/



















































































Автор: Яковлев А.Д.
Теги: средства для покрытий и их технология лакокрасочные материалы строительство строительные материалы
Год: 1981




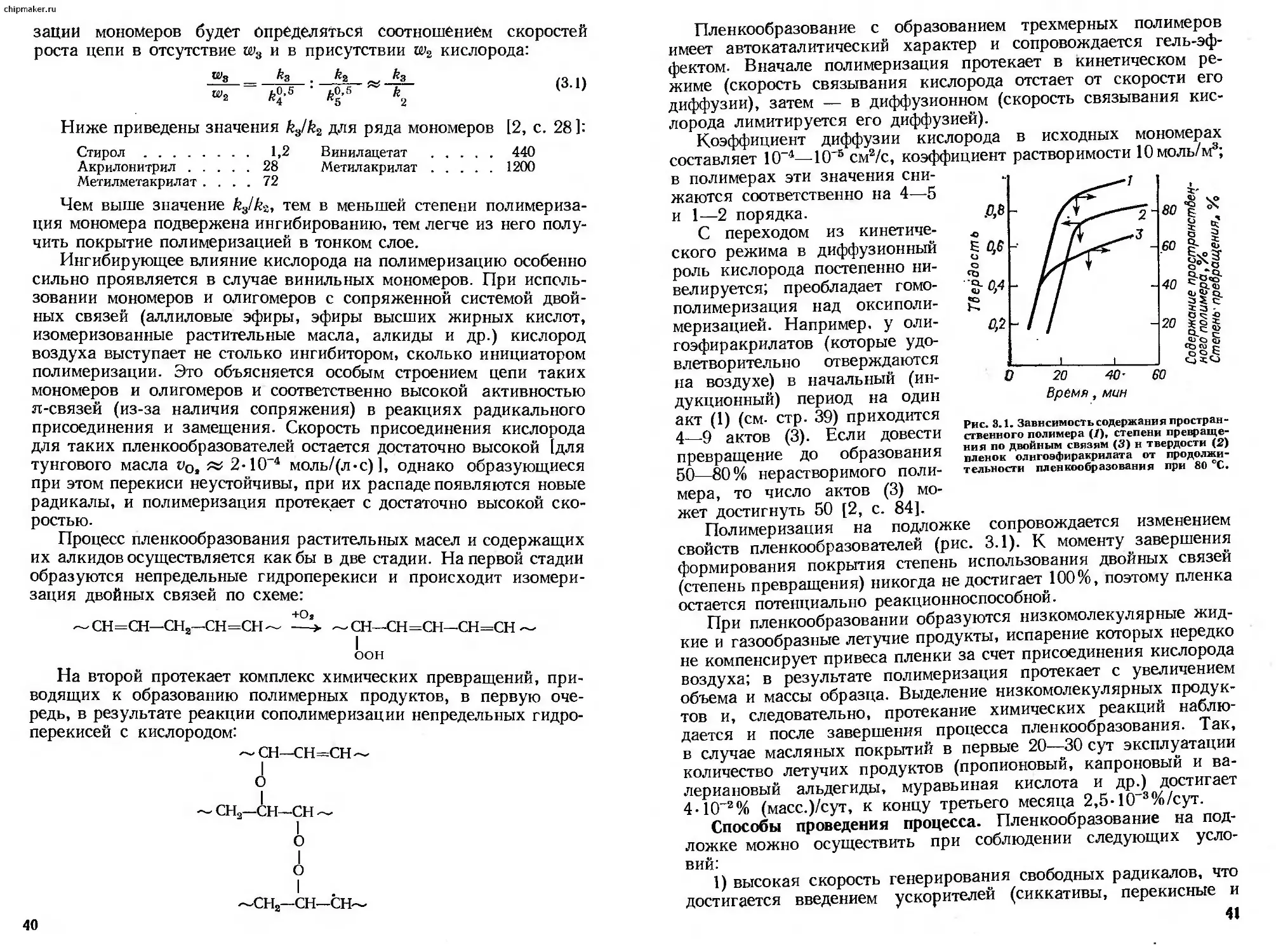
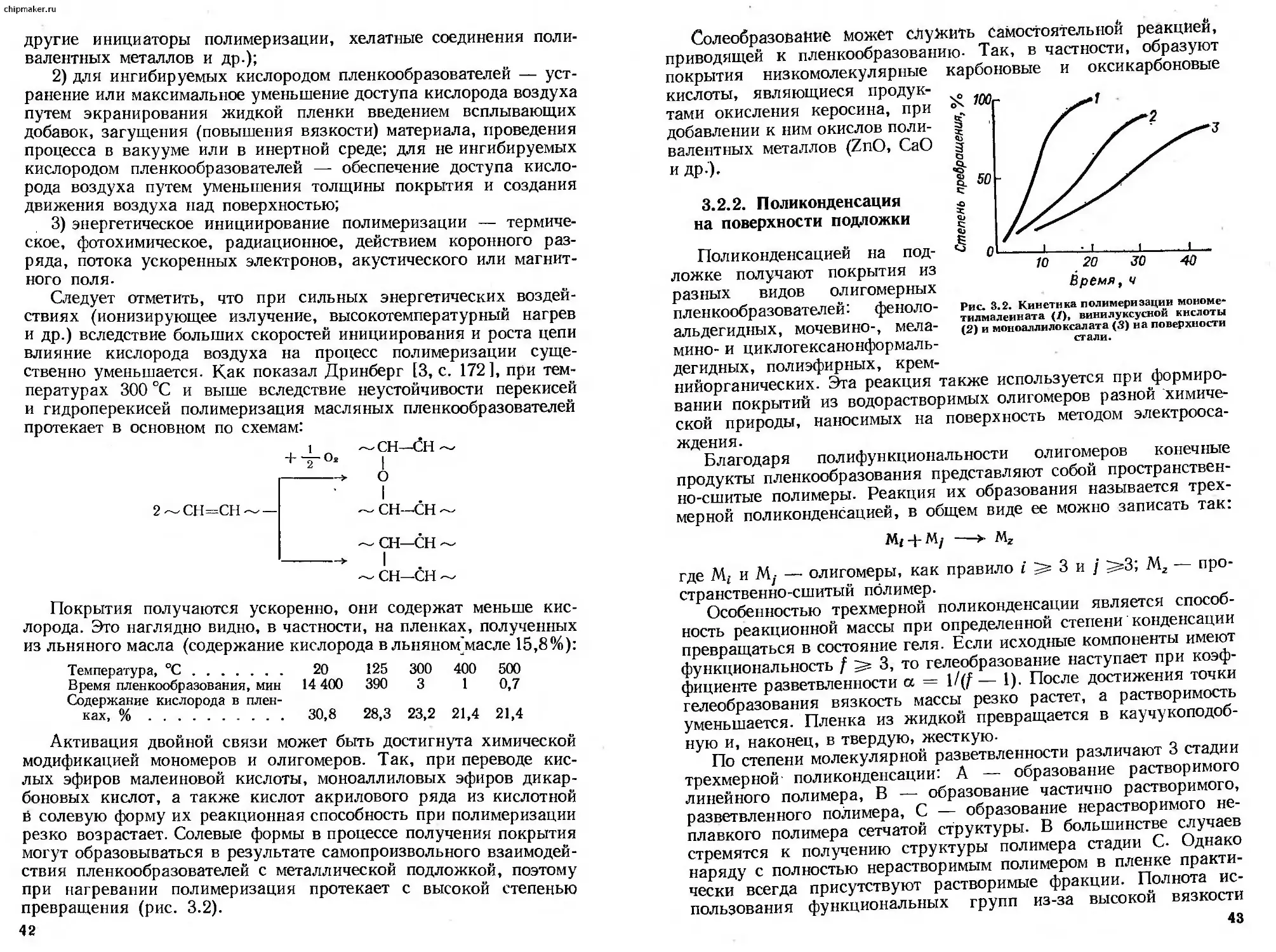
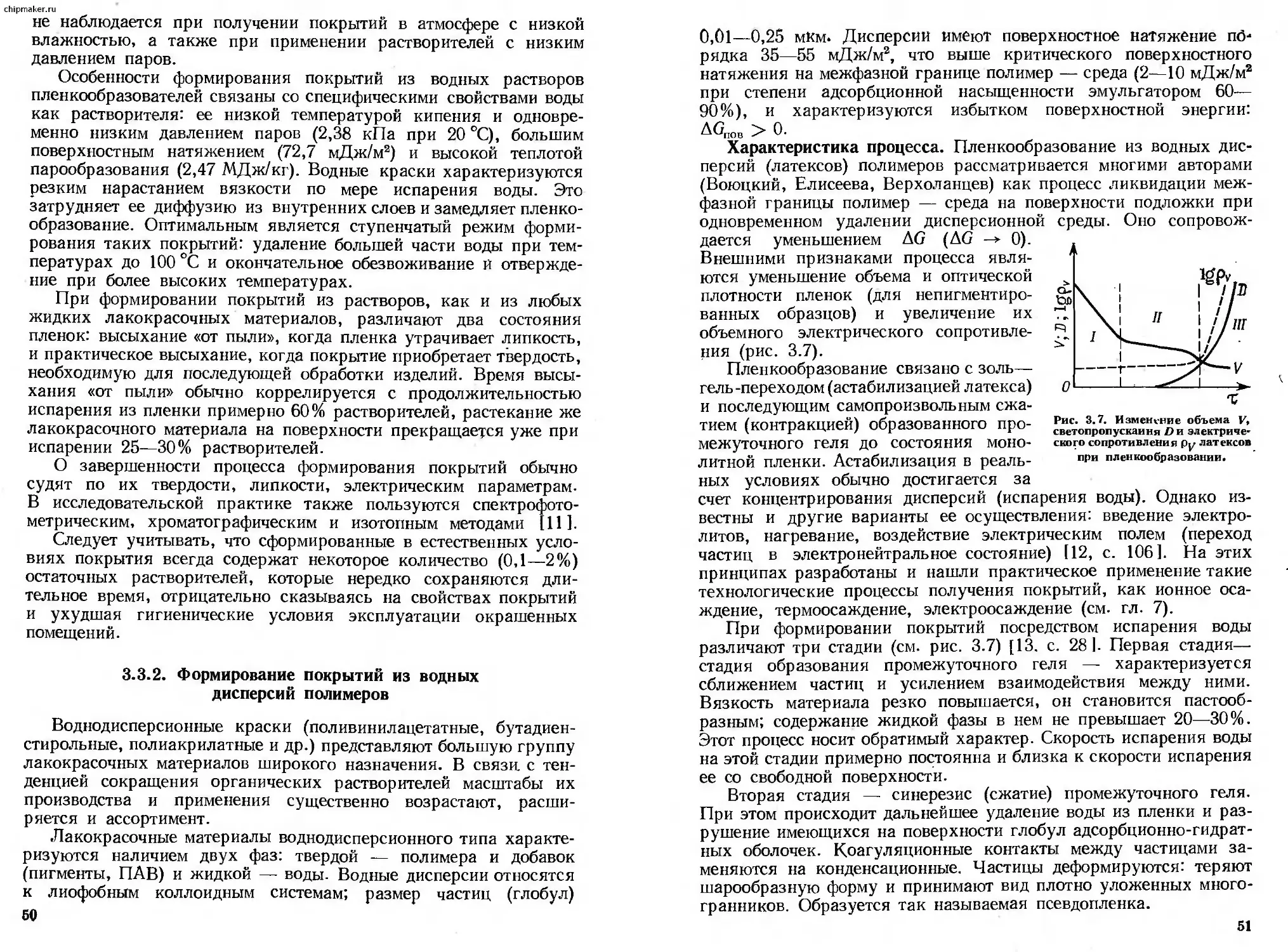
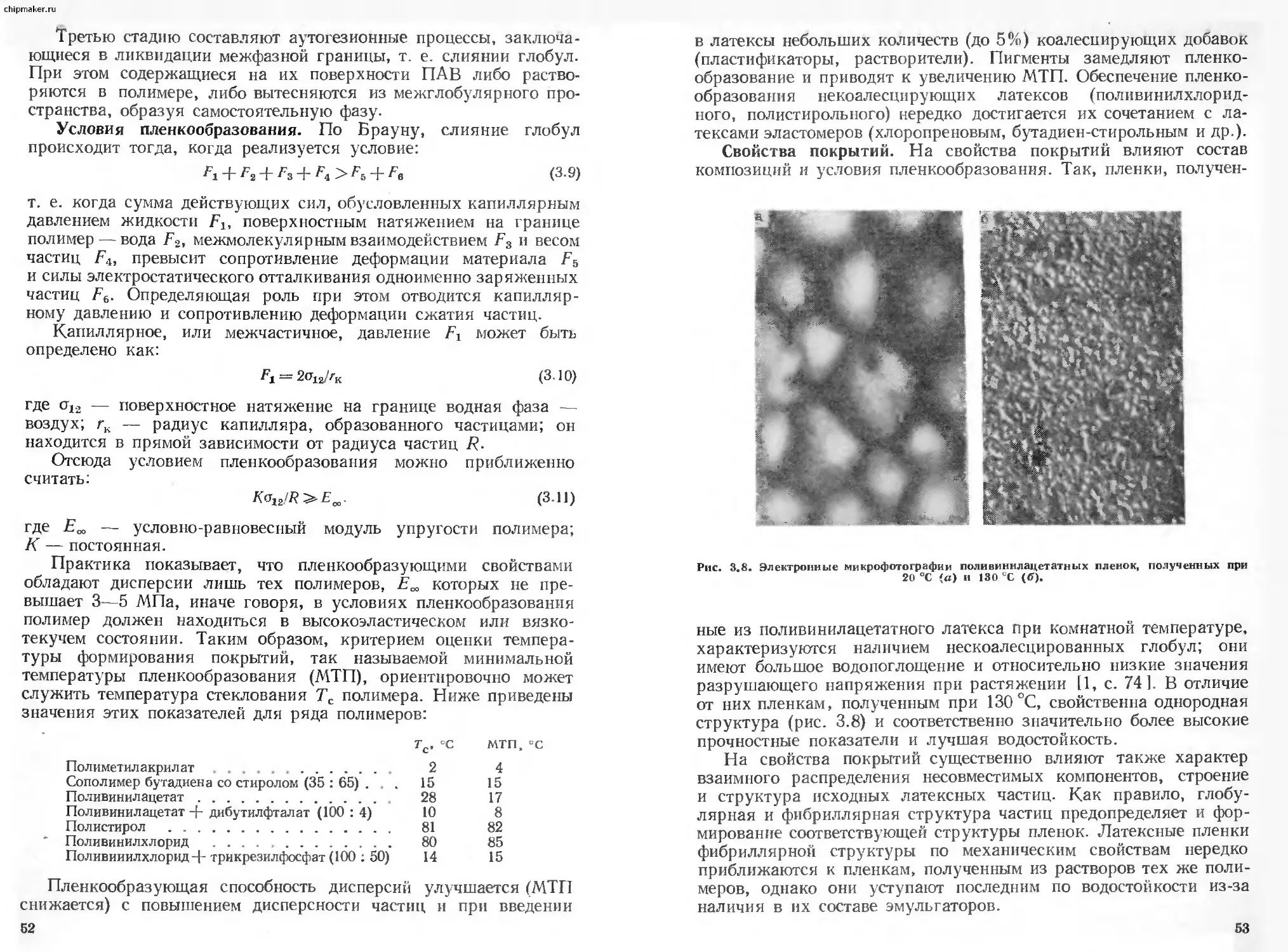
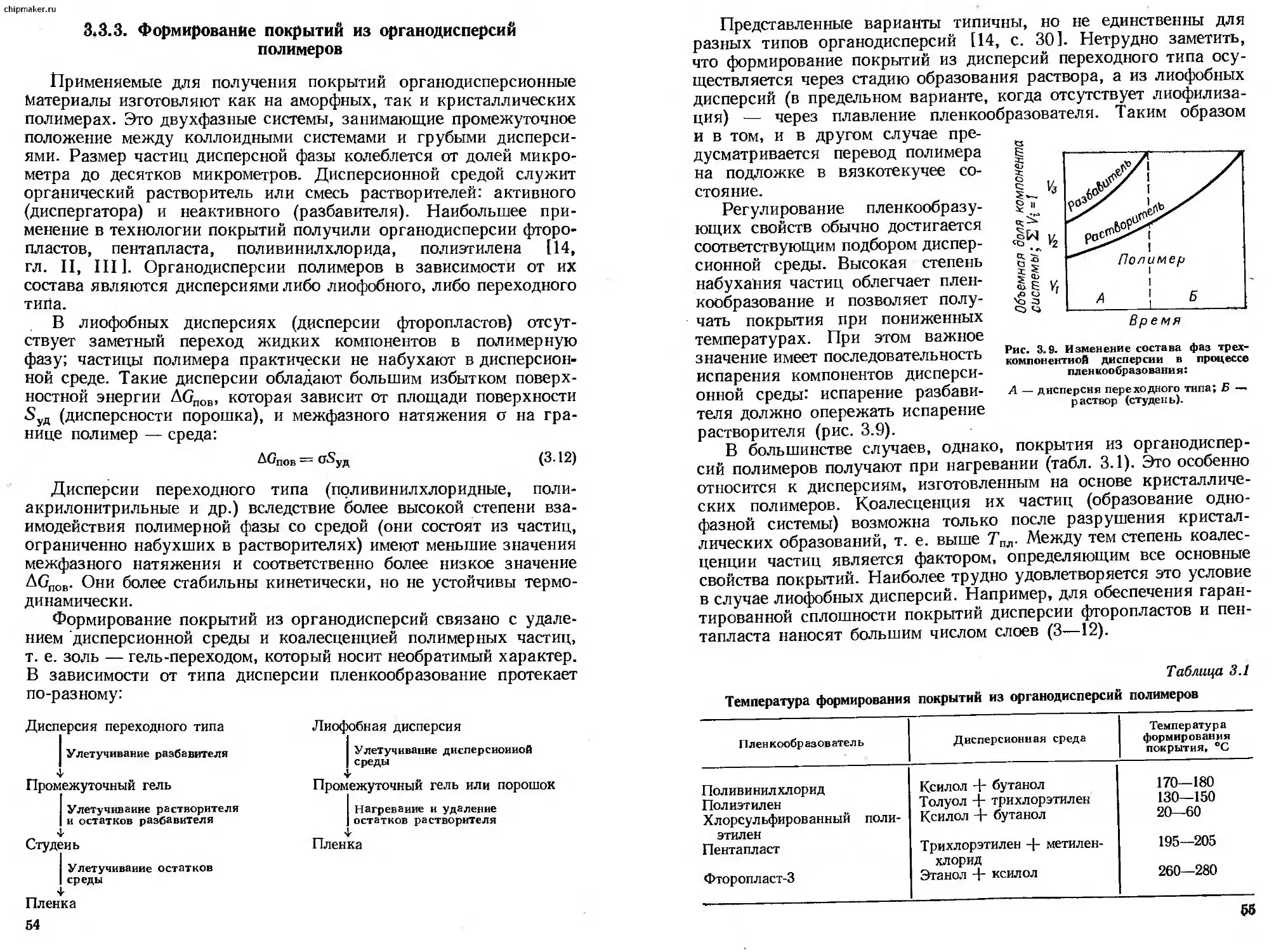
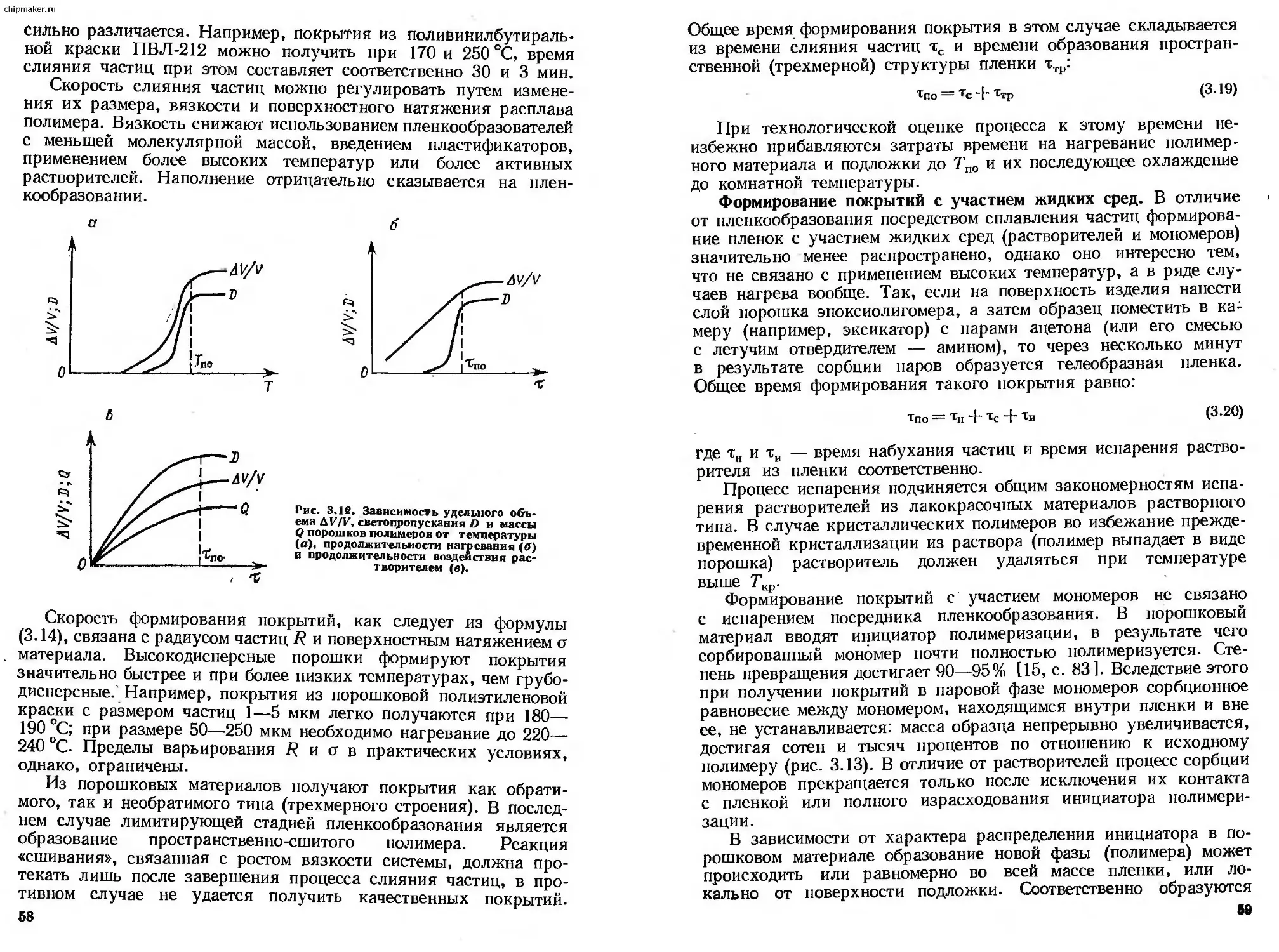
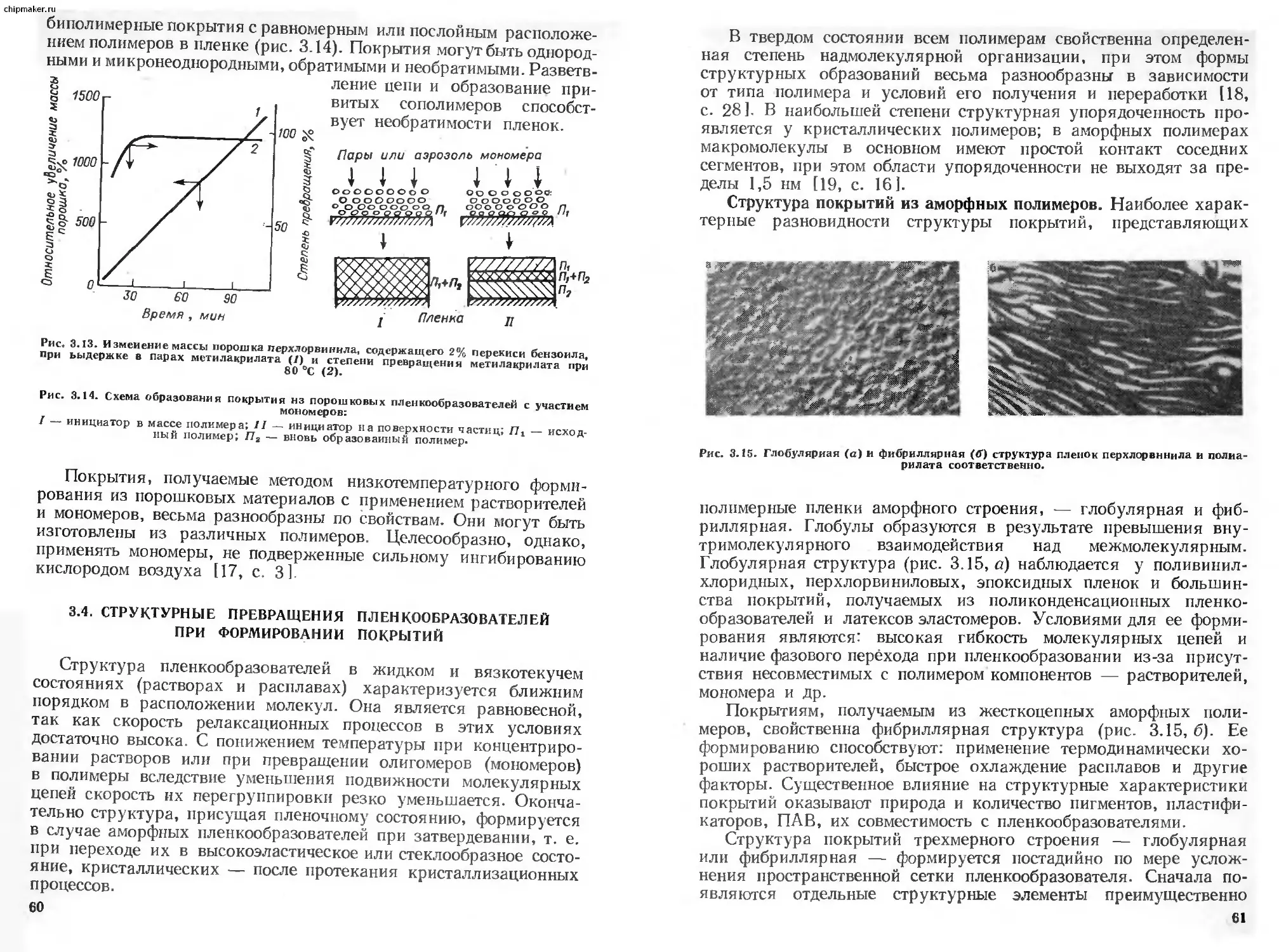
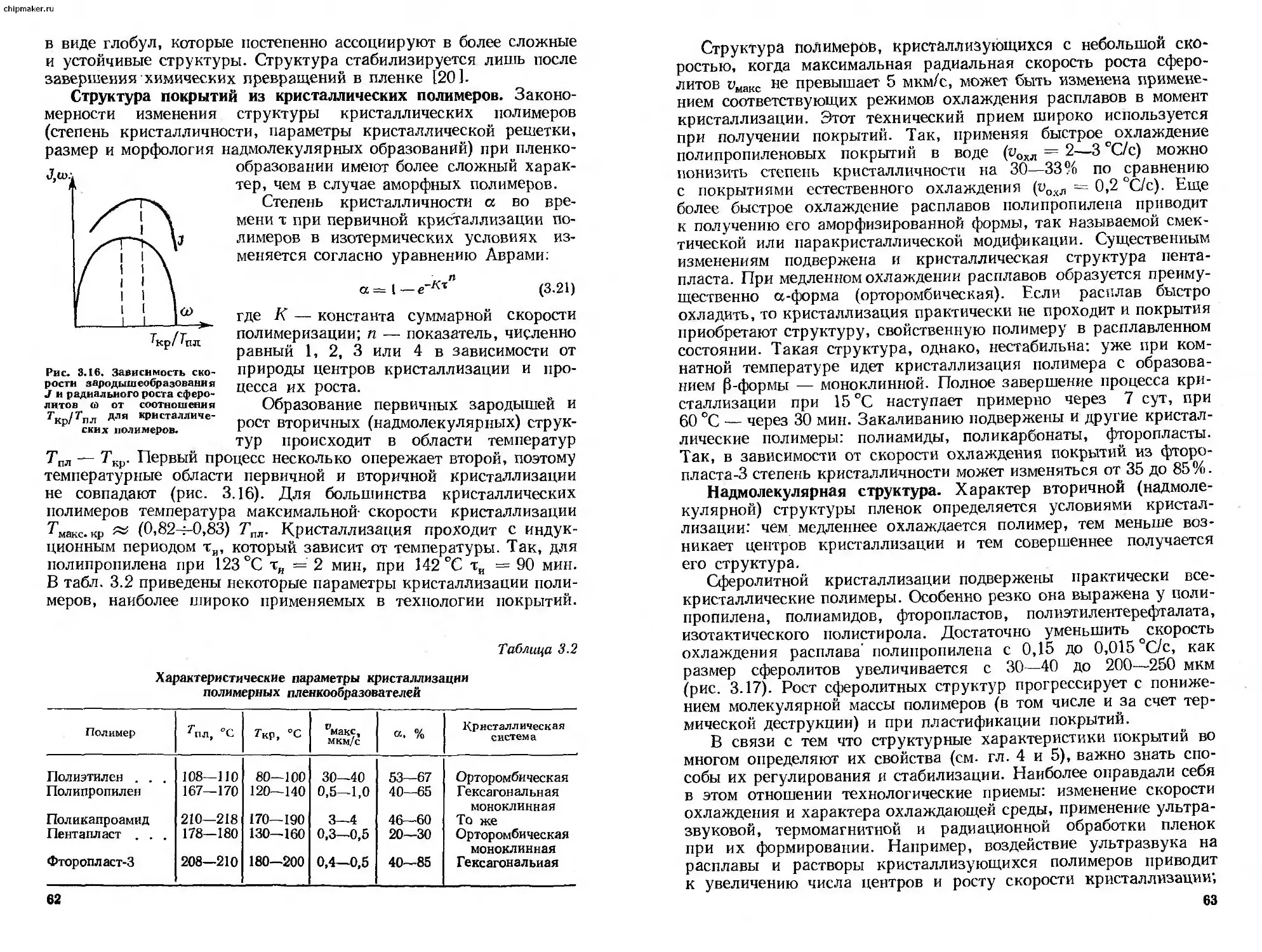
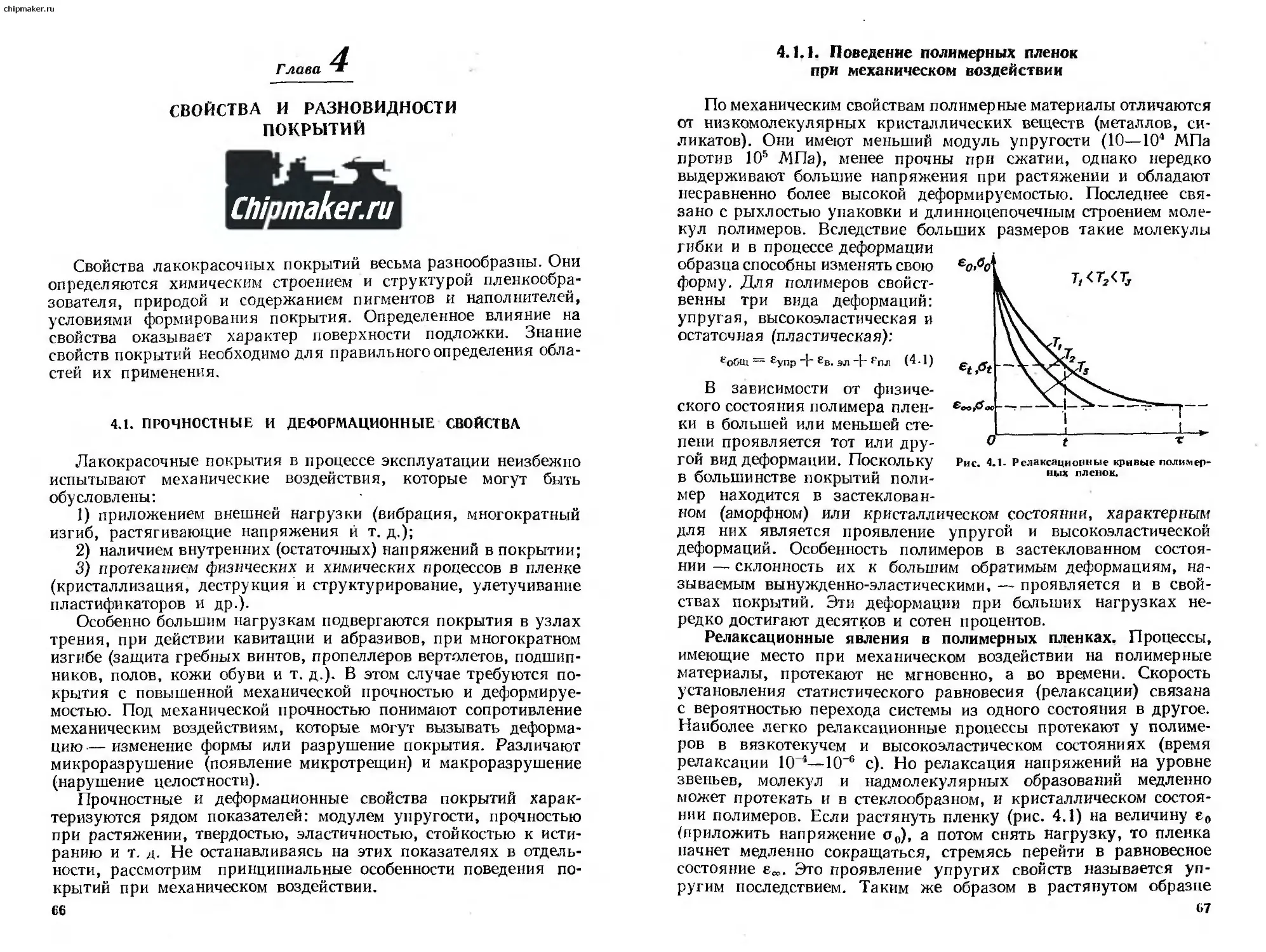
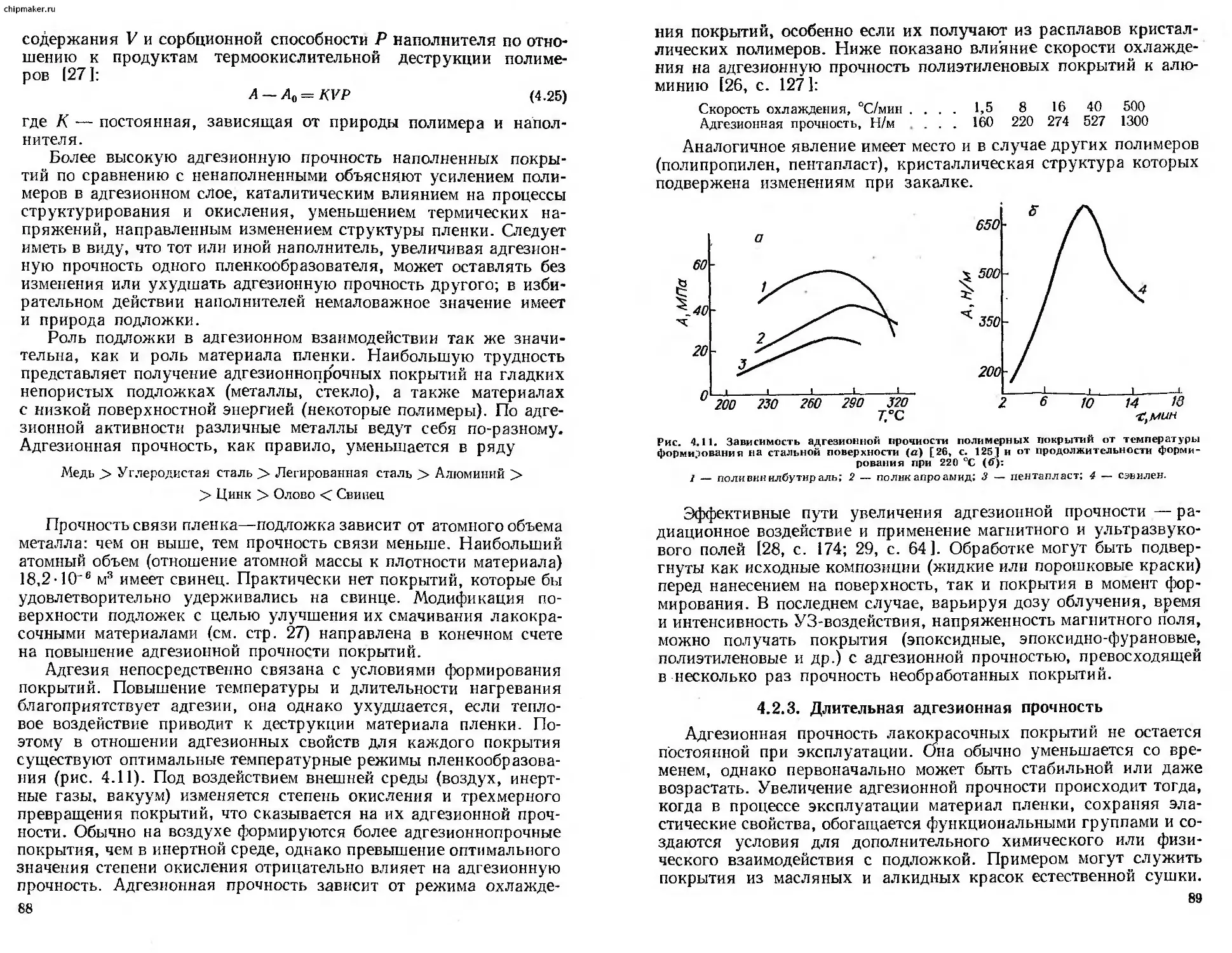
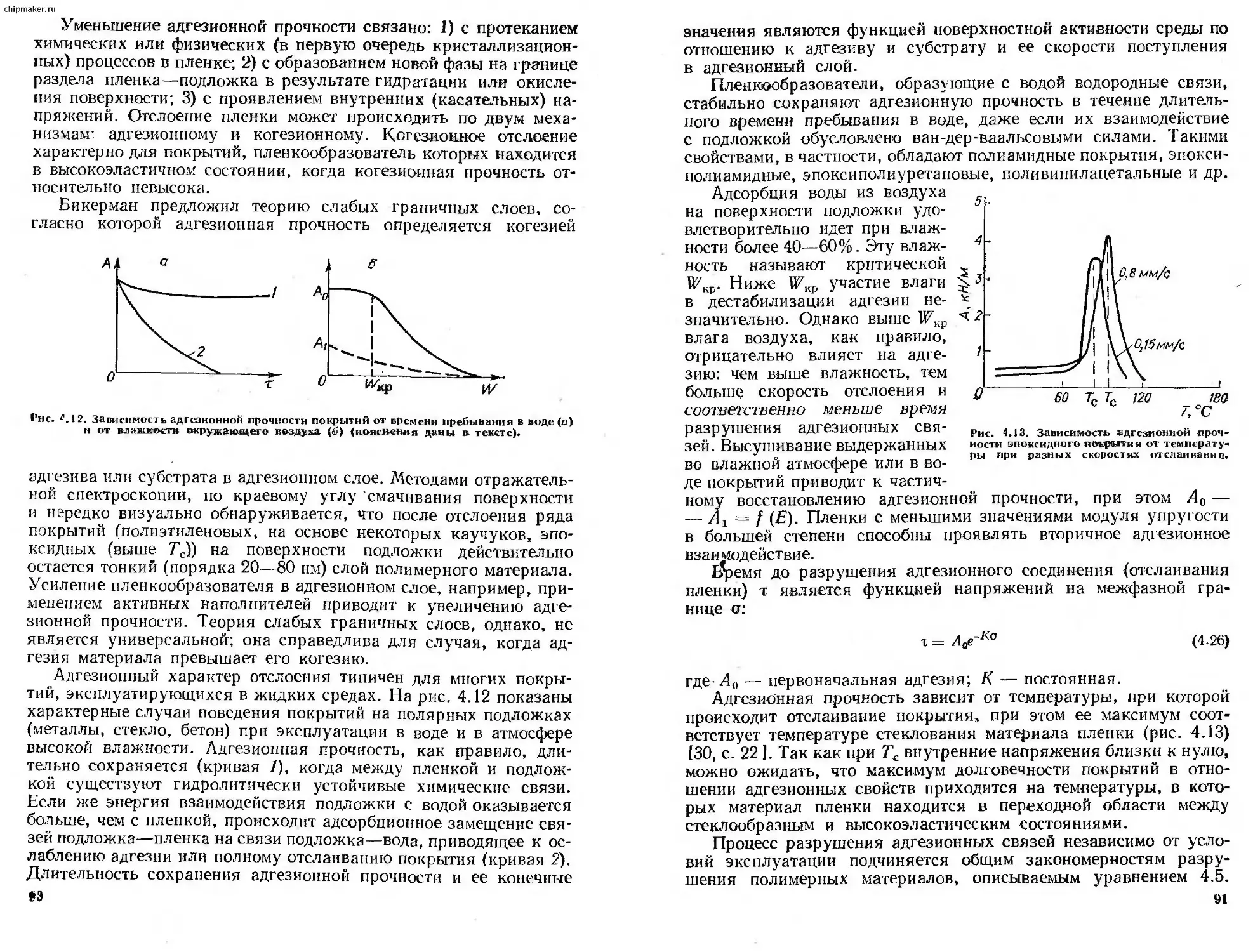
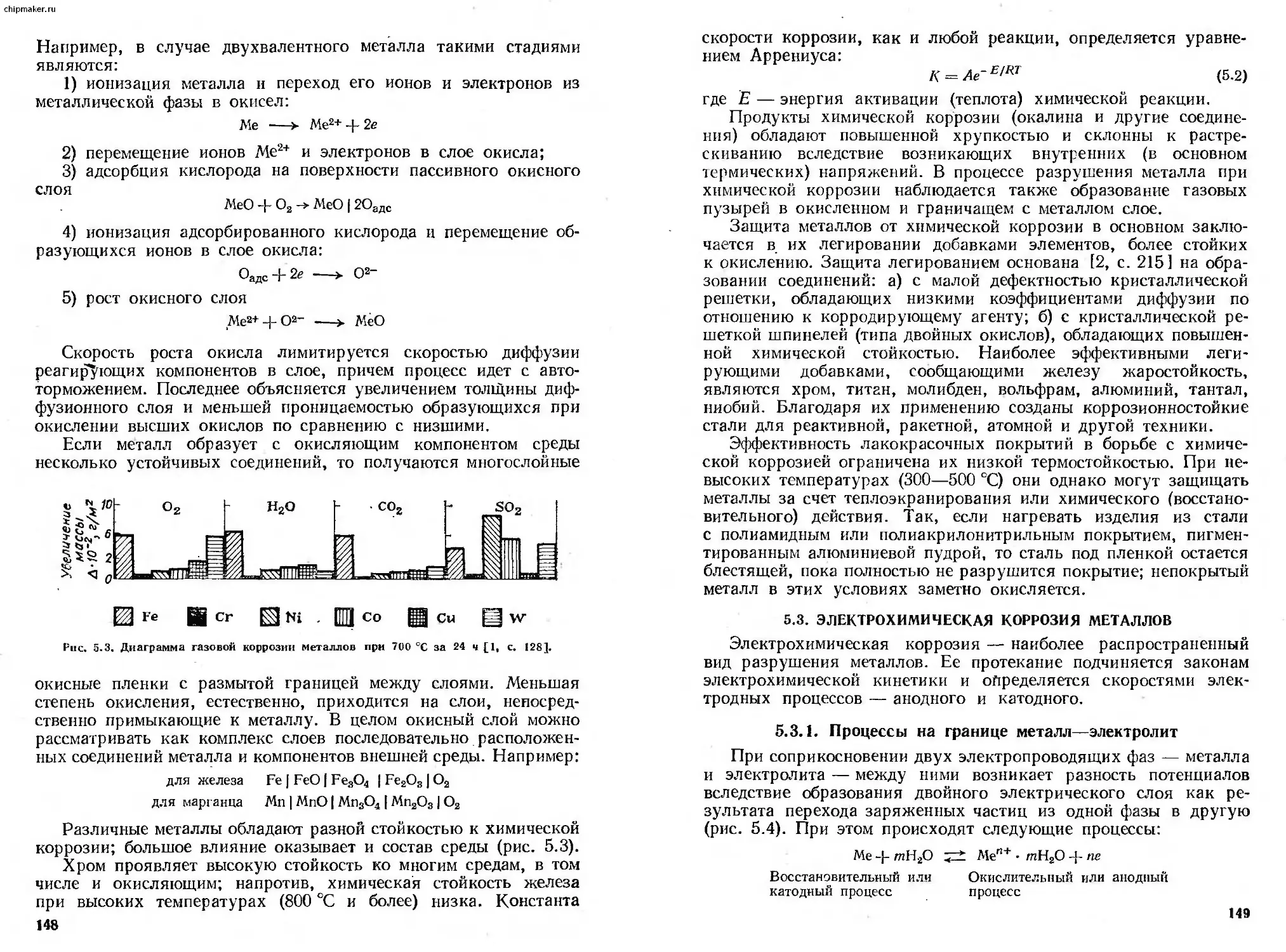
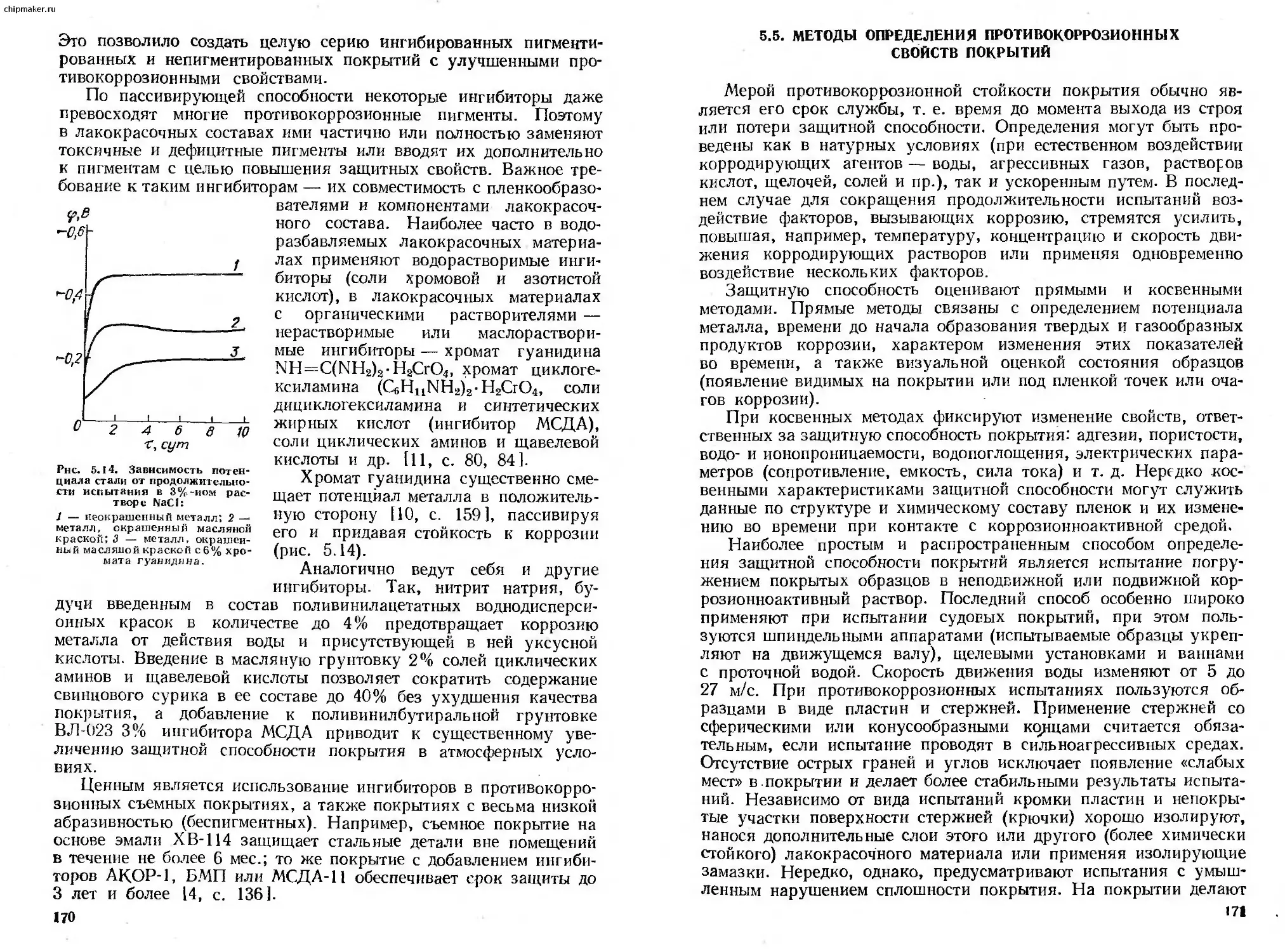
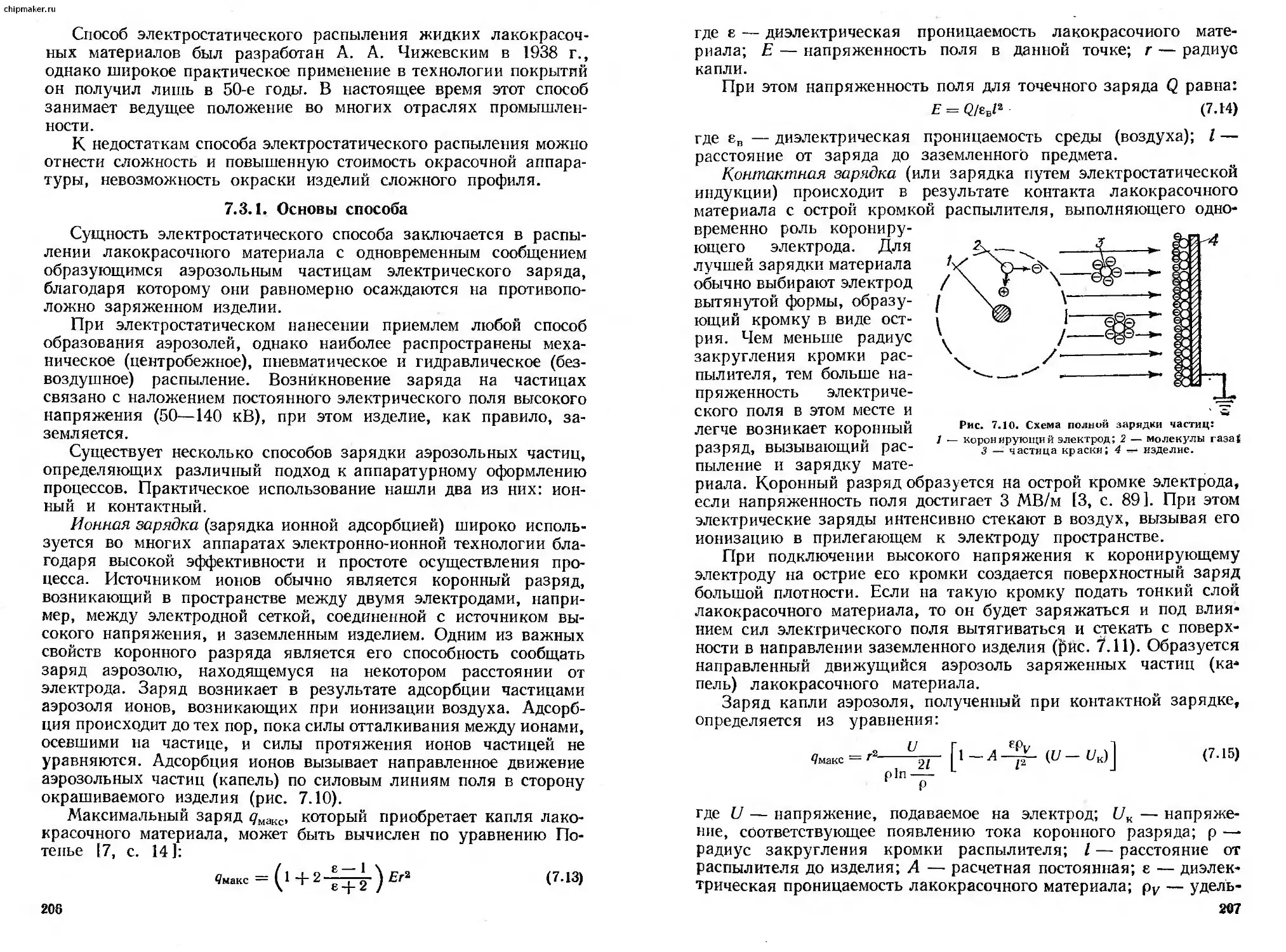
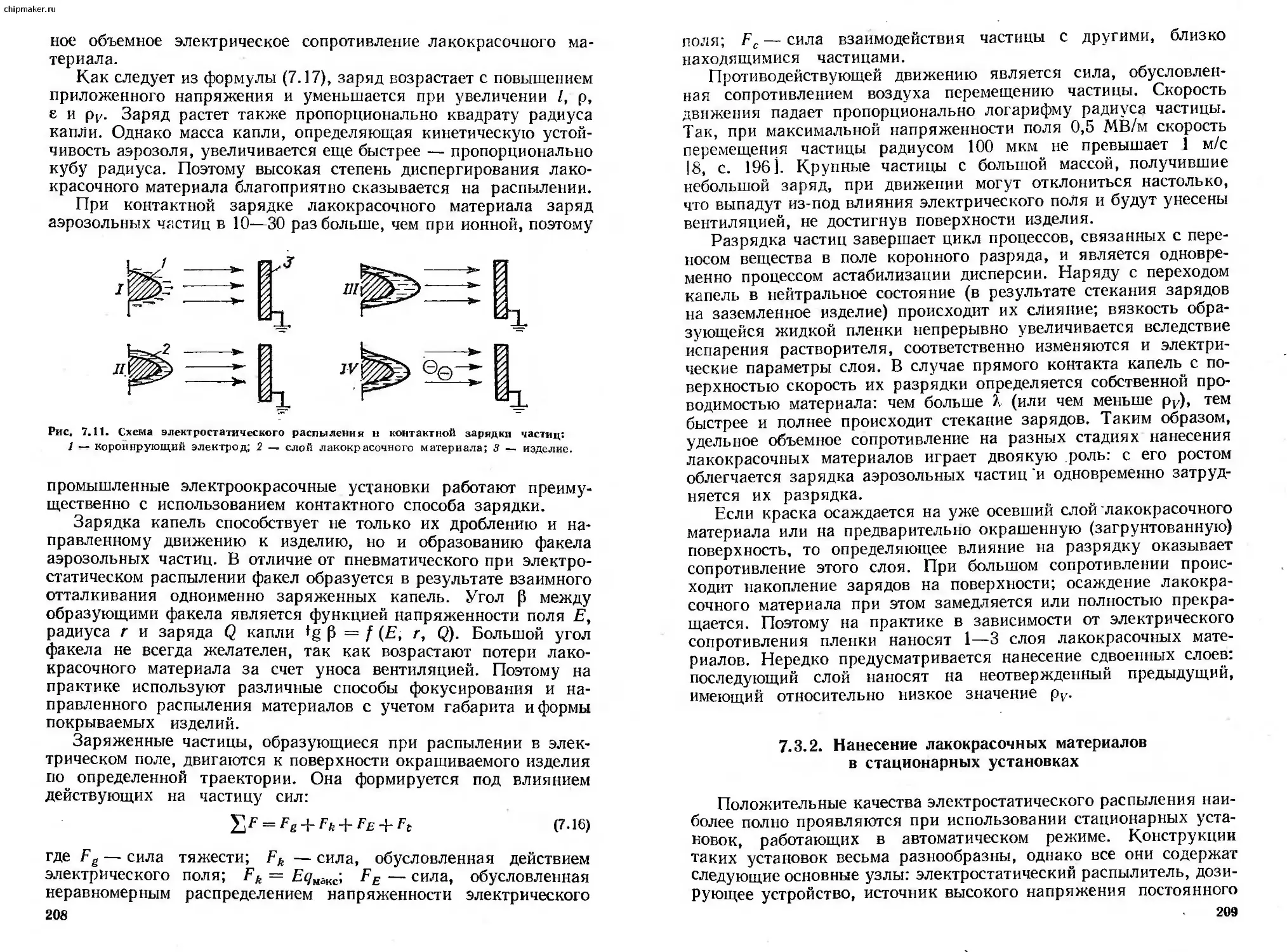
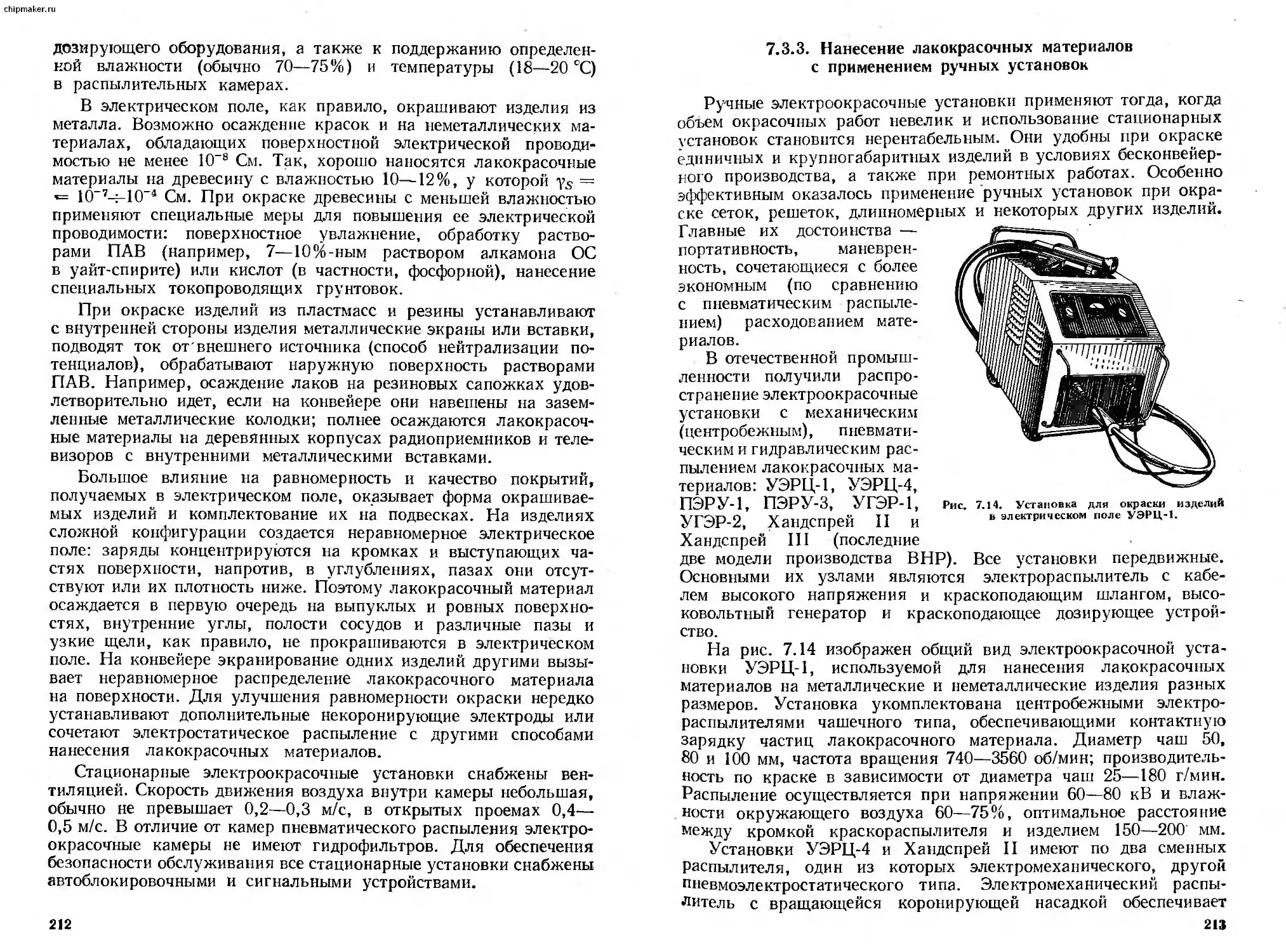
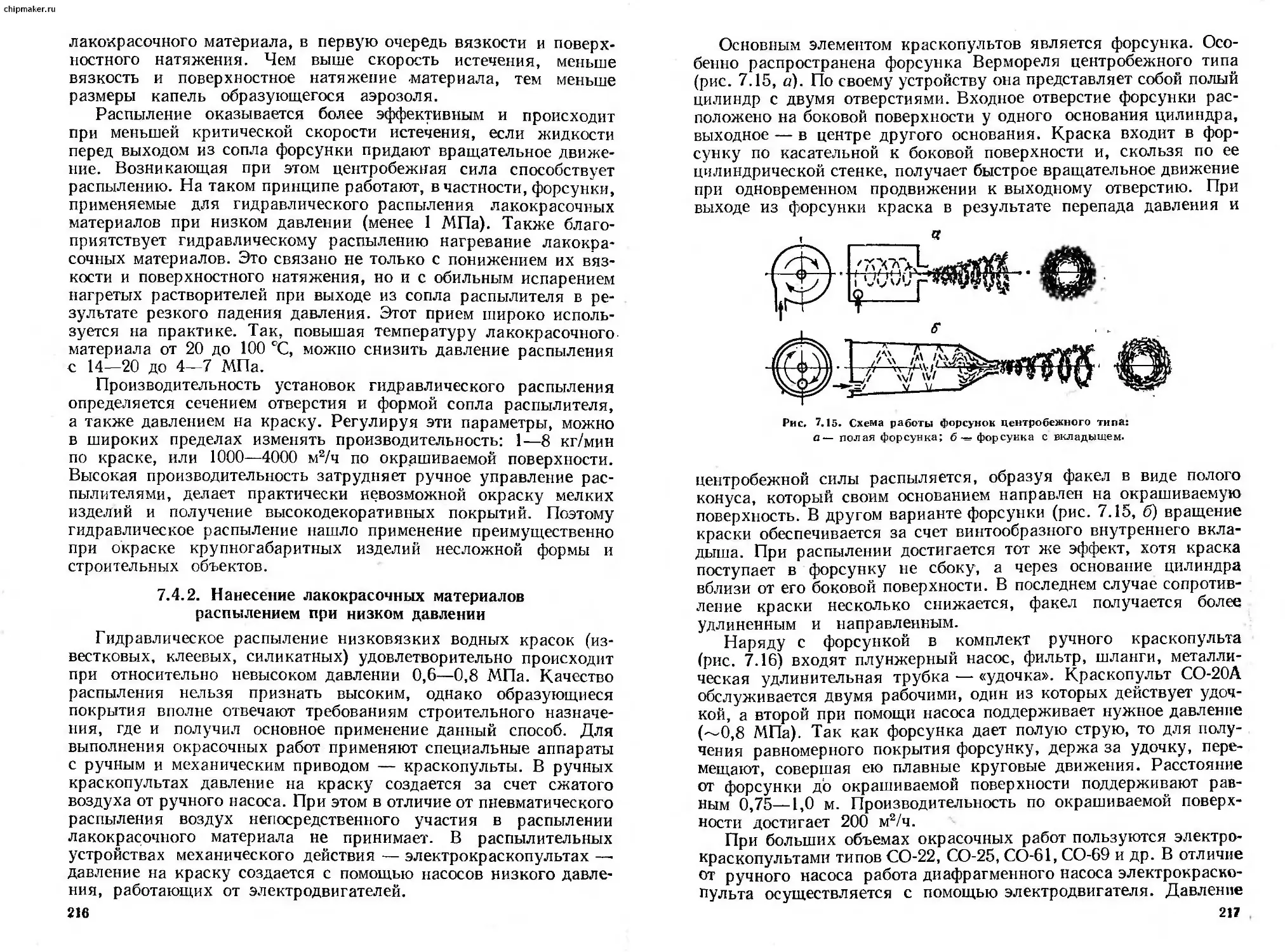
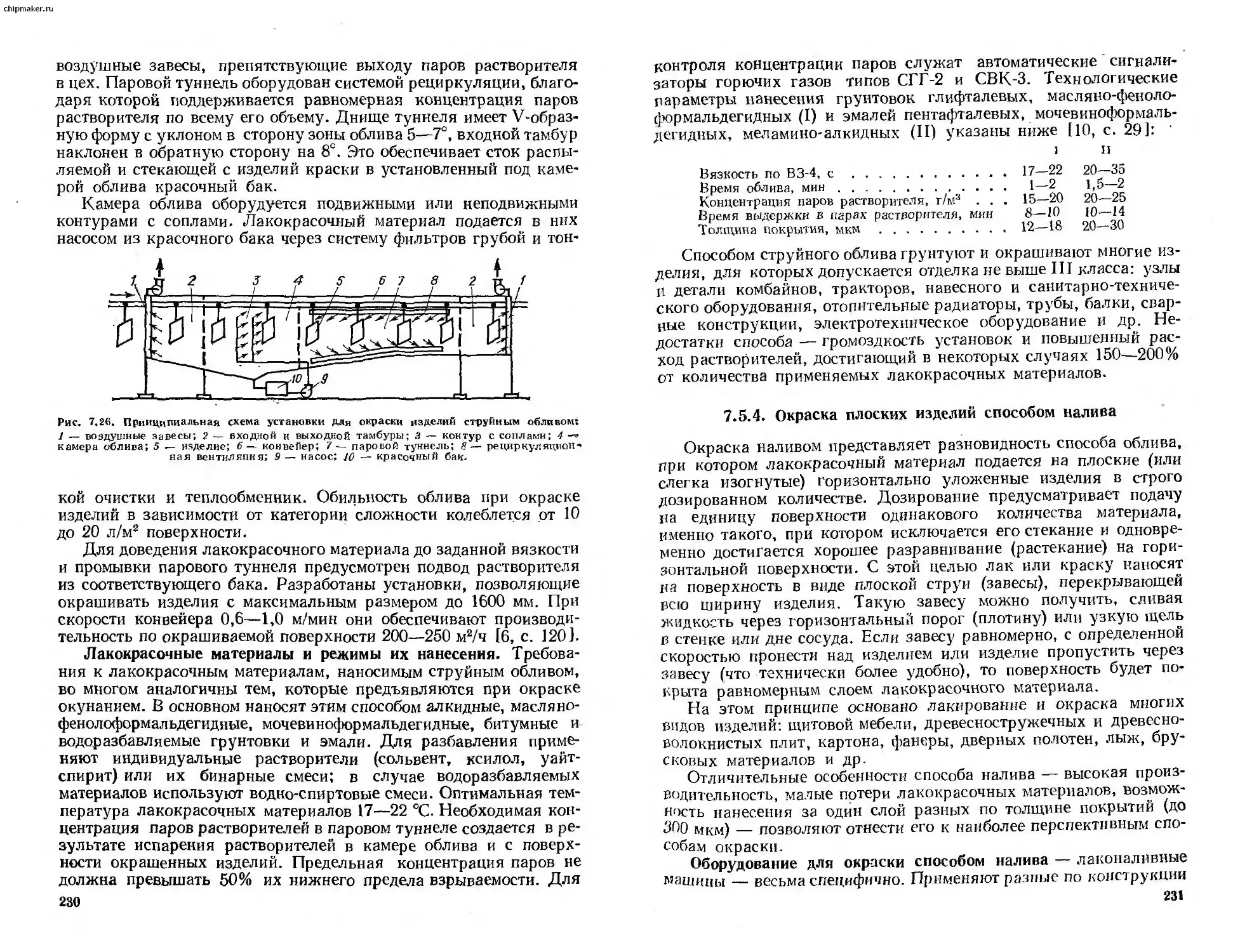
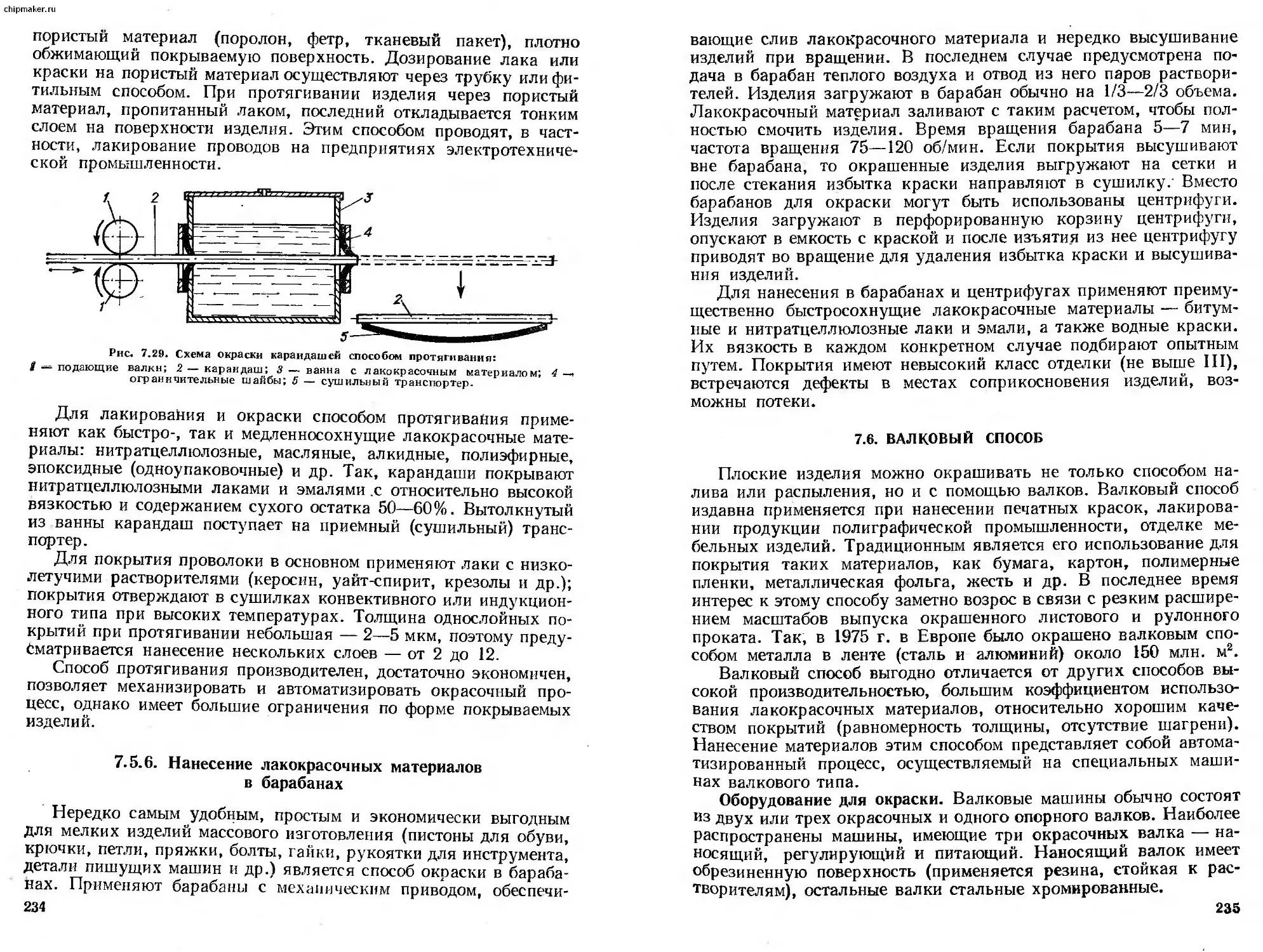
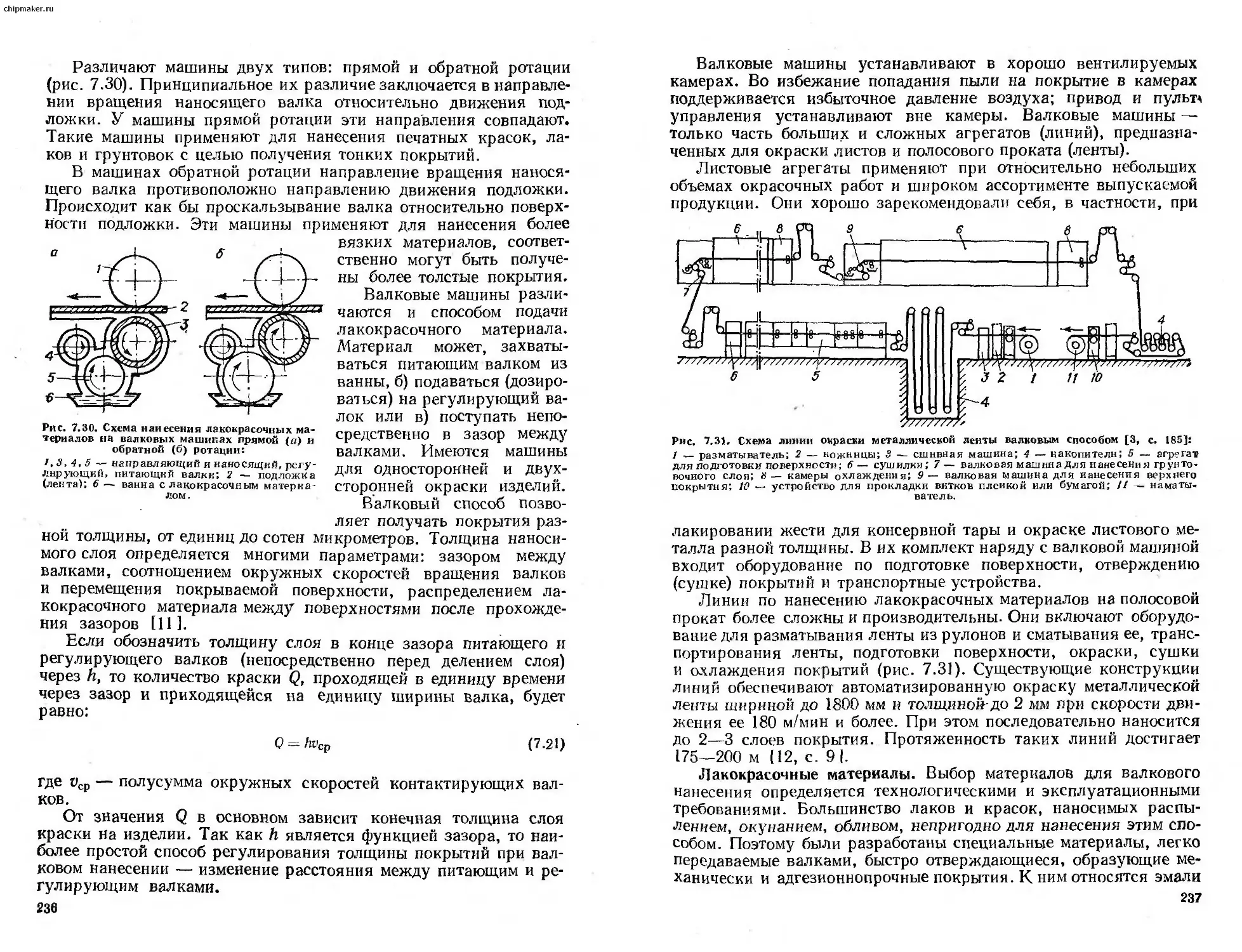
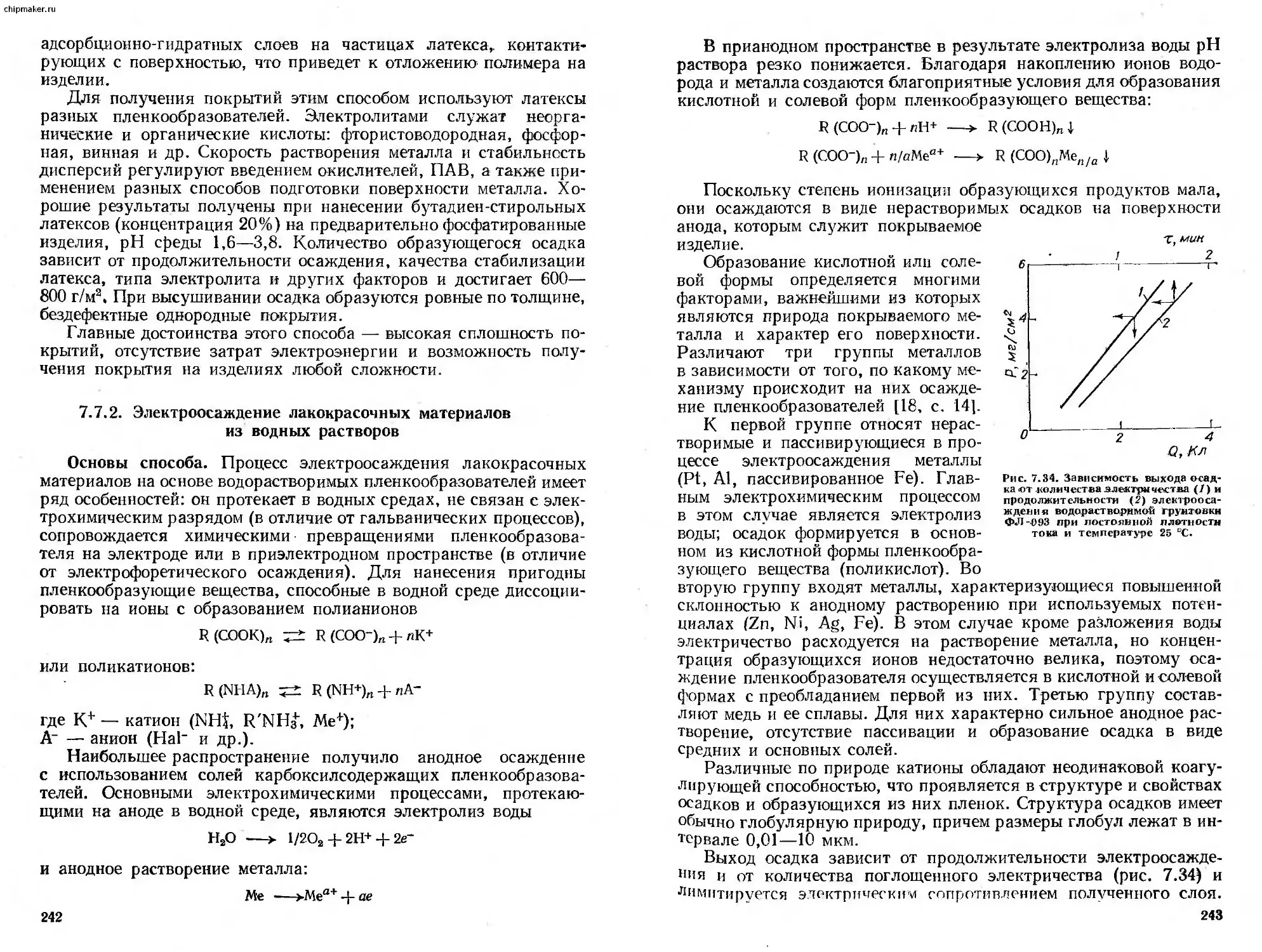
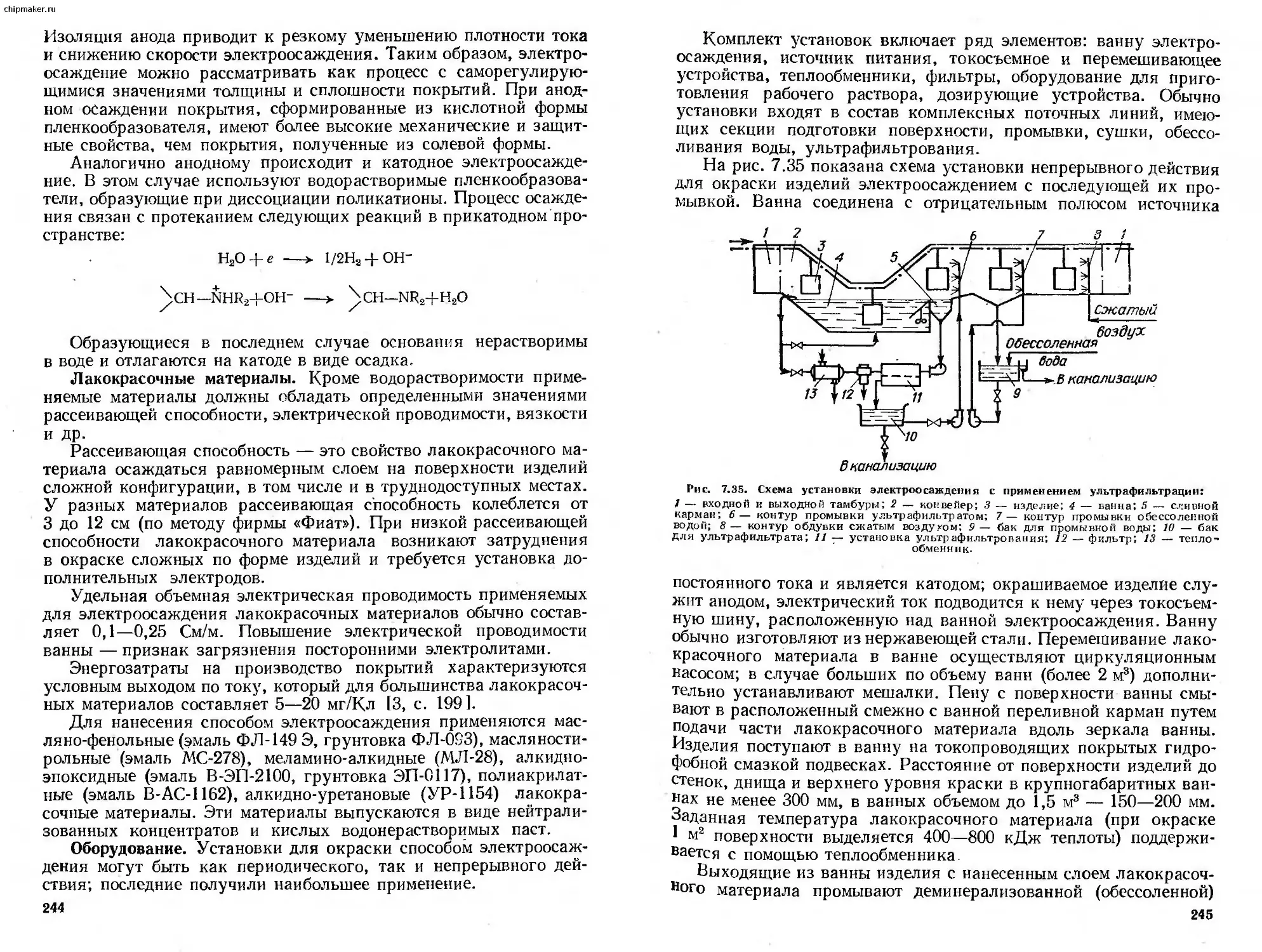
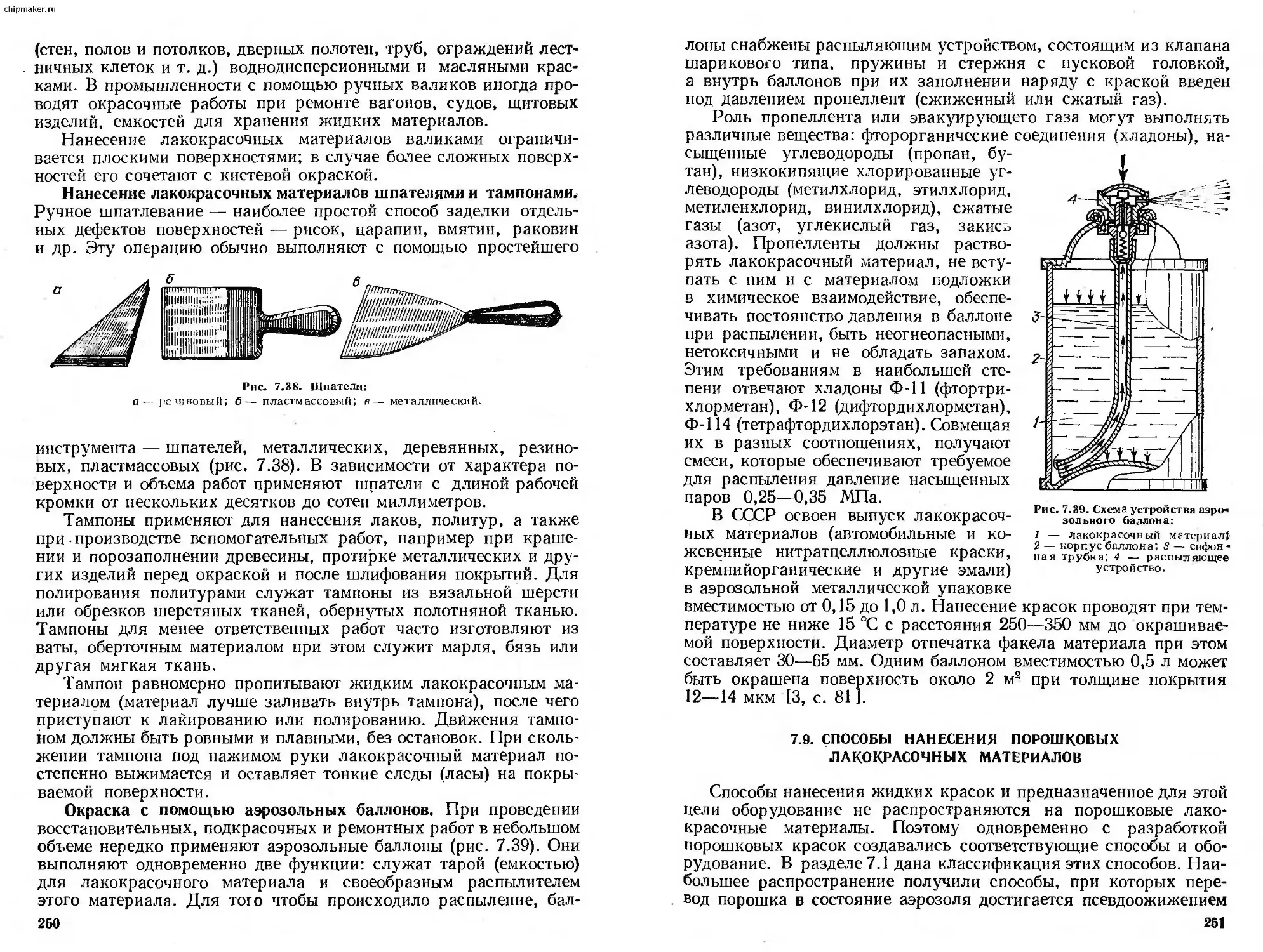
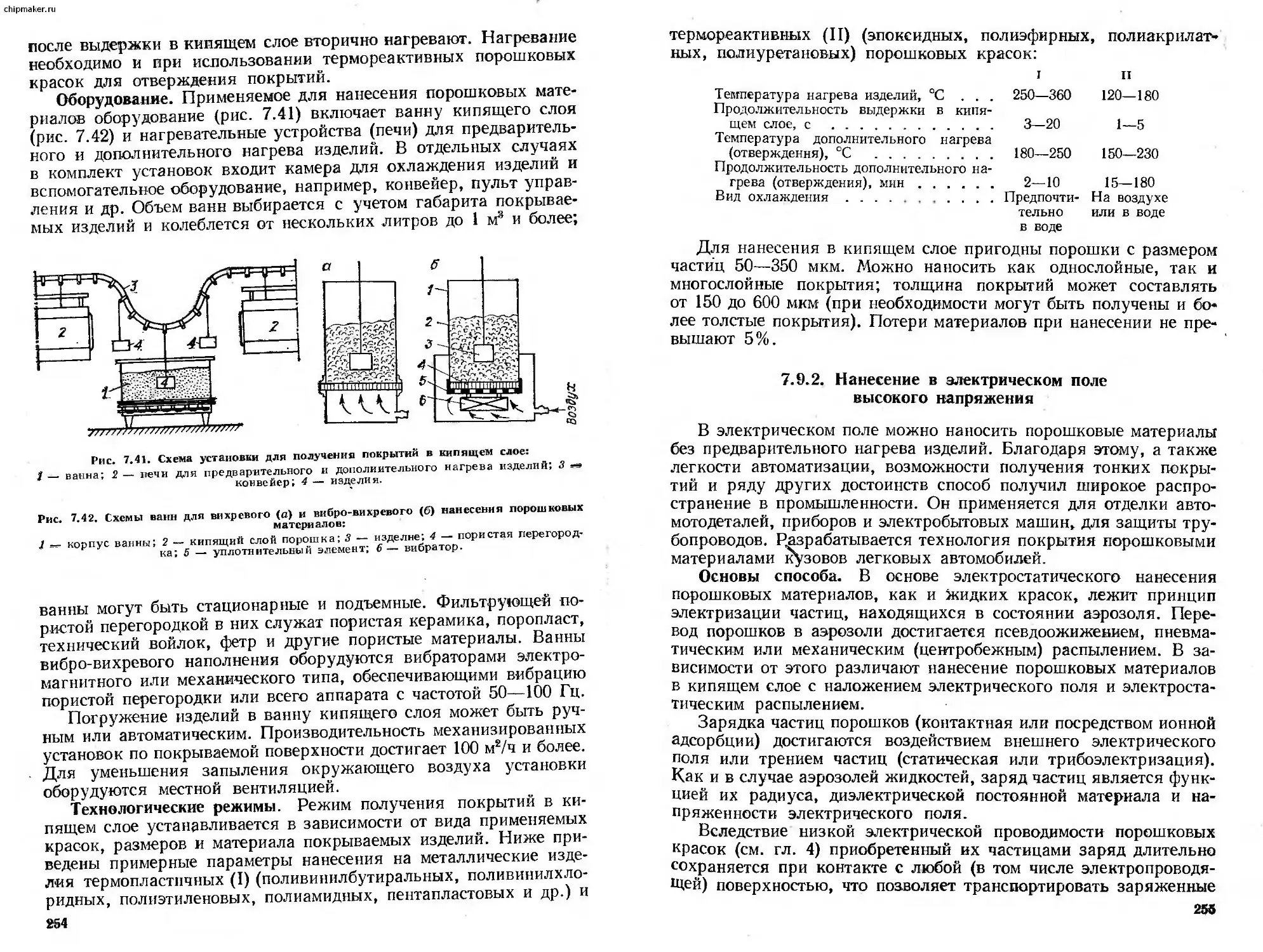
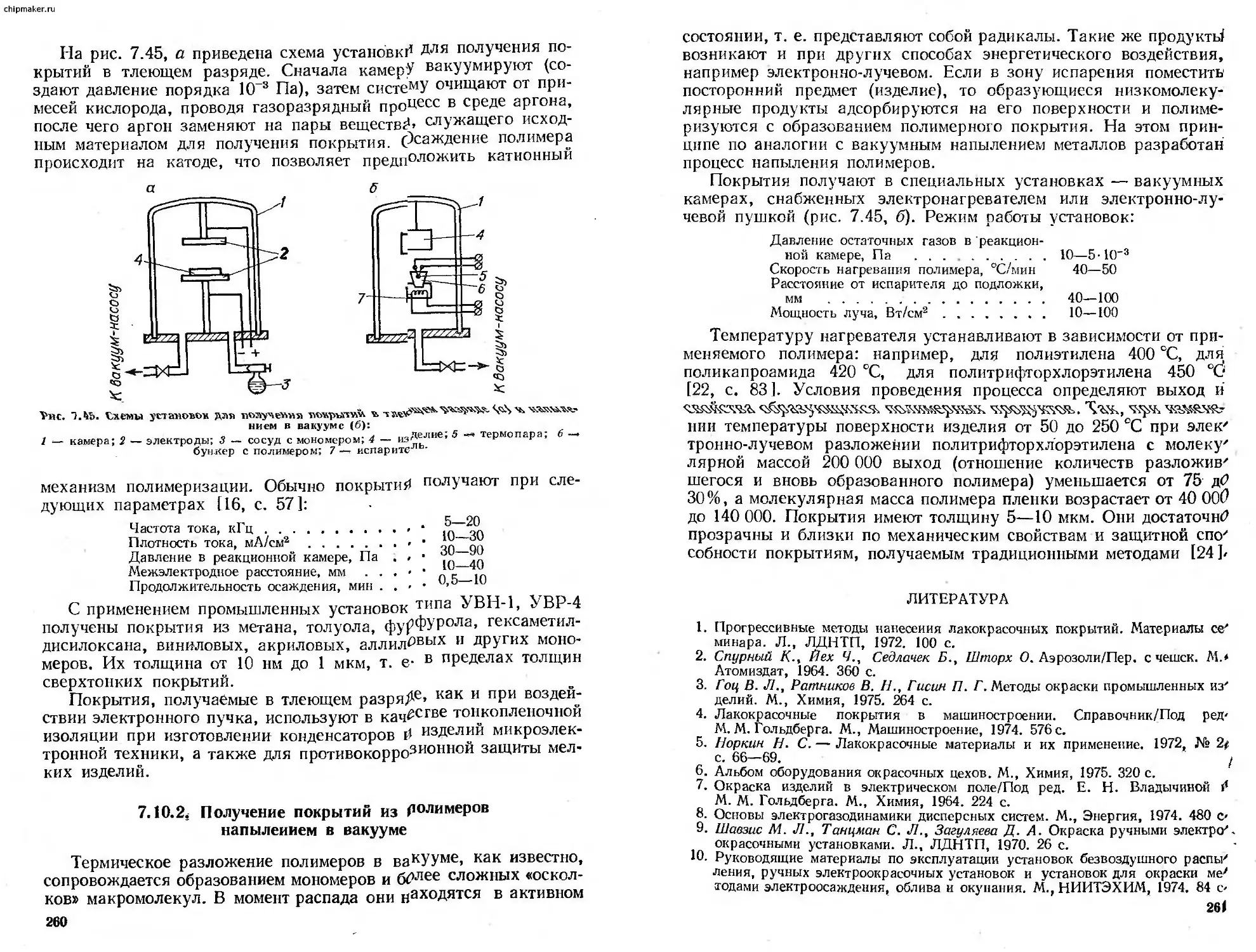
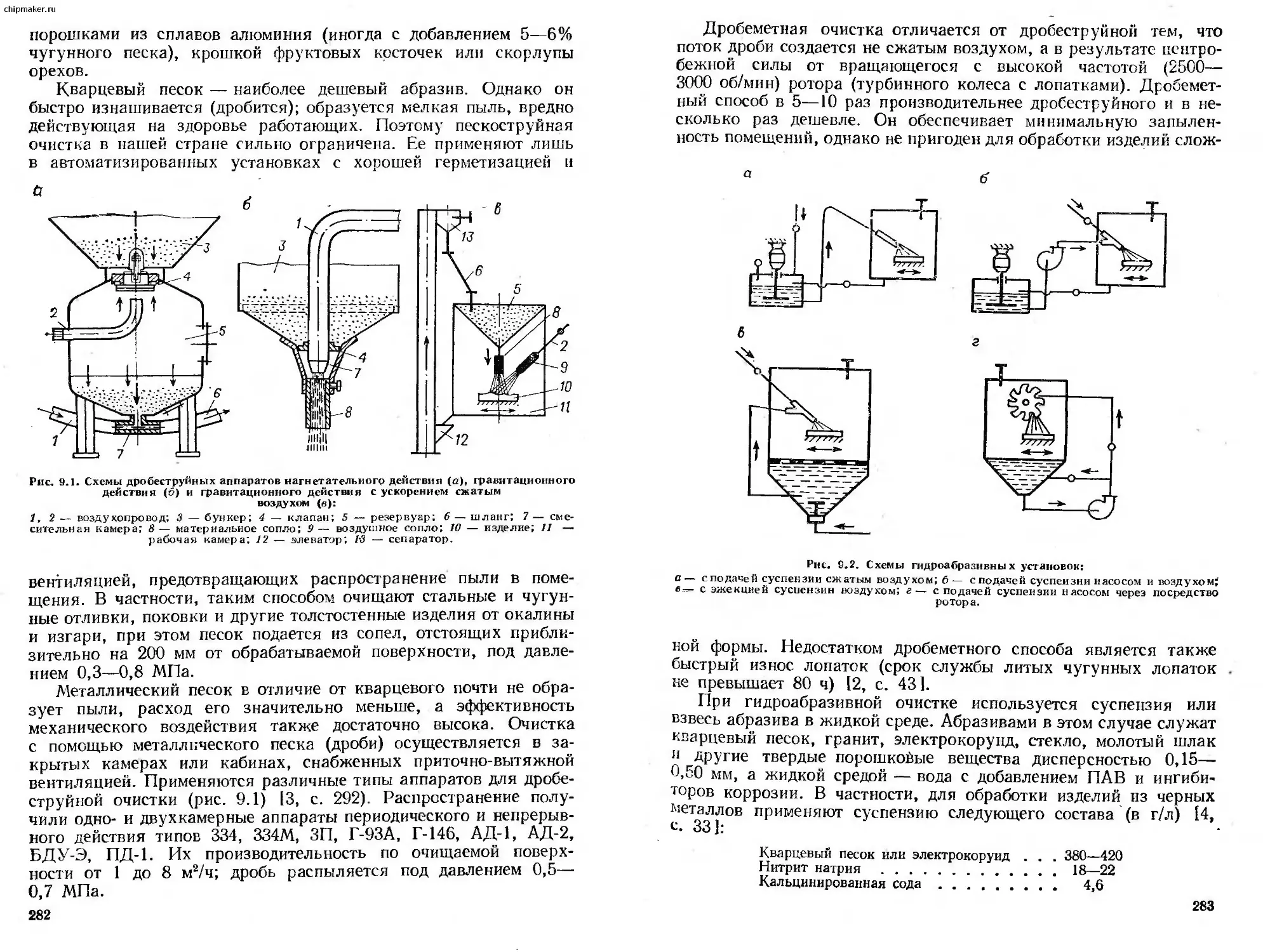
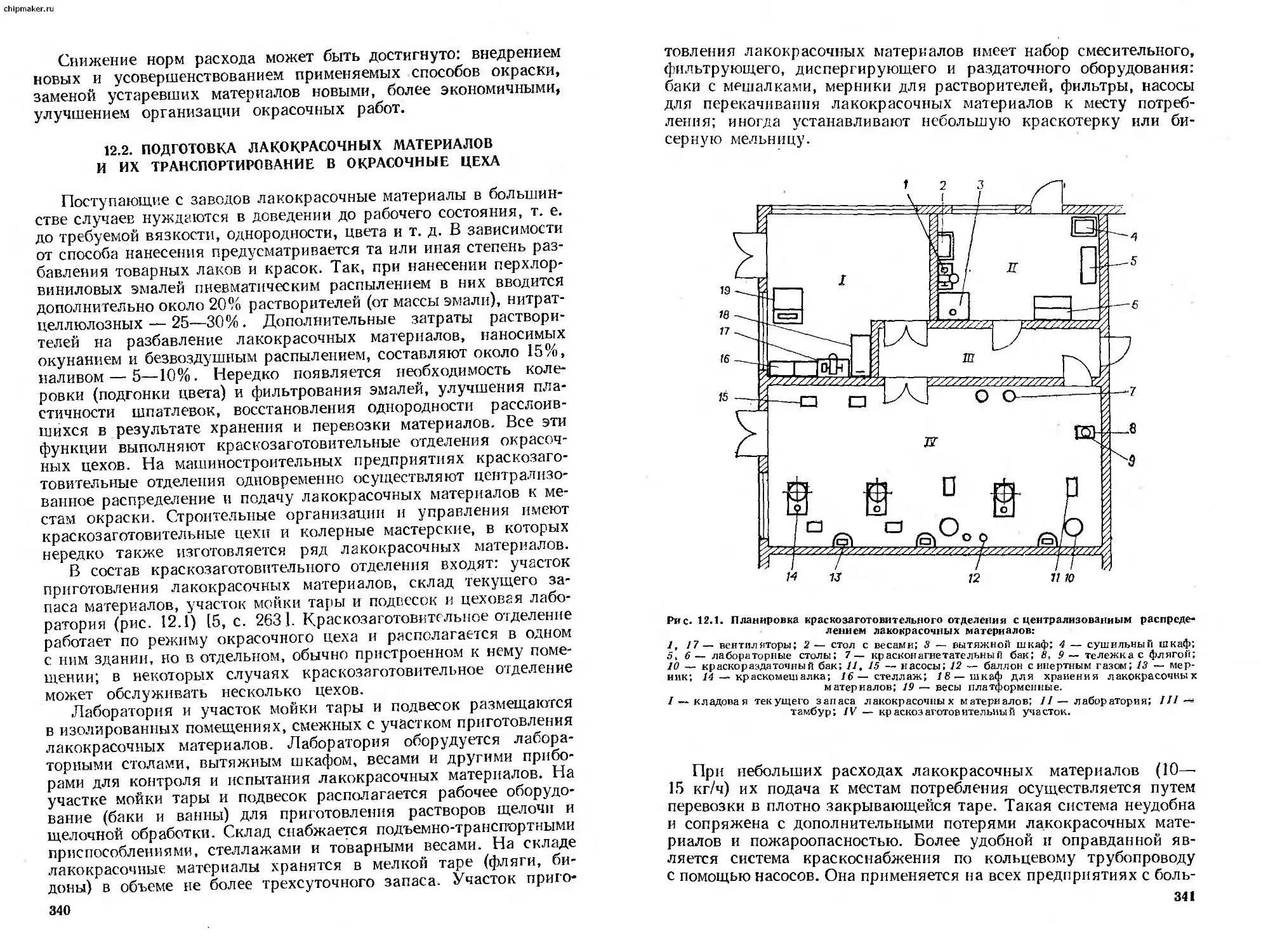
Текст
А.Д. ЯКОВЛЕВ
ХИМИЯ
И ТЕХНОЛОГИЯ
ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ
chipmaker.ru
А. Д. ЯКОВЛЕВ
химия
И ТЕХНОЛОГИЯ
ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ
Допущено Министерством высшего и среднего специаль-
ного образования СССР в качестве учебного пособия
для студентов вузов, обучающихся по специальности
«Химическая технология лаков, красок и лакокрасоч-
ных покрытий»
Chipmaker.ru
ЛЕНИНГРАД • «ХИМИЯ»
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
198 1
chipmaker.ru
6П7-7
Я47
УДС 667.64(075.8)
Яковлев А. Д.
Химия и технология лакокрасочных покрытий:
Учебное пособие для вузов. — Л.: Химия, 1981 — 352
с., ил.
Учебное пособие для студентов химико-технологнче-
ских вузов.
Подробно рассмотрены фнзнко-химические и техноло-
гические основы, а также способы получения лакокрасоч-
ных покрытий на изделиях нз различных материалов. Рас-
сматриваются вопросы формирования покрытий, их свой-
ства и структура, процессы старения и долговечность
покрытий*
Может служить руководством Для инженерно-техни-
ческих работников лакокрасочной промышленности, а также
отраслей, связанных с применением лакокрасочных мате-
ри алов.
352 стр., 160 рис., 6 табл., список литературы 207 ссылок.
Рецензенты: 1. Кафедра химической технологии лаков, красок и лако-
красочных покрытий Ивановского химико-технологиче-
ского института (зав. кафедрой докт. техн, наук
В. А. Игнатов).
2. Заведующий лабораторией ЛНПО «Пигмент» канд. техн,
наук, доцент А. М. Фрост.
© Издательство «Химия», 1981
ПРЕДИСЛОВИЕ
Программой развития народного хозяйства страны, принятой
XXV съездом КПСС, предусмотрено дальнейшее повышение эф-
фективности всего общественного производства и значительное
улучшение качества продукции.
Долговечность и надежность изделий во многом зависят от со-
хранности лакокрасочных покрытий, применяемых для их за-
щиты. Являясь основным средством защитно-декоративной от-
делки машин и механизмов, промышленных и бытовых изделий,
зданий и сооружений, лакокрасочные покрытия в большой мере
определяют их товарный вид, работоспособность и нередко стои-
мость, конкурентную и покупательную способность.
Несмотря на то, что история получения и применения лако-
красочных покрытий уходит в глубокую древность, химия и тех-
нология лакокрасочных покрытий как научная дисциплина опре-
делилась совсем недавно. Этому способствовали резкое расши-
рение объема научно-исследовательских работ, обусловленное
потребностями производства, и накопление в связи с этим значитель-
ной научной информации, углубление и становление основопола-
гающих разделов науки, в первую очередь, физики и химии поли-
меров, организация в стране специализированных кафедр для под-
готовки инженеров по технологии лакокрасочных материалов и
покрытий. Первая попытка систематизации материала по курсу
покрытий и представления его в виде учебного пособия была сде-
лана в 1937 г. (Гольденштейн Е. Д. Технология неметаллических
защитных покрытий. Л., Химтеорет, 1937).
Позднее вышли пособия: Дринберг А. Д., Снедзе А. А., Ти-
хомиров А. В. Технология лакокрасочных покрытий (Л., Госхим-
нздат, 1951) и Дринберг А. Д., Гуревич Е. С., Тихомиров А. В.
Технология неметаллических покрытий (Л., Госхимиздат, 1957),
в которых вопросы технологии покрытий впервые были поставлены
на научно-теоретическую основу.
За прошедшие более чем два десятилетия со времени выхода
последнего издания наука и промышленность обогатились новыми
знаниями и достижениями. Изменились ранее существовавшие
воззрения на многие процессы и явления, возросло функциональ-
ное значение покрытий, коренным образом изменились методы их
3
chipmaker.ru
получения в связи с увеличением объема окрасочных работ. Все
эти изменения нашли свое отражение в предлагаемом учебном по-
собии.
Книга написана в соответствии с программой и на основе много-
летнего опыта чтения автором курса «Химия и технология лако-
красочных покрытий» в Ленинградском технологическом инсти-
туте им. Ленсовета. В отличие от предшествующих изданий в нее
не включено описание оборудования для производства лакокра-
сочных покрытий. Накопившийся огромный материал по этому
вопросу найдет освещение в самостоятельном учебном пособии.
Основное внимание в книге сосредоточено на принципиальных
вопросах физикохимии и технологии лакокрасочных покрытий.
В ней содержатся сведения, представляющие интерес также для
инженерно-технических и научных работников и аспирантов.
Автор приносит благодарность проф. И; С. Охрименко, до-
центу А. М. Бочаровой, ст. преподавателю В. Д. Суворовой,
инж. Т. Н. Яковлевой, всему коллективу кафедры химической
технологии органических покрытий за содействие и помощь в под-
готовке рукописи; выражает признательность доцентам В. А. Иг-
натову и А. М. Фросту за большой труд по рецензированию книги
и полезные советы; благодарит доцента С. Г. Багажкова, доцента
Н. А. Суханову и канд. техн, наук П. Г. Гисина за просмотр ру-
кописи и критические замечания.
ВВЕДЕНИЕ
Большинство окружающих нас предметов и изделий защи-
щены лакокрасочными покрытиями. Последние стали настолько
привычными и очевидными, что замечаются лишь тогда, когда они
нарушаются, в результате чего ухудшается внешний вид изделия,
появляются очаги коррозии, выходят из строя приборы, машины,»
агрегаты и т. д.
Действительно, на долю лакокрасочных покрытий приходится
более 85% защиты изделий машиностроения; свыше 90% поверх-
ности зданий и строительных конструкций подвергаются окраске.
Нанесением лакокрасочных покрытий также заканчивается про-
цесс производства изделий мебельной, кожевенно-обувной, по-
лиграфической промышленности, многих резиновых изделий.
Велика и ответственна роль лако'Красочных покрытий как основ-
ного средства электроизоляции, герметизации, защиты от излуче-
ния, декоративной отделки в радио-электротехнической и элек-
тронной промышленности, при производстве космических кораб-
лей и летательных аппаратов. Лакокрасочные покрытия исполь-
зуют для борьбы с кавитацией, обледенением, грязеудержанием,
обрастанием в морских условиях микроорганизмами, для целей
звукоизоляции, светомаскировки и создания источников света, из-
мерения температуры, регулирования физиологической и оптиче-
ской активности материалов, решения ряда санитарно-гигиениче-
ских задач.
Три основные функции выполняют лакокрасочные покрытия:
декоративную, защитную и специальную. По мере развития науки
и промышленности удельное значение второй и третьей функций
все более возрастает.
Роль покрытий как средства защиты материалов от разрушения
особенно проявилась с ростом производства и потребления метал-
лов. Подсчитано*, что прямые убытки, причиняемые коррозией
в нашей стране, составляют около 14 млрд. руб. при ю-
довой потере черных металлов около 15 млн. т. В последние
полвека потребление лакокрасочных материалов и выплавка
стали в стране развивались синхронно: в разные годы на 1 т стали
* Арчаков Ю. И., Новаковская Е. П. — В кв.: Современные методы за-
щиты от коррозии металлов в промышленности. Л., ЛДНТП, 1978, с. 4.
5
chipmaker.ru
приходилось от 15 до 20 кг краски. Усиление борьбы с коррозией
предусматривает не только увеличение доли потребления лако-
красочных материалов, но, в первую очередь, резкое улучшение
качества и защитной способности покрытий. С развитием потреб-
ляющих отраслей промышленности все более возрастают требо-
вания к лакокрасочным покрытиям. Сейчас уже нельзя говорить
об универсальных покрытиях, как это было несколько десятиле-
тий назад. Все более существенной становится роль покрытий целе-
вого назначения: химически, термо-, морозо-, огне- и радиационно-
стойких, антифрикционных, антиадгезионных, демпфирующих,
фотоактивных и оптически прозрачных, камуфляжных, криофоб-
ных и т. д.
Рост материального производства находит отражение и в мас-
штабах использования лакокрасочных покрытий. В настоящее
время в нашей стране, занимающей второе место в мире по вы-
пуску лакокрасочных материалов и изготовляющей свыше 3 млн. т
лаков и красок, окрашивается ежегодно около 25 млрд, м2, или
ежесекундно 800 м , различных поверхностей.
В этих условиях особенно поучительными становятся слова
К- Осовецкого — автора книги «Малярное дело» (1886 г.), явля-
ющейся первым практическим руководством по технологии покры-
тий: «Всякая окраска должна производиться настолько обдуманно,
чтобы все зависимое от нашей воли было исполнено в пользу наи-
большей прочности красочного слоя».
Особенность технологии лакокрасочных покрытий состоит
в том, что она касается разнообразных по назначению, форме и
габаритам объектов, начиная от тончайших (до 1 мкм) изделий
электроники, кончая гигантскими танкерами и огромными строи-
тельными сооружениями, которые изготовлены из самых разных
материалов: металлов (черных, цветных, благородных), дерева,
бумаги, кожи, тканей, пластмасс, силикатов и их многочислен-
ных сочетаний. Это находит отражение в ассортиментном составе
применяемых материалов, оборудовании и своеобразных техно-
логических приемах производства покрытий.
Свыше половины всех лакокрасочных покрытий приходится
на долю машиностроения, около четверти — на строительную ин-
дустрию, значительным является потребление красок в быту.
Среди отраслей промышленности наибольший объем работ по
производству покрытий имеет автомобильная, которая потребляет
более 20% всех промышленных лакокрасочных материалов, име-
ющих несколько сот наименований. Видное место занимают лако-
красочные покрытия в судо-, тракторо- и авиастроении, сельско-
хозяйственном машиностроении, электро-, радио- и электронной
промышленности; для получения покрытий применяются лако-
красочные материалы в большом объеме и широком ассортименте
(от 120 до 250 наименований). Заметно возросли требования к лако-
красочным покрытиям при изготовлении мебели, разных видов
обуви, в полиграфии.
6
Отметим, что несмотря на значительный прогресс, достигнутый
в последние годы в технологии покрытий, механизацию и автома-
тизацию процессов, удельные затраты на их производство во мно-
гих отраслях, особенно в строительстве, все еще остаются высо-
кими. Стоимость изготовления покрытий нередко в несколько раз
превышает стоимость потребляемых лакокрасочных материалов.
Поэтому вопросы совершенствования технологии и увеличения
срока службы покрытий приобретают важное значение.
Большие масштабы использования лакокрасочных покрытий
неслучайны, они связаны со многими их достоинствами: много-
цветностью, разнообразием свойств и фактуры поверхности, удоб-
ством нанесения и реставрации, возможностью сочетания с дру-
гими, в первую очередь неорганическими, покрытиями, отно-
сительно невысокой стоимостью, многоцелевым назначением.
Лакокрасочные покрытия получили практическое применение
раньше других покрытий и в настоящее время являются домини-
рующими.
Возникновение покрытий и красок как исходных материалов
для их изготовления представляет единый этап в эволюции лако-
красочного производства. Судя по раскопкам, покрытия в древ-
ности применяли в основном при изготовлении разнообразных
украшений из дерева и камня, а также для росписи стен дворцов,
храмов, усыпальниц, саркофагов (Древний Египет, Китай, Вави-
лон, I—IV вв. до н. э.).
В последующем (средние века) покрытия все шире применяются
для защиты орудий производства, творений зодчества, художе-
ственных ценностей. Роль и значение лакокрасочных покрытий
особенно возросли с развитием металлургии и машиностроения
(XIX—XX вв.) в связи с необходимостью противокоррозионной
защиты изготовляемых металлоизделий. Несмотря на это ассорти-
мент лакокрасочных материалов оставался крайне узким, а тех-
ника окрасочных работ низкой, при изготовлении покрытий при-
менялся исключительно ручной труд.
Научно-технические основы технологии лакокрасочных по-
крытий стали закладываться в нашей стране только после Вели-
кой Октябрьской социалистической революции, а точнее в начале
тридцатых годов, когда широким фронтом началась индустриали-
зация народного хозяйства и стали входить в строй крупнейшие
автомобильные, тракторные, станкостроительные и другие за-
воды. Для окраски их продукции потребовались технологичные
лакокрасочные материалы, высокопроизводительное оборудова-
ние и эффективные методы окраски.
На ряде заводов были созданы специальные окрасочные цехи
и лаборатории покрытий. В это же время организуется Централь-
ная научно-исследовательская лаборатория (НИЛК), а в после-
дующем научно-исследовательский институт лакокрасочной про-
мышленности (ГИПИ ЛКП) с филиалами в Ленинграде, Челя-
бинске и Ярославле; создаются первые кафедры технологии
7
chipmaker.ru
лаков, красок и лакокрасочных покрытий в Химико-технологиче-
ских институтах Иванова, Москвы и Ленинграда (1930—1932 гг.).
Для оказания технической помощи промышленности по ис-
пользованию передовой окрасочной технологии в 1935 г. органи-
зуется Всесоюзная контора «Лакокраспокрытие» с отделениями
в Ленинграде, Харькове, Баку, Тбилиси, а в последующем (1956 г.)
Центральная научно-исследовательская лаборатория ВПК «Лако-
краспокрытие». В 1960 г. на ее базе был создан головной институт
технологии лакокрасочных покрытий НИИТЛП, а затем Научно-
производственное объединение «Лакокраспокрытие».
Значительный вклад в освоение новых материалов и техники
окрасочных работ внесли коллективы лабораторий отраслевых
институтов, центральных лабораторий заводов, передовики и но-
ваторы производства.
Немалую роль в распространении научных достижений и пере-
дового опыта сыграли периодические издания: «Малярное деле»,
«Бюллетень обмена опытом малярной техники», «Техника окраски»,
журнал «Лакокрасочные материалы и их применение».
Современная технология покрытий — высокоорганизованное
механизированное производство, базирующееся на последних
научно-технических достижениях в области химии, механики,
электротехники, электроники. В соответствии с решениями
XXV съезда КПСС предусматривается дальнейшее ее совершен-
ствование, в первую очередь на базе использования новых без-
масляных, а также не содержащих растворителей лакокрасочных
материалов, прогрессивных технологических процессов и более
совершенного оборудования, автоматизации, устранения произ-
водственных выбросов.
Глава
понятия О ЛАКОКРАСОЧНЫХ покрытиях
И ТРЕБОВАНИЯ К МАТЕРИАЛАМ
ДЛЯ ИХ ПОЛУЧЕНИЯ
1.1. ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Основу лакокрасочных покрытий составляют полимерные
пленки преимущественно органической природы, поэтому нередко
лакокрасочные покрытия называют органическими.
Под термином пленка понимают состояние вещества в виде
сплошного тонкого слоя. Различают пленки свободные и адгези-
рованные. Лакокрасочные покрытия — это пленки, связанные
адгезионными силами с твердой поверхностью (субстратом). Та-
кое состояние обеспечивается спецификой лакокрасочной техно-
логии; связь с субстратом создается не посредством наложения
готовой пленки, а в процессе ее формирования (пленкообрааова-
ния).
Лакокрасочные покрытия имеют ряд особенностей. Они харак-
теризуются определенными пределами толщины, чаще всего 10—
300 мкм. Из-за небольшой толщины покрытия имеют высокую
удельную поверхность, которая колеблется от 10 до 1000 см2/см3.
Пленочное состояние покрытий обусловливает своеобразное
формирование их свойств: чем тоньше пленка, тем в большей мере
проявляется роль ее поверхности. Высокая удельная поверхность
создает неблагоприятные условия для эксплуатации материалов
в покрытиях.
Лакокрасочные покрытия имеют две разные поверхности кон-
такта: одну — с внешней средой (как правило, газообразной или
жидкой), другую — с твердым телом, или подложкой. Это отли-
чает их от клеевых соединений, где клеевой слой с обеих сторон
связан лишь с твердыми субстратами. Влияние внешней среды и
подложки проявляется в химическом составе и структуре мате-
риала контактных слоев пленок. Поэтому лакокрасочные покрытия
следует рассматривать как физически и химически неоднородные
системы.
По мнению Козлова [1, с. 340], в покрытиях, сформированных
из растворов или расплавов пленкообразователей, можно выде-
лить по крайней мере 3 слоя, имеющих непрерывные границы
перехода (рис. 1.1); верхний (или «воздушный»), промежуточный
9
chipmaker.ru
(или средний) и нижний — адгезионный, или «зеркальный».
Верхний слой, соприкасающийся в процессе формирования пленки
с воздухом, в наибольшей степени подвержен его влиянию. Сте-
пень окислительной деструкции и нередко других видов химиче-
ских превращений пленкообразователя, протекающих с участием
кислорода и влаги воздуха, как правило, наиболее значительны
в этом слое; проникновение кислорода и влаги в средний, а тем
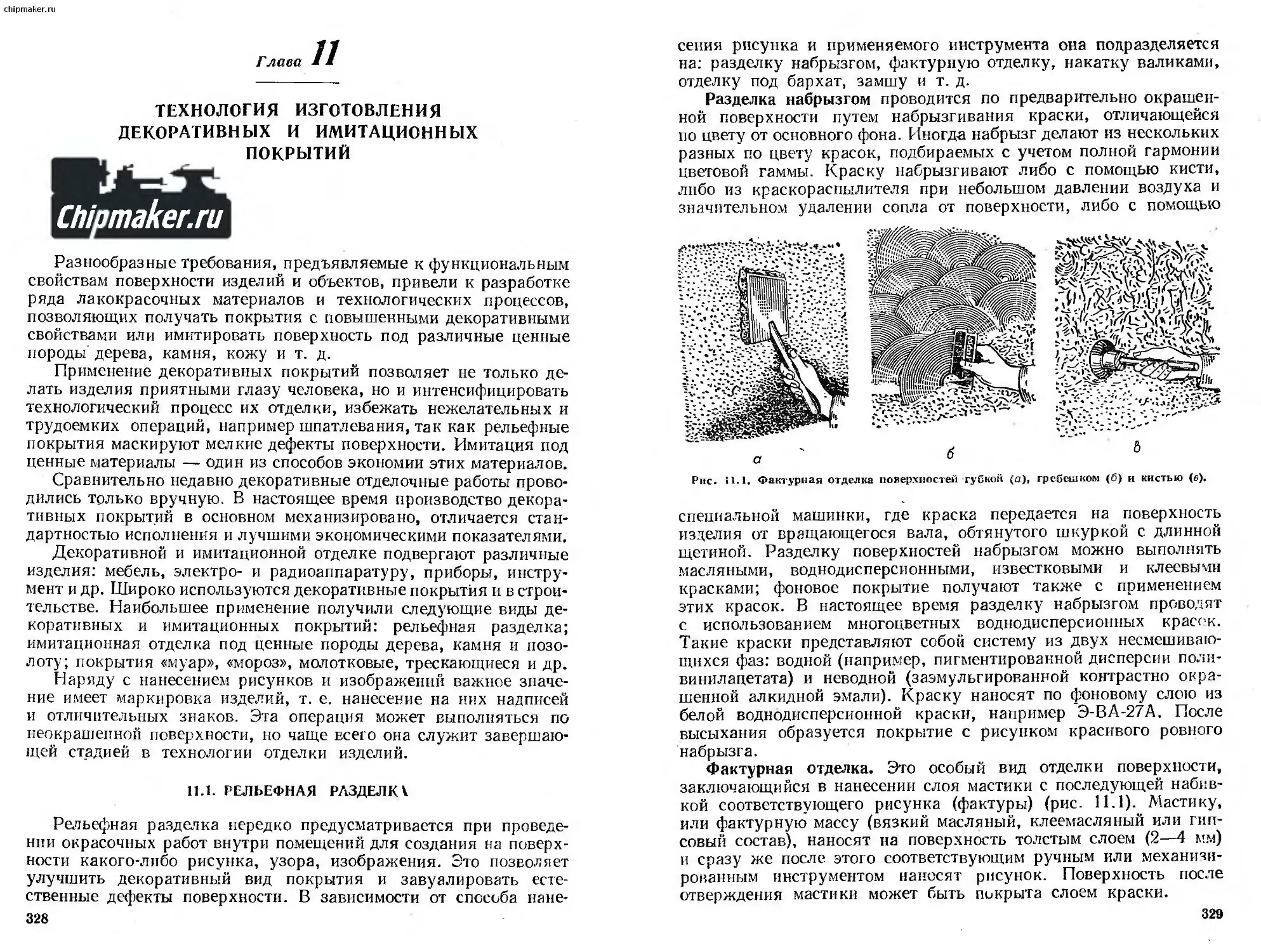
более в нижний (адгезионный) слой (в случае беспористых подло-
жек) замедляется. Подложка также участвует в протекании хими-
ческих реакций: при формировании покрытий, особенно при вы-
соких температурах, нередко про-
является ее катализирующая или
ингибирующая роль.
Фиксация пленки на подложке
и воздействие на нее силового псля
твердой поверхности существенно
влияют и на физические процессы
7/7//7/////7/7//////^4
Рис. 1.1. Схема строения лакокрасочно-
го покрытия:
1 — верхний, контактирующий с
внешней средой слой; 2 — промежуточ-
ный слой; 3 — нижний (адгезионный)
слой; 4 — подложка.
в адгезионном слое: усадку, стек-
лование, ориентационные эффекты
и т. д. Все это определенным об-
разом сказывается на структуре
пленок. Адгезионный слой обла-
дает, как правило, анизотропной
плоскоориентированной структурой. Степень ориентации и ани-
зотропия пленок резко падают по- мере удаления от подложки.
Структурная неоднородность особенно- заметна у покрытий, изго-
товленных из кристаллических полимеров.
В нижних слоях, лежащих в пределах так называемой «эф-
фективной толщины» (обычно менее 1 мкм) подвижность макромо-
лекул полимеров из-за фиксирующего действия твердой поверх-
ности настолько затруднена, что кристаллизация делается
практически невозможной. Этого явления не наблюдается в про-
межуточном и верхнем слоях.
С первичной кристаллизацией определенным образом корре-
лирует и сферолитная. Максимальные по объему сферолиты при-
ходятся на среднюю часть пленки; по мере приближения к пери-
ферии и к подложке они вырождаются (рис. 1.2) или принимают
иные морфологические формы.
Структурные различия отдельных слоев находят подтвержде-
ние при экспериментальных исследованиях 12, с. 19]: так, ниж-
ний слой пленок, полученных нз растворов аморфных полимеров,
обладает повышенной сорбционной способностью и нередко более
низкой твердостью по сравнению с промежуточными слоями; при
рентгеноструктурном анализе покрытия из кристаллических по-
лимеров показывают большую степень упорядоченности с внеш-
ней стороны, чем с внутренней, т. е. от подложки.
В многокомпонентных системах, к которым относится боль-
шинство покрытий, неоднородность по толщине (и нередко в объ-
10
Толщина покрытия
Рис. 1.2. Кривая распределения
дискретных структур по толщине
покрытий, полученных из кри-
сталлических полимеров.
сохраняться и вне ее
еме) может возникать в результате микро- и макрорасслоения
пленкообразователей, выпотевания или кристаллизации пласти-
фикаторов, всплывания (флотации) или оседания пигментов в мо-
мент пленкообразования.
Неоднородность состава, структуры и, как следствие этого,
анизотропию свойств, присущие лакокрасочным покрытиям,
нельзя рассматривать только как отрицательные явления. В этом
может быть определенный положительный эффект, особенно при
получении многослойных покрытий.
Формирование покрытий на подложке сопряжено с усадочными
явлениями. При отсутствии полной релаксации усадка приводит
к возникновению остаточных напряже-
ний. Таким образом большинство ла-
кокрасочных покрытий, особенно по-
лучаемых на основе жесткоцепных
аморфных или кристаллических поли-
меров, представляет собой напряжен-
ные системы. Об этом свидетельствует
хотя бы тот факт, что тонкий слой аква-
рельной краски, нанесенный на бумагу,
при высыхании закручивает ее на себя.
Лакокрасочные покрытия даже са-
мые тонкие следует отличать от жид-
костных или газовых адсорбционных
слоев. Если последние существуют
лишь при наличии активной поверхно-
сти, то лакокрасочные пленки могут
в силу определенной когезионной прочности.
Многочисленные особенности лакокрасочных покрытий — хи-
мическая и физическая (структурная) неоднородность, плоскост-
ная ориентация, анизотропия, напряженность, высокая удель-
ная поверхность и другие — должны учитываться при их
эксплуатации и оценке, особенно в связи с наметившейся общей
тенденцией к уменьшению толщины эксплуатационно-способных
покрытий за счет использования новых технических приемов их
получения.
Лакокрасочные покрытия классифицируют преимущественно
по химическому и эксплуатационному признакам.
В основу химической классификации положена природа пленко-
образующего вещества лакокрасочного состава, из которого из-
готовлено покрытие. Так, говоря об эпоксидных, полиакрилатных,
кремнийорганических, масляных и других покрытиях, понимают,
что они получены в основном с применением соответствующих им
лакокрасочных материалов: эпоксидных, полиакрилатных и т. д.
Классификация покрытий по эксплуатационному признаку,
или по назначению (например, на атмосферостойкие, химически-
стойкие, термостойкие и т. д.) также очень распространена. Хотя
она и не дает какого-либо представления о природе материала
11
chipmaker.ru
пленки, для потребителей она важна, так как нацеливает на об-
ласти использования того или иного покрытия.
Менее популярна структурная классификация, введенная
Дринбергом [3, с. 68], по которой все лакокрасочные покрытия
подразделяются на 2 группы: непревращае.мые и превращаемые
в трехмерное состояние. Однако она не лишена смысла: по ней
можно судить о процессах формирования покрытий (получены ли
они без химических превращений или в результате таких превра-
щений), а также о некоторых их свойствах (растворимость, термо-
пластичность и др.).
По строению лакокрасочные покрытия подразделяют на одно-
н многослойные; последние, в свою очередь, могут быть однород-
ными и разнородными, т. е. изготовленными из одного или из раз-
ных по химической природе лакокрасочных материалов. Для
многослойных разнородных покрытий принято соответствующее
название слоев. Первый, контактирующий с подложкой слой на-
зывается грунтовочным или грунтом, далее следуют промежуточ-
ные слои и, наконец, верхнее покрытие. При изготовлении деко-
ративных покрытий роль промежуточных слоев нередко выпол-
няет шпатлевочное покрытие, цель которого — выравнивание
дефектов поверхности. Комбинированные покрытия изготовляют
путем сочетания лакокрасочных покрытий с другими видами по-
крытий (металлическими, термодиффузионными, фосфатными,
оксидными и т. д.). Несмотря на общую тенденцию к сокращению
числа слоев (получению однослойных покрытий), многослойные
покрытия сохраняют свое значение, так как в ряде случаев, осо-
бенно в жестких условиях эксплуатации, они обеспечивают более
надежную и долговременную защиту, чем однослойные.
1.2. СВОЙСТВА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ,
НАИБОЛЕЕ ВАЖНЫЕ В ТЕХНОЛОГИИ ПОКРЫТИЙ
1.2.1. Общие требования к лакокрасочным материалам
Условия получения и качество лакокрасочных покрытий во
многом зависят от свойств исходных материалов, которые должны
отвечать следующим главным требованиям:
1) допускать возможность тонкослойного распределения на
покрываемой поверхности;
2) быть способными к пленкообразованию;
3) образовывать покрытия, обладающие комплексом требуе-
мых технических свойств.
Первому требованию наиболее полно удовлетворяют мате-
риалы, являющиеся жидкостями или высокодисперсными порош-
ками. Жидкое состояние, как никакое другое, позволяет легко
и многими способами получать разные по толщине слои, причем
нередко в достаточно широком интервале температур. Не слу-
чайно существующая тысячелетия технология лакокрасочных по-
крытий базировалась исключительно на использовании жидких
пленкообразующих веществ.
Определились две разновидности жидких лакокрасочных си-
стем:
1) составы, не содержащие летучих компонентов и изготов-
ляемые на основе жидких мономеров, олигомеров или полимеров,
наносимых в состоянии расплава; это так называемые 100%-ные
лаки и краски;
2) составы, содержащие летучие компоненты и представляю-
щие собой растворы, водные дисперсии или органодисперсии твер-
дых полимеров и олигомеров. Летучие компоненты — вода и орга-
нические растворители, выполняющие функции «агентов ожиже-
ния», существенно влияют на технологические приемы получения
покрытий, их свойства, экономику и экологию производства.
В начале 60-х годов этого века появился новый вид лакокра-
сочных составов — порошковые. Пленкообразователями в них
служат твердые полимеры и олигомеры, а своеобразным ожижаю-
щим агентом — воздух. Несмотря на то, что порошки по физиче-
скому состоянию относятся к твердым телам, имеется ряд призна-
ков, сближающих их с жидкостями; способность перемещаться
при разобщении частиц с помощью газового потока, заряжаться
подобно гидрозолям в электрическом поле высокого напряжения.
При использовании порошковых материалов в отличие от тради-
ционной технологии покрытий перевод твердых пленкообразова-
телей в вязкотекучее состояние осуществляется не вне подложки,
а непосредственно на ней.
Второе важное свойство лакокрасочных материалов — спо-
собность к образованию пленок -— обеспечивается присутствием
в составе лаков и красок пленкообразователей — мономеров, оли-
гомеров или полимеров аморфной или кристаллической струк-
туры [4, с. 19].
Свойства покрытий весьма разнообразны, многообразны и тре-
бования к ним со стороны потребителей. Нередко возникает
заинтересованность в покрытиях с прямо противоположными свой-
ствами, например, электроизоляционных и токопроводящих, гиб-
ких, эластичных и хрупких, трескающихся при малейшей дефор-
мации, с высокой адгезионной прочностью и антиадгезионных
и т. д. Удовлетворение этих требований достигается, с одной сто-
роны, соответствующим подбором лакокрасочных материалов,
с другой — применением необходимой технологии покрытий.
При технологической оценке свойств исходных жидких мате-
риалов существенное значение имеют вязкость, поверхностное на-
тяжение, скорость отверждения (превращения в твердое состоя-
ние), а для порошковых систем — дисперсность, сыпучесть, пара-
метры формирования покрытий. Знание этих показателей и мето-
дов их регулирования позволяет целенаправленно влиять на техно-
логию и свойства получаемых покрытий.
13
chipmaker, ru
1.2.2. Вязкость жидких лакокрасочных материалов
В зависимости от метода нанесения и условий формирования
покрытий применяют лакокрасочные материалы с разной вяз-
костью. По консистенции они могут быть жидкими, вязкими и
пастообразными.
Вязкость лаков и красок, как и вязкость любых жидкостей,
определяется внутренним трением, возникающим между их слоями
при перемещении под действием внешних сил.
Разновидности течения. Для неструктурированных жидко-
стей, например воды, органических растворителей, вязкость мо-
жет быть вычислена по уравнению Ньютона:
0t=F/S = t)y (1.1)
Для них свойственна прямо пропорциональная зависимость
между напряжением сдвига от и скоростью сдвига, или скоростью
течения у. Коэффициент пропорциональности i] служит мерой ди-
намической вязкости; в системе СИ он выражается в Па-с
(1 Па-с = 10 П). Отношение коэффициента динамической вяз-
кости к плотности материала представляет кинематическую вяз-
кость, выражаемую в м2/с (1 м2/с = 104 Ст).
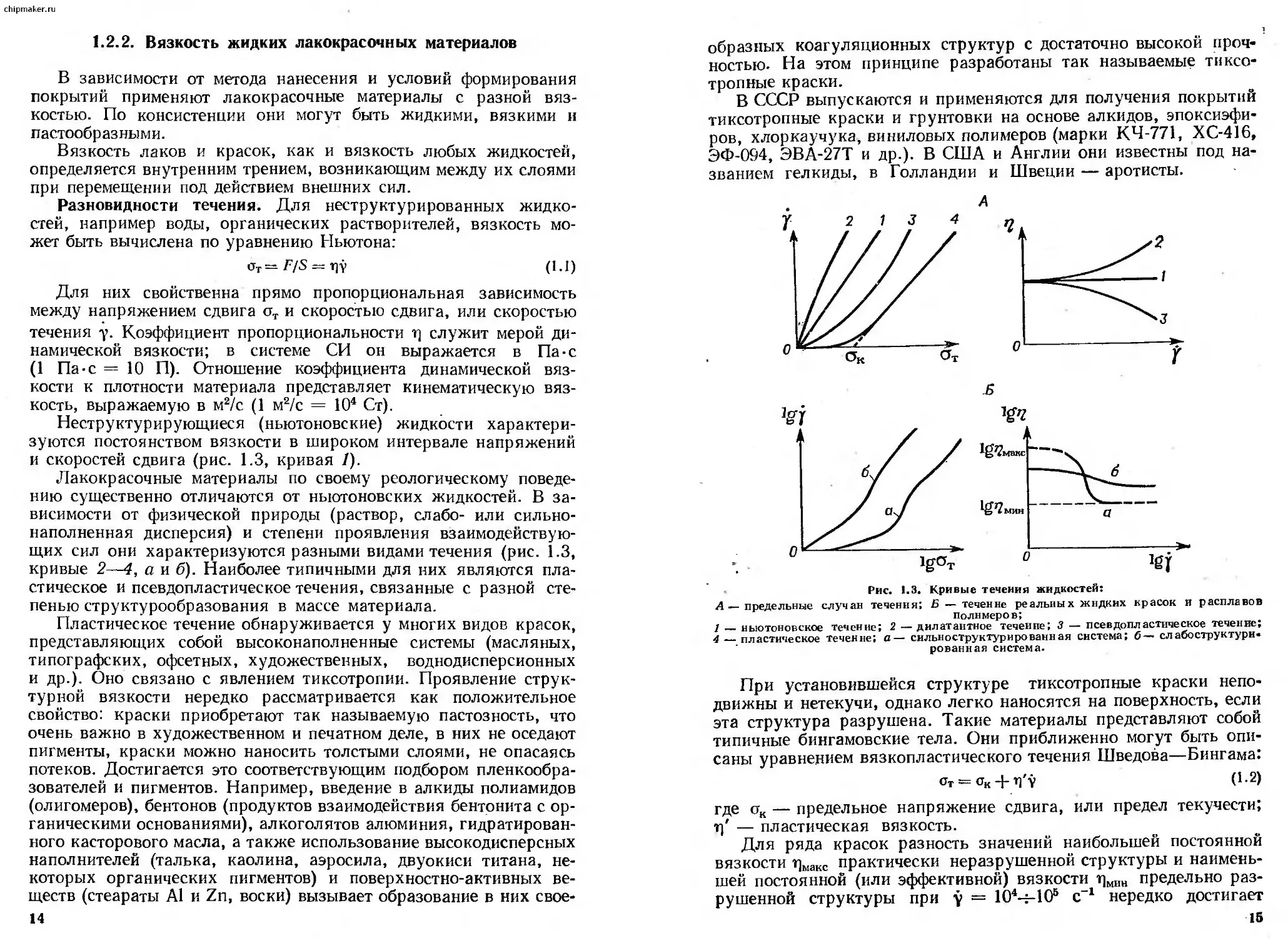
Неструктурирующиеся (ньютоновские) жидкости характери-
зуются постоянством вязкости в широком интервале напряжений
и скоростей сдвига (рис. 1.3, кривая /).
Лакокрасочные материалы по своему реологическому поведе-
нию существенно отличаются от ньютоновских жидкостей. В за-
висимости от физической природы (раствор, слабо- или сильно-
наполненная дисперсия) и степени проявления взаимодействую-
щих сил они характеризуются разными видами течения (рис. 1.3,
кривые 2—4, а и б). Наиболее типичными для них являются пла-
стическое и псевдопластическое течения, связанные с разной сте-
пенью структурообразования в массе материала.
Пластическое течение обнаруживается у многих видов красок,
представляющих собой высоконаполценные системы (масляных,
типографских, офсетных, художественных, воднодисперсионных
и др.). Оно связано с явлением тиксотропии. Проявление струк-
турной вязкости нередко рассматривается как положительное
свойство: краски приобретают так называемую пастозность, что
очень важно в художественном и печатном деле, в них не оседают
пигменты, краски можно наносить толстыми слоями, не опасаясь
потеков. Достигается это соответствующим подбором пленкообра-
зователей и пигментов. Например, введение в алкиды полиамидов
(олигомеров), бентонов (продуктов взаимодействия бентонита с ор-
ганическими основаниями), алкоголятов алюминия, гидратирован-
ного касторового масла, а также использование высокодисперсных
наполнителей (талька, каолина, аэросила, двуокиси титана, не-
которых органических пигментов) и поверхностно-активных ве-
ществ (стеараты А1 и Zn, воски) вызывает образование в них свое-
14
образных коагуляционных структур с достаточно высокой проч-
ностью. На этом принципе разработаны так называемые тиксо-
тропные краски.
В СССР выпускаются и применяются для получения покрытий
тиксотропные краски и грунтовки на основе алкидов, эпоксиэфи-
ров, хлоркаучука, виниловых полимеров (марки КЧ-771, X С-416,
ЭФ-094, ЭВА-27Т и др.). В США и Англии они известны под на-
званием гелкиды, в Голландии и Швеции — аротисты.
Рис. 1.3. Кривые течения жидкостей:
А — предельные случаи течения; Б — течение реальных жидких красок и расплавов
полимеров;
1 — ньютоновское течение; 2 — дилатантное течение; 3 — псевдопластическое течение;
4 — пластическое течение; а— сильноструктурированная система; б~ слабо структури-
рованная система.
При установившейся структуре тиксотропные краски непо-
движны и нетекучи, однако легко наносятся на поверхность, если
эта структура разрушена. Такие материалы представляют собой
типичные бингамовские тела. Они приближенно могут быть опи-
саны уравнением вязкопластического течения Шведова—Бингама:
ат = ок + фу (1.2)
где ок — предельное напряжение сдвига, или предел текучести;
т/ — пластическая вязкость.
Для ряда красок разность значений наибольшей постоянной
вязкости 1]макс практически неразрушенной структуры и наимень-
шей постоянной (или эффективной) вязкости т]МИ11 предельно раз-
рушенной структуры при у = IC^-r-lO5 с-1 нередко достигает
15
chipmaker.ru
102—107 Па-с. Так, у многих типографских офсетных красок
>1макс — ЫОМ-У-Ю8 Па-с, а т)мвн = 10—г-15 Па-с. Поэтому не-
доучитывать значение структурной вязкости было бы большой
ошибкой.
Лаки и эмали, изготовленные на основе полимеров (нитрат-
целлюлозные, перхлорвиниловые, полиакрилатные и др.), при
отсутствии в их составе тиксотропирующих добавок имеют малую
степень тиксотропии, однако для них также свойственно проявле-
ние структуры и значительное отклонение от ньютоновских жид-
костей в реологическом поведении. При скоростях сдвига до
105 с-1 они ведут себя как псевдопластические жидкости (рис. 1.3,
кривая 3) и при истечении подчиняются уравнению:
<tt = t]y” (1-3)
где п — показатель, характеризующий степень отклонения х от
линейной зависимости; для многих эмалей п = 1,0-н1,2.
При дальнейшем увеличении у вязкость псевдопластических
жидкостей становится постоянной. Именно она и принимается за
показатель текучести материала как
Менее характерен для лакокрасочных составов обратный слу-
чай реологического поведения — повышение вязкости с увеличе-
нием степени перемешивания (ростом у), свойственный дилатант-
ным системам (рис. 1.3, кривая 2). Он отмечается, в частности,
у высоконаполненных составов (густотертые масляные краски и
шпатлевки) особенно при введении в них водных разбавителей.
При получении покрытий из расплавов полимеров и олигоме-
ров также возникает необходимость в оценке их реологических
свойств. Типовая кривая течения расплавов полимеров в логариф-
мических координатах имеет S-образную форму (кривые а и б на
рис. 1.3, Б). При низких и высоких значениях напряжений и
скоростей сдвига наблюдается прямолинейная зависимость, что
соответствует наибольшей т)ыакс и наименьшей г)мин ньютоновским
вязкостям. Отклонения от прямолинейной зависимости на сред-
нем участке кривой вызваны структурными изменениями в поли-
мерах; эта ветвь называется структурной ветвью [5, с. 215].
Регулирование и определение реологических свойств. В прак-
тических условиях при получении покрытий нередко возникает
заинтересованность в уменьшении вязкости расплавов и раство-
ров. Это достигается применением соответствующих растворите-
лей, разбавителей, пластификаторов или нагреванием. Темпера-
турная зависимость вязкости подчиняется уравнению:
т1=Де£ч/Л:7’ (1.4)
где £п — энергия активации вязкого течения.
Вязкость увеличивается при наполнении, и для систем, где
отсутствует взаимодействие дисперсных частиц с дисперсионной
16
средой, ее изменение может быть описано уравнениями Эйнштейна
(1.5) и Гута (1.6):
Т)=т)о(1 +2.5Ф) (1.5)
г)=Пе(1+аФ+₽®г) (1-6)
где По — вязкость ненаполненной системы; Ф — объемная доля
наполнителя; а и Р — коэффициенты.
Большинство общеупотребительных красок, которым свой-
ственна структурированность, имеет т)' = 0,01ч-0,4 Па-с и ок =
= 0—15 Па. Пластическая вязкость некоторых полиграфических
и промышленных тиксотропных красок достигает 15—50 Па-с,
а предельное напряжение сдвига — нескольких десятков и даже
сотен Па.
Сильно структурирующиеся краски не пригодны для нанесе-
ния методами окунания и облива, так как избыток краски не сте-
кает с поверхности. Они удовлетворительно наносятся способами,
при которых обеспечиваются большие напряжения или скорости
сдвига, например распылением, кистью и особенно валковым
способом. Практика показывает, что при кистевой окраске (ско-
рость движения кисти 0,5—0,9 м/с) у достигает 5000—30 000 с-1.
Время восстановления разрушенной структуры должно быть по-
добрано таким образом, чтобы краска успела растечься по поверх-
ности, но не образовала натеков на вертикальных плоскостях.
Опасность натеков особенно возрастает при нанесении медленно
высыхающих лакокрасочных материалов толстыми слоями. Это
следует из формулы, определяющей скорость стекания v лаков и
красок с вертикальных поверхностей:
где р — плотность краски; g — ускорение . силы тяжести; h —
толщина слоя краски; т) — вязкость краски.
Лаки и краски с плохо подобранной вязкостью трудно на-
носятся, часто возникают дефекты поверхности покрытий. Не-
обходимо строго контролировать вязкость лакокрасочных мате-
риалов перед нанесением-
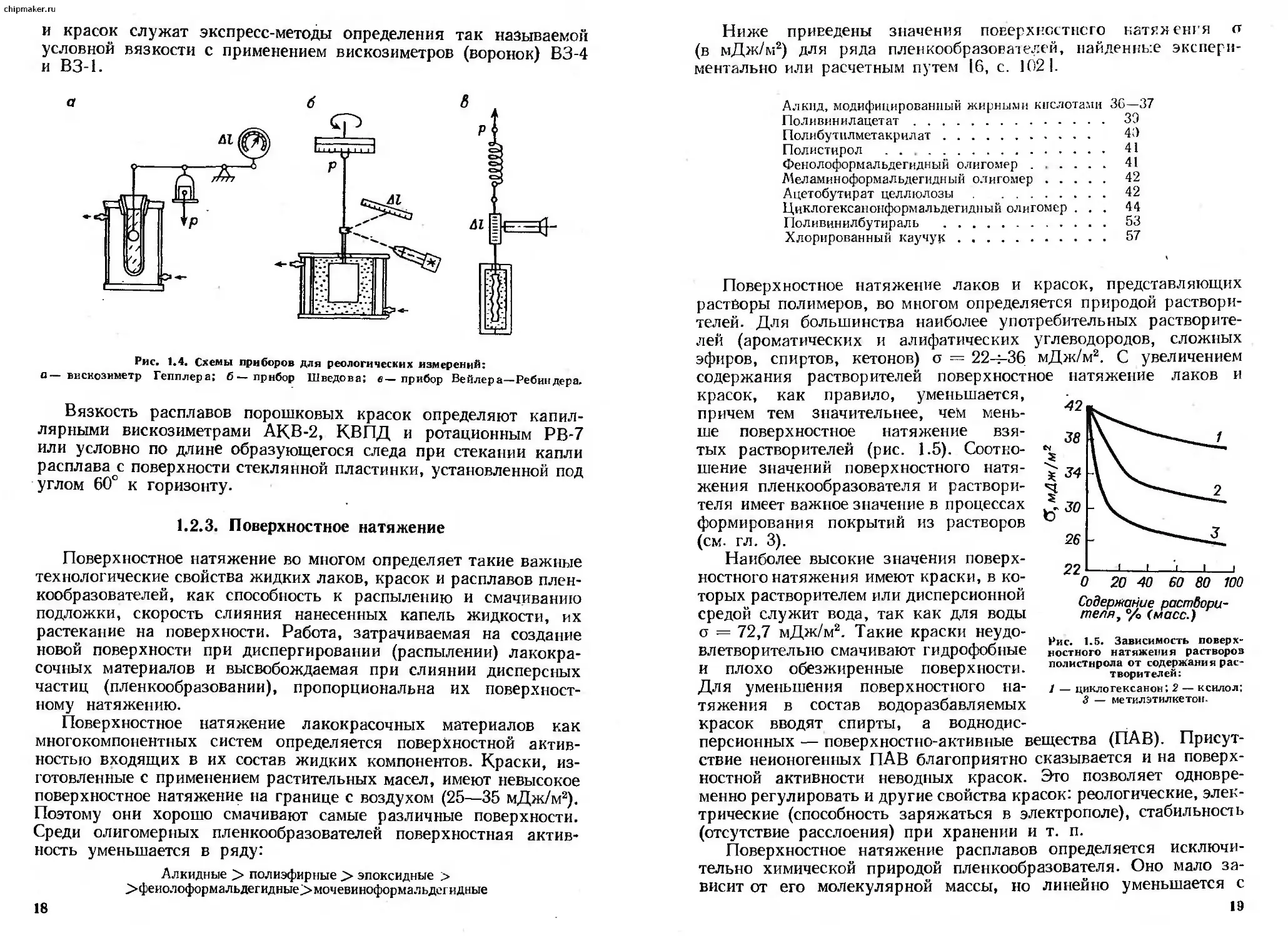
Наиболее удобными приборами для определения реологических
свойств жидких красок являются ротационные вискозиметры:
реотест, эластовискозиметр Михайлова, прибор конструкции
ГИПИ ЛК.П, реоадгезиметр РА-2, вискозиметр с коаксиальными
цилиндрами (прибор Шведова), приборы СНС-2 и ПСП-3, виско-
зиметр типа конус-пластинка, прибор Бейлера—Ребиндера. Для
оценки вязкости неструктурирующихся материалов с известным
допущением могут быть использованы вискозиметры, основанные
на принципах истечения и падающего шарика, например виско-
зиметр Гепплера и др. Схемы некоторых из перечисленных при-
боров приведены на рис. 1.4. Для оценки отдельных партий лаков
17
и красок служат экспресс-методы определения так называемой
условной вязкости с применением вискозиметров (воронок) ВЗ-4
и ВЗ-1.
Рис. 1.4. Схемы приборов для реологических измерений:
а— вискозиметр Гепплера; б—прибор Шведова; в—прибор Бейлер а—Ребиндера.
Вязкость расплавов порошковых красок определяют капил-
лярными вискозиметрами АК.В-2, КВПД и ротационным РВ-7
или условно по длине образующегося следа при стекании капли
расплава с поверхности стеклянной пластинки, установленной под
углом 60° к горизонту.
1.2.3. Поверхностное натяжение
Поверхностное натяжение во многом определяет такие важные
технологические свойства жидких лаков, красок и расплавов плен-
кообразователей, как способность к распылению и смачиванию
подложки, скорость слияния нанесенных капель жидкости, их
растекание на поверхности. Работа, затрачиваемая на создание
новой поверхности при диспергировании (распылении) лакокра-
сочных материалов и высвобождаемая при слиянии дисперсных
частиц (пленкообразовании), пропорциональна их поверхност-
ному натяжению.
Поверхностное натяжение лакокрасочных материалов как
многокомпонентных систем определяется поверхностной актив-
ностью входящих в их состав жидких компонентов. Краски, из-
готовленные с применением растительных масел, имеют невысокое
поверхностное натяжение на границе с воздухом (25—35 мДж/м2).
Поэтому они хорошо смачивают самые различные поверхности.
Среди олигомерных пленкообразователей поверхностная актив-
ность уменьшается в ряду:
Алкидные > полиэфирные > эпоксидные >
>феиолоформальдегидные>мочевиноформальдегндные
18
Ниже приведены значения поверхностного натяяенгя п
(в мДж/м2) для ряда пленкообразовачелей, найденные экспери-
ментально или расчетным путем 16, с. 1021.
Алкид, модифицированный жирными кислотами 3G—37
Поливинилацетат........................... 33
Полибутплметакрилат ...................... 43
Полистирол . ............................. 41
Фенолоформальдегидный олигомер............ 41
А1еламиноформальдегидный олигомер......... 42
Ацетобутират целлюлозы.....................42
Циклогексанонформальдегидный олигомер ... 44
Поливинилбутираль ........................ 53
Хлорированный каучук...................... 57
Поверхностное натяжение лаков и красок, представляющих
растворы полимеров, во многом определяется природой раствори-
телей. Для большинства наиболее употребительных растворите-
лей (ароматических и алифатических углеводородов, сложных
эфиров, спиртов, кетонов) о = 22—36 мДж/м2. С увеличением
содержания растворителей поверхностное натяжение
красок, как правило, уменьшается,
причем тем значительнее, чем мень-
ше поверхностное натяжение взя-
тых растворителей (рис. 1.5). Соотно-
шение значений поверхностного натя-
жения пленкообразователя и раствори-
теля имеет важное значение в процессах
формирования покрытий из растворов
(см. гл. 3).
Наиболее высокие значения поверх-
ностного натяжения имеют краски, в ко-
торых растворителем или дисперсионной
средой служит вода, так как для воды
о = 72,7 мДж/м2. Такие краски неудо-
влетворительно смачивают гидрофобные
и плохо обезжиренные поверхности.
Для уменьшения поверхностного на-
тяжения в состав водоразбавляемых
лаков и
Содержание раствори-
теля, % (масс.)
Рис. 1.5. Зависимость поверх-
ностного натяжения растворов
полистирола от содержания рас-
творителей:
/ — циклогексанон; 2 — ксилол;
3 — ме тилэтил кетон.
красок вводят спирты, а воднодне-
персионных — поверхностно-активные вещества (ПАВ). Присут-
ствие неионогенных ПАВ благоприятно сказывается и на поверх-
ностной активности неводных красок. Это позволяет одновре-
менно регулировать и другие свойства красок: реологические, элек-
трические (способность заряжаться в электрополе), стабильность
(отсутствие расслоения) при хранении и т. п.
Поверхностное натяжение расплавов определяется исключи-
тельно химической природой пленкообразователя. Оно мало за-
висит от его молекулярной массы, но линейно уменьшается с
19
chipmaker.ru
увеличением температуры, при этом тангенс угла наклона прямой
может служить мерой поверхностной энтропии расплава:
Температурный градиент поверхностного натяжения невелик;
у различных пленкообразователей он колеблется от 0,06 до 0,11.
Замечено, что материалы с более высокими значениями темпера-
турного градиента лучше растекаются по поверхности при нане-
сении в нагретом состоянии.
Для уменьшения поверхностного натяжения расплавов и улуч-
шения смачивания ими поверхности в состав красок вводят сма-
чивающие вещества: силиконовые масла, акрилатные олигомеры,
полимеры простых виниловых эфиров, низкомолекулярные пла-
стификаторы, некоторые ПАВ.
Поверхностное натяжение жидких красок определяют обще-
принятыми для текучих жидкостей методами, например по отрыву
капли, поднятию жидкости в капилляре, продавливанию воздуш-
ного пузырька. В случае расплавов чаще пользуются косвенными
методами; по смачиванию пленки жидкостями, набуханию в рас-
творителях, плотности энергии когезии, «нулевой» ползучести
и т. Д.
1.2.4. Свойства порошковых лакокрасочных
материалов
Из показателей порошковых лаков и красок, влияющих на
условия получения и свойства покрытий следует особенно выде-
лить дисперсионный состав, сыпучесть и некоторые объемные
характеристики порошков.
Все промышленные краски полидисперсны; размер их частиц
обычно находится в пределах 5—350 мкм. Степень дисперсности
во многом определяет выбор способа нанесения красок на поверх-
ность; порошки с диаметром частиц до 100 мкм наносят электро-
статическим распылением или в «облаке» заряженных частиц,
напротив, покрытия из грубодисперсных порошков, которые
меньше слеживаются и легче псевдоожижаются, получают в ап-
паратах кипящего слоя. Более грубодисперрные порошки, есте-
ственно, образуют и более толстые покрытия.
Важное значение имеет и характеристика полидисперсности
красок. Полидисперсные порошки склонны к сепарации и пыле-
нию при переводе их в аэрозольное состояние. Присутствие круп-
ных частиц и агрегатов служит причиной дефектов покрытия:
«шагрени» (волнистость), кратеров и др. Со степенью дисперс-
ности непосредственно связано одно из важных свойств порошко-
вых тел — их удельная поверхность 5уд. Эта зависимость имеет
вид:
20
где А — константа, зависящая от степени полидисперсности по-
рошка; г0 — средний радиус частиц; р — плотность порошкового
материала.
Будучи своеобразной мерой поверхностной энергии, удельная
поверхность во многом определяет скорость слияния частиц и
в целом продолжительность формирования покрытий.
К порошковым краскам предъявляется требование в отноше-
нии сыпучести, которая зависит от степени взаимодействия между
частицами и нередко оценивается по коэффициенту внутреннего
трения it — функции угла естественного откос а а — свободно на-
сыпанного порошка:
p=tga (1.10)
Для большинства порошковых красок р = 0,7-5-1,0 (а =
= 35—45°).
Сыпучесть зависит от дисперсности порошков, степени изо-
метричности их частиц, влажности и температуры. Она может
быть улучшена введением в краску целевых добавок: аэросила,
пирогенного кремнезема и др. Для. получения покрытий всегда
желательно иметь более сыпучие порошки с меньшими значе-
ниями р. Они легче псевдоожижаются, равномернее осаждаются
на поверхности при любых способах нанесения и образуют более
качественные покрытия в отношении декоративности и сплош*
ности.
Способность порошковых материалов наноситься на поверх-
ность в определенной степени связана с их массовыми и объем-
ными характеристиками; насыпной плотностью рпас (масса сво-
бодно насыпанного порошка в единице объема), относительной
плотностью 0 (отношение насыпной плотности к истинной плот-
ности материала), относительной пористостью л (доля объема,
занимаемая воздухом). Для многих лаков и красок рнас = 100-н
-4-600 кг/м3, 0= 10-5-50%; иначе говоря, твердое вещество (дис-
персная фаза) в порошковых материалах составляет не более
0,1—0,5 их объема.
Рыхлые порошки, имеющие малые значения О, нетехнологичны,
поэтому перед их нанесением иногда предусматриваются опера-
ции по повышению плотности. Например, в случае фторопласто-
вых составов проводится нагревание при температуре, близкой
к температуре потери прочности (температура, характеризующая
начало деструкции материала). При этом частицы укрупняются,
их форма выравнивается и рнас увеличивается в 1,5—2 раза.
Дисперсионный состав красок определяют посредством сито-
вого анализа, микроскопии и седиментационной турбидиметрии.
Для определения сыпучести применяют приборы, основанные на
скорости истечения порошка через сопло, фиксации углов откоса,
ссыпания, обрушения; массовые и объемные характеристики по-
рошковых красок оценивают, применяя прибор волюмометр и
соответствующий набор тарированных стаканчиков [7, с. 1261.
21
I chipmaker.ru
Перечисленные показатели не исчерпывают всех свойств
порошковых и жидких красок, влияющих на технологический про-
цесс получения покрытий. При применении жидких лаков и кра-
сок немаловажное значение нередко имеют цвет и сорность, одно-
родность, содержание сухого вещества, стабильность при хране-
нии, электрические и другие параметры. Также достаточно разно-
' образны требования и к порошковым материалам. Эти вопросы,
имеющие прямое отношение к технологии производства лакокра-
сочных материалов, нашли освещение в соответствующей литера-
туре 18, 9].
ЛИТЕРАТУРА
1. Козлов П. В., Брагинский Г. И. Химия и технология полимерных пленок.
М., Искусство, 1965. 624 с.
2. Полимерные пленочные материалы/Под ред. В. Е. Гуля. М., Химия, 1976.
248 с.
3. ДринбергА. Д., Гуревич В. С., Тихомиров А. В. Технология неметаллических
покрытий. Л., Госхимиздат, 1957, 588 с.
4. Охрименко И. С., Верхоланцев В. В. Химия и технология пленкообразующих
веществ. Л., Химия, 1978. 392 с.
5. Тагер А. А. Физикохимия полимеров. 3-е изд. М., Химия, 1978. 544 с.
6. Ермилов П. И. Диспергирование пигментов. М., Химия, 1971. 300 с.
7. Яковлев А. Д., Здор В. Б., Каплан В. И. Порошковые полимерные материалы
и покрытия на их основе. 2-е изд. Л., Химия, 1979. 256 с.
8. Методы анализа лакокрасочных материалов. М., Химия, 1974. 472 с.
9. Лившиц М. Л. Технический анализ и контроль производства лаков и красок.
М., Высшая школа, 1980. 216 с.
I
Глава
ВЗАИМОДЕЙСТВИЕ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ С ТВЕРДОЙ ПОВЕРХНОСТЬЮ
Chipmaker.ru
2.1. ОБЩИЕ СВОЙСТВА ТВЕРДОЙ ПОВЕРХНОСТИ
Поверхность любого твердого тела, независимо от того, яв-
ляется ли оно кристаллическим или аморфным, низко- или высоко-
молекулярным, неизбежно отражает специфику его внутренней
структуры. Вместе с тем по своему физическому состоянию и хи-
мическому составу поверхностные слои нередко значительно от-
личаются от вещества в объеме.
Чистота поверхности. Поверхность практически всех твер-
дых тел вследствие сорбционной способности содержит различ-
ные загрязнения и примеси (асдорбированные газы из воздуха,
водяные пары и др.). Типичными загрязнениями металлов яв-
ляются окислы. Окисные пленки в естественных условиях содер-
жатся практически на всех металлах, за исключением золота,
платины и серебра. На железе окисные пленки имеют толщину
1,5—15 им, на алюминии — 5—20 нм. В зависимости от условий
обработки и хранения металла толщина и химический состав окис-
лов могут сильно различаться. Например, железу присуще трех-
слойное строение окисной пленки: FeO/FesO4/Fe2Os, меди — двух-
слойное Cu2O/Ci>O.
Таким образом, при нанесении на металлические поверхности
лакокрасочный материал практически всегда контактирует не
с металлом, а с находящимися на поверхности его кислородными
и иными соединениями.
Специфика поверхности проявляется и у стекол. Поверхность
стекла обычно обогащена кремнеземом; ей свойственно наличие
силанольных групп ^>Si—ОН, которые являются донорами водо-
рода, вследствие чего на 'поверхности хемосорбируется влага.
Толщина адсорбционного слоя влаги достигает десятков наномет-
ров, причем влага с трудом удаляется даже при нагревании в ва-
кууме при 400—500 °C.
Адсорбированная влага всегда имеется также на поверхности
силикатных строительных материалов — бетона, штукатурки,
кирпича, камня. Кроме того, в связи со щелочностью поверхность
23
chipmaker.ru
ность многих строительных материалов обогащена карбонатами
за счет двуокиси углерода воздуха.
Поверхность органических полимерных субстратов (кожи,
пластмасс, резины), как правило, загрязнена несовместимыми
с полимерами примесями — восками, жирами, а также ингредиен-
тами, вводимыми при синтезе материалов (катализаторы, стабили-
заторы, ПАВ и др.). В случае кристаллических полимеров на меж-
фазную границу нередко вытесняются низкомолекулярные фрак-
ции и незаполимеризовавшийся мономер. Наличие примесей
затрудняет истинный контакт между пленкообразователем и ос-
новным материалом и, как правило, отрицательно сказывается
па адгезионной прочности покрытий.
Макро- и микрорельеф поверхности. Микрорельеф или атомно-
молекулярная шероховатость поверхности обусловливается кри-
сталлической и надмолекулярной структурой вещества. В случае
металлов образование такого рельефа может быть следствием раз-
ной степени ориентации кристаллов относительно поверхности.
Кроме того, металлам, как и другим кристаллическим телам, свой-
ственны поверхностные трещины и полости микро- и субмикро-
скопичёских размеров (эллиптические и клинообразные трещины
Грифитса и Ребиндера), также имеющие структурное происхожде-
ние.
Макрорельеф поверхности связан с природой материала и
условиями изготовления и обработки изделий. Разновидностями
макрорельефа являются волнистость, шероховатость, пористость;
рельеф создается также возможными дефектами поверхности —
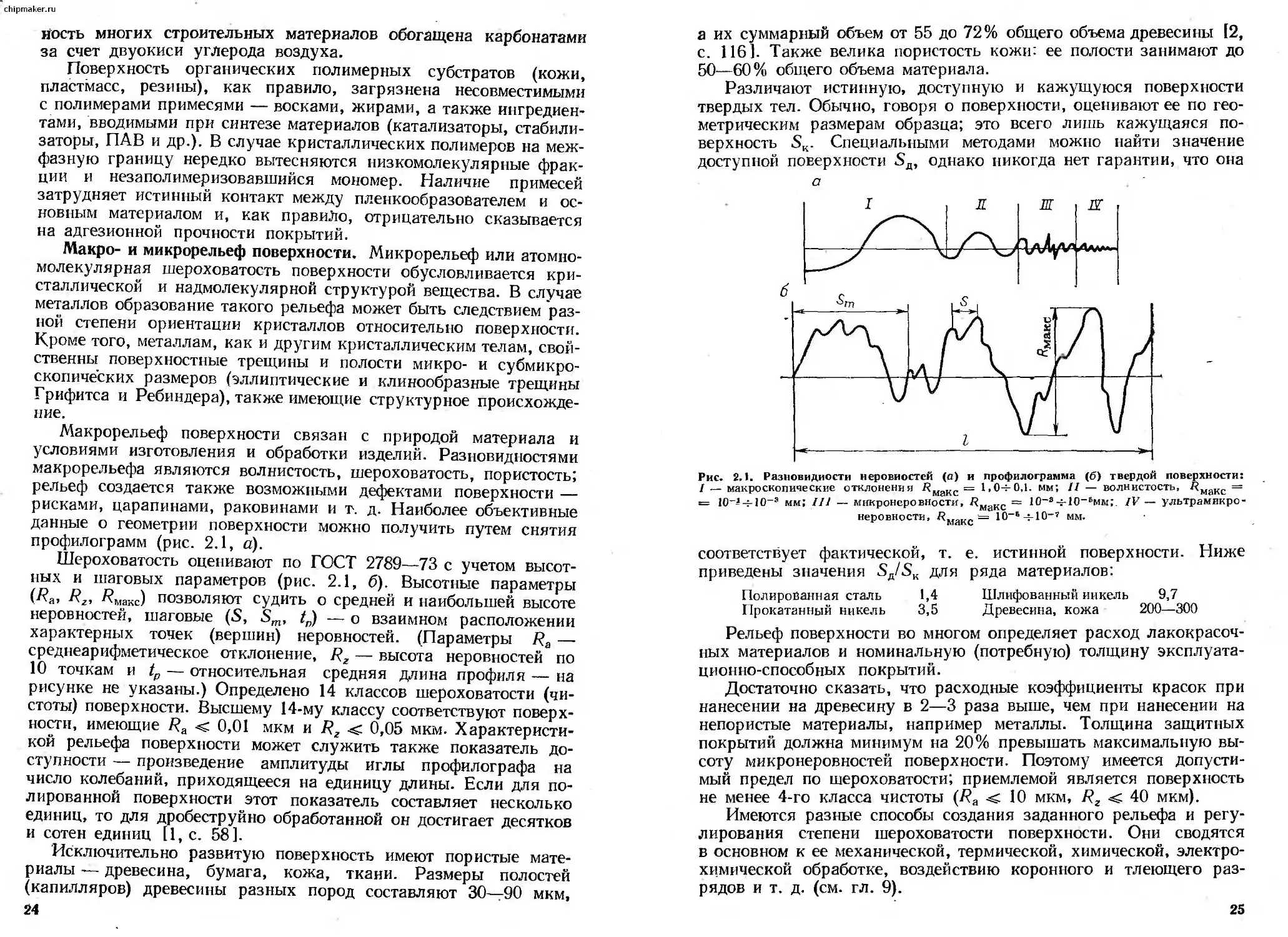
рисками, царапинами, раковинами и т. д. Наиболее объективные
данные о геометрии поверхности можно получить путем снятия
профилограмм (рис. 2.1, а).
Шероховатость оценивают по ГОСТ 2789—73 с учетом высот-
ных и шаговых параметров (рис. 2.1, б). Высотные параметры
(Ra, Rz, /?макс) позволяют судить о средней и наибольшей высоте
неровностей, шаговые (S, Sm, t„) — о взаимном расположении
характерных точек (вершин) неровностей. (Параметры Ra —
среднеарифметическое отклонение, Rz — высота неровностей по
10 точкам и tp — относительная средняя длина профиля — на
рисунке не указаны.) Определено 14 классов шероховатости (чи-
стоты) поверхности. Высшему 14-му классу соответствуют поверх-
ности, имеющие Ra < 0,01 мкм и Rz с 0,05 мкм. Характеристи-
кой рельефа поверхности может служить также показатель до-
ступности — произведение амплитуды иглы профилографа на
число колебаний, приходящееся на единицу длины. Если для по-
лированной поверхности этот показатель составляет несколько
единиц, то для дробеструйно обработанной он достигает десятков
и сотен единиц [1, с. 58].
Исключительно развитую поверхность имеют пористые мате-
риалы — древесина, бумага, кожа, ткани. Размеры полостей
(капилляров) древесины разных пород составляют 30—90 мкм,
24
а их суммарный объем от 55 до 72% общего объема древесины 12,
с. 116]. Также велика пористость кожи: ее полости занимают до
50—60% общего объема материала.
Различают истинную, доступную и кажущуюся поверхности
твердых тел. Обычно, говоря о поверхности, оценивают ее по гео-
метрическим размерам образца; это всего лишь кажущаяся по-
верхность 5К. Специальными методами можно найти значение
доступной поверхности Зд, однако никогда нет гарантии, что она
Рис. 2.1. Разновидности неровностей (а) и профилограмма (б) твердой поверхности:
У — макроскопические отклонения ^маКС = 1,04-0,1. мм; It — волнистость, -RMaKC =
= мм; III — мнкронеровнести, ^маКС = 10~2 4-10-Бмм;. IV — ультрамикро-
неровности, Ямакс = 10-‘4-10-7 мм,
соответствует фактической, т. е. истинной поверхности. Ниже
приведены значения Sfi/SK для ряда материалов:
Полированная сталь 1,4 Шлифованный никель 9,7
Прокатанный никель 3,5 Древесина, кожа 200—300
Рельеф поверхности во многом определяет расход лакокрасоч-
ных материалов и номинальную (потребную) толщину эксплуата-
ционно-способных покрытий.
Достаточно сказать, что расходные коэффициенты красок при
нанесении на древесину в 2—3 раза выше, чем при нанесении на
непористые материалы, например металлы. Толщина защитных
покрытий должна минимум на 20% превышать максимальную вы-
соту микронеровностей поверхности. Поэтому имеется допусти-
мый предел по шероховатости; приемлемой является поверхность
не менее 4-го класса чистоты (/?а < 10 мкм, Rz < 40 мкм).
Имеются разные способы создания заданного рельефа и регу-
лирования степени шероховатости поверхности. Они сводятся
в основном к ее механической, термической, химической, электро-
химической обработке, воздействию коронного и тлеющего раз-
рядов и т. д. (см. гл. 9).
25
chipmaker.ru
Гидрофильность и гидрофобность поверхности — свойства, ха-
рактеризующие сродство твердых тел к воде.
По мнению Ребиндера, металлы по своей молекулярной струк-
туре гидрофобны. Однако присутствие окислов и сорбированных
газов сообщает гидрофильность их поверхности. Удаление окис-
лов шлифованием в присутствии воды приводит к увеличению
краевого угла смачивания поверхности водой [1, с. 53] и, следо-
вательно, к гидрофобизации поверхности.
Древесина имеет сродство к полярным жидкостям. Максималь-
ное ее набухание отмечается в воде; с уменьшением диэлектриче-
ской постоянной е степень поглощения жидкостей уменьшается.
Древесина практически не набухает в жидкостях с е 4 5 — арома-
тических и особенно алифатических углеводородах. Имеет место
лишь их капиллярное впитывание.
Кожа как подложка гидрофильна, но наличие жировых за-
грязнений придает ей свойство гидрофобности. После тщатель-
ного обезжиривания кожа приобретает способность смачиваться
водными красками, такими, как казеиновые, полнакрилатные и др.
Пластмассы в зависимости от химической природы полимера
имеют не одинаковую по знаку полярности поверхность. Хорошо
смачиваются водными растворами пленкообразователей органи-
ческое стекло, полиамидные и полиацетатпые пластмассы, фено-
и аминопласты. Напротив, возникают большие затруднения при
нанесении красок, содержащих полярные растворители, на поли-
меры с высокой гидрофобностью поверхности — полиолефины,
полифторолефины.
Поверхностная энергия. Твердые тела различаются значе-
ниями поверхностной энергии Гиббса, которая тем больше, чем
тверже материал и чем выше его температура плавления. Условно
все тела подразделяют на две группы: с высокой и низкой поверх-
ностной энергией. К первой группе относятся вещества, поверх-
ностная энергия которых выше 500 мДж/м2: металлы, их окислы,
нитриды, сульфиды, стекло, кварц, алмаз и др. К низкоэнергети-
ческим причисляют вещества с поверхностной энергией менее
500 мДж/м2: пластмассы, кожу, бумагу, древесину, органические
низкомолекулярные вещества [3, с. 280].
Поверхностная энергия твердых тел может быть определена
по энергии разрушения, или критического напряжения разрыва
(метод Гриффита), методом «нулевой» ползучести (метод Таммана),
по смачиванию поверхности различными жидкостями (метод Зис-
мана) [4, с. 89]. Последний метод получил широкое применение
при оценке поверхностной энергии полимеров. Критерием оценки
поверхностной энергии при этом служит критическое поверхност-
ное натяжение ок, численно равное поверхностному натяжению
жидкости ож, полностью растекающейся на поверхности твер-
дого тела. Практически эту величину находят экстраполяцией
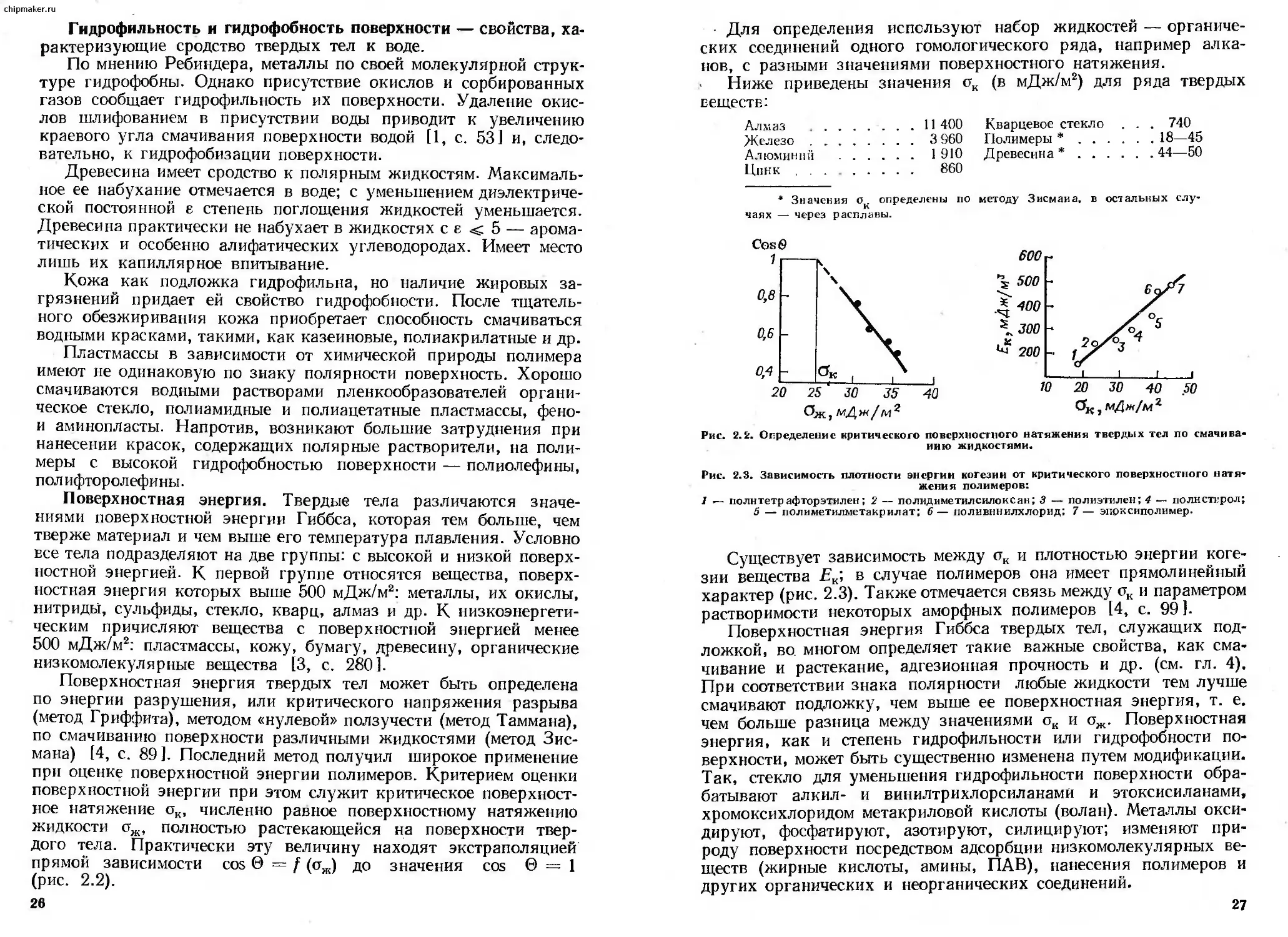
прямой зависимости cos 0 = f (аж) до значения cos 0 = 1
(рис. 2.2).
26
• Для определения используют набор жидкостей — органиче-
ских соединений одного гомологического ряда, например алка-
нов, с разными значениями поверхностного натяжения.
Ниже приведены значения ок (в мДж/м2) для ряда твердых
веществ:
Алмаз ...............11 400
Железо............... 3 960
Алюминий .............1 910
Цинк................... 860
Кварцевое стекло . . . 740
Полимеры *...........18—45
Древесина *...........44—50
* Значения oR определены
чаях — через расплавы.
Рис. 2.2. Определение критического поверхностного натяжения твердых тел по смачива-
нию жидкостями.
по методу Зисмана, в остальных слу-
Рис. 2.3. Зависимость плотности энергии когезии от критического поверхностного натя-
жения полимеров:
1 — политетрафторэтилен; 2 — полидиметил силоксан; 3 — полиэтилен; 4 — полн стирол;
5 — полиметилметакрилат; 6 — поливинилхлорид; 7 — эпоксиполимер.
Существует зависимость между ок и плотностью энергии коге-
зии вещества Ек', в случае полимеров она имеет прямолинейный
характер (рис. 2.3). Также отмечается связь между ок и параметром
растворимости некоторых аморфных полимеров [4, с. 99].
Поверхностная энергия Гиббса твердых тел, служащих под-
ложкой, во. многом определяет такие важные свойства, как сма-
чивание и растекание, адгезионная прочность и др. (см. гл. 4).
При соответствии знака полярности любые жидкости тем лучше
смачивают подложку, чем выше ее поверхностная энергия, т. е.
чем больше разница между значениями ок и ож. Поверхностная
энергия, как и степень гидрофильности или гидрофобности по-
верхности, может быть существенно изменена путем модификации.
Так, стекло для уменьшения гидрофильности поверхности обра-
батывают алкил- и винилтрихлорсиланамй и этоксисиланами,
хромоксихлоридом метакриловой кислоты (волан). Металлы окси-
дируют, фосфатируют, азотируют, силицируют; изменяют при-
роду поверхности посредством адсорбции низкомолекулярных ве-
ществ (жирные кислоты, амины, ПАВ), нанесения полимеров и
других органических и неорганических соединений.
27
chipmaker.ru
2.2. СМАЧИВАНИЕ ЖИДКИМИ ЛАКОКРАСОЧНЫМИ
МАТЕРИАЛАМИ ТВЕРДОЙ ПОВЕРХНОСТИ
Смачивание поверхности подложки жидким лакокрасочным
материалом — непременное условие формирования покрытия.
Смачивание можно рассматривать как проявление взаимодействия
на границе разнородных фаз: твердое тело •— жидкость—газ или
твердое тело—жидкость—жидкость.
В кинетическом режиме смачивание представляется как расте-
кание жидкостей по твердой поверхности. Смачивание и расте-
кание — самопроизвольные процессы, происходящие за счет
уменьшения поверхностной энергии Гиббса системы.
От того, насколько хорошо смачивает лакокрасочный мате-
риал (раствор, дисперсия, расплав) подложку и растекается на
ней, во многом зависят внешний вид, сплошность, адгезионная
прочность и защитная способность покрытий.
2.2.1. Формирование поверхности контакта
Для обеспечения взаимодействия разнородных материалов не-
обходим между ними контакт. Поскольку действие сил — ориен-
тационных, индукционных, дисперсионных — проявляется на рас-
стоянии, не превышающем 0,5 нм, контакт может рассматриваться
лишь при условии, если зазор не более 0,5 нм. Скорость достиже-
ния необходимого контакта зависит от характера поверхности и
свойств контактирующих материалов. Легко достигается контакт
твердых поверхностей с газами, однако и при использовании жид-
костей имеются благоприятные условия для контактирования.
В обеспечении контакта важное значение имеет рельеф по-
верхности. Шероховатую поверхность можно рассматривать как
поликапиллярную систему. Глубина затекания (подъема) жид-
кости Н в поры такой подложки определяется силами капилляр-
ного давления:
Н = *?C0S<P- (2.1)
prg ' ’
где К — постоянная; о — поверхностное натяжение жидкости;
<р — угол наклона капилляра (угол смачивания); р — плотность
жидкости; г — радиус капилляра (поры); g — ускорение силы
тяжести.
Время подъема т для установления гидростатического равно-
весия столба жидкости может быть вычислено на основании урав-
нения Пуазейля:
где / — длина капилляра (поры).
28
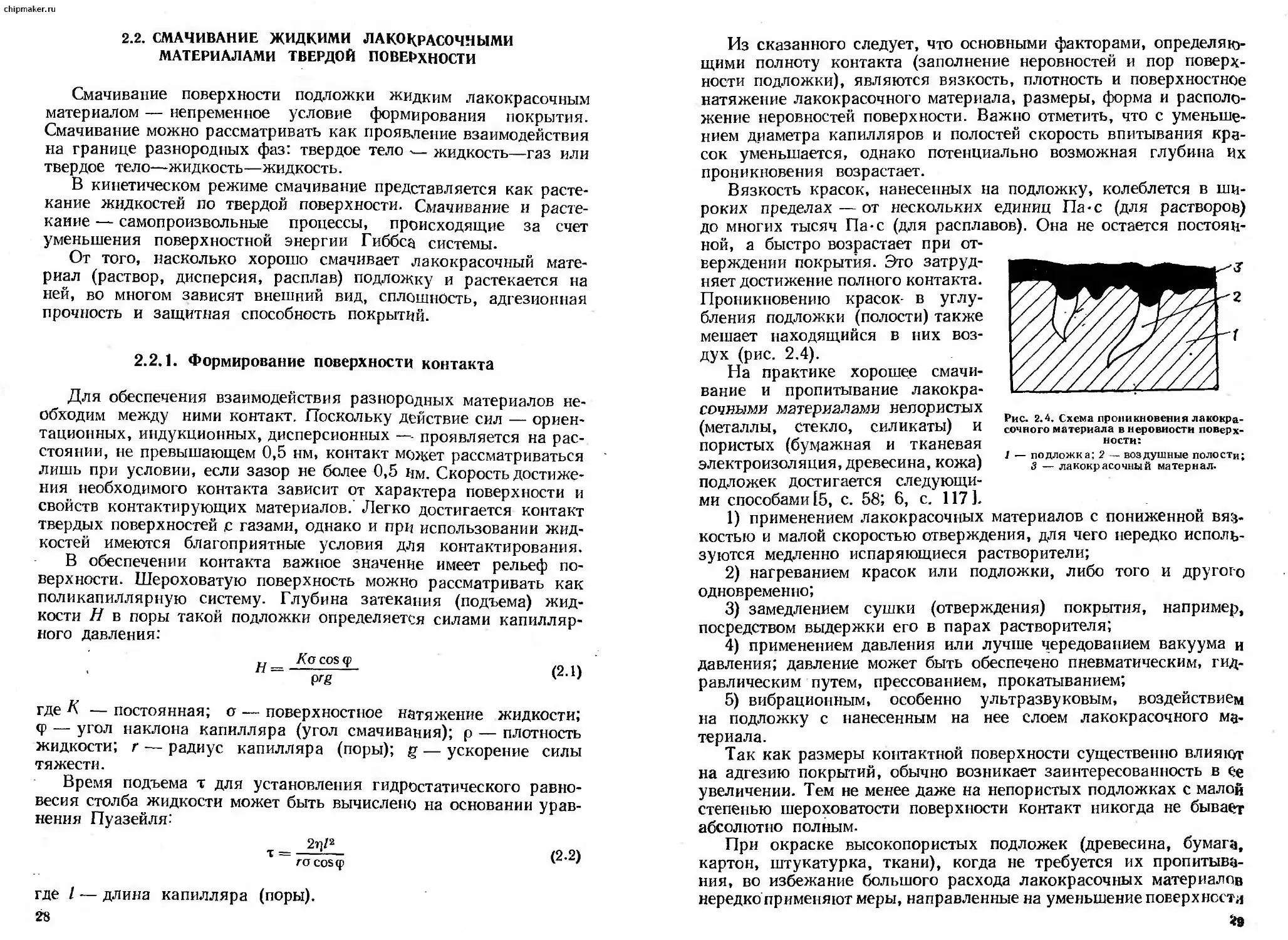
Рис. 2.4. Схема проникновения лакокра-
сочного материала в неровности поверх-
ности:
1 — подложка; 2 — воздушные полости;
3 — лакокрасочный материал.
Из сказанного следует, что основными факторами, определяю-
щими полноту контакта (заполнение неровностей и пор поверх-
ности подложки), являются вязкость, плотность и поверхностное
натяжение лакокрасочного материала, размеры, форма и располо-
жение неровностей поверхности. Важно отметить, что с уменьше-
нием диаметра капилляров и полостей скорость впитывания кра-
сок уменьшается, однако потенциально возможная глубина их
проникновения возрастает.
Вязкость красок, нанесенных на подложку, колеблется в ши-
роких пределах — от нескольких единиц Па-с (для растворов)
до многих тысяч Па-с (для расплавов). Она не остается постоян-
ной, а быстро возрастает при от-
верждении покрытия. Это затруд-
няет достижение полного контакта.
Проникновению красок- в углу-
бления подложки (полости) также
мешает находящийся в них воз-
дух (рис. 2.4).
На практике хорошее смачи-
вание и пропитывание лакокра-
сочными материалами нелористых
(металлы, стекло, силикаты) и
пористых (бумажная и тканевая
электроизоляция, древесина, кожа)
подложек достигается следующи-
ми способами [5, с. 58; 6, с. 117].
1) применением лакокрасочных материалов с пониженной вяз-
костью и малой скоростью отверждения, для чего нередко исполь-
зуются медленно испаряющиеся растворители;
2) нагреванием красок или подложки, либо того и другого
одновременно;
3) замедлением сушки (отверждения) покрытия, например,
посредством выдержки его в парах растворителя;
4) применением давления или лучше чередованием вакуума и
давления; давление может быть обеспечено пневматическим, гид-
равлическим путем, прессованием, прокатыванием;
5) вибрационным, особенно ультразвуковым, воздействием
на подложку с нанесенным на нее слоем лакокрасочного ма-
териала.
Так как размеры контактной поверхности существенно влияют
на адгезию покрытий, обычно возникает заинтересованность в ее
увеличении. Тем не менее даже на непористых подложках с малой
степенью шероховатости поверхности контакт никогда не бывает
абсолютно полным.
При окраске высокопористых подложек (древесина, бумага,
картон, штукатурка, ткани), когда не требуется их пропитыва-
ния, во избежание большого расхода лакокрасочных материалов
нередко применяют меры, направленные на уменьшение поверхности
St»
chlpmaker.ru
контакта. Это достигается применением высоковязких быстро
отверждающихся лакокрасочных материалов, а также расплавов
пленкообразователей.
2.2.2. Смачивание поверхностей на воздухе
Рис. 2.5. Капля жидкости на поверхности твер-
дого тела:
1 — твердое тело; 2 — жидкость; 3 —газ.
Рассмотрим каплю жидкого лакокрасочного материала с крае-
вым углом 0, помещенную на твердую горизонтальную поверх-
ность в воздушной среде. При отсутствии внешних воздействий
капля имеет форму шарового сегмента (рис. 2.5).
Если обозначить через отг, отж, <тжг поверхностные натяжения
на границе раздела фаз твердое тело — газ, твердое тело—жид-
кость и жидкость—газ, а через <отг, <втж, <ожг -— соответственно
площади поверхностей раздела фаз, участвующих в смачивании, то
можно оценить поверхност-
ную энергию системы, как
бпов = Щг®тг 4“ ртж®тж + Ожг®жг
(2.3)
Она всегда меньше суммы
поверхностных энергий от-
дельно взятых веществ, по-
скольку имеет место смачи-
вание поверхности, которое
связано с понижением по-
верхностной энергии системы (выделяется до 10~3—10'5 кДж/см2
теплоты). Для удаления капли с поверхности должна быть за-
трачена работа, которую можно вычислить как произведение
работы адгезии lFa на площадь поверхности контакта жидкости
с твердым телом а>гж:
Г=М7а<оТж (2-4)
В свою очередь, работа адгезии 1^а может быть определена из
известного уравнения Юнга:
Ртг ихта х1Чтг
Отг Отж — Ожг COS 0
(2-5)
(V'a — ожг отг — отж — ожг (1 -}- cos©) (2.6)
Произведение ожг cos 0 нередко называют энергией смачива-
ния или адгезионным напряжением 17, с. 12 ]. Работа адгезии тем
больше, чем сильнее взаимодействие контактирующих фаз.
Шенборн для характеристики процесса смачивания ввел коэф-
фициент растекания S — разность между работой адгезии и ра-
ботой когезии WK, численно равной 2ожг:
S — й^а — П к — Wa — 2ожг — ОЖГ(СО5 0 — 1)
(2.7)
30
При полном смачивании S—>0. В этом случае необходимо,
чтобы работа адгезии примерно в 2 раза была больше поверх-
ностного натяжения жидкости на границе с окружающей средой.
Из уравнения (2.7) также следует, что чем меньше работа когезии
жидкости (меньше ожг), тем легче эта жидкость смачивает различ-
ные твердые тела. Действительно, неполярные жидкости (алифа-
тические и ароматические углеводороды), имеющие поверхност-
ное натяжение около 20 мДж/м2, удовлетворительно смачивают
большинство твердых тел различной природы, в том числе и по-
лярные вещества. Напротив, жидкости с высоким поверхностным
натяжением (например, вода), не смачивают многие тела.
Другой характеристикой смачивающей способности может слу-
жить относительная работа адгезии [7, с. 19]:
Wa 1 + cos е
а~ «'к ~ 2
В зависимости от взаимодействия на межфазной границе зна-
чение Za может колебаться от 1 до 0.
Работа адгезии при смачивании твердых тел обычно положи-
тельна [8, с. 23], поскольку между телами любой природы всегда
действуют силы межмолекулярного притяжения. Поэтому равно-
весные краевые углы, как правило, меньше 180° (абсолютное не-
смачивапие не реализуется).
Рассмотренные термодинамические зависимости характерны
для идеального случая: капля жидкости на чистой, гладкой по-
верхности. В реальных условиях на процессах смачивания и рас-
текания сказываются многие факторы: шероховатость и неодно-
родность поверхности, присутствие загрязнений в виде адсорби-
рованных газов и паров, многокомпонентность лакокрасочных
составов. Поэтому более правильно говорить о равновесной обра-
тимой работе адгезии Ж, которая может быть вычислена по урав-
нению [5, с. 38]:
Га = Ожг (m + COS ®) + Ф
(2.8)
где тиф — постоянные; т = (ожг/ожг) > 1 (ожг — поверхност-
ное натяжение жидкости, ориентированной силовым полем твер-
дой поверхности); ф = отв — отг (сгтв и отг — поверхностное
натяжение твердого тела в вакууме и в среде газа—воздуха).
Для подложек с высокой поверхностной энергией (металлы,
силикаты) ф нередко достигает больших значений; так для железа
в контакте с углеводородами ф = 53 мДж/м2.
Высокоэнергетические поверхности смачиваются легче, чем
йизкоэпергетические, работа адгезии при этом та.кже выше. Так,
при нанесении водных растворов пленкообразователей на поли-
стирол (ок = 33 мДж/м2) Wa = 72 мДж/м2, на олово (ок =*
= 540 мДж/м2) Га = 312 мДж/м2.
31
chipmaker.ru
Шероховатость поверхности положительно сказывается на сма-
чивании гидрофильных тел (0 уменьшается) и в большинстве
случаев отрицательно— на смачивании гидрофобных 17, с. 2131.
Процессы растекания усложняются в случае высоковязких жид-
костей — растворов и расплавов полимеров. Угол в в этом слу-
чае, как правило, высок (близок к 90°) и нередко создается ложное
представление, что жидкость плохо смачивает поверхность. Не
учитывается тот факт, что равновесное состояние краевого угла
у таких жидкостей устанавливается медленно, иногда в течение
нескольких суток. Кроме того, угол, образующийся при растека-
нии, может легко изменяться под влиянием механических воз-
действий. По мнению Аппена [9, с. 20], растеканию в вязком ре-
жиме, равно как и оттеканию (восстановлению принудительно
деформированной капли в первоначальное состояние), противо-
действует некоторая механическая сила f, представляющая не
что иное, как усилие деформации образца. Устанавливается не
истинное термодинамическое равновесие, а ложное, заторможен-
ное:
<JTr сГтж ~ Пжг cos© -р / (2-9)
Если сила f велика, то растекания, несмотря на его энергети-
ческую выгодность, не происходит. Поэтому для улучшения рас-
текания часто прибегают к снижению вязкости лакокрасочных
материалов.
Признаками плохого смачивания поверхности являются «сбе-
гание», собирание краски в отдельные островки и капли. Такое
явление часто наблюдается при нанесении водных красок на
плохо обезжиренные поверхности, а также изделия, предвари-
тельно покрытые масляными красками, гидрофобные поверх-
ности пластмасс и т. д. Влажные поверхности не смачиваются гид-
рофобными красками. Повышенная пористость покрытий, наличие
«шагрени» (волнистости) при нанесении жидких красок распыле-
нием и при сплавлении порошковых красок во многом являются
следствием неудовлетворительного смачивания и растекания кра-
сок на поверхности. Смачивание крайне важно при производстве
печатной продукции и при нанесении красок валковым методом
и электроосаждением. Улучшение смачивания и растекания дос-
тигается изменением свойств (в первую очередь, поверхностного
натяжения, степени гидрофильности или гидрофобности) лакокра-
сочного материала (см. 1.2.3), поверхности подложки (см. 2.2.1)
или того и другого одновременно. Присутствие свободных жир-
ных кислот в масляных и алкидных красках благоприятно ска-
зывается на смачивании так же, как введение в состав красок
умеренно полярных растворителей (бутанол, этилцеллозольв,
метил этил кетон, циклогексанон, сольвент) и тщательное обезжи-
ривание поверхности; смачивание улучшается при нанесении кра-
сок в подогретом состоянии.
32
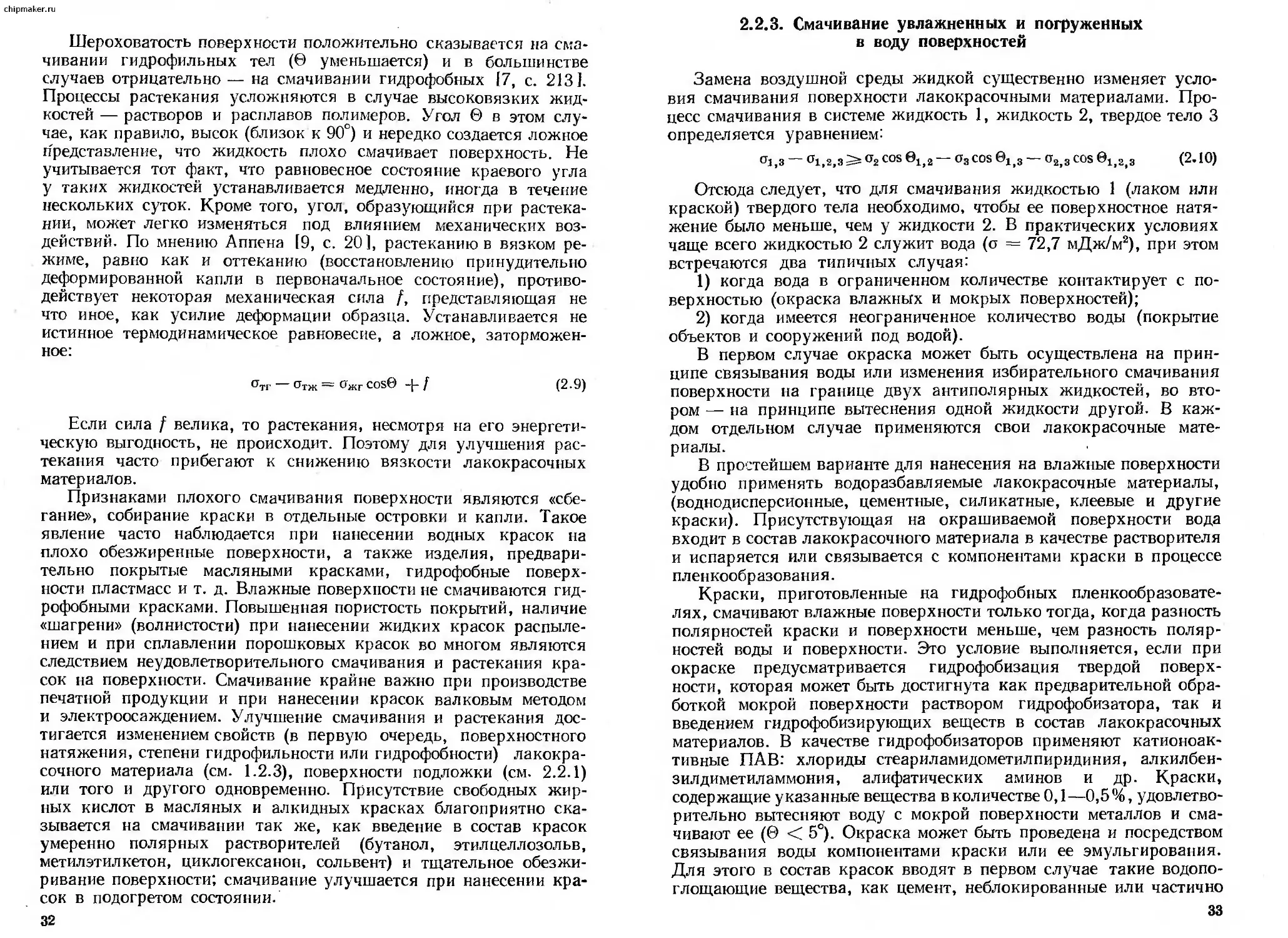
2.2.3. Смачивание увлажненных и погруженных
в воду поверхностей
Замена воздушной среды жидкой существенно изменяет усло-
вия смачивания поверхности лакокрасочными материалами. Про-
цесс смачивания в системе жидкость 1, жидкость 2, твердое тело 3
определяется уравнением:
Щ,3 — 01,2,3 S== о2 cos 01>2 — о3 cos 0li3 — <t2j3 cos 0lj2)3 (2.10)
Отсюда следует, что для смачивания жидкостью 1 (лаком или
краской) твердого тела необходимо, чтобы ее поверхностное натя-
жение было меньше, чем у жидкости 2. В практических условиях
чаще всего жидкостью 2 служит вода (о = 72,7 мДж/м2), при этом
встречаются два типичных случая:
1) когда вода в ограниченном количестве контактирует с по-
верхностью (окраска влажных и мокрых поверхностей);
2) когда имеется неограниченное количество воды (покрытие
объектов и сооружений под водой).
В первом случае окраска может быть осуществлена на прин-
ципе связывания воды или изменения избирательного смачивания
поверхности на границе двух антиполярных жидкостей, во вто-
ром — на принципе вытеснения одной жидкости другой. В каж-
дом отдельном случае применяются свои лакокрасочные мате-
риалы.
В простейшем варианте для нанесения на влажные поверхности
удобно применять водоразбавляемые лакокрасочные материалы,
(воднодисперсионные, цементные, силикатные, клеевые и другие
краски). Присутствующая на окрашиваемой поверхности вода
входит в состав лакокрасочного материала в качестве растворителя
и испаряется или связывается с компонентами краски в процессе
пленкообразования.
Краски, приготовленные на гидрофобных пленкообразовате-
лях, смачивают влажные поверхности только тогда, когда разность
полярностей краски и поверхности меньше, чем разность поляр-
ностей воды и поверхности. Этс условие выполняется, если при
окраске предусматривается гидрофобизация твердой поверх-
ности, которая может быть достигнута как предварительной обра-
боткой мокрой поверхности раствором гидрофобизатора, так и
введением гидрофобизирующих веществ в состав лакокрасочных
материалов. В качестве гидрофобизаторов применяют катионоак-
тивные ПАВ: хлориды стеариламидометилпиридиния, алкилбен-
зилдиметиламмония, алифатических аминов и др. Краски,
содержащие указанные вещества в количестве 0,1 —0,5 %, удовлетво-
рительно вытесняют воду с мокрой поверхности металлов и сма-
чивают ее (0 < 5°). Окраска может быть проведена и посредством
связывания воды компонентами краски или ее эмульгирования.
Для этого в состав красок вводят в первом случае такие водопо-
глощающие вещества, как цемент, неблокированные или частично
33
chipmaker.ru
блокированные изоцианаты, отверждаемые Водой полиуретаны,
во втором — ионогенные ПАВ (олеат триэтаноламина, мыла жир-
ных кислот и др.).
Смачивание поверхности под водой — наиболее сложный слу-
чай поверхностного взаимодействия. Большинство красок, хорошо
смачивающих поверхности на воздухе, не наносятся под слоем
воды. Для них краевой угол смачивания в воде таких подложек,
как металлы, стекло, керамика, превышает 90°.
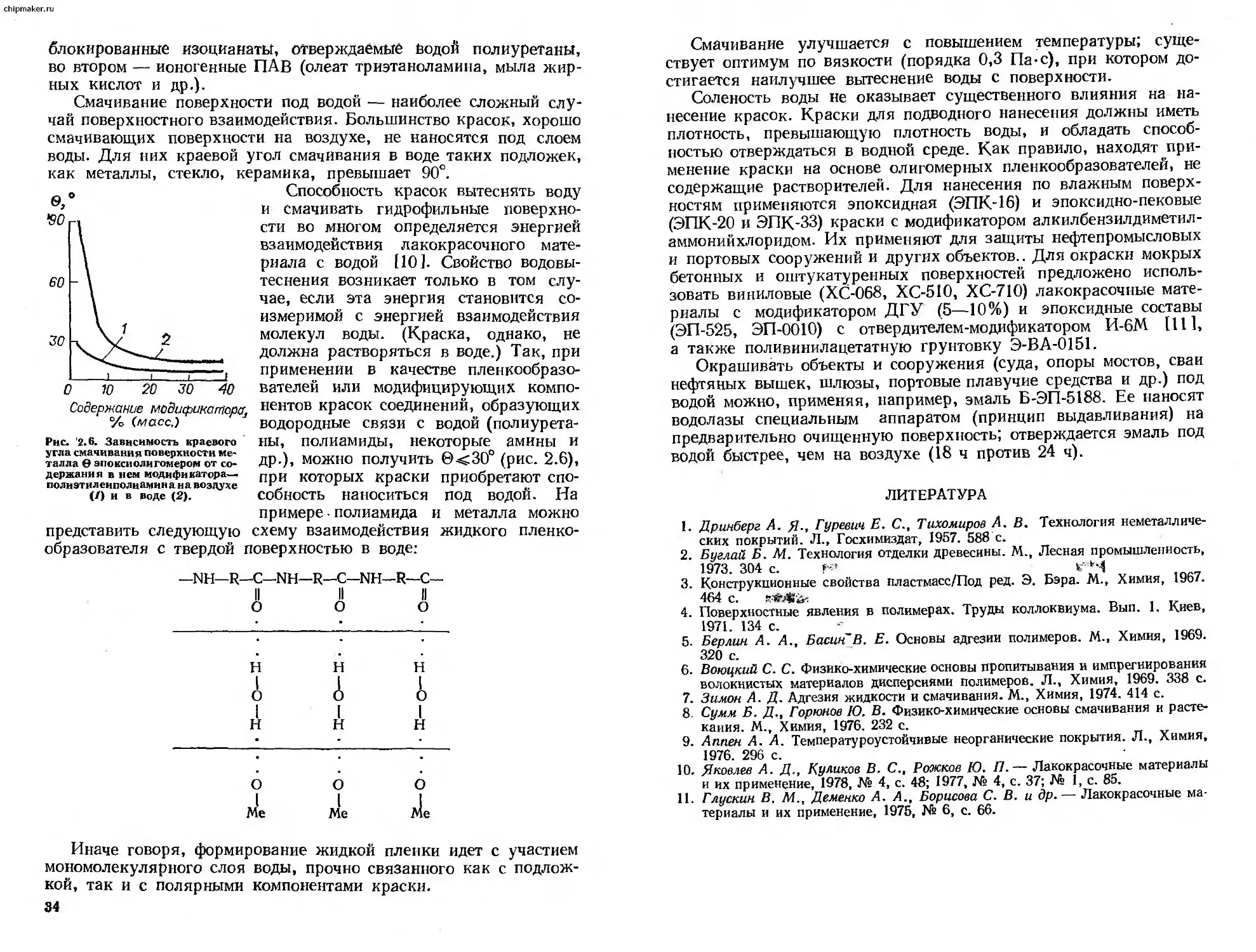
Содержание модификатора,
% (масс.)
Рис. '2.6. Зависимость краевого
угла смачивания поверхности ме-
талла 0 эпоксиолигомером от со-
держания в нем модификатора—
полиэтил еиполиамин а на воздухе
(/) и в воде (2).
Способность красок вытеснять воду
и смачивать гидрофильные поверхно-
сти во многом определяется энергией
взаимодействия лакокрасочного мате-
риала с водой [10]. Свойство водовы-
теснения возникает только в том слу-
чае, если эта энергия становится со-
измеримой с энергией взаимодействия
молекул воды. (Краска, однако, не
должна растворяться в воде.) Так, при
применении в качестве пленкообразо-
вателей или модифицирующих компо-
центов красок соединений, образующих
водородные связи с водой (полиурета-
ны, полиамиды, некоторые амины и
др.), можно получить @<30° (рис. 2.6),
при которых краски приобретают спо-
собность наноситься под водой. На
примере полиамида и металла можно
представить следующую схему взаимодействия жидкого пленко-
образователя с твердой поверхностью в воде:
—NH—R—С—NH—R—С—NH—R—С—
н н н
ООО
н н н
ООО
Me Me Me
Иначе говоря, формирование жидкой пленки идет с участием
мономолекулярного слоя воды, прочно связанного как с подлож-
кой, так и с полярными компонентами краски.
34
Смачивание улучшается с повышением температуры; суще-
ствует оптимум по вязкости (порядка 0,3 Па-с), при котором до-
стигается наилучшее вытеснение воды с поверхности.
Соленость воды не оказывает существенного влияния на на-
несение красок. Краски для подводного нанесения должны иметь
плотность, превышающую плотность воды, и обладать способ-
ностью отверждаться в водной среде. Как правило, находят при-
менение краски на основе олигомерных пленкообразователей, не
содержащие растворителей. Для нанесения по влажным поверх-
ностям применяются эпоксидная (ЭПК-16) и эпоксидно-пековые
(ЭПК-20 и ЭПК-33) краски с модификатором алкилбензилдиметил-
аммонийхлоридом. Их применяют для защиты нефтепромысловых
и портовых сооружений и других объектов.. Для окраски мокрых
бетонных и оштукатуренных поверхностей предложено исполь-
зовать виниловые (ХС-068, ХС-510, ХС-710) лакокрасочные мате-
риалы с модификатором ДГУ (5—10%) и эпоксидные составы
(ЭП-525, ЭП-0010) с отвердителем-модификатором И-6М 1111,
а также поливинилацетатную грунтовку Э-ВА-0151.
Окрашивать объекты и сооружения (суда, опоры мостов, сваи
нефтяных вышек, шлюзы, портовые плавучие средства и др.) под
водой можно, применяя, например, эмаль Б-ЭП-5188. Ее наносят
водолазы специальным аппаратом (принцип выдавливания) на
предварительно очищенную поверхность; отверждается эмаль под
водой быстрее, чем на воздухе (18 ч против 24 ч).
ЛИТЕРАТУРА
1. Дринберг А. Д., Гуревич Е. С., Тихомиров А. В. Технология неметалличе-
ских покрытий. Л., Госхимиздат, 1957. 588 с.
2. Буглай Б. М. Технология отделки древесины. М., Лесная промышленность,
1973. 304 с. гЧ
3. Конструкционные свойства пластмасс/Под ред. Э. Бэра. М., Химия, 1967.
464 с.
4. Поверхностные явления в полимерах. Труды коллоквиума. Вып. 1. Киев,
1971. 134 с.
5. Берлин А. А., БасинГВ. Е. Основы адгезии полимеров. М., Химия, 1969.
320 с.
6. Воюцкий С. С. Физико-химические основы пропитывания и импрегнирования
волокнистых материалов дисперсиями полимеров. Л., Химия, 1969. 338 с.
7. Зимон А. Д. Адгезия жидкости и смачивания. М., Химия, 1974. 414 с.
8. Сумм Б. Д., Горюнов Ю. В. Физико-химические основы смачивания и расте-
кания. М., Химия, 1976. 232 с.
9. Аппен А. А. Температуроустойчивые неорганические покрытия. Л., Химия,
1976. 296 с.
10. Дковлев А. Д., Куликов В. С., Рожков Ю. П.— Лакокрасочные материалы
и их применение, 1978, № 4, с. 48; 1977, № 4, с. 37; № 1, с. 85.
11. Глускин В. М., Деменко А. А., Борисова С. В. и др. — Лакокрасочные ма-
териалы и их применение, 1975, № 6, с. 66.
chipmaker.ru
Глава
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПЛЕНКООБРАЗОВАН И Я
3.1. ОБЩИЕ СВЕДЕНИЯ О ПЛЕНКООБРАЗОВАНИИ
Под пленкообразованием понимают процесс перехода мате-
риала из жидкого или вязкотекучего состояния в твердое на по-
верхности подложки с образованием адгезированной пленки.
Пленкообразование значительной части лакокрасочных мате-
риалов осуществляется в результате физических процессов: ис-
парения растворителей, астабилизации и обезвоживания латек-
сов, охлаждения расплавов. Возможно, хотя и менее распростра-
нено, формирование покрытий коагуляцией пленкообразователей
из растворов. Другая часть материалов в основном олигомерного
и мономерного типа образует покрытия в результате либо хими-
ческих процессов полимеризации или поликонденсации, либо одно-
временного (а часто последовательного) протекания физических
и химических процессов.
Так как эксплуатационноспособпыми считаются покрытия,
в которых пленкообразователь (полимер) находится в кристалли-
ческом, стеклообразном или высокоэластическом состоянии,
пленкообразование связано с фазовыми или физическими пере-
ходами, т. е. с изменением взаимного расположения молекул и
термодинамических свойств вещества.
Независимо от того, какие процессы лежат в основе пленко-
образования, внешним их проявлением служит постепенное или
скачкообразное увеличение вязкости материала. Если исходный
материал был жидким, то на определенной стадии процесса он
становится вязкотекучим, потом высокоэластическим и, наконец,
приобретает свойства твердого стеклообразного тела.
Согласно представлениям Журкова, стеклование полимеров,
как и низкомолекулярных пленкообразователей, определяется
соотношением энергий взаимодействия и теплового движения
звеньев цепей. Последнее резко уменьшается по мере увеличе-
ния длины молекулярных цепей и понижения температуры и при
определенных значениях молекулярной массы или температуры
пленки становится недостаточным для преодоления внутри- и
межмолекулярных взаимодействий. Это приводит к уменьшению
интенсивности теплового движения макромолекулярных звеньев,
36
повышению жесткости цепей и соответственно росту вязкости,
твердости и прочности материала.
Стеклование сопровождается скачкообразным изменением
удельного объема (приближением к минимуму свободного объема)
и резким замедлением релаксационных процессов в полимерах.
Одновременно происходит и формирование структуры (в основном
неравновесной), свойственной твердому состоянию вещества.
В случае кристаллических полимеров образование твердой
пленки связано с фазовым переходом I рода, которому свойственны
резкое изменение энтропии, энтальпии и удельного объема мате-
риала. Термодинамический потенциал системы G при этом изме-
няется непрерывно, а его первые производные по температуре и
давлению (dG/dT)p= —S и (dG!dp)T = V — скачкообразно.
Кристаллизация предопределяет многообразие форм надмо-
лекулярной организации в полимерах, которая зависит не только
от состояния исходного материала — расплава или раствора, но
и в большой мере от условий формирования покрытия. Суще-
ственное влияние на структурные характеристики покрытий,
а также на их строение и состав оказывают растворители, разбави-
тели и другие компоненты лакокрасочного материала. Несмотря
на одинаковую направленность процессов, а именно, установле-
ние и упрочнение внутри- и межмолекулярных связей в исходном
материале, пленкообразование из различных лакокрасочных си-
стем — олигомеров, растворов, дисперсий и расплавов полиме-
_-ров — имеет свои характерные особенности.
3.2. ПЛЕНКООБРАЗОВАНИЕ, ОСУЩЕСТВЛЯЕМОЕ
В РЕЗУЛЬТАТЕ ХИМИЧЕСКИХ ПРЕВРАЩЕНИЙ
Этот вид пленкообразования предусматривает проведение хи-
мических реакций с мономерами или олигомерами в тонком слое
на подложке, в результате которых образуются линейные, развет-
вленные или пространственно-сшитые полимеры. Наибольший
интерес представляет получение покрытий пространственной (трех-
мерной) структуры путем либо прямого взаимодействия полифунк-
циональных мономеров, либо сшивания предварительно сформи-
рованных линейных или разветвленных макромолекул с открытой
цепью- Образование полимеров может происходить в результате
реакций гомополимеризации, сополимеризации (в том числе блоч-
ной и привитой), поликонденсации, солеобразования или проте-
кания нескольких реакций одновременно.
Скорость пленкообразования по Дринбергу зависит от моле-
кулярной массы исходных пленкообразователей, их реакционной
способности, удельной функциональности, присутствия ускоряю-
щих (катализирующих и инициирующих) агентов. Протекание
процесса в тонком слое имеет свои особенности:
1) вследствие большой удельной поверхности образца воз-
можно улетучивание компонентов; это особенно важно учитывать
при использовании мономеров с низкой температурой кипения;
37
2) сильное влияние оказывает внешняя среда, особенно кисло-
род и влага воздуха; оно может быть как положительным, так и
отрицательным;
3) возможно катализирующее или ингибирующее влияние по-
верхности подложки.
Продолжительность формирования покрытий во всех случаях
определяется скоростью протекания химических реакций, а их
свойства — степенью превращения мономера или олигомера, т. е.
степенью завершенности процесса. Адгезионная прочность полу-
чаемых при этом покрытий, как правило, высокая. Существует
некоторое противоречие между реакционной способностью лако-
красочных материалов при пленкообразовании и их стабиль-
ностью в условиях хранения. Склонность лакокрасочного мате-
риала к отверждению в равной степени проявляется как в
пленочном состоянии на подложке, так и при его нахождении (хра-
нении) в массе. Выход из этого противоречия достигается изме-
нением химического состава материала в момент нанесения или
изменением условий и характера воздействия на него извне.
Наиболее удобно в практическом отношении осуществлять
пленкообразование при активном участии компонентов внешней
среды. Примером может служить отверждение растительных масел
под влиянием кислорода воздуха или полиуретановых олигомеров
влагой воздуха. При этом в одном материале удается сочетать
стабильность при хранении в массе и способность к отверждению
в тонком слое. В противном случае для получения покрытий в есте-
ственных условиях прибегают к использованию двух- и много-
упаковочных составов, проявляющих реакционную способность
после смешения компонентов (эпоксидные и полиэфирные лаки
и краски, большинство полиуретановых составов и др.).
Нередко химические превращения пленкообразователей в пле-
ночном состоянии обеспечиваются посредством тех или иных энер-
гетических воздействий: нагревания, УФ- и радиационного облу-
чения, пропускания электрического тока и др.
Независимо от условий осуществления процесса пленкообра-
зования всегда стремятся к его ускорению и проведению с мини-
мальными энергетическими затратами.
3.2.1. Полимеризация на поверхности подложки
Характеристика процесса. Покрытия посредством полимери-
зации на подложке получают из многих пленкообразователей:
масляных, алкидных, ненасыщенных полиэфирных, эпоксидных,
полиуретановых, олигоэфиракрилатных и др. В последнее время
большое внимание привлекли виниловые, акриловые, аллиловые
и другие мономеры; их применяют как в конденсированной
(жидкой) фазе, так и в состоянии пара, получаемого нагреванием
мономеров или деградацией (эмиссией) полимеров в вакууме.
Полимеризационные процессы, протекающие на подложке, лежат
38
в основе многих Химических превращений полимеров и олигоме-
ров, пленкообразование из которых проведено другими спосо-
бами, например, из раствора, расплава, дисперсии и т. д.
Полимеризация на подложке привлекает многими достоин-
ствами: отсутствием (или минимальными затратами) растворите-
лей, возможностью получения покрытий пространственной струк-
туры в широком интервале толщин (от долей микрометра до де-
сятков микрометров), их хорошей адгезией.
Вместе с тем возникает ряд сложностей и ограничений, обу-
словленных большой удельной поверхностью образца и связан-
ным с этим влиянием кислорода воздуха (ингибированием про-
цесса), а также возможным улетучиванием пленкообразователя.
Снижения летучести обычно добиваются тем, что применяют мате-
риалы с низким давлением паров (олигомеры с молекулярной мас-
сой 500 и более, твердые мономеры и т. д.). Нередко прибегают
и к проведению процесса в герметичных условиях или в атмосфере
инертного газа, что, однако, менее удобно в условиях производ-
ства [1, с. 84].
Кислород воздуха можно считать непосредственным участни-
ком пленкообразования, формирования структуры и свойств пле-
нок, он может как ускорять, так и ингибировать процесс полиме-
ризации.
Механизм инициированной полимеризации мономеров в при-
сутствии кислорода воздуха описывается следующей схемой [2,
с. 24]:
1) инициирование
— •
М •
мо2.
2) рост цепи
~ м • + О,—> — мо2 •
кг
~МО2 • + м—>~моом.
~М • +М --> -ММ-
3) обрыв цепи
2~М- —>
(О
(2)
(3)
~М- +~МО2.
к,
2~МО2-->
Нерадикальные продукты
Поскольку скорость взаимодействия кислорода с радикалами
растущей цепи крайне велика [во многих случаях
107 л/(моль-с) 1, вероятность протекания реакции гомополи-
меризации (3) становится небольшой и лимитирующее значение
в росте цепи приобретает реакция оксиполимеризации (2). Степень
ингибирующего влияния кислорода воздуха на процесс полимери-
39
chipmaker.ru
зации мономеров будет определяться соотношением скоростей
роста цепи в отсутствие w3 и в присутствии w2 кислорода:
w3 ^3.^2 ~ ^3 (Ъ ц
«>2 " k°4’5 ’ k°5’5 \ ’ • 1
Ниже приведены значения k3/k2 для ряда мономеров [2, с. 28]:
Стирол............... 1,2
Акрилонитрил.........28
Метилметакрилат .... 72
Винилацетат ...........440
Метилакрилат..........1200
Чем выше значение k3lk2, тем в меньшей степени полимериза-
ция мономера подвержена ингибированию, тем легче из него полу-
чить покрытие полимеризацией в тонком слое.
Ингибирующее влияние кислорода на полимеризацию особенно
сильно проявляется в случае винильных мономеров. При исполь-
зовании мономеров и олигомеров с сопряженной системой двой-
ных связей (аллиловые эфиры, эфиры высших жирных кислот,
изомеризованные растительные масла, алкиды и др.) кислород
воздуха выступает не столько ингибитором, сколько инициатором
полимеризации. Это объясняется особым строением цепи таких
мономеров и олигомеров и соответственно высокой активностью
л-связей (из-за наличия сопряжения) в реакциях радикального
присоединения и замещения. Скорость присоединения кислорода
для таких пленкообразователей остается достаточно высокой [для
тунгового масла vOt т 2-Ю'4 моль/(л-с)], однако образующиеся
при этом перекиси неустойчивы, при их распаде появляются новые
радикалы, и полимеризация протекает с достаточно высокой ско-
ростью.
Процесс пленкообразования растительных масел и содержащих
их алкидов осуществляется как бы в две стадии. На первой стадии
образуются непредельные гидроперекиси и происходит изомери-
зация двойных связей по схеме:
+о2
~сн=сн—сн2—сн=сн-------> ~сн—сн=сн—сн=сн~
I
ООН
На второй протекает комплекс химических превращений, при-
водящих к образованию полимерных продуктов, в первую оче-
редь, в результате реакции сополимеризации непредельных гидро-
перекисей с кислородом:
~СН—СН=СН~
I
О
~СН2—сн-сн —
I
о
I
о
I
~сн2—сн—сн~
40
Пленкообразование с образованием трехмерных полимеров
имеет автокаталитический характер и сопровождается гель-эф-
фектом. Вначале полимеризация протекает в кинетическом ре-
жиме (скорость связывания кислорода отстает от скорости его
диффузии), затем — в диффузионном (скорость связывания кис-
лорода лимитируется его диффузией).
Коэффициент диффузии кислорода в исходных мономерах
составляет КГ4—1СГ5 см2/с, коэффициент растворимости Юмоль/м3;
Рис. 3.1. Зависимость содержания простран-
ственного полимера (/), степени превраще-
ния по двойным связям (3) н твердости (2)
пленок олнгоэфиракрилата от продолжи-
тельности пленкообразования при 80 °C.
в полимерах эти значения сни-
жаются соответственно на 4—5
и 1—2 порядка.
С переходом из кинетиче-
ского режима в диффузионный
роль кислорода постепенно ни-
велируется; преобладает гомо-
полимеризация над оксиполи-
меризацией. Например, у оли-
гоэфиракрилатов (которые удо-
влетворительно отверждаются
на воздухе) в начальный (ин-
дукционный) период на один
акт (1) (см- стр. 39) приходится
4—9 актов (3). Если довести
превращение до образования
50—80% нерастворимого поли-
мера, то число актов (3) мо-
жет достигнуть 50 [2, с. 84].
Полимеризация на подложке сопровождается изменением
свойств пленкообразователей (рис. 3.1). К моменту завершения
формирования покрытия степень использования двойных связей
(степень превращения) никогда не достигает 100%, поэтому пленка
остается потенциально реакционноспособной.
При пленкообразовании образуются низкомолекулярные жид-
кие и газообразные летучие продукты, испарение которых нередко
не компенсирует привеса пленки за счет присоединения кислорода
воздуха; в результате полимеризация протекает с увеличением
объема и массы образца. Выделение низкомолекулярных продук-
тов и, следовательно, протекание химических реакций наблю-
дается и после завершения процесса пленкообразования. Так,
в случае масляных покрытий в первые 20—30 сут эксплуатации
количество летучих продуктов (пропионовый, капроновый и ва-
лериановый альдегиды, муравьиная кислота и др.) достигает
4-10~2% (масс.)/сут, к концу третьего месяца 2,5-10“3%/сут.
Способы проведения процесса. Пленкообразование на под-
ложке можно осуществить при соблюдении следующих усло-
вий:
1) высокая скорость генерирования свободных радикалов, что
достигается введением ускорителей (сиккативы, перекисные и
4)
chipmaker.ru
другие инициаторы полимеризации, хелатные соединения поли-
валентных металлов и др-);
2) для ингибируемых кислородом пленкообразователей — уст-
ранение или максимальное уменьшение доступа кислорода воздуха
путем экранирования жидкой пленки введением всплывающих
добавок, загущения (повышения вязкости) материала, проведения
процесса в вакууме или в инертной среде; для не ингибируемых
кислородом пленкообразователей — обеспечение доступа кисло-
рода воздуха путем уменьшения толщины покрытия и создания
движения воздуха над поверхностью;
3) энергетическое инициирование полимеризации — термиче-
ское, фотохимическое, радиационное, действием коронного раз-
ряда, потока ускоренных электронов, акустического или магнит-
ного поля.
Следует отметить, что при сильных энергетических воздей-
ствиях (ионизирующее излучение, высокотемпературный нагрев
и др.) вследствие больших скоростей инициирования и роста цепи
влияние кислорода воздуха на процесс полимеризации суще-
ственно уменьшается. Как показал Дринберг 13, с. 172], при тем-
пературах 300 °C и выше вследствие неустойчивости перекисей
и гидроперекисей полимеризация масляных пленкообразователей
протекает в основном по схемам:
4—g- О2
2~СН=СН
СН—ЙН
I
О
I
сн-сн
сн—сн
I
Покрытия получаются ускоренно, они содержат меньше кис-
лорода. Это наглядно видно, в частности, на пленках, полученных
из льняного масла (содержание кислорода в льняном'масле 15,8%);
Температура, °C..............
Время пленкообразования, мин
Содержание кислорода в плен-
ках, %.......................
20 125 300 400 500
14 400 390 3 1 0,7
30,8 28,3 23,2 21,4 21,4
Активация двойной связи может быть достигнута химической
модификацией мономеров и олигомеров. Так, при переводе кис-
лых эфиров малеиновой кислоты, моноаллиловых эфиров дикар-
боновых кислот, а также кислот акрилового ряда из кислотной
в солевую форму их реакционная способность при полимеризации
резко возрастает. Солевые формы в процессе получения покрытия
могут образовываться в результате самопроизвольного взаимодей-
ствия пленкообразователей с металлической подложкой, поэтому
при нагревании полимеризация протекает с высокой степенью
превращения (рис. 3.2).
42
Солеобразоваййё Может служить самостоятельной реакцией,
приводящей к пленкообразованию- Так, в частности, образуют
покрытия низкомолекулярные карбоновые и оксикарбоновые
кислоты, являющиеся продук-
тами окисления керосина, при
добавлении к ним окислов поли-
валентных металлов (ZnO, СаО
и др.).
3.2.2. Поликонденсация
на поверхности подложки
Рис. 3.2. Кинетика полимеризации мономе-
тил малеинат а (/), винилуксусной кислоты
(2) и моноаллилоксалата (3) на поверхности
стали.
Поликонденсацией на под-
ложке получают покрытия из
разных видов олигомерных
пленкообразователей: феноло-
ал ьдегидных, мочевино-, мела-
мине- и циклогексанонформаль-
дегидных, полиэфирных, крем-
нийорганических. Эта реакция также используется при формиро-
вании покрытий из водорастворимых олигомеров разной химиче-
ской природы, наносимых на поверхность методом электрооса-
ждения.
Благодаря полифункциональности олигомеров конечные
продукты пленкообразования представляют собой пространствен-
но-сшитые полимеры. Реакция их образования называется трех-
мерной поликонденсацией, в общем виде ее можно записать так:
М/ -р Му —>• мг
где Мг и М;- — олигомеры, как правило i 5= 3 и / ^3; М2 — про-
странственно-сшитый полимер.
Особенностью трехмерной поликонденсации является способ-
ность реакционной массы при определенной степени конденсации
превращаться в состояние геля. Если исходные компоненты имеют
функциональность / 3, то гелеобразование наступает при коэф-
фициенте разветвленности а = l/(f — 1). После достижения точки
гелеобразования вязкость массы резко растет, а растворимость
уменьшается. Пленка из жидкой превращается в каучукоподоб-
ную и, наконец, в твердую, жесткую.
По степени молекулярной разветвленности различают 3 стадии
трехмерной поликонденсации: А — образование растворимого
линейного полимера, В -— образование частично растворимого,
разветвленного полимера, С — образование нерастворимого не-
плавкого полимера сетчатой структуры. В большинстве случаев
стремятся к получению структуры полимера стадии С. Однако
наряду с полностью нерастворимым полимером в пленке практи-
чески всегда присутствуют растворимые фракции. Полнота ис-
пользования функциональных групп из-за высокой вязкости
43
материала и ограниченной подвижности молекулярных цепей
обычно не превышает 70—95% (рис. 3.3) (4].
Проведение поликонденсации на подложке облегчает удаление
побочных низкомолекулярных продуктов реакции. Вместе с тем
возрастает значение термоокислительных процессов и увеличи-
ваются потери при испарении, особенно если покрытие получают
при повышенных температурах. Например, поликонденсация мо-
ногликольфталатов на поверхности стали на воздухе при 150—
170 °C приводит к образованию покрытий, масса которых соста-
Рнс. 3.3. Изменение содержания
кислотных (/) и метоксигрупп
(2) водорастворимого сополиме-
ра этилакрилата с метакриловой
кислотой и метакриламидом в
процессе пленкообразования при
170 °C.
I
RCONH—СН2ОН + НОСН2—NHOCR'--------> RCONH—СН2—О-СН2—NHOCR'
-н,о
вляет лишь 65—75% от массы исход-
ных лакокрасочных материалов. Это
делает нерентабельным применение мо-
номеров для высокотемпературного фор-
мирования покрытий- Преобладающее
число пленкообразователей поликон-
денсационного типа формирует покры-
тия в результате взаимодействия либо
карбоксильных групп —СООН с гид-
роксильными —ОН, метилольными
—СН2ОН или аминогруппами —NH2,
либо конденсации метилольных или
силанольных /Si(OH)2, {—Si(OH)3. Эти
реакции протекают обычно при нагрева-
нии с выделением воды (иногда и дру-
гих соединений). Например, отвержде-
ние водоразбавляемых акрилатных
олигомеров осуществляется преимуще-
ственно по схеме:
Эта реакция с удовлетворительной скоростью протекает при
100 °C и выше.
Снижение температуры и ускорение процесса пленкообразова-
ния в технологии покрытий из материалов поликонденсационного
типа достигается применением катализаторов: органических и не-
органических кислот и их ангидридов, оснований, галогенидов
металлов (цинка, железа, магния, алюминия, титана), олово-
органических соединений, комплексных соединений металлов и др.
Например, введение 2 — 4% тримеллитового ангидрида или
ацетилацетоната цинка в меламино-алкидные эмали позволяет
снизить их температуру отверждения со 130 до 70—80 °C; до-
бавление соляной, фосфорной, щавелевой кислот (1—5%) обеспе-
чивает получение покрытий при комнатной температуре из не-
которых лаков и эмалей на основе мочевино- и фенолоформальде-
гидных олигомеров.
44
3.3. ПЛЕНКООБРАЗОВАНИЕ, ОСУЩЕСТВЛЯЕМОЕ
БЕЗ ХИМИЧЕСКИХ ПРЕВРАЩЕНИЙ
Пленкообразование, при котором отсутствуют химические
превращения, предопределяет получение обратимых (термопла-
стичных и растворимых) покрытий. При этом свойства материала
пленки во многом соответствуют свойствам исходных пленко-
образователей, которыми служат преимущественно полимеры
аморфного или кристаллического строения: виниловые, акрило-
вые, полиолефины, полиамиды, полифторолефины, пентапласт,
эфиры целлюлозы и др. Находят применение и олигомеры: фе-
нолоальдегидные новолачного типа, шеллак, канифоль, копалы.
В зависимости от химической природы пленкообразующего
вещества, его растворимости, термопластичности покрытия полу-
чают из растворов, расплавов, водных и органических дисперсий,
аэродисперсий (порошковых систем). В большинстве случаев
покрытия отличаются хорошими механическими и изолирующими
свойствами, однако имеют невысокую адгезионную прочность.
3.3.1. Формирование покрытий из растворов
полимеров и олигомеров
Более 90% промышленных лаков и красок содержат раствори-
тели. Поэтому пленкообразование из растворов, связанное с уда-
лением из них растворителей, крайне распространено в техноло-
гии лакокрасочных покрытий. Раство-
рители удаляют обычно испарением.
В случае сорбционноактивных под-
ложек (бумага, картон, древесина) не
исключается, однако, возможность уда-
ления малых количеств растворителей
за счет впитывания. Этот принцип ис-
пользуется, в частности, при закрепле-
нии на бумаге некоторых печатных
красок.
Характеристика процесса. С кине-
тической точки зрения процесс испа-
рения растворителей можно разделить
на две стадии (рис. 3.4):
I — испарение растворителей из
жидкой пленки, контролируемое поверх-
Рис. 3.4. Кинетика испарения
растворителей G и изменения
объема V лакокрасочного мате-
риала при пленкообразовании.
костными явлениями;
II — испарение из сформировавшейся твердой пленки, опре-
деляемое диффузионными процессами в массе полимерного мате-
риала.
Первую стадию из-за низкой вязкости и наличия конвектив-
ного перемешивания раствора можно рассматривать как испарение
растворителей со свободной поверхности. Скорость испарения W
46
chlpmaker.ru
при этом может быть вычислена по уравнению Лангмюра —
Кнудсена:
ц/ _______!_ dG
F di
(3.2)
где G — масса испарившегося растворителя; т — время испарения;
F —- поверхность испарения; Ро — парциальное давление насы-
щенного пара над раствором; Л1 — молекулярная масса; Т — тем-
пература; Р. — газовая постоянная; е — постоянная, е< 1.
При постоянных условиях проведения процесса испарения
(температуре и скорости движения воздуха) имеет место прямо-
линейная зависимость:
lg (dG/d-r) = a 1g Р0М''2 -р b (3.3)
где а и b — постоянные.
По Дальтону, скорость испарения пропорциональна разности
парциальных давлений насыщенного пара над раствором Ро
и в окружающей среде Ps:
W = AF(PB-PS) (3.4)
где А — постоянная.
Рв понижается с ростом концентрации пленкообразователя,
но это уменьшение, как показали опыты на алкидных лаках, не
превышает 25% от первоначального давления при испарении до
75% растворителя. Таким образом, скорость испарения раствори-
телей на этой стадии близка к постоянной.
Вторая стадия испарения обычно начинается при содержании
растворителя в пленке 5—15%, когда вязкость раствора стано-
вится высокой и вследствие этого не происходит его конвектив-
ного перемешивания. Скорость улетучивания растворителей на
этой стадии контролируется внутренней диффузией, при этом
коэффициент диффузии D изменяется с концентрацией раствори-
теля С по экспоненциальному закону:
D = DoeaC (3.5)
где Do — коэффициент диффузии при е -> 0; а — постоянная,
зависящая от природы полимера и растворителя.
При отвердевании пленки (переходе в стеклообразное состо-
яние) вязкость пленкообразователей достигает 10п—1012 Па-с.
В этих условиях коэффициент диффузии растворителей крайне
мал, обычно не превышает 10-7 см2/с. Это затрудняет диффузион-
ный перенос растворителей особенно на последних стадиях форми-
рования покрытий. Вследствие односторонней диффузии в пленке
всегда имеет место определенный градиент концентрации раство-
рителя по толщине: его содержание возрастает от периферии к под-
ложке.
46
При использовании смеси растворителей их испарение зависит
от парциального давления и мольного содержания в смеси каж-
дого компонента х:
Оси = У! Sox (3-6)
где go — скорость испарения отдельных компонентов.
Пигментирование пленкообразующих систем замедляет испа-
рение растворителей, особенно если используются пигменты и на-
полнители чешуйчатого строения (алюминиевая пудра, микро-
слюда и др.). Испарение ускоряется с увеличением скорости
движения воздуха v над слоем лакокрасочного материала:
G = pGovn (3.7)
где 6 и Go — количество испарившегося растворителя в единицу
времени в токе воздуха и в неподвижной среде; р — коэффициент,
зависящий от концентрации пленкообразователя в растворе,
обычно Р < I; п — показатель, зависящий от эффективности
движения воздуха; при ламинарном режиме п — 0,5, при турбу-
лентном — п = 0,8.
Предложено много эмпирических зависимостей для описания
процесса испарения растворителей из лакокрасочных материалов
разной химической природы [5, с. 83; 6, 71- В качестве примера
можно привести следующую:
b/B=l—eKx (3.8)
где b — количество испарившихся растворителей из общей массы
растворителей В за время т; К = 0,01-^0,25 [8].
Влияние условий пленкообразования на свойства покрытий.
Испарение растворителей сопровождается изменением многих
параметров системы: уменьшается объем материала (рис. 3.4),
в основном за счет толщины слоя, увеличивается поверхностное
натяжение, понижается температура пленки вследствие затраты
теплоты на парообразование. Эти изменения сказываются на
структуре и свойствах образующихся покрытий. Особенно сильно
влияют на структурные характеристики природа растворителя,
его термодинамическое «качество» по отношению к пленкообразо-
вателю, поверхностное натяжение и летучесть (скорость испарения
из пленки). Наиболее качественные покрытия получаются из
стабильных растворов, пленкообразование из которых не связано
с фазовыми превращениями системы (9, с. 1161.
Напротив, часто встречающиеся дефекты пленок — наличие
шагрени («апельсиновой корки»), лучевидных разводов, сотовой
структуры (образование так называемых ячеек Бейарда)
(рис. 3.5) — обычно возникают при применении недостаточно
хороших в термодинамическом отношении растворителей с высо-
ким давлением паров и низким поверхностным натяжением.
Механизм поверхностного структурообразования заклю-
чается в следующем. При улетучивании растворителей вследствие
47
Рис. 3.5. Разновидность поверх-
ностной структуры (рельефа)
пленок, получаемых из раство-
ров пленкообразователей:
а — шагрень; б — соты; в, г —
лучевые разводы; д— бесструк-
турная поверхность-
48
неодинаковой концентрации растворителя в поверхностном Сч
и глубинном слоях создается градиент поверхностного натя-
жения по толщине пленки-' До = о, — а2 (рис. 3.6).Его значение
тем больше, чем больше разность Ci — С2 и чем сильнее разли-
чаются поверхностные натяжения пленкообразователя и раствори-
теля.
Наличие градиента До вызывает образование турбулентных
потоков в растворе, которые и создают соответствующий рельеф
его поверхности. При достижении высокой вязкости лакокрасоч-
ного материала в поверхностном слое этот рельеф фиксируется
в пленке в виде соответствующего рисунка, образование которого
нежелательно, так как
вид покрытия. Так, рас-
творы полистирола и
поливинилацетата в бу-
тилацетате и метил-
изобутилкетоне (о =
= 25н-26 мДж/м2) фор-
мируют покрытия со
структурами типа о, б,
в, г (см. рис. 3.5). На-
против, при использо-
снижается блеск и ухудшается внешний
Растворитель
Рис. 3.G. Схема движения растворителя и раствора при
пленкообразовании (С, < С2; > Th; ов > ut).
С2.П2,^2
вании менее летучего
растворителя — циклогексанона (о = 34,5 мДж/м2) образуются
ровные, лишенные какого-либо рельефа пленки типа д (см-
рис. 3.5). Аналогичное явление имеет место и при получении
нитратцеллюлозных, перхлорвиниловых и других покрытий [10).
Качество растворителей влияет на многие другие свойства
покрытий: механические, адгезионные, стойкость к старению
и т. д. Это влияние может быть непосредственным (каталитическое
или стабилизирующее действие остаточного растворителя на поли-
мер) или косвенным, т. е. проявляться через структуру материала
пленки (глобулярная, фибриллярная, ячеистая и т. п.). Так, на-
блюдаются, существенные различия в физико-механических свой-
ствах и стойкости к тепловому и световому старению перхлор-
виниловых покрытий, полученных с применением различных
растворителей: лучшими являются пленки из лаков, в которых
растворителями служат ароматические углеводороды (ксилол,
бензол), худшими — из лаков с хлорированными углеводородами
(трихлорэтилен, хлорбензол), промежуточные свойства имеют по-
крытия, полученные из растворов в ацетоне.
При использовании гидрофильных (смешивающихся с водой)
и одновременно быстро испаряющихся растворителей (низшие
спирты, ацетон, метилэтилкетон и др.) часто возникает дефект
покрытий — побеление (образование белесых пятен). Это явле-
ние — результат необратимой коагуляции пленкообразователя
при действии воды, сконденсированной из воздуха вследствие
охлаждения пленки до температуры росообразования. Побеления
49
не наблюдается при получении покрытий в атмосфере с низкой
влажностью, а также при применении растворителей с низким
давлением паров.
Особенности формирования покрытий из водных растворов
пленкообразователей связаны со специфическими свойствами воды
как растворителя: ее низкой температурой кипения и одновре-
менно низким давлением паров (2,38 кПа при 20 °C), большим
поверхностным натяжением (72,7 мДж/м2) и высокой теплотой
парообразования (2,47 МДж/кг). Водные краски характеризуются
резким нарастанием вязкости по мере испарения воды. Это
затрудняет ее диффузию из внутренних слоев и замедляет пленко-
образование. Оптимальным является ступенчатый режим форми-
рования таких покрытий: удаление большей части воды при тем-
пературах до 100 °C и окончательное обезвоживание И отвержде-
ние при более высоких температурах.
При формировании покрытий из растворов, как и из любых
жидких лакокрасочных материалов, различают два состояния
пленок: высыхание «от пыли», когда пленка утрачивает липкость,
и практическое высыхание, когда покрытие приобретает твердость,
необходимую для последующей обработки изделий. Время высы-
хания «от пыли» обычно коррелируется с продолжительностью
испарения из пленки примерно 60% растворителей, растекание же
лакокрасочного материала на поверхности прекращается уже при
испарении 25—30% растворителей.
О завершенности процесса формирования покрытий обычно
судят по их твердости, липкости, электрическим параметрам-
В исследовательской практике также пользуются спектрофото-
метрическим, хроматографическим и изотопным методами [11].
Следует учитывать, что сформированные в естественных усло-
виях покрытия всегда содержат некоторое количество (0,1—2%)
остаточных растворителей, которые нередко сохраняются дли-
тельное время, отрицательно сказываясь на свойствах покрытий
и ухудшая гигиенические условия эксплуатации окрашенных
помещений.
3.3.2. Формирование покрытий из водных
дисперсий полимеров
Воднодисперсионные краски (поливинилацетатные, бутадиен-
стирольные, полиакрилатные и др.) представляют большую группу
лакокрасочных материалов широкого назначения. В связи с тен-
денцией сокращения органических растворителей масштабы их
производства и применения существенно возрастают, расши-
ряется и ассортимент.
Лакокрасочные материалы воднодисперсионного типа характе-
ризуются наличием двух фаз: твердой — полимера и добавок
(пигменты, ПАВ) и жидкой — воды. Водные дисперсии относятся
к лиофобным коллоидным системам; размер частиц (глобул)
60
среды. Оно
сопровож-
Рис. 3.7. Изменение объема V,
свет «пропускай ня D и электриче-
ского сопротивления Ру латексов
при пленкообразовании.
0,01—0,25 мкм. Дисперсии имеют поверхностное натяжение пб-
рядка 35—55 мДж/м2, что выше критического поверхностного
натяжения на межфазной границе полимер — среда (2—10 мДж/м2
при степени адсорбционной насыщенности эмульгатором 60—
90%), и характеризуются избытком поверхностной энергии:
AGnOB > 0.
Характеристика процесса. Пленкообразование из водных дис-
персий (латексов) полимеров рассматривается многими авторами
(Воюцкий, Елисеева, Верхоланцев) как процесс ликвидации меж-
фазной границы полимер — среда на поверхности подложки при
одновременном удалении дисперсионной
дается уменьшением AG (AG -> 0).
Внешними признаками процесса явля-
ются уменьшение объема и оптической
плотности пленок (для непигментиро-
ванных образцов) и увеличение их
объемного электрического сопротивле-
ния (рис. 3.7).
Пленкообразование связано с золь—
гель-переходом (астабилизацией латекса)
и последующим самопроизвольным сжа-
тием (контракцией) образованного про-
межуточного геля до состояния моно-
литной пленки. Астабилизация в реаль-
ных условиях обычно достигается за
счет концентрирования дисперсий (испарения воды). Однако из-
вестны и другие варианты ее осуществления: введение электро-
литов, нагревание, воздействие электрическим полем (переход
частиц в электронейтральное состояние) [12, с. 106]. На этих
принципах разработаны и нашли практическое применение такие
технологические процессы получения покрытий, как ионное оса-
ждение, термоосаждение, электроосаждение (см. гл. 7).
При формировании покрытий посредством испарения воды
различают три стадии (см. рис. 3.7) [13. с. 28 1. Первая стадия—
стадия образования промежуточного геля — характеризуется
сближением частиц и усилением взаимодействия между ними.
Вязкость материала резко повышается, он становится пастооб-
разным; содержание жидкой фазы в нем не превышает 20—30%.
Этот процесс носит обратимый характер. Скорость испарения воды
на этой стадии примерно постоянна и близка к скорости испарения
ее со свободной поверхности.
Вторая стадия — синерезис (сжатие) промежуточного геля.
При этом происходит дальнейшее удаление воды из пленки и раз-
рушение имеющихся на поверхности глобул адсорбционно-гидрат-
ных оболочек. Коагуляционные контакты между частицами за-
меняются на конденсационные. Частицы деформируются: теряют
шарообразную форму и принимают вид плотно уложенных много-
гранников. Образуется так называемая псевдопленка.
51
chipmaker.ru
Третью стадию составляют аутогезионные процессы, заключа-
ющиеся в ликвидации межфазной границы, т. е. слиянии глобул.
При этом содержащиеся па их поверхности ПАВ либо раство-
ряются в полимере, либо вытесняются из межглобулярного про-
странства, образуя самостоятельную фазу.
Условия пленкообразования. По Брауну, слияние глобул
происходит тогда, когда реализуется условие:
F1 + Fj 4“ Fs 4" > ^5 4" (3-9)
т. е. когда сумма действующих сил, обусловленных капиллярным
давлением жидкости Fb поверхностным натяжением на границе
полимер — вода F2, межмолекулярным взаимодействием F3 и весом
частиц F4, превысит сопротивление деформации материала F5
и силы электростатического отталкивания одноименно заряженных
частиц F6. Определяющая роль при этом отводится капилляр-
ному давлению и сопротивлению деформации сжатия частиц.
Капиллярное, или межчастичное, давление может быть
определено как:
Fi = 2о12/лк (3.10)
где о12 — поверхностное натяжение на границе водная фаза —
воздух; гк — радиус капилляра, образованного частицами; он
находится в прямой зависимости от радиуса частиц /?.
Отсюда условием пленкообразования можно приближенно
считать:
(3.11)
где Е„ — условно-равновесный модуль упругости полимера;
К — постоянная.
Практика показывает, что пленкообразующими свойствами
обладают дисперсии лишь тех полимеров, Е„ которых не пре-
вышает 3—5 МПа, иначе говоря, в условиях пленкообразования
полимер должен находиться в высокоэластическом или вязко-
текучем состоянии. Таким образом, критерием оценки темпера-
туры формирования покрытий, так называемой минимальной
температуры пленкообразования (МТП), ориентировочно может
служить температура стеклования Тс полимера. Ниже приведены
значения этих показателей для ряда полимеров:
тс, сс мтп, °с
Полиметилакрилат ............................. 2 4
Сополимер бутадиена со стиролом (35 : 65) ... 15 15
Поливинилацетат.............................. 28 17
Поливинилацетат + дибутилфталат (100 : 4) 10 8
Полистирол ................................. 81 82
Поливинилхлорид ............................. 80 85
Поливииилхлорид-f-трикрезилфосфат (100 ; 50) 14 15
Пленкообразующая способность дисперсий улучшается (МТП
снижается) с повышением дисперсности частиц и при введении
Б2
в латексы небольших количеств (до 5%) коалесцирующих добавок
(пластификаторы, растворители). Пигменты замедляют пленко-
образование и приводят к увеличению МТП. Обеспечение пленко-
образования некоалесцирующих латексов (поливинилхлорид-
ного, полистирольного) нередко достигается их сочетанием с ла-
тексами эластомеров (хлоропреновым, бутадиен-стирольным и др.).
Свойства покрытий. На свойства покрытий влияют состав
композиций и условия пленкообразования. Так, пленки, получен-
Рис. 3.8. Электронные микрофотографии поливиннлацетатных пленок, полученных при
20 °C (а) и 130 °C (tf).
ные из поливинилацетатного латекса при комнатной температуре,
характеризуются наличием нескоалесцированных глобул; они
имеют большое водопоглощение и относительно низкие значения
разрушающего напряжения при растяжении [1, с. 74]. В отличие
от них пленкам, полученным при 130 С, свойственна однородная
структура (рис. 3.8) и соответственно значительно более высокие
прочностные показатели и лучшая водостойкость.
На свойства покрытий существенно влияют также характер
взаимного распределения несовместимых компонентов, строение
и структура исходных латексных частиц. Как правило, глобу-
лярная и фибриллярная структура частиц предопределяет и фор-
мирование соответствующей структуры пленок. Латексные пленки
фибриллярной структуры по механическим свойствам нередко
приближаются к пленкам, полученным из растворов тех же поли-
меров, однако они уступают последним по водостойкости из-за
наличия в их составе эмульгаторов.
53
chipmaker.ru
3.3.3. Формирование покрытий из органодисперсий
полимеров
Применяемые для получения покрытий органодисперсионные
Материалы изготовляют как на аморфных, так и кристаллических
полимерах. Это двухфазные системы, занимающие промежуточное
положение между коллоидными системами и грубыми дисперси-
ями. Размер частиц дисперсной фазы колеблется от долей микро-
метра до десятков микрометров. Дисперсионной средой служит
органический растворитель или смесь растворителей: активного
(диспергатора) и неактивного (разбавителя). Наибольшее при-
менение в технологии покрытий получили органодисперсии фторо-
пластов, пентапласта, поливинилхлорида, полиэтилена [14,
гл. II, III]. Органодисперсии полимеров в зависимости от их
состава являются дисперсиями либо лиофобного, либо переходного
типа.
В лиофобных дисперсиях (дисперсии фторопластов) отсут-
ствует заметный переход жидких компонентов в полимерную
фазу; частицы полимера практически не набухают в дисперсион-
ной среде. Такие дисперсии обладают большим избытком поверх-
ностной энергии AGnOB, которая зависит от площади поверхности
£уД (дисперсности порошка), и межфазного натяжения о на гра-
нице полимер — среда:
Абпов = (3. 12)
Дисперсии переходного типа (поливинилхлоридные, поли-
акрилонитрильные и др.) вследствие более высокой степени вза-
имодействия полимерной фазы со средой (они состоят из частиц,
ограниченно набухших в растворителях) имеют меньшие значения
межфазного натяжения и соответственно более низкое значение
AGnOB. Они более стабильны кинетически, но не устойчивы термо-
динамически.
Формирование покрытий из органодисперсий связано с удале-
нием дисперсионной среды и коалесценцией полимерных частиц,
т. е. золь — гель-переходом, который носит необратимый характер.
В зависимости от типа дисперсии пленкообразование протекает
по-разному:
Дисперсия переходного типа
| Улетучивание разбавителя
ф.
Промежуточный гель
I Улетучивание растворителя
и остатков разбавителя
Ф
Студеиь
I Улетучивание остатков
среды
4
Пленка
54
Лиофобная дисперсия
Улетучивание дисперсиоииой
среды
Промежуточный гель или порошок
Нагревание и удаление
остатков растворителя
Ф
Пленка
Представленные варианты типичны, но не единственны для
разных типов органодисперсий [14, с. 30]. Нетрудно заметить,
что формирование покрытий из дисперсий переходного типа осу-
ществляется через стадию образования раствора, а из лиофобных
дисперсий (в предельном варианте, когда отсутствует лиофилиза-
ция) — через плавление пленкообразователя. Таким образом
и в том, и в другом случае пре-
дусматривается перевод полимера
на подложке в вязкотекучее со-
стояние.
Регулирование пленкообразу-
ющих свойств обычно достигается
соответствующим подбором диспер-
сионной среды. Высокая степень
набухания частиц облегчает плен-
кообразование и позволяет полу-
чать покрытия при пониженных
температурах. При этом важное
значение имеет последовательность
испарения компонентов дисперси-
онной среды.’ испарение разбави-
теля должно опережать испарение
растворителя (рис. 3.9).
Рис. 3.9. Изменение состава фаз трех-
комп он енти ой дисперсии в процессе
плен кообр азовани я:
А — дисперсия переходного типа; Б
раствор (студень).
В большинстве случаев, однако, покрытия из органодиспер-
сий полимеров получают при нагревании (табл. 3.1). Это особенно
относится к дисперсиям, изготовленным на основе кристалличе-
ских полимеров. Коалесценция их частиц (образование одно-
фазной системы) возможна только после разрушения кристал-
лических образований, т. е. выше Тпл. Между тем степень коалес-
ценции частиц является фактором, определяющим все основные
свойства покрытий. Наиболее трудно удовлетворяется это условие
в случае лиофобных дисперсий. Например, для обеспечения гаран-
тированной сплошности покрытий дисперсии фторопластов и пен-
тапласта наносят большим числом слоев (3—12).
Таблица 3.1
Температура формирования покрытий из органодисперсий полимеров
П л ен кообр азов ател ь Дисперсионная среда Температура формирования покрытия, °C
Поливинилхлорид Ксилол + бутанол 170—180
Полиэтилен Толуол + трихлорэтилен 130—150
Хлорсульфиров энный поли- этилен Ксилол + бутанол 20—60
Пентапласт Трихлорэтилен + метилен- хлорид 195—205
Фторопласт-3 Этанол + ксилол 260—280
56
3.3.4. Формирование покрытий из порошковых
пленкообразователей
Порошковые полимеры (аэродисперсии) относятся к грубым
дисперсиям. Они обладают большим избытком поверхностной
энергии: межфазное натяжение на границе с воздухом составляет
у них 20—50 мДж/м2, что в несколько раз больше, чем у дисперсий
в жидких средах.
Характеристика процесса. Как и в случае других дисперсных
систем, формирование покрытий из порошковых лакокрасочных
Рис. Зж10. Температурная и концентрационная зависимости вязкости расплавов и раство-
ров полимеров:
1 —1ёЧ = /(-~); 2—lg lgn = /(IgC).
Рис. 3.11. Схема слияния двух частиц при пленкообразованин.
материалов связано с деформацией и слиянием их частиц под
влиянием поверхностной энергии. Эти процессы с удовлетвори-
тельной скоростью проходят в вязкотекучем состоянии поли-
меров, когда вязкость последних достигает 102—103 Па-с [15,
гл. III].
Порошковые пленкообразователи переводят в вязкотекучее
состояние на поверхности подложки нагреванием или дозирован-
ным введением растворителя (пара или аэрозоля). При этом роль
растворителей могут выполнять и мономеры.
Температурная зависимость вязкости расплавов полимеров
описывается уравнением (1.4), концентрационная для растворов —
уравнением (3.13) [16, с. 161]:
lgT] = KCa (3.13)
где Киа — постоянные; С — концентрация раствора полимера.
Таким образом, для каждого полимера экспериментально или
графически (рис. 3.10) по вязкости могут быть найдены примерное
значение минимальной температуры Тп0 или концентрация рас-
твора СпО, при которой происходит пленкообразование (слияние
частиц). Обычно TnQ коррелируется с температурой текучести Т?
56
й для многих олигомеров составляет 80—120 °C, полимеров 150—
250 °C.
Пленкообразование с участием растворителей протекает при
более низких температурах (20—120 °C) при концентрации поли-
меров в растворе 30—80% (об.), что в 3—5 раз выше концентрации
растворов (лаков), обычно применяемых для получения покрытий.
Процесс слияния расплавленных или набухших в раствори-
теле частиц при постоянной температуре подчиняется уравнению
Френкеля:
1 = (3.14)
где т — время слияния частиц; К — константа; г] — вязкость
материала частиц; R — радиус частиц; о — поверхностное натяже-
ние на границе с воздухом.
Поверхностная энергия AGnOB, освобождающаяся в результате
сокращения поверхности частиц при их слиянии, может быть
определена как функция поверхностного натяжения расплава о,
радиуса частиц R и радиуса поверхности контакта частиц х
(рис. 3.11):
Абпов = а(4-----(3.15)
AGnOB быстро уменьшается во времени в связи с ростом х и рез-
ким уменьшением капиллярных сил (капиллярное давление Ар =
= 2о/р).
Процесс слияния частиц обычно контролируют по изменению
отношения x/R, удельного объема AP71Z, оптической плотности,
тепло- и электропроводности, звукопроницаемости слоя порошка
и т. д. Поскольку полимерам свойственен массоперенос по ме-
ханизму вязкого течения, временная зависимость этих показате-
лей имеет следующий вид:
(х/Р)2 = Лт (3.16)
ДУ/У = Вт (3.17)
где Л и В — постоянные.
Оценивая изменение свойств порошков при нагревании или
при воздействии растворителей, можно судить о завершенности
процесса и определить значения минимальной температуры Тл0
и продолжительности тп0 пленкообразования (рис. 3.12), которые
экспоненциально связаны между собой:
тпо = AeEno/RTno (3.18)
Таким образом, формирование покрытий из любого порошко-
вого пленкообразователя может быть проведено в широком интер-
вале температур, однако продолжительность процесса при этом
57
сильно различается. Например, покрытия из поливинилбутираль-
ной краски ПВЛ-212 можно получить при 170 и 250 °C, время
слияния частиц при этом составляет соответственно 30 и 3 мин.
Скорость слияния частиц можно регулировать путем измене-
ния их размера, вязкости и поверхностного натяжения расплава
полимера. Вязкость снижают использованием пленкообразователей
с меньшей молекулярной массой, введением пластификаторов,
применением более высоких температур или более активных
растворителей. Наполнение отрицательно сказывается на плен-
кообразовании.
Рис. 3.12. Зависимость удельного объ-
ема Д V/F, светопропускания D и массы
Q порошков полимеров от температуры
(а), продолжительности нагревания (б)
и продолжительности воздействия рас-
творителем (в).
Скорость формирования покрытий, как следует из формулы
(3.14), связана с радиусом частиц R и поверхностным натяжением о
материала. Высокодисперсные порошки формируют покрытия
значительно быстрее и при более низких температурах, чем грубо-
дисперсные.' Например, покрытия из порошковой полиэтиленовой
краски с размером частиц 1—5 мкм легко получаются при 180—
190 °C; при размере 50—250 мкм необходимо нагревание до 220—
240 °C. Пределы варьирования R и о в практических условиях,
однако, ограничены.
Из порошковых материалов получают покрытия как обрати-
мого, так и необратимого типа (трехмерного строения). В послед-
нем случае лимитирующей стадией пленкообразования является
образование пространственно-сшитого полимера. Реакция
«сшивания», связанная с ростом вязкости системы, должна про-
текать лишь после завершения процесса слияния частиц, в про-
тивном случае не удается получить качественных покрытий.
68
Общее время формирования покрытия в этом случае складывается
из времени слияния частиц тс и времени образования простран-
ственной (трехмерной) структуры пленки ттр:
Тпо — Тс “Ь Ттр (3.19)
При технологической оценке процесса к этому времени не-
избежно прибавляются затраты времени на нагревание полимер-
ного материала и подложки до Тпо и их последующее охлаждение
до комнатной температуры.
Формирование покрытий с участием жидких сред. В отличие
от пленкообразования посредством сплавления частиц формирова-
ние пленок с участием жидких сред (растворителей и мономеров)
значительно менее распространено, однако оно интересно тем,
что не связано с применением высоких температур, а в ряде слу-
чаев нагрева вообще. Так, если на поверхность изделия нанести
слой порошка эпоксиолигомера, а затем образец поместить в ка-
меру (например, эксикатор) с парами ацетона (или его смесью
с летучим отвердителем — амином), то через несколько минут
в результате сорбции паров образуется гелеобразная пленка.
Общее время формирования такого покрытия равно:
Тпо = тн -f- тс -f- ти (3.20)
где т„ и ти — время набухания частиц и время испарения раство-
рителя из пленки соответственно.
Процесс испарения подчиняется общим закономерностям испа-
рения растворителей из лакокрасочных материалов растворного
типа. В случае кристаллических полимеров во избежание прежде-
временной кристаллизации из раствора (полимер выпадает в виде
порошка) растворитель должен удаляться при температуре
выше Ткр.
Формирование покрытий с участием мономеров не связано
с испарением посредника пленкообразования. В порошковый
материал вводят инициатор полимеризации, в результате чего
сорбированный мономер почти полностью полимеризуется. Сте-
пень превращения достигает 90—95% [15, с. 83]. Вследствие этого
при получении покрытий в паровой фазе мономеров сорбционное
равновесие между мономером, находящимся внутри пленки и вне
ее, не устанавливается: масса образца непрерывно увеличивается,
достигая сотен и тысяч процентов по отношению к исходному
полимеру (рис. 3.13). В отличие от растворителей процесс сорбции
мономеров прекращается только после исключения их контакта
с пленкой или полного израсходования инициатора полимери-
зации.
В зависимости от характера распределения инициатора в по-
рошковом материале образование новой фазы (полимера) может
происходить или равномерно во всей массе пленки, или ло-
кально от поверхности подложки. Соответственно образуются
69
биполимерные покрытия с равномерным или послойным расположе-
нием полимеров в пленке (рис. 3.14). Покрытия могут быть однород-
ными и микронеоднородными, обратимыми и необратимыми. Разветв-
ление цепи и образование при-
витых сополимеров способст-
вует необратимости пленок.
Пары или аэрозоль мономера
Рис. 3.13. Изменение массы порошка перхлорвинила, содержащего 2% перекиси бензоила,
при выдержке в парах метилакрилата (/) и степени превращения метилакрилата при
80 °C (2).
Рис. 3.14. Схема образования покрытия нз порошковых пленкообразователей с участием
мономеров:
I — инициатор в массе полимера; II — инициатор на поверхности частиц; Пг — исход-
ный полимер; П2 — вновь образованный полимер.
Покрытия, получаемые методом низкотемпературного форми-
рования из порошковых материалов с применением растворителей
и мономеров, весьма разнообразны по свойствам. Они могут быть
изготовлены из различных полимеров. Целесообразно, однако,
применять мономеры, не подверженные сильному ингибированию
кислородом воздуха [17, с. 31.
3.4. СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ ПЛЕНКООБРАЗОВАТЕЛЕЙ
ПРИ ФОРМИРОВАНИИ ПОКРЫТИЙ
Структура пленкообразователей в жидком и вязкотекучем
состояниях (растворах и расплавах) характеризуется ближним
порядком в расположении молекул. Она является равновесной,
так как скорость релаксационных процессов в этих условиях
достаточно высока. С понижением температуры при концентриро-
вании растворов или при превращении олигомеров (мономеров)
в полимеры вследствие уменьшения подвижности молекулярных
цепей скорость их перегруппировки резко уменьшается. Оконча-
тельно структура, присущая пленочному состоянию, формируется
в случае аморфных пленкообразователей при затвердевании, т. е.
при переходе их в высокоэластическое или стеклообразное состо-
яние, кристаллических — после протекания кристаллизационных
процессов.
60
В твердом состоянии всем полимерам свойственна определен-
ная степень надмолекулярной организации, при этом формы
структурных образований весьма разнообразны в зависимости
от типа полимера и условий его получения и переработки [18,
с. 28]. В наибольшей степени структурная упорядоченность про-
является у кристаллических полимеров; в аморфных полимерах
макромолекулы в основном имеют простой контакт соседних
сегментов, при этом области упорядоченности не выходят за пре-
делы 1,5 нм [19, с. 16].
Структура покрытий из аморфных полимеров. Наиболее харак-
терные разновидности структуры покрытий, представляющих
Рис. 3.15. Глобулярная (а) и фибриллярная (б) структура пленок перхлорвинила и полиа-
рилата соответственно.
полимерные пленки аморфного строения, -— глобулярная и фиб-
риллярная. Глобулы образуются в результате превышения вну-
тримолекулярного взаимодействия над межмолекулярным.
Глобулярная структура (рис. 3 15, а) наблюдается у поливинил-
хлоридных, перхлорвиниловых, эпоксидных пленок и большин-
ства покрытий, получаемых из поликонденсационных пленко-
образователей и латексов эластомеров. Условиями для ее форми-
рования являются: высокая гибкость молекулярных цепей и
наличие фазового перехода при пленкообразовании из-за присут-
ствия несовместимых с полимером компонентов — растворителей,
мономера и др.
Покрытиям, получаемым из жесткоцепных аморфных поли-
меров, свойственна фибриллярная структура (рис. 3.15,6). Ее
формированию способствуют: применение термодинамически хо-
роших растворителей, быстрое охлаждение расплавов и другие
факторы. Существенное влияние на структурные характеристики
покрытий оказывают природа и количество пигментов, пластифи-
каторов, ПАВ, их совместимость с пленкообразователями.
Структура покрытий трехмерного строения — глобулярная
или фибриллярная — формируется постадийно по мере услож-
нения пространственной сетки пленкообразователя. Сначала по-
являются отдельные структурные элементы преимущественно
61
chipmaker, ru
<7,ок
Ар/Ал
Рис. 3.16. Зависимость ско-
рости зародышеобразования
J и радиального роста сферо-
литов <п от соотношения
Т’кр/^пл для кристалличе-
ских полимеров.
в виде глобул, которые постепенно ассоциируют в более сложные
и устойчивые структуры. Структура стабилизируется лишь после
завершения химических превращений в пленке [20].
Структура покрытий из кристаллических полимеров. Законо-
мерности изменения структуры кристаллических полимеров
(степень кристалличности, параметры кристаллической решетки,
размер и морфология надмолекулярных образований) при пленко-
образованип имеют более сложный харак-
тер, чем в случае аморфных полимеров.
Степень кристалличности а во вре-
мени т при первичной кристаллизации по-
лимеров в изотермических условиях из-
меняется согласно уравнению Аврами:
а=1—(3.21)
где К — константа суммарной скорости
полимеризации; п — показатель, численно
равный 1, 2, 3 или 4 в зависимости от
природы центров кристаллизации и про-
цесса их роста.
Образование первичных зародышей и
рост вторичных (надмолекулярных) струк-
тур происходит в области температур
Тпл — Ткр. Первый процесс несколько опережает второй, поэтому
температурные области первичной и вторичной кристаллизации
не совпадают (рис. 3.16). Для большинства кристаллических
полимеров температура максимальной- скорости кристаллизации
^макс. кр « (0,824-0,83) Тпл. Кристаллизация проходит с индук-
ционным периодом ти, который зависит от температуры. Так, для
полипропилена при 123 °C тн = 2 мин, при 142 °C ти = 90 мин.
В табл. 3.2 приведены некоторые параметры кристаллизации поли-
меров, наиболее широко применяемых в технологии покрытий.
Таблица 3.2
Характеристические параметры кристаллизации
полимерных пленкообразователей
Полимер Лгл, °C Ткр, °C °макс, мкм/с а. % Кристаллическая система
Полиэтилен . . . Полипропилен Поликапроамид Пентапласт . . . Фторопласт-3 108—110 167—170 210—218 178—180 208—210 80—100 120—140 170—190 130—160 180—200 30—40 0,5—1,0 3—4 0,3—0,5 0,4—0,5 53—67 40—65 46—60 20—30 40—85 Орторомбическая Гексагональная моноклинная То же Орторомбическая моноклинная Гексагональная
62
Структура полимеров, кристаллизующихся с небольшой ско-
ростью, когда максимальная радиальная скорость роста сферо-
литов имакс не превышает 5 мкм/с, может быть изменена примене-
нием соответствующих режимов охлаждения расплавов в момент
кристаллизации. Этот технический прием широко используется
при получении покрытий. Так, применяя быстрое охлаждение
полипропиленовых покрытий в воде (иОхл = 2—3 °С/с) можно
понизить степень кристалличности на 30—33 % по сравнению
с покрытиями естественного охлаждения (цохЛ = 0,2 °С/с). Еще
более быстрое охлаждение расплавов полипропилена приводит
к получению его аморфизированной формы, так называемой смек-
тической или паракристаллической модификации. Существенным
изменениям подвержена и кристаллическая структура пента-
пласта. При медленном охлаждении расплавов образуется преиму-
щественно a-форма (орторомбическая). Если расплав быстро
охладить, то кристаллизация практически не проходит и покрытия
приобретают структуру, свойственную полимеру в расплавленном
состоянии. Такая структура, однако, нестабильна: уже при ком-
натной температуре идет кристаллизация полимера с образова-
нием Р-формы — моноклинной. Полное завершение процесса кри-
сталлизации при 15 °C наступает примерно через 7 сут, при
60 °C — через 30 мин. Закаливанию подвержены и другие кристал-
лические полимеры: полиамиды, поликарбонаты, фторопласты.
Так, в зависимости от скорости охлаждения покрытий из фторо-
пласта-3 степень кристалличности может изменяться от 35 до 85%.
Надмолекулярная структура. Характер вторичной (надмоле-
кулярной) структуры пленок определяется условиями кристал-
лизации.’ чем медленнее охлаждается полимер, тем меньше воз-
никает центров кристаллизации и тем совершеннее получается
его структура.
Сферолитной кристаллизации подвержены практически все-
кристалл ические полимеры. Особенно резко она выражена у поли-
пропилена, полиамидов, фторопластов, полиэтилентерефталата,
изотактического полистирола. Достаточно уменьшить скорость
охлаждения расплава полипропилена с 0,15 до 0,015 °С/с, как
размер сферолитов увеличивается с 30—40 до 200—250 мкм
(рис. 3.17). Рост сферолитных структур прогрессирует с пониже-
нием молекулярной массы полимеров (в том числе и за счет тер-
мической деструкции) и при пластификации покрытий.
В связи с тем что структурные характеристики покрытий во
многом определяют их свойства (см. гл. 4 и 5), важно знать спо-
собы их регулирования и стабилизации. Наиболее оправдали себя
в этом отношении технологические приемы: изменение скорости
охлаждения и характера охлаждающей среды, применение ультра-
звуковой, термомагнитной и радиационной обработки пленок
при их формировании. Например, воздействие ультразвука на
расплавы и растворы кристаллизующихся полимеров приводит
к увеличению числа центров и росту скорости кристаллизации;
63
термомагнитная обработка расплавов вызывает ориентацию поли-
мерных цепей и формирование сферолитов в направлении действия
магнитного поля. Можно регулировать надМолеКуЛЯрНуЮ струк-
туру и введением в состав лаков и красок Искусственных зароды-
шей структурообразования — нерастворимых в пленкообразова-
телях высоко дисперсных неорганических и ^ргзнических веществ
с' 3'1Z' Надмолекулярная
структура Нолипропилено-
/"'’“р Полун иных при
плавало °С/?аждения рас‘
(б) и О,0.15 «С/с
и и,и15 осус (в)
121, с. 851. В частности, в полиамидных покрытиях в качестве
структурообразователей нашли применение окислы магния,
алюминия и цинка, дисульфид молибдена, тальк в полиэтиле-
новых — салицилат висмута, нафтенат медИ) силикагель и др.
Структура полимерных пленок, содержащих структурообразо-
ватели, обычно мелкосферолитная; она Достаточно стабильна
и не изменяется при колебаниях темпераТурЫ1 чт0 особенно
важно для сохранения первоначальных свойств покрытий.
ЛИТЕРАТУРА
1. Полимерные пленкообразователи/Под ред. В. И. Елисеевой. М., Химия,
2. Могилевич М. М. Окислительная полимеризация в процессах пленкообразо-
вания. Л., Химия, 1977. 176 с. F
64
3. Дринберг А. Я- Технология пленкообразующих веществ. Л., Госхимизда^
1955. 652 с.
4. Квасников Ю. П., Филиппычев Г.Ф.— Лакокрасочные материалы и их при,
менение, 1968, № 1, с. 26—29.
5. Дринберг С. А., Ицко Э. Ф. Растворители для лакокрасочных материалов
Л., Химия, 1980. 160 с.
6. Чесунов В. М. Образование пленок из растворов полимеров. (Обзор). М.
ЦНИИ ТЭИ легкой пром., 1970. 56 с. *
7. J Hike Е. К. Ober die Verdunstung von Losungsmitteln aus Lackscbichten
Ziirich , 1962. 162 S.
8. Эльтерман E. M. — Лакокрасочные материалы и их применение, 1973
№ 3, с. 84—86.
9. Охрименко И. С., Верхоланцев В. В. Технология пленкообразующих веществ
Л., Химия, 1978. 392 с.
10. MarwedelG. — Farbe u. Lack, 1968, Bd. 74, № 1, S. 18—30; № 2, S. 161—171,
11. Дринберг С. А., Ицко Э. Ф., Шрейнер С. A.— Лакокрасочные материалу
и их применение, 1972, № 3, с. 84—86; Медвидь М. В., Кравчук В. Г., Де^
нега И. С., Кравчук Л. Д. — Там же, 1973, № 2, с. 57—59.
12. Верхоланцев В. В. Физико-химия пленкообразующих систем. Л., ЛТИ им,
Ленсовета, 1973. 128 с.
13. Толмачев И. А., Верхоланцев В. В. Новые воднодисперсионные краски. Л.
Химия, 1968. 200 с.
14. Дринберг С. А., Верхоланцев В. В. Органодисперсионные лакокрасочные мач
териалы и покрытия. М., Химия, 1976. 144 с.
15. Яковлев А. Д., Здор В. Ф., Каплан В. И. Порошковые полимерные материалы
и покрытия на их основе. 2-е изд. Л., Химия, 1979. 256 с.
16. Папков С. П. Физико-химические основы переработки растворов полимеров/
М., Химия, 1971. 364 с.
17. Материалы и технология получения покрытий из аэродисперсий полимеров-
Труды ЛТИ им. Ленсовета, 1975. 80 с.
18. Каргин В. А., Слонимский Г. Л. Краткие очерки пофизико-химии полимеров/
М., Химия, 1967. 232 с.
19. Марихин В. А., Мясникова Л. П. Надмолекулярная структура полимеров.
Под ред. С. Я. Френкеля. М., Химия, 1977. 240 с.
20. Карякина М. И., Майорова Н. В., Космачевский Б. П., Жуков И. И.—
Лакокрасочные материалы и их применение, 1972, № 3, с. 35—37.
21. Гуль В. Е., Дьяконова В. П. Физико-химические основы производства поли-
мерных пленок. М., Высшая школа, 1978. 279 с.
chipmaker.ru
Глава
СВОЙСТВА И РАЗНОВИДНОСТИ
ПОКРЫТИЙ
Свойства лакокрасочных покрытий весьма разнообразны. Они
определяются химическим строением и структурой пленкообра-
зователя, природой и содержанием пигментов и наполнителей,
условиями формирования покрытия. Определенное влияние на
свойства оказывает характер поверхности подложки. Знание
свойств покрытий необходимо для правильного определения обла-
стей их применения.
4.1. ПРОЧНОСТНЫЕ И ДЕФОРМАЦИОННЫЕ СВОЙСТВА
Лакокрасочные покрытия в процессе эксплуатации неизбежно
испытывают механические воздействия, которые могут быть
обусловлены:
1) приложением внешней нагрузки (вибрация, многократный
изгиб, растягивающие напряжения й т. д.);
2) наличием внутренних (остаточных) напряжений в покрытии;
3) протеканием физических и химических процессов в пленке
(кристаллизация, деструкция и структурирование, улетучивание
пластификаторов и др.).
Особенно большим нагрузкам подвергаются покрытия в узлах
трения, при действии кавитации и абразивов, при многократном
изгибе (защита гребных винтов, пропеллеров вертолетов, подшип-
ников, полов, кожи обуви и т. д.). В этом случае требуются по-
крытия с повышенной механической прочностью и деформируе-
мостью. Под механической прочностью понимают сопротивление
механическим воздействиям, которые могут вызывать деформа-
цию— изменение формы или разрушение покрытия. Различают
микроразрушение (появление микротрещин) и макроразрушение
(нарушение целостности).
Прочностные и деформационные свойства покрытий харак-
теризуются рядом показателей: модулем упругости, прочностью
при растяжении, твердостью, эластичностью, стойкостью к исти-
ранию и т. д. Не останавливаясь на этих показателях в отдель-
ности, рассмотрим принципиальные особенности поведения по-
крытий при механическом воздействии.
£6
4.1.1. Поведение полимерных пленок
при механическом воздействии
По механическим свойствам полимерные материалы отличаются
от низкомолекулярных кристаллических веществ (металлов, си-
ликатов). Они имеют меньший модуль упругости (10—104 МПа
против 105 МПа), менее прочны при сжатии, однако нередко
выдерживают большие напряжения при растяжении и обладают
несравненно более высокой деформируемостью. Последнее свя-
зано с рыхлостью упаковки и длинноцепочечным строением моле-
кул полимеров. Вследствие больших размеров такие молекулы
гибки и в процессе деформации
образца способны изменять свою
форму. Для полимеров свойст-
венны три вида деформаций:
упругая, высокоэластическая и
остаточная (пластическая):
^общ — еупр "Ь ев. эл "Ь рпл (4-1)
В зависимости от физиче-
ского состояния полимера плен-
ки в большей или меньшей сте-
пени проявляется тот или дру-
гой вид деформации. Поскольку
в большинстве покрытий поли-
Рис. 4.1. Релаксационные кривые полимер-
ных пленок.
мер находится в застеклован-
ном (аморфном) или кристаллическом состоянии, характерным
для них является проявление упругой и высокоэластической
деформаций. Особенность полимеров в застеклованном состоя-
нии — склонность их к большим обратимым деформациям, на-
зываемым вынужденно-эластическими, — проявляется и в свой-
ствах покрытий. Эти деформации при больших нагрузках не-
редко достигают десятков и сотен процентов.
Релаксационные явления в полимерных пленках. Процессы,
имеющие место при механическом воздействии на полимерные
материалы, протекают не мгновенно, а во времени. Скорость
установления статистического равновесия (релаксации) связана
с вероятностью перехода системы из одного состояния в другое.
Наиболее легко релаксационные процессы протекают у полиме-
ров в вязкотекучем и высокоэластическом состояниях (время
релаксации 10-4—10~® с). Но релаксация напряжений на уровне
звеньев, молекул и надмолекулярных образований медленно
может протекать и в стеклообразном, и кристаллическом состоя-
нии полимеров. Если растянуть пленку (рис. 4.1) на величину е0
(приложить напряжение о0), а потом снять нагрузку, то пленка
начнет медленно сокращаться, стремясь перейти в равновесное
состояние е„. Это проявление упругих свойств называется уп-
ругим последствием. Таким же образом в растянутом образце
67
chipmaker.ru
в результате перегруппировки звеньев может происходить сни-
жение (релаксация) напряжений до равновесного значения о«.
Указанный релаксационный процесс описывается уравнением
Кельвина:
= Vz/T = F« ~ е"'Л) (4.2)
с/ = (1 — е"*Л) (4.3)
где е, и cst —деформация и напряжение во время отсчета I; т —
общее время релаксации.
Если t = т (устанавливается равновесное состояние), то
1 1 „1
О/ = — о0; е< = — 8о (4.4)
Таким образом, время релаксации — это время, необходимое
для того, чтобы напряжение в деформированном образце умень-
шалось в е раз по сравнению с первоначальным.
Релаксация резко ускоряется с повышением температуры
(см. рис. 4.1), что проявляется в уменьшении жесткости и проч-
ности материала пленки.
Александровым и Лазуркиным сформулирован принцип тем-
пературно-временной суперпозиции, заключающийся в том, что
в процессе деформации можно достичь заданного состояния об-
разца либо его нагреванием, либо увеличением времени действия
деформирующей нагрузки. Иначе говоря, подтверждена экви-
валентность временного фактора и температуры.
Закономерности деформации и разрушения покрытий. Разру-
шение полимерных материалов и композиций описывается урав-
нением Журкова:
По—уо
г=тое k‘ (4.5)
где т — время до начала разрушения; т0 — усредненное время
между отдельными флуктуациями, т0 « 10~13 с; Uo — начальная
энергия активации разрушения (разрыва) связей; у — структурно-
чувствительный коэффициент; о — приложенное напряжение;
k — постоянная Больцмана; Т — абсолютная температура.
Данное уравнение является математическим выражением ки-
нетической концепции прочности твердых тел [1, с. 47 J. Согласно
этой концепции механическое разрушение материалов рассматри-
вается как некоторый кинетический процесс, при этом показатель
прочности не является предельной величиной, носящей характер
константы материала. Процесс разрушения полимеров, по Жур-
кову, не есть чисто механическое явление; это процесс распада
межмолекулярных и межатомных связей под влиянием тепловых
флуктуаций, вызванных напряжениями извне. Разрушение носит
локальный характер; оно происходит по слабым местам, там, где
тепловые флуктуации (скачкообразное возрастание внутренней
68
энергии) становятся соизмеримыми с энергией химических связей.
Вероятность разрыва связей определяется отношением
(До— ya)/kT. Приложенное напряжение снижает бачальпую
энергию активации Uo на величину уо, тем самым увеличивая
потенциальную возможность разрыва связей, ответственных л
прочность полимерного материала.
Таким же образом происходит разрушение полимеров и при
термо деструкции. Доказательством этого служит равенство
энергий активации и образование радикалов в обоих случаях.
Следует иметь в виду, что для полимеров, как и любых твердых
материалов, техническая прочность составляет только небольшую
часть теоретической. Это объясняется дефектностью их структуры
и поверхности [2, с. 175].
Прочностные свойства и деформационное поведение пленок
наглядно иллюстрируется диаграммой растяжения, представлен-
ной на рис. 4.2. Вид деформационной кривой зависит от физи-
ческого и фазового состояния полимера и условий деформации:
температуры и скорости нагружения. На кривых е = f (о) можно
выделить несколько участков, характеризующих различные ста-
дии процесса деформации. Начальный, обычно прямолинейный
для застеклованных и кристаллических полимеров участок А
соответствует деформации, которая подчиняется закону Гука:
и — Ее (4G)
Деформации на этом участке невелики (составляют несколько
процентов). Они связаны главным образом с изменением валент-
ных углов, межатомных и межмолекулярных расстояний. Прямая,
характеризующая деформацию пленок кристаллических поли-
меров, обычно имеет более пологий характер: модуль упругости
при растяжении кристаллических полимеров меньше, чем
аморфных.
Дальнейший ход кривых (участок Б) соответствует области
вынужденно-эластической деформации материала в случае
аморфных. полимеров (кривая /) и области рекристаллизации
в случае кристаллических (кривая 2). На этом участке вследствие
механической активации повышается сегментная подвижность
макромолекул и происходит перестройка структуры материала,
сопровождаемая выделением теплоты. Отрезок на участке Б
может быть практически горизонтальным, если скорость релакса-
ции материала оказывается соизмеримой со скоростью деформации
образца. При переходе от участка А к участку Б наблюдается
максимум на кривых о = / (е), который отвечает условию do/dz —
= 0. Напряжение пленок аморфных полимеров в этой точке
называется пределом вынужденно-эластической деформации
°вын эл> кристаллических — напряжением рекристаллизации «т^р.
Участок В — участок ориентации и удлинения ориентированного
образца. При ориентации прочность материала существенно
увеличивается, достигая нередко 2 — 5-кратной прочности
в9
chipmaker.ru
неориентированного образца. При дальнейшей деформации в
пленке возникают микротрещины, напряжение после достиже-
ния предельного значения ор падает (участок Г); происходит
разрыв пленки.
Рис. 4.2. Типовая зависимость напряжение—деформация для плено-к из стеклообразного
аморфного (/) и кристаллического (2) полимеров.
Рнс. 4.3. Кривые растяжения пленок на основе фено л ©формальдегидного олигомера при
различных температурах.
С изменением температуры характер деформационных кривых
существенно изменяется (рис. 4.3). При низких температурах
нередко не реализуются все участки деформационной кривой.
Напротив, при температурах выше Тс характер деформации ти-
пичен для эластомеров.
4.L2. Факторы, влияющие на механические
свойства покрытий
Механические свойства покрытий во многом связаны с пара-
метрами их структуры и условиями получения. Прочность пленок
возрастает с увеличением молекулярной массы полимера, степени
кристалличности, числа мостичных связей (в случае пленок трех-
мерного строения). При изучении покрытий из полиолефинов
установлена следующая зависимость между модулем упругости Ех
и степенью кристалличности:
Ех = АеКа (4.7)
где А и К — константы; А — 33,9; К — 0,044.
С модулем упругости коррелируются т&ердосгь покрытий и проч-
ность при растяжении.
Закономерным является уменьшение прочности при растяже-
нии и особенно относительного удлинения пленок с ростом над-
молекулярных структур. Образцы с крупными сферолитами
(диаметром ^сф = 300 мм и более) имеют дефекты в пограничных
участках структур и хрупко разрушаются уже при небольших
70
деформациях, не превышающих 5—15%. Особенно наглядно
зависимость механических свойств от йсф можно проследить на
полипропиленовых покрытиях:
Прочность при растяжении, МПа
Относительное удлинение, % . . .
Твердость, МПа................
Ударная прочность, Н-м ....
Эластичность при изгибе, мм . . .
дсф = 10 мим
152
1600
39
50
1
^сф = 150 мкм
70
5
50
10
15
Механическая прочность и способность пленок к деформации
изменяются при структурировании: в случае олигомерных пленко-
Рис. 4.4. Типовая зависимость прочности при растяжении Ср и относительного удлине-
ния € пленок от содержания пластификатора (с) и пигмента (б).
образователей (эпоксидные, мочевиноформальдегидные, поли-
эфирные) они улучшаются по мере роста плотности трехмерной
сетки, в случае полимеров типичной является экстремальная
зависимость прочности от числа поперечных связей. Деформиру-
емость покрытий при этом падает. Таким образом, применяя
в лаках и красках различные структурирующие добавки и изменяя
условия отверждения (сушки) покрытий, можно существенно
влиять на механические свойства покрытий.
Механические свойства пластифицированных и пигментиро-
ванных покрытий не однозначно зависят от содержания модифи-
цирующего компонента (рис. 4.4). При этом в случае пигментиро-
ванных пленок немаловажное значение имеют химическая при-
рода, размер и форма частиц пигмента, а также его энергетическое
взаимодействие с пленкообразующим веществом. Чешуйчатые
и волокнистые пигменты и наполнители в отличие от наполнителей
с изометрической формой частиц в большей степени усиливают
пленкообразователи и нередко способствуют лучшей деформиру-
емости пленок. Эффект усиления резче проявляется у аморфных
полимеров, чем у кристаллических. В области малых концентра-
ций наполнителей в пленках из эластомеров зависимость модуля
упругости от объемной доли наполнителя Ф описывается
уравнением:
б» = б°„(1+а4> + 6Ф2) (48)
где Е0^ — модуль упругости йена полненного полимера; а и b —
постоянные.
71
chipmaker.ru
Прочность пленок падает при увеличении пористости покры-
тий. Она не всегда одинакова у пленок разной толщины; опре-
деленное влияние оказывает и способ получения покрытия. Проч-
ность адгезированных и неадгезированных пленок примерно
равна [3, 70]. Временная зависимость прочности покрытий вы-
ражается уравнением:
т= Ае~ао
(4.9)
где Л п а — постоянные.
Уравнение (4.9) является разновидностью уравнения (4.5) и
применяется для оценки долговечности покрытий в изотермиче-
Рис. 4.5. Временная зависимость прочности
при растяжении нитратцеллюлозных пле-
нок при различных температурах [3, с. 84].
ских условиях (рис. 4.5). Точка
пересечения прямых на рис. 4.5,
называемая полюсом, обычно
лежит в пределах значений
г = 1(Г12~10'13 с.
При прерывистой деформа-
ции, когда нагружение образца
чередуется с отдыхом, время
до начала разрушения равно
сумме времен отдельных воз-
действий:
т = ч, т2 + • • • + Тп (4 Ю)
«Самозалечивания» застеклованного образца во время отдыха
не происходит. Так как прочность носит временной характер, то
она непосредственно зависит от скорости деформации. Гуль [4,
с. 207 I приводит следующую зависимость между этими величинами
для полимеров:
<jp = аг/1 (411)
где v — скорость растяжения; а н п — константы.
Скорость приложения нагрузки сказывается и на величине
деформации: чем больше V, тем меньше е.
Прочностные и деформационные свойства покрытий сильно
зависят от температуры. С ее повышением наблюдается уменьше-
ние модуля упругости, твердости, прочности при растяжении
и изгибе и долговечности покрытий (рис. 4.6); относительное
удлинение пленок при разрыве, напротив, возрастает.
Температурная зависимость прочности имеет следующий вид:
Op = a(leu,>,RT (412)
где о0 — прочность при исходной температуре; Uo — энергия
активации разрушения (разрыва) связей; Т — абсолютная тем-
пература.
Прочностные характеристики покрытий не остаются постоян-
ными при изменении характера окружающей внешней среды.
72
В результате адсорбции поверхностью пленки жидких или газо-
образных продуктов из внешней среды может происходить как
понижение ее прочности, вызванное эффектом Ребиндера, так и
повышение в результате залечивания локальных микротрещин.
Рис. 4.6. Типовые температурные зависимости прочности (а) и долговечности (б) напряжен-
ных полимерных пленок.
При переходе от газообразных сред к жидким, как правило,
наблюдается снижение прочности и долговечности покрытий,
однако в зависимости от материала пленки действие сред про-
является избирательно. Так, коэффициент К (отношение ор
в среде к ор на воздухе) в воде, ацетоне и бензине для полиэтиле-
новых пленок составляет соответственно 0,9; 0,8; 0,4; для фторо-
пластовых 1,1; 0,9; 0,9 [5, с. 26].
4.1.3. Покрытия целевого назначения
Морозостойкие покрытия. Для изделий и объектов, эксплуати-
рующихся в северных районах, особенно в условиях Крайнего
Севера и Юга (температура до —60 °C), а также при контакте со
сжиженными газами (температура
до —200 °C) необходимо приме-
нять морозостойкие покрытия.
Главное требование к ним—от-
сутствие хрупкости, т. е. сохра-
нение требуемых механических
свойств при низких температурах.
Критерием морозостойкости по-
лимерных материалов обычно слу-
жит температура хрупкости Тхр,
которая может быть определена
графически путем построения зави-
симости оВЬЛ1/эл = f (Т) (рис. 4.7).
При понижении температуры овын
Рис. 4.7. Температурная зависимость
выи уж денно-эласти чес кой деформации
авын.эл и хрупкой прочности оХр стек-
лообразных пленок.
эл застеклованных полимеров
увеличивается, однако до определенного предела, после чего
наступает хрупкое состояние материала, характеризующееся
более пологой прямой зависимости охр = f (Т). Точка
73
chipmaker.ru
перегиба А, при которой достигается равенство пределов выну-
жденно-эластической деформации и хрупкой прочности (oFbtH. 9Я —
= охр), отвечает Тхр материала. Ниже этой температуры пленка
не выдерживает больших деформаций и хрупко разрушается при
приложении нагрузки. Отсюда Тхр — это нижняя граница тем-
пературной области эксплуатации покрытий; верхняя в зависи-
мости от эксплуатационных требований к покрытию определяется
Тс, Т,,л или реже температурами текучести, разложения, потери
прочности материала. Чем больше разность между этими темпе-
ратурами и 7хр, тем шире интервал рабочих температур покры-
тия АТ. Ниже приведены значения Тхр и АТ для ряда полимерных
пленкообразователей:
Tvrt, °с дт, °с
хр
Фторопласт ... —170 430
Полиэтилен . . . —70 190
Полипропилен —15 180
т^р, °C ДТ, °C
Поливинилхлорид —10 90
Поливинилацетат —5 33
Полистирол ... 90 10
Наиболее морозостойкими из пленкообразователей являются
фторопласты, полиэтилен, хлорсульфированный полиэтилен, на-
туральный и хлорированный каучуки, некоторые полиуретаны.
На практике о морозостойкости покрытий обычно судят по их
способности выдерживать без растрескивания резкое охлаждение
до заданной температуры (обычно до —60ч—180 С), многократ-
ные циклы охлаждения и нагревания (например, в пределах
—60ч-+30 °C) или в охлажденном состоянии противостоять без
разрушения ударным воздействиям. Морозостойкость покрытий
зависит от их толщины, условий подготовки поверхности и мате-
риала подложки.
Неморозостойкие покрытия нередко самопроизвольно рас-
трескиваются под влиянием внутренних напряжений. Примером
могут служить случаи появления трещин на морозе у полиэфир-
ных мебельных покрытий. При низких температурах снижаются
механические свойства (ударная прочность, эластичность при из-
гибе, адгезия) практически всех покрытий. Лишь немногие по-
крытия выдерживают холодный климат (—40, —60 °C) и не раз-
рушаются при этом при ударе до 5 Н-м.
Для эксплуатации в условиях холодного климата (группа
покрытий «ХЛ») рекомендованы [6, с. 2211 комплексные покрытия
из грунтовок ХС-010, ХС-059 и виниловых эмалей ХВ-124,
ХВ-113т; грунтовок КЧ-075 и КЧ-098 и эмалей на основе хлор-
каучука КЧ-172, КЧ-770; грунт-шпатлевки ЭП-0010 и эпоксид-
ной эмали ЭП-51; глифталевой грунтовки ГФ-017 и меламино-
алкидной эмали МЛ-12. С целью защиты металлов от воздействия
сжиженных газов (температура до —200 °C) применяют покрытия
на основе акрилатной эмали АС-730 и поливинилбутиральных
грунтовок ВЛ-02, ВЛ-08 толщиной 50—60 мкм. Перед нанесением
лакокрасочных материалов во всех случаях полезна дробеструй-
ная обработка поверхности.
74
Износостойкие покрытия. При контакте трущихся поверхно-
стей (подшипники, рычаги сцепления, детали транспортных
средств, текстильных и сельскохозяйственных машин, транспор-
терные ленты, полки холодильников и шкафов, изделия из кожи
и др.) происходит их разрушение. Абразивную и гидроабразивную
эрозию вызывают мелкие твердые частицы, взвешенные в жидком
или газовом потоке. Для защиты изделий от эрозионного разру-
шения применяют износостойкие покрытия.
Износ — сложный вид механического разрушения материала,
возникающий в результате трения
ностей- Различают усталостный из-
нос, обусловленный трением сколь-
жения, и абразивный износ, вызывае-
мый абразивным воздействием (ми-
крорезанием) неровностей поверхно-
сти контактирующих тел [7, с. 156].
Износ лакокрасочных покрытий
при малых давлениях наступает
после индукционного периода тивд,
связанного с накоплением дефектов
в пленке. Продолжительность тИ1!Д,
соприкасающихся поверх-
износ и время полного изнашива-
ния тЛ определяются прочностью
межатомных И межмолекулярных шейного слоя покрытия Л от темпе-
связей и скоростью релаксацион- ратуры.
ных процессов в пленке. Межд$ тЛ и временем релаксации
трел существует следующая связь {8 ]:
а 1g трел
= Ае ь
(4-13)
где А, а и b— постоянные, зависящие от природы полимера
и условий нагружения.
У высокомодульных аморфных и кристаллических полимеров,
особенно имеющих жесткую трехмерную сетку, плотно упакован-
ную фибриллярную или крупносферолитную структуру, сопро-
тивление износу невелико. Напротив, покрытия, имеющие мелко-
сферолитную и дезориентированную фибриллярную структуру,
умеренную степень сшивания макромолекул и отличающиеся
большими значениями обратимой деформации и малыми време-
нами релаксации, характеризуются длительным тинд и высокой
стойкостью к износу.
На рис. 4.8 показана температурная зависимость тинд и h,
типичная для большинства покрытий. Уменьшение износостой-
кости в более низкой и более высокой против оптимума областях
температур связано соответственно с понижением подвижности
цепей макромолекул (ростом т^) и увеличением доли пластиче-
ской деформации, снижающей прочность материала пленки.
75
chipmaker.ru
Износ линейно возрастает при увеличении давления; он тем
меньше, чем меньше коэффициент трения покрытия и больше его
адгезионная прочность. Покрытия с низкими значениями коэф-
фициентов трения называются антифрикционными. Это, в первую
очередь, полиамидные, фторопластовые, пентапластовые, полиэти-
леновые, эпоксидные покрытия. Нередко для снижения коэффи-
циента трения применяют смеси полимеров, например, полиамида
и фторопласта (10 : 4), полиамида и полиэтилена (8:2), полиамида
и поливинилбутираля (1 : 1). Их наносят на поверхность в виде
порошков с последующим сплавлением. Коэффициент трения
снижается, а стойкость к усталостному износу возрастает при
введении наполнителей: дисульфида молибдена, графита, талька,
окиси алюминия, барита, порошка свинца. Аналогичный эффект
достигается при пластификации покрытий.
Стойкость к абразивному износу особенно высока у полиуре-
тановых покрытий. В ряде случаев они по эрозионной стойкости
превосходят стальные образцы в 6—8 раз Полиуретановые по-
крытия хорошо зарекомендовали себя при защите пропеллеров
вертолетов, лопастей турбин, пылевых вентиляторов, паркета,
верха обуви и т. д. Абразивостойкими также являются покрытия
из вулканизованных натурального и хлоропренового каучуков.
Для лакирования деревянных полов применяются мочевино-
формальдегидный лак МЧ-26, пентафталевый лак ПФ-231, краска
ПФ-226; для разметки асфальтовых дорог — термопластичный со-
став на полиэфирной основе и др.
При введении в состав красок абразивов (электрокорунд,
кварцевый песок) могут быть получены покрытия с высоким
коэффициентом трения скольжения, так называемые нескользя-
щие. Их применяют для защиты трапов, полов и как палубные
покрытия с целью обеспечения безопасности передвижения людей
и перемещения грузов. В частности, разработана нескользящая
эмаль ЭФ-5179 с наполнителем электрокорундом, который до-
бавляют к лаку перед применением в соотношении 1 : 2.
Вибропоглощающие покрытия. Применение вибропоглощаю-
щих, или демпфирующих, покрытий — одно из эффективных
средств борьбы с вибрациями и шумом в промышленности и на
транспорте. Шум возникает в результате колебаний элементов
машин и конструкций в целом, которые особенно значительны
в резонансной зоне. Покрытия рассеивают (гасят) энергию коле-
бания подложки и тем самым препятствуют шумообразованию.
Это свойство связано с их полимерным строением. По механи-
ческому поведению полимеры занимают промежуточное положение
между упругими твердыми телами и жидкостями. В отличие
от первых они не запасают всю работу внешних сил в виде потен-
циальной энергии; от вторых — не диссипируют ее полностью
в теплоту. Для них характерно частичное превращение колеба-
тельной энергии в потенциальную и ее частичное рассеяние в виде
теплоты. Диссипированная энергия проявляет себя как механи-
76
ческое демпфирование. Мерой интенсивности демпфирования яв-
ляется отношение диссипируемой энергии к максимальной потен-
циальной энергии, запасенной на протяжении цикла колебаний.
Это отношение называется коэффициентом диссипации или тан-
генсом угла механических потерь:
tg б =£"/£' (4.14)
где Е" и Е' — модули потерь и накопления соответственно.
Другими параметрами, аналогичными tg б, являются логариф-
мический декремент А и удельная демпфирующая способность
или внутреннее трение
с. 1621:
tgfi
Д________
л. 2л
ф [9,
(4-15)
Логарифмический декремент
у полимеров на 1—2 порядка
больше, чем у металлов. Ско-
рость распространения звука С,
определяемая отношением мо-
дуля упругости Е к плотности
материала р, как С = (Л/р)1''2
у полимеров достаточно низка.
Все это придает им свойство
вибропоглощения. Наиболее вы-
сокая удельная демпфирующая
Рис. 4.9. Зависимость логарифмического де-
кремента эпоксидных покрытий от относи-
тельной деформации:
1 — образец без покрытия (стальная под-
ложка); 2, 4 — образцы с ненагтолненным
покрытием; 3,5 — образцы с покрытием
наполненным чешуйчатым графитом.
способность проявляется у по-
лимеров при Тс. Поэтому со-
став композиции и режим плен-
кообразования выбираются та-
ким образом, чтобы покрытие
в условиях эксплуатации (особенно учитывается температура)
находилось в состоянии, близком к высокоэластическому. Кри-
сталлические полимеры, в отличие от аморфных, проявляют свой-
ство вибропоглощения в более широком температурном интервале,
поэтому их применение предпочтительнее.
Внутреннее трение особенно значительно в гетерогенных си-
стемах, состоящих из вязкоупругой (полимерной) и твердой фаз.
Это могут быть однородные дисперсии или системы с послойным
расположением разнородных фаз (пакетное строение). Поэтому
в качестве виброноглощающих применяются исключительно на-
полненные составы. Из наполнителей наилучшие результаты
показывают вещества с чешуйчатой и волокнистой формой частиц
(графит, микрослюда, алюминиевая пудра, микроасбест), вводи-
мые в количестве до 20% (масс.). При больших степенях напол-
нения (35—40%) удовлетворительный эффект достигается также
при использовании барита, мела, молотого кварца и др. На
рис. 4.9 показана сравнительная демпфирующая способность
ненаполненных и наполненных эпоксидных покрытий ПО, с. 23].
77
chipmaker.ru
Степень вибропоглощения Е зависит от соотношения толщин
пленки и металлической подложки а = h„/hm и их динамических
модулей Р = Еп/Ет\ для ее оценки может быть использовано
следующее эмпирическое уравнение 110, с. 26]:
g = Аатрп tg 6 (4.16)
где А, т и п — постоянные.
На массивных подложках демпфирующий эффект покрытий
мал, однако он значителен на тонкостенных изделиях, когда
а 1 (см. рис. 4.9). Коэффициент диссипации tg 6 для боль-
шинства недемпфированных конструкций обычно не превышает
0,01. Вибропоглощающие покрытия нередко увеличивают его
до 0,05 и более. Увеличение потерь колебательной энергии в 5 раз
обусловливает снижение амплитуды резонансных колебаний при-
мерно на 15 дБ.
Применение в вибрирующих узлах машин и механизмов нашли
покрытия из порошковых пентапластовых, полиамидных и поли-
этиленовых композиций, жидких эпоксидных (марка СВМ-51),
олигоэфиракрилатных (марка СВМ-428) и битумных (противо-
шумные мастики № 579, 580 и др.) составов. Они применяются
при толщинах 0,3—3 мм и обеспечивают снижение вибрации в ча-
стотном диапазоне 50—10 000 Гц. Одновременно с уменьшением
вибрации и шума повышается долговечность конструкций [11,
с. 31 и 44 ].
Кавитационностойкие покрытия. Изделия и объекты, контак-
тирующие с движущимися жидкостями и газами (газовые турбины,
гидросиловое оборудование ГЭС, гребные винты, днища судов на
подводных крыльях, гидротехнические сооружения и др.) при
больших скоростях обтекания (30 м/с и более) претерпевают
эрозионное разрушение вследствие кавитации поверхности, об-
условленной воздействием ударных волн. Эрозионному разруше-
нию подвержены практически все твердые материалы, в том числе
металлы и бетон; эрозионная стойкость последнего особенно низка.
Применяя кавитационностойкие покрытия, можно улучшить со-
противление материалов эрозии и увеличить время работы кон-
струкций.
Кавитационная стойкость покрытий определяется многими
факторами: характером и скоростью движения среды, природой
подложки, структурой и физическим состоянием материала
пленки, ее адгезией к подложке. Если выразить кавитационную
стойкость покрытия как А’ = тр/й, т. е. отношением времени раз-
рушения пленки к ее толщине, то между К и скоростью кавита-
ционного потока v наблюдается следующая зависимость:
K^l/vn (4.17)
где п — 4-4-5.
Кавитационная стойкость зависит от работы деформации мате-
риала пленки. Лучше всего противостоят эрозионному разруше-
78
нию покрытия, из эластомеров имеющие высокие значения относи»
тельного удлинения, прочности при растяжении и адгезии, а также
малые времена релаксации. Такие покрытия являются своегй
рода демпфером, способным гасить ударные кавитационные им-
пульсы. Для их получения обычно применяют комбинированные
пленкообразователи превращаемого типа, представляющие смеси
жесткоцепных полимеров или олигомеров (виниловые, эпоксид-
ные) с эластомерами (каучуками). Пигменты и наполнители не
оказывают существенного влияния на кавитационную стойкость
покрытий [12, с. 13].
Для получения покрытий на металлах разработаны эмали!
перхлорвиниловая ХВ-74, на основе сополимера винилхлорида
ХС-48, эпоксидно-каучуковые ЭП-43, ЭП-917. Кавитационная
стойкость покрытий из эмали ЭП-43 толщиной 300—400 мкм при
ускоренных испытаниях в трубе Вентури (скорость омывания
водой 60 м/с) составляет 70—100 ч (К та 0,25 ч/мкм). При их
применении обеспечивается надежная защита гребных винтов на
судах и других объектов от разрушения и коррозий [131.
Покрытия, снижающие сопротивление трению в воде, приме-
няются с целью повышения ходовых качеств судов, а также для
уменьшения энергетических затрат при транспортировании вод-
ных сред по трубам. Такие покрытия получают при использова-
нии в качестве пленкообразователей водорастворимых и водона-
бухающих полимеров (полиэтиленоксида с мол. массой 10е—10\
гидроксилсодержащих акриловых, некоторых оловоорганических),
обладающих способностью полироваться водой. Необходимый эф-
фект достигается также при введении в состав красок водораство-
римых полимерных наполнителей (полиакриламид, Na-карбокси-
метилцеллюлоза, сополимеры акриламида с /V-винилпирролидо-
ном) [14, с. 72]. При набухании пленок коэффициент трения на
межфазной границе приближается к коэффициенту внутреннего
трения воды.
4.1.4. Методы определения механических свойств
Для определения- механических характеристик покрытий при-
меняют как свободные, так и адгезированные к подложке пленки.
Важное требование при испытаниях — стандартность образцов.
Покрытия должны быть равномерны по толщине, однозначны по
условиям получения, не иметь дефектов в виде газовых включе-
ний, пор, рисок. Для получения свободных пленок используют?
особые подложки: фторопластовый лист, амальгамированную
жесть, алюминиевую фольгу или специально препарированное
стекло [15, с. 113].
Большую часть испытаний проводят при воздействии растя: и-
вающей нагрузки в статическом режиме. Для определения модуля
упругости, прочности при растяжении и относительного удлине-
ния при разрыве используют образцы в виде лопаток стандартных
7J ,
chipmaker.ru
размеров; одноосное растяжение осуществляют на динамометрах
разных конструкций (РМИ-5, ZM-40, типа Поляни и др.) при ско-
ростях от 0,01 до 150 мм/мин [16, с. 38].
Эластичность при изгибе и прочность при растяжении покры-
тий определяют на шкале гибкости ШГ-1, коническом стержне
и прессе типа «Э». При всех этих испытаниях подложка деформи-
руется (изгибается или вытягивается) одновременно с находя-
щимся на ней покрытием.
О когезионной прочности покрытий судят по их твердости.
Для ее оценки применяют маятниковые приборы (М-3, МЭ-3)
и приборы, основанные на принципе вдавливания или царапания
покрытия более твердым телом. Особенно распространено исполь-
зование микротвердомера ПМТ-3, с помощью которого твердость
Япмт определяют по длине диагонали отпечатка d, произ-
веденного на покрытии индентором в виде алмазной призмы под
нагрузкой Р:
Ншкг=К-^- (4.18)
где /С — постоянная прибора, обычно /( = 1854.
На твердых покрытиях (при твердости по маятниковому при-
бору //м 5= 0,15) отмечается корреляция между значениями
(в МПа) ЯПмт и П7, с. 24 1:
#пмт = 22,5//до (4.19)
Твердость процарапыванием определяют с помощью набора
карандашей; результаты выражают номером наименее твердого
карандаша, который прорезает пленку до подложки.
Важным показателем покрытий, особенно работающих при
низких температурах, является ударная прочность. Ее опреде-
ляют на приборе У-1А и оценивают предельной высотой (в см),
падая с которой, груз массой в 1 кг не вызывает разрушения по-
крытия.
Стойкость покрытий к абразивному износу определяют либо
по времени воздействия или массе абразива, вызывающего разру-
шение, либо по значению абсолютного износа пленки, которые
устанавливают с помощью приборов ГИПИ ЛКП, ИФХ АН СССР,
АПГ (ГДР), ИС-1, Гарднера и др. В качестве абразива приме-
няется кварцевый песок, шлифовальная шкурка, металлический
скребок в виде изогнутой струны и др. [15, с. 135].
Для оценки демпфирующих свойств покрытий применяют ме-
тоды динамической петли гистерезиса, свободных затухающих и
вынужденных колебаний в зоне резонанса [10, с. 7]. Покрытию,
нанесенному на подложку, сообщают вибрации определенной
амплитуды и частоты и находят логарифмический декремент ам-
плитуды и частоты или коэффициент диссипации — основные
характеристики механических потерь.
Кавитационную стойкость покрытий определяют путем натур-
ных и стендовых испытаний. В первом случае покрытия наносят
80
на поверхности, подвергающиеся обтеканию жидкостями или га-
зами с большими скоростями (гребные винты, турбины), во вто-
ром используют приборы, где создаются скорости движения
жидкостей, превышающие 30 м/с (труба Вентури, шпиндельные
аппараты, ультразвуковые диспергаторы и т. д.). Состояние по-
крытия при этом оценивается визуально или по изменению не-
которых свойств (шероховатость поверхности, потеря массы, на-
чало появления коррозии и др.).
Так как свойства покрытий во многом зависят от толщины,
при всех механических испытаниях предусматривается ее опре-
деление, для чего применяют разные типы толщиномеров [181.
При оценке механических свойств покрытий могут быть исполь-
зованы методы и приборы, применяемые при испытании пластмасс
и резин и подробно описанные в литературе [19, 20].
4.2. АДГЕЗИЯ
Под адгезией лакокрасочных покрытий понимают явление, за-
ключающееся в установлении связи между пленкой и подложкой,
на которую она нанесена. Об адгезии обычно судят по адгезион-
ной прочности, т. е. работе, которую требуется'затратить на раз-
рушение адгезионной связи. Сцепление между слоями однородных
материалов называется аутогезией или самослипанием. Аутоге-
зия проявляется в многослойных покрытиях, когда все слои на-
носятся из одного или одинакового по природе лакокрасочного
материала. Принято говорить о двух типах адгезии: специфиче-
ской, или собственно адгезии, характеризующей прочность сцеп-
ления адгезива с субстратом, и механической, обусловленной про-
никновением адгезива (впитыванием) в поры субстрата. Послед-
ний вид адгезии, имеющей место в случае пористых подложек
(бумага, ткани, древесина), является результатом действия чисто
механических (когезионных) сил. Адгезия — важнейшее свойство
лакокрасочных покрытий. От величины и стабильности адгезии
существенно зависят многие свойства покрытий, в том числе долго-
вечность и защитная способность в условиях эксплуатации.
4.2.1. Природа адгезионных связей
Работу адгезии lFa условно можно представить как произве-
дение средней энергии единицы связи W на число связей N, при-
ходящееся на единицу поверхности адгезионного контакта [21,
с. 151:
Wa=WN (4.20)
Отсюда следует, что адгезионная прочность покрытий зависит
от характера и плотности адгезионных связей. Между разнород-
ными телами могут возникать различные по природе связи: хи-
мические (ионная, ковалентная, координационная) с энергией от
81
chipmaker.ru
65 до 1000 кДж/моль, водородные и ван-дер-ваальсовы (индук-
ционные, дисперсионные, дипольные и др.), энергия которых
в большинстве случаев не превышает 50 кДж/моль. При нанесе-
нии покрытий взаимодействие с подложкой устанавливается уже
в момент контакта жидкого лакокрасочного материала. Однако
значения работы адгезии жидкой краски и готового твердого
покрытия, как правило, не равны между собой. В процессе плен-
кообразования изменяются химический состав, структура и свой-
ства материала, происходят конформационные изменения макро-
молекул, возможны активация поверхности подложки и появле-
ние напряжений в контактном слое. Все это влияет на характер
адгезионного взаимодействия, причем тем существеннее, чем
больше различия в условиях пленкообразования и нанесения кра-
сок. Таким образом, при формировании покрытия, как и в про-
цессе его эксплуатации, первоначально установившиеся связи мо-
гут сохраняться, разрушаться или дополняться новыми связями.
Адсорбционная, или молекулярная, теория адгезии. Предло-
женная Дебройном и впоследствии развитая в работах Мак-Ла-
рена, Дерягина, Берлина и Басина [22, с. 14} адсорбционная тео-
рия рассматривает адгезию как результат проявления ван-дер-
ваальсовых сил между молекулами адгезива и субстрата. Согласно
этой теории процесс образования адгезионной связи можно раз-
делить на две стадии. Первая стадия — миграция молекул адге-
зива к твердой поверхности, их ориентация полярными группами
по отношению к полярным группам субстрата; вторая стадия —
установление адсорбционного равновесия — проявляется, как
только расстояние между молекулами станет меньше 0,5 нм и нач-
нут действовать молекулярные силы.
Адсорбционная теория достаточно убедительно объясняет ад-
гезию полярных пленкообразователей к полярным субстратам;
чем выше полярность адгезива, тем больше адгезионная прочность:
Л = /(ц2/е) (4.21)
где р — дипольный момент молекул адгезива; в — диэлектриче-
ская проницаемость адгезива.
Подтверждением этой теории является взаимосвязь адгезион-
ной прочности с содержанием функциональных, в частности кар-
боксильных, групп в адгезиве:
А = К [COOHJ" (4.22)
где К и п — константы.
Увеличение адгезионной прочности согласно адсорбционной
теории достигается изменением химической природы полимера
(накоплением полярных групп, уменьшением молекулярной
массы, повышением подвижности цепей) и увеличением поляр-
ности подложки, например, посредством окисления, гндрофили-
зации и т. д. Достаточно высокая адгезионная прочность многих
полярных пленкообразователей (эпоксидных, алкидных, феноло-
82
альдегидных, шеллака, поливинилацетата, ацеталей поливинило-
вого спирта и др.) является, в первую очередь, результатом про-
явления адсорбционных сил. Ниже показаны примеры такого
взаимодействия с металлами.
Карбоксилсодержащие полимеры и олигомеры:
RCOOH • • • ОМе — ион-дипольная связь
Пленкообразователи, содержащие амидные и аминные группы
(полиамиды, казеин и др.):
МеО
t
—СН2—СО—NH—СН2— — координационная связь
Пленкообразователи, содержащие свободные изоцианатные
группы:
МеО МеО
I ИЛИ t
R—N=C=O O=C=NR —координационная связь
Адсорбционное взаимодействие может осуществляться также
с участием вспомогательных веществ, вводимых в композиции, —
ПАВ, воды, низкомолекулярных кислот и др.
Адсорбционная теория, будучи доминирующей, однако, не
объясняет встречающихся случаев высокой адгезионной проч-
ности неполярных адгезивов к полярным субстратам и ряда дру-
гих фактов.
Электрическая теория. Эта теория объясняет адгезию обра-
зованием двойного электрического слоя, возникающего в резуль-
тате контактной электризации поверхностей. Авторами этой тео-
рии являются Дерягин и Кротова. Позднее аналогичные взгляды
развивал Скиннер с сотрудниками. Причинами образования двой-
ного электоического слоя являются [23, с. 83 ]:
1) термоэлектронная эмиссия, т. е. переток электронов от
субстрата (металла) в адгезив (диэлектрик); миграция электронов
возможна, когда понижается электрический барьер на поверх-
ности металла; особенно сильно понижен этот барьер в случае
полимеров, содержащих полярные группы (—CN, —ОН, —СООН,
—NH2 и др.) и имеющих высокую степень контакта с подложкой;
2) адсорбция и ориентация полярных групп адгезива на по-
верхности субстрата; в первую очередь происходит ориентация по-
верхностных диполей, в результате поверхность приобретает за-
ряд определенной величины и знака.
Заряды возникают лишь при контакте разнородных поверх-
ностей. Знак заряда определяется природой контактирующих по-
верхностей. Ниже приводится электростатический ряд, согласно
которому любое вещество ряда при контакте с другим веществом,
83
chipmaker.ru
расположенным ниже, заряжается положительно, а при контакте
с веществом, расположенным выше, — отрицательно [24, с. 7011:
Этилцеллюлоза
Казеин
Пол иметилметак рилат
Ацетилцеллюлоза
Стекло
Металлы (все)
Полистирол
Полиэтилен
Политетр афторэтилен
Нитрат целлюлозы
Таким образом, различные пленки, нанесенные на одну и туже
подложку, например на металл, могут иметь разные как по ве-
личине, так и по знаку заряды.
Согласно электрической теории работа разрушения адгезион-
ной связи, т. е. преодоления электрических сил, равна:
е
(4.23)
где v — поверхностная плотность электрических зарядов;
h — разрядный промежуток (зазор между поверхностями); е —
диэлектрическая проницаемость среды.
На возможность электрических явлений при расслаивании
адгезионных соединений указывает ряд факторов: электризация
образующихся поверхностей, появление в ряде случаев лавинного
электрического разряда, сопровождающегося свечением, треском,
излучением радиоволн. Прямое доказательство существования
электрических сил — наличие эмиссии (стекания) электронов при
нарушении адгезионной связи. При отрыве полимерных пленок
от стекла энергия электронов достигает 103—104 эВ [23, л. 59].
Эмиссия электронов и газоразрядные явления особенно заметно
проявляются при отслаивании полярных полимеров (эфиров цел-
люлозы, полиакрилонитрила, поливинилхлорида и др.), при этом
чем больше скорость отслаивания, тем значительнее достигаемый
эффект.
Значения работы адгезии достаточно хорошо коррелируют со
значениями интенсивности эмиссии электронов /. Так, при уве-
личении скорости отслаивания нитратцеллюлозных пленок от
стекла в 100 раз (с 10”4 до 10-2 м/с) / возрастает с 8-Ю2 до 104 им-
пульс/с, IFa — с 23 до 71 Дж/м2 [23, с. 65].
Электрическая теория адгезии, как и адсорбционная, непри-
менима к ряду случаев. Она не объясняет, например, причины
сохранения адгезии при электризации и облучении покрытий пуч-
ком ускоренных электронов, при их погружении в электропрово-
дящую среду; не объясняет различий в адгезии покрытий к раз-
ным металлам, которые по этой теории не должны иметь места.
Диффузионная теория. Согласно этой теории, получившей
развитие благодаря работам Воюцкого, Васенина, Тейлора, Ра-
тулера, адгезия обусловливается диффузией макромолекул или
их сегментов в поверхностные слои субстрата. Условиями для диф-
фузии являются соотношение полярностей контактирующих ве-
ществ, их полная или частичная совместимость, высокая сегмент-
84
ная подвижность макромолекул. Диффузия протекает во времени.
СогласнО-Уравнению Эйнштейна среднеквадратичное перемещение
частицы Д равно:
A = (2Dt)1/2 (4.24)
где D — коэффициент диффузии; т — время.
Коэффициент диффузии полимеров, находящихся в высоко-
эластическом состоянии, мал, он составляет 10~10-—10~16 см2/с.
С увеличением молекулярной массы полимера на один порядок
коэффициент диффузии снижается приблизительно на 2 порядка.
Поэтому взаимопроникновение полимеров простирается на не-
большую глубину (переходная зона не превышает 10'8 м).
Диффузионная теория хорошо описывает явления аутогезии
и адгезии покрытий к ряду полимерных подложек; она может быть
распространена и на случай получения многослойных разнород-
ных покрытий. Теория неприменима для описания адгезии по-
крытий на неактивных в диффузионном отношении подложках —
твердых металлах, силикатах и др. Факторами, благоприятствую-
щими адгезии по диффузионной теории, являются температура,
время адгезионного контакта, давление. Введение пластифика-
торов, наличие общего растворителя облегчает диффузионный об-
мен в контактном слое и способствует улучшению адгезии.
Прочие теории. При использовании пленкообразователей,
имеющих активные функциональные группы (изоцианатные, кар-
боксильные, эпоксидные), в соответствующих условиях возможно
химическое взаимодействие с поверхностью подложки. В этом
случае достигаются наиболее высокие значения адгезии.
Взаимодействие компонентов полиуретановых составов с окис-
лами и гидратами окислов металлов протекает при нормальной
температуре по реакции:
R—N=C=O + МеОН -> R—NH—СООМе
Эпоксидные пленкообразователи удовлетворительно реаги-
руют с поверхностью металлов и стекла выше 170 °C:
Н2С—СН—СН2+ МеОН ---> Me—О—СН2—СН—СН2
\/ I
О он
о
Н2С—СН—СН2
он
Карбоксилсодержащие полимеры и олигомеры вступают во
взаимодействие с металлами, как правило, при нагревании, од-
нако и при нормальной температуре в процессе длительной экс-
плуатации возможно образование солевой связи:
2RCOOH + MeO —> Me (OCOR)2 + Н2О
85
r.ru
При высоких температурах не исключается химическое взаимо-
действие с металлической подложкой феноло- и мочевиноформаль-
дегидных, кремнийорганических, масляных, алкидных и других
пленкообразователей. Введением катализаторов и активацией по-
верхности подложки можно ускорить это взаимодействие и сни-
зить его температуру. Реагировать могут не только сами пленко-
образователи, но и продукты их деструкции, образующиеся при
формировании покрытий. Так, расплавы поливинилбутираля и
полипропилена подрастворяют поверхность свинца, а пентапла-
ста — поверхность цинка, на которую они нанесены. Полиэти-
лен при температурах выше 200 °C восстанавливает окислы же-
леза до металла и частично растворяют металл [25, с. 218]. Ана-
логичное явление имеет место и при формировании покрытий из
полиакрилонитрильных дисперсий при высоких температурах.
В осуществлении прочной адгезионной связи важное место
отводится процессам микрореологического затекания жидкого
адгезива в микропоры и трещины подложки. Действительно, все
факторы (температура, время, давление), способствующие более
полному заполнению адгезивом микродефектов поверхности, бла-
гоприятно сказываются на адгезионной прочности. Механическое
зацепление особенно усиливается, если поверхности придать ше-
роховатость (например, абразивной обработкой, фосфатирова-
нием, оксидированием и т. д.), а лакокрасочный материал приме-
нить с пониженной вязкостью.
4.2.2. Факторы, влияющие' на адгезионную
прочность покрытий
Адгезионная прочность — многофакторный показатель, завися-
щий от природы полимера и подложки и условий формирования
покрытия. Наиболее высокой адгезионной прочностью обладают
покрытия из мономерных и олигомерных пленкообразовате-
лей, превращаемые в полимерное (трехмерное) состояние непо-
средственно на подложке. Мономеры и олигомеры в ряде случаев
способны хемосорбироваться на поверхности металлов; последую-
щая их полимеризация или поликонденсация приводит к обра-
зованию привитых полимеров, химически связанных с подложкой.
В случае полимеров нередко отмечается корреляция между адге-
зионной прочностью и когезией материала пленки.
Адгезионная прочность возрастает с увеличением в пленко-
образователе содержания полярных функциональных групп (ОН,
СООН, CONН2, CONH, OCONH), энергия когезии которых со-
ставляет 25—65 кДж/моль [25, с. 137 1.
Адгезионная прочность зависит от фазового и физического со-
стояния материала пленки. Аморфные пленкообразователи обра-
зуют более адгезионнопрочные покрытия, чем кристаллические.
В ряду кристаллических полимеров адгезионная прочность падает
с уменьшением критического поверхностного натяжения; она
86
также тем меньше, чем выше степень кристалличности а. Напри-
мер, для полиолефиновых покрытий получены следующие значе-
ния адгезионной прочности на алюминии:
а. % А, Н/м
Полиэтилен высокого давления.................. 62 210
Сополимер этилена с пропиленом (СЭП-10) ... 77 170
Полиэтилен среднего давления.................. 93 160
покрытия из
Рис. 4.10. Зависимость ад-
гезионной прочности пер-
хлор виниловых покрытий к
алюминию от концентрации
п ласти фи кагора:
1 — дибутилфталат; 2 — три*
крез ил фосфат; 3 — со вол*
Наиболее низкую адгезионную прочность имеют
фторопластов, пентапласта, полиэтилена, поливинилхлорида, со-
полимеров винилхлорида, критическое поверхностное натяжение
которых не превышает 30 мДж/м®. Для
повышения адгезионной прочности про-
водят модификацию этих полимеров: сме-
шивают с адгезионноактивными олигоме-
рами и мономерами (эпоксидными, эпо-
ксидно-новолачными, эпоксидно-фурано-
выми, алкидными, диаллилфталатом, по-
лиимидокислотами и др.), прививают мо-
номеры, окисляют путем химического,
теплового или радиационного воздействия.
Пластификаторы, пигменты и наполни-
тели по-разному влияют на адгезионную
прочность покрытий. В большинстве слу-
чаев зависимость адгезионной прочности
от концентрации пластификаторов имеет
максимум, особенно если используют по-
лярные пластификаторы и полимеры
(рис. 4.10). Экстремальная точка прихо-
дится на концентрацию пластификатора,
риала пленки близка к комнатной. Увеличение адгезионной проч-
ности — результат адсорбции пластификатора на активных цен-
трах твердой поверхности и изменения ее природы, а также сни-
жения внутренних напряжений в покрытии.
Одновременно встречаются случаи и уменьшения адгезионной
прочности. Такое явление имеет место, когда пластификаторы
вводят в адгезионноактивные олигомерные составы (эпоксидные,
полиэфирные и др.) в больших количествах.
Введение наполнителей, как правило, положительно сказы-
вается на адгезионной прочности покрытий. Так, многие металлы,
окислы металлов, тальк, аэросил, микроасбест, введенные в до-
пустимых пределах, увеличивают адгезионную прочность эпоксид-
ных, полиуретановых, пентапластовых и фторопластовых покры-
тий. Отмечается рост адгезионной прочности покрытий, получае-
мых из порошков полиэтилена, полипропилена, сополимеров
этилена при добавлении 5—10% (масс.) окиси хрома, талька, окиси
алюминия (26, с. 117]. Адгезионный эффект (А — Ао) в случае
покрытий, формируемых при нагревании, зависит от объемного
87
при которой Тс мате-
chipmaker.ru
содержания V и сорбционной способности Р наполнителя по отно-
шению к продуктам термоокислительной деструкции полиме-
ров 127]:
A — A0 = KVP (4.25)
где К — постоянная, зависящая от природы полимера и напол-
нителя.
Более высокую адгезионную прочность наполненных покры-
тий по сравнению с ненаполненными объясняют усилением поли-
меров в адгезионном слое, каталитическим влиянием на процессы
структурирования и окисления, уменьшением термических на-
пряжений, направленным изменением структуры пленки. Следует
иметь в виду, что тот или иной наполнитель, увеличивая адгезион-
ную прочность одного пленкообразователя, может оставлять без
изменения или ухудшать адгезионную прочность другого; в изби-
рательном действии наполнителей немаловажное значение имеет
и природа подложки.
Роль подложки в адгезионном взаимодействии так же значи-
тельна, как и роль материала пленки. Наибольшую трудность
представляет получение адгезионнопрочных покрытий на гладких
непористых подложках (металлы, стекло), а также материалах
с низкой поверхностной энергией (некоторые полимеры). По адге-
зионной активности различные металлы ведут себя по-разному.
Адгезионная прочность, как правило, уменьшается в ряду
Медь > Углеродистая сталь > Легированная сталь > Алюминий >
> Цинк > Олово < Свинец
Прочность связи пленка—подложка зависит от атомного объема
металла: чем он выше, тем прочность связи меньше. Наибольший
атомный объем (отношение атомной массы к плотности материала)
18,2-10'6 м3 имеет свинец. Практически нет покрытий, которые бы
удовлетворительно удерживались на свинце. Модификация по-
верхности подложек с целью улучшения их смачивания лакокра-
сочными материалами (см. стр. 27) направлена в конечном счете
на повышение адгезионной прочности покрытий.
Адгезия непосредственно связана с условиями формирования
покрытий. Повышение температуры и длительности нагревания
благоприятствует адгезии, она однако ухудшается, если тепло-
вое воздействие приводит к деструкции материала пленки. По-
этому в отношении адгезионных свойств для каждого покрытия
существуют оптимальные температурные режимы пленкообразова-
ния (рис. 4.11). Под воздействием внешней среды (воздух, инерт-
ные газы, вакуум) изменяется степень окисления и трехмерного
превращения покрытий, что сказывается на их адгезионной проч-
ности. Обычно на воздухе формируются более адгезионнопрочные
покрытия, чем в инертной среде, однако превышение оптимального
значения степени окисления отрицательно влияет на адгезионную
прочность. Адгезионная прочность зависит от режима охлажде-
88
ния покрытий, особенно если их получают из расплавов кристал-
лических полимеров. Ниже показано влияние скорости охлажде-
ния на адгезионную прочность полиэтиленовых покрытий к алю-
минию [26, с. 1271:
Скорость охлаждения, °С/мин .... 1,5 8 16 40 500
Адгезионная прочность, Н/м ... 160 220 274 527 1300
Аналогичное явление имеет место и в случае других полимеров
(полипропилен, пентапласт), кристаллическая структура которых
подвержена изменениям при закалке.
Рис. 4.11. Зависимость адгезионной прочности полимерных покрытий от температуры
формирования на стальной поверхности (а) [26, с. 125] и от продолжительности форми-
рования при 220 °C (б):
1 — поливкиилбутир аль; 2 — нолик апро амид; <? — пентапласт; 4 — сэвилен.
Эффективные пути увеличения адгезионной прочности — ра-
диационное воздействие и применение магнитного и ультразвуко-
вого полей [28, с. 174; 29, с. 64]. Обработке могут быть подвер-
гнуты как исходные композиции (жидкие или порошковые краски)
перед нанесением на поверхность, так и покрытия в момент фор-
мирования. В последнем случае, варьируя дозу облучения, время
и интенсивность У 3-воздействия, напряженность магнитного поля,
можно получать покрытия (эпоксидные, эпоксидно-фурановые,
полиэтиленовые и др.) с адгезионной прочностью, превосходящей
в несколько раз прочность необработанных покрытий.
4.2.3. Длительная адгезионная прочность
Адгезионная прочность лакокрасочных покрытий не остается
постоянной при эксплуатации. Она обычно уменьшается со вре-
менем, однако первоначально может быть стабильной или даже
возрастать. Увеличение адгезионной прочности происходит тогда,
когда в процессе эксплуатации материал пленки, сохраняя эла-
стические свойства, обогащается функциональными группами и со-
здаются условия для дополнительного химического или физи-
ческого взаимодействия с подложкой. Примером могут служить
покрытия из масляных и алкидных красок естественной сушки.
89
iker.ru
Уменьшение адгезионной прочности связано: I) с протеканием
химических или физических (в первую очередь кристаллизацион-
ных) процессов в пленке; 2) с образованием новой фазы на границе
раздела пленка—подложка в результате гидратации или окисле-
ния поверхности; 3) с проявлением внутренних (касательных) на-
пряжений. Отслоение пленки может происходить по двум меха-
низмам: адгезионному и когезионному. Когезионное отслоение
характерно для покрытий, пленкообразователь которых находится
в высокоэластичном состоянии, когда когезионная прочность от-
носительно невысока.
Бикерман предложил теорию слабых граничных слоев, со-
гласно которой адгезионная прочность определяется когезией
Рнс. <12. Зависимость адгезионной прочности покрытий от времени пребывания в воде (о)
и от в-чажкости окружающего воздуха (6) (пояснения даны в тексте).
адгезива или субстрата в адгезионном слое. Методами отражатель-
ной спектроскопии, по краевому углу смачивания поверхности
и нередко визуально обнаруживается, что после отслоения ряда
покрытий (полиэтиленовых, на основе некоторых каучуков, эпо-
ксидных (выше Тс)) на поверхности подложки действительно
остается тонкий (порядка 20—80 нм) слой полимерного материала.
Усиление пленкообразователя в адгезионном слое, например, при-
менением активных наполнителей приводит к увеличению адге-
зионной прочности. Теория слабых граничных слоев, однако, не
является универсальной; она справедлива для случая, когда ад-
гезия материала превышает его когезию.
Адгезионный характер отслоения типичен для многих покры-
тий, эксплуатирующихся в жидких средах. На рис. 4.12 показаны
характерные случаи поведения покрытий на полярных подложках
(металлы, стекло, бетон) при эксплуатации в воде и в атмосфере
высокой влажности. Адгезионная прочность, как правило, дли-
тельно сохраняется (кривая /), когда между пленкой и подлож-
кой существуют гидролитически устойчивые химические связи.
Если же энергия взаимодействия подложки с водой оказывается
больше, чем с пленкой, происходит адсорбционное замещение свя-
зей подложка—пленка на связи подложка—вода, приводящее к ос-
лаблению адгезии или полному отслаиванию покрытия (кривая 2).
Длительность сохранения адгезионной прочности и ее конечные
«3
Рис. 4.13. Зависимость адгезионной проч-
ности эпоксидного подрытия от температу-
ры при разных скоростях отслаивания..
значения являются функцией поверхностной активности среды по
отношению к адгезиву и субстрату и ее скорости поступления
в адгезионный слой.
Пленкообразователи, образующие с водой водородные связи,
стабильно сохраняют адгезионную прочность в течение длитель-
ного времени пребывания в воде, даже если их взаимодействие
с подложкой обусловлено ван-дер-ваальсовыми силами. Такими
свойствами, в частности, обладают полиамидные покрытия, эпокси-
полиамидные, эпокспполиуретановые, поливинилацетальные и др.
Адсорбция воды из воздуха
на поверхности подложки удо-
влетворительно идет при влаж-
ности более 40—60%. Эту влаж-
ность называют критической
WKp. Ниже lFKp участие влаги
в дестабилизации адгезии не-
значительно. Однако выше IFKp
влага воздуха, как правило,
отрицательно влияет на адге-
зию: чем выше влажность, тем
больше скорость отслоения и
соответственно меньше время
разрушения адгезионных свя-
зей. Высушивание выдержанных
во влажной атмосфере или в во-
де покрытий приводит к частич-
ному восстановлению адгезионной прочности, при этом Ло —
— Аг — f (Е). Пленки с меньшими значениями модуля упругости
в большей степени способны проявлять вторичное адгезионное
взаимодействие.
Время до разрушения адгезионного соединения (отслаивания
пленки) т является функцией напряжений на межфазной гра-
нице а:
г =
(4.26)
где- Ао — первоначальная адгезия; К — постоянная.
Адгезионная прочность зависит от температуры, при которой
происходит отслаивание покрытия» при этом ее максимум соот-
ветствует температуре стеклования материала пленки (рис. 4.13)
[30, с. 22 J. Так как при Тс внутренние напряжения близки к нулю,
можно ожидать, что максимум долговечности покрытий в отно-
шении адгезионных свойств приходится на температуры, в кото-
рых материал пленки находится в переходной области между
стеклообразным и высокоэластическим состояниями.
Процесс разрушения адгезионных связей независимо от усло-
вий эксплуатации подчиняется общим закономерностям разру-
шения полимерных материалов, описываемым уравнением 4.5.
91
chipmaker.ru
4.2.4. Взаимодействие покрытий с гидрофильными веществами
Рассмотрение адгезии не ограничивается процессами на гра-
нице пленка—подложка; адгезионное взаимодействие имеет место
и при контакте твердых и жидких веществ с покрытием. Оно про-
является, например, в запыляемости и загрязняемости пленок,
налипании на них песка, земли (грунта), отложении парафина из
нефти и т. д.
Прилипание пыли и загрязнение — серьезный недостаток лако-
красочных покрытий. Прилипшая пыль ухудшает их внешний
вид, усиливает коррозию, ускоряет ста-
рение. Особенно подвержены запылению
защитные покрытия на транспорте, фа-
садные строительные покрытия, покрытия
кровли, полов, сельскохозяйственных ма-
шин. Налипание увлажненного песка,
грунта, удобрений, намерзание льда, при-
мерзание пищевых и других продуктов
осложняет работу наземных и водных
0,°
j_ транспортных средств, приводит к повы-
¥ шению удельных затрат энергии, сниже-
нию производительности труда. Для ус-
Рис. 4.14. Зависимость пы- 1 г j J
леудержания от краевого уг- транения этих недостатков применяют ПО-
ла смачивания_покрытий во- крытия с пониженной адгезией к внешней
среде, называемые противоадгезионными.
Пылеудержанию способствуют шероховатость, твердость и лип-
кость поверхности, ее гидрофильность и полярность, склонность
к электризации. Твердые частицы удерживаются на гладкой по-
верхности, если скорость движения воздуха не превышает 4 м’с
[31, с. 1521. Сила притяжения частиц пыли возрастает с умень-
шением их диаметра. Так, частицы диаметром 80 мкм притяги-
ваются с силой, примерно равной их весу, для отрыва же частицы
диаметром 1 мкм требуется усилие, в тысячу раз больше ее веса.
Особенно быстро загрязняются покрытия, полученные с примене-
нием гидрофильных пленкообразователей: чем меньше краевой
угол смачивания покрытия водой, тем больше пылеудержание
(рис. 4.14).
Покрытия на основе воднодисперсионных красок вследствие
матовости поверхности и присутствия гидрофильных компонентов
(эмульгаторы, стабилизаторы) загрязняются значительно быстрее
покрытий на основе тех же полимеров, изготовленных из раство-
ров или расплавов. Загрязняемость масляных покрытий много
меньше, чем воднодисперсионных, однако она зависит от твер-
дости пленок и глубины отверждения пленкообразователя. Пла-
стифицированные покрытия более склонны к пылеудержанию, чем
непластифицированные. Запыляемость возрастает при старении
покрытий; меление и образование сетки трещин способствуют
механическому удержанию пыли.
Наиболее действенные пути уменьшения запыляемости и за-
грязняемости покрытий — их гидрофобизация и снижение элек-
тризуемое™. Последнее достигается, например, обработкой
поверхности покрытий катионоактивными веществами, а также
использованием токопроводящих пигментов и наполнителей. Гидро-
фобные свойства обеспечиваются применением неполярных плен-
кообразователей (фторопласты, полиэтилен, кремнийорганические
олигомеры), введением гидрофобизирующих добавок (кремний-
органические жидкости ГКЖ-10, ГКЖ-П, ГЮК-94, перфториро-
ванные жидкости, воски, парафин) или обработкой ими по-
верхности покрытий. Кремнийорганические гидрофобизаторы
(алкилхлорсиланы, алкилалкоксисиланы, полиорганосилазаны,
алкилсиланоляты щелочных металлов) взаимодействуют с гидро-
ксильными группами пленкообразователей, понижают поверх-
ностное натяжение на границе с воздухом и резко уменьшают сма-
чивание поверхности водой. Краевой угол смачивания в гидро-
фобизированных покрытий водой обычно превышает 90°, тогда
как аналогичные негидрофобизированные покрытия имеют 0 =
— 40—75° 131, с. 160]. Гидрофобизация происходит также при
введении в краски некоторых наполнителей и пигментов, напри-
мер слюды, сажи и др.
Гидрофобные покрытия целесообразно применять всюду, где
имеется контакт с водными средами и гидрофильными веществами.
Наибольший эффект обеспечивается при защите ими фасадов зда-
ний, деталей сельскохозяйственных машин, кузовов самосвалов,
ковшей экскаваторов, гусениц тракторов, морозильного оборудо-
вания. При покрытии фторопластовыми и кремнийорганическими
лаками металлических форм для выпечки хлеба и хозяйственной
посуды (сковороды) отпадает необходимость в смазке; адгезия пи-
щевых продуктов к поверхности фторопластов незначительна.
Прилипание веществ к покрытиям уменьшается с уменьшением
шероховатости (увеличением глянца) покрытий. Нередко для до-
стижения нужного эффекта поверх пигментированных покрытий
наносят 1—2 слоя лака.
4.2.5. Покрытия целевого назначения
Противообледенительные покрытия. К ним относятся покры-
тия с низкой адгезией ко льду. Уменьшение адгезионной проч-
ности достигается двумя путями: 1) применением красок с напол-
нителями-антифризами и 2) использованием гидрофобных пленко-
образователей с низкой поверхностной энергией. В первом случае
краски получают с применением гидрофильных пленкообразова-
телей (полимеры и сополимеры винилацетата, эфиры целлюлозы,
полиакриловая кислота) и твердых (солевых) или жидких анти-
фризов (хлоридов аммония, натрия, магния, кальция, алкилен-
гликолей С2—Си и др.). Концентрация антифризов берется
предельно высокой, при которой возможно получение покрытий
93
chipmaker.ru
с необходимыми механическими свойствами. В зависимости от
типа антифриза и степени его капсюляции пленкообразователей
температура образования льда на поверхности покрытия нередко
понижается на десятки градусов.
Покрытия, получаемые из пленкообразователей с низкой по-
верхностной энергией, не препятствуют льдообразованию, однако
адгезия образующегося льда при этом сильно понижается. Адге-
зионная прочность является функцией поверхностной энергии и,
соответственно, критического поверх-
ностного натяжения материала плен-
ки (рис. 4.15). Наиболее низкие зна-
чения поверхностной энергии (ме-
нее 25 мДж/м2) имеют фторуглерод-
ные поверхности (табл. 4.1).
Большинство лакокрасочных по-
крытий (виниловые, алкидные, эпо-
ксидные, нитратцеллюлозные, поли-
винилацетальные имеют краевой угол
смачивания водой, не превышающий
72°; адгезия к ним льда достаточно
высока. Уменьшение сцепления со
льдом достигается гидрофобизацией
покрытий как с поверхности, так
и во всем объеме пленки.
прочности льда от критического по-
верхностного натяжения мвтериала
пленки.
Наибольшее распространение из гидрофобизаторов получили
кремнийорганические жидкости (ГКЖ-94, ВМС-1000), мыла поли-
валентных металлов, перфторированные жидкости. Их вводят не-
посредственно в состав красок или обрабатывают поверхности по-
крытия, применяя гидрофобизаторы в жидком или парообраз-
Таблица 4.1
Адгезия льда при —15 °C к полимерам с различными значениями
критического поверхностного натяжения [32, т 298, с. 71]
Полимер °кр- мДж/“2 Краевой угол смачивания водой 0, ° А, кПа
Политетрафторэтилен . 18,5 97 12
Пол итрифторхлорэтилен 22 94 15
Поливинилиденфторид 25 90 20
Полиоргапосилоксан 22 93 18
Парафин . . . 25 91 30
Полипропилен 29 85 100
Полиэтилен 31 82 170
Полистирол 33 73 220
Поливинилхлорид 40 60 350
Полиметилметакрилат 39 61 450
Эпоксиполимеры 44 56 520
Полиамиды 61 20 920
94
ном состоянии. Разработана технология получения гидрофобизи-
рованных покрытий с низкой (10—30 кПа) адгезией ко льду на ос-
нове виниловых и эпоксидных пленкообразователей (эмали ХС-527,
ХС-1168, краска ЭП-КОС-3). При гидрофобизации перфторирован-
ными жидкостями достигаются значения краевого угла смачива-
ния водой 150—155°. кремнийорганическими — 88—106° [32,
т. 317, с. 103]. Большой интерес представляют в качестве противо-
обледенительных также покрытия, получаемые из порошков, дис-
персий и растворов фторопластов (Ф-1, Ф-2, Ф-ЗОП, Ф-40ДП),
полиолефинов и органосиликатных материалов (АС-9, В-23,
ОСМ-61). Например, адгезия льда к покрытию из ОСМ-61 состав-
ляет 40—70 кПа, в то время как к металлической поверхности она
достигает 1,0—1,2 МПа.
Противообледенительные покрытия находят применение при
защите судов и самолетов, при эксплуатации морозильного обору-
дования. Вследствие малой адгезии и пониженной прочности эф-
фективность скалывания льда на обледеневших судах с такими
покрытиями возрастает в 1,5—2,5 раза [32, т. 317, с. 6].
Съемные покрытия. Съемные, или низкоадгезионные, покры-
тия применяют для временной защиты от загрязнения, механиче-
ских и других повреждений металлических и пластмассовых
изделий на период консервации, хранения, транспортировки и
монтажа. Их наносят как непосредственно на подложку, так и
поверх готовых лакокрасочных покрытий. Главное требование к та-
ким покрытиям — способность независимо от срока хранения легко
удаляться (сдираться) с поверхности изделия, не оставляя на ней
каких-либо дефектов. Наиболее жесткие требования предъяв-
ляются к съемным покрытиям, предназначенным для предохране-
ния лакокрасочных покрытий на лицевых поверхностях приборов
и машин. После их удаления поверхность должна выглядеть как
только что окрашенная.
Съемные покрытия получают из растворов, дисперсий и рас-
плавов пленкообразователей. Для их изготовления применяют по-
лимерные пленкообразующие вещества, плохо адгезирующие
к различным материалам: растворимые и плавкие фторопласты,
перхлорвинил, сополимеры винилхлорида, полистирол, этил-
целлюлозу, сополимеры этилена с пропиленом, атактический по-
липропилен, синтетические каучуки (полихлоропреновый, поли-
акрилонитрильный, бутадиен-стирольный) и др. Одновременно
в состав композиций вводят антиадгезивы—пластификаторы, воски,
парафин, минеральные и силиконовые масла, амиды жирных кис-
лот и др. [33]. Компонентами покрытий, наносимых на поверх-
ность металлов, также служат ингибиторы коррозии, например
Акор-1 (нитрованное минеральное масло), МСДА-11 (соль дицикло-
гексиламина и жирных кислот), хромовокислый гуанидин. Съем-
ные покрытия наносят толстыми слоями от 100 до 800 мкм. Их
удаляют с поверхности механическим путем. Большинство покры-
тий (кроме латексных) обратимо и может повторно перерабаты-
95
chipmaker.ru
ваться после снятия с поверхности в исходные лакокрасочные ма-
териалы. Для съемных покрытий применяется лак ХС-567 (рас-
твор сополимера винилхлорида с винилацетатом, пластификатор —
диалкилфталат), лак ХС-596 и краска ХВ-114на виниловых по-
лимерах, полиакрилатный (АК-535), полистирольные (ПСМ-Т,
ПСМ-Д) и фторопластовые (ФП-5, ФП-6) составы. Их применяют
по черным и цветным металлам и пластмассе (гетинакс); лаки
ХС-567 и ХС-596 используют также для защиты изделий, окра-
шенных алкидными, эпоксидными и мочевиноформальдегидными
материалами. При комнатной температуре низкая адгезионная
прочность покрытий сохраняется в течение нескольких лет.
Применяя разнородные некоалесцирующие материалы, можно
получать многослойные послойно разделяемые покрытия. Это до-
стигается, например, путем чередования слоев эпоксидного (эмаль
ЭП-574) или перхлорвинилового (эмаль ХВ-124) лакокрасочного
материала и фторопластового лака (Ф-32л, Ф-42л). Один из прие-’
мов получения съемных покрытий заключается в их нанесении на
промежуточный слой низкоплавких несовмещающихся с полиме-
ром веществ. При нагревании покрытия вещество плавится, обра-
зуя на межфазной границе слой жидкости, при этом покрытие
легко отделяется от подложки. Роль промежуточного слоя может
выполнять, например, парафин, а также органические и неорга-
нические кристаллические вещества.
Применение съемных и послойно разделяемых покрытий —
простой способ обновления окраски и дезактивации поверхности
от радиоактивных и химических загрязнений
4.2.6. Методы определения адгезионной
прочности
Существуют прямые и косвенные методы определения адге-
зионной прочности. В первом случае об адгезионной прочности
судят по усилию, под действием которого в адгезионном слое воз-
никают нормальные или касательные напряжения, вызывающие
разрушение соединения, во втором — по косвенным характери-
стикам: скорости и интенсивности эмиссии электронов, значению
разрядного потенциала, характеру и активности поверхности,
образующейся в результате расслоения адгезива и субстрата,
и др.
Наиболее распространены прямые методы, при которых отде-
ление пленки от подложки производят при воздействии статиче-
ской или динамической нагрузки. В зависимости от способа нару-
шения адгезионных связей различают неравномерный отрыв, рав-
номерный отрыв и сдвиг. Сопротивление, которое приходится
преодолевать при равномерном отрыве или сдвиге (усилие распре-
деляется равномерно по всей поверхности образца), выражается
в Па. В случае неравномерного отрыва, когда нагрузка прила-
гается лишь к части образца и распространяется последовательно
96
по его поверхности, единицей адгезионной прочности служат Н/м
(или кН/м).
Существует много разных методов определения адгезионной
прочности [16, гл. V; 21, гл. II; 22, гл. VII; 25, гл. II]. Широкое
практическое применение, однако, получили лишь немногие из
них.
Метод постепенного отслаивания. Этот метод основан на оценке
усилия отслаивания (расслаивания) адгезионно связанных по-
верхностей. Отслаивают или пленку от подложки (если она доста-
точно гибкая), или подложку от пленки. В последнем случае при-
меняют гибкие подложки: мягкую алюминиевую, отожженную
стальную, медную фольгу или фольгу других металлов; толщина
Рис. 4.16. Варианты определения адгезионной прочности покрытий методом постепенного
отслаивания.
фольги 20—50 мкм. Отслаивание можно проводить под разными
углами. Наиболее часто угол отслаивания а принимают равным
180°. Если отслаиваемая пленка обладает недостаточной проч-
ностью, то ее армируют полосками марли или стеклоткани.
Различные варианты метода отслаивания схематично представ-
лены на рис. 4.16, а—г. Определения проводят с помощью прибо-
ров — динамометров и адгезиометров. Пригодны, в частности,
разрывные машины РМИ-5, ZM-40, динамометр Поляни и др. Спе-
циально разработанные адгезиометры — прибор Дерягина, адге-
зиометр Орлова, роликовый адгезиометр Кротовой и другие поз-
воляют в широких пределах варьировать скорости и углы отслаи-
вания покрытий и получать точные, воспроизводимые результаты.
Примеры адгезиограмм при отслаивании покрытий приведены на
рис. 4.17.
Значения адгезионной прочности при определениях зависят от
толщины покрытий (если отслаивают пленку), модуля упругости
материала фольги (если отслаивают подложку), скорости и угла
отслаивания. При всех вариантах метода усилие отслаивания
является суммой затрат усилий на преодоление адгезионной связи
и на деформацию (изгиб) отслаиваемого материала (пленки или
подложки). При изменении а работа отслаивания 1Га изменяется
следующим образом [22, с. 108]:
lVa = Uz90=tg-|- (4.27)
97
chipmaker.ru
Скорость отслаивания часто принимают равной 6,5—7,0 мм/мин,
при ее увеличении усилие отслаивания возрастает.
Разновидностью метода расслаивания является метод клина,
при котором отделение пленки от подложки осуществляют на прин-
ципе механического расклинивания резцом (см. рис. 4.16, д). Для
____ ih .
40 80
I, ММ
Рис. 4.17. Адгезиограммы
при отслаивании эпоксидного
покрытия От стальной фоль-
ги (/)и полиэтиленового по-
крытия от алюминиевой
фольги (2).
инерции движущегося
осуществления этого метода применяют
прибор Снедзе, адгезиометр ГИПИ ЛКП
и др. Метод клина положительно зареко-
мендовал себя при определении адгезии
жестких хрупких покрытий на недефор-
мируемых подложках. Его удобно при-
менять, когда адгезионная прочность пре-
вышает когезионную прочность материала
пленки.
Метод одновременного отрыва. В зави-
симости от способа приложения нагрузки
этот метод имеет ряд разновидностей
(рис. 4.18). Применяют нормальный отрыв
при растяжении или сдвиге (грибковый
метод, метод штифтов), отрыв центробеж-
ной силой (метод ультрацентрифуги), виб-
рацией (ультразвуковой метод), за счет
образца (метод пневматического ружья).
Общим для них является то, что сила отрыва действует сосредо-
точенно и распределяется равномерно по площади адгезионного
контакта. Результаты выражают отношением усилия отрыва к пло-
щади адгезированной пленки. Каждый из этих методов имеет свои
особенности.
Рис. 4.18. Варианты определения адгезионной прочности покрытий методом одновремен-
ного отрыва:
с=? грибковый метод; б — метод штифтов; в — метод ультрацентрифуги; г— ультра-
звуковой (или вибрационный) метод; д— метод пневматического ружья.
Определения по методу грибков удобно проводить на покры-
тиях из красок, не содержащих растворителей (порошковых, на
жидких олигомерах и др.). Погрешность при определениях не пре-
вышает 10% [16, с. 78]. Метод штифтов дает воспроизводимые
результаты в случае жестких прочных покрытий толщиной более
100 мкм.
Определения адгезионной прочности на принципе воздействия
центробежной силы проводят с помощью ультрацентрифуг УЦ-1
98
и УЦ-П (ЧССР) с частотой вращения ротора 104—105 об/мин;
метод достаточно трудоемкий. Другие разновидности метода одно-
временного отрыва (ультразвуковой, инерционный), применяемые
за рубежом, не получили распространения в нашей стране.
Прочие методы. В исследовательской практике оправдал себя
оптический метод, разработанный Зубовым и Шрейнером. Поэтому
методу адгезионную прочность оценивают по значению критиче-
ских внутренних напряжений, вызывающих самоотслаивание по-
крытия. Ограничение метода — то, что адгезионную прочность
можно измерять лишь на поверхности полированного оптического
стекла — призмы.
Тестированным и распространенным при определении адгезион-
ной прочности покрытий является метод решетчатых и параллель-
ных надрезов [15, с. 130]. По одному из вариантов этого метода
на поверхности покрытия скальпелем или лезвием бритвы делают
на расстоянии 1 или 2 мм (в зависимости от толщины пленки) над-
резы в виде решетки. Далее поверхность протирают мягкой кистью
и по состоянию поверхности (степени отслаивания квадратов) по
системе баллов оценивают адгезионную прочность покрытия.
По другому варианту делают параллельные надрезы на покры-
тии, после чего накладывают полоску полиэтиленовой липкой
ленты и быстрым движением под прямым углом к покрытию отде-
ляют ее. Адгезию также выражают в баллах. Наилучшей адгезион-
ной прочности соответствует 1 балл.
4.3. ВНУТРЕННИЕ НАПРЯЖЕНИЯ
При любых сочленениях двух твердых разнородных материалов
обычно возникают напряжения, обусловленные различием их фи-
зических свойств и наличием адгезионного контакта. Лакокра-
сочные покрытия в этом отношении не представляют исключения.
Возникающие в них напряжения могут быть вызваны как внеш-
ними воздействиями (нагружение, деформация подложки), так
и внутренними факторами (испарение растворителей, охлажде-
ние и кристаллизация, протекание химических реакций и т. д.).
Последний вид напряжений носит название внутренних или оста-
точных. Они были обстоятельно рассмотрены в работах советских
ученых Каргина и Карякиной, Шрейнера, Зубова, Санжаров-
ского.
По своему происхождению внутренние напряжения бывают
двух видов: 1) усадочные, возникающие вследствие усадки мате-
риала пленки при формировании или эксплуатации покрытия, и
2) термические, появляющиеся при изменении температуры в ре-
зультате несоответствия в значениях термических коэффициентов
линейного расширения подложки и покрытия. В покрытиях, сфор-
мированных при повышенных температурах, внутренние напря-
жения овн нередко являются суммой усадочных ау и термических
пт напряжений:
о,„. ау + ст, (4.28)
9»
chipmaker.ru
Внутренние напряжения в покрытиях — преимущественно на-
пряжения растяжения. Они опасны тем, что снижают когезион-
ную и адгезионную прочность, а следовательно, и долговечность
покрытий. Нередко внутренние напряжения достигают настолько
больших значений, что происходит самопроизвольное растрески-
вание или отслаивание покрытий уже в процессе их формирования.
Уменьшение и исключение напряжений представляет важную за-
дачу в технологии покрытий.
4.3.1. Возникновение и релаксация внутренних
напряжений
Если на твердую поверхность, например на стекло, нанести
слой жидкого лака, то начнется процесс испарения растворителя,
приводящий к формированию пленки. В начальный момент, когда
содержание растворителя достаточно высоко, модуль упругости
материала пленки равен нулю; внутренние напряжения в покры-
тии отсутствуют. При определенном содержании растворителя W
Рис. 4.19. Временная (а) н температурная (б) зависимости внутренних напряжений и со-
держания растворителей в нитратцеллюлозных (/), полиэтиленовых (2) и воли вини л бу-
тиральных (3) покрытиях.
пленка начинает приобретать упругие свойства; это проявляется
в возникновении внутренних напряжений как результат плоскост-
ной усадки образца (рис. 4.19, а). Появление внутренних напря-
жений соответствует точке перехода материала пленки из высоко-
эластического состояния в стеклообразное. Если подвергнуть
пленку дальнейшему высушиванию в течение времени Ат, то со-
держание в ней растворителя уменьшится на A IE, а линейная
усадка Де возрастет на
А е = К А № (4.29)
где К — коэффициент линейной усадки.
Приращение усадки вызовет соответствующий рост внутрен-
них напряжений Аовн:
Аовн = A е£, (1 — р.) (4.30)
где Е, — мгновенный модуль упругости материала пленки; ц —
коэффициент Пуассона.
100
Это соотношение справедливо при условии, если приращение
усадки носит упругий характер. В действительности же в пленке
могут развиваться кроме упругой эластическая и пластическая
деформации. Они не вызывают роста напряжений, поэтому фак-
тические внутренние напряжения оказываются меньше рассчи-
танных по формуле (4.30). Возникающие напряжения частично
релаксируют, при этом степень их релаксации в любой момент
времени будет определяться соотношением: (еБ. эл епл)/еупр.
Так как на стадии освобождения пленки от растворителя это
соотношение резко, падает, то незначительный прирост усадки вы-
зывает скачкообразный рост внутренних напряжений, что и от-
мечается на рис. 4.19, а. Напряжения стабилизируются после
прекращения испарения растворителя и, соответственно, усадки
пленки.
Санжаровский [3, с. 22] предложил формулу, позволяющую
с известным приближением рассчитать усадочные внутренние на-
пряжения на разных стадиях формирования покрытий с учетом
релаксационных процессов в пленке:
(4.31)
где ор — Ор — изменение прочности при растяжении материала
пленки; т) — вязкость материала пленки; т — время релаксации;
— равновесный модуль упругости.
При пленкообразовании из расплавов, а также при охлажде-
нии покрытий, сформированных при повышенных температурах,
возникают термические внутренние напряжения. Начало их роста
соответствует Тс для аморфных и Ткр для кристаллических поли-
меров, когда £«, становится больше нуля, т. е. в пленке при усадке
появляются упругие деформации (рис. 4.19, б). Изменение терми-
ческих напряжений при изменении температуры на ДТ за время Дт
по аналогии с выражением (4.31) определяется уравнением [3,
с. 50]:
Да - («1-«г) ^-Ррел 1
Давн-------------------------117 Тдр- <4-32)
где «1 и а2 — термические коэффициенты линейного расширения
материала пленки и подложки соответственно; ерел = ев. эл ф-
+ епл-
При больших скоростях охлаждения и нагрева, когда Дт мало,
уравнение (4.32) принимает вид:
л_ - (а, — а2) ДУД,
Давн = ----г—--------- (4.33)
1 р.
101
chipmaker.ru
щения пленки.
Рис. 4.20. Распре-
деление напря-
жений по сечению
пленки (/) и под-
ложки (2).
Если обозначить конечную (эксплуатационную) температуру
через Тэ, то для покрытий из аморфных полимеров &Т = Тс — Т3,
из кристаллических ДЕ = Ткр — Тэ.
В уравнении (4.33) выражение (щ — а2) ДЕ = еп характери-
зует деформацию пленки, вызывающую напряжение. Она может
быть определена экспериментально по значению линейного сокра-
Так, если напряженную пленку снять с подложки,
то она постепенно начинает сокращаться Ско-
рость сокращения как результат проявления
релаксации напряжений возрастает с повыше-
нием температуры, полная релаксация быстро
достигается при Т 5? Тс или Т11Л полимеров.
На практике е„ обычно не превышает 2%
(при овн = 5-4-8 МПа). Фактически получаемые
значения <тВ|1 и вп оказываются в несколько раз
меньше расчетных. Это свидетельствует о суще-
ственном влиянии релаксационных процессов на
формирование напряжений.
Релаксация напряжений обусловливается про-
явлением пластической и высокоэластической де-
формации и ориентационными эффектами в мо-
мент формирования покрытий, которые особенно
значительны у кристаллических полимеров. Не
исключается релаксация и за счет перестройки
(перемещения, деформации) надмолекулярных
структур, а также микрорастрескивания и отслаи-
вания покрытий.
Внутренние напряжения неодинаково распре-
делены по толщине покрытия; они максимальны
в адгезионном слое и убывают по мере удаления
от него к поверхности (рис. 4.20). Аналогично
распределяются напряжения и в подложке. Так, если на пленку
действует растягивающая сила Р, то на подложку — равная ей
сила сжатия. Создается градиент напряжений kP/hh, направлен-
ный на разрушение покрытия. Эмпирически было показано, что
если возникающие нормальные напряжения больше прочности
пленок на растяжение, т. е. оЕ11 > пр, то покрытие растрески-
вается, если касательные напряжения твн окажутся больше адге-
зионной прочности на сдвиг, т. е. тви > та, происходит его отделе-
ние от подложки. Так покрытия, полученные из расплавов поли-
стирола, самопроизвольно растрескиваются при охлаждении уже
при 30 °C, а из сополимеров стирола с .метилметакрилатом — от-
слаиваются от стеклянной подложки, вырывая кусочки стекла.
4.3.2. Факторы, влияющие на внутренние напряжения
Внутренние напряжения зависят от многих факторов: состава
и структуры материала пленок, их строения, условий формирова-
ния и эксплуатации. Наибольшие внутренние напряжения воз-
102
пикают в покрытиях из высокомодульных полимеров с большими
значениями Тс, это эфиры целлюлозы, виниловые и акриловые
полимеры, ацетали поливинилового спирта, желатина и др. Они
нередко достигают 25% прочности при растяжении. Напротив,
низкомодульные полимеры — каучуки, Тс которых ниже комнат-
ной, формируют ненапряженные покрытия. Напряжения отсут-
ствуют также у свежеизготовленных масляных, алкидных, неко-
торых полиуретановых и битумных покрытий, покрытий из водно-
дисперсионных красок. Значение напряжений в покрытиях,
получаемых из олигомеров—эпоксидных, полиэфирных, мочевиио-
формальдегидных и других, зависит от условий их формирова-
ния: как правило, покрытия, отверждаемые при нагревании,
являются более напряженными, чем получаемые в естественных
условиях. Кристаллические полимеры образуют покрытия с вы-
сокими внутренними напряжениями, которые тем больше, чем
выше модуль упругости, Ткр и степень кристалличности. В ряду
полиолефинов установлена следующая зависимость внутренних
напряжений овн от степени кристалличности а'.
а6н = АеКа (4 34)
где А = 5,9; К = 0,075.
Введением пластификаторов в полимеры, особенно аморфного
строения, можно снизить, а при определенных концентрациях и
полностью устранить возникающие напряжения- При этом иВ11
снижаются одинаково с модулем упругости материала пленки.
Зависимость внутренних напряжений от содержания пигмен-
тов и наполнителей носит более сложный характер. Усадочные на-
пряжения в покрытиях при наполнении, как правило, возрастают,
что связано с ростом модуля упругости материала пленки, терми-
ческие же напряжения могут увеличиваться, оставаться постоян-
ными или уменьшаться (рис. 4.21). По данным .Санжаровского,
вариант 1 реализуется в том случае, когда рост модуля упру-
гости Е при наполнении превалирует над уменьшением коэф-
фициента термического расширения а. Примером могут служить
эпоксидные покрытия, наполненные двуокисью титана. Вариант 2 .
имеет место при симбатном изменении Е и а. Если а уменьшается
более интенсивно, чем нарастает Е, то термические напряжения
снижаются (вариант 5). Последний вариант встречается при ис-
пользовании наполнителей с низкими значениями а (кварц),
а также порошков с неизометрической формой частиц (слюда,
рубленое стекловолокно и др.). Варьирование количества и при-
роды наполнителей — один из путей снижения напряжений и
улучшения стойкости к растрескиванию покрытий, в первую
очередь применяемых для защиты электро-, радио- и электронной
аппаратуры.
На внутренние напряжения существенное влияние- оказывают
условия получения покрытий. Покрытия, сформированные из
расплавов, всегда имеют большие напряжения, чем полученные
>03
chipmaker.ru
из растворов тех же пленкообразователей. Применение более ле-
тучих растворителей усугубляет рост внутренних напряжений.
Закономерным является увеличение напряжений с ростом ско-
рости охлаждения покрытий из аморфных полимеров и уменьшение
Рис. 4.21, Типовая зависимость термических внутренних напряжений в покрытиях от со-
держания наполнителей.
Рис. 4.22. Зависимость внутренних (оптических) напряжений от толщины полипропилено-
вых покрытий при различной скорости охлаждения.
их в случае кристаллических полимеров (рис. 4.22). Последнее
находит объяснение в конкурирующих процессах релаксации и
кристаллизации: малое время релаксации способствует увеличе-
нию напряжений, тогда как уменьшение степени кристалличности
при закалке — их снижению. Охлаждение в пластифицирующих
Рис. 4.23. Типовая зависимость внутренних напряжений от температуры (а) и продолжи-
тельности экспозиции покрытий при разной влажности окружающего воздуха (6).
средах (например, поливинилбутиральных и ацетобутиратцеллю-
лозных покрытий в воде, полиэтиленовых — в уайт-спирите) при-
водит к уменьшению напряжений и предотвращает образование
микротрещин.
Влияние-внешних факторов — температуры и влажности окру-
жающей среды — иллюстрируется рис. 4.23. Независимо от вида
покрытия нагревание приводит к постепенному спаду внутрен-
104
них напряжений (рис. 4.23, а), что объясняется снижением модуля
упругости и ростом скорости релаксационных процессов. Напря-
жения становятся равными нулю при температурах стеклования
(в случае аморфных полимеров) или плавления (у кристалличе-
ских). При последующем охлаждении покрытий напряжения снова
восстанавливаются, при этом восходящая ветвь может дублиро-
вать нисходящую или иметь иное расположение в зависимости
от того, из какого полимера изготовлено покрытие и какой был
выбран режим охлаждения. При этом небезразлично, от какой
температуры охлаждается покрытие: ниже или выше Тс, Тпл.
В случае кристаллических поли-
меров старый порядок и структура
полностью разрушаются лишь при
нагревании выше Тпл.
Напряжения снижаются при
выдержке покрытий в атмосфере
влажного воздуха (рис. 4.23, б).
Например, при 100%-ной влаж-
ности они становятся равными
нулю у поливинилбутираль ных
покрытий, нанесенных на стекло,
через 4—5 ч, эпоксидных — че-
рез 5—6 ч, перхлорвиниловых —
через 6—9 ч. С понижением
Рис. 4.24. Зависимость внутренних на-
пряжений в ннтратцеллюлозных покры-
тиях (/) и в стеклянной подложке (J2) от
толщины покрытий [3, с. 13].
влажности воздуха это время возрастает. Характерно, что умень-
шение напряжений у большинства покрытий не коррелирует со
снижением адгезии (обычно опережает его). Это позволяет сделать
вывод, что релаксация напряжений при увлажнении обусловлена
комплексным влиянием воды на механические и адгезионные свой-
ства покрытий. Действительно, при высушивании увлажненных
образцов напряжения частично или полностью восстанавли-
ваются.
Внутренние напряжения практически не зависят от толщины
покрытий (рис. 4.24), однако с ее увеличением наблюдается линей-
ный рост упругой силы Р, обусловливающей увеличение напря-
жений в подложке, которые при оптическом методе условно рас-
сматривают как напряжения в покрытии по. С учетом толщины
могут быть вычислены фактические напряжения в покрытии овн:
По
Овв = — П
(4.35)
где 6 — толщина покрытия; п — постоянная призмы.
Материал подложки не сказывается на формировании усадоч-
ных напряжений, однако сильно влияет на термические напря-
жения. При этом определяющим является термический коэф-
фициент линейного расширения. У металлов, например, он
в 5—20 раз меньше, чем у полимеров, а у стекла — в 10—50 раз.
105
chipmaker.ru
Соответственно в последнем случае и напряжения выше. В покры-
тиях, нанесенных на подложки из анизотропных материалов (дре-
весина), напряжения распределяются неравномерно в разных
направлениях: они выше вдоль волокон, так как термическое
расширение древесины в этом направлении на порядок меньше,
чем поперек волокон.
Своеобразным является формирование напряжений в много-
слойных разнородных покрытиях. Внутренние напряжения в двух-
слойных покрытиях являются суммой напряжений, возникающих
Рис. 4.25. Зависимость вну-
тренних напряжений в полц-
в слоях индивидуальных полимеров, и
могут быть вычислены по следующему
уравнению:
(То = ~Г ^2^2 (4-36)
где Ki и Л’ 2 — угловые коэффициенты,
определяемые графически по зависимости
оо = f (б) для индивидуальных полиме-
ров; 6j и б2 — толщины отдельных слоев.
Указанная зависимость справедлива,
если полимеры обоих слоев — верхнего
и нижнего (грунта) — находятся в стекло-
винил бутир ал ьных покры-
тиях (толщина 400 мкм) от
толщины слоя грунта:
/ — полибутадиеновый кау-
чук; 2 — бутадиен-стироль-
ный каучук; 3 — нитриль-
ный каучук; 4 — полиизо-
бутилен.
образном или кристаллическом состоянии.
Рели же полимер нижнего слоя является
эластомером или в условиях эксплуатации
перешел в высокоэластическое состояние,
то он может вызвать релаксацию напря-
жений во всем покрытии. Релаксирующий
эффект возрастает с увеличением толщины и пластичности мате-
риала грунта (рис. 4.25). Он зависит также от степени химиче-
ского сродства полимеров грунтовочного и верхнего слоев. Для
каждого покрытия существует предельное значение толщины
грунтовочного слоя, при котором внутренние напряжения пол-
ностью релаксируют. В случае применения каучуков независимо
от типа верхнего покрытия эта толщина обычно находится в пре-
делах 20—50 мкм. Устранение напряжений применением эластич-
ного подслоя может быть вызвано двумя причинами: снижением
модуля упругости полимера верхнего покрытия за счет его пла-
стификации и демпфирующим действием слоя грунта.
Применение эластичных грунтов оправдало себя при получе-
нии покрытий из высокомодульных полимеров (полиэтилена, пен-
тапласта, поливинилхлорида и др.) как эффективный способ сни-
жения внутренних напряжений и повышения их долговечности.
4.3.3. Эксплуатационная стойкость напряженных
покрытий
В процессе эксплуатации покрытий внутренние напряжения
могут сохраняться, уменьшаться или увеличиваться. Увеличение
напряжений возможно в-том случае, если в пленке протекают хи-
106
мические или физические процессы, например кристаллизацион-
ные, сопровождающиеся уменьшением ее объема или повышением
модуля упругости. Так, в масляных покрытиях, ненапряженных
в начальный момент, на определенной стадии процесса старения
возникают значительные напряжения, вызывающие их растрески-
вание, отслаивание и шелушение. При нагреве закаленных поли-
пропиленовых покрытий до 170 СС и последующем их медленном
охлаждении первоначально имевшиеся внутренние напряжения
возрастают в 2—2,5 раза.
Внутренние напряжения подобно внешней постоянно действу-
ющей загрузке ослабляют механическую и адгезионную проч-
ность покрытий и способствуют их преждевременному разрушению.
Так, свободные ненапряженные нитратцеллюлозные пленки через
3 мес экспозиции на воздухе (старение в атмосферных условиях)
сохранили целостность, тогда как пленки, адгезированные на
подложке, уже через 1 мес полностью разрушились.
При оценке значимости напряжений нередко пользуются ус-
ловным коэффициентом запаса прочности К, представляющим со-
бой отношение первоначальной (исходной) прочности покрытия ор
к внутренним напряжениям овн. Долговечными считаются высоко-
модульные (жесткие) покрытия, у которых К = пр/<7вн 2 и
низкомодульные (гибкие) с К 5. Ниже указана стойкость к рас-
трескиванию, определенная выдерживанием покрытий в 20%-ном
растворе ОП-7 при 50 °C, полиэтиленовых покрытий с различными
значениями К:
пэнд пэвд
а, % 84 62
Пр, МПа................................ 10,5 8,8
сгвн, МПа . . . .......... 5,6 1,7
К...................................... 1,9 5,2
Стойкость к растрескиванию, ч 140 >500
Как видно из приведенных данных, более стойкими являются
лишь покрытия из полиэтилена высокого давления (ПЭВД),
у которых Л’ > 5.
Растрескивание покрытий под влиянием внутренних напря-
жений носит хрупкий характер. В случае кристаллических поли-
меров нередко наблюдается очаговое растрескивание. Края пленки
по месту образования трещин отгибаются, образуя своеобразные
узоры-в форме лепестков. При большой адгезии покрытий обра-
зуется частая или редкая сетка мелких или крупных трещин. Рас-
трескивание ускоряется с ростом сферолитных структур и повы-
шением активности среды. Наиболее сильное действие оказывают
среды, имеющие низкие значения вязкости и поверхностного на-
тяжения, легко смачивающие покрытие, но не вызывающие его
растворения и набухания.
О способности жидких сред вызывать растрескивание напря-
женных материалов, так называемой крекирующей активности,
судят по коэффициенту активности Лкр, который представляет
107
chipmaker.ru
собой отношение удлинения (степени вытягивания) пленки жид-
кости (до разрыва) / к ее поверхностному натяжению о и выра-
жается в м2/Н (или м3/Дж):
Рис. 4.26. Типовая зависимость
времени разрушения напряжен-
ных покрытий от крекирующей
активности среды.
А-р = //а (4.37)
У различных жидкостей Акр колеблется от 0,03 до 0,5 м2/Н.
Практика показывает, что долговечность напряженных покрытий
зависит от крекирующей активности среды (рис. 4.26).
Весьма активными средами по отношению к полиэтиленовым
покрытиям являются водные растворы ПАВ, низшие спирты, крем-
нийорганические жидкости, алифатические углеводороды; поли-
акрилатным—вола, низшие спирты, ски-
пидар; полистирольным — водные рас-
творы ПАВ, алифатические углеводо-
роды, минеральные и растительные
масла; поливинилхлоридным — спирты,
алифатические углеводороды, минераль-
ные масла [5, с. 23]. Растрескивание
многих покрытий ускоряется в воде и
в атмосфере влажного воздуха.
С повышением температуры поверх-
ностная активность сред возрастает,
однако одновременно снижается и раз-
рушающая сила — внутренние напря-
жения. Температурная зависимость
долговечности имеет экстремальный ха-
рактер; минимум защитных свойств на-
блюдается у разных покрытий в пределах 50—80 °C (несколько
ниже Тс или Тпл полимеров).
Уменьшение склонности покрытий к растрескиванию дости-
гается двумя путями: увеличением их механической прочности и
снижением внутренних напряжений. Наиболее эффективно эта
задача решается применением безусадочных и ннзкомодульных
пленкообразователей (химически отверждаемые олигомеры, ка-
учуки), эластичных грунтов, введением пластификаторов и соот-
ветствующих наполнителей, правильным выбором режимов охла-
ждения покрытий. В случае кристаллических полимеров важное
значение имеет регулирование надмолекулярной структуры. На-
пример, применением искусственных зародышей структурообра-
зовання (антраниловая и себациновая кислоты, маннит и др.)
и особенно структурированием удается существенно повысить
стойкость к растрескиванию полиэтиленовых покрытий.
Наличие внутренних напряжений — не только отрицательное
качество покрытий; иногда они играют и положительную роль.
В первую очередь используется свойство лакокрасочных материа-
лов уменьшаться в объеме при пленкообразовании и создавать
усадку деформируемым подложкам, на которые они нанесены.
Так, при пропитке фиксированных пористых материалов (ткани,
108
нити, волокна) лаками благодаря усадочным явлениям создается
дополнительное их натяжение и упрочнение. Например степень
усадки тканей, пропитанных нитратцеллюлозными лаками, до-
стигает 1,0—1,5%. На ранней стадии развития авиации нитрат-
целлюлозные покрытия по ткани (аэрополотну), натянутой на
поверхность фанеры или металла, применяли для улучшения обте-
каемости и увеличения прочности конструктивных элементов само-
летов. В настоящее время высокоусадочные лаки (НЦ-551,
НЦ-579) применяют при изготовлении планеров, протезов и
некоторых изделий в авиастроении. Принцип большой усадки
использован при разработке трескающихся покрытий, применяемых
в декоративных целях для имитации крокодиловой кожи (см.
гл. 10), а также в качестве своеобразных датчиков при изучении
напряженности строительных и других конструкций. Если на
конструкцию, например балку, нанести покрытие, очень чувстви-
тельное к механическим воздействиям, а затем балку нагружать,
то возникающие в результате ее деформации дополнительные на- -
пряжения вызывают растрескивание пленки. Появление трещин,
их густота и ширина разрывов дадут непосредственную информа-
цию о деформируемости балки и распределении по ней нагрузки.
Для получения таких покрытий применяют твердые непревра-
щаемые пленкообразователи с низкой механической прочностью.
Возникающие в них внутренние напряжения должны прибли-
жаться к когезионной прочности материала, Но не превосходить
их. Особенно успешно для этой цели применяется канифоль в виде
расплавов или растворов в сероуглероде (другие растворители
оказывают пластифицирующее действие и снижают деформацион-
ную чувствительность покрытий). В некоторой степени могут быть
использованы также другие твердые олигомеры: глицериновый и
пентаэритритовый эфиры канифоли, резинаты металлов, феноло-
формальдегидные (смола 101л), эпоксидные (Э-41, Э-20).
4.3.4. Методы определения внутренних
напряжений
Внутренние напряжения определяют по усадке и изгибу де-
формируемой подложки и оптическим методам [16, гл. 1]. Метод
определения внутренних напряжений по усадке заключается в сле-
дующем. Полоску бумаги 30 X 140 мм закрепляют в зажиме дина-
мометра (рис. 4.27). Затем на одну ее сторону наносят слой испы-
туемого лака или краски. В процессе формирования покрытия
вследствие усадки полоска сокращается, создавая усилие Р, ко-
торое фиксируется динамометром. Внутренние напряжения рас-
считывают как отношение Р к поперечному сечению пленки S.
Тестированный метод определения внутренних напряжений
о изгибу упругой подложки разработан Санжаровским. Он на-
ывается консольным методом. Принцип определения заключается
оценке степени деформации металлической пластинки —
109
chipmaker.ru
подложки, консольно закрепленной относительно неподвижной по-
верхности, при нанесении на нее слоя лакокрасочного материала
(рис. 4.28, а). Обычно в качестве подложки применяют пластинки
из нержавеющей стали с размерами 0,3 X 15 X 80 мм. Их дуб-
лируют точечной сваркой с пластинками, служащими основанием,
как указано на рис. 4.28, б. О деформа-
ции подложки судят по отклонению кон-
соли, определяемой с помощью микро-
скопа. (Пригоден микроскоп МИР-12).
Зная длину образца /, толщину пленки б
и подложки А, модуль упругости мате-
риала подложки Е (для стали Е =
= 1,96-105 МПа) и отклонение консоли h,
можно вычислить внутренние напряжения
в покрытии по
Рис. 4.27, Схема прибора для
определения внутренних на-
пряжений по усадке образца:
2 — подложка; 2 — зажимы;
3 — пленка; 4—динамометр.
О’вн
формуле:
hE Л®
“ 3Z26 (Д + б)
методом можно опреде-
(4.38)
Консольным
лять внутренние напряжения в широких
пределах температур (от—100 до +250 °C);
для этого применяют прибор ВН-2, сна-
бженный термокриокамерой с автоматиче-
ской регулировкой температуры.
В простейшем варианте внутренние напряжения по изгибу
подложки можно определять с применением алюминиевой фольги.
Прибор состоит из диска с пазами в виде концентрических кругов,
пресса для нарезания фольги и рамок для подвески окрашенных
образцов. Полоски фольги марки ФГ длиной 30 мм и шириной
13 мм окрашивают с одной стороны, подвешивают на специальные
Рис. 4.28. Схема деформации подложки (а) и вид образца (приспособления) (й) для опре-
деления внутренних напряжений консольным методом.
рамки и высушивают. В процессе формирования покрытия фольга
изгибается (закручивается). С помощью диска определяют радиус
кривизны (в мм). Наибольшим напряжениям соответствует наи-
меньший радиус кривизны. Этот метод, известный под названием
метод концентрических окружностей, применяют лишь для отно-
сительной оценки напряженности покрытий.
Оптический метод определения внутренних напряжений, пред-
ложенный Шрейнером и Зубовым, отличается точностью получае-
110
мых результатов. Метод основан на измерении двойного луче-
преломления, возникающего в оптически активной изотропной
подложке под влиянием напряжений, создаваемых лакокрасоч-
ным покрытием. Подложкой служат призмы из оптического стекла
ТФ-1 или кварца с размерами 10 X 20 X 20 мм. Двойное луче-
преломление оценивают с помощью поляризационного микроскопа
(МИН-8, МП-7). Определяют разность хода световых лучей
в призме на границе пленка—подложка. Имея тарированный
график, легко перейти от двулучепреломления к напряжениям
в подложке и, соответственно, в пленке. Внутренние напряжения
рассчитывают по формуле:
обн=Г/2/< (4.39)
где Г — оптическая разность хода; К — постоянная призмы; для
призм из стекла ТФ-1 К = 0,7, для призм из кварца /< = 0,44.
Все методы, за исключением метода концентрических окруж-
ностей, позволяют оценивать внутренние напряжения в абсолют-
ных единицах — МПа.
4.4. ПРОНИЦАЕМОСТЬ ПОКРЫТИЙ
В обеспечении защитных свойств покрытий важное значение
имеет проницаемость, которая характеризует комплекс изолирую-
щих свойств покрытий, их способность препятствовать проник-
новению жидкостей, паров и газов к поверхности подложки из
окружающей среды. Проницаемость является показателем, опре-
деляемым свойствами материала пленки и внешней контактирую-
щей с ней среды.
В практических условиях наиболее часто приходится сталки-
ваться с проницаемостью водяных паров, воды и водных растворов
электролитов, а также газов, в первую очередь воздуха. По водо-
проницаемости полимерные пленки занимают промежуточное по-
ложение между такими материалами, как металлы и стекло, с од-
ной стороны, и. кожей и бумагой, с другой, по газопроницае-
мости — между неорганическими солями и жидкостями. Коэф-
фициент водопроницаемости составляет 10*15—10*11 м2/(ч-Па),
газопроницаемости — 10*16—10*12 м2/(ч-Па).
4.4.1. Перенос жидкостей и газов через пленки
Проникновение жидкостей и газов через лакокрасочные по-
крытия к подложке осуществляется в результате 1) капиллярного
течения и 2) диффузии. Капиллярное течение свойственно покры-
тиям с механической пористостью, т. е. имеющим капилляры,
поры, микротрещины и т. д. Степень капиллярной пористости
зависит от метода нанесения лакокрасочного материала, его
способности смачивать поверхность, характера подложки (ее
рельефа). Получить беспористое (сплошное) покрытие на ровной
ill
chipmaker.ru
поверхности стекла значительно легче, чем, например, на поверх-
ности древесины. При нанесении красок методом электроосажде-
ния, как правило, получаются более сплошные покрытия, чем при
пневмор аспылении.
Различают явную и скрытую пористость покрытий. Первая
связана с наличием открытых пор, она легко обнаруживаемся
обычными методами измерения сплошности. Скрытая (или неяв-
ная)
пористость обусловлена замкнутыми порами; это слабые де-
фектные места пленки, обычно быстро
проявляющиеся при эксплуатации по-
крытия.
Механическая пористость любых по-
крытий уменьшается с увеличением их
толщины и ростом числа наносимых
слоев (рис. 4.29). Для каждого покры-
тия в зависимости от материала, вида
подложки, способа нанесения и других
факторов существует минимальная тол-
щина беспористых покрытий бмин. Она
весьма мала (составляет .доли или еди-
ницы микрометров) при получении по-
крытий из газовой фазы и гораздо боль-
ше (достигает десятков и сотен микро-
метров) при получении их из жидких
сред. В соответствии с пористостью из-
меняется и проницаемость покрытий.
В практических условиях изыски-
вают разные пути получения беспо-
минимальной толщине. Наиболее рас-
I
I
Толщина пленки
Рис. 4.29. Типовая зависимосгь
пористости и проницаемости по-
крытий от толщины:
I — покрытия с явной пористо-
стью; II — покрытия со скрытой
пористостью; III — беспористые
покрытн я-
ристых покрытии при
пространенный путь — использование многослойных покрытий;
каждый последующий слой более чем на 50% перекрывает дефекты
предыдущего. Так, в зависимости от условий эксплуатации число
наносимых слоев, в частности, перхлорвиниловых покрытий ко-
леблется от 3 до 12.
При отсутствии механической пористости степень изоляции
покрытий определяется их молекулярной или структурной про-
ницаемостью.
Согласно современным представлениям проникновение ве-
щества через пленку складывается из 1) сорбции (растворения),
2) диффузии и 3) десорбции с другой стороны пленки. Это одина-
ково справедливо при проникновении через пленки газов, паров
и низкомолекулярных жидкостей, в том числе воды. При отсут-
ствии сильного взаимодействия между сорбентом и сорбатом
сорбционное равновесие устанавливается быстро и скорость сум-
марного процесса в основном определяется скоростью процесса
диффузии, описываемого уравнением Фика:
<2= —
dx
(4.40)
112
где Q — количество продиффундировавшего вещества; D — коэф-
фициент диффузии; --------градиент концентрации; 5 — пло-
щадь; т — время.
На практике при оценке количества прошедшего через пленку
вещества принято пользоваться коэффициентом проницаемости Р,
который представляет собой произведение коэффициента диффу-
зии на коэффициент сорбции о:
Р = Do (4.41)
В неполярных и слабополярных полимерах растворимость
полярных жидкостей (вода, электролиты) и газов мала и их сорб-
ция подчиняется закону Генри, связывающему концентрацию
растворенного вещества с перепадом давления:
de dP
-----— — с~—-
dx dx
(4.42)
В этом случае коэффициент проницаемости может быть вы-
числен по уравнению:
Р =
Q
dx
(4.43)
При контакте полярных полимеров с полярными веществами
процессы сорбции усложняются: концентрация сорбированного ве-
щества растет не пропорционально перепаду давления, как это
следует из закона Генри. Вследствие взаимодействия полярных
групп поглощение нередко достигает большого значения; соот-
ветственно возрастают диффузия и проницаемость покрытий. Ниже
приведены данные по равновесной сорбции, диффузии и проницае-
мости воды непигментированными пленками при 20 °C [34]:
GpaBH- кг/м8 (при 1F = 100%) D. 108, см2/с Р.10*4, м2/(ч.Па)
Поливинилацетатная 100 25 10,0
Полиамидная .... . - 85 3,5 4,7
Масляная (из олифы) 250 3,1 3,6
Алкидная .... 23 0,95 1,3
Полиуретановая . . . 43 1,34 0,9
Эпоксидная . . . 16 0,84 0,5
Хлоркаучуковая . . . 1 0,50 0,2
Полиэтиленовая . . . 0,1 0,10 0,06
На рис. 4.30 показаны изотермы сорбции воды из воздуха
покрытиями различной химической природы. Как видно из при-
веденных данных, водопоглощение резко возрастает с повышением
влажности окружающего воздуха. Равновесная сорбция значи-
тельна (достигает 10—25%) у покрытий, обогащенных полярными
группами: масляные, поливинилацетатные, полиамидные, шел-
лачные и др. Напротив, водопоглощение покрытий на основе
неполярных полимеров и олигомеров (полиэтилен, фторопласты,
битумы и др.) составляет десятые и сотые доли процента.
113
chipmaker.ru
Присутствие электролитов в воде изменяет характер диффу-
зионного процесса. В зависимости от способности электролита
к гидратации и взаимодействию с функциональными группами
пленкообразователя диффузия и проницаемость могут увеличи-
ваться или уменьшаться. По данным Рейтлингера 135, с. 2051
диффузия электролитов в эпоксидные пленки уменьшается в сле-
дующем порядке:
H2SO4 > HNOS > НС1 > КОН
При этом скорость проникновения щелочей примерно раз
в 10 меньше, чем кислот. Коэффициент проницаемости соляной
кислоты для фторопластовых,
пентапластовых и полиэтилено-
вых покрытий примерно на по-
рядок меньше, чем азотной.
Проницаемость покрытий по
отношению к инертным газам
невысока, что связано с их ма-
лой растворимостью в полиме-
рах. Для многих пленок она
падает в ряду:
Н2 > СО2 > О2 > N2
Рис. 4.30. Зависимость сор аци и воды г.окры- ПрОНИКНОВСНИе ННЗКОМОЛе-
тпями от влажности окружающего воздуха „ ,, ,
при 20%: кулярных веществ в пленки
1 — масляное; 2— алкидное; 3 — хлоркау- МОЖСТ рассматриваться Как ОД-
чуковое; 4 — битумное. ПОСТОРОННЯЯ ИЛИ ДВуХСТОрОННЯЯ
диффузия.
Если покрытие нанесено на твердую, неактивную в сорбцион-
ном отношении подложку, то доступ к ней жидкостей и газов от-
крыт только с одной (внешней) стороны. При этом структурная
Неоднородность пленки, обусловленная влиянием силового поля
поверхности, изменяет диффузионный процесс. В результате
коэффициенты проницаемости адгезированных и неадгезнрованных
(свободных) пленок оказываются неидентичными. В случае пори-
стых подложек (древесина, бумага, штукатурка) сорбция пленкой
веществ из внешней среды происходит одновременно как снаружи,
так и от подложки. Роль покрытия как диффузионного барьера
в этом случае практически не выполняется, если не предусмотрена
полная изоляция изделия.
4.4.2. Факторы, влияющие на проницаемость
Диффузия низкомолекулярных веществ в полимеры рассма-
тривается как движение вакансий, под которыми понимают пере-
мещение структурных единиц, молекул и пачек под влиянием
осмотического давления, капиллярного течения или за счет энер-
гии сродства сорбата и сорбента [36, с. 2291. Поэтому перенос
1.14
вещества Р и его сорбционная способность о являются функцией
многих факторов. Определяющие из них — природа полимера F,
природа сорбата G и степень их химического сродства Н:
(Р, <j)=f(F,G, Н) (4.44)
К числу факторов, влияющих на диффузию воды в покрытия,
относятся полярность, фазовое и физическое состояние материала
пленки, густота пространственной сетки, химический состав;
в зависимости от этого D и Р могут меняться на 5—6 порядков.
Наиболее низкими значениями коэффициентов диффузии и про-
ницаемости обладают покрытия, находящиеся в застеклованном
или кристаллическом состоянии. Покрытия, полученные из эла-
стомеров, имеют значительно более высокие значения D и Р и
соответственно более высокую энергию активации диффузионного
процесса. Последнее объясняется разной степенью подвижности
молекулярных цепей, а отсюда и неодинаковой среднеквадратич-
ной скоростью и длиной перескока молекул. Если в стеклообраз-
ных полимерах средняя длина перескока диффундирующей
молекулы низкомолекулярного вещества не превышает 1 нм, то в
эластомерах она более 2,0—2,5 нм [35, с. 123 ]. Сорбция низкомо-
лекулярных органических веществ пленками полимеров в стекло-
образном состоянии в отличие от высокоэластического является
аномальной, она не подчиняется уравнению Фика. Проницае-
мость покрытий на основе кристаллических полимеров находится
во взаимосвязи со степенью кристалличности. В случае пленок
полиэтилена, полиамидов, полиэтилентерефталата влагопрони-
цаемость подчиняется следующей зависимости (с некоторым при-
ближением):
Екр = Рам*2 (4.45)
где Ркр и Рам — проницаемость для кристаллического и аморф-
ного полимеров соответственно; х — доля объема аморфных об-
ластей.
Различия в проницаемости аморфизированного и высококри-
сталлического образцов иногда достигают целого порядка. Прони-
цаемость увеличивается с ростом дискретных структур.. Места
сочленения крупных сферолитов уязвимы для жидкостей и газов;
в диффузионном отношении это наиболее слабые места.
При сопоставлении покрытий линейного и трехмерного строе-
ния предпочтение в отношении изолирующих свойств отдается по-
следним; при этом чем плотнее и жестче трехмерная сетка, тем
меньше проницаемость. Так на пленках из каучуков установлена
следующая зависимость газопроницаемости от равновесного вы-
сокоэластпческого модуля как критерия степени структури-
рования:
lgP=lgP1-K£oo (4.46),
где Р и Pv — проницаемость вулканизованного и невулканизо-'
ванного каучуков соответственно; К— константа.
HS
chipmaker.ru
Большое влияние на проницаемость покрытий оказывают пиг-
менты и наполнители, при этом важное значение имеют их при-
рода, объемное содержание, размер и форма частиц, степень
взаимодействия с пленкообразователем. Для большинства покры-
тий типичным является экстремальное изменение коэффициентов
диффузии и проницаемости с увеличением объемного содержания
пигментов (рис. 4.31). Минимум проницаемости соответствует
оптимальной или критической объемной концентрации пигментов
(КОКП). Для разных пленкообразователей КОКП колеблется
в широких пределах. Так, в покрытиях из льняной олифы, водной
Рис. 4,31. Зависимость водопоглощения (а) и электрического сопротивления в воде (6)
пентафталевых покрытий от объемной концентрации окиси цинка (/) н двуокиси титана (2).
дисперсии поливинилацетата, пентафталевого, нитратцеллюлоз-
ного, перхлорвинилового и полиметакрплатного лаков КОКП
двуокиси титана составляет 42—58%. КОКП зависит и от типа
пигмента. Например, минимум водопроницаемости масляных по-
крытий из натуральной олифы соответствует следующему
значению КОКП (в %):
Двуокись титана 50 Свинцовый сурик 65
Цинковые белила 55 Цинковая пыль 70
Эффект снижения водопроницаемости при пигментировании
масляных покрытий (при КОКП) характеризуется такими отно-
сительными значениями:
Непигментированное покрытие .............. 1
Покрытие, пигментированное
цинковым кроном 0,70
железным суриком......................0,56
цинковыми белилами....................0,42
свинцовым суриком.....................0,34
Коэффициент диффузии воды у масляных покрытий при 30%-
ном наполнении двуокисью титана снижается примерно в 2 раза,
эпоксидных — приблизительно на 5% [34]. Торможение пере-
носа веществ через пленки при пигментировании — результат
повышения жесткости молекулярных цепей и уменьшения скорости
релаксационных процессов.
116
Проницаемость покрытий увеличивается с ростом темпера-
туры и концентрации диффундирующих веществ (рис. 4.32).
Температурная и концентрационная зависимости коэффициента
диффузии носят экспоненциальный характер:
D = Doe~Ev/RT (4.47)
D = DoeyC (4.48)
где Do — коэффициент диффузии при начальной температуре или
при концентрации С -> 0; ED — кажущаяся энергия активации
диффузионного процесса; у — постоянная.
Рис. 4,32. Температурная (/) и концентрационная (2) зависимости коэффициента диф-
фузии низкомолекулярных веществ в покрытия.
Рис. 4.33. Модель проницаемости многослойного покрытия [37].
Проницаемость многослойных покрытий определяется прони-
цаемостью отдельных слоев. Например, в случае контакта с во-
дяным паром или парами другой жидкости проницаемость трех-
слойного покрытия Р (см. модель, представленную на рис. 4.33)
теоретически может быть вычислена по формуле:
4-=-^+-^+-^- (4-49)
где Ра, Рь, Рс — коэффициенты проницаемости каждого слоя.
В общем виде изолирующая способность / (величина, обрат-
ная проницаемости) покрытия с числом слоев i может быть -най-
дена как:
, = (4-5°)
Практика однако показывает, что проникновение низкомоле-
кулярных веществ через многослойное покрытие идет значительно
сложнее. Об этом свидетельствует хотя бы тот факт, что изменяя
чередование слоев одного и того же покрытия, можно получить
разные значения коэффициентов диффузии и проницаемости жид-
костей.
117
chipmaker.ru
Для получения покрытий с низкой проницаемостью по отно-
шению к воде, газам и электролитам, особенно агрессивно дей-
ствующим на подложку, применяют кристаллические полимеры
(полифторолефины, полиолефины, пентапласт, поливинилхлорид,
сополимеры винилхлорида и др.) и олигомерные пленкообразо-
ватели, превращаемые в нерастворимое трехмерное состояние
(эпоксидные, фурановые, фенолоформальдегидные, полиуретано-
вые, полидивинилацетиленовые и др.). Хорошие результаты дает
использование смесей полимеров с олигомерами. Например, раз-
работаны эпоксидно-фторлоновые, эпоксидно-новолачно-фторопла-
стовые (марка ФЭН), эпоксидно-фурановые и другие лаки, покры-
тия из которых имеют крайне низкие значения коэффициентов
диффузии, проницаемости и растворимости для воды и водных
растворов электролитов. Например, для эпоксидно-фторопла-
стовых покрытий по отношению к водяному пару D ~ 10-9 см2/с,
Р « 5- 10~1в м7(ч-Па).
Введение в состав лаков пигментов (особенно чешуйчатого
строения) еще в большей степени увеличивает изолирующие свой-
ства покрытий.
Покрытия с низкой проницаемостью особенно ценны как хими-
чески стойкие (защита аппаратуры в химической промышленности)
и электроизоляционные (защита электрооборудования и при-
боров).
Для ряда назначений (окраска штукатурки, кожи, древесины)
от покрытий, напротив, требуется высокая проницаемость для
обеспечения влаго- и воздухообмена и для создания благоприят-
ных гигиенических условий в объеме (помещения, обувь, одежда),
изолированном от внешней среды этими материалами. Высоко-
проницаемые покрытия легче удерживаются на материалах, под-
верженных объемным изменениям при колебании влажности
окружающего воздуха, чем покрытия с низкой проницаемостью.
В последнем случае при диффузии влаги от подложки возможно
отслаивание покрытия в результате возникающего давления на
границе пленка—подложка.
Для получения покрытий с повышенной проницаемостью ис-
пользуют разные принципы: увеличивают сродство материала
пленки и диффундирующего агента; повышают механическую
пористость пленок путем перенаполнения, использования грубых
пигментов и наполнителей и волокнистых наполнителей, ориенти-
рованных в силовом поле перпендикулярно поверхности под-
ложки и др. Наибольшее применение получил рецептурный прин-
цип, связанный с введением избыточного (против КОКП) коли-
чества пигментов в пленку. Повышение водопроницаемости
покрытий также достигается использованием’ в рецептуре красок
ПАВ и других гидрофильных веществ — солей, кислот и т. д.
Применяя покрытия с разной степенью проницаемости, можно
решать различные технические задачи: обеспечивать дозирован-
ную экстракцию веществ (например, токсинов, лекарственных
118
препаратов и др.) из нижележащих слоев и подложки, изменять
индукционный период или скорость химических реакций в под-
ложке, активируемых газами и жидкостями внешней среды и др.
4.4.3. Методы определения проницаемости
Проницаемость покрытий можно определять прямыми и кос-
венными методами. Прямые или мембранные методы сводятся
к непосредственному замеру количества жидкости, пара или газа,
прошедшего через пленку при заданных условиях. Для этого
создается определенный градиент концентрации или давления по
обе стороны пленки. Используют приборы, представляющие собой
Рис. 4.34. Принципы определения водо- и ионопроницаемости покрытий:
1 _ пленка: 2 — водопоглощающе.е вещество (Р2ОЙ, H2SO4, CaSO4); 3 — пористая под-
ложка (или подложка с влагочувствительным слоем).
замкнутые ячейки, разделенные на две камеры испытуемой плен-
кой. В одну из них заливается раствор заданной концентрации
или подается газ (или пар) под определенным давлением, в другой
определяют количество прошедших через пленку ионов, газа
или паров по концентрации, объему, массе или по давлению.
Косвенные, или сорбционные, методы определения проницае-
мости связаны с количественной или качественной оценкой сте-
пени сорбции или диффузии испытываемых веществ. О диффузии
судят по скорости переноса или изменению концентрации веще-
ства, скорости движения фронта диффундирующего вещества или
другим признакам [35, с. 238].
Распространенными методами определения коэффициентов диф-
фузии и проницаемости являются сорбционно-десорбционный
(с применением весов Мак-Бена), интерференционный (по интер-
ференции света определяется граница продвижения вещества
в пленке), микроскопический (определяется фронт поляризации
света под микроскопом), метод фазовой границы с применением
вертикального оптиметра, сканирующей и отражательной микро-
скопии, электронно-зондового рентгеноспектрального микроана.-
лиза (для пленок радиационностойких полимеров) 138, с. 198, 256).
Проницаемость покрытий определяют как на образцах в виде
свободных пленок, так и на адгезированных к подложке образ-
цах; выражают проницаемость в м2/(ч-Па) или г/(м2-сут).
На рис. 4.34 показаны, некоторые принципиальные варианты
методик определения проницаемости воды, водяных паров и ионов
II»
chipmaker.ru -- ---- --- --- ----
электролитов, широко принятых в технологии покрытий и под-
робно описанных в литературе [15, с. 152; 39, с. 16].
Пористость (или сплошность) покрытий на металлических
подложках определяют с помощью дефектоскопа ЛКД-1 (электро-
контактный принцип определения), электрохимическим (по появ-
лению тока) и химическим (по отложению солей или металлов
в месте пор) методами.
4.5. ОПТИЧЕСКИЕ СВОЙСТВА
Одна из главных функций лакокрасочных покрытий — прида-
ние окрашиваемым изделиям требуемого внешнего вида — во
многом определяется их оптическими свойствами. К оптическим
характеристикам покрытий относят цвет, прозрачность, укры-
вистость, блеск. Эти свойства связаны с комплексным влиянием
многих факторов: составом и качеством приготовления исходного
лакокрасочного материала, природой и качеством подготовки
поверхности, правильным соблюдением технологического про-
цесса получения покрытия. При оценке внешнего вида покрытий
следует учитывать их функциональное назначение, а также физи-
ологическое и психологическое воздействие на человека. Опти-
ческие показатели, как и другие свойства покрытий, изменяются
в процессе эксплуатации. Их длительная стабильность — необ-
- ходимое требование для большинства покрытий.
4.5,1, Пропускание, поглощение и отражение света
покрытиями
Оптическую область спектра электромагнитных колебаний,
в основном воздействующих на лакокрасочные покрытия, состав-
ляют видимые лучи (область X — 7,2- 102н-3,8-102 нм), инфра-
красное (X — 4-105-?-7,5-102 нм) и ультрафиолетовое (к — 3,8- 102-г-
н-2-10 нм) излучение. Закономерности преломления этих лучей
при прохождении через систему внешняя среда (воздух или
жидкость) — пленка—подложка одинаковы; результаты разли-
чаются лишь в количественном отношении.
Блеск и прозрачность покрытий. Явления, вытекающие из вол-
новой природы света, в наибольшей степени связаны с диэлектри-
ческой е и магнитной р проницаемостью среды. Они во многом
определяются коэффициентом преломления материала и, значе-
ние которого может быть определено по углам падения а и отра-
жения Р падающих лучей (рис. 4.35, а) или рассчитано по уравне-
нию Максвелла:
п = |^ёр (4-51)
Схема преломления и отражения лучей сильно осложняется
при переходе от идеальных оптических материалов к реальным,
какими являются лакокрасочные покрытия. Световой поток,
120
падающий в виде параллельного пучка на их поверхность, отра-
жается по-иному (рис. 4.35, б). В зависимости от свойств поверх-
ностей покрытия и подложки предельными случаями могут быть
диффузное и зеркальное отражение. Степень зеркального отра-
жения определяет блеск и прозрачность непигментированных
покрытий.
Рис. 4.35. Схема преломления, отражения и рассеяния света лакокрасочным покрытием
в идеальном («) и реальном (б) случаях:
I — воздух; 11 — пленка; 111 — подложка.
Оптические свойства пленок могут быть охарактеризованы
двумя константами: коэффициентом поглощения 7 и коэффициен-
том рассеяния S. Ослабление светового потока I и / (рис. 4.36),
проходящего элементарный слой толщиной dt с прямой и обрат-
ной стороны, обусловлено его поглощением и рассеянием. Оно
может быть найдено как
di = —(К 4- S) idt + Sj dt (4.52)
dj = —(К + S) j dt + Si dt (4.53)
Для случая бесконечно большой
толщины пленки, когда нивелируется
ее влияние на обратный световой
поток, Кубелка и Мунк вывели
^777777777777777777777/
т
Рис. 4.36. Схема прохождения пада-
ющего I и отраженного J свете юго
потоков в элементарном слое dt
пленки:
1 •— воздух; II — пленка; 111 —
подложка.
уравнение, позволяющее оценить
коэффициент отражения света от
покрытия Р (в данном случае Роо);
Из сказанного следует, что факторами блеска и прозрачности
непигментированных покрытий являются чистота лицевой и обо-
ротной поверхностей пленки (или подложки) и степень ее однород-
ности. Присутствие несовместимых веществ (воздух, выпавший
сиккатив и другие примеси, кристаллические дискретные обра-
зования и т. д.) с отличным от пленкообразователя коэффициентом
преломления снижает светопропускание покрытий, делает их
опалесцирующими или недостаточно прозрачными. Между тем
блеск, прозрачность и бесцветность пленок имеют важное значе-
ние во многих случаях, например при окраске фото- и полиграфи-
121
chipmaker.ru *
ческой продукции, источников света, мебели и других изделий.
В этом отношении наилучшими являются полиакрилатные, поли-
арилатные, полистирольные, полиэфирные, поливипилацетатные,
этилцеллюлозные, мочевино- и циклогексанонформальдегидные 1
лаки. Зеркальное отражение свойственно полированной поверх-
ности. Отражение света в этом случае происходит по законам
правильной рефлексии, причем интенсивность отражения 1Г
подчиняется закону Френеля:
1 = о 5/с Г (и - AL л- tg2 <К~Р) .1 (4.55)
г 1,0 е L sin*(a + ₽) tg*(« + ₽) J
где 1е — интенсивность падающего света; a — угол падения света;
Р — угол преломления.
Чем больше угол падения света, тем явственнее видны неров-
ности покрытий. Максимум зеркального отражения приходится
на а » 78° [6, с. 186]. Определенный микро- и макрорельеф
поверхности наблюдается у всех покрытий, независимо от способа
их получения. Он является отражением рельефа подложки и свя-
зан с условиями нанесения и формирования покрытий. Поэтому
получение покрытий с зеркальным блеском представляет значи-
тельную трудность, если не применять шлифование и полирование.
В случае пигментированных систем наилучший блеск имеют
покрытия, сформированные из растворов и расплавов пленкооб-
разователей. Флокуляция пигментов в момент пленкообразования,
приводящая к отслаиванию лака в поверхностном слое, увеличи-
вает блеск покрытий. Напротив, применение дисперсионных
материалов, красок с повышенной степенью тиксотропии, боль-
шим содержанием пигментов и со специальными матирующими ;
добавками (аэросил, воски, стеараты металлов и др.) вызывает
образование полу глянцевых, полуматовых или матовых покрытий.
В матовых покрытиях особенно заинтересовано приборострое-
ние. Отечественной промышленностью выпускается большой ассор-
тимент матовых и полуматовых эмалей на мочевнноформальде-
гидной, алкидной, эпоксидной и виниловой основе (МЧ-240 М,
МЧ-240 ПМ, ПФ-19 М, ПФ-241 М, ПФ-241 ПМ, ЭП-716, ХС-1107 М,
ХС-1107ГМ и др.). Матовые покрытия могут быть получены и
при использовании специальных лаков.
Белизна и яркость. Эти оптические характеристики пигмен-
тированных покрытий определяются отражательной способностью
поверхности пленок. Высокой степенью отражения отличаются
покрытия с белыми пигментами (двуокись титана, окись магния),
а также пигментами чешуйчатого строения (алюминиевая пудра,
бронзы). Коэффициент отражения белых светоотражающих по-
крытий достигает 85%.
Особенно высокая степень светоотражения может* быть достиг-
нута при многослойном построении покрытий: светоотражающий
грунт, слой из стеклянных микросфер, слой лака или эмали, свя-
122
зывающий микросферы. Светоотражающие покрытия применяют
для регулирования температуры изделий и объектов при воздей-
ствии солнечной радиации (космическая техника, бензо-, нефте-
и газохранилища, рефрижераторы и др.), отражения н концентри-
рования световой энергии от источников излучения, а также для
изготовления сигнальных устройств, опознавательных дорож-
ных знаков. Так, при применении светоотражающей пленки,
называемой катафот, видимость дорожных знаков в темное время
суток обеспечивается на расстоянии 200—300 м, тогда как без
нее — всего на 30—50 м [40].
Яркость покрытий существенно увеличивается при введении
в их состав флюоресцентных веществ. Наиболее применимыми
из них являются вещества, флюоресцирующие при дневном осве-
щении, т. е. возбуждающиеся излучением с длиной волны не ме-
нее 300 нм. К ним относятся, в частности, производные бензокса-
зинонов (люминор желто-зеленый 540Т, люминор зеленый 525Т,
люмоген желтый и оранжевый), родамин, аурамин, профлавин
и др. Отличительная их особенность — способность трансформи-
ровать коротковолновое световое излучение в более длинновол-
новое, полнее воспринимаемое человеческим глазом. Кроме того
такие вещества избирательно поглощают УФ-лучи и их можно
применять в покрытиях в качестве УФ-фильтров.
Флюоресцирующие покрытия гораздо заметнее при дневном
освещении,- чем нефлюоресцирующие такого же цвета. Они нашли
применение для исполнения предупреждающих надписей и как
средство оформления реклам, витрин, выставочных стендов;
флюоресцентные краски, особенно красно-оранжевого цвета, ши-
роко используют на транспорте (самолете-, тепловозе- и судо-
строение), при окраске бакенов и других объектов.
Цвет и видимость покрытий. Большинство непигментирован-
ных пленок оптически прозрачны для видимого света. Цветовые
характеристики покрытий (за исключением, пожалуй, битумных)
создаются в основном за счет пигментов или газонаполнения.
При этом кроющая способность определяется разностью показа-
телей преломления пигмента (или газа) «1 и пленкообразователя п2
[по Френелю доля монохроматического светового потока R,
прошедшего через границу раздела, равна R — 1 —
— (/?! — м2)2/'(П1 ф- п?)2 ], а цвет покрытий —- степенью избира-
тельного (селективного) поглощения и отражения падающего на
них света.
Показатель преломления большинства непигментированных
пленок на границе с воздухом находится в пределах 1,48 (для
поливинилацетатных) — 1,60 (для эпоксидных), для белых пиг-
ментов и наполнителей 1,6—2,7.
При постоянном составе пигментной части кроющая и отра-
жательная способности выше у тех покрытий, которые изготов-
лены на пленкообразователях с более низкими показателями
преломления.
123
chipmaker, ru
На рис. 4.37 приведены спектральные кривые ряда цветных
покрытий в видимой области спектра. При переходе в УФ-область
спектра оптическая прозрачность пленок как пигментированных,
так и непигментированных существенно меняется (рис. 4.38,
кривые ]—3).
Степень поглощения пленкообразователями лучистой энергии
резко увеличивается в коротковолновой области спектра, осо-
Рис. 4.37. Кривые спектрального отражения цветных покрытий в видимой области спектра:
1 — синий; 2 — зеленый; 3 — желтый; 4 — красный.
бенно при л < 340 нм. Введением
пигментов и специальных хими-
ческих веществ можно в широ-
ких пределах регулировать спек-
Рис. 4.38. Кривые светопропускания в УФ-области спектра пленками, полученными из
лаков:
/ — полиакрилатного; 2 — ацетил целлюлозного; 5 — меламино-алкидного; 4 — ацетил-
целлюлозного с 0,3% 2-гидрокси-4-метоксибеизофенона; 5— ацетил целлюлозного с 0,55%
2,2 -дигидрокси-4-метоксибензофенона.
тральную характеристику покрытий. Так, цинковые белила,
сульфат бария, сульфид цинка, двуокись титана поглощают
основную массу УФ-излучения. Сажа, напротив, более прозрачна
в УФ-области спектра, чем в видимой и инфракрасной. Поэтому
белое покрытие с окисью цинка в ультрафиолетовом свете кажется
черным, а черное с сажей,— наоборот, белым. Наряду с пигмен-
тами интенсивно увеличивают светопоглощение в УФ-области,
главным образом между 300 и 400 нм, соединения, представляющие
собой производные гидроксибензофенона (рис. 4.38, кривые 4, 5)
и ферроцена, бензотриазолы, арилсалицилаты, бензидин, фено-
лят меди и др.
Покрытия, содержащие такие и подобные им соединения, ис-
пользуют в качестве светофильтров. Например, стекла, покрытые
лаками с УФ-адсорбентами, предотвращают проникновение УФ-лу-
чей в витрины магазинов и других помещений. Аналогичным об-
разом покрытия, задерживающие или отражающие ИК-лучи,
предохраняют от нагрева покрываемые объекты и изделия. Наи-
большей степенью теплоотражения обладают белые нежелтеющие
при эксплуатации покрытия, получаемые, в частности, из поли-
124
эфирной (ЭФ-5144), полиакрилатных (АК-13, АК-71) и поливи-
нилбутиральных (ВЛ-55) эмалей. Степень нагрева покрытого ими
металла (алюминия) при воздействии солнечной радиации по
сравнению с непокрытым уменьшается примерно в 1,5 раза, а по
сравнению с аналогичными покрытиями черного цвета — в 2 раза
[41, с. 49].
Изучение спектрального поведения материалов в широком
диапазоне длин волн важно для создания маскирующих покры-
тий. Разработка таких покрытий, однако, представляет значитель-
ные трудности, особенно для большого диапазона длин волн.
4.5.2. Покрытия как средство цветового
оформления изделий и объектов
Цветовая отделка изделий, промышленного оборудования,
строительных и других объектов наряду с техническими целями
предусматривает решение ряда функциональных и художественно-
эстетических задач. Это — создание благоприятных условий зри-
тельной работы и безопасности трудовых процессов, повышение
производительности труда, обеспечение необходимого эмоцио-
нально-психологического восприятия окружающих предметов.
При определении системы окраски изделий и объектов, выборе их
цвета и фактуры поверхности принимают во внимание многие
факторы: габарит, функциональное назначение, характер окру-
жающей среды, условия эксплуатации, особенности процесса
производства и др.
Цвет оказывает на человека не только эстетическое, но и пси-
хологическое и физиологическое воздействие. Условно гамму
цветовых тонов подразделяют на теплые (красные, фиолетовые,
оранжевые, желтые, желто-зеленые) и холодные (голубые, синие,
зеленые, сине-зеленые) цвета. Понятие теплых и холодных цветов
может рассматриваться как чисто психологическое. Одни и те же
предметы, окрашенные в светлые и темные цвета, кажутся одному
и тому же человеку легче или тяжелее. Темные цвета большин-
ством людей воспринимаются как мрачные, а светлые — как ра-
достные. Холодные цвета снижают напряжение зрения, успокаи-
вают человека, благоприятствуют рабочему настроению, их назы-
вают пассивными; теплые, ассоциирующиеся с более высокими
температурами, напротив, оказывают возбуждающее действие и
бодрят, их относят к категории активных цветов. Возбуждающе
действуют на человека и яркие, высоконасыщенные цвета, а также
пестрая гамма цветов; при длительном их воздействии наступает
утомление.
Отдельные цветовые тона обладают свойством создавать впе-
чатление удаления или приближения поверхностей. Как правило,
теплые цвета кажутся более близкими (выступающими), а холод-
ные — удаленными (отступающими). При отделке внутри зданий
подбором цвета окраски поверхности можно достичь кажущегося
125
chipmaker.ru
уменьшения или увеличения помещения. Например, отделка по-
верхностей в желтые и оранжевые цвета создает впечатление
меньшего объема; напротив, отделка в синие и бирюзовые цвета
создает оптическую иллюзию увеличения помещения. Членение
стен по горизонтали, например устройство панели, зрительно
снижает высоту помещений.
Важной характеристикой внешнего вида является фактура по-
верхности. Различают высокоглянцевые (.> 60), глянцевые (59—
39), полуглянцевые (39—24), полуматовые (24—10), матовые (10—
3) и глубокоматовые (<3) покрытия. (В скобках указаны значения
их блеска в % по фотоблескомеру ФБ-2.) Их применение опреде-
ляется техническими и эстетическими требованиями к изделиям.
ВНИИ технической эстетики и строительными организациями
разработаны рекомендации по лакокрасочным материалам для
цветового, художественного и эстетического оформления промыш-
ленных изделий, зданий и сооружений [42, 43]. Например, для
сельскохозяйственных машин, работающих в полевых условиях,
рекомендованы покрытия ярких красного и оранжевого цветов,
машин, работающих стационарно, — покрытия голубого, салат-
ного и других разбеленных цветов. Станки принято окрашивать
в светло-серый, салатный, зеленовато-желтый (табачный) цвета,
грузовые автомобили — в темно-зеленый (защитный) и светло-
серый, а металлургическое, кузнечно-прессовое оборудование —
в голубой, фисташковый, серый. Сигнальные цвета рекомендо-
вано выбирать по ГОСТ 12.4.026—76, а опознавательные — по
ГОСТ 14202—69. Для соблюдения норм окраски производствен-
ных помещений разработаны «Указания по проектированию цве-
товой отделки интерьеров производственных зданий промыш-
ленных предприятий» (СН 181—70). При окраске жилых помеще-
ний предпочитают теплые или холодные пастельные цвета; степень
их разбеленности зависит от освещенности помещений.
4.5.3. Покрытия целевого назначения
Термоиндикаторные покрытия. Это покрытия, изменяющие
свой цвет при изменении температуры подложки или окружающей
среды. Их применяют с целью регистрации и измерения темпера-
туры изделий. Различают покрытия, которые представляют собой
термохимические индикаторы, термоиндикаторы плавления, жид-
кокристаллические и люминесцентные индикаторы.
Термохимические индикаторы изменяют свой цвет в резуль-
тате химического взаимодействия или превращения компонентов,
индикаторы плавления — вследствие плавления отдельных со-
ставных частей. Жидкокристаллические (наиболее чувствительные
к изменению температуры индикаторы) работают на принципе
перехода вещества при нагревании из кристаллического в мезо-
кристаллическое состояние (эваптиотропную мезофазу), сопро-
вождающегося изменением окраски. Их изготовляют преимуще-
126
ственно на основе эфиров холестерина и органических кислот.
Изменение цветовых характеристик люминесцентных термоинди-
каторных покрытий связано с температурным изменением яр-
кости или цветового тона входящих в их состав люминофоров.
Термоиндикаторные покрытия могут быть обратимого и необра-
тимого типов.
Для получения покрытий применяют термоиндикаторные
краски, представляющие собой суспензии термочувствительных
пигментов и наполнителей в пленкообразователях. В состав
большинства промышленных красок входят растворители, пла-
стификаторы, отвердители и другие ингредиенты.
Рис. 4.39. Температурные диапазоны применения различных термоиндикаторных покры-
тий (заштрихованы):
1 — обратимые термохимические; 2 — необратимые термохимические; 3 — квааиобрати-
мые термохимические; 4 — термоиндикаторы плавления; 5 — жидкокристаллические;
6 — люминесцентные.
Наиболее важные требования к термоиндикаторным покры-
тиям — чувствительность к изменению температуры, контраст-
ность цветов (или цветового фона) до и после действия темпера-
туры, стабильность к воздействию внешних факторов, исключая
температуру. Чувствительность покрытий к температурным воз-
действиям зависит от их теплопроводности и скорости протека-
ния химических или физических процессов в пленке. Поэтому
термоиндикаторные покрытия должны иметь высокие коэффи-
циенты тепло- и температуропроводности. Погрешность измере-
ний температуры колеблется от 0,1—0,5% для жидкокристалли-
ческих индикаторов и до 5—10% —для термохимических.
Промышленностью в соответствии с ТУ 6-10-1131—71 и
ТУ 6-09-17-39—73 выпускаются термоиндикаторные краски в ши-
роком ассортименте. На рис. 4.39 указаны температурные области
применения получаемых из них покрытии 144, с. 11]. Наряду
с красками изготовляются термоиндикаторные карандаши, пленка,
порошки.
Термоиндикаторные покрытия применяют для контроля тепло-
вых режимов электро-, радио- и электронного оборудования,
индикации нагрева режущего инструмента, исследования поверх-
ностных температурных полей летательных аппаратов (сверх-
звуковые самолеты, ракеты, космические корабли), контроля и
127
chipmaker.ru -- --- ---- --- —
предупредительной сигнализации средств нагрева и охлаждения,
а также в медицине для оценки температуры кожного покрова и
выявления посредством этого очагов болезней [45 ].
Светящиеся покрытия. Это покрытия, способные к люмине-
сценции в видимой области спектра при возбуждении электриче-
ским током, световым или радиоактивным излучением [46, с. 391 ].
Имеются покрытия временного и постоянного свечения.
Применяемые для их получения краски содержат пленкообра-
зователь, обладающий оптической прозрачностью в видимой
области спектра (например, полиакрилаты), и люминофоры (све-
тосоставы)— окислы, сульфиды, селениды металлов II группы,
активированные различными металлами. Интенсивность свечения
возрастает с ростом концентрации люминофора в пленке, увели-
чением ее толщины и при наличии светоотражающего подслоя
(грунта). Продолжительность послесвечения (т. е. длительность
излучения света после прекращения действия источника возбуж-
дения, например дневного или УФ-света, света лампы) для покры-
тий временного действия может составлять от долей секунды до
нескольких часов.
Наиболее распространены покрытия с применением электро-
люминофоров, возбуждение которых осуществляется посредством
электротока.
Для сохранения оптических и других свойств поверх люмино-
форного слоя нередко наносят слой прозрачного влагостойкого
лака, содержащего светостабилизаторы. Светящиеся покрытия
применяют для изготовления шкал приборов, уличных и домо-
вых знаков и указателей. Благодаря таким покрытиям наблюде-
ние за приборами можно осуществлять в ночное время без приме-
нения электрического освещения. Покрытия, не обладающие
длительным послесвечением, также применяют в картографии;
после выключения электрического освещения не требуется адап-
тации глаз в темноте.
4.5.4. Методы определения оптических
свойств покрытий
Для измерения цвета пигментированных покрытий применяют
три способа: спектрофотометрический, колориметрический и ви-
зуальный [47; 48, с. 89]. Первый способ позволяет определять
спектральный состав излучения, спектральные коэффициенты
отражения и яркость отражающих свет образцов; применяют при-
боры: СФ-10М, СФ-14, СФ-18, СФД-2 — саморегистрирующие и
СФ-4А и СФ-5 — без регистрации результатов.
Измерение цвета покрытий колориметрическим методом осно-
вано на принципе смешения окрашенных световых потоков с из-
вестными параметрами (или смешения цветов), при котором до-
стигается идентификация определяемого цвета. Измерение прово-
дится с помощью электронных компараторов цвета ЭКЦ-1, ЭКЦ-Л
128
и спектрального прибора «Радуга». Для малых цветовых различий
также пригоден фотоэлектрический компаратор цвета ФКЦШ-М.
Эти приборы позволяют определять координаты цветности, а также
доминирующую длину волны и чистоту цвета. Прибор «Радуга»
выпускается в комплекте с ЭВМ, он наиболее удобен в работе.
Визуальный метод определения цвета связан со сравнением
испытываемых образцов с эталонными накрасками картотеки или
атласа цветовых эталонов. Имеются картотеки, разработанные
в ГИПИ ЛКП и во ВНИИ технической эстетики 149], а также
атласы цветов.
Блеск покрытий определяют с помощью фотоэлектрических
блескомеров ФБ-2 и ФБ-5. Определение основано на измерении
фототока, возникающего под действием пучка света, падающего
на поверхность покрытия под углом 45° и отраженного от нее
[15, с. 192].
Для определения оптических свойств непигментированных по-
крытий (коэффициент преломления, оптическая анизотропия, све-
топропускание в различных спектральных областях) могут быть
использованы также методы и приборы, применяемые при иссле-
довании пластмасс, в частности шаровые фотометры ФШУ,
ФМШ-56М, автоматические спектрофотометры ИКС-22, ИКС-29,
рефрактометры РЛУ, ИРФ-25, ИФ-24 и др. [50, с. 15].
4.6. ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
Лакокрасочные покрытия находят широкое применение в каче-
стве электроизолирующих материалов. В первую очередь в таких
покрытиях нуждаются радио-, электротехническая и электрон-
ная промышленность. Покрытия применяют в различных устрой-
ствах, начиная от катушек сопротивления, тончайших проводов,
микромодулей и электронных схем и кончая огромными кон-
струкциями типа локаторных антенн, электронных генераторов,
мощных электродвигателей и турбин. При этом покрытия испыты-
вают воздействие электрического тока самых разных напряже-
ний — от нескольких милливольт до сотен киловольт, причем
нередко в широком диапазоне частот. Существенно могут меняться
и рабочие температуры. Электрические свойства, в частности
сопротивление, имеют важное значение и в обеспечении хороших
противокоррозионных свойств покрытий.
В последнее время значительный интерес приобрели покрытия
с повышенной электрической проводимостью, называемые токопро-
водящими. Их использование позволяет бороться со статическим
электричеством и решать ряд других технических задач.
В технологии покрытий нередко важно знать не только элек-
трические параметры готовых пленок, но и свойства исходных
лакокрасочных материалов, поскольку при производстве покры-
тий широко применяется электронно-ионная технология.
129
chipmaker.ru
Наиболее важными электрическими свойствами лакокрасоч-
ных материалов и покрытий являются: проводимость, диэлектри-
ческая проницаемость, диэлектрические потери, электрическая
прочность.
Электрическая проводимость характеризует перенос электри-
ческих зарядов в веществе под действием внешнего электрического
поля. Обычно пользуются показателями: удельной объемной про-
водимостью Yy (отношение плотности тока, текущего через обра-
зец, к напряженности электрического поля) или обратной вели-
чиной — удельным объемным сопротивлением pv. В системе
единиц СИ удельную объемную электрическую проводимость
выражают в См/м (1 См/м = 1 Ом'-ьг1), удельное объемное
сопротивление — в Ом-м.
Диэлектрическая проницаемость е определяется дипольным
моментом вещества р: чем больше р, тем выше е. О диэлектриче-
ских потерях судят по тангенсу угла диэлектрических потерь tg 8.
Под диэлектрическими потерями понимают часть энергии элек-
трического поля, которая необратимо рассеивается в диэлектрике
в виде теплоты. Электрическая прочность £пр характеризует
физическую способность материала диэлектрика выдерживать
воздействие электрического тока; она выражается в МВ/м.
4.6.1. Электрические свойства лакокрасочных
материалов
Электрические свойства жидких лаков и красок определяются
их составом, при этом основное влияние оказывает природа
растворителя. Ниже приведены значения ру и е наиболее рас-
пространенных растворителей, применяемых для разбавления
лакокрасочных материалов [51, с. 106]:
Ру, Ом-М £
Уайт-спирит................................. 1,0-10й 2,0
Ксилол ..................................... 4,9-1010 2,1
Сольвент каменноугольный ...................... 2,7-10® 2,2
Бутилацетат.................................... 3,8-10® 7,0
Циклогексанон.................................. 3,9-10® 19,0
Бутанол..................................... 2,7 • 104 23,0
Ацетон ..................................... 7,0-103 25,0
Этанол...................................... 1,3-103 32,0
Растворитель РКБ-1 (смесь ксилола и бута-
нола 1:1).................................. 6,0-105 7,9
Растворитель Р-5 (смесь бутилацетата, ацетона
и ксилола 3:3:4)........................... 2,6-10® 7,0
Полярные растворители имеют повышенные значения ур и е
и придают свойство электрической проводимости лакокрасочным
материалам, в которые они введены. Самые высокие значения про-
водимости имеют воднодисперсионные лакокрасочные материалы
и краски для электроосаждения. Их повышенная проводимость
обусловлена присутствием воды, кроме того первые краски со-
130
держат ПАВ, а вторые — способные к диссоциации на ионы плен*
кообразующие вещества. Различают краски для электроосаждения
с высокой (yv 1,0 См/м), средней и низкой (yv < 0,1 См/м)
проводимостью. Краски с высокой электрической проводимостью
требуют для нанесения меньшего напряжения (30—60 В против
150—350 В для красок с низкой проводимостью). Они обладают
также меньшей рассеивающей способностью.
Электрические свойства лакокрасочных материалов имеют
важное значение при получении покрытий распылением в электри-
ческом поле высокого напряжения. Установлено, что наилучшей
способностью к распылению обла-
дают жидкие краски, у которых
е=6<-10, р1/=5-104-е-5-105 Ом-м.
Промышленные краски, как
правило, имеют более высокую
вязкость, чем это требуется из
условий нанесения. Применяя те
или иные растворители для их
разбавления, можно в широких
пределах регулировать электриче-
ские свойства, а следовательно,
и способность к нанесению мето-
дами электронно-ионной техноло-
гии. Особенно эффективным яв-
ляется использование смесей рас-
творителей с разными электри-
Рис. 4.40. Зависимость ру и в от состав
ва смесей -сольвента с бутанолом.
ческими параметрами. Так, при
разбавлении алкидной грунт-шпатлевки, у которой pv = 5,5 X
X 108 Ом-м и е = 3,7, растворителем РЭ-ЗВ (смесь сольвента,
бутанола и этилцеллозольва 5:3:2) получают готовый к при*
менению лакокрасочный материал с pv — 2,1 -106 Ом-м и е = 4,6,
пригодный для распыления в электрическом поле. Следует иметь
в виду, что изменение электрических свойств при добавлении рас-
творителя к лакокрасочному материалу, как и при смешении раз*
ных растворителей, не подчиняется правилу аддитивности
(рис. 4.40). С уменьшением содержания растворителей в лаках
(повышением концентрации) их электрическая проводимость,
как правило, снижается
Другой способ регулирования электрических свойств жидких
лакокрасочных материалов — введение в них ПАВ. Так, добав-
ление к перхлорвиниловой эмали (растворитель толуол) 1,5%
хлорида алкилбензилдиметиламмония приводит к уменьшению ру
от 1,5-1010 до 4-Ю5 Ом-м.
Электрические свойства порошковых красок в основном близки
к свойствам исходных пленкообразователей, их р(/ колеблется
от 108 до 1014 Ом-м, а е — от 2 до 5. Для нанесения на поверх-
ность в электрическом поле высокого напряжения наиболее прием-
лемы краски с ру = 1-102-ь5-108 Ом-м. При более высоких
131
chipmaker.ru
значениях pv в осажденном на поверхность слое быстро накаплива-
ется заряди возникает явление обратной короны; такие материалы
предпочтительно наносить другими способами. Регулирование
электрических свойств порошковых красок достигается введением
в их состав антистатических добавок: сажи, графита, ПАВ, али-
фатических аминов и других веществ, имеющих лучшую, чем
полимер, электрическую проводимость.
4.6.2. Электрические свойства лакокрасочных покрытий
Электрическая проводимость. Большинство полимерных пле-
нок представляет собой диэлектрики. Прохождение через них
электрического тока может быть вызвано: ионной или электронной
проводимостью.
Ионная проводимость наблюдается в полимерах, способных
образовывать при электролитической диссоциации полиионы. Она
особенно значительна у полимеров с большим водопоглощением.
Электрическая проводимость нитратцеллюлозных, мочевино- и
фенолоформальдегидных пленок на 30% и более определяется
их ионной проводимостью [52, с. 211.
Электронная проводимость связана с образованием электро-
нов в полимерах при ионизации макромолекул, которая может
быть вызвана нагреванием, радиационным или световым воздей-
ствием. Присутствие пигментов и других неорганических веществ
в покрытии благоприятствует электронной проводимости. Элек-
тронная проводимость пленок кристаллических полимеров выше,
чем аморфных, ионная — наоборот. Особенно высокой электрон-
ной проводимостью отличаются полимеры-полупроводники,
а также композиции с углеродными и металлическими наполни-
телями (сажей, графитом, порошками металлов). Изготовленные
из них покрытия по электрической проводимости занимают про-
межуточное положение между диэлектриками и проводниками;
для них уу = 10“8 4-10*1 См/м. Электрическая проводимость боль-
шинства лакокрасочных покрытий находится на уровне электри-
ческой проводимости полимеров и составляет 10*11-10*14 См/м.
Говоря об электрической проводимости материалов, обычно
понимают объемную проводимость. Однако нередко пользуются и
значениями поверхностной проводимости. Удельная поверхност-
ная электрическая проводимость у<, обычно на 1—2 порядка
больше объемной yv. У покрытий она резко возрастает с увели-
чением влажности окружающего воздуха.
Диэлектрическая проницаемость и тангенс угла диэлектриче-
ских потерь. Эти свойства взаимосвязаны. Если внести диэлектрик,
например полимерную пленку, в электрическое поле, то проис-
ходит его поляризация, т. е. образование электрического (диполь-
ного) момента ц, направленного вдоль поля:
[i = qx- (4.56)
где q — заряд; х — расстояние между центрами зарядов.
132
У разных полимеров диэлектрическая проницаемость нахо-
дится в пределах от 2,1 до 4,5. Например, у пол'ярных пленкооб-
разователей (эпоксидных, фенолоформальдегидных) она состав-
ляет 3,5—4,5, у неполярных (полифторолефины, полистирол)
2,0—2,5. В последнем случае она ориентировочно может быть
вычислена,, исходя из значений показателя преломления п по
формуле Максвелла [9, с. 211].
е = п2 (4.57)
Диэлектрическая проницаемость определяет радиопрозрач-
ность покрытий: чем меньше е, тем лучше проходимость радио-
волн.
tg б у различных покрытий колеблется в пределах от 0,1
до 0,001. Хорошими покрытиями-диэлектриками считаются те,
у которых tg б = 0,002 -=-0,005 и не изменяется в широком диапа-
зоне частот — от 102 до 106 Гц.
Электрическая прочность. Хорошие диэлектрики, как правило,
показывают высокие значения и электрической прочности, или
пробивного напряжения, которые у покрытий достигают 50—
80 МВ/м. Электрическая прочность, однако, в большой степени
зависит от качества покрытия. Наличие слабых мест и дефектов
в пленках сильно снижает их электрическую прочность.
Факторы, влияющие на электрические свойства. С повыше-
нием температуры электрическая проводимость изменяется по
экспоненциальному закону:
y = 4e~£7R7’ (4.58)
где А — постоянная; Е — энергия активации.
Наиболее быстро увеличивается электрическая проводимость
при нагревании термопластичных полимерных пленок; покрытия
трехмерного строения (термореактивные) способны работать в бо-
лее широком температурном интервале без значительного ухуд-
шения электрических свойств.
С повышением температуры изменяется и электрическая проч-
ность покрытий. В области низких температур покрытия на основе
полярных полимеров (эпоксидные, полиэфирные, полиакрилат-
ные и др.) имеют, как правило, высокую электрическую проч-
ность, превышающую в 2 и более раз электрическую прочность
покрытий из неполярных полимеров полиолефинов, каучуков
и др.). При достижении Тс для аморфных полимеров и Тпл для
кристаллических независимо от их полярности электрическая
прочность резко падает.
Зависимость диэлектрической проницаемости и тангенса угла
диэлектрических потерь от температуры имеет экстремальный
характер (рис. 4.41), причем положение максимумов на кривых
определяется не только природой материала пленки, но и частотой
тока: при повышении частоты максимум диэлектрических потерь
133
chipmaker.ru
сдвигается в сторону более высоких температур (tg 6 увеличивается
нередко на целый порядок).
Электрические свойства покрытий существенно изменяются
при введении в пленкообразователи пластификаторов, стабилиза-
торов пигментов, наполнителей и др. Электрическая проводимость
покрытий увеличивается при введении полярных ингредиентов.
Зависимость электрической проводимости от объемного содер-
жания наполнителей Xv описывается эмпирическим уравнением
Оделевского:
(Xv
1 + -«-Н-
Vo । ' — Ху
Vn — Т<> 3
(4.59)
где y0 и yu — электрическая проводимость пленкообразователя
и наполнителя соответственно.
Рис. 4.41. Температурная зависимость диэлектрической проницаемоеiи (а) и тангенса
угла диэлектрических потерь (б) для эпоксидного покрытия (отвердитель метилтегра-
гидрофталевый ангидрид).
Диэлектрические показатели покрытий мало изменяются при
введении наполнителей и пигментов с низкими значениями ди-
электрической проницаемости — молотого кварца, цинковых бе-
лил, талька, слюды, у которых е = 4,2-^-7,0, но резко возрастают
при использовании, например, двуокиси титана с е = 130. На-
полнители вызывают смещение максимумов tg 6 в сторону более
высоких температур, при введении же пластификаторов макси-
мумы tg 6 и е смещаются в низкотемпературную область, в соот-
ветствии с изменением температуры стеклования.
Большое влияние, на электрические свойства покрытий ока-
зывает внешняя среда. Даже небольшое увлажнение покрытий
вызывает резкое ухудшение всех электрических показателей:
снижаются электрическое сопротивление и электрическая проч-
ность, увеличиваются диэлектрические потери, особенно при
малых частотах. Наличие в воде диссоциирующих на ионы соеди-
нений усугубляет эти изменения.
В процессе эксплуатации (при отсутствии увлажнения) элек-
трические свойства покрытий могут длительно сохраняться на
первоначальном уровне; их ухудшение наступает при деструкции,
растрескивании и других механических повреждениях покрытий.
134
4.6.3. Электроизоляционные и электропроводящие
покрытия
Электроизоляционные покрытия. Такие покрытия должны
иметь хорошие электроизоляционные свойства, длительно сохра-
няющиеся в процессе эксплуатации в различных условиях. В за-
висимости от назначения покрытий преобладает роль тех или
иных свойств. Например, от покрытий, предназначенных для
защиты радиотехнических изделий (магнитопроводы, пьезокера-
мические элементы, конденсаторы и др.) требуются низкая элек-
трическая проводимость и малые диэлектрические потери в широ-
ком диапазоне частот; при изоляции кабелей, проводов, трансфор-
маторов, обмоток электрических машин особое внимание наряду
с электрическим сопротивлением обращается на электрическую
прочность.
Поскольку большинство изделий эксплуатируется в условиях
переменной влажности или при повышенной температуре, электро-
изоляционные покрытия должны быть влаго-, масло- и нагрево-
стойкими. В частности, предельно допустимое значение коэффи-
циента водопроницаемости для покрытий на электро- и радио-
деталях, работающих в сложных климатических условиях, со-
ставляет 2-10’14 м2/(ч-Па). Этим требованиям в наибольшей сте-
пени отвечают эпоксидные и фторопластовые покрытия.
Покрытия электротехнического назначения, работающие при
повышенных температурах, могут быть охарактеризованы с по-
мощью шкалы нагревостойкости:
Класс нагревостойкости по-
крытия ..................V А Е В F Н С
Максимальная температу-
ра *, °C ............ 90 105 120 130 155 180 >180
* Температура, при которой покрытие может работать не меиее
25 000 ч (~3 года) без заметного изменения электрических и других экс-
плуатационных свойств.
Ниже указаны электроизоляционные термостойкие покрытия:
Кремнийорганические, фторопластовые, молиимидные, по-
лиэфиримидные покрытия.................................Н, С
На основе модифицированных полиэфиров терефталевой
кислоты ...............................................В, F
На основе эпоксидных олигомеров и ацеталей поливинило-
вого спирта............................................Е, В
В условиях высокой влажности полиэфирные покрытия гидро-
лизуются, их электрические свойства при этом ухудшаются;
снижаются свойства и кремнийорганических покрытий. В мягких
условиях эксплуатации (невысокие температуры и низкая влаж-
ность) для электроизоляции применяют большое число лакокрасоч-
ных материалов, в том числе полиуретановые, алкидные, поли-
акрилатные, этилцеллюлозные, масляно-битумные, на основе поли-
этилена, жидких каучуков и др. Отечественной промышленностью
135
chipmaker.ru
выпускается широкий ассортимент лаков, эмалей и компаун-
дов электроизоляционного назначения [53, с. 187 ]. Приме-
рами могут служить кремнийорганическая эмаль КО-96, изготов-
ляемая на основе кремнийорганического олигомера К-55 и полиак-
рилатного сополимера БМК-5 и предназначаемая для покрытия
кабелей, • работающих при температурах от —60 до +250 С;
полиимидный лак ПАК-1 — продукт взаимодействия пиромел-
литового ангидрида и диаминодифенилового эфира, используемый
для лакирования проволоки и других изделий с температурой
длительной эксплуатации 220 °C; лак ВЛ-931 (метальвин) на
основе поливинилформаля, образующий электроизоляционные
покрытия, которые могут работать в масляных средах. Среди
порошковых электроизоляционных материалов можно назвать
эпоксидные краски П-ЭП-91, П-ЭП-177, П-ЭП-967, обеспечиваю-
щие быструю и удобную герметизацию изделий. В качестве элек-
троизоляционных также применяются жидкие, не содержащие
растворителей, и порошковые компаунды (Д-1, Д-21, ЭП-49Д/2,
ЭВН-19 и др.) на эпоксидной и полиэфирной основе.
Электропроводящие покрытия. Назначение электропроводя-
щих покрытий — обеспечить прохождение электрического тока
или отвод с поверхности возникающего статического электри-
чества. Электропроводящими считаются покрытия, у которых
Ру < 10® Ом-м.
Повышенная электрическая проводимость покрытий дости-
гается: 1) применением пленкообразователей с большой электрон-
ной (полупроводники) или ионной (полиэлектролиты) проводи-
мостью; 2) использованием электропроводящих наполнителей;
3) введением в состав покрытий или обработкой их поверхности
катионо- или анионоактивными ПАВ.
К пленкообразователям-полупроводникам относятся соедине-
ния с системой сопряженных двойных или тройных связей (по-
лиимиды, полибензимидазолы, полибензоксазолы и др.), а также
полимерные комплексы с переносом заряда (галогенированные
полистирол, поли-а-метилстирол, поливинилнафталин и т. д.).
Получаемые из них покрытия имеют повышенные значения
электро- и фотопроводимости; yv = 103-^-10~8 См/м [54, с. 9].
Из полиэлектролитов (полииономеров) находят применение
поли-М-винилимидазол, сульфированный полистирол, полиак-
риламид, полиакриловая и полиметакриловая кислоты и их соли,
полиэтилен—сульфонат натрия и др. В частности, сочетанием
сульфированного полистирола с полиметакриловой кислотой (1 : 3)
получено прозрачное антистатическое покрытие для пластмасс
с Ps = 5-108 Ом [55].
Наиболее широко применяют в качестве электропроводящих
покрытия с ПАВ или с металлическими и углеродными наполни-
телями: карбонилом никеля, серебром, медью, нержавеющей
сталью, арсенидом или фосфатом галлия, антимонидом индия,
сажей, графитом, графитированным волокном. Особенно рас-
136
Рис. 4.42. Зависимость удельного объемно-
го сопротивления экпоксиэфирных покры-
тий от содержания наполнителей:
1 — коллоидный графит; 2 — смесь колло-
идного графита скакальной сажей (1 1).
линиям непрерывными тяжами;
пространено применение канальной и антраценовой саж, имею-
щих высокую степень дисперсности и образующих в пленке це-
почечные структуры, а также коллоидного графита.
Электрическая проводимость наполненных покрытий опре-
деляется составом и электрическими параметрами отдельных ком-
понентов (рис. 4.42). При больших степенях наполнения pv
пленок в зависимости от объемной доли введенного металличе-
ского наполнителя Xv ориентировочно может быть вычислено по
следующему уравнению:
Pv = kPv'exv (4-6°)
где р'^е — удельное объемное
сопротивление металла; k —
постоянная.
Оптимальная степень напол-
нения покрытий (в зависимости
от типа наполнителя) колеблется
от 25 до 50% по объему, а по
массе может достигать 500—
600%.
Если использовать ферро-
магнитные наполнители, напри-
мер карбонил никеля, а фор-
мирование покрытий проводить
в магнитном поле, то наполни-
тель распределяется по силовым
в результате получаются покрытия с особенно высокими элек-
тропроводящими свойствами [56].
Электрическая проводимость покрытий при введении катионо-
активных ПАВ (алкамон ДС и др.) обеспечивается за счет мигра-
ции ПАВ в поверхностные слои пленки; поверхностная прово-
димость при этим существенно возрастает.
В последние годы разработаны электропроводящие эмали с при-
менением различных пленкообразующих веществ: полиакрилат-
ные АС-588, АК-562, пентафталевая ПФ-910, виниловые ХС-775,
ХС-928, ХС-972, 68Т и другие, позволяющие получать покрытия
с ps = 103-4-105 Ом. Электропроводящие покрытия нашли приме-
нение для изготовления печатных плат, в производстве термо-
элементов (для обогреваемой одежды, спальных принадлежностей,
стеновых панелей и др.), в качестве подслоя при металлизации
пластмасс, для экранирования аппаратуры и конструкций от
действия электромагнитных полей и защиты от излучений сверх-
высоких частот. Детали с электропроводящими покрытиями легко
свариваются. Но основное назначение этих покрытий — защита
пластмасс и других токонепроводящих материалов от возникно-
вения статического электричества (покрытия на топливных стек-
лопластиковых цистернах, пластмассовых трубопроводах для
перекачивания нефтепродуктов и прочих изделиях).
137
chipmaker.ru
4.6.4. Методы определения электрических
свойств
Для определения электрических свойств лакокрасочных ма-
териалов и покрытий существуют тестированные методы и при-
боры. В частности, удельное объемное сопротивление определяют
по ГОСТ 6433.2—71,. диэлектрическую проницаемость и тангенс
угла диэлектрических потерь в зависимости от частоты — по
ГОСТ 6433.4—71 или ГОСТ 22372—77, а электрическую проч-
ность — по ГОСТ 6433.3—71. Для определения pv пользуются
приборами типа ПУС-1, М-218, или тераомметром Е6-3 (МОМ-4).
Принцип измерения основан на оценке напряжения и силы тока,
который проходит через образец, находящийся между двумя
электродами. В случае порошковых красок применяют таблети-
рованные образцы. Значение ру рассчитывают по формуле:
PV = KRX (4.61)
где Д — постоянная, определяемая геометрическими размерами
электродов; Rx — значение сопротивления по показаниям при-
бора.
Диэлектрическую проницаемость и тангенс угла диэлектриче-
ских потерь определяют с помощью высокочастотного измерителя
индуктивностей и емкостей Е-7-5А, куметров типа КВ-1, измери-
телей добротности типа Е-9-4, Е-9-5 и других приборов. Значе-
ние е находят путем сопоставления емкости конденсатора с об-
разцом между обкладками Са с емкостью воздушного конден-
сатора Св:
е = Сд/Св (4.62)
Тангенс угла диэлектрических потерь рассчитывают по фор-
муле:
tg 6 = <л>/?Ск (4.63)
где <о = 2л/ (/ — частота, обычно / = 50 Гц); R — сопротивление;
Ск — емкость конденсатора.
Электрическую прочность определяют путем кратковремен-
ного воздействия электрическим током высокого напряжения на
покрытие, находящееся на медной подложке (фольга, пластинка).
Отмечают значение напряжения Unp, при котором происходит
пробой, и относят его к толщине покрытия 6 в месте пробоя:
£пР = С/пр/б (4 64)
4.7. ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА
Наиболее важными теплофизическими характеристиками по-
крытий, как и любых материалов, являются теплопроводность,
температуропроводность, теплоемкость, коэффициент теплового
линейного (или объемного) расширения.
138
Температуропроводность а связана с теплопроводностью X
следующей зависимостью:
а = Х/ср (4.65)
где с — удельная теплоемкость; р — плотность материала.
Знание теплофизических характеристик необходимо при раз-
работке покрытий теплообменной аппаратуры, электрических
двигателей, электроприборов, обмоток электрических машин,
элементов радио- и электронной аппаратуры. Теплопроводность
слоя пленки определяет чувствительность термоиндикаторных
покрытий, а коэффициент теплового линейного расширения —
значение термических напряжений в покрытиях. Теплофизиче-
ские характеристики исходных красок, особенно порошковых,
влияют на скорость их нагрева, а следовательно, и на продолжи-
тельность формирования покрытий.
Свойства лакокрасочных материалов. Тепло- и температуро-
проводность жидких лаков и красок (за исключением водных)
невысоки; они зависят от природы растворителя и вязкости мате-
риала. Например, для многих лаков % = 0,09-^-0,17 Вт/(м-К),
а = 0,4- 1(Г7-4-1,3- 10~7 м2/с; для красок % = 0,1-М),25 Вт/(м-К)
и а = 0,6-10-7—1,6-Ю 7 м2/с [57, с. 217]. С понижением поляр-
ности входящих в краски растворителей значения % и а умень-
шаются. Тепло- и температуропроводность порошковых красок
еще ниже, чем жидких; это связано с наличием воздушных про-
слоек между частицами.
Свойства покрытий. Готовые покрытия представляют собой
достаточно теплоизолирующие материалы. Теплопроводность
большинства покрытий в 100—400 раз меньше теплопроводности
стали и почти в 1000 раз меньше теплопроводности меди. Это
обусловливает плохую теплопередачу от окрашенных нагретых
изделий и затрудняет их быстрый нагрев. Характерно, что тепло-
и температуропроводность покрытий на основе кристалличе-
ских полимеров выше, чем покрытий, изготовленных из аморф-
ных полимеров.
Теплофизические свойства покрытий изменяются с изменением
температуры. Для пленок из аморфных полимеров в пределах
20—100 °C существуют следующие линейные зависимости для X и а:
X = Хо + АТ (4.66)
а = с0 — ВТ (4.67)
где Хо и а0 — тепло- и температуропроводность при 0 °C; Л и В —
постоянные; для разных пленкообразователей А = 1,2«10“4-4-
-4-9-10-4, В = 4-10~4^1-10 3.
В большей степени изменяется % линейных полимеров, в мень-
шей — трехмерных. Так в пределах температур 20—180 °C теп-
лопроводность первых изменяется на 60—120%, вторых — не
более чем на 40%. Для кристаллических полимеров свойственна
более сложная зависимость % и а от температуры (рис. 4.43).
При Тпл отмечаются минимальные значения этих показателей.
13Э
chipmaker.ru
Удельная теплоемкость полимерных пленок при нормальных
условиях приблизительно в 2 раза выше удельной теплоемкости
стекла и в 3—5 раз выше теплоемкости металлов:
Z, ВтДм.К) о.10в, м2/с с .10-’, а.104,
Дж/(кг-К)
Аморфные поли-
меры ............0,09—0,27
Кристаллические
полимеры . . . 0,25—0,42
Сталь............ 54,5
0,1—0,17
0,1—0,3
16,7
Рис. 4.43. Температурная зависимость
ческих свойств поли вини лбу тиральных
этиленовых Б покрытий.
теплофизи-
А и поли-
0,8—1,2 0,4—1,0
1,0—2,2 0,6—6,0
0,4 0,11
В случае аморфных
полимеров теплоемкость
плавно увеличивается
с повышением темпера-
туры. Например, у эпо-
ксидных покрытий с из-
менением температуры
от 20 до 100 °C удель-
ная теплоемкость воз-
растает примерно в
2 раза, у поливинилбу-
тиральных—в 1,5 раза.
Удельная теплоемкость
кристаллических поли-
меров в области тем-
ператур плавления эк-
стремально возрастает
(см. рис. 4.43), что по-
зволяет использовать
этот показатель для
оценки ТпЛ.
Коэффициент теплового расширения полимеров является функ-
цией удельной теплоемкости. С повышением температуры объем
и линейные размеры пленки непрерывно возрастают (рис. 4.44).
Особенно резкий скачок наблюдается в области температур стек-
лования и плавления полимеров, что связано с увеличением под-
вижности макромолекул.
Теплофизические свойства покрытий значительно изменяются
при наполнении (рис. 4.45). У минеральных пигментов и напол-
нителей тепло- и температуропроводность на 1—2 порядка выше,
чем у полимерных материалов. Так, для окиси цинка X = 19,5,
а для двуокиси титана X = 9,86 Вт/(м-К). Особенно заметно улуч-
шают тепло- и температуропроводность пленок металлические
порошки (цинковая пыль, алюминиевая пудра, бронзы, железная
слюда), а также окислы металлов с высокими значениями X и а.
Снижение теплоизолирующих свойств покрытий может быть до-
стигнуто также уменьшением толщины покрытий. Напротив, для
повышения теплоизоляции (создания «теплых» покрытий) при-
меняют в качестве наполнителей микроасбест, древесную муку,
стеклянные и пластмассовые микросферы (синтактовые пены),
кероген сланца, лигнин и др.
Рис. 4.44. Температурная зависимость линейного расширения пер хлор виниловой пленки,
ненаполненной (/) н наполненной 20% кварцевого песка (2) [16, с. 58].
Рис. 4.45. Зависимость теплопроводности полиакрилатных покрытий от содержания
пигментов:
J — двуокись титана; 2 — окись хрома; 5 — цинковые белила.
Ниже приведены значения тепло- и температуропроводности
для покрытий на основе ряда промышленных
материалов [58]:
X, Вт/(м-К)
Эпоксидное
из лака ...................... 0,095
из белой эмали ................... 0,230
Перхлорвиниловое
из лака ....................... 0,111
из серой эмали................... 0,163
Пентафталевое
из лака ....................... 0,114
Кремнийорганическое
из лака ....................... 0,142
из голубой эмали ................. 0,177
Масляно-битумное
из лака .............................. 0,169
лакокрасочных
а -10’, м’/о
0,780
0,430
0,550
0,660
0,960
1,270
Методы определения теплофизических свойств покрытий ос-
нованы на зависимости временных и пространственных изменений
температуры в слое материала от теплового потока [59, с. 311.
Наиболее распространенным методом определения тепло- и тем-
пературопроводности покрытий является метод плоского слоя
в условиях стационарного или нестационарного теплового по-
тока [16, с. 63; 57, с. 217]. По этому методу оценивается перепад
температур с внешней стороны пленки и с внутренней, контакти-
рующей с подложкой в нестационарных условиях нагрева.
Коэффициент теплового линейного расширения определяют
по удлинению свободной пленки (или ее части) при постоянной
скорости подъема температуры. Определение проводится кате-
тометром или с помощью специального прибора' — бесконтакт-
ного оптического дилатометра [16, с. 55].
140
141
chipmaker.ru
ЛИТЕРАТУРА
1. Регель В. Р., Слуцкер А. И., Томашевский Э. Е. Кинетическая теория проч-
ности твердых тел. М,, Наука, 1974. 560 с.
2. Нильсон Л. Механические свойства полимеров и полимерных композиций.
М., Химия, 1978, 312 с.
3. Санжаровский А. Т. Физико-механические свойства полимерных и лакокра-
сочных покрытий. М., Химия, 1978. 184 с.
4. Гуль В. Е. Структура и прочность полимеров. М., Химия. 1971. 344 с.
5. Тынный А. И. Прочность н разрушение полимеров при воздействии жидких
сред. Киев, Наукова думка, 1975. 206 с.
6. Лакокрасочные покрытия/Под ред. Е. Н. Владычиной. М. Химия, 1972. 304 с.
7. Бартенев Г. М., Лаврентьев В. В. Трение и износ полимеров. Л., Химия,
1972. 240 с.
8. Грозинская 3. П. — Автореф докт. дисс. М., ИФХ, АН СССР, 1977.
9. .Ван Кревелен Д. В. Свойства и химическое строение полимеров. М., Химия,
1976. 416 с.
10. Негматов С. С., Пак И. И. Демпфирующие свойства полимерных материалов
и покрытий на их основе. (Обзор). Ташкент, 1974. 28 с.
11. Вибропоглощающие материалы и их применение в промышленности. Л.,
ЛДНТП, 1976. ПО с.
12. Дымант А. Н., Покровский И. С. Эпоксидно-каучуковые покрытия для анти-
коррозионной и антикавитационной защиты конструкций, энергетических
сооружений. Л., Энергия, 1974. 56 с.
13. Шлеомензон Ю. Б., Смирнова К. В., Баканова Л. И., Рожков Ю. П.— Лако-
красочные материалы и их применение, 1975, № 5, с. 24—25.
14. Николаев А. Ф., Охрименко Г. И. Водорастворимые полимеры. Л., Химия,
1979. 144 с.
15. Карякина М. И. Лабораторный практикум по испытанию лакокрасочных ма-
териалов и покрытий. М., Химия, 1977. 240 с.
16. Санжаровский А. Т. Методы определения механических и адгезионных свойств
покрытий. М., Наука, 1974. 116 с.
17. Методические указания к лабораторным работам по испытанию лакокрасоч-
ных покрытий. (Методы определения физико-механических свойств.) Л.,
ЛТИ им. Ленсовета, 1976. 52 с.
18. Валитов А. М., Шилов Г. И. Приборы и методы контроля толщины покрытий.
Справочное пособие. Л., Машиностроение, 1970. 120 с.
19. Малкин А. Д., Аскадский А. А., Коврига В. В. Методы измерения механиче-
ских свойств полимеров. М., Химия, 1978. 336 с.
20. Резниковский М. М., Лукомская А. И. Механические испытания каучука
и резины. М., Химия, 1968. 500 с.
21. Зимон А. Д. Адгезия пленок и покрытий. М., Химия, 1977. 352 с.
22. Берлин А. А., Басин В. Е. Основы адгезии полимеров. М., Химия, 1969.
3z0 с.'
23. Дерягин Б. В., Кротова Н. П., Смилга В. П. Кягезкя твердых тел. М., Наука,
1973. 280 с.
24. Физика и химия твердого состояния органических соединений/Под ред.
Ю. А. Пентина. Т. 1. М., Мир, 1967. 740 с.
25. Белый В. А., Егоренков И. И., Плескачевский Ю. М. Адгезия полимеров
к металлам. Минск, Наука и техника, 1971. 288 с.
26. Белый В. А., Довгяло В. А., Юркевич О. Р. Полимерные покрытия. Минск,
Наука и техника, 1976. 416 с.
27. Карливан В. П., Калнинь М. М., Малере Л. Д. и др. — Пласт, массы, 1976,
№ 11, с. 46—50.
28. Негматов С. С. Технология получения полимерных покрытий. Ташкент,
Узбекистон, 1975. 232 с.
29. Негматов С. С , Евдокимов Ю. М., Садыков X. У. Адгезионные и прочностные
свойства полимерных материалов и покрытий. Ташкент, ФАН, 1979. 265 с.
30. Металлополимерные материалы и изделия/Под ред. В. А. Белого. М., Химия,
1979. 312 с
142
31. Зимон А. Д. Адгезия пыли и порошков. М., Химия, 1967. 372 с.
32. Труды ААНИИ. Л., Гидрометеоиздат, 1972, т. 298; 1975, т. 317.
33. Шитов В. С. — Лакокрасочные материалы и их применение. 1975, № 3(
с. 57—60.
34. Klopfer Н. — Defazet Aktuall., 1972, Bd. 26, № 1, S. 299—309.
35. Рейтлингер С. А. Проницаемость полимерных материалов. М., Химия,
1974. 270 с.
36. Роджерс К. — В кн.: Проблемы физики и химии твердого состояния орга-
нических соединений. Т. 2. М., Мир, 1968. 476 с.
37. Baumann К. — Plaste u. Kautschuk, 1972, № 6, S. 455—461.
38. Малкин А. Д., Чалых А. Е. Диффузия и вязкость полимеров. М., Химия,
1979. 304 с.
39. Методы определения электроизоляционных свойств покрытий, проницаемости
и устойчивости к различным реагентам. Методические указания. Л., ЛТИ
нм. Ленсовета, 1978. 38 с.
40. Непомнящий А. И., Виноградов В. А., Соковиков Н. А., Бирюкова Е. А.—
Лакокрасочные материалы и их применение, 1975, № 3, с. 35.
41. Кронер С. 3.— В кн.: Новые лакокрасочные материалы и покрытия для
защиты изделий в атмосферных условиях. Л., ЛДНТП, 1968. 98 с.
42. Владычина Е. Н., Печкова Т. А. Рекомендации по лакокрасочным материалам
и способам их применения для отделки наружных поверхностей промышлен-
ных изделий. М., ВНИИТЭ, 1973. 144 с.
43. Альбом колеров. Л., Стройиздат, 1971.
44. Абрамович Б. Г., Картавцев В. Г. Цветовые индикаторы температуры. М.,
Энергия, 1978. 216 с.
45. Козакова С. М., Скуиныи Л. М. — Лакокрасочные материалы и их примене-
ние, 1974, № 3, с. 34—38.
46. Энциклопедия полимеров. М., 1977, т. 3., 1152 с.
47. Инструментальная оценка цвета материалов. Методические указания. M.t
ВНИИТЭ, 1970. 126 с-
48. Горловский И. А., Бочарова А. М., Суворова В. Д. Лабораторный практикум
по химии и технологии пигментов. Л., Химия, 1978. 224 с.
49. Печкова Т. А. и др. Цветовой ассортимент лакокрасочных материалов и его
нормирование. М., ВНИИТЭ, 1974. 132 с.
50. Сперанская Т. А., Тарутина Л. Н. Оптические свойства полимеров. Л.,
Химия, 1976. 136 с.
51. Окраска изделий в электрическом поле/Под ред. Е. Н. Владычиной и
М. М. Гольдберга. М., Химия, 1966. 224 с.
52. Электрические свойства полимеров/Под ред. Б. И. Сажина. 2-е изд. Л.(
Химия, 1977. 192 с.
53. Гладков А. 3. Электроизоляционные лаки и компаунды. М., Энергия, 1973.
248 с.
54. Гуль В. Е. Электропроводящие полимерные материалы. М., Знание, 1969.
32 с.
55. Лакокрасочные материалы и их применение, 1973, № 2, с. 30—31; Ns 3,
с. 16—18.
56. Агранат Б. Л., Гуревич Л. А., Штоколова Н. В. Токопроводящие лакокра-
сочные покрытия и области их применения. Л., ЛДНТП, 1975. 24 с.
57. Тепло- и массообмен в неньютоновских жидкостях/Под ред. А. В. Лыкова
и Б. М. Смольского. М., Энергия, 1968. 288 с.
58. НовиченокЛ. Н., Смехов Ф. М., НицбергЛ. В. — Лакокрасочные материалы
и их применение, 1966, № 6, с. 30.
59. Годовский Ю. К. Теплофизические методы исследования полимеров. M.f
Химия, 1976. 216 с.
chipmaker.ru
Глава 5
ОСНОВЫ КОРРОЗИИ И ЗАЩИТЫ
МЕТАЛЛОВ
Проблема коррозии и защиты металлов приобрела особую
остроту и актуальность в последние полвека в связи с развитием
промышленности и строительства, интенсификацией технологи-
ческих процессов, резким увеличением количества выплавляе-
мого и находящегося в обращении металла. В 30-е годы учение
о коррозии металлов стало складываться в самостоятельную науку.
Большая заслуга в этом принадлежит видным советским ученым
В. А. Кистяковскому, Н. А. Изгарышеву, Г. В. Акимову,
А. Н. Фрумкину, Н. Д. Томашову, Я. М. Колотыркину и другим.
За последние 25 лет выплавка стали в нашей стране возросла
почти в 4 раза и в 1979 г. составила 149 млн. т. Ужесточились
условия эксплуатации металлов: возросли рабочие температуры,
скорости и давления, разнообразнее стали эксплуатационные
среды. Все это отрицательно сказалось на сохранности металлов
- и усилило требования к их защите. Подсчитано, что сейчас в ре-
зультате коррозии теряется ежегодно от 1 до 1,5% имеющегося
в обращении металла или свыше 10% вновь выплавляемого.
Ведущее место в борьбе с коррозией металлов принадлежит лако-
красочным покрытиям, и для успешного их применения необ-
ходимо иметь полное и ясное представление о протекающих кор-
розионных процессах и методах защиты от коррозии.
5.1. ОСНОВНЫЕ ПОНЯТИЯ.
5.1.1. Определение и классификация коррозии
Коррозия — процесс разрушения металлов при химическом
или электрохимическом воздействии внешней среды. Это само-
произвольный процесс, связанный с переходом системы металл—
среда в более термодинамически устойчивое состояние, поэтому
его протекание можно контролировать по изменению поверхност-
стной энергии Гиббса. Особенность коррозии — ее гетерогенный
характер. Она вызывается воздействием на металл жидких или
газообразных продуктов и как любой гетерогенный процесс начи-
нается с поверхности раздела фаз. Наиболее распространены и
уязвимы в коррозионном отношении черные металлы, однако
144
большое внимание приходится уделять защите цветных и даже
редких металлов.
Коррозию классифицируют по разным признакам: механизму,
условиям протекания, характеру коррозионных разрушений.
По механизму происходящих процессов различают химическую
и электрохимическую коррозию. Первый вид коррозии имеет
место в неэлектролитах и сухих газах и подчиняется законам хими-
ческой кинетики гетерогенных процессов. Она не сопровождается
образованием электрического тока. Электрохимическая корро-
зия протекает в растворах электролитов и во влажных газах и
Рис. 5.1. Виды коррозии (по типу разрушений):
1 — равномерная; 2 — неравномерная; 3 — язвенная; 4 — точечная; 5 — подповерх-
ностная; 6 — межкристаллитная.
характеризуется наличием двух параллельно идущих процессов—
окисления и восстановления. Этот вид коррозии сопровождается
направленным перемещением электронов в металле и ионов в элек-
тролите, т. е. возникновением электрического тока.
По условиям протекания процесса, которые весьма разнооб-
разны, различают газовую, атмосферную, жидкостную, почвен-
ную, биологическую коррозию.
Наибольший вред приносит атмосферная коррозия. Она проте-
кает под влиянием кислорода воздуха и влаги с растворенными
в ней химическими веществами.
По характеру коррозионных разрушений коррозию подразде-
ляют на равномерную и неравномерную, язвенную, точечную
(питтинговую), подповерхностную, межкристаллитную (рис. 5.1).
Первые два вида разрушений относятся к общей, или сплошной,
коррозии, остальные — к местной. При одновременном воздей-
ствии среды и механических нагрузок возможно коррозионное
растрескивание; в металле появляются трещины транскристал-
литного характера, которые, прорастая, нередко приводят к пол-
ному разрушению изделий.
5.1.2. Строение металлов и их пассивность
Стойкость металлов к коррозии связана с их строением и хи-
мическим составом. Металлы в твердом состоянии представляют
собой поликристаллические тела. Они состоят из зерен (обычно не
145
chipmaker.ru
имеющих правильного огранения), так называемых кристалли-
тов. В узлах кристаллической решетки находятся атомы, часть
которых ионизована. Такие ионизованные атомы называются
ион-атомами. Наличие свободных электронов, возникающих при
ионизации, обусловливает высокую теплопроводность и электри-
ческую проводимость металлов, своеобразный металлический
блеск, высокую пластичность и другие их характерные свойства.
Металлам свойственна металлическая связь между атомами,
основанная на обобществлении части электронов. Энергия связи
электронов в кристалле характеризуется так называемой работой
выхода электрона, которая составляет 2—5 эВ.
В нормальном состоянии большинство металлов содержит на
поверхности окисные пленки, которые возникают в результате
адсорбции кислорода из воздуха:
Me + О2 —> Me | 20 (аде)
Адсорбированный кислород может вступать в химическое
взаимодействие с металлом с образованием неактивного поверх-
ностного слоя, который придает ему адсорбционную пассивность.
Пассивное состояние металлов характеризуется: 1) резким умень-
шением скорости коррозии, которая обычно постоянна во времени
и 2) значительным смещением потенциала металла в положитель-
ную сторону, например для железа от —0,2 до +1,0 В, для хрома
от —0,4 до +0,9 В.
Существует ряд теорий, объясняющих пассивное состояние
металлов: адсорбционная, кинетическая, электронных конфигу-
раций. Согласйо адсорбционной теории для перехода металла из
активного состояния в пассивное достаточно образования слоя
из адсорбированного кислорода толщиной 5—10 нм. Адсорби-
рованный кислород насыщает валентности наиболее активных
поверхностных атомов металла и снижает его поверхностную энер-
гию. Изменение энергии поверхности при полном ее покрытии
адсорбированным монослоем составляет 3,8-10-12 эрг на электрон,
что соответствует 2,37 эВ [1, с. 311 I.
Кинетическая теория связывает явление пассивности с затруд-
нениями в протекании анодного процесса растворения металла
вследствие образования в поверхностном слое устойчивого твердого
раствора металл—кислород.
Согласно теории электронных конфигураций возникновение
пассивного состояния — результат неукомплектованности элек-
тронами внутренних оболочек металлов, имеющих незаполнен-
ные d-уровни. Установлено, что способность окисного слоя пасси-
вировать' металлы зависит от его полупроводниковых свойств.
Пассивный слой на черных металлах создается в основном
за счет окислов Fe2O3, Fe3O4 "и FeO-OH. Защитными свойствами
могут обладать только сплошные окисные слои. Условием сплош-
ности является превышение объема окисла Уок над объемом ме-
14(1
талла VMe, из которого он получен. Пассивируются в основном
поливалентные металлы, для которых соблюдается условие:
2,5 Vok/^Mg 1
(5.1)
Для щелочных и щелочноземельных металлов, за исключением
бериллия, это условие не выполняется и пассивация не прояв-
ляется. В пассивное состояние металлы могут быть переведены
не только в результате взаимодействия с кислородом воздуха,
но и при активированной адсорбции (хемосорбции) ионов, в первую
очередь таких анионов, как NO;, NO;, СгОД, WO®-, а также при
воздействии на металл электрического тока в среде электроли-
тов.
Пассивность оказывает определяющее влияние на коррозион-
ное поведение металлов. Достаточно отметить, что высокая кор-
розионная стойкость ряда металлов, например титана, обуслов-
лена исключительно их пассивностью. Большинство металлов,
способных к самопассивации, хорошо сохраняется в атмосфере
невысокой влажности (иногда до 40—70%). Коррозия наступает
лишь тогда, когда равновесие нарушается и происходит изменение
фазового или химического состава пассивного слоя.
5.2. ХИМИЧЕСКАЯ КОРРОЗИЯ МЕТАЛЛОВ
Химическая коррозия представляет собой типичный процесс
окисления металла. Для ее протекания необходимы окислитель
и соответствующие условия. Как и любая химическая реакция,
этот вид коррозии носит времен-
ной характер. Окислителями
(корродирующими агентами) мо-
гут быть сухие газы (О2, СО2,
SO.,, НС1, окислы азота и др.),
перегретый водяной пар, жидко-
сти, не являющиеся электроли-
тами, а также расплавы орга-
нических и неорганических ве-
ществ, в том числе металлов.
Наиболее часто химической
Рис. 5.2. Схема роста окисного слоя на ме-
талле при газовой коррозии.
подвергается метал-
коррозии
лургическое оборудование, соп-
ла реактивных двигателей, де-
тали газовых турбин и двигателей внутреннего сгорания, обо-
лочки ракет и космических кораблей, т. е. изделия, работающие
при высоких температурах.
Из разновидностей химической коррозии обстоятельно изу-
чена газовая коррозия. Механизм ее сводится к росту окисных
пленок на поверхности металла. Выделяют ряд стадий, проте-
кающих последовательно и параллельно (рис. 5.2) 11, с. 471.
147
chipmaker.ru
Например, в случае двухвалентного металла такими стадиями
являются:
1) ионизация металла и переход его ионов и электронов из
металлической фазы в окисел:
Me —> Ме2+ + 2е
2) перемещение ионов Ме2+ и электронов в слое окисла;
3) адсорбция кислорода на поверхности пассивного окисного
слоя
МеО + О2 -> МеО 12Оадс
4) ионизация адсорбированного кислорода и перемещение об-
разующихся ионов в слое окисла:
Оадс + 2е —> О2-
5) рост окисного слоя
Ме2+ + О2- -> МеО
Скорость роста окисла лимитируется скоростью диффузии
реагирующих компонентов в слое, причем процесс идет с авто-
торможением. Последнее объясняется увеличением толщины диф-
фузионного слоя и меньшей проницаемостью образующихся при
окислении высших окислов по сравнению с низшими.
Если металл образует с окисляющим компонентом среды
несколько устойчивых соединений, то получаются многослойные
Рис. 5.3. Диаграмма газовой коррозии металлов при 700 °C за 24 ч [1, с. 128].
окисные пленки с размытой границей между слоями. Меньшая
степень окисления, естественно, приходится на слои, непосред-
ственно примыкающие к металлу. В целом окисный слой можно
рассматривать как комплекс слоев последовательно расположен-
ных соединений металла и компонентов внешней среды. Например:
для железа Fe | FeO | Fe3O4 | Fe2O3 | О2
для марганца Мп | МпО | МпаО4 | Мп2О3 | О2
Различные металлы обладают разной стойкостью к химической
коррозии; большое влияние оказывает и состав среды (рис. 5.3).
Хром проявляет высокую стойкость ко многим средам, в том
числе и окисляющим; напротив, химическая стойкость железа
при высоких температурах (800 °C и более) низка. Константа
148
скорости коррозии, как и любой реакции, определяется уравне-
нием Аррениуса:
K = Ae~E,I<1 (5.2)
где Е — энергия активации (теплота) химической реакции.
Продукты химической коррозии (окалина и другие соедине-
ния) обладают повышенной хрупкостью и склонны к растре-
скиванию вследствие возникающих внутренних (в основном
термических) напряжений. В процессе разрушения металла при
химической коррозии наблюдается также образование газовых
пузырей в окисленном и граничащем с металлом слое.
Защита металлов от химической коррозии в основном заклю-
чается в их легировании добавками элементов, более стойких
к окислению. Защита легированием основана [2, с. 215] на обра-
зовании соединений: а) с малой дефектностью кристаллической
решетки, обладающих низкими коэффициентами диффузии по
отношению к корродирующему агенту; б) с кристаллической ре-
шеткой шпинелей (типа двойных окислов), обладающих повышен-
ной химической стойкостью. Наиболее эффективными леги-
рующими добавками, сообщающими железу жаростойкость,
являются хром, титан, молибден, вольфрам, алюминий, тантал,
ниобий. Благодаря их применению созданы коррозионностойкие
стали для реактивной, ракетной, атомной и другой техники.
Эффективность лакокрасочных покрытий в борьбе с химиче-
ской коррозией ограничена их низкой термостойкостью. При не-
высоких температурах (300—500 °C) они однако могут защищать
металлы за счет теплоэкранирования или химического (восстано-
вительного) действия. Так, если нагревать изделия из стали
с полиамидным или полиакрилонитрильным покрытием, пигмен-
тированным алюминиевой пудрой, то сталь под пленкой остается
блестящей, пока полностью не разрушится покрытие; непокрытый
металл в этих условиях заметно окисляется.
5.3. ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ МЕТАЛЛОВ
Электрохимическая коррозия — наиболее распространенный
вид разрушения металлов. Ее протекание подчиняется законам
электрохимической кинетики и определяется скоростями элек-
тродных процессов — анодного и катодного.
5.3.1. Процессы на границе металл—электролит
При соприкосновении двух электропроводящих фаз — металла
и электролита — между ними возникает разность потенциалов
вследствие образования двойного электрического слоя как ре-
зультата перехода заряженных частиц из одной фазы в другую
(рис. 5.4). При этом происходят следующие процессы:
Me + mH2O Меп+ • тН20 + пе
Восстановительный или Окислительный или анодный
катодный процесс процесс
149
chipmaker.ru
пе fllF-mHjO
Способность посылать свои ионы в раствор у различных ме-
таллов неодинакова. Она определяется энергией гидратации
металла, т. е. энергией, необходимой для разрыва связи между
его ион-атомами и электронами.
Растворению металла противодействуют силы осмотического
давления его ионов в растворе, благодаря чему система переходит
в равновесное состояние. Установившийся при достижении равно-
весия обратимый (равновесный) потенциал металла Е, являющийся
разностью электрических потенциалов металла <рМе и раствора <рр,
может быть рассчитан по следующему уравне-
нию:
Е = <РМе—Фр = Е° 4- 1пс (5.3)
где Е° — стандартный потенциал металла;
R — газовая постоянная; Т — абсолютная тем-
пература; п — заряд ионов металла; F — чис-
ло Фарадея; а — активность ионов металла.
Это уравнение, известное под названием
уравнения Нернста, при условии протекания
процесса при 25 °C (298 К) имеет вид:
E=£° + -2^Llgc (5.4)
Зависимость (5.4) в координатах E=f(\ga)
прямолинейна и tg а = 2,303.
Когда активность ионов металла в растворе равна единице,
Е = Ес. Таким образом, стандартный потенциал Е° представляет
собой частный случай равновесного потенциала Е.
Значения стандартных потенциалов металлов обычно опреде-
ляют по отношению к стандартному потенциалу водородного
электрода, который условно принимают равным нулю. Ниже при-
ведены значения стандартных электродных потенциалов для не-
которых наиболее распространенных металлов в водных раство-
рах при 25 СС:
Рис. 5.4. Схема двой-
ного электрического
слоя при выходе ио-
нов металла в раствор.
Электрод............Mg/Mg2+ А1/А13+ Zn/Zn2+ Сг/Сг3+ Fe/Fe2+ Sn/Sna
Потенциал, В . , . . —2,37 —1,66 —0,76 —0,74 —0,44 —0,14
Электрод............ Pb/Pb2+ J/2H2/H+ Cu/Cu2+ Ag/Ag+ Au/Au+
Потенциал, В . . . . —0,13 0 +0,34 +0,80 +1,68
Представленный ряд напряжений позволяет судить о хими-
ческом и электрохимическом поведении металлов. Каждый из
указанных металлов вытесняет из раствора ионы любого другого
металла, стоящего в ряду справа от него. Например, цинк, по-
груженный в раствор CuSO4, покрывается металлической медью,
причем эквивалентное количество цинка переходит в раствор:
Cu2+ + Zn -> Zn2+ + Си
150
При составлении гальванического элемента из двух металлов
более электроотрицательный всегда служит анодом и разрушается
при этом.
Равновесные электродные потенциалы дают представление
лишь о химическом поведении металлов в растворах электроли-
тов, содержащих катионы того же металла. Если металл погру-
зить в другой электролит и в процессе обмена электронами будут
участвовать катионы других металлов, то потенциал, возника-
ющий в этих условиях на межфазной границе, будет неравновес-
ным. Именно с неравновесными потенциалами чаще всего при-
ходится сталкиваться в условиях коррозионного разрушения
металлов. Их значения (в В) нередко сильно отличаются от зна-
чений равновесных потенциалов:
.Металл.......................
Среда:
3%-ный раствор NaCl . . .
7%-ный раствор Na2SO
Mg Al Zn Fe
—1,60 —0,60
—1,36 —0,47
-0,83
—0,81
—0,50
—0,50
Значения потенциалов существенно меняются при изменении
pH среды, а также при замене воды как электролита на органи-
ческую среду. Так, в растворах органических кислот потенциал
олова становится более электроотрицательным, чем потенциал
железа. Это позволяет использовать олово в качестве протектора
при защите черных металлов. Из сказанного следует, что при
оценке коррозионного поведения металлов и при выборе средств
противокоррозионной защиты важно учитывать характер кон-
тактирующей с металлом среды, ее влияние на формирование элек-
тродного потенциала.
5.3.2. Поляризация электродных процессов
Потенциалы электродов в процессе работы коррозионного
элемента обычно не остаются постоянными: потенциал катода
становится более отрицательным, а потенциал анода — более
положительным (рис. 5.5). Происходящее смещение потенциалов
катода ДЕК и анода ДЕа
г — р __ЛГ
Еа=Еа+ДЕа
(5.5)
(5.6)
сказывается на силе тока элемента, так как сопротивление при
этом практически не изменяется. Процесс сближения потенциа-
лов, а следовательно, и их разности, приводящий к уменьшению
силы тока, называют поляризацией.
Поляризация может быть вызвана разными причинами. Анод-
ная поляризация, или замедление анодной реакции, происходит
чаще всего в результате несоответствия скоростей анодной реакции
и отвода электронов во внешней цепи или недостаточно быстрого
151
chipmaker.ru
отвода перешедших в раствор ионов металла. Первый вид поляри-
зации называют перенапряжением ионизации металла, второй —
концентрационной поляризацией. Поляризация анода может быть
обусловлена также образованием пассивных пленок на поверх-
ности металла. Причина поляризации катода — несвоевременная
ассимиляция перетекающих электронов (вследствие недостаточ-
ной скорости разрядки катионов —
водородных и других) или низкая ско-
рость поступления кислорода к катоду.
Анодная реакция ионизации и ка-
тодная реакция ассимиляции электро-
нов являются первичными процессами
электрохимической коррозии металлов.
Наряду с этими процессами возможно
протекание вторичных процессов —
взаимодействия первичных продуктов
коррозии друг с другом, с электроли-
том, растворенными в нем газами и дру-
гими примесями. Их результатом может
явиться образование нерастворимых
продуктов коррозии, способных отла-
КОВ.
гаться на поверхности анодных или катодных участков и вызывать
их экранирование и соответственно поляризацию. Например,
железо в фосфорнокислых средах образует труднорастворимые
фосфаты Fes(PO4)a, FeHPO4, осаждающиеся на поверхности и пред-
отвращающие дальнейшее растворение -металла; при контакте
свинца с серной кислотой и ее солями возникает нерастворимый
осадок PbSO4.
Вещества, устраняющие поляризацию электродных участков,
носят название деполяризаторов. Катодными деполяризаторами
служат ионы или молекулы электролита, способные присоеди-
нять электроны. Подавление анодной и. катодной реакций — основ-
ной принцип борьбы с коррозионным разрушением металлов.
5.3.3. Характеристика коррозионных процессов
Существует термодинамический и электрохимический под-
ходы к оценке коррозионных процессов. С термодинамической
точки зрения условием растворения металла является убыль изо-
барно-изотермического потенциала AG, т. е.
AG = — nFE < 0 (5.7)
где Е — разность потенциалов или э. д. с. электрохимического
элемента.
Это условие обычно выполняется при наличии электролита
и деполяризатора, обратимый окислительно-восстановительный
потенциал которого положительнее обратимого потенциала
металла.
152
Согласно электрохимической теории в основе коррозионного
разрушения металлов лежат три процесса [3, с. 141:
1) анодный, связанный с образованием гидратированных ионов
металла в электролите и некомпенсированных электронов на
анодных участках по реакции
пе
-wnH2O
Ме ----> Ме”+ • тН2О
2) катодный процесс ассимиляции электронов деполяриза-
торами и ионами или молекулами раствора, способными к восста-
новлению на катодных уча-
стках по реакции
D -р пе -> [D пе]
3) процесс перетекания
электронов по металлу от
анодных участков к ка-
тодным и перемещения ка-
тионов и анионов в рас-
творе.
Таким образом, корро-
зия металла представляет-
Рис. 5.6. Схема работы коррозионного гальваниче-
ского элемента-
ся как результат работы
большого числа коррозионных гальванических элементов, возни-
кающих на отдельных участках поверхности вследствие ее гете-
рогенности. Электрохимическая гетерогенность поверхности ме-
таллов, обусловливающая ее дифференциацию на анодные и
катодные участки, может быть вызвана разными причинами: на-
личием примесей других элементов в виде макро- и микро-
включений, анизотропностью кристаллической решетки, присут-
ствием окислов и других загрязнений, неравномерностью при-
ложенных внешних нагрузок и т. д. На рис. 5.6 приведена
принципиальная схема работы коррозионного элемента, состоя-
щего из двух разнородных участков поверхности.
Закономерности электрохимического поведения металлов опре-
деляются их химической природой, составом электролита и внеш-
ними условиями протекания процесса. В зависимости от этого
возможны разные виды анодных и катодных реакций. Так, на-
ряду с процессом ионизации анодное растворение металла может
сопровождаться следующими реакциями:
Ме + пН2О —> Me (OH)n J + пН+ + пе
Me + «ОН ——> Me (OH)n J. -f- пе
Ме + пН2О ---> МеО^* + 2пН++ пе
Первые две реакции характерны для многих металлов в ней-
тральных и щелочных средах, последняя свойственна металлам
с резко отрицательным потенциалом.
1S3
chipmaker.ru
Наиболее типичными катодными процессами являются:
1) восстановление водорода из ионного состояния (водородная
деполяризация)
Н+-Н2О + е —> Н + Н2О ----> i/2H2t +Н2О
2) восстановление металла из ионного состояния
Меп+ • тНоО + пе —> Me + mH2O
3) восстановление кислорода с образованием гидроксильного
иона (кислородная деполяризация)
О24-4е + 2Н2О -> 4ОН-
Первая реакция, свойственная коррозии с водородной деполя-
ризацией, имеет место в кислых средах. Условия ее протекания —
высокая активность водородных ионов и превышение потенциала
их разряда £к над потенциалом металла £Мс, т. е. £Ме < £к.
Значения £к, при которых происходит выделение водорода на
катоде, обычно меньше равновесного водородного потенциала £Ня
и требуется приложение дополнительного напряжения для проте-
кания электродного процесса. Эта разность потенциалов т] =
— Ец, — Ек определяет значение водородного перенапряжения,
которое является причиной поляризации в катодном процессе.
Перенапряжение водорода зависит от природы металла и состоя-
ния его поверхности. Наиболее высокие значения т], достигающие
1 В, имеют Pb, Hg, Bi.
Коррозия металлов в нейтральных, слабокислых средах и во
влажном воздухе протекает с кислородной деполяризацией. Это
наиболее распространенный вид коррозионных разрушений. Он
осуществляется с участием кислорода воздуха, содержащегося
в электролите или адсорбированного поверхностью металла.
Протекание коррозии металла с кислородной деполяризацией
возможно, если ЕМе < ЕО2. Так как потенциал кислородного элек-
трода всегда положителен (в зависимости от pH среды изменяется
от +0,40 до +1,23 В [1, с. 231 I), то этому виду коррозии подвер-
жена большая часть металлов. Высокие значения изобарно-
изотермического потенциала AG и соответственно э. д. с. имеюг,
в частности, такие металлы, как Mg, Zn, Fe; не случайно они бы-
стро корродируют во влажной атмосфере при наличии кислорода
воздуха. Разрушение железа протекает по следующей суммарной
реакции:
4Fe + 2Н2О + ЗО2 -> 2Fe2O3 • Н2О
Анализ электрохимических процессов разрушения металлов
показывает, что материальный эффект коррозии является резуль-
татом анодного процесса, интенсивность которого определяется
силой протекающего между анодным и катодным участками по-
верхности коррозионного тока /:
0=К/т (5.8)
154
где G — потеря массы металла; К — постоянная, зависящая от
атомной массы металла А, его валентности п и числа Фарадея F,
К = AlnF-, т — время.
Отношение коррозионного тока к площади корродирующей
поверхности металла (его анодных участков) Sa характеризует
коррозионную плотность тока i:
i = l/Sa (5.9)
Последняя является важным показателем в оценке коррози-
онных разрушений.
5.3.4. Факторы, влияющие на коррозию
Коррозия, как любой физико-химический процесс, подвержена
влиянию многих факторов — и внешних, и внутренних. К ним
относятся: природа металла, его структура, состояние поверх-
ности, температура, давление, скорость движения и pH среды
и др.
Металлы разных групп периодической системы элементов
Д. И. Менделеева ведут себя по-разному. Самыми неустойчивыми
Рис. 5.7. Зависимость скорости коррозии от pH среды.
в коррозионном отношении являются металлы главной подгруппы
I и II групп — щелочные и щелочеземельные. Металлы побочной
подгруппы I группы (Ag, Au) и VIII группы (Os, Ir, Pt) представ-
ляют противоположный полюс, это наиболее коррозионностой-
кие металлы. Металлы других групп занимают промежуточное
положение между ними. Большинство из них, в том числе такие
технически важные металлы, как Al, Cr, Fe, Со, Ni, способны пас-
сивироваться и тем самым оказывать заметное сопротивление
воздействию различных сред. На рис. 5.7 показано поведение
различных металлов в растворах в зависимости от их pH (от О
до 14). Отчетливо выделяются 5 групп в отношении коррозионной
стойкости.
Тщательная обработка поверхности, например шлифование или
полирование, повышает стойкость против коррозии, особенно в ат-
мосферных условиях. Коррозионная стойкость металлов, находя-
щихся под нагрузкой, меньше чем ненапряженных. С повышением
температуры сопротивление металлов коррозии, как правило,
уменьшается, однако возможна и экстремальная зависимость
(рис. 5.8, а), когда коррозия протекает с кислородной деполяриза-
155
chipmaker.ru
цией. Не однозначный характер имеет и зависимость скорости кор-
розии от интенсивности перемешивания раствора. В электроли-
тах, исключающих образование пассивного состояния металла
(например, в морской! воде), скорость коррозии с повышением ин-
тенсивности движения воды возрастает. В случае пассивации ме-
Рис. 5.8. Зависимость скорости коррозии стали от температуры (а) и скорости движения
воды (б):
1 — закрытая система; 2 — открытая система.
Рис. 5-9. Зависимость кор-
розии стали от влажности
воздуха, содержащего 0,01 %
SO2 [1, с. 378].
талла после ускорения возможно торможение коррозионного про-
цесса, однако при очень больших скоростях (обычно более 20 м/с)
кривая коррозии снова идет вверх, наблюдается коррозионно-
эрозионный износ (рис. 5.8, б).
Атмосферная коррозия — наиболее распространенный вид раз-
рушения металлов. Примерно 80% металлических конструкций
(строительные сооружения, машины, тран-
спортные средства) эксплуатируются на
открытом воздухе. Коррозия в атмосфер-
ных условиях обусловливается воздейст-
вием влаги, адсорбирующейся из воздуха,
и кислорода, беспрепятственно проника-
ющего в адсорбционный слой. Электри-
ческое сопротивление слоя влаги и соот-
ветственно скорость коррозионного про-
цесса непосредственно связаны с его
толщиной, которая является функцией
влажности окружающего воздуха. Таким
образом, скорость коррозии оказывается
тем больше, чем выше влажность. Особенно
быстро коррозия развивается при влажно-
сти атмосферного воздуха более 60%
(рис. 5.9). Коррозия усугубляется присут-
ствием в воздухе примесей агрессивных
газов и механических загрязнений. Если принять скорость корро-
зии в атмосфере сухого воздуха (континентальный климат) за
единицу, то в атмосфере морского климата она равна 40—50, а
в сильно загрязненной атмосфере индустриальных районов до-
стигает 100 [1, с. 379].
Об относительном поведении различных металлов в атмосфере
города можно судить по следующим данным:
Металл ....................Pb Al Си Ni 2n Fe
Скорость коррозии, мкм/год ... 4 8 12 32 50 200
156
Уменьшая влажность контактирующего с металлом воздуха
(осушая его) и применяя различные способы изоляции и пассива-
ции поверхности, можно значительно уменьшить неблагоприят-
ное воздействие атмосферы на металлы и уменьшить вред, причи-
няемый коррозией.
Почвенная или подземная коррозия вызывается действием
грунтовых вод и растворенных в них солей и газов, а также дей-
ствием блуждающих токов. Она протекает с кислородной деполя-
ризацией и лимитируется доступом кислорода к металлу. В наи-
большей степени почвенной коррозии подвержены металлические
трубопроводы, кабельные сети, подземные хранилища, тюбинги
метро, сваи и другие конструкции, соприкасающиеся с почвой
или грунтом. Способы борьбы с подземной коррозией! сводятся
к применению различных изолирующих покрытий и электрохими-
ческой защиты.
Морская коррозия аналогично почвенной протекает как элек-
трохимический процесс с кислородной деполяризацией. Вода раз-
личных морских водоемов содержит от 1 до 3,8% легкодиссоцииру-
ющих солей и поэтому обладает высокой электрической проводи-
мостью. Морская вода, кроме того, хорошо аэрирована и содержит
до 0,04 г/л кислорода. Это делает ее достаточно активной в корро-
зионном отношении. Разрушение металлов нередко усугубляется
влиянием механического и биологического факторов (эрозия и ка-
витация, обрастание конструкций морскими растительными и жи-
вотными организмами).Особенное усиление коррозии наблюдается
вблизи ватерлинии. Это объясняется легким доступом кислорода
к металлу и ухудшением условий для образования и сохранения
защитных пленок из продуктов коррозии. На скорость коррозии
в морской воде сильное влияние оказывает окалина: создавая
катодные участки, она может в десятки раз увеличивать обычную
для морских условий скорость коррозии.
Основным средством защиты конструкций в морской воде,
а также от воздействия брызг и морского тумана является приме-
нение лакокрасочных покрытий. Не случайно при окраске строя-
щихся судов потребляется свыше 4,5 кг лакокрасочных материалов
на 1 т грузоподъемности. В морской воде также эффективно
используется протекторная защита.
Коррозия в сильноагрессивных средах — растворах неорга-
нических и органических кислот, солей, щелочей, атмосфере влаж-
ных агрессивных газов и паров (окислы азота и серы, галогены,
галогенводороды и др.) — наиболее часто встречается при экс-
плуатации химического оборудования, вытяжных шкафов, а также
емкостей, трубопроводов, насосов и вентиляторов, используемых
для хранения и транспортирования указанных веществ. Корро-
зия в этих средах протекает большей частью с водородной деполя-
ризацией и высокой скоростью. Бороться с этим видом корро-
зии особенно затруднительно. Применяемые способы сводятся
157
chipmaker.ru
к понижению активности среды и надежной изоляции поверх-
ности материалами, более стойкими в химическом отношении,
чем защищаемый металл [4, с. 173].
5.4. СПОСОБЫ ЗАЩИТЫ МЕТАЛЛОВ ОТ КОРРОЗИИ
5.4.1. Классификация и характеристика способов
защиты
Существующие способы борьбы с коррозией металлов весьма
разнообразны. По принципу воздействия на коррозионный про-
цесс различают следующие группы защитных мероприятий:
1) изоляция поверхности металла от коррозионноактивной
среды;
2) дезактивирующая обработка среды с целью уменьшения ее
активности;
3) поддержание металла в термодинамически неактивном со-
стоянии.
По механизму защитного действия применяемые мероприятия
сводятся к трем группам:
1) повышение анодного контроля коррозионной системы —
легирование сплавов пассивирующими компонентами, введение
в раствор анодных ингибиторов коррозии, применение анодной
электрохимической защиты;
2) повышение катодного контроля — уменьшение содержания
катодных компонентов в металле, снижение концентрации депо-
ляризаторов катодного процесса, введение в раствор катодных
ингибиторов, применение катодной электрохимической защиты;
3) повышение электрического сопротивления системы — корро-
зионной среды, применяемых защитных покрытий или образу-
ющихся на поверхности продуктов коррозии.
Наибольший технический и экономический эффект в борьбе
с коррозией достигается при изоляции металлов с помощью раз-
личных защитных покрытий — металлических, неорганических
неметаллических, органических. Независимо от вида материала
покрытия должны иметь хорошую адгезию, быть беспористыми
и стойкими в среде, в которой эксплуатируется изделие. Металли-
ческие покрытия подразделяются на катодные (более электропо-
ложительные, чем основной металл) и анодные (более электроот-
рицательные, при этом покрытие защищает основной металл элек-
трохимически). Их наносят горячим способом, погружая изделие
в ванну с расплавленным металлом, гальваническим (электро-
осаждение), термодиффузионным и механотермическим (плаки-
рование) способами.
Неорганические неметаллические покрытия — силикатные, це-
ментные, оксидные, фосфатные, хроматные и другие — применяют
или самостоятельно, или в комбинации с лакокрасочными и дру-
гими покрытиями обычно в качестве подслоя. Их основное до-
стоинство — повышенная термостойкость.
158
К органическим покрытиям относят все виды полимерных по-
крытий, включая лакокрасочные и наносимые способами экстру-
зии расплавов и плакирования, а также разного рода футеровоч-
ные покрытия — обмазки, обкладки тонколистовым материалом,
гуммирование резиной. Из органических защитных материалов
все еще широко применяют защитные смазки — вязкие по кон-
систенции вещества, изготовляемые на основе продуктов перера-
ботки нефти, невысыхающих растительных масел, кремнийорга-
нических и других олигомеров.
Уменьшение активности коррозионной среды обычно дости-
гается введением в нее ингибиторов коррозии, а также деаэрацией
(удалением растворенных и окклюдированных газов). И в том,
и в другом случае достигается торможение электрохимического
процесса за счет подавления анодной или катодной реакций или
обеих одновременно.
К способам, снижающим термодинамическую активность ме-
таллов, относят их легирование, катодную (наложение внешнего
тока) и анодную (пассивирование) защиты.
С целью сохранения металлов все шире практикуется их замена
при изготовлении изделий, конструкций и механизмов на не-
металлические материалы — пластмассы, бетон, керамику, угле-
графитные и другие материалы. Однако, когда требуются высокие
значения теплопроводности и электрической проводимости в соче-
тании с хорошей механической прочностью и теплостойкостью,
наиболее оправданным является применение металлов. Из спосо-
бов их защиты особое внимание уделяется лакокрасочным покры-
тиям и ингибиторам коррозии.
5.4.2, Защита металлов лакокрасочными покрытиями
По представлениям, развитым в работах Ю. Эванса, В. А. Кар-
гина, Я. М. Колотыркина, И. Л. Розенфельда, Д. Е. Майна и дру-
гих ученых, противокоррозионное действие лакокрасочных по-
крытий обусловливается торможением коррозионных процессов
на границе раздела металл—пленка. Это торможение может
быть связано с ограниченной скоростью поступления веществ,
необходимых для развития коррозионного процесса, повышенным
электрическим сопротивлением материала пленки, специфиче-
ским влиянием адгезии, химическим или электрохимическим воз-
действием материала пленки на подложку. Таким образом, фак-
торами, определяющими защитные свойства покрытий, являются:
изолирующая способность, степень локализации активных цен-
тров поверхности, эффект ингибирования. Способность покрытий
защищать металлы во многом зависит от присутствия или отсут-
ствия в них пигментов и химической природы последних. В зави-
симости от этого может преобладать тот или иной механизм
защиты.
Механизм защитного действия непигментированных покрытий^
В случае непигментированных покрытий коррозия металла может
159
chipmaker.ru
возникнуть и развиться в результате: 1) химического или физи-
ческого разрушения материала пленки; 2) проникновения через
пленку агрессивных агентов; 3) отслаивания пленки вследствие
воздействия напряжений или адсорбции на поверхности под-
ложки агентов из внешней среды. Эти процессы могут протекать
избирательно, одновременно или последовательно.
Химическое поведение и изолирующие свойства покрытий,
как указывалось в гл. 4, во многом определяются их сплошностью
и диффузионными характеристиками. Зная коэффициент диффузии
коррозионноактивного агента D и толщину покрытия 6, можно
с известным приближением оценить индукционный период, т. е.
время т достижения этим агентом поверхности подложки, а от-
сюда потенциально возможное время защитного действия по-
крытия 151:
t = 62/KD (5.10)
Наиболее распространенные агенты коррозии — вода и кисло-
род — требуются в очень небольшом количестве, чтобы вызвать
коррозионный процесс. Достаточно поступления к 1 см2 поверх-
ности стали равномерными порциями всего 11 мг воды и 30 мг
кислорода в год, чтобы коррозия составила 700 г/(м2-год) [6,
с. 652]. Проницаемость для большинства покрытий по отношению
к воде и кислороду в несколько раз превышает указанные значе-
ния, однако защитные функции покрытий нередко сохраняются
в течение многих лет. Отсюда следует, что коэффициент прони-
цаемост*и — не единственный показатель, определяющий защит-
ную способность покрытий. В процессах-взаимодействия защищен-
ного металла и коррозионноактивного агента наряду с проник-
новением последнего через покрытие (Р — скорость этого процесса)
имеют место также его адсорбция на поверхности металла (со
скоростью баДс) и анодная реакция (со скоростью (а). Общее тор-
можение процесса окисления металла под покрытием Q может быть
представлено суммой обратных величин скоростей указанных
процессов:
В зависимости от активности среды лимитирующей оказывается
та или иная стадия. В случае высокоактивных сред (водные рас-
творы кислот и другие агрессивные жидкости и газы), когда от-
сутствует торможение анодного процесса ионизации металла
и степень адсорбции достаточно велика, скорость коррозии iKOpp
в основном является функцией проницаемости Р пленки и ее тол-
щина 6 [5 ]:
«корр = ДС/6 (5.12)
где К — константа, зависящая от природы металла; АС — гра-
диент концентраций коррозионноактивного вещества.
160
Напротив, в условиях воздействия слабых электролитов
(влага воздуха, атмосферные осадки, не содержащие значительных
количеств примесей) определяющее влияние на коррозию оказы-
вает способность электролита инициировать анодную реакцию.
При наличии пассивности металла коррозия может отсутство-
вать, если даже пленка не представляет достаточно эффективного
диффузионного барьера.
В торможении электродных процессов важное значение имеет
электрическое сопротивление пленки. Лакокрасочная пленка
в коррозионном электрохимическом элементе выполняет как бы
роль внутренней цепи, где происходит перенос ионов электролита.
Электрическое сопротивление сухих пленок, как указывалось
в гл. 4, достаточно велико; это является препятствием для возник-
новения коррозии. При’погружении в раствор электролита элек-
трическое сопротивление пленок заметно падает. Это подтвер-
ждается данными * по относительному изменению электрического
сопротивления полимерных пленок толщиной 35 мкм при погру-
жении в 0,5 н. раствор Na.2SO4 (Ro — исходное сопротивление пле-
нок, — сопротивление через 15 сут):
Д16/Дг
Льняное масло.........................0,06
Нитрат целлюлозы (низковязкий) . . . .0,18
Алкидно-стнрольный олигомер............0,20
Поливинилбутираль.....................0,25
Полиуретан............................0,50
Перхлорвинил ......................... 0,55
Сополимер винилхлорида с винилацетатом 0,70
Эпоксиолигомер........................0,87
Скорость изменения и конечное значение электрического со-
противления зависят от природы материала пленки (например,
присутствия гидрофильных групп, особенно способных к ионному
обмену), а также от характера электролита. В последнем случае
особенно большое влияние оказывает pH среды (рис. 5.10). Кри-
вая, приведенная на рис. 5.10, типична для большинства масляных
покрытий. С увеличением pH среды происходит замена Н в груп-
пах — СООН пленки на более легко ионизирующиеся атомы ще-
лочного металла, что приводит к гидрофилизации пленки, резкому
увеличению водопоглощения и электрической проводимости по-
крытия. Не случайно защитная способность масляных покрытий
в щелочных средах крайне низка.
В отличие от гидрофильных пленок, покрытия, образован-
ные гидрофобными пленкообразователямн, способны длительное
время сохранять высокое электрическое сопротивление и тем
самым препятствовать развитию коррозионного процесса. Прово-
димость таких покрытий может возникнуть лишь в результате
наличия сквозных пор, заполняемых электролитом, или появле-
ния других дефектов. Поскольку электрическое сопротивление
Данные Л. В. Ницберга.
181
chipmaker.ru
покрытий уменьшается с повышением температуры, защитная
способность пленок также падает.
В обеспечении защиты металлов большая роль принадлежит
адгезии покрытий. Коррозию металла можно рассматривать как
адсорбцию молекул коррозионноактивного вещества на вакант-
ных, т. е. не связанных с молекулами пленкообразующего ве-
щества участках поверхности [5]. Чем выше адгезия, тем меньше
таких вакантных участков остается на металле, тем меньше воз-
можностей для развития коррозионного процесса.
Рис. 5.11. Анодные пот енци одинами чес кие кривые ста ли-3 в контакте с водоразбавляемым
полиэфируретаном (/) и 0,1 н. раствором Na2SO4 (2) [7].
Рис. 5.10.Зависимость электрического сопротивления пленки алкидного лака от pH о. 001 в.
буферного раствора КС1.
При высокой прочности адгезионных связей изменяется харак-
тер энергетического состояния поверхности металла под покры-
тием: происходит его пассивация, которая обусловлена адсорбци-
онными и хемосорбционными процессами. Наличие адгезионного
контакта (независимо от того, присутствует или отсутствует
в пленке пигмент) нередко приводит к значительному снижению
плотности тока анодной поляризации и сдвигу стационарного
потенциала металла в положительную сторону, как это указано,
например, на рис. 5.11. Таким образом, лакокрасочные покрытия
облагораживают металл, причем степень и длительность этого
воздействия в большой мере определяется характером функцио-
нальных групп пленкообразующего вещества, прочностью и ста-
бильностью адгезионных связей. Особенно благоприятное влияние
на сдвиг стационарного потенциала (пассивацию металла) оказы-
вают пленкообразующие вещества, способные химически взаимо-
действовать с металлом с образованием нерастворимых соединений
[7 ]. При высокой адгезионной прочности и малой способности
ионов диффундировать через пленку существенно затрудняется
отвод образующихся продуктов коррозии, занимающих всегда
162
больший объем по сравнению с объемом прокорродировавшего
металла. Это может явиться существенным препятствием в раз-
витии уже возникшего очага коррозии.
Предложена условная классификация покрытий по механизму
их защитного действия 18]. При этом выделены три механизма
защиты: адгезионный, барьерный и смешанный (рис. 5.12).
К покрытиям, защищающим по адгезионному механизму, от-
носят покрытия с высокой адгезией к металлам, причем адгезия-
в процессе эксплуатации длительно сохраняется или даже воз-
растает. К ним причисляют покрытия на основе полиуретанов,
эпоксидных, фуриловых, алкид-
ных, феноло- и мочевиноформаль-
дегидных и других пленкообразо-
вателей. Для таких покрытий
толщина пленки не играет суще-
ственной роли. Нередко тонкие,
но сплошные покрытия защищают
металл так же эффективно, как и
толстые.
Барьерный механизм защиты
свойственен покрытиям, получае-
мым на основе инертных поли-
мерных пленкообразователей: по-
лиолефинов, полифторолефинов,
пентапласта, полимеров и сопо-
Рис. 5.12. Условное разделение покры-
тий по механизму защитного действия:
а — адгезионный; б — смешанный;
в— барьерный механизм.
лимеров винилхлорида, полиами-
дов, некоторых полиакрилатов.
Вследствие малой прочности адгезионных связей в этом случае
не возникает препятствий к адсорбции коррозионноактивных
агентов на поверхности подложки и возникновению подпленочной
коррозии. Увеличение толщины таких покрытий, как правило,
благоприятно сказывается на их защитной способности.
Смешанный механизм характерен для большинства других
покрытий. Учитывая, что все покрытия в той или иной мере изо-
лируют подложку от внешней среды и взаимодействуют с ней,
наиболее типичным является смешанный механизм защиты. Ниже
приведены данные по свойствам покрытий из эпоксидного ЭП-524
(I) и фторопластового 32Л лаков (II), позволяющие судить о сра-
внительной эффективности адгезионного и барьерного механизмов
защиты [8]:
I и
Адгезия, МПа ................................... 30 12
Коэффициент диффузии (водяные пары), см2/с 1 • 10*8 2-10~8
Коэффициент проницаемости, м2/(ч-Па) .... 4-Ю-11 1-10-11
Водопоглощение, г/(см3-Па)....................7-10-7 7-Ю-8
Время до начала коррозии металла, ч:
в 5%-ном растворе HNOg..................... 198 138
в 3%-но.м растворе NaCl.................... 252 132
в атмосфере 95%-ной влажности при 40 °C 312 184
163
chipmaker.ru
Из этих данных видно, что фторопластовое покрытие, несмотря
на лучшие по сравнению с эпоксидным изолирующие свойства,
уступает последнему по защитной способности. Адгезионный
механизм в данном случае превалирует над барьерным.
Таким образом, при получении покрытий следует так выбирать
лакокрасочные материалы и строить технологический процесс,
чтобы обеспечить максимальную адгезионную прочность и ее
стабильность при эксплуатации во времени.
Роль пигментов в защитном действии покрытий. Защитные
свойства лакокрасочных покрытий в значительной степени могут
быть улучшены посредством пигментирования. Роль пигментов
при этом сводится: 1) к повышению изолирующих свойств пленок
вследствие уменьшения коэффициента диффузии материала;
2) к стабилизации электрического сопротивления покрытий (сни-
жается их водопоглощение); 3) к торможению анодного или катод-
ного процессов.
Улучшение изолирующих свойств достигается, как правило,
при введении любых пигментов. Но особенно проницаемость и
водопоглощение пленок, содержащих кислотные группы (масля-
ных, алкидных и др.), уменьшаются при использовании пигмен-
тов, которые обладают основными свойствами.
Защита от коррозии путем воздействия на анодные или катод-
ные участки поверхности обеспечивается противокоррозионными
пигментами. В зависимости от механизма действия различают
пигменты-ингибиторы и пигменты-пассиваторы. Анодное инги-
бирование достигается пигментами, обладающими способностью
принимать электроны или увеличивать pH среды и вследствие
химических процессов окисления или гидратации образовывать
на анодных участках защитные пленки. Результатом их действия
является смещение электродных потенциалов металлов в более
положительную сторону, в том числе в область пассивного состоя-
ния, в которой коррозии металла не происходит. Приведенные
ниже данные показывают сдвиг стационарного потенциала стали
в воде под влиянием добавок пигментов:
Д£, В ДЕ, В
Свинцовый сурик +0,77 Свинцовые белила +0,13
Калий-барийхромат +о,59 Цинковые белила +0,08
Цианамид свинца +0,59 Желтый свинцовый
Цинковый грунтовой- крон +0,02
ный крон .... +0,14 Двуокись титана —0,05
Железный сурик —0,04
Как видно из этих данных, противокоррозионнсе действие
пигментов сугубо избирательно. Наиболее эффективными анод-
ными замедлителями являются пигменты-окислители (три- и те-
траоксихроматы цинка, хромат стронция, калий-барийхромат),
а также пигменты, обладающие основными свойствами (свинцовый
сурик, свинцовые и цинковые белила, фосфат хрома, цианамид
свинца).
164
40|- ^-0,5 •
Jig- сг MMtff
Рис. 5.13. Зависимость скорости коррозии ®
и потенциала ср стали от концентрации
ионов CrOf~ (в моль/л) в 0,1 н. растворе
Na2SO4.
Эффект действия хроматных пигментов возрастает с увеличе-
нием их растворимости в воде, т. е. с ростом степени ионизации.
Растворимость хроматов металлов Zn, Sr, Ba, Pb соответственно
равна 1,1; 0,6; 0,001 и 0,00005 г/л [6, с. 662]. Таким образом,
наиболее ценными в противокоррозионном отношении и вслед-
ствие этого самыми распространенными являются хромать!
цинка -— цинковые крона. Их применяют в грунтовочных составах
как по черным, так и особенно по цветным металлам (алюминию,
сплавам алюминия и магния). Механизм действия хроматных
пигментов связан с адсорбцией иона СгО^ на поверхности металла,
восстановлением хрома из ше-
стивалентного до трехвалент-
ного состояния с образованием
нерастворимых сложных ком-
плексных соединений Fe3+ и
Сг3+ [9, с. 18].
При воздействии воды на
три- и тетраоксихроматы цинка
образуются растворы с pH 7,0—
7,6 и концентрацией иона
СгО^“—3-10-2 моль/л и более.
Этой концентрации оказывается
достаточно для того, чтобы сме-
стить потенциал (железа в ней-
тральной среде до +0,3-4-
-г-+ 0,5 В, при котором наступает пассивное состояние железа
(рис. 5.13). Пассивирующая способность кронов максимальна
в чистой воде. Если покрытие эксплуатируется в электроли-
тах, содержащих агрессивные ионы, например Cl", SOf~, то
пассивирующая способность резко падает. Между концентрацией
агрессивного и защитного компонентов существует прямопропор-
циональная зависимость: чем больше в растворе ионов, вызыва-
ющих коррозию, тем больше должна быть концентрация ионов
окислителя [10, с. 160]. Поэтому крона, как пассивирующие
пигменты, непригодны для защиты металлов от коррозии в сильно-
агрессивных средах.
Пигменты основного характера применяют для защиты черных
металлов. Их защитное действие связано с генерированием гидро-
ксильных ионов, способствующих образованию пассивирующего
окисла по реакции:
Fe + 2OH-~ 2е --> FeO-f-H2O
Свинцовые пигменты благоприятно влияют на защитную спо-
собность покрытий в морской воде. Например, свинцовый сурик
РЬ3О4 при гидратации в воде способен образовывать ряд соедине-
ний. РЬ(ОН)2, РЬ2О3-ЗН2О и др.
Первое, взаимодействуя с сульфатами металлов, имеющих ра-
диус катиона менее 0,12 нм, дает нерастворимые осадки сульфата
165
chipmaker.ru
свинца, отлагающиеся преимущественно на катодных участ-
ках поверхности; второе, осаждаясь в виде комплексной соли
с железом, экранирует анодные участки. Этот пигмент применяют
преимущественно с такими пленкообразователями, как раститель-
ные масла, алкиды, хлоркаучук, эпоксидные олигомеры.
Катодное ингибирование (протекторная защита) в нейтраль-
ных средах осуществляется в результате использования порошков
металлического цинка (цинковой пыли) и магниевых сплавов,
в щелочной — порошков металлического свинца. Потенциал
цинка в морской воде достигает —0,83 В, а свинца в щелочных
средах —0,84 В. Это позволяет применять их в качестве эффектив-
ных протекторов по стали и другим металлам, имеющим более
положительные электродные потенциалы. Действие этих пигмен-
тов, однако, проявляется при высокой степени наполнения, когда
достигается контакт между частицами, обеспечивающий хорошую
электрическую проводимость пленок. Так, протекторные цинковые
покрытия на основе полистирола, фёнолоформальдегидных, эпо-
ксидных и других пленкообразователей содержат до 95—96%
(масс.) металлического порошка.
Алюминиевая пудра из-за наличия на поверхности частиц
окисной пленки и слоя смазки не проявляет способности к элек-
трохимической защите. Ее положительное влияние в противо-
коррозионных покрытиях сводится к обеспечению барьерного
эффекта.
В практических условиях хорошая защита металлов обычно
достигается применением многослойных разнородных покрытий.
При этом грунтовочный слой создается сочетанием пленкообразо-
вателей, имеющих хорошую адгезию, с противокоррозионными
пигментами, а верхний — применением материалов, обеспечива-
ющих высокое электрическое сопротивление и хорошую барьер-
ную защиту. В технологическом отношении более благоприятной
и долговечной является окраска металла в заготовках (лента,
листы, прокат) или в деталях, чем покрытие готовых изделий
в сборе. Также лучшие результаты дает окраска изделий в завод-
ских (цеховых) условиях по сравнению с полевыми, т. е. на месте
применения объекта.
5.4.3. Применение ингибиторов коррозии
Для замедления коррозии можно применять не только проти-
вокоррозионные пигменты, но и вещества непигментного харак-
тера — ингибиторы коррозии, — причем как самостоятельно, так
и в сочетании с пленкообразователями, смазочными и другими
материалами, используемыми для защиты металлов от коррозии.
Вещества, способные выполнять функции ингибиторов корро-
зии, классифицируют следующим образом. По характеру среды,
в которой достигается эффект действия, различают ингибиторы
1) кислотной коррозии, 2) коррозии в щелочных средах и 3) кор-
розии в нейтральных средах, включая атмосферные условия.
166
По способу воздействия на металл выделяют ингибиторы контакт-
ные и парофазные. Первые действуют только при соприкосно-
вении с поверхностью металлов, находясь в жидкой или твердой
фазе; эффект действия вторых проявляется на расстоянии через
газовую среду.
По механизму действия все ингибиторы подразделяют на анод-
ные и катодные. Анодные замедлители, воздействуя на анодные
участки, вызывают либо окисление металла и образование труд-
норастворимых осадков, либо экранируют их механически вслед-
ствие адсорбции. Представителями этой группы замедлителей
являются нитриты, хроматы и бихроматы щелочных металлов,
щелочи и соли щелочных металлов.
Действие катодных замедлителей основано на уменьшении
содержания кислорода в растворе, повышение перенапряжения
катодного процесса или на уменьшении площади катодов. К
катодным замедлителям восстановительного типа относят, напри-
мер, Na2SO3; к замедлителям, уменьшающим площадь электрод-
ных участков, — Са(НСО3)2 и ZnSO4 (они образуют нераствори-
мые соединения типа СаСО3 и Zn(OH)2]; к замедлителям, повыша-
ющим водородное перенапряжение, — соли As, Bi и других
тяжелых металлов. Имеются ингибиторы (преимущественно экра-
нирующего типа), которые замедляют одновременно и катодную,
и анодную реакции.
Контактные ингибиторы. Среди контактных ингибиторов кор-
розии в нейтральных и щелочных средах наибольшее распростра-
нение получили нитрит натрия и соли хромовой кислоты. Их при-
меняют индивидуально или в смеси с другими ингибиторами —
Na2CO3, Na3PO4, Na2HPO4, NaOH, уротропином, бензоатом аммо-
ния и другими. При наличии в электролите уже небольших ко-
личеств нитрита натрия (0,2 г/л и более) начальный потенциал
стали смещается в положительную сторону более чем на 0,7 В,
при этом скорость растворения стали практически сводится к нулю.
Это явление связано с адсорбцией ионов NO2 на поверхности ме-
талла и окислением ее с образованием у-Ге2О3. В результате умень-
шается энергия Гиббса системы и затрудняется переход ион-атомов
металла из решетки в раствор ПО, с. 172]. Растворы нитрита на-
трия с концентрацией 0,5—1,0% используют для предохранения
от коррозии металлов в межоперационные периоды, например
после подготовки поверхности. Если срок хранения изделий
превышает 3 мес., применяют 5—15%-ные растворы NaNO2
с добавлением 0,3—0,6% Na2CO3. Для длительного хранения
изделий (свыше 5 лет) пользуются загущенными составами,
% (масс.):
Нитрит натрия . . . 15—30 Оксиэтилцеллюлоза 0,5
Глицерин ........ 5—15 Сода.............0,5—0,8
Из соединений шестивалентного хрома особенно хорошо за-
рекомендовали себя хромовая кислота, хроматы и бихроматы
167
chipmaker.ru
щелочных металлов, а также соли хромовой кислоты и различных
аминов (гуанидина, циклогексил- и дициклогексиламинов и др.).
В 0,1 н. растворе Na2SO4 защитная концентрация Na2CrO4 состав-
ляет 0,06 моль/л, К-2Сг2О7 и хромата циклогексиламина —
0,15 моль/л [10, с. 157].
Хромовую кислоту (обычно берут хромовый ангидрид СгО3)
и бихромат натрия в виде растворов с концентрацией 0,5—1 г/л
широко применяют для пассивации поверхности черных и цветных
металлов при их подготовке к окраске; хроматы аминов служат
компонентами ряда красок.
Из контактных ингибиторов коррозии цветных металлов —
алюминия и цинка — в щелочных средах нашли применение суль-
фитцеллюлозный щелок и водная вытяжка торфа; медь и медные
сплавы ингибируют эфирами фталевой кислоты, в частности
дибутил фталатом.
Большую группу замедлителей контактного типа представ-
ляют собой низкомолекулярные органические вещества, относя-
щиеся к классам углеводородов, аминов, альдегидов, кислот,
а также некоторые водорастворимые полимеры. Их применяют
преимущественно для ограничения коррозии металлов в кислых
средах. Ниже показана эффективность некоторых ингибиторов
кислотной коррозии стали в 10
[2, с. 3091:
Концен- Эффек!
трация, замедле-
г/л ния, %
Мочевина .... 3 20
Гидрохинон ... 5 31
Пиридин .... 4 71
Тиомочевина 4 73
o-ной соляной кислоте при 25 С
Концен- Эффект
трация, замедле-
г/л иия, %
Фурфурол ... 5 84
Формалин .... 3 89
Желатина .... 10 93
Уротропин .... 7 94
Как видно из этих данных,
некоторые вещества (уротропин,
желатина и др.) почти полностью прекращают растворение ме-
талла в кислоте.
Механизм действия таких замедлителей носит адсорбционный
характер. Адсорбируясь за счет функциональных групп на ка-
тодных участках поверхности металла, они тормозят разряд
водородных ионов и тем самым мешают протеканию коррозионного
процесса. В отличие от металлов адсорбционная способность окис-
лов и других продуктов коррозии по отношению к ингибиторам
намного меньше, поэтому ржавчина и окалина в кислотах раство-
ряются, а металл остается практически неразрушенным. Это по-
служило основанием для применения ингибиторов при травлении
металлов с целью подготовки их поверхности под окраску.
Широко известны ингибиторы кислотной коррозии, пред-
ставляющие собой индивидуальные органические соединения или
их синергические смеси: катапин А (п-алкилбензилпиридиний-
хлорид), ингибиторы БА-6 и ПБ-5 (продукты конденсации арома-
тических аминов с альдегидами), «Антра» (сульфированный антра-
цен), ЧМ (фракция хинолиновых оснований), КС (сульфированная
168
кровь), ГМ (тяжелая фракция при перегонке каменноугольной
смолы) и др. Новыми замедлителями коррозии являются АКОР-1,
АКОР-2, КП, МНИ-3, МНИ-5, НГ-203, НГ-204, «Инга». Вслед-
ствие маслорастворимости их применяют в основном как присадки
к минеральным и растительным маслам и смазкам.
Парофазные или летучие ингибиторы. К этой группе условно
причисляют ингибиторы, обладающие повышенной летучестью
при нормальной температуре. Давление насыщенного пара при
20—25 °C для большинства летучих ингибиторов составляет
10~2—10"4 Па. К летучим ингибиторам относятся соли или ком-
плексные соединения слабых летучих оснований (в основном ами-
нов) и слабых органических или неорганических кислот —
азотистой, угольной, бензойной. Наибольшее применение по-
лучили нитрит дициклогексиламина (CcHn)2NH-HNO2, карбо-
нат моноэтанолами на (CH2OHCH2NH2)2-CO2, карбонат цикло-
гексиламина (СвНцМН»)2-СО2, бензоат диизопропиламина
[(СН3)2СН ]2NH • ноосс(;н-5
Летучие ингибиторы в парообразном состоянии адсорбируются
на поверхности металла. При наличии влаги воздуха происходит
их гидролиз, сопровождающийся образованием пассивирующих
нитрит-ионов. Например, в случае нитрита дициклогексиламина
(НДА) имеют место следующие реакции:
(CeH„)2NH • HNOa+H2O (CeH„)2NH2OH +
Д HNO2 (CeHn)2NHj + OH- + H+ + NO,-
Летучие ингибиторы применяют преимущественно для борьбы
с коррозией металлов в атмосферных условиях. Имеется много
вариантов их использования: вводят в сухом или жидком виде
в тару, пропитывают растворами бумагу, которая служит упако-
вочным материалом для изделий, наносят в виде раствора непо-
средственно на поверхность изделия, вводят в защитные смазки
и лакокрасочные материалы.
Эффективность действия ингибиторов зависит от их концентра-
ции в паровой фазе, а длительность защиты ими изделий — от
сохранности ингибитора в окружающей атмосфере. Оптимальной
дозировкой НДА при сухом введении в тару считается 35 г/м8,
при использовании ингибированной бумаги — 16—22 г/м2; спирто-
водные растворы применяют с концентрацией 4,0—8,5%. Радиус
действия ингибитора не превышает 0,5 м; продолжительность за-
щитного действия в герметичных условиях достигает 10—15 лет.
Наибольшее применение парофазные ингибиторы получили
при защите радио- и электронного оборудования, радиолокацион-
ной аппаратуры, консервации запасных деталей машин и меха-
низмов, приборов и др. изделий.
Ингибированные покрытия. Пассивирующее действие инги-
биторов проявляется при их использовании пе только индиви-
дуально, но и в композициях с пленкообразующими веществами.
169
chipmaker, ru
Рнс. 5.14. Зависимость потен-
циала стали от продолжительно-
сти испытания в 3%-иом рас-
творе NaCI:
J — неокрашенный металл; 2 —-
металл, окрашенный масляной
краской; 3 — металл, окрашен-
ный масляной краской с 6% хро-
мата гуанидина.
Это позволило создать целую серию ингибированных пигменти-
рованных и непигментированных покрытий с улучшенными про-
тивокоррозионными свойствами.
По пассивирующей способности некоторые ингибиторы даже
превосходят многие противокоррозионные пигменты. Поэтому
в лакокрасочных составах ими частично или полностью заменяют
токсичные и дефицитные пигменты или вводят их дополнительно
к пигментам с целью повышения защитных свойств. Важное тре-
бование к таким ингибиторам — их совместимость с пленкообразо-
вателями и компонентами лакокрасоч-
ного состава. Наиболее часто в водо-
разбавляемых лакокрасочных материа-
лах применяют водорастворимые инги-
биторы (соли хромовой и азотистой
кислот), в лакокрасочных материалах
с органическими растворителями —
нерастворимые или маслораствори-
мые ингибиторы — хромат гуанидина
\'Н=--С(1\'Н2)2-HgCrO.i, хромат циклоге-
ксиламина (C6HUNH2)2-Н2СгО4, соли
дициклогексиламина и синтетических
жирных кислот (ингибитор МСДА),
соли циклических аминов и щавелевой
кислоты и др. (11, с. 80, 84].
Хромат гуанидина существенно сме-
щает потенциал металла в положитель-
ную сторону [10, с. 1591, пассивируя
его и придавая стойкость к коррозии
(рис. 5.14).
Аналогично ведут себя и другие
ингибиторы. Так, нитрит натрия, бу-
дучи введенным в состав поливинилацетатных воднодисперси-
онных красок в количестве до 4% предотвращает коррозию
металла от действия воды и присутствующей в ней уксусной
кислоты. Введение в масляную грунтовку 2% солей циклических
аминов и щавелевой кислоты позволяет сократить содержание
свинцового сурика в ее составе до 40% без ухудшения качества
покрытия, а добавление к поливинилбутираль ной грунтовке
ВЛ-023 3% ингибитора МСДА приводит к существенному уве-
личению защитной способности покрытия в атмосферных усло-
виях.
Ценным является использование ингибиторов в противокорро-
зионных съемных покрытиях, а также покрытиях с весьма низкой
абразивностью (беспигментных). Например, съемное покрытие на
основе эмали ХВ-114 защищает стальные детали вне помещений
в течение не более 6 мес.; то же покрытие с добавлением ингиби-
торов АКОР-1, БМП или МСДА-11 обеспечивает срок защиты до
3 лет и более [4, с. 136].
170
5.5. МЕТОДЫ ОПРЕДЕЛЕНИЯ ПРОТИВОКОРРОЗИОННЫХ
СВОЙСТВ ПОКРЫТИЙ
Мерой противокоррозионной стойкости покрытия обычно яв-
ляется его срок службы, т. е. время до момента выхода из строя
или потери защитной способности. Определения могут быть про-
ведены как в натурных условиях (при естественном воздействии
корродирующих агентов — воды, агрессивных газов, растворов
кислот, щелочей, солей и пр.), так и ускоренным путем. В послед-
нем случае для сокращения продолжительности испытаний воз-
действие факторов, вызывающих коррозию, стремятся усилить,
повышая, например, температуру, концентрацию и скорость дви-
жения корродирующих растворов или применяя одновременно
воздействие нескольких факторов.
Защитную способность оценивают прямыми и косвенными
методами. Прямые методы связаны с определением потенциала
металла, времени до начала образования твердых и газообразных
продуктов коррозии, характером изменения этих показателей
во времени, а также визуальной оценкой состояния образцов
(появление видимых на покрытии или под пленкой точек или оча-
гов коррозии).
При косвенных методах фиксируют изменение свойств, ответ-
ственных за защитную способность покрытия: адгезии, пористости,
водо- и ионопроницаемости, водопоглощения, электрических пара-
метров (сопротивление, емкость, сила тока) и т. д. Нередко кос-
венными характеристиками защитной способности могут служить
данные по структуре и химическому составу пленок и их измене-
нию во времени при контакте с коррозионноактивной средой.
Наиболее простым и распространенным способом определе-
ния защитной способности покрытий является испытание погру-
жением покрытых образцов в неподвижной или подвижной кор-
розионноактивный раствор. Последний способ особенно широко
применяют при испытании судовых покрытий, при этом поль-
зуются шпиндельными аппаратами (испытываемые образцы укреп-
ляют на движущемся валу), щелевыми установками и ваннами
с проточной водой. Скорость движения воды изменяют от 5 до
27 м/с. При противокоррозионных испытаниях пользуются об-
разцами в виде пластин и стержней. Применение стержней со
сферическими или конусообразными концами считается обяза-
тельным, если испытание проводят в сильноагрессивных средах.
Отсутствие острых граней и углов исключает появление «слабых
мест» в .покрытии и делает более стабильными результаты испыта-
ний. Независимо от вида испытаний кромки пластин и непокры-
тые участки поверхности стержней (крючки) хорошо изолируют,
нанося дополнительные слои этого или другого (более химически
стойкого) лакокрасочного материала или применяя изолирующие
замазки. Нередко, однако, предусматривают испытания с умыш-
ленным нарушением сплошности покрытия. На покрытии делают
171
chipmaker.ru
крестообразный надрез и в процессе испытания фиксируют ско-
рость распространения коррозии по линии надреза (рис, 5.15).
Противокоррозионные испытания проводят в самых разных
жидких и газообразных средахГ Наиболее типичными являются
испытания в дистиллированной воде, атмосфере 100%-ной влаж-
ности (гидростат), 3%-ном растворе NaCl — жидкости или аэро-
золе (камера солевого тумана), атмосфере SO2 (0,15%), растворах
кислот и щелочей разных концентраций. О коррозионной стой-
кости покрытий в атмосферных условиях, в том числе и в тропи-
ческом климате, судят на основании результатов климатических
Рис. 5.16. Противокоррозионное испытание с нарушением сплошности покрытия:
а— исходное покрытие; б— покрытие после испытания.
Рис. 5.16. Анодная потенциостатическая кривая пассивирующегося металла:
<РП и t‘n — потенциал и плотность тока пассивации; <рп п и t'n — потенциал и плотность
тока полной пассивации.
испытаний — натурных или ускоренных. Защитные свойства при
этом оценивают ло восьмибалльной шкале 112, с. 508). Лучшие
по показателям покрытия оценивают баллом 8. Большой попу-
лярностью в практике противокоррозионных испытаний поль-
зуются емкостно-омический, потенциостатический и гальваноста-
тический методы.
Емкостно-омический (или R—С) метод основан на фиксации
частотных зависимостей сопротивления R и емкости С покрытий
или изменения этих показателей во времени. В процессе контакта
с электролитами электрическое сопротивление пленок, как ука-
зывалось в гл. IV, падает, емкость и сила тока при этом возра-
стают. Кинетика изменения этих свойств позволяет судить о за-
щитных функциях покрытий. Особенно показательным является
изменение частотного коэффициента R'
к = 'е R 1rC —
'g/ ’ ig/ tg P
где f — частота тока; а и P — углы наклона прямых зависимостей
R=f(f) и С = / (/).
172
(5.13)
У исходных покрытий значение К велико и составляет десятки
и сотни единиц. По мере выдержки покрытий в водных средах
частотный коэффициент падает. Условно считают, что при К к 1
покрытие теряет защитные свойства.
Пстенциостатический метод и метод импульсной поляризации
(гальваностатический) позволяют оценивать потенциал электрода
под покрытием, возможность установления пассивного состояния
металла и выход его из этого состояния. На рис. 5.16 приведена
типовая анодная потенциостатическая кривая металла, склонного
переходить в пассивное состояние. Такие кривые снимаются
с помощью потенциостата.
Весьма распространен метод определения защитных свойств
покрытий, основанный на регистрации изменения сопротивления
подложки (слой напыленного в вакууме металла) при испытании
покрытия в коррозионноактивной среде. Сопротивление возра-
стает вследствие растворения (коррозии) металла под пленкой
и достигает максимума (103—104 Ом), когда слой металла практи-
чески полностью растворяется. Этот метод, известный под назва-
нием метода Зубова и Михайловского, позволяет с большой точ-
ностью судить как о начале коррозии металла под покрытием,.
так и о кинетике протекания этого процесса.
В последнее время разработан рентгеновский метод испыта-
ния защитных свойств покрытий [13]. О появлении и росте кор-
розии судят по изменению интенсивности рентгеновских линий на
рентгенограмме, обусловленных образованием кристаллических
продуктов коррозии.
ЛИТЕРАТУРА
1. Жук Н. П. Курс теории коррозии и защиты металлов. М., Металлургия,
1976. 472 с.
2. Клинов И. Я- Коррозия химической аппаратуры и коррозионностойкие ма-
териалы. М., Машгиз, 1960. 512 с.
3. Скорчеллетти В. В. Теоретические основы коррозии металлов. Л., Химия,
1973. 264 с.
4. Рейбман А. И. Защитные лакокрасочные покрытия. 4-е изд. Л., Химия,
1978. 296 с.
5. Наумов С. Ф., Михайловский IO. И., Зубов П. И.— Лакокрасочные мате-
риалы и их применение, 1966, № 2, с. 30—33; Ns 5, с. 31—-34.
6. Пэйн Г. Ф. Технология органических покрытий. Т. 2. Л., Госхимиздат,
1963. 776 с.
7. Маркина М. В., Саратовский Э. П., Миронова И. П. — Лакокрасочные
материалы и их применение, 1977, № 2, с. 33—35.
8. ПятыхинЛ. И., Карякина М. И., Куварзин И. Н. Там же, 1971, Ns 1, с. 54—
57.
9. Кузьмичев В. И. Основы образования и защитного действия лакокрасочных
покрытий. Ярославль, ЯПИ, 1974. 86 с.
10. Розенфельд И. Л. Ингибиторы коррозии. М., Химия, 1977. 352 с.
11. Современные методы защиты от коррозии металлов в промышленности. Ма-
териалы семинара. Л., ЛДНТП, 1978. 96 с.
12. Лакокрасочные покрытия в машиностроении. Справочник/Под ред.
М. М. Гольдберга. М., Машиностроение, 1974. 576 с.
13. Река Б. А., Музылев С. В Лакокрасочные материалы и их применение,
1979, Ns 1, с. 39—41
173
chipmaker.ru
Глава
РАЗРУШЕНИЕ ПОКРЫТИЙ
ПРИ ЭКСПЛУАТАЦИИ
В процессе эксплуатации покрытий неизбежно происходит
их разрушение (старение), которое связано с протеканием в плен-
ках необратимых химических и физических процессов под влия-
нием внешних и внутренних факторов. Внешние признаки раз-
рушения покрытий — растрескивание, отслаивание, потеря
глянца, меление, изменение цвета и т. д. При старении изме-
няются практически все свойства покрытий: механические, хими-
ческие, электрические, оптические, противокоррозионные и др.
На определенной стадии старения покрытие перестает выполнять
свои защитные функции и требуется его замена. Поэтому проблема
долговечности имеет не только научно-технический интерес, но
и большое экономическое значение.
Наиболее типичные факторы разрушения покрытий — воздей-
ствие тепла, света, ионизирующего излучения, бактериальной
среды, кислорода воздуха, влаги и других химических агентов.
Нередко (например в атмосферных условиях) имеет место ком-
плексное воздействие многих факторов.
6.1. РАЗРУШЕНИЕ ПОКРЫТИЙ ПРИ НАГРЕВАНИИ
Термическое старение. Этот вид разрушения свойственен
всем покрытиям, работающим при повышенных температурах.
В первую очередь это относится к покрытиям для летательных
аппаратов, космических кораблей, изделий электротехнической
промышленности, радиоэлектроники, различных нагревательных
элементов.
При термическом воздействии на полимерную пленку незави-
симо от того, исходит это воздействие от подложки или с внешней
стороны, возможно протекание обратимых и необратимых процес-
сов. Обратимый термический процесс изменения свойств (механи-
ческих, электрических и др.) характеризует теплостойкость.
В случае кристалличных полимеров мерой теплостойкости может
служить температура плавления Тпп.
Необратимые химические изменения, обусловленные разрывом
молекулярных связей пленкообразующего вещества, отражают
174
термостойкость покрытия. Определяющее влияние на термостой-
кость оказывает энергия химических связей в полимере, из ко-
торого образовано покрытие. Наиболее высокие значения энергии
диссоциации характерны для связей С-—F — 486 кДж/моль,
В—О — 475 кДж/моль, Si—О — 446 кДж/моль (против 250—
295 кДж/моль для связи С—С). Не случайно фторопласты, бор-,
кремний- и другие элементорганические полимеры относятся
к числу наиболее термостойких.
Важным фактором термостойкости является резонансная ста-
билизация циклических структур. Введение в цепь полимеров
циклических (особенно ароматических) структур, а также мало-
подвижных фрагментов (лестничных, спирановых и других струк-
тур) существенно повышает термическую стойкость полимеров
и получаемых из них покрытий [1, с. 14].
Термостойкость пленкообразователей возрастает при их струк-
турировании, закономерным является повышение термического
сопротивления покрытий с увеличением плотности мостичных
связей и уменьшением их длины.
Существенное влияние на старение оказывают компоненты
лакокрасочного состава — пигменты, пластификаторы и другие
добавки. Разрушение покрытий замедляется при наличии пигмен-
тов, обладающих отражательными свойствами или выполняющих
функции термостабилизаторов, напротив, оно ускоряется, когда
пигменты служат катализаторами или инициаторами химических
процессов. Так, введение в состав перхлорвиниловых и хлор-
каучуковых покрытий свинцовых пигментов заметно повышает
их термостойкость, тогда как железоокисные пигменты и окись
цинка ускоряют разложение. Особенно благоприятно влияют на
термостойкость самых разных покрытий пигменты с чешуйчатой
формой частиц — алюминиевая пудра, бронзы, слюда, графит.
Введение алюминиевой пудры в алкидные и масляно-битумные
покрытия увеличивает их термостойкость более чем на 100 °C.
Белые, отражающие тепловые лучи • покрытия также медленнее
стареют при нагревании, чем аналогичные цветные покрытия.
Присутствие пластификаторов и остаточных растворителей
в пленке нередко может вызвать усиление деструкции. Замечено,
что диалкилфталаты ускоряют разложение поливинилхлорида,
поскольку легче него генерируют радикалы при нагревании.
Перхлорвиниловые покрытия, полученные из хлорбензольных
растворов, оказываются менее термостойкими, чем такие же
покрытия, изготовленные из растворов в ксилоле или ацетоне.
На термостойкость покрытий влияет природа подложки, однако
это влияние Носит избирательный характер: в зависимости от ма-
териала покрытия разложение может ускоряться, замедляться
или сохранять скорость разложения свободной пленки.
Внешними факторами термической деструкции являются
температура, характер среды, продолжительность теплового
воздействия. Для описания кинетики распада покрытий, как
17В
chipmaker.ru
и индивидуальных полимеров, с известным допущением может,
быть использовано следующее уравнение:
dC/dT = —КС'! (6.1)
где С — концентрация вещества, подвергшегося превращению;
К — константа скорости; п — порядок реакции; в большинстве
случаев разложение идет по реакции первого порядка, т. е.
п = 1.
Температурная зависимость К описывается уравнением
Л = Ае'Г1Га (6.2)
где Е — энергия активации процесса разложения.
Рис. 6.1. Типовая темпе-
ратурно временная зависи-
мость процесса разрушения
покрытий.
Разрушение покрытий носит временной
характер. Если принять за критерий оцен-
ки термостойкости индукционный • период
или температуру полураспада (темпера-
тура, при которой за 40 мин масса мате-
риала уменьшается наполовину), то время
и температура оказываются экспоненци-
ально связанными между собой (рис. 6.1).
В реальных условиях тепловое старе-
ние покрытий происходит в атмосфере
воздуха и поэтому сочетается с окисли-
тельной деструкцией, которая протекает
при значительно более низких темпера-
турах. Разрушение покрытий также уско-
ряется в присутствии влаги воздуха и
других химически активных веществ.
Большинство пленкообразователей деструктирует по свободно-
радикальному механизму с образованием низкомолекулярных
продуктов. При этом наряду с деструкцией нередко происходит
структурирование, т. е. сшивание молекулярных цепей [2, с. 364 1.
Замедление процессов деструкции и старения покрытий может
быть достигнуто введением термостабилизаторов, которые выби-
рают с учетом природы полимера [3, с. 356 ] и условий получения
и эксплуатации покрытия. Следует иметь в виду, что стабилиза-
торы, увеличивая индукционный период, не влияют существенно
на дальнейший ход процесса разложения покрытия.
Преобладающее число лакокрасочных покрытий обладает огра-
ниченной термостойкостью. Наиболее термостойкими являются
покрытия из кремнийорганических (КО-81, КО-83, КО-84, КО-88,
КО-810, КО-811, КО-813, КО-828, КО-834 и др.), фторопластовых
(ФП-561, ФП-566, ФП-5105), полиимидных (ПАК-1, ПАК-1/20),
органосиликатных (ВН-30 и др.) материалов, а также полибутил-
титанатов. Так, покрытия из эмали КО-810 (белая) способны вы-
держивать без изменения свойств нагревание при 350 °C в течение
1000 ч., из эмали КО-813 (с алюминиевой пудрой) при 500 °C —
3 ч., из полиимидного (ПАК-1) и фторопластового (ФП-561)
176
лаков при 300 °C — 6 ч. Полибутилтитанатные покрытия, пигмен-
тированные алюминиевой пудрой, устойчивы при длительном на-
гревании на воздухе при 450—500 °C, а наполненные цинковой
пылью — при 600—700 °C.
Из термостойких материалов, рассчитанных на длительную
эксплуатацию при более низких температурах (180—200сС),
находят применение масляно-битумные (БТ-177, БТ-180, БТ-123)
и алкидные (ГФ-820) эмали с алюминиевой пудрой.
Разрушение покрытий при горении. При воздействии откры-
того огня органические покрытия способны воспламеняться и го-
реть. Горючесть связана с содержанием горючих компонентов
в пленке Особенно легко воспламеняются и горят непигменти-
рованные нитратцеллюлозные покрытия. При наполнении горю-
честь уменьшается, однако самозатухания, как правило, не
происходит.
Горение и способность проводить огонь — недостаток боль-
шинства покрытий. Поэтому предпринимаются усилия для умень-
шения горючести и создания покрытий, обладающих огнезащит-
ными свойствами. Такие покрытия необходимы для предохране-
ния от загорания неогнестойких материалов (дерево, картон,
пластмассы и др.) и в целом для снижения пожароопасности любых
помещений и объектов. Огнестойкие (негорючие) покрытия и по-
крытия с пониженной горючестью (не способные поддерживать
горения) получают следующими путями:
1) применением красок, не содержащих органических компо-
нентов (силикатные, известковые, цементные);
2) использованием галоген-, фосфор- и кремнийсодержащих
пленкообразователей (полимеры и сополимеры винилхлорида,
хлоркаучук, фтор- и фосфорсодержащие полимеры, полиэфиры
на основе хлорэндикового, тетрахлор- и тетрабромфталевого
ангидридов, органосиликатные материалы и др.);
3) введением в состав красок веществ, задерживающих горе-
ние — антипиренов.
Последний путь особенно широко применяется на практике.
Наибольшее распространение в качестве антипиренов получили
легко разлагающиеся при нагревании неорганические вещества
(гидроокись алюминия, борат, сульфат и хлорид аммония, трех-
окись и хлорокись сурьмы, хлорокись цинка, борат цинка, основ-
ные карбонаты цинка и магния, карбонат кальция, полифосфат
аммония), а также галоген- и фосфорсодержащие органические
соединения (хлорпарафин, хлорированный дифенил, тетрабром-
ксилол, фосфат гуанидина, димеры гексахлорциклопентадиена,
изопропенилфенилфосфат и др.) [4]. Например, чтобы обеспечить
самозатухаемость полиэфирных покрытий, в их составе необхо-
димо иметь в связанном состоянии либо 5—6°6 фосфора, либо
8—16% брома, либо 30% хлора 15, с. 71 ].
Показателями горючести (огнестойкости) покрытий служат
кислородный индекс воспламеняемости (содержание кислорода
177
chipmaker.ru
[в % 1 в смеси с инертным газом, при котором происходит само-
затухание покрытия), стойкость к пламени, длина затухания
пламени, показатель возгораемости, потеря массы при горении
(метод «огневой трубы»). Покрытия, имеющие кислородный индекс
более 21, считаются негорючими; они не загораются и не поддер-
живают горения. К ним относятся бакелитовые, перхлорвинило-
вые, пластифицированные хлорпарафином или совслом (1096),
пентапластовые, фторопластовые и другие покрытия. В нашей
стране освоен выпуск красок с пониженной горючестью — алкид-
ной ПФ-218, перхлорвиниловой ХВ-5169, полиуретановой УР-1177
и некоторых других.
Особый вид покрытий представляют огнезащитные покрытия.
В результате вспучивания, т. е. образования пористого тепло-
изолирующего слоя при разложении, они создают тепловой барьер
на пути к подложке. Примером может служить краска следу-
ющего состава [41, в % (масс.):
Поливпнилацетатная дне- Дипеп гаэритрит .........6
Персия 30%-ная .... 19 Меламин..................7
Двуокись титана...........9 Хлорпарафин .............7
Полифосфат аммония ... 28 Вода ...................14
Вспенивающими веществами кроме меламина могут служить
также гуанидины, уретаны и др.
6.2. РАЗРУШЕНИЕ ПОКРЫТИЙ ПОД ВЛИЯНИЕМ СВЕТА
И ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ
Фотохимическое старение. Ультрафиолетовые лучи (X =
= 250^-400 нм), составляющие значительную часть солнечного
излучения,1 оказывают сильное разрушающее действие на покры-
тия. Энергия возрастает с уменьшением длины волны излучения;
в УФ-области спектра она становится соизмеримой с энергией
С—С- и других связей полимеров.
Под действием УФ-лучей молекулы полимеров переходят
в активное,' или возбужденное, состояние. При этом возможна
трансформация или энергии, или излучения. В первом случае
световая энергия переходит в химическую и возможен разрыв
соответствующих связей (по слабым местам), приводящий к обра-
зованию низкомолекулярных продуктов деструкции. Во втором
возбужденная молекула может вызвать излучение с другой (обычно
большей) длиной волны, например, в виде тепловой энергии.
Чем больше световой энергии способен превращать полимер в те-
пловую, тем меньше квантовый выход (число разорванных связей
на один поглощенный квант света) и тем выше стойкость покрытия
к фотодеструкции.
Фотодеструкция молекулы полимера А условно может быть
представлена следующей схемой:
hv
2А —> 2А —> А—А
178
Процесс деструкции резко ускоряется и усложняется в при-
сутствии кислорода воздуха и при повышении температуры, при
этом образуются разнообразные продукты окисления и наблю-
дается уменьшение массы материала пленки (рис. 6.2). Потеря
массы АР связана с интенсивностью УФ-излучения Q следующей
зависимостью [6, с. 228]:
&Р = aQb
(6.3)
где а и b — коэффициенты, зависящие от природы материала
пленки и температуры.
Стойкость покрытий к УФ-старению зависит от их состава.
Наименее подвержены разрушению пленкообразователи, не име-
ющие активных функциональ-
ных групп: фторопласты, поли-
стирол, полиметакрилаты, без-
масляные полиэфиры, полисил-
оксаны, хлорсульфированный
полиэтилен (в отвержденном ви-
де). Несколько хуже сопротив-
ляются УФ-старению мелами-
но-, мочевина- и фенолоформаль-
дегидные, алкидные, виниловые
пленкообразователи. Тем не ме-
нее их достаточно широко ис-
пользуют для изготовления по-
крытий, эксплуатируемых в ус-
ловиях повышенной солнечной
радиации. Самой низкой стой-
костью обладают покрытия на
Рис. Q.2. Зависимость потери массы полиме-
такрилатного покрытия от продолжитель-
ности УФ-старения при 40 (/) и 20 (2) °с
и интенсивности излучения 0,3 (---— )
и 0,1 (-----—) Дж/(с№ мин) [6, с. 229].
основе ненасыщенных каучуков и полимеров дивинилацети-
лена; сравнительно быстро стареют под действием УФ-лучей
масляные, битумные, полиэтиленовые, полиамидные, нитрат-
целлюлозные покрытия.
Пигменты, обладающие повышенной фотохимической актив-
ностью (окись цинка, анатазная двуокись титана), ускоряют раз-
рушение покрытий, напротив, пигменты, экранирующие излуче-
ние (сажа, алюминиевая пудра, бронзы), задерживают старение.
Особенно эффективно предохраняют покрытия от разрушения
фотостабилизаторы — производные оксибензофенона, бензотри-
азолы, арилсалицилаты, ароматические амины и др. [2, с. 378;
3, с. 364].
Радиационное старение. Радиоактивное излучение (рентгенов-
ские, а-, р-, у-лучи и др.) — излучение высокой энергии и ча-
стоты — особенно эффективно воздействует на лакокрасочные
покрытия. Насколько велико действие ионизирующего излучения
на полимерные материалы, можно видеть из следующих примеров.
Полиизобутилен при больших поглощенных дозах излучения
настолько сильно деструктпрует, что превращается в жидкость;
179
chipmaker.ru
политетрафторэтилен становится хрупким и способен рассыпаться
в порошок, при этом выделяется значительное количество фтора;
при облучении полиэтилена может выделиться до 30% имеющегося
в его составе водорода и произойти образование изотопа Х1С.
Механизм действия излучений высокой энергии на полимеры
заключается в возбуждении молекул и образовании положитель-
ных ионов и радикалов по схеме:
АА/\/\/\
АА+ е
А —А
Л-р А + + е
Результатом действия ионизирующих излучений является
деструкция и сшивание молекулярных цепей. Деструктируют
главным образом пленкообразователи, имеющие четвертичный
углеродный атом в мономерном звене или содержащие в качестве
заместителя галоген у С-атома, соседнего с метиленовой группой
(полиметакрилаты, полиизобутилен, поливинилхлорид, поливи-
нилфторид и др.). Напротив, для полимеров, имеющих структуру
(—СН2—CHR—)„, преобладающим процессом является сшива-
ние. Покрытия из таких полимеров проявляют достаточно высо-
кую стойкость к радиационному старению.
Сроки службы покрытий в условиях радиации определяются
в первую очередь природой пленкообразующего вещества. Пиг-
менты и наполнители не оказывают существенного влияния на
стойкость покрытий. Наиболее благоприятный эффект достигается
при введении наполнителей волокнистой и чешуйчатой струк-
туры — микроасбеста, стекловолокна, молотой слюды, алюминие-
вой пудры.
Ниже указаны предельные дозы излучения (в МГр) для раз-
личных покрытий, свидетельствующие о радиационной стойкости
последних 17, с. 1631:
Полистирольное ............. 50
Кремнийорганическое ... 50
Эпоксндно-фенолоформаль-
дегидное................. 50
Эпоксидное .............. 1—10
Полиуретановое .......... 1—10
Битумное ................ 1—10
Меламиноформальдегидное 5
Фенолоформальдегидное 5
Поливинилацетатное .... 5
Поливинилхлоридное ... 1
Полиэтиленовое .............. 1
Фторопластовое (фторо-
пласт-3, 32Л, 42Л) . . . 0,1—1
Перхлорвиниловое .... 0,1
Полиметакрилатное .... 0,01—0,1
Нитратцеллюлозное .... 0,001
Наибольшей радиационной стойкостью обладают эпоксидные,
кремнийорганические (арилсилоксановые), полиуретановые и би-
тумные покрытия. Они и получили наибольшее применение в атом-
ной технике и отраслях, связанных с воздействием радиации
[7, с. 166 J. Полистирольные покрытия из-за хрупкости практи-
чески не применяются.
Стойкость покрытий на разных подложках неодинакова. На-
пример, перхлорвиниловые покрытия на алюминиевой подложке
180
разрушаются при дозах излучения в 4—5 раз меньших, чем на
бетоне 18, с. 15].
Признаками разрушения покрытий являются изменение цвета
(обесцвечивание, потемнение), потеря глянца, появление пузы-
рей, сетки трещин и липкости, шелушение; при больших дозах
возможно снижение адгезии. Для повышения радиационной стой-
кости покрытий применяют специальные добавки, называемые
антирадами: антрацен, фенантрен, оксихинолин, нафталин, ди-
фенил, бензантрацен и другие полициклические соединения.
При выборе покрытий, стойких к радиации, руководствуются
не только параметрами их старения, но и способностью к дезакти-
вации, которая оценивается по остаточной радиоактивности
(в %) после 5 циклов активации дезактивации. В качестве акти-
вирующей жидкости применяют раствор хлоридов радиоактивных
изотопов 90Sr -> w’Y или lcBRu —1C6Rh в 3 н. соляной кислоте,
в качестве дезактивирующей — 2%-ный раствор соляной кислоты,
содержащий 0,4% гексаметафосфата натрия и 0,3% эмульгатора
ОП-7. Пригодными считаются покрытия, у которых остаточная
радиоактивность не превышает 3%. Этому требованию удовлетво-
ряют лишь покрытия с гладкой ровной поверхностью, получаемые
на основе гидрофобных пленкообразователей: эпоксидные, фторо-
пластовые, пентапластовые, полиэтиленовые, перхлорвиниловые,
на основе полимеров и сополимеров винилхлорида, полиакрилат-
ные, полистирольные, кремнийорганические. Их остаточная ра-
диоактивность не более 2,0%. Остаточная радиоактивность алкид-
ных (глифталевых и пентафталевых) и нитратцеллюлозных по-
крытий достигает 15—70%, а масляных — еще выше 19, с. 67].
6.3. РАЗРУШЕНИЕ ПОКРЫТИЙ
ПРИ ВОЗДЕЙСТВИИ ХИМИЧЕСКИХ АГЕНТОВ
В процессе эксплуатации покрытия могут испытывать воздей-
ствие различных химических агентов: кислорода воздуха и дру-
гих газов, воды, водных растворов кислот, щелочей, солей, раство-
рителей, жидкого топлива, нефтепродуктов, пищевых продуктов
и т. д. Воздействие может быть индивидуальным и комплексным
с участием одной или многих разнообразных сред. Если сопротив-
ление материала пленки протеканию химических и физических
процессов окажется недостаточным, произойдет ее разрушение.
Последнее обычно начинается с обратимых физических процессов,
которые перерастают в необратимые химические. Так, пролитая
на полированном столе вода может вызвать побеление пленки
лака или политуры. При быстром удалении воды побеление (ре-
зультат набухания полимера) может исчезнуть, если же вода
действует длительно, она может вызвать необратимый процесс
гидролиза пленкообразователя, и побеление не исчезнет, не-
смотря на полное удаление воды.
181
chipmaker.ru
Независимо от характера процессов начальным этапом хими-
ческого разрушения покрытия являются диффузия и сорбция
агрессивных агентов.
Растворимость газов в полимерах при нормальной темпера-
туре низка, она обычно не превышает 0,2%. Растворимость водя-
ного пара колеблется в широких пределах: от нуля —для фторо-
пластов до сотен процентов, например, для поливинилового
спирта. Сорбция органических растворителей относительно вы-
сока для всех полимеров.
Химическое поведение покрытий определяется природой по-
лимера и других компонентов пленки. Стойкость к гидролизу по-
лимеров с функциональными группами в звене возрастает в сле-
дующем порядке (В. В. Коршак):
—СН—С—<—СО—NH—<—СО—О—<—О—
I
О—
Отсутствие функциональных групп создает благоприятные
условия для стойкости пленок — гидролитической, окислитель-
ной и др. На химической стойкости полимерных пленок сказы-
ваются и структурные факторы. Практика показывает, что неза-
висимо от характера среды наибольшей химической стойкостью
обладают покрытия на основе кристаллических и пространственно-
сцштых аморфных полимеров [10, с. 179].
Пигменты могут увеличивать и уменьшать химическую стой-
кость покрытий. Положительный эффект достигается при приме-
нении инертных пигментов и наполнителей — двуокиси титана,
окиси хрома, сажи, графита, микроасбеста, барита и др. Пласти-
фикаторы, особенно низкомолекулярные, понижают химическую
стойкость пленок. Разрушение покрытий в химически активных
средах резко ускоряется с повышением температуры. Многие
покрытия, считающиеся водостойкими при комнатной температуре,
в кипящей воде быстро разрушаются.
Обеспечение сохранности покрытий достигается разными пу-
тями. Материал покрытия необходимо выбирать с учетом харак-
тера воздействующей среды. В растворах кислот, например, наи-
большую стойкость проявляют покрытия на основе полифтороле-
финов, пентапласта, полиолефинов, полимеров и сополимеров
винилхлорида, фуриловых, фенолоформальдегидных, эпоксидно-
фурановых, эпоксидно-фенолоформальдегидных, эпоксидно-фто-
ропластовых пленкообразователей [11, с. 238]. Для защиты от
действия щелочей используются эпоксидные, эпоксидно-фторо-
пластовые покрытия, а также покрытия на основе виниловых
пленкообразователей и хлорированного каучука.
Воздействию горячей воды и водяного пара лучше всего про-
тивостоят покрытия, получаемые из фенолоформальдегидных
(эмаль ФЛ-61), фуриловых (лак Ф-10), эпоксидно-фторопластовых
(лак ФЭН) пленкообразователей и пентапласта.
182
При контакте с нефтепродуктами (бензин, смазочные масла,
жидкое топливо) оправдало себя применение многих полярных
пленкообразователей, в том числе эпоксидных, феноло-, мочевино-
и меламиноформальдегидных, кремнийорганических, алкидно-
стирольных, полиуретановых, а также нитрата целлюлозы, аце-
талей поливинилового спирта и др. В органических растворителях
стойкими являются лишь немногие покрытия, а именно: поли-
уретановые, фуриловые и эпоксидно-фуриловые, фенолоформаль-
дегидные (из э.мали ФЛ-787), полиамидные.
Разрушение покрытий при воздействии химических агентов
оценивается визуально, по изменению массы покрытий, их хими-
ческих характеристик и проницаемости, состава, агрессивной
среды, по появлению продуктов разрушения.
6.4. БИОЛОГИЧЕСКАЯ ПОВРЕЖДАЕМОСТЬ ПОКРЫТИЙ
Биологическая повреждаемость — разрушение покрытий под
влиянием биологических агентов — плесневых грибов, актино-
мицетов, бактерий. Этот вид разрушения наиболее часто встре-
чается при эксплуатации покрытий в атмосфере с повышенной
влажностью, особенно в тропическом и субтропическом климате.
В теплой морской воде, богатой растительными и животными
организмами, наблюдается обрастание покрытий. На поверхности
образуется бактериальная слизистая пленка, состоящая из бак-
терий, простейших микроорганизмов и диатомовых водорослей,
которая, увеличиваясь, достигает большой толщины (количество
отлагающейся биомассы нередко доходит до 40 кг/м2 в год и более).
Обрастание вызывает ускоренное разрушение покрытий и прежде-
временную коррозию металла. Одновременно резко, ухудшаются
эксплуатационные характеристики объектов, находящихся в воде:
скорость движения судов уменьшается на 50—100%, выходят из
строя судовые и океанологические приборы, возрастает волновая
нагрузка на гидротехнические сооружения. Все это вызывает
необходимость борьбы с неблагоприятным воздействием биологи-
ческой сферы.
Разрушение под действием микроорганизмов. Этот вид разру-
шения обусловлен тем, что многие покрытия служат питательной
средой для плесневых грибов и бактерий. Практически все орга-
нические полимеры могут быть ассимилированы плесневыми
грибами, однако в наибольшей степени подвержены плесневению
и загниванию белковые вещества (казеин, камеди, декстрин,
альбумин, крахмал) и покрытия, содержащие их хотя бы в неболь-
ших количествах.
На микробиологическую повреждаемость влияют температура,
влажность, pH среды. Оптимальная температура для развития
всех видов плесени 24—30 °C; ассимиляции, как правило, не
происходит выше 45 °C и ниже 0 °C (рис. 6.3). Плесневые грибы
в вегетативной стадии более чувствительны к температуре, чем
183
chipmaker.ru
конидии: грибы в вегетативной стадии гибнут выше 80 и ниже
—10 °C, конидии же нередко оказываются стойкими даже при
100 и —20 °C [12, с. 26].
Скорость образования плесени зависит от водопоглошения
покрытия и влажности окружающего воздуха. Внутри помеще-
ний, где отсутствует обмен воздуха, степень поражения покрытий
бактериями выше, чем в вентилируемых помещениях или вне
помещений на открытом воздухе. Оптимальной для развития
плесени является среда с pH 4—8. Сильнокислая и сильнощелоч-
Температура, °C
Рис. 6.3. Температурная зависи-
мо ст вскорости образования плесени
на лакокрасочных покрытиях.
ная среда губительно действуют на
бактерии.
В результате климатических ис-
пытаний были определены пленко-
образователи с наименьшей биоло-
гической повреждаемостью [13,
с. 158). К ним относятся все поли-
меры, обладающие малой степенью
водопоглощення, — полиолефины, по-
лифторолсфины, виниловые, полиак-
рилатные, кремнийорганические, фе-
ноле- и мочевиноформальдегидные
(отверждаемые при нагревании), эпо-
ксидные и др. Достаточно стойкими
к действию микроорганизмов явля-
ются покрытия на основе природ-
ных олигомеров — битумов, канифоли, шеллака, что объяс-
няется их кислотными свойствами.
В отличие от этих пленкообразующих веществ большинство
воднодисперсионных, нитратцеллюлозных, масляных, алкидных
лаков и красок (за исключением красок на тунговом масле) обра-
зует недостаточно стойкие к действию микроорганизмов покры-
тия. В условиях тропиков такие покрытия быстро покрываются
плесенью, теряют глянец, их защитные функции резко снижаются.
Стойкость масляных покрытий заметно возрастает с повышением
температуры сушки. Некоторые виды алкидных покрытий, полу-
чаемых при 170 °C и выше и обладающих малым водопоглоще-
нием, рекомендованы для применения в качестве тропико-
устойчивых.
Биологическая повреждаемость покрытий не снижается при
введении ряда пластификаторов: эфиров рицинолсвой, себацино-
вой, стеариновой, адипиновой кислот, гликолей. Этого нельзя
сказать, однако, об эфирах фталевой, малеиновой и ортофосфор-
ной кислот [13, с. 163].
Пигменты и наполнители в большинстве случаев улучшают
защитные функции покрытий. Механизм их действия сводится
к уменьшению гидрофильности пленок и направленному измене-
нию pH среды. Последнее характерно для пигментов, имеющих
основной характер (цинковые и свинцовые белила, карбонат
184
кальция и др.). Ряд пигментов (сульфиды кадмия и ртути, соеди-
нения меди) обладают токсическим действием на микроорганизмы.
Аналогичный эффект проявляется при введении в состав красок,
служащих верхним покрытием, 0,1—2,0% фунгицидов — орга-
нических соединений ртути, меди, олова, цинка (салицилат
фенилртути, олеат фенилртути, о-бензолсульфимид фенилртути,
8-оксихинолинат меди, диметилтиокарбамат цинка, бис(трибу-
тил)оксид олова, тетрахлорфенол, пентахлорфенолят меди и др. ]
[14, с. 137 ]. Хорошие результаты в поливинилацетатных покры-
тиях показал катании (концентрация 0,2%), а в эпоксидных —
антибиотики нистатин и трихотецин (0,5%).
Для защиты покрытий во время транспортировки и склад-
ского хранения применяют фунгицидные смазки ФП-1 и ФП-2,
.состоящие из воска, парафина, уайт-спирита и 10% трихлорфе-
нолята меди или пентахлорфенола.
Обрастание покрытий. От обрастания морскими организмами
в наибольшей степени страдает морской флот. Подсчитано, что
годовой ущерб, который причиняет обрастание флоту Англии,
составляет 50 млн. фунтов стерлингов, США — 500—700 млн.
долларов [15, с. 6].
Степень обрастания определяется многими факторами: геогра-
фическим районом моря, температурой, соленостью и скоростью
движения воды, глубиной погружения объекта и др. Наибольшая
плотность личинок обрастателей (балянусы, мидии, моллюски,
морские уточки и др.) в прибрежных районах тропических морей
на глубине до 15 м. Именно там и наблюдается самая большая
скорость обрастания, доходящая до 100 г/(м2 сут).
Для защиты морских судов и гидротехнических сооружений
от обрастания применяют необрастающие покрытия. Они состоят
из пленкообразующей основы и токсинов (ядов). В качестве плен-
кообразователей используют канифоль и ее эфиры, перхлорвинил,
хлоркаучук, сополимеры винилхлорида с винилацетатом, хлор-
сульфированный полиэтилен. Ядами служат окиси меди (I) и
ртути, бис(трибутил)оксид олова, 10-хлорфеноксиарсин, трифе-
нилацетат свинца, метаборат бария, анилид салициловой кис-
лоты, фенолы и их производные, соединения карбаминовой,
тио- и дитиокарбаминовой кислот и др. [15, с. 69]. В отдельных
случаях функций пленкообразователя и токсина может выполнять
одно соединение, например, оловосодержащие полимеры и сопо-
лимеры акриловой, малеиновой и других кислот.
Необрастающие краски служат своеобразным защитным барье-
ром на поверхности противокоррозионных подводных покрытий.
Важное требование к ним — обеспечение такой степени извлече-
ния токсинов, которая бы губительно действовала на обрастателей.
Выделение токсинов может происходить в результате или их
диффузий из пленки, или частичного растворения пленкообразу-
ющего вещества. Для достижения нужного эффекта содержание
ядовитых веществ в пленке должно быть большим [например,
185
chipmaker.ru
50—70% Cu2O; скорость растворения этого токсина не менее
0,1 г/(м2-сут)].
Отечественная промышленность вырабатывает необрастающие
краски разных марок: ХВ-53, ХВ-5153, ХВ-71, ХВ-521, ХВ-750,
ХС-79, ХС-519 — на виниловой основе, КЧ-528, КЧ-529 — на
хлорсульфированном полиэтилене, КФ-751, ЯН-7А, ТПК-868 —
на канифоли. Срок защитного действия большинства кра-
сок составляет 12—18 мес, красок ЯН-7 и ТПК-868 — 24—
36 мес.
Рассмотренный принцип биологического воздействия на микро-
организмы может быть использован не только с целью защиты
покрытий от разрушения, но и для обеспечения бактерицидного
и бактериостатического эффекта. Так, при введении в различные
эмали препарата алкацида (смесь этанолмеркурхлорида с алка-
моном ОС-2) получены самодезинфицирующиеся покрытия с ра-
диусом бактериостатического действия до 20 мм. Бактерицидные
эмали (МЛ-268 и НЦ-269) используют для окраски помещений
диспансеров, боксов, медицинских инструментов и приборов
116, с. 50].
6.5. АТМОСФЕРНОЕ СТАРЕНИЕ ПОКРЫТИЙ
Атмосферное старение обусловлено комплексным воздействием
многих факторов — солнечной радиации, влаги, кислорода воз-
духа, переменных температур и т.
О-----1--_—1-----1-----1
60 240 400 560 720
I, МДж/^мес)
Рис. 6.4. Зависимость скорости снижения блес-
ка покрытий из пентафталевой ПФ-115
полиакрилат и ой АС-182 (2) и меламино-ал вид-
ной МЛ-12 (3) эмалей от суммарной интенсив-
ности солнечного излучения.
д. Скорость разрушения по-
крытий в атмосферных усло-
виях примерно в 50 раз боль-
ше, чем в помещении. Ос-
новной вклад в разрушение
покрытий вносят фотохими-
ческие процессы, инициируе-
мые солнечным светом, а
также процессы окислитель-
ной и гидролитической де-
струкции, происходящие под
влиянием кислорода, озона
и влаги воздуха. Чем боль-
ше интенсивность солнечной
радиации, влажность возду-
ха и скорость ветра, тем
с большей разрушительной
силой происходит процесс
старения (рис. 6.4). Например, потеря блеска покрытий при дей-
ствии прямого солнечного света в несколько раз больше, чем
при действии рассеянного 15, с. 228]. Наибольшая скорость по-
тери блеска и соответственно старения приходится на весенне-
летний период, т. е. период наибольшей солнечной радиации.
186
Изменение блеска Б от времени экспозиции т покрытий
в атмосферных условиях умеренного климата описывается урав-
нением:
Б = ахь (6.4)
где а и b — постоянные.
Атмосферное старение связано с протеканием химических
(деструкция и структурирование) и физических (структурообра-
зование) процессов в пленке. Чем выше химическая стойкость
пленкообразователя и чем стабильнее его структура в покрытии,
тем менее оно подвержено внешним изменениям [171.
Срок службы покрытий в атмосферных условиях может коле-
баться от 1 до 10 лет. Это зависит от природы пленкообразу-
ющего вещества, вида, и цвета пигментов, технологии изготовле-
ния покрытия.
Высокую атмосферостойкость проявляют покрытия на основе
поливинилфторида, сополимеров винилхлорида, перхлорвинила,
полиакрилатов, меламино-алкидных, полиэфирных, эпоксиэфир-
ных и пентафталевых пленкообразователей. Эти покрытия успешно
используют при защите изделий и объектов, эксплуатирующихся
в атмосферных условиях (средства железнодорожного и автомо-
бильного транспорта, сельскохозяйственное и подъемно-транспорт-
ное оборудование, мостовые сооружения, надводная часть судов
и прочее).
Пигменты в зависимости от спектральных характеристик и
фотохимической активности могут существенно изменять скорость
старения покрытий. На старение многослойных покрытий (изме-
нение блеска, меление и начало коррозии металла) большое влия-
ние оказывает природа грунтовочного слоя.
Сложность и многофакторность процессов атмосферного раз-
рушения покрытий обусловливают необходимость их всесторон-
ней и правильной оценки. Наиболее объективную характеристику
стойкости покрытий дают натурные испытания,, проводимые на
испытательных станциях в различных климатических зонах.
Такие станции имеются в Москве, Ленинграде, Харькове, Мурман-
ске, Батуми, Якутске и других городах. Однако натурные испы-
тания длительны. Поэтому широко практикуются ускоренные
испытания в аппаратах искусственной погоды, где в ужесточен-
ном варианте имитируются погодные условия. Серийно выпу-
скаются аппараты искусственной погоды ИП-1-2 и ИП-1-3, раз-
личающиеся источниками УФ-излучения (в аппарате ИП-1-2 —
электродуговые лампы закрытого типа, а в аппарате ИП-1-3
еще и ртутно-кварцевые лампы ПРК-2). Ускоренные испытания
на стойкость в условиях влажного тропического климата при-
брежных и промышленных районов проводят по циклам «Тро-
пики-1» и «Тропики-П», а в условиях районов Крайнего Севера—
по циклу «Север». Аппараты искусственной погоды позволяют
в 8—25 раз сократить длительность испытания покрытий по
сравнению с натурными условиями [18, с. 751.
187
chipmaker.ru
При атмосферных испытаниях оценивают многие свойства
покрытий: изменение цвета и блеска, меление, бронзирование,
растрескивание, отслаивание, появление пузырей и коррозии.
Отмечают степень повреждений по площади образца и на основа-
нии этих результатов по восьмибалльной системе (8 — самый
высокий балл) или с помощью расчетных коэффициентов опре-
деляют показатель стойкости покрытий в атмосферных условиях.
ЛИТЕРАТУРА
1. Охрименко И. С. Термостойкие полимеры для защитных покрытий. Л., ЛТИ
им. Ленсовета, 1976. 40 с.
2. Охрименко И. С., Верхоланцев В. В. Химия и технология пленкообразующих
веществ. Л., Химия, 1978. 392 с.
3. Фойгт И. Стабилизация синтетических полимеров против действия света
и тепла/Под ред. Б. М. Коварской. Л., Химия, 1972. 544 с.
4. Лялюшко Д. С., Шабанова С. А., Толстая С. Н. — Лакокрасочные материалы
и их применение, 1975, № 5, с. 72—76.
5. Кодалев В. И. Горючесть и огнестойкость полимерных материалов. М., Хи-
мия, 1976. 160 с.
6. Лакокрасочные покрытия/Под ред. Е. Н. Владычпной. М., Химия, 1972.
304 с.
7. Тихомиров В. Б. Полимерные покрытия в атомной технике. М., АтомизДат,
1965. 276 с.
8. Князев В. К. Радиационная стойкость лакокрасочных покрытий. М., Атом-
издат, 1971. 182 с.
9. Городинский С. М., Гольдштейн Д. С. Дезактивация полимерных материа-
лов. М., Атомиздат, 1975. 224 с.
10. Моисеев Ю. Б., Зайков Г. Е. Химическая стойкость полимеров в агрессивных
средах. М., Химия, 1979. 288 с.
11. Гейбл, ан А. И. Защитные лакокрасочные покрытия. 4-е изд. Л., Химия,
1978. 296 с.
12. Благник Р., Заново В. Микробиологическая коррозия. М., Химия, 1965.
222 с.
13. Долежел Б. Коррозия пластических материалов и резин. М., Химия, 1964.
248 с.
14. Полимерные пленкообоазователи/Под ред. В. И. Елисеевой. М., Химия,
1971. 214 с.
15. Гуревич Е. С., Искра Е. В., Куцевалова Е. П. Защита морских судов от обра-
стания. Л., Судостроение, 1978. 200 с.
16. Лакокрасочные покрытия со специальными свойствами. Материалы семинара.
Л., ЛДНТП, 1973. 118 с.
17. Карякина М. И. — Автореф. докт. дисс. М., ФХИ им. Л. Я. Карпова, 1967.
18. Новые лакокрасочные материалы и покрытия для защиты изделий в атмо-
сферных условиях. Материалы семинара. Л., ЛДНТП, 1968. 98 с.
Глава
СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ НА ПОВЕРХНОСТЬ
Chipmaker.ru
За многовековую историю применения лаков и красок опре-
делились разнообразные способы их нанесения на поверхность.
Первоначально применяли исключительно ручные способы окра-
ски — кистями, тампонами, валиками. С увеличением масштабов
потребления лакокрасочных материалов и расширением их ассор-
тимента совершенствовались и способы окраски. Основное внима-
ние при этом обращалось на возможность механизации и автома-
тизации процессов, повышение производительности труда, сниже-
ние потерь материалов, уменьшение энергетических и других
затрат, улучшение качества покрытий. Существующий набор
способов позволяет наносить любые жидкие и порошковые лако-
красочные материалы в непрерывном и периодическом режимах
на изделия и объекты разной формы и размеров. При этом до
минимума сократилось время нанесения и резко возросла произ-
водительность труда
7.1. КЛАССИФИКАЦИЯ СПОСОБОВ ОКРАСКИ
Различают способы нанесения жидких и порошковых лако-
красочных материалов.
Нанесение жидких лакокрасочных материалов, как и любых
жидкостей, на твердую поверхность основано на:
1) превращении их в аэрозоли с последующим осаждением и
коагуляцией в тонком слое;
2) смачивании поверхности (адсорбции);
3) отложении (осаждении) вещества из жидкой среды (рас-
твора или дисперсии) при воздействии электрического тока, на-
гревания и т. д.;
4) адсорбции из газовой или паровой фазы.
К первой, наиболее распространенной группе способов отно-
сятся: пневматическое распыление, электростатическое распыле-
ние, гидравлическое (безвоздушное) распыление, аэрозольное
распыление. Общим для всех этих способов является то, что
жидкий лакокрасочный материал предварительно дисперги-
руется — превращается в состояние аэрозоля. От свойств аэро-
золя и от того, насколько он полно осаждается и коагулирует
189
chipmaker.ru
Схема. Спосо
.Нанесение жидких лако
А. Механизнро
Распы
Окраска валиками
Б. Ручные
Окраска кистями
Нанесение порошковых
Нанесение пленкообразова
190
бы окраски
красочных материалов
ванные способы
лен ие
лакокрасочных материалов
1елей из газовой фазы
Разложение полимеров в вакууме
I
Термоэмиссия
1
Электронно-лучевое разложение
191
chipmaker.ru
на поверхности, зависят экономика и качество получаемых по-
крытий.
Вторую группу способов составляют окунание, облив, ок-
раска валиками, в барабанах, кистями и другими ручными
приспособлениями. Для их осуществления необходим прямой
контакт твердой поверхности и жидкого лакокрасочного мате-
риала и возможно более полное взаимодействие (смачивание).
Третью группу представляют такие перспективные способы,
как электро- и автоосаждение и электрополимеризация.
К четвертой группе относятся сравнительно новые способы:
полимеризация в тлеющем разряде, инициированная полимери-
зация мономеров из паровой фазы и др. В этом случае, как и при
электрополимеризации, процесс нанесения (осаждения) моно-
мерного или олигомерного пленкообразующего вещества совме-
щается с процессом его химического превращения, приводящего
к образованию готового покрытия. В других случаях процессы
нанесения и отверждения (сушки) материала четко разделяются
как во времени, так и по аппаратурному оформлению.
На схеме приведены основные способы нанесения лакокрасоч-
ных материалов на поверхность. Удельный вес (в %) указанных
способов в промышленности СССР иллюстрируется следующими
данными (на 1970 г.) 11, с. 3 1:
Пневматическое распыление 70,0
Электростатическое распыле-
ние ........................2,8
Безвоздушное распыление ... 1,5
Электроосаждение............0,1
Окунание.....................0,2
Струйный облив 1,0
Ручные способы (окраска ки-
стями и др.)..............15,0
Прочие способы...............9,4
Нанесение порошковых лакокрасочных материалов основано
на их способности легко превращаться в аэрозоли. Аэрозоли
осаждаются на твердой поверхности в результате:
1) электризации аэрозольных частиц (сообщается заряд, про-
тивоположный по знаку заряду поверхности);
2) контактирования аэрозоля с нагретой поверхностью;
3) контактирования аэрозоля с липкой поверхностью под-
ложки;
4) конденсации аэрозоля на холодной поверхности.
В отдельных случаях применяют нанесение порошковых красок
на горизонтальную поверхность насыпанием, насеиванием и т. д.
Все существующие способы нанесения жидких и порошковых
красок подразделяются на механизированные и ручные. Первые
используют в промышленности и реже в строительстве при
окраске объектов и изделий в условиях массового, поточного
и нередко мелкосерийного производства; вторые — при единичном
производстве в промышленности, строительстве и в быту, когда
объем окрасочных работ мал и по соображениям экономии мате-
риалов, санитарно-гигиеническим, техническим и другим усло-
виям нецелесообразно применять механизированные средства
окраски.
192
ПОЛУЧЕНИЕ АЭРОЗОЛЕЙ И ИХ СВОЙСТВА
Преобладающее число способов нанесения лакокрасочных материалов осно-
вано на использовании аэрозольной технологии. В состоянии аэрозолей наиболее
легко осуществляется дозирование, зарядка и тонкослойное распределение на
поверхности как жидких, так и твердых (порошковых) материалов.
Существует два способа получения аэрозолей: диспергацнонный и конден-
сационный. Диспергационный способ заключается в образовании взвешенных
в воздухе частиц путем измельчения твердых или жидких тел. При конденсацион-
ном способе переход жидкости в капельное состояние достигается вследствие
конденсации паров. Этот способ из-за низкой концентрации и малых размеров
частиц не нашел применения в технологии лакокрасочных покрытий. В промыш-
ленности применяется исключительно диспергационный способ, отличающийся
простотой, надежностью и относительно малыми затратами энергии на образова-
ние аэрозоля.
В зависимости от типа диспергаторов различают распыление:
1) пневматическое или аэродинамическое (материал дробится струей сжа-
того воздуха или другого газа);
2) центробежное (материал распыляется под воздействием центробежной
силы);
3) гидравлическое, или гидродинамическое (жидкость продавливается под
большим давлением через сопло и распыляется вследствие резкого перепада
давления);
4) электростатическое (материал переходит в состояние аэрозоля в электри-
ческом поле);
5) ультразвуковое (диспергирование происходит под действием высокоча-
стотной вибрации).
Механизм распыления жидкостей независимо от типа диспергирующих
устройств одинаков: жидкость первоначально вытягивается в узкие струи (тяжи),
которые дробятся (распадаются) на капли разного размера под влиянием поверх-
ностных сил.
Простейшим прототипом диспергатора является обычный капилляр. Если
диаметр капилляра достаточно велик, то жидкость вытекает из него в виде не-
прерывной струи. При определенном диаметре капилляра происходит капельное
истечение жидкости, причем чем меньше диаметр, т. е. чем тоньше струя, тем
меньше радиус образующихся капель. Радиус капли (или радиус капилляра) г
может быть определен из условия равенства силы тяжести капли G и капилляр-
ной силы Н-
G=H = 2nKrc (7.1)
где К— постоянная, К « 1; о— поверхностное натяжение жидкости.
Если диспергирование жидкости происходит под действием сил электриче-
ского поля, то капли распадаются (дробятся) до тех пор, пока силы поверхностной
энергии не уравновесятся силами электростатического взаимодействия образую-
щихся частиц. При этом максимальный радиус капли Гмакс может быть вычис-
лен по следующему уравнению:
оЛ ,, m
Гмакс—Ва2+еЕ ( '
где А и В — постоянные; а — поверхностная плотность зарядов; е — диэлектри-
ческая постоянная жидкости; Е — напряженность электрического поля.
Склонность жидкостей к диспергированию зависит от их вязкости, лету-
чести, поверхностного натяжения. Наиболее легко переходят в аэрозольное со-
стояние низковязкие жидкости с высоким поверхностным натяжением, например
вода. Лакокрасочные материалы, представляющие собой неводные жидкости,
труднее диспергируются и образуют менее стабильные аэрозоли. Затраты энергии
при получении аэрозолей пропорциональны их вязкости и площади вновь
образованной поверхности, т. е. квадрату радиуса капель. Имеется допустимый
193
chipmaker.ru
Рис. 7.1. Зависимость концентрации
аэрозоля спиртового лака от диа-
метра факела в сечениях, удаленных
о г распылителя на различные рас-
стояния.
предел вязкости (порядка 10 Па-с), выше которого диспергирование жидкостей
(расплавы, высоковязкие растворы) становится нерентабельным из-за больших
энергетических затрат и низкого качества получаемых аэрозолей.
Получение аэрозолей порошковых красок связано с разобщением их частиц
на расстояния, превышающие область их молекулярного притяжения и механи-
ческого зацепления. Это легко достигается
при воздействии газового потока (псевдоожи-
жение, пневмораспыление), вибрации или
центробежной силы.
Наиболее важными свойствами аэрозо-
лей являются концентрация, размер частиц,
полидисперсность, стабильность (кинетиче-
ская и агрегативная устойчивость).
Современные технические средства дис-
пергирования обеспечивают получение аэро-
золей с размером частиц от 10~7 м (дымы,
туманы) до 10-4 м (грубые дисперсии) [2,
с. 13]. Аэрозоли жидкостей и твердых веществ
(аэродисперсии), применяемых для получения
покрытий, имеют диаметр частиц (капель)
Ю-в_10-4 м.
Все технические аэрозоли полидисперс-
ны. Для получения покрытий более пред-
почтительны, однако, аэрозоли с небольшой полидисперсностью, когда раз-
меры частиц находятся в пределах 3-10-5—6-10-5 м. Степень полидисперсности
и размер частиц зависят от вязкости, поверхностного натяжения лакокрасочного
материала и условий распыления. Они изменяются по мере удаления аэрозоля
от кромки распылителя. При движении аэрозолей жидких красок имеют место
два процесса: испарение растворителей, приводящее к уменьшению размера ча-
стиц (капель) и коагуляция частиц, сопровождающаяся их укрупнением. В ре-
зультате полидисперсность аэрозоля уменьшается и его концентрация по сечению
факела постепенно выравнивается (рис. 7.1).
7.2. ПНЕВМАТИЧЕСКОЕ РАСПЫЛЕНИЕ
Пневматическое распыление — один из наиболее распростра-
ненных способов окраски — первоначально был освоен в авто-
мобильной промышленности и вскоре нашел широкое признание
в других отраслях. Главные его достоинства — универсальность,
относительно высокая производительность, простота техниче-
ского осуществления, достаточно хорошее качество получаемых
покрытий.
Способом пневматического распыления можно наносить прак-
тически любые жидкие лаки и краски и окрашивать изделия раз-
ных размеров и групп сложности, изготовленные из различных
материалов. Особенно хорошо зарекомендовал себя этот способ
при нанесении быстросохнущих лакокрасочных материалов —
эфироцеллюлозных, перхлорвиниловых, полиакрилатных и др.
Имеются ручной (с ручными распылителями) и автоматизирован-
ный (с автоматическими распылителями) варианты способа пнев-
матического распыления, которые применяют самостоятельно или
комбинируют в технологическом цикле окраски изделий с дру-
гими способами нанесения. Недостатки пневматического распы-
ления — неэкономичность, повышенная пожарная опасность, пло-
194
хие санитарно-гигиенические условия труда обслуживающего
персонала (при ручном варианте нанесения). Так, потери лако-
красочных материалов в зависимости от сложности окрашивае-
мых изделий составляют 25—55% [3, с. 7]. Кроме того этот спо-
соб связан с большим расходом растворителей для доведения лако-
красочного материала до требуемой (относительно небольшой)
вязкости.
7.2.1, Основы способа
Сущность способа пневматического распыления заключается
в образовании аэрозоля путем дробления жидкого лакокрасочного
материала струей сжатого газа (обычно воздуха). Образующийся
аэрозоль движется в направлении газовой струи и при ударе
о деталь коагулирует; капли сливаются, образуя на поверхности
слой жидкого лака или краски. Для распыления лакокрасочного
материала применяют форсунки с кольцевым газовым каналом
и наружным смешением жидкости и газа (рис. 7.2). При малой
скорости газового потока жидкость не дробится. Существует пре-
дельная критическая скорость истечения газа юкр, при которой
происходит распыление. Она является функцией давления газа р
и его удельного объема V при температуре распыления Т:
wKp = VKgpV = VKgRT = 3,38V RT (7.3)
где К — постоянная, равная 1,4; g — ускорение силы тяжести;
R — газовая постоянная.
Способность газовой струи дробить жидкость может быть
оценена также критерием Вебера Ку?:
(7.4)
где р — плотность жидкости; г — радиус капли; w — скорость
движения газа; о — поверхностное натяжение жидкости.
Распыление происходит при юкр = 300-=-450 м/с или Kw —
~ 5,3 -^7,0. При этом давление газа р при выходе из форсунки
должно быть не менее 0,19 МПа. Опыт, однако, показывает, что
для хорошего распыления требуется применять несколько большее
давление, а именно 0,2—0,6 МПа, что и используется на прак-
тике. Оптимальные значения вязкости лакокрасочных материалов
составляют 17—35 с по вискозиметру ВЗ-4. В этих условиях диа-
метр образующихся аэрозольных частиц 6—80 мкм [3, с. 9].
Отходящая от форсунки аэрозольная струя представляет собой
турбулентный поток, скорость движения которого быстро падает
по мере приближения к окрашиваемой поверхности. Одновре-
менно возрастают и потери Лакокрасочного материала на тума-
нообразование (рис. 7.3). Последнее объясняется не только
193
chipmaker.ru
уменьшением скорости воздушного потока, но и образованием за-
вихрений (см. рис. 7.2) при движении струи и ударении ее об окра-
шиваемую поверхность. Возможен и унос частиц интенсивно испа-
ряющимся растворителем. Поэтому эффективность и экономичность
Рис. 7.2. Схема пневматического распыления лакокрасочного материала.
Рис. 7.3. Зависимость осевой скорости воздушного потока и> (-----) при различном
давлении газа и потерь лакокрасочного материала П (----------) при до — 2,5 м/с от
расстояния I форсунки до окрашиваемой поверхности.
способа пневматического распыления определяется совокуп-
ностью многих технологических факторов; при этом важное зна-
чение имеет конструкция и параметры работы головки распы-
лителя.
7.2.2. Технологические режимы
Качество образующихся аэрозолей и покрытий во многом за-
висит от правильного выбора технологических режимов распы-
ления лакокрасочных материалов. Наиболее важными пара-
метрами являются давление и расход сжатого воздуха, соотно-
шение объемов воздуха и распыляемого лакокрасочного материала,
расстояние от краскораспылителя до окрашиваемого объекта.
Высокое давление воздуха, подаваемого на распылитель (более
0,5—0,6 МПа), благоприятствует распылению, однако вызывает
повышенный унос материала. Вследствие быстрого испарения
растворителей покрытия нередко получаются матовыми, при
медленном высыхании лакокрасочных материалов возможно сду-
вание жидкого слоя краски с поверхности. Низкое давление
воздуха (менее 0,2 МПа) способствует образованию грубодисперс-
ного аэрозоля, что также неблагоприятно сказывается на форми-
ровании покрытия.
Расход воздуха QE (в кг/с) и Кв (в м3/с) зависит от сечения сопла
форсунки f и давления воздуха р
QB = 2\,4fpMRT (7.5)
VB = 21 Afp/pV"RT = 7fnp (7.6)
где p — плотность воздуха; у, — расходный коэффициент, у =s
= 0,7 4-0,9.
196
Распыление удовлетворительно идет при соотношениях рас-
ходов воздуха и краски УЕ/Укр = 0,3 4-0,6. Оптимальное расстоя-
ние от кромки распылителя до окрашиваемого объекта составляет
200—400 мм. Толщина однослойных покрытий при нанесении
разных красок колеблется от 10 до 40 мкм. Распыление рекомен-
дуется проводить при стандартных температурных режимах и
влажности окружающего воздуха не более 65%.
Для нанесения лакокрасочных материалов применяют ручные
краскораспылители разных марок: КР-10, КРУ-IM, О-37А,
0-45, ЗИЛ, ГАЗ, КРМ, С-592 и др. Их
производительность по краске от 4 до
30 кг/ч при расходе воздуха от 2 до
22 м3/ч [4, 323]. На рис. 7.4 показана
наиболее распространенная модель кра-
скораспылителя КРУ-1.
Краскораспылители имеют сменные соп-
ла. Например, в комплект краскораспы-
лителя О-37А входит 3 сопла с диамет-
рами отверстия 0,4; 0,6 и 1,2. Меняя
сопла, можно существенно изменять про-
изводительность при распылении. Уста-
новлена эмпирическая зависимость между
производительностью по расходу краски QKp
и диаметром сопла краскораспылителя dc:
QKp = 70d2’36 (7.7)
Производительность при распылении
F (в м2/ч) может быть рассчитана по
Рис. 7.4. Краскораспылитель
КРУ-1.
следующей формуле-
F ~ 60KwS
(7-8)
где К — коэффициент перекрытия, К — 0,7 4-0,8; w — скорость
перемещения краскораспылителя относительно окрашиваемой по-
верхности, для ручных распылителей w — 15—20 м/мин, для
автоматических w = 30—60 м/мин; S — расчетная ширина по-
лосы, S = 0,4-=-0,6 м.
Существующие марки краскораспылителей обеспечивают про-
изводительность при окраске в ручном режиме от 100 до 500 м2/ч.
Форма струи может быть круглой или овальной, вытянутой в го-
ризонтальном или вертикальном направлении.
Питание краскораспылителей сжатым воздухом может быть
централизованным (от общей заводской сети) или, при малых
объемах работ, индивидуальным (от компрессора). Подаваемый
воздух очищается от влаги, масла и механических загрязнений
в масловодоотделителе. Лакокрасочный материал может пода-
ваться в краскораспылитель из стакана, помещенного на краско-
распылителе, из красконагнетательного бака, установленного
на рабочем месте, или из системы централизованной подачи (при
поточных способах окраски) под давлением 0,02—0,2 МПа.
197
chipmaker.ru
Непременной составной частью краскораспылительной уста-
новки (рис. 7.5) является распылительная камера, оборудованная
вентиляцией и системой улавливания красочной пыли, которая
образуется при окраске.
Рис. 7.5. Схема установки по нанесению лакокрасочных материалов, пневматическим
распылением:
1 — ма слово доотде лите ль; 2 — красконагнетательный бак; 3 — краскораспылитель; 4
распылительная камера.
При нанесении лакокрасочных материалов пневматическим
распылением, как и любым другим способом, возможны дефекты
покрытий: потеки, матовость, волнистость, сорность и др. Они
могут возникнуть по вине работающего (при низкой квалифика-
ции аппаратчика), из-за неисправности оборудования или неудов-
летворительного качества применяемых лакокрасочных мате-
риалов.
7.2.3, Распыление лакокрасочных материалов
в нагретом состоянии
При пневмораспылении темпера! ура лакокрасочных материа-
лов при выходе из сопла форсунки резко понижается. Это связано
с адиабатическим расширением воздуха и испарением раство-
рителей, на что затрачивается теплота. Температура лакокрасоч-
ного материала при истечении в струе газа с критической ско-
ростью может быть вычислена по формуле:
= = 0,833 (7,9)
где Л и Т2 — начальная и конечная температуры; К — адиаба-
тическая постоянная, для воздуха К = 1,4.
Понижение температуры при испарении растворителей зависит
от их летучести, теплоты парообразования и давления при распы-
лении, влияющего на суммарную поверхность аэрозольных ча-
стиц. Так, при распылении нитратцеллюлозных красок при 20 °G
и давлении 0,4—0,5 МПа температура факела снижается до 6—•
198
8 °C. Снижение температуры в зоне распыления и частичное
улетучивание растворителей приводит к значительному повы-
шению вязкости распыленного материала, что неблагоприятно
сказывается на его растекании. Поэтому нередко приходится
наносить лаки и краски с заведомо более низкой вязкостью,
чем это требуется из условий распыления.
Снижение вязкости лакокрасочных материалов может быть
достигнуто их нагреванием или подогревом покрываемой поверх-
ности. Последний способ не нашел широкого применения при
нанесении жидких красок,
значительно большее распро-
странение получил вариант
нанесения предварительно
подогретых лакокрасочных
материалов, при котором
улучшается не только рас-
текание, но и распыление.
Опытным путем опреде-
лены оптимальные темпера-
туры нагрева лакокрасочных
материалов (табл. 7.1). В за-
висимости от состава раство-
рителей для разных материа-
лов они составляют 55—
70 °C. Одновременно нагре-
вают и поступающий на рас-
пыление воздух. Если при
Рис. 7.6. Распределение температуры в факеле
нитратцеллюлозного лака при распылении его
в нагретом состоянии при комнатной темпера-
туре.
этих температурах распы-
лять лакокрасочный материал, то при достижении поверхности
он приобретает температуру, близкую к комнатной (рис. 7.6).
В нагретом состоянии можно наносить практически любые
лакокрасочные материалы, однако из экономических соображе-
ний более целесообразно нагревать те материалы, которые содер-
жат дорогие и дефицитные растворители, например нитратцеллю-
лозные лаки и эмали. Не рекомендуется нагревать лакокрасочные
материалы, представляющие собой высокореакционные системы
(эпоксидные, полиуретановые и др.).
Для нанесения подогретых лакокрасочных материалов при-
меняют как стационарные установки, например типа УГО, уком-
плектованные красковоздухоподогревателем, специальным кра-
скораспылителем и теплоизолированными шлангами, так и кра-
скораспылители, снабженные портативными нагревателями.
Установка типа УГО обеспечивает производительность по краске
До 20 кг/ч с нагревом краски до 70 °C и воздуха — до 50 °C.
Нагревание лакокрасочных материалов позволяет значительно
повысить эффективность и экономичность процесса окраски
изделий. Благодаря снижению вязкости при нагревании появ-
ляется возможность применять более вязкие материалы, не
199
chipmaker.ru
Таблица 7.1
Технологические параметры нанесения лакокрасочных материалов
в нагретом состоянии
Тип лака luut краски Вязкость по ВЗ-4 в исходном состоянии (при 20 °C), с Температура и агрева, °C Вязкость по ВЗ-4 в рабочем (нагретом) состоянии, с Ориенти- ровочная толщина однослой- ного покры- тия, мкм
Н итр атцелл юлозные Эпоксидно-нитратцеллю- 80—90 55—60 20—35 20—32
лозные . о Q Q о о 0 110—120 70 30—35 30—35
Перхлорвиниловые Глифталевые, пентафта- 110—120 70 30—35 25—40
левые 110—120 70 30—40 30—45
Мочевиноформальдегид-
ные 80—90 70 30—35 35—40
Мел амино-ал кидные 125—130 70 35—40 40—45
Битумные 150—180 70 45—50 50—60
прибегая к их дополнительному разведению растворителями. В ре-
зультате достигается значительная экономия растворителей. Так,
при нанесении нитратцеллюлозных лаков и эмалей в нагретом
состоянии расход растворителей уменьшается приблизительно
на 30%, алкидных и мочевино- и меламиноформальдегидных —
на 40% [3, с. 34]. Одновременно сокращается число наносимых
слоев вследствие использования более концентрированных лаков
и красок. Например,- вместо трех слоев ненагретого материала
достаточно нанести 2 слоя нагретого, чтобы получить покрытие
заданной толщины. Нагревание красок способствует повышению
глянца покрытий.
«Горячее» нанесение, однако, связано с дополнительной за-
тратой энергии на нагрев лакокрасочных материалов и приме-
нением высококипящих растворителей (нередко более дорогих);
продолжительность сушки покрытий при этом также несколько
увеличивается.
Разновидностью способа окраски с подогревом является рас-
пыление лакокрасочных материалов перегретым паром. Удовле-
творительные результаты получены при давлении 0,15—0,30 МПа
и температуре пара 105—НО °C и окружающего воздуха не ниже
10 °C. Распыление паром, однако, обходится дороже, чем воз-
духом, кроме того, требуется установка специального пароподо-
гревателя перед краскораспылителем или внутри него.
7.2.4. Автоматическое нанесение лакокрасочных
материалов
Нанесение лакокрасочных материалов ручными краскораспы-
лителями имеет много недостатков: производительность и каче-
ство окраски во многом Определяются субъективными особен-
200
ностями и квалификацией аппаратчика, работа связана с вред-
ностями, обусловленными загрязнением атмосферы растворите-
лями и красочной пылью. Этих недостатков лишено автоматиче-
ское распыление лакокрасочных материалов, которое особенно
хорошо зарекомендовало себя при поточном (конвейерном) про-
изводстве изделий, имеющих одинаковые размеры и относительно
правильную форму (борта, платформы и кабины грузовых авто-
мобилей, дверные щиты, металлические листы, деревянные и
асбоцементные строительные панели и др.). При автоматической
окраске обычно предусматривает-
ся прямолинейное (прямоточные
установки) или круговое (ротор-
ные установки) движение изделий
мимо установленного неподвиж-
но или перемещающегося авто-
матического краскораспылителя.
Иногда применяют несколько
сблокированных и синхронно ра-
ботающих краскораспылителей.
Используют различные схемы
автоматической окраски [4,
с. 382]:
Рис. 7.7. Схема окраски плоских из-
делий (щитов) автоматическим краско-
распылителем. Стрелками указаны на-
правления движения конвейера и кра-i
скораспылителя, пунктирными линий^
ми —холостой ход краскораспылителя.
1) при непрерывном движении окрашиваемого изделия и
реверсивном (поперек изделия) движении распылителя;
2) при непрерывном движении изделия и неподвижном рас-
пылителе;
3) при статическом положении изделий и одновременном
реверсивном и продольном движении распылителя.
Для изделий плоской формы (листы, панели, ленты) харак-
терна первая схема окраски: конвейер движется в горизонтальной
плоскости, а краскораспылитель совершает возвратно-поступа-
тельные движения в вертикальной (рис. 7.7). При выходе краско-
распылителя за верхнюю и нижнюю кромки изделия, а также
в промежутках между изделиями краскораспылитель отключается
(подача лакокрасочного материала прекращается). Зная ширину
полосы (отпечатка факела) Вф, ход краскораспылителя SKp и
параметры лакокрасочного материала, можно рассчитать скорость
Движения конвейера vK (или, при заданной ок, скорость переме-
щения краскораспылителя окр и его производительность GKp),
при которой обеспечивается полная и относительно равномерная
окраска изделий [5 ]:
= (710)
0кр —vKH-
Ре
x(l-z)
(7.11)
где И — высота листа (плоского изделия); р — плотность покры-
тия; х — сухой остаток лакокрасочного материала; б — толщина
201
r. HI
покрытия; х — постоянная зависящая от потерь лакокрасочного
материала.
Г1ри автоматической окраске максимальное отклонение тол-
щины покрытий от среднего значения (например 20 мкм) на разных
участках поверхности обычно не превышает 10—15%. При
окраске изделий цилиндрической формы наряду с перемещением
на конвейере предусматривается одновременное их вращение
вокруг своей оси.
В окрасочных установках применяют автоматические краско-
распылители дистанционного управления типов КРВ 2, КА-1,
ГАЗ и др. Они имеют регулируемое сечение выходного отверстия
форсунки, что позволяет изменять производительность окраски
в широких пределах. Ширина отпечатка факела (на расстоянии
300 мм) составляет 300—450 мм, а максимальная производитель-
ность достигает 400—650 м2/ч, что в 1,5—3 раза выше произво-
дительности при ручной окраске [3, с. 44 ]. Потери лакокрасоч-
ных материалов при автоматическом нанесении также меньше,
они не превышают 8—12%. Управление работой краскораспыли-
телей при окраске обычно осуществляется фотоэлементами, и ре-
гистрирующими приборами с применением взаимосигнальной
связи, основанной на принципе отраженного луча.
Наиболее совершенный тип окрасочных аппаратов — авто-
матические роботы; они позволяют окрашивать достаточно слож-
ные по форме изделия по заданной программе. Роботы, выпускае-
мые, например, фирмой «Девильбис» (США), обеспечивают пере-
мещение краскораспылителя в шести .различных направлениях
и полностью имитируют движение руки человека.
Автоматизированная окраска позволяет получать качественно
однородные покрытия, повышает производительность окрасочных
работ, освобождает рабочих от тяжелого труда, связанного с тран-
спортировкой и окраской изделий, улучшает санитарно-гигиени-
ческие условия работы на производстве. В ряде случаев при
окраске изделий повышенной сложности целесообразно сочетать
автоматизированное нанесение лакокрасочных материалов с руч-
ным и тем самым частично использовать достоинства автоматиче-
ской окраски.
7.2.5. Удаление растворителей и красочной пыли
из зоны окраски
При нанесении лакокрасочных материалов пневматическим
распылением, как уже указывалось, часть краски не достигает
окрашиваемой поверхности и в виде мелкой пыли остается во
взвешенном состоянии в окружающем воздухе. Одновременно
испаряется значительная часть содержащихся в лакокрасочном
материале растворителей.
Красочная пыль (аэрозоль) и особенно пары растворителей,
концентрируясь в рабочей зоне, не только оказывают вредное
202
влияние на здоровье работающих, но и являются пожароопас-
ными, а при определенных концентрациях и взрывоопасными.
Это требует принятия специальных мер, гарантирующих безвред-
ность и безопасность работы.
Самым радикальным средством оздоровления окружающей
атмосферы является полная герметизация процесса распыления
лакокрасочных материалов (капсюляция). Это возможно, однако,
только при автоматической окраске. При нанесении красок руч-
ными краскораспылителями требуется постоянное наблюдение
Рис. 7.8. Типы распылительных камер (схематическое изображение):
а— тупиковая; бив— проходные односторонние; г— проходная двухсторонняя;
камера с частичным перекрытием изделия; е — бескамериая установка;
1 гидрофильтр; 2 =- изделие; 3 — оператор.
за процессом, а иногда и непосредственное участие в нем обслу-
живающего персонала. В этом случае применяют распылитель-
ные камеры и бескамерные установки.
Наибольшее распространение получили распылительные ка-
меры, в которых изделие при окрашивании находится в зоне
распыления красок, а рабочий с краскораспылителем — вне этой
зоны, т. е. вне камеры, а также камеры, в которых и изделия,
и рабочий находятся в зоне распыления красок, т. е. внутри
камеры. При окраске единичных изделий и в условиях мелко-
серийного производства применяют тупиковые камеры периоди-
ческого действия (рис. 7.8, о), в случае массового и крупносерий-
ного производств — проходные односторонние и двухсторонние
(сдвоенные) камеры непрерывного действия (рис. 7.8, б, в, г).
Когда окрашивают крупногабаритные изделия, например железно-
дорожные вагоны, нередко пользуются передвижными или ста-
ционарными камерами, перекрывающими лишь часть изделия,
или бескамерными установками (рис. 4.8, д, е).
По характеру движения отсасываемого воздуха различают
камеры с поперечным, вертикальным (нижним) и продольным
отсосом воздуха. В бескамерных установках загрязненный воз-
дух отсасывается через решетку в полу.
203
chipmaker.ru
В санитарно-гигиеническом отношении наиболее удобны ка-
меры, обслуживание которых производится извне (рабочий на-
ходится за пределами камеры), так как даже при хорошо рабо-
тающей вентиляции содержание паров растворителей внутри
камер, как правило, превышает санитарные нормы.
К распылительным камерам предъявляются следующие основ-
ные требования:
1) свободный доступ ко всем окрашиваемым участкам поверх-
ности;
2) максимальное удаление образующихся паров и красочной
пыли из зоны окраски;
3) полная очистка загрязненного воздуха от красочной пыли;
4) удобство в работе и в обслуживании; пожаро- и взрыво-
безопасность.
Для обеспечения этих требований в конструкциях камер пре-
дусмотрен вентиляционный центр и система сухой и мокрой
очистки воздуха от красочной пыли (гидрофильтр). В камерах
с поперечным отсосом количество удаляемого воздуха прини-
мается с таким расчетом, чтобы скорость его движения w в откры-
тых проемах (рабочий проем, проемы для входа и выхода изделий)
превышала скорость распространения паров и красочной пыли
за пределы камеры. Установлены следующие нормативные зна-
чения w (в м/с), учитываемые при проектировании и эксплуатации
камер:
Лакокрасочные материалы, содержащие бензол
или изоцианаты ..............-......... 1,7
Краски, содержащие свинцовые соединения 1,3
Другие лакокрасочные материалы . . 1,0
С учетом этой скорости и площади живого сечения открытых
проемов F определяется количество отсасываемого из камеры
воздуха Q (в м3/ч):
<2 = 3600^ (7.12)
В камерах с нижним отсосом воздуха и в бескамерных уста-
новках объем отсасываемого в 1 ч воздуха принимается равным
2000—2500 м3 на 1 м2 площади пола (решетки) [6, с. 62].
Большое внимание при конструировании камер уделяется
очистке загрязненного воздуха от красочной пыли. При недоста-
точной очистке красочная пыль осаждается в воздуховодах и,
накапливаясь, создает пожарную опасность. В настоящее время
предусматривается исключительно мокрая очистка воздуха с при-
менением водяных завес или гидрофильтров специальной кон-
струкции. Запрещается работать в одной и той же камере с ни-
тратцеллюлозными, масляными, виниловыми, мочевино- и мел-
аминоформальдегидными лакокрасочными материалами.
Следует иметь в виду, что установленные в камерах фильтры
очищают воздух только от красочной пыли. Пары растворителей,
204
насыщающие воздух, выбрасываются в атмосферу, поэтому не-
обходимы дополнительные меры для предотвращения загрязнения
ими окружающей среды.
При окраске крупногабаритных изделий и объектов, когда
не представляется возможным использовать
меры, для облегчения условий работы при-
меняют воздушные завесы. Воздушная за-
веса создается с помощью системы воздухо-
водов (нагнетательного и всасывающего),
расположенных по периферии окрашиваемого
объекта (рис. 7.9). Воздух подается сверху
вниз через щель шириной 50 мм со ско-
ростью примерно 4 м/с, всасывается снизу
через решетку всасывающего воздуховода и
направляется в гидрофильтр на очистку.
При воздушных завесах создается удобная
площадка для работы, рабочий находится
за -пределами завесы. Однако полного отсоса
загрязненного воздуха завесы не обеспечи-
вают. Часть растворителя и красочного ту-
мана попадают в цех, загрязняя воздух.
7.3. ЭЛЕКТРОСТАТИЧЕСКОЕ РАСПЫЛЕНИЕ
По значению и распространению в про-
мышленности электростатическое распыле-
распылительные ка-
Рис. 7.9. Схема окраски
пневматическим распы-
лением с применением
воздушной завесы:
1 — нагнетательный воз*
духово д; 2 — окрашивае-
мый объект; з — краско-
распылитель; 4 — всасы*
вающий воздуховод-
ние занимает второе место после пневмати-
ческого. Привлекают внимание в этом способе экономичность,
хорошее качество покрытий, возможность автоматизации процесса
и высокая производительность. Благодаря воздействию электри-
ческого поля на аэрозольные частицы достигается практически
полное осаждение распыляемого лакокрасочного материала на
изделия, потери не превышают 2—5%.
В электрическом поле можно окрашивать изделия I и II групп
сложности, изготовленные из различных материалов, при этом
применяют как стационарные (полностью автоматизированные),
так и ручные установки. Особенно хорошо зарекомендовал себя
этот способ при окраске мелких изделий не очень сложной формы:
деталей приборов, авто-, вело- и мотодеталей, электротехнических
изделий, фурнитуры, бытовой техники, мебели, обуви и др. При-
меним этот способ и при окраске средне- и крупногабаритных
изделий, таких, как кузова и кабины автомобилей, железнодо-
рожные и трамвайные вагоны, автобусы. Он дает хорошие резуль-
таты как при массовом, серийном производстве, так и при окраске
единичных изделий. В случае применения стационарных уста-
новок существенно улучшаются санитарно-гигиенические условия
труда и повышается общая культура производства.
205
chipmaker.ru
Способ электростатического распыления жидких лакокрасоч-
ных материалов был разработан А. А. Чижевским в 1938 г.,
однако широкое практическое применение в технологии покрытий
он получил лишь в 50-е годы. В настоящее время этот способ
занимает ведущее положение во многих отраслях промышлен-
ности.
К недостаткам способа электростатического распыления можно
отнести сложность и повышенную стоимость окрасочной аппара-
туры, невозможность окраски изделий сложного профиля.
7.3.1. Основы способа
Сущность электростатического способа заключается в распы-
лении лакокрасочного материала с одновременным сообщением
образующимся аэрозольным частицам электрического заряда,
благодаря которому они равномерно осаждаются на противопо-
ложно заряженном изделии.
При электростатическом нанесении приемлем любой способ
образования аэрозолей, однако наиболее распространены меха-
ническое (центробежное), пневматическое и гидравлическое (без-
воздушное) распыление. Возникновение заряда на частицах
связано с наложением постоянного электрического поля высокого
напряжения (50—140 кВ), при этом изделие, как правило, за-
земляется.
Существует несколько способов зарядки аэрозольных частиц,
определяющих различный подход к аппаратурному оформлению
процессов. Практическое использование нашли два из них: ион-
ный и контактный.
Ионная зарядка (зарядка ионной адсорбцией) широко исполь-
зуется во многих аппаратах электронно-ионной технологии бла-
годаря высокой эффективности и простоте осуществления про-
цесса. Источником ионов обычно является коронный разряд,
возникающий в пространстве между двумя электродами, напри-
мер, между электродной сеткой, соединенной с источником вы-
сокого напряжения, и заземленным изделием. Одним из важных
свойств коронного разряда является его способность сообщать
заряд аэрозолю, находящемуся на некотором расстоянии от
электрода. Заряд возникает в результате адсорбции частицами
аэрозоля ионов, возникающих при ионизации воздуха. Адсорб-
ция происходит до тех пор, пока силы отталкивания между ионами,
осевшими на частице, и силы протяжения ионов частицей не
уравняются. Адсорбция ионов вызывает направленное движение
аэрозольных частиц (капель) по силовым линиям поля в сторону
окрашиваемого изделия (рис. 7.10).
Максимальный заряд <7макс, который приобретает капля лако-
красочного материала, может быть вычислен по уравнению По-
тенье [7, с. 14):
<?макс = (1 + 2 ) Ег2 (7.13)
206
где е — диэлектрическая проницаемость лакокрасочного мате-
риала; Е — напряженность поля в данной точке; г — радиус
капли.
При этом напряженность поля для точечного заряда Q равна:
£ = <2/еБ/а (7.14)
где ев — диэлектрическая проницаемость среды (воздуха); I —
расстояние от заряда до заземленного предмета.
Контактная зарядка (или зарядка путем электростатической
индукции) происходит в результате контакта лакокрасочного
материала с острой кромкой распылителя, выполняющего одно-
временно роль корониру-
ющего электрода. Для
лучшей зарядки материала
обычно выбирают электрод
вытянутой формы, образу-
ющий кромку в виде ост-
рия. Чем меньше радиус
закругления кромки рас-
пылителя, тем больше на-
пряженность электриче-
ского поля в этом месте и
легче возникает коронный
разряд, вызывающий рас-
пыление и зарядку мате-
риала. Коронный разряд образуется на острой кромке электрода,
если напряженность поля достигает 3 МВ/м [3, с. 891. При этом
электрические заряды интенсивно стекают в воздух, вызывая его
ионизацию в прилегающем к электроду пространстве.
При подключении высокого напряжения к коронирующему
электроду на острие его кромки создается поверхностный заряд
большой плотности. Если на такую кромку подать тонкий слой
лакокрасочного материала, то он будет заряжаться и под влия-
нием сил электрического поля вытягиваться и стекать с поверх-
ности в направлении заземленного изделия фис. 7.11). Образуется
направленный движущийся аэрозоль заряженных частиц (ка-
пель) лакокрасочного материала.
Заряд капли аэрозоля, полученный при контактной зарядке,
определяется из уравнения:
Амане = г2--Г1 - А (U - 1/к)1 (7.15)
pin--- L
р
где U — напряжение, подаваемое на электрод; UK — напряже-
ние, соответствующее появлению тока коронного разряда; р —
радиус закругления кромки распылителя; I — расстояние от
распылителя до изделия; А — расчетная постоянная; е — диэлек-
трическая проницаемость лакокрасочного материала; pv — удель-
207
chipmaker.ru
ное объемное электрическое сопротивление лакокрасочного ма-
териала.
Как следует из формулы (7.17), заряд возрастает с повышением
приложенного напряжения и уменьшается при увеличении I, р,
е и pv. Заряд растет также пропорционально квадрату радиуса
капли. Однако масса капли, определяющая кинетическую устой-
чивость аэрозоля, увеличивается еще быстрее — пропорционально
кубу радиуса. Поэтому высокая степень диспергирования лако-
красочного материала благоприятно сказывается на распылении.
При контактной зарядке лакокрасочного материала заряд
аэрозольных частиц в 10—30 раз больше, чем при ионной, поэтому
Рис, 7.11. Схема электростатического распыления н контактной зарядки частиц:
1 короннрующий электрод; 2 -» слой лакокрасочного материала; 3 — изделие.
промышленные электроокрасочные установки работают преиму-
щественно с использованием контактного способа зарядки.
Зарядка капель способствует не только их дроблению и на-
правленному движению к изделию, но и образованию факела
аэрозольных частиц. В отличие от пневматического при электро-
статическом распылении факел образуется в результате взаимного
отталкивания одноименно заряженных капель. Угол 0 между
образующими факела является функцией напряженности поля Е,
радиуса г и заряда Q капли fg 0 = f (Е, г, Q). Большой угол
факела не всегда желателен, так как возрастают потери лако-
красочного материала за счет уноса вентиляцией. Поэтому на
практике используют различные способы фокусирования и на-
правленного распыления материалов с учетом габарита и формы
покрываемых изделий.
Заряженные частицы, образующиеся при распылении в элек-
трическом поле, двигаются к поверхности окрашиваемого изделия
по определенной траектории. Она формируется под влиянием
действующих на частицу сил:
^F^Fg + Fk + FE + F, (7.16)
где Fg — сила тяжести; Fk — сила, обусловленная действием
электрического поля; Fk — Едыакс', FE — сила, обусловленная
неравномерным распределением напряженности электрического
208
поля; Fc — сила взаимодействия частицы с другими, близко
находящимися частицами.
Противодействующей движению является сила, обусловлен-
ная сопротивлением воздуха перемещению частицы. Скорость
движения падает пропорционально логарифму радиуса частицы.
Так, при максимальной напряженности поля 0,5 МВ/м скорость
перемещения частицы радиусом 100 мкм не превышает 1 м/с
18, с. 196]. Крупные частицы с большой массой, получившие
небольшой заряд, при движении могут отклониться настолько,
что выпадут из-под влияния электрического поля и будут унесены
вентиляцией, не достигнув поверхности изделия.
Разрядка частиц завершает цикл процессов, связанных с пере-
носом вещества в поле коронного разряда, и является одновре-
менно процессом астабилизации дисперсии. Наряду с переходом
капель в нейтральное состояние (в результате стекания зарядов
на заземленное изделие) происходит их слияние; вязкость обра-
зующейся жидкой пленки непрерывно увеличивается вследствие
испарения растворителя, соответственно изменяются и электри-
ческие параметры слоя. В случае прямого контакта капель с по-
верхностью скорость их разрядки определяется собственной про-
водимостью материала: чем больше X (или чем меньше pv), тем
быстрее и полнее происходит стекание зарядов. Таким образом,
удельное объемное сопротивление на разных стадиях нанесения
лакокрасочных материалов играет двоякую роль: с его ростом
облегчается зарядка аэрозольных частиц и одновременно затруд-
няется их разрядка.
Если краска осаждается на уже осевший слой лакокрасочного
материала или на предварительно окрашенную (загрунтованную)
поверхность, то определяющее влияние на разрядку оказывает
сопротивление этого слоя. При большом сопротивлении проис-
ходит накопление зарядов на поверхности; осаждение лакокра-
сочного материала при этом замедляется или полностью прекра-
щается. Поэтому на практике в зависимости от электрического
сопротивления пленки наносят 1—3 слоя лакокрасочных мате-
риалов. Нередко предусматривается нанесение сдвоенных слоев:
последующий слой наносят на неотвержденный предыдущий,
имеющий относительно низкое значение pv.
7.3.2. Нанесение лакокрасочных материалов
в стационарных установках
Положительные качества электростатического распыления наи-
более полно проявляются при использовании стационарных уста-
новок, работающих в автоматическом режиме. Конструкции
таких установок весьма разнообразны, однако все они содержат
следующие основные узлы: электростатический распылитель, дози-
рующее устройство, источник высокого напряжения постоянного
209
chipmaker.ru
тока, включающий электростатический генератор и кенотрон-
ный выпрямитель, искропредупреждающее (или предохранитель-
ное) устройство, окрасочную камеру (рис. 7.12).
Электростатический распылитель — один из важных элемен-
тов установок. В зависимости от способа распыления лакокрасоч-
ных материалов находят применение распылители электроста-
тические: с неподвижной коронирующей кромкой (лотковые, ще-
левые марки ЩЭР), электромеханические с подвижной корони-
рующей кромкой (чашечные ЭР-1М, ЭР-4, грибковые, дисковые),
пневмоэлектростатические (марки ПЭР-1, КЭП-1, КЭП-2, РВПЭ),
электроультразвуковые (тип УУЭ-1), гидроэлектростатические.
Рис. 7.12. Принципиальная схема
стационарной электроо красочной
установки:
1 — окрасочная камера; 2 — пульт
дистанционного управления; 3 —
конвейер; 4 — изделие; 5 — электро-
статический распылитель; 6— дози-
рующее устройство; 7 — кенотрон-
ный выпрямитель тока; 8 — электро-
статический генератор; 9 — вытяж-
ная вентиляция.
Наибольшее распространение при
окраске изделий в электрическом
поле получили электромеханические
распылители, в первую очередь ча-
шечные (рис. 7.13). Они компактны,
просты по устройству и надежны
в эксплуатации. Рабочим органом
таких распылителей служит коро-
нирующая насадка в виде чаши диа-
метром 50—150 мм. Вращение коро-
нирующей насадки осуществляется
с помощью электрического привода
с частотой 1200—1400 об/мин. Ла-
кокрасочный материал подается по
центральному каналу внутрь чаши
или по специальной трубке сбоку
от нее; высокое напряжение (80—
120 кВ) подводится к головке распы-
лителя и передается на коронирующую кромку по насадке. Про-
изводительность электромеханических распылителей невысока —
1,5—2,5 г/мин на 1 см длины коронирующей кромки. Для рас-
пылителей ЭР-1М в зависимости от диаметра чаши это составляет
25—100 г/мин по краске, или 50—200 м2/ч по окрашиваемой
поверхности. При больших объемах окрасочных работ установки
комплектуют несколькими распылителями (от 2 до 6), которые
спаривают механизмами, обеспечивающими их качание или воз-
вратно-поступательное перемещение в вертикальной плоскости
(устройства типа «Качалка», «Робот» и др.). Расстояние от коро-
нирующей кромки до изделия обычно составляет 200—300 мм.
Пневмоэлектростатические распылители создают более на-
правленное перемещение аэрозоля лакокрасочного материала,
чем электромеханические и тем самым позволяют лучше прокра-
шивать углубления в изделиях. Распыление красок в них осуще-
ствляется с помощью струи сжатого воздуха, подаваемого под
давлением 0,05—0,4 МПа. Производительность по краске раз-
ных типов распылителей колеблется от 30 до 250 г/мин [4,
с. 346].
210
обычно служат вы-
Рис. 7.13. Электромехани-
ческий (чашечный распыли-
тель ЭР-1М).
Весьма высокопроизводительны щелевые электростатические
распылители ЩЭР-1 и ЩЭР-2. Длина их коронирующей кромки
равна соответственно 500 и 700 мм, а производительность по
краске достигает 90—120 г/мин. Они особенно хорошо зареко-
мендовали себя при окраске крупногабаритных изделий и объек-
тов с несложным профилем поверхности: железнодорожных и трам-
вайных вагонов, тепловозов, вагонов метро и др.
Источниками постоянного тока высокого напряжения в ста-
ционарных электроокрасочных установках
соковольтное выпрямительное устройство
В-140-5-2, высоковольтный статический
преобразователь ПВС-160-2-5, каскадный
генератор ГК-63 или роторные генера-
торы. Питание электростатических и элек-
тромеханических распылителей жидкими
лакокрасочными материалами обеспечи-
вается с помощью дозирующего устрой-
ства ДКХ-3, влючающего красочный бак
и шестеренчатый насос НШ-2К с регули-
руемой частотой вращения и производи-
тельностью по краске 20—200 г/мин.
Способом электростатического распы-
ления можно наносить различные виды
лакокрасочных материалов — грунтовки,
лаки и эмали алкидные, мочевинофор-
мальдегидные, меламино-алкидные, мас-
ляностирольные, эпоксидные (одноупако-
вочные) и др. Оптимальной для их на-
несения является вязкость 25—70 мПа-с
(по реотесту), или 14—25 с по ВЗ-4.
Для разведения этих материалов при-
меняют разбавители марки РЭ. Толщина
однослойных покрытий при нанесении со-
ставляет 12—25 мкм.
Нанесение лакокрасочных материалов,
летучие растворители, (нитратцеллюлозных, виниловых, акрилат-
ных) применяется ограниченно из-за резкого увеличения вязкости
на кромке распылителя и повышенной пожаро- и взрывоопас-
ности. Их нанесение допускается только на установках, снаб-
женных искропредупреждающими устройствами. Определенные
трудности представляет также нанесение водоразбавляемых лако-
красочных материалов и красок, содержащих металлические
пигменты: вследствие высокой электрической проводимости про-
исходит утечка зарядов по слою краски. Это исключает ее зарядку
и делает небезопасной работу на установках.
В последние годы, однако, разработаны мероприятия и по
нанесению водоразбавляемых красок. Они сводятся к тщательной
Электроизоляции подводящих краску шлангов, подающего и
211
содержащих высоко-
chipmaker.ru
дозирующего оборудования, а также к поддержанию определен-
ной влажности (обычно 70—75%) и температуры (18—20 СС)
в распылительных камерах.
В электрическом поле, как правило, окрашивают изделия из
металла. Возможно осаждение красок и на неметаллических ма-
териалах, обладающих поверхностной электрической проводи-
мостью не менее 10-8 См. Так, хорошо наносятся лакокрасочные
материалы на древесину с влажностью 10—12%, у которой =
*= 10"’ч-10-4 См. При окраске древесины с меньшей влажностью
применяют специальные меры для повышения ее электрической
проводимости: поверхностное увлажнение, обработку раство-
рами ПАВ (например, 7—10%-ным раствором алкамона ОС
в уайт-спирите) или кислот (в частности, фосфорной), нанесение
специальных токопроводящих грунтовок.
При окраске изделий из пластмасс и резины устанавливают
с внутренней стороны изделия металлические экраны или вставки,
подводят ток от внешнего источника (способ нейтрализации по-
тенциалов), обрабатывают наружную поверхность растворами
ПАВ. Например, осаждение лаков на резиновых сапожках удов-
летворительно идет, если на конвейере они навешены на зазем-
ленные металлические колодки; полнее осаждаются лакокрасоч-
ные материалы на деревянных корпусах радиоприемников и теле-
визоров с внутренними металлическими вставками.
Большое влияние на равномерность и качество покрытий,
получаемых в электрическом поле, оказывает форма окрашивае-
мых изделий и комплектование их на подвесках. На изделиях
сложной конфигурации создается неравномерное электрическое
поле: заряды концентрируются на кромках и выступающих ча-
стях поверхности, напротив, в углублениях, пазах они отсут-
ствуют или их плотность ниже. Поэтому лакокрасочный материал
осаждается в первую очередь на выпуклых и ровных поверхно-
стях, внутренние углы, полости сосудов и различные пазы и
узкие щели, как правило, не прокрашиваются в электрическом
поле. На конвейере экранирование одних изделий другими вызы-
вает неравномерное распределение лакокрасочного материала
на поверхности. Для улучшения равномерности окраски нередко
устанавливают дополнительные некоронирующие электроды или
сочетают электростатическое распыление с другими способами
нанесения лакокрасочных материалов.
Стационарные электроокрасочные установки снабжены вен-
тиляцией. Скорость движения воздуха внутри камеры небольшая,
обычно не превышает 0,2—0,3 м/с, в открытых проемах 0,4—
0,5 м/с. В отличие от камер пневматического распыления электро-
окрасочные камеры не имеют гидрофильтров. Для обеспечения
безопасности обслуживания все стационарные установки снабжены
автоблокировочными и сигнальными устройствами.
212
7.3.3. Нанесение лакокрасочных материалов
с применением ручных установок
Ручные электроокрасочные установки применяют тогда, когда
объем окрасочных работ невелик и использование стационарных
установок становится нерентабельным. Они удобны при окраске
единичных и крупногабаритных изделий в условиях бесконвейер-
ного производства, а также при ремонтных работах. Особенно
эффективным оказалось применение ручных установок при окра-
ске сеток, решеток, длинномерных и некоторых других изделий.
Главные их достоинства —
портативность, маневрен-
ность, сочетающиеся с более
экономным (по сравнению
с пневматическим распыле-
нием) расходованием мате-
риалов.
В отечественной промыш-
ленности получили распро-
странение электроокрасочные
установки с механическим
(центробежным), пневмати-
ческим и гидравлическим рас-
пылением лакокрасочных ма-
териалов: УЭРЦ-1, УЭРЦ-4,
ПЭРУ-1, ПЭРУ-3, УГЭР-1,
УГЭР-2, Хандспрей II и
Хандспрей III (последние
Рис. 7.14. Установка для окраски изделий
в электрическом поле УЭРЦ-1.
две модели производства ВНР). Все установки передвижные.
Основными их узлами являются электрораспылитель с кабе-
лем высокого напряжения и краскоподающим шлангом, высо-
ковольтный генератор и краскоподающее дозирующее устрой-
ство.
На рис. 7.14 изображен общий вид электроокрасочной уста-
новки УЭРЦ-1, используемой для нанесения лакокрасочных
материалов на металлические и неметаллические изделия разных
размеров. Установка укомплектована центробежными электро-
распылителями чашечного типа, обеспечивающими контактную
зарядку частиц лакокрасочного материала. Диаметр чаш 50,
80 и 100 мм, частота вращения 740—3560 об/мин; производитель-
ность по краске в зависимости от диаметра чаш 25—180 г/мин.
Распыление осуществляется при напряжении 60—80 кВ и влаж-
ности окружающего воздуха 60—75%, оптимальное расстояние
между кромкой краскораспылителя и изделием 150—200 мм.
Установки УЭРЦ-4 и Хандспрей II имеют по два сменных
распылителя, один из которых электромеханического, другой
пневмоэлектростатического типа. Электромеханический распы-
литель с вращающейся коронирующей насадкой обеспечивает
213
chipmaker.ru
полноту осаждения красок 94—96%. Его удобно применять при
окраске изделий и объектов с гладкими поверхностями: железно-
дорожных вагонов, пультов и щитов управления, станков, кор-
пусов сварочных аппаратов, труб и др. Полнота осаждения кра-
сок при использовании пневмоэлектростатического распылителя
меньше (70—80%), однако он обеспечивает лучшее прокрашивание
изделий сложной формы: частей металлорежущих станков, стоек
подшипников, деталей турбин и др. [9, с. 8]. Более высокой
производительностью (300—600 г/мин по краске) отличаются
гидроэлектростатические распылители и установки типа УГЭР.
С помощью ручных электроокрасочных установок обычно
наносят мочевиноформальдегидные, глифталевые и пентафталевые
лакокрасочные материалы. Оптимальная их вязкость при нане-
сении электромеханическими распылителями 15—20 с, пневмо-
электростатическими 20—25 с по ВЗ-4. Нанесение нитратцеллю-
лозных, перхлорвиниловых, водоразбавляемых лакокрасочных
материалов, а также красок, содержащих алюминиевую пудру
(молотковые и др.), способом ручного электростатического распы-
ления в целях безопасности обслуживающего персонала не до-
пускается.
Окраска ручными электростатическими распылителями обычно
проводится в специальных камерах, оборудованных системой
вытяжной вентиляции. Внутренние размеры камер выбираются
с таким расчетом, чтобы изделие можно было свободно повора-
чивать в камере в любом положении, сохраняя предельное рас-
стояние до стен и пола камеры не менее 0,8 м. В противном случае
краска может осаждаться на стены камеры. Объем воздуха, уда-
ляемого из окрасочных камер, определяется по скорости его
движения в открытых проемах, которая при использовании элек-
тромеханических распылителей принимается равной 0,3—0,4 м/с,
пневмоэлектростатических — 0,4—0,5 м/с [10, с. 22].
При соблюдении необходимых правил пользования ручные
электроокрасочные установки не опасны в работе. Конструкции
установок исключают искрообразование, ток короткого замы-
кания в них не превышает 300 мкА, что не вызывает опасности
для человека (в стационарных установках он достигает 0,1 А).
Предусмотрено тщательное заземление аппаратуры.
7.4. ГИДРАВЛИЧЕСКОЕ РАСПЫЛЕНИЕ
Гидравлическое распыление, известное в литературе также
под названием механическое распыление, принципиально отли-
чается от других способов распыления тем, что диспергирование
жидкого лакокрасочного материала осуществляется с помощью
гидравлического давления, создаваемого, например, сжатым воз-
духом. Работа аппаратов гидравлического распыления основана
на превращении потенциальной энергии краски, находящейся
под давлением, в кинетическую энергию при выходе ее из сопла
распылителя.
214
Способ гидравлического распыления был известен давно,
однако его применение ограничивалось нанесением низковязких
лакокрасочных материалов, в первую очередь водных строитель-
ных красок, в связи с тем, что используемое давление не пре-
вышало 1 МПа. В пятидесятых годах были разработаны установки
с рабочим давлением до 4,0—4,5 МПа, позволившие распылять
более вязкие лакокрасочные материалы, в том числе и краски не-
водного типа. В дальнейшем оборудование для нанесения суще-
ственно усовершенствовалось, рабочее давление возросло до 20—
25 МПа, появилась возможность наносить материалы как в не-
нагретом, так и в нагретом состоянии. Способ этот под названием
безвоздушное распыление приобрел широкое применение в про-
мышленности, благодаря эффективности и высокой производи-
тельности.
Безвоздушное распыление как разновидность гидравлического
распыления оказалось более экономичным по сравнению с пневма-
тическим распылением (потери лакокрасочного материала на ту-
манообразование сокращаются на 20—25%, расход раствори-
телей — на 15—25%) и более удобным и безопасным по сравнению
с ручным электростатическим распылением. В целом способ
гидравлического распыления выгодно отличается от других спо-
собов распыления более высокой производительностью и меньшим
загрязнением окружающей среды вредными веществами. Он
применяется как в ручном, так и в автоматическом режиме.
7.4.1. Основы способа
Способ гидравлического распыления связан с диспергирова-
нием лакокрасочного материала за счет высоких скоростей его
истечения из насадок (сопел) при подаче под давлением. Гидрав-
лическое давление создается воздухом или непосредственно, на-
пример с помощью центробежного или плунжерного насоса.
Для распыления применяют струйные форсунки, устройство
которых во многом определяет характер и степень распыления
лакокрасочного материала и направление движения аэрозоль-
ного потока. Для низковязких жидкостей скорость истечения
из сопла w определяется следующим уравнением:
re» = <pK2pg/p (7-17)
где <р — расходный коэффициент; р — давление на лакокрасоч-
ный материал; g — ускорение силы тяжести; р -— плотность лако-
красочного материала.
При определенной (критической) скорости, когда сопротив-
ление воздуха движению выходящей из сопла струи превышает
силы когезии жидкого материала, начинается его дробление.
При этом дисперсность образующегося аэрозоля зависит от гео-
метрических размеров и формы отверстия сопла, гидродинамиче-
ских параметров распыления, режимов истечения и свойств
215
chipmaker.ru
лакокрасочного материала, в первую очередь вязкости и поверх-
ностного натяжения. Чем выше скорость истечения, меньше
вязкость и поверхностное натяжение .материала, тем меньше
размеры капель образующегося аэрозоля.
Распыление оказывается более эффективным и происходит
при меньшей критической скорости истечения, если жидкости
перед выходом из сопла форсунки придают вращательное движе-
ние. Возникающая при этом центробежная сила способствует
распылению. На таком принципе работают, в частности, форсунки,
применяемые для гидравлического распыления лакокрасочных
материалов при низком давлении (менее 1 МПа). Также благо-
приятствует гидравлическому распылению нагревание лакокра-
сочных материалов. Это связано не только с понижением их вяз-
кости и поверхностного натяжения, но и с обильным испарением
нагретых растворителей при выходе из сопла распылителя в ре-
зультате резкого падения давления. Этот прием широко исполь-
зуется на практике. Так, повышая температуру лакокрасочного
материала от 20 до 100 СС, можно снизить давление распыления
с 14—20 до 4—7 МПа.
Производительность установок гидравлического распыления
определяется сечением отверстия и формой сопла распылителя,
а также давлением на краску. Регулируя эти параметры, можно
в широких пределах изменять производительность: 1—8 кг/мин
по краске, или 1000—4000 м2/ч по окрашиваемой поверхности.
Высокая производительность затрудняет ручное управление рас-
пылителями, делает практически невозможной окраску мелких
изделий и получение высокодекоративных покрытий. Поэтому
гидравлическое распыление нашло применение преимущественно
при окраске крупногабаритных изделий несложной формы и
строительных объектов.
7.4.2. Нанесение лакокрасочных материалов
распылением при низком давлении
Гидравлическое распыление низковязких водных красок (из-
вестковых, клеевых, силикатных) удовлетворительно происходит
при относительно невысоком давлении 0,6—0,8 МПа. Качество
распыления нельзя признать высоким, однако образующиеся
покрытия вполне отвечают требованиям строительного назначе-
ния, где и получил основное применение данный способ. Для
выполнения окрасочных работ применяют специальные аппараты
с ручным и механическим приводом — краскопульты. В ручных
краскопультах давление на краску создается за счет сжатого
воздуха от ручного насоса. При этом в отличие от пневматического
распыления воздух непосредственного участия в распылении
лакокрасочного материала не принимает. В распылительных
устройствах механического действия — электрокраскопультах —
давление на краску создается с помощью насосов низкого давле-
ния, работающих от электродвигателей.
216
Основным элементом краскопультов является форсунка. Осо-
бенно распространена форсунка Вермореля центробежного типа
(рис. 7.15, а). По своему устройству она представляет собой полый
цилиндр с двумя отверстиями. Входное отверстие форсунки рас-
положено на боковой поверхности у одного основания цилиндра,
выходное — в центре другого основания. Краска входит в фор-
сунку по касательной к боковой поверхности и, скользя по ее
цилиндрической стенке, получает быстрое вращательное движение
при одновременном продвижении к выходному отверстию. При
выходе из форсунки краска в результате перепада давления и
Рис. 7.15. Схема работы форсунок центробежного типа:
а— полая форсунка; б форсунка с вкладышем.
центробежной силы распыляется, образуя факел в виде полого
конуса, который своим основанием направлен на окрашиваемую
поверхность. В другом варианте форсунки (рис. 7.15, б) вращение
краски обеспечивается за счет винтообразного внутреннего вкла-
дыша. При распылении достигается тот же эффект, хотя краска
поступает в форсунку не сбоку, а через основание цилиндра
вблизи от его боковой поверхности. В последнем случае сопротив-
ление краски несколько снижается, факел получается более
удлиненным и направленным.
Наряду с форсункой в комплект ручного краскопульта
(рис. 7.16) входят плунжерный насос, фильтр, шланги, металли-
ческая удлинительная трубка — «удочка». Краскопульт СО-20А
обслуживается двумя рабочими, один из которых действует удоч-
кой, а второй при помощи насоса поддерживает нужное давление
(~0,8 МПа). Так как форсунка дает полую струю, то для полу-
чения равномерного покрытия форсунку, держа за удочку, пере-
мещают, совершая ею плавные круговые движения. Расстояние
от форсунки до окрашиваемой поверхности поддерживают рав-
ным 0,75—1,0 м. Производительность по окрашиваемой поверх-
ности достигает 200 м2/ч.
При больших объемах окрасочных работ пользуются электро-
краскопультами типов СО-22, СО-25, СО-61, СО-69 и др. В отличие
от ручного насоса работа диафрагменного насоса электрокраско-
пульта осуществляется с помощью электродвигателя. Давление
217
на краску (~0,7 МПа) поддерживается автоматически и контроли-
руется манометром. Нанесение краски может осуществляться
непрерывно, причем одновременно [(посредством распределитель-
ного устройства — гребенки) можно подключать к одному насосу
Рис. 7.16. Ручной краскопульт СО-20А:
1 — корпус; 2 — насос; 3 — всасываю-
щий клапан; 4 — приемный шланг; 5—*
фильтр; 6 — нагнетательный клапан;
7 — сальник; 8 — напорный шланг;
9 — кран; Ю — «удочка»; 11 — фор-
сунка.
несколько форсунок. Длина краскоподающих шлангов достигает
20—50 м, что позволяет, пользуясь одним насосом, осуществлять
большой объем окрасочных работ. Например, производитель-
ность насоса СО-69 при применении 7 форсунок по краске состав-
ляет около 1 м3/ч, или по окрашиваемой поверхности 1500—
1700 м2/ч. Электрокраскопульты обычно монтируются на тележке
и представляют собой передвижные окрасочные установки.
7.4.3. Нанесение лакокрасочных материалов
распылением при высоком давлении
(безвоздушное распыление)
Способ распыления лакокрасочных материалов при высоком
давлении (6—25 МПа), так называемый способ безвоздушного
распыления, получил широкое распространение в промышлен-
ности при окраске средне- и' крупногабаритных изделий I и II
групп сложности, изготовляемых в серийном и массовом мас-
штабе: судов, вагонов, турбин, дорожных и сельскохозяйствен-
ных машин, фургонов, конструкционных металлических листов,
крупных профилей, станков и др. Он постепенно вытесняет пнев-
218
матическое распыление, благодаря экономичности, компактности
установок, более высокой производительности, меньшего загряз-
нения окружающей среды. Потери лакокрасочных материалов при
нанесении этим способом не превышают 5—15%, а срок окупае-
мости установок 2—3 мес. Наибольшая эффективность способа
проявляется при окраске больших поверхностей (суда, вагоны),
когда потребление красок на производстве достигает десятков
и сотен тонн в год.
Оборудование для окраски. Распыление проводят в двух ва-
риантах: с нагревом и без нагрева лакокрасочного материала.
Рис. 7.17. Принципиальная схема установки
безвоздушного распыления лакокрасочных ма-
териалов (а) и общий вид установки «Радуга-
0,63» (о):
1 — насос высокого давления; 2 — буферная
емкость: 3 — манометры; 4 — регулятор давле-
ния; 5 — краской а гре вате ль; 6 — фильтры;
7 — краскорасиылитель высокого давления;
8 — дроссель; 9 — красочный бак.
В первом случае лакокрасочный материал нагревают до 60—100 С
и подают к соплу распылителя под давлением 6—10 МПа, во
втором материал распыляют при 18—25 °C, применяя давление
10—25 МПа. С учетом этого и применяют соответствующие уста-
новки.
Для нанесения нагретых лакокрасочных материалов в основ-
ном используют установки УБР-3, УБР-150П, «Луч-2», ненагре-
тых — «Радуга-0,63 П», «Радуга-1,2Б», «Радуга-2,ОБ», «Факел-3»,
«Факел-4», БР-1, БР-2, «Веер-1», АБР-1М, УБРХ-1, УБР-МП,
«Кит-1654», «Спрут», а также «Виза-1» производства ЧССР, «Кинг»,
«Монарк», «Президент», изготовляемые фирмой «Грако» (США),
и др. Установки состоят из следующих основных узлов: насоса
высокого давления с пневматическим или электрическим приводом
и распределительной клапанной коробкой; краскораспылителя
со шлангами высокого давления; фильтров тонкой и предвари-
тельной очистки лакокрасочного материала; регулирующей и
контрольно-измерительной аппаратуры.
Различают малогабаритные передвижные (переносные) и круп-
ногабаритные передвижные или стационарные установки.
219
Рис« 7.18. Схема распыляющего устрой-
ства:
1 — ускоритель (дроссель); 2 — расшири-
тельная камера; 3 — корпус; 4 — сопло.
К первому типу относятся установки с погружным насосом, зак-
репленным на красочном баке небольшой вместимости (20—60 л), ко
второму — высокопроизводительные установки с раздельным мон-
тажом насоса и сменными красочными баками разной вместимости.
Основой установок безвоздушного распыления (рис. 7.17)
является плунжерный насос высокого давления дифференциаль-
ного или двойного действия. Преимущественно применяют уста-
новки с пневмоприводом насоса, работающим от промышленной
сети сжатого воздуха давлением 0,3—0,7 МПа.
Распыление лакокрасочных материалов осуществляется с по-
мощью краскораспылителей высокого давления. В отличие от
пневматических краскораспы-
лителей, они имеют лишь один
канал для краски, кроме того
в конструкции обеспечивается
полная и надежная герметич-
ность и прочность всех сочле-
нений с расчетом на работу под
давлением до 25 МПа. Для на-
несения лакокрасочных мате-
риалов в нагретом состоянии
применяется краскораспыли-
тель КРВД-1 Оф, в ненагретом—
КРБ-1.
Наиболее ответственной частью краскораспылителей является
распыляющее устройство (рис. 7.18), особенно выходная часть
его — материальное сопло. В конструкциях краскораспылителей
предусмотрены сменные сопла двух геометрических форм и раз-
меров: 1) с цилиндрическим каналом, оканчивающимся полу-
сферой; диаметр канала 0,25—1,0 мм; 2) с каналом эллиптиче-
ской формы, позволяющим получать плоский факел; размеры
канала изменяются от 0,15x0,30 до 0,5X 1,2 мм. Хотя сопла
изготовляют из высокопрочных эрозионностойких материалов
(металлокерамики, карбида вольфрама и др.), они быстро изна-
шиваются, особенно при нанесении лакокрасочных материалов,
содержащих абразивные пигменты и наполнители, и требуется
их частая замена при интенсивной работе краскораспылителя.
Сечение и форма отверстия сопла распыляющего устройства
во многом определяют ширину факела и производительность
краскораспылителя и, следовательно, установки. Малогабарит-
ные установки «Радуга-0,63П», «Факел-3» имеют производитель-
ность по краске 0,63—0,7 кг/мин, или по окрашиваемой поверх-
ности 300—400 м2/ч;_ мощные, работающие под большим давле-
нием установки («Кит-1654», «Кинг» и др.) имеют производитель-
ность по краске 4 кг/мин и более, что позволяет за 1 ч окрашивать
ими поверхности в несколько тысяч квадратных метров.
Лакокрасочные материалы и режимы их нанесения. Безвоз-
душным распылением без нагрева можно наносить самые разные
220
лакокрасочные материалы; в случае нагрева, как и при любом
другом способе, исключается нанесение высокореакционных лаков
и красок (некоторых эпоксидных, полиэфирных, полиуретановых).
Особенно распространено нанесение грунтовок, лаков, эмалей
алкидных, масляно-фенолоформальдегидных, нитратцеллюлоз-
ных, перхлорвиниловых, полиакрилатных. Важное требование
к лакокрасочным материалам — хороший перетир пигментов:
размер частиц в них не должен превышать 15 мкм. Способом
безвоздушного распыления нельзя наносить краски с волокни-
стыми наполнителями и с повышенным содержанием пигментов
чешуйчатого строения (бронзы, алюминиевая пудра, графит,
слюда). В табл. 7.2 приведены основные параметры нанесения лако-
красочных материалов данным способом [10, с. 10, 121. В работе
используют, как правило, лакокрасочные материалы с вязкостью
80—120 с по ВЗ-4 при 18—23 °C.
Окраска изделий способом безвоздушного распыления может
проводиться как в ручном, так и автоматическом режимах. Наи-
большее применение получили установки с ручными краскораспы-
лителями. Ручное нанесение лакокрасочных материалов требует
определенного навыка и тренировки. В процессе окраски необ-
ходимо постоянно перемещать краскораспылитель, держа его
перпендикулярно окрашиваемой поверхности на расстоянии 250—
350 мм. Скорость перемещения должна быть такой, чтобы при
хорошем укрытии поверхности исключить образование натеков.
На вертикальных поверхностях затеки могут возникать, если
толщина нанесенного слоя превышает 30—45 мкм. Только в слу-
чае тиксотропных эмалей можно наносить более толстые слои
(до 100—120 мкм). Однако при самом тщательном нанесении
покрытия по декоративному виду уступают покрытиям, полу-
чаемым при пневматическом распылении; они соответствуют лишь
III—IV классам отделки.
В отличие от ручного при автоматическом нанесении лако-
красочных материалов получаются более качественные покрытия.
Разработаны установки «Лист-1» и «Профиль», позволяющие про-
изводить автоматизированную окраску на потоке. Они нашли
применение для грунтования листового и профильного проката.
Производительность установки «Лист-1» 700 м2/ч; толщина по-
крытий 18—20 мкм.
Как и при пневматическом распылении, при нанесении лако-
красочных материалов под высоким давлением в зоне распыления
концентрируются пары растворителей и не осевшая на изделие
красочная пыль. Поэтому окраска изделий проводится в распыли-
тельных камерах или с применением бескамерных установок, обес-
печивающих отсос загрязненного воздуха из зоны распыления.
Используют распылительные камеры, по конструкции аналогич-
ные применяемым при пневматической окраске. Для камер с бо-
ковым отсосом вентиляция выбирается таким образом, чтобы
скорость движения воздуха в открытых проемах составляла
221
chipmaker, ru
CM
а
Технологические параметры нанесения лакокрасочных материалов распылением
при высоком давлении
ф 5= aS £ с к 5 о S а У с Е О £52^ ~ СО § 1 V 20—35 20—30 10-15
ф ф с: С CD о
го -го 04 *—. гго
ф о фЕ 1
го О 1 см <м 1 см
О- го 1 1
X
ф
X
Я
X к и" 1-0 LQ ю
Р* 0ОТ0 ogca<NU о 1 СО 1 1 см 1
я К ОК 1Г о ю ю
r-ha -го СО см »“ГО
К
ё.5 с о о ю оо
о S о ю СМ —го
го ° с: 5 о с - © И о 5 ос о 1 ю 1 1D LO
н 41, к -го СО (М г- . Т" I
О © f-
а
го
ста
S ^'го о о
с о о О о
ф ОС —< | 1 СП 1 1D
03 Р СО с: о О
X ф оо О0 оо
CJ f—
ф
S
х
ф
ф ц> Ф
ж го X абоче в .лен и МПа <£ о -го 1 00 1 со 1 со
CU и CD со
(X л г* CJ Ю О ю оо ю
” gmc О СО со 3 . см
О gee. о 1 1 ) 1
“Sos ОС о со ю с
сь S к сх •-ГО О} см
с
е; « . к га га S >3
СУ св
ф* Л *5 . га й>
го сз я 3 •
S S S . га га .
га га ►D
- зГО га о Ч Ч •
Л к е я •§• S Ф> га
о га ч >з 2 си S §s g s 3 га я
р. X о с СП ф £ Е га Я ю • ч К ‘
ж I 3 о Си И ~
го : га га га я Р9
t t « го га
я ь к я о £ К р; га « 2
с га о ,о ь
<1 < с С
222
0,6—0,7 м/с. Если в камерах предусмотрен нижний отсос и верх-
няя подача воздуха, то производительность вентилятора должна
составлять 1200—1500 м3/ч на 1 ма пола камеры.
7.5. ОКУНАНИЕ И ОБЛИВ
Окунание и облив — наиболее простые и издавна применяе-
мые способы окраски. Достоинство их заключается в возможности
наносить различные лакокрасочные материалы и получать по-
крытия достаточно хорошего качества при использовании не-
сложного оборудования. Окуная (погружая) изделие в лакокра-
сочный материал или обливая им изделие, удается прокрашивать
практически все участки поверхности, в том числе и скрытые от
глаза человека; этого нельзя достичь с помощью многих других
способов окраски.
Окунание и облив используют главным образом для полу-
чения грунтовочных и однослойных покрытий на изделиях разной
сложности небольших и средних размеров. Оба способа при-
меняются во многих отраслях промышленности (автомобильной,
приборостроительной, сельскохозяйственном машиностроении и
др.), так как позволяют механизировать и автоматизировать про-
цессы окраски.
Недостатками способов окунания и облива являются: нерав-
номерность толщины покрытий по высоте изделий, невозможность
окрашивания изделий, имеющих карманы и внутренние полости,
относительно большие потери лакокрасочных материалов, нередко
доходящие до 20% и более.
Многие из этих недостатков однако исключаются, если объек-
том окраски служат плоские изделия (деревянные щиты, металли-
ческие листы, рулонный металл), уложенные горизонтально.
Лакокрасочный материал при этом наносят с помощью лакона-
ливных (или лакообливочных) машин. Именно при окраске таких
изделий, особенно щитовой мебели, нашел наибольшее приме-
нение способ облива.
Уменьшение потерь лакокрасочных материалов и разнотол- ,
Щинности покрытий при одновременном улучшении их декора-
тивного вида достигается при выдержке свежеокрашенных изде-
лий в парах растворителей. Этот способ, как разновидность спо-
соба облива, под названием струйный облив получил широкое
распространение в промышленности. Аналогичным образом можно
улучшить покрытия, нанесенные способом окунания. Другими
разновидностями способа окунания являются окраска длинно-
мерных изделий протягиванием и покрытие мелких изделий во
вращающихся барабанах.
Окунание и облив в любых вариантах исполнения привлекают
особое внимание при нанесении водоразбавляемых лакокрасочных
материалов в связи с возможностью организации поточных пожа-
робезопасных технологических процессов.
223 .
chipmaker.ru
7.5.1. Основы способов
Принцип нанесения окунанием и обливом основан на смачи-
вании окрашиваемой поверхности жидким лакокрасочным мате-
риалом и удержании его на ней в тонком слое за счет адгезии
и вязкости материала. Качество и толщина покрытий при
окраске окунанием и обливом определяются свойствами поверх-
ности, а также химическими и структурно-механическими харак-
теристиками наносимого материала.
Рассмотрим процесс нанесения жидкой краски посредством
окунания в нее изделия, например плоской пластинки (рис. 7.19).
Рис. 7.19. Схема сил, действующих на жидкость при извлечении из иее изделия.
Рис. 7.20. Распределение скоростей в слое жидкости при извлечении из иее изделия.
Первоначальный акт — погружение изделия в жидкий материал,
т. е. установление адгезионного контакта. В зависимости от вяз-
кости материала и характера поверхности длительность этого про-
цесса может составлять секунды или минуты. Одновременно с уста-
новлением контакта происходит адсорбционное взаимодействие
жидкости с твердой поверхностью.
При извлечении изделия, например со скоростью wu, будет
увлекаться не только слой адсорбированной жидкости; вслед-
ствие адгезии и внутреннего трения F движение будет пере-
даваться параллельным слоям жидкости, которые также будут
подниматься, но со скоростью wn. Кроме силы F эти слои будут
испытывать действие силы тяжести Р, вызывающей опускание
(стекание) жидкого материала со скоростью wP. Суммарная ско-
рость движения каждого элементарного слоя wx, находящегося
на расстоянии х от поверхности изделий, таким образом будет
равна:
wx — wn — wp (7.18)
При условии ламинарного движения и исключения силы тя-
жести скорость отдельных слоев изменяется равномерно по мере
удаления от изделия и на расстоянии а становится равной нулю.
При этом зависимость wn = f (х) прямолинейна (рис. 7.20), а гра-
224
диент скорости dwjdx = const. В реальных условиях, когда
воздействует сила тяжести Р, характер зависимости изменяется,
объем жидкости, увлеченной изделием, всегда меньше (на
рис. 7.20 он показан в виде заштрихованной поверхности). Если
принять ширину слоя за единицу, а толщину — за dx, то dV со-
ставит:
dV = wxdx
(7-19)
а объем всей жидкости, увлеченной таким изделием в единицу
времени, будет равен:
V = J Wxdx
о
(7.20)
После извлечения изделия из жидкости часть ее стекает и,
если это нелетучая жидкость, то независимо от скорости извле-
чения на поверхности остается слой, толщина которого опреде-
ляется вязкостью, плотностью и энергетическими факторами взаи-
модействия жидкости с поверхностью твердого тела.
При окунании в лакокрасочные материалы процесс услож-
няется непрерывным изменением вязкости нанесенного на изделие
/Л?
Рис. 7.21. Зависимость толщины покрытий из масляной краски скорости извлечения
изделия из ванны при различной вязкости краски (по В3-4) при 20 °C.
Рис. 7.22. Изменение толщины покрытия из нитратцеллюлозиого лака по длине изделия
при различных скоростях извлечения его из ванны.
2м/ш1Н
0,1 м/мин
100 200 300
слоя, вследствие чего стекание его замедляется, а затем и совсем
прекращается. Нетрудно убедиться, что толщина и степень не-
равномерности пленки будут тем больше, чем выше скорость из-
влечения изделия (рис. 7.21), вязкость лакокрасочного материала
и скорость ее нарастания в момент стекания. Из низковязких ма-
териалов (20 с по ВЗ-4 и менее) формируются относительно тон-
кие покрытия с небольшим разбросом толщин по высоте изделия.
Тот же эффект достигается при малых скоростях извлечения изде-
лий из лакокрасочного материала — 0,1 м/мин и менее (рис. 7.22).
Однако на практике это приводит к снижению эффективности про-
цесса окраски: с уменьшением вязкости материалов повышается
225
chipmaker.ru
расход растворителей и в ряде случаев появляется необходимость
нанесения нескольких слоев покрытия; уменьшение скорости из-
влечения изделий снижает производительность работы установок.
Рис. 7.23. Схема
выравнивания
Ппи нанесении лакокрасочных материалов
способом облива закономерности, свойственные
окунанию, сохраняются. Слой жидкости, пода-
ваемой на единицу поверхности при обливе, в от-
личие от распыления превосходит предельную
толщину, при которой жидкость может удержи-
ваться на вертикальных поверхностях за счет
сил адгезии и внутреннего трения. Поэтому ее
избыток обязательно стекает, оставляя на под-
ложке неравномерный по толщине слой, а на ни-
сходящей ее кромке — натеки в виде капель. Про-
должительность стекания в основном опреде-
ляется вязкостью лакокрасочного материала и
скоростью испарения входящих в ее состав рас-
творителей и для разных типов лаков и красок со-
ставляет 5—15 мин.
слоя лакокрасоч-
ного материала
при воздействии
паров раствори-
теля:
/ — профиль по-
крыта я при обыч-
ном окунании;
2 — профиль по-
крытия при оку-
п ании с выдерж-
кой в парах рас-
творителя.
Испарение растворителей можно замедлить
или исключить, поместив изделие с нанесенным
слоем лакокрасочного материала в атмосферу,
содержащую пары растворителей в относительно
высокой концентрации. В результате этого заме-
дляется или прекращается нарастание вязкости и
поверхностного натяжения лакокрасочного мате-
риала и создаются условия для его растекания и
удаления избытка с поверхности (рис. 7.23). Изме-
няя вязкость исходного материала, концентрацию паров раствори-
телей и продолжительность выдержки в них окрашенных изделий,
можно в широких пределах регулировать толщину получаемых по-
Рис. 7.24. Зависимость толщины алкидных покрытий от продолжительности выдержки
в парах растворителей при вязкости лакокрасочного материала 20 с по В3-4 и разной
концентрации паров (а); концентрации паров раствори телей 18 г/м3 и различной вязкости
лакокрасочного материала (б) [3, с. 152].
крытий, одновременно улучшая их равномерность (рис. 7.24). Как
видно из рис. 7.24, толщина покрытия уменьшается тем интенсив-
нее, чем выше концентрация паров растворителей в паровой камере;
226
естественно, лакокрасочные материалы с меньшей вязкостью фор-
мируют более тонкие покрытия. Опытным путем установлено
оптимальное время выдержки покрытий в парах растворителей,
при котором сохраняется достаточная толщина и одновременно
обеспечивается удовлетворительная равномерность покрытий по
высоте изделий. При вязкости лакокрасочных материалов 20—
40 с по ВЗ-4 и концентрации паров растворителей 15—25 г/м^
это время составляет 8—14 мин.
При окраске способом облива плоских изделий необходимость
в выдержке в парах растворителей отпадает. Толщину покрытия
можно регулировать в широких пределах путем дозированной
подачи лакокрасочного материала; равномерность толщины при
этом достигается горизонтальным расположением покрываемых
изделий.
7.5.2. Нанесение лакокрасочных материалов окунанием
Оборудование для окраски. Варианты окраски окунанием
весьма разнообразны по аппаратурному и технологическому офор-
млению (рис. 7.25). В условиях мелкосерийного производства при-
меняют стационарные ванны; изделия погружают в них с помощью
подъемников, тельферов или вручную (рис. 7.25, а). Для предот-
Рис. 7.25. Схемы установок для окраски окунанием:
а — с ручным погружением изделий; б— с погружением изделий ни пульсирующем
конвейере с помощью опускного механизма; в— с погружением изделий на конвейере
непрерывного действия:
1 — ванна; 2 — насос; 3 — карман; 4 — сточный лоток; 5 — изделие; 6— конвейер.
вращения распространения испаряющихся растворителей в окру*
жающую среду такие ванны, как правило, оборудуются бортовым
отсосом. При массовом производстве изделия в ванну подают кон-
вейером периодического или непрерывного действия (рис. 7.25,
б, в), ванну же (стационарную или поднимающуюся) помещают
в камеру, оборудованную вытяжной вентиляцией. Ванна непре-
рывного действия имеет сточный лоток для сбора стекающего
с изделий лакокрасочного материала и насос для перемешивания
(в случае пигментированных составов). Перемешивание красок
осуществляется их отбором из верхней части ванны или из кар-
мана и подачей через трубу с отверстиями в нижнюю часть; крат-
ность циркуляции материала 3—5 об/ч. Перемешивать краску
в ванне можно также с помощью мешалок или сжатого воздуха;
последний способ однако не распространен.
227
chipmaker.ru
Окунание с выдержкой в парах растворителей проводится
в ваннах, оборудованных паровым туннелем.
В зависимости от габаритов окрашиваемых изделий объем
ванн для окунания колеблется от нескольких литров до несколь-
ких десятков кубических метров. Особенно большие по размеру
ванны применяют при окраске сварных конструкций мачт электро-
передач, пола кузовов и кабин автомобилей, щитовых изделий.
Ванны для окунания, имеющие объем 0,5 м3 и более, снабжены
аварийным сливом — трубой и подземным баком для эвакуации
огнеопасного лакокрасочного материала в случае аварийной си-
туации. Скорость движения конвейеров непрерывного действия
при окраске окунанием обычно не превышает 2,5 м/мин.
Лакокрасочные материалы и режимы их нанесения. Способом
окунания можно наносить любые стабильные при хранении лако-
красочные материалы: битумные, глифталевые, пентафталевые, мо-
чевине- и меламиноформальдегидные. эпоксидные и др. При ок-
раске мелких изделий нередко применяют нитратцеллюлозные
лаки и эмали. Более удобными для нанесения окунанием являются
непигментированные лакокрасочные материалы. Из пигментиро-
ванных можно применять лишь обладающие высокой седимента-
ционной устойчивостью. Для разбавления лакокрасочных мате-
риалов применяют преимущественно высококипящие раствори-
тели: уайт-спирит, сольвент, ксилол, скипидар, этилцеллозольв,
бутилацетат. Это уменьшает их потери за счет испарения с поверх-
ности ванны и благоприятствует стеканию избытка материала с де-
талей. В состав маслосодержащих лаков и эмалей вводят спе-
циальные добавки, предотвращающие образование пленки на по-
верхности ванны в результате контакта с воздухом.
Таблица 7 3
Технологические параметры нанесения лакокрасочных материалов
способом окунания
Лакокрасочный материал Вязкость по ВЗ-4 при 20 °C, с Время стекания, мин Толщина однослой- ного покры- тия, М’.М
Грунтовки (глифталевые, масляно- фенолоформальдегидные) . 16—22 8—10 15—20
Лаки (глифталевые, пентафталевые, мочевиноформальдегидные, масля- но-битумные) 18—25 9—12 20—25
Эмали (глифталевые, пентафталевые, эпоксидные, мочевиноформальде- гидные) 20—35 10—14 20—30
Краски и грунтовки водоразбавляе- мые 30—50 12—15 * 16—22
* Стекание в парах растворителей с концентрацией 10—15 г/м8 при 18—25 °C.
228
Для нанесения окунанием пригодны и водоразбавляемые ла-
кокрасочные материалы — растворы и дисперсии. В частности,
нашли применение при окраске автомотодеталей, бытовых прибо-
ров и других изделий пентафталевая грунтовка ПФ-033 й касляно-
фенолоформальдегидная краска ФЛ-149. Для уменьшения пб-
верхностного натяжения и склонности к пенообразованию в состав
таких материалов вводят смешивающиеся с водой раствори-
тели (спирты, этилцеллозольв, бутилцеллозольв), тиксотропные
добавки (алкоголяты алюминия, бентонит, тальк и др.), полиорга-
носилоксаиы, а также применяют меры для механического гашё*
ния пены (установка пеногасителя и др.). ;
Погружение изделий в ванну с краской и их извлечение про-
водят плавно, без рывков и с умеренной скоростью. Для разрав-
нивания слоя краски на изделиях обтекаемой формы нередко пре-
дусматривают их вращение после изъятия из ванны. Большие на-
плывы и неоторвавшиеся капли с нижних кромок изделий Удаляют
электростатическим способом. С этой целью над сточным лотком
устанавливают электродную сетку и подводят к ней высокое
напряжение, а изделие заземляют. В табл. 7.3 приведены неко-
торые параметры нанесения лакокрасочных материалов окуна-
нием [3, с. 145].
По внешнему виду покрытия, полученные способом окунания,
соответствуют III и IV классам. Многоцветные и многослойные
покрытия этим способом не получают.
7.5.3. Нанесение лакокрасочных материалов
струйным обливом
В отличие от окунания облив позволяет обходиться относи-
тельно небольшим количеством лакокрасочного материала. Так,
при покрытии изделий средних размеров объем используемого при
окраске лакокрасочного материала уменьшается по сравнению
с окунанием в 5—10 раз. Благодаря этому способ облива имеет
преимущество перед окунанием в пожарном отношении. Наиболь-
шее применение окраска обливом приобрела в варианте струйного
нанесения. Выдержка изделий в парах растворителей способствует
улучшению внешнего вида покрытий и положительно сказывается
на экономии лакокрасочных материалов. Потери красок при при-
менении струйного облива уменьшаются по сравнению с окуна-
нием на 10—15%, с пневматическим распылением — на 25—30%
[4, с. 365]. Удобно использовать струйный облив при конвейер-
ной окраске изделий в условиях крупносерийного и массового
производства. Окраска этим способом осуществляется в автома-
тическом режиме.
Оборудование для окраски струйным обливом? В простейшем
варианте установка струйного облива (рис. 7.26) включает сле-
дующие основные элементы: входной и выходной тамбуры, Ка-
меру облива, паровой туннель. На торцах установки имеются
229
chipmaker.ru
воздушные завесы, препятствующие выходу паров растворителя
в цех. Паровой туннель оборудован системой рециркуляции, благо-
даря которой поддерживается равномерная концентрация паров
растворителя по всему его объему. Днище туннеля имеет V-образ-
ную форму с уклоном в сторону зоны облива 5—7°, входной тамбур
наклонен в обратную сторону на 8°. Это обеспечивает сток распы-
ляемой и стекающей с изделий краски в установленный под каме-
рой облива красочный бак.
Камера облива оборудуется подвижными или неподвижными
контурами с соплами. Лакокрасочный материал подается в них
насосом из красочного бака через систему фильтров грубой и тон-
Рис. 7.26. Принципиальная схема установки для окраски изделий струйным обливом:
1 — воздушные завесы; 2 — входной и выходной тамбуры; 3 — контур с соплами; 4 —>
камера облива; 5 — изделие; 6— конвейер; 7 — паровой туннель; 5— рециркуляцией*
нал вентиляция; 9 — насос; 10 — красочный бак.
кой очистки и теплообменник. Обильность облива при окраске
изделий в зависимости от категории сложности колеблется от 10
до 20 л/м2 поверхности.
Для доведения лакокрасочного материала до заданной вязкости
и промывки парового туннеля предусмотрен подвод растворителя
из соответствующего бака. Разработаны установки, позволяющие
окрашивать изделия с максимальным размером до 1600 мм. При
скорости конвейера 0,6—1,0 м/мин они обеспечивают производи-
тельность по окрашиваемой поверхности 200—250 м2/ч [6, с. 120).
Лакокрасочные материалы и режимы их нанесения. Требова-
ния к лакокрасочным материалам, наносимым струйным обливом,
во многом аналогичны тем, которые предъявляются при окраске
окунанием. В основном наносят этим способом алкидные, масляно-
фенолоформальдегидные, мочевиноформальдегидные, битумные и
водоразбавляемые грунтовки и эмали. Для разбавления приме-
няют индивидуальные растворители (сольвент, ксилол, уайт-
спирит) или их бинарные смеси; в случае водоразбавляемых
материалов используют водно-спиртовые смеси. Оптимальная тем-
пература лакокрасочных материалов 17—22 °C. Необходимая кон-
центрация паров растворителей в паровом туннеле создается в ре-
зультате испарения растворителей в камере облива и с поверх-
ности окрашенных изделий. Предельная концентрация паров не
должна превышать 50% их нижнего предела взрываемости. Для
230
контроля концентрации паров служат автоматические сигнали-
заторы горючих газов типов СГГ-2 и СВК-3. Технологические
параметры нанесения грунтовок глифталевых, масляно-феноло-
формальдегидных (I) и эмалей пентафталевых, мочевиноформаль-
дегидных, меламино-алкидных (II) указаны ниже [10, с. 29]: '
I и
Вязкость по ВЗ-4, с ......................... 17—22 20—-35
Время облива, мин............................ 1—2 1,5—2
Концентрация паров растворителя, г/м3 . . . 15—20 20—25
Время выдержки в парах растворителя, мин 8—10 10—14
Толщина покрытия, мкм ....................... 12—18 20—30
Способом струйного облива грунтуют и окрашивают многие из-
делия, для которых допускается отделка не выше III класса: узлы
и детали комбайнов, тракторов, навесного и санитарно-техниче-
ского оборудования, отопительные радиаторы, трубы, балки, свар-
ные конструкции, электротехническое оборудование и др. Не-
достатки способа — громоздкость установок и повышенный рас-
ход растворителей, достигающий в некоторых случаях 150—200%
от количества применяемых лакокрасочных материалов.
7.5.4. Окраска плоских изделий способом налива
Окраска наливом представляет разновидность способа облива,
при котором лакокрасочный материал подается на плоские (или
слегка изогнутые) горизонтально уложенные изделия в строго
дозированном количестве. Дозирование предусматривает подачу
на единицу поверхности одинакового количества материала,
именно такого, при котором исключается его стекание и одновре-
менно достигается хорошее разравнивание (растекание) на гори-
зонтальной поверхности. С этой целью лак или краску наносят
на поверхность в виде плоской струи (завесы), перекрывающей
всю ширину изделия. Такую завесу можно получить, сливая
жидкость через горизонтальный порог (плотину) или узкую щель
в стенке или дне сосуда. Если завесу равномерно, с определенной
скоростью пронести над изделием или изделие пропустить через
завесу (что технически более удобно), то поверхность будет по-
крыта равномерным слоем лакокрасочного материала.
На этом принципе основано лакирование и окраска многих
видов изделий: щитовой мебели, древесностружечных и древесно-
волокнистых плит, картона, фанеры, дверных полотен, лыж, бру-
сковых материалов и др.
Отличительные особенности способа налива — высокая произ-
водительность, малые потери лакокрасочных материалов, возмож-
ность нанесения за один слой разных по толщине покрытий (до
300 мкм) — позволяют отнести его к наиболее перспективным спо-
собам окраски.
Оборудование для окраски способом налива — лаконаливные
машины — весьма специфично. Применяют разные по конструкции
231
chipmaker.ru
Рис. 7.27. Схема работы лаконаливной машины:
1 — наливочная головка; 2— покрываемое изде-
лие; 5 — транспортирующие устройства; 4— при-
емный лоток; 5 — отстойный бак; 6 — насос: 7 —
фильтр.
лаконаливные машины. Принцип их работы понятен из рис. 7.27.
Лакокрасочный материал подается на изделие из наливоч-
ной головки. Не попавший на изделие материал (протяжен-
ность завесы обычно больше ширины изделия) стекает через при-
емный лоток в отстойный
бак, откуда, освободи-
вшись от пузырьков увле-
ченного им воздуха, вновь
возвращается в цикл. Ок-
раска осуществляется не-
прерывно; окрашиваемые
изделия перемещаются ав-
томатически с помощью
транспортирующих уст-
ройств. Наиболее ответст-
венная деталь лаконалив-
ных машин — наливочная
головка. Она определяет
профиль вытекающей струи
и расход лакокрасочного
материала. Нашли приме-
нение наливочные головки
с донной щелью (наиболее распространенный тип), со сливной
плотиной, со сливной плотиной и экраном (рис. 7.28); оптималь-
ное расстояние от наливочной головки до изделия составляет
50—100 мм.
Регулирование подачи красок на изделия в лаконаливных ма-
шинах осуществляется путем изменения ширины щели, давления
Рис. 7.28. Конструкции наливочных головок:
а — с наклонным экраном; б— с донной щелью; в — со сливной плотиной; г— со слив-
ной плотиной, защищенной экраном.
или объема поступающего в наливочную головку материала. Тол-
щину покрытий также можно изменять, меняя скорость движе-
ния транспортирующих изделие устройств. При окраске и лакиро-
вании мебельных изделий широко применяется лаконаливная ма-
шина ЛМ-3. Она имеет две наливочных головки и позволяет окра-
шивать как плоские части, так и кромки изделий шириной до
232
2,2 м. Скорость движения изделий при окраске можно варьиро-
вать в пределах 10—170 м/мин.
Лаконаливные машины — весьма производительный и эконо-
мичный вид окрасочного оборудования. При автоматизированных
подаче и съеме изделий с транспортера производительность по
окрашиваемой поверхности может достигать десятков тысяч квад-
ратных метров в час.
Лакокрасочные материалы. Принципиально нет ограничений
в нанесении любых жидких материалов этим способом. Так как
способ налива применяется в основном для отделки изделий из
древесины, освоено нанесение в первую очередь мебельных лаков
и эмалей — нитратцеллюлозных (I) и полиэфирных (II). Ниже
приводятся основные технологические параметры их нанесения:
I п
Рабочая вязкость по ВЗ-4, с.......... 80—100 55—100
Скорость движения изделий, м/мин . . . 60—90 50—80
Средний расход материалов, г/м2 . . . 120—200 400—500
Толщина однослойных покрытий, мкм 25—40 200—300
Компоненты полиэфирных лаков смешивают непосредственно
перед нанесением (в случае машин с одной головкой) или в про-
цессе нанесения (при использовании машин с двумя наливочными
головками). Способом налива можно наносить однослойные и
многослойные, однородные или разнородные покрытия. При на-
несении окрашивается только одна сторона изделия — верхняя.
Если необходимо окрасить обратную сторону или торцы (кромки)
изделий, их переворачивают и процесс повторяют. Наиболее
часто встречающийся дефект покрытий — газонаполнение. Он
возникает в результате попадания воздуха в струю краски или
ее микродиспергирования при соприкосновении с быстродвижу-
щейся поверхностью. Устранение этого и других дефектов дости-
гается изменением параметров лакокрасочного материала (вяз-
кости, поверхностного натяжения) и режимов работы машин.
В процессе налива и при последующем транспортировании изде-
лий до сушилки происходит испарение растворителей или моно-
меров. Поэтому в конструкциях лаконаливных машин предусма-
тривают местный отсос, а помещения, где проводится окраска,
оборудуют общей вентиляцией.
7.5.5. Окраска длинномерных изделий
способом протягивания
Окраска длинномерных изделий, имеющих постоянное попе-
речное сечение по длине (карандаши, плинтусы, карнизы, прово-
лока, отрезки труб небольшого диаметра), может быть осуще-
ствлена путем их протягивания через ванну с лакокрасочным
материалом (рис. 7.29). Излишки материала при этом удаляются
ограничительными кольцами (шайбами из резины), перекрываю-
щими вход и выход изделий из ванны. Роль ванны может выполнять
233
1 chipmaker.ru
пористый материал (поролон, фетр, тканевый пакет), плотно
обжимающий покрываемую поверхность. Дозирование лака или
краски на пористый материал осуществляют через трубку или фи-
тильным способом. При протягивании изделия через пористый
материал, пропитанный лаком, последний откладывается тонким
слоем на поверхности изделия. Этим способом проводят, в част-
ности, лакирование проводов на предприятиях электротехниче-
ской промышленности.
Рис. 7.29. Схема окраски карандашей способом протягивания:
I ®= подающие валкн; 2 — карандаш; 3 — ванна с лакокрасочным материалом; 4 —»
ограничительные шайбы; 5 — сушильный транспортер.
Для лакирования и окраски способом протягивания приме-
няют как быстро-, так и медленносохнущие лакокрасочные мате-
риалы: нитратцеллюлозные, масляные, алкидные, полиэфирные,
эпоксидные (одноупаковочные) и др. Так, карандаши покрывают
нитратцеллюлозными лаками и эмалями с относительно высокой
вязкостью и содержанием сухого остатка 50—60%. Вытолкнутый
из ванны карандаш поступает на приемный (сушильный) транс-
портер.
Для покрытия проволоки в основном применяют лаки с низко-
летучими растворителями (керосин, уайт-спирит, крезолы и др.);
покрытия отверждают в сушилках конвективного или индукцион-
ного типа при высоких температурах. Толщина однослойных по-
крытий при протягивании небольшая — 2—5 мкм, поэтому преду-
сматривается нанесение нескольких слоев — от 2 до 12.
Способ протягивания производителен, достаточно экономичен,
позволяет механизировать и автоматизировать окрасочный про-
цесс, однако имеет большие ограничения по форме покрываемых
изделий.
7.5.6. Нанесение лакокрасочных материалов
в барабанах
Нередко самым удобным, простым и экономически выгодным
для мелких изделий массового изготовления (пистоны для обуви,
крючки, петли, пряжки, болты, гайки, рукоятки для инструмента,
детали пишущих машин и др.) является способ окраски в бараба-
нах. Применяют барабаны с механическим приводом, обеспечи-
234
вающие слив лакокрасочного материала и нередко высушивание
изделий при вращении. В последнем случае предусмотрена по-
дача в барабан теплого воздуха и отвод из него паров раствори-
телей. Изделия загружают в барабан обычно на 1/3—2/3 объема.
Лакокрасочный материал заливают с таким расчетом, чтобы пол-
ностью смочить изделия. Время вращения барабана 5—7 мин,
частота вращения 75—120 об/мин. Если покрытия высушивают
вне барабана, то окрашенные изделия выгружают на сетки и
после стекания избытка краски направляют в сушилку. Вместо
барабанов для окраски могут быть использованы центрифуги.
Изделия загружают в перфорированную корзину центрифуги,
опускают в емкость с краской и после изъятия из нее центрифугу
приводят во вращение для удаления избытка краски и высушива-
ния изделий.
Для нанесения в барабанах и центрифугах применяют преиму-
щественно быстросохнущие лакокрасочные материалы — битум-
ные и нитратцеллюлозные лаки и эмали, а также водные краски.
Их вязкость в каждом конкретном случае подбирают опытным
путем. Покрытия имеют невысокий класс отделки (не выше III),
встречаются дефекты в местах соприкосновения изделий, воз-
можны потеки.
7.6. ВАЛКОВЫЙ СПОСОБ
Плоские изделия можно окрашивать не только способом на-
лива или распыления, но и с помощью валков. Валковый способ
издавна применяется при нанесении печатных красок, лакирова-
нии продукции полиграфической промышленности, отделке ме-
бельных изделий. Традиционным является его использование для
покрытия таких материалов, как бумага, картон, полимерные
пленки, металлическая фольга, жесть и др. В последнее время
интерес к этому способу заметно возрос в связи с резким расшире-
нием масштабов выпуска окрашенного листового и рулонного
проката. Так, в 1975 г. в Европе было окрашено валковым спо-
собом металла в ленте (сталь и алюминий) около 150 млн. м2.
Валковый способ выгодно отличается от других способов вы-
сокой производительностью, большим коэффициентом использо-
вания лакокрасочных материалов, относительно хорошим каче-
ством покрытий (равномерность толщины, отсутствие шагрени).
Нанесение материалов этим способом представляет собой автома-
тизированный процесс, осуществляемый на специальных маши-
нах валкового типа.
Оборудование для окраски. Валковые машины обычно состоят
из двух или трех окрасочных и одного опорного валков. Наиболее
распространены машины, имеющие три окрасочных валка — на-
носящий, регулирующей и питающий. Наносящий валок имеет
обрезиненную поверхность (применяется резина, стойкая к рас-
творителям), остальные валки стальные хромированные.
235
chipmaker, ru
Различают машины двух типов: прямой и обратной ротации
(рис. 7.30). Принципиальное их различие заключается в направле-
нии вращения наносящего валка относительно движения под-
ложки. У машины прямой ротации эти направления совпадают.
Такие машины применяют для нанесения печатных красок, ла-
ков и грунтовок с целью получения тонких покрытий.
В машинах обратной ротации направление вращения нанося-
щего валка противоположно направлению движения подложки.
Происходит как бы проскальзывание валка относительно поверх-
ности подложки. Эти машины применяют для нанесения более
вязких материалов, соответ-
ственно могут быть получе-
ны более толстые покрытия.
Валковые машины разли-
чаются и способом подачи
лакокрасочного материала.
Л1атериал может, захваты-
ваться питающим валком из
ванны, б) подаваться (дозиро-
ваться) на регулирующий ва-
лок или в) поступать непо-
средственно в зазор между
валками. Имеются машины
для односторонней и двух-
сторонней окраски изделий.
Валковый способ позво-
Рис. 7.30. Схема нанесения лакокрасочных ма-
териалов на валковых машинах прямой (а) и
обратной (б) ротации:
1,3, 4,5 — направляющий и наносящий, регу-
лирующий, питающий валки; 2 — подложка
(лента); 6 — ванна с лакокрасочным материа-
лом.
ляет получать покрытия раз-
ной толщины, от единиц до сотен микрометров. Толщина наноси-
мого слоя определяется многими параметрами: зазором между
валками, соотношением окружных скоростей вращения валков
и перемещения покрываемой поверхности, распределением ла-
кокрасочного материала между поверхностями после прохожде-
ния зазоров [11].
Если обозначить толщину слоя в конце зазора питающего и
регулирующего валков (непосредственно перед делением слоя)
через h, то количество краски Q, проходящей в единицу времени
через зазор и приходящейся на единицу ширины валка, будет
равно:
0 —
(7.21)
где иср — полусумма окружных скоростей контактирующих вал-
ков.
От значения Q в основном зависит конечная толщина слоя
краски на изделии. Так как h является функцией зазора, то наи-
более простой способ регулирования толщины покрытий при вал-
ковом нанесении — изменение расстояния между питающим и ре-
гулирующим валками.
236
Валковые машины устанавливают в хорошо вентилируемых
камерах. Во избежание попадания пыли на покрытие в камерах
поддерживается избыточное давление воздуха; привод и пульта
управления устанавливают вне камеры. Валковые машины —
только часть больших и сложных агрегатов (линий), предназна-
ченных для окраски листов и полосового проката (ленты).
Листовые агрегаты применяют при относительно небольших
объемах окрасочных работ и широком ассортименте выпускаемой
продукции. Они хорошо зарекомендовали себя, в частности, при
Рис. 7.3Ъ Схема линии окраски металлической ленты валковым способом [3, с. 185]:
1 — раз маты вате ль; 2 — ножницы; 5 — сшивная машина; 4 — накопители; 5 — агрегат
для подготовки поверхности; 6 — сушилки; 7 — валковая машина для нанесения грунто-
вочного слоя; Й— камеры охлаждения; 9— валковая машина для нанесения верхнего
покрытия: 10 — устройство для прокладки витков пленкой или бумагой; // — намагьь
вате ль.
лакировании жести для консервной тары и окраске листового ме-
талла разной толщины. В их комплект наряду с валковой машиной
входит оборудование по подготовке поверхности, отверждению
(сушке) покрытий и транспортные устройства.
Линии по нанесению лакокрасочных материалов на полосовой
прокат более сложны и производительны. Они включают оборудо-
вание для разматывания ленты из рулонов и сматывания ее, транс-
портирования ленты, подготовки поверхности, окраски, сушки
и охлаждения покрытий (рис. 7.31). Существующие конструкции
линий обеспечивают автоматизированную окраску металлической
ленты шириной до 1800 мм и толщиной-до 2 мм при скорости дви-
жения ее 180 м/мин и более. При этом последовательно наносится
до 2—3 слоев покрытия. Протяженность таких линий достигает
175—200 м (12, с 9(.
Лакокрасочные материалы. Выбор материалов для валкового
нанесения определяется технологическими и эксплуатационными
требованиями. Большинство лаков и красок, наносимых распы-
лением, окунанием, обливом, непригодно для нанесения этим спо-
собом. Поэтому были разработаны специальные материалы, легко
передаваемые валками, быстро отверждающиеся, образующие ме-
ханически и адгезионнопрочные покрытия. К ним относятся эмали
237
chipmaker.ru
на виниловой (ОД-ХВ-714, ОД-ХВ-221) и акрилатной (АК-0138,
АС-1171, АС-5122) основе, алкидные (ГФ-296, ГФ-2107), эпоксид-
ные (ЭП-0200) и другие лаки, грунтовки и эмали. Рабочая вяз-
кость грунтовок по ВЗ-4 при 20 °C 40—60 с, эмалей 60—120 с.
В промышленности СССР освоены крупные автоматизирован-
ные линии по окраске ленты из алюминия, черной и оцинкован-
ной стали, луженой жести [11].
7.7. ЭЛЕКТРООСАЖДЕНИЕ
Электроосаждение — один из наиболее перспективных спосо-
бов нанесения лакокрасочных материалов, заключающийся в оса-
ждении (отложении) лакокрасочного материала в виде концен-
трированного осадка на поверхности изделий под воздействием
постоянного электрического тока. Осаждение осуществляется в ре-
зультате придания частицам лакокрасочного материала, находя-
щимся в электропроводящей жидкой среде, электрического заряда,
противоположного по знаку заряду покрываемого изделия. Если
лакокрасочный материал способен в данной среде переходить
в ионное состояние, то его перенос осуществляется за счет заряда
ионов — катионов или анионов.
Впервые явление электроосаждения наблюдал профессор МГУ
Ф. Ф. Рейс в 1808 г., изучая действие электрического тока на
дисперсии твердых неорганических веществ в воде. Это явление
было использовано в дальнейшем для разработки технологии
электрофоретического осаждения различных материалов, нашед-
шей применение в технике, медицине, биологии и т. д. [13, с. 6].
Так как ассортимент дисперсионных красок был мал, способ имел
ограниченное применение в технологии лакокрасочных покрытий.
В начале 60-х годов была выявлена возможность нанесения
способом электроосаждения водоразбавляемых лакокрасочных ма-
териалов (растворов). Начиная с этого времени способ приобрел
исключительную популярность и начал развиваться особенно бы-
стрыми темпами. Уже в 1967 г., спустя 4 года после пуска первой
установки, в мире эксплуатировалось 133 крупных линии электро-
осаждения; около четверти всех лакокрасочных материалов, по-
ставляемых в автомобильную промышленность, наносилось этим
способом [14, с. 9]. В настоящее время способ электроосаждения
имеет доминирующее значение в автомобиле- и тракторостроении,
сельскохозяйственном машиностроении, приборостроении и дру-
гих отраслях, характеризующихся массовым (поточным) произ-
водством изделий.
Способ электроосаждения позволяет механизировать и авто-
матизировать процесс окраски, покрывать изделия достаточно
сложной конфигурации, получать плотные покрытия равномер-
ной толщины по всей поверхности. Способ производителен и эко-
номически выгоден, особенно при больших объемах окрасочных
работ. Так, стоимость окраски электроосаждением 1 м2 поверх-
238
ности изделий в автомобильной промышленности приблизительно
на 25% меньше, чем электростатическим распылением и на 50% —
пневматическим распылением [14, с. 9]. Ограничения способа
электроосаждения заключаются в специфике применяемых лако-
красочных материалов, сложности и большой стоимости обору-
дования, возможности получения только однослойных покрытий,
причем на изделиях из токопроводящих материалов.
7.7,1. Электрофоретическое нанесение дисперсий
Основы способа. Электроосаждение из дисперсий связано
с переносом частиц в неподвижной жидкой среде к одному из элек-
тродов — аноду или катоду. В зависимости от того, чем служит
окрашиваемое изделие — анодом или катодом, различают анод- '
ное осаждение (анофорез) или катодное (катофорез). Необходимым
условием для электроосаждения является наличие электропро-
водящей среды. Поэтому данным способом наносят водные и орга- -
нодисперсии полимеров и олигомеров: в случае органодисперсий
дисперсионной средой служат жидкости с высокой диэлектриче-
ской проницаемостью (спирты, кетоны, амиды, смеси гидрофиль-
ных растворителей с водой).
Электрофорез — типичный гальванический процесс, однако он
отличается от электроосаждения металлов тем, что происходит не
в растворах. Заряд, возникающий на частицах при электрофорезе,
обусловлен наличием на их поверхности полного диффузного двой-
ного электрического слоя в результате адсорбции из жидкой среды
ионов, ПАВ, молекул растворителя, воды или других веществ
или ионизации поверхностных молекул пленкообразующего ве-
щества. Свойства и особенности образующихся адсорбционных
слоев определяют их поляризуемость, направление, скорость пере-
носа и коагуляции дисперсных частиц и, соответственно, выход и
качество образующегося электрофоретического осадка. Так, если
применить в полимерных водно-спиртовых дисперсиях анноно-
активные ПАВ, например натриевую соль карбоксиметилцеллю-
лозы, то при получении покрытий осадок будет образовываться
на аноде, в случае катионоактивных ПАВ, например диметил-
диоктадециламмонийхлорида l(CH3)2N (С18Н37) 1 • НС1, осаждение
происходит на катоде. При отсутствии ПАВ в средах с большой
диэлектрической постоянной (вода, спирты) частицы, как правило,
приобретают отрицательный заряд и осаждаются на аноде [15,
с. 141.
Анодное осаждение наиболее распространено на практике.
Однако этот процесс связан с анодным растворением металла.
Катодное осаждение в этом отношении имеет преимущество перед
анодным. Особенность катофореза заключается еще и в том, что
он позволяет проводить одновременно электролиз солей металлов,
растворенных в дисперсионной среде, и тем самым обеспечивать
соосажденне металлов с полимерами, т. е. получать металлопо-
239
chipmaker.ru
димерные покрытия. При катафоретическом осаждении полимеров
происходит выделение водорода на катоде, который, препятствуя
окислению полимеров, в та же время отрицательно влияет на
сплошность покрытий.
Способом электрофореза можно наносить не только индиви-
дуальные полимеры и олигомеры, но и лакокрасочные композиции,
которые должны быть тщательно гомогенизированы, чтобы не
происходило избирательного осаждения компонентов. Важное тре-
бование к дисперсионным составам — их стабильность, т. е. вы-
сокая кинетическая и агрегативная устойчивость в момент нане-
сения.
Рис. 7.32. Принципиальная схема установки для электрофоретического нанесения лако-
красочных материалов;
1 источник постоянного тока: 2 — гальванометр; 3 — изделие; ? — п роти во электрод;
5 — ванна с лакокрасочным материалом.
Технология получения покрытий. Способом электрофоретиче-
ского осаждения получают покрытия из водных и органических
дисперсий самых разных пленкообразователей: фторопластов,
полиэтилена, полипропилена, поливинилхлорида, поликапро-
амида, полиакрилонитрила, каучуков, битумов и т. д. Для их на-
несения применяют установки периодического или непрерывного
действия (рис. 7.32). Противоэлектродом в установках служат пла-
стины из стали, меди или металлический корпус ванны.
Возможны два способа нанесения материалов: при постоянном
напряжении и при постоянном токе. В первом случае получаются
более тонкие покрытия, чем во втором.
Процесс электроосаждения характеризуется: условным выхо-
дом по току (отношением массы покрытия к количеству электри-
чества, пошедшего на его образование), выходом осадка (количе-
ство осадка, приходящееся на единицу поверхности), толщиной
и равномерностью покрытия по толщине.
Выход осадка обычно увеличивается с ростом концентрации
диспергированных частиц и продолжительности осаждения. Осо-
бенно большое влияние на выход осадка оказывает электрокине-
тическнй потенциал частиц дисперсии и приложенное напряжение.
Электрофоретическая подвижность частиц U связана с их электро-
кинетическим потенциалом £ следующей зависимостью [16, с. 151:
U =
(7.22)
240
где е — диэлектрическая проницаемость среды; Д£ — градиент
потенциала внешнего поля; п — вязкость среды.
Важное значение имеет природа поверхности покрываемого
металла и способ ее подготовки. Например, крупнокристалличе-
ские фосфатные покрытия на стали, в отличие от мелкокристал-
лических, резко ухудшают осаждение (рис. 7.33). Опытным путем
установлены оптимальные условия электрофоретического нанесе-
ния дисперсионных материалов:
Концентрация материала,
%.........................10—50
Вязкость по ВЗ-4, с ... 15—40
pH среды.................6,5—8,5
Плотность тока, А/м2 . . . 10—40
Напряжение, В .......... 50—300
Температура, °C..........20—40
Продолжительность осажде-
ния, с .................. 30—300
Толщина покрытий, мкм 10—200
Полученный при осаждении осадок представляет собой слой
нескоалесцировавших и скоалесцировавших частип, содержащий
до 80% и более твердого вещества. Окончательное формирование
покрытия происходит в результате уда-
ления остатков дисперсионной среды и
аутогезии частиц; это может быть осу-
ществлено при нормальной температуре
или лучше при нагревании.
Низкое содержание растворителей
в осадке и соответственно малые их
потери — несомненное достоинство спо-
соба электрофоретического нанесения
материалов.
Автофоретическое осаждение дис-
персий. В последнее время значитель-
ное внимание уделяется новому способу
нанесения дисперсионных лакокрасоч-
ных материалов, при котором осажде-
ние (отложение) пленкообразующих ве-
ществ на поверхности изделий осуще-
ствляется без применения электриче-
ского тока [17]. Этот способ, получи-
вший название автофоретического оса-
ждения или автофореза, основан на
пристенной коагуляции, водных диспер-
Рис. 7.33. Зависимость выхода
электрофоретического осадка ор-
ганодисперсии поливинилхлори-
да от продолжительности оса-
ждения на поверхности стали,
механически обработанной (/),
покрытой слоем мелко- (2) и
крупно- (3) кристаллических
фосфатов.
сий (латексов) пленкообразующих веществ, стабилизированных
ионогенными ПАВ, путем создания градиента концентрации элек-
тролита на границе поверхность — среда. Его можно проиллюстри-
ровать следующим примером.
Если в водную дисперсию полимера, например в латекс СКС-65,
ввести кислоту, не нарушая при этом стабильности латекса, а за-
тем в эту среду поместить металлическое (стальное) изделие, то
кислота будет взаимодействовать с металлом, вызывая его раство-
рение и создавая высокую концентрацию гидратированных ионов
вокруг поверхности. Образующиеся ионы вызовут разрушение
241
chipmaker.ru
адсорбционно-гидратных слоев на частицах латекса,, контакти-
рующих с поверхностью, что приведет к отложению полимера на
изделии.
Для получения покрытий этим способом используют латексы
разных пленкообразователей. Электролитами служат неорга-
нические и органические кислоты: фтористоводородная, фосфор-
ная, винная и др. Скорость растворения металла и стабильность
дисперсий регулируют введением окислителей, ПАВ, а также при-
менением разных способов подготовки поверхности металла. Хо-
рошие результаты получены при нанесении бутадиен-стирольных
латексов (концентрация 20%) на предварительно фосфатированные
изделия, pH среды 1,6—3,8. Количество образующегося осадка
зависит от продолжительности осаждения, качества стабилизации
латекса, типа электролита и других факторов и достигает 600—
800 г/м2. При высушивании осадка образуются ровные по толщине,
бездефектные однородные покрытия.
Главные достоинства этого способа — высокая сплошность по-
крытий, отсутствие затрат электроэнергии и возможность полу-
чения покрытия на изделиях любой сложности.
7.7.2. Электроосаждение лакокрасочных материалов
из водных растворов
Основы способа. Процесс электроосаждения лакокрасочных
материалов на основе водорастворимых пленкообразователей имеет
ряд особенностей: он протекает в водных средах, не связан с элек-
трохимическим разрядом (в отличие от гальванических процессов),
сопровождается химическими превращениями пленкообразова-
теля на электроде или в приэлектродном пространстве (в отличие
от электрофоретического осаждения). Для нанесения пригодны
пленкообразующие вещества, способные в водной среде диссоции-
ровать на ионы с образованием полианионов
R (COOK)n R (СОО-)П + пК+
или поликатионов:
R (NHA)„ R (NH+)„ + пА-
где К+ — катион (NHt, R'NHs, Ме+);
А- — анион (НаГ и др.).
Наибольшее распространение получило анодное осаждение
с использованием солей карбоксилсодержащих пленкообразова-
телей. Основными электрохимическими процессами, протекаю-
щими на аноде в водной среде, являются электролиз воды
Н2О —> 1/2О2 + 2Н+ + 2е~
и анодное растворение металла:
Ме —>Меа+ -|- ае
242
В прианодном пространстве в результате электролиза воды pH
раствора резко понижается. Благодаря накоплению ионов водо-
рода и металла создаются благоприятные условия для образования
кислотной и солевой форм пленкообразующего вещества:
R (СОО-)п + лН+ —> R(COOH)„j
R(COO-)fi + n/aMea+ -------> R (СОО),гМе,1/о !
Поскольку степень ионизации образующихся продуктов мала,
они осаждаются в виде нерастворимых
анода, которым служит покрываемое
изделие.
Образование кислотной или соле-
вой формы определяется многими
факторами, важнейшими из которых
являются природа покрываемого ме-
талла и характер его поверхности.
Различают три группы металлов
в зависимости от того, по какому ме-
ханизму происходит на них осажде-
ние пленкообразователей [18, с. 14].
К первой группе относят нерас-
творимые и пассивирующиеся в про-
цессе электроосаждения металлы
(Pt, Al, пассивированное Fe). Глав-
ным электрохимическим процессом
в этом случае является электролиз
воды; осадок формируется в основ-
ном из кислотной формы пленкообра-
зующего вещества (поликислот). Во
осадков на поверхности
Рис. 7.34. Зависимость выхода осад-
ка ют количества алектрм честаа (/ ) и
продолжительности (2) электрооса-
ждени я водорастворимой грунтовки
ФЛ-093 при постоянной плотности
тока и температуре 25 DC.
вторую группу входят металлы, характеризующиеся повышенной
склонностью к анодному растворению при используемых потен-
циалах (Zn, Ni, Ag, Fe). В этом случае кроме разложения воды
электричество расходуется на растворение металла, но концен-
трация образующихся ионов недостаточно велика, поэтому оса-
ждение пленкообразователя осуществляется в кислотной и солевой
формах с преобладанием первой из них. Третью группу состав-
ляют медь и ее сплавы. Для них характерно сильное анодное рас-
творение, отсутствие пассивации и образование осадка в виде
средних и основных солей.
Различные по природе катионы обладают неодинаковой коагу-
лирующей способностью, что проявляется в структуре и свойствах
осадков и образующихся из них пленок. Структура осадков имеет
обычно глобулярную природу, причем размеры глобул лежат в ин-
тервале 0,01—10 мкм.
Выход осадка зависит от продолжительности электроосажде-
ния и от количества поглощенного электричества (рис. 7.34) и
лимитируется электрическим сопротивлением полученного слоя.
243
chipmaker.ru
Изоляция анода приводит к резкому уменьшению плотности тока
и снижению скорости электроосаждения. Таким образом, электро-
осаждение можно рассматривать как процесс с саморегулирую-
щимися значениями толщины и сплошности покрытий. При анод-
ном осаждении покрытия, сформированные из кислотной формы
пленкообразователя, имеют более высокие механические и защит-
ные свойства, чем покрытия, полученные из солевой формы.
Аналогично анодному происходит и катодное электроосажде-
ние. В этом случае используют водорастворимые пленкообразова-
тели, образующие при диссоциации поликатионы. Процесс осажде-
ния связан с протеканием следующих реакций в прикатодном про-
странстве:
Н2О + е —> 1/2На Н-ОН-
^сн—nhr2+oh- —> \сн—NR2+H2O
Образующиеся в последнем случае основания нерастворимы
в воде и отлагаются на катоде в виде осадка.
Лакокрасочные материалы. Кроме водорастворимости приме-
няемые материалы должны обладать определенными значениями
рассеивающей способности, электрической проводимости, вязкости
и др.
Рассеивающая способность — это свойство лакокрасочного ма-
териала осаждаться равномерным слоем на поверхности изделий
сложной конфигурации, в том числе и в труднодоступных местах.
У разных материалов рассеивающая способность колеблется от
3 до 12 см (по методу фирмы «Фиат»). При низкой рассеивающей
способности лакокрасочного материала возникают затруднения
в окраске сложных по форме изделий и требуется установка до-
полнительных электродов.
Удельная объемная электрическая проводимость применяемых
для электроосаждения лакокрасочных материалов обычно состав-
ляет 0,1—0,25 См/м. Повышение электрической проводимости
ванны — признак загрязнения посторонними электролитами.
Энергозатраты на производство покрытий характеризуются
условным выходом по току, который для большинства лакокрасоч-
ных материалов составляет 5—20 мг/Кл [3, с. 199].
Для нанесения способом электроосаждения применяются мас-
ляно-фенольные (эмаль ФЛ-149 Э, грунтовка ФЛ-093), масляности-
рольные (эмаль МС-278), меламино-алкидные (МЛ-28), алкидно-
эпоксидные (эмаль В-ЭП-2100, грунтовка ЭП-0117), полиакрилат-
ные (эмаль В-АС-1162), алкидно-уретановые (УР-1154) лакокра-
сочные материалы. Эти материалы выпускаются в виде нейтрали-
зованных концентратов и кислых водонерастворимых паст.
Оборудование. Установки для окраски способом электроосаж-
дения могут быть как периодического, так и непрерывного дей-
ствия; последние получили наибольшее применение.
244
Комплект установок включает ряд элементов: ванну электро-
осаждения, источник питания, токосъемное и перемешивающее
устройства, теплообменники, фильтры, оборудование для приго-
товления рабочего раствора, дозирующие устройства. Обычно
установки входят в состав комплексных поточных линий, имею-
щих секции подготовки поверхности, промывки, сушки, обессо-
ливания воды, ультрафильтрования.
На рис. 7.35 показана схема установки непрерывного действия
для окраски изделий электроосаждением с последующей их про-
мывкой. Ванна соединена с отрицательным полюсом источника
Рис. 7.35. Схема установки электроосаждения с применением ультрафильтрации:
7 — входной и выходной тамбуры; 2 — конвейер; 3 — изделие; 4 — ванна; 5 — сливной
карман; 6— контур промывки ультрафильтратом; 7— контур промывки обессоленной
водой; 8 — контур обдувки сжатым воздухом; 9 — бак для промывной воды; 10 — бак
Для ультрафильтрата; 11 установка ультрафильтрования; 12 — фильтр; 13 — тепло-
обменник.
постоянного тока и является катодом; окрашиваемое изделие слу-
жит анодом, электрический ток подводится к нему через токосъем-
ную шину, расположенную над ванной электроосаждения. Ванну
обычно изготовляют из нержавеющей стали. Перемешивание лако-
красочного материала в ванне осуществляют циркуляционным
насосом; в случае больших по объему ванн (более 2 м3) дополни-
тельно устанавливают мешалки. Пену с поверхности ванны смы-
вают в расположенный смежно с ванной переливной карман путем
подачи части лакокрасочного материала вдоль зеркала ванны.
Изделия поступают в ванну на токопроводящих покрытых гидро-
фобной смазкой подвесках. Расстояние от поверхности изделий до
стенок, днища и верхнего уровня краски в крупногабаритных ван-
нах не менее 300 мм, в ванных объемом до 1,5 м3 — 150—200 мм.
Заданная температура лакокрасочного материала (при окраске
1 м2 поверхности выделяется 400—800 кДж теплоты) поддержи-
вается с помощью теплообменника
Выходящие из ванны изделия с нанесенным слоем лакокрасоч-
ного материала промывают деминерализованной (обессоленной)
245
chipmaker.ru
водой с целью удаления из слоя не перешедшего в осадок лако-
красочного материала. Эту операцию проводят в промывных тун-
нелях или в специальных зонах промывки, оборудованных кон-
турами с форсунками и насосом. Промывка бывает двух- и трех-
секционной. Завершающей стадией процесса является обдувка
изделий горячим воздухом, которая осуществляется в зоне об-
дувки, снабженной специальным контуром.
Ванны электроосаждения вместимостью более 1 м3 для обеспе-
чения безопасности работы имеют ограждения в виде остекленного
туннеля и снабжены приточно-вытяжной вентиляцией. Объем уда-
ляемого воздуха определяется из расчета 50 м3/ч на 1 м2 поверх-
ности ванны электроосаждения, объем подаваемого воздуха со-
ставляет приблизительно 75% от объема удаляемого. Управление
конвейерными установками дистанционное, осуществляется
с пульта управления.
Электроосаждение водоразбавляемых материалов может осу-
ществляться не только погружением в ванны, но и путем струй-
ного нанесения. Последний способ удобен для окраски длинно-
мерных изделий (ленты, трубы, профили). В установках струй-
ного электроосаждения анодом служит покрываемое изделие,
а катодом — контур облива, отстоящий от поверхности изделий
на 30—80 мм.
Важным элементом всех установок для электроосаждения яв-
ляется оборудование для очистки сточных вод и приготовления
деминерализованной воды. Количество сточных вод составляет
5—15 л на 1 м2 окрашиваемой поверхности. Необходимость их
очистки обусловлена санитарными и экономическими требова-
ниями (при отсутствии регенерации промывных вод потери лако-
красочных материалов достигают 15—30%). Наиболее прогрес-
сивный способ очистки сточных вод — ультрафильтрация, при
которой осуществляется отделение коллоидных частиц от воды
с помощью полимерных полупроницаемых мембран. Применяют
установки ультрафильтрации с полимерными фильтрующими эле-
ментами трубчатого типа. Их производительность по ультрафиль-
трату достигает 10 м3/ч. Применение установок ультрафильтрации
не только сокращает потери лакокрасочных материалов, но
и позволяет регулировать состав ванны (повышать концентра-
цию растворов, уменьшать загрязнение электролитами) и резко
уменьшать расход деминерализованной воды на промывку.
Деминерализованная вода служит и для разведения лакокра-
сочных материалов. Ее удельная объемная электрическая прово-
димость не должна превышать 2-10"3 См/м. Такую воду получают
на ионообменных установках, где ионообменниками служат ка-
тионит КУ-2-8 и анионит АВ-17-2.
Технологические режимы. Изделия, поступающие на окраску,
тщательно обезжиривают и при необходимости фосфатируют (см.
гл. 9). Для промывки изделий при подготовительных операциях
применяют умягченную воду; при окончательной промывке ис-
246
пользуется обессоленная вода из расчета 2—10 л на 1 м2 обрабаты-
ваемой поверхности [14, с. 73].
При окраске необходимо поддерживать постоянными основные
параметры ванны:
Концентрация рабочего раствора, % ... 8—15
pH раствора ...........................6,5—8,5
Температура раствора, °C ..............20—25
Напряжение, В.......................... 30—350
Плотность тока, А/ма ..................10—50
Продолжительность осаждения, с .... 60—120
Толщина покрытий, мкм..................10—30
«Оборачиваемость» ванны (время «выработки» ванны, или время
полного обновления раствора) составляет обычно 0,5—1,5 мес.
Операции промывки осадков проводят при следующих усло-
виях:
Давление при распылении, МПа . . . 0,16—0,26
Температура, °C ....................... 15—25
Продолжительность, с ................ 30—90
Обдувку осадка осуществляют сжатым воздухом под неболь-
шим давлением при 100—130 °C; продолжительность обдувки
30—90 с.
Как и при любых способах окраски, при нанесении лакокра-
сочных материалов электроосаждением возможны дефекты по-
крытий: наплывы, шагрень, кратеры, неравномерность окраски.
7.8. РУЧНЫЕ СПОСОБЫ НАНЕСЕНИЯ ЖИДКИХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Способы нанесения лакокрасочных материалов, связанные
с использованием ручного инструмента (кистей, шпателей, вали-
ков, тампонов, а также аэрозольных баллонов), являются наи-
более старыми. Однако, они применяются до сих пор, несмотря
на широкое внедрение механизированной окраски.
Ручное нанесение применяют при небольших объемах окра-
сочных работ преимущественно в быту, при ремонте помещений,
окраске единичных изделий и объектов, изготовлении надписей,
Цировок и т. д. Нередко при механизированной окраске возникает
необходимость исправления дефектов или покрытия отдельных
небольших участков поверхности, например труднодоступных
мест. В этом случае также прибегают к ручным приемам нанесе-
ния материалов. Ручные способы окраски позволяют обходиться
небольшим количеством лакокрасочного материала, они экономи-
чны (потери материалов незначительны) и в отдельных случаях
незаменимы.
Главные недостатки этих, способов — малая производитель-
ность и большая трудоемкость — делают их нерентабельными при
°краске больших поверхностей, вследствие чего ручное нанесение
все больше вытесняется механизированным.
247
Окраска кистями. Способ основан на передаче лакокрасочного
материала со щетинок кисти на окрашиваемую поверхность. Для
различных работ применяют кисти разных размеров и формы
(рис. 7.36). Их изготовляют из свиной щетины (с добавлением до
15% конского волоса), беличьего, барсучьего, хорькового волоса,
верблюжьей шерсти, капрона. Большие по размерам кисти, назы-
ваемые маховыми, применяют при окраске больших поверх-
ностей — кровли, пола, стен, потолков. Их укрепляют на удли-
ненной рукоятке (наконечнике) и работают двумя руками. Более
мелкие кисти, предназначенные для работы одной рукой, назы-
Рис. 7.36. Кисти:
а, б— плоский и круглый ручники; в— макловица;.г— флейц; д—-• филеночная кисть;
е — щетка-торцовка.
ваются ручниками. Они имеют разные размеры — четные номера
от 6 до 30. Ручники бывают круглые и плоские.
Для окрашивания по трафарету применяют специальные
кисти — трафаретные, отличающиеся от ручников более короткой
и жесткой щетиной.
Нанесение лакокрасочных материалов на мелкие предметы,
проведение линий и другие подобные операции осуществляют фи-
леночными кистями, в которых наряду со щетиной применяют мяг-
кий волос белки, хорька,'куницы. Для проведения тонких линий
применяют так называемые обводочные, или цировочные, кисти,
которые изготовляют из длинного беличьего волоса. Волос белки
служит также для изготовления художественных кистей. Кисти
из жесткой щетины и грубого волоса оставляют штрихи на поверх-
ности при окраске. Для их сглаживания используют флейцы —
широкие (обычно плоские) мягкие кисти из длинного барсучьего
волоса.
При работе низковязкими красками (клеевыми, известковыми)
применяют побелочные кисти и кисти-макловицы, а для прида-
ния окрашенной поверхности рельефа — кисти, называемые щет-
ками-торцовками.
248
Для получения хорошего качества покрытий при окраске ки-
стями следует соблюдать определенные правила. Новые кисти
желательно накануне работы вымыть и высушить, а выступающие
ворсинки обжечь, после чего кисть «выщетить» для очистки обо-
жженных концов. Во избежание деформации волоса маховые,
филеночные кисти и круглые кисти-ручники обвязывают шпага-
том на 1/3—2/3 длины. По мере истирания волоса витки шпагата
постепенно срезают, освобождая перевязанную часть кисти.
При окраске на поверхности сначала делают грубые мазки,
затем краску растушевывают кистью, одновременно втирая ее
в поры подложки. Направление заключительных штрихов выби-
рают с учетом окрашиваемых изделий. При окраске стен штрихи
делают в вертикальном направлении, по-
толков и пола — в направлении распро-
странения света, т. е. от окон; изделия из
древесины окрашивают и лакируют дви-
жениями кисти вдоль волокон. При по-
крытии сложных по форме изделий при-
меняют набор кистей разных размеров.
Кистями можно наносить лишь мед-
ленно высыхающие лакокрасочные мате-
риалы — МаСЛЯНЫе, аЛКИДНЫе, МЭСЛЯНО- Рис-7-87- Окрасочный валив,
битумные, воднодисперсионные. Их вяз-
кость должна быть порядка 80—100 с по ВЗ-4. При необходимо-
сти нанесения быстросохнущих лакокрасочных материалов поль-
зуются растворителями с пониженной летучестью, например нит-
ратцеллюлозные лаки и эмали разбавляют растворителями № 649
и 650; растушевывание поверхности при этом, как правило, ис-
ключается.
Наносимые краски должны быть хорошо размешаны и профиль-
трованы. При использовании красок, содержащих растворители,
окрасочные работы следует проводить в хорошо вентилируемых
помещениях. Удобно пользоваться столамп, оборудованными мест-
ной вентиляцией и имеющими бортовой (боковой) или нижний от-
сос. Скорость движения воздуха в месте отсоса должна быть не
менее 0,3 м/с. Окраска кистями малопроизводительна. Даже при
большом навыке работы удается окрашивать масляными красками
не более 10, воднодисперсионными — не более 15 м2/ч.
Окраска ручными валиками. Производительность при окраске
валиками составляет 35—80 м2/ч. Применяют валики разных раз-
меров и конструкций. В простейшем варианте валик представляет
собой укрепленный на рукоятке пластмассовый, деревянный или
металлический каток, обтянутый поролоном, мягкой губчатой ре-
зиной или коротко стриженой цигейкой (рис. 7.37). Более сложные
устройства имеют по два валика, а иногда и питающий бачок.
Валиками, как и кистями, можно наносить лишь медленно вы-
сыхающие лакокрасочные материалы. Особенно хорошо зареко-
мендовал себя этот способ при окраске строительных объектов
248
chipmaker.ru
(стен, полов и потолков, дверных полотен, труб, ограждений лест-
ничных клеток и т. д.) воднодисперсионными и масляными крас-
ками. В промышленности с помощью ручных валиков иногда про-
водят окрасочные работы при ремонте вагонов, судов, щитовых
изделий, емкостей для хранения жидких материалов.
Нанесение лакокрасочных материалов валиками ограничи-
вается плоскими поверхностями; в случае более сложных поверх-
ностей его сочетают с кистевой окраской.
Нанесение лакокрасочных материалов шпателями и тампонами.
Ручное шпатлевание — наиболее простой способ заделки отдель-
ных дефектов поверхностей — рисок, царапин, вмятин, раковин
и др. Shy операцию обычно выполняют с помощью простейшего
Рис. 7.38. Шпатели:
а— рсшновый; б — пластмассовый; в— металлический.
инструмента -— шпателей, металлических, деревянных, резино-
вых, пластмассовых (рис. 7.38). В зависимости от характера по-
верхности и объема работ применяют шпатели с длиной рабочей
кромки от нескольких десятков до сотен миллиметров.
Тампоны применяют для нанесения лаков, политур, а также
при производстве вспомогательных работ, например при краше-
нии и порозаполнении древесины, протирке металлических и дру-
гих изделий перед окраской и после шлифования покрытий. Для
полирования политурами служат тампоны из вязальной шерсти
или обрезков шерстяных тканей, обернутых полотняной тканью.
Тампоны для менее ответственных работ часто изготовляют из
ваты, оберточным материалом при этом служит марля, бязь или
другая мягкая ткань.
Тампон равномерно пропитывают жидким лакокрасочным ма-
териалом (материал лучше заливать внутрь тампона), после чего
приступают к лакированию или полированию. Движения тампо-
ном должны быть ровными и плавными, без остановок. При сколь-
жении тампона под нажимом руки лакокрасочный материал по-
степенно выжимается и оставляет тонкие следы (ласы) на покры-
ваемой поверхности.
Окраска с помощью аэрозольных баллонов. При проведении
восстановительных, подкрасочных и ремонтных работ в небольшом
объеме нередко применяют аэрозольные баллоны (рис. 7.39). Они
выполняю! одновременно две функции: служат тарой (емкостью)
для лакокрасочного материала и своеобразным распылителем
этого материала. Для того чтобы происходило распыление, бал-
250
Рис. 7.39. Схема устройства аэро-»
зольного баллона:
1 — лакокрасочный материал?
2 — корпус баллон а; 3 — сифон-»
на я трубка; 4 — распыляющее
устройство.
лоны снабжены распыляющим устройством, состоящим из клапана
шарикового типа, пружины и стержня с пусковой головкой,
а внутрь баллонов при их заполнении наряду с краской введен
под давлением пропеллент (сжиженный или сжатый газ).
Роль пропеллента или эвакуирующего газа могут выполнять
различные вещества: фторорганические соединения (хладоны), на-
сыщенные углеводороды (пропан, бу-
тан), низкокипящие хлорированные уг-
леводороды (метилхлорид, этилхлорид,
метиленхлорид, винилхлорид), сжатые
газы (азот, углекислый газ, закись
азота). Пропелленты должны раство-
рять лакокрасочный материал, не всту-
пать с ним и с материалом подложки
в химическое взаимодействие, обеспе-
чивать постоянство давления в баллоне
при распылении, быть неогнеопасными,
нетоксичными и не обладать запахом.
Этим требованиям в наибольшей сте-
пени отвечают хладоны Ф-11 (фтортри-
хлорметан), Ф-12 (дифтордихлорметан),
Ф-114 (тетрафтордихлорэтан). Совмещая
их в разных соотношениях, получают
смеси, которые обеспечивают требуемое
для распыления давление насыщенных
паров 0,25—0,35 МПа.
В СССР освоен выпуск лакокрасоч-
ных материалов (автомобильные и ко-
жевенные нитратцеллюлозные краски,
кремнийорганические и другие эмали)
в аэрозольной металлической упаковке
вместимостью от 0,15 до 1,0 л. Нанесение красок проводят при тем-
пературе не ниже 15 °C с расстояния 250—350 мм до окрашивае-
мой поверхности. Диаметр отпечатка факела материала при этом
составляет 30—65 мм. Одним баллоном вместимостью 0,5 л может
быть окрашена поверхность около 2 м2 при толщине покрытия
12—14 мкм [3, с. 81 ].
7.9. СПОСОБЫ НАНЕСЕНИЯ ПОРОШКОВЫХ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Способы нанесения жидких красок и предназначенное для этой
цели оборудование не распространяются на порошковые лако-
красочные материалы. Поэтому одновременно с разработкой
порошковых красок создавались соответствующие способы и обо-
рудование. В разделе 7.1 дана классификация этих способов. Наи-
большее распространение получили способы, при которых пере-
вод порошка в состояние аэрозоля достигается псевдоожижением
261
chipmaker.ru
и распылением, а его удержание на покрываемой поверхности —•
за счет нагревания или электризации частиц.
Применяемые в промышленности установки для нанесения
порошковых материалов обычно включают оборудование, обеспе-
чивающее весь комплекс технологических операций, начиная от
подготовки поверхности и кончая формированием покрытия. По-
этому, говоря о нанесении порошковых красок, понимают ком-
плексный технологический процесс получения из них готового
покрытия. Обычно этот процесс вследствие необходимости при-
менения высокотемпературного нагрева ограничивается отделкой
изделий небольших и средних размеров, изготовляемых из термо-
стойких материалов — металла, камня, бетона, стекла, некото-
рых пластмасс.
7.9.1. Нанесение в кипящем слое
Сущность способа получения покрытий в кипящем слое за-
ключается в том, что изделие, нагретое несколько выше темпера-
туры плавления порошкового материала, погружается в ванну,
в которой этот материал находится в кипящем, или псевдоожи-
женном, состоянии. Частицы материала, приходящие в контакт
с нагретой деталью, плавятся и осаждаются на ее поверхности,
образуя равномерный слой. Последующее нагревание изделия вне
ванны улучшает растекание расплава, а его охлаждение завер-
шает процесс получения готового покрытия. В настоящее время
этим способом наносят около половины всех порошковых лакокра-
сочных материалов как в нашей стране, так и за рубежом [19,
гл. VII]. Этот способ не требует сложного оборудования, доста-
точно производителен, приемлем в условиях как единичного, так
и массового производства; позволяет наносить любые способные
псевдоожижаться порошковые материалы.
Основы способа. Псевдоожижение порошковых материалов
может быть вызвано потоком газа, вибрацией или воздействием
газа и вибрации одновременно. Практическое, применение в техно-
логии покрытий получили аппараты (ванны), в которых псевдо-
ожиженный слой создается с помощью газа (воздуха), в меньшей
степени используется вибро-вихревое нанесение и почти не при-
меняется вибрационное. Свойства получаемых покрытий во мно-
гом зависят от состояния псевдоожиженного слоя. Важными его
характеристиками являются коэффициент расширения, порозность,
однородность.
Коэффициент расширения слоя К характеризует его структуру
и скорость витания частиц:
К = Н/Но = 1 - е0/( 1 - в) (7.23)
где Но и Н — высота неподвижного (исходного) и псевдоожижен-
ного слоев соответственно; е0 и е — порозность тех же слоев.
262
Показатель однородности позволяет судить о равномерности
концентрации частиц в объеме псевдоожиженного слоя. Как коэф-
фициент расширения слоя, так и его однородность зависят от
свойств порошкового материала (дисперсности, влажности, формы
частиц), способа его псевдоожижения и конструкции аппарата.
Для большинства порошковых красок, предназначенных для на-
несения в кипящем слое, К = 1,3—=-1,9 в случае их псевдоожиже-
ния газом и К = 1,8-=-2,8 при псевдоожижении газом и вибрацией
одновременно. Чем выше коэффициент расширения и однород-
обтекание порошком поверх-
ность слоя, тем лучше происходит
ности изделий и, следовательно,
тем выше качество покрытий.
Многие свойства покрытий (тол-
щина, сплошность, нередко адге-
зия и внешний вид) зависят от
технологических параметров их
получения: температуры предва-
рительного и дополнительного на-
грева изделий, времени выдержки
их в кипящем слое. Закономер-
ным является увеличение массы
осаждаемого слоя порошка и со-
ответственно толщины покрытия
с ростом температуры и вре-
мени пребывания изделия в слое
(рис. 7.40). Чем больше масса
изделия и его теплоемкость, т. е.
Рис. 7.40. Зависимость толщины полиа-
мидного (-—) и полиэтиленово-
го (------) покрытий от времени вы-
держки изделия в кипящем слое (на
рисунке указаны температуры нагрева
изделия до погружения в слой).
чем больше оно аккумулирует теплоты, тем толще получается
покрытие при однократном нанесении. В случае низкоплавких
порошковых красок при малой выдержке в кипящем слое (т<10 с)
наблюдается линейная зависимость толщины покрытия б от т
[20, с. 171 ]:
6 = Л + Вт (7.24)
где А и В — экспериментально найденные постоянные; для эпо-
ксидного состава ЭП-49А А =0,15; В = 0,067.
Покрытия можно получать как при сквозном, так и при по-
верхностном прогреве изделий. Последний способ удобен в слу-
чае массивных изделий с низкой теплопроводностью (домострои-
тельные железобетонные панели, асбоцементные плиты, изделия
из стеклопластика и др.). При этом снижаются затраты теплоты
на нагрев подложки и увеличивается производительность при
окраске. Толщина покрытия при таком способе нагрева является
функцией нескольких параметров: температуры и продолжи-
тельности нагревания и теплопроводности материала изделия.
Если покрывают тонкостенные изделия, количество аккумули-
рованной ими теплоты оказывается недостаточным, чтобы распла-
вить весь осевший на изделиях порошок. В этом случае изделия
253
chipmaker.ru ------- ----г— ---
после выдержки в кипящем слое вторично нагревают. Нагревание
необходимо и при использовании термо реактивных порошковых
красок для отверждения покрытий.
Оборудование. Применяемое для нанесения порошковых мате-
риалов оборудование (рис. 7.41) включает ванну кипящего слоя
(рис. 7.42) и нагревательные устройства (печи) для предваритель-
ного и дополнительного нагрева изделий. В отдельных случаях
в комплект установок входит камера для охлаждения изделий и
вспомогательное оборудование, например, конвейер, пульт управ-
ления и др. Объем ванн выбирается с учетом габарита покрывае-
мых изделий и колеблется от нескольких литров до 1 м8 и более;
Рис. 7.41. Схема установки для получения покрытий в кипящем слое:
I — ванна; 2 — печи для предварительного и дополнительного нагрева изделий; 3 -=>
конвейер; 4 — изделия.
Рис. 7.42. Схемы ванн для вихревого (а) и вибро-вихревого (б) нанесения порошковых
материалов:
J корпус ванны; 2 — кипящий слой порошка; 3 — изделие; 4 — пористая перегород-
ка; 5 — уплотнительный элемент; 6— вибратор.
ванны могут быть стационарные и подъемные. Фильтрующей по-
ристой перегородкой в них служат пористая керамика, поропласт,
технический войлок, фетр и другие пористые материалы. Ванны
вибро-вихревого наполнения оборудуются вибраторами электро-
магнитного или механического типа, обеспечивающими вибрацию
пористой перегородки или всего аппарата с частотой 50—100 Гц.
Погружение изделий в ванну кипящего слоя может быть руч-
ным или автоматическим. Производительность механизированных
установок по покрываемой поверхности достигает 100 м2/ч и более.
Для уменьшения запыления окружающего воздуха установки
оборудуются местной вентиляцией.
Технологические режимы. Режим получения покрытий в ки-
пящем слое устанавливается в зависимости от вида применяемых
красок, размеров и материала покрываемых изделий. Ниже при-
ведены примерные параметры нанесения на металлические изде-
лия термопластичных (I) (поливинилбутиральных, поливинилхло-
ридных, полиэтиленовых, полиамидных, пентапластовых и др.) и
254
термореактивных (II) (эпоксидных, полиэфирных, полиакрилат*
ных, полиуретановых) порошковых красок:
п
I
Температура нагрева изделий, °C . . . 250—360
Продолжительность выдержки в кипя-
щем слое, с ........................ 3—20
Температура дополнительного нагрева
(отверждения), °C .................. 180—250
Продолжительность дополнительного на-
грева (отверждения), мин............ 2—10
Вид охлаждения.......................Предпочти-
тельно
120—180
1—5
150—230
15—180
На воздухе
или в воде
в воде
Для нанесения в кипящем слое пригодны порошки с размером
частиц 50—350 мкм. Можно наносить как однослойные, так и
многослойные покрытия; толщина покрытий может составлять
от 150 до 600 мкм (при необходимости могут быть получены и бо-
лее толстые покрытия). Потери материалов при нанесении не пре-
вышают 5%.
7.9.2. Нанесение в электрическом поле
высокого напряжения
В электрическом поле можно наносить порошковые материалы
без предварительного нагрева изделий. Благодаря этому, а также
легкости автоматизации, возможности получения тонких покры-
тий и ряду других достоинств способ получил широкое распро-
странение в промышленности. Он применяется для отделки авто-
мотодеталей, приборов и электробытовых машин, для защиты тру-
бопроводов. Разрабатывается технология покрытия порошковыми
материалами кузовов легковых автомобилей.
Основы способа. В основе электростатического нанесения
порошковых материалов, как и жидких красок, лежит принцип
электризации частиц, находящихся в состоянии аэрозоля. Пере-
вод порошков в аэрозоли достигается псевдоожижением, пневма-
тическим или механическим (центробежным) распылением. В за-
висимости от этого различают нанесение порошковых материалов
в кипящем слое с наложением электрического поля и электроста-
тическим распылением.
Зарядка частиц порошков (контактная или посредством ионной
адсорбции) достигаются воздействием внешнего электрического
поля или трением частиц (статическая или трибоэлектризация).
Как и в случае аэрозолей жидкостей, заряд частиц является функ-
цией их радиуса, диэлектрической постоянной материала и на-
пряженности электрического поля.
Вследствие низкой электрической проводимости порошковых
красок (см. гл. 4) приобретенный их частицами заряд длительно
сохраняется при контакте с любой (в том числе электропроводя-
щей) поверхностью, что позволяет транспортировать заряженные
255
chipmaker.ru
аэрозольные частицы, а также изделия с нанесенным на них по-
рошком, не опасаясь ссыпания частиц с поверхности. Предвари-
тельная зарядка частиц в специальном межэлектродном про-
странстве с последующей их подачей к изделию позволяет избежать
Рис. 7.43. Схемы установок для нанесения порошковых красок в электрическом кипящем
слое (а) и способом электростатического распыления (6):
J — изделие; 2 — ванна с псевдоожиженным порошком; 3 — короиирующнй электрод
(сетка); 4 — источник высокого напряжения; 5 — конвейер; 6 — порошковый распыли*
тель; 7— питатель; 8— распылительная камера.
равномерных покрытии на
Рис» 7.44. Общий вид установки
АЗП-1 для электростатического рас-
пыления порошковых красок.
неблагоприятного воздействия сильных электрических полей на
процесс осаждения, устранить обычно встречающийся эффект
электростатического рассеяния и тем самым обеспечить получение
изделиях достаточно сложной конфи-
гурации. Этот принцип нашел при-
менение при разработке промышлен-
ных установок.
С другой стороны, медленная раз-
рядка частиц как фактор высокого
электрического сопротивления ма-
териалов, способствует накоплению
зарядов в слое и возникновению яв-
ления обратной короны. В резуль-
тате предельная толщина наносимых
слоев обычно не превышает 100—
150 мкм (в расчете на готовое покры-
тие). Для получения более толстых
слоев применяют меры, направлен-
ные на снижение электрического со-
противления порошковых красок (см.
4.6.1), или используют при распыле-
нии импульсные источники высокого
напряжения.
Аэрозоли порошковых красок (в отличие от жидких материалов)
менее дисперсны; при контакте с поверхностью их частицы не де-
формируются, контактная поверхность мала. Это обусловливает
неполноту осаждения материалов. Так, при нанесении порошко-
вых красок электростатическим распылением степень осаждения
частиц обычно не превышает 50%; поэтому требуется рекуперация
порошков, их нанесение в замкнутом цикле.
256
Оборудование. Установки для нанесения порошковых мате-
риалов в электрическом поле весьма разнообразны по конструк-
ции и принципу работы (рис. 7.43 и 7.44). Они могут быть непре-
рывного и периодического действия, с автоматизированным и руч-
ным управлением.
При нанесении в ионизированном кипящем слое высокое на-
пряжение подается непосредственно на корпус ванны, пористую
перегородку или на специальный контур в виде игл, располагаю-
щийся в нижней части ванны; изделие при этом заземляется. При
нанесении красок распылением применяют электростатические
распылители с коронирующей кромкой или иглой и внутренней или
внешней зарядкой частиц. Порошковый материал поступает в рас-
пылитель из питателя в виде дисперсии в воздухе. Нанесение про-
водят в распылительных камерах. Не осевший на изделия порошок
отсасывается воздухом, улавливается в системе сухой очистки,
состоящей из циклона и фильтра, и возвращается в цикл.
В промышленности нашли применение установки типа ПЭРУП,
УЭНП-1, УНКП-1, АЗП-1, «Радуга» и др. [21, с. 28]. Произво-
дительность современных установок для нанесения порошковых
красок распылением по окрашиваемой поверхности достигает
500—600 м2/ч.
Технологические режимы. Процесс получения покрытий вклю-
чает операции: электростатическое нанесение порошка, формиро-
вание покрытия (сплавление и отверждение), охлаждение по-
крытия. Способ электростатического распыления приемлем для
нанесения как термореактивных, так и термопластичных порошко-
вых красок с размером частиц 20—120 мкм. Ниже приведены ре-
жимы нанесения поливинилбутиральной (П-ВЛ-212) и эпоксид-
ной (П-ЭП-91) красок с помощью установки УЭНП-1:
П-ВЛ-212 П-ЭП-91
Рабочее напряжение, кВ ............... 30—60 30—60
Давление воздуха, МПа .................. 0,1 0,1
Время напыления 1 м2 поверхности, с 30—60 30—60
Температура формирования покрытия, °C 230 180
Продолжительность формирования по-
крытия, мин............................. 4—6 15—20
Вид охлаждения.......................На воздухе или в воде
В электрическом поле можно получать как однослойные, так
и многослойные (2—3 слоя) покрытия. Второй и последующие слои
наносят на неохлажденные изделия.
7.9.3. Прочие способы нанесения порошковых
материалов
Газопламенное напыление. Это способ пневматического рас-
пыления порошков при одновременном их плавлении, которое
Достигается тем, что порошок при выходе из сопла распылителя
проходит через пламя газовой горелки с температурой свыше
1500 °C. За сотые доли секунды частицы порошка нагреваются
257
chipmaker.ru
приблизительно до 120—150 °C, плавятся и в таком состоянии на-
носятся на покрываемую поверхность. Для снижения вязкости
нанесенного материала, улучшения адгезии и внешнего вида по-
крытия поверхность нагревают той же газовой горелкой сначала
до нанесения порошка, а потом после его нанесения. Способом
газопламенного напыления с применением установок УПН-4Л,
УПН-6 наносят разные порошковые композиции на трубы, хими-
ческое оборудование (мешалки, гальванические ванны, вентиля-
торы) и другие изделия с целью защиты их от коррозии. Толщина
покрытий 0,5—3 мм. Недостатки способа — низкая производи-
тельность (3—4 м2/ч) и невысокое качество покрытий из-за раз-
ложения полимеров в процессе нанесения.
Плазменное напыление. В отличие от газопламенного напыле-
ния этот способ позволяет получать относительно тонкие покры-
тия более высокого качества. Нагревание распыляемого порошка
осуществляется с помощью ионизированного газа — плазмы. Ис-
пользуют низкотемпературную плазму с температурой 8000—
10 000 СС, которую получают пропусканием инертного газа (аргон,
гелий, азот) через электрическую дугу. При плазменном напыле-
нии исключается окисление полимеров, однако возможно их тер-
мическое разложение. Поэтому способ находит применение для
нанесения термостойких пленксобразователей (полифторолефины,
полиарилаты и др.) на термостойкие подложки (металлы, кера-
мика) [19, с. 163].
Струйное напыление. Это беспламенный способ нанесения
порошковых материалов. Порошок наносят на предварительно на-
гретые изделия из специального распылителя пневматического
типа. Подача порошка в распылитель осуществляется с помощью
пневмошнекового питателя. Струйное напыление может осуще-
ствляться как в ручном, так и в автоматическом режимах. Наи-
большее применение этот способ получил при защите теплоемких
изделий: труб, валов, элементов металлоконструкций и др.
7.10. ПОЛУЧЕНИЕ ТОНКИХ ПОКРЫТИЙ ИЗ ГАЗОВОЙ ФАЗЫ
Адсорбция низкомолекулярных веществ из газовой фазы и по-
следующая их полимеризация на поверхности подложки позво-
ляют получать наиболее тонкие покрытия, нередко соизмеримые
по толщине с адсорбционными слоями полимеров. Такие покрытия
существенно отличаются по структуре и свойствам от обычно по-
лучаемых толстых покрытий. Например, в случае кристалличе-
ских полимеров в пленках не наблюдается ярко выраженной кри-
сталлической структуры; покрытия, как правило, нерастворимы,
отличаются хорошей сплошностью, имеют высокую адгезию, что
объясняется хемосорбционными процессами.
Тонкие пленки на металлах получают с целью а) направлен-
ного изменения химической природы их поверхности и б) хими-
ческой, электрической и другой изоляции. Для получения тонких
258
и сверхтонких покрытий (от долей микрометра до 10 мкм) приме-
няются два способа: 1) полимеризация органических соединений
под действием электронно-ионной бомбардировки (ускоренных
электронов и тлеющего разряда) и 2) разложение (эмиссия) поли-
меров в вакууме с последующей конденсацией и полимеризацией
образующихся осколков; наибольшее применение нашел способ
получения покрытий в тлеющем разряде.
7.10.1. Получение покрытий под действием
электронно-ионной бомбардировки
Получение покрытий этим способом основано на способности
частиц высоких энергий вызывать диссоциацию молекул органи-
ческих веществ, находящихся в конденсированном состоянии на
подложке. Образующиеся при этом активные осколки молекул —
радикалы и ионы — вступают в реакции взаимодействия друг
с другом и с молекулами недиссоциированных веществ, образуя
полимерные покрытия.
Электронная бомбардировка и электрические разряды могут
вызывать химические превращения не только мономеров, но и
веществ, не полимеризующихся в обычных условиях (ароматиче-
ские и алифатические углеводороды, кремнийорганические соеди-
нения и др.). Это позволяет разнообразить свойства получаемых
покрытий. Образование покрытий на подложке происходит при
небольших концентрациях веществ в газовой фазе (обычно давле-
ние паров не превышает 10-2 Па). Учитывая это, а также инги-
бирующее влияние кислорода воздуха на полимеризационные
процессы, покрытия получают при глубоком вакууме, порядка
Ю1—10-3 Па. Все это ограничивает возможности получения
покрытий, тем не менее этот способ уже получил промышленное
применение.
Электронное облучение. Механизм образования покрытий при
действии электронного пучка достаточно сложен [22, с. 20 ]. В за-
висимости от химической природы облучаемых соединений пре-
обладает радикальная или ионная (катионная) полимеризация.
Получены покрытия из бензола, толуола, алкилсилоксанов, сти-
рола, метилметакрилата, бутадиена и других мономеров. Источ-
ником электронов служат электронные пушки. Оптимальные усло-
вия получения покрытий [23]:
Энергия электронов, эВ ..............
Плотность тока, мА/см2...............
Давление в реакционной камере, Па
150—400
0,2—0,4
10-1—10~3
Тлеющий разряд. Для получения покрытий применяют низко-
частотный (до 100 кГц) и высокочастотный (до 100 МГц) разряды.
Их создают в газоразрядной трубке (камере) путем подачи напря-
жения (порядка 300—500 В) на параллельно расположенные элек-
троды.
25»
chipmaker.ru
На рис. 7.45, а приведена схема установка Для получения по-
крытий в тлеющем разряде. Сначала камерУ вакуумируют (со-
здают давление порядка Ю-3 Па), затем системУ очищают от при-
месей кислорода, проводя газоразрядный провесе в среде аргона,
после чего аргон заменяют на пары веществ^» служащего исход-
ным материалом для получения покрытия. (Осаждение полимера
происходит на катоде, что позволяет предположить катионный
Vue. ТЛЬ. Схемы ус-таноььх для яьауаеян» ъ
ни ем в вакууме (б):
1 — камера; 2 — электроды; 3 —- сосуд с мономером; 4 — изДелие; 5 термопара; 6 —»
бункер с полимером; 7 —> испаритель*
5—20
10—30
30—90
10—40
0,5—10
механизм полимеризации. Обычно покрытия получают при сле-
дующих параметрах [16, с. 57]:
Частота тока, кГц...............
Плотность тока, мА/см2..........
Давление в реакционной камере, Па .
Межэлектродное расстояние, мм ...
Продолжительность осаждения, мин . .
С применением промышленных установок типа УВН-1, ВР-4
получены покрытия из метана, толуола, фурФУРола’ гексаметил-
дисилоксана, виниловых, акриловых, аллилбвых и Других моно-
меров. Их толщина от 10 нм до 1 мкм, т. е- в пределах толщин
сверхтонких покрытий.
Покрытия, получаемые в тлеющем разряЛе> как и ПРИ возДеи"
ствии электронного пучка, используют в качРсгве тонкопленочной
изоляции при изготовлении конденсаторов 0 изделий микроэлек-
тронной техники, а также для противокорроЗИОПНО11 защиты мел-
ких изделий.
7.10.2, Получение покрытий из ролимеров
напылением в вакууме
Термическое разложение полимеров в вакУУме> как известно,
сопровождается образованием мономеров и бРлее сложных «оскол-
ков» макромолекул. В момент распада они нах°Дятся в активном
260
состоянии, т. е. представляют собой радикалы. Такие же продукт^
возникают и при других способах энергетического воздействия,
например электронно-лучевом. Если в зону испарения поместить
посторонний предмет (изделие), то образующиеся низкомолеку-
лярные продукты адсорбируются на его поверхности и полиме-
ризуются с образованием полимерного покрытия. На этом прин-
ципе по аналогии с вакуумным напылением металлов разработан
процесс напыления полимеров.
Покрытия получают в специальных установках — вакуумных
камерах, снабженных электронагревателем или электронно-лу-
чевой пушкой (рис. 7.45, б). Режим работы установок:
Давление остаточных газов в реакцион-
ной камере, Па ...................10—5-Ю'3
Скорость нагревания полимера, °С/мин 40—50
Расстояние от испарителя до подложки,
мм ................................ 40—100
Мощность луча, Вт/см2.............. 10—100
Температуру нагревателя устанавливают в зависимости от при-
меняемого полимера: например, для полиэтилена 400 °C, для
поликапроамида 420 °C, для политрифторхлорэтилена 450 °G
[22, с. 83]. Условия проведения процесса определяют выход й
нии температуры поверхности изделия от 50 до 250 °C при элек'
тронно-лучевом разложении политрифторхлорэтилена с молеку'
лярной массой 200 000 выход (отношение количеств разложив'
шегося и вновь образованного полимера) уменьшается от 75 дО
30%, а молекулярная масса полимера пленки возрастает от 40 00<?
до 140 000. Покрытия имеют толщину 5—10 мкм. Они достаточна
прозрачны и близки по механическим свойствам и защитной спо'
собности покрытиям, получаемым традиционными методами [24 Ь
ЛИТЕРАТУРА
1. Прогрессивные методы нанесения лакокрасочных покрытий. Материалы се'
м..нара. Л., ЛДНТП, 1972. 100 с.
2. Спурный К., Йех " , Седлачек Б., Шторх О. Аэрозоли/Пер. с чешек. М.*
Атомиздат, 1964. 360 с.
3. Гоц В. Л., Ратников В. Н., Гисин П. Г. Методы окраски промышленных из'
делий. М., Химия, 1975. 264 с.
4. Лакокрасочные покрытия в машиностроении. Справочник/Под ред-
М. М. Гольдберга. М., Машиностроение, 1974. 576 с.
5. Норкин Н. С. — Лакокрасочные материалы и их применение. 1972, № 2/
с. 66—69. j
6. 1 тьбом оборудования окрасочных цехов. М., Химия, 1975. 320 с.
7. Окраска изделий в электрическом поле/Под ред. Е. Н. Владычиной 1*
М. М. Гольдберга. М., Химия, 1964. 224 с.
8. Основы электрогазодинамики дисперсных систем. М., Энергия, 1974. 480 с<
9. Шавзис М. Л., Танцман С. Л., Загуляева Д. А. Окраска ручными электро',
окрасочными установками. Л., ЛДНТП, 1970. 26 с.
Ю. Руководящие материалы по эксплуатации установок безвоздушного распы'
ления, ручных электроокрасочиых установок и установок для окраски ме'
годами электроосаждения, облива и окунания. М., НИИТЭХИМ, 1974. 84 с-
261
chipmaker.ru
11. Лакокрасочные материалы и их применение, 1976, № 5, с. 59—61; 1975,
№ 3, с. 69—71; 1979, № 2, с. 52—55.
12. Современная технология окраски и отделки рулонных и листовых материалов.
Материалы семинара. Л., ЛДНТП, 1976. 90 с.
13. Агранат Б. Л., Жолондзь И. А. Окраска промышленных изделий методом
электрофореза. Л., ЛДНТП, 1968. 36 с.
14. Крылова И. А., Котлярский Л. Б., Стуль Т. Г. Электроосаждение как метод
получения лакокрасочных покрытий. М., Химия, 1974. 136 с.
15. Полякова В. М., Жаринова Т. А. Электрофоретические покрытия на основе
полимеров. Киев, Наукова думка, 1979. 146 с.
16. Колзунова Л. Г., Коварский Л. Г. Полимерные покрытия на металлах. М.,
Наука, 1976. 88 с.
17. Ковалиско Ю. М., Спрыса К. В., Моравская И. Ф. и др. — Лакокрасочные
материалы и их применение, 1978, № 5, с. 80—82.
18. Окраска электроосаждением водоразбавляемых лакокрасочных материалов.
М., МДНТП, 1972. 116 с.
19. Яковлев А. Д., Здор В. Ф., Каплан В. II. Порошковые полимерные материалы
и покрытия на их основе. 2-е изд. Л., «Химия», 1979. 256 с.
20. Белый В. А., Довеяло В. А., Юркевич О. Р. Полимерные покрытия. Минск,
Наука и техника, 1976. 416 с.
21. Полякова К. К., Пайма В. И. Технология и оборудование для нанесения по-
рошковых полимерных покрытий. М., Машиностроение, 1972. 136 с.
22. Ткачук Б. В., Колотыркин В. М. Получение тонких полимерных пленок из
газовой фазы. М., Химия, 1977. 216 с.
23. Тростянская Е. Б., Мымрин В. М., Гольдберг М. М. — Лакокрасочные
материалы и их применение, 1975, № 1, с. 33—44.
24. Задорожный В. Г., Рафалович Д. М., Рыбин Б. С. и др.— Лакокрасочные
материалы и их применение. 1977, № 3, с. 38—39, 43—45; 1979, № 2, с. 56—
57.
Глава
СПОСОБЫ ОТВЕРЖДЕНИЯ ПОКРЫТИЙ
Chipmaker.ru
Необходимой операцией после нанесения лакокрасочных ма-
териалов на поверхность является их отверждение, т. е. превра-
щение в твердое состояние. На практике эту операцию обычно
называют сушкой. Термин «сушка», однако, не вполне отражает
физико-химическую сущность происходящих при этом процессов,
так как формирование покрытий может быть результатом не только
испарения растворителей (высыхания), но и гротекания других
процессов, описанных в гл. III. В настоящей главе отверждение
рассматривается с технологической точки зрения.
Формирование покрытий из лакокрасочных систем может быть
проведено: 1) в естественных условиях (на открытой площадке
или в помещении) при температуре окружающего воздуха и 2) в ис-
кусственно созданных условиях — при энергетическом воздей-
ствии на материал (тепловом, световом, радиационном и т. д.).
Первый вид отверждения, применимый ко многим жидким лако-
красочным материалам, не связан с использованием какого-либо
оборудования и затратой энергии. Однако он длителен, неприем-
лем при поточных способах окраски и приводит к получению
покрытий недостаточно высокого качества.
Искусственное отверждение применимо к любым жидким и
порошковым лакокрасочным материалам. Оно позволяет суще-
ственно ускорить технологический процесс и улучшить качество
покрытий, однако требует специального оборудования и затраты
энергии. Из-за выигрыша во времени и в качестве покрытий ис-
кусственное отверждение получило исключительно большое рас-
пространение в промышленности. В зависимости от способа энер-
гетического воздействия на лакокрасочный материал различают:
тепловое отверждение, отверждение под действием УФ-излучения
и радиационное отверждение. В стадии разработки находятся
импульсно-лучевой, радиочастотный способы, отверждение в маг-
нитном поле, при действии лазерного излучения и др.
При выборе способа и режима отверждения (сушки) покрытий
Учитывают многие факторы: вид лакокрасочного материала, ха-
рактер подложки, размеры и степень сложности покрываемого из-
делия, поточность производства и др. Предпочтение отдают тем
263
chipmaker.ru
способам, которые более экономически выгодны, высокопроиз-
водительны, менее трудо- и энергоемки и обеспечивают лучшее
качество покрытий.
8.1. ТЕПЛОВОЕ ОТВЕРЖДЕНИЕ ПОКРЫТИЙ
Нагревание издавна применяется на практике для ускорения
формирования покрытий как непревращаемого, так и особенно пре-
вращаемого типов. По способу подвода тепла к покрытию разли-
чают следующие способы отверждения: конвективный, терморадиа-
ционный, индукционный. Наибольшее применение получили пер-
вые два; они хорошо разработаны технологически и аппаратурно.
8.1.1. Конвективный способ
Основы способа. При конвективном способе нагревание слоя
лакокрасочного материала и изделия осуществляется за счет пере-
дачи теплоты от окружающего воздуха или топочных газов. Теп-
лота передается поверхности и постепенно распространяется
внутрь пленки, поэтому затвердевание покрытия происходит также
с поверхности раздела пленка—газовая среда. Такой способ от-
верждения не является оптимальным. В случае жидких красок
образующийся на поверхности слой более высохшего материала
замедляет диффузию и отвод растворителя из глубинных слоев
пленки; в случае порошковых красок оплавленный с поверхности
слой полимера мешает выходу воздуха .из остальной части мате-
риала.
Вследствие низкой теплопроводности газов (для воздуха при
100 сС X ~ 0,028 Вт/(м-°С), т. е. в тысячи раз меньше, чем у ме-
таллов) в конвективной передаче теплоты покрытию принимают
участие лишь слои, непосредственно контактирующие с изделием.
Для улучшения теплопередачи применяют перемешивание нагре-
тых газов, что вызывает дополнительную затрату энергии. Ска-
занное характеризует конвективный способ отверждения как мало-
эффективный и достаточно энергоемкий. Его широкое применение,
однако, объясняется рядом достоинств: универсальностью (при-
годен для отверждения любых лакокрасочных материалов, нане-
сенных на различные подложки), мягкостью и равномерностью
нагрева (можно нагревать изделия разной степени сложности),
простотой конструкции и легкостью эксплуатации сушильных
установок.
С теплотехнической точки зрения в процессе отверждения
(сушки) можно выделить три стадии (рис. 8.1): / — подъем тем-
пературы, // — собственно сушка, /// — охлаждение покрытия.
Стадия / характеризуется наличием температурного градиента
в пленке А/ = /с — /п, который тем больше, чем выше темпера-
тура, в сушилке tc и ниже температура нагреваемого изделия
(подложки) /п. Большой перепад температур приводит к неравно-
264
мерному протеканию процесса отверждения: в верхней части
пленки возможны деструктивные процессы, тогда как у подложки
процесс может быть полностью не завершен. Стадия / при конвек-
тивном способе нагрева обычно длительна и во многом опреде-
ляет общее время отверждения покрытия; тх зависит от массы и
теплофизических параметров ма--
териалов покрытия и изделия и
скорости подвода к ним теплоты.
Ориентировочно время Tj (в мин),
необходимое для выравнивания 1П
и /с, находят как утроенное про-
изведение толщины покрываемого
изделия б (в мм): Т] яа 36. Про-
должительность стадии II зави-
сит от скорости протекания про-
цессов в пленке и является функ-
цией температуры (рис. 8.2). Ста-
дия III может быть проведена как
в пределах сушильной установки,
Рис. 8.1. Температурке-временная ха-
рактеристика конвективной сушки по-
крытий.
так и вне ее.
Для определения продолжительности отверждения различных
лакокрасочных материалов в НПО «Лакокраспокрытие» разра-
ботаны номограммы и универсальная диаграмма, учитывающие
температуру в сушилке и твердость Н (по маятнику) получаемых
0,2
Я, мин
г W
г 80
-100
-110
-120
-130
-140
Рис. 8.2. Зависимость продолжительности отверждения масляных покрытий от темпераз
туры.
Рис. 8.3. Номограмма режимов отверждения пеитафталевой эмали ПФ-115 при конвектив-
ном способе иагрева.
покрытий (рис. 8.3) II, с. 172]. Номограммы составлены из рас-
чета толщин подложки и покрытия 1 мм и 20 мкм соответственно.
При отклонении от этих толщин пользуются формулами для пере-
счета. Например, в случае алкидных покрытий на подложках тол-
щиной 1—10 мм такая формула имеет вид:
т= тоб0-3-0-5 (8.1)
265
chipmaker.ru
где т0 — продолжительность отверждения покрытия на подложке
с б = 1 мм.
Аппаратурное оформление. Для конвективного отверждения
применяют сушилки периодического (тупиковые, или камерные)
и непрерывного (проходные, или коридорные) действия, обору-
дованные тепловентиляционными агрегатами. По типу теплоно-
сителя сушилки подразделяются на паровые, электрические,
пароэлектрические, газовые. Для температур 50—НО °C наибо-
лее экономичными считаются сушилки с паровым обогревом,
выше ПО °C — с электрическим и газовым. Применяют сушилки
прямого действия, в которых обеспечивается непосредственный
контакт теплоносителя (нагретый воздух, топочные газы) с изде-
лием, и непрямого действия, в которых теплота передается изде-
лию от теплоносителя (обычно топочные газы) через стенку.
Первый тип сушильных камер наиболее распространен. Их при-
меняют не только для отверждения покрытий (грунтовочные,
шпатлевочные, верхние слои), но и для сушки изделий от воды при
подготовке поверхности, мокром шлифовании и других опера-
циях. Газовые сушилки непрямого действия используют лишь
в тех случаях, когда прямой контакт изделия с топочными газами
нежелателен, например при получении светлых высокодекоратив-
ных покрытий.
Тупиковые сушилки изготовляют в виде небольших шкафов,
а также в виде одно- и многосекционных камер. Окрашенные изде-
лия загружают в них периодически на напольных или подвесных
тележках или с помощью других приспособлений. Камеры такого
типа широко применяют на предприятиях с индивидуальным и
мелкосерийным производством.
Проходные сушильные камеры представляют собой туннели
с торцовыми открытыми проемами для входа и выхода изделий или
блоки, внутри которых изделия (в соответствии с трассой кон-
вейера) могут совершать повороты, двигаясь в обоих направле-
ниях. В соответствии с этим различают проходные сушилки одно-
и многоходовые, т. е. с прямым и непрямым рабочим ходом. Для
уменьшения потерь тепла камеры оборудованы тамбурами с воз-
душными завесами; при высокотемпературном отверждении иногда
применяют сушилки с тепловым подпором. В проходные сушиль-
ные камеры изделия поступают непрерывно на конвейере. Камеры
такого типа применяют преимущественно на предприятиях с мас-
совым производством при поточной организации окрасочных работ.
Эффективность работы сушилок во многом зависит от харак-
тера распределения нагретых газов по сечению камеры, степени
омывания ими окрашенных изделий, скорости движения газов.
При этом важное значение имеет конструкция камеры и взаимное
расположение воздуховодов (рис. 8.4). В случае крупных изде-
лий преимущественно используют схемы а, б, иногда г, в случае
мелких изделий, поступающих в сушилку уложенными на эта-
жерки, — схему в или г.
266
В проходных сушилках режим отверждения удается осуще-
ствлять в полном соответствии с процессами, протекающими при
формировании покрытия. Лучшими в этом отношении являются
многозональные сушильные камеры. Сушилку условно делят,
например, на 3 зоны, каждая из которых имеет свой тепловенти-
ляционный центр. Первая зона рассчитана на частый воздухооб-
мен, большой приток теплоты и свежего воздуха, так как на этом
участке требуется подьем температуры и испаряется до 90%
вносимых с лакокрасочным материалом растворителей. Вторая
зона не связана с большим расходом теплоты и загрязнениями
Рис. 8.4. Схема движения газов в сушильных камерах конвективного типа.
воздуха растворителями. Третью зону можно рассматривать как
зону охлаждения или доотверждения покрытия, происходящего
за счет теплоты, аккумулированной изделием.
Кратность обмена воздуха и степень его обновления прини-
мают, исходя из условия поддержания взрывобезопасной кон-
центрации паров растворителя в сушилке. Расход свежего воз-
духа Кво.,д при этом может быть вычислен по следующим фор-
мулам 12, с. 178 L
Для камер периодического действия:
Увозд = ЖК/ха (8.2)
Для камер непрерывного действия:
Рвозд ” 2G Kfci (8.3)
где G и G' — масса растворителя, поступающего в сушилку
с лакокрасочным материалом единовременно и в единицу времени
соответственно; К — постоянная, зависящая от температуры,
при изменении температуры от 90 до 200 °C К изменяется от 2
до 5; т — время испарения основной массы растворителя, т —
= 5 ч-10 мин; а — нижний предел взрываемости паров раство-
рителя.
Для обеспечения нормальной работы сушильных камер при-
нимают скорость движения (перемешивания) воздуха 0,8—2,5 м/с,
разность температур подаваемого и отсасываемого воздуха
10—12 °C.
267
chipmaker.ru
8.1.2. Терморадиационный способ
Тсрморадкационный способ, или способ лучистого нагрева,
вошел в промышленную практику в 30-х годах и в настоящее
время является одним из основных способов отверждения по-
крытий. Главные его достоинства — высокая эффективность,
простота и компактность оборудования.
Основы способа. Принцип отверждения основан на исполь-
зовании лучистой энергии, испускаемой нагретыми телами, та-
кими, как лампы накаливания, металлические и керамические
плиты, спирали, газовые горелки и др.
По закону смешения Вина длина волны, соответствующая
максимуму интенсивности излучения 7,макс, находится в обратной
зависимости от абсолютной температуры Т:
*макс = 2998/7 (8.4)
Общее количество энергии Q (в МДж/ч), излучаемой нагретым
телом, может быть оценено по формуле Стефана—Больцмана:
Q = 20,6 • lO-»eFTi (8.5)
где е — степень черноты; F— поверхность излучения.
Таким образом, в зависимости от природы поверхности и тем-
пературы нагрева спектральная характеристика излучения раз-
личных тел неодинакова. Например, максимум интенсивности
ИК-излучения лампы ЗС-2 (зеркальная для сушки) приходится
на 1200 нм, а чугунной плиты (Т = 650 К) — на 4500 нм [3, с. 81.
Коротковолновое излучение с /. =- 760 4-2500 нм считается
светлым. Такое излучение характерно для ламповых (или «свет-
лых») излучателей. В отличие от него излучение с ?. = 3500 ~
4-4500 нм называют темным. Источниками его являются тела
с температурой нагрева 650—720 К («темные» излучатели).
Степень восприятия лакокрасочными материалами лучистой
энергии с различной длиной волны неодинакова, соответственно
различен и эффект ее действия при отверждении.
Непигментировапные жидкие лакокрасочные материалы, как
и твердые покрытия в слоях до 50 мкм, достаточно проницаемы
для ИК-лучей, при этом проницаемость уменьшается с увеличе-
нием длины волны 13, с. 41 1. Эта закономерность сохраняется и
для порошковых материалов, но относительная прозрачность
порошков из-за большой рассеивающей способности во всем диапа-
зоне длин волн намного меньше, чем жидких материалов. По мере
формирования покрытий проницаемость порошковых пленко-
образователей для ИК-лучей резко возрастает.
Оптические характеристики пигментированных покрытий, осо-
бенно отражательная способность, могут изменяться в зависи-
мости от вида пигмента. Это сказывается на скорости формирования
покрытий при лучистом нагреве. Так как пленка поглощает и
отражает только часть лучистой энергии, то остальная, большая
268
ее доля попадает на подложку. Отсюда, изменяя спектральные
характеристики НК-излучения и оптические свойства лакокра-
сочного материала и подложки, можно вызывать предпочтитель-
ный нагрев пленки, подложки или пленки и подложки одновре-
менно. В практических условиях в основном реализуются второй
и третий варианты.
На рис. 8.5 показаны данные по эффективности светлого и
темного излучений при формировании покрытий из жидкой и
порошковой красок. В первом случае об эффективности судили
по темпу нагрева подложки и твердости покрытия, во втором —
Рис. 8.5. Сравнительная эффективность светлого (------) и темного (— «
излучений при формировании покрытий из мочевипоформальдегидной эмали МЧ-13 (а)
и порошковой поливинилхлоридной краски П-ХВ-716 (6).
по светопропусканию слоя порошка. Проникающая способность
светлого излучения выше, чем темного. Это проявляется в боль-
шей скорости формирования покрытия из порошковой краски.
С технической точки зрения (более низкие температуры,
удобство эксплуатации) для отверждения покрытий лучшими
являются темные излучатели, которые и нашли наибольшее
применение.
На ИК-отверждение покрытий влияют и другие факторы:
масса и теплофизические свойства материала подложки, мощ-
ность излучателя, его расстояние от окрашенной поверхности
и т. д. На толстостенных массивных подложках с большой тепло-
проводностью покрытия формируются медленнее, чем на тонко-
стенных с малой теплопроводностью (рис. 8.6).
С увеличением мощности излучателя N длительность отверж-
дения т сокращается, а с увеличением расстояния от него до из-
делия I растет. Это показано ниже на примере пентафталевой
Эмали ПФ-115:
/, мм............. 100 200 300 500
т, мин............ 3 6 10 36
2вв
chipmaker, ru
В современных установках для отверждения покрытий прини-
мают N — 1—8 кВт/м2, а I = 150-е300 мм.
Терморадиационный способ отверждения покрытий имеет прин-
ципиальные отличия от конвективного:
1) при терморадиации существенно ускоряется подвод теплоты
к изделию, в результате чего резко сокращается стадия подъема
температуры окрашенного изделия;
2) нагревание слоя лакокрасочного материала осуществляется
не снаружи, а изнутри, от подложки, что обеспечивает беспре-
пятственный выход летучих продуктов из пленки.
мм
Рис. 8.6. Зависимость продолжительности
отверждения покрытия из пентафталевой
эмали ПФ-133 (7) и температуры подлож-
ки (2) от толщины металлическом под-
ложки.
Благодаря этому сущест-
венно ускоряется процесс фор-
мирования покрытий: при тер-
морадиационном нагреве время
отверждения по сравнению
с конвективным способом со-
кращается в 2—10 раз.
Несмотря на то что НК-лучи
не инициируют химические
реакции отверждения, наиболь-
ший эффект от их использования
достигается при получении по-
крытий из термопревращаемых
пленкообразователей; ИК-на-
грев, как правило, не приме-
няется в случае быстросохнущих лакокрасочных материалов
(эфироцеллюлоэных, виниловых, полиакрилатных и др.).
Продолжительность формирования покрытий т при термора-
диационном способе определяют с помощью номограмм или по
следующей формуле с учетом температуры f и твердости покры-
тия Н [1, е. 210):
т= l0aHbic
. (8-6)
где а, b и с — постоянные, зависящие от природы лакокрасоч-
ного материала.
Аппаратурное оформление. Для отверждения покрытий под
действием ИК-излучения применяют сушильные камеры непре-
рывного и периодического действия и щитовые передвижные или
стационарные установки. Теплоносителем в них служат электро-
энергия или природный газ. Используют терморадиационные и
терморадиационно-конвективные камеры. Последние более рас-
пространены, особенно для изделий сложной конфигурации.
Источниками ИК-излучения служат панельный и рефлектор-
ный (трубчатый) генераторы, например типа НВСЖ, с темпера-
турой нагрева 350—400 °C (темные излучатели) и кварцево-иод-
ные лампы КИ, НИК и др. (светлые излучатели). В газовых су-
шильных камерах излучающим элементом служат стальные
панели, нагреваемые топочными газами до 350 — 400 °C.
£70
Типовая сушильная камера непрерывного действия представ-
ляет собой сварной туннель, состоящий из входного и выходного
тамбуров, нескольких излучающих (рабочих) секций и вентиля-
ционного центра (рис. 8.7). Заданная температура в электротер-
Рис. 8,7. Схема электротермор авиационной камеры:
1 — вентилятор; 2 — воздушная завеса; 3 — корпус камеры; 4 рабочая зона; 5 ~ из*
луча тела; 6— тамбуры; 7 — конвейер; 8— изделие.
морадиационных камерах поддерживается путем изменения мощ-
ности нагревательных панелей, в камерах с газовым нагревом —
изменением объема газа, подаваемого к горелкам. Расход элек-
троэнергии на 1 м2 поверхности готового покрытия составляет
1,8—5,4 МДж, газа 0,07—0,12 м3.
8.1.3. Индукционный способ
При индукционном способе окрашенное изделие помещают
в переменное электромагнитное поле токов промышленной, повы-
шенной или высокой частоты. Нагрев происходит за счет вихре-
вых токов, индуцируемых в подложке из ферромагнитных мате-
риалов. Для отверждения покрытий применяют сушильные
установки в виде металлических щитов или камер, в которых
смонтированы кассеты с набором нагревательных элементов —
индукторов. Последние состоят из магнитопровода (набор изоли-
рованных друг от друга пластин листовой стали) и обмотки из
медной проволоки. При прохождении через обмотку переменного
тока с частотой 50—800 Гц создается электромагнитное поле.
Если в непосредственной близости от индукторов (расстояние не
более 10 мм) поместить окрашенное изделие, то оно будет нагре-
ваться, передавая тепло покрытию. Нагрев можно производить
с большой скоростью и практически до любой температуры.
Обычно отверждение покрытий проводят при 100—300 °C.
В этих условиях продолжительность отверждения алкидных по-
крытий составляет 5—30 мин.
По эффективности индукционный способ отверждения при-
мерно равнозначен терморадиационному. Однако он не получил
Широкого распространения, в основном из-за: неприемлемости
для нагрева изделий сложной формы, ограничений в выборе мате-
271
chipmaker.ru
риала подложки и недостаточно высокой стабильности работы
установок. В промышленности установки с индукционным нагре-
вом применяются для отверждения покрытий на вагонах, кон-
тейнерах, стальной ленте, проволоке, обмотках электрических
машин и других изделиях.
8.2. ОТВЕРЖДЕНИЕ ПОКРЫТИЙ ПОД ДЕЙСТВИЕМ
УФ-ИЗЛУЧЕНИЯ
Способ отверждения покрытий УФ-излучением («УФ-сушка»)
получил промышленное развитие в конце 60-х годов и в настоя-
щее время считается одним из наиболее перспективных. Достоин-
ствами этого способа являются: относительно высокая произво-
дительность, малые затраты энергии, несложность оборудования.
Вместе с тем отверждение под действием УФ-излучения приме-
нимо к ограниченному числу лакокрасочных материалов. Его
используют главным образом при получении покрытий из лаков,
эмалей и шпатлевок на основе ненасыщенных полиэфиров и по-
лиакрилатов. Такие покрытия получают на древесине, картоне,
бумаге, нередко на металлах и других материалах. Принцип
отверждения основан на способности УФ-лучей инициировать
реакцию полимеризации указанных олигомерных материалов.
Энергия УФ-излучения достаточно высока — 3—12 эВ, что в 2—
4 раза выше энергии лучей видимого света. Это позволяет прово-
дить отверждение покрытий с удовлетворительной скоростью при
нормальной температуре.
Процесс отверждения особенно эффективно протекает при
введении в лакокрасочные материалы фотоинициатороБ полимери-
зации. Для полиэфирных пленкообразователей ими служат бензо-
фенон и его производные, простые эфиры бензоина, ацетофенон,
бензальдегид. Оптимальная дозировка фотоинициаторов в зави-
симости от их фотохимической активности и толщины наносимого
слоя лакокрасочного материала составляет от 0,2 до 1,0% (масс.).
Фотоинициирование полимеризации, учитывая области мак-
симальной адсорбции УФ-излучения происходит в диапазоне
длин волн до 700 нм. Соответственно этому выбирают источники
УФ-излучения: ртутные, люминесцентные и ксеноновые лампы
и кварцевые излучатели. Предпочтительны источники с высокой
эмиссией в диапазоне длин волн 300—400 нм и максимумом излу-
чения в области 360—370 нм. Полиэфирные лаки в большинстве
случаев отверждают излучением от ламп двух типов: люминес-
центных низкого давления и ртутных высокого давления. Пер-
спективным источником УФ-излучения является излучение плазмы
аргона, образующейся при дуговом разряде. Такие излучатели
способны создавать поток излучения с поверхностной плотностью
до 75 кВт/м2 (для ртутных ламп она примерно равна 12 кВт/м2).
Отверждение покрытий при УФ-излученьи проводят на уста-
новках непрерывного и периодического действия. Особенно хорошо
272
зарекомендовал себя этот способ при поточной отделке щитовой
мебели. В типовом варианте установка непрерывного действия
включает: камеру отверждения с ртутными УФ-лампами и реф-
лекторами, охладитель (предусматривается обдувка изделий хо-
лодным воздухом на выходе из камеры), напольный конвейер,
систему вентиляции. Продолжительность отверждения слоев
шпатлевки не превышает 30 с, лаков и эмалей (при толщине слоя
до 0,5 мм) — 1,5—2,0 мин. Это позволяет проводить отверждение
при больших скоростях конвейера (10—50 м/мин). Эксплуата-
ционные расходы на установках УФ-сушки в 1,5—2,0 раза меньше,
чем на установках терморадиационного отверждения [41.
8.3. РАДИАЦИОННОЕ ОТВЕРЖДЕНИЕ ПОКРЫТИЙ
Радиационный способ считается одним из самых быстрых спо-
собов отверждения лакокрасочных покрытий: время формиро-
вания пленки колеблется от долей секунды до нескольких се-
кунд.
Наибольшее применение получило отверждение ускоренными
электронами. Их получают с помощью низкоэнергетических
ускорителей прямого действия. Отечественной промышленностью
выпускаются ускорители «Электрон-1 II», «Электрон-IV», «Аврора»,
«Ион», ЭУ-04, ЭОЛ и другие мощностью от 1 до 25 кВт и с энер-
гией электронов 0,05—0,2 пДж [5, с. 30J.
Генерируемые этими ускорителями электроны обладают низ-
кой проникающей способностью, поэтому их используют для
отверждения покрытий толщиной не более 500 мкм; остаточной
радиации при этом не наблюдается.
Радиационное отверждение применимо не к любым материа-
лам; оно эффективно в случае пленкообразователей, способных
к химическим превращениям за счет реакции полимеризации.
В настоящее время этот способ применяется для отверждения
лакокрасочных материалов на основе ненасыщенных полиэфиров
(марки ПЭ-232, ПЭ-246, ПЭ-2106 и др.), полиакрилатов, аллило-
вых мономеров и олигомеров. В их состав обычно не вводят ини-
циаторы и ускорители, что делает материалы стабильными при
хранении. Предпочтительны материалы без растворителей. На ра-
диационное отверждение покрытий влияют многие факторы:
Доза излучения и ее мощность (рис. 8.8), природа подложки,
характер окружающей газовой среды и др. [5, с. 11 ].
Большинство покрытий удовлетворительно отверждается при
Дозах излучения 80—140 кГр и энергии электронов 0,06—0,08 пДж.
Высокие дозы излучения нежелательны во избежание деструк-
тивных процессов. Деструкции может подвергаться как покры-
тие, так и материал подложки (древесина, бумага, пластмассы).
При этом возможно изменение цвета и ухудшение их механиче-
ских свойств.
Наблюдается прямолинейная зависимость (в логарифмиче-
ских координатах) между скоростью отверждения и мощностью
273
chipmaker.ru
степ е н ь отв ер ж ден и я,
Рис. 8.8. Зависимость параметров
отверждения полиэфирного покры-
тия на основе лака ПЭ-232 от дозы
излучения:
Н г- твердость; G — содержание
трехмерно го поли мер а.
дозы примерно до J =3 кГр/с, при больших значениях J интен-
сивность облучения оказывает меньшее влияние на скорость
процесса. При радиационном отверждении, как и при химиче-
ском, проявляется ингибирующее действие озона и кислорода
воздуха. Покрытия в поверхностном слое имеют более низкую
характеризуются меньшей твердостью,
а иногда дают отлип. Это допустимо
в грунтовочных слоях, но неприем-
лемо для верхних покрытий. При-
менение пленкообразователей, не
подверженных ингибированию, и
проведение процесса в инертной
среде (азот, аргон, лишенные кис-
лорода топочные газы) или в вакуу-
ме устраняет отмеченные недостатки,
при этом необходимая доза излуче-
ния уменьшается в 2—3 раза по сра-
внению с отверждением на воздухе.
Покрытия на металлических под-
ложках отверждаются, как пра-
вило, быстрее и при меньших дозах
излучения, чем, например, на древе-
сине, картоне или пластмассе. Это объясняют бдльшей отража-
тельной способностью металлов по сравнению с другими мате-
риалами.
Технологические линии для получения покрытий с примене-
нием электронного облучения включают оборудование для нане-
сения лакокрасочного материала и отверждения покрытия, а также
скоростной конвейер (рис. 8.9). Наиболее благоприятными объ-
Рис. 8.9. Технологическая линия для получения покрытий на щитовых деталях мебели:
1 деталь мебели; 2 — лакопаливаая машина; 3 — радиационно-химическая уставов к а
с ускорителями электронов.
ектами для покрытия являются плоские изделия — рулонные и
листовые материалы. Максимальное расстояние между покрытием
и окном прожектора (источник электронов) не должно превы-
шать 10—15 см. Это затрудняет отверждение покрытий на изде-
лиях сложной формы. В промышленных условиях радиационное
отверждение нашло применение при отделке щитовой мебели,
печатных плат, облицовочных строительных плит, листового и
рулонного металла, картона, плоских изделий из пластмасс.
Отверждение проводят при скоростях движения конвейера (или
ленты) 10—60 м/мин.
274
Подсчитан экономический эффект от использования радиа-
ционного отверждения при отделке мебельных щитов (по сравне-
нию с терморадиационным отверждением) [61: энергозатраты
сокращаются в 6—9 раз, затраты труда — в 6—14 раз, стоимость
покрытий в целом снижается примерно в 2 раза. Однако электрон-
ное отверждение считают рентабельным лишь при больших объ-
емах производства покрытий, превышающих 20 тыс. м2/год.
8.4. ОЧИСТКА ОТХОДЯЩИХ ГАЗОВ
ИЗ СУШИЛЬНЫХ КАМЕР
При отверждении покрытий в сушильных камерах образуется
большое количество отходящих газов, загрязненных растворите-
лями и другими летучими продуктами. Концентрация раствори-
телей в этих газах достигает 3—5 г/м3. Во избежание загрязнения
атмосферы предусматривается очистка газовых выбросов сушиль-
ных камер. Существуют разные способы очистки газов от присутст-
вующих в них растворителей: конденсация, адсорбция, абсорбция,
термическое и каталитическое окисление. Первые три способа свя-
заны с выделением растворителей из газовой среды, их утилиза-
цией; последние предусматривают их перевод в экологически
безвредные вещества. Сложный состав среды, повышенные темпе-
ратуры (80—250 °C), большие скорости движения газов, дости-
гающие нескольких десятков метров в секунду, и относительно
невысокая концентрация полезных веществ затрудняют их выде-
ление; утилизация растворителей из газовых выбросов сушиль-
ных установок в большинстве случаев оказывается нерента-
бельной.
Практическое применение нашла очистка газов способом
окисления (дожигания). Различают окисление термическое, про-
водимое при 700—1000 °C, и каталитическое, осуществляемое
на катализаторах при 300—400 °C.
Термический способ окисления не связан с применением ката-
лизаторов, прост и эффективен. При температурах 900—1000 °C
достигается практически полная очистка газов; в отдельных
случаях окисление растворителей удовлетворительно идет при
700—800 °C. Процесс очистки осуществляется следующим обра-
зом. Газы из сушильной камеры отсасываются вентилятором и
направляются в теплообменник, где подогреваются противоточно
Движущимися горячими газами после очистки. После теплообмен-
ника загрязненные газы поступают в камеру сгорания, где с по-
мощью газовых горелок температура поднимается (в зависимости
от состава растворителей) до 700—1000 °C. Очищенные газы после
теплообменника имеют высокую температуру, их используют
Вторично в сушильных установках и для других технических
Целей. Установки термического окисления мощностью до
60 тыс. м3/ч (по очищаемым газам) широко используются за ру-
бежом.
275
chipmaker.ru
В нашей стране распространение получили более экономичные
установки для очистки газов способом каталитического окисле-
ния. На рис. 8.10 приведена схема такой установки 17 ]. Наиболее
активными являются платиновый и палладиевый катализаторы
(марки АП-56, НИАГАЗ-ЗД,
НИАГАЗ-9Д и др.). Энергия
активации каталитического
окисления растворителей, на
платиновом катализаторе осо-
бенно низка: для сольвента
45 кДж/моль, для толуола
50 кДж/моль [8, с. 148]. Это
позволяет эффективно про-
водить процесс, начиная
с 280 °C. С повышением тем-
пературы полнота окисления
возрастает. Продуктами окис-
300-400°С
Рис. 8.10. Схема установки для каталитическо-
го окисления паров растворителей:
1 — аппарат каталитического окисления; 2 —
подогреватель; 3 — газовый теплообменник.
паров сольвента с концентрацией 5
шается примерно на 150 °C. Это позволяет на
ления являются ьв основном
СО2 и Н2О. Окисление сопро-
вождается выделением зна-
чительного количества теп-
лоты. Так, при дожигании
г/м3 температура газов повы-
1/3 компенсировать
затраты теплоты на нагрев газовых выбросов до температуры их
каталитического окисления. Наиболее эффективно работают уста-
новки, сблокированные с терморадиационно-конвективными су-
шильными камерами газового типа.
ЛИТЕРАТУРА
1. Окраска металлических поверхностей (ОМТРМ 7312-010—78). М., Химия,
1978. 368 с.
2. Альбом оборудования окрасочных цехов. М., Химия, 1975. 320 с.
3. Рабинович Г~ Д., Слободкин Л. С. Терморадиационная и конвективная сушка
лакокрасочных покрытий. Минск, Наука и техника, 1976. 172 с.
4. Белик А. К. Отверждение полиэфирных покрытий фотохимическим способом.
М., 1970 50 с.
5. Ширяева Г. В., Козлов Ю. Д. Технология радиационного отверждения покры-
тий. М., Атомиздат, 1980. 72 с.
6. Краюшкин В. В., Козлов Ю. Д., Ширяева Г. В., Макиенко М. И.— Лако-
красочные материалы и их применение, 1976, № 3, с. 64—67.
7. Сенькевич Э. В., Кудревич А. А. — Там же, 1973, № 6, с. 78—79; 1976, № 2t
с. 77—78; 1978, № 1, с. 51—54
8. Лакокрасочные покрытия/Под ред. Е. Н. Владычиной. М., Химия, 1972.
304 с.
Глава
ТЕХНОЛОГИЯ ОКРАСКИ МЕТАЛЛОВ
Chipmaker.ru
Металлы — наиболее распространенный вид материалов, за-
щищаемых лакокрасочными покрытиями. В зависимости от вида
металла, габаритов изделий, условий их работы применяют соот-
ветствующие лакокрасочные материалы и технологию изготов-
ления покрытий. Последняя включает две основные стадии: под-
готовку поверхности и собственно окраску. Качество проведения
этих стадии во многом определяет надежность и долговечность
покрытий.
9.1. ВЫБОР ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
И ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ОКРАСКИ
9.1.1, Индексация лакокрасочных материалов
Применяемые для получения покрытий лакокрасочные мате-
риалы имеют соответствующее обозначение, включающее буквен-
ные и цифровые индексы. Буквы обозначают принадлежность
материала к той или иной группе (по роду пленкообразующего
вещества). Принято следующее обозначение групп:
МА — масляные
МС — масляно-стирольные
ГФ — глифталевые
ПФ — пентафталевые
МЧ — мочевиноформальдегидные
МЛ — меламиноформальдегидные
ФЛ — фенолоформальдегидные
ФА — феноло-алкидные
ЭП — эпоксидные
ЭФ — эпоксиэфирные
КО — кремнийорганические
ПЭ — полиэфирные (ненасыщенные)
УР — полиуретановые
АК — полиакрилатные
АС— полиакрилатные (сополимер-
ные)
НЦ — нитратцеллюлозные
ЭЦ— этилцеллюлозные
ХВ—перхлорвиниловые и поливи-
нилхлоридные
ХС—винилхлоридные (сополимер-
ные)
ФП — фторопластовые
ВА— поливинилацетатные
ВС— винилацетатные (сополимер-
ные)
КЧ — каучуковые
АД — полиамидные
ПО — полиолефиновые
БТ — битумные
КФ — канифольные
После буквенного выражения следуют цифры, первая из
Которых указывает на назначение материала, а последующие —
277
chipmaker.ru
на порядковый номер его регистрации. Определено десять групп по
назначению материала:
I — атмосферостойкие
2 — ограниченно атмосферостойкие
(эксплуатация под навесом и вну-
три помещений)
4 — водостойкие
5 — специальные (целевого назначе-
ния)
6 — маслобензостойкие
7— химически стойкие
8— термостойкие
9— электроизоляционные
О— грунтовки
00 — шпатлевки
Воднодисперсионные лакокрасочные материалы в отличие от
обычных красок имеют в начале индекса букву Э, органодиспер-
сионные — ОД, а порошковые — букву П; материалы, предна-
значаемые для тропикоустойчивых покрытий, в конце индекса
имеют букву Т.
Примеры обозначения лакокрасочных материалов
Эмаль ХВ-16—перхлорвиниловая эмаль (ХВ) для атмосферостойких по-
крытий (1), регистрационный номер 6.
Краска П-ВЛ-212— порошковая (П) краска на основе ацеталей поливинило-
вого спирта (ВЛ) для внутренних работ (2), регистрационный номер 12.
Грунтовка ЭП-09Т—эпоксидная (ЭП) грунтовка (0), регистрационный но-
мер 9, для тропикоустойчивых покрытий (Т).
9.1.2. Обозначение покрытий
Принятая система обозначения покрытий учитывает природу
лакокрасочного материала, условия эксплуатации и требования
к внешнему виду покрытия.
Различают покрытия для умеренно континентального (без
индекса), тропического (Т) и холодного (ХЛ) климата. Суще-
ствующие группы покрытий имеют следующие обозначения:
А, АН, АТ, АНТ,— атмосферостойкие [эксплуатация на открытом воздухе и
АХЛ, АНХЛ под навесом (Н) в различных климатических зонах}
П, ПТ — стойкие внутри помещений (умеренно континентальный
и тропический климат)
X, ХК, ХЩ— химически стойкие (воздействие агрессивных газов, кислот,
щелочей)
В, ВМ—водостойкие (воздействие пресной и морской воды)
Б — бензостойкие
М — маслостойкие
Т — термостойкие
Э — электроизоляционные
С учетом требований к внешнему виду все покрытия подразде-
ляют на 7 классов: самый высокий класс I, самый низкий — VII.
Покрытия относят к тому или иному классу по следующим при-
знакам: степень глянца (у покрытий I класса — не менее 70,
II—60, III — 50, IV—VI —20%); волнистость поверхности
(у покрытий I и II классов не допускается; III — не более 1,5;
IV — 2,0; V — 2,5; VI — 4,0 ммйм); наличие инородных вклю-
чений, потеков, рисок и других дефектов поверхности. Эти де-
фекты практически не допускаются у покрытий I и II классов;
278
с понижением класса увеличивается количество допустимых
дефектов. У покрытий VII класса, выполняющих в основном за-
щитные функции, показатели внешнего вида не нормируются.
Примеры обозначения лакокрасочных покрытий
Эмаль НЦ-25 голубая ШП — покрытие из голубой нитратцеллюлозной эмали
III класса, предназначенное для эксплуатации внутри помещений (например, на
станках).
Эмаль ХВ-110—красно-коричневая IV-AT—покрытие из перхлорвинило-
вой эмали красно-коричневого цвета IV класса, предназначенное для эксплуата-
ции в атмосферных условиях тропического климата (например, на изделиях
сельскохозяйственной техники).
9.1.3. Выбор технологии окраски
Окрасочные работы независимо от того, на каких изделиях или
объектах получают покрытия, проводятся в соответствии с задан-
ной технологией, предусматривающей перечень операций с ука-
занием материалов, оборудования, инструмента и режимов ок-
раски. При разработке технологии учитывается ряд технологи-
ческих и экономических факторов:
1) конструктивные особенности изделия — материал, форма,
размеры, состояние поверхности;
2) условия эксплуатации покрытия, его назначение;
3) требования к внешнему виду и цветовому оформлению
покрытия;
4) объем и вид производства (единичное, массовое, поточное);
5) технико-экономические показатели (стоимость и доступ-
ность материалов и оборудования, удельные затраты труда, энер-
гии, необходимые производственные площади и др.).
С учетом этих факторов определяется и группа сложности
изготовления покрытий. Технология может быть:
1) простой — легкая подготовка поверхности и нанесение,
например, одного слоя лакокрасочного материала (краски, эмали);
2) усложненной — тщательная подготовка поверхности, грун-
тование, нанесение верхнего покрытия;
3) сложной — специальная подготовка поверхности, грунто-
вание, шпатлевание, нанесение нескольких слоев эмали или
Других материалов.
По сложной технологии, включающей десятки операций, про-
водится окраска кузовов легковых автомобилей, железнодорож-
ных и трамвайных вагонов, деталей мотоциклов и мотороллеров,
Воловок швейных машин, некоторых приборов, станков и другого
оборудования.
С целью облегчения выбора технологии окраски и ее стандар-
тизации для отраслей, связанных с использованием лакокрасоч-
ных материалов, разработаны руководящие материалы по покры-
тиям, которые содержат соответствующие рекомендации по
Выбору типовых технологических процессов (материалов, обору-
27»
chipmaker.ru
дования и инструмента для подготовки поверхности, нанесения и
отверждения покрытий), а также основные указания и исходные
данные для расчета экономической эффективности их применения.
9.2. ПОДГОТОВКА ПОВЕРХНОСТИ ПОД ОКРАСКУ
Срок службы лакокрасочных покрытий на металлах во многом
зависит от качества подготовки поверхности. Цель подготовки —
удаление с поверхности любых загрязнений и наслоений, мешаю-
щих непосредственному контакту покрытия с металлом. К ним
относятся окислы (окалина, ржавчина), масляные, жировые и
механические загрязнения, имеющиеся на поверхности старые
покрытия.
Окислы — типичный вид загрязнений большинства металлов.
Наибольшую опасность с точки зрения коррозии вызывает ока-
лина, представляющая собой смесь окисных соединений железа:
вюстита FeO, магнетита FesO4 и гематита a-Fe2O3 и y-F&2Orf Ока-
лина отличается от основного металла повышенной хрупкостью
и более высоким значением электродного потенциала. Ржавчина—
гидратированные окислы железа; ее присутствие приводит к умень-
шению адгезии покрытий и может вызвать изменение цвета белых
покрытий.
Загрязнения в виде жиров, консервационных смазок, остат-
ков полировочных паст, абразивов, охлаждающих эмульсий
ухудшают условия смачивания поверхности лакокрасочными
материалами и отрицательно сказываются на пленкообразовании
и свойствах покрытий.
Старые, особенно непрочные, ветхие покрытия служат пло-
хой основой для вновь наносимых покрытий, их также требуется
удалять с поверхности.
При подготовке поверхности наряду с очисткой одновременно
проводят ее выравнивание — снятие заусениц, удаление облоя
и литников, сглаживание сварных швов и острых кромок и т. д.
Нередко также выполняют операции по направленному измене-
нию природы поверхности металла (гидрофобизация или гидро-
филизация), степени ее шероховатости, а также дополнительной
защите металла, например, путем нанесения неорганических
покрытий (фосфатирование, оксидирование, сульфохромирова-
ние и др.). Число подготовительных операций, способы и условия
их проведения зависят от вида металла, состояния его поверх-
ности, требований • к эксплуатационным свойствам покрытий.
Любая подготовка поверхности связана с удорожанием покры-
тий, поэтому при выборе того или иного способа наряду с каче-
ством очистки следует учитывать и затраты на ее проведение.
9.2.1. Механические способы очистки
Применяются следующие способы механической очистки: шли-
фование, крацевание, галтовка, пневмо- и гидроабразивная обра-
ботка. Механически можно удалять любые загрязнения, однако
280
наиболее часто этим путем очищают поверхность от ржавчины,
окалины и старых покрытий.
Шлифование проводят на станках или ручным способом при
помощи абразивных дисков или кругов, шлифовальными шкур-
ками или порошковыми абразивными материалами. Для обра-
ботки низкоуглеродистых сталей предпочитают применять круги
из твердых абразивов, высокоуглеродистых сталей и цветных
металлов — круги из мягких абразивов.
При очистке проката часто применяют крацевание — обра-
ботку с помощью быстровращающихся дисковых щеток из сталь-
ной (для черных металлов) или латунной (для цветных металлов)
проволоки. Частота вращения щеток в зависимости от их диаметра
колеблется от 1200 до 2800 об/мин. Крацеванием, как и шлифо-
ванием абразивами, легко удаляются рыхлые окислы, например
ржавчина; удаление окалины этими способами считается неэф-
фективным и неэкономичным.
Для удаления загрязнений с поверхности мелких деталей,
устранения неровностей и заусениц применяют галтовку —
обкатку совместно с абразивами (кварцевый песок, стекло, ме-
таллическая дробь) во вращающихся барабанах или колоколах
с частотой 10—60 об/мин. Различают сухую и мокрую (с добавле-
нием щелочей или кислот) галтовку. При мокрой галтовке меха-
ническая очистка сочетается с химической и происходит более
эффективно.
Из механических способов подготовки поверхности особенно
распространена струйная абразивная и гидроабразивная обра-
ботка: пескоструйная, гидропескоструйная, дробеструйная, дро-
беметная. Очистка этим способом основана на воздействии частиц
абразивов, поступающих с большой скоростью и обладающих
в момент соударения с металлом значительной кинетической
энергией. Поверхность металла при этом становится шерохова-
той (углубления достигают 0,04—0,1 мм), что улучшает адгезию
покрытий. Однако струйная абразивная обработка приемлема
лишь для толстостенных изделий (6^3 мм); изделия с более
тонкими стенками могут при этом деформироваться.
При пескоструйной и гидропескоструйной очистке применяют
обычно безглинистый кварцевый песок с размером частиц 0,5—
2,5 мм, карбид кремния, плавленую окись алюминия. Абрази-
вом при дробеструйном и дробеметном способах обработки служит
литая или колотая чугунная или стальная дробь с размером
частиц 0,1—2,0 мм или дробь, рубленная из стальной проволоки
Диаметром 0,3—1,2 мм 11, с. 101. Для очистки поверхности чер-
ных металлов наиболее целесообразно применять колотую дробь
(№ 08—2) с размером частиц не более 0,8 мм. Эффективность
очистки при этом повышается в 1,5—2 раза по сравнению с очист-
кой литой дробью; стальная рубленая дробь обходится в 3—
4 раза дороже колотой [2, с. 38]. Легкие металлы (алюминий,
магниевые сплавы и др.) обрабатывают мягкими абразивами —
281
chipmaker.ru
порошками из сплавов алюминия (иногда с добавлением 5—6%
чугунного песка), крошкой фруктовых косточек или скорлупы
орехов.
Кварцевый песок — наиболее дешевый абразив. Однако он
быстро изнашивается (дробится); образуется мелкая пыль, вредно
действующая на здоровье работающих. Поэтому пескоструйная
очистка в нашей стране сильно ограничена. Ее применяют лишь
в автоматизированных установках с хорошей герметизацией и
Рис. 9.1. Схемы дробеструйных аппаратов нагнетательного действия (а), гравитационного
действия (б) и гравитационного действия с ускорением сжатым
воздухом (в):
1,2 — воздухопровод; 3 — бункер; 4 — клапан; 5 — резервуар; 6 — шланг; 7 — сме-
сительная камера; 8 — материальное сопло; 9 — воздушное сопло; 10 — изделие; 11 —
рабочая камера; 12 — элеватор; 1'3 — сепаратор.
вентиляцией, предотвращающих распространение пыли в поме-
щения. В частности, таким способом очищают стальные и чугун-
ные отливки, поковки и другие толстостенные изделия от окалины
и изгари, при этом песок подается из сопел, отстоящих прибли-
зительно на 200 мм от обрабатываемой поверхности, под давле-
нием 0,3—0,8 МПа.
Металлический песок в отличие от кварцевого почти не обра-
зует пыли, расход его значительно меньше, а эффективность
механического воздействия также достаточно высока. Очистка
с помощью металлического песка (дроби) осуществляется в за-
крытых камерах или кабинах, снабженных приточно-вытяжной
вентиляцией. Применяются различные типы аппаратов для дробе-
струйной очистки (рис. 9.1) [3, с. 292). Распространение полу-
чили одно- и двухкамерные аппараты периодического и непрерыв-
ного действия типов 334, 334М, ЗП, Г-93А, Г-146, АД-1, АД-2,
БДУ-Э, ПД-1. Их производительность по очищаемой поверх-
ности от 1 до 8 м2/ч; дробь распыляется под давлением 0,5—
0,7 МПа.
282
Дробеметная очистка отличается от дробеструйной тем, что
поток дроби создается не сжатым воздухом, а в результате центро-
бежной силы от вращающегося с высокой частотой (2500—
3000 об/мин) ротора (турбинного колеса с лопатками). Дробемет-
ный способ в 5—10 раз производительнее дробеструйного и в не-
сколько раз дешевле. Он обеспечивает минимальную запылен-
ность помещений, однако не пригоден для обработки изделий слож-
Рис. S.2. Схемы гидроабразивны х установок:
а— с подачей суспензии сжатым воздухом; б— с подачей суспензии насосом и воздухом;
е^. с эжекцней суспензии воздухом; г— с подачей суспензии насосом через посредство
ротора.
ной формы. Недостатком дробеметного способа является также
быстрый износ лопаток (срок службы литых чугунных лопаток
не превышает 80 ч) [2, с. 43].
При гидроабразивной очистке используется суспензия или
взвесь абразива в жидкой среде. Абразивами в этом случае служат
кварцевый песок, гранит, электрокорунд, стекло, молотый шлак
и другие твердые порошковые вещества дисперсностью 0,15—
0,50 мм, а жидкой средой — вода с добавлением ПАВ и ингиби-
торов коррозии. В частности, для обработки изделий из черных
металлов применяют суспензию следующего состава (в г/л) 14,
Кварцевый песок или электрокоруид . . . 380—420
Нитрит натрия ........................18—22
Кальцинированная сода................. 4,6
283
chipmaker.ru
Гидроабразивная очистка проводится с помощью аппаратов
разных конструкций [3, с. 287]. Применяют аппараты марок
ГПА-3, ТО-266, ГК-2, ТВ-210 нагнетательного и всасывающего
типа, подающие пульпу под давлением 0,5—0,6 МПа. Принцип
работы некоторых из аппаратов указан на рис. 9.2. В аппаратах
обычно обрабатывают изделия небольших габаритов. В случае
крупных объектов (суда, гидротехнические сооружения) для
очистки поверхности нередко используют забортную воду с пес-
ком (пульпу); образующуюся при сушке вторичную ржавчину
удаляют механическим путем.
9.2.2. Термические способы очистки
Удаление окалины, ржавчины, старой краски, масел и других
загрязнений с поверхности можно проводить термическим спо-
собом, например путем нагревания изделия пламенем газокисло-
родной горелки (огневая зачистка), электрической дуги (воздуш-
но-электродуговая зачистка) или отжига в печах при наличии
окислительной (воздушной) или восстановительной среды.
При огневой и воздушно-электродуговой зачистке металл
(стальные слитки, слябы, блюмы) быстро нагревают до 1300—
1400 СС, при этом загрязненный поверхностный слой сгорает и
частично оплавляется. Его механически удаляют, а металл ох-
лаждают.
Отжиг в восстановительной (защитной) атмосфере применяют
при подготовке поверхности рулонного металла. Стальной про-
кат нагревают в атмосфере азото-водородной смеси, содержащей,
например, 93% N2 и 7% Н2, до 650—700 °C. Присутствующие на
поверхности следы смазки возгоняются, а окислы железа восста-
навливаются до металлического железа [2, с. 62].
Термическое удаление органических загрязнений (старые по-
крытия, жировые и масляные отложения) удобно проводить
в окислительной (воздушной) среде. Большинство органических
веществ возгоняется, разлагается или горит при нагревании до
450—500 °C. Однако во избежание образования кокса изделия
отжигают при более высоких температурах (600—800 °C). Отжиг
проводят в огневых конвективных или терморадиационных (от-
крытых или муфельных) печах, снабженных вентиляцией; можно
применять и газовые или керосиново-кислородные горелки.
Термические способы очистки экономичны и производительны.
Однако во избежание коробления и деформации металла они
приемлемы лишь для изделий с толщиной стенки не менее 5 мм.
Нередко термическая обработка требует последующего приме-
нения дополнительной механической или химической очистки.
9.2.3. Химические способы очистки
Химические способы очистки металлов наиболее широко рас-
пространены в промышленности. Это связано с их доступностью,
универсальностью, экономичностью. Их используют при обез-
284
жиривании поверхности, удалении окислов металлов (травлении)
и снятии старых покрытий.
Обезжиривание. На поверхности металлов могут присутство-
вать как омыляемые (компоненты смазок, полировочных паст,
следы от кожи рук), так и неомыляемые (консервационные смазки,
эмульсионные составы и др.) «жировые» загрязнения. Различают
три степени загрязнения в зависимости от количества примесей
на единице поверхности: слабую — не более 1, среднюю — не
более 5 и сильную — более 5 г/м2.
Химическое обезжиривание основано на растворении, эмуль-
гировании и разрушении (омылении) жиров и масел. В качестве
обезжиривающих веществ на-
шли применение: органические
растворители, водные щелочные
растворы и эмульсии раствори-
телей в воде (эмульсионные со-
ставы). Наибольшее применение
в нашей стране получило обез-
жиривание водными раствора-
ми щелочей, как наименее то-
ксичный, дешевый и пожаро-
безопасный способ.
Обезжиривание водными рас-
творами основано на химиче-
ском разрушении омыляемых
жиров и масел и солюбилиза-
ции и эмульгировании неомы-
ляемых загрязнений. Последний
процесс схематически можно
представить в виде несколь-
ких последовательных стадий
(рис. 9.3).
Вода обладает слабым моющим
гг777^7777777777777777777, г.
° О’ О ’' 3
^^7777^777^77^777^7.6
Рис. 9.3. Схема процесса удаления (эмуль-
гирования) масляного слоя щелочным рас-»
твором (Р — раствор, Л1 — масло,
Э—эмульсия, П — подложка).
действием по отношению к мае-
ляным загрязнениям. Из-за большого поверхностного натяжения
и несовместимости с маслами она плохо смачивает зажиренные
поверхности и не образует стабильных эмульсий. Обезжиривание
ускоряется при повышении температуры, механическом воздей-
ствии, использовании электролитов, повышении pH среды, при-
менении ПАВ. На принципе сочетания температурного и механи-
ческого воздействий разработан и применяется способ пароструй-
ной очистки. Поверхность обрабатывают водяным паром под
давлением 0,6—4,0 МПа или теплой водой, выходящей из насадок
под давлением 16—18 МПа.
Особенно большой эффект достигается при использовании
водных растворов щелочных электролитов и ПАВ. В качестве
электролитов применяются едкий натр (каустическая сода) NaOH,
карбонат натрия (кальцинированная сода) Na2CO3, силикат на-
трия (жидкое стекло) Na2SiO3, тринатрийфосфат Na3PO4, пиро-
285
chipmaker, ru
фосфат натрия Na4P2O7, гексаметафосфат натрия (NaPO3)6, трипо-
лифосфат натрия Na3PO4-2NaPO3. Эмульгирующее действие воз-
растает при введении ионогенных (мыла, алкил- и арилсульфо-
наты) и неионогенных (оксиэтиленовые эфиры алкилированных
фенолов и др.) ПАВ. Нередко предусматривают добавки водо-
растворимых полимеров, например карбоксиметилцеллюлозы; их
присутствие предотвращает оседание загрязнений на очищаемой
поверхности.
Составы для обезжиривания цветных металлов часто отли-
чаются от составов, применяемых для очистки черных металлов.
В большинстве случаев они имеют более низкие значения pH.
В промышленности нашли применение как готовые составы,
выпускаемые в виде концентратов, так и составы, приготовляе-
мые на месте потребления. В частности, для обезжиривания стали
и алюминия применяют моющие средства МС-5, МС-6, МС-8,
КМЭ-1, МЛ-51, Лабомид-203 и другие; цинка и алюминия — со-
став КМ-5; черных металлов, кроме того, составы КМ-1 и КМ-2.
Обезжиривание проводят при следующих режимах 14, с. 51):
Концентрация рабочего раствора, % .... 5—30
Температура рабочего раствора, °C ...50—80
Продолжительность обезжиривания, мин . . . 1—20
Ниже приведены рецепты некоторых составов (в г/л) для обез-
жиривания черных и цветных металлов способом окунания [5,
с. 11):
Сталь
Едкий натр . . .
Тринатрийфосфат . .
Силикат натрия . . .
Карбонат натрия
Триполифосфат на-
трия ..............
Эмульгатор (синта-
нол ДС-10, сульфо-
нол, ОП-7 или
ОП-Ю)..............
8—10
20—30
1—3
15—20
1—3
Алюминий Магниевые Цинк
и сплавы сплавы и олово
— 10—25 —
5—10 40—60 1—3
3—4 20—30 1—3
10—15 — 3—7
0,2—0,5
Обезжиривание органическими растворителями, в отличие от
щелочного, основано на растворении масляных и жировых загряз-
нений. Этим способом удается достичь хорошей степени очистки
поверхности за короткое время. Применяют растворители, обла-
дающие высокой активностью (растворяющей способностью) по
отношению к загрязнениям, стабильностью (стойкостью к раз-
ложению), низким поверхностным натяжением, умеренной, лету-
честью. В первую очередь, получили распространение алифати-
ческие и хлорированные углеводороды: уайт-спирит (Т’кнп 155—
195 °C), трихлорэтилен СНС1=1СС12 (7\ип 87 °C), метиленхлорнд
СН2С12 (7\ип 41 °C), четыреххлористый углерод СС14 (Т№П 77 °C),
286
пентахлорэтан СС13СНС12 (Ткип 159 °C), дихлорэтан СН2С1СН2С1
(Ткип 83 °C), перхлорэтилен СС12=СС12 (Ткип 121 °C). Хлориро-
ванные углеводороды, в отличие от алифатических, негорючи,
однако они более токсичны (предельно допустимая концентрация
паров трихлорэтилена и пентахлорэтана составляет 10 мг/м3,
уайт-спирита 300 мг/м3). Хлорсодержащие растворители, кроме
того, склонны к гидролизу при действии воды. Особенно подвер-
жен гидролизу трихлорэтилен — наиболее широко применяемый
для обезжиривания растворитель. Образующийся при гидролизе
хлористый водород может вызвать коррозию изделий и аппара-
туры (ванн). Для локализации его действия в состав растворите-
лей вводят ингибиторы коррозии и вещества, нейтрализующие
хлористый водород, например, аммиак, триэтаноламин, уротро-
пин (0,01 г/л) и др.
Обработку растворителями проводят как в жидкой, так и
паровой фазах. Особенно часто сочетают тот и другой способы
воздействия. Обезжиривать растворителями можно практически
любые металлы. Не рекомендуется применять трихлорэтилен, не
содержащий ингибиторов, для обезжиривания алюминия, магния
и их сплавов во избежание нежелательных реакций с металличе-
ской поверхностью.
Эмульсионное обезжиривание — комбинированный способ,
сочетающий многие достоинства очистки органическими раство-
рителями и водными щелочными растворами. Эмульсионное обез-
жиривание особенно эффективна при большом количестве меха-
нических загрязнений на поверхности. Применяют составы, пред-
ставляющие собой эмульсии органических растворителей в воде,
стабилизированные ионогенными или неионогенными ПАВ.
Растворителями служат алифатические, ароматические или
хлорированные углеводороды. Их содержание в готовых для при-
менения эмульсиях колеблется от 5 до 50% (масс.). Для стабили-
зации эмульсий в их состав нередко вводят небольшое количество
смешивающихся с водой растворителей (спиртов, эфиров). Мою-
щие составы, в которых содержание растворителей не превышает
10% (масс.), считаются не огнеопасными при применении. Ниже
приводится рецептура одного из составов на основе трихлор-
этилена, % (масс.) [1, с. 51):
Трихлорэтилен .... 20 Эмульгаторы (ОП-Ю,
Пирофосфат натрия . . . 0,5 сульфонол) .............. 2,0
Ингибитор (амин) ... 0,5 Вода..................77
Технологический процесс обезжиривания включает операции
обработки поверхности моющим составом, последующей промывки
(в случае воднощелочных и эмульсионных составов) и сушки.
Обработку водными растворами и эмульсиями проводят либо
способом погружения, либо распылением (струйный способ).
Струйное обезжиривание более эффективно (процесс ускоряется
в 3—4 раза). Это объясняется тем, что к химическому воздействию
287
chipmaker.ru
добавляется механическое действие струи жидкости; кроме того,
при распылении достигается лучшее перемешивание раствора.
Обезжиривание погружением проводят в стационарных ван-
нах, снабженных паровым, газовым или электрическим обогре-
вом. Агрегаты струйной очистки работают в непрерывном и
периодическом режимах. Наиболее распространены агрегаты не-
прерывного действия (рис. 9.4). Изделия в них проходят на под-
весных конвейерах последовательно три зоны: обезжиривания,
первой и второй промывок. Промывка осуществляется водой
с температурой 20—70 °C. Вода, как и обезжиривающий состав,
подается на изделия через спе-
циальные насадки под давлением
0,15—0,20 МПа; продолжитель-
ность обезжиривания 2—3 мин,
промывки 1—2 мин.
Обезжиривание растворителя-
ми проводят в закрытых каме-
рах или установках непрерывного
действия (рис. 9.5). Последние
включают ванны для окунания
изделий, трубчатые холодильники
и нагреватели для конденсации
и поддержания заданной темпе-
ратуры растворителя, а также си-
стему вентиляции. Загрязненные
изделия на штанговом конвейере
последовательно проходят через
ванну с растворителем, зону об-
лива и зону выдержки в парах.
Общее время обезжиривания 2—
5 мин. Загрязненный раствори-
тель регенерируют перегонкой.
Ультразвуковое обезжиривание. Обезжиривание растворите-
лями, щелочными и эмульсионными моющими составами уско-
ряется, а качество очистки поверхности возрастает, если процесс
проводят в акустическом (ультразвуковом) поле. Ультразвуко-
вая очистка нашла применение для изделий небольших размеров
и сложной формы, от которых требуется высокая степень чистоты
поверхности (детали часов и приборов, инструмент и т. д.). Круп-
ные изделия требуют больших по размерам ванн; входная мощ-
ность преобразователя при этом резко возрастает (на 4,5 л жидко-
сти входная мощность составляет примерно 100 Вт), что делает
способ экономически мало оправданным.
Ультразвуковую очистку проводят в специальных установках
(ваннах), снабженных магнитострикционными, пьезокерамичес-
кими или ферритовыми преобразователями. Наиболее распро-
странены ультразвуковые ванны УЗВ-15м, УЗВ-16м, УЗВ-18М
(полезный объем 15—150 л) с плоским магнитострикционным
288
Рис. 9.4. Схема агрегата непрерывного
действия для щелочного обезжирива-
ния изделий струйным способом:
1 — ванна; 2 — корпус; 3 — контур с
насадками; 4 — изделие; 5— монорельс;
6 — вентиляционный короб; 7 — тепло-
обменник: 8 — (Ьильтп: 9 — насос.
преобразователем ПМС-6-22 [6, с. 156]. Очистку проводят при
следующем режиме:
Частота, кГц ...........................20—40
Удельная мощность, кВт/м2 .............10—30
Температура воднощелочных и эмульсион-
ных составов, °C .............40—50
Температура растворителей, °C...........20—40
Продолжительность очистки, мин .... 0,5—2,0
Электрохимическое обезжиривание. Водные растворы, исполь-
зуемые для электрохимического обезжиривания, содержат в ос-
Рис. 9.5. Схегиа установки для обезжиривания трихлорэтиленом:
I — конвейер; 2 — форсунки; 3 — ванна для обезжиривания в жидком растворителе;
4 — нагреватель; 5 — ванна для обезжиривания в парах растворителя; 6 — бак с три*
хлор этилен ом; 7 — насосная станция; 8 — изделие; 9 — змеевики для о хл аж дени я.
новном те же компоненты, что и растворы, применяемые при хими-
ческой очистке. Но, учитывая активную роль, которую играют
в электрохимическом процессе выделяющиеся на электроде пу-
зырьки газов, концентрация компонентов (как и в случае ультра-
звукового обезжиривания) может быть значительно понижена.
Электрохимическим способом можно обезжиривать как черные,
так и цветные металлы. Типовой состав электролита (в г/л) [4,
с. 57]:
Кальцинированная сода 40—50 Метасиликат натрия 3—5
Тринатрийфосфат . . . 50—60 Синтанол ДС-10 .... 1—2
Условия проведения процесса:
Плотность тока, кА/м2...................0,5—1,0
Температура, °C.........................60—80
Продолжительность очистки, мин .... 1—2
289
chipmaker.ru
Травление. Окалину, ржавчину и другие окислы чаще всего
удаляют с поверхности металлов травлением в растворах кислот,
кислых солей или щелочей. Очистка поверхности травлением
сводится к растворению окислов и поверхностного слоя металла,
восстановлению окисных соединений и их отрыву выделяющимся
водородом. Травлению подвергают изделия предварительно очи-
щенные от механических и жировых загрязнений.
Травление черных металлов. В качестве травильных растворов
для черных металлов наиболее широко используют серную, соля-
ную и ортофосфорпую кислоты с различными добавками и при-
садками.
Растворение безводных окислов железа в серной кислоте при
низких температурах проходит с очень малой скоростью. Более
активно она взаимодействует с металлом. Проникая в поры и
трещины окалины, кислота растворяет поверхностный слой ме-
талла и тем самым нарушает его связь с окалиной. Травление
в серной кислоте связано с образованием значительного коли-
чества шлама. Наиболее часто используют кислоту с концентра-
цией 150—200 г/л, процесс травления ведут при 50—60 °C.
В соляной кислоте удаление окалины происходит преимуще-
ственно в результате ее растворения. Вследствие этого. поверх-
ность металла после травления в соляной кислоте оказывается
более гладкой, чем в серной; снижается и степень шламообразо-
вания. Травление в соляной кислоте удовлетворительно идет при
температурах 20—40 СС, оптимальная концентрация кислоты
100.—150 г/л. Применение соляной кислоты однако менее удобно
и экономично, чем серной. Поэтому для травления чаще приме-
няют серную кислоту и смеси серной кислоты с соляной или хло-
ридом натрия.
Для уменьшения растворения металла и его наводораживания
в состав травильных растворов вводят ингибиторы коррозии
(присадки): катапин, ЧМ, БА-6, БА-12, ПК.У, Й-1-А, И-1-В,
уротропин и др. 17, с. 10].
Травление металлов фосфорной кислотой проводят значи-
тельно реже, чем серной и соляной, из-за ее меньшей активности
и более высокой стоимости. Ее используют для удаления ржав-
чины особенно при небольших степенях загрязнения металла.
В этом случае пригодны разбавленные (1—2%-ные) растворы
Н3РО4, которые наряду с растворением окислов вызывают одно-
временное пассивирование металла (образование на поверхности
нерастворимых фосфатов железа). Достоинством фосфорной кис-
лоты является и то, что она не требует столь тщательной промывки
металла после обработки, как это имеет место в случае серной и
особенно соляной кислот.
Составы для травления в зависимости от вида металла, сте-
пени его загрязнения окислами и способа очистки крайне разно-
образны. Ниже приведены составы (в г/л) для травления черных
290
металлов (I—III — углеродистой стали и чугуна), (IV, V —
легированной стали) [4, с. 691:
I и ш IV v
Серная кислота (плотность
1,84)................. 150—200 70—100 100—150 400—450 —
Соляная кислота (плотность
1,19)................. — 100—150 — 250-300 350—380
Азотная кислота (плотность
1,38)..................... — — — — 80—90
Хлорид натрия.............. — — 75—100 — —
Присадка (катапин, ингиби-
тор БА-6, уротропин) 3—5 4—6 3—5 3—5 —
В ряде случаев для очистки изделий после ковки, горячей
прокатки, обжига и термообработки применяют гидридное трав-
ление. Изделия погружают в расплавленный едкий натр, в кото-
рый из специального генератора подают гидрид натрия (продукт
взаимодействия натрия и водорода). Очистка связана с протека-
нием реакции восстановления окислов:
Г б3О4-]-4Nal I -—> 3Fe-(-4NaOH
Кислотное травление изделий небольших размеров обычно
проводят в ваннах или в струйных камерах. При струйной обра-
ботке продолжительность травления обычно не превышает 5 мин,
в ваннах — 30 мин. После травления изделия промывают после-
довательно горячей и холодной водой, а затем нейтрализуют
остаточную кислоту 1-—2%-ным раствором кальцинированной
соды или обрабатывают поверхность 2%-ным раствором фосфор-
ной кислоты при 65—70 °C. По конструкции установки для трав-
ления аналогичны установкам для щелочного обезжиривания.
Учитывая высокую агрессивность сред, большое внимание при
их изготовлении должно быть уделено выбору конструкционных
материалов и обеспечению необходимых мер пожаро- и взрыво-
безопасности (при травлении выделяется значительное коли-
чество водорода).
Для удаления продуктов коррозии с поверхности крупногаба-
ритных изделий применяют специальные жидкие или вязкие со-
ставы (пасты). Их приготовляют путем введения в жидкие
травильные растворы наполнителей (инфузорной земли, андези-
товой муки, асбеста, каолина) и полимеров (карбоксиметилцел-
люлозы и др.). Пасты наносят на поверхность шпателем, штука-
турными лопатками или пастопультом и выдерживают 1—6 ч.
После этого поверхность промывают водой, наносят пассиви-
рующую пасту (с Н3РО4 или Н2СгО4) и через 0,5—1 ч снова про-
мывают и высушивают.
При подготовке поверхности обычных и особенно легирован-
ных сталей нередко применяют электрохимическое (анодное)
291
chipmaker.ru
травление, которое проводят
с. 1181:
Состав раствора, г/л:
H2SO4................50—60
HCI .................30—40
NaCl ................20—30
при следующих условиях [8,
Плотность тока, кА/м2 . . . 0,5—1,0
Температура, °C.........20—40
Продолжительность трав-
ления, мин ....... 30
Травление цветных металлов. При травлении цветных метал-
лов обычно преследуется две цели — удаление окислов с поверх-
ности и создание активного слоя, способствующего повышению
адгезии покрытий.
Алюминий и его сплавы травят в 5—10%-ном растворе каусти-
ческой соды с добавлением сульфонола (~0,5 г/л) при 60—70 °C.
После травления в течение 3—10 мин и промывки изделия обра-
батывают (осветляют) 15—20%-ной азотной кислотой при 15—
25 °C в течение 2—3 мин. Обработку деталей из меди и медных
сплавов ведут в две стадии: сначала проводят травление в азотной
кислоте (700—800 г/л) или ее смесях с серной, затем поверхность
осветляют кратковременным воздействием смеси серной, азот-
ной и соляной кислот.
Термическую окалину с поверхности титана и его сплавов
снимают, погружая изделия в расплав смеси едкого натра и нит-
рата натрия (4 : 1 по массе) при 420—440 °C; при травлении маг-
ниевых сплавов используют разбавленные растворы азотной
кислоты (30—90 г/л) 14, с. 741. Травление цветных металлов
(как и черных) можно сочетать с их обезжириванием. С этой
целью в состав травильных растворов вводят ПАВ (ОП-7, ОП-10
и др.) и противопенные добавки (жидкость ПМС-200А, уайт-спи-
рит). Применяют также составы, представляющие собой эмуль-
сии органических растворителей (алифатических и хлорирован-
ных углеводородов) в кислотах, или водные растворы смесей
фосфорной кислоты с ее солями (Na3PO.,).
Обязательными операциями при травлении цветных металлов
являются промывка и пассивирование; последнее осуществляется
кратковременной (1—2 мин) обработкой изделий растворами би-
хромата калия или хромовой кислоты с концентрацией 1—3 г/л
при 60—65 °C.
Травление черных и цветных металлов кислотами — наиболее
дешевый способ очистки поверхности от окислов. Ниже приве-
дены примерные данные по стоимости обработки 100 ма поверх-
ности разными способами (в руб.) [1, с. 101]:
Пламенная очистка................... 77—154
Струйная очистка абразивами ........ 77—96
Очистка механизированным инструмен-
том ................................19,8—48
Травление в фосфорной кислоте .... 28,8—48
Травление в серной кислоте ..........9,6—28,8
В отношении срока службы покрытий наилучшей является
обработка поверхности сухими абразивами.
2S2
Удаление старых покрытий. Химический способ удаления ста-
рых покрытий среди других способов (выжигание, механическая
очистка) считается наиболее эффективным. Удаление основано
на растворении, набухании или химическом разрушении мате-
риала пленки, т. е. превращении пленки в состояние, при котором
опа легко может быть снята с поверхности механическим путем.
Применяют неорганические и органические смывки — жидкие и
пастообразные составы на основе щелочей, кислот и смеси орга-
нических растворителей.
Неорганические щелочные составы изготовляют на основе
едкого натра (100—300 г/л) с добавлением щелочных солей (кар-
боната, силиката или глюконата натрия); в случае густых соста-
вов в водные растворы вводят также мел и окись кальция [9,
с. 128]. Они пригодны для удаления масляных, алкидных и дру-
гих покрытий, содержащих гидролизующиеся компоненты. Щелоч-
ными составами можно удалять покрытия с поверхности любых
металлов, кроме алюминия и его сплавов. Мелкие изделия погру-
жают в ванну со щелочным раствором, нагретым до 70—95 °C;
на поверхность крупногабаритных изделий составы наносят
кистью. Поверхность после удаления покрытия тщательно про-
мывают теплой водой.
Органические смывки представляют собой сложную смесь
растворителей с добавлением замедлителей испарения (пара-
фина, воска, стеаратов металлов, флотирующихся пигментов),
загустителей (эфиров целлюлозы, перхлорвинила, древесной муки,
аэросила), «разрыхлителей» (уксусной, муравьиной, фосфорной
кислот, аммиака), ПАВ и ингибиторов коррозии (при наличии
кислот). Простейшей смывкой может служить смесь, состоящая
из 60% ацетона, 30% бензола и 10% парафина. Однако она мало-
активна и непригодна для удаления многих химически стойких
покрытий. Более эффективными являются смывки, изготовляе-
мые с применением высокоактивных растворителей: метиленхло-
рида, трихлорэтилена, формальгликоля, метилдиоксана, диме-
тилформамида, тетрагидрофурана и их смесей со спиртами, ке-
тонами, ароматическими углеводородами, аминами и другими
соединениями. Предпочтительны негорючие смывки, которые
либо изготовляют на основе галогенсодержащих углеводородов,
либо выпускают в виде водных эмульсий.
Отечественной промышленностью выпускаются готовые к при-
менению органические смывки разных марок: СД (СП), АФТ-1,
СП-6, СП-7, СНБ-9, СПС-2, СПС-1, АС-1, СЭУ-1. Последние три
смывки считаются негорючими. Ниже указан состав некоторых
из этих смывок' % (масс.) [10, с. 7]:
Формальгликоль . . .
Метиленхлорид . . . .
Этиловый спирт . . . .
Ацетон...............
СД (СП)
50
10
10
АФТ-1
47,5
СП-6
9.2
70,6
19
293
chipmaker.ru
Бензол ....... 30 —
Толуол — 28 —
Ксилол — — 5,6
Уксусная кислота . . — — 2,3
Перхлорвинил .... , — — 11,2
Коллоксилин .... 5
Парафин .... . — 0,5 1,1
Алкидные, масляные, виниловые покрытия удаляются смыв-
ками сравнительно легко; труднее разрушаются эпоксидные и
полиуретановые покрытия. Для них применяют смывки (АС-1,
СП-7) с метилепхлоридом, обладающим наиболее высоким коэф-
фициентом диффузии в покрытия по сравнению с другими раство-
рителями.
Органические смывки наносят на поверхность шпателем или
кистью слоем 1—2 мм. Через 5—30 мин после нанесения набух-
шее покрытие удаляют механически скребком или смывают струей
воды.
9.2.4. Фосфатирование поверхности
Фосфатирование относится к числу специальных способов
подготовки поверхности. Его назначение — повысить противо-
коррозионную стойкость металла, сделать покрытия более долго-
вечными. Поэтому фосфатируют перед окраской те изделия, ко-
торые подвергаются эксплуатации в жестких и особо жестких
условиях.
С химической точки зрения фосфатирование—процесс обра-
зования на поверхности слоя из нерастворимых в воде фосфатов
металлов. Фосфатируют обычно черные металлы (кроме чугуна
и стального литья), несколько реже цветные — алюминий, цинк
и др. Процесс фосфатирования заключается в обработке поверх-
ности металлов водными растворами фосфорнокислых солей.
В зависимости от характера образующихся фосфатов различают
кристаллическое и аморфное фосфатирование, а по условиям про-
ведения процесса — обычное (или нормальное), ускоренное и
холодное.
Кристаллическое фосфатирование наиболее распространено
в промышленности. Для его проведения используют соли двух-
валентных металлов, преимущественно монофосфат цинка
Zn(H2PO4)2-2H2O и марганцево-железный фосфат (соль «Мажеф»)—
смесь однозамещенных фосфатов марганца и железа (9 : 1). Из
растворов этих солей с pH 3,0—3,6 образуются нерастворимые
фосфаты в виде кристаллогидратов с толщиной слоя от 2 до 25 мкм
и массой 1 м2 1—10 г. В состав цинкфосфатных слоев, получаемых
на стальной поверхности, входят гопеит Zn3(PO4)2 и фосфофил-
лит Zn2Fe(PO4)2-4H2O, марганцево-железных — гуреолит
Мп5Н2(РО4)4-4Н2О [11, с. 28]. Эти соединения образуют нераз-
рывное целое с металлом, изменяя природу поверхности и делая
ее пассивной в коррозионном отношении.
294
Фосфатированные металлы хорошо смачиваются жидкими
лакокрасочными материалами. Благодаря этому и развитой по-
верхности достигается высокая адгезия покрытий, в том числе
и тех, которые в обычных условиях плохо адгезируют. Фосфат-
ные покрытия в зависимости от состава имеют термостойкость
150—220 °C. Они обладают хорошими диэлектрическими свой-
ствами; цвет покрытий — от светло-серого до темно-серого. Фос-
фатирование — лучший способ грунтования поверхности при
нанесении лакокрасочных покрытий.
Фосфатирование — типичный электрохимический процесс, ха-
рактеризующийся следующими реакциями
В растворе:
Me (H2PO4)2 Ме2+-I-2H2POj
Н2РО4 PH+HPOj-
НРОГ H+4-POJ-
На анодных участках поверхности:
Ме -—> Ме2+ -р 2е
Ме2+ 4- НРО?- -> МеНРО4 J.
ЗМе2+ + 2НРО?" -> Ме;! (РО4), |
На катодных участках поверхности:
2Н+4-2е --> Hsf
Обычное, или нормальное, фосфатирование проводят погру-
жением изделий в раствор соли «Мажеф» с концентрацией около
35 г/л. Общая кислотность раствора /\о = 30-4-40 точек, свобод-
ная кислотность Кс = 3,0-4-3,5 точки (точка — число милли-
литров 0,1 н. раствора NaOH, идущее на титрование 10 мл рас-
твора). Температура раствора должна быть 96—99 °C; в этих
условиях продолжительность процесса фосфатирования состав-
ляет 50—60 мин.
Вследствие высокой температуры и длительности процесса
обычное фосфатирование (несмотря на отличное качество полу-
чаемых покрытий) уступило место ускоренному.
Ускоренное фосфатирование заключается в обработке поверх-
ности металла растворами монофосфатов цинка, содержащими
окислители (нитрат и нитрит натрия) или соединения металлов
(например, меди), которые имеют более положительный электрод-
ный потенциал, чем железо. Добавки окислителей и меди уско-
ряют фосфатирование вследствие деполяризации или образования
на поверхности микрокатодных участков. В результате продол-
жительность фосфатирования уменьшается до 2—10 мин.
Выпускаются готовые к применению жидкие фосфатирующие
концентраты КФ-1, КФ-3, КФА-4А и др. Концентрат КФ-1 имеет
следующий состав, % (масс.) 13, с. 252]:
Окись цинка................................13,7
Ортофосфорная кислота, 87%-лая.............31,9
Азотная кислота, 57%-пая ..................14,3
Вода ......................................40,1
295
chipmaker, ru
Он служит исходным материалом для приготовления готовых
фосфатирующих растворов. С этой целью концентрат КФ-1 раз-
бавляют водой и раствор доводят до требуемой кислотности (Ао =
= 10-?-20 точек, Кс = 0,5н-3,5 точек) с помощью едкого натра
или фосфорной кислоты; дополнительно перед началом и в про-
цессе фосфатирования вводят нитрит натрия (0,1—0,15 г/л).
Ускоренное фосфатирование проводят при 50—90 СС струй-
ным методом или погружением изделий в ванны. Продолжитель-
ность процесса при струйной обработке 1,5—2 мин, в ваннах
8—10 мин. Лучшими являются плотные мелкокристаллические
фосфатные покрытия с массой 1 м2 3—3,5 г. Такие покрытия удобны
для последующего нанесения лакокрасочных материалов спо-
собом электроосаждения.
Холодное фосфатирование применяют при подготовке поверх-
ности крупногабаритных изделий. Для обработки используют
растворы или пасты (растворы, загущенные наполнителями, -на-
пример тальком). Растворы для холодного фосфатирования отли-
чаются повышенным содержанием солей [концентрация Zn(H2PO4)2
достигает 100 г/л] и соответственно более высокой кислотностью
(До = 70-^78 точек). При 20—25 СС продолжительность фосфа-
тирования составляет 20—40 мин.
Аморфное фосфатирование, в отличие от кристаллического,
связано с использованием в качестве фосфатирующих агентов
фосфорных кислот и их кислых натриевых или аммониевых солей,
например NaH2PO4, (NII4)2HPO4, Na2H2P2O7. Применяют рас-
творы с концентрацией 2—15 г/л и pH 5—6. При 60—80 °C время
обработки составляет несколько минут.
Аморфный фосфатный слой образуется в результате раство-
рения металла по реакции:
3Fe + 4NaH2PO4 -> Fe3 (РО4)2 + 2Na2HPO4 Д ЗН2
Толщина фосфатного слоя обычно не превышает 1 мм. По за-
щитной способности аморфные покрытия уступают кристалли-
ческим. Однако по сравнению с нефосфатированным металлом их
пассивность выше и лучше смачиваемость лакокрасочными ма-
териалами.
Фосфатировать можно не только черные, но и цветные металлы.
Например, для алюминия и его сплавов применяют цинкфосфат-
ные растворы и ортофосфорную кислоту. В их состав вводят
соединения фтора (NaF, Na2SiF6, NH4F), выполняющие роль
комплексообразователей для ионов А13+. Технологический про-
цесс фосфатирования в этом случае аналогичен процессу фосфа-
тирования стали.
9.2.5. Оксидирование поверхности
Процесс оксидирования заключается в создании на поверх-
ности металла искусственной окисной пленки. Для этого приме-
няют следующие методы:
296
1) термический — окисление металла кислородом воздуха при
умеренно высоких температурах; метод имеет ограниченное при-
менение;
2) химический — окисление металла окислителями в жидких
средах;
3) электрохимический — окисление кислородом воздуха, об-
разующимся на поверхности металла в результате электрохими-
ческого процесса.
Оксидируют как черные (сталь), так и цветные металлы.
Цель оксидирования — улучшить декоративные и защитные свой-
ства металлов. Оксидные покрытия применяют в комбинации
с лакокрасочными покрытиями и самостоятельно. Будучи под-
слоем, они улучшают адгезию покрытий, повышают их срок
службы. По защитной (противокоррозионной) способности ок-
сидные покрытия, однако, значительно уступают фосфатным.
Поэтому оксидирование чаще применяют при подготовке под
окраску поверхности цветных металлов, черные металлы преиму-
щественно фосфатируют.
Химическое оксидирование. Черные металлы обычно оксиди-
руют в щелочных средах. Окислителями служат нитраты, ни-
триты, хроматы и перманганаты щелочных металлов. Природа
окислителя влияет на внешний вид и структуру образующихся
оксидных покрытий. Так, нитрат натрия способствует формиро-
ванию матовых покрытий глубоко черного цвета, нитрит натрия—
блестящих темно-синих, хромат калия — черных с красноватым
опенком; добавление щавелевокислых солей сообщает оксидному
покрытию красивый синеватый оттенок.
Рецепты составов для оксидирования черных металлов крайне
разнообразны. В качестве примера можно привести состав для
получения блестящих покрытий (в г на 1 л воды):
Едкий натр.....................750
Нитрит натрия .................100
Нитрат натрия..................100
В этом растворе изделия нагревают до 138—145 СС. Время об-
работки для стальных изделий составляет 1—2 ч [12, с. 22 J.
Щелочному оксидированию подвергают детали оптических при-
боров, фотоаппаратов, ружей, слесарный инструмент и др. Вместо
лакокрасочных покрытий на поверхность (с целью улучшения
защитных свойств) наносят пушечную или другую смазку.
Из цветных металлов химическому оксидированию чаще всего
подвергают алюминий, магний, медь, цинк и их сплавы. В каче-
стве окислителей применяют хромовую кислоту и ее соли, нитраты
и персульфаты щелочных металлов. Оксидирование проводят
в кислой или щелочной среде.
Детали из алюминия и его сплавов обрабатывают при комнат-
ной температуре (процесс часто называют хроматированием)
раствором смеси хромового ангидрида СгО3 (3—5 г/л) и фтор-
297
силиката натрия Na4SiF6 (3—5 г/л), время обработки 10—20 мин
[13, с. 311.
Изделия из магния и его сплавов оксидируют (хроматируют)
бихроматом калия в среде азотной или уксусной кислоты. Ниже
приведен один из рекомендуемых составов и режим обработки:
Состав, г/л: Температура, °C ... . 70—80
К2Сг2О7............. 50 Продолжительность об-
II NO.,..............ПО работки, мин .... 2—3
NHjCl .............. 1
Оксидирование меди и медных сплавов проводят при следую-
щих условиях:
Состав, г/л: Температура, °C ... . 60—65
I\2S2OH ...........12—15 Продолжительность об-
NaOH .............. 50 работки, мин .... 5—10
Полученное оксидное покрытие черного цвета хорошо смачи-
вается жидкими лакокрасочными материалами. Также может
быть улучшена адгезия покрытий к цинку путем его оксидиро-
вания
Состав, г/л: Температура, °C . . . 80—100
Н3РО4........... 2—10 Продолжительность
Ca(NO.()2 {или обработки, мин 30—40
Ba(NO3)2{ 100
Электрохимическое оксидирование. Получать оксидные по-
крытия электрохимическим способом можно на любых окисляю-
щихся металлах. Однако наиболее часто этим способом оксиди-
руют алюминий и его сплавы. Поскольку обрабатываемое изделие
служит анодом, процесс называют анодным окислением или ано-
дированием.
Анодное окисление алюминия и его сплавов (АВ, АМГ, Д-1,
Д-6) проводят в ваннах с электролитом (20%-ная серная кислота)
при плотности тока 100—200 А/м2 и напряжении 10—16 В. Про-
должительность обработки при нормальной температуре состав-
ляет 18—50 мин. Образующиеся покрытия толщиной 4—6 мкм
обладают высоким электрическим сопротивлением и теплостой-
костью до 1500 °C. Они пористы и легко сорбируют красители
из водных растворов и впитывают жидкие лакокрасочные мате-
риалы, что способствует улучшению адгезии покрытий. Способ-
ность сорбировать красящие вещества широко используется для
имитации алюминия под золото 113, с. 16].
Независимо от типа металла и способа оксидирования изде-
лия предварительно тщательно очищают от загрязнений, а по
окончании процесса оксидирования промывают теплой водой и
нередко пассивируют в растворах хромовой кислоты или бихро-
матов щелочных металлов.
298
9.3. ОЧИСТКА СТОЧНЫХ ВОД ПРИ ПОДГОТОВКЕ
ПОВЕРХНОСТИ
Отходящие от агрегатов подготовки поверхности сточные
воды содержат различные загрязнения: кислоты, щелочи, заэмуль-
гированные масла, соединения хрома и др. Их количество колеб-
лется в широких пределах. Так, содержание щелочных солей
в отработанных растворах агрегатов щелочного обезжиривания
составляет 5—40, масел 0,1—1 г/л; растворы, сливаемые из
ванн хроматирования, содержат до 8—10 г/л Сг6+ и 12—15 г/л
Сг3+, а из ванн пассивирования до 1 г/л Сг6+. Много кислых загряз-
нений и солей имеют стоки ванн травления, фосфатирования и
промывки [14].
Сточные воды перед спуском в канализацию должны быть
подвергнуты очистке до допустимых норм, которые для ряда особо
токсичных веществ (амины, Сг6+ и др.) не должны превышать
0,001—0,1 мг/л. При очистке проводятся также регенерация и
возврат в производство химических материалов и технической
воды для уменьшения их потребления.
В основе очистки сточных вод лежат процессы фильтрования,
ионного обмена и перевода химических веществ в физиологически
безвредное (нейтральное) состояние. Промышленные стоки на
предприятиях обычно группируют на ряд потоков: кислый,
щелочной, эмульсионный, поток, содержащий хромовые соеди-
нения, и т. д. Каждый из потоков подвергают соответствующей
очистке — нейтрализации или регенерации полезных веществ.
Наиболее эффективный способ очистки щелочных обезжири-
вающих составов от масляных загрязнений — ультрафильтро-
вание с применением полимерных мембран (размер пор 2,5—10 нм).
При прохождении эмульсии через такую мембрану (давление
0,3—1,0 МПа) образуется концентрат с содержанием масла 50—
70% и фильтрат, в котором концентрация масла не превышает
10 мг/л. Последний повторно используют в производстве или
направляют на нейтрализацию. Нейтрализацию (до pH 9,0—9,5)
проводят путем смешения щелочного потока с кислым. Выде-
лившиеся при этом соли отделяют фильтрованием или отстаива-
нием, pH маточного раствора доводят до 6,5—8,5, после чего сли-
вают его в канализацию. При отсутствии щелочных стоков кис-
лые смеси нейтрализуют известью.
Хромсодержащие сточные воды освобождают от Сг6+ путем
обработки бисульфитом натрия. Восстановление ведут при pH 2,0.
Поток сточных вод, содержащих Сг34, нейтрализуют, отделяют от
солей фильтрованием или с помощью ионообменных мембран и
Направляют на слив.
Интересны установки подготовки поверхности, работающие
По замкнутому циклу с полной регенерацией отработанных рас-
творов. Например, регенерацию серной кислоты из травильных
растворов осуществляют по следующей схеме [1, с. 58]. Отра-
299
ботанный раствор, обогащенный сульфатом железа, обрабаты-
вают хлористым водородом. Образующийся по реакции
FeSO„ + 2HCI -> FeCl2-|-H2SO4
хлорид железа отделяют от серной кислоты центрифугированием
и разлагают в обжиговой печи:
2FeCl2 + 2Н2О + 1/2О2 -> 4НС1 + Fe2O3
Хлористый водород вновь используется для обработки FeSO4,
Fe2O3 является побочным продуктом, а регенерированная серная
кислота возвращается в травильную ванну.
9.4. СТАДИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПОЛУЧЕНИЯ ПОКРЫТИЙ
При получении покрытий на металлах после подготовки по-
верхности проводят грунтование, шпатлевание и нанесение верх-
них слоев покрытия; иногда предусматривают облагораживание
поверхности (шлифование и полирование). Число перечисленных
операций определяется требованиями к внешнему виду и усло-
виями эксплуатации покрытий.
9.4.1. Грунтование
Грунтованием условно называют операцию нанесения грун-
товки, т. е. получения слоя лакокрасочного покрытия, непосред-
ственно контактирующего с подложкой. ' Цель грунтования —
улучшить сцепляемость основного покрытия с подложкой и при-
дать ему дополнительную противокоррозионную защиту. В соот-
ветствии с этим к грунтовочным материалам предъявляются сле-
дующие основные требования: 1) высокая адгезия к металлу;
2) хорошее сцепление с вышележащими слоями; 3) высокие проти-
вокоррозионные свойства. Частными требованиями являются:
реактивность (способность взаимодействовать с подложкой) воз-
можность шлифования, отличйе по цвету от последующих слоев
покрытия и др. Толщина и укрывистость грунтовочных слоев не
лимитируются. Обычно стараются получать покрытия толщиной
не более 20 мкм, однако допустимы и более тонкие слои (порядка
1,0—0,1 мкм), получаемые, например, при полимеризации из
газовой фазы.
Для получения грунтовочных покрытий применяют грунтовки
преимущественно на основе олигомерных пленкообразователей;
в состав грунтовок непременно вводят противокоррозионные пиг-
менты или другие ингибиторы коррозии.
По типу пленкообразующего вещества грунтовки подразде-
ляются на масляно-алкидные, масляно-фенолоформальдегидные,
эпоксидные, полиуретановые, мочевиноформальдегидные, поли-
акрилатные, нитратцеллюлозные, виниловые, каучуковые и не-
300
которые другие. Онй могут быть жидкими и порошковыми. По
характеру пигментов грунтовки делят на пассивирующие •— с пиг-
ментами, тормозящими анодную реакцию, ингибирующие — с пиг-
ментами, замедляющими катодную реакцию, и, реже — изоли-
рующие с инертными пигментами. По способности взаимодей-
ствовать с окислами металлов различают грунтовки обычные
(нереактивные) и грунтовки-преобразователи ржавчины (реак-
тивные).
Обычные грунтовки наносят на предварительно подготовлен-
ную (освобожденную от ржавчины и окалины, обезжиренную и
в ряде случаев фосфатированную или оксидированную) поверх-
ность металлов. Предпочтительны способы нанесения и отверж-
дения, при которых достигается хорошее смачивание и затекание
материала в поры металла и его высокая степень взаимодействия
с поверхностью.
Промышленностью выпускается большой ассортимент грунто-
вок различных марок. Некоторые грунтовки приготовляют на
месте потребления. В частности, свинцово-суричную грунтовку
получают, смешивая свинцовый сурик с натуральной олифой
в соотношении 83 : 17 (по массе). Протекторную цинксодержа-
щую грунтовку можно получить, введя цинковую пыль в 10%-ный
раствор полистирола в ксилоле из расчета 1,5 ч. (масс.) пылила
1 ч. (масс.) раствора.
При изготовлении покрытия грунтовку выбирают с учетом
природы покрываемого металла и материала верхнего покрытия.
Например, при окраске легких металлов и сплавов применяют
грунтовки, содержащие цинковый или стронциевый крон (ФЛ-ОЗЖ,
КФ-030, УР-012Ж и др.), при окраске черных металлов — окись
цинка, свинцовый сурик и другие противокоррозионные пиг-
менты (ГФ-020, ФЛ-ОЗК, МС-015 и т. д.). Грунтовки на основе
сополимеров винилхлорида (ХС-010, ХС-059, ХС-068 и др.)
используют преимущественно под химически стойкие перхлор-
виниловые покрытия, а быстроотверждающиеся нитратцеллюлоз-
ные грунтовки (НЦ-081, НЦ-097) из-за их пониженной адгезии
к металлам — лишь для местного грунтования оголенных при
шлифовании участков поверхности.
Грунтовки-пресбразователи ржавчины — относительно новый
вид грунтовочных составов. Они отличаются способностью взаи-
модействовать с гидратированными окислами (y-FeOOH), нахо-
дящимися на поверхности металла, с образованием нераствори-
мых и неактивных в коррозионном отношении соединений. Это
Достигается введением в состав грунтовок реакционно-способных
компонентов — кислот (ортофосфорной, щавелевой), таннина и
Других веществ.
При нормальной температуре ортофосфориая кислота достаточно хорошо
растворяет ржавчину, превращая ее в нерастворимый фосфат железа по реакции:
FeOOH -f- Н3РО4
FePO4 + 2Н2О
301
chipmaker.ru
Негидратированные окислы (магнетит, гематит и др.) при этом практически
не разрушаются.
Таннин — дигалловая кислота
- НО\ /СООН-
НО— СОО—
_ HOZ но/ ХОН -
при взаимодействии с окислами железа образует хелатные комплексы, прочно
связывающие частицы ржавчины между собой и с металлом. Таннин, кроме того,
сам по себе обладает способностью ингибировать коррозию металлов.
Разработаны водные грунтовки на основе дисперсий поливи-
нилацетата (ВА-01 ГИСИ, ВА-0112) и сополимера метилвинилпи-
ридина со стиролом и бутадиеном (ФПР-2), грунтовки на алкидном
(СПГ-1), крезолоформальдегидном (ГСК-1), эпоксидном, фурило-
вом пленкообразователях, а также на стиромале — сополимере
стирола с малеиновым ангидридом (МС-0152) и др. Содержание
кислоты в грунтовках обычно не превышает 30%, таннина 6—8%.
Одновременно применяют преобразователи ржавчины, не содер-
жащие пленкообразующих веществ (преобразователи № 3 и № 444,
П-1Т и др.). Они представляют собой водные, спиртовые, водно-
спиртовые или водно-ацетоновые растворы кислот (ортофосфор-
ная, салициловая, щавелевая), таннина, ингибитора коррозии,
ПАВ и других веществ (гидрохинон, цинк, окись цинка, глицерин
и т. д.) 19, с. 131 ).
Преобразователи ржавчины наносят на поверхность распыле-
нием или кистью в 1—2 слоя. Через 3—24 ч поверхность считается
готовой для нанесения последующих слоев покрытия. Максималь-
ная толщина слоя ржавчины, по которому можно наносить грун-
товки 50—100 мкм; грунтовки обычно не пригодны для нанесения
на поверхность, содержащую окалину и частично неудаленные
старые покрытия.
Эффективность действия преобразователей ржавчины опреде-
ляется равномерностью распределения продуктов коррозии, одно-
родностью их природы и фазового состава [15]. В большинстве
случаев покрытия, полученные на изделиях без предварительного
удаления продуктов коррозии (посредством их преобразования),
уступают по защитным свойствам покрытиям, нанесенным на очи-
щенную от окислов поверхность.
9.4.2. Шпатлевание
Шпатлевание — процесс нанесения шпатлевочных составов с
целью выравнивания поверхности. Только одними грунтовочными
слоями этого достичь не удается вследствие их малой толщины.
Шпатлевание при окраске предусматривают не всегда, а лишь
в тех случаях, когда к покрытию предъявляются повышенные
требования по внешнему виду, а поверхность металла имеет де-
фекты. Для шпатлевания применяют шпатлевки — густые тесто-
образные или жидкие подвижные составы из пленкообразователей,
302
наполнителей и пигментов. К шпатлевкам предъявляются следую-
щие требования:
1) минимальная усадка при высыхании;
2) способность к шлифованию;
3) необходимая механическая прочность и хорошая сцепляе-
мость с грунтом и вышележащими слоями.
Усадка зависит от природы пленкообразователя. Ниже указаны
примерные значения усадки (в %) для разных видов шпатлевок:
Эпоксидная............О—I Перхлорвипнловая . . . 4—6
Алкидная..............2—4 Нитратцеллюлозная . . 10—15
Чем больше усадка, тем больше склонность шпатлевки к рас-
трескиванию из-за внутренних напряжений и тем более тонким
слоем ее следует наносить. Не рекомендуется наносить более трех
слоев любой шпатлевки. Толщина каждого слоя не должна превы-
шать 0,1 мм для нитратцеллюлозных шпатлевок, 0,5 мм—для
алкидных и перхлорвиниловых, 5,0 мм — для эпоксидных.
Шпатлевки — высоконаполненные системы. Содержание напол-
нителя в них в 4—10 раз выше содержания пленкообразующего
вещества. Наполнителями служат мел, тальк, литонон, железо-
окисные пигменты, иногда асбест, порошки металлов.
Разновидностью шпатлевок являются грунт-шпатлевки. В от-
личие от обычных шпатлевок, которые наносят па загрунтованную
поверхность, грунт-шпатлевки пригодны для нанесения непосред-
ственно на металл. Это достигается благодаря применению в грунт-
шпатлевках пленкообразователей с повышенной адгезией (эпок-
сидных, алкидных) и введению в их состав противокоррозионных
пигментов.
Разработаны воднодисперсионные шпатлевки. Например, маг-
незиальная шпатлевка представляет собой дисперсию пентафтале-
вого лака в воде с добавлением хлорида и карбоната магния и ас-
беста. Ее можно наносить толстыми слоями (до 20 мм). Продолжи-
тельность отверждения при 20 °C 2—3 сут, при 100—120 °C 2—
2,5 ч. Могут быть приготовлены шпатлевки на основе поливинил-
ацетатной дисперсии, бутадиен-стирольного и других латексов.
Густые шпатлевки предназначены для нанесения шпателем.
При их разбавлении могут быть получены составы, которые нано-
сят специальным шпатлевочным краскораспылителем. Промышлен-
ность выпускает шпатлевки алкидные и масляно-лаковые (ПФ-002,
КФ-003, ГФ-0075, грунт-шпатлевка ГФ-0182), перхлорвиниловые
(ХВ-004, ХФ-005), алкидно-стирольную (МС-006), нитратцеллю-
лозные (НЦ-007, НЦ-008, НЦ-009), эпоксидные (ЭП-0010, ЭП-0026),
полиэфирные (ПЭ-0044) и др. При выборе шпатлевки прежде всего
учитывают материал верхнего покрытия. Например, при окраске
виниловыми эмалями применяют шпатлевки ХВ-004, ХВ-005,
алкидными и меламино-ал кидными — ПФ-002, ГФ-0075, ПФ-006
и Др. Быстросохнущие нитратцеллюлозные шпатлевки применяют
преимущественно для заделки мелких дефектов поверхности.
303
chipmaker.ru
Различают местное шпатлевание и общее. В первом случае
шпатлевочный состав наносят только на дефектные места поверх-
ности, во втором — шпатлевкой покрывают всю поверхность
(рис. 9.6). Каждый последующий слой шпатлевки наносят на хо-
рошо высушенный, а иногда и выровненный шлифованием преды-
дущий слой.
Рис. 9.6. Местное (а) и общее (б) шпатлевание:
1 — шпатлевка; 2 — грунтовочный слой; 3 — подложка.
I
Шпатлевочные слои, как правило, не повышают защитных
свойств покрытии. Из-за большой толщины и недостаточно вы-
сокой механической прочности они подвержены растрескиванию
и отслаиванию, в результате чего нарушается целостность всего
покрытия. По этой причине следует стремиться устранять дефекты
поверхности не шпатлеванием, а в процессе ее подготовки, в пер-
вую очередь путем механической обработки (сглаживания).
9.4.3. Нанесение верхних слоев покрытия
После грунтования и шпатлевания (если последнее предусмот-
рено) наносятся последующие слои покрытия. Число таких слоев
определяется свойствами лакокрасочного материала (вязкостью,
укрывистостью), способом его нанесения и эксплуатационными
требованиями к покрытию. Обычно наносят один и тот же лако-
красочный материал, однако возможно сочетание слоев из разно-
родных материалов. Например, с целью достижения высокого
глянца и хорошего укрытия поверхности, иногда для первого и
второго слоев применяют эмали соответственно с повышенным и
пониженным (против нормы) содержанием пигментов.
При нанесении тонкого слоя эмали отчетливо проявляются
все дефекты зашпатлеванной поверхности. Поэтому первый слой,
наносимый по шпатлевке, нередко называют выявительным.
Каждый последующий слой обычно наносят на хорошо отвер-
жденный (высушенный) предыдущий слой. Однако нередко ис-
пользуют принцип «мокрый по мокрому», т. е. на неотвержденный
(слегка подсохший от растворителей) слой грунтовки или эмали
наносят последующие слои. Такой прием сокращает производ-
ственный цикл и обеспечивает лучшую межслойную адгезию.
Им пользуются, в частности, при нанесении виниловых эмалей по
алкидным грунтам и при получении многослойных мочевинофор-
мальдегидных и меламино-алкидных покрытий.
304
9.4.4. Шлифование и полирование
Шлифование проводят, с одной стороны, для придания поверх-
ности шероховатости и, следовательно, для увеличения межслой-
ной адгезии, с другой, — для выравнивания отдельных слоев по-
крытий (снятие неровностей и наслоений шпатлевки, устранение
шагрени и других дефектов с лицевых покрытий). Таким образом,
шлифование возможно как при нанесении отдельных слоев, осо-
бенно шпатлевочных (межслойное шлифование), так и на заключи-
тельной стадии процесса получения покрытий (шлифование верх-
них покрытий).
Полирование — операция по наведению глянца покрытия пу-
тем сглаживания мельчайших неровностей на пленке. После вы-
равнивания поверхности шлифованием остаются неровности раз-
мером 1—2 мкм. Зеркальное же отражение света возможно, если
неровности поверхности не превышают половины длины волны
видимого света, т. е. менее 0,2 мкм. Это достигается полированием
покрытий.
Операцию по шлифованию и панированию верхних покрытий
нередко называют облагораживанием. Для ее проведения приме-
няют абразивные материалы — порошки, шкурки, пасты. Наибо-
лее распространенными абразивами являются корунд, карборунд,
наждак, пемза, стекло, крокус, молотые кремнекварцевые и из-
вестковые породы. Твердость абразивов оценивается по шкале
Мооса относительно твердости алмаза, равной 10:
Алмаз ...............10
Карборунд............ 9,5
Корунд...............9—8
Г ранит..............8—7
Наждак................. 7
Пемза ...............6—5
Стекло...............6—5
Кварц ..............6—4
По степени зернистости абразивные материалы подразделяют
на шлифовальные зерна (более 150 мкм), шлифовальные порошки
(20—150 мкм) и микропорошки (менее 20 мкм).
Шлифовальные шкурки (абразив, укрепленный на тканевой
или бумажной основе) особенно широко применяются в техноло-
гии покрытий. Они бывают водостойкие и неводостойкие и разли-
чаются по номерам в соответствии с зернистостью абразива. Для
шлифования шпатлевок применяют грубые шкурки № 8—16,
верхних покрытий — более тонкие № 3—8; окончательную до-
водку покрытий перед полированием проводят самыми тонкими
(микронными) шкурками (М-20, М-40 и др.).
Абразивные пасты подразделяются на шлифовочные и полиро-
вочные. Они содержат микропорошки и жидкую связку (раствор
или эмульсию масел и восков в растворителях или воде). Приме-
няют отмученные абразивы — глинозем, алунд, крокус и др.
Распространение в промышленности получили пасты и составы для
шлифования № 4, 13, 289, для полирования — ВАЗ-ОЗ, ВАЗ-1,
305
chipmaker.ru
№ 290 и 291 и полировочная вода. Ниже приведен состав некото-
вых паст для шлифования и полирования, % (масс.) [16]:
Паста для шлифования Пасты для полирования
№ 290 № 291
Окись алюминия 55 Глинозем . . . . 61,8 57,5
Вазелиновое масло 17 Масла (вазелино-
Касторовое масло 8 вое, касторовое) 30,2 32,0
Сольвент-нафта . . . 5 Аэросил . . . . —. 2,5
Вода . 15 Уайт-спирит . . . 8,0 12,0
Шлифованию и полированию подвергают высушенные и хорошо
отвержденные покрытия. Предусматривают сухое и мокрое шли-
фование с применением охлаждающих жидкостей — воды и не-
активных растворителей (уайт-спирит и др.).
Рис. 9.7. Оборудование для механической обработки покрытий:
а— аппарат для шлифования; о— полировочный барабан.
Обработку покрытий проводят вручную, с использованием ме-
ханизированного инструмента и на ленточных, плоскополироваль-
ных и барабанных станках. Большое распространение в машино-
строении получили пневматические и электрические машинки
вращательного и возвратно-поступательного действия (УПМ-1,
УПМ-2, ОПМ-4, ППМ-2, РД-1, ЗИЛ и др.) [3, с. 469). При шли-
фовании на диск или подвижную платформу машинки надевают
шлифовальный материал, например шкурку (рис. 9.7, а); при по-
лировании же диск обертывают цигейкой, фетром или другим мяг-
ким материалом. В барабанных станках (рис. 9.7, б) рабочим
инструментом служат собранные в пакет и зажатые между двумя
дисками круги из тканей (тика и др.); окружная скорость враще-
ния барабана составляет 10—16 м/с. Ленточные станки (ШлПС-2М,
ШлПС-4) и плоскополировальные станки (ПП-3, ППА-2, ППС)
применяют для обработки покрытий на плоских изделиях,
зов
Следует иметь в виду, что не все покрытия шлифуются, а тем
более полируются. Образующаяся при шлифовании пыль огне-
и взрывоопасна, поэтому участки шлифования должны хорошо
вентилироваться; сухое шлифование целесообразно заменять
мокрым.
ЛИТЕРАТУРА
1. Мачевская Р. А., Мочалова О. С. Подготовка поверхности под окраску. М.,
Химия, 1971. 120 с.
2. Смирнов И. С., Простаков М. Е., Линкин Я. И.— Очистка поверхности
стали. М., Металлургия, 1978. 232 с.
3. Лакокрасочные покрытия в машиностроении. Справочник/Под ред.
М. ЛЕ Гольдберга. М., Машиностроение, 1974. 576 с.
4. Грилихес С. Я. Обезжиривание, травление и полирование металлов. Л.,
Машиностроение, 1977. 112 с.
5. Иванов Б. И. Очистка металлических поверхностей пожаробезопасными со-
ставами. М., Машиностроение, 1979. 184 с.
6. Ультразвуковая технология. М., Металлургия, 1974. 504 с.
7. Ямпольский А. М. Травление металлов. М., Металлургия, 1980. 168 с.
8. Чеботаревский В. В., Кондрашов Э. К. Технология лакокрасочных покрытий
• в машиностроении. М., Машиностроение, 1978. 296 с.
9. Рейбман А. И. Защитные лакокрасочные покрытия. Изд. 4-е. Л., Химия,
1978. 296 с.
10. Ицко Э. Ф., Протасенко Л. В., Куцевамва Е. П. Новые составы для удале-
ния лакокрасочных покрытий. Л., ЛДНТП, 1976. 24 с.
11. Хайн И. И. Теория и практика фосфатирования металлов. Л., Химия, 1973.
312 с.
12. Лаворко И. К. Оксидные покрытия металлов. М., Машгиз, 1963. 185 с.
13. Денкер И. И., Гольдберг М. М. Зашита изделий из алюминия и его сплавов
лакокрасочными покрытиями . М., Химия, 1975. 176 с.
14. Лакокрасочные материалы и их применение, 1977, 1, с. 78—79; 1979,
№ 2, с. 64—66.
15. Лакокрасочные материалы и их применение, 1967, № 3, с. 84—87; 1976, № 2,
с. 70—71; 1976, № 6, с. 54—55.
16. Гольдберг К. М., Махлин А. И., Фердман К. Г.— Лакокрасочные мате-
риалы и их применение, 1970, № 6, с. 66—67.
ГсК ipmaker.ru
I
I
I
Глава
10
ТЕХНОЛОГИЯ ОКРАСКИ
НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Chipmaker.ru
Число неметаллических материалов, являющихся объектами
защиты и декоративной отделки лаками и красками, крайне ве-
лико. Значительное место занимают покрытия по древесине,
штукатурке, камню и бетону, коже, тканям и резине, пластмас-
сам. Специфика этих материалов и особенности эксплуатации из-
делий определили индивидуальный подход к технологии их
окраски.
10.1. ОКРАШИВАНИЕ И ЛАКИРОВАНИЕ ДРЕВЕСИНЫ
Покрытия на древесине служат для 1) защиты ее от гниения
и других видов разрушения и 2) придания изделиям нужного цвета
и красивого внешнего вида. Отделка древесины несмотря на мно-
гие сходства с окраской металлов имеет свои особенности, которые
в значительной мере определяются ее специфическими свойствами:
высокой пористостью, низкой термостойкостью, гидрофильностью.
Древесина, кроме того, не стандартна как подложка. Ее свойства
различаются не только в зависимости от породы, возраста, усло-
вий произрастания дерева; наблюдается анизотропия свойств и
в разных направлениях (срезах). Это обусловливает неравномер-
ность впитывания лакокрасочных материалов: в продольном на-
правлении (через торцы) впитывание в несколько раз выше, чем
в радиальном и тем более в тангенциальном.
Влажность древесины колеблется в широких пределах. Для
получения надежных покрытий необходимо, чтобы влажность не
превышала 10—12%. Именно с такой влажностью древесина ис-
пользуется в мебельном производстве.
Термическое разложение древесины начинается около 140 °C.
Однако, учитывая наличие клеевых соединений в изделиях, воз-
можность коробления и высокую пористость древесины, темпера-
туру отверждения покрытий стараются не поднимать выше 60—
70 °C.
Различают покрытия на древесине прозрачные и непрозрачные.
Прозрачные покрытия, получаемые при так называемой столярной
отделке (лакирование и полирование), не закрывают, а наоборот
подчеркивают текстуру древесины. Такие покрытия применяются
308
в основном для отделки ценных пород (красное дерево, орех, клен,
ясень, палисандр, карельская береза, бук, дуб и др.), служащих
для изготовления мебели, струнных и клавишных музыкальных
инструментов, футляров радиоприемников, телевизоров, часов,
а также некоторых строительных изделий. По внешнему виду
прозрачные покрытия подразделяют на четыре класса. Наиболее
высокому I классу соответствует, например, отделка гарнитурной
мебели, изготовленной из ценных древесных пород.
Непрозрачные (кроющие) покрытия закрывают текстуру дре-
весины. Их применяют для отделки изделий из хвойных или не-
дорогих лиственных пород, древесина которых не имеет красивого
рисунка. Это школьная, кухонная, больничная и садовая мебель,
деревянные части сельско.хозяйственных машин, вагонов, строи-
тельные и другие изделия. Кроющие покрытия могут быть высоко-
качественными (отделка роялей, деревянных панно) и рядовыми,
выполняющими лишь защитные функции (несущие конструкции
зданий, деревянные опоры и др.).
Как и в случае металлов, основными операциями при отделке
древесины являются подготовка поверхности и собственно отделка
(окрашивание, лакирование, полирование).
10.1.1. Подготовка поверхности
Различают столярную и отделочную подготовки древесины., За-
дачей столярной подготовки является устранение пороков дре-
весины, обеспечение ровной и гладкой поверхности. Предусма-
тривается заделка сучков, трещин и других дефектов, циклевание,
шлифование, проклейка торцов. При отделке мебели эти операции
проводятся в станочном и сборочном отделениях цеха. В. случае
рядовой окраски столярная подготовка может быть упрощена или
исключена совсем.
Отделочная подготовка предшествует непосредственно окраши-
ванию и лакированию. Для прозрачных покрытий она включает
следующие операции: обессмоливание, отбеливание, удаление
ворса, крашение, грунтование. При укрывистой отделке обычно
ограничиваются обессмоливанием и грунтованием поверхности.
Обессмоливание необходимо только для хвойных пород, а отбели-
вание — для светлых лиственных. Обессмоливают древесину с по-
мощью растворителей (ацетона, скипидара, уайт-спирита) или
Щелочных растворов (5—6%-ного раствора карбоната натрия или
4—5%-ного раствора едкого натра). Отбеливающими средствами
служат перекись водорода (15%-ный раствор), белильная известь,
иногда щавелевая кислота (6—10%-ные растворы). Ворс удаляют
шлифованием поверхности, предварительно увлажненной или смо-
ченной 5%-ным раствором клея и хорошо высушенной..
Важными подготовительными операциями являются крашение
и грунтование или порозаполнение поверхности.
309
chipmaker.ru
Крашение древесины проводят с целью имитации ценных пород,
затемнения, усиления или выравнивания тона. Применяют в ос-
новном поверхностное крашение (глубина не более 0,2 мм) вод-
ными растворами органических красителей или протрав [1, с. 19].
Так 1—2%-ные растворы красителей прямого коричневого ЖК
и 2 СХ окрашивают древесину в коричневый цвет, кислотного
темно-красного — в красный, напоминающий цвет красного де-
рева. Перманганат калия (1%-ный раствор) имитирует цвет оре-
хового дерева при нанесении на березу, а ацетат железа (1%-ный
раствор) придает буку серую окраску. Удобно применять готовые
составы для крашения разных цветов, выпускаемые в форме
порошков: светло-коричневые № 5, 6, 7, темно-коричневые № 8
и 9, красно-коричневые № 33, 34 и др. Крашение проводят вруч-
ную путем протирания поверхности тампоном, смоченным рас-
твором красителя, распылением, окунанием или на вальцах.
Грунтование и порозаполнекие — операции по нанесению соот-
ветствующих составов — грунтовок и порозаполнителей. При про-
зрачной отделке применяют так называемые столярные грунтовки,
которые, как правило, не содержат минеральных наполнителей;
они представляют собой растворы или эмульсии пленкообразова-
телей. При их нанесении увеличивается поверхностная твердость
древесины, повышается адгезия покрытий.
Порозаполнители выполняют в основном те же функции, что
и грунтовки, но в отличие от них содержат значительное количе-
ство лессирующего наполнителя (тяжелый шпат, каолин, мел,
тальк, измельченная пемза и др.), который способствует лучшему
заполнению пор, не закрывая и не вуалируя при этом текстуру
древесины.
Применяют столярные грунтовки и порозаполнители (масля-
ные, нитратцеллюлозные, карбамидные, казеиновые) как выпускае-
мые промышленностью (КФ-1, КФ-2, БКФ-1, НЦ-48 и др.), так
и изготовляемые на месте применения. Примером масляного поро-
заполнителя последнего типа может служить следующий состав,
% (масс.):
Лак масляный .... 86
Тяжелый шпат...........6
Уайт-спирит ...........8
Столярные грунтовки используются в основном при отделке
древесины мелкопористых пород, порозаполнители — крупнопо-
ристых. При изготовлении кроющих покрытий грунтовками обычно
служат пигментированные составы, применяемые для грунтова-
ния металлов.
10.1.2. Получение прозрачных покрытий
Из прозрачных покрытий наибольшее распространение имеют
полиэфирные, нитратцеллюлозные, масляные, мочевиноформаль-
дегидные; в некоторой степени также применяются покрытия на
Основе полиуретанов и спирторастворимых олигомеров.
310
Полиэфирные покрытия. Такие покрытия особенно хорошо
зарекомендовали себя при отделке мебели благодаря комплексу
ценных свойств — высокая твердость, свето-, влаго- и теплостой-
кость, стойкость к истиранию, хороший устойчивый блеск. Ши-
рокому их применению способствовала также разработка эффектив-
ных способов отверждения ненасыщенных полиэфиров (УФ и
радиационного).
Для получения покрытий используют полиэфирмалеинатные
и полиэфиракрилатные лаки ПЭ-219 Н, ПЭ-220, ПЭ-232, ПЭ-236 И,
ПЭ-246, ПЭ-250, ПЭ-250 М, ПЭ-265, ПЭ-2106 и др. Лаки представ-
ляют собой многокомпонентные системы. В их состав наряду
с полиэфиром, растворенным в мономере (стироле, триэтиленгли-
колевом эфире метакриловой кислоты и др.), входят модифицирую-
щие добавки, нередко парафин, инициатор и ускоритель полимери-
зации. Последние компоненты вводят, как правило, непосредст-
венно перед нанесением лака на поверхность. В зависимости
от применяемого лака могут быть получены покрытия
высокоглянцевые и матовые.
Полиэфирные лаки наносят на поверхность способами налива
и распыления. Хорошо очищенную и отшлифованную поверхность
древесины обычно не грунтуют. Лаки наносят толстыми слоями
в два приема с интервалом во времени, определяемым продолжи-
тельностью желатинизации лака. Отверждение покрытий проводят
в естественных условиях в течение 3—18 ч, при нагревании (темпе-
ратура 60—80 °C, продолжительность 1,5—3 ч) или при воздей-
ствии УФ-лучей и ускоренных электронов (время отверждения
0,5—5 мин). Получаемые при этом относительно толстые покрытия
(300—600 мкм) шлифуют на ленточных станках сначала крупной,
затем более тонкой (микронной) шкуркой, после чего полируют
пастами на барабанных или других станках.
Отделанные полиэфирными лаками мебель, пианино, корпуса
телевизоров и другие изделия выглядят изящно и красиво. Не-
достатком этих покрытий являются повышенная хрупкость, воз-
можность скалывания при ударе и растрескивания на морозе
из-за высоких внутренних напряжений.
Нитрат целлюлозные покрытия. Совсем недавно нитратцеллю-
лозные покрытия были самым распространенным видом покрытий
по древесине. С появлением полиэфирных и мочевиноформальде-
гидных лаков их потребление заметно снизилось.
Мебельные нитратцеллюлозные лаки представляют собой рас-
творы низковязкого нитрата целлюлозы в летучих растворителях
с добавлением олигомерных пленкообразователей (алкидных, моче-
виноформальдегидных, эфиров и аддуктов канифоли и др.). Про-
мышленностью выпускаются мебельные нитратцеллюлозные лаки
холодного и горячего нанесения НЦ-24, НЦ-27, НЦ-218, НЦ-221,
НЦ-222, НЦ-223, НЦ-292, НЦ-2101 и др. Их наносят на поверх-
ность распылением, реже окунанием, наливом, с помощью там-
пона или кисти.
811
chipmaker.ru
Пользуясь нитратцеллюлозными лаками, можно получать по-
крытия любого класса, включая первый. Технологический процесс
отделки щитовой мебели по Т классу включает следующие опера-
ции [2, с. 214]: подготовку поверхности, в том числе грунтование
или порозаполнение (грунтовка ГМ-22, порозаполнитель КФ-1),
четырехкратное лакирование нитратцеллюлозным лаком (НЦ-218
или др.) с промежуточной сушкой каждого слоя при 45—50 СС
в течение 15—35 мин и окончательной сушкой при 50—60 °C в те-
чение 55 мин, мокрое шлифование и полирование. Нередко преду-
сматривают промежуточное шлифование, например, после нанесе-
ния первого или второго слоя лака. Высокоглянцевая полиро-
ванная поверхность может быть получена не только действием
абразивных материалов, но и обработкой покрытия разравниваю-
щими жидкостями (НЦ-49, РМ/Е и др.), представляющими собой
смеси растворителей разной степени активности по отношению
к пленке.
Правильно изготовленные нитратцеллюлозные покрытия имеют
красивый внешний вид, устойчивый глянец; они тверды и доста-
точно водостойки, но горючи и не атмосферостойки. Наиболее
существенные недостатки отделки нитратцеллюлозными лаками —
высокий расход растворителей (сухой остаток готовых к примене-
нию лаков не превышает 20—25%), необходимость нанесения боль-
шого числа слоев лака, повышенная пожаре- и взрывоопасность
производства.
Мочевиноформальдегидные покрытия. Для получения этих
покрытий применяют лаки «холодного» отверждения (МЧ-52 и др.),
являющиеся растворами мочевиноформальдегидного и алкидного
олигомеров в растворителях (бутанол, этанол, сольвент, уайт-
спирит); содержание сухого остатка 46—50%.
Перед применением в лаки вводят отвердитель — обычно со-
ляную кислоту; например, на 93 ч. (масс.) лака МЧ-52 добавляют
7 ч. (масс.) 4 %-него раствора соляной кислоты в растворителе
РКБ-2 (смесь бутанола и ксилола 95 : 5). Лаки наносят на поверх-
ность пневматическим или электростатическим распылением или
кистью, как правило, двумя слоями с промежуточной сушкой
в течение 50—60 мин при 18—20 °C или 12—15 мин при 40—50 сС.
Окончательное отверждение покрытия проводят при 18—20 С
в течение 12 ч или при 60—80 °C в течение 20—30 мин. Во избе-
жание неблагоприятного воздействия соляной кислоты на древе-
сину и уменьшения впитывания лаков поверхность предварительно
грунтуют, применяя нитратцеллюлозные, масляные или другие
грунтовки и порозаполнители (КФ-1, ГМ-12 и т. д.).
Мочевиноформальдегидные покрытия водостойки, тепло- и мо-
розостойки (пригодны для эксплуатации от —30 до 4-100 СС),
устойчивы к истиранию и абразивному износу. Лаки этого типа
зарекомендовали себя при отделке лыж, музыкальных (струнных)
инструментов, паркета; их также применяют для лакирования
мебели (II класс отделки и ниже).
312
Прочие виды покрытий. Для получения прозрачных покрытий
на древесине находят применение также алкидные (ПФ-231,
ПФ-283 и др.), алкидно-стнрольные (МС-25) и полиуретановые
(УР-277м, УР-293) лаки, а также лаки и политуры на основе спир-
торастворимых олигомеров (шеллачные, идитольные) и различные
восковые составы.
Первые три группы лаков образуют водостойкие, механически
прочные, устойчивые к истиранию покрытия. Их применяют
для лакирования паркетных полов (лак ПФ-231), отделки контор-
ской, гостиничной и школьной мебели, салонов самолетов (лак
УР-277м), деревянных конструкций и тары для химикатов (лак
УР-293) [3].
Шеллачные и идитольные лаки и политуры, ранее пользовав-
шиеся большой популярностью при отделке мебели, в настоящее
время утратили свое значение из-за низких значений водо- и
теплостойкости покрытий; шеллак, кроме того, дефицитен, а
идитольные покрытия несветостойки. Они применяются лишь при
реставрационных работах и в быту.
10.1.3. Получение непрозрачных покрытий
Непрозрачные (кроющие) покрытия на древесине выполняют
примерно те же функции, что и на металлах, а именно защищают
поверхность от разрушения и придают ей необходимые декоратив-
ные качества. Кроющими материалами (красками и эмалями) окра-
шивают многие строительные и промышленные изделия и объекты
(щитовые дома, дверные коробки, оконные переплеты, деревян-
ные ограждения, дощатые полы, плинтусы, борта и платформы
грузовых автомашин и др.). Они находят применение и при от-
делке кухонной, медицинской, школьной, садовой и другой мебели.
Ассортимент применяемых для отделки лакокрасочных мате-
риалов весьма разнообразен: масляные, алкидные, нитратцеллю-
лозные, перхлорвиниловые, мочевиноформальдегидные, полиэфир-
ные, эпоксидные и другие краски и эмали. Могут быть использо-
ваны практически любые лакокрасочные материалы, служащие
для защиты металлов, температура отверждения которых не пре-
вышает 60—80 °C.
Большое распространение при рядовой окраске получили вод-
нодисперсионные и масляные краски- Воднодисперсионные лако-
красочные материалы (поливинилацетатные, полиакрилатные, бу-
тадиен-стирольные и др.) хорошо смачивают древесину и образуют
покрытия, стойкие к колебаниям влажности и температуры.
В последнее время разработана серия водоразбавляемых материа-
лов (алкидных, эпоксидных, эфироцеллюлозных и др.) типа эмуль-
сии «масло в воде», которые могут быть использованы для отделки
Древесины. Главные недостатки водоразбавляемых материалов —
повышенный расход из-за большого впитывания в древесину и
ограниченная водостойкость покрытий.
313
। chipmaker.ru — ___ _____ ____________
В тех случаях, когда к покрытиям предъявляют повышенные
требования по водо- и атмосферостойкости, предпочитают приме-
нять алкидные и перхлорвиниловые эмали или мочевиноформаль-
дегидные эмали, отверждаемые при нагревании или в присутствии
кислотных отвердителей. Высокодекоративные покрытия на дре-
весине получают с применением полиэфирных и нитратцеллюлоз-
ных эмалей. Технологический процесс отделки кухонной мебели
белой полиэфирной эмалью ПЭ-225 включают следующие операции:
1) зачистка поверхности шлифованием;.
2) выравнивание поверхности шпатлеванием (шпатлевка
ПЭ-0024 или ПЭ-0025) с последующим отверждением и шлифова-
нием покрытия;
3) нанесение двух слоев эмали с промежуточной выдержкой
20—30 мин при комнатной температуреи окончательным отвержде-
нием покрытия при 60—70 СС в течение 2—3 ч;
4) шлифование и полирование покрытия абразивными мате-
риалами и пастами.
При отделке нитратцеллюлозными эмалями (НЦ-11, НЦ-25
и др.) на предварительно подготовленную, загрунтованную и вы-
ровненную нитратцеллюлозной шпатлевкой поверхность наносят
3—6 слоев эмали. При необходимости предусматривают промежу-
точное (межслойное) и окончательное шлифование и полирование
поверхности до получения зеркального блеска.
10.2. ОКРАШИВАНИЕ ШТУКАТУРКИ И БЕТОНА
Среди материалов, подвергаемых защите лакокрасочными по-
крытиями, штукатурка и бетон занимают особое место. Это исклю-
чительно распространенные строительные материалы; они пористы
и гидрофильны, имеют высокоразвитую поверхность. Состав шту-
катурки не постоянен. Различают известковую, известково-цемент-
ную и сульфатно-кальциевую (гипсовую) штукатурку. Незави-
симо от состава и условий отверждения штукатурка имеет щелоч-
ной характер; ей свойственна также повышенная влажность. Все
это относится и к бетону.
Будучи минеральными материалами, состоящими из гидратиро-
ванных солей и окислов металлов, штукатурка и бетон достаточно
устойчивы к атмосферным и другим воздействиям, однако подвер-
гаются эрозии; механическая прочность штукатурки недостаточно
высока. Поэтому главное назначение покрытий по штукатурке
и бетону — придание требуемого цвета и улучшение декоративных
свойств. Делая поверхность более гладкой, покрытия одновременно
снижают запыляемость зданий и помещений. Также достигается
упрочнение поверхностного слоя и уменьшение скорости выветри-
вания строительного вяжущего материала. К специальным функ-
циям покрытий относятся защита бетона от эрозии, разрушающего
действия кислых и других газообразных и жидких сред, а также
уменьшение его фильтрующей способности по отношению к жид-
костям и газам.
314
В зависимости от назначения покрытий к лакокрасочным ма-
териалам предъявляются соответствующие требования. Общими
требованиями являются способность к нанесению посредством
портативного передвижного или переносного оборудования и
отверждению в естественных условиях. Покрытия должны быть
щелочестойкими и не препятствовать паровоздухообмену между
помещением и внешней средой.
Предпочтительны нетоксичные водные краски, особенно для
работы внутри помещений. Учитывая большие объемы окрасочных
работ и высокие трудозатраты на их производство (около 9% от
общих затрат труда на строительной площадке, 3,5% от стоимости
объекта 14, с. 3]), серьезное внимание приходится уделять техно-
логичности (удобству работы) лакокрасочных материалов и эконо-
мическим факторам их использования. Наибольшее применение
для окраски фасадов зданий получили пердлорвиниловые, из-
вестковые, цементные, силикатные, воднодисперсионные лако-
красочные материалы, а для отделки внутри помещений — водно-
дисперсионные, масляные, клеевые, известковые. Специальные
покрытия, применяемые, например, для защиты гидротехнических
сооружений, изготовляют с использованием эпоксидных, битум-
ных, виниловых и других материалов.
Бетон и штукатурку рекомендуется окрашивать после за-
вершения процессов твердения и карбонизации при влажности не
более 8%.
Перед нанесением лакокрасочных материалов при ремонтных
работах поверхность штукатурки и бетона предварительно очи-
щают от старой краски, «расшивают» и заделывают цементным,
известково-цементным или алебастровым раствором трещины, вы-
боины и щели; в ряде случаев проводят грунтование и шпатле-
вание.
10.2.1. Окрашивание известковыми красками
Известковые краски — наиболее старый, дешевый и доступный
вид лакокрасочных материалов — представляют собой водные
суспензии извести и щелочестойких пигментов в воде; в состав
красок для улучшения кристаллизации солей нередко вводят
другие добавки (поваренную соль, нашатырь, квасцы). Ниже при-
ведена одна из рецептур известковых красок (в кг) [5, с. 331 ]:
Известь кипелка . . . 1,2—1,5 Пигменты ......0,25—0,3
Соль поваренная... 0,1 Вода .............До 10 л
состава
Поверхность штукатурки предварительно увлажняют водой или
грунтуют известковой грунтовкой. После этого наносят 1—2 слоя
известковой краски. Отверждение покрытия происходит в резуль-
тате карбонизации извести по реакции:
Са (ОН)2 + СО2
СаСО8 + НаО
315
chipmaker.ru
Покрытия получаются светлых колеров, разбеленными от при-
сутствия извести; они имеют матовую фактуру. Недостаток извест-
ковых красок — их щелочность; при работе с ними необходимо
соблюдать особые меры предосторожности.
10.2.2. Окрашивание клеевыми и казеиновыми
красками
Клеевые краски применяют для окрашивания штукатурки ис-
ключительно внутри помещении, казеиновые могут быть исполь-
зованы и для наружных работ. Краски представляют собой сус-
пензии пигментов и наполнителей в водных пли водно-щелочных
растворах клея или казеина. Для повышения прочности и водо-
стойкости покрытий в клеевые и казеиновые краски нередко
вводят олифу, а в казеиновые дополнительно — известь.
Клеевые краски изготовляют на столярном (плиточном), мездро-
вом или костном клее. В готовых для применения красках содер-
жится около 2% клея (считая на 100%-ный), 40—43% пигментов
и 55—58% воды. Технология покрытий с использованием клеевых
красок сводится к грунтованию, шпатлеванию, повторному грун-
тованию зашпатлеванных участков поверхности и нанесению 1—2
слоев краски. Грунтование и шпатлевание проводят клеевыми со-
ставами, в частности, применяют грунтовки купоросную, квасцо-
вую, «мыловар» — растворы клея и мыла в воде с добавлением
медного купороса, алюминиевых квасцов или извести соответствен-
но [5, с. 340]. Клеевые краски образуют обратимые неводостойкие
покрытия.
Казеиновые краски приготовляют на месте потребления из
исходных компонентов или использу я сухие (порошковые) краски
промышленного производства. При пленкообразовании казеин
взаимодействует с известью с образованием нерастворимого казеи-
ната кальция, что придает покрытиям повышенную водо- и ат-
мосферостойкость. Несмотря на хорошее качество казеиновые по-
крытия имеют ограниченное применение в строительстве из-за
дефицитности казеина как пищевого сырья.
10.2.3. Окрашивание силикатными красками
Силикатные краски представляют собой суспензию щелочестой-
ких пигментов и наполнителей в водном растворе силиката калия
(жидком стекле). Применяют силикат калия с плотностью 1400—
1550 кг/м3 и силикатным модулем А' = SiO2/K2O = 2,0-^3,5,
Пигментами и наполнителями служат мел, тальк, цинковые бе-
лила, тонкоизмельченные кварцевый песок, маршалит, шлаки
16, с. 12]. Силикатными красками окрашивают преимущественно
известково-цементную штукатурку, бетон плотный и пористый,
кирпич. Отверждение покрытий происходит в результате испаре-
ния воды и взаимодействия силиката калия с окислами металлов —-
компонентами красок. Протекание реакций приводит к тому, что
316
готовые к употреблению краски имеют ограниченный срок хра-
нения — не более 2—3 сут. Силикат калия может взаимодейство-
вать и со штукатуркой, при этом (хотя и медленно) образуется
нерастворимый силикат кальция по реакции:
К2О 2SiO2 + СаСО3 > CaSiO3 + К2СО3 + SiO2
Силикатные краски обычно выпускаются заводами-изготовите-
лями в сухом виде (в форме порошка). Готовая к применению кра-
ска (водный раствор) должна иметь вязкость 10—18 с по ВЗ-4 при
18—20 °C.
Применяются силикатные краски для окрашивания фасадов
зданий, бассейнов, фонтанов и других объектов, контактирующих
с водой. Поверхность очищают, увлажняют или грунтуют раство-
ром жидкого стекла (плотность 1128 кг/м3), после чего наносят
первый слой краски на основе жидкого стекла с низким модулем
(К ~ 2), а через 10—12 ч — второй слой краски на основе жид-
кого стекла с более высоким модулем (К — 2,5 -г-3,3).
Силикатные покрытия водостойки и светостойки, при загряз-
нении их можно мыть водой.
10.2.4. Окрашивание воднодисперсионными красками
Для окраски строительных объектов применяют воднодиспер-
сионные краски разных марок: поливинилацетатные (Э-ВА-27А,
Э-ВА-29, Э-ВА-222, Э-ВС-17, Э-ВС-19, Э-ВС-114), бутадиен-сти-
рольные (Э-КЧ-26, Э-КЧ-112), полиакрилатные (Э-АК-111 и др.),
поливинилхлоридные (Э-ХВ-28). Главные их достоинства: неток-
сичность, относительно быстрое высыхание, пригодность для ок-
раски разнообразных поверхностей. Покрытия отличаются хоро-
шим внешним видом и стойкостью в эксплуатации. Воднодиспер-
сионные краски постепенно вытесняют традиционные виды красок,
особенно при отделочных работах внутри помещений.
Технологический процесс получения покрытий с применением
воднодисперсионных красок включает операции грунтования,
шпатлевания и нанесения 1—3 слоев краски. Грунтование обычно
проводят той же краской, разбавленной водой до вязкости 18—25 с
по ВЗ-4 при 18—20 °C, шпатлевание — масляно-клеевыми и вод-
нодисперсионными шпатлевками, предназначенными специально
для этих красок. При комнатной температуре продолжительность
формирования покрытий из воднодисперсионных красок не пре-
вышает 2—3 ч. Как и в случае других водных красок, окрасочные
работы рекомендуется проводить при температурах не ниже 5 °C;
окрасочным инструментом служат распылители, валики, кисти.
10.2.5. Окрашивание перхлорвиниловыми красками
Перхлорвиниловые краски получили особенно большое при-
знание и распространение при отделке фасадов зданий благодаря
хорошей водо- и атмосферостойкости покрытий. Окрасочные
317
chipmaker.ru
работы выполняются фасадными красками ХВ-161, изготовляемыми
на основе перхлорвинила. Они имеют широкую цветовую грамму;
продолжительность формирования покрытий при комнатной тем-
пературе не более 4 ч.
Краски наносят на сухую, предварительно подготовленную
поверхность штукатурки. Для улучшения адгезии поверхность
грунтуют пер хлорвиниловым лаком X В-148, дефекты поверхности
выравнивают шпатлевкой ХВ-0018. Краску наносят двумя слоями
способом пневматического распыления при вязкости 35—42 с по
ВЗ-4 при 18—20 °C. Окраску можно проводить и при минусовых
температурах. Недостаток перхлорвиниловых красок — токсич-
ность, пожароопасность и большой расход растворителей, кото-
рыми служат ароматические углеводороды — сольвент и ксилол.
10.2.6. Окрашивание масляными и алкидными
красками
Масляные и алкидные краски широко применяют в строитель-
стве и при ремонте жилых и производственных зданий и сооруже-
ний. Покрытия этого типа отличаются гидрофобностью, они до-
пускают мокрую протирку и дезинфекцию помещений и нередко
используются в санитарно-гигиенических целях. В частности, ими
окрашивают помещения больниц, столовых, школ и детских
учреждений, вокзалов, магазинов и других объектов. В жилых
помещениях допускается окраска панелей коридоров, лестничных
клеток, иногда кухонь.
При нанесении красок на штукатурку предусматривают сле-
дующие операции: грунтование олифой; шпатлевание масляной,
масляно-клеевой или гипсово-клеевой' шпатлевкой; двухкратное
окрашивание масляной или масляно-эмалевой краской. Длитель-
ное отверждение масляных покрытий (при 18—20 °C 16—24 ч,
а при более низких температурах — еще дольше) и низкая возду-
хопроницаемость покрытий существенно ограничивают их исполь-
зование; в строительстве масляные краски постепенно заменяют
на другие более технологичные виды красок.
10.2.7. Экономические показатели окрашивания
строительных объектов
Различные строительные краски образуют покрытия не равно-
значные не только по свойствам, но и по стоимости. Ниже приве-
дены некоторые экономические показатели окрашивания 100 м-
поверхности фасадов зданий разными красками [6, с. 831:
Стоимость Срок служ-
окраски, бы гокры-
руб. тий, год
Перхлорвиниловые краски 27 5—3
Силикатные краски .... 12—13 15—20
Известковые краски ... 11 2—3
318
Важно отметить, что применение дорогих, но долговечных по-
крытий нередко оказывается экономически более выгодным, чем
применение дешевых покрытий с небольшим сроком службы. Так,
эксплуатационные расходы на содержание 1 м2 фасада, окрашен-
ного дешевой известковой краской, составляют 0,41 руб./год, а
более дорогой перхлорвиниловой — 0,28 руб./год.
В последнее время окрасочные и облицовочные работы все
более переносятся со строительной площадки в цеха домострои-
тельных комбинатов и заводов. В частности, имеется опыт покры-
тия кирпича, домостроительных панелей и других заготовок
порошковыми поливинилбутиральными красками, жидкими
органосиликатными и другими полимерными красками. Окраска
в цеховых условиях экономичнее и обеспечивает получение более
надежных и долговечных покрытий.
10.3. ОКРАШИВАНИЕ И ЛАКИРОВАНИЕ КОЖИ
Технология отделки кожи имеет свои особенности, связанные
с ее характерными свойствами как подложки и своеобразными
условиями эксплуатации кожаных изделий.
Применяемые сорта кожи достаточно разнообразны по пропс-
хождению и способу выделки. Независимо от сорта кожа является
пористым и в обезжиренном состоянии гидрофильным материалом.
Назначение способов отделки кожи — крашения органическими
красителями и поверхностного окрашивания лакокрасочными мате-
риалами — выравнивание поверхности кожи и придание ей тре-
буемого цвета; лакокрасочные покрытия, кроме того, имитируют
естественную мерею («лицо») кожи, повышают глянец, улучшают
водостойкость и механическую прочность, сглаживают дефекты
поверхности, устраняют ее неоднородность.
Кожа подвергается сложным видам механического воздействия
как в процессе обработки на кожевенных, обувных и других пред-
приятиях, так и при эксплуатации (носке) изделий. Учитывая
это, а также то обстоятельство, что кожу окрашивают преимуще-
ственно в заготовках (шкурках), к покрытиям предъявляются
крайне жесткие требования по механическим свойствам (гибкости,
удлинению, стойкости к истиранию и др.). Покрытия также должны
быть водо-, свето- и атмосферостойкими, иметь хорошую адгезию,
быть паре- и воздухопроницаемыми для обеспечения гигиениче-
ских свойств кожи. Этим требованиям удовлетворяют лишь не-
многие материалы. Наибольшее применение для отделки кожи
нашли казеиновые, нитратцеллюлозные, полиакрилатные и поли-
уретановые лакокрасочные материалы.
Различают два вида отделки кожи: покрывное крашение и ла-
кирование. Покрывному крашению подвергают кожу, имеющую
и не имеющую естественную лицевую поверхность; лакируют же
кожу только с естественной лицевой поверхностью. Краски на
кожу особенно с неудаленной лицевой поверхностью наносят
319
chipmaker.ru
тонкими слоями (в несколько микрометров). Для обеспечения
непрозрачности краски приготовляют с использованием наиболее
укрывистых и высокодисперсных неорганических и органических
пигментов. Укрывистость кожевенных красок темных тонов не
должна превышать 20, а светлых 80 г/м2.
10.3.1. Покрывное крашение
Отделка водными казеиновыми красками. Казеиновые краски
широко применяют для отделки кожи, служащей для изготовле-
ния обуви. Покрытия из них имеют хорошую адгезию, высокую
износостойкость и достаточную морозостойкость. В состав кра-
сок наряду с казеином и пигментами вводят пластификаторы (али-
зариновое масло, эмульсии восков, глицерин), модифицирующие
добавки (кровяной альбумин, молоко, шеллак, яичный альбумин),
вещества, улучшающие смачивание поверхности (водный отвар
льняного семени), загустители (трагант) и др. [7, с. 200].
Процесс получения покрытий включает операции обезжирива-
ния (промывки кожи), грунтования, нанесения последовательно
нескольких слоев краски, аппретуры и закрепителя, лощения и
прессования-. Обезжиривают кожу путем промывки поверхности
5%-ным водным пли водно-спиртовым (1 : 5) раствором аммиака,
водно-ацетоновыми смесями или водными растворами ПАВ.
Грунтовку (краска, разбавленная аммиачной водой) наносят
обычно на влажную после крашения или обезжиривания кожу плю-
шевой щеткой, последующие слои — на предварительно высушен-
ную поверхность распылением. Кожу перед окраской натягивают
на рамы. Сушку покрытий проводят при 20—4CL 'С. Аппретура
служил верхним слоем покрытия Она отличается ст краски повы-
шенным содержанием компонентов, придающих блеск и гидро-
фобность покрытию. Для того чтобы сделать покрытие водостой-
ким, предусматривается операция закрепления — нанесения рас-
твора дубящих казеин веществ, которыми служат, как правило
13%-ный раствор формальдегида или 6%-ный раствор глиоксаля.
Закрепители наносят не только поверх аппретуры, но и в качестве
промежуточных слоев после краски или грунтовки. Диффундируя
в слой лакокрасочного материала, закрепитель взаимодействует
с казеином, превращая его в нерастворимые соединения по реак-
циям:
।—>НООС—R—N=CH2 + Н2О
IIOOC—R—N'H,+ НСНО -----
'-.-„НООС- R—NH—СН2ОН
Для выравнивания и окончательного отверждения покрытия
подвергают лощению (обработке на лощильных станках) и глаже-
нию на гидравлическом прессе при 70—90 °C и давлении 10—
20 МПа.
320
Отделка воднодисперсионными полиакрилатными красками.
Эти лакокрасочные материалы начали применять в кожевенной
промышленности в 50-х годах. Их внедрению во многом способ-
ствовали работы В. И. Елисеевой [7 1. Краски представляют собой
суспензию пигментов в стабилизированной дисперсии полиметил-
акрилата или сополимеров алкилакрилатов с другими мономерами.
Их приготовляют смешением полиакрилатной дисперсии с пиг-
ментными концентратами (пигменты, перетертые на казеиновом
клее) и эмульсией воска монтана. В состав красок могут входить
и другие добавки: шеллак, кровяной альбумин, ализариновое
масло и т. д.
Полиакрилатные покрытия получают примерно по той же тех-
нологии, что и казеиновые. Поверхность грунтуют, наносят 1—2
слоя краски и аппретуру, проводят закрепление покрытия фор-
малином для придания казеину (составной части красок) водоне-
растворимости и в заключение — лощение и прессование. Покры-
тия имеют хорошую адгезию, они водостойки и светостойки, но
недостаточно морозостойки. Их применяют как самостоятельно,
так и в комбинации с другими, например нитратцеллюлозными
покрытиями, при ремонтной окраске обуви и других кожаных
изделий.
Отделка нитратцеллюлозными красками. Кожевенные нитрат-
целлюлозные краски в настоящее время применяются в основном
как вспомогательные материалы при отделке кожи синтетическими
пленкообразователями. Положительные качества нитратцеллюлоз-
ных красок — быстрое высыхание, хороший глянец и водостой-
кость покрытий — не компенсируют, однако, их многих недостат-
ков — токсичности и пожароопасности растворителей, низкой
свето- и атмосферостойкости покрытий. Нитратцеллюлозные по-
крытия, кроме того, ухудшают паропроницаемость и естественный
гриф кожи.
В отличие от красок по металлу кожевенные нитратцеллюлоз-
ные краски содержат большое количество пластификаторов (при-
мерно 1,5 ч. (масс.) на 1 ч. (масс.) нитрата целлюлозы! и гидро-
фильных растворителей (спирты, кетоны, простые эфиры). Их
приготовляют с использованием пигментных концентратов — су-
ховальцованных паст. Новыми и перспективными являются водно-
дисперсионные нитратцеллюлозные краски (НЦ-517, НЦ-583 и др.).
Процесс отделки обувной кожи нитратцеллюлозными красками
включает операции обезжиривания, грунтования полиакрилатной
грунтовкой, нанесения двух слоев нитратцеллюлозной краски,
лощения и прессования [7, с. 202]. Кожу, предназначенную для
галантерейных изделий и одежды, иногда отделывают только ни-
тратцеллюлозными материалами. Для улучшения адгезии покры-
тий в этом случае поверхность предварительно обрабатывают рас-
творами пластификаторов и применяют краски, образующие вы-
сокоэластичные покрытия. Для ремонтных работ выпускают
кожевенные нитратцеллюлозные краски в аэрозольной упаковке.
321
chipmaker.ru
10.3.2. Лакирование
Лакируют кожу с целью создания на ее лицевой поверхности
сплошной, прозрачной пленки с хорошим устойчивым глянцем.
Лакированная кожа может иметь различные цвета в зависимости от
того, в какой цвет она была окрашена до нанесения покрытия.
Для лакирования кожи пригодно ограниченное число лакокра-
сочных материалов. Наибольшее применение в нашей стране и за
рубежом получили полиуретановые лаки; ранее использовались
исключительно лаки на основе сильноуплотненных (полимеризо-
ванных) растительных масел. Полиуретановые покрытия имеют
много преимуществ перед масляными. Они более светостойки,
морозостойки, значительно медленнее стареют, длительно сохра-
няют эластические свойства.
Применяют в основном двухупаковочные полиуретановые лаки,
состоящие из гидроксилсодержащего компонента и раствора по-
лиизоцианата [8 J. Простейшим кожевенным лаком может служить
лак на основе касторового масла и толуилендиизоцианата (про-
дукта 102 Т), взятых в соотношении 100 : 42 (по массе) и раство-
ренных в смеси циклогексанона и бутилацетата 17, с. 124].
Лаки наносят на кожу обычно толстыми слоями (до 500—
700 мкм) способом налива с последующим разравниванием по по-
верхности шпателем или гребешками. Отверждение полиуретано-
вых покрытий проводят при 20—60 °C в течение 8—24 ч. Поверх-
ность кожи перед нанесением покрытий должна быть хорошо
обезжирена и высушена. Первоначально наносят 1—2 слоя грун-
товки — латекса бутадиен-нитрильного каучука, например,
СКН-40. Загрунтованные кожи выравнивают прессованием при
80 °C и давлении 20 А\Па, затем натягивают на рамы, подвергают
двухкратному лакированию и высушивают до прекращения от-
лила покрытия.
Лакированная кожа имеет гладкую, как стекло, поверхность;
изделия из нее выглядят красиво и изящно, однако вследствие
закупорки пор кожа теряет гигиенические свойства — паро- и воз-
д у хоп р они ца емость.
10.4. ОКРАШИВАНИЕ ПЛАСТМАСС И РЕЗИНЫ
Широкое применение пластмасс и резины в промышленности,
строительстве и в быту потребовало разработки специальных ла-
кокрасочных материалов и технологии покрытий с учетом особен-
ностей полимерной подложки. Поверхностное окрашивание пласт-
масс и резины проводится с целью:
1) придания изделиям необходимого цвета и декоративного
вида;
2) уменьшения проницаемости и сорбционной способности (для
стеклопластиков и поропластов), придания негорючести, антиста-
тических, противообледенительных и других свойств изделиям}
322
3) защиты от механического, химического, светового, радиа-
ционного и других видов разрушения при условии, если окраши-
ваемый материал недостаточно устойчив;
4) маркировки изделий, нанесения на них надписей и знаков.
Кроме того лакокрасочные покрытия применяют в качестве
грунтов при металлизации пластмасс.
Пластмассы и резины в зависимости от химического состава
и строения полимеров крайне разнообразны по свойствам, поэтому
нет единой технологии и лакокрасочных материалов, которые бы
в равной степени были приемлемы для всех видов пластмасс и
резины.
Трудности создания надежных покрытий на пластмассе и ре-
зине заключаются прежде всего в низкой адгезионной прочности
большинства покрытий к этому виду подложек. Особенно плохо
удерживаются покрытия на пластмассах на основе кристалличе-
ских полимеров (полифторолефинов, полиолефинов, поликарбо-
натов, полиарилатов), а также на изделиях с гладкой поверхностью,
изготовленных из реактопластов (фено- и аминопластов, неко-
торых стеклопластиков и др.). Получение покрытий на пластмассах
осложняется возможным присутствием на их поверхности адсор-
бированной влаги, а также пластификаторов, стабилизаторов, мо-
номеров и других низкомолекулярных продуктов и восков, кото-
рые вытесняются в поверхностные слои пластмасс и экстрагируются
растворителями лакокрасочного материала.
Пластмассы и резины, кроме того, относятся к числу нетермо-
стойких подложек. При высоких температурах возможно разложе-
ние полимеров или деформация изделий; последняя существенно
усиливается в присутствии растворителей. Опытным путем уста-
новлены предельные температуры отверждения покрытий на раз-
личных видах пластмасс [9]:
Поливинилхлорид, поливинилиденхлорид, сополиме-
ры винилхлорида, целлулоид, полиакрилаты . . . 65—80
Полиэтилен, полипропилен, полистирол, сополимеры
стирола, ацетат- и ацетобутират целлюлозы, поли-
метакрилаты ................................... 70—100
Полиамиды, полиуретаны, поликарбонаты, полиари-
латы, полисульфоны ........................... . 120—140
Адгезия покрытий к полимерным подложкам зависит от сте-
пени взаимной совместимости полимеров, набухания (растворимо-
сти) пластмассы в растворителях лакокрасочного материала и
шероховатости поверхности пластмассы.
Пленкообразователи, в какой-либо мере совместимые с полиме-
ром подложки, как правило, имеют хорошую адгезию. Примером
могут служить покрытия на основе алкидов и поливинилацетата
на изделиях из нитрата целлюлозы, хорошей адгезией отличаются
также покрытия, пленкообразователем в которых служит мате-
риал окрашиваемой пластмассы или резины (полиакрилатные
323
chipmaker.ru
покрытия пополиакрилатным поверхностям, покрытия из каучуков
по резине и т. д.).
Активные (по отношению к пластмассе) растворители, введен-
ные в состав лаков и красок, улучшают адгезию, однако вызывают
набухание пластмассы, способствуют ее короблению, ухудшают
фактуру поверхности и нередко вызывают поверхностное растре-
скивание изделий. Поэтому в большинстве случаев (за исключе-
нием отдельных видов пластмасс) активные растворители не при-
меняют. Оптимальными в этом отношении были бы водные краски,
но многие типы пластмасс плохо смачиваются или вообще не
смачиваются водой.
Наибольшее применение для поверхностного окрашивания
пластмасс и резины получили жидкие лакокрасочные материалы,
содержащие органические растворители. Их наносят на предва-
рительно подготовленную поверхность изделий, преимущественно
пневматическим распылением, в случае рулонных и листовых ма-
териалов предпочтительна накатка валками; толщина наносимого
слоя обычно не превышает 20 мкм.
10.4.1. Подготовка поверхности
Основными операциями при подготовке поверхности являются:
обезжиривание, в ряде случаев гидрофилизация, травление, меха-
ническая и химическая обработки.
Обезжиривание проводят растворителями, щелочными соста-
вами и водными растворами ПАВ. Для обезжиривания полиами-
дов может быть использован, например, смесевый растворитель
следующего состава, % (масс.) [10, с. 131:
Этанол.............,50 Бутанол.............15
Бутилацетат .... 25 Этилцеллозольв 10
Из щелочных составов для многих видов пластмасс рекомен-
дуется 2%-ный раствор следующей смеси солей, ч. (масс.):
Фосфат натрия....................10
Карбонат натрия..................28
Силикат натрия . . .... 55
Обезжиривание щелочными составами проводят при 40—60 °C.
Гидрофилизация, или активация, поверхности — необходимая
операция при нанесении покрытий на не смачивающиеся поляр-
ными жидкостями полимеры—полиэтилен и полипропилен; нередко
активируют поверхность полистирола и других неполярных по-
лимеров. Гидрофилизация, основанная на реакциях гидролиза,
окисления, сульфирования, хлорсульфирования и других, прово-
дится под воздействием перекисей, озона, кислот, а также радиа-
ционного и УФ-облучения, тлеющего разряда. Для гидрофилиза-
ции полиолефинов чаще всего применяют кратковременное воздей-
ствие (0,2—10 мин) УФ-облучения или тлеющего разряда, а также
324
обработку поверхности при 70 °C в течение 2 мин хромовой смесью
следующего состава, ч. (масс.) [11, с. 303:
Бихромат калия ........... 40
Серная кислота ......... 1000
Вода ..................... 100
Травление проводится для создания высокоразвитой поверх-
ности посредством обработки пластмасс главным образом раство-
рителями. Применяют растворители, вызывающие лишь набуха-
ние, но не растворение пластмассы. Например, изделия из полифор-
мальдегида травят тетрахлорэтиленом с добавлением диоксана
и n-толуолсульфокислоты при 85—100 °C, детали из полистирола
и поливинилхлорида — смесью хлорбензола с этанолом (1 : 1) при
комнатной температуре [9]. После обработки растворители уда-
ляют высушиванием.
Механическая обработка (шлифование, галтовка) осуществ-
ляется с той же целью, что и травление. Шлифование проводят
абразивными шкурками, порошками и пастами. Галтовка осуще-
ствляется в барабанах, наполненных стеклянными шариками,
ореховой скорлупой, косточками персиков, реже — металлической
дробью [12, с. 11].
10.4.2. Характеристика покрытий
При окрашивании пластмасс применяют в основном однослой-
ные и двухслойные покрытия; в последнем случае наряду со слоем
краски иногда наносят грунтовочный (адгезионный) слой [12,
с. 1671.
Полиолефины окрашивают лакокрасочными материалами на
основе хлоркаучука, нитрата целлюлозы, полиакрилатов, поли-
уретанов, хлорсульфированного полиэтилена, сополимеров эти-
лена с винилацетатом [10, с. 57]. Получению покрытий пред-
шествует тщательное обезжиривание и активирование поверхности
окислением.
Полистирольные и полиакрилатные пластмассы легко раство-
ряются во многих растворителях, поэтому выбор состава раство-
рителей для красок имеет важное значение. Разработаны лакокра-
сочные материалы на основе поливинилбутираля (эмаль ВЛ-297),
сополимеров винилхлорида с винилацетатом (эмаль ХС-5129), ни-
трата целлюлозы (лак НЦ-276) [13]; пригодны также эпоксидные,
полиуретановые, некоторые полиакрилатные и алкидные эмали.
Для металлизации полистирола применяют этилцеллюлозные ла-
ки, пигментированные бронзой и алюминиевой пудрой.
Поливинилхлорид (винипласт и пластикат) плохо удерживает
покрытия. Применяются лакокрасочные материалы на основе бу-
тадиен-нитрильных каучуков, сополимеров этилена с винилацета-
том, винилхлорида с винилпропионатом, содержащие активные
растворители (тетрагидрофуран, диметилформамид, циклогекса-
325
chipmaker.ru
нон). Удовлетворительную адгезию имеют также полиуретаны, а
в маркировочных красках — поливинилбутираль.
Полиамиды не требуют особой подготовки поверхности, кро-
ме обезжиривания, хотя адгезия большинства покрытий к ним,
как и к поливинилхлориду, плохая. Лучше всего адгезируют
покрытия на основе полиуретановых каучуков и эпоксиполиуре-
танов.
Фено- и аминопласты покрывают эпоксидными и полиуретано-
выми лакокрасочными материалами. Удовлетворительные резуль-
таты дает также применение мочевино- и меламино-алкидных эма-
лей, отверждаемых при нагревании, а также алкидных красок,
наносимых по поливинил бутирильным грунтам. Поверхность пред-
варительно шлифуют.
Слоистые полиэфирные пластики отделывают разными лако-
красочными материалами: полиуретановыми, эпоксидными, поли-
эфирными, меламино-алкидными, алкидно-стирольными [9; 10,
с. 66]. Разработана следующая технология окрашивания авто-
мобильных деталей из стеклопластика: поверхность шлифуют, обез-
жиривают уайт-спиритом, наносят тонкий слой меламино-алкид-
ной эмали МЛ-12 (или МЛ-197), слой алкидно-стирольной шпат-
левки МС-006 и еще 1—2 слоя эмали МЛ-12 (или МЛ-197). Каж-
дый слой отверждается при 100—130 ГС. Для получения покрытий
по слоистым пластикам пригодны также поливинилбутиральные
и быстроотверждающиеся эпоксидные порошковые краски; шпат-
левание в этом случае не проводится.
Изделия из резины покрывают лаками, в состав которых вво-
дят органические красители; для придания непрозрачности иногда
добавляют пигменты. Покрытия должны выдерживать большие
деформации растяжения и многократного изгиба в широком интер-
вале температур, быть глянцевыми, длительно не стареть и пре-
дохранять от старения резину. Наибольшее применение для
отделки обуви, резинотехнических и других изделий получили лако-
красочные материалы на основе продуктов деструкции полибута-
диенового каучука, хлорсульфированного полиэтилена и полиуре-
танов. Старыми материалами являются лаки на сильноокисленных
растительных маслах. Лаки обычно наносят на изделия до их
вулканизации. В процессе вулканизации (температура 140—150 °C)
происходит отверждение покрытия и образование прочной адге-
зионной связи с поверхностью подложки.
ЛИТЕРАТУРА
1. Буглай Б. М. Технология отделки древесины. М., Лесная промышленность,
1973. 304 с.
2. Нагорскяя И. А. Отделка древесины лакокрасочными материалами. М.(
Химия, 1966. 236 с.
3. Лакокрасочные материалы и их применение, 1975, № 2, с. 29; 1977, № lg
с. 65—66.
326
4. Суржаненко А. Е. Малярные и обойные работы. М., Высшая школа, 1974.
334 с.
5. Дринберг А. Д., Гуревич Е. С., Тихомиров А. В. Технология неметаллических
покрытий. Л., Госхимиздат, 1957. 588 с.
6. Климанова Е. Л., Барщевский Ю. А., Жилкин И. Д. Силикатные краски.
Получение, свойства и применение. М., Стройиздат, 1968. 88 с.
7. Елисеева В. И. Полимерные плеикообразователи для отделки кожи. М.,
Ростехиздат, 1961. 238 с.
8. Мазурова Г. А., Дмский В. А., Серая Р. С.— Лакокрасочные материалы
и их применение, 1974, № 4, с. 59—61.
9. Rossler U.— Plaste u. kautschuk, 1974, Н. 21, № 2, S. 132—138.
10. Поверхностная обработка пластмасс. Пер. с чешск./Под ред. Ш. Л. Лель-
чука. Л., Химия, 1972. 184 с.
11. Поверхностная обработка изделий из пластмасс. Л., ЛДНТП, 1970. 80 с.
12. Гольдберг М. М., Корюкин А. В., Кондрашов Э. К. Покрытия для полимер-
ных материалов. М., Химия, 1980. 288 с.
13. Шмайн Л. Д. — Лакокрасочные материалы и их применение, 1975, № 2,
с. 26.
chipmaker.ru
Глава
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ДЕКОРАТИВНЫХ И ИМИТАЦИОННЫХ
покрытий
Chipmaker.ru
Разнообразные требования, предъявляемые к функциональным
свойствам поверхности изделий и объектов, привели к разработке
ряда лакокрасочных материалов и технологических процессов,
позволяющих получать покрытия с повышенными декоративными
свойствами или имитировать поверхность под различные ценные
породы' дерева, камня, кожу и т. д.
Применение декоративных покрытий позволяет не только де-
лать изделия приятными глазу человека, но и интенсифицировать
технологический процесс их отделки, избежать нежелательных и
трудоемких операций, например шпатлевания, так как рельефные
покрытия маскируют мелкие дефекты поверхности. Имитация под
ценные материалы — один из способов экономии этих материалов.
Сравнительно недавно декоративные отделочные работы прово-
дились только вручную. В настоящее время производство декора-
тивных покрытий в основном механизировано, отличается стан-
дартностью исполнения и лучшими экономическими показателями.
Декоративной и имитационной отделке подвергают различные
изделия: мебель, электро- и радиоаппаратуру, приборы, инстру-
мент и др. Широко используются декоративные покрытия и в строи-
тельстве. Наибольшее применение получили следующие виды де-
коративных и имитационных покрытий: рельефная разделка;
имитационная отделка под ценные породы дерева, камня и позо-
лоту; покрытия «муар», «мороз», молотковые, трескающиеся и др.
Наряду с нанесением рисунков и изображений важное значе-
ние имеет маркировка изделий, т. е. нанесение на них надписей
и отличительных знаков. Эта операция может выполняться по
неокрашенной поверхности, но чаще всего она служит завершаю-
щей стадией в технологии отделки изделий.
11.1. РЕЛЬЕФНАЯ РАЗДЕЛИ <
Рельефная разделка нередко предусматривается при проведе-
нии окрасочных работ внутри помещений для создания на поверх-
ности какого-либо рисунка, узора, изображения. Это позволяет
улучшить декоративный вид покрытия и завуалировать есте-
ственные дефекты поверхности. В зависимости от способа нане-
328
сения рисунка и применяемого инструмента она подразделяется
на: разделку набрызгом, фактурную отделку, накатку валиками,
отделку под бархат, замшу и т. д.
Разделка набрызгом проводится по предварительно окрашен-
ной поверхности путем набрызгивания краски, отличающейся
по цвету от основного фона. Иногда набрызг делают из нескольких
разных по цвету красок, подбираемых с учетом полной гармонии
цветовой гаммы. Краску набрызгивают либо с помощью кисти,
либо из краскораспылителя при небольшом давлении воздуха и
значительном удалении сопла от поверхности, либо с помощью
Рис. 11.1. Фактурная отделка поверхностей губкой (а), гребешком (б) и кистью (в).
специальной машинки, где краска передается на поверхность
изделия от вращающегося вала, обтянутого шкуркой с длинной
щетиной. Разделку поверхностей набрызгом можно выполнять
масляными, воднодисперсионными, известковыми и клеевыми
красками; фоновое покрытие получают также с применением
этих красок. В настоящее время разделку набрызгом проводят
с использованием многоцветных воднодисперсионных красок.
Такие краски представляют собой систему из двух несмешиваю-
щихся фаз: водной (например, пигментированной дисперсии поли-
винилацетата) и неводной (заэмульгированной контрастно окра-
шенной алкидной эмали). Краску наносят по фоновому слою из
белой воднодисперсионной краски, например Э-ВА-27А. После
высыхания образуется покрытие с рисунком красивого ровного
набрызга.
Фактурная отделка. Это особый вид отделки поверхности,
заключающийся в нанесении слоя мастики с последующей набив-
кой соответствующего рисунка (фактуры) (рис. 11.1). Мастику,
или фактурную массу (вязкий масляный, клеемасляный или гип-
совый состав), наносят на поверхность толстым слоем (2—4 мм)
и сразу же после этого соответствующим ручным или механизи-
рованным инструментом наносят рисунок. Поверхность после
отверждения мастики может быть покрыта слоем краски.
329
chipmaker.ru
Накатка рисунка валиками проводится двумя способами. При
первом способе на предварительно окрашенную (фоновую) по-
верхность наносят валиком цветной рисунок (рис. 11.2), при
втором способе валиком прокатывают свеженанесенный слой шпат-
левки с последующей окраской поверхности обычным образом.
Первый способ более распространен; он позволяет получать много-
цветные покрытия с желаемым рисунком, аналогичным рисунку
обоев. Для этого накатку выполняют в несколько приемов, при-
меняя валики с разными рисунками и набор цветных красок.
В строительной практике для этой цели служат узорчатые рези-
Рис. 11.2. Накатка рисунка
вали ком.
новые валики с централизованной непре-
рывной подачей краски или специальные
накатные машинки [1, с. 230].
Отделка под бархат, сукно, плюш
практикуется при окраске помещений и
различных изделий. При отделке ошту-
катуренных стен под бархат выровнен-
ную, загрунтованную и окрашенную мас-
ляной или алкидной краской поверхность
присыпают древесными опилками. При-
меняют опилки крупностью до 2 мм, пред-
варительно просеянные, окрашенные той
же краской, что и стена, и хорошо высу-
шенные. Опилки наносят распылением на
сырой липкий слой лакокрасочного мате-
риала. После отверждения покрытия они
прочно удерживаются на поверхности,
придавая ей своеобразный вид бархата.
Ес ли вместо опилок применить мелкий' сухой чистый кварцевый
песок (присыпку), то получается также красивая матовая по-
верхность, но отличающаяся по фактуре от бархата.
На этом же принципе основана имитация сукна, плюша и
других тканей. Роль присыпки в этом случае выполняют тек-
стильные волокна (кноп), представляющие собой очесы шерсти,
льна, хлопка, синтетического шелка. Применяют волокна не-
большой длины. Их наносят на загрунтованную (обычно в цвет
волокна) липкую поверхность через сито или электростатическим
распылителем. В первом случае волоконца укладываются хао-
тично и создают вид серого или цветного сукна, во втором —
ориентируются по силовым линиям поля, образуя покрытие, по
внешнему виду напоминающее плюш. В зависимости от типа
краски (масляная, нитратцеллюлозная, воднодисперсионная) при-
меняют соответствующий режим отверждения покрытия. Отделы-
вают под сукно и плюш чаще всего внутренние полости оптиче-
ских приборов, футляры, игрушки и изделия целевого назна-
чения.
Рельефная разделка, основанная на объемном и цветовом эф-
фектах, крайне разнообразна как по технике исполнения, так
330
и по эстетическим свойствам получаемых покрытий. Наиболее
существенный недостаток таких покрытий — их быстрая запы-
ляемость и трудность очистки от загрязнений.
11.2. ИМИТАЦИОННАЯ ОТДЕЛКА ПОД ЦЕННЫЕ
ПОРОДЫ ДЕРЕВА, КАМНЯ И ПОЗОЛОТУ
Существует несколько способов, позволяющих при помощи
лакокрасочных материалов воспроизводить на металле, дереве,
картоне, бумаге и других материалах текстуру и цвет ценных пород
древесины — ореха, красного дерева, карельской березы, пали-
сандра, ясеня, а также имитировать поверхность камней (мра-
мор) и дорогих металлов [2, с. 278].
Рис. 11.3. Стадии ручной разделки под орех.
Практическое применение получили следующие способы ими-
тации: ручная разделка, аэрография, печать через клише, разделка
по трафарету, декалькомания, тонирование, лессирование.
Ручная разделка. На подготовленную поверхность наносят
имитируемый рисунок ценной породы древесины или камня с по-
мощью набора ручного инструмента и приспособлений, которыми
служат кисти, резиновые гребешки, щеперки, губки, флейцы
и др. Подлежащую покрытию металлическую или другую поверх-
ность грунтуют, выравнивают шпатлеванием, после чего наносят
фоновый слой из масляной, алкидной или нитратцеллюлозной
краски, соответствующий по цвету имитируемому образцу. На
высушенный фоновый слой наносят покрывной слой медленно
высыхающей краски (обычно масляной) более насыщенного, чем
фон, цвета и проводят разделку (нанесение рисунка), например,
применительно к текстуре ореха (рис. 11.3).
331
chipmaker.ru
Ручная разделка из-за трудоемкости и малой производитель-
ности в настоящее время применяется редко. Ее используют
в простейшем варианте для имитации древесины при окраске сей-
фов, дверных полотен, металлических и деревянных перегородок,
иногда панелей помещений.
Аэрография. Этот способ имитации поверхности связан с при-
менением специального инструмента — небольшого краскораспы-
лителя — аэрографа, имеющего диаметр сопла 0,4—0,6 мм. Аэро-
граф позволяет путем изменения расстояния от сопла до окраши-
ваемой поверхности и скорости перемещения получать как тонкие
четкие линии и отпечатки, так и широкие полосы с мягкими
переходами и полутонами. При аэрографическом способе исполь-
зуют также шаблоны-накладки, благодаря которым рисунок
наносится на определенные участки изделий. Подготовка поверх-
ности проводится так же, как и при ручной разделке.
Аэрографический способ имитации считается достаточно произ-
водительным, но требует от работающего определенного навыка
и художественного вкуса.
Способ печати позволяет достаточно точно воспроизводить
рисунок имитируемой породы древесины или камня. Это дости-
гается тем, что изображение переносится на изделие с клише—
медной или латунной пластины (изображение оригинала на клише
получено фотохимическим путем).
Техника имитационной отделки способом печати состоит из
следующих операций: подготовка поверхности, включая нанесе-
ние фонового слоя; нанесение краски на клише; перенесение
рисунка (краски) с клише на покрываемую поверхность с по-
следующим его закреплением (сушкой). Для нанесения фонового
слоя требуемого цвета и тона применяют специальные нитрат-
целлюлозные, алкидные и другие грунтовки, для имитации ри-
сунка, — хорошо растертые масляные краски (например, худо-
жественные) с повышенной вязкостью. Краску (отпечаток) с клише
на окрашиваемую поверхность переносят с помощью желати-
нового валика или пресс-папье. Этот процесс может также осуще-
ствляться на печатных станках, т. е. быть механизированным.
Способ печати через клише нашел применение для имитацион-
ной отделки изделий правильной формы, в первую очередь дере-
вянных и металлических щитов, видовых панелей и др.
Разделка по трафарету. Этот способ достаточно широко при-
меняется на практике при набивке фризов и бордюров помещений,
а также при изготовлении панно и различных надписей. Трафа-
рет — тонкий плоский лист металла, плотного картона или стой-
кой к растворителям пластмассы с вырезанными отверстиями,
совокупность которых составляет требуемое изображение. Суще-
ствуют простые, многокрасочные, обратные, контурные и другие
трафареты. Для нанесения рисунка трафарет плотно прижимают
к поверхности и производят окраску краскораспылителем, аэро-
графом или жесткой.трафаретной кистью. При разделке стен иногда
332
используют трафареты, изготовленные из редкой ткани — тюля.
Последнюю натягивают на раму, после чего для упрочнения
тюль покрывают нитратцеллюлозным лаком или пропитывают
клеем. В натянутом состоянии тюль может служить своеобразным
трафаретом для воспроизводства рисунка; краску наносят аэро-
графом.
Декалькомания. Этот метод осуществляется по принципу дет-
ских переводных картинок и находит применение в машинострое-
нии, приборостроении, а также при изготовлении различных
товаров народного потребления. Посредством декалькомании на
металлическую и другую поверхность наносят надписи, фабрич-
ные знаки, орнаменты, различные художественные изображения,
текстуру ценных пород древесины и т. д. [2, с. 298].
Для осуществления этого метода служат нанесенные на бу-
магу однокрасочные или многокрасочные отпечатки—деколи.
Для. перевода рисунка с бумаги на изделие на лицевую сторону
деколя и поверхность изделия наносят тонкий слой быстросох-
нущего масляного лака. При подсыхании лака до отлипа деколь
накладывают на изделие и плотно прижимают, после чего поверх-
ность увлажняют мокрой салфеткой и осторожно отделяют бу-
магу-основу от изображения. Далее рисунок протирают салфет-
кой, смоченной уайт-спиритом. После естественной или искус-
ственной сушки поверхность изображения или всего изделия
лакируют бесцветным лаком.
Более удобны в применении так называемые сухие деколи—
красочные изображения, нанесенные на липкую лавсановую
пленку. Технология их нанесения крайне проста: механически
снимается защитный слой бумаги и деколь приклеивается к изде-
лию. Последующее лакирование в ряде случаев может быть
исключено [3 ].
Тонирование — один из видов имитации позолоты посред-
ством применения лакокрасочных покрытий. Для тонирования
служат лаки (масляные, мочевиноформальдегидные, полиакри-
латные, полиуретановые) и светостойкие красители (например,
желтый светопрочный 3 или 63 и др.). Применяют два способа
тонирования: по первому краситель растворяют в лаке (концен-
трация 1—5 г/л) и окрашенный лак наносят на поверхность,
по второму краше.нию подвергают готовое покрытие. В последнем
случае лакированные изделия помещают в водный раствор, содер-
жащий: 3,0—3,5 г/л красителя и 1—2 г/л порошка «Новость».
При 70—80 °C уже через 1 мин пленка приобретает ровный золо-
тистый цвет [4, с. 169].
Имитации тонированием подвергают не все металлы. Наилуч-
ший эффект достигается при нанесении покрытий на полирован-
ный алюминий, блестящий никель, полированный цинк.
Лессирование — процесс получения лессирующих покрытий.
Такие покрытия находят применение при отделке изделий маши-
ностроения — велосипедов, мотоциклов, мотороллеров, автомо-
333
chipmaker.ru
билей. Лессирующий эффект достигается тем, что прозрачное,
окрашенное цветными красителями или пигментами покрытие
наносят на светоотражающий грунт. Так, при окраске велоси-
педов применяют меламино-алкидную грунтовку МЛ-012, пигмен-
том в которой служит алюминиевая пудра. Поверх грунтовки
наносят слой лессирующей эмали МЛ-169. Вместо кроющих пиг-
ментов в эмали вводят лессирующие органические пигменты раз-
ных цветов. Для предохранения лессирующего слоя и улучшения
защитной способности покрытия поверхность дополнительно ла-
кируют бесцветным лаком МЛ-04 4.
11.3. ПОКРЫТИЯ «МУАР», «МОРОЗ», МОЛОТКОВЫЕ
И ТРЕСКАЮЩИЕСЯ
Получение покрытий «муар» и «мороз», молотковых и трескаю-
щихся основано на способности некоторых лакокрасочных мате-
риалов при пленкообразовании образовывать красивые узоры
в виде морщин, чеканки или разнообразных разрывов. Такие
покрытия издавна применяют в машиностроении, приборострое-
нии, электротехнической промышленности и других отраслях.
Особой популярностью пользуются молотковые покрытия, так
как имеют гладкую поверхность, не запыляющуюся и слабо удер-
живающую радиоактивные загрязнения.
Покрытия «муар» (рис. 11-4, а) получают при использовании
красок МА-224 на уплотненном (полимеризованном) тунговом или
ойтпсиковом масле. При пленкообразовании при 60—100 °C
вследствие окислительной полимеризации с кислородом воздуха,
пленка увеличивается в объеме, что приводит к сморщиванию
покрытия и появлению своеобразного узора.
Краски наносят распылением на предварительно загрунто-
ванную алкидной грунтовкой поверхность. Обычно наносят два
слоя краски с интервалом в 5—10 мин. Формирование покрытия
проводят в две стадии: на первой стадии рисунок выявляется,
на второй — он закрепляется. Выявление рисунка проводят при
80 ± 5 °C в течение 25—40 мин, операцию закрепления осуще-
ствляют при 100—170 °C в зависимости от типа краски и ее цвета.
Покрытия «мороз» характеризуются своеобразным кристал-
лическим узором. Для их получения применяют лак КФ-274,
изготовтяемый на основе канифоли и смеси тунгового и льняного
масел. Лак наносят на предварительно окрашенные алкидными
эмалями поверхности металлов и древесины. Кристаллический
узор выявляется при отверждении покрытия в атмосфере про-
дуктов неполного сгорания жидкого или газообразного топлива
при температуре около 60 °C. Такую атмосферу в сушилке создают
обычно с помощью керосиновых или газовых горелок. Процесс
появления рисунка длится около 25 мин. Закрепление рисунка
происходит при комнатной температуре в течение суток. Из-за
сложности формирования покрытий, их невысокой механической
334
прочности и нестабильности узора покрытия «мороз» находят
ограниченное применение.
Молотковые покрытия (рис. 11.4,6) по внешнему виду напо-
минают характерные узоры, получаемые при чеканке по металлу.
Такой эффект достигается в результате введения в эмали невсплы-
вающей (обезжиренной) алюминиевой пудры и узорообразова-
телей, которыми служат кремнийорганические соединения—сили-
коновое масло (марок М-101, Г-4203 и др.), каучук СКТ, вазелин
КВ-ЭМ-1. Последние, изменяя поверхностное натяжение пленко-
Рис. 11.4. Декоративные покрытия <муар» (а), молотковое (С) и трескающееся (в).
образователя, способствуют его «стягиванию» (собиранию в капли)
на поверхности подложки и частиц пудры. При этом не допускается
нарушение сплошности покрытия.
Для получения молотковых покрытий промышленностью вы-
пускаются меламино-алкидные (МЛ-165 и МЛ-165 М) и нитрат-
целлюлозные (НЦ-221) эмали. Наряду с алюминиевой пудрой
в их состав входят в небольшом количестве кроющие минеральные
или органические пигменты, придающие соответствующий цвето-
вой оттенок покрытию. Эмали обычно наносят распылением (1—
2 слоя) на предварительно подготовленную и загрунтованную
поверхность. Перед применением в них вводят узорообразователь
в виде 10%-ного раствора в ксилоле из расчета 1—10 г на 1 кг
эмали. Рисунок (узор) образуется сразу после нанесения эмали на
поверхность. Его закрепляют (отверждают покрытия) в случае
эмалей МЛ-165 и МЛ-165 М при 120 С в течение 1 ч, НЦ-221—•
при комнатной температуре в течение 24 ч.
Молотковые покрытия нашли применение для отделки метал-
лических и деревянных изделий: приборов, киноаппаратов, пи-
шущих и швейных машин, футляров для приборов и т. д.
335
chipmaker.ru
Треск.-ющиеся покрытия (рис. 11.4, в) имитируют узор кроко-
диловой кожи. Для их получения применяют специальные нитрат-
целлюлозные краски, представляющие собой высоконаполненные
системы, которые разбавляют легколетучими растворителями,
например ацетоном. Растрескивание обусловлено малой коге-
зионной прочностью образующихся пленок и большими внутрен-
ними напряжениями, возникающими при быстром улетучивании
растворителей.
Краски наносят по фоновому слою из нитратцеллюлозных
эмалей, цвет которых, как правило, подбирают контрастно цвету
трескающейся краски. В толстых слоях краска трескается с круп-
ными разрывами, в тонких — с мелкими. Растрескивание про-
исходит сразу же после нанесения краски на поверхность. После
высушивания от растворителей покрытие может быть перекрыто
слоем лака или эмали. Трескающиеся покрытия имеют чисто деко-
ративное назначение. Иногда их используют для отделки прибор-
ных досок, облицовочных плит и панелей внутри помещений.
11.4. НАНЕСЕНИЕ МАРКИРОВОЧНЫХ ИЗОБРАЖЕНИЙ
Лакокрасочные материалы широко используются для марки-
ровки изделий, нанесения надписей, знаков и различных изобра-
жений. Маркируют изделия из самых разных материалов —
металлов, дерева, пластмасс, керамики, стекла — как до окраски,
так и после завершения окрасочных работ. Разработано большое
число разных методов нанесения черно-белых и цветных изобра-
жений: цинкография, глубокая, офсетная и этмографская печать,
шелкографпя, ручное и фотохимическое гравирование, посред-
ством трафарета, штемпеля, рейсфедера, пера и других приспо-
соблений 151. В зависимости от применяемого метода и природы
подложки используют соответствующие виды маркировочных
красок.
К краскам для нанесения изображений предъявляют ряд об-
щих требований. Необходимо, чтобы изображение было четким,
нерасплывчатым, легко читаемым. Оно должно сохраняться при
обработке, сборке и эксплуатации изделий. Более предпочти-
тельны те краски, которые быстро высыхают, нетоксичны, непожа-
роопасны, удобны в работе. В большинстве случаев требуются
маркировочные краски с широкой цветовой гаммой. В практи-
ческих' условиях нашли применение маркировочные краски на
основе различных пленкообразователей [6]. Широкое распро-
странение получили, в частности, краски масляные МА-514 и
алкндно-меламиновые МЛ-5119 разных цветов. Их можно нано-
сить многими методами на металлы, керамику и лакокрасочные
покрытия. Для маркировки пластмассовых изделий, никелиро-
ванной и кадмированной стали способами цинкографии, штем-
пельным и с помощью пера используют полиуретановые эмали
марки УР-175. К маркировочным краскам относятся также неко-
ззв
торые масляные и алкидные краски, применяемые в полиграфи-
ческой промышленности и жестепечатном производстве: 10815
белая, 10250 красная, 10072 черная и др. Они пригодны для нане-
сения способами офсетной печати, цинкографии, а также штем-
пельным.
Для изделий, не допускающих нагрева, рекомендуются быстро-
сохнущие маркировочные краски ФЛ-59, ГФ-57, БКС (на бакели-
товом лаке). Их наносят пером, рейсфедером и штемпелем. Мар-
кировочные знаки на древесине наносят красками ПФ-115, НЦ-11
и НЦ-25, на коже — БМК-М-50, а на изделиях из поливинилхло-
рида — краской, получаемой растворением поливинилхлорида
в циклогексаноне с добавлением красителей; электропровода
маркируют красками ХС-5103.
ЛИТЕРАТУРА
1. Завражин И. М., Завражин Н. Н. Малярные работы. М., Профиздат, 1961.
356 с.
2. Дринберг А. Д., Гуревич Е. С., Тихомиров А. В. Технология неметаллических
покрытий. Л., Госхимиздат, 1957. 588 с.
3. Кравченко М. Б. — В кн.: Новые лакокрасочные материалы и покрытия для
защиты изделий в атмосферных условиях. Л., ЛДНТП, 1968, с. 91—96.
4. Эйчис А. П. Металлолаковые покрытия. Киев, Техника, 1975. 176 с.
5. Агранат Б. Л., Гуревич Л. А., Рунова 3. С. — Лакокрасочные материалы
и их применение, 1977, № 1, с. 31—32.
6. Нормаль НО.028.000. Краски маркировочные. Классификация. Выбор. Свой-
ства и области применения.
chipmaker.ru
Глава
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ПОКРЫТИЙ
Chipmaker.ru
Эффективность производства лакокрасочных покрытий во мно-
гом зависит от правильной организации труда на всех стадиях
технологического процесса, начиная с приемки деталей и лако-
красочных материалов в цех и кончая выпуском готовой продук-
ции. Затраты на изготовление лакокрасочных покрытий в машино-
строении составляют в среднем 1—5% от себестоимости изделий,
в мебельном производстве они достигают 20%, а в ряде отраслей
еще больше. Снижение этих затрат путем рационального расхо-
дования лакокрасочных материалов и энергии, применения более
эффективного оборудования и способов производства — важная
народнохозяйственная задача.
В совершенствовании производства покрытий существенным
является социальный аспект, связанный с уменьшением проф-
вредности, пожароопасности и исключением выбросов, загряз-
няющих воздушный и водный бассейны. Это достигается в резуль-
тате как создания и широкого использования прогрессивных,
в первую очередь безрастворнтельных, лакокрасочных материа-
лов, так и внедрения новой технологии и передовых приемов
организации труда.
12.1. НОРМИРОВАНИЕ РАСХОДА ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ
В производственных условиях расход лакокрасочных мате-
риалов, как и любых материальных ресурсов, строго нормируется.
Норма расхода лакокрасочного материала — максимально допу-
стимое его количество, расходуемое при нанесении на изделие
(деталь, узел) для получения покрытия с требуемыми свойствами.
При нормировании расхода лакокрасочных материалов удобно
пользоваться установленными нормативами.
Норматив расхода (удельная норма) — максимально допу-
стимое количество материала, для получения 1 м2 покрытия опре-
деленной толщины.
Норма (общий расход), как и норматив расхода лакокрасочных
материалов определяется из чистого расхода Т и потерь, которые
338
подразделяются на потери технологические /7Г и организацией
ные По. Норма расхода Np может быть вычислена по формуле:
Л'р= Т + 77т4-/7о
Наибольшими являются технологические потерн. Ниже ука-
заны максимально допустимые значения технологических потерь
лакокрасочных материалов (в % от нормативного расхода) при
нанесении разными способами с учетом группы сложности покры-
ваемых деталей [1, с. 731:
Налив с помощью наливочных машин .... 3
Ручные способы.............................. 10
Распыление в электрическом поле............. 10
Струйный облив.............................. 10
Безвоздушное распыление...................8—15
Пневматическое распыление ...............20—50
Организационные потери, обусловленные нарушениями в транс-
портировании, хранении и использовании лакокрасочных мате-
риалов невелики, они составляют для большинства предприя-
тий 1—3%.
При нормировании расхода лакокрасочных материалов сле-
дует учитывать возможность использования их отходов — лаков
и красок, осаждающихся в распылительных камерах, ваннах
окунания и камерах облива, а также растворителей, испаряю-
щихся во время нанесения и отверждения покрытий и утилизи-
руемых. Так, отходы пентафталевых эмалей в тракторной промыш-
ленности составляют 8—10% от их общего расхода; отходы мела-
мнно-алкидных эмалей на заводах автомобильной промышленности
достигают 25% 12]. Значительная часть этих отходов утилизи-
руется и может быть использована для окраски менее ответствен-
ной продукции.
С экономической и экологической точек зрения большое зна-
чение имеет рекуперация растворителей, содержание которых
в готовых к применению лакокрасочных материалах составляет
в среднем 50—60%.
Нормы расхода лакокрасочных материалов определяются их
видом и цветом, способом нанесения, установленной толщиной
покрытия, группой сложности покрываемых изделий и др. В ли-
тературе [1, с. 75—102; 3, с. 340—364 ; 4, с. 518—5271 приве-
дены справочные таблицы, позволяющие ориентировочно оцени-
вать расходные коэффициенты лакокрасочных материалов при
проведении окрасочных работ.
Норму расхода лакокрасочного материала на изделие Np
(в г) рассчитывают по формуле:
Л'р = SnN
где S — площадь окрашиваемой поверхности изделия, м2; п —
число наносимых слоев; N — норматив расхода материала, г/м2.
339
chipmaker.ru
Снижение норм расхода может быть достигнуто: внедрением
новых и усовершенствованием применяемых способов окраски,
заменой устаревших материалов новыми, более экономичными,
улучшением организации окрасочных работ.
12.2. ПОДГОТОВКА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
И ИХ ТРАНСПОРТИРОВАНИЕ В ОКРАСОЧНЫЕ ЦЕХА
Поступающие с заводов лакокрасочные материалы в большин-
стве случаев нуждаются в доведении до рабочего состояния, т. е.
до требуемой вязкости, однородности, цвета и т. д. В зависимости
от способа нанесения предусматривается та или иная степень раз-
бавления товарных лаков и красок. Так, при нанесении перхлор-
виниловых эмалей пневматическим распылением в них вводится
дополнительно около 20% растворителей (от массы эмали), нитрат-
целлюлозных — 25—30%. Дополнительные затраты раствори-
телей на разбавление лакокрасочных материалов, наносимых
окунанием и безвоздушным распылением, составляют около 15%,
наливом — 5—10%. Нередко появляется необходимость коле-
ровки (подгонки цвета) и фильтрования эмалей, улучшения пла-
стичности шпатлевок, восстановления однородности расслоив-
шихся в результате хранения и перевозки материалов. Все эти
функции выполняют краскозаготовительные отделения окрасоч-
ных цехов. На машиностроительных предприятиях краскозаго-
товительные отделения одновременно осуществляют централизо-
ванное распределение и подачу лакокрасочных материалов к ме-
стам окраски. Строительные организации и управления имеют
краскозаготовительные цехи и колерные мастерские, в которых
нередко также изготовляется ряд лакокрасочных материалов.
В состав краскозаготовптельного отделения входят: участок
приготовления лакокрасочных материалов, склад текущего за-
паса материалов, участок мойки тары и подвесок и цеховая лабо-
ратория (рис. 12.1) [5, с. 263]. Краскозаготовительное отделение
работает по режиму окрасочного цеха и располагается в одном
с ним здании, но в отдельном, обычно пристроенном к нему поме-
щении; в некоторых случаях краскозаготовительное отделение
может обслуживать несколько цехов.
Лаборатория и участок мойки тары и подвесок размещаются
в изолированных помещениях, смежных с участком приготовления
лакокрасочных материалов. Лаборатория оборудуется лабора-
торными столами, вытяжным шкафом, весами и другими прибо-
рами для контроля и испытания лакокрасочных материалов. На
участке мойки тары и подвесок располагается рабочее оборудо-
вание (баки и ванны) для приготовления растворов щелочи и
щелочной обработки. Склад снабжается подъемно-транспортными
приспособлениями, стеллажами и товарными весами. На складе
лакокрасочные материалы хранятся в мелкой таре (фляги, би-
доны) в объеме не более трехсуточного запаса. Участок приго-
340
товления лакокрасочных материалов имеет набор смесительного,
фильтрующего, диспергирующего и раздаточного оборудования:
баки с мешалками, мерники для растворителей, фильтры, насосы
для перекачивания лакокрасочных материалов к месту потреб-
ления; иногда устанавливают небольшую краскотерку или би-
серную мельницу.
Рис. 12,1. Планировка краскозаготовительного отделения с централизованным распреде-
лением лакокрасочных материалов:
1, И — вентиляторы; 2 — стол с весами; S — вытяжной шкаф; 4 — сушильный шкаф;
5. 6— лабораторные столы; 7— краской а гие тате л ьный бак; 8, 9 — тележка с флягой;
10 — краскораздаточный бак; 11, 15 — насосы; 12 — баллон с инертным газом; 13 — мер-
ник; 14 — краскомешалка; 16— стеллаж; 18 — шкаф для хранения лакокрасочных
материалов; 19 — весы платформенные.
I — кладовая текущего запаса лакокрасочных материалов; II— лаборатория; III —
тамбур; IV — краскозаготовительный участок.
При небольших расходах лакокрасочных материалов (10—
15 кг/ч) их подача к местам потребления осуществляется путем
перевозки в плотно закрывающейся таре. Такая система неудобна
и сопряжена с дополнительными потерями лакокрасочных мате-
риалов и пожароопасностью. Более удобной и оправданной яв-
ляется система краскоснабження по кольцевому трубопроводу
с помощью насосов. Она применяется на всех предприятиях с боль-
341
chipmaker.ru
шим потреблением лакокрасочных материалов. При этом повы-
шается культура производства и экономится до 3—4% лакокра-
сочных материалов.
Централизованное распределение лакокрасочных материалов
существенно осложняется, когда требуется подавать лакокрасоч-
ные материалы в широком ассортименте и с большим разнообра-
зием цветов. В этом случае применяется сложная сеть трубопро-
водов и система насосов, смесительного и питающего оборудова-
ния. Такое положение имеет место, например, в окрасочных
цехах автомобильных заводов.
12.3. противопожарные и санитарно-технические
МЕРОПРИЯТИЯ в ОКРАСОЧНЫХ ЦЕХАХ
Большинство лакокрасочных материалов содержит органиче-
ские растворители и другие огнеопасные и вредные вещества,
поэтому при работе с ними приходится применять специальные
меры предосторожности.
Многие органические растворители относятся к легковоспла-
меняющимся и горючим жидкостям, пары которых образуют
с воздухом взрывоопасные смеси. Нижний концентрационный,
предел воспламенения (НКПВ) наиболее пожароопасных раство-
рителей (ацетон, бензол, смесевые растворители 646, 647, Р-4,
Р-40, РКБ-1 и др.) составляет 45—52 г/м3, или 1,2—1,8% (об.),
температура вспышки — от —18 до +5 °C; температурные пре-
делы воспламенения: нижний —20 — +7 °C, верхний +6-=- +20 СС
[6, с. 54].
Пожаро-взрывоопасными являются не только жидкие, но и
порошковые краски. Хотя энергия, необходимая для их воспла-
менения, в десятки раз выше, чем для огнеопасных растворителей,
НКПВ невысок и составляет для большинства порошковых кра-
сок 17—35 г/м3; температура самовоспламенения порошковых
красок (325—500 сС) также приближается к соответствующему
показателю большинства органических растворителей [7 ].
Наиболее токсичными из лакокрасочных материалов являются
пары и аэрозоли растворителей, в первую очередь ароматических
и галогенсодержащих углеводородов, мономеров (стирол, акри-
латы), некоторых пластификаторов и отвердителей (совол, амины,
изоцианаты). Особенно неблагоприятное действие на организм
работающих оказывают пыль и аэрозоли красок, содержащих
свинцовые, ртутные, медные и некоторые оловоорганические соеди-
нения в качестве пигментов, стабилизаторов или целевых доба-
вок. Сильное токсическое действие оказывает формальдегид,
выделяющийся в процессе отверждения феноло-, мочевино- и
меламиноформальдегидных покрытий, особенно при повышенных
температурах. Необходимо строго следить, чтобы концентрации
вредных веществ в атмосфере производственных помещений не
превышали ПДК 18, с. 38; 9, с. 272]:
342
ПДК Класс
в воздухе опне-
рабочей ности
зоны, мг/м3
Растворители
Ацетон...................... 200 4
Бензол....................... 20 3
Бутиловый спирт .... 10 3
Бутилацетат ................ 200 4
Дихлорэтан................... 10 3
Ксилол....................... 50 3
Скипидар.................... 300 4
Сольвент.................... 100 4
Толуол....................... 50 3
Трихлорэтилен ............... 10 3
Уайт-спирит ................ 300 4
Циклогексанон ..... 10 3
Этилацетат.................. 200 4
Этиловый спирт............. 1000 4
Этилцеллозольв.............. 200 4
Отвердители, мономеры
Гидроперекись изопропил-
бензола (гипериз) ... 2 2
Гексаметилендиамин ... 1 2
Толуилендиизоцианат 0,5 2
Стирол.................. 5 3
Прочие вещества
Едкие щелочи............ 5 3
Красочная пыль, не содер-
жащая свинцовых со-
единений ............... 5 3
Пыль свинцовых соедине-
нии .................. 0,01 1
Формальдегид............ 0,5 3
Большинство окрасочных цехов и участков, в которых исполь-
зуются жидкие лаки и краски, содержащие органические раство-
рители, а также порошковые краски, по пожарной опасности
причисляются к категориям А и Б. Такие цехи располагают в од-
ноэтажных зданиях или в верхних этажах многоэтажных зданий.
Склады лакокрасочных материалов размещают в отдельно стоя-
щем здании. Окрасочные цехи, краскозаготовительные отделения
и склады обязательно обеспечиваются необходимыми средствами
пожаротушения. Помещения оборудуются принудительной вы-
тяжной вентиляцией; в местах повышенного выделения вредных
паров и аэрозолей (окрасочные камеры, сушилки и др.) устанав-
ливается местная вытяжная вентиляция.
Лица моложе 18 лет, беременные и кормящие женщины не
допускаются к работе с лакокрасочными материалами, содер-
жащими токсичные растворители и свинцовые соединения.
Разрешается использовать лакокрасочные материалы, соот-
ветствующие установленным на них ГОСТом или ТУ и имеющие
паспорта. Запрещается применять в качестве растворителей
343
[chipmaker.ru
бензол, нитробензол и метанол. Работать с полиуретановыми и
эпоксидными лакокрасочными материалами разрешается только
при наличии эффективной вентиляции.
Отделения и участки, где осуществляется хранение, нанесе-
ние и отверждение (сушка) лакокрасочных материалов, отно-
сятся к местам повышенной взрыво- и пожароопасности. Согласно
правилам устройства электроустановок, помещения в радиусе
5 м от окрасочных камер пневматического и безвоздушного распы-
ления, установок окунания, налива и облива, а также краско-
заготовительного отделения по классу взрыво- и пожароопас-
ности относятся к категории В-Ia; помещения и камеры для
нанесения лакокрасочных материалов в электрическом поле и
отверждения покрытий — в категории В-16. Установки для нане-
сения водоразбавляемых материалов (при отсутствии легколету-
чих растворителей) и содержащие их помещения считаются непо-
жароопасными.
Работающим в окрасочных цехах выдается спецодежда, без
спецодежды работать не разрешается. Для предохранения орга-
нов дыхания от воздействия красочного тумана при нанесении
красок ручными краскораспылителями работающие снабжаются
респираторами типа РМП-62, РУ-60 и др. Для предохранения
кожи рук от действия растворителей рекомендуется пользоваться
профилактическими защитными пастами и мазями: пастами ИЗР-1,
ПМ-I и фурацелиновой, мылом МДМ, биологическими и защит-
ными перчатками из поливинилового спирта и другими сред-
ствами [8, с. 66].
ЛИТЕРАТУРА
1. Маловицкий В. С. Нормирование расхода лакокрасочных материалов. М.,
Химия, 1968. 108 с.
2. Каплан М. Г., Бондарчук Л. С., Кофман Ф. Б., Громова Г. А. Лакокрасочные
материалы и их применение, 1973, № 5, с. 71—72.
3. Окраска металлических поверхностей. ОМТРМ 7312-010—78. М., Химия,
1978. 368 с.
4. Лакокрасочные покрытия в машиностроении. Справочник/Под ред.
ЛЕ М. Гольдберга. М., Машиностроение, 1974. 576 с.
5. Альбом оборудования окрасочных цехов. М., Химия, 1975. 320 с.
6. Правила и нормы техники безопасности, пожарной безопасности и производ-
ственной санитарии для окрасочных цехов. М., Машиностроение, 1977. 78 с.
7. Руководство по технике безопасности, пожарной безопасности и промышлен-
ной санитарии при нанесении порошковых полимерных красок в электростати-
ческом поле. Черкассы, 1976. 20 с.
8. Штеренгарц Р. fl. Гигиена труда в производствах по нанесению лакокрасоч-
ных покрытий. М., ЛАсдицина, 1974. 140 с.
9. Лакокрасочные материалы. Технические требования и контроль качества.
Химия, 1979. 280 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автофорез (автофоретическое осажде-
ние дисперсий) 241, 242
Адгезионная прочность 27, 86—91
Адгезионные связи 81—86, 162
Адгезия 81—99
Антипирены 177
Антифрикционные покрытия 76
Аппараты искусственной погоды 187
Атмосферостойкие покрытия 179, 187
Аэрография 332
Аэродинамическое распыление см. Пне-
вматическое распыление
Аэрозоли
получение 193, 194
порошковых красок 192, 256
способы зарядки частиц 206—209
Аэрозольное распыление 189, 191
Бактерицидные эмали 186
Безвоздушное распыление 189, 191,
218—223
Белизна покрытий 122, 123
Бензостойкие покрытия 183
Беспористые покрытия 112
Биологическая повреждаемость покры-
тий 183—186
Блеск покрытий 120—122, 186, 187
Валковые способы окраски 17, 191,
192, 235—238
Вибро-вихревое нанесение порошковых
красок 252, 254
Вибропоглощающие покрытия 76—78
Видимость покрытий 123—125
Внутренние напряжения в покрытиях
99—111
Водостойкие покрытия 313
Высокоусадочные лаки 109
Высыхание «от пыли» 50
Газопламенное напыление 257, 258
Газопроницаемость покрытий 114
Галтовка 280, 281
Гидравлическое (безвоздушное) распы-
ление 189, 191, 214—223
Гидроабразивные установки 283
Гидрофильность поверхности 26, 27
Гидрофобность поверхности 26, 27
Гидрофобизация 93, 94, 95
Глянцевые покрытия 126
Горючесть покрытий 177, 178 '
Грунтование 300—302, 310
Грунтовки-преобразователи ржавчины
301, 302
Декалькомания 333
Декоративные покрытия 328—337
Демпфирующие покрытия см. Вибро-
поглощающие покрытия
Деполяризаторы 152, 153
Дефекты покрытий 20, 47—49
Деформационные свойства покрытий
66—70
Диэлектрическая проницаемость 130—
134, 138
Долговечность покрытий 72, 73
Дробеструйные аппараты 282
Загрязняемость и запыляемость по-
крытий 92, 93
Защита металлов от коррозии 158—170
Защитное действие покрытий 159—166
Износостойкость покрытия 75, 76
Изолирующая способность покрытий
117, 118
Имитационные покрытия 109, 328—337
Ингибированные покрытия 169, 170
Ингибиторы коррозии 166—170
Индексация лакокрасочных материа-
лов 277, 278
Испарение растворителей из пленки
45—47, 49, 50
Кавитационностойкие покрытия 78, 79
Катодное ингибирование см. Протек-
торная защита
Кислородная деполяризация 154, 155,
157
Кислородный индекс воспламеняемости
177, 178
Кисти 248
Когезионная прочность 80
Коррозия металлов 144, 145, 147—158
Коэффициент
диффузии 116, 117, 118, 119
запаса прочности покрытия 107
крекирующей активности 107, 108
отражения света 122, 123
поглощения света 121
проницаемости 113, 114, 117, 118
рассеяния света 121
теплового расширения 140, 141
Краскозаготовительное отделение 340,
341
Краскопульты 216—218
Краскораспылители 197, 202
Краскораспылительные установки 198,
199
Крацевание 280, 281
Крекирующая активность 107—108
Критическая объемная концентрация
пигментов (КОКП) 116
Кроющие покрытия см. Непрозрачные
покрытия
Лаконаливные машины 232, 233
Лакирование древесины 308, 309
Лакирование кожи 322
Легирование металлов 149
Лессирование 333. 334
Лакокрасочные материалы, свойства
12—22
345
chipmaker.ru
Маркировочные краски 336, 337
Маслостойкие покрытия 183
Матовые покрытия 122, 126
Механические свойства покрытий 70—
73, 79—81
Механическое распыление см. Гидрав-
лическое распыление
Минимальная температура пленкооб-
разования 52, 56, 57
Д1олотковые покрытия 334, 335
Морозостойкие покрытия 73, 74
Нагревостойкость покрытий 135
Накатка рисунка 330
Напыление в вакууме 260, 261
Натурные испытания 187
Негорючие покрытия см. Огнестойкие
покрытия
Непрозрачные покрытия 313
Низкоадгезионные покрытия см. Съем-
ные покрытия
Нормирование расхода лакокрасочных
материалов 338—340
Обезжиривание поверхности 284—289
Облив 17, 190, 192, 223, 224, 226, 227,
229—233
Оборудование
для нанесения порошковых лако-
красочных материалов 254
для окраски
валковым способом 235—237
наливом 231—233
окунанием 227, 228
распылением 201—205, 209—214,
217—221
струйным обливом 229, 230
электроосаждением 244—246
для отверждения покрытий 266,
267, 270, 271
для подготовки поверхности 282—
284, 288, 289
Обрастание покрытий 183, 185, 186
Огнезащитные покрытия 178
Огнестойкие покрытия 177, 178
Окрашивание
бегона 314—319
влажных поверхностей 33—35
длинномерных изделий 233, 234
древесины 212, 308, 309
кистями 248, 249
кожи 319—322
металлов 277—305
не «таллических материалов 308—327
пластмасс 212, 322—326
плоских изделий 231—233
под водой 33—35
резины 322—326
ручными валиками 249, 250
с помощью аэрозольных баллонов
250, 251
штукатурки 314—319
Оксидирование поверхности 296—298
Окунание 17, 190, 192, 223—229
Оптические свойства 120—129
Организация производства покрытий
338—344
Оргаподисперсии полимеров 54, 55
Отверждение покрытий 263—276
Очистка
газовых выбросов 205, 275, 276
сточных вод 246, 299, 300
поверхности 280—294
Пассивация металлов 146, 147, 156
Пигменты, роль в защитном действии
покрытий 164—166, 182, 184, 185
Плазменное напыление 258
Пленкообразование 36—60
без химических превращений 45—60
в результате химических превра-
щений 37—45
из водных дисперсий 50—53
из водных растворов 45—50
из порошковых полимеров 56—60
растительных масел 40, 42
Пневматическое распыление 189, 190,
192, 193, 194—205
Поверхностная энергия 26, 27, 30
Поверхностное натяжение лакокрасоч-
ных материалов 18—20
Подготовка поверхности 280—298, 309,
310, 324, 325
Покрытия
классификация 11, 12, 163
«мороз» «муар» 334, 335
обозначение 278, 279
смачивание водой 94
стойкие к действию микроорганиз-
мов (плесени) 184, 185
стойкие к истиранию 313
характеристика 9—И
цвет 123—125, 126
целевого назначения 6, 73—79
яркость 122, 123
Поликонденсация на подложке 38—43
Полимеризация на подложке 38—43
Полимерные пленки 9, 67, 68
Полирование 155, 305—307
Порозаполнение 310
Порошковые лакокрасочные материалы
(краски) 13, 18, 20—22, 190—192,
251 —258
Практическое высыхание 50
Предельно допустимые концентрации
(ПДК) 343
Прозрачность покрытий 120—122
Прозрачные покрытия 310—313
Проницаемость покрытий 111—120,
160, 163
Пропелленты 251
Протекторная защита 157, 166
Противоадгезиоиные покрытия 92, 93
346
Противокоррозионные покрытия 171 —
173
Противообледенительные покрытия
93—95
Противопожарные мероприятия в ок-
расочных цехах 204, 342, 344
Прочностные свойства 66—81
Радиационностойкие покрытия 180, 181
Разделка
набрызгом 329
под ценные породы дерева, камня
331
по трафарету 332, 333
Разрушение покрытий 68—70, 174—
188
Рассеивающая способность лакокра-
сочных материалов 244
Растрескивание покрытий 107—109
Рельефная разделка 328—331
Рельеф поверхности 24, 25
Ручные способы окраски 190—192,
247—251
Самодезинфицирующиеся покрытия 186
Самозатухающие покрытия 177
Санитарно-технические мероприятия
в окрасочных цехах 204, 205, 342—.
344
Светящиеся покрытия 128
Скорость пленкообразовании 37, 38
Смачивание поверхности 27, 28—35
Способ печати 332
Способы окраски, классификация 189—
192
Срок службы покрытий 171, 180, 187
Старение покрытий 174—188
Стойкость к растрескиванию 107
Струйное напыление 258
Струйный облив 229—231
Структура покрытий 61—64
Съемные покрытия 95, 96, 170
Тангенс угла диэлектрических потерь
132—134, 138
Твердая поверхность, свойства 23—35
Температура
максимальной скорости кристал-
лизации полимеров 62
пленкообразования 52, 56, 57
стеклования полимеров 52, 102—
103
формирования покрытий 52, 55
хрупкости полимеров 73, 74
Температуропроводность покрытий
138, 139, 141
Теплоемкость покрытий 138, 140
Теплопроводность покрытий 138, 139
141
Теплофизические свойства 138—141
Термоиндикаторные покрытия 126—
128
Термоосаждение 51
Термостойкие покрытия 176, 177
Термостойкость покрытий 175
Термохимические индикаторы 126, 127
Тиксотропные краски 15, 16, 17
Тлеющий разряд, получение покрытий
259, 260
Тонирование 333
Топкие покрытия, получение из газо-
вой фазы 258, 259
Травление 290—292
Трескающиеся покрытия 109, 334—336
Удаление старых покрытий 293, 294
Удельное объемное электрическое со-
противление 130—132, 137, 138
Ускоренные испытания покрытий 187
Установки для
безвоздушного распыления 219,
220
нанесения порошковых красок 252,
256, 257
напыления полимеров в вакууме
260, 261
окраски окунанием 227
получения покрытий в тлеющем
разряде 260
распыления 203, 204
электроосаждения 244—246
электрофоретического нанесения
лакокрасочных материалов 240
Фактура поверхности покрытия 126
Фактурная отделка 329
Фосфатирование поверхности 294—296
Фунгицидные смазки 185
Флюоресцирующие покрытия 123
Шероховатость "оверхиости 24, 25, 32
Шлифование 155, 281, 305—307
Шпатлевание 250, 302—304
Эксплуатационная стойкость покрытий
106—109
Электрическая проводимость
лакокрасочных материалов 244,
255
покрытий 130, 132, 133, 136, 137
Электрическая прочность покрытий
133, 138
Электрические свойства 129—138
Электрическое сопротивление полимер-
ных пленок 161, 162
Электроизоляционные покрытия 118,
135, 136
Электронно-ионная бомбардировка, по-
лучение покрытий 259, 260, 261
Электроокрасочные установки 209—214
Электроосаждение 51, 191, 192, 238—
247
Электрополимеризация 192
Электропроводящие покрытия 136—138
Электростатическое распыление 189,
190, 192, 193, 205—214
Электрофоретическое нанесение 239
347
chipmaker.ru
ОГЛАВЛЕНИЕ
Предисловие.............................................. 3
Введение.............................................. 5
Глава 1
ПОНЯТИЯ О ЛАКОКРАСОЧНЫХ ПОКРЫТИЯХ
И ТРЕБОВАНИЯХ К МАТЕРИАЛАМ ДЛЯ ИХ ПОЛУЧЕНИЯ
1.1. Характеристика и классификация лакокрасочных покрытий...... 9
1,2. Свойства лакокрасочных материалов, наиболее важные в технологии
покрытий ...................................................... 12
1.2.1. Общие требования к лакокрасочным материалам......... 12
1.2.2. Вязкость жидких лакокрасочных материалов ........... 14
1.2.3. Поверхностное натяжение ............................ 18
1.2.4. Свойства порошковых лакокрасочных материалов........ 20
Литература.................................................. 22
Глава 2
ВЗАИМОДЕЙСТВИЕ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
С ТВЕРДОЙ ПОВЕРХНОСТЬЮ
2.1. Общие свойства твердой поверхности..................... .23
2.2. Смачивание жидкими лакокрасочными материалами твердой поверх-
ности ...................................................... 28
2.2.1. Формирование поверхности контакта................. 28
2.2.2. Смачивание поверхностей на воздухе................ 30
2.2.3. Смачивание увлажненных и погруженных в воду поверхностей 33
Литература................................................. 35
Глава 3
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПЛЕНКООБРАЗОВАНИЯ
3.1. Общие сведения о пленкообразовании............................ 36
3.2. Пленкообразование, осуществляемое в результате химических превра-
щений .............................................................. 37
3.2.1. Полимеризация на поверхности подложки................... 38
3.2.2. Поликонденсация на поверхности подложки................. 43
3.3. Пленкообразование, осуществляемое без химических превращений 45
3.3.1. Формирование покрытий из растворов полимеров и олигомеров 45
3.3.2. Формирование покрытий из водных дисперсий полимеров ... 50
3.3.3. Формирование покрытий из органодисперсий полимеров . . 54
3.3.4. Формирование покрытий из порошковых пленкообразователей 56
3.4. Структурные превращения пленкообразователей при формировании
покрытий ........................................................... 60
Литература......................................................... 64
348
Глава 4
СВОЙСТВА И РАЗНОВИДНОСТИ ПОКРЫТИЙ
4.1. Прочностные и деформационные свойства .......................
4.1.1. Поведение полимерных пленок при механическом воздействии
4.1.2. Факторы, влияющие на механические свойства покрытий . . .
4.1.3. Покрытия целевого назначения................... . . .
4.1.4. Методы определения механических свойств ...............
4.2. Адгезия......................................................
4.2.1. Природа адгезионных связей.............................
4.2.2. Факторы, влияющие на адгезионную прочность покрытий . .
4.2.3. Длительная адгезионная прочность.......................
4.2.4. Взаимодействие покрытий с гидрофильными веществами . . .
4.2.5. Покрытия целевого назначения...........................
4.2.6. Методы определения адгезионной прочности...............
4.3. Внутренние напряжения........................................
4.3.1. Возникновение и релаксация внутренних напряжений . . . .
4.3.2. Факторы, влияющие на внутренние напряжения.............
4.3.3. Эксплуатационная стойкость напряженных покрытий . . . .
4.3.4. Методы определения внутренних напряжений ..............
4.4. Проницаемость покрытий.......................................
4.4.1. Перенос жидкостей и газов через пленки.................
4.4.2. Факторы, влияющие на проницаемость.....................
4.4.3. Методы определения проницаемости.......................
4.5. Оптические свойства..........................................
4.5.1. Пропускание, поглощение и отражение света покрытиями. .
4.5.2. Покрытия как средство цветового оформления изделий и объек-
тов ..........................................................
4.5.3. Покрытия целевого назначения...........................
4.5.4. . Методы определения оптических свойств покрытий.......
4.6. Электрические свойства.......................................
4.6.1. Электрические свойства лакокрасочных материалов........
4.6.2. Электрические свойства лакокрасочных покрытий..........
4.6.3. Электроизоляционные и электропроводящие покрытия . . . .
4.6.4. Методы определения электрических свойств...............
4.7. Теплофизические свойства ....................................
Литература
66
67
70
73
79
81
81
86
89
92
93
96
99
100
102
106
109
111
Ш
120
120
125
126
128
129
130
132
135
138
138
142
Глава 5
ОСНОВЫ КОРРОЗИИ И ЗАЩИТЫ МЕТАЛЛОВ
5.1. Основные понятия............................................. 144
5.1.1. Определение и классификация коррозии................... 144
5.1.2. Строение металлов и их пассивность................... 145
5.2. Химическая коррозия металлов................................. 147
5.3. Электрохимическая коррозия металлов......................... 149
5.3.1. Процессы на границе металл—электролит.................. 149
5.3.2. Поляризация электродных процессов ..................... 151
5.3.3. Характеристика коррозионных процессов.................. 152
5.3.4. Факторы, влияющие на коррозию.......................... 155
5.4. Способы защиты металлов от коррозии.......................... 158
5.4.1. Классификация и характеристика способов защиты......... 158
5.4.2. Защита металлов лакокрасочными покрытиями.............. 159
5.4.3. Применение ингибиторов коррозии........................ 166
5.5. Методы определения противокоррозионных свойств покрытий ... 171
Литература........................................................ 173
349
chipmaker.ru
Глава 6
РАЗРУШЕНИЕ ПОКРЫТИЙ ПРИ ЭКСПЛУАТАЦИИ
6.1. Разрушение покрытий при нагревании .................... 174
6.2. Разрушение покрытий под влиянием света и ионизирующего излуче-
ния ............................................... 178
6.3. Разрушение покрытий при воздействии химических агентов. 181
6.4. Биологическая повреждаемость покрытий................ 183
6.5. Атмосферное старение покрытий.......................... 186
Литература ...................... ... 188
Г л а в а 7
СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
НА ПОВЕРХНОСТЬ
7.1. Классификация способов окраски . . ... 189
7.2. Пневматическое распыление......... . ,........................ 194
7.2.1. Основы способа...................................... 195
7.2.2. Технологические режимы.................................. 196
7.2.3. Распыление лакокрасочных материалов в нагретом состоянии 198
7.2.4. Автоматическое нанесение лакокрасочных материалов .... 200
7.2.5. Удаление растворителей и красочной пыли из зоны окраски 202
7.3. Электростатическое распыление.......................... ... 205
7.3.1. Основы способа.......................................... 206
7.3.2. Нанесение лакокрасочных материалов в стационарных уста-
новках ....................................................... 209
7.3.3. Нанесение лакокрасочных материалов с применением ручных
установок..................................................... 213
7.4. Гидравлическое распыление.................................... 214
7.4.1. Основы способа.......................................... 215
7.4.2. Нанесение лакокрасочных материалов распылением при низком
давлении ..................................................... 216
7.4.3. Нанесение лакокрасочных материалов распылением при высо-
ком давлении (безвоздушное распыление)................. 218
7.5. Окунание и облив.............................................. 223
7.5.1. Основы способов............>............................ 224
7.5.2. Нанесение лакокрасочных материалов окунанием............ 227
7.5.3. Нанесение лакокрасочных материалов струйным обливом. . 229
7.5.4. Окраска плоских изделий способом налива....... . . . . 231
7.5.5. Окраска длинномерных изделий способом протягивания. . . 133
7.5.6. Нанесение лакокрасочных материалов в барабанах.......... 234
7.6. Валковый способ............................................... 235
7.7. Электроосаждение ............................................. 238
7.7.1. Электрофоретическое нанесение дисперсий................. 239
7.7.2. Электроосаждение лакокрасочных материалов из водных рас-
творов ....................................................... 242
7.8. Ручные способы нанесения жидких лакокрасочных материалов . . . . 247
7.9. Способы нанесения порошковых лакокрасочных материалов......... 251
7.9.1. Нанесение в кипящем слое................................ 252
7.9.2. Нанесение в электрическом поле высокого напряжения . . . 255
7.9.3. Прочие способы нанесения порошковых материалов......... 2'57
7.10. Получение тонких покрытий из газовой фазы.................... 258
7.10.1. Получение покрытий под действием электронно-ионной бом-
бардировки .................................................. 259
7.10.2. Получение покрытий из полимеров напылением в вакууме 260
Литература......................................................... 261
350
Глава 8
СПОСОБЫ ОТВЕРЖДЕНИЯ ПОКРЫТИИ
8.1. Тепловое отверждение покрытий . . .................. 264
8.1.1. Конвективный способ........ ... ........... 264
8.1.2. Терморадиационный способ ................ 2G8
8.1.3. Индукционный способ............................... 271
8.2. Отверждение покрытий под действие?! УФ-излх тения....... 272
8.3. Радиационное отверждение покрыт!.й...................... 273
8.4. Очистка отходящих газов из сушильных камер.............. 275
Литература................................................... 276
Глава 9
ТЕХНОЛОГИЯ ОКРАСКИ МЕТАЛЛОВ
9.1. Выбор лакокрасочных материалов и обоснование технологического
процесса окраски .......................................... 277
9.1.1. Индексация лакокрасочных материалов............. 277
9.1.2. Обозначение покрытий............................ 278
9.1.3. Выбор технологии окраски........................ 279
9.2. Подготовка поверхности под окраску.................... 280
9.2.1. Механические способы очистки ................... 280
9.2.2. Термические способы очистки..................... 284
9.2.3. Химические способы очистки...................... 284
9.2.4. Фосфатирование поверхности...................... 294
9.2.5. Оксидирование поверхности....................... 296
9.3. Очистка сточных вод при подготовке поверхности........ 299
9.4. Стадии технологического процесса получения покрытий... 300
9.4.1. Грунтование..................................... 300
9.4.2. Шпатлевание..................................... 304
9.4.3. Нанесение верхних слоев покрытия................ 304
9.4.4. Шлифование и полирование........................ 305
Литература ............................ 307
Глава 10
ТЕХНОЛОГИЯ ОКРАСКИ НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
10.1. Окрашивание и лакирование древесины....................... 308
10.1.1. Подготовка поверхности............................ ЗОЭ
10.1.2. Получение прозрачных покрытий..................... 310
10.1.3. Получение непрозрачных покрытий................... 313
10.2. Окрашивание штукатурки и бетона .......................... 314
10.2.1. Окрашивание известковыми красками................. 315
10.2.2. Окрашивание клеевыми и казеиновыми красками....... 316
10.2.3. Окрашивание силикатными красками.................. 316
10.2.4. Окрашивание воднодисперсионными красками ....... 317
10.2.5. Окрашивание перхлорвиниловыми красками............ 317
10.2.6. Окрашивание масляными и алкидными красками........ 318
10.2.7. Экономические показатели окрашивания строительных объ-
ектов ...................................'................. 318
10.3. Окрашивание и лакирование кожи............................ 319
10.3.1. Покрывное крашение............... . ’ ’ ' ’ ' ’ ’ ’ 320
10.3.2. Лакирование........................................322
351
chipmaker.ru
10.4. Окрашивание пластмасс и резины. ........ 322
10.4.1. Подготовка поверхности.. ................. 324
10.4.2. Характеристика покрытий.................... 325
Литература ...................... ... 326
Глава 11
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ
И ИМИТАЦИОННЫХ ПОКРЫТИЙ
11.1. Рельефная разделка.................................. 328
11.2. Имитационная отделка под ценные породы дерева, камня и позолоту 331
11.3. Покрытия «муар», «мороз», молотковые и трескающиеся. 334
11.4. Нанесение маркировочных изображений................. 336
Литература.............................................. 337
Глава 12
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ПОКРЫТИЙ
12.1. Нормирование расхода Лакокрасочных материалов....... 338
12.2. Подготовка лакокрасочных материалов и их транспортирование
в Окрасочные цеха ........................................ 340
12.3. Противопожарные и санитарно-технические мероприятия в окрасоч-
ных цехах................................................. 342
Л tunepayiypa............................................. 344
Предметный указатель ..................................... 345
АНАТОЛИЙ ДМИТРИЕВИЧ ЯКОВЛЕВ
ХИМИЯ и ТЕХНОЛОГИЯ ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ
Редактор А. Е. Пинчук
Техн, редактор Д. Д. Некрасова
Переплет художника А. И. Бородина
Корректор А. А. Борисенкова
ИБ № 468
Сдано в набор 05.07.80. Подписано в печать 22.12.80. М-28265. Формат бумаги 60X90Vie.
Бумага тип. № 2. Усл. печ. л. 22,00. Уч.-изд. л. 24,71. Литературная гарнитура.
Высокая печать. Тираж 13 600 экз. Зак. 263. Цена 1 р. ю к. Изд. № 1276-
Ордена «Знак Почета» издательство «Химия». Ленинградское отделение. 191186.
Ленинград, Д-186, Невский пр., 28.
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР по делам издательств,
полиграфии и книжной торговли. 193144, г. Ленинград, ул. Моисеенко» 10.