирования процесса или изучения механизма
образования КЭП.
Абразивные порошки, применяемые для получения
КЭП, подразделяются на различные классы в зависимо-
14
Продолжение
Удельная
теплоем¬
кость
с 10
Дж/(кг К)
Теплопро¬
водность,
Вт/(мК)
Удельная
электро¬
проводи¬
мость,
См/м
Микро¬
твердость,
ГПа
Разрушающее напряжение, МПа
при
изгибе
при рас¬
тяжении
При
сжатии
0,84
13,2
1-10-’
7,5-15
250
80-130
80—160
0,92
—
6-Ю4
(при
770 °C)
—
—
—
0,Н4
35
1 10-“
10-20
140—150
170—520
—
0,92
—
—
20—24
—
•—
1470—
3100
0, 84
0,0 12
1 ιο->·—
10
12
—
120—160
1600 —
1820
0,(13
4 9
3·Ι0·—
Н-10“
10—16
60—140
5,2
—
0,40
1,0
16
—
140
>210
0,25
9
7
70-130
9,8
50—150
0,87
19
10
1 — 1. ю-а
29,4
0,26
—
—
0,40
52
4,0·10“
8—14
170—290
120—190
280-2400
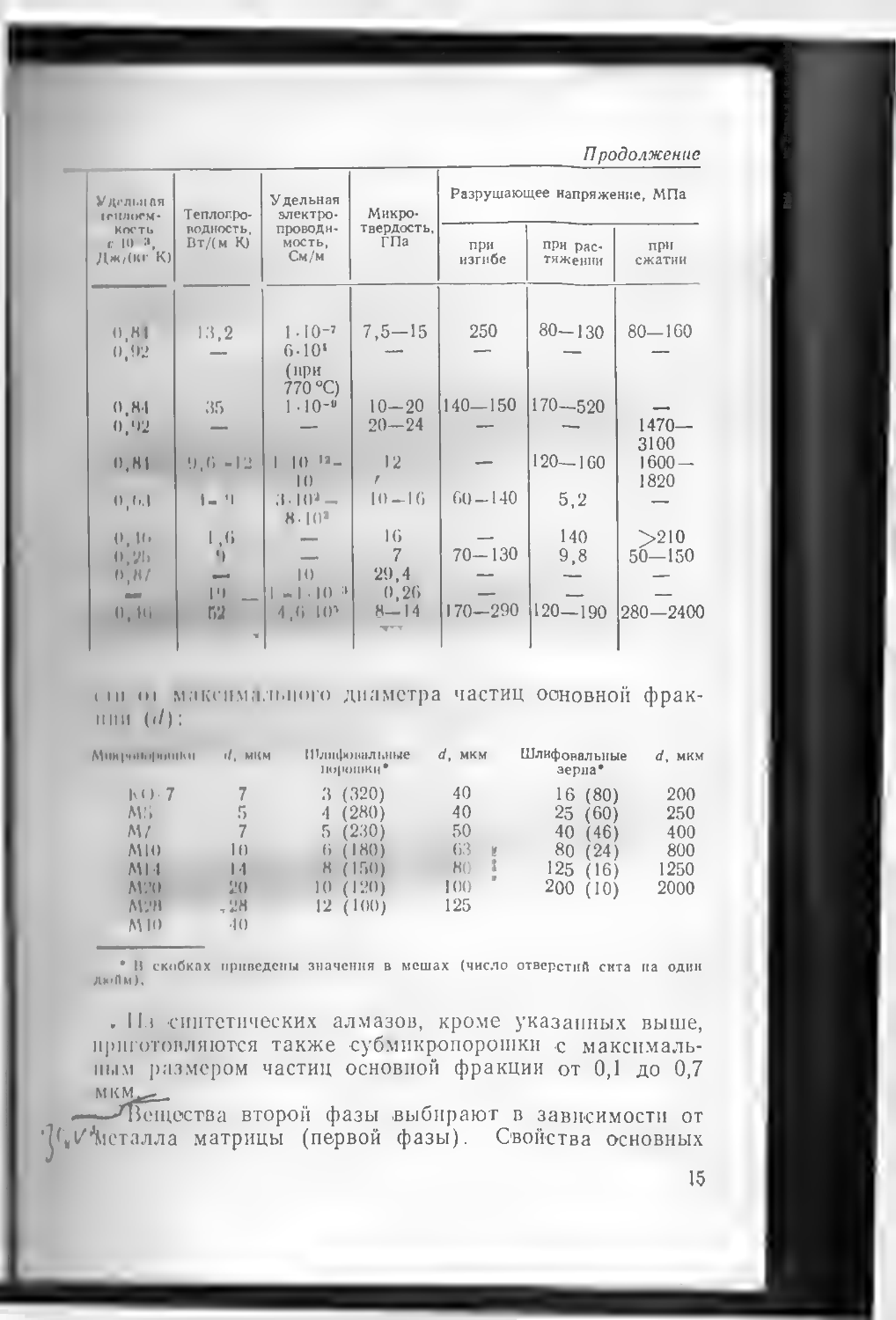
( ιιι ιιι максимального диаметра частиц основной фрак¬
ции (</):
Мин INII hlpnlllK II
мкм
Шлифовальные
порошки*
d, мкм
Шлифовальные
зерна*
d, мкм
КО-7
7
3 (320)
40
16 (80)
200
М5
5
4 (280)
40
25 (60)
250
М7
7
5 (230)
50
40 (46)
400
М10
10
6 (180)
63
80 (24)
800
ΜΙ4
14
8 (150)
80
125 (16)
1250
М20
20
10 (120)
100
200 (10)
2000
М28
28
12 (100)
125
М40
40
• В скобках приведены значения в мешах (число отверстий сита на один
дюйм).
Из синтетических алмазов, кроме указанных выше,
приготовляются также субмикропорошки с максималь¬
ным размером частиц основной фракции от 0,1 до 0,7
мкм^ ,
-·■·—-^Вещества второй фазы выбирают в зависимости от
(<ьз/’’Металла матрицы (первой фазы). Свойства основных
15
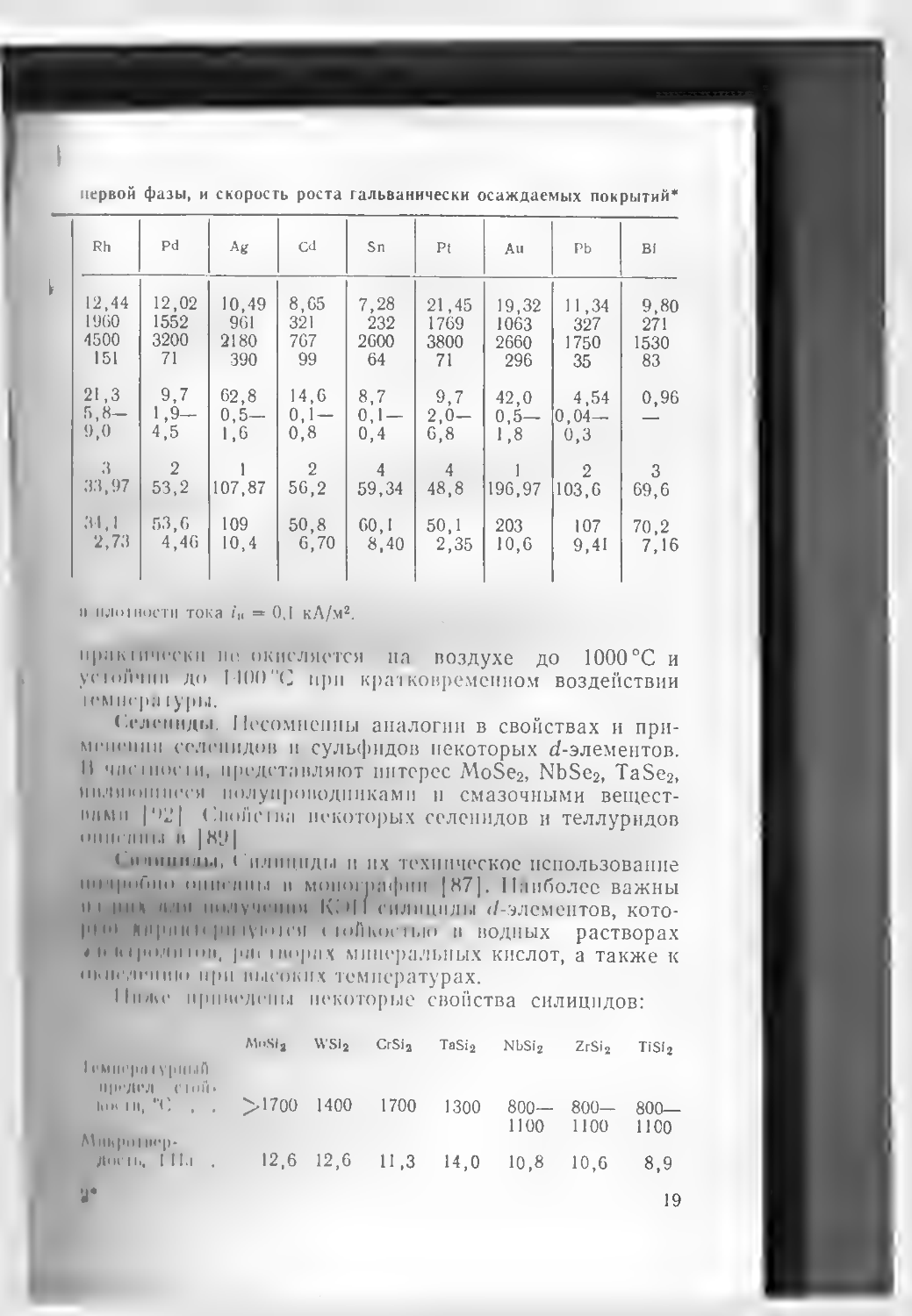
металлов, применяемых в качестве первой фазы, и ско¬
рость роста гальванически осаждаемых покрытий* при¬
ведены в табл. 2.
Целесообразно рассмотреть некоторые виды перспек¬
тивных для образования композиций веществ.
Рис. 3 Микрофотография частиц второй фазы (а—е— XI50; ж, з—X
X 10 000):
<2—в — корунд с частицами, близкими по размерам; г—е — корунд с полидис-
персными частицами; ж — частицы включений в никелевое покрытие; з —
полимер.
Бориды. Бориды d-элементов являются наиболее
термодинамически стойкими веществами среди оксидов,
нитридов, карбидов [75, 78], хотя они разлагаются
(кроме ТаВг) в минеральных кислотах с образованием
борной кислоты и соответствующих катионных соедине¬
ний.
Указанные бориды обладают высокой стойкостью к
кислороду, азоту, углероду и воздействию других окис¬
лителей. Они характеризуются высокими значениями
твердости, прочности и температуры плавления, в связи
с чем приготовление высокодисперсных порошков из
16
них затруднено. Выпускаемые промышленностью порош¬
ки, размер частиц которых не более 59 мкм, пригодны
для создания КЭП обычно после их фракционного раз¬
деления или дополнительного помола сверхтвердыми
дробителями.
Бориды d-элементов чаще всего получают борокар-
бидным методом*:
Ме(МеН, МеС) + ВаС+ В2О3 > МеВ„+ СО
МеО + В4С + С > МеВ„ + СО
Процесс ведется при 1800—1900°С в течение 1 ч в ат¬
мосфере водорода. Не исключено наличие в полученных
ι.ίκημ образом веществах различных примесей, в част¬
ное ш углерода (до 1%).
Нитриды. Наиболее распространенным веществом
иля создания КЭП является нитрид бора [75, 78, 86, 91,
о?|. Он существует в различных модификациях: гексаго-
ппльпый типа графита ΒΝΓ(α-ΒΝ), кубический типа сфа¬
лерита ΒΝ,.φ(β-ΒΝ), имеющий техническое название
■ ο.бор·· или «боразон», и гексагональный типа вюрци-
1л ΒΝ„ II шестни промышленное производство и исполь-
ιοιιιιιιιιο нитрила бора первых двух модификаций. Ал-
м.| с нитриды ΒΝη и ΒΝεφ метастабильны при
нормальных условиях. Особенно важен из них эльбор,
■ •0,1.1 ί,ιιοιηιιιΊ такой же твердостью и прочностью, как и
ihim.ii, по более высокой (до 2000 °C на воздухе) термо-
■ нИпен Iта,, алмаз сгорает на воздухе при 900 °C.
ΙΙιιιριιιι бора и BN выпускается обычно в виде белого
мнжуще! огн порошка («белый графит») благодаря гра-
<|шιοιιο,ιοΟιηηΊ ( inyiciype, размер частиц готового продук-
1.1 0,1. 10 МММ (ТУ 00121 63). При высоких температу¬
ра» и при. ук Hinn 1ИНЛО1 II BN может частично гидроли-
ио IliBOj н ΙΙ;ιΝ. Гидролиз его в кислых
■ ических электролитах практически не наблюда-
■ и ч 0к легко разлагается в 5%-ной H2SO4 и в горячих
пых растворах. В отличие от графита, несмотря
на милое расстояние между слоями в кристаллической
priiiriiu· (для н-BN оно составляет 0,344 нм, для графи-
III 0,310 им), α-ΒΝ неэлектропроводен. При прямом
однофазном переходе порошка α-ΒΝ в кубический β-ΒΝ
получается нысокодисперсный порошок (d«l мкм).
* С е м е И о в Р. Ю. и др., «Порошковая металлургия», 1969,
№ 10 (Н2), с. 111-115.
й-1071» „ ■■···; 17
Ϊ БИБЛИОТЕКА бти ■.
Е; имени С. М НИ; ?·· · ‘ '
Таблица 2. Свойства основных металлов, применяемых в качестве
Показатели
Сг
Fe
Со
Ni
Си
Zn
Плотность р· 10~3, кг/м3 . .
7,19
7,86
8,90
8,90
8,94
7,13
Температура плавления, °C .
1900
1539
1492
1453
1083
419
Температура кипения, °C .
2600
2900
2900
2820
2580
907
Теплопроводность, Вт/(м-К)
Удельная электропроводи-
67
74
69
90
390
106
мость у-10“6, См/м . . .
7,8
9,3
18,3
12,8
59,1
17,4
Микротвердость, ГПа . . .
Валентное состояние в элек-
3,0-
12,6
5,4-
9,2
1,5-
4,0
1,7—
7,0
0,5-
3,1
4,0—
8,0
тролите
6
2
2
2
2
2
Эквивалентная масса, г . .
Скорость осаждения,
8,65
27,8
29,47
29,35
31,77
32,68
мг/(м2-с)
8,82
28,6
30,2
30,0
32,8
33,9
нм/с
1,25
3,61
3,38
3,35
3,69
4,76
* Скорость роста рассчитана для 100%-ного выхода по току
Нитрид бора β-ΒΝ кубической модификации может
быть использован для приготовления абразивного инст¬
румента заращиванием частиц гальванической связкой.
Стоимость его такая же, как и технических алмазных
порошков [57].
Нитриды d-элементов IV—VI групп периодической
системы Менделеева имеют общий состав MeNn (где
п для разных металлов находится в пределах от 0,33 до
1,01 [86]'). Они обладают высокой твердостью (II—20
ГПа) и удельной проводимостью порядка 2-Ю5—5-Ю6
См/м, т. е. близкой к проводимости подобных карбидов.
Для указанных нитридов характерно и проявление
сверхпроводимости обычно при температуре —272—
261 °C. Они обладают высокими температурами плавле¬
ния (1400—2000°C) и насыпной плотностью 6-Ю3—9·
• I03 кг/м3 для порошков нитридов элементов IV—V
групп и 10-103—16-Ю3 кг/м3 для порошков нитридов
VI группы. Указанные значения близки к значениям со¬
ответствующих металлов. Подобные характеристики нит¬
ридов описаны в специальной литературе [86].
Высокой химической стойкостью обладает нитрид
кремния Si3N4. Он не реагирует с НС1, HNO3, H2SO4,
хлором, 50%-ным раствором NaOH. Нитрид кремния
18
первой фазы, и скорость роста гальванически осаждаемых покрытий*
Rh
Pd
Ag
Cd
Sn
Pt
Au
Pb
Bi
12,44
12,02
10,49
8,65
7,28
21,45
19,32
11,34
9,80
1960
1552
961
321
232
1769
1063
327
271
4500
3200
2180
767
2600
3800
2660
1750
1530
151
71
390
99
64
71
296
35
83
21,3
9,7
62,8
14,6
8,7
9,7
42,0
4,54
0,96
5,8-
9,0
1,9—
4,5
0,5—
1,6
0,Ι¬
Ο,8
0,Ι¬
Ο,4
2,0-
6,8
0,5—
1,8
0,04—
0,3
—
3
2
1
2
4
4
1
2
3
33,97
53,2
107,87
56,2
59,34
48,8
196,97
103,6
69,6
34,1
53,6
109
50,8
60,1
50,1
203
107
70,2
2,73
4,46
10,4
6,70
8,40
2,35
10,6
9,41
7,16
и тлотпости тока i„ = 0,1 кА/м2.
практически не окисляется на воздухе до 1000 °C и
\< до 1400°С при кратковременном воздействии
юмпсритуры.
Селениды. Несомненны аналогии в свойствах и при-
менепнп селенидов и сульфидов некоторых d-элементов.
Η частности, представляют интерес MoSe2, NbSe2, TaSe2,
чпί ιΐ"ΐιιιΐ(·( Η полупроводниками и смазочными вещест-
H.IMII Ι'Γ.’Ι Свойства некоторых селенидов и теллуридов
οιιιΐι ивы в 18!)|.
Силициды. Силициды и их техническое использование
""т|’"|'|Ц' null· UII.I и монографии [87]. Наиболее важны
111 ιγιιιιπ |<: >11 силициды d-элементов, кото-
ры'| Μΐριίι, п ри ινί'Ή и стойкостью в водных растворах
♦ '··’», и. р.п гворах минеральных кислот, а также к
iiiiHi'.ieiiiiio при высоких температурах.
Нили· приведены некоторые свойства силицидов:
MoSIg
WSi2
CrSi2
TaSi2
NbSi2
ZrSi2
TiSi2
1 PMIIl'pll 1 yplll.lli
предел СТОЙ¬
КОСТИ, "С . .
>1700
1400
1700
1300
800—
800—
800—
1100
1100
1100
Λ1ιιι<|ΐοτιΐ(·|)-
доеть, ГПа .
12,6
12,6
11,3
14,0
10,8
10,6
8,9
19
Отношение
электрических
сопротивле-
ний силицида
и металла . .
3,4
6,9
7,5
1,8
1,1
3,3
0,35
Плотность
8,83
4,88
4,39
ρ·10~3, кг/м3 .
5,9-
6,3
9,25
5,43
5,45
Стойкость силицидов снижается с уменьшением по¬
рядкового номера d-элемента, образующего силицид.
Силициды легко разрушаются расплавленными метал¬
лами.
Все приведенные данные являются приближенными,
поскольку свойства указанных веществ во многом зави¬
сят от метода их приготовления [87].
Твердые смазки [83, 85, 90}. Число веществ, приме¬
няемых при создании композиционных материалов и по¬
крытий с самосмазываемыми свойствами, обширно и
включает простые вещества, в частности графит, нитри¬
ды (α-ΒΝ), сульфиды (M0S2, WS2, ZnS, CdS), селениды
(NbSe2, TaSe2), галогениды (MgF2, CaF2, BaF2, CdCl2,
Cdl2), фталоцианины.
Частицы графита многих сортов крупнозернисты и
пригодны для создания лишь некоторых видов компози¬
ционных покрытий:
Марка графита
Серебри¬
стый
Тайгин-
ский
ЭУТ
Батоголь-
ский
ЭУБ
Батоголь-
ский
ЭУБА
Искусствен¬
ный (кол¬
лоидный)
Сажа
ДТ-100
Максимальные
размеры ча
стиц, мкм .
. 45
45
45
45
4
—
Зольность, %
. 7
0,5
2
0,5
1,5
0,01
Более мелкозернисты частицы у карандашного графита.
Интересными в химическом отношении являются фта¬
лоцианины металлов, в частности меди, обладающие
смазывающими свойствами. Фталоцианин меди, откры¬
тый в 1928 г., ярко-синее вещество, возгоняющееся лишь
при 550 °C и имеющее симметричную структуру тетра¬
бензотетраазопорфина. Общая формула его СзгН^вСи.
Атом меди координирован четырьмя атомами азота и не
удаляется из комплекса ни кислотами, ни щелочами.
Помимо свойств твердой смазки фталоцианины метал¬
лов обладают и полупроводниковыми каталитическими
свойствами для газовых и электрохимических реакций.
20
Удельная проводимость фталоцианинов лежит между
1-10-4 См/М (MnPhC) и 1-ю-14 См/м (ZnPhC, CuPhC,
NiPhC) [93].
Сульфиды. Для сульфидов магния, кальция и бария
характерны низкие (0,1—0,2) и постоянные до 100 °C
значения коэффициента трения при давлениях до 0,8—
1,0 ГПа. При увеличении температуры выше 100 °C ко¬
эффициент трения возрастает в несколько раз. В отли¬
чие от указанных сульфидов для сульфида цинка свойст¬
венно заметное повышение сопротивления к трению с
ростом нагрузки при сохранении характера зависимости
сопротивления к трению от температуры.
Сульфиды церия (CeS, Ce2S3, Ce3S4) достаточно ог¬
неупорны и не реагируют с расплавленными металлами
до I (ИМ) "С в отсутствие окислительной среды.
Сульфиды молибдена и вольфрама MoS2 и WS2 от-
.потея высокой адгезией к смазываемым металлам,
при введении их в состав композиций подшипников
| понижения они образуют с жидкими смазками системы
| высокими антифрикционными свойствами.
Наиболее интересным из сульфидов с точки зрения
включений в композиции является MoS2 [88]. Он встре¬
чав ня в природе (молибденит) и изготовляется искусст¬
венно, Лучшими смазывающими свойствами обладает
природный MoS2 после очистки, выпускаемый как МВЧ
(молн(1/кч|пг высокой чистоты). Он содержит до 98,5—
1)11,8% MoS,, менее 0,4% SiO2 (являющегося вредной
прими ни») и нс более 1% оксидов металлов; pH водной
ВЫВ1.1·. i n ο,Ι (>, I Искусственный (синтетический) MoS2
НШНдм ,οι ίοπι πι смеси гексагональной и кубической
ΜΟΊΙΐφΠΙΟΙΙΙΙΐύ.
Мп чип >н π и I ( приречный MoS·,.) легко образует мяг-
МНИ Μ»ι|ΐΐνήκιΐ Плн1 пчпрч тому, что ионы молибдена, проч-
II·· 1 пи iiiiiiii.ie ме,кду собой, одновременно слабо связаны
(ноiMioiiiiii, и.hi дер наальсовыми силами) с соседними
глопмп, состоящими из атомов серы. Наилучшие сма-
ю .«■ свойства проявляются у частиц MoS2 размером
Д" I мкм. по не мельче, хотя в зависимости от условий
рекомендуются размеры частиц от 0,5 до 7,5 мкм.
М"'· pa Iчинных модификаций обладают р- или /г-типа-
ми проводимости при ширине запрещенной зоны Δε—
«-•(1,7 1,37 В. Более вероятен, видимо, электронный тип
проводи мости. Электропроводимость вдоль расщепляе¬
21
мых плоскостей в M0S2 на 3 порядка выше, чем в пер¬
пендикулярном направлении.
Коэффициент трения MoS2 составляет 0,05—0,2. На
воздухе M0S2 может эксплуатироваться до 400 °C, в ва¬
кууме— до 800—1150 °C, а в атмосфере инертных га¬
зов— до 1550 °C. При 400—600 °C на воздухе происходит
его окисление:
M0S2 "Ь о2 —> МоО3 so2
При температуре выше 600 °C возможна реакция
MoS2 + МоО3 > МоО2 + SO2
Сульфид молибдена стоек при кипячении в воде, но
разлагается в концентрированных HNO3 и H2SO4. В рас¬
творах с pH =10 он также активно окисляется. Известно
и его анодное растворение в 0,5—5%-ных растворах
H2SO4 или NaOH с образованием ионов SO?' и МоО?'
ИЛИ Н2МОО4.
В композициях MoS2 может играть роль катализато¬
ра в реакциях конденсации и дегидратации.
Дисульфид вольфрама WS2 аналогично M0S2 также
обладает смазочными свойствами, хотя и в меньшей сте¬
пени [85]. Но WS2 более стоек в жестких условиях, чем
MoS2. Он также окисляется концентрированными H2SO4
и HNO3, но стоек в H2SO4 (разбавленной в соотношении
1:1), НС1 (концентрированной и разбавленной в соот¬
ношении 1:1). При кипячении в течение 1 ч в 15%-ном
растворе КОН WS2 растворяется на 10%.
Известны сульфиды для всех элементов периодиче¬
ской системы, однако большинство из них пока не пред¬
ставляет интереса для получения КЭП, поскольку они
растворимы в воде, в кислых средах и не обладают по¬
лезными для композиций свойствами.
Второй фазой композиционных покрытий являются
и металлические порошки [1, с. 13], многие из них по¬
лучают электролитическим путем. Вследствие того что
этот способ неприменим для многих технически важных
металлов, таких, как V, Nb, Та, Mo, W, ультратонкие по¬
рошки (0,07—1 мкм) этих металлов, а также Fe, Со, Ni
получают восстановлением водородом их летучих гало¬
генидов.
Необходимую дисперсность веществ второй фазы до¬
стигают измельчением крупных частиц или конденсаци¬
ей частиц из истинных растворов или газа. Степень по¬
22
мола порошков может быть средней (5—15 мкм) , тонкой
(1—5 мкм), коллоидной или ультратонкой (0,01—
0,1 мкм). Ультратонкие порошки Mg, Al, Zn и Pb полу¬
чают кристаллизацией паров в вакууме на твердой под¬
ложке. При тонком помоле происходит значительное
загрязнение порошков металлом, поэтому перед со¬
ставлением суспензии проверяют наличие растворимых
примесей в порошке кипячением его в чистом электро¬
лите. В случае необходимости загрязнения удаляют.
Для измельчения в лабораторных и полупроизводст-
венных условиях применяют и мельницы, выпускаемые
фирмой «МТА Kutesz» (Венгрия). Это качающаяся
мельница ZE-102/1, обеспечивающая размол частиц раз¬
мером 0,5 мм до дисперсности 1 мкм. Лабораторная сту-
почная (пестиковая) мельница ZE-101 обеспечивает
размол частиц размером 2—5 мм до дисперсности 1—
20 мкм.
Частицы коллоидной дисперсности получают в кол¬
лоидных мельницах. Эти частицы имеют развитую по¬
верхность и поэтому чрезвычайно активны и склонны к
коагуляции. Чаще всего их применяют для получения
ιιικ персно-отвсрждаемых КЭП.
Методы исследования порошков
I Ιρ.ικ iii'H'c.KHe способы изучения и оценки свойств дис¬
персных веществ освещены в монографии [94]. Для
оценки р.ч |мсров частиц используют следующие методы
л и .ι.ί и ι.ί седиметациоппый, микроскопический, рентге-
кип. ситовый, кондуктометрический, пикнометричес-
кнн, а иноке определение насыпной плотности.
• | Ί н м ен 1, 111 in н 111 ы н метод анализа основан на исполь-
ιιιΐιιΐΗΐιπ н пн ί ί uni и ιιίκοιιιι < локса:
Д(/“ (Рд — Рж)
к" ** Ίδη
I Це I . ΐΊιιψιιΐΊΊ, оседания частицы; g— ускорение свободного па-
(ΐοιιιιιι. ι/ нипмотр частицы; рд, р>к — плотность соответственно ча-
< IIHH.I и iiiuihiiii среды; η вязкость жидкой среды.
Хоти этот такой выведен применительно к шарооб-
рн Н1ым частицам, его можно использовать и для оценки
ιιιιιιι /ΐΓΐιιΐΗ несферпческих реальных частиц. В этом слу¬
чит inTio.ni, lyio'i так называемый коэффициент формы,
или жвивалептный диаметр частиц, равный диаметру
шнрообразной частицы, падающей с такой же скоростью,
23
Рис. 4. Влияние ПАВ на резуль¬
таты седиментационного ана¬
лиза частиц ТЮг в различных
средах:
1 — проточная вода; 2 — дистилли¬
рованная вода; 3 — 0,005 М NaClOsi ■
4 — 0,005 М Na4P2O7; 5 — 0,003 М
NaPO3; в — распределение частиц.
на составлять около 0,5%
что и реальная частица. Небольшие отклонения от сфе¬
ричности практически не вносят погрешности при исполь¬
зовании закона Стокса. При большой разнице попереч¬
ных размеров частиц (пластинчатая или игольчатая фор¬
мы) необходимо учитывать поправочные коэффициенты.
Скорость седиментации определяют наиболее часто с по¬
мощью пипетки Андреазена (отбор проб) или весов Фи-
гуровского [95]. В послед¬
нее время разработаны ав¬
томатические разновидности
указанных весов.
При проведении седимен¬
тационного анализа в воз¬
духе в формулу Стокса вво¬
дят поправку, тем большую,
чем меньше размер частиц.
Поправка «уменьшает» раз¬
меры частиц, находящихся
в пределах от 1,0 до 0,05 мкм,
на 15—300%.
При определении вели¬
чины седиментации с помо¬
щью весов Фигуровского
концентрация частиц долж-
(масс.) при их размере 5—
40 мкм и плотности 2-Ю3—7-Ю3 кг/м3.
Вода и некоторые электролиты могут реагировать с
частицами или способствовать их агломерации, поэтому
имеются определенные рекомендации для подбора сред:
в первую очередь жидкость должна иметь высокую энер¬
гию смачивания. Для достижения такой энергии к вы¬
бранной жидкости иногда добавляют поверхностно-ак¬
тивные вещества (ПАВ) с минимальной концентрацией,
достаточной для образования монослоя на поверхности
частиц. Подбор седиментационной жидкости производят
опытным путем: наиболее подходящей является та, в ко¬
торой достигается максимальная оптическая плотность
суспензии. Хорошая смачиваемость порошка жидкостью
(капля ее быстро впитывается порошком) позволяет оп¬
ределять и концентрации ПАВ (для водных растворов
чаще всего применяют пирофосфат или метафосфат нат¬
рия). Влияние различных пептизаторов на кажущиеся
размеры частиц можно проследить по рис. 4.
24
Ниже приведены жидкости (водные растворы солей
натрия, если не указано особо), рекомендованные для
проведения седиментационного анализа различных окси¬
дов [94]:
ΑΙ2Ο3 . . Хлорид углерода, 0,005 М оксалат,
0,2%-ный метафосфат, 0,1%-ный
тартрат
S1O2 0,2%-ный метафосфат, этанол: вода
(1 : 1)
ТЮг 0,1%-ный метафосфат, 0,2%-ный пи¬
рофосфат
ZrO2 0,005 М пирофосфат
Графит, уголь ... 0,1 М хлорид кальция в этаноле,
0,02%-ный олеат
Алмаз 0,1 %-ная желатина +карбонат(pH =9)
Металлы ..... Спирты, кетоны, масла
Скорость седиментации записывается автоматически
фотометрами, например типа ФЭК (ВНИИ абразивов и
шлифования, Ленинград) или разработанными в ИПМ
или МОИХ АН УССР [94]. Как и любой другой способ,
фотоседи’мсптационпый анализ имеет свои ограниче¬
ния. например для частиц размером менее 1,5—2 мкм и
для диекообра шых частиц. Известны также принципы
определения размеров частиц и под действием сил цент¬
робежного поля. Практические и теоретические основы
седиментационного анализа приведены в монографиях
196, 97].
Легкодоступным в лабораторных условиях для непо¬
средственного определения размеров и формы частиц яв-
ляегся микроскопический метод: для частиц диаметром
0,5 мкм и более — световая микроскопия, для частиц
меньших размеров- электронная и отчасти световая
макрос копия с применением иммерсионных жидкостей.
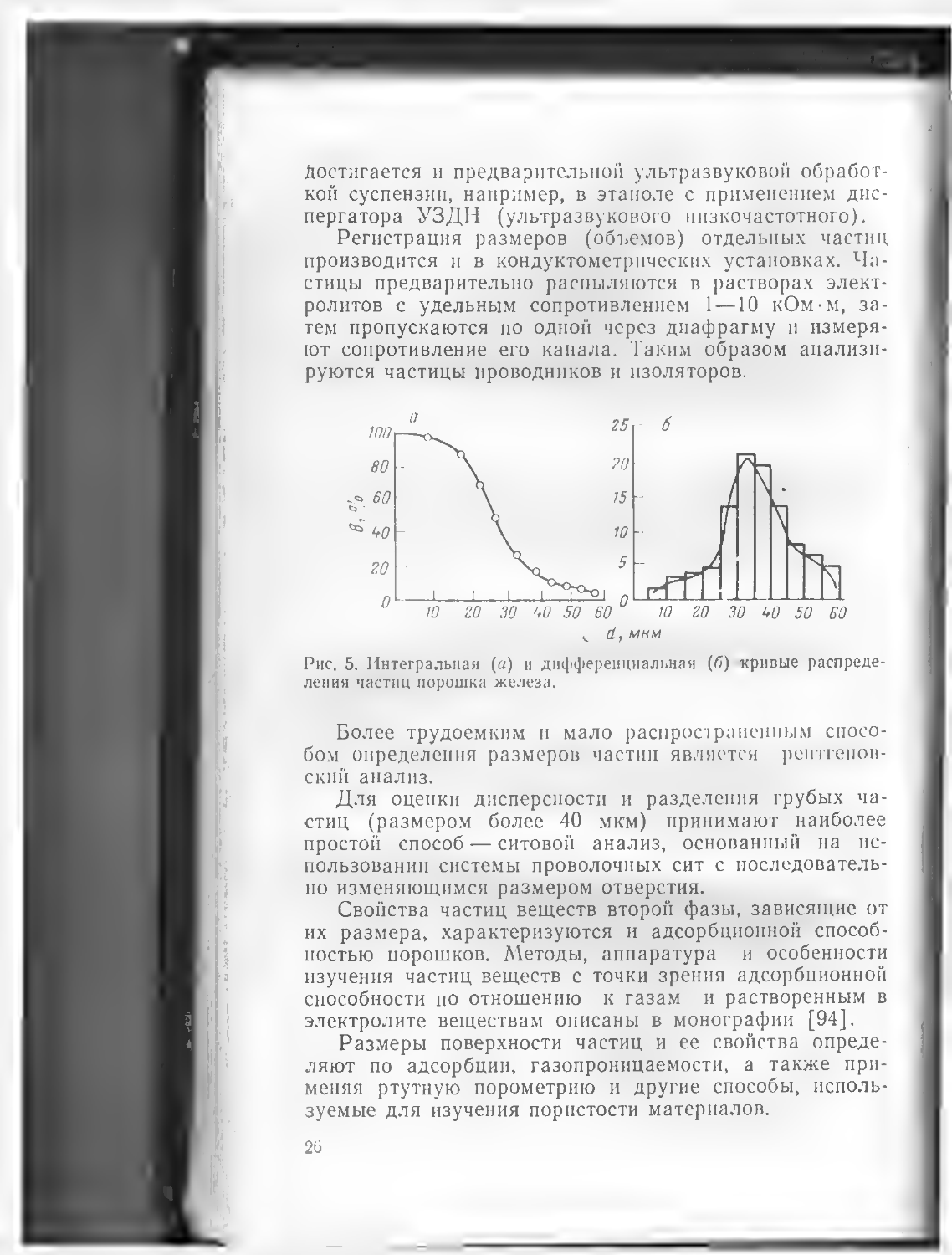
Макрос ΐ4ΐιιιΐ’ΐι·ι ким наблюдением при статистической об¬
работке можно получить интегральную и дифференциа¬
льную кривые распределения частиц, подобные изобра¬
женным на рис. 5 для порошка железа. Микроскопиче¬
ские данные позволяют вычислить и видимую поверх-
по! и, частиц различных размеров.
При затруднении определения минимальных разме¬
ров высокодисперсных частиц вследствие их склонности
к агломерации используют диспергирующие жидкости:
органические или водные растворы ПАВ. Высокая сте¬
пень диспергирования (выявление истинных размеров)
25
достигается и предварительной ультразвуковой обработ¬
кой суспензии, например, в этаноле с применением дис¬
пергатора УЗДН (ультразвукового низкочастотного).
Регистрация размеров (объемов) отдельных частиц
производится и в кондуктометрических установках. Ча¬
стицы предварительно распыляются в растворах элект¬
ролитов с удельным сопротивлением 1 —10 кОм-м, за¬
тем пропускаются по одной через диафрагму и измеря¬
ют сопротивление его канала. Таким образом анализи¬
руются частицы проводников и изоляторов.
Рис. 5. Интегральная (а) и дифференциальная (б) кривые распреде¬
ления частиц порошка железа.
Более трудоемким и мало распространенным спосо¬
бом определения размеров частиц является рентгенов¬
ский анализ.
Для оценки дисперсности и разделения грубых ча¬
стиц (размером более 40 мкм) принимают наиболее
простой способ — ситовой анализ, основанный на ис¬
пользовании системы проволочных сит с последователь¬
но изменяющимся размером отверстия.
Свойства частиц веществ второй фазы, зависящие от
их размера, характеризуются и адсорбционной способ¬
ностью порошков. Методы, аппаратура и особенности
изучения частиц веществ с точки зрения адсорбционной
способности по отношению к газам и растворенным в
электролите веществам описаны в монографии [94].
Размеры поверхности частиц и ее свойства опреде¬
ляют по адсорбции, газопроницаемости, а также при¬
меняя ртутную порометрию и другие способы, исполь¬
зуемые для изучения пористости материалов.
26
СУСПЕНЗИИ И ИХ СВОЙСТВА
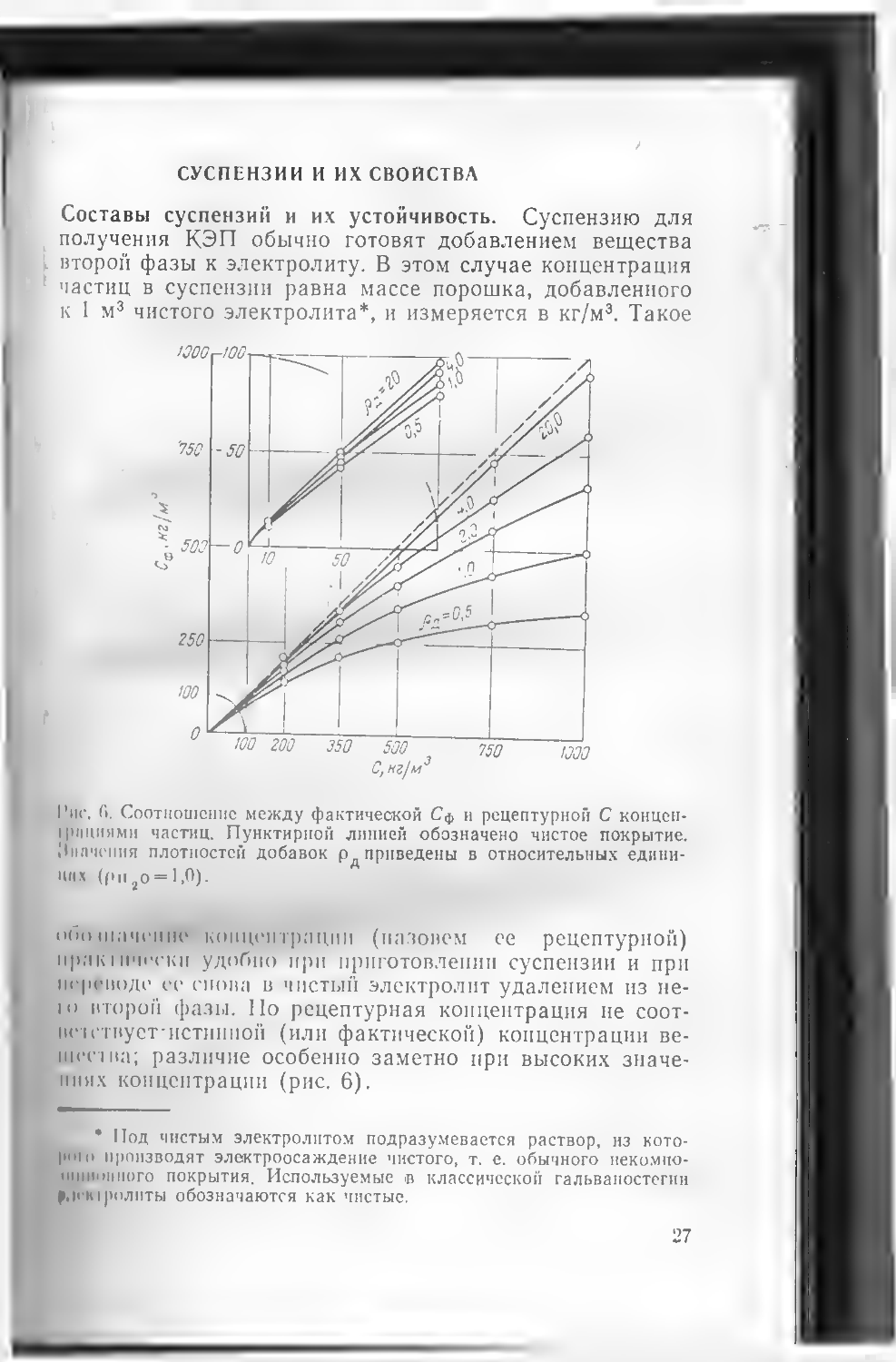
Составы суспензий и их устойчивость. Суспензию для
получения КЭП обычно готовят добавлением вещества
второй фазы к электролиту. В этом случае концентрация
частиц в суспензии равна массе порошка, добавленного
к 1 м3 чистого электролита*, и измеряется в кг/м3. Такое
Рис. 6. Соотношение между фактической Сф и рецептурной С концен-
| рациями частиц. Пунктирной линией обозначено чистое покрытие.
1||.<чспия плотностей добавок рдприведены в относительных едини-
UiX (рн2о = 1,0).
обозначение концентрации (назовем ее рецептурной)
практически удобно при приготовлении суспензии и при
переводе ее снова в чистый электролит удалением из не¬
го второй фазы. Но рецептурная концентрация не соот-
ΙΙΙ Ι4 твует'истинной (или фактической) концентрации ве¬
щества; различие особенно заметно при высоких значе¬
ниях концентрации (рис. 6).
* Под чистым электролитом подразумевается раствор, из кото¬
рого производят электроосаждение чистого, т. е. обычного некомпо-
янционного покрытия. Используемые в классической гальваностегии
электролиты обозначаются как чистые.
27
Для некоторых расчетов необходимо знать именно
фактическую концентрацию* Сф вещества второй фа¬
зы, которую вычисляют по следующей формуле [9, 11]:
где С — рецептурная концентрация вещества второй фазы, кг/м3;
рд —плотность вещества второй фазы, кг/м3.
Абсолютная ошибка концентрации АС (кг/м3), свя¬
занная с использованием С вместо Сф, равна:
С2
АС = С — Сф =-ρ-η—-- (2)
и т Рд
Относительная ошибка δ (%) при этом составляет:
6 =
АС
С
• 100 =
100С
С+ рд
(3)
При низких концентрациях частиц и их плотности бо¬
лее высокой, чем плотность электролита, С»Сф, поэто¬
му практически фактическая концентрация частиц без
особых погрешностей принимается равной С.
Плотность суспензии рс (кг/м3) и концентрацию ча¬
стиц вычисляют по уравнениям
_ Рд (С + рэ)
Рс“ С + Рд
С Рд (Рс Рэ)
Рд Рс
с с (рд ~~
* Рд Рэ
(4)
(5)
(6)
где рэ —плотность чистого электролита, кг/м3.
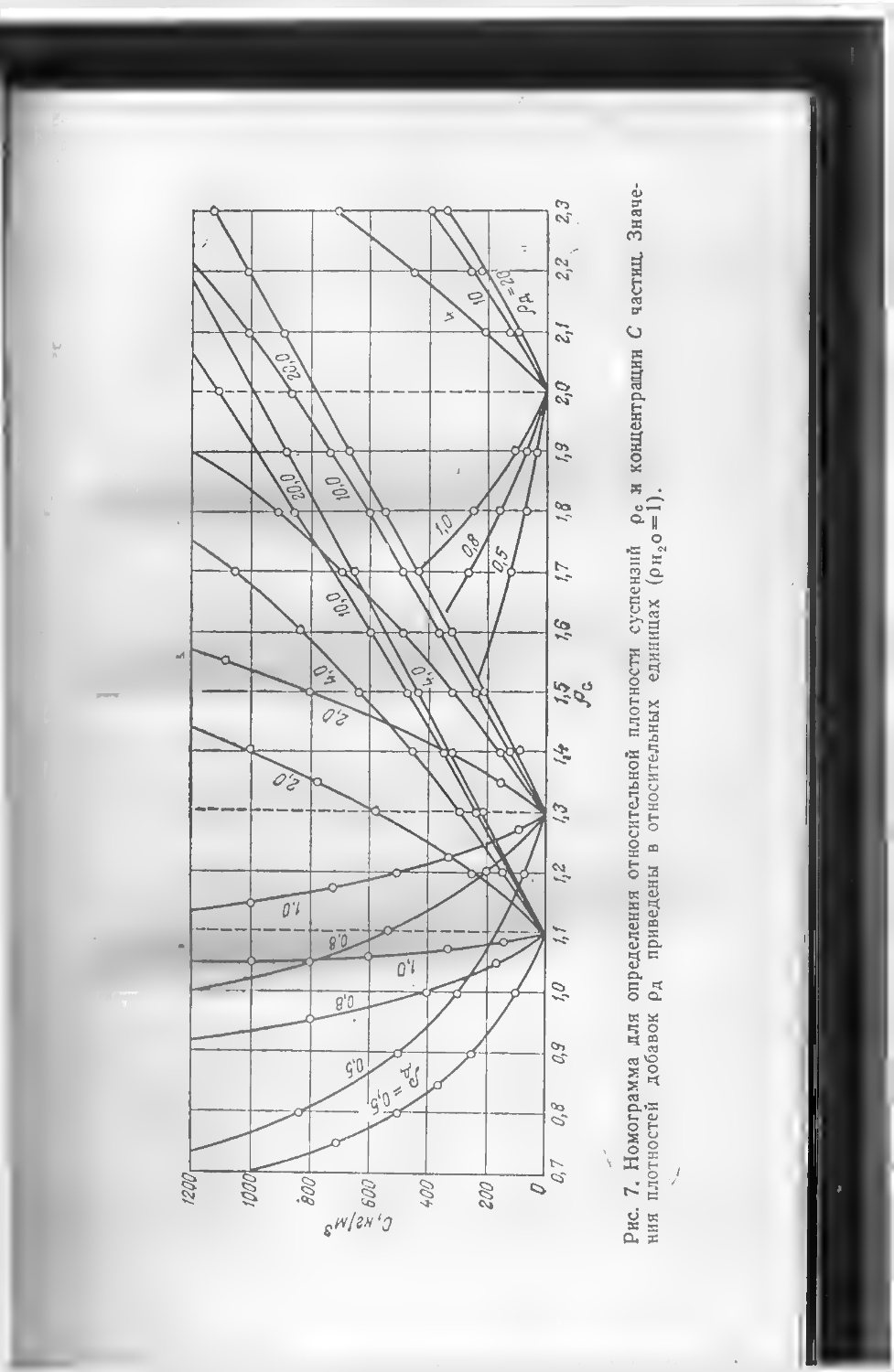
На основе приведенных выше уравнений составлена
номограмма для определения плотности суспензии и кон¬
центрации частиц (рис. 7). Номограмму и уравнения (4)
и (5) нельзя применять в случае Рд=Рэ=Рс, что быва¬
ет крайне редко.
* Масса порошка (кг) в 1 м3 суспензии.
<200
Часто бывает необходимо сопоставить концентрации
частиц, выраженные в различных единицах. Для этого
можно воспользоваться следующими уравнениями:
100С
°~ С+Рд
(7)
ЮОСф 100С
Рс с + Рэ
С __£тРэ__
100—Ст
(8)
(9)
где — концентрация частиц в суспензии, % (об.); Ст—концен¬
трация частиц в суспензии, % (масс.).
Поскольку КЭП могут получаться и из суспензий, со¬
держащих две и более добавок Дг ((=1, 2, ..., и), то
вместо рд нужно использовать среднюю плотность час¬
тиц в суспензии рд.Ср, определяемую по уравнению
Рд.ср = Σ / Σ"ρ^Γ (ΐθ)
i
где Cj — концентрация ί-той добавки; рд.—плотность ί-той добавки.
По условиям получения покрытий иногда требуется
использование суспензии без перемешивания. Устойчи¬
вость суспензии приближенно оценивают по известной
формуле Стокса для нахождения скорости оседания ча¬
стиц Уч (мкм/с), которую после преобразований можно
записать следующим образом:
Цч = М2(рд-Рэ) (П)
где k—коэффициент, равный 544 м2/(кг-с).
Уравнение (11) получено при допущении, что вяз¬
кость среды равна 1 мПа-с (вязкость многих электроли¬
тов близка к этому значению). Оно применимо для ча¬
стиц диаметром от 0,1 до 100 мкм, так как при d<0,l
мкм частицы кинетически устойчивы, а при d> 100 мкм
они оседают с ускорением.
Зная Уч, определяют глубину оседания частиц h по
уравнению
й = 7чтэ (12)
где Та — продолжительность электролиза.
Таким образом узнают глубину, на которую необхо¬
димо опустить электрод, чтобы он находился в области
максимальной концентрации частиц второй фазы. Для
30
предварительной оценки скорости оседания частиц в сус¬
пензии можно использовать данные, приведенные на
рис. 8. Прерывистые горизонтальные линии характери¬
зуют диаметр частиц и разность плотностей (рд—рэ),
соответствующие минимальной глубине расположения
катода в лабораторной (1 см) и в производственной
Рис. 8. Зависимость скорости оседания частиц V4 от их диаметра d
и плотности. На кривых приведены значения разницы плотностей до¬
бавки рд и электролита рэ в относительных единицах (рн2о = 1,0).
(5 см) ваннах при электролизе без перемешивания в те¬
чение 1 ч. За указанное время при iK=0,1 кА/м2 образу¬
ются гальванические покрытия толщиной 10—30 мкм.
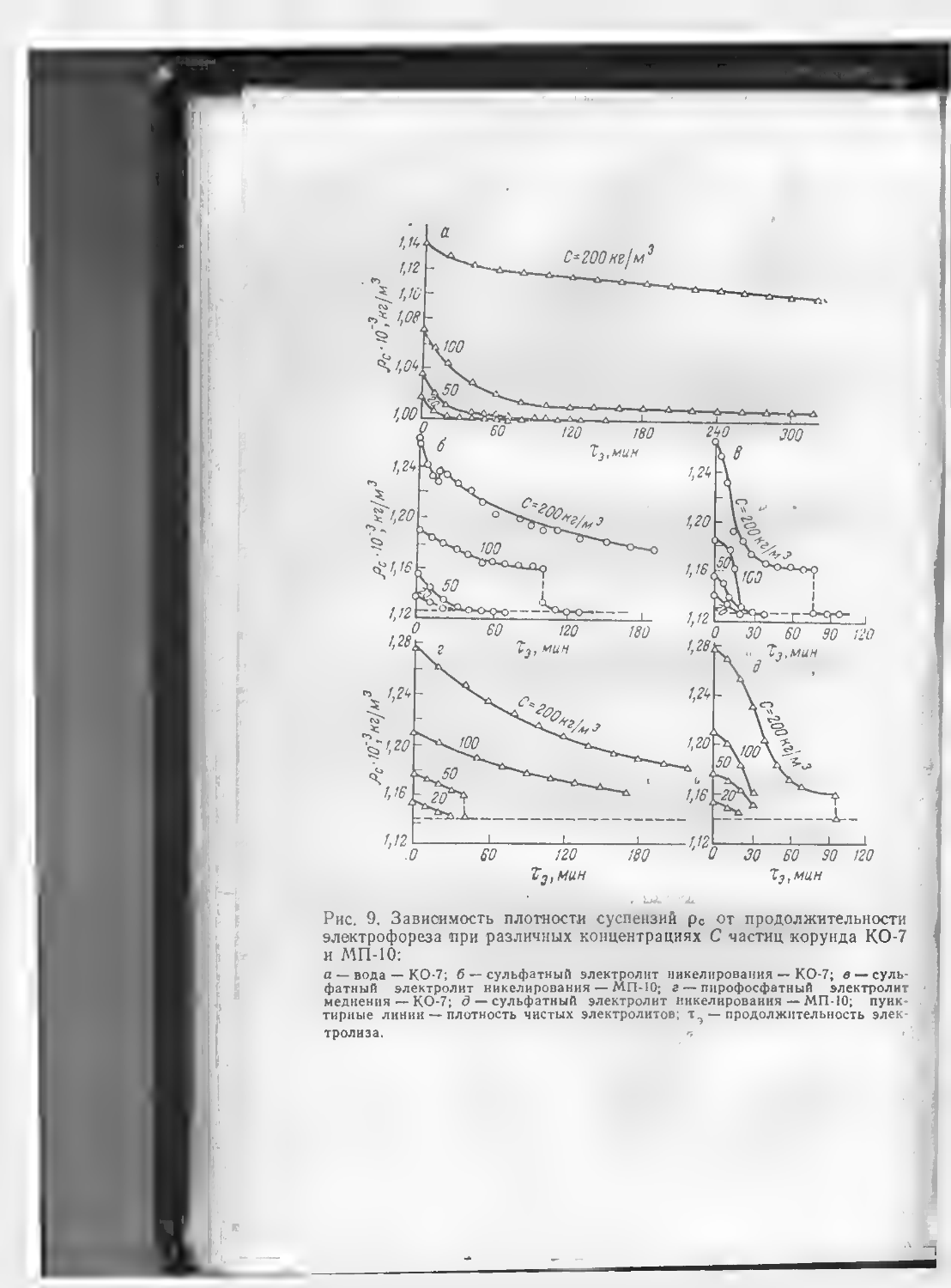
Устойчивость суспензий зависит от природы электро¬
лита и частиц второй фазы, что видно из эксперимен¬
тальных данных, приведенных на рис. 9. Плотность сус¬
пензий измеряли денсиметрами. Наблюдающиеся на
кривых ступени плотности объясняются сменой ден¬
симетра, располагаемого уже на другой, меньшей глу¬
бине, чем предшествующий. Поэтому у малоустойчивых
искусственно неперемешиваемых суспензий желательно
было бы измерять плотность (концентрацию частиц) на
различных участках ванны, особенно по ее высоте, для
31
Рис. 9. Зависимость плотности суспензий рс от продолжительности
электрофореза при различных концентрациях С частиц корунда КО-7
и МП-10:
а —вода —КО-7; б —сульфатный электролит никелирования — КО-7; в —суль¬
фатный электролит никелирования — МП-10; г — пирофосфатный электролит
меднения — КО-7; д — сульфатный электролит никелирования — МП-10; пунк¬
тирные линии — плотность чистых электролитов; тэ — продолжительность элек¬
тролиза.
чего необходимо применять специальный набор денси¬
метров или использовать другой принцип — устанавли¬
вать в разных участках ванны датчики плотности.
Эксплуатация суспензий. Использование суспензий
для осаждения КЭП связано с некоторыми особенностя¬
ми их приготовления, разделения, анализа и фильтро¬
вания. При этом приемлемы известные данные по при¬
менению суспензий в химической и других отраслях про¬
мышленности.
Разделение суспензий и вопросы фильтрования осве¬
щены в [71]. Поскольку для образования КЭП исполь¬
зуют высокодисперсные частицы, следует иметь в виду,
что при их приготовлении большую роль будет играть
влияние физико-химических факторов, тогда как для
первичных частиц* размером более 10—20 мкм более су¬
щественно влияние гидродинамических факторов.
В лабораторных условиях для отделения частиц от
электролита помимо декантации и центрифугирования
используют бумажные, тканевые и стеклянные фильтры.
В производственных условиях целесообразно исполь¬
зовать промышленные фильтры, созданные как из гиб¬
ких (бумага, искусственные и естественные ткани, ас¬
бест), так и негибких (металл, керамика, уголь) мате¬
риалов. Для многих гальванических электролитов можно
применять хлопчатобумажные фильтры (бязь, миткаль,
диагональ, бельтинг), так как при комнатной температу¬
ре они стойки к кислотам концентрацией до 3% и щело¬
чам концентрацией до 10%. При высоких температурах
действие кислот и щелочей проявляется при меньших
концентрациях. В более кислой среде применяют фильт¬
ры из шерсти, так как стойкость ее в 5—6%-ных раство¬
рах минеральных кислот такая же, как у хлопчатобу¬
мажных тканей в нейтральной среде.
Широкое применение в последнее время получили
фильтры из синтетических материалов, в частности из
поливинилхлорида и хлорина, стойких к действию кис¬
лот и щелочей при температуре до 60 °C, из совидена
(сарана)—до 250 °C, орлона — до 150 °C. Полиамидные
ткани стойки к щелочам и разбавленным кислотам.
Стойки к нагреву и воздействию окислителей, кислот и
* Первичные частицы кристаллического строения в результате
флокуляции переходят в более крупные вторичные частицы псевдо-
аморфного состояния.
3—1079
33
щелочей на холоду фильтры из лавсана (терилен, дак¬
рон) и полипропилена (Тил =165 °C). Последний раство¬
рим в бензине, ксилоле и тетрахлорэтане.
Для очистки электролитов от шлама или мельчайших
частиц используют и пористые керамические, металличе¬
ские или смешанные пористые материалы, получаемые
методами порошковой металлургии или осаждением из
суспензий. Размер пор у первых составляет 1—75 мкм,
а пористость (воздушная) достигает 50%.
Физико-химические свойства суспензий [1, с. 21, 22].
При добавлении частиц второй фазы изменяются вяз¬
кость, электропроводимость и pH электролита. Для рас¬
чета относительной электропроводимости у электроли¬
тов, содержащих непроводящие цилиндрические и ша¬
рообразные частицы, предложена, в частности, следую¬
щая эмпирическая формула:
γ = 1 —0,0178Cv+ Ы0-*4 (13)
Справедливость указанного уравнения подтверждает¬
ся экспериментальными данными. Уравнения для элект¬
ролитов, содержащих токопроводящие частицы, более
громоздки.
При образовании суспензии pH электролита меняет¬
ся в результате частичного растворения частиц (напри¬
мер, пленки СиО на меди) или адсорбции ими опреде¬
ленных ионов, а также растворения примесей. Иногда
pH электролита возрастает от добавления сравнительно
нейтральных к электролиту частиц корунда. Из-за хими¬
ческой неустойчивости частиц в некоторых электролитах
нельзя получить желаемых КЭП или вообще качествен¬
ных покрытий.
Некоторые диспергированные в электролите вещест¬
ва могут подвергаться химическим превращениям на
электродах, в первую очередь на катоде. В растворах
сульфата натрия или щелочей на катоде сравнительно
легко восстанавливаются «намазные» электроды: пасты
из оксидов серебра, меди, железа и кобальта. Некото¬
рые из них частично растворимы в концентрированных
растворах щелочей и поэтому могут разряжаться на ка¬
тоде в виде металла из ионного состояния. С трудом вос¬
станавливаются или осаждаются на катоде частицы
CuO, NiO, U3O8, диспергированные в растворах Na2SO4
(рН = 7) или Na2SO4+NaOH (рН=14). Ag2O в этих
34
условиях восстанавливается до серебра и выделяется на
поверхности катода; на аноде при этом осаждается по¬
рошок Ag2O.
Частицы Agl, AgCN или Ag2S, нанесенные на по¬
верхность серебряного катода, находящегося в растворе
К2СО3 (рН = 11), восстанавливаются при определенных
значениях потенциала, соответственно равного или более
отрицательного, чем —100; —160 и —650 мВ. Потенциал
выделения водорода составляет —1,2 В.
Неконтролируемые включения в покрытиях. Как из¬
вестно, осаждению ряда металлов при электролизе пред¬
шествует образование высокодисперсных или коллоид¬
ных систем в околокатодном пространстве. Коллоидные
частицы принимают непосредственное участие в образо¬
вании определенной структуры гальванического покры¬
тия. Их соосаждение на катоде приводит к существен¬
ному отличию свойств гальванических покрытий (Ni, Fe
и др.) от металлургических компактных металлов.
В цинковых покрытиях, полученных из сульфатного
электролита, найдено до 3,5% оксидов. В осадках из
цианидного электролита обнаруживают до 3% оксидов
и цианидов. Это максимальные значения естественных
включений, обычно они меньше, и определить их труд¬
нее. При соосаждении дисперсных частиц с чистыми
гальваническими покрытиями содержание включений
больше, и оно легко регулируется.
При соосаждении с металлом коллоидных частиц, об¬
разующихся в катодном пространстве в результате вза¬
имодействия ионов металла с продуктами восстановле¬
ния органических веществ, иногда образуются блестя¬
щие покрытия. Так, получены блестящие никелевые по¬
крытия из суспензий, содержащих специальные добав¬
ки частиц NiS, Sb2S3 или CoS, а также из золя Ni(OH)2.
Разработан процесс блестящего свинцевания из суспен¬
зии PbS в растворе ацетата свинца в метаноле.
Природа неметаллических примесей, выделяемых из
раствора в процессе катодной электрокристаллизации
металлов, подробно освещена в обзоре [98].
Кроме случаев соосаждения коллоидных частиц, об¬
разующихся в прикатодном пространстве, включения на¬
ходящихся в электролите ионов незначительны. Твер¬
дые вещества, образующиеся в растворах, в наиболь¬
ших количествах включаются в катодный осадок в при¬
3*
35
сутствии органических веществ. В осадке железа обна¬
ружено до 0,7% углерода, а в покрытии медью— 1,0—
1,3% аспарагиновой кислоты, 0,5—1,2% винной кисло¬
ты, 0,7—2,6% лимонной кислоты, 3—4% гликокола. Еще
большие количества этих веществ найдены в серебре.
Содержание оксидов и гидроксидов в гальванических
покрытиях в некоторых случаях достигает 10%.
Природу включений не удается выяснить до конца
из-за разрушения веществ при анализе. Используя ме¬
таллографические методы исследования, можно выяс¬
нить распределение примесей в осадке, применяя рент¬
геноструктурные, — можно получить сведения о фазовом
составе, однако лишь в тех случаях, когда включения
составляют не менее 5—10% от массы покрытий.
Интересные результаты получены при использовании
«сканирующего» (развертывающего) электронного мик¬
роскопа [99]. При изучении излома покрытий и про¬
дуктов, нерастворимых в царской водке, в золотых осад¬
ках и сплавах золота с кобальтом и индием, обнаруже¬
ны полимерные включения, содержащие до 1,1% угле¬
рода. Предполагается, что на аноде образуется продукт
приблизительного состава (HCN)4, который переносится
на катод и включается в покрытия в виде островков
размером обычно 0,1 мкм и менее. Иногда размеры ост¬
ровков достигают 2,5 мкм. Органические полимеры в зо¬
лотых осадках могут содержать помимо азота и углеро¬
да кислород.
Механическое и электрохимическое действие частиц
на поверхность электрода. При перемешивании суспен¬
зии частицы движутся и активируют анод [1, с. 22—25].
Отмечается значительное увеличение анодного тока при
постоянном потенциале на циркониевых и танталовых
электродах в растворах кислот (H2SO4, HNO3, НС1) в
случае механического воздействия наждака. При посто¬
янном токе стационарные потенциалы этих металлов
смещаются в отрицательную сторону на 0,2—1 В. При
изучении влияния механического воздействия в результа¬
те трения фарфора о поверхность стали на его потен¬
циал в 1 н. растворе H2SO4 было показано, что проис¬
ходит смещение потенциала в отрицательную сторону
на 0,25—0,3 В. В результате действия графита потенци¬
ал изменяется на ту же величину, но в положительную
сторону. Последнее объясняется тем, что, поскольку гра¬
36
фит является катодом по отношению к стали, он вызыва¬
ет анодную пассивацию.
Показано затруднение анодной пассивации никеля
и 0,1 н. растворе H2SO4 при механическом воздействии
корунда (круг или игла) [1, с. 23]. Для начала пассиви¬
рования требовалось увеличить ток в 4—6 раз. При ца¬
рапании корундовой иглой поверхности железа в 0,5 М
растворах H2SO4 или NaOH поверхность активировалась
io такой степени, что не удавалось зафиксировать пас¬
сивацию даже при плотности тока 2,5—4,0 кА/м2.
В результате изучения условий воздействия частиц
па электроды установлено, что пассивирующие пленки
обладают защитной способностью против истирания аб-
ра швом при малых скоростях движения. Существует
шачоппе критической скорости вращения ωΚρ, при кото¬
рой скорость разрушения пленки равна скорости ее об¬
разования; при более высоких скоростях движения на¬
ступает депассивация. Например, для стали в 0,5 М
растворе H2SO4 ωκρ=140 рад/с.
Таким образом, из рассмотренного можно сделать вы¬
вод о деполяризующем действии частиц на анодные про¬
цессы. Следует ожидать более подробных исследований
по выявлению указанного действия частиц, особенно на
анодные процессы непосредственно в электролитах.
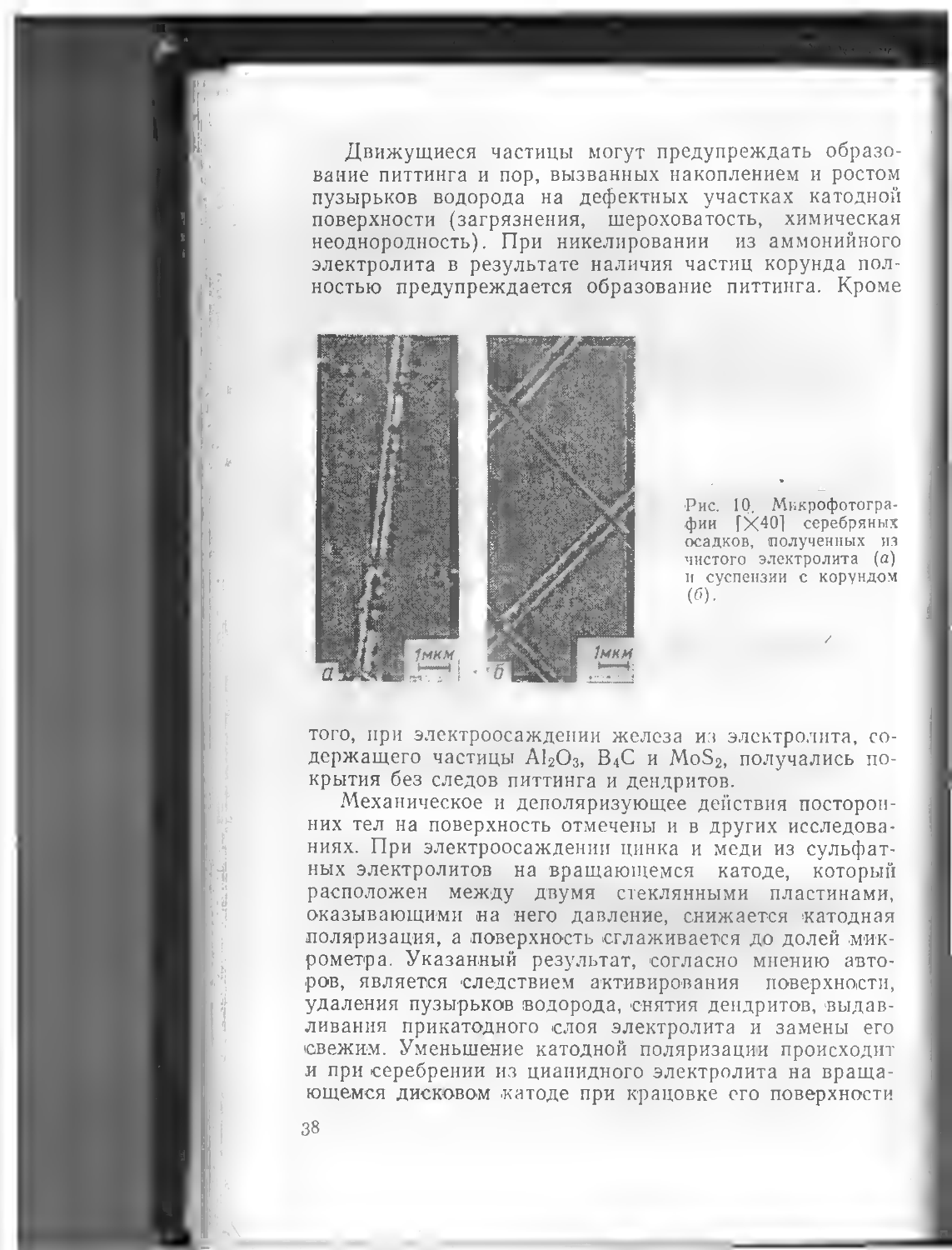
Сглаживающее действие частиц наблюдается при
осаждении серебра, кадмия и олова. Частицы корунда
при серебрении из цианидферратного электролита пре¬
дупреждают образование дендритов, которые, как пра¬
вило, получаются при серебрении из чистого электроли¬
та (рис. 10).
При электролизе из суспензии наблюдается также
исправление» дефектов механической подготовки осно¬
вы. Сглаживающее действие частиц тем заметнее, чем
больше разность их твердостей, скорость, угол соударе¬
ния и меньше вязкость среды.
В результате измерения поляризующего действия ча¬
стиц на катодную поверхность [68] было показано прак¬
тическое отсутствие изменения катодных потенциалов от
действия частиц Ni, SiC и Сг в диапазоне iK=l—
100 А/м2. Наличие 30 кг/м3 графита в этих условиях сни¬
жало напряжение выделения на 190—200 мВ. Последнее
связано со значительным увеличением поверхности
вследствие адсорбции частиц.
37
Движущиеся частицы могут предупреждать образо¬
вание питтинга и пор, вызванных накоплением и ростом
пузырьков водорода на дефектных участках катодной
поверхности (загрязнения, шероховатость, химическая
неоднородность). При никелировании из аммонийного
электролита в результате наличия частиц корунда пол¬
ностью предупреждается образование питтинга. Кроме
Рис. 1Q. Микрофотогра¬
фии [Х40] серебряных
осадков, полученных из
чистого электролита (а)
и суспензии с корундом
(б).
того, при электроосаждении железа из электролита, со¬
держащего частицы А12О3, В4С и MoS2, получались по¬
крытия без следов питтинга и дендритов.
Механическое и деполяризующее действия посторон¬
них тел на поверхность отмечены и в других исследова¬
ниях. При электроосаждении цинка и меди из сульфат¬
ных электролитов на вращающемся катоде, который
расположен между двумя стеклянными пластинами,
оказывающими на него давление, снижается катодная
поляризация, а поверхность сглаживается до долей мик¬
рометра. Указанный результат, согласно мнению авто¬
ров, является следствием активирования поверхности,
удаления пузырьков водорода, снятия дендритов, выдав¬
ливания прикатодного слоя электролита и замены его
свежим. Уменьшение катодной поляризации происходит
и при серебрении из цианидного электролита на враща¬
ющемся дисковом катоде при крацовке его поверхности
38
стеклянной ватой (вата снимает с поверхности катода
пассивную пленку).
Действие наждачного камня облегчает удаление ка¬
тодного водорода с поверхности металлов, которые хо¬
рошо его адсорбируют (Fe, Ni, Pd). В результате прове¬
дения опытов с катодами из свинца и олова не было вы¬
явлено изменений их потенциалов, поскольку перена¬
пряжение водорода на них определяется замедленностью
стадии его разряда, а не стадией десорбции, как у ука¬
занных металлов.
При наличии частиц СаРг (200 кг/м3) согласно [38]
также не происходит питтинг и улучшается внешний вид
покрытия.
Движущиеся частицы TiC полностью освобождают
покрытия никелем от питтинга, так как удаляются обра¬
зующиеся пузырьки водорода [41].
Было изучено [31] воздействие на электродные про¬
цессы твердых частиц, диспергированных в сульфатхло-
ридном электролите никелирования с добавкой сахарина
и бутиндиола. Из потенциостатических данных следует,
что наблюдаемое затруднение пассивирования никеле¬
вого анода тем больше, чем крупнее частицы корунда.
Крупнозернистые порошки или полностью выводят анод
из пассивного состояния, или способствуют существен¬
ному увеличению плотности тока. Порошки с частицами
порядка нескольких микрометров (например, порошок
корунда КО-7) не вызывают активирования анода. Де¬
поляризующее действие частиц концентрацией 25—
150 кг/м3 на катод различно в зависимости от pH элект¬
ролита. При рН = 5 оно достигает 100—200 мВ при iK<
<0,1 кА/м2 и незначительно при более высоких плотно¬
стях тока. В кислом электролите (рН=1,8) деполяриза¬
ция в 80—120 мВ наблюдается лишь при гк>0,15 кА/м2.
Отсутствие эффекта изменения поляризации, наблюдае¬
мого при некоторых условиях электролиза, объясняется
одновременным воздействием деполяризующего (от дви¬
жения частиц, уноса пузырьков водорода и обновления
электролита в приэлектродном пространстве) и поляри¬
зующего (адсорбции частиц, диффузионного ограниче¬
ния) действия полидисперсных порошков.
Из данных рис. 11 можно сделать вывод о благо¬
приятном воздействии частиц на качество покрытий:
механически удаляются центры, вокруг которых возни-
39
кает микропористость. Некоторое увеличение шерохова¬
тости (рис. 11, в) связано с захватом крупных частиц
корунда; при последующем
Рис. 11. Зависимость массового
содержания включений (а), по¬
ристости П (б) и средней высо¬
ты неровностей R?. (в) от кон¬
центрации корунда МП-5 в
электролите блестящего никели¬
рования С:
1 — кривая пористости, полученная
при испытаниях в 0,1 М NaCl; 2 —
кривая пористости, полученная при
испытаниях ферроксиловой пробы.
ли из предположения, что
повышении концентрации ча¬
стиц шероховатость умень¬
шается.
Изучалось влияние дви¬
жущихся частиц (карбида
бора) в кислом электролите
меднения на структуру
осадков в условиях, когда
исключается соосаждение
частиц [37, с. 52, 53]. При
увеличении концентрации
порошка до 15 кг/м3 сред¬
ний размер зерен электроли¬
тической меди повышался с
]1 до 4 мкм, а твердость
осадков понижалась. При
электролизе с постоянным
потенциалом сила тока
увеличивается от 0,45 до
0,60 А. Этот факт подтверж¬
дает высказанные выше со¬
ображения о влиянии дви¬
жущихся частиц на качест¬
во катодного покрытия.
МОДЕЛИ И РАСЧЕТЫ
СОСТАВОВ ПОКРЫТИЙ
И МАТЕРИАЛОВ
Для расчетов составов ком¬
бинированных покрытий и
оценки их свойств предло¬
жен ряд формул [1, с. 25—
32; 11]. При выводе указан¬
ных ниже частных формул
(15) и (16) авторы исходи-
объемное содержание частиц
в покрытии равно содержанию частиц в суспензии и по¬
крытие, вероятно, образуется на вертикально располо¬
женной поверхности катода в суспензии без перемеши-
40
пания в результате обрастания осадком частиц. Такое
покрытие назовем «покрытием теоретического со¬
става».
Контакт поверхности покрытия с частицами более
вероятен при различных плотностях частиц и электроли¬
та. В этих условиях происходит седиментация частиц
со скоростью, значительно превышающей скорость роста
покрытий. Содержание частиц в покрытии αν,τεορ, выра¬
женное в объемных процентах, прямо пропорционально
концентрации частиц в суспензии Сф.·
ЮОСф
аи,теор — рд
(14)
где Рд — плотность добавки.
Содержание частиц, выраженное в массовых процентах,
равно
ЮОСф
рмет
Рд ,
Я/п,теор —
(15)
1 —
где рмет — плотность металла.
Зависимость состава некоторых покрытий теоретиче¬
ского состава от концентрации частиц в суспензии изо¬
бражена на рис. 12. Из рисунка видно, что в случае ис¬
пользования суспензии с умеренными концентрациями
частиц образуются покрытия с высоким содержанием ве¬
щества второй фазы. Практически иногда наблюдаются
значительные отклонения составов покрытий от рассчи¬
танных по формуле (15). Эти отклонения связаны с тем,
что механизм образования КЭП зависит от множества
условий.
Для того чтобы сделать вывод о качестве образовав¬
шегося КЭП, необходимо знать объемное содержание
частиц αν в покрытии и его плотность рКЭп· Для этого
определяют массовое содержание частиц ат в покрытии
весовым или оптическим методом, а затем вычисляют
значения αν и рКэп по уравнениям
атРмет
°ν Рд + 6>61ат (Рмет — Рд)
РметРд
(16)
(17)
РКЭГ1 Рд + θ·θ1°/η (Рмет Рд)
41
или
iZy
ркэп = Рд
(18)
В случае многокомпонентных покрытий (содержащих
два или более веществ второй фазы) величину ря в
Рис. 12. Теоретические составы КЭП на основе некоторых металлов:
1, 4 — Zn или Сг; 2, 5 — Со, Ni или Си; 3, 6 — Ag; сплошная линия соответст¬
вует· =4000 кг/м3; пунктирная линия соответствует рд =1000 кг/м3; Сф—фак¬
тическая концентрация второй фазы.
уравнениях (14)—(18) заменяют значением средней
ПЛОТНОСТИ ЧаСТИЦ ДОбаВКИ В ПОКРЫТИИ рд ср. кэп·
Рд ср .кэп = χ_, аотРд (19)
i
где aVi — содержание отдельных видов включений в покрытии, %
(об.).
Значение ανι находят из уравнения (16), заменяя в
нем значения ат парциальным массовым содержанием
частиц ami. Последнее определяют экспериментально
при анализе покрытия.
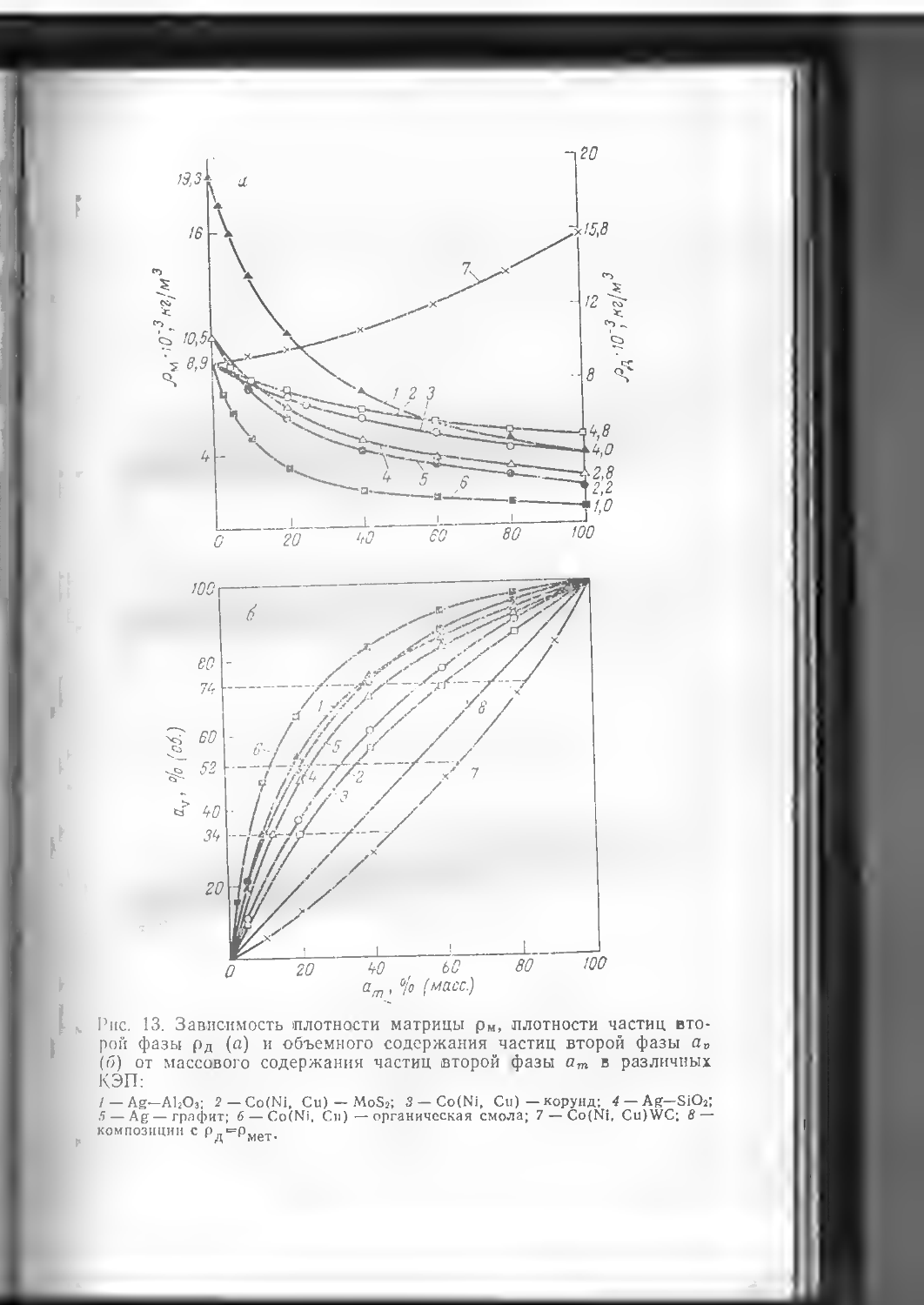
Для практических целей можно воспользоваться диа¬
граммами, приведенными на рис. 13. Горизонтальные
42
Рис. 13. Зависимость плотности матрицы рм, плотности частиц вто¬
рой фазы рд (а) и объемного содержания частиц второй фазы αυ
(б) от массового содержания частиц второй фазы ат в различных
КЭП:
1 — Ag—AI2O3; 2 — Co(Ni, Си)—M0S2; 3 — Co(Ni, Си) — корунд; 4 — Ag— S1O2;
5 — Ag—графит; 6 — Co(Ni, Си) — органическая смола; 7 — Co(Ni, Cu)WC; 8 —
композиции с Рд=Рмет.
пунктирные линии на них соответствуют максимально
возможному содержанию шарообразных частиц в упа¬
ковках различных типов: в алмазе — 34,0% (об.), в про¬
стой кубической — 52,3% (об.), в гранецентрированной
кубической и плотнейшей гексагональной — 74,0% (об.).
Особый интерес представляют условия получения
КЭП с определенным, заранее заданным содержанием
включений. В идеальном случае, когда покрытие имело
бы такое же объемное содержание частиц, что и суспен¬
зия, для расчета можно использовать уравнения (14) и
(15), по которым определяют значение С или Сф в сус¬
пензии, обеспечивающее необходимое значение αυ или
ат. При этом предполагается сохранение постоянства
концентрации частиц в суспензии в процессе электро¬
лиза.
Другой метод определения необходимой концентра¬
ции частиц в суспензии для получения покрытия задан¬
ного состава предусматривает расчет скорости седимен¬
тации частиц и скорости осаждения чистого 'металла на
плоский катод, расположенный горизонтально или на¬
клонно, причем предполагается, что все частицы, осев¬
шие на него в течение электролиза, остаются на нем и
зарастают покрытием [9]:
^т^мет θ, 54d%
100 — ат = ~“η— (РД ~ Рэ) СФ cos « (20)
где аМет—скорость наращивания чистого металла, кг/(м2-с); η — вяз¬
кость среды, Па-с; а — угол отклонения плоскости катода от гори¬
зонтального направления.
Определив Сф, легко находят рецептурную концент¬
рацию частиц по уравнению
С = [рд(Рд-рэ)Р-0,001К1соза <21 >
Значение К вычисляют отдельно:
дг Д/п^метЛ
Л -“0,54d2(100 — ат)
(22)
Теоретические составы суспензий, вычисленные с по¬
мощью уравнения (21), приведены на рис. 14. Диаграм¬
мы построены [9] при допущении, что рэ= 1,2· 103 кг/м3
и η = 1 мПа- с; пМет определена для осаждения при ίκ=
= 0,1 кА/м2 и 100%-ном выходе по току.
44
Анализировать содержание включений в покрытиях
химическим методом трудоемко, поэтому предложено
[13] определять состав покрытий, используя следующие
уравнения:
^кэп ^мет /OQ\
а”1 - 0,01ткэп ( '
^КЭП λΜβΤ ίΟΛ\
йт~ 0,01λΚ9Π (24)
. ^кэп^кул (
Акэп ~ 0,01ткулэмет 1 °1
. _ тметЭкул ,п(П
Амет - 0,01ткул9мет 1 ’
где Откэп, гпмет, Шкул —массы соответственно КЭП, чистого металла
и металла кулометра, кг; λκίιπ, Хмет — выход по току; %; эмет,
Эку л — эквивалентные массы соответственно чистого металла и ме¬
талла кулометра.
Рис. 14. Теоретические составы суспензий при горизонтальном рас¬
положении катода для получения КЭП никель—корунд при плотно¬
сти добавки рд =4000 кг/м3 (а) и серебро—графит при плотности
добавки рд =2200 кг/м3 (б); d —диаметр частиц.
Массы покрытия определяют в электролизерах, со¬
единенных последовательно.
Предложены также [9] уравнения для определения
составов покрытий на основе микроскопического наблю¬
дения их поверхности. Эти уравнения особенно необхо-
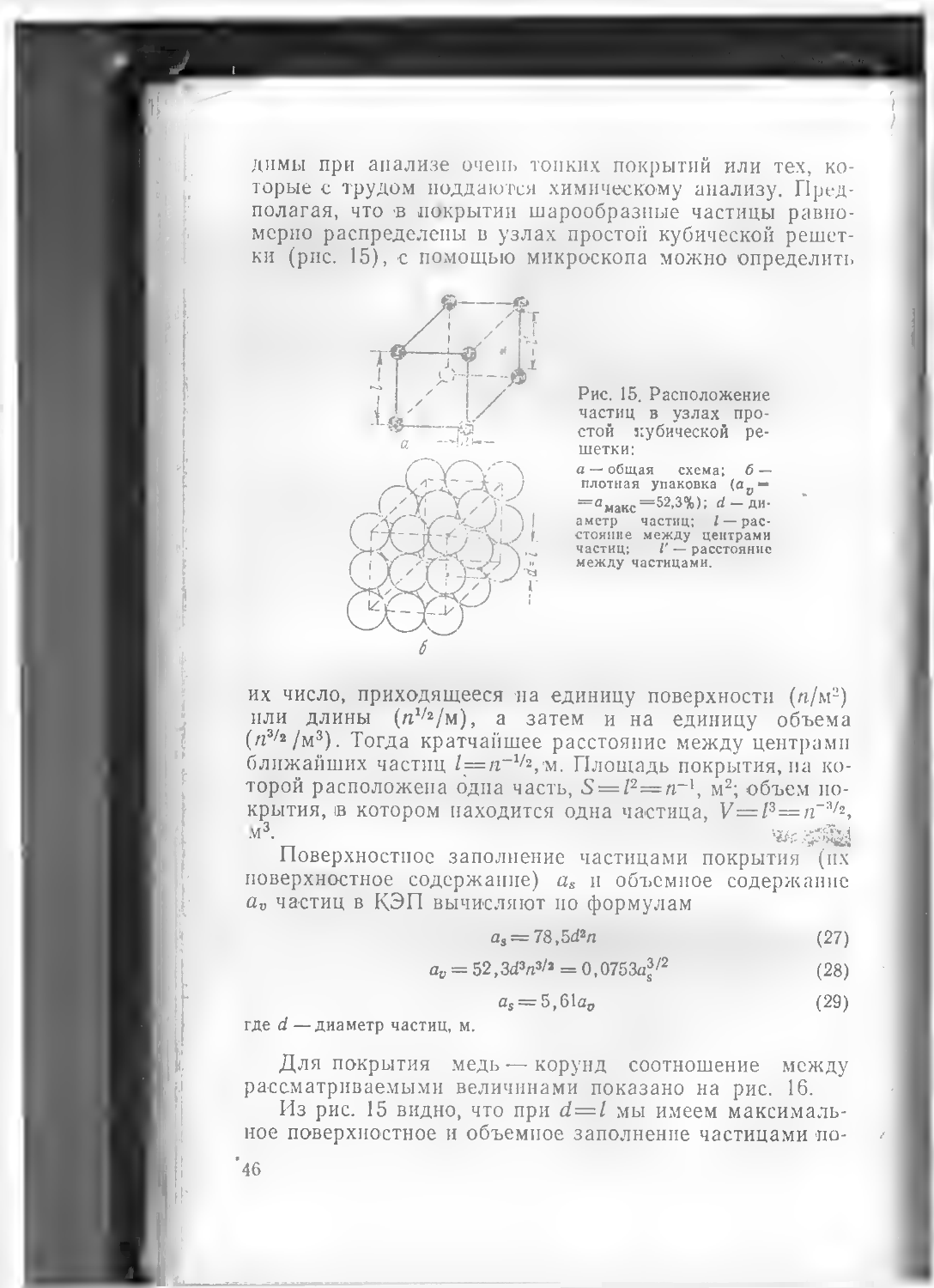
45
Димы при анализе очень тонких покрытий или тех, ко¬
торые с трудом поддаются химическому анализу. Пред¬
полагая, что в покрытии шарообразные частицы равно¬
мерно распределены в узлах простой кубической решет¬
ки (рис. 15), с помощью микроскопа можно определить
Рис. 15. Расположение
частиц в узлах про¬
стой кубической ре¬
шетки:
а — общая схема; б —
плотная упаковка (а 0 =
=омакс==52-3%>: <*-Ди-
аметр частиц; / — рас¬
стояние между центрами
частиц; V — расстояние
между частицами.
их число, приходящееся на единицу поверхности (и/м2)
или длины (п1/2/м), а затем и на единицу объема
(п3/2/м3). Тогда кратчайшее расстояние между центрами
ближайших частиц /_=п_1/2,м. Площадь покрытия, на ко¬
торой расположена одна часть, S=l2=n~l, м2; объем по¬
крытия, в котором находится одна частица, V=/3=n-3/2,
м3. ■ .·λ,
Поверхностное заполнение частицами покрытия (их
поверхностное содержание) as и объемное содержание
av частиц в КЭП вычисляют по формулам
as = 78,5d2n
(27)
= 52,3d3n3/2 = 0,0753aj/2 (28)
as = 5,61a0 (29)
где d — диаметр частиц, м.
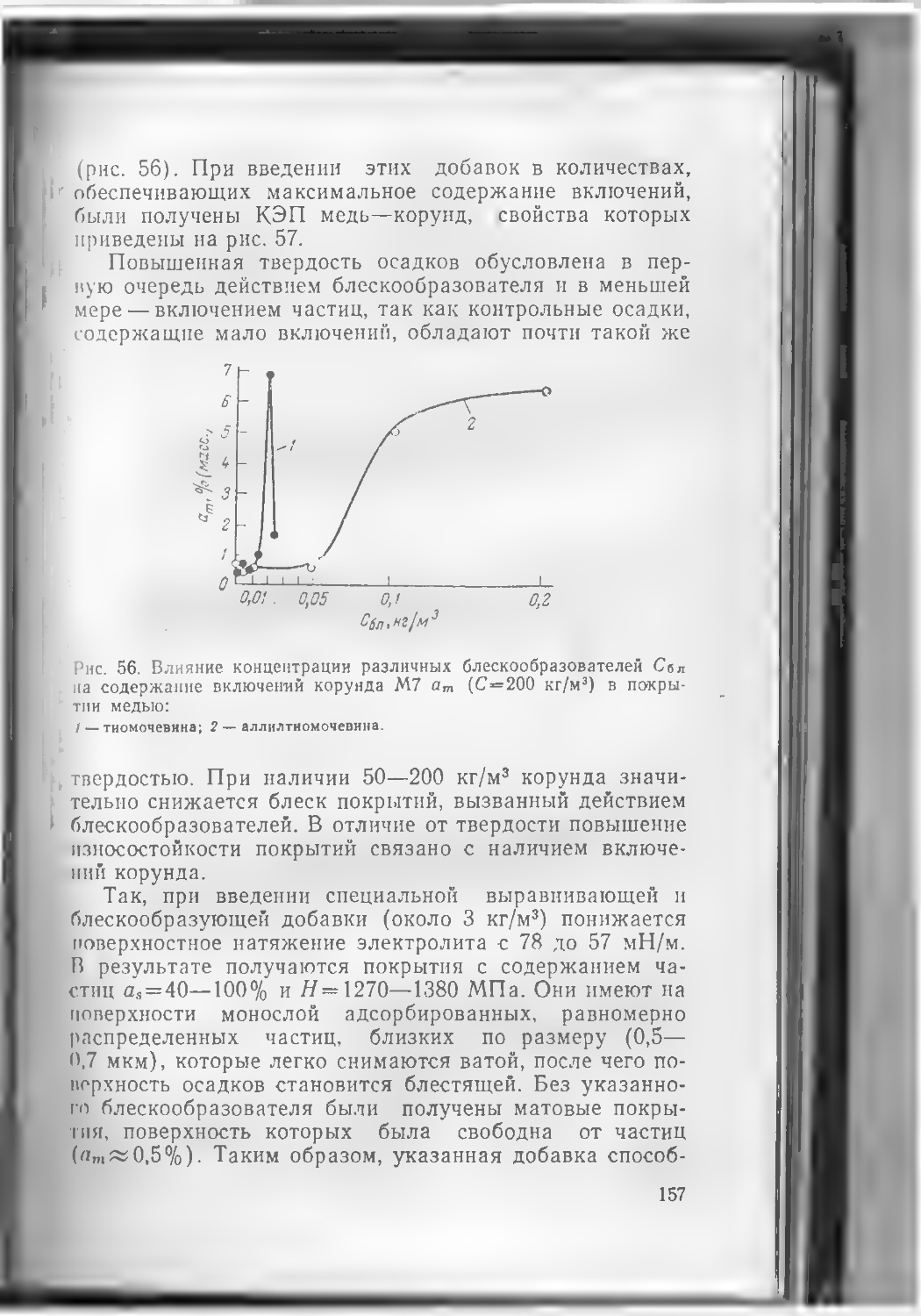
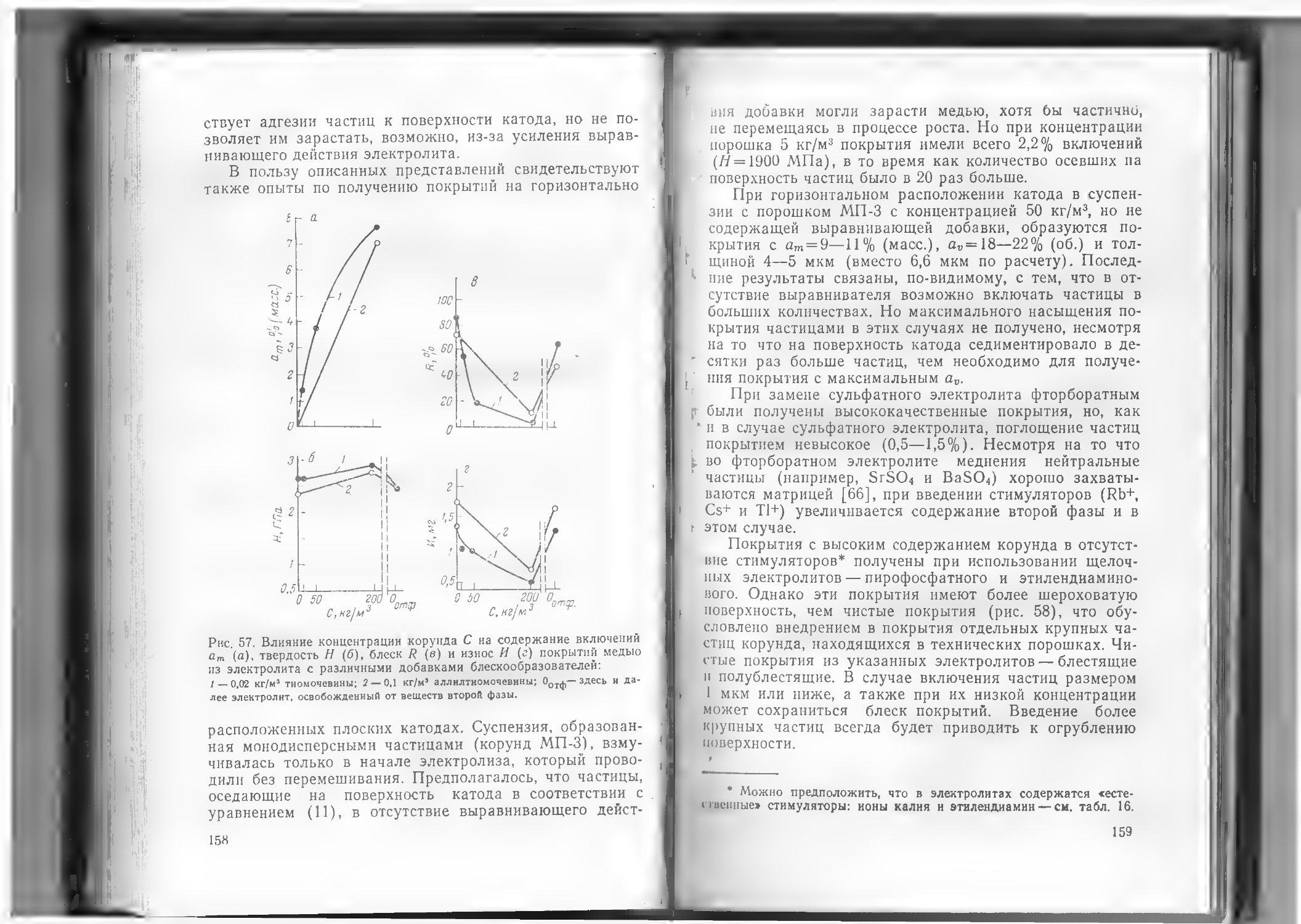
Для покрытия медь — корунд соотношение между
рассматриваемыми величинами показано на рис. 16.
Из рис. 15 видно, что при d—l мы имеем максималь¬
ное поверхностное и объемное заполнение частицами по-
46
Рис. 16. Зависимость содер¬
жания включений корунда а
в медных покрытиях из эти¬
лендиаминового электролита
от диаметра частиц d. (С—
— 100 кг/м3):
аа— поверхностное содержание;
<7р— объемное содержание; ат~~
массовое содержание; п — число
частиц в 1 м3 объема.
крытая, при этом αυ — 52,3% (об.), a as=78,5%. Как
известно, максимально плотные упаковки для шаров —
это гексагональная и гранецентрированная кубическая
решетки, для которых макс = 74,0% (об.), для менее
плотной упаковки (типа алмаза) αυ макс = 34,0% (об.).
Предположение о шарообраз¬
ной форме частиц и их распо¬
ложении в КЭП по типу прос¬
той кубической решетки облег¬
чает расчеты составов покры¬
тий и обосновано совпадением
практических результатов с
экспериментальными. Так, в
результате проведения опытов
по получению покрытий ни¬
кель—корунд с максималь¬
ным содержанием второй фазы
было определено значение αυ =
= 50% (об.). При естественном
воздушном заполнении поли-
дисперсных и полиморфных
частиц корунда а„ = 51,8—
53,8% (об.)
Встречающиеся в литерату¬
ре значения а„>50%, вплоть
до 80% и даже выше, относят¬
ся к покрытиям, в которых ча¬
стицы не полностью сцементи¬
рованы металлом, т. е. для
случая, когда не соблюдается
матричность (непрерывность)
металла. Такие покрытия рыхлые, и для них требуется,
как в случае покрытий, полученных электрофорезом, по¬
следующие термическая обработка и прессование. Кер¬
меты, получаемые методом порошковой металлургии,
могут иметь αυ до 85%.
Для определения прочности дисперсно-отвержденных
материалов и покрытий необходимо рассчитать расстоя¬
ние между центрами частиц
/ = 3,74Лг71/3 (30)
или расстояние между частицами:
Г (l—d) *=d(3,74a~1/3—l) (31)
47
Считается, что для максимального упрочнения ком¬
позиции оптимальная величина /'=0,05—1 мкм. Для
расчетов шарообразных частиц при их расположении,
отличном от изображенного на рис. 15, в уравнение (28)
вместо значения 52,3 необходимо подставить соответст¬
вующее значение аймаке, а в уравнениях (30) и (31) зна¬
чение 3,74 заменить на (а«Макс)1/з·
Анализ покрытий и материалов. Анализ составов
КЭП предусматривает определение относительного ко¬
личества вещества второй фазы в композиции. При
этом возможно использование следующих методов: хи¬
мического анализа, микроскопического наблюдения и
подсчета частиц на единице поверхности, авторадиогра¬
фии, кондуктометрии, косвенных способов.
Выбор метода анализа зависит от изучаемого объ¬
екта. Большую часть композиций, содержащих инертные
к кислотам и щелочам частицы, целесообразно анализиро¬
вать химическим путем. При этом покрытие (допусти¬
мо и совместно с металлом подложки) известной массы
(взвешивание до и после осаждения) растворяют луч¬
ше всего в 15—25%-ном растворе HNO3. Таким образом
обрабатывают КЭП на основе Си, Ag, Zn, Cd, Sn, Pb,
Fe, Ni, Co, Pd. КЭП на основе золота и платины рас¬
творяют в царской водке, на основе хрома — в соляной
кислоте. При растворении ряда платиновых металлов не¬
обходим специальный подбор электролита или даже ис¬
пользование электрохимического метода. Такие инерт¬
ные частицы, как А12О3, TiO2, ZrO2, SiC, тальк, муллит
и многие другие оксиды, практически нерастворимы в
азотной кислоте. Различные бориды, карбиды, нитриды,
силициды, сульфиды растворяются в большей или мень¬
шей степени в кислотах [75, 77], и при анализе КЭП,
содержащих эти вещества, необходимо предупреждать
разогревание раствора кислоты или учитывать вещест¬
ва, перешедшие в раствор, проводя качественное или ко¬
личественное определение Н3ВО3, SiO2, H2S, TiO2+, ZrO^
и др.
Нерастворимый в кислотах или щелочах порошок от¬
деляется от электролита (раствора металла покрытия и
и частично основы) седиментацией (при размерах час¬
тиц более 5—20 мкм) или центрифугированием. В обо¬
их случаях необходимы многократная промывка дистил¬
лированной водой и отделение частиц от остатков элект¬
48
ролита, иначе после высушивания на поверхности ча¬
стиц может находиться сухой остаток растворимых со¬
ставных частей электролита или вновь образовавшиеся
соединения: основания, сульфиды или хлориды металла
матрицы. В этом случае перед взвешиванием частицы
могут быть обработаны раствором аммиака, кислот
или щелочей в зависимости от природы возможной при¬
меси.
Наименьшие потери при анализе осадка после цент¬
рифугирования наблюдаются при взвешивании высушен¬
ного осадка совместно с пробиркой и затем пробирки,
из которой частицы удалены.
Описанным выше методом определяется истинное
(в пределах ошибок) или минимальное содержание ча¬
стиц второй фазы (при частичном переходе их в рас¬
твор и потере высокодисперсной фракции при деканта¬
ции или фильтровании).
Хотя некоторые вещества второй фазы (например,
графит, α-ΒΝ, M0S2) частично разрушаются кислотой
(в частности, ΗΝΟ3), их содержание в КЭП может быть
определено химическим методом с достаточно высокой
точностью в случае внесения поправки на растворимость
в конкретных условиях исследования КЭП.
Органические полимерные частицы трудно отделяют¬
ся центрифугированием вследствие близких значений
плотностей частиц и промывных вод, поэтому для их
отделения можно добавлять в промывочные пробирки
растворимые в воде и легколетучие органические или не¬
органические вещества, дифференцирующие плотности
частиц и среды (например, ацетон, спирты, уксусную
кислоту, аммиак, хлористый аммоний и др.).
Нехимические методы определения содержания час¬
тиц, в частности микроскопический, применяют
при затруднении в осуществлении химического раство¬
рения образца, желании сохранить его или же в случае
малых размеров деталей и незначительной толщины по¬
крытия.
Массо»вое содержание частиц при этом рекомендуется
определять по уравнениям
0,0753рда3/2
т Рмет 76,3 · 1О-5 as (рмет — Рд)
(32)
4—1079
49
или
46,5рд^
Рмет — θ > 465d3n3·3 (Рмет — Рд)
где d — диаметр частиц, м.
Значение as (заполнение поверхности частицами) вы¬
числяют при микроскопическом наблюдении [28], при¬
няв определенный средний (приведенный) диаметр час¬
тиц. Пользуясь этим методом, можно сделать заключе¬
ние об отсутствии соосаждения частиц или контролиро¬
вать результаты химического анализа. Использование
микроскопического метода оправданно при анализе
КЭП на основе золота и платиновых металлов, «сил»-
покрытий (см. с. 130) и покрытий с малой толщиной.
Авторадиографический метод применяется при за¬
труднении проведения химического анализа композиций
[20]. При его использовании образец не разрушается и
появляется возможность определить распределение час¬
тиц в объеме покрытия. Так, авторадиографическим ме¬
тодом определяли распределение частиц MoS2, которые
предварительно подвергались нейтронному облучению
(при этом мечеными атомами были атомы 35S). Радио¬
активные атомы "Мо с временем полураспада 68,3 ч не
были определяющими для анализа покрытий по срав¬
нению с атомами 35S, имеющими период полураспада
87,2 дня, поскольку MoS2 использовали через 12 дней по¬
сле облучения. Данные авторадиографического анализа
совпадают с данными весового анализа (см. рис. 54).
Кондуктометрический метод основан на сравнении
результатов измерения электросопротивления металла и
композиции. Получаемые данные являются приближен¬
ными, более точные данные получаются лишь для КЭП
с высоким содержанием второй фазы.
Косвенные методы анализа КЭП основаны на измере¬
нии разницы механических и физико-химических свойств
КЭП и мономатериала: внешний вид, микротвердость,
блеск, шероховатость, коррозионные свойства и др. При
их использовании можно приближенно оценить содер¬
жание второй фазы или судить об отсутствии включений
в материале.
В заключение следует отметить, что во всех случаях
при анализе и оценке состава КЭП или его образовании
необходимо дифференцировать КЭП и покрытие с изме-
50
пенными физико-химическими свойствами сравнительно
с контрольными материалами. Эти свойства могут быть
связаны с разрядом ионов и соосаждением с основной
матрицей веществ, попавших в электролит за счет ча¬
стичного растворения дисперсной фазы (например, ZrB2,
TiN, CdS, Sb2O3 и др.), или внесенных загрязнений, из¬
меняющих состав и структуру металла покрытия.
Вследствие этого вещества второй фазы необходимо
предварительно обрабатывать в электролите для осаж¬
дения металла или в растворах кислот или щелочей для
удаления загрязнений и растворимой части порошков.
ВЛИЯНИЕ УСЛОВИЙ ПРОВЕДЕНИЯ ПРОЦЕССА
НА СОСТАВЫ КОМПОЗИЦИЙ
Роль условий электролиза. Возможность образования
покрытий заданного состава зависит от многих условий,
но определяющими являются взаимодействия между ча¬
стицами, составными частями электролита, поверхностью
растущего осадка и разряжающимся на катоде водоро¬
дом. Для направленного получения КЭП необходимо
учитывать заряды частиц и поверхности катода, их вза¬
имную адгезию, смачиваемость частиц электролитом и
возможные химические реакции между последними. Ины¬
ми словами, необходимо знать, существует ли опреде¬
ленное сродство или отчужденность между катодной по¬
верхностью и зарастаемой частицей. Проявление этих
свойств определяется природой электролита (ионный
состав, pH, наличием поверхностно-активных веществ и
других добавок), условиями электролиза (плотность то¬
ка, градиент потенциала, температура, скорость движе¬
ния суспензии и др.), а также природой металла и час¬
тиц. Рассмотрим влияние факторов электролиза на со¬
ставы КЭП [1, с. 33—40].
Природа электролита. Ионный состав элект¬
ролита создает возможность образования определенной
композиции металл — частицы. Известно, что частицы
корунда внедряются в покрытия только из некоторых
электролитов, преимущественно при высоких pH. Срав¬
нительно легко образуются КЭП с частицами различной
природы (в том числе и электропроводящими) из эле¬
ктролитов никелирования и железнения. Труднее обра¬
зуются КЭП на основе серебра и редко — на основе хро¬
51
Ма. Это, вероятно, связано с тем, что на катоде выделя¬
ется водорода намного больше, чем в других электроли¬
тах. В случае меднения частицы корунда осаждаются
легче из щелочных комплексных электролитов, чем из
кислых, не содержащих дополнительных агентов. Мож¬
но допустить, что определенные составные части элект¬
ролита и условия электролиза способствуют или зараста¬
нию покрытием частиц, оказавшихся на поверхности ка¬
тода, или их выталкиванию. Последнее происходит бла¬
годаря предположительному появлению так называемой
выравнивающей способности электролита и адгезионно¬
го взаимодействия между частицами и катодной поверх¬
ностью.
pH электролита. Этот показатель может являть¬
ся определяющим ® случае взаимодействия частиц с ра¬
стущим осадком за счет изменения зарядов частиц в ре¬
зультате избытка ионов ОН- или Н+, а также воздейст¬
вия выделяющегося водорода на частицы, адгезирован¬
ные к поверхности катода.
Электропроводящие частицы (W, Си, графит) соосаж-
даются с никелем легче при низких pH. Композиционное
электрохимическое покрытие медь — графит также полу¬
чается при pH 1,5—2,5 и не образуется при рН>4.
Иногда составы композиционных электрохимических
покрытий не зависят от pH электролита. Так, покрытие
медь — корунд получено из этилендиаминового электро¬
лита в диапазоне pH 5,1—10,2; покрытие на основе же¬
леза получено из электролита, содержащего частицы
SiO2 или Сг, в диапазоне pH 0,5—5,6.
Частицы А12О3 не обнаружены в никелевых осадках,
полученных при pH 1,1—1,6. При pH 1,6—2,4 определено
лишь 0,3% А!20з.
Следует заметить, что частицы могут адсорбировать
ионы Н+ или ОН~ и тем самым изменять pH электроли¬
та. Частицы графита способствуют увеличению pH суль¬
фатаммиакатного электролита серебрения с 10,3 до 12,8
и понижению pH цианидферратного электролита с 11,8
до 10,8 [23].
Заряды частиц. Образование КЭП может зави¬
сеть от заряда частиц. При электролизе суспензий для
получения КЭП можно наблюдать перемещение частиц
к определенным электродам. Так, было отмечено [100],
что наиболее мелкие частицы синтетического стекла при
52
электроосаждении серебра двигались к аноду и не осаж¬
дались на катоде. Образование зарядов на частицах
происходило благодаря гидролизу поверхностных слоев
вещества частиц.
Знак и значения ζ-потенциала частиц зависят от 'кис¬
лотности раствора. Например, при электролизе раство¬
ра сульфата натрия, содержащего дисперсные частицы,
на катоде осаждались металлы, преимущественно при
значениях pH, отличных от 7, максимумы осаждаемости
(налипания) частиц висмута на катоде проявлялись при
pH ниже 3 и выше 11.
Объяснение влияния кислотности электролита на по¬
ведение частиц следует связывать и с различным элек¬
трофоретическим поведением пузырьков выделяющегося
на катоде водорода в зависимости от pH. При электро¬
лизе раствора сульфата никеля эти пузырьки при pH
4—7 имеют положительный заряд, а при pH 1,5—3 — от¬
рицательный заряд. В случае цинкования пузырьки во¬
дорода движутся к катоду при pH 2,5—3 и мигрируют
от катода при pH 8—12. Не исключено также и действие
на частицы пузырьков воздуха, потому что в воде эти
пузырьки имеют высокий электрокинетический потенци¬
ал ζ=—58 мВ
Ниже приведен ζ-потенциал частиц в различных
средах (удельную проводимость раствора изменяли от
3-102 до 5-Ю4 См/м) [101]:
Частицы
Среда
ζ-Потенцнал, мВ
SiC
CuSO4
От —8 до —24
SiC
HtSO4
От —12 до —34
SiC
CuSO4 или (+) H2SO4
От 0 до —10
SiC
NiSO4 или (+) K2SO4
От —16 до —22
CrB,
CuSO4 или (+) H2SO4
От 0 до -|-20
В большинстве случаев максимумы ζ-потенциалов на¬
блюдаются при удельной электропроводимости около
1 · 103 См/м. В случае СгВ2 положительное значение ζ-по¬
тенциала пропорционально электропроводимости, а в
случае SiC отрицательное значение потенциала умень¬
шается до нуля при удельной проводимости 60—
120 кСм/м. Это означает, что частицы CrBs, имея поло¬
жительный заряд, способны удержаться у поверхности
катода пока не произойдет их зарастание, однако части¬
53
цы и с отрицательным зарядом (SiC) в равной мере со-
осаждаются с медью из сульфатного электролита.
Изучено влияние ионов-стимуляторов на заряды ча¬
стиц корунда, а также на адсорбцию частицами различ¬
ных ионов [101]. Полярографически установлены сле¬
дующие значения адсорбции корундом (с?=1—10 мкм)
ионов Т1+ в растворе, содержащем 56 г/м3 T12SO4:
Концентрация частиц,
кг/м3 0 50 100 150 200
Адсорбция, % .... 0 7,4 18,5 29,8 40,7
Спектрофотометрически
и Ni2+ частицами А12О3:
изучена
адсорбция
ионов Сп2+
Концентрация
ионов, моль/м3 .
0,1
0,2
0,4
0.6
0.8
■ Адсорбция, мг/кг
Си2+ ....
7,5
4,2
1,9
1,9
1,9
КЭП не обра¬
зуется
Ni2+ ....
50 :
ГО
120
160
180
КЭП обра¬
зуется
В результате измерения адсорбции частицами ионов
меди и никеля получены другие данные. Так, ζ-потенци-
ал частиц А12О3 в сульфатном электролите меднения
уменьшается от 0,5 до 0,1 мВ с увеличением концентра¬
ции ионов Си2+. При добавлении ионов Т1+ (2-10—5 Λί)
ζ-потенциал повышается до 12 мВ, а при введении ионов
Rb+ (4-10—5 7И) он повышается до 20 мВ с ростом кон¬
центрации ионов меди. В случае увеличения концентра¬
ции никеля (до 0,3 /И) в отсутствие стимуляторов ζ-πο-
тенциал повышается с +2 до +8 мВ.
Из приведенных данных можно сделать заключение,
что образование КЭП связано с адсорбцией частицами
А12О3 ионов Ni2+ (в электролите никелирования) или Т1+
и Rb+ (в электролитах меднения) и с их притяжением
за счет этого к катодной поверхности.
Вследствие того что при добавлении ионов Т1+ (30—
50 г/м3) и Rb+ (0,2 кг/м3) при меднении в диапазоне
плотностей тока 0,01—1 кА/м2 почти не изменяются по¬
ляризация катода и микрорассеивающая способность,
эти факторы не влияют на образование КЭП.
При изучении зарядов частиц в различных электро¬
литах не всегда можно получить однозначный ртвет об
образовании КЭП. В работе [39] заряды частиц опреде¬
ляли по адсорбции частицами анионных или катионных
54
красителей. Частицы кремнезема в электролите никели¬
рования типа Уоттса имеют отрицательный заряд и за¬
метно адсорбируют кристаллофиолетовый или метилено¬
вый голубой катионные красители. Так, при добавлении
частиц TiO2 в чистый электролит наблюдалось уменьше¬
ние оптической плотности с 0,99 до 0,39. На частицах
А12О3, TiO2, SiO2 не адсорбировались ни катионный, ни
анионный красители. Частицы SiO2 внедряются в по¬
крытие незначительно — до 1% (масс.), в то время как
содержание других частиц достигает 4% (масс.).
Однако отрицательный заряд не является препятстви¬
ем для внедрения частиц в покрытие. В сульфатаммиа¬
катном электролите серебрения [23] наблюдалось по¬
глощение метиленового голубого красителя частицами,
которые осаждались с покрытием:
Частицы
Нет Графит BN M0S2
Оптическая плотность электро¬
лита 0,53 0,02 0,30 0,43
Объемное содержание ча¬
стиц, % — 3—7 11 1—4
Оптическая плотность электролита, содержащего анион¬
ный краситель тартразин, не изменялась от добавок
этих порошков.
В цианидферратном электролите серебрения частицы
α-ΒΝ имеют отрицательный заряд. Этот заряд и неиз¬
менное поверхностное натяжение электролита сохраня¬
ются и в случае добавления в электролит различных се-
русодержащих блескообразователей, а также трилона Б,
сахарина, гексаметилентетрамина. Во всех этих случа¬
ях КЭП Ag—BN не образуется [30]. При введении ио-
дида калия плотность метиленового голубого уменьша¬
ется почти до нуля. Будучи добавлен в электролит се¬
ребрения, он способствует включению в осадки частиц
α-ΒΝ, содержание которых достигает 5% (масс.). Кар¬
бонат калия, находящийся в растворе аммиака, не изме¬
няет оптической плотности раствора метиленового голу¬
бого, а частицы ΒΝ способствуют ее уменьшению в 2 ра¬
за. Наличие аммиака в электролите также способствует
соосаждению частиц ΒΝ, но в меньших количествах —
до 1% (масс.). Таким образом, оба указанных стимуля¬
тора соосаждения нитрида бора не приводят к образова¬
нию у частиц положительных зарядов.
55
В кислых электролитах никелирования (pH 1,5—2,3)
частицы M0S2 имели отрицательный заряд, определяе¬
мый по адсорбции метиленового голубого [102]. Эти ча¬
стицы в 4—5 раз меньше поглощали анионный краси
тель —индигокармин. При pH 5,0—6,7 отрицательный
заряд частиц уменьшался. Содержание включений MoS^
не было связано со значением заряда частиц, из чего
авторы делают заключение о непричастности знака и
значения заряда частиц к соосаждению с никелем.
Из приведенных выше данных нельзя сделать одно¬
значного заключения о роли заряда частиц в электро¬
лите в соосаждении с покрытием. Следует считаться так¬
же с тем, что в приэлектродном слое состав и электри¬
ческие условия отличаются от таковых в объеме элект¬
ролита; следовательно, заряды частиц в приэлектродном
слое могут отличаться от зарядов частиц, определенных
в массе электролита. Основным определяющим услови¬
ем образования КЭП следует считать не подвод частиц
к поверхности катода (нелимитирующая стадия образо¬
вания КЭП), а зарастание частиц, оказавшихся на по¬
верхности катода, слоем катодного металла (лимитирую¬
щая стадия процесса).
Природа частиц и их п о в е р х н о с т и. Физи¬
ческие и химические свойства частиц влияют на их ад¬
гезию к катоду и зарастаемость осадком. Плотность ча¬
стиц порошка связана с устойчивостью суспензии. Луч¬
ше всего использовать частицы плотностью, близкой к
единице или чуть больше (плотность применяемых элект¬
ролитов равна 1050—1400 кг/м3).
Электропроводящие частицы могут быть причиной об¬
разования рыхлых покрытий, поэтому композиции, об¬
разованные медью или никелем с графитом или M0S2,
часто необходимо подвергать обработке для уплотнения
и сцепления с основой [1, с. 34—36].
Незначительное растворение частиц в ванне приводит
к изменению ионного состава электролита и, следова¬
тельно, к изменению поведения частиц в электролите.
Для стимулирования соосаждения определенных ве¬
ществ с металлом и улучшения свойств КЭП прибегают
к изменению природы поверхности частиц. Так, электро¬
проводящие частицы металлов, графита и сульфидов по¬
крывают пленкой смол. КЭП, содержащие такие части¬
цы, обладают более гладкой поверхностью, чем покры¬
56
тия, содержащие необработанные частицы. Таким обра¬
зом удается избежать образования рыхлых покрытий.
Для соосаждения частиц фторопласта с гальваниче¬
скими осадками поверхность политетрафторэтилена пред¬
варительно обрабатывают в аммиачном растворе и по¬
крывают слоем сарана или эпоксидной смолы. Саран
улучшает соосаждаемость с никелевым покрытием так¬
же и других частиц, например стеклянной или алмазной
пыли. Описываются методы покрытия частиц поверхно¬
стными пленками — так называемое капсулирование
[103].
При металлизации порошков стекла и полистирола
медью и никелем значительно увеличивается соосажде-
ние порошков с медными покрытиями.
Для улучшения электрофоретического перемещения
неметаллических частиц к электроду и облегчения тем
самым образования КЭП [42] порошки графита и α-ΒΝ
металлизируются в растворе химического меднения; ча¬
стицы M0S2 капсулируются медью несколько хуже. Лу¬
жением удается покрыть любые частицы.
Металлизированные частицы, диспергированные в
изопропиловом или пропиловом спирте, осаждаются при
электролизе на катоде. При оплавлении покрытий (при
температурах несколько ниже температуры плавления
металла) получаются плотные композиции.
Отмечена [104] разница в поведении частиц синтети¬
ческого и природного алмаза. Порошки синтетического
алмаза, размер частиц которых находится в пределах от
0,1 до 30 мкм, содержащие микроскопические включения
металла, проявляют «электрические и магнитные» свой¬
ства, в то время как природный алмаз проявляет только
электрические свойства. Предполагается адсорбция ио¬
нов водорода и никеля, придающих частицам алмаза по¬
ложительный заряд: При удалении металлических вклю¬
чений в алмазе обработкой в соляной кислоте и после¬
дующей промывкой в растворе карбоната натрия пред¬
отвращается агломерация частиц.
Для осаждения с медью плохо смачиваемых органи¬
ческих полимерных частиц, например политетрафтор¬
этилена, кроме ионов-стимуляторов в сульфатный элект¬
ролит необходимо добавлять перфтор-2-этилгексилсуль-
фонат калия [66]. Порошки сарана, найлона, АВС, пер¬
хлорвинила, полиэтилена, полистирена, поликарбоната,
57
полиэтиленокоида во многих случаях лучше соосажда-
ются при наличии 2-этилсульфоната натрия.
В связи с первостепенной ролью поверхностных
свойств частиц при образовании КЭП, подтверждаемой
и другими исследованиями [38, с. 4—10], определяю¬
щим для процесса является воздействие посторонних
растворимых добавок.
Стимуляторы образования КЭП. Известно,
что при добавлении растворимых органических и не¬
которых неорганических веществ изменяются катодная
поляризация и выравнивающая способность электроли¬
та, а также блеск покрытия [1, с. 34, 35]. Следует ожи¬
дать значительного влияния этих веществ и на процесс
образования КЭП. Показано, что можно получать КЭП
медь — корунд (ат до 7%) из сульфатного электролита
при добавлении в него определенных количеств блеско¬
образователей — тиомочевины и аллилтиомочевины.
Кроме того, известна блескообразующая и выравниваю¬
щая добавка для электролита меднения «Ubac I», ко¬
торая предупреждает зарастание покрытием меди час¬
тиц корунда, хотя и способствует их адгезии (адсорб¬
ции) на поверхности, так что вся поверхность покрытий
оказывается заполненной частицами. При никелирова¬
нии добавка в электролит больших количеств (60—
140 кг/м3) мочевины приводит к обеднению покрытия
частицами корунда, а добавка известного блескообразо¬
вателя — нафталиндисульфокислоты не влияет на пове¬
дение частиц.
Известно использование растворимых добавок для
получения определенных КЭП. Этилендиаминтетрауксус-
ная кислота и ее соли (например, трилон Б) в количест¬
ве 15—30 кг/м3 эффективно стимулируют включение ча¬
стиц (смол и неорганических веществ — S1O2, ZrSiO4,
алюмосиликатов) в покрытия. Наиболее эффективны
катионы больших радиусов (Cs+, Rb+, NH4+, К+), но их
действие не универсально.
В связи с необходимостью получения покрытий за¬
данного состава из любого электролита были усложне¬
ны электролиты — суспензии, из которых осаждение ча¬
стиц обычно незначительно, добавлением к ним ионов
металлов или веществ (обычно аминов). С целью об¬
суждения их влияния на образование КЭП необходимо
сопоставлять размеры ионов-стимуляторов металлов,
58
разряжающихся на катоде, и составных частей электро¬
литов (рис. 17). Ионы-стимуляторы (ΝΗ4, Rb+, Cs+)
имеют максимальные размеры. По размеру иона к ним
близок К+.
Из аминосоединений в качестве стимуляторов со-
осаждения частиц с металлом применяются следующие
соединения: этилендиамин, моноэтаноламин, триэтанол¬
амин, трилон Б, гексаметилендиаминтетрауксусная кис¬
лота, гидрохлорид гидроксиламина, аминоуксусная кис¬
лота и др.
Ионы металлов, разряжаемых на катоде из водных
электролитов, меньше по размеру, чем ионы или молеку¬
лы стимуляторов (в том числе аминов). Возможно, что
крупные ионы в околокатодном пространстве тормозят
разряд ионов металлов и тем самым повышают поляри¬
зацию и способствуют образованию мелкозернистых по¬
крытий, что приводит к повышенному содержанию
включений.
Другая гипотеза соосаждения частиц в присутствии
ионов-стимуляторов предполагает адсорбцию их на ча¬
стицах. Так, в ваннах никелирования ионы Ni2+, являю¬
щиеся собственными стимуляторами, придают частицам
А120з положительный заряд. В кислых электролитах
меднения ионы Си24· адсорбируются незначительно
[631-
Ниже приведены данные о влиянии стимуляторов на
образование КЭП на основе меди из сульфатного элект¬
ролита:
Концентрация ионов Т1+,
кг/м’ 0,05 1 2 5 10
Содержание частиц, %
(масс.)
А120з 0,2 0,4 0,3 0,5 0,6
α-ΒΝ 0,8 1,6 1,7 1,8 2,2
BaSO4 0,5 2,6 — — —
Как видно, ион Т1+ обладает избирательным действи¬
ем по отношению к различным по природе частицам. На¬
личие другого возможного стимулятора — ионов Cs+ с
концентрацией 5 кг/м3 также не привело к образованию
КЭП Си—А12О3.
В некоторых случаях были определены оптимальные
(иногда невысокие) концентрации стимуляторов, приво-
60
дящие к максимальному содержанию включении в по¬
крытиях медью:
Концентрация три-
лона Б, кг/м3 . . 0
Содержание ча¬
стиц, % (масс.)
А120з . . . . 0,4
BaSO4. — - 1.7 2,4
Ниже приведены концентрации одновалентных
0,2 0,5 1 5 15 25
35
5,1 5,8 3,8 3,4 2,5
— — — - 1,7
2,9
ионов-
стимуляторов, достаточные для образования КЭП [66]:
Ион Li+, Na+, К+, Rb+, Cs+, Т1+, NHj
Концентрация,
кг/м3 ..... 2 2 2 0,1 0,05 0,03 2
Однако подчеркивается, что желательно применять наи¬
более эффективные стимуляторы с концентрацией в пре¬
делах 5—15 кг/м3, а остальные стимуляторы — с боль¬
шей, вплоть до значений концентрации ионов меди.
Рис. 18. Зависимость состава КЭП никель-чкорунд от концентрации
растворимых добавок в электролите С(ат — содержание включений;
номера кривых соответствуют данным табл. 3).
Естественно, что стимуляторы воздействуют на струк¬
туру и свойства матрицы. Например, в присутствии три-
лона Б твердость чистых покрытий увеличивается с 0,9
до 2,5 ГПа, а таких композиционных покрытий, как Си—
АКОз, содержащих 5—6% (масс.) включений AI2O3, до
3,2 ГПа.
Данные о влиянии стимуляторов на составы КЭП
никель — корунд приведены в табл. 3 и на рис. 18 [15].
Как видно, большинство добавок оказывает максималь¬
ное стимулирование образованию КЭП уже при неболь¬
ших концентрациях. Естественно, что некоторые амины
способствуют образованию блеска у осадков и прира¬
61
щение твердости у таких покрытий связано в первую
очередь с «блескообразованием», а не с включением ча¬
стиц. Судя по данным работы [105], при добавлении в
электролит ионов натрия в виде сульфата натрия в ко¬
личестве 60 кг/м3 уменьшается содержание включений
ΑΙ2Ο3.
Таблица 3. Влияние растворимых добавок на свойства никеля
и КЭП никель — корунд
№
пп
Вещество
Концент¬
рация
добавки,
кг/мЗ
Содержание
включений,
% (масс.)
Микротвер¬
дость, ГПа
Блеск осад¬
ка, %
Ni
КЭП
Ni
кэп
1
Полиэтиленполи-
амин
0,2
6,0
6,2
6,5
60
10
2
Этилендиамин
0,3
6,2
3,8
4,2
30
9
3
Гликокол
0,5
5,8
6,1
6,4
10
10
4
Моноэтаноламин
0,5
5,3
3,5
3,8
6
3
5
CS2CO3
0,5
5,0
3,2
3,7
5
5
6
Rb2SO4
0,8
5,5
2,9
3,4
9
8
7
T12SO4
0,5
4,8
3,0
3,6
8
8
8
Трилон Б
5,0
6,5
3,1
4,0
8
5
9
Г ексаметилентетра-
уксусная кислота
5,0
6,0
3,1
4,1
7
6
10
Без добавки
—
4,6
2,9
3,9
9
4
Приведены дополнительные данные [106] о влиянии
аминов на соосаждение частиц с медью из сульфатного
электролита. Наиболее эффективные промоторы соосаж-
дения содержат аминогруппы, связанные с алифатичес¬
кой группой, даже в случае, когда имеется и ароматиче¬
ское кольцо, связанное с амином, например этиленди¬
амин, диэтилентриамин, тетраэтиленпентаамин. При вве¬
дении 0,001 — 1 кг/м3 тетраэтиленпентаамина обеспечива¬
ется соосаждение при вертикальном расположении като¬
да 5,5% (масс.) BaSO4, 6% ZrO2 или 4% ТЮг. Хорошие
результаты получаются в случае комбинирования двух
веществ второй фазы в покрытиях медью: BaSC>4 с
SrSO4, слюды с BaSO4, графита или MoS2 с BaSO4
или SrSO4.
В электролите никелирования стимуляторы могут
быть необходимы лишь при малом включении частиц.
Так, в результате добавления Cs+ (в виде CsOH) до
62
10—15 кг/м3 увеличивается внедрение частиц SiC от
0,2—1 до 1,5—4% (масс.) [44]. Частицы SiC в отсутст¬
вие ионов Cs+ имели отрицательный заряд.
Перезарядка частиц осуществляется также органиче¬
скими катионами с большим адсорбционным потенциа¬
лом (тиосемикарбазид, пропандиамин, гексаметилен¬
тетрамин, промедаль). Они :в 2—5 раз увеличивали со¬
держание второй фазы. Добавки основных красителей
(0,2—1 кмоль/м3): метилового фиолетового, метилового
зеленого, кристаллфиолетового, малахитового и родами¬
на повышали содержание SiC «зеленого» до 3,5—4,5%,
а в случае первой добавки — до 8% (масс.). Роль краси¬
телей в перезарядке частиц оценивалась по их адсорб¬
ции частицами [44].
Для увеличения содержания включений некоторых
твердых смазок α-ΒΝ и M0S2 (d^.2 мкм) в никелевые
покрытия из сульфатхлоридного электролита использо¬
вали указанные выше добавки. Ионы Т1+ и Cs+ хотя и
способствовали повышению содержания второй фазы, но
приводили к образованию некачественных покрытии.
Лучшие результаты были получены при введении иона
Li+. Среди ПАВ наилучшее влияние оказывает катионо¬
активная добавка (КАД) в количестве 0,02—1 кг/м3;
при ее использовании расширились пределы pH и плот¬
ности тока, а также в 1,5—2,5 раза увеличилось содер¬
жание второй фазы в покрытии. На стали, латуни, меди
в этом случае осаждаются гладкие покрытия, а не рых¬
лые, получаемые в отсутствие этой добавки. КАД по-
разному влияет на разряд ионов никеля: значительно
тормозит его в чистом электролите, облегчает при со-
осаждении с M0S2 и несколько затрудняет при наличии
частиц α-ΒΝ.
Для улучшения смачиваемости электролитами по¬
рошков полиэтилена или сополимера бутадиена с акри¬
лонитрилом вводят октилсульфат или диэтилгексилсуль-
фат натрия в количестве 0,1—0,5 кг/м3. Эти вещества
эффективны при воздушном перемешивании ванны, а
при механическом перемешивании рекомендуются более
сильные пенообразователи.
Воздействие растворимых добавок на образование
КЭП может быть связано с изменением поверхностного
натяжения у электролита. Некоторые сульфаты нор¬
мальных первичных спиртов, содержащие от 8 до 18 ато¬
63
мов углерода, при введении в электролит для никелиро¬
вания в количестве 0,3—3,5 кг/м3 снижают у более чем
в 2 раза — до 3,5 мН/м. Отмечено уменьшение у элект¬
ролита хромирования с 7,3 до 4,4 мН/м при введении
1,5 кг/м3 хромина или 6 дм3/м3 моющего средства «Про¬
гресс».
Размер частиц. Для получения КЭП используют
частицы размером от 0,01 до 10 мкм и более. Для под¬
держания устойчивости суспензии и включения частиц в
покрытия оптимальные размеры частиц должны состав¬
лять 0,1—2 мкм.
Грубые частицы (d—5—10 мкм) труднее зарастают
покрытиями, легче седиментируют и уходят из прикатод-
ного пространства, поэтому их действующая (активная)
концентрация всегда ниже рецептурной.
Существование оптимальных средних размеров ча¬
стиц, при которых наблюдается максимальная погло¬
щаемость покрытием частиц, подтверждают, в частности,
данные, приведенные на рис. 16.
В серебряных покрытиях [12] из различных частиц
корунда (d=l—10 мкм) наблюдается большое содер¬
жание включений мелких частиц. При меднении [14]
частицы размером в несколько микрометров включают¬
ся в 2—3 раза больше, чем более грубые частицы. Части¬
цы корунда размером 0,01—0,1 мкм при никелировании
внедряются незначительно, их содержание составляет
0,5—1% (масс.), тогда как содержание частиц разме¬
ром несколько микрометров доходит до 8% (масс.).
Отмечается [104] вероятность зарастания частиц ал¬
маза в зависимости от размера частиц. Так, частицы
размером 5 мкм при их концентрации 4 кг/м3 заращива¬
лись в слое осадка никеля толщиной 25 мкм в количе¬
стве 90% (об.). При осаждении частиц размером 15 мкм
требуется плотность тока около 2 кА/м2, частицы раз¬
мером более 30 мкм соосаждаются с трудом и при бо¬
лее высоких плотностях тока.
При изучении свойств КЭП Ni—А12О3, полученных из
суспензий, содержащих один из видов порошков корун¬
да Ml, М2, М5 или М14, было показано, что высокая из¬
носостойкость покрытий наблюдается при соосаждении
более мелких частиц (Ml и М2) [107].
Влияние размера частиц второй фазы на свойства
КЭП показано на рис. 19 [57].
64
Условия электролиза. Условия проведения
электролиза: плотность тока, температура, перемешива¬
ние, концентрация частиц и другие факторы — оказы¬
вают существенное влияние на свойства и состав КЭП.
Поэтому остановимся более подробно на влиянии
каждого из перечисленных выше факторов [1, с. 37,
38].
Плотность тока. Известно, что при более высоких
плотностях тока (большая скорость осаждения) возмож¬
но цементирование гальваническим покрытием твердых
частиц шлама в больших количествах, чем при малой
плотности тока. В последнем случае налипшие к по¬
верхности частицы могут перемещаться вместе с расту¬
щим осадком, не зарастая им. Значительным поглоще¬
нием шлама при высоких значениях гк объясняют иног¬
да повышенную шероховатость осадков. Аналогичная
закономерность наблюдается и при осаждении КЭП.
Так, при железнении в результате повышения плотности
тока с ОД.до 10 кА/м2 увеличивается относительное со¬
держание в осадке, частиц больших размеров. КЭП се¬
ребро— корунд из цианидного электролита образуется
только при iK>0,1 кА/м3. Медные покрытия при высо¬
ких плотностях тока содержат до 75% (об.) графита, а
при низких плотностях — лишь до 10%.
В противоположность этому, по другим данным, за¬
метное обогащение никеля частицами AI2O3 происходит
с уменьшением плотности тока (рис. 20) [105]. Автор
проводит в связи с этим параллель между содержанием
включений и большим выделением водорода на катоде
при низких плотностях тока. Однако это наблюдается не
всегда; например, при выделении никеля увеличение iK
от 0,1 до 0,5 кА/м2 не влияет на содержание второй фа¬
зы. Это следует также из данных табл. 4 и 5. Но, соглас¬
но [108], при повышении гк от 0,2 до 0,5 кА/м2 заметно
понижается содержание TiO2 в никеле, выделенном из
сульфаматной ванны.
При увеличении ίκ содержание частиц в покрытиях
может проходить через максимум. В случае КЭП кад¬
мий-корунд при tK=0,2 кА/м2 покрытия обогащаются
частицами в 1,5—2 раза больше, чем при iK=0,4 кА/м2.
При никелировании наблюдается такая же зависимость.
Из сказанного ясно, что влияние плотности тока на со¬
ставы покрытий не однозначно.
5—1079
65
Рис. 19. Зависимость твердости Н и содержания включений корунда
ат в КЭП N1 — корунд от размера частиц основной фракции микро¬
порошков (ίκ=0,2 кА/м2; толщина покрытия δ= 100 мкм).
Рис. 20. Зависимость содер¬
жания включений ат у-А120з
от его концентрации С в
электролите в никелевых
осадках, полученных при
разных плотностях тока
(А/м2):
1-50; 2 — 160; 3 — 320; 4 — 640.
Таблица 4. Влияние природы второй фазы при изменении плотно¬
сти тока на составы КЭП на основе никеля (?=40°С)
Вид тока
Плотность
тока, кА/м2
Содержание включений, % (масс.)
корунд КО-7
корунд ΠΙΠ-3
СГ2ОЗ
Постоянный
Прерывистый
0,2—0,8
0,6—1,5
4.2- 4,0*
2.2- 2,0
4.2- 4,0
2,0-1,8
1,5-1,2
0,7-0,5
1,3—1,2
0,7—0,5
5.3— 5,2
1.9- 1,7
5.4— 5,0
1.9— 1,6
* Цифры в числителе определены при перемешивании суспензии, в знаме¬
нателе — без перемешивания.
Таблица 5. Влияние природы второй фазы при изменении темпера¬
туры электролита от 30 до 60 °C на составы КЭП на основе никеля
Вид тока
Плотность
тока, кА/м2
Содержание включений, % (масс.)
корунд’ КО-7
корунд ШП-3
СГ2О3
0,5
4,5—4,1*
1,6—1,4
5,5—5,4
Постоянный
2,3— 1,9 4
0,7—0,5
2,0—1,9
0,8
4,3—4,0
1,5—1 ,1
5,5—5,3
Прерывистый
2,1—1,9
0,5-0,4
1,9—1,8
некоторых
покрытий
* См. табл. 4.
Температура. При осаждении
наблюдается зависимость процесса от температуры. Так,
при железнении с увеличением температуры от 40 до
80 °C снижается содержание корунда в осадке с 7 до
2% (масс.). Покрытия кадмий- корунд, полученные
'.при 20 °C, содержат в 1,5 раза больше включений, чем
полученные при 40—60 °C. Это объясняется тем, что с
увеличением температуры вязкость растворов уменьша¬
ется и при электролизе со слабым перемешиванием кон¬
центрация частиц в суспензии понижается из-за седимен¬
тации. При повышении температуры ослабляется также
адгезия частиц к поверхности катода. В результате это=
го пррйсхбЖтПюнижение катодной поляризации, при;
водящее к уменьшению содержания включений [1, с. 47].
Ниже приведены данные об изменении соосаждения
BaSO4 (С—150 кг/м3) из сульфатного электролита мед¬
4*
67
нения, содержащего стимулятор Т1+ (5 кг/м3), при уве¬
личении температуры [66]:
t, °C 21 38 46 55
ат, % (масс.) .... 3,8 3,4 1,8 0,4
Однако такая зависимость не всегда справедлива.
При никелировании содержание корунда не зависит от
изменения температуры в широких диапазонах (см.
табл. 5).
Перемешивание. Процессы получения КЭП обычно
принято проводить при перемешивании или циркуляции
суспензии, приводящих к большему числу столкновений
частиц с поверхностью и большему их внедрению в оса¬
док (см. табл. 4). Возможно проведение электролиза и
без перемешивания или с предварительным взмучивани¬
ем в случае быстро осаждающихся частиц [1, с. 38, 39].
При никелировании и серебрении из неперемешивае-
мых суспензий корунда (размеры частиц 2—10 мкм) по¬
лучаются покрытия, содержащие почти столько же час¬
тиц, что и при электролизе с механическим перемешива¬
нием. Это происходит вследствие того, что суспензии из
таких или более мелких частиц агрегативно устойчивы
в течение времени, достаточного для получения покры¬
тий толщиной 15—30 мкм и более (см. рис. 19).
Для создания максимально равномерной концент¬
рации частиц в суспензии и в приэлектродном слое при¬
меняют перемешивание различных видов [29, 109]. Один
из приемов [109] состоит в том, что в нижней части
электролизера располагается перфорированное плоское
приспособление, позволяющее прокачивать суспензию в
вертикальном направлении.
Другой метод [29], обеспечивающий так называе¬
мое «идеальное перемешивание», предусматривает ис¬
пользование пульсационного мешателя. Такой мешатель,
расположенный вне электролизера, подает на суспензию
низкочастотный колебательный (возвратно-поступатель¬
ный) импульс через воздушный буфер.
Суспензию следует перемешивать при скоростном
осаждении и в случае механического воздействия частиц
на электродные процессы. Но для изучения механизма
включения частиц в покрытия иногда необходимо прово¬
дить процесс без перемешивания. Было установлено, что
в процессе электролиза в отсутствие перемешивания в
68
зависимости от концентрации второй фазы для образова¬
ния КЭП используются частицы, 'находящиеся на раз¬
личных расстояниях от электрода (рис. 21). Иными сло¬
вами, в покрытия внедряются частицы, находящиеся от
поверхности катода на расстоянии, в десятки раз превы¬
шающем толщину осадка [1,с. 38].
Концентрация частиц. Чаще всего используют сус¬
пензии с концентрацией частиц 10—200 кг/м3. Желая по¬
лучить КЭП, более богатые включениями, ряд авторов
использует суспензии с более высокой концентрацией ча¬
стиц. Но в этом случае степень использования покрыти¬
ем частиц резко снижается, т. е. происходит своего рода
насыщение покрытия частицами (рис. 22, а). Пунктир¬
ные линии на рисунке показывают предполагаемое со¬
держание включений, если бы оно было пропорциональ¬
ным концентрации частиц в суспензии. (За начальную
точку отсчета принята минимальная концентрация дан¬
ного опыта.) Для выяснения механизма поглощения
частиц и предсказания возможных результатов более
желательным является другая форма этой зависимости:
av=f(Cv) (рис. 22,6). По положению кривых относи¬
тельно кривой 12, характеризующей композицию покры¬
тия теоретического состава, можно судить о наличии
сродства (кривые 1, 8, 11) или отчужденности (кривая
13) между покрытием и частицами.
Важность зависимости av=f(Cv), например, приве¬
денной на рис. 22 и 23, послужила основой для обсуж¬
дения механизма соосаждения частиц с учетом их ад¬
сорбции на поверхности катода, плотности тока и пере¬
напряжения выделения металла [108]. Из рис. 23 видно,
что содержание частиц в композиции превышает более
чем в 10 раз их концентрацию в суспензии. В основном
кривые av=f(C) аналогичны изотермам адсорбции.
Толщина покрытия. В начальный момент элект¬
рокристаллизации может произойти захват многих час¬
тиц из-за возникновения большого количества кристал¬
литов (рис. 24 [29]). Увеличение размеров кристаллитов
с ростом толщины покрытия приводит к тому, что чис¬
ло зарастаемых частиц будет меньше, поскольку частицы
задерживаются на границах между зернами. Вплоть до
толщины покрытия 5—10 мкм (рис. 24) происходит
уменьшение содержания второй фазы, и лишь при боль¬
ших толщинах содержание стабилизируется.
69
Рис. 22. Влияние содержания частиц в суспензии на составы КЭП,
выраженные в % по массе ат (а) и в % по объему αυ (б):
/ —N1—Т1С; 2 —N1 («бестоковый») — А12О3 (из щелочного электролита); 3 —
Fe—АЬОз; 4 — Ni—AI2O3 (из электролита с нафталиндисульфокислотой); 5 —
Ni—ZrO2; 6—Си—AI2O3 (из пирофосфатного электролита); 7 — РЬ—Sb; 8—
Cd—AI2O3; 9 — Pb—Si; 10 — Pb—A12O3; 11 — Cu—AI2O3; 12 — покрытие теоретиче¬
ского состава; 13 — Co—α-ΒΝ.
Очень высокое содержание частиц корунда — до 70%
(об.) — было найдено при меднении из щелочных элект¬
ролитов в тонких слоях (1—5 мкм). При толщинах 10—
100 мкм содержание второй фазы в осадках из пиро¬
фосфатного электролита колебалось в пределах 13,5±
+0,4% (масс.), из этилендиаминового электролита —
8,8±0,5% (масс.) [45].
Рис. 23. Зависимость объемного содержания ТЮ2 в никеле αυ от кон¬
центрации частиц в суспензии Cv при различных плотностях тока
(кА/м2):
1 — 0,2; 2 — 0,5; 3 — 10; 4 — покрытие из теоретического состава.
Рис. 24. Зависимость содержания включений ат от толщины покры¬
тий на основе никеля, содержащего различные вещества второй фазы:
1 — ThO2; 2 — Сг20з; 3 — корунд КО-7; 4 — СеО2; 5 — тальк.
Согласно [59], в покрытиях медью из сульфатного
электролита при увеличении толщины покрытий от 2 до
30 мкм наблюдалось уменьшение содержания графита
(С-1) в 1,4—1,6 раз как при постоянном токе, так и на¬
ложении однополупериодного тока, без органических до¬
бавок и в их присутствии. Из приведенных данных мож¬
но сделать заключение, что увеличения содержания час¬
тиц в толстых слоях покрытия можно достигнуть при
прерывистом электролизе, обеспечивающем периодиче¬
ское возобновление процесса образования КЭП на но¬
вой, частично пассивированной поверхности.
Другие факторы. Хорошо известно влияние ре¬
версивного тока, переменного тока, ультразвука и маг¬
нитного поля на электродные процессы при электро¬
осаждении металлов [110—116]. Следует ожидать ана¬
логичного влияния и при получении КЭП.
71
С целью обогащения частицами второй фазы компози¬
ции предложено [НО] периодически увеличивать плот¬
ность тока при электролизе, что способствует электрофо¬
ретическому осаждению частиц на катоде. При после¬
дующем обычном электролизе предполагается зараста¬
ние осажденных таким образом частиц. Так, обычное
наращивание никеля осуществляется при ίκ—1,2 кА/м2
в течение 55 с, а при 6 кА/м2 в течение 5 с осаждается
пигмент.
Изучено [16, 35] влияние асимметричного тока на со¬
ставы композиции Cd—Bi—ZrO2 и Sn—Zn—ZrO2 (соот¬
ношение амплитуд катодной и анодной составляющей
равнялось 5). Заметное влияние на составы сплавов ока¬
зывает частота тока: увеличение ее с 0,01 до 1 Гц
приводит к повышению содержания ZrO2 с 1-,1 до 2%
(масс.) при одновременном уменьшении содержания
висмута с 21 до 15%. При увеличении частоты тока с
25 до 100 Гц и сохранении постоянным содержания вис¬
мута количество второй фазы в сплаве возрастает с 2,5
до 4% (масс.). Последнее объясняется возможным пас¬
сивированием поверхности катода в анодный период то¬
ка и увеличением мелкозернистости осадка.
В случае использования асимметричного тока при об¬
разовании сплава Sn—Zn—ZrO2 содержание в нем ZrO2
уменьшается с 3,2—5,0 до 1,2—2,2% (масс.) при кон¬
центрации 25—100 кг/м3; возможно это связано с боль¬
шим газовыделением при увеличении амплитуды катод¬
ного тока.
Отмечается [16, 117], что металлические изделия уп¬
рочняются внедрением в них дисперсных частиц, в
частности монокристаллов, металлических игл и воло¬
кон, при наложении электрического или магнитного поля.
Показана возможность использования магнитного по¬
ля для электрохимических реакций переноса ионов и за¬
ряженных диспергированных частиц при прохождении
раствора через поле [118]. Как считают авторы, в маг¬
нитном поле возможно проведение электролиза, элект¬
рофореза, электродиализа, электроосмоса.
Отмечена возможность применения ультразвукового
перемешивания в образовании устойчивой к рекристал¬
лизации структуры сплава Со—А12О3 [65]. При воздей¬
ствии ультразвукового поля измельчаются агломераты
частиц в суспензии и обеспечивается более равномерное
72
и высокодисперсное распределение частиц в матрице.
Размер единичных частиц в матрице 0,02 мкм. При от¬
сутствии поля покрытия, хотя и обладают большей жа¬
ропрочностью, чем чистый металл, однако претерпевают
рекристаллизацию при термической обработке.
При наличии ультразвукового поля содержание А12О3
в КЭП уменьшалось с 1,6—2,1 до 1,2—1,6% (об.), это
согласуется с тем, что очень мелкие частицы включа¬
ются меньше, чем более грубые. В случае воздействия
ультразвукового поля измельчение частиц в КЭП дости¬
гало 0,5 мкм, а в его отсутствии — 2 мкм. В результате
отжига при 800 °C плотность КЭП, полученных с приме¬
нением ультразвукового поля, понижается на 0,17%, в
то время как плотность обычных КЭП уменьшается на
0,23%. Наконец, из-за больших напряжений в покры¬
тиях, возникающих при воздействии ультразвукового по¬
ля, в КЭП Со—А12О3 наблюдается увеличение прочно¬
сти при растяжении (на 5—8%). Однако удлинение при
растяжении составляет 4,4% вместо 3,4% в отсутствие
ультразвукового поля.
Для повышения сцепления покрытий Си—UO2, осаж¬
денных из чистого раствора, содержащего уранил-ионы,
использовалось периодическое воздействие ультразвуко¬
вого поля в процессе электролиза [119].
Одним из способов достижения КЭП с высоким и
максимальным содержанием второй фазы является
электроосаждение в поле центробежной силы. Элект¬
роосаждение меди из сульфатного электролита на го¬
ризонтально расположенный катод характеризуется сле¬
дующими параметрами при iK=0,5 кА/м2, / = 20°С, С=
= 100 кг/м3 (приведено содержание корунда в КЭП при
различных условиях опыта):
Условия опыта Стационарная сус- То же, с добавкой Наличие центро-
пензия с предвари- трилона Б бежного поля
тельным взмучи- (0,1—0,5 кг/мЗ) (угловая скорость
ванием ω=300 рад/с)
Содержание корун¬
да в КЭП, %
(масс.) .... 0,5—0,7 2—4 5—6
Максимальное содержание частиц корунда в матрице
никеля — 22—24% (масс.), или до 40% (об.), — дости¬
гается при концентрации их в суспензии 3—5 кг/м3 и
скорости вращения электролизера 300—400 рад/с.
73
Ниже приведены составы КЭП на основе (никеля с
различными включениями при наличии и отсутствии вра¬
щения электролизера:
Вторая фаза Тальк Сг2О3
Содержание
второй фазы,
% (масс.) . .
при отсут¬
ствии вра¬
щения . .
6
7
при нали¬
чии враще¬
ния . . .
11,5
12
ThO2
СеО2
А12О3
(КО-7)
А12О;
(шп-;
9
8
10
21
15,5
17,5
21,5
24
Сравнительно высокие значения ат в КЭП на основе
никеля в отсутствие поля центробежной силы объясня¬
ются горизонтальным расположением катода. При вер¬
тикальном расположении катода в случае указанных
низких значений концентраций частиц содержание
включений не превышает 2,0% (масс.).
МЕХАНИЗМ ОБРАЗОВАНИЯ КЭП
В образовании композиционного покрытия при электро¬
лизе суспензии следует выделить три важные стадии:
1) встреча частиц с поверхностью катода; 2) задержка
(адгезия, налипание или адсорбция) частиц на этой
поверхности; 3) зарастание частиц, оказавшихся на по¬
верхности катода, матрицей. Нарушение или создание
препятствий протеканию одной из указанных стадий бу¬
дет отражаться на составе покрытий.
Первая стадия процесса осуществляется в результа¬
те перемешивания — искусственным или естественным
образом, электрофоретического переноса, диффузии и
броуновского движения, естественной или искусственной
седиментации частиц, а также вследствие насыпания
частиц на поверхность горизонтально или наклонно рас¬
положенного катода (частицы на поверхности находят¬
ся под действием силы тяжести или под дополнительной
нагрузкой).
Первая стадия не является лимитирующей в процессе
получения любого КЭП вследствие многообразия и ре¬
альности путей ее осуществления. Невозможность по¬
лучить ту или иную гальваническую композицию во мно¬
74
гом объясняется затруднением протекания следующих
стадий процесса: задержки частиц нг поверхности като¬
да и их зарастания осадком.
Рассмотрим пути встречи частиц с катодной поверх¬
ностью. Многие виды КЭП характеризуются большим
объемным содержанием включений по сравнению с сус¬
пензией, т. е. покрытие «вбирает» частицы, находящие¬
ся на расстоянии большем, чем путь роста его в глубь
суспензии, иными словами, большем толщины покрытия.
Это наблюдается и в случае электролиза без перемеши¬
вания (см. рис. 22). Следовательно, в последнем случае
допускается перенос частиц к поверхности катода из
глубины суспензии естественным перемешиванием, элект¬
рофорезом, диффузией.
При искусственном перемешивании поверхность като¬
да постоянно соприкасается с частицами. Так, из рис. 23
следует, что некоторых частиц в покрытиях в 10—15 раз
больше, чем в суспензии.
Электрофоретический перенос частиц, несмотря на
малые скорости перемещения, при обычном водном
электролизе может играть также заметную роль в снаб¬
жении катода. Это следует из анализа известного урав¬
нения скорости электрофоретического переноса частиц
V (м/с):
89·10-«ξεί/
(34)
где ξ— потенциал частиц, В; ε — диэлектрическая проницаемость
среды; U — градиент потенциала в электролите, В/м; η—вязкость
среды, Па-с.
Допустив, что оптимальными для электрофореза ус¬
ловиями являются ^макс = + 0,1 в, /7=100 В/м, ен2о=81
и т)н2о=1 мПа-с, получаем скорость переноса частицы
V—7 мкм/с, что в сотни раз превышает скорость осаж¬
дения покрытия. При неблагоприятных для электрофо¬
реза условиях (ξ=+0,003 В, ε=50, /7=10 В/м,
η = 2 мПа-с) получим V—7 нм/с, т. е. величину такого
же порядка, как и скорость осаждения многих гальвани¬
ческих покрытий. Таким образом, электрофорез способ¬
ствует переносу частиц к поверхности катода в количест¬
вах, достаточных для получения КЭП с содержанием ча¬
стиц менее 1—5% (масс.).
75
Кроме того, и заряд частиц при высоком значении
ζ-потенциала может быть причиной затруднения образо¬
вания некоторых КЭП. Так, частицы Ag, Sb2O3 и А12О3
в растворах CuSO4 мигрируют к катоду. Для многих ча¬
стиц (d=0,l— 1 мкм) скорость электрофореза в воде со¬
ставляет 1—4 мкм/с при U —10 мВ/м, что соответствует
значениям электрокинетичеокого потенциала 15—58 мВ,
т. е. намного больше, чем в электролитах при получении
КЭП.
В отличие от электрофореза доля участия диффузии
в подводе частиц к электроду будет меньшей, особенно
длявчастиц размером несколько микрометров и больше.
Коэффициент диффузии D и скорость движения частиц
за счет броуновского движения связаны следующим со¬
отношением:
S2 kT
D~ 2τ “ 3πη<ί <35>
где S—путь, проходимый частицей за время τ; k — постоянная Больц¬
мана; Т — абсолютная температура.
В соответствии с формулой (35) максимальный пря¬
молинейный путь, проходимый частицей в воде при 20 °C,
равен (м/с)
/ = 92-10-1У-1/2 (36)
Таким образом, скорость движения частицы, напри¬
мер, диаметром 1 мкм равна 0,92 мкм/с, т. е. в десятки
и сотни раз больше скорости роста гальванических осад¬
ков. Движение частицы диаметром 0,01 мкм со ско¬
ростью 9,27 мкм/с может быть обнаружено визуально.
В частности, визуально наблюдается движение частиц
коллоидного золота.
В результате седиментации на поверхность катода мо¬
гут выпасть частицы, количество которых рассчитывает¬
ся по уравнению (11). При необходимости можно уско¬
рить седиментацию частйц введением специальных до¬
бавок в суспензию, воздействием магнитного поля, цент¬
рифугированием и другими путями.
* Вторая стадия процесса образования КЭП протека¬
ет благодаря электростатическим, адсорбционным или
гравитационным силам, действующим на частицу, на¬
ходящуюся на поверхности катода [1, с. 42—47].
Адгезия частиц порошков к твердой поверхности, в
частности в растворах электролитов, зависит от многих
76
факторов. В электролитах силы адгезии пропорциональ¬
ны концентрации электролита и валентности катионов.
Определенное значение имеет и наличие тока; так, при
железнении адгезия частиц А12О3 и В4С к поверхности
катода происходит только при наличии поляризующего
тока, а налипание частиц M0S2 на катод — как при на¬
ложении тока, так и без него.
Известно, что сила адгезии частицы пропорциональна
поверхностному натяжению. Факторов, влияющих на ад¬
гезию, много, и конкретные случаи взаимоотношений ча¬
стицы, металла катода и среды требуют отдельного экс¬
периментального изучения, тем более, что.теоретические
силы адгезии превышают на 2—3 порядка эксперимен¬
тально найденные. Это связано с тем, что в расчетах не¬
обходимо учитывать не радиус частицы, а размеры мик¬
роскопических выступов, которыми фактически осуще¬
ствляется контакт частицы с поверхностью. По этой при¬
чине, а также из-за несовершенства способов определе¬
ния поверхностного натяжения адгезия определяется
только экспериментально.
В процессе ’’роста осадка металла важно учитывать
свободную поверхностную энергию (поверхностное на¬
тяжение) на границах частица — электролит, частица —
покрытие, покрытие — электролит. Среднее значение по¬
верхностного натяжения на границе с жидкостями для
твердых тел составляет 800—1000 мН/м. Удельная по¬
верхностная энергия различных кристаллографических
граней растущего осадка серебра колеблется в пределах
540—700 мН/м. Для расплавленных металлов эта энер¬
гия изменяется от 440 (для свинца) до 1100—1200 мН/м
(для меди, золота, железа), а для слюды она значитель¬
но выше — 4000 мН/м.
При объяснении поведения частиц на поверхности
катода следует учитывать смачиваемость их электроли¬
тами, которая характеризуется выделением энергии око¬
ло 0,5—50 Дж/м2.
Во многих случаях определяющим для заращивания
частиц, адгезированных поверхностью, является поведе¬
ние растущего осадка. Он способен иногда перемещать
частицы вместе с границей растущий осадок — элект¬
ролит, подобно зонной очистке, при которой частицы
примесей перемещаются поверхностью затвердевающего
металла со скоростью 0,1 —120 мкм/с. Скорость роста
77
осадков многих металлов в десятки раз меньше, так что
оттеснение частицы растущим покрытием вполне воз¬
можно.
Выталкивание частицы, находящейся на поверхности
катода, растущим под нее покрытием, будет обусловле¬
но наряду с другими причинами и выравнивающей спо¬
собностью электролита. В отсутствие последней или при
отрицательном выравнивании частицы должны зарастать
покрытием, так как в этом случае оно^не будет прони¬
кать между частицей и поверхностью катода. Высказан¬
ную точку зрения о связи выравнивающей способности с
затруднением зарастания частиц, находящихся на по¬
верхности катода, следует считать гипотезой, хотя иног¬
да полагают выравнивающую способность электролита
основной причиной, затрудняющей образование КЭП.
'■'"Сульфатный электролит меднения в противоположность
щелочным имеет повышенную выравнивающую способ¬
ность, что мешает образованию покрытий с включения¬
ми нейтральных частиц. Щелочные электролиты (циа¬
нидный, этилендиаминовый, пирофосфатный) образуют
КЭП, богатые включениями. Пирофосфатный и цианид¬
ный электролиты меднения обладают отрицательной вы¬
равнивающей способностью. Поэтому для покрытия де¬
талей, изготовленных прессованием порошков, более
подходят кислые электролиты меднения и цинкования,
нежели цианидные, так как в первых наблюдается луч¬
шее проникновение покрытия между частицами. Иодид-
ный электролит серебрения обладает отрицательной вы¬
равнивающей способностью. Он больше других электро¬
литов серебрения склонен к образованию КЭП с вклю¬
чениями корунда и частиц твердой смазки.
Примеры, говорящие о связи выравнивающей способ¬
ности электролита с выталкиванием частиц при образо¬
вании КЭП, могут быть приведены и из случаев зара-
щивания металлокерамических изделий, полученных по¬
рошковой металлургией [120]. Так, выравнивающая спо¬
собность (ВС) сульфатхлоридного электролита никели¬
рования равна 0, а цианидного электролита меднения
составляет 0,3. В покрытиях, полученных из обоих
электролитов, плохо заращиваются поры и в то же вре¬
мя из них легко получаются КЭП.
Кислый электролит меднения с добавкой «Ubac-Ι»
имеет ВС=0,7—0,8; покрытия, полученные из него, пол¬
78
ностью выталкивают частицы. У сульфатного электроли¬
та кобальтирования ВС=0,1, что не противоречит спо¬
собности его легко образовывать КЭП. Особое положе¬
ние, видимо, занимают стандартные электролиты хроми¬
рования, ВС которых изменяется от 0 до 0,1, однако
КЭП, полученные из них, содержат ограниченное коли¬
чество частиц.
Приведены [57] интересные результаты микрокино-
наблюдения процесса захвата частиц поверхностью ка¬
тода. При железнении в отсутствие тока и при его вклю¬
чении не наблюдалось задерживания частиц или естест¬
венного перемещения их к поверхности катода даже на
расстоянии 50—100 мкм от поверхностиЛ-Некоторые час¬
тицы, принесенные потоком электролита, задерживались
неровностями поверхности. Существенным в захвате час¬
тиц является участие пузырьков водорода: частицы
мигрируют по их поверхности до соприкосновения с ос¬
новой и задерживаются слоем металла. Пузырьки при
отрыве оставляют частицы на поверхности катода. Роль
газовыделения при электроосаждении КЭП, естественно,
будет связана с условиями электролиза, скоростью дви¬
жения частиц, их размерами и концентрацией. Поэтому
не всегда усиление перемешивания и увеличение содер¬
жания частиц в объеме электролита будет способство¬
вать обогащению осадка второй фазой, что связано с
ускорением газовыделения.
В независимо выполненных работах [29, 58] были мо¬
делированы процессы зарастания частиц электролитиче¬
скими покрытиями никеля и меди с помощью особо
сконструированных коромысел, фиксирующих перемеще¬
ние частицы при электрокристаллизации. Никелирова¬
ние проводилось из сульфатного электролита, а медне¬
ние из сульфатного и пирофосфатного электролитов,
причем исследовалось и влияние предложенного ранее
[12] стимулятора образования КЭП — аллилтиомоче¬
вины. Модель частицы — корундовая игла или острие из
стекла или фторопласта.
Фторопласт в сульфатном электролите меднения на¬
чинал зарастать непосредственно после включения тока,
а стекло поднималось растущим осадком на высоту 30—
100 мкм. Округленный конец стекла вытеснялся осад¬
ком больше, чем плоский. Врастание осадка в острие
наблюдалось всегда, поскольку острие находилось под
79
давлением (0,2—10 мПа). Вопреки отмеченному выше
при введении 0,1 кг/м3 аллилтиомочевины зарастание
затруднялось.
В результате микроскопических наблюдений было
выявлено, что рост осадка происходил больше у частицы
(врастание под частицу), особенно в случае расклини¬
вающего действия электролита и при наличии у него вы¬
равнивающих свойств. Фторопласт плохо смачивается,
поэтому зарастание его происходит хорошо, а частицы
стекла выталкиваются за счет врастания меди. Слой
электролита под частицей может достигать нескольких
микрометров (при плотности 4000 кг/м3 и диаметре час¬
тиц 16 мкм). Даже при давлении конца коромысла на
катод 0,2—0,4 мкПа толщина пленки составляет 1 мкм.
Была рассмотрена [108] кинетика соосадсдения
инертных частиц SiC и TiO2 из сульфаматного электроли¬
та никелирования. На основе изучения составов КЭП в
зависимости от плотности тока, концентрации частиц и
других факторов предложены следующие соотношения:
, „„„ , 100Л.Со
dl —Αχ exp &2т] (100 as) j | k3Cv ($7)
lOOCt, At , , / 1 „ \
αυ “ ехр^-^)п(й3 + C°j (38)
где dVnldt — объем захваченных частиц; η—перенапряжение выде¬
ления металла; k\, /г2 — константы, относящиеся к осаждению метал¬
ла; 100—as—поверхность, реально используемая для осаждения
металла (as — поверхностное заполнение частицами); С« — объемная
концентрация частиц; k3 — константа, характеризующая адгезию ча¬
стиц к поверхности; А—атомная масса металла матрицы; i — плот¬
ность тока; п—заряд иона разряжаемого металла; F — константа
. Фарадея; рМет—плотность металла; й4 — константа, характеризую¬
щая соосаждение частиц.
Уравнения (37) и (38) выведены с учетом фактора
прямой зависимости содержания частиц в покрытиях от
их концентрации в суспензии и перенапряжения выделе¬
ния металла. Последнее согласуется с данными о пря¬
мой зависимости между мелкозернистостью основы и
количеством захваченных частиц [29].
С целью выяснения механизма внедрения частиц про¬
ведены наблюдения поверхности КЭП под электронным
микроскопом [121], при применении которого можно
производить «объемное» наблюдение частиц под разны¬
ми углами к поверхности. Поверхность катода наблюда-
80
лась периодически после осаждения слоя осадка никеля
толщиной 0,5; 1; 2; 5; 6; 7 мкм. Скорость осаждения со¬
ставляла 1 мкм/мин, размер частиц SiC находился в
пределах от 0 до 3 мкм.
Исходя из того, что для получения КЭП существен¬
ными являются адсорбция и электростатическое притя¬
жение частиц к поверхности, изучалось заращивание
частиц А120з золотом из цианидфосфатного электролита
с рН = 6,0 [122]. На основании образования монокрис¬
талла золота электронно-микроскопическим наблюдени¬
ем показано, что адсорбция частиц происходит преиму¬
щественно на пустотах, которые обычно используются
для образования кристаллического зародыша.
Роль адсорбции в поверхностных явлениях на части¬
цах и на катоде изучена в работе [106]. Частицы SiC
адсорбировались на поверхности электролитически обез¬
жиренной и декапированной полированной латуни в те¬
чение 2 мин из 0,3 н. раствора ЫагёО^с рН = 4,9 при кон¬
центрации частиц 20 кг/м3. Частицы SiC были так проч¬
но закреплены на поверхности, что не удалялись даже
при промывке струей воды, катодном обезжиривании и
декапировании. Такие частицы заращивались блестящим
никелем из сульфаматного электролита.
Для смещения равновесия катод — частица — элект¬
ролит в сторону катода использовались добавки ПАВ;
более целесообразным является предварительная обра¬
ботка частиц, например, кремнийорганическим раство¬
рителем. В этом случае частицы SiC включаются в ни¬
кель в несколько раз больше, чем необработанные части¬
цы, т. е. им придаются катионоактивные свойства.
Проведен подробный анализ [50] механизма образо¬
вания КЭП с точки зрения наличия между частицей и
катодной поверхностью расклинивающего давления
(РД) тонких слоев электролита. При наличии РД по¬
крытие не образуется и при горизонтальном расположе¬
нии образца, однако облегчается образование компози¬
ции при металлизации поверхности частиц и появляется
возможность объяснить независимость соосаждения ча¬
стиц от заряда ζ-потенциала.
РД жидких прослоек, или силовой отталкивающий
барьер, возникает, начиная с расстояния 0,01-—1 мкм.
Толщина жидкой прослойки тем больше, чем меньше
размер частиц. Исходя из наличия РД, автор работы
6-1079
Я)
[50] считает, что в микроскопическом масштабе первая
стадия образования КЭП — подвод частиц к поверхно¬
сти катода — также может быть лимитирующей. Одна¬
ко в данном случае речь идет о второй стадии процесса
согласно ранее сделанному предположению (см. с. 76).
Толщина жидкой прослойки уменьшается с ростом
катодной поляризации и разбавлением электролита, что
способствует увеличению вероятности образования КЭП.
Отмечалось положительное влияние поляризации на за-
ращивание частиц. Подчеркивалось [16], что при раз¬
бавлении стандартного электролита хромирования мож¬
но вдвое увеличить содержание вещества второй фазы —
корунда. I
Для адгезии частицы и ее заращивания необходим
разрыв расклинивающей пленки. «Пакеты» роста метал¬
ла при их большой высоте (особенно в начальный мо¬
мент, когда еще не вся поверхность активирована) спо¬
собны разрывать эту пленку. Тем самым можно объяс¬
нить случаи резкого увеличения содержания включений
в начальных слоях КЭП.
ν При рассмотрении механизма образования КЭП не¬
обходимо принимать во внимание электропроводимость
частиц. Отмечается радиальный рост покрытия вокруг
частицы (волокна), обладающей электропроводимостью,
который приводит к значительному увеличению элект¬
рической емкости поверхности катода. Так, емкость ни¬
келируемого (катода растет при осаждении его из суспен¬
зии -с проводящими частицами TiC и не изменяется при
соосаждении частиц ZrCV Электропроводимость ZrOz
на два порядка ниже, чем TiC.
Электропроводящие частицы (например, M0S2 и гра¬
фит) намного увеличивают шероховатость и, следова¬
тельно, емкость поверхности.
v Из сказанного выше следует, что получение КЭП
наиболее благоприятно при следующих условиях прове¬
дения процесса:
образовании в прикатодном слое коллоидных основ¬
ных или других (например, сульфиды, цианиды) трудно¬
растворимых соединений или частиц разряжаемого ме¬
талла;
наличии высокой катодной поляризации, приводящей
к более высоким градиентам потенциала, особенно в
околокатодном пространстве;
82
Матраца.
Катод '
Ьдспен&ий
о „о
-о-
Частицы
Второй фазы
а.
Рис. 25. Схемы образования различных видов КЭП:
а —покрытие теоретического состава (aD =С0); б — покрытие с максимальным
содержанием включений; в, г — покрытия, содержащие в качестве частиц вто¬
рой фазы диэлектрик; д — покрытие, содержащее в качестве частиц второй
фазы проводники; е —■ покрытие, выталкивающее частицы второй фазы (на
вертикальном катоде); ж— покрытие, выталкивающее частицы второй фазы
(на горизонтальном катоде).
6*
отсутствии выравнивающей способности электролита;
использовании прерывистого тока и скачков плотно¬
сти тока.
При выполнении указанных условий во многих случа¬
ях образуются мелкозернистые покрытия. Схемы обра¬
зования различных видов КЭП приведены на рис. 25.
ОПТИМИЗАЦИЯ ПРОЦЕССОВ ОБРАЗОВАНИЯ КЭП
Ряд работ последних лет [33, 34, 46, 57] посвящен мате¬
матическому планированию и оптимизации процессов
осаждения КЭП. Рассматриваются основы применения
методов оптимизации для получения электролитических
покрытий [123].
Исходя из того, что для некоторых технологических
целей необходим КЭП с различной по толщине концент¬
рацией частиц, была разработана математическая мо¬
дель образования таких КЭП [57]. Износостойкие по¬
крытия должны иметь три зоны (по толщине): сцепле¬
ния, упрочнения и приработки. Содержание второй фазы
в первой зоне должно равномерно возрастать от нуля
до максимального значения, сохраняющегося постоян¬
ным при переходе ко второй зоне и по всей ее толщине.
В третьей зоне доля второй фазы равномерно уменьша¬
ется вплоть до нуля на внешней поверхности покрытия.
Исходя из заданного изменения содержания частиц по
толщине слоя, рассчитали условия электроосаждения
КЭП Fe—ZrO2 (й„ = 8—10%) при постоянной седимента¬
ции частиц на горизонтально расположенный катод.
Описан метод оптимизации параметров осаждения
КЭП бронза — графит из пирофосфатного электролита
[46]. Рассмотрено математическое моделирование твер¬
дости Н (МПа), коэффициента трения μ и переходного
электрического сопротивления /?п (Ом) в зависимости от
следующих параметров: концентрации графита С=45±
±35 кг/м3; плотности тока /к=50±30 А/м2; pH 7,5±1,5
и температуры ί=40+20 °C.
Полученные уравнения регрессий дают полную кар¬
тину влияния каждого из указанных факторов на изу¬
чаемые свойства КЭП:
Н = 1007 — 62С — 2,63/к± 26,9рН — 48,1/
μ = 0,274 — 0,069С ± 36 · 10-5 Ζκ — 0,01 ЗрН ± 0,040/
Rn = 0,230 — 0,068С — 31 ■ 10-5 /к — 0,016рН± 0,038/
84
На основе приведенных уравнений найдены оптимйЛЬ-
ные условия получения КЭП с повышенной надеж¬
ностью для электрокоммутационных устройств: С=80—
100 кг/м3; /к=60—80 А/м2; pH 8,0—9,0; /=18—20 °C.
Приведены результаты оптимизации процесса обра¬
зования композиций Си—АКОз из этилендиаминового и
пирофосфатного электролитов [33, 34]. Для первого
электролита были получены следующие зависимости
твердости Н (МПа) и относительного износа И как
функции массового содержания второй фазы:
Н = 3050 ф 104,5ат — 3, За2т
Я = 26,08 — 2,29ат + 0,103а2,
Оптимальные условия для заданного состава электроли¬
та следующие: ίκ=90 А/м2, /=33°С, С—245 кг/м3. Вы¬
ходными параметрами при этом будут ат= 10,1 %, //=
= 3800 МПа.
Для определения содержания включений в покрыти¬
ях из 'пирофосфатного электролита каноническая фор¬
ма регрессии имеет вид
ат = 10,04 + 273· 10-’ i2K + 0,170/2 + 0,855С2
Оптимальные условия следующие: iK=200 А/м2, t—
= 44 °C, С=217 кг/м3.
В случае применения асимметричного и реверсивно¬
го тока при осаждении КЭП Си — корунд из того же
электролита оптимальными условиями являются сле¬
дующие:
1) 'пост = 190 А/м2, 'макс/'пост = 1 >7, / = 34 °C, С = 200 кг/м3
2) ίκ= 100 А/м2, тк=13,3с, / = 37°С, /=13,8°С
При статической оценке факторов, влияющих на на¬
водороживание сплава Fe—AI2O3 [1, с. 105], был выяв¬
лен наиболее значимый фактор (99,8%) —изменение
температуры 40±20°С. Следующий по значимости
(99,0%) фактор—плотность тока (0,2±0,15 кА/м2).
Роль концентрации корунда оценивалась в 95 % (50z±:
±50 кг/м3), а pH всего в 5% (1,0±0,5 ед.).
Был проведен активный эксперимент для оценки за¬
висимости состава КЭП Ni—Сг20з от степени перемеши¬
вания и содержания частиц [38]. Содержание частиц из¬
менялось в пределах 4,2—6,5% (масс.), оно повышалось
с увеличением концентрации и уменьшалось при увели¬
85
чении степени перемешивания более 40 рад/с мешалки.
Последнее объясняется, видимо, тем, что при интенсив¬
ном перемешивании образуется турбулентный кормовой
след, извлекающий частицы, задержавшиеся в неровно¬
стях поверхности катода.
Изучены свойства бронзовых покрытий, выделенных
из суспензии, содержащей хлориды олова и меди, а так¬
же частицы α-ΒΝ [37]. В результате моделирования бы¬
ли получены зависимости коэффициента трения μ и пе¬
реходного электрического сопротивления /?п (Ом) от
плотности тока ίκ (А/м2), pH суспензии, концентрации
нитрида бора С (кг/м3) и температуры электролита
μ = 0,18+ 0,02С + 2- 10~4 iK + 0,04рН + 0,008/
/?п = 0,30 + 0.005С —4-10-4/к—0,01рН
Параметры изменялись в следующих пределах: С=10—
80; /к=0,2—0,8; pH 6—9; /=20—60.
Предложены [37] уравнения корреляции между
твердостью Н (МПа), составом ат [% (масс.)] и отно¬
сительным износом И композиции медь — корунд, осаж¬
денных при различных условиях. Упрощенно эти урав¬
нения приведены в табл. 6.
Таблица 6. Зависимость между составом и свойствами КЭП
Вид тока
Параметр
Электролит
пирофосфатный
этилендиаминозы ϊ
Постоянный
н
2780+183ат-б,багт
2880+106am—
-1,24,
и
2,56—0,2ат+6 · 10а2т
20,3-0,13am+
+ 1,4-10-34,
и
l,22+l,10-3tf—
—4-10-’//
3,14+2-10-4//—
- 2-10-®//
Асимметричный
н
2460+175am—5,9α,2,,
186+29,6am—
—1,384,
и
2,7—0,09am+
+5·ιο-441
—
и
4,0+1.10-3α„,—
—2·10-β/7
—
Реверсированный
н
1850—265am-104,
1570+319am—
-14,74.
86
Используя указанные соотношения, можно оценить
другие свойства измерением только одной из характери¬
стик покрытий, например микротвердости. При примене¬
нии асимметричного и реверсированного токов составы
композиций существенно не изменяются, но могут изме¬
няться физико-механические свойства покрытий.
СКОРОСТНОЕ ЭЛЕКТРООСАЖДЕНИЕ МЕТАЛЛОВ
ИЗ СУСПЕНЗИЙ
Поскольку процесс кристаллизации металла ограничива¬
ется определенными скоростями участвующих в реак¬
ции ионов, а при образовании качественных покрытий
требуется беспрерывное зарождение все новых центров
кристаллизации, найдены оптимальные скорости элект¬
роосаждения металлов. Значительного изменения этих
скоростей можно достигнуть в случае использования аб¬
разивных частиц, т. е. при проведении процесса в усло¬
виях, сходных с теми, которые имеют место при образо¬
вании КЭП. Учитывая микровыравнивающее и деполя¬
ризующее действие частиц на катодный процесс, опи¬
санное выше (см. с. 36), было предложено применять
движущиеся частицы для ускорения процесса электро¬
осаждения [124, 125].
Ускорение процесса образования осадка металла в
принципе осуществляется уменьшением толщины прика-
тодного (диффузионного) слоя, обедненного ионами
осаждаемого металла. Используя интенсивное переме¬
шивание, вращающийся электрод, прокачивание элект¬
ролита фронтально к катоду и другие способы, вызыва¬
ющие турбулентное движение электролита >в околокатод-
ном пространстве, уменьшают толщину диффузионного
слоя только до 10 мкм. Дальнейшее снижение толщины
слоя достигается механическим воздействием посторон¬
него тела, внедряющегося в этот слой. Такое воздейст¬
вие может осуществляться «взвешенными» в электроли¬
те частицами или при перемещении («царапании») дру¬
гого тела по поверхности катода. Если отдельные ча¬
стицы способны «срывать» диффузионный слой и заме¬
нять контакт металла с ним на соприкосновение с рас¬
твором в объеме электролита на короткое время, то
большое количество твердых частиц делает это сопри¬
косновение беспрерывным.
«7
Одним из методов интенсивного воздействия на по¬
верхность катода является активирование ее абразивны¬
ми частицами, нанесенными на пористую ткань, способ¬
ную пропускать электролит. Эта термостойкая ткань —
дакрон в виде ленты или диска пропитывается суспен¬
зией абразива (d—40—50 мкм) в полиуретановом свя¬
зующем. Толщина ленты или диска с наполнителями мо-
Рис. 26. Скоростное электроосаждение с использованием дискового (а)
и ленточного .(б) абразивных активаторов:
/ — подшипники; 2 — подача электролита; 3 — катод (сталь или латунь); 4 —
активатор из пористых тканей; 5 — анод.
жет достигать 3 мм. Абразивом для лент служит гранат,
для дисков — карборунд. Расположение электродов и ак¬
тиватора при электроосаждении показано на рис. 26.
Максимальная скорость электроосаждения достига¬
ется при скорости активатора около 30 рад/с и давлени¬
ях 25 и 7 кПа соответственно при использовании диска
и ленты. Максимальные скорости осаждения, получае¬
мые при применении диска, приведены в табл. 7.
Для покрытий, осаждаемых с помощью активаторов,
характерно следующее:
1) существенно меньший размер зерна (по данным
электронной микроскопии и рентгеноструктурного ана¬
лиза); размеры зерен для покрытий никелем и медью,
полученных с применением активаторов, на 1—2 поряд¬
ка меньше, чем для покрытий, осаждаемых из стандарт¬
ных ванн;
№
Таблица 7. Максимальные скорости осаждения при использовании
движущегося диска
Металл
Электролит
Плот¬
ность
тока,
кА/м2
Макси¬
мальная
скорость
осаждения,
10—1 мкм/с
Активатор
Примечание
Си
Пирофосфатный,
108
42
Диск
кислый
46
17
Диск,
лента
—
Ni
Бесхлоридный
46
17
То же
—
Уаттса
21
4,2
Диск
—
Сульфатный
21
4,2
»
—
Сг
Стандартный
(CrO3:H2SO4=
= 100:1)
23
12
»
—
Sn
Сульфатный
60
20
400
400
Диск
Диск,
лента
Хрупкое покрытие,
содержащее 8,7%
SnO2
Эластичное покры¬
тие, содержащее
99,4% Sn
Zn
»
32
12,5
То же
Полу блестящее по¬
крытие
Fe
Сульфат-хлорид-
ный
46
17
Лента
—
Ni-Си
Сульфат—аммо¬
нийный
20
5,8
Диск
Состав покрытий:
53% Ni и 47%
Си
Си—Zn
Сульфатный
23
8,5
Лента
Состав покрытия:
79% Си и 21%
Zn
2) высокая плотность -дислокаций, наблюдаемая с -по¬
мощью электронной микроскопии;
3) равноосность кристаллов;
4) беспорядочная ориентация кристаллов во всех
случаях;
5) отсутствие двойникования кристаллов;
6) твердость покрытий никелем и медью, полученных
с применением активаторов, больше, чем покрытий,
осажденных в обычных условиях;
7) слоистость покрытий, обнаруживаемая -при -боль¬
ших увеличениях;
8) большая -склонность к появлению блеска, чем у
покрытий, -осаждаемых в обычных условиях;
9) относительно хорошая сцепляемость с основой;
89
10) больший запас энергий;
11) равномерность покрытия по толщине (например,
±2,5 мкм при толщине 400—500 мкм);
12) несколько пониженная температура рекристалли¬
зации покрытия никелем и медью по сравнению с ли¬
тературными данными.
Из двух использованных абразивов для мягких ме¬
таллов больше подходит гранат, а для хрома и никеля —
карборунд. При коррозионных испытаниях напылением
солевого раствора в течение 200 ч на покрытии никелем
толщиной 13 мкм была обнаружена одна пора, а на
контрольных покрытиях — пять пор.
Поскольку указанных в табл. 7 скоростей электро¬
осаждения иногда трудно достичь из-за сверхвысоких
плотностей тока, рекомендованы более умеренные усло¬
вия проведения процесса [125], например плотности то¬
ка для никелирования, меднения и цинкования ■— до
20 кА/м2. Использовались скорости активатора на по¬
верхности катода от 900 до 18 000 м/с и давление от 0
до 20 кПа. Была применена установка с вращающимся
анодом, покрытым сетчатым активатором, толщина ко¬
торого (2—3 мм) равнялась межэлектродному расстоя¬
нию. Анод—активатор располагался горизонтально под
катодом в тарельчатой емкости; межэлектродное про¬
странство орошалось электролитом со скоростью
0,2 дм3/с. Использованием контргруза обеспечивалось
любое давление катода на поверхность активатора, ко¬
торый был изготовлен из штампованного полиэтилен-
Таблица 8. Свойства покрытий, осажденных из кислого электроли¬
та меднения, содержащего 0,5% (об.) «Ивас-1», при давлении 70 Па
Плотность
тока,
кА/м2
Толщина
покрытия,
мкм
Продолжитель¬
ность осаждения,
с
Свойства покрытий при ско¬
рости движения активатора,
м/с
0,25
0,5
2,1
22
600
Э, Б
Э, Б
5,4
22
240
П
Э, Б
8,1
33
120
—
Э, Б
Условные обозначения покрытий: Э — эластичные, Б —
блестящие, П — порошкообразные.
90
терефталата, пропитанного при 120 °C в течение 3 ч
смесью полиуретановой смолы и SiC (2:1). В табл. 8
приведены свойства покрытий, осажденных из кислого
электролита меднения.
В табл. 9 приведены свойства покрытий, осажденных
из сульфатного электролита.
Та б л и ц а 9. Свойства эластичных никелевых покрытий, осажденных
из сульфатного электролита при 60 °C на катоды из нержавеющей
стали при давлении 70 Па
Плотность
тока,
кА/м2
Толщина
покрытия,
мкм
Продолжи¬
тельность
осаждения,
с
Свойства покрытий при скорости движения
активатора, м/с
0,25
0,5
1
2
1,3
23
600
ОБ
ОБ
—.
3,2
23
240
Б
Б
—
—
8,1
27
120
М
М
—
—
10,8
27
120
М
м
м
м
16,2
40
60
М
м
м
м
Условные обозначения
Б — блестящие, М — матовые.
покрытий: ОБ — очень
блестящие,
Данные о влиянии скорости и давления активатора
на свойства покрытий медью приведены в табл. 10.
Свойства эластичных матовых цинковых покрытий
приведены в табл. 11.
С целью нанесения на профилированные изделия по¬
крытий при повышенных плотностях тока (1 —10 кА/м2)
применяется вибрация суспензий («абразивное электро¬
осаждение»). Так, для осаждения никеля и меди были
использованы серийные вибрационные машины емкостью
10 и 140 дм3 [125]. Ниже приведены характеристики ча¬
стиц применяемых абразивов:
Абразив
Боксит спеченный
Карборунд с полимерной связ¬
кой
Корунд (алунд)
Стекло
Размер частиц, Форма частиц
мм
0,4—5 Различная
Усеченный конус
— Шар
0,2—2 »
0,5—1
91
а-
за ё.
х
се
s
2“
X
се
са
х
S
И
X
X
се
X
се
х
х
X
«и
х
се
<υ
S
9Х
1,6 м/с
Давление, кПа
со
1 1 1 1 | х и g и
сч
| | | X сД X сд X сд
—·
1 1 1 X « т « СТ) Ξ
1 м/с
о
со
Хеххсдхих^
О·
оГ
х С X | СД СТ) § I
о
§ с X & 3 X £ 1
0,5 м/с
СО
§ с X ci) S | | |
§ Е СП СТ) S | | [
о
О с δ) 1 с 1 1 1
0,25 м/с
CD
1 X 1 1 1 1 1
со
| X СТ) и 1 I I
о
| СП | с I I |
о
1^11111
03
o’
э*
м
-
Напряжение на
клеммах (аноды),
В
ОО
~ О
—>СОх^кОс£)СОСГЗ—н
1 1 1 1 1 I 1 1
СЧСЧОО’-ФЮСОЮО-
— оГ
Продолжи¬
тельность ;
осаждения,
С
О О О О о
О Xf сч сч сч
со сч — — —.
Толщина ;
покрытия,
мкм
ю г- ю 00 о
СО СО '■ф Ю 00
Плотность ,
тока,
кА/м2
ь- о ю
СЧ Ю О (О —Г
— сч
E-S
1 <υ
з .ф
- <υ х
* s к
I 3
Щ а»
обозначения покрытий: Э — эластичные, X — хрупкие, ОХ — очень хрупкие, М — матовые,
- порошкообразные без сцепления. Звездочками обозначены свойства покрытий полученных при рекоменду-
СП
Таблица 11. Зависимость свойств эластичных матовых цинковых
покрытий от вида электролита
Плотность
тока,
к А/м2
Толщина
покрытия,
мкм
Продолжи¬
тельность
осаждения,
мин
Свойства покрытий, полученных в различных
электролитах при скоростях активатора (м/с)
в кислом электролите
(70 Па)
в цинковом электролите
(140 Па)
0,5
1
2
0,5
1
2
5,4
50
4
Г
_
__
Г
—
—
10,8
45
2
Гр
г
—
Гр
г
г
21,5
48
1
—
г
—
Гр
г
Условные обозначения покрытий: Г —гладкие, Гр — гру¬
бые.
Естественно, что эти частицы в отличие от высокодис¬
персных в покрытия включаются мало.
Данные о скоростном меднении профилированных из¬
делий приведены в табл. 12.
Описано никелирование при 57±2°С из электролита,
содержащего 225 кг/м3 NiSO4-6H2O, 60 кг/м3 NiCl2-
•6Н2О, 38 кг/м3 НзВОз.
В состав суспензии входило 6 дм3 абразива — бокси¬
та (размер частиц 0,6 мм) и 3 дм3 электролита, в каче¬
стве основы применяли сталь. При частоте вибрации
35 с-1 плотность тока составляла 170 А/м2, при этом по¬
лучались полублестящие покрытия. Из растворов, содер¬
жащих кумарин или сахарин, также осаждались качест¬
венные блестящие покрытия (при обычном электролизе
при плотности тока выше 400 А/м2 осадки матовые).
Исходя из рассмотренного, можно сделать заключе¬
ние, что при вибрационном абразивном воздействии су¬
щественно интенсифицируется процесс осаждения по¬
крытий. Допустимое ускорение процесса тем выше, чем
больше скорость вибрации. Оптимальный размер частиц
около 0,6—0,8 мм. Для проведения процесса пригодны
многие абразивы, но спеченный боксит более приемлем,
а смесь его со стеклянными шарами предпочтительна,
когда требуются покрытия со значительным блеском.
Абразивные частицы предупреждают зарастание частиц
шлама на катоде и в том случае, когда анодные чехлы
не используются.
93
Таблица 12. Скоростное меднение профилированных изделий при
контролируемом абразивном воздействии частиц
№
пп.
Абразив
Частота
вибрации,
с—1
Плотность
тока,
кА/м2
Напря¬
жение,
В
Внешний вид и тол¬
щина покрытия
1
Боксит (0,4 мм)
Мелкий
35
в и б р а я
3,9
о р
4
Блестящее, мелкие
2
Боксит (0,8 мм)
35
3,2-4,0
3-4
царапины
То же
3
То же
35
9,7
30
Полублестящее, чи-
4
20
9,7
30
стота поверхно¬
сти от 12 мкм
вначале до
0,3 мкм после
осаждения
Матовое, чистота
5
Боксит (5 мм)
35
3,9
35
такая же, как в
№ 3
Блестящее, отдель-
6
Корунд
35
3,0—5,7
55-65
ные глубокие ца¬
рапины
Матовое
7
Карборунд
35
3,9
3
Полублестящее
8
Песок
20
2,7
18
Матовое, толщина
9
Стекло
35
3,9
38
покрытия 24—
50 мкм за 10 мин
Блестящее, царапи-
10
Стекло—боксит
35
7,5
30
ны
Слегка блестящее
11
(0,8 мм)
3: 1
То же
20
7,5
30
С загаром
Крупный вибратор
12
Боксит (0,8 мм)
13
3,2
15
С загаром
13
То же
35
3,2
12
Полублестящее
эластичное, тол¬
щина покрытия
30 мкм за 5 мин
Примечание. Состав электролита: 300 кг/м3 Си5Ог5Н2О, 100 кг/м3
H2SO4 и 0,5% (об.) «Ивас-1» (кроме № 6 и 8). Суспензия содержала 3 дм8 ука¬
занного раствора и 6 дм3 абразива в малообъемном вибраторе (амплитуда ко¬
лебаний 25 мм) или 45 дм3 раствора на 230 кг боксита в крупном вибраторе.
Поперечные размеры образцов 2 — 13 см. В случае крупных образцов получа¬
лись более матовые покрытия.
Глава 2
ОБЩИЕ СВОЙСТВА КОМПОЗИЦИОННЫХ
электрохимических ПОКРЫТИЙ
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
Твердость, износостойкость, прочность. В общем слу¬
чае любые композиционные материалы должны обла¬
дать более высокими прочностными характеристиками,
чем мономатериалы. Типичные характеристики различ¬
ных композиций на основе металлов представлены на
рис. 27 [2, с. 15]. Коэффициент упрочнения здесь пред¬
ставляет собой отношение предела текучести компози¬
ций к пределу текучести матрицы. Кривые построены
ιπο теоретическим значениям для композиций с волокна¬
ми при допущении, что они нагружаются параллельно
направлению волокон. Диаметры волокон равнялись
10—250 мкм.
Композиционные электрохимические покрытия типа
керметов, образованные за счет включений оксидов, кар¬
бидов, нитридов, боридов, обладают повышенными твер¬
достью и износостойкостью по ©равнению с чистыми
покрытиями. У последних с повышением твердости и бле¬
ска уменьшаются химическая стойкость и электропро¬
водимость. Чистые же гальванические сплавы хотя и об¬
ладают повышенной твердостью по сравнению с моно¬
покрытиями, но характеризуются низкой тепло- и элект¬
ропроводимостью; кроме того, их получение связано с
затруднениями [1, с. 49—51].
Три наличин-шторой фазы в первую очередь повы¬
шаются^ твердость и прочность. Ниже приведены данные
об увеличении твердости при включениях корунда:
Матрица . . Ni Fe Со Zn Ag Cd Sn Au
Приращение
твердости,
ГПа . . . 1—2,5 1—3 1,1 0,1 0,4—0,7 1,2—3,0 0,08 0,2—0,6
Сравнительные значения износа КЭП Ni—А12О3 и
Ni—SiC и других твердых материалов приведены ниже
95
Покрытие (ма¬
териал) . . . Ni гальва¬
нический
Относительный
износ ... 1,6
Ni бёсто-
ковый
1.5
Сг
твердый
КЭП
Хромовая
сталь
0,7 0,35 «0,3
Модуль Юнга указанных композиций при ат=2—
10% (масс.) обычно больше на 10% модуля чистых по-
Рис. 27. Влияние частиц (/, II, 111) и волокон (/V) на упрочнение
металлов в зависимости от диаметра частиц d (а) или от соотноше¬
ния длины и диаметра волокон lid (б).
Материалы: I — твердые растворы и дисперсно-твердеющие (стареющие) спла¬
вы; II—дисперсно-упрочненные металлы; III — керметы; IV — армированные
волокнами металлы. Системы (в скобках указано объемное содержание второй
фазы):
/ — сталь; 2 — сверхпрочные сплавы; 3 — А1—А12О3 (8%); 4 — Ni—ТЮ2 (2%);
5 — N1—АЬОз (10%); 6 — Al—АЪОз (1,3%); 7 —Ag-Al2O3 (0,8%); в —Ni-ThO2
(2%); 9 - Ni-Сг2О3; /P-Ni-SiO2 (21%); 11 - Ni-TiC (70%); 12 - металл, со¬
держащий 0,5% (об.) волокон с прочностью 7 ГПа; 13 — Al—S1O2 (50%); 14 —
А1-А12О3 (35%); 15 - Ag-А12О3 (24%); 16 - Cu-W (50%); /7 - Al — нержавею¬
щая сталь (20%).
крытий. Ниже приведена зависимость износа КЭП от
содержания второй фазы:
ат, % (масс.) .0 2 4 6 8 10
Относительный
износ . . . 1,4 1,0 0,9 0,55 0,50 0,45
Износ стального контртела с увеличением ат умень
шается всего на 5%.
96
Приведена [38] оптимальная концентрация частиц в
суспензии [«30 кг/м3, или 0,6—1,2% (об.), при d=l —
2 мкм], которой соответствует максимальное увеличение
твердости композиции на основе никеля:
Втопая фаза . Отсутствие ZrO2 Каолин А12О3 TiC Сг3С2 SiC NbC WC
Микротвер¬
дость, ГПа . 3,0 4,3 4,4 4,6 4,7 4,7 5,0 5,1 5,7
У сравнительно мягких осадков свинца (твердость не
более 100 МПа) наблюдается повышение твердости не
более чем на 10—20%, а у серебряных покрытий из
иодидного электролита твердость практически не изме¬
няется.
Имеются «мягкие» включения, которые не изменяют
твердости таких КЭП, как Fe—MoS2, Си — графит,
Си—MoS2, Zn—Ni. Эти включения намного мягче, чем
корунд, но они не вызывают существенных структурных
изменений в матрице. При содержании «мягких» включе¬
ний в других КЭП твердость может резко понизиться.
Так, микротвердость покрытий Ni—MoS2 равна 2,1 ГПа
вместо 4,4 ГПа у никелевых покрытий [126]. Снижение
твердости на 15 и 30% наблюдалось также при соосаж-
дении с серебром соответственно MoS2 и графита [23].
Важным преимуществом КЭП по сравнению с твер¬
дыми гальваническими покрытиями (в том числе и спла¬
вами) является сохранение у них повышенных значений
твердости во времени, в то время как обычные покрытия
с начальной высокой твердостью теряют твердость уже,
в первые часы и дни после получения.
Износостойкость КЭП в несколько, а иногда и в де¬
сятки раз больше, чем износостойкость чистых покрытий.
Известно, что повышение твердости гальванических по¬
крытий на 10—20% часто приводит к многократному по¬
вышению их износостойкости. Так, включение карборун¬
да в серебро, а карбидов титана, вольфрама и хрома —
в никель уменьшает износ в десятки раз. Однако увели¬
чение твердости иногда сопровождается повышением
хрупкости или внутренних напряжений осадков. Чаще
всего это происходит у покрытий, полученных из элект¬
ролитов с органическими добавками.
Данные о сравнительном износе и коэффициенте тре¬
ния некоторых КЭП, содержащих твердую смазку, при¬
ведены ниже:
7-1079
97
Покрытие
Си Си—M0S2 Ag Ag—M0S2 Sn Sn—MoSj
Линейный из¬
нос, нм/с . . — 3,5 28,8 4,1 10,4 10,1
Коэффициент
трения . . . 0,45 0,51 0,42 0,27 0,37 0,48
Значения износа и коэффициента трения, видимо, не
всегда коррелируются между -собой.
Для различных случаев истирания -существует опти¬
мальное значение твердости, при котором наблюдается
минимальный износ покрытия. Так, минимальный износ
покрытий золотом или его сплавами различных видов
электрических контактов наблюдается при одном из -сле¬
дующих значений твердости: 1,0, 1,2, 1,5, или 1,6 ГПа
(исследования проводили в диапазоне от 0,6 до 3,0 ГПа).
Для металлургической стали минимальный износ соот¬
ветствует твердости 3,0 ГПа. Указанные особенности в
определенных пределах могут быть характерными и для
КЭП.
Повышенные значения твердости КЭП согласуются
с известными результатами, полученными ранее для дис-
пер-сно-отвержденных сплавов (ДОС), классическим
примером которых является -спеченный алюминиевый
порошок (САП). Указанные сплавы обладают -высоко¬
температурной прочностью —сопротивлением к рекрис¬
таллизации и ползучести [1, с. 49]. ДОС, как и КЭП,
являются псевдосплавами, так как вторая фаза (ВеО,
AI2O3, SiO2, TiO2, Fe2O3, V2O3 и др.) даже при высокой
температуре -совсем или почти не реагирует с матрицей.
Данные о твердости композиций приведены на рис. 28
и 29.
Прочность ДОС определяется диаметром d частиц и
расстоянием I между ними, что справедливо и для КЭП.
Предел текучести КЭП σί!3Π равен:
, kd ,
σΚ9Π I' “Г °меТ (θθ)
где °мет— предел текучести металла; k — константа; l'—l—d.
Используя уравнение (31), получаем:
®кэп 2 74а1/3 1 °мет
98
γ*
Рис. 28. Сохранение твердости Н композиций на основе меди
высокотемпературного отжига до температуры плавления
(1083 °C). Состав и содержание [% (об.)] второй фазы:
1—3 — А12О8 (соответственно 3,5; 1,1 и 0,4); 4—6— SiO2 (соответственно
и 0,1).
Рис. 29. Влияние температуры отжига t на твердость Н (а) и
чество выделяющегося водорода V (б) в осадках никеля (?)
стемы никель—Д12О3 (2,3), содержащих соответственно 1,1 и
включений.
после
меди
2,1; 0,6
коли-
и си-
2,0%
Из уравнения (40) можно сделать вывод о прямой за¬
висимости между прочностью КЭП и объемным содержа¬
нием в нем частиц. Процесс упрочнения (отверждения)
происходит вследствие помех, создаваемых частицами
перемещению дислокаций в плоскости их скольжения.
Известно также, что поры и частицы в материале пре¬
пятствуют росту зерен. При уменьшении размеров час¬
тиц и неизменной их концентрации расстояние между
ними уменьшается, что приводит к образованию тонких
пленок металла, которые обладают большей прочностью,
чем компактный металл.
Изменение общей твердости КЭП по сравнению с
чистыми материалами связано не только с дисперсным
упрочнением, но также и с тем, что твердые частицы
препятствуют внедрению индентора прибора (например,
ПМТ-3) для измерения твердости [57].
Для получения ДОС не обязательно, чтобы размер
частиц был в пределах 0,01—0,1 мкм. Так, для спекания
с медью можно использовать частицы А12О3 и SiO2 раз¬
мером до 10 мкм, а для получения САП можно приме¬
нять порошок алюминия с частицами размером 1 —
15 мкм. И в этом случае наблюдается заметное повы¬
шение температуры рекристаллизации.» Но одинаковые
значения микротвердости (3,55 ГПа) КЭП медь — ко¬
рунд получаются при разном содержании корунда в за¬
висимости от размера частиц, т. е. чем мельче размер
частиц, тем при меньшем его содержании достигается
указанное значение твердости [21].
При изучении металлургических композиций Си—
ВеО [0,8% (об.)], Си—А12О3 [1,4—2,4% (об.)], Ag—
А120з [1—2% (об.)] была показана необходимость ис¬
пользования частиц малых размеров. При этом твер¬
дость композиции увеличивается соответственно в 2,5;
2,8 и в 3,9 раза по сравнению с твердостью чистых ме¬
таллов, а разрушающее напряжение при растяжении
возрастает максимально в 2,5 раза. Значительное по¬
вышение твердости указанных композиций по сравне¬
нию с КЭП на основе серебра и меди [12, 14] при почти
одинаковом содержании включений объясняется боль¬
шей упрочняющей ролью более мелких частиц (размер
первых менее 1 мкм, а КЭП — значительно больше).
^Многие КЭП содержат значительную долю частиц, в ос¬
новном крупных, в виде балласта, не приводящего к
100
улучшению прочностных свойств покрытий, хотя круп¬
ные частицы включений влияют на плотность КЭП, их
электрические и химические свойства.
Подтверждением преимуществ композиций металлов
с оксидами перед чистыми металлами являются и дан¬
ные о внутреннем окислении частиц Be, Mg, Zr и других
металлов, внедренных в серебро [127]. Образцы сереб¬
ра, содержащие указанные частицы, обрабатывали на
воздухе при 600 °C, при этом заметно возрастала твер¬
дость композиций.
Внутренние напряжения. Нарушение структуры мат¬
рицы, вызываемое диспергированием в ней частиц по¬
сторонних веществ, может привести к повышению или
понижению внутренних напряжений. Чаще всего это на¬
блюдается у покрытий на основе никеля и железа [1,
с. 51]. При изучении внутренних напряжений железных
покрытий, полученных из суспензий с M0S2, обнаруже¬
но, что они уменьшаются с ПО до 60 МПа, а при нали¬
чии в электролите А12О3 повышаются с 60 до 240 МПа.
Однако при включении А12О3 (как и В4С) повыша¬
ется вязкость покрытий и уменьшается окклюзия во¬
дорода (наводороживание). При внедрении частиц MoS2
повышаются хрупкость покрытий и их наводороживание.
Показано [1, с. 51], что твердость покрытий железом
при содержании в них корунда увеличивается, а внут¬
ренние напряжения значительно уменьшаются (рис. 30,
Рис. 30. Зависимость внутренних напряжений ови от толщины δ по¬
крытий, полученных при разных плотностях тока осаждения (темпе¬
ратура электролита 80°C):
пунктирная линия — покрытие железом; сплошная линия —КЭП железо-
корунд.
101
31). Внутренние напряжения в КЭП обычно вдвое ни¬
же, чем напряжения в чистых покрытиях. Внутренние,
напряжения в никелевых покрытиях,"содержащих кар¬
бид титана, в 2—3 раза ниже, чем напряжения в конт¬
рольных покрытиях. При внедрении в осадки частиц
ZrO2 внутренние напряжения не изменяются.
Осаждением КЭП на основе никеля с цементной
пылью [42] достигается уменьшение вдвое внутренних
напряжений как в матовых, так и в блестящих покрыти¬
ях, полученных из электролита с бутиндиолом. Твер-
Рис. 31. Зависимость внутрен¬
них напряжений σΒΗ от. толщи¬
ны δ покрытий, полученных при
различных температурах элек¬
тролита (ίκ=2 кА/м2):
пунктирная линия — покрытие же¬
лезом; сплошная линия — КЭП же¬
лезо-корунд.
дость композиций на основе матового никеля повышает¬
ся по сравнению с чистыми покрытиями с 2,3 до 2,7 ГПа;
при включении частиц в блестящие покрытия твердость
не изменяется.
Получены [41] низкие значения внутренних напря¬
жений (в относительных единицах) в КЭП на основе ни¬
келя по сравнению с внутренними напряжениями в чи¬
стых покрытиях при изменении параметров осаждения:
Внутренние’ напряжения
Материал при pH 2 -> 5 при Ζκ, 0,1 -> 0,5 кА/м2
Ni 12 — 20 20 — 26
Ni—ZrO2 9—11 18—16
Ni—TiC 2 — 3 3 — 4
Ниже приведены относительные значения внутренних
напряжений σΒΗ при толщине покрытий 15 мкм:
Вторая фаза Отсутствие Каолин ZrO2 SIC NbC WC Cr3C2
Внутренние на- f
пряжения . . 38 29^ g-22 20 18 10 4
Уменьшение внутренних напряжений в КЭП на осно¬
ве никеля видно и на рис. 32.
102
Методом акустической эмиссии исследованы [57]
внутренние напряжения в КЭП на основе железа, нике¬
ля, сплавов Fe—Ni и Fe—Zn, содержащих корунд. Прин¬
цип метода заключается в измерении интенсивности уп¬
ругих волн, возникающих при нагружении образца с
покрытием, которое вызывает образование микротрещин.
Как в КЭП, так и в контрольных покрытиях возникало
одинаковое число упругих волн: наличие в матрице дис¬
персных частиц приводит к нарушению поля напряже¬
ний дислокаций и тем самым к ослаблению внутренних
напряжений и уменьшению хрупкости.
Рис. 32. Зависимость внутренних напряжений σΒΗ покрытий никелем
((/) и композиций на его основе с А120з i(a) и с SiC (б) при различ¬
ном содержании включений [% (масс.)]:
2 — 2,7; 3 — 4,7; 4 — 10,3; 5 — 3,0; 6 — 6,0; 7 — 9,8.
Рис. 33. Зависимость вну¬
тренних напряжений Овн
покрытий никель—корунд
от плотности тока iK и
концентрации А12О3 в
электролите:
/ — покрытие никелем; 2—
4 — покрытие никель—ко¬
рунд, полученное при кон¬
центрации Л12Оз в электро¬
лите соответственно 50; 25
и 10 кг/м’.
-
а
t
. 0,35 -
X
ъ”
0,3-
0,25 -
0
103
Внутренние напряжения в покрытии Си — корунд
вдвое ниже, чем напряжения в покрытиях чистой медью.
Их значение в условных единицах в зависимости от ус¬
ловий электролиза выражается следующим уравнением:
σΒΗ = 2,47 — 0,03ίκ— 1,52/ — 1,12рН — 1,80дот
Изучению внутренних напряжений в покрытиях на
основе никеля посвящено несколько работ [126, 128].
Согласно [126], внутренние напряжения в покрытиях
Ni—M0S2, равные 224 МПа, меньше напряжений в чис¬
тых покрытиях, равных 260 МПа. На микрофотографи¬
ях покрытий (Х960) не было обнаружено микротре¬
щин. Для снятия напряжений и удаления влаги, остаю¬
щейся после промывки образцов с покрытиями, послед¬
ние рекомендуется подвергать нагреванию в вакуумной
печи при 250—300 °C в течение 3 ч и давлении 1,3—
13 Па, но не ниже во избежание разрушения M0S2.
Некоторое возрастание внутренних напряжений по
сравнению с напряжениями чистых осадков обнаружи¬
вается у покрытий Ni—AI2O3 (рис. 33). Покрытия были
получены из электролита типа Уоттса, содержащего
ультратонкие частицы А12О3 (d=0,005—0,05 мкм). Сус¬
пензия перемешивалась пропусканием пузырьков азота
через стеклянную спираль. Указанная высокая дисперс¬
ность частиц приводила к образованию гелеобразной
структуры, вследствие чего при концентрации 60 кг/м3
система суспензия — гель становилась неперемешивае-
мой. Следует отметить, что приведенные на рис. 33 раз¬
личия в значениях напряжений у чистых и композици¬
онных покрытий незначительны.
Наводороживание осадков. При включении высоко¬
дисперсных частиц в гальванические покрытия изменя¬
ется не только структура последних, но и количество
внедряющегося в осадки водорода (наводороживание)
[41, 105, 126]. Осадки Ni—M0S2, полученные из суспен¬
зии, содержащей 245 кг/м3 сульфата никеля, 30 кг/м3
хлорида никеля, 20 кг/м3 аминоуксусной кислоты и 30—
50 кг/м3 MoS2 (марки МВЧ), частицами основной фрак¬
ции размером 0,75—2 мкм, имели наводороживание
0,66 дм3/кг вместо 0,43 дм3/кг у чистых покрытий [126].
Приведены [105] соотношения между наводорожива-
нием и составом композиций, полученных из сульфат-
хлоридного электролита никелирования, содержащего
104
частицы у-А^Оз размером 0,6—1,0 мкм (см. рис. 29).
Количество включенного в осадки водорода определя¬
лось измерением его объема при извлечении в вакууме
и было пропорционально содержанию второй фазы. Вы¬
сокотемпературный отжиг приводит к максимальному
(выделению водорода из осадка, при этом повышается
пластичность и снижается хрупкость покрытий.
Электрические свойства КЭП. В результате исследо¬
вания серебряных и медных покрытий было показано,
что значения тепло- и электропроводимости КЭП имеют
такой же порядок, что и значения этих величин для чи¬
стых металлов [1, с. 52]. При нагрузке 0,05—2 Н пере¬
ходные сопротивления серебряных покрытий и покры¬
тий серебро — корунд близки и составляют 0,5—1,5 мОм.
Значения сопротивлений покрытий медь — графит,
медь — дисульфид молибдена и медь — корунд были
почти одинаковы со значениями сопротивления медных
покрытий. При измерении сопротивления спеченных
композиций Си—ВеО, Си—ΑΙ2Ο3 и Ag—AI2O3 (было вы¬
явлено, что удельная электропроводимость материалов
составляет соответственно 46—49; 48—51 и 42—
52 МСм/м, в то время как для меди эта величина равна
58 МСм/с, а для серебра 62 МСм/м.
Из сказанного следует, что известные методы расче¬
та электро- и теплопроводности, диэлектрической и маг¬
нитной проницаемости и плотности гетерогенных много¬
компонентных систем могут быть использованы и для
характеристики КЭП. При расчете необходимо учиты¬
вать геометрию включений, как это показано на приме¬
ре покрытий Си—W [129].
Некоторые покрытия, получаемые из чистых электро¬
литов, характеризуются высокими значениями электри¬
ческого сопротивления. В случае включения 0,7—О',9%
тартратов или метафосфорной кислоты в чистые сереб¬
ряные покрытия их удельное сопротивление увеличивает¬
ся в 170—190 раз, а в случае включения 0,2% НРО3 в
медные покрытия — в 10 раз. Особенно большие коли¬
чества включений в чистые гальванические покрытия
внедряются вследствие наличия блескообразователей или
других растворимых добавок в электролите. В кобальто¬
вых покрытиях обнаруживается от 1 до 10% (масс.)
неметаллических включений, в основном серы и угле¬
рода. Такие включения ухудшают наряду с электриче-
105
скими механические и антикоррозионные свойства по¬
крытий.
Структура покрытий. КЭП отличаются по свойствам
от чистых покрытий, так как в процессе их получения
изменяется структура матрицы (измельчение зерна).
Измельчение зерна происходит вследствие внедрения
частиц в матрицу, а также в результате механического
воздействия этих частиц на поверхность матрицы в про¬
цессе осаждения. Кроме того, сами частицы изменяют
свойства КЭП [1, с. 53—55].
Наличие измельчения зерна у медных покрытий,
связанного с внедрением частиц корунда, подтвержда¬
ется рентгенографическими исследованиями. При этом
отмечается, что структура покрытий не обязательно со¬
ответствует характеру поверхности: сравнительно глад¬
кие покрытия из чистого электролита могут быть более
крупнокристаллическими, чем покрытия из суспензии.
Однако чистота поверхности КЭП бывает достаточно
высокой. Так, керметы на основе никеля, содержащие
включения карбидов и оксидов с частицами размером
1—4 мкм, имеют высокую чистоту поверхности (обыч¬
но около 0,3—1 мкм). При травлении поперечных шли¬
фов таких КЭП не выявляется структура матрицы, в то
время как у чистых никелевых осадков обнаруживается
столбчатая структура.
При измерении электрических емкостей была дана
оценка шероховатости покрытий на основе меди тол¬
щиной 15 мкм, осажденных из различных электролитов
(рис. 34). Размеры частиц MoS2 составляли около
3 мкм. Незначительное изменение шероховатости по¬
крытий, полученных из сульфатного электролита — сус¬
пензии с корундом, связано с тем, что в этом случае
КЭП не образуется. Из щелочных электролитов КЭП
осаждаются, с чем связано повышение шероховатости
покрытий. Повышенная шероховатость покрытий с MoS2
отмечается также и на профилограммах (рис. 35).
Микроструктура КЭП изучалась многими авторами
[1, с. 54, 55] с помощью микрофотографий поперечного
шлифа или поверхности покрытий. При этом обнаружи¬
вается равномерное распределение частиц по объему по¬
крытия, что, в частности, позволяет использовать данные
микроскопического наблюдения для расчета состава по¬
крытий по уравнениям (27)— (29). Равномерное распре-
106
I
6
Рис. 35. Профилограммы КЭП на основе меди, полученных из этилен¬
диаминового (а), пирофосфатного (6) и сульфатного (в) электроли¬
тов, содержащих различные вещества второй фазы [(в скобках ука¬
заны концентрации частиц (кг/м3) ]:
/ — чистый электролит; 2 —корунд МП-1 (10); 3— корунд МП-1 (50); 4 — ко¬
рунд МП-1 (100); 5 — корунд М (10); 6 — корунд М7 (50); 7 — корунд М7 (100);
в — MoS2 (10); 9 — MoS2 (50); 10 — MoS2 (100).
50мкм
4
7
Рис. 36. Профилограммы покрытий на основе никеля в зависимости
от природы второй фазы в электролите (С= 100 кг/м3):
1 — чистый электролит; 2 — ThO2; 3 — корунд ШП-3; 4-СтД; 5 — СеО2; 6 —
тальк; 7 — корунд КО-7.
108
деление частиц в покрытиях на основе серебра [12] И
меди [14] подтверждается данными химического ана¬
лиза.
Структура покрытия характеризуется и профилем его
поверхности, определяемым веществом второй фазы
(рис. 35 и 36). Как видно из рис. 35, частицы MoS2 спо¬
собствуют образованию покрытия с большей шерохова¬
тостью.
Зависимость профиля покрытий на основе никеля от
природы частиц (см. рис. 36) была определена при сле¬
дующих размерах частиц и содержании включений
[29]:
2
Номер профилограммы
3
4
5
6
7
Вторая фаза .
Размер частиц,
ThO2
Корунд
ШП-3
Сг2О3
СеО2
Тальк
Корунд
КО-7
мкм ....
Содержание
включений, %
5—40
12—20 :
2-20
2—20
0—7
(масс.) . . .
10,0
1,3
5,8
1,8
1,8
4,5
Из анализа
профилограмм видно
, ЧТО
покрытия име-
ют меньшую шероховатость в случае использования час¬
тиц малых размеров или же при малом содержании
'включений. Профили покрытий Ni—ThO2, Ni—ШП-3 и
Ni—СеО2 близки благодаря высокой дисперсности час¬
тиц включений в первом из них и малому содержанию
второй фазы в других случаях, когда в покрытие внед¬
ряются только более мелкие частицы.
При нарушении рельефа поверхности покрытия
вследствие поглощения им частиц сравнительно круп¬
ных размеров ухудшается блеск. Однако никелевые и
медные покрытия, получаемые из суспензий с малой кон¬
центрацией корунда (10—20 кг/м3), имеют практически
такой же блеск, что и чистые покрытия [14]. Ухудшение
блеска КЭП выявляется при их электрополировании.
Блеск покрытий, полированных в ортофосфорной
кислоте, изменяется в зависимости от концентрации час¬
тиц корунда [19]:
Концентрация корунда M7, кг/мЗ
0
10
50
200
Блеск покрытий, получен¬
ных из электролита, %
пирофосфатного . .
80
43
34
5
этилендиаминового .
89
34
19
4
109
Таким образом, включения частиц понижают блеск
покрытий, однако при внедрении частиц размером менее
1 мкм в покрытия медью и никелем ухудшения блеска
не наблюдается.
Текстура КЭП изучена мало. В общем случае нали¬
чие включений, изменяющих структуру покрытия вслед¬
ствие нарушения условий его образования, должно при¬
водить к изменению текстуры покрытий. Текстура КЭП
Fe—В4С сравнительно с текстурой чистого покрытия ос¬
лабляется и даже исчезает, а в покрытиях Fe—M0S2
текстура не выявлена, хотя некоторые данные говорят
о том, что у КЭП на основе меди она не изменяется.
При рассмотрении рентгенограмм КЭП Ni — корунд и
чистых осадков также не была замечена разница в их
текстуре.
В случае увеличения концентрации корунда от 0 до
100 кг/м3 в суспензии для железнения текстура была ос¬
лаблена по оси (112) вплоть до полного ее исчезнове¬
ния [48]. Наличие в суспензии 30—60 кг/м3 корунда
приводит к получению композиций без текстуры.
Подчеркивается возможность создания КЭП, у кото¬
рых начальные слои (на границе с основой) и поверх¬
ность имели бы ограниченное содержание включений,
поскольку последние могут ухудшать сцепление с ос¬
новой и приработку изделий со смежной деталью [38,
57]. Например, КЭП Fe — корунд осаждали из метил¬
сульфатного электролита при следующем режиме:
10 мин электролиза в покое, 10 мин — при турбулент¬
ном перемешивании и 15 мин — в покое при убывающей
седиментации частиц. Толщину разных слоев покрытия
можно регулировать не только продолжительностью
осаждения, но и плотностью тока. Таким путем получен
КЭП переменной толщины, твердость которого увеличи¬
вается от 1 —1,6 до 4—6 ГПа, а затем уменьшается до
1 —1,8 ГПа на поверхности.
ХИМИЧЕСКИЕ И АНТИКОРРОЗИОННЫЕ
СВОЙСТВА
КЭП могут быть достаточно химически и коррозионно-
стойкими покрытиями, так как частицы второй фазы, яв¬
ляясь анодом или катодом относительно матрицы, изме¬
110
няют электрохимические свойства последней. Кроме то¬
го, эти частицы сами достаточно химически стойки и мо¬
гут защищать металл от коррозии благодаря экрани¬
рующему действию. Внедрение в покрытия ингибиторов
коррозии также может ослабить коррозионное разруше¬
ние матрицы [1, с. 56—58].
КЭП с повышенной коррозионной стойкостью полу¬
чают в том случае, если матрицей служит никель. Это
Продолжительность, ч
Рис. 37. Окисление при 550 °C медных покрытий (7) и КЭП медь —
корунд, полученных из суспензий, содержащих 50 (2) и 100 кг/м3
(3) корунда М7, в различных электролитах:
а — пирофосфатный; б — этилендиаминовый.
в первую очередь тонкие покрытия, содержащие вклю-
чения электрохимически нейтральных веществ, обеспе¬
чивающих на последующем, завершающем хромовом по¬
крытии образование множества мельчайших пор. Эти
поры способствуют равномерному распределению очагов
коррозии на поверхности и предупреждают проникнове¬
ние коррозии в глубь покрытия. Крупных очагов корро¬
зии, проникающих до основы (сталь) и дающих ржа¬
вые пятна, в этом случае не наблюдается [9, 39, 69].
Другим видом покрытий с повышенной химической
стойкостью являются покрытия никель — палладий
[22]. В нем частицы палладия с содержанием менее
1% (масс.) играют роль катодного протектора. При
анодной поляризации это покрытие пассивируется по из¬
вестному принципу анодной защиты [130]. Покрытия,
легко пассивирующиеся в окислительных средах, могут
быть созданы внедрением и других, более дешевых, чем
палладий, катодных присадок (Си, Ag, графит, элект¬
111
ропроводящие оксиды металлов, например Fe3O4, МпО2)
в матрицы никеля, кобальта, железа, хрома и неосаж-
даемых из водных растворов металлов — бериллия,
алюминия, титана и ванадия.
Жаростойкость КЭП на основе меди [21] значитель¬
но повышается при введении в него корунда (рис. 37).
Рис. 38. Жаростойкость никеля (?) и композиций никель—тальк,
осажденных в поле центробежной силы при концентрации талька
(кг/м3):
2 — 1; 3 — 3; 4 — 5.
При июследовании никелевых покрытий, содержащих
различные включения, также была обнаружена меньшая
скорость окисления КЭП по сравнению со скоростью
окисления чистых покрытий (рис. 38 и 39) [105]. Пони¬
жение скорости окисления на 20—40% при 700—1100 °C
11?
показано и для покрытий Ni — корунд, Ni — тальк и
Ni—СеО2, содержащих 1,5—2,0% (масс.) включений.
Однако содержание оксидов в количестве более 3% при¬
водит к повышению скорости окисления.
Подтверждением изложенного выше служат и дан¬
ные, согласно которым при введении SiO2 и MgO в ко-
Рис. 39. Высокотемпературное окисление покрытий никелем (/—4)
и КЭП Ni—А120з (/'—4') в зависимости от их предварительного от¬
жига при различных температурах:
1,1' —без отжига; 2,2'- при 370 °C; 3,3' — при 500 °C; 4,4' — при 900 °C.
личествах около 0,1 и 0,8% (масс.) скорость окисления
никеля уменьшается в 1,5—2 раза [47]. Повышенная
стойкость (при 800°C) наблюдается и для подобных ме¬
таллургических композиций.
Включения в цинковые покрытия частиц металлов за¬
метно изменяют его коррозионную стойкость. Многие ме¬
таллы относительно цинка (нормальный электродный
потенциал которого равен —0,76 В) в электрохимиче¬
ском отношении являются катодами, и включения их бу¬
дут ускорять коррозию цинка. Покрытия цинком из
сульфатного электролита с включениями сурьмы раство¬
ряются в разбавленной серной кислоте в 1,5—2 раза
Я—1079 Щ
быстрее, чем чистые. При проведении коррозионных ис¬
пытаний в воде в течение 5 ч при 65 °C было показано,
что потери массы чистых осадков и образцов, содержа¬
щих сурьму и висмут, составляют соответственно 3,8;
5,7; 8,1 мг.
Особенно быстрорастворимые цинковые покрытия
получаются из щелочного электролита, содержащего по¬
рошки никеля карбонильного марки ПНК-1 (d—1—
5 мкм). Осадки с 4—12% (масс.) никеля растворялись
в 3%-ном растворе H2SO4 в 13—20 раз быстрее, чем чи¬
стые покрытия. Такие покрытия можно рекомендовать в
качестве временных.
В случае включения более крупных частиц порошка
никеля электролитического марки ПНЭ (с?=5—15 мкм)
в количестве 0,4—1,0% (масс.) не изменяется скорость
растворения цинковых покрытий. Карбонильный никель
содержит до 0,3% углерода, а электролитический — до
0,001%.
При использовании электролитического порошка ни¬
келя, полученного лабораторным путем, образуются
осадки, скорость растворения которых в кислоте в 2—2,5
раза меньше, чем чистых покрытий. Такие покрытия по¬
лучаются из щелочных электролитов, содержащих 5—
50 кг/м3 порошка никеля. Они высококачественны и со¬
держат всего 0,02—0,14% (масс.) никеля. Их повышен¬
ная стойкость к кислотам объясняется, видимо, экрани¬
рующим или ингибирующим действием порошка. Такой
порошок содержит примеси сульфида.
Принцип повышения коррозионной стойкости гальва¬
нических покрытий внедрением в них частиц второй фа¬
зы использован также при получении не темнеющих от
сероводорода серебряных покрытий осаждением на них
тонких прозрачных пленок основных соединений некото¬
рых металлов (бериллия, магния, алюминия, титана и
др.). При этом покрытия получают в две стадии: снача¬
ла осаждают серебряное покрытие, а затем его подвер¬
гают катодной обработке. В случае применения нового
способа можно получать такие покрытия в один этап, во
время электролитического осаждения серебра из раство¬
ров, содержащих как ионы серебра, так и ионы указан¬
ных выше металлов. Последние за счет защелачивания
образуют в околокатодном пространстве нерастворимые
соединения, которые в качестве второй фазы внедряют-
ш
ся в растущее серебряное покрытие. Защелачивание про¬
исходит от разряда на катоде ионов водорода или рас¬
творенного в электролите кислорода.
РОЛЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
И ЖАРОСТОЙКОСТЬ КЭП
КЭП отличаются от композиционных материалов, полу-'
чаемых порошковой металлургией, тем, что не требует¬
ся обязательного последующего отжига и обработки дав¬
лением для улучшения их структуры. Однако термиче¬
ская обработка КЭП не исключается. Ее часто проводят
для гомогенизации структуры, образования интерметал¬
лических соединений, снятия внутренних напряжений и
повышения пластичности.
Без ущерба для защищаемого изделия термическую
обработку можно проводить в первую очередь для по¬
крытий на основе легкоплавких металлов: Zn, Cd, Sn,
Pb. При использовании соответствующей техники (ва¬
куумные печи, установки для поверхностного нагрева)
можно обрабатывать покрытия и из более тугоплавких
металлов. Соосаждением порошков неметаллов получа¬
ют сплавы с включением в металлы бора, углерода,
кремния, фосфора, серы.
Гальванические покрытия на основе никеля получают
включением в него порошков вольфрама и молибдена и
последующим отжигом [1, с. 59]. В результате отжига
других электролитических композиций, таких, как Ni—
Сг (порошок) и Fe—Сг (порошок), получаются по¬
крытия типа нержавеющей стали. При этом диффузия
порошков протекает сравнительно легко из-за малых
размеров частиц (d«l—5 мкм).
Возможно получать покрытия с изменяющимся по
толщине составом. Для этого сначала получают КЭП и
подвергают его отжигу. Легколетучие оксиды (например,
SnO2) или другие вещества второй фазы, склонные к
окислению, будут диффундировать к поверхности и от¬
рываться от нее. Более глубокие слои покрытия будут
содержать дисперсную фазу в более высоких концентра¬
циях, чем поверхностный слой. Удалить с поверхностного
слоя включения можно также обработкой КЭП в раство¬
рах кислот или щелочей.
8*
115
Во многих случаях КЭП подвергают Термической об¬
работке также для улучшения высокотемпературной
прочности или для выявления склонности к окислению
при высоких температурах. Покрытия Ni—А120з, Ni—
TiC>2 и др. проявляют повышенную прочность при высо¬
ких температурах.
О влиянии термической обработки КЭП на основе
меди на их механические свойства можно судить по дан¬
ным табл. 13.
Таблица 13. Влияние термической обработки КЭП на основе меди
на механические свойства покрытий
Покрытие
Условия получения покрытий
Износ покры¬
тий, мг
Микротвер¬
дость покры¬
тий, МПа
электролит
марка корун¬
да
концентрация
корунда в
электролите,
кг/мЗ
до отжига
после отжига
до отжига
после отжига
Медь
Медь—
корунд
Пирофосфатный
Этилендиамино-
ъый
Пирофосфатный
»
Этилендиамино¬
вый
»
»
М7
М7
М20
М7
,'М7
М20
100
200
200
L50
200
200
4,1
3,4
1,0
2,0
1,5
1,0
1,2
4,2
3,5
1,3
2,6
1,6
1,1
1500
1550
3400
4300
3200
2300—
3200
3650
3400
1000—
1250
1000—
1300
1800
2200
1600
1600
1900
1500
Образцы обрабатывали при 600 °C в вакууме (45 Па) в
течение 1 ч.
После отжига у всех покрытий снижается твердость,
но у КЭП она и в этом случае остается высокой. Пре¬
имущества КЭП перед чистыми покрытиями при отжиге
проявляются и в значениях износостойкости; у первых
стойкость в несколько раз выше, как и до термической
обработки. Таким образом, можно отметить общую зако¬
номерность: прочностные свойства КЭП лучше, чем свой¬
ства чистых покрытий, не только при нормальных усло¬
виях, но и после высокотемпературной обработки.
Среди рассмотренных веществ А12О3, TiO2, ZrO2 (d=
= 5—60 нм) наибольший эффект в стабилизации струк¬
116
туры композиций Ni— оксиды до 1400 °C оказывает ко¬
рунд [131]. При электронно-микроскопическом изучении
на просвет его тонких пленок, осажденных из электро¬
лита Уоттса, были показаны высокая плотность дислока¬
ций и ограничение двойникования и роста кристаллов
частицами. Частицы А12О3 находятся как в зернах, так
и на границах между ними. Оптимальная термическая
стойкость могла быть достигнута, если частицы в матри¬
це были бы дискретными. Однако столь диспергирован¬
ные частицы подвергаются агломерации в суспензии
и в матрице, особенно при 1000—1400 °C.
Ниже приведены данные о твердости композиций при
различных температурах отжига (продолжительность
отжига 1ч):
Твердость после
отжига, ГПа
Ni
Ni-Α12Ο3
Ni-TiOa
Ni—ZrO2
при 300 °C . .
при 1100—
1.4
2,1
2,0
2.0
1400 °C . . .
Интервал темпера¬
тур кристаллиза¬
0,65
1,25
1,05
0,70
ции, °C ... .
300—1000
900—1100
750—900
750-1000
В результате отжига при 1100—1400 °C плотность
дислокаций уменьшается или совсем исчезает при дли¬
тельном нагреве.
Температуры рекристаллизации упрочненного второй
фазой никеля, определенные рентгеновским методом
[46] на аппарате УРС-60, выше, чем у чистого никеля:
КЭП Ni Ni—ZrO2 Ni—TiC Ni—каолин
Начальная темпе¬
ратура рекри¬
сталлизации, °C . 345 (теория) 500—600 600—650 550—650
Все КЭП, подвергнутые термической обработке, об¬
ладают более мелкозернистой структурой, чем никель.
Дебаеграммы их представляют сплошные линии, а у ни¬
келя даже без отжига — отдельные точки. Последнее
характеризует сравнительно грубозернистую структуру.
Сопротивления композиций на основе меди к рекрис¬
таллизации при наличии в них частиц А12О3 или SiO2
приведены на рис. 28.
Вследствие дисперсного упрочнения композиционные
материалы и покрытия обладают и повышенной жаро¬
117
Стойкостью. Ряд работ [23, 132] посвящен теоретическо¬
му объяснению этого явления, а также исследованиям
отдельных композиций при высоких температурах. Проч¬
ностные свойства (композиционных материалов преобла¬
дают над свойствами чистых гомогенных материалов в
случае сохранения гетерогенности при высоких темпе¬
ратурах [132, с. 111 —118]. Частицы второй фазы будут
играть роль упрочнителей, если они (инертны к (матри¬
це, не растворяются в ней и не коагулируют при рабо¬
чих температурах. Так, никель, упрочненный тугоплав¬
кими оксидами с частицами размером 10—60 нм, сохра¬
няет прочность при 1100—1200 °C в течение 300—500 ч.
Композиция на основе никеля может быть дополни¬
тельно упрочнена нагревом в течение 10—100 ч при
1300—1400 °C. При этом наряду с областями рекристал¬
лизации в материале сохраняются области существова¬
ния волокнистой структуры с зернами размером 1 —
2 мкм, внутри которых наблюдаются сплетения дисло¬
каций. Имеет место взаимодействие дисперсных частиц с
дислокациями и субграницами. Последние закрепляются
частицами и тормозят рост субзерен и процесс рекрис¬
таллизации. Неоднородность, возникшая при указанном
взаимодействии, сохраняется в широком диапазоне тем¬
ператур до 0,95 Тпл- После отжига при 1300—1400 °C
сплав Ni — оксиды может длительно эксплуатироваться
при 1100 °C.
Вопросы движения посторонних включений в твердых
телах под влиянием градиента температуры или элект¬
рического напряжения, взаимодействие включений
(в том числе и газообразных) с границами зерен, высо¬
котемпературное деформирование (ползучесть) дисперс¬
но-упрочненных сплавов и их спекание освещены в мо¬
нографии [133].
Г л ав а 3
ВИДЫ композиционных ПОКРЫТИЙ
КЭП НА ОСНОВЕ НИКЕЛЯ
Никель чаще всего служит матрицей для КЭП, так как
он обладает сродством к большинству частиц, применяе¬
мых в качестве второй фазы, и легко образует с ними
■покрытия. Это следует также из того, что никелевые по¬
крытия в промышленности занимают 3Д объема гальва¬
нически осаждаемых металлов. КЭП на основе никеля
характеризуются и отличными физико-химическими
свойствами: высокими твердостью и прочностью, хоро¬
шим внешним видом и стойкостью к коррозии в щелоч¬
ных и слабокислых средах и в атмосфере. В большом
числе работ, посвященных изучению КЭП на основе ни¬
келя, использовались в основном два электролита:
сульфатхлоридный (электролит Уоттса) и сульфамат¬
ный. Их составы (кг/м3) и наиболее часто используемые
режимы приведены ниже:
Сульфатхлоридный
Сульфаматный
электролит
электролит
NiSO.-7H2O .
300
Ni(NH2SO3)2 .
250—400
NiCl2-6H2O . .
60
NiCl2-6H2O . .
40—60
Н3ВО"з ....
30
Н3ВО3 ....
30—40
pH
3,5—4,5
рн
4,5—5,2
t, °C
40—60
t, °C
60
iK, кА/м2 . . .
0,5
ίκ, кА/м2 . . .
1
Сульфаматный электролит рекомендуется применять
для осаждения покрытий с низкими внутренними напря¬
жениями [43] и для быстрого наращивания слоев ком¬
позиций, например для осаждения твердых и износостой¬
ких композиций на детали моторов [68].
Перемешивание суспензий может осуществляться
пропеллером, продуванием воздуха или инертного газа,
качанием (осцилляцией), циркуляцией или другими из¬
вестными способами.
КЭП на основе никеля, рассматриваемые ниже, ус¬
ловно подразделяются на несколько видов.
119
Износостойкие и жаропрочные покрытия. Компози¬
ции, содержащие тугоплавкие керамические частицы,
упоминаются в обзорных статьях, патентах и специаль¬
ных работах [1, с. 61—69; 107; 134]. При этом отмеча¬
ется их высокая термическая стойкость и хорошие меха¬
нические свойства. Так, покрытие Ni—SiC с содержани¬
ем SiC 35—50% (об.) может кратковременно работать
до 2600 °C. Аналогичное покрытие при толщине 200 мкм
прочно сцепляется со сталью и сохраняет твердость до
260 °C. Слой кермета толщиной 25 мкм на стали дефор¬
мируется без излома при ударе специальным стальным
шаром. При многократном погружении изделия с покры¬
тием Ni—SiC в воду после нагрева его до 650 °C трещин
не образуется (хромовое покрытие при этом растрески¬
вается и расслаивается). Износостойкое покрытие эф¬
фективно и для защиты изделий из алюминиевых спла¬
вов.
Покрытие Ni—AI2O3 выдерживает 2000 циклов нагре¬
вания в пламени горелки при 1100 °C с последующим
резким охлаждением на воздухе до 150 °C.
Гальванические керметы обладают повышенным со¬
противлением к износу. В случае истирания таких по¬
крытий в масле при 60 °C обоймой вращающегося под¬
шипника получаются более высокие значения давления
схватывания по сравнению с чистым никелевым покры¬
тием:
Покрытие . . Ni Ni—А12О3 Ni—SiC Ni—WC Cr
Давление схва¬
тывания,
МПа .... 15 61 204 258 335
КЭП Ni—-SiC применяют вместо хромового покрытия
при изготовлении различных ножей, метчиков и лезвий;
срок службы изделий при этом повышается в несколько
раз. Описаны детали, изготовляемые гальваническим на¬
ращиванием покрытия никелем, содержащие карборунд,
оксиды, алмаз, металлы, керамику. Сообщается об ис¬
пользовании гальванических покрытий керметами при
высоких температурах и отмечаются их преимущества
перед покрытиями, получаемыми плазменным напылени¬
ем: большой выбор композиций, равномерная толщина,
возможность покрытия профилированных изделий, бо¬
лее тонкая отделка поверхности.
120
Свойства покрытий с тугоплавкими частицами на ос¬
нове никеля, осажденных на нержавеющую сталь, при¬
ведены в табл. 14.
Таблица 14. Свойства композиций на основе никеля, осажденных
на нержавеющую сталь
Вторая
фаза
покры¬
тия
Плотность
частиц,
p-10-3,
Кг/мЗ
Размер
частиц,
мкм
Содержание
включений
Чистота
поверхно¬
сти,
мкм
Сцепление
со сталью,
МПа
Твердость,
МПа
%
(об.)
%
(масс.)
ZrB2
6,5
3—4
50
40
0,32
20
5150
SiC
3,2
3—4
40
19
2,2
49
5150
TiC
4,9
3-4
40
26
0,33
21
5040
ZrC
6,8
3—5
40
35
0,88
39
5330
TaC
14,6
3-5
40
52
0,56
38
5180
6,8
2—3
40
36
0,38
22
4200
WC
15,8
2-3
40
55
0,54
65
5150
BN
2,3
1—5
25
8
0,83
20
4530
SiaN4
3,2
1—2
30
20
—.
21
5510
A12O3
4,0
1—2
50
31
0,75
26
5620
ZrO2
5,8
0,5-1
40
30
0,75
18
4530
Cr2O3
5,1
1
30
19
0,37
44
5330
Как видно из приведенных данных, во всех случаях
наблюдается повышение твердости матрицы (при со¬
хранении ее определенной пластичности) за счет дис¬
персного отверждения. Износостойкость КЭП такая же,
как у азотированной поверхности стали. Сцепление кер¬
метов с танталом, молибденом, вольфрамом такого же
порядка, как и у покрытий, полученных плазменным на¬
пылением.
Перечисленные в табл. 14 КЭП рекомендуются для
использования в судостроительной, горнорудной, химиче¬
ской и других отраслях промышленности. Покрытия
Ni—SiC рекомендуются для нанесения на пресс-формы,
применяемые при изготовлении изделий из пластмасс.
Представляют интерес керметы Ni—AI2O3, получен¬
ные из суспензий. Их твердость намного выше, чем твер¬
дость чистых покрытий. При осаждении происходит бо¬
лее обильное включение в покрытия серых порошков,
чем белых, однако корунд ШП-3 серый, предварительно
прокипяченный в 20%-ном растворе НС1, включается
лишь в количестве 0,2—0,4% (масс.). Это объясняется
121
наличием в серых порошках загрязнений, способствую¬
щих большей адсорбции частиц поверхностью катода.
При изменении концентрации корунда от 100 до
250 кг/м3 содержание включений в покрытии (ат=5,5—
8%) и его стойкость в 10%-ном растворе ΗΝΟ3 не из¬
меняются. Микрофотографии поперечных шлифов покры¬
тий показывают равномерное распределение частиц по
толщине покрытий и резкое повышение твердости.
При осаждении никеля из суспензии в электролите
блестящего никелирования с концентрацией нафталин¬
дисульфокислоты 3 кг/м3 получаются полублестящие по¬
крытия, содержащие 3% (масс.) включений. После от¬
фильтровывания частиц вновь получались блестящие
покрытия. Следовательно, корунд не адсорбирует кисло¬
ту и не уменьшает ее блескообразующей способности.
В случае увеличения концентрации корунда до 50,
100 и 200 кг/м3 содержание частиц второй фазы повы¬
шалось соответственно до 4, 6 и 7% (масс.); микротвер¬
дость также изменялась от 4840 до 6170 МПа.
Было обнаружено (рис. 40), что блестящие покрытия
образуются лишь при небольшой концентрации частиц в
электролите и малом содержании включений или в том
случае, если частицы отфильтрованы из электролита че¬
рез плотный фильтр. При наличии в суспензии субмик¬
ронных частиц блеск КЭП на основе никеля сохраня¬
ется до толщины покрытия 10 мкм.
Получено износостойкое покрытие на внутренних
трохоидальных поверхностях двигателей внутреннего
сгорания, эксплуатирующихся в жестких условиях [134].
Образование покрытия протекает через следующие по¬
следовательные операции: осаждение слоя цинка тол¬
щиной около 1 мкм; нанесение первого слоя никеля тол¬
щиной 10—20 мкм из суспензии, содержащей твердые
частицы размером 1 мкм и менее и концентрацией до
100 кг/м3 (ванна находится в покое, а частицы седимен¬
тируют) ; нанесение второго слоя никеля толщиной 300—
320 мкм из той же ванны при непрерывном перемешива¬
нии. Плотность тока при нанесении первого слоя никеля
0,2—0,9 кА/м2, при нанесении второго слоя никеля —
около 2 кА/м2.
Электролит помимо основных составных частей со¬
держит сахарин, его pH равен 5—6, температура ванны
50—70 °C.
122
Никелевые покрытия обычно восприимчивы к части¬
цам любой природы, за исключением силикагеля.
Аморфные частицы силикагеля в сульфатхлоридном
электролите включаются в покрытия незначительно (де¬
сятые доли процента); частицы кремнезема включаются
в большей степени—1—2% (масс.). Более ус'Мййным
было соосаждение силикагеля марки КСМ-6п с никелем^
Рис. 40. Зависимость блеска покрытия 7? (а), содержания в нем
включений ат (б) и его микротвердости Н (в) от концентрации С
корунда М7. (Пунктирная линия— контрольное покрытие, получен¬
ное из фильтрата суспензии.)
из аммонийного электролита [16]. При pH электролита
2,4, температуре 60°C и iK=0,5—1,0 кА/м2 содержание
включений достигало 1,5—3,5% (масс.). Покрытия с вы¬
соким содержанием силикагеля или подобных ему ад¬
сорбентов перспективны для создания приборов, рабо¬
тающих по принципу адсорбции, для оценки физико-хи¬
мических свойств жидкостей и газов.
Частицы силикагеля в водных растворах обладают
слабым отрицательным зарядом [15] и плохо осаждают¬
ся при электролизе из раствора сульфата натрия. Сили¬
кагель содержит силанольную группу в отличие от крис¬
таллического кремнезема, осаждаемого в больших коли¬
чествах.
123
При исследовании композиций, содержащих карбиды
и оксиды, установлено, что содержание карбида титана
в покрытии достигает 8—10% (масс.) и практически не
зависит от концентрации частиц и плотности тока (ис¬
следование проводилось при концентрациях от 30 до
100 кг/м3 и плотности тока от 0,1 до 1 кА/м2). Количест¬
во ZrO2 достигает 5% (масс.) и пропорционально кон¬
центрации его в суспензии. При pH электролита 1—1,5
частицы карбидов в покрытии распределены равномер¬
но, при pH >2 заметны скопления частиц, причем тем
большие, чем выше pH. В случае увеличения концентра¬
ции TiC до 50 кг/м3 в 2—-3 раза уменьшаются внутрен¬
ние напряжения, наличие частиц ZrO2 почти не сказыва¬
ется на них, особенно в тонких слоях. Эти факты объяс¬
няются различной степенью наводороживания покрытий
в зависимости от природы частиц.
Износ указанных покрытий при полусухом трении не
зависит от содержания А12О3 и ZrO2. Включения карби¬
дов (TiC, WC, Cr3C2, SiC, NbC) в никель повышают со¬
противление покрытия истиранию в 3—5 раз, причем
больший эффект достигается при включении первых
трех соединений. При этом покрытия изнашиваются
меньше, чем сталь Ст. 45, закаленная нагревом токами
высокой частоты.
Частицы (TiC, α-ΒΝ и др.) в количестве до 200 кг/м3
и при значениях pH от 2 до 5 заметного влияния на вы¬
ход по току никеля не оказывают [41]. При pH <2 на¬
блюдается некоторое снижение выхода никеля, связан¬
ное с наличием частиц в суспензии.
Изучена жаростойкость никелевых КЭП, электро-
осажденных из суспензии с А12О3, Сг2О3 и TiO2, а также
керметов, изготовленных спеканием. Показаны различ¬
ные содержания в покрытии Сг2О3 и TiO2. При добавле¬
нии оксидов меди и цинка в электролит образуются по¬
крытия низкого качества. В случае концентрации частиц
Сг2О3 в суспензии более 100 кг/м3, a TiO2—25 кг/м3 воз¬
никают большие внутренние напряжения, и покрытие
растрескивается уже при толщинах 3—5 мкм; причиной
этого могут быть загрязнения, вносимые в электролит
частицами [1, с. 66].
Жаростойкость покрытий при 1000 °C повышается по
сравнению с никелевым покрытием на 15—20% лишь
при содержании 0,2—0,6% (масс.) А12О3 и TiO2; боль¬
124
шие количества включений приводят к увеличению окис¬
ления почти вдвое. Окалина на никеле состоит в основ¬
ном из NiO и не содержит включений оксидов, за исклю¬
чением твердого раствора NiO—Сг2О3 в сплаве, содер¬
жащем 6,1% (масс.) Сг20з.
При изучении свойств спеченного кермета, изготов¬
ленного из порошков карбонильного никеля и оксидов
1—7%, 'было показано ухудшение его жаростойкости по
сравнению с никелем вследствие образования частицами
Л12О3, Сг2О3, TiO2 или ZrO2 твердых растворов с NiO.
Однако кермет Ni—V2O3, также полученный спеканием
порошков, в диапазоне температур 1000—1100 °C окисля¬
ется на 15—35% медленнее, чем чистый никель.
Композиции из никеля ПНК-1 и частиц Gd2O3, Dy2O3,
Ег2О3, Tu2O3, Lu2O3 (по 10%) при 800—1000°C и давле¬
нии 25—30 МПа имеют ту же скорость окисления, что и
покрытия никелем. При 900—-1200 °C в связи с разруше¬
нием плотной оксидной пленки на поверхности образцов,
содержащих оксиды лантана и лантаноидов Nd2O3,
Sm2O3, Eu2O3, скорость окисления композиций значи¬
тельно выше, чем у никеля.
Отмечается высокая жаропрочность металлургиче¬
ской композиции нихром — А12О3 (3%) при 900 °C, со¬
ставляющая 265 ч по сравнению с жаропрочностью ни¬
хрома, равной 2 ч. Стойкость к окислению композиций,
содержащих А12О3 (3%), TiO2 (14%) или ZrO2 (1%), в
2 раза больше, чем стойкость нихрома. Проблема повы¬
шения жаропрочности покрытий никелем может, види¬
мо, решаться и соосаждением с ним частиц ThO2; так
дисперсно-отвержденный сплав (5% ThO2), полученный
спеканием при 1000 °C, превосходит по прочности при
растяжении ковкие, стойкие к ползучести сплавы Ст—
Ni, содержащие Ti и А1. Однако по стойкости к окисле¬
нию эти сплавы сходны с никелем.
При изучении [39] осаждения никеля из суспензий
с А12О3 и SiO2 установлено, что при включении частиц
корунда микротвердость покрытий повышается: мато¬
вых — с 2,9 до 5,0 ГПа, блестящих —с 5,4 до 8,0 ГПа.
Частицы SiO2 включаются незначительно: не более 0,4—
1% (масс.) при С=200 кг/м3. Авторы [39] считают, что
это связано с отрицательным зарядом частиц, определен¬
ным по адсорбции катионного красителя (кристаллфио-
летовый или метиленовый голубой). Частицы А12О3,
125
Т1О2, ZrO2 и SiC не адсорбировали ни анионные, ни ка¬
тионные красители; возможно они не заряжены.
Некоторые исследователи для осаждения керметов
использовали субмикронные частицы (0,05 мм). Для
предупреждения агрегирования таких частиц их осажда¬
ли из электролита со смачивающим агентом. Покрытия,
Рис. 41. Электронные микрофотографии покрытий, электрополирован-
ных в смеси метанол—азотная кислота ( X 8500):
а — Ni—А12Оз (покрытие неотожженное); б —чистое покрытие никелем; в —
Ni—АЬОз (покрытие, отожженное при 750 °C в течение 1 ч); е — N1—А12О3 (по¬
крытие, отожженное при 1100 °C в течение 1ч).
упрочненные очень (мелкими частицами А12О3 (примерно
0,01—0,3 мкм), имеют предел текучести 320 МПа, т. е.
в 4 раза больший, чем у чистых покрытий.
При изучении керметов было показано, что в случае
отжига при 750 °C значительно повышается их пластич¬
ность. При этом частицы -расположены внутри зерен, а
не на границах между ними (рис. 41). После обработки
при 1100 °C агрегирование частиц продолжается до раз¬
меров 0,25 мкм, дислокации в зернах ярко выражены,
двойников становится меньше. Особенно важно, что не
обнаружено признаков рекристаллизации и роста зерен.
12G
Рис. 42. Зависимость твердости Н (а), разрушающего напряжения
при растяжении σρ (б), относительного удлинения ΔΖ/Ζ (s) и преде¬
ла текучести στ (г) от температуры термической обработки t в токе
водорода в течение 4 ч:
/ — Ni—ТЮ2; 2 — Ni—А12О3; 3 — никель.
Рис. 43. Схемы коррозии различных видов покрытий никель—хром:
a — Ni—Сг; б — Ni-Ni—Сг; в — Ni-Ni-Ni-Cr; г —Ni—Ni (КЭП)—Сг;
t — хром; 2 — блестящий никель; 3 — матовый никель; 4 — сталь; 5 — микро¬
пористый хром; 6 — промежуточный слой никеля.
Прочность при растяжении у КЭП в 4 раза больше
(510 МПа), чем прочность чистых покрытий; после отжи¬
га при 1100°C прочность еще высока (380 МПа).
Для предупреждения образования КЭП с шерохова¬
той поверхностью используют смачивающие добавки,
перемешивают суспензию до осаждения, увеличивают
скорость движения суспензии и проводят осаждение при
низких плотностях тока. При применении указанных
приемов, кроме последнего, происходит измельчение аг¬
ломератов частиц и предупреждается их укрупнение.
Механические свойства таких керметов приведены на
рис. 42 (измерения проводили при 20°C). Покрытия ха¬
рактеризуются высокими значениями твердости (сохра¬
няющимися после термической обработки), прочности и
предела текучести и пониженными по сравнению с чис¬
тыми покрытиями значениями относительного удлине¬
ния. Несмотря на большее содержание в осадках TiO2
по сравнению с А12О3, значения прочности во всех кер¬
метах близки, что объясняется наличием агломератов
частиц TiO2.
Покрытия с повышенной коррозионной стойкостью.
Множество работ по КЭП на основе никеля посвящено
описанию и разработке системы трехслойных покрытий
Ni—Ni (КЭП) — Сг, обладающих повышенной корро¬
зионной стойкостью и высокими декоративными свойст¬
вами [1, с. 70—79]. Поверхность многих машин и при¬
боров защищают слоем никеля и последующим слоем
хрома. Эти металлы являются катодами по отношению
к стали и поэтому обладают защитными свойствами
лишь при отсутствии в них пор. В противном случае
хром способствует разрушению никеля.
Одним из путей защиты никеля является осаждение
микротрещиноватого хрома (40—80 трещин на 1 мм2),
в этом случае при коррозии происходит равномерное ми¬
нимальное по глубине никелевого слоя разрушение. Дру¬
гой путь — осаждение многослойных никелевых покры¬
тий. Технология получения этих покрытий чрезвычайно
сложна. Особый интерес представляет защита никеля
и стали при осаждении тонкого промежуточного комби¬
нированного слоя никеля в системе многослойных по¬
крытий. При наличии композиционного слоя в отличие от
обычных многослойных покрытий коррозионный процесс
локализуется на поверхности изделия (рис. 43). Это
128
происходит вследствие того, что КЭП, имеющие множе¬
ство включений, являются источником образования ог¬
ромного числа пор на слое хрома, способствующих зна¬
чительному повышению коррозионной стойкости много¬
слойных покрытий.
КЭП такого типа получают двух видов: глянцевое
шелковистое покрытие типа «Сатин» (рис. 44), «Атлас»,
или «Сатилит», и покрытие с промежуточным запи¬
рающим, или герметичным, слоем типа «Сил». Условия
Рис. 44. Микрофотографии покрытий типа «Сатин»:
а —продольный шлиф поверхности (Х800); б — поперечный шлиф (Х400); в —
то же, после травления в смеси KCN+KiSaOa (Х400).
получения и характеристика таких покрытий приведены
в табл. 15.
Покрытия «Сатин» раньше получали осаждением
блестящего никеля на заранее огрубленную поверхность
или введением в технологический процесс (между нике¬
лированием и хромированием) крацевания, так как на
полированную поверхность они плохо осаждаются. Но¬
вый способ основан на использовании ванн блестящего
никелирования, содержащих взвешенные частицы. Двух¬
слойное покрытие Ni—Сг на основе «Сатин» — никель
более коррозионностойко (близко к нержавеющим ста¬
лям), чем покрытие на основе обычного блестящего или
матового никеля.
Покрытия «Сатин» при числе пор 1-Ю11—5-Ю11 на
1 м2 (увеличение 250) получаются из различных элект¬
ролитов никелирования, содержащих смесь дисперсных
частиц (CaFj + NiCOa, ВаСО3 или SrCO3) либо индиви¬
дуальные порошки ZrO2, TiO2 или А12О3 концентрацией
10—200 кг/м3 [66]. При работе в помещении оптималь-
9—1079
129
Таблица 15. Условия получения и свойства покрытий на основе
ной стойкостью
Композиционное
покрытие
Электролит
pH
Частицы второй
вид
d, мкм
«Сатин» — ни
Блестящий
3-5,2
Силикаты, окси
0,02—0,4
кель
Блестящий ма-
3,4
ды, карбиды
Органические
■
товый
полимеры
Блестящий
ΑΙ2Ο3, S1O2
1—25
сульфатный
Блестящий
ΑΙ2Ο3, S1O2
0,01—0,1
фторборатный
»
Блестящий
—
N1CO3
0,2—5
»
2,8—5,2
Силикаты А1
1—6
Mg, Ba, Cd
Sr, стекло
«Сил» — никель
>
—
Неметалличе-
1
(промежуточ-
' >
ские
ный слой)
—
Бумажная пуль-
0,1—1
па
3,5
А120з, стекло
0,01-0,5
4,5-5
SiO2
1,5—2
»
5,8-6,2
A12O3
0,1—3
Химический
8-9
A12O3
0,1—3
Блестящий
—
—
0,02
Химический
9.6
Синтетическое
о.з
масло
Блестящий
4,0
—
—
Химический
4,2
BaSOi
0,5
Блестящий
4.5
BaSOi
1
—
BaSO«
0.1-0.2
Аммонийный
8,5
BaSO4 (из
BaCl2), SiO2,
—
SiC
130
никеля в системе многослойных покрытий с повышенной коррозион-
фазы
Условия осаждения КЭП
Толщина слоя, мкм
Содержание
с,
КГ/мЗ
t, °C
ίκ, кА/м2
Т,
мин
нижнего
(основно¬
го)
промежу¬
точного
(КЭП)
включений.
% (мам.)
(«Сатин») или
число пор
Z7-10-9 на 1 м2
(«Сил»)
10—200
20
—
7
—
—
2,5
—
60-70
0,4—1
10—25
—-
—
—
10—50
——
0,1-0,9
—
—
—
0,1—10
—
-
_
<5
10—500
18—70
—
—
—
—
0,4—20
—
—
0.4
1—3
15—30
1—2,5
1—100
—
0,1—0,5
0,2—3
10—60
0,1—0,3
—
50-200
60
0,3-0,7
—.
14
1
0,2—10
20
50—60
0,5
2—3
—
2—3
3—4
10
20
0,2
3
16
1,2
0,2—2
10
80—90
—
3
6
0,25
0,2—2
50
—
—
—
—
0,25—2,5
0,2—2
20
—
—
2
—
—
0,9
—
60
0,5
—
10
—
20
95
—
6
—
0,5
—
1
—
0,1
0,3
10
—
0,1
100—150
60
0,4—0,5
0,5
10—12
0,4—1
—
30
0,1
1
10
0,2
()*
ная толщина никеля 5—12 мкм; при эксплуатации в про¬
мышленной и морской средах — 25—37 мкм. Толщина
слоя хрома 0,25 мкм. Содержание включений в слое ни¬
келя около 2,5%. Сатинированная поверхность может
быть основой для создания «двухтонового» эффекта на
поверхности. Покрытия «Сатин» получали также из сус¬
пензии, содержащей 50—100 кг/м3 каолина.
Покрытие «Сил» является промежуточным между
слоями блестящего никеля и хрома и представляет со¬
бой тонкий слой металла или сплава с включениями
электронепроводящих веществ. Слой хрома содержит
столько пор, сколько частиц имеется на поверхности
промежуточного слоя. Такие покрытия, как и покрытие
с микротрещиноватым хромом, обладают повышенной
коррозионной стойкостью, так как коррозионный ток
распределяется на никелевом слое чрезвычайно равно¬
мерно. Поры и нарушения сплошности покрытия приво¬
дят к усилению коррозии никеля, тем большей, чем
меньше корродирующая поверхность. Последняя состав¬
ляет под обычным слоем хрома всего лишь 0,01%, а под
микротрещиноватым — около 1%. В случае применения
микропористого хрома корродирующая поверхность еще
больше. При ускоренных коррозионных испытаниях и
при методе «КАСС» количество продуктов коррозии ни¬
келя при наличии микропористого хрома больше, чем у
обычного покрытия никель — хром. Однако в первом
случае происходит равномерное проникновение коррозии
в глубину, тогда как во втором случае наблюдаются
глубокие единичные очаги с пятнами ржавчины.
В промежуточный слой вводят газы, жидкости и ча¬
ще всего твердые вещества. Для предотвращения обра¬
зования на покрытии шероховатости используют части¬
цы размером менее 5 мкм. Наиболее удобны частицы
коллоидных размеров, так как трудно включить непро¬
водящие частицы размером 1—5 мкм в осадок толщи¬
ной 0,1 мкм. Диапазон концентрации частиц очень ши¬
рок—от 10 до 500 кг/м3. При использовании ультра¬
звука хорошие результаты получаются при концентра¬
ции 1 кг/м3.
Суспензии в ваннах могут быть созданы не только
добавкой частиц, но и химической реакцией в растворе,
избирательным фильтрованием (удалением частиц раз¬
мером более 5—10 мкм), повышением pH в никелиро¬
132
вочном растворе. Полученное многослойное покрытие на
стали состоит из слоя блестящего никеля толщиной
10 мкм, промежуточного слоя и последующего хромо¬
вого покрытия толщиной 0,25 мкм. Все виды покрытий
с герметичными слоями после трех циклов коррозион¬
ных испытаний не ржавели. У покрытий без промежу¬
точного слоя 10% поверхности было покрыто ржавчи¬
ной, у осадков никеля толщиной 20 мкм—7%, 40 мкм—
0,5%. Лишь покрытия блестящим никелем толщиной
60 мкм имели такую же стойкость, как и многослойные
блестящие покрытия толщиной 10 мкм.
Число изолирующих частиц в запирающем слое
должно быть как можно больше— ЫО7 на 1 м2, но не
более 8-Ю9, чтобы не изменялся блеск покрытий. Про¬
межуточный слой на профилированные изделия нано¬
сят чаще всего химическим методом.
Представляет интерес процесс получения многослой¬
ных покрытий Ni—Νΐ(Κ3Π)—Сг, содержащих в проме¬
жуточном слое частицы корунда и кремнезема. В этом
случае сначала проводят обычное никелирование при
40 °C и гк=0,5 кА/м2 в одном из электролитов, рецепту¬
ра которых (кг/м3) приведена ниже:
а в
NiSO4-7H2O 300 300
NiCl2-7H2O — 60
NaF 5 —
NaCl 10 —
НзВОз 30 30
Нафталиндисульфокислота . ■ 3 1
Сахарин — 1
Бутиндиол — 0,5
Фталимид калия — 0,1
Затем осуществляют промежуточное никелирование
в электролите А или Б с добавкой порошка корунда
МП-1 или аэросил-300. После этого изделие хромируют
при 40 °C и ίκ=1,0 кА/м2 в электролите с концентраци¬
ей СгОз 300 кг/м3 и H2SO4 3 кг/м3. Блестящие много¬
слойные покрытия с повышенной в 2—10 раз коррозион¬
ной стойкостью получаются осаждением из промежуточ¬
ного слоя никеля при гк=0,4—0,6 кА/м2 из суспензий с
концентрацией порошков силикагелей 1—20 кг/м3.
Было изучено влияние различных факторов на пори¬
стость и другие свойства покрытий в зависимости от
133
способа получения промежуточного слоя никеля. Порис¬
тость определяли подсчетом числа участков, покрытых
медью, при химическом меднении в 10%-ном растворе
Cu(NO3)2-3H2O или электрохимическом меднении. Чис¬
ло пор подсчитывали
Рис. 45. Зависимость
пористости покрытий
Ni—Ni (КЭП)—Ст от
зернистости частиц κσ-
рунда (С=100 кг/м3)
.и способа определения
пористости:
1 — Х1350; 2 —Х580; 3 —
электрохимическое мед¬
нение; 4 — химическое
меднение.
при увеличении 580 с помощью
микроскопа МИМ-8М. Число
включений в слое хрома обнару¬
живали также и без меднения.
Число пор принимали за число
частиц. Попытка определения по¬
ристости слоя хрома наложением
фильтровальной бумаги, смочен¬
ной аммиачным раствором диме-
тилглиоксима, была безуспеш¬
ной, так как вся поверхность
имела сплошное покраснение.
Значения пористости покрытия
различны в зависимости от спо¬
соба их определения (рис. 45).
Остальные свойства покрытия
представлены на рис. 46.
Микропористый хром 1 · 1010—
5· 1010 пор/м2 получается соосаж-
дением порошка SiO2 дисперсно¬
стью 0,4—3 мкм. Слой никеля с
таким числом включений (пор)
получается в течение 3—5 мин
из электролита с органическими
добавками (бутиндиол, сахарин,
фталамид). Оптимальное содер¬
жание SiO2 в суспензии 5—
10 кг/м3. В случае увеличения концентрации до 20 кг/м3
Наблюдается коагуляция частиц, приводящая к умень¬
шению блеска покрытий; при повышении концентрации
До 30—50 кг/м3 число включений возрастает.
Другие порошки признаны менее пригодными для
получения покрытий. Частицы карборунда увеличива¬
ют хрупкость покрытия, ухудшают его блеск и придают
осадку желтоватый оттенок. Порошки оксида алюминия
и сульфата бария (d=l—3 мкм) вплоть до концентра¬
ции 20 кг/м3 не изменяют блеска покрытий и не ухудша¬
ют их свойств, но при длительном электролизе они агре-
гативно неустойчивы (размеры частиц А12О3 увеличива-
134
1отся с 0,1 до 3,5—7,5 мкм). Частицы ΑΙ2Ο3 диаметром
более 0,4 мкм лучше всего применять для повышения
коррозионной стойкости многослойных покрытий. Части¬
цы BaSO4 обеспечивают высокую пористость покры¬
тий.
Рис. 46. Зависимость блеска (а), содержания включений ат (б)
и пористости П (е) покрытий Ni—Ni (КЭП)—Сг с промежуточным
слоем бестокового никеля от концентрации корунда М5 в суспен¬
зии С-
1 ~ XI350; 2 — Х580; 3 — электрохимическое меднение.
Частицы, осаждаемые с никелем, например кислото¬
стойкие силикаты, диатомитовая земля, имеющие в воде
щелочную реакцию, для придания большей коррозион¬
ной стойкости никелю и железу смачивают предвари¬
тельно в ингибиторах: диметилглиоксиме (образует не-
раствюримый осадок с ионами никеля), гидразине (вос-
стано1витель) или дициклогексиламиннитриле (газовый
ингибитор) [135].
В последнее время для создания «сил»-покрытий ре¬
комендуются, возможно и без убедительного основания,
и сравнительно редкие вещества. Так, рекомендуется [66]
добавлять в электролиты никелирования оксиды и окса¬
латы церия, тория, лантана и неодима (размером частиц
5 мкм и менее). Как вторая фаза рекомендуются и сме¬
си двух и нескольких веществ: силикагеля с оксалатами
и оксидами, ThF4 с Th3(AlF6)4 или ThTiF8 и ThZrF8. Осо¬
135
бое положение занимают частицы, получаемые непо¬
средственно в электролитах, например в растворах окса¬
латов натрия или магния, в которых образуются взвеси
оксалата никеля (кобальта или марганца). Частицы мо¬
гут быть различной заданной дисперсности в зависимо¬
сти от условий их образования.
Указывается, что при применении оксалатов с кон¬
центрацией 0,5—5 кг/м3 коррозионная стойкость и де¬
коративные свойства покрытий с наружным слоем хрома
толщиной 0,25 или даже 5 мкм увеличиваются в большей
степени по сравнению с широко распространенными ок¬
сидами металлов. Возможно, что эти результаты связа¬
ны не с природой внедряемых в никель частиц, а с нали¬
чием в растворе ионов оксалата или с особыми условия¬
ми данных опытов.
Среди нерастворимых в электролите веществ в ука¬
занной работе [66] упоминается еще множество других
солей: хромиты никеля, кобальта, железа(II), мар¬
ганца, сульфиды, силикаты, фторалюминаты, фторцир-
конаты урана, тория, фосфаты, станнаты, цирконаты
и т. д.
Покрытия «сил» — никелем обеспечивают повышен¬
ную защитную способность также и другим металлам,
например сплаву Ni—Fe [119]. Последний осаждался
из сульфатхлоридного раствора с pH 2,8—3,6 при 68 °C
и iK = 380—540 А/м2. Оптимальное содержание железа в
сплаве было равно 35%. Такой сплав пригоден для экс¬
плуатации внутри помещений взамен никеля, однако при
наружных испытаниях была выявлена пониженная кор¬
розионная стойкость покрытий. В связи с этим для при¬
дания повышенной устойчивости осадкам на слой Ni—
Fe наносили промежуточный слой никеля, содержащий
неорганические частицы. При толщине этого слоя 2,5—
4 мкм последующее хромовое покрытие (толщиной
0,25 мкм) характеризовалось увеличением коррозионной
стойкости. В результате проведения циклов испытаний
(«КАСС» или «Корродкот») было показано, что корро¬
зионная стойкость исследуемых покрытий аналогична
стойкости многослойных покрытий.
В настоящее время существует ряд промышленных
установок для получения описанных выше покрытий. Их
внедрение обеспечило значительную экономию никеля и
существенно повысило эксплуатационные свойства по¬
крытия, особенно в автомобильной и приборостроитель¬
ной промышленности.
Самосмазывающиеся покрытия. В качестве второй
фазы в таких покрытиях применяют частицы дисульфи¬
да молибдена, графита, нитрида бора, фталоцианинов
и галогенидов кадмия, иодида серебра, оксида свинца и
других веществ, причем способность вещества самосма-
зываться необязательно должна зависеть от слоистости
структуры [1, с. 76—80].
Самосмазывающиеся КЭП весьма перспективны для
нанесения на вращающиеся изделия с так называемой
газовой смазкой. Такие покрытия должны отвечать ряду
специфических требований, касающихся твердости, ко¬
эффициента трения, способности выдерживать низкие и
высокие температуры [137].
Покрытие никель—дисульфид молибдена, предназна¬
ченное для защиты деталей от газовой коррозии в усло¬
виях глубокого вакуума (10 мкПа), образуется из ин¬
тенсивно перемешиваемой суспензии, содержащей 0,25—
20% (масс.) M0S2. Компактное КЭП получается при
концентрации MoS2 3—12 мг/м3 и iK=l,l кА/м2. Повыше¬
ние плотности тока до 3,3 кА/м2 не ускоряет процесс на¬
ращивания покрытия из-за осыпания части покрытия в
результате образования наростов и дендритов. При этом
наблюдается разогревание электролита и увеличение ка¬
тодной поляризации. В случае возрастания концентрации
порошка до 240 кг/м3 образуются только тонкие покры¬
тия (15—33 мкм) вследствие изоляции частицами по¬
верхности катода.
Покрытия высокого качества с содержанием вклю¬
чений 0,2—3,0% (масс.) получены из суспензии, состав
которой (в кг/м3) приведен ниже:
NiSO4-7H2O . 300
NaCl .... 20
Na2SO4 .... 70
Н3ВОз .... 30
Графит . . . 1—50
Оптимальные условия электролиза: tK—0,2 кА/м2 и
рН=1,8. Твердость покрытий мало зависит от включе¬
ний графита и составляет 3,0—3,8 ГПа. Износ покрытия
никелевой пластинкой при давлении 0,23 МПа за 10 мин
составляет всего 0,1—0,5 мг, в то время как чистые по¬
крытия (из фильтрата) теряют в массе в 5—10 раз
больше.
137
Из электролита с концентрацией нафталиндисульфо¬
кислоты 5 кг/м3 при pH = 5,5 и гк = 0,1 кА/м2 получали
матовые покрытия, содержащие 0,9—-1,3% (масс.) графи¬
та. Продолжительность истирания контрольных блестя¬
щих покрытий толщиной 12 мкм до основы пластинкой
из никеля или нержавеющей стали при давлении 0,1 МПа
составляла 20—80 мин. Из суспензии с MoS2 осаждались
покрытия с тонким (до 2 мкм вместо 12 мкм) плотным
слоем снизу и рыхлым налетом сверху, состоящим из ни¬
келя и MoS2.
Из сульфатхлоридного электролита с добавкой
100 кг/м3 MoS2 также получены качественные покрытия
Ni—MoS2 с поверхностной концентрацией частиц 25—
40%. Износ этих покрытий в несколько раз меньше, чем
чистых.
В качестве твердой смазки применены и частицы ди¬
сульфида вольфрама [38]. Осаждение проводили из кис¬
лого электролита (pH = 1,5) при сравнительно низком
выходе по току (30—40%). При небольшом (в промил¬
ле) содержании второй фазы выявлено существенное
снижение коэффициента трения (от 0,25 до 0,1) и умень¬
шение износа контртела стали (2X13). Однако износ
КЭП, его твердость и внутренние напряжения при уве¬
личении концентрации от 0 до 60 кг/м3 изменялись в
меньшей степени.
Рассмотрено [102, 126] влияние состава электролитов
и условий электролиза на свойства покрытий Ni—MoS2.
В исследованных четырех электролитах с низким pH об¬
разование КЭП, содержащего 4—12 MoS2, происходит
лишь при малых плотностях тока (0,8—2 кА/м2), причем
изменение тока по-разному влияет на содержание вклю¬
чений в зависимости от состава электролита. При
pH<2,0 содержание включений меньше 1%. При содер¬
жании MoS2 в электролите, в состав которого входит
аминоуксусная кислота (60 кг/м3), количество включений
достигало 14%. С целью улучшения качества покрытий
в начале процесса в течение 10—15 мин электролиз про¬
водили без перемешивания и при низких плотностях
тока. Для более полного использования дисперс¬
ного материала применяли ванны с наклонным дни¬
щем.
Описаны КЭП Ni-—CaF2 [38], в которых вторая фаза
является твердой смазкой. Композиции осаждались из
13?
нескольких электролитов: сульфатхлоридного, суль¬
фаматного и с добавкой гликоколя; содержание второй
фазы 3,1—5,3% (масс.). КЭП, получаемые из сульфамат¬
ного электролита, были более мягкие, чем чистый никель.
В остальных случаях твердость КЭП была выше на
0,7—1 ГПа. Частицы СаГг обусловливали меньший (на
25—40%) износ металла. Алмазные частицы, защищен¬
ные указанной, композицией, имели большую режущую
способность, чем в случае наличия на их поверхности чи¬
стого никеля.
Изучены [138] структура и профиль композиционных
покрытий N1 — графит и N1 — графит — S1C, выделенных
из аммонийного электролита с pH = 2,0.
Для получения износостойких покрытий предложено
соосаждать частицы слюды с никелем из сульфаматное
электролита. Содержание слюды (размеры частиц 7—
40 мкм) в электролите 2% (об.); в осадке 2—10% (об.)
[1,с.77].
Композиция никель—слюда с содержанием включе¬
ний до 4% (масс.), полученная металлургическим мето¬
дом, также обладает антифрикционными свойствами и
легкой прирабатываемостью. Но жаростойкость ее при
800 °C в 8 раз меньше, чем жаростойкость никеля. Одна¬
ко при дальнейшем увеличении температуры до 1300 °C
скорость окисления композиции резко падает и стано¬
вится почти такой же, как у никеля. Подобная компози¬
ция, полученная электролизом, имеет лучшие по сравне¬
нию с металлургической композицией антикоррозионные
свойства из-за большей плотности и меньшей пористо¬
сти. При содержании слюды менее 1 % увеличение сопро¬
тивления износу незначительно, при содержании слюды
более чем 20% ухудшаются механические свойства. Пла¬
стинки слюды размещаются на поверхности параллельно
основе, а в глубине беспорядочно.
Описаны [16, 41] покрытия Ni—α-ΒΝ, которые полу¬
чаются из сульфатхлоридного и сульфатного электроли¬
тов. Частицы ΒΝ в количестве 1—2% (масс.) повышают
твердость композиции с 2,5 до 3,0 ГПа и несколько по¬
нижают коэффициент трения —с 0,21—0,30 до 0,14—0,22
в зависимости от граничного трения и трения без смаз¬
ки. При использовании высоких плотностей тока (бо¬
лее 0,5 кА/м2) в суспензиях, содержащих α-ΒΝ, проис¬
ходит интенсивное ценообразование.
139
Покрытия с включениями простых веществ. Никель
как матрица широко используется для цементирования
частиц простых веществ в виде волокон или порошков
металлов (вольфрам, хром, никель, молибден) и неме¬
таллов (графит, бор, кремний и др.) [1, с. 78—80]. Со¬
осаждение порошков металлов используется для полу¬
чения сплавов, не осаждаемых обычным гальваническим
путем. Поскольку многие простые вещества являются
проводниками электрического тока, они способствуют
образованию на поверхности покрытия шероховатых
наростов, дендритов и рыхлого налета. Для предупреж¬
дения этого их иногда предварительно покрывают оксид¬
ной, лаковой или другой пассивной к данному электро¬
литу пленкой.
При использовании порошков палладия, серебра, ме¬
ди, кремния и вольфрама (d = 0,3—2 мкм) получены лег¬
ко пассивирующиеся осадки никеля [22]. Повышение
коррозионной стойкости никеля в этом случае объясняет¬
ся известной теорией анодной пассивности. На рис. 47
изображены потенциостатические кривые для различных
никелевых покрытий, полученных при tK==0,5 кА/м2 в
течение 25 мин на платиновой поверхности из электроли¬
та с pH 3—3,4 и концентрацией порошка палладия
1 кг/м3. Обычно образуются покрытия, толщина плотной
части которых равна лишь 2,5 мкм независимо от про¬
должительности электролиза (кривая 2); остальная
часть покрытий состоит из рыхлого налета (Ni и до
3% Pd).
При периодическом удалении порошка с поверхности
удается получить покрытия нормальной толщины
(25 мкм), содержащие до 1—3% Pd (кривая <?).
Известно [130], что способность металла к пассива¬
ции характеризуется критической скоростью растворе¬
ния, т. е. максимальным значением плотности тока при
увеличении анодного потенциала перед наступлением
пассивного состояния. Чем больше плотность тока, тем
труднее наступает пассивное состояние. Согласно рис. 47
плотность тока максимальна для чистого никелевого
покрытия и минимальна для покрытий Ni—Pd, получен¬
ных при периодическом включении тока (кривая <?).
Для покрытия Ni—Pd наблюдается и наиболее широкий
диапазон потенциалов пассивного состояния. Осадок, со¬
ответствующий кривой 2, растворяется уже в активной
140
области потенциалов. Опыты с добавкой порошка пал¬
ладия в сульфаматный электролит, содержащий 30 кг/м3
Ni(NH2SO3)2, 45 кг/м3 NiCl2-6H2O и 30 кг/м3 Н3ВО3, при
pH 1,8—3,0 также привели к аналогичным результатам.
Рис. 47. Анодные потенциостатические кривые различных покрытии
в 0,05 М H2SO4:
/—платина (в виде пластины); 2 — КЭП Ni—Pd (порошок палладия находил¬
ся в электролите в течение всего электролиза); 3 — Ni—Pd (электролиз преры¬
вали через каждые 2—3 мин для удаления с катода порошкообразного нале¬
та); 4 — покрытие никелем; 5 — КЭП Ni—Pd (порошок вводили за 5 мин до
окончания электролиза).
В присутствии порошка меди (1 кг/м3) в сульфатхло-
ридном электролите при iK = 0,3 кА/м2 образуется тонкое
(3 мкм) компактное покрытие с рыхлым порошкообраз¬
ным налетом сверху (Ni и 3—5% Си).
Таким образом, из суспензий возможно получение
электрохимических композиций, содержащих включения
присадок и обладающих благодаря этому склонностью
141
к анодной пассивации. Такие материалы до сих пор по¬
лучали только металлургическим способом.
В работе [22] обобщены результаты соосаждения с
никелем частиц Si, Ag или W из сульфатхлоридного
электролита. Толщина плотной части покрытий была
20—25 мкм. Рыхлый налет состоял из порошков никеля
и указанных частиц. Налет легко удалялся с поверхно¬
сти, и из него магнитом извлекался порошок никеля.
Частицы металлов поглощаются покрытием (как плот¬
ной, так и рыхлой частью его) в большей мере, чем по¬
рошок кремния. Катодные потенциалы при электроосаж¬
дении никеля из суспензий простых веществ смещались
в электроотрицательную сторону.
Частицы простых веществ, включенных в никель,
влияют на скорость коррозии, износ и твердость покры¬
тий. Включения вольфрама повышают микротвердость
и износостойкость, но ускоряют коррозию покрытия в
азотной кислоте за счет увеличения шероховатости.
Включения серебра повышают стойкость покрытий в
кислоте.
Известно, что даже незначительное количество бора
в никеле повышает прочность металла при динамических
нагрузках и понижает в 1,5—2 раза коэффициент тре¬
ния при 600 °C. Такие покрытия можно получить из су¬
спензии с порошком бора (50 кг/м3), содержание в них
вещества второй фазы составляет 12—16% (масс.).
Описаны [139] покрытия никель—бор, полученные из
хлоридного электролита, содержащего аморфный бор.
Осадки толщиной 200—400 мкм содержали включения
бора до 4,5% (масс.) и характеризовались твердостью
3,3—4,3 ГПа, мало изменяющейся в зависимости от ко¬
личества бора в осадке. Улучшение механических
свойств покрытий достигается при диффузионном отжи¬
ге их при 950—1050°C в вакууме (1 —10 мкПа). По все¬
му объему матрицы образуются островки борида никеля
состава Ni3B с высокой микротвердостью (16—18 ГПа).
При 1050 °C образуется также эвтектика Ni—Ni3B с
твердостью 9—12 ГПа, представляющая каркас, запол¬
ненный «мягкой» (77=1,8—2,0 ГПа) фазой твердого
раствора бора в никеле.
При истирании в условиях граничного трения (смаз¬
ка— автол 10) против закаленной стали Ст. 45 найдено,
что давление схватывания отожженного КЭП при скоро¬
142
сти скольжения 0,8 м/с в 1,25—1,5 раза больше, чем да¬
вление схватывания покрытия твердым электролитиче¬
ским хромом. При увеличении скорости скольжения до
6 м/с давление схватывания резко падает до 9 МПа для
обоих покрытий.
Износостойкость термодиффузионных покрытий Ni—В
в 2—2,5 раза больше стойкости хромовых покрытий
или в 3,5 раза больше стойкости покрытий, не подверг¬
шихся отжигу. Коэффициенты трения всех покрытий ко¬
леблются в пределах 0,06—0,11.
Покрытия с абразивными свойствами и алмазный ин¬
струмент. Одним из ранних использований КЭП явля¬
лось приготовление абразивного инструмента [1, с. 80,
81]. Так, был взят патент на способ получения алмаз¬
ного инструмента, который заключается в цементирова¬
нии частиц алмазного порошка (с?=100—150 мкм) ни¬
келем. Для этого покрываемое изделие погружали вер¬
тикально в слой порошка алмаза и фритты, а затем от¬
жигали при 650—800 °C.
В литературе подробно описаны [54, 56] методы по¬
лучения и свойства инструмента, полученного цементи¬
рованием алмазных частиц никелем, медью или хромом.
Используются стандартные электролиты с алмазным
слоем, в который погружается изделие или обычные су¬
спензии с взвешенным в них порошком.
Разработан способ получения алмазных шлифоваль¬
ных лент. Частицы алмазов (с?=63—200 мкм) дисперги¬
ровали периодическим взмучиванием в концентрирован¬
ном электролите при pH 1,7—2,5 и проводили электролиз
при iK=0,3—1 кА/м2 и температуре 70 °C. В результате
этого частицы алмазов цементировались никелем и по¬
лучался абразивный материал, который можно эксплуа¬
тировать до полного износа зерен без выкрашивания ал¬
мазов.
Алмазогальванические покрытия Ni—АСП5 и
Сг—АСП5 при истирании по стали Ст. 45 изнашиваются
в 10 раз меньше, чем бронза, и в 7 раз меньше, чем ма¬
териал из твердого сплава.
Заращивание на необходимую толщину частиц, за¬
крепленных на поверхности изделия в одной ванне, про¬
изводится в другой ванне. Лучшим цементатором частиц
алмаза является никель. Усилие отрыва из последнего
обычно в 1,5—2 раза больше, чем из меди или хрома, и
14,3
составляет соответственно 4—10 Н и 3—5 Н в зависи¬
мости от толщины покрытия.
Для создания инструмента используют синтетические
алмазы зернистостью по ГОСТу 9206—70 от 50/40 до
1000/800 мкм марок АСР и АСК. Толщины закрепляюще¬
го металла от десятков до сотен мкм, продолжитель¬
ность получения инструмента — несколько часов. Закреп¬
ление слоя КЭП или алмазных зерен на поверхности
изделия улучшается термической обработкой при 350—
Рис. 48. Микрофотографии синтетических алмазов:
a —ACB 315/250 (Х110); б —АСМ 40/28 (Х560).
420 °C, науглероживанием перед ней или использованием
смеси сажи и глицерина. Прочность частиц алмазов
различных марок неодинакова. Алмазы АСВ, АСК и
АСС наиболее приемлемы для создания инструмента;
наиболее прочен алмаз марки АСО. Микрофотографии
частиц приведены на рис. 48.
На основе композиций Ni —алмаз создан разнооб¬
разный инструмент [54]: правящие ролики, сверла, сто¬
матологические пинцеты, матрицы, короны для геолого¬
разведочного бурения, диски и пилки для обработки
твердых и композиционных материалов, в том числе
стеклотекстолита. При применении алмазных кругов,
например, производительность труда увеличивается в
1,5—2 раза и в 9—10 раз сокращается число используе¬
мых кругов по сравнению с твердосплавными стальны¬
ми кругами.
144
Для создания металлических щеток или другого ин¬
струмента, содержащего абразивные частицы карбидов
(WC или SiC), используют их предварительное электро¬
статическое налипание [141]. Частицы, находящиеся на
поверхности металла, закрепляются вначале активиро¬
ванием в спиртовом растворе NiCU (75 г/м3). Электро¬
статические заряды на частицах создаются и при их
обработке в шаровой мельнице или в электростатиче¬
ской порошковой пушке. Непокрываемая часть изделий
защищается изолирующими смолами. Окончательное за¬
крепление частиц проводят в электролите никелирова¬
ния при 60 °C, причем по мере погружения деталей в
ванну увеличивают плотность тока.
Шлифовальные круги и ленты с абразивными свой¬
ствами производят при включении в КЭП частиц карбо¬
рунда. Покрытия получают на горизонтально располо¬
женных катодах в сульфатхлоридном электролите (pH
1,2—1,3) при 45—50°С и iK=0,5—1 кА/м2. Частицы раз¬
мером 80—100 мкм взмучиваются сжатым воздухом в
течение 2 мин после каждых 12—17 мин электролиза.
Концентрация частиц в суспензии 2—4 кг/м3.
Другие виды композиционных покрытий. Покрытия,
полученные при соосаждении частиц карбонильного ни¬
келя с никелем (d=40 мкм), используют для изготов¬
ления катодов электронных трубок. Соосаждение проис¬
ходит электрофоретически при высоких плотностях тока
(40 кА/м2), напряжении 25 В и небольшом расстоянии
(8—15 мкм) между электродами. Покрытие получается
рыхлым, а затем поры заполняют частицами
Ba(Sr, Са)СО3.
Подобным образом можно получать и покрытия
Ni—Ti и Ni—W. Сначала образуются темные покрытия,
которые приобретают металлический блеск после спека¬
ния в атмосфере водорода при 1000 °C в течение 10 мин.
Такие КЭП обладают хорошей адгезией, работоспособ¬
ны в течение 1000 ч и выдерживают градиент напряже¬
ния 13,5 МВ/м (при этих условиях катоды с напылен¬
ным покрытием разрушаются).
Возможно соосаждать с никелем и органические по¬
лимерные частицы, например полиамиды, полиолефины,
бутадиен-стирол, поливинилхлорид и т. д. Чаще всего
применяют частицы размером менее 50 мкм, концентра¬
ция которых в растворе электролита составляет 1—
10—J 079
I г.
300 кг/м3. На такие покрытия можно осаждать хром, зо¬
лото, родий и латунь.
Композиции Ni—U3O8 выделяются из сульфатхлорид-
ных электролитов, содержащих U3O8 [119]. При увели¬
чении iK от 0,2 до 0,6 кА/м2 количество U8O8 в компо¬
зиции повышалось от 0,05 до 3% (масс.). Попытка оса¬
дить аналогичный сплав использованием чистого раство¬
ра, содержащего уранилацетат, не дала положительных
результатов ввиду существенной разницы в потенциалах
разряда ионов Νί2+ и UO22+.
КЭП НА ОСНОВЕ МЕДИ
Широкое применение КЭП на основе меди обусловлено
хорошими механическими свойствами: повышенными
твердостью, износостойкостью и прочностью при высо¬
ких температурах [1, с. 82].
Самосмазывающиеся покрытия. Такие покрытия по¬
лучают соосаждением графита из сульфатных или ци¬
анидных электролитов. При высоких плотностях тока
содержание графита достигает 75% (об.). Однако они
быстро изнашиваются при сухом истирании стальным
диском; для улучшения свойств их периодически прес¬
суют. При низких плотностях тока образуются покры¬
тия, содержащие около 10% (об.) графита и не требую¬
щие последующей обработки. Для получения самосма-
зываемых КЭП на основе меди кроме графита применя¬
ют другие частицы [1, с. 82—87; 12, 14; 16; 19; 20; 37].
Изучались свойства КЭП с порошками дисульфида
молибдена, диселенида ниобия, молибденита МВЧ-3,
фталоцианина меди и графита различных марок, осаж¬
денных из различных электролитов. Состав электроли¬
тов и условия получения КЭП приведены в табл. 16.
Сравнить свойства КЭП Си—графит и металлических
материалов можно при рассмотрении рис. 49.
Несмотря на то что исходная концентрация частиц в
суспензиях была одинакова и составляла 100 кг/м3, бы¬
ли получены покрытия с различным содержанием второй
фазы, % (масс.):
Электролит
Сульфатный . .
Пирофосфатный
Этилендиа1мино-
вый . . , ,
Графит Графит
технический С-1
4,2—6,2 4,7—5,4
0,3—0,4 0,3—0,5
0,2—0,3 4,8—5,2
Дисульфид Фталоцианин
молибдена меди
5,2—6,0 2,4-2,7
0,3—5,5 —
0,4-5,6 —
146
Таблица 16. Состав электролитов меднения и условия получения покрытий
Рис. 49, Изменение коэф¬
фициента трения Ктр (а),
температуры t (б) и из¬
носа И (в) КЭП медь—
графит (/) и спеченных
материалов: бронза —
ПТФЭ (2) и бронза-
графит (3).
О 10 20 30 00 50
ь, ми н
Как видно из приведенных данных, наиболее универ¬
сальным электролитом является сульфатный. Для него
была найдена зависимость содержания частиц в покры¬
тиях ат от концентрации порошков в электролите:
Концентрация, кг/мЗ
5 10 20 50 200
ат, °/о (масс.)
графит . . — 3,5 4,4 5,3 6,1
дисульфид
молибдена . 0,8 1,3 — 2,5 5,3
Было установлено, что с повышением концентрации
частиц в электролите до 200 кг/м3 улучшается качество
покрытия. Это объясняется тем, что при низкой концен¬
трации частицы графита или дисульфида молибдена,
148
попадая на поверхность катода, зарастают электролити¬
ческой медью как у основания, так и с вершин и краев.
При таком росте покрытия, особенно на крупных ча¬
стицах, образуются наросты и микродендриты, в резуль¬
тате чего получается покрытие розоватого цвета с ше¬
роховатой поверхностью. При увеличении концентрации
частиц в процессе перемешивания суспензии отдельные
наросты с осадка удаляются, и образуются гладкие се¬
рые покрытия.
Более гладкие покрытия на основе меди с дисульфи¬
дом молибдена и графитом образуются при наличии в
суспензии частиц BaSOi [66]· Вероятно, они играют
роль избыточных балластных для КЭП частиц, которые,
не включаясь в композицию, способствуют сглажива¬
нию поверхности.
По дифференциальной емкости двойного электриче¬
ского слоя покрытий, полученных из различных суспен¬
зий [1, с. 85], были определены электрические свойства
и качество поверхности меди. На рис. 50 указаны зна¬
чения коэффициента шероховатости поверхности покры¬
тий медью, который определяли из соотношения
Кш=1,9*с/с'
где си с' — емкость соответственно КЭП и электрополированной
меди.
Зависимости дифференциальной емкости от напря¬
жения для некоторых покрытий приведены** на рис. 51.
При изучении влияния толщины покрытий на их со¬
став было показано, что более тонкие покрытия (1 —
3 мкм) содержат на 1—2% включений больше, чем бо¬
лее толстые. Предполагают, что это происходит вслед¬
ствие большей начальной концентрации частиц в ка¬
тодном пространстве, чем в последующее время электро¬
лиза. Подобный вывод подтверждается результатами
действия прерывистого тока (через каждые 5 мин элек¬
тролиза ток отключали на 10 с); при концентрации
* Значение Кш для полированной меди равно 1,9 относительно
Кш=1 для жидкого ртутного электрода.
** Запись кривых вели автоматически при частоте 600 Гц. Значе¬
ние Кш определяли по емкости при отрицательном заряде поверхно¬
сти и потенциале — 0,2 В относительно нормального водородного
электрода. Значения емкости соответствуют значению площади по¬
верхности покрытий.
149
Рис. 50. Зависимость коэффициента шероховатости Кт покрытий
медью, полученных в сульфатном (а), пирофосфатном (6) и этилен¬
диаминовом (в) электролитах, от концентрации С частиц второй
фазы:
1 — дисульфид молибдена; 2 — корунд М7; 3 — корунд МП-!.
Рис. 51. Зависимость дифференциаль¬
ной емкости с поверхности меди в
0,8 М растворе NaF от напряже¬
ния U;
1 —электрополированная медь (контроль¬
ный образец); 2 — покрытие из чистого
этилендиаминового электролита; 3 — по¬
крытие из этилендиаминового электролита
с 10 кг/м3 корунда М7; 4 — покрытие из
этилендиаминового электролита со 100 кг/м3
корунда М7.
M0S2 100 кг/м3 и толщине покрытия 30 мкм содержание
включений повышалось до 11 % (масс.).
Выявлены [20] практически важные свойства· элек-
троосажденной композиции медь—молибденит (марки
МВЧ-3). Молибденит — природный MoS2 признан более
подходящим для создания самосмазывания, чем синте¬
тический MoS2. На рис. 52 приведены микрофотографии
частиц молибденита в электролите и на поверхности
осадка, а на рис. 53 — микрофотографии покрытий
медью и медь — молибденит.
После механической полировки и травления компози¬
ция может быть охарактеризована также и авторадио-
150
Рис. 52. Микрофотографии частиц молибдена в электролите а (Х6000)
и б (Х21000) и на поверхности осадка в (Х4000).
Рис. 53. Микрофотографии покрытий медью а (Х400) и б (Х1400)
и медь—молибденит в (Х1900), г (Х400) и д (X 1400), травленных
в смеси (NH4)2S2O8+H3N (а, б, г, д} или в 50%-ной HNO3 (в).
Рис. 54. Авторадиограммы (а, б, в, г) я металлографические струк¬
туры (<5, е) композиций Си—M0S2 (Х160):
а — непосредственно после получения образца при С—20 кг/м3; б — после по¬
лировки и травления образца; в, д и г, е — образцы, полученные соответственно
при С=100 и 200 кг/м3.
граммами (рис. 54). В зависимости от концентрации мо¬
либденита в суспензии на основе стандартного кислого
электролита меднения, содержащего этанол, количество
частиц в композиции составило:
С, кг/м3 ... 50 100 150 200 250 300 350
ат, % (масс.) . 2,3 4,3 6,1 7,1 7,0 6,8 6,7
Введение органических добавок заметно влияет на
свойства и состав покрытия (δ = 40 мкм) при осаждении
152
его из суспензии, содержащей 150 кг/м3 MoS2 при 1к =
= 0,5 кА/м2.
Добавка
Тиомочевина
Катапип А
Меласса
Гексамети¬
С, кг/м3 . . .
0,04
0,04
6
лентетрамин
2,5
ат, % (масс.) .
Качество по¬
крытий . . .
2,2—3,7
4,0—5,6
4,7—5,4
6,8-8,8
Хрупкие,
Гладкие Мелкокристалли-
с хорошим
отслаиваются
ческие
сцепле-
нием
В случае добавок каталина А и гексаметилентетрами¬
на суспензия склонна к расслаиванию. Наилучшие ре-
Рис. 55. Коэффициенты
трения Ктр покрытий при
различных значениях дав¬
ления на образец:
1 — пористый хром; 2 —
медь; 3 — медь — молибде¬
нит.
зультаты по качеству электролита и покрытий дости-
гаются при добавке мелассы (77=1,6 ГПа). Сравнитель¬
ные испытания различных приработочных покрытий на
машине типа МИ показали существенные преимущества
покрытий с молибденитом перед другими известными
материалами. Стальные образцы (38ХМЮА и 65С2ВА)
в виде роликов и колодок покрывали хромом толщиной
250 мкм, а затем каким-либо покрытием толщиной
10 мкм. В процессе испытаний проводилось ступенчатое
увеличение нагрузки при скорости скольжения 0,5 м/с.
Из рис. 55 и табл. 17 следует, что КЭП медь — молибде¬
нит обладает наименьшим коэффициентом трения, кото¬
рый снижается во времени и при увеличении нагрузки до
800 Н. Дальнейшее увеличение нагрузки не сказывается
на коэффициенте трения.
Таким образом, при осаждении на хромированные
поверхности покрытий Си—MoS2 значительно уменьша¬
ются износ поверхности, трение и понижается темпера¬
тура работающих пар.
153
Таблица 17. Микротвердость и параметры различных материалов
Покрытия
Микротвер¬
дость, МПа
Коэффициент
трения
Температура
масла, °C
Износ КОЛОД-
ки/ролика, мг
Пористый хром
—-
0,173
180
22,9/42,2
Серебро
950
0,152
158
—
Гомпак
2600
0,053
63
—
Медь
700
0,073
60
18,7/16,5
Медь — моли б-
1200
0,027
40
10,9/9,8
денит
В результате исследования других физико-механиче¬
ских свойств медных покрытий было показано, что их
пористость на 1 м2 составляет 0—1 · 104, т. е. равна по¬
ристости чистых покрытий. Стальные образцы, покрытые
КЭП с включениями дисульфида молибдена и графита,
после выдержки при 180 °C в течение 2 ч оставались без
изменений. Покрытия медью с включениями различных
частиц твердой смазки были испытаны на износ при су¬
хом трении. В зависимости от состава покрытия и кон¬
центрации частиц в суспензии относительные потери мас¬
сы при испытаниях составили:
Концентрация частиц в суспен¬
зии, кг/м3 . 0 10 50 100
Потери массы покрытия, мг
медь 5,7 — — —
медь — графит — — 1,5 0,3
медь — дисульфид молиб¬
дена — 1,4 0,9 0,2
медь — фталоцианин меди — — — 0,5
Определения контактной выносливости стали, покры¬
той указанными КЭП, на производственном стенде на
машине МКВ-3 показали преимущества покрытий Си—
M0S2 и медь — фталоцианин меди по сравнению с тра¬
диционными антифрикционными покрытиями или мате¬
риалами (сплавы индия и галлия, твердые смазки и др.).
Электрические свойства покрытий медь—-твердая
смазка существенно не отличаются от свойств чистых
покрытий. Однако происходит небольшое увеличение на
10—20% электросопротивления пропорционально объ¬
емному содержанию вещества второй фазы независимо
от того, является ли оно изолятором или проводником.
С целью получения самосмазываемых покрытий Си—
154
α-ΒΝ был использован электролит, содержащий 200 кг/м3
сульфата меди и 100 кг/м3 муравьиной кислоты (рН =
= 1,0) [37]. Диапазон изменения основных свойств по¬
крытий следующий (при увеличении концентрации ΒΝ
от 0 до 60 кг/м3):
Я, МПа Напряжения Коэффициент Переходное Износ, мг
Ι-го рода, МПа трения сопротивление, Ом
1200—>-600 130—>88 0,36->0,15 0,25->0,40 4,5->1,2
Следует отметить, что порошковыми смазками кроме
указанных выше веществ могут быть и другие, обла¬
дающие слоистой структурой: слюда, тальк, сульфиды,
селениды. Эти вещества имеют различные химические и
электрические характеристики, поэтому на их основе
можно получать покрытия с широким диапазоном физи¬
ческих и химических свойств. Так, из кислого электро¬
лита, указанного выше и содержащего вместо α-ΒΝ
диспергированный CdS [46], осаждали покрытия, ха¬
рактеризуемые следующими изменениями свойств при
увеличении С от 0 до 60 кг/м3:
Выход по Твердость, Внутренние Коэффициент Переходное Износ, мг
току, % МПа напряжения трения сопротивление,
1-го рода, МПа Ом
70->40 1200—>-800 130 ->-100 0,36->0,30 0,25->0,30 4,0->4,2
Наблюдается некоторое улучшение технологических
характеристик при включении частиц CdS в медь. Одна¬
ко следует считаться с тем, что в кислых электролитах
возможно частичное растворение порошка CdS, что ока¬
зывает влияние на состав и свойства покрытий.
Покрытия медь — корунд. Такие покрытия являются
классическим примером КЭП с улучшенными механиче¬
скими свойствами [1, с. 87—95; 14; 33; 34]. Композиции
Си—А120з, полученные металлургическим методом, име¬
ют повышенную температуру рекристаллизации вплоть до
1000 °C, что лишь на 80 °C ниже температуры плавления
меди. Это свойство проявляется тем значительнее, чем
больше содержание А12О3 и меньше размеры частиц.
Для сравнения отметим, что композиции Си—MgO и
Си—ZrO2 обладают повышенной жаростойкостью.
Чаще всего для получения КЭП Си—А120з применя¬
ют сульфатный электролит. При использовании корунда
(белого) размерностью от М20 до ШП-3 с концентраци¬
ей от 10 до 200 кг/м3 получали покрытия с содержанием
155
частиц не более 0,2—0,3% (масс.). Некоторое увеличе¬
ние содержания включений (до 1,1%) происходило при
горизонтальном расположении катода. Покрытия из су¬
спензии имели больший блеск, чем чистые покрытия, осо¬
бенно в тонких слоях (от 10 до 20 мкм).
Повышенной склонностью к внедрению в покрытия
обладают серые порошки корунда. Уже при С = 50 кг/м3
покрытия содержат от 0,5—0.6% (масс.) корунда М20
или 2,1—2,8% корунда ШП-3. Последний имеет большее
количество примесей [11]. После предварительной обра¬
ботки порошков соляной кислотой их склонность к вклю¬
чению в покрытия снижается.
При получении покрытий из суспензий с серыми по¬
рошками корунда следует иметь в виду, что из свежего
электролита они внедряются в покрытия в больших ко¬
личествах, чем из длительно проработавшего.
В результате увеличения плотности тока от 0,1 до
2 кА/м2 содержание включений белого корунда не из¬
меняется [0,4—0,5% (масс.)]. Аналогичная картина на¬
блюдается и при изменении pH электролита от 0 до 5 и
температуры электролита от 10 до 60 °C.
Для изменения составов покрытия в электролит вво¬
дят различные водорастворимые добавки. При введении
той или иной добавки в пределах 0,01—0,1 кг/м3 изме¬
няется содержание в покрытии частиц второй фазы,
% (масс.):
Без добавки 0,7
Тиомочевина 7,3
Аллилтиомочевина 5,5
Цистин, глицин, декстрин, желатина . 0,4—0,6
Известно, что цистин и желатина (в указанных коли¬
чествах), подобно тиомочевине, усиливают катодную по¬
ляризацию, в то время как глицин и декстрин мало
влияют на нее. Их действие на содержание включений
и внешний вид покрытий одинаково. Тиомочевина и
аллилтиомочевина обладают блескообразующим дейст¬
вием. При введении блескообразователя происходит уси¬
ление катодной поляризации, в прикатодном слое обра¬
зуются коллоидные соединения, в частности сульфиды,
способствующие уносу частиц в покрытие.
Существует прямая зависимость между блескообра¬
зующим действием добавки и содержанием включений
156
(рис. 56). При введении этих добавок в количествах,
обеспечивающих максимальное содержание включений,
были получены КЭП медь—корунд, свойства которых
приведены на рис. 57.
Повышенная твердость осадков обусловлена в пер¬
вую очередь действием блескообразователя и в меньшей
мере — включением частиц, так как контрольные осадки,
содержащие мало включений, обладают почти такой же
Рис. 56. Влияние концентрации различных блескообразователей Сел
на содержание включений корунда М7 ат (С=200 кг/м3) в покры¬
тии медью:
/ — тиомочевина; 2 — аллилтиомочевина.
твердостью. При наличии 50—200 кг/м3 корунда значи¬
тельно снижается блеск покрытий, вызванный действием
блескообразователей. В отличие от твердости повышение
износостойкости покрытий связано с наличием включе¬
ний корунда.
Так, при введении специальной выравнивающей и
блескообразующей добавки (около 3 кг/м3) понижается
поверхностное натяжение электролита с 78 до 57 мН/м.
В результате получаются покрытия с содержанием ча¬
стиц as=40—100% и Н=1270—1380 МПа. Они имеют на
поверхности монослой адсорбированных, равномерно
распределенных частиц, близких по размеру (0,5—
0,7 мкм), которые легко снимаются ватой, после чего по¬
верхность осадков становится блестящей. Без указанно¬
го блескообразователя были получены матовые покры¬
тия, поверхность которых была свободна от частиц
(Щп~0,5%). Таким образом, указанная добавка способ-
157
ствует адгезии частиц к поверхности катода, но не по¬
зволяет им зарастать, возможно, из-за усиления вырав¬
нивающего действия электролита.
В пользу описанных представлений свидетельствуют
также опыты по получению покрытий на горизонтально
Рис. 57. Влияние концентрации корунда С на содержание включений
ат (а), твердость Н (б), блеск R (в) и износ И (г) покрытий медью
из электролита с различными добавками блескообразователей:
1 — 0,02 кг/м3 тиомочевины; 2 — 0,1 кг/м3 аллилтиомочевины; 0отф— здесь и да¬
лее электролит, освобожденный от веществ второй фазы.
расположенных плоских катодах. Суспензия, образован¬
ная монодисперсными частицами (корунд МП-3), взму¬
чивалась только в начале электролиза, который прово¬
дили без перемешивания. Предполагалось, что частицы,
оседающие на поверхность катода в соответствии с
уравнением (11), в отсутствие выравнивающего дейст-
йия добавки могли зарасти медью, хотя бы частично,
не перемещаясь в процессе роста. Но при концентрации
порошка 5 кг/м3 покрытия имели всего 2,2% включений
(/7=1900 МПа), в то время как количество осевших на
поверхность частиц было в 20 раз больше.
При горизонтальном расположении катода в суспен¬
зии с порошком МП-3 с концентрацией 50 кг/м3, но не
содержащей выравнивающей добавки, образуются по¬
крытия с ат=9—11% (масс.), а® = 18—22% (об.) и тол¬
щиной 4—5 мкм (вместо 6,6 мкм по расчету). Послед¬
ние результаты связаны, по-видимому, с тем, что в от¬
сутствие выравнивателя возможно включать частицы в
больших количествах. Но максимального насыщения по¬
крытия частицами в этих случаях не получено, несмотря
на то что на поверхность катода седиментировало в де¬
сятки раз больше частиц, чем необходимо для получе¬
ния покрытия с максимальным αυ.
При замене сульфатного электролита фторборатным
были получены высококачественные покрытия, но, как
и в случае сульфатного электролита, поглощение частиц
покрытием невысокое (0,5—1,5%). Несмотря на то что
во фторборатном электролите меднения нейтральные
частицы (например, SrSOi и BaSOi) хорошо захваты¬
ваются матрицей [66], при введении стимуляторов (Rb+,
Cs+ и Т1+) увеличивается содержание второй фазы и в
этом случае.
Покрытия с высоким содержанием корунда в отсутст¬
вие стимуляторов* получены при использовании щелоч¬
ных электролитов — пирофосфатного и этилендиамино¬
вого. Однако эти покрытия имеют более шероховатую
поверхность, чем чистые покрытия (рис. 58), что обу¬
словлено внедрением в покрытия отдельных крупных ча¬
стиц корунда, находящихся в технических порошках. Чи¬
стые покрытия из указанных электролитов — блестящие
п полублестящие. В случае включения частиц размером
I мкм или ниже, а также при их низкой концентрации
может сохраниться блеск покрытий. Введение более
крупных частиц всегда будет приводить к огрублению
поверхности.
* Можно предположить, что в электролитах содержатся «есте-
< гиенные» стимуляторы; ионы калия и этилендиамин — см. табл. 16.
159
158
Рис. 58. Микрофотографии поверхности осадков меди, полученных из
сульфатного (а, б, в), пирофосфатного (г, д, е, ж) и этилендиамино¬
вого (з, и, к, л) электролитов с частицами второй фазы и без них:
а, г, з — без частиц второй фазы; б, д, и — с 100 кг/м’ корунда М7; е, к — с
10 кг/м’ дисульфида молибдена; в, ж, л — с 100 кг/м’ дисульфида молибдена.
При электроосаждении из суспензии корунда в ще¬
лочных электролитах происходит включение значитель¬
ного количества корунда — до 15% (масс.) или 35%
(об.) — и соответственно увеличение твердости, износо¬
стойкости, а также изменение других свойств покрытия
(рис. 59—61).
Свойства и эксплуатационные характеристики компо¬
зиционных материалов во многом зависят от равномер¬
ности распределения частиц. Для КЭП установлена вы¬
сокая равномерность распределения частиц. Так, у
покрытия медь—корунд, полученного из пирофосфатного
электролита, содержащего 200 кг/м3 корунда, количест¬
во включений на разных участках образца колеблется
в пределах 13,5—14,0% (масс.). Содержание включений
корунда М7 по всей толщине покрытия больше 5 мкм
изменяется в пределах 13,0—13,8% (масс.).
На количество включений в покрытии существенно
влияет толщина самого покрытия: чем она меньше, тем
больший объем частиц оно включает. Это происходит
благодаря адгезии частиц катодной поверхностью или
особым благоприятным условиям в начальный момент
электролиза.
КЭП на основе меди наряду с высокой твердостью и
износостойкостью обладают повышенной прочностью,
особенно при высоких температурах (рис. 62—64). Как
видно из рис. 62, в результате отжига образцов* в тече¬
ние 1 ч твердость покрытий снижается, но твердость
КЭП при всех температурах отжига остается более вы¬
сокой (кривые 2 и 3), чем твердость чистого покрытия
(кривая /).
При использовании в качестве второй фазы более
мелких и однородных частиц получаются покрытия с вы¬
сокими значениями разрушающего напряжения при рас¬
тяжении и предела текучести. Кроме того, КЭП медь—
корунд реагируют с воздухом в 1,5—2 раза медленнее
и поэтому обладают повышенной жаростойкостью по
сравнению с чистым покрытием. В случае введения 4%
(масс.) ΒΝ жаростойкость этих КЭП повышается в
3,5 раза.
* Образцы готовили следующим образом: на нержавеющую сталь
наносили из соответствующей суспензии покрытие толщиной 100 мкм,
после чего это покрытие снимали с поверхности стали. Затем образцы
подвергали отжигу в вакууме (40 Па).
11—1079
161
Рис. 61. Зависимость блеска R композиций медь—корунд, полученных
из различных электролитов, от концентрации С корунда М7 в суспен¬
зии:
1,2 — покрытия из этилендиаминового электролита, выделенные соответствен¬
но при ίκ=0,1 и 0,2 кА/м2; 3, 4 — покрытия из пирофосфатного электролита,
выделенные соответственно при 1К=0,1 и 0,2 кА/м2,
Рис. 62. Зависимость твердости Н
меди и композиций медь—корунд
из этилендиаминового электролита
(С=200 кг/м3) от температуры от¬
жига t:
/ — покрытие из чистого электролита;
2, 3 — покрытия из суспензии соответст¬
венно с корундом М5 и М7.
Электротехническая промышленность остро нуждает¬
ся в различных контактных материалах с более высокой
электроэррозионной стойкостью, чем медь и латунь.
Электроэррозионная стойкость сплавов Си—А12О3 и
Си—BN в 2—8 раз выше, чем чистых металлов. Указан¬
ные материалы следует получать более широко электро¬
осаждением из суспензий, а не только методами порош¬
ковой металлургии.
В заключение необходимо отметить, что осадки
медь—корунд предназначены для использования в пер-
11*
163
Рис. 63. Влияние отжига на твердость Н медных покрытий, получен¬
ных из суспензий на основе пирофосфатного (а) и этилендиаминово-
го (б) электролитов с различной концентрацией С корунда: .
2,2' — М7; 3,3' —МП-1; сплошная линия — покрытия до отжига;
пунктирная линия — покрытия после отжига при 300 °C в течение 1 ч.
Рис. 64. Зависимость предела текучести στ (а), твердости Н (б), раз¬
рушающего напряжения при растяжении σΡ (в) медных покрытий от
вида и содержания в них корунда αυ:
I — покрытие из пирофосфатного электролита или суспензии его с корундом
КО-7; 2 — покрытия из этилендиаминового электролита или суспензии его с
корундом МП-10.
вую очередь в машиностроительной и электротехниче¬
ской промышленности. Медные покрытия используются
как в системе многослойных покрытий, включающих ни¬
кель и хром, так и отдельно. В многослойных покрытиях
слой меди является самым мягким, повышение его твер¬
164
дости и прочности — важная задача, которая решается
при соосаждении частиц.
Для многих случаев практического использования
покрытий оптимальными свойствами будут обладать ком¬
позиции, образованные включениями наиболее мелких
частиц. Такие частицы приводят к более качественному
дисперсному отверждению и упрочнению, чем частицы
размерами 5—10 мкм. Гальваностегия и порошковая ме¬
таллургия нуждаются в использовании более высоко¬
дисперсных частиц различных веществ. Производство
этих порошков, к сожалению, отстает от все возрастаю¬
щей потребности в них.
Покрытия медь—сульфат бария. Частицы сульфата
бария более мелкие, чем корунда, сравнительно легко
получаются с различной степенью дисперсности ионной
реакцией даже непосредственно в электролитах, содер¬
жащих сульф ат-ионы. В отличие от практически индиф¬
ферентного к электролитам корунда частицы BaSO4 ча¬
стично растворимы в воде (2,2 г/м3) и несколько больше
в растворах, содержащих избыток сульфат-ионов, осо¬
бенно в серной кислоте (максимально до 12%), за счет
комплексообразования. Таким образом, в сульфатном
электролите меднения частицы BaSO4 будут находиться
в равновесии со своими ионами.
Подробно изучено [142] влияние различных добавок
в кислые электролиты на образование покрытий Си—
BaSO4. Подчеркивается стимулирующее действие на
включение нейтральных частиц (наряду с BaSO4) также
и частиц А12О3, TiO2, ZrO2, СеО2, SiO2, каолина, стекла,
талька, бора, кремния, карбидов, силицидов в осадки ме¬
ди. Как следует из рассмотренного выше, образование
КЭП с указанными частицами из кислых электролитов
наблюдалось только при наличии в электролите некото¬
рых блескообразователей. Аналогичное действие оказы¬
вают на соосаждение нейтральных частиц ионы Cs+,
Rb+, Т1+, NH4 и некоторые аминосоединения. Частицы
BaSO4 в количестве 25—150 кг/м3 (</=0,1—5 мкм) лег¬
ко смачиваются электролитом (требуется предваритель¬
ная обработка порошка талька ацетоном или этано¬
лом). В сульфатном электролите с добавкой 5 кг/м3 Т1+
и 35 кг/м3 Н3ВО3 изменение pH от 2,7 до 0,8 не влияло
на содержание BaSO4 (4,4+0,1%). Более заметным бы¬
165
ло влияние температуры (150 кг/м3 BaSO4, 60 кг/м3
H2SO4) при наличии в качестве промотора 5 кг/м3 Т1+:
Температура, °C . 21 36 49 60
Содержание BaSO4 в осадке, %
(масс.) 4,3 4,1 2,5 1,2
В случае использования в качестве промотора аминов
не обнаруживалось такого резкого уменьшения содержа¬
ния включений с увеличением температуры.
Некоторые полиамины и полиимины как промоторы
действуют уже при низких концентрациях. При введе¬
нии даже 1 г/м3 тетраэтиленпентамина (ТЭПА) в диа¬
пазоне pH от 1,5 до 4,5 включается 3,5% (масс.) BaSO4.
В результате увеличения концентрации ТЭПА до 100 г/м3
достигается максимальное содержание включений BaSO4
(до 5,5%). То же количество включений получают при
добавлении 500 г/м3 этилендиамина (ЭДА) или 50 г/м3
этилендиаминтетрауксусной кислоты (ЭДТА). Зависи¬
мость состава покрытий от концентрации последней вы¬
ражается следующими данными:
Концентрация
ЭДТА, кг/м3 . . 1 2 5 15 30 50
Содержание BaSO4
в осадке, %
(масс.) .... 0,5 1,3 2,5 4,2 4,8 5,5
Количество этиламина, необходимого для максималь¬
ного соосаждения BaSO4, составляет 50 кг/м3. Вещество
тем эффективнее, чем больше его молекулярная масса
и больше в нем аминогрупп.
Изучение стимулирующего действия различных со¬
единений азота на соосаждение BaSO4 показало, что
они по эффективности могут быть расположены в сле¬
дующий ряд ТЭПА>ЭДА>ЭДТА; Ν'Ν-диэтилглицин-
аланин> глицин; М'Ы-метилтаурин>таурин>Ь1-ацетил-
глицин; Ν-ацетилтаурин; аланин (метилглицин) >фенил-
аланин; аспаргин. Алифатические амины более эффек¬
тивны, чем ароматические; гидразин и сульфаминовые
кислоты не оказывают заметного эффекта на внедрение
частиц. Лучшие стимуляторы осаждения — полиамины
и полиимины.
Эффект внедрения частиц BaSO4 в осадки сохраняет¬
ся даже после того, как из раствора, содержащего 1 г/м3
166
ЭДТА, удаляется весь BaSO4, а затем добавляется но¬
вая порция порошка. Из этого следует, что ионы-стиму¬
ляторы не адсорбируются на частицах, а осуществляют
свое действие на катодной поверхности. Нет данных,
подтверждающих, что амины или ионы металлов-промо-
торов включаются в гальванический осадок.
Из отработанного электролита наблюдается некоторое
соосаждение частиц и без добавок промоторов, но при
введении аминов или крупных многовалентных ионов мо¬
жет быть достигнуто максимальное содержание включе¬
ний. Двух- и трехвалентные ионы не оказывают на
осаждение стимулирующего действия.
Эффект указанных промоторов в соосаждении BaSO4
в электролитах никелирования незначителен, наблюдает¬
ся только уменьшение пластичности осадков при нали¬
чии ионов Т1+ или аминов. При введении кумарина и
о-сульфобензальдегида содержание BaSO4 достигало
6% (масс.), а при добавлении о-бензолсульфимида со¬
держание включений уменьшалось до 1%.
Наличие BaSO4 в медных (и никелевых) покрытиях
способствует сохранению их гладкости, предупреждает
сваривание и налипание движущихся контактов и об¬
легчает скольжение.
С целью изучения механизма соосаждения проводи¬
ли электрофоретическое осаждение частиц BaSO4 в рас¬
творе, содержащем 200 кг/м3 Na2SO4· ЮН2О. При рН=4
на катоде получалась пленка, устойчивая в сильном по¬
токе воды, но отслаивающаяся при трении. При сниже¬
нии pH до 1,7 количество пленки и ее плотность умень¬
шались. При 60 °C в этом случае пленка не образовыва¬
лась, так же как и при добавке Т1+ или ТЭПА. В случае
наличия 40 кг/м3 Н3ВО3 при pH=4 соосаждение BaSO4
значительно понижалось (более подробно о механизме
образования КЭП и факторах, влияющих на него, см.
с. 51 и 74).
Другие виды КЭП на основе меди. Разработан ряд
покрытий, полученных из суспензий, содержащих в каче¬
стве вещества второй фазы SiO2 (волокна), А12О3, SiC,
В4С, WC и другие соединения [1, с. 97, 98].
Покрытия Си—SiC, полученные из сульфатного элек¬
тролита, обладают высокой износостойкостью и стойки
к электродуговой эрозии. Покрытия Си—РЬ, полученные
из этилендиаминового электролита с 10 кг/м3 свинца,
167
имеют высокие твердость и износостойкость; их можно
использовать в качестве антифрикционных материалов.
Особый интерес представляют покрытия, содержащие
высокотемпературные бориды. Однако бориды титана,
циркония и хрома в кислых электролитах меднения рас¬
творяются. Порошок TiB2 уже через 5 мин начинает вы¬
делять пузырьки водорода, частицы покрываются по¬
рошком восстановленной меди, электролит постепенно
приобретает фиолетовую окраску. Порошок ZrB2 реаги¬
рует с кислым электролитом и обесцвечивает его за счет
осаждения порошка меди, выделения водорода и обра¬
зования цирконила и борной кислоты. Более стоек в
указанном электролите СгВ2, нб он тоже постепенно раз¬
рушается. Опыты по его соосаждению в сульфатном
электролите меднения привели к получению покрытий с
небольшим содержанием частиц.
Более целесообразно соосаждать бориды цз щелоч¬
ных электролитов меднения из-за большей устойчивости
в них боридов и большого сродства покрытий к включе¬
ниям. Потери массы покрытий с СгВ2, VB2, ZrB2 и TiB2
в 10%-ном растворе NaOH при 20 °C за 24 ч составляют
лишь 2%. Стойкий в кислотах ТаВ2 разрушается в ще¬
лочах.
Процесс получения любой композиции на основе ме¬
ди, в том числе и из сульфатных электролитов, можно
считать реальным при использовании соответствующих
стимуляторов.
КЭП НА ОСНОВЕ ХРОМА
Получение КЭП на основе хрома связано с рядом за¬
труднений [1, с. 98—100]. Особенно трудно внедряются
в покрытия высокотемпературные твердые оксиды, карби¬
ды и другие вещества, которые соосаждаются сравни¬
тельно легко с покрытиями никелем, медью, железом,
оловом и другими металлами. Многие авторы пришли к
отрицательным результатам при попытке получения хро¬
мового покрытия, содержащего частицы оксидов.
В случае использования в качестве вещества второй
фазы порошка TiO2 (d«;0,l мкм) были получены глад¬
кие матовые покрытия, содержащие не более 1% (об.)
TiO2. Трудно объяснить резкое увеличение твердости у
таких покрытий: 15,5—23,0 ГПа вместо 9—10 ГПа у чи¬
стых покрытий.
168
Не удалось получить КЭП с ΑΙ2Ο3 (d «5 мкм) и S1O2
(пудра) при использовании стандартной ванны хромиро¬
вания, содержащей 250 кг/м3 СгОз и 2,5 кг/м3 H2SO4
(i=43°C, iK=3 кА/м2), или аммонийных ванн с трехва¬
лентным хромом, содержащих мочевину. Однако есть
сведения о получении высококачественных покрытий хро¬
ма из суспензий AI2O3, S1O2, 7гОг и M0S2 при воздуш¬
ном или механическом перемешивании. В частности,
технологический процесс получения защитной пленки на
поверхности стали предусматривает осаждение двухслой¬
ного покрытия Сг—СГ2О3, причем первым слоем являет¬
ся обычный электролитический осадок толщиной 6—
10 нм, вторым — катодная пленка той же толщины. При¬
менялся стандартный электролит, разбавленный в
5 раз.
Можно допустить, что, в общем, для получения КЭП
необходим высокий катодный выход матрицы, чего нет
при хромировании. Бурно выделяющийся на катоде во¬
дород затрудняет вхождение частиц, особенно крупных,
в покрытие.
Характерным признаком электролитического хроми¬
рования наравне с малым выходом по току является так¬
же высокая твердость получаемых покрытий и наличие
фазовой прикатодной пленки, образованной из продук¬
тов восстановления шестивалентного хрома и компонен¬
тов раствора. Толщина катодной пленки, согласно пред¬
положениям разных авторов, колеблется от мономолеку-
лярной до 0,1 мкм. Возможно, она является суспензией
Сг(ОН)з, на частицах которой адсорбированы молекулы
СгО3. Считают, что пленка содержит 67% СгО3, 22%
Сг3-*· и H2SO4. Возможно, эта пленка тоже является барь¬
ером, препятствующим проникновению частиц в покры¬
тие.
Для устойчивости этой пленки необходимо наличие
ионов Сг2·*· как восстановителя шестивалентного хрома
до трехвалентного состояния. Образование металличе¬
ского хрома происходит за счет разряда Сг(ОН)3 или
ионов Ст3·*·. Пленка образуется при наличии ионов СгО2Г
и является многослойной. Условиями, неблагоприятными
для ее существования, являются перемешивание и повы¬
шение температуры. Известно, что частицы ее хорошо
адсорбируют анионы, но не катионы, поэтому пленка
должна иметь положительный заряд. Галогениды замед¬
169
ляют образование пленки в начале электролиза и уско¬
ряют ее разрушение после снятия анодной поляризации.
Металлический хром получается именно из прикатод-
ной пленки; если в ней имеются другие ионы металлов,
то они также восстанавливаются до металлического со¬
стояния. В пленке могут быть поры и разрывы, не про¬
пускающие обычно используемые дисперсные частицы.
Когда КЭП образуется из электролита хромирования, то
частицы имеют сродство к пленке или же разрушают ее.
Из сказанного выше следует, что успешное объясне¬
ние механизма образования КЭП на основе хрома и уп¬
равление этим процессом связаны с более полным выяс¬
нением роли катодной пленки при кристаллизации элек¬
тролитического хрома.
Возможно, что затруднение образования КЭП с ря¬
дом веществ объясняется поведением самого металличе¬
ского хрома — его плохой смачивающей способностью.
Так, при получении многослойных покрытий Ni—Сг, со¬
держащих промежуточный слой никеля или серебра с
включениями частиц, наружным слоем является хром.
Последний «обходит» частицы изолятора, внедренные в
промежуточный слой; в результате этого слой хрома по¬
лучается пористым.
Описанная выше отчужденность хрома к включениям
относится в первую очередь к частицам-изоляторам. Не¬
сколько иначе реагирует покрытие хромом на вещества,
обладающие заметной проводимостью, — сульфидам и
боридам циркония, вольфрама, нитриду циркония и кар¬
биду молибдена. Получение всех перечисленных выше
покрытий связано с некоторыми особенностями. Возмож¬
но, что они получаются из электролитов, содержащих
специальные добавки, а частицы подвергнуты химиче¬
ской обработке для изменения природы их поверхности.
Особое значение имеют вид и сглаженность исполь¬
зуемого выпрямленного тока [1, с. 100—101]. Отмечает¬
ся влияние волнообразности постоянного тока В* на об¬
разование гальванических осадков, особенно хромовых.
Влияние этого показателя на свойства блестящих нике¬
левых покрытий незначительно, однако оно сказывается
* За величину В принято отношение эффективной силы перемен¬
ного тока к среднему арифметическому значению силы постоянного
тока.
170
при получении блестящих покрытий оловом, медью и се¬
ребром. С увеличением В при лужении изменяется диа¬
пазон условий образования блестящих покрытий, при
меднении наблюдается повышение рассеивающей спо¬
собности без изменения блеска, при серебрении ухуд¬
шается блеск в области высоких плотностей тока.
Особое влияние величина В оказывает на процесс
хромирования. Высокие ее значения способствуют осаж¬
дению из стандартной ванны гидридов хрома, особенно
при больших плотностях тока. С увеличением В умень¬
шается рассеивающая способность. При В>30% отме¬
чено резкое снижение трещиноватости, а при В =50%
покрытия уже не имеют трещин. В ванне для получения
микротрещиноватого хрома, содержащей селен, при В =
= 10% уже заметно его влияние на свойства покрытий,
а при В = 30% осадки становятся 'некачественными. По¬
крытия хромом, полученные осаждением из стандартной
ванны, питаемой от аккумуляторов, были блестящими,
а осажденные током от выпрямителя типа ВСА-5 — ма¬
товыми, однако разницы в составе осадков обнаружить
не удалось.
Перечисленные выше сведения о КЭП на основе хро¬
ма кратки и явно недостаточны для воспроизведения.
Известны более детальные описания нескольких процес¬
сов хромирования и свойств получающихся при этом по¬
крытий. Запатентовано хромирование из суспензии с ча¬
стицами кремнезема размером 0,01—0,02 мкм, при кото¬
ром покрытия получаются непосредственно на алюминии
и других легкопассивирующихся металлах. Поверхность
таких покрытий после легкого полирования становится
блестящей; они не корродируют и не отслаиваются при
испытании в течение сотен часов в стандартной солевой
камере. (Хромовые покрытия, осажденные из чистого
электролита, получаются чешуйчатыми.)
Осаждение производят из ванны, содержащей
150 кг/м3 СгО3, 0,5—1,3 кг/м3 H2SO4, 0,25—0,45 кг/м3
ЫО2 (аморфного), при iK=0,5—5,0 кА/м2, / = 40—75°C
и напряжении на клеммах 3—9 В. Продолжительность
процесса от 0,5 мин до 3,5 ч. Кремнезем получают паро¬
фазным гидролизом соединений кремния при 1100 °C.
Он содержит в сухом состоянии до 99,7% легко диспер¬
гирующегося SiO2 и 0,004% Fe2O3. Плотность его
2100 кг/м3, pH 10%-ной водной вытяжки 4,5—6,0. Про-
171
мышленное название продукта «СаЬ-O-Sil». Применяют
и кремнезем, содержащий 99,0% S1O2, (р=2250 кг/м3);
pH водной вытяжки 5,3; оптимальная концентрация SiO2
составляет 1,5 кг/м3.
Особое значение для успешного проведения описан¬
ного процесса имеют предварительная! подготовка алю¬
миния (указано семь предварительных операций) и фор¬
ма использованного тока. Необходимо! также предвари¬
тельное «обживание» образца в ванне; без тока в тече¬
ние 0,5—10 мин.
Зеркально-блестящие покрытия храмом получены на
полированном никелевом покрытии после его пред¬
варительной обработки в 6 н. НС1 и н^ сплаве Fe—Сг—
А1. Предварительная подготовка сплава включает де¬
вять операций, в том числе обезжиривание (в органиче¬
ских растворителях и щелочах), декапирование и же-
лезнение. Изделия из этого сплава, Покрытые хромом,
нагревали до 650 °C, погружали в воду и отжигали при
1100 °C в течение 3 ч. Никаких следом повреждения не
отмечалось; твердость после термической обработки бы¬
ла равна 2,3 ГПа.
Получение покрытий хром—борид циркония преду¬
сматривает использование обычной ванны хромирова¬
ния, содержащей от 10 до 60% порошка борида цирко¬
ния с d = 1—4 мкм (при образовании суспензии проис¬
ходит бурное разогревание). Электролиз проводят при
ϊκ=3,2—5,4 кА/м2 в течение 2,5 ч. В результате этого по¬
лучают покрытие, стойкое к действию темпеоатуо
2000—2500 °C.
Вольфрам с таким покрытием выдерживает темпера¬
туры 3300—3600 °C. Детали, нагретые 1900 °C, сохра¬
няют работоспособность в течение Го мин, детали из
молибдена, нагретые до 3500°C, — 35 м:Ин (вместо 18 с),
из графита, нагретые до 3300°C, — 5 мИн (вместо 40 с)'
Следует отметить, что высокие защитные свойства
покрытия Сг ZrB2 обусловлены химической стойкостью
ZrB2. Многие бориды с?-элементов яв.дяются наиболее
стойкими в термодинамическом отношении вещества ми
по сравнению с соответствующими карбидами, нитри¬
дами и силицидами.
Покрытия хром сульфиды предназначены для по¬
вышения износостойкости различных деталей машин. По¬
следовательность операций при их получении следую-
172
щаЯ: сначала осуществляют хромирование по известно¬
му способу при 40—80 °C до толщины 20 мкм, затем в
ванну добавляют 10—50 кг/м3 ZnS или CdS и продол¬
жают процесс при перемешивании. При этом используют
ток очень высокой плотности —60 кА/м2 — при напряже¬
нии по крайней мере 10 В. В результате такой обработ¬
ки сульфид закрепляется на поверхности хрома. Вместо
обычного слоя хрома в описанном процессе рекомен¬
дуется применять трещиноватый хром, получаемый ре¬
версированием тока, или же пористый хром, который
также осаждается из обычной ванны хромирования. В ре¬
зультате образуется покрытие Сг—ZnS (CdS), но не по
всей толщине, как обычные КЭП, а только в поверхно¬
стном слое, поскольку соосаждение сульфидов иногда
настолько обильное, что компактное покрытие не может
быть получено. Поверхностный слой покрытия, состоя¬
щий из частиц хрома и сульфида, возможно прочно не
связанных между собой, является приработочным за счет
хороших смазочных свойств сульфидов.
При введении поверхностно-активных веществ «Про¬
гресс» и «Хромин» немного повышается содержание ча¬
стиц второй фазы в покрытии, что объясняется умень¬
шением поверхностного натяжения электролита хроми¬
рования до 4,3 Н/м. Однако при наличии поверхностно¬
активных веществ снижается твердость покрытий, а при
значениях плотности тока 0,5—8 кА/м2 образуются тем¬
ные покрытия низкого качества.
Для получения КЭП на основе хрома применяют раз¬
личные электролиты: стандартный без добавок, стан¬
дартный с различными добавками, разбавленный стан¬
дартный, тетрахроматный и саморегулируемый [1,
с. 103]. Условия получения и свойства покрытий на ос¬
нове хрома, полученных из различных электролитов,
приведены в табл. 18.
Не удается получить покрытия с частицами ZrB2,
ZnS и CdS, хотя для этих целей пробовали проводить
электролиз из различных суспензий. Так, хотя разбав¬
ленный электролит имеет катодный выход по току 45%,
но при iK = 8 кА/м2, С=50 кг/м3 и / = 20°С получить КЭП
не удается.
Рассмотрено [143] влияние некоторых керамических
веществ на свойства саморегулируемого электролита
хромирования и покрытий, осаждаемых из него. Концен-
173
Таблица 18. Условия получения и свойства покрытий на основе
хрома, полученных из различных суспензий (С = 200 кг/м3)
Электролит
Вторая фаза
Условия осаждения
кэп
Содержание второй
фазы в покрытии*,
% (масс.)
t, °C
'к,
кА/м2
τ, мин
Стандартный
Корунд КО-7
40
2
120
0,3
То же
20
8
15
0,3-0,5
»
40
2
120
0,5—0,8
»
50
6
30
1,3—1,8
S1O2
40
2
120
ο,θ
Стандартный-}-
Корунд Ко-7
20
8
15
0,8—0,1
+ 5 кг/м3
«хром
протекта»
Стандартный+
То же
20
8
15
1,1 —1,3
+1 кг/м3 NaF
Стандартный+
»
20
8
15
0,5
+ 5 кг/м3 NaF
Стандартный
»
20
8
15
1,1-1,6
разбавленный
Тетрахроматный
TiB2
20
2
60
0,4—0,7
в
20
2
60
1,1-2,9
* Определяют растворением образцов в НС1 (предупреждать разогрева¬
ние) и выделением нерастворившегося осадка.
трация частиц от 5 до 50 кг/м3. Электропроводимость
электролита при малых дозах добавки повышается, ви¬
димо, от частичного растворения таких веществ, как
TiB2, СгВ2, TiC, ZrC. В работе не объясняется изменение
электропроводимости от введения в электролит стойкого
в нем корунда. Отмечено повышение твердости покры¬
тия на 10—30%, а также нерегулярные изменения вы¬
ходов хрома по току. Несомненно, что при использова¬
нии нестойких в электролите веществ необходимо стро¬
же контролировать изменение химического состава
электролита, которое в первую очередь может влиять на
свойства хромовых осадков.
В той же работе [143] приведены краткие характе¬
ристики хромовых покрытий, полученных из суспензий,
содержащих SiO2, TiO2, А120з, А1(ОН)3, глинозем, мар-
шаллит в количествах 10—50 кг/м3. Замечено улучше¬
ние ряда механических показателей покрытий.
174
Таким образом, лишь при определенных условиях
электролиза удается получить композиционные покрытия
на основе хрома с содержанием тугоплавких веществ до
2% (масс.). Для осаждения покрытий, более богатых
второй фазой, несомненно, требуются другие условия
электролиза (поверхностная обработка порошков, ис¬
пользование новых приемов) и подачи тока. Представ¬
ляется возможным получать покрытия при горизонталь¬
ном расположении катода.
КЭП НА ОСНОВЕ ЖЕЛЕЗА
Исследованию композиционных покрытий на основе же¬
леза посвящен ряд работ [1, с. 105; 10; 16; 40].
Описано влияние частиц M0S2, ΑΙ2Ο3, В4С, W2B5 на
свойства покрытий железом, полученных из электролита,
содержащего 700 кг/м3 FeC12-4H2O при рН=1 (iK=
= 2 кА/м2) и /=40°С. При введении частиц M0S2 умень¬
шались внутренние напряжения осадков с 110 до
60 МПа, а также снижалось значение микродеформации
кристаллической решетки. Твердость покрытия при этом
изменяется мало. Отмечена зависимость указанных
свойств, а также величины блоков мозаики от концен¬
трации остальных веществ. С уменьшением концентра¬
ции частиц до 1 г/дм3 в 2 раза понижается микротрещи¬
новатость покрытий, при этом предел их выносливости
не уменьшается.
Исследования износостойкости КЭП железо—корунд,
полученных из указанного выше электролита с добавкой
порошка корунда, показали, что при наличии 4—8%
(масс.) включений износ покрытий снижается более чем
в 4—5 раз, а коэффициент трения — с 0,1 до 0,02. Опти¬
мальные по износостойкости и пластичности покрытия,
имеющие наибольшую область когерентного рассеяния,
содержали 6—11% (масс.) корунда. Такие покрытия
рекомендованы для производственного использования в
целях упрочнения и восстановления деталей машин.
Отмечается повышенная величина блоков мозаики у
КЭП по сравнению с чистыми покрытиями и небольшое
изменение микротвердости.
Статистическая оценка различных факторов, влияю¬
щих на наводороживаиие псевдоапл a bob Fe — корунд,
показала, что фактор концентрации корунда (0,50 и
175
100 кг/м3) расположен по значимости после фактора
температуры (20—60 °C) и плотности тока (0,5; 2,0 и
3,5 кА/м* 2), но перед фактором pH (0,5; 1 и 1,5).
Изучены покрытия, выделенные из другого электро¬
лита железнения, состоящего из 200 кг/м3 FeCl2-4H2O,
2 кг/м3 KI и H2SO4 (до рН = 1,5); диспергированные ча¬
стицы MoS2 и WS2 играли роль твердой смазки [46].
Условия осаждения: ίκ=1 кА/м2, i = 20°C. Данные о
влиянии частиц на свойства железа приведены в табл. 19
(концентрация изменялась от 0 до 60 кг/м3).
Таблица )19. Влияние добавок на свойства железа
Добав¬
ка
Выход по
току, %
Твердость,
МПа
Коэффи¬
циент
трения
Внутренние
напряже¬
ния 1-го
рода, МПа
Износ п · 10—6, г/м
покрытия
контртела
(сталь
2X13)
MoS2
95->-43
3600—>-3200
0,6 -»0,1
240—>-200
14—>-34
4,7-*0,1
WS2
95—*-88
3600-*-3000
0,6-*0,1
240-*-140
14—*-18
4,7->0,1
Влияние условий электролиза на свойства покрытий
Fe—корунд изучали на суспензии, в состав которой вхо¬
дит 270 кг/м3 FeCl2-4H2O, 100 кг/м3 МпС12-4Н2О, 100 кг/м3
корунда М5. Процесс проводили при pH 0,5—2,0 и сла¬
бом перемешивании пропеллером для поддержания ча¬
стиц во взвешенном состоянии* [10].
В широком диапазоне условий электролиза получа¬
ются КЭП железо—корунд, содержащие от 2 до 7%
(масс.) корунда (рис. 65). Уменьшение количества вклю¬
чений с увеличением температуры электролита происхо-
* Покрытие осаждали на торцовую часть стальных дисков тол¬
щиной 15 и диаметром 20 мм, остальную поверхность изолировали
перхлорвиниловым лаком. Толщина покрытий 80—100 мкм, продол¬
жительность осаждения 10—20 мин. Шлифы для изучения структуры
покрытий получали полированием осадков под углом 40—50° и трав¬
лением их в 5%-ном спиртовом растворе HNO3. Образцы с покры¬
тиями отжигали в печи МПВ-3 (при вакууме 1,3 мПа) в течение
2 ч при 400 °C или 3 ч при 600 °C, а затем охлаждали вместе с печью
в течение 2 ч.
Внутренние напряжения покрытий (1-го рода) определяли мето¬
дом гибкого катода с закрепленным нижним концом на покрытиях,
осажденных на отожженных и анодно-травленных в H2SO4 (1:1)
пластинках из железа Армко. Одну сторону образца изолировали
лаком БФ-4. Отклонение образца во время электролиза фиксировали
по градуированной шкале.
176
Рис. 65. Зависимость со¬
держания включений ко¬
рунда ат в железных
покрытиях от температу¬
ры электролита t при
различных значениях
плотности тока (кА/м2):
1 _ 60; 2 — 40; 3 — 30.
дит вследствие седиментации в первую очередь более
крупных частиц и попадания в покрытия только мелкой
фракции частиц. Это связано с понижением вдвое вяз¬
кости раствора при повышении температуры от 40 до
80 °C. Кроме того, снижается катодная поляризация и
затрудняется образование в прикатодном слое основных
соединений, т. е. ухудшаются
условия поглощения частиц
осадком. В сульфатном элек¬
тролите железнения при
ф=0,5 кА/м2 pH прикатодного
слоя возрастает от 1—2 в мас¬
се раствора до 3—8, что впол¬
не достаточно для образования
основных соединений Fe2+ и
Fe34·. По другим данным, ос¬
нования в хлоридных электро¬
литах железнения образуются
-при pH 4,6—5,9, а в сульфат¬
ных— при pH 5,6—6,2.
При низких температурах,
увеличивая плотность тока,
можно получать осадки с не¬
сколько большим содержани¬
ем корунда, В диапазоне тем¬
ператур 50—80 °C изменение
плотности тока мало сказыва¬
ется на составах покрытий.
Прочность покрытия с ростом температуры электролита
повышается, что связано с включением более мелкодис¬
персных частиц, чем при пониженных температурах.
При отжиге сохраняется высокая твердость КЭП,
причем тем в большей степени, чем выше температура
их получения. Увеличение твердости покрытия после
отжига при 400 °C (измельчение зерна) и уменьшение
ее после отжига при 600 °C (рекристаллизация) согла¬
суется с известными для железных покрытий данными.
Твердость сохраняется лучше (рекристаллизация отсут¬
ствует) у покрытий, полученных при 80 °C и iK=2—
4 кА/м2, т. е. содержащих наименьшее количество наи¬
более мелких включений.
На рис. 66 и 67 видно, что при включении частиц ко¬
рунда во многих случаях уменьшается трещиноватость
12-1079
177
Рис. 67. Микрофотографии ( X 250) поверхности покрытий железо—
корунд (/) и покрытий железом (II), полученных при различных
плотностях тока ίκ и температурах электролита t:
Микрофото графин
/к, кА/м2 ... 60
t, °C .... 80
б в г д е
40 20 60 40 20
80 80 40 40 40
(хрупкость) покрытий железом. Благоприятное действие
частиц особенно заметно при условиях, способствующих
образованию хрупких покрытий (более низкие темпера-
Рис. 66. Микрофотография (Х250) косых шлифов покрытий желе¬
зо-корунд (/) и покрытий железом (II), полученных при различных
плотностях тока iK и температурах электролита t:
а б
«к, кА/м2 ... 60 40
t, °C 80 80
Микрофотографии
в г д е ж з и
20 60 40 20 60 40 20
80 60 60 60 40 40 40
12'
179
туры и высокие плотности тока). Кроме того, снижают¬
ся внутренние напряжения в покрытиях, что связано с
расклинивающим действием частиц второй фазы на
матрицу, т. е. благодаря их противодействию напряже¬
ниям растяжения, характерным для железных покрытий.
Приведенные выше данные позволяют рекомендовать
для практического использования, в частности для галь¬
ванопластического наращивания вставок пресс-форм и
для других целей, электролит указанного выше состава
при следующем режиме получения осадков: i = 80°C,
iK = 2 кА/м2, перемешивание.
Следует отметить, что коэффициент трения КЭП, со¬
держащих корунд, иногда несколько выше (0,16—0,27),
чем у чистого железа (0,15—0,23) [49].
Согласно [144], гальванопластический материал Fe—
А120з получают из электролита, содержащего 500 кг/м3
FeSO4-7H2O и 50 кг/м3 NaCl; рН = 2,0, i=80°C, iK =
= 1 кА/м2. Концентрация частиц А12О3 размером 0,1 мкм
составляла от 3 до 50 кг/м3. Порошок предварительно
диспергировали в отдельной емкости. Во избежание се¬
диментации агломератов в процессе электролиза суспен¬
зию перемешивали магнитной мешалкой, скорость ре¬
циркуляции суспензии 0,03 м3/с. Катод изготовляли из
нержавеющей стали и покрывали предварительно до
осаждения композиции латунью толщиной в 75 мкм.
Покрытия толщиной 25 мкм осаждали в течение 17 мин
(выход по току «70%) и исследовали в виде фольги.
Последняя получалась вытравливанием латуни с дву¬
слойной пластины при обработке в смеси СгО3 и H2SO4.
Микротвердость определяли при нагрузке 0,25 Н на от¬
полированной алмазной пастой поверхности.
Максимальные включения в осадки (до 10%) дости¬
гаются уже при содержании порошка в суспензии
20 кг/м3 (рис. 68). Однако улучшение механических
свойств достигается при умеренном количестве включе¬
ний А12О3 (2—4%).
Быстрое достижение максимальных значений твердо¬
сти и прочности с увеличением содержания второй фазы
в данном случае объясняется высокой дисперсностью
частиц. Дальнейшее повышение содержания включений
А120з приводит к ухудшению прочности и твердости по¬
крытия за счет появления участков неоднородных дис¬
локационных напряжений.
Рис 68 Состав (а), твердость Н (б) и разрушающее напряжение
при растяжении σΡ (в) КЭП железо-корунд, полученных из суль¬
фатного электролита (σΡ измеряли для фолы, подвергнутых терми¬
ческой обработке при 400°C в течение 40 мин).
Эластичность КЭП—А120з не зависит от включений
мелких частиц; относительное удлинение для всех видов
покрытий составляет 0,8±0,2%. После термической об¬
работки в течение 40 мин при 400 °C наблюдалось сни¬
жение микротвердости композиционных и чистых покры¬
тий на 500—600 МПа.
Для создания композиций на основе железа (и ни¬
келя) рекомендовано [42] использование легкодоступ¬
ного вещества, не требующего дополнительного измель¬
чения,— цементной пыли (d = 3—30 мкм), предвари¬
тельно отмытой и обработанной соляной кислотой. При
ι'κ=4—6 кА/м2 содержание включений цемента (в виде
силикатов кальция с различным соотношением СаО,
SiO2, Н2О) не превышает 5%· Полученные покрытия
более твердые, чем чистые осадки, и обладают мини¬
мальными внутренними напряжениями.
Изучены [49] КЭП Fe—TiO2 (рутил). Композиции,
осажденные из суспензии, содержащей 270 кг/м3
FeCl2-4H2O (рН = 1,5—1,8) и 50 кг/м3 TiO2, при 40—
80 °C и г’к —2—6 кА/м2, были гладкими и блестящими.
Содержание второй фазы в КЭП 2,0—3,6% (масс.) при
40—60 °C и 0,6—1,9% при 80 °C.
В результате диффузионного отжига композиции
Fe—В (d—1—3 мкм) при 900—1150°C и вакууме (0,1—
0,01 Па) образовывались боридные участки твердостью
16—17 ГПа [53]. При этом наблюдалось изменение
структуры осадка.
Описано [138] осаждение сплава Fe—графит в диа¬
пазоне температур 10—40 °C из электролита, содержа¬
щего 110 кг/м3 FeSO4-2H2O, 30 кг/м3 Н3ВО3, 25 кг/м3
(NH4)2SO4 и 10 кг/м3 высокодисперсного графита. Про¬
цесс проводили при pH = 2,0, ίκ=250 А/м2; толщина КЭП
10—20 мкм. Покрытия железом, содержащие волокна
диоксида циркония, описаны в работе [16].
КЭП НА ОСНОВЕ КОБАЛЬТА
Покрытия кобальтом не получили широкого распростра¬
нения, хотя имеют некоторые преимущества перед нике¬
левыми покрытиями, и применяются для специальных
целей [45, 113, 145].
Вследствие близости электрохимических свойств ко¬
бальта и никеля условия соосаждения частиц с обоими
металлами должны быть близкими. Так [16], были по¬
182
лучены покрытия из электролита, состоящего из
500 кг/м3 CoSO4-7H2O, 0,15 кг/м3 NaCl, 45 кг/м3 Н3ВО3.
Процесс проводили при pH 1,3—1,7, / = 40°С и iK=
= 1 кА/м2. Свойства покрытия кобальт—корунд толщи¬
ной 20—25 мкм, полученного из суспензии электролита
с корундом КО-7, приведены на рис. 69. Характерным
для КЭП является увеличение твердости и уменьшение
блеска покрытия сравнительно с чистыми покрытиями.
После отфильтровывания частиц, т. е. когда С = ООт$,
свойства КЭП близки к свойствам чистых покрытий.
Исследовано [16] образование КЭП Со — А12О3 из
сульфатного электролита, содержащего 260 кг/м3
CoSO4-7H2O, 45 кг/м3 СоС12-6Н20, 30 кг/м3 Н3ВО3 и
25 кг/м3 А12О3 марки «Alon С» (d=0,02 мкм). Процесс
проводили при pH = 4,0, / = 40°С и ίκ = 0,1—0,8 кА/м3.
Покрытия осаждали на латуни. Композицию освобожда¬
ли от основы анодным растворением в растворе, состоя¬
щем из 100 кг/м3 КОН и 50 кг/м3 К2СО3, при 9 В.
С увеличением плотности тока содержание включе¬
ний уменьшалось от 1,6—2,4 до 1,2—1,6% (об.). Мень¬
шие значения относятся к воздействию ультразвукового
поля при электроосаждении. В результате отжига об¬
разцов при 800 °C в течение 1 ч кристаллические зерна
укрупнялись, но в значительно меньшей степени, чем в
случае чистого кобальта (при осаждении в ультразву¬
ковом поле укрупнение почти не происходило). В случае
увеличения концентрации частиц до 70 кг/м3 содержа¬
ние включений повышалось до 4,0% (об.). При осажде¬
нии в ультразвуковом поле увеличение содержания
включений меньше.
Согласно [43], с ростом концентрации корунда от 0
до 200 кг/м3 в сульфатхлоридном электролите внутренние
напряжения КЭП падают с 125 до 62 МПа, твердость
растет с 28 до 40 ГПа. Содержание второй фазы в КЭП
увеличивается от 1,3 до 5,3% (масс.) с повышением
концентрации от 25 до 150 кг/м3. Из суспензий силика¬
гелей различных марок не удалось получить КЭП. Не¬
большое количество 'включений SiO2 было обнаружено
и в никелевых покрытиях. Это объясняется наличием
у частиц отрицательного заряда в электролите (опреде¬
лялся по адсорбции на них катионных красителей) [16].
Из суспензии с α-нитридом бора (J = 3—5 мкм) по¬
лучены КЭП Со—α-ΒΝ, свойства которых приведены на
183
Рис. 69. Зависимость блеска R (а), твердости Н (б) и содержания
включении ат (в) покрытий кобальтом от концентрации частиц в
1 — корунд; 2 — нитрид бора.
Рис. 70. Эрозионная стойкость раз¬
личных КЭП при трении «само по
себе» при высоких температурах:
1 — Ni—Si3N4; 2 — Ni—TiC; 3 —Ni—WC;
4- Co-Cr3C2; 5 —CO—S13N4; 6 — Co—
WC; 7 - Cr—ZrB2.
рис. 69. Нитрит бора в указанной форме является твер¬
дым смазочным веществом и обладает слоистой структу¬
рой. В отличие от распространенных смазок графита и
дисульфида молибдена нитрид бора является изолято¬
ром, микротвердость его 2300 МПа. Частицы ΒΝ плохо
смачиваются электролитом и вызывают вспенивание при
электролизе. Для предупреждения пенообразования в
электролит добавляют 0,6 кг/м3 препарата «Прогресс».
Получено покрытие кобальт—борид хрома из элек¬
тролита с добавкой порошка СгВ2 (d = 5—7 мкм). Осад¬
ки шероховатые, с увеличением концентрации добавки
СгВ2 покрытия темнели. В процессе электролиза значе¬
ние pH суспензии повышалось до 3,4, что связано с рас¬
творением борида в электролите. Содержание включений
составляло 1,4—14% (масс.) в зависимости от продол¬
жительности нахождения частиц в электролите (но не¬
зависимо от pH), а иногда от концентрации борида.
Твердость покрытий измерить не удалось, так как осад¬
ки были шероховатыми и трудно полируемыми. Несом¬
ненно, что борид хрома обладает высоким сродством к
кобальтовому покрытию. Следует ожидать такого же
поведения и от других боридов d-элементов.
Покрытие кобальт—карбид хрома обладает высоким
сопротивлением к износу в контакте со всеми контртела¬
ми, причем кобальт в таких условиях заметно разру¬
шается [61, 62, 109]. Эти и подобные им покрытия об¬
ладают также высокотемпературной эрозионной стойко¬
стью, большей, чем у композиции на основе никеля и
хрома (рис. 70). При повышении температуры более
300 °C износ уменьшается, что связано с прирабатывае-
мостью покрытий друг к Другу. Все покрытия были
осаждены на хромовую сталь, содержащую 12% Сг.
При исследовании истирания покрытий против других
контртел также получили высокие результаты (для срав¬
нения выбраны лучшие КЭП на основе каждого металла):
кэп
Со—СГ3С2
N1-WC
Сг—ZrBj
Износ (мм3) при
различных темпе-
ратурах, °C
200
0,5—0,8
1—3
0,4—2,6
300
0,02—0,1
0,3—3
0,3—1,3
400
0,02
0,05—3
0,16—0,4
500
0,01—0 1
0,03—0,8
0,01—0,1
600
0,02
0,06
0,01—0,1
185
Контртелами служили различные материалы: хромо¬
вая сталь, содержащая 12% Сг, никелевая сталь
(Ν80Α), никелевый чугун (С242), кобальтовая сталь
(Haynes-25). Условия испытания: осцилляция на 2,54 мм
с частотой 25 с-1 при нагрузке 6 Н и числе циклов 1 · 105.
Контактные тела — шар против плоскости. Потеря объ¬
ема при износе определялась путем суммирования по¬
терь объемов обоих тел. В общем случае истирание
покрытий или контактных материалов тем меньше, чем
ниже в них содержание никеля. Образование оксидной
пленки на кобальте, обладающей самым низким коэф¬
фициентом трения из числа рассматриваемых материа¬
лов, обеспечивает композициям на его основе наимень¬
ший износ в диапазоне температур 200—700 °C.
Достоинства КЭП кобальт—карбид хрома показаны
также при «Наттег»-испытаниях на износ (удар и
скольжение с амплитудой 0,76 мм при частоте 70 с-1 и
давлении 1,1 МПа и 0,5 МПа при ударе). Температура
испытаний 600 °C, продолжительность 1 ч. Сравнитель¬
ные данные по различным покрытиям толщиной 75 мкм,
осажденным на нимонике, следующие:
Материал . . . КЭП Покрытие Плазменное Плазменное
Со—Сг3С2 кобальтом покрытие на J покрытие
основе хром—карбит
Co(StelliteX40) (LC18)
Износостой¬
кость
при истирании
осцилляцией . Превосходная* Хорошая Превосходная Отличная
по «Ham¬
mer» . . . Отличная » Отличная Хорошая
• Оценки износостойкости «хорошая», «отличная» и «превосходная» со¬
ответствуют «Hammer»-фактору со значениями соответственно 25—80, 80—200 и
выше и отвечают производственным требованиям.
Сплав Со—СГ3С2 содержит 28—32% (об.) включений
и имеет плотность 8100 кг/м3, микротвердость 4650—
6000 МПа, внутренние напряжения при растяжении
118 МПа [62]. Сцепление данного сплава со сплавами
алюминия, нержавеющей сталью и чугуном соответствен¬
но 44, 90 и 165 МПа. Сплав заметно начинает окислять¬
ся при 650 °C. Уменьшения внутренних напряжений, свя¬
занных с включением водорода, можно достигнуть от¬
жигом в течение 1 ч при 300 °C. Некоторые области при¬
менения КЭП Со—Сг3С2 приведены в табл. 20.
186
Таблица 20. Некоторые области применения КЭП Со—Сг3С2
Оборудование
Основа
Вид износа
Максимальная
температура
эксплуатации,
°C
Вентиляторы охлаж¬
дения для авиаци¬
онных тормозов
Сплав алюми¬
ния
Эрозия
25
Корпуса подшипников
водяных насосов
автомобиля
Мягкая сталь
Скольжение
100
Камера моторов вра¬
щения
Алюминий
»
200
Кондиционеры возду¬
ха для самолетов
Нержавеющая
сталь
»
600
Подошвы крыльев
компрессоров
Сплав никеля
Вибрация
1000
Для получения высокой коррозионной стойкости мно¬
гослойных покрытий типа «сил»-процесс промежуточным
слоем перед хромированием вместо никеля может слу¬
жить и кобальт [135]. Осадки кобальта толщиной 1 мкм
получались из суспензий на основе стандартных сулыфат-
хлоридных электролитов, содержащих 2 кг/м3 сахарина.
Дисперсной фазой служили диатомит (6 кг/м3) или
каолин (10 кг/м3) или другой силикат (например, цел-
лит-505). Диатомит содержал 89% S1O2 и CaO+MgO.
Температура электролита составляла 50 °C; pH = 6,1.
Испытания коррозионной стойкости покрытий Ni—Со—
Сг по методу «Корродкот» показали следующее: покры¬
тия с диатомитом выдержали 6 циклов испытаний без
изменения, покрытия с каолином после 4 циклов были
поражены ржавчиной на 3%, ас целлитом-505— на
5% после 4 циклов корродированной поверхности.
Таким образом, на основе кобальта возможно обра¬
зование КЭП, содержащих корунд, нитрид бора, бориды
и другие вещества. Поведение различных порошкообраз¬
ных частиц в сульфатном кобальтовом электролите ана¬
логично поведению их в сульфатном никелевом электро¬
лите.
КЭП НА ОСНОВЕ СЕРЕБРА
Покрытия на основе серебра наносят на электрические
контакты, изделия радиоэлектронной и приборострои¬
тельной промышленности; их используют и в ювелирном
187
производстве. Композиционные покрытия по сравнению
с чистыми серебряными имеют более высокие твердость
и износостойкость, улучшенные антифрикционные свой¬
ства и большую стойкость к искровой эрозии [1, с, 111;
9; 16]. Они могут быть использованы как ,нетускнеющие
серебряные покрытия.
Покрытия серебро—корунд. Покрытия такого типа
получают из суспензий, содержащих корунд и приготов¬
ленных на основе электролитов, приведенных в
табл. 21.
Цианидферратный электролит чаще всего
используют для получения КЭП на основе серебра. При
содержании в электролите уже 10 кг/м3 порошка корун¬
да М10 повышается твердость покрытий с 970—1100 до
1200—1500 МПа. Содержание корунда в покрытии дости¬
гает при этом 0,7% (масс.).
Из суспензии, содержащей от 5 до 150 кг/м3 корунда
М20, получают покрытия с твердостью 1400—1700 МПа.
Твердость определяли на покрытиях, полированных ме¬
ханическим или электролитическим способами через 2—
3 дня после их получения. Такая твердость сохранялась
и через 1,5 года после образования покрытия.
Частицы корунда, находящиеся в электролите, ока¬
зывают сглаживающее действие на покрытия; с увели¬
чением концентрации корунда в суспензии образуются
более гладкие покрытия. Например, покрытия, получен¬
ные из суспензии, содержащей 5 кг/м3 корунда, были
шероховатыми, а из суспензий, содержащих ΙΟ¬
Ι 50 кг/м3 корунда, — гладкими. Сглаживающее действие
твердых частиц равносильно эффекту, вызываемому на¬
коплением цианидов в процессе электролиза или добав¬
лением в электролит 1—2 кг/м3 KCN, в результате чего
получаются более светлые и гладкие покрытия из чисто¬
го электролита.
На микрофотографиях поверхности осадков Ag—
А120з нормальной толщины или поперечного шлифа тол¬
стых покрытий видно равномерное распределение частиц
в покрытиях. Изучение распределения частиц корунда
М7 при его концентрации в суспензии 100 кг/м3 по вы¬
соте плоского катода на четырех участках показало, что
при толщине 20—30 мкм содержание частиц на отдель¬
ных участках образцов колеблется в пределах 0,5—0,6%
(масс.).
188
Таблица 21. Составы электролитов серебрения и условия получения покрытий из ню
Электролит | Условия электролиза
о
<М
К
3
₽
к
£
§
с
2
о
£
о
I
О
о
<М
о
ГМ
о
<м
Z
Ч
£о_.дои(
™ _j“—Ч О Z га' __
Р,
,CSz>U Ч
Склонность к потемнению покрытий из суспензий, со¬
держащих корунд, такая же, как для покрытий из чи¬
стого электролита. Осадки толщиной 10—30 мкм, полу¬
ченные из электролитов, содержащих от 5 до 150 кг/м3
корунда М20 и испытанные над раствором H2SO4 в те¬
чение 3 и 10 ч, тускнеют так же, как покрытия, полу¬
ченные из чистых электролитов.
Электросопротивление КЭП серебро—корунд изме¬
няется незначительно по сравнению с чистыми покры¬
тиями. Это объясняется тем, что происходит образова¬
ние не истинного сплава, а псевдосплава. Так, переход¬
ное сопротивление на поверхности покрытия размером
1X2,5 см имело следующие значения: 117 мкОм для
чистых покрытий и 128 мкОм для покрытий, по¬
лученных из суспензий, содержащих 50—150 кг/м3 ко¬
рунда М20.
Износостойкость покрытий серебро—корунд по
сравнению с чистыми серебряными покрытиями повы¬
шается в 2—3 раза. Иногда самый верхний слой покры¬
тия Ag—AI2O3 изнашивается больше, чем последующие
слои, но практически это не влияет на износостойкость
покрытий при длительной эксплуатации.
Как известно, условия получения КЭП влияют на
свойства образующегося покрытия. Обнаружено, что
свойства КЭП серебро—корунд, полученных из суспен¬
зий, содержащих корунд марок МП-5 и М20, с повыше¬
нием плотности тока изменяются (рис. 71).
Опыты, проведенные без перемешивания или с перио¬
дическим взмучиванием частиц в процессе электролиза
(плотность тока 25—50 А/м2), показали следующее: со¬
держание корунда МП-5 в покрытии в обоих случаях в
1,5 раза меньше, чем корунда М20, из-за заметной седи¬
ментации; содержание корунда М20 при периодическом
взмучивании примерно такое же, как при постоянном пе¬
ремешивании. На твердость и износостойкость покрытий
перемешивание не влияет.
Катодная поляризация в электролитах серебрения
при добавлении 100 кг/м3 порошков корунда изменяется
мало. При электролизе с перемешиванием поляризация
увеличивается или уменьшается в присутствии частиц ко¬
рунда всего на несколько десятков мВ. При электролизе
без перемешивания поляризация резко возрастает при
iK=80 А/м2, но независимо от влияния частиц. На рис. 72
190
Рис. 71. Влияние плотности тока ίκ на содержание включений ат (а),
износа И (б) и твердость Н (в) покрытий серебром, полученных из
суспензий корунда различных марок при С=100 кг/м3:
1 — МП-5; 2 ·— М-20; пунктирные линии —■ чистые покрытия.
Рис. 72. Катодная поляриза¬
ция при серебрении из чис¬
тых электролитов (сплош¬
ные линии) и суспензий
(пунктирные линии), содер¬
жащих по 100 кг/м3 корун¬
да КО-7 или графита техни¬
ческого в электролите:
1 — ЦФ; 2 — РЦФ-2; 3 — Ц-2;
4 И-2; составы электролитов
см. табл. 21.
приведены значения поляризации при серебрении из
обычных суспензий, а на рис. 73 — из паст. Как видно
из приведенных данных, при использовании пасты корун¬
да КО-7 как изолятора быстрее достигается предельный
ток.
Композиции, полученные из цианидферратного элек¬
тролита, содержат обычно 0,5—1,2% (масс.) корунда;
191
иногда образовывались покрытия, содержащие до 1,5—
2,5% (масс.) включений. Используя искусственные при¬
емы, можно осадить покрытия с более высоким содержа¬
нием корунда. Так, при горизонтальном расположении
катода получали покрытия, содержащие 10,3—12,7%
(масс.) корунда. Однако замечена некоторая невоспри¬
имчивость металла матрицы к частицам: согласно
уравнению (12) при iK=0,l кА/м2 в результате седи-
Рис. 73. Катодная поляризация при
серебрении из паст на основе элек¬
тролитов с корундом КО-7 (сплош¬
ные линии) или с графитом (пунк¬
тирные линии):
1,1' — ЦФ; 2,2' — РЦФ; состав электро¬
литов см. в табл. 16.
ментации на катоде дол¬
жно осуждаться такое ко¬
личество частиц, которого
достаточно для получения
покрытия толщиной
20мкм приа„ = 50% (об.).
В действительности же
образуется покрытия
толщиной лишь 3 мкм
приас = 23—27% (об.).
РоДанидцианид-
феррдтный элек¬
тролит используют
обычно для получения
блестящих покрытий при
сравнительно высоких
значениях tK; при
ι’κ=0,5 А/м2 не удалось получить покрытий хорошего ка¬
чества, а при iK=0,l кА/м2 были получены матовые по¬
крытия с изменяющейся во времени твердостью.
Следует отметить, что в присутствии тиосульфата
натрия в электролите при плотности тока 80—150 А/м2
уменьшается катодная поляризация до 300—100 мВ.
Цианидный электролит дс> настоящего вре¬
мени широко применяют в промышленности несмотря на
его токсичность. Из суспензии электролита Ц-1 с ко¬
рундом М20 и МП-10 (концентрация 100 кг/м3) при
ίκ=100 А/м2 образуются полублестягдие покрытия, со¬
держащие 0,3—0,7% (масс.) частиц корунда и имеющие
твердость 1300—1600 МПа, в то время как твердость чи¬
стых покрытий составляет 900—1000 МПа. При более
низкой плотности тока включения в покрытия незначи¬
тельны. Показано, что покрытия с оптимальными свой¬
ствами образуются при плотности кат-одного тока 100—
200 А/м2 (рис. 74). Максимальная твердость покрытий
192
(1500—1600 МПа), полученных при гк=200 А/м2, соот¬
ветствовала толщине 10—30 мкм.
Катодная поляризация при получении покрытий из
суспензии несколько выше (до 100 мВ), чем при полу¬
чении покрытий из чистого электролита. Общий харак¬
тер поляризационных кривых аналогичен.
Изменение концентрации серебра в диапазоне 30—
60 кг/м3 практически не оказывает влияния на состав и
твердость покрытий; при более низкой концентрации на¬
блюдается небольшое снижение твердости. Повышение
концентрации свободного цианида калия от 20 до
80 кг/м3 способствует увеличению содержания частиц
второй фазы в покрытии и увеличению их твердости (не
выше 1200 МПа).
При изменении плотности тока от 50 до 150 А/м2
твердость возрастает до 1200 МПа. Дальнейшее увели¬
чение плотности тока приводит к снижению твердости
покрытия, что связано, видимо, с ростом зернистости.
Такое же действие оказывает увеличение интенсивности
перемешивания электролита.
Изменение расположения электродов в пространстве,
а' также использование различных фракций корунда су¬
щественно не влияют на свойства покрытий, так как чис¬
ло включений во всех случаях не превышает 0,6—1,0%
(масс.) .При добавлении тиомочевины, каптакса, декст¬
рина (0.1—0,4 кг/м3) содержание частиц второй фазы
изменяется незначительно (на 0,1—0,2%).
Содержание частиц второй фазы существенно влияет
на механические свойства покрытия и практически мало
влияет на электрические свойства (рис. 75). Так, при
внедрении корунда до 1 % (масс.) удельное сопротивле¬
ние покрытия увеличивается всего на 5—10%. Значения
переходного сопротивления при нагрузке 1 Н оказались
такими же, как при нагрузке 0,5 Н. Усилие сочленения
электрических контактов, вначале равное 5 Н, возрастает
для чистых покрытий до 8,5 Н, а для КЭП до 8—8,2Н.
Испытания серебряных деталей на способность к пай¬
ке расплавленными припоями ПОС-40 и ПОС-61 при
290—300°C показали, что продолжительность пайки де¬
талей с КЭП составляет 10—15 с вместо 5—10 с для
деталей с чистым покрытием. К достоинствам КЭП, по¬
лученным из этого электролита, следует отнести повы¬
шенное сопротивление рекристаллизации и постоянство
твердости покрытия при длительном хранении.
13—1079 inq
Рис. 74. Зависимость содержания включений ат (а) и твердости Н
(б) покрытий серебро—корунд, полученных из цианидного электро¬
лита со 150 кг/м3 корунда М5, от плотности тока it- Пунктирная
линия — контрольное покрытие из чистого электролита.
Рис. 75. Зависимость микротвердости Н (/), износа И (2), удельного
электрического сопротивления р (3), переходного сопротивления Рп
при нагрузке 500 мН (4) от ат.
Иодидный электролит чаще других применяют
для получения КЭП, содержащих большое число вклю¬
чений [16, 82]. Осаждение частиц из этого электролита
происходит при меньшей поляризации, чем из других
электролитов, поэтому осадки получаются более круп¬
нозернистые. Изменяя концентрацию корунда в суспен¬
зии, можно получить и мелкозернистый осадок, но твер¬
194
дость при этом изменяется мало. Так, при pH = 7,5; iK=
= 25 А/м2 и различном содержании корунда КО-7 в сус¬
пензии получают покрытия толщиной 10 мкм со следую¬
щими характеристиками:
Концентрация корунда КО-7, кг/м3 . 0 5 10 50 200
Содержание включений, % (масс.) . — 0,9 1,9 3,1 4,8
Микротвердость, МПа .... 790 820 840 790 740
Внешний вид Мелкозернистые Крупнозернистые
Обильное внедрение частиц в покрытия хорошо со¬
гласуется с нулевым или отрицательным значением вы¬
равнивающей способности иодидного электролита.
Покрытия на основе серебра могут служить промежу¬
точным слоем в системе Ni—Ag-ссил»—Сг с повышен¬
ной коррозионной стойкостью [135]. Из цианидного
электролита при 40 °C за 2 мин при гк = 200 А/м2 осаж¬
дается слой серебро—силикат (диатомит) толщиной
2,5 мкм. Покрытия получались блестящими (блескообра¬
зователем являлся «этилселирам» — вещество, образую¬
щееся из эквимолярных количеств селендиэтилдитио-
карбамата и тетраэтилтиурамдисульфида). «Коррод-
кот»-испытания показали высокую коррозионную стой¬
кость многослойного покрытия, содержащего указан¬
ный слой серебра с диатомитом. После 5 циклов испы¬
таний на поверхности не было обнаружено следов кор¬
розии. При предварительной обработке (частичное рас¬
творение) диатомита в НС1 (1:1) результаты ухудша¬
лись (на 5% поверхности наблюдалась ржавчина после
трех циклов испытаний).
Самосмазывающиеся покрытия. Для предотвращения
схватывания (приваривания) серебряных электрических
контактов при их непрерывном взаимном скольжении
необходима твердая смазка, например графит. Обычно
электрические контакты изготовляют методами порошко¬
вой металлургии: спеканием порошков серебра и графи¬
та с низким коэффициентом трения (0,07—0,13). Но це¬
лесообразнее применять КЭП, содержащие в качестве
второй фазы графит, дисульфид молибдена или нитрид
бора [23].
Роль частиц графита на поверхности металлов (се¬
ребра и золота) при 20%-ном заполнении подробно изу¬
чена в работе [135]. На основании этой работы сделаны
13:
195
-следующие выводы: смазывающие свойства трущихся
контактов максимально улучшаются при налипании ча¬
стиц смазки на поверхности параллельно плоскостям
расщепления;
«жизнь» серебряного и золотого покрытий с частица¬
ми графита увеличивается во много раз (до 80) при не¬
значительном увеличении контактного сопротивления;
графит обеспечивает лучшую смазку, чем -стандарт¬
ная жидкая смазка (1%-ный раствор «Nujol»);
твердая смазка в противоположность жидкой смазке
не смывается органическими растворителями и мало реа¬
гирует на наличие загрязнений и пыли.
Покрытия с твердой смазкой получали из следующих
электролитов: цианидферратного ЦФ, роданид-цианид-
ферратного РЦФ-2, цианидного Ц-2, иодидного И-1 и
И-2 и сульфатаммиакатного СА. Условия получения
КЭП из этих электролитов и свойства образующихся
покрытий приведены в табл. 22.
При отсутствии второй фазы в покрытии наблюдает¬
ся большое число налипших на поверхность частиц.
При истирании металлом -покрытия, полученные из
электролитов РЦФ-2 и И-2, имели очень мало наплывов
или совсем не имели их (покрытия из суспензии элек¬
тролита И-2 с частицами графита) г Наиболее пригод¬
ным для получения покрытий серебром, содержащих
частицы твердой смазки (M0S2, BN и графит), оказался
иодидный электролит (pH 2,2—4,7) и сульфатаммиакат¬
ный [23].
Покрытия, которые содержат на поверхности рыхлый
налет из частиц серебра и смазки, также можно исполь¬
зовать на практике.
Шероховатая поверхность покрытий, обусловленная
соосаждением частиц смазки, может быть основой для
дополнительного механического втирания порошка
смазки.
Целесообразность проведения этой операции видна
из приведенных в табл. 23 данных.
Высокие значения коэффициента трения для осадков
Ag—BN обусловлены более высоким значением этого
коэффициента для нитрида бора (0,67) по сравнению
с графитом и дисульфидом молибдена (0,2). Ухудшение
электропроводимости при малых нагрузках, как и по¬
нижение твердости КЭП по сравнению с осадками из
196
Таблица 22. Условия получения и свойства самосмазываемых
КЭП на основе серебра (7К = 25—100 А/м2)
Марка
электролита
Частицы второй фазы
Свойства покрытия
состав
концентра¬
ция, кг/мЗ
αυ, % (об.)
внешний вид поверхности
ЦФ
Графит
500
Нет
Рыхлые наросты, со-
MoS2
10
»
держащие графит
То же
BN
50
»
Светлая, гладкая
РЦФ-2
Графит
50-500
1,8-2,8
Темная шероховатая
MoS2
100-150
2,4—3,3
с невидимыми
вкраплениями гра¬
фита
То же
Ц-2
Графит,
5—100
Нет
Рыхлые наросты, со-
И-1
MoS2
BN
10-50
0,5—1,0
держащие частицы
второй фазы
Матовая мелкозерни-
И-2
Графит
100
3,8
стая
Темно-серая, шерохо-
(pH 2,2—4,7)
MoS2
100
12,8
ватая с видимыми
вкраплениями ча¬
стиц графита
То же
СА
Графит
5-50
4,5-7,0
MoS2
5—50
1,1—4,3
BN
20
П,2
—
Таблица 23. Влияние дополнительного механического втирания
порошка смазки на свойства покрытий, полученных из электролита
СА [23]
Вторая
фаза
Концентра¬
ция частиц
в электро¬
лите, кг/мЗ
Содержа¬
ние вклю¬
чений,
% (Об.)
Коэффи¬
циент
трения*
Микротвер¬
дость,
МПа
Переходное сопротив¬
ление, мОм при
нагрузке (мН)
0
100
1000
Нет
0
0
0,47
1040
2
2
1
Г рафит
2
2,7
—
1020
—
—
—
10
5,0
—
910
7
3
1
50
7,0
0,28/0,17
710
—
—
—
MoS2
2
0,7
—
1040
—
—
—-
10
1,7
—
910
8
3
1
50
4,3
0,29/0,18
870
4
2
1
ΒΝ
20
И,2
0,51/0,48
—
—
—
—
• Числитель — для обычных покрытий; знаменатель — для покрытий после
дополнительного втирания соответствующего порошка.
чистых электролитов, связано, видимо, с некоторым ог¬
рублением поверхности КЭП. При увеличении нагрузки
уже до 0,5 Н переходные сопротивления для КЭП и чи¬
стых становятся одинаковыми. Следует также отметить,
что наличие частиц смазки (M0S2, графит, ZnS, CdS) в
спеченных материалах на основе серебра задерживает
или предотвращает текстурообразование при деформа¬
ции [92].
Частицы ZnS и CdS, имеющие кубическую кристал¬
лическую решетку, располагаются по границам исход¬
ных зерен порошка серебра. Последние при деформации
скользят относительно друг друга по прослойке напол¬
нителя. Частицы чешуйчатой гексагональной структуры
(MoS2, графит) располагаются перпендикулярно направ¬
лению механического воздействия.
Покрытия, содержащие 8% MoS2 и ZnS, беспористы,
их плотность составляет 9,8—9,9 кг/м3, а электропрово¬
димость по сравнению с серебром ниже только на 20%.
Покрытия серебро—оксиды. Наряду с корундом мож¬
но применять и другие оксиды для получения КЭП на
основе серебра с повышенной прочностью. Чаще всего
используют оксиды бериллия и титана. Осаждение про-
Т а б л и ц а 24. Свойства КЭП серебро—оксид, полученных из цианид¬
ного электролита с концентрацией оксидов 100 кг/м3
Покрытие
А./м2
ат' %
(масс.)
И, МПа
Износ,
мг
Переходное
сопротив¬
ление при
нагрузке
2 Н, мОм
До
отжига
после отжига
в течение_1 ч
при
100 °C
при
200 °C
при
300 °C
Ag
50
900
670
520
460
+6,2
1,5
100
—
870
—
—
—
+4,8
1,5
Ag—ВеО
50
0,2
1150
—
—
—
-3,4
1,6
100
0,3
1250
—
——
—
-3,0
1,8
50
0,5
1350
1270
1220
1200
-3,0
2,0
Ag—Т1О2
50
2
1040
—
—
—
-2,2
2,4
100
3
1120
—
—
—
—2,1
2,8
200
5
1220
1100
1060
1050
-3,1
3,2
водят из цианидного электролита. Свойства покрытий,
полученных при разных значениях ίκ, приведены в
табл. 24.
198
Из приведенных в табл. 24 данных видно, что покры¬
тие Ag—ВеО обладает лучшими свойствами по сравне¬
нию с покрытиями, полученными из чистого электролита,
и имеет близкое к серебру переходное сопротивление;
при истирании на нем не образуется наплывов, оно хоро¬
шо паяется и характеризуется высоким сопротивлением
к рекристаллизации.
Рассматриваемые покрытия содержат больше вклю¬
чений при более высоких плотностях тока, что характер¬
но для осадков из цианидного электролита.
Катодная поляризация в суспензиях, содержащих
100 кг/м3 указанных оксидов, в диапазоне от 0 до
3 кА/м2 выше на 150—200 мВ, чем в чистом электро¬
лите.
Покрытие серебро — синтетическое стекло (диаметр
частиц 2—5 мкм) осаждалось [100] на никель и железо
из цианидного электролита, содержащего 0,5 кг/м3 кап¬
такса, при 1К—150 А/м2 и перемешивании магнитом. За¬
щитная способность полученных покрытий была такая
же, как и серебряных; кроме того, при отжиге образцов
можно получать покрытия высокого качества толщиной
до 10 мкм, в то время как на образцах с серебряным
покрытием уже при толщине 5 мкм образуются пузыри
в результате выделения водорода, адсорбированного ос¬
новой. Предполагается возникновение в КЭП микропо¬
ристости, облегчающей проникновение газов через по¬
крытие.
Поскольку иногда наблюдалось образование отри¬
цательных зарядов на частицах стекла и их перемеще¬
ние к аноду [100], для получения КЭП Ag — стекло с
высоким содержанием частиц последние капсулировали
тонким слоем металла химическим путем. Степень ме¬
таллизации частиц от 2 до 40% (об.) сравнительно ма¬
ло влияла на содержание стекла в осадках [60—72%
(об.)]. Мелкие частицы стекол в отличие от крупных за¬
ращивались металлом с оставлением пор между части¬
цами.
Приращение массы незащищенного никеля при
700 °C составляло 0,16 кг/м3 за 100 ч. При наличии на
никеле слоя покрытия серебро—стекло толщиной 20 мкм
привес уменьшался втрое. Эластичность и сцепление
покрытия металл—стекло с основой значительно умень¬
шались после предварительного напыления А1 и Mg тол-
199
Шиной 0,1 мкм и их последующего окисления на воздухе
при 600 °C.
Нетускнеющие серебряные покрытия. Существенным
недостатком чистых серебряных покрытий является
склонность к потемнению, связанная с образованием в
процессе эксплуатации на их поверхности сульфидной,
оксидной и других пленок. Для предотвращения этого
явления поверхность серебра изолируют пленками основ¬
ных соединений некоторых металлов, хроматов или ла¬
ков. Но эти пленки удаляются с серебра при механиче¬
ском воздействии на него, в частности при работе элек¬
трических контактов [1, с. 126; 9; 130].
Проблема получения нетускнеющих серебряных по¬
крытий непосредственно из электролита может быть ре¬
шена осаждением КЭП, которые в качестве веществ
второй фазы содержат микровключения инертного ве¬
щества: основные соединения бериллия, алюминия, маг¬
ния, титана и некоторых других неосаждаемых из вод¬
ных растворов металлов.
При электролизе солей этих металлов ионы, находя¬
щиеся в околокатодном пространстве, образуют с гидр-
оксид-ионами труднорастворимые осадки. Эти осадки
электрофоретически переносятся к поверхности серебра
(катода) и оседают там. Таким образом, на его поверх¬
ности образуется пленка, предупреждающая потемнение
и обладающая близким к серебру переходным сопро¬
тивлением. Обозначим условно эти соединения как ВеО,
MgO, А120з, TiO2; в действительности же они, будучи
гидратированными, имеют более сложный и непостоян¬
ный состав.
Покрытия другого типа получают из цианидного элек¬
тролита Ц-1, содержащего 20—50 кг/м3 Ве(ОН)2 и
20—50 кг/м3 А1(ОН)з или 20—50 кг/м3 оксидов (послед¬
ние получали прокаливанием при 900°C гидроксидов).
Внешний вид покрытий при наличии в электролите пе¬
речисленных выше частиц не изменялся.
Заметное улучшение защитной способности над рас¬
твором сероводорода наблюдается у осадков, получен¬
ных из суспензий, содержащих ВеО и А120з. В этом слу¬
чае покрытия имели твердость на 200—400 МПа выше,
чем покрытия, полученные из чистых электролитов.
Известны также покрытия из цианидферратного элек¬
тролита, содержащего 0,5—2 кг/м3 Ве(ОН)2, Mg(OH)2
200
или А1(0Н)3. При добавлении Ве(ОН)2 образуются по¬
крытия с условной степенью потемнения 1 балл, тогда
как степень потемнения контрольных покрытий из чи¬
стого электролита составляет 4—5 баллов. Из суспен¬
зии с другими гидроксидами образуются покрытия со
степенью потемнения 3—4 балла.
В принципе покрытия, аналогичные описанным КЭП,
можно получать из электролитов серебрения, содержа¬
щих вместо оксидов или гидроксидов растворимые со¬
единения неосаждаемых металлов. При электролизе
этих соединений на катоде с серебром осаждаются так¬
же основные соединения, образованные за счет повыше¬
ния pH прикатодного слоя. Такое же явление наблю¬
дается при осаждении никеля, железа, сурьмы и других
металлов.
Разработана технология получения нетускнеющих
покрытий серебром [25, 31] из электролитов, содержащих
растворимые соединения неосаждаемого металла (Be,
Mg, Al, Ti, Zr). При этом используют электролиты, pH
которых близки к pH образования основания или гидр¬
оксида указанного металла. Полное осаждение основа¬
ний происходит при pH выше указанных значений на
1,2—2,0 ед. Из иодидного И-2 (рН = 5,5) и цианидфер¬
ратного (pH = 9,4) электролитов, содержащих 0,005—
0,5 М сульфатов бериллия и магния, при ίκ=25 А/м2 по¬
лучены покрытия толщиной до 10 мкм, которые при ис¬
пытаниях имели степень потемнения всего 1 балл. Кон¬
трольные покрытия из чистого электролита при незна¬
чительном содержании в нем бериллия (мМ раствор)
имели степень потемнения 5 баллов.
Ниже приводятся характеристики использованных
электролитов:
I
II
III
Состав, кг/м3 . .
AgCl-40;
K4[Fe(CN).]-3H2O—200;
К2СО3—30
AgCl-25;
KI-400
AgCl-25;
KI-25
pH
Плотность тока,
9,4
5,5
3,4
А/м2
Продолжитель¬
ность электроли-
10—100
25
25
за, мин ....
Модифицирующая
80
60
60
добавка , . ,
MgSO4
BeSO4
A12(SO4)3
201
Зависимость защитной способности покрытий от кон¬
центрации модифицирующей добавки и плотности тока
показана на рис. 76.
Из цианидферратного электролита получаются не¬
тускнеющие покрытия при ΐκ—10 А/м2 и содержании в
нем 0,005—0,05 М MgSO4. Более высокая концентрация
сульфата магния приводит к образованию в электролите
Рис. 76. Влияние концентрации модифицирующей добавки С и плот¬
ности тока на степень потемнения D покрытия серебром. Номера
кривых соответствуют номеру электролита. Плотность тока для элек¬
тролита № 3 (А/м2):
За - 10; 36 - 50; Зв — 100.
коллоидного осадка и получению покрытий низкого ка¬
чества.
При введении в чистые электролиты высокодисперс¬
ных частиц образуются нетускнеющие покрытия с улуч¬
шенной структурой (рис. 77). Электрические и механи¬
ческие свойства при этом не изменяются.
Электролиты для получения нетускнеющих покрытий
устойчивы в процессе длительного электролиза. Из
иодидного электролита, содержащего 8,8 кг/м3 BeSO4X
Х4Н2О, получены покрытия, обладающие защитной спо¬
собностью при прохождении тока 15 А-с/м3 и более.
202
При эксплуатации цианидферратного электролита с
добавкой 1,2 кг/м3 MgSO4-7H2O допускается повышение
pH до 10,5. При рН = 11,0 выпадал осадок Mg(OH)2.
Несомненное преимущество новых покрытий сереб¬
ром заключается в том, что они стойки к потускнению
при любой степени износа. Так, в течение многократно-
Рис. 77. Электронные микрофотографии покрытий серебром (а, в) и
его сплавами с гидроксидами (б, г):
а, б — покрытия из иодидного электролита, соответственно чистого и содержа*
щего 8,8 кг/м3 BeSO4-4H20; в, г—покрытия из цианидферратного электролита,
соответственно чистого и содержащего 0,5 кг/м3 MgSOrZHaO.
го снятия абразивной резиной тонких слоев покрытия
(по 0,1—0,2 мкм) суммарно до 2 мкм степень потемне¬
ния новых слоев оставалась равной 1 баллу, несмотря
на контакт с резиной, обычно способствующей потемне¬
нию. Контрольные покрытия как необработанные, так и
подвергшиеся аналогичному истиранию имели степень
потемнения 4 балла.
203
КЭП НА ОСНОВЕ ЗОЛОТА
Получению покрытий на основе золота посвящен ряд
работ [45, 146]. Большинство из них касается покрытий,
содержащих в качестве второй фазы корунд, оксид и
твердые смазки.
Покрытие золото—корунд. Чаще всего покрытия та¬
кого типа получают из щелочных электролитов. На¬
пример, из этилендиаминового электролита* при рН =
= 11,0 осаждаются полублестящие покрытия. Допусти¬
мая плотность анодного тока около 50 А/м2 (золотые
аноды в электролите не растворяются, но при ia=
= 100 А/м2 они начинают разрушаться, а при 300—
500 А/м2 частично разрушаются). Оптимальные условия
электролиза: 40±5°С, низкие плотности катодного тока
(20—50 А/м2) и высокое содержание золота. Выход
золота по току (в пересчете на разряд Аи+) колеблется
от 40 до 100%. Электролит может работать до полного
выделения из него золота, но при этом выход по току
снижается до 2—3%. Катодная поляризация резко уси¬
ливается при возрастании плотности катодного тока от
О до 15 А/м2 вплоть до —1,0 В и затем (до ίκ=100 А/м2)
практически не изменяется. Катодная поляризация не
зависит от содержания золота в растворе и мало чув¬
ствительна к наличию частиц корунда.
Для получения более светлых и мелкозернистых по¬
крытий к электролиту добавляют NaF (20 кг/м3).
Важной особенностью рассматриваемого электролита
является возможность получения гальванопластических
покрытий без вздутий и легко снимаемых с поверхности
нержавеющей стали. Это достигается при выходе по то¬
ку 50% или более. Этот электролит может быть исполь¬
зован для осаждения и на печатные схемы из стеклотек¬
столита. Цианидный электролит разрушает стеклдтек-
столит.
В осадки золота, так же как и в осадки меди, полу¬
ченные из этилендиаминового электролита, хорошо вклю¬
чаются частицы корунда. КЭП золото—корунд имеет
* Состав электролита (кг/м3):
Au 4—8
Na2SO3-7H2O 200
C2H4(NH2)2 14
204
высокую износостойкость (рис. 78) и постоянную во вре¬
мени твердость.
Изделия, покрытые золотом толщиной до 5 мкм, вы¬
держивали стандартные коррозионные испытания (воз¬
действие «морского тумана», инея и росы, повышенную
влажность), а также механические воздействия и пайку,
причем переходное сопротивление покрытий оставалось
в пределах 2,5—3,0 мОм.
Из цианидного электролита* при плотности катодно¬
го тока 50—100 А/м2 и температуре 20—40 °C получены
Рис. 78. Зависимость твер¬
дости И (/), содержания ча¬
стиц в покрытии ат (2) и
износа И (3) покрытий зо¬
лотом, полученных из эти¬
лендиаминового электролита
при гк=50 А/м2, от концен¬
трации частиц С.
покрытия толщиной 3—5 мкм. Содержание включений в
осадках из этого электролита меньше, чем в осадках из
этилендиаминового электролита, и составляет 1—3%
(масс.); при повышении плотности катодного тока до
100 А/м2 содержание включений увеличивается. Твер¬
дость КЭП по сравнению с твердостью чистых покрытий
повышается только на 10—20% и достигает 1300—
1400 МПа, а износостойкость увеличивается в 1,5—2,5
раза.
Пористость КЭП составляет 2-Ю4—5-Ю4 пор/м2, а
чистых покрытий 4-104—7-104 пор/м2, т. е. включение
частицы корунда способствуют понижению пористости.
Катодная поляризация возрастает с увеличением
плотности катодного тока и достигает максимального
значения (1,35 В) при iK = 30 А/м2. Влияние частиц ко¬
рунда на катодную поляризацию незначительно (умень¬
шение поляризации происходит не более чем на 50 мВ).
* Состав электролита (кг/м3):
Корунд КО-7 . 100
Золото .... 7,1
Серебро . . . 0,2
КСЩсвоб.) . . 60
К2СО3 .... 12
205
Покрытия Ag—TiO2 используются в электронной тех¬
нике; после осаждения они отжигаются 3 ч в вакууме и
прессуются. По электропроводимости покрытие близко к
золоту, но превосходит его по твердости и прочности при
растяжении и сопротивлению ползучести.
Исследовалась объемная пористость покрытий золо¬
то—корунд, осажденных из электролита, содержащего
10 кг/м3 K[Au(CN)2], Ю кг/м3 KCN и 2—25 кг/м3 а-А120з
(d=l мкм); рН = 10,5; iK=35 А/м2; / = 60°С. По плотно¬
сти КЭП и изменению ее при нагревании до 1000 °C
была определена пористость покрытия, которая соста¬
вила 10—15% (об.).
Самосмазывающиеся покрытия. Образование КЭП
такого типа на основе золота затруднено. Поэтому для
получения покрытий частицы твердых смазок предва¬
рительно обрабатывают или вводят в состав электроли¬
та специальные добавки.
Установлено, что при использовании суспензии, со¬
держащей 50 кг/м3 MoS2, образуются тонкие покрытия
(0,1 мкм) с рыхлым налетом MoS2 на поверхности. Сни¬
жение концентрации MoS2 до 1 кг/м3 способствует обра¬
зованию более толстых покрытий, но также с рыхлым
налетом. При введении в электролит NaF (20 кг/м3)
осаждаются плотные покрытия без налета, так как фто-
рид-ионы препятствуют налипанию частиц MoS2 и, сле¬
довательно, их заращиванию растущим катодным осад¬
ком.
В случае капсулирования частиц раствором полиме¬
тилметакрилата в дихлорэтане или ацетоне образуются
покрытия с высоким выходом по току и содержащие в
плотной части до 2—4% (масс.) частиц MoS2.
Хорошие результаты получены при предварительной
обработке частиц MoS2 (обычно плохо смачиваемых в
электролите) в 20%-ном растворе этилендиамина в те¬
чение суток с последующим высушиванием при 100 °C.
Покрытия, полученные из суспензий с такими частица¬
ми, содержат 0,8—2% (масс.) MoS2.
КЭП НА ОСНОВЕ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ
Гальванические покрытия на основе легкоплавких ме¬
таллов: цинка, кадмия, олова и свинца — широко при¬
меняются при защите поверхности изделий от коррозии.
206
Для декоративных целей их используют реже, чем ни¬
кель, хром и благородные металлы. Эти покрытия са¬
мые мягкие и легкоплавкие; они при комнатной темпе¬
ратуре уже рекристаллизованы. Известны способы по¬
лучения КЭП на основе цинка, кадмия, олова и свинца
[1, с. 135—141].
Покрытия на основе цинка. Их получают в основном
из сульфатного и цинкатного электролитов*.
Составы этих электролитов (кг/м3) приведены ниже:
Сульфатный
электролит
Цинкатный
электролит
ZnSO4-7H2O ....
310
16
Na2SO4-10H2O . . .
75
—
A12(SO4)3· 18Н2О . .
30
—
КОН
——
220
Sn
—
0,3
Электролиз из сульфатного электролита проводят
при 25 °C и iK=0,5 кА/м2; из цинкатного — при 50 °C и
iK=0,4 кА/м2. Необходимо следить за тем, чтобы в ван¬
ну не попадали вещества, которые по отношению к цин¬
ку являются катодами, например сурьма или висмут,
так как в этом случае образуются покрытия с понижен¬
ной (в 1,5—2 раза) коррозионной стойкостью в кислоте
и воде.
Из сульфатного электролита при концентрациях ко¬
рунда М14 50—100 кг/м3 образуются покрытия с содер¬
жанием 0,4—0,6% (масс.) частиц второй фазы и твер¬
достью около 500 МПа. При осаждении из цинкатного
электролита с порошком никеля получаются коррозион¬
но-стойкие покрытия, так как частицы никеля обладают
экранирующим действием по отношению к матрице.
Применение КЭП позволило бы снизить расход никеля,
так как обычно кислотостойкие покрытия получают галь¬
ваническим осаждением чистого сплава Zn—Ni с содер¬
жанием никеля 18—20%.
Свойства цинковых покрытий, полученных из суспен¬
зий, содержащих порошки никеля различных марок,
приведены в табл. 25, из которой видно, что при введе¬
нии электролитического никеля, полученного в лаборато¬
рии, образуются покрытия с лучшей коррозионной стой¬
костью, чем с никелем других марок.
* Из фторборатного электролита были получены покрытия с
обильным, легко удаляемым поверхностным налетом.
207
Кроме описанных получены покрытия на основе цин¬
ка с включениями частиц полимеров (капрона и поли¬
амида-548). При содержании 0,9—3,1% (масс.) капрона
образуются шероховатые покрытия, стойкие к действию
кислот (растворимость КЭП на основе цинка в 1,5 раза
меньше, чем чистого цинкового). При введении поли¬
амида-548 повышается твердость покрытия, но снижается
его кислотостойкость.
Таблица 25. Свойства цинковых покрытий, полученных из суспен¬
зий, содержащих порошки никеля различных марок
Никель
Размер частиц
никеля, мкм
растворимость
в соляной кис¬
лоте*, %
Концентрация
частиц никеля
в суспензии, кг/мЗ
Характеристика покрытия
содержание
никеля в по¬
крытии, %
(масс.)
коррозионная
стойкость*♦,
мин
внешний вид
Электролитиче¬
ский лабора¬
торный
0,5-3
22
-82
5
20
0,3
0,6
45
25-28
Мелкокристал¬
лическое,
светло-серого
цвета
Электролитиче¬
ский пнэ
5-15
8
-52
20
50
0,7
0,8
20
21
Крупнокристал¬
лическое,
светло-серого
Карбонильный
ПНК-1
1-5
68
— 100
20
50
6,5
6—12
1-2
1,5
Серое с налетом
порошка, тем¬
ное, шерохо¬
ватое
* После выдержки в 18%-ной соляной кислоте в течение 4 ч.
** Определяется по продолжительности выделения 10 мл Нг при опускании
образца в 3%-ный раствор H2SO4. Для чистых покрытий составляет 20—25 мин.
Покрытия на основе кадмия. Покрытия такого типа
получают из сульфатного электролита следующего со¬
става (кг/м3):
CdSO4-8H2O 100 NaCl 30
Н3ВО3 20 Желатина 5
Концентрация корунда Ml4, М20 или М28 в суспен¬
зии составляет 50 кг/м3. Электролит проводят при iK—
=0,2 кА/м2 и получают светлые гладкие покрытия тол¬
щиной 20—30 мкм с содержанием корунда 1,1—2,4%
(масс.) и твердостью 350—450 МПа. Износостойкость
208
таких КЭП в 2,0—2,5 раза выше, чем покрытий, полу¬
ченных из чистых электролитов.
Снижение числа включений при росте температуры
можно объяснить уменьшением доли крупных частиц в
суспензии за счет седиментации, а увеличение твердости
покрытия — внедрением более мелких частиц.
Рис. 79. Зависимость микротвердости Η (1) и износа И (2) покрытий
кадмий — корунд от содержания в них частиц второй фазы ат.
Зависимости свойств покрытий от числа включений и
pH приведены на рис. 79 и 80 соответственно. Осажде¬
ние проводилось из суспензий с корундом М20 при iK=
= 0,2 кА/м2 и / = 20°С. Влияние pH на состав и свойства
покрытий таково, что с ростом pH число включений воз¬
растает, одновременно увеличиваются твердость и изно¬
состойкость покрытия.
Кадмиевые покрытия, осажденные из суспензий, в
процессе электролиза подвергаются механическому воз¬
действию частиц корунда; они получаются мелкозерни-
стее, чем покрытия, осажденные из чистого электролита.
Известно, что кадмиевые покрытия используются как
антикоррозионные. Испытания покрытий из чистых элек¬
тролитов и КЭП в 20%-ном растворе НС1 показали, что
продолжительность выделения определенного объема
водорода (5—15 см3) в обоих случаях практически оди¬
накова и не зависит от содержания (в пределах 10—
200 кг/м3) и вида корунда (М5 или М20) в электро¬
лите.
14—1079
209
Кадмиевое покрытие из суспензии, содержащей кар¬
бид бора М28, получалось темным и шероховатым. При
наличии в электролите аморфного бора (50—150 кг/м3)
получались покрытия темно-коричневого цвета с содер¬
жанием включений от 0,2 до 1,0% (масс.).
Рис. 80. Зависимость содержания включений ат (а), твердости Н (б)
и изгиба И (в) покрытий от pH электролита кадмирования. Пунктир¬
ная линия—контрольное покрытие из чистого электролита.
Покрытия на основе олова [1, с. 139, 140]. Покры¬
тия такого типа получают из сульфатного, хлоридфто¬
ридного или станнатного электролитов. Состав этих
электролитов и условия получения из них покрытий при¬
ведены в табл.26
Из сульфатного электролита № 1 с корундом при
концентрации 200 кг/м3 получили покрытия с незначи¬
тельным содержанием включений. Но твердость покры¬
тий при добавлении корунда повышалась с 140—150 до
210
Таблица 26. Составы электролитов лужения и условия получения
покрытий из них
Электролит
Условия электролиза
Толщи¬
на по¬
крытий ,
МКМ
наименование
компоненты
концен¬
трация,
кг/мЗ
PH
t, °C
гк’
КА/М2
Сульфатный
№ 1
SnSO4
H2SO4
С6Н5ОН
Желатина
50
180
30
3
0,6
25
0.4
21
Сульфатный
№ 2
SnSO4
H2SO4
свн5он
Желатина
50
90
10
2
0,7
20
0,1—0,2
10—20
Хлорид фторид¬
ный
SnCl2 · 2Н2О
NaCl
NaF
Желатина
55
6
50
1
1,6-4,4
20
0,2
20
Станнатный
SnCl4 · 5Н2О
NaOH
CH3COONa
200
95
30
12,5
75
0,2
12
190—220 МПа, а износ уменьшался в 1,5 раза. Подоб¬
ные покрытия получали из электролитов, декантирован¬
ных от крупных частиц порошка, но содержащих неко¬
торое число мелких частиц. С повышением концентрации
частиц в суспензии содержание второй фазы в покрытии
увеличилось незначительно. Так, из сульфатного элек¬
тролита № 2 с концентрацией корунда 650—1300 кг/м3
[15—25% (об.)] получили покрытие, содержащее 2,7%
(масс.) включений. Твердость покрытия была выше, чем
твердость покрытий из чистого электролита, но износо¬
стойкость его была ниже.
При концентрации частиц второй фазы в суспензии
14% (об.) образуются КЭП, содержащие 1,9—2,5%
(масс.) включений; твердость покрытий 180—250 МПа;
выход олова по току 100%.
Из станнатного электролита покрытия получаются
мелкозернистее, чем из других электролитов. При вве¬
дении в качестве второй фазы частиц корунда образуют¬
ся коррозионно-стойкие покрытия. Влияние содержания
корунда различных марок (при концентрации 200 кг/м3)
14*
211
на твердость, износостойкость и коррозионную стойкость
покрытий показано ниже:
Марка корунда
ат. % (масс.)
Н, МПа
И, мг
Коррозионная
стойкость*, мин
М5 ....
2,4—5,4
160—210
2,8-4,3
9—14
М20 .
4,3—6,9
210—280
2,9-4,3
16—24
Без корунда
0
110—130
5,0—6,4
7—10
* Определялась по продолжительности выделения 10 см3 Нг в кон¬
центрированном растворе НС1.
Из суспензии на основе кислого электролита луже¬
ния с частицами цементной пыли [51] осаждали покры¬
тие на детали из полиэтилена, карболита, полистирола.
Поверхности пластмасс сенсибилизировали в растворе
SnCl2 (10 кг/м3) и активировали в AgNO3 (0,1 М). Полу¬
ченные КЭП хотя и имели повышенные значения внут¬
ренних напряжений сжатия по сравнению с покрытия¬
ми, полученными из чистого электролита, но практиче¬
ски это оказалось несущественным из-за малых абсолют¬
ных значений внутренних напряжений.
Покрытия на основе свинца. Соосаждение частиц со
свинцом производят для повышения твердости свинцо¬
вого покрытия, которое является самым мягким из при¬
меняемых гальванических покрытий. Осаждают КЭП на
основе свинца из фторборатного* или фенолсульфоново¬
го электролитов**.
При введении в такие электролиты частиц корунда,
кремния (аморфного) или сурьмы получают покрытия с
повышенной твердостью по сравнению с свинцовыми по¬
крытиями из чистого электролита. Так, электролизом
из фенолсульфонового электролита при 40 °C, рН = 1,6
и iK= 100 А/м2 получали покрытия с содержанием ча¬
стиц второй фазы 0,3—3,7% (масс.) и твердостью 90—
110 МПа.
Из фторборатных суспензий при iK= 1000 А/м2 по¬
лучены достаточно твердые покрытия. Свойства таких
* Состав электролита (кг/м3): Pb(BF4)2—190; HBF—40; жела¬
тина—1.
** Состав электролита (кг/м3): Pb(C6H5OSO3)2—220; C6H5OSO4H—
40; желатин—1.
212
покрытий в зависимости от типа внедренных частиц при¬
ведены ниже:
Корунд М20 (С=200 кг/м3)
Кремний (С =150 кг/м3) . .
Сурьма (С=50 кг/м3) . . .
ат, % (масс.)
3,2
2,3
9,0
Н, МПа
97
90
174
Покрытия, содержащие корунд М20, имели светло¬
серый цвет с синеватым оттенком; покрытия с кремни¬
ем — светло-серый цвет с серебристым оттенком; по¬
крытия с сурьмой имели темный цвет.
Механические свойства некоторых гальванопластиче¬
ских покрытий на основе свинца [147] приведены в
табл. 27; для сравнения даются свойства металлургиче¬
ского свинца и сплава свинец — оксид свинца.
Таблица 27. Свойства покрытий на основе свинца
Материал
Вторая фаза и ее
содержание, %
Твердость,
МПа
Разрушаю¬
щее напря¬
жение.
МПа
Удли¬
нение,
%
Первичное
напряжение
ползучести,
%
РЬ
108
30
45
7,3
Pb—Sn
Sn (0,1—0,5)
122
36
29
0,9
Pb-Sn-Tio2
TiO2 (0,2—0,5)
135
35
8
0,5
Pb-BaSO,
BaSO4 (2,7)
103
28
14
0,5
Pb—Sn—BaSO.
BaSO4 (0,6)
129
33
16
0,7
Pb (99,99%)
—
45
12
60
—
Pb-PbO (1,5%)
—
90
28
18
0,6
Лучшими механическими свойствами из изученных
материалов обладают композиции РЬ—Sn и РЬ—Sn—
TiO2. Высокодисперсный порошок TiO2, введенный в не¬
значительных количествах в свинец, заметно упрочняет
последний.
КЭП НА ОСНОВЕ СПЛАВОВ
Покрытия на основе сплавов Cd—Bi и Sn—Zn получе¬
ны [35] из электролитов следующих составов (кг/м3)
при соответствующих pH:
pH = 9.5
pH = 4,5
BiCeHsO? ....
20
SnCl2-2H2O . . .
50
CdSO4-8/3H2O . .
Полиэтилен'поли-
90
ZnSO4-7H2O . . .
NH4CI
25
100
ами'н
20
С6Н8О7-7Н2О . .
65
МазСбНбОу
275
Гидразинсульфат .
10
213
При плотности тока 500 А/м2 в зависимости от кон¬
центрации частиц ZrO2 (волокна диаметром 0,5—2 мкм
и длиной 2—20 мкм) в суспензии содержание их в по¬
крытии следующее:
Концентрация частиц в суспензии,
кг/м3 25 50 100
Содержание частиц в сплаве, %
(масс.)
Сплав Cd—Bi 1,2 1,4 2,8
Сплав Sn—Zn 3,2 4,1 5,0
На рис. 81 и 82 приведена зависимость составов
КЭП от условий их получения.
КЭП на основе сплава РЬ—Sn получали из фторбо¬
ратного электролита [147]. Наиболее успешным было
соосаждение частиц ТЮ2 (размерчастиц0,01—0,03мкм);
частицы А12О3, BaSO4, W, Мо, РЬО соосаждались с
трудом.
Подробно были· изучены механические свойства КЭП
на основе свинца и сплава РЬ—Sn (2%) [147].
Ниже приводится состав ванны (кг/м3):
РЬ
125
Sn(BF)4 . . . .
2—3
HBF< (своб.)
. 10—15
Лигнинсульфоно-
Н3ВО3 ...
15
вая кислота . .
1
Кумарин . . . .
0,5
* Для осаждения сплава.
Соосаждение проводилось при плотности тока 270—
540 А/м2 и комнатной температуре. В качестве второй
фазы использовались высокодисперсные частицы А12О3,
TiO2, РЬО, BaSO4, W, Мо.
Для упрочнения матрицы и увеличения ее сопротив¬
ления ползучести, исходя, в частности, из того, что ме¬
таллургический сплав РЬ—РЬО [1,5—4% (масс.)] об¬
ладает улучшенными показателями, пытались соосадить
частицы РЬО, РЬО2, РЬ3О4, но частицы эти растворялись
в электролите и уменьшали его кислотность, в результа¬
те чего получались грубые покрытия.
Наличие в электролите А12О3 (50—150 кг/м3) приво¬
дило к осаждению композиционных покрытий. Однако
мелкие частицы со временем укрупнялись и засоряли
анодные мешки. Для систематического выделения спла¬
ва РЬ—А12О3 требовалось принятие дополнительных мер
по стабилизации суспензии.
214
Рис. 81. Влияние скорости перемешивания V (а), плотности тока 1К
(б), температуры t ι(β) на составы сплава Cd—Bi при С—100 кг/м3:
1 — В1 из чистого электролита; 2 —то же из суспензии; 3 — ZrO2 из суспензии
(стандартные условия: V=20 рад/с; ίκ=0,1 кА/м2; (=50 °C).
Рис. 82. Влияние условий осаждения на составы сплава Sn—Ζπ (обо¬
значение см. подпись к рис. 81. Стандартные условия: »к—0,5 А/м2
Р=20 рад/с; /=60°С.
Применение порошка BaSC>4 (150 кг/м3) позволило
получить КЭП РЬ—BaSO4 с весьма равномерным рас¬
пределением частиц, расстояние между которыми было
менее 1 мкм, что необходимо для дисперсного упроч¬
нения.
Порошок ТЮ2 (размер частиц 0,03—1 мкм) успешно
применяли для получения покрытий со свинцом и спла¬
вом РЬ—Sn (50—100 кг/м3). Устойчивая суспензия со¬
хранялась при интенсивном перемешивании и обяза¬
тельном присутствии указанных выше растворимых до¬
бавок.
КЭП НА ОСНОВЕ ПЛАТИНОВЫХ И РЕДКИХ
МЕТАЛЛОВ
Сведений о совместном осаждении этих металлов с дру¬
гими частицами мало. В [46] упомянуто осаждение пал¬
ладиевого покрытия с частицами стеклокерамики. Ско¬
215
рость коррозии титана с нанесенным на него покрыти¬
ем Pd—стекло толщиной 10 мкм была в 1,5 раза мень¬
ше скорости коррозии титана с таким же слоем пал¬
ладия.
В работе [104] приводится патентная заявка на осаж¬
дение частиц алмаза размером 0,01—30 мкм (1—20 кг/м3)
с палладием и платиной из электролитов, состоящих из
диаминнитритов этих металлов и содержащих также
NH4NO3 (10 кг/м3), NaNOs (10 кг/м3) и 50 мл раствора
NH4OH; pH электролита платинирования 2—2,5.
Из аминохлоридного электролита, содержащего гра¬
фит (50 кг/м3), получаются самосмазывающиеся мате¬
риалы палладий— графит с содержанием частиц 2,5—
4% (масс.). Катодная поляризация суспензий при плот¬
ностях тока менее 10 А/м2 выше на 0,1 В, чем чистого
электролита. При tK> 10 А/м2 влияние частиц (50 кг/м3)
на поляризацию незначительно (снижение на десятки
мВ). Переходное сопротивление покрытий повышается
на 20—30% при внедрении частиц графита С-1 и в 2—
3 раза при внедрении «карандашного» графита и на¬
грузке 1—1,5 Н [164].
Поверхностная структура многих гальванически
осажденных материалов, а также материалов, получен¬
ных металлургическим способом, позволяет внедрять до¬
полнительно в поверхностный слой различные частицы.
Так, пористая структура сплава Ag—Re обладает спо¬
собностью задерживать частицы MoS2 [148]. Сплав
осаждается из цианидного электролита следующего со¬
става (кг/м3): AgCN —5; KCN — 75; К2СО3—15;
NaReO4—1; он содержит, по-видимому, рений в виде
оксида. Этот материал используется для первичной смаз¬
ки различных контактных систем.
Глава 4
ЭЛЕКТРООСАЖДЕНИЕ ЧИСТЫХ
МЕТАЛЛОВ И СПЛАВОВ ИЗ СУСПЕНЗИЙ,
СОДЕРЖАЩИХ ЧАСТИЦЫ
С ОГРАНИЧЕННОЙ РАСТВОРИМОСТЬЮ
Покрытия этого типа в отличие от рассмотренных выше
содержат помимо дисперсной фазы, разряжающейся на
катоде, ион металла, образованный благодаря частичной
растворимости этой фазы. Частицы труднорастворимых
веществ могут быть источником ионов, способных раз¬
ряжаться на катоде с образованием металла. Не исклю¬
чена возможность и непосредственного восстановления
некоторых веществ на катоде.
Известно, что для получения мелкозернистых или
блестящих покрытий высокого качества необходима низ¬
кая концентрация ионов. Поэтому в электролитах ис¬
пользуют наиболее прочные комплексные ионы, констан¬
ты ионизации которых находятся в пределах от 1 · 10-5
до 1 · 10—40, причем наиболее ценными являются электро¬
литы, содержащие наиболее прочные комплексы (циа¬
нидные, аминовые, пирофосфатные и др.). Таким обра¬
зом, вместо растворимых комплексных соединений для
приготовления электролитов можно использовать труд¬
норастворимые соединения, особенно в тех случаях, ког¬
да по различным соображениям растворимые комплекс¬
ные соединения малопригодны (из-за отсутствия подхо¬
дящего химического соединения, токсичности, дефицит¬
ности и т. д.). Например, известно использование суль¬
фата стронция в качестве источника не разряжающихся
на катоде ионов сульфата в саморегулируемых электро¬
литах хромирования. Предложен [149] способ электро¬
осаждения антифрикционного сплава Ag—Pb из элек¬
тролита следующего состава (кг/м3):
Ag 15—20 К2СО3 .... 20-40
Ku4'[Fe(CH)e]· РЬ(СН3СОО)2 . 1—5
•ЗН2О . . . 120—150
Процесс ведут при гк = 60 А/м2 и наложении перемен¬
ного тока (30—60 А/м2) для депассивации серебряных
217
анодов. Образующиеся покрытия содержат 0,4—3%
(масс.) свинца. В электролите находится малораствори¬
мый осадок карбоната свинца.
Сплав серебро—сурьма. Предложены способы полу¬
чения сплавов благородных металлов из суспензий, со¬
держащих порошки различных веществ, являющихся ис¬
точниками ионов второго соосаждаемого металла [24].
Рис. 83. Микрофотографии покрытий серебром (а) и сплавом сереб¬
ро—сурьма (б).
Так, сплав Ag—Pb получают из суспензии следующего
состава (кг/м3):
Ag 20-40 К2СО3 .... 50—80
KCN (своб.) . . 40—80 Sb2O3 . . . . 50—150
Свойства покрытий, полученных из указанного элек¬
тролита, приведены в табл. 28 и на рис. 83.
Покрытие в виде сплава Ag—Sb характеризуется бо¬
лее блестящей поверхностью, чем покрытие из чистого
серебра, и отличается синеватым оттенком.
Усилие сочленения электрических контактов, покры¬
тых сплавами, после 1000-кратного контактирования,
близко к начальному. Контактная пара никель/сплав не
имеет наплывов; контактная пара сплав/сплав имеет не¬
значительные наплывы, а контактная пара серебро/се-
ребро — крупные наплывы.
Испытания различных покрытий толщиной 9—15 мкм
над раствором H2S показали следующее: на серебряном
покрытии через 5—10 мин появлялись темные точки и
пятна, а через 60 мин оно покрывалось темно-коричневой
пленкой. Сплав Ag—Sb имел коричневую или золоти-
218
Таблица 28. Характеристика покрытий на основе серебра и его
сплавов с сурьмой
Содержание сурьмы в
покрытии, % (масс,)
Микротвердость, МПа
Износ контактной пары
Конечное усилие
сочленения, Н
Удельное электри¬
ческое сопротивление
R · 10-2, Ом · м
Переходное сопротив¬
ление Дп · 10-4, Ом,
при нагрузке 0,5 Н
до отжига
после отжига
в течение 1 ч
контактная пара
потери массы, %
при 200 °C
при 300 °C
0,0
850
550
520
Ag/Ag
20/20
8,5
155
15
0,0
800-850
—
—
Ni/Ag
7/20
7,0
—
—
0,1
1100
720
720
Ag-Sb/Ag—Sb
12/12
5,5
163
18
0,5
1200
900
890
Ag-Sb/Ag— Sb
7/7
5,3
177
21
1.0
1300
1000
990
Ag—Sb/Ag—Sb
6/6
5,1
224
28
1.5
1380
1000
1000
Ag-Sb/Ag-Sb
8/8
5,1
285
34
0,1
«—
—
—
Ni/Ag—Sb
6/10
5,2
—
—
0,5
—
—
—
Ni/Ag—Sb
5/8
5.0
—
—
1,0
—
—
—
Ni/Ag—Sb
3/6
4,7
—
—
1.5
—
—
—
Ni/Ag—Sb
5/8
4,7
—
—
стую окраску, причем тем бледнее, чем выше содержа¬
ние в нем сурьмы.
В среде «морского тумана» за 10 сут на серебряном
покрытии появлялись продукты коррозии в виде серо¬
сиреневатого налета; на покрытии в виде сплава види¬
мых изменений не наблюдалось.
Способность сплава к пайке такая же, как серебря¬
ных покрытий, а после 6-месячного складского хранения
даже лучше вследствие мелкозернистости (см. рис. 83) и
меньшей склонности к окислению.
Содержание сурьмы в электролите для осаждения
сплава должно быть 10—30 мг/м3; оно зависит от кон¬
центрации цианидов и карбонатов. Произведение рас¬
творимости Sb2O3 равно 7,9-10-18 (при диссоциации на
Sb+ и ОН-) или 4-10-42 (при диссоциации Sb3+ и ОН~)^
Катодная поляризация при осаждении из суспензии
и плотности катодного тока 0,1—0,2 кА/м2 «иже на
50—100 мВ, чем при осаждении из чистого электро¬
лита.
Разновидностью описанного процесса является осаж¬
дение сплава Ag—Sb из электролита, содержащего по¬
рошок Sb2O3 не в диспергированном состоянии, а нахо¬
дящегося в отдельной емкости из стеклянной ткани или
219
другого волокнистого, стойкого в электролите материа¬
ла. Содержащийся в емкости порошок (10—20 кг/м3) яв¬
ляется буфером, обеспечивающим постоянную
(«15 мг/м3) концентрацию ионов сурьмы в электролите.
Указанная концентрация достигается быстро и обеспе¬
чивается при электролизе без перемешивания при нали¬
чии в электролите какого-нибудь комплексообразовате-
ля, например тартратов или роданидов, в количестве
20—40 кг/м3.
Из электролита, содержащего тартрат калия, а так¬
же 5Ь20з, находящийся в отдельной емкости, при плот¬
ности катодного тока 70—100 А/м2 получаются полубле¬
стящие покрытия Ag—Sb. Сплав содержит 0,5—1% Sb
и обладает теми же свойствами, что и сплав, получен¬
ный из суспензии. Перемешивание способствует увели¬
чению твердости на 100—150 МПа за счет повышения
концентрации сурьмы в осадке.
Описанный способ получения сплава имеет важные
преимущества [145]:
1) возможность интенсифицировать осаждение за
счет проведения процесса при высоких плотностях ка¬
тодного тока (до 200 А/м2). При этом движущиеся ча¬
стицы 5Ь20з предупреждают огрубение катодной поверх¬
ности вследствие обновления этими частицами электро¬
лита в прикатодном слое и снятия образующихся ден¬
дритов;
2) возможность использования ванны для получения
сплава Ag—Sb также для осаждения чистого серебра
после отфильтровывания частиц Sb2O3 или удаления бу¬
ферной емкости с частицами Sb20s. Некоторое количе¬
ство ионов сурьмы, остающихся в растворе, легко уда¬
ляется при непродолжительном электролизе;
3) легкость анализа и корректировок ванны.
Сплав золото—сурьма. Этот сплав получают анало¬
гично сплаву Ag—Sb. Покрытия, осажденные из этилен-
диаминового электролита, содержащего 100 кг/м3 5Ь20з
при плотности катодного тока 25—50 А/м2, имеют свет¬
ло-желтый цвет и высокую твердость (77= 1,8—2,2 ГПа),
но одновременно и повышенную хрупкость. Сплав с по¬
ниженной хрупкостью выделяется из чистых растворов,
содержащих в отличие от растворов для выделения
Ag—Sb незначительное количество сурьмы в электро¬
лите. При электролизе суспензии, в которой находится
220
только 1 кг/м3 БЬгОз, образуются полублестящие покры¬
тия умеренной твердости (1,5—1,6 ГПа).
Характер катодной поляризации в случае осаждения
КЭП Ag—Sb такой же, как и при осаждении золота, но
наличие ионов сурьмы в электролите (частичное раство¬
рение Sb2O3) приводит (при плотности катодного тока
20—100 А/м2) к смещению потенциала в отрицательную
сторону на 0,05—0,1 В.
Изучены условия осаждения КЭП из цианидного
электролита при ίκ=20 А/м2, температуре 20 °C, непре¬
рывном перемешивании или периодическом взмучивании
и наличии в электролите сегнетовой соли. При концен¬
трации золота 1—2 кг/м3 образуются покрытия низкого
качества с содержанием сурьмы до 3% (масс.). В резуль¬
тате повышения концентрации золота в 3—4 раза полу¬
чаются покрытия с содержанием сурьмы 0,8—1,1%
(масс.) и максимальной твердостью (1,8—2,0 ГПа). По¬
крытия с аналогичной твердостью осаждаются из суспен¬
зии, содержащей 50—70 кг/м3 KCN. Твердость резко сни¬
жается (до 1,2—1,3 ГПа) при уменьшении концентрации
KCN до 20 кг/м3. В случае непрерывного перемешивания
образуются покрытия, твердость которых намного выше
(на 100—150 МПа).
Изменение iK от 10 до 30 А/м2 практически мало влия¬
ет на твердость покрытий, но при дальнейшем увеличе¬
нии плотности тока образуются покрытия низкого каче¬
ства, особенно при недостаточно интенсивном перемеши¬
вании.
Повышение температуры с 20 до 80 °C способствует
обогащению осадков сурьмой [с 0,9 до 1,2% (масс.)],
но при этом твердость покрытий снижается до 1450 МПа.
Природа анода (золото и сталь) непосредственного
влияния на свойства осадков не оказывает. Золото пас¬
сивируется при плотности тока 80—120 А/м2.
Тартрат-ионы в электролитах, предназначенных для
получения сплавов, увеличивают на один порядок кон¬
центрацию сурьмы в растворе. При концентрации
KNaC4H4O6-4H2O в электролите 1—4 кг/м3 повышается
содержание сурьмы в покрытии и увеличивается твер¬
дость на 5—15%. Концентрация сурьмы в электролите в
этих условиях составляет 0,02 кг/м3, т. е. такая же, как
и в аналогичных суспензиях для получения сплава се¬
ребра.
221
Значение катодной поляризации при осаждении зо¬
лота без перемешивания на 0,1—0,3 В более положи¬
тельное, чем при осаждении сплава. В резуль¬
тате введения 10 кг/м3 сегнетовой соли потен¬
циал увеличивается на 0,05 В в положительную сто¬
рону. В диапазоне от 60 до 90 А/м2 фиксируется предель¬
ный ток inp. При перемешивании (15 рад/с) плотность
катодного тока возрастает до 150—250 А/м2 и снижается
поляризация.
Рентгеноструктурным анализом покрытий, содержа¬
щих 0,7—2,5% сурьмы, не была выявлена в них свобод¬
ная сурьма. На электродных микрофотографиях покры-
тий видна мелкокристаллическая структура КЭП. Раз¬
мер зерен осадка 0,1—0,3 мкм, т. е. в десятки раз мень¬
ше, чем размер зерен у золотых покрытий. Фазовый со¬
став сплава соответствует данным, полученным для
осадков из чистого раствора [146].
В табл. 29 приведены характеристики описанных по¬
крытий.
Таблица 29. Сравнительные характеристики некоторых электро-
контактных покрытий на основе золота и его сплавов
Содержание
сурьмы в
покрытии,
% (масс.)
Контактная пара
Микротвер¬
дость, ГПа
Износ, %
Конечное
усилие
сочленения, Н
о.о
Au/Au
9,0/9,0
25/25
7,5
0,0
Ni/Au
2,8/9,0
10/25
6,5
0,5
Au—Sb/Au-Sb
1,6/1,6
6/6
5,5
0,8
1,6/1,6
6/6
5,3
1,2
2,2/2,2
5/5
5,2
2,0
2,0/2,0
7/7
5,5
0,5
Ni/Au—Sb
2,8/1,6
5/6
5,2
0,8
2,8/1,8
5/5
5,0
1,2
2,8/2,0
5/5
5,0
2,0
2,8/2,0
5/8
5,2
Из табл. 29 видно несомненное преимущество покры¬
тий в виде сплавов Au—Sb, полученных из суспензий, пе¬
ред другими контактными покрытиями (чистыми метал¬
лами). Покрытия из сплава Au—Sb имеют максималь¬
ную среди сплавов золота износостойкость.
222
Электрические свойства таких покрытий изменяются
пропорционально содержанию сурьмы (рис. 84). Элек¬
трическое сопротивление увеличивается в 1,5—2 раза по
сравнению с электрическим сопротивлением золотых по¬
крытий, полученных из чистых электролитов, что вполне
допустимо.
Твердость покрытий, содержащих от 0,3 до 3% сурь¬
мы, в течение одного года не изменяется. После нагре-
Рис. 84. Зависимость микротвердости Н (/), удельного электрическо¬
го сопротивления р (2) и переходного сопротивления Ra при нагруз¬
ке 500 мН покрытия Ag—Sb от содержания сурьмы ат.
вания в течение 1 ч при температурах 100; 200 или 300 °C
твердость снижается соответственно до 1200; 1080 и
1030 МПа. Но при этом значения ее остаются выше, чем
у обычных золотых покрытий, даже не подвергавшихся
отжигу. Антикоррозионные свойства покрытий проверя¬
лись над раствором сероводорода и в камере «морского
тумана» в течение 56 сут. Слой Ag—Sb толщиной 6 мкм,
нанесеный на осадок Ag—Sb толщиной 12 мкм, был
беспористым. При толщине 3 мкм наблюдали поры
(2 · 104—5 ■ 104 пор/м2).
При аналогичных испытаниях покрытий золотом по
слою серебра (толщина 12 мкм) получены худшие ре¬
зультаты: при толщине 6 мкм число пор составило
223
3·104—5·104 пор/м2; при толщине 3 мкм оно увеличи¬
лось до 7-104— 10 ■ 104 пор/м2.
После испытаний в камере «морского тумана» покры¬
тия Au—Sb оставались без изменений, в то время как
на покрытиях золотом появился темно-сиреневый налет.
В производственных условиях КЭП на основе золота
получают из суспензии, состав которой (кг/м3) приведен
ниже:
Au 5—81
KCN (своб.) . 50—60
К2СО3 .... До 60
KNaC4H4O6·
•4Н2О .
Sb2O3 .
2—5
2—5
Суспензию перед электролизом взмучивают; процесс
проводят с анодами из золота или нержавеющей стали
при плотности катодного тока 15—20 А/м2 и температу¬
ре 18—25 °C. Выход по току в пересчете на золото со¬
ставляет 80%.
Сплав медь—сурьма. Блестящие и износостойкие по¬
крытия рекомендуется осаждать из саморегулируемого
электролита, содержащего порошок БЬгОз [24, 32]. Со¬
став электролита (кг/м3): Си (в виде цианида)—50—
100; KCN (своб.) —30—50: 5ЬгО3— 20—40; сегнетова
соль — 40—80. Процесс проводится при pH электролита
11—12; температуре 20±4°С; плотности катодного тока
20—40 А/м2. Твердость получаемых покрытий состав¬
ляет 1500—2100 МПа, причем с увеличением плотности
тока твердость увеличивается. Содержание сурьмы в
осадке составляет 0,3—0,5% (масс.), а в электролите
всего 0,3—0,7 кг/м3. Переходные сопротивления осадков
Си—Sb выше, чем осадков меди, в 1,5 раза, а износо¬
стойкость— в 3—4 раза.
Антикоррозионные свойства покрытий Си—Sb и меди
одинаковы в среде H2S и С12. На воздухе в течение
30 сут покрытия из сплава Си—Sb почти не изменяются,
а на покрытия из меди отлагаются зеленые и темные
продукты коррозии. Рентгенографическим анализом в
сплаве обнаружено интерметаллическое соединение
Cu;Sb при сохранении параметров решетки меди (а =
= 0,36 нм). Мелкозернистая структура и твердость спла¬
ва не изменяются в результате отжига при 200—300 °C
в течение 1 ч, тогда как покрытия медью при этом «смяг¬
чаются» и твердость их снижается с 1000 до 700 МПа.
224
Дальнейшие исследования проводились с покрытия¬
ми, осажденными из пирофосфатного электролита [24]
следующего состава (кг/м3): Na4P2O7- ЮНгО —180;
CuSO4-5H2O — 32; Na2HPO4· 12Н2О— 15; NH4NO3—15;
сегнетова соль—1—10. Саморегулирование электролита
сурьмой осуществлялось введением порошка Sb2O3. На¬
сыщение электролита сурьмой до 0,01—0,02 кг/м3 при
отсутствии сегнетовой соли достигалось при перемеши¬
вании суспензии через 3 ч. В электролите приведенного
выше состава содержание сурьмы около 0,3 кг/м3 дости¬
галось при pH = 8 в течение менее 2 ч. Увеличение кон¬
центрации сурьмы в электролите происходило в более
щелочной и более кислой средах. При плотности катод¬
ного тока 100—300 А/м2 содержание сурьмы в покрытии
составляло 0,8—1,4%.
Другие покрытия. Помимо осаждения металлов на
основе благородных металлов возможно осаждение мо¬
нометаллических покрытий из суспензий при использо¬
вании принципа саморегулирования ионов осаждаемого
металла [36]. Описаны электролиты-суспензии, содержа¬
щие избыток порошка ZnO (50 кг/м3 и выше) в цинкат¬
ном или цианидном электролите. В принципе электролит
не требует корректировок, поскольку электролиз сводит¬
ся к разложению ZnO или Н2О на цинк, водород и кис¬
лород. На поверхности нерастворимых анодов (сталь
Х18Н9Т, титан марки ВТ-1 или платинированный титан)
выделяется кислород. Цинк+водород в эквивалентных
количествах разряжаются на катоде. Получаемые таким
способом цинковые покрытия более мелкозернисты, чем
покрытия, полученные из контрольных электролитов.
Общий принцип получения чистых сплавов из суспен¬
зий описан в работе [32], в частности на примерах спла¬
вов цинк—кадмий, медь—цинк и медь (80%)—кадмий
(20%). Особенность его заключается в том, что сплавы
выделяются из растворов, содержащих избыточное коли¬
чество ионов осаждаемых металлов. Последние присут¬
ствуют в электролите-суспензии в виде оксидов метал¬
лов: ZnO и CdO, Cu2O и ZnO, Cu2O и CdO; их добавля¬
ют (50 кг/м3) в цианидные электролиты. В качестве не¬
растворимых анодов используют нержавеющую сталь
или графит.
15—1079
Глава 5
СПЕЦИАЛЬНЫЕ СПОСОБЫ ПОЛУЧЕНИЯ
КОМПОЗИЦИОННЫХ ПОКРЫТИЙ
ПОЛУЧЕНИЕ ПОКРЫТИЙ,
СОДЕРЖАЩИХ В КАЧЕСТВЕ ЧАСТИЦ
ВТОРОЙ ФАЗЫ ВОЛОКНА И УСЫ
КЭП, содержащие в качестве частиц второй фазы волок¬
на и усы (монокристаллические волокна), обладают по
сравнению с описанными ранее КЭП повышенной проч¬
ностью при растяжении и изгибе. Перспективы их ис¬
пользования описаны в ряде книг [1—3, 72, 78].
Известный композиционный материал — бамбук и ряд
других древесных пород обладают очень высокой проч¬
ностью благодаря наличию волокон, сцементированных
основной массой древесины.
Волокна, а особенно усы, — мнокристаллические те¬
ла, обладают прочностью, во много раз превышающей
прочность обычных материалов. Свойства волокон и
усов, применяемых для получения КЭП, приведены [2,
4, 64] в табл. 30.
Пожалуй, наиболее перспективными являются волок¬
на из углерода (уголь, графит). Они технологичны, де¬
шевы, легки, обладают высокими прочностными показа¬
телями [2]. Их получают из вискозных или полиакрило¬
нитрильных волокон пиролизом при 1600—3000 °C и не¬
большой вытяжке. Производятся или высокопрочные
(σ = 2100—2450 МПа, £ = 250—280 ГПа), или высокомо¬
дульные (σ = 1400—1750 МПа, £ = 380 ГПа) углеродные
волокна, в частности под названием «торнел КАЕ»,
«карболан» (США, Англия, Япония). К преимуществам
углеродных волокон перед борными 100 мкм) сле¬
дует также отнести их очень малые толщины, позволяю¬
щие использовать их в пленках с большой кривизной.
Углеродные волокна доступны, и в настоящее время они
могут быть использованы в технике и для производства
бытовых товаров.
Для получения покрытий, работающих на растяже¬
ние, целесообразно применять непрерывные волокна, так
как их легче ориентировать в матрице. Длина волокон
226
может быть практически сколь угодно большой; длина
усов короче — от десятков микрометров до сотен милли¬
метров. Иногда используют материалы, получаемые на¬
ращиванием неметаллических волокон на нити из туго¬
плавкого металла, например вольфрама.
Получение волокнистых композиций, предназначен¬
ных для использования в качестве покрытий, может
быть более доступным, чем создание их металлургиче¬
ским путем, особенно в случае использования матрицы
с высокой температурой плавления [1, с. 143—149]. На¬
пример, волокна вольфрама нельзя спекать порошковым
никелем из-за растворения вольфрама при этой операции
и их возможной рекристаллизации. Технологические за¬
труднения имеются и при получении композиции ни¬
кель—муллит прессованием.
Муллит — единственный алюмосиликат, устойчивый
при высоких температурах, он исключительно инертен,
нерастворим в HF. Использование его в комцоэицион-
ных покрытиях весьма целесообразно. На рис. 85 даны
микрофотографии волокон муллита и сходного с ним
Таблица 30. Прочностные свойства волокон и усов
Вещество
Свойства волокон
Свойства усов
Температура,
до которой |
сохраняется
высокая ·<
прочность,'/С
σ, ГПа
Е, ТПа
σ, ГПа
Е, ТПа
Be
1,5
0,28—0,31
600
В
2,1—7,0
0,38-0,45
—
—-
980
С (графит)
2,5—2,8
0,21—0,40
24
10
2200
А1
0,63
0,07
—
Si
—
—
39
0,16
—.
Ti
1,9
0,12
—
—
—
Fe
4,2
0,2
13,4
0,29
—.
Си
0,34—0,49
0,10—0,12
30
0,10
Mo
2,15
0,37
—
—
—
Ag
—
.
10
0,12
W
2,2—4,3
0,35—0,42
—
—
B4C
—
—.
14
0,49
1200
SiC
3,5
0,42
21
0,49
1200—1700
a-BN
1,4
0,09
—
——
Si3N4
——
—
14
0,38
—
BeO
14-19
0,35-0,40
—
MgO
—
—
25
—
—
A1.O3
2,1
0,17
21
0,43
1000-1500
S1O2
1,5
0,60
4,20-24,5
0,09
......
ZrO2
2,1
0,35
—
—
—
J
227
оксида циркония (IV). (Свойства и область применения
синтетического муллита и композиции на его основе опи¬
саны в работе [150]. Волокна состоят из 3Al2O3-SiO2.
Использовались кристаллы диаметром 1—5 мкм, длиной
30—500 мкм и порошок электролитического никеля. Спе¬
кание проводили при 1300 °C, давлении 150 ГПа в тече¬
ние 30 мин. Приготовление указанной композиции за¬
труднено из-за плохой смачиваемости муллита жидким
никелем. Кроме того, при 1550 °C происходит перекри¬
Рис. 85. Микрофотографии коротковолокнистых кристаллов муллита
(а) и оксида циркония (IV) (б).
сталлизация муллита. Упрочнение никеля от присутст¬
вия волокон не происходило из-за низкой прочности по¬
следних (σ=700 МПа). Температура плавления муллита
1810 °C, плотность 3030 кг/м3.
Образованию спеченных композиций с волокнами на
основе усов из боридов, карбидов и оксидов мешает пло¬
хая смачиваемость последних многими металлами мат¬
рицы. Так, для создания композиции Ag—А12О3 требо¬
валось предварительно покрывать усы слоем никеля
или платины толщиной 0,1 мкм. Иногда смачиваемость
усов улучшалась при добавлении к матрице (никель)
других металлов, а именно титана, циркония или хрома,
понижающих поверхностное натяжение на границе во¬
локно—жидкий металл.
Ряд работ по волокнистым композициям опубликован
в последнее время [151]. Многие из них не привели пока
к промышленно важным результатам. Это одна из при¬
чин интенсификации работ по получению упрочненных
волокнами гальванических материалов, в том числе и
228
осаждаемых без наложения тока [42, 47]. К КЭП, упроч¬
ненным волокнами и предназначенным для работы в ус¬
ловиях высоких механических нагрузок, предъявляются
особые требования.
Прочность КЭП, образованных волокнами, подчи¬
няется закону «смешения»:
^кэп = 0,01 [αοσΒ -f- (100 — αΏ) сгмет]
где σΚ3Π — прочность ,КЭП; ап— содержание волокон в покрытии;
ση — прочность волокон; аМет — напряжение в матрице при напря¬
жении разрыва композиции.
■Это уравнение справедливо при αν, равном или боль¬
ше критического объемного содержания волокон в по¬
крытии; значение а«кр определяют по формуле
_ Ιθθ (стмет — стмет)
α°κρ~σΒ + (σΜβτ —σ'„)
где о'мет — разрушающее напряжение матрицы.
Для расчета свойств покрытий, армированных волок¬
нистыми материалами, предложены номограммы [151].
Такие свойства, как разрушающее напряжение (или на¬
пряжение течения), модуль упругости, плотность и объ¬
ем, являются аддитивными, и поэтому они легко могут
быть представлены номограммами для любых пределов
измерения.
Имеются номограммы для определения усредненной
толщины матричного слоя при квадратном и гексаго¬
нальном расположении волокон и для определения объ¬
емного содержания волокон в однонаправленных ком¬
позициях.
Покрытия высокого качества образуются при соблю¬
дении следующих условий:
предел прочности при растяжении и модуль упруго¬
сти волокон выше, чем аналогичные характеристики ме¬
таллов;
сцепление между волокнами и матрицей достаточно,
чтобы передать напряжение сдвига от матрицы к волок¬
нам, нагруженным в направлении, параллельном их рас¬
положению;
волокна и матрица термически совместимы и свобод¬
ны от химического взаимодействия;
229
при максимальном упрочнении в данном направле¬
нии КЭП имеет минимум пустот между волокнами, рас¬
положенными параллельно оси напряжения; волокна
равномерно размещены и не соприкасаются друг с дру¬
гом.
В книге [1, с. 144] приведены результаты исследова¬
ния композиционных покрытий, упрочненных волокнами,
и технологические аспекты их использования. Матрицей
в этих покрытиях были алюминий, никель, медь; упроч¬
няющей фазой — волокна бора, карборунда, вольфрама
и усы из карборунда.
Алюминий, упрочненный волокнами бора, получали
из эфирно-анизольного (2:1) электролита с концентра¬
цией А1С13 2—5 М и LiAlH4 0,2—0,7 М. Электролит за¬
щищали от окисления и взаимодействия с влагой током
сухого азота. Нити из бора с сердцевиной из вольфрама
диаметром 0,1 мм закреплялись эпоксидной смолой на
никелевой основе на расстоянии их диаметра. Волокна
активировались в растворе серебра, и проводилось осаж¬
дение алюминия. В этом случае нити были заращены
только частично.
В других опытах осаждение проводилось на оваль¬
ный образец, на который нить наматывалась при силь¬
ном натяжении. Композиционное покрытие с одним
слоем волокон имело следующие характеристики: σρ =
= 244 МПа, Е=100 ГПа; покрытие из чистого алюми¬
ния— соответственно 143 МПа и 52 ГПа.
Покрытие А1—В получали также из эфирного рас¬
твора с концентрацией А1С1з 3,4 М и L1AIH4 0,4 М при
25—30 °C. Качество покрытий улучшалось при реверси¬
ровании тока на 9 с за каждые 180 с электролиза, при¬
чем отношение обратного и прямого токов составляло
4:1. Плотность прямого тока была равна 270 А/м2, эф¬
фективная плотность тока — 200 А/м2. Покрытия содер¬
жали от 12 до 25% (об.) волокон и характеризовались
следующими показателями: σ — от 280 до 430 МПа и
Е— от 100 до 150 ГПа (в несколько раз лучшими, чем
показатели для покрытия из чистого алюминия). Отно¬
сительно волокон бора покрытия были как моно-, так и
многослойными.
Упоминается также получение алюминиевых лент, уп¬
рочненных волокнами из карборунда, бериллия, стали
и графита.
230
Никель, упрочненный волокнами, получается из суль¬
фаматного электролита в виде гальванопластических
материалов на поверхности нержавеющей стали, алюми¬
ния или пластмасс. Многослойные по отношению к во¬
локнам осадки толщиной до 3,2 мм или выше получа¬
лись на шаблоне, который вращался на горизонтальной
оси, параллельной аноду. Вращение шаблона необходи¬
мо для непрерывного последовательного наматывания
волокон в процессе электролиза. Механические свойства
некоторых материалов,
приведены ниже:
полученных
таким
способом,
Волокно
% (об.)
σρ, МПа
Е, ТПа
Без волокна
0
630-840
0,14
Вольфрам
16
1050
0,19
20
1200
0,17
30
1160
0,21
50
1540
0,24
Бор
15
810
0,20
23
840
0,21
35
1120
0,22
42
1320
0,22
Карборунд
20
700
0,21
40
1050
0,28
50
1300
0,31
В композиции никель·
—бор 25%
(об.) волокна при
высокой температуре (около 900 °C в течение 3 ч) реа¬
гируют с никелем, образуя бориды; при нагревании до
300°C наблюдается рост прочности до 100 МПа, что свя¬
зано с ослаблением напряжений в волокнах бора. При
700 °C композиция все еще обладает прочностью ор =
= 210 МПа.
Волокна карборунда также реагируют с никелем, но
в меньшей мере; отжиг в течение 100 ч при 600 °C не
выявил взаимодействия, которое наблюдается только в
результате длительного нагревания при 900 °C.
Покрытия, содержащие усы, получаются обычным
для КЭП способом из суспензии, но при этом усы в по¬
крытии чаще всего распределяются беспорядочно. Таким
образом были получены покрытия никелем, содержащие
сапфир или карборунд. Усы карборунда обладали опре¬
деленной электропроводимостью, способствующей их за¬
растанию. Видимо, электропроводимость их была наве¬
денной, так как в чистом виде карборунд является хоро¬
шим изолятором. Разрушающее напряжение никеля,
231
упрочненного усами карборунда [8—10% (об.)], состав¬
ляло 2100—3200 МПа, т. е. в несколько раз больше, чем
для никеля, упрочненного волокнами карборунда.
Одним из недостатков, наблюдаемых при зарастании
волокон покрытием, является образование пустот. Это
связано с особенностью роста покрытий на нитях отно¬
сительно большого диаметра (десятки микрометров). На
рис. 86 приведены схемы зарастания осадков различных
металлов на волокнах бора. Эти схемы применимы и
ко многим другим композициям. Как видно из рис. 86,
возможность образования пустот зависит от размеров
волокон, расстояния между ними, выравнивающей спо¬
собности ванны. В зависимости от последнего фактора,
а также от электропроводимости волокон существуют
различные формы зарастания их покрытием. Считается,
что бор в электролите никелирования является провод¬
ником, а при алюминировании — изолятором.
Волокна бора, предназначенные для заращивания ни¬
келем, иногда предварительно покрывают нитридом бо¬
ра. В этом случае волокна становятся непроводящими.
Известны результаты исследования гальванических
покрытий никель—муллит; отмечается улучшение корро¬
зионной стойкости при 900 °C покрытий с беспорядочно
расположенными микроволокнами (диаметром 1,5 мкм,
длиной 100—300 мкм).
При заращивании покрытием тонких непроводящих
волокон образование пустот маловероятно, как, напри¬
мер, для композиций никель—стекло и никель—муллит.
Конечно, и более толстые волокна при достаточно боль¬
ших расстояниях между ними будут зарастать сплош¬
ным слоем покрытия.
При наличии пустот в материалах, особенно в случае
захвата ими электролита, под действием высоких тем¬
ператур или даже на холоду могут произойти растрески¬
вание и расслаивание покрытия.
Приведенные на рис. 86 схемы подтверждены микро¬
фотографиями поперечных шлифов различных компози¬
ций. При заращивании токопроводящих волокон (сереб¬
ро, никель) возможно сильное дендритообразование, с
чем борются, используя реверсирование тока или другие
приемы. Для обеспечения желаемого характера зараста¬
ния волокон покрытием будут широко использоваться и
методы капсулирования волокон.
32
В работе [64] описаны композиции никель—бор и
никель—карборунд; в ней обсуждены проблемы прочно¬
сти волокон и их сцепления с матрицей в зависимости
от плотности тока осаждения, термообработки и предва-
Рис. 86. Схема зарастания осадками алюминия (а, б) и никеля
(в, г, <Э) волокон бора, расположенных на различном расстояний
друг от друга:
а, в — при расстоянии большем, чем диаметр волокон; б, г — при расстоянии
меньшем, чем диаметр волокон; д — беспорядочное расположение (неотрегули¬
рованное накручивание);
1 — основа; 2 — матрица; 3 волокна; 4 — пустоты.
рительного травления волокон (для улучшения сцепле¬
ния с матрицей). Покрытия получали в сульфаматной
ванне (pH = 4,0) при 50 °C и плотности тока 220—
1000 А/м2. Покрытия осаждали на нержавеющую сталь,
на которой предварительно закрепляли волокна бора
(длина каждого волокна 76 мм).
233
Различные условия травления: в смеси НС! и ΗΝΟ3
(1:3); в горячей кипящей ΗΝΟ3 (50%-ной); в НС1; в
NaOH (10%-ной)—не оказали существенного влияния
на прочность волокон бора. Более заметно было влияние
плотности тока на сцепление волокон с матрицей; оно
было максимальным при iK=540 А/м2. Прочность сцеп¬
ления определялась «вытаскиванием» волокон из матри¬
цы и составляла максимально 1500—2200 МПа, т. е. бы¬
ла близка к прочности сцепления гальванических покры¬
тий с нержавеющей сталью.
Микроскопическое изучение шлифа, полученного при
перпендикулярном расположении волокон, показало на¬
личие радиального роста никеля на поверхности волокон
бора (J=100 мкм), как это изображено на рис. 86. Ис¬
пытаниями на прочность было установлено, что покры¬
тия имели прочность, меньшую теоретически рассчитан¬
ной по уравнению. Это объясняется различными механи¬
ческими несовершенствами при исследовании покрытий.
Покрытие медь—вольфрам получали из сульфатного
электролита. Эта композиция рассматривается как мо¬
дель. Для многослойного материала, содержащего 40%
(об.) волокон, разрушающее напряжение составило
1350 МПа (в 3 раза больше, чем для волокон меди).
Ряд работ [42, 47] посвящен созданию покрытий, со¬
держащих волокна, химическим осаждением на них ни¬
келя или сплавов Ni—В и Ni—Р. Использовался этилен¬
диаминовый электролит следующего состава (кг/м3):
хлорид никеля — 30; едкий натр — 40; этилендиамин —
90; гидридборат натрия — 0,75; тартрат натрия и ка¬
лия — 35; покрытия получали при температуре 70—90 °C.
Другой электролит содержал (кг/м3): сульфат никеля —
29; сульфат гидразина — 13; покрытия получали при pH
9,5—10, температуре 92—95 °C и интенсивном перемеши¬
вании. Фосфорсодержащая матрица получалась из кис¬
лых электролитов (pH 5—5,5), содержащих фосфат (I)
аммония. Содержание фосфора составляло 8—10%.
Волокна из корунда и карборунда предварительно об¬
рабатывались в растворе, содержащем плавиковую кис¬
лоту (40 кг/м3), сенсибилизировались в растворе SnCl2
и активировались в растворе PdCl2. Содержание волокон
составляло 0,1—0,15 кг/м3.
На волокна из графита (диаметром 5—8 мкм), спле¬
тенные в жгуты, осаждались покрытия сплавом Ni—В
234
или никеля. Отмечается определенный период инкубации
процесса кристаллизации сплава. Сплав вначале осаж¬
дается в виде куполообразных кристаллов размером до
5 мкм; никель осаждается в виде равномерной пленки.
Никель, осажденный на графитовые волокна при 350 °C
в вакууме (0,13 Па), становится рыхлым, а при 600°C
разделяется на островки; начинается рекристаллизация.
Заращивание непрерывных волокон металлом произ¬
водится с помощью различных приспособлений, обеспе¬
чивающих закручивание их на изделие (послойное или
непрерывное, регулируемое в соответствии со скоростью
осаждения). По данным, приведенным в работе [ПО],
используется ванна с потоком суспензии; у основания
ванны для заращивания расположены барабаны с авто¬
матически наматываемыми на них углеродными керами¬
ческими или другими волокнами.
Волокна и усы из графитированного углерода или
графита длиной до 1 см, по данным, опубликованным в
работе [60], заращивались никелем или кобальтом из
стандартных электролитов. Композиции, полученные та¬
ким способом, служили защитным покрытием для под¬
шипников.
Наравне с обычными порошкообразными включения¬
ми для образования промежуточного слоя никеля в си¬
стеме многослойного покрытия Ni—Ninp—Сг использу¬
ются и органические волокна со следующими характе¬
ристиками:
Полиамид- ПВХ-волок- Ацетат- Из древесной
иые на ные целлюлозы
Диаметр волокна, мкм . 0,5 5 12 20
Длина волокна, мкм . . 20 70 50 120
Образцы, покрытые никелем с включениями целлю¬
лозных полиамидных волокон и последующим слоем
хрома (0,25 мкм), при «Корродкот»-испытаниях вплоть
до 4-го цикла не проявляли следов коррозии [3].
ПОЛУЧЕНИЕ ЭЛЕКТРОФОРЕТИЧЕСКИХ
ПОКРЫТИЙ
КЭП практически любого состава можно получать ме¬
тодом электрофореза [1, с. 149, 150]. При электрофоре¬
тическом осаждении значительно возрастает скорость об¬
235
разования покрытия, упрощается технологический про¬
цесс, образуются более равномерные по толщине покры¬
тия. Комбинируя электролитические и электрофоретиче¬
ские процессы, создают различные виды композицион¬
ных материалов.
При электрофорезе осаждение проводят из суспензий,
в состав которых помимо жидкой среды и частиц второй
фазы вводят органические жидкости, пленкообразующие
и поверхностно-активные вещества.
Этим способом получены покрытия металлами, кото¬
рые не осаждаются из водных растворов: V, Nb, Та, W,
Be, Ti, Al.
В качестве второй фазы применяют различные веще¬
ства с частицами размером 1—10 мкм; иногда использу¬
ют порошки с частицами размером 0,01—0,03 или 15—
75 мкм.
Органические жидкости вводят для повышения ус¬
тойчивости суспензии; наряду с частицами высокой плот¬
ности в суспензии содержатся и «тяжелые» жидкости,
например СНС13, СС14, С2Н2С14.
Из пленкообразующих чаще всего добавляют произ¬
водные целлюлозы, дибутилфталат, этилметакрилат, по¬
лиэтиленгликоль, проламины — протеины зерен, в част¬
ности цеин, растворимые в 70—80%-ных спиртах и не¬
растворимые в воде. Проламины не снижают скорости
осаждения (при добавлении до 5% от массы твердого
вещества) и легко удаляются из покрытий при после¬
дующем отжиге. Используются также катионо- и анионо¬
активные вещества, хлориды титана, алюминия, никеля,
таннин и многие другие вещества.
Поверхностно-активные вещества изменяют знак за¬
ряда частиц и позволяют проводить осаждение при более
низких градиентах потенциала.
При электрофоретическом осаждении перемещение
диспергированных в электролите частиц к электроду про¬
исходит при высоком значении градиента потенциала —
порядка десятков кВ/м. Наиболее высокий градиент по¬
тенциала поддерживается при осаждении из органиче¬
ских сред и несколько ниже — при осаждении из водных
растворов электролитов.
Обычно гальванические электролиты не всегда при¬
годны для проведения электрофореза из-за невозможно¬
сти использовать высокие градиенты потенциалов, при
236
которых происходит избыточное газовыделение, мешаю¬
щее осаждению частиц на электродах.
Ряд покрытий получен при электрофоретическом
осаждении из органических сред на стали или молибде¬
не. Характеристика их приведена ниже:
Состав покрытий Диспергированная фаза
Тол шина
покрытия, мкм
Ni—Сг
NiO : Cr2O3 (3 : 2)
125
Ni—SiC
NiC : SiC (3:2)
175
Ni—Сг—M0S2
NiO \ СГ2О3! M0S2
(1:1:2)
125
Сг—Ni
Cr2O3: NiO (2:3)
4—30
Ni—Сг—Fe
Ni : СГ2О3‘ РвгОз
(11 :2: 1)
6
Со—Fe
CoO : FeO (3 : 1)
250
Сг—AI2O3
Cr2O3: AI2O3 (1:4)
250
После электрофореза покрытия отжигали в атмосфе¬
ре водорода при 1000—1200 °C в течение 300—400 с. При
этом получали эластичные беспористые равномерные по
толщине КЭП, имеющие прочное сцепление с основой.
Электрофоретические осадки можно упрочнять и
гальваническими осадками. Описаны материалы [1,
с. 150], включающие частицы M0S2, UO2, AI2O3, SiC,
VC. Толщина покрытий 25—50 мкм при разовом осаж¬
дении и до 750 мкм при многократном. Связующим мо¬
жет быть никель и кобальт, осажденные гальванически
или химически, или никель, полученный восстановлени¬
ем его оксида, осажденного одновременно с керамиче¬
скими материалами.
Получают и слоистые («ламинарные») материалы:
две пластинки из нержавеющей стали толщиной каждая
0,75 мм покрывают оксидом никеля, который после вос¬
становления водородом превращается в слой металла
толщиной 40 мкм. Пластинки прессуют при давлении
400 МПа и отжигают при 1000 °C в течение 1 ч.
Покрытие для внутренней поверхности стальных труб,
обладающее самосмазывающими свойствами и имеющее
постоянный коэффициент трения в диапазоне 20—260 °C,
получают осаждением смеси дисульфида молибдена и
оксидов серебра и меди. Частицы диспергированы в сме¬
си, состоящей из глицерина и изопропанола (1:1). Гра¬
диент напряжения 10 кВ/м. Слой толщиной 90 мкм по¬
лучают за 55 с, затем осадок восстанавливают в атмо¬
сфере водорода при 700 °C, в результате чего он
237
Превращается δ сплав металлов и дисульфида молибде¬
на. Толщина покрытия может быть доведена повторным
осаждением до 3 мм и более. Покрытия могут содер¬
жать также свинец, олово, медь, графит.
В работе [42] электрофоретические процессы реко¬
мендованы для увеличения содержания второй фазы в
никелевых покрытиях. Авторы приводят следующие оп¬
тимальные условия образования КЭП Ni—SiC из орга¬
нических электролитов: малая адсорбируемость и низкая
основность растворителя, небольшие размеры молекул
и высокие сольватирующие свойства. Сказанное демон¬
стрируется снижением содержания SiC в матрице при
использовании следующего ряда электролитов:
СН3ОН > С2НБОН > н-С3Н,ОН > я-С4Н3ОН > изо-С3Н7ОН
Для облегчения массы покрытия или материалов и
создания пористой структуры разрабатываются покры¬
тия, наполненные легкими органическими полимерами.
Такие покрытия отжигаются или обрабатываются орга¬
ническими растворителями.
ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ СУСПЕНЗИЙ
БЕЗ НАЛОЖЕНИЯ ТОКА
Представляют интерес так называемые химические или
«бестоковые» никелевые и другие покрытия [145, 152—
154], особенно для защиты изделий с профилированной
поверхностью. КЭП на основе никеля (точнее, сплавов
Ni—Р или Ni—В) без наложения тока получены из су¬
спензий корунда М5 в электролите, содержащем (кг/м3):
NiSOA-7H2O —30; NaCH3COO-3H2O — 30; NaH2PO2X
ХН2О—10. Отжиг образцов проводился на воздухе при
500 °C в течение 1 ч. Обнаружено, что истираемость (ни¬
келевым бруском при нагрузке 220 кПа в течение
15 мин) покрытия никель—-корунд, осажденного без на¬
ложения электрического тока, аналогична истираемости
покрытия, полученного электролитическим способом. По¬
ристость и склонность к окислению при нагревании ком¬
позиционных и чистых покрытий не отличаются, причем
пористость не увеличивается вследствие наличия включе¬
ний частиц корунда. На рис. 87—89 приведены харак¬
теристики покрытий на основе никеля, осажденных без
наложения тока.
238
По данным работ [15, 16], из электролита, содержа¬
щего 30 кг/м3 хлорида никеля, 30 кг/м3 цитрата и
30 кг/м3 фосфата (I) натрия, при pH = 5,1 и температуре
80°C соосаждались частицы BaSO4; концентрация их со¬
ставляла лишь 1,2—1,5% (масс.), в то время как из
сульфатхлоридного электролита соосаждалось в 4 раза
больше частиц BaSO4. Это происходит, возможно, от то-
Нонцентрация М5, кг/м3
Рис. 87. Зависимость блеска R. (а), пористости П (б), содержания
включений ат (в), изменения массы при обжиге (г), износа И (б)
и твердости Н (е) покрытий никель—корунд, полученных осаждени¬
ем без тока из кислого ацетатного электролита, от концентрации ко¬
рунда М5. Пунктирная линия — твердость после отжига в течение
1 ч при 500 °C.
Рис. 88. Составы композиций Ni—Р—А120з, полученных без наложе¬
ния тока при 83 °C (7) и 93 °C (2) и электрохимическим методом (3)
[155].
239
го, что частицы восстанавливают на своей поверхности
никель (продолжительность осаждения 0,5—3 ч). Одна¬
ко, как следует из рис. 87 и 88, нейтральные частицы
включаются при химическом осаждении в больших ко¬
личествах, чем при электрохимическом. Поскольку при
повышении температуры ускоряется осаждение «бестоко-
вого» никеля, то при этом число частиц, которые успе¬
Рис. 89. Зависимость твердости композиций Ni—Р—А12О3 от содер¬
жания включений ат до отжига (/) и после отжига (2) в течение
1 ч при 400 °C. Пунктирная линия — твердость электролитической
композиции.
Рис. 90. Зависимость износа (И) сплава Ni—Р—А12О3 от содержания
в нем гетерогенной фазы ат.
вают зарастать никелем за единицу времени, будет мень¬
ше [155].
Покрытия на основе сплава Ni—Р, содержащие А12О3
(rfOp = 2,3 мкм), при термообработке в отличие от нике¬
левых покрытий, полученных электрохимически, стано¬
вятся более прочными. Пикнометрическая плотность
сплава Ni—Р—А12О3, содержащего 75% (масс.) А12О3,
составляла 7700 кг/м3.
В той же работе [155] указывается, что КЭП осаж¬
дались из многокомпонентного раствора, содержащего
(кг/м3): сульфат никеля —21; фосфат (I) натрия —24;
240
ацетат аммония—12; фторид натрия —22; пропионовую
кислоту—2,2; нитрат свинца — 0,002 и молочную кисло¬
ту— 30; pH раствора 4,5—4,6. Скорость осаждения при
93 °C составляла 74 нм/с; содержание фосфора 9,2—
9,8% (масс.). Пикнометрическая плотность матрицы со¬
ставляла 7800—8100 кг/м3, максимальная твердость
10 ГПа достигалась после отжига при 400 °C в течение
1 ч в диапазоне температур 300—700 °C.
Так же как в случае электролитических покрытий,
включение А12О3 в сплаве Ni—Р существенно повышает
износостойкость покрытия (см. рис. 89 и 90). Еще луч¬
шими механическими свойствами обладают покрытия, со¬
держащие SiC. Испытывались осадки Ni—SiC из суль¬
фаматного электролита и Ni—Р—С из фосфатного (I)
раствора, содержащего комплексообразователь (буфер),
активатор и стабилизатор; осаждение проводилось при
pH 4,3—4,7 и температуре 92 °C. Карбид кремния (раз¬
меры частиц 3—6 мкм) предварительно до добавления
в электролит обрабатывался раствором НС1. Скорость
осаждения сплава Ni—Р—SiC была несколько ниже
(4,2 нм/с), чем сплава Ni—Р (70 нм/с). Испытания на
износ проводились на машине трения с контртелом —
роликами, изготовленными на керамической или каучу¬
ковой связке. Относительный износ бестоковых покрытий,
содержащих SiC, составлял соответственно 120 или
17,5 мг, а электроосажденных покрытий Ni—SiC в этих
же условиях соответственно 520 и 54 мг. Покрытие
Ni—Р—SiC устойчивее к износу и при испытании с твер¬
дым хромом. Корунд в качестве второй фазы меньше
способствует повышению износостойкости, чем SiC.
Получены также покрытия Ni—Р—TiO2 («т = 5—
7,5%) из кислого электролита (рН=4,4) при 96+2°C
[163]. При концентрации диспергированных частиц
15 кг/м3 скорость осаждения покрытия вдвое выше, чем
в их отсутствие. Пористость КЭП значительно ниже, чем
сплава Ni—Р. При толщине покрытия 10 мкм КЭП бы¬
ли беспористые, а слой чистого сплава имел до
25· 104 пор/м2. Твердость композиционного электрохими¬
ческого покрытия при ат=2—4% составляла 7000—
75000 МПа, что в 2 раза выше, чем твердость чистого
сплава. В работе [163] изучалось также влияние пере¬
мешивания, размеров частиц и концентрации их на ха¬
рактеристику сплавов.
16—1079
241
НАНОСНОЕ ОСАЖДЕНИЕ КЭП
При необходимости создания покрытий с очень высоким
содержанием второй фазы [40—70% (об.)] прибегают к
особым методам.
Керметы на основе никеля с содержанием до 50%
(об.) корунда получали [16] на горизонтально располо¬
женном плоском катоде, нижняя сторона которого была
изолирована клеем БФ-4. Порошок корунда марки
ШП-3 насыпали слоем толщиной 0,25 мм, а анод распо¬
лагали параллельно над катодом на расстоянии 3 см.
Полученные образцы отжигали при 1000 °C в течение 1 ч.
Свойства кермета никель — корунд, полученного с пе¬
ремешиванием (А) или без перемешивания (Б), приве¬
дены ниже:
Содержание корунда
°/о (масс.)
% (об.) ......
Скорость осаждения, нм/с .
Микротвердость, ГПа
до отжига
после отжига , . . .
26—29 18—22
48-52 22—38
14—25 17—22
3,8—4,2 3,4—4,6
2,4—3,9 —
При максимальном содержании корунда плотность
КЭП понижалась до 6600 кг/м3. Твердость чистых по¬
крытий до отжига составляла 2,5—3,0 и после отжига
1,8—2,9 ГПа.
Осаждение с предварительным или периодическим
нанесением частиц на поверхность катода было исполь¬
зовано и в другой работе [156]. Условия получения и
характеристика покрытий на основе никеля при ίκ=
= 300 А/м2 представлены ниже:
WC
В4С
Вторая фаза
Алмаз S1O2
(кварц)
ZrOj
а12Оз
Стекло Стекло
(шары)
(волокна
и вата)
Размеры ча¬
стиц, мкм . .5—10
2-15
2-
4 20—70
1—25
2—20
200
10
Концентрация
частиц в
электролите,
кг/м3 ... 10
5
1
10
10
10
20
40—50
Частота переме¬
шивания, с-1. 75
75
75
75
75
Разная
6
75
а», % (об.) . . —
Микротвер¬
дость, ГПа . 7,5—
40
—
—
15
Мало
10—20
5—10
5,5—
3,5-
- 1,5—
2,5—
—
2,0—
1,5—
9,0
6,5
5,0
2,5
2.7
2,7
2,5
242
Для осаждения перечисленных покрытий применял¬
ся сульфатхлоридный электролит (pH 4,5—5); осажде¬
ние проводилось при 28±2°С в течение 22—48 ч. Высо¬
кая твердость кермета Ni—WC позволяет использовать
это покрытие во вставных резцах. В покрытии никель—
алмаз в поперечном шлифе обнаруживалось меньшее
число частиц, чем при фотографировании горизонталь¬
ной поверхности. Это может быть объяснено или распо¬
ложением частиц при наносе параллельно поверхности,
или же неравномерным травлением горизонтальной по¬
верхности шлифа при подготовке его для металлографи¬
ческих исследований, а также периодическим захватом
большего, чем среднее, числа частиц. Соосаждение А12О3
наблюдалось только в тонком слое в начале электроли¬
за. Последующие слои осадка не содержали включе¬
ний А12О3.
Включение крупных (сферических) частиц стекла
размером 0,2 мм, естественно, невозможно при обычном
соосаждении. При наносном осаждении такие крупные
частицы заращиваются, но существенно не влияют на
твердость покрытия (для никеля твердость покрытия
1,5—1,6 ГПа).
При наносном осаждении КЭП свойства покрытий,
так же как и при обычном способе получения КЭП, за¬
висят от условий электролиза. Так, при увеличении тока
от 0,3 до 1 кА/м2 содержание включений SiC возрастает
с 11,5 до 20,5% (об.). Число включений растет также
и при увеличении концентрации частиц. Важно, чтобы
частицы, особенно крупные, которые начали зарастать
осадком, часто не перемешивали. Оптимальная частота
перемешивания для КЭП с различной второй фазой в за¬
висимости от размера частиц приведена ниже:
Вторая фаза
Размеры ча¬
стиц, мкм . .
Алмаз,
ТЮ2, WC
1—5
SiO2, SiC
5—50
Стеклянные
шары
200
Периодичность
перемешива¬
ния, с . . .
75
(3,6—10,8) · 103
2,2-10'
Мелкие частицы, например TiO2 (~1 мкм), склонны
к агломерации, и при редком взбалтывании суспензии
покрытие захватывает крупные агломераты. При частом
16*
243
взбалтывании, например 7,5 с, за каждые 75 с успевают
зарасти только выступы — отдельные частицы агломера¬
та, а основная масса его уносится в раствор; в связи
с этим ие удается получить материал с равномерно рас¬
пределенными мелкими частицами.
Крупные частицы, например стеклянные шары (d=
=200 мкм), захватываются покрытием только в том слу¬
чае, если они находятся в покое по крайней мере до
толщины покрытия 100 мкм. Крупные частицы непра¬
вильной формы могут быть захвачены осадком и при
толщинах меньших, чем половина размера частицы.
МЕХАНИЧЕСКИЙ СПОСОБ
Механический способ получения композиционных покры¬
тий был впервые предложен для создания покрытий с
повышенной коррозионной стойкостью за счет образо¬
вания пор в осадке хрома в многослойном покрытии [7].
Способ включает обработку многослойного гальвани¬
ческого покрытия, содержащего кроме внешнего слоя
хрома также Си, Ni, Ni—Со, латунь или бронзу. Для
воздействия на покрытия применяют кремнезем (речной
песок), А12О3, стеклянные бусинки, пластики, покрытые
абразивом, и другие частицы с твердостью, достаточной
для деформации (образования пор, вмятин или трещин)
хромового покрытия. Трещины возникают в случае вы¬
соконапряженного состояния хромового покрытия. Не
исключено образование микропористости на слое хрома,
если предварительно до хромирования обрабатывать аб¬
разивом подслой никеля или другого металла.
«Дефекты» хромового покрытия от воздействия абра¬
зива достигаются разными способами: гравитационным
воздействием частиц; напылением частиц под давлением;
вибрационным воздействием; действием частиц в кипя¬
щем слое; комбинированным воздействием. При гравита¬
ционном способе абразив (размер частиц 125—1000 мкм)
падает с высоты 15—19 см на поверхность изделия.
Кремнезем (при содержании 1,5—3 кг/м3) обеспечивает
значительное повышение коррозионной стойкости покры¬
тия без ухудшения его внешнего вида.
Движущийся под давлением (7—70 МПа) поток аб¬
разива в воздухе или жидкость, направленная на поверх¬
ность изделия, также создают микропористость слоя
244
хрома. Применяют частицы размером от 30 до 250 мкм,
причем одинаковая микропористость достигается варьи¬
рованием скорости подачи потока частиц различного
диаметра. Так, действие частиц размером 500 мкм при
давлении 7 МПа равнозначно действию частиц разме¬
ром 50 мкм при давлении 70 МПа. Естественно, что ча¬
стицы с различными твердостью и формой создают раз¬
ную микропористость.
Более подходящим для обработки профилированных
мелких изделий является вибрационный метод. Так, в
среде кремнезема (d«500 мкм) при вращении ванны со
скоростью 90—200 рад/с за 0,5—2 мин на слое хрома об¬
разуется достаточное число пор, трещин или впадин.
С помощью кипящего слоя абразива в воздухе или
воды на изделии создаются микропоры за 2—5 мин. По¬
ры, образуемые на поверхности хрома (1-Ю7—
Ы09 пор/м2) всеми перечисленными способами, не из¬
меняют внешнего (блестящего) вида многослойного по¬
крытия; однако при очень активном воздействии абрази¬
ва на хромовое покрытие иногда происходит «прободе¬
ние» его по всей толщине и частичное проникновение
разрушенного хромового покрытия в нижележащий слой
покрытия. Размеры микропор (разрушений) составляют
от нескольких до десятков микрометров, обычно 1—
15 мкм. Общая поверхность «нарушенного» слоя хрома
составляет 0,5—1%. Это согласуется с некоторым уве¬
личением диффузного отражения (от 0,9 до 1,6% от от¬
ражательной способности поверхности, составляющей
60% для длин волн света в диапазоне 400—700 нм).
Ускоренные коррозионные испытания («Корродкот»,
«КАСС», «ЕС»-тесты) показали значительное улучшение
коррозионной стойкости или исключение коррозионного
разрушения стали при нанесении многослойного по¬
крытия с последующей механической обработкой его по¬
верхности. Так, после вибрационной обработки кремне¬
земом (с?=500 мкм) образцов, покрытых дуплекс-нике-
лем со слоем хрома 0,4 мкм, они подвергались дорож¬
ным испытаниям в течение двух зим. На образцах не
было обнаружено коррозии основы, и покрытия сохраня¬
ли свой внешний вид. На контрольных образцах было
умеренное число пор и крупных пятен ржавчины.
Искусственное создание пор в слое хрома необходи¬
мо особенно для профилированных изделий с углубле¬
245
ниями, где обычно осаждается более тонкий слой никеля
и хрома, чем на основной поверхности. Это видно из ре¬
зультатов «КАСС»-испытаний (один цикл длится 16 ч)
образцов, имеющих на поверхности слой никеля толщи¬
ной 15 мкм и хрома 0,4 мкм, а в углублениях соответст¬
венно 5 и 0,1 мкм. Образцы были обработаны в кипящем
слое SiO2 (размер частиц 125—500 мкм) в течение
5 мин. Число пятен ржавчины на обработанных и кон¬
трольных образцах с поверхностью 60 см2 после испы¬
таний было равно*:
Цикл испытаний
I II III
Обработанные
образцы . . 0/2 0/6 0/10
Контрольные
образцы . . 2/14 2/68 4/80
Роль толщины слоя хрома была показана при испы¬
тании образцов со слоем дуплекс-никеля толщиной
25 мкм при длительных коррозионных испытаниях
(I цикл «КАСС» + 20 ч «Корродкот» + 1 цикл «КАСС»),
При воздушной обработке дробленым песком (размер
частиц 125—500 мкм), нагрузке 150 кПа и толщине слоя
хрома 0,08 и 0,25 мкм обнаружено 6—8 пятен ржавчины
на образце с поверхностью 150 см2; на контрольных об¬
разцах в этих условиях было до 100 пятен.
Число микропор на поверхности при гравитационной
обработке зависит от размеров зерен и высоты падения.
При изменении высоты от 8 до 90 см число пор увеличи¬
лось от 13· 107 до 47· 107 пор/м2 для частиц SiO2 разме¬
ром 500 мкм и от 7-Ю7 до 96· 107 пор/м2 для частиц
размерами 125—500 мкм. Число пор, определенное раз¬
ными методами (по Дубпернелю, с помощью диметил-
глиоксима, нанесение тонкого слоя сухой «Корродкот»-
пасты, по микровмятинам на поверхности никеля после
снятия слоя хрома и по точкам коррозии), отличалось
не более чем в 1,5 раза, что при существующих методах
оценки микропористости покрытий вполне допустимо.
Механический способ используется и для создания
абразивного инструмента [141]. Поверхность концов
стальных щеток, пластинок или проволоки, предназна¬
* Числитель — число пятен ржавчины на поверхности образца;
знаменатель — число пятен ржавчины в углублении.
246
ченных для работы в качестве инструмента, натиралась
частицами карбидов WC или SiC (первый предпочти¬
тельнее). Частицы карбидов размером 0,5—100 мкм по¬
лучали электростатический заряд, удерживавший их на
поверхности металла. Затем частицы заращивались сло¬
ем гальванически осаждаемого никеля или сплава ни¬
кель — кобальт.
По патенту [60] «сил»-покрытия с пористостью на
слое хрома 6—60 млн. пор/м2, а лучше 60—350 млн.
пор/м2, и с сохранением блеска получаются обработкой
поверхности никеля крупными частицами. На этой по¬
верхности бомбардировкой или галтовкой в суспензии
создаются впадины, которые при хромировании остаются
непокрытыми. В качестве обрабатывающих частиц ис¬
пользуются: стекло, кремнезем, железный и никелевый
порошок, пластмассовые шары с частицами размером
от 5 до 200 мкм. «КАСС»-испытания в течение 48—
52 ч вызвали на образцах ржавление 1—9% поверхно¬
сти, в то время как на контрольных (необработанных
образцах) ржавление наблюдалось на 35—100% поверх¬
ности.
ПЛАЗМЕННЫЙ СПОСОБ
Применение плазменного способа, главным образом для
создания некомпозиционных покрытий (металлических
или неметаллических), известно давно [5]. В последнее
десятилетие плазменный метод начали использовать для
создания и композиционных покрытий [6]. Особенности
этих способов покрытия описаны в книге [52].
Для получения покрытий металл — тугоплавкое неме¬
таллическое вещество путем плазменного напыления не¬
обходима тщательная предварительная подготовка по¬
рошков, обеспечивающая их равномерное распределение
в композиционном покрытии [157, с. 87—96]. Для вне¬
сения в плазму применяют следующие виды порошков:
1. Механические смеси порошков. Для равномерного
их распределения в покрытии необходимы дополнитель¬
ные конструктивные приспособления.
2. Конгломераты порошков; они дают возможность
получать высокую микрооднородность покрытия, по¬
скольку частицы (размером 40—100 мкм) получены сме¬
шением, спеканием или дроблением отдельных составных
частей.
247
3. Капсулированные порошки, из которых получают
композитные (двухслойные или многослойные) порошки.
Чаще всего оксид, карбид, борид и т. д. капсулируют
металлом или сплавом (никель, никель — фосфор; ни¬
кель—бор, кобальт и его сплавы; медь; медь—олово; се¬
ребро) . Металл или сплав могут осаждаться химическим
способом.
Композиционное плазменное покрытие (КПП), со¬
стоящее из 60% никеля, 35% меди и 5% нитрида бора,
предложено использовать как антифрикционное [151].
Несмотря на высокую температуру плазмы (выше
15000 °C), такое покрытие является, как и КЭП, псев¬
до-сплавом, но обладает повышенной газовой пористо¬
стью (4—5%). Коэффициенты трения и шероховатости
КПП и алюминиевого сплава АК-4 близки, но по твердо¬
сти КПП превосходит в 1,5—2 раза сплав АК-4 и имеет
температуру смазочного слоя на 75—150 °C выше. Из
сплава АК-4 изготавливают авиационые поршни; по¬
верхность их защищается КПП.
Преимуществом КПП перед покрытием из сплава
АК-4 является более высокое (в 3—6 раз) критическое
нормальное давление при трении и более низкая (в
60 раз) скорость износа по сравнению с разупрочненным
АК-4. Стендовые испытания показали хорошую работо¬
способность и высокие противоударные свойства порш¬
ней, покрытых композиционным покрытием, хотя при
сравнении с упрочненным сплавом АК-4 скорость износа
КПП в 2,5 раза выше.
К недостаткам газоплазменного способа получения
КП следует отнести повышенную пористость покрытий,
так же как это наблюдается при создании композицион¬
ных материалов методами порошковой металлургии.
При температурах напыления 10 000—30 000 °C частицы
наносимого вещества перегреваются и при соударении
могут разлагаться (например, бориды и карбиды). Недо¬
статочно высокая скорость потока напыляемых частиц
(50 м/с при газоплазменном и 100—300 м/с при плазмен¬
ном напылении) является иногда причиной низкой проч¬
ности сцепления с основой.
Метод плазменного напыления смеси медь—корунд
используется для создания высокотемпературной защи¬
ты меди. Для напыления применяют порошки меди раз¬
мером 100—160 мкм и корунда размером 50 мкм. Про¬
248
цесс ведется на установке УПУ-3 с плазмообразующими
и транспортирующими газами (азотом и аргоном). Проч¬
ность сцепления покрытия составляет 1,8—2,5 МПа, что
недостаточно для эксплуатации, поэтому изделия долж¬
ны подвергаться дополнительному отжигу при 900 °C в
течение 4 ч. Удовлетворительная прочность сцепления
покрытия наблюдается при содержании в покрытии до
5-6% А120з.
Для предупреждения выгорания и сдувания частиц
твердой смазки (MoS2) при образовании плазменного
покрытия они предварительно капсулировались химиче¬
ски осажденной пленкой медь—олово толщиной 5—
10 мкм.
Плазменные покрытия при толщине 200 мкм имели
высокую плотность (95%) и прочность сцепления
(12,5 МПа). В противоположность обычным антифрик¬
ционным сплавам, не содержащим MoS2, указанные по¬
крытия характеризовались низким коэффициентом тре¬
ния и невысокой температурой смазочного масла
(МС-20). Ниже приводятся данные об изменении
свойств покрытий (материалов) при увеличении давле¬
ния от 5 до 90 МПа:
Коэффициент
трения μ 100
Температура
смазочного
слоя, °C
Линейвы й
износ, м/с
Покрытие из металла
или сплава
литой бронзы
ОФ 10 . . . .
25—80
92—180
0,03—1,1
порошка бронзы
ОФ 10-1 . . .
44—56
90—192
0,17—0,7
псевдосплава
Си—Sn (10)
55—70
100-152
0,28—1,4
псевдосплава
Си—Sn (10)4-
+ 10% MoS2 .
42—49
58—157
0,28—1,1
+20% MoS2 .
35—30
72—115
0,3—2,0; 0,06*
+ 30% MoS2 .
27—20
68—130
0,17—0,4
* 0,06 при давлении 50 МПа.
Следует также указать, что плазменные композици¬
онные покрытия, содержащие 20% MoS2, имеют при
давлении 40—50 МПа незначительный (30—60 нм/с) из¬
нос, а покрытия, содержащие 10% MoS2, — в 5—10 раз
рыше независимо от давления (в диапазоне от 5 до
249
50 МПа). Во всех остальных случаях линейный износ
монотонно возрастает с увеличением давления.
В работе [5] указывается, что плазменным напыле¬
нием был получен непрерывный ряд покрытий медь—ко¬
рунд с содержанием фаз от 10 до 90%.
ДЕТОНАЦИОННЫЙ СПОСОБ
Этот способ получения КП описан в работе [6]. Он кон¬
курирует с газопламенным способом, при использовании
которого получают покрытия с высокой пористостью и
недостаточным сцеплением с основой. Чрезвычайно вы¬
сокая скорость детонационной волны при взрыве (1,5—
4 км/с) может обеспечить прочное сцепление наносимого
покрытия с основой в результате возможного сварочно¬
го эффекта и создания дефектов кристаллической ре¬
шетки основы. Ниже сопоставляются разные способы по-
лучения покрытий, содержащих А12О3:
Свойства покрытий
Детонационный
способ
Газопламенный
способ
Плазменный
способ
Общая пористость,
%
Относительная
1
8—12
20
твердость . . .
790
590
310
Из этих данных видно преимущество детонационного
способа.
Для нанесения покрытий детонационным способом
созданы автоматические установки. Они работают с ис¬
пользованием взрыва смеси ацетилена и кислорода при
длительности детонации порядка 1 · 10_4 с. Покрывае¬
мые образцы нагревают не выше 180 °C.
Свойства некоторых покрытий приведены ниже (в
скобках указана доля фазы, %):
Покрытие
Твердость
по Виккер¬
су, ГПа
Максимальная тем¬
пература эксплуа¬
тации в окисли¬
тельной среде, °C
Разрывное
напряжение,
МПа
WC—Со (9—15) .
13—10,5
540
560-700
WC (25) — Сг . .
10,7
760
280
А120з (60) —
ТЮ2 (40) . . .
9,5
705
130
Сг2Сз (80)—нихром
7,0
980
490
Сг2О3 '(50)-—А120з
9,2
870
100
Кроме перечисленных известны и другие
покрытия,
главной составной частью которых являются: Мо, Со,
250
В4С, ТаС, MoS2, Cr—TiO2—Mo, CrB2—TiB2. Связующий
(нетугоплавкий) материал в таких покрытиях должен
составлять не более 30% (по массе).
Указанные покрытия обладают высокой износо- и
коррозионной стойкостью, пористость их составляет
»1%. Толщина покрытия колеблется от десятков мик¬
рометров до 1500 мкм. Область применения КП, полу¬
ченных детонационным способом, весьма разнообразна:
они используются для изготовления электроконтактов,
сверл, матриц для литья; в газотурбинной технике; для
протяжки; для покрытия шпинделей, щек дробилок, из¬
мерительного инструмента.
К недостаткам детонационного способа и получаемых
покрытий следует отнести:
высокую стоимость оборудования;
необходимость его принудительного охлаждения;
ограниченность ассортимента изделий, которые мож¬
но покрывать этим способом (профилированные изделия
покрывать нельзя).
Перечисленные недостатки, как известно, отсутствуют
при нанесении композиционных покрытий, выделяемых
из водных растворов.
ПОЛУЧЕНИЕ ПОРИСТЫХ И ФИЛЬТРУЮЩИХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ и покрытий.
ИСПОЛЬЗОВАНИЕ ПОЛИМЕРНЫХ ЧАСТИЦ
В промышленности широко используются различные по¬
ристые и фильтрующие материалы; чаще всего их полу¬
чают методами порошковой металлургии с применением
прессования и спекания [28]. Представляется возмож¬
ным считать все композиционные материалы и покрытия
пористыми, причем порами могут быть частицы второй
фазы в любом агрегатном состоянии [28]. В случае не¬
обходимости твердые или жидкие поры могут быть пре¬
вращены в газообразные селективным растворением или
выжиганием включений.
По одному из способов на металлическую матрицу,
представляющую зеркальное изображение формы
фильтрующего элемента, наносят гальванический слой
КЭП, содержащий включения полиэтилена или поливи¬
нилбутираля или другого полимера [158]. Суспензия для
получения этого слоя материала может быть составле¬
251
на, например, из электролита никелирования (pH 4,0—
4,5) с диспергированным в нем порошком полиэтилена
(концентрация 0,5—4%). Электролиз ведут при 50—55°C
и плотности тока 200—400 А/м2. Покрытие после сня¬
тия с формы отжигается 1—1,5 ч при 400—450 °C. Раз¬
меры получающихся пор зависят от размеров частиц
порошка.
Доступные условия получения пористых материалов
описаны в работе [159]. Из кислого электролита может
осаждаться композиция медь—саран (сополимер акри¬
лонитрила и винилиденхлорида) на стальную или пас¬
сивированную никелевую поверхность. При обработке
покрытия ацетоном или метилэтилкетоном получается
пористая поверхность за счет извлечения частиц сарана
(в частности, марки F-220). Максимальная поверх¬
ностная концентрация частиц (as = 50%) достигается
при толщине фольги 8—12 мкм, полученной из суспен¬
зии с концентрацией частиц 25—150 кг/м3. В случае ес¬
ли не предусматривается удаление частиц из покрытия,
то пористым можно сделать последующее по меди по¬
крытие (Ni, Ag, Sn, РЬ) по принципу получения «сил»-
покрытий. Размеры диспергированных частиц должны
быть ^50 мкм.
Пористое покрытие на основе меди, в частности Си—
А120з, можно получать и химическим способом [160].
Оксид алюминия, имеющий пористость 18—33%, полу¬
чается спеканием в токе водорода смеси, образованной
в результате взаимодействия растворов нитрата меди и
алюминиевых квасцов. Покрытие содержит высокодис¬
персные частицы А12О3 (5—10 нм). Микротвердость ма¬
териала составляет 100—155 МПа.
Для получения пористых и облегченных покрытий це¬
лесообразно соосаждать с металлами легкие органиче¬
ские частицы. В патенте [159] описано образование
сплава медь —саран из кислых сульфатного, сульфамат¬
ного и фторборатного электролитов, из которых, как из¬
вестно, образование КЭП с нейтральными частицами
затруднено.
Соосаждение сарана с медью из щелочных электроли¬
тов (цианидного и пирофосфатного) не удается. Из кис¬
лых электролитов не осаждается КЭП с полиамидом,
ПХВ, тефлоном, полиэтиленом и многими другими по¬
лимерами.
252
Объемное содержание сарана в слое меди толщиной
8—12 мкм достигает 25—30% даже при размерах частиц,
оцениваемых десятками микрометров. При этом поверх¬
ность меди «заселяется» большим числом частиц, обра¬
зующих на последующем никелевом осадке множество
пор, если толщина никелевого покрытия составляет 0,2—
10 мкм. На слое медь—саран возможно осаждение и се¬
ребра. В этом случае образующиеся поры на внешнем
слое покрытия являются резервуарами для смазочных
масел.
Следует отметить, что пористые покрытия обладают
очень хорошей смазывающей способностью.
Известно, что многие проводящие материалы, такие,
как металлы, графит, M0S2, металлоподобные бориды,
карбиды, нитриды, способствуют при осаждении с ме¬
таллом образованию шероховатой поверхности. Во из¬
бежание образования такой поверхности проводящие ча¬
стицы покрывают (капсулируют) слоем сарана, погру¬
жением, например, в раствор его в кетонах или напыле¬
нием.
Максимум включений сарана обнаруживается при
умеренном воздушном или механическом перемешива¬
нии; избыточная скорость движения- суспензии сущест¬
венно ограничивает число включений. При воздушном
перемешивании желательно в суспензии добавлять суль¬
фонаты, 2-этилгексилсульфат- или η-оксилсульфат нат-
ря. Для улучшения смачивания порошок сарана следует
промыть в изопропаноле.
Концентрация сарана в электролите может быть от 1
до 300 кг/м3, хотя максимум второй фазы осаждается
при концентрации 50—150 кг/м3. Предпочтительно осаж¬
дение вести при комнатной температуре; при температу¬
ре выше 60 °C снижается соосаждение; pH сульфатного
электролита заметного влияния на включение частиц не
оказывает, а в пирофосфатном электролите электролиз
ведут при pH 0,3—1,5. Плотность тока в этих электро¬
литах составляет соответственно 0,1—1,0 и 0,2—1,5 А/м2.
В сульфатном электролите желательно поддерживать
низкую концентрацию хлоридов (<0,1 кг/м3).
Частицы сарана из покрытия легко удаляются аце¬
тоном или метилэтилкетоном. Максимальное «заселе¬
ние» поверхности (as«50%) частицами достигается при
толщине слоя меди 8—12 мкм. Покрытия с избыточными
253
выступами частиц на поверхности помимо антифрикци¬
онных и антикоррозионных свойств (при последующем
осаждении никеля или хрома) обладают также способ¬
ностью усиливать сцепление покрытия с полимерными
пленками.
В работе [106] описано соосаждение с медью из кис¬
лых электролитов частиц ПВХ размерами менее 50 мкм
при концентрациях 1 кг/м3. Процесс образования КЭП в
этих условиях возможен, однако, только при добавле¬
нии в электролит различных аминов (стимуляторов).
ДРУГИЕ СПОСОБЫ ПОЛУЧЕНИЯ КЭП
Получение покрытий из гелеобразных суспензий. Для
стабилизации в объеме электролита крупных частиц,
предназначенных для внедрения в покрытие, являющееся
рабочей частью абразивного инструмента, предлагается
создавать гелеобразную систему [158]. Она образуется
внесением в электролит коллоидных частиц (3—6%),
например S1O2, Т1О2, SnO2, V2O5. Предполагается, что
эти частицы под влиянием анионов электролита созда¬
ют коагуляционно-тиксотропную систему, способную
удержать во взвеси частицы алмаза размером 500 мкм.
При механическом воздействии (перемешивании) про¬
исходит ее разрушение, а при снятии этого воздействия
вновь образуется структурированная система. Для элек¬
тролиза используется электролит следующего состава:
сульфат никеля — 250—300, хлорид никеля — 40—50,
алмазный порошок— 100—3000; pH электролита 4,5—
5,0. Процесс ведут при 50—55 °C и плотности тока 30—
240 А/м2. Включения алмаза в материал составляют в
зависимости от содержания его 1,7—26,0% (об.).
Получение покрытий методом погружения. Для полу¬
чения режущего инструмента, обладающего высокой аб¬
разивной способностью и одновременно достаточной эла¬
стичностью, на заготовки из твердых сплавов наносят
многослойные покрытия различных веществ [60]. Их по¬
лучают погружением образцов в порошковые или газо¬
вые смеси при высоких температурах (900—1200°C), при
которых на поверхности сплава образуется промежуточ¬
ный слой прочного химического соединения, а затем на
верхнем слое другое, более твердое абразивное соедине¬
ние. Ниже приводятся составы промежуточных и верх-
254
них слоев покрытий, образующихся при погружении в
соответствующие порошковые и газовые смеси:
Основа .
Хромовая
сталь
Сплав ко¬
бальт—кар¬
бид (WC,
TiC, NbC,
или WC)
Нимоник
(80 Ni,
20 Сг)
Стеллит
(20 Сг,
15 W,
51 Со,
10 Ni)
Хромомолиб¬
деновая
сталь (33%
TiC)
Промежу¬
Карбиды
Сг + Сг2О3
Ni3Al
Карбиды
Мо (1-й слой)
точные
хрома
(1—2 мкм)
(1—3 слой)
хрома
и МоС
слои .
(5 мкм)
И W3CO3C
и NiAl
(2-й слой)
Верхний
и хром
(1 мкм)
TiC
TiC + Сг3С2
(2-й слой)
А12О3
ZrC
В4С
слой .
Срок
(6 мкм) (примесь), W
эксплуатации таких инструментов в
2—20 раз
выше, чем обычных, изготовленных из твердых сплавов.
Их прочность на изгиб выше 2000 МПа.
Образование промежуточного и верхнего слоев по¬
крытия происходит обычно за счет взаимодействия в вос¬
становительной среде хлоридов хрома, алюминия и дру¬
гих веществ и металла с составными частями сплава,
металлом или карбидами.
Получение покрытий из кипящего слоя. Эффектив¬
ное ускорение осаждения золотых покрытий достигается
при использовании кипящего слоя —пены, состоящей из
электролита, поверхностно-активного вещества и азота
[161]. Осаждение проводили при плотности тока 0,2—
0,3 кА/м2, предполагается, что образующаяся пена более
насыщена золотом, чем электролит в обычных условиях
электролиза. При этом можно использовать и большую
объемную плотность тока.
Помимо золота в пенном слое получены также и ни¬
келевые покрытия с пониженными внутренними напря¬
жениями (из электролита Уоттса).
Получение покрытий скоростным электроосаждением
из суспензий с увеличенной рассеивающей способностью.
Использование чистой суспензии важно не только для
улучшения внешнего вида покрытий и интенсификации
процесса, но, что наиболее существенно, для увеличения
рассеивающей способности электролита [67]. Послед¬
няя повысилась в 2—3 раза при осаждении никеля и ме¬
ди в емкости-вибраторе, заполненном порошком боксита
мм). Скорость вибрации густой суспензии 18—
20 циклов/с.
255
По данным патента [66], частицы BaSO4, бора,
ПЭТФ, поливинилхлорида, SiC осаждаются вначале из
растворов сульфатов щелочных металлов при плотности
тока 0,1—1 кА/м3, затем заращиваются гальванически
металлом (никелем, медью, хромом, золотом, родием)
из чистого электролита. В результате образуются КЭП
самосмазываемые, износостойкие или типа «Сатин» и
«Сил».
КЭП могут быть получены и заращиванием металлом
из чистого электролита частиц, предварительно нанесен¬
ных на проводящую поверхность. Например, согласно па¬
тенту [162], частицы размером 0,05—15 мкм (от 1-Ю4
до 5-108 частиц на 1 м2 поверхности) покрываются ме¬
таллом меньшей толщины, чем толщина слоя частиц.
Используя близость потенциалов разряда ионов Си2+
и UOo+ , можно осадить покрытия Си—UO2 из чистого
электролита (pH« 1), содержащего уранилнитрат [119].
Выход UO2 по току достигает 40%.
Широкий набор необычных с точки зрения практиче¬
ского применения веществ второй фазы, которые могут
быть использованы для образования микропористости
на любом последующем слое металла (а не только хро¬
ма, как в случае «сил»-процесса), предложен в патенте
[118]. В качестве диспергируемых веществ могут слу¬
жить: латексы, поливиниловые смолы, дисульфиды мо¬
либдена и вольфрама, тальк, активированный уголь, ка¬
сторовое масло, коллоидная сера, пигменты, алюминий
и др. Принцип метода заключается в создании «воспри¬
имчивости» третьего слоя металла к первому слою за
счет образования на втором слое пор и микротрещин;
для этого нужно, чтобы слой первого металла по толщи¬
не был меньше размера частиц.
Первоначальный захват частиц основой возможен да¬
же не в электролите и не под током; например, при оку¬
нании на поверхности в 1 см2 может удерживаться до
нескольких миллионов частиц. Такую поверхность сле¬
дует промыть или высушить без промывки.
ЛИТЕРАТУРА
1. Сайфуллин Р. С. Комбинированные электрохимические по¬
крытия и материалы. М., «Химия», 1972. 168 с.
2. Браутман Л., Крок Р. Современные композиционные ма¬
териалы. Пер. с англ. М., «Мир», 1970. 672 с.
3. Карролл-Порчинский И. Материалы будущего. Термо¬
стойкие и жаропрочные волокна и волокнистые материалы. Пер.
с англ. М., «Химия», 1966. 238 с.
Волокнистые композиционные материалы. Пер. с англ. Под ред
С. 3. Бокштейна. М., «Мир», 1967. 284 с.
Вашкевич Ф. Ф., Дегтев Г. Ф., Зверев В. И., «Порош¬
ковая металлургия», 1972, № 9 (117), с. 84—89; № 11 (119),
с. 36—41.
Усов Л. Н., Борисенко А. И. Применение плазмы при по¬
лучении высокотемпературных покрытий. М., «Наука», 1965.
198 с.
7. М а 1 a k Т., Snyder D., Rose А. Н., «Plating», 1972, v. 59,
№ 7, р. 659—664.
Fink С. G., Prince J. D., Trans. Am. Electrochem. Soc., 1929,
v. 54, p. 315—321.
Сайфуллин P. С. и др. «Труды Казанского химико-техноло¬
гического института», 1962, вып. 30, с. 253—254; 1964, вып. 33,
с. 131—139; 1965, вып. 34, с. 147—175; 1969, вып. 40, ч. 1,
с. 61—80.
Сайфуллин Р. С., Конжина Т. П., На леев а Ф. И.
В кн.: Бестящие и комбинированные металлические покрытия.
Сб. 2. М„ МДНТП, 1967, с. 55—63, 88—92.
4.
5.
6.
8.
9.
10.
11. Сайфуллин Р. С., Халилова Р. Г., ЖПХ, 1967, т. 40,
№ 10, с. 2273—2276; 1970. т. 43, № 6, с. 1266-1271; «Труды Ка¬
занского химико-технологического института», 1969, вып. 40,
ч. 1, с. 39—47.
12. Сайфуллин Р. С., Зенцова Е. П., Акулова Л. Н.,
«Защита металлов», 1967, т. 3, № 2, с. 215—218; № 5, с. 594—
598; 11972, т. 8, № 1, с. 86, 87.
13. Сайфуллин Р. С. и др. Гальванические и композиционные
электрохимические покрытия. Казань, Казанский химико-техно¬
логический институт, 1970. 82 с.
14. Сайфуллин Р. С., Акулова Л. Н., Изв. вузов. Химия и
химическая техология, 1965, т. 8, № 5, с. 493—501; 1969, т. 12,
№ 4, с. 456—460.
15. Хабибуллин И. Г., Сайфуллин Р. С., Филатов В. И.
В кн.: Защитные покрытия в машиностроении. Красноярск,
Красноярский политехнический институт, 1973, с. 28—36.
1 7—1079
257
16. Сайфуллин Р. С. и др. В кн.: Прикладная электрохимия,
Казань, Казанский химико-технологический институт, 1973,
№ 1—2, с. 44, 44—56, 160—165; № 5, 1975, с. 32—38, 90—92.
17. Сайфуллин Р. С., Насыбуллина Ф. И., Изв. вузов.
Химия и химическая технология, 1961, т. 4, № 5, с. 817—820.
18. Сайфуллин Р. С., ЖПХ, 1966, т. 39, № 4, с. 810—814.
19. Сайфуллин Р. С., Акулова Л. Н„ Кудряшов А. Т.,
«Порошковая металлургия», 1970, № 6 (90), с. 75—81.
20. При б ыш И. 3., Бака кин Г. Н., Сайфуллин Р. С.,
«Электронная обработка материалов», 1972, № 1 (43), с. 46—48;
1974, № 3 (57), с. 54—56.
21. Сайфуллин Р. С. и др., «Металловедение и термическая об¬
работка металлов», 1972, № 1, с. 68—69.
22. С а й ф у л л и и Р. С., Н а д е е в а Ф. И. В кн.: Электрохимиче¬
ские процессы при электроосаждении и анодном растворении
металлов. М., «Наука», 1969, с. 28—33; ЖПХ, 1965, т. 38, № 2,
с. 341—345.
23. Сайфуллин Р. С. и др. В кн.: Защитные покрытия в маши¬
ностроении. Красноярск, Красноярский политехнический инсти¬
тут, 1973, с. 23—27.
24. Мельников П. С., Сайфуллин Р. С., Воздвижен¬
ский Г. С., «Защита металлов», 1971, т. 7, № 3, с. 354·—357;
№ 4, с. 414—417; № 5, с. 616—618; 1972, т. 8, № 3, с. 355—358.
25. Сайфуллин Р. С., Зайцева Л. В., Богданова Л. М.
Авт. свид. СССР 282878; Открытия. Изобр. Пром, образцы. То-
варн. знаки, 1970, № 30.
26. Петрова Д. С., Аглямзямов М. С., Саттарова 3. Г.
В кн.: Электрохимия и электрохимическая технология. Казань,
Казанский химико-технологический институт, 1975, с. 40—41.
27. Сайфуллин Р. С., Зайцева Л. В. «Труды Казанского
химико-технологического института», 1965, вып. 34, с. 165—167;
Ж ФХ, 1965, т. 39, № 7, с. 1620—1623.
28. S a i f п 11 i п R. S. In: Pore Structure and Properties of Mate¬
rials. V. IV. Praha, Academia, 1974, ρ. B59 — B66.
29. X а б и б у л л и h И. Г., Сайфуллин Р. С. «Труды Казанско¬
го химико-технологического института», 1973, вып. 52, с. 43—54,
162—170; 1974, вып. 54, с. 122—128.
30. Сайфуллин Р. С., Зайцева Л. В., Валеева Г. М.,
Изв. вузов. Химия и химическая технология, 1975, т. 18, № 9,
с. 1435—1437.
31. Сайфуллин Р. С., Надеева Ф. И., «Защита металлов»,
1972, т. 8, № 4, с. 497—499; 1975, т. 11, № 3, с. 375—377.
32. Сайфуллин Р. С., Мельников П. С. Авт. свид. СССР
291987, 306191, 306193; Открытия. Изобр. Пром, образцы. Товарн.
знаки, 1971, т. 4, № 19; 1974, т. 10, № 4, с. 457, 458.
33. Малышев В. П., Тахциди Ю. Н„ Сайфуллин Р. С,
«Труды Казанского химико-технологического института», 1971,
вып. 42, с. 147—160.
- 34. Малышев В. П., Тахциди Ю. Н., Шмелева Г. А.
В кн.: Прикладная электрохимия, № 1—2. Казань, Казанский
химико-технологический институт, 1973, с. 14—18.
35. Кочман Э. Д., Сайфуллин Р. С., Курамшйн Р. С.
В кн.: Электролитические покрытия сплавами. М., МДНТП им.
Ф. Э. Дзержинского, 1975, с. 182—186.
258
36. Мельников П. С., Сайфуллин Р. С., Григер В П,
ЖПХ, 1975, т. 48, № 2, с. 361—366.
37. Малышев В. П., Тахциди Ю. Н., Сайфуллин Р. С.
В кн.: Прикладная электрохимия. № 3—4. Казань, Казанский
химико-технологический институт, 1974, с. 37—39, 43—48.
38. Сайфуллин Р. С., Бородин И. Н., Быкова М. И.
В кн.: Надежность и долговечность деталей машин. Красноярск,
Красноярский политехнический институт, 1974, с. 17—26, 34—41.
39. С к л е н и к а й т е Д. И., Мицкус М. А., Раманауске-
не Д. К. В кн.: Исследования в области электроосаждения ме¬
таллов. Вильнюс, изд-во АН Лит. ССР. 1966, с. 13—18, 24—29.
40. Петров Ю. Н., Мамонтов В. А., Гурьянов Г. В.,
«Электронная обработка материалов», 1966, № 6 (12), с. 68—69:
1967, № 1 (13), с. 41—45.
41. Антропов Л. И., Быкова М. И., «Защита металлов»,
1974, , т. 10, № 4, с. 382—385; 1975, т. 11, № 3, с. 371—374.
42. Ягу'бец А. Н., Быкова М. И., Конжина Т. П. В кн.:
Новая технология гальванических покрытий, Киров, 1974, с. 25—
28, 56—59, 61—63.
43. Г а й г а л а с К. И., Арманавичене Д. И., Мицкус М. А.
В кн.: Исследования в области электроосаждения металлов.
Вильнюс, изд-во АН Лит. ССР, 1973, с. 140—143; 1974, с. 159—
163, 185—188, 252—256; 1976, с. 99—104.
44. Р а м а н а у с к е не Д. К. и др. «Труды АН Лит. ССР», 1974,
сер. Б, т. 5 (84), с. 61—68.
45. М а т у л и с Ю. и др. Блестящие электрохимические покрытия.
Вильнюс, «Минтис», 1969. 714 с.
46. Защитные покрытия в машиностроении. Под ред. И. В. Душев-
ского. Красноярск, Красноярский политехнический институт,
1973, 179 с.
47. Я г у б е ц А. Н., Гольдинер Μ. П., «Электронная обработка
материалов», 1973, № 6 (54), с. 60, 61; 1974, № 2 (56), с. 53, 54;
«Физика и химия обработки материалов», 1974, № 4, с. 129, 130.
48. Бородин И. Н. и др. В кн.: Вопросы надежности и долговеч¬
ности машин. Красноярск, Красноярский политехнический ин¬
ститут, 1972, с. 11—15, 85—88.
49. Конжина Т. П., Или ади В. В. «Труды Краснодарского по¬
литехнического института», 1973, вып. 49, с. 209—222; 1974,
вып. 63, с. 225—228.
50. Г у р ь я н о в Г. В. «Труды Кубанского сельскохозяйственного
института», 1974, вып. 30 (60), с. 79—95.
51. Конжина Т. П., Эр га нов Е. П., Илиади В. В. В кн.:
Современные защитно-декоративные покрытия металлов. М.,
МДНТП им. Ф. Э. Дзержинского, 1974, с. 160—164.
52. Самсонов Г. В., Эпик А. П. Тугоплавкие покрытия. М.,
«Металлургия», 1973. 400 с.
53. Федорченко И. М., Гуслиенко Ю. А., Данилен¬
ко В. А., «Порошковая металлургия», 1975, № 3 (147), с. 56—59.
54. Байкалов А. К., Сукенник И. Л. Алмазный правящий
инструмент на гальванической связке. Киев, «Наукова думка»,
1976, 204 с.
55. Прудников Е. Л. и др., «Синтетические алмазы», 1979,
№ 1, с. 61—63; № 3, с. 60—62; 1973, № 5, с. 44—47; № 6,
259
С. 28, 29; 1974, № 2, с. 49, 60; № 3, с. 60—62; авт. свид. СССР
271333, 368710, 368999; Открытия. Изобр. Пром, образцы. То-
варн. знаки, 1970, № 77; 1973, № 10, № 27.
56. Прудников Е. Л., Степаненко Η. М., Сукенник И. Л.
В кн.: Сверхтвердые материалы для промышленности. Киев,
1973, с. 54, 55, 66—68.
57. Филатов В. И. и др., «Электронная обработка материалов»,
1973, № 5 (53), с. 37—40; 1974, № 5 |(59), с. 35, 36; Зав. лаб.,
1973, № 10, с. 1259—1261; Филатов В. И. Композиционные
электроосаждаемые материалы. Кишинев, изд-во «Картя Молда-
венскэ», 1976. 76 с.
58. Полукаров Ю. М., Гринина В. В., «Защита металлов»,
1975, т. 11, № 1, с. 27—30.
59. 3 ы б и н В. А., Фомичев В. Г., Озеров А. М. В кн.: При¬
кладная электрохимия. Казань, Казанский химико-технологиче¬
ский институт, 1976, № 5, с. 28, 29.
60. В а к е г А. А., Kedward Е., М а 1 а к Th. Р. Англ. пат.
1265472, 1/ΠΙ 1972 г.; 1279623, 28/VI 1972 г.; 1284030, 2/VIII
1972 г.; 1322008, 4/VII 1973 г.
61. Kedward Е. Ch., Wright К- W., Ten nett A. B., «Tribo¬
logy», 1973, v. 6, № 3, p. 221—227.
62. Kedward E. Ch., «Cobalt», 1973, № 3, p. 53—59.
63. Foster J. Англ. пат. 1265805, 8/III 1972 г.; «Metalloberflache»,
1973, Bd. 27, № 9, S. 353.
64. Wallace W. A., Greco V. P., «Plating», 1969, v. 56, № 3,
p. 262—271; 1970, v. 57, № 4, p. 342—348.
65. S a d a к J. C., Sautter F. K·, «Metals Engineering», 1974,
v. 14, № 3, p. 44—49.
66. Brown H., Tomaszewski T. W. Пат. США 3152971, 13/X
1964 г.; 3672970, 27/VI 1972 г.; 3687824, 29/VIII 1972 г.; заявка
на пат. ФРГ 1521065, 12/IV 1973 г.
67. Wisdom N. Е. Jr. Пат. США 3699015, 17/Х 1972 г.
68. Metzger W., «Galvanotechnik», 1970, Bd. 61, № 12, S. 998—
1003; 1972, Bd. 63, № 8, S. 722—728; «Blasberg Mitt», 1974,
№ 26, S. 3—7.
69. Odekerken J. M., «Metalloberflache», 1964, Bd. 18, № 3,
S. 70, 71; № 6, S. 163—168; голл. пат. 121791, 17/1 1967 г.;
122246, 16/V 1967 г.; англ. пат. 1118167, 26/VI 1968 г.
70. С и д е н к о Π. М. Измельчение в химической промышленности.
М., «Химия», 1968. 382 с.
71. Жужи ков В. А. Фильтрование. Теория и практика разделе¬
ния суспензий. М., «Химия», 1968. 411 с.
72. Огнеупоры для космоса. Справочник. Пер. с англ. М., «Метал¬
лургия», 1967. 266 с.
73. П о л у б е л о в а А. С., Крылов В. Н., Карлин В. В. Про¬
изводство абразивных материалов. М., «Машиностроение», 1968.
180 с.
74. И в а н ь к о А. А. Твердость. Справочник. Киев, «Наукова дум¬
ка», 1968. 127 с.
75. С а м с о н о в Г. В. Тугоплавкие соединения. Справочник. М.,
Металлургиздат, 1963. 398 с.
76. К о с о л а п о в а Т. Я· Карбиды. М., «Металлургия», 1968.
299 с.
260
77. С а м с о н о в Г. В. и др. Бор, его соединения и сплавы. Киев,
изд-во АН УССР, 1960. 760 с.
78. Киффер Р., Бенезавский Ф. Твердые материалы (кар¬
биды, нитриды, бориды). Пер. с англ., М., «Металлургия», 1968.
384 с.
79. Ахметов Н. С. Неорганическая химия. М., «Высшая школа»,
1974. 740 с.
f 80. У б бе л о де А. Р„ Льюис Ф. А. Графит и его кристалличе¬
ские соединения. Пер. с англ. М., «Мир», 1965. 256 с.
- 81. Фиалков А. С. Формирование структуры и свойства углегра¬
фитовых материалов. М., «Металлургия», 1965. 288 с.
82. Марченко Н. А. и др. Электрохимические методы повышения
долговечности деталей машин. Киев, «Техника», 1969. 248 с.
83. Б о у д е н Ф. П., Тейбор Д. Трение и смазка твердых тел.
М., «Машиностроение», 1968. 543 с.
84. Крагельский И. В. Трение и износ. М., «Машиностроение»,
1968. 480 с.
85. Самсонов Г. В. Сульфиды. М., «Металлургия», 1972. 304 с.
86. С а м с о н о в Г. В. Нитриды. Киев, «Наукова думка», 1969.
380 с.
87. С а м с о н о в Г. В. Силициды и их использование в технике.
Киев, изд-во АН УССР, 1959. 204 с.
88. П у г и н а Л. И. и др. Дисульфид молибдена. Киев, «Наукова
думка», 1968. 50 с.
89. Халькогендиды. Под ред. Г. В. Самсонова. Киев, «Наукова дум¬
ка», 1967. 192 с.
90. Вайнштейн В. Э., Трояновская Г. И. Сухие смазки и
смазывающие материалы. М„ «Машиностроение», 1968. 232 с.
91. М и р о ш н и ч е н к о В. Н., Карасев А. В., Курдю¬
мов А. В., «Порошковая металлургия», 1973, № 10 (130),
с. 1—5, 57—64, 82—86.
92. К а р ю к Г. Г., К а л и х м а н В. Л., Г о л е г о Н. И., «Порош¬
ковая металлургия», 1973, № 10 (130), с. 102—105; № 11 (131),
с. 75—79, 85—90; № 12 (132), с. 33—37.
93. Richter G., «Metalloberflache», 1972, Bd. 26, № 10, S. 406,
407.
94. П а н и ч к и н а В. В., Уварова А. П. Методы контроля дис¬
персности и удельной поверхности металлических порошков.
Киев, «Наукова думка», 1973. 84 с.
95. К о у з о в П. А. Основы анализа дисперсного состава промыш¬
ленных пылей и измельченных материалов. Л., «Химия», 1971.
280 с.
96. Ф и г у р о в с к и й Н. А. Седиментационный анализ. М., изд-во
АН СССР, 1948. 256 с.
97. Г р е г С., Синг К. Адсорбция, удельная поверхность, пори¬
стость. М., «Мир», 1970. 407 с.
' 98. Гамбург Ю. Д. В кн.: Электрохимия. Итоги науки. М.,
ВИНИТИ, АН СССР, 1971, с. 114—128.
99. Antler М., «Plating», 1973, v. 60, № 5, р. 468—473.
100. Ал е й н и к о в Ф. К·, Дегтев Г. Ф. В кн.: Защитные высоко¬
температурные покрытия. М., «Наука», 1972, с. 253—261.
101. Snaith D. М., Groves Р. D., Foste J., Trans. Inst. Metal
Finish., 1972, v. 50, № 3, p. 95—101; 1973, v. 51, № 1, p. 27—31.
261
102. Петров Ю. Н., Душевский И. В., Бородин И. Н.,
«Электронная обработка материалов», 1971, Ns 2 (38), с. 29—32.
103. Котлобай А. П., Степанова И. Б., «Химическая про¬
мышленность за рубежом»; 1966, № 10, с. 3—7.
104. Grutza Z. В. Заявка на фр. пат. 2143332, 2/II 1973 г.
105. Sinha Р. К·, Dhananjavan N.. Chgkrabarti Н. К.,
«Plating», 1973, v. 60, Ns 2, p. 55—60.
106. Tomaszewski T. W., Tomaszewski L. С Пат США
3666636, 30/V 1972 г.
107. Харламова К. Н. «Защита металлов», 1971, т. 7, № 4,
с. 487.
108. Guglielmi N.. J. Electrochem. Soc., 1972, v. 119, N° 8,
р. 1009—1012.
109. Kedward E. C., Shenoi B. A., Electroplating a. Metal Fi¬
nish., 1972, v. 25, № 2, p. 20—24; 1974, v. 27, № 5, p. 10—15.
110. S c h m i d t F. J. Пат. США 3488263, 6/1 1970 г.
111. Кочергин С. М., В ясе лев а Г. Я. Электроосаждение ме¬
таллов в ультразвуковом поле. М., «Высшая школа», 1964.
112 с.
112. Гинберг А. М., Федотова Н. Я. Ультразвук в гальвано¬
технике. М., «Металлургия», 1969. 208 с.; ЖВХО им. Д. И. Мен¬
делеева, 1963, т. 8, Ns 5, с. 502—516.
113. Лайнер В. И., Кудрявцев Η. Т. Основы гальваностегии.
Изд. 3-е. М., Металлургиздат. Ч. 1, 1953, 624 с.; ч. 2, 1957,
647 с.
114. Капустин А. П., Трофимов А. Н. Электрокристаллиза¬
ция металлов в ультразвуковом поле. М., «Наука», 1969.
72 с.
115. Кудрявцев Η. Т. Основные закономерности электролитиче¬
ских процесов покрытия металлами и сплавами. М., Московский
химико-технологический институт им. Д. И. Менделеева, 1973,
124 с.
116. В оз д в и ж е н с к и й Г. С., Сайфуллин Р. С. «Труды Ка¬
занского химико-технологического института», 1958, вып. 22,
с. 17—24.
117. Butter К., Wittich W. Пат. ФРГ 1904717, 23/IX 1972 г.
118. Davies R. L., С h е s s i η Η., Heiman S. Пат США 3522162,
3574068, 6/IV 1971 г.; 3591466, 6/VII 1971 г.
119. Bogenschutz A. F., «Metalloberflache», 1971, Bd. 25, N° 8,
S. 267—276.
120. Кругликов С. С., Рудягина О. Т. В кн.: Современные
защитно-декоративные покрытия металлов. М., МДНТП им.
Ф. Э. Дзержинского, 1974, с. 94—100.
121. Broszeit Е., Heinke G., Wiegand Н., «Metall», 1971,
Bd. 25, Ns 5, S. 470—475; № 10, S. 1110—1114.
122. Sautter F., «Metall», 1964, Bd. 18, Ns 6, S. 596—600.
123. Калмуцкий В. С., Гинберг А. М. Оптимизация техноло¬
гии осаждения износостойких покрытий. Кишинев, «Штиинца»,
1973. 108 с.; Оптимизация технологических процессов в гальва¬
нотехнике. М., «Машиностроение»,, 1972. 128 с.
124. Malim Т. М., «Iron Age», 1971, v. 208, № 3, р. 57—59.
125. Eisner S', Wisdom N. E. Jr., «Plating», 1971, v. 58, № 10,
p. 993—996; Ns 11, p. 1099—1101; № 12, p. 1183—1186.
262
126. Душевский И. В., Бородин И. Н., Изв. вузов. Химия и
химическая технология, 1972, т. 15, № 7, с. 1091—1094.
127. Nwoko V. О., Electroplating, a. Metal Finish., 1971, v. 24, № 12,
р. 2830—2836.
128. Дульнев Г. Н., Заригняк Ю. П. Теплопроводность сме¬
сей и композиционных материалов. Л., «Энергия», 1974. 264 с.
129. С а й ф у л л и н Р. С., Зайцева Л. В., Андреев И. Н.,
«Защита металлов», 1966, т. 2, №5,.с. 571—576; 1975, т. 11, № 6,
с. 749, 750.
130. Томашов Н. Д., Чернова Г. П. Пассивность и защита
металлов от коррозии. М., «Наука», 1965. 208 с.
131. Nwoko V. О., Shreir L. L., J. Appl. Electrochem., 1973, № 3,
р. 137—141.
132. Структура и свойства жаропрочных металлических материалов.
Под ред. Н. В. Агеева и др. М., «Наука», 1973. 262 с.
133. Гегузин Я. Н., Кривоглазое М. А. Движение макро¬
скопических включений в твердых телах. М., «Металлургия»,
1971. 344 с.
134. S t е р h а η G., Н а г s t FL, Laux G., К a p p e s А. Пат. США
• 3640799, 8/П 1972 г.; заявка на фр. пат. 2159179.
135. Geckle R„ Wilt L„ «Plating», 1972, v. 59, № 9, p. 845—
850.
136. Clauss R. J., Tremmel K·, «Plating», 1973, v. 60, № 8,
р. 803—810.
137. П и н e г и h С. В., Г у д ч е н к о В. М. Материалы опор с газо¬
вой смазкой. М., НИИМаш, 1972. 148 с.
138. Loeffler D., «Galvanotechnik», 1974, Bd. 65, № 5, S. 360—
363.
139. Ф e д о p ч e н к о И. М., Гуслиенко ΙΟ. А., Эпик А. П.
Авт. свид. СССР 307114; Открытия. Изобр. Пром, образцы. То-
варн. знаки, 1971, № 20; «Порошковая металлургия», 1972, № 8
(116), с. 31—34.
140. Сур оги н В. Ф. и др., «Алмазы», 1971, № 3, с. 25—28; № 12,
с. 18—20; 1973, № 2, с. 11—13.
141. D г а с а С. Пат. США 3669850, 13/VI 1972 г.
142. Brown Н., Woods Н., Tomaszewski Т. W. Пат. США
3356467, 5/ХП, 1967 г.; «Plating», 1969, v. 56, № 11, р. 1234—
1239.
143. Молчанов В. Ф. Хромирование в саморегулирующихся элек¬
тролитах. Киев, «Техника», 1972. 156 с.; Комбинированные элек¬
тролитические покрытия. Киев. «Техника», 1976. 176 с.
144. Brown D. S. R„ Gow К. V., «Plating», 1972, v. 59, № 5,
р. 437—446.
145. Г о р б у н о в а К. М. и др. Физико-химические основы процесса
химического кобальтирования. М., «Наука», 1974. 220 с.
146. Вячеславов Π. М. и др. Гальванотехника благородных и
редких металлов. Л., «Машиностроение», 1970. 248 с.
147. Wiesner W. Р., Vander woort R. R., Raymond E. L.,
«Plating», 1970, v. 57, № 4, p. 358—368.
148. Turns E. W., «Plating», 1971, v. 58, № 2, p. 127—131.
149. Гинцберг С. А., Иванов А. Ф., Тюренков Г. В. Авт.
свид. СССР 198083, 9/VI 1967 г.; Изобр. Пром, образцы. Товарн.
знаки, 1967, № 13.
263
150. Грошев-а В. М., Карп и нос Д. М., Панасевич 3. М.
Синтетический муллит и материалы на его основе. Киев, «Техни¬
ка», 1972. 42 с.
151. Чайка Б. И., Карпин ос Д. М., «Порошковая металлур¬
гия», 1971, № 6 (102), с. 79—84; № 11 (107), с. 38—44; 1974,
№ 1 (133), с. 101—107; № 2 (134), с. 64—75; № 3 (135), с. 55—
59.
152. Горбунова К. М., Никифорова А. А. Физико-химиче¬
ские основы процесса химического никелирования. М., изд-во
АН СССР, 1960. 207 с.
153. С а й ф у л л и и Р. С., Абдулл и н И. А., К у р а м ш и н Р. С.
В кн. «Получение твердых и износостойких гальванических по¬
крытий». М., МДНТП им. Ф. Э. Дзержинского, 1976. с. 37, 37,
90—92, 108—112.
154. Ша лкаускас М., Вашкялис А. Химическая металлиза¬
ция пластмасс. Л., «Химия», 1972. 128.
155. Gawrilov G., Owtscharova A., «Metalloberflache», 1973,
Bd. 27, № 2, S. 42—45.
156. Viswanathan R., Metal Finish., 1973, v. 71, № 1, p. 38—43.
157. Неорганические и органосиликатные покрытия. Под ред.
Μ. М. Шульца. Л., «Наука», 1975. 483 с.
158. Тарасов Ю. А. и др. Авт. свид. СССР 297701, 11/III 1971 г.;
305309, 4/VI 1971 г.
159. Brown Н. Пат. США 3676308, 11/VII 1972 г.
160. Дичков Н. В. и др. «Порошковая металлургия», 1973, № 6
(126), с. 33—37.
161. С iamb гопе D. F., Metal Finish., 1972, v. 70, № 8, р. 45—48.
162. Parker К·, Nielsen R. P., Chessin H. Пат. США
3562000, 9/П 1971 г.; 3574068, 6/IV 1971 г.; 3702259, 7/XI 1972 г.
163. Флеров В. Н., Епифанова В. С., Г о л о в у ш к и н а Л. В.,
«Защита металлов», 1975, т. 11, № 5, с. 634—636.
164. С а йф у л ли н Р. С., Мельников А. П., Баткин С. 3.
В кн.: «Теория и практика электроосаждения». Пенза. Приволж¬
ское книжное издательство. 1976. с. 28, 29, 74—77.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абразивные порошки и покры¬
тия 11, 14, 15, 88, 143,
246, 254
характеристика частиц 91
Авторадиографический метод
50
Адсорбция
‘ионов 54, 57
частиц 77, 81
Активаторы электроосаждения
88, 145
Алмазный инструмент 143, 254
Алмазы 15, 143, 243
Алюминий — бор (волокно) 230
Анализ композиций 41, 45
Антикоррозионные свойства по¬
крытий 224
Бария сульфат 61, 165, 213
Блеск КЭП 109, 123, 135, 163,
184, 239
Блескообразователи 122,156 сл.,
195
Блестящие КЭП 122, 157, 170
Боксит 91, 94
Бориды 12, 16, 17, 168
Бронза — графит 84, 148
Быстрорастворимые КЭП 114,
208
Вещества второй фазы 11 сл.,
121
влияние природы второй
фазы на составы КЭП 67
— размера частиц на свой¬
ства КЭП 66
микрофотографии частиц 16
плотность частиц 43
свойства 12, 13
фактическая концентрация
частиц 28
Вещества первой фазы 18, 19
Вибраторы 93, 245, 255
Включения неконтролируемые
35, 36
Внутренние напряжения 101 сл.,
155, 175, 183
Воздействие частиц на поверх¬
ность электрода 36 сл.
Волокнистые материалы 226 сл.
Вольфрам 231
Вольфрама дисульфид 22
Выравнивающая способность
электролита 78, 158, 195
Газовая смазка 137
Гелеобразные суспензии 108,
254
Глубина оседания частиц 30
Графит 12, 20, 25, 196, 226
Давление
выталкивания частиц 78, 157
расклинивающее 81
265
Депассивация анодов 39
Деполяризующее действие ча¬
стиц 37
Детонационный способ 250, 251
Диоксиды
кремния 98, 123, 172
титана 117
церия 70, 165
Дислокации 100, 117, 118
Диспергирующие жидкости 25,
26
Дисперсное упрочнение 103,
121
Дисперсности контроль 23
Диффузии коэффициент 76
Диффузионный отжиг 182
Диффузия частиц 76
Жаропрочные покрытия 120 сл.
Жаростойкость 112, 115 сл.,
124, 125
Железо — бор 82
Железо — графит 182
Железо — диоксид титана 182
Железо — диоксид циркония 84
Железо — корунд 85, 175,
178 сл.
Железо — сульфиды 176
Заполнение частицами покры¬
тия 46
Заряды частиц 52 сл.
Золото — корунд 204 сл.
Износостойкие покрытия
120 сл.
Износ и износостойкость 95 сл.
Кадмиевые покрытия 208, 209
Кадмий — корунд 208 сл.
Каолин 117, 187
Капсулирование частиц 57,
199, 206, 232, 248
Карбиды 12, 185
Катодные присадки 113, 207
Кинетика соосаждения частиц
80
Кипящего слоя метод 245, 255
Кобальт — корунд 72, 183
Коллоидные мельницы 23
Кондуктометрический анализ
50
Композиционные покрытия
анализ 48 сл.
методы получения см. По¬
лучение покрытий на ос¬
нове железа 175 сл.
золота 204 сл.
кадмия 208 сл.
кобальта 182 сл.
легкоплавких метал¬
лов 206
— — меди 146 сл.
никеля 119 сл.
условия получения
и свойства 130, 131
олова 210 сл.
платиновых и редких
металлов 215 сл.
свинца 212 сл.
серебра 203
сплавов 213 сл.
цинка 207, 208
с абразивными свойствами
143 сл.
— включениями простых ве¬
ществ 140 сл.
содержащие в качестве ча¬
стиц второй фазы волок¬
на и усы 226 сл.
схемы образования 83
266
Композиционные покрытия
физико-механические свой¬
ства 95 сл.
химические и антикоррози¬
онные свойства 110 сл.
Коррозия покрытий 127 сл.
Медь — графит 146
Медь — дисульфид молибдена
146, 150
Медь — корунд 85, 146, 155 сл.,
250
Медь — сульфат бария 149,
165 сл.
Медь — сульфид кадмия 155
Медь — фталоцианин меди 146
Методы
анализа покрытий 48 сл.
исследования порошков
23 сл.
получения композиционных
материалов 7, 9 сл.
Механизм образования КЭП
74 сл.
Механический способ получе¬
ния КЭП 244 сл.
Микротвердость 154
Многокомпонентные покрытия
42
Молибдена дисульфид 21, 22,
57, 103, 152
Муллит 227, 228, 232
Наводороживание 103 сл.
Наносное осаждение КЭП
242 сл.
Нетемнеющие покрытия 200 сл.
Никель — бор 233
Никель — волокна (W, В, SiC)
231
Никель — графит 137
Никель — диоксид кремния 117,
125
Никель — диоксид титана 116,
124, 125, 129
Никель — диоксид циркония
116, 125, 126, 129
Никель — дисульфид молибде¬
на 137, 138
Никель — карборунд 120, 241
Никель — корунд 239
Никель — металлы 140, 145
Никель — муллит 232
Никель — нитрид бора 124, 139
Никель — оксид урана 146
Никель — оксид хрома 85, 125
Никель — органические полиме¬
ры 235
Никель — фосфор 238 сл.
Никель—фторид кальция 138,
139
Нитриды 12, 17, 18, 183
Окисление покрытий 113
Олово — корунд 210, 211
Олово — цинк 214, 215
Оптимизация процессов обра¬
зования КЭП 84 сл.
Органические добавки 62, 153,
156, 166
Осаждение покрытий
из суспензий без наложения
тока 238 сл.
на пластмассы 212
Основные соединения 177, 200
Палладий — алмаз 216
Палладий — графит 216
Пенообразователи 63
Пептизаторы 24
Перемешивание суспензий 243
267
Питтинг 38, 39
Плазменный способ получения
КЭП 186, 247 сл.
Платина — алмаз 216
Плотность тока 67
Плотность частиц добавки в
покрытии 42
Поверхностно-активные веще¬
ства 24, 25, 173, 236
Полимеры органические 145,
208, 235, 251 сл.
Получение покрытий
детонационным способом
247 сл.
из гелеобразных суспензий
254
— кипящего слоя 255
методом погружения 254,
255
механическим способом
244 сл.
наносным осаждением 242,
243
осаждением из суспензий
без наложения тока 238
плазменным способом
247 сл.
с использованием полимер¬
ных частиц 251
скоростным электроосажде¬
нием из суспензий 255,
256
содержащих в качестве ча¬
стиц второй фазы волок¬
на и усы 226 сл.
электроосаждением чистых
металлов и сплавов из
суспензий, содержащих
частицы с ограниченной
растворимостью 217 сл.
электрофоретических 235 сл.
Поляризация катодная 219
268
Пористость покрытий 135, 205,
223, 239, 241, 250
Пористые и фильтрующие КЭП
251 сл.
Предел текучести КЭП 98, 164
Природа
поверхности частиц 56, 57
электролита 51, 52
Профилограммы КЭП 108
Прочность КЭП 95 сл.
Размеры частиц 15, 64, 100
Растворимые добавки в элект¬
ролите 61, 62
Расчеты покрытий и суспензий
40 сл.
Рекристаллизация покрытий 72,
100, 117, 177
Рентгеновский анализ 26, 117,
222
Самосмазывающиеся КЭП
137 сл., 146 сл., 195 сл.,
206
«Сатин»-процесс 129, 256
Свинец — двуоксид титана 212
Свинец — корунд 213
Свинец — кремний 213
Свинец — олово — двуоксид ти¬
тана 213
Свинец — олово — сульфат ба¬
рия 213
Свинец — сульфат бария 212
Свинец — сурьма 213
Сглаживающее действие частиц
37, 188
Седиментационный анализ 23
Седиментация 24, 25, 76
Селениды 19
Серебро — корунд 188 сл.
Серебро — оксиды 198 сл.
Сила адгезии частицы 77
Силициды 19, 20
«Сил»-процесс 50, 135, 136, 187,
256
Ситовой анализ 26
Скоростное электроосаждение
металлов
из суспензий 87 сл.
максимальные скорости
электроосаждения 89
свойства покрытий 90, 91
Скорость
оседания частиц 31
седиментации 24, 25
электрофоретического пере¬
носа частиц 75
Составы
композиций 51 сл.
КЭП 70, 74
покрытий 45
— модели и расчеты 40 сл.
Сплавы
золото — сурьма 220 сл.
медь — сурьма 224, 225
серебро — сурьма 218 сл.
Стабилизация структуры по¬
крытий 116, 117
Стимуляторы образования КЭП
54, 58 сл., 159, 165
Стокса формула для нахож¬
дения скорости оседания
частиц 30
структура КЭП 106 сл.
Сульфаматный электролит 119,
139, 141, 233, 252
Сульфатхлоридный электролит
119, 139, 141
Сульфиды 21 сл., 173, 198
Сурьмы оксид 218 сл.
Суспензии
плотность 28, 29
свойства 27 сл., 34, 35
Суспензии
состав 27 сл.
схемы перемешивания 10
устойчивость 27
эксплуатация 33, 34
Твердость КЭП 95 сл., 117, 118,
121, 164, 240
Твердые смазки 20, 21, 195, 196
Текстура КЭП ПО
Теоретические составы КЭП на
основе некоторых метал¬
лов 42
Термическая обработка КЭП
115 сл.
Толщина покрытия 69, 71
Трения коэффициент 98, 153,
196
Углеродные волокна 226
Ультразвуковое поле 73, 183
«Усы» 226 сл.
Устойчивость суспензий 27
Фильтрующие КЭП 251 сл.
Фильтры 11, 33
Формы коэффициент 23
Фотоседиментационный анализ
25
Фталоцианины 20
Химические и антикоррозион¬
ные свойства КЭП
110 сл.
Хром —диборид циркония 172,
185
Хром — диоксид титана 168
Хром — корунд 174
Хром — кремнезем 169, 171
Хромовые покрытия 132,
168 сл.
Хром — сульфиды 173
269
Центробежное поле 73
Цинк —кадмий 208 ел.
Цинк — никель 207
Цинковые покрытия 208
Цинк — полиамид 208
Чистый электролит 27
Шероховатость покрытий 40,
107, 149, 150
Электрические свойства КЭП
105 сл.
Электролиз 51
заряды частиц 52 сл.
природа частиц и их по¬
верхности 56 сл.
условия 65 сл.
Электролитическое хромирова¬
ние 169 сл.
Электролиты
влияние на свойства покры¬
тий 93
иодидный 194
лужения 211
меднения 147
никелирования 119, 130,
133, 137
Электролиты
природа 51, 52
роданидцианидферратный
192
серебрения 189
Уоттса 119, 225
цианидный 192, 193
цианидферратный 188 сл.
чистый 27
pH 52
Электроосаждение чистых ме¬
таллов и сплавов из
суспензий, содержащих
частицы с ограниченной
растворимостью 217 сл.
Электропроводимость
композиций 84, 105, 154,
206, 224
суспензий 34, 174
Электропроводящие частицы
82, 170, 232
Электрофореза скорость 77
Электрофоретические покрытия
235 сл.
Электрофоретический перенос
75, 167
Электроэрозионная стойкость
163, 167, 188
Юбак (Ubac-1)-добавка 58, 78,
90, 94, 157
Ренат Саляхович Сайфуллин
КОМПОЗИЦИОННЫЕ
ПОКРЫТИЯ
И МАТЕРИАЛЫ
Редактор Н. Б. Соколовская
Художник Μ. Ф. Ольшевский
Художественный редактор Н. В. Носов
Технический редактор В. В. Лебедева
Корректор М. С. Хрипунова
ИБ № 42
Т 05249. Сдано в наб. 29/Х 1976 г. Подп. к печ. 1/ΙΙΙ 1977 г.
Формат бумаги 84Х1087з2. Бумага тип. № 2. Усл. печ. л. 14.28.
Уч.-изд. л. 13,92. Тираж 6300 экз. Зак. 1079. Изд. № 1181.
Цена 96 к.
Издательство «Химия». 107076, Москва, Стромынка, 13.
Московская типография № И Союзполиграфпрома при Госу¬
дарственном комитете Совета Министров СССР по делам изда¬
тельств, полиграфии и книжной торговли.
г. Москва, 113105, Нагатинская ул., д. 1.