/




































































































































































Автор: Яковлев А.Д.
Теги: средства для покрытий и их технология лакокрасочные материалы строительство строительные материалы
ISBN: 978-5-93808-160-4
Год: 2008




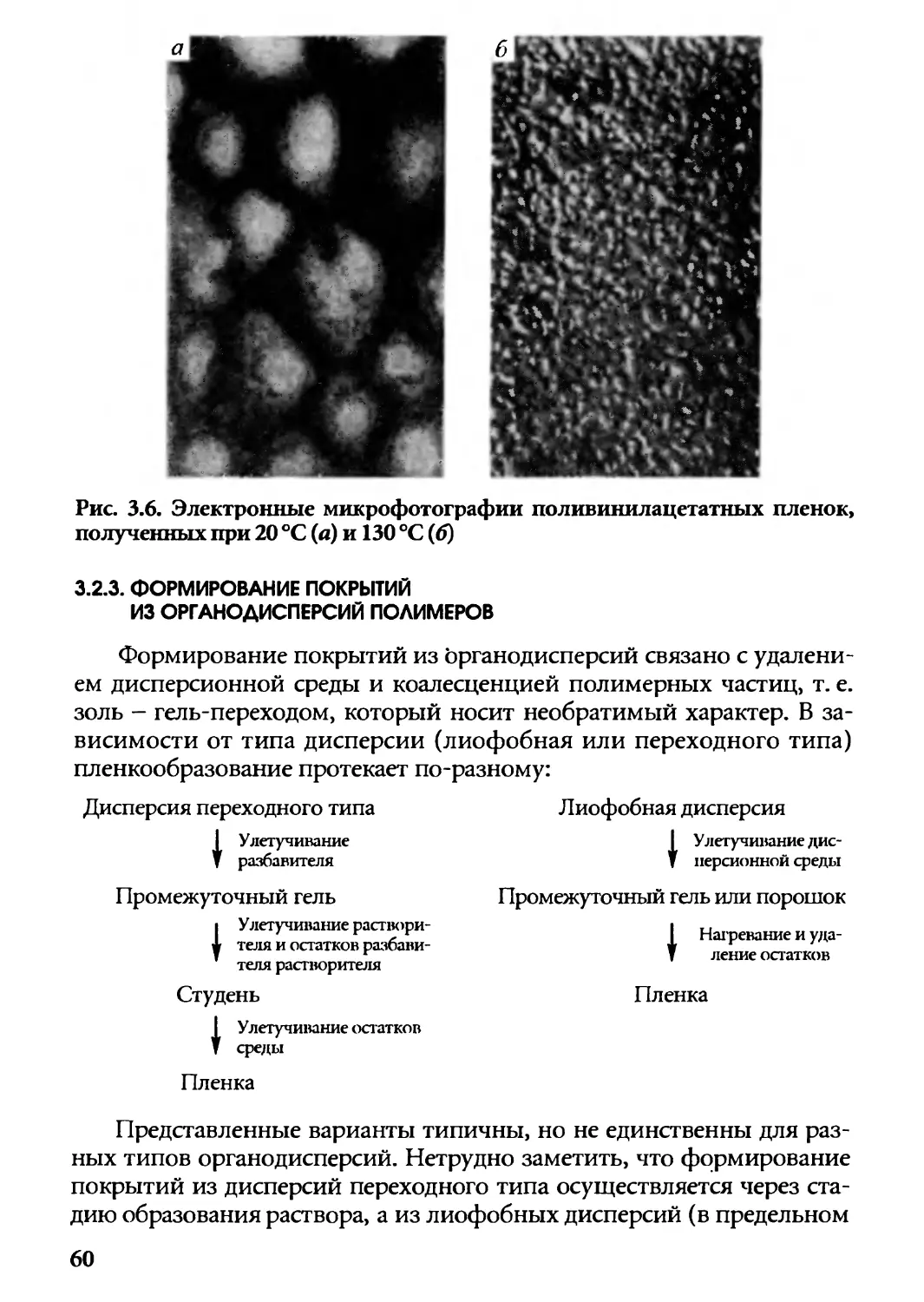
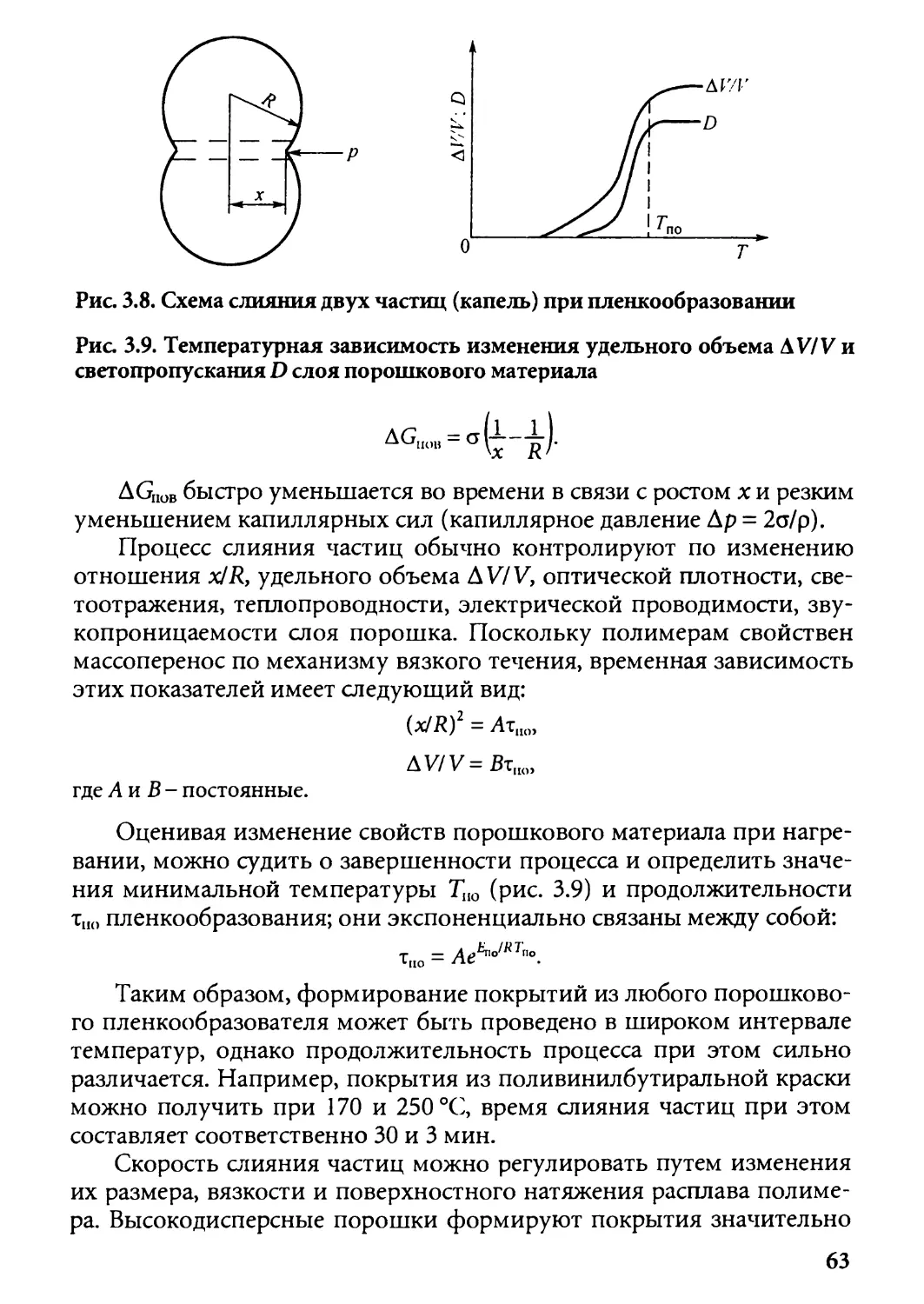
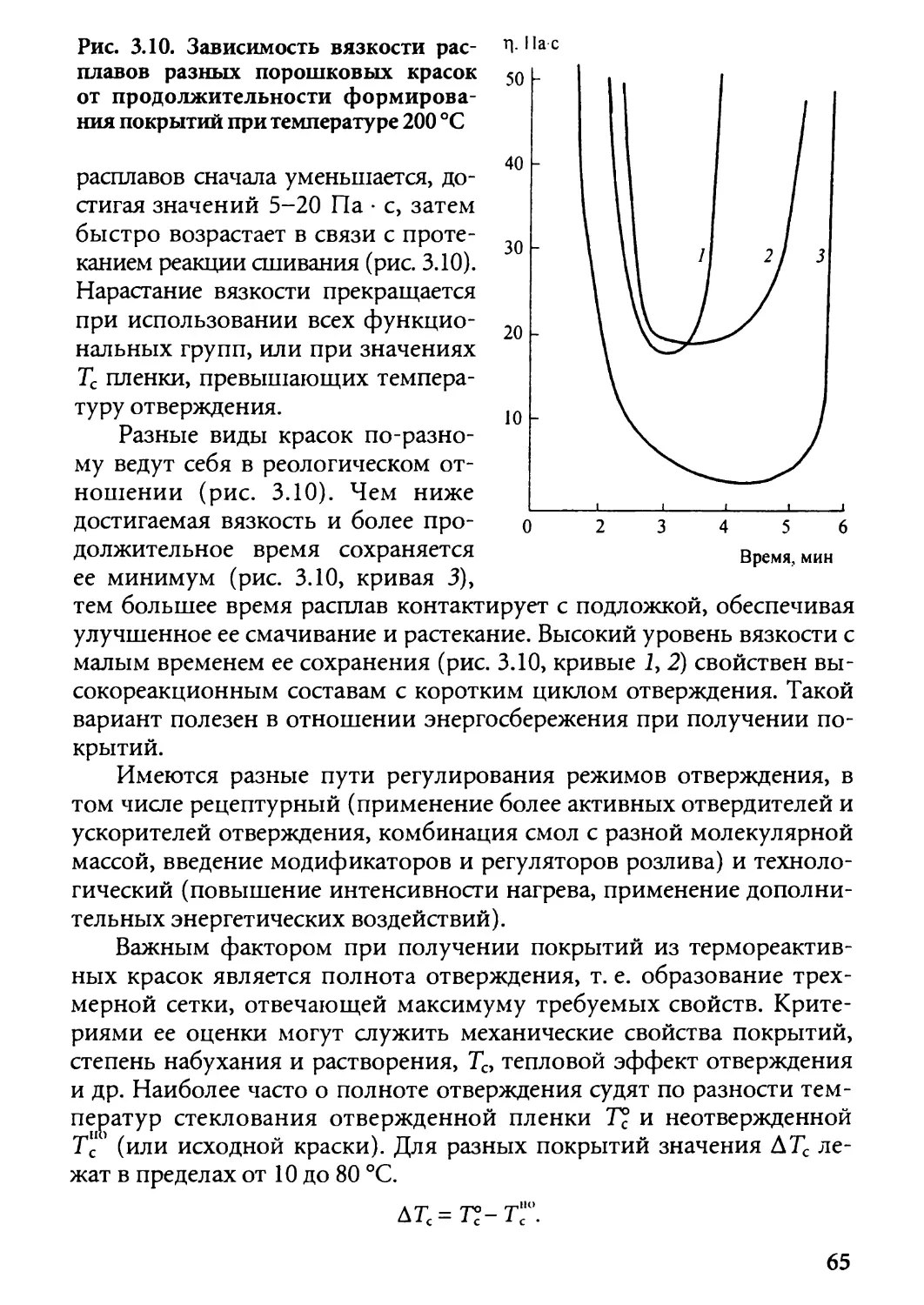
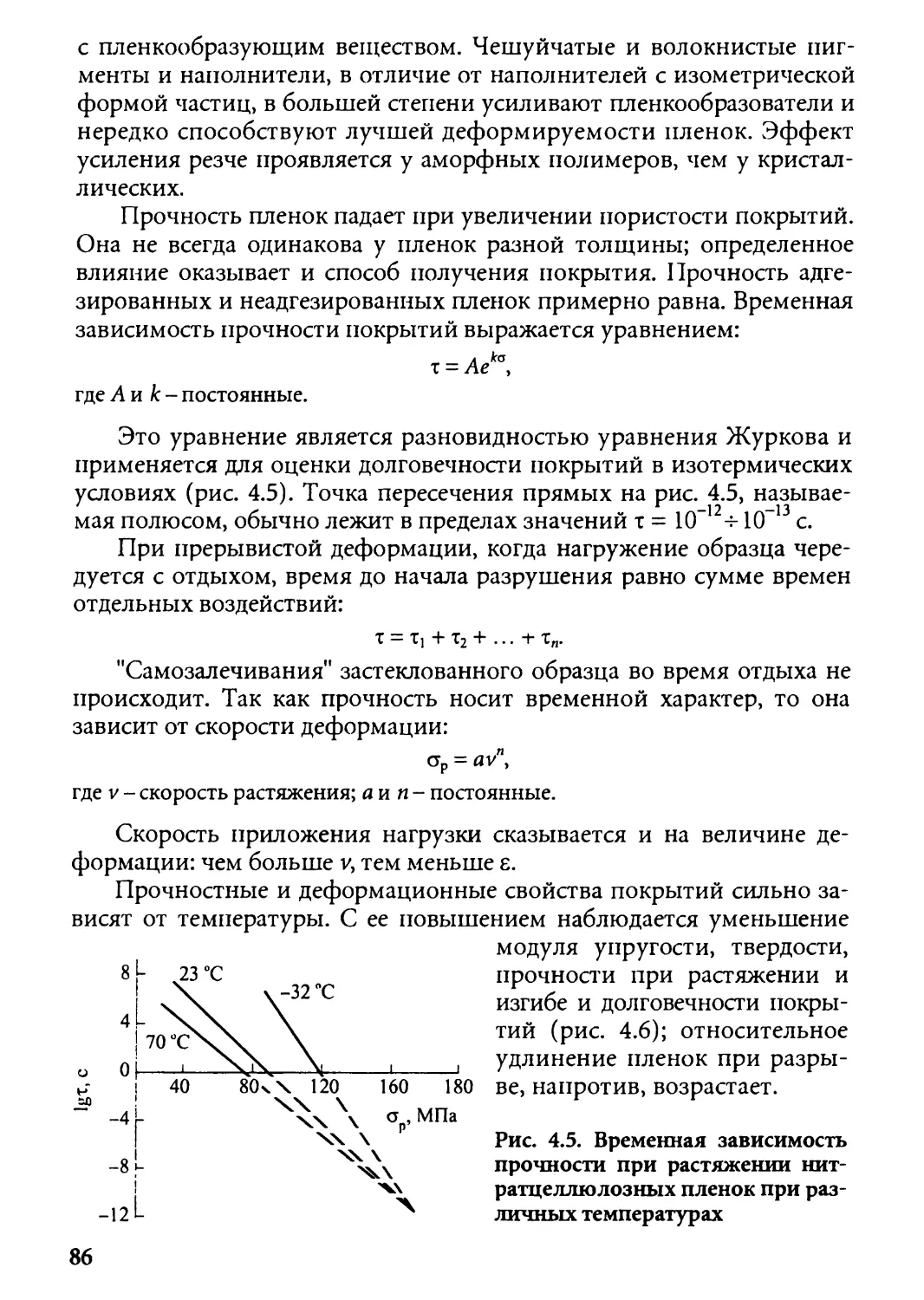
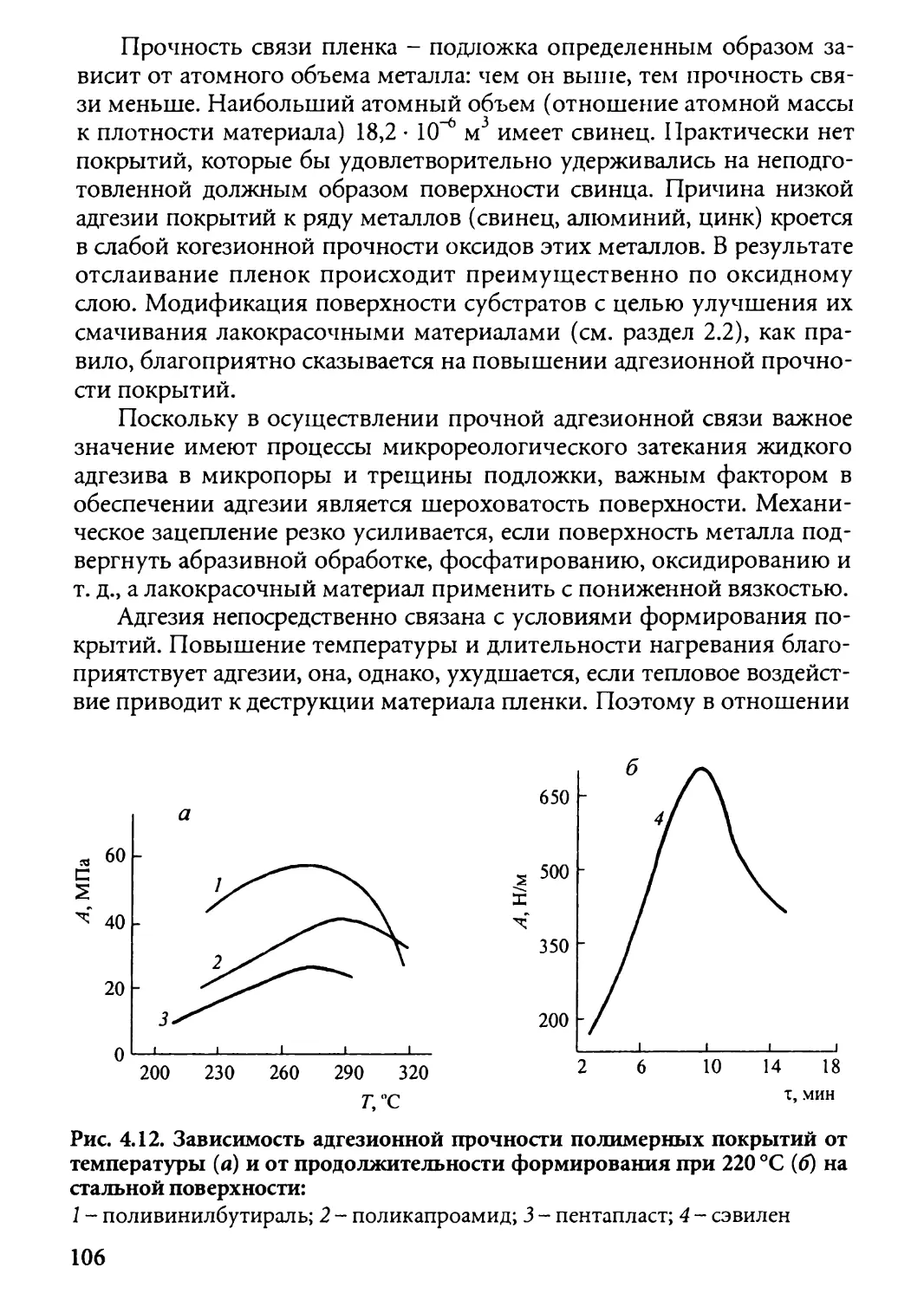
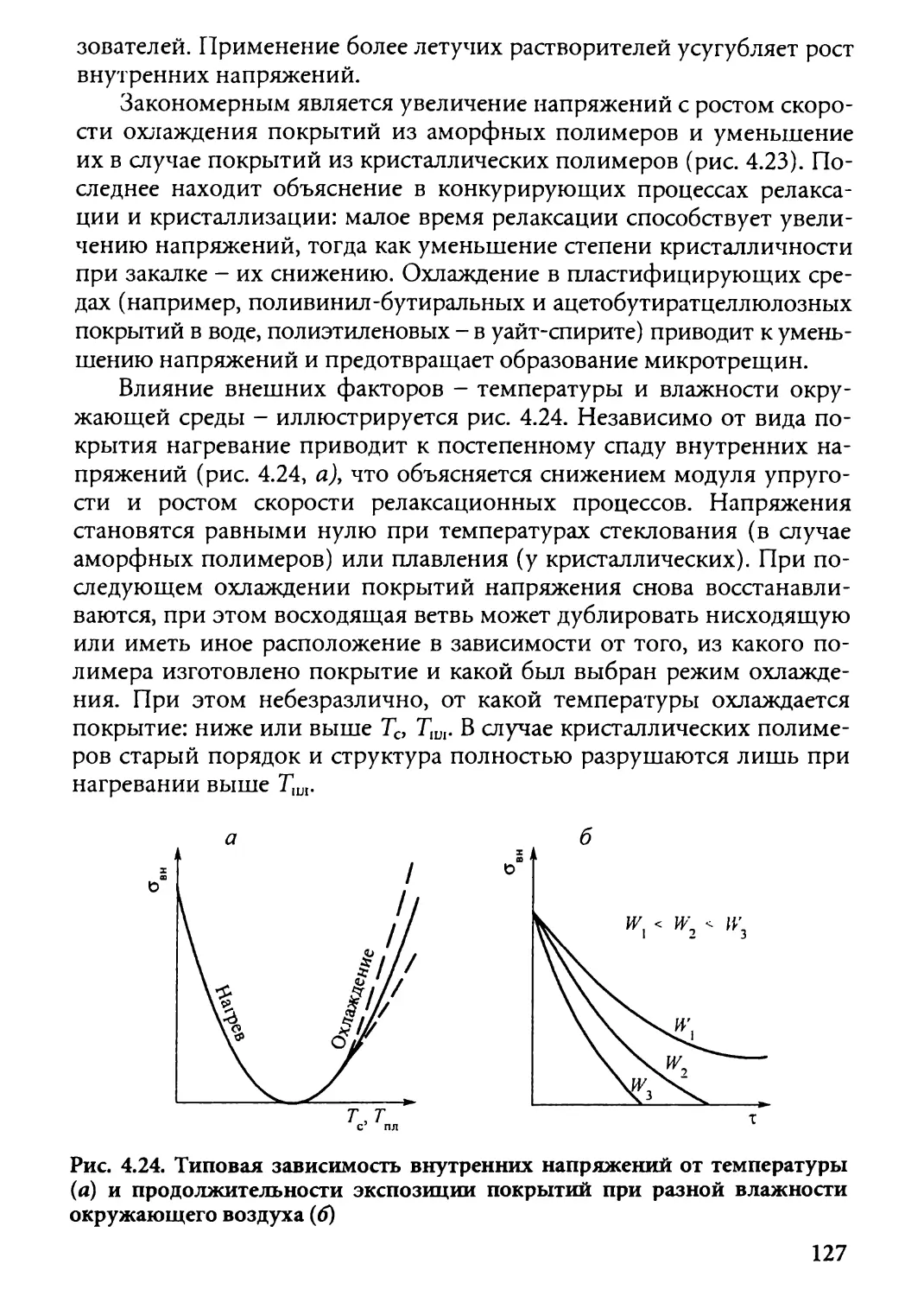
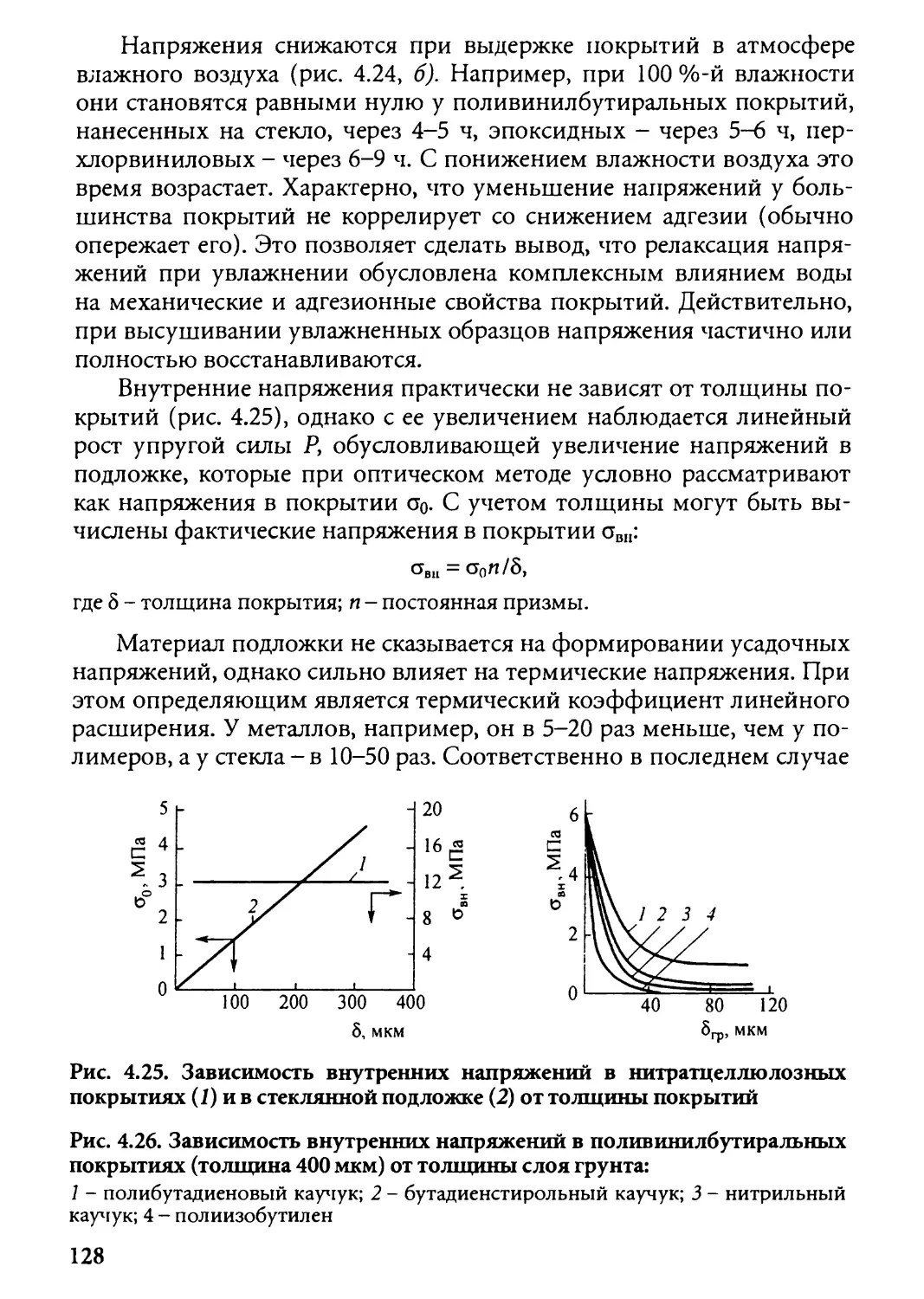
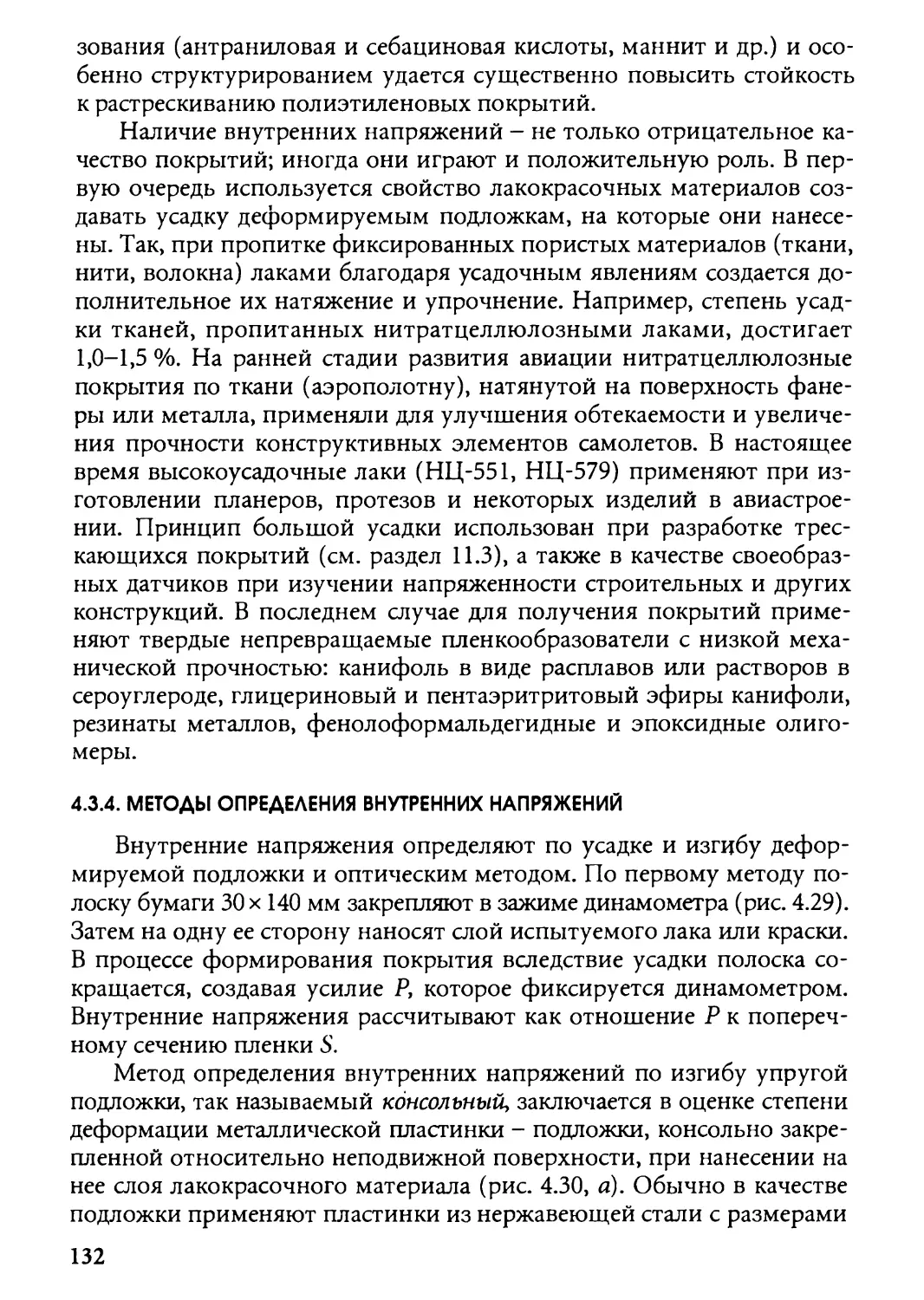
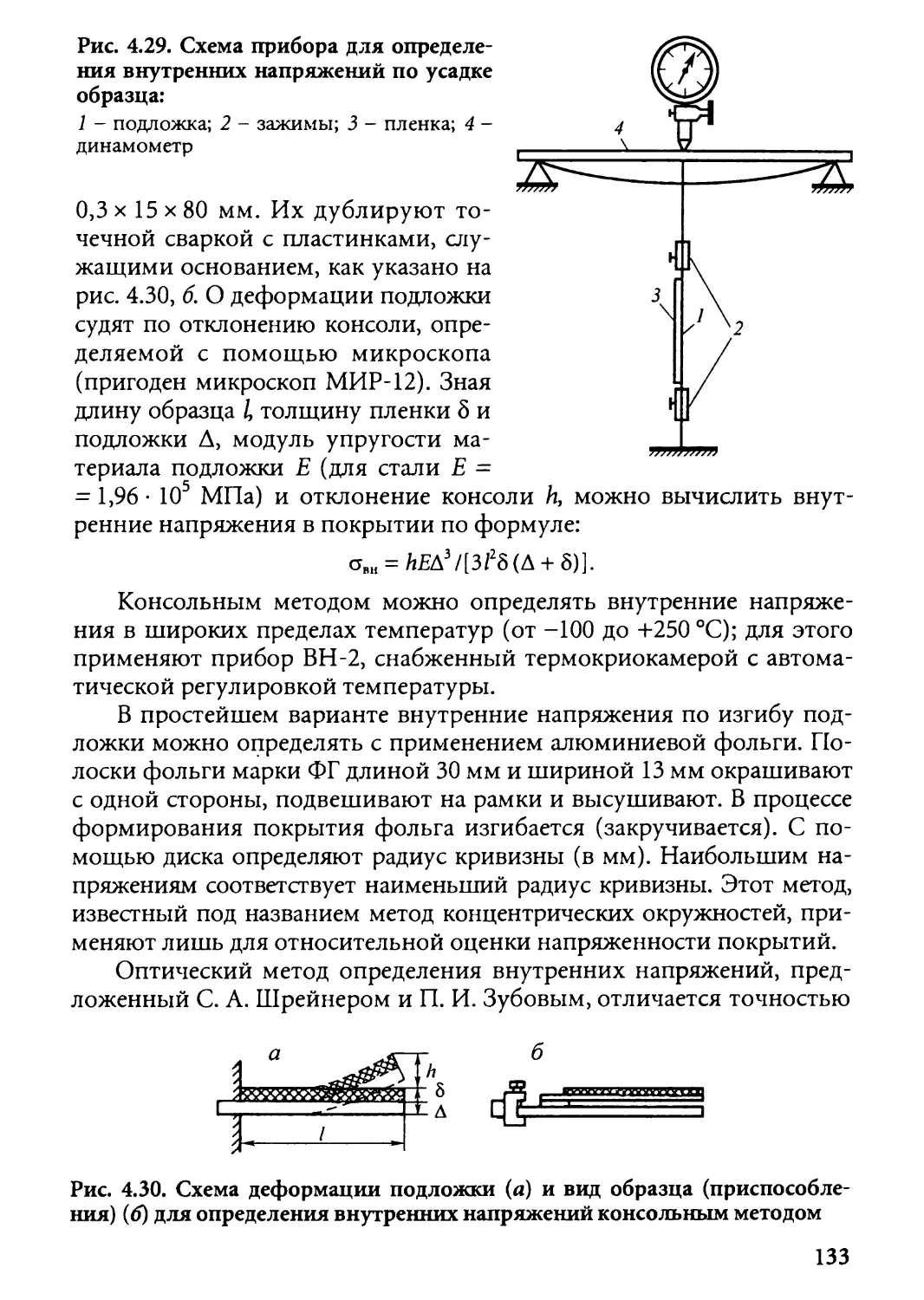
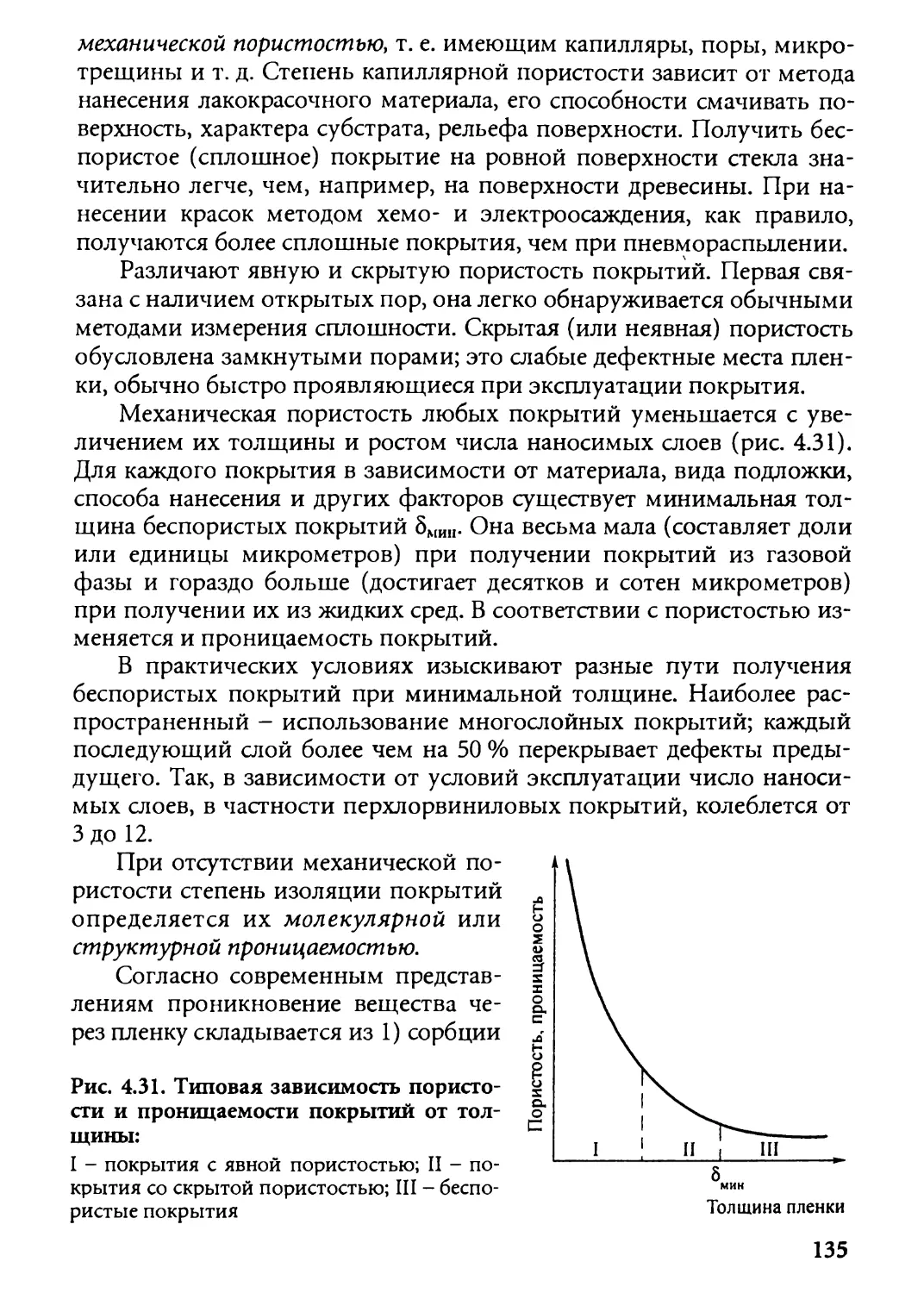
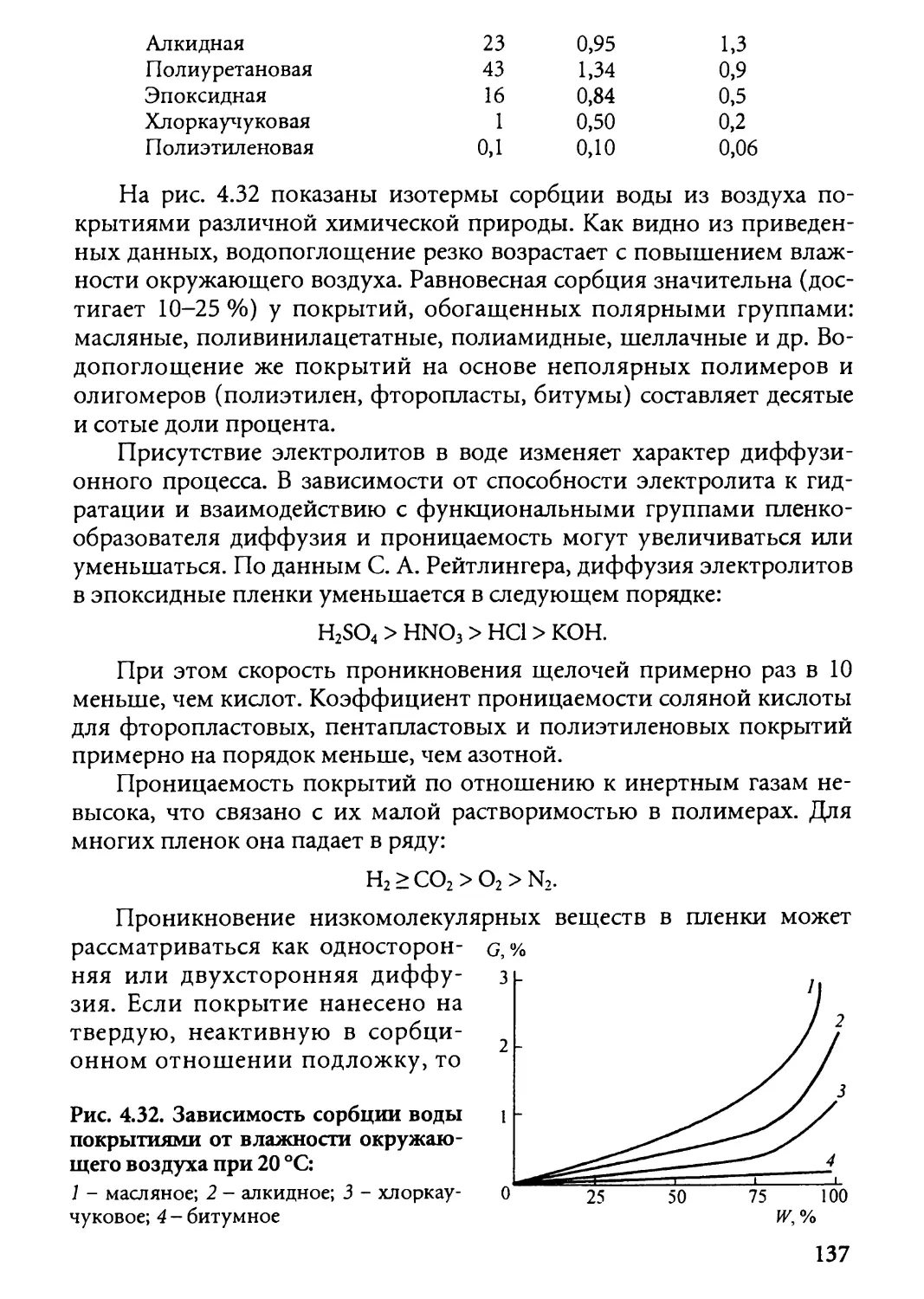
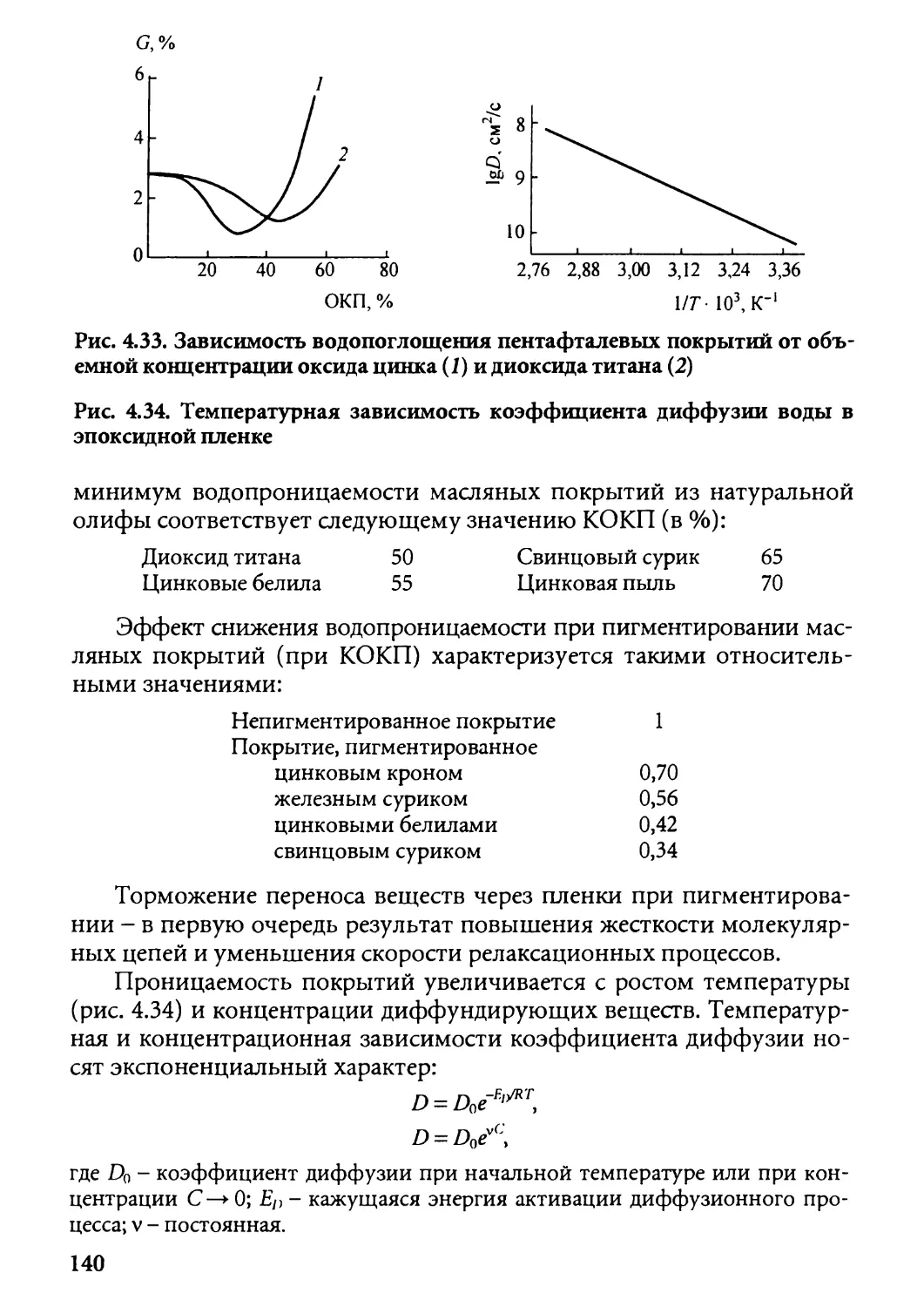
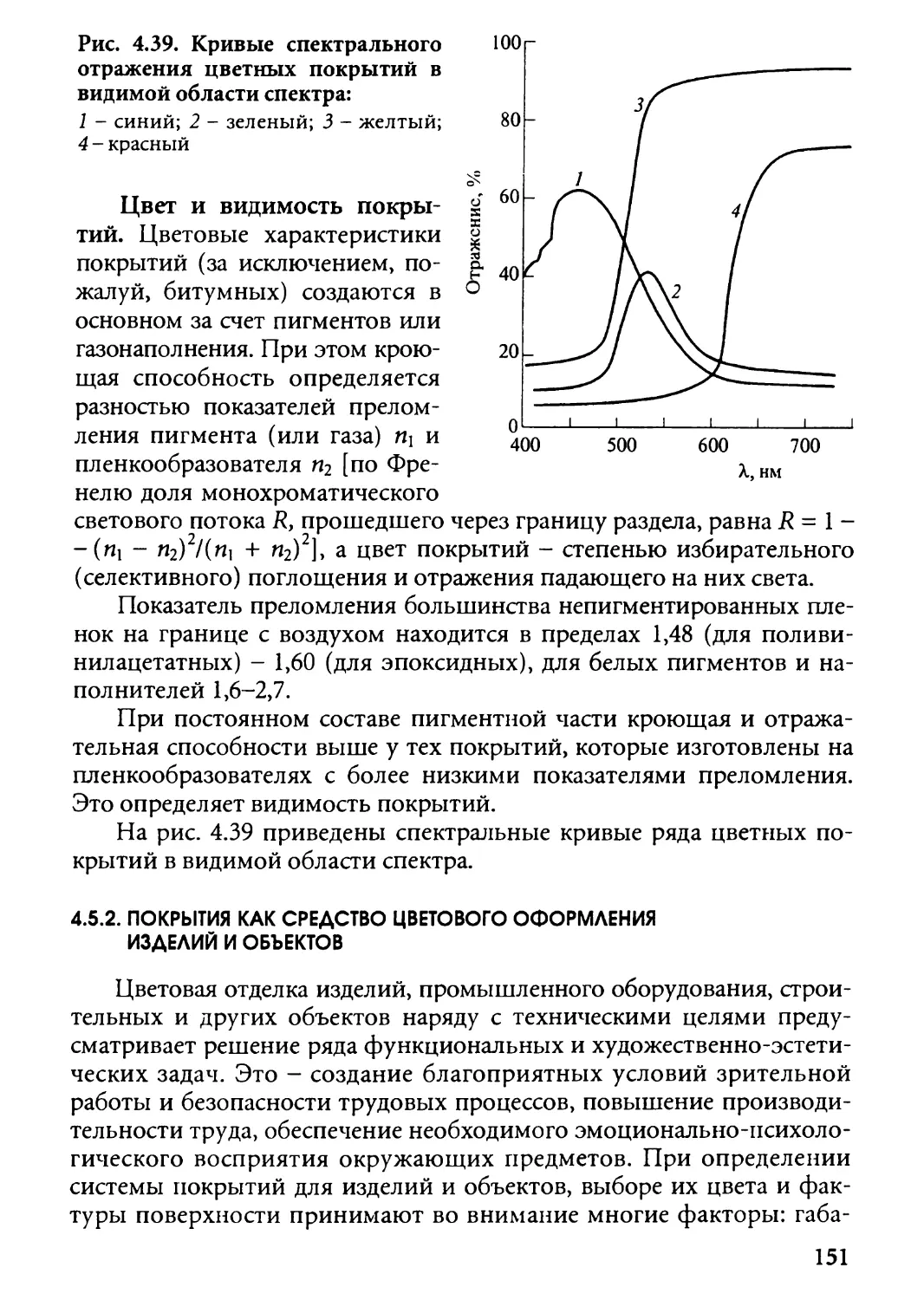
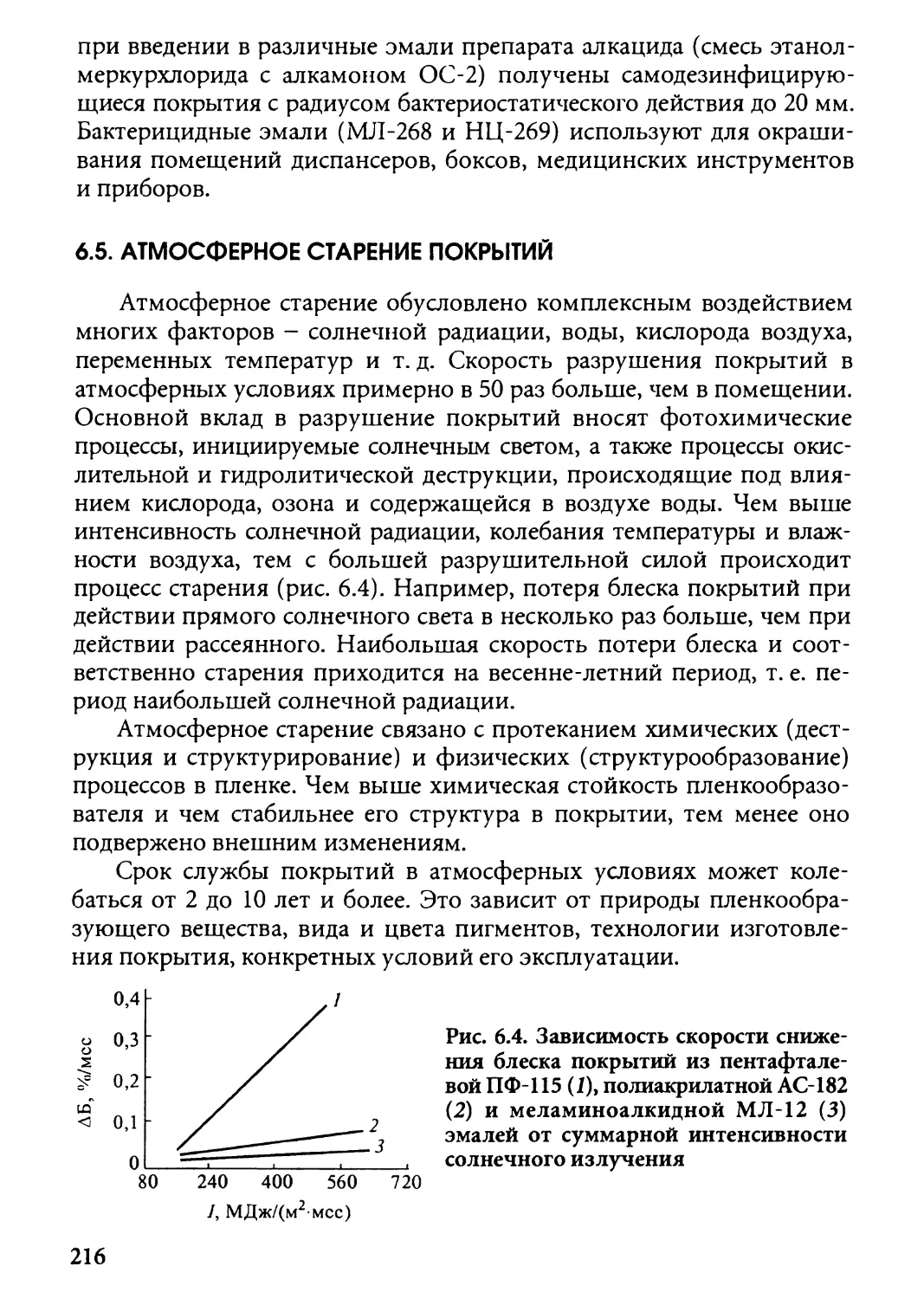
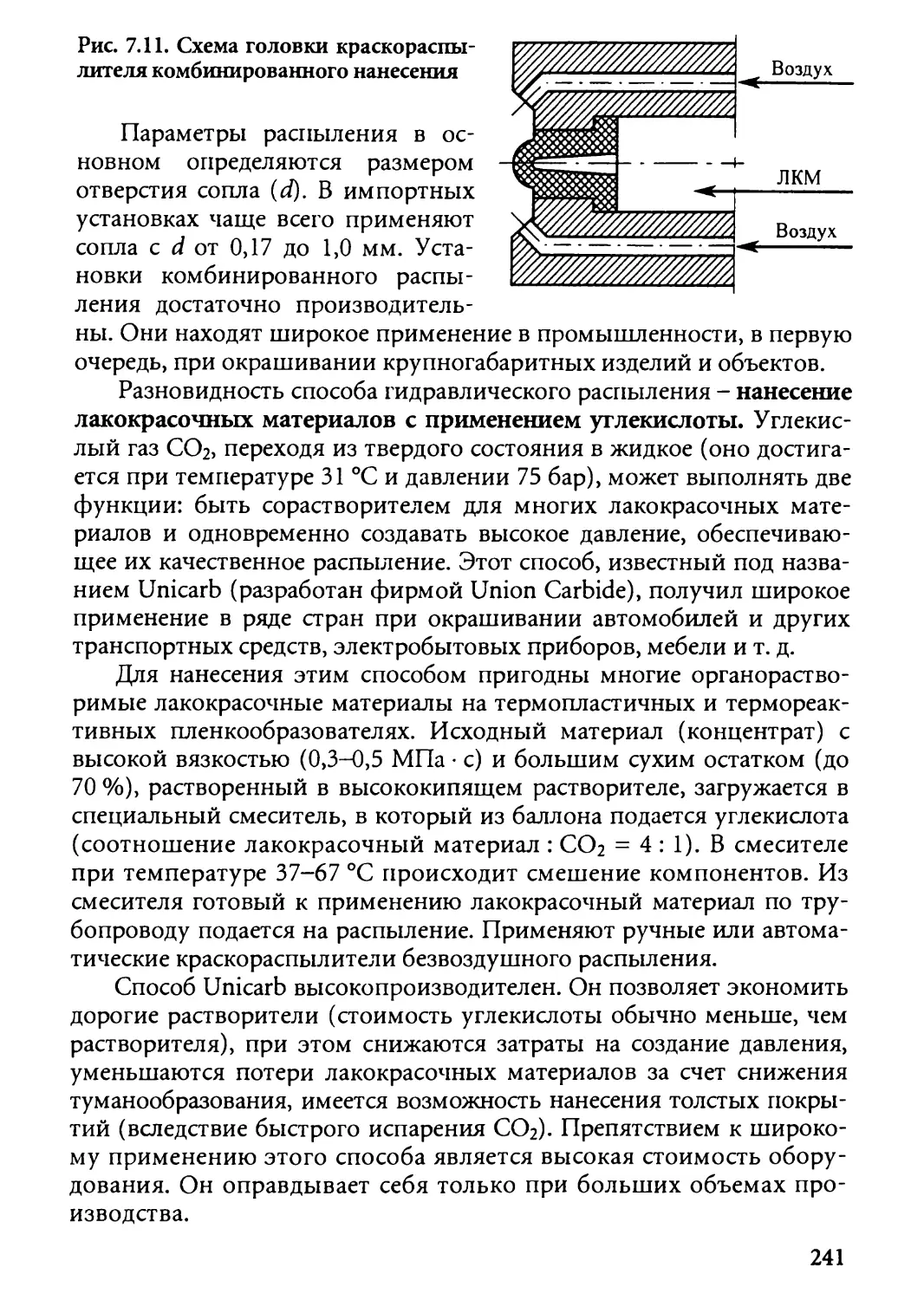
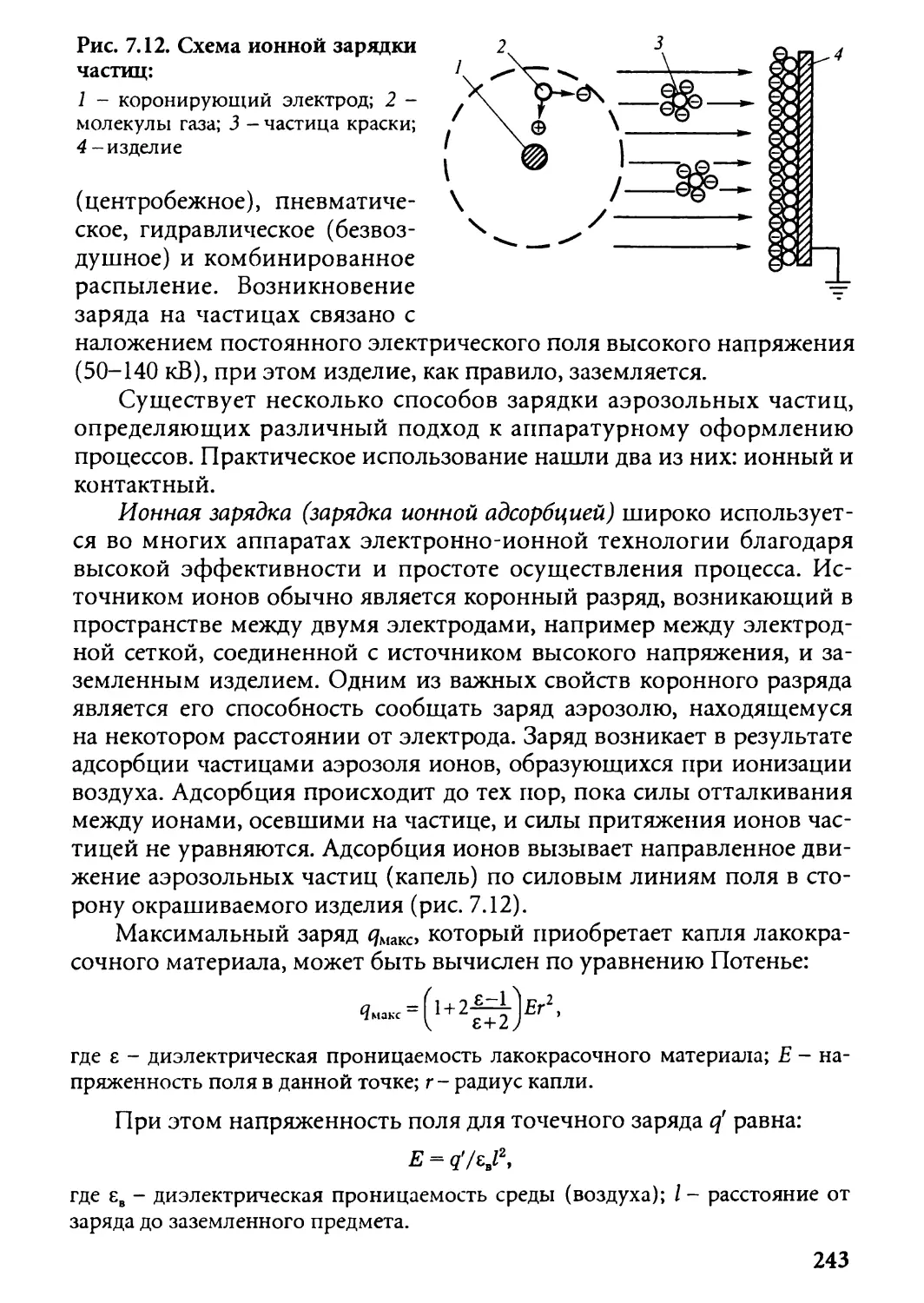
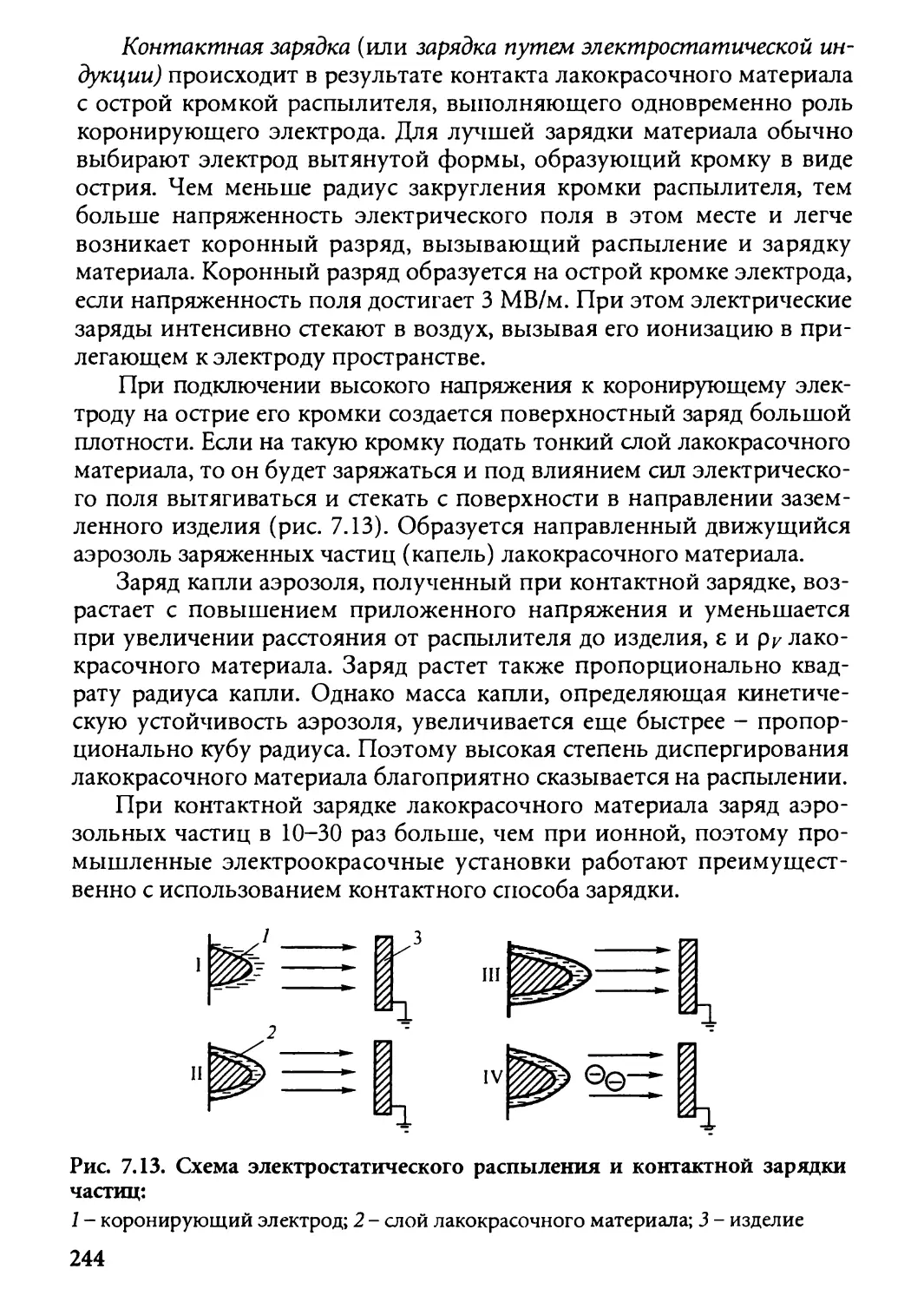
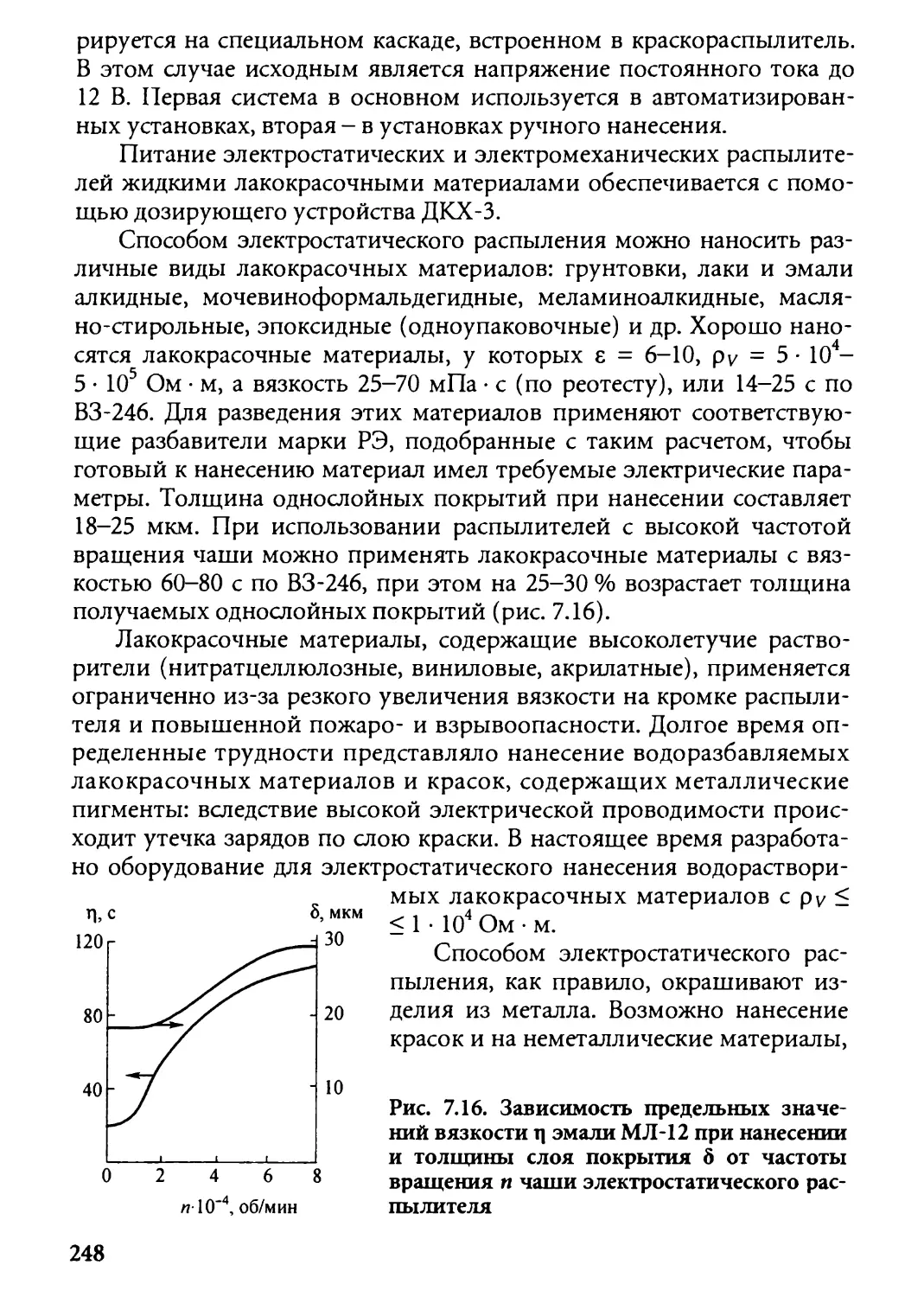
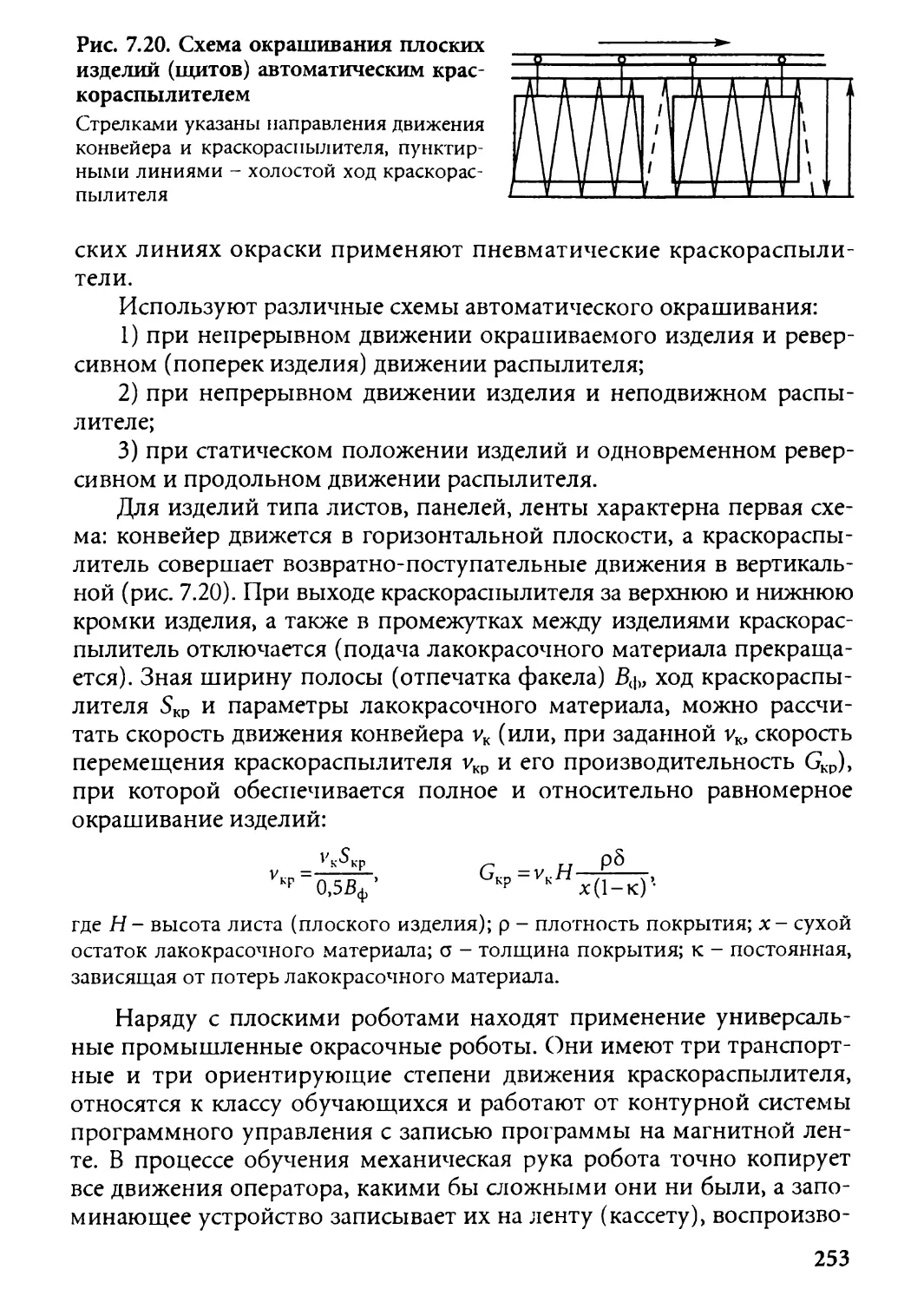
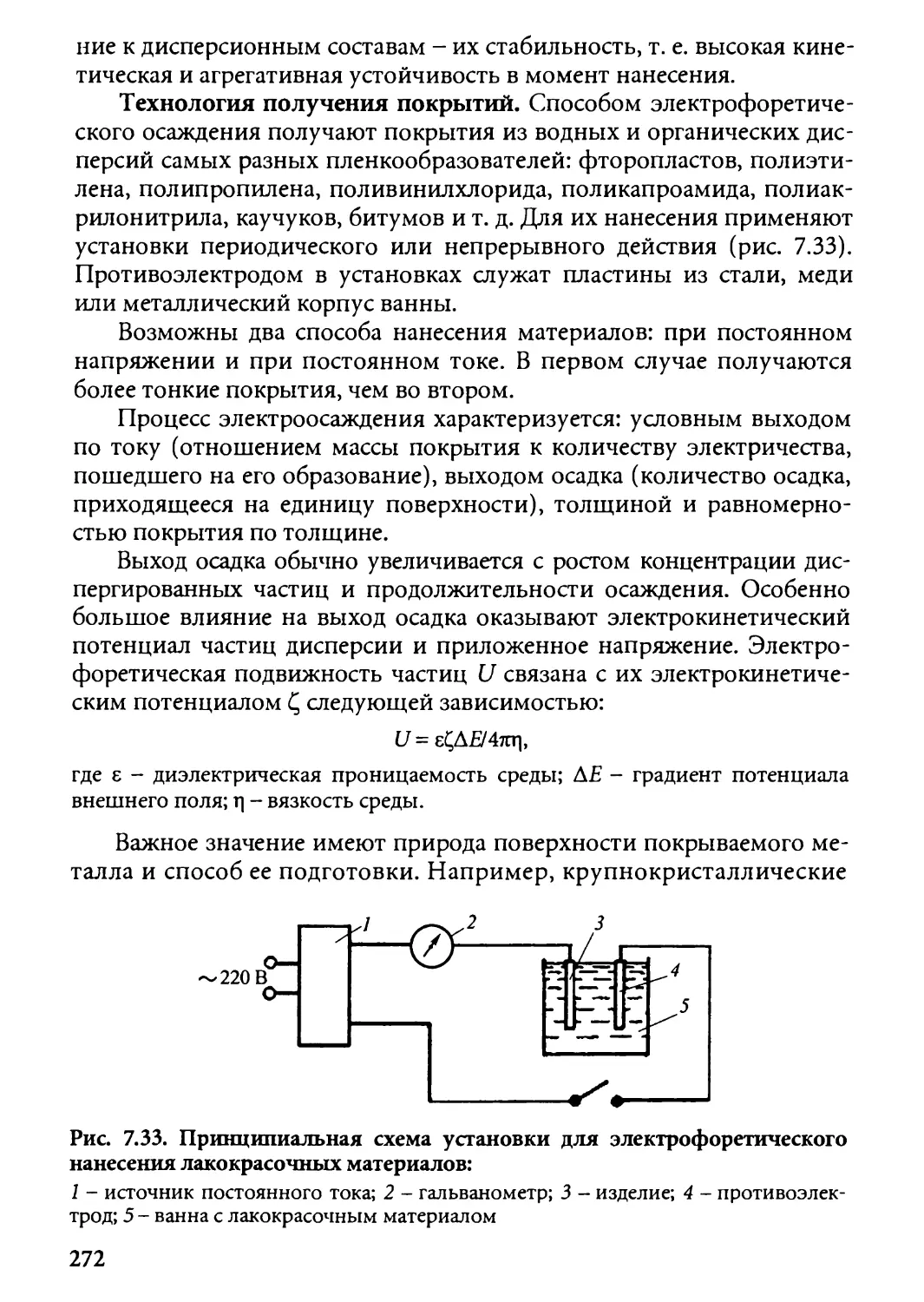
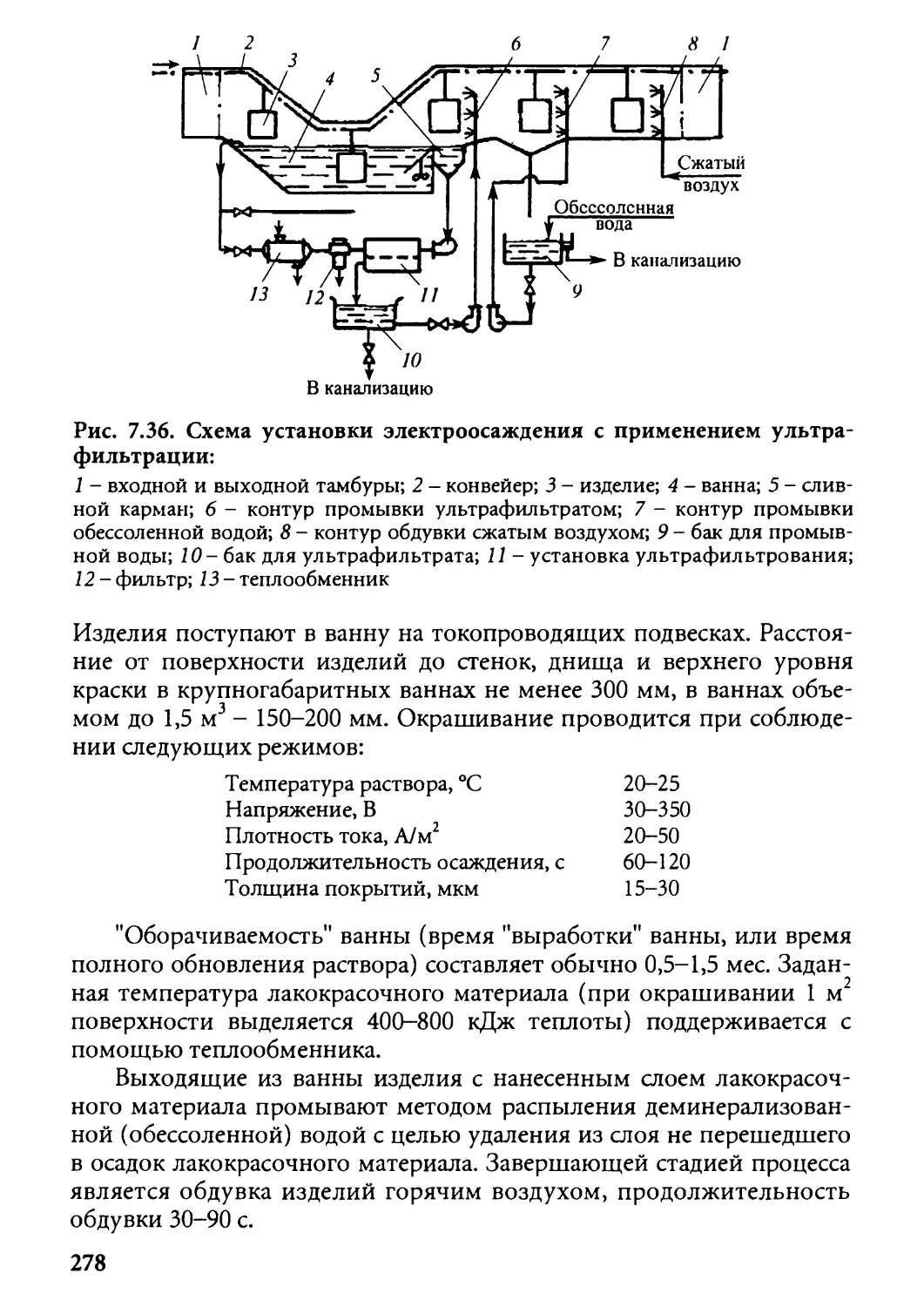
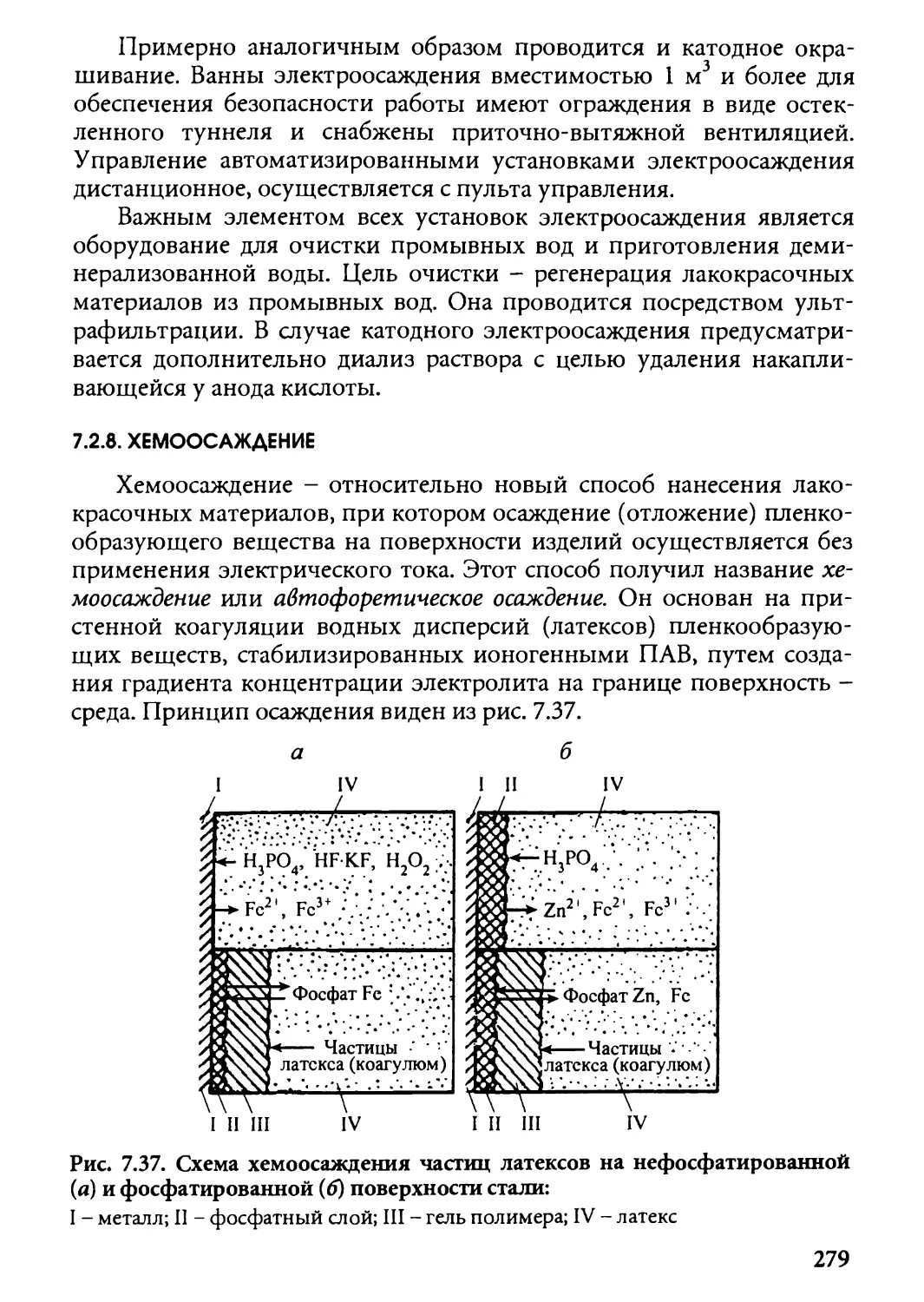
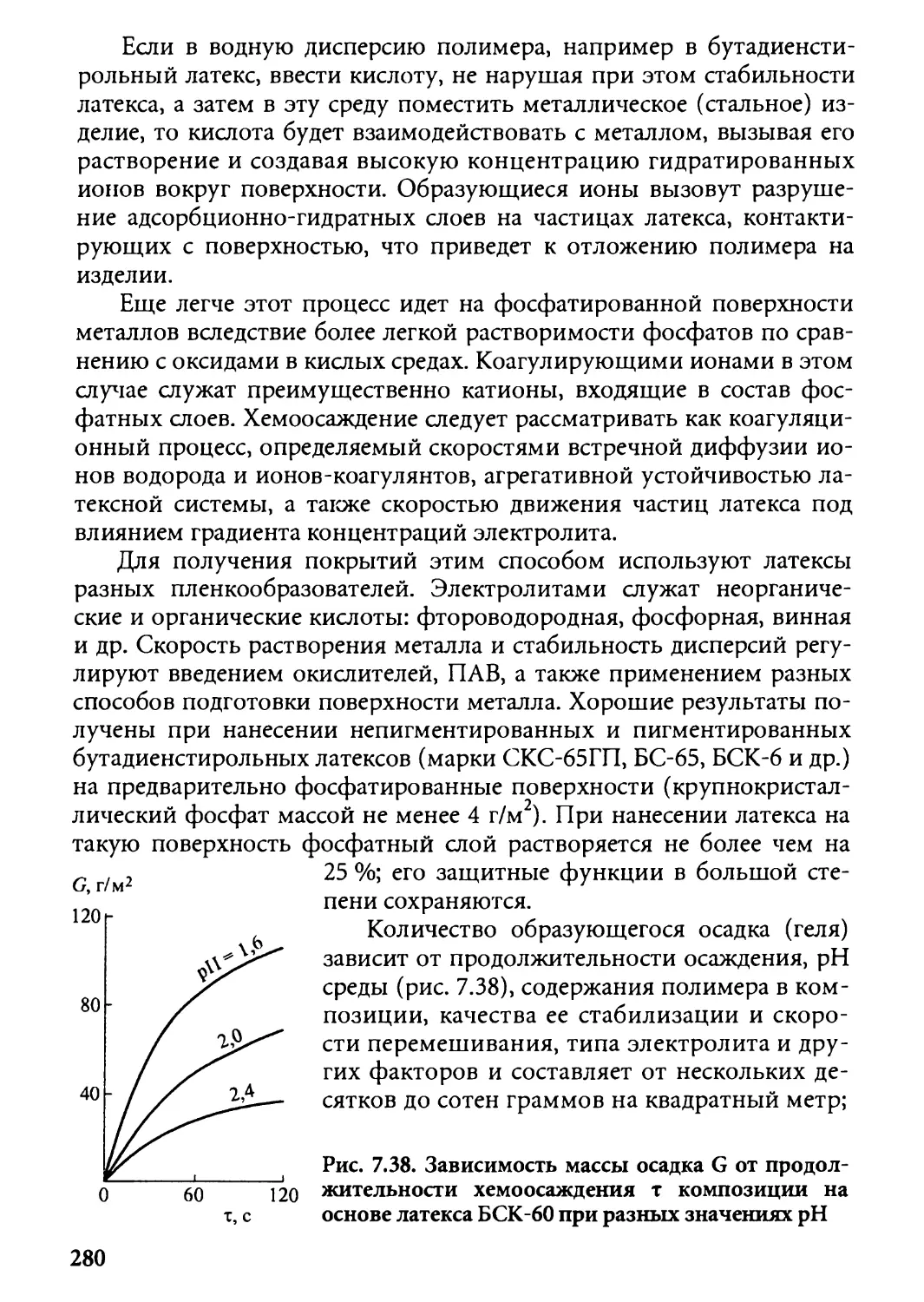
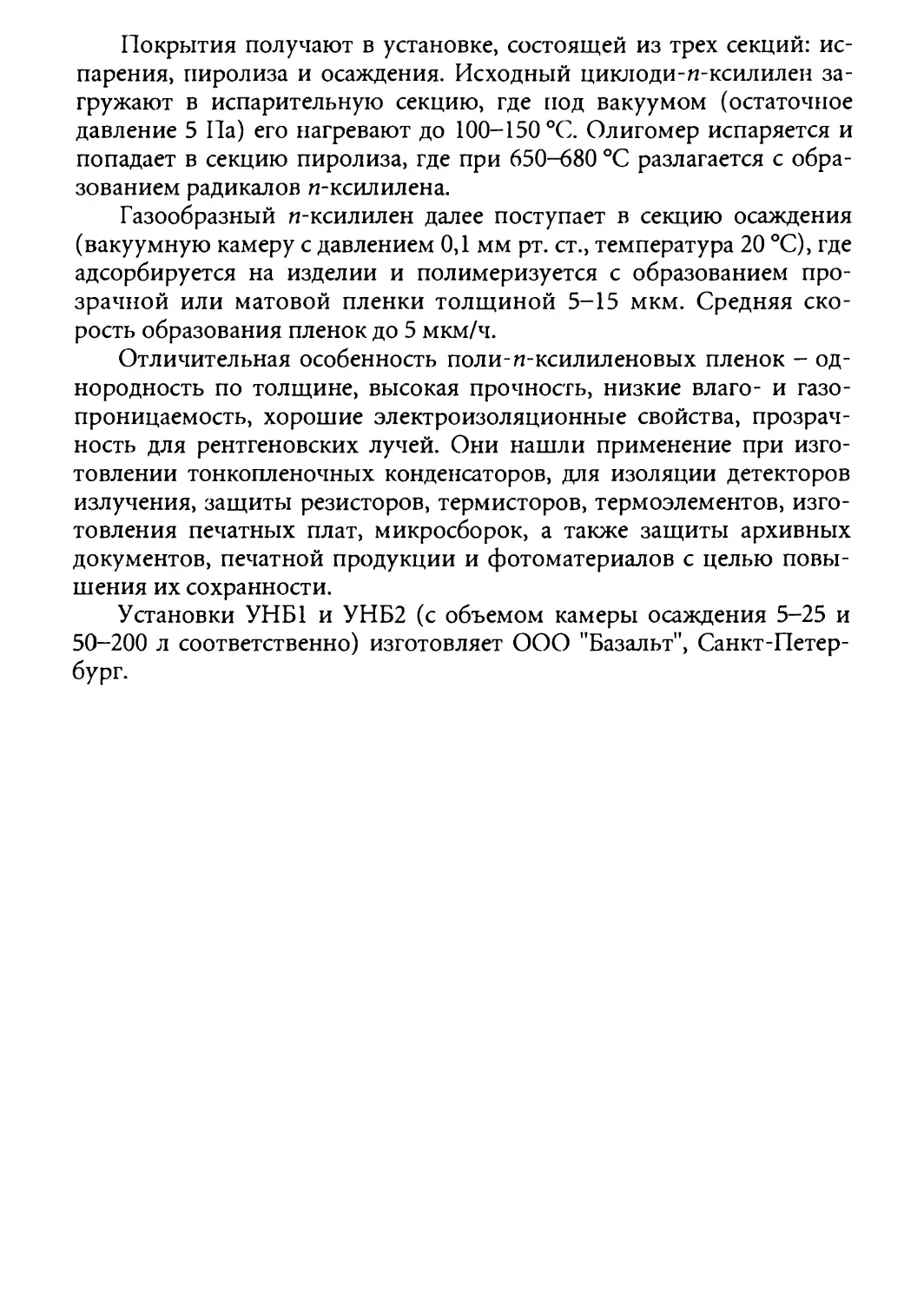
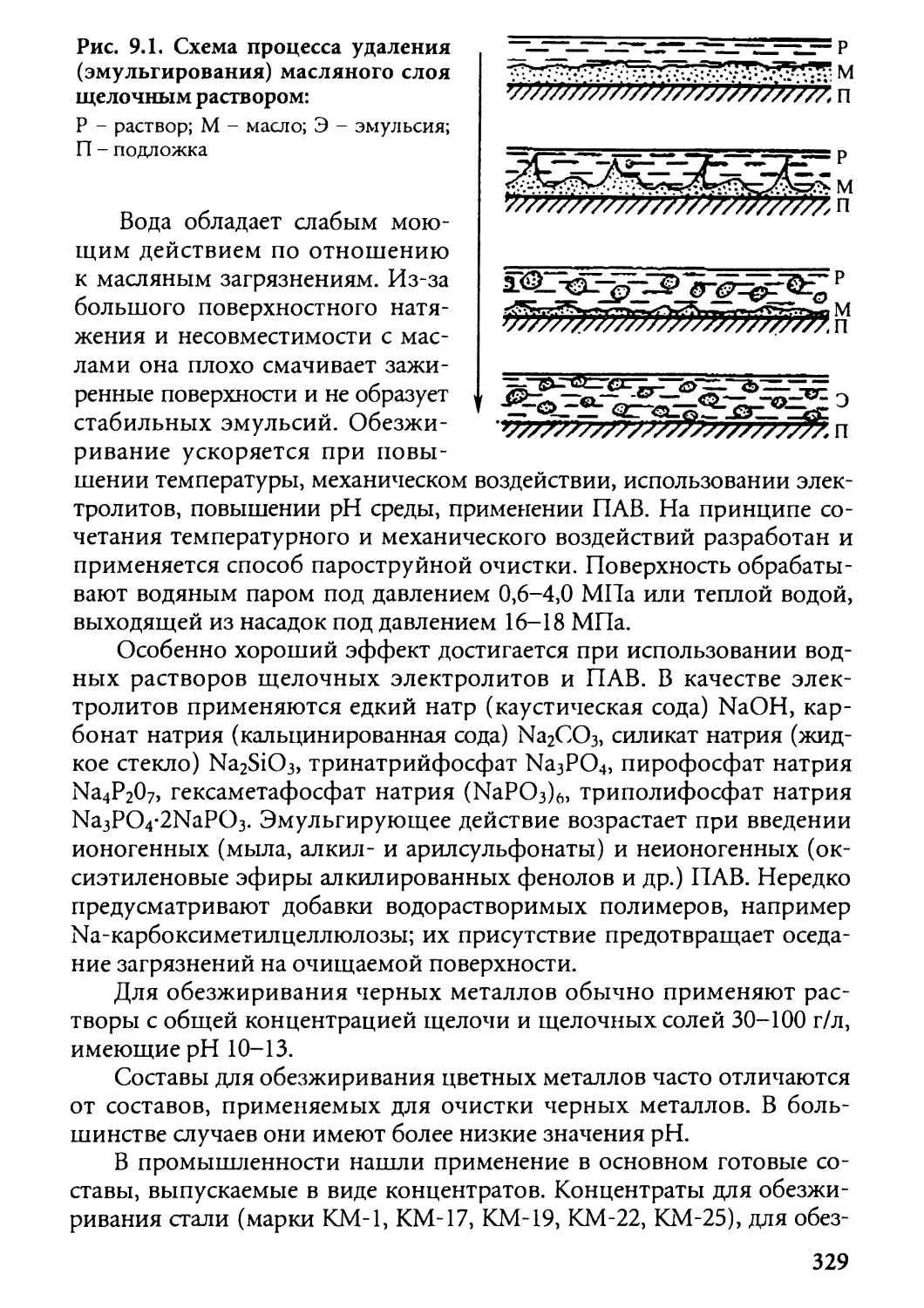
Текст
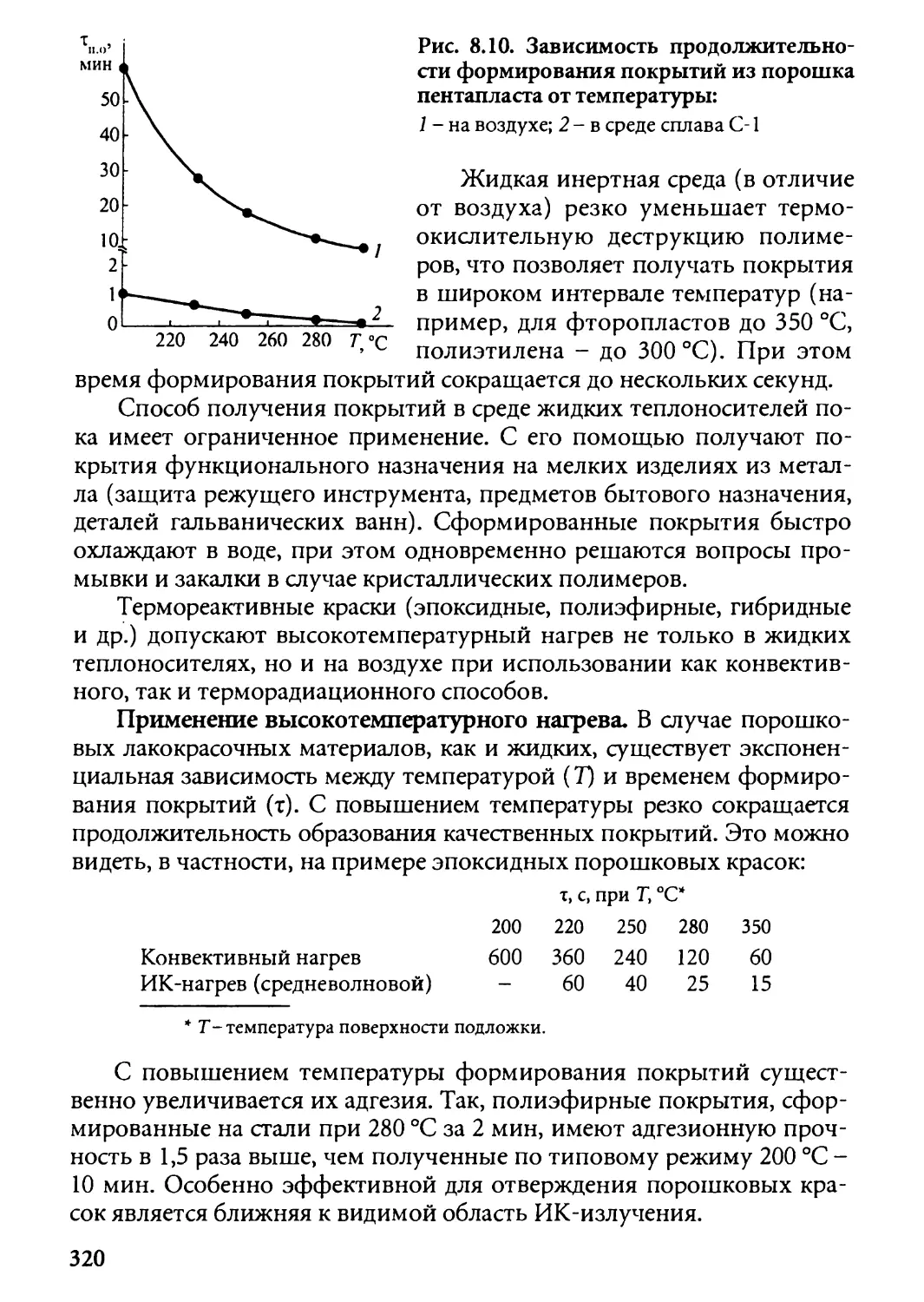
t%9 L- 1.© /
v л • -
4 ....Л ^у
4^*4.
А. Д. Яковлев
ХИМИЯ
И ТЕХНОЛОГИЯ
ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ
3-е издание, переработанное
Рекомендовано Ученым Советом Санкт-Петербургского
государственного технологического института
(Технического университета) в качестве учебника для студентов
высших учебных заведений, обучающихся по специальности
"Химическая технология высокомолекулярных соединений"
Санкт-Петербург
ХИМИЗДАТ
2008
УДК 667.64 (075.8)
Я 474
ББК6П7.51
Рецензент:
Кафедра химической технологии органических покрытий
Ярославского государственного технического университета
(зав. каф. д-р хим. наук, проф. И. В. Голиков)
Яковлев А. Д.
Я 474 Химия и технология лакокрасочных покрытий:
Учебник для вузов. - 3-е изд., перераб. - СПб.: ХИМИЗДАТ,
2008. - 448 с, ил.
ISBN 978-5-93808-160-4
Излагаются основы формирования и свойства
лакокрасочных покрытий, технология их получения на поверхности разных
материалов, вопросы организации труда, экологии и техники
безопасности.
Третье издание учебника (2-е изд. - 1989 г.) переработано с
учетом имеющихся достижений в науке и технологии.
Рекомендуется для студентов химико-технологических
вузов. Может быть полезен для специалистов, связанных с
производством лакокрасочных покрытий.
я 2804090000-006 Без объявл.
050(01)-08 ББК 6П7.51
©Яковлев А. Д., 1981, 2008
ISBN 978-5-93808-160-4 ©химиздат, 2008
ПРЕДИСЛОВИЕ
Лакокрасочные покрытия, являясь основным средством
защитно-декоративной отделки машин и механизмов, промышленных и бытовых
изделий, зданий и сооружений, в большой мере определяют их товарный вид,
работоспособность, конкурентную и покупательную способность.
Широкомасштабное их использование увеличивает срок жизни указанных объектов,
обеспечивает значительную экономию материальных ресурсов.
Несмотря на то, что история получения и применения лакокрасочных
покрытий уходит в глубокую древность, химия и технология лакокрасочных
покрытий как научная дисциплина определилась относительно недавно.
Этому способствовали резкое расширение научно-исследовательских работ,
обусловленное потребностями производства, и накопление в связи с этим
значительной научной информации, а также углубление основополагающих
разделов науки, в первую очередь физики и химии полимеров, и
организация в стране специализированных кафедр для подготовки инженерных и
технических кадров по технологии лакокрасочных материалов и покрытий.
За последние три четверти века разными авторами было написано
несколько учебных пособий по этой дисциплине. Последнее учебное пособие
"Химия и технология лакокрасочных покрытий", написанное автором,
вышло в Ленинградском отделении издательства "Химия" в 1989 году. В связи с
проводимой в стране перестройкой системы высшего образования и
возросшими требованиями к подготовке специалистов возникла необходимость
в подготовке учебника, который в сжатой и доступной форме отражал бы
последние научно-технические достижения в данной области знаний.
Книга написана в соответствии с программой и на основе многолетнего
опыта чтения курса "Химия и технология лакокрасочных покрытий" в
Санкт-Петербургском государственном технологическом институте
(Техническом университете). Учитывая ограниченность объема, основное
внимание в ней сосредоточено на принципиальных вопросах физикохимии и
технологии лакокрасочных покрытий.
Хотя книга рассчитана в первую очередь на студентов вузов, надеюсь,
что она будет полезна и более опытной категории читателей - аспирантам,
инженерно-техническим и научным работникам, связанным с получением и
применением лакокрасочных покрытий.
Считаю своим приятным долгом выразить благодарность
преподавательскому составу кафедр химической технологии органических покрытий
Санкт-Петербургского государственного технологического института
(Технического университета) и Ярославского государственного технического
университета, первому - за содействие и помощь в подготовке рукописи,
второму - за ценные замечания и советы при рецензировании. Особая
благодарность - к.т.н. С. А. Яковлеву, без огромного напряженного труда которого
невозможно было бы увидеть это издание.
Возможно, читатели найдут те или иные недостатки книги; все
критические замечания будут с благодарностью приняты.
Автор
ВВЕДЕНИЕ
На протяжении тысячелетий человечество пользуется лаками и
красками; их потребительские качества, однако, проявляются в
покрытиях. В настоящее время лакокрасочные покрытия - основное
средство защиты и отделки объектов, предметов и изделий
различного назначения. На их долю приходится около 80 %
противокоррозионной защиты изделий машиностроения; свыше 90 %
поверхности зданий и строительных конструкций подвергаются
окрашиванию. Нанесением лакокрасочных покрытий также заканчивается
процесс производства изделий мебельной, полиграфической
промышленности, многих изделий из пластмасс. Велика и ответственна
роль лакокрасочных покрытий как основного средства
электроизоляции, герметизации, защиты от излучения, декоративной
отделки в радио-, электротехнической и электронной
промышленности, при производстве космических кораблей и летательных
аппаратов.
Три основные функции выполняют лакокрасочные покрытия:
декоративную, защитную и специальную. По мере развития науки
и промышленности удельное значение второй и третьей функций
все более возрастает.
Роль покрытий как средства защиты материалов от разрушения
особенно проявилась с ростом производства и потребления
металлов. Убытки, причиняемые коррозией в различных странах,
составляют значительную долю национального дохода; они, как правило,
тем выше, чем больше производится и находится в эксплуатации
металла. Усиление борьбы с коррозией предусматривает не только
увеличение доли потребления лакокрасочных материалов, но и, в
первую очередь, резкое улучшение качества и защитной
способности покрытий. С развитием потребляющих отраслей
промышленности все более возрастают требования к лакокрасочным
покрытиям. Сейчас уже нельзя говорить об универсальных покрытиях, как
это было несколько десятилетий назад. Все более существенной
становится роль покрытий целевого назначения: химически-, термо-,
морозо-, огне-, радиационностойких, антифрикционных,
антиадгезионных, демпфирующих, фотоактивных и оптически прозрачных,
камуфляжных, криофобных и т. д. Такие покрытия нужны для
борьбы с кавитацией, обледенением, грязеудержанием, обрастанием в
4
морских условиях, разрушением микроорганизмами, для целей
звукоизоляции, светомаскировки и создания источников света,
измерения температуры, регулирования физиологической и оптической
активности материалов, решения ряда санитарно-гигиенических
задач. Покрытия, предназначенные для решения специальных
(целевых) задач, нередко называют "умными" покрытиями. Они
привлекают особое внимание.
Рост материального производства находит отражение и в
масштабах использования лакокрасочных покрытий. В настоящее время
мировое производство лакокрасочных материалов составляет более
27 млн. т. В России при потреблении лаков и красок порядка 1 млн. т
ежегодно окрашивается до 10 млрд. м2 различных поверхностей.
Большие объемы окрасочных работ при еще значительном
использовании органорастворимых лакокрасочных материалов
вынуждают обращать самое пристальное внимание на вопросы экологии и
защиты окружающей среды.
Особенность технологии лакокрасочных покрытий состоит в
том, что она касается разнообразных по назначению, форме и
габаритам объектов, начиная от тончайших (до 1 мкм) изделий
электроники, кончая гигантскими танкерами и огромными
строительными сооружениями, которые изготовлены из самых разных
металлов (черных, цветных, благородных), дерева, бумаги, тканей,
пластмасс, силикатов и их многочисленных сочетаний. Это находит
отражение в ассортиментном составе применяемых материалов,
который включает тысячи наименований, оборудовании и
своеобразных технологических приемах производства покрытий. Самые
крупные потребители лакокрасочных материалов - строительная
индустрия и машиностроение, значительным является их
потребление в быту.
Большие масштабы использования лакокрасочных покрытий
неслучайны, они связаны со многими их достоинствами: много-
цветностью, разнообразием свойств и фактуры поверхности,
удобством нанесения и реставрации, возможностью сочетания с
другими, в первую очередь неорганическими покрытиями, относительно
невысокой стоимостью, многоцелевым назначением.
Лакокрасочные покрытия получили практическое применение раньше других
покрытий и в настоящее время являются доминирующими.
Современная технология покрытий - высокоорганизованное
механизированное производство, базирующееся на последних на-
5
учно-технических достижениях в области химии, механики,
электротехники, электроники. Ее создание - заслуга многих
коллективов инженеров, ученых, специалистов разных отраслей страны,
результат широкого использования достижений мировой науки и
зарубежного опыта.
При рыночной экономике в условиях жесткой конкуренции в
области покрытий определяющими являются следующие факторы:
- постоянное повышение качества - обеспечение
декоративности, требуемых эксплуатационных свойств, гарантированных
сроков службы, что достигается обычно применением более
совершенных лакокрасочных материалов и новых технологий;
- повышение экономичности производства за счет уменьшения
затрат на материалы, расхода энергоресурсов;
- внедрение нового прогрессивного оборудования, средств
механизации и автоматизации;
- резкое повышение экологической полноценности
производств путем применения безрастворительных лакокрасочных
материалов (водные, порошковые) и материалов с высоким сухим
остатком, устранения вредных выбросов и загрязнений, создания
безотходных технологий.
При выполнении указанных и других мероприятий важная роль
отводится фундаментальной и прикладной наукам, оригинальным
конструкторским и технологическим решениям, маркетинговым и
патентным проработкам, а также средствам информации и
рекламированию имеющихся достижений. В последнем случае
определенную помощь могут оказать специализированные отечественные
журналы "Лакокрасочные материалы и их применение",
"Промышленная окраска" и "Лакокрасочная промышленность", а также
многочисленные зарубежные издания по этой специальности.
ГЛАВА 1
ОБЩИЕ СВЕДЕНИЯ
О ЛАКОКРАСОЧНЫХ ПОКРЫТИЯХ
И МАТЕРИАЛАХ, ПРИМЕНЯЕМЫХ
ДЛЯ ИХ ПОЛУЧЕНИЯ
Для получения покрытий используются разные по химической
природе лакокрасочные материалы. Их ассортимент
достаточно широк, разнообразен, постоянно растет и обновляется. На смену
органорастворимым материалам приходят безрастворительные,
увеличивается доля лаков и красок на основе синтетических
пленкообразующих веществ.
Условия получения и качество покрытий во многом зависит от
химической природы и свойств исходных материалов. Чем шире их
ассортимент, тем больше возможностей у потребителей для
варьирования свойствами покрытий. Качество покрытий, однако, во
многом зависит от выбранной технологии их получения.
1.1. ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
1.1.1. ОСОБЕННОСТИ ПОКРЫТИЙ
Основу лакокрасочных покрытий составляют полимерные
пленки преимущественно органической природы, поэтому нередко
лакокрасочные покрытия называют органическими.
Под термином пленка понимают состояние вещества в виде
сплошного тонкого слоя. Различают пленки свободные и адгезиро-
ванные. Лакокрасочные покрытия - это пленки, связанные
адгезионными силами с твердой поверхностью (субстратом). Такое
состояние обеспечивается спецификой лакокрасочной технологии:
связь с субстратом создается не посредством наложения готовой
пленки, а в процессе ее формирования (пленкообразования).
Лакокрасочные покрытия имеют ряд особенностей. Они
характеризуются определенными пределами толщины, чаще всего 10-
300 мкм. Из-за небольшой толщины покрытия имеют высокую
удельную поверхность, которая колеблется от 10 до 1000 см /см .
Пленочное состояние покрытий обусловливает своеобразное
формирование их свойств: чем тоньше пленка, тем в большей мере
7
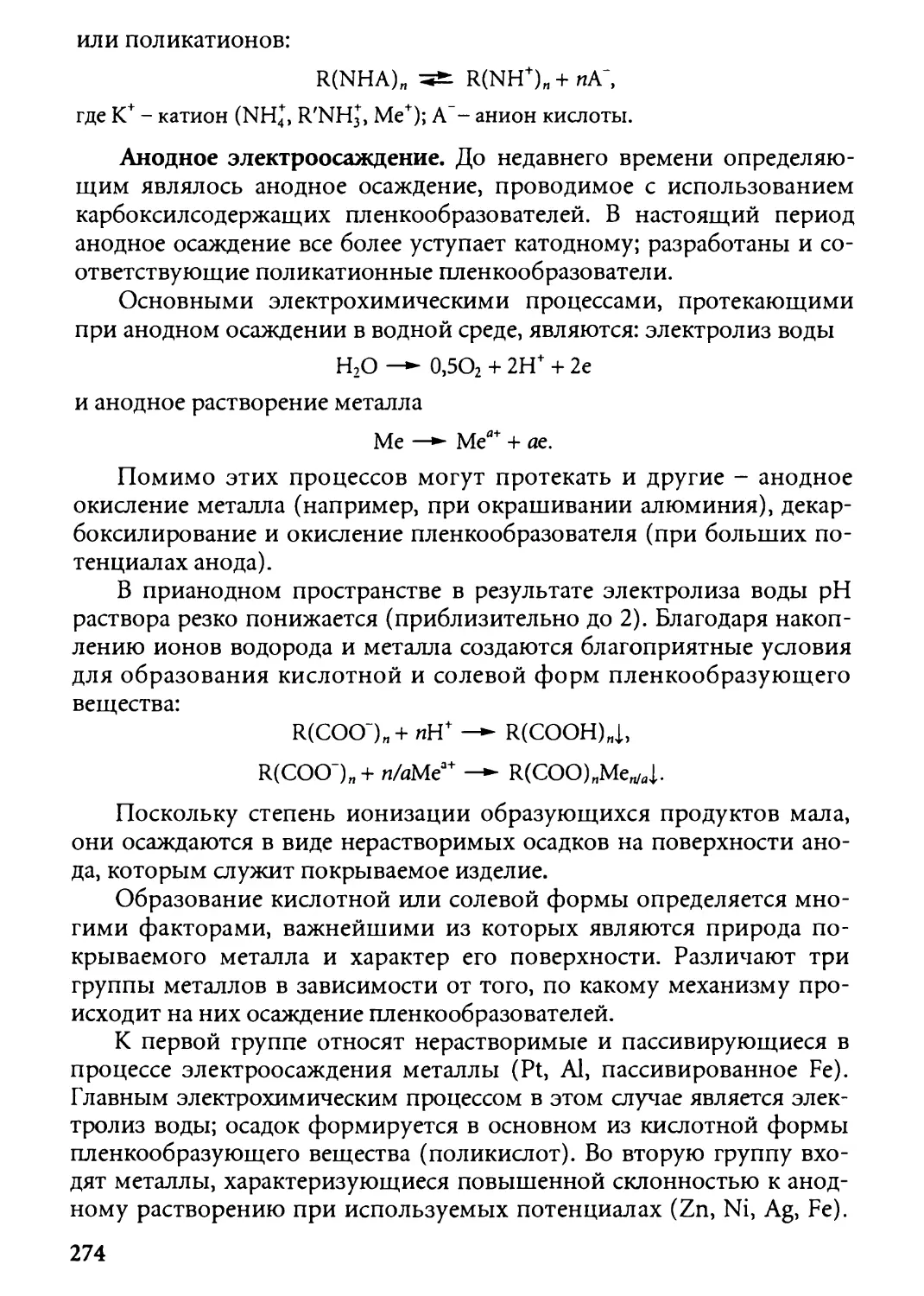
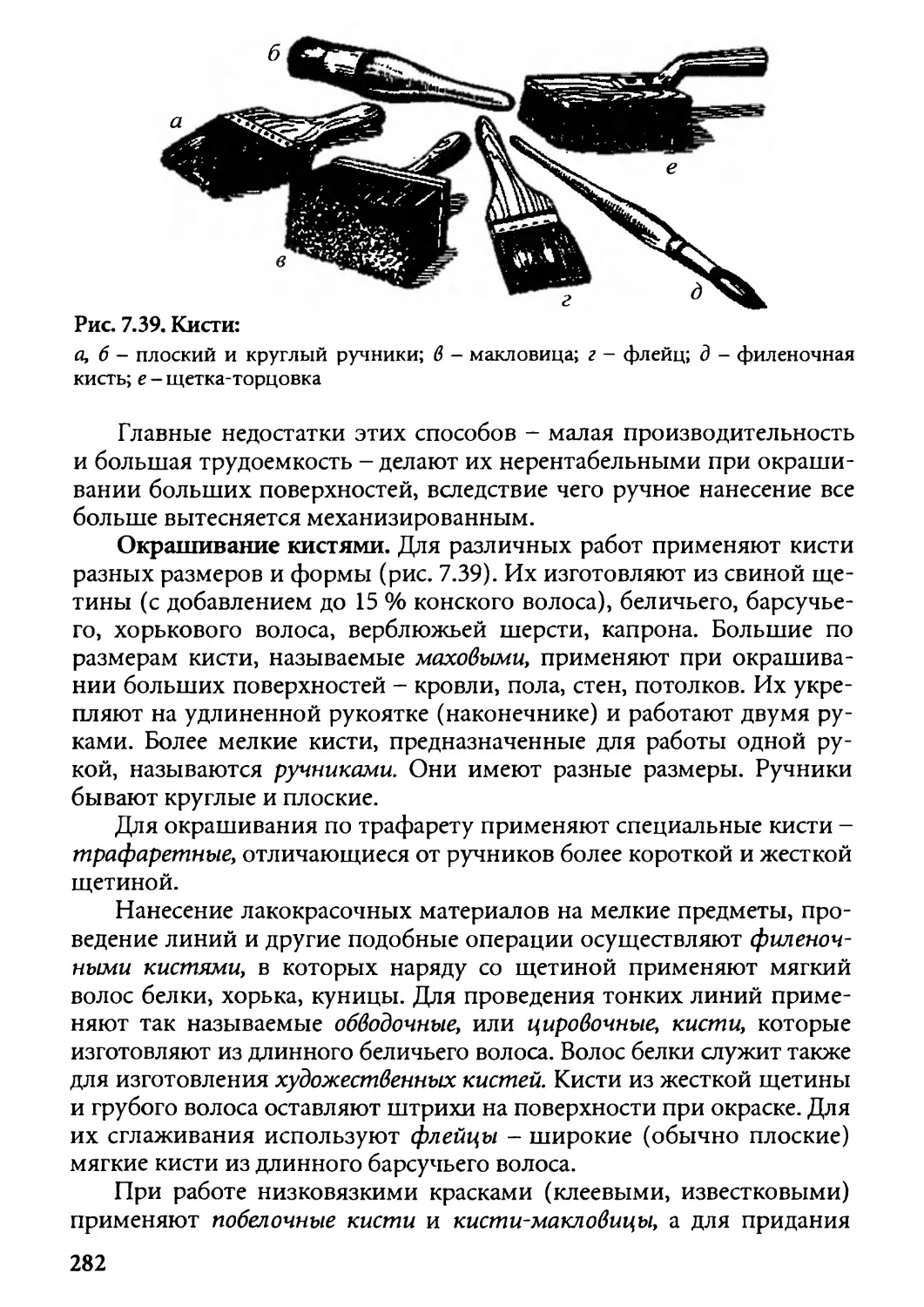
Рис. 1.1. Схема строения лакокрасочного
2 покрытия:
1 - верхний, контактирующий с внешней
•? средой слой; 2 - промежуточный слой; 3 -
нижний (адгезионный) слой; 4 - подложка
4
проявляется роль ее поверхности. Высокая удельная поверхность
создает неблагоприятные условия для эксплуатации материалов в
покрытиях.
Лакокрасочные покрытия имеют две разные поверхности
контакта: одну с внешней средой (как правило, газообразной или
жидкой), другую - с твердым телом или подложкой. Это отличает их от
клеевых соединений, где клеевой слой с обеих сторон связан лишь с
твердыми субстратами. Влияние внешней среды и подложки
проявляется в химическом составе и структуре материала контактных
слоев пленок. Поэтому лакокрасочные покрытия следует
рассматривать как физически и химически неоднородные системы.
Так, в покрытиях, сформированных из растворов или
расплавов пленкообразователей, можно выделить по крайней мере три
слоя, имеющих непрерывные границы перехода (рис. 1.1): верхний
(или "воздушный"), промежуточный (или средний) и нижний -
адгезионный, или "зеркальный". Верхний слой, соприкасающийся в
процессе формирования пленки с воздухом или другой средой, в
наибольшей степени подвержен их влиянию. Степень
окислительной деструкции и нередко других видов химических превращений
пленкообразователя, протекающих с участием, например,
кислорода и влаги воздуха, как правило, наиболее значительны в этом слое.
Проникновение их в средний, а тем более в нижний (адгезионный)
слой (в случае безпористых субстратов) замедляется. Субстрат
(подложка) также может участвовать в протекании химических реакций:
Рис. 1.2. Структура покрытия, полученного из эпоксидного олигомера
ЭД-20 на стекле, в адгезионном (а), среднем (б) и верхнем (в) слоях (по
данным П. И. Зубова, и Л. А. Сухаревой)
8
при формировании покрытий, особенно при высоких
температурах, нередко проявляется его катализирующая или ингибирующая
роль.
Пленка, фиксированная на твердой поверхности, испытывает
воздействие на нее силового поля, что существенно влияет и на
физические процессы в адгезионном слое: усадку, стеклование, ориен-
тационные эффекты и т. д. Все это определенным образом
сказывается на структуре пленок (рис. 1.2). В адгезионном слое молекулы
пленкообразователя подвержены плоскостной ориентации, при
этом формируется, как правило, менее совершенная структура, чем
в массе полимерной пленки. По мере удаления от подложки
степень ориентации и анизотропия пленок резко падают, а степень
надмолекулярной организации полимера возрастает. Структурная
неоднородность особенно заметна у покрытий, изготовленных из
кристаллических полимеров. Из-за большого числа центров
кристаллизации и малой подвижности макромолекул полимеров,
связанной с фиксирующим действием твердой поверхности,
возникают затруднения при кристаллизации в адгезионном слое. Этого
явления не наблюдается в промежуточном и верхнем слоях: степень
кристалличности там, как правило, больше, чем в адгезионном слое.
С первичной кристаллизацией определенным образом корел-
лирует и сферолитная. Максимальные по объему сферолиты
приходятся на среднюю часть пленки: по мере приближения к
периферии и к подложке они вырождаются или принимают
морфологические формы. Поскольку сферолиты в адгезионном слое растут только
в одном направлении, они приобретают удлиненную (столбчатую)
форму. При этом возможно образование так называемого
граничного транскристаллитного слоя. Его протяженность у разных
полимеров в зависимости от условий формирования покрытий
различна и может достигать единиц или десятков микрометров.
Структурные различия отдельных слоев проявляются в их
свойствах. Так, нижний слой пленок, полученных из растворов
аморфных полимеров, обладает повышенной сорбционной способностью,
как правило, более низкой твердостью и меньшей плотностью, но
более высокой, чем в объеме, температурой стеклования из-за
ограниченной подвижности макромолекул.
В многокомпонентных системах, к которым относится
большинство покрытий, неоднородность по толщине (и нередко в объеме)
может возникать в результате микро- и макрорасслоения
компонентов, выпотевания или кристаллизации пластификаторов, всплывания
(флотации) или оседания пигментов в момент пленкообразования,
избирательной адсорбции ПАВ на покрываемой поверхности.
9
Образование так называемой послойно-неоднородной
структуры покрытий может быть запрограммировано самой рецептурой
лакокрасочного материала, например, путем использования смесей
взаимонесовместимых пленкообразователей.
Неоднородность состава, структуры и, как следствие этого,
анизотропию свойств, присущие лакокрасочным покрытиям, нельзя
рассматривать как отрицательные явления. В этом может быть
определенный положительный эффект, особенно при получении
многослойных покрытий.
Формирование покрытий на подложке сопряжено с усадочными
явлениями. При отсутствии полной релаксации усадка приводит к
возникновению остаточных напряжений. Таким образом,
большинство лакокрасочных покрытий, особенно на основе жесткоцепных
аморфных или кристаллических полимеров, представляет собой
напряженные системы. Об этом свидетельствует хотя бы тот факт,
что тонкий слой акварельной краски, нанесенный на бумагу, при
высыхании закручивает ее на себя.
Лакокрасочные покрытия, даже самые тонкие, следует отличать
от жидкостных или газовых адсорбционных слоев. Если последние
существуют лишь при наличии поверхности адсорбента, то
лакокрасочные пленки могут сохраняться и вне ее в силу определенной
когезионной прочности.
Отмеченные особенности покрытий следует учитывать при их
получении и эксплуатации. В первую очередь это относится к
тонким пленкам, принимая во внимание общую тенденцию к
уменьшению толщины эксплуатационно-способных покрытий.
1.1.2. КЛАССИФИКАЦИЯ ПОКРЫТИЙ
Лакокрасочные покрытия классифицируют преимущественно по
химическому и эксплуатационному признакам, а также внешнему виду.
В основу химической классификации положена природа
пленкообразующего вещества лакокрасочного состава, из которого
изготовлено покрытие. Так, говоря об эпоксидных, полиакрилатных,
кремнийорганических, масляных и других покрытиях понимают,
что они получены в основном с применением соответствующих
лакокрасочных материалов: эпоксидных, полиакрилатных и т. д.
Классификация покрытий по эксплуатационному признаку или
по назначению (например, на атмосферостойкие, химически
стойкие, термостойкие и т. д.) также очень распространена. Хотя она и
не дает какого-либо представления о природе материала пленки,
для потребителей она важна, так как нацеливает на области
использования того или иного покрытия.
10
Внешний вид покрытий характеризуется цветом, фактурой
поверхности и качеством исполнения (отсутствием или присутствием
тех или иных дефектов). Согласно ГОСТ 9.032-74 по внешнему
виду покрытия делятся на семь классов: самый высокий класс I, самый
низкий - VII.
Менее популярна структурная классификация, введенная
А. Я. Дринбергом, по которой все лакокрасочные покрытия
подразделяются на две группы: непревращаемые и превращаемые в трехмерное
состояние. Однако она не лишена смысла: по ней можно судить о
процессах формирования покрытий (получены они без химических
превращений или в результате таких превращений), а также о
некоторых их свойствах (растворимость, термопластичность и др.).
По строению лакокрасочные покрытия подразделяют на одно- и
многослойные; последние, в свою очередь, могут быть однородными
и разнородными, т. е. изготовленными из одного или из разных по
химической природе лакокрасочных материалов. Для
многослойных разнородных покрытий принято соответствующее название
слоев. Первый, контактирующий с субстратом слой называется
грунтовочным или грунтом, далее следуют промежуточные слои и,
наконец, верхнее покрытие. При изготовлении декоративных
покрытий роль промежуточных слоев нередко выполняет шпатле-
вочное покрытие, цель которого - выравнивание дефектов
поверхности. Широкое применение имеют комбинированные покрытия. Их
изготавливают путем сочетания лакокрасочных покрытий с
другими видами покрытий (металлическими, термодиффузионными,
фосфатными, оксидными и т. д.). Сочетание последовательно
нанесенных слоев в многослойных, в том числе и комбинированных,
покрытиях называют системой покрытия.
Несмотря на общую тенденцию к сокращению числа слоев
(получение однослойных покрытий), многослойные покрытия
сохраняют свое значение, так как в ряде случаев, особенно в жестких
условиях эксплуатации, они обеспечивают более надежную защиту.
1.1.3. ИНДЕКСАЦИЯ ПОКРЫТИЙ
Согласно ГОСТ 9.032-74 существует система обозначений
покрытий, которая учитывает химическую природу лакокрасочного
материала, условия эксплуатации, требования к внешнему виду
(класс покрытия), характер среды (для покрытий,
эксплуатирующихся в химически активных средах).
Указанный ГОСТ касается обозначения и исходных
лакокрасочных материалов. Ниже указаны буквенные обозначения
материалов разной химической природы:
11
MA - масляные
MC - масляно-стирольные
ГФ - глифталевые
ПФ - пентафталевые
МЧ - мочевиноформальдегидные
МЛ - меламиноформальдегидные
ФЛ - фенолоальдегидные
ЭП - эпоксидные
ЭФ - эпоксиэфирные
КО - кремнийорганические
ФП - фторопластовые
ВА - поливинилацетатные
ВС - винилацетатные сополимерные
ВЛ - на основе ацеталей
поливинилового спирта
КЧ - каучуковые
ПЭ - полиэфирные
УР - полиуретановые
АК - полиакрилатные
АС - акрилатные сополимерные
НЦ - нитроцеллюлозные
ХВ - перхлорвиниловые и поли-
винилхлоридные
АС - винилхлоридные
сополимерные
АД - полиамидные
ПО - на основе полиолефинов
БТ - битумные
ОС - органосиликатные
По условиям эксплуатации покрытия из них подразделяются на
11 групп (цифровое обозначение):
1 - атмосферостойкие
2 - ограниченно атмосферостойкие
(эксплуатация под навесом и внутри
помещений)
3 - консервационные
4 - водостойкие
5 - специальные (целевого назначения)
6 - маслобензостойкие
7 - химически стойкие
8 - термостойкие
9 - электроизоляционные
О - грунтовочные
00 - шпатлевочные
Характер климата, в котором предназначена эксплуатация
покрытий, имеет буквенное обозначение:
Умеренный У Морской (умеренный)
Холодный ХЛ Для любого климата,
Тропический сухой, влаж- Т, ТВ, ТМ кроме холодного (всекли-
ный, морской сответственно матическое исполнение)
М
В
Стандартный индекс на лакокрасочный материал излагается в
следующем порядке: вид материала (лак, эмаль, грунтовка,
шпатлевка), тип пленкообразователя, группа эксплуатации, порядковый
номер регистрации (одно-, двух- или трехзначная цифра),
словесное указание цвета. В случае покрытий к этому индексу добавляется
его класс (цифровое обозначение) и указание климата или среды
(буквенное или цифровое соответственно), в которых допускается
эксплуатация покрытия.
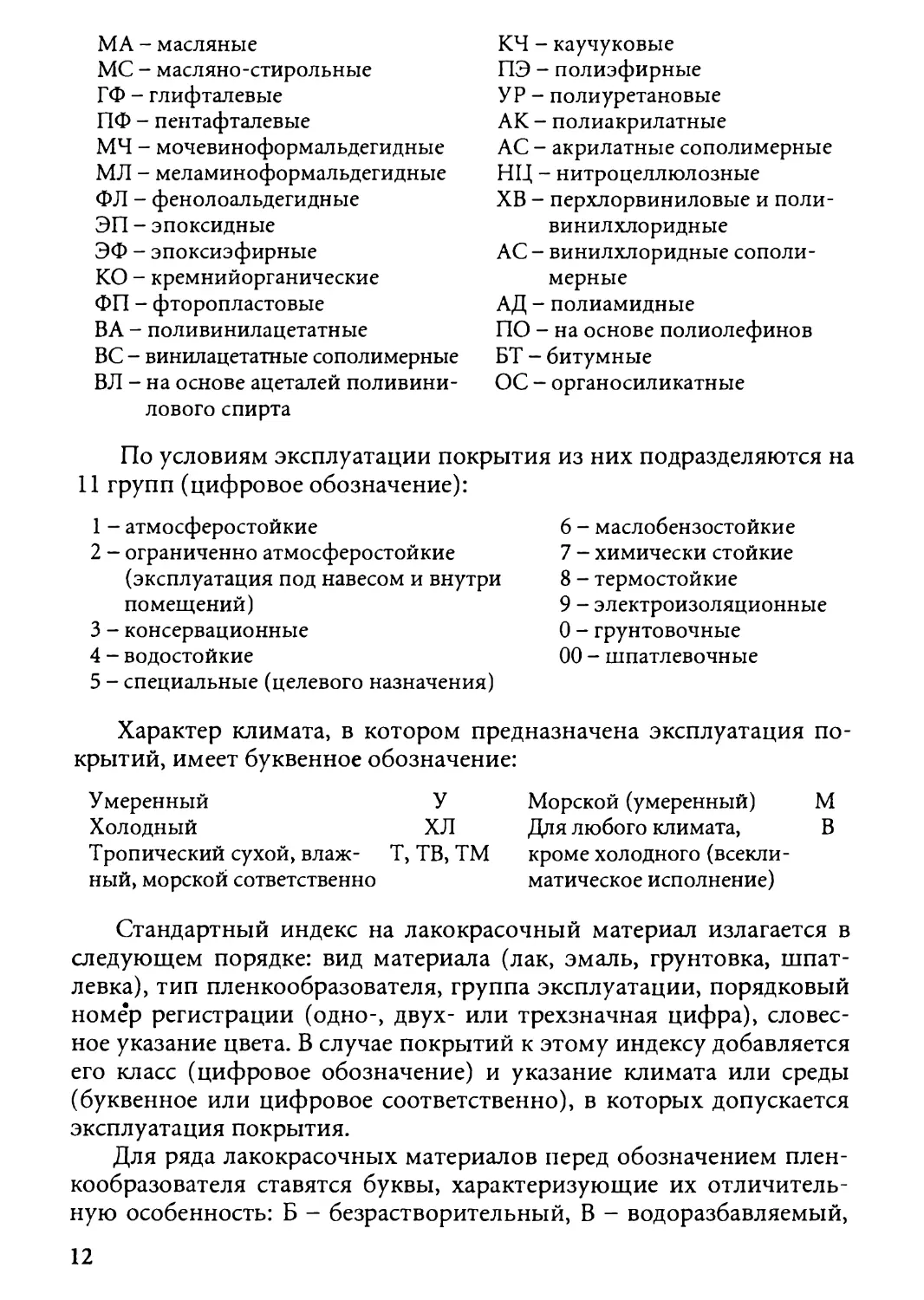
Для ряда лакокрасочных материалов перед обозначением
пленкообразователя ставятся буквы, характеризующие их
отличительную особенность: Б - безрастворительный, В - водоразбавляемый,
12
ВД - воднодисперсионный, ОД - органодисперсионный, П -
порошковый. Примеры обозначения приведены в табл. 1.1.
Таблица 1.1
Примеры обозначения лакокрасочных материалов и покрытий
Лакокрасочные
материалы
Лакокрасочные
покрытия
ЛакГФ-95
Грунтовка ЭФ-065
красно-коричневая
Эмаль В-ЭП-2100
красная
Эмаль МЛ-152
голубая II. У1
Эмаль ХВ-238
серая III. У2
Лак глифталевый (ГФ),
электроизоляционный (9), порядковый номер (5)
Грунтовка (0), эпоксиэфирная,
порядковый номер (65)
Эмаль водоразбавляемая (В),
эпоксидная (ЭП), для внутренних работ (2),
порядковый номер (100)
Покрытие из меламиноалкидной (МЛ)
эмали, класс II, предназначенное для
эксплуатации в атмосферных
условиях умеренного климата
Покрытие из перхлорвиниловой (ХВ)
эмали, класс III, предназначенное для
эксплуатации под навесом в условиях
умеренного климата
В последнее время при рыночной экономике отечественные
производители лакокрасочных материалов при установке товарного
знака на свою продукцию часто пренебрегают требованиями ГОСТа.
В результате появилось много новых материалов с фирменными
названиями, аналогично тому как это делается за рубежом.
Необходимые сведения о выпускаемой продукции - цвет, класс
покрытия, назначение и условия эксплуатации (нередко и тип
пленкообразователя) указываются в технических условиях или
другой сопроводительной документации на материал.
1.2. РАЗНОВИДНОСТИ ПРИМЕНЯЕМЫХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
1.2.1. ТРЕБОВАНИЯ К МАТЕРИАЛАМ
Поскольку основное назначение лакокрасочных материалов -
получение покрытий, можно сформулировать главные требования,
которым они должны отвечать:
1) допускать возможность тонкослойного распределения на
покрываемой поверхности;
2) быть способными к пленкообразованию;
13
3) образовывать покрытия, обладающие комплексом
необходимых технических свойств.
Первому требованию наиболее полно удовлетворяют
материалы, являющиеся жидкостями или высокодисперсными порошками.
Жидкое состояние, как никакое другое, позволяет легко и многими
способами получать разные по толщине слои, причем нередко в
достаточно широком интервале температур. Не случайно
существующая тысячелетия технология лакокрасочных покрытий
базировалась исключительно на использовании жидких пленкообразующих
систем.
Определились две разновидности таких систем:
1) составы, не содержащие летучих компонентов и
изготовляемые на основе мономеров, олигомеров или полимеров, наносимые
как в жидком состоянии, так и в состоянии расплава; это так
называемые 100 %-е лаки и краски;
2) составы, содержащие летучие компоненты и
представляющие собой растворы, водные дисперсии или органодисперсии
твердых полимеров и олигомеров. Летучие компоненты - вода и
органические растворители, выполняющие функции
"агентов-ожижения", - существенно влияют на технологические приемы получения
покрытий, их свойства, экономику и экологию производства.
В 60-х годах прошлого века появился новый вид лакокрасочных
составов - порошковые. Пленкообразователями в них служат твердые
полимеры и олигомеры, а своеобразным ожижающим агентом -1-
воздух. Несмотря на то, что порошки по физическому состоянию
относятся к твердым телам, имеется ряд признаков, сближающих
их с жидкостями: способность перемещаться при разобщении
частиц с помощью газового потока, заряжаться подобно гидрозолям
в электрическом поле высокого напряжения. При использовании
порошковых материалов, в отличие от традиционной технологии
покрытий, перевод твердых пленкообразователей в вязкотекучее
состояние осуществляется не вне субстрата, а непосредственно
на нем.
Все порошковые, а также жидкие материалы, не содержащие
органических растворителей и других токсичных веществ (водные,
100 %-е лаки и краски), по экологическим соображениям относят к
числу прогрессивных лакокрасочных материалов. Удельный объем
их производства и потребления постепенно возрастает.
Второе важное свойство лакокрасочных материалов -
способность к образованию пленок - обеспечивается присутствием в
составе лаков и красок пленкообразователей - мономеров,
олигомеров или полимеров аморфной или кристаллической структуры.
14
Свойства покрытий весьма разнообразны, многообразны и
требования к ним со стороны потребителей. Нередко возникает
заинтересованность в покрытиях с прямо противоположными
свойствами, например электроизоляционных и токопроводящих, гибких,
эластичных и хрупких, трескающихся при малейшей деформации,
с высокой адгезионной прочностью и антиадгезионных (съемных)
и т. д. Удовлетворение этих требований достигается, с одной
стороны, соответствующим подбором лакокрасочных материалов, с
другой - применением необходимой технологии покрытий.
1.2.2. ХАРАКТЕРИСТИКА ЖИДКИХ МАТЕРИАЛОВ
Жидкие лакокрасочные материалы - традиционный и
доминирующий вид лакокрасочной продукции. По химической природе
они подразделяются на растворы, органодисперсии, водные
дисперсии, безрастворительные (100 %-е) составы.
Растворы как пленкообразующие системы - наиболее
распространенный вид лакокрасочных составов. Летучими компонентами
в них служат органические растворители или вода.
Поскольку подавляющее число известных пленкообразователей
растворяется в органических растворителях, а не в воде, несмотря
на экологические соображения, пока используют преимущественно
органорастворимые составы. В зависимости от содержания
растворителя (оно может находиться в пределах от 10 до 90 % масс.)
лакокрасочные составы условно разделяют на материалы с низким
сухим остатком - до 70 % (так называемые традиционные) и с
высоким - более 70 %. В первом случае пленкообразователем служат,
как правило, полимеры, олигомеры или их смеси, во втором -
исключительно жидкие олигомеры с небольшой молекулярной
массой и нередко с добавкой реакционноспособных мономеров
(активных растворителей), участвующих в химическом образовании
пленки.
В материалах растворного типа, в зависимости от природы плен-
кообразователя и способа нанесения, применяют самые разные
растворители - как индивидуальные, так и смесевые с различной
степенью летучести; они испаряются при формировании покрытий.
Необходимый растворитель для того или иного пленкообра-
зователя в простейшем варианте может быть выбран, исходя из их
параметров растворимости 5! и 52, значения которых для разных
пленкообразователей и растворителей имеются в справочной
литературе.
Р = (5,-52)2.
15
Величина Р - параметр совместимости. Чем она меньше, т. е.
чем ближе между собой параметры растворимости компонентов,
тем более приемлем растворитель.
Растворы являются термодинамически равновесными
однофазными системами. Из-за присутствия органического растворителя
они имеют низкое поверхностное натяжение (25-35 мДж/м2), поэтому
удовлетворительно смачивают как гидрофильные, так и гидрофобные
поверхности. Изменяя содержание растворителей, т. е. сухой остаток,
можно получать покрытия разной толщины. Органорастворимые
материалы можно хранить в холодном помещении и на улице, однако
для их хранения требуется герметичная тара. Примером таких
материалов могут служить эфироцеллюлозные, виниловые, многие поли-
акрилатные лаки и эмали. Их главные недостатки - повышенная по-
жароопасность, токсичность, неэкономичность применения, загряз-
няемость атмосферы, связанная с испарением растворителей. Поэтому
традиционные материалы (с низким сухим остатком) считаются
неперспективными, их удельное значение в ассортименте лакокрасочной
продукции разных стран постепенно снижается, уступая место
материалам с высоким сухим остатком и безрастворительным.
Из материалов растворного типа заслуживают внимания
составы, растворителем в которых служит вода или их смесь с
водорастворимыми алифатическими спиртами или неполными простыми
эфирами (этил-, бутилцеллозольв и др.). Присутствие
растворителей делает эти составы более стабильными, одновременно
снижается их поверхностное натяжение. Условно такие материалы можно
отнести к экологически чистым, но они, как правило, требуют
горячей сушки (температура 140-170 °С).
Полимерные органодисперсии, применяемые для получения
покрытий, изготовляют преимущественно на основе полимеров -
аморфных и кристаллических. Это двухфазные системы,
занимающие промежуточное положение между коллоидными системами и
грубыми дисперсиями. Размер частиц дисперсной фазы колеблется
от долей микрометра до десятков микрометров. Дисперсионной
средой служит органический растворитель или смесь
растворителей: активного (диспергатора) и неактивного (разбавителя).
Наибольшее применение в технологии покрытий получили
органодисперсии фторопластов, пентапласта, поливинилхлорида, полиакри-
латов, полиэтилена, хлорированного полиэтилена. В зависимости
от состава они могут быть дисперсиями как лиофобного, так и
переходного типа.
В лиофобных дисперсиях (например, дисперсиях фторопластов)
отсутствует заметный переход жидких компонентов в полимерную
16
фазу; частицы полимера практически не набухают в дисперсионной
среде. Такие дисперсии обладают большим избытком
поверхностной энергии AGI10H, которая зависит от удельной поверхности Syn
(дисперсности порошка) и межфазного натяжения с на границе
полимер - среда:
Поскольку в лиофобных дисперсиях величина межфазного
поверхностного натяжения выше критической, для повышения агре-
гативной устойчивости в них вводят поверхностно-активные
вещества или используют принцип внутренней стабилизации -
включают в полимерную цепь или прививают звенья, имеющие
сродство к дисперсионной среде. Такие дисперсии могут быть
достаточно стабильны при хранении, а в случае расслаивания легко
переходят в исходное состояние при взбалтывании.
Дисперсии переходного типа (поливинилхлоридные, полиак-
рилонитрильные и др.) вследствие более высокой степени
взаимодействия полимерной фазы со средой (они состоят из частиц,
ограниченно набухших в растворителях) имеют меньшие значения
межфазного натяжения и соответственно более низкое значение AGn0B-
Они более стабильны кинетически, но неустойчивы
термодинамически.
Дисперсионное распределение полимеров в растворителях
приводит к получению менее вязких составов по сравнению с
однотипными растворами и, соответственно, с более высоким сухим
остатком (до 40-60 %). Кроме того, представляется возможным получать
лакокрасочные материалы на основе кристаллических и других
полимеров, нерастворимых или труднорастворимых в естественных
условиях.
Важное значение также имеет экономия дорогих и дефицитных
органических растворителей, поскольку значительную часть
дисперсионной среды могут составлять разбавители - дешевые
продукты типа нефтяных углеводородов и спиртов.
Органодисперсионные материалы получили наибольшее
применение для получения химически стойких покрытий и окрашивания
рулонного металла, это в основном составы горячей сушки. Лишь
дисперсии эластомеров (хлорсульфированный полиэтилен, каучуки)
могут формировать покрытия при комнатной температуре.
Водные дисперсии, получившие развитие в последние 60 лет,
считаются в настоящее время одним из доминирующих видов
экологически чистой лакокрасочной продукции. В ведущих странах
мира объем их потребления достигает 50 % всех лакокрасочных
материалов.
17
Основой таких материалов являются синтетические дисперсии
полимеров (латексы), получаемые, как правило, эмульсионной
полимеризацией или сополимеризацией мономеров, и искусственные
дисперсии, изготавливаемые посредством эмульгирования в воде
жидких пленкообразователей (олигомеров), а также растворов и
расплавов полимеров.
Особую группу дисперсий представляют водносуспензионные
составы, получаемые диспергированием в воде твердых полимеров,
олигомеров или готовых порошковых красок.
Краткая характеристика воднодисперсионных материалов дана
в табл. 1.2.
Все указанные водные материалы - двухфазные системы,
относящиеся к дисперсиям лиофобного или переходного типа.
Синтетические дисперсии содержат 40-50 % (масс.) полимеров
в виде сферических частиц (глобул) размером 10-104 нм и ПАВ,
распределенных на поверхности частиц и водной фазе. Они имеют
поверхностное натяжение порядка 35-55 мДж/м , что выше
критического поверхностного натяжения на межфазной границе
полимер - среда (2—10 мДж/м2 при степени адсорбционной
насыщенности эмульгаторов 60-90 %).
Таблица 1.2
Характеристика воднодисперсионных лакокрасочных материалов
Показатели
Вид пленкообра-
зователя
Форма
стабилизации
Размер частиц,
Наличие
растворителя
Условия
отверждения
Области
применения
Тип дисперсии
Синтетическая
Полимер
Искусственная
Эмульсии
Олигомер (реже
полимер)
С помощью ПАВ, самостабилизация
0,01-0,1
Отсутствует
Естественное
В строительстве,
в быту, частично
в
промышленности
0,1-1,0
Чаще присутствует
Естественное, при
нагревании
В строительстве, в
промышленности
Суспензии
Твердый
олигомер, полимер
С помощью ПАВ
1-5
Отсутствует
При нагревании
В
промышленности (по металлу)
18
Такие дисперсии представляют многие виды воднодисперси-
онных красок: поливинилацетатные, бутадиен-стирольные,
полиакрилатные, стирол-акрилатные, на основе виниловых и этилен-
винилацетатных сополимеров и др.
Искусственные дисперсии, в зависимости от агрегатного
состояния входящего в них пленкообразователя, могут быть: эмульсиями
или суспензиями, содержать органический растворитель или не
содержать его.
Стабилизация таких дисперсий достигается посредством
соответствующих ПАВ ("внешних" или "внутренних") и защитных
коллоидов. Наиболее распространенные лакокрасочные материалы
этого типа - алкидные, полиэфирные, эпоксидные, полиуретановые,
нитратцеллюлозные, перхлорвиниловые, кремнийорганические.
Диспергированию в воде могут быть подвергнуты практически
любые твердые и жидкие пленкообразователи. Например,
известны воднодисперсионные составы на основе полиэтилена,
полиамидов, фенолоформальдегидных олигомеров, эпоксиэфиров,
битумов и др.
В последнее время в ассортименте воднодисперсионных
лакокрасочных материалов стали популярны так называемые смешанные
системы, представляющие собой смеси синтетических и
искусственных дисперсий, а также искусственных дисперсий с водными
растворами олигомеров. Их применение позволяет целенаправленно
изменять свойства покрытий и обеспечивать качества покрытий, не
достигаемые при использовании индивидуальных систем.
Воднодисперсионные материалы из-за присутствия в них ПАВ
формируют покрытия с повышенной гидрофильностью, что долгое
время делало их неконкурентоспособными органорастворимым
составам в сфере противокоррозионной защиты металлов. Выход из
этого положения достигается разными путями:
- применением безэмульгаторных (самоэмульгируемых) систем;
- использованием эмульгаторов латентного типа,
разрушающихся или улетучивающихся при формировании покрытий;
- введением в лакокрасочные материалы эффективных
противокоррозионных пигментов и ингибиторов коррозии;
- применением горячей сушки покрытий.
Тем не менее главными областями применения
воднодисперсионных материалов остаются строительная индустрия, использование
в быту, а также промышленности при окрашивании древесины,
бумаги, пластмасс, кожи.
Противокоррозионные составы представлены в основном
грунтовками холодной и горячей сушки.
19
Безрастворительные (100 %-е) составы - один из перспективных
видов жидких лакокрасочных материалов. Старейшим и простейшим
видом таких составов с сухим остатком, близким к 100 %, являются
почти забытая натуральная олифа, получаемая на основе
высыхающих растительных масел, и краски, изготовляемые с ее применением.
Стремление к сокращению потребления пищевых масел в
лакокрасочной промышленности и повышению качества покрытий
привели к созданию серии новых материалов на синтетической основе.
Наибольшее применение получили составы, представляющие собой:
1) растворы жидких олигомеров в реакционноспособных
(активных) и не способных к реакциям (неактивных) разбавителях;
2) растворы твердых полимеров и реакционноспособных
олигомеров в мономерах;
3) низкоплавкие составы, наносимые в нагретом (расплавленном)
состоянии.
Наиболее типичные представители лакокрасочных материалов
первой группы - безрастворительные эпоксидные составы (БЭП).
Это растворы низкомолекулярных эпоксидных смол в смеси жидких
нелетучих компонентов - разбавителей (глицидиловые эфиры, эпок-
сидированный каучук, гликоли, этилсиликат и др.) и отвердителя
аминного типа, вводимого перед применением состава. Эмали БЭП
нашли широкое применение в судостроении, химическом
машиностроении и пищевой промышленности.
Ко второй группе безрастворительных материалов можно
отнести составы на основе ненасыщенных полиэфиров (олигоэфирма-
леинатов и олигоэфиракрилатов), применяемых в виде растворов в
мономерах (стирол, акриловые эфиры и др.) с добавлением (перед
применением) инициирующей системы для ускорения отверждения.
Лаки и эмали этого типа нашли применение в мебельной,
радиотехнической и других отраслях промышленности.
Низкоплавкие составы получают на основе природных и
синтетических мономеров и олигомеров (битумы, канифоль и др.) с
добавлением пластификаторов. Их используют в судостроении, при
защите подземных сооружений, труб и других объектов.
1.2.3. ХАРАКТЕРИСТИКА ПОРОШКОВЫХ МАТЕРИАЛОВ
Порошковые материалы - один из наиболее перспективных
видов лакокрасочной продукции промышленного назначения. Главные
их достоинства: отсутствие растворителей, практически безотходная
технология покрытий (близкая к 100 % степень утилизации краски
при нанесении), относительная простота и экономичность процесса
получения покрытий, хорошие их защитные свойства. Существуют
20
две группы порошковых лакокрасочных материалов:
термопластичные и термореактивные. Первые образуют покрытия без химических
превращений, в основном за счет сплавления частиц и охлаждения
расплавов. Получаемые из них пленки обратимы - термопластичны
и нередко растворимы. Материалы второй группы формируют
покрытия в результате сплавления частиц и последующих химических
превращений. Такие покрытия необратимы - неплавки и
нерастворимы. По объему производства и применения преобладают
материалы второй группы, они составляют более 85 %.
Порошковые составы - дисперсные сыпучие материалы с
размером частиц от нескольких микрометров до 80-100 мкм у
термореактивных красок и 200-300 мкм - у термопластичных. Это
многокомпонентные системы. Входящие в их состав ингредиенты - пленкообра-
зователи, пигменты, наполнители, пластификаторы, модификаторы,
агенты отверждения, розлива и др. - смешивают либо сухим способом
(в форме порошков), либо мокрым (в состоянии расплава) с
последующим измельчением сплава. Первый способ используют для
получения термопластичных красок из полимеров, второй -
термореактивных из олигомеров.
К порошковым лакокрасочным материалам предъявляют ряд
специфических требований. Они должны быть стабильны (не
агрегироваться, не комковаться) при транспортировке и хранении, оставаясь
сыпучими и подвижными порошками. С этой целью применяют
пленкообразователи с температурой стеклования не менее 60 °С.
Температуру хранения красок ограничивают 27 °С (не более).
Во избежание химического старения термореактивных красок от-
вердители выбирают таким образом, чтобы исключить их химическое
взаимодействие с пленкообразователем при нормальной температуре.
Необходимое требование к порошковым лакам и краскам -
способность к сплавлению при нагревании (монолитизации частиц), а
термореактивных составов - дополнительно к химическому
отверждению в относительно короткий промежуток времени.
Наиболее распространенные термореактивные составы:
эпоксидные, полиэфирные, эпоксидно-полиэфирные (гибридные), по-
лиуретановые, полиакрилатные; термопластичные: поливинилхло-
ридные, поливинилбутиральные, на основе полиэтилена,
полипропилена, полиамидов, пентапласта, фторопластов.
Мировой объем производства порошковых лакокрасочных
материалов в 2007 году превысил 1 млн. т. Сфера их применения
достаточно разнообразна. В наибольшем количестве порошковые материалы
применяют для окрашивания бытовой техники, средств транспорта,
металлической мебели, труб, инструмента. Крупными потребителя-
21
ми являются также автомобильная, электротехническая
промышленность и радиоэлектроника. В этих отраслях и частично в
строительной индустрии они все в большей степени вытесняют жидкие
органоразбавляемые лакокрасочные материалы. Покрытия из
порошковых красок также служат хорошей заменой гальванических,
силикатных покрытий и сложных видов электроизоляции.
1.3. ОСНОВНЫЕ СВОЙСТВА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
При всем многообразии свойств жидких и порошковых лаков и
красок можно выделить показатели, общие для каждой из групп
указанных материалов. Так, наиболее существенное значение при
получении покрытий из жидких материалов имеют вязкость,
поверхностное натяжение, параметры отверждения (превращения в твердое
состояние), а для порошковых - дисперсность, сыпучесть,
показатели, связанные с нанесением и отверждением покрытий. Знание этих
показателей и методов их регулирования позволяет целенаправленно
влиять на технологию и свойства получаемых покрытий.
1.3.1. ВЯЗКОСТЬ ЖИДКИХ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
В зависимости от метода нанесения и условий формирования
покрытий применяют лакокрасочные материалы с разной вязкостью. По
консистенции они могут быть жидкими, вязкими и пастообразными.
Вязкость лаков и красок, как и вязкость любых жидкостей,
определяется внутренним трением, возникающим между их слоями при
перемещении под действием внешних сил.
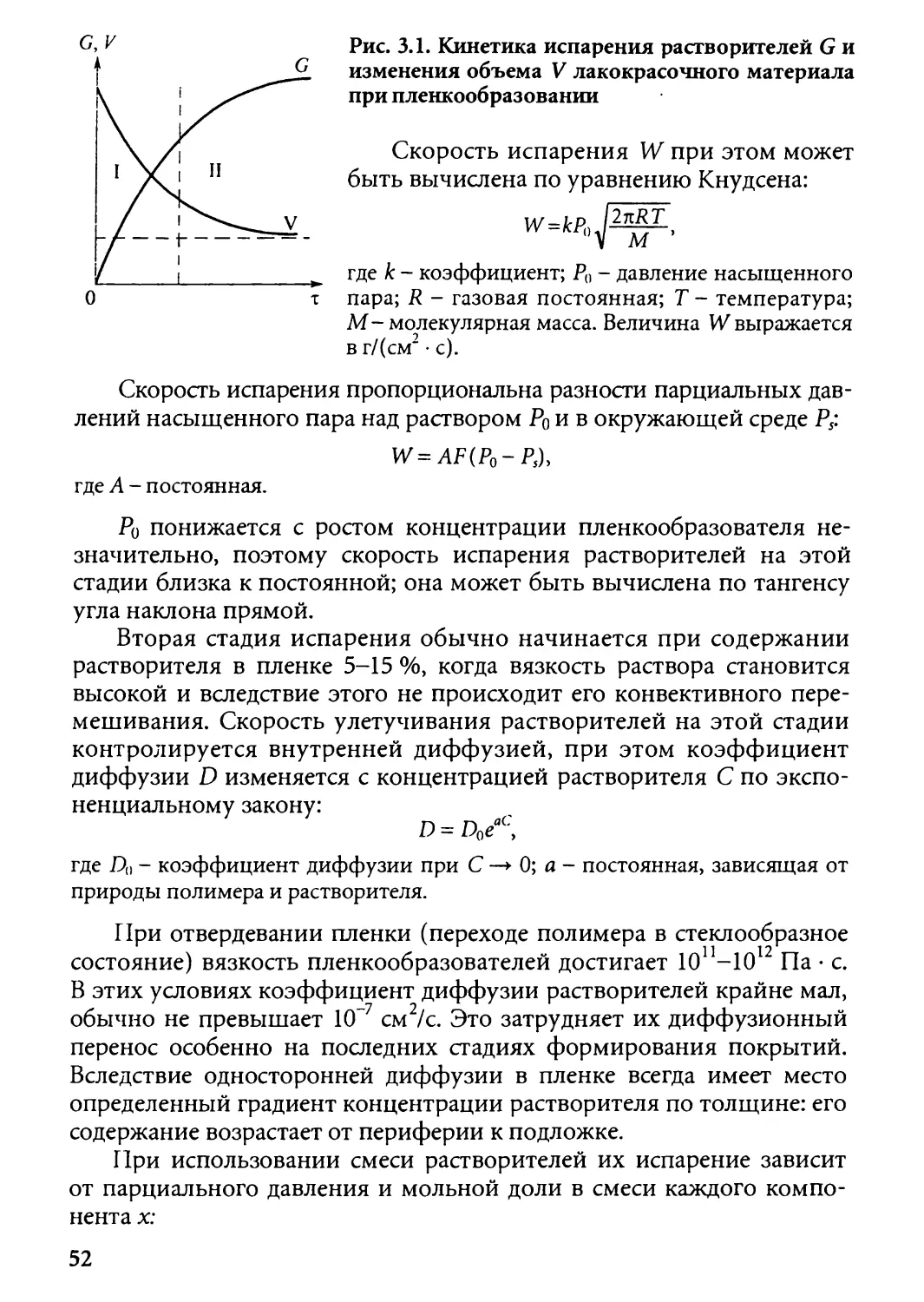
Разновидности течения. Для неструктурированных жидкостей,
например воды, органических растворителей, вязкость может быть
вычислена по уравнению Ньютона:
от = F/5 = г|у.
Для них свойственна прямо пропорциональная зависимость
между напряжением сдвига ат (отношение силы трения F к площади
сдвига S) и скоростью сдвига, или скоростью течения у.
Коэффициент пропорциональности г| служит мерой динамической вязкости; он
выражается в Па • с (1 Па • с = 10 П). Отношение коэффициента
динамической вязкости к плотности материала представляет собой
кинематическую вязкость, выражаемую в м2/с (1 м2/с = 104 Ст).
Неструктурирующиеся (ньютоновские) жидкости
характеризуются постоянством вязкости в широком интервале напряжений и
скоростей сдвига (рис. 1.3, кривая 1).
Лакокрасочные материалы по реологическому поведению
существенно отличаются от ньютоновских жидкостей. В зависимости
22
А
ign
IgY
!sn*
1ёПл
о
IgY
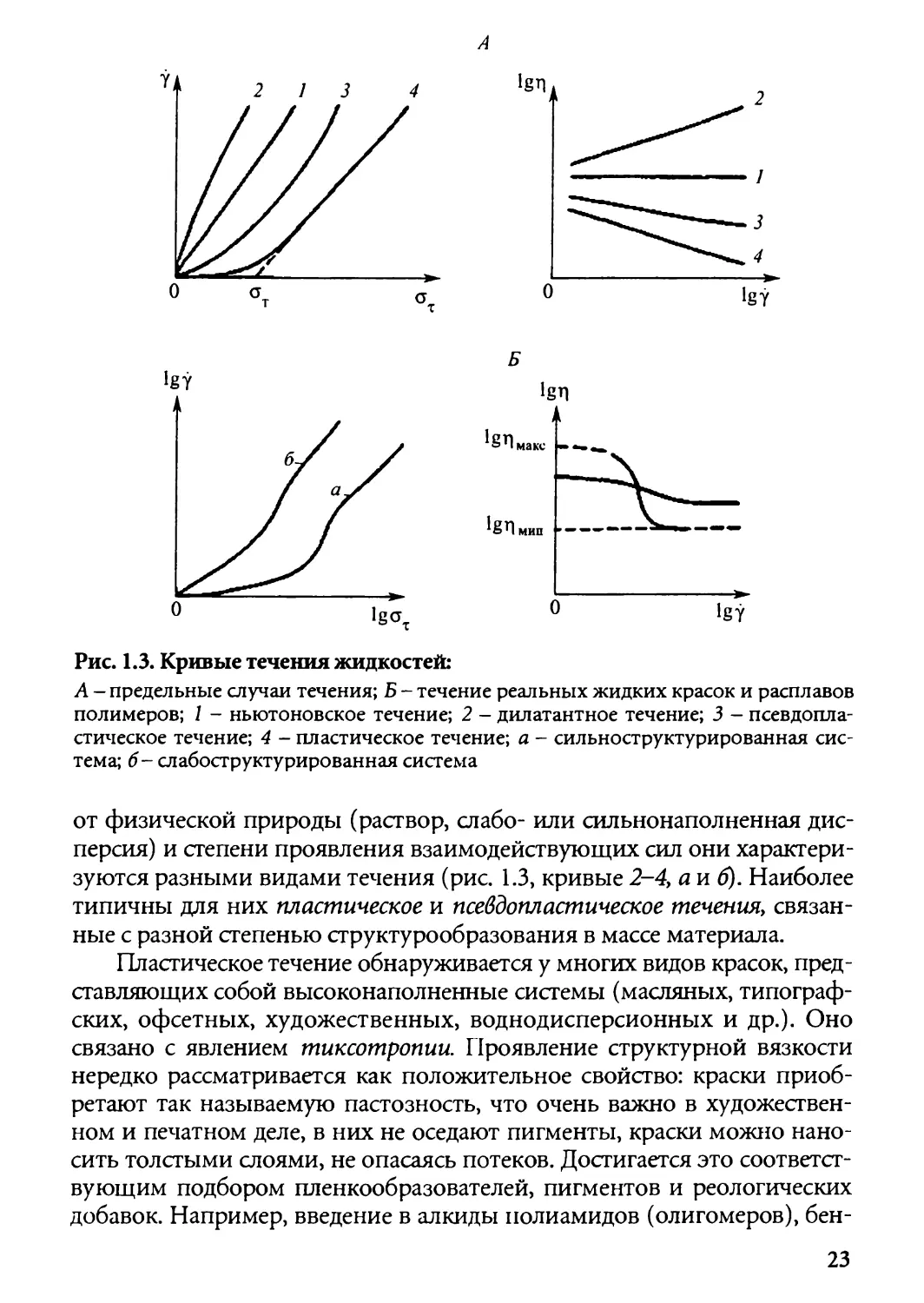
Рис. 1.3. Кривые течения жидкостей:
А - предельные случаи течения; Б - течение реальных жидких красок и расплавов
полимеров; 1 - ньютоновское течение; 2 - дилатантное течение; 3 -
псевдопластическое течение; 4 - пластическое течение; а - сильноструктурированная
система; б- слабоструктурированная система
от физической природы (раствор, слабо- или сильнонаполненная
дисперсия) и степени проявления взаимодействующих сил они
характеризуются разными видами течения (рис. 1.3, кривые 2-4, а и б). Наиболее
типичны для них пластическое и псевдопластическое течения,
связанные с разной степенью структурообразования в массе материала.
Пластическое течение обнаруживается у многих видов красок,
представляющих собой высоконаполненные системы (масляных,
типографских, офсетных, художественных, воднодисперсионных и др.). Оно
связано с явлением тиксотропии. Проявление структурной вязкости
нередко рассматривается как положительное свойство: краски
приобретают так называемую пастозность, что очень важно в
художественном и печатном деле, в них не оседают пигменты, краски можно
наносить толстыми слоями, не опасаясь потеков. Достигается это
соответствующим подбором пленкообразователей, пигментов и реологических
добавок. Например, введение в алкиды полиамидов (олигомеров), бен-
23
тонов (продуктов взаимодействия бентонита с органическими
основаниями), органобентонита, алкоголятов алюминия, дегидратированного
касторового масла, а также использование высокодисперсных
пигментов и наполнителей (талька, каолина, аэросила, диоксида титана,
некоторых органических пигментов) и поверхностно-активных веществ
(стеараты А1 и Zn, воски) вызывает образование в них своеобразных
коагуляционных структур с достаточно высокой прочностью.
В последнее время разработана серия новых реологических
добавок на основе водорастворимых эфиров целлюлозы, акрилатных
сополимеров, олигоэфируретанов (фирмы Rheox, Servo и др.),
позволяющих получать органо- и водоразбавляемые краски с разной
степенью тиксотропии. Количество добавок обычно не превышает 1 %.
При установившейся структуре тиксотропные краски нетекучи,
однако легко наносятся на поверхность, если эта структура
разрушена. Такие материалы представляют собой типичные бингамовские
тела. Их течение приближенно может быть описано уравнением вяз-
копластического течения Шведова - Бингама:
о\ = ск + т1'у>
где о, - предельное напряжение сдвига, или предел текучести; г|' -
пластическая вязкость.
Для ряда красок разность значений наибольшей постоянной
вязкости г|макс неразрушенной структуры и наименьшей постоянной (или
эффективной) вязкости пмин предельно разрушенной структуры при
у = 104-105 с-1 нередко достигает 102-107 Па • с. Так, у многих
типографских, офсетных красок лмакс = 1 • 103-7 • 103 Па • с, а г|мип =
= 10-15 Па • с. Поэтому недоучитывать значение структурной
вязкости было бы большой ошибкой.
Лаки и эмали, изготовленные на основе полимеров (нитратцел-
люлозные, перхлорвиниловые, полиакрилатные и др.), при
отсутствии в их составе тиксотропирующих добавок имеют малую степень
тиксотропии, однако для них также свойственно проявление
структуры и значительное отклонение от ньютоновских жидкостей в
реологическом поведении. При скоростях сдвига до 105 с-1 они ведут
себя как псевдопластические жидкости (рис. 1.3, кривая 3) и при
истечении подчиняются уравнению:
от = ПУ">
где п - показатель, характеризующий степень отклонения от линейной
зависимости; для многих эмалей п= 1,0-1,2.
При дальнейшем увеличении у вязкость псевдопластических
жидкостей становится постоянной. Именно она и принимается за
показатель текучести материала как пэф.
24
Менее характерен для лакокрасочных составов обратный случай
реологического поведения - повышение вязкости с увеличением
скорости сдвига, свойственный дилатантным системам (рис. 1.3, кривая 2).
Он отмечается, в частности, у высоконаполненных составов
(густотертые масляные краски и шпатлевки) особенно при введении в них
водных разбавителей.
При получении покрытий из расплавов полимеров и олигомеров
также возникает необходимость в оценке их реологических свойств.
Типовая кривая течения расплавов полимеров в логарифмических
координатах имеет S-образную форму (кривые а и 6 на рис. 1.3, Б). При
низких и высоких значениях напряжений и скоростей сдвига
наблюдается прямолинейная зависимость, что соответствует наибольшей г|макс и
наименьшей Г|мии ньютоновским вязкостям. Отклонения от
прямолинейной зависимости на среднем участке кривой вызваны структурными
изменениями в полимерах: эта ветвь называется структурной ветвью.
Регулирование и определение реологических свойств. В
практических условиях при получении покрытий нередко возникает
заинтересованность в регулировании вязкости лакокрасочных
материалов. Это достигается применением соответствующих растворителей,
разбавителей, пластификаторов или нагреванием. Температурная
зависимость вязкости подчиняется уравнению:
ц=АеЕ*т\
где Е^ - энергия активации вязкого течения.
Вязкость увеличивается при наполнении, при этом ее изменение
может быть описано уравнением Гута - Гольда:
т1 = Ло(1 +ЗФ + 23Ф2),
где т]о - вязкость ненаполненной системы; Ф - объемная доля наполнителя.
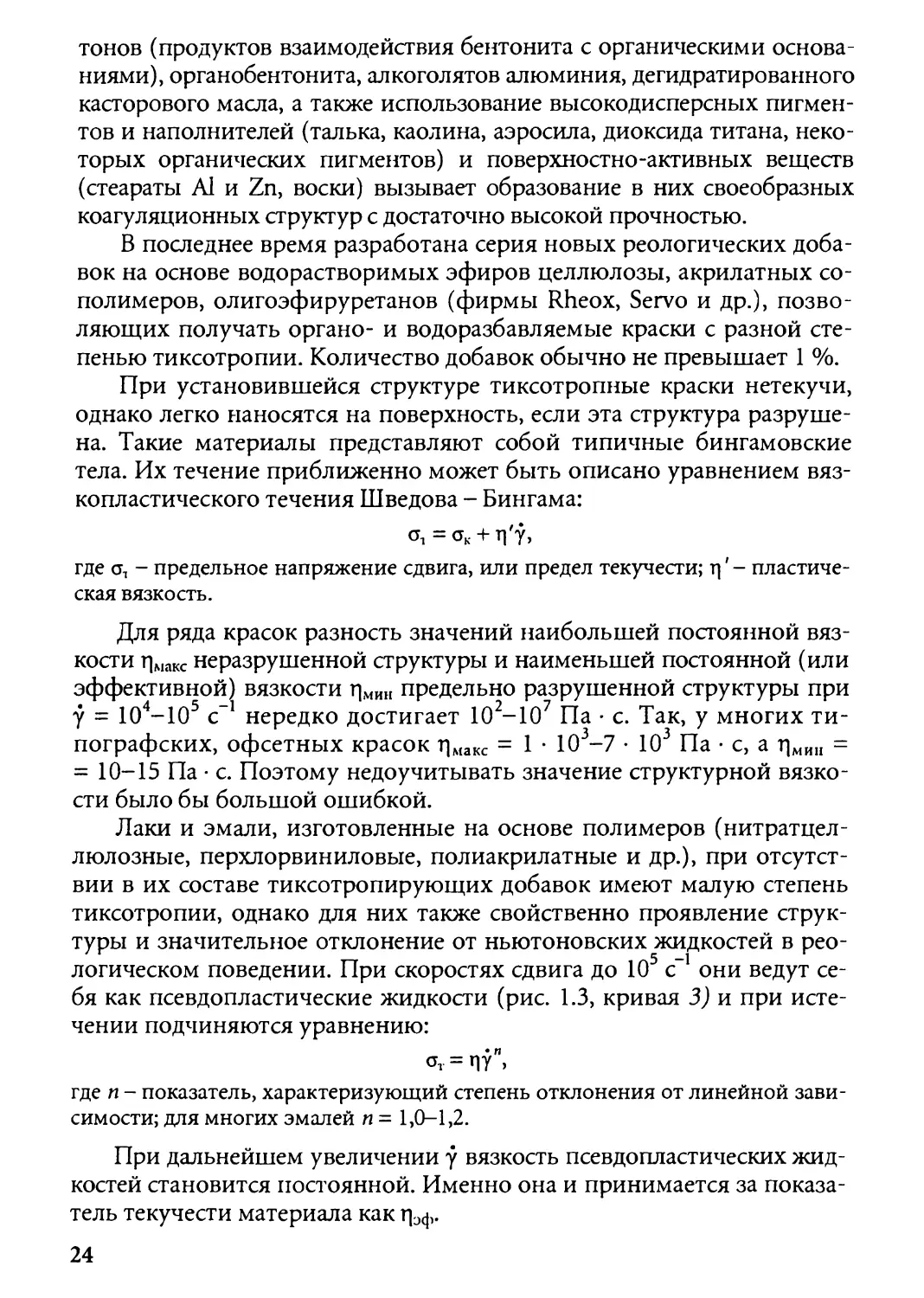
Наиболее удобным способом регулирования реологических
свойств является, однако, введение тиксотропирующих добавок на
стадии изготовления красок или перед их применением. Он
позволяет сочетать одновременно ряд положительных явлений: разжижение
материла при нанесении (без разбавления) за счет применения
высоких скоростей сдвига и повышение вязкости (структурирование)
после нанесения, а также в период его хранения и транспортировки из-
за низких скоростей сдвига (рис. 1.4); это устраняет образование
потеков и их расслоение (оседание пигментов).
Большинство общеупотребительных красок, которым
свойственна структурированность, имеет г|' = 0,05-0,4 Па • с и ок = 0-15 Па.
Пластическая вязкость некоторых полиграфических и
промышленных тиксотропных красок достигает 15-50 Па • с, а предельное
напряжение сдвига - нескольких десятков и даже сотен Па.
25
П, Пас
1000
100
10
0,1
0,01
|ХраНСНИС
Осед
1
L Транспортировка
^w I
Образование ^^
натеков
Растска!
анис пигм
1
1ИС
ента
1
1
Изготовление л мм
Нанесение ЛКМ
w II
Консистенция в таре
1 1
Нанесение кистью
Распыление
валиком
0,001 0,01
0,1
10
100
1000
юооо yc-i
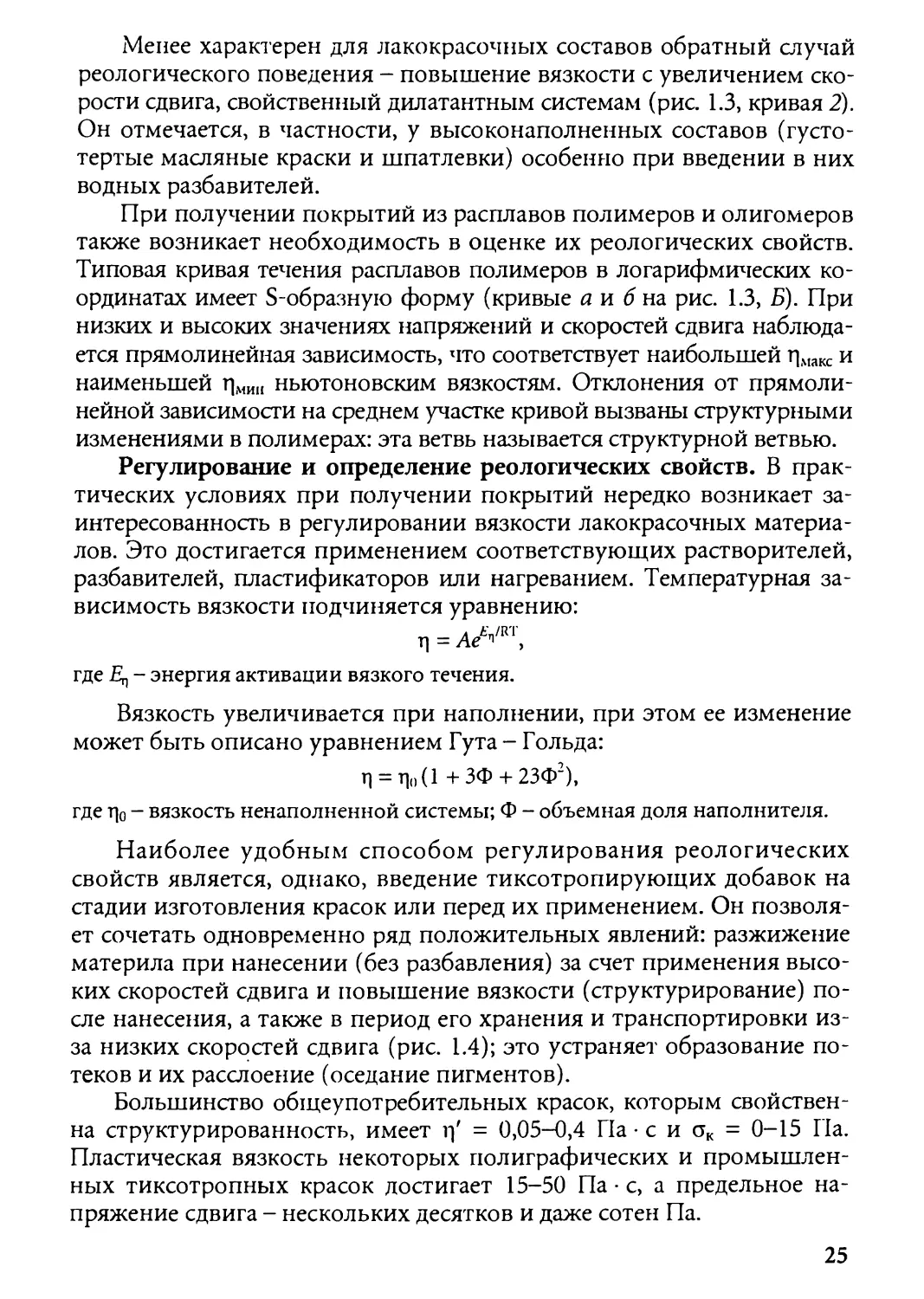
Рис. 1.4. Кривая течения тиксотропного материала:
/- область малых скоростей сдвига; //- область больших скоростей сдвига
Сильно структурирующиеся краски непригодны для нанесения
методами окунания и облива, так как избыток краски не стекает с
поверхности. Они удовлетворительно наносятся способами, при
которых обеспечиваются большие напряжения или скорости сдвига,
например распылением, кистью и особенно валковым способом.
Практика показывает, что при кистевом окрашивании (скорость движения
кисти 0,5-0,9 м/с) у достигает 5000-30000 с-1. Время восстановления
разрушенной структуры должно быть подобрано таким образом,
чтобы краска успела растечься по поверхности, но не образовала натеков
на вертикальных поверхностях. Опасность натеков особенно
возрастает при нанесении медленно высыхающих лакокрасочных
материалов толстыми слоями. Это следует из формулы, определяющей
скорость стекания v лаков и красок с вертикальных поверхностей:
v=pgh2/2^
где р - плотность краски; g - ускорение свободного падения; h - толщина
слоя краски; т\ - вязкость краски.
Лаки и краски с плохо подобранной вязкостью трудно наносятся,
часто возникают дефекты поверхности покрытий. Необходимо тем
или иным способом строго контролировать вязкость лакокрасочных
материалов перед нанесением.
26
Наиболее удобными приборами для определения реологических
свойств жидких красок являются ротационные вискозиметры,
которые могут работать по CR-принципу (Controlled Rate) - задается
скорость сдвига и измеряется касательное напряжение - или по CS-
принципу (Controlled Stress) - задается касательное напряжение и
измеряется скорость сдвига. К их числу относятся вискозиметры
ХААКЕ, Феррани, Брукфильда, Стомера, реометры ХААКЕ Ротови-
ско, ХААКЕ Реостресс, Реотест, эластовискозиметр Михайлова,
вискозиметр с коаксиальными цилиндрами (прибор Шведова), приборы
СНС-2иПСП-Зидр.
Для оценки вязкости неструктурирующихся материалов с
известным допущением могут быть использованы вискозиметры,
основанные на принципах истечения и падающего шарика, например
вискозиметр Гепплера и др. Для оценки отдельных партий лаков и
красок служат экспресс-методы определения так называемой
условной вязкости с применением вискозиметров (воронок ВЗ-246 и др.).
Определения проводят по ГОСТ 8420-74 или по стандарту ИСО 2431.
Вязкость расплавов порошковых красок определяют
капиллярными вискозиметрами АКВ-2, КВПД и ротационным РВ-7 или
условно по длине образующегося следа при стекании капли расплава с
поверхности стеклянной пластинки, установленной под углом 60° к
горизонту. Для сравнительной характеристики однотипных
полимерных красок, например полиэтиленовых, пользуются прибором
для определения показателя текучести расплава (ПТР). ПТР
выражают массой расплава (в граммах), выдавливаемой из сопла прибора
под действием груза за 10 мин.
1.3.2. ПОВЕРХНОСТНОЕ НАТЯЖЕНИЕ ЖИДКИХ МАТЕРИАЛОВ
Поверхностное натяжение во многом определяет такие важные
технологические свойства жидких лаков, красок и расплавов пленко-
образователей, как способность к распылению и смачиванию
субстрата, скорость слияния нанесенных капель жидкости, их растекание
на поверхности. Работа, затрачиваемая на создание новой поверхности
при диспергировании (распылении) лакокрасочных материалов и
высвобождаемая при слиянии дисперсных частиц (пленкообразовании),
пропорциональна их поверхностному натяжению.
Поверхностное натяжение лакокрасочных материалов как
многокомпонентных систем определяется поверхностной активностью
входящих в их состав жидких компонентов. Краски, изготовленные с
применением растительных масел, имеют невысокое поверхностное
натяжение на границе с воздухом (25-35 мДж/м ). Поэтому они хо-
27
рошо смачивают самые разные поверхности. Среди олигомерных
пленкообразователей поверхностная активность уменьшается в ряду:
Алкидные > Полиэфирные > Эпоксидные > Фенолоформальдегидные >
> Мочевиноформальдегидные
Ниже приведены значения поверхностного натяжения а (в
мДж/м ) для ряда пленкообразователей, найденные
экспериментально или расчетным путем:
Алкид, модифицированный жирными кислотами 36-37
Поливинилацетат 39
Полибутилметакрилат 40
Полистирол 41
Фенолоформальдегидный олигомер 41
Меламиноформальдегидный олигомер 42
Ацетобутират целлюлозы 42
Циклогексанонформальдегидный олигомер 44
Поливинилбутираль 53
Хлорированный каучук 57
Поверхностное натяжение лаков и красок, представляющих собой
растворы полимеров, во многом определяется природой растворителей.
Для большинства наиболее употребительных растворителей
(ароматических и алифатических углеводородов, сложных эфиров, спиртов,
кетонов) а = 22-36 мДж/м . С увеличением содержания растворителей
поверхностное натяжение лаков и красок, как правило, уменьшается,
причем тем значительнее, чем меньше поверхностное натяжение
взятых растворителей (рис. 1.5). Соотношение значений поверхностного
натяжения пленкообразователя и растворителя играет важную роль в
процессах формирования покрытий из растворов (см. гл. 3).
Наиболее высокие значения поверхностного натяжения имеют
краски, в которых растворителем или
дисперсионной средой служит вода,
так как для воды а = 72,7 мДж/м .
Такие краски неудовлетворительно
смачивают гидрофобные и плохо
обезжиренные поверхности. Для
уменьшения поверхностного
натяжения в состав водоразбавляемых
Рис. 1.5. Зависимость поверхностного
I натяжения растворов полистирола от
22 I ' ' ' ' ' содержания растворителей:
0 20 40 60 80 100 j _ циклогексанон; 2 - ксилол; 3 - метил-
Содсржаиис растворителя, % этилкетон
28
красок вводят спирты, а воднодисперсионных - поверхностно-
активные вещества (ПАВ).
Присутствие неионогенных ПАВ благоприятно сказывается и на
поверхностной активности неводных красок. Особенно эффективно
снижают поверхностное натяжение таких составов фторированные
соединения, силиконовые масла и полисилоксаны,
модифицированные простыми и сложными полиэфирами. ПАВ позволяют
одновременно регулировать и другие свойства красок: реологические,
электрические (способность заряжаться в электрополе), стабильность
(отсутствие расслоения) при хранении.
Поверхностное натяжение расплавов определяется
исключительно химической природой пленкообразователя. Оно мало зависит от
его молекулярной массы, но линейно уменьшается с увеличением
температуры, при этом тангенс угла наклона прямой может служить
мерой поверхностной энтропии расплава:
Температурный градиент поверхностного натяжения невелик; у
различных пленкообразователей он колеблется от 0,06 до 0,11.
Замечено, что материалы с более высокими значениями температурного
градиента лучше растекаются по поверхности при нанесении в
нагретом состоянии.
Для уменьшения поверхностного натяжения расплавов и
улучшения смачивания ими поверхности в состав красок вводят
смачивающие вещества: силиконовые масла, акрилатные олигомеры,
полимеры простых виниловых эфиров, низкомолекулярные
пластификаторы, некоторые ПАВ.
Поверхностное натяжение жидких красок определяют
общепринятыми для текучих жидкостей методами, например по отрыву
капли, поднятию жидкости в капилляре, продавливанию воздушного
пузырька. В случае расплавов чаще пользуются косвенными
методами: по смачиванию пленки жидкостями, набуханию в растворителях,
плотности энергии когезии, "нулевой" ползучести и т. д.
1.3.3. СВОЙСТВА ПОРОШКОВЫХ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Имеется комплекс физико-химических и технологических
показателей, по которым оценивают качество порошковых лаков и
красок. К первой группе относятся дисперсионный состав, сыпучесть,
насыпная плотность, ко второй - способность к псевдоожижению и
электризации, время гелеобразования, растекаемость, температура и
продолжительность формирования покрытий.
29
Дисперсионный состав. Все промышленные краски
полидисперсны; размер их частиц обычно находится в пределах 5-350 мкм.
Дисперсность во многом определяет выбор способа нанесения красок
на поверхность; порошки с диаметром частиц до 100 мкм наносят
электростатическим распылением или в "облаке" заряженных частиц,
из грубодисперсных порошков, которые меньше слеживаются и
легче псевдоожижаются, покрытия получают в аппаратах кипящего
слоя. Более грубодисперсные порошки образуют более толстые
покрытия, соответственно, больше их расход.
Важное значение имеет и характеристика полидисперсности
красок. Полидисперсные порошки склонны к сепарации и пылению при
переводе их в аэрозольное состояние. Присутствие крупных частиц и
агрегатов служит причиной дефектов покрытия: "шагрени"
(волнистость), кратеров и др.
С дисперсностью непосредственно связано одно из важных
свойств порошковых тел - их удельная поверхность Sv;i (она обычно
находится в пределах 10-100 м/г):
5Уд = Л/(г0р),
где А - константа, зависящая от степени полидисперсности и формы частиц
порошка; г0 - средний радиус частиц; р - плотность порошкового материала.
Будучи своеобразной мерой поверхностной энергии, удельная
поверхность во многом определяет скорость слияния частиц и в
целом продолжительность формирования покрытий.
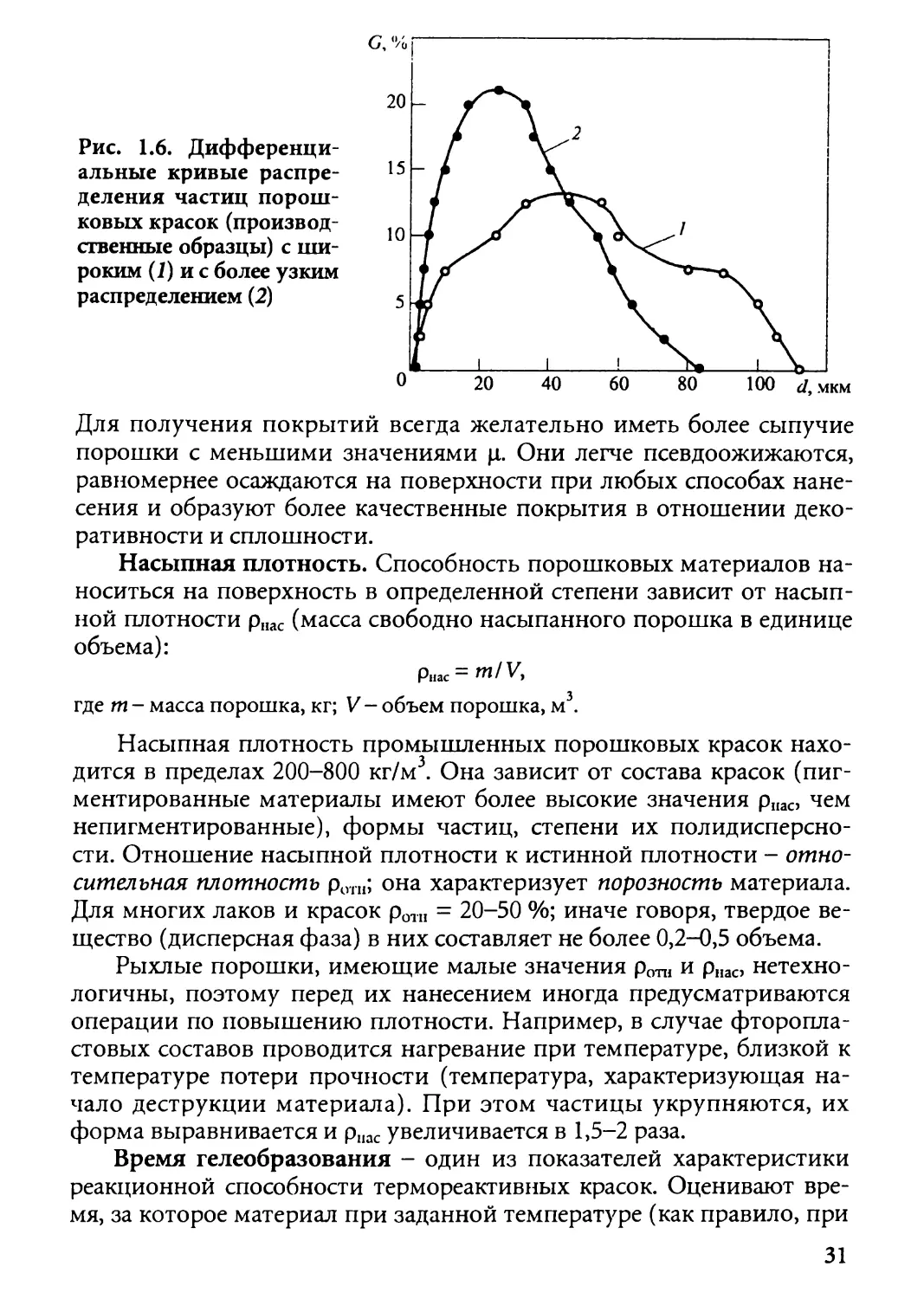
Для определения дисперсионного (или гранулометрического)
состава порошковых красок служат лазерные микроанализаторы SK
7000S, Микро-сайзер 201С и др. Возможно применение ситового
анализа, микроскопического и седиментационного методов. Результаты
определений чаще всего представляют в виде дифференциальной
или интегральной кривой распределения (рис. 1.6).
Сыпучесть. К порошковым краскам предъявляются
определенные требования в отношении сыпучести, которая зависит от степени
взаимодействия между частицами и нередко оценивается по
коэффициенту внутреннего трения \i - функции угла естественного
откоса а свободно насыпанного порошка:
H = tg<x.
Для большинства порошковых красок ц = 0,74-1,0 (а = 35-45°).
Сыпучесть зависит от температуры стеклования (Тс) пленкооб-
разователя, дисперсности порошков, степени изометричности их
частиц, влажности и температуры. Она может быть улучшена введением
в краску целевых добавок: аэросила, пирогенного кремнезема и др.
30
с, %
20
Рис. 1.6.
Дифференциальные кривые распре- 15
деления частиц
порошковых красок (производ-
ственные образцы) с
широким (1) и с более узким
распределением (2) 5
0 20 40 60 80 100 а, мкм
Для получения покрытий всегда желательно иметь более сыпучие
порошки с меньшими значениями ji. Они легче псевдоожижаются,
равномернее осаждаются на поверхности при любых способах
нанесения и образуют более качественные покрытия в отношении
декоративности и сплошности.
Насыпная плотность. Способность порошковых материалов
наноситься на поверхность в определенной степени зависит от
насыпной плотности рпас (масса свободно насыпанного порошка в единице
объема):
Рнас= ГП/Vy
где т - масса порошка, кг; V- объем порошка, м .
Насыпная плотность промышленных порошковых красок
находится в пределах 200-800 кг/м3. Она зависит от состава красок
(пигментированные материалы имеют более высокие значения рпас, чем
непигментированные), формы частиц, степени их
полидисперсности. Отношение насыпной плотности к истинной плотности -
относительная плотность р0П1; она характеризует порозностъ материала.
Для многих лаков и красок ротп = 20-50 %; иначе говоря, твердое
вещество (дисперсная фаза) в них составляет не более 0,2-0,5 объема.
Рыхлые порошки, имеющие малые значения ротн и рнас,
нетехнологичны, поэтому перед их нанесением иногда предусматриваются
операции по повышению плотности. Например, в случае
фторопластовых составов проводится нагревание при температуре, близкой к
температуре потери прочности (температура, характеризующая
начало деструкции материала). При этом частицы укрупняются, их
форма выравнивается и р11ас увеличивается в 1,5-2 раза.
Время гелеобразования - один из показателей характеристики
реакционной способности термореактивных красок. Оценивают
время, за которое материал при заданной температуре (как правило, при
31
температуре формирования покрытия) переходит в состояние геля.
Определение обычно проводят на полимеризационной плите
(экспресс-метод). Более точным является определение реакционной
способности порошковых красок по изменению вязкости расплавов
(приборы Канавца, пружинный маятник), а также по тепловым
эффектам при нагревании (дифференциальный сканирующий
калориметр, дериватограф и др.).
Способность к псевдоожижению и электризации -
технологические показатели порошковых красок, определяющие их пригодность
для нанесения в состоянии аэрозоля. На псевдоожижение порошков
влияют многие факторы: форма и размер частиц, влажность,
давление подаваемого воздуха, конструктивные особенности ванны.
Способность порошковых красок заряжаться в поле высокого
напряжения и осаждаться на изделиях зависит в равной степени как
от типа краски (определяющее влияние оказывают электрические
свойства материала частиц - удельное объемное сопротивление и
диэлектрическая постоянная), так и аппаратуры (тип
краскораспылителя, способ зарядки частиц, качество заземления).
Способность красок к псевдоожижению оценивают визуально по
характеру "кипения" порошка в ванне кипящего слоя, по
коэффициенту псевдоожижения или расширения слоя. Последний должен
быть не менее 1,3.
Мерой электризации порошковых составов служит средний
удельный массовый заряд частиц qm> представляющий собой
отношение общего заряда частиц q к массе порошка га:
qm = qlm.
Оптимальное значение qm, при котором краска
удовлетворительно осаждается на поверхности, лежит в пределах 0,3-3,5 мкКл/г.
При нанесении красок способом электростатического распыления
косвенной характеристикой электризации порошка могут служить
коэффициенты электроосаждения К,к и предельной степени
осаждения К1Ю. Первый представляет собой отношение (в %) массы осевшего
на изделие порошка га к массе распыленного Мза время нанесения т:
i^c = (m/M-T)-100.
Второй характеризует предельное количество порошка га (в г/м2),
которое может удержаться на единице поверхности изделия F при
однократном нанесении:
Kup=m/F.
Приемлемыми считаются показатели осаждения Кос > 60 % и
Кио > 150 г/м . Существуют соответствующие приборы и методы
определения указанных показателей.
32
ГЛАВА 2
ВЗАИМОДЕЙСТВИЕ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
С ТВЕРДОЙ ПОВЕРХНОСТЬЮ
Свойства лакокрасочных покрытий во многом зависят от
характера взаимодействия материала пленки с субстратом - типа
возникающих между ними связей. Адсорбционное взаимодействие
устанавливается уже в момент нанесения жидкого лакокрасочного
материала на твердую поверхность. Степень этого
взаимодействия, связанного с природой лакокрасочного материала и характером
окрашиваемой поверхности, определяет полноту ее смачивания,
которая проявляется во многих показателях покрытий: сплошности,
адгезии, оптических, противокоррозионных и др.
2.1. ОБЩИЕ СВОЙСТВА ТВЕРДОЙ ПОВЕРХНОСТИ
Поверхность любого твердого тела, независимо от того, является
ли оно кристаллическим или аморфным, неизбежно отражает
специфику его внутренней структуры. Вместе с тем по физическому
состоянию и химическому составу поверхностные слои нередко
значительно отличаются от вещества в объеме.
Чистота поверхности. Поверхность практически всех твердых тел
вследствие сорбционной способности содержит различные загрязнения
и примеси (адсорбированные газы и влагу из воздуха и др.).
Типичными загрязнениями металлов являются оксиды. Оксидные пленки в
естественных условиях содержатся практически на всех металлах, за
исключением золота, платины и серебра. На железе оксидные пленки имеют
толщину 1,5-15 нм, на алюминии 5-20 нм. В зависимости от условий
обработки и хранения металла толщина и химический состав оксидов
могут сильно различаться. Например, железу присуще трехслойное
строение оксидной пленки: FeO/Fe304/Fe203, меди -двухслойное Cu20/CuO.
Неизбежный спутник всех металлов, содержащих оксидные слои, -
физио- и хемосорбированная вода. В зависимости от адсорбционной
активности металла и влажности воздуха количество воды может
достигать нескольких десятков монослоев (рис. 2.1).
Энергия связи молекул адсорбированной воды уменьшается по
мере удаления от поверхности подложки; наиболее прочно связан
первый монослой. Температурная область десорбции физиосорбирован-
ной воды у многих металлов составляет 50-230 °С, хемосорбированной
33
н н
\ /
0
1
0
1
н н
н н
V
1
у
н н
4 / \/ \ / \
о о о с
1 ' I
le Me Me M
N/ \/ N/
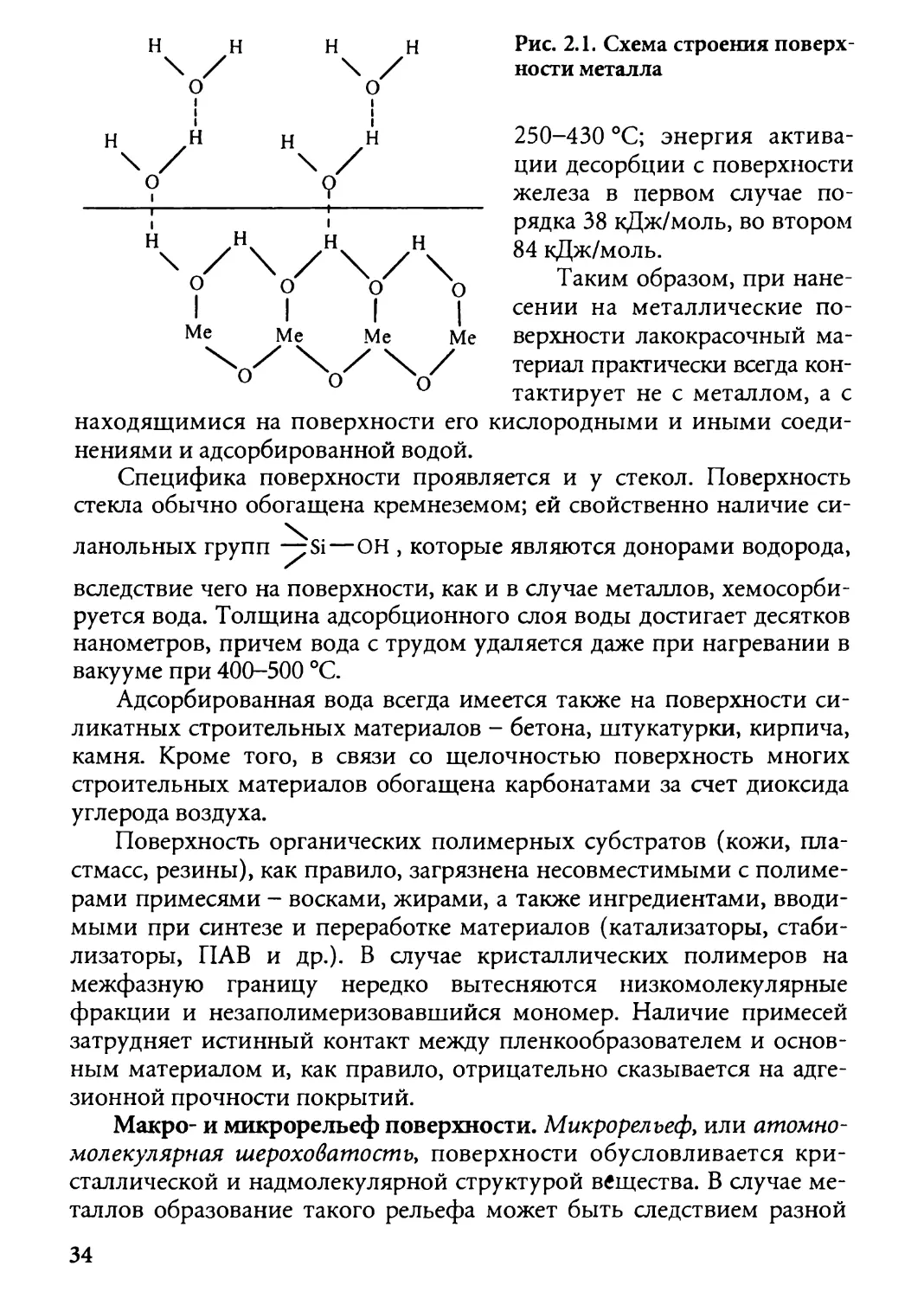
Рис. 2.1. Схема строения
поверхности металла
250-430 °С; энергия
активации десорбции с поверхности
железа в первом случае
порядка 38 кДж/моль, во втором
84 кДж/моль.
О N о' Х0^ \) Таким образом, при нане-
| | | | сении на металлические по-
Ме^ ^Ме Me Me верхности лакокрасочный
материал практически всегда
контактирует не с металлом, а с
находящимися на поверхности его кислородными и иными
соединениями и адсорбированной водой.
Специфика поверхности проявляется и у стекол. Поверхность
стекла обычно обогащена кремнеземом; ей свойственно наличие си-
ланольных групп —Si—ОН , которые являются донорами водорода,
вследствие чего на поверхности, как и в случае металлов, хемосорби-
руется вода. Толщина адсорбционного слоя воды достигает десятков
нанометров, причем вода с трудом удаляется даже при нагревании в
вакууме при 400-500 °С
Адсорбированная вода всегда имеется также на поверхности
силикатных строительных материалов - бетона, штукатурки, кирпича,
камня. Кроме того, в связи со щелочностью поверхность многих
строительных материалов обогащена карбонатами за счет диоксида
углерода воздуха.
Поверхность органических полимерных субстратов (кожи,
пластмасс, резины), как правило, загрязнена несовместимыми с
полимерами примесями - восками, жирами, а также ингредиентами,
вводимыми при синтезе и переработке материалов (катализаторы,
стабилизаторы, ПАВ и др.). В случае кристаллических полимеров на
межфазную границу нередко вытесняются низкомолекулярные
фракции и незаполимеризовавшийся мономер. Наличие примесей
затрудняет истинный контакт между пленкообразователем и
основным материалом и, как правило, отрицательно сказывается на
адгезионной прочности покрытий.
Макро- и микрорельеф поверхности. Микрорельефу или атомно-
молекулярная шероховатость, поверхности обусловливается
кристаллической и надмолекулярной структурой вещества. В случае
металлов образование такого рельефа может быть следствием разной
34
степени ориентации кристаллов относительно поверхности. Кроме
того, металлам, как и другим кристаллическим телам, свойственны
поверхностные трещины и полости микро- и субмикроскопических
размеров (эллиптические и клинообразные трещины Грифитса и
Ребиндера), также имеющие структурное происхождение.
Макрорельеф поверхности связан с природой материала и
условиями изготовления и обработки изделий. Разновидностями
макрорельефа являются волнистость, шероховатость, пористость; рельеф
создается также возможными дефектами поверхности - рисками,
царапинами, раковинами и т. д. Наиболее объективные данные о
геометрии поверхности можно получить путем снятия профило-
грамм (рис. 2.2).
Шероховатость оценивают по ГОСТ 2789-73 с учетом высотных
и шаговых параметров (рис. 2.2, б). Высотные параметры (Кд, i?^,
#макс) позволяют судить о средней и наибольшей высоте
неровностей, шаговые (S, Sm, tp) - о взаимном расположении характерных
точек (вершин) неровностей. (Параметры Ra -
среднеарифметическое отклонение, Rz- высота неровностей по 10 точкам и tp -
относительная средняя длина профиля - на рисунке не указаны.) Определено
14 классов шероховатости (чистоты) поверхности. Высшему 14-му
классу соответствуют поверхности, имеющие i?a< 0,01 мкм и Rz< 0,05 мкм.
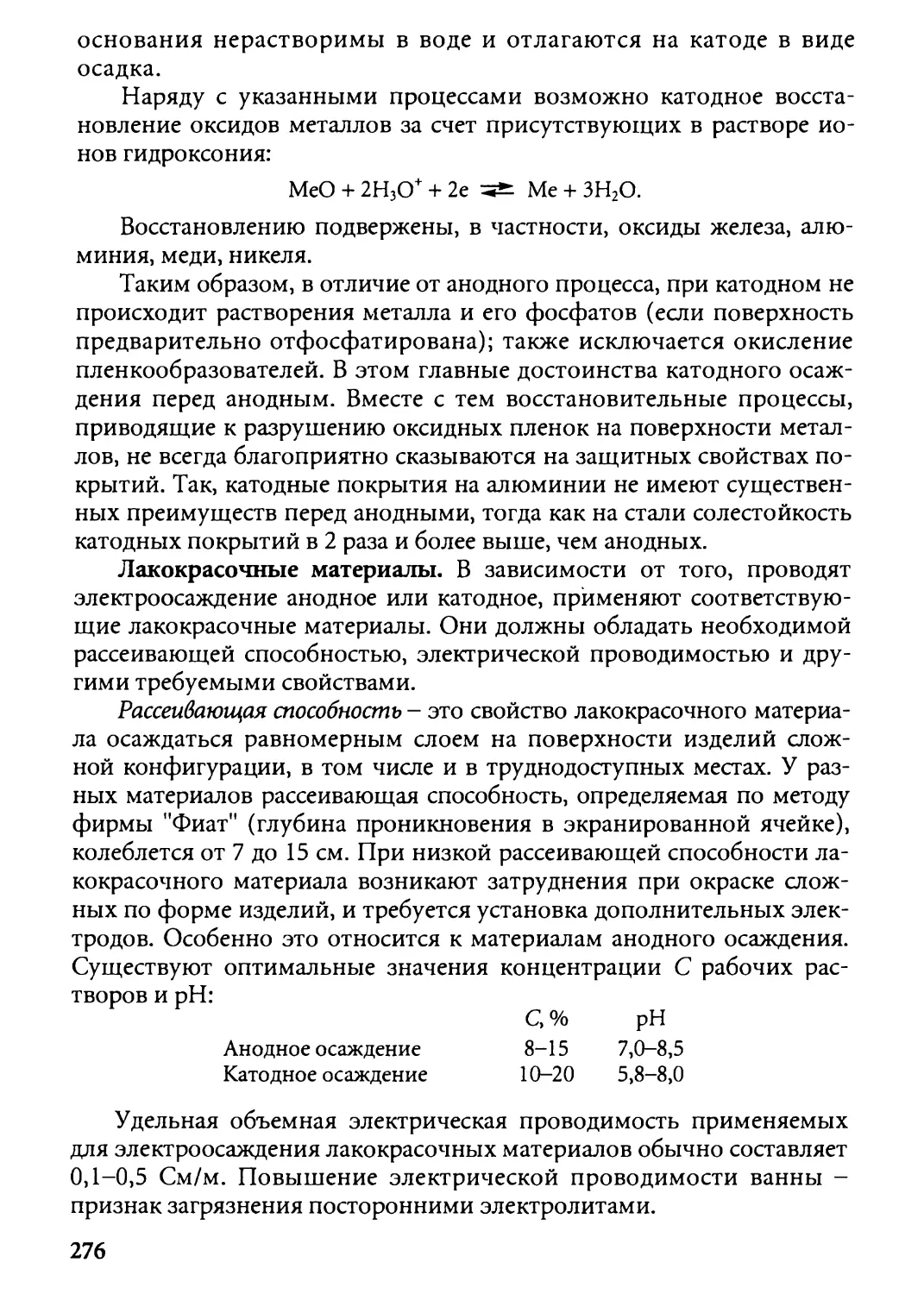
а
I и ш IV
6 sm ^
I / J
I* *]
Рис. 2.2. Разновидности неровностей (а) и профилограмма (б) твердой
поверхности:
/ - макроскопические отклонения, Дмакс = 1,0-0,1 мм; // - волнистость, RMaKC -
= 10ч-10~3 мм; III- микронеровности, Кмакс = 10~3-10~5 мм; IV - ультрамикроне-
ровности, Дмакс = 10~3-10~7мм
Характеристикой рельефа поверхности может служить также
показатель доступности - произведение амплитуды иглы профилографа
на число колебаний, приходящееся на единицу длины. Если для
полированной поверхности этот показатель составляет несколько
единиц, то для дробеструйно обработанной он достигает десятков и
сотен единиц.
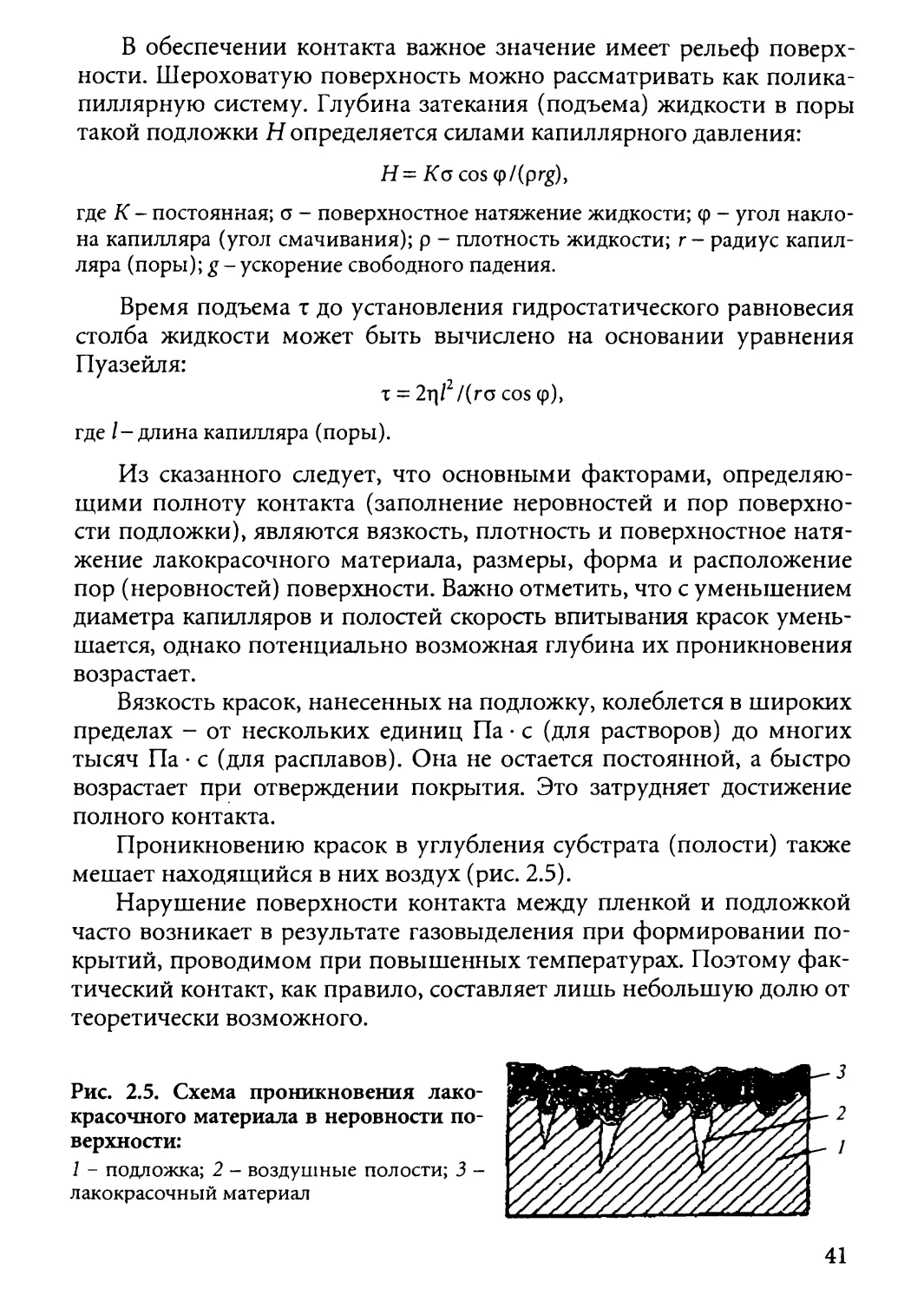
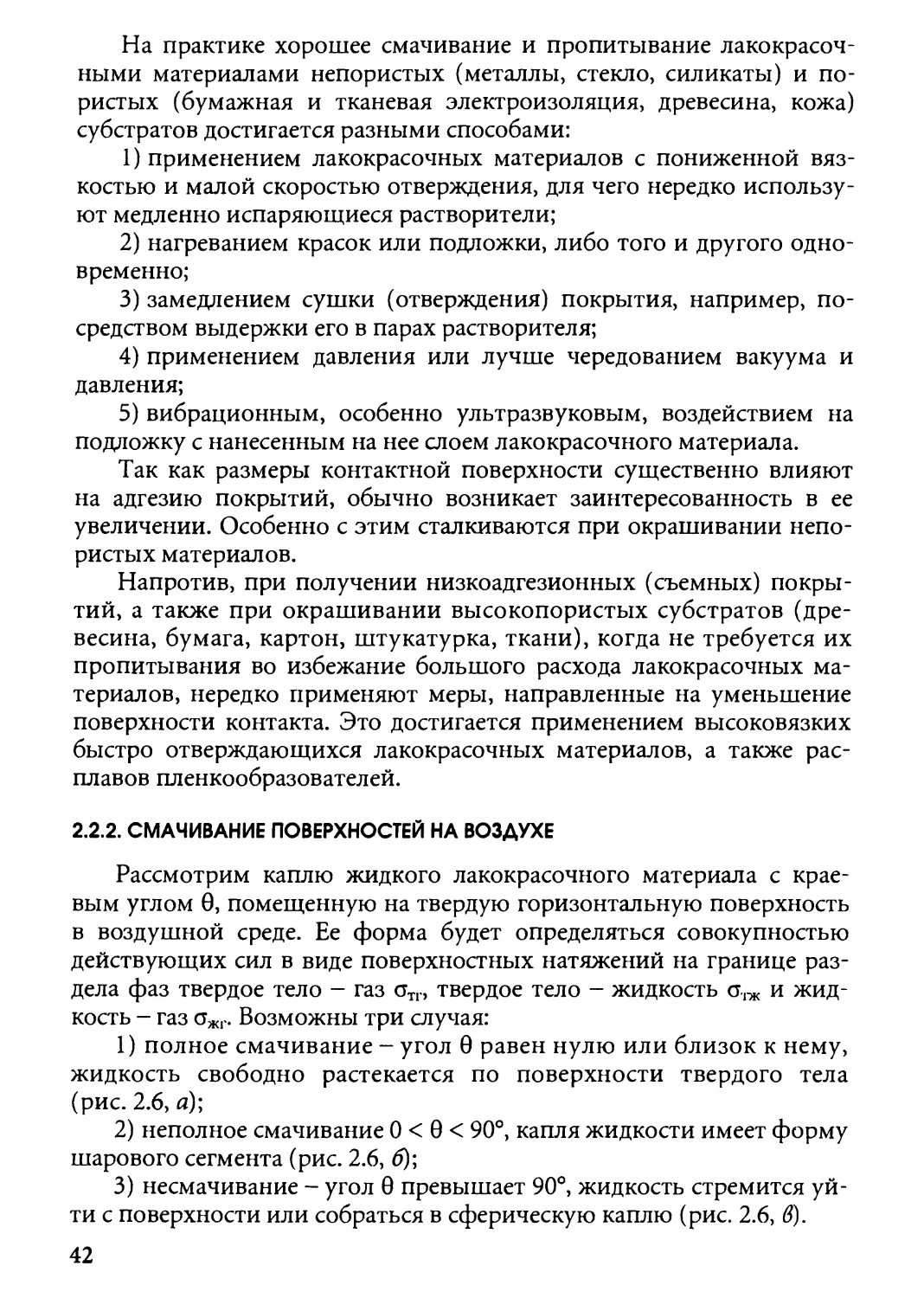
Исключительно развитую поверхность имеют пористые
материалы - древесина, бумага, кожа, ткани. Размеры полостей
(капилляров) древесины разных пород составляют 30-90 мкм, а их
суммарный объем - от 55 до 72 % общего объема древесины. Также
велика пористость кожи: ее полости занимают до 50-60 % общего
объема материала.
Различают истинную, доступную и кажущуюся поверхности
твердых тел. Обычно, говоря о поверхности, оценивают ее по
геометрическим размерам образца; это всего лишь кажущаяся
поверхность 5К.
Специальными методами можно найти значение доступной
поверхности 5Д, однако никогда нет гарантии, что она соответствует
фактической, т. е. истинной поверхности. Ниже приведены значения
S^/Sk для ряда материалов:
Полированная сталь 1,4 Шлифованный никель 9,7
Прокатанный никель 3,5 Древесина, кожа 200-300
Рельеф поверхности во многом определяет расход
лакокрасочных материалов и номинальную (потребную) толщину
эксплуатационно-способных покрытий. Достаточно сказать, что расходные
коэффициенты красок при нанесении на древесину в 2-3 раза выше,
чем при нанесении на непористые материалы, например металлы.
Толщина защитных покрытий должна минимум на 20 % превышать
максимальную высоту микронеровностей поверхности. Поэтому
имеется допустимый предел по шероховатости: приемлемой является
поверхность не менее 4-го класса чистоты (Ra < 10 мкм, Rz< 40 мкм).
Нормой шероховатости поверхности стали после дробеметной
обработки считают значения #макс = 55-85 мкм.
Следует учитывать, что уже при значениях Дмакс > 3 мкм и Ra >
> 0,5 мкм шероховатость поверхности подложки проявляется в
покрытии, причем тем больше, чем тоньше пленка.
Имеются разные способы создания заданного рельефа и
регулирования степени шероховатости поверхности. Они сводятся в
основном к ее соответствующей механической, термической, химической,
электрохимической обработке, воздействию коронного и тлеющего
разрядов и т. д. (см. гл. 9).
36
Гидрофильность и гидрофобность поверхности - свойства,
характеризующие сродство твердых тел к воде.
По мнению Ребиндера, металлы по своей молекулярной
структуре гидрофобны. Однако присутствие оксидов и сорбированных газов
сообщает гидрофильность их поверхности.
Древесина имеет сродство к полярным жидкостям.
Максимальное ее набухание отмечается в воде; с уменьшением диэлектрической
проницаемости 8 степень поглощения этих жидкостей уменьшается.
Древесина практически не набухает в жидкостях с 8 < 5 -
ароматических и особенно алифатических углеводородах. Имеет место лишь их
капиллярное впитывание.
Пластмассы в зависимости от химической природы полимера
имеют неодинаковую по знаку полярности поверхность. Хорошо
смачиваются водными растворами пленкообразователей органическое
стекло, полиамидные и полиацетатные пластмассы, фенопласты и
аминопласты. Напротив, возникают большие затруднения при
нанесении красок, содержащих полярные растворители, на полимеры с
высокой гидрофобностью поверхности - полиолефины, полифторо-
лефины.
В зависимости от вида применяемого лакокрасочного материала
требуется соответствующая поверхность: под водные краски -
гидрофильная, под краски на гидрофобных пленкообразователях -
гидрофобная.
Гидрофилизация поверхности достигается тщательным
обезжириванием, окислением (в случае пластмасс), нанесением
конверсионных покрытий (в случае металлов); гидрофобизацию проводят
обработкой ПАВ, аппретами, шлифованием поверхности в
присутствии неполярных жидкостей (для металлов).
Активные центры поверхности. Согласно современным
воззрениям поверхность твердых тел бифункциональна, представляет
совокупность центров Льюиса и Бренстеда как кислотного, так и
основного характера. Основные центры Льюиса, образованные
электронными орбиталями атома кислорода на поверхности, способны
вступать в химическое взаимодействие с пленкообразователями с
передачей электронов. Кислоты и основания Бренстеда
представляются на поверхности металлов либо гидрофильными группами,
либо протонизованными молекулами воды, связанными с центром
Льюиса по кислотному (а) и основному (б) механизмам:
С." G+ /H
= |МеО — Н —О —Н =|МеО — О
37
Присутствие активных центров свойственно любым твердым
поверхностям, но особенно изучены они на металлах, их оксидах и
гидроксидах. При гидратации оксидов возникает широкий набор
"закрепленных" кислот и оснований. Их сила особенно проявляется в
адсорбции веществ, имеющих те или иные функциональные группы.
Протонизация молекулы воды, связанная с наличием кислотных
центров, способна вызвать гидролиз адсорбированных на них
веществ. Особенно подвержены гидролизу полиэфиры, полиамиды,
полимеры и сополимеры винилацетата. Это отрицательно влияет на
адгезию получаемых из них покрытий. Выбор лакокрасочных
материалов для конкретных целей должен производиться с учетом
реакционной способности окрашиваемой поверхности.
Следует учитывать, что активность и селективность поверхности
твердых тел могут существенно изменяться в результате химической,
механической, термической или другой обработки изделий. С другой
стороны, природу и количество активных центров поверхности
можно направленно изменять с учетом наносимого лакокрасочного
материала.
Существуют разные методы оценки активности поверхности
твердых тел: ионный обмен, потенциометрическое титрование, газо-
хроматографический, оптический, ИК-спектроскопия. Более полную
информацию по характеру, количеству и силе кислотно-основных
центров твердой поверхности дает индикаторный метод в спектро-
фотометрическом варианте (с применением молекулярных зондов,
моделирующих функциональные группы пленкообразующих
веществ).
Поверхностная энергия. Твердые тела различаются значениями
поверхностной энергии Гиббса, которая тем больше, чем тверже
материал и чем выше его температура плавления. Условно все тела
подразделяют на две группы: с высокой и низкой поверхностной
энергией. К первой группе относятся вещества, поверхностная
энергия которых выше 500 мДж/м2: металлы, их оксиды, нитриды,
сульфиды, стекло, кварц, алмаз и др. К низкоэнергетическим причисляют
вещества с поверхностной энергией менее 500 мДж/м : пластмассы,
кожу, бумагу, древесину, органические низкомолекулярные вещества.
Поверхностная энергия твердых тел может быть определена по
энергии разрушения, или критического напряжения разрыва (метод
Грифитса), методом "нулевой" ползучести (метод Таммана), по
смачиванию поверхности различными жидкостями (метод Зисмана).
Последний метод получил широкое применение при оценке
поверхностной энергии полимеров. Критерием оценки поверхностной
энергии при этом служит критическое поверхностное натяжение тачи-
38
вания акр, численно равное поверхностному натяжению жидкости аж,
полностью растекающейся по поверхности твердого тела.
Практически эту величину находят экстраполяцией зависимосги cos 8 = /(аж)
до значения cos 8 = 1 (рис. 2.3).
Для определения используют набор жидкостей - органических
соединений одного гомологического ряда, например алканов, с
разными значениями поверхностного натяжения.
Ниже приведены значения акр (в мДж/м2) для ряда твердых
веществ:
Алмаз
Железо
Алюминий
Цинк
11400
3960
1910
860
Кварцевое стекло
Полимеры*
Древесина*
740
18-45
44-50
* Значения акр определены по методу Зисмана, в остальных
случаях - через расплавы.
Существует зависимость между акр и плотностью энергии коге-
зии вещества До* в случае полимеров она имеет прямолинейный
характер (рис. 2.4). Также отмечается прямая связь между акр и
параметром растворимости некоторых аморфных полимеров.
Поверхностная энергия Гиббса твердых тел, служащих
подложкой, во многом определяет такие важные свойства, как смачивание и
растекание, адгезионная прочность и др. (см. гл. 4). При соответствии
Cose
1
0,8 (-
0,6
0,4
20 25
30
аж, мДж/м2
35
40
ъио
« 500
^
£ 400
s
^ 300
200
—
-
*d
2
^6
J
. i
°4
6 У
у 7
О
5
■ •
10 20
30
40
акр, мДж/м
50
Рис. 2.3. Определение критического поверхностного цатяжения твердых
тел по смачиванию жидкостями
Рис. 2.4. Зависимость плотности энергии когезии Ек от критического
поверхностного натяжения от полимеров:
1 - политетрафторэтилен; 2 - полидиметилсилоксан; 3 - полиэтилен; 4 -
полистирол; 5 - полиметилметакрилат; б - поливинилхлорид; 7-эпоксиполимер
39
знака полярности любые жидкости тем лучше смачивают подложку,
чем выше ее поверхностная энергия, т. е. чем больше разница между
значениями акр и аж. Поверхностная энергия, как и степень
гидрофильное™ или гидрофобности поверхности, может быть
существенно изменена путем модификации. Так, стекло и металлы для
направленного изменения акр обрабатывают алкил- и винилтри-
хлорсиланами и этоксисиланами, хромоксихлоридом метакриловои
кислоты (волан). Металлы оксидируют, фосфатируют, азотируют,
силицируют; изменяют природу поверхности посредством
адсорбции низкомолекулярных веществ (жирные кислоты, амины, ПАВ),
нанесения полимеров и других органических и неорганических
соединений.
2.2. СМАЧИВАНИЕ ТВЕРДОЙ ПОВЕРХНОСТИ ЖИДКИМИ
ЛАКОКРАСОЧНЫМИ МАТЕРИАЛАМИ
Смачивание поверхности субстрата жидким лакокрасочным
материалом - непременное условие формирования покрытия.
Смачивание можно рассматривать как проявление взаимодействия на
границе разнородных фаз: твердое тело-жидкость-газ или твердое
тело-жидкость-жидкость. Оно связано с вытеснением с поверхности
адсорбированных газов и воды.
В кинетическом режиме смачивание представляется как
растекание жидкостей по твердой поверхности. Смачивание и растекание -
самопроизвольные процессы, происходящие за счет уменьшения
поверхностной энергии Гиббса системы.
От того, насколько хорошо смачивает лакокрасочный материал
(раствор, дисперсия, расплав) подложку и растекается на ней, во
многом зависят внешний вид, сплошность, адгезионная прочность и
защитная способность покрытий.
2.2.1. ФОРМИРОВАНИЕ ПОВЕРХНОСТИ КОНТАКТА
Для обеспечения взаимодействия разнородных материалов
необходим между ними контакт. Поскольку действие сил - ориентацион-
ных, индукционных, дисперсионных - проявляется на расстоянии,
не превышающем 0,5 нм, контакт может рассматриваться лишь при
условии, если зазор не более 0,5 нм. Скорость достижения
необходимого контакта зависит от характера поверхности и свойств
контактирующих материалов. Легко достигается контакт твердых
поверхностей с газами, однако и при использовании жидкостей имеются
благоприятные условия для контактирования.
40
В обеспечении контакта важное значение имеет рельеф
поверхности. Шероховатую поверхность можно рассматривать как
поликапиллярную систему. Глубина затекания (подъема) жидкости в поры
такой подложки Н определяется силами капиллярного давления:
Н= Kg cos (p/(prg),
где К - постоянная; о - поверхностное натяжение жидкости; (р - угол
наклона капилляра (угол смачивания); р - плотность жидкости; г - радиус
капилляра (поры); g - ускорение свободного падения.
Время подъема т до установления гидростатического равновесия
столба жидкости может быть вычислено на основании уравнения
Пуазейля:
т = 2л/2/(га cos ср),
где /-длина капилляра (поры).
Из сказанного следует, что основными факторами,
определяющими полноту контакта (заполнение неровностей и пор
поверхности подложки), являются вязкость, плотность и поверхностное
натяжение лакокрасочного материала, размеры, форма и расположение
пор (неровностей) поверхности. Важно отметить, что с уменьшением
диаметра капилляров и полостей скорость впитывания красок
уменьшается, однако потенциально возможная глубина их проникновения
возрастает.
Вязкость красок, нанесенных на подложку, колеблется в широких
пределах - от нескольких единиц Па • с (для растворов) до многих
тысяч Па • с (для расплавов). Она не остается постоянной, а быстро
возрастает при отверждении покрытия. Это затрудняет достижение
полного контакта.
Проникновению красок в углубления субстрата (полости) также
мешает находящийся в них воздух (рис. 2.5).
Нарушение поверхности контакта между пленкой и подложкой
часто возникает в результате газовыделения при формировании
покрытий, проводимом при повышенных температурах. Поэтому
фактический контакт, как правило, составляет лишь небольшую долю от
теоретически возможного.
Рис. 2.5. Схема проникновения лако
красочного материала в неровности по
верхности:
1 - подложка; 2 - воздушные полости; 3 ■
лакокрасочный материал
41
На практике хорошее смачивание и пропитывание
лакокрасочными материалами непористых (металлы, стекло, силикаты) и
пористых (бумажная и тканевая электроизоляция, древесина, кожа)
субстратов достигается разными способами:
1) применением лакокрасочных материалов с пониженной
вязкостью и малой скоростью отверждения, для чего нередко
используют медленно испаряющиеся растворители;
2) нагреванием красок или подложки, либо того и другого
одновременно;
3) замедлением сушки (отверждения) покрытия, например,
посредством выдержки его в парах растворителя;
4) применением давления или лучше чередованием вакуума и
давления;
5) вибрационным, особенно ультразвуковым, воздействием на
подложку с нанесенным на нее слоем лакокрасочного материала.
Так как размеры контактной поверхности существенно влияют
на адгезию покрытий, обычно возникает заинтересованность в ее
увеличении. Особенно с этим сталкиваются при окрашивании
непористых материалов.
Напротив, при получении низкоадгезионных (съемных)
покрытий, а также при окрашивании высокопористых субстратов
(древесина, бумага, картон, штукатурка, ткани), когда не требуется их
пропитывания во избежание большого расхода лакокрасочных
материалов, нередко применяют меры, направленные на уменьшение
поверхности контакта. Это достигается применением высоковязких
быстро отверждающихся лакокрасочных материалов, а также
расплавов пленкообразователей.
2.2.2. СМАЧИВАНИЕ ПОВЕРХНОСТЕЙ НА ВОЗДУХЕ
Рассмотрим каплю жидкого лакокрасочного материала с
краевым углом 0, помещенную на твердую горизонтальную поверхность
в воздушной среде. Ее форма будет определяться совокупностью
действующих сил в виде поверхностных натяжений на границе
раздела фаз твердое тело - газ атг, твердое тело - жидкость а,-» и
жидкость - газ ажг. Возможны три случая:
1) полное смачивание - угол 0 равен нулю или близок к нему,
жидкость свободно растекается по поверхности твердого тела
(рис. 2.6, а);
2) неполное смачивание 0 < 0 < 90°, капля жидкости имеет форму
шарового сегмента (рис. 2.6, б);
3) несмачивание - угол 0 превышает 90°, жидкость стремится
уйти с поверхности или собраться в сферическую каплю (рис. 2.6, в).
42
Рис. 2.6. Капля жидкости на поверхности
твердого тела
Связь смачивающих свойств
жидкости с краевым углом выражается
уравнением Юнга:
ат.-о1Ж = оЖ1.со5в.
Для удаления капли с
поверхности должна быть затрачена работа W,
которую можно вычислить как
произведение работы адгезии Wu на
площадь поверхности контакта жидкости с твердым телом сотж:
В свою очередь работа адгезии Wa может быть определена как
разность между (ажг + отг) и поверхностным натяжением а™ и с
учетом уравнения Юнга выражена следующим уравнением:
Wa = а™ + отг - атж = 0^(1 + cos 0).
Произведение аЖ1 cos 9 нередко называют энергией смачивания
или адгезионным напряжением. Работа адгезии тем больше, чем
сильнее взаимодействие контактирующих фаз. Смачивание
сопровождается выделением теплоты; ее значение составляет 10~3-10~5 кДж/см2.
X. Д. Шенборн для характеристики процесса смачивания ввел
коэффициент растекания S - разность между работой адгезии и
работой когезии WK, численно равной 2ажг:
5= W.-WK=Wa-2o„ = a„(cQse-l).
При полном смачивании 5 —* 0. В этом случае необходимо,
чтобы работа адгезии примерно в 2 раза была больше поверхностного
натяжения жидкости на границе с окружающей средой. Из
уравнения также следует, что чем меньше работа когезии жидкости
(меньше ажг при постоянном cos 9), тем легче эта жидкость смачивает
различные твердые тела. Действительно, неполярные жидкости
(алифатические и ароматические углеводороды), имеющие поверхностное
натяжение около 20 мДж/м2, и содержащие их краски
удовлетворительно смачивают большинство твердых тел различной природы, в
том числе и полярные вещества. Напротив, жидкости с высоким
поверхностным натяжением (например, вода и водные краски) не
смачивают многие тела.
Отметим, что высокоэнергетические поверхности смачиваются
легче, чем низкоэнергетические, работа адгезии при этом также
выше. Так, при нанесении водных растворов пленкообразователей на
43
Тосрдос тело
полистирол (gkp = 33 мДж/м ) и олово (акр = 540 мДж/м ) Wa равна
соответственно 72 и 312 мДж/м2.
Шероховатость поверхности положительно сказывается на
смачивании гидрофильных тел (G уменьшается) и в большинстве случаев
отрицательно - на смачивании гидрофобных. Процессы растекания
усложняются в случае высоковязких жидкостей - растворов и расплавов
полимеров. Угол 6 в этом случае, как правило, высок (близок к 90°), и
нередко создается ложное представление, что жидкость плохо смачивает
поверхность. Не учитывается тот факт, что равновесное состояние
краевого угла у таких жидкостей устанавливается медленно, иногда в
течение нескольких суток. Кроме того, угол, образующийся при растекании,
может легко изменяться под влиянием механических воздействий.
В преобладающем числе случаев смачивание, обусловленное
проявлением межмолекулярных сил, носит обратимый характер.
Однако возможно и необратимое смачивание, когда в установлении
связи участвуют силы химического взаимодействия.
Признаком плохого смачивания поверхности является "сбега-
ние" - собирание краски в отдельные островки и капли. Такое
явление часто наблюдается при нанесении водных красок на плохо
обезжиренные поверхности, а также изделия, предварительно покрытые
масляными красками, гидрофобные поверхности пластмасс и т. д.
Влажные поверхности не смачиваются гидрофобными красками.
Повышенная пористость покрытий, наличие "шагрени"
(волнистости) при нанесении жидких красок распылением и при сплавлении
порошковых красок во многом являются следствием
неудовлетворительного смачивания и растекания красок на поверхности.
Смачивание крайне важно при производстве печатной продукции и при
нанесении красок валковым методом и электроосаждением.
Для улучшения смачивания особенно важным является
соотношение взаимодействующих фаз жидкий материал - субстрат по
знаку полярности (принцип "уравновешивания полярностей").
Известный постулат "подобное растворяется в подобном" в полной мере
распространяется и на смачивание.
Смачивание может быть улучшено введением в лакокрасочный
материал агентов смачивания (соли жирных, нафтеновых и
полиакриловых кислот, лецитин, полифосфаты).
Присутствие свободных жирных кислот в масляных и алкидных
красках благоприятно сказывается на смачивании, также как
введение в состав красок умеренно полярных растворителей (бутиловый
спирт, этилцеллозольв, метилэтилкетон, циклогексанон, сольвент) и
тщательное обезжиривание поверхности; смачивание улучшается
при нанесении красок в подогретом состоянии.
44
2.2.3. СМАЧИВАНИЕ УВЛАЖНЕННЫХ И ПОГРУЖЕННЫХ В ВОДУ
ПОВЕРХНОСТЕЙ
Замена воздушной среды жидкой существенно изменяет условия
смачивания поверхности лакокрасочными материалами. В этом
случае для описания смачивания справедливо уравнение Юнга в
измененной форме:
аж,ж2-со5б = аТЖ2-аТЖ|,
где Ж! и ж2 - соответственно жидкий лакокрасочный материал и вода, для
которой о = 72,7 мДж/м2.
В практических условиях чаще всего встречаются два типичных
случая:
1) когда вода в ограниченном количестве контактирует с
поверхностью (окрашивание влажных и мокрых поверхностей);
2) когда имеется неограниченное количество воды (окрашивание
объектов и сооружений под водой).
Окрашивание влажных поверхностей. Необходимость
окрашивания таких поверхностей продиктована условиями эксплуатации
изделий и объектов (нефтепромысловые и портовые сооружения,
строительные конструкции метро, объекты, подвергающиеся брыз-
говому обводнению, и т. д.).
По степени обводнения поверхности разделяют на слабо
увлажненные, сильно увлажненные, мокрые и капельно мокрые.
Окрашивание поверхностей с малым содержанием воды может быть
основано на принципе ее связывания или эмульгирования, с большим - на
принципе водовытеснения.
В первом случае для связывания воды в состав красок вводят
такие водопоглощающие вещества, как цемент, неблокированные или
частично блокированные изоцианаты, отверждаемые водой
полиуретаны, во втором - ПАВ преимущественно ионогенного типа.
В простейшем варианте для нанесения на влажные поверхности
удобно применять водоразбавляемые лакокрасочные материалы (вод-
нодисперсионные, цементные, силикатные, клеевые и другие
краски). Присутствующая на окрашиваемой поверхности вода входит в
состав лакокрасочного материала в качестве растворителя и
испаряется или связывается с компонентами краски в процессе пленкообра-
зования.
Краски, приготовленные на гидрофобных пленкообразователях,
обычно не смачивают или плохо смачивают увлажненные
поверхности. При интенсивном растирании они снова собираются в капли.
Условием для смачивания в этом случае является снижение
межфазного натяжения на границе адгезив - субстрат. Оно легко достигается
45
применением ПАВ. В зависимости от тина пленкообразователя
нашли применение разные виды поверхностно-активных веществ: соли
аминов и различных кислот, четвертичные аммониевые основания,
бетаины, имидазолины, силаны и аминосиланы, жирные кислоты,
фторированные спирты, титанорганические, фосфониевые и суль-
фоновые соединения, металлические мыла и др. При окрашивании
металлических поверхностей в качестве ПАВ нередко используют
ингибиторы коррозии (ИКБ-2, ИКБ-4, КСК и др.).
Возможны два варианта применения ПАВ:
1) обработка ими влажной поверхности (гидрофобизация);
2) введение в состав лакокрасочного материала.
Второй вариант более распространен. Адсорбируясь на
поверхности, ПАВ сближает ее по знаку полярности с лакокрасочным
материалом. Подбирая соответствующие ПАВ, представляется
возможным сделать практически любой лакокрасочный материал
пригодным для нанесения по влажной поверхности.
Промышленно выпускаются готовые к применению составы для
окрашивания влажных поверхностей, например грунтовка "Влагокор"
(фирма НПО "Пигмент"), алкидные эмали (фирма "ДИА") и др. В
случае изготовления на месте потребления в обычный лакокрасочный
материал (эпоксидный, виниловый, масляно-битумный и другой)
вводят предварительно подобранный ПАВ-модификатор обычно в
количестве 0,5-2,0 %. Такие материалы, как правило, служат первым
слоем покрытия. Последующее нанесение слоев на
свежеокрашенную увлажненную поверхность возможно при использовании
^модифицированных материалов.
Окрашивание под водой. Смачивание поверхности под водой -
наиболее сложный случай поверхностного взаимодействия.
Большинство красок, хорошо смачивающих поверхности на воздухе, не
наносятся под слоем воды. Краевой угол смачивания в воде многих
субстратов (металлы, стекло, керамика и др.) превышает 90°, нередко
достигая 150-170°.
Энергия связи воды с гидрофильными субстратами достаточно
высока, она больше, чем энергия связи с ними лакокрасочных
материалов. Водовытеснение и смачивание происходит только тогда, когда
работа адгезии наносимого лакокрасочного материала Wa к
твердой поверхности близка или превышает работу адгезии воды Wf2 :
Иначе говоря, вода может быть вытеснена с гидрофильной
поверхности только такими жидкостями, энергия связи которых
соизмерима с энергией взаимодействия молекул воды. (Краска, однако,
не должна растворяться в воде.)
46
Энергия связи функциональных групп химических соединений с
водой увеличивается в ряду:
=СОО- < =С=0 < —CONH- < — СН2ОН < -СН2СООН <
< — СН--СН2 < -^^-NH2 <-CH2-NH2 <—CH2NHNH2 < =C=NOH
чо
Имеются два пути создания материалов подводного нанесения:
1. Применение пленкообразователей (олигомеров) с набором
полярных функциональных групп, обеспечивающих низкие значения
краевого угла смачивания в воде.
2. Введение в состав лакокрасочных материалов веществ,
увеличивающих энергию связи пленкообразователя с водой, т. е.
способствующих гидрофилизации системы.
Такие модифицирующие вещества одновременно могут
выполнять функции отвердителя, пластификатора, регулятора вязкости
лакокрасочного материала.
Применяя в качестве пленкообразователей или
модифицирующих компонентов красок соединения, образующие водородные
связи с водой (полиуретаны, полиамиды, ненасыщенные полиэфиры,
некоторые амины и др.), можно получить значения краевого угла
смачивания твердой поверхности в воде 30-80° (рис. 2.7), при
которых материал приобретает способность наноситься при любой
степени обводнения и непосредственно в воде.
Учитывая высокую энергию связи воды с гидрофильными
субстратами (она нередко достигает 100 кДж/моль), можно допустить,
что формирование жидкой пленки идет с участием
мономолекулярного слоя воды, прочно связанного как с подложкой, так и с
полярными компонентами краски по схеме:
М-О-Н— 0-H-NH3R
Способность красок к нанесению
обычно оценивают по краевому углу
смачивания 0 гидрофильной
поверхности (стекло, металл) в воде, а также
по коэффициенту водовытеснения 5
(степени отторжения свеженанесенной
Рис. 2.7. Зависимость краевого угла
смачивания поверхности металла 0 эпокси-
олигомером от массовой доли в нем мо- Q 1Q -n 30
дификатора - полиэтиленполиамина на
воздухе (1) и в воде (2) Содержание модификатора, %
47
краски водой). Лучшими являются материалы, у которых значение Э
не превышает 40°, а 5 близко к 100 %).
Смачивание улучшается с повышением температуры;
существует оптимум по вязкости (порядка 0,3 Па • с), при котором достигается
наилучшее вытеснение воды с поверхности.
Соленость воды не оказывает существенного влияния на
нанесение красок. Краски для подводного нанесения должны иметь
плотность, превышающую плотность воды, и обладать способностью
отверждаться в водной среде. Как правило, находят применение
краски на основе олигомерных пленкообразователей, не содержащие
растворителей.
Разработаны водовытесняющие составы (лаки, краски и клеи) на
эпоксидной, полиэфирной и полиакрилатной основе, отверждаемые
за счет реакций полиприсоединения и полимеризации. Примером
этому могут служить эмаль ЭП-451 "Субкор" (АО "НПФ "Пигмент"),
композиция "Эдмок", клеи "Спрут-9М", "ВАК-МБ" и др. Применение
этих и других подобных составов позволяет решать разные задачи:
осуществлять ремонт подводной части судов без докования,
противокоррозионную защиту металлических и железобетонных
конструкций в подводной зоне и зоне переменного горизонта, ремонтное
окрашивание трубопроводов, кабелей, пролегающих по дну
водоемов и морей и др. Особый интерес представляют противообра-
стающие составы для подводного окрашивания морских
конструкций и судов.
ГЛАВА 3
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПЛЕНКООБРАЗОВАНИЯ
Способность к пленкообразованию - формированию твердого
покрытия - одно из основных требований к лакокрасочным
материалам. Физико-химическая сущность процессов, протекающих
при пленкообразовании, зависит от природы пленкообразующего
вещества; неодинаково формируют покрытия и материалы,
относящиеся к разным пленкообразующим системам: растворам, водным и
органическим дисперсиям, безрастворительным жидким и
порошковым составам. Изменяя характер и кинетику этих процессов, можно
существенно влиять на скорость формирования покрытий, их
структуру и свойства.
3.1. ОБЩИЕ СВЕДЕНИЯ О ПЛЕНКООБРАЗОВАНИИ
Под пленкообразованием понимают процесс перехода материала
из жидкого или вязкотекучего состояния в твердое на поверхности
субстрата с образованием адгезированной пленки.
Пленкообразование значительной части лакокрасочных
материалов осуществляется в результате физических процессов: испарения
растворителей, астабилизации и обезвоживания латексов,
охлаждения расплавов. Возможно, хотя и менее распространено,
формирование покрытий коагуляцией пленкообразователей из растворов. Другая
часть материалов, в основном олигомерного и мономерного типа,
образует покрытия в результате либо химических процессов
полимеризации, поликонденсации или полиирисоединения, либо
одновременного (а часто последовательного) протекания физических и
химических процессов.
Так как эксплуатационно-способными считаются покрытия, в
которых пленкообразователь (полимер) находится в
кристаллическом, стеклообразном или высокоэластическом состоянии,
пленкообразование связано с фазовыми или физическими переходами, т. е.
с изменением взаимного расположения молекул и
термодинамических свойств вещества.
Независимо от того, какие процессы лежат в основе пленкообра-
зования, внешним их проявлением служит постепенное или
скачкообразное увеличение вязкости материала. Если исходный материал
был жидким, то на определенной стадии процесса он становится вяз-
49
котекучим, потом высокоэластическим и, наконец» приобретает
свойства твердого стеклообразного тела.
Согласно представлениям С Н. Журкова стеклование полимеров,
как и низкомолекулярных пленкообразователей, определяется
соотношением энергий взаимодействия и теплового движения звеньев
цепей. Последнее резко уменьшается по мере увеличения длины
молекулярных цепей и понижения температуры и при определенных
значениях молекулярной массы или температуры пленки становится
недостаточным для преодоления внутри- и межмолекулярных
взаимодействий. Это приводит к уменьшению интенсивности теплового
движения макромолекулярных звеньев, повышению жесткости цепей
и соответственно росту вязкости, твердости и прочности материала.
Причиной отверждения олигомерных пленкообразователей могут
быть и полимераналогичные реакции в их цепях, например
окисление, сульфирование и другие, приводящие к накоплению полярных
функциональных групп и в результате к снижению подвижности
макромолекул и повышению температуры стеклования полимера.
Стеклование сопровождается скачкообразным изменением
удельного объема (приближением к минимуму свободного объема) и
резким замедлением релаксационных процессов в полимерах.
Одновременно происходит и формирование структуры (в основном
неравновесной), свойственной твердому состоянию вещества.
В случае кристаллических полимеров образование твердой
пленки связано с фазовым переходом I рода, которому свойственны
резкое изменение энтропии, энтальпии и удельного объема материала.
Термодинамический потенциал системы G при этом изменяется
непрерывно, а его первые производные по температуре и давлению -
скачкообразно.
{§)rs• Шг
Кристаллизация предопределяет многообразие форм
надмолекулярной организации в полимерах, которая зависит не только от
состояния исходного материала - расплава или раствора, но и в
большой мере от условий формирования покрытия. Существенное
влияние на структурные характеристики покрытий, а также на их
строение и состав оказывают растворители, разбавители и другие
компоненты лакокрасочного материала. Несмотря на одинаковую
направленность процессов, а именно, установление и упрочнение
внутри- и межмолекулярных связей в исходном материале, пленко-
образование из различных лакокрасочных систем - олигомеров,
растворов, дисперсий и расплавов полимеров - имеет свои характерные
особенности.
50
3.2. ПЛЕНКООБРАЗОВАНИЕ, ОСУЩЕСТВЛЯЕМОЕ
БЕЗ ХИМИЧЕСКИХ ПРЕВРАЩЕНИЙ
Пленкообразование, при котором отсутствуют химические
превращения (пленка формируется лишь за счет физических процессов),
предопределяет получение обратимых (термопластичных и
растворимых) покрытий. При этом свойства материала пленки во многом
соответствуют свойствам исходных пленкообразователей, которыми
служат преимущественно полимеры аморфного или
кристаллического строения: виниловые, акриловые, полиолефины, полиамиды,
полифторолефины, пентапласт, эфиры целлюлозы и др. Находят
применение и олигомеры: фенолоальдегидные новолачного типа,
шеллак, канифоль, битумы.
В зависимости от химической природы пленкообразующего
вещества, его растворимости, термопластичности получают
покрытия из растворов, расплавов, водных и органических дисперсий,
аэродисперсий (порошковых систем). В большинстве случаев
покрытия отличаются хорошими механическими и изолирующими
свойствами, однако, как правило, имеют невысокую адгезионную
прочность.
3.2.1. ФОРМИРОВАНИЕ ПОКРЫТИЙ ИЗ РАСТВОРОВ
ПОЛИМЕРОВ И ОЛИГОМЕРОВ
Большое количество промышленно выпускаемых лаков и красок
содержит растворители, к числу которых относится и вода. Поэтому
пленкообразование из растворов, связанное с удалением из них
растворителей, крайне распространено в технологии лакокрасочных
покрытий. Растворители удаляют обычно испарением, которое
проводят как в естественных условиях, так и при нагревании. В случае
сорбционноактивных подложек (бумага, картон, древесина) не
исключается, однако, возможность удаления малых количеств
растворителей за счет впитывания. Этот принцип используется, в
частности, при закреплении на бумаге некоторых печатных красок.
Характеристика процесса. С кинетической точки зрения процесс
испарения растворителей можно разделить на две стадии (рис. 3.1):
I - испарение из жидкой пленки, контролируемое
поверхностными явлениями;
II - испарение из сформировавшейся твердой пленки,
определяемое диффузионными процессами в массе полимерного материала.
Первую стадию из-за низкой вязкости и наличия конвективного
перемешивания раствора можно рассматривать как испарение
растворителей со свободной поверхности.
51
Рис. 3.1. Кинетика испарения растворителей G и
изменения объема V лакокрасочного материала
при пленкообразовании
Скорость испарения W при этом может
быть вычислена по уравнению Кнудсена:
где к - коэффициент; Р() - давление насыщенного
пара; R - газовая постоянная; Т - температура;
М- молекулярная масса. Величина W выражается
в г/(см2 • с).
Скорость испарения пропорциональна разности парциальных
давлений насыщенного пара над раствором Р0 и в окружающей среде Р5:
W=AF(P0-Psl
где А - постоянная.
?о понижается с ростом концентрации пленкообразователя
незначительно, поэтому скорость испарения растворителей на этой
стадии близка к постоянной; она может быть вычислена по тангенсу
угла наклона прямой.
Вторая стадия испарения обычно начинается при содержании
растворителя в пленке 5-15 %, когда вязкость раствора становится
высокой и вследствие этого не происходит его конвективного
перемешивания. Скорость улетучивания растворителей на этой стадии
контролируется внутренней диффузией, при этом коэффициент
диффузии D изменяется с концентрацией растворителя С по
экспоненциальному закону:
D=D0eaC\
где Д, - коэффициент диффузии при С —» 0; а - постоянная, зависящая от
природы полимера и растворителя.
При отвердевании пленки (переходе полимера в стеклообразное
состояние) вязкость пленкообразователей достигает 10 -10 Па • с.
В этих условиях коэффициент диффузии растворителей крайне мал,
обычно не превышает Ю-7 см2/с. Это затрудняет их диффузионный
перенос особенно на последних стадиях формирования покрытий.
Вследствие односторонней диффузии в пленке всегда имеет место
определенный градиент концентрации растворителя по толщине: его
содержание возрастает от периферии к подложке.
При использовании смеси растворителей их испарение зависит
от парциального давления и мольной доли в смеси каждого
компонента х:
52
<Ям = Z&*>
где g, - скорость испарения отдельных компонентов.
Пигментирование пленкообразующих систем замедляет
испарение растворителей, особенно если используются пигменты и
наполнители чешуйчатого строения (алюминиевая пудра, микрослюда и
др.). Испарение ускоряется с увеличением скорости движения
воздуха v над слоем лакокрасочного материала:
G=PGov",
где G и G,) - количество испарившегося растворителя в единицу времени в
токе воздуха и в неподвижной среде; Р - коэффициент, зависящий от
концентрации пленкообразователя в растворе, обычно Р < 1; п - показатель,
зависящий от эффективности движения воздуха, при ламинарном режиме
п = 0,5, при турбулентном п = 0,8.
Влияние условий пленкообразования на свойства покрытий.
Испарение растворителей сопровождается изменением многих
параметров системы: уменьшается объем материала (см. рис. 3.1), в
основном за счет толщины слоя, повышается температура стеклования
(Гс) материала пленки, увеличивается поверхностное натяжение,
понижается температура пленки вследствие затраты теплоты на
парообразование. Эти изменения сказываются на структуре и свойствах
образующихся покрытий. Особенно сильно влияют на структурные
характеристики и внешний вид покрытий природа растворителя, его
термодинамическое "качество" по отношению к пленкообразовате-
лю, поверхностное натяжение и летучесть (скорость испарения из
пленки). Наиболее качественные покрытия получаются из
стабильных растворов, пленкообразование из которых не связано с
фазовыми превращениями системы.
Напротив, часто встречающиеся дефекты пленок - шагрень
("апельсиновая корка"), лучевидные разводы, сотовая структура
(образование так называемых ячеек Бенарда), кратеры (рис. 3.2) -
обычно возникают при применении недостаточно хороших в
термодинамическом отношении растворителей с высоким давлением паров и
низким поверхностным натяжением.
Механизм поверхностного структурообразования заключается в
следующем. При улетучивании растворителей вследствие
неодинаковой концентрации растворителя в поверхностном Сг и глубинном
С] слоях создается градиент поверхностного натяжения по толщине
пленки: Аа = а2 - в\ (рис. 3.3). Его значение тем больше, чем больше
разность Q - С2 и чем сильнее различаются поверхностные
натяжения пленкообразователя и растворителя.
53
Рис. 3.2. Разновидность поверхностной структуры (рельефа) пленок,
получаемых из растворов пленкообразователей:
а- шагрень; б- соты; в- лучевые разводы; г - бесструктурная поверхность
Наличие градиента Аа вызывает образование турбулентных
потоков в растворе, которые и создают соответствующий рельеф его
поверхности. При достижении высокой вязкости лакокрасочного
материала в поверхностном слое этот
Растворитель
t t t
c„n,
"V4
/V
^ '4
и
Раствор
'V4
СрП„а,
рельеф фиксируется в пленке в
виде соответствующего рисунка,
Рис. 3.3. Схема движения
растворителя и раствора при пленкооб-
разовании (С2 < Сх; ц2 > Ц\'У а2 > 0\)
54
образование которого нежелательно, так как снижается блеск и
ухудшается внешний вид покрытия. Так, растворы полистирола и поливи-
нилацетата в бутилацетате и метилизобутилкетоне (а = 25-26 мДж/м2)
формируют покрытия со структурами типа я, 6У в (см. рис. 3.2).
Напротив, при использовании менее летучего растворителя - циклогек-
санона (а = 34,5 мДж/м ) образуются ровные, лишенные какого-либо
рельефа пленки типа г (см. рис. 3.2). Аналогичным образом замена
бутилацетата в полиакрилатных красках на бутилкарбитол или его
смеси с бутилцеллозольвом и этиленгликольацетатом,
характеризующиеся меньшей летучестью и большим термодинамическим
сродством к пленкообразователю (сополимер БМК-5), приводит к резкому
снижению волнистости пленки (Дшкс снижается с 7 до 2 мкм),
повышению глянца и отражательной способности.
Образование кратеров - результат локальной концентрации
градиента поверхностного натяжения, вызванного присутствием в пленке
инородных включений (микрокапли воды и другие примеси). Для
исключения кратеров в состав красок вводят противократерные
добавки - вещества, снижающие поверхностное натяжение пленкообра-
зователя (кремнийорганическая жидкость ПЭС-С-1, состав БИК-344
и др.).
При использовании гидрофильных (смешивающихся с водой) и
одновременно быстро испаряющихся растворителей (низшие
спирты, ацетон, метилэтилкетон и др.) часто возникает дефект нитрат-
целлюлозных покрытий - побеление (образование белесых пятен).
Это явление - результат необратимой коагуляции пленкообразова-
теля при действии воды, сконденсированной из воздуха вследствие
охлаждения пленки до температуры росообразования. Побеления не
наблюдается при получении покрытий в атмосфере с низкой
влажностью, а также при применении растворителей с низким давлением
паров.
Особенности формирования покрытий из водных растворов плен-
кообразователей связаны со специфическими свойствами воды как
растворителя: ее низкой температурой кипения и одновременно
низким давлением паров (2,38 кПа при 20°С), большим поверхностным
натяжением (72,7 мДж/м2) и высокой теплотой парообразования
(2,47 МДж/кг). Водные краски характеризуются резким нарастанием
вязкости по мере испарения воды. Это затрудняет ее диффузию из
внутренних слоев и замедляет пленкообразование. Скорость сушки
можно повысить с помощью сорастворителей, образующих азео-
тропные смеси с водой, а также понижением влажности
окружающего воздуха. Оптимальным является ступенчатый режим
формирования таких покрытий: удаление большей части воды при температу-
55
pax до 100 °C и окончательное обезвоживание и отверждение при
более высоких температурах. Этим процессам благоприятствует также
уменьшение толщины покрытий.
При формировании покрытий из растворов, как и из любых
жидких лакокрасочных материалов, различают два состояния
пленок: высыхание "от пыли", когда пленка утрачивает липкость, и
практическое высыхание, когда покрытие приобретает твердость,
необходимую для последующей обработки изделий. Время высыхания "от
пыли" обычно коррелируется с продолжительностью испарения из
пленки примерно 60 % растворителей, растекание же лакокрасочного
материала на поверхности прекращается уже при испарении 25-30 %
растворителей. Время и степень высыхания оценивают по ГОСТ
19007 или по ASTM D1640.
О завершенности процесса формирования покрытий обычно
судят по их твердости, липкости, электрическим параметрам. В
исследовательской практике также пользуются спектрофотометрическим,
хроматографическим и изотопным методами.
Следует учитывать, что сформированные в естественных
условиях покрытия всегда содержат некоторое количество (0,1-2 %)
остаточных растворителей, которые нередко сохраняются длительное
время, отрицательно сказываясь на свойствах покрытий и ухудшая
гигиенические условия эксплуатации окрашенных помещений.
Для уменьшения количества остаточного растворителя требуется
дополнительное нагревание покрытий при температуре выше Гс
материала пленки. Особенно трудно уходят растворители, связанные
водородными связями с пленкообразователем.
Природа растворителя не однозначно влияет на свойства и
качество покрытий. Полярные растворители улучшают смачивание
поверхности субстратов, менее летучие - благоприятствуют
растеканию и улучшению глянца покрытий. Нередко по условиям
нанесения и качества покрытий оптимальным является применение смесей
растворителей с разной температурой кипения, например, для
естественной сушки составов - из низко-, средне- и высококипящих
растворителей в массовом соотношении 45 : 45 : 10 соответственно.
3.2.2. ФОРМИРОВАНИЕ ПОКРЫТИЙ
ИЗ ВОДНЫХ ДИСПЕРСИЙ ПОЛИМЕРОВ
Формирование покрытий из воднодисперсионных составов
подчиняется другим закономерностям, чем из материалов растворного
типа. Это связано с тем, что, в отличие от растворов, дисперсии
представляют собой двухфазные системы. Они характеризуются
избытком поверхностной энергии: AGII0B > 0.
56
Характеристика процесса. Пленкообразование из водных
дисперсий (латексов) полимеров рассматривается многими авторами
(С. С. Воюцкий, В. И. Елисеева, В. В. Верхоланцев, И. А. Толмачев) как
процесс ликвидации межфазной границы полимер - среда на
поверхности подложки при одновременном удалении дисперсионной
среды. Оно сопровождается уменьшением AG (AG —> 0). Внешними
признаками процесса являются уменьшение объема и оптической
плотности пленок (для непипментированных образцов) и
увеличение их объемного электрического сопротивления.
Пленкообразование связано с золь-гель-переходом (астабилиза-
цией латекса) и последующим самопроизвольным сжатием
(контракцией) образованного промежуточного геля до состояния
монолитной пленки. Астабилизация в реальных условиях обычно достигается
за счет концентрирования дисперсий (испарения воды). Однако
известны и другие варианты ее осуществления: введение электролитов,
нагревание, воздействие электрическим полем (переход частиц в
электронейтральное состояние). На этих принципах разработаны и
нашли практическое применение такие технологические процессы
получения покрытий, как ионное осаждение, термоосаждение,
электроосаждение (см. гл. 7).
При формировании покрытий посредством испарения воды
различают три стадии (рис. 3.4). Первая - стадия образования
промежуточного геля - характеризуется сближением частиц и усилением
взаимодействия между ними. Вязкость материала резко повышается,
он становится пастообразным; содержание жидкой фазы в нем не
превышает 30 %. Этот процесс носит обратимый характер. Скорость
испарения воды на этой стадии примерно постоянна и близка к
скорости испарения ее со свободной поверхности.
Вторая стадия - синерезис (сжатие) промежуточного геля. При
этом происходит дальнейшее удаление воды из пленки и разрушение
имеющихся на поверхности глобул адсорбционно-гидратных
оболочек. Коагуляционные контакты между частицами заменяются на
конденсационные. Частицы
деформируются: теряют шарообразную форму
и принимают вид плотно уложенных
многогранников (рис. 3.5).
Образуется так называемая псевдопленка.
Рис. 3.4. Потеря воды G, изменение
объема V и поверхностной энергии AG
латексной системы при пленкообразо-
вании
57
I*V"^0 i'VV^ глтлтП
00(J OOO CCU w^
Рис. З.5. Схема структурных превращений в латексной системе при
образовании пленки (по данным В. И. Елисеевой)
Третью стадию составляют аутогезионные процессы,
заключающиеся в ликвидации межфазной границы, т. е. слиянии глобул. При
этом содержащиеся на их поверхности ПАВ либо растворяются в
полимере, либо вытесняются из межглобулярного пространства,
образуя самостоятельную фазу.
Условия пленкообразования. Слияние глобул при пленкообра-
зовании происходит под влиянием многих действующих сил:
капиллярного давления жидкости, поверхностного натяжения на границе
полимер - вода, межмолекулярного взаимодействия, сил тяжести
частиц. Определяющая роль, однако, отводится капиллярному, или
межчастичному, давлению.
Капиллярное давление Сможет быть определено как:
F = 2a12/rK,
где а,2 - поверхностное натяжение на границе водная фаза - воздух; гк -
радиус капилляра, образованного частицами; он находится в прямой
зависимости от радиуса частиц R.
Пленкообразование происходит тогда, когда капиллярное
давление в системе превышает сопротивление деформации полимерных
частиц (глобул). Отсюда условием пленкообразования можно
приближенно считать:
Kal2/R>EX,
где Д* - условно-равновесный модуль упругости полимера; К- постоянная.
Практика показывает, что пленкообразующими свойствами
обладают дисперсии лишь тех полимеров, Е» которых не превышает
3-5 МПа, иначе говоря, в условиях пленкообразования полимер
должен находиться в высокоэластическом или вязкотекучем состоянии.
Мерой оценки температуры формирования покрытий принято
считать минимальную температуру пленкообразования (МТП) -
температуру, ниже которой из дисперсии не образуется пленка. Для
большинства воднодисперсионных красок МТП лежит в пределах от 5 до
50 °С. Она примерно коррелирует с температурой стеклования Тс
пленкообразователей, входящих в состав красок:
58
т„°с мтп,°с
Полиметилакрилат
Сополимер бутадиена со стиролом (35:65)
Сополимер бутилацетата со стиролом (45:55)
Полистирол
Поливинилацетат + дибутилфталат (100:4)
Поливинилхлорид
Поливинилхлорид + трикрезилфосфат (100:50)
2
15
17
81
10
80
14
4
15
23
82
8
85
15
Пленкообразующая способность дисперсий улучшается (МТП
снижается) с повышением дисперсности частиц и при введении в ла-
тексы небольших количеств (до 5 %) коалесцирующих добавок. Ими
служат некоторые пластификаторы (дибутилфталат) и специальные
высококипящие растворители (бутилгликоль, бутилгликольацетат и
др.). Пигменты замедляют пленкообразование и приводят к
увеличению МТП. Обеспечение пленкообразования некоалесцирующих
латексов (поливинилхлоридного, полистирольного) нередко
достигается их сочетанием с латексами эластомеров (хлоропреновым, бу-
тадиенстирольным и др.). Водные дисперсии кристаллических
полимеров также способны формировать покрытия, однако их МТП
лежит значительно выше ГШ1; например, для дисперсий полиэтилена
она равна около 160 °С, полипропилена 180 °С.
Свойства покрытий. На свойства покрытий влияют состав
композиций и условия пленкообразования. Так, пленки, полученные из
поливинилацетатного латекса при комнатной температуре,
характеризуются наличием нескоалесцированных глобул; они имеют большое
водопоглощение и относительно низкие значения прочности при
растяжении. В отличие от них пленкам, полученным при 130 °С,
свойственны однородная структура (рис. 3.6) и соответственно значительно
более высокие прочностные показатели и лучшая водостойкость.
На свойства покрытий существенно влияют также характер
взаимного распределения несовместимых компонентов, строение и
структура исходных латексных частиц. Как правило, глобулярная или
фибриллярная структура частиц предопределяет и формирование
соответствующей структуры пленок. Латексные пленки
фибриллярной структуры по механическим свойствам нередко приближаются к
пленкам, полученным из растворов тех же полимеров, однако они
уступают последним по водостойкости из-за наличия в их составе
эмульгаторов.
Улучшение свойств покрытий может быть достигнуто
структурированием полимеров, которое проводят как на стадии
пленкообразования, так и путем последующей термической или физической
обработки пленок.
59
Рис. 3.6. Электронные микрофотографии поливинилацетатных пленок,
полученных при 20 °С (я) и 130 °С (б)
3.2.3. ФОРМИРОВАНИЕ ПОКРЫТИЙ
ИЗ ОРГАНОДИСПЕРСИЙ ПОЛИМЕРОВ
Формирование покрытий из органодисперсий связано с
удалением дисперсионной среды и коалесценцией полимерных частиц, т. е.
золь - гель-переходом, который носит необратимый характер. В
зависимости от типа дисперсии (лиофобная или переходного типа)
пленкообразование протекает по-разному:
Дисперсия переходного типа
I Улетучивание
* разбавителя
Промежуточный гель
t Улетучивание
растворителя и остатков
разбавителя растворителя
Студень
Лиофобная дисперсия
t Улетучивание
дисперсионной среды
Промежуточный гель или порошок
J Нагревание и
удаление остатков
Пленка
Улетучивание остатков
среды
Пленка
Представленные варианты типичны, но не единственны для
разных типов органодисперсий. Нетрудно заметить, что формирование
покрытий из дисперсий переходного типа осуществляется через
стадию образования раствора, а из лиофобных дисперсий (в предельном
60
Рис. 3.7. Изменение состава фаз
трехкомпонентной дисперсии в
процессе пленкообразования:
А - дисперсия переходного типа; Б -
раствор (студень)
варианте, когда отсутствует лиофи-
лизация) - через плавление плен-
кообразователя. Таким образом, и
в том, и в другом случае
предусматривается перевод полимера на
подложке в вязкотекучее состояние
Регулирование пленкообразующих свойств обычно достигается
соответствующим подбором дисперсионной среды. Высокая степень
набухания частиц облегчает пленкообразование и позволяет
получать покрытия при пониженных температурах. При этом важное
значение имеет последовательность испарения компонентов
дисперсионной среды: испарение разбавителя должно опережать испарение
растворителя (рис. 3.7).
В большинстве случаев, однако, покрытия из органодисперсий
полимеров получают при нагревании (табл. 3.1). Это особенно
относится к дисперсиям, изготовленным на основе кристаллических
полимеров. Коалесценция их частиц (образование однофазной
системы) возможна только после разрушения кристаллических
образований, т. е. выше ТШ1. Между тем степень коалесценции частиц является
фактором, определяющим все основные свойства покрытий.
Наиболее трудно удовлетворяется это условие в случае лиофобных
дисперсий. Например, для обеспечения гарантированной сплошности
покрытий дисперсии фторопластов и пентапласта наносят большим
числом слоев (3-12).
Таблица 3.1
Температура формирования покрытий из органодисперсий полимеров
Пленкообразователь
Поливинилхлорид
Полиэтилен
Хлорсульфированный
полиэтилен
Пентапласт
Фторопласт-3
Дисперсионная среда
Ксилол + бутиловый спирт
Толуол + трихлорэтилен
Ксилол + бутиловый спирт
Трихлорэтилен + метиленхлорид
Этиловый спирт + ксилол
Температура
формирования
покрытия, °С
170-180
130-150
20-60
195-205
260-280
с; л
гз
'•;
vx
/\
¥У 1
1У ' у
<^z$y
Полимер
1
|
А |
Б J
Время
61
3.2.4. ФОРМИРОВАНИЕ ПОКРЫТИЙ
ИЗ ПОРОШКОВЫХ ПЛЕНКООБРАЗОВАТЕЛЕЙ
Порошковые лакокрасочные материалы (лаки, краски,
компаунды) - двухфазные дисперсные системы, в которых дисперсной фазой
служат частицы пленкообразователя, пигментов и других нелетучих
компонентов, а дисперсионной средой - воздух. Содержание
последнего в разных типах красок составляет 40-90 % их объема.
Присутствие воздуха в качестве разделяющей частицы среды обусловливает
высокое межфазное натяжение. Оно составляет 20-50 мДж/м , что в
несколько раз больше, чем у дисперсий в жидких средах. Поэтому
одним из определяющих процессов при пленкообразовании является
вытеснение из межчастичного пространства воздуха и других газов и
слияние частиц.
Формирование покрытий из термопластичных красок
связано с протеканием следующих процессов на поверхности
субстрата:
1) ожижение - переход порошкового материала в капельно-жид-
кое состояние (расплав);
2) монолитизация - слияние частиц (капель);
3) физическое отверждение - переход материала из расплава в
твердое состояние при охлаждении.
Обычно ожижение пленкообразователей проводят нагреванием.
Температурная зависимость вязкости расплавов полимеров
описывается уравнением (1.6). Поэтому для каждого полимера
экспериментально или расчетным путем по вязкости могут быть
найдены примерные значения минимальной температуры пленкообразо-
вания(ГП0).
Процесс слияния частиц с удовлетворительной скоростью
проходит в вязкотекучем состоянии полимеров, когда их вязкость
достигает 102-103 Па • с. Время полного слияния частиц (т1Ю) при заданной
температуре может быть найдено по уравнению Френкеля:
т110 = Кт1Д/а,
где К - постоянная; г| - вязкость полимера; R - радиус частиц; о -
поверхностное натяжение расплава на границе с воздухом.
Таким образом, чем больше поверхностное натяжение расплава
полимера, меньше вязкость и радиус частиц, тем быстрее
захлопываются поры между частицами и происходит их слияние.
Поверхностная энергия AGIWB, освобождающаяся в результате
сокращения поверхности частиц при их слиянии, является функцией
поверхностного натяжения расплава а, радиуса частиц R и радиуса
поверхности контакта частиц х (рис. 3.9):
62
i
X ^-^ . по
-АУ/У
-D
Рис. 3.8. Схема слияния двух частиц (капель) при пленкообразовании
Рис. 3.9. Температурная зависимость изменения удельного объема А VIV и
светопропускания D слоя порошкового материала
AG,,
■=4-il
AGIIOB быстро уменьшается во времени в связи с ростом х и резким
уменьшением капиллярных сил (капиллярное давление Ар = 2а/р).
Процесс слияния частиц обычно контролируют по изменению
отношения xIRy удельного объема A V/V, оптической плотности, све-
тоотражения, теплопроводности, электрической проводимости,
звукопроницаемости слоя порошка. Поскольку полимерам свойствен
массоперенос по механизму вязкого течения, временная зависимость
этих показателей имеет следующий вид:
{xJRY = Ат„
AV/V=BxIIC
где А и В - постоянные.
Оценивая изменение свойств порошкового материала при
нагревании, можно судить о завершенности процесса и определить
значения минимальной температуры Гио (рис. 3.9) и продолжительности
т1Ю пленкообразования; они экспоненциально связаны между собой:
тио = Ae^JRTno.
Таким образом, формирование покрытий из любого
порошкового пленкообразователя может быть проведено в широком интервале
температур, однако продолжительность процесса при этом сильно
различается. Например, покрытия из поливинилбутиральной краски
можно получить при 170 и 250 °С, время слияния частиц при этом
составляет соответственно 30 и 3 мин.
Скорость слияния частиц можно регулировать путем изменения
их размера, вязкости и поверхностного натяжения расплава
полимера. Высокодисперсные порошки формируют покрытия значительно
63
быстрее и при более низких температурах, чем грубодисперсные.
Например, покрытия из порошковой полиэтиленовой краски с
частицами 1-5 мкм легко образуются при 180-190 °С, при размере
частиц 50-250 мкм необходимо нагревание до 220-240 °С. Вязкость -
наиболее легко регулируемый параметр - снижают использованием
пленкообразователей с меньшей молекулярной массой, введением
пластификаторов, модификаторов, применением более высоких
температур. Наполнение отрицательно сказывается на пленкообра-
зовании.
Наиболее медленно и при высокой температуре формируются
покрытия из полимеров с большой молекулярной массой, особенно
фторопластов (в этом случае сплавление проводят при температурах
300-350 °С в течение 20-40 мин). Напротив, слияние частиц
полиамидов протекает при 250 °С всего за 3-5 мин вследствие
образования более низковязких расплавов.
Заключительная стадия формирования покрытий - охлаждение,
при этом полимер переходит из вязкотекучего состояния в
стеклообразное или кристаллическое.
Формирование покрытий из термореактивных красок.
Процессы ожижения и монолитизации частиц термореактивных составов
протекают аналогично процессам в термопластичных составах, но
при более низких температурах (120-125 °С) и значительно быстрее
(2-3 мин). Это связано с олигомерной природой их
пленкообразователей. Олигомеры требуют, однако, химического отверждения,
что достигается преимущественно тепловым воздействием, а для
некоторых материалов фото- или радиационно-химическим.
При получении таких покрытий лимитирующей стадией плен-
кообразования является образование пространственно-сшитого
полимера. Реакция "сшивания", связанная с ростом вязкости системы,
должна протекать лишь после завершения процесса слияния частиц,
в противном случае не удается получить качественных покрытий.
Общее время формирования покрытия в этом случае складывается
из времени слияния частиц тс и времени образования
пространственной (трехмерной) структуры пленки т1р:
Тцо = Тс + Ъф.
При технологической оценке процесса к этому времени
неизбежно прибавляются затраты времени на нагревание полимерного
материала и подложки до т|Ю и их последующее охлаждение до
комнатной температуры.
Нагревание обычно проводят при температурах 160-200 °С (на
120-140 °С выше Тс порошкового состава). По мере нагревания вязкость
64
30
20
10
4 5 6
Время, мин
Рис. 3.10. Зависимость вязкости рас- Л '
плавов разных порошковых красок 50
от продолжительности
формирования покрытий при температуре 200 °С
40
расплавов сначала уменьшается,
достигая значений 5-20 Па • с, затем
быстро возрастает в связи с
протеканием реакции сшивания (рис. ЗЛО).
Нарастание вязкости прекращается
при использовании всех
функциональных групп, или при значениях
Тс пленки, превышающих
температуру отверждения.
Разные виды красок
по-разному ведут себя в реологическом
отношении (рис. 3.10). Чем ниже
достигаемая вязкость и более
продолжительное время сохраняется
ее минимум (рис. 3.10, кривая 3),
тем большее время расплав контактирует с подложкой, обеспечивая
улучшенное ее смачивание и растекание. Высокий уровень вязкости с
малым временем ее сохранения (рис. ЗЛО, кривые i, 2) свойствен
высокореакционным составам с коротким циклом отверждения. Такой
вариант полезен в отношении энергосбережения при получении
покрытий.
Имеются разные пути регулирования режимов отверждения, в
том числе рецептурный (применение более активных отвердителей и
ускорителей отверждения, комбинация смол с разной молекулярной
массой, введение модификаторов и регуляторов розлива) и
технологический (повышение интенсивности нагрева, применение
дополнительных энергетических воздействий).
Важным фактором при получении покрытий из
термореактивных красок является полнота отверждения, т. е. образование
трехмерной сетки, отвечающей максимуму требуемых свойств.
Критериями ее оценки могут служить механические свойства покрытий,
степень набухания и растворения, Тс, тепловой эффект отверждения
и др. Наиболее часто о полноте отверждения судят по разности
температур стеклования отвержденной пленки Г£ и неотвержденной
Г"' (или исходной краски). Для разных покрытий значения ДТС
лежат в пределах от 10 до 80 °С.
АТС=ГС-ТГ.
65
Формирование покрытий из порошковых красок может быть
проведено не только путем нагревания, но.и при дозированном
воздействии на порошок растворителем (парами или аэрозолем). Роль
растворителя могут выполнять также летучие отвердители,
мономеры и вещества, химически взаимодействующие с компонентами
порошкового состава.
При контакте указанных агентов с порошковым материалом,
находящимся на подложке, происходит их сорбция, при этом вязкость
образующихся растворов понижается. При значении вязкости
порядка 103 Па • с происходит коалесценция частиц с образованием
жидкой (в случае растворителей) или твердой (в случае отвердителей
и мономеров) пленки. Растворитель удаляют высушиванием. В
зависимости от типа пленкообразователя (олигомер, аморфный или
кристаллический полимер) и активности растворителя или полимери-
зующегося мономера пленка формируется при объемном
содержании последних от 15 до 30 %.
Способ формирования покрытий с участием растворителей и
мономеров относится к числу низкотемпературных (покрытия
получают при 20-120 °С). Он удобен для окрашивания изделий из
нетермостойких материалов (древесина, картон, пластмассы).
Препятствием для его широкого применения, однако, служат экологические
соображения - необходимость применения растворителей и
мономеров, нередко токсичных и огнеопасных.
3.3. ПЛЕНКООБРАЗОВАНИЕ, ОСУЩЕСТВЛЯЕМОЕ
В РЕЗУЛЬТАТЕ ХИМИЧЕСКИХ ПРЕВРАЩЕНИЙ
Этот вид пленкообразования предусматривает проведение
химических реакций с мономерами или олигомерами в тонком слое на
поверхности субстрата, в результате которых образуются линейные,
разветвленные или пространственно-сшитые полимеры.
Наибольший интерес представляет получение покрытий пространственной
(трехмерной) структуры путем либо прямого взаимодействия
полифункциональных мономеров, либо сшивания предварительно
сформированных линейных или разветвленных макромолекул с
открытой цепью. Образование полимеров может происходить в результате
реакций гомополимеризации, сополимеризации (в том числе
блочной и привитой), поликонденсации, полиприсоединения, солеобра-
зования или протекания нескольких реакций одновременно.
Скорость пленкообразования зависит от молекулярной массы
исходных пленкообразователей, их реакционной способности,
удельной функциональности, присутствия ускоряющих (катализирующих
66
и инициирующих) агентов. Протекание процесса в тонком слое
имеет свои особенности:
1) вследствие большой удельной поверхности пленки возможно
улетучивание компонентов, это особенно важно учитывать при
использовании мономеров с высоким давлением паров;
2) сильное влияние оказывает внешняя среда, особенно кислород
и содержащаяся в воздухе вода; оно может быть как положительным,
так и отрицательным;
3) возможно катализирующее или ингибирующее влияние
поверхности подложки.
Продолжительность формирования покрытий во всех случаях
определяется скоростью протекания химических реакций, а их
свойства - степенью завершенности процесса. Адгезионная прочность
получаемых при этом покрытий, как правило, высокая.
Существует некоторое противоречие между реакционной
способностью лакокрасочных материалов при пленкообразовании и их
стабильностью в условиях хранения. Склонность лакокрасочного
материала к отверждению в равной степени проявляется как в пленочном
состоянии на подложке, так и при его нахождении (хранении) в массе.
Выход из этого противоречия достигается разными путями:
1. Использование компонентов внешней среды в качестве
агентов пленкообразования. Примером может служить отверждение
растительных масел, алкидов, силиконалкидов, эпоксиэфиров под
влиянием кислорода воздуха и полиуретановых олигомеров водой из
воздуха. При этом в одном материале удается сочетать стабильность при
хранении в массе и способность к отверждению в тонком слое.
2. Использование лакокрасочных материалов в виде двух- и
многоупаковочных составов, проявляющих реакционную способность
после смешения компонентов (эпоксидные и полиэфирные лаки и
краски, большинство полиуретановых составов и др.).
3. Применение при формировании покрытий энергетических
воздействий - нагревания, УФ- и радиационного облучения,
пропускания электрического тока и др., которые лакокрасочный материал не
испытывает при хранении.
Независимо от условий осуществления процесса
пленкообразования всегда стремятся к его ускорению и проведению с
минимальными энергетическими затратами.
3.3.1. ПОЛИМЕРИЗАЦИЯ НА ПОВЕРХНОСТИ СУБСТРАТОВ
Характеристика процесса. Покрытия посредством
полимеризации на твердой поверхности (подложке) получают из многих плен-
кообразователей: масляных, алкидных, уралкидных, алкидностироль-
67
ных, алкидноакриловых, ненасыщенных полиэфирных,
модифицированных эпоксидных, жидких каучуков. В последнее время большое
внимание привлекли виниловые, акриловые, аллиловые и другие
мономеры; их применяют как в конденсированной (жидкой) фазе,
так и в состоянии пара, получаемого нагреванием мономеров или
разложением (эмиссией) полимеров в вакууме.
В большинстве случаев процессы полимеризации являются
завершающей стадией формирования покрытий из жидких органорас-
творимых и водоразбавляемых лакокрасочных материалов с низким
и средним сухим остатком. Они идут последовательно и нередко
параллельно с физическими процессами испарения летучих
компонентов - растворителей или воды.
Полимеризация на подложке привлекает многими
достоинствами: меньшим (по сравнению с материалами физической сушки)
расходом растворителей (поскольку пленкообразователем служат в
основном реакционноспособные олигомеры и мономеры),
возможностью формирования покрытий в широком диапазоне температур (на
холоду и при нагревании) и разной толщины (от долей микрометра
до десятков микрометров), их хорошей адгезией. Вместе с тем
возникает ряд сложностей и ограничений, обусловленных большой
удельной поверхностью образца и связанным с этим влиянием кислорода
воздуха (ингибированием процесса), а также возможным
улетучиванием пленкообразователя. Снижения летучести обычно добиваются
тем, что применяют материалы с низким давлением паров
(олигомеры с молекулярной массой 500 и более, твердые мономеры, растворы
мономеров в полимерах и т. д.). Нередко прибегают и к проведению
процесса в герметичных условиях или в атмосфере инертного газа,
что, однако, менее удобно в условиях производства.
Кислород воздуха можно считать непосредственным участником
пленкообразования, формирования структуры и свойств пленок, он
может как ускорять, так и ингибировать процесс полимеризации.
Ингибирующее влияние кислорода на полимеризацию особенно
сильно проявляется в случае винильных мономеров.
При использовании мономеров и олигомеров с сопряженной
системой двойных связей (аллиловые эфиры, эфиры высших
жирных кислот, изомеризованные растительные масла, алкиды и др.)
кислород воздуха выступает не столько ингибитором, сколько
инициатором полимеризации. Это объясняется особым строением цепи
таких мономеров и олигомеров и соответственно высокой
активностью я-связей (из-за наличия сопряжения) в реакциях радикального
присоединения и замещения. Скорость присоединения кислорода
для таких пленкообразователей остается достаточно высокой [на-
68
пример, для тунгового масла w0, - 2 • КГ4 моль/(л -с)], однако
образующиеся при этом нероксиды неустойчивы, при их распаде
появляются новые радикалы, и полимеризация протекает с достаточно
высокой скоростью.
Процесс пленкообразования осуществляется как бы в две стадии.
На первой стадии образуются непредельные гидропероксиды и
происходит изомеризация двойных связей.
Таким образом идет окисление эфиров непредельных жирных
кислот (растительные масла):
+о2
~сн2=сн—сн2—сн=сн~ —► ~сн—сн=сн—сн=сн~
I
ООН
Сопряжение и индуктивный эффект от пероксидной группы резко
повышают реакционную способность двойных связей в реакции
радикального присоединения, ускоряя пленкообразование.
На второй стадии протекает комплекс химических превращений,
приводящих к образованию полимерных продуктов, в первую
очередь в результате реакции сополимеризации непредельных гидропе-
роксидов с кислородом:
~СН2—СН=СН~
I
О
I
~сн2—сн—сн~
I
о
I
<?' .
~сн2—сн—сн~
Окисление способствует пленкообразованию и в результате
накопления в пленкообразователе полярных кислородсодержащих групп, в
том числе гидро- и полипероксидов - инициаторов радикальных
процессов. Рост количества полярных групп приводит к усилению
межмолекулярного диполь-дипольного взаимодействия, что вызывает
повышение температуры стеклования и твердости материала пленки
за счет чисто физических процессов. Такой механизм
пленкообразования, в частности, проявляется у олигопиперилена, полиизобутиле-
на и нефтеполимерных смол.
Пленкообразование с образованием трехмерных полимеров
имеет автокаталитический характер и сопровождается гель-эффектом.
Вначале полимеризация протекает в кинетическом режиме (скорость
связывания кислорода отстает от скорости его диффузии), затем - в
69
диффузионном (скорость связывания кислорода лимитируется его
диффузией).
Коэффициент диффузии кислорода в исходных мономерах
составляет 10^-10~5 см /с, растворимость 10 моль/м ; в полимерах эти
значения снижаются соответственно на 4-5 и 1- 2 порядка. С
переходом из кинетического режима в диффузионный роль кислорода
постепенно нивелируется; преобладает гомополимеризация над окси-
полимеризацией.
Полимеризация на подложке сопровождается изменением свойств
пленкообразователей (рис. 3.11). Также растут вязкость и
температура стеклования (Тс). Высокие значения Тс пленки достигаются лишь
при горячей сушке. Вязкость при нагревании сначала уменьшается,
затем резко растет (рис. 3.12).
К моменту завершения формирования покрытия, особенно
холодной сушки, степень использования двойных связей (степень
превращения) никогда не достигает 100 %, поэтому пленка остается
потенциально реакционноспособной.
Отношение скоростей накопления трехмерного полимера yw в
пленке и расходования двойных связей удв характеризует
относительную степень структурирующих и окислительно-деструктивных
процессов. Это отношение условно может быть принято за критерий
пленкообразования олигомеров $
V
где Гтр и Глн - содержание трехмерного полимера и степень превращения
двойных связей, %.
Чем больше g, тем выше пленкообразующие свойства олигомера,
тем большую практическую ценность он представляет как пленко-
образователь.
При пленкообразовании образуются низкомолекулярные
жидкие и газообразные летучие продукты, испарение которых нередко
не компенсирует привеса пленки
за счет присоединения кислоро- $
да воздуха; в результате
полимеризация протекает с увели- £
чением объема и массы образца.
Рис. 3.11. Изменение количества
трехмерного полимера Гтр,
вязкости т\у температуры Т от
продолжительности отверждения покрытия
(горячая сушка)
70
Время
Рис. 3.12. Зависимость степени
превращения двойных связей Гдв (1),
количества трехмерного полимера
Гто (2), кислотного К. ч. (3) и перок-
сидного П. ч. (4) чисел олигоокта-
диена от продолжительности плен-
кообразования при 20 ° С
Выделение низкомолекулярных
продуктов и, следовательно,
протекание химических реакций
наблюдаются и после завершения процесса пленкообразования. Так, в
случае масляных покрытий холодной сушки в первые 20-30 суток
эксплуатации количество летучих продуктов (пропионовый,
капроновый и валериановый альдегиды, муравьиная кислота и др.)
достигает 10~2%/сут, к концу третьего месяца 10~3 %/сут.
Способы проведения процесса. Пленкообразование на подложке
можно осуществить при соблюдении следующих условий:
1. Правильный выбор пленкообразующих веществ. По данным
М. М. Могилевича, наибольший интерес представляют мономеры и
олигомеры с сопряженными двойными связями, имеющие
следующие заместители в а-положении: —СН=СН2, — С6Н5, —CN, —СОСН3.
При их применении наблюдается минимальный индукционный
период полимеризации, достигаются наиболее высокие выходы
трехмерного полимера и превращения двойных связей при небольшой
степени окисления пленкообразователя, что положительно
сказывается на свойствах покрытий.
2. Обеспечение высокой скорости генерирования свободных
радикалов путем введения ускорителей (сиккативы, пероксидные и
другие инициаторы полимеризации, хелатные соединения
поливалентных металлов), а также применением методов энергетического
инициирования - термического, фотохимического, радиационного,
действием коронного разряда, потока ускоренных электронов,
акустического или магнитного поля.
3. Устранение или максимальное уменьшение доступа кислорода
воздуха путем экранирования жидкой пленки введением
всплывающих добавок, загущения (повышения вязкости) материала,
проведения процесса в вакууме или в инертной среде - для ингибируемых
кислородом пленкообразователей. Обеспечение доступа кислорода
воздуха путем уменьшения толщины покрытия и создания
движения воздуха над поверхностью - для неингибируемых кислородом
пленкообразователей.
60
40
20
/ 3
^ 4 -
i ill
i 60
40 , S
J 20
71
Следует отметить, что при сильных энергетических воздействиях
(ионизирующее излучение, высокотемпературный нагрев и др.)
вследствие больших скоростей инициирования и роста цепи влияние
кислорода воздуха на процесс полимеризации существенно
уменьшается. Как показал А. Я. Дринберг, при температурах 300 °С и выше
вследствие неустойчивости гидропероксидов полимеризация
масляных пленкообразователей протекает в основном по схемам:
~СН—СН~
2~СН=СН~ —
-► О
I
~сн—сн~
~сн—сн~
— I
~сн—сн~
Покрытия получаются ускоренно, они содержат меньше
кислорода. Это наглядно видно, в частности, на пленках, полученных из
льняного масла (содержание кислорода в льняном масле 15,8 %):
Температура, °С
Время, пленкообразова-
ния, мин
Содержание кислорода
в пленках, %
20
14400
30,8
125
390
28,3
300
3
23,2
400
1
21,4
500
0,7
21,4
Активация двойной связи может быть достигнута химической
модификацией мономеров и олигомеров. Так, при переводе кислых
эфиров малеиновой кислоты, моноаллиловых эфиров дикарбоновых
кислот, а также кислот акрилового ряда из кислотной в солевую
форму их реакционная способность при полимеризации резко возрастает.
Солевые формы в процессе получения покрытия могут
образовываться в результате самопроизвольного взаимодействия
пленкообразователей с металлической подложкой, поэтому при нагревании
полимеризация протекает с высокой степенью превращения (рис. 3.13).
Солеобразование может
служить самостоятельной реакцией,
приводящей к пленкообразова-
нию. Так, в частности, образуют
покрытия низкомолекулярные
8
Рис. 3.13. Кинетика полимеризации
монометилмалеината (i), винилук-
сусной кислоты (2) и моноаллилок-
салата (3) на поверхности стали (по
данным А. М. Фроста)
72
карбоновые и оксикарбоновые кислоты, являющиеся продуктами
окисления керосина, при добавлении к ним оксидов поливалентных
металлов (ZnO, CaO и др.).
Полимеризационноспособные пленкообразователи типа алкидных,
масляных и др. имеют богатую и легко восполняемую сырьевую базу,
относительно дешевы, доступны и широко распространены. В
настоящее время их мировое производство составляет более 40 % выпуска
синтетических смол для лакокрасочных материалов. Вместе с тем они не
перспективны из-за длительности отверждения и ограниченного срока
службы покрытий (3-5 лет). Быстрое старение - результат
продолжающихся химических реакций не использованных при пленкообра-
зовании функциональных групп с кислородом воздуха. Поэтому
производство указанных материалов постепенно сокращается.
3.3.2. ПОЛИКОНДЕНСАЦИЯ НА ПОВЕРХНОСТИ СУБСТРАТОВ
Поликонденсацией на твердой поверхности получают покрытия
из разных видов олигомерных пленкообразователей: фенолоальде-
гидных, мочевино-, меламино- и циклогексанонформальдегидных,
полиэфирных, кремнийорганических. Эта реакция также
используется при формировании покрытий из водорастворимых олигомеров
разной химической природы, наносимых на поверхность
электроосаждением и другими способами.
Благодаря полифункциональности олигомеров конечные
продукты пленкообразования представляют собой пространственно-
сшитые полимеры. Реакция их образования называется трехмерной
поликонденсацией, в общем виде ее можно записать так:
Mi + Mj=Mz>
где Mi и М, - олигомеры; как правило, /' > 3 и ; > 3; Mz - пространственно-
сшитый полимер.
Особенностью трехмерной поликонденсации является
способность реакционной массы при определенной степени конденсации
превращаться в состояние геля. Если исходные компоненты имеют
функциональность /> 3, то гелеобразование наступает при
коэффициенте разветвленности а = 1/(/- 1). После достижения точки геле-
образования вязкость массы резко растет, а растворимость
уменьшается. Пленка из жидкой превращается в каучукоподобную и, наконец, в
твердую, жесткую.
По степени молекулярной разветвленности различают 3 стадии
трехмерной поликонденсации:
А - образование растворимого линейного полимера;
В - образование частично растворимого, разветвленного полимера;
73
С - образование нерастворимого неплавкого полимера сетчатой
структуры.
Каждая из этих стадий характеризуется определенной степенью
завершенности реакции Р по отношению к степени завершенности ее
в точке гелеобразования Рх. Полимер в стадии А имеет Р < Рг> в
стадии В Р ~ Рг, в стадии С Р > Pv. В практических условиях обычно
стремятся к получению структуры полимера стадии С. Однако
наряду с полностью нерастворимым полимером в пленке практически
всегда присутствуют растворимые фракции. Полнота использования
функциональных групп из-за высокой вязкости материала и
ограниченной подвижности молекулярных цепей обычно не превышает 70-
95% (рис. 3.14).
Проведение поликонденсации на подложке облегчает удаление
побочных низкомолекулярных продуктов реакции. Вместе с тем
возрастает значение термоокислительных процессов и увеличиваются
потери при испарении, особенно если покрытие получают при
повышенных температурах. Поэтому для получения покрытий
мономеры не применяют, используют материалы исключительно на
олигомерных пленкообразователях.
Большая часть промышленных материалов
поликонденсационного типа содержит несколько (минимум два) реакционноспособных
компонента, взаимодействующих друг с другом. Например, карба-
мидные смолы комбинируют с гидроксилсодержащими алкидными,
полиакрилатными, полиэфирными смолами, а фенолоформальде-
гидные - с эпоксидными, каучуками и т. д.
Существуют и однокомпонентные, так называемые самоотвержда-
ющиеся составы, содержащие разные реакционноспособные группы в
одной молекуле пленкообразова-
теля. Покрытия формируются в
результате взаимодействия либо
карбоксильных групп —СООН с
гидроксильными —ОН, метилоль-
ными —СН2ОН или
аминогруппами —NH2, либо конденсации
метилольных —СН2ОН или
силачу *•
нольных ySiOH2, —Si(OH)3 групп.
о
20
Время, мин
Рис. 3.14. Изменение содержания
кислотных (1) и метоксигрупп (2)
водорастворимого сополимера этилакри-
лата с метакриловой кислотой и
метакриламидом в процессе пленко-
образования при 170 ° С
74
Эти реакции протекают обычно при нагревании с выделением воды
(иногда и других соединений).
Снижение температуры и ускорение процесса пленкообразования
в технологии покрытий из материалов поликонденсационного типа
достигается применением катализаторов: органических и
неорганических кислот и их ангидридов, оснований, галогенидов металлов
(цинка, железа, магния, алюминия, титана), оловоорганических
соединений, комплексных соединений металлов и др. Например, введение
2-5 % (на сухой остаток) ангидридов кислот - малеинового, тетра-
хлорфталевого, тримеллитового, контакта Петрова, сульфосалицило-
вой кислоты, а также монобутилфталата и монобутилтетрахлорфта-
лата в меламиноалкидные эмали позволяет снизить их температуру
отверждения со 130 до 70-80 °С; добавление соляной, фосфорной,
щавелевой кислот (1-5%) обеспечивает получение покрытий при
комнатной температуре из некоторых лаков и эмалей: на основе мо-
чевино- и фенолоформальдегидных олигомеров. Эффективными
катализаторами отверждения порошковых полиэфирных красок
являются ацетилацетонат цинка, оксид и карбонат цинка.
3.4. СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ ПЛЕНКООБРАЗОВАТЕЛЕЙ
ПРИ ФОРМИРОВАНИИ ПОКРЫТИЙ
Структура пленкообразователей в жидком и вязкотекучем
состояниях (растворах и расплавах) характеризуется ближним
порядком в расположении молекул. Она является равновесной, так как
скорость релаксационных процессов в этих условиях достаточно
высока. С понижением температуры, при концентрировании растворов
или при превращении олигомеров (мономеров) в полимеры
вследствие уменьшения подвижности молекулярных цепей скорость их
перегруппировки резко уменьшается. Окончательно структура,
присущая пленочному состоянию, формируется в случае аморфных
пленкообразователей при затвердевании, т. е. при переходе их в
высокоэластическое или стеклообразное состояние, кристаллических -
после протекания кристаллизационных процессов.
В твердом состоянии всем полимерам свойственна определенная
степень надмолекулярной организации, при этом формы
структурных образований весьма разнообразны в зависимости от типа
полимера и условий его получения и переработки. В наибольшей степени
структурная упорядоченность проявляется у кристаллических
полимеров; в аморфных полимерах макромолекулы в основном имеют
простой контакт соседних сегментов, при этом области
упорядоченности не выходят за пределы 1,5 нм.
Структура покрытий из аморфных полимеров. Наиболее
характерные разновидности структуры покрытий, представляющих поли-
75
мерные пленки аморфного строения, - глобулярная и фибриллярная.
Глобулы образуются в результате превышения
внутримолекулярного взаимодействия над межмолекулярным. Глобулярная структура
(рис. 3.15, а) наблюдается у поливинилхлоридных, перхлорвинило-
вых, эпоксидных пленок и большинства покрытий, получаемых из
поликонденсационных пленкообразователей и латексов эластомеров.
Условиями для ее формирования являются: высокая гибкость
молекулярных цепей и наличие фазового перехода при пленкообразова-
нии из-за присутствия несовместимых с полимером компонентов -
растворителей, мономера и др.
Покрытиям, получаемым из жесткоцепных аморфных
полимеров, свойственна фибриллярная структура (рис. 3.15, 6). Ее
формированию способствуют: применение термодинамически хороших
растворителей, быстрое охлаждение расплавов и другие факторы.
Существенное влияние на структурные характеристики покрытий
оказывают природа и количество пигментов, пластификаторов, ПАВ,
их совместимость с пленкообразователями.
Структура покрытий трехмерного строения - глобулярная или
фибриллярная - формируется постадийно по мере усложнения
пространственной сетки пленкообразователя. Сначала появляются
отдельные структурные элементы преимущественно за счет
образования локальных связей между отдельными молекулами и их ассоциа-
тами. Затем возникают более сложные и устойчивые структуры в
результате образования дополнительных связей между этими
структурными элементами. Структура стабилизируется лишь после
завершения химических превращений в пленке. При этом для разных
полимерных пленок в зависимости от того, из каких олигомеров они
получены и по какому механизму сформированы - через стадию
образования промежуточных продуктов, микрогелей или
ассоциированных молекул, - возможно большое разнообразие форм
структурных образований.
Структура покрытий из кристаллических полимеров.
Закономерности изменения структуры кристаллических полимеров (степень
Рис. 3.15. Глобулярная (а) и фибриллярная {6) структура пленок
перхлорвинила и полиакрилата соответственно
76
Рис. 3.16. Зависимость скорости зароды- -Л ш
шеобразования / и радиального роста
сферолитов со от соотношения Т^/Т^
для кристаллических полимеров
кристалличности, параметры
кристаллической решетки, размер и
морфология надмолекулярных образований) при
пленкообразовании имеют более
сложный характер, чем в случае аморфных
полимеров.
Степень кристалличности а во вре- /кР//пл
мени т при первичной кристаллизации полимеров в изотермических
условиях изменяется согласно уравнению Аврами:
где К - константа суммарной скорости полимеризации; п - показатель,
численно равный 1, 2, 3 или 4 в зависимости от природы центров
кристаллизации и процесса их роста.
Образование первичных зародышей и рост вторичных
(надмолекулярных) структур происходит в области температур Twl - Гкр.
Первый процесс несколько опережает второй, поэтому
температурные области первичной и вторичной кристаллизации не совпадают
(рис. 3.16). Для большинства кристаллических полимеров
температура максимальной скорости кристаллизации Гмакскр ~ (0,82-0,83) ГШ1.
Кристаллизация проходит с индукционным периодом тИ11Л, который
зависит от температуры. Так, для полипропилена при 123 °С тИ|Щ =
= 2 мин, при 142 °С тИШ1 = 90 мин.
В табл. 3.2 приведены некоторые параметры кристаллизации
полимеров, наиболее широко применяемых в технологии покрытий.
Таблица 3.2
Параметры кристаллизации полимерных пленкообразователей
Полимер
Полиэтилен
Полипропилен
Поликапроамид
Пентапласт
Фторопласт-3
т °г
108-110
167-170
210-218
178-180
208-210
гкр,°с
80-100
120-140
170-190
130-160
180-200
мкм/с
30-40
0,5-1,0
3-4
0,3-0,5
0,4-0,5
а,%
53-67
40-65
45-60
20-30
40-85
Кристаллическая
система
Орторомбическая
Гексагональная,
моноклинная
То же
Орторомбическая,
моноклинная
Гексагональная
77
Структура полимеров, кристаллизующихся с небольшой
скоростью, когда максимальная радиальная скорость роста сферолитов
Кмакс не превышает 5 мкм/с, может быть изменена применением
соответствующих режимов охлаждения расплавов в момент
кристаллизации. Этот технический прием широко используется при
получении покрытий. Так, применяя быстрое охлаждение
полипропиленовых покрытий в воде (vOXJI = 2-3°C/c), можно понизить степень
кристалличности на 30-33 % по сравнению с покрытиями
естественного охлаждения (v(WI = 0,2°C/c). Еще более быстрое охлаждение
расплавов полипропилена приводит к получению его аморфизиро-
ванной формы, так называемой смектической или паракристалличе-
ской модификации. Существенным изменениям подвержена и
кристаллическая структура пентапласта. При медленном охлаждении
расплавов образуется преимущественно а-форма (орторомбическая).
Если расплав быстро охладить, то кристаллизация практически
не проходит и покрытия приобретают структуру, свойственную
полимеру в расплавленном состоянии. Такая структура, однако,
нестабильна: уже при комнатной температуре идет кристаллизация полимера
с образованием р-формы - моноклинной. Полное завершение
процесса кристаллизации при 15 °С наступает примерно через 7 сут, при
60 °С - через 30 мин. Закаливанию подвержены и другие
кристаллические полимеры: полиамиды, поликарбонаты, фторопласты. Так, в
зависимости от скорости охлаждения покрытий из фторопласта-3
степень кристалличности может изменяться от 35 до 85 %.
Надмолекулярная структура. Характер вторичной
(надмолекулярной) структуры пленок определяется условиями кристаллизации:
чем медленнее охлаждается полимер, тем меньше возникает центров
кристаллизации и тем совершеннее получается его структура.
Сферолитной кристаллизации подвержены практически все
кристаллические полимеры. Особенно резко она выражена у
полипропилена, полиамидов, фторопластов, полиэтилентерефталата, изотак-
тического полистирола. Достаточно уменьшить скорость охлаждения
расплава полипропилена с 0,15 до 0,015 °С/с, как размер сферолитов
увеличивается с 30-40 до 200-250 мкм (рис. 3.17). Рост сферолитных
структур прогрессирует с понижением молекулярной массы
полимеров (в том числе и за счет термической деструкции) и при
пластификации покрытий.
В связи с тем что структурные характеристики покрытий во
многом определяют их свойства (см. гл. 4 и 5), важно знать способы их
регулирования и стабилизации. Наиболее оправдали себя в этом
отношении технологические приемы: изменение скорости охлаждения
и характера охлаждающей среды, применение ультразвуковой, термо-
78
Рис. 3.17. Надмолекулярная структура полипропиленовых пленок,
полученных при скоростях охлаждения расплава 3,0°С/с (я), 0,15 °С/с (6) и
0,015 °С/с(0)
магнитной и радиационной обработки пленок при их
формировании. Например, воздействие ультразвука на расплавы и растворы
кристаллизующихся полимеров приводит к увеличению числа
центров и росту скорости кристаллизации; термомагнитная
обработка расплавов вызывает ориентацию полимерных цепей и
формирование сферолитов в направлении действия магнитного поля. Можно
регулировать надмолекулярную структуру и введением в состав
лаков и красок искусственных зародышей структурообразования -
нерастворимых в пленкообразователях высокодисперсных
неорганических и органических веществ. В частности, в полиамидных
покрытиях в качестве структурообразователей нашли применение оксиды
магния, алюминия и цинка, дисульфид молибдена, тальк, в
полиэтиленовых - салицилат висмута, нафтенат меди, силикагель и др.
Структура полимерных пленок, содержащих структурообразователи,
обычно мелкосферолитная; она достаточно стабильна и не
изменяется при колебаниях температуры, что особенно важно для сохранения
первоначальных свойств покрытий.
Структурные изменения в покрытиях наиболее резко
проявляются при небольших добавках структурообразователей (обычно 0,5-
1,0 %) при условии их тщательного и равномерного распределения в
пленке. Наряду с уменьшением размеров сферолитов наблюдается
их выравнивание по величине, т. е. снижение полидисперсности.
При определении свойств покрытий часто оценивают и их
структуру. Для этого пользуются методами электронной и оптической
микроскопии и рентгеноструктурного анализа (для кристаллических
полимеров).
ГЛАВА 4
СВОЙСТВА И РАЗНОВИДНОСТИ
ПОКРЫТИЙ
Свойства лакокрасочных покрытий весьма разнообразны. Они
определяются химическим строением и структурой пленкооб-
разователя, природой и содержанием пигментов и наполнителей,
условиями формирования покрытия. Определенное влияние на
свойства оказывает характер поверхности субстрата. Знание свойств
покрытий необходимо для правильного определения областей их
применения.
4.1. ПРОЧНОСТНЫЕ И ДЕФОРМАЦИОННЫЕ СВОЙСТВА
Лакокрасочные покрытия в процессе эксплуатации неизбежно
испытывают механические воздействия, которые могут быть
обусловлены:
1) приложением внешней нагрузки (вибрация, многократный
изгиб, растягивающие напряжения и т. д.);
2) наличием внутренних (остаточных) напряжений в покрытии;
3) протеканием физических и химических процессов в пленке
(кристаллизация, деструкция и структурирование, улетучивание
пластификаторов и др.).
Особенно большим нагрузкам подвергаются покрытия в узлах
трения, при действии кавитации и абразивов, при многократном
изгибе (защита гребных винтов, пропеллеров вертолетов,
подшипников, полов, кожи обуви и т. д.). В этом случае требуются покрытия с
повышенной механической прочностью и деформируемостью. Под
механической прочностью понимают сопротивление механическим
воздействиям, которые могут вызывать деформацию - изменение
формы или разрушение покрытия. Различают микроразрушение
(появление микротрещин) и макроразрушение (нарушение
целостности).
Прочностные и деформационные свойства покрытий
характеризуются рядом показателей: модулем упругости, прочностью при
растяжении, твердостью, эластичностью, стойкостью к истиранию и т. д.
Не останавливаясь на этих показателях в отдельности, рассмотрим
принципиальные особенности поведения покрытий при
механическом воздействии.
80
4.1.1. ПОВЕДЕНИЕ ПОЛИМЕРНЫХ ПЛЕНОК
ПРИ МЕХАНИЧЕСКОМ ВОЗДЕЙСТВИИ
По механическим свойствам полимерные материалы отличаются
от низкомолекулярных кристаллических веществ (металлов,
силикатов). Они имеют меньший модуль упругости (10-Ю4 МПа против
10" МПа), менее прочны при сжатии, однако нередко выдерживают
большие напряжения при растяжении и обладают несравненно более
высокой деформируемостью. Последнее связано с рыхлостью
упаковки и длинноцепочечным строением молекул полимеров. Вследствие
больших размеров такие молекулы гибки и в процессе деформации
образца способны изменять свою форму. Для полимеров
свойственны три вида деформаций: упругая, высокоэластическая и остаточная
(пластическая):
В зависимости от физического состояния полимера пленки в
большей или меньшей степени проявляется тот или другой вид
деформации. Поскольку в большинстве покрытий полимер находится
в застеклованном (аморфном) или кристаллическом состоянии,
характерным для них является проявление упругой и
высокоэластической деформаций. Особенность полимеров в застеклованном
состоянии - склонность их к большим обратимым деформациям,
называемым вынужденно-эластическими, - проявляется и в свойствах
покрытий. Эти деформации при больших нагрузках нередко
достигают десятков и сотен процентов.
Релаксационные явления в полимерных пленках. Процессы,
имеющие место при механическом воздействии на полимерные
материалы, протекают не мгновенно, а во времени. Скорость
установления статистического равновесия (релаксации) связана с
вероятностью перехода системы из одного состояния в другое. Наиболее легко
релаксационные процессы протекают у полимеров в вязкотекучем и
высокоэластическом состояниях (время релаксации 10" -10 с). Но
релаксация напряжений на уровне
звеньев, молекул и надмолеку- ()' °
лярных образований медленно
может протекать и в
стеклообразном, и кристаллическом
состоянии полимеров.
Если растянуть пленку (рис. 4.1)
на величину £0 (приложить напря- '' '
жение а0), а потом снять нагрузку,
Рис. 4.1. Релаксационные кривые по- I I |
лимерных пленок 0 / т
81
то пленка начнет медленно сокращаться, стремясь перейти в
равновесное состояние бос. Это проявление упругих свойств называется
упругим последствием. Таким же образом в растянутом образце в
результате перегруппировки звеньев может происходить снижение
(релаксация) напряжений до равновесного значения е^. Указанный
релаксационный процесс описывается уравнением Кельвина:
e, = e0<f'/T = ex(l-e~'/T)>
где г, и а, - деформация и напряжение во время отсчета t; т - общее время
релаксации.
Если t = т (устанавливается равновесное состояние), то
е е
Таким образом, время релаксации - это время, необходимое для
того, чтобы напряжение в деформированном образце уменьшилось
в е раз но сравнению с первоначальным.
Релаксация резко ускоряется с повышением температуры (см.
рис. 4.1), что проявляется в уменьшении жесткости и прочности
материала пленки.
А. П. Александровым и Ю. С. Лазуркиным сформулирован
принцип температурно-временной суперпозиции, заключающийся в том,
что в процессе деформации можно достичь заданного состояния
образца либо его нагреванием, либо увеличением времени действия
деформирующей нагрузки. Иначе говоря, подтверждена
эквивалентность временного фактора и температуры.
Закономерности деформации и разрушения покрытий.
Разрушение полимерных материалов и композиций описывается
уравнением Журкова:
где т - время до начала разрушения; т() - усредненное время между
отдельными флуктуациями, т0 = 10~13 с; U0 - начальная энергия активации
разрушения (разрыва) связей; у - структурно-чувствительный коэффициент; а -
приложенное напряжение; к - постоянная Больцмана; Г - абсолютная
температура.
Данное уравнение является математическим выражением
кинетической концепции прочности твердых тел. Согласно этой
концепции механическое разрушение материалов рассматривается как
некоторый кинетический процесс, при этом показатель прочности не
является предельной величиной, носящей характер константы
материала. Процесс разрушения полимеров, по мнению С. Н. Журкова,
82
не есть чисто механическое явление; это процесс распада
межмолекулярных и межатомных связей под влиянием тепловых
флуктуации, вызванных напряжениями извне.
Разрушение носит локальный характер; оно происходит по
слабым местам, там, где тепловые флуктуации (скачкообразное
возрастание внутренней энергии) становятся соизмеримыми с энергией
химических связей. Вероятность разрыва связей определяется
отношением:
(Uo-y<s)/kT.
Приложенное напряжение снижает начальную энергию
активации [)о на величину у5, тем самым увеличивая потенциальную
возможность разрыва связей, ответственных за прочность полимерного
материала.
Таким же образом происходит разрушение полимеров и при
термодеструкции. Доказательством этого служит равенство энергий
активации и образование радикалов в обоих случаях.
Следует иметь в виду, что для полимеров, как и любых твердых
материалов, техническая прочность составляет только небольшую
часть теоретической. Это объясняется дефектностью их структуры и
поверхности.
Прочностные свойства и деформационное поведение пленок
наглядно иллюстрируется диаграммой растяжения, представленной на
рис. 4.2. Вид деформационной кривой зависит от физического и
фазового состояния полимера и условий деформации: температуры и
скорости нагружения. На кривых 8 = Да) можно выделить несколько
участков, характеризующих различные стадии процесса деформации.
Начальный, обычно прямолинейный для застеклованных и
кристаллических полимеров участок А соответствует деформации, которая
подчиняется закону Гука:
а = Бв.
Деформации на этом участке
невелики (составляют несколько
процентов). Они связаны
главным образом с изменением
валентных углов, межатомных и
межмолекулярных расстояний.
Рис. 4.2. Типовая зависимость
напряжение - деформация для
пленок из стеклообразного аморфного
(1) и кристаллического (2)
полимеров
83
.
о
S
X
о
X
к
а
с
л
X
1 А
1
Б
i
s
,
-
а
HUM.J
1
1 в J
1 ^*
i Г
1
1 S
1 у^
1 <Г С
IS t>
1
1
1
1
1
■ !
p="k Г
!'
1
\2
1
|
1
1
1
1
I
1
1
1 ' >
Деформация
Рис. 4.3. Кривые растяжения пленок
на основе фенолоформальдегидного
олигомера при различных
температурах
Прямая, характеризующая
деформацию пленок кристаллических
полимеров, обычно имеет более
пологий характер: модуль
упругости при растяжении
кристаллических полимеров меньше, чем
е? о/о аморфных.
Дальнейший ход кривых
(участок Б) соответствует области вынужденно-эластической
деформации материала в случае аморфных полимеров (кривая 1) и области
рекристаллизации в случае кристаллических (кривая 2). На этом
участке вследствие механической активации повышается сегментная
подвижность макромолекул и происходит перестройка структуры
материала, сопровождаемая выделецием теплоты. Отрезок на участке
Б может быть практически горизонтальным, если скорость
релаксации материала оказывается соизмеримой со скоростью деформации
образца. При переходе от участка А к участку Б наблюдается
максимум на кривых а = Де), который отвечает условию da/de = 0.
Напряжение пленок аморфных полимеров в этой точке называется
пределом вынужденно-эластической деформации авы„.эл,
кристаллических - напряжением рекристаллизации арекр. Участок В - участок
ориентации и удлинения ориентированного образца. При
ориентации прочность материала существенно увеличивается, достигая
нередко 2-5-кратной прочности неориентированного образца. При
дальнейшей деформации в пленке возникают микротрещины,
напряжение после достижения предельного значения ар падает
(участок Г); происходит разрыв пленки.
С изменением температуры характер деформационных кривых
существенно изменяется (рис. 4.3). При низких температурах
нередко не реализуются все участки деформационной кривой. Напротив,
при температурах выше Тс характер деформации типичен для
эластомеров.
4.1.2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА МЕХАНИЧЕСКИЕ СВОЙСТВА ПОКРЫТИЙ
Механические свойства покрытий во многом связаны с
параметрами их структуры и условиями получения. Прочность пленок
возрастает с увеличением молекулярной массы полимера, степени кри-
84
сталличности, числа мостичных связей (в случае пленок трехмерного
строения). При изучении покрытий из полиолефинов установлена
следующая зависимость между равновесным модулем упругости Е*
и степенью кристалличности а:
Ъ = Аек«,
где А и К - постоянные, А = 33,9; К= 0,044.
С модулем упругости коррелируются твердость покрытий и
прочность при растяжении.
Закономерным является уменьшение прочности при растяжении
и особенно относительного удлинения пленок с ростом
надмолекулярных структур. Образцы с крупными сферолитами (диаметром
^сф - 300 мкм и более) имеют дефекты в пограничных участках
структур и хрупко разрушаются уже при небольших деформациях,
не превышающих 5-15 %.
Механическая прочность и способность пленок к деформации
изменяются при структурировании: в случае олигомерных пленко-
образователей (эпоксидные, мочевино-формальдегидные,
полиэфирные) они улучшаются по мере роста плотности трехмерной сетки, в
случае полимеров типичной является экстремальная зависимость
прочности от числа поперечных связей. Деформируемость покрытий
при этом падает. Таким образом, применяя в лаках и красках разные
структурирующие добавки и изменяя условия отверждения (сушки)
покрытий, можно существенно влиять на механические свойства
покрытий.
Механические свойства пластифицированных и
пигментированных покрытий не однозначно зависят от содержания
модифицирующего компонента (рис. 4.4). При этом в случае пигментированных
пленок немаловажное значение имеют химическая природа, размер и
форма частиц пигмента, а также его энергетическое взаимодействие
Рис. 4.4. Типовая зависимость прочности при растяжении ар и
относительного удлинения £ пленок от содержания пластификатора (а) и пигмента (6)
85
с пленкообразующим веществом. Чешуйчатые и волокнистые
пигменты и наполнители, в отличие от наполнителей с изометрической
формой частиц, в большей степени усиливают пленкообразователи и
нередко способствуют лучшей деформируемости пленок. Эффект
усиления резче проявляется у аморфных полимеров, чем у
кристаллических.
Прочность пленок падает при увеличении пористости покрытий.
Она не всегда одинакова у пленок разной толщины; определенное
влияние оказывает и способ получения покрытия. Прочность адге-
зированных и неадгезированных пленок примерно равна. Временная
зависимость прочности покрытий выражается уравнением:
т = Аек°,
где А и к - постоянные.
Это уравнение является разновидностью уравнения Журкова и
применяется для оценки долговечности покрытий в изотермических
условиях (рис. 4.5). Точка пересечения прямых на рис. 4.5,
называемая полюсом, обычно лежит в пределах значений т = 10~12-ь 10~13 с.
При прерывистой деформации, когда нагружение образца
чередуется с отдыхом, время до начала разрушения равно сумме времен
отдельных воздействий:
т = т, + т2 + ...+тя.
"Самозалечивания" застеклованного образца во время отдыха не
происходит. Так как прочность носит временной характер, то она
зависит от скорости деформации:
стр = a v",
где v - скорость растяжения; а и п- постоянные.
Скорость приложения нагрузки сказывается и на величине
деформации: чем больше v, тем меньше 8.
Прочностные и деформационные свойства покрытий сильно
зависят от температуры. С ее повышением наблюдается уменьшение
модуля упругости, твердости,
прочности при растяжении и
изгибе и долговечности
покрытий (рис. 4.6); относительное
удлинение пленок при
разрыве, напротив, возрастает.
Рис. 4.5. Временная зависимость
-8 •- W прочности при растяжении нит-
| "v\ ратцеллю лозных пленок при раз-
-12 L ^ личных температурах
8
4
0
-4
- 23 °С
40 80ч \ 120
W \
\\ \
\\ \
i i
160 180
а ,МПа
р
86
а
б
•мт
Рис. 4.6. Типовые температурные зависимости прочности (а) и
долговечности (б) напряженных полимерных пленок
Температурная зависимость прочности имеет следующий вид:
где а0 - прочность при исходной температуре.
Прочностные характеристики покрытий не остаются
постоянными при изменении характера окружающей внешней среды. В
результате адсорбции поверхностью пленки жидких или газообразных
продуктов из внешней среды может происходить как понижение ее
прочности, вызванное эффектом Ребиндера, так и повышение в
результате залечивания локальных микротрещин. При переходе от
газообразных сред к жидким, как правило, наблюдается снижение
прочности и долговечности покрытий, однако в зависимости от
материала пленки действие сред проявляется избирательно. Так, по данным
А. Н. Тынного, коэффициент К (отношение ар в среде к ар на
воздухе) в воде, ацетоне и бензине для полиэтиленовых пленок составляет
соответственно 0,9; 0,8; 0,4; для фторопластовых - 1,1; 0,9; 0,9.
4.1.3. ПОКРЫТИЯ ЦЕЛЕВОГО НАЗНАЧЕНИЯ
Морозостойкие покрытия. Для изделий и объектов,
эксплуатирующихся в холодном климате, особенно в районах Крайнего Севера и
Юга (температура до -60 °С), а также при контакте со сжиженными
газами (температура до -200 °С) необходимо применять
морозостойкие покрытия. Главное требование к ним - отсутствие хрупкости, т. е.
сохранение требуемых механических свойств при низких температурах.
Критерием морозостойкости полимерных материалов обычно
служит температура хрупкости Тхр, которая может быть определена
графически путем построения зависимости соыи.М1 = /(Т) (рис. 4.7).
87
о | Рис 4.7. Температурная зависимость
| I ахр вынужденно-эластической дефор-
| р ч мации авьш.эЛ и хрупкой прочности
= [\ Охр стеклообразных пленок
| \ "«п.™ При понижении температу-
I \ ры aBI>IILJJI застеклованных поли-
[г \ г меров увеличивается, однако до
О Р icMncpaiypa определенного предела, после
чего наступает хрупкое состояние
материала, характеризующееся более пологой прямой зависимости
ахр = f(T). Точка перегиба А, при которой достигается равенство
пределов вынужденно-эластической деформации и хрупкой прочности
= ахр), отвечает Гхр материала. Ниже этой температуры
пленка не выдерживает больших деформаций и хрупко разрушается при
приложении нагрузки. Отсюда Гхр - это нижняя граница
температурной области эксплуатации покрытий; верхняя в зависимости
от эксплуатационных требований к покрытию определяется ТСУ Т1Ш
или реже температурами текучести, разложения, потери
прочности материала. Чем больше разность между этими температурами
и Тхр, тем шире интервал рабочих температур покрытия AT. Ниже
приведены значения Тхр и AT для ряда полимерных пленкообра-
зователей:
тхр,°с дт,°с тхр,°с дт,°с
Фторопласт -170 430 Поливинилхлорид -10 90
Полиэтилен -70 190 Поливинилацетат -5 33
Полипропилен -15 180 Полистирол 90 10
Наиболее морозостойкими из пленкообразователей являются
фторопласты, полиэтилен, хлорсульфированный полиэтилен,
натуральный и хлорированный каучуки, некоторые полиуретаны. На
практике о морозостойкости покрытий обычно судят по их способности
выдерживать без растрескивания резкое охлаждение до заданной
температуры (обычно до -60-^-180 °С), многократные циклы
охлаждения и нагревания (например, в пределах -60 -г- +30 °С) или в
охлажденном состоянии противостоять без разрушения ударным
воздействиям. Морозостойкость покрытий зависит от их толщины (с ее
уменьшением стойкость увеличивается), условий подготовки
поверхности и материала подложки.
Неморозостойкие покрытия нередко самопроизвольно
растрескиваются под влиянием внутренних напряжений. Примером могут
служить случаи появления трещин на морозе у полиэфирных
мебельных покрытий. При низких температурах снижаются механи-
88
ческие свойства (ударная прочность, эластичность при изгибе,
адгезия) практически всех покрытий. Лишь немногие покрытия
выдерживают холодный климат (-40, -60 °С) и не разрушаются при ударе
до 5 Н • м.
Важным фактором морозостойкости является толщина
покрытий. Желательно, чтобы толщина грунтовочного слоя не превышала
20 мкм, а общая толщина покрытия была минимальной, не более 150
мкм. Присутствие пигментов и наполнителей чешуйчатого строения
в лакокрасочных составах, а также пластификаторов с низкой
температурой кристаллизации и модификаторов - морозостойких каучу-
ков благоприятно сказывается на эксплуатационных свойствах
покрытий.
При выборе материалов и покрытий для эксплуатации в условиях
холодного климата (группа "ХЛ") пользуются ГОСТ 9.401-91.ЕСЗКС.
В атмосферных условиях хорошо зарекомендовали себя комплексные
покрытия из водоразбавляемых (В-ФЛ-093 и др.), фосфатирующих
(ВЛ-02) грунтовок и эмалей - меламиноалкидных (МЛ-1110, МЛ-197),
полиакрилатных (АС-182), виниловых (ХВ-16, ХВ-124).
С целью защиты металлов от воздействия сжиженных газов
(температура до -200 °С) применяют покрытия на основе акрилатной
эмали АС-730 и поливинилбутиральных грунтовок ВЛ-02, ВЛ-08
толщиной 50-60 мкм. Перед нанесением лакокрасочных материалов во
всех случаях полезна дробеструйная обработка поверхности.
Износостойкие покрытия. При контакте трущихся
поверхностей (подшипники, рычаги сцепления, детали транспортных средств,
текстильных и сельскохозяйственных машин, транспортерные
ленты, полки холодильников и шкафов, изделия из кожи др.)
происходит их разрушение. Абразивную и гидроабразивную эрозию
вызывают мелкие твердые частицы, взвешенные в жидком или газовом
потоке. Для защиты изделий от эрозионного разрушения применяют
износостойкие покрытия.
Износ - сложный вид механического разрушения материала,
возникающий в результате трения соприкасающихся поверхностей.
Различают усталостный износ, обусловленный трением скольжения,
и абразивный износ, вызываемый абразивным воздействием
(микрорезанием) неровностей поверхности контактирующих тел.
Износ лакокрасочных покрытий при малых давлениях наступает
после индукционного периода тинд, связанного с накоплением
дефектов в пленке. Продолжительность тиид, толщина изношенного слоя
покрытия (износ) h и время полного изнашивания Т/, определяются
прочностью межатомных и межмолекулярных связей и скоростью
релаксационных процессов в пленке. 3. П. Грозинской установлена
89
следующая связь между т/, и временем релаксации трел:
где А, а и b - постоянные, зависящие от природы полимера и условий на-
гр ужения.
У высокомодульных аморфных и кристаллических полимеров,
особенно имеющих жесткую трехмерную сетку, плотно упакованную
фибриллярную или крупносферолитную структуру, сопротивление
износу невелико. Напротив, покрытия, имеющие мелкосферолит-
ную и дезориентированную фибриллярную структуру, умеренную
степень сшивания макромолекул и отличающиеся большими
значениями обратимой деформации и малыми временами
релаксации, характеризуются длительным тинд и высокой стойкостью к
износу.
На рис. 4.8 показана температурная зависимость типд и h,
типичная для большинства покрытий. Уменьшение износостойкости в
более низкой и более высокой против оптимума областях температур
связано соответственно с понижением подвижности цепей
макромолекул (ростом t^) и увеличением доли пластической деформации,
снижающей прочность материала пленки.
Износ линейно возрастает при увеличении давления; он тем
меньше, чем меньше коэффициент трения покрытия и больше его
адгезионная прочность. Покрытия с низкими значениями
коэффициентов трения называются антифрикционными. Это в первую
очередь полиамидные, фторопластовые, пентапластовые,
полиэтиленовые, эпоксидные покрытия. Нередко для снижения коэффициента
трения применяют смеси полимеров, например полиамида и
фторопласта (10:4), полиамида и полиэтилена (8:2), полиамида и поливи-
нилбутираля (1:1). Их наносят
на поверхность в виде
порошков с последующим
сплавлением. Коэффициент трения
снижается, а стойкость к усталостному
износу возрастает при введении
минеральных (дисульфид
молибдена, графит, тальк, оксид
Рис. 4.8. Зависимость
индукционного периода Тющ и толщины
изношенного слоя покрытия h от
температуры
90
алюминия, барит, порошок свинца) и полимерных (фторопласты,
полиэтилен) наполнителей, а также при пластификации
покрытий.
Стойкость к абразивному износу особенно высока у иолиурета-
новых покрытий. В ряде случаев они по эрозионной стойкости
превосходят стальные образцы в 6-8 раз. Полиуретановые покрытия
хорошо зарекомендовали себя при защите пропеллеров вертолетов,
лопастей турбин, пылевых вентиляторов, паркета, верха обуви и т. д.
Абразивостойкими также являются покрытия из вулканизованных
натурального и хлоропренового каучуков. Для лакирования
деревянных полов применяются мочевиноформальдегидный лак МЧ-0163,
маслянофенольная краска ФЛ-326, для бетонных - полиуретановый
состав "Порифлекс" и др.
Новым многообещающим направлением в создании
износостойких покрытий является введение в состав лакокрасочных материалов
абразивостойких наполнителей с частицами наноразмеров (10-100 нм),
в частности электрокорунда А1203. При содержании его 5 % (масс.)
износо- и абразивостойкость покрытий на автомобилях возрастает в
несколько раз.
При введении в состав красок грубых абразивов (электрокорунд,
кварцевый песок) могут быть получены покрытия с высоким
коэффициентом трения скольжения, так называемые нескользящие. Их
применяют для защиты трапов, полов и как палубные покрытия с
целью обеспечения безопасности передвижения людей и
перемещения грузов. В частности, разработана нескользящая эмаль ЭФ-5179 с
наполнителем электрокорундом, который добавляют к лаку перед
применением в соотношении 1:2.
Вибропоглощающие покрытия. Применение вибропоглощаю-
щих, или демпфирующих, покрытий - одно из эффективных средств
борьбы с вибрациями и шумом в промышленности и на транспорте.
Шум возникает в результате колебаний элементов машин и
конструкций в целом, которые особенно значительны в резонансной зоне.
Покрытия рассеивают (гасят) энергию колебания подложки и тем
самым препятствуют шумообразованию. Это свойство связано с их
полимерным строением. По механическому поведению полимеры
занимают промежуточное положение между упругими твердыми
телами и жидкостями. В отличие от первых они не запасают всю
работу внешних сил в виде потенциальной энергии, от вторых - не дис-
сипируют ее полностью в теплоту. Для них характерно частичное
превращение колебательной энергии в потенциальную и ее
частичное рассеяние в виде теплоты. Диссипированная энергия проявляет
91
себя как механическое демпфирование. Мерой интенсивности
демпфирования является отношение диссипируемой энергии к
максимальной потенциальной энергии, запасенной на протяжении цикла
колебаний. Это отношение называется коэффициентом диссипации
или тангенсом угла механических потерь:
tg 5 = £"/£',
где Е"и Е'- модули потерь и накопления энергии соответственно.
Другими параметрами, аналогичными tg 5, являются
логарифмический декремент А и удельная демпфирующая способность или
внутреннее трение *Р:
Логарифмический декремент у полимеров на 1-2 порядка
больше, чем у металлов. Скорость распространения звука с,
определяемая отношением модуля упругости Е к плотности материала
р как с = (£/р)0,5, у полимеров достаточно низка. Все это придает
им свойство вибропоглощения. Наиболее высокая удельная
демпфирующая способность проявляется у полимеров при Тс.
Поэтому состав композиции и режим пленкообразования выбираются
таким образом, чтобы покрытие в условиях эксплуатации
(особенно учитывается температура) находилось в состоянии, близком к
высокоэластическому. Кристаллические полимеры, в отличие от
аморфных, проявляют свойство вибропоглощения в более
широком температурном интервале, поэтому их применение
предпочтительнее.
Внутреннее трение особенно значительно в гетерогенных
системах, состоящих из вязкоупругой (полимерной) и твердой фаз. Это
могут быть однородные дисперсии или системы с послойным
расположением разнородных фаз (пакетное строение). Поэтому в качестве
вибропоглощающих применяются исключительно наполненные
составы. Из наполнителей наилучшие результаты показывают
вещества с чешуйчатой и волокнистой формой частиц (графит, микрослюда,
алюминиевая пудра, микроасбест), вводимые в количестве до 20 %.
При больших степенях наполнения (35-40 %) удовлетворительный
эффект достигается также при использовании барита, мела,
молотого кварца и др.
На рис. 4.9 показана сравнительная демпфирующая способность
ненаполненных и наполненных эпоксидных покрытий.
Степень вибропоглощения ^ зависит от соотношения толщин
пленки и металлической подложки а = hwl/hn и их динамических
92
Рис. 4.9. Зависимость
логарифмического декремента
эпоксидных покрытий от
относительной деформации:
1 - образец без покрытия (стальная
подложка); 2, 4 - образцы с нена-
полненным покрытием; 3, 5 -
образцы с покрытием, наполненным
чешуйчатым графитом
модулей Р = Еил/Еп; для ее
оценки может быть
использовано следующее эмпирическое
уравнение:
^ActTtgS,
где А,тип- постоянные.
На массивных подложках демпфирующий эффект покрытий мал,
однако он значителен на тонкостенных изделиях, когда а > 1 (см.
рис. 4.9). Коэффициент диссипации tg 5 для большинства
недемпфированных конструкций обычно не превышает 0,01. Вибропогло-
щающие покрытия нередко увеличивают его до 0,05 и более.
Увеличение потерь колебательной энергии в 5 раз обусловливает снижение
амплитуды резонансных колебаний примерно на 15 дБ.
Применение в вибрирующих узлах машин и механизмов нашли
покрытия из порошковых пентапластовых, полиамидных и
полиэтиленовых композиций, жидких эпоксидных (марка СВМ-51), оли-
гоэфиракрилатных (марка СВМ-428) и битумных (противошумные
мастики № 579, 580 и др.) составов. Они применяются при толщинах
0,3-3 мм и обеспечивают снижение вибрации в частотном диапазоне
50-10000 Гц. Одновременно с уменьшением вибрации и шума
повышается долговечность конструкций.
Эрозионностойкие покрытия. Изделия и объекты,
контактирующие с движущимися жидкостями и газами (газовые турбины,
гребные винты, турбореактивные двигатели, ракеты, днища судов на
подводных крыльях и др.) при больших скоростях обтекания (30 м/с
и более) претерпевают эрозионное разрушение вследствие
воздействия ударных волн, трения, образования в потоке газа или жидкости
зон повышенного и пониженного давления.
В зависимости от характера воздействующей среды различают
изнашивание газоэрозионное (воздействие газового потока,
содержащего твердые частицы), газокапельное (под действием потока газа,
содержащего капли жидкости), гидроэрозионное, обусловленное тре-
е-105
93
нием движущегося потока жидкости, и кавитационное, связанное с
воздействием турбулентных потоков жидкостей и газов. Эрозионное
разрушение может быть вызвано не только скоростным движением
жидкостей и газов, но и колебаниями (вибрацией) твердого тела
относительно жидкости, равно как и жидкости относительно твердого
тела при частотах 10 кГц и более.
Эрозионному разрушению подвержены практически все твердые
материалы, в том числе металлы и бетон; эрозионная стойкость
последнего особенно низка. Применяя соответствующие покрытия,
можно улучшить сопротивление материалов эрозии и увеличить время
работы конструкций.
Эрозионная стойкость покрытий определяется многими
факторами: характером и скоростью движения среды, природой подложки,
структурой и физическим состоянием материала пленки, ее адгезией
к подложке. При выборе пленкообразователей обязательно
учитываются условия эрозионного изнашивания: термостойкость - при
газоэрозионном и газоабразивном воздействии, водостойкость - при
гидроэрозионном и кавитационном. Если выразить эрозионную
стойкость покрытия как К = тр/й, т. е. отношением времени разрушения
пленки к ее толщине, то между К и скоростью жидкости или газового
потока v наблюдается следующая зависимость:
tf« 1/v",
где п = 4-5.
Для получения эрозионностойких покрытий в наибольшей
степени оправдали себя покрытия на основе химически превращаемых
пленкообразователей - эпоксидных, полиуретановых, кремнийорга-
нических, полиамидных, некоторых типов каучуков и полиакрилатов;
из непревращаемых нашли применение фторполимеры и
сополимеры, пентапласт, а также термопластичные полиуретаны. Присутствие
пигментов, как правило, положительно сказывается на эрозионной
стойкости покрытий.
Стойкость покрытий зависит от деформационных и
релаксационных свойств покрытий. Лучше всего противостоят эрозионному
разрушению покрытия из эластомеров, имеющие высокие значения
относительного удлинения, прочности при растяжении и адгезии, а
также малые времена релаксации. Такие покрытия являются своего
рода демпфером, способным гасить ударные и вихревые импульсы.
Для эксплуатации при низких температурах обычно применяют
комбинированные пленкообразователи превращаемого типа,
представляющие собой смеси жесткоценных полимеров или олигомеров
(виниловых, эпоксидных) с эластомерами (каучуками).
94
Так, для получения кавитационностойких покрытий на металлах
разработаны эмали: виниловые (ХВ-74 и ХС-48),
эпоксидно-каучуковые (ЭП-43, ЭП-917 и др.). Кавитационная стойкость эпоксидных
покрытий толщиной 300-400 мкм при ускоренных испытаниях в
трубе Вентури (скорость омывания водой 60 м/с) составляет 70-100 ч
(К « 0,25 ч/мкм). При их применении обеспечивается надежная
защита гребных винтов на судах и других объектов от разрушения и
коррозии.
Для работы при повышенных температурах применяют крем-
нийорганические и фторопластовые покрытия. Качественная
подготовка поверхности (дробеструйная обработка, фосфатирование)
способствует долговечности покрытий.
Как показывает опыт, лакокрасочные покрытия не только
уменьшают эрозионное разрушение, но одновременно предохраняют
металлы от коррозии и, что особенно важно, поддерживают их
усталостную прочность на высоком уровне.
Особый вид представляют покрытия, снижающие
сопротивление трению в воде. Их применяют с целью повышения ходовых
качеств судов, а также для уменьшения энергетических затрат при
транспортировании водных сред по трубам. Такие покрытия
получают при использовании в качестве пленкообразователей
водорастворимых и водонабухающих полимеров (полиэтиленоксида с мол.
массой 106-107, гидроксилсодержащих акриловых, некоторых олово-
органических), обладающих способностью полироваться водой.
Необходимый эффект достигается также при введении в состав красок
водорастворимых полимерных наполнителей (полиакриламид, Na-
карбоксиметилцеллюлоза, сополимеры акриламида с N-винилпир-
ролидоном). При набухании пленок коэффициент трения на
межфазной границе приближается к коэффициенту внутреннего трения
воды.
4.1.4. МЕТОДЫ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ
Для определения механических характеристик покрытий
применяют как свободные, так и адгезированные к подложке пленки.
Важное требование при испытаниях - стандартность образцов.
Покрытия должны быть равномерны по толщине, однозначны по условиям
получения, не иметь дефектов в виде газовых включений, пор, рисок.
Для получения свободных пленок используют особые подложки:
фторопластовый лист, амальгамированную жесть, алюминиевую фольгу
или специально препарированное стекло.
Большую часть испытаний проводят при воздействии
растягивающей нагрузки в статическом режиме. Для определения модуля
95
упругости, прочности при растяжении и относительного удлинения
при разрыве используют образцы в виде лопаток стандартных
размеров; одноосное растяжение осуществляют на динамометрах
разных конструкций (РМИ-5, ZM-40, типа Поляни и др.) при скоростях
от 0,01 до 150 мм/мин.
Эластичность при изгибе определяют "но шкале гибкости" (ГОСТ
6806-73, DIN 53152, ISO 1520) или на коническом стержне (ISO 6860).
Эластичность пленки при выдавливании оценивают на приборе пресс
Эриксена (ГОСТ 29309, DIN 53156, ISO 1520). Определение прочности
покрытий при ударе проводят на приборе У-2М (ГОСТ 4765-73, DIN
55995, ISO 6272). В зависимости от требований оценивают как
прямой, так и обратный удар. При всех испытаниях подложка
деформируется (изгибается или вытягивается) одновременно с находящимся
на ней покрытием.
О когезионной прочности покрытий судят но их твердости. Для
ее оценки применяют маятниковые приборы и приборы, основанные
на принципе вдавливания или царапания покрытия более твердым
телом. Особенно распространено использование маятниковых
приборов МЭ-3, 2124 ТМЛ (определение проводят по ГОСТ 5233-89), а
также демпфирование по Кёнигу или Персозу (ГОСТ Р52166-2003).
Для определения твердости покрытий вдавливанием индентора
применяют прибор Бухгольца (DIN 53153, ISO 2815) или
микротвердомер ПМТ-3. Последний позволяет определять не только
поверхностную твердость, но твердость покрытий на некоторой глубине.
Применяют также карандаши разной твердости марки "Конструктор" или
грифели Farber-Castell, KOH-I-NOOR (с твердостью 2B-B-HB-F-H-2H-
ЗН). Определение проводят по ISO 15184.
На твердых покрытиях (при твердости по маятниковому
прибору Ям > 0,15) отмечается корреляция между значениями твердости по
ПМТ-3 Нпмт (в МПа) и Ям:
Яцмт = 22,5 Нм.
В случае использования карандашей применительно к ряду
покрытий (меламиноалкидные и алкидные) предложена номограмма
пересчета полученных результатов Нк в Нм (рис. 4.10).
Стойкость покрытий к абразивному износу определяют либо по
времени воздействия или массе абразива, вызывающего разрушение,
либо по значению абсолютного износа пленки, которое устанавливают
с помощью приборов ОАО "НПФ Спектр", ИФХ РАН, АПГ
(Германия), Гарднера, Табера и др. В качестве абразива применяются
кварцевый песок, шлифовальная шкурка, металлический скребок в виде
изогнутой струны и др.
96
Рис. 4.10. Номограмма пересчета
значений твердости покрытий при
определении карандашами (Як) и маятниковым
прибором (Ям)
Для оценки демпфирующих свойств
покрытий применяют методы
динамической петли гистерезиса,
свободных затухающих и вынужденных
колебаний в зоне резонанса. Покрытию,
нанесенному на подложку, сообщают
вибрации определенной амплитуды и
частоты и находят логарифмический
декремент амплитуды и частоты или
коэффициент диссипации - основные
характеристики механических потерь.
Кавитационную стойкость
покрытий определяют путем натурных и стендовых испытаний. В первом
случае покрытия наносят на поверхности, подвергающиеся обтеканию
жидкостями или газами с большими скоростями (гребные винты,
турбины), во втором используют приборы, где создаются скорости
движения жидкостей, превышающие 30 м/с (труба Вентури,
шпиндельные аппараты, ультразвуковые диспергаторы и т.д.). Состояние
покрытия при этом оценивается визуально или по изменению
некоторых свойств (шероховатость поверхности, потеря массы, начало
появления коррозии и др.).
4.2. АДГЕЗИЯ
Под адгезией лакокрасочных покрытий понимают явление,
заключающееся в установлении связи между пленкой и подложкой, на
которую она нанесена. Об адгезии обычно судят по адгезионной прочности,
т. е. работе, которую требуется затратить на разрушение адгезионной
связи. Сцепление между слоями однородных материалов называется
аутогезией или самослипанием. Аутогезия проявляется в
многослойных покрытиях, когда все слои наносятся из одного или одинакового
по природе лакокрасочного материала. Принято говорить о двух
типах адгезии: специфической, или собственно адгезии,
характеризующей прочность сцепления адгезива с субстратом, и механической,
обусловленной проникновением адгезива (впитыванием) в поры субстрата.
Последний вид адгезии, имеющей место в случае пористых субстратов
(бумага, ткани, древесина), является результатом действия чисто
механических (когезионных) сил. Адгезия - важнейшее свойство лакокра-
0,5
0,4
0,3
0,2
01 I 1 1 1 1 1 1
2М 1М ТМ IT 2T ЗТ
Нк
97
сочных покрытий. От величины и стабильности адгезии
существенно зависят многие свойства покрытий, в том числе долговечность и
защитная способность в условиях эксплуатации.
4.2.1. ПРИРОДА АДГЕЗИОННЫХ СВЯЗЕЙ
Работу адгезии Wa условно можно представить как произведение
средней энергии единицы связи Wna число связей N, приходящееся
на единицу поверхности адгезионного контакта:
Wa= WN.
Отсюда следует, что адгезионная прочность покрытий зависит
от характера и плотности адгезионных связей. Между
разнородными телами могут возникать различные по природе связи:
химические (ионная, ковалентная, координационная) с энергией от 65
до 1000 кДж/моль, водородные и ван-дер-ваальсовы (индукционные,
дисперсионные, дипольные и др.), энергия которых в большинстве
случаев не превышает 50 кДж/моль. При нанесении покрытий
взаимодействие с субстратом устанавливается уже в момент контакта
жидкого лакокрасочного материала. Однако значения работы адгезии
жидкой краски и готового твердого покрытия, как правило, не равны
между собой. В процессе пленкообразования изменяются
химический состав, структура и свойства материала, происходят конформа-
ционные изменения макромолекул, возможны активация
поверхности подложки и появление напряжений в контактном слое. Все это
влияет на характер адгезионного взаимодействия, причем тем
существеннее, чем больше различия в условиях пленкообразования и
нанесения красок. Таким образом, при формировании покрытия, как и
в процессе его эксплуатации, первоначально установившиеся связи
могут сохраняться, разрушаться или дополняться новыми связями.
Молекулярное взаимодействие. При контакте двух
разнородных материалов - адгезива и субстрата - возможно проявление
спектра действующих молекулярных сил - притяжения, отталкивания,
дисперсионного взаимодействия. Результатом этого взаимодействия
является адсорбция молекул адгезива на поверхности субстрата.
Различают две стадии адсорбции: первая - миграция молекул адгезива к
твердой поверхности и их ориентация по отношению к имеющимся
на ней полярным группам, вторая - установление адсорбционного
равновесия (оно возможно, если расстояние между молекулами
будет меньше предела дальнодействия молекулярных сил, т. е. 0,5 нм).
В зависимости от действующих сил адсорбция может иметь
физический или химический характер. Образующийся при этом на
межфазной границе промежуточный или граничный слой полимера имеет
98
структуру и свойства, отличные от свойств полимера в объеме. Эти
различия свойств - результат ограничения молекулярной
подвижности в адсорбционных слоях. В зависимости от условий протекания
адсорбции (из раствора, расплава, газовой фазы), свойств полимера и
подложки толщина граничных слоев может колебаться от десятых
долей нанометра до нескольких микрометров, при этом по мере
увеличения толщины структурные и физические характеристики слоя
изменяются немонотонно. По мнению Ю. С. Липатова, строение и
структура граничных слоев оказывают определяющее влияние на
величину межфазного взаимодействия и, соответственно, на адгезию
полимеров к твердым поверхностям.
Широкое признание получила теория, объясняющая адгезионное
взаимодействие посредством действия молекулярных сил. Она
предложена Дебройном, развита в работах А. Д. Мак-Ларена, Б. В. Деряги-
на, А. А. Берлина, В. Е. Басина и называется адсорбционной или
молекулярной. Молекулярное взаимодействие наиболее полно проявляется
в случае полярных пленкообразователей и полярных субстратов - чем
выше полярность адгезива, тем больше адгезионная прочность:
где ц - дипольный момент молекул адгезива; Е - диэлектрическая
проницаемость адгезива.
Подтверждением этого является взаимосвязь адгезионной
прочности с содержанием функциональных, в частности карбоксильных,
групп в адгезиве:
А = К[СООН}\
где Кип- постоянные.
Увеличение адгезионной прочности, согласно адсорбционной
теории, достигается изменением химической природы полимера
(накоплением полярных групп, уменьшением молекулярной массы,
повышением подвижности цепей) и увеличением полярности подложки,
например, посредством окисления, гидрофилизации и т. д.
Достаточно высокая адгезионная прочность многих пленкообразователей
(эпоксидных, алкидных, фенолоальдегидных, шеллака, поливинил-
ацетата, ацеталей поливинилового спирта и др.) является в первую
очередь результатом проявления молекулярных сил. Физическая
адсорбция на поверхности металлов характерна для большинства
пленкообразователей, имеющих полярные функциональные группы.
Ниже показаны примеры такого взаимодействия с металлами. Кар-
боксилсодержащие полимеры и олигомеры:
+ — ч
RCOOH • • • ОМе - ион-дипольная связь.
99
Пленкообразователи, содержащие амидные и аминные группы
(полиамиды, казеин и др.):
МеО
!
~СН2—СО—NH—СН2 координационная связь.
При выборе пленкообразователя особенно следует учитывать
природу активных центров поверхности субстрата.
Хемосорбционное взаимодействие - более редкий случай. Оно
возможно при использовании пленкообразователей, имеющих
активные функциональные группы (изоцианатные, карбоксильные,
эпоксидные), в соответствующих условиях пленкообразования. Так,
взаимодействие компонентов полиуретановых составов с оксидами и
гидроксидами металлов протекает при нормальной температуре по
реакции:
R-N=C=0 + MeOH —► R-NH-COOMe.
Эпоксидные пленкообразователи удовлетворительно реагируют
с поверхностью металлов и стекла выше 200 °С:
Н2С—СН—СН2~ + МеОН —► Me—О—СН2—СН—СН2~,
Н2С—СН—СН2~ + ^SiOH —► ^Si—О—СН2—СН—СН2-
2\/ 2/ / 1 | 1
о он
Например, прочные и стабильные в химическом отношении
связи в случае эпоксидных смол на поверхности алюминия образуются
при нагревании до 220-230 °С.
Карбоксилсодержащие полимеры и олигомеры вступают во
взаимодействие с металлами также, как правило, при нагревании, однако
и при нормальной температуре в процессе длительной эксплуатации
возможно образование солевой связи:
2RCOOH + MeO —► Me(OCOR)2 + H20.
При высоких температурах не исключается химическое
взаимодействие с металлической подложкой феноло- и мочевиноформаль-
дегидных, кремнийорганических, масляных, алкидных и других
пленкообразователей. Введением катализаторов и активацией поверхности
металлов можно ускорить это взаимодействие и снизить его
температуру.
Взаимодействие полимеров с металлической поверхностью при
высоких температурах нередко сопровождается переносом металла в
100
полимер. Так, расплавы поливинилбутираля и полипропилена под-
растворяют поверхность свинца, а расплавы иентапласта -
поверхность цинка, на которую они нанесены. Полиэтилен при
температурах выше 200 °С восстанавливает оксиды железа до металла и
частично растворяет металл. Аналогичное явление имеет место и при
формировании покрытий из полиакрилонитрильных дисперсий. По
мнению Н. И. Егоренкова, перенос металлов связан с накоплением
карбоксильных групп в полимерах в результате термоокислительной
деструкции; при высокой температуре образующиеся карбоксильные
группы взаимодействуют с оксидами и гидроксидами металла. В
результате реакции образуются межфазные металл-полимерные слои с
отличной от полимера структурой и свойствами, Так, в
полиэтиленовых покрытиях карбоксилаты железа обнаруживаются на
расстоянии до 40 мкм от поверхности подложки.
Молекулярное взаимодействие может осуществляться с участием
вспомогательных веществ, вводимых в композиции, - ПАВ, воды,
низкомолекулярных кислот и др., а также продуктов деструкции
полимеров. Например, для улучшения адгезионной прочности
эпоксидных покрытий в состав красок вводят адсорбционноактивные
добавки - хинолин, оксазолон и другие соединения, содержащие
полярные группы —NH2, —CN, —CNS, —S; также используют отвердите-
ли кетиминного и аминосиланового типов.
Электростатическое взаимодействие. Образование донорно-ак-
цепторной связи на границе раздела адгезив - субстрат приводит к
появлению двойного электрического слоя. Наличие этого слоя легко
обнаруживается при разделении контактирующих поверхностей -
отслаивании пленки от подложки. Причинами образования
двойного электрического слоя также являются:
1) термоэлектронная эмиссия, т. е. переток электронов от
субстрата (металла) в адгезив (диэлектрик); миграция электронов возможна,
когда понижается электрический барьер на поверхности металла;
особенно сильно понижен этот барьер в случае полимеров,
содержащих полярные группы (—CN, —ОН, —СООН, —NH2 и др.) и
имеющих высокую степень контакта с подложкой;
2) адсорбция и ориентация полярных групп адгезива на
поверхности субстрата; в первую очередь происходит ориентация
поверхностных диполей, в результате поверхность приобретает заряд
определенной величины и знака.
Заряды возникают лишь при контакте разнородных
поверхностей. Знак заряда определяется природой контактирующих
поверхностей. Ниже приводится электростатический ряд, согласно которому
любое вещество ряда при контакте с другим веществом, располо-
101
женным ниже, заряжается положительно, а при контакте с
веществом, расположенным выше, - отрицательно:
Этил целлюлоза Металлы (все)
Казеин Полистирол
Полиметилметакрилат Полиэтилен
Ацетилцеллюлоза Политетрафторэтилен
Стекло Нитрат целлюлозы
Направление перехода электронов определяется соотношением
между потенциалами Ферми контактирующих тел. Значения этих
потенциалов характеризуют работу выхода электронов. Последние
перемещаются до тех пор, пока потенциалы Ферми в граничной зоне
обоих тел не сравняются. Поэтому различные пленки, нанесенные на
одну и ту же подложку, например на металл, могут иметь разные как
по величине, так и по знаку заряды.
Образование двойного электрического слоя в контакте адгезив -
субстрат положено в основу электрической теории адгезии.
Авторами этой теории являются Б. В. Дерягин и Н. А. Кротова; позднее
аналогичные взгляды развивал С. М. Скиннер с сотрудниками.
Согласно электрической теории работа разрушения адгезионной
связи, т. е. преодоления электрических сил, равна:
где v - поверхностная плотность электрических зарядов; h - разрядный
промежуток (зазор между поверхностями); е - диэлектрическая проницаемость
среды.
На возможность электрических явлений при расслаивании
адгезионных соединений указывает ряд факторов: электризация
образующихся поверхностей, появление в ряде случаев лавинного
электрического разряда, сопровождающегося свечением, треском, излучением
радиоволн. Прямое доказательство существования электрических
сил - наличие эмиссии (стекания) электронов при нарушении
адгезионной связи. Интенсивность эмиссии электронов /достаточно
хорошо коррелирует со значениями работы адгезии. Так, при
увеличении скорости отслаивания нитратцеллюлозных пленок от стекла в
100 раз (с 10"4 до 10~2 м/с) / возрастает с 8 • 102 до 104 имп/с, Wa - с 23
до 71 Дж/м2.
Электростатическое взаимодействие особенно сильно
проявляется в покрытиях на основе полярных полимеров (эфиров целлюлозы,
полиакрилонитрила, поливинилхлорида и др.), при этом чем больше
скорость отслаивания, тем заметнее проявляется действие
электрических сил.
102
Диффузионное взаимодействие. При получении многослойных
полимерных покрытий сцепление между отдельными слоями
возможно за счет односторонней диффузии или взаимодиффузии
макромолекул и их сегментов. Условиями для диффузии являются
соотношение полярностей контактирующих веществ, их полная или
частичная совместимость, высокая сегментная подвижность
макромолекул. Диффузия протекает во времени. Согласшэ уравнению
Эйнштейна среднеквадратичное перемещение частицы А равно:
А = (2Dr)0,5,
где D - коэффициент диффузии; т - время.
Коэффициент диффузии полимеров, находящихся в
высокоэластическом состоянии, мал, он составляет 10" -10~16 см /с. С
увеличением молекулярной массы полимера на один порядок коэффициент
диффузии снижается приблизительно на 2 порядка. Поэтому
взаимопроникновение полимеров простирается на небольшую глубину
(переходная зона не превышает 10~8 м).
На основе большого числа экспериментальных фактов,
проведенных на полимерных материалах, рядом авторов (С. С. Воюцкий,
Р. М. Васенин, Д. Тейлор, Д. Е. Рутцлер) была сформулирована
диффузионная теория адгезии. Она хорошо описывает явления аутоге-
зии и адгезии покрытий ко многим полимерным субстратам; может
быть распространена и на случай получения многослойных
разнородных покрытий. Теория неприменима для описания адгезии
покрытий на неактивных в диффузионном отношении подложках -
твердых металлах, силикатах и др. Факторами,
благоприятствующими адгезии по диффузионной теории, являются температура, время
адгезионного контакта, давление. Введение пластификаторов,
наличие общего растворителя облегчает диффузионный обмен в
контактном слое и способствует улучшению адгезии.
4.2.2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА АДГЕЗИОННУЮ
ПРОЧНОСТЬ ПОКРЫТИЙ
Адгезионная прочность - многофакторный показатель,
зависящий от природы полимера и субстрата и условий формирования
покрытия. Наиболее высокой адгезионной прочностью обладают
покрытия из мономерных и олигомерных пленкообразователей,
превращаемые в полимерное (трехмерное) состояние непосредственно
на подложке. Мономеры и олигомеры в ряде случаев способны хемо-
сорбироваться на поверхности металлов; последующая их
полимеризация или поликонденсация приводит к образованию привитых
полимеров, химически связанных с металлом. В случае полимеров
103
нередко отмечается корреляция между адгезионной прочностью и
когезией материала пленки.
Адгезионная прочность возрастает с увеличением в пленкообразо-
вателе содержания полярных функциональных групп (—ОН, —СООН,
—CONH2, —CONH, —OCONH), энергия когезии которых составляет
25-65 кДж/моль. Она зависит от фазового и физического состояния
материала пленки. Аморфные пленкообразователи образуют более
адгезионнопрочные покрытия, чем кристаллические. В ряду
кристаллических полимеров адгезионная прочность падает с
уменьшением критического поверхностного натяжения; она также тем
меньше, чем выше степень кристалличности ее. Например, для полиоле-
финовых покрытий получены следующие значения адгезионной
прочности на алюминии:
а, % А, Н/м
Полиэтилен высокого давления 62 210
Сополимер этилена с пропиленом (СЭП-10) 77 170
Полиэтилен среднего давления 93 160
Наиболее низкую адгезионную прочность имеют покрытия из
фторопластов, пентапласта, полиэтилена, поливинилхлорида,
сополимеров винилхлорида, критическое поверхностное натяжение которых
не превышает 30 мДж/м2. Для ее повышения проводят
модификацию этих полимеров: смешивают с адгезионноактивными олигоме-
рами и мономерами (эпоксидными, эпоксидно-новолачными, эпок-
сидно-фурановыми, алкидными, диаллилфталатом, полиимидокис-
лотами, каучуками и др.), прививают мономеры, окисляют путем
химического, теплового или радиационного воздействия.
Пластификаторы, пигменты и наполнители по-разному влияют
на адгезионную прочность покрытий. В большинстве случаев
зависимость адгезионной прочности от концентрации
пластификаторов имеет максимум, особенно если
используют полярные пластификаторы
и полимеры (рис. 4.11). Экстремальная
точка приходится на концентрацию
пластификатора, при которой Тс
материала пленки близка к комнатной.
Рис. 4.11. Зависимость адгезионной
прочности перхлорвиниловых покрытий к
алюминию от массовой доли
пластификатора:
1 - дибутилфталат; 2 - трикрезилфосфат; 3 -
совол
2
104
Увеличение адгезионной прочности - результат адсорбции
пластификатора на активных центрах твердой поверхности и изменения ее
природы, а также снижения внутренних напряжений в покрытии.
Одновременно встречаются случаи и уменьшения прочности
адгезионных связей. Такое явление имеет место, когда пластификаторы
вводят в адгезионноактивные олигомерные составы (эпоксидные,
полиэфирные и др.) в больших количествах.
Введение наполнителей, как правило, положительно сказывается
на адгезионной прочности покрытий. Так, многие металлы, оксиды
металлов, тальк, аэросил, микроасбест, введенные в допустимых
пределах, увеличивают адгезионную прочность эпоксидных, полиурета-
новых, пентапластовых и фторопластовых покрытий. Отмечается
рост адгезионной прочности покрытий, получаемых из порошков
полиэтилена, полипропилена, сополимеров этилена при добавлении
5-10 % оксида хрома, талька, оксида алюминия.
По данным М. М. Калниня, адгезионный эффект (А - Ло) в
случае покрытий, формируемых при нагревании, зависит от объемного
содержания V и сорбционной способности Р наполнителя по
отношению к продуктам термоокислительной деструкции полимеров:
A-A) = KVPy
где К- постоянная, зависящая от природы полимера и наполнителя.
Более высокую адгезионную прочность наполненных покрытий
по сравнению с ненаполненными объясняют усилением полимеров в
адгезионном слое, каталитическим влиянием на процессы
структурирования и окисления, уменьшением термических напряжений,
направленным изменением структуры пленки. Следует иметь в
виду, что тот или иной наполнитель, увеличивая адгезионную
прочность одного пленкообразователя, может оставлять без изменения
или ухудшать адгезионную прочность другого; в избирательном
действии наполнителей немаловажное значение имеет и природа
подложки.
Роль субстрата в адгезионном взаимодействии так же
значительна, как и роль материала пленки. Наибольшую трудность
представляет получение адгезионнопрочных покрытий на гладких непористых
субстратах (металлы, стекло), а также материалах с низкой
поверхностной энергией (некоторые полимеры). По адгезионной активности
различные металлы ведут себя по-разному. Адгезионная прочность,
как правило, уменьшается в ряду:
Медь > Углеродистая сталь > Легированная сталь > Алюминий >
> Цинк > Олово > Свинец
105
Прочность связи пленка - подложка определенным образом
зависит от атомного объема металла: чем он выше, тем прочность
связи меньше. Наибольший атомный объем (отношение атомной массы
к плотности материала) 18,2 • КГ6 м3 имеет свинец. Практически нет
покрытий, которые бы удовлетворительно удерживались на
неподготовленной должным образом поверхности свинца. Причина низкой
адгезии покрытий к ряду металлов (свинец, алюминий, цинк) кроется
в слабой когезионной прочности оксидов этих металлов. В результате
отслаивание пленок происходит преимущественно по оксидному
слою. Модификация поверхности субстратов с целью улучшения их
смачивания лакокрасочными материалами (см. раздел 2.2), как
правило, благоприятно сказывается на повышении адгезионной
прочности покрытий.
Поскольку в осуществлении прочной адгезионной связи важное
значение имеют процессы микрореологического затекания жидкого
адгезива в микропоры и трещины подложки, важным фактором в
обеспечении адгезии является шероховатость поверхности.
Механическое зацепление резко усиливается, если поверхность металла
подвергнуть абразивной обработке, фосфатированию, оксидированию и
т. д., а лакокрасочный материал применить с пониженной вязкостью.
Адгезия непосредственно связана с условиями формирования
покрытий. Повышение температуры и длительности нагревания
благоприятствует адгезии, она, однако, ухудшается, если тепловое
воздействие приводит к деструкции материала пленки. Поэтому в отношении
650
500
350
200
б л
7 \
/ \
-
i i i i
10
14 18
I, МИН
Рис. 4.12. Зависимость адгезионной прочности полимерных покрытий от
температуры (а) и от продолжительности формирования при 220 °С (б) на
стальной поверхности:
1 - поливинилбутираль; 2 - поликапроамид; 3 - пентапласт; 4 - сэвилен
106
адгезионных свойств для каждого покрытия существуют
оптимальные температурные режимы пленкообразования (рис. 4.12). Под
воздействием внешней среды (воздух, инертные газы, вакуум)
изменяется степень окисления и трехмерного превращения покрытий, что
сказывается на их адгезионной прочности. Обычно на воздухе
формируются более адгезионнопрочные покрытия, чем в инертной
среде, однако превышение оптимального значения степени окисления
отрицательно влияет на адгезионную прочность. Адгезионная
прочность зависит от режима охлаждения покрытий, особенно если их
получают из расплавов кристаллических полимеров. Ниже показано
влияние скорости охлаждения на адгезионную прочность
полиэтиленовых покрытий к алюминию:
Скорость охлаждения, °С/мин 1,5 8 16 40 500
Адгезионная прочность, Н/м 160 220 274 527 1300
Аналогичное явление имеет место и в случае других полимеров
(полипропилен, пентапласт), кристаллическая структура которых
подвержена изменениям при закалке.
Эффективные пути увеличения адгезионной прочности -
радиационное воздействие и применение магнитного и ультразвукового
полей. Обработке могут быть подвергнуты как исходные
композиции (жидкие или порошковые краски) перед нанесением на
поверхность, так и покрытия в момент формирования. В последнем случае,
варьируя дозу облучения, время и интенсивность УЗ-воздействия,
напряженность магнитного поля, можно получать покрытия
(эпоксидные, эпоксидно-фурановые, полиэтиленовые и др.) с
адгезионной прочностью, превосходящей в несколько раз прочность
необработанных покрытий.
4.2.3. ДЛИТЕЛЬНАЯ АДГЕЗИОННАЯ ПРОЧНОСТЬ
Адгезионная прочность лакокрасочных покрытий не остается
постоянной при эксплуатации. Она обычно уменьшается со временем,
однако первоначально может быть стабильной или даже возрастать.
Увеличение адгезионной прочности происходит тогда, когда в
процессе эксплуатации материал пленки, сохраняя эластические
свойства, обогащается функциональными группами и создаются условия
для дополнительного химического или физического взаимодействия
с подложкой. Примером могут служить покрытия из масляных и
алкидных красок естественной сушки.
Уменьшение адгезионной прочности связано: 1) с протеканием
химических или физических (в первую очередь, кристаллизационных)
процессов в пленке; 2) с образованием новой фазы на границе разде-
107
ла пленка - подложка в результате гидратации или окисления
поверхности; 3) с проявлением внутренних (касательных) напряжений.
Отслоение пленки может происходить по двум механизмам:
адгезионному и когезионному. Когезионное отслоение характерно для
покрытий, пленкообразователь которых находится в
высокоэластическом состоянии, когда когезионная прочность относительно невысока.
Д. Д. Бикерман предложил теорию слабых граничных слоев,
согласно которой адгезионная прочность определяется когезиеи адгезива
или субстрата в адгезионном слое. Методами масс-спектрометрии,
отражательной спектроскопии, по краевому углу смачивания
поверхности и нередко визуально обнаруживается, что после отслоения
многих покрытий на поверхности подложки остается тонкий
(порядка 20-80 нм) слой полимерного материала. Усиление пленкообра-
зователя в адгезионном слое, например, применением активных
наполнителей, сшиванием цепей макромолекул, направленным
регулированием структуры, снижением газонаполнения и другими
мерами, - реальный путь повышения адгезионной прочности.
Теория слабых граничных слоев, однако, не является
универсальной: она справедлива для случая, когда адгезия материала превышает
его когезию. Так, при эксплуатации покрытий в жидких средах более
типичен адгезионный характер отслаивания, однако возможен и ко-
гезионный. На рис. 4.13, а показаны характерные случаи поведения
покрытий на полярных субстратах (металлы, стекло, бетон) при
эксплуатации в воде и в атмосфере высокой влажности. Случай, когда
адгезионная прочность длительно сохраняется (кривая I), - довольно
редкий, хотя и наиболее желательный. Более распространены случаи
снижения адгезионной прочности или полного отслаивания
покрытия (кривая 2). Одна из основных причин разрушения адгезионных
соединений - специфическое адсорбционное взаимодействие среды
/
| ^>^2 ^
0 х
Рис. 4.13. Зависимость адгезионной прочности покрытий от времени
пребывания в воде (а) и от влажности окружающего воздуха {6) (пояснения
даны в тексте)
108
с адгезивом или субстратом на границе их раздела. Происходит
адсорбционное замещение связей адгезив - субстрат на связи среда -
субстрат. Проникновение среды в адгезионный слой возможно
разными путями: и по поверхности раздела пленка - подложка, и
посредством диффузии через массу пленки; при этом первый путь
считают более доступным.
Адсорбция воды из воздуха на поверхности подложки
удовлетворительно идет при влажности более 40-60 %. Эту влажность называют
критической WKP. Ниже WK0 участие воды в дестабилизации адгезии
незначительно. Однако выше WKV вода из воздуха, как правило,
отрицательно влияет на адгезию: чем выше влажность, тем больше
скорость отслоения и соответственно меньше время разрушения
адгезионных связей. Высушивание выдержанных во влажной атмосфере или
в воде покрытий приводит к частичному восстановлению адгезионной
прочности (рис. 4.13, 6), при этом А) - Ах = f(E). Пленки с меньшими
значениями модуля упругости Е в большей степени способны
проявлять вторичное адгезионное взаимодействие. Это указывает на то, что
адгезия полимеров при Т > Тс определяется динамическим
равновесием между адсорбцией и десорбцией макромолекул.
Важным фактором дестабилизации адгезии покрытий в водных
средах является несоответствие по знаку полярности адгезива
(материала пленки) и субстрата (подложки). В табл. 4.1 показано влияние разных
по полярности адгезионных соединений (образцы шириной 1 см) на
их стабильность в воде. Критерием степени полярности адгезива и
субстрата служил краевой угол смачивания 0 поверхности водой.
Самым худшим вариантом является система гидрофобный
полимер - гидрофильная поверхность. Между прочим, это часто
встречающийся случай при окрашивании, например, металлов.
Применяются следующие способы получения покрытий с
длительной адгезионной прочностью в воде и водных средах:
1. Применение пленкообразователей и условий формирования
покрытий, при которых между пленкой и субстратом образуются
гидролитически устойчивые химические связи.
Таблица 4.1
Время расслаивания адгезионных соединений т в воде
Покрытие / субстрат
Фторопластовое/ стекло
Нитратцеллюлозное / стекло
Полиэтиленовое / фторопласт
9, градусы
104/10
45/10
99/104
т, сут
1
11
>30
109
2. Снижение межфазного натяжения на границе адгезив -
субстрат.
3. Применение лакокрасочных материалов, способных к водовы-
теснению.
4. Использование промотеров адгезии.
5. Применение соответствующих конверсионных покрытий.
Из названных способов особенно распространенным и
достаточно эффективным является вариант, связанный с применением
промотеров адгезии - химических веществ, способных легко
адсорбироваться на поверхности субстрата с образованием прочных
химических связей. Наибольшее применение получили соединения класса
силанов (препараты АМГ-3, АМГ-9, АСОТ-2, АСОТ-3 и др.). Также
используются титанорганические аппреты - составы на основе фос-
фоновых кислот, перфторкислот, некоторых ПАВ и ингибиторов
коррозии. Возможны два способа их применения: обработка
субстрата (аппретирование) и введение в состав лакокрасочного материала.
Ценным качеством силановых промотеров адгезии является
способность взаимодействовать химически не только с гидратированной
поверхностью субстратов, но и с материалом покрытия. В первом случае
это достигается в результате гидролиза алкоксигрупп водой и
последующего взаимодействия образующихся силанольных групп между
собой и гидроксильными группами субстрата, как, например, в
случае винилтриэтоксисилана:
+ЗН20 Ме(ОН)
CH2=CH-Si(OC2H5)3 _3CH0H» CH2=CH-Si(OH)3 ►
I I
СН2=СН—Si—О—Me
I I
—► О
I I
СН2=СН—Si—О—Me
2 I I
Связь с пленкой возникает в результате наличия у аппрета
соответствующих функциональных групп - винильных, аминных, алкиль-
ных и др. Все это обеспечивает устойчивую адгезионную прочность
покрытий из разных пленкообразователей, не только адгезионно
активных, но и достаточно пассивных, как, например, полиэтилен,
полипропилен, полифторолефины, виниловые полимеры.
Ослабление адгезии может происходить при действии не только
среды, но и механических нагрузок. При этом время до разрушения
адгезионного соединения (отслаивания пленки) т является функцией
напряжений а на межфазной границе:
ПО
Рис. 4.14. Зависимость
адгезионной прочности эпоксидного
покрытия от температуры при
разных скоростях отслаивания
-■Ко
0,8 мм/с
Г,°С
х = Ааё
где Д) - первоначальная адгезия;
К -постоянная.
Значения адгезионной
прочности зависят от температуры,
при которой происходит
отслаивание покрытия, ее максимум
соответствует температуре стеклования материала пленки (рис. 4.14).
Так как при Тс внутренние напряжения близки к нулю, а прочность
пленки еще достаточно высока, можно ожидать, что максимум
долговечности покрытий в отношении адгезионных свойств приходится
на температуры, при которых материал пленки находится в
переходной области между стеклообразным и высокоэластическим
состояниями.
Процесс разрушения адгезионных связей независимо от условий
эксплуатации подчиняется общим закономерностям разрушения
полимерных материалов, описываемым уравнением Журкова (см. с. 82).
4.2.4. ВЗАИМОДЕЙСТВИЕ ПОКРЫТИЙ
С ГИДРОФИЛЬНЫМИ ВЕЩЕСТВАМИ
Рассмотрение адгезии не ограничивается процессами на границе
пленка - субстрат; адгезионное взаимодействие имеет место и при
контакте твердых и жидких веществ с покрытием. Оно проявляется,
например, в запыляемости и загрязняемости пленок, налипании на
них песка, земли (грунта), отложении парафина из нефти и т. д.
Прилипание пыли и загрязнение - серьезный недостаток
лакокрасочных покрытий. Прилипшая пыль ухудшает их внешний вид,
ускоряет старение, способствует коррозии окрашенных металлов.
Особенно подвержены запылению и загрязнению защитные покрытия
на транспорте, фасадные строительные покрытия, покрытия кровли
полов, сельскохозяйственных машин. Налипание увлажненного
песка, грунта, удобрений, намерзание льда, примерзание пищевых и
других продуктов осложняет работу наземных и водных
транспортных средств, приводит к повышению удельных затрат энергии,
снижению производительности труда. Для устранения этих недостатков
применяют покрытия с пониженной адгезией, называемые
антиадгезионными.
111
2
С
10 г Рис. 4.15. Зависимость пылеудержания от
краевого угла смачивания покрытий водой
Пылеудержанию способствуют
шероховатость, низкая твердость и липкость
пленок, их гидрофильность, склонность к
электризации. Сила притяжения частиц пыли
30 60 90 возрастает с уменьшением их диаметра. Так,
6, градусы частицы диаметром 80 мкм притягиваются
с силой, примерно равной их массе, для
отрыва же частицы диаметром 1 мкм требуется усилие в тысячу раз
больше ее массы. Особенно быстро загрязняются покрытия,
полученные с применением гидрофильных пленкообразователей: чем
меньше краевой угол смачивания покрытия водой, тем больше пы-
леудержание (рис. 4.15).
Покрытия на основе воднодисперсионных красок вследствие
матовости поверхности и присутствия гидрофильных компонентов
(эмульгаторы, стабилизаторы) загрязняются значительно быстрее
покрытий на основе тех же полимеров, изготовленных из растворов
или расплавов. Загрязняемость масляных покрытий много меньше,
чем воднодисперсионных, однако она зависит от твердости пленок и
глубины отверждения пленкообразователя. Пластифицированные
покрытия более склонны к пылеудержанию, чем непластифицированные.
Запыляемость возрастает при старении покрытий, меление и
образование сетки трещин способствуют механическому удержанию пыли.
Наиболее действенные пути уменьшения запыляемости и за-
грязняемости покрытий - их гидрофобизация и снижение электри-
зуемости. Последнее достигается, например, обработкой поверхности
покрытий катионоактивными веществами, а также использованием
токопроводящих пигментов и наполнителей. Гидрофобные свойства
обеспечиваются применением неполярных пленкообразователей
(фторопласты, полиэтилен, кремнийорганические олигомеры), введением
гидрофобизирующих добавок (кремнийорганические жидкости ГКЖ-
10, ГКЖ-11, ГКЖ-94, перфорированные жидкости, воски, парафин)
или обработкой ими поверхности покрытий. Кремнийорганические
гидрофобизаторы (алкилхлорсиланы, алкилалкоксисиланы, полиор-
ганосилазаны, алкилсиланоляты щелочных металлов)
взаимодействуют с гидроксильными группами пленкообразователей, понижают
поверхностное натяжение на границе с воздухом и резко уменьшают
смачивание поверхности водой. Краевой угол смачивания 6 гидро-
фобизированных покрытий водой обычно превышает 90°, тогда как
аналогичные негидрофобизированные покрытия имеют 6 = 40-г75°.
112
Гидрофобизация поверхности достигается также введением в краски
некоторых органических и полимерных наполнителей -
технического углерода (сажи), слюды, фторопластов, полиэтилена и др. - и
пигментов. Особенно эффективными гидрофобизаторами являются фтор-
содержащие амиды (разработки ИОХ РАН), а также олигомерные
акрилаты и полиакрилаты, содержащие перфторалкильные группы.
Их введение в лакокрасочные материалы приводит к образованию
покрытий, краевой угол смачивания которых превышает 90°.
Гидрофобные покрытия целесообразно применять всюду, где
имеется контакт с водными средами и гидрофильными веществами.
Наибольший эффект обеспечивается при защите ими фасадов
зданий, металлической кровли, деталей сельскохозяйственных машин,
кузовов самосвалов, ковшей экскаваторов, гусениц тракторов,
морозильного оборудования.
Прилипание веществ к покрытиям снижается с уменьшением их
шероховатости (увеличением глянца). Нередко для достижения
нужного эффекта поверх пигментированных покрытий наносят 1-2 слоя
лака.
4.2.5. ПОКРЫТИЯ ЦЕЛЕВОГО НАЗНАЧЕНИЯ
Противообледенительные покрытия. К ним относятся
покрытия с низкой адгезией ко льду или низкой температурой
льдообразования. Последний вариант покрытий возможен при применении
красок с наполнителями - антифризами. Краски подбирают таким
образом, чтобы пленкообразователь, будучи нерастворимым в воде, не
препятствовал диффузионному обмену антифризов (в основном,
хлориды одно- и двухвалентных металлов) и воды. Концентрация
антифризов берется предельно высокой. В зависимости от типа
антифриза и степени его капсуляции пленкообразователем температура
образования льда понижается на десятки градусов.
Покрытия с низкой адгезией ко льду получают с применением
пленкообразователей, обладающих низкой поверхностной энергией.
Они не препятствуют льдообразованию, однако, вследствие низких
значений критического поверхностного натяжения, не смачиваются
или плохо смачиваются водой и поэтому слабо адгезируют со льдом.
Имеется два варианта получения таких покрытий, основанных
на едином принципе: 1) применение лакокрасочных материалов на
пленкообразователях, обладающих низкой поверхностной энергией,
и 2) гидрофобизация обычных (не водоотталкивающих) покрытий.
Прочность сцепления льда с покрытием является функцией
поверхностной энергии и соответственно критического
поверхностного натяжения материала пленки (рис. 4.16). Наиболее низкие
113
800
600
400
200 Ь
Рис. 4.16. Зависимость адгезионной
прочности льда от критического
поверхностного натяжения материала пленки
25
50 75
а, мДж/'м2
значения поверхностной энергии
(менее 30 мДж/м ) имеют фторуглерод-
ные полимеры, кремнийорганические
полимеры и олигомеры, иолиолефины
(полиэтилен, полипропилен, парафин)
(табл. 4.2).
При использовании этих и
подобных им пленкообразователей
образуются покрытия, не смачиваемые или плохо смачиваемые водой
(краевой угол смачивания 0 равен 80-95°) и обладающие низким
сцеплением со льдом.
Значительные возможности для получения водоотталкивающих
покрытий дает принцип использования расслаивающихся
композиций растворного или эмульсионного типа, когда при формировании
покрытий система в результате несовместимости компонентов или
кристаллизации одного из них разделяется послойно. Верхний слой
обязательно должен содержать низкоэнергетическую составляющую
покрытия. Такие покрытия с 0 более 100° образуют, в частности,
эпоксидно-фторопластовые лаки и эмали, водоразбавляемые композиции
Таблица 4.2
Адгезия льда при -15 °С к полимерам с различными значениями
критического поверхностного натяжения (по данным А. В. Панюшкина)
Полимер
Политетрафторэтилен
Политрифторхлорэтилен
Поливинилиденфторид
Полиорганосилоксан
Парафин
Полипропилен
Полиэтилен
Полистирол
Поливинилхлорид
Полиметилметакрилат
Эпоксиполимеры
Полиамиды
GKp, мДж/хМ2
18,5
22
25
22
25
29
31
33
40
39
44
61
Краевой угол
смачивания 9,
градусы
97
94
90
93
91
85
82
73
60
61
56
20
ДкПа
12
15
20
18
30
100
170
220
350
450
520
920
114
с наполнителем порошком фторопластов, наносимые способом
электроосаждения. Гидрофобизацию покрытий могут вызвать и другие
специально подобранные компоненты лакокрасочных составов - от-
вердители, пигменты (в первую очередь, органические),
пластификаторы.
Другой эффективный способ получения несмачиваемых водой
покрытий - их поверхностная гидрофобизация. Наибольшее
распространение из гидрофобизаторов получили кремнийорганические жидкости
(ГКЖ-94, АМГ-9, ВМС-1000), мыла поливалентных металлов,
перфорированные жидкости. Ими обрабатывают поверхности покрытия,
применяя гидрофобизаторы в жидком или парообразном состоянии.
При поверхностной обработке полиалкилсиланами покрытий,
содержащих гидроксильные группы, протекает следующая реакция,
приводящая к понижению их гидрофильности:
R R R
I I I
R—SiCl2 R—SiCl2 R—SiCl2 —Si—О—Si—О—Si—
2 2 2 III
ОН ОН ОН О О О
mmmm[ I I +н2о^ I I I
*" --------- ........... —HC1 " ------- ---------
Покрытие Покрытие
Возможно взаимодействие и по другим группам. Краевой угол
смачивания покрытий водой резко возрастает: при использовании
кремнийорганических гидрофобизаторов он достигает 88-106°,
перфорированных - 150-155°.
Разработана технология получения гидрофобных покрытий с
низкой (10-30 кПа) адгезией ко льду на основе эпоксидных и виниловых
пленкообразователей (эмали ЭП-439П, ЭП-437, ХС-527, ХС-1168) ор-
ганосиликатных покрытий - ОС-56-22 и др. Адгезия льда к
покрытию из ОС-56-22 составляет 40-70 кПа, тогда как адгезия к
металлической поверхности достигает 1,0-1,2 МПа.
11ротивообледенительные покрытия находят применение при
защите судов, самолетов, строительных конструкций (фундаменты, сваи),
при эксплуатации морозильного оборудования. Вследствие малой
адгезии и пониженной прочности эффективность скалывания льда
на обледеневших судах с такими покрытиями возрастает в 1,5-2,5
раза. Уменьшение смерзания строительных конструкций с грунтом
(удельное сопротивление на сдвиг бетона и стали при использовании
таких покрытий снижается в 1,5-2 раза) приводит к устранению их
вспучивания под действием возникающих касательных напряжений.
Антиадгезионные покрытия повышенной термостойкости,
известные под названием "антипригарные", получили особенно широ-
115
кое применение в пищевой промышленности и кондитерском
производстве, при выпечке хлеба, хлебобулочных изделий, при разделке
теста, а также при изготовлении предметов домашнего обихода
(сковороды, кастрюли, формы для выпечки хлеба и др.).
Главные требования к таким покрытиям:
1) высокая и стабильная адгезия к субстратам (в основном, к
металлам);
2) низкое сцепление с изготовляемыми пищевыми продуктами;
3) термическая устойчивость (в пределах температур до 260 °С и
нередко выше).
Кроме того, они должны удовлетворять санитарным нормам по
токсикологии и безопасности.
Для получения таких покрытий нашли применение в основном
составы на основе фторсодержащих и кремнийорганических
материалов и силоксановых каучуков. Используют как жидкие
материалы растворного и дисперсионного типа, так и порошковые, непиг-
ментированные и пигментированные с применением термостойких
пигментов и наполнителей.
Высокая и стабильная адгезия к металлам достигается
тщательной подготовкой поверхности - дробеструйной очисткой и
последующей гидрофобизацией силанами, аминосиланами,
фторированными или титанорганическими соединениями. После нанесения
лакокрасочных материалов покрытия формируют или отверждают при
нагревании, в основном в присутствии соответствующих отвердите-
лей и катализаторов.
В зависимости от вида изготовляемой пищевой продукции
применяют разные антипригарные составы. При защите металлических
форм, предназначенных для выпечки хлеба, зарекомендовали себя
составы на основе силоксановых каучуков (СКТН-1, СКТН-А), крем-
нийорганические лаки (КО-919, КО-08), компаунд КЛТ.
Металлические листы и противни для выпечки хлебобулочных и других
изделий, не требующих очень высоких температур нагрева, покрывают
порошковыми составами на основе фторопластов (Ф-32Л, Ф-42Л), а
также эпоксидно-фторлоновыми лаками. Изготовление покрытий на
внутренней стороне сковородок для прожаривания пищевых
продуктов требует применения специальных фторсополимеров - более
термостойких и химически устойчивых. Новыми материалами для
получения антипригарных покрытий являются кремнийорганиче-
ские составы "Пента-133" и "Силапен".
Длительность эксплуатации покрытий во многом зависит от
качества подготовки поверхности металла, степени гидрофобное™ и
термостабильности материала пленки. Нередко она достигает по-
116
лугода непрерывного использования формы, после чего требуется
восполнение покрытия. Применение антипригарных покрытий
позволяет экономить пищевые масла (смазку), делает производство
хлебобулочных изделий более производительным, удобным и
экономичным.
Съемные покрытия. Съемные, или низкоадгезионные, покрытия
применяют для временной защиты от загрязнения, механических и
других повреждений металлических и пластмассовых изделий на
период консервации, хранения, транспортировки и монтажа. Важная
область применения таких покрытий - защита мест, не подлежащих
химической обработке (травлению, химическому фрезерованию), а
также нанесению гальванических и лакокрасочных покрытий.
Съемные покрытия наносят как непосредственно на подложку, так и
поверх готовых лакокрасочных покрытий. Главное требование к таким
покрытиям - способность независимо от срока хранения легко
удаляться (сдираться) с поверхности изделия, не оставляя на ней каких-
либо дефектов. Наиболее жесткие требования предъявляются к
съемным покрытиям, предназначенным для предохранения лакокрасочных
покрытий на лицевых поверхностях приборов и машин. После их
удаления поверхность должна выглядеть как только что окрашенная.
Съемные покрытия получают из растворов, дисперсий и
расплавов пленкообразователей. Для их изготовления применяют
полимерные пленкообразователи, плохо адгезирующие к различным
субстратам: растворимые и плавкие фторопласты, перхлорвинил,
сополимеры винилхлорида, полистирол, этицеллюлозу, сополимеры этилена
с пропиленом, атактический полипропилен, синтетические каучуки
(полихлоропреновый, полиакрилонитрильный, бутадиенстирольный)
и др. Одновременно в состав композиций вводят антиадгезивы -
пластификаторы, воски, парафин, минеральные и силиконовые
масла, амиды жирных кислот и др. Компонентами покрытий,
наносимых на поверхность металлов, также служат ингибиторы коррозии,
например Акор-1 (нитрованное минеральное масло), МСДА-11 (соль
дициклогексил-амина и жирных кислот), хромат гуанидина.
Съемные покрытия наносят толстыми слоями от 100 до 800 мкм. Их
удаляют с поверхности механическим путем. Большинство покрытий
(кроме латексных) обратимо и может повторно перерабатываться
после снятия с поверхности в исходные лакокрасочные материалы.
Разработана и выпускается серия лакокрасочных материалов,
образующих съемные покрытия: на виниловых полимерах и
сополимерах (лаки ХС-567 и ХС-596, эмаль ХВ-114, состав ХВ-036), на фторсо-
полимерах и эфирах целлюлозы (составы ФП-5, ФП-6, ЗИПУ, АБЦУ,
АЦЗК), воднодисперсионные составы "Карболатс", "Нитролатс" и др.
117
Их применяют избирательно но черным и цветным металлам,
пластмассе (гетинакс), резине или наносят поверх лакокрасочных
покрытий. Составы ИС-КЧ-51 и ИС-ВА зарекомендовали себя при
защите мест, не подлежащих окрашиванию.
При комнатной температуре низкая адгезионная прочность
покрытий сохраняется в течение нескольких лет.
Применяя разнородные некоалесцирующие материалы, можно
получать многослойные послойно разделяемые покрытия. Это
достигается, например, путем чередования слоев эпоксидного (эмаль
ЭП-574) или перхлорвинилового (эмаль ХВ-124) лакокрасочного
материала и фторопластового лака (Ф-32л, Ф-42л). Один из приемов
получения съемных покрытий заключается в их нанесении на
промежуточный слой низкоплавких не совмещающихся с полимером
веществ. При нагревании покрытия вещество плавится, образуя на
межфазной границе слой жидкости, при этом покрытие легко
отделяется от подложки. Роль промежуточного слоя могут выполнять,
например, парафин, а также органические и неорганические
кристаллические вещества.
Применение съемных и послойно разделяемых покрытий -
простой способ обновления окраски и дезактивации поверхности от
радиоактивных и химических загрязнений.
4.2.6. МЕТОДЫ ОПРЕДЕЛЕНИЯ АДГЕЗИОННОЙ ПРОЧНОСТИ
Существуют прямые и косвенные методы определения
адгезионной прочности. В первом случае об адгезионной прочности судят
по усилию, под действием которого в адгезионном слое возникают
нормальные или касательные напряжения, вызывающие разрушение
соединения, во втором - по косвенным характеристикам: скорости и
интенсивности эмиссии электронов, значению разрядного
потенциала, характеру и активности поверхности, образующейся в результате
расслоения адгезива и субстрата, и др.
Наиболее распространены прямые методы, при которых
отделение пленки от подложки производят при воздействии
статической или динамической нагрузки. В зависимости от способа
нарушения адгезионных связей различают неравномерный отрыв,
равномерный отрыв и сдвиг. Сопротивление, которое приходится
преодолевать при равномерном отрыве или сдвиге (усилие
распределяется равномерно по всей поверхности образца),
выражается в Па. В случае неравномерного отрыва, когда нагрузка
прилагается лишь к части образца и распространяется последовательно
по его поверхности, единицей адгезионной прочности служат Н/м
(или кН/м).
118
а 6 в г д
♦ t
Рис. 4.17. Варианты определения адгезионной прочности покрытий
методом постепенного отслаивания
Существует много разных методов определения адгезионной
прочности. Широкое практическое применение, однако, получили
лишь немногие из них.
Метод постепенного отслаивания. Этот метод основан на оценке
усилия отслаивания (расслаивания) адгезионно связанных
поверхностей. Отслаивают или пленку от подложки (если она достаточно
гибкая), или подложку от пленки. В последнем случае применяют
гибкие подложки: мягкую алюминиевую, отожженную стальную,
медную фольгу или фольгу других металлов; толщина фольги 20-50 мкм.
Отслаивание можно проводить под разными углами. Наиболее часто
угол отслаивания принимают равным 180°. Если отслаиваемая
пленка обладает недостаточной прочностью, то ее армируют полосками
марли или стеклоткани.
Различные варианты метода отслаивания схематично
представлены на рис. 4.17, а-г. Определения проводят с помощью приборов -
динамометров и адгезиометров. Пригодны, в частности, разрывные
машины РМИ-5, ZM-40, динамо- 2оо
метр Поляни и др. Специально
разработанные адгезиометры
позволяют в широких пределах
варьировать скорости и углы отслаива- 15о
ния покрытий и получать точные, s
воспроизводимые результаты. =
Примеры адгезиограмм при от- ^
слаивании покрытий приведены юо
на рис. 4.18.
Рис. 4.18. Адгезиограммы при
отслаивании эпоксидного покрытия от 50
стальной фольги (1) и
полиэтиленового покрытия от алюминиевой
фольги (2)
119
/,мм
Значения адгезионной прочности при определениях зависят от
толщины покрытий (если отслаивают пленку), модуля упругости
материала фольги (если отслаивают подложку), скорости и угла
отслаивания а. При всех вариантах метода усилие отслаивания является
суммой затрат усилий на преодоление адгезионной связи и на
деформацию (изгиб) отслаиваемого материала (пленки или подложки).
При изменении а работа отслаивания Wa изменяется следующим
образом:
Скорость отслаивания часто принимают равной 6,5-7,0 мм/мин,
при ее увеличении усилие отслаивания возрастает.
Разновидностью метода расслаивания является метод клина, при
котором отделение пленки от подложки осуществляют на принципе
механического расклинивания резцом (см. рис. 4.17, д). Метод клина
положительно зарекомендовал себя при определении адгезии
жестких хрупких покрытий на недеформируемых подложках. Его удобно
применять, когда адгезионная прочность превышает когезионную
прочность материала пленки.
Метод одновременного отрыва. В зависимости от способа
приложения нагрузки этот метод имеет ряд разновидностей (рис. 4.19).
Применяют нормальный отрыв при растяжении или сдвиге
(грибковый метод, метод штифтов, по отрыву диска), отрыв центробежной
силой (метод ультрацентрифуги), вибрацией (ультразвуковой
метод), за счет инерции движущегося образца (метод пневматического
ружья). Общим для них является то, что сила отрыва действует
сосредоточенно и распределяется равномерно по площади
адгезионного контакта. Результаты выражают отношением усилия отрыва к
площади адгезированной пленки. Каждый из этих методов имеет
свои особенности.
а б в г | А д
Рис. 4.19. Варианты определения адгезионной прочности покрытий
методом одновременного отрыва:
а - грибковый метод; б - метод штифтов; в - метод ультрацентрифуги; г -
ультразвуковой (или вибрационный) метод; д- метод пневматического ружья
120
Определения по методу грибков (адгезиметр ОР, измерения по
ГОСТ 28574, ISO 4624) удобно проводить на покрытиях из красок,
не содержащих растворителей (порошковых, на жидких олигоме-
рах и др.). Погрешность при определениях не превышает 10 %.
Метод штифтов дает воспроизводимые результаты в случае
жестких прочных покрытий толщиной более 100 мкм. Для менее
жестких покрытий лучше подходит прибор по отрыву диска
(определение по DIN 53232).
Определения адгезионной прочности на принципе воздействия
центробежной силы проводят с помощью ультрацентрифуг УЦ-I и
УЦ-И с частотой вращения ротора 104-10D об/мин; метод достаточно
трудоемкий. Другие разновидности метода одновременного отрыва
(ультразвуковой, инерционный), применяемые за рубежом, не
получили распространения в нашей стране.
Прочие методы. В исследовательской практике оправдал себя
оптический метод, согласно которому адгезионную прочность
оценивают по значению критических внутренних напряжений,
вызывающих самоотслаивание покрытия. Ограничение метода - то, что
адгезионную прочность можно измерять лишь на поверхности
полированного оптического стекла - призмы.
Стандартным (ГОСТ 15140-78, DIN 53211) и
распространенным при определении адгезионной прочности покрытий является
метод решетчатых и параллельных надрезов. Суть метода
заключается в том, что на поверхности покрытия режущим
инструментом делают на расстоянии 1 или 2 мм (в зависимости от толщины
пленки) надрезы в виде решетки или параллельных линий. По
степени отслаивания или удержания образующихся элементов
пленки судят об адгезионной прочности, которую выражают в
баллах. Наилучшей адгезионной прочности соответствует 1 балл.
На этом принципе разработаны адгезиметры АД-1, АД-2,
адгезиметр РН. Они обеспечивают удобство и повышенную точность
измерений.
Разновидностью метода решетчатых надрезов является
определение адгезионной прочности по ISO 2409. Образец с покрытием, на
котором сделаны надрезы, подвергают вытяжке на прессе Эриксена
(глубина вдавливания 5 мм), после чего оценивают адгезионную
прочность по шестибалльной шкале (в зависимости от площади
отслаивания пленки). Наиболее высокий балл - 0, когда отслаивание
отсутствует. Определение проводят на деформируемых образцах из
металла - пластинках толщиной 0,5 мм. Метод особенно себя
зарекомендовал при оценке адгезионной прочности покрытий,
получаемых из порошковых красок.
121
4.3. ВНУТРЕННИЕ НАПРЯЖЕНИЯ
При любых сочленениях двух твердых разнородных материалов
обычно возникают напряжения, обусловленные различием их
физических свойств и наличием адгезионного контакта. Лакокрасочные
покрытия в этом отношении не представляют исключения.
Возникающие в них напряжения могут быть вызваны как внешними
воздействиями (нагружение, деформация подложки), так и внутренними
факторами (испарение растворителей, охлаждение и кристаллизация,
протекание химических реакций и т. д.). Последний вид напряжений
носит название внутренних или остаточных. Они были
обстоятельно рассмотрены в работах отечественных ученых В. А. Каргина и
М. И. Карякиной, С. А. Шрейнера, П. И. Зубова, А. Т. Санжаровского.
По своему происхождению внутренние напряжения бывают двух
видов: 1) усадочные, возникающие вследствие усадки материала
пленки при формировании или эксплуатации покрытия, и 2)
термические, появляющиеся при изменении температуры в результате
несоответствия в значениях термических коэффициентов линейного
расширения подложки и покрытия. В покрытиях, сформированных
при повышенных температурах, внутренние напряжения авн нередко
являются суммой усадочных ау и термических а, напряжений:
Внутренние напряжения в покрытиях - преимущественно
напряжения растяжения. Они опасны тем, что снижают когезионную и
адгезионную прочность, а следовательно, и долговечность покрытий.
Нередко внутренние напряжения достигают настолько больших
значений, что происходит самопроизвольное растрескивание или
отслаивание покрытий уже в процессе их формирования. Уменьшение
и исключение напряжений представляет важную задачу в технологии
покрытий.
4.3.1. ВОЗНИКНОВЕНИЕ И РЕЛАКСАЦИЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ
Если на твердую поверхность, например на стекло, нанести слой
жидкого полимерного лака, то при пленкообразовании по мере
испарения растворителя твердость пленки будет возрастать. При
определенном содержании растворителя С пленка начинает приобретать
упругие свойства; это проявляется в возникновении внутренних
напряжений как результата плоскостной усадки образца (рис. 4.20, а).
Появление внутренних напряжений соответствует точке перехода
материала пленки из высокоэластического состояния в
стеклообразное. Если подвергнуть пленку дальнейшему высушиванию в течение
122
времени Ат, то содержание в ней растворителя уменьшится на АС, а
линейная усадка Ае возрастет на
As = ААС,
где К- коэффициент линейной усадки.
Приращение усадки вызовет соответствующий рост внутренних
напряжений Аавп:
Аа1Ш = Аг£1/(1-|д),
где Е{ - мгновенный модуль упругости материала пленки; ji - коэффициент
Пуассона.
На заключительной стадии освобождения пленки от
растворителя уже незначительный прирост усадки вызывает скачкообразный
рост внутренних напряжений, что и отмечается на рис. 4.20, а.
Напряжения стабилизируются после прекращения испарения
растворителя и, соответственно, усадки пленки.
При пленкообразовании из расплавов, а также при охлаждении
покрытий, сформированных при повышенных температурах,
возникают термические внутренние напряжения. Начало их роста
соответствует Тс для аморфных и Гкр для кристаллических полимеров, когда
равновесный модуль упругости Е» становится больше нуля, т. е. в
пленке при усадке появляются упругие деформации (рис. 4.20, 6).
Термические внутренние напряжения, возникающие при
нагревании или охлаждении покрытий, в пределах температур А Г
определяются по уравнению:
от = (а,-а2)ДГ£,/(1-|и),
где а] и а2 - термические коэффициенты линейного расширения материала
пленки и подложки соответственно.
12
2
а
V
\\
rv
V
V *
V 1
J_
/
s^
_i *Ч r^ 1Z\
t, ч
С,%
60
40
120
Рис. 4.20. Временная (а) и температурная (6) зависимости внутренних
напряжений и содержания растворителей в нитратцеллюлозных (1),
полиэтиленовых (2) и поливинилбутиральных (3) покрытиях
123
Если обозначить конечную (эксплуатационную) температуру
через Г„ то для покрытий из аморфных полимеров AT = Тс - Т» из
кристаллических А Т= Гкр- Т:).
Выражение (а\ - а2)АГ = гп характеризует задержанную усадку,
т. е. деформацию пленки, вызывающую напряжение. Она может быть
определена экспериментально по значению линейного сокращения
пленки. Так, если напряженную пленку снять с подложки, то она
постепенно начинает сокращаться. Скорость сокращения как результат
проявления релаксации напряжений возрастает с повышением
температуры, полная релаксация быстро достигается при Т> Тс или ГШ1
полимеров.
На практике е„ обычно не превышает 2 % (при ош, = 5-8 МПа).
Фактически получаемые значения аШ1 и е„ оказываются в несколько
раз меньше расчетных. Это свидетельствует о существенном
влиянии релаксационных процессов на формирование напряжений.
Релаксация напряжений обусловливается проявлением
пластической и высокоэластической деформации и ориентационными
эффектами в момент формирования покрытий, которые особенно
значительны у кристаллических полимеров. Не исключается релаксация и
за счет перестройки (перемещения, деформации) надмолекулярных
структур, а также микрорастрескивания и отслаивания покрытий.
Внутренние напряжения неодинаково распределены по толщине
покрытия: они максимальны в адгезионном слое и убывают по мере
удаления от него к поверхности (рис. 4.21). Аналогично
распределяются напряжения в подложке. Так, если на пленку действует
растягивающая сила Р, то на подложку - равная ей сила сжатия. Создается
градиент напряжений AP/A/z, направленный на разрушение
покрытия. Эмпирически было показано, что если
возникающие нормальные напряжения больше прочности
пленок на растяжение, т. е. ав„ > ар, то покрытие
растрескивается, если касательные напряжения ТВН окажутся
больше адгезионной прочности на сдвиг, т. е. т1Ш > та,
происходит его отделение от подложки.
Так, покрытия, полученные из расплавов
полистирола, самопроизвольно растрескиваются при
охлаждении уже при 30 °С, а из сополимеров стирола с метил-
метакрилатом - отслаиваются от стеклянной
подложки, вырывая кусочки стекла.
+Р
I |
п
Рис. 4.21. Распределение напряжений по сечению пленки (1)
и подложки (2)
124
4.3.2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ВНУТРЕННИЕ НАПРЯЖЕНИЯ
Внутренние напряжения зависят от многих факторов: состава и
структуры материала пленок, их строения, условий формирования и
эксплуатации. Наибольшие внутренние напряжения возникают в
покрытиях из высокомодульных полимеров с большими
значениями Тс, это эфиры целлюлозы, виниловые и акриловые полимеры,
ацетали поливинилового спирта и др. Они нередко достигают 25 %
прочности покрытия. Напротив, низкомодульные полимеры - кау-
чуки, Тс которых ниже комнатной, - формируют ненапряженные
покрытия.
Напряжения отсутствуют также у свежеизготовленных
масляных, алкидных, некоторых полиуретановых и битумных покрытий,
покрытий из воднодисперсионных красок. Значение напряжений в
покрытиях, получаемых из олигомеров - эпоксидных,
полиэфирных, мочевиноформальдегидных и других, зависит от условий их
формирования: как правило, покрытия, отвержденные при
нагревании, являются более напряженными, чем полученные в естественных
условиях. Кристаллические полимеры образуют покрытия с
высокими внутренними напряжениями, которые тем больше, чем выше
модуль упругости, Гкр и степень кристалличности. В ряду полиоле-
финов установлена следующая зависимость внутренних напряжений
аШ1 от степени кристалличности а:
^вп = Ав >
где А = 5,9; К =0,075.
Введением пластификаторов в полимеры, особенно аморфного
строения, можно снизить, а при определенных концентрациях и
полностью устранить возникающие напряжения. При этом авн
снижаются одинаково с модулем упругости материала пленки.
Зависимость внутренних напряжений от содержания пигментов
и наполнителей носит более сложный характер. Усадочные
напряжения в покрытиях при наполнении, как правило, возрастают, что
связано с ростом модуля упругости материала пленки, термические же
напряжения могут увеличиваться (i), оставаться постоянными (2)
или уменьшаться (3, рис. 4.22). Вариант 1 реализуется в том случае,
когда рост модуля упругости Е при наполнении превалирует над
уменьшением коэффициента термического расширения а. Примером
могут служить эпоксидные покрытия, наполненные диоксидом титана.
Вариант 2 имеет место при симбатном изменении £ и а. Если а
уменьшается более интенсивно, чем нарастает Е, то термические
напряжения снижаются (вариант 3). Последний вариант встречается при
использовании наполнителей с низкими значениями а (кварц, ситаллы),
125
2
600 1000
5, мкм
Рис. 4.22. Типовая зависимость термических внутренних напряжений в
покрытиях от содержания наполнителей
Рис. 4.23. Зависимость внутренних (оптических) напряжений от толщины
полипропиленовых покрытий при различной скорости охлаждения
а также порошков с неизометрической формой частиц (слюда,
рубленое стекловолокно и др.). Варьирование количества и природы
наполнителей - один из путей снижения напряжений и улучшения
стойкости к растрескиванию покрытий, в первую очередь применяемых для
защиты электро-, радио- и электронной аппаратуры.
На внутренние напряжения влияют реологические характеристики
исходных лакокрасочных материалов. П. И. Зубовым и Л. А.
Сухаревой было показано, что при применении лаков и красок,
представляющих собой сильно структурированные системы (с высокой
степенью тиксотропии), формируются покрытия со значительно меньшими
внутренними напряжениями, чем из аналогичных
неструктурированных или слабоструктурированных составов (с малой степенью
тиксотропии). Так, введение в хлоркаучуковый лак 1 % тиксатрола
(гидрогенизированного касторового масла) вызывает резкое
повышение его структурной вязкости; внутренние напряжения в
покрытиях, сформированных из такого лака, в 2-3 раза ниже, чем в
покрытиях из лака без тиксотропирующей добавки. Снижение напряжений
посредством усиления тиксотропной структуры жидких материалов
объясняют более упорядоченной структурой пленок, получаемых из
тиксотропных лакокрасочных материалов, вследствие
фиксированного положения в них структурных элементов - заготовок будущего
покрытия.
Внутренние напряжения зависят и от условий получения
покрытий. Покрытия, сформированные из расплавов, всегда имеют
большие напряжения, чем полученные из растворов тех же пленкообра-
126
зователей. Применение более летучих растворителей усугубляет рост
внутренних напряжений.
Закономерным является увеличение напряжений с ростом
скорости охлаждения покрытий из аморфных полимеров и уменьшение
их в случае покрытий из кристаллических полимеров (рис. 4.23).
Последнее находит объяснение в конкурирующих процессах
релаксации и кристаллизации: малое время релаксации способствует
увеличению напряжений, тогда как уменьшение степени кристалличности
при закалке - их снижению. Охлаждение в пластифицирующих
средах (например, поливинил-бутиральных и ацетобутиратцеллюлозных
покрытий в воде, полиэтиленовых - в уайт-спирите) приводит к
уменьшению напряжений и предотвращает образование микротрещин.
Влияние внешних факторов - температуры и влажности
окружающей среды - иллюстрируется рис. 4.24. Независимо от вида
покрытия нагревание приводит к постепенному спаду внутренних
напряжений (рис. 4.24, а), что объясняется снижением модуля
упругости и ростом скорости релаксационных процессов. Напряжения
становятся равными нулю при температурах стеклования (в случае
аморфных полимеров) или плавления (у кристаллических). При
последующем охлаждении покрытий напряжения снова
восстанавливаются, при этом восходящая ветвь может дублировать нисходящую
или иметь иное расположение в зависимости от того, из какого
полимера изготовлено покрытие и какой был выбран режим
охлаждения. При этом небезразлично, от какой температуры охлаждается
покрытие: ниже или выше Тс, Т1Ш. В случае кристаллических
полимеров старый порядок и структура полностью разрушаются лишь при
нагревании выше ТШ1.
Рис. 4.24. Типовая зависимость внутренних напряжений от температуры
(а) и продолжительности экспозиции покрытий при разной влажности
окружающего воздуха (6)
127
Напряжения снижаются при выдержке покрытий в атмосфере
влажного воздуха (рис. 4.24, б). Например, при 100 %-й влажности
они становятся равными нулю у поливинилбутиральных покрытий,
нанесенных на стекло, через 4-5 ч, эпоксидных - через 5-6 ч, пер-
хлорвиниловых - через 6-9 ч. С понижением влажности воздуха это
время возрастает. Характерно, что уменьшение напряжений у
большинства покрытий не коррелирует со снижением адгезии (обычно
опережает его). Это позволяет сделать вывод, что релаксация
напряжений при увлажнении обусловлена комплексным влиянием воды
на механические и адгезионные свойства покрытий. Действительно,
при высушивании увлажненных образцов напряжения частично или
полностью восстанавливаются.
Внутренние напряжения практически не зависят от толщины
покрытий (рис. 4.25), однако с ее увеличением наблюдается линейный
рост упругой силы Р, обусловливающей увеличение напряжений в
подложке, которые при оптическом методе условно рассматривают
как напряжения в покрытии а0. С учетом толщины могут быть
вычислены фактические напряжения в покрытии оШ1:
tfBH = а0я/б,
где 5 - толщина покрытия; п - постоянная призмы.
Материал подложки не сказывается на формировании усадочных
напряжений, однако сильно влияет на термические напряжения. При
этом определяющим является термический коэффициент линейного
расширения. У металлов, например, он в 5-20 раз меньше, чем у
полимеров, а у стекла - в 10-50 раз. Соответственно в последнем случае
300 400
6, мкм 5гр, мкм
Рис. 4.25. Зависимость внутренних напряжений в нитратцеллюлозных
покрытиях (1) и в стеклянной подложке (2) от толщины покрытии
Рис. 4.26. Зависимость внутренних напряжений в поливинилбутиральных
покрытиях (толщина 400 мкм) от толщины слоя грунта:
/ - полибутадиеновый каучук; 2 - бутадиенстирольный каучук; 3 - нитрильный
каучук; 4 - полиизобутилен
128
и напряжения выше. В покрытиях, нанесенных на подложки из
анизотропных материалов (древесина), напряжения распределяются
неравномерно в разных направлениях: они выше вдоль волокон, так
как термическое расширение древесины в этом направлении на
порядок меньше, чем поперек волокон.
Эффективный путь снижения внутренних напряжений -
усиление релаксационных процессов на границе пленка - подложка. Это
достигается, в частности, применением под покрытия из жесткоцеп-
ных полимеров (как аморфных, так и кристаллических) подслоя
(грунта) из эластомеров, например каучуков. Релаксирующий
эффект возрастает с увеличением толщины и пластичности материала
грунта (рис. 4.26). Он зависит также от степени химического сродства
полимеров грунтовочного и верхнего слоев. Для каждого покрытия
существует предельное значение толщины грунтовочного слоя, при
котором внутренние напряжения полностью релаксируют. В случае
применения каучуков независимо от типа верхнего покрытия эта
толщина находится в пределах 20-50 мкм.
Применение эластичных грунтов оправдало себя при получении
покрытий из высокомодульных полимеров (полиэтилена, пентапла-
ста, поливинилхлорида и др.) как эффективный способ снижения
внутренних напряжений и повышения их долговечности.
Термические напряжения растяжения могут быть устранены
(компенсированы) чисто технологическим путем, например растяжением подложки
в момент формирования покрытия. Этот способ позволил, в
частности, при окрашивании рулонного металла получать более адгезион-
нопрочные покрытия с повышенным сроком службы.
4.3.3. ЭКСПЛУАТАЦИОННАЯ СТОЙКОСТЬ НАПРЯЖЕННЫХ ПОКРЫТИЙ
Внутренние напряжения подобно внешней постоянно
действующей нагрузке ослабляют механическую и адгезионную прочность
покрытий и способствуют их преждевременному разрушению.
Стойкость покрытий, однако, зависит от направления изменения
напряжений при их эксплуатации: они могут сохраняться, уменьшаться
или увеличиваться. Увеличений напряжений возможно в том случае,
если в пленке протекают химические или физические процессы,
например кристаллизационные, сопровождающиеся уменьшением ее
объема или повышением модуля упругости. Так, в масляных
покрытиях, ненапряженных в начальный момент, на определенной стадии
процесса старения возникают значительные напряжения,
вызывающие их растрескивание, отслаивание и шелушение. При нагреве
закаленных полипропиленовых покрытий до 170 °С и последующем
их медленном охлаждении первоначально имевшиеся внутренние
129
напряжения возрастают в 2-2,5 раза. Также наблюдается рост
напряжений при старении нитратцеллюлозных покрытий. Характерно, что
свободные ненапряженные нитратцеллюлозные пленки через 3 мес
экспозиции на воздухе (старение в атмосферных условиях)
сохранили целостность, тогда как пленки, адгезированные на подложке, уже
через 1 мес полностью разрушились.
Зависимость долговечности напряженных покрытий в основном
описывается уравнением т = Ае ст. Независимо от условий
эксплуатации (в воде, в атмосферных условиях, при повышенных
температурах и т. д.) более долговечными оказываются те покрытия, которые
имеют меньшие внутренние напряжения (рис. 4.27).
При оценке значимости напряжений нередко пользуются
условным коэффициентом запаса прочности К, представляющим собой
отношение первоначальной (исходной) прочности покрытия ар к
внутренним напряжениям авп. Долговечными считаются
высокомодульные (жесткие) покрытия, у которых К = gv/gbh > 2, и
низкомодульные (гибкие) с К> 5.
Ниже указана стойкость к растрескиванию, определенная
выдерживанием покрытий в 20 %-м растворе ОП-7 при 50°С,
полиэтиленовых покрытий с различными значениями К:
ар, МПа
ави, МПа
К
Стойкость к
овн,МПа
Рис. 4.27. Зависимость долговечности алкидных покрытий от внутренних
напряжений при экспозиции в воде при 20 °С (1) и на воздухе при 180 °С (2)
Рис. 4.28. Типовая зависимость времени разрушения напряженных
покрытий от крекирующей активности среды
рескиванию, ч
пэнд
84
10,5
5,6
1,9
140
ПЭВД
62
8,8
1,7
5,2
>500
о' >о"
130
Как видно из приведенных данных, более стойкими являются
покрытия из полиэтилена высокого давления (ПЭВД), у которых К> 5.
Растрескивание покрытий под влиянием внутренних
напряжений носит хрупкий характер. В случае кристаллических полимеров
нередко наблюдается очаговое растрескивание. Края пленки по месту
образования трещин отгибаются, образуя своеобразные узоры в
форме лепестков. При большой адгезии покрытий образуется частая или
редкая сетка мелких или крупных трещин. Растрескивание
ускоряется с ростом сферолитных структур и повышением активности среды.
Наиболее сильное действие оказывают среды, имеющие низкие
значения вязкости и поверхностного натяжения, легко смачивающие
покрытие, но не вызывающие его растворения и набухания.
О способности жидких сред вызывать растрескивание
напряженных материалов, так называемой крекирующей активности, судят по
коэффициенту активности А^, который представляет собой
отношение удлинения (степени вытягивания) пленки жидкости (до разрыва) /
к ее поверхностному натяжению а и выражается в м2/Н (или м3/Дж):
Акр = //а.
У разных жидкостей Акр колеблется от 0,03 до 0,5 м2/Н. Практика
показывает, что долговечность напряженных покрытий зависит от
крекирующей активности среды (рис. 4.28).
Весьма активными средами по отношению к полимерным
покрытиям являются водные растворы ПАВ, нередко низшие спирты,
кремнийорганические жидкости, алифатические углеводороды;
растрескивание ускоряется в воде и в атмосфере влажного воздуха.
С повышением температуры поверхностная активность сред
возрастает, однако одновременно снижается и разрушающая сила -
внутренние напряжения. Температурная зависимость долговечности
имеет экстремальный характер; минимум защитных свойств
наблюдается у разных покрытий в пределах 50-80 °С (несколько ниже Тс или ГШ1
полимеров).
Уменьшение склонности покрытий к растрескиванию достигается
двумя путями: увеличением их механической прочности и снижением
внутренних напряжений. Наиболее эффективно эта задача решается
применением безусадочных и низкомодульных пленкообразователей
(химически отверждаемые олигомеры, каучуки), эластичных
грунтов, введением пластификаторов и соответствующих наполнителей,
использованием тиксотропных составов, правильным выбором
режимов охлаждения покрытий. В случае кристаллических полимеров
важное значение имеет регулирование надмолекулярной структуры.
Например, применением искусственных зародышей структурообра-
131
зования (антраниловая и себациновая кислоты, маннит и др.) и
особенно структурированием удается существенно повысить стойкость
к растрескиванию полиэтиленовых покрытий.
Наличие внутренних напряжений - не только отрицательное
качество покрытий; иногда они играют и положительную роль. В
первую очередь используется свойство лакокрасочных материалов
создавать усадку деформируемым подложкам, на которые они
нанесены. Так, при пропитке фиксированных пористых материалов (ткани,
нити, волокна) лаками благодаря усадочным явлениям создается
дополнительное их натяжение и упрочнение. Например, степень
усадки тканей, пропитанных нитратцеллюлозными лаками, достигает
1,0-1,5 %. На ранней стадии развития авиации нитратцеллюлозные
покрытия по ткани (аэрополотну), натянутой на поверхность
фанеры или металла, применяли для улучшения обтекаемости и
увеличения прочности конструктивных элементов самолетов. В настоящее
время высокоусадочные лаки (НЦ-551, НЦ-579) применяют при
изготовлении планеров, протезов и некоторых изделий в
авиастроении. Принцип большой усадки использован при разработке
трескающихся покрытий (см. раздел 11.3), а также в качестве
своеобразных датчиков при изучении напряженности строительных и других
конструкций. В последнем случае для получения покрытий
применяют твердые непревращаемые пленкообразователи с низкой
механической прочностью: канифоль в виде расплавов или растворов в
сероуглероде, глицериновый и пентаэритритовый эфиры канифоли,
резинаты металлов, фенолоформальдегидные и эпоксидные олиго-
меры.
4.3.4. МЕТОДЫ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ
Внутренние напряжения определяют по усадке и изгибу
деформируемой подложки и оптическим методом. По первому методу
полоску бумаги 30 х 140 мм закрепляют в зажиме динамометра (рис. 4.29).
Затем на одну ее сторону наносят слой испытуемого лака или краски.
В процессе формирования покрытия вследствие усадки полоска
сокращается, создавая усилие Р, которое фиксируется динамометром.
Внутренние напряжения рассчитывают как отношение Р к
поперечному сечению пленки S.
Метод определения внутренних напряжений по изгибу упругой
подложки, так называемый консольный, заключается в оценке степени
деформации металлической пластинки - подложки, консольно
закрепленной относительно неподвижной поверхности, при нанесении на
нее слоя лакокрасочного материала (рис. 4.30, а). Обычно в качестве
подложки применяют пластинки из нержавеющей стали с размерами
132
Рис. 4.29. Схема прибора для
определения внутренних напряжений по усадке
образца:
1 - подложка; 2 - зажимы; 3 - пленка; 4 -
динамометр
0,3 х 15 х 80 мм. Их дублируют
точечной сваркой с пластинками,
служащими основанием, как указано на
рис. 4.30, 6. О деформации подложки
судят по отклонению консоли,
определяемой с помощью микроскопа
(пригоден микроскоп МИР-12). Зная
длину образца I толщину пленки 8 и
подложки А, модуль упругости
материала подложки Е (для стали Е =
= 1,96 • 105 МПа) и отклонение консоли К можно вычислить
внутренние напряжения в покрытии по формуле:
авн = /г£Д3/[3/2б(Д + б)].
Консольным методом можно определять внутренние
напряжения в широких пределах температур (от -100 до +250 °С); для этого
применяют прибор ВН-2, снабженный термокриокамерой с
автоматической регулировкой температуры.
В простейшем варианте внутренние напряжения по изгибу
подложки можно определять с применением алюминиевой фольги.
Полоски фольги марки ФГ длиной 30 мм и шириной 13 мм окрашивают
с одной стороны, подвешивают на рамки и высушивают. В процессе
формирования покрытия фольга изгибается (закручивается). С
помощью диска определяют радиус кривизны (в мм). Наибольшим
напряжениям соответствует наименьший радиус кривизны. Этот метод,
известный под названием метод концентрических окружностей,
применяют лишь для относительной оценки напряженности покрытий.
Оптический метод определения внутренних напряжений,
предложенный С. А. Шрейнером и П. И. Зубовым, отличается точностью
|fi=
Рис. 4.30. Схема деформации подложки (а) и вид образца
(приспособления) (6) для определения внутренних напряжений консольным методом
133
получаемых результатов. Метод основан на измерении двойного
лучепреломления, возникающего в оптически активной изотропной
подложке под влиянием напряжений, создаваемых лакокрасочным
покрытием. Подложкой служат призмы из оптического стекла ТФ-1 или
кварца с размерами 10x20x20 мм. Двойное лучепреломление
оценивают с помощью поляризационного микроскопа (МИН-8, МП-7).
Определяют разность хода световых лучей в призме на границе пленка -
подложка; регистрация осуществляется автоматически. Имея
тарированный график, по двулучепреломлению находят напряжения в
подложке и, соответственно, в пленке. Внутренние напряжения
рассчитывают по формуле:
оВ1| = Г/2«,
где Г - оптическая разность хода; п - постоянная призмы; для призм из
стекла ТФ-1 п = 0,7, для призм из кварца п = 0,44.
Перечисленные методы, за исключением метода концентрических
окружностей, позволяют оценивать внутренние напряжения в
абсолютных единицах - МПа.
Другие методы определения внутренних напряжений - с
помощью датчиков, рентгеновский, голографический, используемые в
других отраслях, не нашли широкого применения в технологии
лакокрасочных покрытий.
4.4. ПРОНИЦАЕМОСТЬ ПОКРЫТИЙ
В обеспечении защитных свойств покрытий важное значение
имеет проницаемость, которая характеризует комплекс изолирующих
свойств покрытий, их способность препятствовать проникновению
жидкостей, паров и газов к поверхности субстрата из окружающей
среды. Проницаемость является показателем, определяемым
свойствами материала пленки и внешней контактирующей с ней среды.
В практических условиях наиболее часто приходится
сталкиваться с проницаемостью водяных паров, воды и водных растворов
электролитов, а также газов, в первую очередь воздуха. По
водопроницаемости полимерные пленки занимают промежуточное положение
между неорганическими солями и жидкостями. Коэффициент
водопроницаемости составляет Ю-15—Ю-11 м2/(ч • Па), газопроницаемости -
10"16-10"12 м2/(ч • Па).
4.4.1. ПЕРЕНОС ЖИДКОСТЕЙ И ГАЗОВ ЧЕРЕЗ ПЛЕНКИ
Проникновение жидкостей и газов через лакокрасочные
покрытия к подложке осуществляется в результате 1) капиллярного
течения и 2) диффузии. Капиллярное течение свойственно покрытиям с
134
механической пористостью, т. е. имеющим капилляры, поры,
микротрещины и т. д. Степень капиллярной пористости зависит от метода
нанесения лакокрасочного материала, его способности смачивать
поверхность, характера субстрата, рельефа поверхности. Получить бес-
пористое (сплошное) покрытие на ровной поверхности стекла
значительно легче, чем, например, на поверхности древесины. При
нанесении красок методом хемо- и электроосаждения, как правило,
получаются более сплошные покрытия, чем при пневмораспылении.
Различают явную и скрытую пористость покрытий. Первая
связана с наличием открытых пор, она легко обнаруживается обычными
методами измерения сплошности. Скрытая (или неявная) пористость
обусловлена замкнутыми порами; это слабые дефектные места
пленки, обычно быстро проявляющиеся при эксплуатации покрытия.
Механическая пористость любых покрытий уменьшается с
увеличением их толщины и ростом числа наносимых слоев (рис. 4.31).
Для каждого покрытия в зависимости от материала, вида подложки,
способа нанесения и других факторов существует минимальная
толщина беспористых покрытий 5МИП. Она весьма мала (составляет доли
или единицы микрометров) при получении покрытий из газовой
фазы и гораздо больше (достигает десятков и сотен микрометров)
при получении их из жидких сред. В соответствии с пористостью
изменяется и проницаемость покрытий.
В практических условиях изыскивают разные пути получения
беспористых покрытий при минимальной толщине. Наиболее
распространенный - использование многослойных покрытий; каждый
последующий слой более чем на 50 % перекрывает дефекты
предыдущего. Так, в зависимости от условий эксплуатации число
наносимых слоев, в частности перхлорвиниловых покрытий, колеблется от
3 до 12.
При отсутствии механической
пористости степень изоляции покрытий
определяется их молекулярной или
структурной проницаемостью.
Согласно современным
представлениям проникновение вещества
через пленку складывается из 1) сорбции
Рис. 4.31. Типовая зависимость
пористости и проницаемости покрытий от
толщины:
I - покрытия с явной пористостью; II -
покрытия со скрытой пористостью; III -
беспористые покрытия
J ! " ■ Ш .
135
(растворения), 2) диффузии и 3) десорбции с другой стороны
пленки. Это одинаково справедливо при проникновении через пленки
газов, паров и низкомолекулярных жидкостей, в том числе воды.
При отсутствии сильного взаимодействия между сорбентом и сорба-
том сорбционное равновесие устанавливается быстро и скорость
суммарного процесса в основном определяется скоростью процесса
диффузии, описываемого уравнением Фика:
q=-d4£-St,
ах
где Q - количество продиффундировавшего вещества; D - коэффициент
АС
диффузии; -^р- - градиент концентрации; 5 - площадь; х - время.
На практике при оценке количества прошедшего через пленку
вещества принято пользоваться коэффициентом проницаемости Р,
который представляет собой произведение коэффициента диффузии
на коэффициент сорбции а:
P=Dc.
В неполярных и слабополярных полимерах растворимость
полярных жидкостей (вода, электролиты) и газов мала и их сорбция
подчиняется закону Генри, связывающему концентрацию
растворенного вещества с перепадом давления:
сЬс dx'
В этом случае коэффициент проницаемости может быть
вычислен по уравнению:
При контакте полярных полимеров с полярными веществами
процессы сорбции усложняются: концентрация сорбированного
вещества растет не пропорционально перепаду давления, как это
следует из закона Генри. Вследствие взаимодействия полярных групп
поглощение нередко достигает большого значения; соответственно
возрастают диффузия и проницаемость покрытий. Ниже приведены
данные по равновесной сорбции GpaB„ (при W = 100 %), диффузии D и
проницаемости Рводы непигментированными пленками при 20 °С:
Поливинилацетатная
Полиамидная
Масляная (из олифы)
Сравн, КГ/М2
100
85
250
D- 108,см2/с
25
3,5
3,1
Р-1014,
м2/(ч • Па)
10,0
4,7
3,6
136
Алкидная
Полиуретановая
Эпоксидная
Хл оркаучуко вая
Полиэтиленовая
23
43
16
1
0,1
0,95
1,34
0,84
0,50
0,10
1,3
0,9
0,5
0,2
0,06
На рис. 4.32 показаны изотермы сорбции воды из воздуха
покрытиями различной химической природы. Как видно из
приведенных данных, водопоглощение резко возрастает с повышением
влажности окружающего воздуха. Равновесная сорбция значительна
(достигает 10-25 %) у покрытий, обогащенных полярными группами:
масляные, поливинилацетатные, полиамидные, шеллачные и др.
Водопоглощение же покрытий на основе неполярных полимеров и
олигомеров (полиэтилен, фторопласты, битумы) составляет десятые
и сотые доли процента.
Присутствие электролитов в воде изменяет характер
диффузионного процесса. В зависимости от способности электролита к
гидратации и взаимодействию с функциональными группами пленко-
образователя диффузия и проницаемость могут увеличиваться или
уменьшаться. По данным С. А. Рейтлингера, диффузия электролитов
в эпоксидные пленки уменьшается в следующем порядке:
H2S04 > HN03 > НС1 > КОН.
При этом скорость проникновения щелочей примерно раз в 10
меньше, чем кислот. Коэффициент проницаемости соляной кислоты
для фторопластовых, пентапластовых и полиэтиленовых покрытий
примерно на порядок меньше, чем азотной.
Проницаемость покрытий по отношению к инертным газам
невысока, что связано с их малой растворимостью в полимерах. Для
многих пленок она падает в ряду:
H2>C02>02>N2.
Проникновение низкомолекулярных веществ в пленки может
рассматриваться как односторон- g, %
няя или двухсторонняя
диффузия. Если покрытие нанесено на
твердую, неактивную в сорбци-
онном отношении подложку, то
Рис. 4.32. Зависимость сорбции воды
покрытиями от влажности
окружающего воздуха при 20 °С:
1 - масляное; 2 - алкидное; 3 - хлоркау-
чуковое; 4 - битумное
75 100
W,%
137
доступ к ней жидкостей и газов открыт только с одной (внешней)
стороны.
При этом структурная неоднородность пленки, обусловленная
влиянием силового поля поверхности, изменяет диффузионный
процесс. В результате коэффициенты проницаемости адгезированных и
неадгезированных (свободных) пленок оказываются неидентичными.
В случае пористых подложек (древесина, бумага, штукатурка)
сорбция пленкой веществ из внешней среды происходит одновременно
как снаружи, так и от подложки. Роль покрытия как диффузионного
барьера в этом случае практически не выполняется, если не
предусмотрена полная изоляция изделия.
4.4.2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОНИЦАЕМОСТЬ
Диффузия низкомолекулярных веществ в полимеры
рассматривается как движение вакансий, под которыми понимают
перемещение структурных единиц, молекул и пачек под влиянием
осмотического давления, капиллярного течения или за счет энергии сродства
сорбата и сорбента. Поэтому перенос вещества Р и его сорбционная
способность а являются функцией многих факторов. Определяющие
из них - природа полимера F, природа сорбата G и степень их
химического сродства Н:
(P,o)=f(FyG,H).
К числу факторов, влияющих на диффузию воды в покрытия,
относятся полярность, фазовое и физическое состояние материала
пленки, густота пространственной сетки, химический состав; в
зависимости от этого D и Р могут меняться на 5-6 порядков.
Наиболее низкими значениями коэффициентов диффузии и
проницаемости обладают покрытия, находящиеся в застеклованном
или кристаллическом состоянии. Покрытия, полученные из
эластомеров, имеют значительно более высокие значения D и Р и
соответственно более высокую энергию активации диффузионного процесса.
Последнее объясняется разной степенью подвижности молекулярных
цепей, а отсюда и неодинаковой среднеквадратичной скоростью и
длиной перескока молекул. Если в стеклообразных полимерах средняя
длина перескока диффундирующей молекулы низкомолекулярного
вещества не превышает 1 нм, то в эластомерах она более 2,0-2,5 нм.
Сорбция низкомолекулярных органических веществ пленками
полимеров в стеклообразном состоянии, в отличие от
высокоэластического, является аномальной, она не подчиняется уравнению Фика.
Проницаемость покрытий на основе кристаллических полимеров
находится во взаимосвязи со степенью кристалличности. В случае пле-
138
нок полиэтилена, полиамидов, полиэтилентерефталата
водопроницаемость Р подчиняется следующей зависимости (с некоторым
приближением):
Р-Р х2
где Рам - проницаемость аморфных областей полимера; х - доля объема
аморфных областей.
Различие в проницаемости аморфизированного и
высококристаллического образцов иногда достигает целого порядка.
Проницаемость увеличивается с ростом дискретных структур. Места
сочленения крупных сферолитов уязвимы для жидкостей и газов; в
диффузионном отношении это наиболее слабые места.
При сопоставлении покрытий линейного и трехмерного
строения предпочтение в отношении изолирующих свойств отдается
последним; при этом чем плотнее и жестче трехмерная сетка, тем меньше
проницаемость. Так, на пленках из каучуков установлена следующая
зависимость газопроницаемости от равновесного
высокоэластического модуля Еъ как критерия степени структурирования:
\gP = \gP{-KE^
где Р и Р, - проницаемость вулканизованного и невулканизованного
каучуков соответственно; К- постоянная.
Большое влияние на проницаемость покрытий оказывают
пигменты и наполнители, при этом важное значение имеют их природа,
объемное содержание, размер и форма частиц, степень
взаимодействия с пленкообразователем. По данным Ю. С. Липатова, отношение
проницаемости наполненной Ри и ненаполненной Рп полимерных
пленок находится в следующей зависимости от объемного
содержания в них наполнителя Ф и полимера Vu:
PJPn=V»{\+K<b\
где К- коэффициент, учитывающий форму частиц.
Коэффициент диффузии воды у масляных покрытий при 30 %-м
наполнении диоксидом титана снижается примерно в 2 раза,
эпоксидных - приблизительно на 5 %. Минимум проницаемости и водо-
поглощения соответствует критической объемной концентрации
пигментов (КОКП) (рис. 4.33).
Для разных пленкообразователей КОКП колеблется в широких
пределах. Так, в покрытиях из льняной олифы, водной дисперсии
поливинилацетата, пентафталевого, нитратцеллюлозного, перхлор-
винилового и полиметакрилатного лаков КОКП диоксида титана
составляет 42-58 %. КОКП зависит и от типа пигмента. Например,
139
с,%
6 г-
к>
20 40
60 80
ОКП, %
2,76 2,88 3,00 3,12 3,24 3,36
1/Г- 103, К"1
Рис. 4.33. Зависимость водопоглощения пентафталевых покрытий от
объемной концентрации оксида цинка (1) и диоксида титана (2)
Рис. 4.34. Температурная зависимость коэффициента диффузии воды в
эпоксидной пленке
минимум водопроницаемости масляных покрытий из натуральной
олифы соответствует следующему значению КОКП (в %):
Диоксид титана 50 Свинцовый сурик 65
Цинковые белила 55 Цинковая пыль 70
Эффект снижения водопроницаемости при пигментировании
масляных покрытий (при КОКП) характеризуется такими
относительными значениями:
Непигментированное покрытие 1
Покрытие, пигментированное
цинковым кроном 0,70
железным суриком 0,56
цинковыми белилами 0,42
свинцовым суриком 0,34
Торможение переноса веществ через пленки при
пигментировании - в первую очередь результат повышения жесткости
молекулярных цепей и уменьшения скорости релаксационных процессов.
Проницаемость покрытий увеличивается с ростом температуры
(рис. 4.34) и концентрации диффундирующих веществ.
Температурная и концентрационная зависимости коэффициента диффузии
носят экспоненциальный характер:
D = D0ev(\
где D0 - коэффициент диффузии при начальной температуре или при
концентрации С—► 0; Еп - кажущаяся энергия активации диффузионного
процесса; v - постоянная.
140
Вода относительно быстро проникает через тонкие покрытия,
при этом проницаемость свободных пленок заметно выше, чем адге-
зированных. Так, время прохождения воды через свободную
эпоксидную пленку (из шпатлевки ЭП-00-10) толщиной 180 мкм
составило при 70 °С 52 мин, при 90 °С 38 мин; через такое же покрытие на
стали - 120 и 65 мин соответственно. Различие в диффузионной
активности свободных пленок и покрытий объясняется проявлением
эпитаксии в последних - структурной упорядоченности молекул
граничного слоя вследствие их ориентации под влиянием силового
поля твердой поверхности. Определяющей в диффузионном
переносе веществ через покрытия является стадия десорбции: время
передачи воды от обратной стороны пленки к подложке (металл) в
несколько раз больше времени ее переноса через пленку. Это время
возрастает с повышением адгезии покрытий и гидрофобности
субстрата.
Проницаемость многослойных покрытий определяется
проницаемостью отдельных слоев. Например, в случае контакта с водяным
паром или парами другой жидкости проницаемость Р покрытия,
состоящего из трех слоев с толщинами Ахф Ахь и Ах0 теоретически
может быть вычислена по формуле:
1 = Аха Ахь Ахс
Р Pa Pb Рс '
где Ра, Рь, Рс - коэффициенты проницаемости каждого слоя.
В общем виде изолирующая способность I (величина, обратная
проницаемости) покрытия с числом слоев /может быть найдена как:
1
Практика, однако, показывает, что проникновение
низкомолекулярных веществ через многослойное покрытие идет значительно
сложнее. Об этом свидетельствует хотя бы тот факт, что, изменяя
чередование слоев одного и того же покрытия, можно получить
разные значения коэффициентов диффузии и проницаемости
жидкостей.
Для получения покрытий с низкой проницаемостью по
отношению к воде, газам и электролитам, особенно агрессивно действующим
на подложку, применяют кристаллические полимеры (полифтороле-
фины, полиолефины, пентапласт, поливинилхлорид, сополимеры
винилхлорида и др.) и олигомерные пленкообразователи,
превращаемые в нерастворимое трехмерное состояние (эпоксидные, фурановые,
141
фенолоформальдегидные, полиуретановые, полидивинилацетилено-
вые и др.). Хорошие результаты дает использование смесей полимеров
с олигомерами. Например, разработаны эпоксидно-фторопластовые,
эпоксидно-новолачно-фторопластовые (марка ФЭН), эпоксидно-фу-
рановые и другие лаки, покрытия из которых имеют крайне низкие
значения коэффициентов диффузии, проницаемости и
растворимости для воды и водных растворов электролитов. Например, для
эпоксидно-фторопластовых покрытий по отношению к водяному пару
D~ 10"9 cmVc, P~ 5 • 10~16 м2/(ч • Па).
Введение в состав лаков на основе химически стойких пленкооб-
разователей инертных наполнителей (графит, технический углерод,
оксид хрома, барит) позволяет уменьшить скорость проникновения
агрессивных сред в покрытие на 10-30 %. Особенно эффективным
оказалось применение реакционноспособных наполнителей -
веществ, активно взаимодействующих со средой. Для снижения
скорости проникновения кислот (НС1, HF, HNO3, H2S04, H3PO4)
наилучшие результаты из таких веществ показали порошковые металлы
(Mg, Zn, Ca), их оксиды, гидроксиды, соли слабых кислот при
массовой доле в пленке 0,5-3,0 %. Скорость проникновения кислот v
(произведение глубины проникновения х на время x0,5v = xyfx) в пента-
пластовые, фторопластовые, полиэтиленовые, полипропиленовые и
другие покрытия уменьшается при этом в 1,5-8 раз, соответственно в
несколько раз увеличивается их защитная способность. По мнению
Ю. А. Мулина, указанный эффект диффузионного торможения
связан с образованием внутри пленки новой фазы - нерастворимых
продуктов взаимодействия оксидов с кислотами, представляющих
собой гидратные комплексы. Вследствие их большего объема по
сравнению с объемом исходных оксидов создается эффект
"заклинивания" и уменьшается дефектность покрытий.
Аналогичный эффект замедления диффузии воды и повышения
защитных свойств наблюдается при введении в покрытия, например
полиэтиленовые, добавок вяжущих (цемент, алебастр) и других
веществ, легко реагирующих с водой или поглощающих ее.
Покрытия с низкой проницаемостью особенно ценны как
химически стойкие (защита аппаратуры в химической промышленности)
и электроизоляционные (защита электрооборудования и приборов).
Для ряда назначений (окрашивание штукатурки, кожи,
древесины) от покрытий, напротив, требуется высокая проницаемость для
обеспечения влаго- и воздухообмена и для создания благоприятных
гигиенических условий в объеме (помещения, обувь, одежда),
изолированном от внешней среды этими материалами.
Высокопроницаемые покрытия легче удерживаются на материалах, подверженных
142
объемным изменениям при колебании влажности окружающего
воздуха, чем покрытия с низкой проницаемостью. В последнем случае
при диффузии воды от субстрата наружу возможно отслаивание
покрытия в результате возникающего давления на границе пленка -
субстрат.
Для получения покрытий с повышенной проницаемостью
используют разные приемы: увеличивают сродство материала пленки и
диффундирующего агента, повышают механическую пористость
пленок путем перенаполнения, использования грубых пигментов и
наполнителей и волокнистых наполнителей, ориентированных в
силовом поле перпендикулярно поверхности подложки, и др.
Наибольшее применение получил рецептурный принцип, связанный
с введением избыточного (против КОКП) количества пигментов в
пленку. Повышение водопроницаемости покрытий также
достигается использованием в рецептуре красок ПАВ и других гидрофильных
веществ - солей, кислот и т. д.
Применяя покрытия с разной степенью проницаемости, можно
решать различные технические задачи: обеспечивать дозированную
экстракцию веществ (например, токсинов, лекарственных
препаратов и др.) из нижележащих слоев и подложки, изменять
индукционный период или скорость химических реакций, активируемых
внешней средой, и др.
4.4.3. МЕТОДЫ ОПРЕДЕЛЕНИЯ ПРОНИЦАЕМОСТИ
Проницаемость покрытий можно определять прямыми и
косвенными методами. Прямые, или мембранные, методы сводятся к
непосредственному замеру количества жидкости, пара или газа,
прошедшего через пленку при заданных условиях. Для этого создается
определенный градиент концентрации или давления по обе стороны
пленки. Используют приборы, представляющие собой замкнутые
ячейки, разделенные на две камеры испытуемой пленкой. В одну из
них заливается раствор заданной концентрации или подается газ
(или пар) под определенным давлением, в другой определяют
количество прошедших через пленку ионов, газа или паров по
концентрации, объему, массе или по давлению.
Косвенные, или сорбционные, методы определения
проницаемости связаны с количественной или качественной оценкой степени
сорбции или диффузии испытываемых веществ. О диффузии судят
по скорости переноса или изменению концентрации вещества,
скорости движения фронта диффундирующего вещества или другим
признакам.
143
Влажный
воздух
\2^
1
№
^^ш
Сухой воздух
^ R *W3rl
- NaC\_-WT-_2_-^]
Рис. 4.35. Принципы определения водо- и ионопроницаемости покрытий:
1 - пленка; 2 - водопоглощающее вещество (Р2О5, H2S04, CaS04); 3 - пористая
подложка (или подложка с влагочувствительным слоем)
Распространенными методами определения коэффициентов
диффузии и проницаемости являются сорбционно-десорбционный (с
применением весов Мак-Бена), интерференционный (по
интерференции света определяется граница продвижения вещества в пленке),
микроскопический (определяется фронт поляризации света под
микроскопом), метод фазовой границы с применением вертикального
оптиметра, сканирующей и отражательной микроскопии,
электронно-зондового рентгеноспектрального микроанализа (для пленок ра-
диационностойких полимеров), хроматографический и др.
Проницаемость покрытий определяют на образцах в виде
свободных пленок или на адгезированных к подложке образцах.
Выражают проницаемость в м2/(ч • Па) или г/(м2 • сут).
На рис. 4.35 показаны некоторые принципиальные варианты
методик определения проницаемости воды, водяных паров и ионов
электролитов, принятых в технологии покрытий.
Пористость (или сплошность) покрытий на металлических
подложках определяют с помощью дефектоскопов (электроконтактный
принцип определения), электрохимическим (по появлению тока) и
химическим (по отложению солей или металлов в месте пор)
методами.
4.5. ОПТИЧЕСКИЕ СВОЙСТВА
Одна из главных функций лакокрасочных покрытий - придание
окрашиваемым изделиям требуемого внешнего вида - во многом
определяется их оптическими свойствами. К оптическим
характеристикам покрытий относят цвет, блеск, белизну, прозрачность, укры-
вистость. Эти свойства связаны с комплексным влиянием многих
факторов - составом и качеством приготовления исходного
лакокрасочного материала, способом подготовки поверхности, числом слоев
144
покрытия и правильным соблюдением технологического процесса
его получения. При оценке внешнего вида покрытий следует
учитывать их функциональное назначение, а также физиологическое и
психологическое воздействие на человека. Оптические показатели,
как и другие свойства покрытий, изменяются в процессе
эксплуатации. Их длительная стабильность - необходимое требование для
большинства покрытий.
4.5.1. ПРОПУСКАНИЕ, ПОГЛОЩЕНИЕ И ОТРАЖЕНИЕ СВЕТА
ПОКРЫТИЯМИ
Оптическую область спектра электромагнитных колебаний, в
основном воздействующих на лакокрасочные покрытия, составляют
видимые лучи (пределы X = 7,2 • 102-3,8 • 102 нм), инфракрасное
(X = 4 • 105-7,2 • 10 нм) и ультрафиолетовое (X = 3,8 • 102-2 • 10 нм)
излучение. Закономерности преломления, поглощения и отражения
этих лучей при прохождении через систему внешняя среда - пленка -
подложка одинаковы; результаты различаются лишь в
количественном отношении.
Оптические свойства лакокрасочных покрытий, как и любых
материалов, характеризуются коэффициентами отражения р,
пропускания т и поглощения а:
р = Фр/Ф„; т = ОуФо; а = Фа/Ф0,
где Ф0, Ф0, Фт и Фа - падающий, отраженный, пропущенный и поглощенный
потоки излучения соответственно.
При оценке терморегулирующих свойств и укрывистости
покрытий важное значение имеют также коэффициенты излучения е и
преломления п (отношение скоростей света в вакууме и в среде).
Лакокрасочные покрытия по оптическим характеристикам
далеки от идеальных тел, их следует рассматривать как оптически
неоднородные среды. Неоднородность покрытий может быть вызвана
особенностями их структуры, наличием пигментов и наполнителей,
присутствием несовместимых компонентов и примесей. Поэтому
для них свойственно объемное светорассеяние. Изменение светового
потока (отражение, поглощение, рассеяние) вызывает и подложка; ее
проявление особенно заметно при небольшой толщине покрытий
(до 20 мкм). Важным фактором, влияющим на оптические свойства,
является рельеф поверхности покрытий. В зависимости от свойств
поверхностей покрытия и подложки может преобладать диффузное
или зеркальное отражение. В целом в реальных условиях оптическое
поведение покрытий весьма сложно (рис. 4.36).
145
I
II
III
Pn(
1 1
\/
1 л
n
П'
1 t „.
Рис. 4.36. Схема преломления, отражения и рассеяния света
лакокрасочным покрытием в идеальном (а) и реальном {6) случаях:
I- воздух; II- пленка; III- подложка
Блеск покрытий. Блеск (или глянец) определяется
отражательной способностью покрытий. Этот показатель в равной степени
важен как в случае пигментированных (непрозрачных), так и непиг-
ментированных (прозрачных) покрытий. Как правило, наибольшая
заинтересованность возникает в покрытиях с предельными
значениями отражательной способности: высокоглянцевых, когда она
максимальна, и глубокоматовых, когда минимальна.
О блеске покрытий обычно судят по коэффициенту отражения р,
который является суммой двух составляющих - поверхностной р$ и
объемной ру:
Р = Р5 + Р1Л
Поверхностное отражение, будучи определяющим, связано с
микрорельефом (шероховатостью) поверхности (рис. 4.37) и
коэффициентом преломления материала пленки, объемное - с отражением и
рассеянием проникающего в пленку излучения. Облагораживание -
шлифование и полирование поверхности - один из наиболее
распространенных приемов получения высокоглянцевых как
пигментированных, так и непигментированных покрытий. С уменьшением высоты
неровностей поверхности наступает момент, когда рассеяние
практически исчезает и наблюдается преимущественно зеркальная
составляющая отраженного света. Это условие выполняется, когда высота не-
70 г ровностей h будет значительно меньше
длины волны падающего света к h «X,
или
. l + COs((D + u)
h — -<£\,
coscp
где фии- углы падения света и наблюдения
соответственно.
Рис. 4.37. Зависимость блеска покрытий от
шероховатости их поверхности
146
Блеск зависиг от природы лакокрасочного материала. Наилучший
блеск имеют покрытия, сформированные из растворов и расплавов
пленкообразователей. Флокуляция пигментов в момент пленкообра-
зования, приводящая к отслаиванию лака в поверхностном слое,
увеличивает блеск покрытий. Напротив, применение дисперсионных
материалов, красок с повышенной тиксотропией, большим
содержанием пигментов и наполнителей вызывает образование
полуматовых, матовых или нередко глубокоматовых покрытий.
Повышенный интерес к матовым покрытиям послужил
основанием для разработки специальных матирующих агентов и приемов для
получения таких покрытий. Ими служат в основном
высокодисперсные несовместимые с пленкообразователем вещества неорганической и
органической природы - аморфная кремниевая кислота, силикагель,
синтетические природные воска, дисперсии полиэтилена и
полипропилена, стеараты металлов и др. Матирующий эффект при их
введении достигается за счет всплывания и формирования рассеивающего
свет тонкого приповерхностного слоя и гетерогенности покрытия.
Матирования можно достигнуть и чисто технологическими
приемами: нанесением лаков и красок пневмораспылением при
повышенном давлении, обработкой покрытий мягкими абразивами и др.
Принятые при использовании жидких лакокрасочных составов
принципы матирования во многом непригодны при получении
покрытий из порошковых красок. Введением матирующих агентов в их
рецептуры в лучшем случае удается получать полуматовые
покрытия с коэффициентом отражения 30 % и более. Для получения
матовых и глубокоматовых покрытий термореактивного типа
используются иные рецептурные подходы, а именно:
1) применение смеси двух и более отвердителей (или
ускорителей отверждения), обладающих разной реакционной способностью
по отношению к пленкообразователю;
2) применение смесей пленкообразователей, реагирующих с
разной скоростью с отверждающим агентом.
Примером могут служить эпоксидные составы с бинарной
смесью аминного и ангидридного (киаютного) типов или составы из
двух смол с единой отверждающей системой, отличающейся по
времени гелеобразования в два и более раза.
В соответствии с ГОСТ 9.032-74 покрытия по внешнему виду
(по блеску в %) делятся на следующие классы (измерение под углом
а = 45°):
Высокоглянцевые >60 Полуматовые 20-36
Глянцевые 50-59 Матовые 4-19
Полуглянцевые 37-49 Глубокоматовые < 3
147
Покрытия с высоким блеском служат для отделки мебели,
музыкальных инструментов, бытовой техники, автомобилей и других
машин. В матовых покрытиях особенно заинтересованы оптическое
приборостроение и спецтехника. Отечественной промышленностью
выпускается большой ассортимент матовых и полуматовых эмалей на
мочевиноформальдегидной, алкидной, эпоксидной, виниловой и по-
лиакрилатной основе. Их обозначение обычно сопровождается
индексами "М" и "ПМ", что обозначает: для получения матовых и
полуматовых покрытий. Например, эмаль ПФ-19М, эмаль МЧ-240ПМ и др.
Прозрачность покрытий. В видимой области спектра
прозрачными могут быть только непигментированные покрытия, однако за
ее пределами прозрачность может проявляться и у
пигментированных покрытий. Факторами прозрачности в видимой области
являются чистота лицевой и оборотной поверхностей пленки (или
подложки) и степень ее однородности. Присутствие несовместимых с плен-
кообразователем веществ (воздух, выпавший сиккатив и другие
примеси, кристаллические дискретные образования и т. д.) с показателем
преломления, отличным от показателя преломления пленкообразо-
вателя, снижает светопропускание покрытий, делает их опалесци-
рующими или недостаточно прозрачными.
Важные требования к пленкообразователю для таких покрытий -
чистота, однородность состава, бесцветность; эти свойства должны
длительно сохраняться при эксплуатации покрытий.
По комплексу показателей наилучшими являются полиакрилат-
ные, полиарилатные, полистирольные, полиэфирные, поливинил-
ацетатные, этилцеллюлозные, мочевино- и циклогексанонформаль-
дегидные пленкообразователи. Лаки на их основе в первую очередь
зарекомендовали себя при отделке полиграфической продукции,
изделий из древесины, при лакировании картин, защите оптики.
В ИК-области наиболее прозрачными являются полимеры, не
имеющие структурных групп (связей), способных к проявлению
больших колебаний: полимеры и сополимеры фторолефинов, по-
лиолефины, поливинилхлорид. Так, диапазон прозрачности
(интегральное светопропускание >80%) простирается у
политетрафторэтилена на область до 8300 нм, других полифторолефинов и поли-
винилхлорида - до 7000 нм, большинства полиолефинов - примерно
до 6500 нм (исключая область 3300-3600 нм). При этом указанные
полимеры нередко показывают большее светопропускание, чем в
видимой области спектра. В ближней ИК-области хорошо
пропускают лучи и многие другие пленкообразователи, при этом
спектральные характеристики пленок мало зависят от присутствия
пластификаторов и остаточного растворителя. В отличие от них пигменты
148
Рис. 4.38. Кривые
светопропуекания в УФ-области спектра
пленками, полученными из лаков:
1 - полиакрилатного; 2 - ацетилцел-
люлозного; 3 - меламиноалкидного;
4 - ацетилцеллюлозного с 0,3 % 2-
гидрокси-4-метоксибензофенона; 5 -
ацетилцеллюлозного с 0,55 % 2,2'-
дигидрокси-4-метоксибензофенона
А., нм
и наполнители существенно изменяют характер интегрального све-
топропускания покрытий, при этом, чем больше степень
наполнения, тем меньше прозрачность.
Пропускание света пленками в УФ-области спектра подчиняется
иным закономерностям (рис. 4.38, кривые 1-3). Степень поглощения
пленкообразователями лучистой энергии резко увеличивается в
коротковолновой области спектра, при X < 340 нм. Исключение
составляют полифторолефины, прозрачность которых простирается на
область до 250 нм. Введением пигментов и специальных химических
веществ можно в широких пределах регулировать спектральную
характеристику покрытий. Так, цинковые белила, сульфат бария,
сульфид цинка, диоксид титана поглощают основную массу УФ-излуче-
ния. Технический углерод, напротив, более прозрачен в УФ-области
спектра, чем в видимой и инфракрасной. Поэтому белое покрытие с
оксидом цинка в УФ-свете кажется черным, а черное с техническим
углеродом - наоборот, белым. Наряду с пигментами интенсивно
увеличивают светопоглощение в УФ-области, главным образом между
300 и 400 нм, соединения, представляющие собой производные гид-
роксибензофенона (рис. 4.38, кривые 4, 5) и ферроцена, бензотриазо-
лы, арилсалицилаты, бензидин, фенолят меди и др.
Покрытия, содержащие такие и подобные им соединения,
используют в качестве светофильтров. Например, стекла, покрытые
лаками с УФ-адсорбентами, предотвращают проникновение УФ-лучей в
витрины магазинов и других помещений.
Изучение спектрального поведения материалов в широком
диапазоне длин волн важно для создания маскирующих покрытий.
Светомаскировка нужна не только в видимой области спектра, но и в
УФ- и особенно в ИК-области. Она реализуется тогда, когда
отражение световой энергии от объекта приблизительно совпадает с
отражением окружающей его местности. Разработка таких покрытий,
однако, представляет значительные трудности, особенно для
широкого диапазона длин волн.
340 380
149
Белизна и яркость покрытий. Эти оптические характеристики
пигментированных покрытий определяются отражательной
способностью поверхности пленок. Высокой степенью отражения
отличаются покрытия с белыми пигментами (диоксид титана, оксид
магния), а также пигментами чешуйчатого строения (алюминиевая
пудра, бронзы). Коэффициент отражения белых светоотражающих
покрытий достигает 85 %.
Особенно высокая степень светоотражения может быть
достигнута при многослойном построении покрытий: светоотражающий
грунт, слой из стеклянных микросфер, слой лака или эмали,
связывающий микросферы. Так, при применении светоотражающей
пленки, называемой катафот, видимость дорожных знаков в темное
время суток обеспечивается на расстоянии 200-300 м, тогда как без нее -
всего на 30-50 м.
Яркость покрытий существенно увеличивается при введении в
их состав флюоресцентных веществ. Наиболее применимы вещества,
флюоресцирующие при дневном освещении, т. е. возбуждающиеся
излучением с длиной волны не менее 300 нм. К ним относятся, в
частности, производные бензоксазинов (люминор желто-зеленый 540Т,
люминор зеленый 525Т, люмоген желтый и оранжевый), родамин,
аурамин, профлавин, тиофлавин и др. Отличительная их
особенность - способность трансформировать коротковолновое световое
излучение в более длинноволновое, полнее воспринимаемое
человеческим глазом. Суммарный коэффициент отражения таких
покрытий р' равен:
р' = р + Ар,
где р - коэффициент отражения; Ар - приращение отражения.
В зависимости от типа люминофора максимум отражения
приходится на область 500-620 нм. Флюоресцентные краски, обычно по-
лиакрилатные (АС-554, АС-560), наносят на отражающую
поверхность в виде подслоя из эмали белого цвета (например, АС-131, АС-
1115) с высокой отражательной способностью; толщина покрытия
70-80 мкм. Для повышения светостойкости флюоресцентных
покрытий их перекрывают лаком, содержащим светостабилизатор.
Флюоресцирующие покрытия гораздо заметнее при дневном
освещении, чем нефлюоресцирующие такого же цвета. Они нашли
применение для исполнения предупреждающих надписей и как
средство оформления реклам, витрин, выставочных стендов;
флюоресцентные краски, особенно красно-оранжевого цвета, широко
используют на транспорте (самолето-, тепловозо- и судостроение), при
окраске бакенов и других объектов. Их можно применять также в
качестве УФ-фильтров.
150
Рис. 4.39. Кривые спектрального
отражения цветных покрытий в
видимой области спектра:
1 - синий; 2 - зеленый; 3 - желтый;
4 - красный
Цвет и видимость
покрытий. Цветовые характеристики
покрытий (за исключением,
пожалуй, битумных) создаются в
основном за счет пигментов или
газонаполнения. При этом
кроющая способность определяется
разностью показателей
преломления пигмента (или газа) щ и
пленкообразователя п2 [по
Френелю доля монохроматического
светового потока Ry прошедшего через границу раздела, равна R = 1 -
-{п\ - п2)21{п\ + п2)\ а цвет покрытий - степенью избирательного
(селективного) поглощения и отражения падающего на них света.
Показатель преломления большинства непигментированных
пленок на границе с воздухом находится в пределах 1,48 (для поливи-
нилацетатных) - 1,60 (для эпоксидных), для белых пигментов и
наполнителей 1,6-2,7.
При постоянном составе пигментной части кроющая и
отражательная способности выше у тех покрытий, которые изготовлены на
пленкообразователях с более низкими показателями преломления.
Это определяет видимость покрытий.
На рис. 4.39 приведены спектральные кривые ряда цветных
покрытий в видимой области спектра.
4.5.2. ПОКРЫТИЯ КАК СРЕДСТВО ЦВЕТОВОГО ОФОРМЛЕНИЯ
ИЗДЕЛИЙ И ОБЪЕКТОВ
Цветовая отделка изделий, промышленного оборудования,
строительных и других объектов наряду с техническими целями
предусматривает решение ряда функциональных и
художественно-эстетических задач. Это - создание благоприятных условий зрительной
работы и безопасности трудовых процессов, повышение
производительности труда, обеспечение необходимого
эмоционально-психологического восприятия окружающих предметов. При определении
системы покрытий для изделий и объектов, выборе их цвета и
фактуры поверхности принимают во внимание многие факторы: габа-
600 700
Ху нм
151
риты, функциональное назначение, характер окружающей среды,
условия эксплуатации, особенности процесса производства и др.
Цвет оказывает на человека не только эстетическое, но и
психологическое и физиологическое воздействие. Условно гамму
цветовых тонов подразделяют на теплые (красные, оранжевые, желтые,
желто-зеленые) и холодные (голубые, синие, зеленые, сине-зеленые)
цвета. Понятие теплых и холодных цветов может рассматриваться
как чисто психологическое. Одни и те же предметы, окрашенные в
светлые и темные цвета, кажутся одному и тому же человеку легче
или тяжелее. Темные цвета большинством людей воспринимаются
как мрачные, а светлые - как радостные. Холодные цвета снижают
напряжение зрения, успокаивают человека, благоприятствуют
рабочему настроению, их называют пассивными; теплые,
ассоциирующиеся с более высокими температурами, напротив, оказывают
возбуждающее действие и бодрят, их относят к категории активных
цветов. Возбуждающе действуют на человека и яркие, высоко
насыщенные цвета, а также пестрая гамма цветов; при длительном их
воздействии наступает утомление.
Отдельные цветовые тона обладают свойством создавать
впечатление удаления или приближения поверхностей. Как правило,
теплые цвета кажутся более близкими (выступающими), а холодные -
удаленными (отступающими). При отделке внутри зданий подбором
цвета окраски поверхности можно достичь кажущегося уменьшения
или увеличения помещения. Например, отделка поверхностей в
желтые и оранжевые цвета создает впечатление меньшего объема;
напротив, отделка в синие и бирюзовые цвета создает оптическую
иллюзию увеличения помещения. Членение стен по горизонтали,
например устройство панели, зрительно снижает высоту помещений.
Для выбора и определения необходимого цвета в России
существует система РАЛ Дизайн и картотеки цветовых эталонов РАЛ.
Система РАЛ Дизайн насчитывает 1688 цветов, которые определяются
тремя критериями: цветом, яркостью и насыщенностью. Для
удобства работы создан атлас цвета. Цветовые образцы включены в
компьютерные программы. Атлас РАЛ Дизайн существует в виде
независимой программы Windows.
Сказанное представляет основу (базис) для планирования цвета
при создании новой лакокрасочной продукции и, соответственно,
получаемых из нее покрытий, помогает специалистам, художникам,
оформителям, архитекторам и строителям создавать дизайн для
своей продукции - изделий, интерьеров, строительных объектов и
сооружений. Аналогичные системы цвета существуют в США (Munsell
System) и в Европе (Natural Color System).
152
4.5.3. ПОКРЫТИЯ ЦЕЛЕВОГО НАЗНАЧЕНИЯ
Терморегулирующие покрытия. Такие покрытия
предназначаются для поддержания необходимого теплового режима объектов за
счет установления баланса между поглощаемой извне энергией и
энергией, излучаемой в окружающую среду. Основным внешним
источником энергии является солнечное излучение, однако могут
быть и другие источники нагрева. Терморегулирующие покрытия
характеризуются двумя основными параметрами: коэффициентом
поглощения солнечного излучения а5 и коэффициентом излучения
(черноты) е. Желательно иметь значения этих параметров у
покрытий - солнечных отражателей а5 < 0,2, е > 0,9; у покрытий - истинных
поглотителей а ~ е > 0,9. Необходимых значений отражательной
способности достигают введением в состав красок белых пигментов
(ТЮ2, ZnS, ZnO) и алюминиевой пудры, а также использованием
пленкообразователей, прозрачных для ИК-лучей. Напротив, для
поглощения лучистой энергии предпочтительны черные матовые
покрытия, получаемые с применением газового технического углерода
и других светопоглощающих пигментов. Ниже приведены значения
а5 и 8 для ряда наиболее распространенных терморегулирующих
покрытий и металлических подложек:
Солнечные отражатели:
полиакрилатные эмали белые
АК-2111
АК-5180
полиакрилатная
краска алюминиевая
пентафталевая эмаль белая ПФ-115
эпоксидная эмаль белая ЭП-255
Истинные поглотители:
полиакрилатная эмаль черная АК-512
эпоксидная эмаль зеленая ЭП-525
Подложки:
Сталь Ст. 45
Алюминий АМЦ
0,29
0,31
0,35
0,35
0,27
0,96
0,82
0,70
0,43
0,88
0,88
0,90
0,98
0,90
0,89
0,88
0,13
0,06
0,33
0,35
0,36
0,36
0,30
1,08
0,92
5,4
7,2
Важным показателем покрытий является светостойкость. В этом
отношении полиакрилатные покрытия предпочтительнее эпоксидных.
Для работы в космосе дополнительным требованием является
высокая термостойкость покрытий (более 300 °С), обусловленная
разогревом корабля при прохождении через плотные слои
атмосферы. Для этой цели в качестве солнечного поглотителя нашли
применение кремнийорганические составы, в частности эмаль КО-5242
153
(глубокоматовая черная). Пленкообразователем в ней служит поли-
метилфенилсилоксан с добавкой акрилатного сополимера БМК-5, а
пигментом - полигексазоциклин - продукт взаимодействия тетрани-
ла пиромеллитовой кислоты и я-фенилендиамина. Покрытия на
основе этой эмали имеют коэффициент диффузионного и зеркального
отражения 1,5-1,6, а< = 0,96, 8 = 0,94.
Терморегулирующие покрытия находят широкое применение.
Покрытия - солнечные отражатели используют для уменьшения
температуры нагрева изделий и объектов (бензо-, нефте- и
газохранилища, рефрижераторы, нефтеналивные суда), термостатирования
космических кораблей, летательных аппаратов, башен телескопов.
Покрытия - поглотители тепловой энергии применяют в
гелиотехнических установках, при изготовлении термоэлементов,
экранировании рабочих мест, подверженных тепловой радиации.
Термоиндикаторные покрытия. Это покрытия, изменяющие свой
цвет при изменении температуры подложки или окружающей среды.
Их применяют с целью регистрации и измерения температуры
изделий. Различают покрытия, которые представляют собой
термохимические индикаторы, термоиндикаторы плавления,
жидкокристаллические и люминесцентные индикаторы. Наибольшую группу
термоиндикаторных покрытий составляют термохимические индикаторы
(обратимые, необратимые и квазиобратимые) и индикаторы
плавления. Изменение цвета в них связано с протеканием разных
химических или физических процессов: плавления, дегидратации,
термического разложения, изменения рН, кристаллической структуры и др.
Для получения покрытий применяют термоиндикаторные
краски, представляющие собой суспензии термочувствительных
компонентов (пигментов, наполнителей и др.) в пленкообразователях.
Наиболее важные требования к термоиндикаторным покрытиям -
чувствительность к изменению температуры, контрастность цветов
(или цветового фона) до и после действия температуры, стабильность к
воздействию внешних факторов, исключая температуру.
Чувствительность покрытий к температурным воздействиям зависит от их
теплопроводности и скорости протекания химических или физических
процессов в пленке. Поэтому термоиндикаторные покрытия должны иметь
высокие коэффициенты тепло- и температуропроводности.
Погрешность измерений температуры колеблется от 0,1-0,5 % для
жидкокристаллических индикаторов и до 5-10 % - для термохимических.
Промышленностью выпускаются термоиндикаторные краски в
широком ассортименте. На рис. 4.40 указаны температурные области
применения получаемых из них покрытий. Наряду с красками
изготовляются термоиндикаторные карандаши, пленка, порошки.
154
шщ
шшшшшгк.
Шш///ш////ш/////щ
Рис. 4.40. Температурные /
диапазоны применения 2
различных термоиндика- 3
торных покрытий (за- 4
штрихованы): 5
1 - обратимые термохими- ^
ческие; 2-необратимые тер- ^200 0 200 400 600 800 1000 1200"С
мохимические; 3 -
квазиобратимые термохимические; 4 - термоиндикаторы плавления; 5 -
жидкокристаллические; б-люминесцентные
Термоиндикаторные покрытия применяют для контроля
тепловых режимов электро-, радио- и электронного оборудования,
индикации нагрева режущего инструмента, исследования поверхностных
температурных полей летательных аппаратов (сверхзвуковые
самолеты, ракеты, космические корабли), контроля и предупредительной
сигнализации средств нагрева и охлаждения, а также в медицине для
оценки температуры кожного покрова и выявления посредством
этого очагов болезней.
Светящиеся покрытия. Это покрытия, способные к
люминесценции в видимой области спектра при возбуждении электрическим
током, световым или радиоактивным излучением. Имеются
покрытия временного и постоянного свечения.
Применяемые для их получения краски содержат пленкообразо-
ватель, обладающий оптической прозрачностью в видимой области
спектра и высокой диэлектрической постоянной (например, полиак-
рилаты, эпоксиолигомеры), и люминофоры (светосоставы) -
оксиды, сульфиды, селениды металлов II группы, активированные
различными металлами. Интенсивность свечения возрастает с ростом
концентрации люминофора в пленке, увеличением ее толщины и
при наличии светоотражающего подслоя (грунта).
Продолжительность послесвечения (т. е. длительность излучения света после
прекращения действия источника возбуждения, например дневного или
УФ-света, света лампы) для покрытий временного действия может
составлять от долей секунды до нескольких часов. Распространены
покрытия с применением электролюминофоров, возбуждение
которых осуществляется посредством электротока.
Для сохранения оптических и других свойств поверх люмино-
форного слоя нередко наносят слой прозрачного водостойкого лака,
содержащего светостабилизаторы. Светящиеся покрытия могут быть
получены как из жидких, так и порошковых лакокрасочных
материалов. Их применяют для изготовления шкал приборов, шлемов
для пожарных и шахтеров, уличных и домовых знаков и указателей.
Благодаря таким покрытиям наблюдение за приборами можно
осуществлять в ночное время без применения электрического освеще-
155
ния. Покрытия, не обладающие длительным послесвечением, также
применяют в картографии; после выключения электрического
освещения не требуется адаптации глаз в темноте.
Незапотевающие покрытия
При изменении температуры на окрашенных и неокрашенных
изделиях нередко возникает росообразование - конденсация влаги из
воздуха. На стеклах машин, линзах очков и оптических приборов это
явление, известное под названием запотевание, делает стекла слабо
прозрачными, ухудшается видимость. Причина - отсутствие влаго-
поглощения субстратом.
Для избежания этого явления применяют специальные незапоте-
ваюшие лакокрасочные покрытия, способные сорбировать
выпавшую воду или обеспечивать высокую степень гидрофобизации
поверхности, при которой вода не удерживается на ней.
В первом случае для получения покрытия можно использовать
водные растворы смеси поливинилового спирта и полиакриловой
кислоты с добавлением пластификатора - глицерина.
4.5.4. МЕТОДЫ ОПРЕДЕЛЕНИЯ ОПТИЧЕСКИХ СВОЙСТВ ПОКРЫТИЙ
Для определения оптических характеристик покрытий
применяют три способа: спектрофотометрический, колориметрический и
визуальный. Первый способ позволяет определять спектральный
состав излучения, спектральные коэффициенты пропускания и
отражения и яркость отражающих свет образцов.
Измерение колориметрическим методом основано на принципе
смешения окрашенных световых потоков с известными параметрами
(или смешения цветов), при котором достигается идентификация
определяемого цвета. Для каждой области спектра преимущественно
используют свои приборы. Так, для характеристики пленок и
покрытий в видимой области применяют спектрофотометр СФ-18,
фотометры ФО-1, ФОУ, колориметры фотоэлектрические КФО и КФК-2.
Более широкий диапазон измерений, включая видимую и УФ-области,
имеют спектрофотометры СФ-20 и СФ-26 и фотометры ФМ-59, ФМ-85
и ФМ-99. Последние два прибора работают и в ближней ИК-области.
Однако для ИК-области применяют в основном специальные
приборы - спектрометры ИКС-29 и ИКС-31, Specord M-400. Для
определения коэффициента излучения 6 непрозрачных материалов пользуются
терморадиометрами ТИС, ТРМ-И и тепловизором АГА-680, а
коэффициента поглощения солнечного излучения а5 - альбедометром М-69.
Для инструментальной оценки цвета покрытий служат
фильтровый колориметр ФМ-104м и компаратор цвета КЦ-2, оснащенный
156
ЭВМ и переносной малогабаритный прибор "Цветотестер"
(спектрометр серии SP-60) для определения цвета по ISO 7724-2.
Визуальный метод определения цвета связан со сравнением
испытываемых образцов с эталонными накрасками картотеки или
атласа цветовых эталонов РАЛ. Сравнение лучше проводить при
стандартных условиях освещения, например при естественном рассеянном
свете (интенсивность не менее 2000 люкс) или при искусственном с
применением флуоресцентной лампы (интенсивность 1000-4000 люкс),
как это предусмотрено международным стандартом ISO 3668.
Блеск покрытий определяют с помощью фотоэлектрических бле-
скомеров ФБ-2 и ФБ-5 по ГОСТ 896-69 и ISO 2813. В последнем
случае используется также прибор "Pico-Glosmaster". Модификации
этого прибора и ФБ-5 позволяют проводить определение блеска под
разными углами: 20°, 45°, 60°. Определение основано на измерении
фототока, возникающего под действием пучка света, падающего на
поверхность покрытия и отраженного от нее.
Для определения яркости покрытий фотоэлектрическим
методом по ГОСТ 896-69 и ISO 2813, а также укрывистости по ГОСТ
8784-75 применяют прибор "Яркость ИКЯФ-5" - переносной
малогабаритный прибор с питанием от аккумулятора.
4.6. ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
Лакокрасочные покрытия находят широкое применение в
качестве электроизолирующих материалов. В первую очередь в таких
покрытиях нуждаются радио-, электротехническая и электронная
промышленность. Покрытия применяют в различных устройствах,
начиная от катушек сопротивления, тончайших проводов, микромодулей
и электронных схем и кончая огромными конструкциями типа лока-
торных антенн, электронных генераторов, мощных электродвигателей
и турбин. При этом покрытия испытывают воздействие
электрического тока самых разных напряжений - от нескольких милливольт до
сотен киловольт, причем нередко в широком диапазоне частот.
Существенно могут меняться и рабочие температуры. Электрические
свойства, в частности сопротивление, имеют важное значение и в
обеспечении хороших противокоррозионных свойств покрытий.
В последнее время значительный интерес приобрели покрытия с
повышенной электрической проводимостью - электропроводящие и
антистатические. Их использование позволяет бороться со
статическим электричеством и решать ряд других технических задач.
Наиболее важными электрическими свойствами лакокрасочных
покрытий являются: электрическая проводимость, диэлектрическая
проницаемость, диэлектрические потери, электрическая прочность.
157
Электрическая проводимость характеризует перенос
электрических зарядов в веществе под действием внешнего электрического
поля. Обычно пользуются показателями: удельной объемной
проводимостью yv (отношение плотности тока, текущего через образец, к
напряженности электрического поля) или обратной величиной -
удельным объемным сопротивлением pv. Удельную объемную
электрическую проводимость выражают в См/м (1 См/м = 1 Ом-1 • м-1),
удельное объемное сопротивление - в Ом • м.
Большинство полимерных пленок обладает низкой
электрической проводимостью, т. е. представляет собой диэлектрики.
Прохождение через них электрического тока может быть вызвано ионной
или электронной проводимостью.
Ионная проводимость наблюдается в полимерах, способных
образовывать при электролитической диссоциации полиионы. Она
особенно значительна у полимеров с большим водопоглощением.
Так, электрическая проводимость нитратцеллюлозных, мочевино- и
фенолоформальдегидных пленок на 30 % и более определяется их
ионной проводимостью.
Электронная проводимость связана с образованием электронов в
полимерах при ионизации макромолекул, которая может быть
вызвана нагреванием, радиационным или световым воздействием.
Присутствие пигментов и других неорганических веществ в покрытии
благоприятствует электронной проводимости. Электронная
проводимость пленок кристаллических полимеров выше, чем аморфных,
ионная - наоборот. Особенно высокой электронной проводимостью
отличаются полимеры-полупроводники, а также композиции с
углеродными и металлическими наполнителями (техническим углеродом,
графитом, порошками металлов). Изготовленные из них покрытия по
электрической проводимости занимают промежуточное положение
между диэлектриками и проводниками; для них yv = 10-8— 10-1 См/м.
Электрическая проводимость большинства лакокрасочных
покрытий находится на уровне электрической проводимости полимеров
и составляет 10~п-10~14 См/м.
Говоря об электрической проводимости материалов, обычно
имеют в виду объемную проводимость. Однако нередко пользуются
и значениями поверхностной проводимости. Удельная поверхностная
электрическая проводимость ys обычно на 1-2 порядка больше
объемной у у. У покрытий она резко возрастает с увеличением влажности
окружающего воздуха.
Диэлектрическая проницаемость и тангенс угла
диэлектрических потерь. Эти свойства взаимосвязаны. Если внести диэлектрик,
например полимерную пленку, в электрическое поле, то происходит
158
его поляризация, т. е. образование электрического (дипольного)
момента ^ направленного вдоль поля:
где q - заряд; х - расстояние между центрами зарядов.
Значение этого момента - сумма двух составляющих: ориента-
ционного и деформационного моментов. Чем больше дипольный
момент ц, тем больше поляризация, тем выше диэлектрическая
проницаемость 8. У разных полимеров диэлектрическая проницаемость
находится в пределах от 2,1 до 4,5. Например, у полярных пленкооб-
разователей (эпоксидных, фенолоформальдегидных) она составляет
3,5-4,5, у неполярных (полифторолефины, полистирол) 2,0-2,5. В
последнем случае она ориентировочно может быть вычислена, исходя
из значений показателя преломления, по формуле Максвелла:
г=п2.
Диэлектрическая проницаемость определяет радиопрозрачность
покрытий: чем меньше 8, тем лучше проходимость радиоволн.
О диэлектрических потерях судят по тангенсу угла
диэлектрических потерь tg 5 — отношению диссипированной электрической
энергии (фактора потерь е") к запасенной энергии, определяемой
диэлектрической проницаемостью е:
tg5 = e"/e.
Под диэлектрическими потерями понимают часть энергии
электрического поля, которая необратимо рассеивается в диэлектрике в
виде теплоты.
Различают два типа диэлектрических потерь: дипольно-сегмен-
тальные (проявляются в результате сегментального движения
макромолекул в высокоэластическом состоянии) и дипольно-групповые,
обусловленные ориентацией полярных групп (проявляются в
стеклообразном состоянии).
Значение tg 5 у различных покрытий колеблется в пределах от 0,1
до 0,001. Хорошими покрытиями-диэлектриками считаются те, у
которых tg 5 = 0,002-0,005 и не изменяется в широком диапазоне
частот - от 102 до 10 Гц. Это относится, в частности, к покрытиям из
полиэтилена, полистирола, эпоксидных олигомеров.
Электрическая прочность (пробивное напряжение) £ф
характеризует физическую способность материала диэлектрика
выдерживать воздействие электрического тока и выражается в МВ/м.
ДФ = Ц1р//1,
где Unp - напряжение пробоя; h - толщина покрытия.
159
У покрытий-диэлектриков Д1Р достигают значений 50-80 МВ/м.
Электрическая прочность, однако, в большой степени зависит от
качества покрытия. Наличие слабых мест и дефектов в пленках сильно
снижает их электрическую прочность.
4.6.1. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
Главными факторами, определяющими электрические
показатели покрытий, являются природа материала пленки и условия
эксплуатации. По диэлектрическим свойствам лучшими считаются
покрытия на основе полимеров, не содержащих полярных
функциональных групп, и пленкообразователей, имеющих трехмерное строение.
Электрическая проводимость покрытий увеличивается при
введении полярных ингредиентов - пластификаторов, стабилизаторов,
а также пигментов и наполнителей. Влияние последних на
диэлектрические показатели покрытий не однозначно: они мало
изменяются при введении наполнителей и пигментов с низкими значениями
диэлектрической проницаемости - молотого кварца, цинковых
белил, талька, слюды, у которых 6 = 4,2-7,0, но резко возрастают при
использовании, например, диоксида титана се= 130. Наполнители
вызывают смещение максимумов tg 5 в сторону более высоких
температур, при введении же пластификаторов максимумы tg 5 и е
смещаются в низкотемпературную область в соответствии с изменением
температуры стеклования.
С повышением температуры электрическая проводимость
изменяется по экспоненциальному закону:
где А - постоянная; Е- энергия активации.
Наиболее резко увеличивается электрическая проводимость при
нагревании термопластичных полимерных пленок; покрытия
трехмерного строения (термореактивные) способны работать в более
широком температурном интервале без значительного ухудшения
электрических свойств.
С повышением температуры изменяется и электрическая
прочность покрытий. В области низких температур покрытия на основе
полярных полимеров (эпоксидные, полиэфирные, полиакрилатные
и др.) имеют, как правило, высокую электрическую прочность,
превышающую в 2 раза и более электрическую прочность покрытий из
неполярных (полиолефинов, каучуков и др.). При достижении Тс для
аморфных полимеров и Гш, для кристаллических независимо от их
полярности электрическая прочность резко падает.
160
е а
81-
4
Ol 1 1 1 1 yj
40 80 120 160 200 40 80 120 160 200
Г, °C Г, °C
Рис. 4.41. Температурная зависимость диэлектрической проницаемости (а)
и тангенса угла диэлектрических потерь (б) для эпоксидного покрытия
(отвердитель метилтетрагидрофталевый ангидрид)
Зависимость диэлектрической проницаемости и тангенса угла
диэлектрических потерь от температуры имеет экстремальный
характер (рис. 4.41), причем положение максимумов на кривых
определяется не только природой материала пленки, но и частотой тока:
при повышении частоты максимум диэлектрических потерь
сдвигается в сторону более высоких температур (tg 5 увеличивается нередко
на целый порядок).
Большое влияние на электрические свойства покрытий
оказывает внешняя среда. Даже небольшое увлажнение покрытий вызывает
резкое ухудшение всех электрических показателей: снижаются
электрическое сопротивление и электрическая прочность, увеличиваются
диэлектрические потери, особенно при малых частотах. Наличие в воде
диссоциирующих на ионы соединений усугубляет эти изменения.
В процессе эксплуатации (при отсутствии увлажнения)
электрические свойства покрытий могут длительно сохраняться на
первоначальном уровне; их ухудшение наступает при деструкции,
растрескивании и других механических повреждениях покрытий.
4.6.2. ЭЛЕКТРОИЗОЛЯЦИОННЫЕ И ЭЛЕКТРОПРОВОДЯЩИЕ ПОКРЫТИЯ
Электроизоляционные покрытия. Такие покрытия должны иметь
хорошие электроизоляционные свойства, длительно сохраняющиеся
в процессе эксплуатации в различных условиях. В зависимости от
назначения покрытий преобладает роль тех или иных свойств.
Например, от покрытий, предназначенных для защиты
радиотехнических изделий (магнитопроводы, пьезокерамические элементы,
конденсаторы и др.), требуются низкая электрическая проводимость и
малые диэлектрические потери в широком диапазоне частот; при
изоляции кабелей, проводов, трансформаторов, обмоток
электрических машин особое внимание наряду с электрическим
сопротивлением обращается на электрическую прочность.
161
Поскольку большинство изделий эксплуатируется в условиях
переменной влажности или при повышенной температуре,
электроизоляционные покрытия должны быть водо-, масло- и нагревостойкими.
В частности, предельно допустимое значение коэффициента
водопроницаемости для покрытий на электро- и радиодеталях, работающих в
сложных климатических условиях, составляет 2 • 10~14 м/(ч • Па).
Наиболее высокая нагревостойкость электрической изоляции (до
800 °С) обеспечивается применением покрытий на неорганической
основе - металлофосфатных, стеклокерамических. Рабочие
температуры органических покрытий, как правило, не превышают 300 °С.
Покрытия электротехнического назначения, работающие при
повышенных температурах, характеризуют температурными индексами.
Температурный индекс соответствует температуре (в °С), при
которой срок службы материала равен 20000 ч. Наиболее высокий
температурный индекс имеют покрытия на основе полиимидов (рабочая
температура 220-240 °С), полиамидоимидов (200 °С), полиорганоси-
локсанов (180 °С), полиэфироимидов (155-180 °С). Промышленно
выпускается широкий ассортимент лаков, эмалей и компаундов
электроизоляционного назначения. Примером могут служить лаки для
эмалирования проводов - полиимидный ПАК-1, полиамидоимидный
АД-9113, полиэфироимидный ПЭ-955, полиэфирный ПЭ-939, по-
лиуретановый УР-973, на основе ацеталей поливинилового спирта
ВЛ-941 (лак метальвин); лаки, эмали и компаунды для пропитки и
лакирования стекловолокнистои изоляции проводов и пропитки
обмоток электрических машин - полиэфирные и кремнийорганиче-
ские ПЭ-933, КО-96, КО-964, компаунды КП-18, КП-34, КП-101 и др.,
для герметизации резисторов, а также деталей и узлов
электротехнических машин - органосиликатные ОС-91-26, ОС-92-03, ОС-92-25.
Все более широкое применение для целей электроизоляции находят
порошковые краски и компаунды (П-ЭП-91, П-ЭП-971, УП-2191К)
на эпоксидной основе, а также эпоксидно-силиконовые - ЭК-901.
Электропроводящие покрытия. Назначение электропроводящих
покрытий - обеспечить прохождение электрического тока или отвод
с поверхности возникающего статического электричества.
Электропроводящими считаются покрытия, у которых pv< Ю5 Ом • м.
Повышенная электрическая проводимость покрытий достигается:
1) применением пленкообразователей с большой электронной
(полупроводники) или ионной (полиэлектролиты) проводимостью; 2)
использованием электропроводящих наполнителей; 3) введением в
состав покрытий или обработкой их поверхности ПАВ.
К пленкообразователям-полупроводникам относятся соединения
с системой сопряженных двойных или тройных связей (полиимиды,
162
полибензимидазолы, полибензоксазолы и др.), а также полимерные
комплексы с переносом заряда (галогенированные полистирол, по-
ли-а-метилстирол, поливинилнафталин и т. д.). Получаемые из них
покрытия имеют повышенные значения электро- и
фотопроводимости: Yv = 103-10"9 См/м.
Из полиэлектролитов (полииономеров) находят применение по-
ли-М-винилимидазол, сульфированный полистирол, полиакрила-
мид, полиакриловая и полиметакриловая кислоты и их соли, поли-
этиленсульфонат натрия и др. В частности, сочетанием
сульфированного полистирола с полиметакриловой кислотой (1:3) получено
прозрачное антистатическое покрытие для пластмасс с р5 = 5 • 108 Ом.
Наиболее широко применяют в качестве электропроводящих
покрытия с металлическими и углеродными наполнителями: карбо-
нилом никеля, серебром, медью, цинком, нержавеющей сталью,
сплавами Fe-Ni, Fe-Ni-Co, Fe-Si-Al, арсенидом или фосфатом
галлия, антимонидом индия, техническим углеродом, графитом, графи-
тированным волокном, "керн-пигментами" (посеребренный никель,
углеродистое железо). Особенно распространено применение
канального и антраценового технического углерода, имеющего
высокую дисперсность и образующего в пленке цепочечные структуры, а
также коллоидного графита.
Электрическая проводимость наполненных покрытий
определяется составом и электрическими параметрами отдельных
компонентов (рис. 4.42). При больших степенях наполнения pv пленок в
зависимости от объемной доли введенного металлического наполнителя
ориентировочно может быть вычислено по следующему уравнению:
т. Me
pv/ = Kpv *v,
Me ^
где pv - удельное объемное
сопротивление металла; К- постоянная.
Оптимальная степень наполнения |
покрытий (в зависимости от типа на- S
полнителя) составляет 25-50 % по объ- с
ему или 45-85 % по массе.
Проводимость возрастает при применении
Рис. 4.42. Зависимость удельного
объемного сопротивления полиакрилатного
покрытия от объемной доли
наполнителей:
1 - серебро; 2 - карбонил никеля; 3 - медь;
4 - ацетиленовый технический углерод; 5 -
графит
163
коллоидных металлов, и особенно металлов в состоянии наноча-
стиц.
Если использовать ферромагнитные наполнители, например кар-
бонил никеля, а формирование покрытий проводить в магнитном
поле, то наполнитель распределяется по силовым линиям
непрерывными тяжами; в результате получаются покрытия с особенно
высокими электропроводящими свойствами: pv= 10~5—Ю-6 Ом • м.
Для устранения седиментации токопроводящих красок вместо
металлов широко применяют керн-пигменты - частицы минеральных
наполнителей и стекломикросфер, покрытые тонким слоем металла.
Повышение электропроводности покрытий достигается при
применении ПАВ, в первую очередь катионоактивных. Особенно
полезно их сочетание с сажей, учитывая положительное влияние ПАВ на
ее диспергирование.
Разновидностью токопроводящих покрытий являются
антистатические. Их основное назначение - снятие статического
электричества с поверхности диэлектриков, каковыми являются большинство
полимеров и покрытий, и, нередко, обеспечение электропроводности
субстратов-диэлектриков при нанесении на них жидких или
порошковых красок в электрическом поле высокого напряжения. Для
антистатических покрытий наиболее важным показателем является
удельное поверхностное сопротивление р<?, которое должно быть не
более 1010 Ом, а также цвет, особенно при окрашивании
помещений. В этом отношении многие электропроводящие составы, в
первую очередь с углеродными наполнителями, не всегда оказываются
пригодными.
В основном используется три способа получения
антистатических покрытий:
1) обработка поверхности растворами ПАВ;
2) введение ПАВ в состав покрытий;
3) применение электропроводящих наполнителей.
Наименее стабильные результаты дает первый способ. С
течением времени из-за испарения и миграции ПАВ внутрь пленки (или
субстрата) антистатические свойства утрачиваются, р$ возрастает.
Более стабильными получаются покрытия при введении ПАВ в
состав лакокрасочных материалов. Хорошие результаты, в частности,
получены при применении катионоактивных ПАВ (соли
четвертичных аммониевых оснований пиридиния, амидазония, алкамона ДС,
алкамона ГН и др.) в количестве 0,3-0,5 %.
Обширную группу антистатиков представляют композиции с
электропроводящими наполнителями - оксидами металлов: олова,
сурьмы, стронция, индия, представляющими собой высокодисперсные
164
порошки или чешуйки. При их введении в состав пленкообразователей
в количестве 0,5-5,0 % образуются прозрачные (лаковые) покрытия с ps
порядка 10 Ом, равно как и пигментированные любого цвета.
Пленкообразователями для получения электропроводящих (в том
числе и антистатических) покрытий могут служить разные
полимеры и олигомеры - полиакрилатные, виниловые, эпоксидные, крем-
нийорганические, полиэфирные, полиуретановые. В частности,
получили распространение электропроводящие эмали АК-5260, АС-588,
ХВ-5211, ХВ-5235, В-АС-980 и др.
Электропроводящие покрытия нашли применение для
изготовления печатных плат, в производстве термоэлементов (для
обогреваемой одежды, спальных принадлежностей, стеновых панелей и др.), в
качестве подслоя при металлизации пластмасс, для экранирования
аппаратуры и конструкций от действия электромагнитных полей и
защиты от излучений сверхвысоких частот. Детали с
электропроводящими покрытиями легко свариваются. Но основное назначение
антистатических покрытий - защита пластмасс и других токонепроводящих
материалов от возникновения статического электричества (покрытия
на топливных стеклопластиковых цистернах, пластмассовых
трубопроводах для перекачивания нефтепродуктов и прочих изделиях).
Трекингостойкие покрытия. Под трекингостойкостью
понимают способность изолятора противостоять воздействию
поверхностных частичных электрических разрядов. С явлением трекинга часто
сталкиваются при эксплуатации полимерной (например, стеклопла-
стиковой) электроизоляции высоковольтного оборудования,
работающего при сверх- и ультравысоких напряжениях. При низкой тре-
кингостойкости изоляция нарушается, на поверхности образуется
науглероженный след (трек). Чем больше время до образования
трека, тем выше трекингостойкость.
Применение лакокрасочных покрытий - один из путей
повышения трекингостойкости изоляции. Эффективность их действия,
однако, избирательна. Наилучшими являются покрытия, обладающие
высокой адгезией к подложке и низкими значениями водопоглоще-
ния и электрической проводимости (pv = 10 -10 Ом • м). Так, по
стеклопластику и стеклотекстолиту применяются покрытия на основе
полиуретановых лаков (УР-293, УР-1161), циклоалифатических
эпоксидных олигомеров и полиорганосилоксанов. Трекингостойкость
повышается при введении некоторых наполнителей (например,
карбоната бария) и с увеличением толщины покрытий. При толщине
100 мкм трекингостойкость покрытий из лака УР-1161 - 14 ч, из лака
УР-293 (с наполнителями) - 22-24 ч; трекингостойкость
стеклопластика без покрытий - не более 1,5 ч.
165
4.6.3. МЕТОДЫ ОПРЕДЕЛЕНИЯ ЭЛЕКТРИЧЕСКИХ СВОЙСТВ
Для определения электрических свойств лакокрасочных
покрытий существуют тестированные методы и приборы. В частности,
удельное объемное сопротивление определяют по ГОСТ 6433.2-71,
диэлектрическую проницаемость и тангенс угла диэлектрических
потерь в зависимости от частоты - по ГОСТ 6433.4-71 или ГОСТ 22372-
77, а электрическую прочность - по ГОСТ 6433.3-71. Для определения
пользуются приборами типа ПУС-1, М-218, ИТН-6 или тераомметром
Е6-3 (МОМ-4). Принцип измерения основан на оценке напряжения и
силы тока, который проходит через образец, находящийся между
двумя электродами. В случае порошковых красок применяют табле-
тированные образцы. Значение ру рассчитывают по формуле:
Pv = KR„
где К - постоянная, определяемая геометрическими размерами электродов;
Rx - значение сопротивления по показаниям прибора.
Диэлектрическую проницаемость и тангенс угла диэлектрических
потерь определяют с помощью высокочастотного измерителя
индуктивности и емкости Е-7-5А, моста Р-571, куметров типа КВ-1, Е4-7,
измерителей добротности типа Е-9-4, Е-9-5 и других приборов.
Значение 8 находят путем сопоставления емкости конденсатора с образцом
между обкладками Сд с емкостью воздушного конденсатора Q:
6 = Сд/Св.
Тангенс угла диэлектрических потерь рассчитывают по формуле:
tg5 = co£Q,
где со = 2nf(f- частота, обычно /= 50 Гц); R - сопротивление; Ск - емкость
конденсатора.
Электрическую прочность определяют на установке АИИ-70 и др.
путем кратковременного воздействия электрическим током высокого
напряжения на покрытие, находящееся на медной подложке (фольга,
пластинка). Отмечают значение напряжения, при котором
происходит пробой, и относят его к толщине покрытия в месте пробоя.
4.7. ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА
Наиболее важными теплофизическими характеристиками
покрытий, как и любых материалов, являются теплопроводность,
температуропроводность, теплоемкость, коэффициент теплового линейного
(или объемного) расширения.
Температуропроводность а связана с теплопроводностью X
следующей зависимостью:
166
а = А/ер,
где с- удельная теплоемкость; р - плотность материала.
Знание теплофизических характеристик необходимо при
разработке покрытий теплообменной аппаратуры, электрических
двигателей, электроприборов, обмоток электрических машин, элементов
радио- и электронной аппаратуры. Теплопроводность слоя пленки
определяет чувствительность термоиндикаторных покрытий, а
коэффициент теплового линейного расширения а - значение
термических напряжений в покрытиях.
Лакокрасочные покрытия представляют собой достаточно
теплоизолирующие материалы. Теплопроводность большинства покрытий в
100-400 раз меньше теплопроводности стали и почти в 1000 раз меньше
теплопроводности меди. Это обусловливает плохую теплопередачу от
окрашенных нагретых изделий и затрудняет их быстрый нагрев.
Характерно, что тепло- и температуропроводность покрытий на основе
кристаллических полимеров выше, чем покрытий, изготовленных из
аморфных полимеров:
X, Вт/(м • К) а • 106, м2/с
Дж/(кг • К)
104, КГ1
Аморфные полимеры 0,09-0,27 0,1-0,17 0,8-1,2 0,4-1,0
Кристаллические полимеры 0,25-0,42 0,1-0,3 1,0-2,2 0,6-6,0
Сталь 54,5 16,7 0,4 0,11
Удельная теплоемкость полимерных пленок при нормальных
условиях приблизительно в 2 раза выше удельной теплоемкости стеюга
и в 3-5 раз выше теплоемкости металлов.
Теплофизические свойства покрытий изменяются с изменением
температуры, при этом температурная зависимость А, а и ср в случае
кристаллических пленкообразователей имеет более сложный характер,
чем аморфных (рис. 4.43).
Коэффициент
теплового расширения полимеров
является функцией
удельной теплоемкости. С
повышением температуры объем
и линейные размеры
пленки непрерывно возрастают.
Рис 4.43. Температурная
зависимость теплофизических
свойств поливинилбути-
ральных (А) и
полиэтиленовых (Б) покрытий
0,4
0,3
0,2
0
1,1
0,7
0,3
5
=3
167
Рис. 4.44. Зависимость
теплопроводности полиакрилатных
покрытий от массовой доли пигментов:
1 - диоксид титана; 2 - оксид хрома; 3 -
цинковые белила
Особенно резкий скачок наблюда-
з ется в области температур стекло-
х, % вания и плавления полимеров, что
связано с увеличением подвижности макромолекул.
Теплофизические свойства покрытий значительно изменяются
при наполнении (рис. 4.44). У минеральных пигментов и
наполнителей тепло- и температуропроводность на 1-2 порядка выше, чем у
полимерных материалов. Так, для оксида цинка X = 19,5, а для
диоксида титана X = 9,86 Вт/(м • К). Особенно заметно улучшают тепло- и
температуропроводность пленок металлические порошки (цинковая
пыль, алюминиевая пудра, бронзы, железная слюда), а также оксиды
металлов с высокими значениями 1иа. Снижение
теплоизолирующих свойств покрытий может быть достигнуто также уменьшением
толщины покрытий. Напротив, для повышения теплоизоляции
(создания "теплых" покрытий) применяют в качестве наполнителей
микроасбест, древесную муку, стеклянные и пластмассовые микросферы
(синтактовые пены), кероген сланца, лигнин и др.
Ниже приведены значения тепло- и температуропроводности
покрытий на основе ряда промышленных лакокрасочных материалов:
X, Вт/(м • К) а • 107, м2/с
Пентафталевый лак ПФ-231
Полиакрилатный лак АС-82
Перхлорвиниловая эмаль ХВ-16 красная
Пентафталевая эмаль ПФ-223 желтая
Полиакрилатная эмаль АС-131 белая
Меламиноалкидная эмаль МЛ-165 серебристая
Эпоксидная эмаль ЭП-140 защитная
Методы определения теплофизических свойств покрытий
разнообразны. Для определения тепло- и температуропроводности
покрытий пользуются методом плоского слоя в условиях нестационарного
теплового потока, при котором оценивается перепад температур между
внешней и внутренней сторонами пленки при одностороннем нагреве.
Коэффициент теплового линейного расширения определяют по
удлинению свободной пленки (или ее части) при постоянной
скорости подъема температуры. Определение проводится катетометром
или с помощью специального прибора - бесконтактного
оптического дилатометра.
0,114
0,118
0,180
0,195
0,247
0,256
0,398
0,550
0,314
0,881
1,015
1,641
1,804
2,421
ГЛАВА 5
ОСНОВЫ КОРРОЗИИ
И ЗАЩИТЫ МЕТАЛЛОВ
Проблема коррозии и защиты металлов приобрела особую остроту
и актуальность в последние три четверти века в связи с
развитием промышленности и строительства, интенсификацией
технологических процессов, резким увеличением количества выплавляемого и
находящегося в обращении металла. Именно тогда учение о коррозии
металлов стало складываться в самостоятельную науку. Большая
заслуга в этом принадлежит видным отечественным ученым В. А. Кистя-
ковскому, Н. А. Изгарышеву, Г. В. Акимову, А. Н. Фрумкину, Н. Д. То-
машову, И. JI. Розенфельду, Я. М. Колотыркину и другим. По мере
увеличения объемов выплавки металлов ужесточились условия их
эксплуатации: возросли рабочие температуры, скорости и давления,
разнообразнее стали эксплуатационные среды. Все это отрицательно
сказалось на сохранности металлов и усилило требования к их
защите. Подсчитано, что в результате коррозии теряется ежегодно от 1 до
1,5 % имеющегося в обращении металла. Ведущее место в борьбе с
коррозией металлов принадлежит лакокрасочным покрытиям, и для
успешного их применения необходимо иметь полное и ясное
представление о протекающих коррозионных процессах и методах
защиты от коррозии.
5.1. ОСНОВНЫЕ ПОНЯТИЯ
5.1.1. ОПРЕДЕЛЕНИЕ И КЛАССИФИКАЦИЯ КОРРОЗИИ
Коррозия - процесс разрушения металлов при химическом или
электрохимическом воздействии окружающей среды. Это
самопроизвольный процесс, связанный с переходом системы металл - среда в
более термодинамически устойчивое состояние, поэтому его
протекание можно контролировать по изменению поверхностной энергии
Гиббса. Особенность коррозии - ее гетерогенный характер. Она
вызывается воздействием на металл жидких или газообразных
продуктов и, как любой гетерогенный процесс, начинается с поверхности
раздела фаз. Наиболее распространены и уязвимы в коррозионном
отношении черные металлы, однако большое внимание приходится
уделять защите цветных и даже редких металлов.
169
Рис. 5.1. Виды коррозии
(по типу разрушений):
1 - равномерная; 2 -
неравномерная; 3 - язвенная; 4 -
точечная; 5 -
подповерхностная; 6 - межкристаллит-
ная
Коррозию классифицируют по разным признакам: типу,
условиям протекания, виду коррозионных разрушений. По типу
происходящих процессов различают химическую и электрохимическую
коррозию. Первый вид коррозии имеет место в неэлектролитах и сухих
газах и подчиняется законам химической кинетики гетерогенных
процессов. Она не сопровождается образованием электрического
тока. Электрохимическая коррозия протекает в растворах электролитов
и во влажных газах и характеризуется наличием двух параллельно
идущих процессов - окисления и восстановления. Этот вид коррозии
сопровождается направленным перемещением электронов в металле
и ионов в электролите, т. е. возникновением электрического тока.
По условиям протекания процесса, которые весьма
разнообразны, различают газовую, атмосферную, жидкостную, почвенную,
биологическую коррозию.
Наибольший вред приносит атмосферная коррозия. Она
протекает под влиянием кисчорода воздуха и влаги с растворенными в ней
химическими веществами.
По виду коррозионных разрушений коррозию подразделяют на
равномерную и неравномерную, язвенную, точечную (питтинговую),
щелевую, подповерхностную, межкристаллитную (рис. 5.1). Первые
два вида разрушений относятся к общей, или сплошной, коррозии,
остальные - к местной. При одновременном воздействии среды и
механических нагрузок возможно коррозионное растрескивание; в
металле появляются трещины транскристаллитного характера,
которые, прорастая, нередко приводят к полному разрушению изделий.
5.1.2. ПАССИВНОСТЬ МЕТАЛЛОВ
В нормальном состоянии большинство металлов содержит на
поверхности оксидные пленки, которые возникают в результате
адсорбции кислорода из воздуха:
Me + 02 — Me 120адс.
Адсорбированный кислород может вступать в химическое
взаимодействие с металлом с образованием неактивного поверхностного
170
слоя, который придает ему адсорбционную пассивность. Пассивность
металлов - состояние относительно высокой коррозионной
стойкости, вызванное торможением анодного процесса электрохимической
коррозии. Такое состояние характеризуется: 1) резким уменьшением
скорости коррозии, которая обычно постоянна во времени, и 2)
значительным смещением потенциала металла в положительную
сторону, например для железа от -0,2 до +1,0 В, для хрома от -0,4 до +0,9 В.
Существует ряд теорий, объясняющих пассивное состояние
металлов: пленочная, адсорбционная, кинетическая, электронных
конфигураций.
Пленочная теория объясняет пассивное состояние металлов
образованием тончайшей (порядка 10"1 -10" м) защитной фазовой
пленки. Это сплошная, бесцветная стекловидная пленка оксида,
отличающаяся хорошей электронной, но плохой ионной
проводимостью.
Согласно адсорбционной теории пассивное состояние достигается
образованием на поверхности металла слоя из адсорбированного
кислорода толщиной 5-10 нм. Адсорбированный кислород
насыщает валентности наиболее активных поверхностных атомов металла и
снижает его поверхностную энергию. Изменение энергии
поверхности при полном ее покрытии адсорбированным монослоем
составляет 3,8 • 10~12 эрг на электрон, что соответствует 2,37 эВ.
Кинетическая теория связывает явление пассивности с
затруднениями в протекании анодного процесса растворения металла
вследствие образования в поверхностном слое устойчивого твердого
раствора металл - кислород.
Согласно теории электронных конфигураций возникновение
пассивного состояния - результат неукомплектованности электронами
внутренних оболочек металлов, имеющих незаполненные d-уровни.
Неукомплектованность возникает вследствие химической адсорбции
кислорода или другого окислителя, которая сопровождается
поглощением электронов, понижением их плотности в поверхностных
слоях металла. Установлено, что способность оксидного слоя
пассивировать металлы зависит от его полупроводниковых свойств.
Указанные теории пассивности относятся к металлам,
находящимся в кристаллическом состоянии. В настоящее время получены
металлы, в том числе железо, имеющие аморфное строение,
пассивность которых значительно выше, чем кристаллических.
Пассивный слой на черных металлах создается в основном за
счет оксидов Fe203, Fe304 и FeO • ОН. Защитными свойствами могут
обладать только сплошные оксидные слои. Условием сплошности
является превышение объема оксида Уок над объемом металла VMe,
171
из которого он получен. Пассивируются в основном поливалентные
металлы, для которых соблюдается условие:
2,5>VOK/VMe>l.
Для щелочных и щелочноземельных металлов, за исключением
бериллия, это условие не выполняется и пассивация не проявляется.
В пассивное состояние металлы могут быть переведены не только в
результате взаимодействия с кислородом воздуха, но и при
активированной адсорбции (хемосорбции) ионов, в первую очередь таких
анионов, как NO3, N02, СЮ4~, W04 , а также при воздействии на
металл электрического тока в среде электролитов.
Пассивность оказывает определяющее влияние на коррозионное
поведение металлов. Достаточно отметить, что высокая
коррозионная стойкость ряда металлов, например титана, обусловлена
исключительно их пассивностью. Большинство металлов, способных к
самопассивации, хорошо сохраняются в атмосфере невысокой
влажности (иногда до 40-70 %). Коррозия наступает лишь тогда, когда
равновесие нарушается и происходит изменение фазового или
химического состава пассивного слоя.
5.2. ХИМИЧЕСКАЯ КОРРОЗИЯ МЕТАЛЛОВ
Химическая коррозия - самопроизвольное взаимодействие
металла с коррозионной средой, при котором окисление металла и
восстановление окислительного компонента коррозионной среды протекают
в одном акте. Как и любая химическая реакция, этот вид коррозии
носит временной характер. Окислителями (корродирующими агентами)
могут быть сухие газы (02, С02, S02, HC1, оксиды азота и др.),
перегретый водяной пар, жидкости, не являющиеся электролитами, а также
расплавы органических и неорганических веществ, в том числе
металлов. Наиболее часто химической коррозии подвергается
металлургическое оборудование, сопла реактивных двигателей, детали газовых
турбин и двигателей внутреннего сгорания, оболочки ракет и
космических кораблей, т. е. изделия, работающие при высоких температурах.
Из разновидностей химической коррозии обстоятельно изучена
газовая коррозия. Механизм ее сводится к росту оксидных пленок на
поверхности металла. Выделяют ряд стадий, протекающих
последовательно и параллельно (рис. 5.2). Например, в случае
двухвалентного металла такими стадиями являются:
1) ионизация металла и переход его ионов и электронов из
металлической фазы в оксид:
Me —► Ме"+ + 2е;
172
Рис. 5.2. Схема роста оксидного слоя на
металле при газовой коррозии
2) перемещение ионов Ме2+ и
электронов в слое оксида;
3) адсорбция кислорода на
поверхности пассивного оксидного слоя:
МеО + 02 —► МеО|20здс;
4) ионизация адсорбированного
кислорода и перемещение
образующихся ионов в слое оксида:
':-] пс -': :;Y.\ *г
О
Ow + 2e
(Г
5) рост оксидного слоя:
Ме2+ + О2" — МеО.
Скорость роста оксида лимитируется скоростью диффузии
реагирующих компонентов в слое, причем процесс идет с
автоторможением. Последнее объясняется увеличением толщины
диффузионного слоя и меньшей проницаемостью образующихся при окислении
высших оксидов по сравнению с низшими.
Если металл образует с окисляющим компонентом среды
несколько устойчивых соединений, то получаются многослойные
оксидные пленки с размытой границей между слоями. Меньшая
степень окисления, естественно, приходится на слои, непосредственно
примыкающие к металлу. В целом оксидный слой можно
рассматривать как комплекс слоев последовательно расположенных
соединений металла и компонентов внешней среды. Например:
Fe I FeO I Fe304 I Fe203 I 02
Mn I MnO I Mn304 I Mn2Q3 I 02
для железа
для марганца
Различные металлы обладают разной стойкостью к химической
коррозии; большое влияние оказывает и состав среды (рис. 5.3).
Хром проявляет высокую стойкость ко многим средам, в том
числе и окисляющим; напротив, химическая стойкость железа при
высоких температурах (800 °С и более) низка. Константа скорости
коррозии, как и любой реакции, определяется уравнением Аррениуса:
К=Ает\
где Е- энергия активации (теплота) химической реакции.
Продукты химической коррозии (окалина и другие соединения)
обладают повышенной хрупкостью и склонны к растрескиванию вслед-
173
3 ю
1 s 6
| 2 Q^W^IUli
Ч <
О
a
Fc ■ »i ШСо
Си Щ\У
Рис. 5.3. Диаграмма газовой коррозии металлов при 700 °С за 24 ч
ствие возникающих внутренних (в основном, термических)
напряжений. В процессе разрушения металла при химической коррозии
наблюдается также образование газовых пузырей в окисленном и
граничащем с металлом слое.
Защита металлов от химической коррозии в основном
заключается в их легировании добавками элементов, более стойких к
окислению. Защита легированием основана на образовании соединений:
а) с малой дефектностью кристаллической решетки, обладающих
низкими коэффициентами диффузии по отношению к
корродирующему агенту; 6) с кристаллической решеткой шпинелей (типа двойных
оксидов), обладающих повышенной химической стойкостью.
Наиболее эффективными легирующими добавками, сообщающими железу
жаростойкость, являются хром, титан, молибден, вольфрам,
алюминий, тантал, ниобий. Благодаря их применению созданы коррозион-
ностойкие стали для реактивной, ракетной, атомной и другой техники.
Эффективность лакокрасочных покрытий в борьбе с химической
коррозией ограничена их низкой термостойкостью. При невысоких
температурах (300-500 °С) они, однако, могут защищать металлы за
счет теплоэкранирования или химического (восстановительного)
действия. Так, если нагревать изделия из стали с полиамидным или по-
лиакрилонитрильным покрытием, пигментированным алюминиевой
пудрой, то сталь под пленкой остается блестящей, пока полностью не
разрушится покрытие; непокрытый металл в этих условиях заметно
окисляется.
5.3. ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ МЕТАЛЛОВ
Электрохимическая коррозия - самопроизвольное разрушение
металлов вследствие электрохимического взаимодействия их с
окружающей электролитически проводящей средой. Протекание этой
коррозии подчиняется законам электрохимической кинетики и
определяется скоростями электродных процессов - анодного и катодного.
174
5.3.1. ПРОЦЕССЫ НА ГРАНИЦЕ МЕТАЛЛ - ЭЛЕКТРОЛИТ
При соприкосновении двух электропроводящих фаз - металла и
электролита - между ними возникает разность потенциалов
вследствие образования двойного электрического слоя как результата
перехода заряженных частиц из одной фазы в другую (рис. 5.4). При этом
происходят следующие процессы:
Me + wH20 ^ Ме"+ • wH20 + пе.
Восстановительный, Окислительный,
или катодный, процесс или анодный, процесс
Способность посылать свои ионы в раствор у различных
металлов неодинакова. Она определяется энергией гидратации металла, т. е.
энергией, необходимой для разрыва связи между его ион-атомами и
электронами.
Растворению металла противодействуют силы осмотического
давления его ионов в растворе, благодаря чему система переходит в
равновесное состояние. Установившийся при достижении равновесия
обратимый (равновесный) потенциал металла Е> являющийся
разностью электрических потенциалов металла фМе и раствора фр, может
быть рассчитан по следующему уравнению:
Е = фМе - <pD = Е° +Щ-\пау
где Е° - стандартный потенциал металла; R - газовая постоянная; Т -
абсолютная температура; п - заряд ионов металла; F - число Фарадея; а -
активность ионов металла.
Это уравнение, известное под названием уравнения Нернста, при
условии протекания процесса при 25 °С (298 К) имеет вид:
г „в , 0,059,
Е = Ь +— \ga.
п
Эта зависимость в координатах Е = /(lg а)
прямолинейна, и тангенс угла наклона прямой tga =
= 2,303.
Когда активность ионов металла в растворе
равна единице, Е = Е°. Таким образом, стандартный
потенциал Е° представляет собой частный случай
равновесного потенциала Е.
Значения стандартных потенциалов металлов
обычно определяют по отношению к стандартному
Рис. 5.4. Схема двойного электрического слоя при
выходе ионов металла в раствор
е;
1
1
01
М'"шН20
©
©1
©£
©
175
потенциалу водородного электрода, который условно принимают
равным нулю. Ниже приведены значения стандартных электродных
потенциалов для некоторых наиболее распространенных металлов в
водных растворах при 25 °С:
Электрод Mg/Mg2+ Al/Al34 Zn/Zn2+ Cr/Cr3+ Fe/Fe2+ Sn/Sn2+
Потенциал, В -2,37 -1,66 -0,76 -0,74 -0,44 -0,14
Электрод Pb/Pb2+ 72H2/H+ Cu/Cu2+ Ag/Ag+ Au/Au+
Потенциал, В -0,13 0 +0,34 +0,80 +1,68
Представленный ряд напряжений позволяет судить о
химическом и электрохимическом поведении металлов. Каждый из
указанных металлов вытесняет из раствора ионы любого другого металла,
стоящего в ряду справа от него. Например, цинк, погруженный в
раствор CuS04, покрывается металлической медью, причем
эквивалентное количество цинка переходит в раствор.
При составлении гальванического элемента из двух металлов
более электроотрицательный всегда служит анодом и разрушается при
этом.
Равновесные электродные потенциалы дают представление лишь
о химическом поведении металлов в растворах электролитов,
содержащих катионы того же металла. Если металл погрузить в другой
электролит и в процессе обмена электронами будут участвовать
катионы других металлов, то потенциал, возникающий в этих
условиях на межфазной границе, будет неравновесным. Именно с
неравновесными потенциалами чаще всего приходится
сталкиваться в условиях коррозионного разрушения металлов. Их значения
(в В) нередко сильно отличаются от значений равновесных
потенциалов:
Металл Mg Al Zn Fe
Среда:
3 %-й раствор NaCl -1,60 -0,60 -0,83 -0,50
7 %-й раствор Na2S04 -1,36 -0,47 -0,81 -0,50
Значения потенциалов существенно меняются при изменении
рН среды, а также при замене воды как электролита на органическую
среду. Так, в растворах органических кислот потенциал олова
становится более электроотрицательным, чем потенциал железа. Это
позволяет использовать олово в качестве протектора при защите
черных металлов. Из сказанного следует, что при оценке коррозионного
поведения металлов и при выборе средств противокоррозионной
защиты важно учитывать характер контактирующей с металлом
среды, ее влияние на формирование электродного потенциала.
176
5.3.2. ПОЛЯРИЗАЦИЯ ЭЛЕКТРОДНЫХ ПРОЦЕССОВ
Протекание коррозионного процесса по электрохимическому
механизму зависит от скорости двух сопряженных реакций - катодной
и анодной. О ее величине обычно судят по изменению потенциала
электрода при пропускании через него электрического тока, т. е. по
коррозионной диаграмме (рис. 5.5), которая типична для каждого
металла в зависимости от характера среды.
Как правило, потенциалы электродов, по которым проходит ток,
отличаются от исходных (не нагруженных током): потенциал катода
становится более отрицательным, а потенциал анода - более
положительным. Происходит смещение потенциалов катода на величину
А£к и анода - на Д£^:
Еа = %-АЕа.
Процесс изменения (сближения) потенциалов, а следовательно, и
их разности, приводящий к уменьшению силы тока, называют
поляризацией. По наклону поляризационных кривых можно судить,
какая из электродных реакций - катодная или анодная тормозится в
большей степени, т. е. какие участки больше подвержены
поляризации (рис. 5.6).
Падение напряжения может быть вызвано не только
поляризацией электродных участков, но и в результате омического
сопротивления в цепи Д£л, которое определяется суммой сопротивлений
коррозионной среды и переходным сопротивлением между катодным и
анодным участками. Суммарное падение напряжения Д£ при этом
равно:
AE=AEK + AEa + AER.
Отсюда можно вычислить
долю падения каждого напряжения и
оценить его вклад в суммарный
контроль коррозионного процесса:
Q = AEK/AE; Q = AEJAE;
CR = AERIAE.
где Ск, Са и Си - степень катодного,
анодного и омического контроля
соответственно.
Рис. 5.5, Диаграмма коррозионного
процесса (кривые поляризации
анодного и катодного участков)
177
/ /
Рис. 5.6. Типовые поляризационные диаграммы:
а- катодный контроль; б -анодный контроль; #-смешанный контроль
Тот фактор, который преобладает, т. е. лимитирует процесс,
называется контролирующим.
Из сказанного следует, что скорость коррозионного процесса
определяется следующими основными факторами: значениями
исходных потенциалов катодного и анодного участков, степенью их
поляризуемости и сопротивлением цепи (внутренней и внешней).
Поляризация может быть вызвана разными причинами.
Замедление анодной реакции происходит чаще всего в результате
несоответствия скоростей анодной реакции и отвода электронов во
внешней цепи или недостаточно быстрого отвода перешедших в раствор
ионов металла. Первый вид поляризации называют
перенапряжением ионизации металла, второй - концентрационной поляризацией.
Поляризация анода может быть обусловлена также образованием
пассивных пленок на поверхности металла.
Причина поляризации катода - несвоевременная ассимиляция
перетекающих электронов (вследствие недостаточной скорости
разрядки катионов - водородных и других) или низкая скорость
поступления кислорода к катоду. В кислых средах катодная поляризация
может быть вызвана также водородным перенапряжением. Наряду с
этими основными процессами возможно протекание побочных -
взаимодействия первичных продуктов коррозии друг с другом, с
электролитом, растворенными в нем газами и другими примесями.
Их результатом может явиться образование нерастворимых
продуктов коррозии, способных отлагаться на поверхности анодных или
катодных участков и вызывать их экранирование и соответственно
поляризацию. Например, железо в фосфорнокислых средах образует
труднорастворимые фосфаты Fe3(P04)2, FeHP04, осаждающиеся на
поверхности и предотвращающие дальнейшее растворение металла;
при контакте свинца с серной кислотой и ее солями возникает
нерастворимый осадок PbS04.
178
Подавление анодной и катодной реакций и повышение
омического сопротивления - основной принцип борьбы с коррозионным
разрушением металлов.
5.3.3. ХАРАКТЕРИСТИКА КОРРОЗИОННЫХ ПРОЦЕССОВ
Существуют термодинамический и электрохимический подходы
к оценке коррозионных процессов. С термодинамической точки
зрения условием растворения металла является убыль изобарно-изотер-
мического потенциала AG, т. е.
AG = -nFE<0,
где Е- разность потенциалов или ЭДС электрохимического элемента.
Это условие обычно выполняется при наличии электролита и
деполяризатора, обратимый окислительно-восстановительный
потенциал которого положительнее обратимого потенциала металла.
Согласно электрохимической теории в основе коррозионного
разрушения металлов лежат три процесса:
1) анодный, связанный с образованием гидратированных ионов
металла в электролите и некомпенсированных электронов на
анодных участках по реакции:
2) катодный процесс ассимиляции электронов деполяризаторами
и ионами или молекулами раствора, способными к восстановлению
на катодных участках по реакции:
D + пе —► [D-ne];
3) процесс перетекания электронов по металлу от анодных
участков к катодным и перемещения катионов и анионов в растворе.
Таким образом, коррозия металла представляется как результат
работы большого числа коррозионных гальванических элементов,
возникающих на отдельных участках поверхности вследствие ее
гетерогенности. Электрохимическая гетерогенность поверхности
металлов, обусловливающая ее дифференциацию на анодные и
катодные участки, может быть вызвана разными причинами: наличием
примесей других элементов в виде макро- и микровключений,
анизотропностью кристаллической решетки, присутствием оксидов и
других загрязнений, неравномерностью приложенных внешних
нагрузок и т. д. На рис. 5.7 приведена принципиальная схема работы
коррозионного элемента, состоящего из двух разнородных участков
поверхности.
179
Закономерности электрохимического поведения металлов
определяются их химической природой, составом электролита и
внешними условиями протекания процесса. В зависимости от этого
возможны разные виды анодных и катодных реакций. Так, наряду с
процессом ионизации анодное растворение металла может
сопровождаться следующими реакциями:
Me + лН20 — Ме(ОН)„| + лН+ + ле,
Me + ЮН" — Ме(ОН)4 + ле,
Me + лН2<Э — Ме(ОН)Г + 2лН+ + ле.
Первые две реакции характерны для многих металлов в
нейтральных и щелочных средах, последняя свойственна металлам с
резко отрицательным потенциалом.
Наиболее типичными катодными процессами являются:
1) восстановление водорода из ионного состояния (водородная
деполяризация)
Н+-Н20 + е — Н + Н20 — 72Н2Т + Н20;
2) восстановление металла из ионного состояния
Ме"+ • wH20 + ле —► Me + wH20;
3) восстановление кислорода с образованием гидроксильного иона
(кислородная деполяризация)
02 + 4е + 2Н20 —► 40Н".
Первая реакция, у которой D = Н+, т. е. водородная деполяризация,
свойственна большинству металлов в кислых средах, а также
некоторым металлам, например магнию, в нейтральных электролитах.
Условия ее протекания - высокая активность водородных ионов и
превышение потенциала их разряда Д< над потенциалом металла £Ме>
т. е. £Ме < Дс- Значения Д<, при которых происходит выделение
водорода на катоде, обычно меньше равновесного водородного
потенциала £Н2> и требуется приложение дополнительного напряжения
для протекания электродного процесса. Эта разность потенциалов
г| = Енг - Д< определяет значение водородного перенапряжения, кото-
180
рое является причиной поляризации в катодном процессе.
Перенапряжение водорода зависит от природы металла и состояния его
поверхности. Наиболее высокие значения г|, достигающие 1 В, имеют
РЬ, Hg, Bi.
Коррозия металлов в нейтральных, слабокислых средах и во
влажном воздухе протекает с кислородной деполяризацией. Это наиболее
распространенный вид коррозионных разрушений. Он
осуществляется с участием кислорода воздуха, содержащегося в электролите или
адсорбированного поверхностью металла. Протекание коррозии
металла с кислородной деполяризацией возможно, если ЕМе < Ео2. Так
как потенциал кислородного электрода всегда положителен (в
зависимости от рН среды изменяется от +0,40 до +1,23 В), то этому виду
коррозии подвержена большая часть металлов. Высокие значения изо-
барно-изотермического потенциала AG и соответственно ЭДС имеют,
в частности, такие металлы, как Mg, Zn, Fe; неслучайно они быстро
корродируют во влажной атмосфере при наличии кислорода воздуха.
Разрушение железа протекает по следующей суммарной реакции:
4Fe + 2Н20 + 302 — 2Fe203 • Н20.
Анализ электрохимических процессов разрушения металлов
показывает, что материальный эффект коррозии является результатом
анодного процесса, интенсивность которого определяется силой
протекающего между анодным и катодным участками поверхности
коррозионного тока J:
g=K/z,
где £ - уменьшение массы металла; К - постоянная, зависящая от атомной
массы металла Л, его валентности п и числа Фарадея F, К = A/nF; x - время.
Отношение силы коррозионного тока к площади
корродирующей поверхности металла (его анодных участков) 5а характеризует
коррозионную плотность тока г
которая является важным показателем в оценке коррозионных
разрушений.
5.3.4. ФАКТОРЫ, ВЛИЯЮЩИЕ НА КОРРОЗИЮ
Коррозия, как любой физико-химический процесс, подвержена
влиянию многих факторов - и внешних, и внутренних. К ним
относятся: природа металла, его структура, состояние поверхности,
температура, давление, скорость движения и рН среды и др.
Металлы разных групп периодической системы элементов
Д. И. Менделеева ведут себя по-разному. Самыми неустойчивыми
181
Pt, Ag, Ли
Си, Zn. Al,
L Sn, Pb, Bi
iMg, Mn, Fc
PH
pH
pH
pH
pH
Рис. 5.S. Зависимость скорости коррозии от рН среды
в коррозионном отношении являются металлы главной подгруппы
I и II групп - щелочные и щелочноземельные. Металлы побочной
подгруппы I группы (Ag, Au) и VIII группы (Os, Ir, Pt) представляют
противоположный полюс, это наиболее коррозионностойкие
металлы. Металлы других групп занимают промежуточное положение
между ними. Большинство из них, в том числе такие технически
важные металлы, как Al, Cr, Fe, Co, Ni, способны пассивироваться и
тем самым оказывать заметное сопротивление воздействию
различных сред. На рис. 5.S показано поведение различных металлов в
растворах в зависимости от их рН (от 0 до 14). Отчетливо выделяются
5 групп в отношении коррозионной стойкости.
Коррозионная стойкость металлов возрастает при легировании -
введении в их состав элементов, обеспечивающих повышение
термодинамической устойчивости, или образование на поверхности
защитной (оксидной) пленки. Примером может служить
легирование железа с помощью Ni, Cr, Ti, Mo и других металлов.
Тщательная обработка поверхности, например шлифование или
полирование, повышает стойкость против коррозии, особенно в
атмосферных условиях. Коррозионная стойкость металлов,
находящихся под нагрузкой, меньше, чем ненапряженных. С повышением
температуры сопротивление металлов коррозии, как правило,
уменьшается, однако возможна и экстремальная зависимость (рис. 5.9, а),
когда коррозия протекает с кислородной деполяризацией.
и
Рис. 5.9. Зависимость скорости коррозии стали от температуры (а) и
скорости движения воды (б):
1 - закрытая система; 2 - открытая система
182
Рис. 5.10. Зависимость коррозии стали от
влажности воздуха, содержащего 0,01 % S02 "s
12
О
80 100
IV, %
Неоднозначный характер имеет и
зависимость скорости коррозии от
интенсивности перемешивания раствора.
В электролитах, исключающих
образование пассивного состояния металла
(например, в морской воде), скорость
коррозии с повышением интенсивности
движения воды возрастает. В случае
пассивации металла после ускорения воз- - 20 40 60
можно торможение коррозионного
процесса, однако при очень больших
скоростях (обычно более 20 м/с) кривая коррозии снова идет вверх,
наблюдается коррозионно-эрозионный износ (рис. 5.9, б).
Атмосферная коррозия - наиболее распространенный вид
разрушения металлов. Примерно 80 % металлических конструкций
(строительные сооружения, машины, транспортные средства)
эксплуатируются на открытом воздухе. Коррозия в атмосферных
условиях обусловливается воздействием воды, адсорбирующейся из
воздуха, и кислорода, беспрепятственно проникающего в
адсорбционный слой. Электрическое сопротивление слоя воды и соответственно
скорость коррозионного процесса непосредственно связаны с его
толщиной, которая является функцией влажности окружающего
воздуха. Таким образом, скорость коррозии оказывается тем больше,
чем выше влажность. Особенно быстро коррозия развивается при
влажности атмосферного воздуха более 60 % (рис. 5.10).
Ниже приведены значения скорости коррозии железа (в мкм/год)
для различных климатических районов страны (сельская местность):
Ленинградская область 43 Сибирь 13-20
Московская область 28
Коррозия усугубляется присутствием в воздухе примесей
агрессивных газов и механических загрязнений. Если принять скорость
коррозии в атмосфере чистого сухого воздуха (континентальный
климат) за единицу, то в сильно загрязненной атмосфере
индустриальных районов она достигает 100.
Об относительном поведении различных металлов в атмосфере
города можно судить по следующим данным:
Металл Pb Al Cu Ni Zn Fe
Скорость коррозии, мкм/год 4 8 12 32 50 200
183
Уменьшая влажность контактирующего с металлом воздуха
(осушая его) и применяя различные способы изоляции и пассивации
поверхности, можно значительно уменьшить неблагоприятное
воздействие атмосферы на металлы и уменьшить вред,- причиняемый
коррозией.
Подземная коррозия вызывается действием грунтовых вод и
растворенных в них солей и газов, а также действием блуждающих
токов. Она протекает с кислородной деполяризацией и лимитируется
доступом кислорода к металлу. В наибольшей степени подземной
коррозии подвержены металлические трубопроводы, кабельные
сети, подземные хранилища, тюбинги метро, сваи и другие
конструкции, соприкасающиеся с почвой или грунтом. Вред, который
причиняет подземная коррозия, достаточно велик: ежегодно в нашей
стране выходит из строя 2-3 % подземных сооружений, что в пересчете
на металл составляет около 1 млн. т. Поэтому защита металла,
эксплуатируемого в этих условиях, крайне необходима. Существующие
способы борьбы с подземной коррозией сводятся к применению
различных изолирующих покрытий и электрохимической защиты.
Морская коррозия, аналогично почвенной, протекает как
электрохимический процесс с кислородной деполяризацией. Вода
различных морских водоемов содержит от 1 до 3,8 % легкодиссоции-
рующих солей и поэтому обладает высокой электрической
проводимостью. Морская вода, кроме того, хорошо аэрирована и содержит
до 0,04 г/л кислорода. Это делает ее достаточно активной в
коррозионном отношении. Разрушение металлов нередко усугубляется
влиянием механического и биологического факторов (эрозия и
кавитация, обрастание конструкций морскими растительными и
животными организмами). Особенно усиливается коррозия корпусов судов
вблизи ватерлинии в связи с легким доступом кислорода к металлу и
ухудшением условий для образования и сохранения защитных
пленок из продуктов коррозии. На скорость коррозии в морской воде
сильное влияние оказывает окалина: создавая катодные участки, она
может в десятки раз увеличивать обычную для морских условий
скорость коррозии.
Основным средством защиты конструкций в морской воде, а
также от воздействия брызг и морского тумана является применение
лакокрасочных покрытий. При окраске строящихся судов потребляется
свыше 4,5 кг лакокрасочных материалов на 1 т грузоподъемности.
В морской воде также эффективно используется протекторная защита.
Коррозия в сильноагрессивных средах - растворах
неорганических и органических кислот, солей, щелочей, атмосфере влажных
агрессивных газов и паров (оксиды азота и серы, галогены, галоген-
184
водороды и др.) - наиболее часто встречается при эксплуатации
химического оборудования, вытяжных шкафов, а также емкостей,
трубопроводов, насосов и вентиляторов, используемых для хранения и
транспортирования указанных веществ. Коррозия в этих средах
протекает большей частью с водородной деполяризацией и высокой
скоростью. Бороться с этим видом коррозии особенно
затруднительно. Применяемые способы сводятся к понижению активности среды
и надежной изоляции поверхности материалами, более стойкими в
химическом отношении, чем защищаемый металл.
5.4. СПОСОБЫ ЗАЩИТЫ МЕТАЛЛОВ ОТ КОРРОЗИИ
5.4.1. КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА СПОСОБОВ ЗАЩИТЫ
Существующие способы борьбы с коррозией металлов весьма
разнообразны. По принципу воздействия на коррозионный процесс
различают следующие группы защитных мероприятий:
1) изоляция поверхности металла от коррозионноактивной
среды;
2) дезактивирующая обработка среды с целью уменьшения ее
активности;
3) поддержание металла в термодинамически неактивном
состоянии.
По механизму защитного действия применяемые мероприятия
сводятся к трем группам:
1) повышение анодного контроля коррозионной системы -
легирование сплавов пассивирующими компонентами, введение в
раствор анодных ингибиторов коррозии, применение анодной
электрохимической защиты;
2) повышение катодного контроля - уменьшение содержания
катодных компонентов в металле, снижение концентрации
деполяризаторов катодного процесса, введение в раствор катодных
ингибиторов, применение катодной электрохимической защиты;
3) повышение электрического сопротивления системы -
коррозионной среды, применяемых защитных покрытий или
образующихся на поверхности продуктов коррозии.
Наибольший технический и экономический эффект в борьбе с
коррозией достигается при изоляции металлов с помощью
различных защитных покрытий - металлических, неорганических
неметаллических, органических. Независимо от вида материала покрытия
должны иметь хорошую адгезию, быть беспористыми и стойкими в
среде, в которой эксплуатируется изделие.
185
Металлические покрытия подразделяются на катодные (более
электроположительные, чем основной металл) и анодные (более
электроотрицательные, при этом покрытие защищает основной металл
электрохимически). Их наносят горячим способом, погружая
изделие в ванну с расплавленным металлом, гальваническим
(электроосаждение), термодиффузионным и механотермическим
(плакирование) способами.
Неорганические неметаллические покрытия - силикатные,
цементные, оксидные, фосфатные, хроматные и другие - применяют
или самостоятельно, или в комбинации с лакокрасочными и
другими покрытиями обычно в качестве подслоя. Их основное
достоинство - повышенная термостойкость.
К органическим покрытиям относят все виды полимерных
покрытий, включая лакокрасочные и наносимые способами экструзии
расплавов и плакирования, а также разного рода футеровочные
покрытия - обмазки, обкладки тонколистовым материалом,
гуммирование резиной. Из органических защитных материалов достаточно
широко применяют защитные смазки и пленкообразующие ингиби-
рованные нефтяные составы (ПИНС) - разные по консистенции
вещества, изготовляемые на основе продуктов переработки нефти,
невысыхающих растительных масел, кремнийорганических и других
олигомеров.
Уменьшение активности коррозионной среды обычно
достигается введением в нее ингибиторов коррозии, а также деаэрацией
(удалением растворенных и окклюдированных газов). И в том, и в
другом случае достигается торможение электрохимического процесса за
счет подавления анодной или катодной реакции либо обеих
одновременно.
К способам, снижающим термодинамическую активность
металлов, относят их легирование, катодную (наложение внешнего тока) и
анодную (пассивация) защиту. Особенно эффективным может
явиться более широкое использование металлов, имеющих аморфную
структуру, как более устойчивых к внешним воздействиям.
С целью сохранения металлов все шире практикуется их замена
при изготовлении изделий, конструкций и механизмов на
неметаллические материалы - пластмассы, бетон, керамику, углеграфитные
и другие материалы. Однако, когда требуются высокие значения
теплопроводности и электрической проводимости в сочетании с
хорошей механической прочностью и теплостойкостью, наиболее
оправданным является применение металлов. Из способов их защиты
особое внимание уделяется лакокрасочным покрытиям и ингибиторам
коррозии.
186
5.4.2. ЗАЩИТА МЕТАЛЛОВ ЛАКОКРАСОЧНЫМИ ПОКРЫТИЯМИ
По представлениям, развитым в работах Ю. Эванса, В. А. Каргина,
Я. М. Колотыркина, И. Л. Розенфельда, Д. Е. Майна и других ученых,
противокоррозионное действие лакокрасочных покрытий
обусловливается торможением коррозионных процессов на границе раздела
металл - пленка. Это торможение может быть связано с
ограниченной скоростью поступления веществ, необходимых для развития
коррозионного процесса, повышенным электрическим
сопротивлением материала пленки, специфическим влиянием адгезии,
химическим или электрохимическим воздействием материала пленки на
подложку. Таким образом, факторами, определяющими защитные
свойства покрытий, являются: проницаемость, электрическое
сопротивление, эффект ингибирования, адгезионное взаимодействие с
подложкой.
Влияние проницаемости. По данным Ю. Н. Михайловского,
торможение процесса коррозии металла под покрытием Q. может быть
представлено суммой обратных величин: проницаемости Р по
отношению к коррозионному агенту, его адсорбции Уддс поверхности
металла и скорости анодной реакции va:
Р V v
г 'аде *а
В зависимости от активности среды лимитирующей оказывается
та или иная стадия. В случае высокоактивных сред (растворы кислот,
другие агрессивные жидкости и газы), когда практически отсутствует
торможение анодного процесса ионизации металла, а степень
адсорбции коррозионного агента велика, защитная способность
покрытий в основном определяется проницаемостью пленки. При этом
скорость коррозии vK0P ориентировочно может быть оценена
следующим образом:
vKop = КРАС/ЬУ
где К - постоянная, зависящая от природы металла; АС - градиент
концентрации коррозионноактивного агента; 8 - толщина покрытия.
В таких условиях все факторы, обусловливающие уменьшение
проницаемости покрытий: устранение пористости, кристаллизация и
структурирование пленкообразователей, введение наполнителей и
компонентов, реагирующих со средой, - благоприятно сказываются
на защитной способности покрытий. В частности, в химическом
машиностроении оправдало себя применение покрытий на основе
химически стойких полимеров с низкой проницаемостью -
фторопластов, пентапласта, полиэтилена, полипропилена, поливинилхлорида,
187
при изоляции труб - битумных покрытий. Вследствие низких
коэффициентов диффузии электролитов и достаточно большой
толщины покрытий (3 мм и более) нередко обеспечивается эффективная их
барьерная защита в самых разных средах, в том числе и агрессивных.
В условиях воздействия слабых электролитов (содержащаяся в
воздухе вода, атмосферные осадки) существенное влияние на
коррозию оказывает способность электролита инициировать анодную
реакцию. При доступе электролита подавление анодной реакции за
счет поддержания металла в пассивном состоянии может явиться
решающим фактором его защиты. Практика показывает, что тонкие
пленки, к которым относится большинство лакокрасочных
покрытий, проницаемы по отношению к агентам, вызывающим коррозию,
в частности к кислороду воздуха и содержащейся в нем воде.
Скорость проникновения воды и кислорода через различные
полимерные пленки, по данным И. Л. Розенфельда и Ф. И. Рубинштейн,
составляет [в г/(см2 • год)]:
Н20 1,122-1,190 02 0,004-0,050
Необходимое количество этих агентов для протекания коррозии
стали со средней скоростью 0,070 г/(см2 • год), согласно реакции
4Fe + 302 + 2Н20 = 2Fe203 • Н20,
составляет [в г/(см2 • год)]:
Н20 0,011 02 0,030
Сопоставляя эти данные, можно заключить, что в
преобладающем числе случаев лакокрасочные покрытия, в том числе и
пигментированные, не представляют серьезного препятствия для диффузии
агентов, необходимых для развития коррозионного процесса.
Имеются данные о том, что через год эксплуатации покрытий
(масляные, алкидные, эпоксидные) в водных средах содержание Н20
и 02 под пленкой достигает значений, в несколько раз
превосходящих их количества, необходимые для эффективного протекания
процесса коррозии. Иначе говоря, барьерный принцип защиты
тонких покрытий, какие обычно используются в лакокрасочной
технологии, не является определяющим. Барьерный эффект полимерных
покрытий, как показывает опыт, проявляется в большей степени по
отношению к продуктам коррозии, чем к агентам, ее вызывающим.
Так, проницаемость ионов железа - продуктов анодной реакции - на
1-2 порядка меньше, чем, например, воды, ионов хлора и других
анионов. Таким образом, в отношении проницаемости защитные
функции полимерных покрытий в первую очередь проявляются в
замедлении отвода продуктов коррозии с поверхности металла, по-
188
скольку ионная проводимость полимеров, особенно по отношению к
катионам металлов, невысока.
Роль электрических свойств покрытий. Электрическое
сопротивление покрытий в среде электролитов является суммой двух
слагаемых - омического и поляризационного сопротивлений. Первое
составляет меньшую долю общего сопротивления, однако оно
является основным в защитном действии покрытий. При высоком
омическом сопротивлении электрохимический процесс может не
наступить. Отмечается определенная зависимость между электрическим
сопротивлением пленок и их защитными функциями. В частности,
хорошую защиту в морской воде обеспечивают покрытия, имеющие
электрическое сопротивление не менее 108 Ом • см2. При погружении
пленок в раствор электролита их электрическое сопротивление
заметно падает. Так, в 0,5 н. растворе Na2S04 через 15 сут его значение
для полимерных пленок составило (в % от исходного):
Эпоксидные 87 Поливинилбутиральные 25
Перхлорвиниловые 55 Нитратцеллюлозные 18
Электрическое сопротивление покрытий в растворах
электролитов и в воде неуклонно снижается, хотя и с меньшей скоростью, чем
в случае свободных пленок (рис. 5.11). Конечное значение
сопротивления зависит от присутствия в пленкообразователе гидрофильных
групп, особенно групп, способных к ионному обмену. Например, в
растворе хлорида натрия электрическое сопротивление масляных и
алкидных пленок вследствие гидролизующего действия электролита
падает на 4-5 порядков. В таких условиях роль покрытия как
электрического барьера сводится к нулю.
В отличие от гидрофильных пленок, покрытия, образованные
гидрофобными пленкообразователями, способны более длительное
время сохранять высокое электрическое сопротивление и тем самым
в большей степени препятствовать развитию коррозионного
процесса. Проводимость таких покрытий, однако, может возникать в
результате присутствия сквозных пор, заполняемых электролитом, или
появления других дефектов. Поскольку электрическое
сопротивление покрытий уменьшается с повышением температуры, их
защитная способность также падает.
Таким образом, электрические свойства покрытий, имея важное
значение в электрохимических процессах, не являются
определяющими при обеспечении защитных свойств покрытий. Нередко
покрытия с низкими значениями электрической проводимости и
емкости, причем мало изменяющимися во времени, проявляют низкие
защитные свойства.
189
Ф.В
i i i i—i 1 1—i—i
0 15 30 -6 -5 -4 -3 -2 -1
*, СУТ lg /, A/cm2
Рис. 5.11. Зависимость электрического сопротивления полиакрилатного
покрытия (!) и свободной пленки (2) от продолжительности выдержки в
воде при 20 °С
Рис. 5.12. Анодные потенцио динамические кривые стали СтЗ в контакте с
водоразбавляемым полиэфируретаном (/) и 0,1 н. раствором Na2S04 (2)
Роль адгезии. Противокоррозионные свойства покрытий в
большой степени зависят от адгезии. Благодаря адгезионному
взаимодействию достигаются: 1) пассивация поверхности металла, 2)
торможение анодной реакции, 3) замедление отвода продуктов коррозии.
Если рассматривать коррозию металла как процесс адсорбции молекул
коррозионноактивного вещества на вакантных участках его
поверхности, то становится очевидным что чем выше адгезия, тем меньше
остается таких вакантных участков и соответственно меньше
появляется возможностей для развития коррозионного процесса.
При высокой прочности адгезионных связей изменяется и
характер энергетического состояния поверхности металла под покрытием:
происходит его пассивация, которая обусловлена адсорбционными
процессами. Об этом свидетельствует, в частности, сдвиг
стационарного потенциала металла в положительную сторону, плотность тока
анодной поляризации снижается (рис. 5.12). Особенно
благоприятное влияние на повышение стационарного потенциала (пассивацию
металла) оказывают пленкообразователи (полиуретаны, карбоксил-
содержащие водоразбавляемые и др.), способные при
соответствующих условиях химически взаимодействовать с металлом с
образованием нерастворимых соединений. Высокая адгезия покрытий может
явиться существенным препятствием в развитии коррозионного
процесса благодаря замедлению отвода продуктов коррозии. Их объ-
о
^ 7
-0.6
0
0:6
1,2
1.8
190
ем всегда больше объема прокорродировавшего металла, отвод же
вследствие малой диффузионной активности ионов сильно
затруднен. Напротив, низкая адгезия является одной из причин нарушения
покрытия и появления подпленочной коррозии. Поэтому все
факторы, способствующие получению покрытий с высокой и стабильной в
условиях эксплуатации адгезионной прочностью, благоприятно
сказываются на защитной способности покрытий.
М. И. Карякиной предложена условная классификация покрытий
по механизму их защитного действия. При этом выделены три
механизма защиты: адгезионный, барьерный и смешанный.
К покрытиям, защищающим по адгезионному механизму, относят
покрытия с высокой адгезией к металлам, причем адгезия в процессе
эксплуатации длительно сохраняется или даже возрастает. Это
покрытия на основе полиуретанов, эпоксидных, фуриловых, алкидных,
феноло- и мочевиноформальдегидных и других пленкообразовате-
лей. Для таких покрытий толщина пленки не играет существенной
роли. Нередко тонкие, но сплошные покрытия защищают металл так
же эффективно, как и толстые. Повышению защиты способствует
надлежащая подготовка - химическая модификация, выравнивание
знака полярности адгезива и субстрата и др.
Барьерный механизм защиты свойствен покрытиям, получаемым
на основе инертных полимерных пленкообразователей: полиолефи-
нов, полифторолефинов, пентапласта, полимеров и сополимеров
винилхлорида, полиамидов, некоторых полиакрилатов. Вследствие
малой прочности адгезионных связей в этом случае возможна
адсорбция коррозионноактивных агентов на поверхности металла,
приводящая к возникновению подпленочной коррозии. Увеличение
толщины таких покрытий, как правило, благоприятно сказывается
на их защитной способности.
Смешанный механизм характерен для большинства других
покрытий и является наиболее типичным.
Ниже приведены данные по свойствам покрытий из эпоксидного
ЭП-524 (I) и фторопластового 32Л лаков (II), позволяющие судить о
сравнительной эффективности адгезионного и барьерного
механизмов защиты:
I II
Адгезия, МПа 30 12
Коэффициент диффузии (водяные пары), см /с 1 • 10~ 2 - 10"
Водопоглощение, г/(см3 • Па) 7-10" 7 • 10~
Время до начала коррозии металла, ч:
в 5 %-м растворе HN03 198 138
в 3 %-м растворе NaCl 252 132
в атмосфере 95 %-й влажности при 40 °С 312 184
191
Из этих данных видно, что фторопластовое покрытие, несмотря
на лучшие по сравнению с эпоксидным изолирующие свойства,
уступает последнему по защитной способности. Адгезионный
механизм в данном случае превалирует над барьерным.
Эффект ингибирования. Ингибирующие свойства
лакокрасочных покрытий обычно обеспечиваются за счет введения в их состав
противокоррозионных пигментов и ингибиторов коррозии. Это
позволяет получать покрытия с хорошими противокоррозионными
свойствами на металлах не только из органорастворимых, но и вод-
нодисперсионных и водоразбавляемых материалов.
Эффект ингибирующего действия проявляется главным образом
в электрохимических процессах, происходящих на границе металл -
пленка. Поэтому ингибированные покрытия эффективны только
тогда, когда они служат первым (грунтовочным) слоем. При
контакте ингибированной пленки с металлом могут происходить разные
процессы: изменение потенциала анодных и катодных участков,
изменение рН среды, образование на металле оксидных пленок и инги-
бирующих комплексов; присутствие пигментов может влиять и на
диффузионные характеристики покрытия (см. гл. 4). Наиболее
полно эти процессы проявляются в присутствии электролитов. Поэтому
эффективность многих пигментов и ингибиторов как
противокоррозионных добавок зависит от их растворимости, а
продолжительность действия - от времени, в течение которого они сохраняются в
пленке в той концентрации, при которой способны поддерживать
металл в пассивном состоянии. При диффузии в покрытии
электролит подрастворяет частицы пигмента или ингибитора и переносит их
в растворенном или ионном состоянии на поверхность металла,
вызывая пассивацию последнего (рис. 5.13). Скорость переноса зависит
от диффузионной активности материала пленки, состава и
активности электролита по отношению к пигменту, а также рН среды.
Наиболее распространено применение в покрытиях пигментов.
В зависимости от механизма действия различают
пигменты-ингибиторы и пигменты-пассиваторы.
Анодное ингибирование достигается пигментами, обладающими
способностью принимать электроны или увеличивать рН среды и
вследствие химических процессов окисления или гидратации
образовывать на анодных участках защитные пленки. Результатом их
Электролит
Рис. 5.13. Схема переноса пассиви-
рующих ионов пигментированной
(ингибированной) пленки на ме-
Металл талл
^
192
Рис. 5.14. Зависимость скорости
коррозии v и потенциала (р стали
от концентрации С ионов СгОд в
0,1 н. растворе Na2S04 |
с
действия является смещение ^
электродных потенциалов ме- --
таллов в более положительную
сторону, в том числе в область
пассивного состояния, в
которой коррозии металла не про- lg С (моль/л)
исходит. Приведенные ниже данные показывают сдвиг
стационарного потенциала стали в воде под влиянием добавок пигментов:
Ф,В
Свинцовый сурик +0,77
Калий-барийхромат +0,59
Цианамид свинца +0,59
Цинковый грунтовочный крон +0,14
Цинковые белила
Желтый свинцовый крон
Диоксид титана
Железный сурик
Ф,В
+0,08
+0,02
-0,05
-0,04
Как видно из этих данных, противокоррозионное действие
пигментов сугубо избирательно. Наиболее эффективными анодными
замедлителями являются пигменты-окислители (три- и тетраоксихро-
маты цинка, хромат стронция, калий-барийхромат), а также пигменты,
обладающие основными свойствами (свинцовый сурик, цинковые
белила, фосфат хрома, цианамид свинца).
Эффект действия хроматных пигментов возрастает с
увеличением их растворимости в воде, т. е. с ростом степени ионизации.
Растворимость хроматов металлов Zn, Sr, Ba, Pb соответственно равна
1,1; 0,6; 0,001 и 0,00005 г/л. Таким образом, наиболее ценными в
противокоррозионном отношении и вследствие этого самыми
распространенными являются хроматы цинка - цинковые крона. При
воздействии воды они образуют растворы с рН 7,0-7,6 и концентрацией
хромат-ионов 3 • 10~2 моль/л и более. Этой концентрации
оказывается достаточно для того, чтобы сместить потенциал железа в
нейтральной среде до +0,3+ +0,5 В, при котором наступает его пассивное
состояние (рис. 5.14). Механизм действия хроматных пигментов
связан с адсорбцией хромат-ионов на поверхности металла,
восстановлением хрома из шестивалентного до трехвалентного состояния и
образованием нерастворимых сложных комплексных соединений Fe +
и Сг3+. При этом адсорбируются комплексные ионы, образующиеся
при действии воды на хроматные пигменты:
н2о
ZnCr04 • 4Н20
[ZnCr04(OH)8r + 8H+.
193
Пассивирующая способность кронов максимальна в чистой воде.
Если покрытие эксплуатируется в_ электролитах, содержащих
агрессивные ионы, например СГ, S04 , то пассивирующая способность
резко падает. Поэтому крона как противокоррозионные пигменты
непригодны для защиты металлов от коррозии в сильноагрессивных
средах. Хроматные пигменты токсичны, что существенно
ограничивает их применение.
Эффективны по своему противокоррозионному действию в
покрытиях и фосфатные пигменты - фосфаты цинка, хрома, марганца,
гидрофосфат цинка. Их применяют как самостоятельно (фосфат
цинка), так и в смеси с хроматными пигментами (фосфат хрома).
Главное преимущество этих пигментов перед хроматными - низкая
токсичность. Противокоррозионное действие фосфатных пигментов
основано на их диссоциации
Zn3(P04)2 • 4H20 ^ [Zn3(P04)2(OH)2(H20)2]2"+2H+.
и адсорбции образующихся ионов на анодных участках поверхности;
возникающие при этом железо-цинкфосфатные комплексы
пассивируют металл. Наиболее распространенный из фосфатных
пигментов фосфат цинка, кроме того, обеспечивает экранирующий эффект
вследствие пластинчатого строения его частиц.
Фосфатные пигменты применяют в грунтовочных составах
преимущественно по черным металлам, а хроматные - по цветным
(алюминию, сплавам алюминия и магния).
Пигменты основного характера (оксид цинка и др.) применяют
исключительно для защиты черных металлов. Их защитное действие
связано с генерированием гидроксильных ионов, способствующих
образованию пассивирующего оксида по реакции:
Fe + 20Н" - 2е — FeO + Н20.
Свинцовые пигменты благоприятно влияют на защитную
способность покрытий в морской воде. Например, свинцовый сурик
РЬ304 при гидратации в воде способен образовывать ряд соединений:
Pb(OH)2, Pb203 • Н20 и др. Первое, взаимодействуя с сульфатами
металлов, имеющих радиус катиона менее 0,12 нм, дает нерастворимые
осадки сульфата свинца, отлагающиеся преимущественно на
катодных участках поверхности; второе, осаждаясь в виде комплексной
соли с железом, экранирует анодные участки. Этот пигмент
применяют преимущественно с такими пленкообразователями, как
растительные масла, алкиды, хлоркаучук, эпоксидные олигомеры.
Катодное ингибирование (протекторная защита) в нейтральных
средах осуществляется в результате использования порошков
металлического цинка (цинковой пыли) и магниевых сплавов, в щелочной -
194
порошков металлического свинца. Потенциал цинка в морской воде
достигает -0,83 В, а свинца в щелочных средах -0,84 В. Это позволяет
применять их в качестве эффективных протекторов по стали и
другим металлам, имеющим более положительные электродные
потенциалы. Действие этих пигментов, однако, проявляется при высокой
степени наполнения, когда достигается контакт между частицами,
обеспечивающий хорошую электрическую проводимость пленок. Так,
протекторные цинковые покрытия на основе полистирола, этилси-
ликата, эпоксидных и других пленкообразователей содержат до 95-
96 % (по массе) металлического порошка.
Алюминиевая пудра из-за наличия на поверхности частиц
оксидной пленки и слоя смазки не способна к электрохимической
защите. Ее положительное влияние в противокоррозионных
покрытиях сводится к обеспечению барьерного эффекта.
В сочетании с пленкообразователями можно применять не
только противокоррозионные пигменты, но и вещества непигментного
характера - различные ингибиторы коррозии. При этом достигается
нередко более высокий противокоррозионный эффект, чем в случае
использования пигментов.
Ингибиторы коррозии - низкомолекулярные, олигомерные и
полимерные вещества неорганической и органической природы,
способные адсорбироваться из растворов или газовой фазы на
поверхности металлов (анодных или катодных участках) и,
взаимодействуя с ними, делать металл более устойчивым в коррозионном
отношении.
По способу воздействия на металл выделяют ингибиторы
контактные и парофазные. Наибольшее применение в лакокрасочных
покрытиях получили контактные ингибиторы (их действие
проявляется при непосредственном соприкосновении с поверхностью
металла), однако известны составы и с парофазными ингибиторами
коррозии.
Механизм действия ингибиторов коррозии неоднозначен.
Анодные ингибиторы, воздействуя на анодные участки, либо вызывают
окисление металла и образование труднорастворимых осадков, либо
экранируют их механически вследствие адсорбции. Действие
катодных ингибиторов основано на снижении содержания кислорода в
растворе, повышении перенапряжения катодного процесса или
уменьшении площади катодов. Имеются ингибиторы (преимущесгвенно
экранирующего типа), которые замедляют одновременно и
катодную, и анодную реакции.
Из неорганических соединений водорастворимого типа
распространенными замедлителями коррозии в нейтральных средах явля-
195
ются соли щелочных металлов и азотистой и хромовой кислот. Их
применяют в водных составах индивидуально или в смеси с другими
ингибиторами - Na2C03, Na3P04, Na2HP04, уротропином, бензоатом
аммония и др. При содержании нитрита натрия в воде (0,2 г/л)
начальный потенциал стали смещается в положительную сторону
более чем на 0,7 В, при этом скорость растворения стали практически
сводится к нулю. Действие хроматов и щелочных солей аналогично
действию соответствующих пигментов. Такие ингибиторы
применяют преимущественно при подготовке поверхности металлов.
Органические ингибиторы - соединения различных классов, в
основном относящихся к группе ПАВ (гидрофильно-лиофильный
баланс 5-20) адсорбируются на электродных участках, вызывая
экранирующий эффект. Наиболее эффективны те из них, которые
склонны к хемосорбции, т. е. содержат активные группы - доноры и
акцепторы электронов: —CN, —CNS, —CNO, —NH2, =СО, —СНО и др.
По адсорбционной способности и соответственно ингибирующему
эффекту алифатические соединения располагаются в следующий ряд:
Кислоты > Амины > Спирты > Эфиры.
Повышенной адсорбционной способностью обладают также
этиленовые и особенно ацетиленовые производные, вследствие
взаимодействия я-электронов с поверхностными атомами металлов.
Для получения ингибированных покрытий нашли применение
многие органические соединения, которые подразделяются на
водорастворимые: хроматы гуанидина и циклогексиламина, фосфат гуа-
нидина, таннин, бензотриазол, гексаметиленимин и др.; и маслорас-
творимые: соли и комплексы аминов и синтетических жирных,
нафтеновых и сульфокислот (ингибиторы МСДА, ПМП, ИФХАН, КИНК,
ИКБ-2 и др.), производные морфолина и е-капролактама
(ингибиторы ВНХ-101, ВНХЛ-49), амиды жирных кислот (алкиленсукцинимид
карбамида), нитрованные масла, петролатум, церезин (ингибиторы
АКОР-1, ИНГА, МНИ-5, МНИ-7), нефтяные сульфонаты кальция и
карбамида (ингибиторы КСК и БМП), аддукты малеинового
ангидрида и полибутадиенов.
Водорастворимые ингибиторы вводят как в водные, так и в орга-
норастворимые составы, маслорастворимые - преимущественно в
материалы, содержащие органические растворители, однако
ингибиторы водовытесняющего типа пригодны и в воднодисперсионных
составах.
Имеется ряд особенностей получения ингибированных
покрытий. В отличие от пигментов, которые можно сочетать с самыми
разными пленкообразователями, ингибиторы выбираются индивиду-
196
ально для каждого вида пленкообразующей системы с учетом их
химического взаимодействия с ее компонентами (при наличии такого
взаимодействия ингибитор берется в избытке). Следует учитывать и
избирательное действие ингибиторов по отношению к разным
металлам, а также требования по подготовке их поверхности.
Поскольку адсорбция идет преимущественно по активным
центрам поверхности, а они, как правило, имеют разную природу,
нередко лучший защитный эффект достигается при использовании
смесей двух или нескольких ингибиторов. Концентрация ингибитора
выбирается с учетом эффекта его действия. Так, для хромата цикло-
гексиламина (СбНпКНгЬНгСгО^ по данным И. Л. Розенфельда и
Ф. И. Рубинштейн, минимальная концентрация в водном растворе
составляет 1 • 10" моль/л. При этой концентрации необратимый
электродный потенциал стали смещается в область положительных
значений, и коррозия металла становится близкой к нулю (рис. 5.15).
Минимальная концентрация хромата циклогексиламина при
введении его в алкидный лакокрасочный материал составляет 3 % от
массы пленкообразователя.
Аналогичным образом вызывает пассивацию металла хромат гуа-
нидина NH=C(NH2)2*H2Cr04, будучи введенным в состав масляных и
алкидных красок в количестве 3-6 % (рис. 5.16).
Ф, в
-0,8
-0,4
0 2
п
С-
i i
1
2
3
. 1... . i i
-3 -2
lg С (моль/л)
6 8
т, сут
10
Рис. 5.15. Зависимость скорости коррозии v и потенциала <р стали от
концентрации С хромата циклогексиламина в водном растворе
Рис. 5.16. Зависимость потенциала стали от продолжительности
испытания в 3 %-м растворе NaCl:
1 - неокрашенный металл; 2 - металл, окрашенный масляной краской; 3 -
металл, окрашенный масляной краской с 6 % хромата гуанидина
197
Действие ингибиторов проявляется не только при их введении в
состав лакокрасочных материалов, но и при обработке поверхности
металлов перед окрашиванием.
Разработаны и нашли промышленное применение содержащие
ингибиторы коррозии воднодисперсионные и органорастворимые
лакокрасочные материалы: краски и эмали для длительной
противокоррозионной защиты (марки ГФ-570, ГФ-570РК, ГФ-750, МО 1181) и
составы для временной защиты металлов, в том числе съемные (см.
гл. 4) и смываемые (марки ИС-1, ИСМ-3, ИП-27 и др.). Для
профилактической и межоперационной защиты металлоизделий наряду с
этим широко используются пленкообразующие ингибированные
нефтяные составы (ПИНС) "Мовиль", "Шасси-Универсал", НГ-216 и др.,
а также ингибированные восковые составы и смазки. При их
нанесении поверх лакокрасочных покрытий достигается особенно высокая
противокоррозионная защита.
Использование ингибиторов коррозии наряду с пигментами -
один из наиболее действенных путей повышения защитных свойств
лакокрасочных покрытий. Это видно хотя бы на таких примерах.
Тонкое покрытие из неингибированной олифы защищает сталь в
атмосфере 100 %-й влажности примерно 10 сут, такое же покрытие с
ингибитором хроматом гуанидина - до 1 года. Длительность защиты
съемного неингибированного покрытия из эмали ХВ-114 в атмосферных
условиях не более 6 мес, ингибированного (ингибиторы АКОР-1, БМП
или МСДА-11) - свыше 3 лет. С использованием ингибиторов
коррозии появилась возможность получать многие высокоэффективные
противокоррозионные грунтовки на основе водных дисперсий
полимеров, а также составы с пониженным содержанием токсичных и
дефицитных противокоррозионных пигментов или без них.
5.5. МЕТОДЫ ОПРЕДЕЛЕНИЯ ПРОТИВОКОРРОЗИОННЫХ
СВОЙСТВ ПОКРЫТИЙ
Для определения противокоррозионных свойств покрытий
пользуются стандартными методами в соответствии с "Единой системой
защиты от коррозии и старения" (ЕСЗКС) и другими широко
освоенными методиками, не вошедшими в стандарты. ГОСТ 9.401-91
предусмотрены общие требования к методам ускоренных испытаний на
стойкость к воздействию климатических факторов. Система оценки
включает комплексную характеристику состояния одновременно и
защитных, и декоративных свойств покрытий.
Простым и распространенным способом определения защитной
способности покрытий является испытание погружением покрытых
198
образцов в неподвижный или подвижный коррозионноактивный
раствор. Погружение образцов в подвижный раствор особенно
широко применяют при испытании судовых покрытий в морской воде
и химически стойких покрытий в агрессивных средах. При
испытании судовых покрытий пользуются шпиндельными аппаратами,
щелевыми установками и ваннами с проточной водой. Скорость
движения воды изменяют от 5 до 27 м/с.
При противокоррозионных испытаниях в химически активных
средах пользуются образцами в виде пластин и стержней.
Применение стержней со сферическими или конусообразными концами
считается обязательным, если испытание проводят в сильноагрессивных
средах. Отсутствие острых граней и углов исключает появление
"слабых мест" в покрытии и делает более стабильными результаты
испытаний. Эти испытания проводят по ГОСТ 9.083-78 и ГОСТ 9.403-80.
Критериями оценки качества покрытий при этом служат изменение
внешнего вида, уменьшение массы металла в результате подпленоч-
ной коррозии, изменение электрического сопротивления. По
результатам испытаний рассчитывают время до появления коррозии
металла и скорость ее развития в последующий период.
Коррозионные испытания проводят в самых разных жидких и
газообразных средах. Наиболее типичными являются испытания в
дистиллированной воде, атмосфере 100%-й влажности (гидростат),
3 %-м растворе NaCl - жидкости или аэрозоле (камера солевого
тумана), атмосфере S02 (0,15 %), растворах кислот и щелочей разных
концентраций.
Стойкость органических покрытий к воздействию солевого
тумана определяют в соответствии с международными стандартами
DIN 50021, ISO 7253. Испытания проводят в специальной камере,
снабженной распылительным устройством для образования
аэрозоля водного раствора NaCl с концентрацией 50 г/л; температура
испытания 35 °С.
Тест на стойкость покрытий в промышленной атмосфере
(влажной камере в присутствии S02) проводят по DIN 50018; покрытия в
гидростате испытывают по ISO 6270.
О коррозионной стойкости покрытий в атмосферных условиях,
в том числе и в тропическом климате, судят на основании
результатов климатических испытаний - натурных или ускоренных, которые
проводят соответствующими методами (см. гл. 6).
При климатических испытаниях и испытаниях в неагрессивных
средах нередко оценивают защитные свойства покрытий по краевой
коррозии. Метод заключается в том, что испытание проводят с
нарушением сплошности покрытия: на нем специально делают соот-
199
ветствующие надрезы (рис. 5.17). По окончании испытания
определяют ширину распространения коррозии относительно линии
надреза. Степень краевой коррозии оценивают по пятибалльной шкале;
ширине коррозионной полосы до 1 мм соответствует 1 балл, до 7 мм -
3 балла, свыше 10 мм - 5 баллов.
В лабораторной практике для противокоррозионных испытаний
применяют электрохимические методы: емкостно-омический, по-
тенциостатический и гальваностатический.
Емкостно-омический (или R-C) метод основан на фиксации
частотных зависимостей сопротивления R и емкости С покрытий или
изменения этих показателей во времени. В процессе контакта с
электролитами электрическое сопротивление пленок, как указывалось в
гл. 4, падает, емкость и сила тока при этом возрастают. Кинетика
изменения этих свойств позволяет судить о защитных функциях
покрытий. Особенно показательным является изменение частотного
коэффициента К:
„lgfl.lgC tgg
lg/'lg/ tgp>
где f- частота тока; аир- углы наклона прямых зависимостей R - f(j) и С =
а
I /
I
ч
Рис. 5.17. Противокоррозионное испытание с нарушением сплошности
покрытия:
а - исходное покрытие; 6- покрытие после испытания
Рис. 5.18. Анодная потенциостатическая кривая пассивирующегося
металла:
Фи и t,! - потенциал и плотность тока пассивации; ф„ „ и t,UI - потенциал и
плотность тока полной пассивации
200
У исходных покрытий значение К велико и составляет десятки и
сотни единиц. По мере выдержки покрытий в водных средах
частотный коэффициент падает. Условно считают, что при i<"~ 1 покрытие
теряет защитные свойства.
Потенциостатический метод и метод импульсной поляризации
(гальваностатический) позволяют оценивать потенциал электрода
под покрытием, возможность установления пассивного состояния
металла и выход его из этого состояния. На рис. 5.18 приведена
типовая анодная потенциостатическая кривая металла, склонного
переходить в пассивное состояние. Такие кривые снимаются с помощью
потенциостата.
Весьма распространен метод определения защитных свойств
покрытий, основанный на регистрации изменения сопротивления
подложки (слой напыленного в вакууме металла) при испытании
покрытия в коррозионноактивной среде. Сопротивление возрастает
вследствие растворения (коррозии) металла под пленкой и достигает
максимума (103-104 Ом), когда слой металла практически полностью
растворяется. Этот метод, известный под названием метода Зубова и
Михайловского, позволяет с большой точностью судить как о начале
коррозии металла под покрытием, так и о кинетике протекания этого
процесса.
Разработан рентгеновский метод испытания защитных свойств
покрытий. О появлении и росте коррозии судят по изменению
интенсивности рентгеновских линий на рентгенограмме,
обусловленных образованием кристаллических продуктов коррозии.
ГЛАВА 6
РАЗРУШЕНИЕ ПОКРЫТИЙ
ПРИ ЭКСПЛУАТАЦИИ
В процессе эксплуатации покрытий неизбежно происходит их
разрушение (старение), которое связано с протеканием в пленках
необратимых химических и физических процессов под влиянием
внешних и внутренних факторов. Внешние признаки разрушения
покрытий - растрескивание, отслаивание, потеря глянца, меление,
изменение цвета и т. д. При старении изменяются практически все
свойства покрытий: механические, химические, электрические,
оптические, противокоррозионные и др. На определенной стадии
старения покрытие перестает выполнять свои защитные функции и
требуется его замена. Поэтому проблема долговечности имеет не только
научно-технический интерес, но и большое экономическое значение.
Наиболее типичные факторы разрушения покрытий -
воздействие нагревания, света, ионизирующего излучения, бактериальной
среды, кислорода воздуха, воды и других химических агентов.
Нередко (например, в атмосферных условиях) имеет место
комплексное воздействие многих факторов.
6.1. РАЗРУШЕНИЕ ПОКРЫТИЙ ПРИ НАГРЕВАНИИ
Тепловое старение. Этот вид разрушения свойствен всем
покрытиям, работающим при повышенных температурах. В первую
очередь это относится к покрытиям для летательных аппаратов,
космических кораблей, изделий электротехнической промышленности,
радиоэлектроники, различных нагревательных элементов.
При термическом воздействии на полимерную пленку
независимо от того, исходит это воздействие от подложки или с внешней
стороны, возможно протекание обратимых и необратимых процессов.
Первые связаны с ослаблением межмолекулярного взаимодействия в
полимере и характеризуют теплостойкость, вторые - с разрывом
химических связей: они отражают термостойкость. Склонность
полимеров к необратимым химическим изменениям связана с энергией
их химических связей.
Наиболее высокие значения энергии диссоциации характерны
для связей C-F 486 кДж/моль, В-О 475 кДж/моль, Si—О 446 кДж/моль
(против 250-295 кДж/моль для связи С—С). Неслучайно фторопла-
202
сты, бор-, кремний- и другие элементорганические полимеры
относятся к числу наиболее термостойких.
Важным фактором термостойкости является резонансная
стабилизация циклических структур. Введение в цепь полимеров
циклических (особенно ароматических) структур, а также малоподвижных
фрагментов (лестничных, спирановых и других структур)
существенно повышает термическую стойкость полимеров и получаемых
из них покрытий. Термостойкость пленкообразователей возрастает
при их структурировании, закономерным является повышение
термического сопротивления покрытий с увеличением плотности мос-
тичных связей и уменьшением их длины.
Существенное влияние на тепловое старение оказывают
компоненты лакокрасочного состава - пигменты, пластификаторы и другие
добавки. Разрушение покрытий замедляется при наличии пигментов,
обладающих отражательной способностью или выполняющих
функции термостабилизаторов, напротив, оно ускоряется, когда пигменты
служат катализаторами или инициаторами химических процессов.
Особенно благоприятно влияют на термостойкость самых
разных покрытий пигменты с чешуйчатой формой частиц -
алюминиевая пудра, бронзы, слюда, графит. Введение алюминиевой пудры в
алкидные и масляно-битумные покрытия увеличивает их
термостойкость более чем на 100 °С. Белые, отражающие тепловые лучи
покрытия также медленнее стареют при нагревании, чем
аналогичные цветные покрытия. Присутствие пластификаторов и остаточных
растворителей в пленке нередко может вызвать усиление
деструкции. Замечено, что диалкилфталаты ускоряют разложение поливи-
нилхлорида, поскольку легче него генерируют радикалы при
нагревании. На термостойкость покрытий влияет природа субстрата,
однако это влияние носит избирательный характер: в зависимости от
материала покрытия разложение может ускоряться или замедляться,
либо сохраняется скорость разложения свободной пленки.
Внешними факторами термической деструкции являются
температура, характер среды, продолжительность теплового воздействия.
Температурная зависимость константы скорости процесса
разложения к описывается уравнением:
к = Ае-рЖ1\
где Е- энергия активации процесса разложения.
Разрушение покрытий носит временной характер. Если принять
за критерий оценки термостойкости индукционный период или
температуру полураспада (температура, при которой за 40 мин масса
материала уменьшается наполовину), то время и температура
оказываются экспоненциально связанными между собой (рис. 6.1).
203
№ I / Рис. 6.1. Типовая температурно-временная
зависимость процесса разрушения покрытий
В реальных условиях тепловое старение
покрытий происходит в атмосфере воздуха и
поэтому сочетается с окислительной
деструкцией, которая протекает при значительно
более низких температурах. (Температура полу-
Т/т распада большинства полимеров на воздухе
на 100-150 °С ниже, чем в вакууме.)
Разрушение покрытий также ускоряется в присутствии содержащейся в
воздухе воды и других химически активных веществ.
Большинство пленкообразователей деструктирует по свободнора-
дикальному механизму с образованием низкомолекулярных
продуктов. При этом наряду с деструкцией нередко происходит также
структурирование. Замедление процессов деструкции покрытий может быть
достигнуто введением термостабилизаторов, которые выбирают с
учетом природы полимера и условий получения и эксплуатации
покрытия. Так, в случае меламиноалкидных покрытий эффективным
оказался стабилизатор Стабилин 9 (медный комплекс бензолтриизо-
индолтетрамина) в количестве 0,1 %, виниловых - АС-8 (гликолевый
эфир р-аминокротоновой кислоты) - 2 %, а также эпоксидные олиго-
меры. Следует иметь в виду, что стабилизаторы, увеличивая
индукционный период, не влияют существенно на дальнейший ход
процесса разложения покрытия.
Преобладающее число лакокрасочных покрытий обладает
ограниченной термостойкостью. Наиболее термостойкими являются
покрытия из кремнийорганических (КО-810, КО-811К, КО-813, КО-815
и др.), фторопластовых (ФП-561, ФП-566, ФП-5105), полиимидных
(ПАК-1, ПАК-1/20), органосиликатных (ОС-82-05, ОС-82-900 и др.)
материалов, а также полибутилтитанатов. Так, покрытия из эмали
КО-810 (белая) способны выдерживать без изменения свойств
нагревание при 350 °С в течение 1000 ч, из эмали КО-813 (с алюминиевой
пудрой) при 500 °С - 3 ч, из полиимидного (ПАК-1) и
фторопластового (ФП-561) лаков при 300 °С - 6 ч. Полибутилтитанатные
покрытия, пигментированные алюминиевой пудрой, устойчивы при
длительном нагревании на воздухе при 450-500 °С, а наполненные
цинковой пылью - при 600-700 °С. Применяют в основном жидкие
лакокрасочные материалы, однако разработаны и порошковые
составы для получения термостойких покрытий.
Разрушение покрытий при горении. При воздействии
открытого огня органические покрытия способны воспламеняться и гореть.
204
Горючесть связана с содержанием горючих компонентов в пленке.
Особенно легко воспламеняются и горят непигментированные нит-
ратцеллюлозные покрытия. При наполнении горючесть
уменьшается, однако самозатухания, как правило, не происходит.
Горение и способность проводить огонь - недостаток
большинства покрытий. Поэтому предпринимаются усилия для уменьшения
горючести и создания покрытий, обладающих огнезащитными
свойствами. Такие покрытия необходимы для предохранения от
загорания неогнестойких материалов (древесина, картон, пластмассы и др.)
и в целом для снижения пожароопасности любых помещений и
объектов. Огнестойкие (негорючие) покрытия и покрытия с пониженной
горючестью (не способные поддерживать горения) получают
следующими путями:
1) применением красок, не содержащих органических
компонентов (силикатные, известковые, цементные);
2) использованием галоген-, фосфор- и кремнийсодержащих плен-
кообразователей (полимеры и сополимеры винилхлорида, хлоркау-
чук, фтор- и фосфорсодержащие полимеры, полиэфиры на основе
хлорэндикового, тетрахлор- и тетрабромфталевого ангидридов, ор-
ганосиликатные материалы и др.);
3) введением в состав красок веществ, задерживающих горение, -
антипиренов; в ряде случаев такие вещества могут выполнять
функции пластификаторов, модификаторов, отвердителей.
Последний путь особенно широко применяется на практике.
Наибольшее распространение в качестве антипиренов получили легко
разлагающиеся при нагревании неорганические вещества (гидроксид
алюминия, борат, сульфат и хлорид аммония, оксид и хлороксид
сурьмы, хлороксид цинка, борат и фосфат цинка, основные
карбонаты цинка и магния, карбонат кальция, полифосфат аммония), а также
галоген- и фосфорсодержащие органические соединения (хлорпара-
фин, хлорированный дифенил, тетрабромксилол, фосфат гуанидина,
димеры гексахлорциклопентадиена, изопропенилфенилфосфат и др.).
Например, чтобы обеспечить самозатухаемость полиэфирных
покрытий, в их составе необходимо иметь в связанном состоянии либо
5-6 % фосфора, либо 8-10 % брома, либо 30 % хлора.
Показателями горючести покрытий служат кислородный индекс
воспламеняемости (содержание кислорода в % в смеси с инертным
газом, при котором происходит самозатухание покрытия), стойкость к
пламени, длина затухания пламени, показатель возгораемости,
уменьшение массы при горении (метод "огневой трубы"). Покрытия,
имеющие кислородный индекс более 21, считаются негорючими; они не
загораются и не поддерживают горения. К ним относятся бакелито-
205
вые, перхлорвиниловые пластифицированные хлорпарафином или
соволом, пентапластовые, фторопластовые и другие покрытия. В
нашей стране освоен выпуск красок с пониженной горючестью: алкид-
ной (ПФ-218), перхлорвиниловой (ХВ-5169), полиуретановой (УР-
1177) и некоторых других; на неорганической основе выпускается
состав ОФП-ММ, состоящий из жидкого стекла, асбеста и
нефелинового антипирена.
Особый вид покрытий представляют огнезащитные
вспучивающиеся покрытия. В результате вспучивания, т. е. образования
пористого теплоизолирующего слоя при разложении, они создают
тепловой барьер на пути к подложке. Их получают с применением разных
пленкообразователей: поливинилиденхлорида, полиуретанов,
эпоксидных олигомеров, латексов поливинилацетата, полиакрилатов и
виниловых сополимеров.
Основными компонентами таких составов являются фосфаты
(гидро- и дигидрофосфаты аммония, полифосфат аммония, фосфат
мочевины), вспенивающие агенты (мочевина, тиомочевина, меламин,
дициандиамид), карбонизирующие вещества (пентаэритрит, сорбит,
крахмал), галогенсодержащие добавки (хлорпарафин, виниловые
полимеры).
По экологическим соображениям наибольший интерес
приобрели воднодисперсионные лакокрасочные материалы. Примером
может служить краска следующего состава, % (масс):
Поливинилацетатная 19 Дипентаэритрит 6
дисперсия 30 %-я Меламин 7
Диоксид титана - 9 Хлорпарафин 7
Полифосфат аммония 28 Вода 14
Разработаны разные марки огнезащитных составов ("Терма",
"Файерфлекс", "Пиропласт ХВ", "Нон-Файе", "КЛ-1" и др.) для
получения покрытий по древесине, металлу, кабельной изоляции. Их
наносят слоями от 0,5 до 2 мм. При критической температуре (для
древесины 140-150 °С, оболочек кабелей 100-200 °С, стали 500 °С) степень
вспучивания слоя краски достигает десятков раз, что обеспечивает
огнезащиту от 30 до 150 мин.
6.2. РАЗРУШЕНИЕ ПОКРЫТИЙ ПОД ВЛИЯНИЕМ СВЕТА
И ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ
Фотохимическое старение. Ультрафиолетовые лучи (X - 250-
400 нм), составляющие значительную часть солнечного излучения,
оказывают сильное разрушающее действие на покрытия. Энергия
возрастает с уменьшением длины волны излучения; в УФ-области
206
спектра она становится соизмеримой с энергией С—С и других связей
полимеров.
Под действием УФ-лучей молекулы полимеров переходят в
активное, или возбужденное, состояние. При этом возможна
трансформация или энергии, или излучения. В первом случае световая
энергия переходит в химическую и возможен разрыв
соответствующих связей (по слабым местам), приводящий к образованию
низкомолекулярных продуктов деструкции. Во втором возбужденная
молекула может вызвать излучение с другой (обычно большей) длиной
волны, например, в виде тепловой энергии. Чем больше световой
энергии способен превращать полимер в тепловую, тем меньше
квантовый выход (число разорванных связей на один поглощенный
квант света) и тем выше стойкость покрытия к фотодеструкции.
Фотодеструкция молекулы полимера АА условно может быть
представлена следующей схемой:
/7V
АА
АА
2А
Процесс деструкции резко ускоряется и усложняется в
присутствии кислорода воздуха и при повышении температуры, при этом
образуются разнообразные продукты окисления и наблюдается
уменьшение массы материала пленки (рис. 6.2). Уменьшение массы АР
связано с интенсивностью УФ-излучения Q следующей зависимостью:
AP = aQ\
где а и Ь- коэффициенты, зависящие от природы материала пленки и
температуры.
Стойкость покрытий к УФ-старению зависит от их состава.
Наименее подвержены разрушению пленкообразователи, не имеющие
активных функциональных групп: фторопласты, полистирол, поли-
акрилаты, безмасляные полиэфиры, полисилоксаны, хлорсульфиро-
ванный полиэтилен (в отвержденном виде). Несколько хуже
сопротивляются УФ-старению мела-
мино-, мочевино- и фенолофор-
мальдегидные, алкидные,
виниловые пленкообразователи. Тем s
не менее их достаточно широко ^
Рис. 6.2. Зависимость уменьшения
массы полиакрилатного покрытия
от продолжительности УФ-ста-
рения при 40 (1) и 20 °С (2) и
интенсивности излучения 0,3 (—) и
0,1 ( ) Дж/(см2 • мин)
207
используют для изготовления покрытий, эксплуатируемых в
условиях повышенной солнечной радиации. Сравнительно быстро
стареют под действием УФ-лучей масляные, битумные,
полиэтиленовые, полиамидные, нитратцеллюлозные покрытия и особенно
покрытия на основе ненасыщенных каучуков.
Пигменты, обладающие повышенной фотохимической
активностью (оксид цинка, анатазный диоксид титана), ускоряют
разрушение покрытий, напротив, пигменты, экранирующие излучение
(технический углерод, алюминиевая пудра, бронзы), задерживают
старение. Особенно эффективно предохраняют покрытия от разрушения
фотостабилизаторы - производные оксибензофенона, бензотриазо-
лы, арилсалицилаты, ароматические амины и другие, однако многие
из них, будучи введенными в масляные пленкообразователи,
задерживают их высыхание.
Радиационное старение. Радиоактивное излучение
(рентгеновские, а-, Р~, у-лучи и др.) - излучение высокой энергии и частоты -
особенно эффективно воздействует на лакокрасочные покрытия.
Насколько велико действие ионизирующего излучения на
полимерные материалы, можно видеть из следующих примеров. Полиизобу-
тилен при больших поглощенных дозах излучения настолько сильно
деструктирует, что превращается в жидкость; политетрафторэтилен
становится хрупким и способен рассыпаться в порошок, при этом
выделяется значительное количество фтора; при облучении
полиэтилена может выделиться до 30 % имеющегося в его составе
водорода и произойти образование изотопа ИС.
Механизм действия излучений высокой энергии на полимеры
заключается в возбуждении молекул и образовании положительных
ионов и радикалов по схеме:
г-^ АА+ + е,
АА ^~» » А + А,
!-► А + А+ + г.
Результатом действия ионизирующих излучений является
деструкция и сшивание молекулярных цепей. Деструктируют главным
образом пленкообразователи, имеющие четвертичный углеродный
атом в мономерном звене или содержащие в качестве заместителя
галоген у С-атома, соседнего с метиленовой группой (полиметакри-
латы, полиизобутилен, поливинилхлорид и др.). Напротив, для
полимеров, имеющих структуру (—СН2—CHR—), преобладающим
процессом является сшивание. Покрытия из таких полимеров
проявляют достаточно высокую стойкость к радиационному старению.
Срок службы покрытий в условиях радиации определяется в
первую очередь природой пленкообразующего вещества. Пигменты
208
и наполнители не оказывают существенного влияния на стойкость
покрытий. Наиболее благоприятный эффект достигается при
введении наполнителей волокнистой и чешуйчатой структуры -
микроасбеста, стекловолокна, молотой слюды, алюминиевой пудры.
Ниже указаны предельные дозы излучения (в МГр) для
различных покрытий, свидетельствующие о их радиационной стойкости:
Полистирольное
Кремнийорганическое
Эпоксидно-феноло-
формальдегидное
Эпоксидное
Полиуретановое
Битумное
Меламиноформальдегидное
50
50
50
1-10
1-10
1-10
5
Поливини л ацетатное
Поливинилхлоридное
Полиэтиленовое
Фторопластовое (фторо-
пласт-3, 32Л, 42Л)
Перхлорвиниловое
Полиметакрилатное
Нитратцеллюлозное
Наибольшей радиационной стойкостью обладают эпоксидные,
кремнийорганические (арилсилоксановые), полиуретановые и
битумные покрытия. Они и получили наибольшее применение в атомной
технике и отраслях, связанных с воздействием радиации. Полисти-
рольные покрытия из-за хрупкости практически не применяются.
Стойкость покрытий на разных субстратах неодинакова.
Например, перхлорвиниловые покрытия на алюминиевой подложке
разрушаются при дозах излучения в 4-5 раз меньших, чем на бетоне.
Признаками разрушения покрытий являются изменение цвета
(обесцвечивание, потемнение), потеря глянца, появление пузырей,
сетки трещин и липкости, шелушение; при больших дозах возможно
снижение адгезии. Для повышения радиационной стойкости
покрытий применяют специальные добавки, называемые антирадами:
антрацен, фенантрен, оксихинолин, нафталин, дифенил, бензантрацен
и другие полициклические соединения.
При выборе покрытий, стойких к радиации, руководствуются не
только параметрами их старения, но и способностью к дезактивации,
которая оценивается по остаточной радиоактивности (в %) после 5
циклов активации - дезактивации. Активацию обычно проводят
водными растворами изотопов радиоактивных металлов или
смесями радионуклидов, а дезактивацию - водными моющими составами.
Пригодными считаются покрытия, у которых остаточная
радиоактивность не превышает 3 %. Этому требованию удовлетворяют лишь
покрытия с гладкой ровной поверхностью, получаемые на основе
гидрофобных пленкообразователей: эпоксидные, фторопластовые,
пентапластовые, полиэтиленовые, на основе полимеров и
сополимеров винилхлорида, полиакрилатные, кремнийорганические. В
частности, для разных назначений используются эмали ЭП-569, ЭП-1155,
209
ЭП-5165, лаки Ф-32Л, Ф-42Л и др. Остаточная радиоактивность
получаемых из них покрытий не более 2,0 %. Остаточная
радиоактивность алкидных (глифталевых и пентафталевых) и нитратцеллюлоз-
ных покрытий достигает 15-70 %, а масляных - еще выше.
6.3. РАЗРУШЕНИЕ ПОКРЫТИЙ ПРИ ВОЗДЕЙСТВИИ
ХИМИЧЕСКИХ АГЕНТОВ
В процессе эксплуатации покрытия могут испытывать
воздействие различных химических агентов: кислорода воздуха и других
газов, воды, водных растворов кислот, щелочей, солей, растворителей,
жидкого топлива, нефтепродуктов, пищевых продуктов и т. д.
Воздействие может быть индивидуальным и комплексным, с участием
одной или многих разнообразных сред. Если сопротивление
материала пленки протеканию химических и физических процессов
окажется недостаточным, произойдет ее разрушение. Последнее обычно
начинается с обратимых физических процессов, которые
перерастают в необратимые химические. Так, пролитая на полированном столе
вода может вызвать побеление пленки лака. При быстром удалении
воды побеление (результат набухания полимера) может исчезнуть,
если же вода действует длительно, она может вызвать необратимый
процесс гидролиза пленкообразователя и побеление не исчезнет,
несмотря на полное удаление воды. Независимо от характера
процессов начальным этапом химического разрушения покрытия являются
диффузия и сорбция агрессивных агентов.
Растворимость газов в полимерах при нормальной температуре
низка, она обычно не превышает 0,2 %. Растворимость водяного пара
колеблется в широких пределах: от нуля - для фторопластов до сотен
процентов, например, для поливинилового спирта. Сорбция
органических растворителей относительно высока для всех полимеров.
Химическое поведение покрытий определяется природой
полимера и других компонентов пленки. Стойкость к гидролизу
полимеров с функциональными группами в звене возрастает в следующем
порядке (В. В. Коршак):
^сн—с— <-co-nh-<-co-o-<-o-.
—О
Отсутствие функциональных групп создает благоприятные
условия для стойкости пленок - гидролитической, окислительной и др.
На химической стойкости полимерных пленок сказываются и
структурные факторы. Практика показывает, что независимо от характера
среды наибольшей химической стойкостью обладают покрытия на
210
основе кристаллических и пространственно-сшитых аморфных
полимеров.
Пигменты могут увеличивать и уменьшать химическую
стойкость покрытий. Положительный эффект достигается при
применении инертных пигментов и наполнителей - диоксида титана, оксида
хрома, технического углерода, графита, микроасбеста, барита и др.
Пластификаторы, особенно низкомолекулярные, понижают
химическую стойкость пленок. Разрушение покрытий в химически
активных средах резко ускоряется с повышением температуры. Многие
покрытия, считающиеся водостойкими при комнатной температуре,
в кипящей воде быстро разрушаются. Наиболее часто
встречающийся вид химического разрушения покрытий - окислительная
деструкция. Особенно эффективно она протекает в атмосферных условиях,
этому способствует воздействие солнечного излучения.
Окисление полимеров - цепной процесс, проходящий по
радикальному механизму обычно с автоускорением. Оно включает
следующие акты:
инициирование - образование радикалов;
развитие кинетических цепей:
R- + 02 -^- ROO-,
ROO- + RH -^ ROOH + R-;
вырождение разветвленных цепей:
ROOH + RH -^ RO- + R- + Н20,
2ROOH —► ROO- + RO- + Н20;
обрыв цепей - взаимодействие радикалов между собой с
образованием нерадикальных продуктов.
Процесс ускоряется в присутствии металлов переменной
валентности. Так, окислительной деструкции (старению) масляных
покрытий способствуют сиккативы, а также оксид цинка, вводимый в
качестве пигмента.
Обеспечение сохранности покрытий достигается разными
путями. Материал покрытия необходимо выбирать с учетом характера
воздействующей среды. Наиболее устойчивы к окислительной
деструкции насыщенные полимеры линейного и трехмерного строения:
полифторолефины, хлорсульфированный полиэтилен, полиэфиры,
полиакрилаты и полиметакрилаты, полиорганосилоксаны, мочевино-
и меламиноформальдегидные пленкообразователи. Напротив,
быстро стареют (окисляются) ненасыщенные каучуки, полимеры диви-
нилацетилена, битумы, полиолефины. Их применение, особенно в
211
атмосферных условиях, возможно лишь при соответствующей
стабилизации (введении антиоксидантов).
В растворах кислот наибольшую стойкость проявляют покрытия
на основе полифторолефинов, пентапласта, полиолефинов,
полимеров и сополимеров винилхлорида, фуриловых, фенолоформальде-
гидных, эпоксидно-фторопластовых пленкообразователей. Для
защиты от действия щелочей используются эпоксидные, эпоксидно-
фторопластовые покрытия, а также покрытия на основе виниловых
пленкообразователей и хлорированного каучука.
Воздействию горячей воды и водяного пара лучше всего
противостоят покрытия, получаемые из фенолоформальдегидных (эмаль
ФЛ-61), фуриловых (лак Ф-10), эпоксидно-фторопластовых (лак ФЭН)
пленкообразователей и пентапласта.
При контакте с нефтепродуктами (бензин, смазочные масла,
жидкое топливо) оправдало себя применение многих полярных
пленкообразователей, в том числе эпоксидных, феноло-, мочевино- и мела-
миноформальдегидных, кремнийорганических, алкидно-стирольных,
полиуретановых, а также нитрата целлюлозы, ацеталей
поливинилового спирта и др. В органических растворителях стойкими являются
лишь немногие покрытия, а именно: полиуретановые, фуриловые и
эпоксидно-фуриловые, фенолоформальдегидные (из эмали ФЛ-787),
полиамидные, фторопластовые.
Особенно высокая химическая стойкость требуется от покрытий,
если на них при эксплуатации воздействуют противоположные по
знаку полярности жидкости или составы с разными значениями рН,
например жидкое топливо и вода (покрытие внутренней
поверхности танкеров), кислоты и щелочи (защита химических аппаратов) и
т. д. В этом случае эффективны только пленкообразователи
кристаллического или трехмерного строения. В частности, ОАО НПФ
"Пигмент" рекомендует для таких случаев алкилуретановую "Акропласт"
и фторсодержащую "Винифтор" эмали.
Следует иметь в виду, что долговременная химическая защита
достигается только при применении многослойных систем
покрытий, каждый слой которых должен отвечать требованиям по
эксплуатации в данной среде.
Стойкость покрытий к статическому воздействию жидкостей
оценивают по ГОСТ 9.403 или ISO 2812.
6.4. БИОЛОГИЧЕСКАЯ ПОВРЕЖДАЕМОСТЬ ПОКРЫТИЙ
Биологическая повреждаемость - разрушение покрытий под
влиянием биологических агентов - плесневых грибов, актиномице-
тов, бактерий. Этот вид разрушения наиболее часто встречается при
212
эксплуатации покрытий в атмосфере с повышенной влажностью,
особенно в тропическом и субтропическом климате.
В теплой морской воде, богатой растительными и животными
организмами, наблюдается обрастание покрытий. На поверхности
образуется бактериальная слизистая пленка, состоящая из бактерий,
простейших микроорганизмов и диатомовых водорослей, которая,
увеличиваясь, достигает большой толщины (количество
отлагающейся биомассы нередко доходит до 40 кг/м2 в год и более).
Обрастание вызывает ускоренное разрушение покрытий и преждевременную
коррозию металла. Одновременно резко ухудшаются
эксплуатационные характеристики объектов, находящихся в воде: скорость
движения судов уменьшается на 50-100 %, выходят из строя судовые и
океанологические приборы, возрастает волновая нагрузка на
гидротехнические сооружения. Все это вызывает необходимость борьбы с
неблагоприятным воздействием биологической сферы.
Разрушение под действием микроорганизмов. Этот вид
разрушения обусловлен тем, что многие покрытия служат питательной
средой для плесневых грибов и бактерий. В результате их
воздействия снижается молекулярная масса полимеров в покрытиях и
образуются летучие низкомолекулярные продукты, состав которых
специфичен для каждого покрытия.
Практически все органические полимеры могут быть
ассимилированы плесневыми грибами, однако в наибольшей степени
подвержены плесневению и загниванию белковые вещества (казеин,
камеди, декстрин, альбумин, крахмал) и покрытия, содержащие их хотя
бы в небольших количествах.
На микробиологическую повреждаемость влияют температура,
влажность, рН среды. Оптимальная температура для развития всех
видов плесени 24-30 °С; ассимиляции, как правило, не происходит
выше 45 °С и ниже 0°С (рис. 6.3). Плесневые грибы в вегетативной
стадии более чувствительны к температуре, чем конидии; грибы в
вегетативной стадии гибнут выше 80 и
ниже -10 °С, конидии же нередко
оказываются стойкими даже при 100 и
-20 °С.
Скорость образования плесени
зависит от водопоглощения покрытия
и влажности окружающего воздуха.
Рис. 6.3. Температурная зависимость
скорости образования плесени на
лакокрасочных покрытиях
10 20 30
Температура,
40
С
50
213
Внутри помещений, где отсутствует обмен воздуха, степень
поражения покрытий бактериями выше, чем в вентилируемых помещениях
или вне помещений на открытом воздухе. Оптимальной для
развития плесени является среда с рН 4-8. Сильнокислая и
сильнощелочная среды губительно действуют на бактерии.
В результате климатических испытаний были определены пленко-
образователи с наименьшей биологической повреждаемостью. К ним
относятся все полимеры, обладающие низким водопоглощением: по-
лиолефины, полифторолефины, виниловые, полиакрилатные, крем-
нийорганические, феноло- и мочевиноформальдегидные (отверждае-
мые при нагревании), эпоксидные и др. Достаточно стойки к
действию микроорганизмов покрытия на основе природных олигомеров -
битумов, канифоли, шеллака, что объясняется их кислотными
свойствами. В отличие от этих пленкообразующих веществ, большинство
воднодисперсионных, нитратцеллюлозных, масляных, алкидных
лаков и красок образуют недостаточно стойкие к действию
микроорганизмов покрытия. В условиях тропиков такие покрытия быстро
покрываются плесенью, теряют глянец, их защитные функции резко
снижаются. Стойкость масляных покрытий заметно возрастает с
повышением температуры сушки.
Пигменты и наполнители в большинстве случаев улучшают
защитные функции покрытий. Механизм их действия сводится к
уменьшению гидрофильности пленок и направленному изменению
рН среды. Последнее характерно для пигментов, имеющих основной
характер (цинковые и свинцовые белила, карбонат кальция и др.).
Ряд пигментов (сульфиды кадмия, соединения меди) оказывают
токсическое действие на микроорганизмы. Аналогичный эффект
проявляется при введении в состав красок, служащих верхним
покрытием, 0,1-2,0 % фунгицидов - органических соединений меди,
олова, цинка (8-гидроксихинолинат меди, диметилтиокарбамат цинка,
бис(трибутил)оксид олова, тетрахлорфенол, о-фенилфенол, пента-
хлорфенолят меди и др.). Хорошие результаты, в частности в
эпоксидных покрытиях (грибостойкость 0-1 балл), показали тиурам Д,
нистатин, трихоцетин, а также смеси салициланилида с изобутило-
вым эфиром я-оксибензойной кислоты в количествах 0,5-10 %.
Из биоцидов, отвечающих более высоким требованиям по
токсичности, следует указать на карбендиазим, хлорфталонин, октили-
зотиазолинон и др.
Для защиты покрытий во время транспортировки и складского
хранения применяют фунгицидные смазки (ФП-1, ФП-2), состоящие
из воска, парафина, уайт-спирита и 10 % трихлорфенолята меди или
пентахлорфенола.
214
Обрастание покрытий. От обрастания морскими организмами в
наибольшей степени страдает морской флот.
Степень обрастания определяется многими факторами:
географическим районом моря, температурой, соленостью и скоростью
движения воды, глубиной погружения объекта и др. Наибольшая
плотность личинок обрастателей (балянусы, мидии, моллюски,
морские уточки и др.) в прибрежных районах тропических морей на
глубине до 15 м. Именно там и наблюдается самая большая скорость
обрастания, доходящая до 100 г/(м2 • сут).
Для защиты морских судов и гидротехнических сооружений от
обрастания применяют необрастающие покрытия. Они состоят из
пленкообразующей основы и токсинов (ядов). В качестве пленкооб-
разователей используют канифоль и ее эфиры, перхлорвинил, хлор-
каучук, сополимеры винилхлорида с винилацетатом, хлорсульфи-
рованный полиэтилен, синтетические каучуки. Ядами служат оксид
меди(1), бис(трибутил)оксид олова, 10-хлорфеноксиарсин, трифенил-
ацетат свинца, метаборат бария, анилид салициловой кислоты,
фенолы и их производные, соединения карбаминовой, тио- и дитио-
карбаминовой кислот и др. В отдельных случаях функции пленкооб-
разователя и токсина может выполнять одно соединение, например
оловосодержащие полимеры и сополимеры акриловой, малеиновой
и других кислот.
Некоторые из перечисленных соединений, в первую очередь
олово- и мышьяксодержащие, будучи эффективными биоцидами, не
отвечают требованиям по экологии водных бассейнов, поэтому
ограниченно применяются в судостроении. В ОАО НПФ "Пигмент"
разработана серия новых противообрастающих составов (КФ-5225,
ХВ-5286, система покрытий "Шанс" и др.) со сроком защитного
действия 1,5 года и более.
Необрастающие покрытия служат своеобразным защитным
барьером в системах противокоррозионных подводных покрытий.
Важное требование к ним - обеспечение такой степени извлечения
токсинов, которая бы губительно действовала на обрастателей.
Выделение токсинов может происходить: 1) в результате
дозированной диффузии из пленки, 2) посредством частичного
растворения пленкообразующего вещества (самополирующиеся составы).
Для достижения нужного эффекта содержание ядовитых веществ в
пленке должно быть большим [например, 50-70 % Cu20; скорость
растворения этого токсина не менее 0,1 г/(м • сут)].
Принцип биологического воздействия на микроорганизмы
может быть использован не только для борьбы с обрастанием, но и для
обеспечения бактерицидного и бактериостатического эффекта. Так,
215
при введении в различные эмали препарата алкацида (смесь этанол-
меркурхлорида с алкамоном ОС-2) получены
самодезинфицирующиеся покрытия с радиусом бактериостатического действия до 20 мм.
Бактерицидные эмали (iMJI-268 и НЦ-269) используют для
окрашивания помещений диспансеров, боксов, медицинских инструментов
и приборов.
6.5. АТМОСФЕРНОЕ СТАРЕНИЕ ПОКРЫТИЙ
Атмосферное старение обусловлено комплексным воздействием
многих факторов - солнечной радиации, воды, кислорода воздуха,
переменных температур и т.д. Скорость разрушения покрытий в
атмосферных условиях примерно в 50 раз больше, чем в помещении.
Основной вклад в разрушение покрытий вносят фотохимические
процессы, инициируемые солнечным светом, а также процессы
окислительной и гидролитической деструкции, происходящие под
влиянием кислорода, озона и содержащейся в воздухе воды. Чем выше
интенсивность солнечной радиации, колебания температуры и
влажности воздуха, тем с большей разрушительной силой происходит
процесс старения (рис. 6.4). Например, потеря блеска покрытий при
действии прямого солнечного света в несколько раз больше, чем при
действии рассеянного. Наибольшая скорость потери блеска и
соответственно старения приходится на весенне-летний период, т. е.
период наибольшей солнечной радиации.
Атмосферное старение связано с протеканием химических
(деструкция и структурирование) и физических (структурообразование)
процессов в пленке. Чем выше химическая стойкость пленкообразо-
вателя и чем стабильнее его структура в покрытии, тем менее оно
подвержено внешним изменениям.
Срок службы покрытий в атмосферных условиях может
колебаться от 2 до 10 лет и более. Это зависит от природы
пленкообразующего вещества, вида и цвета пигментов, технологии
изготовления покрытия, конкретных условий его эксплуатации.
^
^
<
720
Рис. 6.4. Зависимость скорости
снижения блеска покрытий из пентафтале-
вой ПФ-115 (1), полиакрилатной АС-182
(2) и меламиноалкидной МЛ-12 (3)
эмалей от суммарной интенсивности
солнечного излучения
У, МДж/(м2мсс)
216
По ГОСТ 9.104 и ГОСТ 9.032 определены макроклиматические
районы, различающиеся климатом (умеренный, холодный,
умеренно-холодный, морской и т. д.), и основные факторы,
воздействующие на покрытия.
Типичные признаки разрушения покрытий - изменение цвета,
потеря глянца, меление, растрескивание, отслаивание, появление
точек и очагов коррозии металла. В соответствии с макроклиматиче-
скими условиями эксплуатации и факторами, воздействующими на
покрытия, рекомендуются для применения соответствующие
лакокрасочные материалы и системы покрытий.
Высокую атмосферостойкость проявляют покрытия на основе по-
ливинилфторида, полиакрилатов, хлорсульфированного
полиэтилена, сополимеров винилхлорида, перхлорвинила,
эпоксидно-виниловых, меламиноалкидных, полиэфирных, эпоксиэфирных, полиуре-
тановых, акрилуретановых, алкидноуретановых и пентафталевых
пленкообразователей. Эти покрытия успешно используются при
защите изделий и объектов, эксплуатирующихся в атмосферных
условиях (железнодорожные вагоны, автомобили, сельскохозяйственное и
подъемно-транспортное оборудование, мостовые сооружения и др.).
Пигменты могут существенно изменять скорость старения
покрытий.
На старение многослойных покрытий (изменение блеска,
меление и начало коррозии металла) большое влияние оказывает
природа грунтовочного слоя. Особенно эффективны грунтовки и
покрытия, содержащие в качестве пигмента порошки цинка, а также
светоотражающие покрытия, выполняющие роль промежуточного
слоя.
В большей степени сохранность покрытий в атмосферных
условиях определяется подготовкой поверхности. Оптимальные способы
подготовки - струйно-абразивная очистка, кристаллическое фосфа-
тирование или оксидирование.
Сложность процессов старения покрытий обусловливает
необходимость их всесторонней и правильной оценки. Наиболее
объективную характеристику стойкости покрытий дают натурные
испытания, проводимые на испытательных станциях или атмосферных
площадках в различных климатических зонах. Такие климатические
зоны определены как в пределах нашей страны, так и на мировом
пространстве. Существует огромное количество испытательных
станций, куда могут быть направлены образцы покрытий для проведения
испытаний в соответствии с требованиями заказчика. При
атмосферных испытаниях оцениваются практически все основные виды
разрушений.
217
По полученным результатам рассчитывается суммарный
показатель (обобщенная количественная оценка) защитных свойств
покрытия в атмосферных условиях (A3):
АЗ = Х(В + Т + С + П + К),
где X - коэффициент весомости (для разных видов разрушений он
составляет 0,1-0,4); В, Т, С, П, К - количественные оценки выветривания,
растрескивания, отслаивания, образования пузырей и коррозии соответственно
(определяются при испытании с учетом поверхности и размера разрушения).
Значения A3 выражаются в баллах (от 1 до 5). Натурные
испытания, однако, длительны. Поэтому широко практикуются ускоренные
испытания в аппаратах искусственной погоды, где в ужесточенном
варианте имитируются погодные условия. В отечественной практике
зарекомендовали себя аппараты искусственной погоды ИП-1-2 и
ИПК-3, различающиеся источниками излучения. Предусматривается
использование и комплекса другой аппаратуры - камер влажности,
холода, солевого тумана, сернистого газа, термокамер, аппаратов для
оценки биоповреждений.
Разработаны методики ускоренных климатических испытаний
лакокрасочных покрытий, которые включены в ГОСТ 9.401. Они
позволяют получать результаты в 20-50 раз быстрее по сравнению с
натурными испытаниями.
ГЛАВА 7
СПОСОБЫ НАНЕСЕНИЯ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
НА ПОВЕРХНОСТЬ
За многовековую историю применения лаков и красок
определились разнообразные способы их нанесения на поверхность.
Первоначально применяли исключительно ручные способы
окрашивания. С увеличением масштабов потребления лакокрасочных
материалов и расширением их ассортимента совершенствовались и
способы нанесения. Основное внимание при этом обращалось на
возможность механизации и автоматизации процессов, повышение
производительности труда, снижение потерь материалов,
уменьшение энергетических и других затрат, улучшение качества покрытий.
Существующий набор способов позволяет наносить любые жидкие и
порошковые лакокрасочные материалы в непрерывном и
периодическом режимах на изделия и объекты разной формы и размеров.
При этом до минимума сократилось время нанесения и резко
возросла производительность труда.
7.1. КЛАССИФИКАЦИЯ СПОСОБОВ ОКРАШИВАНИЯ
Различают способы нанесения жидких и порошковых
лакокрасочных материалов.
Нанесение жидких лакокрасочных материалов, как и любых
жидкостей, на твердую поверхность основано на:
1) превращении их в аэрозоли с последующим осаждением и
коагуляцией в тонком слое;
2) смачивании поверхности (адсорбции);
3) отложении (осаждении) вещества из жидкой среды (раствора или
дисперсии) при воздействии электрического тока, нагревания и т. д.;
4) испарении и последующей адсорбции из газовой или паровой
фазы (для мономеров).
К первой, наиболее распространенной группе способов
относятся: пневматическое распыление, электростатическое распыление,
гидравлическое (безвоздушное) распыление, аэрозольное распыление.
Общим для всех этих способов является то, что жидкий
лакокрасочный материал предварительно диспергируется - превращается в
состояние аэрозоля. От свойств аэрозоля и от того, насколько он полно
219
осаждается и коагулирует на поверхности, зависят экономика и
качество получаемых покрытий.
Вторую группу способов составляют окунание, облив,
окрашивание валиками, в барабанах, кистями и другими ручными
приспособлениями. Для их осуществления необходим прямой контакт
твердой поверхности и жидкого лакокрасочного материала и возможно
более полное взаимодействие (смачивание).
Третью группу представляют такие перспективные способы, как
электро- и хемоосаждение.
К четвертой группе относятся сравнительно новые способы:
полимеризация в тлеющем разряде, инициированная полимеризация
мономеров из паровой фазы и др. В этом случае, как и при
электрополимеризации, процесс нанесения (осаждения) мономерного или
олигомерного пленкообразующего вещества совмещается с
процессом его химического превращения, приводящего к образованию
готового покрытия. В других случаях процессы нанесения и
отверждения (сушки) материала четко разделяются как во времени, так и по
аппаратурному оформлению. '
Нанесение порошковых лакокрасочных материалов основано
на их способности легко превращаться в аэрозоли. Аэрозоли
осаждаются на твердой поверхности в результате:
1) электризации аэрозольных частиц (сообщается заряд,
противоположный по знаку заряда изделия);
2) контактирования аэрозоля с нагретой поверхностью;
3) контактирования аэрозоля с липкой поверхностью субстрата;
4) конденсации аэрозоля на холодной поверхности.
В отдельных случаях применяют нанесение порошковых красок
на горизонтальную поверхность насыпанием, насеиванием и т. д.
На схеме (см. с. 222) приведены основные способы нанесения
лакокрасочных материалов на поверхность. Удельное значение
указанных способов в промышленности Российской Федерации и потери при
этом лакокрасочных материалов иллюстрируются данными табл. 7.1.
Более 75 % всех лакокрасочных материалов (как жидких, так и
порошковых) в настоящее время наносят способами, основанными
на аэрозольной технологии. Это связано с тем, что в состоянии
аэрозолей наиболее легко осуществляются дозирование лакокрасочных
материалов, зарядка и тонкослойное распределение на поверхности.
Однако многие из этих способов неэкономичны, так как связаны с
большими потерями лакокрасочных материалов. Особенно это
относится к способу пневматического распыления, где среднее
значение потерь составляет 45 %.
Все способы нанесения жидких и порошковых красок
подразделяются на механизированные и ручные. Первые используют при
220
Таблица 7.1
Сравнительная оценка способов нанесения
лакокрасочных материалов в 2005 г.
Способ нанесения
Пневматическое распыление
Безвоздушное распыление
Электростатическое распыление
Струйный облив и окунание
Электроосаждение
Окрашивание порошковыми материалами
Ручные способы
Прочие способы
Удельное
значение, %
50
10
12
10
5
5
0,4
7,0
Средние
потери, %
45
30
10
23
8
5
10
10
окрашивании объектов и изделий в условиях массового, поточного и
нередко мелкосерийного производства; вторые - в быту, а также при
единичном производстве в промышленности и строительстве, когда
объем окрасочных работ мал и по соображениям экономии
материалов, санитарно-гигиеническим, техническим и другим требованиям
нецелесообразно применять механизированные средства окрашивания.
7.2. СПОСОБЫ НАНЕСЕНИЯ ЖИДКИХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
7.2.1. ПНЕВМАТИЧЕСКОЕ РАСПЫЛЕНИЕ
Пневматическое распыление - один из наиболее
распространенных способов окрашивания в промышленности и строительстве.
Главные его достоинства - универсальность, относительно высокая
производительность, простота технического осуществления,
достаточно хорошее качество получаемых покрытий.
Способом пневматического распыления можно наносить
практически любые жидкие лаки и краски и окрашивать изделия разных
размеров и групп сложности, изготовленные из различных
материалов. Особенно хорошо зарекомендовал себя этот способ при
нанесении быстросохнущих лакокрасочных материалов - эфироцеллюлоз-
ных, виниловых, полиакрилатных и др. Имеются ручной (с ручными
распылителями) и автоматизированный (с автоматическими
распылителями) варианты способа пневматического распыления, которые
применяют самостоятельно или комбинируют в технологическом
цикле окраски изделий с другими способами нанесения.
221
СПОСОБЫ ОКРАШИВАНИЯ
Нанесение жидких лакокрасочных материалов
А. Механизированные способы
Распыление
Пневматическое
Без подогрева С подогревом
1
HVLP
Окунание
I
Обычное
С выдержкой
в парах
растворителей
Электростатическое
С
автоматическими
распылителями
Облив
Обычный
С ручными
распылителями
С выдержкой
в парах
растворителей
(струйный)
Наливом
в машинах
Гидравлическое (механическое)
т
При низком
давлении
Аэрозольное
При высоком давлении
(безвоздушное)
Комбинированное
Без подогрева
С подогревом
Валковый способ
Электроосаждение
Л
Хемоосаждение
£
Осаждение из дисперсий
(электрофорез)
1
Осаждение
из раствора
Б. Рунные способы
Окрашивание кистями
Окрашивание наликами
Лакирование тампонами
Шпатлевание
Нанесение порошковых лакокрасочных материалов
Распыление
+ ♦
Струйное
Электростатическое
I „ I ,_£
Напыление и кипящем слое
I
Насынание, насеивание
Газопламенное
Плазменное
Вихревое
Вибровихревое
С наложением
электрического поля
Нанесение пленкообразователей из газовой фазы
Полимеризация мономеров
1 *
Разложение полимеров в вакууме
т
Под действием электронного пучка I В тлеющем разряде
1
Термоэмиссия I I Электронно-лучевое разложение
Недостатки пневматического распыления - неэкономичность,
повышенная пожарная опасность, плохие санитарно-гигиенические
условия труда обслуживающего персонала (при ручном способе
нанесения). Так, потери лакокрасочных материалов в зависимости от
сложности окрашиваемых изделий составляют 25-55 %. Кроме того,
этот способ связан с большим расходом растворителей для
доведения лакокрасочного материала до требуемой (относительно
небольшой) вязкости.
Основы способа
Сущность способа пневматического распыления заключается в
образовании аэрозоля путем дробления жидкого лакокрасочного
материала струей сжатого газа (обычно воздуха). Образующийся
аэрозоль движется в направлении газовой струи и при ударе о деталь
коагулирует; капли сливаются, образуя на поверхности слой жидкого
лака или краски. Для распыления лакокрасочного материала
применяют форсунки с кольцевым газовым каналом и наружным
смешением жидкости и газа (рис. 7.1). При малой скорости газового потока
жидкость не дробится. Существует предельная критическая скорость
истечения газа wKP, при которой происходит распыление. Она
является функцией давления газа Р и его удельного объема V при
температуре распыления Г:
где К- постоянная, равная 1,4; g- ускорение свободного падения; R - газовая
постоянная.
Способность газовой струи дробить жидкость может быть
оценена также критерием Вебера Kw-
Kw = prW/o>
где р - плотность жидкости; г- радиус капли; w- скорость движения газа; а -
поверхностное натяжение жидкости.
Распыление происходит при wKP = 300-450 м/с или KW = 5,3-7,0.
При этом давление газа р при
выходе из форсунки должно быть не
менее 0,19 МПа. Опыт, однако,
показывает, что для хорошего распыления
Рис. 7.1. Схема пневматического
распыления лакокрасочного материала
224
80 160 240
Рис. 7.2. Зависимость осевой скорости
воздушного потока w (—) при различном
давлении газа и потерь лакокрасочного
материала П ( ) при w - 2,5 м/с от расстояния /
форсунки до окрашиваемой поверхности
требуется применять несколько большее
давление, а именно 0,2-0,6 МПа, что и
используется на практике. Оптимальные
значения вязкости лакокрасочных материа- / мм
лов составляют 17-35 с по вискозиметру
ВЗ-246. В этих условиях диаметр образующихся аэрозольных частиц
6-80 мкм.
Отходящая от форсунки аэрозольная струя представляет собой
турбулентный поток, скорость движения которого быстро падает по
мере приближения к окрашиваемой поверхности. Одновременно
возрастают и потери лакокрасочного материала на туманообразова-
ние (рис. 7.2). Последнее объясняется не только уменьшением
скорости воздушного потока, но и образованием завихрений (см. рис. 7.1)
при движении струи и ударении ее об окрашиваемую поверхность.
Возможен и унос частиц интенсивно испаряющимся растворителем.
Поэтому эффективность и экономичность способа пневматического
распыления определяется совокупностью многих технологических
факторов; при этом важное значение имеют конструкция и
параметры работы распылителя.
Технологические режимы
Качество образующихся аэрозолей и покрытий во многом
зависит от правильного выбора технологических режимов распыления
лакокрасочных материалов. Наиболее важными параметрами
являются давление и расход сжатого воздуха, соотношение объемов воздуха
и распыляемого лакокрасочного материала, расстояние от
краскораспылителя до окрашиваемого объекта. Высокое давление воздуха,
подаваемого на распылитель (более 0,5-0,6 МПа), благоприятствует
распылению, однако вызывает повышенный унос материала.
Вследствие быстрого испарения растворителей покрытия нередко
получаются матовыми, при медленном высыхании лакокрасочных
материалов возможно сдувание жидкого слоя краски с поверхности.
Низкое давление воздуха (менее 0,2 МПа) способствует образованию
грубодисперсного аэрозоля, что также неблагоприятно сказывается
на формировании покрытия.
225
Расход воздуха Q„ (в кг/с) и V,, (в м /с) зависят от сечения сопла
форсунки / и давления воздуха Р:
Qu=21,4/P/Vk7>
Уь=21,4/Р/рл/ДГ=7/|аР,
где р - плотность воздуха; ц - расходный коэффициент, |i = 0,7-0,9.
Способ пневматического распыления позволяет наносить
практически любые лакокрасочные материалы, в том числе двух- и трех-
упаковочные. Для нанесения последних существуют специальные
установки с дозаторами и узлом смешения компонентов.
Процесс распыления удовлетворительно идет при соотношениях
расходов воздуха и краски VJVKV - 0,3-0,6. Оптимальное расстояние
от кромки распылителя до окрашиваемого объекта составляет 200-
400 мм. Толщина однослойных покрытий при нанесении разных
красок колеблется от 10 до 40 мкм. Распыление рекомендуется
проводить при стандартных температурных режимах и влажности
окружающего воздуха не более 65 %. Для нанесения лакокрасочных
материалов применяют краскораспылители разных марок. В
зависимости от способа подачи материала они бывают трех типов: I - с
подачей из верхнего стакана, II - с подачей из нижнего стакана, III - с
подачей под давлением из красконагнетательного бака (рис. 7.3).
Краскораспылители имеют сменные сопла, диаметр которых
находится в пределах 1,0-2,8 мм. Меняя сопла, можно существенно
изменять производительность при распылении. Установлена
эмпирическая зависимость между производительностью по расходу краски
Тип III
Рис. 7.3. Типы краскораспылителей
226
QKp и диаметром сопла краскораспылителя dc:
Qkp-70^36.
Производительность при распылении F (в м2/ч) может быть
рассчитана по следующей формуле:
F=60Kvw?Sy
где К - коэффициент перекрытия, К = 0,7-0,8; vKP - скорость перемещения
краскораспылителя относительно окрашиваемой поверхности, для ручных
распылителей vKD= 15-20 м/мин, для автоматических vKP = 30-60 м/мин; 5 -
расчетная ширина полосы, 5 = 0,4-0,6 м.
Различные марки краскораспылителей обеспечивают
производительность по краске от 4 до 48 кг/ч, расход воздуха от 2 до 36 м3/ч.
Форма струи регулируется, она может быть круглой или овальной,
вытянутой в горизонтальном или вертикальном направлении.
Питание краскораспылителей сжатым воздухом может быть
централизованным (от общей заводской сети) или, при малых объемах
работ, индивидуальным (от компрессора). Подаваемый воздух
очищается от воды, масла и механических загрязнений, для чего
используются специальные фильтры-очистители. Согласно ISO 8573-1
допускается к применению воздух с содержанием пыли не более 1 мг/м3,
масла - не более 0,01 мг/м3, воды - не более 1,3 мг/м3 (класс
чистоты 2); максимальное значение точки росы - не выше 7 °С. При
централизованной подаче (поточные способы окрашивания)
лакокрасочный материал подается под давлением 0,02-0,2 МПа.
Непременной составной частью краскораспылительной
установки является распылительная камера, оборудованная вентиляцией и
системой улавливания красочной пыли, которая образуется при
окрашивании.
При нанесении лакокрасочных материалов пневматическим
распылением, как и любым другим способом, возможны дефекты
покрытий: потеки, матовость, "шагрень", волнистость, сорность и др.
Они могут возникнуть по вине работающего (при низкой
квалификации аппаратчика), из-за неисправности оборудования или
неудовлетворительного качества применяемых лакокрасочных материалов
(несоответствие вязкости, плохой подбор растворителей и т. д.).
Экономия растворителей и лакокрасочных материалов
Один из существенных недостатков способа пневматического
распыления - большой расход растворителей и высокие потери
лакокрасочных материалов при нанесении.
227
Снижение потерь лакокрасочных материалов может быть
достигнуто путем изменения технологических параметров изготовления
покрытий и совершенствования краскораспылительной аппаратуры.
Так, снижение давления воздуха, использование сопел малого
диаметра, сокращение расстояния от краскораспылителя до изделия,
уменьшение ширины факела и соответственно диаметра отпечатка
уменьшает туманообразование и снижает величину потерь.
Указанные мероприятия в большинстве случаев идут вразрез с
производительностью, качеством покрытий, расходом воздуха на распыление.
Более эффективно решается эта задача путем модернизации
краскораспылителей.
Применение более эффективных моделей краскораспылителей.
Одной из ранних моделей являются краскораспылители с
уменьшенным туманообразованием. Отличительная их особенность -
наличие боковых отверстий по окружности головки распылителя для
выхода сжатого воздуха. Благодаря этому обеспечивается некоторое
сужение струи и образование более очерченного факела
распыляемого материала с уменьшенными потерями. Такие краскораспылители,
однако, не нашли широкого применения из-за пониженной
производительности и относительно большого расхода воздуха.
Более эффективными оказались новые модели
краскораспылителей, работающие с использованием воздуха, выходящего из сопла
распылителя с минимально низким давлением - до 0,1-0,2 МПа
(против обычного 0,3 МПа и более).
Разработаны краскораспылители, работающие по принципам
пневматического распыления HVLP (High Volume Low Pressure) и GEO.
В краскораспылителях HVLP благодаря особой конструкции
воздушной головки (увеличение сечения воздушных каналов) поток воздуха
обычного давления (0,3 МПа и более) и сравнительно малого объема
преобразуется в поток низкого давления (обычно 0,05-0,07 МПа) и
большего объема (до 40 м3/ч). Это создает более благоприятные
условия для распыления, устраняет завихрения и
w J> снижает потери лакокрасочных материалов
^^JmWgm ^^ Краскораспылители нового поколения на-
*f.:i: |р# шли признание и широкое применение
практически во всех странах мира как более про-
J ж грессивные и экономически выгодные. Внешне
они практически не отличаются от обычных
краскораспылителей.
11 Рис. 7.4. Краскораспылитель HVLP
228
Распыление лакокрасочных материалов в нагретом состоянии.
Распыление с подогревом - эффективный путь экономии
растворителей. Известно, что при пневмораспылении температура
лакокрасочных материалов при выходе из сопла форсунки резко
понижается. Нередко при нанесении нитратцеллюлозных лаков и красок она
достигает 6-8 °С. Это связано с адиабатическим расширением
воздуха и испарением растворителей, на что затрачивается теплота.
Температура лакокрасочного материала при истечении в струе газа с
критической скоростью может быть вычислена по формуле:
^=7,-^=0,83337,,
где Г, и Т2 - начальная и конечная температуры; К - адиабатическая
постоянная, для воздуха К= 1,4.
Снижение температуры в зоне распыления и частичное
улетучивание растворителей приводит к значительному повышению
вязкости распыленного материала, что неблагоприятно сказывается на его
растекании. Поэтому нередко приходится наносить лаки и краски с
заведомо более низкой вязкостью, чем это требуется из условий
распыления.
Снижение вязкости лакокрасочных материалов может быть
достигнуто их нагреванием или подогревом покрываемой поверхности.
Последний способ не нашел широкого применения при нанесении
жидких красок, значительно большее распространение получил
вариант нанесения предварительно подогретых лакокрасочных
материалов, при котором улучшается не только растекание, но и
распыление.
Опытным путем определены значения оптимальной
температуры нагрева лакокрасочных материалов: для большинства из них она
составляет 70-80 °С, для нитратцеллюлозных 55-60 °С.
Одновременно нагревают и поступающий на распыление воздух. Если при этих
температурах распылять лакокрасочный материал, то но достижении
поверхности он приобретает температуру, близкую к комнатной
(рис. 7.5).
В нагретом состоянии можно наносить практически любые
лакокрасочные материалы, однако из экономических соображений более
целесообразно нагревать те материалы, которые содержат дорогие и
дефицитные растворители. Не рекомендуется нагревать
лакокрасочные материалы, представляющие собой высокореакционные
системы (эпоксидные, полиуретановые и др.).
/Для нанесения подогретых лакокрасочных материалов применяют
как стационарные установки, например типа УГО, укомплектованные
229
Рис. 7.5. Распределение
температуры в факеле нитратцеллюлоз-
ного лака при распылении его в
нагретом состоянии при
комнатной температуре
красковоздухоподогревателем,
специальным
краскораспылителем и теплоизолированными
шлангами, так и
краскораспылители, снабженные
портативными нагревателями.
Установка типа УГО обеспечивает
производительность по краске до 20 кг/ч с нагревом краски до 70 °С и
воздуха - до 50 °С.
Нагревание лакокрасочных материалов позволяет повысить
эффективность и экономичность процесса окрашивания изделий.
Благодаря снижению вязкости при нагревании появляется
возможность применять более вязкие материалы, не прибегая к их
дополнительному разведению растворителями. В результате
достигается значительная экономия растворителей. Так, при
нанесении нитратцеллюлозных лаков и эмалей в нагретом состоянии
расход растворителей уменьшается приблизительно на 30 %, ал-
кидных, мочевино- и меламиноформальдегидных - на 40 %.
Одновременно сокращается число наносимых слоев вследствие
использования более концентрированных лаков и красок.
Например, вместо трех слоев ненагретого материала достаточно нанести
два слоя нагретого, чтобы получить покрытие заданной
толщины. Нагревание красок способствует повышению глянца
покрытий.
"Горячее" нанесение, однако, связано с дополнительной
затратой энергии на нагрев лакокрасочных материалов и применением
высококипящих растворителей (нередко более дорогих);
продолжительность сушки покрытий при этом также несколько
увеличивается.
Разновидностью способа окрашивания с подогревом является
распыление лакокрасочных материалов перегретым паром.
Удовлетворительные результаты получены при давлении 0,15-0,30 МПа,
температуре пара 105-110 °С и окружающего воздуха не ниже 10 °С.
Распыление паром, однако, обходится дороже, чем воздухом, кроме
того, требуется установка специального пароподогревателя перед
краскораспылителем или внутри него.
230
Удаление растворителей и красочной пыли
из зоны окрашивания
Нанесение лакокрасочных материалов распылением связано со
значительным загрязнением окружающего воздуха аэрозолем красок
и парами растворителей, что делает работу небезопасной в
санитарном и пожарном отношениях. Для обеспечения нормальных
санитарно-гигиенических условий труда и снижения пожаровзрывоопас-
ных концентраций аэрозоля красок и растворителей окрашивание
производят в специальных распылительных камерах или
бескамерных установках.
Наибольшее распространение получили распылительные
камеры, в которых изделие при окрашивании находится в зоне
распыления красок, а рабочий с краскораспылителем - вне этой зоны, т. е.
вне камеры, а также камеры, в которых и изделия, и рабочий
находятся в зоне распыления красок, т. е. внутри камеры. При
окрашивании единичных изделий и в условиях мелкосерийного производства
применяют тупиковые камеры периодического действия (рис. 7.6, я),
в случае массового и крупносерийного производств - проходные
односторонние и двухсторонние (сдвоенные) камеры непрерывного
действия (рис. 7.6, 6, ву г). Когда окрашивают крупногабаритные изделия,
например железнодорожные вагоны, нередко пользуются
передвижными или стационарными камерами, перекрывающими лишь часть
изделия, или бескамерными установками (рис. 7.6, Э, е).
По характеру движения отсасываемого воздуха различают
камеры с поперечным, вертикальным (нижним) и продольным отсосом
^Э fSq |>~<|
-a-aHD-a-n-ci—
Рис. 7.6. Типы распылительных камер (схематическое изображение):
а -тупиковая; б и в- проходные односторонние; г- проходная двухсторонняя;
д - камера с частичным перекрытием изделия; е - бескамерная установка; 1 -
гидрофильтр; 2- изделие; 3 -оператор
231
воздуха. В бескамерных установках загрязненный воздух
отсасывается через решетку в полу.
В санитарно-гигиеническом отношении наиболее удобны
камеры, обслуживание которых производится извне (рабочий находится
за пределами камеры), так как даже при хорошо работающей
вентиляции содержание паров растворителей внутри камер, как правило,
превышает санитарные нормы.
К распылительным камерам предъявляются следующие
основные требования:
1) свободный доступ ко всем окрашиваемым участкам
поверхности;
2) максимальное удаление образующихся паров и красочной
ныли из зоны окрашивания;
3) полная очистка загрязненного воздуха от красочной пыли;
4) удобство в работе и в обстуживании; пожаро- и взрывобезо-
пасность.
Для обеспечения этих требований в конструкциях камер
предусмотрены вентиляционный центр и система сухой и мокрой очистки
воздуха от красочной пыли (гидрофильтр). В камерах с поперечным
отсосом количество удаляемого воздуха принимается с таким
расчетом, чтобы скорость его движения wB в открытых проемах (рабочий
проем, проемы для входа и выхода изделий) превышала скорость
распространения паров и красочной пыли за пределы камеры.
Установлены следующие нормативные значения wB (в м/с), учитываемые
при проектировании и эксплуатации камер:
Лакокрасочные материалы, содержащие токсичные 1,3-1,7
соединения
Другие лакокрасочные материалы 1,0
С учетом этой скорости и площади живого сечения открытых
проемов F определяется количество отсасываемого из камеры
воздуха QH (в м3/ч):
Q, = 3600Fwn.
В камерах с нижним отсосом воздуха и в бескамерных установках
объем отсасываемого за 1 ч воздуха принимается равным 2000-2500 м3
на 1 м площади пола (решетки).
Большое внимание при конструировании камер уделяется
очистке загрязненного воздуха от красочной пыли. При недостаточной
очистке красочная пыль осаждается в воздуховодах и, накапливаясь,
создает пожарную опасность. В настоящее время на отечественных
предприятиях преобладает мокрая очистка воздуха с применением
водяных завес, гидрофильтров или подвижных экранов специальной
конструкции.
232
Все большее применение находит очистка с помощью сухих
фильтров. Распылительные камеры сухой очистки более компактны
и удобны в эксплуатации, однако требуется постоянная замена
загрязненных фильтров. Уловленная в них краска не подлежит сбору, а
фильтры - очистке и восстановлению. Их применяют в основном в
камерах с небольшим расходом лакокрасочных материалов. Степень
очистки воздуха (по красочной пыли) независимо от типа фильтров
составляет 92-98 %.
Следует иметь в виду, что установленные в камерах фильтры
очищают воздух только от красочной пыли. Пары растворителей,
насыщающие воздух, выбрасываются в атмосферу, поэтому
необходимы дополнительные меры для предотвращения загрязнения ими
окружающей среды.
Для устранения попадания пыли в камеру с приточным воздухом
применяют потолочные сухие фильтры, изготовленные из
синтетического микроволокна. Их емкость при фильтровании воздуха
достигает 400 г/м3 и более.
7.2.2. ГИДРАВЛИЧЕСКОЕ РАСПЫЛЕНИЕ
Гидравлическое распыление, известное в литературе также под
названием механическое распыление, принципиально отличается от
способа пневматического распыления тем, что диспергирование
жидкого лакокрасочного материала осуществляется с помощью
гидравлического давления, создаваемого сжатым воздухом или
механическим путем. Работа аппаратов гидравлического распыления основана
на превращении потенциальной энергии краски, находящейся под
давлением, в кинетическую энергию при выходе ее из сопла
распылителя.
Способ гидравлического распыления был известен давно, однако
его применение ограничивалось нанесением низковязких
лакокрасочных материалов, в первую очередь водных строительных красок, при
этом используемое давление не превышало 1 МПа. В 1950-х годах
были разработаны установки с рабочим давлением до 4,0-4,5 МПа,
позволившие распылять более вязкие лакокрасочные материалы, в
том числе и краски неводного типа в нагретом состоянии. В
дальнейшем оборудование для нанесения существенно
усовершенствовалось, рабочее давление возросло до 25-35 МПа, появилась
возможность наносить материалы в ненагретом состоянии. Способ этот под
названием безвоздушное распыление приобрел широкое применение в
промышленности и строительстве благодаря эффективности и
высокой производительности.
233
Безвоздушное распыление оказалось более экономичным по
сравнению с пневматическим распылением (потери лакокрасочного
материала на туманообразование сокращаются на 20-25 %, расход
растворителей - на 15-25 %). В целом способ гидравлического
распыления выгодно отличается от других способов распыления более
высокой производительностью и меньшим загрязнением
окружающей среды вредными веществами. Он применяется как в ручном, так
и в автоматическом режиме.
Основы способа
Способ гидравлического распыления связан с диспергированием
лакокрасочного материала за счет высоких скоростей его истечения
из насадок (сопел) при подаче под давлением. Гидравлическое
давление создается воздухом или непосредственно, например, с помощью
центробежного или плунжерного насоса.
Для распыления применяют струйные форсунки, устройство
которых во многом определяет характер и степень распыления
лакокрасочного материала и направление движения аэрозольного потока.
Для низковязких жидкостей скорость истечения из сопла w
определяется следующим уравнением:
w=(py]2Pg/py
где ф - расходный коэффициент; Р- давление на лакокрасочный материал; %-
ускорение свободного падения; р - плотность лакокрасочного материала.
При определенной (критической) скорости, когда сопротивление
воздуха движению выходящей из сопла струи превышает силы коге-
зии жидкого материала, начинается его дробление. При этом
дисперсность образующегося аэрозоля зависит от геометрических
размеров и формы отверстия сопла, гидродинамических параметров
распыления, режимов истечения и свойств лакокрасочного
материала, в первую очередь вязкости и поверхностного натяжения. Чем
выше скорость истечения, меньше вязкость и поверхностное
натяжение материала, тем меньше размеры капель образующегося
аэрозоля.
Распыление оказывается более эффективным и происходит при
меньшей критической скорости истечения, если жидкости перед
выходом из сопла форсунки придают вращательное движение.
Возникающая при этом центробежная сила способствует распылению. На
таком принципе работают, в частности, форсунки, применяемые для
гидравлического распыления лакокрасочных материалов при низком
давлении (менее 1 МПа). Также благоприятствует гидравлическому
234
Рис. 7." Зависимость потерь
лакокрасочных материалов при безвоздушном
распылении от давления дополнительно
подаваемого сжатого воздуха (заштрихована
область оптимальных давлений)
распылению нагревание лакокрасочных
материалов. Это связано не только с
понижением их вязкости и поверхностного
натяжения, но и с обильным испарением ОЛ 0,2 0,3 0,4 0,5
нагретых растворителей при выходе из Л МПа
сопла распылителя в результате резкого падения давления. Этот
прием широко использовался в начальных вариантах аппаратуры. Так,
повышая температуру лакокрасочного материала от 20 до 100 °С,
хможно снизить давление распыления с 14-20 до 4-7 МПа.
Другой способ снижения давления - использование
комбинированного распыления, сочетающего одновременно и гидравлический,
и пневматический принципы. Он получил название
комбинированного распыления. При этом способе достаточно давления на
лакокрасочный материал при истечении из сопла 3-5 МПа, но одновременно
требуется подача сжатого воздуха в отверстия форсунки давлением
0,1-0,2 МПа. Под действием этого воздуха материал дополнительно
диспергируется и более равномерно распределяется по сечению факела.
Одновременно устраняются кромочные эффекты (завихрения струи),
что приводит к снижению потерь лакокрасочных материалов при
распылении. Потери по сравнению с чисто безвоздушным распылением
уменьшаются на 30-35 %, с пневматическим - на 50 % (рис. 7.7).
Производительность установок гидравлического распыления
определяется сечением отверстия и формой сопла распылителя, а также
давлением на краску. Регулируя эти параметры, можно в широких
пределах изменять производительность. Высокая производительность,
достигающая 1000 и более квадратных метров поверхности в час,
затрудняет ручное управление распылителями, делает практически
невозможным окрашивание мелких изделий и получение
высокодекоративных покрытий. Поэтому гидравлическое распыление нашло
применение преимущественно при окрашивании крупногабаритных
изделий несложной формы и строительных объектов.
Нанесение лакокрасочных материалов распылением
при низком давлении
Гидравлическое распыление низковязких водных красок
(известковых, клеевых, силикатных) удовлетворительно происходит при
относительно невысоком давлении 0,6-0,8 МПа. Качество распыления
235
нельзя признать высоким, однако образующиеся покрытия вполне
отвечают требованиям строительного назначения, где и получил
основное применение данный способ. Для выполнения окрасочных
работ применяют специальные аппараты с ручным и механическим
приводом - краскопульты. В ручных краскопультах давление на краску
создается за счет сжатого воздуха от ручного насоса. При этом в
отличие от пневматического распыления воздух непосредственного
участия в распылении лакокрасочного материала не принимает. В
распылительных устройствах механического действия -
электрокраскопультах - давление на краску создается с помощью насосов низкого
давления, работающих от электродвигателей.
Основным элементом краскопультов является форсунка.
Особенно распространена форсунка центробежного типа (рис. 7.8, я),
которая представляет собой полый цилиндр с двумя отверстиями.
Входное отверстие форсунки расположено на боковой поверхности у
одного основания цилиндра, выходное - в центре другого основания.
Краска входит в форсунку по касательной к боковой поверхности и,
скользя по ее цилиндрической стенке, получает быстрое
вращательное движение при одновременном продвижении к выходному
отверстию. При выходе из форсунки краска в результате перепада
давления и центробежной силы распыляется, образуя факел в виде полого
конуса, который своим основанием направлен на окрашиваемую
поверхность. В другом варианте форсунки (рис. 7.8, 6) вращение краски
обеспечивается за счет винтообразного внутреннего вкладыша. При
распылении достигается тот же эффект, хотя краска поступает в
форсунку не сбоку, а через основание цилиндра вблизи от его боковой
поверхности. В последнем случае сопротивление краски несколько
снижается, факел получается более удлиненным и направленным.
Наряду с форсункой в комплект ручного краскопульта (рис. 7.9)
входят плунжерный насос, фильтр, шланги, металлическая удлини-
Рис. 7.8. Схема работы форсунок центробежного типа:
а - полая форсунка; б-форсунка с вкладышем
236
=э55=С=И
Рис. 7.9. Ручной краскопульт
СО-20А:
1 - корпус; 2 - насос; 3 -
всасывающий клапан; 4 - приемный шланг;
5 - фильтр; 6 - нагревательный
клапан; 7 - сальник; 8 - напорный
шланг; 9 - кран; 10 - "удочка"; 11 -
форсунка
тельная трубка - "удочка". Краскопульт СО-20А обслуживается
двумя рабочими, один из которых действует удочкой, а второй при
помощи насоса поддерживает нужное давление («0,8 МПа). Так как
форсунка дает полую струю, то для получения равномерного
покрытия форсунку, держа за удочку, перемещают, совершая ею плавные
круговые движения. Расстояние от форсунки до окрашиваемой
поверхности поддерживают равным 0,75-1,0 м. Производительность по
окрашиваемой поверхности достигает 200 м2/ч.
При больших объемах окрасочных работ пользуются
электрокраскопультами типов СО-22, СО-25, СО-61, СО-69 и др. В отличие
от ручного насоса, работа диафрагменного насоса
электрокраскопульта осуществляется с помощью электродвигателя. Давление на
краску («0,7 МПа) поддерживается автоматически и контролируется
манометром. Нанесение краски может осуществляться непрерывно,
причем одновременно (посредством распределительного устройства -
гребенки) можно подключать к одному насосу несколько форсунок.
Длина краскоподающих шлангов достигает 20-50 м, что позволяет,
пользуясь одним насосом, осуществлять большой объем окрасочных
работ. Например, производительность насоса СО-69 при
применении 7 форсунок по краске составляет около 1 м /ч, или по окраши-
237
ваемой поверхности 1500-1700 м /ч. Электрокраскопульты обычно
монтируются на тележке и представляют собой передвижные
окрасочные установки.
Нанесение лакокрасочных материалов распылением
при высоком давлении (безвоздушное распыление)
Способ распыления лакокрасочных материалов при высоком
давлении (6-35 МПа), так называемый способ безвоздушного
распыления, получил широкое распространение в промышленности при
окрашивании средне- и крупногабаритных изделий I и II групп
сложности, изготовляемых в серийном и массовом масштабе: судов,
вагонов, турбин, дорожных и сельскохозяйственных машин,
фургонов, конструкционных металлических листов, крупных профилей,
станков и др. Он постепенно вытесняет пневматическое распыление
благодаря экономичности, компактности установок, более высокой
производительности, меньшему загрязнению окружающей среды.
Потери лакокрасочных материалов при нанесении этим способом не
превышают 10-25 %, а срок окупаемости установок 2-3 мес.
Наибольшая эффективность способа проявляется при окрашивании
крупногабаритных изделий и объектов, а также при больших
объемах окрасочных работ на производстве, когда потребление красок
достигает десятков и сотен тонн в год.
Распыление проводят преимущественно в двух вариантах: без
нагрева лакокрасочного материала и комбинированным путем
(сочетанием гидравлического способа с пневматическим).
Для нанесения безвоздушным распылением применяют
установки, в которых основные элементы - краскораспылитель, насос
высокого давления и элементы краскоподачи - объединены в один агрегат.
Краскораспылители безвоздушного распыления по внешнему
виду напоминают пневмокраскораспылители, они имеют ряд сходных
узлов. Учитывая работу под большим давлением, к ним
предъявляются высокие требования в отношении герметизации отдельных
элементов и узлов, кроме того, они снабжены предохранительным
устройством во избежание случайного нажатия на спусковой крючок.
Сопло краскораспылителя имеет особую конструкцию. Оно
представляет собой цилиндрическую насадку, выполненную из особо
прочного материала - карбида вольфрама. Форма канала
цилиндрическая или коническая. Сопла сменные от 0,17 до 0,82 мм.
Основным узлом установки является агрегат высокого давления -
плунжерный насос с пневматическим или электрическим приводом,
снабженный воздухораспределительным механизмом, системой кла-
238
панов, фильтрами и контрольно-измерительной аппаратурой.
Величина давления на лакокрасочный материал зависит от соотношения
площадей пневмопривода и плунжерного насоса. В зависимости от
конструкции и назначения установки это соотношение может
варьироваться в пределах от 18 до 75. Исходное давление сжатого воздуха,
подаваемого в установки с пневмоприводом, составляет 0,3-0,7 МПа.
Различают малогабаритные передвижные (навесные, переносные)
и крупногабаритные передвижные или стационарные установки; они
могут быть оснащены ручными и автоматическими
краскораспылителями. На рис. 7.10 показан общий вид установки с пневмоприводом.
Малогабаритные установки, работающие под давлением 20-25 МПа,
имеют призводительность по краске 2-3 л/мин, или по
окрашиваемой поверхности 1000-1200 м7ч, а самые крупные и мощные с
давлением краски 40 МПа и более позволяют за 1 ч окрашивать
поверхности в несколько тысяч квадратных метров.
Способ безвоздушного распыления пригоден для самых разных
лакокрасочных материалов; имеются установки, укомплектованные
двумя или тремя насосами, что позволяет наносить
многоупаковочные материалы. Важное требование к лакокрасочным материалам -
хороший перетир пигментов: размер частиц в них не должен
превышать 15 мкм. Способом безвоздушного распыления нельзя
наносить краски с волокнистыми
наполнителями и с
повышенным содержанием пигментов
чешуйчатого строения
(бронзы, алюминиевая пудра,
графит, слюда). В работе
используют, как правило,
лакокрасочные материалы с вязкостью
80-120 с по ВЗ-246 при 18-
23 °С; толщина однослойных
покрытий при этом
составляет 15-30 мкм.
Особого навыка и
тренировки требует ручное
нанесение лакокрасочных
материалов. В процессе окрашивания
необходимо постоянно
перемещать краскораспылитель,
Рис. 7.10. Общий вид установки
безвоздушного распыления
239
держа его перпендикулярно окрашиваемой поверхности на
расстоянии 250-350 мм. Окрашивать полосами с частичным перекрытием
каждого слоя. Скорость перемещения должна быть такой, чтобы при
хорошем укрытии поверхности исключить образование натеков. На
вертикальных поверхностях натеки могут возникать, если толщина
нанесенного слоя превышает 30-45 мкм. Только в случае тиксотроп-
ных эмалей можно наносить более толстые слои (до 100-120 мкм).
Однако при самом тщательном нанесении покрытия по
декоративному виду уступают покрытиям, получаемым при пневматическом
распылении; они соответствуют лишь III—IV классам отделки.
Как и при пневматическом распылении, при нанесении
лакокрасочных материалов под высоким давлением в зоне распыления
концентрируются пары растворителей и не осевшая на изделие
красочная пыль. Поэтому изделия окрашивают в распылительных камерах
или с применением бескамерных установок, обеспечивающих отсос
загрязненного воздуха из зоны распыления. Используют
распылительные камеры, по конструкции аналогичные применяемым при
пневматической окраске. Для камер с боковым отсосом вентиляция
выбирается таким образом, чтобы скорость движения воздуха в
открытых проемах составляла 0,6-0,7 м/с. Если в камерах
предусмотрены нижний отсос и верхняя подача воздуха, то производительность
вентилятора должна составлять 1200-1500 м3/ч на 1 м2 пола камеры.
Нанесение лакокрасочных материалов
комбинированным распылением
Сочетание способов безвоздушного и пневматического
распыления предопределило появление нового метода нанесения
лакокрасочных материалов - комбинированного распыления. Он имеет ряд
положительных сторон.
По сравнению с пневматическим распылением снижаются
потери лакокрасочных материалов, улучшаются условия труда при
окрашивании, снижаются расходы на вентиляцию. В отличие от метода
безвоздушного распыления, улучшаются декоративные свойства
покрытий (класс III по сравнению с классом IV), представляется
возможным получать покрытия при более низком давлении.
Конструкция установок комбинированного распыления
аналогична установкам безвоздушного распыления. В ней присутствуют
все те же составные элементы. Отличие состоит в устройстве сопла
краскораспылителя: в его головке имеются воздушные каналы, по
которым воздух попадает непосредственно в зону пневматического
распыления материала (рис. 7.11). Как и в установках безвоздушного
распыления, краскораспылители комплектуются сменными соплами.
240
Рис. 7.11. Схема головки
краскораспылителя комбинированного нанесения
Параметры распыления в
основном определяются размером
отверстия сопла (d). В импортных
установках чаще всего применяют
сопла с d от 0,17 до 1,0 мм.
Установки комбинированного
распыления достаточно
производительны. Они находят широкое применение в промышленности, в первую
очередь, при окрашивании крупногабаритных изделий и объектов.
Разновидность способа гидравлического распыления - нанесение
лакокрасочных материалов с применением углекислоты.
Углекислый газ С02, переходя из твердого состояния в жидкое (оно
достигается при температуре 31 °С и давлении 75 бар), может выполнять две
функции: быть сорастворителем для многих лакокрасочных
материалов и одновременно создавать высокое давление,
обеспечивающее их качественное распыление. Этот способ, известный под
названием Unicarb (разработан фирмой Union Carbide), получил широкое
применение в ряде стран при окрашивании автомобилей и других
транспортных средств, электробытовых приборов, мебели и т. д.
Для нанесения этим способом пригодны многие органораство-
римые лакокрасочные материалы на термопластичных и
термореактивных пленкообразователях. Исходный материал (концентрат) с
высокой вязкостью (0,3-0,5 МПа • с) и большим сухим остатком (до
70 %), растворенный в высококипящем растворителе, загружается в
специальный смеситель, в который из баллона подается углекислота
(соотношение лакокрасочный материал : С02 = 4 : 1). В смесителе
при температуре 37-67 °С происходит смешение компонентов. Из
смесителя готовый к применению лакокрасочный материал по
трубопроводу подается на распыление. Применяют ручные или
автоматические краскораспылители безвоздушного распыления.
Способ Unicarb высокопроизводителен. Он позволяет экономить
дорогие растворители (стоимость углекислоты обычно меньше, чем
растворителя), при этом снижаются затраты на создание давления,
уменьшаются потери лакокрасочных материалов за счет снижения
туманообразования, имеется возможность нанесения толстых
покрытий (вследствие быстрого испарения С02). Препятствием к
широкому применению этого способа является высокая стоимость
оборудования. Он оправдывает себя только при больших объемах
производства.
241
7.2.3. ЭЛЕКТРОСТАТИЧЕСКОЕ РАСПЫЛЕНИЕ
По значению и распространению в промышленности
электростатическое распыление занимает одно из ведущих мест.
Привлекают в этом способе экономичность, хорошее качество покрытий,
возможность автоматизации процесса и высокая производительность.
Благодаря воздействию электрического поля на аэрозольные
частицы достигается практически полное осаждение распыляемого
лакокрасочного материала на изделия, потери не превышают 10 %.
В электрическом поле можно окрашивать изделия I и II групп
сложности, изготовленные из различных материалов, при этом
применяют как стационарные (полностью автоматизированные), так и
ручные установки. Особенно хорошо зарекомендовал себя этот
способ при окрашивании однотипных мелких изделий не очень сложной
формы при массовом или серийном производстве (деталей приборов,
авто-, вело- и мотодеталей, электротехнических изделий, фурнитуры,
бытовой техники, мебели, обуви и др). Применим этот способ и при
окрашивании средне- и крупногабаритных изделий, таких, как
кузова и кабины автомобилей, железнодорожные и трамвайные вагоны,
автобусы. Он дает хорошие результаты как при массовом, серийном
производстве, так и при окрашивании единичных изделий. В случае
применения стационарных установок существенно улучшаются
санитарно-гигиенические условия труда и повышается общая культура
производства.
Способ электростатического распыления жидких лакокрасочных
материалов был разработан А. А. Чижевским в 1938 г., однако
широкое практическое применение в технологии покрытий он получил
лишь в 50-е годы прошлого века. В настоящее время этот способ
считается одним из доминирующих.
К недостаткам способа электростатического распыления можно
отнести сложность и повышенную стоимость окрасочной
аппаратуры, некоторые ограничения в использовании лакокрасочных
материалов.
Основы способа
Сущность электростатического способа заключается в
распылении лакокрасочного материала с одновременным сообщением
образующимся аэрозольным частицам электрического заряда, благодаря
которому они равномерно осаждаются на противоположно
заряженном изделии.
При электростатическом нанесении приемлем любой способ
образования аэрозолей, однако наиболее распространены механическое
242
Рис. 7.12. Схема ионной зарядки
частиц:
1 - коронирующий электрод; 2 -
молекулы газа; 3 - частица краски;
4 -изделие
(центробежное),
пневматическое, гидравлическое
(безвоздушное) и комбинированное
распыление. Возникновение
заряда на частицах связано с
наложением постоянного электрического поля высокого напряжения
(50-140 кВ), при этом изделие, как правило, заземляется.
Существует несколько способов зарядки аэрозольных частиц,
определяющих различный подход к аппаратурному оформлению
процессов. Практическое использование нашли два из них: ионный и
контактный.
Ионная зарядка (зарядка ионной адсорбцией) широко
используется во многих аппаратах электронно-ионной технологии благодаря
высокой эффективности и простоте осуществления процесса.
Источником ионов обычно является коронный разряд, возникающий в
пространстве между двумя электродами, например между
электродной сеткой, соединенной с источником высокого напряжения, и
заземленным изделием. Одним из важных свойств коронного разряда
является его способность сообщать заряд аэрозолю, находящемуся
на некотором расстоянии от электрода. Заряд возникает в результате
адсорбции частицами аэрозоля ионов, образующихся при ионизации
воздуха. Адсорбция происходит до тех пор, пока силы отталкивания
между ионами, осевшими на частице, и силы притяжения ионов
частицей не уравняются. Адсорбция ионов вызывает направленное
движение аэрозольных частиц (капель) по силовым линиям поля в
сторону окрашиваемого изделия (рис. 7.12).
Максимальный заряд дмаКо который приобретает капля
лакокрасочного материала, может быть вычислен по уравнению Потенье:
Hl+2i&y-
где е - диэлектрическая проницаемость лакокрасочного материала; Е -
напряженность поля в данной точке; г- радиус капли.
При этом напряженность поля для точечного заряда q' равна:
E = q'/s3l\
где ев - диэлектрическая проницаемость среды (воздуха); / - расстояние от
заряда до заземленного предмета.
243
Контактная зарядка (или зарядка путем электростатической
индукции) происходит в результате контакта лакокрасочного материала
с острой кромкой распылителя, выполняющего одновременно роль
коронирующего электрода. Для лучшей зарядки материала обычно
выбирают электрод вытянутой формы, образующий кромку в виде
острия. Чем меньше радиус закругления кромки распылителя, тем
больше напряженность электрического поля в этом месте и легче
возникает коронный разряд, вызывающий распыление и зарядку
материала. Коронный разряд образуется на острой кромке электрода,
если напряженность поля достигает 3 МВ/м. При этом электрические
заряды интенсивно стекают в воздух, вызывая его ионизацию в
прилегающем к электроду пространстве.
При подключении высокого напряжения к коронирующему
электроду на острие его кромки создается поверхностный заряд большой
плотности. Если на такую кромку подать тонкий слой лакокрасочного
материала, то он будет заряжаться и под влиянием сил
электрического поля вытягиваться и стекать с поверхности в направлении
заземленного изделия (рис. 7.13). Образуется направленный движущийся
аэрозоль заряженных частиц (капель) лакокрасочного материала.
Заряд капли аэрозоля, полученный при контактной зарядке,
возрастает с повышением приложенного напряжения и уменьшается
при увеличении расстояния от распылителя до изделия, е и pv
лакокрасочного материала. Заряд растет также пропорционально
квадрату радиуса капли. Однако масса капли, определяющая
кинетическую устойчивость аэрозоля, увеличивается еще быстрее -
пропорционально кубу радиуса. Поэтому высокая степень диспергирования
лакокрасочного материала благоприятно сказывается на распылении.
При контактной зарядке лакокрасочного материала заряд
аэрозольных частиц в 10-30 раз больше, чем при ионной, поэтому
промышленные электроокрасочные установки работают
преимущественно с использованием контактного способа зарядки.
Рис. 7.13. Схема электростатического распыления и контактной зарядки
частиц:
1 - коронирующий электрод; 2 - слой лакокрасочного материала; 3 - изделие
244
Зарядка капель способствует не только их дроблению и
направленному движению к изделию, но и образованию факела
аэрозольных частиц. В отличие от пневматического, при электростатическом
распылении факел образуется в результате взаимного отталкивания
одноименно заряженных капель.
Заряженные частицы, образующиеся при распылении в
электрическом поле, двигаются к поверхности окрашиваемого изделия по
силовым линиям. Траектория движения формируется под влиянием
действующих на частицу сил:
If = Fg+Fk + Fl: + FC9
где Fv - сила тяжести; Fk - сила, обусловленная действием электрического
поля, Fk = EqMaKC; FE - сила, обусловленная неравномерным распределением,
напряженности электрического поля; Fc - сила взаимодействия частицы с
другими, близко находящимися частицами.
Противодействует движению сила, обусловленная
сопротивлением воздуха перемещению частицы. Скорость движения падает
пропорционально логарифму радиуса частицы.
Разрядка частиц завершает цикл процессов, связанных с
переносом вещества в иоле коронного разряда, и является одновременно
процессом астабилизации дисперсии. Наряду с переходом капель в
нейтральное состояние (в результате стекания зарядов на
заземленное изделие) происходит их слияние; вязкость образующейся
жидкой пленки непрерывно увеличивается вследствие испарения
растворителя, соответственно изменяются и электрические параметры слоя.
В случае прямого контакта капель с поверхностью скорость их
разрядки определяется собственной проводимостью материала: чем
больше X (или чем меньше pv), тем быстрее и полнее происходит стекание
зарядов. Таким образом, удельное объемное сопротивление на
разных стадиях нанесения лакокрасочных материалов играет двоякую
роль: с его ростом облегчается зарядка аэрозольных частиц и
одновременно затрудняется их разрядка.
Если краска осаждается на уже осевший слой лакокрасочного
материала или на предварительно окрашенную (загрунтованную)
поверхность, то определяющее влияние на разрядку оказывает
электросопротивление этого слоя. При большом сопротивлении происходит
накопление зарядов на поверхности; осаждение лакокрасочного
материала при этом замедляется или полностью прекращается. Поэтому на
практике в зависимости от электрического сопротивления пленки
наносят 1-3 слоя лакокрасочных материалов. Нередко предусматривается
нанесение сдвоенных слоев: последующий слой наносят на неотвер-
жденный предыдущий, имеющий относительно низкое значение pv.
245
Нанесение лакокрасочных материалов
в автоматизированных установках
Положительные качества электростатического распыления
наиболее полно проявляются при использовании стационарных
установок, работающих в автоматическом режиме. Конструкции таких
установок весьма разнообразны, однако все они содержат следующие
основные узлы: электростатический распылитель, дозирующее
устройство, источник высокого напряжения постоянного тока,
включающий электростатический генератор и кенотронный
выпрямитель, искропредупреждающее (или предохранительное) устройство,
окрасочную камеру (рис. 7.14).
Электростатический распылитель - один из важных элементов
установок. В зависимости от способа распыления лакокрасочных
материалов находят применение распылители электростатические с
неподвижной коронирующей кромкой (лотковые, щелевые),
электромеханические с подвижной коронирующей кромкой (чашечные,
грибковые, дисковые), пневмоэлектростатические,
гидроэлектростатические и гидропневмоэлектростатические (комбинированного
распыления).
Большее распространение при окрашивании изделий в
электрическом поле получили электромеханические распылители, в первую
очередь чашечные и дисковые (рис. 7.15). Они компактны, просты по
устройству и надежны в эксплуатации. Рабочим органом таких
распылителей служит коронирующая насадка в виде чаши диаметром
50-150 мм. Вращение коронирующей насадки осуществляется с
помощью электрического привода обычно с частотой 1200-1400 об/мин.
Они обеспечивают наиболее высокий коэффициент переноса
материалов (95-98 %), но недостаточно производительны.
Разработаны высокооборотные чашечные и дисковые распылители, имеющие
частоту вращения 30-60 тыс. об/мин, в частности, к ним относится
Рис. 7.14. Принципиальная схема
стационарной электроокрасочной
установки:
1 - окрасочная камера; 2 - пульт
дистанционного управления; 3 -
конвейер; 4 - изделие; 5 - электростатический
распылитель; 6 - дозирующее
устройство; 7 - кенотронный выпрямитель
тока; 8 - электростатический
генератор; 9 - вытяжная вентиляция
ч
5
7-ГП П2
д д
О-О--0--Н
1
6-Л 1
Г8
о-
9
246
Рис. 7.15. Электростатический
распылитель (чашечный) ЭР-9:
1 - корпус распылителя; 2 - чаша;
3 - подставка; 4 - кронштейн
распылитель ЭРВ-1.
Лакокрасочный материал,
поступающий в электромеханический
распылитель, обычно
приобретает заряд в зарядном
устройстве, куда подается высокое
напряжение (80-120 кВ); далее
он поступает на чашу, на
кромке которой
диспергируется. Производительность
электромеханических распылителей обычно лежит в пределах 1,5-2,5 г/мин
на 1 см длины коронирующей кромки. Для распылителей с
диаметром чаши 60-100 мм это составляет 1,8-4,5 кг/ч по краске, или 60-
150 м7ч по окрашиваемой поверхности. При больших объемах
окрасочных работ установки комплектуют несколькими распылителями
(от 2 до 6), которые спаривают механизмами, обеспечивающими их
качание или возвратно-поступательное перемещение в вертикальной
плоскости (устройства типа "Качалка", "Робот" и др.). Расстояние от
коронирующей кромки до изделия обычно составляет 200-300 мм.
Пневмоэлектростатические распылители создают более
направленное перемещение аэрозоля лакокрасочного материала, чем
электромеханические, и тем самым позволяют лучше прокрашивать
углубления в изделиях. Распыление красок в них осуществляется с
помощью струи сжатого воздуха, подаваемого под давлением 0,05-
0,4 МПа. Производительность по краске распылителей разных типов
колеблется от 30 до 300 г/мин.
Для окрашивания крупногабаритных изделий и объектов с
несложным профилем поверхности (железнодорожные и трамвайные
вагоны, тепловозы, вагоны метро и др.) неплохие результаты
показали щелевые электростатические распылители (ЩЭР-1 и ЩЭР-2) с
коронирующей кромкой 500 и 700 мм и производительностью по
краске до 100 г/мин.
Для подвода тока к распылителям применяют два типа
высоковольтных систем - обычную (классическую) и каскадную. В первом
случае высокое напряжение постоянного тока передается на
распылитель непосредственно от трансформатора (источника высокого
напряжения), во втором - высокое напряжение постоянного тока гене-
247
рируется на специальном каскаде, встроенном в краскораспылитель.
В этом случае исходным является напряжение постоянного тока до
12 В. Первая система в основном используется в
автоматизированных установках, вторая - в установках ручного нанесения.
Питание электростатических и электромеханических
распылителей жидкими лакокрасочными материалами обеспечивается с
помощью дозирующего устройства ДКХ-3.
Способом электростатического распыления можно наносить
различные виды лакокрасочных материалов: грунтовки, лаки и эмали
алкидные, мочевиноформальдегидные, меламиноалкидные, масля-
но-стирольные, эпоксидные (одноупаковочные) и др. Хорошо
наносятся лакокрасочные материалы, у которых 8 = 6-10, pv = 5 • 10 -
5 • 105 Ом • м, а вязкость 25-70 мПа • с (по реотесту), или 14-25 с по
ВЗ-246. Для разведения этих материалов применяют
соответствующие разбавители марки РЭ, подобранные с таким расчетом, чтобы
готовый к нанесению материал имел требуемые электрические
параметры. Толщина однослойных покрытий при нанесении составляет
18-25 мкм. При использовании распылителей с высокой частотой
вращения чаши можно применять лакокрасочные материалы с
вязкостью 60-80 с по ВЗ-246, при этом на 25-30 % возрастает толщина
получаемых однослойных покрытий (рис. 7.16).
Лакокрасочные материалы, содержащие высоколетучие
растворители (нитратцеллюлозные, виниловые, акрилатные), применяется
ограниченно из-за резкого увеличения вязкости на кромке
распылителя и повышенной пожаро- и взрывоопасное™. Долгое время
определенные трудности представляло нанесение водоразбавляемых
лакокрасочных материалов и красок, содержащих металлические
пигменты: вследствие высокой электрической проводимости
происходит утечка зарядов по слою краски. В настоящее время
разработано оборудование для электростатического нанесения
водорастворимых лакокрасочных материалов с ру <
< 1 • 104 Ом • м.
Способом электростатического
распыления, как правило, окрашивают
изделия из металла. Возможно нанесение
красок и на неметаллические материалы,
Рис. 7.16. Зависимость предельных
значений вязкости л эмали МЛ-12 при нанесении
и толщины слоя покрытия 5 от частоты
вращения п чаши электростатического
распылителя
2 4 6 8
пЛ О"4, об/мин
248
обладающие поверхностной электрической проводимостью не менее
10" См. Так, хорошо наносятся лакокрасочные материалы на
древесину с влажностью 10-12 %, у которой ys = 10~7-10^ См. При
окрашивании древесины с меньшей влажностью применяют
специальные меры для повышения ее электрической проводимости:
поверхностное увлажнение, обработка растворами ПАВ или специальными
антистатиками, также практикуется нанесение токопроводящих
грунтовок.
При окрашивании изделий из пластмасс и резины
устанавливают с внутренней стороны изделия металлические экраны или
вставки, подводят ток от внешнего источника (способ
нейтрализации потенциалов), обрабатывают наружную поверхность
растворами ПАВ.
Большое влияние на равномерность и качество покрытий,
получаемых в электрическом поле, оказывают форма окрашиваемых
изделий и комплектование их на подвесках. На изделиях сложной
конфигурации создается неравномерное электрическое поле: заряды
концентрируются на кромках и выступающих частях поверхности, напротив,
в углублениях, пазах они отсутствуют или их плотность ниже.
Поэтому лакокрасочный материал осаждается в первую очередь на
выпуклых и ровных поверхностях, внутренние углы, полости сосудов и
различные пазы и узкие щели, как правило, не прокрашиваются. На
конвейере возможно экранирование одних изделий другими, что
вызывает неравномерное распределение лакокрасочного материала на
поверхности. Для улучшения равномерности покрытий нередко
устанавливают дополнительные некоронирующие электроды или
сочетают электростатическое распыление с другими способами
нанесения лакокрасочных материалов.
Стационарные электроокрасочные установки снабжены
вентиляцией. Скорость движения воздуха внутри камеры небольшая,
обычно не превышает 0,2-0,3 м/с, в открытых проемах 0,4-0,5 м/с. В
отличие от камер пневматического распыления, электроокрасочные
камеры не имеют гидрофильтров. Для обеспечения безопасности
обслуживания установки снабжены автоблокировочными и
сигнальными устройствами.
Нанесение лакокрасочных материалов
с применением ручных установок
Ручные электроокрасочные установки применяют тогда, когда
объем окрасочных работ невелик и использование стационарных
установок становится нерентабельным. Они удобны при окраши-
249
вании единичных и крупногабаритных изделий в условиях
бесконвейерного производства, а также при ремонтных работах. Особенно
эффективным оказалось применение ручных установок при
окрашивании сеток, решеток, длинномерных и некоторых других изделий.
Главные их достоинства - портативность, маневренность,
сочетающиеся с более экономным (по сравнению с пневматическим
распылением) расходованием материалов.
В отечественной промышленности получили распространение
электроокрасочные установки с механическими центробежными
низкооборотными, пневматическими и гидравлическими распылителями
лакокрасочных материалов. Все установки передвижные или
переносные. Основными их узлами являются краскораспылитель, краско-
подающее устройство, шланги, в зависимости от способа распыления,
с системой подачи воздуха низкого или высокого давления и
подводом электричества (рис. 7.17).
Производительность разных установок по краске от 1,0 до 20
л/мин. Они позволяют наносить большинство лакокрасочных
материалов. В целях безопасности обслуживающего персонала не
допускается нанесение нитратцеллюлозных, перхлорвиниловых, водо-
разбавляемых материалов, а также красок, содержащих
алюминиевую пудру (молотковые и др.).
Окрашивание ручными электростатическими распылителями
обычно проводится в специальных камерах, оборудованных системой
вытяжной вентиляции. Внутренние размеры камер выбираются с
таким расчетом, чтобы изделие можно было свободно поворачивать
^ess* в™°
Окрасочный
факел
Рис. 7.17. Ручной
электростатический
краскораспылитель со встроенным КВН
250
I — Сжа1ый воздух
II - Лакокрасочный материал
III - Электрический ток
I 100Г
Рис. 7.18. Коэффициент переноса лакокрасочного материала на изделие
при разных способах окрашивания распылением:
1 - пневматическое; 2 - безвоздушное; 3 - безвоздушное комбинированное; 4 -
пневматическое HVLP; 5 - электростатическое с пневмораспылением; б -
электростатическое комбинированное; 7 - электростатическое с высокооборотными
распылителями; 8 - электростатическое с чашечными распылителями
в камере в любом положении, сохраняя предельное расстояние до
стен и пола камеры не менее 0,8 м. В противном случае краска может
осаждаться на стены камеры. Объем воздуха, удаляемого из
окрасочных камер, определяется по скорости его движения в открытых
проемах, которая принимается равной 0,3-0,5 м/с.
При соблюдении необходимых правил пользования ручные
электроокрасочные установки не опасны в работе. Конструкции
установок исключают искрообразование. Ток короткого замыкания мал и
безопасен для человека.
Среди всех способов нанесения лакокрасочных материалов,
основанных на аэрозольной технологии, электростатическое
распыление является наиболее экономичным (рис. 7.18). Коэффициент
переноса материала на изделие (коэффициент осаждения) при
применении разных типов краскораспылителей составляет 90-98 %.
7.2.4. АВТОМАТИЧЕСКОЕ НАНЕСЕНИЕ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
РАСПЫЛЕНИЕМ
Нанесение лакокрасочных материалов ручными
краскораспылителями имеет много недостатков: производительность и качество
окрашивания во многом определяются субъективными особенностями
и квалификацией аппаратчика, работа связана с вредностями, обу-
251
словленными загрязнением атмосферы растворителями и красочным
туманом. Этих недостатков лишено автоматическое распыление
лакокрасочных материалов с применением специальных
промышленных роботов и манипуляторов, которое получило широкое развитие
особенно в последнее время.
В комплекс технических средств автоматического окрашивания
входят: 1) автоматические манипуляторы или роботы с
необходимым числом степеней свободы с программными устройствами или
без них; 2) специальные краскораспылители для автоматического
окрашивания; 3) окрасочная камера непрерывного действия; 4)
система автоматической краскоподачи; 5) транспЬртные устройства
(конвейеры, механизмы автоматической загрузки и разгрузки изделий);
6) система управления автоматическим окрашиванием. В
совокупности набор перечисленных технических средств представляет
роботизированный окрасочный комплекс.
Для автоматического окрашивания изделий могут быть
использованы автоматические краскораспылители, работающие по
принципу пневматического, безвоздушного, комбинированного и
электростатического распыления.
Наибольшее распространение получили окрасочные роботы
(манипуляторы) несложной конструкции с 2-3 степенями свободы,
предназначенные для окрашивания изделий малой и средней сложности;
роботы со степенями свободы более 5 применяются значительно
реже.
Для окрашивания в автоматическом режиме плоских изделий
применяют роботы наиболее простой кон-
К^Ч. струкции. Основой их является базовый
„^£j ; манипулятор (рис. 7.19) с двумя степенями
движения краскораспылителя. Два
автоматических краскораспылителя закрепляются
в каретке манипулятора, которая имеет
интервал скоростей от 0,15 до 1 м/с. В
зависимости от размеров покрываемых изделий
устанавливается ход движения
краскораспылителей, он может варьировать от 1 до
2 м и более. Наиболее часто на автоматиче-
Рис. 7.19. Общий вид манипулятора для ок-
2 рашивания изделий распылением:
1У 2 - блоки возвратно-поступательного и
радиального перемещения; 3 - блок крепления
краскораспылителя; 4 - краскораспылитель
252
Рис. 7.20. Схема окрашивания плоских
изделий (щитов) автоматическим
краскораспылителем
Стрелками указаны направления движения
конвейера и краскораспылителя,
пунктирными линиями - холостой ход
краскораспылителя
ских линиях окраски применяют пневматические
краскораспылители.
Используют различные схемы автоматического окрашивания:
1) при непрерывном движении окрашиваемого изделия и
реверсивном (поперек изделия) движении распылителя;
2) при непрерывном движении изделия и неподвижном
распылителе;
3) при статическом положении изделий и одновременном
реверсивном и продольном движении распылителя.
Для изделий типа листов, панелей, ленты характерна первая
схема: конвейер движется в горизонтальной плоскости, а
краскораспылитель совершает возвратно-поступательные движения в
вертикальной (рис. 7.20). При выходе краскораспылителя за верхнюю и нижнюю
кромки изделия, а также в промежутках между изделиями
краскораспылитель отключается (подача лакокрасочного материала
прекращается). Зная ширину полосы (отпечатка факела) Д}„ ход
краскораспылителя SKP и параметры лакокрасочного материала, можно
рассчитать скорость движения конвейера vK (или, при заданной vK, скорость
перемещения краскораспылителя vKP и его производительность GKP),
при которой обеспечивается полное и относительно равномерное
окрашивание изделий:
где Я- высота листа (плоского изделия); р - плотность покрытия; х- сухой
остаток лакокрасочного материала; а - толщина покрытия; к - постоянная,
зависящая от потерь лакокрасочного материала.
Наряду с плоскими роботами находят применение
универсальные промышленные окрасочные роботы. Они имеют три
транспортные и три ориентирующие степени движения краскораспылителя,
относятся к классу обучающихся и работают от контурной системы
программного управления с записью программы на магнитной
ленте. В процессе обучения механическая рука робота точно копирует
все движения оператора, какими бы сложными они ни были, а
запоминающее устройство записывает их на ленту (кассету), воспроизво-
—
253
дя потом эти движения с точностью позиционирования 5 мм при
рабочей скорости 0,1-0,25 м/с.
Универсальные роботы сложны и дороги, но их использование
значительно расширяет области применения автоматического
окрашивания.
Автоматические способы нанесения лакокрасочных материалов
особенно хорошо зарекомендовали себя при производстве изделий,
имеющих одинаковые размеры и относительно правильную форму
(борта, платформы, кабины грузовых и кузовы легковых
автомобилей, электробытовые приборы, дверные щиты, металлические листы,
деревянные и асбоцементные строительные панели и др.).
При автоматическом окрашивании получаются качественно
однородные покрытия (максимальное отклонение толщины на разных
участках поверхности обычно не превышает 10-15 %), повышается
производительность окрасочных работ, рабочие освобождаются от
тяжелого, однообразного труда, улучшаются санитарно-гигинические
условия работы на производстве.
В ряде случаев при окрашивании изделий повышенной
сложности целесообразно сочетать автоматическое нанесение
лакокрасочных материалов с ручным и тем самым частично использовать
достоинства автоматического метода окрашивания.
7.2.5. ОКУНАНИЕ И ОБЛИВ
Окунание и облив - наиболее простые и издавна применяемые
способы окрашивания. Достоинство их заключается в возможности
наносить различные лакокрасочные материалы и получать покрытия
достаточно хорошего качества при использовании несложного
оборудования. Окуная (погружая) изделие в лакокрасочный материал
или обливая им изделие, удается прокрашивать практически все
участки поверхности, в том числе и скрытые от глаза человека; этого
нельзя достичь с помощью многих других способов.
Окунание и облив используют главным образом для получения
грунтовочных и однослойных покрытий на изделиях разной
сложности небольших и средних размеров. Оба способа применяются во
многих отраслях промышленности (автомобильной,
приборостроительной, сельскохозяйственном машиностроении и др.), так как
позволяют механизировать и автоматизировать процессы окрашивания.
Недостатками способов окунания и облива являются:
неравномерность толщины покрытий но высоте изделий, невозможность
окрашивания изделий, имеющих карманы и внутренние полости,
относительно большие потери лакокрасочных материалов, нередко
доходящие до 20 % и более. Многие из этих недостатков, однако, ис-
254
ключаются, если обгьектом окрашивания служат плоские изделия
(деревянные щиты, металлические листы, рулонный металл), уложенные
горизонтально. Лакокрасочный материал при этом наносят с
помощью лаконаливных (или лакообливочных) машин. Именно при
окраске таких изделий, особенно щитовой мебели, нашел наибольшее
применение способ облива.
Уменьшение потерь лакокрасочных материалов и разнотолщин-
ности покрытий при одновременном улучшении их декоративного
вида достигается при выдержке свежеокрашенных изделий в парах
растворителей. Этот способ, как разновидность способа облива, под
названием струйный облив получил широкое распространение в
промышленности. Аналогичным образом можно улучшить покрытия,
нанесенные способом окунания. Другими разновидностями способа
окунания являются окрашивание длинномерных изделий
протягиванием и мелких изделий - во вращающихся барабанах.
Окунание и облив в любых вариантах исполнения привлекают
особое внимание при нанесении водоразбавляемых лакокрасочных
материалов в связи с возможностью организации поточных
пожаробезопасных технологических процессов.
Основы способов
Принцип нанесения окунанием и обливом основан на
смачивании окрашиваемой поверхности жидким лакокрасочным
материалом и удержании его на ней в тонком слое за счет адгезии и вязкости
материала. Качество и толщина покрытий при окрашивании
окунанием и обливом определяются свойствами поверхности, а также
химическими и структурно-механическими характеристиками
наносимого материала.
Рассмотрим процесс нанесения жидкой краски посредством
окунания в нее изделия, например плоской пластинки (рис. 7.21).
Первоначальный акт - погружение изделия в жидкий материал, т. е.
установление адгезионного контакта. В зависимости от вязкости
материала и характера поверхности длительность этого процесса может
составлять секунды или минуты. Одновременно с установлением
контакта происходит адсорбционное взаимодействие жидкости с
твердой поверхностью.
При извлечении изделия, например, со скоростью v% будет
увлекаться не только слой адсорбированной жидкости; вследствие
адгезии и внутреннего трения Сдвижение будет передаваться
параллельным слоям жидкости, которые также будут подниматься, но со
скоростью и>п. Кроме силы Рэти слои будут испытывать действие силы
255
Рис. 7.21. Схема сил, действующих на жидкость при извлечении из нее
изделия
Рис. 7.22. Распределение скоростей в слое жидкости при извлечении из нее
изделия
тяжести Р, вызывающей опускание (стекание) жидкого материала со
скоростью wp. Суммарная скорость движения каждого
элементарного слоя Wx, находящегося на расстоянии х от поверхности изделий,
таким образом, будет равна:
При условии ламинарного движения и исключения силы
тяжести скорость отдельных слоев изменяется равномерно по мере
удаления от изделия и на расстоянии а становится равной нулю. При
этом зависимость wn = f(x) прямолинейна (рис. 7.22), а градиент
скорости dwn/dx - const. В реальных условиях, когда воздействует сила
тяжести Р, характер зависимости изменяется, объем жидкости,
увлеченной изделием, всегда меньше (на рис. 7.22 он показан в виде
заштрихованной области). Если принять ширину слоя за единицу, а
толщину - за dx, то d V составит:
а объем всей жидкости, увлеченной таким изделием в единицу
времени, будет равен:
а
V=\wxdx.
О
После извлечения изделия из жидкости часть ее стекает и (если
это нелетучая жидкость, то независимо от скорости извлечения на
поверхности) остается слой, толщина которого определяется вязкостью,
256
Рис. 7.23. Зависимость толщины 5 покрытий
из алкидной эмали от скорости w извлечения
изделия из ванны при различной вязкости
краски (по ВЗ-246) при 20 °С
плотностью и энергетическими
факторами взаимодействия жидкости с
поверхностью твердого тела.
При окунании в лакокрасочные
материалы процесс усложняется непрерывным
изменением вязкости нанесенного на изделие слоя, вследствие чего
стекание его замедляется, а затем и совсем прекращается. Нетрудно
убедиться, что толщина и степень неравномерности пленки будут
тем больше, чем выше скорость извлечения изделия (рис. 7.23),
вязкость лакокрасочного материала и скорость ее нарастания в момент
стекания. Из низковязких материалов (20 с по ВЗ-246 и менее)
формируются относительно тонкие покрытия с небольшим разбросом
толщин по высоте изделия. Тот же эффект достигается при малых
скоростях извлечения изделий из лакокрасочного материала - 0,1 м/мин
и менее (рис. 7.24).
Однако на практике это приводит к снижению эффективности
окрашивания: с уменьшением вязкости материалов повышается
расход растворителей и в ряде случаев появляется необходимость
нанесения нескольких слоев покрытия; уменьшение скорости извлечения
изделий снижает производительность работы установок.
При нанесении лакокрасочных материалов способом облива
закономерности, свойственные окунанию, сохраняются. Слой
жидкости, подаваемой на единицу поверхности при обливе, в отличие от
распыления, превосходит предельную толщину, при которой
жидкость может удерживаться на вертикальных поверхностях за счет сил
адгезии и внутреннего трения. Поэтому ее избыток обязательно
стекает, оставляя на подложке неравномерный по толщине слой, а на
нисходящей ее кромке - натеки в виде капель. Продолжительность
стекания в основном определяется вязкостью лакокрасочного
материала и скоростью испарения
входящих в его состав растворителей
и для разных типов лаков и
красок составляет 5-15 мин.
Рас. 7.24. Изменение толщины б
покрытия из нитратцеллюлозного лака
по длине / изделия при различных
скоростях извлечения его из ванны
2 м/мин
0,1 м/мин
200 300
/, мм
257
а
a
л
о
H
s
о.
о
О
а.
~*~
-►
^
_►!
-J
"*~
-<-
^
L^_
L-
2
a
л
о
н
S
о.
о
са
Я
а.
Рис. 7.25. Схема выравнивания слоя лакокрасочного
материала при воздействии паров растворителя:
1 - профиль покрытия при обычном окунании; 2 -
профиль покрытия при окунании с выдержкой в парах
растворителя
Испарение растворителей можно замедлить или
исключить, поместив изделие с нанесенным слоем
лакокрасочного материала в атмосферу,
содержащую пары растворителей в относительно высокой
концентрации. В результате этого замедляется или
прекращается нарастание вязкости и
поверхностного натяжения лакокрасочного материала и
создаются условия для его растекания и удаления
избытка с поверхности (рис. 7.25). Изменяя вязкость исходного
материала, концентрацию паров растворителей и продолжительность
выдержки в них окрашенных изделий, можно в широких пределах
регулировать толщину получаемых покрытий, одновременно
улучшая их равномерность (рис. 7.26).
Как видно из рис. 7.26, толщина покрытия уменьшается тем
интенсивнее, чем выше концентрация паров растворителей в паровой
камере; естественно, лакокрасочные материалы с меньшей вязкостью
формируют более тонкие покрытия. Опытным путем установлено
оптимальное время выдержки покрытий в парах растворителей, при
котором сохраняется достаточная толщина и одновременно
обеспечивается удовлетворительная равномерность покрытий по высоте
изделий. При вязкости лакокрасочных материалов 20-40 с по ВЗ-246
и концентрации паров растворителей 15-25 г/м это время составляет
8-14 мин.
35-40 с
10 20
X, МИН
Рис. 7.26. Зависимость толщины алкидных покрытий от
продолжительности выдержки в парах растворителей при вязкости лакокрасочного
материала 20 с по ВЗ-246 и разной концентрации паров (а); концентрации паров
растворителей 18 г/м3 и различной вязкости лакокрасочного материала (б)
258
Нанесение лакокрасочных материалов окунанием
Варианты окрашивания окунанием весьма разнообразны по
аппаратурному и технологическому оформлению (рис. 7.27). В
условиях мелкосерийного производства применяют стационарные ванны;
изделия погружают в них с помощью подъемников, тельферов или
вручную (рис. 7.27, а). Для предотвращения распространения
испаряющихся растворителей в окружающую среду такие ванны, как
правило, оборудуются бортовым отсосом. При массовом
производстве изделия в ванну подают конвейером периодического или
непрерывного действия (рис. 7.27, 6, #), ванну же (стационарную или
поднимающуюся) помещают в камеру, оборудованную вытяжной
вентиляцией. Ванна непрерывного действия имеет сточный лоток для
сбора стекающего с изделий лакокрасочного материала и насос для
перемешивания (в случае пигментированных составов).
Перемешивание красок осуществляется их отбором из верхней части ванны
или из кармана и подачей через трубу с отверстиями в нижнюю
часть; кратность циркуляции материала 3-5 об/ч. Перемешивать краску
в ванне можно также с помощью мешалок или сжатого воздуха;
последний способ, однако, не распространен.
Окунание с выдержкой в парах растворителей проводится в
ваннах, оборудованных паровым туннелем.
В зависимости от габаритов окрашиваемых изделий объем ванн
для окунания колеблется от нескольких литров до нескольких
десятков кубических метров. Особенно большие по размеру ванны
применяют при окрашивании сварных конструкций мачт
электропередач, пола кузовов и кабин автомобилей, щитовых изделий. Ванны
для окунания, имеющие объем 0,5 м3 и более, снабжены аварийным
сливом - трубой и подземным баком для эвакуации огнеопасного
лакокрасочного материала в случае аварийной ситуации. Скорость
"7
7
--^su
иш
ъ>
Рис. 7.27. Схемы установок для окрашивания окунанием:
а - с ручным погружением изделий; б - с погружением изделий на
пульсирующем конвейере с помощью опускного механизма; в- с погружением изделий на
конвейере непрерывного действия; / - ванна; 2 - насос; 3 - карман; 4 - сточный
лоток; 5- изделие; 6- конвейер
259
движения конвейеров непрерывного действия при окрашивании
окунанием обычно не превышает 2,5 м/мин.
Способом окунания можно наносить любые стабильные при
хранении лакокрасочные материалы: битумные, глифталевые, пен-
тафталевые, мочевино- и меламиноформальдегидные, эпоксидные
(горячего отверждения), водоразбавляемые и др. При окрашивании
мелких изделий нередко применяют нитратцеллюлозные лаки и
эмали. Более удобны для нанесения окунанием непигментирован-
ные лакокрасочные материалы. Из пигментированных можно
применять лишь составы, обладающие высокой седиментационной
устойчивостью. Рабочая вязкость лакокрасочных материалов 16-35 с
по ВЗ-246. Для их разбавления применяют преимущественно высо-
кокипящие растворители: уайт-спирит, сольвент, ксилол, скипидар,
этилцеллозольв, бутилацетат. Это уменьшает их потери за счет
испарения с поверхности ванны и благоприятствует стеканию избытка
материала с деталей. В состав маслосодержащих лаков и эмалей
вводят специальные добавки (кетоксимы, альдоксимы, замещенные
фенолы), предотвращающие образование пленки на поверхности
ванны в результате контакта с воздухом.
Для нанесения окунанием пригодны и водоразбавляемые
лакокрасочные материалы - растворы и дисперсии. В частности, такие
материалы нашли применение при окраске автомотодеталей,
бытовых приборов и других изделий массового производства. Для
уменьшения поверхностного натяжения и склонности к ценообразованию
в состав таких материалов вводят смешивающиеся с водой
растворители (спирты, этилцеллозольв, бутилцеллозольв), тиксотропные
добавки (алкоголяты алюминия, бентонит и др.), полиорганосилокса-
ны, а также применяют меры для механического гашения пены
(установка пеногасителя и др.).
Погружение изделий в ванну с краской и их извлечение проводят
плавно, без рывков и с умеренной скоростью. Для разравнивания
слоя краски на изделиях обтекаемой формы нередко
предусматривают их вращение после изъятия из ванны. Большие наплывы и не
оторвавшиеся капли с нижних кромок изделий удаляют
электростатическим способом. С этой целью над сточным лотком
устанавливают электродную сетку и подводят к ней высокое напряжение, а
изделие заземляют. Толщина однослойных покрытий, полученных
способом окунания, 15-30 мкм. По внешнему виду они
соответствуют III и IV классам. Однако при хорошо налаженной технологии
нанесения и отверждения могут быть получены покрытия и более
высокого класса. Многоцветные и многослойные покрытия этим
способом не получают.
260
Нанесение лакокрасочных материалов струйным обливом
В отличие от окунания, облив позволяет обходиться
относительно небольшим количеством лакокрасочного материала. Так, при
окрашивании изделий средних размеров объем используемого
лакокрасочного материала уменьшается по сравнению с окунанием в 5-
10 раз. Благодаря этому способ облива имеет преимущество перед
окунанием в пожарном отношении. Наибольшее применение способ
облива получил в варианте струйного нанесения. Выдержка изделий
в парах растворителей способствует улучшению внешнего вида
покрытий и положительно сказывается на экономии лакокрасочных
материалов. Потери красок при применении струйного облива
уменьшаются по сравнению с окунанием на 10-15 %, с пневматическим
распылением - на 25-30 %. Удобно использовать струйный облив в
условиях крупносерийного и массового производства, так как
окрашивание изделий этим способом осуществляется в автоматическом
режиме.
Для нанесения лакокрасочных материалов используются
установки струйного облива (рис. 7.28), в которых изделия
последовательно проходят зону облива и паровой туннель. Обильность облива
при окрашивании изделий в зависимости от категории сложности
колеблется от 10 до 20 л/м2 поверхности.
Для доведения лакокрасочного материала до заданной вязкости и
промывки парового туннеля предусмотрен подвод растворителя из
соответствующего бака. Разработаны установки, позволяющие
окрашивать изделия с максимальным размером до 1600 мм. При
скорости конвейера 0,6-1,0 м/мин они обеспечивают производительность
по окрашиваемой поверхности 200-250 м2/ч. Для нанесения
струйным обливом применяют в основном те же лакокрасочные материалы,
Рис. 7.28. Принципиальная схема установки для окрашивания изделий
струйным обливом:
1 - воздушные завесы; 2 - входной и выходной тамбуры; 3 - контур с соплами;
4 - камера облива; 5 - изделие; 6 - конвейер; 7- паровой туннель; 8 -
рециркуляционная вентиляция; 9- насос; 10- красочный бак
261
что и для нанесения окунанием, - органо- и водоразбавляемые
грунтовки и эмали. Для разбавления используют индивидуальные
растворители или их бинарные смеси, в случае водоразбавляемых
материалов - водно-спиртовые смеси. Оптимальная температура
лакокрасочных материалов 17-22 °С. Необходимая концентрация паров
растворителей в паровом туннеле создается в результате испарения
растворителей в камере облива и с поверхности окрашенных
изделий. Предельная концентрация паров не должна превышать 50 % их
нижнего предела взрываемое™. Для контроля концентрации паров
служат автоматические сигнализаторы горючих газов типов СГГ-2,
СВК-3 и др. Технологические параметры нанесения грунтовок глиф-
талевых, масляно-фенолоформальдегидных (I) и эмалей пентафта-
левых, мочевиноформальдегидных, меламиноалкидных (II) указаны
ниже:
Вязкость по ВЗ-246, с
Продолжительность облива, мин
Концентрация паров растворителя, г/м
Продолжительность выдержки в парах
растворителя, мин
Толщина покрытия, мкм
I
17-22
1-2
15-20
8-10
12-18
II
20-35
1,5-2
20-25
10-14
20-30
Способом струйного облива грунтуют и окрашивают многие
изделия, для которых допускается отделка не выше III класса: узлы и
детали комбайнов, тракторов, навесного и санитарно-технического
оборудования, отопительные радиаторы, трубы, балки, сварные
конструкции, электротехническое оборудование и др. Недостатки
способа - громоздкость установок и повышенный расход растворителей,
достигающий в некоторых случаях 150% от количества
применяемых лакокрасочных материалов.
Окрашивание плоских изделий способом налива
Налив представляет собой разновидность способа облива, при
котором лакокрасочный материал подается на плоские (или слегка
изогнутые) горизонтально уложенные изделия в строго дозированном
количестве. Дозирование предусматривает подачу на единицу
поверхности одинакового количества материала, именно такого, при котором
исключается его стекание и одновременно достигается хорошее
разравнивание (растекание) на горизонтальной поверхности. С этой
целью лак или краску наносят на поверхность в виде плоской струи
(завесы), перекрывающей всю ширину изделия. Такую завесу можно
получить, сливая жидкость через горизонтальный порог (плотину) или
262
узкую щель в стенке или дне сосуда. Если завесу равномерно, с
определенной скоростью пронести над изделием или изделие пропустить
через завесу (что технически более удобно), то поверхность будет
покрыта равномерным слоем лакокрасочного материала.
На этом принципе основано лакирование и окрашивание многих
видов изделий: щитовой мебели, древесностружечных и
древесноволокнистых плит, картона, фанеры, дверных полотен, лыж,
брусковых материалов и др.
Отличительные особенности способа налива - высокая
производительность, малые потери лакокрасочных материалов, возможность
нанесения за один слой разных по толщине покрытий (до 300 мкм) -
позволяют отнести его к наиболее перспективным способам
окрашивания.
Для нанесения наливом применяют разные по конструкции ла-
коналивные машины. Принцип их работы понятен из рис. 7.29.
Лакокрасочный материал подается на изделие из наливочной головки. Не
попавший на изделие материал (протяженность завесы обычно
больше ширины изделия) стекает через приемный лоток в отстойный
бак, откуда, освободившись от пузырьков увлеченного им воздуха,
вновь возвращается в цикл.
Процесс осуществляется непрерывно; окрашиваемые изделия
перемещаются автоматически с помощью транспортирующих устройств.
Наиболее ответственная деталь лаконаливных машин - наливочная
головка. Она определяет профиль вытекающей струи и расход
лакокрасочного материала. Нашли применение наливочные головки с
донной щелью (наиболее распространенный тип), со сливной
плотиной, со сливной плотиной и экраном; оптимальное расстояние от
наливочной головки до изделия составляет 50-100 мм.
Регулирование подачи красок на изделия в лаконаливных
машинах осуществляется путем изменения ширины щели, давления или
объема поступающего в наливочную головку материала. Толщину
покрытий также можно
изменять, меняя скорость движения
транспортирующих изделие
устройств. При окрашивании ^ / v^^^jj^^ja^/^
Рис. 7.29. Схема работы лакона-
ливной машины:
1 - наливочная головка; 2 -
покрываемое изделие; 3 -
транспортирующие устройства; 4 - приемный
лоток; 5 - отстойный бак; 6 - насос; 7 -
фильтр
г
263
и лакировании мебельных изделий широко применяется лаконалив-
ная машина ЛМ-3. Она имеет две наливочные головки и позволяет
окрашивать как плоские части, так и кромки изделий шириной до
2,2 м. Скорость движения изделий можно варьировать в пределах
10-170 м/мин.
Лаконаливные машины - весьма производительный и
экономичный вид окрасочного оборудования. При автоматизированных
подаче и съеме изделий с транспортера производительность по
окрашиваемой поверхности может достигать десятков тысяч квадратных
метров в час.
При нанесении способом налива принципиально нет
ограничений в применении любых жидких материалов. Так как способ налива
применяется в основном для отделки изделий из древесины, освоено
нанесение в первую очередь мебельных лаков и эмалей - нитратцел-
люлозных (I) и полиэфирных (И). Ниже приводятся основные
технологические параметры их нанесения:
I И
Рабочая вязкость по ВЗ-246, с 80-100 55-100
Скорость движения изделия, м/мин 60-90 50-80
Средний расход материалов, г/м2 120-200 400-500
Толщина однослойных покрытий, мкм 25-40 200-300
Компоненты полиэфирных лаков смешивают непосредственно
перед нанесением (в случае машин с одной головкой) или в процессе
нанесения (при использовании машин с двумя наливочными
головками). Способом налива можно наносить однослойные и
многослойные, однородные или разнородные покрытия. При нанесении
окрашивается только одна сторона изделия - верхняя. Если
необходимо окрасить обратную сторону или торцы (кромки) изделий,
их переворачивают и процесс повторяют. Наиболее часто
встречающийся дефект покрытий - газонаполнение. Оно возникает в
результате попадания воздуха в струю краски или ее
микродиспергирования при соприкосновении с быстродвижущейся
поверхностью. Устранение этого и других дефектов достигается
изменением параметров лакокрасочного материала (вязкости,
поверхностного натяжения) и режимов работы машин. В процессе налива и
при последующем транспортировании изделий до сушилки
происходит испарение растворителей или мономеров. Поэтому в
конструкциях лаконаливных машин предусматривают местный отсос,
а помещения, где проводится окрашивание, оборудуют общей
вентиляцией.
264
Окрашивание длинномерных изделий способом протягивания
Длинномерные изделия, имеющие постоянное поперечное
сечение по длине (карандаши, плинтусы, карнизы, проволока, отрезки
труб небольшого диаметра), удобно окрашивать путем их
протягивания через ванну с лакокрасочным материалом (рис. 7.30).
Излишки материала при этом удаляются ограничительными
кольцами (шайбами из резины), перекрывающими вход и выход изделий
из ванны. Роль ванны может выполнять пористый материал
(поролон, фетр, тканевый пакет), плотно обжимающий покрываемую
поверхность. Дозирование лака или краски на пористый материал
осуществляют через трубку или фитильным способом. При
протягивании изделия через пористый материал, пропитанный лаком,
последний откладывается тонким слоем на поверхности изделия. Этим
способом проводят, в частности, лакирование проводов на
предприятиях электротехнической промышленности.
Для лакирования и окрашивания способом протягивания
применяют как быстро-, так и медленносохнущие лакокрасочные
материалы: нитратцеллюлозные, алкидные, полиэфирные, эпоксидные
(одноупаковочные) и др. Так, карандаши покрывают нитратцеллю-
лозными лаками и эмалями с относительно высокой вязкостью и
содержанием сухого остатка 50-60 %. Вытолкнутый из ванны
карандаш поступает на приемный (сушильный) транспортер.
Для покрытия проволоки в основном применяют лаки с
низколетучими растворителями (керосин, уайт-спирит, крезолы и др.);
покрытия отверждают в сушилках конвективного или
индукционного типа при высоких температурах. Толщина однослойных
покрытий при протягивании небольшая - 2-5 мкм, поэтому
предусматривается нанесение нескольких слоев - от 2 до 12.
Способ протягивания производителен, достаточно экономичен,
позволяет механизировать и автоматизировать окрасочный процесс,
однако имеет большие ограничения по форме покрываемых
изделий.
Рис. 7.30. Схема окрашивания изделий способом протягивания:
1 - подающие валки; 2 - изделие; 3 - ванна с лакокрасочным материалом; 4 -
ограничительные шайбы; 5 -сушильный транспортер
265
Нанесение лакокрасочных материалов в барабанах
Наиболее простым и экономически выгодным для мелких
изделий массового изготовления (пистоны для обуви, крючки, петли,
пряжки, болты, гайки, рукоятки для инструмента и др.) является
способ окрашивания в барабанах. Применяют барабаны с
механическим приводом, обеспечивающие слив лакокрасочного материала и
нередко высушивание изделий при вращении. В последнем случае
предусмотрена подача в барабан теплого воздуха и отвод из него
паров растворителей. Изделия загружают в барабан обычно на 7з~ /з
объема. Лакокрасочный материал заливают с таким расчетом, чтобы
полностью смочить изделия. Время вращения барабана 5-7 мин,
частота вращения 75-120 об/мин. Если покрытия высушивают вне
барабана, то изделия выгружают на сетки и после стекания избытка
краски направляют в сушилку.
Имеются конструкции барабанов, в которых окрашивание
изделий осуществляется не погружением в лакокрасочный материал, а
его распылением. При этом в случае термореактивных лаков и
красок возможно их многослойное нанесение с сушкой каждого слоя
непосредственно в барабане при его вращении. Вместо барабанов
могут быть использованы центрифуги. Изделия загружают в
перфорированную корзину центрифуги, опускают в емкость с краской и
после изъятия из нее центрифугу приводят во вращение для
удаления избытка краски и высушивания изделий.
Для нанесения в барабанах и центрифугах применяют
преимущественно быстросохнущие лакокрасочные материалы - битумные
и нитратцеллюлозные лаки и эмали, а также водные краски. Их
вязкость в каждом конкретном случае подбирают опытным путем.
Покрытия имеют невысокий класс отделки (не выше III),
встречаются дефекты в местах соприкосновения изделий, возможны
потеки.
7.2.6. ВАЛКОВЫЙ СПОСОБ
Плоские изделия можно окрашивать не только способом налива
или распыления, но и с помощью валков. Валковый способ издавна
применяется при нанесении печатных красок, лакировании
продукции полиграфической промышленности, отделке мебельных
изделий. Традиционным является его использование для покрытия таких
материалов, как бумага, картон, полимерные пленки, металлическая
фольга, жесть и др. В последнее время интерес к этому способу
заметно возрос в связи с резким расширением масштабов выпуска
окрашенного листового и рулонного проката.
266
При окрашивании металлопроката в промышленных условиях
этот способ известен под названием "койл-коатинг" (Coil Coating).
Этим способом окрашивают холоднокатаную и оцинкованную сталь,
алюминий и его сплавы, прокат других металлов. Возможная
ширина ленты 12-165 мм, толщина 0,25-1,50 мм. Окрашенный металл
используется в строительстве и промышленности (изготовление
электробытовых приборов, деталей автомобилей и других машин).
Валковый способ выгодно отличается от других способов
высокой производительностью, малыми потерями лакокрасочных
материалов, относительно хорошим качеством покрытий (равномерность
толщины, отсутствие шагрени). Нанесение материалов этим
способом представляет собой автоматизированный процесс,
осуществляемый на специальных машинах валкового типа. Наиболее
распространены машины, имеющие три окрасочных валка - наносящий,
регулирующий и питающий. Наносящий валок имеет обрезиненную
поверхность (применяется резина, стойкая к растворителям),
остальные валки - стальные хромированные.
Различают машины двух типов: прямой и обратной ротации
(рис. 7.31). Принципиальное их различие заключается в направлении
вращения наносящего валка относительно движения подложки. У
машины прямой ротации эти направления совпадают. Такие машины
применяют для нанесения печатных красок, лаков и грунтовок с
целью получения тонких покрытий.
В машинах обратной ротации направление вращения
наносящего валка противоположно направлению движения подложки.
Происходит как бы проскальзывание валка относительно поверхности
подложки. Эти машины применяют для нанесения более вязких
материалов, соответственно могут быть получены более толстые
покрытия.
Валковые машины различаются и способом подачи
лакокрасочного материала. Материал может захватываться питающим валком
из ванны, подаваться (дозироваться) на регулирующий валок,
поступать непосредственно в
зазор между валками. Имеются /v
Рис. 7.31. Схема нанесения
лакокрасочных материалов на
валковых машинах прямой (а) и
обратной (б) ротации:
1, 3, 4} 5 - направляющий,
наносящий, регулирующий и питающий
валки; 2 - подложка (лента); 6 -
ванна с лакокрасочным материалом
267
машины для одностороннего и двухстороннего окрашивания
изделий.
Валковый способ позволяет получать покрытия разной
толщины - от единиц до сотен микрометров. Толщина наносимого слоя
определяется многими параметрами: зазором между валками,
соотношением окружных скоростей вращения валков и перемещения
покрываемой поверхности, распределением лакокрасочного материала
между поверхностями после прохождения зазоров.
Если обозначить толщину слоя в конце зазора питающего и
регулирующего валков через h, то количество краски Q,
проходящей в единицу времени через зазор и приходящейся на единицу
ширины валка, равно:
Q=HP,
где vcp - полусумма окружных скоростей контактирующих валков.
От значения Q в основном зависит конечная толщина слоя краски
на изделии. Так как h является функцией зазора, то наиболее простой
способ регулирования толщины покрытий при валковом нанесении -
изменение расстояния между питающим и регулирующим валками.
Валковые машины устанавливают в хорошо вентилируемых
камерах. Во избежание попадания пыли на покрытие в камерах
поддерживается избыточное давление воздуха; привод и пульт
управления устанавливают вне камеры. Валковые машины - только часть
больших и сложных агрегатов (линий), предназначенных для
окрашивания листов и полосового проката (ленты).
Листовые агрегаты применяют при относительно небольших
объемах окрасочных работ и широком ассортименте выпускаемой
продукции. Они хорошо зарекомендовали себя, в частности, при
лакировании жести для консервной тары и окрашивании листового
металла разной толщины. В их комплект наряду с валковой
машиной входит оборудование по подготовке поверхности, отверждению
(сушке) покрытий и транспортные устройства.
Линии по нанесению лакокрасочных материалов на полосовой
прокат (Coil Coating) более сложны и производительны (рис. 7.32).
Они включают оборудование для разматывания ленты из рулонов и
сматывания ее, транспортирования ленты, подготовки поверхности,
нанесения лакокрасочного материала, сушки и охлаждения
покрытия. Существующие конструкции линий обеспечивают
автоматическое окрашивание металлической ленты шириной до 1800 мм и
толщиной до 2 мм при скорости движения ее 180 м/мин и более. При
этом последовательно наносится до 2-3 слоев покрытия.
Протяженность таких линий достигает 175-200 м.
268
Размотка ленты >
Предварительная химическая обработкам
Лакирование и сушка>
Намотка ленты>
Рис. 7.32. Схема процесса окрашивания рулонного металла
Эффективность работы валковых машин во многом зависит от
правильного выбора лакокрасочного материала. Большинство лаков
и красок, наносимых распылением, окунанием, обливом, непригодно
для нанесения валковым способом, поскольку покрытия из них
должны удовлетворять крайне жестким требованиям по механическим
свойствам (допускать штамповку, резку, вытяжку, вырубку и т. д.).
Поэтому для окрашивания применяют специальные материалы,
легко передаваемые валками, быстро отверждающиеся, образующие
механически и адгезионнопрочные покрытия. К ним относятся эмали на
виниловой, эпоксидной, полиакрилатной основе, алкидные, мелами-
ноалкидные, полиэфирные, полиэфирсилоксановые. Эпоксидные
материалы применяют как грунтовочные, алкидные и меламиноалкид-
ные - для нелицевых поверхностей. Рабочая вязкость грунтовок по
ВЗ-246 при 20 °С 40-60 с, эмалей 60-150 с. Покрытия отверждают при
150-240 °С, продолжительность отверждения 30-60 с.
В промышленности Российской Федерации освоены и работают
крупные автоматизированные линии по окрашиванию ленты из
алюминия, черной и оцинкованной стали, луженой жести.
7.2.7. ЭЛЕКТРООСАЖДЕНИЕ
Электроосаждение - один из наиболее прогрессивных способов
нанесения лакокрасочных материалов, заключающийся в осаждении
(отложении) лакокрасочного материала в виде концентрированного
осадка на поверхности изделий под воздействием постоянного
электрического тока. Осаждение осуществляется в результате приобрете-
269
ния частицами лакокрасочного материала, находящимися в
электропроводящей жидкой среде, электрического заряда, противоположного
по знаку заряду покрываемого изделия. Если лакокрасочный материал
способен в данной среде переходить в ионное состояние, то его
перенос осуществляется за счет заряда ионов - катионов или анионов.
Впервые явление электроосаждения наблюдал профессор МГУ
Ф. Ф. Рейс в 1808 г., изучая действие электрического тока на
дисперсии твердых неорганических веществ в воде. Это явление было
использовано в дальнейшем для разработки технологии электрофоре-
тического осаждения различных материалов, нашедшей применение
в технике, медицине, биологии и т. д. Так как ассортимент
дисперсионных красок был мал, способ имел ограниченное применение в
технологии лакокрасочных покрытий.
В начале 1960-х годов была выявлена возможность нанесения
способом электроосаждения водоразбавляемых лакокрасочных
материалов (растворов). Начиная с этого времени, способ приобрел
исключительную популярность и стал развиваться особенно быстрыми
темпами. Сначала использовалось анодное электроосаждение, а с
1979-1980 гг. широкое внедрение получил катодный процесс.
В настоящее время электроосаждение имеет доминирующее
значение в автомобилестроении (почти все выпускаемые в мире
автомобили окрашиваются с применением этого способа),
сельскохозяйственном машиностроении, приборостроении и других отраслях,
характеризующихся массовым (поточным) производством изделий.
Способ электроосаждения позволяет механизировать и
автоматизировать окрасочный процесс, покрывать изделия достаточно
сложной конфигурации, получать плотные покрытия равномерной
толщины по всей поверхности. Способ производителен и экономически
выгоден, особенно при больших объемах окрасочных работ. Так,
стоимость окрашивания электроосаждением 1 м2 поверхности
изделий в автомобильной промышленности приблизительно на 25 %
меньше, чем электростатическим распылением, и на 50 % -
пневматическим распылением. Ограничения способа электроосаждения
заключаются в специфике применяемых лакокрасочных материалов,
сложности и большой стоимости оборудования, возможности
получения только однослойных покрытий, причем на изделиях из токо-
проводящих материалов.
Электрофоретическое нанесение дисперсий
Основы способа. Электроосаждение из дисперсий связано с
переносом частиц в неподвижной жидкой среде к одному из
электродов - аноду или катоду. В зависимости от того, чем служит окраши-
270
ваемое изделие - анодом или катодом, различают анодное осаждение
(анофорез) или катодное (катофорез). Необходимым условием для
электроосаждения является наличие электропроводящей среды.
Поэтому данным способом наносят водные и органодисперсии
полимеров и олигомеров: в случае органодисперсии дисперсионной средой
служат жидкости с высокой диэлектрической проницаемостью
(спирты, кетоны, амиды, смеси гидрофильных растворителей с водой).
Электрофорез - типичный гальванический процесс, однако он
отличается от электроосаждения металлов тем, что происходит не в
растворах. Заряд, возникающий на частицах при электрофорезе,
обусловлен наличием на их поверхности полного диффузного двойного
электрического слоя в результате адсорбции из жидкой среды ионов, ПАВ,
молекул растворителя, воды или других веществ или ионизации
поверхностных молекул пленкообразующего вещества. Свойства и
особенности образующихся адсорбционных слоев определяют их
поляризуемость, направление, скорость переноса и коагуляции дисперсных
частиц и, соответственно, выход и качество образующегося электро-
форетического осадка. Так, если применить в полимерных водно-
спиртовых дисперсиях анионоактивные ПАВ, например натриевую
соль карбоксиметилцеллюлозы, то при получении покрытий осадок
будет образовываться на аноде, в случае катионоактивных ПАВ,
например диметилдиоктадециламмонийхлорида [(CH3)2N(Ci8H37)] • НС1,
осаждение происходит на катоде. Роль зарядчика могут выполнять
также водорастворимые олигомерные пленкообразователи анионо- и
катионоактивного типа.
При отсутствии ПАВ в средах с большой диэлектрической
постоянной (вода, спирты) частицы, как правило, приобретают
отрицательный заряд и осаждаются на аноде. Анодное осаждение
наиболее распространено на практике. Однако этот процесс связан с
анодным растворением металла. Катодное осаждение в этом отношении
имеет преимущество перед анодным. Особенность катофореза
заключается и в том, что он позволяет проводить одновременно
электролиз солей металлов, растворенных в дисперсионной среде, и тем
самым обеспечивать соосаждение металлов с полимерами, т. е.
получать металлополимерные покрытия. При катафоретическом
осаждении полимеров происходит выделение на катоде водорода,
который, препятствуя окислению полимеров, в то же время отрицательно
влияет на сплошность покрытий.
Способом электрофореза можно наносить не только
индивидуальные полимеры и олигомеры, но и лакокрасочные композиции,
которые должны быть тщательно гомогенизированы, чтобы не
происходило избирательного осаждения компонентов. Важное требова-
271
ние к дисперсионным составам - их стабильность, т. е. высокая
кинетическая и агрегативная устойчивость в момент нанесения.
Технология получения покрытий. Способом
электрофоретического осаждения получают покрытия из водных и органических
дисперсий самых разных пленкообразователей: фторопластов,
полиэтилена, полипропилена, поливинилхлорида, поликапроамида, полиак-
рилонитрила, каучуков, битумов и т. д. Для их нанесения применяют
установки периодического или непрерывного действия (рис. 7.33).
Противоэлектродом в установках служат пластины из стали, меди
или металлический корпус ванны.
Возможны два способа нанесения материалов: при постоянном
напряжении и при постоянном токе. В первом случае получаются
более тонкие покрытия, чем во втором.
Процесс электроосаждения характеризуется: условным выходом
по току (отношением массы покрытия к количеству электричества,
пошедшего на его образование), выходом осадка (количество осадка,
приходящееся на единицу поверхности), толщиной и
равномерностью покрытия по толщине.
Выход осадка обычно увеличивается с ростом концентрации
диспергированных частиц и продолжительности осаждения. Особенно
большое влияние на выход осадка оказывают электрокинетический
потенциал частиц дисперсии и приложенное напряжение. Электро-
форетическая подвижность частиц U связана с их
электрокинетическим потенциалом С, следующей зависимостью:
где г - диэлектрическая проницаемость среды; А£ - градиент потенциала
внешнего поля; г| - вязкость среды.
Важное значение имеют природа поверхности покрываемого
металла и способ ее подготовки. Например, крупнокристаллические
'220 В
Рис. 7.33. Принципиальная схема установки для электрофоретического
нанесения лакокрасочных материалов:
1 - источник постоянного тока; 2 - гальванометр; 3 - изделие; 4 - противоэлек-
трод; 5 - ванна с лакокрасочным материалом
272
Рис. 7.34. Зависимость выхода электро-
форетического осадка органодисперсии
поливинилхлорида от
продолжительности осаждения на поверхности стали,
механически обработанной (7),
покрытой слоем мелкокристаллических (2) и
крупнокристаллических (3) фосфатов
фосфатные покрытия на стали, в
отличие от мелкокристаллических,
резко ухудшают осаждение (рис. 7.34).
Опытным путем установлены
оптимальные условия электрофоретиче-
ского нанесения дисперсионных
материалов:
80
60
40
3
CQ
20
Концентрация материала, % 10-50
Вязкость по ВЗ-246, с 15-40
рН среды 6,5-8,5
Плотность тока, А/м
10-40
2 4 6
Время, мин
Напряжение, В 50-300
Температура, °С 20-40
Продолжительность осаждения, с 30-300
Толщина покрытий, мкм 10-200
Полученный при осаждении осадок представляет собой слой не-
скоалесцировавших и скоалесцировавших частиц, содержащий до 80 %
и более твердого вещества. Окончательное формирование покрытия
происходит в результате удаления остатков дисперсионной среды и
аутогезии частиц; это может быть осуществлено при нормальной
температуре или лучше при нагревании.
Низкое содержание растворителей в осадке и соответственно
малые их потери - несомненное достоинство способа электрофоретиче-
ского нанесения материалов.
Электроосаждение лакокрасочных материалов
из водных растворов
Основы способа. Процесс электроосаждения лакокрасочных
материалов на основе водорастворимых пленкообразователей имеет
ряд особенностей: он протекает в водных средах, не связан с
электрохимическим разрядом (в отличие от гальванических процессов),
сопровождается химическими превращениями пленкообразователя на
электроде или в приэлектродном пространстве (в отличие от элек-
трофоретического осаждения). Для нанесения пригодны
пленкообразующие вещества, способные после нейтрализации в водной среде
диссоциировать на ионы с образованием полианионов:
R(COOK)„ ^ R(COO")„ + «К\
273
или поликатионов:
R(NHA)„ ^ R(NH+)„+«A",
где К+ - катион (NHj, R/NH3, Ме+); А"- анион кислоты.
Анодное электроосаждение. До недавнего времени
определяющим являлось анодное осаждение, проводимое с использованием
карбоксилсодержащих пленкообразователей. В настоящий период
анодное осаждение все более уступает катодному; разработаны и
соответствующие поликатионные пленкообразователи.
Основными электрохимическими процессами, протекающими
при анодном осаждении в водной среде, являются: электролиз воды
Н20 — 0,5О2 + 2Н+ + 2е
и анодное растворение металла
Me —** Меа+ + at.
Помимо этих процессов могут протекать и другие - анодное
окисление металла (например, при окрашивании алюминия), декар-
боксилирование и окисление пленкообразователя (при больших
потенциалах анода).
В прианодном пространстве в результате электролиза воды рН
раствора резко понижается (приблизительно до 2). Благодаря
накоплению ионов водорода и металла создаются благоприятные условия
для образования кислотной и солевой форм пленкообразующего
вещества:
R(COO~)„ + «H+ — R(COOHU,
R(COO~)„ + л/дМеа+ — R(COO)„Men/<?|.
Поскольку степень ионизации образующихся продуктов мала,
они осаждаются в виде нерастворимых осадков на поверхности
анода, которым служит покрываемое изделие.
Образование кислотной или солевой формы определяется
многими факторами, важнейшими из которых являются природа
покрываемого металла и характер его поверхности. Различают три
группы металлов в зависимости от того, по какому механизму
происходит на них осаждение пленкообразователей.
К первой группе относят нерастворимые и пассивирующиеся в
процессе электроосаждения металлы (Pt, A1, пассивированное Fe).
Главным электрохимическим процессом в этом случае является
электролиз воды; осадок формируется в основном из кислотной формы
пленкообразующего вещества (поликислот). Во вторую группу
входят металлы, характеризующиеся повышенной склонностью к
анодному растворению при используемых потенциалах (Zn, Ni, Ag, Fe).
274
В этом случае кроме разложения воды электричество расходуется на
растворение металла, но концентрация образующихся ионов
недостаточно велика, поэтому осаждение пленкообразователя
осуществляется в кислотной и солевой формах с преобладанием первой из
них. Третью группу составляют медь и ее сплавы. Для них
характерно сильное анодное растворение, отсутствие пассивации и
образование осадка в виде средних и основных солей.
Различные по природе катионы обладают неодинаковой
коагулирующей способностью, что проявляется в структуре и свойствах
осадков и образующихся из них пленок. Структура осадков имеет
обычно глобулярную природу, причем размеры глобул лежат в
интервале 0,01-10 мкм.
Выход осадка зависит от продолжительности электроосаждения
и от количества поглощенного электричества (рис. 7.35) и
лимитируется электрическим сопротивлением полученного слоя. Изоляция
анода приводит к резкому уменьшению плотности тока и снижению
скорости электроосаждения. Таким образом, электроосаждение можно
рассматривать как процесс с саморегулирующимися значениями
толщины и сплошности покрытий. При анодном осаждении покрытия,
сформированные из кислотной формы пленкообразователя, имеют
более высокие механические и защитные свойства, чем покрытия,
полученные из солевой формы.
Катодное электроосаждение. При катодном электроосаждении
используют водорастворимые пленкообразователи, образующие при
диссоциации поликатионы. В процессе осаждения протекают
следующие реакции в прикатодном пространстве:
Н20 + е -*- 0,5О2 + ОН",
/СН—NHR2 + ОН" -*- /СН—NR2 + Н20.
Последняя реакция, связанная с
превращением пленкообразователя,
обусловлена повышением
содержания ионов ОН" в прикатодном
пространстве (рН достигает 9-10).
Образующиеся при этом олигомерные
Рис. 7.35. Зависимость выхода электро-
форетического осадка G от количества
электричества Q (1) и
продолжительности т (2) электроосаждения
водорастворимой грунтовки ФЛ-093 при
постоянной плотности тока и температуре 25 °С
а кл
275
основания нерастворимы в воде и отлагаются на катоде в виде
осадка.
Наряду с указанными процессами возможно катодное
восстановление оксидов металлов за счет присутствующих в растворе
ионов гидроксония:
МеО + 2Н30+ + 2е ^ Me + ЗН20.
Восстановлению подвержены, в частности, оксиды железа,
алюминия, меди, никеля.
Таким образом, в отличие от анодного процесса, при катодном не
происходит растворения металла и его фосфатов (если поверхность
предварительно отфосфатирована); также исключается окисление
пленкообразователей. В этом главные достоинства катодного
осаждения перед анодным. Вместе с тем восстановительные процессы,
приводящие к разрушению оксидных пленок на поверхности
металлов, не всегда благоприятно сказываются на защитных свойствах
покрытий. Так, катодные покрытия на алюминии не имеют
существенных преимуществ перед анодными, тогда как на стали солестойкость
катодных покрытий в 2 раза и более выше, чем анодных.
Лакокрасочные материалы. В зависимости от того, проводят
электроосаждение анодное или катодное, применяют
соответствующие лакокрасочные материалы. Они должны обладать необходимой
рассеивающей способностью, электрической проводимостью и
другими требуемыми свойствами.
Рассеивающая способность - это свойство лакокрасочного
материала осаждаться равномерным слоем на поверхности изделий
сложной конфигурации, в том числе и в труднодоступных местах. У
разных материалов рассеивающая способность, определяемая по методу
фирмы "Фиат" (глубина проникновения в экранированной ячейке),
колеблется от 7 до 15 см. При низкой рассеивающей способности
лакокрасочного материала возникают затруднения при окраске
сложных по форме изделий, и требуется установка дополнительных
электродов. Особенно это относится к материалам анодного осаждения.
Существуют оптимальные значения концентрации С рабочих
растворов и рН:
С, % рН
Анодное осаждение 8-15 7,0-8,5
Катодное осаждение 10-20 5,8-8,0
Удельная объемная электрическая проводимость применяемых
для электроосаждения лакокрасочных материалов обычно составляет
0,1-0,5 См/м. Повышение электрической проводимости ванны -
признак загрязнения посторонними электролитами.
276
Для нанесения способом анодного электроосаждения наибольшее
применение получили следующие соединения: малеинизированные
масла, малеинизированные гюлибутадиены, малеинизированные эпок-
сиэфиры, акрилатные олигомеры с карбоксильными группами.
Примером отечественных материалов могут служить грунтовки В-КФ-093,
В-КЧ-0207. Эти материалы выпускаются в виде нейтрализованных
концентратов и кислых водонерастворимых паст с содержанием
сухого остатка (до стадии разведения) 40-75 %. Нейтрализующими
агентами для них служат алифатические амины (триэтиламин, три-
этаноламин и др.), а также аммиак.
Перечень катодных пленкообразователей значительно меньше,
чем анодных. Для их получения в основном применяют эпоксидные
смолы. Модифицируя их аминоалканолами и полиаминами,
получают аддукты - соединения, содержащие аминогруппы. Для
обеспечения растворимости их нейтрализуют кислотами - муравьиной,
уксусной, реже пропионовой или молочной. Примером таких
грунтовок могут служить составы В-ЭП-01-01, В-ЭП-0196.
Достаточно широкое распространение получили олигомерно-
полимерные составы для электроосаждения. Введение в олигомеры
полимерных модификаторов - фторопластов, полиамидов,
полистирола и др. - приводит к повышению рассеивающей способности и
направленному изменению многих свойств покрытий.
Технология получения покрытий. Подлежащие окрашиванию
изделия тщательно обезжиривают и при необходимости фосфати-
руют (см. гл. 9). Для промывки изделий при подготовительных
операциях применяют умягченную воду; при окончательной промывке
используется обессоленная вода из расчета 2-10 л на 1 м2
обрабатываемой поверхности.
Нанесение покрытий осуществляется на установках
периодического и непрерывного действия; последние получили наибольшее
применение. На рис. 7.36 показана схема установки непрерывного
действия для окрашивания изделий анодным электроосаждением с
последующей их промывкой. Ванна соединена с отрицательным
полюсом источника постоянного тока и является катодом;
окрашиваемое изделие служит анодом, электрический ток подводится к нему
через токосъемную шину, расположенную над ванной
электроосаждения. Ванну обычно изготовляют из нержавеющей стали.
Перемешивание лакокрасочного материала в ванне осуществляют
циркуляционным насосом; в случае больших по объему ванн (более 2 м )
дополнительно устанавливают мешалки. Пену с поверхности ванны
смывают в расположенный смежно с ванной переливной карман
путем подачи части лакокрасочного материала вдоль зеркала ванны.
277
Рис. 7.36. Схема установки электроосаждения с применением
ультрафильтрации:
2 - входной и выходной тамбуры; 2 - конвейер; 3 - изделие; 4 - ванна; 5 -
сливной карман; б - контур промывки ультрафильтратом; 7 - контур промывки
обессоленной водой; 8 - контур обдувки сжатым воздухом; 9 - бак для
промывной воды; 10- бак для ультрафильтрата; 11 - установка ультрафильтрования;
12- фильтр; 13- теплообменник
Изделия поступают в ванну на токопроводящих подвесках.
Расстояние от поверхности изделий до стенок, днища и верхнего уровня
краски в крупногабаритных ваннах не менее 300 мм, в ваннах
объемом до 1,5 м3 - 150-200 мм. Окрашивание проводится при
соблюдении следующих режимов:
Температура раствора, °С 20-25
Напряжение, В 30-350
Плотность тока, А/м2 20-50
Продолжительность осаждения, с 60-120
Толщина покрытий, мкм 15-30
"Оборачиваемость" ванны (время "выработки" ванны, или время
полного обновления раствора) составляет обычно 0,5-1,5 мес.
Заданная температура лакокрасочного материала (при окрашивании 1 м
поверхности выделяется 400-800 кДж теплоты) поддерживается с
помощью теплообменника.
Выходящие из ванны изделия с нанесенным слоем
лакокрасочного материала промывают методом распыления
деминерализованной (обессоленной) водой с целью удаления из слоя не перешедшего
в осадок лакокрасочного материала. Завершающей стадией процесса
является обдувка изделий горячим воздухом, продолжительность
обдувки 30-90 с.
278
Примерно аналогичным образом проводится и катодное
окрашивание. Ванны электроосаждения вместимостью 1 м3 и более для
обеспечения безопасности работы имеют ограждения в виде
остекленного туннеля и снабжены приточно-вытяжной вентиляцией.
Управление автоматизированными установками электроосаждения
дистанционное, осуществляется с пульта управления.
Важным элементом всех установок электроосаждения является
оборудование для очистки промывных вод и приготовления
деминерализованной воды. Цель очистки - регенерация лакокрасочных
материалов из промывных вод. Она проводится посредством
ультрафильтрации. В случае катодного электроосаждения
предусматривается дополнительно диализ раствора с целью удаления
накапливающейся у анода кислоты.
7.2.8. ХЕМООСАЖДЕНИЕ
Хемоосаждение - относительно новый способ нанесения
лакокрасочных материалов, при котором осаждение (отложение)
пленкообразующего вещества на поверхности изделий осуществляется без
применения электрического тока. Этот способ получил название
хемоосаждение или автофоретинеское осаждение. Он основан на
пристенной коагуляции водных дисперсий (латексов)
пленкообразующих веществ, стабилизированных ионогенными ПАВ, путем
создания градиента концентрации электролита на границе поверхность -
среда. Принцип осаждения виден из рис. 7.37.
а б
I IV
H3P04, HFKF, H202:
hCM * Фосфат Fe '.'..; .\ *. J
Частицы •'
латекса (коагулюм)
I II III
V
IV
Рис. 7.37. Схема хемоосаждения частиц латексов на нефосфатированной
(а) и фосфатированной (d) поверхности стали:
I - металл; II - фосфатный слой; III - гель полимера; IV - латекс
279
Если в водную дисперсию полимера, например в бутадиенсти-
рольный латекс, ввести кислоту, не нарушая при этом стабильности
латекса, а затем в эту среду поместить металлическое (стальное)
изделие, то кислота будет взаимодействовать с металлом, вызывая его
растворение и создавая высокую концентрацию гидратированных
ионов вокруг поверхности. Образующиеся ионы вызовут
разрушение адсорбционно-гидратных слоев на частицах латекса,
контактирующих с поверхностью, что приведет к отложению полимера на
изделии.
Еще легче этот процесс идет на фосфатированной поверхности
металлов вследствие более легкой растворимости фосфатов по
сравнению с оксидами в кислых средах. Коагулирующими ионами в этом
случае служат преимущественно катионы, входящие в состав
фосфатных слоев. Хемоосаждение следует рассматривать как коагуляци-
онный процесс, определяемый скоростями встречной диффузии
ионов водорода и ионов-коагулянтов, агрегативной устойчивостью ла-
тексной системы, а также скоростью движения частиц латекса под
влиянием градиента концентраций электролита.
Для получения покрытий этим способом используют латексы
разных пленкообразователей. Электролитами служат
неорганические и органические кислоты: фтороводородная, фосфорная, винная
и др. Скорость растворения металла и стабильность дисперсий
регулируют введением окислителей, ПАВ, а также применением разных
способов подготовки поверхности металла. Хорошие результаты
получены при нанесении непигментированных и пигментированных
бутадиенстирольных латексов (марки СКС-65ГП, БС-65, БСК-6 и др.)
на предварительно фосфатированные поверхности
(крупнокристаллический фосфат массой не менее 4 г/м2). При нанесении латекса на
такую поверхность фосфатный слой растворяется не более чем на
25 %; его защитные функции в большой
степени сохраняются.
Количество образующегося осадка (геля)
зависит от продолжительности осаждения, рН
среды (рис. 7.38), содержания полимера в
композиции, качества ее стабилизации и
скорости перемешивания, типа электролита и
других факторов и составляет от нескольких
десятков до сотен граммов на квадратный метр;
Рис. 7.38. Зависимость массы осадка G от про до л-
120 жительности хемоосаждения т композиции на
т, с основе латекса БСК-60 при разных значениях рН
280
влажность осадков обычно более 50 %. При их высушивании
образуются ровные по толщине бездефектные однородные покрытия.
Разработана специальная грунтовка (ВД-КЧ-0178) и некоторые
виды красок, предназначенные для получения покрытий хемоосаж-
дением. Их наносят на предварительно обезжиренную (составы
КМ-2 или КМ-3) и фосфатированную (составы КФ-1 или КФ-3)
поверхность стали при следующих режимах:
рН среды 2
Температура осаждения, °С 20
Продолжительность осаждения, мин 0,5-1,0
Температура отверждения, °С 130
Продолжительность отверждения, мин 30
Толщина покрытий, мкм 30-35
Испытания показали, что по противокоррозионным свойствам
хемоосажденные грунтовочные покрытия не уступают покрытиям,
получаемым способом электроосаждения. Такие покрытия могут быть
использованы под различные эмали - алкидные, меламиноалкидные,
эфироцеллюлозные.
Способ хемоосаждения перспективен. Главные его достоинства -
равномерность и полная сплошность покрытий, отсутствие затрат
электроэнергии и возможность получения покрытий на изделиях
любой сложности.
7.2.9. РУЧНЫЕ СПОСОБЫ НАНЕСЕНИЯ
ЖИДКИХ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Способы нанесения лакокрасочных материалов, связанные с
использованием ручного инструмента (кистей, шпателей, валиков,
тампонов, а также аэрозольных баллонов), являются наиболее старыми.
Однако они применяются до сих пор, несмотря на широкое
внедрение механизированных способов окрашивания.
Ручное нанесение применяют при небольших объемах
окрасочных работ преимущественно в быту, при ремонте помещений,
окрашивании единичных изделий и объектов, изготовлении надписей,
цировок и т. д. Нередко при механизированном нанесении красок
возникает необходимость исправления дефектов или окрашивания
отдельных небольших участков поверхности, например
труднодоступных мест. В этом случае также прибегают к ручным приемам
нанесения материалов. Ручные способы позволяют обходиться
небольшим количеством лакокрасочного материала, они экономичны
(потери материалов незначительны) и в отдельных случаях
незаменимы.
281
Рис. 7.39. Кисти:
а, б - плоский и круглый ручники; в - макловица; г - флейц; д - филеночная
кисть; е - щетка-торцовка
Главные недостатки этих способов - малая производительность
и большая трудоемкость - делают их нерентабельными при
окрашивании больших поверхностей, вследствие чего ручное нанесение все
больше вытесняется механизированным.
Окрашивание кистями. Для различных работ применяют кисти
разных размеров и формы (рис. 7.39). Их изготовляют из свиной
щетины (с добавлением до 15 % конского волоса), беличьего,
барсучьего, хорькового волоса, верблюжьей шерсти, капрона. Большие по
размерам кисти, называемые маховыми, применяют при
окрашивании больших поверхностей - кровли, пола, стен, потолков. Их
укрепляют на удлиненной рукоятке (наконечнике) и работают двумя
руками. Более мелкие кисти, предназначенные для работы одной
рукой, называются ручниками. Они имеют разные размеры. Ручники
бывают круглые и плоские.
Для окрашивания по трафарету применяют специальные кисти -
трафаретные, отличающиеся от ручников более короткой и жесткой
щетиной.
Нанесение лакокрасочных материалов на мелкие предметы,
проведение линий и другие подобные операции осуществляют
филеночными кистями, в которых наряду со щетиной применяют мягкий
волос белки, хорька, куницы. Для проведения тонких линий
применяют так называемые обводочные, или цировочные, кисти, которые
изготовляют из длинного беличьего волоса. Волос белки служит также
для изготовления художественных кистей. Кисти из жесткой щетины
и грубого волоса оставляют штрихи на поверхности при окраске. Для
их сглаживания используют флейцы - широкие (обычно плоские)
мягкие кисти из длинного барсучьего волоса.
При работе низковязкими красками (клеевыми, известковыми)
применяют побелочные кисти и кисти-макловицы, а для придания
282
окрашенной поверхности рельефа - кисти, называемые щетками-
торцовками.
Для получения хорошего качества покрытий при окрашивании
кистями следует соблюдать определенные правила. Новые кисти
желательно накануне работы вымыть и высушить, а выступающие
ворсинки обжечь, после чего кисть "выщетить" для очистки
обожженных концов. Во избежание деформации волоса маховые,
филеночные кисти и круглые кисти-ручники обвязывают шпагатом на ]/з-2/з
длины. По мере истирания волоса витки шпагата постепенно
срезают, освобождая перевязанную часть кисти.
При окрашивании на поверхности сначала делают грубые мазки,
затем краску растушевывают кистью, одновременно втирая ее в
поры подложки. Направление заключительных штрихов выбирают с
учетом окрашиваемых изделий. Штрихи на стенах делают в
вертикальном направлении, на потолке и поду - в направлении
распространения света, т. е. от окон; изделия из древесины окрашивают и
лакируют движениями кисти вдоль волокон. При окрашивании сложных
по форме изделий применяют набор кистей разных размеров.
Кистями можно наносить лишь медленно высыхающие
лакокрасочные материалы - масляные, алкидные, масляно-битумные, водно-
дисперсионные. Их вязкость должна быть порядка 80-100 с по ВЗ-246.
При необходимости нанесения быстросохнущих лакокрасочных
материалов пользуются растворителями с пониженной летучестью;
например, нитратцеллюлозные лаки и эмали разбавляют
растворителями № 649 и 650; растушевывание поверхности при этом, как
правило, исключается.
Наносимые краски должны быть хорошо размешаны и
профильтрованы. При использовании красок, содержащих
растворители, окрасочные работы следует проводить в хорошо вентилируемых
помещениях. Удобно пользоваться столами, оборудованными
местной вентиляцией и имеющими бортовой (боковой) или нижний
отсос. Скорость движения воздуха в месте отсоса должна быть не менее
0,3 м/с. Работа кистями малопроизводительна. Даже при большом
навыке удается окрашивать масляными красками не более 10, водно-
дисперсионными - не более 15 м2/ч.
Окрашивание ручными валиками. Производительность при
окрашивании валиками составляет 35-80 м/ч. Применяют валики
разных размеров и конструкций. В простейшем варианте валик
представляет собой укрепленный на рукоятке пластмассовый, деревянный
или металлический каток, обтянутый поролоном, мягкой губчатой
резиной или цигейкой (рис. 7.40). Более сложные устройства имеют
по два валика, а иногда и питающий бачок.
283
Рис. 7.40. Окрасочный валик
Валиками, как и кистями, можно
наносить лишь медленно высыхающие
лакокрасочные материалы. Особенно хорошо
зарекомендовал себя этот способ при
окрашивании строительных объектов (стен,
полов и потолков, дверных полотен, труб,
ограждений лестничных клеток и т. д.) воднодисперсионными и
масляными красками. В промышленности с помощью ручных валиков
иногда проводят окрасочные работы при ремонте вагонов, судов,
щитовых изделий, емкостей для хранения жидких материалов.
Нанесение лакокрасочных материалов валиками ограничивается
плоскими поверхностями; в случае более сложных поверхностей его
сочетают с кистевой окраской.
Нанесение лакокрасочных материалов шпателями и
тампонами. Ручное шпатлевание - наиболее простой способ заделки
отдельных дефектов поверхностей - рисок, царапин, вмятин, раковин и др.
Эту операцию обычно выполняют с помощью простейшего
инструмента - шпателей, металлических, деревянных, резиновых,
пластмассовых (рис. 7.41). В зависимости от характера поверхности и объема
работ применяют шпатели с длиной рабочей кромки от нескольких
десятков до сотен миллиметров.
Тампоны применяют для нанесения лаков, политур, а также при
производстве вспомогательных работ, например при крашении и
порозаполнении древесины, протирке металлических и других
изделий перед окрашиванием и после шлифования покрытий. Тампоны
часто изготовляют из ваты, оберточным материалом при этом
служит марля, бязь или другая мягкая ткань.
Тампон равномерно пропитывают жидким лакокрасочным
материалом (материал лучше заливать внутрь тампона), после чего
приступают к лакированию или полированию. Движения тампоном
должны быть ровными и плавными, без остановок. При скольжении
Рис. 7.41. Шпатели:
а-резиновый; 6- пластмассовый; в- металлический
284
Рис. 7.42. Схема устройства аэрозольного
баллона:
/ - лакокрасочный материал; 2 - корпус баллона;
3 - сифонная трубка; 4 - распыляющее устройство
тампона под нажимом руки
лакокрасочный материал постепенно выжимается и
оставляет тонкие следы (ласы) на покры- ■?
ваемой поверхности.
Окрашивание с помощью
аэрозольных баллонов. При проведении
восстановительных, подкрасочных и ремонтных
работ в небольшом объеме нередко
применяют аэрозольные баллоны (рис. 7.42). Они
выполняют одновременно две функции:
служат тарой (емкостью) для
лакокрасочного материала и своеобразным
распылителем этого материала. Для того чтобы происходило распыление,
баллоны снабжены распыляющим устройством, состоящим из
клапана шарикового типа, пружины и стержня с пусковой головкой, а
внутрь баллонов при их заполнении наряду с краской введен под
давлением пропеллент (сжиженный или сжатый газ).
Роль пропеллента или эвакуирующего газа могут выполнять
различные вещества: фторорганические соединения (хладоны),
насыщенные углеводороды (пропан, бутан), низкокипящие
хлорированные углеводороды (метилхлорид, этилхлорид, метиленхлорид, ви-
нилхлорид), сжатые газы (азот, углекислый газ, оксид азота). Пропел-
ленты должны растворять лакокрасочный материал, не вступая с ним
и с материалом подложки в химическое взаимодействие, обеспечивать
постоянство давления в баллоне при распылении, быть
неогнеопасными, нетоксичными и не обладать запахом. Этим требованиям в
наибольшей степени отвечают хладоны Ф-11 (фтортрихлорметан), Ф-12
(дифтордихлорметан), Ф-114 (тетрафтордихлорэтан). Совмещая их в
разных соотношениях, получают смеси, которые обеспечивают
требуемое для распыления давление насыщенных паров 0,25-0,36 МПа.
В аэрозольной металлической упаковке (вместимость от 0,15 до
1,0 л) выпускают разные лакокрасочные материалы (автомобильные,
кожевенные и другие лаки и эмали на многих пленкообразователях).
Их наносят при температуре не ниже 15 °С с расстояния 250-350 мм
до окрашиваемой поверхности. Диаметр отпечатка факела материала
при этом составляет 30-65 мм. Одним баллоном вместимостью 0,5 л
может быть окрашена поверхность около 2 м при толщине
покрытия 12-14 мкм.
285
7.3. СПОСОБЫ НАНЕСЕНИЯ ПОРОШКОВЫХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Способы нанесения жидких красок и предназначенное для этой
цели оборудование непригодны для получения покрытий из
порошковых лакокрасочных материалов. Поэтому одновременно с
разработкой порошковых красок создавались соответствующие методы и
оборудование. В разделе 7.1 дана их классификация. Наибольшее
распространение получили способы, при которых перевод порошка
в состояние аэрозоля достигается псевдоожижением и распылением,
а его удержание на покрываемой поверхности - за счет нагревания
или электризации частиц.
Как и в случае жидких красок, выбор того или иного способа
нанесения порошковых составов определяется типом лакокрасочного
материала, характером покрываемых изделий, требованиями к
покрытиям. При этом в первую очередь учитываются экономические
соображения.
Применяемые в промышленности установки для нанесения
порошковых материалов обычно включают оборудование,
обеспечивающее весь комплекс технологических операций, начиная от
подготовки поверхности и кончая формированием покрытия. Поэтому,
говоря о нанесении порошковых красок, имеют в виду комплексный
технологический процесс получения из них готового покрытия.
Обычно этот процесс вследствие необходимости применения
высокотемпературного нагрева ограничивается отделкой изделий небольших
и средних размеров, преимущественно изготовляемых из
термостойких материалов - металла, камня, бетона, стекла, некоторых пластмасс.
7.3.1. НАНЕСЕНИЕ В ЭЛЕКТРИЧЕСКОМ ПОЛЕ ВЫСОКОГО НАПРЯЖЕНИЯ
В электрическом поле можно наносить порошковые
материалы на не нагретые изделия. Благодаря этому, а также легкости
автоматизации, возможности получения тонких покрытий и ряду
других достоинств способ получил широкое распространение;
более 80 % порошковых лакокрасочных материалов наносят этим
способом.
Основы способа. В основе процесса нанесения лежит принцип
действия сил электростатического поля на заряженные частицы
краски в направлении электропроводящей поверхности
заземленного изделия. При этом лакокрасочный материал предварительно
переводится в аэрозольное состояние с помощью воздуха.
Зарядка частиц порошков (контактная или посредством ионной
адсорбции) достигается воздействием внешнего электрического поля
286
или трением частиц. Как и в случае аэрозолей жидкостей, заряд
частиц является функцией их радиуса, диэлектрической постоянной
материала и напряженности электрического ноля.
Вследствие высокого электрического сопротивления
порошковых красок (pv = 10 -10 Ом • м) приобретенный их частицами заряд
длительно сохраняется при контакте с любой (в том числе
электропроводящей) поверхностью, что позволяет транспортировать
заряженные частицы (аэрозоль), а также изделия с нанесенным на них
порошком, не опасаясь ссыпания частиц с поверхности.
Предварительная зарядка частиц в специальном межэлектродном
пространстве с последующей их подачей к изделию позволяет избежать
неблагоприятного воздействия сильных электрических полей на
процесс осаждения, устранить обычно встречающийся эффект
электростатического рассеяния и тем самым обеспечить получение
равномерных покрытий на изделиях достаточно сложной
конфигурации. Этот принцип нашел применение при разработке
промышленных установок.
С другой стороны, медленная разрядка частиц как фактор
высокого электрического сопротивления материалов, способствует
накоплению зарядов в слое и возникновению явления обратной короны.
В результате предельная толщина наносимых слоев обычно не
превышает 100-150 мкм (в расчете на готовое покрытие). Для получения
более толстых слоев применяют меры, направленные на снижение
электрического сопротивления порошковых красок (см. гл. 4) или
используют при распылении импульсные источники высокого
напряжения.
Аэрозоли порошковых красок (в отличие от жидких материалов)
менее дисперсны; при контакте с поверхностью их частицы не
деформируются, контактная поверхность мала. Это обусловливает
неполноту осаждения материалов. Неполное осаждение является
результатом многих факторов: полидисперсности частиц порошковых
красок, скорости движения воздуха, конфигурации изделий. В
результате степень осаждения (переноса частиц) при распылении
может колебаться от 50 до 85 %. Во избежание запыленности
окрасочного участка и для более полного использования красок их наносят в
замкнутом цикле в окрасочных камерах с применением системы
рекуперации порошков.
Различают два способа нанесения красок в электрическом поле -
электростатический (с зарядкой в поле коронного разряда) и трибо-
статинеский (с зарядкой за счет трибоэффекта) (рис. 7.43).
При зарядке порошка в поле коронного разряда высокое
неоднородное электрическое поле создается между зарядным электродом
287
Рис. 7.43. Электростатическое (а) и трибостатическое (6) распыление
порошковых красок (схема движения частиц):
1 - заряженные частицы; 2 - незаряженные частицы; 3 - заземленное изделие; 4 -
силовые линии; 5 - направление потока воздуха; 6 - отрицательные ионы
кислорода; 7- электрод; 8 - генератор высокого напряжения; 9, 10- исходные и
заряженные частицы порошка
распылителя (знак "-") и заземленным окрашиваемым изделием
(наводится знак "+") в так называемом электродном пространстве. В
результате ионизации воздуха (коронного разряда) в нем образуется
огромное количество ионов, которые, осаждаясь на частицах
распыленного порошка, сообщают им заряд. Заряженные частицы и
свободные, не связанные с ними ионы по силовым линиям
перемещаются к изделию и осаждаются на нем, передавая свой заряд. Поскольку
силовые линии замыкаются прежде всего на выступающих участках
поверхности изделия, порошок осаждается преимущественно на них.
Труднодоступные участки поверхности оказываются вне
воздействия электрического поля (эффект клетки Фарадея) и, соответственно,
плохо окрашиваются этим способом. Нанесение красок обычно
проводят при напряжении 50-100 кВ.
288
Так называемый трибостатический способ зарядки частиц
порошковых материалов основан на возникновении зарядов при
трении. В результате трения разнородных (в первую очередь,
диэлектрических материалов) с разными значениями энергии происходит
переход электронов из материалов с меньшей энергией в материал с
большей энергией, при этом обе трущиеся поверхности заряжаются
противоположными знаками. Наилучшим материалом в качестве
зарядной поверхности почти для всех порошковых красок являются
фторопласты.
Величина возникающего при трении заряда зависит от многих
факторов: размера частиц, уровня загрязнения контактной
поверхности, длительности и эффективности контакта, интенсивности
потока воздушно-порошковой смеси и др.
Практика показывает, что более крупные частицы порошков
заряжаются лучше, чем мелкие. Заряд частиц полидисперсных
порошков (каковыми являются практически все порошковые краски)
изменяется в прямой зависимости от их размера. Поэтому в красках
желательно иметь в минимальном количестве (не более 10 %) частицы
с размером менее 15 мкм.
Особенно большое влияние на величину заряда оказывает
влажность воздуха. Последний должен быть сухим с точкой росы не выше
-10 °С.
Продолжительность и эффективность контакта частиц с
трущейся поверхностью определяется конструктивными
особенностями зарядной системы: величиной контактной поверхности, длиной
трубок зарядного устройства. Наиболее эффективна
многоканальная система трубок, собранных в спирали. Контакт частиц с
трущейся поверхностью особенно значителен при турбулентном
движении воздушно-порошковой смеси. Важным моментом является
также эффективность отвода заряда, накапливающегося на
зарядном устройстве (заземление трубок).
Нанесение порошковых красок трибостатическим способом не
устраняет образования электрического поля вокруг
окрашиваемого изделия. Тем не менее отсутствие свободных ионов воздуха
создает более благоприятные условия для окрашивания сложных по
профилю изделий, а также при получении многослойных
покрытий.
Оба способа нанесения - как трибостатический, так и с зарядкой
частиц в поле коронного разряда - примерно равнозначны по
масштабам применения; каждый из них имеет свои положительные
стороны и недостатки:
289
Преимущества
Недостатки
Электростатический способ
Возможность нанесения любых порош- Повышенная стоимость устано-
ковых ЛКМ
Высокая производительность
Высокая степень осаждения порошка
Неподверженность влиянию влажности
окружающего воздуха
вок из-за наличия
высоковольтной аппаратуры
Потребность в источнике питания
Трудность перекрашивания
изделий с глухими отверстиями и
углублениями
Трибостатический способ
Хорошее перекрашивание участков с
глухими отверстиями и углублениями
Равномерность осаждения порошка на
выступающих и вогнутых участках
Отсутствие обратной ионизации
Невысокая стоимость установок
Необходимость подготовки
воздуха (кондиционирования)
Необходимость введения
антистатических добавок в гибридные
и полиэфирные краски
Пониженная производительность
Применяемое оборудование. Комплект оборудования для
электростатического распыления порошков включает: распылительную
камеру, распылитель порошкового материала, питатель, установку
рекуперации порошка (принципиальная схема установки приведена
на рис. 7.44, а узла нанесения - на рис. 7.45).
г
А.
£
=* •••■
ПИ
р
ч
Рис. 7.44. Принципиальная схема установки для нанесения порошковых
красок способом электростатического распыления:
/ - распылительная камера; 2 - распылитель порошковой краски; 3 - питатель;
4 - воздуховод; 5 - циклон; б - затвор; 7 - сито; 8 - сборник порошка; 9 - линия
возврата порошка; 10- фильтр; 11- вентилятор
290
Рис. 7.45. Схема узла
нанесения порошковых красок:
1 - распылитель; 2 - пульт
управления; 3 - эффектор; 4 -
трубка для забора порошка; 5 -
пористая перегородка; 6 -
корпус питателя; 7 - заземленное
изделие
Распылители различаются по конструкции, принципу работы,
способу подвода высокого напряжения, подачи и зарядки
порошкового материала.
В равной степени находят применение распылители
электростатические (с зарядкой порошка в поле коронного разряда) и трибоста-
тические (с зарядкой трением), стационарные (в автоматических
конвейерных линиях) и ручные (при единичном и серийном
производствах).
Из электростатических распылителей доминируют устройства с
внешней зарядкой. Они просты в изготовлении, надежны в
эксплуатации и обеспечивают более высокую степень осаждения красок по
сравнению с распылителями с внутренней зарядкой частиц. Такие
распылители могут быть со встроенным и внешним источником
высокого напряжения. При ручном нанесении более предпочтительны
распылители первого типа, так как при этом обеспечивается более
высокая безопасность работы: питание источника осуществляется от
выносного блока низкого напряжения (5-24 В). К распылителям с
внешним источником высокого напряжения питание подводится
высоковольтным кабелем, что приемлемо при автоматическом
нанесении, но неудобно при ручном.
Трибостатические распылители относят к числу распыляющих
устройств с внутренней зарядкой частиц. Существующие
конструкции распылителей этого типа в основном различаются формой и
строением зарядного устройства - трубок из диэлектрика
(фторопласта или полиамида). Они могут быть прямыми, свернутыми в
спираль, представлять собой одну жилу или набор жил (трубок
меньшего сечения). Удельный заряд порошков возрастает с увеличением
поверхности их контакта с трибоэлектризующим элементом и ско-
291
рости движения по трубе. Дополнительная электризация порошка
может быть достигнута применением фторопластовых
наконечников (насадок) разной формы. При такой конструкции распыляющих
устройств коэффициент осаждения красок на поверхность достигает
85 % и более.
Параметры работы распылителей разных типов неодинаковы:
Производительность Расход воздуха,
по краске, кг/ч м3/ч
С внешней зарядкой
С внутренней зарядкой
Трибостатический
15-20
10-15
«10
5-10
10-15
10-15
Производительность большинства отечественных распылителей
по окрашиваемой поверхности - 90-200 м /ч. При больших объемах
работ установки комплектуются несколькими распылителями (от 2
до 6), также используют механизм перемещения типа "Робот".
Напротив, если требуется обойтись очень малым количеством краски,
применяют распылители с автономным питанием (краска подается
не от питателя, а из бачка, укрепленного на распылителе).
Оптимальное расстояние от распылителя до изделия 20-30 см.
Питатели для дозирования и подачи порошковых красок в
распылители работают по принципу эжекционного отбора порошка
воздухом и образования аэровзвеси с определенным содержанием
твердых частиц. Наиболее распространены питатели с забором
порошка из псевдоожиженного слоя (рис. 7.46).
Для увеличения скорости потока аэровзвеси и требуемой пороз-
ности предусматривается дополнительная подача дозирующего
воздуха. Оптимальное
соотношение между количеством
подаваемого и дозирующего
воздуха устанавливается
опытным путем.
Имеются также конструк-
► ции питателей с
гравитационной подачей порошка в
эжектор или эжекторным забором
Рис. 7.46. Эжектор для подачи порошка к
распылителю:
1 - корпус; 2 - подача дозирующего воздуха; 3 - подача
воздуха для забора порошка; 4 - заборная трубка; 5, 6-
направление движения аэровзвеси порошка в эжектор
и распылитель соответственно
292
Рис. 7.47. Схема распылительной
камеры:
/ - корпус; 2 - источник высокого
напряжения; 3 - распылитель; 4 - сборник
порошка; 5 - вибросито; в, 7 -
кассетный и плоский фильтры; 8 - коллектор;
9- вентилятор; 10- покрываемое
изделие
его из емкости (коробки). При
этом для разрыхления и
устранения арочных эффектов
дополнительно воздействуют на порошок
механически, например с
помощью вибрации.
Распылительные камеры для нанесения порошковых красок
по конструкции и габаритам весьма разнообразны. Они могут быть
стационарными и движущимися, тупиковыми и проходными, одно-
и двухходовыми, различаются расположением транспортных и
рабочих проемов, направлением движения запыленного воздуха (иметь
поперечный или нижний отсос), конструкцией днища и системы
отбора с него порошка. Схема одной из них приведена на рис. 7.47.
Имеются конструкции камер, предусматривающих очистку
воздуха не в аспирационном устройстве, а в самой камере посредством
установленных в ней фильтров или движущейся фильтрующей
ленты из пористого материала. Стенки камеры обычно выполняют из
стали, стекла или пластмасс (чаще всего полипропилена,
содержащего антистатик). Скорость движения воздушных потоков w выбирают
с учетом среднего размера частиц и плотности наносимого
порошкового материала; в открытых проемах обычно принимают w - 0,6-
0,8 м/с, внутри камеры 0,1-0,4 м/с.
Установки рекуперации предназначены для улавливания не
осевшего на изделия порошка и возврата его в производственный цикл.
Рекуперационные установки различны по конструкции и принципу
работы. Применяют установки как с двухступенчатой системой
улавливания (сначала в циклоне, где осаждается до 95-98 % краски, затем
на фильтре), так и с одноступенчатой (только на фильтре). Широко
используются патронные фильтры из металлической сетки или
тканевые, обеспечивающие степень улавливания порошка 99,5-99,8 %.
Применяют откатные фильтры и установки (модули) стационарные
и откатного типа.
Электростатическим способом, используя разные типы
распылителей, можно окрашивать изделия разных типоразмеров и групп
293
Участок подготовки поверхности рис 7.48. Типовая схема
производства покрытий способом
электростатического распыления:
1 - агрегат подготовки поверхности;
2 - сушилка для удаления воды; 3, 4 -
камеры электростатического нане-
I I L J L
1 4 3 2
Участок формирования / /
покрытия - л—L
Vе П
h
А. А '* J\\
£ I I II I сения краски (автоматического и
| ] I "^ " w.Hpl^5 ручного соответственно); 5 - сис-
Участок нанесения тема улавливания порошка; 6 - печь
Съем изделий порошкового материала для формирования покрытия
сложности и применять при этом практически любые виды
порошковых ЛКМ. Необходимое требование к изделиям - объемная или
поверхностная электрическая проводимость. Оно легко реализуется
при окрашивании металлов. В случае неэлектропроводящих
материалов (древесина с влажностью менее 12 %, стекло, пластмассы)
принимают меры для увеличения проводимости: например,
поверхность обрабатывают антистатиками - растворами ПАВ или токопро-
водящими грунтовками.
Технология покрытий. Типовой технологический процесс
получения покрытий из порошковых красок способом
электростатического распыления включает три основные стадии: подготовку
поверхности, нанесение порошкового материала, формирование из
него покрытия (рис. 7.48). Качество покрытий зависит от строгого
соблюдения технологических режимов всех стадий процесса.
Не исключается получение и комбинированных покрытий,
например с применением порошковых, жидких и металлических
материалов. При этом возможны разные сочетания слоев. Нанесение
жидкого ЛКМ (грунтовки, эмали, лака) может предшествовать нанесению
порошковой краски или завершать процесс получения
комбинированного покрытия. Цель привлечения других материалов - придать
недостающие свойства покрытиям из порошковых красок: обеспечить
высокую и стабильную адгезию, улучшить глянец и декоративные
свойства, решать различные целевые задачи. Такой подход нередко
практикуют при окрашивании транспортных средств (автомобили,
велосипеды, мотоциклы), труб и других изделий.
7.3.2. НАНЕСЕНИЕ В КИПЯЩЕМ СЛОЕ
Основы способа. Сущность способа получения покрытий в
кипящем слое заключается в том, что изделие, нагретое несколько выше
температуры плавления порошкового материала, погружают в ванну,
в которой этот материал находится в кипящем или псевдоожиженном
состоянии (рис. 7.49). Частицы материала, приходящие в контакт с
294
изделием, плавятся, образуя на его поверхности равномерный слой.
Последующее нагревание изделия вне ванны улучшает растекание
расплава, а его охлаждение завершает процесс получения готового
покрытия. По значимости этот способ занимает в технологии
покрытий второе место после электростатического распыления.
Свойства получаемых при этом покрытий во многом зависят от
состояния псевдоожиженного слоя. Важными характеристиками слоя
являются коэффициент расширения К (отношение высоты
Псевдоожиженного и неподвижного слоев К = Н/Н0), характеризующий
порозность, а также однородность. Чем выше К и однородность слоя,
тем лучше происходит обтекание порошком поверхности изделия,
что положительно сказывается на равномерности и внешнем виде
покрытия. Для большинства порошковых красок при
псевдоожижении газом К= 1,3-1,9, что является нормальным. Но лучшие
результаты достигаются, если псевдоожижение проводят вибрацией и
газом одновременно (рис. 7.49, б), тогда К возрастает до 1,8-2,8.
Многие свойства покрытий (толщина, сплошность, нередко
адгезия и внешний вид) зависят от технологических параметров их
получения: температуры предварительного и дополнительного нагрева
изделий, времени выдержки их в кипящем слое. Закономерным
является увеличение массы осаждаемого порошка и, соответственно,
толщины покрытия с ростом температуры и времени пребывания
изделия в слое. Чем больше масса изделия и его теплоемкость, т. е.
чем больше оно аккумулирует теплоты, тем толще получается
покрытие при однократном нанесении.
Порошковый материал, находящийся в состоянии
псевдоожижения, может быть нанесен не только на нагретое, но и на холодное
изделие. В последнем случае к псевдоожиженному материалу посредством
электродной сетки или специального игольчатого контура подводится
высокое напряжение (знак "-"). Вторым (заземленным) электродом
служит покрываемое изделие. В результате ионной адсорбции
частицы порошка приобретают электрический заряд и равномерно
осаждаются на изделии. Осаждение
порошка может происходить
как при непосредственном по-
Рис. 7.49. Схема нанесения
порошковых красок в кипящем (а)
и виброкипящем (б) слое:
1 - корпус ванны; 2 - кипящий
слой порошка; 3 - изделие; 4 -
пористая перегородка; 5 - уплотни-
тельный элемент; 6- вибратор
4
UlNhHIItlT]
V^K.
I
295
^=^pqrpqff=| Рис. 7.50. Схема установки для по
i j лучения покрытий в кипящем слое:
,,J ! 1
ванна; 2 - печи для
предварительного и дополнительного нагрева
изделий; 3 - конвейер; 4 - изделия
7777777777П77777777797У7777Г
гружении изделия в кипящий
слой, так и при его перемещении
над слоем в так называемом
облаке заряженных частиц. При
этом способе не требуется специальных распылительных устройств,
практически отсутствуют потери порошкового материала, процесс
легко автоматизируется.
Технология покрытий. В кипящем слое чаще всего получают
покрытия из термопластичных порошковых красок - поливинилбу-
тиральных, поливинилхлоридных, полиэтиленовых, полиамидов,
фторопластов, пентапласта. Не исключается, однако, применение
термореактивных материалов. Установка для их нанесения (рис. 7.50)
включает ванну кипящего слоя и нагревательные устройства (печи) для
предварительного и дополнительного нагрева изделий. В отдельных
случаях в комплект установок входят камера для охлаждения
изделий и вспомогательное оборудование, например конвейер, пульт
управления и др. Объем ванн выбирается с учетом габаритов
покрываемых изделий и колеблется от нескольких литров до 1 м и более.
Погружение изделий в ванну кипящего слоя может быть ручным
или автоматическим. Производительность механизированных
установок по покрываемой поверхности достигает 100 м /ч и более. Для
уменьшения запыления окружающего воздуха установки
оборудуются местной вентиляцией.
Режим получения покрытий в кипящем слое устанавливается в
зависимости от вида применяемых красок, размеров и материала
покрываемых изделий. Ниже приведены примерные параметры
нанесения на металлические изделия термопластичных (I) и
термореактивных (II) порошковых красок:
Температура нагрева изделий, °С
Продолжительность выдержки в
кипящем слое, с
Температура дополнительного нагрева
(отверждения), °С
Продолжительность дополнительного
нагрева (отверждения), мин
Вид охлаждения
I
230-360
3-20
II
120-180
1-5
180-250
2-10
150-230
15-90
Предпочти- На воздухе
тельно в воде или в воде
296
Лучше всего в кипящем слое наносить покрытия на однотипные
и равнотолщинные изделия. Обычно этим способом окрашивают
трубы небольшого и среднего диаметра, автомобильные спиральные
пружины и рессоры, электродвигатели, трансформаторы, проволоку,
корзины посудомоечных машин, металлическую сетку,
конденсаторы, различные детали машин.
Можно получать как однослойные, так и многослойные
покрытия; толщина покрытий может составлять от 150 до 600 мкм (при
необходимости могут быть получены и более толстые покрытия).
Потери материалов при нанесении не превышают 5 %.
7.3.3. ПРОЧИЕ СПОСОБЫ НАНЕСЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ
Газопламенное напыление. Это способ пневматического
распыления порошков при одновременном их плавлении, которое
достигается тем, что порошок при выходе из сопла распылителя проходит
через пламя газовой горелки с температурой свыше 1500 °С. За сотые
доли секунды частицы порошка нагреваются приблизительно до
120-150 °С, плавятся и в таком состоянии наносятся на покрываемую
поверхность. Для снижения вязкости нанесенного материала,
улучшения адгезии и внешнего вида покрытия поверхность нагревают
той же газовой горелкой сначала до нанесения порошка, а потом
после его нанесения. Способом газопламенного напыления с
применением установок УГПЛ, УГПЛ-П, УПН-6 наносят разные порошковые
композиции на трубы, химическое оборудование (мешалки,
гальванические ванны, вентиляторы) и другие изделия с целью защиты их
от коррозии. Толщина покрытий 0,5-3 мм. Недостатки способа -
низкая производительность (3-4 м2/ч) и невысокое качество
покрытий из-за разложения полимеров в процессе нанесения.
Плазменное напыление. В отличие от газопламенного
напыления, этот способ позволяет получать относительно тонкие покрытия
более высокого качества. Нагревание распыляемого порошка
осуществляется с помощью ионизированного газа - плазмы. Используют
низкотемпературную плазму с температурой 8000-10000 °С, которую
получают пропусканием инертного газа (аргон, гелий, азот) через
электрическую дугу. При плазменном напылении исключается
окисление полимеров, однако возможно их термическое разложение.
Поэтому способ находит применение для нанесения термостойких
пленкообразователей (полифторолефины, полиарилаты и др.) на
термостойкие субстраты (металлы, керамика), при этом пользуются
установками УМП-5-68 и др.
Струйное напыление. Это беспламенный способ нанесения
порошковых материалов. Порошок наносят на предварительно нагре-
297
тые изделия из специального распылителя пневматического типа.
Подача порошка в распылитель осуществляется с помощью инев-
мошнекового питателя. Струйное напыление может осуществляться
как в ручном, так и в автоматическом режимах. Наибольшее
применение этот способ получил при защите теплоемких изделий: труб,
валов, элементов металлоконструкций и др.
7.4. ПОЛУЧЕНИЕ ТОНКИХ ПОКРЫТИЙ ИЗ ГАЗОВОЙ ФАЗЫ
Адсорбция низкомолекулярных веществ из газовой фазы и
последующая их полимеризация на поверхности подложки позволяют
получать наиболее тонкие покрытия, нередко соизмеримые по
толщине с адсорбционными слоями полимеров. Такие покрытия
существенно отличаются по структуре и свойствам от обычно
получаемых толстых покрытий. Например, в случае кристаллических
полимеров в пленках не наблюдается ярко выраженной кристаллической
структуры: покрытия, как правило, нерастворимы, отличаются
хорошей сплошностью, имеют высокую адгезию, что объясняется хе-
мосорбционными процессами.
Тонкие пленки на металлах получают с целью: а) направленного
изменения химической природы их поверхности и 6) химической,
электрической или другой изоляции. Для получения тонких и
сверхтонких покрытий (от долей микрометра до 10 мкм) применяют три
способа:
1) полимеризацию органических соединений под дейсгвием
электронно-ионной бомбардировки (ускоренных электронов и тлеющего
разряда);
2) разложение (эмиссия) полимеров в вакууме с последующей
конденсацией и полимеризацией образующихся осколков;
3) пиролитическую полимеризацию циклических соединений.
Все способы находят применение на практике.
7.4.1. ПОЛУЧЕНИЕ ПОКРЫТИЙ ПОД ДЕЙСТВИЕМ
ЭЛЕКТРОННО-ИОННОЙ БОМБАРДИРОВКИ
Получение покрытий под действием электронно-ионной
бомбардировки основано на способности частиц высоких энергий
вызывать диссоциацию молекул органических веществ, находящихся в
конденсированном состоянии на подложке. Образующиеся при этом
активные осколки молекул - радикалы и ионы - вступают в реакции
взаимодействия друг с другом и с молекулами недиссоциированных
веществ, образуя полимерные покрытия.
Электронная бомбардировка и электрические разряды могут
вызывать химические превращения не только мономеров, но и ве-
298
ществ, не полимеризующихся в обычных условиях (ароматические и
алифатические углеводороды, кремнийорганические соединения и др.).
Это позволяет разнообразить свойства получаемых покрытий.
Образование покрытий на подложке происходит при небольших
концентрациях веществ в газовой фазе (обычно давление паров не
превышает 10"2 Па). Учитывая это, а также ингибирующее влияние
кислорода воздуха на полимеризационные процессы, покрытия получают
при глубоком вакууме, порядка 10" -10" Па. Все это ограничивает
возможности способа, тем не менее он получил уже промышленное
применение.
Электронное облучение. Механизм образования покрытий при
действии электронного пучка достаточно сложен. В зависимости от
химической природы облучаемых соединений преобладает
радикальная или ионная (катионная) полимеризация. Получены
покрытия из бензола, толуола, алкилсилоксанов, стирола, метилметакрила-
та, бутадиена и других мономеров. Источником электронов служат
электронные пушки. Оптимальные условия получения покрытий:
Энергия электронов, эВ 150-400
Плотность тока, А/аГ 2-4
Давление в реакционной камере, Па 10_1-10~3
Тлеющий разряд. Для получения покрытий применяют
низкочастотный (до 100 кГц) и высокочастотный (до 100 МГц) разряды.
Их создают в газоразрядной трубке (камере) путем подачи
напряжения (300-500 В) на параллельно расположенные электроды.
На рис. 7.51, а приведена схема установки для получения
покрытий в тлеющем разряде. Сначала камеру вакуумируют (создают
давление порядка 10" Па), затем систему очищают от примесей кислорода,
Рис. 7.51. Схемы установок для получения покрытий в тлеющем разряде
(а) и напылением в вакууме (б):
1 - камера; 2 - электроды; 3 - сосуд с мономером; 4 - изделие; 5 - термопара; 6-
бункер с полимером; 7- испаритель
299
проводя газоразрядный процесс в среде аргона, после чего аргон
заменяют на пары вещества, служащего исходным материалом
для получения покрытия. Осаждение полимера происходит на
катоде, что позволяет предположить катионный механизм
полимеризации. Обычно покрытия получают при следующих
параметрах:
Частота тока, кГц 5-20
Плотность тока, А/м" 100-300
Давление в реакционной камере, Па 30-90
Межэлектродное расстояние, мм 10-40
Продолжительность осаждения, мин 0,5-10
С применением промышленных установок типа УВН-1, УВР-4
получены покрытия из метана, толуола, фурфурола, гексаметилди-
силоксана, виниловых, акриловых, аллиловых и других мономеров.
Их толщина от 10 нм до 1 мкм, т. е. в пределах толщин сверхтонких
покрытий.
Покрытия, получаемые в тлеющем разряде, как и при
воздействии электронного пучка, используют в качестве тонкопленочной
изоляции при изготовлении конденсаторов и изделий
микроэлектронной техники, а также для противокоррозионной защиты
мелких изделий.
7.4.2. ПОЛУЧЕНИЕ ПОКРЫТИЙ ИЗ ПОЛИМЕРОВ
НАПЫЛЕНИЕМ В ВАКУУМЕ
Термическое разложение полимеров в вакууме, как известно,
сопровождается образованием мономеров и более сложных "осколков"
макромолекул. В момент распада они находятся в активном
состоянии, т. е. представляют собой радикалы. Такие же продукты
возникают и при других способах энергетического воздействия, например
электронно-лучевом, плазмохимическом.
Если в зону испарения поместить посторонний предмет
(изделие), то образующиеся низкомолекулярные продукты адсорбируются
на его поверхности и полимеризуются с образованием полимерного
покрытия. На этом принципе по аналогии с вакуумным напылением
металлов разработан процесс напыления полимеров - фторопластов,
полиэтилена, полиамидов. Покрытия получают в специальных
установках - вакуумных камерах, снабженных электронагревателем или
газоразрядной электронной пушкой (рис. 7.51, 6). Применение
последней обеспечивает особенно большую скорость разложения
полимеров (при мощности пушки 100-110 Вт/см скорость разложения
фторопласта-3 достигает 0,1-0,12 г/мин). Режим работы установок:
300
Давление остаточных газов в реакционной камере, Па Ю'-Ю"3
Скорость нагревания полимера, °С/мин 40-50
Расстояние от испарителя до подложки, мм 40-100
Мощность луча, Вт/см3 10-100
Температуру нагревателя устанавливают в зависимости от
применяемого полимера: например, для полиэтилена 400 °С, для поли-
капроамида 420 °С, для политрифторхлорэтилена 450 °С.
При применении газоразрядной электронной пушки
определяющим параметром является подводимая мощность. При этом
максимальная скорость роста пленок фторопласта-3 и фторопласта-4
составляет 2,8-3,0 мкм/мин. В образующихся покрытиях полимер имеет
молекулярную массу 40000-140000; их выход (соотношение
количеств разложившегося и вновь образовавшегося полимера)
составляет 30-75 %. Покрытия, как правило, имеют толщину 5-10 мкм. Они
достаточно прозрачны; по механическим свойствам и защитной
способности близки к покрытиям, получаемым традиционными
методами. Благодаря высоким диэлектрическим показателям и низкой
водопроницаемости покрытия из фторопластов нашли применение
для герметизации интегральных микросхем.
7.4.3. ПОЛУЧЕНИЕ ПОКРЫТИЙ ПИРОЛИТИЧЕСКОЙ ПОЛИМЕРИЗАЦИЕЙ
ЦИКЛИЧЕСКИХ СОЕДИНЕНИЙ
Некоторые циклические соединения - циклоди-л-ксилилен, ди-
хлорди-л-ксилилен, л-циклофаны - способны при нагревании
возгоняться и при высокой температуре в условиях вакуума пироли-
тически расщепляться с образованием радикалов, которые, адсор-
бируясь на поверхности изделий, нолимеризуются с образованием
покрытий заданной толщины. Изменяя параметры процесса, можно
регулировать скорость полимеризации и влиять на
морфологическую структуру покрытий, получать пленки как аморфной, так и
кристаллической структуры.
Процесс формирования покрытий из циклоди-л-ксилилена
характеризуется следующими реакциями:
пСН,
2-\J-CH2 W
.-(3"сн2 -*■ [-сн2~0~сн2-1,'
301
Покрытия получают в установке, состоящей из трех секций:
испарения, пиролиза и осаждения. Исходный циклоди-я-ксилилен
загружают в испарительную секцию, где под вакуумом (остаточное
давление 5 Па) его нагревают до 100-150 °С. Олигомер испаряется и
попадает в секцию пиролиза, где при 650-680 °С разлагается с
образованием радикалов я-ксилилена.
Газообразный м-ксилилен далее поступает в секцию осаждения
(вакуумную камеру с давлением 0,1 мм рт. ст., температура 20 °С), где
адсорбируется на изделии и полимеризуется с образованием
прозрачной или матовой пленки толщиной 5-15 мкм. Средняя
скорость образования пленок до 5 мкм/ч.
Отличительная особенность поли-м-ксилиленовых пленок -
однородность по толщине, высокая прочность, низкие влаго- и
газопроницаемость, хорошие электроизоляционные свойства,
прозрачность для рентгеновских лучей. Они нашли применение при
изготовлении тонкопленочных конденсаторов, для изоляции детекторов
излучения, защиты резисторов, термисторов, термоэлементов,
изготовления печатных плат, микросборок, а также защиты архивных
документов, печатной продукции и фотоматериалов с целью
повышения их сохранности.
Установки УНБ1 и УНБ2 (с объемом камеры осаждения 5-25 и
50-200 л соответственно) изготовляет ООО "Базальт",
Санкт-Петербург.
ГЛАВА 8
СПОСОБЫ ОТВЕРЖДЕНИЯ
ПОКРЫТИЙ
Необходимой операцией после нанесения лакокрасочных
материалов на поверхность является их отверждение, т. е.
превращение в твердое состояние. На практике эту операцию обычно
называют сушкой. Термин "сушка", однако, не вполне отражает физико-
химическую сущность происходящих при этом процессов, так как
формирование покрытий может быть результатом не только
испарения растворителей (высыхания), но и протекания других
процессов, описанных в гл. 3. В настоящей главе отверждение
рассматривается с технологической точки зрения.
Формирование покрытий из лакокрасочных систем может быть
проведено: 1) в естественных условиях (на открытой площадке или в
помещении) при температуре окружающего воздуха и 2) в
искусственно созданных условиях - при энергетическом воздействии на
материал (тепловом, световом, радиационном и т. д.). Первый вид
отверждения, применимый ко многим жидким лакокрасочным материалам
(воднодисперсионным, перхлорвиниловым, эфироцеллюлозным и др.),
не связан с использованием какого-либо оборудования и затратой
энергии. Однако он длителен, неприемлем при поточных способах и
приводит к получению покрытий недостаточно высокого качества.
Искусственное отверждение применимо к любым жидким и
порошковым лакокрасочным материалам. Оно позволяет существенно
ускорить технологический процесс и улучшить качество покрытий,
однако требует специального оборудования и затраты энергии. Из-за
выигрыша во времени и в качестве покрытий искусственное
отверждение получило исключительно большое распространение в
промышленности. С расширением объема применения искусственных
способов отверждения сильно возросли энергозатраты на
производство покрытий. В настоящее время отверждение покрытий - наиболее
энергоемкая стадия всего технологического процесса. Отверждение
пока остается и лимитирующей стадией производственного цикла,
несмотря на то, что за последнюю четверть века продолжительность
формирования покрытий в промышленности уменьшилась более
чем в 2 раза.
В зависимости от способа энергетического воздействия на
лакокрасочный материал различают: тепловое отверждение, отверждение
303
под действием УФ-излучения и радиационное отверждение.
Доминирующим является тепловое отверждение. По количеству
установок оно составляет в нашей стране около 90 %, УФ- и радиационно-
химическое вместе взятые - не более 10 %. В стадии разработки
находятся импульсно-лучевой, радиочастотный способы, отверждение в
магнитном поле, при действии лазерного излучения и др.
При выборе способа и режима отверждения (сушки) покрытий
учитывают многие факторы: вид лакокрасочного материала,
характер подложки, размеры и степень сложности покрываемого изделия,
поточность производства и др. Предпочтение отдают тем способам,
которые более экономически выгодны, высокопроизводительны,
менее трудо- и энергоемки и обеспечивают лучшее качество покрытий.
8.1. ТЕПЛОВОЕ ОТВЕРЖДЕНИЕ ПОКРЫТИЙ
Нагревание издавна применяется на практике для ускорения
формирования покрытий как непревращаемого, так и особенно
превращаемого типов. По способу подвода теплоты к покрытию
различают следующие способы отверждения: конвективный,
терморадиационный, индукционный. Наибольшее применение получили
первые два, они хорошо разработаны технологически и аппаратурно.
8.1.1. КОНВЕКТИВНЫЙ СПОСОБ
Основы способа. При конвективном способе нагревание слоя
лакокрасочного материала и изделия осуществляется за счет передачи
теплоты от окружающего воздуха или топочных газов. Теплота
передается поверхности и постепенно распространяется внутрь пленки,
поэтому затвердевание покрытия происходит также с поверхности
раздела пленка - газовая среда. Такой способ отверждения не
является оптимальным. В случае жидких красок образующийся на
поверхности слой более высохшего материала замедляет диффузию и отвод
растворителя из глубинных слоев пленки; в случае порошковых
красок оплавленный с поверхности слой полимера мешает выходу
воздуха из остальной части материала.
Вследствие низкой теплопроводности газов [для воздуха при 100 °С
X ~ 0,028 Вт/(м • °С), т. е. в тысячи раз меньше, чем у металлов] в
конвективной передаче теплоты покрытию принимают участие лишь слои,
непосредственно контактирующие с изделием. Для улучшения
теплопередачи применяют перемешивание нагретых газов, что
вызывает дополнительную затрату энергии. Таким образом,
конвективный способ отверждения малоэффективен и достаточно энергоемок.
Его широкое применение, однако, объясняется рядом достоинств:
304
Рис. 8.1. Температурно-временная
характеристика конвективной сушки
покрытий
универсальностью (пригоден для g.
отверждения любых лакокрасоч- jg*
ных материалов, нанесенных на §"
разные субстраты), мягкостью и £
равномерностью нагрева (можно
нагревать изделия разной степени
сложности), простотой
конструкции и легкостью эксплуатации
сушильных установок.
С теплотехнической точки зрения в процессе отверждения
(сушки) можно выделить три стадии (рис. 8.1): 1 - подъем температуры;
II - собственно сушка; III - охлаждение покрытия. Стадия /
характеризуется наличием температурного градиента в пленке At = tc - til}
который тем больше, чем выше температура в сушилке tc и ниже
температура нагреваемого изделия (подложки) tn. Большой перепад
температур приводит к неравномерному протеканию процесса
отверждения: в верхней части пленки возможны деструктивные
процессы, тогда как у подложки процесс может быть полностью не
завершен. Стадия I при конвективном способе нагрева обычно
длительна и во многом определяет общее время отверждения покрытия;
Ti зависит от массы и теплофизических параметров материалов
покрытия и изделия и скорости подвода к ним теплоты.
Ориентировочно время Т] (в мин), необходимое для выравнивания tn и tc,
находят как утроенное произведение толщины покрываемого изделия 5
(в мм): Т] ~ 35. Продолжительность стадии II зависит от скорости
протекания процессов в пленке и является функцией температуры
(рис. 8.2). Стадия III может быть проведена как в пределах
сушильной установки, так и вне ее.
Для определения продолжительности отверждения различных
лакокрасочных материалов применяются номограммы и
универсальная диаграмма, учитывающие температуру в сушилке и
твердость Н (по маятнику) получаемых покрытий (рис. 8.3).
Номограммы составлены из расчета толщин подложки и покрытия 1 мм и
20 мкм соответственно. При отклонении от этих толщин пользуются
формулами для пересчета. Например, в случае алкидных покрытий
на подложках толщиной 1-10 мм такая формула имеет вид:
о0,3+-0,5
Т = Т()0
где т0 - продолжительность отверждения покрытия на подложке с 5 = 1 мм.
305
у
СС
О.
>ч
а
о
с
о
Н
100
80
60
40
20
0
X, МИН
г100
[-80
ко
Г4^ ^^^
1-20
-90
-100
-ПО
-120
-130
-140
Время, ч 1-092
Рис. 8.2. Зависимость продолжительности отверждения масляных
покрытий от температуры
Рис. 8.3. Номограмма режимов отверждения пентафталевой эмали ПФ-115
при конвективном способе нагрева
Для пересчета параметров отверждения (температура,
продолжительность) с опытных образцов на производственные изделия
пользуются ГОСТ 9405-83 ЕСЗКС. Пересчет осуществляется с учетом
обобщенного безразмерного коэффициента.
Аппаратурное оформление. Для конвективного отверждения
применяют сушилки периодического (тупиковые, или камерные) и
непрерывного (проходные, или коридорные) действия,
оборудованные тепловентиляционными агрегатами. По типу теплоносителя
сушилки подразделяются на паровые, электрические,
пароэлектрические, газовые. Для температур 50-110 °С наиболее экономичными
считаются сушилки с паровым обогревом, выше 110°С - с
электрическим и газовым. Применяют сушилки прямого действия, в
которых обеспечивается непосредственный контакт теплоносителя
(нагретый воздух, топочные газы) с изделием, и непрямого действия, в
которых теплота передается изделию от теплоносителя (обычно
топочные газы) через стенку. Первый тип сушильных камер наиболее
распространен. Их применяют не только для отверждения покрытий
(грунтовочные, шпатлевочные, верхние слои), но и для сушки
изделий от воды при подготовке поверхности, мокром шлифовании и
других операциях. Газовые сушилки непрямого действия
используют лишь в тех случаях, когда прямой контакт изделия с топочными
газами нежелателен, например при получении светлых
высокодекоративных покрытий.
306
Тупиковые сушилки изготовляют в виде небольших шкафов, а
также в виде одно- и многосекционных камер. Их широко
применяют на предприятиях с индивидуальным и мелкосерийным
производством. В проходные сушильные камеры изделия поступают
непрерывно на конвейере. Камеры такого типа используют
преимущественно на предприятиях с массовым производством при поточной
организации окрасочных работ.
Эффективность работы сушилок во многом зависит от
характера распределения нагретых газов по сечению камеры, степени
омывания ими окрашенных изделий, скорости движения газов.
При этом важное значение имеют конструкция камеры и взаимное
расположение воздуховодов (рис. 8.4). В случае крупных изделий
преимущественно используют схемы а, 6, иногда г, в случае мелких
изделий, поступающих в сушилку уложенными на этажерки, -
схему в или г.
В проходных сушилках режим отверждения удается
осуществлять в полном соответствии с процессами, протекающими при
формировании покрытия. Лучшими в этом отношении являются
многозональные сушильные камеры. Сушилку условно делят, например,
на 3 зоны, каждая из которых имеет свой тепловентиляционный
центр. Первая зона рассчитана на частый воздухообмен, большой
приток теплоты и свежего воздуха, так как на этом участке требуется
подъем температуры и испаряется до 90 % вносимых с
лакокрасочным материалом растворителей или воды. Вторая зона не связана с
большим расходом теплоты и загрязнениями воздуха
растворителями. Третью зону можно рассматривать как зону охлаждения или до-
отверждения покрытия, происходящего за счет теплоты,
аккумулированной изделием.
Кратность обмена воздуха и степень его обновления принимают,
исходя из условия поддержания взрывобезопасной концентрации
паров растворителя в сушилке. Расход свежего воздуха Vim4 при этом
может быть вычислен по следующим формулам:
Рис. 8.4. Схема движения газов в сушильных камерах конвективного типа
307
для камер периодического действия
V^ = 2GK/xa.
для камер непрерывного действия
VKun = 2G4C/at
где G и G'- масса растворителя, поступающего в сушилку с лакокрасочным
материалом единовременно и в единицу времени соответственно; К-
постоянная, зависящая от температуры, при изменении температуры от 90 до
200 °С К изменяется от 2 до 5; т - время испарения основной массы
растворителя, т = 5-10 мин; а- нижний предел взрываем ости паров растворителя.
Для обеспечения нормальной работы сушильных камер
принимают скорость движения (перемешивания) воздуха 0,8-2,5 м/с,
разность температур подаваемого и отсасываемого воздуха 10-12 °С.
Количество свежего воздуха вводится с таким расчетом, чтобы
концентрация растворителя в сушильной камере не превышала 25 % от
нижнего предела взрываемое™.
Перспективные направления повышения эффективности
конвективной сушки покрытий - увеличение скорости движения
энергоносителя (воздуха) и введение в него добавок паро- или
газообразных веществ, служащих катализаторами отверждения (для покрытий
термореактивного типа). В первом случае заслуживает внимания
использование аэродинамического метода нагрева энергоносителя
(нагрев происходит равномерно за счет перехода механической энергии,
развиваемой ротором центробежного вентилятора, в тепловую при
циркуляции воздуха в замкнутом пространстве). При этом скорость
движения воздуха достигает 9 м/с. В такой аэродинамической
сушилке скорость отверждения покрытий в 1,5-2 раза выше, чем в
обычной калориферной, потребляемая мощность - на 20-25 % ниже.
Второй случай реализуется на практике при отверждении поли-
уретановых, эпоксидных и других покрытий. Например, при
введении в воздушную среду небольших количеств третичных аминов
время отверждения таких покрытий сокращается в десятки раз и
составляет 30-60 с.
8.1.2. ТЕРМОРАДИАЦИОННЫЙ СПОСОБ
Терморадиационный способ, или способ лучистого нагрева,
вошел в промышленную практику в 30-х годах прошлого века и в
настоящее время является одним из распространенных способов
отверждения покрытий. Главные его достоинства - высокая
эффективность, простота и компактность оборудования.
Основы способа. Принцип отверждения основан на
использовании лучистой энергии, испускаемой нагретыми телами, такими, как
308
лампы накаливания, металлические и керамические плиты, спирали,
газовые горелки и др.
По закону смешения Вина длина волны, соответствующая
максимуму интенсивности излучения ^макс, находится в обратной
зависимости от абсолютной температуры:
?W = 2998/7.
Общее количество энергии Q (в МДж/ч), излучаемой нагретым
телом, может быть оценено но формуле Стефана - Болыдмана:
Q = 20,6-10"8 еРГ1,
где б - степень черноты; F- поверхность излучения.
Таким образом, в зависимости от природы поверхности и
температуры нагрева спектральная характеристика излучения различных
тел неодинакова. Например, максимум интенсивности ИК-излуче-
ния лампы ЗС-2 (зеркальная для сушки) приходится на 1200 нм, а
чугунной плиты (Г= 650 К) - на 4500 нм.
Коротковолновое излучение с X = 760-2500 нм считается
светлым. Такое излучение характерно для ламповых (или "светлых")
излучателей. В отличие от него, излучение с X = 3500-4500 нм называют
темным. Источниками его являются тела с температурой нагрева
650-720 К ("темные" излучатели).
Степень восприятия лакокрасочными материалами лучистой
энергии с различной длиной волны неодинакова, соответственно
различен и эффект ее действия при отверждении.
Непигментированные жидкие лакокрасочные материалы, как и
твердые покрытия в слоях толщиной до 50 мкм, достаточно
проницаемы для ИК-лучей, при этом проницаемость уменьшается с
увеличением длины волны. Эта закономерность сохраняется и для
порошковых материалов, но относительная прозрачность порошков
из-за большой рассеивающей способности во всем диапазоне длин
волн намного меньше, чем жидких материалов. По мере
формирования покрытий проницаемость порошковых пленкообразователей
для ИК-лучей резко возрастает.
Оптические характеристики пигментированных покрытий,
особенно отражательная способность, могут изменяться в зависимости
от вида пигмента. Это сказывается на скорости формирования
покрытий при лучистом нагреве. Так как пленка поглощает и отражает
только часть лучистой энергии, то остальная, большая ее доля,
попадает на подложку. Отсюда, изменяя спектральные характеристики
ИК-излучения и оптические свойства лакокрасочного материала и
подложки, можно вызвать предпочтительный нагрев пленки, под-
309
ложки или пленки и подложки одновременно. В практических
условиях в основном реализуются второй и третий варианты.
На рис. 8.5 показаны данные по эффективности светлого и
темного излучений при формировании покрытий из жидкой и
порошковой красок. В первом случае об эффективности судили по темпу
нагрева подложки и твердости покрытий, во втором - по светопро-
пусканию слоя порошка. Проникающая способность светлого
излучения выше, чем темного. Это проявляется в большей скорости
формирования покрытия из порошковой краски. Независимо от
типа излучения скорость теплопередачи и соответственно скорость
сушки возрастают при введении в состав пленки теплопроводных
пигментов и наполнителей, особенно порошков металлов - цинка и
др. (покрытия "Цинкомет").
С технической точки зрения (более низкие температуры,
удобство эксплуатации) для отверждения покрытий лучшими являются
темные излучатели, однако по скорости процесса пленкообразования
они значительно уступают светлым.
На ИК-отверждение покрытий влияют и другие факторы: масса
и теплофизические свойства материала подложки, мощность
излучателя, его расстояние от окрашенной поверхности и т. д. На
толстостенных массивных подложках с большой теплопроводностью
покрытия формируются медленнее, чем на тонкостенных с малой
теплопроводностью (рис. 8.6).
200 г
и
о.
Врсмя, мин
Время, мин
Рис. 8.5. Сравнительная эффективность светлого ( ) и темного ( )
излучений при формировании покрытий из мочевиноформальдегидной
эмали МЧ-13 (а) и порошковой поливинилхлоридной краски П-ХВ-716 (б)
310
Рис. 8.6. Зависимость продолжитель- ПО
ности отверждения покрытия из
пентафталевой эмали (2) и температуры 95
поверхности подложки (2) от толщи- р
ны металлического образца ^-
45
-j 30
15
С увеличением мощности
излучателя N длительность отвер- 65 6
ждения т сокращается, а с увели- я
о, мм
чением расстояния от него до
изделия / растет. Это показано ниже на примере пентафталевой эмали
ПФ-115:
/,м 100 200 300 500
т, мин 3 6 10 36
В современных установках для отверждения покрытий
принимают N = 1-8 кВт/м2, а 1= 150-300 мм.
Терморадиационный способ отверждения покрытий имеет
принципиальные отличия от конвективного:
1) при терморадиации существенно ускоряется подвод теплоты к
изделию, в результате чего резко сокращается стадия подъема
температуры окрашенного изделия;
2) нагревание слоя лакокрасочного материала осуществляется не
снаружи, а изнутри, от подложки, что обеспечивает
беспрепятственный выход летучих продуктов из пленки.
Благодаря этому существенно ускоряется процесс формирования
покрытий: при терморадиационном нагреве продолжительность
отверждения по сравнению с конвективным способом сокращается в
2-10 раз.
Несмотря на то, что ИК-лучи не инициируют химических
реакций отверждения, наибольший эффект от их использования
достигается при получении покрытий из термопревращаемых пленкообразо-
вателей; ИК-нагрев, как правило, не применяется в случае
быстросохнущих лакокрасочных материалов (эфироцеллюлозных, виниловых,
полиакрилатных и др.).
Продолжительность формирования покрытий т при
терморадиационном способе определяют с помощью номограмм или по
следующей формуле с учетом температуры Ти твердости покрытия Н:
1=10^7",
где a, b и с- постоянные, зависящие от природы лакокрасочного материала.
Аппаратурное оформление. Для отверждения покрытий под
действием ИК-излучения применяют сушильные камеры непрерывного
311
7 Я
Рис. 8.7. Схема электротерморадиационной камеры:
1 - вентилятор; 2 - воздушная завеса; 3 - корпус камеры; 4 - рабочая зона; 5 -
излучатель; 6-тамбуры; 7-конвейер; 8-изделие
и периодического действия и щитовые передвижные или
стационарные установки. Теплоносителем в них служат электроэнергия или
природный газ. Используют терморадиационные и терморадиаци-
онно-конвективные камеры. Последние более распространены,
особенно для изделий сложной конфигурации.
Источниками ИК-излучения служат панельный и рефлекторный
(трубчатый) генераторы, например типа НВСЖ, с температурой
нагрева 350-400 °С (темные излучатели) и кварцево-иодные лампы КИ,
НИК и др. (светлые излучатели). В газовых сушильных камерах
излучающим элементом служат стальные панели, нагреваемые
топочными газами до 350- 400 °С.
Типовая сушильная камера непрерывного действия представляет
собой сварной туннель, состоящий из входного и выходного
тамбуров, нескольких излучающих (рабочих) секций и вентиляционного
центра (рис. 8.7). Заданная температура в электротерморадиационных
камерах поддерживается путем изменения мощности
нагревательных панелей, в камерах с газовым нагревом - изменением объема
газа, подаваемого к горелкам. Расход электроэнергии на 1 м2
поверхности готового покрытия составляет 1,8-5,4 МДж, газа 0,07-0,12 м3.
Намечены следующие пути интенсификации процесса ИК-отвер-
ждения покрытий и снижения энергозатрат:
1) применение установок с более высокой удельной мощностью
(повышение мощности в 2 раза приводит к снижению удельного
энергопотребления в 6-8 раз);
2) сочетание излучения с разной длиной волны и конвективным
энергоподводом;
3) использование когерентного (лазерного) излучения с длиной
волны, находящейся в резонансе с колебаниями реакционноспособ-
ных групп пленкообразователя.
312
8.1.3. ИНДУКЦИОННЫЙ СПОСОБ
При индукционном способе окрашенное изделие помещают в
переменное электромагнитное поле токов промышленной,
повышенной или высокой частоты. Нагрев происходит за счет вихревых
токов, индуцируемых в подложке из ферромагнитных материалов.
Для отверждения покрытий применяют сушильные установки в виде
металлических щитов или камер, в которых смонтированы кассеты с
набором нагревательных элементов - индукторов. Последние
состоят из магнитопровода (набор изолированных друг от друга пластин
листовой стали) и обмотки из медной проволоки. При прохождении
через обмотку переменного тока с частотой 50-800 Гц создается
электромагнитное поле. Если в непосредственной близости от
индукторов (расстояние не более 10 мм) поместить окрашенное изделие, то
оно будет нагреваться, передавая теплоту покрытию. Нагрев можно
проводить с большой скоростью и практически до любой
температуры.
Обычно отверждение покрытий осуществляют при 100- 300 °С.
В этих условиях продолжительность отверждения алкидных
покрытий составляет 5-30 мин.
По эффективности индукционный способ отверждения
примерно равнозначен терморадиационному. Однако он не получил
широкого распространения в основном из-за невозможности нагрева
изделий сложной формы, ограничений в выборе материала
подложки и недостаточно высокой стабильности работы установок.
В промышленности установки с индукционным нагревом
применяются для отверждения покрытий на вагонах, контейнерах,
стальной ленте, трубах, проволоке, обмотках электрических машин и
других изделиях.
Из других способов теплового отверждения покрытий следует
указать на сушку пропусканием электрического тока через
окрашенное изделие и СВЧ-сушку. Первый способ связан с нагревом
субстрата (проводника или полупроводникового материала) в результате
электросопротивления при прохождении через него электрического
тока. Способ нашел применение для отверждения покрытий на таких
объектах, как проволока, рулонный металл, трансформаторы,
некоторые виды электрооборудования.
СВЧ-сушка - один из наиболее быстрых способов нагрева
неметаллических субстратов (стекло, керамика и др.). Он пригоден для
удаления воды (высушивания) из водоразбавляемых лакокрасочных
материалов и других составов, содержащих растворители с большим
дипольным моментом.
313
8.2. ОТВЕРЖДЕНИЕ ПОКРЫТИЙ
ПОД ДЕЙСТВИЕМ УФ-ИЗЛУЧЕНИЯ
Способ отверждения покрытий УФ-излучением получил
промышленное развитие в конце 60-х годов прошлого века и в
настоящее время считается одним из наиболее перспективных.
Достоинствами этого способа являются: относительно высокая
производительность, малые затраты энергии, несложность оборудования. Вместе с
тем отверждение под действием УФ-излучения применимо к
ограниченному числу лакокрасочных материалов. Его используют главным
образом при получении покрытий из материалов, способных отвер-
ждаться за счет реакции полимеризации. Такие покрытия получают
на древесине, картоне, бумаге, тканях, нередко на металлах и других
материалах. Принцип отверждения основан на способности УФ-лу-
чей инициировать реакцию полимеризации указанных олигомерных
материалов. Энергия УФ-излучения достаточно высока - 3-12 эВ, что
в 2-4 раза выше энергии лучей видимого света. Это позволяет
проводить отверждение покрытий с удовлетворительной скоростью при
нормальной температуре.
Самое коротковолновое УФ-излучение (длины волн 100-280 нм),
обладающее наиболее высокой энергией, абсорбируется, как
правило, в верхних слоях покрытия, что снижает полноту отверждения.
Поэтому для эффективного отверждения всего покрытия
предпочтительнее длинноволновое излучение (315-380 нм).
Для инициирования реакций отверждения применяют УФ-ини-
циаторы и УФ-сенсибилизаторы. При воздействии УФ-излучения
первоначально переходит в возбужденное состояние сенсибилизатор,
после чего он передает энергию возбужденного состояния
инициатору. Последний в результате фрагментации образует радикалы,
которые вызывают радикальную полимеризацию пленкообразователя,
имеющего ненасыщенные связи.
В качестве фотоинициаторов применяют бензофенон и его
производные - бензил, простые эфиры бензоина, бензилкетали, а-ами-
ноалкилфеноны, моно- и дибензоилфосфиноксиды и др.
Некоторые УФ-инициаторы, например бензилкетали, способны
при распаде образовывать по несколько радикалов (до четырех):
o-lo^o-чЪ- к>-
_/ \_ О—R /°
314
УФ-сенсибилизаторами (ускорителями) обычно служат
алифатические амины (N-метилдиэтаноламин, триэтаноламин и др.).
Ускоряя процесс отверждения, они нередко сокращают
жизнеспособность композиций.
Для получения покрытий применяют следующие олигомерные
пленкообразователи: полиэфирмалеинаты, полиэфиракрилаты, эпо-
ксиакрилаты, полиуретанакрилаты, силиконакрилаты.
С максимальной скоростью формируются непигментированные
покрытия; введение пигментов замедляет процесс. Это связано с тем,
что большинство широко применяемых неорганических и
органических пигментов поглощает УФ-лучи в той же спектральной области
(200-400 нм), что и фотоинициаторы; их коэффициент отражения
К < 10 %. Только при применении специальных пигментов (метати-
танат магния, оксиды циркония, ванадия, сурьмы, сульфид и селенид
кадмия) с К > 30 % были разработаны специальные эмали
фотохимического отверждения. Фотоинициирование полимеризации,
учитывая области максимальной адсорбции УФ-излучения, происходит
в диапазоне длин волн до 700 нм. Соответственно этому выбирают
источники УФ-излучения: ртутные, люминесцентные и ксеноновые
лампы и кварцевые излучатели. Предпочтительны источники с
высокой эмиссией в диапазоне длин волн 300-400 нм и максимумом
излучения в области 360-370 нм. Полиэфирные лаки в большинстве
случаев отверждают излучением от ламп двух типов:
люминесцентных низкого давления и ртутных высокого давления.
Перспективным источником УФ-излучения является излучение плазмы аргона,
образующейся при дуговом разряде. Такие излучатели способны
создавать поток излучения с поверхностной плотностью до 75 кВт/м2
(для ртутных ламп она примерно равна 12 кВт/м2).
Отверждение покрытий при УФ-излучении проводят на
установках непрерывного и периодического действия. Особенно хорошо
зарекомендовал себя этот способ при поточной отделке щитовой
мебели. В типовом варианте установка непрерывного действия
включает: камеру отверждения с ртутными УФ-лампами и рефлекторами
(применяются лампы низкого - ЛЭР-30, ЛЭР-40 и высокого - ДРТ-
10000, ДПТ-12000 давления), охладитель (предусматривается
охлаждение изделий или ламп холодным воздухом), напольный конвейер,
систему вентиляции. Отверждают лаки, эмали и шпатлевки.
Продолжительность отверждения лаков (ПЭ-2106) 1-2 мин, эмалей и
шпатлевок при толщине слоя до 150 мкм 2-5 мин. Более тонкие покрытия
отверждаются быстрее. В промышленных условиях отверждение
покрытий проводят при больших скоростях конвейера (10-50 м/мин).
Эксплуатационные расходы на установках УФ-сушки в 1,5-2,0 раза
меньше, чем на установках терморадиационного отверждения.
315
8.3. ЭЛЕКТРОННОЕ ОТВЕРЖДЕНИЕ ПОКРЫТИЙ
Отверждение ускоренными электронами считается одним из
самых быстрых способов формирования лакокрасочных покрытий:
время образования пленки колеблется от долей секунды до
нескольких секунд.
Источником ускоренных электронов обычно служат низкоэнер-
гетичные ускорители прямого действия. Отечественной
промышленностью освоен выпуск разных типов ускорителей мощностью от
1 до 25 кВт и с энергией электронов 0,05-0,2 пДж. Генерируемые этими
ускорителями электроны обладают низкой проникающей
способностью, поэтому их используют для отверждения покрытий толщиной
не более 500 мкм; остаточной радиации при этом не наблюдается.
Радиационное отверждение применимо не к любым материалам,
оно эффективно, как и в случае УФ-отверждения, лишь для пленко-
образователей, способных к химическим превращениям за счет
реакции полимеризации. В настоящее время этот способ применяется
для отверждения лакокрасочных материалов (лаков, грунтовок,
эмалей) на основе ненасыщенных полиэфиров, полиакрилатов, эпокси-
акрилатов, полиуретанакрилатов. Предпочтительны материалы без
растворителей.
На радиационное отверждение покрытий влияют многие
факторы: поглощенная доза излучения и ее мощность (рис. 8.8), природа
подложки, характер окружающей газовой среды и др.
Большинство покрытий удовлетворительно отверждается при
поглощенных дозах 80-140 кГр и энергии электронов 0,06-0,08 пДж.
Высокие дозы излучения нежелательны во избежание деструктивных
процессов. Деструкции может подвергаться как покрытие, так и
материал подложки (древесина, бумага, пластмассы). При этом
возможно изменение цвета и ухудшение механических свойств.
Наблюдается прямолинейная зависимость (в логарифмических
координатах) между скоростью отверждения и мощностью
поглощенной дозы D примерно до D = 3 кГр/с,
при больших значениях D
интенсивность облучения оказывает меньшее
влияние на скорость процесса.
Рис. 8.8. Зависимость параметров
отверждения полиэфирного покрытия на
основе лака ПЭ-232 от поглощенной дозы
излучения:
Н - твердость; G - содержание трехмерного
полимера
ч,200
I
100
о'
^- н
■f^1* л
ir~
Г
1
i i
200 400
ДкГр
100
ж
О
50
0
316
Рис. 8.9. Технологическая линия для получения покрытий на щитовых
деталях мебели:
1 - деталь мебели; 2 - лаконаливная машина; 3 - радиационно-химическая
установка с ускорителями электронов
При радиационном отверждении, как и при химическом,
проявляется ингибирующее действие озона и кислорода воздуха.
Покрытия в поверхностном слое имеют более низкую степень отверждения,
характеризуются меньшей твердостью, а иногда дают отлип. Это
допустимо в грунтовочных слоях, но неприемлемо для верхних
покрытий. Применение пленкообразователей, не подверженных ингибиро-
ванию, проведение процесса в инертной среде (азот, аргон,
лишенные кислорода топочные газы) или в вакууме, а также использование
пленочной защиты (лавсан) в значительной степени устраняет
отмеченные недостатки, при этом необходимая доза излучения
уменьшается в 2-3 раза по сравнению с отверждением на воздухе. Однако
проблема устранения ингибирования полимеризации (и
соответственно, липкости покрытий) при радиационно-химическом
отверждении полностью не решена. Главное внимание следует уделять
выбору пленкообразователей, двойная связь которых не подвержена
озонному и кислородному ингибированию, и осуществлению
процессов доотверждения поверхностного слоя по механизму ионной
полимеризации. При радиационном воздействии покрытия на
металлических подложках отверждаются, как правило, быстрее и при
меньших дозах излучения, чем, например, на древесине, картоне или
пластмассе. Это объясняют большей отражательной способностью
металлов, чем других материалов.
Технологические линии для получения покрытий с применением
электронного излучения включают оборудование для нанесения
лакокрасочного материала и отверждения покрытия, а также
скоростной конвейер (рис. 8.9). Наиболее благоприятными объектами для
получения покрытий являются плоские изделия - рулонные и
листовые материалы. Максимальное расстояние между покрытием и
окном прожектора (источник электронов) не должно превышать 10-
15 см. Это затрудняет отверждение покрытий на изделиях сложной
формы.
В промышленных условиях радиационное отверждение нашло
применение при отделке щитовой мебели, печатных плат, облицо-
317
вочных строительных плит, листового и рулонного металла,
картона, плоских изделий из пластмасс. Характерно, что покрытия на
пластмассовых изделиях, отвержденные электронным излучением, как
правило, имеют более высокую адгезию, чем равнозначные
покрытия УФ-отверждения. Это объясняется тем, что излучение, проникая
до подложки, активирует ее и тем самым создает условия для
химической прививки к ней лакокрасочного материала. Электронное
отверждение проводят при скоростях движения конвейера (или ленты)
10-60 м/мин.
Подсчитан экономический эффект от использования
радиационного отверждения при отделке мебельных щитов (по сравнению с
терморадиационным отверждением): энергозатраты сокращаются в
6-9 раз, затраты труда в 6-14 раз, стоимость покрытий в целом
снижается примерно в 2 раза. Однако электронное отверждение
рентабельно лишь при больших объемах производства покрытий (более
20 тыс. м2/год). Доля его применения среди других способов
отверждения покрытий не превышает 1 %.
8.4. ОТВЕРЖДЕНИЕ ПОКРЫТИЙ,
ПОЛУЧАЕМЫХ ИЗ ПОРОШКОВЫХ КРАСОК
Отличительные особенности порошковых лакокрасочных
материалов - полное отсутствие жидких компонентов (растворителей,
воды) и аэрозольное состояние материала (дисперсии твердое тело -
воздух) - определили некоторые особые подходы к формированию
покрытий.
Традиционная технология получения из них покрытий связана с
нагреванием изделий с нанесенным порошковым материалом.
Температурные параметры отверждения для большинства
термореактивных красок лежат в пределах 160-200 °С, термопластичных - 200-
350 °С. Для их отверждения потенциально пригодны все известные
способы теплового воздействия. Из соображений "мягкого" нагрева и
возможности широкого варьирования формы изделий наибольшее
применение получил конвективный способ, несколько меньше
используются терморадиационный и индукционный.
Порошковые краски, как дисперсные системы, обладают
значительно меньшей теплопроводностью, чем жидкие. Вследствие
большого содержания воздуха (от 50 до 80 % об.) слой любого
порошкового состава (особенно непигментированного) представляет
определенный тепловой барьер для доступа теплоты к поверхности субстрата.
При конвективном нагреве плавление порошка начинается с
поверхности, постепенно продвигаясь внутрь образца. Это особенно замет -
318
но на термопластичных пленкообразователях с высокой
температурой размягчения и высокой вязкостью расплавов. ИК-излучение также
значительно рассеивается слоем порошкового материала.
Проникающая способность лучистой энергии растет с уменьшением длины
волны и с увеличением мощности излучения. Время нагрева изделий
до заданной температуры при ИК-воздействии обычно в 5-10 раз
меньше, чем при конвективном.
Другая особенность порошковых красок - относительно
короткий цикл отверждения (5-20 мин) - обусловливает необходимость
обеспечения постоянства температуры как по сечению, так и по
высоте нагревательных устройств во избежание недоотверждения или
переотверждения покрытий. Допускаются колебания температуры не
более 2,5 °С. В установках терморадиационного нагрева по этой же
причине нежелательно формирование покрытий на разнотолщинных
изделиях. Вариации по толщине отдельных частей изделия, равно как и
разных изделий, на одном конвейере не должны превышать 4:1.
Из-за малого содержания летучих веществ в порошковых
красках (не более 1 %) кратность обмена воздуха в установках
отверждения порошковых красок в несколько раз меньше, чем при
отверждении жидких, содержащих растворители. Допускается применение
естественной вентиляции.
Для отверждения покрытий из порошковых красок, в
зависимости от объема производства, габаритов и формы изделий, применяют
разные по конструкции и форме нагревательные устройства:
тупиковые (камерные), проходные (туннельные), горизонтальные,
вертикальные, с тепловым подпором (горбатые), одноходовые
(прямоточные), многоходовые, с циклическим движением конвейера. Они
могут быть электрическими, газовыми, на жидком топливе.
Стремление к ускорению процессов отверждения и снижению
энергозатрат привели в последнее время к появлению новых методов
формирования покрытий, в частности с использованием жидких
теплоносителей, высокотемпературного нагрева, УФ- и лазерного
излучения.
Применение жидких теплоносителей. В этом случае в качестве
теплоносителя используют не нагретые газы, как обычно, а
жидкости - расплавы металлов (сплав Вуда С-1), нитрит-нитратную смесь
(сплав СС-4), жидкие силиконы, углеводородные масла и др.
Вследствие высоких коэффициентов теплопроводности (в тысячи раз
больше, чем у воздуха) и теплопередачи продолжительность
формирования покрытий из термопластичных полимеров (фторопласты, пен-
тапласт, полиэтилен, поливинилхлоридные составы) сокращается в
десятки раз (рис. 8.10).
319
260 280 Г°С
Рис. 8.10. Зависимость
продолжительности формирования покрытий из порошка
пентапласта от температуры:
1 - на воздухе; 2 - в среде сплава С-1
Жидкая инертная среда (в отличие
от воздуха) резко уменьшает
термоокислительную деструкцию
полимеров, что позволяет получать покрытия
в широком интервале температур
(например, для фторопластов до 350 °С,
полиэтилена - до 300 °С). При этом
время формирования покрытий сокращается до нескольких секунд.
Способ получения покрытий в среде жидких теплоносителей
пока имеет ограниченное применение. С его помощью получают
покрытия функционального назначения на мелких изделиях из
металла (защита режущего инструмента, предметов бытового назначения,
деталей гальванических ванн). Сформированные покрытия быстро
охлаждают в воде, при этом одновременно решаются вопросы
промывки и закалки в случае кристаллических полимеров.
Термореактивные краски (эпоксидные, полиэфирные, гибридные
и др.) допускают высокотемпературный нагрев не только в жидких
теплоносителях, но и на воздухе при использовании как
конвективного, так и терморадиационного способов.
Применение высокотемпературного нагрева. В случае
порошковых лакокрасочных материалов, как и жидких, существует
экспоненциальная зависимость между температурой (Т) и временем
формирования покрытий (т). С повышением температуры резко сокращается
продолжительность образования качественных покрытий. Это можно
видеть, в частности, на примере эпоксидных порошковых красок:
т, с, при Г, °С*
200 220 250 280 350
Конвективный нагрев 600 360 240 120 60
ИК-нагрев (средневолновой) - 60 40 25 15
* Г- температура поверхности подложки.
С повышением температуры формирования покрытий
существенно увеличивается их адгезия. Так, полиэфирные покрытия,
сформированные на стали при 280 °С за 2 мин, имеют адгезионную
прочность в 1,5 раза выше, чем полученные по типовому режиму 200 °С -
10 мин. Особенно эффективной для отверждения порошковых
красок является ближняя к видимой область ИК-излучения.
320
На этом принципе зарубежными авторами разработана так
называемая NIR-технология (Near Infra Red) получения покрытий из
термореактивных порошковых красок. Суть ее заключается в том,
что порошковую краску отверждают ИК-излучением высокой
интенсивности с длиной волны 740-1200 нм (ламповое излучение). При
этом покрытие формируется за 10-30 с. Высокую скорость
отверждения авторы объясняют большой проникающей способностью
такого излучения и возможностью вызывать колебательные
движения макромолекул, обусловливающие быстрый нагрев. Температура
формирования покрытий около 350 °С. Промышленное применение
NIR-технология нашла, в частности, при окрашивании
алюминиевых профилей.
Разновидностью высокотемпературного формирования
покрытий является лазерное отверждение. Оно изучено Л. Н. Машляков-
ским с сотрудниками на примере порошковых эпоксидных красок.
Порошковый материал, нанесенный на поверхность,
подвергается сканированию лучом ИАГ-лазера с длиной волны 1,0-1,1 мкм.
Проникая через слой порошка, излучение вызывает его нагрев и
индуцированное фотохимическое стимулирование реакции
отверждения, способствующее быстрому (3-20 с) формированию покрытий.
Покрытия, полученные этим способом, превосходят по многим
свойствам (адгезия, химическая стойкость) равнозначные покрытия
традиционного теплового отверждения.
Фотохимическое отверждение, широко применяемое для
получения покрытий из жидких лакокрасочных материалов (см. раздел
8.2), в последнее время приобретает исключительно большой
интерес в технологии покрытий из порошковых лакокрасочных
материалов. Этому способствует разработка серии твердых ненасыщенных
пленкообразователей (полиэфиров, полиуретанакрилатов, смесевых
винилово-малеинатных полиэфиров), порошковых красок и
соответствующего оборудования для их отверждения.
Процесс отверждения композиций осуществляется по механизму
гомополимеризации по двойным связям, инициируемой радикалами
(R#), которые возникают при распаде фотоинициаторов (ФИ). Так, для
винилово-малеинатной системы, образующей донорно-акцепторный
комплекс между малеинатными (МА) и виниловыми (ВЭ) двойными
связями, реакция полимеризации протекает следующим образом:
МА + ВЭ — [МА-ВЭ]*; ФИ -^ R.
[MA-B3]* + R- — R-MA-ВЭ-МА-ВЭ-
Отличительная особенность фотоотверждения порошковых
красок - высокая скорость процесса (1-2 мин) при относительно низких
321
температурах (100-120 °С). Это позволяет получать покрытия с
минимальными энергозатратами при использовании не только
термостойких, но и нетермостойких субстратов (древесина, древесные
материалы, пластмассы и др.).
Технологический процесс получения покрытий включает три
стадии: 1) нанесение порошкового материала; 2) его расплавление
воздействием ИК-излучения при 100-120 °С в течение 30-120 с; 3)
фотоотверждение. Этот способ нашел применение для окрашивания
древесных материалов - плит ДСП, ДВП, корпусов электродвигателей и
других изделий, в первую очередь сочетающих термостойкие и
нетермостойкие элементы.
Ускорение процесса отверждения покрытий, получаемых в
равной степени как из порошковых, так и жидких лакокрасочных
материалов, - важный фактор экономии средств и повышения
производительности труда. Указанная задача может решаться как путем
создания соответствующих ускоренно отверждаемых материалов
(синтез новых пленкообразователей, использование более эффективных
катализаторов и ускоряющих систем и др.), так и посредством
совершенствования технологии покрытий (освоение новых способов и
оборудования, направленного управления процессами отверждения).
Не менее важное значение в экономическом отношении имеет
правильный выбор энергоносителей и экономное их использование.
Искусственное отверждение покрытий в основном связано с
использованием природного газа, сжиженного газа (пропан-бутановая
фракция), дизельного топлива, электроэнергии. Наиболее дешевым
энергоносителем на внутреннем рынке является природный газ.
Сжиженный газ примерно в 5 раз дороже природного газа, но по
теплотворной способности он превосходит его. Дизельное топливо -
не слишком дорогой, но не всегда стабильный энергоноситель.
Электроэнергия наиболее удобна для обслуживания и эксплуатации
нагревательных установок, однако ее использование обходится почти в
10 раз дороже, чем применение природного газа.
ГЛАВА 9
ТЕХНОЛОГИЯ ОКРАШИВАНИЯ
МЕТАЛЛОВ
еталлы - наиболее распространенный вид материалов,
защищаемых лакокрасочными покрытиями. В практических
условиях приходится сталкиваться с окрашиванием изделий,
изготовленных из самых разных металлов. Основной объем окрасочных
работ приходится на черные металлы. Вместе с тем в промышленности
и строительстве широкое применение имеют и цветные металлы -
алюминий и его сплавы, цинк, медь, медные сплавы, нередко свинец,
которые также нуждаются в защите лакокрасочными покрытиями.
В зависимости от вида металла, габаритов изделий, условий их
работы применяют соответствующие лакокрасочные материалы и
технологию изготовления покрытий. Технологический процесс
включает две основные стадии: подготовку поверхности и собственно
окрашивание. Качество проведения работ на этих стадиях во многом
определяет надежность и долговечность покрытий.
9.1. ПОДГОТОВКА ПОВЕРХНОСТИ ПЕРЕД ОКРАШИВАНИЕМ
Подготовка поверхности металлов - одна из важнейших и
необходимых операций при окрашивании, она определяет срок службы
лакокрасочных покрытий. Цель подготовки - удаление с
поверхности любых загрязнений и наслоений, мешающих непосредственному
контакту покрытия с металлом. К ним относятся оксиды (окалина,
ржавчина), масляные, жировые и механические загрязнения,
имеющиеся на поверхности старые покрытия.
Оксиды - типичный вид загрязнений большинства металлов.
Наибольшую опасность с точки зрения коррозии вызывает окалина,
представляющая собой смесь оксидных соединений железа: вюстита
FeO, магнетита Fe304 и гематита Fe203. Окалина отличается от
основного металла повышенной хрупкостью и более высоким значением
электродного потенциала. Ржавчина - гидратированные оксиды
железа; ее присутствие приводит к уменьшению адгезии покрытий и
может вызвать изменение цвета белых покрытий.
Загрязнения в виде жиров, минеральных масел, консервацион-
ных смазок, остатков полировочных паст, абразивов, охлаждающих
эмульсий ухудшают условия смачивания поверхности лакокрасоч-
323
М
ными материалами и отрицательно сказываются на пленкообразова-
нии и свойствах покрытий.
Старые, особенно непрочные, ветхие покрытия служат плохой
основой для вновь наносимых покрытий, их также требуется удалять
с поверхности.
При подготовке поверхности наряду с очисткой одновременно
проводят ее выравнивание - снятие заусенцев, удаление облоя и
литников, сглаживание сварных швов и острых кромок и т. д. Нередко
также выполняют операции по направленному изменению природы
поверхности металла (гидрофобизация или гидрофилизация),
степени ее шероховатости, а также дополнительной защите металла,
например, путем нанесения конверсионных покрытий (фосфатиро-
вание, оксидирование, сульфохромирование и др.). Число
подготовительных операций, способы и условия их проведения определяются
требованиями ГОСТ 9.402-2004. Они зависят от вида металла,
состояния его поверхности, требований к эксплуатационным
свойствам покрытий, их назначения.
Различают механические, термические и химические способы
подготовки поверхности. Любая подготовка поверхности связана с
удорожанием покрытий, нередко она составляет более половины
стоимости всех окрасочных работ, поэтому при выборе того или иного
способа наряду с качеством очистки следует учитывать и затраты на
ее проведение.
9.1.1. МЕХАНИЧЕСКИЕ СПОСОБЫ ОЧИСТКИ
Механически можно удалять любые загрязнения, однако
наиболее часто таким образом очищают поверхность от ржавчины,
окалины и старых покрытий. Применяются следующие способы очистки:
шлифование, кварцевание, галтовка, пневмо- и гидроабразивная
обработка.
Из механических способов подготовки поверхности особенно
распространена струйная абразивная и гидроабразивная обработка:
пескоструйная, гидропескоструйная, дробеструйная, дробеметная.
Очистка этим способом основана на воздействии частиц абразивов,
поступающих с большой скоростью и обладающих в момент
соударения с металлом значительной кинетической энергией.
Поверхность металла при этом становится шероховатой (углубления
достигают 0,04-0,1 мм), что улучшает адгезию покрытий. Однако струйная
абразивная обработка приемлема лишь для толстостенных изделий
(5 > 3 мм); изделия с более тонкими стенками могут при этом
деформироваться.
324
При пескоструйной и гидропескоструйной очистке применяют
обычно безглинистый кварцевый песок с размером частиц 0,5-2,5 мм,
карбид кремния, плавленый оксид алюминия. Абразивом при
дробеструйном и дробеметном способах обработки служит литая или
колотая чугунная или стальная дробь с размером частиц 0,1-2,0 мм или
дробь, рубленная из стальной проволоки диаметром 0,3-1,2 мм. Для
очистки поверхности черных металлов наиболее целесообразно
применять колотую дробь (№ 08-2) с размером частиц не более 0,8 мм.
Эффективность очистки при этом повышается в 1,5-2 раза по
сравнению с очисткой литой дробью; стальная рубленая дробь обходится
в 3-4 раза дороже колотой. Легкие металлы (алюминий, магниевые
сплавы и др.) обрабатывают мягкими абразивами - порошками из
сплавов алюминия (иногда с добавлением 5-6 % чугунного песка),
крошкой фруктовых косточек или скорлупы орехов.
Кварцевый песок - наиболее дешевый абразив. Однако он
быстро изнашивается (дробится); образуется мелкая пыль, вредно
действующая на здоровье работающих. Поэтому пескоструйная очистка в
нашей стране сильно ограничена. Ее применяют лишь в
автоматизированных установках с хорошей герметизацией и вентиляцией,
предотвращающими распространение пыли в помещения. В частности,
таким способом очищают стальные и чугунные отливки, поковки и
другие толстостенные изделия от окалины и нагари. Обычно песок
подается из сопел, отстоящих приблизительно на 200 мм от
обрабатываемой поверхности, под давлением 0,3-0,8 МПа.
Металлический песок, в отличие от кварцевого, почти не
образует пыли, расход его значительно меньше, а эффективность
механического воздействия также достаточно высока. Очистка с
помощью металлического песка (дроби) осуществляется в закрытых
камерах или кабинах, снабженных приточно-вытяжной
вентиляцией. Применяют различные типы аппаратов для дробеструйной
очистки. Распространение получили одно- и двухкамерные аппараты
периодического и непрерывного действия типов Г-93А, Г-146, АД-1,
АД-2, АД-5, БДУ-Э, ПД-1. Их производительность по очищаемой
поверхности от 1 до 8 м2/ч; дробь распыляется под давлением 0,5-
0,7 МПа.
Дробеметная очистка отличается от дробеструйной тем, что
поток дроби создается не сжатым воздухом, а в результате
центробежной силы от вращающегося с высокой частотой (2500-3000 об/мин)
ротора (турбинного колеса с лопатками). Дробеметный способ в 5-10
раз производительнее дробеструйного и в несколько раз дешевле. Он
обеспечивает минимальную запыленность помещений, однако
непригоден для обработки изделий сложной формы. Недостатком дробе-
325
метного способа является также быстрый износ лопаток (срок
службы литых чугунных лопаток не превышает 80 ч).
При гидроабразивной очистке используется суспензия или взвесь
абразива в жидкой среде. Абразивами в этом случае служат
кварцевый песок, гранит, электрокорунд, стекло, молотый шлак и другие
твердые порошковые вещества дисперсностью 0,15-0,50 мм, а жидкой
средой - вода с добавлением ПАВ и ингибиторов коррозии. В
частности, для обработки изделий из черных металлов применяют
суспензию следующего состава (в г/л):
Кварцевый песок или электрокорунд 380-420
Нитрит натрия 18-22
Кальцинированная сода 4,6
Гидроабразивная очистка проводится с помощью аппаратов
нагнетательного и всасывающего типов разных конструкций: ГПА-3,
ТО-266, ГК-2, ТВ-210; они подают пульпу под давлением 0,5-0,6 МПа.
В аппаратах обычно обрабатывают изделия небольших габаритов.
В случае крупных объектов (суда, гидротехнические сооружения) для
очистки поверхности нередко используют забортную воду с песком
(пульпу); образующуюся при сушке вторичную ржавчину удаляют
механическим или химическим путем.
Различают несколько степеней абразивоструйной очистки. Она
различается по площади (в %) очищенной до чистого (блестящего)
металла:
Sa 1 - легкая очистка до степени порядка 50 %;
Sa 2 - тщательная очистка («75 %);
Sa 2 V2 ~ очень тщательная очистка («96 %);
Sa 3 - наиболее высокая степень чистоты («99,2 %).
С повышением степени очистки резко возрастают затраты на
подготовку поверхности. Так, при переходе от Sa 2 к Sa 2 1/2 они
удваиваются, а от Sa 2 /2 к Sa 3 возрастают примерно на 50 %. В
зависимости от условий эксплуатации покрытий наиболее часто очистку
поверхности проводят до степени Sa 2 или Sa 21/2.
В настоящее время значительное внимание привлекает очистка
металлических поверхностей под действием струи воды, подаваемой
под большим давлением (от 25 до 170 МПа) - гидродинамический
способ. Эффективность очистки поверхности зависит от
применяемого давления: до 35 МПа удаляются непрочная (шелушащаяся)
краска, прилипшая грязь, отложения солей; до 70 МПа - непрочно
держащаяся краска, ржавчина; до 170 МПа - любые отложения на
поверхности, кроме окалины.
Применяемые установки состоят из насоса высокого давления,
привода, шлангов, гидравлического пистолета и приборов для регу-
326
лирования и контроля давления воды. Такие установки выпускают, в
частности, фирмы "Креуле", "Вома" и "Крецле" (Германия), "Кина"
(Великобритания) и др. Их отличительная особенность - высокая
производительность, отсутствие пыления. Установки низкого
давления особенно удобны для удаления разрушившихся покрытий после
их обработки смывками.
Своеобразным способом механической очистки поверхности
металлов является ее обработка сухим льдом - гранулами твердой
углекислоты с температурой -79 °С. Размер гранул 2-3 мм. Их подают на
поверхность с помощью специального аппарата - бластера при
давлении воздуха 0,2-1,4 МПа. При ударе о поверхность гранулы сухого
льда частично сублимируются; образующийся газ С02 повышает
давление и тем самым усиливает механическое воздействие частиц на
поверхность. Для экономии сухого льда предусматривается
рекуперация С02.
Механические способы очистки, особенно струйно-абразивные,
наиболее широко применяются при окрашивании стационарных и
крупногабаритных объектов (суда, мосты, эстакады, наземные
сооружения нефтегазового комплекса, трубы и др.). Это наиболее
дорогой вид подготовки поверхности и, как правило, наиболее
надежный в отношении долговечности покрытий.
9.1.2. ТЕРМИЧЕСКИЕ СПОСОБЫ ОЧИСТКИ
Удаление окалины, ржавчины, старой краски, масел и других
загрязнений с поверхности можно проводить термическим способом,
например путем нагревания изделия пламенем газокислородной
горелки (огневая зачистка), электрической дуги
(воздушно-электродуговая зачистка) или отжига в печах при наличии окислительной
(воздушной) или восстановительной среды.
При огневой и воздушно-электродуговой зачистке металл
(стальные слитки, слябы, блюмы) быстро нагревают до 1300-1400 °С, при
этом загрязненный поверхностный слой сгорает и частично
оплавляется. Его механически удаляют, а металл охлаждают.
Отжиг в восстановительной (защитной) атмосфере применяют
при подготовке поверхности рулонного металла. Стальной прокат
нагревают в атмосфере азотоводородной смеси, содержащей,
например, 93 % N2 и 7 % Н2, до 650-700 °С. Присутствующие на
поверхности следы смазки возгоняются, а оксиды железа восстанавливаются
до металлического железа.
Термическое удаление органических загрязнений (старые
покрытия, жировые и масляные отложения) удобно проводить в
окислительной (воздушной) среде. Большинство органических веществ воз-
327
гоняется, разлагается или горит при нагревании до 450-500 °С.
Однако во избежание образования кокса изделия отжигают при более
высоких температурах (600-800 °С). Отжиг проводят в огневых
конвективных или терморадиационных (открытых или муфельных) печах,
снабженных вентиляцией; можно применять и газовые или кероси-
ново-кислородные горелки.
Термические способы очистки экономичны и производительны.
Однако во избежание коробления и деформации металла они
применяются лишь для изделий с толщиной стенки не менее 5 мм.
Обычно термическая обработка требует последующей
дополнительной механической или химической очистки.
Разновидность термического способа - криогенная очистка. Она
применяется главным образом для удаления покрытий. При
криогенной очистке используются жидкий азот или другие средства
глубокого охлаждения. При воздействии холода покрытие становится
хрупким, растрескивается и легко удаляется при механическом
воздействии.
9.1.3. ХИМИЧЕСКИЕ СПОСОБЫ ОЧИСТКИ
Химические способы очистки металлов наиболее широко
распространены в промышленности при окрашивании мало- и среднегаба-
ритных изделий. Это связано с их доступностью, универсальностью,
экономичностью. Их используют при обезжиривании поверхности,
удалении оксидов металлов (травлении) и снятии старых покрытий.
Обезжиривание. На поверхности металлов могут
присутствовать как омыляемые (компоненты смазок, полировочных паст, следы
от кожи рук), так и неомыляемые (консервационные смазки,
эмульсионные составы и др.) "жировые" загрязнения. Различают три
степени загрязнения в зависимости от количества примесей на единице
поверхности: слабая - не более 1, средняя - не более 5 и сильная -
более 5 г/м .
Химическое обезжиривание основано на растворении,
эмульгировании и разрушении (омылении) жиров и масел. В качестве
обезжиривающих веществ нашли применение: органические
растворители, водные моющие растворы и эмульсии растворителей в воде
(эмульсионные составы). Наибольшее применение в нашей стране
получило обезжиривание водными моющими растворами как
наименее токсичный, дешевый и пожаробезопасный способ.
Обезжиривание водными растворами основано на химическом
разрушении омыляемых жиров и масел и солюбилизации и
эмульгировании неомыляемых загрязнений. Последний процесс
схематически можно представить в виде последовательных стадий (рис. 9.1).
328
Рис. 9.1. Схема процесса удаления
(эмульгирования) масляного слоя
щелочным раствором:
Р - раствор; М - масло; Э - эмульсия;
П - подложка
Вода обладает слабым
моющим действием по отношению
к масляным загрязнениям. Из-за
большого поверхностного
натяжения и несовместимости с
маслами она плохо смачивает зажи-
ренные поверхности и не образует
стабильных эмульсий.
Обезжиривание ускоряется при
повышении температуры, механическом воздействии, использовании
электролитов, повышении рН среды, применении ПАВ. На принципе
сочетания температурного и механического воздействий разработан и
применяется способ пароструйной очистки. Поверхность
обрабатывают водяным паром под давлением 0,6-4,0 МПа или теплой водой,
выходящей из насадок под давлением 16-18 МПа.
Особенно хороший эффект достигается при использовании
водных растворов щелочных электролитов и ПАВ. В качестве
электролитов применяются едкий натр (каустическая сода) NaOH,
карбонат натрия (кальцинированная сода) Na2C03, силикат натрия
(жидкое стекло) Na2Si03, тринатрийфосфат Na3P04, пирофосфат натрия
Na4P207, гексаметафосфат натрия (NaP03)6, триполифосфат натрия
Na3P04*2NaP03. Эмульгирующее действие возрастает при введении
ионогенных (мыла, алкил- и арилсульфонаты) и неионогенных (ок-
сиэтиленовые эфиры алкилированных фенолов и др.) ПАВ. Нередко
предусматривают добавки водорастворимых полимеров, например
Na-карбоксиметилцеллюлозы; их присутствие предотвращает
оседание загрязнений на очищаемой поверхности.
Для обезжиривания черных металлов обычно применяют
растворы с общей концентрацией щелочи и щелочных солей 30-100 г/л,
имеющие рН 10-13.
Составы для обезжиривания цветных металлов часто отличаются
от составов, применяемых для очистки черных металлов. В
большинстве случаев они имеют более низкие значения рН.
В промышленности нашли применение в основном готовые
составы, выпускаемые в виде концентратов. Концентраты для
обезжиривания стали (марки КМ-1, КМ-17, КМ-19, КМ-22, КМ-25), для обез-
329
$?)Ш?ШШ&Ш0№Шп
>м
тшшя/ш/ш}/}?, п
€Г-
жиривания цинка и алюминия (КМ-5 и др.), моющие средства (МСУ-1,
БОК-5 и др.) изготовляют отечественные фирмы (ООО "Экохиммаш",
ООО "Кемикс", НПФ "РИФТ" и др.). В основном они представляют
собой порошковые смеси солей фосфорной, борной и других кислот
с соответствующими ПАВ. Например, состав КМ-2 для
обезжиривания алюминия состоит из динатрийфосфата, буры и соды. Для
получения растворов рабочей концентрации (обычно 5-15 г/л при
струйном нанесении и 15-40 г/л при обезжиривании окунанием)
композиции растворяют в воде. У разных составов рН растворов может
колебаться от 8 до 12.
Обезжиривание проводят при следующих режимах:
Температура рабочего раствора, °С 50-60
Продолжительность, мин:
при струйной очистке 1-5
при очистке погружением 5-15
Степень очистки поверхности при использовании
промышленных составов 94-98 %.
Обезжиривание органическими растворителями, в отличие от
щелочного, основано на растворении масляных и жировых
загрязнений. Этим способом удается достичь хорошей степени очистки
поверхности за короткое время. Применяют растворители, обладающие
высокой активностью (растворяющей способностью) по отношению
к загрязнениям, стабильностью (стойкостью к разложению), низким
поверхностным натяжением, умеренной летучестью. В первую
очередь получили распространение алифатические и хлорированные
углеводороды:
Т °С
■«КИП) V>
Метил енхлорид СН2С12 41
Тетрахлорметан СС14 77
Дихлорэтан СН2С1СН2С1 83
Трихлорэтилен СНС1=СС12 87
Перхлорэтилен СС^ССЦ 121
Пентахлорэтан СС13СНС12 159
Уайт-спирит 155-195
Хлорированные углеводороды, в отличие от алифатических,
негорючи, однако они более токсичны (предельно допустимая
концентрация паров трихлорэтилена и пентахлорэтана составляет 10 мг/м3,
уайт-спирита 300 мг/м3). Хлорсодержащие растворители, кроме того,
склонны к гидролизу при действии воды. Особенно подвержены
гидролизу трихлорэтилен и перхлорэтилен - наиболее широко
применяемые для обезжиривания растворители. Образующийся при гид-
330
ролизе хлороводород может вызвать коррозию изделий и
аппаратуры (ванн). Для локализации его действия в состав растворителей
вводят ингибиторы коррозии и вещества, нейтрализующие
хлороводород, например аммиак, триэтаноламин, уротропин (0,001 г/л) и др.
Обработку растворителями проводят как в жидкой, так и в
паровой фазах. Особенно часто сочетают оба способа воздействия.
Обезжиривать растворителями можно практически любые металлы. Не
рекомендуется применять трихлорэтилен, не содержащий
ингибиторов, для обезжиривания алюминия, магния и их сплавов во
избежание нежелательных реакций с металлической поверхностью.
Органические растворители эффективно удаляют с поверхности
масляные и жировые загрязнения при комнатной температуре, но не
обеспечивают должной очистки от твердых минеральных
загрязнений, таких как абразивы, остатки металлической стружки, песок.
Работа установок неизбежно связана с рекуперацией растворителей и,
соответственно, со значительными энергозатратами.
Эмульсионное обезжиривание - комбинированный способ,
сочетающий многие достоинства очистки органическими
растворителями и водными щелочными растворами. Эмульсионное
обезжиривание особенно эффективно при большом количестве механических
загрязнений на поверхности. Вследствие пониженной токсичности и
пожаробезопасности эмульсионные составы оправдали себя и при
ручной очистке изделий взамен органических растворителей.
Применяют составы, представляющие собой эмульсии
органических растворителей в воде, стабилизированные ионогенными или
неионогенными ПАВ.
Растворителями служат алифатические, ароматические или
хлорированные углеводороды. Их массовая доля в готовых для
применения эмульсиях колеблется от 5 до 50 %. Для стабилизации
эмульсий в их состав нередко вводят небольшое количество
смешивающихся с водой растворителей (спиртов, эфиров). Моющие составы, в
которых массовая доля растворителей не превышает 10 %, считаются
неогнеопасными при применении. Ниже приводится рецептура
одного из составов на основе трихлорэтилена (в %):
Трихлорэтилен 20 Эмульгаторы 2,0
Пирофосфат натрия 0,5 (ОП-10, сульфонол)
Ингибитор (амин) 0,5 Вода 77
Известность получили двухфазные моющие средства "Эмульсол"
(Польша), позволяющие проводить обезжиривание поверхности
деталей и изделий при пониженных температурах (35-40 °С), "Gardo-
clean 1672/1" (температура 15-25 °С), а также отечественный концен-
331
трат КФЭН (фирма ООО "Кемикс"), позволяющий производить
обезжиривание металлов при температуре 18-25 °С. КФЭН представляет
собой кислый многокомпонентный препарат, включающий
растворители, активаторы и ПАВ. Состав для обезжиривания готовят
смешением концентрата с водой. Рабочая концентрация 10-50 г/л,
продолжительность обезжиривания методом погружения 10-20 мин,
методом распыления 1-4 мин.
Технологический процесс обезжиривания включает следующие
операции: обработка поверхности моющим составом, последующая
промывка (в случае воднощелочных и эмульсионных составов) и
сушка. Обработку водными растворами и эмульсиями проводят
либо способом погружения, либо распылением (струйный способ).
Струйное обезжиривание более эффективно (процесс ускоряется в
3-4 раза). Это объясняется тем, что к химическому воздействию
добавляется механическое действие струи жидкости; кроме того, при
распылении достигается лучшее перемешивание раствора.
Температура рабочих растворов обычно составляет 50-60 °С.
Обезжиривание погружением проводят в стационарных ваннах,
снабженных паровым, газовым или электрическим обогревом.
Агрегаты струйной очистки работают в непрерывном и периодическом
режимах. Наиболее распространены агрегаты непрерывного
действия. Изделия в них проходят на подвесных конвейерах
последовательно три зоны: обезжиривания, первой и второй промывок. Если
обезжиривание поверхности является завершающей стадией
подготовки поверхности, вторая промывка перед окрашиванием
производится деминерализованной водой. Температура воды для промывки
20-70 °С. Вода, как и обезжиривающий состав, подается на изделия
через специальные насадки под давлением 0,15-0,20 МПа;
продолжительность обезжиривания 2-3 мин, промывки 1-2 мин.
Обезжиривание растворителями проводят в закрытых камерах
или установках непрерывного действия. Загрязненные изделия на
конвейере последовательно проходят через ванну с
растворителем, зону облива и зону выдержки в парах. Общее время
обезжиривания 2-5 мин. Загрязненный растворитель регенерируют
перегонкой.
Ультразвуковое обезжиривание. Обезжиривание растворителями,
щелочными и эмульсионными моющими составами ускоряется, а
качество очистки поверхности возрастает, если процесс проводят в
акустическом (ультразвуковом) поле. Ультразвуковая очистка нашла
применение для изделий небольших размеров и сложной формы, от
которых требуется высокая степень чистоты поверхности (детали
часов и приборов, инструмент и т. д.). Крупные изделия требуют
332
больших по размерам ванн; входная мощность преобразователя при
этом резко возрастает (на 4,5 л жидкости входная мощность
составляет примерно 100 Вт), что делает способ экономически
малооправданным.
Ультразвуковую очистку проводят в специальных установках-
ваннах (УЗВ-15м, УЗВ-16м, УЗВ-18м), снабженных магнитострикци-
онными, пьезокерамическими или ферритовыми
преобразователями. Полезный объем ванн 15-150 л. Очистку проводят при
следующем режиме:
Частота, кГц 20-40
Удельная мощность, кВт/м2 10-30
Температура воднощелочных и эмульсионных составов, °С 40-50
Температура растворителей, °С 20-40
Продолжительность очистки, мин 0,5-2,0
Электрохимическое обезжиривание. Водные растворы,
используемые для электрохимического обезжиривания, содержат в основном
те же компоненты, что и растворы, применяемые при химической
очистке. Но, учитывая активную роль, которую играют в
электрохимическом процессе выделяющиеся на электроде пузырьки газов,
концентрация компонентов (как и в случае ультразвукового
обезжиривания) может быть значительно понижена. Электрохимическим
способом можно обезжиривать как черные, так и цветные металлы.
Типовой состав электролита (в г/л):
Кальцинированная сода 40-50 Метасиликат натрия 3-5
Тринатрийфосфат 50-60 Синтанол ДС-10 1-2
Условия проведения процесса:
Плотность тока, кА/м' 0,5-1,0
Температура, °С 60-80
Продолжительность очистки, мин 1-2
Проблемными вопросами при обезжиривании поверхности
являются снижение энергозатрат и повышение экологической чистоты
применяемых материалов. Практика показывает, что
обезжиривание существующими водными составами при низких температурах
(25-30 °С) не обеспечивает высокое качество очистки поверхности.
Хорошие результаты достигаются лишь при применении
органических растворителей и эмульсионных составов, однако при этом
страдает экология. Противоречие в известной степени снимается
при применении пароводоструйного и термического способов
обезжиривания.
333
Положительным является также применение составов, не
требующих последующей промывки (например, БОК-5) или
допускающих сброс промывных вод без предварительной их очистки.
Травление. Окалину, ржавчину и другие оксиды чаще всего
удаляют с поверхности металлов травлением в растворах кислот, кислых
солей или щелочей. Очистка поверхности травлением сводится к
растворению оксидов и поверхностного слоя металла,
восстановлению оксидных соединений и их отрыву выделяющимся водородом.
Травлению подвергают изделия, предварительно очищенные от
механических и жировых загрязнений.
Травление черных металлов. В качестве травильных растворов для
черных металлов наиболее широко используют серную, соляную и
ортофосфорную кислоты с различными добавками и присадками.
При травлении кислотами на кинетической кривой уменьшения
массы образца (рис. 9.2) можно выделить три периода: I -
растворение оксидов (окалины); II - появление анодных участков
поверхности, сопровождаемое одновременным растворением оксидов и
металла; III - растворение металла. Значения tg а и tg P характеризуют
скорость травления и растворения (коррозии) металла
соответственно. Наилучшей является технология, при которой tg а максимален, а
tg P минимален.
Серная кислота более активно взаимодействует с железом, чем с
безводными ее оксидами (при травлении растворяется не более 20 %
окалины). Проникая в поры и трещины окалины, кислота растворяет
поверхностный слой металла и тем самым нарушает его связь с
окалиной. Поэтому травление в серной кислоте связано с образованием
значительного количества шлама, наводораживанием стали, ее ох-
рупчиванием. Поверхность металла в результате "растравливания"
имеет высокоразвитый рельеф. Наиболее часто используют кислоту
с концентрацией 150-200 г/л, процесс травления ведут при 50-80 °С.
В соляной кислоте удаление окалины происходит
преимущественно в результате ее растворения (снижение массы окалины
достигает 50 % и более). Вследствие этого поверхность металла после
травления в соляной кислоте оказывается более гладкой, чем в серной:
снижается и степень шламообразования. Травление в соляной
кислоте удовлетворительно идет при температурах 20-60 °С, оптимальная
концентрация кислоты 100-150 г/л. Применение соляной кислоты,
однако, менее удобно и экономично, чем серной. Поэтому для
травления чаще применяют серную кислоту и смеси серной кислоты с
соляной или хлоридом натрия. Присутствие последнего снижает
скорость коррозии железа, не влияя на скорость растворения его
оксидов. Еще более эффективным в этом отношении является введение
334
Рис. 9.2. Зависимость уменьшения массы AG
образца от продолжительности т травления в <
кислоте
в состав травильных растворов ингибиторов
коррозии (присадок), которыми служат
катании, ЧМ, БА-6, БА-12, ПКУ, И-1-А, И-1-В,
уротропин и др.
Травление металлов фосфорной
кислотой проводят значительно реже, чем серной и соляной, из-за ее
меньшей активности и более высокой стоимости. Ее используют для
удаления ржавчины особенно при небольших степенях загрязнения
металла. В этом случае пригодны разбавленные (1-2 %-е) растворы
Н3Р04, которые наряду с растворением оксидов вызывают
одновременное пассивирование металла (образование на поверхности
нерастворимых фосфатов железа). Достоинством фосфорной кислоты
является и то, что она не требует столь тщательной промывки
металла после обработки, как это имеет место в случае серной и особенно
соляной кислот.
В ряде случаев для очистки изделий после ковки, горячей
прокатки, обжига и термообработки применяют гидридное травление.
Изделия погружают в расплавленный едкий натр, в который из
специального генератора подают гидрид натрия (продукт
взаимодействия натрия и водорода). Очистка связана с протеканием реакции
восстановления оксидов:
Fe304 + 4NaH -— 3Fe + 4NaOH.
Кислотное травление изделий небольших размеров обычно
проводят в ваннах или в струйных камерах. При струйной обработке
продолжительность травления обычно не превышает 5 мин, в ваннах -
30 мин. После травления изделия промывают последовательно
горячей и холодной водой, а затем нейтрализуют остаточную кислоту
1-2 %-м раствором кальцинированной соды или обрабатывают
поверхность 2 %-м раствором фосфорной или хромовой кислоты или
смеси этих кислот (1:1) при 65-70 °С.
По конструкции установки для травления аналогичны
установкам для щелочного обезжиривания. Учитывая высокую
агрессивность сред, необходимо большое внимание уделять выбору
конструкционных материалов и обеспечению необходимых мер пожаро- и
взрывобезопасности (при травлении выделяется значительное
количество водорода).
Для удаления продуктов коррозии с поверхности
крупногабаритных изделий применяют специальные жидкие или вязкие соста-
335
вы (пасты). Их изготовляют путем введения в жидкие травильные
растворы наполнителей (инфузорной земли, андезитовой муки,
асбеста, каолина) и полимеров (карбоксиметилцеллюлозы и др.).
Пасты наносят на поверхность шпателем, штукатурными лопатками или
пастопультом и выдерживают 1-6 ч. После этого поверхность
промывают водой, наносят пассивирующую пасту (с Н3Р04 или Н2Сг04)
и через 0,5-1 ч снова промывают и высушивают.
При подготовке поверхности стали, особенно легированных
марок, нередко применяют электрохимическое (анодное) травление,
которое проводят в ваннах, содержащих серную, соляную кислоты
или поваренную соль с концентрацией 30-50 г/л.
Травление цветных металлов. При травлении цветных металлов
преследуются две цели: удаление оксидов с поверхности и создание
активного слоя для повышения адгезии покрытий.
Алюминий и его сплавы травят в 5-10 % растворе каустической
соды с добавлением сульфонола (-0,5 г/л) при 60-70 °С. После
травления в течение 3-10 мин и промывки изделия обрабатывают
(осветляют) 15-20 %-й азотной кислотой при 15-25 °С в течение 2-3 мин.
Обработку деталей из меди и медных сплавов ведут в две стадии:
сначала проводят травление в азотной кислоте (700-800 г/л) или ее
смесях с серной, затем поверхность осветляют кратковременным
воздействием смеси серной, азотной и соляной кислот.
Термическую окалину с поверхности титана и его сплавов
снимают, погружая изделия в расплав смеси едкого натра и нитрата
натрия (4:1 по массе) при 420-440 °С; при травлении магниевых
сплавов используют разбавленные растворы азотной кислоты (30-90 г/л).
Травление цветных металлов (как и черных) можно сочетать с их
обезжириванием. С этой целью в состав травильных растворов
вводят ПАВ (ОП-7, ОП-10 и др.) и противопенные добавки (жидкость
ПМС-200А, уайт-спирит). Применяют также составы,
представляющие собой эмульсии органических растворителей (алифатических и
хлорированных углеводородов) в кислотах, или водные растворы
смесей фосфорной кислоты с ее солями (Na3P04).
Обязательными операциями при травлении цветных металлов
являются промывка и пассивация; последнее осуществляется
кратковременной (1-2 мин) обработкой изделий растворами бихромата
калия или хромовой кислоты с концентрацией 1-3 г/л при 60-65 °С.
Травление черных и цветных металлов кислотами - наиболее
дешевый способ очистки поверхности от оксидов. Ниже приведены
примерные данные по относительной стоимости обработки 1 м2
поверхности разными способами. За единицу принята обработка
химическим травлением в серной кислоте.
336
Травление в серной кислоте 1
Травление в фосфорной кислоте 2
Очистка механизированным инструментом 1,5-2,0
Абразивоструйная очистка 4-6
Термическая очистка 4-7
В отношении срока службы покрытий наилучшей является
обработка поверхности сухими абразивами.
Удаление старых покрытий. Химический способ удаления старых
покрытий среди других способов (выжигание, механическая очистка)
считается наиболее эффективным. Удаление основано на растворении,
набухании или химическом разрушении материала пленки, т. е.
превращении пленки в состояние, при котором она легко может быть
снята с поверхности механическим путем или струей воды. Применяют
неорганические и органические смывки - жидкие и пастообразные
составы на основе щелочей, кислот и смеси органических растворителей.
Неорганические щелочные составы изготовляют на основе
едкого натра (100-300 г/л) с добавлением щелочных солей (карбоната,
силиката или глюконата натрия); для получения густых составов в
водные растворы вводят также мел и оксид кальция. Такие составы
пригодны для удаления масляных, алкидных и других покрытий,
содержащих гидролизующиеся компоненты. Щелочными составами
можно удалять покрытия с поверхности любых металлов, кроме
алюминия и его сплавов. Мелкие изделия погружают в ванну со
щелочным раствором, нагретым до 70-95 °С; на поверхность
крупногабаритных изделий составы наносят кистью. Поверхность после
удаления покрытия тщательно промывают теплой водой.
Органические смывки представляют собой сложную смесь
растворителей с добавлением замедлителей испарения (парафина, воска,
стеаратов металлов, флотирующихся пигментов), загустителей (эфи-
ров целлюлозы, перхлорвинила, древесной муки, аэросила),
"разрыхлителей" (уксусной, муравьиной, фосфорной кислот, аммиака),
ПАВ и ингибиторов коррозии (при наличии кислот).
Основными компонентами смывок являются высокоактивные
растворители: хлорсодержащие углеводороды (метиленхлорид,
дихлорэтан, трихлорэтилен), амиды (диметилформамид, диметилаце-
тамид), формальгликоль, метилдиоксан, тетрагидрофуран, N-метил-
пирролидон, пропиленкарбонат. Добавками, повышающими их
активность, могут служить соединения разных классов: спирты, гликоли,
простые и сложные эфиры, ароматические углеводороды, амины и
соли аминов, карбоновые кислоты и др. Предпочтительны
негорючие смывки, которые изготовляют на основе галогенсодержащих
углеводородов либо в виде водных эмульсий.
337
Наибольшее число отечественных смывок (СП-6, СН-7, СП-8,
СПС-1, АС-1, АС-34, СНБ, БЭМ-2) изготавливаются с применением
метиленхлорида - неогнеопасного и наиболее активного
растворителя по отношению ко многим видам покрытий, вместе с тем
достаточно токсичного и летучего. Последнее обстоятельство
обусловливает повышенный расход метиленхлоридных смывок.
Наиболее просты по составу смывки, предназначенные для
удаления покрытий методом погружения изделий. Они могут не
содержать загустителей и других веществ, замедляющих испарение
растворителей. Примером могут служить смеси (по объему) трихлор-
этилена и муравьиной кислоты (90 : 10) или диметилформамида и
диэтиламина (95 : 5). С их помощью покрытия можно удалять под
слоем воды (поскольку их плотность больше единицы). При
обработке в ваннах (вентилируемых аппаратах) обычно
предусматривается обогрев. Это существенно ускоряет разрушение
покрытий.
Для удаления покрытий с больших поверхностей требуется
наносить смывки толстыми слоями (1-2 мм) из расчета потребного для
разрушения количества растворителей G (в г/м2), которое
определяется суммой поглощенного gn и испарившегося #и растворителя за
время разрушения покрытия:
Органические смывки наносят на поверхность шпателем, кистью
или распылением. Продолжительность действия зависит от типа
смывки и покрытия. Так, для набухания покрытия, состоящего из
слоя грунтовки ФЛ-ОЗК и трех слоев эмали ПФ-218, требуется: при
использовании смывки АФТ-1 - 30 мин; СП-7 - 13 мин, СПС-1 -
10 мин. Набухшее покрытие удаляют механически скребком или
смывают струей воды.
Ниже приведен состав (в %) некоторых органических смывок
отечественного производства:
Формальгликоль
Метиленхлорид
Этиловый спирт
Ацетон
Толуол
Ксилол
Уксусная кислота
Перхлорвинил
Коллоксилин
Парафин
АС-1
-
69,6
9,5
10
-
-
0,9
-
-
-
АФТ-1
47,5
-
-
19
28
-
-
-
5
0,5
СП-8
9,2
70,6
-
-
-
5,6
2,3
11,2
-
1Д
338
Ингибитор коррозии 2,4 - -
Эмульгатор ОП-7 1,7 - -
Алкидные, масляные, виниловые покрытия удаляются смывка-
ми сравнительно легко. Для них применяют смывки (АС-1, СП-7)
на метиленхлориде, обладающие наиболее высоким
коэффициентом диффузии в покрытия по сравнению с другими
растворителями.
Много труднее разрушаются химически стойкие покрытия
(эпоксидные, полиуретановые), а также покрытия, получаемые из
термореактивных порошковых красок. Удовлетворительный эффект в этом
случае достигается при использовании современных смывок АС-34,
изготовляемых ОАО НПФ "Пигмент" и № 133П - производства ООО
"Менделеев".
9.1.4. НАНЕСЕНИЕ КОНВЕРСИОННЫХ ПОКРЫТИЙ
Назначение конверсионных покрытий - повысить
противокоррозионную стойкость металла, улучшить адгезию лакокрасочных
покрытий, сделать их более долговечными. Конверсионные
покрытия наносят перед окрашиванием преимущественно на те изделия,
которые подвергаются эксплуатации в жестких и особо жестких
условиях. Наибольшее применение нашли покрытия, получаемые
методами фосфатирования, оксидирования, хроматирования.
Фосфатирование. С химической точки зрения фосфатирование -
процесс образования на поверхности слоя из нерастворимых в воде
фосфатов металлов. Фосфатируют обычно черные металлы (кроме
чугуна и стального литья), несколько реже цветные - алюминий,
цинк и др. Процесс фосфатирования заключается в обработке
поверхности металлов водными растворами фосфорнокислых солей.
В зависимости от характера образующихся фосфатов различают
кристаллическое и аморфное фосфатирование, а по условиям
проведения процесса - с нагреванием и холодное.
Кристаллическое фосфатирование наиболее распространено в
промышленности. Для его проведения используют соли двухвалентных
металлов, преимущественно монофосфат цинка Zn(H2P04)2 * Н20.
Из растворов этой соли с рН 3,0-3,6 образуются нерастворимые
фосфаты в виде кристаллогидратов с толщиной слоя от 2 до 25 мкм
и массой 1 м2 1-10 г. В состав цинкфосфатных слоев, получаемых на
стальной поверхности, входят гопеит Zn3(P04)2 • 4Н20 и фосфофил-
лит Zn2Fe(P04)2 • 4Н20. Эти соединения образуют неразрывное целое
с металлом, изменяя природу поверхности и делая ее пассивной в
коррозионном отношении.
339
Фосфатированные металлы хорошо смачиваются жидкими
лакокрасочными материалами. Благодаря этому и развитой поверхности
достигается высокая адгезия покрытий, в том числе и тех, которые в
обычных условиях плохо адгезируют. Фосфатные покрытия в
зависимости от состава имеют термостойкость 150-220 °С. Они обладают
хорошими диэлектрическими свойствами; цвет покрытий - от
светло-серого до темно-серого. Фосфатирование - лучший способ
грунтования поверхности при нанесении лакокрасочных покрытий.
Кристаллическое фосфатирование - типичный
электрохимический процесс, характеризующийся следующими реакциями:
в растворе
Ме(Н2Р04)2 ^ Ме2+ + 2Н2РО;,
Н2РСй ^ Н+ + НР04~.
на анодных участках поверхности
Me -► Ме2+ + 2е,
2Ме2+ + 2Н2Р04~ -► Ме3(Р04Ы + 4Н+,
ЗМе2+ + 2НР042" -♦ Ме3(Р04)2| + 2Н+.
на катодных участках поверхности
2Н+ + 2е -► Н2|.
Фосфатирование ускоряется при введении в растворы
монофосфата цинка, окислителей (нитраты, нитриты, перхлораты,
персульфаты щелочных металлов) или соединений металлов (например,
меди), которые имеют более положительный электродный
потенциал, чем железо. Добавки окислителей выполняют роль
деполяризаторов катодной реакции, сопровождающейся выделением водорода,
а соединения меди, восстанавливаясь, создают на поверхности
дополнительные микрокатоды. В результате продолжительность фос-
фатирования сокращается до 2-10 мин.
Нередко для достижения специальных целей в растворы вводят
различные добавки. Например, присутствие никеля и кобальта
обеспечивает получение более равномерного покрытия, наличие фтора
улучшает покрываемость алюминия и легированной стали, кальция -
способствует кристаллизации фосфатов.
Выпускаются готовые к применению жидкие фосфатирующие
концентраты КФ-1, КФЭ-3, КФ-12, КФ-14, КФ-15, КФ-16, КФ-17, КЦФП
и др. Концентрат КФ-1 имеет следующий состав (в %):
Оксид цинка 13,7
Ортофосфорная кислота, 87 %-я 31,9
Азотная кислота, 57 %-я 14,3
Вода 40,1
340
Как и другие концентраты, он служит исходным материалом для
приготовления готовых фосфатирующих растворов. С этой целью
концентрат КФ-1 разбавляют водой и раствор доводят до требуемой
кислотности (Ко = 10-20 точек, Kz - 0,5-3,5 точек) с помощью едкого
натра или фосфорной кислоты; дополнительно перед началом и в
процессе фосфатирования вводят нитрит натрия (0,1-0,15 г/л).
Ускоренное фосфатирование проводят при 50-55 °С струйным методом
или погружением изделий в ванны. Продолжительность процесса при
струйной обработке 1,5-2 мин, в ваннах 8-10 мин. Поверхность
металла предварительно промывают раствором активатора АФ-1 или
АФ-4 с концентрацией 0,5-1,0 г/л. Это ускоряет процесс и
способствует более направленной кристаллизации фосфатов. Фосфатные слои
пористы (рис. 9.3). Они хорошо впитывают жидкие лакокрасочные
материалы.
Лучшими являются более плотные мелкокристаллические
фосфатные покрытия с массой 1 м2 2,5-3,5 г. Такие покрытия, в
частности, образуются при использовании концентрата КФ-12. Они удобны
для последующего нанесения лакокрасочных материалов способом
электроосаждения. Вследствие пористости фосфатных слоев
поверхность после фосфатирования пассивируют растворами хроматов или
состава КП-2А.
Холодное фосфатирование применяют при подготовке
поверхности крупногабаритных изделий. Для обработки используют растворы,
загущенные наполнителями, например тальком, или пасты.
Растворы для холодного фосфатирования отличаются повышенным
содержанием солей [концентрация Zn(H2P04)2 достигает 100 г/л] и
соответственно более высокой кислотностью (^ = 70-78 точек). При
20-25 °С продолжительность
фосфатирования составляет 20-40 мин.
Аморфное фосфатирование, в отличие
от кристаллического, связано с
использованием в качестве фосфатирующих
агентов фосфорных кислот и их кислых
натриевых или аммониевых солей, например
NaH2P04, (NH4)2HP04, Na2H2P207.
Применяют растворы с концентрацией 2-15 г/л и
рН 5-6. При 60 °С время обработки
составляет несколько минут.
Рис. 9.3. Внешний вид цинкфосфатного по
крытия (под электронным микроскопом) 100 мкм
341
Аморфный фосфатный слой образуется в результате
растворения металла по реакции:
3Fe + 4NaH2P04 —- Fe3(P04)2 + 2Na2HP04 + 3H2.
Поэтому такие покрытия нередко называют металлофосфатными.
Толщина фосфатного слоя обычно не превышает 1 мкм. По
защитной способности аморфные покрытия уступают кристаллическим.
Однако по сравнению с нефосфатированным металлом их
пассивность выше и лучше смачиваемость лакокрасочными материалами.
Аморфное фосфатирование применяют для изделий, к которым не
предъявляются высокие требования в отношении коррозионной
защиты.
Фосфатировать можно не только черные, но и цветные металлы.
Например, для алюминия и его сплавов применяют
цинк-фосфатные растворы и ортофосфорную кислоту. В их состав вводят
соединения фтора (NaF, Na2SiF6, NH4F), выполняющие роль комплексооб-
разователей для ионов А13+. Технологический процесс фосфатирова-
ния в этом случае аналогичен процессу фосфатирования стали.
Стремление интенсифицировать процессы подготовки
поверхности металлов привело к созданию материалов, позволяющих
совмещать различные технологические операции в одной. Примером
могут служить составы КФА-8, КПАФ, КЖАФ, обеспечивающие
одновременное обезжиривание и аморфное фосфатирование черных и
цветных металлов; температура обработки 50-70 °С,
продолжительность 2-5 мин при распылении, 5-10 мин при окунании.
Из импортных составов известность получили аналогичные
препараты "Decorrdal", "Gardobond", работающие при температурах 45-
60 °С.
Применение растворов полифосфатов в органических
растворителях позволило совместить процессы обезжиривания и
фосфатирования металлов в одной операции, осуществляя их при комнатной
температуре. Этот способ обработки получил название плафориза-
ция. Для фосфатирования рулонного металла разработан
быстродействующий состав КФ-6; время обработки 10—20 с.
Оксидирование. Процесс оксидирования заключается в создании
на поверхности металла искусственной оксидной пленки. Для этого
применяют следующие методы:
1) термический - окисление металла кислородом воздуха при
умеренно высоких температурах; метод имеет ограниченное
применение;
2) химический - окисление металла окислителями в жидких
средах;
342
3) электрохимический - окисление кислородом воздуха,
образующимся на поверхности металла в результате электрохимического
процесса.
Оксидируют как черные (сталь), так и цветные металлы. Цель
оксидирования - улучшить декоративные и защитные свойства
металлов. Оксидные покрытия применяют в комбинации с
лакокрасочными покрытиями и самостоятельно. Будучи подслоем, они
улучшают адгезию покрытий, повышают их срок службы. По защитной
(противокоррозионной) способности оксидные покрытия, однако,
уступают фосфатным. Поэтому оксидирование чаще применяют при
окрашивании цветных металлов, черные металлы преимущественно
фосфатируют.
Химическое оксидирование черных металлов проводят в
щелочных средах. Окислителями служат нитраты, нитриты, хроматы и
перманганаты щелочных металлов. Рецептуры составов для
оксидирования крайне разнообразны. В качестве примера можно привести
состав для получения блестящих покрытий (в г на 1 л воды):
Едкий натр 750
Нитрит натрия 100
Нитрат натрия 100
В этом растворе изделия нагревают до 138-145 °С.
Продолжительность обработки стальных изделий составляет 1-2 ч. Щелочному
оксидированию подвергают детали оптических приборов,
фотоаппаратов, ружей, слесарный инструмент и др. Вместо лакокрасочных
покрытий на поверхность (с целью улучшения защитных свойств)
нередко наносят пушечную или другую смазку.
Из цветных металлов химическому оксидированию чаще всего
подвергают алюминий, магний, медь, цинк и их сплавы. В качестве
окислителей применяют хромовую кислоту и ее соли, нитраты и
персульфаты щелочных металлов. Оксидирование проводят в
кислой или щелочной среде.
Разновидностью оксидирования является хроматирование -
обработка поверхностей соединениями, содержащими Сг +. Оно
широко применяется при получении лакокрасочных покрытий.
Наибольшее применение для химического хроматирования
алюминия и его сплавов получили покрытия на основе фосфата хрома и
хроматное. Оба вида покрытий имеют аморфное строение. Для
получения первого из них применяют растворы, содержащие главным
образом три компонента - фосфорную кислоту (Н3Р04), фторид
натрия (NaF) и хромовый ангидрид (СгОз), для второго - два последних.
Используют растворы с общей концентрацией 70 г/л. Обработку
проводят при 30-40 °С в течение 10-30 с или при 18-20 °С - 5 мин.
343
Для предварительной подготовки ленты из алюминия и его
сплавов применяют хроматирующие концентраты "Алькон-Г, "Аль-
koh-IK", "Экомет АООГ, листовой стали, стальной ленты и стальных
труб - состав "Сухром", оцинкованного стального проката -
концентраты КХЦ-1А, КХЦ-1В, КХЦ-1С
Состав "Сухром" - водный концентрат, содержит Сг6+, Сг3+,
органические кислоты и их соединения с хромом. Рабочий раствор имеет
рН 2,5-2,7. Его наносят на поверхность окунанием, распылением,
щетками при температуре 20-30 °С; продолжительность обработки
5-10 с. Во всех случаях хроматирование приводит к значительному
повышению адгезии и защитных свойств лакокрасочных покрытий.
Оксидные покрытия получают не только химическим, но и
электрохимическим способом. В частности, анодное оксидирование
алюминия и его сплавов (АВ, АМг, Д-1, Д-6) проводят в сернокислом,
хромовокислом или щавелевокислом электролите. В сернокислом
электролите (20%-я H2S04) процесс ведут при плотности тока 100-
200 А/м2 и напряжении 10-16 В. Продолжительность обработки при
нормальной температуре составляет 18-50 мин. Образующиеся
покрытия толщиной 4-6 мкм обладают высоким электрическим
сопротивлением и теплостойкостью до 1500 °С. Они пористы, легко
сорбируют красители из водных растворов и впитывают жидкие
лакокрасочные материалы, что способствует улучшению адгезии
покрытий. Способность сорбировать красящие вещества широко
используется для имитации алюминия под золото (см. раздел 11.2).
Главные недостатки химического и электрохимического хрома-
тирования - токсичность соединений Сг +и связанная с этим
необходимость тщательной очистки сточных вод. Это обстоятельство,
а также многостадийность процессов обусловили необходимость
разработки бесхромных технологий подготовки поверхности
металлов.
Последние достижения в этой области базируются на разных
принципах:
1) использование в качестве пассивирующих составов веществ
неорганической природы (соединения титана, циркония, молибдена,
а также кислот и солей фтористоводородной и фосфорной кислот);
2) применение органических модификаторов - аппретов,
способных хемосорбироваться на металлической поверхности с
образованием мономолекулярных и нанослоев;
3) проведение бесхроматного электрохимического
оксидирования с применением переменного тока.
В частности, разработаны и находят применение при подготовке
поверхности алюминия и его сплавов кислотные составы "Декордал"
344
и "Дескалер ФФ", Ti-Zr препараты, модификатор поверхности "Ох-
тэк", кремнийорганические аппреты (АМГ-9, АСОТ-2) и др.
Технология нанесения конверсионных покрытий определяется
многими факторами: природой металла, типом покрытия,
габаритами изделий, объемом их производства, условиями эксплуатации.
Фосфатирование производят либо в ваннах (при небольших
объемах производства), либо в аппаратах струйной подготовки,
встроенных в общую конвейерную линию окрашивания изделий (при
поточном производстве). Наиболее часто для аморфного фосфатиро-
вания черных металлов применяют 4-зонные струйные агрегаты:
зоны 1-2 - одновременное обезжиривание и фосфатирование;
зона 3 - промывка холодной водой;
зона 4 - промывка горячей водой.
Для улучшения адгезии покрытий и ее стабилизации горячую
воду в зоне 4 нередко заменяют на водный раствор гидрофобизато-
ра - аппрета.
Для проведения кристаллического фосфатирования применяют
6- или 7-зонные струйные агрегаты или ванны с устройствами для
перемешивания растворов.
зона 1 - щелочное обезжиривание;
зона 2 - промывка холодной водой;
зона 3 - промывка горячей водой;
зона 4 - фосфатирование;
зона 5 - промывка горячей водой;
зона 6 - промывка деминерализованной водой.
Для получения более равномерных покрытий перед операцией
фосфатирования часто проводят активацию поверхности.
Активаторы (АФ-1, АФ-3, титановый концентрат) могут вводиться также в
обезжиривающий раствор или в промывные воды в зоне 3. Не
исключается также замена деминерализованной воды на водный
раствор модификатора - аппрета.
Традиционная технология хроматирования цветных металлов
(алюминий и его сплавы и др.) предусматривает обработку поверхности
в многозонных агрегатах или последовательно установленных ваннах:
зона 1 - одновременное обезжиривание и травление;
зоны 2, 3 - промывка;
зона 4 - осветление;
зоны 5, 6 - промывка;
зона 7 - хроматирование;
зона 8 - промывка;
зона 9 - промывка подкисленной водой или раствором
модификатора (ОХТЭК-1 и др.)
345
Одновременное обезжиривание и травление алюминия
возможно с применением как щелочных составов ("Софал" и др.), так и
кислых ("Дескалер ФФ", "ЕС Люксол" и др.). Скорость травления
кислыми составами на порядок меньше, чем щелочными, однако оно
приводит к образованию на поверхности металла кислых центров,
благоприятствующих адгезии покрытий.
Электрохимическое оксидирование (анодирование) проводят в
ваннах. Число операций (и, соответственно, число ванн) - 11-12.
Процесс бесхроматной подготовки поверхности более
технологичен. Так, при применении составов "Декордал" обработка изделий
из сплавов алюминия включает операции:
зона 1 - одновременное обезжиривание и травление составом
"Декордал 38/86";
зоны 2, 3 - промывка;
зона 4 - пассивация составом "Декордал АЛ 240А";
зона 5 - промывка;
зона 6 - промывка деминерализованной водой.
Завершающей стадией при нанесении любых конверсионных
покрытий является сушка (удаление воды с поверхности). Ее проводят
нагреванием (обычно не выше 120 °С) или обдувом изделий горячим
воздухом.
9.1.5. КОНТРОЛЬ КАЧЕСТВА ПОДГОТОВКИ ПОВЕРХНОСТИ
Подготовку поверхности изделий из черных и цветных
металлов, включая и качество очистки, проводят по ГОСТ 9.402-2004.
Степень чистоты поверхности после абразивной очистки оценивают также
по стандартам ISO 8501-1 и ISO 8502-2. Предусматривается как
визуальная оценка при осмотре поверхности без увеличения или с
увеличением через лупу, так и оценка с помощью специальных тестов.
Тест на содержание пыли на очищенной поверхности
проводится с помощью прозрачной липкой ленты. Лента прикатывается
роликом, и после ее отслоения от поверхности количество осевшей
пыли визуально сравнивают с эталоном. Степень загрязнения
выражают в баллах (от 0 до 5).
Контролируют также содержание хлоридов и водорастворимых
солей железа.
Для анализа хлоридов применяются индикаторные ленты и
метод титрования. Индикаторные ленты содержат хромат серебра,
изменяющий свой цвет на белый в присутствии солей хлора
(образование AgCl).
Содержание ионов железа определяют с помощью индикаторной
ленты, содержащей ферроцианид калия.
346
Для определения общего содержания солей на поверхности
используется прибор Elcometer 130 SCM 400.
Для определения чистоты поверхности после обезжиривания
применяют разные методы:
1) но отпечатку при протирке белой салфеткой;
2) по краевому углу смачивания;
3) весовой (поверхность обрабатывают растворителем, после
чего раствор выпаривают, остаток взвешивают);
4) ферроцианидный (к испытуемой поверхности
прикладывают фильтровальную бумагу, смоченную раствором, содержащим
K4Fe(CN)b, HC1 и NaCl. Сплошное синее окрашивание - результат
качественного обезжиривания);
5) по отложению меди (погружение образца из стали, алюминия
в раствор CuS04).
Имеются и другие приемы оценки качества обезжиривания
поверхности.
Контроль качества фосфатных покрытий часто проводят
визуально по цвету и однородности поверхности, а также по толщине и
массе получаемых покрытий на единицу поверхности. При
необходимости удаления покрытий с поверхности стали или цинка
применяют водный раствор Н2СЮ4 (25 г/л). При температуре 50 °С
фосфатное покрытие растворяется в течение нескольких минут. Еще
быстрее удаляются фосфатные покрытия в концентрированном
растворе аммиака, содержащем (NH4)2Cr207 с концентрацией 1 %.
О качестве фосфатных покрытий нередко судят по их защитной
способности в электролитах (3, 5, 20 %-е растворы NaCl). Под
действием ионов хлора сплошность покрытий быстро нарушается (идет
образование хлорида цинка и др.). В результате образования пор
появляются точки и очаги коррозии. Продолжительность защитного
действия служит мерой качества покрытия.
При абразивоструйных методах подготовки поверхности наряду
с чистотой важное значение имеет степень ее шероховатости. Для
измерения этого показателя служат приборы - профилометры и
профилографы. Измерения проводят по ISO 8503.
9.2. СТАДИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПОЛУЧЕНИЯ ПОКРЫТИЙ
При получении покрытий на металлах после подготовки
поверхности проводят грунтование, шпатлевание и нанесение верхних
слоев покрытия; иногда предусматривают облагораживание
поверхности (шлифование и полирование). Число перечисленных операций
347
определяется требованиями к внешнему виду и условиями
эксплуатации покрытий.
9.2.1. ГРУНТОВАНИЕ
Грунтованием условно называют операцию нанесения
грунтовки, т. е. получения слоя лакокрасочного покрытия, непосредственно
контактирующего с субстратом. Цель грунтования - улучшить сцеп-
ляемость основного покрытия с субстратом и придать ему
дополнительную противокоррозионную защиту. В соответствии с этим к
грунтовочным материалам предъявляются следующие основные
требования: 1) высокая адгезия к металлу; 2) хорошее сцепление с
вышележащими слоями; 3) высокие противокоррозионные свойства.
Частными требованиями являются: реактивность (способность
взаимодействовать с подложкой), возможность шлифования, отличие по
цвету от последующих слоев покрытия и др. Толщина и укрыви-
стость грунтовочных слоев не лимитируются. Обычно стараются
получать покрытия толщиной не более 20 мкм, однако допустимы и
более тонкие слои (порядка 1,0-0,1 мкм), получаемые, например, при
полимеризации из газовой фазы или посредством нанотехнологии.
Для получения грунтовочных покрытий применяют грунтовки
преимущественно на основе олигомерных пленкообразователей; в
состав грунтовок непременно вводят противокоррозионные
пигменты или другие ингибиторы коррозии. Наибольшее применение
получили грунтовки алкидные, масляно-формальдегидные,
эпоксидные, полиуретановые, полиакрилатные, на эпоксиэфирах, ацеталях
поливинилового спирта. Особенно возрос интерес к водоразбавляе-
мым и воднодисперсионным грунтовочным составам.
Грунтовки могут быть жидкими и порошковыми, водными и
неводными. По характеру пигментов грунтовки делят на
пассивирующие - с пигментами, тормозящими анодную реакцию, ингиби-
рующие - с пигментами, замедляющими катодную реакцию, и, реже,
изолирующие с инертными пигментами. По способности
взаимодействовать с оксидами металлов различают грунтовки обычные
(нереактивные) и грунтовки-преобразователи ржавчины (реактивные).
Обычные грунтовки наносят на предварительно подготовленную
(освобожденную от ржавчины и окалины, обезжиренную и в ряде
случаев фосфатированную или оксидированную) поверхность
металлов. Предпочтительны способы нанесения и отверждения, при
которых достигаются хорошее смачивание и затекание материала в
поры металла и его высокая степень взаимодействия с поверхностью.
Отечественными предприятиями выпускается большой
ассортимент грунтовок различных марок. С экологической точки зрения
348
наибольший интерес представляют водные грунтовочные составы,
ассортимент которых быстро расширяется.
При изготовлении покрытия грунтовку выбирают с учетом
природы покрываемого металла и материала верхнего покрытия.
Например, при окрашивании легких металлов и сплавов применяют
грунтовки, содержащие цинковый или стронциевый крон или их
смеси с фосфатом цинка (ФЛ-ОЗЖ, АК-070 и др.), при окрашивании
черных металлов - оксид цинка, фосфат цинка и другие
противокоррозионные пигменты (ГФ-021, ФЛ-ОЗК, МС-067, В-КЧ-0207 и т. д.).
Грунтовки на основе сополимеров винилхлорида (ХС-010, ХС-059,
ХС-068 и др.) используют преимущественно под химически
стойкие перхлорвиниловые покрытия, равно как эпоксидные (ЭП-057,
ЭП-076) - под коррозионностойкие эпоксидные. Воднодисперсион-
ные грунтовки (Уникор, Уретал Праймекс и др.) допускают
последующее нанесение на них как водных, так и органорастворимых
материалов. Некоторые из грунтовок содержат преобразователи
ржавчины, что при небольшом количестве последней допускает
окрашивание.
Особую группу материалов представляют фосфатирующие
грунтовки (ВЛ-02, ВЛ-023 - двухупаковочные, ВЛ-05 - одноупаковочная).
Вследствие наличия в их составе наряду с пленкообразователем (по-
ливинилбутиралем) хромсодержащего пигмента и фосфорной
кислоты при их применении не требуется фосфатирования металла.
Исключительно большой интерес приобрели так называемые
протекторные грунтовки - жидкие цинкнаполненные материалы. Их
получают путем смешения пленкообразователей (эпоксидных, этил-
силикатных, полиуретановых, полистирольных, эпоксиэфирных,
жидкого стекла) с порошком цинка. Содержание цинка в пленке должно
быть не менее 90 % масс. Получаемые покрытия электропроводны.
Протекторная (катодная) защита черных металлов этими
грунтовками обусловлена тем, что электродный потенциал цинка (-760 мВ)
ниже, чем железа (-400 мВ). При наличии электролита он выполняет
роль анода, растворяясь при эксплуатации покрытия и предохраняя
металл, служащий катодом, от разрушения:
анодная реакция
Zn - 2е~ —► Zn2~,
катодная реакция
2Н20 + 02 + 4е~ -► 40Н .
Большинство грунтовок наносят на поверхность способами
распыления, окунания, валковым; водоразбавляемые грунтовки
катодного и анодного нанесения - преимущественно электроосаждением.
349
Грунтовочные покрытия могут не только быть основой для
нанесения последующих слоев, но нередко иметь и самостоятельное
значение, особенно для целей консервации и временной защиты
изделий.
Грунтовки - преобразователи ржавчины - разновидность
грунтовочных составов. Они отличаются способностью взаимодействовать
с гидратированными оксидами (y-FeOOH), находящимися на
поверхности металла, с образованием нерастворимых и неактивных в
коррозионном отношении соединений. Это достигается введением в
состав грунтовок реакционноспособных компонентов - кислот (ор-
тофосфорной, щавелевой), таннина, комплексообразующих веществ,
например фосфоновых кислот (нитрилотриметилфосфоновая, ок-
сиэтил идендифосфоновая).
При нормальной температуре ортофосфорная кислота
достаточно хорошо растворяет ржавчину, превращая ее в нерастворимый
фосфат железа по реакции:
FeOOH + Н3Р04 -► FeP04 + 2Н20.
Негидратированные оксиды (магнетит, гематит и др.) при этом
практически не разрушаются.
Таннин - дигалловая кислота
Г НО СООН1
НО"\/ СОО~\ /
L но но он J
при взаимодействии с оксидами железа образует хелатные
комплексы, прочно связывающие частицы ржавчины между собой и с
металлом. Таннин, кроме того, сам по себе обладает способностью инги-
бировать коррозию металлов. Наиболее интересными
преобразователями гидроксидов железа являются, однако, фосфоновые кислоты,
образующие с металлом нерастворимые комплексы.
Разработаны водные грунтовки на основе дисперсий поливинил-
ацетата (ВД-ВА-01 ГИСИ, ВД-ВА-0112), бутадиенстирольного
сополимера (ВД-КЧ-0184), сополимера метилвинилпиридина со стиролом и
бутадиеном (ФПР-2), акрилатного сополимера (Уникор), грунтовки
на алкидном (СПГ-1), крезолоформальдегидном (ГСК-1), эпоксидном
(ЭП-0180) пленкообразователях, а также на стиромале - сополимере
стирола с малеиновым ангидридом (МС-0152) и др. Содержание
кислоты в грунтовках обычно не превышает 30 %, таннина 6-8 %.
Одновременно применяют преобразователи ржавчины, не
содержащие пленкообразующих веществ (преобразователи № 3, "Но-
350
тех К", СФ-1, "Самсон" и др.). Они представляют собой водные,
спиртовые, водно-спиртовые или водно-ацетоновые растворы кислот (ор-
тофосфорная, салициловая, щавелевая), таннина, ингибитора
коррозии, ПАВ и других веществ.
Преобразователи ржавчины наносят на поверхность
распылением или кистью в 1-2 слоя. Через 3-24 ч поверхность считается
готовой для нанесения последующих слоев покрытия. Максимальная
толщина слоя ржавчины, по которому можно наносить грунтовки,
50-100 мкм; грунтовки обычно непригодны для нанесения на
поверхность, содержащую окалину и частично неудаленные старые
покрытия.
Эффективность действия преобразователей ржавчины
определяется равномерностью распределения продуктов коррозии,
однородностью их природы и фазового состава. В большинстве случаев
покрытия, полученные на изделиях без предварительного удаления
продуктов коррозии (посредством их преобразования), уступают по
защитным свойствам покрытиям, нанесенным на очищенную от
оксидов поверхность.
9.2.2. ШПАТЛЕВАНИЕ
Шпатлевание - процесс нанесения шпатлевочных составов с
целью выравнивания поверхности. Только одними грунтовочными
слоями этого достичь не удается вследствие их малой толщины.
Шпатлевание проводят лишь в тех случаях, когда к покрытию
предъявляются повышенные требования по внешнему виду, а
поверхность металла имеет дефекты. С этой целью применяют шпатлевки -
густые тестообразные или жидкие подвижные составы из пленкообра-
зователей, наполнителей и пигментов. К шпатлевкам предъявляются
следующие требования: 1) минимальная усадка при высыхании; 2)
способность к шлифованию; 3) необходимая механическая прочность и
хорошая сцепляемость с грунтом и вышележащими слоями.
Усадка зависит от природы пленкообразователя. Ниже указаны
примерные значения усадки (в %) для разных видов шпатлевок:
Эпоксидная, полиэфирная 0-1 Перхлорвиниловая А-6
Алкидная 2-4 Нитратцеллюлозная 10-15
Чем больше усадка, тем больше склонность шпатлевки к
растрескиванию из-за внутренних напряжений и тем более тонким
слоем ее следует наносить. Не рекомендуется наносить более трех слоев
любой шпатлевки. Толщина каждого слоя не должна превышать 0,1 мм
для нитратцеллюлозных шпатлевок, 0,5 мм - для алкидных и пер-
хлорвиниловых, 5,0 мм - для эпоксидных и полиэфирных.
351
Шпатлевки - высоконаполненные системы. Содержание
наполнителя в них в 4-10 раз выше содержания пленкообразующего
вещества. Наполнителями служат мел, тальк, литопон, железооксидные
пигменты, иногда асбест, порошки металлов.
Разновидностью шпатлевок являются грунт-шпатлевки. В
отличие от обычных шпатлевок, которые наносят на загрунтованную
поверхность, грунт-шпатлевки пригодны для нанесения
непосредственно на металл. Это достигается благодаря применению в
грунт-шпатлевках пленкообразователей с повышенной адгезией (эпоксидных,
алкидных) и введению в их состав противокоррозионных пигментов.
Разработаны воднодисперсионные шпатлевки на основе полиак-
рилатной, поливинилацетатной, алкидной дисперсий, бутадиенсти-
рольного латекса (марки Шпакрэм-М, магнезиальная и др.). Их можно
наносить слоями до 1 мм и более. Большим спросом в
промышленности и при ремонтных работах пользуются эпоксидные шпатлевки
(ЭП-0010, ЭП-0020) и особенно быстросохнущие полиэфирные (ПЭ-
0044 и др.), представляющие собой двухупаковочные составы.
При выборе шпатлевки прежде всего учитывают материал
верхнего покрытия. Например, при окрашивании виниловыми эмалями
применяют шпатлевки ХВ-004, ХВ-005, алкидными и меламиноал-
кидными - ПФ-002, ПФ-006 и др. Быстросохнущие нитратцеллюлоз-
ные шпатлевки применяют преимущественно для заделки мелких
дефектов поверхности.
Различают местное шпатлевание и общее. В первом случае шпат-
левочный состав наносят только на дефектные места поверхности, во
втором - шпатлевкой покрывают всю поверхность (рис. 9.4).
Каждый последующий слой шпатлевки наносят на хорошо высушенный,
а иногда и выровненный шлифованием предыдущий слой.
Шпатлевочные стой, как правило, не повышают защитных свойств
покрытий. Из-за большой толщины и недостаточно высокой
механической прочности они подвержены растрескиванию и
отстаиванию, в результате чего нарушается целостность всего покрытия. По
этой причине следует стремиться устранять дефекты поверхности не
шпатлеванием, а в процессе ее подготовки, в первую очередь путем
механической обработки (сглаживания).
Рис.. 9.4. Местное (а) и общее (6) шпатлевание:
1 - шпатлевка; 2 -грунтовочный слой; 3 - подложка
352
9.2.3. НАНЕСЕНИЕ ВЕРХНИХ СЛОЕВ ПОКРЫТИЯ
При окрашивании жидкими материалами после грунтования и
шпатлевания (если последнее предусмотрено) наносят последующие
слои покрытия. В совокупности все слои (грунтовочный, шпатлевоч-
ный и верхние) представляют собой систему покрытия. Вместо шпатле-
вочного слоя могут служить промежуточные слои материалов,
усиливающих барьерный эффект покрытий. Также не исключается нанесение
вместо одного слоя грунтовки (для усиления противокоррозионного
эффекта) двух слоев. Системы многослойных покрытий применяют
преимущественно там, где требуется надежная долговременная
защита: окрашивание автомобилей, самолетов, корпусов судов, наземных
сооружений и т. д. Выбор той или иной системы зависит от характера
объекта, его назначения, условий эксплуатации, требований к
внешнему виду. Системы покрытий могут содержать до 6 слоев и более.
Они могут быть однородными, т. е. изготовляться принципиально на
одном типе пленкообразователя, например алкидном, виниловом, по-
лиакрилатном, так и на разных типах. В последнем случае должно
строго учитываться сочетание слоев с точки зрения адгезии.
В табл. 9.1 приведены примеры допустимых сочетаний
некоторых эмалей с грунтовками и шпатлевками для покрытий,
эксплуатируемых в атмосферных условиях.
Таблица 9.1
Системы атмосферостойких покрытий
Эмали
Глифталевые и
пентафталевые
Меламиноал-
кидные
Перхлорвиниловые и на
сополимерах винил-
хлорида
Нитратцеллюлозные
Эпоксидные
Грунтовки
Алкидные (ГФ-021, ГФ-031, ПФ-033 и др.)
Масляно-фенольные (ФЛ-ОЗК, ФЛ-ОЗЖ,
В-ФЛ-093)
Поливинилбутиральные (ВЛ-02, ВЛ-023)
Те же, а также полиакрилатные
(АК-069, АК-070)
Меламиноалкидные (МЛ-029, В-МЛ-043)
Алкидные (ГФ-021 и др.)
Масляно-фенольные (ФЛ-ОЗК и др.)
Поливинилбутиральные (ВЛ-02 и др.)
Виниловые (ХС-059, ХС-068 и др.)
Алкидные (ГФ-021 и др.)
Масляно-фенольные (ФЛ-ОЗК и др.)
Полиакрилатные (АК-070 и др.)
Эпоксидные (ЭП-09, ЭП-076 и др.)
Полиакрилатные (АК-070 и др.)
Шпатлевки
Пентафталевая
(ПФ-002)
Алкидно-стирольная
(МС-006)
Те же, а также
полиэфирная (ПЭ-0050)
Перхлорвиниловые
(ХВ-004, ХВ-005,
ХВ-0015)
Нитратцеллюлозные
(НЦ-007, НЦ-008 и
др.)
Эпоксидная (ЭП-
0010)
353
Не исключается сочетание в одной системе водных и органорас-
творимых лакокрасочных материалов.
Порошковые краски, в отличие от жидких, преимущественно
наносят одним-двумя слоями непосредственно на металлическую
поверхность, не подвергая ее грунтованию и шпатлеванию. Роль
грунтовок чаще всего выполняют конверсионные покрытия: фосфатные
(на черных металлах), хроматные, оксидные (на цветных). Только в
случае особо ответственных покрытий (футерование химической
аппаратуры, защита труб) прибегают к применению грунтовок и
многослойных покрытий. Все покрытия из жидких красок,
эксплуатируемые в агрессивных средах, как правило, многослойные: обычно
наносят 1-2 слоя грунтовки, затем 3-6 слоев химически стойкой эмали
или лака; шпатлевание не проводят. При получении декоративных
покрытий, напротив, нередко прибегают к многократному
шпатлеванию. При последующем нанесении тонкого слоя эмали отчетливо
проявляются все дефекты зашпатлеванной поверхности. Поэтому
первый слой, наносимый по шпатлевке, нередко называют выяви-
телънъш.
Каждый последующий слой обычно наносят на хорошо отвер-
жденный (высушенный) предыдущий слой. Однако нередко
используют принцип "мокрый по мокрому", т. е. на неотвержденный
(слегка подсохший от растворителей) слой грунтовки или эмали наносят
последующие слои. Такой прием сокращает производственный цикл
и обеспечивает лучшую межслойную адгезию. Им пользуются, в
частности, при нанесении виниловых эмалей по алкидным грунтам и
при получении многослойных мочевиноформальдегидных и мела-
миноалкидных покрытий.
В настоящее время по экономическим соображениям
прослеживается общая тенденция к сокращению числа наносимых слоев
покрытий. Это возможно делать при условии применения более
качественных лакокрасочных материалов, надежных методов подготовки
поверхности, способов нанесения, обеспечивающих сплошность
покрытий. Уменьшение числа слоев также достигается применением
лакокрасочных материалов с высоким и 100 %-м сухим остатком и
нанесением составов в нагретом состоянии.
9.2.4. ШЛИФОВАНИЕ И ПОЛИРОВАНИЕ
Шлифование проводят для придания поверхности шероховатости
и, следовательно, для увеличения межслойной адгезии, а также для
выравнивания отдельных слоев покрытий (снятие неровностей и
наслоений шпатлевки, устранение шагрени и других дефектов с
лицевых покрытий). Таким образом, шлифование возможно как при
354
нанесении отдельных слоев, особенно шпатлевочных (межслойное
шлифование), так и на заключительной стадии процесса получения
покрытий (шлифование верхних покрытий).
Полирование - операция по наведению блеска покрытия путем
сглаживания мельчайших неровностей на пленке. После выравнивания
поверхности шлифованием остаются неровности размером 1-2 мкм.
Зеркальное же отражение света возможно, если неровности
поверхности не превышают половины длины волны видимого света, т. е.
менее 0,2 мкм. Оно достигается полированием покрытий.
Операцию по шлифованию и полированию верхних покрытий
нередко называют облагораживанием. Для ее проведения применяют
абразивные материалы - порошки, шкурки, пасты. Наиболее
распространенными абразивами являются корунд, карборунд, наждак,
пемза, стекло, крокус, молотые кремнекварцевые и известковые породы.
Твердость абразивов оценивается по шкале Мооса относительно
твердости алмаза, равной 10:
Алмаз 10 Наждак 7
Карборунд 9,5 Пемза 6-5
Корунд 9-8 Стекло 6-5
Гранит 8-7 Кварц 6-4
По степени зернистости абразивные материалы подразделяют на
шлифовальные зерна (более 150 мкм), шлифовальные порошки (20-
150 мкм) и микропорошки (менее 20 мкм).
Шлифовальные шкурки (абразив, укрепленный на тканевой или
бумажной основе) особенно широко применяются при ремонтных
работах. Они бывают водостойкими и неводостойкими и
различаются по номерам в соответствии с зернистостью абразива. Для
шлифования шпатлевок применяют грубые шкурки с абразивами № 16-4,
верхних покрытий - более тонкие с абразивами № 4-3;
окончательную доводку покрытий перед полированием проводят самыми
тонкими (микронными) шкурками с абразивом М-14.
Абразивные пасты - шлифовочные и полировочные - содержат
микропорошки - отмученные абразивы (глинозем, алунд, крокус и
др.) и жидкую связку (раствор или эмульсию масел и восков в
растворителях или воде).
Шлифованию и полированию подвергают высушенные и
хорошо отвержденные покрытия. Предусматривают сухое и мокрое
шлифование с применением охлаждающих жидкостей - воды и
неактивных растворителей (уайт-спирит и др.).
Обработку покрытий проводят вручную, с использованием
механизированного инструмента и на ленточных, плоскоиолировальных
355
Рис. 9.5. Оборудование для механической обработки покрытий:
а -аппарат для шлифования; 6- полировочный барабан
и барабанных станках. Большое распространение в машиностроении
получили пневматические и электрические машинки вращательного и
возвратно-поступательного действия (УПМ-1, УПМ-2, ОПМ-4, ППМ-2,
РД-1, ЗИЛ и др.). При шлифовании на диск или подвижную
платформу машинки надевают шлифовальный материал, например
шкурку (рис. 9.5, а); при полировании же диск обертывают цигейкой,
фетром или другим мягким материалом. В барабанных станках (рис. 9.5, б)
рабочим инструментом служат собранные в пакет и зажатые между
двумя дисками круги из тканей (тика и др.); окружная скорость
вращения барабана составляет 10-16 м/с. Ленточные станки (ШлНС-2,
ШлПС-5М) и плоскополировальные станки (ПП-3, ППА-2, ППС)
применяют для обработки покрытий на плоских изделиях.
Следует иметь в виду, что не все покрытия шлифуются, а тем
более полируются. Образующаяся при шлифовании пыль огне- и
взрывоопасна, поэтому участки шлифования должны хорошо
вентилироваться; сухое шлифование целесообразно заменять мокрым.
Шлифовочно-полировочные работы даже при использовании
станков и ручного инструмента трудоемки и малопроизводительны.
Нередко они являются узким местом производства покрытий. Так,
производительность обработки поверхности шлифованием с
применением ручного инструмента не превышает 4 м2/ч. Поэтому
сокращение объема шлифовочно-полировочных работ - одна из важных
задач в производстве покрытий. Решить ее можно путем
усовершенствования рецептур лакокрасочных материалов, устранения или
сведения к минимуму числа операций шпатлевания, повышения
требований к чистоте поверхности изделий. Например, замена нит-
356
ратцеллюлозных эмалей на меламиноалкидные и полиакрилатные
в автомобилестроении привела к значительному снижению
трудоемкости окрашивания вследствие устранения операций шлифования
и полирования верхних покрытий.
9.3. ЗАЩИТНЫЕ ПОКРЫТИЯ РАЗЛИЧНОГО НАЗНАЧЕНИЯ
Для защиты металлов в разных странах потребляется в среднем
от 40 до 55 % производимых лакокрасочных материалов.
Окрашиванию подлежат объекты и сооружения, металлоконструкции,
транспорт, трубы, бытовые приборы, различные изделия. Применяемые
технологии весьма разнообразны. Их выбор определяется многими
факторами: размером и формой изделия, природой металла,
объемом производства, требованиями к внешнему виду, условиями
эксплуатации. При разработке технологии окрашивания в первую
очередь руководствуются экономическими и экологическими
соображениями, установленным сроком службы покрытий.
Ниже приводятся примеры технологических решений,
используемых при окрашивании металлических изделий и объектов в
разных отраслях промышленности и строительства.
Защита изделий машиностроения
Окрашивание автомобилей. Автомобильная промышленность
является крупным потребителем лакокрасочных материалов (их мировое
потребление в этой отрасли в 2004 году составило более 800 тыс. т).
Окрашиванию подлежат кузова легковых автомобилей, кабины
грузовых автомобилей, комплектующие их части - шасси, рамы,
двигатели, бензобаки, платформы, диски колес и другие детали. К
покрытиям предъявляются высокие требования по защите и
декоративному внешнему виду, материалы должны отвечать требованиям
массового производства.
Основными конструкционными материалами для изготовления
автомобилей являются кузовная и частично оцинкованная сталь,
сплавы алюминия (детали двигателя, диски колес и др.).
Находят применение все группы лакокрасочных материалов:
грунтовки, шпатлевки, эмали, лаки. Грунтование поверхности почти на
всех автомобильных фирмах производится методом
электроосаждения (преимущественно катодного) с применением водоразбавляемых
грунтовок. Материалом верхнего покрытия преимущественно
служат жидкие составы, реже порошковые или комбинации жидких
составов с порошковыми.
357
Технологические принципы окрашивания кузовов на разных
предприятиях неидентичны. Они различаются типом применяемых
лакокрасочных материалов (наиболее широко применяются полиак-
рилатные, меламиноалкидные, полиуретановые, полиэфиракрилат-
ные и другие составы), способом их нанесения (применение роботов
и других автоматических средств), использованием разных видов
теплового и УФ-отверждения, организацией работы в целом.
Неоднозначны и способы подготовки поверхности. В ряде европейских
стран широко применяется операция "холодного цинкования"
кузовов составом "Zinga" протекторного действия, что значительно
повышает защитные свойства покрытий.
На отечественных автомобильных заводах материалом верхнего
покрытия для легковых автомобилей преимущественно служат
жидкие меламиноалкидные (МЛ-1110) и полиакрилатные (ПЛ-1348)
эмали. Для получения покрытий с металлическим или перламутровым
эффектом применяют полиакрилатный лак (АС-1105Т).
Окрашивание кабин грузовых автомобилей производят в основном с
применением меламиноформальдегидной эмали МЛ-197.
Технологический процесс окрашивания кузовов легкового
автомобиля включает следующие основные операции:
- подготовка поверхности, включая обезжиривание и
кристаллическое фосфатирование (осуществляется в струйном агрегате);
-нанесение грунтовочного слоя способом электроосаждения с
последующим отверждением при 150-160 °С;
-нанесение базисной эмали автоматическим (или
полуавтоматическим) распылением, отверждение при 130-140 °С.
В случае получения покрытия типа "металлик" последовательно
наносят слой базисной эмали и слой лака с одновременным
отверждением покрытия при 130 °С (рис. 9.6).
Комплектующие детали
автомобилей окрашивают по
несколько упрощенной технологии.
На рис. 9.7 указана
последовательность операций
окрашивания шасси автомобилей ВАЗ.
Изделия на подвесном
конвейере поступают в 7-зонный
агрегат подготовки поверхности,
где подвергаются обезжириванию
Рис. 9.6. Система автомобильного
покрытия типа "металлик"
358
□ □ D D □ D D
/
T
J
1
ff
/ ttt Ш
10 Навеска Съем
P
H
T
8
Рис. 9.7. Технологическая схема окрашивания шасси автомобилей ВАЗ:
1 - агрегат струйной подготовки поверхности; 2 - площадка для размещения
вспомогательного оборудования агрегата; 3, 8 - сушилка; 4, 9 - камера
охлаждения; 5, 6- камера окрашивания с ванной для окунания и зоной стекания; 7 -
камера предварительного нагрева; 10- конвейер
(состав КМ-17), двухкратной промывке питьевой и
деминерализованной водой. Далее изделия высушивают от влаги при температуре 70-
80 °С, после чего охлаждают обдувкой воздухом. Окрашивание
проводят водоразбавляемой грунтовкой В-МЛ-0275 методом окунания,
избыток грунтовки стекает и возвращается в ванну окунания.
Сушка грунтовочного слоя производится ступенчато, сначала при
60 °С в течение 5 мин, затем при 155-160 °С. Перед съемом с
конвейера изделие охлаждают.
При окрашивании дисков колес в основном используются
порошковые краски. В случае алюминиевых дисков применяется
следующая технология:
-подготовка поверхности, включающая обезжиривание и хро-
матирование (проводится в струйном агрегате) с последующей
промывкой и сушкой от воды при 120-130 °С;
- нанесение порошковой грунтовки способом
электростатического распыления с последующим отверждением при 180 °С в
течение 15 мин;
-нанесение порошковой краски и отверждение аналогичным
образом;
- нанесение порошкового лака и последующее его отверждение.
При окрашивании стальных дисков колес вместо хроматирова-
ния применяют фосфатирование, а грунтование поверхности
проводят жидкой водоразбавляемой грунтовкой способом
электроосаждения.
Разрабатываются новые технологии получения защитных
покрытий на автомобилях. В частности, большого внимания
заслуживает процесс изготовления кузовов или его элементов из листового
359
металла (сталь, сплавы алюминия), предварительно окрашенного
способом койл-коатинга. Например, фирма BASF уже внедрила
производство дверных конструкций в автомобилях из листа,
окрашенного этим способом. Такая технология сокращает технологический
процесс производства покрытий и делает защиту более надежной.
Окрашивание мотоциклов, мопедов, велосипедов. По условиям
эксплуатации требования в отношении противокоррозионной
защиты этих видов транспортных средств несколько меньше, чем
автомобилей. Однако их внешний вид, цвет, декоративное оформление
также имеют важное значение.
До недавнего времени эти изделия окрашивали исключительно
жидкими лакокрасочными материалами, главным образом мелами-
ноформальдегидными и мочевиноформальдегидными с применением
соответствующих грунтовок. В настоящее время преобладает
использование порошковых красок, и только в случае особенно дорогих
моделей мотоциклов некоторые производители применяют жидкие
полиакрилатные или двухупаковочные акрилуретановые эмали.
Типовая схема окрашивания мотоциклов включает следующие
операции: подготовка поверхности, нанесение на металлические
детали порошковой краски, нанесение декоративных рисунков и
надписей.
Подготовка поверхности предусматривает обезжиривание и
кристаллическое фосфатирование. Нередко для улучшения защитных
свойств покрытий применяют грунтование - нанесение водоразбав-
ляемой грунтовки, например, способом электроосаждения. Наиболее
зрительно важную часть мотоцикла - бензобак, требующую
особенно высокого класса отделки, зачастую окрашивают жидкими
лакокрасочными материалами, применяя для выравнивания поверхности
полиэфирную или эпоксидную шпатлевки. Пластмассовые детали
грунтуют токопроводящей грунтовкой и окрашивают порошковой
краской способом электростатического распыления.
Примерно аналогичным способом производится окрашивание
мопедов, мотороллеров, велосипедов. Учитывая массовое
производство изделий, окрашивание производится поточным способом на
конвейерных линиях с полной механизацией и автоматизацией процесса.
Окрашивание вагонов. Железнодорожные и трамвайные
вагоны - объекты, постоянно эксплуатируемые в атмосферных условиях.
Многие десятилетия для их защиты традиционно применяли алкид-
ную систему: пентафталевые грунтовки, шпатлевки и эмали (ПФ-115)
в основном естественной сушки. В настоящее время находят
применение более экологически чистые, ускоренно высыхающие
лакокрасочные материалы, образующие более долговечные покрытия.
360
Наиболее высокое качество покрытий (до 8 лет эксплуатации)
достигается при использовании двухслойных и трехслойных систем
покрытий на полиуретановой основе: 1) грунт-шпатлевка - верхнее
покрытие и 2) грунтовка - промежуточный слой - верхнее покрытие.
При этом находят применение как двухунаковочные, так и одноупа-
ковочные (отверждаемые влагой воздуха) полиуретановые составы.
Такие системы покрытий применяют в вагоностроении и ремонте во
многих европейских странах.
В отечественной промышленности преимущественное
применение все еще имеют органорастворимые быстровысыхающие алкид-
но-модифицированные материалы (грунтовки ПФ-0244, "Экспресс-
Амор", шпатлевки "Кронос-Спринт", эмали "Кронос-ЖД", "Экспресс"),
время отверждения которых в естественных условиях не превышает
6 ч. Одновременно все больший интерес с экологической точки
зрения приобретают воднодисперсионные составы (грунтовки "Уникор-
ЖД", "Уретал-шпат", противошумная мастика "Изомаст" и др.). Для
нанесения составов применяют способы безвоздушного и
комбинированного распыления.
Защита металлических изделий строительного назначения
Технологические процессы окрашивания существенно
упрощаются, переводятся в автоматическое русло, когда защите подвергаются
однотипные изделия относительно небольших размеров. На рис. 9.8
приведена схема линии окрашивания таких изделий на примере
радиаторов из алюминия.
Трехходовая печь полимеризации
Туннель элсктроосаждения
Шсстизонный агрегат
химической подготовки
Трасса подвесного конвейера
Участок разгрузки
окрашенных изделий
Участок навески
о?
= о 1
Е Р Э
ill!
1> ез р
60000
Рис. 9.8. Схема окрашивания радиаторов
361
Технологический процесс включает операции: 1) подготовка
поверхности; 2) грунтование способом электроосаждения; 3) нанесение
верхнего покрытия путем электростатического распыления
порошковой краски.
Подготовка поверхности производится водными составами в
струйном шестизонном агрегате (зоны 1-2 - одновременное
обезжиривание и фосфатирование (Т = 30-40 °С), 3-4 - промывки теплой
водой, 5-6 - промывка обессоленной водой). Процесс
электроосаждения производится в ванне, снабженной системами перемешивания
раствора, термостатирования, ультрафильтрации. Изделия после
промывки осадка направляются в нагревательное устройство
конвективного типа, где покрытие отверждается при 150 °С в течение
20 мин. Далее конвейер переносит их в распылительную камеру для
нанесения порошковой краски. Ее отверждение производится в той
же камере, что и отверждение грунтовки. Промывные воды из
агрегата подготовки поверхности подвергаются очистке, отходы
производства - утилизации.
Защита труб
Промышленностью производится большое количество
металлических труб разного сортамента. Они различаются размерами
(диаметром, длиной, толщиной стенки), типом металла, назначением.
Находят применение трубы для транспортирования газа, нефти,
нефтепродуктов, буровые, обсадные, трубы систем орошения,
паросилового хозяйства, холодного и горячего водоснабжения и др.
Большинство из них нуждается в соответствующей защите от
коррозии и разрушения.
Особенно надежной должна быть защита труб нефтегазового
комплекса, укладываемых в землю, по дну водоемов и морей.
Магистральные трубопроводы - крайне дорогие сооружения,
рассчитанные на срок эксплуатации до 30 лет. Поэтому они требуют особенно
надежной защиты. Для таких труб комплексно применяют два вида
защитных мероприятий: 1) нанесение соответствующих систем
органических или неорганических покрытий и 2) электрохимическую
(катодную) защиту. Защитные покрытия, как правило, наносятся не
только на наружную, но и на внутреннюю поверхность труб. Для
наружной изоляции труб находят применение различные материалы
и системы покрытий, а именно, битумные мастики, полимерные
ленты (из полиэтилена или поливинилхлорида), жидкие и
порошковые эпоксидные материалы, полимеры (сэвилен, полиэтилен),
наносимые методами экструзии, а также стеклоэмали.
362
Для противоррозионной защиты наружной поверхности
стальных нефтегазовых труб большого диаметра (610-1420 мм) в
заводских условиях, как правило, применяют многослойные покрытия.
В США для защиты труб наиболее распространены двухслойные
эпоксидные покрытия. При этом на горячую поверхность частично
отвержденного эпоксидного грунта наносится слой более эластичной
эпоксидной порошковой краски. Общая толщина двухслойного
эпоксидного покрытия -до 0,8-2 мм.
Технологический процесс получения покрытий на
отечественных предприятиях включает операции подготовки поверхности и
нанесения покрытий.
Подготовка поверхности производится посредством дробемет-
ной очистки труб. Применяют два последовательно расположенных
дробемета - первый для снятия окалины и ржавчины (круглая дробь),
второй - для создания шероховатости поверхности (колотая дробь).
Степень очистки поверхности по ISO 8501-1 не ниже Sa 21/2>
шероховатость поверхности Rz = 30-60 мкм.
Нанесение антикоррозионных покрытий производится не
позднее чем через 2 ч после подготовки поверхности. На нагретую до 190-
220 °С поверхность последовательно наносят способом
электростатического распыления слой порошковой эпоксидной грунтовки,
затем экструзионно слой адгезива (привитой сополимер полиэтилена
и малеинового ангидрида) и слой верхнего покрытия из полиэтилена
или полипропилена. Суммарная толщина трехслойного покрытия
3-5 мм.
Для получения покрытий используются как отечественные
(П-ЭП-0305, П-ЭП-0130, П-ЭП-7120У, ОХТЭК-3 трубная), так и
импортные (Resicoat R-7261, Scotchcoate, Corro-Coat) порошковые
эпоксидные материалы.
Нанесение полиэтилена в качестве поверхностного слоя по
жесткому эпоксидному слою усиливает демпфирование, повышает
стойкость покрытия к ударным воздействиям и создает дополнительную
противокоррозионную защиту.
Нанесение покрытий на внутреннюю поверхность труб
преследует две цели:
1) обеспечить защиту металла от коррозионного воздействия
атмосферы (при транспортировке и укладке труб) и влияния сырых
нефтей, особенно сернистых (при эксплуатации);
2) сделать поверхность труб более гладкой, что позволяет
уменьшить гидравлическое сопротивление движению транспортируемых
веществ и снизить отложение парафина в случае парафинистых
нефтей.
363
В зависимости от требований применяют разные варианты
защиты внутренней поверхности труб: 1) однослойные покрытия на
основе жидких эпоксидных смол (типовой вариант) и 2)
двухслойные покрытия: жидкий грунтовочный состав - порошковая (или
жидкая) эпоксидная краска (усиленный вариант).
Как и наружная поверхность труб, внутренняя подвергается
тщательной очистке, что достигается дробеметной обработкой.
Нанесение жидких материалов осуществляется способом пневмораспыле-
ния; порошковую краску наносят на разогретую поверхность
струйным способом. Грунтовочный состав (преимущественно на основе
эпоксидных или фенольных смол), наносимый тонким слоем (20-40
мкм), обеспечивает повышение адгезии и защитных свойств
покрытий в целом.
В зависимости от назначения труб варианты их защиты
разнообразны. Например, защита наружной и внутренней поверхности труб
для транспортирования воды эффективно обеспечивается
применением порошков полиамидов (Рильсан и др.), для жидкого топлива -
полиуретановых составов, для межоперационной защиты (на период
хранения и транспортирования) - воднодисперсионных красок.
Окрашивание мостовых металлоконструкций
Металлоконструкции мостов, путепроводов, пролетных
строений - стационарные долговременные сооружения -
эксплуатируются в особо неблагоприятных условиях при воздействии атмосферы,
постоянной высокой влажности, наличии конденсата,
знакопеременных механических нагрузок, что обусловливает необходимость их
надежной защиты. Наиболее распространенный вид защиты -
применение лакокрасочных покрытий. Его эффективность напрямую
связана с качеством лакокрасочных материалов и соблюдением
технологии окрашивания.
Технологический процесс получения защитных покрытий на
металлоконструкциях включает следующие операции: 1) подготовка
поверхности; 2) грунтование; 3) нанесение промежуточного и
покрывного слоев покрытий. Промежуточный слой иногда заменяют
нанесением дополнительного слоя верхнего покрытия.
Подготовка поверхности осуществляется абразивоструйными
методами. Очищают как исходный металлопрокат, так и готовые
металлоконструкции, применяя дробеструйные и дробеметные
установки. Степень очистки Sa 21/2 no ISO 8501-1. Острые кромки
округляют радиусом не менее 2 мм. Очищенные заготовки сразу же
грунтуют. Эти операции обычно выполняются в заводских условиях
по месту изготовления металлоконструкций.
364
На строительной площадке собранные конструкции
окрашивают, предварительно зачищая места сварки и болтовые соединения
абразивоструйными методами, а труднодоступные места - ручными.
Для окрашивания применяют различные лакокрасочные
материалы естественной сушки отечественного и зарубежного
производства: полиуретановые, виниловые, эпоксидные,
эпоксидно-виниловые. Они могут быть одно-, двух- и трехупаковочными. Особенно
популярны одноупаковочные составы полиуретанового типа, отвер-
ждаемые влагой воздуха. Для усиления противокоррозионного
действия применяют грунтовки, содержащие порошок цинка.
Ниже в качестве примера указаны некоторые системы для
окрашивания мостовых металлических конструкций со сроком службы
15 лет и более.
Система I:
1) эпоксидная грунтовка ЭП-057 "Виникор-цинк" - двухупако-
вочная протекторного действия с аминным отвердителем;
2) эпоксидно-виниловая эмаль "Виникор-62" - двухупаковочная
с аминным отвердителем.
Система II:
1) полиуретановая грунтовка "Steelpaint-Pu-Zink" - цинкнапол-
ненная, одноупаковочная, отверждаемая влагой воздуха;
2) полиуретановый состав "Intereure 200HS" с наполнителем
слюдой, двухупаковочный - промежуточный слой;
3) полиуретановая эмаль "Interfine 990" - материал верхнего
покрытия - двухупаковочный.
Для нанесения материалов преимущественно используют
безвоздушное и комбинированное распыление. Общая толщина
покрытий 240-280 мм.
ГЛАВА 10
ТЕХНОЛОГИЯ ОКРАШИВАНИЯ
НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Число неметаллических материалов, являющихся объектами
защиты и декоративной отделки лаками и красками, крайне
велико. Значительное место занимают покрытия по древесине,
штукатурке, камню и бетону, асфальту, коже, тканям и резине, пластмассам.
Специфика этих материалов и особенности эксплуатации изделий
определили индивидуальный подход к технологии их окрашивания.
10.1. ОКРАШИВАНИЕ И ЛАКИРОВАНИЕ ДРЕВЕСИНЫ
Покрытия на древесине служат для 1) защиты ее от гниения и
других видов разрушения и 2) придания изделиям нужного цвета и
красивого внешнего вида. Отделка древесины, несмотря на многие
сходства с окрашиванием металлов, имеет свои особенности,
которые в значительной мере определяются ее специфическими
свойствами: высокой пористостью, низкой термостойкостью, гидрофиль-
ностью. Древесина, кроме того, нестандартна как субстрат. Ее
свойства различаются в зависимости не только от породы, возраста,
условий произрастания дерева, но и от внешних условий -
влажности и температуры окружающего воздуха; наблюдается
анизотропия свойств и в разных направлениях (срезах). Изменение объема
многих пород древесины при увлажнении - высушивании может
происходить в осевом, радиальном, тангенциальном направлениях
в среднем как 1 : 10: 20. Как пористый и влагопоглощающий
материал древесина является питательной средой для многих
микроорганизмов - грибов, плесени, бактерий.
Под действием тепла, влаги и УФ-лучей древесина разрушается -
теряет цвет, растрескивается, загнивает. Это обусловливает
необходимость защиты практически всех изделий из древесины, в первую
очередь подверженных воздействию влаги, солнечной радиации,
колебаниям температуры.
Защиту древесины осуществляют разными способами: 1)
посредством антисептирования, 2) с помощью лакокрасочных покрытий,
3) совместным применением антисептиков и лакокрасочных
покрытий. В последнем случае возможно нанесение антисептика и
лакокрасочного материала последовательно или одновременно.
366
10.1.1. ЗАЩИТА ДРЕВЕСИНЫ ХИМИЧЕСКОЙ ОБРАБОТКОЙ
Химической обработке (антисептированию) подвергают
пиломатериалы, используемые для изготовления чердачных
перекрытий, подвальных помещений, шпал и других изделий, от которых
не требуется декоративного внешнего вида. Антисептирование
преследует главную цель - сохранить древесину от гниения.
Применяются три способа антисептирования с использованием
химических препаратов: под давлением, под вакуумом,
поверхностным нанесением препарата кистью или распылением.
Существует большое число отечественных и импортных
химических препаратов для антисептирования. Наибольшее применение
получили препараты на основе солей фтористой и кремнефтори-
стой кислот (ФН, КФА), борной кислоты (ББ-32, ФБС-211), салици-
ланилида и его солей (Катамин Б), алкилдитиокарбаматов (Тиу-
рам), гексаметиленгуанидина (Метацид, Привентол, Биокранол) и
др. Из отечественных препаратов нового поколения широкого
спектра действия следует отметить медьсодержащие соединения -
Картоцид и Купрон. Последний представляет собой продукт
взаимодействия кислот таллового масла с оксидом меди.
Имеются препараты, которые одновременно с защитой от
биоповреждений повышают огнезащитные свойства древесины или, при
необходимости, гидрофобизируют ее. Для пропитки древесины в
основном используют препараты как растворимые в воде, так и ор-
ганорастворимые. При обработке под вакуумом или под давлением
водный раствор проникает в древесину на глубину до 10 мм, причем
уже при глубине пропитки 2-5 мм обеспечивается необходимый
уровень защиты. В случае поверхностного нанесения глубина
проникновения растворов обычно не превышает 2 мм. Эффективность
глубокой пропитки естественно выше, чем поверхностной.
При необходимости окрашивания антисептированных изделий
следует учитывать возможность миграции каких-либо соединений
из антисептика в лакокрасочный материал, что может
неблагоприятно сказаться на его отверждении и качестве покрытий.
10.1.2. ЗАЩИТА ДРЕВЕСИНЫ ЛАКОКРАСОЧНЫМИ ПОКРЫТИЯМИ
Для окрасочных работ по древесине в нашей стране
используется до 15 % лакокрасочных материалов промышленного и 50 %
материалов бытового назначения. Получают прозрачные (лаковые) и
непрозрачные (кроющие) покрытия.
Лакокрасочные материалы применяют:
- для наружного окрашивания строительных деревянных
конструкций;
367
- для лакирования и окрашивания мебели;
- для лакирования паркета и окрашивания дощатых полов;
- специального (целевого) использования.
Объем их потребления по этим группам в Европе в 2003 году
составил соответственно 28, 56, 15 и 1,0%. В России наибольшее
потребление лакокрасочных материалов также приходится на
мебельное производство (около 50%). Окрасочные работы
выполняются в соответствии с ГОСТ 20022-80 "Защита древесины".
Окрашивание наружных конструкций. Для наружной отделки
строительных конструкций (фасадов деревянных домов, заборов,
оконных переплетов и др.) применяют преимущественно
пигментированные составы - краски, эмали, мастики. Не исключается
применение лаков, однако непигментированные покрытия по ат-
мосферостойкости значительно уступают пигментированным.
Допускается к окрашиванию древесина с влажностью не более 20 %.
К покрытиям предъявляются следующие требования. Они
должны обеспечивать хорошую химическую и биологическую защиту,
максимально отражать УФ-излучение, быть проницаемыми для
водяных паров и одновременно слабо пропускать капельную влагу.
Как правило, более долговечны эластичные (ненапряженные)
покрытия, длительно сохраняющие эти свойства в процессе
эксплуатации.
Долгое время в нашей стране для защиты древесины в
атмосферных условиях применяли алкидные эмали и масляные краски
(ПФ-115, МА-15), а также олифы в качестве грунтовочного
материала. Многолетний опыт использования таких покрытий показал их
крайне низкое качество; срок эксплуатации, особенно в местах
повышенной солнечной радиации, не превышает 2-3 лет. Причина -
быстрое старение и, как результат, высокая твердость, хрупкость и
низкая паропроницаемость покрытий.
Современные материалы лишены указанных недостатков.
Применяют как органорастворимые, так и водоразбавляемые материалы.
Пленкообразователями в органорастворимых материалах служат
жирные алкиды, полиуретаны, полиакрилаты, полистирол. Другие
компоненты, обычно присутствующие в составах: пигменты, гидро-
фобизаторы, тиксотропирующие добавки, светостабилизаторы,
растворители, - выполняют функции обычных лакокрасочных
материалов.
Наиболее важный компонент составов - биоцидная добавка.
К биоцидным средствам предъявляются следующие требования:
совместимость с компонентами состава, нерастворимость в воде,
нелетучесть, светостойкость, низкая токсичность, отсутствие запаха. Наи-
368
большее применение в качестве биоцидов получили "Цимид" (N-
циклогексилимид), средство "Биокор", "Нистатин", "Фосфопаг"
(фосфат полигексаметиленгуанидина), метаборат бария, "Агидол" (наф-
тенат цинка). Пригодны также многие другие ранее описанные
вещества, используемые при антисептировании древесины.
Отличительная особенность органорастворимых составов -
низкое (не более 10 %) содержание пленкообразователей и,
соответственно, вязкость, высокая степень диспергирования пигментов. При
окрашивании они не образуют сплошной поверхностной пленки, а
практически полностью впитываются в поры и капилляры древесины,
придавая ей требуемый вид при сохранении высокой проницаемости.
Примером таких составов могут служить лакокрасочные
материалы "Пинотекс", "Биотекс", "Биокрон", ПФ-11 - на алкидных плен-
кообразователях, "Пигматекс" - на полистироле. На их основе можно
получать покрытия цветные (окрашенные в разные цвета),
лессирующие (полупрозрачные) и лаковые (прозрачные). Несмотря на
достаточно хорошую защитную способность покрытий (3-5 лет) эти
материалы имеют существенный недостаток - большое содержание
(до 70-80 % масс.) растворителей (уайт-спирит, ксилол и др.).
Этого недостатка лишены водоразбавляемые лакокрасочные
материалы, которые завоевывают все большее признание при защите
древесины в атмосферных условиях. Наибольшее применение
получили пигментированные полиакрилатные дисперсии (в основном на
сополимерах н-бутил- или н-гексилакрилата с метилметакрилатом),
алкидные дисперсии, смеси тех и других, а также дисперсии
полиуретанов. Покрытия из водных дисперсий имеют в 1,5-2 раза большую
паропроницаемость, чем алкидные, что позволяет их наносить более
толстыми слоями. При эксплуатации они незначительно изменяют
Гс, что делает их более стойкими к растрескиванию.
Для обеспечения биостойкости древесины воднодисперсионные
составы обычно наносят по слою впитываемой алкидной или
масляной грунтовки, содержащей биоцидную добавку.
Имеется несколько вариантов получения непрозрачных
(кроющих) покрытий:
I - грунтовка алкидная (1 слой) -I- краска полиакрилатная водо-
разбавляемая (2 слоя);
II - грунтовка алкидная (1 слой) + краска алкидно-полиакри-
латная водоразбавляемая (2 слоя);
III - грунтовка алкидная (2 слоя) + краска полиакрилатная
водоразбавляемая (2-3 слоя).
Ориентировочный срок эксплуатации покрытий по первым
двум вариантам - 5 лет, по третьему - 7-10 лет.
369
Лакокрасочные материалы наносят на свежестроганную,
очищенную от загрязнений (лучше циклеванную или шлифованную)
поверхность при температуре не ниже 5 °С. Пораженную плесенью,
грибками и синевой поверхность предварительно обрабатывают
моющим составом, например раствором гипохлорида натрия.
Торцевые поверхности защищают мастиками или шпатлевками -
эпоксидной, тиоколовой, алкидной.
Способы нанесения жидких материалов - пневматическое
распыление, валиками, кистью. Последний способ более
предпочтителен для нанесения первого слоя покрытия. Каждый слой наносят на
предварительно высушенный (отвержденный) предыдущий.
Лакирование и окрашивание мебели. Отделка мебельных
изделий предъявляет повышенные требования к качеству покрытий,
особенно с точки зрения эстетики и внешнего вида. Не менее важное
значение имеют и технические показатели покрытий: твердость,
устойчивость к механическим воздействиям, химическая и
теплостойкость, легкость реставрации.
Наибольшее применение имеют прозрачные покрытия,
получаемые при так называемой столярной отделке (лакирование и
полирование); они не закрывают, а наоборот, подчеркивают текстуру
древесины. Такие покрытия применяются в основном для отделки ценных
пород (красное дерево, орех, клен, ясень, палисандр, карельская
береза, бук, дуб и др.), служащих для изготовления домашней и офисной
мебели, струнных и клавишных музыкальных инструментов,
футляров часов, а также некоторых строительных изделий. По внешнему
виду прозрачные покрытия подразделяют на три категории.
Наиболее высокой - I категории соответствует, например, отделка
гарнитурной мебели, изготовленной из ценных древесных пород.
Непрозрачные (кроющие) покрытия применяют для отделки
изделий из хвойных или недорогих лиственных пород, древесина
которых не имеет красивого рисунка. Это школьная, кухонная,
больничная и садовая мебель, деревянные части сельскохозяйственных
машин, вагонов, строительные и другие изделия. Кроющие
покрытия могут быть высококачественными (отделка роялей, деревянных
панно) и рядовыми, выполняющими лишь защитные функции.
Как и в случае металлов, основными операциями при отделке
мебели являются подготовка поверхности и собственно
окрашивание-лакирование, полирование.
Различают столярную и отделочную подготовку древесины.
Задачей столярной подготовки является устранение пороков
древесины, обеспечение ровной и гладкой поверхности.
Предусматриваются заделка сучков, трещин и других дефектов, циклевание,
370
шлифование, проклейка торцов. При отделке мебели эти операции
проводятся в станочном и сборочном отделениях цеха. В случае
рядовой окраски столярная подготовка может быть упрощена или
исключена совсем.
Отделочная подготовка предшествует непосредственно
окрашиванию и лакированию. Для прозрачных покрытий она
включает следующие операции: обессмоливание (для хвойных пород),
отбеливание, удаление ворса, крашение, грунтование. При укрыви-
стой отделке обычно ограничиваются обессмоливанием и
грунтованием поверхности.
Крашение древесины проводят с целью имитации
ценных пород, затемнения, усиления или выравнивания тона.
Применяют в основном поверхностное крашение (глубина не более 0,2 мм)
водными растворами органических красителей или протрав
(морилок).
Грунтование и порозаполнение- операции по
нанесению соответствующих составов - грунтовок и порозаполнителей.
Столярные грунтовки используются в основном при отделке
древесины мелкопористых пород, порозаполнители - крупнопористых.
Первые, как правило, не содержат минеральных наполнителей; они
представляют собой растворы или эмульсии пленкообразователей.
При их нанесении увеличивается поверхностная твердость
древесины, повышается адгезия покрытий. Порозаполнители выполняют в
основном те же функции, что и грунтовки, но в отличие от них
содержат значительное количество лессирующего наполнителя
(тяжелый шпат, каолин, мел, тальк, измельченная пемза и др.), который
способствует лучшему заполнению пор, не закрывая и не вуалируя
при этом текстуру древесины. Применяют грунтовки и
порозаполнители на разных пленкообразователях: нитратцеллюлозные, карба-
мидные, казеиновые и др.
Подготовленная поверхность служит основой для нанесения
верхних прозрачных и непрозрачных покрытий.
Получение прозрачных покрытий. Из прозрачных покрытий
наибольшее применение имеют полиэфирные, полиуретановые,
нитратцеллюлозные, в меньшей степени мочевиноформальделидные и
алкидные.
Полиэфирные покрытия особенно хорошо зарекомендовали себя
при отделке мебели благодаря комплексу ценных свойств: высокая
твердость, свето-, водо- и теплостойкость, стойкость к истиранию,
хороший устойчивый блеск. Широкому их применению
способствовала также разработка эффективных способов отверждения - УФ и
электронного.
371
Для получения покрытий применяют в основном жидкие безрас-
творительные лаки на основе ненасыщенных полиэфиров (поли-
эфирмалеинатов, полиэфиракрилатов, эпоксиакрилатов, полиуретан-
акрилатов, силиконакрилатов) теплового и УФ-отверждения. В
качестве активных растворителей (сомономеров) в них служат стирол и
различные полифункциональные эфиры акриловой кислоты. Лаки
содержат инициатор и ускоритель полимеризации, а также
необходимые целевые добавки - матирующий агент, смолы-модификаторы
и др. Лаки естественного отверждения - двухупаковочные, УФ- и
электронного отверждения - одноуиаковочные.
Полиэфирные лаки (ПЭ-246 и др.) наносят на поверхность
способами налива и распыления. Хорошо очищенную и
отшлифованную поверхность древесины обычно не грунтуют. Лаки наносят
толстыми слоями в два приема с интервалом во времени, определяемым
продолжительностью желатинизации лака. Отверждение покрытий
проводят в естественных условиях в течение 3-18 ч, при нагревании
(температура 60-80 °С, продолжительность 1,5-3 ч) или при
воздействии УФ-лучей и ускоренных электронов (время отверждения 0,5-
5 мин). Получаемые при этом относительно толстые покрытия (300-
600 мкм) шлифуют на ленточных станках сначала крупной, затем
более тонкой (микронной) шкуркой, после чего полируют пастами
на барабанных или других станках.
Отделанные полиэфирными лаками мебель, пианино, корпуса
телевизоров и другие изделия выглядят изящно и красиво.
Недостатками этих покрытий являются повышенная хрупкость, возможность
скалывания при ударе и растрескивания на морозе из-за высоких
внутренних напряжений.
Покрытия, получаемые УФ-отверждением порошковых лаков
(см. раздел 8.4), наносят более тонкими слоями. Их не шлифуют. По
своим показателям они нередко превосходят покрытия из жидких
лаков.
Полиуретановые покрытия в мебельном производстве
большинства стран занимают лидирующее положение. Это связано с их
особыми свойствами: стойкостью к истиранию, химической и
морозостойкостью, длительным сроком службы. Полиуретановые
покрытия не вуалируют текстуру древесины, пригодны для защиты как
мелкопористых, так и крупнопористых пород.
Традиционно для получения покрытий используют
двухупаковочные мебельные лаки на основе гидроксилсодержащих
полиэфиров и полиакрилатов. Отвердителями служат полиизоцианаты - ди-
меры, тримеры, их аддукты со спиртами, полиизоцианатбиуреты, а
растворителями - как правило, смеси эфиров уксусной кислоты (аце-
372
таты) с ароматическими углеводородами. Для ускорения процесса
отверждения применяют катализаторы - оловоорганические
соединения, третичные амины. Примером таких составов для получения
глянцевых и матовых покрытий могут служить мебельные лаки УР-
19, УР-277, УР-277М, УР-293, "Эстераль" и др. Их наносят на
подготовленную поверхность мебельных изделий способом налива или
распылением. Жизнеспособность лака УР-277 после смешения
компонентов 8 ч, продолжительность отверждения при комнатной
температуре 1,5 ч, при 60 °С - 40-50 мин.
Новым достижением в области полиуретановых покрытий
является разработка водных дисперсий полиуретанов с содержанием
растворителей не более 10 %. Сначала путем диспергирования полиуре-
танового преполимера (продукта взаимодействия диизоцианата с
многоатомными спиртами) в воде в присутствии диаминов
получают водную дисперсию полиуретана. Далее в полученной дисперсии
полимеризуют акриловый мономер. Образуются привитые
сополимеры - гибриды, в которых цепи полиуретана и полиакрилата
присутствуют в одной полимерной молекуле и частице (частицы до 100 нм).
Для получения прозрачных покрытий дисперсию наносят на
поверхность изделия, высушивают от воды и отверждают нагреванием
в присутствии катализатора полимеризации. По другому варианту в
дисперсию перед нанесением вводят фотоинициатор и после
удаления воды проводят фотоотверждение при 100 °С в течение 20 мин.
Получают покрытия толщиной 20-25 мкм, пригодные для
эксплуатации.
Нитратцеллюлозные покрытия. Совсем недавно нитратцеллю-
лозные покрытия были самым распространенным видом покрытий
по древесине. С появлением полиэфирных и полиуретановых лаков
их потребление заметно снизилось. Тем не менее они еще в
достаточно большом количестве применяются не только в России, но и во
многих европейских странах.
Мебельные нитратцеллюлозные лаки представляют собой
растворы низковязкого нитрата целлюлозы в летучих растворителях с
добавлением олигомерных пленкообразователей (алкидных, моче-
виноформальдегидных, эфиров и аддуктов канифоли и др.).
Промышленностью выпускаются мебельные нитратцеллюлозные лаки
холодного и горячего нанесения (НЦ-218, НЦ-241М, НЦ-243, НЦ-
251, НЦ-2105 и многие другие). Их наносят на поверхность
распылением, реже окунанием, наливом, с помощью ручного инструмента.
Пользуясь нитратцеллюлозными лаками, можно получать
покрытия любой категории, включая первую. Технологический процесс
отделки щитовой мебели по I категории состоит из следующих опера-
373
ций: подготовка поверхности, в том числе грунтование или пороза-
полнение, четырехкратное лакирование нитратцеллюлозным лаком
(НЦ-218, НЦ-243 или др.) с промежуточной сушкой каждого слоя при
45-50 °С в течение 15-35 мин и окончательная сушка при 50-60 °С в
течение 55 мин, мокрое шлифование и полирование. Нередко
предусматривают промежуточное шлифование, например после нанесения
первого или второго слоя лака. Высокоглянцевая полированная
поверхность может быть получена не только действием абразивных
материалов, но и обработкой покрытия разравнивающими жидкостями,
представляющими собой смеси растворителей разной степени
активности (иногда с добавлением 1-3 % пленкообразователей).
Правильно изготовленные нитратцеллюлозные покрытия имеют
красивый внешний вид, устойчивый блеск; они тверды и достаточно
водостойки, но горючи и неатмосферостойки. Наиболее
существенные недостатки отделки нитратцеллюлозными лаками - высокий
расход растворителей (сухой остаток готовых к применению лаков
холодного нанесения не превышает 25 %), необходимость нанесения
большого числа слоев лака, повышенная пожаро- и взрывоопасность
производства.
Прочие виды покрытий. Для лакирования мебели невысокой
категории отделки (II—III) могут быть использованы и другие лаки: мо-
чевиноформальдегидные (МЧ-52, 59-3-94 и др.), алкидные (ПФ-231),
алкидностирольные (МС-25), алкидноуретановые ("Эстераль"). Они
образуют водостойкие покрытия с хорошими механическими
свойствами. Некоторые из них (ПФ-231, МС-25) допускают шлифование
и полирование, чем достигается повышение категории отделки.
Недостаток всех указанных материалов - повышенное содержание
растворителей (50 % и более) и относительно длительное отверждение в
естественных условиях - от 4 до 24 ч (кроме лака "Эстераль" -1ч).
Получение непрозрачных покрытий. Высокодекоративные
пигментированные покрытия на мебельных изделиях получают в
основном с применением полиэфирных (ПЭ-225, ПЭ-276), полиурета-
новых и нитратцеллюлозных (НЦ-11 и др.) эмалей. Технологический
процесс отделки кухонной мебели белой полиэфирной эмалью
ПЭ-225 по I категории отделки включает следующие операции:
1) зачистка поверхности шлифованием;
2) выравнивание поверхности шпатлеванием (шпатлевка ПЭ-0024
или ПЭ-0025) с последующим отверждением и шлифованием
покрытия;
3) нанесение двух слоев эмали с промежуточной выдержкой 20-
30 мин при комнатной температуре и окончательным отверждением
покрытия при 60-70 °С в течение 2-3 ч;
374
4) шлифование и полирование покрытия абразивными
материалами и пастами;
5) глянцевание покрытия (удаление следов пасты с помощью
воскового состава).
При отделке нитратцеллюлозньши эмалями на предварительно
подготовленную, загрунтованную и выровненную нитратцеллюлоз-
ной шпатлевкой поверхность наносят 3-6 слоев эмали. При
необходимости предусматривают промежуточное (межслойное) и
окончательное шлифование и полирование поверхности до получения
зеркального блеска.
За рубежом для окрашивания кухонной мебели также
достаточно широко применяют карбамидоформальдегидные эмали
кислотного отверждения и полиуретановые изоцианатного отверждения; те
и другие двухупаковочные, органорастворимые.
Окрашивание деревянных полов и паркета. К покрытиям для
защиты указанных объектов предъявляются примерно одинаково
высокие требования: устойчивость к истиранию, водостойкость,
стойкость к моющим средствам, красивый внешний вид.
Для окрашивания паркета служат лаки, для дощатых полов -
краски и эмали, т. е. пигментированные составы. И в том, и в другом
случае преобладают органорастворимые составы, однако общая
тенденция их развития идет в направлении водоразбавляемых.
Для защиты паркета все еще достаточно широко используют
лаки - алкидные (ПФ), алкидноуретановые (АУ), эпоксиэфирные (ЭФ),
мочевиноформальдегидные (МЧ), полиуретановые (ПУ).
Первые три типа лаков привлекают внимание удобством
применения: они одноупаковочные, легко наносятся, отверждаются с
участием кислорода воздуха. По устойчивости к истиранию получаемые
покрытия располагаются в следующий ряд: АУ > ЭФ > ПФ.
Недостаток лаков - длительное отверждение, твердость покрытий нарастает
во времени.
Лаки МЧ и ПУ - двухупаковочные, с ограниченным сроком
жизни после смешения компонентов. Они в более короткое время
формируют твердые, эксплуатационно-способные покрытия, но более
требовательны при проведении окрасочных работ.
Мочевиноформальдегидные лаки неудобны еще и тем, что процесс отверждения покрытий
сопровождается выделением формальдегида. Это вынуждает
проводить окрасочные работы при хорошей вентиляции помещений или в
противогазе. Покрытия из лаков МЧ и ПУ водостойки, тепло- и
морозостойки, устойчивы к истиранию и абразивному износу.
Новое поколение паркетных лаков - составы, не содержащие
органических растворителей: воднодисперсионные, жидкие со 100 %-м
375
сухим остатком и порошковые УФ-отверждения. Воднодисперсион-
ные лаки "Аква-Паркет", "Аква-Лак", "Балет-Плюс" и др. для
глянцевых, матовых и полуматовых покрытий широко производятся
отечественными предприятиями. Их применение, однако, требует более
тщательной подготовки поверхности (грунтования) и большего
числа наносимых слоев (из-за повышенного впитывания) по сравнению
с лаками на органических растворителях.
Для отделки дощатых полов преимущественно служат эмали ал-
кидно-уретановые, алкидные (ПФ-266), эпоксидные (ЭП-1255).
10.2. ОКРАШИВАНИЕ ПЛАСТМАСС И РЕЗИНЫ
Широкое применение пластмасс и резины в промышленности,
строительстве и в быту потребовало разработки специальных
лакокрасочных материалов и технологии получения покрытий с учетом
особенностей полимерной подложки. Поверхностное окрашивание
пластмасс и резины проводится с целью:
1) придания изделиям необходимого цвета и декоративного вида;
2) уменьшения проницаемости и сорбционной способности (для
стеклопластиков и поропластов), придания негорючести,
антистатических, противообледенительных и других свойств изделиям;
3) защиты от механического, химического, светового,
радиационного и других видов разрушения при условии, если
окрашиваемый материал недостаточно устойчив;
4) маркировки изделий, нанесения на них надписей и знаков.
Кроме того, лакокрасочные покрытия применяют в качестве
грунтов при металлизации пластмасс.
Пластмассы и резины в зависимости от химического состава и
строения полимеров крайне разнообразны по свойствам, поэтому
нет единой технологии их окрашивания и лакокрасочных
материалов, которые бы в равной степени были приемлемы для всех видов
пластмасс и резины.
Наиболее часто при окрашивании приходится иметь дело с
пластмассами на основе таких полимеров, как полиэтилен,
полипропилен, полистирол, полиметилметакрилат, поливинилхлорид,
полиамиды, поликарбонаты, полиуретаны, АБС-пластики, полиэфирные
и эпоксидные стеклопластики.
Трудности создания надежных покрытий на пластмассе и резине
заключаются прежде всего в низкой адгезионной прочности
большинства покрытий к этому виду субстратов. Особенно плохо
удерживаются покрытия на пластмассах на основе кристаллических
полимеров (полифторолефинов, полиолефинов, поликарбонатов, по-
376
лиарилатов), а также на изделиях с гладкой поверхностью,
изготовленных из реактопластов (фено- и аминопластов, некоторых
стеклопластиков и др.). Получение покрытий на пластмассах осложняется
возможным присутствием на их поверхности адсорбированной
воды, а также пластификаторов, стабилизаторов, мономеров и других
низкомолекулярных продуктов и восков, которые вытесняются в
поверхностные слои пластмасс и экстрагируются растворителями
лакокрасочного материала.
Пластмассы и резины, кроме того, относятся к числу
нетермостойких субстратов. При высоких температурах возможны
разложение полимеров или деформация изделий; последняя существенно
усиливается в присутствии растворителей. Опытным путем
установлены предельные температуры отверждения (сушки) покрытий на
различных видах пластмасс:
т °с
Полистирол, сополимеры стирола, поливинилхло- 65-80
рид, сополимеры винилхлорида, полиакрилаты
и полиметакрилаты
Полиэтилен, полипропилен, ацетат и ацетобутират 70-100
целлюлозы
Полиамиды, полиуретаны, поликарбонаты, поли- 120-140
арилаты, полисульфоны, слоистые пластики
Адгезия покрытий к полимерным подложкам зависит от степени
взаимной совместимости полимеров, набухания (растворимости)
пластмассы в растворителях лакокрасочного материала и
шероховатости поверхности пластмассы.
Пленкообразователи, в какой-либо мере совместимые с
полимером подложки, как правило, имеют хорошую адгезию. Также
наблюдается хорошее сцепление тех покрытий, пленкообразователем в
которых служит материал окрашиваемой пластмассы или резины
(полиакрилатные покрытия по полиакрилатным поверхностям,
покрытия из каучуков по резине и т. д.).
Активные (по отношению к пластмассе) растворители,
введенные в состав лаков и красок, улучшают адгезию, однако вызывают
набухание пластмассы, ухудшают фактуру поверхности,
способствуют ее короблению и нередко поверхностному растрескиванию
изделий. Поэтому в большинстве случаев (за исключением
отдельных видов пластмасс) активные растворители не применяют.
Оптимальными в этом отношении были бы водные краски, но
многие типы пластмасс плохо смачиваются или вообще не
смачиваются водой.
377
Наибольшее применение для поверхностного окрашивания
пластмасс и резины получили жидкие лакокрасочные материалы,
содержащие органические растворители. Их наносят на предварительно
подготовленную поверхность изделий, преимущественно
пневматическим распылением, в случае рулонных и листовых материалов
предпочтителен валковый метод; толщина наносимого слоя обычно
не превышает 20 мкм.
10.2.1. ПОДГОТОВКА ПОВЕРХНОСТИ
Основными операциями при подготовке поверхности являются:
обезжиривание, в ряде случаев гидрофилизация, травление,
механическая и химическая обработки. Механической обработке
подвергают чаще всего реактопласты. Увеличение шероховатости
поверхности способствует улучшению механического зацепления покрытий.
Обезжиривание проводят растворителями, щелочными
составами и водными растворами ПАВ. Растворители применяют только к
наиболее стойким пластмассам. Так, для обезжиривания полиамидов
может быть использован смесевой растворитель следующего состава
(по массе), %:
Этиловый спирт 50 Бутиловый спирт 15
Бутилацетат 25 Этилцеллозольв 10
Из щелочных составов для многих видов пластмасс
рекомендуется 2 %-й раствор следующей смеси солей (ч. масс):
Фосфат натрия 10 Силикат натрия 55
Карбонат натрия 28
В ряде случаев используют моющие составы, применяемые для
подготовки поверхности металлов, например КМ-5.
Обезжиривание щелочными составами проводят при 40-60 °С.
Гидрофилизация, или активирование, поверхности -
необходимая операция при нанесении покрытий на несмачивающиеся
полярными жидкостями полимеры - полиэтилен, полипропилен,
полиуретаны; нередко активируют поверхность полистирола и других
неполярных полимеров. Применяют разные способы: химический,
огневой и физические. Химическая гидрофилизация, основанная на
реакциях гидролиза, окисления, сульфирования, хлорсульфирова-
ния и других, проводится под воздействием пероксидов, озона,
кислот. Более быстрой, однако, является гидрофилизация огневая
(обработка пламенем), УФ-облучением, воздействием коронным
разрядом и низкотемпературной плазмой. Окислительные процессы
проникают на небольшую глубину (до 5 нм), при этом улучшается
378
смачивание поверхности лакокрасочными составами и повышается
адгезия покрытий.
Шероховатость поверхности некоторых пластмасс может быть
достигнута травлением растворителями. Применяют растворители,
вызывающие лишь поверхностное набухание, но не растворение
пластмасс. Например, изделия из полиформальдегида травят тетра-
хлорэтиленом с добавлением диоксана и я-толуолсульфокислоты
при 85-100 °С, детали из полистирола и поливинилхлорида - смесью
хлорбензола с этиловым спиртом (1:1) при комнатной температуре.
После обработки растворители удаляют высушиванием.
На практике часто применяют сочетание разных способов
подготовки поверхности, позволяющее находить оптимальные решения
для каждого вида пластмасс.
10.2.2. ХАРАКТЕРИСТИКА ПОКРЫТИЙ
Широкий ассортимент пластмасс и многообразие их свойств
крайне осложняют выбор требуемых лакокрасочных материалов.
Обычно останавливаются на тех материалах, которые удобны для
работы и обеспечивают получение покрытий, удовлетворяющих
необходимым требованиям, причем не только для одного, но и для
разных видов пластмасс. По опыту европейских стран наибольшее
применение для окрашивания пластмасс имеют жидкие полиурета-
новые, полиакрилатные и эпоксидные лакокрасочные материалы.
Так, для окрашивания пластмассовых деталей автомобилей лучше
всего зарекомендовали себя двухупаковочные акрилуретановые
системы, отверждаемые при температурах не выше 80 °С. Защищают
бамперы, спойлеры из полипропилена и полиуретана и ряд других
изделий из полиэфирных стеклопластиков.
Полиолефины окрашивают лакокрасочными материалами на
основе хлоркаучука, полиакрилатов, полиуретанов, хлорсульфиро-
ванного полиэтилена, сополимеров этилена с винилацетатом.
Получению покрытий предшествуют тщательное обезжиривание и
активирование поверхности окислением.
Полистирольные и полиакрилатные пластмассы легко
растворяются во многих растворителях, поэтому выбор состава
растворителей для красок имеет важное значение. Для окрашивания
АБС-пластика и ударопрочного полистирола разработана полиакри-
латная эмаль АК-2130М разных цветов; также рекомендуется эмаль
ЭП-51. Их наносят 2-3 слоями по слою полиакрилатной грунтовки
АК-070 или непосредственно. В последнем случае первый слой эмали
должен быть очень тонким, чтобы избежать значительного подрас-
творения поверхности. Для металлизации полистирола применяют
379
этилцеллюлозные лаки, пигментированные бронзой и алюминиевой
пудрой.
Атмосферостойкие покрытия на органическом стекле получают с
применением лаков АК-113 и эмалей ЭП-140, ВЛ-297. Для придания
цвета в лаки вводят спирторастворимые красители.
Поливинилхлорид (винипласт и пластикат) плохо удерживает
покрытия. Применяют лакокрасочные материалы (полиакрилатные,
виниловые, эпоксидные), содержащие добавки активных
растворителей - циклогексанона, тетрагидрофурана, диметилформамида.
Оправдало себя применение эпоксидных (ЭП-773), полиакрилатных
(АК-1102 и АК-194) эмалей по слою грунтовки АК-070.
Удовлетворительную адгезию имеют также полиуретаны, а в
маркировочных красках - поливинилбутираль.
Полиамиды не требуют особой подготовки поверхности, кроме
обезжиривания, хотя адгезия большинства покрытий к ним, как и к
поливинилхлориду, плохая. Лучше всего адгезия у покрытий на
основе полиуретановых каучуков и эпоксиполиуретанов.
Фено- и аминопласты покрывают эпоксидными и полиуретано-
выми лакокрасочными материалами. Удовлетворительные
результаты дает применение мочевино- и меламиноалкидных эмалей, отвер-
ждаемых при нагревании, а также алкидных эмалей, наносимых по
эпоксидным (ЭП-0010 и др.) грунтам. Поверхность предварительно
шлифуют. При высоких требованиях по водостойкости, например
при лакировании печатных плат из гетинакса, применяют
эпоксидные (ЭП-730, ЭП-9114) и полиуретановые лаки (УР-231 с отвердите-
лем ДГУ или АТ-1).
Некоторые виды пластмасс (полиамиды, фено- и аминопласты)
и стеклопластиков удовлетворительно выдерживают
кратковременное нагревание при температурах 150-180 °С, что позволяет с
успехом наносить на изготовленные из них изделия порошковые
лакокрасочные материалы - эпоксидные, гибридные, полиэфирные
низкотемпературного отверждения. Покрытия наносят как на нагретые,
так и на холодные изделия способом электростатического
распыления. В последнем случае нанесению порошковой краски
предшествует обработка изделий антистатическим составом. Наиболее адгези-
оннопрочные покрытия образуются при использовании эпоксидных
красок.
Возможности порошкового окрашивания пластмасс сильно
расширяются с разработкой материалов и технологии УФ-отверждения
покрытий. Это позволяет окрашивать порошковыми составами не
только реактопласты, но и многие виды термопластичных
полимерных материалов.
380
Другое прогрессивное направление - применение для
окрашивания пластмасс водоразбавляемых лакокрасочных материалов. Поли-
уретановые грунтовки водного типа уже используются на
автомобильных заводах.
Особенно высокие требования предъявляются к покрытиям по
резине. Они должны выдерживать большие деформации растяжения
и многократного изгиба в широком интервале температур, быть
глянцевыми, длительно не стареть и предохранять от старения
резину. Наибольшее применение для отделки обуви,
резинотехнических и других изделий получили лакокрасочные материалы
на основе продуктов деструкции полибутадиенового каучука, хлор-
сульфированного полиэтилена и полиуретанов. Ранее для этой
цели применяли лаки на основе сильноокисленных растительных
масел. Для придания цвета и непрозрачности покрытиям в состав
лаков вводят органические красители и иногда пигменты. Лаки
обычно наносят на изделия до их вулканизации. В процессе
вулканизации (температура 140-150 °С) происходит отверждение
покрытия и образование прочной адгезионной связи с поверхностью
подложки.
10.3. ОКРАШИВАНИЕ СУБСТРАТОВ МИНЕРАЛЬНОЙ ПРИРОДЫ
К минеральным строительным материалам, подвергаемым
защите лакокрасочными покрытиями, в первую очередь относятся:
штукатурка (известковая и цементная), бетон (стандартный и
ячеистый), кирпич (клинкерный и силикатный). Отличительная их
особенность как субстратов - гидрофильность, способность к водопо-
глощению, высокая степень шероховатости поверхности, пористость,
проницаемость для паров воды и воздуха. Штукатурка и бетон,
особенно свежеизготовленные, имеют щелочной характер.
Будучи минеральными веществами, состоящими из гидратиро-
ванных солей и оксидов металлов, указанные материалы достаточно
устойчивы к атмосферным и другим воздействиям, однако
подвергаются эрозии; механическая прочность штукатурки, кроме того,
недостаточно высока. Поэтому главное назначение покрытий по
штукатурке, бетону и кирпичу - придание требуемого цвета и улучшение
декоративных свойств. Делая поверхность более гладкой, покрытия
одновременно снижают запыляемость зданий и помещений. Также
достигается упрочнение поверхностного слоя и уменьшение скорости
выветривания строительного вяжущего материала. К специальным
функциям покрытий относятся защита бетона от эрозии,
разрушающего действия кислых и других газообразных и жидких сред, а также
381
уменьшение его фильтрующей способности по отношению к
жидкостям и газам.
В зависимости от назначения покрытий к лакокрасочным
материалам предъявляются соответствующие требования. Общее
требование - это способность к нанесению посредством портативного
передвижного или переносного оборудования и отверждению в
естественных условиях. Покрытия должны быть щелочестойкими и не
препятствовать паровоздухообмену между помещением и внешней
средой.
Предпочтительны нетоксичные водные краски, особенно для
работы внутри помещений. Учитывая большие объемы окрасочных
работ и высокие трудозатраты на их производство (около 9 % от
общих затрат труда на строительной площадке, 3,5 % от стоимости
объекта), серьезное внимание приходится уделять технологичности
(удобству работы) лакокрасочных материалов и экономическим
факторам их использования. Наибольшее применение при окрашивании
фасадов зданий получили воднодисперсионные, перхлорвиниловые,
силикатные лакокрасочные материалы, эмульсии силиконовых смол,
а для отделки внутри помещений - воднодисперсионные, масляные,
алкидные, клеевые. Специальные покрытия, применяемые,
например, для защиты гидротехнических сооружений, изготовляют с
использованием эпоксидных, битумных, виниловых и других
материалов.
Бетон и штукатурку рекомендуется окрашивать после завершения
процессов твердения и карбонизации при влажности не более 8 %.
Перед нанесением лакокрасочных материалов при ремонтных
работах поверхность предварительно очищают от старой краски,
"расшивают" и заделывают трещины, выбоины и щели цементным,
известково-цементным или алебастровым раствором, в ряде случаев
проводят грунтование и шпатлевание.
При подготовке поверхности следует учитывать состояние
пористой структуры субстрата, его впитывающую способность по
отношению к воде и жидким лакокрасочным материалам при
нанесении. Пористую структуру нередко регулируют путем фторсиликатной
обработки поверхности субстрата. Содержащиеся в порах
растворимые кальциевые соли реагируют с раствором фторсиликата с
образованием труднорастворимых гексафторсиликатов. Размеры пор
сужаются, а выделение кальциевых солей на поверхность
предотвращается.
Окрашивание воднодисперсионными красками.
Воднодисперсионные лакокрасочные материалы - наиболее распространенный
вид лакокрасочной продукции строительного назначения. По объе-
382
му потребления они составляют более 70 % всех строительных
красок. Наибольшее применение для окрашивания фасадов зданий
имеют полиакрилатные и стиролакрилатные краски. Для окрашивания
внутри помещений обычно применяют более дешевые краски - на
поливинилацетате, сополимерах винилацетата, бутадиенстирольных
сополимерах, а также полиакрилатные с высокой степенью
наполнения - ОКП > КОКП. При этом значительную часть дорогих
пигментов заменяют на наполнители. Такие краски приводят к получению
пористых ("дышащих") покрытий. Капиллярное водопоглощение
таких покрытий достаточно высокое, но для внутренних помещений
это не имеет существенного значения.
Большинство воднодисперсионных составов образуют матовые
или полуматовые покрытия. Однако путем соответствующего
подбора компонентов красок (размера частиц полимерной дисперсии
менее 0,1 мкм), низкого содержания пигментов (ОКП < 20%) и
использования соответствующих реологических добавок получены
составы, образующие глянцевые покрытия.
Технологический процесс получения покрытия с применением
воднодисперсионных красок включает операции грунтования,
шпатлевания и нанесения 1-3 слоев краски. Грунтование обычно проводят
той же краской, разбавленной водой до вязкости 18-25 с по ВЗ-246
при 18-20 °С, шпатлевание - воднодисперсионными шпатлевками,
предназначенными специально для этих красок. При комнатной
температуре продолжительность формирования покрытий из
воднодисперсионных красок не превышает 2-3 ч. Как и в случае любых
водных красок, окрасочные работы рекомендуется проводить при
температурах не ниже 5 °С; окрасочным инструментом служат
краскораспылители, валики, кисти.
Окрашивание красками на основе водносиликоновых эмульсий.
Это относительно новый вид водоразбавляемых строительных
красок, получивших широкое применение за рубежом при
окрашивании фасадов зданий. В качестве пленкообразующей основы в них
служат водные эмульсии силиконовых смол. Главное достоинство
покрытий, получаемых из этих красок, - высокая паропроницае-
мость, сочетающаяся с гидрофобностью. Они образуют практически
несмачиваемую водой поверхность. При попадании на покрытия
дождевая вода собирается в капли и легко скатывается с поверхности.
Грязеудержание покрытий - минимальное.
Из-за высокой стоимости силиконовых эмульсий их
предпочтительно комбинируют с водными дисперсиями других смол, чаще
используя как добавку к ним. Так, при сочетании стиролакрилатной
дисперсии (50 %-й) с эмульсией силиконовой смолы (50 %) в соот-
383
ношении 2: 1 при ОКП 11 % получают фасадные краски,
образующие покрытия с отличными эксплуатационными свойствами.
Присутствие силиконовой эмульсии в составе водноэмульсион-
ных красок устраняет необходимость предварительной гидрофоби-
зации поверхности бетона.
Окрашивание силикатными красками. Силикатные краски
представляют собой суспензию щелочестойких пигментов и
наполнителей в водном растворе силиката калия (жидком стекле). Применяют
силикат калия с силикатным модулем К = Si02/K20 = 2,0-3,5 в виде
концентрированного водного раствора с плотностью 1400-1420 кг/м .
Пигментами и наполнителями служат мел, тальк, цинковые белила,
тонкоизмельченные кварцевый песок, маршаллит, шлаки.
Силикатными красками окрашивают преимущественно извест-
ково-цементную штукатурку, бетон плотный и пористый, кирпич.
Отверждение покрытий происходит в результате испарения воды и
взаимодействия силиката калия с оксидами и солями металлов -
компонентами красок. Протекание реакций приводит к тому, что
готовые к употреблению краски имеют ограниченный срок хранения - не
более 12 ч.
Возможен комплекс нескольких реакций отверждения жидкого
стекла, в частности при взаимодействии:
- с С02 воздуха:
п [К20 • 3Si02 • ЗН20] + С02 — [ К2С03 • 3Si02 • ЗН20 ]я + яН20;
- со свежим бетоном (силиконизация):
Са(ОН)2 + К20 • 3Si02 • ЗН20 + С02 — СаО + К2СОэ • 3Si02 + 4Н20.
Не исключается взаимодействие с неорганическими пигментами
и наполнителями, например с кварцем.
Силикатные краски в России долгое время имели ограниченное
применение. В последнее время интерес к ним заметно вырос. Это
связано прежде всего с отсутствием в них органических
растворителей. Кроме того, они имеют ряд других достоинств: высокая адгезия,
атмосферо- и светостойкость покрытий, негорючесть, относительно
высокие воздухо- и паропроницаемость. Силикатные покрытия
водостойки, при загрязнении их можно мыть водой.
Силикатные краски выпускаются заводами-изготовителями в
сухом виде (в форме порошка) марки А - с катализатором оксидом
цинка и марки Б - с боратом кальция. Однако из-за нестабильности
при хранении (особенно во влажной атмосфере) предпочитают их
выпускать в двух упаковках или приготовлять на месте потребления.
Готовая к применению краска (водный раствор) должна иметь
вязкость 10-18 с по ВЗ-246 при 18-20 °С.
384
Применяются силикатные краски для окрашивания фасадов
зданий, бассейнов, фонтанов и других объектов, контактирующих с
водой. Поверхность очищают, увлажняют или грунтуют раствором
жидкого стекла (плотность 1128 кг/м3), после чего наносят первый
слой краски на основе жидкого стекла с низким модулем (К ~ 2), а
через 10-12 ч - второй слой краски на основе жидкого стекла с более
высоким модулем (К= 2,5-3,3).
Стабильность готовых к применению силикатных красок резко
повышается, если в них ввести полимерные дисперсии (например,
стиролакрилатную) в сочетании с соединениями четвертичного
аммония. Такие комбинированные краски, называемые полимерсили-
катными, изготовляются многими отечественными и зарубежными
фирмами. Они представляют собой одноупаковочные составы,
которые формируют покрытия по смешанному механизму воднодиспер-
сионных и растворных красок. Не исключается и протекание
химических реакций отверждения, характерных для чисто силикатных
красок, но с меньшей скоростью.
Полимерсиликатные краски применяют для наружных работ,
главным образом для окрашивания фасадов зданий.
Окрашивание органорастворимыми красками. Органораство-
римые краски традиционно используются при окрашивании
строительных объектов. Так, перхлорвиниловые краски (ХВ-161) и орга-
носиликатные (ОС-12-03) издавна применяют для окрашивания
фасадов зданий, масляные и алкидные - для окрасочных работ внутри
помещений - магазинов, больниц, школ, детских учреждений,
вокзалов, а также коридоров и лестничных клеток жилых домов.
С разработкой водных красок интерес к этим материалам
заметно уменьшился, прежде всего по экологическим соображениям, а
также из-за длительности отверждения маслосодержащих составов.
Фасадные перхлорвиниловые краски и другие подобные им ор-
ганорастворимые материалы (на основе полиизобутилена,
полистирола и других полимеров) имеют важное преимущество перед
водными составами - возможность проведения окрасочных работ при
отрицательных температурах (до -20 °С). Кроме того, полученные из
них покрытия имеют меньшую степень водопоглощения.
Новым направлением работ в области фасадных красок является
применение органодисперсионных составов. Так, фирма Goodyear
Chemical (США) широко рекламирует серию дисперсионных
составов на разных пленкообразователях - стиролакрилатном, винилто-
луолакрилатном, бутадиенстирольном и др., дисперсионной средой в
которых являются органические растворители. Отличительная
особенность составов - малая величина частиц (менее 0,01 мкм), благо-
385
даря чему обеспечивается хорошая проницаемость составов в
минеральные субстраты (на глубину до 5 мкм) и достигается высокая и
стабильная адгезия покрытий без применения грунтовок.
Другие виды красок. Краски на водной основе - известковые,
цементные, клеевые - сохраняют свое значение, хотя и применяются
во все более ограниченных объемах. Это наиболее дешевые виды
красок, приготовляемые на месте потребления и используемые для
менее ответственных работ.
Известковые краски применяют преимущественно для
наружного окрашивания, клеевые - для внутреннего (побелка потолков и
др.), цементные краски чаще используют для окрашивания
подвальных помещений и ограждений водоемов.
10.4. ПОЛУЧЕНИЕ ДОРОЖНО-РАЗМЕТОЧНЫХ ПОКРЫТИЙ
Расширение дорожного строительства и повышение требований
к безопасности движения определили значительный спрос на
лакокрасочные материалы для разметки дорог. Ежегодная потребность в
таких материалах в нашей стране составляет порядка 400 тыс. т.
Особенность изготовления и эксплуатации разметочных
покрытий: разнообразие субстратов (асфальт, бетон, новое и старое
дорожное полотно), постоянное воздействие механических факторов и
атмосферных влияний, - обусловили высокие требования к
материалам для их получения.
Лакокрасочные материалы должны быть технологичными при
нанесении, быстро высыхать (по ГОСТ 51256-99 время высыхания не
более 20 мин) и образовывать прочные с высокой адгезией
покрытия. Последние должны обладать достаточной шероховатостью. Они
должны быть хорошо видны при любых погодных условиях, быть
износостойкими, соле-, масло-, бензостойкими, проявлять
устойчивость к атмосферным воздействиям; в ночное время видимость
разметки при дальнем свете фар должна быть не менее 100 м. Поэтому
толщина разметочно-дорожных покрытий составляет от долей
миллиметра до нескольких миллиметров (не менее 250 мкм).
В качестве материалов для разметки дорог нашли применение:
1) консистентные составы (краски и эмали), 2) твердые (порошковые),
формирующие покрытия при нагревании расплавов (термопласты)
и 3) формованные ленты из термопластичных полимеров с адгези-
вом. Наиболее широко применяют жидкие составы - одноупаковоч-
ные, формирующие покрытия за счет испарения летучего
компонента (растворителя или воды), и двухупаковочные, образующие
покрытия трехмерного строения.
386
Последний тип материалов позволяет обеспечить наиболее
надежные и долговечные покрытия со сроком службы от 2 до 7 лет.
Их получают на основе ненасыщенных полиэфиров и сомоно-
меров, полиакрилатов, отверждаемых пероксидами, эпоксидных
олигомеров с аминными отвердителями. К ним относятся составы
ЭП-5155, "Лимбороуд" и др. Для их нанесения используются
установки безвоздушного распыления с двумя емкостями и дозаторами
компонентов.
Более дешевы и удобны для применения, однако, одноупаковоч-
ные составы, представляющие собой растворы термопластичных
пленкообразователей с относительно небольшой молекулярной
массой (30-100 тыс.) в органических растворителях. Пленкообразовате-
лями в них преимущественно служат акрилатные полимеры и
сополимеры, акрилатностирольные сополимеры. Массовая доля
нелетучих в композициях 50-75 %. Примером такого состава является
краска АК "Кронос". Она имеет вязкость по ВЗ 246 > 120 с, пригодна
для нанесения маркировочными машинами и образует покрытия
удовлетворительного качества.
В последнее время по экологическим соображениям все более
привлекают для разметки дорог водоразбавляемые составы. В США и
в странах Скандинавии достаточно широко применяют воднодис-
персионные краски на полиакрилатной основе. Срок службы такой
разметки из-за повышенной эластичности покрытий нередко
превышает показатели покрытий из органорастворимых составов.
Все разметочные составы для обеспечения видимости и цвета
содержат высококроющие пигменты, а для удешевления -
наполнители. С целью достижения световозвращающих свойств поверхности
на свеженанесенную (не высохшую) разметку нередко напыляют
микростеклошарики (до 400-500 г/м ), а для улучшения сцепления
покрытия с колесами машин дополнительно наносят кварцевый
песок в количестве не менее 100 г/м2.
Разметку наносят на очищенную и обязательно сухую
поверхность дорожного покрытия.
ГЛАВА 11
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ДЕКОРАТИВНЫХ И ИМИТАЦИОННЫХ
ПОКРЫТИЙ
Разнообразные требования, предъявляемые к функциональным
свойствам поверхности изделий и объектов, привели к
разработке ряда лакокрасочных материалов и технологических процессов,
позволяющих получать покрытия с повышенными декоративными
свойствами или имитировать поверхность под различные ценные
породы дерева, камня, кожу и т. д.
Применение декоративных покрытий позволяет не только
делать изделия приятными глазу человека, но и интенсифицировать
технологический процесс их отделки, избежать нежелательных и
трудоемких операций, например шпатлевания, так как рельефные
покрытия маскируют мелкие дефекты поверхности. Имитация под
ценные материалы - один из способов экономии этих материалов.
Сравнительно недавно декоративные отделочные работы
проводились только вручную. В настоящее время производство
декоративных покрытий в основном механизировано, отличается
стандартностью исполнения и лучшими экономическими показателями.
С разработкой новых лакокрасочных материалов появились новые
способы имитации, нанесения рисунков и росписей.
Декоративной и имитационной отделке подвергают разные
изделия: мебель, салоны транспорта, электро- и радиоаппаратуру,
приборы, инструменты и др. Широко используются декоративные
покрытия в строительстве. Наибольшее применение получили
следующие виды декоративных и имитационных покрытий: рельефная
разделка; имитационная отделка под ценные породы дерева, камня и
позолоту; покрытия "муар", молотковые, трескающиеся, антики и др.
Наряду с нанесением рисунков и изображений важное значение
имеет маркировка изделий, т. е. нанесение на них надписей и
отличительных знаков. Эта операция может выполняться по
неокрашенной поверхности, но чаще всего она служит завершающей стадией в
технологии отделки изделий.
11.1. РЕЛЬЕФНАЯ РАЗДЕЛКА
Рельефная разделка - один из старых способов при проведении
окрасочных работ внутри помещений, заключающийся в создании
на поверхности какого-либо рисунка узора, изображения. Это позво-
388
ляет улучшить декоративный вид покрытия и завуалировать
естественные дефекты поверхности. В зависимости от способа нанесения
рисунка и применяемого инструмента рельефная разделка
подразделяется на разделку набрызгом, фактурную отделку, накатку
валиками, отделку под бархат, замшу и т. д.
Разделка набрызгом проводится по предварительно
окрашенной поверхности путем набрызгивания краски, отличающейся по
цвету от основного фона. Иногда набрызг делают из нескольких
разных по цвету красок, подбираемых с учетом полной гармонии
цветовой гаммы. Краску набрызгивают обычно с помощью
краскораспылителя при небольшом давлении воздуха и значительном
удалении сопла от поверхности либо с помощью специальной машинки.
Разделку проводят с использованием многоцветных красок. Такие
краски представляют собой систему из двух несмешивающихся фаз:
водной (например, пигментированной дисперсии полиакрилата или
поливинилацетата) и неводной (заэмульгированной контрастно
окрашенной алкидной или другой эмали). Состав наносят по
фоновому слою из белой воднодисперсионной краски. После высыхания
образуется покрытие с рисунком красивого ровного набрызга.
Многоцветные покрытия используют для окрашивания стен внутри
помещений - в школах, детских садах, на лестничных клетках.
Фактурная отделка. Это особый вид отделки поверхности,
заключающийся в нанесении слоя мастики с последующей набивкой
соответствующего рисунка (фактуры) (рис. 11.1). Мастику или фактурную
массу (вязкий масляный или гипсовый состав) наносят на поверхность
толстым слоем (2-4 мм) и сразу же после этого соответствующим
ручным или механическим инструментом наносят рисунок.
Поверхность после отверждения мастики покрывают слоем краски.
а б в
Рис 11.1. Фактурная отделка поверхностей губкой (а), гребешком (6) и кистью (в)
389
Рис. 11.2. Накатка рисунка валиком
L^X^^MJ Накатка рисунка валиками проводит-
У&Рп\**лА ся двумя способами. При первом способе
на предварительно окрашенную
(фоновую) поверхность наносят валиком
цветной рисунок (рис. 11.2), при втором
способе валиком прокатывают свеженане-
сенный слой шпатлевки с последующей
окраской поверхности обычным образом.
Первый способ более распространен; он
позволяет получать многоцветные
покрытия с желаемым рисунком, аналогичным
рисунку обоев. Для этого накатку
выполняют в несколько приемов, применяя
валики с разными рисунками и набор цветных красок. В строительной
практике для этой цели служат узорчатые резиновые валики с
централизованной непрерывной подачей краски или специальные
накатные машинки.
Отделка под бархат, сукно, плюш практикуется при
окрашивании помещений и различных изделий. При отделке оштукатуренных
стен под бархат на выровненную, загрунтованную и
свежеокрашенную алкидной, масляной или другой краской поверхность методом
струйного распыления наносят тонкий слой присыпки. Присыпкой
служат порошки разных материалов - сухие древесные опилки с
размерами частиц не более 2 мм, кварцевый песок, полимеры. После
отверждения получается красивая матовая поверхность, но
отличающаяся по фактуре от бархата.
На этом же принципе основана имитация сукна, плюша и.других
тканей. Роль присыпки в этом случае выполняют текстильные
волокна (кноп), представляющие собой очесы шерсти, льна, хлопка,
синтетического шелка. Применяют волокна небольшой длины. Их
наносят на загрунтованную (обычно в цвет волокна) липкую
поверхность через сито или способом электростатического распыления.
В первом случае волоконца укладываются хаотично и создают вид
серого или цветного сукна, во втором - ориентируются по силовым
линиям поля, образуя покрытие, по внешнему виду напоминающее
плюш. В зависимости от типа краски (масляная, нитратцеллюлозная,
воднодиснерсионная) применяют соответствующий режим
отверждения покрытия. Отделывают под сукно и плюш чаще всего
внутренние полости оптических приборов, футляры, игрушки и изделия
целевого назначения.
390
Рельефная разделка, основанная на объемном и цветовом
эффектах, крайне разнообразна как по технике исполнения, так и по
эстетическим свойствам получаемых покрытий. Наиболее
существенный недостаток таких покрытий - их быстрая запыляемость и
трудность очистки от загрязнений.
11.2. ИМИТАЦИОННАЯ ОТДЕЛКА ПОД ЦЕННЫЕ ПОРОДЫ ДЕРЕВА,
КАМНЯ И ПОЗОЛОТУ
Существует много способов, позволяющих при помощи
лакокрасочных материалов воспроизводить на металле, дереве, картоне,
бумаге и других материалах текстуру и цвет ценных пород
древесины - ореха, красного дерева, карельской березы, палисандра, ясеня,
а также имитировать поверхность камней (мрамор) и дорогих
металлов.
Практическое применение получили следующие способы
имитации: ручная разделка, аэрография, печать через клише, разделка по
трафарету, декалькомания, тонирование, лессирование.
Ручная разделка. На подготовленную поверхность наносят
имитируемый рисунок ценной породы древесины или камня с помощью
набора ручного инструмента и приспособлений, которыми служат
кисти, резиновые гребешки, щеперки, губки, флейцы и др.
Подлежащую покрытию металлическую или другую поверхность
грунтуют, при необходимости выравнивают шпатлеванием, после чего
наносят фоновый слой из воднодисперсионной, алкидной или нитрат-
целлюлозной краски, соответствующий по цвету имитируемому
образцу. На высушенный фоновый слой наносят покрывной слой
медленно высыхающей краски (обычно масляной) более
насыщенного, чем фон, цвета и проводят разделку (нанесение рисунка),
например, применительно к текстуре ореха (рис. 11.3).
Ручная разделка из-за трудоемкости и малой
производительности в настоящее время применяется редко. Ее используют в
простейшем варианте для имитации древесины при окрашивании
сейфов, дверных полотен, металлических и деревянных перегородок,
иногда панелей помещений.
Аэрография. Этот способ имитации поверхности связан с
применением специального инструмента - небольшого
краскораспылителя-аэрографа, имеющего диаметр сопла 0,4-0,6 мм. Аэрограф
позволяет путем изменения расстояния от сопла до окрашиваемой
поверхности и скорости перемещения получать как тонкие четкие
линии и отпечатки, так и широкие полосы с мягкими
переходами и полутонами. При аэрографическом способе используют также
391
Рис. 11.3 Стадии ручной разделки под орех
шаблоны-накладки, благодаря которым рисунок наносится на
определенные участки изделий. Подготовка поверхности проводится
так же, как и при ручной разделке.
Аэрографический способ имитации считается достаточно
производительным, но требует от работающего определенного навыка и
художественного вкуса.
Способ печати позволяет достаточно точно воспроизводить
рисунок имитируемой породы древесины или камня. Это достигается
тем, что изображение переносится на изделие с клише - медной или
латунной пластины (изображение оригинала на клише получено
фотохимическим путем).
Техника имитационной отделки способом печати состоит из
следующих операций: подготовка поверхности, включая нанесение
фонового слоя; нанесение краски на клише; перенесение рисунка
(краски) с клише на покрываемую поверхность с последующим его
закреплением (сушкой). Для нанесения фонового слоя требуемого цвета и
тона применяют разные виды быстросохнущих красок и эмалей
водного и неводного типа, для имитации рисунка - хорошо
растертые краски (например, художественные) с повышенной вязкостью.
Краску (отпечаток) с клише на окрашиваемую поверхность
переносят обычно на печатных станках, реже вручную.
Этот способ нашел применение для имитационной отделки
изделий правильной формы, в первую очередь деревянных и
металлических щитов, видовых панелей и др.
Разделка по трафарету. Этот способ достаточно широко
применяется на практике при набивке фризов и бордюров помещений, а
392
также при изготовлении панно и различных надписей. Трафарет -
тонкий плоский лист металла, плотного картона или стойкой к
растворителям пластмассы с вырезанными отверстиями, совокупность
которых составляет требуемое изображение. Существуют простые,
многокрасочные, обратные, контурные и другие трафареты. Для
нанесения рисунка трафарет плотно прижимают к поверхности; краску
наносят краскораспылителем, аэрографом или жесткой трафаретной
кистью. При разделке стен иногда используют трафареты,
изготовленные из редкой ткани - тюля. Тюль натягивают на раму, после чего
для упрочнения покрывают нитратцеллюлозным лаком или
пропитывают клеем.
Декалькомания. Посредством декалькомании на металлическую
и другую поверхность наносят надписи, фабричные знаки,
орнаменты, различные художественные изображения, текстуру ценных
пород древесины и т. д. Для осуществления этого метода служат
нанесенные на бумагу однокрасочные или многокрасочные отпечатки -
деколи.
В основном применяют так называемые сухие деколи -
красочные изображения, нанесенные на липкую лавсановую пленку или
алюминиевую фольгу, проклеенную бумагой. Технология их
нанесения крайне проста: механически снимается защитный слой бумаги, и
деколь приклеивается к изделию. При необходимости применяют
последующее лакирование поверхности.
Тонирование - один из видов имитации позолоты и других
металлов посредством применения лакокрасочных покрытий.
Наиболее старый способ имитации позолоты связан с применением
жидких лакокрасочных материалов и светостойких жиро- или спир-
торастворимых органических красителей (например, желтого
светопрочного 3 и др.).
Применяют два способа тонирования: по первому краситель
растворяют в лаке - алкидном, полиакрилатном, мочевиноформальде-
гидном, полиуретановом (концентрация 1-5 г/л) и окрашенный лак
наносят на поверхность, по второму - крашению подвергают готовое
покрытие. В последнем случае лакированные изделия помещают в
водный раствор, содержащий: 3,0-3,5 г/л красителя и 1-2 г/л ПАВ
(порошок "Новость"). При 70-80 °С уже через 1 мин пленка
приобретает ровный золотистый цвет.
Имитации таким способом подвергают не все металлы.
Наилучший эффект достигается при нанесении покрытий на полированный
алюминий, блестящий никель, полированный цинк.
Значительно более долговечные и светостойкие покрытия,
имитирующие позолоту, получают с применением порошковых лаков.
393
Технология их изготовления состоит в следующем. На поверхность
металла (силумин и др.) после обезжиривания наносят
электростатическим распылением или в кипящем слое порошковый
эпоксидный лак, например "Valophene 07". После отверждения на покрытие
вакуумным напылением наносят алюминий. Завершающей стадией
процесса является окрашивание изделия порошковым
полиэфирным лаком, содержащим термостойкий нерастворимый в воде
краситель золотистого цвета.
Другой вариант получения имитационных покрытий связан с
использованием в порошковых составах небольших количеств
пигментов и наполнителей неорганической природы. Так, для имитации
позолоты используют нитрид бора, слюду с нанесенными
микрослоями оксидов титана и железа, для имитации жидкого никеля -
тонкоизмельченный алюминий, для получения "мерцающих"
покрытий - добавки боросиликатного стекла. В зависимости от
назначения покрытий применяют полиэфирные, полиакрилатные или
гибридные составы.
Такие покрытия особенно широко применяют при изготовлении
мебельной фурнитуры, футляров часов, различных украшений.
Лессирование - процесс получения лессирующих покрытий.
Последние находят применение при отделке изделий
машиностроения - велосипедов, мотоциклов, мотороллеров, автомобилей.
Лессирующий эффект достигается тем, что прозрачное, окрашенное
цветными красителями или пигментами покрытие наносят на
светоотражающий грунт. Так, при окрашивании велосипедов применяют
меламиноалкидную грунтовку (МЛ-012), пигментом в которой
служит алюминиевая пудра. Поверх грунтовки наносят слой
лессирующей эмали (МЛ-169). Вместо кроющих пигментов в эмали вводят
лессирующие органические пигменты разных цветов. Для
предохранения лессирующего слоя и улучшения защитной способности
покрытия поверхность дополнительно лакируют бесцветным жидким
или порошковым лаком низкотемпературного отверждения.
Новым достижением в создании имитационных покрытий
является разработка покрытий "Decoral" на принципе перевода
изображения в покрытие посредством сублимации (Subli-Coat). Покрытия
получают на основе порошковых лаков. Сам процесс получения
покрытий крайне прост. На поверхность металла или стекла,
предварительно очищенную от загрязнений, накатывают ленту с изображением
имитируемой поверхности. Изделие с лентой помещают в
вакуумную установку. При нагревании в результате сублимации
окрашивающего вещества рисунок переносится с ленты на покрытие,
проникая на всю глубину пленки. Покрытия отличаются четкостью
394
Рис 11.4. Имитационные покрытия "Decoral":
а, б- под ценные породы древесины; в- под мрамор
изображения, они водо- и светостойки, устойчивы к истиранию.
Технология разработана в 1995 году фирмой "DuPont". Она
позволяет полностью имитировать любые породы древесины, мрамора,
ценных камней и других материалов. На рис. 11.4 в качестве примера
показаны образцы таких покрытий.
11.3. ПОКРЫТИЯ "МУАР", МОЛОТКОВЫЕ,
ТРЕСКАЮЩИЕСЯ, "АНТИКИ"
Получение покрытий "муар", молотковых, трескающихся,
"антиков" основано на способности некоторых лакокрасочных материалов
при пленкообразовании образовывать красивые узоры в виде
морщин, чеканки или разрывов. Такие покрытия на основе жидких
красок издавна применяют в машиностроении, приборостроении,
электротехнической промышленности и других отраслях. В последнее
время аналогичные покрытия получают с применением
соответствующих порошковых красок. Особой популярностью пользуются
молотковые покрытия, так как они имеют гладкую поверхность, не
запыляющуюся и слабо удерживающую радиоактивные загрязнения.
Покрытия "муар" (рис. 11.5, а) получают при использовании
порошковой эпоксидной краски П-ЭП-135 разных цветов. Аналогичные
395
Рис. 11.5. Декоративные покрытия, полученные из порошковых красок:
а - "муар"; б- молотковое; в- трескающееся
краски изготавливаются многими отечественными и зарубежными
предприятиями. Соответствующий морщинистый узор образуется
за счет присутствия в краске специальной добавки, обеспечивающей
разную скорость отверждения пленкообразователя по толщине
покрытия. Краски наносят на поверхность способом
электростатического распыления; покрытия (толщина 80-120 мкм) отверждают при
180 °С в течение 15 мин.
Покрытия "муар" могут быть получены и с применением жидких
красок (краска МА-224 на уплотненном (полимеризованном)
тунговом или ойтисиковом масле). Технология покрытий в этом случае
значительно сложнее. Краски наносят на предварительно
загрунтованную поверхность, как правило, в два слоя с интервалом в 5-
10 мин. Формирование покрытия проводят в две стадии: на первой
стадии рисунок выявляется, на второй он закрепляется. Выявление
рисунка проводят при 80±5 °С в течение 25-40 мин, операцию
закрепления осуществляют при 100-170 °С в зависимости от типа краски и
ее цвета.
Молотковые покрытия (рис. 11.5, 6) по внешнему виду
напоминают характерные узоры, получаемые при чеканке по металлу. Такой
эффект достигается в результате введения в жидкие эмали невсплы-
вающей (обезжиренной) алюминиевой пудры и узорообразователей,
которыми служат кремнийорганические соединения - силиконовые
396
масла, каучук СКТ, вазелин КВ-ЭМ-1. Последние, изменяя
поверхностное натяжение пленкообразователя, способствуют его "стягиванию"
(собиранию в капли) на поверхности подложки и частиц пудры. При
этом не допускается нарушение сплошности покрытия.
Для получения молотковых покрытий промышленностью
выпускаются меламиноалкидные (МЛ-165 и МЛ-165М), нитратцеллю-
лозные (НЦ-221), алкидностирольные (МС-160) и другие эмали.
Наряду с алюминиевой пудрой в их состав входят в небольшом
количестве кроющие минеральные или органические пигменты,
придающие соответствующий цветовой оттенок покрытию. Эмали
обычно наносят распылением (1-2 слоя) на предварительно
подготовленную и загрунтованную поверхность. Перед применением в них
вводят узорообразователь в виде 10 %-го раствора в ксилоле из
расчета 1-10 г на 1 кг эмали. Рисунок (узор) образуется сразу после
нанесения эмали на поверхность. Его закрепляют (отверждают
покрытия) в случае эмалей МЛ-165 и МЛ-165М при 120 °С в течение 1 ч,
НЦ-221 - при комнатной температуре в течение 24 ч.
Также разработаны порошковые краски (П-ЭП-258 и др.),
образующие молотковые покрытия. Узорообразование при их
использовании происходит в момент формирования покрытия за счет
поверхностных эффектов в пленке. Они также содержат алюминиевую
пудру. В зависимости от типа цветного пигмента они образуют
покрытия разных цветов и оттенков.
Молотковые покрытия из жидких красок нашли применение для
отделки металлических и деревянных изделий: приборов,
киноаппаратов, швейных машин, футляров для приборов и т. д. То же
назначение имеют покрытия из порошковых красок, но они пригодны для
окрашивания только термостойких субстратов.
Трескающиеся покрытия (рис. 11.5, в) имитируют узор
крокодиловой кожи. Для их получения применяют как жидкие, так и
порошковые краски. В качестве жидких составов служат нитратцеллю-
лозные краски, представляющие собой высоконаполненные
системы, которые разбавляют легколетучими растворителями, например
ацетоном. Растрескивание обусловлено малой когезионной
прочностью образующихся пленок и большими внутренними
напряжениями, возникающими при быстром улетучивании растворителей.
Краски наносят по фоновому слою из нитратцеллюлозных
эмалей, цвет которых, как правило, подбирают контрастно цвету
трескающейся краски. В толстых слоях краска трескается с крупными
разрывами, в тонких - с мелкими. Растрескивание происходит сразу же
после нанесения краски на поверхность. После высушивания от
растворителей покрытие может быть перекрыто слоем лака или эмали.
397
В последнее время эти краски по экологическим соображениям и
пожароопасности практически утратили свое значение. Эту нишу
прочно заняли более удобные в применении порошковые краски. Их
получают введением в порошковые термореактивные составы
алюминиевой пудры и специальных структурирующих добавок,
которые, растягивая частицы пудры в поверхностном слое, имитируют
состояние растрескавшейся пленки. В отличие от жидких,
порошковые краски практически не создают рельефа поверхности (она
остается гладкой), что благоприятствует незагрязняемости покрытий.
Крупность рисунка зависит от вязкости расплава.
Трескающиеся покрытия имеют чисто декоративное назначение.
Иногда их используют для отделки приборных досок, облицовочных
плит и панелей внутри помещений.
Текстурированные покрытия (рис. 11.6) создают эффект
поверхности с крупной "шагренью", аналогичной покрытиям из
лакокрасочных материалов с плохим растеканием. Наибольшее
применение получили текстурированные покрытия на основе порошковых
термореактивных красок. Регулирование текстуры пленки
достигается чисто рецептурным путем - введением добавок, изменяющих
Рис. 11.6. Текстурированные покрытия, полученные из порошковых красок:
а - с крупным рельефом; б- с умеренным рельефом; в- с умеренным рельефом
и присутствием в композиции алюминиевой пудры
398
Рис. 11.7. Покрытия цветные типа "антик":
а - с алюминиевой пудрой; б- с бронзой; в- с цинковой пудрой
вязкость расплавов (аэросил, термопластичные полимеры и др.).
Покрытия могут быть разного цвета, содержащими светоотражающие
пигменты и не содержащими их. Примером составов этого типа
могут служить эпоксидно-полиэфирные краски П-ЭП-259-Т-1 и П-ЭП-
259-Т-2, производимые ОАО НПФ "Пигмент". Макрорельеф
образующихся из них покрытий позволяет скрывать дефекты
поверхности металлов - литья, штамповки, мелких неровностей при толщине
пленки 80-100 мкм.
"Антики" (рис. 11.7). Термин "антики" появился в технологии
покрытий с разработкой большого числа порошковых красок,
содержащих чешуированные светоотражающие пигменты и
наполнители - пудры из алюминия, бронзы, меди, цинка и других металлов,
а также слюды, перламутровых пигментов и др. Возможности
варьирования декоративного эффекта таких покрытий практически
неограниченны. Они определяются не только типом светоотражающего
компонента, но и его дисперсностью, способом введения в
композицию, природой и количеством цветных пигментов, присутствием
или отсутствием структурирующих агентов.
Применяют принципиально два способа введения чешуирован-
ных пигментов в порошковые составы: до экструдирования и после
экструдирования. В первом случае частицы пудры хаотично
распределяются в расплаве пленкообразователя и вследствие его высокой
399
вязкости теряют способность флотироваться при получении
покрытий. Высокий светоотражающий эффект достигается только во
втором случае, когда порошковый состав после экструдирования и
измельчения механически смешивают с пудрой. Особенно
привлекательным для получения композиций является бондинг-процесс
(смешение при умеренном нагреве), при котором частицы пудры
прочно прикрепляются к частицам пленкообразователя. Это
исключает сепарацию порошковых составов при нанесении в
электрическом поле. Для получения покрытий типа "антик" пригодны любые
термореактивные пленкообразователи. Особенно больших успехов в
разработке рецептур таких составов достигла фирма -
производитель порошковых красок "Эколон" (г. Санкт-Петербург).
Среди других покрытий декоративного типа особого внимания
заслуживают лакокрасочные покрытия под названием "хамелеон".
Главная их особенность - изменение цвета при рассмотрении под
разными углами. Порошковые лаки для покрытий типа "хамелеон"
получают на основе светостойких полиэфирных пленкообразовате-
лей с применением специальных пигментов, представляющих собой
соединения Si02 с микрослоями Ti02, Fe203 и Zr02. Такие пигменты
предлагает фирма "Merck".
11.4. НАНЕСЕНИЕ МАРКИРОВОЧНЫХ ИЗОБРАЖЕНИЙ
Лакокрасочные материалы широко используются для
маркировки изделий, нанесения надписей, знаков и различных изображений.
Маркируют изделия из самых разных материалов - металлов, дерева,
пластмасс, керамики, стекла - как до окраски, так и после завершения
окрасочных работ. Разработано большое число разных методов
нанесения черно-белых и цветных изображений: цинкография,
глубокая, офсетная и этмографская печать, тампопечать, шелкография,
ручное и фотохимическое гравирование, посредством трафарета,
штемпеля, рейсфедера, пера и других приспособлений. Новым
является электрокаплеструйный метод, позволяющий осуществлять
процесс маркирования в автоматическом режиме по заданной
программе. В зависимости от применяемого метода и природы подложки
используют соответствующие виды маркировочных красок.
К краскам для нанесения изображений предъявляют ряд общих
требований. Необходимо, чтобы изображение было четким,
нерасплывчатым, легко читаемым. Оно должно сохраняться при
обработке, сборке и эксплуатации изделий. Более предпочтительны те
краски, которые быстро высыхают, нетоксичны, пожаробезопасны,
удобны в работе. В большинстве случаев требуются маркировочные
400
краски с широкой цветовой гаммой. В практических условиях нашли
применение маркировочные краски широкого ассортимента.
Для маркировки изделий методом тампопечати, при котором
обозначения переносятся на поверхность посредством тампона на
ручных или автоматических станках, применяются краски серий
СНАК, АЭС, СЭП-84. Их изготовляют на основе разных пленкообра-
зователей; краски имеют широкую цветовую гамму и предназначены
для маркировки металлических и пластмассовых (в первую очередь,
из полистирола) изделий.
Для нанесения методом высокой и офсетной печати на электро-
и радиотехнические изделия (корпуса микросхем, микроблоков и
др.) разработаны краски серий 2020, 7010.1, ФМК-ОМ теплового и
фотохимического отверждения. Они применяются по стали,
луженой жести, алюминию и другим металлам.
При электроструйной технологии нанесения маркировочных
изображений используются низковязкие составы - краски и чернила с
вязкостью 1-3 мПа • с и поверхностным натяжением 30-60 мДж/м2.
Пленкообразователями в красках служат эпоксиэфиракрилаты
(ЭАС-665, ЭАС-671), гликолевые и пентаэритритовые эфиры
акриловой кислоты, поливиниловый спирт, производные канифоли и др.
Для маркировки печатных плат и других плоских изделий с
помощью трафаретных установок нашли применение краски серий
Ст.3.19.1, Ст.3.19.2, СКУМ-1, ФПК-ТМ. Изображения, полученные
при использовании этих красок, хорошо удерживаются на гетинаксе,
стеклотекстолите, винипласте, различных лакокрасочных
покрытиях, керамике и стекле.
Для маркировки пластмассовых изделий, никелированной и кад-
мированной стали способами цинкографии, штемпельным и с
помощью пера применяют полиуретановую эмаль УР-175, а для их
кодировки (нанесения маркировочных полос) - меламиноалкидную
эмаль МЛ-5257.
К маркировочным относятся также некоторые масляные и ал-
кидные краски, применяемые в полиграфической промышленности
и жестепечатном производстве: 10815 белая, 10250 красная, 10072
черная и др. Они пригодны для нанесения способами офсетной
печати, цинкографии, а также штемпельным.
Для изделий, не допускающих нагрева, рекомендуются
быстросохнущие маркировочные краски ФЛ-59, ГФ-57, БКС (на
бакелитовом лаке). Их наносят пером, рейсфедером и штемпелем.
Маркировочные знаки на древесине наносят красками ПФ-115, НЦ-11 и
НЦ-25, на коже - БМК-М-50; электропровода с поливинилхлорид-
ной изоляцией маркируют красками ХС-5103.
401
ГЛАВА 12
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
ПОКРЫТИЙ
Требования научно-технического прогресса обусловливают
необходимость постоянного повышения технико-экономического
уровня производства лакокрасочных покрытий - совершенствования
применяемых материалов, оборудования, технологии, повышения
механизации окрасочных работ, улучшения методов их контроля.
Эффективность производства лакокрасочных покрытий во
многом зависит от правильной организации труда на всех стадиях
технологического процесса, начиная с приемки деталей и лакокрасочных
материалов в цех и кончая выпуском готовой продукции. Затраты на
изготовление лакокрасочных покрытий в машиностроении
составляют в среднем 1-5 % от себестоимости изделий, в мебельном
производстве они достигают 20 %, а в ряде отраслей еще больше.
Снижение этих затрат путем рационального расходования лакокрасочных
материалов и энергии, применения более эффективного
оборудования и способов производства - важная и ответственная задача.
В совершенствовании производства покрытий существенными
являются экологический и социальный аспекты, связанные с
уменьшением профвредности, пожароопасности и исключением
выбросов, загрязняющих воздушный и водный бассейны. Это достигается
в результате как создания и широкого использования
прогрессивных, в первую очередь безрастворительных, лакокрасочных
материалов, так и внедрения новой безотходной технологии и передовых
методов работы.
12.1. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ОКРАСОЧНЫХ РАБОТ
12.1.1. ОБОСНОВАНИЕ ВЫБОРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ОКРАШИВАНИЯ
Окрасочные работы, независимо от того, на каких изделиях или
объектах получают покрытия, проводятся в соответствии с заданной
технологией, предусматривающей перечень операций с указанием
материалов, оборудования, инструмента и режимов окрашивания.
Технология должна быть наиболее рациональной, так как от нее
зависят рентабельность производства, качество покрытий и
безопасность выполнения работ.
402
Под рациональной технологией понимают: применение
прогрессивных видов лакокрасочных материалов, использование наиболее
совершенного оборудования для подготовки поверхности, нанесения
и сушки покрытий, широкое применение средств механизации и
автоматизации процессов, в том числе робототехники, исключение
ручного труда, строгий контроль за проведением технологических
операций и режимами работы оборудования.
При разработке технологического процесса окрашивания
учитывается ряд факторов:
1) конструктивные особенности изделия - материал, форма,
размеры, состояние поверхности;
2) условия эксплуатации изделий и назначение покрытий;
3) требования к внешнему виду и цветовому оформлению
покрытия;
4) объем и вид производства (единичное, массовое, поточное);
5) технико-экономические показатели (стоимость и доступность
материалов и оборудования, удельные затраты труда, энергии,
необходимые производственные площади и др.).
Вид изделия во многом определяет характер производства
покрытий. Так, имеются принципиальные отличия в организации
производства и выборе оборудования, если окрашивают, например,
стиральные машины, трубы, проволоку, изделия ширпотреба или
проводят герметизацию элементов радио- и электронной аппаратуры.
Степень загрязненности поверхности влияет на выбор способа ее
подготовки, а группа сложности изделий - на метод нанесения
материала.
Условия эксплуатации изделий определяют выбор
лакокрасочных материалов и системы покрытий в целом. Покрытие может
быть однослойным из порошковой краски, например при
окрашивании велосипедов, или многослойным из жидких лакокрасочных
материалов, например при защите деталей химического
оборудования, причем окрашивание изделий может производиться в сборе или
отдельно по частям. Условия эксплуатации изделий существенно
влияют на способ их подготовки.
Важное значение в организации производства имеет программа
выпуска изделий (их количество и площадь окрашиваемой
поверхности в год). При годовой программе покрытий до 10 тыс. м2 чаще
всего применяют комплектные установки с ручным нанесением ЛКМ.
При программе 10-50 тыс. м2 - автоматизированные. При нанесении
красок распылением выбор способа проведения операций зависит от
расчетной скорости конвейера. Непрерывное проведение всех
технологических операций целесообразно при скорости конвейера более
403
0,8 м/мин. При меньшей расчетной скорости рекомендуется
применение пульсирующего конвейера с межоперационной скоростью
порядка 30 м/мин и остановкой на время проведения той или иной
технологической операции. Применение конвейеров пульсирующего
типа особенно оправдано при нанесении жидких красок окунанием и
порошковых в ваннах псевдоожиженного слоя. Размеры
технологического оборудования в случае пульсирующего конвейера
значительно уменьшаются.
Выбор количества поточных линий при непрерывном методе
ведения технологических операций зависит от стандартности деталей и
расчетной скорости конвейера. Так, шкафы и полки бытового
холодильника более рационально окрашивать на разных линиях. Также
предпочтительно применять две технологические нитки вместо
одной, когда для обеспечения заданной программы выпуска изделий
расчетная скорость конвейера превышает 3 м/мин в случае
окрашивания порошковыми красками и 6 м/мин - жидкими. При этом
возможно совмещение всех основных технологических операций -
подготовки поверхности, нанесения и отверждения покрытий на одном
конвейере.
Сокращению производственных площадей при больших
скоростях конвейера способствует применение более компактного и
высокопроизводительного оборудования: распылителей (имеются
распылители производительностью до 1000 м2 поверхности в час),
окрасочных камер (с комплектом распылителей от 2 до 12),
автоматических роботов, многоходовых печей для формирования
покрытий (горизонтального или вертикального типа).
12.1.2. КОНТРОЛЬ КАЧЕСТВА ОКРАСОЧНЫХ РАБОТ
И ИСПРАВЛЕНИЕ ДЕФЕКТОВ ПОКРЫТИЙ
Для получения покрытий требуемого качества необходимо
строго соблюдать предписанную технологию, нормы и требования
производства. Технический контроль в окрасочных цехах и на участках
является неотъемлемой частью всего технологического процесса.
Техническому контролю подвергаются:
а) материалы, применяемые при проведении окрасочных работ
(входной контроль);
б) параметры технологического процесса;
в) качество выполнения отдельных технологических операций
(промежуточный контроль);
г) качество готового покрытия (окончательный контроль).
Все поступающие на предприятие лакокрасочные и
вспомогательные материалы должны сопровождаться необходимой техниче-
404
ской документацией. Они проверяются на соответствие требованиям
ГОСТов, ТУ; материалы с отклонениями от этих требований не
допускаются в производство. При приготовлении рабочих составов
контролируют правильность применения растворителей,
соблюдения требуемой рецептуры и установленных параметров (цвет,
вязкость, однородность и т. д.).
Цель контроля процесса окрашивания - не допустить дефекты на
покрытиях и отклонения их от требуемых норм по качеству в
результате несоблюдения технологического процесса. Статистический
анализ показывает многообразие возможных дефектов покрытий,
появляющихся с примерно следующей частотой, %:
Различные включения
Потеки
Шагрень
Риски, штрихи
Волнистость
93
56
53
36
21
Сморщивание
Кратеры
Царапины, сбои
Непрокрасы
Наплывы
15
8
2
1
0,3
Дефекты могут возникать по разным причинам: из-за низкого
качества красок, неисправности оборудования, запыленности
воздуха в помещении цеха, неравномерности нанесения лакокрасочных
материалов, сбоев температуры при отверждении покрытий и т. д.
Получение покрытий с дефектами рассматривается как брак
производства. Дефекты могут быть исправимые и неисправимые.
Покрытия с неисправимыми дефектами подлежат удалению
(выбраковываются). Устранение дефектов обычно достигается либо
подкраской, либо повторным нанесением покрытия. Подкраску применяют
в том случае, если дефекты незначительны и занимают лишь
небольшую часть поверхности. К ним относят следы от подвесок,
отдельные риски, сколы, сдиры, незначительные непрокрасы и др.
Повторное окрашивание проводят тогда, когда дефекты
распространены на значительной части поверхности.
Подкраску выполняют, как правило, с помощью тех же
материалов, из которых изготовлено покрытие. Если материалом покрытия
служила эмаль горячей сушки (например, меламиноалкидная), а по
каким-либо соображениям готовое изделие невозможно повторно
нагреть до заданной температуры, то для подкрашивания
применяют аналогичные по цвету материалы низкотемпературного или
холодного отверждения. Для исправления дефектов покрытий,
получаемых из порошковых красок, удобно пользоваться составом
(лаком) ОХТЭК-корректор. Порошковую краску растворяют в лаке, и
полученный жидкий состав холодной сушки наносят на дефектную
поверхность распылением или кистью. Для улучшения адгезии
поверхность предварительно зачищают (зашлифовывают).
405
Устранение крупных дефектов покрытия путем повторного
окрашивания изделий проводят после выявления и ликвидации
причин их возникновения. Как правило, окрашивают все изделие (не
только дефектные места), нанося слой краски нормальной толщины.
Возможны случаи недоотверждения покрытия по тем или иным
причинам. Это легко поправимо: изделие повторно направляют в
сушильную установку (печь), где выдерживают при той же
температуре положенное время. Как правило, требуемое качество покрытия
при этом восстанавливается.
12.1.3. НОРМИРОВАНИЕ РАСХОДА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
И СНИЖЕНИЕ ПОТЕРЬ
В производственных условиях расход лакокрасочных
материалов, как и любых материальных ресурсов, строго нормируется.
Норма расхода лакокрасочного материала - максимально допустимое его
количество, расходуемое при нанесении на изделие (деталь, узел) для
получения покрытия с требуемыми свойствами. В недалеком
прошлом в нашей стране на все виды производимой лакокрасочной
продукции существовали нормативы.их расхода. Они опубликованы
в соответствующей литературе.
Норматив расхода (удельная норма) N- максимально допустимое
количество материала (в граммах) для получения 1 м покрытия
определенной толщины. За толщину покрытия принят 1 мкм.
Норматив расхода представляет совокупность чистого (полезного)
использования материала (Т) и всех возможных при этом потерь (П):
Np = T + Xn
Потери подразделяются на технологические (Пт) и
организационные (П()):
п = п,. + п()
Наибольшими являются технологические потери. В зависимости
от способа нанесения лакокрасочного материала и группы сложности
окрашиваемых изделий они составляют от 5 до 70 % норматива
расхода. Самые высокие потери лакокрасочных материалов
наблюдаются при пневматическом распылении - наиболее распространенном
способе. Самые экономичные промышленные способы
окрашивания связаны с использованием порошковых красок; потери в этом
случае не превышают 5 %.
Организационные потери, обусловленные нарушениями в
транспортировании, хранении и использовании лакокрасочных
материалов, невелики, они составляют в большинстве случаев 1-3 %.
Поскольку норматив учитывает потери, его значение для
каждого материала при разных способах нанесения существенно различа-
406
ются. В качестве примера можно указать нормативные данные для
эмали ПФ-115 белого цвета [в г/(м2 • мкм)]:
Пневматическое распыление 3,75 Окунание, струйный облив 3,50
Безвоздушное распыление 3,56 Электростатическое распыление 3,17
Для цветных эмалей с более укрывистыми пигментами этот
показатель существенно меньше. Установленные нормативы расхода
относятся к изделиям I группы сложности (коэффициент Кп равен 1).
При окрашивании усложненных по форме и поверхности
изделий установлены повышенные расходные коэффициенты Кп. Так,
значения Ки для поверхностей II и III групп сложности при
нанесении лакокрасочных материалов способом пневматического
распыления составляют соответственно 1,15 и 1,67.
Нормативы расхода увеличиваются, когда окрашиванию
подлежат изделия с высокоразвитой поверхностью. Значения Ки для
изделий с шероховатой поверхностью (металлопрокат горячекатаный,
поковки после дробеструйной очистки) приняты равными 1,1-1,2, с
пористой поверхностью (металлическое литье, асбоцемент,
пиломатериалы) - 2,5. Норматив расхода и коэффициенты Кп служат
отправной позицией для расчета нормы расхода лакокрасочного
материала ЛГр на изделие, объект или часть объекта, подлежащего
окрашиванию:
Np = S-n-N-Ku
где 5 - площадь окрашиваемой поверхности изделий, м2; п - число
наносимых слоев; N - норматив расхода материала, г/м2, в пересчете на заданную
толщину покрытия.
Например, при окрашивании металлического изделия первой
группы сложности (Ки - 1), имеющего поверхность S = 3 м , серой
меламиноалкидной эмалью (норматив N - 3,0 г/(м2-мкм)) двумя
слоями (п - 2), каждый из которых имеет толщину 5 = 20 мкм,
расходная норма материала при пневматическом нанесении составит:
Np = 3-2-3,0-20-l,0 = 360r
В случае поверхности II группы сложности эта цифра возрастет
на 15 % и составит примерно 0,4 кг.
С переходом на рыночную экономику ассортимент продукции
существенно обновился. Появилось большое количество новых
лакокрасочных материалов, которые не вошли в нормативную
справочную литературу. Основным руководством для определения их
расходных норм является техническая документация (ГОСТ, ТУ)
и другая информация, сопровождающая эти материалы. В них,
как правило, указывается рекомендуемый метод нанесения, число
407
наносимых слоев, теоретический (или возможный) расход материала
(в г/м2 или л/м2), естественно, ориентировочный. Большинство
зарубежных фирм расход лакокрасочных материалов указывают в м /л.
В этом случае более точные расходные коэффициенты каждый
потребитель лакокрасочной продукции вынужден устанавливать
самостоятельно опытным путем с учетом формы и характера поверхности
окрашиваемых изделий и эксплуатационных требований к покрытию.
Снижение расходных норм - экономия материалов - один из
важнейших резервов повышения экономических показателей
работы предприятий. Оно может быть достигнуто: внедрением новых и
усовершенствованием применяемых способов окрашивания,
заменой устаревших материалов новыми, более экономичными,
улучшением организации окрасочных работ. Наиболее эффективным
является снижение потерь при нанесении лакокрасочных
материалов, что достигается в первую очередь использованием более
прогрессивного и современного окрасочного оборудования.
Расходные нормы лакокрасочных материалов в ряде случаев
могут быть уменьшены и за счет снижения толщины получаемых
покрытий. Так, некоторые зарубежные фирмы при окрашивании
электробытовых приборов порошковыми красками вместо
традиционных покрытий (60-80 мкм) применяют покрытия с толщинами 35-
40 мкм. Компенсация потери защитных свойств достигается в
результате высококачественной подготовки поверхности и
кристаллического фосфатирования. Снизить толщину покрытий из жидких и
порошковых красок без ущерба для их качества можно также при
использовании грунтовок, наносимых способом катодного электро-
осаждения. При эксплуатации изделий в комнатных условиях
такие грунтовочные слои могут успешно обеспечивать защиту без
применения верхних покрытий.
12.1.4. ПОДГОТОВКА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
И ИХ ТРАНСПОРТИРОВАНИЕ В ОКРАСОЧНЫЕ ЦЕХА
Все поступающие с предприятий-производителей лакокрасочные
материалы должны иметь стандартную цельную упаковку, не
допускающую попадания влаги, пыли и других загрязнений в готовый
продукт. Их следует хранить в сухих складских помещениях. Жидкие
краски хранят в плотно закрытой таре, не допуская нагрева и
попадания прямых солнечных лучей. Органорастворимые жидкие и
порошковые материалы допускают хранение при минусовых
температурах; верхний температурный потолок их нагрева при хранении -
не более 30 °С. Воднодисперсионные и водоразбавляемые материалы
хранят при температурах выше 0 °С.
408
Перед применением и сливом из тары жидкие краски должны
быть хорошо перемешаны, доведены до однородного состояния. Все
жидкие и порошковые составы перед использованием требуют тер-
мостатирования - приобретения температуры помещения, в котором
их наносят. Товарные жидкие лакокрасочные материалы, как
правило, нуждаются в доведении до рабочего состояния, т. е. до требуемой
вязкости, однородности, цвета и т. д. В зависимости от способа
нанесения предусматривается та или иная степень их разбавления.
Нередко, особенно на строительных площадках, появляется
необходимость колеровки (подгонки цвета), улучшения пластичности
шпатлевок, восстановления однородности расслоившихся в
результате хранения и перевозки материалов. Все эти функции выполняют
краскозаготовительные отделения или участки. На
машиностроительных предприятиях краскозаготовительные отделения
одновременно осуществляют централизованное распределение и подачу
лакокрасочных материалов к местам их нанесения. Строительные
организации и управления имеют краскозаготовительные цеха и колерные
мастерские, в которых нередко также изготовляется ряд
лакокрасочных материалов.
В состав краскозаготовительного отделения входят: участок
приготовления лакокрасочных материалов, склад текущего запаса
материалов, участок мойки тары и подвесок и цеховая лаборатория (рис. 12.1).
Краскозаготовительное отделение работает по режиму окрасочного
цеха и располагается в одном с ним здании, но в отдельном, обычно
пристроенном к нему помещении; в некоторых случаях
краскозаготовительное отделение может обслуживать несколько цехов.
В зависимости от объема потребления лакокрасочных
материалов применяют разное для его приготовления и раздачи
оборудование, при этом транспортирование материалов может осуществляться
как с помощью насосов, так и посредством вакуумирования.
Наиболее удобной и оправданной является система краскоснаб-
жения по кольцевому трубопроводу с помощью насосов. Она
применяется на всех предприятиях с большим потреблением
лакокрасочных материалов. При этом повышается культура производства и
экономится до 3-4 % лакокрасочных материалов. Централизованное
распределение существенно осложняется, когда требуется подавать
лакокрасочные материалы в широком ассортименте и с большим
разнообразием цветов. В этом случае применяются сложная сеть
трубопроводов и система насосов, смесительного и питающего
оборудования. Такое положение имеет место, например, в окрасочных
цехах автомобильных заводов. При относительно редкой смене красок
разработаны системы краскоподачи с промывкой трубопроводов.
409
14 13 12 11 10
Рис. 12.1. Планировка краскозаготовительного отделения с централизованным
распределением лакокрасочных материалов:
1, 17- вентиляторы; 2 -стол с весами; 3 -вытяжной шкаф; 4 -сушильный шкаф;
5, б-лабораторные столы; 7- красконагнетательный бак; 8, 9-тележка с флягой;
10 - краскораздаточный бак; 11, 15 - насосы; 12 - баллон с инертным газом; 13 -
мерник; 14 - краскомешалка; 16 - стеллаж; 18 - шкаф для хранения
лакокрасочных материалов; 19-весы платформенные;
/ - кладовая текущего запаса лакокрасочных материалов; II - лаборатория; III -
тамбур; IV - краскозаготовительный участок
12.2. ЭКОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ОКРАСОЧНЫХ РАБОТ
Большинство промышленно выпускаемых лакокрасочных
материалов содержат вещества, которые могут представлять опасность
как для здоровья людей, так и для окружающей среды. К ним
относятся в первую очередь летучие органические соединения (ЛОС) -
растворители и нередко другие компоненты красок - пигменты,
содержащие тяжелые металлы, пластификаторы, отвердители,
модифицирующие добавки. При формировании покрытий и
последующей их эксплуатации многие из них частично или полностью
удаляются из пленки, попадая в атмосферный воздух, воду, почву,
410
загрязняя их и тем самым потенциально влияя на природу и
здоровье людей.
Важнейшая задача специалистов в данной области - в
наибольшей степени минимизировать эти загрязнения.
12.2.1. ЗАЩИТА ВОЗДУШНОЙ СРЕДЫ
По имеющимся сведениям в России в 2007 г. при объеме
потребления лакокрасочных материалов около 1 млн. т до 75 % продукции
приходилось на составы, содержащие органические растворители.
Самое большое количество растворителей (в г/л) содержат органические
смывки (до 850), грунтовки и эмали для окрашивания транспортных
средств (500-700), мебельные нитратцеллюлозные и полиуретановые
лаки (400-600), авторемонтные материалы (500-650). Минимальное
количество растворителей приходится на строительные краски.
При работе с органорастворимыми материалами воздух,
выбрасываемый вентиляцией с окрасочных постов (распылительные и
сушильные камеры, местные вентиляционные отсосы и др.), всегда
загрязнен парами растворителей и нередко красочным аэрозолем.
Считают, что в момент нанесения лакокрасочного материала из пленки
улетучивается в среднем 20 % имеющегося в нем растворителя,
остальное его количество удаляется при сушке. Концентрация растворителя
в воздушных выбросах распылительных камер, по опыту различных
предприятий, составляет 80-400 мг/м3, в газах, отходящих из
сушильных камер, достигает 3-5 г/м3. Эти концентрации сильно превосходят
предельно допустимые в атмосферном воздухе населенных пунктов,
которые для растворителей лежат в пределах 0,1-0,6 мг/м3.
Необходимость создания нормальной экологической обстановки
требует соблюдения комплекса технологических мероприятий,
направленных на снижение загрязнения атмосферы вентиляционными
выбросами. Они сводятся:
1) к уменьшению валовых выбросов вредных выделений за счет
замены экологически неполноценных лакокрасочных материалов на
полноценные (водные и порошковые краски, материалы с высоким
Сухим остатком) и применения более совершенного оборудования;
2) к очистке выбрасываемого воздуха.
В связи с тем что удельное потребление лакокрасочных
материалов, содержащих органические растворители, все еще достаточно
велико, важное значение имеет проблема очистки отходящих газов
от растворителей и других вредных веществ.
Существуют разные способы очистки газов от присутствующих
в них растворителей: конденсация, адсорбция, абсорбция,
применение полимерных мембран, термическое и каталитическое окисление,
411
биоочистка. Первые четыре способа связаны с выделением
растворителей из газовой среды, их утилизацией; последние предусматривают
перевод растворителей в экологически безвредные вещества.
Сложный состав среды, повышенные температуры (80-250 °С), большие
скорости движения газов, достигающие нескольких десятков метров
в секунду, и относительно невысокая концентрация полезных
веществ затрудняют их выделение; утилизация растворителей из
газовых выбросов сушильных установок в большинстве случаев
оказывается нерентабельной.
Наибольшее применение нашла очистка газов, отходящих из
сушильных камер, способом окисления (дожигания). Различают
окисление термическое, проводимое при 700-1000 °С, каталитическое,
осуществляемое на катализаторах при 300-400 °С, и посредством
барьерного разряда; последний способ находится в стадии разработки.
Термический способ окисления не связан с применением
катализаторов, прост и эффективен. При температурах 900-1000 °С
достигается практически полная очистка газов; в отдельных случаях
окисление растворителей удовлетворительно идет при 700-800 °С. Процесс
очистки осуществляется следующим образом. Газы из сушильной
камеры отсасываются вентилятором и направляются в
теплообменник, где подогреваются противоточно движущимися горячими
газами после очистки. После теплообменника загрязненные газы
поступают в камеру сгорания, где с помощью газовых горелок
температура поднимается (в зависимости от состава растворителей) до 700-
1000 °С. Очищенные газы после теплообменника имеют высокую
температуру, их используют вторично в сушильных установках и
для других технических целей. Установки термического окисления
мощностью до 60 тыс. м3/ч (по очищаемым газам) широко
используются за рубежом, а в последнее время и в нашей стране.
Рис. 12.2. Схема установки
для каталитического
окисления паров растворителей:
1 - аппарат каталитического
окисления; 2 - подогреватель;
3 - газовый теплообменник
Воздух
1
1
Газ^Ь
2
30О400°С
i
\
200 °С ^
Р
^
3^
.
ш
1
25
п
2
25 *
х В
° 5
г
гряз
суш
ГО К
u ч -^
о я >»
Её-©-
СР О Л
О а а
412
Установки для очистки газов способом каталитического
окисления считаются более экономичными. На рис. 12.2 приведена схема
такой установки. Наиболее активными являются платиновый и пал-
ладиевый катализаторы (марки НИАГАЗ-ЗД, НИАГАЗ-8Д, НИАГАЗ-
10Д, НТК-4 и др.). Энергия активации каталитического окисления
растворителей на платиновом катализаторе особенно низка: для
сольвента 45 кДж/моль, для толуола 50 кДж/моль. Это позволяет
эффективно проводить процесс, начиная с 280 °С. С повышением
температуры полнота окисления возрастает. Продуктами окисления
являются в основном С02 и Н20.
Очистка газов окислением сопровождается выделением
значительного количества теплоты. Так, при дожигании паров сольвента с
концентрацией 5 г/м3 температура газов повышается примерно на
150 °С. Это позволяет на /3 компенсировать затраты теплоты на
нагрев газовых выбросов до температуры их окисления. Наиболее
эффективно работают установки, сблокированные с терморадиацион-
но-конвективными сушильными камерами газового типа. Установки
оснащены реакторами: прямоточным с газовым обогревом или
сблокированным с рекуператором и имеющим электрообогрев;
производительность реакторов по газу достигает 12,5 тыс. м3/ч. До 80 %
очищенных газов повторно направляется в сушильные установки, т. е.
используется по прямому назначению, остальное количество
применяют для других целей (подогрева воды, отопления и т. д.).
Очистка газовых выбросов естественно вызывает
дополнительные затраты, однако при полном использовании (утилизации)
теплоты этих газов все затраты компенсируются и нередко достигается
небольшая прибыль.
12.2.2. ЗАЩИТА ВОДНОЙ СРЕДЫ
При получении покрытий образуются разные загрязняющие
водную среду стоки. Наибольшее количество сточных вод образуется при
подготовке поверхности металлов - щелочном обезжиривании,
травлении, фосфатировании, оксидировании, пассивировании. Стоки
возникают также при мокрой очистке загрязненного воздуха в
распылительных камерах, при нанесении красок электро- и хемоосаждением.
Отходящие от агрегатов подготовки поверхности сточные воды
содержат различные загрязнения: кислоты, щелочи, заэмульгирован-
ные масла, соединения хрома и др. Их количество колеблется в
широких пределах. Так, содержание щелочных солей в отработанных
растворах агрегатов щелочного обезжиривания составляет 5-40, масел
0,1-1 г/л; растворы, сливаемые из ванн хроматирования, содержат до
8-10 г/л Сг6+ и 12-15 г/л Сг3+, а из ванн пассивирования - до 1 г/л
413
Сг6+. Много кислых загрязнений и солей имеют стоки ванн
травления, фосфатирования, бесхроматного оксидирования и промывки.
Сточные воды перед спуском в канализацию должны быть
подвергнуты очистке до допустимых норм, которые для ряда особо
токсичных веществ (амины, Сг6+ и др.) не должны превышать 0,001-
0,1 мг/л. Нормы их сброса в водоемы хозяйственно-питьевого и
культурно-бытового назначения и предельнодопустимые
концентрации указаны в Гигиеническом нормативе ГН 2.1.5.689-98.
Существует две категории водосброса: прямой и косвенный.
Первый допускает сброс сточных вод непосредственно в водоемы,
второй предусматривает их дополнительную очистку в очистных
сооружениях. Это, как правило, стоки, содержащие тяжелые металлы, а
также механические взвеси, лимит по которым определяется от 0,01
до 3,0 мг/л.
При очистке проводятся также регенерация и возврат в
производство химических материалов и технической воды для уменьшения
их потребления. В основе очистки сточных вод лежат процессы
фильтрования, ионного обмена, обратного осмоса и перевода химических
веществ в физиологически безвредное (нейтральное) состояние.
Наиболее эффективный способ очистки щелочных
обезжиривающих составов от масляных загрязнений - ультрафильтрация с
применением полимерных мембран (размер пор 2,5-10 нм). Схема
этого процесса приведена на рис. 12.3. При прохождении эмульсии
через такую мембрану (давление 0,3-1,0 МПа) образуется концентрат
с содержанием масла 50-70 % и фильтрат, в котором концентрация
масла не превышает 10 мг/л. Последний повторно используют в
производстве или направляют на нейтрализацию. Нейтрализацию
(до рН 9,0-9,5) проводят путем смешения щелочного потока с
кислым. Выделившиеся при этом соли отделяют фильтрованием или
отстаиванием, рН маточного раствора доводят до 6,5-8,5, после чего
сливают его в канализацию. При отсутствии щелочных стоков
кислые смеси нейтрализуют известью.
Рис. 12.3. Схема регенерации
обезжиривающих растворов
ультрафильтрацией:
1 - магнитно-сетчатый фильтр;
2 - емкость для раствора; 3 -
ультрафильтрационные блоки;
4 - емкость сбора
ультрафильтрата; 5 - насос
В ванну
обезжиривания"
414
Очищенный раствор
в ванну обезжиривания
Загрязненный
раствор
В колодец
■► илосборный
В маслосборник
Рис. 12.4. Схема установки регенерации обезжиривающих растворов "Мой-
додыр":
1 - гидроциклон; 2 - тонкослойный полочный отстойник; 3 - фильтр; 4 - бак-
сборник для очищенного раствора; 5-маслосборник; б-шламосборник
Широко зарекомендовали себя установки регенерации
обезжиривающих растворов, известные под названием "Мойдодыр".
Принципиальная схема установки приведена на рис. 12.4.
Загрязненный обезжиривающий раствор из агрегата струйной
подготовки поверхности (или ванны) поступает на установку
регенерации, где проходит через гидроциклон (для грубой очистки от
механических загрязнений), тонкослойный полочный отстойник (для
отделения масла и осаждения мелких взвешенных частиц) и
двухсекционный фильтр (для окончательной очистки раствора).
Очищенный раствор стекает в бак-сборник, где подогревается, и обратно
поступает в агрегат для обезжиривания; масло стекает в
маслосборник и, по мере накопления, сливается и направляется на утилизацию
или сжигается. Образующийся в сборнике раствора отстой (пульпа)
сливается в шламосборник или, в случае необходимости,
отправляется в общезаводские очистные сооружения.
Установки "Мойдодыр" имеют разную производительность по
раствору - от 0,6 до 5,0 м3/ч. Они не только очищают растворы от
масляных и других загрязнений, но и продлевают срок их жизни,
например для составов типа КМ с 1-2 мес до 1 года. При этом
требуется только корректирование ванны. Установки пригодны для
очистки как щелочных, так и кислотных составов (типа КФА-8),
применяемых для современного обезжиривания и аморфного фосфатирования.
Обычно растворы, содержащие фосфат железа, легче поддаются очи-
415
стке, чем растворы с фосфатом цинка. В первом случае достаточно
повысить уровень рН, например с 4 до 7, и такой раствор нередко
допускается для слива в канализацию; растворы для
кристаллического фосфатирования требуют дополнительной очистки.
Если процесс обезжиривания проводят в ваннах, нередко
применяют простейшие способы удаления масла с поверхности раствора
после отстаивания при перерывах в работе: слив (при конструкции
наклонной ванны), счерпывание, снятие пористым материалом (на
поверхность укладывают мат из поролона).
Очистка сточных вод в установках обезжиривания упрощается,
если применяют бесфосфатные составы на основе биоразлагающих-
ся ПАВ, бесхроматных пассивирующих растворов или составов, не
требующих после обработки поверхности промывки (состав "Фор-
михром").
При комплексной подготовке поверхности, включающей
операции обезжиривания, кристаллического фосфатирования, хроматиро-
вания, пассивирования, стоки на предприятиях обычно группируют
на ряд потоков: кислый, щелочной, эмульсионный, поток,
содержащий хромовые соединения, и т. д. Каждый из потоков подвергают
соответствующей очистке - нейтрализации или регенерации
полезных веществ.
На рис. 12.5 приведена последовательность операций по очистке
сточных вод при такой подготовке поверхности (исключая хромсо-
держащие стоки).
Отработанные растворы из агрегата химической подготовки
поверхности (АХПП) сливают в реактор-нейтрализатор, куда, в
зависимости от рН среды, вводят щелочной или кислотный агент до
полной нейтрализации раствора. Далее подают флокулянт и после
перемешивания образующуюся суспензию направляют в отстойник.
Отстоявшуюся суспензию
фильтруют, а раствор направляют на
дополнительную очистку.
Хромсодержащие сточные
воды освобождают от Сг6+ путем его
Рис. 12.5. Схема очистки сточных вод
при комплексной подготовке
поверхности:
1 - реактор-нейтрализатор; 2, 4 - баки-
дозаторы щелочного и кислотного
агентов; 3 - бак для раствора флоку-
лянта; 5 - отстойник; б - механический
фильтр; 7 - насос; 8 - блок
дополнительной очистки
2 \\ 3 \\ 4
416
восстановления до Сг , для чего используют гидросульфит или ме-
табисульфит натрия. Восстановление ведут при рН 2,0-2,5. Далее
раствор нейтрализуют до рН 8,5-9,0, добавляют хлорид кальция для
связывания фосфатов, вводят полимерный коагулянт и после
отстаивания суспензии осветленную жидкость сливают, а осадок
отфильтровывают.
Интересны установки подготовки поверхности, работающие по
замкнутому циклу с полной регенерацией отработанных растворов.
Например, регенерацию серной кислоты из травильных растворов
осуществляют по следующей схеме. Отработанный раствор,
обогащенный сульфатом железа, обрабатывают хлороводородом.
Образующийся по реакции
FeS04 + 2HC1 -► FeCl2 + H2S04
хлорид железа(И) отделяют от серной кислоты центрифугированием
и разлагают в обжиговой печи:
2FeCl2 + 2Н20 + 0,5О2 -> 4НС1 + Fe203.
Хлороводород вновь используется для обработки FeS04; Fe203
является побочным продуктом, а регенерированная серная кислота
возвращается в травильную ванну.
Очистка сточных вод, отходящих с установок нанесения
лакокрасочных материалов, основана преимущественно на принципах
хемо- и электрокоагуляции и последующей ультрафильтрации.
Наиболее широко используется прием, связанный с хемокоагуляцией и
фильтрованием суспензий. Применяют как традиционные
неорганические и органические коагулянты - сульфат алюминия, гидроксихло-
рид алюминия, полиакриламид, так и специальные - соли магния,
кальция, цинка, алюмокремниевый коагулянт АКФК, ЛКР-52-016 и
др. Последние два типа коагулянтов пригодны для очистки воды от
водоразбавляемых и воднодисперсионных красок. Оптимальная
концентрация коагулянтов составляет 0,3-2,0 кг/м при содержании
лакокрасочного материала в воде 0,8-3,5 г/л.
Способ коагуляции и последующего выделения краски в
специально оборудованной очистной установке позволяет достигать
степени очистки воды, циркулирующей в гидрофильтрах
распылительных камер, 80 % и более. В этом случае вода может не
заменяться в течение месяца и более, тогда как при локальном
способе очистки содержимое ванн необходимо обновлять еженедельно
или чаще. Очистные установки при распылительных камерах
особенно эффективны там, где налажена переработка отходов лако-
417
красочных материалов, а объем циркулирующей воды превышает
1500 м3/ч.
Технический, экологический и экономический эффект
достигается при очистке способом ультрафильтрации отработанных
растворов ванн электроосаждения: в 2-3 раза уменьшается расход
технической и обессоленной воды на промывку, в 7-10 раз снижаются
потери лакокрасочных материалов при окрашивании.
Ультрафильтрационные установки поэтому стали неотъемлемой частью всех
линий электроосаждения.
12.2.3. УТИЛИЗАЦИЯ И ПЕРЕРАБОТКА ОТХОДОВ
Использование вторичных материальных ресурсов -
необходимое условие роста экономики, совершенствования производства и
уменьшения загрязнения окружающей среды. В окрасочных
производствах такими ресурсами могут служить отходы лакокрасочных
материалов, осаждающихся в распылительных камерах, ваннах
окунания, камерах облива и других агрегатах. Количество отходов
определяется величиной потерь лакокрасочных материалов, которые
только в машиностроении и металлообработке достигают многие тысячи
тонн. Подсчитано, что отходы пентафталевых эмалей в тракторной
промышленности составляют 8-10 % от их общего расхода, отходы
меламиноалкидных эмалей на заводах автомобильной
промышленности - 25 %.
Утилизируют в основном отходы алкидных, меламиноалкидных,
мочевиноформальдегидных, полиакрилатных, эпоксидных
(горячего отверждения), перхлорвиниловых, нитратцеллюлозных и
некоторых других жидких лакокрасочных материалов. Это главным
образом пастообразные и полутвердые материалы, собираемые в ваннах
гидрофильтров распылительных камер, установок струйного облива
и окунания. Они содержат до 50 % воды и до 30 %
пленкообразующего вещества. Возможна переработка и твердых отходов,
отлагающихся на подвесках, стенках, полу и решетках распылительных
камер. В зависимости от вида лакокрасочного материала
перерабатываются отходы со сроком хранения от 1 до 7 сут. Отходы высокоре-
акционноспособных лаков и красок (полиуретановые, эпоксидные,
на основе ненасыщенных полиэфиров и др.), а также длительно
(более двух недель) хранящиеся после нанесения, как правило, не
перерабатываются, а уничтожаются (сжигаются).
Процесс регенерации отходов осуществляется в специально
выделенных отделениях (участках) окрасочных цехов по следующей
418
Рис. 12.6. Схема переработки отходов лакокрасочных материалов:
1 - смеситель; 2 - мерник для растворителя; 3 - отстойник с фильтром грубой
очистки; 4 - фильтр тонкой очистки; 5 - насос; 6 - бак для регенерированного
лакокрасочного материала; 7 - краскотерочная машина; 8 - бак приемник; 9 -
тара
схеме (рис. 12.6). В простейшем варианте предусматриваются
следующие основные операции: 1) сбор отходов и их
транспортирование в отделение переработки; 2) предварительное перемешивание
отходов с растворителем (растворение); 3) фильтрование полученной
смеси (раствора); 4) диспергирование и перетир; 5) постановка
регенерированного лакокрасочного материала "на тип"; 6) иногда
повторное фильтрование; 7) расфасовка в тару.
Для облегчения сбора лакокрасочных материалов в ваннах
гидрофильтров и отделения их от воды применяют коагулянты и
нередко флокулянты (К-4, К-9, ВПК-402 и др.). Для растворения
используют соответствующие растворители; в алкидные и масляные
составы нередко вводят дополнительно сиккативы, лаки или олифу.
В зависимости от вида лакокрасочного материала и длительности
его хранения удается регенерировать до 80 % отходов, собираемых в
ваннах гидрофильтров; общая степень утилизации (с учетом
твердых отходов), как правило, не превышает 50 %.
Регенерированные составы чаще всего используют не по
прямому назначению, а для окрашивания менее ответственных изделий,
ремонтных и окрасочных работ в строительстве. Из них также
изготовляют шпатлевки, мастики, грунтовки. В НПО "Лакокраспокры-
тие" разработаны проекты комплексных линий по переработке
отходов лакокрасочных материалов производительностью до 800 т/год.
Образующиеся при производстве покрытий из порошковых красок
небольшие отходы также подлежат утилизации. Последняя базиру-
419
ется на следующих принципах: 1) укрупнение пылевидных частиц
механическим или тепловым воздействием; 2) переработка в жидкие
органорастворимые материалы посредством растворения; 3)
получение водносуспензионных лакокрасочных материалов путем
диспергирования в воде. Технология утилизации таких красок разработана
в СПб государственном технологическом институте (Техническом
университете). Утилизация отходов приводит к значительной
экономии лакокрасочных материалов и дает большой экономический
эффект.
12.3. БЕЗОПАСНОСТЬ ТРУДА ПРИ ПОЛУЧЕНИИ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Большинство лакокрасочных материалов содержат органические
растворители и другие огнеопасные и вредные вещества, поэтому
при работе с ними приходится применять специальные меры
предосторожности.
Многие органические растворители относятся к
легковоспламеняющимся и горючим жидкостям, пары которых образуют с
воздухом взрывоопасные смеси. Нижний концентрационный предел
воспламенения (НКПВ) наиболее пожароопасных растворителей
(ацетон, толуол, смесевые растворители 646, 647, Р-4, Р-40, РКБ-1 и др.)
составляет 45-52 г/м3, или 1,2-1,8 % (об.), температура вспышки - от
-18 до +5 °С; температурные пределы воспламенения: нижний от -20
до +7 °С, верхний от +7 до +20 °С.
Пожаро- и взрывоопасными являются не только жидкие, но и
порошковые краски. Хотя энергия, необходимая для их
воспламенения, в десятки раз выше, чем для огнеопасных растворителей, НКПВ
невысок и составляет для большинства порошковых красок 17-35 г/м3;
температура самовоспламенения порошковых красок (325-500 °С)
также приближается к соответствующему показателю большинства
органических растворителей.
Наиболее токсичными из применяемых материалов являются
пары и аэрозоли растворителей, в первую очередь ароматических и
галогенсодержащих углеводородов, мономеров (стирол, акрилаты),
некоторых пластификаторов и отвердителей (совол, амины, трикре-
зилфосфат, изоцианаты). Ограничивается применение сольвента,
ксилола и толуола; их содержание в лакокрасочных составах не должно
превышать 15 %.
Особенно неблагоприятное действие на организм работающих
оказывают пыль и аэрозоли красок, содержащих свинцовые, кадмие-
420
вые, медные и некоторые оловоорганические соединения в качестве
пигментов, стабилизаторов или целевых добавок. Лакокрасочные
материалы, содержащие эти соединения, а также трикрезилфосфат,
относятся по категории опасности к наиболее высокому классу - 1.
Сильное токсическое действие могут вызывать вещества,
выделяющиеся в процессе отверждения покрытий, особенно при
повышенных температурах: формальдегид - из мочевино- и меламино-
формальдегидных покрытий, фенол и формальдегид - из феноло-
формальдегидных, эпихлоргидрин - из эпоксидных, дибутилфталат
и фосфатные пластификаторы - из поливинилхлоридных.
Необходимо строго следить, чтобы концентрации вредных
веществ в атмосфере производственных помещений не
превышали ПДК:
ПДК в воздухе Класс
рабочей зоны, мг/м3 опасности
Растворители
Ацетон
Бутиловый спирт
Бутилацетат
Ксилол
Скипидар
Сольвент
Толуол
Трихлорэтилен
Уайт-спирит
Циклогексанон
Этилацетат
Этиловый спирт
Этилцеллозольв
Отвердители,
Гидропероксид изопропилбен-
зола (гипериз)
Гексаметилендиамин
Толуилендиизоцианат
Стирол
200
10
200
50
300
100
50
10
300
10
200
1000
200
■ мономеры
2
1
0,5
5
Прочие вещества
Красочная пыль, не содержащая
свинцовых соединений
Пыль свинцовых соединений
Формальдегид
5
0,01
0,5
3
3
4
3
4
4
3
3
4
3
4
4
4
2
2
2
3
3
1
3
Ниже указаны классы взрыво- и пожароопасности отделений и
окрасочных установок, применяемых в цехах покрытий:
421
Отделения:
подготовки поверхности
с использованием негорючих материалов
с использованием горючих материалов B-I6
нанесения и сушки покрытий B-Ia, B-I6
краскозаготовительное В-1а
лаборатория B-I6
Установки:
для окрашивания окунанием, наливом и струйным В-1а
обливом
окрасочные камеры для пневматического и безвоз- В-1а
душного нанесения органорастворимых
лакокрасочных материалов
окрасочные камеры для электростатического нане- В-1а
сения лакокрасочных материалов
жидких с растворителями B-I6
порошковых В-Па
сушильные камеры (при наличии органических B-I6
растворителей в лакокрасочных материалах)
Установки для нанесения водоразбавляемых материалов (при
отсутствии растворителей) считаются пожаробезопасными.
Предъявляются следующие требования по пожарной
безопасности помещений.
Окрасочные участки должны располагаться в одноэтажных
зданиях или в верхних этажах многоэтажных зданий. Высота
производственных помещений от пола до потолка должна быть не менее 5,4 м;
число выходов из помещений - не менее двух. Участки подготовки
поверхности изделий выделяются в изолированные от окрасочных
участков помещения. Краскозаготовительное отделение располагается
в отдельном здании (или пристройке) с самостоятельным выходом
наружу. При нем допускается устройство кладовой для суточного
запаса материалов. Склады для хранения лакокрасочных материалов
необходимо размещать отдельно от окрасочных цехов. Окрасочные
цеха, краскозаготовительные отделения и склады обязательно
обеспечиваются необходимыми средствами пожаротушения. Помещения
оборудуются принудительной вытяжной вентиляцией: в местах
повышенного выделения вредных паров и аэрозолей (окрасочные
камеры, сушилки и др.) устанавливается местная вытяжная
вентиляция. Дополнительно к местной вытяжной вентиляции при кратности
воздухообмена менее 5 ч-1 осуществляется удаление воздуха из
верхней зоны помещения (преимущественно над сушильными
камерами) из расчета 6 м3/ч на 1 м2 площади цеха.
422
В окрасочных цехах и краскозаготовительных отделениях
должно быть водяное, паровое (низкого давления) или воздушное
отопление; температура на поверхности отопительных приборов не
более 95 °С. В помещении должно быть предусмотрено рабочее,
ремонтное и аварийное искусственное освещение. Освещенность в
помещениях, где проводятся окрасочные работы, должна
соответствовать "Нормам освещенности для предприятий
промышленности".
Лица моложе 18 лет, беременные и кормящие женщины не
допускаются к работе с лакокрасочными материалами, содержащими
токсичные растворители и свинцовые соединения. Работающие в
окрасочных цехах должны периодически, не реже одного раза в
шесть месяцев, проходить медицинский осмотр. Им выдается
спецодежда, без спецодежды работать не разрешается.
Для предохранения органов дыхания от воздействия
красочного тумана при нанесении красок ручными
краскораспылителями принимаются респираторы типа РУ-бОм, РПГ-67А и др.
Для предохранения кожи рук от действия растворителей
рекомендуется пользоваться профилактическими защитными мазями и
пастами ИЗР-1, ПМ-1, МЭР-1, Сел невского, биологическими, а также
защитными перчатками из поливинилового спирта и другими
средствами.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Общая, к большинству глав:
Брок Т., Гротеклаус Я., Мишке И Европейское руководство по
лакокрасочным материалам и покрытиям. Пер. с англ. / Под ред. Л. Н. Машляков-
ского. М.: Пэйнт-Медиа, 2004. 548 с.
СтойеД.у Фрейтаг В. (ред.). Краски, покрытия, растворители: Пер. с англ. /
Под ред. Э. Ф. Ицко. СПб.: Профессия, 2007. 528 с.
Мюллер Б., Пот У. Лакокрасочные материалы и покрытия. Принципы
составления рецептур: Пер. с нем. / Под ред. А. Д. Яковлева. М.: Пэйнт-
Медиа, 2007. 237 с.
Лакокрасочные покрытия. Технология и оборудование: Справ, изд. / Под
ред. А. М. Елисаветинского. М.: Химия, 1992. 416 с.
Ламбурн Р. (ред). Лакокрасочные материалы и покрытия: Пер. с англ. / Под
ред. Л. Н. Машляковского и А. М. Фроста. СПб.: Химия, 1991. 512 с.
Сорокин М. Ф.у Кочнова 3. А., Шодэ Л. Г. Химия и технология
пленкообразующих веществ. М.: Химия, 1989. 480 с.
Лифшиц М. Л.у Пшияковский Б. И. Лакокрасочные материалы. М.: Химия,
1982. 360 с.
Верхоланцев В. В. Функциональные добавки в технологии лакокрасочных
материалов и покрытий. М.: ООО "Издательство "ЛКМ-Пресс", 2008. 280 с.
К главам 1-3:
Дринберг С А., Ицко Э. Ф. Растворители для лакокрасочных материалов:
Справочник. СПб.: Химиздат, 2003. 216 с.
Елисеева В. И. Полимерные дисперсии. М.: Химия, 1980. 296 с.
Зомборн 3. Добавки. М.: Пэйнт-Медиа, 2007. 88 с.
Зубов И И.у Сухарева Л. А. Структура и свойства полимерных покрытий.
М.: Химия, 1982.256 с.
Королев Г. В., Могилевич М. М. Трехмерная радикальная полимеризация.
Сетчатые и гиперразветвленные полимеры. СПб.: Химиздат, 2006.
344 с.
Карякина М. И. Физико-химические основы процессов формирования и
старения покрытий. М.: Химия, 1980. 216 с.
Кузъмичев В. И.у Абрамян Р. К., Чагин М. Я. Водорастворимые пленкообра-
зователи и лакокрасочные материалы на их основе. М.: Химия, 1986.
152 с.
Орлова О. В., Фомичева Т. И. Технология лаков и красок. М.: Химия, 1990.
382 с.
424
Сухарева Л. А. Полиэфирные покрытия. Структура и свойства. М.: Химия,
1987. 192 с.
Карякина М. И. Испытание лакокрасочных материалов и покрытий. М.:
Химия, 1988. 272 с.
К главе 4:
Адгезивы и адгезионные соединения: Пер. с англ. / Под ред. Л. X. Ли. М.:
Мир, 1988.226 с.
Астахин В. В., Трезвов В. В., Суханова И. В. Электроизоляционные лаки. М.:
Химия, 1981.216 с.
Каверенский В. С, Смехов Ф. М. Электрические свойства лакокрасочных
материалов и покрытий. М.: Химия, 1990.
Вакула В. Л., Пригпыкин Л. М. Физическая химия адгезии полимеров. М.:
Химия, 1984. 224 с.
Гуль В. К, Шенфиль Л. 3. Электропроводящие полимерные композиции М.:
Химия, 1984. 240 с.
Гуревич М. М., Ицко Э. Ф., Середенко М. Оптические свойства
лакокрасочных покрытий. Л.: Химия, 1984. 120 с.
Санжаровский А. Т. Физико-механические свойства полимерных и
лакокрасочных покрытий. М.: Химия, 1978. 184 с.
Заиков Г. Е., Иорданский А. Л., Маркин В. С Диффузия электролитов в
полимерах. М.: Химия, 1984. 208 с.
Василенок Ю. И. Предупреждение статической электризации полимеров.
Л.: Химия, 1981.208 с.
К главе 5:
Жук И. П. Курс теории коррозии и защиты металлов. М.: Металлургия,
1976. 472 с.
Все о коррозии: Терминологический справочник / Под ред. А. М.
Сухотина. СПб.: Химиздат, 2000. 520 с.
Защитные покрытия и футеровки на основе термопластов. Л.: Химия,
1984. 176 с.
Индейкин Е. Л., Лейбзон А. Н., Толмачев И. А. Пигментирование
лакокрасочных материалов. Л.: Химия, 1986. 160 с.
Розенфельд И. Л. Рубинштейн Ф. К, Жигалова К. А. Защита металлов от
коррозии лакокрасочными покрытиями. М.: Химия, 1987. 224 с.
Скороходова О. Н.у Козакова Е. Е. Неорганические пигменты и их
применение в лакокрасочных материалах. М.: Пэйнт-Медиа, 2005. 168 с.
425
К главе 6:
Андрющенко Е. А. Светостойкость лакокрасочных покрытий. М.: Химия,
1986.185 с.
Гуревич Е. С, Искра Е. В., Куцевалова Е. П. Защита морских судов от
обрастания. Л.: Судостроение, 1978. 200 с.
Князев В. К. Радиационная стойкость лакокрасочных покрытий. М.: Атом-
издат, 1971. 182 с.
Машляковский Л. Я, Лыков А. Д., Репкин В. Ю. Органические покрытия
пониженной горючести. Л.: Химия, 1989. 184 с.
Филатов Я. С. Климатическая устойчивость полимерных материалов. М.:
Наука, 1983.216 с.
Обрастание и биокоррозия в водной среде / Под ред. О. Г. Резниченко. М.:
Наука, 1981.256 с.
К главам 7 и 8:
Гоц В. Л., Ларин А. В. Современное окрасочное оборудование. Методы
распыления. М.: «ЛКМ и их применение», 2001. 160 с.
Колзунова Л. Г., Коварский Л. Г., Полимерные покрытия на металлах. М.:
Наука, 1976. 88 с.
Крылова И. А., Коган Я. Д., Ратников В. Я. Окраска электроосаждением. М.:
Химия, 1982. 248 с.
Лукомкий Ю. Я., Горшков В. К Гальванические и лакокрасочные покрытия
на алюминии и его сплавах. Л.: Химия, 1985. 184 с.
Макаров К А., Зытнер Я. Д., Мышленникова В. А. Электрохимические
полимерные покрытия. Л.: Химия, 1982. 128 с.
Рабинович Г. Д., Слободкин Л. С. Терморадиационная и конвективная
сушка лакокрасочных покрытий. Минск: Наука и техника, 1976. 172 с.
Розин Б. Е., Коган Л. Б. Автоматизация технологических процессов в
окрасочных цехах. Л.: Химия, 1982. 128 с.
Ткачук Б. В., Колотыркин В. М. Получение тонких полимерных пленок из
газовой фазы. М.: Химия, 1977. 216 с.
Фиалковская Т. А., Середнева И. С. Вентиляция при окрашивании изделий.
М.: Машиностроение, 1986. 152 с.
Шабельский В. А., Мышленникова В. А. Окрашивание методом
электроосаждения. Л.: Химия, 1983. 144 с.
Ширяева Г. В., Козлов Ю. Д Технология радиационного отверждения
покрытий. М.: Атомиздат, 1980. 72 с,
Яковлев А. Д., Евстигнеев В. Г., Гисин П. Г. Оборудование для получения
лакокрасочных покрытий. Л.: Химия. 1982. 192 с.
426
Верещагин И. П. Технология и оборудование для нанесения полимерных
покрытий в электростатическом поле. М.: Энергоиздат, 1990. 240 с.
Порошковые краски. Технология покрытий: Пер. с англ. / Под ред. А. Д.
Яковлева. СПб.: «Промкомплект», Химиздат, 2001. 256 с.
Яковлев А. Д., Машляковский Л. Н. Порошковые краски и покрытия:
Краткое пособие для потребителей. СПб.: Химиздат, 2000. 64 с.
К главе 9:
Грилихес С. Я. Обезжиривание, травление и полирование металлов. Л.:
Машиностроение, 1977. 112 с.
Грилихес С. Я. Оксидные и фосфатные покрытия. Л.: Машиностроение,
1985.96 с.
Денкер И. И., Кулешова И. Д. Защита изделий из алюминия и его сплавов
лакокрасочными покрытиями. М.: Химия, 1985. 144 с.
Розенфельд И. Л., Рубинштейн Ф. И. Антикоррозионные грунтовки и инги-
бированные лакокрасочные покрытия. М.: Химия, 1980. 200 с.
Судовые покрытия: Справочник. Л.: Судостроение, 1982. 208 с.
Дринберг А. С, Ицко Э. Ф., Калинская Т. В. Антикоррозионные грунтовки.
СПб.: ООО «Нипроинс ЛКМ и П с ОП», 2006. 168 с.
Кочнова 3. А., Жаворонок Е. С, Чалых А. Е. Эпоксидные смолы и отвердите-
ли: Промышленные продукты. М.: Пэйнт-Медиа, 2006. 446 с.
Хозин В. Г. Усиление эпоксидных полимеров. Казань: ПИК «Дом Печати»,
2004. 446 с.
Козлов Ю. С. Очистка изделий в машиностроении. М.: Машиностроение,
1989.261с.
Орлов В. А. Цинксиликатные покрытия. М.: Машиностроение, 1984. 104 с.
К главам 10 и 11:
Белоусов Е. Д. Технология малярных работ. М.: Высшая школа, 1980. 240 с.
Голъдберг М. М., Корюкин А. В., Кондратов Э. К. Покрытия для полимерных
материалов. М.: Химия, 1980. 288 с.
Грицевич Е. П. Малярные работы. М.: Стройиздат, 1981. 160 с.
Онегин В. И. Формирование лакокрасочных покрытий на древесине. Л.:
Изд. ЛГУ, 1983. 148 с.
Москвин В. М., Иванов Ф. М., Алексеев С. Я., Гузеев Е. Л. Коррозия бетона и
железобетона, методы их защиты. М.: Стройиздат, 1980. 280 с.
Орентлихер Л. П., Логанина В. И. Защитно-декоративные покрытия
бетонных и каменных стен: Справ, пособие. М.: Стройиздат, 1993. 163 с.
Ломакин А. Д. Защита древесины и древесных материалов. М.: Лесная
промышленность, 1990. 256 с.
Прието Д., Кине Ю. Древесина. Обработка и декоративная отделка: Пер. с
нем. / Под ред. М. В. Полякова. М.: Пэйнт-Медиа, 2008. 392 с.
Скороходов В. Д.у Шестакова. Защита неметаллических строительных
материалов от биокоррозии. М.: Высшая школа, 2004. 204 с.
Прозоровский Н. И. Технология отделки столярных изделий. М.: Высшая
школа, 1981.288 с.
Козакова Е. Е., Скороходова О. Н. Воднодисперсионные акриловые
лакокрасочные материалы строительного назначения. М.: Пэйнт-Медиа, 2003.
136 с.
К главе 12:
Иванникова Т. Ф., Фиалковская Т. А. Безопасность труда при нанесении
лакокрасочных покрытий в машиностроении. М.: Машиностроение,
1981.112 с.
Лапин В. С, Вольберг В. Р. Контроль окрасочных работ в машиностроении.
М.: Высшая школа, 1984. 200 с.
Общесоюзные нормативы времени на лакокрасочные покрытия. М.:
ЦБНТНИИ труда, 1983. 388 с.
Общесоюзные нормативы расхода лакокрасочных материалов. М.:
Машиностроение, 1984. 100 с.
Шабелъский В. А., Андреенок В. М., Евтюков Н. 3. Защита окружающей
среды при производстве лакокрасочных покрытий. Л.: Химия, 1985. 120 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абразивная обработка поверхности
324-326
Абразивные материалы 325, 355
Адгезиограммы 119
Адгезионная прочность
влияние различных факторов
103-107
длительная 107-111
методы определения 118-121
определение 97
Адгезионное напряжение см.
Энергия смачивания
Адгезионный механизм защитного
действия покрытий 191
Адгезионный слой 8, 9
Адгезия 97-121
влияние на защитные свойства
покрытий 190,191
Адсорбционная теория
пассивности металлов 171
Активация поверхности пластмасс
см. Гидрофилизация
поверхности пластмасс
Активные центры поверхности 37,
38
Алкидные покрытия 67, 385
Анодная защита металлов 185
Анодное осаждение 273
Анодные ингибиторы коррозии 195
Анофорез см. Анодное осаждение
Антиадгезивы 117
Антипирены 205
Антистатические покрытия 164,165
Антифрикционные покрытия 90
Атмосферная коррозия металлов
170, 183, 184
Атмосферное старение покрытий
216-218
Атмосферостойкие покрытия 217,
353
Аутогезия 97
Аэрография 391,392
Аэрозольное распыление 219, 220,
285
Бактерицидные эмали 216
Барьерный механизм защитного
действия покрытий 188,191
Безвоздушное распыление 219,
238-240
Безопасность труда при получении
покрытий 420-423
Белизна покрытий 150
Беспористые покрытия 135, 281
Биологическая повреждаемость
покрытий 212-216
Блеск покрытий 146, 147,217
Валковые машины 268,269
Валковый способ нанесения
лакокрасочных материалов 223,
266-269
Верхние слои покрытия 11, 353, 354
Вибровихревое напыление 223, 295
Вибропоглощающие покрытия 91-
93
Видимость покрытий 151,155, 386
Вискозиметры 27
Вихревое напыление 223,295
Внутренние напряжения в
покрытии 122-134
Воднодисперсионные краски 18, 19,
382, 383
Водопроницаемость полимерных
пленок 134, 138-140
Водопроницаемые покрытия 143
Водородная деполяризация 180
Водостойкие покрытия 109,189
Время гелеобразования 31
429
Время формирования покрытий из
порошковых красок 64,319-322
Высокоглянцевые покрытия 147
Высокопроницаемые покрытия 143,
368
Высыхание "от пыли" 56
Выявительный слой покрытия 354
Вязкость лакокрасочных
материалов 22-27, 41, 52
Газовая коррозия металлов 172,173
Газопламенное напыление 297
Газопроницаемость полимерных
пленок 134,137,139
Галтовка 324
Гидравлическое распыление 219,222,
233-241
основы способа 234, 235
при высоком давлении 238-240
при низком давлении 235-238
Гидроабразивная очистка
поверхности 326
Гидродинамический способ
очистки поверхности 326, 327
Гидропескоструйная очистка
поверхности 324, 325
Гидрофилизация поверхности 37
пластмасс 378
Гидрофильность поверхности 36,
37
Гидрофобизаторы 46,112,113
Гидрофобизация поверхности 37
покрытий 112, 113, 115
Гидрофобность поверхности 36,
37
Гидрофобные покрытия 112, 115
Глубокоматовые покрытия 147
Глянец покрытий см. Блеск
покрытий
Глянцевые покрытия 146,147, 371
Горючесть покрытий 205
Грунт 11, 129,348
Грунтование 348-350
Грунтовки 348-351
Декалькомания 393
Декоративные покрытия 338-340
Демпфирующие покрытия см. Виб-
ропоглощающие покрытия
Демпфирующие свойства
покрытий 97
Дефекты покрытий 54, 55, 264, 312,
348, 404-406
Дилатантные жидкости 23, 25
Дисперсионный состав
порошковых красок 30
Диффузионная теория адгезиии 103
Диэлектрическая проницаемость
покрытий 158-161
Диэлектрические потери 159, 160
Доступная поверхность 36
Дробеметная очистка поверхности
324, 325
Дробеструйная очистка
поверхности 324
Жидкие пленкообразующие
системы 14
Закон
Вина 301
Генри 136
Гука 83
Запыляемость покрытий 111, 112
Зарядка аэрозольных частиц 243-
245, 286,287
Защита
водной среды при получении
покрытий 358-360
воздушной среды при
получении покрытий 356-358
здоровья работающих в
производстве покрытий см. Охрана
труда
металлов от коррозии 185-198
металлоизделий строительного
назначения 361,362
мостовых металлоконструкций
364, 365
430
труб 362-364
Защитная способность покрытий 142
Защитные покрытия различного
назначения 357-365
Защитные смазки 186, 198
Известковые краски 323
ИК-Излучатели 312
УФ-Излучатели 315
Износостойкие покрытия 89-91
Изолирующая способность
покрытия 141
Имитационная отделка 391-395
Имитационные покрытия 386-400
Ингибированные покрытия 192,
196, 197, 198
Ингибирующее действие покрытий
192-198
Ингибиторы коррозии 117, 192,
195-198
Индексация лакокрасочных
материалов 11-13
Индукционный способ
отверждения покрытий 313
Ионная проводимость 158
Испарение растворителей при
формировании покрытий 51, 52
Истинная поверхность 36
Истинные поглотители 153
Кавитационностойкие покрытия
95
Кажущаяся поверхность 36
Катодная защита металлов 186
Катодное ингибирование 185, 194,
195
Катодное осаждение 275, 276
Катодные ингибиторы коррозии
194, 195
Катофорез см. Катодное осаждение
Качество подготовки поверхности
346, 347
Кинетическая теория пассивности
металлов 171
Кислородная деполяризация 181,
183,184
Кислотостойкие покрытия 212
Кисти 282,283
Классификация покрытий 10, 11
Клеевые краски 386
Когезионная прочность покрытий 96
Комбинированное распыление 235
Комбинированные покрытия 11
Конвективный способ отверждения
покрытий 304-311
Конверсионные покрытия 339-347
Контакт поверхностей 40,41
Контроль качества окрасочных
работ 402-404
Коррозия металлов 169-201
Коэффициент
внутреннего трения 30, 95
водопроницаемости 134, 136
газопроницаемости 134
диссипации 92, 97
диффузии полимеров 103
запаса прочности покрытий 130
излучения 145,153
крекирующей активности
жидких сред 131
отражения 145, 149
поглощения 145, 153
преломления 145, 151
проницаемости 136
пропускания 145
растекания 48
теплового линейного
расширения 167
черноты 153
Краевой угол смачивания 42, 43, 47,
114
Краски для подводного нанесения
48
Краскопульты 236, 237
Краскораспылители 226, 228, 238,
241,246,247,291,292
Кратность обмена воздуха в
сушильных камерах 307, 308, 319
431
Крашение поверхности древесины
371
Крекирующая активность
жидкостей 131
Кривые течения 23
Кристаллизация полимеров 9, 50
Критическая объемная
концентрация пигментов (КОКП) 139,
140
Кроющая способность 151
Кроющие покрытия по древесине
см. Непрозрачные покрытия по
древесине
Лакокрасочные материалы
безрастворительные 20
водные дисперсии 17-19
полимерные органодисперсии
16,17
порошковые 20-22
растворы 15,16
Лакирование древесины 370-374
Лаконаливные машины 263, 264
Легирование металлов 174, 182, 185
Легирующие добавки 174, 182
Лессирование 394, 395
Макрорельеф поверхности 34, 35
Маркировка изделий 400,401
Маскирующие покрытия 149
Матирование покрытий 147
Матовые покрытия 147,148,153
Металлические покрытия 186
Методы обработки поверхности
36
Методы определения
адгезионной прочности 118—
121
атмосферостойкости покрытий
217,218
внутренних напряжений 132-
134
механических свойств
покрытий 95-97
оптических свойств покрытий
156,157
пористости покрытий 144
проницаемости покрытий 143,
144
противокоррозионных свойств
покрытий 198-201
сплошности покрытий 144
структуры покрытий 79
теплофизических свойств
покрытий 163
химической стойкости
покрытий 212
электрических свойств
покрытий 166
Механизированные способы
окрашивания 220
Механическая очистка поверхности
металлов 324-327
Механические свойства покрытий
84-87
Микробиологическая
повреждаемость покрытий 213
Микрорельеф поверхности 34, 35
Минимальная * температура плен-
кообразования (МТП) 58, 59
Многослойные покрытия 11, 353,
354
Молекулярная проницаемость
покрытий 118
Молотковые покрытия 396, 397
Морозостойкие покрытия 87 89
Надмолекулярная структура
полимерных пленок 78, 79
Накатка рисунка валиками 390
Налив см. Окрашивание наливом
Нанесение
жидких лакокрасочных
материалов 221-285
лакокрасочных материалов с
применением углекислоты 241
маркировочных изображений
400,401
432
порошковых красок 284-298
Насыпная плотность порошковых
красок 31
Негорючие покрытия см.
Огнестойкие покрытия
Необрастающие покрытия 215
Неорганические неметаллические
покрытия 186
Непрозрачные покрытия по
древесине 374, 375
Нескользящие покрытия 91
Низкоадгезионные покрытия см.
Съемные покрытия
Нитратцеллюлозные покрытия
373, 374
Норма расхода 407
Норматив расхода 407
Нормирование расхода
лакокрасочных материалов 406-408
Ньютоновские жидкости 22, 25
Обезжиривание поверхности
металлов 328-334
водными растворами 328-330
органическими
растворителями 330, 331
ультразвуковое 332, 333
электрохимическое 333
эмульсионное 331, 332
пластмасс 378
Облагораживание покрытий 355
Облив см. Окрашивание обливом
Обозначение покрытий см.
Покрытия, обозначение
Оборудование для механической
обработки покрытий 355, 356
Обрастание покрытий 215,216
Обратимые покрытия 51
Общий расход лакокрасочных
материалов см. Норма расхода
Огнезащитные вспучивающиеся
покрытия 206
Огнезащитные свойства покрытий
205
Огнестойкие покрытия 205, 206
Однослойные покрытия 11
Окислительная деструкция
покрытий 211
Окрашивание
автоматическое 251-255
автомобилей 357-360
бетона 381-386
вагонов 360, 361
валиками 223,283,284
валковым способом 266-269
в аппаратах кипящего слоя
295-297
в барабанах 296
влажных поверхностей 45,46
древесины 366-376
кистями 282,283
классификация способов 219-
221
листовых и рулонных
материалов 266-269
металлов 323-365
мотоциклов 360
наливом 262-264
неметаллических материалов
366-387
( обливом 254,255, 257, 261, 262
окунанием 222, 254-257, 259,
260
пластмасс 376-381
пневмораспылением 221, 224-
227
под водой 46-48
порошковыми материалами
221
распылением 219,222
резины 381
рулонных материалов 268, 269
ручные способы 281-285
с помощью аэрозольных
баллонов 285
способом протягивания 265
субстратов минеральной
природы 381-387
тампонами 284,285
шпателями 284
штукатурки 381, 382
электроосаждением 273-279
электростатическим
распылением 242-249
Оксидирование поверхности 342-
345
Окунание см. Окрашивание
окунанием
Оптические свойства покрытий 144-
151
Организационные потери 406
Организация производства
покрытий 402-423
Органические покрытия 186
Органо дисперсии полимеров 16,
17,60,61
Отверждение покрытий 303-322
под действием УФ-излучения
314,315
тепловое 304-313
терморадиационное 308-312
электронное 316-318
Отделка под бархат, сукно, плюш
390
Отделочная подготовка
поверхности древесины 371
Относительная плотность
порошковых красок 31 ^
Охрана труда
при получении покрытий 420-
423
при шлифовании 356
Очистка поверхности металлов 324-
339
Очистка сточных вод 358-360
Пассивация металлов 186, 190, 196
Пассивность металлов 170-172
Переработка отходов
лакокрасочных материалов 361
Пескоструйная очистка
поверхности 324, 325
Пигменты-ингибиторы 192
Пигменты-пассиваторы 192-194
Плазменное напыление 297
Плакирование 186
Пластическое течение 23
Плафоризация 342
Пленка 7
Пленкообразование 49-76
без химических превращений
51-64
в результате химических
превращений 66-75
из водных дисперсий
полимеров 56-60
из органодисперсий
полимеров 60, 61
из порошковых пленкообразо-
вателей 62-66
из растворов полимеров и оли-
гомеров 51-56
определение 49
Пленкообразующие ингибирован-
ные нефтяные составы (ПИНС)
186
Пленкообразующие системы 15
Пленочная теория пассивности
металлов 171
Плотность энергии когезии 39
Пневматическое распыление 219,
221-230
автоматическое 251-254
в нагретом состоянии 229, 320
основы способа 224, 225
технологические режимы 225-
227
Поверхностная энергия 38, 39
Поверхностно-активные вещества
(ПАВ) 29,45
Поверхностное натяжение 27-29
Подготовка лакокрасочных
материалов 408-410
Подготовка поверхности
древесины 370, 371
металлов 323-347
434
пластмасс 378, 379
Подземная коррозия 184
Подложка
влияние на внутренние
напряжения в покрытии 128
роль в формировании
покрытий 9
Подпленочная коррозия 191
Показатель
доступности поверхности 36
однородности 295
текучести расплава 27
Покрытия
антиадгезионные 111,117-119
"антики" 399, 400
диэлектрики 160
для защиты металлов от
воздействия сжиженных газов 87
из поли-я-ксилилена 301, 302
классификация 10,11
"муар" 395, 396
назначение 4, 5
обозначение 11-13
определение 7
с длительной адгезией в воде
109,110
снижающие сопротивление
трению в воде 95
стойкие к действию
микроорганизмов 214
нефтепродуктов 212
органических растворителей
212
строение 8
структура 8, 9
характеристика 7-11
целевого назначения 87-95,
113-118,153-158
"Цинкромет" 310
Полиграфические краски 25
Поликонденсация на подложке 73-
75
Полимеризация
мономеров из паровой фазы
220, 298-302
на подложке 67-73
Полирование 355-357
Полировочные пасты 355
Полиуретановые покрытия 372,
375,381
Полиэфирные покрытия 374
Получение покрытий
в тлеющем разряде 299, 300
из газовой фазы 298-302
пиролитической
полимеризацией 301, 302
под действием
электронного пучка 299
электронно-ионной
бомбардировки 298,299
Поляризация 177,178
Пористость покрытий 135
Порозаполнение 371
Порозаполнители 371
Порошковые лакокрасочные
материалы 20-22, 29-32, 286-300,
318-322
Послойно разделяемые покрытия
118
Практическое высыхание 56
Преобразователи ржавчины 350,
351
Пробивное напряжение покрытий
см. Электрическая прочность
покрытий
Прозрачность покрытий 148, 149
Прозрачные покрытия по
древесине 371-374
Промежуточные слои покрытия 11
Проницаемость покрытий 134-144
Протекторная защита см. Катодное
ингибирование
Противокоррозионные свойства
покрытий 198-201
Противообледенительные
покрытия 113
Протягивание см. Окрашивание
способом протягивания
Профилограммы 35
Проходные сушилки 306, 307
435
Прочность при растяжении
покрытий 96
Псевдоожижение порошковых
лакокрасочных материалов 295
Псевдопластические жидкости 23,24
Псев до пластическое течение 23
Работа адгезии 43
Радиационное старение покрытий
208-210
Радиационностойкие покрытия 209
Разделка по трафарету 392, 393
Разрушение покрытий
в атмосферных условиях 216—
218
под влиянием
биологических агентов 212—
216
ионизирующего излучения
208-210
микроорганизмов 213,214
света 206-208
химических агентов 210-212
при горении 204-206
при нагревании 202-206
при эксплуатации 202-218
тепловое 202-204
Распыление лакокрасочных
материалов 222,223
Распылительные камеры 231-233
Рассеивающая способность
лакокрасочных материалов 276
Растворители
поверхностное натяжение 28
роль в формировании
покрытий 55
Растрескивание покрытий 122, 129—
132
Регенерация обезжиривающих
растворов 414-417
Релаксационные явления в
полимерных пленках 81, 82
Рельеф поверхности 34-36
Рельефная разделка 388-395
Реологические добавки 23,24
Роботы окрасочные 253, 254
Ручная разделка 391
Ручные способы окрашивания 281—
285
Самодезинфицирующиеся
покрытия 216
Самослипание см. Аутогезия
Светоотражающие покрытия 154
Светостойкие покрытия 207, 208
Светящиеся покрытия 155, 156
СВЧ-сушка313
Силикатные краски 324, 325
Системы покрытий 353
Скорость коррозии 182, 183
Смачивание поверхности 44-48
Смачивающие вещества 29
Смешанный механизм защитного
действия покрытий 191
Смывки 337, 338
Солнечные отражатели 153, 154
Состав (ы)
для временной защиты
металлов 198
для обезжиривания 329, 330
для оксидирования 343-345
для удаления старых покрытий
337-339
для фосфатирования 340, 341
для хроматирования 343
Сплошность покрытий 135, 144
Способ печати 392
Способность порошковых красок
к псевдоожижению 32
к электризации 33
Стандартные электродные
потенциалы металлов 176
Старение покрытий см.
Разрушение покрытий
Стойкость покрытий к
абразивному износу 89,90
Столярная подготовка поверхности
древесины 370, 371
436
Столярные грунтовки 371
Струйное напыление 297,298
Струйный облив 222,261,262
Структура покрытий 76-79
Структурная вязкость 24
Структурная проницаемость
покрытий см. Молекулярная
проницаемость покрытий
Структурообразователи 79
Сушилки 306-308
Сушильные камеры 311,312
Сушка покрытий см. Отверждение
покрытий
Съемные покрытия 117,118, 198
Тангенс угла диэлектрических
потерь 159,166
Тангенс угла механических потерь
см. Коэффициент диссипации
Твердость покрытий 96
Температура ^
стеклования полимеров 30, 59
формирования покрытий 61,
64, 66, 306
хрупкости 87,88
Температурный индекс 162
Температуропроводность
покрытий 166-168
Теория слабых граничных слоев
108,109
Тепловое старение покрытий 202-
206
Теплопроводность покрытий 166-
168
Теплофизические свойства
покрытий 166-168
Термическая очистка поверхности
металлов 324, 327, 328
Термоиндикаторные покрытия 154,
155
Терморегулирующие покрытия
153,154
Терморегулирующие свойства
покрытий 145
Термостабилизаторы 204
Термостойкие покрытия 203, 204
Термоэмиссия 223,298
Технологические потери 406
Технологическое обеспечение
окрасочных работ 402-410
Течение жидкостей 23-26
Тиксотропия 23,24
Тиксотропные лакокрасочные
материалы 24, 25, 126
Толщина покрытий 7
беспористых 135
влияние на внутренние
напряжения 128
получаемых
валковым способом 268
из порошковых красок 297
обливом и окунанием 257,
258
роль в защитном действии 191
Травильные пасты 337, 338
Травильные растворы 334-337
Травление поверхности
металлов 334-337
пластмасс 333
Транскристаллический слой 9
Транспортирование лакокрасочных
материалов 408-410
Требования к лакокрасочным
материалам 13,14
Трекингостойкие покрытия 165
Трескающиеся покрытия 132, 395,
397-399
Трехмерная поликонденсация 73
Трибостатический способ
нанесения 290
Тупиковые сушилки 306
Удаление старых покрытий 337—
339
Ударная прочность покрытий 96
Удельная норма см. Норматив
расхода
Удельная поверхность 7
437
Удельная теплоемкость покрытий
167
Удельная электрическая
проводимость 158,160
Удельное объемное электрическое
сопротивление 158
Укрывистость 151
Уравнение
Аврами 11
Аррениуса 173
Гута - Гольда 25
Журкова 82
Кельвина 82
Кнудсена 52
Максвелла 159
Нернста 175
Ньютона 22
Пуазейля41
Стефана - Больцмана 309
Френеля 151
Френкеля 62
Шведова - Бингама 24
Эйнштейна 103
Юнга 43
Условная вязкость 27
Установки для
безвоздушного распыления
238,239
индукционного отверждения
покрытий 313
нанесения порошковых красок
290-296
обезжиривания 332
очистки газов 411-413
пневматического распыления
231-233
получения покрытий
в тлеющем разряде 299, 300
напылением в вакууме 300-
302
окунанием 259,260
струйным обливом 261,262
терморадиационного
отверждения покрытий 311,312
травления 335
электроосаждения 277-279
электростатического
распыления 246-251,290-294
Утилизация отходов при
получении покрытий 418-419
Фактурная отделка 389, 390
Флюоресцирующие покрытия 150
Фосфатирование поверхности 339-
342
Фофатирующие концентраты 340
Фотостабилизаторы 208
Фотохимическое старение 206-208
Хемоосаждение 220,279-281
Химическая коррозия металлов
170,172-174
Химическая очистка поверхности
328-339
Химическая стойкость покрытий
210-212
Химически стойкие покрытия 12,
214; см. также Кислотостойкие
покрытия, Щелочестойкие
покрытия
Хроматирование 345
Цвет покрытий 151,152
Цветовые эталоны 152
Частотный коэффициент 200
Чистота поверхности 33, 34
Шероховатость поверхности 35, 36,
355,379
Шлифовальные шкурки 355
Шлифование 149, 354-357
Шлифовочные пасты 355
Шпатели 284
Шпатлевание 351, 352
Шпатлевки 352
Щелочестойкие покрытия 211
438
Экологически полноценные
лакокрасочные материалы 17-22
Экологическое обеспечение
окрасочных работ 410-419
Экономия лакокрасочных
материалов 227
Эксплуатационная стойкость
покрытий 129-132
Эластичность покрытий при
изгибе 96
Электрическая проводимость
покрытий 158, 160,163
Электрическая прочность
покрытий 159,160
Электрическая теория адгезии 101,
102
Электрические свойства покрытий
157-166
Электроизоляционные покрытия
161,162
Электронная проводимость 158
Электроосаждение 220-222, 269-
279
из водных растворов 273-279
из дисперсий 270-273
Электропроводящие покрытия
162-165
Электростатические распылители
246,247,291,292
Электростатический ряд 88
Электростатическое распыление
219,221,242-251,286-294
Электрофорез 270,271
Электрофоретическое нанесение
дисперсий 270-273
Электрохимическая коррозия
металлов 170,174-185
Энергия смачивания 43
Эффективная вязкость 24
Яркость покрытий 150,151
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 4
Глава 1. ОБЩИЕ СВЕДЕНИЯ О ЛАКОКРАСОЧНЫХ ПОКРЫТИЯХ 7
И МАТЕРИАЛАХ, ПРИМЕНЯЕМЫХ ДЛЯ ИХ ПОЛУЧЕНИЯ
1.1. Характеристика и классификация лакокрасочных 7
покрытий
1.1.1. Особенности покрытий 7
1.1.2. Классификация покрытий 10
1.1.3. Индексация покрытий 11
1.2. Разновидности применяемых лакокрасочных 13
материалов
1.2.1. Требования к материалам 13
1.2.2. Характеристика жидких материалов 15
1.2.3. Характеристика порошковых материалов 20
1.3. Основные свойства лакокрасочных материалов 22
1.3.1. Вязкость жидких лакокрасочных материалов 22
1.3.2. Поверхностное натяжение жидких материалов 27
1.3.3. Свойства порошковых лакокрасочных материалов 29
Глава 2. ВЗАИМОДЕЙСТВИЕ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ 33
С ТВЕРДОЙ ПОВЕРХНОСТЬЮ
2.1. Общие свойства твердой поверхности 33
2.2. Смачивание твердой поверхности жидкими лакокра- 40
сочными материалами
2.2.1. Формирование поверхности контакта 40
2.2.2. Смачивание поверхностей на воздухе 42
2.2.3. Смачивание увлажненных и погруженных в воду 45
поверхностей
Глава 3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПЛЕНКООБРАЗОВАНИЯ 49
3.1. Общие сведения о пленкообразовании 49
3.2. Пленкообразование, осуществляемое без химических 51
превращений
3.2.1. Формирование покрытий из растворов 51
полимеров и олигомеров
3.2.2. Формирование покрытий из водных дисперсий 56
полимеров
3.2.3. Формирование покрытий из органодисперсий 50
полимеров
3.2.4. Формирование покрытий из порошковых 62
пленкообразователей
3.3. Пленкообразование, осуществляемое в результате 66
химических превращений
3.3.1. Полимеризация на поверхности субстратов 67
3.3.2. Поликонденсация на поверхности 73
субстратов
3.4. Структурные превращения пленкообразователей 75
при формировании покрытий
Глава 4. СВОЙСТВА И РАЗНОВИДНОСТИ ПОКРЫТИЙ 80
4.1. Прочностные и деформационные свойства 80
4.1.1. Поведение полимерных пленок при механическом 81
воздействии
4.1.2. Факторы, влияющие на механические свойства 84
покрытий
4.1.3. Покрытия целевого назначения 87
4.1.4. Методы определения механических свойств 95
4.2. Адгезия 97
4.2.1. Природа адгезионных связей 98
4.2.2. Факторы, влияющие на адгезионную прочность 103
покрытий
4.2.3. Длительная адгезионная прочность 107
4.2.4. Взаимодействие покрытий с гидрофильными 111
веществами
4.2.5. Покрытия целевого назначения 113
4.2.6. Методы определения адгезионной прочности 118
4.3. Внутренние напряжения 122
4.3.1. Возникновение и релаксация внутренних 122
напряжений
4.3.2. Факторы, влияющие на внутренние 125
напряжения
4.3.3. Эксплуатационная стойкость напряженных 129
покрытий
4.3.4. Методы определения внутренних напряжений 132
4.4. Проницаемость покрытий 134
4.4.1. Перенос жидкостей и газов через пленки 134
4.4.2. Факторы, влияющие на проницаемость 138
4.4.3. Методы определения проницаемости 143
4.5. Оптические свойства 144
441
4.5.1. Пропускание, поглощение и отражение света 145
покрытиями
4.5.2. Покрытия как средство цветового оформления 151
изделий и объектов
4.5.3. Покрытия целевого назначения 153
4.5.4. Методы определения оптических свойств 156
покрытий
4.6. Электрические свойства 157
4.6.1. Факторы, влияющие на электрические 160
свойства
4.6.2. Электроизоляционные и электропроводящие 161
покрытия
4.6.3. Методы определения электрических свойств 166
4.7. Теплофизические свойства 166
Глава 5. ОСНОВЫ КОРРОЗИИ И ЗАЩИТЫ МЕТАЛЛОВ 169
5.1. Основные понятия 169
5.1.1. Определение и классификация коррозии 169
5.1.2. Пассивность металлов 170
5.2. Химическая коррозия металлов 172
5.3. Электрохимическая коррозия металлов 174
5.3.1. Процессы на границе металл - электролит 175
5.3.2. Поляризация электродных процессов 177
5.3.3. Характеристика коррозионных процессов 179
5.3.4. Факторы, влияющие на коррозию 181
5.4. Способы защиты металлов от коррозии 185
5.4.1. Классификация и характеристика способов 185
защиты
5.4.2. Защита металлов лакокрасочными 187
покрытиями
5.5. Методы определения противокоррозионных свойств 198
покрытий
Глава 6. РАЗРУШЕНИЕ ПОКРЫТИЙ ПРИ ЭКСПЛУАТАЦИИ 202
6.1. Разрушение покрытий при нагревании 202
6.2. Разрушение покрытий под влиянием света 206
и ионизирующего излучения
6.3. Разрушение покрытий при воздействии химических 210
агентов
6.4. Биологическая повреждаемость покрытий 212
6.5. Атмосферное старение покрытий 216
Глава 7. СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
НА ПОВЕРХНОСТЬ
219
7.1. Классификация способов окрашивания 219
7.2. Способы нанесения жидких лакокрасочных 221
материалов
7.2.1. Пневматическое распыление 221
7.2.2. Гидравлическое распыление 233
7.2.3. Электростатическое распыление 242
7.2.4. Автоматическое нанесение лакокрасочных 251
материалов распылением
7.2.5. Окунание и облив 254
7.2.6. Валковый способ 266
7.2.7. Электроосаждение 269
7.2.8. Хемоосаждение 279
7.2.9. Ручные способы нанесения жидких лакокрасочных 281
материалов
7.3. Способы нанесения порошковых лакокрасочных 286
материалов
7.3.1. Нанесение в электрическом поле высокого 286
напряжения
7.3.2. Нанесение в кипящем слое 294
7.3.3. Прочие способы нанесения порошковых 297
материалов
7.4. Получение тонких покрытий из газовой фазы 298
7.4.1. Получение покрытий под действием 298
электронно-ионной бомбардировки
7.4.2. Получение покрытий из полимеров напылением 300
в вакууме
7.4.3. Получение покрытий пиролитической 301
полимеризацией циклических соединений
Глава 8. СПОСОБЫ ОТВЕРЖДЕНИЯ ПОКРЫТИЙ 303
8.1. Тепловое отверждение покрытий 304
8.1.1. Конвективный способ 304
8.1.2. Терморадиационный способ 308
8.1.3. Индукционный способ 313
8.2. Отверждение покрытий под действием 314
УФ-излучения
8.3. Электронное отверждение покрытий 316
8.4. Отверждение покрытий, получаемых из порошковых 318
красок
443
Глава 9. ТЕХНОЛОГИЯ ОКРАШИВАНИЯ МЕТАЛЛОВ
323
9.1. Подготовка поверхности перед окрашиванием 323
9.1.1. Механические способы очистки 324
9.1.2. Термические способы очистки 327
9.1.3. Химические способы очистки 328
9.1.4. Нанесение конверсионных покрытий 339
9.1.5. Контроль качества подготовки поверхности 346
9.2. Стадии технологического процесса получения 347
покрытий у
9.2.1. Грунтование 348
9.2.2. Шпатлевание 351
9.2.3. Нанесение верхних слоев покрытия 353
9.2.4. Шлифование и полирование 354
9.3. Защитные покрытия различного назначения 357
Глава 10. ТЕХНОЛОГИЯ ОКРАШИВАНИЯ НЕМЕТАЛЛИЧЕСКИХ 366
МАТЕРИАЛОВ
10.1. Окрашивание и лакирование древесины 366
10.1.1. Защита древесины химической обработкой 367
10.1.2. Защита древесины лакокрасочными 367
покрытиями
10.2. Окрашивание пластмасс и резины 376
10.2.1. Подготовка поверхности 378
10.2.2. Характеристика покрытий 379
10.3. Окрашивание субстратов минеральной природы 381
10.4. Получение дорожно-разметочных покрытий 386
Глава 11. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ 388
И ИМИТАЦИОННЫХ ПОКРЫТИЙ
11.1. Рельефная разделка 388
11.2. Имитационная отделка под ценные породы дерева, 391
камня и позолоту
11.3. Покрытия "муар", молотковые, трескающиеся, 395
"антики"
11.4. Нанесение маркировочных изображений 400
Глава 12. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ПОКРЫТИЙ 402
12.1. Технологическое обеспечение окрасочных работ 402
12.1.1. Обоснование выбора технологического 402
процесса окрашивания
12.1.2. Контроль качества окрасочных работ 404
и исправление дефектов покрытий
12.1.3. Нормирование расхода лакокрасочных 406
материалов и снижение потерь
12.1.4. Подготовка лакокрасочных материалов 408
и их транспортирование в окрасочные цеха
12.2. Экологическое обеспечение окрасочных работ 410
12.2.1. Защита воздушной среды 411
12.2.2.. Защита водной среды 413
12.2.3. Утилизация и переработка отходов 418
12.3. Безопасность труда при получении лакокрасочных 420
покрытий
Библиографический список 424
Предметный указатель 429
УЧЕБНИК ДЛЯ ВУЗОВ
ЯКОВЛЕВ Анатолий Дмитриевич
ХИМИЯ
И ТЕХНОЛОГИЯ
ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ
Редактор Л. М. Танезер
Корректор Л. Л. Яшина
Компьютерная верстка Г. М. Лебедевой
Компьютерная графика Е. К Березиной
Подписано в печать 17.07.08. Формат бумаги 60x88/16.
Бумага офсетная № 1. Печать офсетная. Усл. печ. л. 27,44.
Уч.-изд. л. 28,46. Тираж 1000 экз. Зак. № 407. С. 8.
ХИМИЗДАТ
191023, Санкт-Петербург, Апраксин пер., 4
Тел. коммерческой группы для оптовых покупателей
(812) 570-39-46
Отпечатано с готовых диапозитивов
в ООО "Типография Правда 1906",
195299, С.-Петербург, Киришская ул., 2
Тел.: (812) 531-20-00, 531-25-55
Холдинговая компания "Пигмент"
Россия, 193091 у Санкт-Петербургу
Октябрьская наб., 38
т. (812) 588-33-32, ф. (812) 588-62-34
ХОЛДИНГОВАЯ КОМПАНИЯ "ПИГМЕНТ"
г. Санкт-Петербург
ООО "Холдинговая компания "Пигмент" -
старейшее предприятие России в области создания и
производства лакокрасочных материалов различного
назначения и смол.
История фирмы "Пигмент" начинается с 1839 года,
когда был построен первый завод по производству
лакокрасочных материалов для Балтийского
судостроительного, Путиловского и лр. заводов. Фирма являлась
поставщиком Императорского двора.
Сегодня компания "Пигмент" одна из крупнейших
химических фирм России. В структуру "Пигмента"
входят научно-исследовательский и проектный институт, где
проводятся научные исследования, разработка
лакокрасочных материалов по требованиям заказчиков,
проектирование производств, и несколько заводов,
осуществляющих крупнотоннажный выпуск продукции.
Стратегия компании "Пигмент" основывается на
создании высокотехнологичных материалов: специаль-
ных лакокрасочных материалов (ЛКМ) для судостроения
и судоремонта, комплексных систем защитных покрытий
для нефтегазодобывающей и перерабатывающей
промышленности, противокоррозионных ЛКМ для
металлургических комбинатов, для машино- и приборостроения,
транспорта, для зашиты консервной тары, бытовой
техники, для оборонной промышленности,
аэрокосмического комплекса, весь комплекс материалов для
промышленного и гражданского строительства и др.
"Пигмент" имеет в своем составе
научно-производственный комплекс, включающий современное, ос-
ношенное импортным оборудованием производство
порошковых красок мощностью 10 тыс. тонн в гол.
Ассортимент выпускаемых "Пигментом" порошковых красок
разнообразен: эпоксидные, эпоксиполиэфирные,
полиэфирные. Лидируюшее положение по объему
принадлежит порошковым эпоксидным краскам для
противокоррозионной зашиты внутренних и наружных
поверхностей трубопроводов для транспортировки нефти,
газа и нефтепродуктов. "Пигмент1' также является
крупнейшим производителем эпоксидных смол в России.
В Холдинговой компании «Пигмент» сертифициро-
вана система менеджмента качества по ГОСТ Р ИСО
9001-2001 и ИСО 9001-2000.
"Пигмент" готов удовлетворить любые потребности
Вашего предприятия в лакокрасочных материалах.
Специалисты фирмы окажут консультационные услуги как
по выбору оптимальных систем покрытий, так и по
технологии окраски непосредственно на объекте.