





























































































































































































































































































































































































































































































































































































































































































































































Автор: Фомин Г.С.
Теги: средства для покрытий и их технология лакокрасочные материалы испытания материалов товароведение силовые станции общая энергетика стандартизация продукции, процессов, мер, весов и времени стандарты технические требования нормы и правила рекомендации строительство строительные материалы
ISBN: 5-900631-12-5
Год: 2008




« - "*■" т"" ^
/^" * ь'" '~V
п
-J
" - Р
*ч*с г-
Серия «Международные стандарты —
народному хозяйству России»
Учреждена приказом Госстандарта России
от 1 июня 1993 г., № 117
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
И ПОКРЫТИЯ
Энциклопедия международных
стандартов
PAINT
AND SURFACE
COATINGS
Encyclopedia
of International Standards
Dr. Gennady S. Fomin
Second edition
MOSCOW
2008
Г.С. ФОМИН
ЛАКОКРАСОЧНЫЕ
МАТЕРИАЛЫ
И ПОКРЫТИЯ
Энциклопедия
международных стандартов
2-е издание,
переработанное и дополненное
МОСКВА
2008
УДК 667.612/613+620.197.6:006(100)ISO:031
ББК 6П7.7
Ф76
Рецензент — канд. хим. наук Н.В. Майорова
Одобрено к печати Техническим комитетом по стандартизации ТК 214
«Защита изделий и материалов от коррозии»
Фомин Г.С.
Ф76
Лакокрасочные материалы и покрытия. Энциклопедия международных
стандартов. — 2-е изд. перераб. и доп. М.: Издательство «Протектор», 2008.
— 752 с, ил.
ISBN 5-900631-12-5
Настоящая книга является первым в России и в мире справочным
руководством по применению международных стандартов на лакокрасочные материалы
и покрытия.
В книге приведены все современные требования к лакокрасочным материалам
и методам их контроля и испытаний, установленные Международной
организацией по стандартизации (ИСО). Во втором издании переработаны все главы,
приведены новые современные методы испытаний лакокрасочных материалов и
защитных покрытий.
Книга предназначена для специалистов предприятий лакокрасочной
промышленности, а также для всех организаций и предприятий, применяющих
отечественные и импортные лакокрасочные материалы.
Рекомендуется студентам, обучающимся по специальностям «Технология
лакокрасочных материалов и покрытий», «Химическое сопротивление материалов
и защита от коррозии», «Метрология, стандартизация и сертификация».
Табл. 123. Ил. 90. Библиогр.: 99 назв.
ISBN 5-900631-12-5
Все авторские права сохранены. Перепечатка и
копирование любой части настоящего издания, а также размещение
на компьютерных носителях, сайтах компаний и частных
лиц без письменного разрешения автора запрещены
© Г.С. Фомин, 1998,
© Г.С. Фомин, 2008,
с изменениями и дополнениями
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ 9
Глава 1. ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ В НАРОДНОМ
ХОЗЯЙСТВЕ 11
Глава 2. МЕЖДУНАРОДНАЯ И РЕГИОНАЛЬНАЯ
СТАНДАРТИЗАЦИЯ 15
2.1. Международная стандартизация 16
2.2. Региональная стандартизация 25
2.3. Системы менеджмента 35
2.4. Термины и определения 42
Глава 3. ОТБОР ПРОБ И ПОДГОТОВКА К ИСПЫТАНИЯМ 51
3.1. Методы отбора проб лакокрасочных материалов и сырья 52
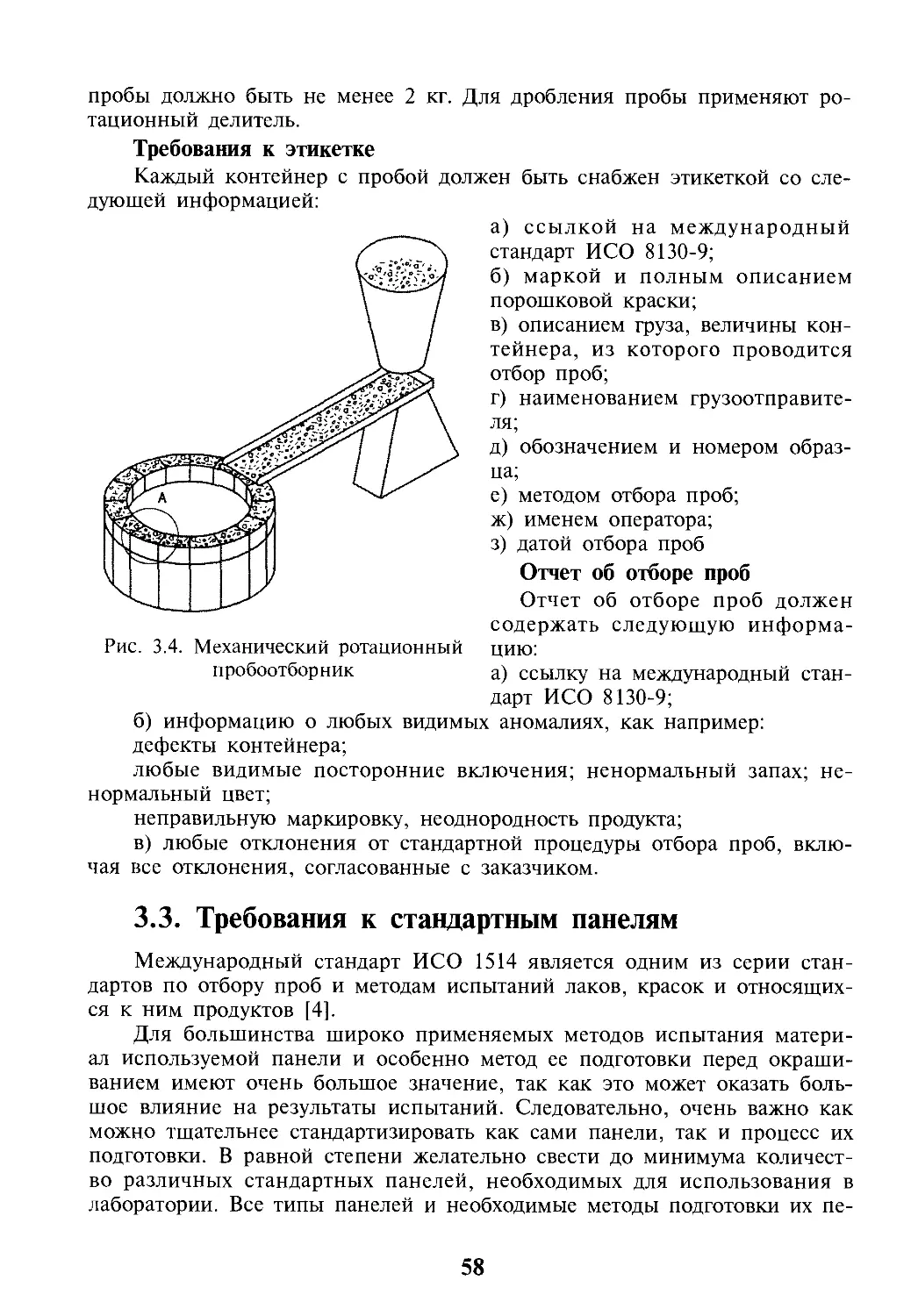
3.2. Методы отбора проб порошковых красок 57
3.3. Требования к стандартным панелям 58
3.4. Условия кондиционирования и испытаний 67
3.5. Методы подготовки образцов для испытаний 68
3.6. Требования к испытаниям 70
3.7. Требования к лабораториям 71
Глава 4. ПЛЕНКООБРАЗУЮЩИЕ И РАСТВОРИТЕЛИ 73
4.1. Определение кислотного числа 74
4.2. Определение гидроксильного числа 77
4.3. Определение числа омыления 80
4.4. Определение температуры размягчения 83
4.5. Определение температуры стеклования 85
4.6. Определение мутности 85
4.7. Требования и методы испытаний льняного масла 88
4.8. Требования и методы испытаний тунгового масла 89
4.9. Требования и методы испытаний талловых жирных кислот 90
4.10. Требования и методы испытаний алкидных смол 90
4.11. Требования и методы испытаний эпоксидных смол 92
4.12. Требования и методы испытаний аминовых смол 93
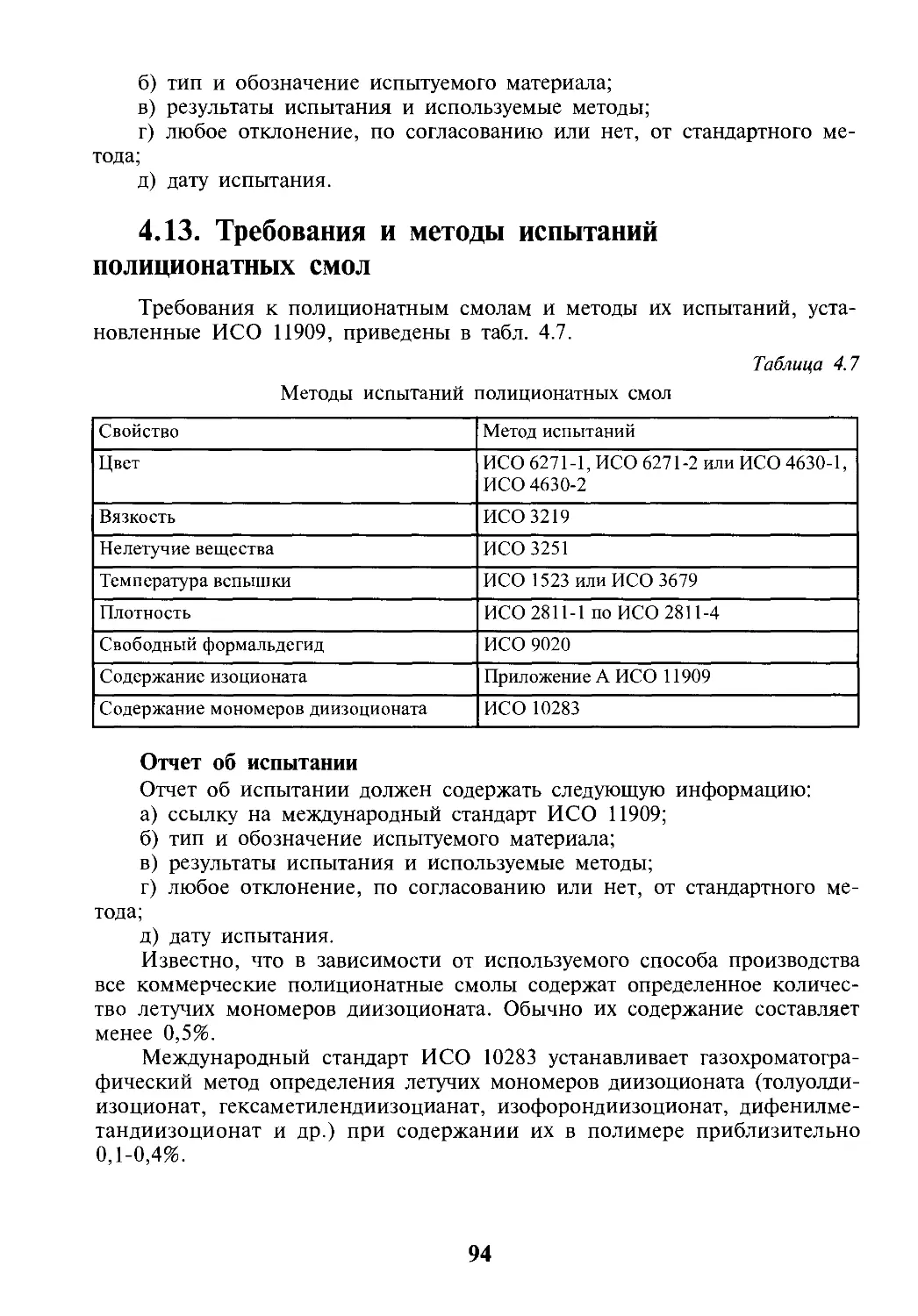
4.13. Требования и методы испытаний полиизоционатных смол 94
4.14. Требования и методы испытаний хлорированных
полимерных смол 95
4.15. Требования и методы испытаний нитроцеллюлозных
растворов 95
4.16. Требования и методы испытаний дисперсий
на водной основе 96
4.17. Требования и методы испытаний сиккативов 97
Глава 5. ПИГМЕНТЫ И НАПОЛНИТЕЛИ 101
5.1. Общие требования к методам испытаний пигментов 102
5.2. Общие требования к методам испытаний наполнителей 108
5.3. Общие требования к дисперсиям пигментов
и наполнителей 118
5
5.4. Сравнение цвета пигментов 119
5.5. Определение цвета белых, черных и цветных пигментов 121
5.6. Определение светостойкости цветных пигментов 123
5.7. Определение рН водной суспензии 125
5.8. Определение кислотности и щелочности
водного экстракта 127
5.9. Определение удельной электропроводности
водной вытяжки 128
5.10. Определение содержания веществ, растворимых в воде 132
5.11. Определение водорастворимых сульфатов, хлоридов
и нитратов 136
5.12. Определение плотности 142
5.13. Определение объёма и кажущейся плотности
после уплотнения 148
5.14. Определение остатка на сите 150
5.15. Определение маслопоглощения 155
5.16. Определение массовой доли летучих веществ 156
5.17. Определение термостойкости 157
5.18. Определение относительной красящей способности
пигментов 158
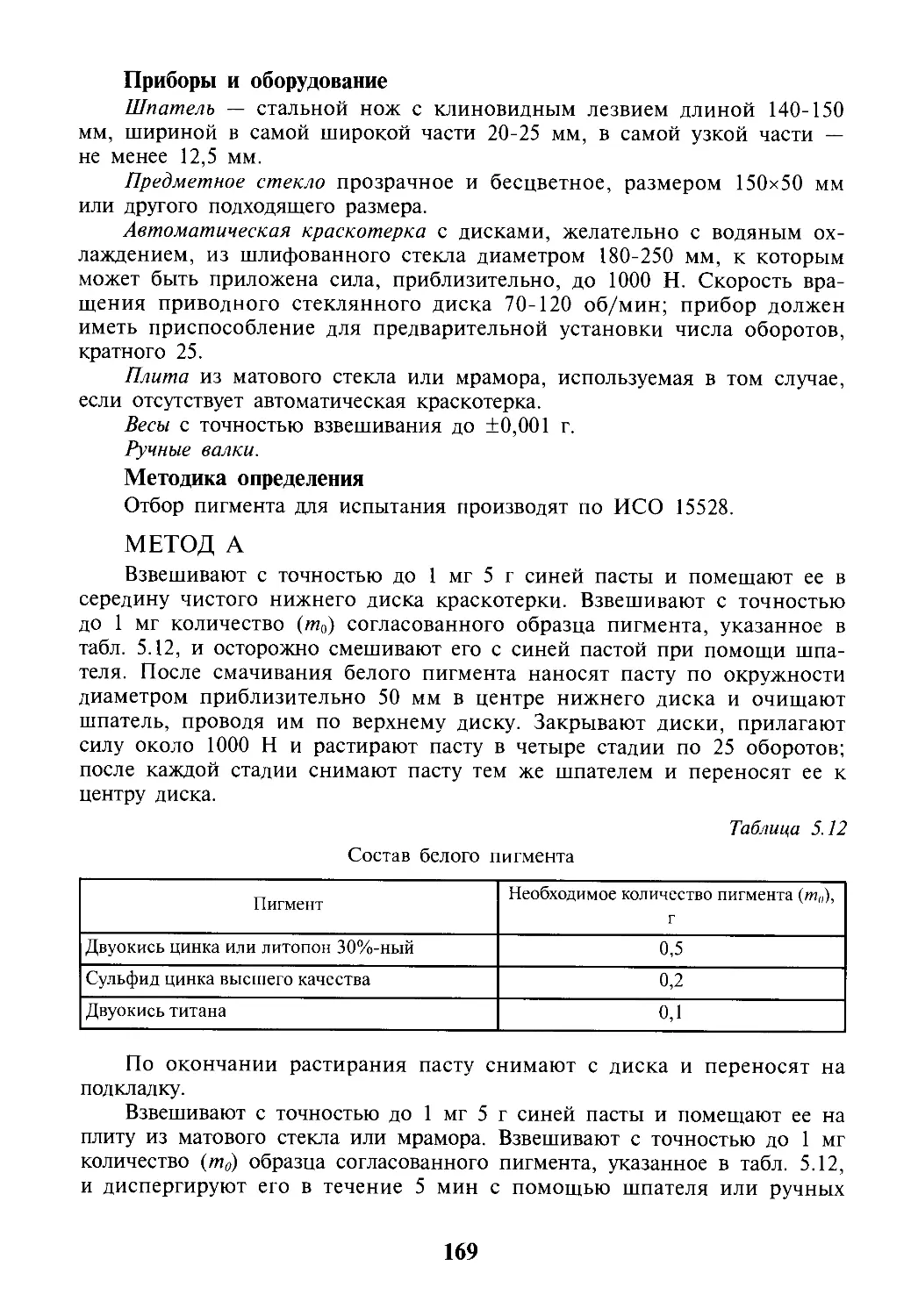
5.19. Определение разбеливающей способности белых пигментов... 168
5.20. Определение стойкости пигментов к миграции 172
Глава 6. ЖИДКИЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ 174
6.1. Определение цвета 175
6.2. Определение вязкости 181
6.3. Определение плотности 190
6.4. Определение степени перетира 198
6.5. Определение объема сухого покрытия 201
6.6. Определение степени провисания 207
6.7. Определение степени высыхания 210
6.8. Определение укрывистости 213
6.9. Определение жизнеспособности 223
6.10. Определение содержания нелетучих веществ 225
6.11. Определение содержания летучих веществ 227
Глава 7. ПЛЕНКИ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ 236
7.1. Определение цвета 237
7.2. Определение блеска 239
7.3. Определение толщины 243
7.4. Определение адгезии 260
7.5. Определение устойчивости к отпечатку 272
7.6. Определение слипаемости под давлением 274
7.7. Определение содержания пигмента 276
7.8. Определение паропроницаемости 281
7.9. Определение стойкости к воздействию жидкостей 285
7.10. Определение стойкости к тепловому воздействию 295
6
Глава 8. МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ ПОКРЫТИЙ 297
8.1. Определение эластичности при изгибе 298
8.2. Определение эластичности при вдавливании 310
8.3. Определение стойкости к удару 313
8.4. Определение стойкости к влажному царапанию 324
8.5. Определение твердости 328
8.6. Определение стойкости к царапанию 332
8.7. Определение стойкости к абразивному износу 337
Глава 9. ПОРОШКОВЫЕ МАТЕРИАЛЫ 344
9.1. Определение гранулометрического состава 345
9.2. Определение плотности 348
9.3. Определение нижнего предела взрываемости 350
9.4. Определение способности к псевдоожижению 351
9.5. Определение продолжительности пленкообразования 353
9.6. Определение потери массы при нагреве 355
9.7. Определение стабильности при хранении 356
9.8. Определение текучести на наклонной плоскости 358
9.9. Определение совместимости 359
9.10. Определение эффективности осаждения 361
Глава 10. МЕТОДЫ ХИМИЧЕСКОГО АНАЛИЗА 365
10.1. Методы приготовления кислотных экстрактов из жидких
и порошковых красок 366
10.2. Определение содержания «растворенного» свинца 376
10.3. Определение общей массовой доли свинца 383
10.4. Определение содержания «растворенной» ртути 391
10.5. Определение общей массовой доли ртути 398
10.6. Определение содержания «растворенного» хрома 400
10.7. Определение содержания «растворенного» кадмия 406
10.8. Определение содержания «растворенной» сурьмы 413
10.9. Определение содержания «растворенного» бария 420
10.10. Определение содержания биоцидов 423
Глава 11. КОРРОЗИВНОСТЬ ОКРУЖАЮЩЕЙ СРЕДЫ 426
11.1. Классификация коррозивности атмосферы 429
11.2. Методы измерения загрязнений атмосферы 431
11.3. Международная программа коррозионных испытаний 436
11.4. Классификация коррозивности воды и почвы 438
11.5. Классификация коррозивности космического пространства....439
Глава 12. ОБЩИЕ ТРЕБОВАНИЯ К КОРРОЗИОННЫМ
ИСПЫТАНИЯМ 441
12.1. Образцы 442
12.2. Проведение испытаний 444
12.3. Коррозионные станции 446
12.4. Испытательные камеры 452
12.5. Методы нанесения надреза на покрытия 453
12.6. Методы удаления продуктов коррозии 457
12.7. Отчет об испытании 459
7
Глава 13. ИСПЫТАНИЯ В ПРИРОДНЫХ УСЛОВИЯХ 461
13.1. Методы испытаний в атмосфере 462
13.2. Методы испытаний в воде 470
13.3. Методы испытаний в почве 473
Глава 14. УСКОРЕННЫЕ ИСПЫТАНИЯ 475
14.1. Методы испытаний на нитевидную коррозию 480
14.2. Метод испытаний в сернистом газе 487
14.3. Метод испытаний в нейтральном соляном тумане 489
14.4. Методы испытаний при непрерывной конденсации влаги 494
14.5. Методы испытаний при переменной конденсации влаги 501
14.6. Методы испытаний при непрерывной конденсации влаги
и воздействии излучения 502
14.7. Методы циклических испытаний 508
14.8. Методы испытаний при переменном погружении 517
Глава 15. БЕЗОПАСНОСТЬ МАТЕРИАЛОВ И ПОКРЫТИЙ 521
15.1. Определение температуры вспышки 522
15.2. Определение температуры воспламенения 547
15.3. Определение способности поддерживать горение 556
15.4. Определение эмиссии формальдегида 558
Глава 16. КОНСТРУИРОВАНИЕ И ПОДГОТОВКА ИЗДЕЛИЙ
ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ 564
16.1. Классификация стальной поверхности до и после очистки.... 568
16.2. Методы контроля очищенной стальной поверхности 570
16.3. Требования и методы контроля металлических абразивов 571
16.4. Требования и методы контроля неметаллических абразивов... 574
Глава 17. ЗАЩИТНЫЕ ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ 576
17.1. Требования к защитным покрытиям стальных конструкций,
эксплуатируемых в морской среде 578
17.2. Определение толщины защитных покрытий стальных
конструкций 582
17.3. Определение адгезии защитных покрытий стальных
конструкций 583
Приложение 1. ПЕРЕЧЕНЬ МЕЖДУНАРОДНЫХ СТАНДАРТОВ 589
Приложение 2. ПЕРЕЧЕНЬ АМЕРИКАНСКИХ СТАНДАРТОВ 626
Приложение 3. ПЕРЕЧЕНЬ ЕВРОПЕЙСКИХ СТАНДАРТОВ 668
Приложение 4. ПЕРЕЧЕНЬ РОССИЙСКИХ СТАНДАРТОВ 703
Приложение 5. МЕТОДЫ ОЦЕНКИ РАЗРУШЕНИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ 715
ЛИТЕРАТУРА 731
SUMMARY 737
CONTENTS 738
ИНФОРМАЦИЯ 742
8
ПРЕДИСЛОВИЕ
ко второму изданию
Прошло десять лет со времени выхода первого издания настоящей
книги. Учитывая, что международные стандарты, как правило,
обновляются раз в пять лет, появилась необходимость доработки и переиздания
настоящей книги.
Эта книга предназначена, прежде всего, для специалистов народного
хозяйства России, которая вступает во Всемирную торговую организацию.
Поэтому все новые стандартные методики контроля качества лакокрасочных
материалов и покрытий были включены в книгу с целью их использования
в отечественных лабораториях.
Благодаря новым материалам, включенным в книгу, особенно
полезной она будет для производителей самых современных лакокрасочных
материалов, а также быстрорастущих предприятий автомобилестроения и
производства другой современной техники. Книга будет необходима для
сертификационных центров и испытательных лабораторий, а также для
производителей контрольно-измерительной аппаратуры и испытательного
оборудования, необходимого для применения международных стандартов
по контролю лакокрасочных материалов и покрытий в российской
промышленности.
Автор приносит благодарность Наталье Владимировне Майоровой за
ценные замечания при работе над книгой, Ольге Михайловне Андруцкой
за содействие в осуществлении настоящего издания, а также Ольге
Николаевне Фоминой за помощь в подготовке книги к печати.
Автор в этой работе попытался систематизировать все стандарты в
области лакокрасочных материалов и покрытий и сделать доступными на
русском языке эффективные методики анализа, потому все пожелания,
критические замечания и указания на новые источники данных будут
приняты автором с благодарностью.
Е mail: protec@list.ru
2008 г. Г.С. Фомин
9
ПРЕДИСЛОВИЕ
к первому изданию
Вниманию специалистов предлагается книга, в которой автор обобщил
свой опыт работы по стандартизации в области лакокрасочных покрытий.
Данная работа начиналась более пятнадцати лет назад, когда автор
участвовал в разработке государственных стандартов на лакокрасочные
покрытия с обязательным учетом требований международных и лучших
национальных стандартов.
Широкое применение в народном хозяйстве лакокрасочных материалов
требует проверки их качества как перед применением, так и при
производстве. В предлагаемой читателю книге обобщены требования всех
международных стандартов на лакокрасочные материалы и покрытия, утвержденные
Международной организацией по стандартизации (ИСО). Кроме того, автор
попытался показать взаимосвязь международных стандартов на
лакокрасочные материалы и покрытия с другими международными стандартами
по коррозии и на защитные металлические покрытия. Справочник
фактически является продолжением вышедшей в 1994 г. в ИПК Издательство
стандартов монографии «Коррозия и защита от коррозии. Энциклопедия
международных стандартов».
Данный справочник целесообразно рассматривать как практическое
руководство для всех специалистов российской лакокрасочной
промышленности по применению современных методов испытаний лакокрасочных
материалов.
Книга не свободна от недостатков, однако автор надеется, что
изложенные в ней сведения позволят отечественным специалистам повысить
конкурентоспособность выпускаемой лакокрасочной продукции.
Международная стандартизация в области лакокрасочных покрытий
развивается быстрыми темпами и вскоре настанет необходимость
переиздания этой монографии. Если Ваше предприятие получило пользу от этого
справочника, то любая финансовая помощь для подготовки нового издания
будет принята с благодарностью.
1998 г. Г.С. Фомин
10
Глава 1
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
В НАРОДНОМ ХОЗЯЙСТВЕ
Лакокрасочные материалы начали широко применяться человеком
еще до возникновения промышленности. С красками был знаком
первобытный человек, производство разнообразных красок существовало в
Древнем Египте. За сто лет до Рождества Христова Плинием были
описаны методы сохранения блеска бронзы с помощью масла, способы защиты
изделий из железа свинцовыми белилами.
Для защиты от коррозии лакокрасочные материалы начали
применять в средние века, в XVIII веке началось кустарное производство лаков
и красок. В 1870 г. появились первые заводы по промышленному
производству лакокрасочных материалов, применяемых для защиты
конструкций и сооружений железных дорог. С начала XX века благодаря
развитию химической промышленности и автомобилестроения началось
широкое производство лакокрасочных материалов на основе нитроцеллюлозы,
а затем и синтетических красок.
До революции в России существовала развитая лакокрасочная
промышленность — в стране действовало около 100 заводов. После
революции разрушенные заводы были восстановлены, в годы индустриализации
были созданы десятки новых предприятий. В новой России после 1991 г.
осталось 2/3 лакокрасочной промышленности бывшего Союза,
Лакокрасочные материалы широко используются в современном
народном хозяйстве для придания изделиям декоративных свойств и
обеспечения защиты окрашиваемой поверхности. Сформированное покрытие
должно удовлетворять разнообразным требованиям по декоративности —
цвету, глянцу, шероховатости и т.п., а также защищать от внешних
воздействий подложку, которая может представлять собой сталь,
пластмассу, бетон, дерево или другой материал.
Важнейшую роль лакокрасочные материалы играют в защите
металлических изделий от коррозии. Прямые потери от коррозии в промыш-
ленно развитых странах составляет 2-4% валового национального
продукта (рис. 1.1) [1].
Затраты на предотвращение коррозии в мире достигают в год сотен
миллионов долларов, при этом средства, выделенные на защиту от корро-
11
Процент от валового
национального продукта
Германия Франция
США Великобритания Россия
Рис. 1.1. Годовые затраты на борьбу с коррозией в разных странах
(по данным журнала «Werkstoffe und Korrosion». 1995 г.)
зии лакокрасочными покрытиями (рис. 1.2), составляют около 40% от
всех ассигнований [2].
Лакокрасочные покрытия 39,50%
Коррозионностойкие материалы 20,50%
Конструктивная
приспособленность 4,50%
Металлические
покрытия 15,60%
Электрохимическая
защита 11,30%
Ингибиторы 8,60%
Рис. 1.2. Структура затрат на противокоррозионную защиту в России (по данным
ВНИИ организации, управления и экономики нефтегазовой промышленности)
Проблема коррозии существует постоянно. Однако многие
предприниматели и руководители предпочитают не тратить средства на
осуществление должной защиты от коррозии, объясняя это кризисом в
экономике или стремлением обеспечить экономию средств в текущем году. Но
12
через несколько лет реальные убытки от коррозии перекроют мнимую
экономию сегодня.
Производство лакокрасочных материалов представляет собой сейчас
отрасль промышленности, в которой заняты миллионы людей.
В связи с большим разнообразием применяемых исходных
компонентов для производства лакокрасочных материалов, необходимо создание
единых методов оценки качества красок и их защитной способности. В
начале XX века началась разработка первых стандартов на лакокрасочные
материалы и покрытия.
Появление стандартов в данной области способствовало повышению
качества производимых лакокрасочных материалов, повышению культуры
производства и применения красок, а также росту международной
торговли продукцией лакокрасочной промышленности и сырьем для
производства лакокрасочных материалов.
В свою очередь, новые лаки и краски изменили облик городов мира,
оживили яркими домами сельскую местность, способствовали
конкурентоспособности изделий машиностроения благодаря разнообразию
окрашенных поверхностей автомобилей, самолетов и судов.
Окрашенные поверхности увеличили срок службы изделий,
обеспечили легкий уход за ними. Специальные лакокрасочные материалы
способствовали повышению обороноспособности страны: увеличили скорость
обтекания поверхности ракеты, обеспечили быстроходность и защитили от
обрастания боевые корабли, сделали невидимыми для радара целые
самолеты, скрыли от глаз врага боевую технику.
Мировое производство лакокрасочных материалов в настоящее
время оценивается в 25-30 млн. тонн [3]. Лидером среди
фирм-производителей традиционных лакокрасочных материалов является британская
фирма ICI, порошковых красок — шведская фирма Akzo Nobel, в десятку
крупнейших фирм входят различные компании США, Германии, Японии,
Франции, России, Финляндии.
Мировая лакокрасочная промышленность под давлением
конкуренции и ужесточения законодательства по охране здоровья персонала и
защите окружающей среды производит широкий ассортимент экологически
безопасных лакокрасочных материалов. Наиболее быстро развивается
производство порошковых красок, а также лакокрасочных материалов на
водной основе, с высоким сухим остатком, фотоотверждаемых и др.
Структура ассортимента производимых в мире лаков и красок
представлена на рис. 1.3.
Крупнейшими потребителями лакокрасочных материалов в мире
являются автомобильная, консервная и оборонная промышленности, а
также судостроение, строительство, бытовое хозяйство и мебельная
промышленность.
В конце XX века отечественная лакокрасочная промышленность
переживала этап подъема со времени, когда импортные лакокрасочные
материалы стали недоступными для большинства потребителей после
дефолта 1998 г. Предприятия начали смену ассортимента выпускаемой
продукции в соответствии с требованиями рынка, стали наращивать объемы
13
Традиционные 38%
С высоким сухим остатком 16%
—
—>. „
Прочие 2% ^--
Радиационного
отверждения 2%
:— ;.. . -r=z- ^
- .—~~
"7
/
/
i '
——-—
тНа
\
/
Водоразбавляемые 12%
Порошковые 16%
Двухкомпо-
нентные 14%
Рис. 1,3. Структура ассортимента лакокрасочных материалов [4]
производства современных лакокрасочных материалов. Однако уже с
первых лет нового века темпы роста импорта лакокрасочных материалов
превзошли темпы роста производства отечественных материалов.
Успешной конкуренции на внутреннем рынке с зарубежными
производителями будет способствовать выпуск только высококачественных и
экологически безопасных лакокрасочных материалов. Решению этой
проблемы поможет знание международных стандартов, в которых обобщен
опыт работы лучших специалистов и опыт управления ведущих
компаний.
14
Глава 2
МЕЖДУНАРОДНАЯ И РЕГИОНАЛЬНАЯ
СТАНДАРТИЗАЦИЯ
Первые международные стандарты ведут свою историю из глубины
веков. История их появления связана с великими империями и великими
людьми. Например, ширина колеи железных дорог в странах Западной
Европы и Северной Америки равна в точности ширине колеи римских
колесниц, запрягаемых двойкой лошадей. За тысячелетия господства Рима
римские легионы на дорогах Европы сделали такую глубокую колею, что
и через десять веков после падения Римской империи средневековые
мастера делали повозки и кареты с колесной базой по римскому
стандарту. А когда в XIX веке англичане принимали решение о ширине колеи
железной дороги, то не оставалось выбора, кроме как принять римский
стандарт — 4 фута и 8,5 дюймов. На железных дорогах с этим
стандартом колеи сохранилось левостороннее движение, которое существовало с
незапамятных времен повсюду — вооруженным всадникам, держащим в
правой руке меч или копье, так разъезжаться на дорогах было безопаснее.
А стандарт на правостороннее движение на дорогах континентальной
Европы 200 лет назад ввел Наполеон, запретивший своей гвардии уступать
кому-либо дорогу. И она двинулась по правой стороне, сметая всех со
своего пути.
Рыночную стоимость международных стандартов трудно
переоценить. Они содействуют применению законов, формируют общее
взаимопонимание, помогают международной торговле, ускоряют разработку
продукции, экономят деньги и помогают сохранить жизнь. Международные
стандарты имеют уникальный статус и олицетворяют ключевые ценности
— консенсуальность, открытость, прозрачность, сбалансированность и
добровольность.
Принятие национального стандарта в качестве международного
стандарта позволяет избежать расходов по пересмотру национальных
документов, способствует проникновению отечественной продукции на рынки
других стран под защитой международных стандартов. Например,
британский стандарт BS 0 предписывает прямое применение международных
стандартов. Если при введении международного стандарта в качестве
национального необходимо внести дополнения или изменения, то характер
15
таких отклонений оговаривается во вводной части национального
стандарта, с приведением аутентичного текста международного стандарта, так
как справедливо считается, что практика корректировок международного
стандарта может стать барьером в международной торговле.
2.1. Международная стандартизация
Существование несогласованных стандартов в различных областях
народного хозяйства является сегодня техническим барьером для
международной торговли и кооперации предприятий при производстве
высокотехнологичной продукции. Для координации работ по созданию
международных стандартов в интересах развития мирового рынка и унификации
существующих технических норм были созданы международные
организации по стандартизации.
Работы по международной стандартизации позволяют использовать в
национальной практике научно-технический и производственный опыт
развитых стран, содействуют взаимному обмену информацией о
достигнутом научно-техническом уровне продукции, способствуют устранению
торговых барьеров.
Международные стандарты облегчают торговлю внутри страны и
международную торговлю, обеспечивая:
единую терминологию для устранения непонимания между
торговыми партнерами;
единые методы отбора проб и методов испытаний, чтобы избегать
повторных действий при оценке качества продукта;
единые методы измерения для исключения повторных действий при
оценке количества продукта;
классификацию продукта и установление технических требований,
когда достаточно включения в контракт обозначения марки продукта;
общие процедуры для устранения различий при проверке качества
продукта.
Практика международной стандартизации показывает, что требования
к продукции при заключении контрактов на поставку могут меняться в
довольно широких пределах, а стандарты на методы испытаний, ссылка
на которые дана в технических регламентах, являются обязательными и
должны строго выполняться. Поэтому следует учитывать, что при
переходе на международные стандарты в области лакокрасочных материалов в
первую очередь нужен переход на международные методы испытаний.
Международная организация по стандартизации
В сентябре 1886 г. в Дрездене (Германия) состоялось первое
международное совещание, посвященное разработке общих стандартов на
методы испытаний материалов. Эта дата стала днем рождения международной
стандартизации, которая сегодня интенсивно развивается в интересах
всего мирового сообщества [1].
В 1926 г. координацию работ по международной стандартизации
возглавила Международная федерация национальных организаций по стан-
16
дартизации (ISA), которая работала до начала Второй мировой войны.
Еще в 1935 г. для координации работ по созданию унифицированных
методик и испытаний лакокрасочных материалов и покрытий в рамках ISA
был создан Технический комитет ТК 35 «Лаки и краски» [2], который
провел координационные заседания специалистов в Будапеште (1936 г.) и
в Берлине (1938 г.).
Международная организация по стандартизации (ИСО), начавшая
свою работу 23 февраля 1947 г., была создана в 1946 г. 25 странами на
конференции в Лондоне. Согласно Конституции ИСО ее главной задачей
является разработка и публикация международных стандартов,
способствующих облегчению международного товарооборота и расширению
сотрудничества в области интеллектуальной, научной, технической и
экономической деятельности.
ИСО, ставшая после второй мировой войны преемником ISA,
воссоздала в своей структуре Технический комитет ТК 35 «Лаки и краски»,
областью деятельности которого стала стандартизация лаков, красок и
соответствующих продуктов, включая сырье [2].
Сегодня ИСО является наиболее представительной среди
международных организаций, занимающихся стандартизацией и управлением
качеством. Сфера деятельности ИСО, штаб-квартира которой находится в
Женеве, охватывает практически все области экономики. Членами ИСО
являются 150 стран, производящих практически всю
конкурентоспособную на мировом рынке продукцию. Одним из главных партнеров ИСО
является Всемирная торговая организация (ВТО), чья деятельность
способствует устранению барьеров в торговле. ИСО предоставлен статус
специализированного агентства ООН [3].
Первый стандарт ИСО был опубликован в 1951 г.
Сегодня уже утверждено более 15000 международных
стандартов ИСО, разработанных 200 Техническими
комитетами ИСО (ТК). В разработке международных
стандартов принимают участие более 30000
инженеров, ученых и администраторов разных стран, около
500 международных организаций сотрудничают с ТК
ИСО (рис. 2.1).
Рис. 2.1. Каждая страна может быть представлена в ИСО
Эмблема ИСО только одной национальной организацией, которая
может быть правительственной — как Федеральное
агентство по техническому регулированию России (Ростехрегулирование) —
или неправительственной — как Шведский институт стандартов (SIS).
При этом правительство Швеции ратифицирует устав SIS и назначает
президента SIS. В большинстве стран правительственные органы не
устраняются от финансовой помощи общественным организациям по
стандартизации. Например, в бюджетах более 50% органов по стандартизации
правительственные субсидии составляют от 50% до 100% [4].
Сегодня специалисты 40 разных стран обеспечивают работу
секретариата ИСО, Технических комитетов (ТК) или подкомитетов (ПК) или
рабочих групп (РГ). Самыми активными национальными организациями
17
являются: Американский национальный институт стандартов (ANSI),
специалисты которого ведут 130 ТК/ПК, Германский институт по стандартам
(DIN) — 124 ТК/ПК и Британский институт стандартов (BSI) — 99
ТК/ПК. Ростехрегулирование России (GOST R) является ответственным
за пятнадцать ТК/ПК [3].
Представители России регулярно входят в состав руководящих
органов ИСО. Членами ИСО являются также бывшие республики СССР —
Азербайджан, Армения, Белоруссия, Казахстан, Узбекистан и Украина.
Членами-корреспондентами ИСО являются Киргизия, Латвия, Литва,
Молдавия, Туркмения и Эстония.
Высшим органом ИСО является Генеральная Ассамблея, проводимая
ежегодно (рис. 2.2). Работу ИСО в период между сессиями Генеральной
Ассамблеи направляет Президент ИСО. Организует работу ИСО ее
Генеральный секретарь.
Президентами ИСО избираются ученые и специалисты, внесшие
значительный вклад в развитие международной и национальной
стандартизации. В прошлом веке Президентами ИСО дважды избирались
руководители отечественной стандартизации — в 1962-1964 гг. им был А.Е. Вят-
кин, в 1977-1979 гг. - В.В. Бойцов.
Международные стандарты ИСО издаются на английском и
французском языках (терминологические стандарты выпускаются, как правило, на
английском, французском и русском языках). Издание международного
стандарта ИСО на русском языке осуществляет Ростехрегулирование
России.
Технический комитет ИСО/ТК 35 «Лаки и краски». В Техническом
комитете ИСО/ТК 35 активно работают представители более 20 стран, в
качестве наблюдателей принимают участие специалисты 50 стран.
Специалисты России принимают активное участие в работе ИСО/ТК 35,
секретариат которого возглавляют Нидерланды [3]. Состав ИСО/ТК 35
представлен в табл. 2.1.
В настоящее время в рамках ИСО/ТК 35 разработку стандартов ведут
пять подкомитетов (ПК) и рабочие группы (РГ). Структура ИСО/ТК 35
представлена на рис. 2.3. Перечень международных стандартов, созданных
специалистами ИСО/ТК 35, приведен в приложении 1. Там же приведен
перечень международных стандартов ИСО и МЭК по коррозии,
разработка которых проводилась в тесном взаимодействии со специалистами
ИСО/ТК 35. На рис. 2.4 приведен титульный лист международного
стандарта ИСО.
В области стандартизации лакокрасочных материалов и покрытий
ИСО/ТК 35 сотрудничает с другими техническими комитетами ИСО, а
также с Техническим комитетом CEN/TK 139 «Лаки и краски»
Европейского комитета по стандартизации (CEN).
Технический комитет ИСО/ТК 156 «Коррозия металлов и сплавов».
Основным направлением деятельности ИСО/ТК 156 (секретариат — Россия)
является стандартизация в области коррозии металлов и сплавов, включая
методы коррозионных испытаний, методы предотвращения коррозии, а
также координация деятельности в этих областях в ИСО. Разработку
18
Стратег
комитеты
леские 1
развития 1
Исполни
ком
Технически
тельный 1
/1тет 1
Подкомитеты 1
Рабочи(
Генеральная
Ассамблея
Совет ИСО
Центральный
секретариат
Рабочий
аппарат
Рис. 2.2. Организационная структура ИСО
19
Таблица 2.1
Состав Технического комитета ИСО/ТК 35 «Лаки и краски»
Секретариат — Нидерланды
Активные члены
(Р-члены)
Бельгия
Великобритания
Германия
Египет
Иордания
Иран
Испания
Италия
Кения
Китай
Корея
Нигерия
Нидерланды
Норвегия
Португалия
Российская Федерация
Румыния
Турция
Филиппины
Франция
Швеция
Южная Африка
Япония
Пассивные члены
(О-члены)
Австралия
Австрия
Аргентина
Барбадос
Бенин
Берег Слоновой кости
Болгария
Ботсвана
Венгрия
Венесуэла
Гонконг (Китай)
Греция
Дания
Израиль
Индия
Индонезия
Ирак
Ирландия
Исландия
Камерун
Колумбия
Куба
Литва
Маврикий
Малайзия
Монголия
Пакистан
Польша
Саудовская Аравия
Сербия
Сингапур
Словакия
США
Танзания
Тринидад и Тобаго
Тунис
Украина
Финляндия
Хорватия
Чехия
Швейцария
Шри-Ланка
Эквадор
Эфиопия
Ямайка
стандартов в ИСО/ТК 156 ведут 13 рабочих групп, состоящих из
специалистов-экспертов, персонально назначенных Р-членами.
В настоящее время специалисты ИСО/ТК 156 все большее внимание
уделяют проблемам коррозии в промышленности, в том числе
комплексной защите от коррозии с применением лакокрасочных покрытий. К
важнейшим стандартам ТК относятся стандарты на методы испытаний,
имитирующие различные условия эксплуатации [5].
Технический комитет ИСО/ТК 28 «Нефтепродукты и смазки».
Технический комитет ИСО/ТК 28 был создан в 1947 г. для разработки
международных стандартов в области нефти и нефтепродуктов.
Целью указанного комитета является стандартизация методов
измерений, отбора проб и испытаний, терминологии, классификации и
технических требований для нефти, нефтепродуктов, а также смазок и
гидравлических жидкостей. За прошедшие годы специалисты ИСО/ТК 28
разработали более 250 международных стандартов, которые стали основой
национальных стандартов многих стран.
При разработке международных стандартов специалисты ИСО/ТК 28
сотрудничают с другими техническими комитетами, например, с ИСО/ТК
20
ч
Технический комитет
ИСОДК 35
«Лаки и краски»
ПК 2
Пигменты наполнители
Ч
Германия
ПК 9
Общие методы
испытаний лаков и красок
Великобритания
ПК 10
Методы испытаний связующих |
для лаков и красок
Германия
ПК 12
Подготовка стальной
поверхности перед окрашиванием
Великобритания
ПК 14
Защитные покрытия
стальных сооружений
Норвегия
РГ1
Летучие органические
соединения
Ч
Германия
РГ2
Терминология
Нидерланды
РГ
Консультативная группа
Председателя
Ч
Нидерланды
Рис. 2.3. Структура Технического комитета ИСО/ТК 35 «Лаки и краски»
21
INTERNATIONAL
STANDARD
NORME
INTERNATIONALE
Paints and varnishes —
terms
ISO
4617
First edition
Premiere edition
2000-03-01
List of equivalent
Peintures et vernis — Liste des termes
equivalents
/фч
ISO
УфУ
Reference number
Numero de reference
ISO4817:2000(E/F)
© ISO 2000
Рис. 2.4. Титульный лист международного стандарта ИСО
35 «Лаки и краски» создана совместная групп по разработке стандартов
ТК 28/РГ 9 «Методы определения вспышки» [3].
Международная электротехническая комиссия
С 1911 г. Россия является членом Международной
электротехнической комиссии (МЭК), созданной сто лет назад в 1906 г. в Женеве по
решению Международного электротехнического конгресса, состоявшегося в
1904 г. в Сент-Луисе (США). Членами МЭК являются более 50 стран
Европы, Азии, Америки и других континентов, которые разработали более
2500 международных стандартов в области электротехники, электроники и
дальней связи. Основной вклад в деятельность МЭК вносят
Великобритания, Германия, Россия, США, Франция и Япония, которые определяют
основную техническую политику этой международной организации [6].
Стремление мирового сообщества к разработке взаимосогласованных
норм проявилось в образовании совместных ТК крупнейших организаций
по стандартизации МЭК и ИСО. В результате сотрудничества ИСО и
МЭК разработаны единые требования к построению и содержанию
международных стандартов.
Перечень важнейших стандартов МЭК в области климатических
условий эксплуатации приведен в приложении 1.
Международная комиссия по освещению
В 1911 году Международный электротехнический конгресс в Турине
(Италия), учитывая значительный прогресс светотехники, указал на
необходимость организации международной комиссии для изучения проблем
освещения.
Учитывая эти рекомендации, в 1913 г. была создана Международная
комиссия по освещению (МКО). Штаб-квартира МКО находится в
Вене, Австрия. В состав МКО входят представители 37 стран (табл. 2.2).
Свой первый стандарт МКО опубликовала еще в 1931 г. [7].
Разработку основных стандартов и методов измерения, широко
применяемых при оценке цвета лакокрасочных материалов и покрытий,
МКО проводит совместно с ИСО (приложение 1).
Международная морская организация
Россия, как правопреемник СССР, входит в число стран —
учредителей Международной морской организацией (ИМО), являющейся
специализированным органом ООН.
Сегодня в члены ИМО входит 165 стран [8]. В число основных задач
ИМО входит и задача применения при окрашивании судов экологически
безопасных лакокрасочных материалов, не содержащих оловоорганических
биоцидов.
23
Таблица 2.2
Страны-члены МКО
Австралия
Австрия
Бельгия
Болгария
Бразилия
Великобритания
Венгрия
Германия
Гонконг (Китай)
Греция
Дания
Новая Зеландия
Израиль
Индия
Испания
Италия
Канада
Китай
Нидерланды
Норвегия
Польша
Российская Федерация
Румыния
Сербия
Словакия
Словения
США
Таиланд
Турция
Финляндия
Франция
Хорватия
Чехия
Швейцария
Швеция
Южная Корея
Япония
Всемирная организация здравоохранения
Всемирная организация здравоохранения (ВОЗ) родилась благодаря
воле народов положить конец эпидемиям, в первую очередь холеры,
возникающих из-за вируса холеры в воде, используемой для питья.
Конвенция об учреждении ВОЗ в качестве специализированной
организации ООН со штаб-квартирой в Женеве вступила в силу 7 апреля
1948 г., а первые санитарные нормы были утверждены в 1951 г. [9].
Ныне ВОЗ является крупнейшей международной организацией в
области здравоохранения. Исследования специалистов ВОЗ в области
воздействия соединений свинца на организм человека легли в основу
нормативов ВОЗ по запрету применения лакокрасочных материалов,
содержащих соединения свинца.
Международная организация труда
Международная организация труда (МОТ) появилась вместе с Лигой
Наций на основании Версальского договора в 1919 году. Она была
учреждена после Первой мировой войны для реформирования трудового
законодательства на международном уровне [10].
После Второй мировой войны в 1946 году МОТ стала первым
специализированным учреждением в системе вновь созданной Организации
Объединенных Наций. В 1969 году в связи с 50-летней годовщиной МОТ
ей была присуждена Нобелевская премия мира. Членами МОТ, штаб-
квартира которой находится в Женеве (Швейцария), являются около 350
профессиональных организаций почти всех государств планеты.
24
Первая Международная конференция труда состоялась в
октябре-ноябре 1919 года в Вашингтоне. В 1921 г. МОТ приняла Конвенцию 13 о
запрещении использования свинцовых белил в малярном деле.
2.2. Региональная стандартизация
Региональная стандартизация развивается в Северной Америке, в
Европе и на других континентах. В настоящее время существует два типа
региональных организаций по стандартизации. Первый — национальные
неправительственные организации, имеющие в своем составе
иностранных членов и выпускающие стандарты, которые широко применяются в
различных странах. Такой организацией, например, является
Американское общество по испытаниям и материалам (ASTM International),
стандарты которого широко применяются не только в США, но и в Канаде,
Мексике, странах Центральной и Южной Америки, Юго-Восточной Азии,
Ближнего Востока и Европы.
Ко второму типу относятся собственно региональные организации,
объединяющие заинтересованные независимые страны. Это Европейский
комитет по стандартизации (CEN), Консультативный комитет по
стандартизации и качеству стран-членов ACEAN, Конгресс по стандартизации
стран Тихоокеанского бассейна (PASC), Арабская организация по
промышленному развитию и горному делу (AIDMO), Африканская
региональная организация по стандартизации (АРОС), Панамериканская
комиссия по стандартам (COPANT), Евразийский международный совет по
стандартизации, метрологии и сертификации (EASC) и существовавший
до 1991 г. Совет Экономической Взаимопомощи (СЭВ).
Резолюцией Совета ИСО предусмотрено установление сотрудничества
с любой региональной организацией по стандартизации при условии, что:
не менее 50% членов региональной организации являются членами
ИСО;
региональная организация обязуется, насколько возможно,
использовать международные стандарты ИСО как основу для гармонизации
стандартов ее членов [3].
СЕВЕРНАЯ АМЕРИКА
Огромный опыт североамериканских специалистов обобщен в
стандартах, разрабатываемых как правительственными, так и общественными
организациями. Канада и Мексика, входящие вместе с США в
Североамериканскую зону свободной торговли (NAFTA), широко применяют
стандарты организаций, указанных ниже.
Американское общество по испытаниям и материалам
Огромный опыт разработки стандартов в различных областях
накоплен в ASTM International. ASTM International, отметившее 100 лет своего
существования (основано в 1898 г.), является крупнейшей научной и
технической неправительственной организацией, занимающейся
стандартизацией свойств материалов. В составе ASTM International работает более
130 ТК, объединяющих 35000 активных членов, из которых 15% находят-
25
m
ся за пределами США в более чем 100 странах (рис. 2.5). Более 17400
активных членов ASTM International, представляющих изготовителей и
разработчиков, потребителей продукции, широкую общественность, работают
в качестве технических экспертов [11].
Американский национальный институт стандартов
(ANSI) признал большинство стандартов ASTM
International в области лакокрасочных материалов в
качестве национальных стандартов. Ряд стандартов
ASTM International стал основой международных
стандартов ИСО благодаря своему высокому качеству и
INTERNATIONAL широкой международной апробации.
Одна из важнейших целей ASTM International —
Риг 2 5
^ ■ расширение международного применения стандартов
Эмблема ASTM ASTM и координация работ с ИСО. В рамках ASTM
разработку стандартов в области лакокрасочных
материалов ведет комитет ASTM D01 «Лакокрасочные и подобные покрытия,
материалы и их применение» (рис. 2.6). Перечень стандартов,
разработанных комитетом ASTM D01, приведен в приложении 2.
Комитет ASTM по лакам и краскам ведет свою историю с 1902 г,
когда в ASTM был образован Комитет Е по защитным покрытиям для
железа и стали. Свое наименование D1 комитет получил в 1910 г. [12].
Сегодня в ASTM D01 работает более 200 специалистов как
правительственных ведомств — ЕРА, министерства обороны, так и крупнейших
фирм и университетских центров. Сотни экспертов разных стран мира
сотрудничают с ASTM D01. Специалисты комитета разработали и
поддерживают в актуальном состоянии около 700 стандартов — больше, чем в
любом другом комитете ASTM. Структура ASTM D01 представлена на
рис. 2.6.
Руководители ASTM D01 и ИСО/ТК 35 подписали меморандум
понимания в июне 2001 г. для устранения дублирования деятельности по
разработке стандартов и унификации методов испытаний. ASTM D01 и
ИСО/ТК 35 согласились не разрабатывать стандарты в тех областях, где
существующие рыночно актуальные стандарты уже удовлетворяют
потребности международного сообщества. ASTM D01 и ИСО/ТК 35 в
дальнейшем соглашаются тесно работать, чтобы выявить все дублирующие
стандарты и предпринять активные шаги, чтобы создавать единый стандарт
[13,14].
Национальная ассоциация коррозионных инженеров
Национальная ассоциация коррозионных инженеров (NACE
International), основанная в 1943 г., насчитывает более 15000 членов в
США и в других стран. Более 3000 специалистов NACE International
активно работают в комитетах по разработке стандартов для различных
отраслей промышленности [15].
Ряд комитетов активно работает по решению проблем защиты от
коррозии, применению защитных покрытий, защиты от коррозии
нефтяных платформ в открытом море и др.
26
Технический комитет
ASTM D01
«Лакокрасочные и подобные
покрытия, материалы
и их применение»
D01.08
Окружающая среда
D01.16
Терминология
D01.21
Химический анализ лакокрасочных
материалов и покрытий
D01.23
Физические свойства
лакокрасочных пленок
D01.25
Определение дефектов
под влиянием атмосферных
воздействий
D01.27
Ускоренные испытания
D01.31
Требования к пигментам
D01.34
Военно-морское имущество
J
3IX I
D01.06, D01.09
Технические группы
по сотрудничеству с ИСО/ТК 35
D01.20
Управление качеством
и статистика
D01.22
Воспламеняемость и безопасность
D01.24
Физические свойства жидких
лакокрасочных материалов и сырья
D01.26
Оптические свойства
D01.28
Биоповреждения
D01.33
Полимеры и смолы
D01.35
Растворители, пластификаторы
и химические полупродукты
J
ть|
)ья1
Рис. 2.6а. Структура Технического комитета ASTM D01 «Лакокрасочные
и подобные покрытия, материалы и их применение»
27
Технический комитет
ASTM D01
«Лакокрасочные и подобные
покрытия, материалы
и их применение»
D01.36
Целлюлоза и её производные
D01.38
Углеводородные полимеры
D01.44
Покрытия для транспортных
средств
D01.46
Промышленные защитные
покрытия
D01.48
Долговечность внешних
и внутренних покрытий
трубопроводов
D01.52
Покрытия деревянных изделий
в заводских условиях
D01.55
Покрытия полуфабрикатов
в заводских условиях
D01.57
Художественные краски
J
D01.37
Связующие для красок
D01.42
Покрытия архитектурных
сооружений
D01.45
Морские покрытия
D01.47
Обработка каменной кладки
и бетона
D01.51
Порошковые покрытия
D01.53
Покрытия металлической ленты
заводских условиях (койл-коутинг)
D01.56
Печатные краски
D01.61
Оборудование для нанесения
покрытий
J
Рис. 2.66. Структура Технического комитета ASTM D01 «Лакокрасочные
и подобные покрытия, материалы и их применение»
28
Агентство по охране окружающей среды
В декабре 1970 г. в США было создано правительственное Агентство
по охране окружающей среды (ЕРА) на базе 44 организаций, рассеянных
ранее в девяти ведомствах. Это позволило правительству скоординировать
работу федеральных ведомств в национальном масштабе при поддержке
общественных движений по защите окружающей среды.
В ЕРА был создан отдел воздуха, специалисты которого во
исполнение Закона о чистом воздухе разработали общенациональные стандарты
качества воздуха. Особое внимание в работе ЕРА уделяется вопросам
снижения эмиссии в атмосферу легколетучих органических соединений,
стимулированию применения лакокрасочных материалов без
углеводородных растворителей [16].
Специальная служба в ЕРА занимается разработкой и внедрением
методов удаления ранее применявшихся красок, содержавших свинец.
ЗАПАДНАЯ ЕВРОПА
Европейский комитет по стандартизации
В связи с необходимостью координации работ по европейской
стандартизации, проводимой с начала 1950-х годов западноевропейскими
отраслевыми организациями (Европейское общество угля и стали, Евроатом
и др.), 16 стран Западной Европы, в том числе страны-члены
Европейского Экономического Сообщества, в 1961 г. создали Европейский
комитет по стандартизации (CEN) [17].
В 1989 г. Генеральная Ассамблея CEN подтвердила необходимость
базировать, насколько это возможно, европейские стандарты на основе
международных под лозунгом: «Делай один раз, делай правильно, делай
международно». В целях устранения дублирования страны-члены CEN
(все они являются членами ИСО — см. табл. 2.3) подписали с ИСО ряд
соглашений об обмене технической информацией и координации работ,
создали гибкую систему своевременного отказа от разработки
региональных стандартов при целесообразности решения проблемы на
международном уровне.
Только при отсутствии необходимых стандартов или, если они
окажутся неполными, слишком общими, CEN предпринимает разработку
регионального стандарта с последующим отстаиванием своей позиции в
ИСО.
Координация работ между ИСО и CEN, предусмотренная
Лиссабонским соглашением (1989 г.) между указанными организациями по
стандартизации, переросла в кооперацию. Венским соглашением (1991 г.)
предусмотрено образование совместных рабочих групп по созданию новых
международных стандартов, которые утверждаются ИСО и принимаются CEN
в качестве европейских и обязательны к применению в странах
Европейского Союза. Перечень европейских стандартов в области лакокрасочных
материалов и покрытий приведен в приложении 3.
Технический комитет CEN/TK 139 «Лаки и краски». В целях
координации работ по стандартизации в области лакокрасочных материалов и
покрытий на европейском уровне в рамках CEN был создан Технический
29
Таблица 2.3
Страны-члены Европейского комитета по стандартизации CEN
Страна
Австрия
Бельгия
Болгария
Великобритания
Венгрия
Германия
Греция
Дания
Ирландия
Исландия
Испания
Италия
Кипр
Латвия
Литва
Люксембург
Членство в
Европейском Союзе
X
X
X
X
X
X
X
X
X
—
X
X
X
X
X
X
Страна
Мальта
Нидерланды
Норвегия
Польша
Португалия
Румыния
Словакия
Словения
Турция
Финляндия
Франция
Швейцария
Швеция
Чехия
Эстония
Членство в
Европейском Союзе
X
X
—
X
X
X
X
X
—
X
X
—
X
X
X
комитет CEN/TK 139. Структура представлена на рис. 2.7. Учитывая
тесное сотрудничество ИСО и CEN, европейские специалисты в рамках
CEN/TK 139 оперативно создают рабочие группы по разработке
опережающих стандартов, если работа в ИСО замедляется. Технический комитет
CEN/TK 139 в соответствии с Венским соглашением между ИСО и CEN
проводит работу по устранению дублирования при разработке стандартов.
Технический комитет CEN/TK 298 «Пигменты и наполнители».
Технический комитет CEN/TK 298 разрабатывает европейские стандарты на
пигменты и наполнителя для лакокрасочной промышленности, пластмасс,
цемента. В структуре указанного комитета работают две рабочие группы.
Перечень европейских стандартов приведен в приложении 3.
ВОСТОЧНАЯ ЕВРОПА
Россия
Важность и необходимость стандартизации Российское государство
поняло еще в 1900 г., когда начались работы по торговой классификации
зерновых, проводились работы по унификации вооружений, вводились
нормы проектирования электротехнических изделий и т.д. В 1918 г. был
подписан декрет о введении в стране международной метрической
системы мер и весов. В 1925 г. был создан Комитет по стандартизации при
30
Технический комитет
CEN/TK 139
«Лаки и краски»
i
Секретариат - Германия
РГ1
Системы покрытий
для каменной кладки
ч
РГ2
Системы покрытий
для дерева
РГ5
Органические покрытия
для алюминия
строительного назначения
г РГ8
Порошковые
органические покрытия для сталь-1
ных изделий с горячим
V покрытием
РГ9
Испытания рулонного
металла с нанесенным
лакокрасочным
покрытием (койл-коутинг)
ПК1
Системы лакокрасочных
покрытий для защиты
стальных сооружений
от коррозии
Ч
ПК 1/РГ 1
Оценка обработки
поверхности
ПК 1/РГ 2
Методы испытаний
и интерпретация
результатов испытаний
Рис. 2.7. Структура технического комитета CEN/TK 139 «Лаки и краски»
31
Совете труда и обороны. Первым стандартом, утвержденным 7 мая
1926 г. государственным органом по стандартизации, был ОСТ 1 на
технические требования к пшенице.
В области лакокрасочных материалов первые общесоюзные стандарты
были созданы в 1930-х годах. В основном это были стандарты на
требования к краскам на масляной основе. В их создание наибольший вклад
внесли специалисты ведущих научно-исследовательских институтов
России и Украины.
В конце 2002 г. в России был принят Федеральный закон «О
техническом регулировании», регламентирующий отношения, возникающие при
разработке, принятии, применении и исполнении обязательных
требований к продукции, процессам производства, эксплуатации, хранения,
перевозки, реализации и утилизации [18].
С вступлением в силу Федерального закона реформируется вся
национальная система стандартизации. Это продиктовано необходимостью
перехода на принципы стандартизации, принятые в международной
практике: изменяется статус технических комитетов по стандартизации, статус
стандартов, условия финансирования работ по стандартизации, цели и
задачи стандартизации в целом.
Технические комитеты по стандартизации. Сегодня в России
стандартизация в интересах лакокрасочной промышленности распылена между
несколькими техническими комитетами по стандартизации, созданными в
последние десять лет прошлого века по инициативе отраслевых НИИ
(табл. 2.4).
Таблица 2.4
Российские технические комитеты по стандартизации
Номер ТК
195
221
222
290
385
Наименование
Материалы лакокрасочные
Пигменты, наполнители, лакокрасочные материалы водно-
дисперсные, судового и строительного назначения, краски
порошковые, материалы для живописи
Ароматические углеводороды и спирты
Покрытия лакокрасочные
Материалы лакокрасочные на природных связующих.
Растворители. Сиккативы. Вспомогательные материалы. Тара,
упаковка, маркировка и транспортирование лакокрасочных
материалов
Разработка отдельных российских национальных стандартов и
совершенствование существующих стандартов проводится специалистами
технических комитетов по стандартизации с участием ассоциаций
предприятий лакокрасочной промышленности [19]. Структура двух ведущих ТК,
разработавших большинство отечественных национальных стандартов,
приведена на рис. 2.8 и рис. 2.9. Перечень российских национальных
32
Технический комитет ГОСТ/ТК 195
«Материалы лакокрасочные»
ПК1
Терминология,
классификация,
обозначения
}
ПК 2
Методы испытаний
лакокрасочных
материалов
ПКЗ
Лакокрасочные
материалы
для машиностроения
ПК 5
Лакокрасочные
материалы для
аппаратуры, приборов и специ-
. ального назначения
ПК 4
Лакокрасочные
материалы
для химстойких покрытие
V
ПК 6
Лакокрасочные
материалы отдельных
марок
Рис.
2.8. Структура Технического комитета ГОСТ/ТК 195 «Материалы
лакокрасочные»
Технический комитет ГОСТ/ТК 290
«Покрытия лакокрасочные»
J
ПК1
Технология
лакокрасочных покрытий
ПКЗ
Методы нанесения
лакокрасочных покрытий
1Й I
ПК 2
Испытания лакокрасочны
покрытий
ПК 4
Подготовка металличе
ских поверхностей перед
окрашиванием
ых|
1
ПК 5
Абразивы из металла
и металлургических шлаков
J
Рис. 2.9. Структура Технического комитета ГОСТ/ТК 290 «Покрытия
лакокрасочные»
33
стандартов в области лакокрасочных материалов и покрытий приведен в
приложении 4.
Содружество независимых государств
Независимые государства, образовавшиеся в результате распада
СССР, получили в наследство от СССР единые стандарты, действующие
на огромном экономическом пространстве Европы и Азии. 100%-ная
унификация практически всех стандартов, к которой стремятся
западноевропейские страны, существует в системе государственных стандартов
«ГОСТ», которые практически стали международными.
На первом заседании Межгосударственного совета по
стандартизации, метрологии и сертификации (МГС), состоявшемся 13 марта 1992 г.,
было подписано Соглашение о проведении согласованной политики в
области стандартизации, метрологии и сертификации. Согласно ст. 1
Соглашения 12 государств-участников признают действующие стандарты
«ГОСТ» в качестве межгосударственных стандартов. МГС признан ИСО
(Резолюция Совета ИСО 26/1996) в качестве региональной организации
по стандартизации как Евро-Азийский совет по стандартизации,
метрологии и сертификации (EASC). Секретариат МГС находится в Минске [20].
Разработка межгосударственных стандартов проводится
специалистами стран-членов МГС (табл. 2.5), хотя некоторые из государств-членов
также создают собственные национальные стандарты.
Таблица 2.5
Страны-члены Межгосударственного Совета по стандартизации
Азербайджанская Республика
Республика Беларусь
Республика Казахстан
Республика Молдова
Республика Таджикистан
Республика Узбекистан
Республика Армения
Грузия
Киргизская Республика
Российская Федерация
Туркменистан
Украина
Совет экономической взаимопомощи
Международная организация многостороннего экономического
сотрудничества — Совет Экономической Взаимопомощи (СЭВ) —
объединяла Болгарию, Венгрию, ГДР (Восточная Германия), Польшу, Румынию,
СССР, Чехословакию, а также Кубу, Вьетнам, Монголию и Югославию
(в качестве наблюдателя). В своей деятельности СЭВ, существовавший с
1949 по 1991 гг., большое внимание уделял стандартизации, которая была
отнесена к объектам долгосрочного сотрудничества. В целях содействия
развития и координации работ по стандартизации была создана
Постоянная комиссия СЭВ по сотрудничеству в области стандартизации и
Институт СЭВ по стандартизации (1962 г.).
Статус стандартов СЭВ был утвержден в 1974 г. Согласно этому
документу, стандарты СЭВ использовались при взаимном сотрудничестве, а
34
после одобрения страной-членом СЭВ подлежали применению в качестве
национального стандарта.
В основу создания стандартов СЭВ на лакокрасочные материалы и
покрытия был положен принцип учета рекомендаций и стандартов
международных и крупных национальных организаций — ИСО, ASTM. На
разработку стандартов СЭВ планом отводилось 1,5-2 года (см.
приложение 3).
Большинство разработанных стандартов СЭВ были приняты в
качестве национальных стандартов или их требования включены в
национальные стандарты. Благодаря внедрению стандартов СЭВ предприятия
страны еще в прошлом веке стали применять на практике международные
стандарты.
2.3. Системы менеджмента
В 1987 г. ИСО ввела новый тип международного стандарта — по
менеджменту, в первую очередь по менеджменту систем качества и
экологическому менеджменту. Сегодня почти каждый знает о стандартах ИСО
серии 9000 и ИСО серии 14000, которые стали глобальным явлением.
Практически любой специалист, каждое предприятие, которые
соприкоснулись с указанными стандартами, извлекли для себя пользу.
Стандарты ИСО серии 9000 адресуются организациям и
предприятиям любой формы собственности и любого рыночного сектора экономики.
Сегодня в мире зарегистрировано более 500000 компаний во всех странах,
применяющих у себя системы менеджмента качества. Стандарты ИСО
серии 9000 разрабатываются и совершенствуются, чтобы помочь
предприятиям и организациям улучшать качество продукции и услуг, улучшать
организационную эффективность и уменьшать общие финансовые
издержки.
Часто руководители отрасти недооценивают возможности стандартов
менеджмента как сильнейшего оружия в конкурентной борьбе, часто не
осознают возможности возникновения ответственности за экологические
последствия своей деятельности при расширении производства, при
экспорте своей продукции. Например, Всемирный банк не выделяет займы
для расширения действующих и создания новых производств без
тщательной экологической экспертизы проектов. Если отечественные
предприятия хотят выйти на западные рынки со своей продукцией и быть там
конкурентоспособными, то их производства должны соответствовать
стандартам ИСО серии 14000.
Сегодня правительственные органы, например, министерство
обороны РФ, ведут дела только с организациями, сертифицированными на
соответствие стандартам ИСО серии 9000. Можно прогнозировать, что в
ближайшем будущем федеральные ведомства при закупках для
государственных нужд не захотят связываться с организациями, не отвечающими
требованиям стандартов ИСО серии 14000, а спустя несколько лет будут
вести дела только с организациями, соблюдающими требования
стандартов ИСО серии 26000 по социальной ответственности.
35
МЕНЕДЖМЕНТ КАЧЕСТВА
Стандарты ИСО серии 9000 были созданы на основе британских
стандартов BS 5750, которые были утверждены в 1979 году. В свою
очередь, эти стандарты ведут свою историю от американских военных
стандартов MIL-Q9858, принятых в конце 50-х годов. Стандарты ИСО серии
9000 разработаны специалистами ИСО/ТК 176 «Менеджмент качества и
гарантии качества», секретариат которого возглавляет Канада. Перечень
важнейших стандартов серии ИСО 9000 приведен в табл. 2.6 [3].
Таблица 2.6
Стандарты ИСО серии 9000
ИСО 9000:2005
ИСО 9001:2000
ИСО 9004:2000
ИСО 19011:2002
Системы менеджмента
качества. Основные положения и
словарь
Системы менеджмента
качества. Требования
Системы менеджмента
качества. Руководство по
улучшению деятельности
Руководство по аудиту систем
менеджмента качества и/или
экологического менеджмента
Quality management systems —
Fundamentals and vocabulary
Quality management systems —
Requirements
Quality management systems —
Guidelines for performance
improvements
Guidelines for quality and/or
environmental management
systems auditing
Менеджмент качества при анализе лакокрасочных материалов
покрытий. Важную роль в признании результатов анализов и испытаний,
проводимых в лабораториях по анализу лакокрасочных материалов, играет
сертификат о внедрении системы обеспечения качества согласно
требованиям стандартов ИСО серии 9000. Хотя эти стандарты разработаны,
прежде всего, для промышленности, их универсальный характер предполагает
использование и в других сферах деятельности. Более того, при анализе
химических продуктов соблюдение технологии испытания влияет на
конечные результаты не меньше, чем в машиностроении и других отраслях
[4].
Сертификат соответствия требованиям стандартов ИСО серии 9000,
выдаваемый, как правило, национальной организацией по
стандартизации, доказывает, что основные подразделения предприятия действуют по
инструкциям, которые определяют политику качества и структуру
системы качества, содержат подробные указания по практическому
выполнению всех требований системы персоналом предприятия. Согласно
стандартам ИСО серии 9000 в организационных документах лабораторий по
анализу и испытаниям лакокрасочных материалов должны быть
закреплены полномочия и ответственность работников управления и производства
за высокую квалификацию специалистов, качество, сохранность
оборудования и материалов.
В международных стандартах ИСО серии 9000 большое внимание
уделяется оценке деятельности субподрядных организаций. Для лаборато-
36
рий по анализу и испытаниям лакокрасочных материалов в роли
субподрядчиков могут выступать поставщики реактивов, материалов, приборов и
оборудования для контроля. Требования к качеству должны быть четко
определены в договорах на поставку продукции. Указанные стандарты
ориентируют на то, чтобы в договорах лабораторий с поставщиками
дорогих или нестабильных химических реактивов были четко установлены
порядок решения всех спорных вопросов, право на расторжение
договоров одной из сторон, если поставляемая продукция некачественна или не
доставлена в заранее определенные сроки.
Должна быть установлена жесткая ответственность за поставку
материалов и приборов со скрытыми дефектами, не выявленными в ходе
проверки, если они явились причиной ухудшения результатов испытаний.
Для лабораторий должны быть документированы все технологии
проведения испытаний и допустимый разброс результатов.
Менеджмент качества лабораторий по анализу и испытаниям
лакокрасочных материалов предусматривает регулярную проверку состояния
применяемых приборов и оборудования. Главная цель контроля —
выявление и устранение возможных причин получения нестабильных или
неправильных результатов.
Если система менеджмента качества в лаборатории по анализу и
испытаниям лакокрасочных материалов будет сертифицирована, то
результаты, полученные в ней, будут признаны лабораториями других стран, а
она сможет участвовать в разработке новых методик испытаний и их
проверке при международном межлабораторном эксперименте.
ЭКОЛОГИЧЕСКИЙ МЕНЕДЖМЕНТ
Международное сообщество проявляет все большую
заинтересованность в охране окружающей среды, обеспечении устойчивости развития
стран и регионов, защите интересов будущих поколений.
Промышленно развитые страны прежде других ощутили приближение
экологического кризиса. Еще в 1970-х гг. они предприняли
природоохранные меры законодательного и нормативного характера, выработали и
в последующем реализовали определенную стратегию экологического
менеджмента, другими словами, применили экологически ориентированные
методы управления.
Развитие этих работ потребовало создания стандартов, определяющих
единую методологию их проведения. В 1992 г. появился первый
национальный стандарт в этой области — британский стандарт BS 7750
«Системы экологического менеджмента». Стандарт охватывает все стороны
деятельности предприятия — вводится регистрация выбросов в атмосферу и
сбросов сточных вод, проводится тщательный экологический анализ
работы предприятия, назначается руководитель, персонально ответственный за
соблюдение требований стандарта. Стандарт вводит особый порядок
управления предприятием — на предприятии организуется
целенаправленная работа по снижению загрязнения окружающей среды.
В целях координации работ по разработке систем экологического
менеджмента в 1993 г. в структуре ИСО был создан технический комитет
37
ИСО/ТК 207 «Экологический менеджмент», секретариат которого
возглавляет Канада. Основной целью ИСО/ТК 207 является разработка
комплекса стандартов ИСО серии 14000 (табл. 2.7), устанавливающего
систему экологического менеджмента на предприятии [21].
Стандарты ИСО серии 14000 предусматривают создание на каждом
предприятии или фирме системы экологического менеджмента, которая
должна быть сертифицирована независимой организацией-аудитором.
Наличие сертифицированной системы экологического менеджмента позволит
отечественным предприятиям, экспортирующим свою продукцию на
рынки ЕС и США, избежать запрета на импорт или экономических санкций
по экологическим причинам.
Системы экологического менеджмента, являясь составной частью
общей системы административного управления предприятиями, имеют
много общего с системами менеджмента качества продукции. Это
определяет значительное сходство методологий управления качеством продукции и
защитой окружающей среды, что отражается и в определенной общности
стандартов ИСО серии 14000 и ИСО серии 9000. Различие указанных
систем между собой заключается, в частности, в том, что в защите
окружающей среды заинтересована вся общественность, а в качестве
продукции заинтересован, прежде всего, потребитель.
Таблица 2.7
Стандарты серии ИСО 14000
ИСО 14001:2004
ИСО 14004:2004
ИСО 14020:2000
ИСО 14031:1999
Руководство ИСО
64:1997
Экологический менеджмент.
Требования и руководство по
использованию
Экологический менеджмент.
Руководство по принципам
организации и методам обеспечения
функционирования
Экологическая маркировка.
Основные принципы
Экологический менеджмент.
Оценка характеристик
экологичное™. Руководящие принципы
Руководство по включению
экологических аспектов в
стандарты на продукцию
Environmental management
systems — Requirements with
guidance for use
Environmental management
systems — General guidelines on
principles, systems and support
techniques
Environmental labels and
declarations — General
principles
Environmental management —
Environmental performance
evaluation — Guidelines
Guide for the inclusion of
environmental aspects in product
standards
В 1996 г. был опубликован стандарт ИСО 14001, который
устанавливает основные положения экологического менеджмента. В ИСО 14004
рассматриваются основные положения экологической политики
предприятия, принципы формирования программ и планов экологического
менеджмента, действия специалистов предприятия по обеспечению функци-
38
онирования системы экологического менеджмента и мероприятия по ее
дальнейшему совершенствованию.
Стандарт ИСО 19011 (см. табл. 2.7) стал первым стандартом,
который совместно разработали эксперты ИСО/ТК 176 и ИСО/ТК 207 для
аудита систем менеджмента качества и экологического менеджмента.
Введение экологического менеджмента согласно требованиям
стандартов ИСО серии 14000 будет способствовать снижению
антропогенного воздействия на окружающую среду. Система экологического
менеджмента на предприятии позволяет:
разработать собственную экологическую политику;
идентифицировать экологические аспекты и определить их
значимость;
идентифицировать требования законодательных и нормативных актов;
разработать программу внедрения экологической политики;
адаптироваться к изменяющимся обстоятельствам;
получить дополнительные экономические выгоды в результате
признания деятельности предприятия в области охраны окружающей среды
со стороны потребителей, поставщиков, населения и общественности.
Ведущие химические компании мира сегодня демонстрируют
существенные результаты в области уменьшения отрицательного воздействия на
окружающую среду при одновременном увеличении объемов
производства, снижении удельных расходов сырья и материалов, экономии
энергоресурсов, повышении качества продукции. Эти достижения в большой
степени обусловлены функционированием на предприятиях систем
экологического менеджмента.
СОЦИАЛЬНАЯ ОТВЕТСТВЕННОСТЬ
В 2008 г. ИСО планирует опубликовать стандарт ИСО 26000
«Руководящие принципы социальной ответственности», устанавливающий
основные принципы социальной ответственности компаний. В работе над
стандартом принимают участие представители 43 стран и 24
международных организаций [3].
Для гарантии сбалансированности мнений при создании указанного
стандарта ИСО привлекает к работе представителей промышленности,
правительств, профсоюзов, потребителей, неправительственных
организаций и др.
Особо важен этот стандарт для предпринимателей, учитывая, что
сегодня уровень социальной ответственности бизнеса за свою деятельность
крайне низок. Резкий рост оплаты труда руководителей отрасли на фоне
неоправданно низких окладов рядовых работников, участившиеся случаи
несоблюдения работодателями трудового законодательства и т.п.
вызывают социальную напряженность, которая сказывается на
производительности труда и качестве продукции.
Международный стандарт ИСО 26000 разрабатывается на базе
стандарта SA 8000 «Социальная ответственность», утвержденного в 1997 г. с
учетом конвенций Международной организации труда ООН (МОТ) и
Деклараций ООН. Стандарт SA 8000 подготовлен рабочей группой Эконо-
39
мического агентства оценки приоритетов (СЕРАА), которое с 2000 г.
именуется как Международная социальная ответственность (SAI). Рабочая
группа включает 25 экспертов из большого числа фондов, предприятий,
торговых союзов и других неправительственных организаций [22].
SA 8000 построен на тех же системных подходах, что и стандарты
ИСО серии 9000 и ИСО серии 14000. SA 8000 устанавливает
определенные базовые требования, и только при их выполнении компания может
быть признана соответствующей указанному стандарту [23].
SA 8000 определяет требования по социальной ответственности с
тем, чтобы предоставить компании возможность:
развивать, поддерживать и проводить в жизнь политику и
процедуры с целью управления теми проблемами, которые она может
контролировать и на которые может оказывать влияние;
продемонстрировать заинтересованным сторонам, что политика,
процедуры и действительность находятся в соответствии с требованиями
этого стандарта.
Требования стандарта универсальны и распространяются везде,
независимо от географического расположения компании. Стандартом
установлены требования по исключению применения труда детей,
принудительного труда, стандарт обязывает проявлять особую заботу о молодых
рабочих. В стандарте регламентированы требования по продолжительности
рабочего времени, длительности сверхурочных работ, требования по
достойной оплате труда, исключения вычетов из заработной платы с целью
наказания за производственные нарушения.
Согласно стандарту компания обязана обеспечить для пользования
всему персоналу чистые туалетные комнаты, доступ к питьевой воде и,
если приемлемо, гигиенические условия для хранения пищи, а также,
если предусмотрено для персонала, условия для сна, чтобы они были
чистыми, надежными и удовлетворяли основным требованиям персонала.
Стандарт требует, чтобы компания не применяла и не поддерживала
дискриминацию, основанную на принадлежности к определенной расе,
касте, национальности, религии, полу, сексуальной ориентации, членству
в объединении по политическим убеждениям или при
нетрудоспособности, при приеме на работу, при оплате труда, при доступе к обучению,
продвижении по службе, завершении срока службы или уходе на пенсию.
Компания не должна позволять, чтобы имели место недостойные манеры
поведения, включая жесты, язык и физические контакты, подобные
сексуальному принуждению, умственное или физическое принуждение и
устные ругательства.
Внедрение стандарта SA 8000 позволяет сформировать более
привлекательный образ организации в обществе. Благодаря возросшему
авторитету такая организация способна вести более активную, эффективную
политику в обществе, расширяя свою деятельность.
БЕЗОПАСНОСТЬ ТРУДА
Производство лакокрасочных материалов связано с повышенными
рисками для персонала. С повышенными рисками связано также нанесе-
40
ние защитных покрытий на различные сооружения — многокилометровые
подвесные мосты, нефтегазодобывающие платформы, высотные здания и
т.п.
Во многих странах существует строгое законодательство по охране
здоровья персонала при работе с вредными веществами. Содержание
вредных веществ в рабочей зоне строго регламентировано национальными
законами, а методы их контроля стандартизируются на международном
уровне.
В США согласно закону «Стандарт оповещения об опасности» все
работающие должны быть оповещены о производственных опасностях.
По этому закону работодатель обязан информировать своих сотрудников
о потенциальных опасностях на их рабочем месте следующим образом:
обеспечить каждое рабочее место списком используемых на нем
опасных химических веществ и программой выполнения требований
техники безопасности;
иметь на каждом рабочем месте карту техники безопасности,
написанную на национальном языке рабочего;
документ об ознакомлении всех рабочих с требованиями техники
безопасности: плакаты по индивидуальным средствам защиты.
Рабочий имеет право обращаться в Администрацию по охране
здоровья и безопасности профессионалов с жалобой в случае нарушения
предпринимателем требований этого стандарта.
На производстве в лакокрасочных цехах предприниматели обязаны
монтировать специальные установки по очистке воздуха от органических
растворителей, переходить на экологически безопасные технологии
нанесения лакокрасочных покрытий.
Пигменты, содержащие свинец, входят и в состав антикоррозийных
покрытий, имеющих главным образом защитное, а не декоративное
значение. Свинцовые краски, применяемые для защиты от коррозии
кораблей и судов, представляют собой значительную опасность до сих пор. В
соответствии с Законом Российской Федерации «Об опасных химических
веществах» и Законом Российской Федерации «О правах потребителей»
свинецсодержащие краски не могут использоваться для покрытий, с
которыми непосредственно контактирует человек.
В целом жесткие меры по охране здоровья рабочих и охране
окружающей среды позволили уменьшить производство и применение
традиционных лакокрасочных материалов на 30-50%, увеличить применение
порошковых и водоразбавляемых красок, лакокрасочных материалов с
высоким сухим остатком или радиационного отверждения, при отделке
помещений водоэмульсионные краски почти полностью заменили
традиционные эмали.
В мире в последнее время все больше внимание уделяется
международному стандарту OHSAS 18001 «Системы менеджмента здоровья и
безопасности на производстве. Технические требования», утвержденному в
1999 г.
Международный стандарт OHSAS 18001 был разработан при участии
национальных органов по стандартизации ряда стран — Великобрита-
41
нии, Японии, ЮАР, Ирландии, а также фирм и исследовательских
организаций в рамках рабочей группы при Национальной службе охраны
здоровья (Великобритания). Этот документ был подготовлен в соответствии с
принципами, заложенными в британском стандарте BS 8800 «Руководство
по системам менеджмента здоровья и безопасности на производстве»,
опубликованном в 1996 г. [23,24].
Требования OHSAS 18001 распространяются на следующий персонал:
постоянные сотрудники, временные сотрудники, посетители на рабочем
месте. Требования данного стандарта применяют единообразно
независимо от географического расположения, отрасли промышленности и
размера компании [25].
Указанный стандарт призван помочь любой организации
сформировать политику и цели в области здоровья и безопасности в соответствии
с требованиями законодательства, а также идентифицировать опасные
факторы и создать единую систему оценки производственных рисков.
Процесс внедрения системы менеджмента безопасности и здоровья
на производстве методически аналогичен процессам внедрения стандартов
ИСО серии 9000 и ИСО серии 14000. Главная идея стандарта OHSAS
18001 заключается в том, что человеческие потери на производстве,
включая потерю трудоспособности — это финансовые потери,
уменьшающие прибыль предприятия.
Система менеджмента здоровья и безопасности предприятия,
построенная и сертифицированная в соответствии с требованиями OHSAS
18001, дает возможность:
осуществлять контроль опасных производственных факторов;
управлять рисками, возникающими в процессе производственной
деятельности;
предотвращать возникновение инцидентов, аварий, нештатных
ситуаций;
снижать потери от аварий;
интегрироваться с действующими на предприятии системами
менеджмента;
внести положительные изменения в имидж предприятия.
В настоящее время все больше компаний уделяют внимание
международной системе менеджмента здоровья и безопасности на производстве.
Стандарт OHSAS 18001, полностью отражающий процессный подход,
получает все большее распространение. В 2000 г. был выпущен еще один
документ, содержащий рекомендации по внедрению систем менеджмента
здоровья и безопасности на производстве — OHSAS 18002 «Системы
менеджмента здоровья и безопасности на производстве. Руководство по
реализации стандарта 18001».
2.4. Термины и определения
В целях применения эквивалентных терминов в области
лакокрасочных материалов и покрытий специалистами ИСО/ТК 35 разработан
международный стандарт ИСО 4618. Указанный стандарт дает определения
42
более 250 терминов на двух официальных языках ИСО — английском и
французском, а также на немецком языке по просьбе Германии, Австрии
и Швейцарии. Однако лишь термины и определения на официальных
языках — английском, французском и русском — могут рассматриваться
как термины и определения ИСО.
В табл. 2.8 приводятся основные термины и определения,
касающиеся лаков, красок, относящихся к ним продуктов и сырья.
Таблица 2.8
Термины и определения по ИСО 4618
Термин
Определение
Общие термины
Лак
Varnish
Краска
Paint
Пигмент
Pigment
Наполнитель
Extender
Пленкообразующее
Binder
Растворитель
Solvent
Разбавитель
Diluent
Сиккатив
Drier
Покрытие
Coating
Окрашиваемая
поверхность
Substrate
Слой
Coat
Сушка
Drying
Прозрачный продукт для покрытий, высыхающий
исключительно при окислении
Пигментированный продукт, который после нанесения на
поверхность образует непрозрачную пленку, обладающую
защитными, декоративными или специальными техническими
свойствами
Окрашивающий материал, преимущественно в виде
мелкодисперсных частиц, практически нерастворимые в
лакокрасочной среде, которые используются благодаря своим
оптическим, защитным и/или декоративным свойствам
Материал в зернистой или порошковой форме,
нерастворимый в среде и используемый для модификации или влияния
на определенные физические свойства
Нелетучая часть лакокрасочного материала
Жидкость одно- или многокомпонентная, летучая в условиях
сушки, в которой пленкообразующее полностью
растворяется
Летучая жидкость, одно- или многокомпонентная,
используемая вместе с растворителем, не вызывающая никаких
нежелательных эффектов
Компонент, обычно соли металлов и жирных кислот,
добавляемый к продуктам, высушиваемым окислением для
ускорения этого процесса
Непрерывный слой, формируемый однократным или
многократным нанесением материала на подложку
Поверхность, на которую наносится или должен наноситься
лакокрасочный слой
Непрерывный слой продукта, получающийся при
однократном его нанесении
Все процессы, приводящие к переходу от жидкого состояния
пленки к твердому
43
Продолжение табл. 2.8
Термин
Койл коутинг
Coil coating
Определение
Процесс непрерывного нанесения покрытия на рулонный
прокат, который может быть снова свернут после
высушивания покрытия
Свойства покрытия
Блеск
Gloss
Твердость
Hardness
Укрывистость
Hiding power
Адгезия
Adhesion
Оптическое свойство поверхности, характеризуемое
способностью зеркально отражать свет
Примечание. Примеры степеней блеска — высокий блеск,
блеск, мягкий блеск, полублеск, матированный блеск,
матовый блеск и потеря блеска
Способность высохшей пленки сопротивляться
механическим воздействиям — удару, вдавливанию, царапанию
Способность краски делать невидимыми цвет и цветовые
контрасты окрашиваемой поверхности
Явление связывания между твердой поверхностью и другим
материалом, вызванное молекулярным взаимодействием
Обработка поверхности
Абразивная
пескоструйная очистка
Abrasive blast-cleaning
Химическая подготовка
Chemical pre-treatment
Пламенная очистка
Flame cleaning
Подготовка поверхности абразивом с высокой кинетической
энергией
Любой химический процесс обработки поверхности перед
нанесением покрытия
Процесс обработки поверхности регулируемым пламенем
Дефекты
Апельсиновая корка
Orange peel
Сморщивание
Wrinkling
Проплешины
Miss
Растрескивание
Cracking
Растрескивание на
холоде
Cold cracking
Пузыри
Blistering
Меление
Chalking
Внешний вид покрытия, имеющий сходство с текстурой
поверхности апельсина
Небольшие складки в виде более или менее регулярных
неровностей с малой амплитудой, появляющиеся по всей
толщине пленки или ее части
Дефект, характеризуемый полным отсутствием пленки в
некоторых областях
Разрывы в сухой пленке
Формирование разрывов в пленке в результате выдержки при
низких температурах
Выпуклая деформация в пленках, возникающая при местном
отделении одного или нескольких слоев покрытия
Появление на поверхности пленки тонкого легко снимаемого
порошка, возникающего вследствие деструкции одного или
нескольких компонентов
44
Окончание табл. 2.8
Термин
Грязеудержание
Dirt retention
Слипание
Blocking
Потускнение
Blooming
Шелушение
Flaking
Определение
Дефект, характеризуемый тенденцией сухой пленки
сохранять на поверхности загрязнения, которые не удаляются
обычной очисткой
Нежелательное слипание между двумя поверхностями, по
крайней мере, одно из них с покрытием, когда они оставлены
в контакте под нагрузкой после установленого периода
сушки
Образование осадка на поверхности пленки
Отделение небольших частей покрытия из-за снижения
адгезии
В табл. 2.9 приведены специальные термины и определения в
области порошковых покрытий, установленные международным стандартом
ИСО 8130-14.
Таблица 2.9
Термины и определения по ИСО 8130-14
Термин
Порошок для покрытия
Coating powder
Порошковое покрытие
Powder coating
Агломерация
Agglomeration
Эффективность нанесения
Deposition efficiency
Размер частицы
Particle size
Устойчивость при хранении
Storage stability
Гелеобразование
Gelation
Определение
Тонко измельченные частицы смолы, термопластчные
или термически твердеющие, обычно включающие
пигменты, наполнители и добавки, и др., находящиеся в
порошковом состоянии в течение хранения при пригодных
условиях, которые, после спекания или, возможно,
отверждения, дают сплошную пленку
Защитное и/или декоративное покрытие,
сформированное нанесением порошка на подложке и спеченное (или
отвержденное, если необходимо), для получения
сплошной пленки
Условия, при которых отдельные частицы
объединяются в большие конгломераты
Отношение массы порошка, нанесенного на подложку, к
массе разбрызганного порошка
Продольный размер частицы порошка, обычно размер
средней частицы
Способность порошка поддержать удовлетворительные
физические и химические свойства при хранении
определенное временя при соответствующих условиях
Превращение расплавленного порошка покрытия в
нетекучее состояние
Перечни эквивалентных терминов обобщены в международном
стандарте в новом издании ИСО 4617 (табл. 2.10). В указанном стандарте
45
приведены сотни эквивалентных терминов на 12 языках, в том числе на
двух из трех официальных языков ИСО, кроме русского. Хотя русский
язык является официальным языком ИСО, администрация технического
комитета ИСО/ТК 35 не использует рабочий язык ИСО, в том числе из-
за неучастия отечественных специалистов в заседаниях рабочих групп.
Это связано с ограниченностью финансирования работ по международной
стандартизации со стороны российской лакокрасочной промышленности.
Таблица 2.10
Эквивалентные термины в области лакокрасочных материалов
Русский
Краска
Лак
Пигмент
Меление
Шелушение
Выцветание
Английский
Paint
Varnish
Pigment
Chalking
Flaking
Bleeding
Французский
Peinture
Vernis
Pigment
Farinage
Ecaillage
Saignement
Немецкий
Anstrichfarbe
Klarlack
Pigment
Kreiden
Abblattern
Ausbluten
Голландский
Verf
Vermis
Pigment
Afpoederen
Afbladderen
Uitbloeden
В табл. 2.11 и табл. 2.12 приведены термины и определения в
области коррозии и защитных металлических и неметаллических покрытий,
которые широко применяются при испытаниях лакокрасочных
материалов и покрытий, а также в технологических процессах обработки
поверхности и нанесения покрытий.
Международный стандарт ИСО 8044 состоит из нескольких разделов,
в которых регламентированы общие термины по коррозии; по типам
коррозии; методам защиты от коррозии, коррозионным испытаниям и
электрохимические термины.
Терминам в области электрохимического нанесения покрытий и
обработки поверхности посвящен международный стандарт ИСО 2080.
Таблица 2.11
Избранные термины и определения по ИСО 8044
Термин
Определение
Общие термины
Коррозия
Corrosion
Коррозивный агент
Corrosive agent
Коррозивная среда
Corrosive environment
Физико-химическое взаимодействие между металлом и
средой, в результате которого изменяются свойства металла и
часто происходит ухудшение функциональных
характеристик металла, среды или включающей их технической
системы
Вещество, которое в случае контакта с данным металлом
будет с ним реагировать
Среда, содержащая по меньшей мере один коррозивный
агент
46
Продолжение табл. 2.11
Термин
Коррозионная система
Corrosion system
Коррозионная порча
Corrosion damage
Продукт коррозии
Corrosion product
Окалина
Scale
Ржавчина
Rust
Глубина коррозии
Corrosion depth
Показатель скорости
коррозии
Corrosion rate
Коррозионная стойкость
Corrosion resistance
Коррозивность
Corrosivity
Критическая влажность
Critical humidity
Защита от коррозии
Corrosion protection
Степень защиты
Degree of protection
Временная защита
Temporary protection
Защитный слой
Protective layer
Ингибитор коррозии
Corrosion inhibitor
Летучий ингибитор
коррозии
Volatile corrosion inhibitor
Определение
Система, включающая один или более металлов и все части
среды, которые могут влиять на коррозию
Коррозионный эффект, который расценивается как вредный
для функциональных характеристик металла, среды или
включающей их технической системы
Вещество, образовавшееся в результате коррозии
Твердый слой продуктов коррозии, образовавшийся на
металле при высокой температуре
Видимые продукты коррозии, состоящие в основном из гид-
ратированных оксидов железа
Расстояние по перпендикуляру до точки на корродирующей
поверхности металла от его первоначальной поверхности
Коррозионный эффект в металле за единицу времени
Способность металла противостоять коррозии в данной
коррозионной системе
Способность среды вызывать коррозию в данной
коррозионной системе
Относительная влажность атмосферы, выше которой
происходит резкое возрастание показателя скорости коррозии
данного металла
Внесение в коррозионную систему изменений,
уменьшающих коррозионную порчу
Выраженное в процентах уменьшение скорости коррозии,
достигнутое путем защиты от коррозии
Защита от коррозии, рассчитанная только на ограниченный
срок
Слой вещества, образующийся на поверхности металла и
ограничивающий скорость коррозии
Химическое вещество, которое, присутствуя в
коррозионной системе в определенной концентрации, снижает
показатель скорости коррозии без существенного изменения
концентрации любого другого коррозивного агента
Ингибитор, который может достигать поверхности металла
в виде пара
47
Продолжение табл. 2.11
Термин
Определение
Типы коррозии
Электрохимическая
коррозия
Electrochemical corrosion
Химическая коррозия
Chemical corrosion
Газовая коррозия
Gaseous corrosion
Атмосферная коррозия
Atmospheric corrosion
Подземная коррозия
Underground corrosion
Местная коррозия
Localized corrosion
Равномерная коррозия
Uniform corrosion
Питтинговая коррозия
Pitting corrosion
Щелевая коррозия
Crevice corrosion
Коррозия по ватерлинии
Water-line corrosion
Коррозия сварного
соединения
Weld corrosion
Коррозия, включающая по меньшей мере одну
электродную реакцию
Коррозия, идущая без электродных реакций
Коррозия, при которой газ является единственным корро-
зивным агентом и на поверхности металла нет водной фазы
Коррозия, в которой роль среды играет земная атмосфера в
ее собственном интервале температуры
Коррозия металла в зарытом состоянии, при которой почва
(грунт) является коррозивной средой
Коррозия отдельных частей металлической поверхности,
контактирующей с коррозивной средой
Коррозия, скорость которой практически одинакова на всей
поверхности металла, находящейся в контакте с
коррозивной средой
Коррозия, ведущая к образованию язв, т.е. полостей в
металле, начинающихся с поверхности
Коррозия, вызванная наличием узкого отверстия или зазора
и идущая внутри или непосредственно вокруг них
Коррозия вдоль границы газ-жидкость, вызванная
наличием этой границы
Коррозия, связанная с наличием сварного соединения и
идущая по шву или вблизи него
Электрохимическая коррозия
Гальваническая коррозия
Galvanic corrosion
Биметаллическая
коррозия
Bimetallic corrosion
Электрохимическая
защита
Electrochemical protection
Анодная защита
Anodic protection
Катодная защита
Cathodic protection
Коррозия, вызванная работой коррозионного элемента
Гальваническая коррозия, в случае если электроды
образованы разнородными металлами или другими электронными
проводниками
Защита от коррозии путем электрического регулирования
потенциала коррозии
Электрохимическая защита, основанная на увеличении
потенциала коррозии до значения, соответствующего
пассивному состоянию
Электрохимическая защита, основанная на уменьшении
потенциала коррозии
48
Окончание табл. 2.11
Термин
Определение
Коррозионные испытания
Коррозионное испытание
Corrosion test
Эксплуатационное
коррозионное испытание
Service corrosion test
Имитационное
коррозионное испытание
Simulated corrosion test
Ускоренное
коррозионное испытание
Accelerated corrosion test
Испытание, проводимое для оценки коррозионного
поведения металла, загрязнения среды продуктами коррозии,
эффективности защиты от коррозии или коррозивности среды
Коррозионное испытание, проводимое в процессе
эксплуатации
Коррозионное испытание, проводимое в имитированных
условиях эксплуатации
Коррозионное испытание, проводимое в более жестких
условиях, при которых результат достигается быстрее, чем
при эксплуатации
Таблица 2.12
Избранные термины и определения по ИСО 2080
Термин
Защитное покрытие
Protective coating
Гальваническое покрытие
Electrodeposition
Металлическое покрытие
Metal coating
Горячее металлическое
покрытие
Hot dip metal coating
Металлизация
Metallizing
Анодно-окисное
покрытие
Anodic oxide coating
Химическое покрытие
Chemical plating
Конверсионное покрытие
Conversion coating
Хроматное
конверсионное покрытие
Chromate conversion
coating
Определение
Слой или система слоев веществ, наносимых на
поверхность металла с целью защиты от коррозии
Покрытие, полученное на электроде с целью придания
поверхности свойств или размеров, отличающихся от
основного металла
Общий термин, указывающий на все металлические
покрытия, полученные любым методом
Металлическое покрытие, полученное погружением
покрываемого металла в расплавленный металл
Получение металлического слоя на неметаллической
поверхности
Защитное, декоративное или функциональное
конверсионное покрытие, образованное путем электролитического
окисления поверхности металла
Металлическое покрытие, нанесенное химическим
способом
Покрытие, образованное в результате реакции металла или
продуктов его коррозии с компонентами специально
подобранной среды
Покрытие, полученное хроматированием
49
Окончание табл. 2.12
Термин
Хроматирование
Chromating
Фосфатное
конверсионное покрытие
Phosphate conversion
coating
Фосфатирование
(фосфатная обработка)
Phosphating (phosphate
treatment)
Определение
Процесс нанесения хроматного конверсионного покрытия
из растворов, содержащих хром в шестивалентной или
трехвалентной форме
Покрытие, полученное фосфатированием
Образование слоя нерастворимых фосфатов на
металлической поверхности, с применением реагента, содержащего
фосфорную кислоту и (или) фосфаты
50
Глава 3
ОТБОР ПРОБ И ПОДГОТОВКА
К ИСПЫТАНИЯМ
Правильный отбор проб при анализе сырья и при испытаниях
лакокрасочных материалов и покрытий представляет собой сложную
процедуру, выполнение которой следует поручать опытному специалисту. В
некоторых случаях сам процесс отбора проб связан с определенным риском
непосредственно для здоровья пробоотборщика, или при этом создаются
условия, опасные для окружающих [1].
Соблюдение технологии отбора проб и подготовки образцов
лакокрасочных материалов к испытаниям и анализу — залог получения
воспроизводимых результатов. Процесс отбора проб зависит от агрегатного
состояния продукта и размера емкости, но не от типа продукта, например
краски, связующего пигмента и т.п. Поэтому было решено объединить
ранее действующие стандарты ИСО 842 и ИСО 1512. Методы отбора
проб порошковых красок для дальнейших исследований и испытаний
устанавливает ИСО 8130-9. Так как указанный стандарт входит в комплекс
международных стандартов на порошковые краски ИСО 8190, его было
решено не включать в ИСО 15528.
В международных стандартах на отбор проб приведены
общепринятые методы отбора проб и общеупотребительный тип оборудования.
Стандарты на методы отбора проб определяют условия получения
представительных проб жидких/полужидких продуктов из различных емкостей.
Допускается использование нового оборудования, не применяемого ранее,
при условии, что такое оборудование позволяет получать пробы в
соответствии с требованиями и процедурами международных стандартов на
отбор проб.
В стандарте ИСО 15528 описана аппаратура для отбора проб
лакокрасочных материалов. Наиболее полно различные типы пробоотборников
даны в международных стандартах ИСО 3170 и ИСО 3171 [2].
При отборе проб следует учитывать, что национальное
законодательство может ограничивать проведение отбора проб из бака, если при этом
происходит выделение летучих органических соединений в атмосферу. В
этих обстоятельствах традиционные методы открытого отбора проб
непригодны. Установленные процедуры по ИСО 3170 и ИСО 3171 сводят к
51
минимуму или исключают потери из пробы легких фракций, которые
могут иметь место при обработке или транспортировании проб [2].
3.1. Методы отбора проб лакокрасочных материалов
и сырья
Международный стандарт ИСО 15528 устанавливает методы отбора
проб лакокрасочных материалов и сырья, используемого в их
производстве. Стандарт не распространяется на методы подготовки проб перед
анализом или испытаниями. Пробы, отобранные в соответствии с
требованиями ИСО 15528, подготавливают к дальнейшему анализу или испытаниям
согласно требованиям ИСО 1513.
Международный стандарт ИСО 15528 устанавливает требования к
приспособлениям, используемым для целей пробоотбора. В стандарте не
установлены требования к отбору проб некоторых продуктов, которые
требуют специальных мер предосторожности.
Основная цель отбора проб — получение образца для исследования,
который наиболее полно представит всю партию продукции.
Проведение отбора проб, маркировка и хранение проб, подготовка
необходимой документации должны быть выполнены квалифицированным
персоналом. После выбора пробоотборника соответствующего типа и
размера, отбор проб должен быть выполнен при соблюдении требований
техники безопасности, санитарных норм, при этом выбросы в атмосферу
вредных веществ должны быть сведены к минимуму. Хранение
отобранных проб проводят в соответствии с установленными правилами,
гарантируя их выполнение в течение всего периода хранения
Оборудование для отбора проб
Выбор пробоотборника зависит от типа отбираемого материала, его
состояния, типа емкости, уровня, на который емкость заполнена,
требований охраны здоровья и безопасности, требуемого объема выборки.
Все устройства для отбора проб должны быть сконструированы
таким образом, чтобы не было течей, и чтобы они отвечали своему
предназначению, не изменяя исходных характеристик пробы.
Общие требования для пробоотборников включают:
удобство пользования;
легкую очистку (гладкие поверхности);
наличие в продаже;
стойкость к химическому воздействию отбираемого материала.
Применяемое оборудование должно гомогенизировать продукт и
отбирать представительную пробу. Все оборудование должно быть
изготовлено из материалов, не оказывающих влияния на лакокрасочные
материалы. Для перемешивания пробы широко применяют мешалки, способные
гомогенизировать пробы по всей длине контейнера. При необходимости
применяют мешалки во взрывозащищенном исполнении.
Для предотвращения воздействия продуктов на пробоотборники и
обеспечения легкости их очистки пробоотборники изготавливают из не-
52
ржавеющей стали, латуни или стекла. Их поверхность должна быть
гладкой, без трещин и заусенцев. Для отбора проб растительных масел нельзя
использовать медьсодержащие материалы.
Пробоотборники для масел и летучих
жидкостей. Пробоотборники для масел и
летучих жидкостей изготавливают
вместимостью от 150 мл до 1 л. Для отбора проб
из цистерн или сосудов большой
вместимости рекомендуется применять бутыли или
банки (рис. 3.1).
В ИСО 15528 приведены примеры
конструкций пробоотборников различного
назначения, в том числе опрокидывающиеся
ковши, цилиндры с донным затвором,
пробоотборники для взятия проб со дна, пробоот-
борные трубки.
На рис. 3.2 приведен пример
конструкции утяжеленной бутыли для отбора проб.
При взятии проб из цистерны эта бутыль
падает с такой скоростью, что наполняется
жидкостью только в зафиксированном
положении.
Пробоотборник для грунтовых/зональных
проб. Пробоотборник для
грунтовых/зональных проб должен быть разработан и
сконструирован таким образом, чтобы при медленном
погружении его можно было использовать для захвата
вертикального столба жидкости на любом выбранном уровне,
включая дно бака.
Межграничный пробоотборник. Межграничный
пробоотборник — это разновидность зонального/грунтового
пробоотборника, который сконструирован для захвата
вертикального столба жидкости на границе раздела фаз на дне бака или на
любом другом выбранном уровне. Межграничный пробоотборник можно
также использовать для отбора зональных проб с любого выбранного
уровня внутри бака.
Донные пробоотборники. Донные пробоотборники — это приемники,
которые можно опускать до дна бака, где при контакте с дном бака
клапан или подобное закрывающее приспособление открывается и
закрывается при подъеме. У некоторых конструкций донных пробоотборников
имеется расширяемая «нога» для осуществления отбора над слоем осадка.
Некоторые конструкции пробоотборников для зональных/грунтовых или
грунтовых/межграничных проб можно использовать в качестве донных
пробоотборников.
Пробоотборники для осадков/отложений. Обычно для отложений
используют пробоотборники двух типов: захватного или всасывающего. Для
проникновения в слой отложения для отбора пробы используют гравита-
Рис. 3.2.
Утяжеленная
бутыль для
отбора проб
Рис. 3.1.
Бутыль для
отбора проб
53
ционный/поршневой пробоотборник грунта, представляющий собой
трубчатое устройство, либо утяжеленное, либо снабженное механическим
приводом для проникновения в слой отложения.
Пробоотборники для порошковых материалов. Для отбора проб сухих
порошков стандарт рекомендует применять открытые металлические
совки полукруглой формы или С-образного поперечного сечения. Пробу
отбирают из глубины емкости вращательным движением.
Емкости для проб
Для жидких проб стандарт рекомендует использовать бутыли из
бесцветного или желтого стекла или металлические банки. Для паст, смесей
жидких и твердых веществ используют широкогорлые металлические или
стеклянные банки. Во всех случаях сами емкости и крышки для них
должны быть изготовлены из материала, не загрязняющего пробу.
Преимущество бутылей и банок из бесцветного стекла состоит в том, что
можно визуально определить их чистоту и легко можно проверить
наличие в пробе несвязанной воды и других загрязнений. Бутыли и банки из
желтого стекла обеспечивают только относительную защиту от
воздействия света. Для материалов, наиболее чувствительных к свету, полная
защита достигается при хранении сосудов с пробой в картонном ящике,
или их следует обертывать черной бумагой или алюминиевой фольгой.
Для отбора проб летучих спиртовых веществ нельзя применять
оцинкованные или алюминиевые банки или крышки. Стеклянные бутыли и
банки следует закрывать корковыми или стеклянными пробками, или
завинчивающимися крышками.
При использовании металлических банок для жидких проб следует
пользоваться только завинчивающимися крышками. Для других
металлических банок используют завинчивающиеся крышки или другие крышки,
обеспечивающие герметичность. Не допускается применять резиновые
пробки. Корковые пробки должны быть высокого качества, чистыми, без
трещин и отстающих кусочков корки. Если нет других указаний, для
предотвращения контакта пробки с материалом пробы ее следует перед
применением обертывать оловянной или алюминиевой фольгой. При отборе
проб спиртов пробку следует обертывать тефлоновой пленкой.
Общие требования к отбору проб
Минимальный размер пробы должен быть 2 кг. Конкретный объем
пробы устанавливают в программе испытаний.
Прежде, чем будет выполнен отбор проб, исследуемый материал,
емкость и точка отбора должны быть осмотрены для выявления всех
особенностей и отклонений. Для однородных материалов достаточно
отобрать одну точечную пробу.
Если проба временно негомогенна, то гомогенизируют
перемешиванием, нагревом или другими способами. В случае постоянной
негомогенности, отбор проб из малых емкостей ведут с помощью трубчатого
пробоотборника. Из больших емкостей берут минимум две пробы — из
верхней фазы с помощью ковша и с помощью зонального пробоотборника из
нижних слоев.
54
Отбор из бака начинают, когда содержимое бака находится в покое.
Для анализа обычно отбирают следующие типы проб:
а) пробы с верхнего, среднего и нижнего слоя жидкости,
или
б) пробы с верхнего, среднего слоя жидкости и выпускная проба.
Если исследование этих проб показывает, что содержимое бака
гомогенно, их можно объединить для дальнейших исследований.
При отборе проб из цистерн пробу следует брать из каждой емкости
отдельно. Полутвердые или застывшие продукты перед отбором
рекомендуется подогреть для возможного перемешивания до однородного
состояния. Если жидкость по своему составу неоднородна, например, содержит
несвязанную воду или пену, то пробу берут по всей глубине жидкости на
разных уровнях с интервалом не более 300 мм.
Первую пробу рекомендуется брать из самой нижней точки
резервуара. Если известно, что жидкость однородна, то берут три пробы на
уровне 1/10 глубины жидкости от поверхности, но не более 150 мм от
поверхности (проба сверху), на уровне 1/2 глубины (проба из середины), в
точке, составляющей 9/10 глубины жидкости от поверхности, но не более
300 мм от дна емкости (проба снизу).
Пробы отбирают пробоотборником, который заполняют жидкостью
на требуемой глубине. Пробы, взятые на различных уровнях, смешивают
в такой же пропорции, в какой они представлены в общем количестве
жидкости. Если в жидкости имеется несвязанная вода, то перед отбором
проб ее следует, по возможности, удалить и измерить объем или массу.
Если жидкость содержит осадок, то пробу снизу берут из самой нижней
точки цистерны.
Если жидкость периодически сливают из транспортной емкости в
стационарную цистерну, отбор проб ведут при погружении
пробоотборника в струю переливаемой жидкости. При отборе проб из трубопровода
пробоотборный кран должен располагаться в поднимающемся участке
трубопровода на стороне нагнетающего насоса. Общую пробу из крана
тщательно перемешивают, несвязанную воду удаляют.
Жидкость из авто- и железнодорожных цистерн, как правило,
отбирают во время наполнения, слива или через люк из середины цистерны.
Из бочек и других емкостей малой вместимости отбор проб проводят в
соответствии с табл. 3.1.
Контейнеры, из которых проводят отбор проб, выбирают из партии
груза произвольно и заранее не открывают. Перед отбором проб бочки и
бидоны следует прокатать, опрокинуть, а содержимое цистерн малой
вместимости тщательно взболтать до получения однородной массы. Если
требуется общая проба, представляющая всю партию груза, пробы из
различных партий смешивают в такой же пропорции, в какой они
представлены в общей партии.
Требования к этикетке
После отбора пробы должны быть защищены от воздействия света,
влаги, пыли, чрезмерного нагрева или охлаждения. Сразу же после отбора
проб на контейнеры наклеивают этикетки, устойчивые к воздействию
55
Таблица 3.1.
Минимальное число контейнеров, из которых будет произведен
отбор проб
Общее количество контейнеров, N
1-2
3-8
9-25
26-100
101-500
501-1000
Далее
Минимальное количество контейнеров,
из которых отбирают пробы, п
Все
2
3
5
8
13
-=ш
растворителей и влаги. На этикетке должны быть указаны следующие
данные:
а) описание материала;
б) объем и подробное описание партии груза (автоцистерны, бочки,
бидоны и т.п.);
в) обозначение и регистрационный номер пробы;
г) грузоотправитель;
д) место отбора проб;
е) дата отбора проб;
ж) имя оператора.
Закрытую емкость с наклеенной этикеткой запечатывают сургучом,
чтобы содержимое нельзя было извлечь, а этикетку снять без поломки
сургучной печати. К пробе прилагают сопроводительную записку, в
которой повторяются данные, указанные на этикетке, и, если необходимо,
протокол с указанием данных по отбору проб.
Пробы хранят в соответствии с инструкциями изготовителя
материала и анализируют как можно быстрее во избежание ухудшения их
качества при хранении.
Отчет об отборе проб
Отчет об отборе проб должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 15528;
б) информацию о любых видимых аномалиях, как например:
дефекты контейнера;
любые видимые посторонние включения; ненормальный запах;
ненормальный цвет;
неправильную маркировку, неоднородность продукта, включая
наличие пленки перед перемешиванием;
трудности повторного диспергирования продукта;
трудности при отборе густотертых красок и аналогичных продуктов;
56
в) любые отклонения от стандартной процедуры отбора проб,
включая все отклонения, согласованные с заказчиком.
3.2. Методы отбора проб порошковых красок
Ю:
ft
п
и
Международный стандарт ИСО 8130-
rr~~Q£^3 9 устанавливает методы отбора проб
порошковых красок для дальнейших ис-
следований и испытаний [3]. Для
отбора проб следует привлекать обученный
персонал. Общие требования к отбору
проб твердых химических продуктов
устанавливает международный стандарт
ИСО 8213.
Оборудование для отбора проб
Пробоотборники ручные. На рис. 3.3
приведены типичные конструкции
ручных пробоотборников.
Пробоотборники механические. На
рис. 3.4 приведена схема одного из
обычно применяемых механических
пробоотборников
Емкости для проб. Применяют
емкости из стекла или другого инертного
материала с надежной крышкой.
и Методика отбора проб
Рис. 3.3. Ручные пробоотборники Отбор проводят в сухих помещениях,
Таблица 3 2 все пРиборы для отбора проб должны
быть сухими, отобранные пробы
защищают от проникновения пыли и влаги.
В табл. 3.2 приведено минимальное
количество контейнеров, которое
отбирают от всей партии отобранных проб.
Далее анализироваться могут как
отдельные пробы, так и составные пробы.
Для получения отдельной пробы из
середины каждого контейнера отбирают
не менее 2 кг порошка, который
помещают в чистый сосуд, снабженный
этикеткой. Для получения составной пробы
открывают выбранные контейнеры, с
помощью ручного пробоотборника
отбирают сердцевину и переносят их в
чистый сосуд, в котором все части проб
смешивают и сосуд снабжают этикеткой. Общее количество составной
Количество анализируемых
контейнеров в зависимости
от объема партии
Количество
контейнеров
в партии
1-2
3-8
9-25
26-100
100-500
501-1000
Минимальное
число отобранных
проб
Все
2
3
5
8
13
57
пробы должно быть не менее 2 кг. Для дробления пробы применяют
ротационный делитель.
Требования к этикетке
Каждый контейнер с пробой должен быть снабжен этикеткой со
следующей информацией:
а) ссылкой на международный
стандарт ИСО 8130-9;
б) маркой и полным описанием
порошковой краски;
в) описанием груза, величины
контейнера, из которого проводится
отбор проб;
г) наименованием
грузоотправителя;
д) обозначением и номером
образца;
е) методом отбора проб;
ж) именем оператора;
з) датой отбора проб
Отчет об отборе проб
Отчет об отборе проб должен
содержать следующую
информацию:
а) ссылку на международный
стандарт ИСО 8130-9;
б) информацию о любых видимых аномалиях, как например:
дефекты контейнера;
любые видимые посторонние включения; ненормальный запах;
ненормальный цвет;
неправильную маркировку, неоднородность продукта;
в) любые отклонения от стандартной процедуры отбора проб,
включая все отклонения, согласованные с заказчиком.
3.3. Требования к стандартным панелям
Международный стандарт ИСО 1514 является одним из серии
стандартов по отбору проб и методам испытаний лаков, красок и
относящихся к ним продуктов [4].
Для большинства широко применяемых методов испытания
материал используемой панели и особенно метод ее подготовки перед
окрашиванием имеют очень большое значение, так как это может оказать
большое влияние на результаты испытаний. Следовательно, очень важно как
можно тщательнее стандартизировать как сами панели, так и процесс их
подготовки. В равной степени желательно свести до минимума
количество различных стандартных панелей, необходимых для использования в
лаборатории. Все типы панелей и необходимые методы подготовки их пе-
Рис. 3.4. Механический ротационный
пробоотборник
58
ред окрашиванием нет возможности включить в международный стандарт,
но при выборе панелей, рассмотренных в данном разделе, следует
учитывать различие между тремя следующими факторами.
Первый фактор относится к такому случаю, когда краска, лак или
другие продукты должны быть испытаны в условиях, соответствующих
промышленному применению. Такое испытание наиболее удобно
проводить на панели, которая почти соответствует (в отношении материала,
способа очистки и последующей подготовки поверхности, такой, как
пескоструйная или химическая обработка) практическому промышленному
нанесению. В таких случаях следует пользоваться следующими правилами:
а) заинтересованные стороны должны достигнуть детального
соглашения в отношении материала и метода подготовки поверхности панелей
перед окрашиванием;
б) эти данные должны быть указаны в отчете об испытании.
Второй фактор относится к такому случаю, когда испытуемые панели
должны быть подготовлены для проведения специальных испытаний,
например, оптически ровная пластинка может потребоваться для
измерения блеска. В таких случаях должны быть приведены детальные
требования как на сами панели, так и на метод подготовки их перед
окрашиванием.
Третий фактор относится к тому случаю, когда два других не
используют. В таких случаях продукт должен быть испытан на
согласованной поверхности, с хорошей воспроизводимостью результатов.
Желательно использовать материал, который обладает стабильными свойствами и
который удобно очищать для получения стандартной поверхности. Нет
необходимости в том, чтобы это была точно такая же поверхность, на
которую продукт будет наноситься на практике.
ИСО 1514 распространяется на способы подготовки стандартных
панелей перед нанесением покрытий, используемых для общих методов
испытаний красок, лаков и вспомогательных материалов. В стандарте
приведены требования к следующим типам стандартных панелей:
а) стальные панели, подготовленные:
очисткой растворителем;
очисткой очистителями на водной основе;
обработкой абразивами (шлифованием);
фосфатированием;
пескоструйной очисткой;
б) панели из белой жести, подготовленные:
очисткой растворителем;
очисткой очистителями на водной основе;
обработкой абразивами;
в) оцинкованные панели, подготовленные
очисткой растворителем;
очисткой очистителями на водной основе;
обработкой абразивами;
химической обработкой;
г) алюминиевые панели, подготовленные:
59
очисткой растворителем;
очисткой очистителями на водной основе;
обработкой абразивами (шлифованием);
химической обработкой;
д) стеклянные панели, подготовленные:
очисткой растворителем;
очисткой моющим средством;
е) древесно-стружечные панели;
ж) гипсокартонные панели;
з) панели из волокноармированного цемента.
Стандарт допускает применение панелей из других материалов по
соглашению с заказчиком.
СТАЛЬНЫЕ ПАНЕЛИ
Материал
Стальные панели, предназначенные для проведения общих
испытаний (в отличие от панелей, используемых для проведения специальных
испытаний), не должны иметь ржавчины и должны представлять собой
ровные панели из мягкой стали в форме листов или полос. Толщину
панелей и их размеры указывают в методике испытания или согласовывают
между заинтересованными сторонами.
Если нет других указаний, то используют холоднокатаную сталь
толщиной листа 0,60-0,80 мм. Панели должны иметь минимальные различия
цвета на разных участках и обладать минимальной шероховатостью
поверхности.
Подходящей сталью является холоднокатаная сталь типов CR1, CR4
по ИСО 3574, которые применяются в автомобилестроении.
Рекомендуется, чтобы шероховатость поверхности стали типа CR1 была от 0,63 мкм
до 1,65 мкм. Если требуются панели из стали пескоструйной очистки, то
необходимо использовать мягкую горячекатаную сталь. Указания по
пескоструйной очистке приведены в приложении к стандарту.
Хранение панелей перед подготовкой
Необходимо обеспечить защиту панелей от ржавчины хранением их в
присутствии летучих ингибиторов коррозии, или в светлом нейтральном
минеральном масле, или углеводородном растворителе без добавок
(например, они могут быть полностью погружены в масло или покрыты
этим маслом, а затем завернуты отдельно в бумагу, пропитанную
маслом). Выборочно панели могут храниться в эксикаторе, содержащем
осушитель (например, силикагель).
Подготовка панелей очисткой их растворителем
Очищают панели от избытка масла и промывают их тщательно
соответствующим растворителем для удаления всех следов масла. Могут быть
использованы любые растворители, при условии, что они не являются ни
кислотными, ни щелочными и не содержат токсичных веществ. Очень
важно при протирке тряпкой не оставлять на поверхности волокон и
следить, чтобы тряпки менялись как можно чаще во избежание повторного
60
распространения масла. Следует оберегать очищенную панель от
загрязнений. Сушат панель или испарением промывочного растворителя, или
легкой протиркой чистой льняной тряпкой. В случае необходимости
панель слегка подогревают для удаления следов конденсационной влаги.
В случае, когда приготавливают большое количество панелей,
необходимо проверять каждую двадцатую панель на качество очистки. Одним
из методов проверки чистоты панелей является протирка их
фильтровальной бумагой. Процесс очистки считается удовлетворительным, если на
бумаге не остается пятен. Если панель при испытании не дала
положительного результата, то весь процесс очистки следует повторить снова на
всех панелях. В любом случае панели перед испытанием следует повторно
очистить. Если лакокрасочное покрытие не может быть нанесено
немедленно, то очищенные панели помещают до использования в эксикатор,
который содержит осушитель.
Подготовка панелей очисткой очистителем на водной основе
Очистку панелей проводят щелочными очистителями на водной
основе. Очистку рекомендуется проводить распылением очистителя, но
можно очищать и погружением. Очистку распылением проводят в
четыре этапа:
а) очищают каждую сторону панели распылением нагретого раствора;
б) промывают водой под давлением каждую сторону панели;
в) снова промывают каждую сторону панели деионизированной
водой, имеющей удельную электропроводность не больше чем 20 мСм/см;
г) сушат панели в сушильном шкафу в потоке горячего воздуха.
Подготовка панелей шлифованием
Шлифование — метод очистки поверхности абразивной бумагой для
удаления неровностей и загрязнений, которые не могут быть удалены при
очистке растворителем; оба эти дефекта оказывают отрицательное
воздействие на результаты испытаний. Для полного удаления загрязнений с
поверхности верхний слой металла удаляют. Размер слоя, который
нужно удалить, зависит от первоначального профиля поверхности, но в
любом случае составляет не менее 0,7 мкм, что можно определить по потере
массы панели (потеря массы от 5 г/м2 до 6 г/м2 приблизительно
соответствует толщине 0,7 мкм). До шлифования каждую панель очищают
растворителем.
Если нет других указаний, сухую шлифовку проводят с
использованием бумаги с абразивом из карбида кремния хорошего качества с
размером зерен абразива Р220. По предварительному соглашению во время
шлифования можно использовать в качестве смазочного вещества
минеральный растворитель.
Панели равномерно шлифуют вручную или механически.
При шлифовании вручную проводят следующие операции:
а) шлифуют параллельно любому краю панели;
б) шлифуют в направлении, перпендикулярном первоначальному
направлению, до тех пор, пока все следы первоначальной шлифовки не
будут удалены;
61
в) шлифуют круговым движением диаметром от 80 мм до 100 мм до
тех пор, пока не будет получен рисунок, состоящий только из кольцевых
следов, находящих друг на друга.
В случае, когда применяется механическая обработка, необходимо
проводить операцию «в». Операция шлифования считается законченной,
когда не остается ни одной видимой отметки на первоначальной
поверхности, а также никаких неровностей.
Отшлифованную поверхность очищают перед использованием
растворителем для удаления посторонних частичек, частиц стали и других
загрязнений. Следует оберегать очищенную панель от загрязнений.
Если нет возможности сразу же окрасить панель, то ее до
использования хранят в эксикаторе, содержащем активный осушитель.
Фосфатирование
Фосфатные покрытия для защиты от коррозии, полученные
химическим взаимодействием фосфорных солей с подложкой, являются
распространенными способом подготовки поверхности перед нанесением
защитных лакокрасочных покрытий. Подготовка испытательных панелей может
состоять из одного или более циклов очистки, ополаскивания и создания
условий для нанесения покрытия, химически взаимодействующего с
подложкой. Дополнительное ополаскивание обычно требуется после того, как
фосфатное покрытие было нанесено.
Фосфатное покрытие наносят с применением растворов на основе
фосфата цинка или железофосфорных солей.
Подготовка панелей пескоструйной обработкой
Перед использованием пескоструйной обработки следует очистить
панель растворителем. Панели из холоднокатаной стали пескоструйной
обработке не подвергают. Очистку данным способом проводят для
строительных материалов, например, балок и листов из горячекатаной стали,
литья.
Используемый абразив и сжатый воздух должны быть чистыми и
сухими. Необходимо использовать однородные по размеру частицы абразива
и избегать перенесения загрязнений с одной панели на другую. Размеры
частиц применяемого абразива могут быть от 0,5 мм до 1,2 мм, но также
могут быть использованы и другие абразивы для подготовки панелей для
специальных исследований. Применяемый абразив должен иметь острые
края и быть выполнен из материала более твердого, чем стандартные
стальные панели. Могут быть использованы карборундовые абразивы, а
также стальная дробь с твердостью по Виккерсу не менее 750 Н.
Абразив должен быть направлен перпендикулярно поверхности
панели со скоростью не менее 75 м/с. Это удобнее делать при использовании
сжатого воздуха под давлением не менее 0,8 мПа, пропуская абразив
через соответствующее сопло.
Дробеструйная обработка должна продолжаться до тех пор, пока
поверхность не будет полностью очищена от любых видимых загрязнений
или обесцвечивания. Все частички абразива должны быть удалены с
очищенной поверхности продувкой сжатым воздухом.
62
Шероховатость панелей, подготовленных способом, указанным
выше, должна быть между 0,50 мкм и 1,14 мкм. Если нет других указаний,
эти панели должны быть окрашены как можно быстрее после
дробеструйной обработки, но не позднее, чем через 2 ч. Следует оберегать
очищенные панели от загрязнения.
ПАНЕЛИ ИЗ БЕЛОЙ ЖЕСТИ
Материал
Панели из белой жести должны отвечать требованиям ИСО 11949, их
номинальная толщина должна лежать в пределах 0,2-0,3 мм, закалка № Т
52, покрытие оловом должно быть равномерным со всех сторон.
Подготовка панелей очисткой растворителем
При хранении панелей из белой жести нет необходимости
специально применять защитные материалы как со стальными панелями. Однако
во время изготовления поверхность панелей может быть загрязнена
смазками. Поэтому рекомендуется очищать панели перед использованием
растворителем.
Подготовка панелей очисткой очистителем на водной основе
Если требуются очищенные панели без дальнейшей подготовки, то
используют методику очистки для стальных панелей.
Подготовка поверхности шлифованием
Такая обработка поверхности рекомендуется тогда, когда необходимо
получение более ровной поверхности, чем та, которая получается после
обработки растворителем. Очистка растворителем и шлифование должны
быть выполнены так же, как и для стальных панелей, но шлифовать
следует значительно легче, избегая врезания в поверхность абразива, чтобы
не снять оловянное покрытие в отдельных местах. Поэтому
рекомендуется использовать тонкую карборундовую бумагу хорошего качества,
например, с размером зерен Р320.
Шлифование необходимо проводить до тех пор, пока вся
поверхность панели не будет представлять рисунок с кольцевыми следами,
накладываемыми один на другой, и первоначальная поверхность образца не
будет больше видна невооруженным глазом.
Отшлифованные панели тщательно очищают перед использованием
растворителем для того, чтобы инородные частички, частички олова и
другие загрязнения были удалены. Следует оберегать очищенную панель
от загрязнений.
Если подготовленные таким образом панели не могут быть окрашены
сразу же, то их следует хранить перед использованием в эксикаторе,
содержащем осушитель.
ОЦИНКОВАННЫЕ ПАНЕЛИ
Материал
Панель должна быть листом холоднокатаной углеродистой стали,
покрытым цинком или цинковым сплавом. Применяемый тип цинкового
63
покрытия или покрытия цинковым сплавом, так же как толщина
покрытия и габариты панели должны быть согласованы между заказчиком и
поставщиком. Различные типы покрытия цинкового сплава описаны в
приложении к стандарту. Панель не должна быть обработана химическим
пассивирующим составом, поскольку эта обработка может ухудшить
адгезию лакокрасочных покрытий.
Подготовка панелей очисткой растворителем
При хранении панелей из оцинкованной стали нет необходимости
специально применять защитные материалы, как со стальными панелями.
Однако во время изготовления поверхность панелей может быть
загрязнена смазками. Поэтому панели перед использованием рекомендуется
очищать растворителем.
Подготовка панелей очисткой очистителем на водной основе
Очистку панелей проводят щелочными очистителями на водной
основе как для стали, но в данном случае концентрация очищающего
раствора может быть ниже. Высокощелочные растворы для очистки будут
воздействовать на цинковое покрытие. Поэтому щелочной раствор должен
иметь рН в диапазоне 11-12, но не выше, чем 13.
Химическая обработка
Для оцинкованной стали с целью повышения защитных свойств и
увеличения адгезии применяют обработку фосфатированием или хромати-
рованием.
Составы для фосфатирования и хроматирования химически
взаимодействуют с подложкой с образованием защитной пленки.
АЛЮМИНИЕВЫЕ ПАНЕЛИ
Материал
Алюминиевые панели, предназначенные для проведения общих
испытаний (в отличие от панелей из алюминия или алюминиевых сплавов,
необходимых для испытания особых способов нанесения и применения),
должны быть в виде листов или полос и должны соответствовать по
химическому составу сорту А1 99,0 по ИСО 209-1.
Закаленный или отожженный материал применяют в отдельных
методах испытания. Закаленный алюминий должен иметь предел
прочности при растяжении не менее 150 мПа, а отожженный алюминий — не
более 105 мПа. Толщину и другие размеры панели указывают в стандарте
на метод испытания или согласовывают в программе испытаний.
На поверхности панелей и полосок не должно быть трещин при
нарезании их шириной 20 мм и соответствующей длины, они должны быть
нарезаны вдоль поперечной оси по направлению прокатки с
последующим загибом кромки по длине панели. Этого можно добиться, если
панель, изготовленную из отожженного алюминия, изгибать под углом 180°,
а из закаленного алюминия изгибать под тем же углом внутрь шаблона
цилиндрической формы с радиусом, равным толщине листа.
64
Подготовка панелей очисткой растворителем
Если требуются очищенные панели без дальнейшей подготовки, то
используют методику очистки растворителем для стальных панелей.
Подготовка панелей очистителем на водной основе
Очистку алюминиевых панелей проводят аналогично стальным, но
температура очищающего раствора должна быть 60-65°С. Кроме того,
важно проверить, чтобы выбранный щелочной раствор для очистки был
безопасным для использования с алюминием.
Подготовка панелей шлифованием
В случае, когда требуются отшлифованные панели, то используют
методику для стальных панелей, за исключением того, что применяют
абразив, нанесенный на тканевую основу и состоящий из прокаленного
глинозема в соответствии со следующими требованиям:
содержание частиц размером более 63 мкм — не более 10%;
содержание частиц размером менее 20 мкм — не менее 70%;
содержание частиц размером менее 10 мкм — не менее 80%.
Последовательность операций шлифования должна быть такой, как
для стали, но абразив должен быть смочен минеральным растворителем
для красок и нанесен на поверхность панелей тканью или
соответствующим материалом.
Продолжают шлифовать до тех пор, пока вся поверхность не
покроется рисунком в виде кольцеобразных следов, находящих один на другой,
и первоначальная поверхность не будет видна невооруженным глазом.
Отшлифованные панели должны быть тщательно очищены перед
использованием для того, чтобы все инородные частички и другие
загрязнения были удалены. Следует оберегать очищенные панели от загрязнения.
Алюминиевые панели следует готовить непосредственно перед
окрашиванием.
Хроматирование
Если алюминиевые панели подготавливают с использованием
раствора хромовой кислоты для общих испытаний (в отличие от панелей,
необходимых для специальных типов покрытий и применения), то они
должны быть подготовлены в соответствии с требованиями ИСО 10546 [5].
Если нет иного соглашения, масса на единицу площади покрытия
должна быть в диапазоне от 0,1 г/м2 до 1,3 т/и2.
Для обработки алюминиевых панелей применяют также растворы, не
содержащие солей хрома.
СТЕКЛЯННЫЕ ПЛАСТИНЫ
Материал
Эти пластины должны быть изготовлены из плоского полированного
стекла. Толщина и другие размеры должны быть указаны в стандарте на
методы испытания или согласованы с заказчиком.
65
Подготовка очисткой растворителем
Пластины должны быть очищены в день использования.
Используют методику очистки растворителем для стальных панелей.
Подготовка пластины очисткой моющими средствами
Пластины тщательно промывают в теплом водном неионногенном
растворе моющего средства, затем в воде, имеющей удельную
электропроводность не больше чем 20 мСм/см.
Очищенные пластины должны быть высушены обдувкой воздухом
или могут быть нагреты для удаления любых следов конденсирующейся
влаги. Следует оберегать очищенные пластины от загрязнения.
ДРЕВЕСНОСТРУЖЕЧНАЯ ПЛИТА
Материал
Древесно-стружечные плиты, изготовленные из лигноцеллюлозных
волокон со связующим, классифицируются как материалы, имеющие
плотность более чем 0,80 г/см3. ИСО 2695 устанавливают технические
требования на внешний вид, форму и допуски размеров, а ИСО 2696 —
на водопоглощение и набухаемость.
Подготовка панелей
Древесно-стружечные плиты выбирают в соответствии с
требованиями ИСО 2695 и ИСО 1696 и разрезают на испытуемые панели
необходимого размера. Стирают пыль с обеих сторон панели и краев тряпкой и
хранят при температуре 23±2°С и относительной влажности 50±5% при
свободном доступе воздуха не менее трех недель. Следует оберегать
очищенные панели от загрязнения.
ПАНЕЛИ ИЗ ГИПСОКАРТОНА
Материал
Гипсокартон является строительным материалом, состоящим из гипса
(CaS04-2H20), помещенного между двумя приклеенными к нему листами
картона. Сердцевина может быть из твердого или ячеистого гипса и
может быть армирована небольшим количеством волокна.
Толщина плиты составляет приблизительно 10 мм. Одна лицевая
сторона, облицованная бумагой, предназначена для декоративного
применения. Эту сторону и следует использовать для испытания красок и
относящихся к ним продуктов. При хранении под непосредственным
воздействием солнечных лучей сторона, облицованная бумагой, может иметь
тенденцию к обесцвечиванию или выцветанию при нанесении
определенных типов краски.
Подготовка панелей
Разрезают плитки в сухих условиях для получения испытуемых
панелей необходимого размера. Закрепляют края испытуемой панели липкой
лентой, очищают от пыли сухой тряпкой и хранят при отсутствии
прямого попадания солнечных лучей при температуре 23±2°С и относительной
66
влажности 50±5% при свободном доступе воздуха не менее трех недель.
Следует оберегать очищенные панели от загрязнения.
Все панели должны быть очищены от пыли непосредственно перед
использованием.
ПАНЕЛИ ИЗ ВОЛОКНОАРМИРОВАННОГО
ЦЕМЕНТА
Подготовка поверхности указанного материала подробно описана в
ИСО 8336.
3.4. Условия кондиционирования и испытаний
ИСО 3270 устанавливает стандартные условия — температуру и
относительную влажность — для кондиционирования и испытания лаков,
красок и сырья для их изготовления.
Кондиционированная атмосфера — это условия, в которых
выдерживаются образцы лакокрасочного материала или покрытия перед
испытанием. Она характеризуется определенной температурой, относительной
влажностью и давлением, поддерживаемым в установленных пределах
допусков на данный период времени. Эти величины и период времени
зависят от состава испытуемой пробы или образца.
Кондиционирование может быть проведено в лаборатории или в
специальной камере. ИСО 3270 устанавливает следующие стандартные
условия кондиционирования:
23±2°С;
и
50±5% относительной влажности.
Если регулируют только температуру:
23±2°С.
В некоторых случаях, например при определении вязкости
лакокрасочных материалов, рекомендуется поддерживать температуру в
интервале 23±0,5°С.
При испытаниях образцы помещают в указанные выше условия до
достижения равновесия с окружающей средой. Материалы следует
предохранять от прямого попадания солнечных лучей, в помещении или
камере не должно быть пыли.
Панели для испытаний должны находиться друг от друга и от стенок
на расстоянии не менее 20 мм.
Если не оговорено особо, испытания следует проводить в
атмосферных условиях, в которых образцы подвергали кондиционированию. При
этом в отчете об испытании следует указывать:
«Кондиционирование образцов в течение «—» часов; испытания
проводились в стандартных условиях по ИСО 3270».
67
3.5. Методы подготовки образцов для испытаний
Международный стандарт ИСО 1513 устанавливает процедуру
визуального осмотра перед испытаниями и методику подготовки к
испытаниям образцов, отобранных в соответствии с требованиями ИСО 15528.
Контейнеры с пробами для испытаний осматривают и отмечают
любые дефекты упаковки и видимые утечки содержимого. Если установлено
воздействие материала контейнера на пробу, ее снимают с испытаний.
При вскрытии контейнера следует соблюдать требования
безопасности, особенно если наблюдается вздутие низа или крышки.
При вскрытии контейнера удаляют всю упаковку и очищают
крышку.
Предварительная подготовка жидких материалов
Открывают контейнер с краской, лаком, разбавителем и подобными
продуктами и отмечают процент утечки продукта (процент воздушного
пространства над содержимым, превышающим норму 5%). Отмечают
присутствие на поверхности пленки, ее вид (покрывает всю поверхность или
часть ее), толщину и состояние (мягкая, жесткая и т.д.). Если пленка
обнаружена, то это дает основание для снятия образца с испытания. При
решении продолжать испытание пленку удаляют с поверхности материала
и контейнера, при необходимости прилагая усилие.
В отчете необходимо указать трудности при удалении пленки. В ряде
случаев, например для аналитических определений, необходимо не
удалять пленку, а размельчить ее и диспергировать в материале.
Отмечают консистенцию пробы, при этом не следует путать
желеобразные материалы и тиксотропные.
Отмечают расслоение пробы, состав слоев (вода, масло, смолистые
вещества и т.п.), любые видимые посторонние включения, наличие
заметных осадков.
Отмечают прозрачность и цвет пробы. Затем перемешивают образец,
включая осадок.
Предварительная подготовка жидких красок
Открывают контейнер с краской, определяют процент утечки
продукта и отмечают присутствие любой пленки на поверхности, ее вид,
толщину и состояние. Если пленка обнаружена, то это дает основание для
снятия образца с испытания. При решении продолжать испытание пленку
удаляют с поверхности краски и контейнера.
В отчете необходимо указать трудности при удалении пленки. В ряде
случаев, например для аналитических определений, необходимо не
удалять пленку, а размельчить ее и диспергировать в краске. Отмечают
консистенцию пробы, при этом не следует путать желеобразные материалы и
тиксотропные. Отмечают любое расслоение краски, записывают тип
осадка (мягкий, густой, трудно смешиваемый). Если на шпателе появляется
сухой осадок кусками, то записывают как «твердый сухой». Отмечают
наличие посторонних включений.
68
Пробы с гелеобразованием и твердыми сухими осадками снимают с
испытаний.
Перед смешиванием пробы, которое проводят, стараясь потерять как
можно меньше краски, удаляют всю пленку.
Если проба большая, ее перемешивают шпателем. В других случаях
пробу закрывают плотно крышкой и встряхивают пробу до достижения
полной гомогенности.
Предварительная подготовка вязких продуктов
Вязкие продукты типа замазок, мастик подготавливают аналогично
краскам, но при перемешивании может потребоваться механическая
мешалка.
Предварительная подготовка порошковых материалов
Специальную подготовку таких продуктов не проводят, но при
осмотре отмечают необычный цвет, присутствие больших и сухих кусков,
инородного материала.
Смешивание проб
В тех случаях, когда пробы были отобраны от гомогенного продукта,
они могут быть объединены в одну пробу с последующим отбором
усредненной пробы для уменьшения количества анализов.
Жидкие продукты смешивают, избегая попадания в пробу воздуха.
Из гомогенной пробы отбирают меньшую по объему пробу по
ИСО 15528.
Вязкие продукты смешивают с применением механической мешалки.
Порошковые материалы смешивают в чистом сухом контейнере
пригодного размера, четвертуя исходные пробы вручную или с помощью
механического делителя до массы 1-2 кг.
Маркировка проб
На этикетке контейнера указывают следующие сведения:
а) ссылку на международный стандарт ИСО 1513;
б) наименование изготовителя и описание продукта;
в) дату изготовления;
г) наименование поставщика;
д) размер и другие детали поставки;
е) место отбора проб, дату и имя оператора;
ж) номер контейнера, бака, цистерны и т.п., из которых была
отобрана проба;
з) дату смешивания проб.
Если проба передается в другую лабораторию, то помимо сведений о
маркировке пробы указывают в предварительном отчете следующие
данные:
а) ссылку на международный стандарт ИСО 1513;
б) описание пробы, как указано на этикетке;
в) внешний вид, прозрачность и т.п.;
г) описание процесса удаления пленки;
д) описание процесса смешивания;
69
е) любые другие предварительные наблюдения.
3.6. Требования к испытаниям
При разработке стандартов на методы испытаний используют, как
правило, апробированные методы. Существование международного
стандарта на методы испытаний обычно не означает, что проведение того или
иного испытания является обязательным. Если в международном
стандарте на продукцию или в контракте на поставку указывается, что изделие
должно быть испытано в соответствии с требованиями соответствующего
международного стандарта, то любое заявление о соответствии изделия
требованиям стандарта означает, что каждое изделие прошло испытания и
признано отвечающим соответствующим требованиям.
Особое значение международные стандарты на испытания
приобретают для сертификации продукции. По определению ИСО и Европейской
экономической комиссии ООН, сертификация — это действие,
проводимое с целью подтверждения соответствия изделия или услуги
определенным стандартам или техническим условиям [6]. Сертификация — это
гарантия независимой испытательной лаборатории потребителю в том, что
продукция соответствует стандарту или определенным требованиям.
Для целей менеджмента качества и проверки соответствия
техническим требованиям лакокрасочные материалы оценивают стандартными
лабораторными методами испытаний. При разработке международных
стандартов на испытания, которые могут быть положены в основу систем
сертификации, следует учитывать требования ИСО/МЭК по системам
сертификации третьей стороной и соответствующим стандартам.
Стандарт должен четко определять приводимые характеристики, методы
испытаний должны быть точными и воспроизводимыми и содействовать
развитию передовых технологий изготовления изделий [7].
В ИСО при стандартизации методов анализа и испытаний
регламентацию характеристик точности методов анализа и испытаний
осуществляют по результатам межлабораторного эксперимента, который проводят в
соответствии с требованиями международных стандартов ИСО серии
5725.
Указанные стандарты подробно регламентируют требования к
планированию межлабораторного эксперимента, к исполнителям и
используемым стандартным образцам, а также требования к представлению и
обработке результатов и независимой оценке их достоверности [8].
Стандарт ИСО 5725 появился в 1986 г. с наименованием «Точность
методов испытаний. Определение повторяемости и воспроизводимости
стандартных методов испытаний с применением межлабораторных
экспериментов» и применялся при разработке стандартов ИСО как на методы
анализа химической продукции, так и других объектов. Согласно ИСО
5725 точность представляет собой общий термин для выражения
вариаций между повторными анализами. Два критерия точности, обозначаемые
как «повторяемость» и «воспроизводимость», были признаны
необходимыми и достаточными во многих практических случаях для описания ва-
70
риации методики анализа. Термин «повторяемость» характеризует
вариации методики в условиях, когда анализ проводит один оператор в одной
и той же лаборатории с использованием одного и того же оборудования.
Термин «воспроизводимость» относится к условиям, когда анализ
проводится в различных лабораториях разных стран, различными операторами
и при использовании оборудования, выпускаемого различными фирмами.
Таким образом, повторяемость и воспроизводимость представляют собой
две крайности — минимальную и максимальную вариацию данного
метода анализа.
ИСО 5725 устанавливал основные принципы планирования и
проведения межлабораторных экспериментов для оценки значений
повторяемости и воспроизводимости какой-либо методики испытаний, в том
числе и аналитической методики, а также дает подробные методы
статистической обработки полученных результатов, приводит примеры
практического применения результатов вычислений. Согласно ИСО 5725
аналитическая методика перед определением значений повторяемости и
воспроизводимости должна быть стандартизована (в том числе и на
национальном уровне) после тщательной оценки с участием нескольких
лабораторий. При этом должны быть получены предварительные значения
повторяемости и воспроизводимости. Практически это означает, что у
аналитической методики перед оценкой по ИСО 5725 систематические
погрешности должны быть устранены.
При проведении межлабораторного эксперимента по оценке
аналитической методики по ИСО 5725 число участвующих лабораторий зависит
от целей, установленных в программе эксперимента. Стандартом
рекомендуется, чтобы число лабораторий никогда не было меньше 8,
предпочтительно 15 или более. Как правило, лаборатории, привлекаемые к
участию в межлабораторном эксперименте, выбирают наугад из всех
лабораторий, применяющих данный метод анализа. Но для учета влияния
на точность методики климатических условий и других факторов
рекомендуется привлекать лаборатории из разных стран и разных
континентов.
Для статистической оценки точности и воспроизводимости методов
испытаний лакокрасочных материалов применяют международный
стандарт ИСО 24430, разработанный с учетом требований стандартов ИСО
5725. Указанный стандарт учитывает специфику испытаний
лакокрасочных материалов, устанавливает процедуры планирования и проведения
межлабораторного эксперимента с участием лабораторий с опытным
персоналом, а также методы интерпретации полученных лабораторных
результатов.
3.7. Требования к лабораториям
Международный стандарт ИСО/МЭК 17025 «Общие требования к
компетентности испытательных и калибровочных лабораторий»
относится к основополагающим стандартам, созданным специалистами ИСО и
МЭК в результате совместной работы. В 2005 г. уже опубликовано второе
71
издание указанного стандарта, за короткое время ставшего библией для
специалистов испытательных лабораторий [7].
ИСО/МЭК 17025 содержит все требования, которые испытательные
лаборатории должны демонстрировать клиентам и проверяющим, включая
надежную систему управления и техническую компетентность. Стандарт
устанавливает общие требования к отбору образцов, испытаниям и
калибровкам, проводимым по стандартным методикам, нестандартным
методикам и методикам, разработанным лабораторией. Указанный стандарт
распространяется на все лаборатории независимо от численности персонала
или видов их деятельности в области испытаний и калибровок.
Международный стандарт ИСО/МЭК 17025 применяется
лабораториями при разработке собственных систем качества, а также
административных и технических систем, применяемых для управления
деятельностью. Система управления лабораторией должна охватывать работы,
выполняемые на основной территории, в удаленных местах, а также на
временных или передвижных точках.
Применение ИСО/МЭК 17025 должно способствовать сотрудничеству
между лабораториями и другими органами, а также обмену информацией,
опытом и гармонизации стандартов и процедур.
72
Глава 4
ПЛЕНКООБРАЗУЮЩИЕ
И РАСТВОРИТЕЛИ
В лакокрасочной промышленности применяют огромную
номенклатуру как продуктов органического синтеза, так и продуктов природного
происхождения.
Из растительных масел в лакокрасочной промышленности
наибольшее распространение имеют льняное, подсолнечное и соевое масла [1].
Покрытия на основе масляных красок традиционно имеют широкое
применение благодаря достаточной атмосферостойкости и экологичности
исходных материалов — растительных масел.
На основе синтетических смол выпускается широкий ассортимент
эмалей, лаков, красок для различных отраслей промышленности. Для
обеспечения потребностей лакокрасочных предприятий создано
многотоннажное производство синтетических смол, качество которых
контролируется в соответствии с требованиями международных стандартов [2].
В качестве растворителей и разбавителей в лакокрасочной
промышленности применяют различные органические вещества. От правильного
выбора растворителей и разбавителей в значительной мере зависит
качество лакокрасочных материалов и получаемых покрытий. В настоящее
время в целях охраны атмосферного воздуха национальным
законодательством введены жесткие требования к летучим органическим веществам,
применяемым в различных областях техники [3]. Они ориентируют
производителей лакокрасочных материалов на снижение доли растворителей
в рецептурах лакокрасочных материалов и обеспечение улавливания
выделяющихся летучих органических веществ при окрашивании.
Для определения свойств растворителей отбирают образцы
минимальным объемом 500 мл (не менее трех из каждой емкости) согласно
требованиям ИСО 15528.
Методы определения пределов кипения углеводородов, эфиров,
спиртов, кетонов или им подобным продуктов с интервалом кипения от 30°С
до 300°С при нормальном давлении регламентированы ИСО 4626.
Действовавший ранее стандарт ИСО 1250 устанавливал требования к
качеству уайт-спирита и аналогичных углеводородов. Стандарт, отменен-
73
ный по экологическим причинам, подразделял указанные растворители на
две категории в зависимости от содержания ароматических углеводородов:
тип А — содержание ароматических углеводородов ниже 25%;
тип В — содержание ароматических углеводородов от 25% до 50%.
В стандарте были подробно приведены технология перегонки
растворителей, методика определения ароматических углеводородов адсорбцией
на силикате, технология выпаривания для определения сухого остатка,
методика определения анилиновой точки (минимальная температура, при
которой равные объемы анилина и подлежащего исследованию продукта
являются полностью смешиваемыми при нормальных условиях), методика
определения способности относительного снижения вязкости
растворителей.
Действовавший ранее стандарт ИСО 412 устанавливал требования к
качеству экстракционного скипидара и терпентинного масла,
используемых в лакокрасочной промышленности.
Экстракционный скипидар получают из маслянистых смол сосновых
деревьев путем их дистилляции при температуре ниже 180°С. Он состоит
из смеси терпенов, небольшого количества канифоли и примесей.
Терпентинное масло состоит из смеси терпеновых углеводородов, имеющих
общую структурную формулу С|0Н16, которые получают из сосновой
древесины.
Специалистами подкомитета ПК 10 «Методы испытаний связующих
для лаков и красок» Технического комитета ИСО/ТК 35 разрабатываются
современные методы анализа и испытаний компонентов связующих,
оказывающих влияние на качество лакокрасочных материалов, а также на
безопасность полученных покрытий.
Например, международный стандарт ИСО 13885 устанавливает
требования к гельпроникающей хроматографии. Стандарт состоит из трех
частей:
часть 1. Тетрагидрофуран как растворитель для элюирования;
часть 2. 1Ч,1Ч-диметилацетамид как растворитель для элюирования;
часть 3. Вода как растворитель для элюирования.
Международный стандарт ИСО 19934 устанавливает метод газохрома-
тографического анализа состава живичной канифоли.
Живичная канифоль является важным коммерческим продуктом, она,
прежде всего, состоит из смоляных кислот, но также и содержит
некоторые нейтральные материалы. Для многих применений необходимо знать
концентрацию индивидуальных смоляных кислот, значение которых и
дает современный метод газохроматографического анализа.
4.1. Определение кислотного числа
Ранее действовавший международный стандарт ИСО 3682
устанавливал титриметрический метод определения кислотного числа в
пленкообразующих веществах для лакокрасочных материалов. Приведенная ниже
методика дана для информации. Для лакокрасочных материалов при опре-
74
делении кислотного числа следует применять требования
международного стандарта ИСО 2114.
Сущность метода состоит в нейтрализации свободных кислот в пробе
лакокрасочного материала и определении кислотного числа. Данный
метод не следует применять для фенольных смол.
Кислотное число — количество миллиграммов гидроокиси калия
(КОН), необходимое для нейтрализации свободных кислот, содержащихся
в 1 г вещества.
Если в пленкообразующих веществах для красок присутствуют
свободные ангидриды кислот, как, например, в некоторых полиэфирных
смолах, то спиртовой раствор гидроокиси калия частично взаимодействует
с ангидридами. Это не играет существенной роли для многих
пленкообразующих веществ для красок из-за незначительного количества
присутствующих свободных ангидридов.
Реактивы и материалы
Во время анализа следует использовать реактивы только известного
аналитического качества и дистиллированную воду или воду
эквивалентной чистоты.
Смесь растворителей состоит из двух частей толуола, одной части
этанола концентрацией не менее 95% (объемного соотношения), если нет
договоренности. Смесь растворителей перед употреблением нейтрализуют
0,1 н раствором гидроокиси калия и указывают индикатор.
Гидроокись калия, 0,1 н стандартный объемный раствор в этаноле
95%-ном (объемного соотношения) или в метаноле, свободном от
карбонатов, титр которого установлен по кислому фталатокислому калию.
Фенолфталеин, индикаторный раствор 10 г/л в 95%-ном этаноле или
другой приемлемый индикатор, например, бромотимол синий 10 г/л — в
95%-ном этаноле. Если используют денатурат или спирт другого качества,
необходимо проверить его пригодность для испытания.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Колба коническая вместимостью 250 мл.
Бюретка емкостью 50 мл.
Прибор для потенциометрического титрования со стеклянным
электродом и контрольным электродом.
Магнитная мешалка.
Проведение испытания
Отбор проб. Для испытания отбирают представительную пробу в
соответствии с требованиями международного стандарта ИСО 15528.
Масса опытного образца зависит от предполагаемого кислотного
числа (приблизительные данные см. в табл. 4.1). Массу выбирают таким
образом, чтобы необходимое количество раствора едкого калия колебалось в
пределах от 10 до 30 мл.
В коническую колбу отвешивают испытуемый образец с точностью
до 0,001 г.
75
Таблица 4.1 Определение. Опытный образец рас-
Масса опытного образца творяют в 50 мл смеси растворителей.
в зависимости При необходимости раствор нагревают,
от кислотного числа но перед титрованием охлаждают до
комнатной температуры.
Добавляют 2-3 капли раствора
фенолфталеина и сразу же титруют
раствором гидроокиси калия не менее 10 с
до приобретения раствором устойчивой
розовой окраски. Конечную точку
титрования можно определить с помощью
другого индикатора или потенциометри-
ческим способом (см. примечание 2).
Если во время титрования выпадает
осадок и мешает определить конечную
точку, добавляют дополнительно
растворитель (см. примечание 1). Когда найдена приемлемая смесь, повторяют
титрование.
Примечания:
1. Вид и объем смеси растворителей зависит от выпадения осадков во время
титрования. Объем смеси растворителей можно увеличить до 150 мл или можно
добавить 25 мл ацетона. Растворитель добавляют, чтобы избежать выпадения осадка
во время титрования и растворить смолу. Вид и объем использованного
растворителя записывают для того, чтобы использовать в холостом опыте.
2. В некоторых случаях, например, когда речь идет о ненасыщенных
полиэфирных смолах, от употребления фенолфталеина не наблюдается четкого изменения
окраски. В таких случаях можно использовать другие индикаторы, например, бро-
мотимол синий. Во всех спорных случаях предпочтение следует отдавать потенцио-
метрическому титрованию, особенно для окрашенных растворов. Для потенциомет-
рического титрования используют стеклянные электроды с соответствующим
временем срабатывания.
Холостой опыт. Параллельно с определением проводят холостой
опыт, выполняя те же самые операции и используя такое же количество
всех реактивов, что используют для определения. При этом отсутствует
опытный образец.
Теоретически, если нейтрализация реактива проведена правильно,
результат холостого испытания — нуль.
Выражение результатов
Кислотное число, в мг КОН/г пробы, вычисляют по уравнению:
56,1-(F|~F°)"C-100,
m-NV
где
V\ — объем раствора гидроокиси калия, взятый для определения, мл;
Vo — объем раствора гидроокиси калия, взятый для холостого опыта,
мл;
т — масса опытного образца, г;
Предполагаемое
кислотное число,
мг КОН/г
До 10
От 10 до 25
»25»50
»50»150
Более 150
Масса опытного
образца, г
10
5
2,5
1,5
0,5
76
с — истинная концентрация, моль КОН/л, использованного раствора
гидроксида калия;
NV — содержание нелетучих веществ, масс.%, определенное по ИСО
3251.
В отчете результат представляют как среднее арифметическое двух
определений с точностью до 0,1.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на ИСО 3682;
б) вид и полное описание испытуемой продукции;
в) кислотное число, выраженное в миллиграммах гидроокиси калия
на 1 г продукта (мг КОН/г);
г) любые отклонения от установленного метода, независимо от того,
были ли они предварительно оговорены;
д) дату проведения испытания.
4.2. Определение гидроксильного числа
Международный стандарт ИСО 4629 устанавливает титриметричес-
кий метод определения содержания свободных гидроксильных групп в
связующих для лакокрасочных материалов.
Гидроксильные группы содержатся в лакокрасочных материалах,
включающих многоатомные спирты, неполные эфиры, полиэфирные
концевые группы или гидроксилированные жирные кислоты.
Этот метод не распространяется на смолы, содержащие наряду с гид-
роксильными эпоксидные группы, так как последние реакционноспособ-
ны, что может повлиять на конечный результат. Этот метод также не
распространяется на смолы, содержащие нитрат целлюлозы, и фенольные
смолы.
Если следует определить содержание гидроксильного числа только у
связующего, то следует учитывать, что другие компоненты
лакокрасочного связующего также могут содержать гидроксильные группы.
Сущность метода заключается в ацетилировании гидроксильных
групп, содержащихся в испытуемой пробе, уксусным ангидридом;
гидролизе избытка уксусного ангидрида и титровании уксусной кислоты,
полученной в результате реакции, раствором гидроокиси калия в присутствии
цветного индикатора или потенциометрически.
Реактивы и материалы
Во время анализа следует использовать реактивы только известного
аналитического качества и дистиллированную воду или воду
эквивалентной чистоты.
Этилацетат безводный.
Смесь толуола и бутанола 1:2 по объему. Эту смесь нейтрализуют
раствором гидроксида калия в присутствии индикатора (фенолфталеин
или смешанный раствор индикатора) или при потенциометрическом
контроле.
77
Смесь пиридина и воды 3:1 по объему.
Ацетилирующий реагент. Растворяют 4,0 г моногидрата п-толуолсуль-
фокислоты (CH3C6H4SO2HH2O) в 100 мл этилацетата, используя
предпочтительно магнитную мешалку. В этот раствор добавляют медленно при
перемешивании 33 мл перегнанного уксусного ангидрида.
Следует отметить, что 5 мл ацетилирующего реагента требует при
титровании от 40 до 50 мл раствора гидроокиси калия.
Гидроокись калия, 0,5 н. стандартный метанольный раствор.
Взвешивают 28,05 г гидроокиси калия с точностью до 0,001 г, растворяют в
минимальном количестве воды в мерной колбе вместимостью 1 л с одной
отметкой, разбавляют метанолом до метки и тщательно перемешивают.
Калий фталевокислый кислый [С6Н4(СОО)2НК]. Взвешивают 2,5 г фта-
левокислого калия с точностью до 0,0001 г, предварительно
высушенного в течение 2 ч и охлажденного в эксикаторе, затем помещают в
коническую колбу вместимостью 250 мл. Добавляют 150 мл свежевскипячен-
ной и охлажденной воды и перемешивают вращением колбы до полного
растворения. Титруют раствором гидроокиси калия, используя раствор
фенолфталеина в качестве индикатора.
Точную нормальность (Г) в молях гидроксильных ионов [ОН] на
литр раствора рассчитывают по уравнению:
T = v юоо
/я'204,22'
где
V — объем раствора гидроокиси калия, пошедший на титрование,
мл;
m — масса фталевокислого калия, г;
204,22 — относительная молекулярная масса фталевокислого кислого
калия.
Фенолфталеин, раствор 10 г/л в 95%-ном (по объему) этаноле.
Смешанный раствор индикаторов. Смешивают 3 части по объему 1 г/л
этанольного раствора тимола синего и 1 часть по объему этанольного
раствора крезола красного.
Приборы и оборудование
Коническая колба вместимостью около 250 мл с притертой стеклянной
пробкой.
Обратный холодильник со стеклянными шлифами, закрепленный на
конической колбе.
Микробюретка или пипетка вместимостью 5 мл для ацетилирующего
реагента.
Примечание — Пипетку нельзя брать в рот из-за токсичной природы
ацетилирующего реагента.
Бюретка вместимостью 50 мл для раствора гидроокиси калия.
Масляная или песочная баня, или другое нагревательное
приспособление, поддерживающее температуру 50±ГС.
Установка для потенциометрического титрования, снабженная
стеклянным и эталонным электродами, если требуется.
78
Методика определения
Представительную пробу ацетилирующего продукта отбирают в
соответствии с требованиями ИСО 15528. Массу пробы для анализа выбирают
из расчета от 5 ммоль до 6 ммоль гидроксильных групп.
Не следует брать образец для испытания в количестве более чем
10 г.
Взвешивают с точностью до 0,001 г соответствующую массу образца
для испытания и помещают в коническую колбу. Добавляют 5 мл этила-
цетата в содержимое конической колбы и встряхивают. В случае
необходимости можно слегка подогревать до тех пор, пока испытуемая проба не
растворится.
После охлаждения смеси до комнатной температуры добавляют
5,00±0,02 мл ацетилирующего реагента при помощи микробюретки или
пипетки и присоединяют к конической колбе обратный холодильник.
Нагревают колбу в нагревательном устройстве, поддерживая
температуру 50±ГС в течение 20 мин, встряхивая каждые 5 мин.
Содержимое колбы охлаждают до комнатной температуры, удаляют
обратный холодильник, добавляют 2 мл воды, присоединяют обратный
холодильник и колбу энергично встряхивают. Добавляют 10 мл смеси,
содержащей пиридин и воду, до такого уровня от верха обратного
холодильника, чтобы можно было промыть его трубку. Перемешивают
содержимое колбы и оставляют стоять 5 мин при комнатной температуре.
Добавляют 30 мл смеси, содержащей толуол и бутанол, через верх обратного
холодильника, удаляют холодильник и добавляют еще 30 мл смеси
толуола и бутанола для того, чтобы промыть стеклянные шлифы,
соединяющие обратный холодильник и колбу.
Титруют раствором гидроокиси калия одним из двух способов:
в присутствии цветного индикатора (несколько капель раствора
фенолфталеина или раствора смешанного индикатора);
путем определения конечной точки титрования потенциометрически.
Холостой опыт проводят, используя тот же метод и реагенты без
испытуемого образца.
Замечание по методике
Допуск 0,02 мл на объем ацетилирующего реагента необходим для
получения нужной точности результатов испытания.
Изменение цвета происходит следующим образом:
фенолфталеин: бесцветный (кислый)/красный (щелочной);
смешанный индикатор: желтый (кислый)/синий (щелочной).
Для потенциометрического титрования следует пользоваться
стеклянными электродами, имеющими соответствующее время действия.
В случае, если гидроксильное число ниже 10 или это растворы
темного цвета, желательно проводить потенциометрическое определение
конечной точки титрования.
Выражение результатов
Гидроксильное число рассчитывают в миллиграммах гидроокиси
калия на грамм образца по уравнению:
79
(Va-K)-T-56,l
^ xl - + AV,
m
где
Vq — объем раствора гидроокиси калия, необходимый для
проведения контрольного опыта мл;
Vi — объем раствора гидроокиси калия, необходимый для
испытания, мл;
Т — точная нормальность раствора гидроокиси калия;
А V — кислотное число образца гидроокиси калия на грамм продукта,
мг, определенное по ИСО 3682;
m — масса образца для испытания, г.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4629;
б) тип и обозначение испытуемого материала;
в) тип титрования: потенциометрическое или в присутствии
индикатора;
г) гидроксильное число;
д) отклонения, имевшие место в процессе определения, по
согласованию сторон или другой причине;
е) дату испытания.
4.3. Определение числа омыления
Международный стандарт ИСО 3681 устанавливает титриметричес-
кий метод определения содержания этерифицированной кислоты в
пленкообразующем для лаков и красок через свободные кислоты и ангидриды
кислот, которые всегда в них присутствуют.
Использование этого стандарта ограничено, так как разные
пленкообразующие обладают различной стойкостью к омылению.
В случае необходимости завершенность омыления следует проверить
путем повторения испытания при более жестких условиях, которые
можно достигнуть при использовании более длительного времени омыления,
более концентрированного раствора гидроокиси калия или использовании
в качестве растворителя высококипящего спирта.
В приложении к этому международному стандарту приведен метод,
применяемый для трудноомыляемых пленкообразующих. Метод не
пригоден для материалов, которые реагируют со щелочами после нормального
омыления.
Сущность метода заключается в омылении пленкообразующего
лакокрасочного материала гидроокисью калия с последующим определением
числа омыления. (Число омыления — количество миллиграммов
гидроокиси калия, необходимое для омыления 1 г нелетучего вещества
испытуемого продукта).
80
Реактивы и материалы
Во время испытания следует пользоваться только реактивами
аналитического сорта и только дистиллированной водой или водой
эквивалентной чистоты.
Толуол или другой соответствующий неомыляемый растворитель.
Гидроокись калия, этанольный или метанольный раствор, (КОН)=0,5
моль/л.
Примечание — Если необходимы более жесткие условия омыления, то в
качестве растворителя могут быть использованы этанольный раствор гидроокиси
калия, 2 моль/л или раствор 1,2-этандиола (этиленгликоля) или 2,2-оксидиэтанола
(диэтиленгликоля).
Соляная кислота, стандартный объемный раствор, с(НС1)=0,5 моль/л
в смеси 4 частей (по объему) метанола и 1 части (по объему) воды.
Концентрацию этого раствора следует проверить в день использования.
Фенолфталеин или тимолфталеин, раствор индикатора в 95%-ном (по
объему) метаноле, или 2-пропаноле, или этаноле, 10 г/л.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Коническая колба вместимостью 250 мл со шлифом.
Обратный холодильник со шлифом.
Бюретка или пипетка вместимостью 25 мл или 50 мл.
Прибор для потенциометрического титрования со стеклянным
электродом и электродом сравнения.
Магнитная мешалка.
Методика определения
Представительный образец испытуемого продукта отбирают в
соответствии с ИСО 15528.
Предварительное определение. Если не оговорены другие условия
омыления, то используют 25 мл раствора гидроокиси калия и время кипения
составляет 1 ч. Для того, чтобы установить, можно ли определять число
омыления при данных условиях, следует применить более жесткие
условия либо путем увеличения времени омыления не менее чем до 2 ч и
(или) путем использования раствора КОН, 2 моль/л или раствора
гидроокиси калия в спирте, который имеет конечную точку кипения
значительно выше, чем у этанола, например, этиленгликоль или диэтиленгли-
коль.
Если при применении более жестких условий не произошло
изменений в конечной величине, то испытание можно проводить в соответствии
с настоящей методикой. Если полученная величина не увеличивается при
дальнейшем ужесточении режима, то этим стандартом можно
пользоваться, но следует эти более жесткие условия испытания отметить в отчете
об испытании. Если постоянный результат не получается, даже при
применении более суровых условий омыления, то используемый метод может
быть согласован между заинтересованными сторонами.
81
Таблица 4.2 Проведение определения. Масса испы-
Масса испытуемого образца туемого образца зависит от ожидаемого
в зависимости от ожидаемого числа омыления (см. табл. 4.2). Ее ве-
числа омыления личину следует выбирать так, чтобы
меньше половины необходимого
объема раствора гидроокиси калия было
достаточно для омыления испытуемого
образца.
Испытуемый образец взвешивают с
погрешностью не более +1 мг и
помещают в коническую колбу
Определение следует проводить два
раза. Растворяют испытуемый образец,
при необходимости, в измеренном
объеме толуола или другом
соответствующем неомыляемом растворителе,
нагревая, в случае необходимости, колбу с
обратным холодильником.
Далее приливают из бюретки или
пипетки:
25 мл раствора гидроокиси калия, 0,5 моль/л;
25 мл другого раствора гидроокиси калия;
определенный или согласованный объем раствора гидроокиси калия.
Нагревают содержимое колбы до кипения и поддерживают при
температуре кипения и конденсации в течение 1 ч, или в течение
определенного или согласованного времени, или времени, необходимого для
предварительного испытания.
Горячий раствор титруют раствором соляной кислоты после
добавления 3 капель фенолфталеина или тимолфталеина (раствор индикатора),
или используют потенциометрический метод титрования.
При потенциометрическом титровании необходимо использовать
стеклянный электрод с соответствующим временем отклика.
Холостое определение проводят параллельно основному, но опускают
испытуемый образец.
Выражение результатов
Число омыления рассчитывают по уравнению:
S = 56,l-(Fo~F')'C-100,
m-NV
где
S — число омыления, мг КОН на грамм;
V0 — объем раствора соляной кислоты, используемый для
контрольного испытания, мл;
V\ — объем раствора соляной кислоты, используемый для основного
определения, мл;
82
Ожидаемое число
омыления, мг
КОН/г
До 10
От 10 до 20
»20»50
»50»100
»100»200
»200»300
»300»500
свыше 500
Масса
испытуемого образца, г
20
10
5
2,5
1,5
1
0,5
0,2
с — действительная концентрация раствора соляной кислоты во
время использования, моль HCI на литр;
т — масса испытуемого образца, г;
NV — содержание нелетучих веществ, определенное в соответствии с
ИСО 3251, выраженное в процентах по массе.
Рассчитывают среднеарифметическую величину двух определений и
записывают результат с точностью до одной десятой.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3681;
б) тип и марку испытуемого продукта;
в) растворитель, концентрацию и объем используемого раствора
гидроокиси калия;
г) продолжительность кипения;
д) тип титрования: потенциометрическое или при помощи
индикатора (фенолфталеина, тимолфталеина);
е) число омыления, выраженное в мг КОН на грамм нелетучего
вещества (мг КОН/г);
ж) температуру и период нагревания для определения содержания
нелетучих веществ в соответствии с ИСО 3251;
з) любое отклонение, по согласованию или нет, от определенного
метода;
и) дату испытания.
4.4. Определение температуры размягчения
Международный стандарт ИСО 4625 устанавливает метод
определения температуры размягчения смол и подобных продуктов. Ранее
опубликованный стандарт ИСО 4625:1980 был пересмотрен для согласования со
стандартами ASTM.
Часть 1 ИСО 4625 устанавливает метод кольца и шарика. Указанный
стандарт согласован с ASTM E28-99. Главные изменения по сравнению с
ранее действовавшим стандартом — введение автоматизированной
процедуры испытания и изменение значений температуры размягчения на
четыре диапазона: меньше 35°С, от 35°С до 80°С, от 80°С до 150°С и выше
150°С.
МЕТОД КОЛЬЦА И ШАРИКА
Сущность метода кольца и шарика заключается в определении
температуры, при которой смола позволяет опускаться на расстояние 25,4
мм (1 дюйм) стальному шарику в приборе под действием собственного
веса при нагреве пробы на 5°С/мин в бане с водой или глицерином,
кремнийорганическим маслом, со смесью этиленгликоль/вода или
глицерин/вода.
Отбор проб проводят в соответствии с требованиями ИСО 15528.
83
Приборы и оборудование
Кольца с бортиком из латуни. При испытании порошковых красок
кольца рекомендуется изготавливать из стали для снижения вероятности
деформации.
Стальные шарики диаметром 9,53±0,1 мм и массой 3,50±0,05 г.
Приспособление для центровки шара.
Химический стакан термостойкий вместимостью 800 мл.
Термометры с диапазоном измерения от -2°С до +80°С (низкие
температуры), от 30°С до 200°С (средние температуры) и от -2°С до +300°С
(высокие температуры).
Термометр сопротивления, например, PtlOO.
Механическая мешалка.
Оборудование для подготовки проб.
Методика определения
В ИСО 4625-1 подробно описана технология подготовки образцов к
испытанию в зависимости от состава материала и выбранного диапазона
температур.
В стандарте приведены ручные и автоматизированные процедуры для
материалов, имеющих температуру размягчения:
между 35°С и 80°С;
между 80°С и 150°С;
выше 150°С;
ниже 35°С.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4625-1;
б) наименование и марку испытуемого материала;
в) тип бани (водяная, глицериновая и др.);
г) любые отклонения от стандартной методики;
д) результаты определения;
е) время проведения определения.
МЕТОД ЧАШКИ И ШАРИКА
Часть 2 ИСО 4625 устанавливает метод чашки и шарика. Указанный
стандарт разработан на основе ASTM D6090-99.
При определенных условиях данные, полученные по методу кольца и
шарика, сопоставимы с данными, полученными по методу чашки и
шарика.
Сущность метода чашки и шарика заключается в определении
температуры, при которой образец для испытаний с шариком из нержавеющей
стали диаметром 8,7 мм внутри помещен в цилиндрическую чашу с
отверстием диаметром 6,35 мм в основе и нагрет на воздухе с заданной
скоростью. Температуру, при которой образец для испытаний выдавился
из чашки на 19 мм, называют температурой размягчения.
Обычно для согласования результатов с методом кольца и шарика
скорость нагрева для чашки с отверстием диаметром 6,35 мм составляет
84
1,6°С/мин. Начальная температура — на 20°С ниже ожидаемой
температуры размягчения смолы.
4.5. Определение температуры стеклования
Определение температуры стеклования (Tg) — очень точный и
воспроизводимый способ характеризовать свойства полимеров. Температура
стеклования полимера зависит от интенсивности нагрева, влагосодержа-
ния пробы, а также от массы используемой пробы. Так как
приготовление образцов — очень важная часть процедуры (и специальный метод
может быть необходимым для связующих для лаков и красок),
международный стандарт ИСО 16805 устанавливает методику подготовки проб для
определения температуры стеклования связующих для лаков и красок,
включая порошковые краски. Процедура самого измерения
дифференциальной сканирующей калориметрией уже дана в международном
стандарте ИСО 11357-2, разработанном специалистами Технического комитета
ИСО/ТК 61 «Пластические массы».
Подготовка к определению
Отбор проб проводят согласно требованиям ИСО 15528.
Используя аппликатор со щелью размером от 40 мкм до 50 мкм,
наносят связующее на основание с толщиной влажной пленки примерно от
20 мкм до 25 мкм. Основание должно быть инертным и не имеющим
пор, оно должно обеспечивать легкое отделение пленки после
высушивания. Такие основания как стекло, тефлон и др., могут быть применены в
зависимости от химического состава связующего.
Отделенную и не полностью просохшую пленку выдерживают в
соответствующих условиях в течение достаточного отрезка времени до
полного высыхания. Повышенные температуры сушки могут использоваться, но
с осторожность во избежание теплового распада связующего или его
термореактивных компонентов.
После сушки пробу размещают в приборе дифференциальной
сканирующей калориметрии, гарантируя хороший контакт между пленкой и
поддоном, как определено в 11357-2.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 16805;
б) вид и полное описание испытуемой продукции;
в) все детали приготовления проб, тип основания, метод сушки;
г) любые отклонения от установленного метода, независимо от того,
были ли они предварительно оговорены;
д) дату проведения испытания и результат по ИСО 11357-2.
4.6. Определение мутности
Измерение мутности жидкостей может быть выполнено визуально
или инструментальными методами, но визуальные методы могут быть
85
субъективными. Инструментальные методы дают объективные данные по
мутности, если нерастворимые частицы распределены в веществе
равномерно.
Международный стандарт ИСО 15715 устанавливает
инструментальный метод определения мутности прозрачных жидкостей. Он применим к
смолам и растворам смолы, растворителям, прозрачным покрытиям,
мономерам и любым другим аналогичным жидкостям.
Сущность метода. Жидкую пробу помещают в оптической ячейке
или в лабораторной стеклянной пробирке в нефелометр и определяют
значение мутности. Мутность, измеренная по этому способу, выражается
в единицах мутности по формазину (ЕМФ).
На измерение мутности может влиять присутствие растворенных
поглощающих свет веществ (окрашивающие вещества). Эти эффекты можно
свести к минимуму, проводя измерения при длинах волн более 800 нм.
Измерению могут мешать пузырьки воздуха, но такие помехи можно
свести к минимуму осторожным отбором проб.
Приборы и оборудование
Нефелометр. Можно использовать любой прибор при условии, что
это выполняет следующие требования:
а) длина волны X падающего света должна быть 860±30 нм;
б) ширина полосы (АХ) падающего излучения должна быть меньше
или равна 60 нм;
в) не должно быть отклонения от параллельности падающего
излучения, конвергенция не должна превышать 1,5°;
г) угол измерения между оптической осью падающего излучения и
рассеянного излучения должен быть 90±Г;
д) апертурный угол в пробе должен быть меньше чем 20°.
Измерительные ячейки. Оптические ячейки должны удовлетворять
техническим условиям изготовителя инструмента.
Если используют стеклянные пробирки, то применяют следующие
дополнительные требования:
сосуд должен быть цилиндрическим;
диаметр сосуда должен быть между 5 см и 11 см;
прибор должен автоматически центрировать и вращать сосуд во
время измерения.
Реактивы и материалы
Вода оптически чистая. Для этого замачивают на 1 ч в 100 мл
дистиллированной воды мембранный фильтр с размером пор 0,1 мкм,
применяемый для бактериологических исследований. Затем фильтруют через
него 250 мл дистиллированной воды и воду выливают. Дважды
фильтруют 500 мл дистиллированной воды и эту воду применяют для
приготовления стандартных растворов.
Формазин (C2H4N2), основной раствор (400 ЕМФ). Формазин не
выпускается промышленностью, его готовят следующим образом.
Растворяют 10,0 г уротропина (C6H12N4) в примерно 100 мл воды и
затем доводят раствор водой в мерной колбе до 100 мл.
86
Растворяют 1,0 сульфата гидразина (N2H6S04) в примерно 100 мл
воды и затем доводят раствор водой в мерной колбе до 100 мл.
Следует учитывать, что сульфат гидразина ядовит и канцерогенен.
Количественно переносят по 5 мл каждого раствора в 100 мл колбу,
хорошо перемешивают и затем доводят раствор водой до 100 мл. Раствор
оставляют на 24 ч при температуре 25±3°С.
Этот раствор остается стабильным в течение 4 недель, если хранится
в темноте при температуре 25±3°С.
Калибровочные растворы формазина. Разбавляют основной раствор для
получения ряда необходимых калибровочных растворов.
Эти растворы остаются стабильными в течение дня.
Методика определения
Прибор проверяют и калибруют согласно инструкции изготовителя,
применяя в качестве стандартного раствора сравнения раствор формазина.
График строят не менее чем по пяти точкам в диапазоне измерений.
Например, для диапазона от 0,1 ЕМФ до 5,0 ЕМФ делают
калибровочные измерения проб в 0,5 ЕМФ, 1,0 ЕМФ, 2,0 ЕМФ, 3,0 ЕМФ и 4,0
ЕМФ. Калибровку периодически повторяют через небольшие интервалы
времени.
Следует учитывать, что мутность, соответствующая 0 ЕМФ, не может
быть непосредственно измерена из-за рассеяния излучения молекулами.
Для проведения измерения тщательно заполняют чистую сухую
оптическую ячейку (или лабораторную пробирку) в пределах сантиметра от
верха. Наливать следует осторожно по стенке, чтобы минимизировать
образование пузырьков в пробе. Наличие пузырьков приведет к ошибочно
высоким результатам. В большинстве случаев пузырьки могут быть
удалены быстро при использовании ультразвуковой обработки,
центрифугирования, нагрева или помещения под небольшой вакуум при условии, что
любая такая обработка пробы не изменяет его исходную мутность.
Помещают пробу в прибор и сразу же проводят измерение, действуя
согласно инструкции изготовителя прибора.
Выражение результатов
Результаты в единицах мутности по формазину выражают:
а) если мутность меньше чем 1 ЕМФ, с точностью до 0,01 ЕМФ;
б) если мутность больше или равна 1 ЕМФ, но меньше чем 10
ЕМФ, с точностью до 0,1 ЕМФ;
в) если мутность больше или равна 10 ЕМФ, но меньше чем 100
ЕМФ, с точностью до 1 ЕМФ;
г) если мутность больше чем или равна 100 ЕМФ, с точностью до 10
ЕМФ.
Отчет об определении должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 15715;
б) результат, выраженный в единицах ЕМФ;
в) всякие подробности и условия, которые могут влиять на результат;
г) дату определения.
87
4.7. Требования и методы испытаний льняного масла
Международный стандарт ИСО 150 устанавливает требования к
сырому, рафинированному и полимеризованному льняному маслу. В
стандарте применяют следующие термины:
масло льняное сырое — масло, полученное только из спелых семян
льна;
масло льняное кислотного рафинирования — масло, полученное
очисткой сырого льняного масла кислотой;
масло льняное щелочного рафинирования — масло, полученное очисткой
сырого льняного масла раствором гидроксида натрия или другой щелочи;
масло льняное полимеризованное — масло, полученное нагреванием или
нагреванием с одновременной продувкой воздухом или кислородом
сырого или рафинированного льняного масла в присутствии сиккативов;
осаждение — отделение слизистых веществ при нагревании
некоторых сортов неочищенных растительных масел. В этом случае масло
называют отбеленным, а нерастворимое вещество — осадком.
Согласно ИСО 150 плотность при 23°С сырого и рафинированного
масла должна составлять от 0,924 г/см3 до 0,931 г/см3, полимеризованного
— от 0,926 г/см3 до 0,948 г/см3. Цвет сырого масла должен составлять 13
единиц по шкале Гарднера, кислотного рафинирования — 6 единиц,
щелочного рафинирования — 4 единицы, цвет полимеризованного масла
стандарт не регламентирует.
Показатель преломления для масел при 23°С должен составлять от
1,4780 до 1,4830. Стандарт также регламентирует требования и методы
контроля следующих показателей: плотность, массовую долю летучих
веществ, кислотное число, число омыления, массовую долю неомыленных
веществ, йодное число, объемную долю отстоя, массовую долю
фосфорнокислых веществ, время высыхания, количество минеральных кислот и
осадка. Во втором издании указанного стандарта требования по
мутности изменены (допускается легкая мутность), исключен контроль
присутствия в масле канифоли, рыбьего жира. Определение золы исключено из-
за того, что очень часто оно не требуется при современных технологиях
получения льняного масла.
Максимальное кислотное число для льняного масла щелочной
очистки изменено на 1,0 мг КОН/г. В стандарт добавлен метод определения
содержания жирных кислот в сыром льняном масле.
Дополнительные требования к полимеризованному льняному маслу
устанавливает международный стандарт ИСО 276. При этом нормируются
требования к качеству льняных масел:
1-е очень низкой вязкостью;
2 — с низкой вязкостью;
3 — со средней вязкостью;
4 — с высокой вязкостью;
5 — с очень высокой вязкостью.
88
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 150;
б) тип и обозначение испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от указанной
методики;
д) дату испытания.
4.8. Требования и методы испытаний тунгового
масла
Международный стандарт ИСО 277 дает определение тунгового масла
и различает следующие типы тунгового масла:
масло тунговое сырое — продукт, полученный непосредственно
экстрагированием или выдавливанием масла из семян различных сортов
Aleurites;
масло тунговое сырое типа F — масло, полученное из семян сортов
Aleurites fordii Hemsley;
масло тунговое сырое типа М — масло, полученное из семян сортов
Aleurites montana Wilson.
Плотность сырого масла при 23°С должна быть от 0,933 до 0,938,
цвет по шкале Гарднера не темнее 8 единиц, осадок не допускается.
Стандарт также нормирует в масле массовую долю летучих веществ,
кислотное число, массовую долю неомыляемых веществ, время желатини-
зации, не допускает содержание в масле нерастворимых бромидов и
минеральных кислот.
Во втором издании стандарта ИСО 277 исключено определение
запаха и содержания неорганической кислоты в тунговом масле. Было
введено определение йодного числа, оценка осадка и прозрачности, газохрома-
тографическое определение состава жирной кислоты вместе с таблицей, в
которой даны типичные величины содержания жирных кислот в сыром
тунговом масле.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 277;
б) тип и обозначение испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от указанной
методики;
д) дату испытания.
89
4.9. Требования и методы испытаний талловых
жирных кислот
Талловые жирные кислоты, получаемые при ректификации таллово-
го масла, широко применяются в лакокрасочной промышленности.
Требования к талловым жирным кислотам и методы их испытаний,
установленные ИСО 8623, приведены в табл. 4.3.
В приложении приведена подробная методика определения
содержания смоляных кислот.
Таблица 4.3
Методы испытаний талловых жирных кислот
Свойство
Плотность при 20°С
Плотность при 23 °С
Цвет
Кислотное число
Число омыления
Йодное число
Неомыляемый остаток
Содержание смоляных
кислот
Показатель
0,900-0,910 г/см3
0,898-0,908 г/см3
макс. 5 ед.
мин. 192мгКОН/г
мин. 193мгКОН/г
мин. 125 г 1/100 г
макс. 2,5 масс.%
макс. 2,5 масс.%
Метод испытаний
ИСО 2811, части 1,2,3,4
ИСО 4630
ИСО 3682
ИСО 3681
ИСО 3961
ИСО 150
ИСО 8623
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8623;
б) тип и обозначение испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от стандартного
метода;
д) дату испытания.
4.10. Требования и методы испытаний алкидных
смол
Среди поликонденсационных смол наиболее широко
распространены в качестве пленкообразующих для лакокрасочных материалов алкид-
ные смолы, требования к которым устанавливает международный
стандарт ИСО 6744.
В стандарте применяют следующие термины:
алкидная смола — синтетическая смола, получаемая
поликонденсацией многоосновных кислот, жирных кислот (или масел) с многоатомными
спиртами;
90
модифицированная алкидная смола — алкидная смола,
модифицированная с целью получения определенных свойств кислотами канифоли, фе-
нольными смолами, винилтолуолом, стиролом, изоционатами,
полиамидами, акриловыми, эпоксидными или кремнииорганическими
соединениями.
Алкидные смолы на жирных кислотах таллового масла, содержащего
не более 4% кислот канифоли, не считаются модифицированными.
Алкидные смолы подразделяют на следующие группы:
а) в соответствии с содержанием жирной кислоты или масла в
пересчете на триглицерид в нелетучем веществе:
тощие алкидные смолы — менее 40%,
алкидные смолы средней жирности — 40-60%,
жирные алкидные смолы — более 60%;
б) в соответствии с содержанием двухосновной кислоты;
в) в соответствии с маркой модификатора.
Отбор проб смол для испытаний производят в соответствии с
требованиями ИСО 15528. В табл. 4.4 приведены требования ИСО 6744-1 к
алкидным смолам и методы испытаний.
Таблица 4.4
Методы контроля алкидных смол
Свойство
Цвет
Время истечения (для растворов смол)
Вязкость
Массовая доля нелетучих веществ (для
растворов смол)
Температура вспышки (для растворов смол)
Гидроксильное число
Число омыления
Стабильность при хранении
Кислотное число (исходя из массовой доли
нелетучих веществ раствора смолы)
Мутность
Плотность
Массовая доля фталевого ангидрида
Массовая доля неомыляемого вещества
Массовая доля жирных кислот
Метод испытания
ASTMD6166,
ИСО 6271 или ИСО 4630
ИСО 2431
ИСО 3219
ИСО 3251
ИСО 1523, ИСО 3679
ИСО 4629
ИСО 3681
ИСО 15716
ИСО 3682
По согласованию с заказчиком
ИСО 2811-1
ИСО 6744-2
ИСО 6744-3
ИСО 6744-4
ИСО 6744-2 устанавливает аналитический метод определения
содержания фталевого ангидрида в алкидных смолах.
91
Этот метод применим к тем алкидным смолам, которые содержат
только ортофосфорную кислоту. Метод не применим к алкидным смолам,
модифицированным кислотами канифоли, винилтолуолом, стиролом, изо-
ционатами, акриловыми, эпоксидными или кремнийорганическими
соединениями, или к смолам, содержащим бензойную кислоту.
ИСО 6744-2 устанавливает метод определения неомыляемого
вещества алкидных смол. Этот метод всегда используют совместно с методом по
ИСО 6744-2, который описывает первый шаг анализа. Указанный метод
не применим к модифицированным алкидным смолам
ИСО 6744-3 устанавливает метод определения содержания доли
жирных кислот алкидных смол. Этот метод всегда используют совместно с
методами ИСО 6744-2 и ИСО 6744-3, которые описывают предыдущие
шаги анализа.
Указанный метод не применим к модифицированным алкидным
смолам или к смолам, содержащим бензойную кислоту.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на соответствующую часть международного стандарта ИСО
6744;
б) тип и обозначение испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от указанной
методики;
д) дату испытания.
4.11. Требования и методы испытаний эпоксидных
смол
Требования к синтетическим эпоксидным смолам и методы их
испытаний, установленные международным стандартом ИСО 7142, приведены
в табл. 4.5.
Примечание — твердые эпоксидные смолы должны быть испытаны в виде
раствора стандартной пробы — 40 масс.% в диэтиленгликоле, моно-п-бутиловом
эфире. Используемый растворитель и концентрация испытуемого раствора должны
быть указаны в отчете об испытании.
В приложении к стандарту приведен метод определения гидроксиль-
ного числа эпоксидных смол.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 7142;
б) тип и обозначения испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от стандартного
метода;
д) дату испытания.
92
Таблица 4.5
Методы контроля эпоксидных смол
Свойство
Цвет
Вязкость (для растворов смол)
Массовая доля летучих и нелетучих веществ
Температура воспламенения (для растворов смол)
Эпоксидный эквивалент
Гидроксильное число
Общее содержание хлора
Легко омыляемый хлор
Температура плавления
Температура размягчения
Метод испытания
ИСО 4630 или ИСО 6271
ИС0 3219
ИСО 3251
ИСО 1523, ИСО 3679
ИСО 3001
Приложение ИСО 7142
ИСО 4615
ИСО 21627-2
ИСО 3146
ИСО 4625-1 или ИСО 4625-2
4.12. Требования и методы испытаний аминовых
смол
Синтетические аминовые смолы, полученные конденсацией меламина
или мочевины, или их производных с формальдегидом, широко
распространены в лакокрасочной промышленности в качестве
пленкообразующих. Мировое производство указанных смол составляет миллионы тонн в
год и ежегодно увеличивается примерно на 2,5%.
Требования к аминовым смолам и методы их испытаний,
установленные ИСО 11908, приведены в табл. 4.6.
Таблица 4.6
Методы испытаний аминовых смол
Свойство
Цвет
Вязкость
Нелетучие вещества
Температура вспышки
Плотность
Свободный формальдегид
Совместимость с углеводородами
Кислотное число
Метод испытаний
ИСО 6271-1, ИСО 6271-2 или ИСО 4630-1, 4630-2
ИСО 3219
ИСО 3251
ИСО 1523 или ИСО 3679
ИСО 2811-1 по ИСО 2811-4
ИСО 9020
Приложение А ИСО 11908
ИСО 3682
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11908;
93
б) тип и обозначение испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от стандартного
метода;
д) дату испытания.
4.13. Требования и методы испытаний
полиционатных смол
Требования к полиционатным смолам и методы их испытаний,
установленные ИСО 11909, приведены в табл. 4.7.
Таблица 4.7
Методы испытаний полиционатных смол
Свойство
Цвет
Вязкость
Нелетучие вещества
Температура вспышки
Плотность
Свободный формальдегид
Содержание изоционата
Содержание мономеров диизоционата
Метод испытаний
ИСО 6271-1, ИСО 6271-2 или ИСО 4630-1,
ИСО 4630-2
ИСО 3219
ИСО 3251
ИСО 1523 или ИСО 3679
ИСО 2811-1 по ИСО 2811-4
ИСО 9020
Приложение А ИСО 11909
ИСО 10283
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11909;
б) тип и обозначение испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от стандартного
метода;
д) дату испытания.
Известно, что в зависимости от используемого способа производства
все коммерческие полиционатные смолы содержат определенное
количество летучих мономеров диизоционата. Обычно их содержание составляет
менее 0,5%.
Международный стандарт ИСО 10283 устанавливает газохроматогра-
фический метод определения летучих мономеров диизоционата (толуолди-
изоционат, гексаметилендиизоцианат, изофорондиизоционат, дифенилме-
тандиизоционат и др.) при содержании их в полимере приблизительно
0,1-0,4%.
94
4.14. Требования и методы испытаний
хлорированных полимерных смол
Международный стандарт ИСО 11668 устанавливает общие методы
испытания хлоркаучуков и сополимеров хлористого винила.
Требования к хлорированным полимерным смолам и методы их
испытаний, установленные ИСО 11668, приведены в табл. 4.8.
В приложении приведен аналитический метод определения хлора
сжиганием по Викбольду.
Таблица 4.8
Методы испытаний хлорированных полимерных смол
Свойство
Цвет
Вязкость*
Плотность
Содержание хлора
Показатель
—
—
—
>50 масс.%
<50 масс.%
Метод испытаний
ИСО 4630 или ИСО 6271
ИСО 3219
ИСО 8130-2
ИСО 1158
Приложение А ИСО 11668
* В отчете об испытании следует указывать температуру раствора и интервал
времени от распада смолы до определения, потому что вязкость некоторых
растворов полимера зависит от этого
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11668;
б) тип и обозначение испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от стандартного
метода;
д) дату испытания.
4.15. Требования и методы испытаний
нитроцеллюлозных растворов
Международный стандарт ИСО 14446 устанавливает метод
определения вязкости промышленных нитроцеллюлозных растворов и их
классификацию.
Требования стандарта распространяются на нитроцеллюлозные
растворы с содержанием азота 10,7 масс.% и 12,6 масс.%, в зависимости от
сорта.
Использование стандартной процедуры определения вязкости с
применением шарикового вискозиметра по ИСО 12058-1 позволяет избежать
различий при классификации.
Система классификации включает два элемента:
95
число, указывающее концентрацию раствора, который должен иметь
вязкость 400±25 МПа1с;
букву, указывающую тип растворителя (Е, М или А).
В приложении к стандарту приведена таблица с полной
классификацией промышленных нитроцеллюлозных растворов.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 14446;
б) концентрацию нитроцеллюлозы в испытуемом растворе, в масс.%;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от стандартного
метода;
д) дату испытания.
4.16. Требования и методы испытаний водных
дисперсий
Требования к водным дисперсиям полимеров и сополимеров и
методы их испытаний, установленные ИСО 7143, приведены в табл. 4.9.
Таблица 4.9
Методы испытаний водных дисперсий
Свойство
Вязкость
Нелетучий остаток
рН
Остаток на сите (большие частицы и коагулянт)
Минимальная температура пленкообразования
Температура стеклования
Плотность
Остаточные мономеры
Распределение частиц по размерам
Число MEQ
Молекулярная масса
Метод испытаний
ИСО 3219
ИСО 3251
ИСО 976
ИСО 4576
ИСО 2115*
ИСО 16805
ИСО 2811-1
ИСО 13741-1 и ИСО 13741-2
По согласованию с заказчиком
ИСО 15580
ИСО 13885-1
* ИСО 2115 не допускает применение хромированного алюминия для
испытательной поверхности, хотя этот материал считается самым подходящим. Хотя
ИСО 2115 разрешает использование нержавеющей стали или меди, следует
учитывать, что нержавеющая сталь имеет неадекватную теплопроводность (это приводит
к ошибочным результатам), а медь вступает в реакцию со многими эмульсиями.
Для температур выше 50°С должен быть согласован другой метод.
В третьем издании ИСО 7143 введены дополнительные требования,
которые увязывают требования указанного стандарта со стандартами, раз-
96
работанными специалистами Технического комитета ИСО/ТК 61
«Пластические массы».
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 7143;
б) тип и обозначение испытуемого материала;
в) результаты испытания и используемые методы;
г) любое отклонение, по согласованию или нет, от стандартного
метода;
д) дату испытания.
Международный стандарт ИСО 15580 устанавливает титриметричес-
кий метод определения миллиэквивалентного числа в ммоль в 100 г
нелетучего вещества (MEQ) для кроющих материалов и связующих на
водной основе. В отличие от других показателей, например кислотного
числа, числа омыления или гидроксильного числа, значение MEQ всегда
связано с содержанием нелетучих веществ материала покрытия или
связующего.
4.17. Требования и методы испытаний сиккативов
Международный стандарт ИСО 4619 устанавливает требования и
соответствующие методы испытания образцов сиккативов для лаков, красок
и других относящихся к ним продуктов.
Стандарт подразделяет сиккативы на твердые и жидкие.
Твердые сиккативы изготавливают в твердом, жидком (с высокой
вязкостью) или порошкообразном виде.
Жидкие сиккативы изготавливают в виде растворов в органических
растворителях (обычно в уайт-спирите).
Стандарт устанавливает требования к сиккативам, способным
эмульгироваться в растворах пленкообразующих.
При изготовлении сиккативов используют металлы: кобальт,
марганец, свинец, кальций, церий (или другие редкоземельные металлы),
железо, цирконий, ванадий, барий. Стандарт устанавливает методы
определения содержания металла для наиболее широко используемых сиккативов.
Важнейшими компонентами сиккативов являются: жирные кислоты
таллового масла, смоляные кислоты, нафтеновые кислоты, 2-этилгексано-
вая кислота, жирные изокислоты С9, жирные кислоты фракции С9-Сп.
Представительный образец сиккатива отбирают в соответствии с
требованиями ИСО 15528.
МЕТОДЫ ИСПЫТАНИЯ ТВЕРДЫХ СИККАТИВОВ
При проведении испытаний используют только реактивы известного
аналитического сорта и только дистиллированную воду или воду
эквивалентной чистоты.
97
Внешний вид и консистенция
Сиккативы должны иметь однородный цвет. Образец исследуют
визуально на однородность. Метод определения консистенции должен быть
согласован между заинтересованными сторонами.
Цвет
Сиккатив растворяют в уайт-спирите или другом растворителе (по
согласованию) в соотношении 1:1 (по массе) и сравнивают цвет
полученного раствора со стандартным образцом или образцом, согласованным
между заинтересованными сторонами.
Растворимость
5 г сиккатива и 20 г растворителя или высыхающего
пленкообразующего (в сыром льняном масле или другой высыхающей среде по
согласованию) перемешивают и нагревают на песочной бане со скоростью
ГС/мин до получения однородного раствора. При охлаждении раствора
до комнатной температуры визуально устанавливают наличие
расслаивания или осаждения.
Стабильность раствора
Три пробы оставляют на 7 сут в закупоренной таре при одной из
перечисленных ниже температур:
0°С, температура окружающего воздуха, 50°С.
Через сутки растворы исследуют на прозрачность, образование
помутнения, осадка или гелеобразования. Повторяют исследование через
7 сут. Колба, которую используют для испытания при 50°С, должна
выдерживать соответствующее давление.
Суспендированное твердое вещество
5 г твердого (или 10 г жидкого) сиккатива, взвешенного с
погрешностью не более 0,1 г, помещают в стеклянную колбу и растворяют (или
разбавляют) в 100 г уайт-спирита или другого растворителя (по
согласованию). Колбу закрывают пробкой, выдерживают при комнатной
температуре в течение 3 сут. Затем осадок или суспендированное вещество
отделяют, используя стеклянный фильтр с пористостью Р16 (см. ИСО 4793).
Осадок промывают растворителем на фильтре и высушивают его при
105°С в течение 3 ч, затем охлаждают до температуры окружающего
воздуха и взвешивают с погрешностью не более 0,001 г.
Массовую долю суспендированного твердого вещества вычисляют в
процентах по уравнению:
где
т0 — масса испытуемого образца, г;
Ш\ — масса остатка, г.
Летучие вещества
Испытание проводят в соответствии с требованиями ИСО 3251 в
стеклянном или алюминиевом плоскодонном стакане, используя образец
98
массой 1,00±0,02 г. Помещают стаканчик с образцом в сушильный шкаф
и выдерживают в течение 3 ч при температуре 105±2°С.
Кислотность или щелочность
Определение проводят по методике, приведенной в стандарте, в
следующей последовательности. Раствор сиккатива в смеси с толуол-изопро-
пиловым спиртом пропускают через катионообменник в Н-форме и
определяют общее количество кислоты в элюате. Затем из общего количества
кислоты вычитают количество кислоты, связанной с металлом. Если при
этом значение кислотности характеризуется отрицательной величиной, то
испытуемый сиккатив является основным.
Этот метод пригоден для оценки барий-, кальций-, кобальт-,
свинец-, цинкосодержащих сиккативов и не пригоден для оценки железо-,
церий-, марганец- и цирконийсодержащих сиккативов. В таких случаях
метод испытания должен быть согласован между заинтересованными
сторонами.
Температура воспламенения
Температуру воспламенения твердых сиккативов определяют по ИСО
2592. Определение плотности сиккатива, условий высыхания проводят по
соглашению заинтересованных сторон.
МЕТОДЫ ИСПЫТАНИЯ ЖИДКИХ СИККАТИВОВ
Внешний вид
Образец исследуют визуально на однородность, чистоту, наличие
взвесей или осадка.
Цвет
Цвет жидкого сиккатива сравнивают с образцом, согласованным
между заинтересованными сторонами, или цветовым стандартом.
Растворимость
Подготавливают смесь следующего состава:
сырое льняное масло 150 (см. примечание 1) 16 частей (по объему)
минеральные растворители (объемная доля 4 части (по объему)
ароматических веществ 25 %) (см. примечание
2)
испытуемый сиккатив (со стандартной актив- 1 часть (по объему)
ностью) (см. примечание 2)
Смесь выдерживают при комнатной температуре в течение 5 ч и
затем исследуют на выявление расслоения или осаждения.
Примечания:
1. При использовании сиккативов, содержащих кальций, барий или
редкоземельные металлы, рекомендуется вместо льняного масла использовать алкидную
смолу естественной сушки с массовой долей нелетучих веществ не менее 60 %.
2. Количество ароматических веществ необходимо согласовать между
заинтересованными сторонами.
99
3. Стандартная активность сиккатива соответствует массовой доле металла.
Испытуемые сиккативы разбавляют до достижения указанного значения массовой
доли металла.
Стабильность раствора
Готовят три образца, содержащие по 10 г жидких сиккативов и по 10
г минеральных растворителей, и оставляют их на 7 сут в закупоренных
бутылях при приведенных ниже температурах:
0°С;
температура окружающего воздуха;
50°С.
После этого растворы исследуют на чистоту, появление помутнения,
осадка или гелеобразования. Используемая емкость для испытания при
50°С должна выдерживать соответствующее давление паров растворителя.
Вязкость
Вязкость определяют по согласованию одним из методов: по ИСО
2431, по ИСО 3219 или методом с использованием падающего шарика.
Температура воспламенения
Температуру воспламенения жидких сиккативов определяют по ИСО
1523. Определение условий высыхания проводят по соглашению
заинтересованных сторон, определение суспендированного твердого вещества,
массовой доли летучих веществ, кислотности или щелочности проводят по
методикам, описанным выше для твердых сиккативов.
Международный стандарт ИСО 4619 устанавливает также комплекс
аналитических методов определения массовой доли металла в
сиккативах, содержащих только один металл. Стандартизированы комплексоно-
метрические методы определения кобальта, марганца, свинца, цинка,
кальция, циркония, иодометрический метод определения железа,
гравиметрический и ацидометрический методы определения бария.
100
Глава 5
ПИГМЕНТЫ И НАПОЛНИТЕЛИ
При введении пигментов в лаки получают пигментированные
лакокрасочные материалы. Пигменты в лакокрасочных материалах служат для
обеспечения декоративных свойств и укрывистости, а также для
обеспечения защитных и функциональных свойств.
Пигменты дают возможность получить все множество цветов и
оттенков лакокрасочных материалов. Многие пигменты являются химически
активными веществами, способными участвовать в образовании прочной
и долговечной пленки. Чрезвычайно важна роль пигментов и в
повышении защитных свойств антикоррозионных лакокрасочных материалов.
Известно, что ряд пигментов на основе соединений свинца
оказывают вредное влияние на человеческий организм. В странах с жилищным
фондом, существующим с конца XIX века — начала XX века, проводятся
мероприятия по удалению старых поверхностей, окрашенных с
применением пигментов на основе соединений свинца. В связи с опасностью для
здоровья человека соединений свинца ранее действовавшие
международные стандарты на свинцовые пигменты были отменены, например, ИСО
3710 на свинцово-хромовые пигменты.
Пигменты классифицируют различными способами — на
неорганические и органические, природные и синтетические, цветные и белые
(бесцветные), по защитным свойствам и т.д.
Цвет пигментов классифицируют по таблицам Colour Index (CI),
издаваемым профессиональными объединениями текстильщиков
Великобритании и США [1].
Каждому пигменту присваивают номер группы, тип цвета и номер по
таблицам CI, которые содержат наименования более 700 типов
используемых цветных пигментов всех назначений — лаков и красок,
типографских красок, пластмасс, резины, бумаги и т.п.
В последние годы промышленность пигментов наладила производство
высокоэффективных и экологически безопасных пигментов,
обеспечивающих высокие декоративные и защитные свойства современных
лакокрасочных материалов [2].
Наполнители отличаются от пигментов относительно низким
показателем преломления света — он колеблется в пределах 1,45-1,75,
наполнители обычно не способствуют повышению укрывистости красок. Однако
101
в красках с высокой концентрацией пигмента укрывистость можно
сохранить на достаточном уровне, заменив часть непрозрачного пигмента
наполнителем, а так как наполнители существенно дешевле пигментов, в
результате себестоимость готовой краски снижается. Разделение на
отдельно пигменты и отдельно наполнители во многом условно, и на
практике чаще оперируют понятием пигмент-наполнитель. На сегодняшний
день стало очевидно, что наполнители оказывают существенное влияние
на такие свойства лакокрасочных материалов, как распределение частиц
пигмента в лакокрасочных материалах, структуру и реологические
свойства краски, ряд наполнителей механически укрепляют структуру
покрытия, повышают твердость, атмосферостойкость покрытий [3,4].
Наполнители получают двумя способами:
измельчением пород и осадочных отложений (отсюда и название —
природные или натуральные);
химическим осаждением (их называют осажденными).
Частицы природных пигментов-наполнителей существенно крупнее,
чем у продуктов, полученных осаждением.
Сегодня в связи с ростом объема выпуска воднодисперсионных
лакокрасочных материалов разработан ряд специальных
пигментов-наполнителей, получаемых модификацией каолина, кремнезема и целого ряда
других минеральных и синтетических наполнителей, а также
ультрадисперсные наполнители, введение которых в комбинации с диоксидом
титана позволяет, сохраняя укрывистость и атмосферостойкость покрытий,
существенно снизить себестоимость последних.
5.1. Общие требования к методам испытаний
пигментов
Специалистами ИСО/ТК 35 разработан комплекс международных
стандартов на технические требования и методы испытаний наиболее
распространенных пигментов.
Международный стандарт ИСО 473 определяет требования и
соответствующие методы испытаний для двух типов литопоновых пигментов,
применяющихся в красках и аналогичных продуктах. Стандартом
установлены требования к литопону 30% и литопону 60%.
Литопон 30% представляет собой белый пигмент, состоящий из
сульфида цинка и сульфата бария приблизительно в эквимолекулярных
пропорциях, полученный соосаждением и последующим прокаливанием.
Литопон 60% представляет собой белый пигмент, состоящий из 60%
сульфида цинка и сульфата бария, полученный соосаждением и последующим
прокаливанием.
Контроль характеристик пигментов проводят по ИСО 787, а
методики определения в пигменте сульфата бария, окиси цинка, общего
содержания цинка даны в стандарте.
Международный стандарт ИСО 510 определяет требования и
соответствующие методы испытаний свинцового сурика. Контроль характерис-
102
тик пигмента проводят по ИСО 787, а методики определения двуокиси
свинца и общего содержания свинца приведены в стандарте.
Международный стандарт ИСО 591 определяет требования и
соответствующие методы испытания к титановому пигменту,
представляющему собой двуокись титана кристаллической структуры типа анатаза или
рутила в форме мягкого сухого порошка.
Пигменты обозначаются:
тип А — тип анатаза;
тип R — тип рутила.
Далее пигменты классифицируются по сортам:
сорт А1 и А2 для типа А;
сорт R1 и R2 для типа R.
Контроль характеристик пигмента проводят по ИСО 787, а методика
определения содержания двуокиси титана приведена в стандарте.
Международный стандарт ИСО 788 определяет требования к ультра-
маринам, которые подразделяются на два типа:
тип А — с содержанием свободной серы не более 5%;
тип В — с содержанием свободной серы не более 0,1%.
Контроль характеристик пигмента проводят по ИСО 787, а методика
определения растворимого органического красящего вещества приведена в
стандарте.
Международный стандарт ИСО 1247 определяет требования и
соответствующие методы испытания к алюминиевым пигментам, которые
подразделяются на следующие типы:
тип 1 — алюминиевый порошок кроющий;
тип 2 — алюминиевая паста кроющая;
тип 3 — алюминиевый порошок не кроющий;
тип 4 — алюминиевая паста не кроющая.
Пигменты типов 1 и 2 подразде-
Таблица 5.1
Классы алюминиевых пигментов
ляют на классы согласно табл. 5.1.
Согласно стандарту алюминиевые
пигменты должны быть упакованы в
герметичную тару.
Контроль характеристик
пигментов проводят по ИСО 787, а
методики определения веществ,
растворимых в органических
растворителях, определения содержания воды,
свинца, а также методы сравнения
внешнего вида пигментов,
определения остатка на сите, определения
водопокрывающей способности и
кроющей способности и испытания
на отсутствие кроющей
способности приведены в стандарте.
Международный стандарт ИСО 1248 определяет требования и
соответствующие методы испытания к пигментам на основе окислов железа,
Тип
1
2
Класс
а
b
с
d
Р
q
г
Количество пигмента,
покрывающего 1 м2
водной поверхности, г
До 0,8
От 0,8 до 1,5
От 1,5 до 2,2
Свыше 2,2
До 1,7
От 1,7 до 2,4
Свыше 2,4
103
которые делятся на четыре группы: красные, желтые, коричневые,
черные. В свою очередь, группы пигментов делятся на категории согласно
табл. 5.2.
Таблица 5.2
Категории пигментов на основе окислов железа
Группа
Красные
Желтые
Коричневые
Черные
Категория
А
В
С
D
А
В
С
D
А
В
С
А
В
Минимальное
содержание окисла железа,
%
95
70
50
10
83
70
50
10
87
70
30
95
70
Номер по CI
Пигмент красный 101
77491
Пигмент красный 102
77491
Пигмент желтый 42
77492
Пигмент желтый 43
77492
Пигмент коричневый
6
77491,77492 или
77499
Пигмент коричневый
7
77491, 77492 и/или
77499
Пигмент черный 11
77499
ИСО 1248 подразделяет пигменты на типы в зависимости от
содержания водорастворимых веществ и общего содержания водорастворимых
хлоридов и сульфатов (типы I, II, III). Далее пигменты делятся на сорта
в зависимости от размера частиц, проходящих через сито (сорта 1, 2 и 3).
В зависимости от состава пигментов (натуральная или искусственная
основа, или их смеси) пигменты делятся на классы {а, Ь, с и d).
Все эти классификации пигментов приводят в обозначении
пигментов, например:
Красная окись железа, ISO 1248-A-I-2-a.
Контроль характеристик пигментов проводят по ИСО 787, а методы
определения органических красителей, общего железа, хромата свинца,
общего кальция приведены в стандарте.
Международный стандарт ИСО 1249 определяет требования и
соответствующие методы испытаний пигментов на основе хромата цинка,
104
применяемых в защитных лакокрасочных материалах. Указанные
пигменты подразделяются на следующие типы:
тип 1а — цинковый крон, имеющий примерный состав
K2Cr04-3ZnCr04Zn(OH)2-2H20;
тип 1в — цинковый крон, содержащий свинец, имеющий
примерный состав K2Cr04-3ZnCr04Zn(OH)2-2H20+2% PbO;
тип 2 — тетраоксихромат цинка примерного состава
ZnCr04-4Zn(OH)2.
Контроль характеристик пигментов проводят по ИСО 787, а
методики определения содержания цинка, щелочных металлов, свинца,
водорастворимых сульфатов, нитратов, хлоридов, хроматов, а также общего
содержания водорастворимых веществ и веществ, не растворимых в
аммиачном растворе хлорида алюминия, приведены в стандарте.
Международный стандарт ИСО 2040 определяет требования и
соответствующие методы испытаний пигментов на основе хромата стронция,
применяемых в защитных лакокрасочных материалах.
Контроль характеристик пигмента проводят по ИСО 787, а методики
определения содержания стронция, общего содержания хромата,
водорастворимых хлоридов, нитратов и хроматов приведены в стандарте.
Международный стандарт ИСО 2068 определяет требования и
соответствующие методы испытаний для пигментов на основе хромовокислого
бария, применяемых в защитных лакокрасочных материалах.
Контроль характеристик пигментов проводят по ИСО 787, а
методики определения содержания бария, хромата, водорастворимых хлоридов,
нитратов и хроматов приведены в стандарте.
Международный стандарт ИСО 2495 определяет требования и
соответствующие методы испытаний для железной лазури.
Контроль характеристик пигмента проводят по ИСО 787, а методики
определения общего содержания железа, летучих веществ при 60°С,
кислотности или щелочности водного экстракта приведены в стандарте.
Международный стандарт ИСО 3549 определяет требования и
соответствующие методы испытаний для пигментной цинковой пыли.
Контроль характеристик пигмента проводят по ИСО 713, ИСО 714, ИСО 2590
и ИСО 787, а методики определения общего содержания цинка, свинца и
кадмия приведены в стандарте.
Международный стандарт ИСО 3711 определяет требования и
соответствующие методы испытаний для пигментов на основе хромата свинца
и хромата-молибдата свинца. Указанные пигменты разделяются на два
типа:
тип 1 (стандартный);
тип 2 (стабилизированный).
Контроль характеристик пигментов проводят по ИСО 787, а
методики определения общего содержания свинца и содержания кислотораство-
римого свинца приведены в стандарте.
Международный стандарт ИСО 4620 определяет требования и
соответствующие методы испытаний для кадмиевых пигментов. Кадмиевые
пигменты состоят в основном из сульфида кадмия или смеси сульфида
105
кадмия и селенида кадмия, в которых кадмий может быть частично
замещен цинком. Пигменты, имеющие цвет от оранжевого до каштанового, в
основном состоят из смеси сульфида кадмия и селенида кадмия.
Указанные пигменты делятся на три типа:
тип 1 — концентрированные кадмиевые пигменты, содержащие не
более 30% наполнителей, необходимых для регулирования их
относительной красящей способности;
тип 2 — кадмиевые пигменты, содержащие не более 70%
наполнителей;
тип 3 — кадмиевые пигменты, не содержащие наполнителей (этот
тип пигмента применяют в основном при изготовлении керамических
изделий).
Контроль характеристик пигментов проводят по ИСО 787, ИСО
3856, а методики определения массовой доли кадмия и цинка, селена,
серы, растворимого кадмия и цинка приведены в стандарте.
Международный стандарт ИСО 4621 определяет требования и
соответствующие методы испытаний для пигментов на основе зеленой окиси
хрома, которые разделяются на три сорта:
сорт 1 — остаток на сите не более 0,01%;
сорт 2 — остаток на сите от 0,01% до 0,1%;
сорт 3 — остаток на сите от 0,1% до 0,5%.
Контроль характеристик пигментов проводят по ИСО 787, а
методики определения массовой доли хрома, кислоторастворимого хрома, потери
массы при прокаливании при 1000°С, а также определения кислото- и
щелочестойкости приведены в стандарте.
Международный стандарт ИСО 6745 определяет требования и
соответствующие методы испытаний для пигментов на основе фосфата цинка,
применяемых в защитных лакокрасочных покрытиях. Указанные
пигменты разделяются на три типа:
тип 1 — состоящий в основном из дигидрата фосфата цинка и
теряющий от 8,5 до 10% массы при 600°С;
тип 2 — состоящий преимущественно из смеси дигидрата и тетра-
гидрата фосфата цинка и теряющий от 10% до 13% массы при 600°С;
тип 3 — состоящий в основном из тетрагидрата фосфата цинка и
теряющий от 13% до 16% массы при 600°С.
Контроль характеристик пигментов проводят по ИСО 787, а
методики определения содержания цинка и фосфата приведены в стандарте.
Международный стандарт ИСО 10601 определяет требования и
соответствующие методы испытаний для пигментов на основе слюдяной
окиси железа. Указанные пигменты подразделяются на три сорта в
зависимости от содержания тонких пластинок. Контроль характеристик
пигментов проводят по ИСО 787, а методика микроскопического исследования
состава пигмента приведена в стандарте.
106
5.2. Общие требования к методам испытаний
наполнителей
Наполнители для красок, представляющие собой, как правило, тонко
измельченный неорганический материал с коэффициентом отражения в
большинстве случаев менее 1,7, используют для придания краскам
особого эффекта, а также для изменения седиментации, рабочих и
пленкообразующих характеристик.
Международный стандарт ИСО 3262 устанавливает следующие типы
наполнителей в зависимости от природы исходного материала:
№1- бариты (классы а и Ь), сульфат бария природный;
№2 — бланфикс, сульфат бария осажденный;
№3 — мел (классы а, Ъ, с, d), карбонат кальция природный —
природный мел, в основном СаС03 мелкокристаллического типа (остатки
кокколитов и фораминиферы);
№4 — карбонат кальция кристаллический (классы а, Ъ, с, d),
известняк, исландский шпат, природный карбонат кальция; отличаются от тех,
которые используются в качестве наполнителя №3;
№5 — карбонат кальция осажденный (классы а, Ь), карбонат
кальция, полученный осаждением;
№6 — доломит (классы а, Ъ, с, d), комплексный карбонат кальция и
магния. По химическому составу комплекса в нем содержатся
приблизительно эквимолекулярные количества карбонатов кальция и магния;
№7 — каолин (классы а, Ъ, с), силикат алюминия природный гидра-
тированный. Каолин в сущности представлен каолинитом
Al203-2Si02-2H20, слоистой кристаллической структуры;
№8 — тальк волокнистый (классы а, Ь), силикат магния природный
гидратированный 3Mg04Si02H20;
№9 — тальк слоистый (классы а, Ь, с), силикат магния природный
гидратированный 3Mg04Si02H20;
№10 — тальк, содержащий карбонат; силикат магния природный
гидратированный 3Mg04Si02H20 слоистой структуры. Отличается от
наполнителя №9 тем, что содержит карбонат;
№11 — слюда (классы а, Ь), комплексный силикат калия и
алюминия, природный, гидратированный K203Al203-6Si02-2H20 слоистой
структуры. Мусковит, влажное состояние (класс а) и сухое состояние (класс
Ъ);
№12 — двуокись кремния (кварцит) типа 1 (классы а, Ь, с, d),
двуокись кремния природная. Содержание Si02 не менее 80%, но не более
98%;
№13 — двуокись кремния (кварцит) типа 2 (классы а, Ъ, с, d),
двуокись кремния природная. Содержание Si02 равно или более 98%;
№14 — кизельгур типа 1 (классы а, Ъ, с, d), диатомовый кремнезем.
Содержание Si02 не менее 70%, но не более 80%;
№15 — кизельгур типа 2 (классы а, Ъ, с, d), диатомовый кремнезем.
Содержание Si02 не менее 80%;
107
№16 — силикат кальция синтетический, гидратированный
синтетический силикат кальция;
№17 — комплексный силикат натрия и алюминия синтетический,
гидратированный синтетический силикат натрия-алюминия;
№18 — двуокись кремния синтетическая, гидратированная
синтетическая двуокись кремния.
В зависимости от остатка на сите и размера частиц наполнители
подразделяются по сортам.
Согласно ИСО 3262 наполнитель должен представлять собой тонко
измельченный порошок. При микроскопическом исследовании проба
наполнителя должна соответствовать образцу, требования к которому
установлены соглашением между заказчиком и исполнителем.
Требования к составу и свойствам различных типов наполнителей
(кроме маслопоглощения) приведены в ИСО 3262. В указанном стандарте
приведены как общие методы определения физико-химических свойств
наполнителей (см. разделы данной главы), так и аналитические
методики определения в соответствующих наполнителях сульфата бария,
карбоната кальция и магния, а также двуокиси кремния.
ОПРЕДЕЛЕНИЕ ЦВЕТА
Для сравнения цвета допускается применение специального
инструментального метода, установленного по соглашению между
заинтересованными сторонами. Однако ввиду разницы в результатах, полученных
при применении различных инструментов, в качестве контрольного
предлагается простой визуальный метод.
Методика испытания
Приблизительно равные массы образца для испытания и образца,
установленного по соглашению между сторонами, помещают на матовую
стеклянную пластинку, находящуюся на листе белой бумаги.
Вертикально между двумя образцами ставят тонкую стеклянную
пластинку, чтобы разграничить их. Подгребают образцы один к другому
до соприкосновения со стеклянной пластинкой. Снимают стеклянную
пластинку и разравнивают поверхности обеих масс материала другой
стеклянной пластинкой, которую перед осмотром снимают.
Цвет образцов изучают при рассеянном дневном свете или, если
дневной свет почему-либо не удовлетворяет, сравнивают цвет в
искусственном дневном свете.
Осторожно добавляют несколько капель уайт-спирита или воды (по
соглашению между заинтересованными сторонами) таким образом, чтобы
оба образца сразу же увлажнялись без нарушения их целостности, и
снова сравнивают цвет указанным выше методом.
ОПРЕДЕЛЕНИЕ ОСТАТКА НА СИТЕ
Приборы и оборудование
Три сита диаметром от 100 мм до 200 мм с высотой стенки 50 мм и
размером ячеек соответственно 45 мкм, 63 мкм и 125 мкм.
108
Стеклянная палочка с наконечником из резины твердостью IRHD.
Фильтровальный тигель из стеклокерамики с размером пор от 16 мкм
до 40 мкм.
Устройство для подачи воды под давлением, равным головному
напору 1 м воды.
Пульверизатор.
Методика испытания
Взвешивают в химический стакан с точностью до 0,1 г 50-500 г
предварительно высушенного образца для испытания, диспергируют
наполнитель в соответствующем количестве воды (500-600 мл), применяя
стеклянную палочку с резиновым наконечником только для ускорения
диспергирования, и процеживают дисперсный раствор через
соответствующее сито.
Остаток на сите переводят обратно в химический стакан и повторяют
диспергирование (без добавления какого-либо диспергирующего агента),
используя такое же количество воды, и процеживают дисперсию, как и
раньше, через сито. Эту процедуру повторяют еще раз и смывают остаток
водой в химический стакан, применяя, если необходимо, стеклянную
палочку.
Промывают остаток на сите с помощью пульверизатора до тех пор,
пока промывные воды не станут чистыми. Смывают остаток в
тарированный стеклокерамический тигель и сушат его при 105±2°С. Охлаждают в
эксикаторе и взвешивают с точностью до 0,1 мг. Нагревание, охлаждение
и взвешивание повторяют до получения постоянной массы.
Примечания:
1. Массу наполнителя следует выбирать такую, чтобы ожидаемый остаток на
сите составлял около 0,2 г. Для тонко измельченных наполнителей следует
применять образцы массой до 500 г.
2. При необходимости можно использовать соответствующий увлажняющий
или диспергирующий агент, такой, как этанол или конденсированный сульфонат
нафталина.
Выражение результатов
Остаток на сите, выраженный в процентах по массе, определяют по
уравнению:
100 -тх
т0
где
т0 — масса пробы для анализа, г;
т\ — масса остатка, г.
ОПРЕДЕЛЕНИЕ ГРАНУЛОМЕТРИЧЕСКОГО
СОСТАВА
Благодаря простоте выполнения и удовлетворительной
воспроизводимости данный метод Андресена применяют в качестве контрольного. По
соглашению между сторонами, можно применять и другие методы, но в
109
таких случаях необходимо также согласовать соответствующие пределы
точности и воспроизводимости.
Сущность метода заключается в том,
что скорость прохождения сфероидальных
частиц через среду, в которой они
диспергируются, пропорциональна квадрату
диаметра частиц (закон Стокса). Метод
Андресена для определения
гранулометрического состава использует эту
зависимость и выражает гранулометрический
состав в терминах распределения
сфероидальных частиц такого же состава. При
определении подготавливают
разбавленную суспензию, концентрацию твердых
частиц в которой в фиксированной точке
ниже поверхности определяют с
временными интервалами, рассчитанными
соответственно для определенных равных
сферических диаметров.
Приборы и оборудование
Бутыль для отстаивания стеклянная,
внутренним диаметром около 56 мм,
имеет на стенке шкалу с делениями,
градуированную от 0 мм до 200 мм. Нулевая
отметка должна находиться не менее чем
на 25 мм выше наружного основания
бутыли, а вместимость бутыли с
градуировкой до 200 мм должна составлять
примерно 550-620 мл (рис. 5.1).
Пипетка, снабженная двумя
пробками и боковой смывной трубкой.
Вместимость пипетки до градуированной
отметки обычно составляет 10 мл. Колоколо-
образный колпачок с соединением из
матового стекла, притертым в горлышко
бутыли для отстаивания, припаивается к
пипетке. В колпачке имеется небольшое
вентиляционное отверстие. Вход в
ножку пипетки должен находиться на уровне нулевой отметки на бутыли для
отстаивания. Ножка пипетки от колбочки до отверстия для отбора пробы
представляет собой стеклянную капиллярную трубку с отверстием от
1 мм до 1,3 мм. Трубка на колбочке должна иметь отверстие диаметром
от 4 мм до 4,5 мм.
Ванна с прозрачными стенками вместимостью не менее 15 л, в
которой поддерживается температура 23±0,5°С и в которую можно погрузить
бутыль для отстаивания до градуировочной отметки 200 мм. Ванна долж-
100
ч О
/L
^L
Рис. 5.1. Бутыль для отстаивания
и пипетка
ПО
на быть удалена от источников вибрации и циркуляционных систем,
чтобы не вызвать ее сотрясения.
Механический смеситель, способный вращаться с соответствующей
скоростью до полного диспергирования материала (оптимальной
является скорость 1000±100 об/мин). Смеситель должен быть рассчитан на
повышение степени диспергирования и предотвращение образования
завихрения. Смеситель может быть выполнен из латунного диска диаметром
приблизительно 40 мм с четырьмя равномерно расположенными
крыльями в виде срезов, сечения крыльев повернуты вверх под углом 30° к
горизонтали.
Дисперсионный сосуд соответствующего размера вместимостью для газа
1000 мл.
Весы чувствительностью не менее 0,1 мг.
Сушильный шкаф, способный поддерживать температурный режим,
необходимый для выпаривания жидкости, например, 105±2°С для воды.
Широкогорлые бутылки для взвешивания, пригодные для
выпаривания, вместимостью не менее 20 мл, или малая лабораторная центрифуга
и центрифужные пробирки предпочтительно вместимостью 20 мл, но не
менее 10 мл.
Секундомер или хронометр.
Методика определения
Тщательно очищают пипетку. Частично наполняют бутыль для
отстаивания дистиллированной водой. Ставят кран в положение отбора
пробы и через резиновую трубку нагнетают воду в колбочку до уровня граду-
ировочной отметки. Переставляют кран в положение выпуска и сливают
воду в тарированную мерную бутыль. Прилагают через резиновую трубку
давление для вытеснения воды, оставшейся в колбочке и выпускной
трубке, в бутыль для взвешивания. Взвешивают бутыль с точностью до
0,001 г и рассчитывают по ее массе вместимость пипетки.
Затем тщательно очищают бутыль для отстаивания и взвешивают ее
вместе с пипеткой с точностью до 0,1 г. Затем наполняют бутыль водой
до отметки 200 мм при 23±0,5°С и снова взвешивают. Рассчитывают по
массе воды вместимость бутылки.
Взвешивают компоненты, приведенные в табл. 5.3, и
подготавливают дисперсию переводом пробы для анализа в дисперсионный сосуд,
добавляют дисперсионный раствор до общего объема примерно 500 мл и
перемешивают механическим смесителем в течение 15 мин. Сразу же
выливают всю взвесь в бутыль для отстаивания и разбавляют до отметки
200 мм водой или водным раствором спирта, как удобнее. Помещают
бутыль для отстаивания в термостатированную ванну.
Выдерживают бутыль для отстаивания погруженной в ванну до
отметки 200 мм до тех пор, пока ее температура не уравняется с
температурой ванны. Записывают эту температуру, которая не должна значительно
расходиться с комнатной температурой.
По достижении температурного равновесия тщательно смешивают
содержимое бутыли, зажав пальцем горлышко бутыли и опрокидывая ее
несколько раз. Сразу же после перемешивания бутыль ставят на место и
111
включают секундомер или хронометр. Извлекают из суспензии пипеткой
ряд проб объемом Vp на глубине h„ при увеличивающихся интервалах
времени после смешения, начиная от времени /, соответственно для
размера частиц 20 мкм, после чего временной интервал увеличивают в
прогрессии с таким расчетом, чтобы предельные диаметры частиц
находились в прогрессии V2 :1 • Пробы можно отбирать в удобные моменты
времени, примерно в прогрессии 2:1, при этом можно точно
рассчитывать диаметры сфероидальных частиц, соответствующие каждой пробе.
Время наполнения пипетки 20 с.
Выпускают суспензию из пипетки в тарированную бутыль для
взвешивания. По опорожнении колбочки снимают резиновую всасывающую
трубку и добавляют пипеткой вместимостью 10 мл от 5 мл до 7 мл воды
в колбочку седиментационной пипетки, чтобы смыть любые частицы с
поверхности бутыли для взвешивания. Ножка седиментационной
пипетки все еще остается наполненной суспензией. Сушат содержимое бутыли
для взвешивания при 105°С до тех пор, пока разница между результатами
удовлетворительных взвешиваний не достигнет 0,1 мг. Рассчитывают
массу фракции т„, принимая ее за массу диспергирующего агента, которую
следует определять проведением контрольного испытания. Определение
различных фракций можно выполнить химическими методами, если
данная процедура является более удобной.
Глубина погружения пипетки снижается с извлечением каждой
фракции. Экспериментально определяют точное уменьшение глубины
погружения; полученный показатель используют при последующих расчетах.
Предположим, что уменьшение глубины погружения составляет 4 мм для
извлечения каждой фракции и что исходная глубина погружения пипетки
составляет 200 мм, тогда глубина погружения после извлечения первой
фракции должна быть равна 196 мм, а средняя глубина hu используемая
при расчете исходного диаметра частиц для первой фракции, составит
198 мм. Средняя глубина h2 для второй фракции будет равна 194 мм.
Для приготовления дисперсии применяют свежую кипяченую
дистиллированную воду или воду эквивалентной чистоты.
Расчет времени извлечения пробы
Время извлечения пробы, t„, в секундах, определяют по уравнению:
, = ш-к« ю\
{r2-ri)-g-d„2
где
г] — абсолютная вязкость среды, Н-с/м2;
h„ — средняя глубина, из которой извлекается n-ая проба, мм;
р, — плотность среды, мг/м3 (или г/см3);
р2 — плотность среды, мг/м3 (или г/см3);
g — гравитационное ускорение, м/с2;
d„ — предельный диаметр по Стоксу, соответственно при извлечении
п- ной пробы, мкм.
112
Таблица 5.3
Подготовка дисперсии для определения гранулометрического состава
Наполнитель
Бариты
Бланфикс
Мел
Карбонат кальция
кристаллический
Карбонат кальция
осажденный
Доломит
Каолин
Тальк волокнистый *
Тальк слоистый
Тальк карбонатосодержа-
щий
Слюда
Двуокись кремния
(кварцит) типов 1 и 2
Кизельгур типов 1 и 2
Силикат кальция
синтетический
Силикат натрий-алюминий
Двуокись кремния
синтетическая
Масса пробы
(предварительно высушенная проба и
взвешенная с точностью
до 0,01 г), г
20
20
3,5
12
10
15
5
Масса и тип
диспергирующего материала (твердый
активный материал)
0,75 г гексаметафосфата
натрия, растворенного в
750 мл воды
—
0,07-0,14 г
соответствующего агента,
растворенного в 750 мл воды
0,2 г карбоната натрия и 0,1
г гексаметафосфата
натрия, растворенных в 750
мл воды
0,40 г пирофосфата натрия,
растворенного в 750 мл
20%-ного (по массе)
водного раствора этанола
1,5 г гексаметафосфата
натрия, растворенного в 750
мл воды
0,75 г гексаметафосфата
натрия, растворенного в
750 мл воды
Расчет суммарного процентного содержания подрешетного продукта
Суммарное процентное содержание Рп (по массе) частиц размером
меньше каждого предельного диаметра d„ (по Стоксу) для каждого
временного интервала вычисляют по уравнению:
т -V
Л =^17" ЮО,
масса фракции с поправкой на массу диспергатора, г;
масса пробы для анализа, г;
где
т„ —
ms —
Vp -вместимость пипетки, мл;
Vs — вместимость бутыли для отстаивания, мл.
Повторение испытания
Описанную выше процедуру повторяют на следующем количестве
суспензии, подготовленной из той же пробы. Результаты испытания
считаются приемлемыми только в том случае, если разница между двумя
значениями каждого показателя процентного содержания (по массе)
частиц размером меньше тех же предельных диаметров (по Стоксу) не более
4%.
Выражение результатов
По результатам анализа строят график, откладывая по оси абсцисс
размеры в микрометрах, а по оси ординат — процентное содержание
подрешетного продукта. На кривой, проведенной через точки, выбирают
суммарный процент, соответствующий требуемой серии.
Результаты записывают с точностью до 1%.
ОПРЕДЕЛЕНИЕ ЛЕТУЧИХ ВЕЩЕСТВ ПРИ 105°С
См. п. 5.10. По соглашению между заинтересованными сторонами
могут быть использованы другие, кроме 10 г, количества наполнителя.
ОПРЕДЕЛЕНИЕ ПОТЕРЬ ПРИ ПРОКАЛИВАНИИ
Приборы и оборудование
Фарфоровая или платиновая чашка, неглубокая.
Муфельная печь.
Методика испытания
Взвешивают с точностью до 0,001 г около 2 г предварительно
высушенной пробы и помещают ее в тарированную платиновую или
фарфоровую чашку, после чего выдерживают в муфельной печи при 1000±25°С
до постоянной массы и охлаждают в эксикаторе, содержащем пятиокись
фосфора. В случае наполнителя № 18 сохраняют озоленный остаток для
определения двуокиси кремния.
Если испытуемые наполнители содержат карбонат кальция, избегают
гидрирования полученной негашеной извести.
Выражение результатов
Потери при прокаливании в процентах по массе вычисляют по
уравнению:
100-(т0 -щ)
т0
где
т0 — масса пробы для анализа, г;
тх — масса пробы для анализа после прокаливания, г.
114
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ
ВОДОРАСТВОРИМЫХ ВЕЩЕСТВ
Методы, установленные ИСО 3262, предназначены для испытания
различных наполнителей, перечисленных в табл. 5.4.
Таблица 5.4
Метод испытания, применяемый для определения содержания
водорастворимых веществ в каждом наполнителе
Наполнитель
Бариты
Бланфикс
Мел
Карбонат кальция
кристаллический
Карбонат кальция
осажденный
Доломит
Каолин
Тальк волокнистый
Тальк слоистый
Тальк карбонатосо-
держащий
Слюда
Двуокись кремния
(кварцит) типа 1
Двуокись кремния
(кварцит) типа 2
Кизельгур типа 1
Кизельгур типа 2
Двуокись кремния
синтетическая
Метод испытания
Метод горячего экстрагирования
Метод 1
X
X
—
—
—
—
X
X
X
—
X
X
X
X
X
Метод 1А
—
В дополнение, при
необходимости, к
методу 1
—
—
—
—
—
—
—
—
—
—
—
—
—
Метод холодного
экстрагирования
Метод 2
—
X
X
X
X
—
—
—
X
—
—
—
—
—
При испытании этих наполнителей ни один простой метод не
дает удовлетворительных результатов, поэтому для них не
устанавливается метод испытания
Реактивы и материалы
Следует применять свежую кипяченую дистиллированную воду или
воду эквивалентной чистоты. Дистиллированная вода, которую хранят в
115
обычных лабораторных условиях, адсорбирует двуокись углерода, аммиак
и т. п. Рекомендуется, чтобы дистиллированная вода, используемая для
испытания, была прокипячена для удаления из нее нерастворившихся
газов и затем охлаждена в чистой атмосфере. Трубка из натронной извести,
подогнанная к колбе, дает полную гарантию того, что двуокись углерода
будет адсорбирована во время охлаждения. В качестве следующей меры
предосторожности перед использованием следует проверить значение рН
воды. Величина рН должна быть в пределах 6,0-7,9.
МЕТОД 1
Метод 1 — метод горячего экстрагирования — см. п. 5.10. Масса
пробы для анализа, взвешенная с точностью до 0,01 г, должна быть
равна 10 г.
МЕТОД 1А
Метод 1А применяют для определения содержания водорастворимых
щелочноземельных металлов в наполнителе №2.
Если в случае сульфата бария осажденного (бланфикс) содержание
растворимого в воде вещества превышает 0,5%, необходимо провести
дополнительное определение нерастворимых щелочноземельных соединений.
Разница между результатами рассматривается как содержание
водорастворимого вещества в воде.
Реактивы и материалы
Соляная кислота, 1 + 1. Добавляют 1 объем соляной кислоты, р=1,18,
к 1 объему воды.
Аммиачный раствор, 1 + 1. Добавляют 1 объем аммиачного раствора,
р=0,88, к 1 объему воды.
Оксалат аммония, раствор 10 г/л.
Оксалат аммония, кристаллы.
Приборы и оборудование
Пипетка вместимостью 50 мл.
Муфельная печь.
Платиновый тигель.
Методика испытания
50 мл разбавленного фильтрата переносят в химический стакан
вместимостью 200 мл и накрывают часовым стеклом. Постепенно добавляют 5
мл соляной кислоты и кипятят в течение нескольких минут. Разбавляют
горячей водой до общего объема 150 мл и доводят почти до кипения.
Добавляют 2 г кристаллов оксалата аммония и помешивают до
растворения. Выдерживают раствор сначала на водяной бане не менее 1 ч,
затем в холоде не менее 4 ч. Фильтруют через тонкую беззольную
фильтровальную бумагу и промывают осадок и фильтровальную бумагу
раствором оксалата аммония при температуре не менее 1000°С. Охлаждают в
эксикаторе и взвешивают с точностью до 1 мг.
116
Выражение результатов
Содержание водорастворимых щелочноземельных соединений,
выраженное в виде сульфата кальция (CaS04) в процентах по массе,
вычисляют по уравнению:
12,14-/я, 100 =12И тх
т0 т0'
где
т0 — масса пробы для анализа, г;
тх — масса остатка после прокаливания, г.
МЕТОД 2
метод холодного экстрагирования выполняют с применением
следующего оборудования.
Приборы и оборудование
Мерная колба вместимостью 500 мл, с пробкой.
Выпарная чашка с плоским дном, стеклянная, из глазурованного
фарфора или двуокиси кремния.
Методика испытания
Взвешивают с точностью до 0,01 г около 10 г пробы в колбу
вместимостью 500 мл с пробкой. Добавляют 5 мл 95%-ного (по объему) этанола
для тщательного увлажнения пробы. Затем прибавляют 245 мл воды и
перемешивают с помощью магнитной мешалки в течение 1 ч при
комнатной температуре.
Тщательно перемешивают встряхиванием и вращением и фильтруют
через тонкую фильтровальную бумагу, переводя фильтрат на
фильтровальную бумагу до тех пор, пока он не станет светлым.
Выпаривают на водяной бане 100 мл абсолютно светлого фильтрата
до получения сухого остатка в тарированной чашке с плоским дном.
Сушат остаток в печи при 105±2°С, охлаждают в эксикаторе и
взвешивают с точностью до 1 мг. Повторяют нагревание, охлаждение и
взвешивание до тех пор, пока результаты двух последних взвешиваний с
интервалом, включающим нагревание не менее 30 мин, будут отличаться не
более чем на 10% от окончательного показателя, полученного для
вещества, растворимого в воде.
Выражение результатов
Содержание вещества, растворимого в воде, в процентах по массе,
вычисляют по уравнению:
250-^,
где
т0 — масса пробы для анализа, г;
Ш\ — масса остатка, г.
117
ОПРЕДЕЛЕНИЕ рН ВОДНОЙ СУСПЕНЗИИ
См. п. 5.7. Рекомендуется перед определением выдерживать
суспензию для отстаивания в течение 10 мин вместо 50 мин.
5.3. Общие требования к дисперсиям пигментов и
наполнителей
Международный стандарт ИСО 8780-1 устанавливает общие
требования для оценки характеристик дисперсий пигментов и наполнителей.
Согласно стандарту между заказчиком и исполнителем должны быть
согласованы:
используемые связующие;
метод или методы размола;
методы оценки,
то, как они влияют на результат испытаний.
Стандарты ИСО на методы испытаний пигментов в каждом
конкретном случае дают рекомендации по применению того или иного
связующего, методов размола и последующей оценки пигментов и
наполнителей.
Международный стандарт ИСО 8780-2 устанавливает общие
требования к диспергированию пигментов и наполнителей с помощью
вибрационной краскотерки со стеклянными банками.
Международный стандарт ИСО 8780-3 устанавливает общие
требования к диспергированию пигментов и наполнителей с помощью
быстроходной ножевой мельницы. Данный метод диспергирования может
применяться для предварительного измельчения пигментов и наполнителей,
но его не следует применять для измельчения пигментов в высоковязком
связующем или с высоким содержанием пигментов в связующем.
Международный стандарт ИСО 8780-4 устанавливает общие
требования к диспергированию пигментов и наполнителей с помощью дисковой
мельницы.
Международный стандарт ИСО 8780-5 устанавливает общие
требования к диспергированию пигментов и наполнителей с помощью
автоматической дисковой краскотерки. Данный метод не применяют для
измельчения высоковязких дисперсий. Результаты, полученные при
диспергировании указанным методом, не следует сравнивать с результатом,
полученным другими методами диспергирования.
Технология диспергирования пигментов с помощью автоматической
дисковой краскотерки подробно описана в стандартах серии ИСО 787.
Международный стандарт ИСО 8780-6 устанавливает общие
требования к диспергированию пигментов и наполнителей с помощью трехвал-
ковой мельницы. Данный метод не применяют для измельчения
высоковязких дисперсий. Преимущество данного метода по сравнению с
другими методами диспергирования заключается в хорошей корреляции
результатов лабораторных испытаний с данными, полученными на
промышленном оборудовании.
118
Методы оценки дисперсионных характеристик пигментов и
наполнителей устанавливают стандарты серии ИСО 8781, которые взаимосвязаны
со стандартами серии ИСО 8780.
Международный стандарт ИСО 8781-1 устанавливает метод оценки
дисперсионных характеристик по изменению красящей способности
цветных пигментов. Оценку красящей способности пигментов производят
фотометрически по ИСО 787-24.
Международный стандарт ИСО 8781-2 устанавливает метод оценки
дисперсионных характеристик пигментов и наполнителей в зависимости
от тонкости помола. Степень помола определяют по ИСО 1524.
Международный стандарт ИСО 8781-3 устанавливает метод оценки
дисперсионных характеристик пигментов и наполнителей по изменению
блеска. Блеск покрытия с пигментом или наполнителем определяют по
ИСО 2813, предпочтительно под углом 45°.
5.4. Сравнение цвета пигментов
Международный стандарт ИСО 787-1 устанавливает общий метод
сравнения цвета испытуемого цветного пигмента с цветом согласованного
образца.
Стандарт допускает применение любого описанного в нем метода, но
арбитражным является метод с применением пастотерки.
В качестве связующего применяют льняное масло. По согласованию
допускается применение других связующих.
Приборы и оборудование
Шпатель из пластмассы со стальным лезвием длиной 140-150 мм,
шириной в самом широком месте 20-25 мм, в самом узком месте 12,5
мм.
Пластинка минимальным размером 150x50 мм. Пластинку выбирают
в соответствии с используемым связующим и методом сравнения цвета.
Если используют стеклянную пластинку, то она должна быть прозрачной
и бесцветной.
Бюретка, обеспечивающая содержание в 1 мл связующего 35 капель.
Автоматическая пастотерка с дисками из шлифованного стекла
диаметром 18-250 мм, желательно с водяным охлаждением, к которой может
быть приложена переменная, но определенная сила приблизительно до
1 кН. Скорость вращения приводного стеклянного диска 70-120 об/мин.
Пастотерка должна иметь устройство для предварительной установки
оборотов, кратных 25. При отсутствии водяного охлаждения необходимо
следить за тем, чтобы в процессе диспергирования температура не
изменялась.
Курант диаметром 70-75мм.
Плита мраморная или стеклянная (в случае отсутствия автоматической
пастотерки).
Методика испытания
Отбор проб для испытания проводят в соответствии с ИСО 15528.
119
МЕТОД С ИСПОЛЬЗОВАНИЕМ
АВТОМАТИЧЕСКОЙ ПАСТОТЕРКИ
Взвешивают определенное количество пигмента с точностью до 1 мг,
при смешивании которого с соответствующим количеством связующего
образуется паста, которая должна заполнять всю поверхность дисков.
Навеску испытуемого пигмента помещают на нижний диск пастотер-
ки, затем из бюретки на лезвие шпателя отбирают избыточное количество
связующего и с помощью этого лезвия смешивают пигмент со
связующим до образования однородной пасты. Пасту наносят полосой шириной
50 мм посередине между центром и краем нижнего диска. Закрывают
диски и растирают пасту с силой 1кн в несколько стадий по 50 оборотов.
После каждой стадии собирают пасту шпателем и наносят полосой
шириной 50 мм на нижний диск.
Приложенная сила и число стадий зависят от природы испытуемого
образца и должны быть одинаковыми для испытуемого и согласованного
образцов.
По окончании диспергирования добавляют еще несколько капель
связующего для получения одинаковой консистенции пасты и материала,
находящегося на дисках, и диспергируют пасту еще в течение 25
оборотов. После этого собирают пасту с дисков пастотерки и сохраняют.
Контрольную пасту утвержденного образца готовят описанным выше
способом с аналогичной консистенцией.
Испытуемую и контрольную пасты наносят на стеклянную пластинку
шпателем в виде двух соприкасающихся полос шириной не менее 25 мм
и длиной не менее 40 мм. Сравнивают цвет, изучая поверхность обеих
полосок при рассеянном дневном свете через стекло сразу же после
нанесения в соответствии с ИСО 3668. При отсутствии хорошего дневного
освещения для сравнения используют искусственный дневной свет.
По согласованию с заинтересованными сторонами сравнение цвета
можно проводить с помощью колориметра.
МЕТОД С ИСПОЛЬЗОВАНИЕМ КУРАНТА ИЛИ
ШПАТЕЛЯ
Взвешивают 0,1-1,0 г (в зависимости от маслоемкости) испытуемого
пигмента с точностью до 1 мг. Взвешенный пигмент помещают на
стеклянную или мраморную плиту, отбирают из бюретки на лезвие шпателя
избыточное количество связующего и с помощью этого лезвия
смешивают пигмент и связующее до получения однородной пасты.
После равномерного смешивания пигмент и связующую пасту
растирают с помощью шпателя или куранта, производя движения вперед и
назад. В результате паста должна быть распределена на площади размером
200x75 мм. После 100 растираний (каждое включает движение вперед и
назад) собирают смесь пигмента и связующего в центре плиты и
убеждаются в отсутствии на лезвии шпателя неизмельченного пигмента.
120
Повторяют еще 100 движений шпателем или курантом, затем
добавляют несколько капель связующего для получения соответствующей
консистенции. Пасту перемешивают до получения однородной смеси. Пасту
собирают и сохраняют, а плиту тщательно очищают. Контрольную пасту
утвержденного образца готовят описанным выше способом с аналогичной
консистенцией.
Сравнивают цвет испытуемого и утвержденного образца, как указано
выше.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-1;
б) использованное связующее;
в) использованный метод испытания (с использованием пастотерки,
куранта или шпателя);
г) подробное описание метода сравнения цвета;
д) результат испытания (соответствует цвет испытуемого образца
цвету согласованного образца или отличается от него);
е) любое отклонение (согласованное или нет) от стандартной
методики испытаний;
ж) дату проведения испытания.
5.5. Определение цвета белых, черных и цветных
пигментов
Международный стандарт ИСО 787-25 устанавливает
колориметрический метод определения цвета белых, черных и цветных пигментов
относительно стандартного пигмента.
Если настоящий метод применим для данного пигмента, то в
стандарте на указанный пигмент должна быть дана ссылка на обший метод с
указанием всех введенных модификаций для учета особых свойств
пигмента.
Если общий метод определения цвета не применим, то в отчете
следует привести специальный метод определения.
Материалы
Алкидная смола на основе смеси 63%-ного льняного масла, фталевого
ангидрида и 14% триметилпропана.
Свежеосажденная двуокись кремния с рН 4% и объемом пор 175-225
м3/г.
Испытательная среда, приготовленная смешением 97 частей алкидной
смолы и 3 частей двуокиси кремния, в которую добавляют один из белых
или цветных пигментов (см. табл. 5.5 и табл. 5.6) и тщательно
размешивают на краскотерке.
Примечание — Различают следующие группы пигментов:
группа а — пигменты с низким содержанием связующего (содержание
пигмента 65%);
121
Таблица 5.5
Рекомендуемое содержание белого пигмента в испытательной среде
Пигмент, плотность, г/см3
Двуокись титана, р=4,0
Сульфид цинка, /7=4,0
Окись цинка белая, /7=5,8
Масса пигмента, г
4
4
5
Объем среды, мл
3
2,8
2,6
Таблица 5.6
Рекомендуемое содержание пигмента в испытательной среде
Группа пигмента
а
b
с
Масса пигмента, г
3
1
0,5
Объем среды, мл
1,5
1,5
1,5
группа b — пигмент со средним содержанием связующего (содержание
пигмента 40%);
группа с — пигменты с высоким содержанием связующего (содержание
пигмента 25%).
Приборы и оборудование
Применяют обычное лабораторное оборудование и стеклянную
посуду, а также оборудование, указанное ниже.
Спектрофотометр. Для белых пигментов требования к прибору см. в
ИСО 7724-2. Для черных пигментов прибор дополнительно калибруют по
стандарту абсолютного черного тела.
Панель размером минимум 150x50 мм, совместимая со связующим и
не флюоресцирующая. Для этих целей пригодны стальные панели,
контрастные карты, лакированные листы картона, алюминированныи картон,
бумага для живописи или бесцветное стекло.
Аппликатор для нанесения пигмента и связующего.
Автоматическая краскотерка с водяным охлаждением.
Шпатель.
Методика определения
Отбор образцов пигмента производят по ИСО 15528.
При анализе следует учитывать, что на результаты определения
влияет температура при размельчении пробы. Если не применяют краскотерку
с водяным охлаждением, следует провести предварительные
исследования для проверки этого влияния.
Пробу готовят с применением краскотерки с ровными пластинами,
пигмент размалывают, делая не менее 1000 оборотов.
Навеску пигмента берут с точностью до 1 мг, руководствуясь
рекомендациями табл. 5.6.
122
Исследуемый пигмент смешивают с испытательной средой на
автоматической краскотерке, делая не менее 50 оборотов на каждом этапе
размола до получения однородной смеси.
После размола пробы готовят для проведения измерений на
спектрофотометре. Толщину пленки выбирают в зависимости от метода ее
получения, вида подложки и степени пигментирования системы.
Белые пигменты наносят на подложку аппликатором толщиной слоя
от 150 мкм до 200 мкм для двуокиси титана и сульфида цинка (100%) и
толщиной 500 мкм для литопона и окиси цинка.
Измерения цвета проводят согласно требованиям ИСО 7724-3. При
измерении цвета высокоглянцевых образцов следует вводить поправки на
величину отражения поверхности для получения корреляции с
результатом визуального определения.
Выражение результатов
Цветовые характеристики пигментов рассчитывают по уравнениям
ИСО 7724-3.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-25;
б) тип и идентификацию испытуемого пигмента;
в) характеристику размола образцов;
г) метод подготовки испытуемых образцов;
д) толщину пленки пигмента и его концентрацию;
е) тип прибора (спектрометр или колориметр);
ж) результаты определения;
з) любые отклонения от стандартной методики;
и) дату проведения определения.
5.6. Определение светостойкости цветных пигментов
Международный стандарт ИСО 787-15 устанавливает общий метод
сравнения светостойкости двух образцов однотипных цветных пигментов.
Если настоящий общий метод применим к исследуемому пигменту,
то в международном стандарте на данный пигмент должна быть дана
ссылка на общий метод с указанием всех изменений, необходимых в
связи с особыми свойствами рассматриваемого пигмента. Если общий
метод не применим к какому-либо определенному пигменту, то в отчете
следует привести используемый метод сравнения светостойкости.
Приборы и оборудование
Подложка. Если не оговорено особо, используют куски картона
соответствующего размера. Картон должен быть жестким и иметь белую
высокоглянцевую, светоустойчивую, неабсорбирующую поверхность с
покрытием, подходящим для нанесения краски.
Аппликатор или другие приспособления для нанесения параллельно
двух пленок толщиной от 50 мкм до 100 мкм во влажном состоянии.
123
Покровный лист из алюминиевой фольги или другого подходящего
непрозрачного материала.
Геометрическая серая шкала в соответствии с рекомендациями ИСО
105.
Источник света. Предпочтительным источником света является
естественный дневной свет, однако по договоренности заинтересованных
сторон можно использовать искусственные источники света. Ртутная
дуговая лампа для этого испытания непригодна.
Приготовление образца для испытания
Подготавливают дисперсии образца в заранее согласованной среде.
При помощи аппликатора или другого приспособления наносят на
подложку пленки обеих дисперсий таким образом, чтобы ширина каждой
была не менее 25 мм. Дают пленке высохнуть в горизонтальном
положении при рассеянном дневном свете в течение 24 ч при нормальной
комнатной температуре. Можно также высушивать пленку в печи в заданных
условиях. Вырезают образец для испытания, соответствующий размерам
экспозиционной рамы (если она применяется), и укрепляют его таким
образом, чтобы линия раздела между двумя нанесенными пленками
находилась в центре.
Если предполагается провести измерения с помощью прибора,
образец для испытания должен быть достаточно большого размера.
Экспозиция образца для испытания
Укрепляют покровный лист в центральной трети образца для
испытания, закрепляя края во избежание их изгиба, но таким образом, чтобы
лист можно было снять для осмотра пленок и возвратить в исходное
положение.
Для экспозиции при дневном свете образец для испытания
укрепляют параллельно оконному стеклу снаружи, на расстоянии приблизительно
50 мм; образец должен быть защищен от непогоды, но необходимо
обеспечить свободный доступ воздуха. Желательно, чтобы оконное стекло в
северном полушарии было обращено к югу, а в южном полушарии — к
северу и было расположено под углом к горизонтали, равным широте
места экспозиции.
Подвергают образец для испытания воздействию источника света и
через соответствующие интервалы времени осматривают его, поднимая
покровный лист для определения различий между экспонированной и
неэкспонированной частями и устанавливая его вновь в исходное
положение. Если различие между экспонированной и неэкспонированной
частями контрольного образца будет равно четырем баллам по
геометрической серой шкале, записывают степень различия пленки испытуемого
образца и вновь закрывают покровным листом.
Накладывают другой покровный лист таким образом, чтобы были
закрыты две трети используемого образца, и продолжают экспозицию до
тех пор, пока различие между экспонированной полностью и
центральной неэкспонированной частями пленки контрольного образца не будет
равно трем баллам геометрической серой шкалы. Оценивают изменение
124
или различие внешнего вида пленки испытуемого образца, сравнивая ее с
пленкой контрольного образца.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-15;
б) тип и идентификацию испытуемого пигмента;
в) отклонения (согласованные или нет) от приведенной выше
методики испытания;
г) применяемую среду и подробное описание используемой
дисперсии;
д) степень изменения (больше, равно или меньше) внешнего вида
пленки испытуемого образца по сравнению с пленкой оговоренного
образца на различных этапах испытания;
е) подробное описание источника света и применяемый метод
оценки (с помощью прибора или визуальный);
ж) дату испытания.
5.7. Определение рН водной суспензии
Международный стандарт ИСО 787-9 устанавливает общий метод
определения рН водной суспензии образца пигмента или наполнителя.
Если настоящий метод может быть применен при испытании
пигмента или наполнителя, то в стандарте на конкретный пигмент или
наполнитель следует дать ссылку на настоящий международный стандарт с
указанием всех отступлений, внесенных в общий метод с учетом
специфических свойств испытуемого пигмента или наполнителя. Если метод не
может быть применен, то в стандарте на конкретный пигмент должен
быть описан метод определения рН водной суспензии.
Реактивы и материалы
Вода дистиллированная, прокипяченная перед применением для
удаления углекислоты. Воду следует кипятить и охлаждать в сосуде из
химически стойкого стекла непосредственно перед ее применением. Воду
следует кипятить только в течение 5-10 мин, чтобы избежать увеличения
значения рН в результате попадания щелочи из стекла сосуда для
кипячения.
В воду при охлаждении не должен попадать воздух ввиду быстрого
поглощения водой двуокиси углерода. Вода может оставаться открытой
при охлаждении не более 30 мин. Сосуд с водой должен быть закрыт
пробкой с трубкой с поглотителем углекислого газа.
Приборы и оборудование
Пробирка стеклянная вместимостью 50 мл из химически стойкого
стекла с притертой стеклянной или с резиновой пробкой. Перед
применением новой пробирки в ней следует прокипятить разбавленную
соляную кислоту, а затем тщательно промыть дистиллированной водой.
Резиновую пробку нельзя использовать для других целей.
125
рН-метр, калиброванный с погрешностью не более 0,1 единиц по
буферным растворам с известным значением рН при температуре
испытаний.
Весы, обеспечивающие требуемую погрешность взвешивания.
Методика определения
Отбор образцов для испытания проводят в соответствии с
требованиями ИСО 15528. Значение рН устанавливают из двух определений при
комнатной температуре.
Готовят 10% суспензию испытуемого образца в воде и помещают ее
в чистую пробирку. Закрывают ее пробкой и энергично встряхивают в
течение 1 мин. Дают суспензии отстояться в течение 5 мин, открывают
пробку и определяют значение рН водной суспензии.
Если испытуемый пигмент или наполнитель плохо диспергируется в
воде, добавляют небольшое количество смачивающего реагента. Если
испытуемый пигмент или наполнитель не растворяется в этиловом спирте,
добавляют 5 мл этилового спирта, причем необходимым условием
является обеспечение небольшого количества этилового спирта с нейтральной
реакцией и не содержащего пиридина.
Если испытуемый пигмент или наполнитель растворяется в
этиловом спирте, используют неионогенный смачивающий реагент, например,
10 мл 0,01%-ного раствора поликонденсата окиси этилена.
В этом случае необходимо провести контрольный опыт для
определения нейтральной реакции смачивающего реагента, при этом объем воды
для приготовления 10% суспензии соответственно уменьшают. Тип и
количество использованного смачивающего реагента указывают в отчете об
испытании.
Допускается для пигментов и наполнителей с относительно низкой
плотностью использовать суспензию с концентрацией пигмента меньше
10%. В отчете об испытании указывают концентрацию пигмента.
В протокол испытания заносят значение рН, определенное с
погрешностью не более 0,1, и температуру суспензии с погрешностью не более
10°С. Если результаты двух определений значений рН отличаются больше
чем на 0,3 единицы, испытание повторяют.
Выражение результатов.
За результат испытания принимают среднее значение двух
определений. Окончательный результат округляют до 0,1.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-9;
б) тип и марку испытуемого пигмента или наполнителя;
в) тип и количество смачивающего реагента при его использовании;
г) результаты и температуру испытания;
д) все отклонения, внесенные в указанный метод, по согласованию
или по другим причинам;
е) дату проведения испытания.
126
5.8. Определение кислотности и щелочности водного
экстракта
Международный стандарт ИСО 787-4 устанавливает общий метод
определения кислотности или щелочности водного экстракта пробы
пигмента или наполнителя.
Если настоящий общий метод применим к данному пигменту или
наполнителю, то в стандарте на указанный пигмент или наполнитель
должна быть включена ссылка на общий метод с указанием всех
модификаций метода, которые могут потребоваться в связи с особыми
свойствами данного пигмента или наполнителя.
Если общий метод не применим к данному пигменту или
наполнителю, то необходимо указать специальный метод определения кислотности
или щелочности пигмента или наполнителя.
Реактивы и материалы
При анализе следует использовать реактивы только аналитической
квалификации, а также только дистиллированную воду или воду
эквивалентной чистоты.
Соляная кислота, с(НС1)=0,05 моль/л.
Гидроксид натрия или гидроксид калия, концентрацией с=0,05
моль/л.
Индикатор метиловый красный, раствор 1 г/л в 60% этаноле
(допускается применение других индикаторов по согласованию с заказчиком).
Приборы и оборудование
Применяется обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Бюретка вместимостью 50 мл.
рН-метр с точностью измерения 0,1 единицы рН.
Методика определения
При анализе проводят два параллельных определения.
По методике ИСО 787-3 получают абсолютно прозрачный фильтрат
методом горячей экстракции. Допускается получение фильтрата методом
холодной экстракции по ИСО 787-8, но в этом случае продолжительность
перемешивания необходимо уменьшить до 5 мин.
Если при экстракции получен окрашенный фильтрат, то анализ с
индикатором (метод А) в этом случае не применяют, а используют потен-
циометрическое определение (метод В).
МЕТОД А
К 100 мл анализируемого раствора добавляют 5 капель индикатора
метилового красного. Если раствор становится оранжевым, то его
считают нейтральным. Если раствор приобретает желтый цвет (щелочная
реакция),то его титруют раствором соляной кислоты до появления оранжевого
окрашивания.
127
Если раствор приобретает красный цвет (кислая реакция), то его
титруют раствором гидроксида натрия или калия до появления
оранжевого окрашивания.
МЕТОД В
Отбирают 100 мл анализируемого раствора и определяют его рН с
помощью прибора. Значения рН в диапазоне 4-8 свидетельствуют о
нейтральности раствора.
Если рН выше 8, раствор титруют раствором соляной кислоты до рН
ниже 8.
Если рН ниже 4, раствор титруют раствором гидроксида натрия или
калия до рН выше 4.
Если результаты анализа двух параллельных определений различаются
более чем на 5%, определение повторяют снова.
Выражение результатов
Кислотность или щелочность раствора рассчитывают по уравнению:
^ = г-2,5-юо_125.л>
2-т т
где
А — кислотность или щелочность, мл (количество кислоты или
щелочи концентрации 0,1 моль/л, необходимое для нейтрализации экстракта
из 100 г пигмента);
т — масса образца пигмента для приготовления экстракта, г;
V — объем раствора кислоты или щелочи, пошедшего на титрование,
мл.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-4;
б) тип и обозначения испытуемого продукта;
в) результаты определения (среднее из двух определений или, если
экстракт нейтральный, записывают «нейтральный»);
г) любые отклонения от стандартной методики;
д) дату проведения определения.
5.9. Определение удельной электропроводности
водной вытяжки
Международный стандарт ИСО 787-14 устанавливает общий метод
определения удельной электропроводности водной вытяжки пигмента.
Этот метод применим для всех пигментов и наполнителей, за
исключением пигментов, растворяющихся в воде в значительной степени.
Примечания:
1. Удельную электропроводность водной вытяжки пигмента следует
рассматривать как свойство пигмента, не зависящее от количества водорастворимых ве-
128
ществ. По договоренности можно использовать метод холодного экстрагирования,
что должно быть указано в отчете об определении.
2. Определение должно производиться при стандартной температуре 23°С,
однако, по договоренности между заинтересованными сторонами, можно
устанавливать другую температуру при условии внесения необходимой поправки на разность
температур.
3. Если настоящий общий метод применим для определенного пигмента, то в
международном стандарте на данный пигмент должна быть дана ссылка на общий
метод с указанием всех изменений, необходимых в связи с особыми свойствами
рассматриваемого пигмента. Если общий метод не применим для данного
пигмента, то следует давать специальный метод для определения удельной
электропроводности водного экстракта.
Реактивы и материалы
Все применяемые реактивы должны быть квалификации ч.д.а.
Вода для определения электропроводности с удельным электрическим
сопротивлением не менее 2500 Ом-м.
Спирт метиловый с удельным электрическим сопротивлением не
менее 2500 Ом-м.
Калий хлористый, 0,02 М раствор.
Приборы и оборудование
Центрифуга или, в случае необходимости, ультрацентрифуга.
Бумага фильтровальная, плотная, которую промывают водой,
используемой для определения электропроводности, на фильтровальной
воронке для получения фильтрата, с удельным сопротивлением свыше
2000 Ом-м. Диаметр фильтровальной бумаги зависит от объемной массы
пигмента. Для некоторых органических пигментов с целью обеспечения
хорошего фильтрования необходимо использовать фильтр диаметром не
менее 185 мм.
Цилиндры диаметром приблизительно 35 мм и высотой 125 мм или
другие емкости, подходящие для работы с ячейками для определения
электропроводности.
Термометр с ценой деления 0,2°С.
Прибор для измерения электропроводности.
Ячейка для определения электропроводности, имеющая константу К,
приблизительно равную 1.
Методика определения
Отбор образцов пигмента для испытания производят в соответствии с
указаниями ИСО 15528.
Готовят рабочий эталонный раствор хлористого калия, разбавляя
раствор хлористого калия водой для определения электропроводности до
определенной концентрации (см. примечания 1 и 2). Измеряют
сопротивление R полученного раствора, используя ячейку для определения
электропроводности при температуре 23°С (или другой температуре,
установленной по договоренности сторон, с внесением соответствующих поправок),
как указано ниже.
Вычисляют константу ячейки К по уравнению:
129
p
где
R — измеренное сопротивление, Ом;
р — удельная электропроводность раствора КС1 используемой
концентрации при температуре 23°С, Омм (для 0,002 М раствора удельная
электропроводность равна 34,4 Ом-м, см. рис. 5.2).
Рис. 5.2. Удельная электропроводность хлористого калия при 23°С
Примечания:
1. Если используется раствор хлористого калия другой известной
концентрации, то для вычисления константы ячейки по графику следует вывести
соответствующую величину Q.
2. Изменение концентрации раствора хлористого калия не влияет в
значительной степени на константу ячейки, однако для большей точности следует
использовать раствор хлористого калия такой концентрации, которая имеет такое же значе-
130
ние удельной электропроводности, что и испытуемый раствор, и измерения
необходимо проводить при значениях, находящихся в центральной части шкалы.
В зависимости от смачиваемости водой испытания проводят по
разным методикам, описанным ниже.
ГИДРОФИЛЬНЫЕ ПИГМЕНТЫ
Во взвешенный химический стакан соответствующей вместимости, с
мешалкой или палочкой, в котором находятся 180 г кипяченой воды для
определения электропроводности, добавляют 20+0,01 г пигмента.
Для пигментов, хорошо смачиваемых водой, достаточно брать
образец массой 20 г. Как правило, для белых пигментов рекомендуется
использовать химический стакан вместимостью 250 мл. Однако некоторые
белые пигменты, обладающие способностью пенообразования и
«выползания», лучше обрабатывать в стакане вместимостью 400 мл. Для образца
органического пигмента массой 20 г необходимо брать химический стакан
вместимостью 600 мл в связи с пенообразованием при кипении.
Медленно кипятят содержимое в течение 5 мин, периодически
помешивая. Охлаждают до температуры 60°С, добавляют воды до получения
общей массы 200 г и тщательно перемешивают. Фильтруют через
плотный бумажный фильтр или отделяют твердые частицы в центрифуге или
ультрацентрифуге, используя чистые сухие пробирки, промытые
небольшим количеством суспензии, с последующей декантацией верхнего слоя
жидкости через фильтр. В любом случае первые 10 мл фильтрата
отбрасывают.
Охлаждают фильтрат до температуры 20°С. Промывают ячейку и
цилиндр вначале водой для определения электропроводности, а затем
фильтратом. Наливают фильтрат в цилиндр и помещают в него ячейку.
Поднимают и опускают ячейку для удаления пузырьков воздуха. Медленно
повышают температуру до 23°С; ячейка при этом должна быть погружена
на такую глубину, чтобы отвод находился приблизительно на 10 мм ниже
поверхности жидкости, а ячейка — в центре цилиндра. Проводят не
менее пяти измерений сопротивления при температуре 23±0,5°С, используя
мост для измерения электропроводности с множительным устройством,
обеспечивающим снятие показаний почти в центре шкалы, в
соответствии с инструкциями к данному прибору, для обеспечения равновесия.
ГИДРОФОБНЫЕ ПИГМЕНТЫ
Для ограничения пигментов, плохо смачиваемых водой, методика,
приведенная выше, должна быть модифицирована.
Смачивают 20±0,01 г пигмента метиловым спиртом в количестве от
4 г до 16 г так, чтобы получилась тонкая влажная паста. Разбавляют
кипяченой водой для определения электропроводности во взвешенном
химическом стакане вместимостью 1 л (со стеклянной палочкой) до
получения общей массы 200 мг. Затем продолжают определение в соответствии
с основной методикой.
131
Повторяют определение на новой порции водного экстракта
пигмента.
Выражение результатов
Удельную электропроводность водного экстракта пигмента при
установленной температуре t°C, в Омм, вычисляют по уравнению:
где
R, — среднее значение всех измеренных величин сопротивления, Ом;
К — константа ячейки.
Записывают результат с точностью до 1% полученной величины.
Отчет об определении
Отчет об определении должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 787-14;
б) тип и идентификацию испытуемого пигмента;
в) отклонения (согласованные или нет) от приведенной выше
методики испытания;
г) обработку пигментов (гидрофильных или гидрофобных);
д) результат испытания;
е) дату испытания.
5.10. Определение содержания веществ, растворимых
в воде
Общие методы определения содержания веществ, растворимых в
воде, установлены международными стандартами ИСО 787-3 и ИСО 787-8.
Первые издания указанных стандартов были опубликованы в 1968 г. и
1970 г. соответственно. В последующие годы проводилась работа по
улучшению воспроизводимости результатов испытания. В итоге было
установлено, что важное значение имеют три фактора: тип применяемой воды,
тип применяемого фильтра, масса пигмента, используемого для
испытания.
Результаты проведенных исследований не позволили выявить
пределы, обеспечивающие получение воспроизводимых результатов. Тем не
менее, было принято решение о нецелесообразности дальнейших работ в
этом направлении.
При применении этих методов в примечании указывают все
изменения, которые внесены в метод определения с учетом специфических
свойств испытуемого пигмента или наполнителя.
Если ни один из этих общих методов определения водорастворимых
веществ не может быть применен, то в стандарте на конкретный пигмент
описывают метод определения.
132
МЕТОД ГОРЯЧЕЙ ЭКСТРАКЦИИ
Международный стандарт ИСО 787-3 устанавливает общий метод
определения содержания в образце пигмента или наполнителя веществ,
растворимых в горячей воде.
Реактивы и материалы
Вода дистиллированная, пресная, дважды перегнанная или деионизи-
рованная, рН 6-7, или вода эквивалентной чистоты.
Приборы и оборудование
Колба мерная с одним делением вместимостью 250 мл.
Фильтр мембранный.
Чашка выпарная с плоским дном из стекла, платины, глазурованного
фарфора или кварца.
Шкаф сушильный, обеспечивающий поддержание температуры
105+2°С.
Весы, обеспечивающие точность взвешивания до 1 мг (или больше).
Водяная баня.
Эксикатор.
Методика определения
Отбор образцов для испытания производят по ИСО 15528. Затем 2-
20 г испытуемого пигмента взвешивают с погрешностью не более 0,01 г и
помещают в стакан.
Массу навески выбирают в соответствии с типом пигмента или
наполнителя и количеством водорастворимых веществ, содержащихся в
пигменте. Это особенно важно для пигментов с большим содержанием
водорастворимых веществ.
Навеску в стакане смачивают небольшим количеством воды.
Добавляют 200 мл воды, содержимое стакана перемешивают и кипятят в
течение 5 мин, если в стандарте на пигмент не указан другой период
времени. Если пигмент имеет природу полуколлоидного раствора, можно
использовать коагулянт при условии, что он не будет отрицательно влиять
на последующее определение кислотности или щелочности водного
экстракта (ИСО 787-4) и будет взят в минимальном количестве.
Полученную суспензию быстро охлаждают до комнатной
температуры, переносят в мерную колбу и доводят объем колбы до метки
дистиллированной водой.
Содержимое колбы тщательно перемешивают, встряхивая и
переворачивая ее, и фильтруют через коллоидный фильтр до получения
прозрачного фильтрата.
Отбирают 100 мл фильтрата, переносят в выпарную чашку,
предварительно взвешенную, и выпаривают досуха на водяной бане (см. прим. 2).
Содержимое чашки сушат в сушильном шкафу при 105+2°С,
охлаждают в эксикаторе и взвешивают с точностью до 1 мг.
Нагревание и охлаждение повторяют до тех пор, пока результаты
двух последних взвешиваний с интервалом, включающим нагревание в
течение минимум 30 мин, не будут отличаться на 10% от окончательного
133
результата, характеризующего содержание растворимых веществ в
пигменте или наполнителе.
Примечания:
1. Если пигмент или наполнитель плохо диспергируется в воде, добавляют
небольшое количество смачивающего агента.
Если пигмент не растворяется в этаноле, добавляют 5 мл этанола. При
растворении пигмента в этаноле используют неионогенное смачивающее ПАВ.
Если смачивающий агент не является летучим в условиях проведения
испытания, в расчет следует внести соответствующую поправку на основании холостого
опыта.
2. При необходимости в отчете об определении указывают время между
окончанием кипения и началом фильтрации.
Выражение результатов
Содержание веществ, растворимых в воде (X), определенных методом
горячей экстракции, рассчитывают по уравнению:
250-/я,
л — ,
т0
где
т0 — масса навески испытуемого пигмента, г;
гп\ — масса остатка после высушивания, г.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-3;
б) тип и описание испытуемого пигмента или наполнителя;
в) результаты определения;
г) массу использованной навески;
д) любые отклонения (по соглашению или по другим причинам) от
указанной методики проведения испытания, особенно в отношении
фильтра и воды;
е) дату проведения испытания.
МЕТОД ХОЛОДНОЙ ЭКСТРАКЦИИ
Международный стандарт ИСО 787-8 устанавливает общий метод
определения содержания в образце пигмента или наполнителя веществ,
растворимых в холодной воде.
Реактивы и материалы
Вода дистиллированная, дважды перегнанная или деионизированная,
рН 6-7, или вода эквивалентной чистоты.
Приборы и оборудование
Колба мерная с одним делением вместимостью 250 мл.
Фильтр мембранный. По соглашению между заинтересованными
сторонами допускается использовать другие типы фильтров.
Чашка выпарная с плоским дном из стекла, платины, глазурованного
фарфора или кварца.
134
Шкаф сушильный, обеспечивающий поддержание температуры
105+2°С.
Весы, обеспечивающие точность взвешивания до 1 мг.
Эксикатор.
Методика определения
Отбор образцов для испытания производят по ИСО 15528. Затем 2-
20 г испытуемого пигмента взвешивают с погрешностью не более 0,01 г и
помещают в стакан.
Массу навески выбирают в соответствии с типом пигмента или
наполнителя, количеством водорастворимых веществ, содержащихся в
пигменте. Это особенно важно для пигментов с большим содержанием
водорастворимых веществ.
Для проведения повторных испытаний, а также при определении
межлабораторных расхождений следует брать одну и ту же массу навески
пигмента.
Навеску в стакане смачивают небольшим количеством воды. Если
пигмент или наполнитель плохо диспергируется в воде, добавляют
небольшое количество смачивающего агента. Если пигмент не растворяется
в этаноле, добавляют 5 мл этанола. При растворении пигмента в этаноле
используют неионогенное смачивающее ПАВ. Если смачивающий агент
не является летучим в условиях проведения испытания, в расчет следует
внести соответствующую поправку на основании холостого опыта.
Добавляют 200 мл воды, охлажденной до комнатной температуры, и
содержимое стакана непрерывно перемешивают в течение 1 ч при
комнатной температуре. Полученную суспензию переносят в мерную колбу и
доводят объем колбы до метки дистиллированной водой.
Содержимое колбы тщательно перемешивают, встряхивая и
переворачивая ее, и фильтруют через коллоидный фильтр до получения
прозрачного фильтрата.
Отбирают 100 мл фильтрата, переносят в предварительно взвешенную
выпарную чашку и выпаривают досуха на водяной бане.
Содержимое чашки сушат при 105+2°С, охлаждают в эксикаторе и
взвешивают с точностью до 1 мг.
Нагревание и охлаждение повторяют до тех пор, пока результаты
двух последних взвешиваний с интервалом, включающим нагревание в
течение как минимум 30 мин, не будут отличаться на 10% от
окончательного результата, характеризующего содержание водорастворимых веществ
в пигменте или наполнителе.
Выражение результатов
Содержание веществ, растворимых в воде (X), в методе горячей
экстракции определяют по уравнению:
„250- тх
X — ,
т0
где
т0 — масса навески испытуемого пигмента, г;
135
Ш\ — масса остатка после высушивания, г.
За результат испытания принимают среднее арифметическое
результатов двух параллельных определений.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-8;
б) тип и описание испытуемого пигмента или наполнителя;
в) результаты определения;
г) массу использованной навески;
д) любые отклонения (по соглашению или по другим причинам) от
указанной методики проведения испытания, особенно в отношении
фильтра и воды;
е) дату проведения испытания.
5.11. Определение водорастворимых сульфатов,
хлоридов и нитратов
Международный стандарт ИСО 787-13 устанавливает общий метод
определения водорастворимых сульфатов, хлоридов и нитратов в
пигментах.
Если настоящий общий метод применим для определенного
пигмента, то в международном стандарте на данный пигмент должна быть дана
ссылка на общий метод с указанием всех изменений, необходимых в
связи с особыми свойствами рассматриваемого пигмента. Если общий
метод не применим к какому-либо определенному пигменту, следует давать
специальный метод определения содержания водорастворимых сульфатов,
хлоридов и нитратов.
Реактивы и материалы
Все применяемые реактивы должны быть квалификации ч.д.а. В
процессе определения следует применять только дистиллированную воду или
воду эквивалентной чистоты.
Кислота соляная, р=1,18.
Серебро азотнокислое, 0,01 н. титрованный раствор.
Аммоний хлористый, раствор, 17,2 мг/л.
Едкий натр, раствор, 200 г/л.
Барий хлористый, раствор, 50 г/л.
Калий хромовокислый, раствор, 50 г/л.
Сплав Деварда, порошкообразный.
Реактив Несслера, приготовленный одним из указанных методов:
а) растворяют 5 г йодида калия в 3,5 мл воды. Добавляют при
перемешивании холодный насыщенный раствор хлористой ртути (II) (HgCl2)
до образования незначительного красного осадка. Продолжая
перемешивание, добавляют 40 мл раствора едкого калия (500 г/л), разбавляют до
100 мл, тщательно перемешивают, оставляют до выпадения осадка,
декантируют верхний прозрачный слой жидкости и хранят его в темноте;
136
б) растворяют 3,5 г йодида калия и 1,25 г хлористой ртути (II) в 80 г
воды. Добавляют при перемешивании холодный насыщенный раствор
хлористой ртути (II) до тех пор, пока не исчезает светло-красный осадок,
затем добавляют 12 г едкого натра, встряхивают до растворения,
добавляют еще немного насыщенного раствора хлористой ртути (II) и разбавляют
водой до 100 мл. Периодически взбалтывают содержимое в течение
нескольких дней, отстаивают и используют для испытания прозрачный
верхний слой жидкости.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Тигель из спеченного кварца пористостью Р10 или Р16 (размер пор
4-16 мкм).
Цилиндр Несслера вместимостью 50 мл.
Дистилляционный аппарат.
МЕТОДИКА ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ
СУЛЬФАТОВ
Отбор проб проводят согласно требованиям ИСО 15528.
Отбирают 50 мл прозрачного водного экстракта, полученного одним
из методов определения веществ, растворимых в воде (метод горячего
экстрагирования или метод холодного экстрагирования), подкисляют 3 мл
соляной кислоты и кипятят раствор на сильном огне, не допуская
разбрызгивания. В горячий раствор добавляют по каплям небольшой
избыток раствора хлористого бария и оставляют раствор на ночь. Сливают
прозрачный верхний слой жидкости через предварительно взвешенный
кварцевый тигель, переносят осадок в тигель и промывают до полного
удаления хлорида, слегка озоляют, после чего нагревают до красного
каления, охлаждают в эксикаторе и взвешивают с точностью до 1 мг.
Выражение результатов
Содержание водорастворимых сульфатов, в пересчете на S04, в
процентах по массе, вычисляют по уравнению:
206 • тх
т0
где
т0 — масса пигмента, использованная для определения вещества,
растворимого в воде, г;
тх — масса остатка сульфата бария, г.
Записывают результат с точностью до второго десятичного знака.
МЕТОДИКА ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ
ХЛОРИДОВ
Отбирают 50 мл прозрачного водного экстракта, полученного одним
из методов для определения веществ, растворимых в воде (метод горячего
137
экстрагирования), и добавляют 1 мл раствора хромовокислого калия.
Титруют раствором азотнокислого серебра, энергично встряхивая до
появления неисчезающего красновато-коричневого окрашивания.
Проводят контрольный опыт, добавляя 1 мл раствора хромовокислого
калия к 50 мл воды, и титруют раствором азотнокислого серебра до
получения такой же окраски раствора, как при первом титровании, не
обращая внимания на возможную опалесценцию или помутнение. Конец
титрования также определяют фотометрически.
Выражение результатов
Содержание водорастворимых хлоридов в пересчете на С1~, в
процентах по массе, вычисляют по уравнению:
т
где
V0 — объем 0,01 н. раствора азотнокислого серебра, израсходованный
при контрольном определении, мл;
V{ — объем 0,01 н. раствора азотнокислого серебра, израсходованный
на титрование пробы для анализа, мл;
т — масса пигмента, израсходованного при определении вещества,
растворимого в воде, г.
Результат испытания записывают с точностью до второго десятичного
знака.
МЕТОДИКА ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ
НИТРАТОВ
Помещают 50 мл прозрачного экстракта, полученного одним из
методов определения веществ, растворимых в воде (метод горячего
экстрагирования или метод холодного экстрагирования) в дистилляционную
колбу и разбавляют до 150 мл. Добавляют 3 г сплава Деварда и 30 мл
раствора едкого натра и сразу же закрывают прибор. В приемник
помещают 2 мл соляной кислоты и 30 мл воды. Слегка подогревают колбу до
начала реакции и продолжают подогрев в течение приблизительно 30 мин
для поддержания реакции. Затем отгоняют приблизительно 70 мл
жидкости, охлаждая приемник проточной водой.
Доливают дистиллят водой до 250 мл и переносят 5 мл в цилиндр
Несслера. Разбавляют до 50 мл, добавляют 1 мл реактива Несслера и
проводят сравнение цвета по эталонному раствору, приготовленному
путем добавления из бюретки раствора хлористого аммония.
Проводят контрольное определение, используя для этого 50 мл
дистиллированной воды.
Выражение результатов
Содержание водорастворимых нитратов в пересчете на N03, в
процентах по массе, вычисляют по уравнению:
138
m
где
V0 — объем раствора хлористого аммония, израсходованный при
контрольном определении, мл;
V\ — объем раствора хлористого аммония, требуемый для пробы для
анализа, мл;
т — масса пигмента, израсходованного при определении веществ,
растворимых в воде.
Результат испытания записывают с точностью до второго десятичного
знака.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-13;
б) тип и идентификацию испытуемого пигмента;
в) отклонения (оговоренные или нет) от приведенной выше
методики испытания;
г) используемый метод получения водного экстракта (метод горячего
экстрагирования или метод холодного экстрагирования);
д) результаты испытания;
е) дату испытания.
МЕТОДИКА СПЕКТРОФОТОМЕТРИЧЕСКОГО
ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ НИТРАТОВ
Международный стандарт ИСО 787-19 устанавливает общий метод
определения содержания водорастворимых нитратов в образце пигмента
спектрофотометрическим методом с применением салициловой кислоты.
ИСО 787-13 устанавливает метод определения содержания
водорастворимых нитратов в образце пигмента методом Несслера.
Если настоящий общий метод применим к какому-либо
определенному пигменту, то в международный стандарт на этот пигмент следует
включать ссылку на общий метод с указанием всех модификаций,
которые могут потребоваться в связи с особыми свойствами рассматриваемого
пигмента. В том случае, когда данный общий метод не применим к
какому-либо определенному пигменту, следует давать специальный метод
определения содержания водорастворимых нитратов.
Следует отметить, что два метода не всегда дают одинаковые
результаты, поэтому необходимо провести сравнение этих двух методов.
Сущность метода заключается в спектрофотометрическом
определении нитрокомплекса нитрата с салициловой кислотой при длине волны
410 нм.
Реактивы и материалы
Все используемые реактивы должны быть квалификации ч.д.а. При
определении следует применять дистиллированную воду или воду
эквивалентной чистоты.
139
Кислота серная, р=1,84.
Кислота серная, 5 н. раствор.
Спирт этиловый, 95%-ный (по объему) раствор.
Натрий салициловокислый, 5 г/л раствор, свежеприготовленный.
Натр едкий, раствор 300 г/л.
Натр едкий, 4 н раствор.
Калий азотнокислый, высушенный при температуре 120°С и
охлажденный в эксикаторе.
Приборы и оборудование
Спектрофотометр, пригодный для измерений при длине волны 410
нм.
10-мм кюветы для применения со спектрофотометром.
рН-метр.
Мерные колбы вместимостью 50 мл, 100 мл, 250 мл и 500 мл.
Пипетки вместимостью 10 мл.
Методика определения
Отбор образцов пигмента для испытания проводят в соответствии с
требованиями ИСО 15528.
Построение калибровочного графика
Стандартный раствор I. Взвешивают 163+0,1 мг азотнокислого
калия, растворяют его в воде в мерной колбе вместимостью 100 мл,
добавляют воды до метки и тщательно перемешивают.
Стандартный раствор //. Переносят пипеткой 10 мл стандартного
раствора I в мерную колбу вместимостью 500 мл, доливают водой до
метки и тщательно перемешивают.
Переносят пипеткой 2, 4, 6, 8 и 10 мл стандартного раствора II
(соответствующие 0,04; 0,08; 0,12; 0,16 и 0,2 мг N03) в химические стаканы
вместимостью 100 мл.
В каждый стакан добавляют по 1 мл раствора салициловокислого
натрия, выпаривают досуха на водяной бане и охлаждают в эксикаторе.
Каждый сухой остаток смачивают 1 мл серной кислоты и оставляют в
эксикаторе на 10 мин. Затем смывают водой содержимое в мерные колбы
вместимостью 50 мл, добавляют в каждую колбу по 10 мл раствора
едкого натра и охлаждают до комнатной температуры.
Доливают водой до метки и тщательно перемешивают. Измеряют
поглощение каждого раствора при 410 нм в 10-мм кювете по отношению
к раствору, приготовленному так же, как и предыдущие, но без
добавления раствора нитрата.
Строят график поглощения относительно массы N03 в
миллиграммах.
Затем в мерную колбу вместимостью 50 мл добавляют пипеткой 50
мл прозрачной водной вытяжки, полученной в зависимости от
испытуемого пигмента методами горячего или холодного экстрагирования. При
необходимости доливают водой до метки и перемешивают.
Если водяная вытяжка содержит хромат, поступают следующим
образом.
140
Наливают в химический стакан вместимостью 250 мл 50 мл
прозрачной водной вытяжки, доливают 5 мл серной кислоты и 2 мл этилового
спирта. Раствор нагревают до восстановления присутствующих хроматов,
о чем свидетельствует сине-зеленый цвет раствора и отсутствие запаха
альдегида. Следует избегать разбрызгивания раствора. Охлаждают и
добавляют раствор едкого натра до получения щелочного раствора. Охлаждают
снова и при помощи рН-метра устанавливают значение рН 8,0±0,5.
Отфильтровывают через фильтровальную бумагу, промывают горячей водой
и собирают фильтрат и промывные воды в мерную колбу вместимостью
250 мл. Охлаждают, доводят водой до метки и перемешивают.
В химический стакан вместимостью 100 мл приливают пипеткой 10
мл этого раствора.
Если содержание нитрата более 0,1%, выполняют второе определение
с 5 мл раствора.
В химический стакан добавляют 1 мл раствора салициловокислого
натрия и продолжают испытание, как указано выше, включая
определение поглощения при 410 нм.
По известному значению поглощения испытуемого раствора по
калибровочному графику определяют массу нитрата в миллиграммах.
Выражение результатов
Содержание водорастворимых нитратов в пересчете на N03 в
процентах по массе вычисляется по уравнению:
25-а
2-т
где
а — масса N03, соответствующая поглощению испытуемого раствора,
мг;
т — масса пигмента, из которого была получена прозрачная водная
вытяжка, г.
Если было взято 5 мл вытяжки, так как содержание нитрата состав-
ляло более 0,1%, уравнение принимает следующий вид: ——.
т
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-19;
б) тип и идентификацию испытуемого изделия;
в) все отклонения от установленного метода испытания;
г) результаты испытания и ссылку на применение метода горячего
или холодного экстрагирования;
д) дату проведения испытания.
141
5.12. Определение плотности
ПИКНОМЕТРИЧЕСКИИ МЕТОД
Международный стандарт ИСО 787-10 устанавливает общие методы
определения плотности пигмента или наполнителя с применением
пикнометра.
Если настоящие общие методы могут быть применены при
испытании пигмента или наполнителя, то в стандарте на конкретный пигмент
или наполнитель следует дать ссылку на ИСО 787-10, с указанием всех
отступлений, внесенных в общий метод с учетом специфических свойств
испытуемого пигмента или наполнителя. Если общий метод не может
быть применен, то в стандарте на конкретный пигмент или наполнитель
должен быть указан метод определения плотности.
Вытесняющая жидкость
Для определения плотности выбирают такую
жидкость, в которой пигмент не растворяется, но хорошо
смачивается. Жидкость должна иметь малую скорость
испарения в вакууме. Таким требованиям отвечают
высококипящие ароматические или алифатические
углеводороды с точкой кипения выше 170°С. Кроме
органических жидкостей, можно использовать воду с
добавками смачивающих реагентов.
Особенно тщательно следует выбирать жидкость
при испытании газовой сажи и органических
красителей.
Температура проведения испытания оказывает
заметное влияние на плотность вытесняющей
жидкости, но не влияет на плотность пигмента. При
лабораторных испытаниях температура должна быть выше
комнатной температуры не менее чем на 5°С.
Методика определения
Отбор проб для испытания проводят в соответствии
с требованиями ИСО 15528.
Рис. 5.3.
Пикнометр
Гей-Люссака
вместимостью
50 мл.
МЕТОД А
Приборы и оборудование
Пикнометр Гей-Люссака, вместимостью 25 или 50
мл со свободно входящей пробкой (рис. 5.3).
Допускается использовать другой тип пикнометра, например, с
капиллярной пробкой.
Аппарат вакуумный, состоящий из:
вакуум-эксикатора с пробкой, имеющей два отверстия. Через одно
отверстие проходит стеклянная трубка с трехходовым краном,
обеспечивающим соединение эксикатора с вакуумным насосом, через другое
отверстие проходит трубка, соединенная с капельной воронкой;
вакуумного насоса, обеспечивающего давление не более 2 кПа.
142
Баня водяная с терморегулятором, обеспечивающим изменение
температуры в интервале от 25°С до 30°С с погрешностью не более ±0,10°С
(или на другую температуру по соглашению сторон).
Сито с номинальным отверстием 500 мкм.
Весы, обеспечивающие погрешность взвешивания не более 1 мг и
выше.
Подготовка к испытанию
Определение повторяют дважды.
Пикнометр, пробку и крышку тщательно промывают и сушат. Затем
заполняют пикнометр вытесняющей жидкостью и помещают его в
водяную баню. После достижения температуры бани вставляют в пикнометр
пробку, удаляют избыток жидкости, устанавливают крышку и тщательно
вытирают пикнометр. Пикнометр переносят на весы, выдерживают в
течение 15 мин и взвешивают с погрешностью не более 1 мг.
Если плотность вытесняющей жидкости уже известна (например, по
предыдущим определениям), то испытание с пикнометром, заполненным
вытесняющей жидкостью, не проводят.
Вытесняющую жидкость выливают из пикнометра, пикнометр
промывают и сушат. Затем заполняют его дистиллированной водой и
проводят определение. Если расхождение между результатами двух определений
превышает 0,03 г/см3, все определение повторяют.
Испытуемый образец тщательно перемешивают, просеивают через
сито, сушат в течение 2 ч при температуре 105±2°С и охлаждают до
комнатной температуры в эксикаторе.
Методика испытания
Пикнометр, пробку и крышку промывают, сушат и взвешивают с
погрешностью не более 1 мг. Через сухую воронку насыпают испытуемый
образец высушенного пигмента или наполнителя так, чтобы пикнометр
был заполнен не более чем наполовину (от 1 г до 10 г в пикнометре
вместимостью 50 мл в зависимости от плотности испытуемого пигмента
или наполнителя). Вновь взвешивают пикнометр с пигментом или
наполнителем, пробку и крышку.
Пикнометр с пигментом или наполнителем помещают в эксикатор и
располагают капельную воронку так, чтобы ее стержень входил в
пикнометр. Закрывают кран капельной воронки и трехходовой кран,
соединяющий эксикатор с вакуум-насосом. Включают насос и постепенно
открывают трехходовой кран.
Заполняют воронку вытесняющей жидкостью и через 15 мин после
снижения давления до 2 кПа закрывают трехходовой кран и постепенно
открывают кран воронки. Наливают в пикнометр такое количество
вытесняющей жидкости, чтобы ее слой над пигментом или наполнителем
составил 15 мм. Закрывают кран капельной воронки и вновь открывают
трехходовой кран, следя за тем, чтобы не было потерь пигмента или
наполнителя при выделении из него пузырьков воздуха. Пикнометр
выдерживают в эксикаторе при остаточном давлении (не более 2 кПа) в
течение 4 ч или до тех пор, пока все пузырьки воздуха не выделятся из жид-
143
кости, покрывающей пигмент или наполнитель. Для более интенсивного
удаления воздуха с поверхности пигмента или наполнителя осторожно
постукивают по эксикатору. Отключают насос и постепенно открывают
трехходовой кран для восстановления в эксикаторе давления окружающей
среды.
Затем пикнометр вынимают из эксикатора, доливают доверху
вытесняющей жидкостью и термостатируют в водяной бане, температура
которой поддерживается с погрешностью не более ±0,ГС.
Пикнометр выдерживают в водяной бане в течение 1 ч до
достижения температуры бани. Затем осторожно вставляют пробку так, чтобы
жидкость заполнила капилляры. Избыток жидкости на поверхности
пробки вытирают. Вынимают пикнометр из водяной бани, устанавливают
крышку и тщательно вытирают пикнометр. Затем помещают на весы и
взвешивают с погрешностью не более 1 мг.
МЕТОД В
Приборы и оборудование
Вакуум-аппарат. Прибор состоит из стеклянной трубки, в которую
герметически впаян стержень капельной воронки. Изоляция должна быть
достаточно надежной, чтобы выдерживать вакуум и проводить работы с
воронкой. У стеклянной трубки и шейки пикнометра одинаковый
внутренний диаметр. Стержень воронки на 10 мм длиннее конца стеклянной
трубки, вставленной в пикнометр. Пикнометр соединен со стеклянной
трубкой с помощью резиновой трубки так, что стержень капельной
воронки проходит в шейку пикнометра. Между шейкой пикнометра и
концом стеклянной трубки должен оставаться зазор около 4 мм,
позволяющий встряхивать пикнометр.
Приборы и оборудование
Применяют приборы и оборудование, указанные в методе А, за
исключением вакуум-эксикатора.
Подготовка к испытанию
См. метод А.
Методика испытания
Определение проводят в соответствии с методом А и повторяют
дважды.
Соединяют пикнометр с прибором. Включают вакуум-насос,
медленно закрывают кран, выпускающий воздух, и снижают давление до 2 кПа.
Выдерживают пикнометр при таком давлении в течение 15 мин. Затем
осторожно открывают кран на воронке, предварительно заполненной
вытесняющей жидкостью.
Медленно добавляют в пикнометр вытесняющую жидкость до тех
пор, пока уровень ее над слоем пигмента или наполнителя не достигнет
приблизительно 15 мм. Закрывают кран воронки и поддерживают вакуум
до тех пор, пока из увлажненного пигмента или наполнителя не
перестанут выделяться пузырьки. Для более интенсивного удаления воздуха
осторожно встряхивают пикнометр.
144
Медленно открывают кран выпуска воздуха до установления
нормального давления и отсоединяют пикнометр. Заполняют пикнометр
доверху вытесняющей жидкостью, термостатируют его в водяной бане,
температура в которой поддерживается с погрешностью не более ±0,1°.
Выдерживают пикнометр в водяной бане в течение 1 ч до
достижения температуры бани. Затем осторожно вставляют пробку так, чтобы
избыток жидкости заполнил капиллярную трубку, пробку тщательно
вытирают. Достают пикнометр из бани, устанавливают крышку и насухо
вытирают пикнометр. Помещают его на весы, выдерживают в течение 15 мин
и взвешивают с погрешностью не более 1 мг.
Если различие между параллельными определениями более'
0,03 г/см3, определение повторяют.
Выражение результатов
Плотность вытесняющей жидкости вычисляют по уравнению:
Pi="
т.
■т.
•Ро-
*5 "Ч
Плотность испытуемого пигмента или наполнителя вычисляют по
уравнению:
Рт =
РЛ
т^
■щ)
(т4-т1)-(т3-т2У
где
Ш\ — масса пустого пикнометра с пробкой и крышкой, г;
т2 — масса пикнометра с пробкой, крышкой и пигментом, г;
тъ — масса пикнометра с пробкой, крышкой, пигментом и
вытесняющей жидкостью, г;
т4 — масса пикнометра с пробкой, крышкой и вытесняющей
жидкостью, г;
т5 — масса пикнометра с пробкой, крышкой и дистиллированной
водой, г;
Ро — плотность воды при температуре (см. табл. 5.7);
Рх — плотность вытесняющей жидкости при температуре, г/см3;
рт — плотность испытуемого пигмента или наполнителя, г/см3.
За результат определения принима-
Таблица 5.7
Значения плотности воды
в зависимости от температуры
Температура воды
(t), °с
15
20
25
30
Плотность воды (р0),
г/см3
0,9991
0,9982
0,997
0,9956
ют среднее арифметическое двух
определений плотности пигмента или
наполнителя при определенной
температуре.
Отчет об определении
Отчет об определении должен
содержать следующую информацию:
а) ссылку на международный
стандарт ИСО 787-10 и на метод
испытания (А, В или С);
145
б) тип и марку продукта;
в) результаты испытаний;
г) тип вытесняющей жидкости и температуру испытания;
д) любые отклонения (согласованные или нет) от указанного метода
испытания;
е) дату проведения испытания.
МЕТОД С ПРИМЕНЕНИЕМ ЦЕНТРИФУГИ
Международный стандарт ИСО 787-23 устанавливает метод
определения плотности образца пигмента или наполнителя с применением
центрифуги для удаления воздуха.
Если настоящий метод может быть применен при испытании
пигмента или наполнителя, то в стандарте на конкретный пигмент или
наполнитель следует дать ссылку на ИСО 787-23 с указанием всех
отступлений, внесенных в общий метод с учетом специфических свойств
испытуемого пигмента или наполнителя.
Особый метод определения плотности с применением центрифуги
применяют только в том случае, если общий метод не применим к
данному материалу.
При определении применяют вытесняющую жидкость, в которой
испытуемый материал не растворяется и которая обладает хорошими
смачивающими свойствами, а также низкой скоростью испарения в вакууме.
Обычно применяют высококипящие углеводородные растворители
ароматического и алифатического ряда с температурой кипения свыше 170°С.
Особую осторожность при подборе жидкости следует проявлять при
анализе пигментов на основе газовой сажи или органических красителей.
На плотность вытекающей жидкости существенно влияет
температура, при которой проводят определение. Поэтому все определения следует
проводить при постоянной температуре, а если это невозможно, то
следует вносить поправки на плотность вытесняющей жидкости.
Приборы и оборудование
Пробирки для центрифуги из стекла или другого подходящего
материала (полипропилен, нержавеющая сталь).
Сито с номинальным размером 500 мкм.
Аналитические весы.
Стеклянная палочка.
Подвесная система для взвешивания пробирки.
Методика определения.
Отбор образцов пигмента производят по ИСО 15528.
Объем пробы, необходимый для заполнения половины объема
пробирки для центрифуги, пропускают через сито и высушивают в течение 2
ч при 105±2°С и охлаждают до комнатной температуры.
Охлаждают и высушивают пробирку и стеклянную палочку, затем
взвешивают их на воздухе, подвешивая к весам с помощью подвесной
системы, состоящей из опорной подушки и скобы из платиновой или
хромоникелевой тонкой проволоки диаметром не более 0,12 мм.
146
Взвешенные пробирку и палочку погружают в вытесняющую
жидкость, содержащуюся в стакане на 250 мл, и оставляют на 1 ч или более
для достижения комнатной температуры. Затем подвешивают пробирку и
палочку к весам и взвешивают.
Пробирку и палочку удаляют из вытесняющей жидкости и протирают
до сухого состояния.
Затем в пробирку вносят навеску сухой пробы, достаточной для
заполнения половины объема пробирки (обычно от 1 г до 10 г в
зависимости от плотности материала). Постепенно к материалу в пробирке
добавляют при помешивании вытесняющую жидкость до смачивания
материала и образования поверх него чистого слоя, отстоящего от верхнего
края пробирки примерно на 13 мм.
Пробирку вместе с палочкой для перемешивания устанавливают в
центрифугу, предварительно взвесив, и центрифугируют в течение 15 мин
при 4500 об/мин для полного удаления воздуха из материала.
Пробирку извлекают из центрифуги, заполняют ее вытесняющей
жидкостью, осторожно опускают пробирку с палочкой в стакан с
вытесняющей жидкостью и оставляют для достижения комнатной температуры.
Затем пробирку и палочку подвешивают к весам и взвешивают.
Выражение результатов
Плотность пигмента или наполнителя, г/см3, вычисляют по
уравнению:
т2-{тъ-тхУ
где
nti — масса подвесной системы пробирки и палочки, г;
т2 — масса пигмента или наполнителя на воздухе, г;
т3 — масса подвесной системы, пробирки, палочки и материала в
вытесняющей жидкости, г;
р — плотность вытесняющей жидкости при температуре определения,
г/см3.
Точность метода
Повторяемость метода составляет 0,03 г/см3, воспроизводимость —
0,05 г/см3 при 95%-ной вероятности.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-23;
б) тип и обозначение испытуемого продукта;
в) марку вытекающей жидкости и температуру определения;
г) любые отклонения от стандартной методики;
д) результат определения;
е) дату проведения определения.
147
5.13. Определение объема и кажущейся плотности
после уплотнения
Т
La
Рис. 5.4. Аппарат для
встряхивания
1 — эксцентрик; 2 —
фундамент; 3 — втулка; 4 —
мерный цилиндр; 5 —
резиновая прокладка; 6 —
держатель мерного цилиндра; 7 —
подножник
Международный стандарт ИСО 787-11
устанавливает общий метод определения объема и
кажущейся плотности после уплотнения
образца пигмента или наполнителя.
Если настоящий метод может быть
применен при испытании пигмента или
наполнителя, то в стандарте на конкретный пигмент или
наполнитель следует дать ссылку на настоящий
международный стандарт с указанием всех
отступлений, внесенных в общий метод с
учетом специфических свойств испытуемого
пигмента или наполнителя. Если метод не может
быть применен, то в стандарте на конкретный
пигмент должен быть описан метод
определения объема и кажущейся плотности после
уплотнения.
Приборы и оборудование
Применяется обычное лабораторное
оборудование, а также оборудование, указанное
ниже.
Сито с номинальным отверстием 500 мкм,
диаметром 100 или 200 мм, при необходимости
или по соглашению с заинтересованными
сторонами допускается использовать сито с
другими номинальными отверстиями или
диаметрами.
Аппарат для встряхивания (см. рис. 5.4), в
состав которого входят:
цилиндр мерный стеклянный
вместимостью 250 мл с пробкой, градуированный, с
ценой деления 2 мл;
зажим к мерному цилиндру, снабженный
подножником. Общая масса цилиндра, пробки
и подножника должна быть 670±15 г;
подъемная передача, поднимающая
подножник с мерным цилиндром один раз за оборот
и вращающаяся с угловой скоростью 250± 15
об/мин;
фундамент, на который падает подножник с
высоты 3±0,1 мм.
Счетчик для определения числа оборотов
подъемной передачи.
148
Патрубок для введения подножника, изготовленный из металла,
обеспечивающего минимальное трение, прибор не должен иметь
большого холостого хода. Трение между подножником и патрубком должно быть
минимальным без использования смазочного материала;
Шкаф сушильный, обеспечивающий температуру 105±2°С.
Весы, обеспечивающие погрешность взвешивания не более 0,5 г.
Эксикатор, заполненный достаточным количеством осушителя.
Методика определения
Отбор проб для испытания проводят в соответствии с требованиями
ИСО 15528.
Определение повторяют дважды.
Испытуемый пигмент или наполнитель в количестве, достаточном
для проведения двух определений (около 500 мл), высушивают в
сушильном шкафу в течение 2 ч при температуре 105±2°С и охлаждают в
эксикаторе.
Пигмент или наполнитель просеивают через сито для избежания
агломерации и засыпают в мерный цилиндр, предварительно взвешенный с
погрешностью не более 0,5 г. Цилиндр заполняют таким образом, чтобы
не образовалось воздушных пузырьков, для этого цилиндр держат в
наклонном положении и непрерывно вращают по продольной оси.
После добавления 200±10 мл материала цилиндр с пигментом или
наполнителем взвешивают с погрешностью не более 0,5 г. Цилиндр
наклоняют в противоположные стороны до тех пор, пока поверхность
материала в цилиндре не выровняется. Затем закрывают цилиндр пробкой.
Допускается засыпать в предварительно взвешенный цилиндр такую
массу испытуемого пигмента или наполнителя, которая соответствует
указанному объему цилиндра.
Цилиндр с пигментом помещают в зажим аппарата для встряхивания
и встряхивают примерно 1250 раз с помощью подъемной передачи.
Объем, занятый пигментом после уплотнения, определяют с погрешностью
не более 1 мл.
Если после встряхивания поверхность пигмента или наполнителя не
горизонтальная, то объем определяют с погрешностью не более 1 мл.
Встряхивание проводят по циклам, считая один цикл примерно 1250
встряхиваний. После каждого цикла ведут отчет объема. Испытание
считают законченным, если расхождения между двумя последними
значениями уплотненного объема не будут превышать 2 мл. Установленный таким
образом результат считают объемом пигмента или наполнителя после
уплотнения.
Если результаты двух определений отличаются больше чем на 10 мл,
испытание повторяют.
Выражение результатов
Объем после уплотнения вычисляют по уравнению:
тх —т2
149
Кажущуюся плотность после уплотнения (/?,) вычисляют по
уравнению:
_ 100 _ т1-т0
где
т0 _ масса пустого цилиндра, г;
тх — масса цилиндра с пигментом или наполнителем, г;
V — объем пигмента или наполнителя до уплотнения, см3;
V, — объем пигмента или наполнителя после уплотнения, см3;
р, — кажущаяся плотность пигмента или наполнителя после
уплотнения, г/см3.
За результаты испытания принимают среднее арифметическое двух
определений. Окончательный результат округляют до 1 см3/100 г или
0,01 г/см3.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-11;
б) тип и наименование испытуемого пигмента;
в) результаты испытаний;
г) любые отклонения от стандартного метода испытания;
д) дату проведения испытания.
5.14. Определение остатка на сите
РУЧНОЙ МЕТОД С ПРИМЕНЕНИЕМ ВОДЫ
Международный стандарт ИСО 787-7 устанавливает общий метод
определения остатка на сите образца пигмента или наполнителя.
Если настоящий метод может быть применен при испытании
пигмента или наполнителя, то в стандарте на конкретный материал следует
дать ссылку на общий метод с указанием всех изменений, внесенных в
общий метод, для учета особых свойств испытуемого материала.
Если общий метод не может быть применен, то в стандарте на
конкретный пигмент или наполнитель должен быть описан используемый
метод определения остатка на сите.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Сито с номинальным отверстием 45 мкм. Рекомендуется
периодически проверять износ отверстий сита и их засорение с помощью
микроскопа. Допускается применение сит с другим номинальным отверстием.
Кисть щетинная толщиной 5 мм, шириной 20 мм и длиной 35 мм.
Фильтр-тигель стеклянный с размером пор от 16 мкм до 40 мкм или
стаканчик для взвешивания.
Шкаф сушильный, обеспечивающий температуру 105±2°С.
150
Аналитические весы.
Эксикатор.
Промывалка или пульверизатор.
Методика определения
Отбор образцов производят в соответствии с требованиями ИСО
15528.
Остаток на сите устанавливают из двух определений.
Навеску испытуемого материала взвешивают с погрешностью не
более 0,1 г в химическом стакане. Обычно для получения остатка на сите
требуется 10-100 г материала, если остаток на сите очень мал, навеску
увеличивают до 1000 г.
Навеску диспергируют в примерно 300-600 мл воды, содержащей при
необходимости смачивающий реагент (0,2-0,5% от массы навески).
Для улучшения диспергирования допускается применение мешалки,
обеспечивающей 500±50 об/мин.
Полученную дисперсию переносят на сито с помощью промывалки.
Химический стакан тщательно промывают и сливают промывную воду на
сито. Навеску пигмента или наполнителя промывают на сите раствором
для диспергирования до тех пор, пока промывные воды не станут
чистыми. В течение этого времени, которое не должно превышать 5 мин,
прилипшие частички смывают в сито кистью и промывают остаток на сите
водой для удаления диспергатора.
Далее остаток на сите обрабатывают одним из следующих методов:
а) остаток на сите переносят в предварительно высушенный и
взвешенный тигель и высушивают в сушильном шкафу в течение 1 ч при
105±2°С. Затем охлаждают тигель в эксикаторе и взвешивают с точностью
до 1 мг.
Повторяют нагревание в течение 30 мин, охлаждают и взвешивают.
Данную операцию повторяют пока расхождения между двумя
последовательными взвешиваниями не будут превышать 5 мг;
б) остаток на сите смывают дистиллированной водой в
предварительно высушенный и взвешенный стакан вместимостью 50 мл. Воду
выпаривают, остаток высушивают в сушильном шкафу в течение 1 ч при
105±2°С, далее определение продолжают по методике «а»;
в) сито с остатком помещают в сушильный шкаф и сушат в течение
1 ч при 105±2°С. Высушенный остаток переносят в предварительно
высушенный и взвешенный стакан и доводят до постоянной массы по
методике «а».
Если результаты двух параллельных определений отличаются
больше, чем на 10% (расхождение превышает 5 мг), определения повторяют.
В конце определения сито осматривают для обнаружения непродис-
пергированного материала. Если он обнаружен, испытание повторяют,
используя другой смачивающий реагент. Если остаток содержит
постороннее вещество, следует указать его природу и структуру.
Выражение результатов
Остаток на сите R определяют по уравнению:
151
_ 100 w,
К = ,
m0
где
R — остаток на сите, %;
т0 — масса навески, г;
/я, — масса остатка, г.
За результат определения принимают среднее арифметическое двух
определений. Окончательный результат записывают с точностью до двух
значащих цифр. Если полученный результат меньше 0,01%, то в отчете
записывают как «меньше, чем 0,01%».
Отчет об определении
Отчет об определении должен содержать следующие данные:
а) ссылку на международный стандарт ИСО 787-7;
б) тип и обозначения испытуемого материала;
в) результаты определения;
г) номинальное отверстие и диаметр использованного сита;
д) массу навески;
е) тип и количество смачивающего реагента и скорость механической
мешалки;
ж) описание типа и состояния остатка;
з) дату определения.
МЕХАНИЧЕСКИЙ МЕТОД С ПРИМЕНЕНИЕМ
ВОДЫ
Международный стандарт ИСО 787-18 устанавливает общий метод
определения остатка на сите с определенным размером отверстий образца
пигмента, диспергированного в воде путем механической диспергации
влажного пигмента.
ИСО 787-7 устанавливает методы определения остатка на сите с
номинальным размером отверстий 63 мкм образца пигмента,
диспергированного в масле или воде. Для некоторых пигментов эти методы
испытания дают различные результаты, поэтому в технических условиях должно
быть четко указано, какой метод следует применять, а в протоколе
испытания — какой метод был использован.
Если настоящий общий метод применим для определенного
пигмента, то в международном стандарте на данный пигмент должна быть дана
ссылка на общий метод с указанием всех изменений, необходимых в
связи с особыми свойствами рассматриваемого пигмента. Если общий
метод не применим к какому-либо определенному пигменту, следует давать
специальный метод определения остатка на сите путем механической
диспергации влажного пигмента.
Сущность метода заключается в центрифугировании испытуемого
пигмента, диспергированного в воде, в специальной установке с системой
вращающихся сопел. При этом мелкие частицы промывают сквозь сито, а
крупные остаются на сите. Остаток высушивают и взвешивают.
152
Реактивы и материалы
Профильтрованная водопроводная вода, подаваемая под давлением от
300±20 кПа избыточного давления.
Смачивающие агенты, например, 95%-ный этиловый спирт, сульфона-
ты и т.п. для пигментов, плохо смачиваемых водой.
Приборы и оборудование
Прибор для механической диспергации, состоящий из следующих
частей:
контейнера;
крышки с защитным колпаком, мотором, полым валом с соплами,
насадкой-распылителем, штуцером для подачи воды, загрузочной
воронки, ручки и устройства для предотвращения перелива;
испытательного сита, состоящего из металлической или
пластмассовой рамы с проволочной сеткой из фосфористой бронзы или
нержавеющей стали. Можно также использовать сита с тремя выступами для
диспергации агломератов. Размер отверстий сита, если нет других указаний,
должен быть 63 мкм. При использовании сита с пластмассовой рамой
необходимо следить за тем, чтобы температура размягчения пластмасс
была значительно выше температуры высушивания остатка;
держателя сита.
Эксикатор.
Весы с точностью взвешивания до ±0,1 мг.
Химический стакан соответствующего размера для диспергирования
испытуемого пигмента в воде.
Сушильный шкаф.
Методика определения
Отбор образцов пигмента для испытания производят в соответствии с
указаниями ИСО 15528.
Количество пигмента, взятого для испытания, должно быть
достаточным для проведения по крайней мере трех определений.
Определяют необходимую массу пробы для анализа (т0) в
зависимости от плотности испытуемого материала и ожидаемого остатка на сите.
Обычно эта масса бывает в пределах 5-50 г и взвешивается с точностью
до ±0,1 г. По договоренности, эта масса может быть значительно
увеличена в случае небольшого количества крупных частиц с целью получения
значимых величин.
Диспергируют пробу для анализа в соответствующем количестве воды
в химическом стакане, перемешивая стеклянной палочкой до получения
разбавленной суспензии. Можно использовать механическую мешалку с
относительно небольшой скоростью перемешивания, но не следует
применять скоростные мешалки, так как в некоторых случаях это приводит к
разрушению определяемого остатка на сите.
Если образец не сразу смачивается водой, используют
соответствующий смачивающий агент. Количественно переносят суспензию через
воронку в прибор (см. прим. 1) и споласкивают химический стакан и
воронку водой. Отмечают момент почти полного прохождения тонких час-
153
тиц сквозь сито по состоянию воды, проходящей через сопла; вначале
вода проходит под напором, с шумом, затем — равномерно и становится
прозрачной.
Начиная с этого момента продолжают диспергирование еще в
течение 10 мин (см. прим. 2) для разрушения агломератов струей воды и
прохождения последних тонких частиц сквозь сито (см. прим. 3). Затем
отключают прибор. Вынимают сито из прибора и высушивают его в
сушильном шкафу в течение 1 ч при температуре 105°С (см. прим. 4).
После высушивания охлаждают сито и остаток в эксикаторе до комнатной
температуры и взвешивают с точностью до 0,1 мг {гп\). Снимают остаток
с сита тонкой кисточкой и взвешивают пустое сито с точностью до 0,1
мг (т2).
Проводят не менее трех отдельных определений, используя
вышеуказанную методику.
Примечания:
1. При включении прибора вначале необходимо открыть воду, а затем
включить прибор. При выключении прибора эти операции повторяют в обратном
порядке.
2. Для некоторых пигментов нет необходимости проводить диспергирование в
течение 10 мин. Путем предварительных экспериментов необходимо определить
требуемую продолжительность диспергирования и в протоколе испытания указать
вместо 10 мин более короткий период.
3. Если вода для диспергирования очень жесткая, рекомендуется в конце
определения промывать прибор дистиллированной водой для предотвращения
образования отложений кальция на сите после высушивания.
4. Если точка плавления остатка на сите ниже 110°С, используют другую
температуру высушивания и указывают ее в протоколе испытания.
Выражение результатов
Остаток на сите (R) при механической диспергации в процентах по
массе вычисляют по уравнению:
(т, -тЛ „ЛЛ
R = ^ ^100,
где
т0 — масса пробы для анализа, г;
тх — масса сита с остатком, г;
т2 — масса пустого сита, г.
Записывают отдельные результаты с точностью до 0,01%, а также
дают среднее значение по крайней мере трех определений.
Отчет об определении
Отчет об определении должен содержать следующие данные:
а) ссылку на международный стандарт ИСО 787-18;
б) тип и идентификацию испытуемого пигмента;
в) размеры отверстий сита и применяемое давление воды;
г) отклонения (согласованные или нет) от приведенной выше
методики испытания;
154
д) описание типа и состояние остатка на сите (например,
посторонние примеси);
е) результаты определения;
ж) дату определения.
5.15. Определение маслопоглощения
Международный стандарт ИСО 787-5 устанавливает общий метод
определения маслопоглощающей способности пигмента или наполнителя.
Если настоящий общий метод применим к данному пигменту или
наполнителю, то в стандарт на указанный пигмент или наполнитель
должна быть включена ссылка на общий метод с указанием всех
модификаций метода, которые могут потребоваться в связи с особыми
свойствами данного пигмента или наполнителя.
Если общий метод не применим к данному пигменту, то необходимо
указать специальный метод определения маслопоглощения пигментов и
наполнителей.
Реактивы и материалы
Рафинированное льняное масло с кислотностью 5-7 мг гидроксида
калия на 1 г.
Приборы и оборудование
Пластинка из матового стекла или мрамора размером не менее
300x400 мм.
Шпатель с сужающимся стальным лезвием с примерными размерами:
длина 140-150 мм, ширина 20-25 мм в наиболее широком месте и не
менее 12,5 мм в наиболее узком месте.
Бюретка емкостью 10 мл.
Аналитические весы.
Методика определения
Отбор образцов пигмента или наполнителя производят по ИСО
15528.
„ - с 0 Определение показателя масло-
Таблица 5.8
поглощения проводят на двух парал-
Масса пробы в зависимости от ожида- лельных пробах. Навеску пробы бе-
емого показателя маслопоглощения pyJ B зависимости от ожидаемого
показателя маслопоглощения (см.
табл. 5.8).
Навеску пробы высыпают на
пластинку, затем из бюретки
добавляют по 4-5 капель масла и втирают
его в пигмент или наполнитель
шпателем до полного смешения.
Добавление масла прекращают
после образования пасты
равномерной консистенции. Паста не
должна иметь трещин, и она должна иметь хорошую адгезию к пластинке.
Ожидаемый показатель
маслопоглощения, мл/100 г
Менее 10
10-30
30-50
50-80
свыше 80
Масса
пробы, г
20
10
5
2
1
155
Определение следует выполнять за 20-25 мин.
Выражение результатов
Показатель маслопоглощения, мл масла на 100 г пробы или г масла
на 100 г пробы, определяют по уравнению:
100-Г
т
где
V — объем израсходованного масла, мл;
т — масса пробы, г.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-5;
б) тип и обозначение испытуемого продукта;
в) показатель маслопоглощения;
г) любые отклонения от стандартной методики;
д) дату проведения определения.
5.16. Определение массовой доли летучих веществ
Международный стандарт ИСО 787-2 устанавливает общий метод
определения в образце пигмента или наполнителя массовой доли летучих
веществ при 105°С.
Метод применяют для пигментов и наполнителей, стабильных при
105°С.
Приборы и оборудование
Отбор проб для испытания проводят в соответствии с требованиями
ИСО 15528.
Массовую долю летучих веществ при 105°С устанавливают из двух
определений.
Стаканчик для взвешивания с открытой крышкой помещают в
сушильный шкаф и высушивают в течение 2 ч при 105°С. Закрывают
стаканчик крышкой, охлаждают в эксикаторе и взвешивают с погрешностью
не более 1 мг.
Навеску испытуемого образца массой 10±1 г распределяют
равномерным слоем на дне стаканчика для взвешивания, закрывают стаканчик
крышкой и взвешивают с погрешностью не более 1 мг.
Иногда для пигментов или наполнителей с большим насыпным
объемом необходимо уменьшить массу навески. При использовании навески
меньше указанной следует отметить это в протоколе испытания.
Стаканчик с испытуемым пигментом или наполнителем с открытой
крышкой помещают в сушильный шкаф и высушивают в течение 1 ч при
температуре 105°С. Закрывают стаканчик крышкой, охлаждают в
эксикаторе и взвешивают с погрешностью не более 1 мг. Нагревание и
охлаждение продолжают до тех пор, пока результаты двух последних взвешива-
156
ний с интервалом, включающим нагревание в течение минимум 30 мин,
не будут отличаться больше чем на 5 мг.
Если результаты двух определений отличаются больше чем на 10% от
большего значения, все определение повторяют.
Примечание — Если испытуемый пигмент или наполнитель не стабилен при
105°С, то в протоколе испытания указывают условия проведения испытания,
согласованные между заинтересованными сторонами.
Выражение результатов
Массовую долю летучих веществ при 105°С в процентах вычисляют
по уравнению:
^^•100,
где
т0 — масса навески, г;
тх — масса навески после высушивания, г.
За результат испытания принимают среднее арифметическое значение
двух определений, если они не отличаются больше чем на 10%.
Результаты испытаний, имеющие значения между 0 и 0,01%, указывают как
«меньше, чем 0,1%».
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-2;
б) тип и марку испытуемого продукта;
в) результаты определения;
г) любые отклонения (согласованные или нет) от указанного метода
испытания, особенно в части отклонений от температуры нагревания;
д) дату проведения испытания.
5.17. Определение термостойкости
Международный стандарт ИСО 787-21 устанавливает общий метод
определения термостойкости пигментов.
Если настоящий общий метод применим к данному пигменту, то в
стандарт на указанный пигмент должна быть включена ссылка на общий
метод с указанием всех модификаций метода, которые могут
потребоваться в связи с особыми свойствами данного пигмента.
Если общий метод не применим к данному пигменту, то необходимо
указать специальный метод определения термостойкости пигментов.
Приборы и оборудование
Панели для испытаний из белой жести или алюминия, размером
150x100 мм, с очищенной и слегка отшлифованной поверхностью.
Печь с хорошей вентиляцией и регулированием температуры нагрева.
Методика определения
Отбор образцов пигмента производится по ИСО 15528.
157
Дисперсию испытуемого пигмента приготавливают в связующей или
иной среде, согласованной с заказчиком, затем разбавляют ее до
необходимой консистенции. Аналогично готовят дисперсию пигмента сравнения.
Дисперсию испытуемого пигмента наносят согласованным методом
на всю поверхность панели так, чтобы образовалась жидкая пленка
толщиной 75-120 мкм.
Аналогично подготавливают панель с пигментом сравнения.
Панели выдерживают в стандартных условиях в течение 30 мин,
затем каждую панель разрезают на полосы шириной не менее 30 мм,
маркируют их и сушат эти полосы при самой низкой температуре, при
которой обеспечивается полное отвердение покрытия. Высушенные панели
охлаждают до комнатной температуры.
Таким образом, получают эталонные панели для сравнения с
панелями, высушенными при температуре, установленной изготовителем
лакокрасочного материала.
Сравнение эталонных панелей с панелями, высушенными при более
высоких температурах, проводят согласно требованиям ИСО 3668 при
дневном или искусственном свете.
При необходимости сравнение повторяют через 48 ч.
При сравнении отмечают степень изменения цвета испытуемого
пигмента.
Сравнение цвета можно проводить с применением соответствующего
колориметра, при этом, в случае необходимости, применяют панели
большего размера и более широкие полосы для устранения краевых
искажений.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-21;
б) тип и обозначение испытуемого продукта;
в) полное описание применяемого связующего, растворителей,
методов нанесения покрытий, условий сушки;
г) любые отклонения от стандартной методики;
д) условия сравнения пигментов (естественный или искусственный
свет);
е) результаты испытаний — изменение цвета, характеризующее
термостойкость;
ж) дату проведения определения.
5.18. Определение относительно красящей
способности пигментов
МЕТОД ВИЗУАЛЬНОГО СРАВНЕНИЯ
Международный стандарт ИСО 787-16 устанавливает общий метод
сравнения красящей способности и цвета при разбеливании двух
аналогичных цветных пигментов, результаты испытаний выражают в «относи-
158
тельно красящей способности» или «эквивалентной красящей
способности».
Примечания:
1. Если настоящий метод может быть применим к данному пигменту, то в
стандарте на конкретный пигмент следует дать ссылку на ИСО 787-16 с указанием
всех отступлений, внесенных в метод с учетом специфических свойств испытуемого
пигмента. Специальный метод сравнения красящей способности или цвета в
разбеле может применяться только в том случае, если общий метод не применим для
данного пигмента или наполнителя.
2. Данный метод не следует использовать для желтых пигментов, у которых с
помощью белой пигментной пасты трудно оценить красящую способность. В этом
случае используют синюю пигментную пасту и сравнивают интенсивность цвета и
оттенок полученных зеленых паст. Выбор синих и белых пигментов для синей
пигментной пасты и ее состав согласовывают между заинтересованными сторонами.
Красящая способность цветных пигментов зависит от объема работы
при приготовлении дисперсии. Для определения относительной
красящей способности двух цветных пигментов необходимо осуществлять
сравнение при максимальной красящей способности. При данном методе,
включающем использование автоматической краскотерки, на красящую
способность влияют прилагаемая сила, число оборотов, диспергирующая
среда, объем и реология смеси.
В стандарте определены условия, при которых может быть получена
максимальная красящая способность на автоматической краскотерке.
Если для пигментов эти условия известны, то нет необходимости проводить
их определение.
Методика испытания состоит из следующих 4 частей:
а) определение условий получения пасты цветного пигмента и
соотношения цветного и белого пигментов;
б) приготовление пасты цветного пигмента;
в) приготовление разбеленной пасты;
г) сравнение цвета в разбеле двух паст, полученных из испытуемого
пигмента и согласованного эталона.
Данный метод предназначен для решения спорных случаев. По
согласованию с заинтересованными сторонами допускается использование
других связующих и белых пигментов.
Сущность метода заключается в приготовлении пасты цветного
испытуемого пигмента в заданных условиях на автоматической краскотерке
и смешивании в известной пропорции с белой пигментной пастой.
Интенсивность цвета и оттенка полученной пасты сравнивают с цветом и
оттенком аналогичной пасты, приготовленной в тех же условиях из
согласованного эталона цветного пигмента и такой же пасты белого
пигмента.
Реактивы и материалы
Выбор связующего согласуется между заинтересованными сторонами
с учетом области применения испытуемых пигментов. Предлагаются для
использования следующие связующие, выпускаемые промышленностью.
159
Алкидная смола на основе смеси 63%-ного льняного масла и 23%-но-
го фталевого ангидрида, которая должна соответствовать требованиям,
указанным в табл. 5.9.
Льняное масло, модифицированное уретаном, должно соответствовать
требованиям, указанным в табл. 5.10.
Таблица 5.9
Требования к алкидной смоле
Наименование показателя
Кислотное число, мг КОН/г, не более
Вязкость (без растворителя) при температуре 20±2°С,
Па-С
Массовая доля гидроксида, мг КОН/г
Значение
15
7-10
40
Метод
испытания
ИСО 3682
ИС0 3219
ИСО 4627
Таблица 5.10
Требования к льняному маслу
Наименование показателя
Массовая доля льняного масла, %
Кислотное число
Массовая доля свободных изоцианатых групп
Массовая доля свободных гидроксильных групп, %
Вязкость при температуре 20±2°С, Па?С
Значение
80
0
0
0,8-1,2
15-18
Метод
испытания
—
ИСО 3682
—
—
ИСО 3219
Белая пигментная паста. Состав пигментной пасты согласуется с
заинтересованными сторонами. При выборе белой пигментной пасты
необходимо учитывать природу испытуемого пигмента, связующее в пасте
должно совмещаться со связующим, используемым в пасте пигмента.
Рекомендуется использовать одно и то же связующее для белой
пигментной пасты и для пасты цветного пигмента.
Паста на основе алкидной смолы должна быть следующего состава:
40 частей по массе двуокиси титана типа R2 по ИСО 591;
4 части по массе стеарата кальция;
56 частей по массе алкидной смолы.
Пасту хорошо перемешивают шпателем для обеспечения полного
предварительного смачивания твердых частиц, затем перетирают на трех-
валковой краскотерке до получения частиц размером менее 5 мкм при
испытании на гриндометре (см. ИСО 1524) и хранят в
воздухонепроницаемых контейнерах, преимущественно в тубах с завинчивающейся пробкой.
Паста на основе льняного масла, модифицированного уретаном,
должна быть следующего состава:
40 частей по массе двуокиси титана типа R2 по ИСО 591;
160
50 частей по массе льняного масла, модифицированного уретаном;
7 частей по массе стеарата кальция;
3 части по массе свежеосажденной двуокиси кремния.
Пасту хорошо перемешивают для обеспечения полного
предварительного смачивания твердых частиц, затем перетирают на трехвалковой
краскотерке до получения частиц размером менее 5 мкм при испытании на
гриндометре (см. ИСО 1524) и хранят в контейнере с завинчивающейся
пробкой.
Приборы и оборудование
Автоматическая краскотерка с дисками из шлифованного стекла,
желательно с водяным охлаждением, диаметром 180-250 мм, к которой
приложена переменная сила до 1 кН. Скорость вращения стеклянного диска
должна быть 70-120 об/мин, прибор должен иметь устройство для
предварительной установки оборотов, кратных 25.
Пасту готовят путем перетира пигмента в соответствующем
связующем при 1000 оборотах при полной нагрузке.
Перед перетиром проверяют поверхность дисков автоматической
краскотерки. Диски должны иметь ровную матовую поверхность без
зарубок и отполированных мест. Если автоматическая краскотерка не имеет
дисков с автоматическим охлаждением, необходимо следить за тем, чтобы
во время перетира температура не поднималась выше чем на 10°С.
Шпатель из нержавеющей стали или пластмассы.
Подложка из стекла или другого прозрачного бесцветного
неабсорбирующего материала;
Пленка из пластмассы, прозрачная и бесцветная.
Аппликатор для нанесения двух или трех паст толщиной во влажном
состоянии 50-100 мкм.
Методика определения
Отбор проб производят по ИСО 15528. Правильное соотношение по
массе связующего зависит не только от маслоемкости пигмента, но также
от вязкости смеси во время перетира.
Пигменты подразделяются на три группы:
а) пигменты с низкой потребностью в связующем — средняя
концентрация при размоле — 66,7% пигмента (по массе);
б) пигменты со средней потребностью в связующем — средняя
концентрация при размоле — 40% пигмента (по массе);
в) пигменты с высокой потребностью в связующем — средняя
концентрация при размоле — 25% пигмента (по массе).
Количество компонентов, необходимых для получения 2 мл смеси, в
зависимости от группы испытуемого пигмента должно быть следующее:
а) 3,0 г пигмента и 1,5 г связующего;
б) 1,0 г пигмента и 1,5 г связующего;
в) 0,5 г пигмента и 1,5 г связующего.
Примечания:
1. Если выбранная смесь слишком вязкая или жидкая для использования ее
на дисках, следует применять другое соотношение компонентов.
161
2. При использовании краскотерки с максимальным диаметром дисков
необходимо пропорционально увеличить указанные количества компонентов для
уменьшения износа дисков.
Определение условий получения пасты цветного пигмента. Взвешивают
около 1,5 г связующего и соответствующее количество эталонного
пигмента. Связующее помещают в центр нижнего диска автоматической
краскотерки, затем добавляют эталонный пигмент и смешивают
шпателем, не растирая. Пасту распределяют в нескольких точках и на
расстоянии 35 мм от центра нижнего диска или распределяют по окружности с
внутренним диаметром 40 мм и внешним — 100 мм и тщательно
вытирают шпатель о края верхнего диска автоматической краскотерки.
Диски закрывают и растирают пасту в несколько стадий по 50
оборотов, после каждой стадии пасту собирают тем же шпателем, наносят ее
тем же способом на нижний диск и шпатель вытирают о края верхнего
диска, как указано выше.
После 200 оборотов берут небольшое количество (приблизительно 1/4
общего объема) полученной пасты, откладывают его в соответствующий
сосуд для хранения и продолжают растирать основную часть смеси.
После 300 и 400 оборотов отбирают аналогичные небольшие количества
пасты, также откладывают их в соответствующий сосуд для хранения, после
чего тщательно очищают диск и краскотерки и шпатель.
Под стеклянную пластинку желательно положить бумажное кольцо
соответствующей формы.
Около 3 г белой пигментной пасты и количество пасты цветного
пигмента, растертой за 200 оборотов, содержащей 0,12 г цветного
пигмента, помещают на нижний диск краскотерки. Обе пасты смешивают
шпателем до получения однородной массы, не растирая, распределяют на
нижнем диске, как указано выше и вытирают шпатель о верхний диск.
Диски закрывают и растирают пасту в четыре стадии по 25 оборотов с
минимальным усилием; после каждой стадии пасту собирают на нижнем
диске. Затем пасту удаляют из краскотерки и оставляют для дальнейшей
оценки. Эту операцию повторяют, используя другие порции пасты
цветного пигмента, растертые соответственно за 300 и 400 оборотов и
содержащие 0,12 г цветного пигмента.
Примечание — Количество пасты цветного пигмента, содержащей 0,12 г
цветного пигмента, при смешивании с 3 г белой пигментной пасты дает степень
разбела 1:10. Этот коэффициент должен быть модифицирован до 1:5 или 1:20 (с учетом
слабых и сильных пигментов соответственно) для получения такой интенсивности
цвета, которая позволяет определить интенсивность и оттенок забеленных паст.
Каждую из этих разбеленных паст наносят на предметное стекло или
прозрачную пластмассовую пленку так, чтобы края их соприкасались.
Визуально сравнивают интенсивность цвета каждой пасты. Записывают
минимальное число оборотов, необходимое для получения образца пасты
цветного пигмента, которая дает максимальную интенсивность цвета, и
используют при испытании данное число оборотов.
Приготовление пасты цветных пигментов. На основании полученных
данных устанавливают:
162
а) количество пигмента и связующего, используемого при
приготовлении пасты цветного пигмента — эталона, согласованного между
заинтересованными сторонами;
б) число оборотов, используемое при приготовлении пасты цветного
пигмента — эталона, согласованного между заинтересованными
сторонами, и используемое усилие;
в) степень разбела, используемую для смешения пасты цветного
пигмента и белой пигментной пасты.
Выполняя эти условия, готовят на автоматической краскотерке пасту
из эталонного цветного пигмента, но проводят растирание стадиями по
50 оборотов до общего числа оборотов, установленного заранее, не
удаляя пасту, а собирая и разравнивая ее после каждой стадии. По
окончании растирания пасту собирают и сохраняют. Диски краскотерки и
шпатель очищают и повторяют операцию с тем же количеством испытуемого
цветного пигмента и связующего, используя ту же методику и
краскотерку. Пасту цветного пигмента испытуемого образца собирают и
сохраняют в соответствующем сосуде. Очищают краскотерку и шпатель.
Приготовление разбеленной краски. На нижний диск краскотерки
помещают 3,00+0,01 г белой пигментной пасты и необходимое количество
пасты эталонного цветного пигмента. Обе пасты смешивают шпателем до
получения однородной массы, не растирая.
Пасту распределяют на нижнем диске краскотерки, вытирая шпатель
о края верхнего диска. Диски закрывают и растирают пасту в четыре
стадии по 25 оборотов каждая без нагрузки. После каждой стадии собирают
пасту на нижнем диске. Пасту удаляют из краскотерки для последующей
оценки и хранят в соответствующем сосуде.
Эту операцию повторяют, используя пасту цветного пигмента,
приготовленную из испытуемого образца цветного пигмента, получая
разбеленную пасту для сравнения.
Сравнение цвета в разбеле и определение относительной красящей
способности. Небольшое количество каждой из двух разбеленных паст
наносят на предметное стекло или прозрачную пластмассовую пленку и с
помощью аппликатора проводят две полоски одинаковой толщины шириной
не менее 20 мм, длиной не менее 40 мм так, чтобы края их
соприкасались.
Обе полоски пасты должны иметь такую толщину, чтобы подложка
была полностью укрыта. Слегка протирают часть каждой полоски
пальцем. Сравнивают различие оттенка потертых и непотертых поверхностей
и отмечают, если наблюдается существенное различие. Сравнивают
интенсивность цвета и оттенок, осматривая обе полоски при рассеянном
дневном свете через стекло или пластмассовую пленку сразу после
нанесения в соответствии с ИСО 3668. При отсутствии хорошего
естественного освещения для сравнения используют искусственное освещение в
соответствии с ИСО 3668.
Если интенсивность цвета, оттенок и цвет в разбеле одинаковы, то
относительная красящая способность испытуемого образца равна 100%.
163
Если интенсивность цвета одинакова, а оттенки разные, то
указывают различие в цвете и его характер.
Если при непосредственном наблюдении внешний вид паст
отличается от внешнего вида, наблюдаемого сквозь подложку, то это
свидетельствует о флокуляции разбеленной пасты. В этом случае результаты
испытания следует пересмотреть.
Если интенсивность цвета различна и, следовательно, цвета в разбеле
различны, повторяют операции, используя такое количество пасты
испытуемого образца цветного пигмента, которое дает интенсивность цвета,
аналогичную интенсивности цвета пасты эталонного цветного пигмента.
Если имеется различие в оттенке, это отличие и его характер следует
оговорить.
Например, если предполагается, что испытуемый образец на 15%
интенсивнее, чем согласованный эталон, то при повторных испытаниях
масса пасты цветного испытуемого пигмента должна быть на 15% меньше
массы, взятой для первого испытания, а масса пасты эталонного цвета
пигмента должна быть такой же, как применялась ранее.
Выражение результатов
Относительную красящую способность (X) испытуемого образца, в
процентах, вычисляют по уравнению:
Х = --100,
а
где
b — масса согласованного эталона, части;
а — масса испытуемого образца, части.
Примечание — Необходимо отметить, что красящая способность испытуемого
образца является относительной величиной по отношению к согласованному
эталону, красящая способность которого принята за 100%.
Эквивалентную красящую способность испытуемого образца
вычисляют по уравнению:
^:100.
ъ
Необходимо указывать слово «слабее», если показатель более 100,
или слово «сильнее», если показатель менее 100.
Пример А — Если я=20 частей и £=25 частей, то относительная
красящая способность испытуемого образца равна 125%, а эквивалентная
красящая способность будет сильнее 80:100.
Пример Б — Если я=50 частей и 6=45 частей, то относительная
красящая способность испытуемого образца равна 90%, а эквивалентная
красящая способность будет слабее 111:100.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-16;
б) тип и идентификацию испытуемого пигмента, а также:
используемое связующее;
164
объем смеси пигмента и связующего;
соотношение пигмента и связующего;
соотношение белого и цветного пигментов;
прилагаемое максимальное усилие при растирании;
число оборотов краскотерки;
в) количество оборотов, используемых при получении дисперсии
цветного пигмента;
г) степень разбела, используемую для получения разбеленной пасты;
д) при каком освещении (естественном дневном или искусственном
дневном) проводили испытание;
е) результаты сравнения цвета при разбеле с указанием качественных
различий оттенков;
ж) относительную красящую способность или эквивалентную
красящую способность;
з) отклонения (согласованные или нет) от приведенной методики
испытания;
и) дату проведения определения.
ИНСТРУМЕНТАЛЬНЫЙ МЕТОД
Международный стандарт ИСО 727-24 устанавливает
фотометрические методы сравнения:
а) красящей способности двух сходных пигментов, диспергированных
в алкидной смоле (без сушки);
б) способности к рассеянию света двух однотипных пигментов,
диспергированных в алкидной смоле (без сушки).
Эти методы позволяют заменить визуальные методы сравнения по
ИСО 787-16 и ИСО 787-17 инструментальными.
Методы по ИСО 787-24 непригодны для сравнения цветных
пигментов, практически не имеющих различий в цвете.
Если настоящий метод может быть применим к данному пигменту,
то в стандарте на конкретный пигмент следует дать ссылку на ИСО
727-24 с указанием всех отступлений, внесенных в метод с учетом
специфических свойств испытуемого пигмента. Специальный метод сравнения
красящей способности или цвета в разбеле может применяться только в
том случае, если общий метод не применим для данного пигмента или
наполнителя.
Сущность метода заключается в приготовлении пасты цветного
испытуемого пигмента в заданных условиях на автоматической краскотерке
и смешивании в известной пропорции с белой пигментной пастой.
Интенсивность цвета и оттенка полученной пасты сравнивают с цветом и
оттенком аналогичной пасты, приготовленной в тех же условиях из
согласованного эталона цветного пигмента и такой же пасты белого
пигмента с применением спектрофотометра.
Данный метод предназначен для решения спорных случаев. По
согласованию с заинтересованными сторонами допускается использование
других связующих и белых пигментов.
165
Реактивы и материалы
Паста светлого пигмента, состоящая из 40 частей двуокиси титана
сорта R2 по ИСО 591, 56 частей алкидной смолы и 4 части стеарата
кальция. Пасту хорошо размешивают с помощью шпателя, затем
размалывают на трехвалковой краскотерке до получения частиц размером
менее 5 мкм. Пасту хранят в воздухонепроницаемом контейнере,
предпочтительно в тюбике с завинчивающейся крышкой.
Паста черного пигмента, состоящая из 18,7 частей черной сажи и
81,3 частей алкидной смолы. Пасту хорошо размешивают с помощью
шпателя, затем размалывают на трехвалковой краскотерке, пропуская ее
не менее шести раз до получения однородной тонкой дисперсии. К 3,25
г полученной пасты добавляют 91,64 г алкидной смолы и 5,11 г свежео-
сажденной двуокиси кремния, перемешивают и пропускают через трех-
валковую краскотерку.
Алкидная смола на основе смеси 63%-ного льняного масла и 23%-но-
го фталевого ангидрида, которая должна соответствовать требованиям,
указанным в табл. 5.11.
Таблица 5.11
Требования к алкидной смоле
Наименование показателя
Кислотное число, мг КОН/г, не более
Вязкость (без растворителя) при температуре 20±2°С,
Пас
Массовая доля гидроксида, мг КОН/г
Значение
15
7-10
40
Метод испытания
ИСО 3682
ИСО 3219
ИСО 4627
Приборы и оборудование
Автоматическая краскотерка с дисками из шлифованного стекла,
желательно с водяным охлаждением, диаметром 180-250 мм, к которой
приложена переменная сила до 1 кН. Скорость вращения стеклянного диска
должна быть 70-120 об/мин, прибор должен иметь устройство для
предварительной установки оборотов, кратных 25. Пасту готовят путем перетира
пигмента в соответствующем связующем при 1000 оборотов при полной
нагрузке. Перед перетиром проверяют поверхность дисков автоматической
краскотерки. Диски должны иметь ровную матовую поверхность без
зарубок и отполированных мест.
Если автоматическая краскотерка не имеет дисков с автоматическим
охлаждением, необходимо следить за тем, чтобы во время перетира
температура не поднималась выше чем на 10°С.
Держатель пленки пасты для измерения на спектрометре или
стеклянные пластинки для приготовления пленки пасты.
Спектрометр, способный проводить измерение в диапазоне длин
волн 400-700 нм.
Методика определения
Отбор проб производят по ИСО 15528.
166
Определение относительно красящей способности. Взвешивают 3+0,01 г
пасты светлого пигмента и 0,12 г испытуемого образца. Пробу пасты
светлого пигмента помещают в центре нижнего диска автоматической
краскотерки, на нее высыпают пробу испытуемого пигмента,
размешивают шпателем с минимальным усилием.
Пасту распределяют в нескольких точках на расстоянии 35 мм от
центра нижнего диска или распределяют по окружности с внутренним
диаметром 40 мм и внешним — 100 мм и тщательно вытирают шпатель о
края верхнего диска автоматической краскотерки.
Диски закрывают и растирают пасту в четыре этапа при 25 об/мин и
усилии 1,0+0,2 кН.
После каждого этапа пасту собирают тем же шпателем, наносят ее
на нижний диск и шпатель вытирают о края верхнего диска, как указано
выше.
Аналогично готовят пасту со стандартным пигментом.
С помощью держателя получают пленки испытуемой пасты и пасты
со стандартным пигментом и проводят измерение на спектрометре,
добиваясь максимального поглощения в диапазоне длин волн 400-700 нм.
Определение относительной способности к рассеянию. Берут навеску
светлого испытуемого пигмента массой (т):
т = 0,478 р,
где
р — плотность образца светлого пигмента по ИСО 787-10 или
787-23.
Для двуокиси титана будет получена объемная концентрация
пигмента 17%. Это значение выбирается потому, что на практике объемная
концентрация пигмента во многих красках воздушной сушки составляет 15-
20%.
Затем взвешивают 2,5+0,01 г пасты черного пигмента и
приготавливают пасту на автоматической краскотерке, как указано в первом методе.
Аналогично готовят пасту со стандартным пигментом.
С помощью держателя получают пленки испытуемой пасты и пасты
со стандартным пигментом и проводят измерение на спектрофотометре
при длине волны 550 нм.
Выражение результатов
По таблицам и уравнениям, приведенным в ИСО 787-24, определяют
относительную красящую способность и способность к рассеянию.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
для всех пигментов:
а) ссылку на международный стандарт ИСО 787-24;
б) тип и идентификацию испытуемого пигмента и стандартного
пигмента;
в) число оборотов краскотерки и величину размалывающего усилия,
если они отличаются от стандартных;
г) любые отклонения от стандартной методики;
167
д) условия измерения на спектрофотометре (или на трехцветном
колориметре);
е) результаты определения;
ж) дату проведения определения;
только для светлых пигментов:
з) плотность светлого пигмента;
и) значение относительной способности к рассеянию.
5.19. Определение разбеливающей способности
белых пигментов
Международный стандарт ИСО 787-17 устанавливает общий метод
сравнения разбеливающей способности белого пигмента и разбеливающей
способности согласованного образца такого же типа двумя методами (А
и В).
Метод А занимает меньше времени, чем метод В, и может
использоваться для испытания одного образца пигмента; метод В лучше
использовать для испытания нескольких образцов, и особенно при испытании
пигмента с неизвестной разбеливающей способностью.
Если настоящий общий метод применим для определенного
пигмента, то в стандарте на данный пигмент должна быть дана ссылка на
общий метод с указанием всех изменений, необходимых в связи с особыми
свойствами рассматриваемого пигмента.
Если общий метод не применим к какому-либо определенному
пигменту, следует давать специальный метод сравнения разбеливающей
способности белых пигментов.
Реактивы и материалы
Синяя паста следующего состава:
масло касторовое, медицинское — 500 г;
кальций сульфат осажденный, CaS04-2H20 — 475 г;
ультрамарин синий — 5 г;
земля природная обработанная — 20г.
Пасту приготавливают следующим образом: в химическом стакане
смешивают обработанную природную землю с достаточным количеством
касторового масла до получения однородной пасты, после чего
постепенно добавляют при перемешивании оставшееся касторовое масло.
Нагревают полученную смесь до температуры 500°С и поддерживают эту
температуру до 15 мин, после чего небольшими порциями вводят ультрамарин
синий и сульфат кальция при перемешивании. Тщательно диспергируют
полученную пасту в терочной валковой машине или другом
соответствующем приборе и перемешивают до получения однородной массы,
нагревая ее в случае необходимости.
Пасту хранят в воздухонепроницаемых контейнерах, желательно с
завинчивающейся крышкой.
168
Приборы и оборудование
Шпатель — стальной нож с клиновидным лезвием длиной 140-150
мм, шириной в самой широкой части 20-25 мм, в самой узкой части —
не менее 12,5 мм.
Предметное стекло прозрачное и бесцветное, размером 150x50 мм
или другого подходящего размера.
Автоматическая краскотерка с дисками, желательно с водяным
охлаждением, из шлифованного стекла диаметром 180-250 мм, к которым
может быть приложена сила, приблизительно, до 1000 Н. Скорость
вращения приводного стеклянного диска 70-120 об/мин; прибор должен
иметь приспособление для предварительной установки числа оборотов,
кратного 25.
Плита из матового стекла или мрамора, используемая в том случае,
если отсутствует автоматическая краскотерка.
Весы с точностью взвешивания до ±0,001 г.
Ручные валки.
Методика определения
Отбор пигмента для испытания производят по ИСО 15528.
МЕТОД А
Взвешивают с точностью до 1 мг 5 г синей пасты и помещают ее в
середину чистого нижнего диска краскотерки. Взвешивают с точностью
до 1 мг количество (т0) согласованного образца пигмента, указанное в
табл. 5.12, и осторожно смешивают его с синей пастой при помощи
шпателя. После смачивания белого пигмента наносят пасту по окружности
диаметром приблизительно 50 мм в центре нижнего диска и очищают
шпатель, проводя им по верхнему диску. Закрывают диски, прилагают
силу около 1000 Н и растирают пасту в четыре стадии по 25 оборотов;
после каждой стадии снимают пасту тем же шпателем и переносят ее к
центру диска.
Таблица 5.12
Состав белого пигмента
Пигмент
Двуокись цинка или литопон 30%-ный
Сульфид цинка высшего качества
Двуокись титана
Необходимое количество пигмента (т,,),
г
0,5
0,2
0,1
По окончании растирания пасту снимают с диска и переносят на
подкладку.
Взвешивают с точностью до 1 мг 5 г синей пасты и помещают ее на
плиту из матового стекла или мрамора. Взвешивают с точностью до 1 мг
количество (т0) образца согласованного пигмента, указанное в табл. 5.12,
и диспергируют его в течение 5 мин с помощью шпателя или ручных
169
валков с минимальным количеством синей пасты до получения
однородной пасты. Добавляют небольшими порциями оставшуюся синюю пасту к
полученной смеси и тщательно перемешивают с помощью шпателя или
ручных валков, часто собирая пасту к центру пластинки.
Приготовленную пасту снимают с диска и оставляют на подкладке.
Методика сравнения
Обрабатывают испытуемый образец, как было указано выше, и
определяют количество пигмента (от,), дающее интенсивность цвета, равную
интенсивности цвета пасты согласованного образца пигмента. Наносят
обе пасты, приготовленные из испытуемого и согласованного образцов
пигмента, в одном направлении на предметное стекло в виде
непрозрачных полосок шириной не менее 25 мм и длиной не менее 40 мм так,
чтобы края их соприкасались. Сравнивают интенсивность цвета паст,
рассматривая обе полоски при рассеянном свете сразу после их нанесения.
При отсутствии хорошего дневного освещения сравнение проводят при
искусственном дневном свете.
МЕТОД В
Приготавливают ряд эталонных паст из согласованного образца
пигмента в количествах, указанных в табл. 5.13, применяя в каждом случае
методику, описанную ниже.
Таблица 5.13
Состав белого пигмента
Необходимое количество пигмента для приготовления
согласованного образца
Окись цинка или
30%-ного литопона, г
0,4
0,45
0,5
0,55
0,6
Сульфид цинка
высшего качества, г
0,16
0,18
0,2
0,22
0,24
Двуокись титана
0,08
0,09
0,1
0,11
0,12
Относительная
разбеливающая
способность испытуемого
образца, %
80
90
100
ПО
120
Взвешивают с точностью до 1 мг 5 г синей пасты и помещают в
середину очищенного нижнего диска краскотерки. Взвешивают с точностью
до 1 мг одну из навесок согласованного образца пигмента, указанного в
табл. 5.12, и осторожно смешивают ее с синей пастой с помощью
шпателя. После смачивания пигмента наносят пасту по окружности диаметром
около 50 мм вокруг центра нижнего диска и очищают шпатель, проводя
им по верхнему диску. Закрывают диски краскотерки, прилагают
максимальную силу и растирают пасту в четыре стадии по 25 оборотов; после
каждой стадии подбирают пасту тем же шпателем и переносят ее к
центру диска.
170
По окончании растирания пасту снимают с диска и переносят на
подкладку.
Повторяют указанную процедуру, используя поочередно каждую
навеску белого пигмента (см. табл. 5.13) и хранят полученную пасту на
подкладке.
Взвешивают с точностью до 1 мг 5 г синей пасты и помещают ее на
плиту из матового стекла или мрамора. Взвешивают с точностью до 1 мг
одну из навесок согласованного образца пигмента, указанного в табл.
5.13, и осторожно смешивают ее с помощью шпателя или ручных валков
в течение 5 мин, используя минимальное количество синей пасты, до
получения однородной пасты. Добавляют небольшими порциями
оставшуюся синюю пасту к полученной смеси и тщательно перемешивают с
помощью шпателя или ручных валков, часто собирая пасту к центру
пластинки.
Приготовленную пасту снимают и оставляют на подкладке.
Повторяют указанную выше методику, используя поочередно
каждую навеску белого пигмента, и хранят полученную пасту на подкладке.
Методика сравнения
Повторяют операции, описанные выше, используя количества
пигмента, указанные ниже:
0,500 г испытуемого пигмента для окиси цинка или 30% литопона;
0,200 г испытуемого пигмента для сульфида цинка высшего качества;
0,100 г испытуемого пигмента для двуокиси титана.
Из приготовленных эталонных паст выбирают две наиболее
подходящие по интенсивности цвета к пасте, приготовленной из испытуемого
образца.
Наносят пасту, приготовленную из испытуемого образца, и две
выбранные эталонные пасты в одном направлении на предметное стекло в
виде непрозрачных полосок, шириной не менее 25 мм и длиной не
менее 40 мм так, чтобы края их соприкасались. Сравнивают интенсивность
цвета паст, рассматривая полоски в рассеянном свете сразу после
нанесения. При отсутствии хорошего дневного освещения сравнение проводят
при искусственном дневном свете.
Выражение результатов
Метод А. Относительную разбеливающую способность испытуемого
образца вычисляют по следующему уравнению, принимая согласованный
образец за 100:
100-т0
тх
где
Ото — масса согласованного образца пигмента, г;
от, — масса испытуемого образца, необходимая для получения такой
же интенсивности цвета, как у согласованного образца пигмента, г.
Метод В. Находят относительную разбеливающую способность
испытуемого образца, выраженную в процентах, из последней графы таблицы
171
против количества согласованного образца, использованного при
приготовлении пасты, интенсивность которой соответствует интенсивности
цвета пасты, приготовленной из испытуемого образца.
Пример — При проведении испытания для приготовления пасты
образца было взято 0,100 г двуокиси титана. Если интенсивность цвета этой
пасты соответствует интенсивности эталонной пасты, приготовленной из
0,120 г согласованного образца пигмента, то относительная
разбеливающая способность испытуемого образца будет равна 120%.
Если интенсивность цвета испытуемой пасты не соответствует точно
интенсивности цвета одной из эталонных паст, можно оценить
относительную разбеливающую способность интерполяцией двух эталонных
паст, наиболее подходящих по интенсивности цвета к испытуемой.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-17, а также указание
на применяемый метод (А или В);
б) тип и идентификацию испытуемого пигмента;
в) отклонения (согласованные или нет) от приведенной выше
методики испытания;
г) результаты испытания;
д) дату испытания.
5.20. Определение стойкости пигментов к миграции
Международный стандарт ИСО 787-22 устанавливает общий метод
сравнения стойкости пигментов к миграции.
Если настоящий общий метод применим к данному пигменту, то в
стандарт на указанный пигмент должна быть включена ссылка на общий
метод с указанием всех модификаций метода, которые могут
потребоваться в связи с особыми свойствами данного пигмента.
Если общий метод не применим к данному пигменту, то необходимо
указать специальный метод определения стойкости пигментов к
миграции.
Приборы и оборудование
Панели. Применяют любые подходящие панели из жести или
алюминия размером 150x100 мм, поверхность которых очищена и слегка
отшлифована.
Шлифовальная бумага.
Черные и белые диаграммы, применяемые при определении укрывис-
тости.
Образец белого покрытия, согласованный между заинтересованными
сторонами.
Сушильный шкаф.
Методика определения
Отбор образцов пигмента производят по ИСО 15528.
172
Дисперсию испытуемого пигмента приготавливают в связующем или
иной среде, согласованной с заказчиком, затем разбавляют ее до
необходимой консистенции. Аналогично готовят дисперсию пигмента сравнения.
Дисперсию испытуемого пигмента наносят согласованным методом
на две трети длины панели так, чтобы образовалась жидкая пленка
толщиной 75-120 мкм.
Затем панель с покрытием высушивают на воздухе или горячей
сушкой. Аналогично подготавливают панель с пигментом сравнения.
Если необходимо, следующий слой покрытия наносят после
шлифования наждачной бумагой нанесенного слоя.
После сушки к части непокрытого участка панели прикрепляют
кусок черно-белой диаграммы. Затем на две трети длины панели наносят
белое покрытие так, чтобы один конец панели был покрыт только
дисперсией испытуемого пигмента, средняя часть — дисперсией испытуемого
пигмента с верхним слоем белого покрытия, другой конец панели —
черно-белая диаграмма с верхним слоем белого покрытия. Верхнее белое
покрытие наносят достаточно толстым слоем, чтобы закрасить
черно-белую диаграмму.
Затем покрытие сушат и сразу после сушки при рассеянном свете
определяют степень миграции в соответствии с требованиями ИСО 3668.
Степень миграции оценивают по разнице в цвете между участком
панелей, покрытых только белой краской, и белой краской с подслоем
пигментной дисперсии и испытуемой пробы. Такую же оценку проводят и
для панели с пигментом сравнения, которую подготавливают аналогично
панели с испытуемым пигментом.
Затем определяют, равна ли, больше или меньше миграция
пигмента на панели с испытуемым пигментом в сравнении с панелью с
пигментом сравнения.
Через 24 ч сравнение повторяют. При необходимости стандарт
допускает применение для оценки степени миграции приборов.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 787-22;
б) тип и обозначение испытуемого продукта;
в) полное описание применяемого связующего, растворителей,
методов нанесения покрытий, марок белой краски и пигментов сравнения,
условий сушки и т.п.;
г) любые отклонения (согласованные или нет) от стандартной
методики;
д) условия оценки степени миграции (естественный или
искусственный свет);
е) результат испытания: миграция меньше, равна или больше, чем в
пробе с пигментом сравнения;
д) дату проведения определения.
173
Глава 6
ЖИДКИЕ ЛАКОКРАСОЧНЫЕ
МАТЕРИАЛЫ
Методы испытаний жидких лакокрасочных материалов уже давно
стандартизованы на национальном уровне [1]. Лучшие из национальных
стандартов стали основой международных стандартов ИСО [2].
В данной главе приведены визуальные методы оценки цвета
прозрачных жидкостей, методы определения реологических свойств
лакокрасочных систем, степени высыхания, содержания органических соединений,
сухого остатка, жизнеспособности и других важнейших технологических
показателей, от которых зависят качество получаемых покрытий,
защитная способность и долговечность [3].
Важнейшим свойством лакокрасочных материалов является вязкость,
которую обычно измеряют с помощью воронок. За последние годы
многие страны разработали собственные стандартизованные воронки
истечения, и трудности корреляции между различными методиками привели к
значительному расхождению при сравнении результатов.
Стандартизация улучшенной конструкции воронки истечения
рекомендована после тщательного рассмотрения экспертной рабочей группой
различных типов воронок для измерения времени истечения
лакокрасочных материалов и относящихся к ним продуктов. Установлено, что
величины времени истечения воспроизводимы только для материалов,
имеющих свойства ньютоновских или близких к ньютоновским жидкостей. Это
ограничивает пределы практического использования воронок, но
измерение времени истечения часто используют для подтверждения
применяемой вязкости.
В разделе приведены требования новой редакции стандарта ИСО
2811 по определению плотности различных видов лакокрасочных
материалов. Наряду с известным пикнометрическим методом в него включены
метод погружения для определения плотности материалов и
полупродуктов с низкой или средней вязкостью, колебательный метод для
определения плотности пастообразных материалов, метод сосуда давления для
определения плотности аэрированных материалов.
174
Международный стандарт ИСО 1524, устанавливающий метод
определения степени перетира красок и подобных продуктов, распространил
свои требования на краски (чернила) для печати.
Важнейшим технологическим показателем лакокрасочных
материалов является укрывистость. Укрывистость зависит от состава
лакокрасочного материала и от структуры пленки, полученной на окрашиваемой
поверхности.
Специалисты Технического комитета ИСО/ТК 35 разработали
комплекс международных стандартов ИСО 6504 на методы определения укры-
вистости как различных типов лакокрасочных материалов, так и
различных сортов лакокрасочных материалов одного типа.
За прошедшие годы отменен международный стандарт ИСО 3172,
который устанавливал метод определения растекаемости красок при
нанесении их кистью на поверхности большой площади. Отменен также
международный стандарт ИСО 7254 на метод определения скорости
распределения краски при нанесении кистью.
Указанные методы нанесения практически не применяются в
народном хозяйстве большинства стран при окрашивании больших площадей.
6.1. Определение цвета
ВИЗУАЛЬНЫЙ МЕТОД ОПРЕДЕЛЕНИЯ ЦВЕТА ПО
ШКАЛЕ ГАРДНЕРА
Международный стандарт ИСО 4630-1 устанавливает визуальный
метод определения цвет"а прозрачных, а также желтых/коричневых
жидкостей по колориметрической шкале Гарднера от № 1 до № 18. Метод
применим к быстровысыхающим маслам, лакам и растворам жирных
кислот, полимеризуемым жирным кислотам, смолам, талловому маслу,
жирным кислотам таллового масла и подобным продуктам. Указанный
стандарт соответствует стандарту ASTM D1544-98.
Сущность метода заключается в визуальном сравнении цвета пробы
со стандартными цветами колориметрической шкалы Гарднера.
Реактивы и материалы
Для приготовления растворов используют реактивы аналитического
качества и дистиллированную воду.
Соляная кислота, разбавленная 1+17.
Раствор гексахлорплатината (IV) калия. Растворяют 790 мг гексахлор-
платината (IV) калия (K2PtCl6) в разбавленной соляной кислоте в 100 мл
мерной колбе с одной меткой. Колба при растворении соли нагревается.
Раствор охлаждают до 20°С и доводят до метки.
Раствор хлорида кобальта (II). Растворяют 40 г хлорида кобальта
(СоС12Н20) в 120 г разбавленной соляной кислоты.
Раствор хлорида железа (III). Растворяют 1000 г гексагидрата хлорида
железа (FeCl36H20) в 240 г разбавленной соляной кислоты при
небольшом нагреве в случае необходимости. Регулируют концентрацию раствора
175
так, чтобы он имел точно тот же самый цвет, как цвет недавно
приготовленного раствора концентрацией 30 г/л двухромовокислого калия
(К2Сг207) в концентрированной серной кислоте (р=1,84). Определяют
цвет раствора спектрометром.
Приборы и оборудование
Эталонные цветные стандарты Гарднера. В стандарте приведены
требования к цветным стандартам шкалы Гарднера от № 1 до № 18
(координаты цветности, коэффициенты пропускания света, допуски
прозрачности).
Рабочие стандарты. В работе применяют стеклянные стандарты или
стандарты с цветной жидкостью в пробирке, цвет которых отличается от
цвета эталонных стандартов в строго определенных допусках. В спорных
случаях следует применять эталонные стандарты.
Для окрашенных жидких стандартов применяют растворы гексахлор-
платината (IV) калия (табл. 6.1) и растворы хлорида железа (III) и
хлорида кобальта (II) в соляной кислоте (табл. 6.2).
Растворы №№ 1-8 готовят добавлением раствора из микробюретки в
мерную колбу с одной меткой (см. табл. 6.1).
Таблица 6.1
Состав окрашенных растворов Гарднера №№ 1-8
Номер окрашенного
стандарта
1
2
3
4
5
6
7
8
Объем раствора гексах-
лорплатината (IV) калия
3,48
5,47
8,42
6,58
9,6
5,35
8,1
10
Объем колбы
50
50
50
25
25
10
10
10
Растворы №№ 9-18 готовят добавлением раствора из микробюретки
в мерную колбу объемом 100 мл с одной меткой (см. табл. 6.2).
Указанные растворы стабильны в течение 6 мес. при хранении в
темноте. Предпочтительно готовить растворы перед применением.
Стеклянные пробирки, прозрачные, бесцветные, круглые, внутреннего
диаметра 10,65±0,025 мм, снаружи диаметр приблизительно 12,5 мм и
длина 114 мм
Цветовой компаратор, с равномерным освещением (освещенность по
МКО — С) для одновременного визуального сравнения двух пробирок в
поперечном направлении.
176
Таблица 6.2
Состав окрашенных растворов Гарднера №№ 9-18
Номер окрашенного
стандарта
9
10
11
12
13
14
15
16
17
18
Объем хлорида
железа (III)
3,8
5Д
7,5
10,8
16,6
22,2
29,4
37,8
51,3
100
Объем хлорида
кобальта (II)
3
3,6
5,3
7,6
10
13,3
17,6
22,8
25,6
0
Объем соляной
кислоты
93,2
91,3
87,2
81,6
73,4
64,5
53
39,4
23,1
0
Методика определения
Отбор проб проводят в соответствии с требованиями ИСО 15528.
Любое помутнение проб следует удалить фильтрацией,
центрифугированием и др. способами.
Заполняют чистую пробирку пробой для определения до уровня, по
крайней мере, 70 мм. При этом следует избегать появления воздушных
пузырьков. Если воздушные пузырьки появились и остаются в пробирке,
их удаляют, применяя нагрев, вакуум, ультразвуковую обработку и т.п.
При этом следует учитывать, что некоторые виды предварительной
обработки могут изменить цвет.
Размещают пробирку с пробой в камере цветового компаратора.
Включают источник света и сравнивают с расстояния 30-50 см
одновременно цвет пробы с цветами двух смежных стандартов.
Выражение результатов
Цвет пробы выражают в единицах шкалы Гарднера, например:
5, 5+,
или
6-, 6,
если цвет пробы лежит между 5 и 6.
Отчет об определении
Отчет об определении должен содержать, по крайней мере,
следующую информацию:
а) ссылку на международный стандарт ИСО 4630-1;
б) все детали, необходимые для идентификации исследованного
продукта;
в) использовались ли стеклянные стандарты или стандарты с цветной
жидкостью;
177
г) проводилась ли какая-нибудь предварительная обработка продукта;
д) результат определения;
е) любые отклонения от стандартного метода;
ж) дата определения.
СПЕКТРОФОТОМЕТРИЧЕСКИЙ МЕТОД
ОПРЕДЕЛЕНИЯ ЦВЕТА ПО ШКАЛЕ ГАРДНЕРА
Международный стандарт ИСО 4630-2 устанавливает спектрофотомет-
рический метод определения цвета прозрачных, а также
желтых/коричневых жидкостей по колориметрической шкале Гарднера, описанной в ИСО
4630-1. Метод применим к быстровысыхающим маслам, лакам и
растворам жирных кислот, полимеризуемым жирным кислотам, смолам, талло-
вому маслу, жирным кислотам таллового масла и подобным продуктам.
Данный метод более точный, чем визуальный.
Сущность метода заключается в спектрофотометрическом
определении цвета пробы. Результат определения может быть выражен в единицах
колориметрической шкалы Гарднера.
Приборы и оборудование
Спектрофотометр, результаты измерения которого выражены в
единицах колориметрической шкалы Гарднера. Допускается использование
других типов приборов, соответствующих требованиям стандарта МКО
15.2.
Стеклянные кюветы с оптической длиной пути 10 мм.
Стеклянные пробирки — см. ИСО 4630-1.
Методика определения
Отбор проб проводят в соответствии с требованиями ИСО 15528.
Любое помутнение проб следует удалить фильтрацией,
центрифугированием и др. способами.
При определении следует избегать появления воздушных пузырьков.
Если воздушные пузырьки появились и остаются в пробирке, их удаляют,
применяя нагрев, вакуум, ультразвуковую обработку и т.п.
При этом следует учитывать, что некоторые виды предварительной
обработки могут изменить цвет.
Калибровку прибора проводят согласно инструкциям изготовителя.
Заполняют пробой стеклянную кювету или пробирку и измеряют цвет
пробы.
Выражение результатов
Цвет пробы выражают в единицах шкалы Гарднера. Прибор должен
быть откалиброван согласно требованиям, приведенным в приложении к
стандарту.
Отчет об определении
Отчет об определении должен содержать, по крайней мере,
следующую информацию:
а) ссылку на международный стандарт ИСО 4630-2;
178
б) все детали, необходимые для идентификации исследованного
продукта;
в) проводилась ли какая-нибудь предварительная обработка продукта;
г) результат определения;
д) любые отклонения от стандартного метода;
е) дата определения.
ВИЗУАЛЬНЫЙ МЕТОД ОПРЕДЕЛЕНИЯ ЦВЕТА ПО
ПЛАТИНОВО-КОБАЛЬТОВОЙ ШКАЛЕ
Международный стандарт ИСО 6271-1 устанавливает визуальный
метод оценки цвета прозрачных жидкостей, используемых в лакокрасочной
промышленности, по платиново-кобальтовой шкале.
Реактивы и материалы
Вода дистиллированная.
Гексахлорплатинат (IV) калия.
Гексагидрат хлорида кобалъта(Н).
Соляная кислота, /7=1.19.
Приборы и оборудование
Применяют обычное лабораторное оборудование и оборудование,
указанное ниже.
Пробирки сравнения цвета из оптически чистого стекла
вместимостью 100 мл. Пробирки должны иметь плоское основание и стеклянные
крышки. На пробирках вверху должна быть метка на высоте меду 275 мм
и 295 мм. Градуировочные отметки должны быть нанесены с шагом 3
мм.
Цветовой компаратор для визуального сравнения цвета пробирок.
Спектрофотометр, работающий в диапазоне волн 430, 455, 480 и 510
нм.
Кюветы с оптической длиной пути 10 мм.
Цветные стандарты. В стакан объемом 400 мл вносят 1,245 г хлор-
платината калия и 1,000 г гексагидрата хлорида кобальта (II). Затем
добавляют 100 мл воды и 100 мл соляной кислоты и нагревают, если
необходимо, до получения прозрачного раствора. После охлаждения раствор
количественно переносят в мерную колбу объемом 1 л и доводят водой
до метки. Данный исходный раствор используют для приготовления
стандартных растворов платиново-кобальтовой шкалы согласно табл. 6.3.
После заполнения трубок исходным раствором его доводят водой до
отметки, перемешивают, закрывают пробкой, герметизируют ее
шеллаком или другой замазкой и наносят маркировку в единицах платиново-
кобальтовой шкалы.
Основной раствор хранят в темноте не более 1 года. Стандартные
растворы хранят в темноте не более 6 мес. Осадок в растворах
недопустим. Предпочтительно эти растворы следует готовить пред
использованием.
179
Таблица 6.3
Стандартные растворы сравнения по
платиново-кобальтовой шкале
Методика определения
Представительную пробу
продукта отбирают в соответствии с
требованиями ИСО 15528.
Цвет пробы определяют
сравнением со стандартными растворами с
помощью компаратора. Любое
помутнение проб следует удалить
фильтрацией, центрифугированием и
др. способами. Если воздушные
пузырьки появились и остаются в
пробирке, их удаляют, применяя нагрев,
вакуум, ультразвуковую обработку и
т.п.
При этом следует учитывать, что
некоторые виды предварительной
обработки могут изменить цвет.
Выражение результатов
Цвет пробы выражают в
единицах платино-кобальтовой шкалы.
Если цветовые характеристики
пробы отличаются от цвета
стандартных растворов, то указывают
дробное значение и, при
необходимости, описывают оттенок пробы.
Отчет об определении
Отчет об определении должен
содержать следующую информацию:
а) ссылку на международный
стандарт ИСО 6271-1;
б) вид и характеристику
определяемого вещества;
в) любые отклонения от
стандартного метода;
г) результат определения (если
проба обрабатывалась перед определением, это отмечают в отчете);
д) дату проведения определения.
СПЕКТРОФОТОМЕТРИЧЕСКИЙ МЕТОД
ОПРЕДЕЛЕНИЯ ЦВЕТА ПО ПЛАТИНОВО-
КОБАЛЬТОВОЙ ШКАЛЕ
Международный стандарт ИСО 6271-2 устанавливает спектрофотомет-
рический метод определения цвета прозрачных жидкостей по
платино-кобальтовой шкале, описанной в ИСО 6271-1. Данный метод более точный,
чем визуальный.
Единицы цвета
платиново-кобальтовой
шкалы
0
5
10
20
30
40
50
60
70
80
90
100
125
150
200
250
300
350
400
450
500
Объем исходного
раствора, мл
0
1
2
4
6
8
10
12
14
16
18
20
25
30
40
50
60
70
80
90
100
180
Сущность метода заключается в спектрофотометрическом
определении цвета пробы. Результат определения может быть выражен в единицах
платино-кобальтовой шкалы.
Приборы и оборудование
Спектрофотометр, результаты измерения которого выражены в
единицах платино-кобальтовой шкалы. Допускается использование других
типов приборов, соответствующих требованиям стандарта МКО 15.2.
Стеклянные кюветы с оптической длиной пути 50 мм.
Стеклянные пробирки — см. ИСО 6271-1. Измерения с применением
стеклянных пробирок могут быть менее точны, чем с применением
кювет.
Методика определения
Представительную пробу продукта отбирают в соответствии с
требованиями ИСО 15528.
Любое помутнение проб следует удалить фильтрацией,
центрифугированием и др. способами. Если воздушные пузырьки появились и
остаются в пробирке, их удаляют, применяя нагрев, вакуум, ультразвуковую
обработку и т.п.
Калибровку прибора проводят согласно инструкциям изготовителя.
Заполняют пробой стеклянную кювету или пробирку и измеряют цвет
пробы.
Выражение результатов
Цвет пробы выражают в единицах платино-кобальтовой шкалы.
Отчет об определении
Отчет об определении должен содержать, по крайней мере,
следующую информацию:
а) ссылку на международный стандарт ИСО 6271-2;
б) все детали, необходимые для идентификации исследованного
продукта;
в) проводилась ли какая-нибудь предварительная обработка продукта;
г) результат определения;
д) любые отклонения от стандартного метода;
е) дата определения.
6.2. Определение вязкости
МЕТОД ВОРОНОК
Международный стандарт ИСО 2431 устанавливает метод
определения времени истечения лакокрасочных материалов и относящихся к ним
продуктов, который может быть использован для контроля вязкости. В
указанном стандарте предусмотрены три воронки одинакового размера с
диаметрами сопел 3 мм, 4 мм, 5 мм и 6 мм.
В данном разделе описана методика, опубликованная в четвертом
издании ИСО 2431. В первом издании ИСО 2431, опубликованном в
1972 г., была включена только одна воронка с диаметром сопла 4 мм.
181
Второе издание включало три воронки с диаметрами сопла 3 мм, 4 мм и
6 мм. В третьем издании были исправлены некоторые ошибки на
чертежах.
Лакокрасочные материалы часто содержат компоненты,
уменьшающие текучесть и повышающие их вязкость. Такие лакокрасочные
материалы проявляют аномальные свойства текучести, которые можно
правильно оценить только с применением вискозиметров, работающих при
высокой скорости сдвига.
Однако лаки и смолы могут проявлять ньютоновскую и близкую к
ньютоновской текучесть при более высоких значениях вязкости, и в
таких случаях воронки истечения могут давать хорошие результаты при
контроле вязкости. Для выполнения этих требований ИСО 2431
предусматривает воронки истечения, пригодные для определения вязкости до
700 мм2/с
Данный метод применяют только для испытания таких материалов, у
которых момент прекращения вытекания из сопла воронки может быть
точно определен. Величину этого момента трудно зафиксировать и
воспроизвести для материалов со временем истечения, превышающим 100 с.
В ИСО 2431 приведены следующие важнейшие термины и
определения:
время истечения — промежуток времени в секундах от момента
истечения испытуемого материала из сопла заполненной воронки до
момента первого прерывания струи вытекающего материала вблизи сопла;
ньютоновское истечение — тип истечения, присущий материалу, у
которого отношение напряжения сдвига к градиенту скорости сдвига не
изменяется в зависимости от времени или градиента скорости. Если
отклонения этого отношения невелики и влияние на вязкость механического
воздействия, например, перемешивания, незначительно, то материал
относят к продуктам, имеющим истечение, близкое к ньютоновскому;
аномальное истечение — тип истечения, присущий материалу, у
которого при постоянной температуре отношение напряжения сдвига к
градиенту скорости зависит либо от времени, либо от напряжения сдвига.
Например, перемешивание или другое механическое воздействие на тиксо-
тропные материалы непосредственно перед испытанием уменьшает время
истечения по сравнению с неперемешанным образцом. При испытании
таких материалов получаются неопределенные и различные величины
времени истечения при использовании всех воронок истечения;
динамическая вязкость — отношение применяемого напряжения
сдвига к градиенту скорости. Величину динамической вязкости в системе СИ
измеряют в паскаль-секундах (Па-с). Обычно ее выражают в сантипуазах
(сП); 1 сП=1 мПа-с;
кинематическая вязкость — отношение динамической вязкости к
плотности жидкости. Величину кинематической вязкости в системе СИ
измеряют в м2/с. Обычно ее выражают в сантистоксах (сСт); 1 сСт=1
мм2/с
Влияние температуры на время истечения имеет большое значение
для свойств при нанесении материала и зависит от типа материала.
182
Для международной стандартизации необходимо выбрать одну
температуру испытания — в ИСО 2431 принята температура 23±0,5°С. Однако
допускается проводить сравнительные испытания при другой
согласованной температуре, например, 25°С.
Контроль вязкости по времени истечения на практике обычно
проводят при согласованной температуре, при этом ее колебания не должны
превышать 0,5°С в течение испытания.
Приборы и оборудование
Воронки. Размеры и допуски воронок ИСО, разрешенные при
изготовлении, должны соответствовать приведенным на рис. 6.1. Наиболее
жесткие требования предъявляются к внутреннему диаметру выходного
отверстия воронки, так как время истечения обратно пропорционально
его размеру.
Сопло воронки должно быть выполнено из нержавеющей или
закаленной стали, а корпус воронки должен быть выполнен из коррозионно-
стойкого материала, устойчивого к действию испытуемых продуктов.
*.
-с
о
о
о
= 0.5 ц
x^V
у////.
■п тех. У
/\
>
о С =0.1
0.1 max.
^ '
С В =0.01
Размеры
А
В
С
Величины для данных воронок, мм
3
63
3
5
4
62,7
4
6
5
62,4
5
7
6
62,1
6
8
Рис. 6.1. Воронка
Размеры, не указанные в стандарте, например, толщина стенок,
должны быть такими, чтобы обеспечивать нормальную работу воронки.
Рекомендуется воронка с внешним видом, изображенным на рис. 6.1, но
183
ее можно модифицировать для более удобного использования или
изготовления при условии, что для защиты от случайных повреждений
входное отверстие сопла защищено муфтой.
Внутренние поверхности воронок, включая сопло, должны быть
гладкими, не содержащими следов обработки, кратеров, трещин и заусенцев,
которые могут повлиять на равномерное истечение или удерживать в
воронке образец или промывочный материал.
Стандартная обработка поверхности должна обеспечивать
максимальную шероховатость, не превышающую 0,5 мкм.
Воронки истечения сходных размеров обеспечивают получение
примерно одинакового времени истечения ньютоновских жидкостей при
строго одинаковой температуре.
Использование таких жидкостей для калибровки воронок является
удобным средством для проверки воронок на соответствие стандарту, а
также для периодической проверки их годности.
Для калибровки каждой воронки используют стандартное масло с
известной кинематической вязкостью и вычерчивают график зависимости
кинематической вязкости от температуры по данным о масле, указанным
поставщиком.
Используя стандартную методику, определяют время истечения масла
при известной температуре в пределах от 20°С до 30°С, измеренной с
погрешностью не более 0,ГС.
Записывают время истечения с погрешностью не более 0,2 с, которое
должно находиться в интервале от 30 с до 100 с, предпочтительнее в
средней точке этого интервала. На основании полученного графика
определяют кинематическую вязкость при температуре испытания. Используя
соответствующий калибровочный график, приведенный в стандарте,
определяют время истечения, соответствующее этой кинематической вязкости.
Если две полученные величины времени истечения отличаются не
более чем на 3%, то воронку считают пригодной для использования.
В целях контроля применяют поправочный коэффициент,
соответствующий отклонению времени истечения от полученного при
использовании масла.
Каждая воронка истечения должна быть промаркирована и на
этикетке должны быть следующие данные:
а) назначение воронки: ИСО 2431, №3, №4, №5 или №6;
б) клеймо изготовителя;
в) сведения об изготовителе или товарный знак.
Воронку очищают сразу же после испытания до начала высыхания
материала, используя соответствующий растворитель. Для чистки воронки
нельзя пользоваться металлическим инструментом или проволокой. Если
сопло воронки загрязнено сухими остатками материала, их размягчают
соответствующим растворителем и осторожно очищают, например,
пропуская через сопло мягкую тряпку. Периодически необходимо проводить
профилактическую проверку воронки, проверяя ее калибровку.
Термометр с ценой деления 0,ГС и с погрешностью измерения не
более 0,2°С.
184
Штатив для подвешивания воронки, снабженный регулировочными
винтами.
Уровень, предпочтительно кольцевого типа.
Плоская стеклянная пластинка или скребок с прямыми краями.
Секундомер или другой соответствующий ему прибор с ценой деления
0,5 с или менее и с погрешностью не более 0,2% при продолжительности
испытания 60 мин.
Помещение с контролируемой температурой или термостат, в которых
воронка и образец могут выдерживаться при рекомендуемой постоянной
температуре.
Методика определения
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513. Перед испытанием образец фильтруют через
соответствующий фильтр в чистую сухую емкость.
Это является обязательным для арбитражного образца.
Для проведения испытания достаточно иметь 150 мл
профильтрованного материала. Необходимо тщательно перемешивать материал, избегая
потери растворителя при испарении.
Предварительная проверка. Эта проверка проводится для выяснения
пригодности материала к испытанию, т.е. является ли материал
ньютоновской или неньютоновской жидкостью.
Выбирают воронку, позволяющую получить время истечения
материала от 30 с до 100 с.
Определяют время истечения по методике, изложенной ниже,
убедившись в том, что перед заливкой в воронку материал был хорошо
перемешан. Отнимают палец от отверстия воронки не более чем через 5 с
после ее заполнения.
Повторяют измерение, отнимая палец от отверстия воронки через 60
с после ее заполнения.
При различии результатов этих двух определений более чем на 10%,
продукт рассматривают как неньютоновский; он не может быть
использован для контроля вязкости с помощью воронки истечения.
Определение времени истечения. Выбирают воронку, обеспечивающую
время истечения испытуемого материала в пределах 20-100 с,
предпочтительнее 30-100 с.
Устанавливают температуру отфильтрованного образца и воронки
истечения 23±0,5°С или согласованную температуру
При проведении испытаний в помещении с контролируемой
температурой целесообразно до начала проведения фильтрования образец и
воронку кондиционировать в этом помещении.
Образец считают готовым к испытаниям по окончании выделения
пузырьков воздуха, образующихся в процессе фильтрации и
перемешивания продукта. Непосредственно перед заполнением воронки проверяют
соответствие температуры образца заданным требованиям с погрешностью
не более 0,5°С.
185
Прикрепляют воронку истечения на штатив, помещенный в
защищенном от сквозняков месте. С помощью уровня и регулировочного
винта штатива устанавливают воронку в строго горизонтальном положении.
Отверстие воронки закрывают пальцем и, во избежание образования
пузырьков воздуха, медленно заполняют воронку свежепрофильтрованным
образцом. При образовании пузырьков позволяют им всплыть на
поверхность, а затем удаляют. При правильном расположении воронки излишек
испытуемого материала будет равномерно перетекать в кольцевую канавку
у верхнего края воронки. Образовавшийся на поверхности образца
мениск удаляют, проводя скребком с прямыми углами по окружности
воронки, или сдвигая по верхнему краю воронки стеклянную пластинку с
закругленными краями так, чтобы между стеклом и поверхностью образца
не образовались воздушные пузырьки. После удаления пластинки уровень
образца должен совпадать с верхним краем воронки.
Помещают под воронку сосуд так, чтобы расстояние между
отверстием воронки и поверхностью слитого образца было не менее 100 мм.
Убирают палец, закрывающий отверстие воронки, и одновременно включают
секундомер. Выключают секундомер в момент первого прерывания струи
вытекающего материала вблизи сопла.
Время истечения определяют с погрешностью не более 0,5 с. Если
испытание проводят в помещении, где не выдерживаются температурные
условия, то в струю вытекающего образца помещают термометр так,
чтобы он не мешал наблюдению за истечением материала. Эту операцию
удобно проводить, помещая термометр в специальном зажиме с
подсветкой под углом к направлению вытекающей струи образца и полностью
погружая в струю образца на расстоянии не менее 100 мм от отверстия
воронки. Желательно использовать термометр, который применяли для
определения первоначальной температуры образца. Результаты обоих
измерений не должны отличаться более чем на 0,5°С.
Повторные измерения. Используя оставшуюся часть образца,
проводят второе измерение, следя за тем, чтобы рабочая температура
оставалась в требуемых пределах. Время истечения определяют с
погрешностью не более 0,5 с. Среднюю величину рассчитывают по двум
измерениям.
Если результаты двух измерений отличаются от среднего значения
более чем на 5%, то проводят третье измерение. Если результаты третьего
измерения и одного из предыдущих измерений отличаются не более чем
на 5%, другие измерения в расчет не принимают. Результат рассчитывают
как среднеарифметическую величину двух измерений.
Если третье измерение не удовлетворяет вышеуказанному
требованию, то данный метод определения не пригоден из-за аномального
истечения жидкости. В этом случае необходимо использовать другие методы
испытания.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2431;
б) тип и марку испытуемого продукта;
186
в) номер используемой воронки (№№ 3-6) и товарный знак
изготовителя на воронке;
г) температуру испытаний;
д) время истечения (в целях контроля должны быть также указаны
отдельные величины);
е) любое отклонение от указанной методики испытания;
ж) дату испытания.
МЕТОД ПЛОСКОКОНИЧЕСКОГО ВИСКОЗИМЕТРА
Международный стандарт ИСО 2884-1 устанавливает метод
определения динамической вязкости красок, лаков и подобных продуктов при
скорости сдвига от 9000 с1 до 12000 с1.
Метод, установленный в ИСО 2884-1, применим для всех
лакокрасочных материалов, независимо от того, являются они ньютоновыми
жидкостями или нет. Материалы с низкой степенью перетира при
испытании могут показать неверные результаты.
Метод по ИСО 2884-1 дополняет метод по ИСО 2431.
Приборы и оборудование
Вискозиметр типа «конус-плоскость», обеспечивающий скорость
сдвига в диапазоне 9000-12000 с1. Применяемый прибор должен быть
согласован между заинтересованными сторонами, и подробности приведены в
отчете об определении.
Подготовка к определению
Представительный образец продукта отбирают в соответствии с
требованиями ИСО 15528, затем исследуют и подготавливают для испытания
в соответствии с требованиями ИСО 1513.
Во всех случаях образец помещают в чистый сосуд, возможный
осадок распределяют перемешиванием, не допуская образования воздушных
пузырьков. Объем образца должен быть достаточным для того, чтобы
заполнить вискозиметр.
Прибор проверяют ежедневно при регулярном применении или
непосредственно перед применением, проводя испытания с
использованием стандартных очищенных минеральных масел (не менее трех проб с
вязкостью между 0,05 Пас и 0,5 Пас), имеющих ньютоновские
характеристики и известные значения вязкости. Если полученные данные
отличаются от известных величин вязкости стандартных масел более чем на
5%, прибор следует передать на проверку или вернуть изготовителю для
калибровки. Применения кремнийорганических масел рекомендуется
избегать из-за их тенденции загрязнять приборы и из-за размазывания при
высоких скоростях сдвига.
Важно, чтобы температура во время определения оставалась
неизменной. Чтобы проверить точность регулирования температуры, проводят
испытание, применяя стандартное очищенное минеральное масло с высокой
вязкостью. Испытание проводят в течение 5 мин, после чего показание
не должно снизиться более чем на 10%. Если снижение превышает 10%,
187
прибор считается непригодным для определения вязкости при высокой
скорости сдвига по ИСО 2884-1.
Методика определения
Определение проводят при тщательно контролируемой температуре
23+0,2°С. Непосредственно после приготовления образца дважды
проводят операции в следующем порядке.
Температуру неподвижной части вискозиметра регулируют до
температуры 23+0,2°С или до другого значения, принятого по соглашению.
Определенное количество продукта для испытания переносят в
вискозиметр, следя за тем, чтобы в вискозиметр не попадали пузырьки воздуха.
Выдерживают прибор в течение заданного времени, необходимого
для того, чтобы температура образца достигла установленной.
Приводят в действие ротор и записывают показание на шкале в тот
момент, когда указатель стабилизируется.
В некоторых случаях трудно судить, являются ли полученные
показания постоянными. Поэтому, если указатель не стабилизируется после
15 с, записывают показание на 15 с, а отсутствие постоянных показаний
прибора следует отразить в отчете об определении.
Если показание не обозначает непосредственно величину вязкости,
умножают полученное значение на соответствующий переводной
коэффициент или строят соответствующую калибровочную кривую для получения
величины вязкости.
Статор и ротор тщательно очищают после каждого испытания,
используя соответствующий растворитель. Методика определения будет
зависеть от вида прибора, но следует обратить внимание на то, чтобы
полностью удалить весь испытуемый материал и очищающий растворитель.
Не следует использовать дополнительные инструменты, которые могут
повредить прибор. Нельзя использовать металлические инструменты для
очистки.
Точность метода
Результаты двух определений, полученные на одном и том же
приборе непосредственно один за другим в одной и той же лаборатории одним
и тем же оператором, не должны отличаться более чем на 5% от их
среднего значения.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2884-1;
в) температуру, при которой проводится определение;
г) результаты испытания в Пас или мПа-с;
д) любые отклонения от описанной методики, допущенные по
соглашению или по другим причинам;
е) дату проведения испытания.
188
МЕТОД ДИСКОВОГО ИЛИ ШАРИКОВОГО
ВИСКОЗИМЕТРА
Международный стандарт ИСО 2884-2 устанавливает общий метод
определения вязкости красок, лаков и подобных продуктов. Измеряемая
вязкость — до 34 Пас, как правило, в условиях производства материалов
и их разбавления.
Метод по ИСО 2884-2 дополняет методы по ИСО 2431 и ИСО
2884-1.
Приборы и оборудование
Вискозиметр с вращающимся шариком или диском. Применяют
вискозиметры для ньютоновой жидкости с цифровым дисплеем или аналоговой
шкалой со скоростью вращения шпинделя 562 об/мин ± 2%. Приборы
могут использоваться в лаборатории и в условиях производства для
определения вязкости продукта и контроля вязкости в течение
производственного процесса.
Дисковый шпиндель (тип 1, диаметр 58 мм), для использования при
вязкости ньютоновой жидкости до 1 Пас (со скоростью сдвига
приблизительно 200 с-1. В диске предусматривают поперечные каналы для
тонкого перемешивания.
Шаровые шпиндели (типы 2 и 3), для использования при вязкости
ньютоновой жидкости до 6,5 Пас (тип 2, диаметр шара 31,75 мм) и
34 Пах (тип 3, диаметр шара 19,05 мм), со средней скоростью сдвига
приблизительно 44 с1 и 20 — с ' соответственно.
Стандартный контейнер, включая цилиндрические банки для
краски, емкостью 250 мл с внутренним диаметром 74 мм, высотой 74 мм и
диаметром отверстия наполнения 61 мм. Если применят другую емкость,
то вискозиметр должен быть калиброван для нового сосуда.
Термостат для контейнера, способный поддерживать температуру
жидкости в пределах 23±0,3°С.
Калиброванный термометр, с точностью до 0,3°С и градуированный с
промежутками в 0,2°С.
Градуировонные жидкости. Применяют стандартные минеральные
масла, имеющие свойства ньютоновой жидкости, с вязкостью в пределах
±2% от заявленных значений. Вязкость стандартных жидкостей должна
быть определена в аккредитованной лаборатории с использованием
одного из методов по ИСО 3104 или ИСО 3105.
Подготовка к определению
Представительный образец продукта отбирают в соответствии с
требованиями ИСО 15528, затем исследуют и подготавливают для испытания
в соответствии с требованиями ИСО 1513.
Во всех случаях образец помещают в чистый сосуд, пропуская через
сито с номинальным размером отверстия 125 мкм. Объем образца должен
быть достаточным для того, чтобы заполнить стандартный контейнер
объемом 250 мл до 15 мм от верха контейнера.
189
Температуру вискозиметра регулируют до температуры 23±0,2°С или
до другого значения, принятого по соглашению. Затем проводят
определение вязкости градуировочных масел.
Определение проводят согласно инструкциям изготовителя прибора в
стандартном контейнере. Полученные значения не должны отличаться
больше чем на ±5% от гарантированных величин вязкости. Если
снижение превышает 5%, прибор должен быть заново откалиброван или
возвращен изготовителю для регулирования.
Методика определения
Определение должно быть выполнено при 23±0,5°С, если нет иного
соглашения между заинтересованными сторонами. До использования
прибор должен быть чистым и свободным от любых осадков. Пробу
заливают в стандартный контейнер на 250 мл и после достижения теплового
равновесия при установленной температуре определения проводят
измерения вязкости.
Затем диск или шар вискозиметра погружают в пробу; после этого
проводят определение вязкости при 562 об/мин ± 2% в соответствии с
указаниями изготовителя применяемого вискозиметра. Повторное
определение проводят через 5 мин.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2884-2;
в) температуру, при которой проводится определение;
г) тип используемого прибора;
д) размер контейнера для испытаний;
е) результаты испытания, выраженные в Пах;
ж) любые замеченные тиксотропные свойства материала;
з) любые отклонения от описанной методики, допущенные по
соглашению или по другим причинам;
и) дату проведения испытания.
6.3. Определение плотности
ПИКНОМЕТРИЧЕСКИЙ МЕТОД
Международный стандарт ИСО 2811-1 устанавливает метод
определения плотности жидких лакокрасочных материалов и полупродуктов.
Метод определения ограничен материалами низкой или средней вязкости в
температуре определения. Пикнометр Хаббарда может использоваться для
очень вязких материалов.
Сущность метода заключается в определении массы испытуемого
материала, помещенного в пикнометр с известной вместимостью, при
определенной температуре.
190
Приборы и оборудование
Стеклянные пикнометры вместимостью от 10 мл до 100 мл (рис. 5.3 и
6.2) или металлический пикнометр с объемом 50 мл или 100 мл
(рис. 6.3).
Рис. 6.2. Пикнометр Хаббарда
Рис. 6.3. Металлический пикнометр
Термометр с ценой деления 0,2°С и точностью измерения до 0,2°С.
Водяная баня или помещение с постоянной температурой,
поддерживающие температуру испытания в пределах 0,5°С, если требуется
высокая степень точности, или в пределах 2°С для производственного
контроля.
Аналитические весы с точностью взвешивания до 1 мг для
взвешивания пикнометров объемом до 50 мл и до 10 мг для взвешивания
пикнометров объемом от 50 мл до 100 мл.
Контейнер для защиты пикнометра от пыли.
Методика определения
Образцы лакокрасочного материала отбирают и подготавливают для
испытания согласно требованиям ИСО 15528 и ИСО 1513. Определение
191
проводят дважды с использованием свежей пробы. Пикнометры должны
быть откалиброваны снова после 100 измерений или после обнаружения
любых изменений и дефектов. Пикнометр при измерениях должен быть в
контейнере для защиты от пыли.
Калибровка пикнометра. Стеклянный пикнометр промывают
поочередно очищающим раствором, дистиллированной водой и растворителем,
не оставляющим остатка при испарении. Пикнометр тщательно
высушивают. Металлический пикнометр очищают растворителем, не
оставляющим остатка при испарении, и сушат.
Пикнометр выдерживают до достижения комнатной температуры и
взвешивают. Если требуется максимальная точность, то очистку, сушку и
взвешивание пикнометра продолжают до тех пор, пока расхождения
между двумя последующими взвешиваниями не будут меньше или равны
0,5 мг.
Пикнометр заполняют дистиллированной или деионизированной
водой при температуре не более, чем на ГС ниже температуры испытания
(23±0,5°С). Пикнометр закрывают пробкой или колпачком, оставляя
переливное отверстие открытым. Следует принимать меры для
предотвращения образования пузырьков в пикнометре.
Пикнометр ставят на водяную баню или в помещение с постоянной
температурой до достижения постоянной температуры пикнометра и его
содержимого. Удаляют перелив, вытирая пикнометр бумажной салфеткой
и тщательно его высушивая снаружи. Образовавшийся впоследствии
перелив удалять не следует (см. прим. 1).
Заполненный пикнометр сразу же взвешивают с точностью до 1 мг
для пикнометров объемом до 50 мл и до 10 мг для пикнометров объемом
от 50 мл до 100 мл.
Примечания:
1. При прикосновении к пикнометру голыми руками его температура
повышается и это может привести к увеличению перелива через переливное отверстие.
Кроме того, на пикнометре остаются отпечатки пальцев. Поэтому пикнометр
следует брать щипцами или руками в перчатках из сухого поглощающего материала.
2. Заполненный пикнометр рекомендуется взвешивать сразу после его
заполнения и проводить взвешивание быстро, чтобы свести до минимума потерю массы,
происходящую в результате испарения воды через переливные отверстия и в
результате перелива после первого высушивания.
Объем пикнометра (V) в миллилитрах вычисляют по уравнению:
W7 — П1
V= ' ° -0,99985,
р-0,0012
где
rtii — масса пикнометра с дистиллированной водой, г;
т0 — масса пустого пикнометра, г;
0,0012 — плотность воздуха, г/см3;
0,99985 — поправочный коэффициент, учитывающий плотность
металла весов относительно плотности воздуха (см. стандарт);
192
p — плотность воды при температуре испытания, г/см3 (данные по
плотности чистой воды, свободной от воздуха, приведены в стандарте).
Определение плотности продукта. Повторяют определение по
указанной выше методике, используя вместо дистиллированной воды
испытуемый продукт. С поверхности пикнометра удаляют остатки краски,
вытирая его абсорбирующим материалом, смоченным соответствующим
растворителем, а затем насухо протирают чистым абсорбирующим
материалом.
Примечания:
1. При определении плотности пигментированных продуктов могут возникнуть
затруднения при удалении остатков пигмента, особенно с притертых поверхностей
стекла. Эти остатки можно удалить с помощью ультразвука в водяной бане или
бане с растворителем.
2. Для уменьшения погрешностей стыки должны быть хорошо пригнаны. Для
точных определений предпочтительно использование стеклянных пикнометров.
Металлические пикнометры обычно применяют при производственном контроле.
3. Если в пробе содержатся воздушные пузырьки, которые плохо удаляются
при выдержке, то указанный метод неприменим.
Выражение результатов
Плотность продукта при температуре испытания в г/см3 вычисляют
по уравнению:
где
т0 — масса пустого пикнометра, г;
т2 — масса заполненного пикнометра, г;
V — объем пикнометра при температуре испытания, мл.
Калибровку пикнометра и определение плотности необходимо
проводить при одной и той же температуре.
Точность метода
При точном контроле и измерении температуры, т.е. в пределах
0,5°С, можно добиться хорошей сходимости и воспроизводимости
результатов.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт И СО 2811-1;
б) вид и идентификацию испытуемого продукта;
в) характеристики применяемого пикнометра;
г) температуру испытания и допустимые пределы;
д) любые отклонения от методики испытания;
е) результаты определения;
ж) дату испытания.
МЕТОД ПОГРУЖЕНИЯ
Международный стандарт ИСО 2811-2 устанавливает метод
погружения для определения плотности жидких лакокрасочных материалов и по-
193
лупродуктов. Метод ограничен материалами с низкой или средней
вязкостью, метод особенно пригоден для производственного контроля.
Сущность метода заключается в использовании закона Архимеда.
Контейнер с испытуемым материалом помещают на аналитических весах.
Груз в форме шара погружают при температуре 23±0,5°С в испытуемый
продукт и на основании полученных данных до и после погружения
рассчитывают плотность материала.
Приборы и оборудование
Груз шарообразной формы из некоррозивного металла, например, из
латуни, нержавеющей стали, алюминия, объемом 100 мл или 10 мл.
Аналитические весы с точностью взвешивания до 10 мг
Термометр с ценой деления 0,2°С и точностью измерения до 0,2°С.
Помещение с постоянной температурой, поддерживающие температуру
испытания в пределах 0,5°С.
Камера с постоянной температурой, поддерживающая температуру
испытания в пределах 0,5°С.
Тренога или другое пригодное устройство для точного погружения
груза.
Методика определения
Образцы лакокрасочного материала отбирают и подготавливают для
испытания согласно требованиям ИСО 15528 и ИСО 1513. Объем груза
должен быть проверен после 100 измерений или после обнаружения
любых изменений и дефектов.
Определение проводят дважды с использованием свежей пробы.
Калибровка. Металлический шар очищают растворителем, не
оставляющим остатка при испарении, и сушат. Калибровочный материал и
установку для определения выдерживают в помещении с контролируемой
температурой 30 мин. Для калибровки используют жидкость с
плотностью, близкой к плотности исследуемых лакокрасочных материалов.
Заливают в сосуд для определения 400 мл испытуемого материала
для шара объемом 100 мл (или 100 мл для шара объемом 10 мл).
Измеряют термометром температуру испытуемого материала.
Устанавливают сосуд на весы под треногу, записывают массу сосуда
с материалом с точностью до 10 мг. Шар должен погружаться, не касаясь
стенок сосуда.
Шар погружают в сосуд и записывают массу сосуда с материалом с
точностью до 10 мг.
Объем шара (V) в миллилитрах вычисляют по уравнению:
где
т0 — масса сосуда с пробой до погружения шара, г;
mi — масса сосуда с пробой после погружения шара, г;
V — объем шара при температуре испытания, мл;
194
p — плотность калибровочной жидкости при температуре испытания,
г/см3.
Стандартная процедура. Данную методику применяют для обычных
лакокрасочных материалов. Определение плотности для материалов с
быстроиспаряющимся растворителем проводят в камере.
Погружаемый шар должен быть тщательно очищен. Испытуемый
материал и установку для определения выдерживают в помещении с
контролируемой температурой 30 мин.
Заливают в сосуд для определения 400 мл испытуемого материала
для шара объемом 100 мл (или 100 мл для шара объемом 10 мл).
Измеряют термометром температуру испытуемого материала.
Устанавливают сосуд на весы под треногу, записывают массу сосуда
с материалом с точностью до 10 мг. Шар должен погружаться, не касаясь
стенок сосуда.
Погружают шар в пробу, пока поверхность жидкости не достигла
середины сужения на штоке (см. рис. 6.5), и записывают массу сосуда с
материалом с точностью до 10 мг.
Процедура для материалов с быстроиспаряющимся растворителем.
Погружаемый шар должен быть тщательно очищен. Испытуемый материал и
установку для определения выдерживают в камере с контролируемой
температурой 30 мин. Измеряют термометром температуру испытуемого
материала.
Далее определение проводят аналогично процедуре, описанной выше,
но с использованием камеры и закрытых сосудов для краски.
Выражение результатов
Плотность продукта при температуре испытания в г/см3 вычисляют
по уравнению:
где
т0 — масса сосуда с пробой до погружения шара, г;
т2 — масса сосуда с пробой после погружения шара, г;
V — объем шара при температуре испытания, мл.
Результат каждого измерения плотности округляют до ближайших
0,001 г/см3. Калибровку и определение плотности необходимо проводить
при одной и той же температуре.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2811-2;
б) вид и идентификацию испытуемого продукта;
в) характеристики применяемого груза;
г) температуру испытания и допустимые пределы;
д) любые отклонения от методики испытания;
е) результаты определения;
ж) дату испытания.
195
КОЛЕБАТЕЛЬНЫЙ МЕТОД
Международный стандарт ИСО 2811-3 устанавливает колебательный
метод для определения плотности жидких лакокрасочных материалов и
полупродуктов. Метод пригоден для всех материалов, включая
пастообразные. С применением детектора давления можно исследовать и
аэрозоли.
Сущность метода заключается в следующем. U-трубку,
изготовленную из стекла или из нержавеющей стали, заполняют испытуемым
продуктом. Трубка подвергается воздействию колебательного излучения.
Частота резонанса заполненной трубки изменяется с плотностью и массой
содержимого в трубке. На основании полученных данных прибор
рассчитывает плотность материала.
Приборы и оборудование
Генератор, состоящий из U-трубки из стекла или из нержавеющей
стали, и прибора, вызывающего в U-трубке резонансные колебания.
Термометр с ценой деления 0,2°С и точностью измерения до 0,2°С.
Камера с постоянной температурой, поддерживающая температуру
испытания в пределах 0,5°С.
Одноразовый пластиковый шприц, достаточной вместимости для
заполнения U-трубки.
Методика определения
Образцы лакокрасочного материала отбирают и подготавливают для
испытания согласно требованиям ИСО 15528 и ИСО 1513.
Определение проводят дважды с использованием свежей пробы.
Прибор должен быть чистым.
Заполняют U-трубку испытуемым продуктом (около 2 мл) в
соответствии с инструкциями изготовителя генератора. Следует избегать
введения воздушных пузырей, которые приведут к неустойчивым
показателям.
Измерения проводят в соответствии с инструкциями изготовителя
прибора. При использовании прибора, который непосредственно
отображает на дисплее плотность, берут, по крайней мере, три считывания
плотности и, по крайней мере, два замера температуры. Полученные
значения плотности не должны отличаться более чем на 0,0002 г/см3. Если
нет, то делают три или больше определений.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2811-3;
б) вид и идентификацию испытуемого продукта;
в) тип и модель применяемого прибора;
г) температуру испытания и допустимые пределы;
д) любые отклонения от методики испытания;
е) результаты определения, округленные до ближайших 0,0001 г/см3;
ж) дату испытания.
196
МЕТОД СОСУДА ДАВЛЕНИЯ
Международный стандарт ИСО 2811-4 устанавливает метод сосуда
давления для определения плотности лакокрасочных материалов и
полупродуктов. Метод пригоден для материалов, которые аэрированы.
Эмульсионные краски, например, часто захватывают пузырьки воздуха, и они
могут присутствовать при измерении плотности.
Этот метод непригоден для текстурированных красок, которые
содержат грубые частицы.
Сущность метода заключается в следующем. Испытуемый материал
сжимается в цилиндрическом сосуде давления для уменьшения любого
влияния воздушных пузырей. Плотность вычисляют из массы материала и
объема цилиндра.
Приборы и оборудование
Сосуд давления из нержавеющей стали, включающий полый цилиндр
объемом 100 мл с поршнем.
Термометр с ценой деления 0,2°С и точностью измерения до 0,2°С.
Камера с постоянной температурой, поддерживающая температуру
испытания в пределах 0,5°С.
Весы с точностью взвешивания до 10 мг.
Методика определения
Образцы лакокрасочного материала отбирают и подготавливают для
испытания согласно требованиям ИСО 15528 и ИСО 1513.
Определение проводят дважды с использованием свежей пробы.
Сосуд давления должен быть чистым.
Калибровка. Калибровочную воду и сосуд давления для определения
выдерживают в помещении с контролируемой температурой 30 мин.
Сосуд давления взвешивают, заполняют дистиллированной или деионизиро-
ванной водой. Затем в соответствии с инструкциями изготовителя
проводят измерение, повышая давление в сосуде.
Объем сосуда давления (V) в миллилитрах вычисляют по уравнению:
где
т0 — масса пустого сосуда давления, г;
mi — масса сосуда давления с дистиллированной водой, г;
V — объем сосуда давления при температуре испытания, мл.
р — плотность чистой воды, свободной от воздуха при температуре
испытания, г/см3.
Определение. Определение проводят в соответствии с инструкциями
изготовителя прибора.
Выражение результатов
Плотность продукта при температуре испытания в г/см3 вычисляют
по уравнению:
197
где
т0 — масса пустого сосуда давления, г;
т2 — масса сосуда давления, заполненного материалом при
температуре испытания, г;
V — объем сосуда давления при температуре испытания, мл.
Калибровку сосуда давления и определение плотности необходимо
проводить при одной и той же температуре.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2811-4;
б) вид и идентификацию испытуемого продукта;
в) тип и модель применяемого прибора;
г) температуру испытания и допустимые пределы;
д) любые отклонения от методики испытания;
е) результаты определения, округленные до ближайших 0,01 г/см3;
ж) дату испытания.
6.4. Определение степени перетира
Международный стандарт ИСО 1524 устанавливает метод
определения степени перетира красок и подобных продуктов с помощью
соответствующего прибора, градуированного в микрометрах.
В промышленности используют различные приборы для
определения степени перетира, градуированные в условно принятых единицах,
однако их применение не рекомендуется.
ИСО 1524 распространяется на все виды красок и подобных
продуктов, включая краски (чернила) для печати. Из трех типов приборов,
рассмотренных в стандарте, прибор со шкалой деления до 100 мкм
приемлем для общего применения. На приборах со шкалой деления до 50 мкм,
а особенно до 25 мкм, надежные результаты могут быть получены только
при высокой квалификации персонала. Особое внимание требуется при
толковании показаний менее 10 мкм
Сущность метода заключается в определении степени перетира
(показания в мкм), полученного на стандартном приборе при определенных
условиях испытания.
Приборы и оборудование
Прибор, представляющий собой брусок из закаленной стали длиной
около 175 мм, шириной 65 мм и толщиной 13 мм.
Верхняя поверхность бруска должна быть плоской и отшлифованной.
На поверхности расположены одна или две канавки длиной
приблизительно 140 мм и шириной 12,5 мм, проходящие параллельно длинным
сторонам бруска. Глубина каждой канавки должна равномерно
изменяться по всей ее длине и составлять, например, 25 мкм, 50 мкм или 100
198
мкм в одном конце и доходить до нуля в другом конце. Каждая канавка
должна быть отградуирована в соответствии с глубиной, как указано в
табл. 6.5 (образец прибора обычного типа представлен на рис. 6.4).
При использовании лакокрасоч-
Таблица 6.4
Градуировка приборов
обычного типа, мкм
Глубина
канавки
100
50
25
Цена
деления
10
5
2,5
Рекомендуемый
диапазон
40-90
15-40
5-15
=3-^
о
■4-
II
с
г
* 65
г
>
50 mm
45 mm
40 mm
35 mm
30 mm
25 mm
20 mm
15 mm
10 mm
5 mm
0
V
= 12.5
rJ-
LTl
r*-
II
Рис. 6.4. Прибор обычного типа
ных материалов на водной основе
рекомендуется изготавливать брусок
из нержавеющей стали. В
приложении к стандарту приведен метод
определения глубины канавок,
отклонение которой от номинальной
глубины должно быть не более 2,5
мкм.
Примечания
1. Кроме стальных брусков указанных
размеров могут применяться другие
приборы, дающие аналогичные результаты.
2. В связи с тем, что точная
величина, характеризующая степень перетира,
частично зависит от примененного
прибора, очень важно при составлении
протокола испытания или требований
указывать диапазон шкалы прибора (100 мкм,
50 мкм или 25 мкм).
Скребок с одним или двумя
стальными лезвиями длиной около
90 мм, шириной 40 мм и
толщиной 6 мм. Кромки должны быть
прямыми или иметь радиус
закругления около 0,25 мм. Образец
скребка представлен на рис. 6.5.
Прибор для измерения степени
перетира и скребок должны
периодически проверяться для
определения признаков износа; изношенный
прибор использовать не допускается.
Методика определения
Пробу, типичную для продукта,
подлежащего испытанию, следует
отбирать в соответствии с
требованиями ИСО 15528. Затем образцы
подготавливают к испытанию в
соответствии с требованиями ИСО
1513.
Прибор для определения
степени перетира, тщательно
вычищенный и высушенный, помещают на
плоскую горизонтальную
нескользкую поверхность.
199
Рис. 6.5. Скребок
1 — кромка R 0,25; 2 — кромка R 0,25
Насыпают достаточное количество испытуемого продукта в глубокий
конец канавки таким образом, чтобы он слегка пересыпался через край
канавки. Крепко зажимают скребок между большими и остальными
пальцами обеих рук и ставят его лезвием на поверхность прибора на
глубокий конец канавки параллельно короткой стороне бруска. Держа
скребок перпендикулярно поверхности прибора и под прямым углом к длине
канавки, в течение 1-2 с передвигают его с постоянной скоростью по
поверхности прибора к точке, находящейся за нулевым концом канавки.
При этом на скребок следует оказывать давление, достаточное для
заполнения канавки испытуемым материалом и очистки окружающей канавки
поверхности прибора.
Степень перетира продукта определяют в течение 3 с, считая от
окончания перемещения скребка, рассматривая прибор под прямым
углом зрения к длине канавки и под углом не более 30°С и не менее 20°С
к поверхности прибора, освещенного светом, позволяющим хорошо
рассмотреть испытуемый образец продукта.
Определяют точку на длине канавки, в которой продукт полностью
утрачивает сплошность, и замечают две линии делений, между которыми
(в полосе шириной 3 мм поперек канавки) число частиц составляет 5-10
(рис. 6.6 и 6.7).
Устанавливают верхний край этой полосы и отмечают его как
степень перетира с точностью до:
5 мкм — для прибора со шкалой до 100 мкм;
2 мкм — для прибора со шкалой до 50 мкм;
200
100 цт
1 мкм — для прибора со шкалой до 25
мкм.
Отдельные участки с рассеянными
частицами материала, которые могут
предшествовать той точке, в которой продукт
утрачивает сплошность, во внимание не
принимают.
Сразу же после снятия каждого
показания тщательно промывают
соответствующим растворителем прибор для
определения степени перетира и скребок.
Выполняют три определения (после
предварительного испытания, если оно
проводится).
Выражение результатов
Подсчитывают среднее
арифметическое значение трех определений и
округляют результат до того же знака, что и
исходные показания.
Точность метода
Повторяемость метода составляет 10%
при 95% вероятности.
Воспроизводимость составляет 20% при
95% вероятности.
Отчет об определении
Отчет об определении должен
содержать следующую информацию:
а) ссылку на международный стандарт
ИСО 1524;
б) тип и обозначение испытуемого
материала;
в) тип и обозначение продукта,
подлежащего испытанию;
г) подробное описание прибора,
примененного для определения степени
перетира;
д) любое отклонение от
установленной методики испытания, допускаемое соглашением или неоговоренное в
программе испытаний;
е) результаты испытаний, выраженные в мкм;
ж) дату испытания.
90
80
70
60
50
40
30
20
|i(T1
цт
цгп
|i(T1
цт
цт
|i(T1
urn
• •
. • • •
* * •
• •
• •
. •• • .
> « •
• • •• .
. • •
л. • ".+ •
10 цт
0
£:
100 цт
90 цт
80 цт
70 цт
60 цт
50 цт
40 цт
30 цт
20 цт
10 цт
0
Рис. 6.6. Типичные показания
прибора
6.5. Определение объема сухого покрытия
Определение объема сухого покрытия, полученного из жидкого
материала, имеет большое значение в практике предприятий, производящих
201
20 \im
20 цт
и
15 |лт
• • •
15 цт
« ««
Рис. 6.7. Увеличенная шкала прибора
большое количество окрашенной продукции. Это определение относится
к наиболее важным измерениям покрывающего слоя (то есть площади
поверхности, укрытой при указанной толщине сухой пленки, на единицу
объема) краски, лака или относящихся к ним продуктов.
Специалистами ИСО/ТК 35 разработано несколько стандартов на
методы определения объема нелетучего материала.
Международный стандарт ИСО 23811 устанавливает расчетный
метод определения процентного объема нелетучего материала. Указанный
простой практичный метод часто используют в автомобильной
промышленности. В стандарте приведены уравнения для вычисления
теоретической сухой плотности пленки, объема нелетучего материала и др.
Международный стандарт ИСО 3233 устанавливает метод
определения объема сухого покрытия, полученного из данного объема жидкого
лакокрасочного материала. Результат, полученный при использовании
метода по ИСО 3233, может не соответствовать расчетному результату,
полученному суммированием масс и объемов исходного сырья в рецептуре.
Объем, занимаемый сочетанием смолы и растворителя, может быть таким
же, меньше или больше общего объема отдельных компонентов, так как
сжатие или расширение растворов смол при этом является функцией
характеристик растворимости смолы и характеристик растворителя. Другим
фактором, влияющим на объем сухого покрытия, является степень
заполнения пустот между частицами пигмента связующим веществом.
Сущность метода заключается в определении массы диска до и после
окрашивания. По измеренным массам и объемам диска до и после
нанесения покрытия вычисляют массу и объем высушенной пленки покрытия.
По плотности жидкого материала и содержанию нелетучего вещества
вычисляют объем жидкого материала, нанесенного на диск. Объем
высушенного покрытия, разделенный на объем жидкого материала, умножен-
202
ный на 100, будет равен содержанию нелетучего вещества (в об.%) в
жидком материале.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Весы аналитические с погрешностью
взвешивания не более 0,1 мг. Наиболее удобными
являются одночашечные весы, позволяющие
заменить чашку стандартным противовесом, как
показано на рис. 6.8.
Диск диаметром 60 мм и толщиной
приблизительно 0,7 мм с небольшим отверстием на
расстоянии 2-3 мм от края. Обычно
рекомендуется применять диск из нержавеющей стали, но
его недостаток в том, что он имеет плотность
более высокую, чем плотность обычных жидких
лакокрасочных материалов. Допускается
применять диски из более легкого материала,
включая пластмассы, например, полиэтилентерефта-
лат, при условии, что они не изменяют объем
Рис. 6.8. Специальная при контакте с растворителями, входящими в
подставка для весов
, „ состав жидкого материала, или в процессе на-
1 — рычаг весов; 2 — т^
стандартный противовес; гРева и СУШКИ- В некоторых случаях вместо дис-
3 — диск; 4 — жидкость ка можно использовать чашку, применяемую
для погружения при определении содержания нелетучих веществ.
Крючок для прикрепления диска или чашки к
весам при взвешивании. Диаметр крючка не должен превышать 0,3 мм
для предотвращения влияния поверхностного натяжения. Рекомендуется
использовать проволоку из сплава никель-хром 80:20 длиной около 30-40
мм.
Стакан химический подходящего размера для погружения диска и
удобный для взвешивания. Обычно применяют стакан вместимостью 600
мл.
Штатив для поддержания стакана при взвешивании, если не
применяется рекомендованный противовес.
Жидкость для погружения соответствующей плотности и типа.
Жидкостью для погружения может служить вода или органическая жидкость с
низкой растворяющей способностью, например, уайт-спирит или керосин.
Для большинства материалов подходит дистиллированная вода.
Исключение составляют высушенные покрытия, содержащие выщелачиваемые
водой компоненты и низкоглянцевые покрытия, поверхность которых плохо
смачивается водой. Для большинства продуктов также подходят
углеводородные растворители с низкой растворяющей способностью, но их не
следует применять, если высушенное покрытие содержит компоненты,
легко экстрагируемые этим растворителем.
203
Методика определения
Представительный образец испытуемого материала отбирают по ИСО
15528. Контроль и подготовку образца к испытаниям проводят по ИСО
1513. Испытание проводят в два этапа.
ОПРЕДЕЛЕНИЕ ОБЪЕМА НЕОКРАШЕННЫХ ДИСКОВ
ИЛИ ЧАШЕК
Диск и подвесной крючок сушат при температуре 105±2°С в течение
10 мин, охлаждают в эксикаторе и взвешивают диск на воздухе. В
химический стакан помещают достаточное количество жидкости так, чтобы
уровень жидкости был выше края диска на 10 мм. Отмечают уровень
жидкости на стенке химического стакана и поддерживают этот уровень в
течение всего периода испытания.
Опускают диск в жидкость и снова взвешивают. Если в качестве
жидкости используют воду, то добавляют 1-2 капли смачивающего
вещества для обеспечения быстрого и полного смачивания диска.
Отмечают температуру жидкости и определяют ее плотность при этой
температуре. Рекомендуемая температура — 23+ГС.
Объем диска V,, мм, вычисляют по уравнению:
где
т, — масса неокрашенного диска в воздухе, г;
т2 — масса неокрашенного диска в жидкости, г;
р, — плотность жидкости при температуре испытания, г/см3.
ОПРЕДЕЛЕНИЕ ОБЪЕМА ОКРАШЕННЫХ ДИСКОВ ИЛИ
ЧАШЕК
Прикрепляют диск к крючку и полностью погружают в образец
испытуемого материала. Извлекают диск с равномерной скоростью, сушат и
удаляют наплывы с нижнего края диска. Если на поверхности пленки
образовались воздушные пузыри, их прокалывают иглой. Необходимо
получить высушенное покрытие толщиной 30-60 мкм с объемом сухой пленки
0,15-30 мл. В некоторых случаях для получения такой толщины
необходимо двойное погружение диска. В других случаях необходимо
предварительно разбавить жидкость соответствующим растворителем.
Масса высушенного покрытия, необходимая для обеспечения
указанных пределов толщины, изменяется в зависимости от его плотности. При
использовании тиксотропного материала, где трудно получить
равномерное покрытие, удалить пузыри и избежать наплывов, рекомендуется
окрашенный диск помещать в центрифугу на 20-30 с для выравнивания
толщины покрытия. На рис. 6.9 показано рекомендуемое приспособление
для центрифугирования, где два окрашенных диска прикреплены к Y-об-
разному металлическому держателю, вставленному в зажимной патрон
электродвигателя, вращающегося со скоростью 500 об/мин. Вращение це-
204
лесообразно проводить в закрытом пространстве, например, барабане, для
улавливания отброшенного материала.
Если взамен диска
применяют чашку для определения
содержания нелетучих веществ,
то необходимо, как правило, в
жидкий материал добавить
некоторое количество
соответствующего растворителя,
достаточного для обеспечения
равномерного нанесения
покрытия требуемой толщины на
дно чашки; таким образом
можно объединить два
определения.
Подвешивают окрашенный
диск при помощи проволоки
или другого приспособления,
используемых для погружения
диска в краску, высушивают
покрытие на воздухе
настолько, чтобы при последующей
горячей сушке не вызвать
образование пузырей в
покрытии, затем сушат при 105±2°С
в течение 3 ч.
Для материалов горячей
сушки условия сушки
указывают в документации
изготовителя. После горячей сушки
покрытий диск открепляют от штатива, охлаждают в эксикаторе вместе с
крючком и взвешивают на воздухе.
Взвешивают окрашенный диск в той же жидкости, которую берут
для погружения непокрытого диска, следя за тем, чтобы температура
жидкости точно соответствовала температуре при взвешивании
неокрашенного диска в жидкости. Если масса быстро изменяется в результате
абсорбции жидкости красочной пленкой, то определение повторяют,
используя жидкость, выбранную из тех, которые не абсорбируются
лакокрасочной пленкой.
Объем окрашенного диска (V2), мл, вычисляют по уравнению:
Рис. 6.9. Приспособление для
центрифугирования дисков
1 — электродвигатель; 2 — зажим; 3 —
металлический Y-образный держатель; 4 —
окрашенные диски; 5 — емкость для улавливания
избыточной краски, отброшенной при вращении
дисков
К
т3 —т4
где
т, — масса покрытого диска в воздухе, г;
т2 — масса покрытого диска в жидкости, г;
р, — плотность жидкости при температуре испытания, г/см3.
205
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ НЕЛЕТУЧИХ ВЕЩЕСТВ В
ЖИДКОМ МАТЕРИАЛЕ
Содержание нелетучих веществ в жидком материале определяют по
ИСО 3251.
Неокрашенный и окрашенный диск, используемый при этом
определении, можно использовать для определения объема высушенного
покрытия.
ОПРЕДЕЛЕНИЕ ПЛОТНОСТИ ЖИДКОГО МАТЕРИАЛА
Плотность представительного образца жидкого материала
определяют с точностью до 0,001 г/см3 по методу ИСО 2811 точно при той же
температуре, при которой определяют плотность жидкости для
погружения высушенного покрытия.
Выражение результатов
Объем высушенного покрытия V3, мл, вычисляют по уравнению:
V =V -V
где
V, — объем неокрашенного диска, мл;
V2 — объем окрашенного диска, мл.
Объем жидкого материала, из которого получено высушенное
покрытие, V4, мл, вычисляют по уравнению:
С-р2
где
т, — масса неокрашенного диска в воздухе, г;
тз — масса окрашенного диска в воздухе, г;
С — содержание нелетучего вещества жидкого материала, %;
Р2 — плотность жидкого материала при температуре испытания,
г/см3.
Содержание нелетучего вещества в жидком материале НВ, % по
объему, вычисляют по уравнению:
V, -100
НВ
з
Вычисляют среднее арифметическое полученных результатов.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3233;
б) тип и обозначение испытуемого материала;
в) указание об использовании диска или чашки;
г) жидкость, в которую погружается диск или чашка;
д) температуру испытания;
е) результат испытания (содержание нелетучего вещества в об.%);
ж) любое отклонение от указанного метода испытания;
206
з) дату испытания.
6.6. Определение степени провисания
Международный стандарт ИСО 16862 устанавливает метод оценки
устойчивости жидких красок против провисания.
Оценка устойчивости жидких красок против провисания может быть
выполнена после того, как покрытие было нанесено с помощью:
а) специального аппликатора на горизонтально расположенную
испытательную панель, которая впоследствии размещена в вертикальном
положении,
или
б) краскораспылителя на испытательную панель в вертикальном
положении.
Примечание — Кисть или валик в ряде случаев можно использовать при
условии равномерного нанесения краски.
Приборы и оборудование
Специальный аппликатор для нанесения краски с зазорами
определенного размера (рис. 6.10).
W
1
Л
m
X
1,5 ±0,25
_l
6 ±0,25
Рис. 6.10. Аппликатор для нанесения краски (размеры в мм)
Аппарат для безвоздушного нанесения краски или для нанесения с
помощью сжатого воздуха.
Толщиномер для определения толщины влажных пленок.
Мешалка.
1
/ е о
rt—iTTTJ I
\ 1
о
С")
ю
X
о о
о ю
4fr СО
90
со
о
ю
CN
о
о
см
\
\
о
130
207
Методика определения
Образцы лакокрасочного материала отбирают и подготавливают для
испытаний согласно требованиям ИСО 15528 и ИСО 1513. Испытания
проводят в стандартных условиях по ИСО 3270.
Панели для испытаний изготавливают согласно требованиям ИСО
1514 из металла или стекла. Предпочтительно использование стеклянных
пластинок, плоская поверхность которых обеспечивает нанесение
покрытия требуемого качества с помощью специального аппликатора.
Нанесение краски с помощью специального аппликатора. Нанесение
краски с помощью аппликатора позволяет разбить структуру
тиксотропных красок. При нанесении кистью или валиком этого может не
произойти.
Толщина полученной влажной пленки зависит от вязкости,
реологических свойств краски и скорости нанесения. Перед окончательным
определением делают предварительные опыты для выбора оптимальной
толщины влажной пленки. Для тиксотропных красок толщина должна быть
максимальной.
Две испытательные панели покрывают испытуемым материалом с
помощью аппликатора, нанося краску поперек панелей хорошо
сформированными полосами, не допуская образования пузырей. Немедленно
после нанесения краски размещают испытательную панель в вертикальном
положении, причем полосы краски должны быть расположены
горизонтально с самой малой толщиной влажной пленки наверху. Повторяют
указанную процедуру на второй панели. Фактическая толщина влажной
пленки каждой полосы может быть измерена на третьей панели,
помещенной в горизонтальном положении.
На вертикальных панелях отмечают самую толстую полосу, которая
не провисла.
Высушивают нанесенное покрытие с помощью воздуха или горячей
сушкой в соответствии с технологическими инструкциями. Во время
сушки панели должны быть в вертикальном положении.
После полного высыхания покрытия оценивают устойчивость краски
против провисания. Устанавливают самую низкую и самую толстую
полосу, которая провисала на каждой панели. Оценивают только центральную
часть нанесенного покрытия, исключая части полосы с краю.
Используя измерения толщины влажной пленки на третьей
испытательной панели, определяют фактическую толщину непросохшей пленки.
Нанесение краски с помощью краскораспылителя. В случае нанесения
покрытия распылением толщина пленки краски, не образующая
провисания, зависит от метода нанесения (например, высоконапорное
пневматическое распыление, безвоздушное распыление) и вязкости краски.
Наносить покрытие должен опытный специалист, так как с помощью
краскораспылителя трудно получить равномерную толщину пленки.
Испытательную панель размещают вертикально и равномерно
покрывают испытуемым материалом. Распылитель передвигают поперек
панели. Увеличивая или уменьшая толщину покрытия, опытным путем уста-
208
навливают самое толстое покрытие без признаков потеков или
провисания.
Толщину влажной пленки определяют в соответствии с ИСО 2808.
Немедленно после определения толщины влажной пленки, поперек
панели горизонтально наносят тонкую линию. Для нанесения линии
рекомендуется использовать калиброванный гребень (см. гл. 7). Сразу измеряют
толщину влажной пленки выше горизонтальной линии.
Испытательную панель переносят для сушки в вертикальном
положении. После полного высыхания покрытия оценивают устойчивость краски
против провисания. В зависимости от реологии покрытия, провисание
может наблюдаться почти немедленно после нанесения или через
некоторое время.
Если толщина пленки, при которой покрытие сопротивляется
провисанию, будет превышена, то горизонтальная линия передвинется или
исчезнет полностью.
Повторяют испытание, используя новую испытательную панель и
применяя меньшую толщину влажной пленки, если признаки провисания
были отмечены на первой испытательной панели, или проводят
испытание при более высокой толщине мокрой пленки, если не наблюдалось
провисания.
Повторяют испытания до достижения максимальной толщины без
признаков провисания.
Выражение результатов
Метод специального аппликатора. Для метода аппликатора указывают
самую высокую полосу, в мкм, в которой не наблюдалось провисание.
Указывают фактически измеренную толщину влажной пленки, в мкм,
соответствующую этой полосе.
Метод нанесения покрытия распылением. Для метода нанесения
покрытия распылением, указывают толщину влажной пленки, в мкм, при
которых не наблюдалось провисание.
Отчет об испытании
Отчет об испытании должен содержать, по крайней мере, следующую
информацию:
а) ссылку на международный стандарт ИСО 16862;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительные сведения:
1) материал, на который наносится покрытие;
2) метод нанесения испытуемого покрытия;
3) толщину покрытия и метод измерения толщины в соответствии с
ИСО 2808;
4) продолжительность и условия сушки покрытия;
г) температуру и относительную влажность в течение испытания;
д) максимальную толщину влажной пленки, в мкм, при которой не
происходит провисание;
е) любые другие наблюдаемые дефекты;
ж) любые отклонения от стандартного метода;
209
з) дату испытания.
6.7. Определение степени высыхания
МЕТОД СТЕКЛЯННЫХ ШАРИКОВ
Международный стандарт ИСО 1517 устанавливает метод
определения степени высыхания лакокрасочного материала в результате
воздушной сушки или химической реакции на воздухе.
Этот метод не предназначен для оценки степени высыхания
материалов горячей сушки.
Сущность метода заключается в нанесении на высушенную
окрашенную поверхность стеклянных шариков. Если шарики легко удаляются с
поверхности без ее повреждения, поверхность считается высохшей.
Данный метод оценки имеет два варианта:
степень высыхания определяют после определенного периода сушки
и результаты сравнивают с конкретным требованием заказчика;
определяют степень высыхания поверхности через определенные
промежутки времени до достижения полного высыхания.
Приборы и оборудование
Прозрачные стеклянные шарики, проходящие через сито с размером
отверстия 250 мкм.
Мягкая волосяная щетка
Секундомер.
Методика определения
Отбирают образец лакокрасочного материала в соответствии с
требованиями ИСО 15528 и подготавливают его согласно требованиям ИСО
1513.
Покрытия наносят на панели из стали, жести, стекла или алюминия
согласно требованиям ИСО 1514.
Если необходимо, то лакокрасочный материал наносят на
предварительно загрунтованную поверхность.
Панель высушивают в вертикальном положении в стандартных
атмосферных условиях. Поверхность панели должна сохнуть при
свободной циркуляции воздуха, однако следует избегать сквозняков и попадания
прямого солнечного света.
Для определения степени высыхания по первому методу по
истечении заданного периода времени испытуемую панель ставят в
горизонтальное положение. На окрашенную поверхность высыпают примерно
0,5 г стеклянных шариков с высоты 50-150 мм.
Целесообразно высыпать шарики через стеклянную трубку
соответствующей длины и внутренним диаметром 25 мм для того, чтобы избежать
их разбрасывания. Это даст возможность проводить дальнейшие
испытания на других участках той же панели.
Через 10 с панель наклоняют под углом 20° и осторожно щеточкой
очищают покрытие.
210
Производят визуальный контроль покрытия. Покрытие считают
«сухим», если все шарики можно удалить щеткой без повреждения
поверхности.
Для определения времени высыхания поверхности испытание
проводят по этой же методике, высыпая шарики через определенные
промежутки времени на новую панель или используя новый участок той же
панели до достижения полного высыхания покрытия, и записывают
время, которое требуется для высыхания покрытия.
Отчет об определении
Отчет об определении должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 1517;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительные сведения:
1) состав и подготовку поверхности панели;
2) метод нанесения испытуемого покрытия на панель;
3) толщину сухого покрытия, включая метод измерений и указание
об однослойном или многослойном покрытии;
4) продолжительность и условия сушки грунтовки и /или нижнего
слоя до испытания;
5) продолжительность сушки до испытания;
г) ссылку на национальный стандарт или другой документ,
содержащий сведения, указанные в п. «в»;
д) любое отклонение от установленной методики испытаний,
оговоренное особо или указанное в программе испытаний;
е) результат испытания:
было ли покрытие полностью высушенным после определенного
периода времени;
или время высыхания покрытия;
ж) дату испытания.
МЕТОД НАЛОЖЕНИЯ ГРУЗА
Метод определения состояния полного высыхания и времени
полного высыхания одно- или многослойного лакокрасочного покрытия
устанавливает международный стандарт ИСО 9117.
Сущность метода заключается в определении полноты высыхания
всего слоя лакокрасочного покрытия наложением на выбранный участок
покрытия груза с последующим вращением нагруженной панели на 90°.
Данный метод так же имеет два варианта, как и метод по ИСО 1517.
Приборы и оборудование
Прибор для испытания (см. рис. 6.11). Если масса плунжера не
превышает 250 г, то для проведения испытаний на слипаемость под
давлением и на определение степени высыхания можно использовать один
прибор. Головка плунжера должна вращаться на 90° и лучше крепить ее
шаровым шарниром.
211
Резиновый диск, закрепляемый двусторонней липкой лентой в центре
нижней поверхности головки плунжера, размером 22±1 мм, толщиной
5±0,5 мм, изготовленный из резины твердостью 50±5 IRHD по ИСО 48.
Рис. 6.11. Прибор для испытаний
1 — груз; 2 — плунжер; 3 — шарнирное соединение; 4
5 — основание
рабочая поверхность;
Сетка из плетеного полиамидного моноволокна размером 100x100
мм с диаметром нити 0,120 мм и размером отверстий сетки 0,2 мм.
Груз общей массой 1500+10 г.
Секундомер.
Методика определения
Отбирают образец лакокрасочного материала в соответствии с
требованиями ИСО 15528 и подготавливают его согласно требованиям ИСО
1513.
Покрытия наносят на панели из стали, жести, стекла или алюминия
согласно требованиям ИСО 1514 с учетом предполагаемой области
применения лакокрасочного материала.
Каждую окрашенную панель высушивают в вертикальном
положении в стандартных атмосферных условиях. Материалы горячей сушки
высушивают в условиях, установленных производителем материала.
Сетку прикрепляют к резиновому диску, закрепленному на нижней
стороне головки плунжера, следя за тем, чтобы на сетке не было
морщин. Для каждого испытания берут новый кусок сетки. Высушенную
панель помещают на опорную плиту.
На верхнюю часть плунжера помещают груз, плавным движением
опускают плунжер до полного соприкосновения сетки с покрытием и
оставляют плунжер на 10+1 с. Затем медленно начинают вращать головку
212
плунжера на 90° в течение 2+0,5 с. Быстро поднимают плунжер и
исследуют лакокрасочное покрытие на панели. Повторяют испытание еще на
двух панелях.
Если на поверхности всех трех испытуемых панелей не наблюдается
никаких повреждений или отпечатков, то результат записывают «Полное
высыхание». При обнаружении невооруженным глазом повреждений на
одном или двух образцах из трех результат испытаний записывают
«Полное высыхание не достигнуто». При оценке не следует путать состояние
неполного высыхания с нарушением адгезии покрытия к поверхности.
Для определения времени полного высыхания испытуемую панель
после установленного периода сушки помещают на опорную плиту. Через
определенные периоды времени проводят испытание по указанной выше
методике. Испытания прекращают при отсутствии повреждений на
покрытии очередной исследуемой панели. Для подтверждения результатов
испытания повторяют опыт еще на двух окрашенных панелях. Записывают
время, необходимое для достижения полного высыхания.
Отчет об определении
Отчет об определении должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 9117;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительные сведения:
1) состав и подготовку поверхности панели;
2) метод нанесения испытуемого покрытия на панель;
3) толщину сухого покрытия, включая метод измерений и указание
об однослойном или многослойном покрытии;
4) продолжительность и условия сушки грунтовки и /или нижнего
слоя до испытания;
5) продолжительность сушки до испытания;
г) ссылку на национальный стандарт или другой документ,
содержащий сведения, указанные в п. «в»;
д) любое отклонение от установленной методики испытаний,
оговоренное особо или указанное в программе испытаний;
е) результат испытания:
было ли покрытие полностью высушенным после определенного
периода времени;
или время высыхания покрытия;
ж) дату испытания.
6.8. Определение укрывистости
МЕТОД ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТОВ
ОТРАЖЕНИЯ
Международный стандарт ИСО 6504-1 устанавливает метод Кубелки-
Мунка для определения укрывистости белых красок или красок светлых
тонов. Стандарт не распространяется на флуоресцентные краски и краски
типа «металлик», а также пленки с трехкоординатной величиной Y>70.
213
Сущность метода заключается в определении коэффициентов
отражения и отражательной способности лакокрасочных пленок известной
толщины, нанесенных на черную подложку, с последующим расчетом укры-
вистости по уравнениям Кубелки-Мунка.
В стандарте подробно приведены уравнения Кубелки-Мунка, а также
даны таблицы и графики, необходимые для расчетов.
Приборы, оборудование и материалы
Применяют следующие подложки.
Стеклянные пластинки, плоские, полированные, черные, толщиной
не менее 6 мм и размером 200x200 мм.
Полиэфирную пленку, светлую, прозрачную, с необработанной
поверхностью, однородную по толщине в пределах 30-100 мкм, размером
100x150 мкм вместе со стеклянной пластинкой.
Бумажные карты с гладкой поверхностью, легко смачиваемые, но не
пропускающие водорастворимые краски или растворители, имеющие
коэффициент отражения, подобный испытуемым краскам.
Для красок с низкой отражательной способностью используют
карты серого цвета, для красок с более высокой отражательной
способностью — белого. Поочередно можно использовать керамические плитки
белого и серого цветов или стеклянные пластинки.
Аппликаторы для пленок. Для нанесения лакокрасочных пленок
толщиной 40-150 мкм необходимо иметь серию аппликаторов.
Для окраски стеклянных пластинок используют стержневые
аппликаторы, а для окраски полиэфирной пленки и бумажных карт более
пригодны спиральные аппликаторы.
Ширина наносимой пленки должна составлять не менее 150 мм (для
стекла) или не менее 70 мм (для полиэфирной пленки), что позволяет
получать однородные по толщине покрытия с площадью 100x125 мм и
60x60 мм соответственно.
Получение однородных по толщине пленок облегчается при
использовании автоматических аппликаторов, которые рекомендуется
использовать в этих целях.
Рефлектометр, дающий с точностью до 0,1% показания,
пропорциональные интенсивности света, отраженного от испытуемой поверхности.
Прибор должен иметь спектральную характеристику, приближающуюся по
относительной спектральной энергии распределения к интенсивности,
производимой источником света с D65 и по цвету, близкому к функции
Y (X) у наблюдателя с нормальным цветовым зрением.
Примечания:
1. Установлено, что геометрия светового пучка и приемника света может
влиять на результаты измерения отражательной способности, однако, погрешность,
вносимая этим фактором в показания выпускаемых рефлектометров, значительно
ниже воспроизводимости результатов.
В случае разногласий следует использовать аппаратуру с 80%-ной диффузной
геометрией освещения, исключая стеклянную ловушку.
2. В других случаях может быть использован источник освещения С.
214
Трафарет. При нанесении пленок на черные стеклянные пластинки
используют металлический трафарет прямоугольной формы размером
100x125 мм. При окраске полиэфирной пленки используют
металлический трафарет или штамп с минимальными размерами 60x60 мм.
Методика определения
Представительный образец испытуемого продукта отбирают в
соответствии с ИСО 15528. Подготавливают образец к испытаниям в
соответствии с ИСО 1513.
ОПРЕДЕЛЕНИЕ ВЕЛИЧИНЫ Roo
Наносят на один край подложки из бумаги несколько миллилитров
краски, а затем с помощью аппликатора равномерно распределяют ее по
всей площади подложки для получения однородного по толщине
покрытия. Повторяют операцию до получения однородного покрытия с
толщиной сухой пленки 75 мкм, 100 мкм, 125 мкм и 150 мкм. Высушивают
покрытия и измеряют коэффициент отражения каждого покрытия в
четырех точках на каждой окрашенной подложке.
Величину коэффициента отражения, который не зависит от толщины
пленки, считают отражательной способностью пленки R.
Если отражательная способность увеличивается при достижении
толщины пленки 150 мкм, последующие слои следует наносить при
достижении постоянного значения контрастного отношения.
ОПРЕДЕЛЕНИЕ ВЕЛИЧИНЫ RB
Толщину пленки выбирают так, чтобы она обеспечивала получение
высушенной пленки с коэффициентом отражения менее 0,02 при
отражательной способности образца R.
Для метода, основанного на использовании полиэфирной пленки,
подготавливают пленку к окраске согласно одному из приведенных ниже
методов:
а) помещают пленку на черную стеклянную пластинку,
предварительно смоченную уайт-спиритом (несколько капель), для удержания пленки
в неподвижном состоянии из-за сил поверхностного натяжения.
Следят за тем, чтобы жидкость не попадала на наружную
поверхность пленки и чтобы под ней отсутствовали пузырьки воздуха.
При использовании спиральных аппликаторов поступают следуюшим
образом:
б) полиэфирную пленку закрепляют с одного конца и натягивают на
ровный резиновый блок. Наносят в зависимости от требуемой толщины
пленки несколько миллилитров краски по краю полиэфирной пленки в
виде линии и немедленно распространяют ее соответствующим образом с
помощью аппликатора при постоянной скорости распределения с целью
получения однородного по толщине слоя пленки. Таким способом
приготавливают четыре пленки.
Для метода, основанного на использовании черных стеклянных
пластинок, наносят несколько миллилитров краски на край черной
стеклянной пластинки, а затем с помощью аппликатора равномерно распределя-
215
ют ее по всей площади подложки для получения однородного по
толщине слоя краски.
Повторяют нанесение краски на различные черные пластинки, чтобы
получить четыре идентичных покрытия, однородных по толщине.
До окончания высыхания окрашенные подложки выдерживают в
горизонтальном положении.
Продолжительность высыхания (и/или условия горячей сушки)
зависит от типа испытуемой краски и оговаривается заинтересованными
сторонами.
Перед определением коэффициента отражения высушенные пленки
выдерживают в стандартных условиях в течение 24-168 ч, избегая при
этом попадания на них пыли.
Метод, основанный на использовании полиэфирной пленки
Накладывают окрашенную полиэфирную пленку на черные
стеклянные пластинки, предварительно смоченные несколькими каплями уайт-
спирита для обеспечения оптического контакта.
Измеряют коэффициент отражения испытуемой пленки не менее,
чем в четырех точках, и определяют среднюю величину коэффициента
отражения каждой окрашенной пластинки.
Метод, основанный на использовании черных стеклянных пластинок
Измеряют коэффициент отражения R непосредственно при помощи
рефлектометра, используя показания, взятые не менее чем из четырех
точек окрашенной пластинки, исключая кромки, и рассчитывают среднюю
арифметическую величину коэффициента отражения каждой окрашенной
пластинки.
ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ ПЛЕНКИ
Примечание — Метод с использованием полиэфирной пленки является более
предпочтительным. Для определения толщины сырого слоя лакокрасочной пленки
могут быть пригодны и другие методы, приведенные в ИСО 2808.
Метод, основанный на использовании полиэфирной пленки
Накладывают металлический трафарет и вырезают из середины
окрашенной полиэфирной пленки кусочки размером не менее 60x60 мм с
помощью остро заточенного ножа. Вырезанные кусочки взвешивают с
погрешностью не более 0,1 мг.
С помощью растворителя, не влияющего на массу полиэфирной
пленки, удаляют с нее лакокрасочную пленку и после полного высыхания
вновь взвешивают. Массу лакокрасочной пленки определяют как разность
между массой окрашенной и неокрашенной полиэфирной пленки.
Операцию повторяют для трех других испытуемых пленок.
Примечание — В тех случаях, когда удаление лакокрасочной пленки
растворителем связано с определенными трудностями, массу сухой пленки определяют
приблизительно как разность между массой кусочков окрашенной и неокрашенной
пленки одинакового размера.
216
Метод, основанный на использовании черных стеклянных пластинок
Покрывают металлическим трафаретом участки пленки, ранее
используемые для определения коэффициента отражения, следя за тем,
чтобы расстояние от краев составляло 20 мм.
Удаляют избыточное количество пленки с трафарета с помощью
острого лезвия бритвы, закрепленного в держателе.
Снимают трафарет, удаляют оставшуюся пленку с подложки и
переносят ее на тарированную тарелку для взвешивания. При этом нужно
следить за тем, чтобы лезвие не поцарапало стеклянную подложку.
Записывают массу лакокрасочной пленки с точностью до 0,1 мг и
повторяют процедуру с тремя оставшимися испытуемыми пленками.
Выражение результатов
Рассчитывают толщину сырого слоя каждой из четырех
лакокрасочных пленок по уравнению:
/ = ^ 106,
A+Q+NV
где
т — масса лакокрасочной пленки, г;
А — площадь трафарета, мм2;
Q — плотность краски, определенная методом, изложенным в И СО
2811, г/л;
NV -содержание нелетучих веществ, выраженное в масс.%,
определенное по методике, изложенной в ИСО 1515;
t — толщина сырого слоя лакокрасочной пленки, мкм.
Определение укрывистости
Укрывистость У0,98 определяют по уравнению, приведенному в
стандарте.
Примеры проведения расчетов с использованием таблиц и графиков
и непосредственно из уравнений приведены в приложении к стандарту.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 6504-1;
б) тип и марку испытуемого лакокрасочного материала;
в) результаты испытаний;
г) плотность краски, содержание нелетучих веществ, используемые в
расчетах результатов испытания, в масс.%;
д) продолжительность высыхания (и/или условия горячей сушки);
е) сведения о том, были ли использованы в качестве подложки
черные стеклянные пластинки или полиэфирная пленка;
ж) отступления от установленного метода, по согласованию или нет;
з) дату испытания.
217
МЕТОД ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА
КОНТРАСТНОСТИ
Международный стандарт ИСО 6504-3 устанавливает методы
определения укрывистости красок светлых тонов при постоянном расходе с
применением полиэфирной пленки или черно-белых карт (методы А и
В).
Сущность методов заключается в оценке укрывистости на основе
определения коэффициента контрастности.
Приборы, оборудование и материалы
Подложка. Для метода А применяют необработанную прозрачную
полиэфирную пленку толщиной 30-50 мкм и размером не менее 150x100
мм. Применение более толстых пленок возможно по соглашению между
заинтересованными сторонами. Для метода В применяют черно-белые
диаграммы из гладкого материала (бумаги, картона, пластика) с размером
ячеек 80x80 мм. Коэффициент яркости белых ячеек должен быть 80±2%,
а черных — не более 5%.
Для каждого опыта используют диаграммы одной партии.
Аппликатор для нанесения равномерного слоя краски толщиной 50-
100 мкм и шириной 70 мм.
Рефлектометр или спектрометр для измерения цветов по стандарту
D65.
Аналитические весы с точностью взвешивания 0,1 мг.
Распылитель с точностью распыления объемов в 2-4 мл до ±0,05 мл
Испытуемые пластинки. Черные и белые стеклянные пластинки с
полированной поверхностью размером 80х80х6 мм. Отражение от белой
пластинки должно быть 80+2%, от черной не более 5%. Пластинки
должны быть покрыты с обратной стороны и по краям черной краской.
Методика определения
Представительные пробы продуктов отбирают в соответствии с ИСО
15528. Подготовка проб для испытаний проводится в соответствии с
ИСО 1513.
Полиэфирную пленку накладывают на стеклянную пластинку,
смоченную несколькими каплями уайт-спирита для удержания пленки на
пластинке, или закрепляют пленку с одного конца и натягивают на
ровный резиновый блок (при этом применяют спиральный аппликатор).
Взвешивают шесть черно-белых диаграмм для испытания и две
контрольные диаграммы с точностью до 1 мг.
Фиксируют с одного конца диаграмму на стеклянной пластинке или
закрепляют диаграмму на пластинке с помощью вакуума, или закрепляют
диаграмму с одного конца и натягивают на ровный резиновый блок (при
этом применяют спиральный аппликатор).
Перед нанесением тщательно перемешивают краску, разрушая любую
тиксотропную структуру и не допуская попадания пузырьков воздуха в
материал.
218
В зависимости от требуемой толщины пленки наносят от 2 мл до
4 мл краски в виде линии с одного конца полиэфирной пленки или
диаграммы и немедленно распределяют ее соответствующим аппликатором
при постоянной скорости до получения однородного слоя. Для
определения готовят по три образца для каждого лакокрасочного материала,
используя три различных аппликатора, которые позволили бы нанести слой
толщиной примерно 40-60 мкм. Образцы хранят в горизонтальном
положении до высыхания пленки, закрепив концы на ровной поверхности.
Перед определением образцы выдерживают в стандартных условиях 24 ч.
ИЗМЕРЕНИЕ КОЭФФИЦИЕНТОВ ОТРАЖЕНИЯ
Метод А. Закрепляют окрашенную полиэфирную пленку
попеременно на белых и черных стеклянных пластинках, нанося под пленку
несколько капель уайт-спирита для обеспечения оптического контакта.
Измеряют отражение каждого образца минимум на четырех участках
как на белой, так и на черной пластинках и рассчитывают
соответствующие средние коэффициенты отражения. Затем рассчитывают контрастное
отношение для каждой испытуемой пленки.
Метод В. Измеряют отражение каждого образца минимум на четырех
участках как на белой, так и на черной областях диаграммы и
рассчитывают соответствующие средние коэффициенты отражения. Затем
рассчитывают контрастное отношение для каждой испытуемой диаграммы.
ОПРЕДЕЛЕНИЕ ПЛОТНОСТИ СУХОЙ ПЛЕНКИ
Метод А. Снимают окрашенную пленку со стеклянной пластинки,
сушат ее от уайт-спирита. При помощи металлического трафарета и
острого ножа или с помощью штампа отрезают одинаковые кусочки пленки
размером не менее 60х60 мм от центра окрашенной полиэфирной
пленки.
Вырезанные кусочки взвешивают с точностью до 1 мг. Затем удаляют
лакокрасочную пленку при помощи растворителя, не воздействующего на
полиэфирную пленку, и после высушивания взвешивают полиэфирную
пленку.
Плотность сухой пленки, г/мм2, вычисляют по уравнению
где
/М; — масса неокрашенной полиэфирной пленки, г;
т2 — масса окрашенной полиэфирной пленки, г;
А — площадь вырезанной части пленки, мм2.
Метод В. С помощью резака вырезают кусочки размером 60x60 мм
от центра окрашенной диаграммы. Вырезанные кусочки взвешивают с
точностью до 1 мг.
Вычисляют плотность сухой пленки по уравнению
219
m7
тА-тъ- —^
Q. = "->■
A
где
m, — средняя начальная масса чистой контрольной диаграммы, г;
т2 — средняя масса диаграммы, подготовленной к окрашиванию, г;
т3 — средняя масса отрезанных кусочков чистой контрольной
диаграммы, г;
т4 — масса отрезанного кусочка покрытой диаграммы, г.
РАСЧЕТ ТОЛЩИНЫ СЫРОГО СЛОЯ ПЛЕНКИ И
РАСХОДА МАТЕРИАЛА
Для расчета толщины сырого слоя пленки по плотности сухой
пленки определяют относительную плотность жидкого лакокрасочного
материала по методам ИСО 2811, а также массовую долю нелетучих веществ по
ИСО 3251.
Толщину сырого слоя пленки, мм, определяют по уравнению
/ = -^--105,
QNA
где
Q — плотность лакокрасочного материала, г/см3;
NV — массовая доля нелетучих веществ, %.
Расход лакокрасочного материала при нанесении, м2/л, вычисляют по
уравнениям:
ж.е^.10>1
а
(метод А и В при получении данных по толщине сырой пленки),
A-Q-NV
SR =
т2 —тх
(метод А при использовании уравнения определения плотности
пленки),
sr= A-Q-NV ю-.
/и,
т4—т2 —-
т1
(метод В при использовании уравнения определения плотности
пленки).
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 6504-3, используемый
метод (А или В);
б) тип и марку испытуемого материала;
220
в) время и условия сушки;
г) величины плотности краски и массовую долю нелетучих веществ,
используемые при расчетах результатов определения;
д) коэффициент контрастности для расхода 20 м2/л или других
значениях расхода, установленных в программе испытаний;
е) любые отклонения от стандартной методики;
ж) дату проведения определения.
МЕТОД СРАВНЕНИЯ КОЭФФИЦИЕНТОВ
КОНТРАСТНОСТИ
Международный стандарт ИСО 2814 устанавливает метод сравнения
коэффициентов контрастности пленок белого или светлого цветов с
коэффициентом отражения более 40%, высушенных при нормальной
температуре воздуха и нанесенных приблизительно одинаковым по толщине
слоем (во влажном состоянии) на черно-белую подложку.
Метод, установленный в ИСО 2814, был разработан на основе
детального исследования, проверенного специальной группой ИСО.
Этот метод сравнения коэффициента контрастности пленок,
нанесенных на черно-белую подложку, при равномерной толщине влажной
пленки, является простейшим из методов исследования, который показал
сходимость результатов при сравнении красок одинакового типа. Так как
разные операторы, использующие одно и то же устройство для нанесения
пленки, получают пленки, значительно отличающиеся по толщине,
возможно, за счет различного давления на аппликатор, этот метод не
является идеальным методом определения укрывистости.
Целью стандарта является стандартизация метода, близкого к
практическому применению. Поэтому в документе указана толщина влажной
пленки (кроющая способность), а не сухой пленки или масса пленки.
Выбранная толщина влажной пленки, приблизительно 50 мкм,
соответствует кроющей способности приблизительно 20 м2/л; для
большинства красок эта величина является средней для случаев нанесения кистью
свободно текущей краски на гладкую, непористую поверхность.
Приборы, оборудование и материалы
Картонные карточки размером не менее 100x200 мм и толщиной 0,2-
0,35 мм, окрашенные и покрытые лаком и имеющие две смежные
(черную и белую) поверхности, покрытые, но не пропитанные красками с
растворителями или на водной основе. Площадь черного и белого
участков должна быть размером не менее 80x80 мм каждая. Отражательная
способность белых участков картона должна быть не менее 75% и не
более 85%, а отражательная способность черных участков — не более 5%.
Отражательная способность белых участков картона при сравнительных
испытаниях должна быть в пределах 1% среднего значения.
Примечание — Для этих испытаний рекомендуется использовать карточки Мо-
реста (форма ОР7). Можно также использовать другие карточки, удовлетворяющие
вышеуказанным требованиям.
221
При проведении серии сравнительных испытаний, включая
лабораторные испытания, необходимо использовать карточки, окрашенные
непосредственно перед испытанием.
Прозрачная полиэфирная пленка размером не менее 100x200 мм и
толщиной приблизительно 50 мкм, накладываемая на черную и белую
стеклянные пластинки. Отражательная способность белой пластины должна
быть не менее 84% и не более 86%, а отражательная способность черной
пластинки — не более 5%.
Аппликатор пленки. Аппликатор прямоугольной формы с прорезью
шириной не менее 70 мм, отшлифованной с нижней стороны, с зазором
глубиной 100± 2 мкм при установке аппликатора на оптически плоской
поверхности. Размеры плоской части прорези, проходящей от передней
до задней части аппликатора, должны быть не менее 5 мм. По
договоренности можно использовать аппликаторы с другой глубиной зазоров.
Рефлектометр, дающий отсчет показаний пропорционально
интенсивности света, диффузно отраженного от испытуемой поверхности, с
точностью, равной 1%, и имеющий спектральную чувствительность,
близкую к функции интегральной светочувствительности в соответствии с
источником света С или Р65-
Методика определения
Представительные пробы продуктов, подлежащих сравнению,
отбирают в соответствии с ИСО 15528. Подготовка проб для испытаний
проводится в соответствии с ИСО 1513.
Подготовка подложки. Черно-белые картонные подложки следует
хранить раздельно при температуре 23±2°С и относительной влажности
воздуха 50±5% в течение, по крайней мере, 24 ч до покрытия; при работе с
ними следует брать их за края во избежание отпечатков пальцев на
поверхностях, подлежащих окраске.
Подготовка карточки к нанесению слоя краски осуществляется:
а) путем прикрепления одного конца к плоской стеклянной пластине
толщиной не менее 6 мм при помощи зажимов или клейкой ленты;
б) путем использования пластинки с отсосом, шероховатость которой
должна быть в пределах 2 мкм.
Полиэфирную пленку подготавливают путем разравнивания на
гладкой стеклянной пластинке толщиной не менее 6 мм, предварительно
смоченной несколькими каплями уайт-спирита для обеспечения
поверхностного натяжения пленки. Необходимо исключить попадание этой
жидкости на верхнюю поверхность пленки и образование пузырьков воздуха
под пленкой.
Определение. Непосредственно перед использованием тщательно
перемешивают краску для разрушения тиксотропной структуры, следя за тем,
чтобы не допустить образования пузырьков воздуха.
На один конец карточки или полиэфирной пленки наносят в виде
поперечной линии приблизительно 2 мл краски, разравнивая ее с
помощью аппликатора. Аппликатор сильно прижимают к поверхности и
перемещают его равномерно со скоростью около 100 мм/с.
222
Карточку или полиэфирную пленку с нанесенной краской
высушивают в горизонтальном состоянии, прикрепив их по краю клейкой лентой
к гладкой поверхности.
Для испытания подготавливают не менее трех образцов каждой
краски.
Перед измерением отражательной способности пленки выдерживают
ее в стандартных условиях в течение, по крайней мере, 16 ч и не более
168 ч.
После кондиционирования карточки с нанесенной краской можно
использовать для измерения отражательной способности. Поочередно
укрепляют полиэфирную пленку с нанесенной краской на черную и белую
стеклянные пластинки, добавив несколько капель уайт-спирита между
пленкой и стеклом для обеспечения оптического контакта. Затем
измеряют отражательную способность покрытия каждой карточки или пленки на
белой и черной подложках не менее, чем в четырех положениях и
вычисляют среднюю отражательную способность Rb и Rw.
Выражение результатов
Коэффициент контрастности покрытия каждой карточки или пленки
вычисляют в виде процента от средней отражательной способности на
черных участках или черной подложке (Rw) по уравнению:
D
коэффициент контрастности = —— • 100.
К
Средний коэффициент контрастности для каждой краски вычисляют
в процентах в виде среднего коэффициента контрастности трех
покрытий, нанесенных на карточку или пленку.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2814;
б) упоминание об использовании черно-белой картонной подложки
или полиэфирной пленки;
в) тип и описание испытуемой краски;
г) средние коэффициенты контрастности, определенные для каждой
краски, количество и разброс результатов дубликатных определений;
д) все отклонения, оговоренные соглашением или любым другим
путем от установленной методики определения, и применяемый зазор
аппликатора (если не применялся зазор 100 мкм);
е) дату испытания.
6.9. Определение жизнеспособности
Международный стандарт ИСО 9514 устанавливает общие требования
к лабораторному методу определения при нормальных условиях
жизнеспособности жидких лакокрасочных материалов, получаемых смешением
компонентов. Жизнеспособность лакокрасочных материалов — это
максимальное время, в течение которого материалы для покрытия, храняшие-
223
ся обычно отдельно, должны использоваться после того, как они были
смешаны.
Жизнеспособность лакокрасочных материалов зависит от целого
ряда факторов и особенностей испытуемого материала. Например,
реактивные системы, отверждающиеся в пределах короткого промежутка времени
(около 3 ч), будут иметь точку конца жизнеспособности близко к точке
желатинизации. Указанные материалы следует исследовать по методике
для пластических масс (ИСО 2535). Специальные системы лакокрасочных
материалов для низких температур должны быть исследованы в
соответствующем температурном диапазоне.
Сущность метода заключается в следующем. Составные части
лакокрасочного материалы смешивают и затем смесь выдерживают при почти
адиабатических условиях в течение определенного времени. Затем пробы
смеси исследуют для оценки заданных свойств.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Контейнер объемом примерно 500 мл из любого пригодного
материала. Высота контейнера должна быть в 1,5 раза больше диаметра.
Климатическая камера для создания условий для специальных
лакокрасочных материалов.
Блок из вспененного материала (полистирол, полиуретан, вспененное
стекло и т.п.) с отверстиями для контейнеров (между контейнерами
должно быть не менее 20 мм изолирующего вспененного материла).
Термометр с точностью измерения 0,2°С.
Измерительная аппаратура для определения свойств лакокрасочных
материалов (вискозиметр, блескомер, прибор для определения адгезии и
ДР-)-
Методика определения
Представительную пробу лакокрасочного материала отбирают в
соответствии с требованиями ИСО 15528. Образцы подготавливают к
испытаниям по ИСО 1513. Определение проводят с применением двух
параллельных образцов.
Компоненты смеси выдерживают в нормальных условиях по ИСО
3270, пока разница температуры между компонентами перед смешением
не будет превышать ГС. Специальные лакокрасочные материалы для
низких температур выдерживают в соответствующих условиях.
Записывают время и смешивают компоненты краски в соответствии
с инструкциями изготовителя. Помещают 300±3 мл материала в
контейнер, закрывают его и устанавливают в блок (в ряде случаев, например
материал для безвоздушного распыления, объем пробы должен быть
больше — не менее 5 л).
Лакокрасочный материал выдерживают установленное время и
периодически отбирают для определения жизнеспособности выбранным
методом по национальному стандарту.
224
Выражение результатов
Результаты определения выражают как «приемка/браковка»
материала. При необходимости определяют максимальное время
жизнеспособности материала.
Если время жизнеспособности материала не соответствует
техническим условиям на материал, результат выражают как «не выдержал».
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 9514;
б) марку и характеристику испытуемого материала;
в) дополнительную информацию:
1) пропорции, в которых смешиваются исследуемые лакокрасочные
материалы;
2) характеристику компонентов, из которых готовят лакокрасочный
материал;
г) результаты определения жизнеспособности системы;
д) все отклонения, оговоренные соглашением или любым другим
путем, от установленной методики определения;
е) время проведения испытания.
6.10. Определение содержания нелетучих веществ
Международный стандарт ИСО 3251 устанавливает метод
определения нелетучих веществ в лаках, красках, пластиках и других материалах,
применяемых при изготовлении лакокрасочной продукции и пластмасс.
Метод применим к поставляемым дисперсиям, содержащим
наполнители, пигменты и др. компоненты.
При определении содержания нелетучих веществ следует иметь в
виду, что их содержание зависит от температуры и периода нагрева
исследуемого материала. Новые методы нагрева (инфракрасное или
микроволновое излучения) могут вызвать в полимерных композициях распад
компонентов, поэтому могут быть получены неправильные результаты.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Плоскодонная кювета из стекла или металла диаметром 75±5 мм с
высотой обода не менее 5 мм.
Сушильный шкаф, поддерживающий заданную температуру с
точностью ±2°С в диапазоне до 150°С или ±3,5° в диапазоне 150-200°С. Шкаф
должен быть оборудован принудительной вентиляцией. При проведении
арбитражных испытаний следует применять сушильные шкафы
одинаковой конструкции.
Аналитические весы с точностью взвешивания до 0,1 мг.
Эксикатор с осушителем (силикагель, обработанный хлоридом
кобальта).
225
Методика определения
Представительную пробу для определения отбирают в соответствии с
требованиями ИСО 123 или ИСО 15528 и подготавливают к определению
согласно требованиям ИСО 1513. Определение проводят с
использованием двух параллельных проб. Обезжиривают и очищают плоскодонную
чашу и высушивают ее в сушильном шкафу при температуре испытания
(см. табл. 6.5) в течение установленного времени.
Таблица 6.5
Условия определения нелетучих веществ
Период нагрева,
мин
60
60
60
60
60
30
Температура, °С
80
105
125
150
135
180
Масса
испытуемой пробы
1±0,1
1±0,1
1±0,1
1±0,1
3±0,1
1±0,1
Примеры испытуемых материалов
Полиизоцианатные смолы. Нит-
роцеллюлозные лаки
Нитроцеллюлозные краски и
краски воздушной сушки.
Целлюлозные лаки.
Полиизоцианатные смолы
Синтетические смолы (включая
полиизоцианатные смолы).
Краски горячей сушки
Пигментированные краски
горячей сушки
Жидкие фенольные смолы
Краски для нанесения
электроосаждением
Для определения взвешивают пробу с точностью до 1 мг, помещают
в чашу и равномерно распределяют по ней. Если материал очень вязкий
или образует пленки, то его равномерно распределяют металлической
проволокой (например, разогнутой скрепкой для бумаги), при
необходимости добавляют 2 мл соответствующего растворителя. По соглашению с
заказчиком допускается использовать пробу массой 2+0,2 г.
При испытании летучих продуктов рекомендуется тщательное
перемешивание пробы, отбор проб проводят с помощью пипетки или шприца
на 10 мл без иголки.
Затем чашу с пробой выдерживают 10-15 мин при комнатной
температуре и помещают в сушильный шкаф, нагретый до заданной
температуры (см. табл. 6.4), на установленное время. После окончания нагрева
пробу переносят в эксикатор, охлаждают в нем до комнатной
температуры и взвешивают с точностью до 1 мг для определения массы остатка
\т,).
Выражение результатов
Содержание нелетучих веществ NV в процентах вычисляют по
уравнению:
226
m0
где
m, — масса пробы, г;
т0 — масса остатка, г.
Если параллельные результаты отличаются более чем на 2%,
определение повторяют. За результат определения принимают среднее
арифметическое двух определений, записанное с точностью до 0,1%.
Точность метода
Сходимость результатов определения по данному методу не
превышает 2%, а воспроизводимость — 4% при 95% доверительной вероятности.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3251;
б) тип и обозначение испытуемого продукта;
в) температуру и период нагрева, тип используемого сушильного
шкафа (скорость воздушного потока в шкафу, если она определялась по
методике, изложенной в приложении к стандарту);
г) все отклонения, оговоренные соглашением или любым другим
путем от установленной методики определения;
д) результат определения;
е) дату проведения определения.
6.11. Определение содержания летучих веществ
РАЗНОСТНЫЙ МЕТОД ДЛЯ НИЗКИХ
СОДЕРЖАНИЙ ЛОС
Международный стандарт ИСО 11890-1 устанавливает разностный
метод определения летучих органических соединений (ЛОС),
содержащихся в лакокрасочных материалах и в сырье для их производства. Данный
стандарт используют для материалов, где ожидаемое содержание ЛОС
больше чем 15 масс.%. Если ожидаемое содержание ЛОС больше чем 0,1
масс.% и меньше чем 15 масс.%, применяют метод по ИСО 11890-2.
В данном методе предполагается, что летучим веществом является
либо вода, либо органическое соединение, либо то и другое. Однако в
материале могут присутствовать летучие неорганические соединения,
которые могут быть определены количественно другим методом и учтены
при расчетах [4].
Сущность метода заключается в следующем. После отбора пробы
определяют содержание нелетучих веществ по ИСО 3251, затем содержание
воды по Карлу Фишеру в соответствии с ИСО 760. Содержание
свободных соединений, если применимо, определяют, используя метод по ИСО
11890-2. Затем вычислениями определяют содержание ЛОС.
227
Методика определения
Представительную пробу лакокрасочного материала отбирают в
соответствии с требованиями ИСО 15528. Образцы подготавливают к
испытаниям по ИСО 1513. Определение проводят в стандартных условиях по
ИСО 3270 с применением двух параллельных образцов.
Плотность. Если необходимо для вычислений, определяют
плотность материала по методике соответствующей части ИСО 2811.
Содержание нелетучих веществ. Содержание нелетучих веществ, если
иное не установлено, определяют по ИСО 3251.
Содержание воды. Определяют содержание воды, как процент по
массе, методом по ИСО 760. Реактивы следует выбирать так, чтобы не было
влияния на состав компонентов, содержавшихся в пробе. Если состав
пробы не известен, то его определяют качественно по ИСО 11890-2.
Примечания:
1. Типичные составные части пробы, вызывающие интерференцию, — кетоны
и альдегиды.
2. Если указано, что в пробе не содержится вода, нет необходимости
определять ее содержание.
Свободные соединения. Если в пробе имеются неизвестные
органические соединения, которые не участвуют в атмосферных фотохимических
реакциях, то их определяют качественно, например, по методу ИСО
11890-2.
Расчеты
Вычисляют содержание ЛОС одним из методов, установленным в
данном стандарте. Если особый метод не определен, вычисляют
содержание ЛОС методом 1. Метод 1 — предпочтительный метод вычисления,
поскольку точность лучше, так как в этом случае не проводится
определение плотности (которое вводит дополнительные погрешности).
Метод 1: определение содержания ЛОС в продукте, «готовом к
применению», масс.%
ЛОС = 100 - NV - ww,
где
ЛОС — содержание ЛОС в продукте, «готовом к применению»,
масс.%;
NV — содержание нелетучих веществ, масс.%;
ww — содержание воды, масс.%;
Метод 2: определение содержания ЛОС в продукте, «готовом к
применению», г/л
ЛОС = (100 - NV - wj-ps-10
где
ЛОС — содержание ЛОС в продукте, «готовом к применению», г/л;
NV — содержание нелетучих веществ, масс.%;
ww — содержание воды, масс.%;
ps — плотность пробы при 23° С, г/см3;
10 — переводной коэффициент.
228
Метод 3: определение содержания ЛОС в маловодном продукте,
«готовом к применению», г/л
ЛОС =
100 -NV-w...
\00-ps
w..,
•р,-1000,
где
ЛОС — содержание ЛОС в маловодном продукте, «готовом к
применению», г/л;
NV — содержание нелетучих веществ, масс.%;
wv — содержание воды, масс.%;
ps — плотность пробы при 23°С, г/см3;
Ру, — плотность воды при 23°С, г/см3, (pw = 0,997537 г/см3);
1000 — переводной коэффициент.
Метод 4: определение содержания ЛОС в маловодном продукте
и с небольшим содержанием свободных соединений, «готовом к
применению», г/л
ЛОС =
m-NV-ww-Y,weci
1=1
100-р,
W..
~Ps
w„
(=1 Pert
•р,-1000,
где
ЛОС — содержание ЛОС в маловодном продукте и с небольшим
содержанием свободных соединений, «готовом к применению», г/л;
NV — содержание нелетучих веществ, масс.%;
ww — содержание воды, масс.%;
Wed — содержание свободных компонентов, масс.%;
ps — плотность пробы при 23°С, г/см3;
Ру, — плотность воды при 23°С, г/см3, (pw = 0,997537 г/см3);
peci — плотность свободных компонентов, г/см3;
1000 — переводной коэффициент.
Выражение результатов
Если параллельные результаты отличаются более чем на 1%,
определение повторяют. За результат определения принимают среднее
арифметическое двух определений, записанное с точностью до 1%.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11890-1;
б) тип и обозначение испытуемого продукта;
в) органические соединения, которые будут определены (если
известно);
229
г) аналитические методы, которые используют, чтобы определить эти
соединения;
д) какие из органических соединений являются свободными
соединениями;
е) используемый метод вычисления;
г) все отклонения, оговоренные соглашением или любым другим
путем от установленной методики определения;
д) результат вычисления;
е) дату проведения определения.
ГАЗОХРОМАТОГРАФИЧЕСКИЙ МЕТОД ДЛЯ
НИЗКИХ СОДЕРЖАНИЙ ЛОС
Требования, которые устанавливаются сегодня властями для охраны
здоровья и окружающей среды, включают оценку содержания в
лакокрасочных материалах остаточных мономеров и следов ЛОС.
Международный стандарт ИСО 17895 устанавливает газохроматогра-
фический метод количественного определения ЛОС (т.е. органических
соединений с точкой кипения вплоть до 250°С при стандартных условиях
согласно определению Директивы 96/13/ЕС), содержащихся в
эмульсионных лакокрасочных материалах с низким содержанием ЛОС. Данный
стандарт используют для материалов, где ожидаемое содержание ЛОС
находится в диапазоне от 0,01 масс.% до 0,1 масс.%.
Сущность метода заключается в следующем. После отбора и
специальной подготовки пробы содержание ЛОС определяют газохроматогра-
фическим методом.
Приборы и оборудование
Газовый хроматограф с необходимым оснащением. Прибор должен
быть настроен и должен использоваться в соответствии с инструкциями
изготовителя.
Детектор. Применяют газовые хроматографы с
пламенно-ионизационным или масс-спектрометрическим детектором.
Неполярные капиллярные колонки со стационарной химически
связанной фазой, состоящей на 95-100% из диметилсиликона и 5-0 % фенилси-
ликона
Микролитровый шприц на 50 мкл.
Флаконы с перегородкой из бутиловой или силиконовой резины.
Аналитические весы с точностью взвешивания до 0,1 мг.
Холодильник для хранения проб.
Реактивы и материалы
Водород, имеющий чистоту, по крайней мере, 99,995 об.%.
Азот или гелий, имеющие чистоту, по крайней мере, 99,995 об.% того
же самого качества как транспортирующий газ.
Внутренний стандарт — инертное соединение, стабильное в
заданном температурном интервале и известной чистоты, типа диэтиленгли-
кольмонобутилового эфира, ацетата диэтиленгликольмонобутилового
эфира, бутанола, бутилакрилата, 2-этилгексилакрилата, стирола, винилацетата.
230
Цитратный буфер с рН 5,0.
Ингибитор полимеризации.
Тетрадекан с чистотой 99,5 масс.%.
Методика определения
Представительную пробу лакокрасочного материала отбирают в
соответствии с требованиями ИСО 15528. Определение проводят в
стандартных условиях по ИСО 3270 с применением двух параллельных образцов.
Подготовка проб. Подготовка проб включает разбавление эмульсии и
обработку по стандартной или нестандартной методике.
В стандарте приведен план подготовки проб, включающих схемы
подготовки проб с добавлением и без добавления стандартных добавок.
При подготовке проб применяют флакон с перегородкой.
Количественное определение состава пробы. Настраивают газовый
хроматограф в соответствии с инструкциями изготовителя, вводят в
хроматограф заданное количество пробы и записывают хроматограмму.
С помощью компьютера определяют площади пиков для каждого
состава и затем определяют массу каждого компонента пробы.
Расчеты
Вычисляют содержание ЛОС по методам, установленным в данном
стандарте.
Как правило, расчет ведут на компьютере, получая в итоге
содержание ЛОС в пробе.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 17895;
б) тип и обозначение испытуемого продукта;
в) органические соединения, которые будут определены (если
известно);
г) газохроматографические методы, которые используют, чтобы
определить эти соединения;
д) используемый метод вычисления;
е) все отклонения, оговоренные соглашением или любым другим
путем от установленной методики определения;
ж) результат вычисления;
з) дату проведения определения.
ГАЗОХРОМАТОГРАФИЧЕСКИЙ МЕТОД ДЛЯ
СРЕДНИХ СОДЕРЖАНИЙ ЛОС
Международный стандарт ИСО 11890-2 устанавливает газохроматогра-
фический метод определения летучих органических соединений (ЛОС),
содержащихся в лакокрасочных материалах и в сырье для их
производства. Данный стандарт используют для материалов, где ожидаемое
содержание ЛОС больше чем 0,1 масс.% и меньше чем 15 масс.%.
В данном методе предполагается, что летучим веществом является
либо вода, либо органическое соединение, либо то и другое. Однако в
231
материале могут присутствовать летучие неорганические соединения,
которые могут быть определены количественно другим методом и учтены
при расчетах.
Сущность метода заключается в следующем. После отбора и
подготовки пробы содержание ЛОС определяют газохроматографическим
методом.
Приборы и оборудование
Газовый хроматограф с необходимым оснащением. Прибор должен
быть настроен и должен использоваться в соответствии с инструкциями
изготовителя.
Горячая инжекционная система с проотборником (предпочтительная
система).
Холодная инжекционная система с проотборником.
Выбор между горячей и холодной инжекционной системой будет
зависеть от типа испытуемого продукта. Холодную инжекционную систему
применяют для продуктов, которые при высоких температурах могут
создавать помехи из-за разложения.
Детектор. Применяют газовые хроматографы с
пламенно-ионизационным детектором, масс-спектрометрическим детектором и
инфракрасным спектрометром с Фурье-преобразованием.
Капиллярные колонки с максимальным внутренним диаметром 0,32
мм, достаточной длины, чтобы распределить летучие компоненты.
Реактивы и материалы
Водород, имеющий чистоту, по крайней мере, 99,999 об.%.
Азот или гелий, имеющие чистоту, по крайней мере, 99,999 об.% того
же самого качества, как транспортирующий газ.
Внутренний стандарт — инертное соединение, стабильное в
заданном температурном интервале и известной чистоты, типа изобутанола и
диэтиленгликольдиметилового эфира.
Градуировочные составы. Составы, используемые для калибровки,
должны иметь чистоту, по крайней мере, 99 масс.%.
Методика определения
Представительную пробу лакокрасочного материала отбирают в
соответствии с требованиями ИСО 15528. Образцы подготавливают к
испытаниям по ИСО 1513. Определение проводят в стандартных условиях по
ИСО 3270 с применением двух параллельных образцов.
Плотность. Если необходимо для вычислений, определяют
плотность материала по методике соответствующей части ИСО 2811.
Содержание воды. Определяют содержание воды, как процент по
массе, методом по ИСО 760. Реактивы следует выбирать так, чтобы не было
влияния на состав компонентов, содержавших в пробе. Если состав
пробы не известен, то его определяют качественно.
Примечания:
1. Типичные составные части пробы, вызывающие интерференцию — кетоны
и альдегиды.
232
2. Если указано, что в пробе не содержится вода, нет необходимости
определять ее содержание.
Газохроматографические условия. Газохроматографические условия
будут зависеть от состава анализируемого продукта.
Качественный анализ продукта. Если состав органических
соединений в продукте неизвестен, то их определяют качественно на газовом
хроматографе с масс-селективным детектором или с инфракрасным
спектрометром.
Калибровка. Калибровку проводят в соответствии с инструкциями
изготовителя.
Подготовка образцов. Взвешивают с точностью 0,1 мг примерно от
1 г до 3 г пробы и необходимое количество внутреннего стандарта
Разбавляют пробу соответствующим объемом разбавителя, закрывают
пузырек и гомогенизируют содержимое.
Количественное определение состава пробы. Настраивают газовый
хроматограф в соответствии с инструкциями изготовителя, вводят в
хроматограф от 0,1 мкл до 1 мкл пробы и записывают хроматограмму.
С помощью компьютера определяют площади пиков для каждого
состава и затем определяют массу каждого компонента пробы.
Расчеты
Вычисляют содержание ЛОС одним из методов, установленным в
данном стандарте. Если особый метод не определен, вычисляют
содержание ЛОС методом 1. Метод 1 — предпочтительный метод вычисления,
поскольку точность лучше, так как в этом случае не проводится
определение плотности (которое вводит дополнительные погрешности).
Метод 1: определение содержания ЛОС в продукте, «готовом к
применению», масс.%
i-n
ЛОС = ]£т,-100,
где
ЛОС — содержание ЛОС в продукте, «готовом к применению»,
масс.%;
т; — масса компонента / в 1 г пробы, г;
100 — переводной коэффициент.
Метод 2: определение содержания ЛОС в продукте, «готовом к
применению», г/л
ЛОС = £/и,-р,-1000,
1=1
где
ЛОС — содержание ЛОС в продукте, «готовом к применению», г/л;
т-{ — масса компонента / в 1 г пробы, г;
ps — плотность пробы при 23°С, г/см3
1000 — переводной коэффициент.
233
Метод 3: определение содержания ЛОС в маловодном продукте,
«готовом к применению», г/л
Xw<
ЛОС =
1-р,
•р,-1000,
где
ЛОС — содержание ЛОС в маловодном продукте, «готовом к
применению», г/л;
тх — масса компонента /в 1 г пробы, г;
mw — масса воды в 1 г пробы, г;
ps — плотность пробы при 23°С, г/см3
рк — плотность воды при 23°С, г/см3, (pw=0,997537 г/см3);
1000 — переводной коэффициент.
Метод 4: определение содержания ЛОС в маловодном продукте и с
небольшим содержанием свободных соединений, «готовом к
применению», г/л
ЛОС =
1-
I
/=i
-Р,
т,-
т
w_
Hw
eci=n
I
eci=\
~Ps
mec.
Peci
i—n
v^
X
/=i
m,
eci
Peci _
p,-1000,
где
ЛОС — содержание ЛОС в маловодном продукте и с небольшим
содержанием свободных соединений, «готовом к применению», г/л;
/и; — масса компонента / в 1 г пробы, г;
тес{ — масса свободных соединений /в 1 г пробы, г;
wK — содержание воды, масс.%;
weci — содержание свободных компонентов, масс.%;
тк — масса воды в 1 г пробы, г;
ps — плотность пробы при 23°С, г/см3;
pw — плотность воды при 23°С, г/см3, (/\,=0,997537 г/см3);
peci — плотность свободных компонентов, г/см3;
1000 — переводной коэффициент.
Выражение результатов
Если параллельные результаты отличаются более чем на 0,1%,
определение повторяют. За результат определения принимают среднее
арифметическое двух определений, записанное с точностью до 0,01%.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11890-2;
б) тип и обозначение испытуемого продукта;
234
в) органические соединения, которые будут определены (если
известно);
г) газохроматографические методы, которые используют, чтобы
определить эти соединения;
д) какие из органических соединений являются свободными
соединениями;
е) используемый метод вычисления;
г) все отклонения, оговоренные соглашением или любым другим
путем от установленной методики определения;
д) результат вычисления;
е) дату проведения определения.
235
Глава 7
ПЛЕНКИ ЛАКОКРАСОЧНЫХ
МАТЕРИАЛОВ
Определение свойств пленок лакокрасочных материалов позволяет
получить исчерпывающие данные для оценки правильности
технологического процесса производства лакокрасочного материала, а также получить
сведения о декоративных и физико-химических свойствах получаемых
покрытий [1].
К важнейшим декоративным свойствам лакокрасочных покрытий
относится их цвет. Цвет объекта — категория весьма неопределенная и
субъективная. Представление о нем формирует наш мозг и трудно найти
двух человек, воспринимающих цвет абсолютно одинаково. Приведенные
ниже методы позволяют получить достаточно объективную оценку цвета
лакокрасочных пленок как визуальным методом, так и инструментальными
методами.
Инструментальные методы нашли широкое применение и при
определении блеска покрытий по ИСО 2813. Измерения глянца лакокрасочных
покрытий проводят с помощью блескомера при угле падения — отражения
света 20°, 60° и 85°. Международный стандарт ИСО 13803 уточняет метод
определения блеска при угле 20° для высокоглянцевых лакокрасочных
покрытий.
В данном разделе приведены требования к современным методам
измерения толщины покрытия. В четвертом издании международного
стандарта ИСО 2808 структура стандарта перестроена. Основой классификации
стал не принцип измерения толщины покрытия, а тип измеряемой пленки
(влажная, сухая, порошковая, на шероховатых поверхностях).
Международные стандарты на методы оценки адгезии однослойных
или многослойных покрытий в последние десять лет были пересмотрены
с целью уточнения их требований.
Полностью переработан международный стандарт ИСО 2812 на методы
определения стойкости к воздействию жидкости, который состоит теперь
из пяти частей. В стандарте приведены уточненные методы определения
устойчивости к воздействию жидкостей однослойного или многослойного
лакокрасочного покрытия.
236
Раздел дополнен международным стандартом ИСО 14689 на методы
определения содержания пигмента в лакокрасочном материале. В стандарт
включены методы определения содержания пигмента центрифугированием,
озолением и фильтрацией.
За прошедшие годы отменены международные стандарты по
определению совместимости с окрашиваемой поверхностью. Стандарт на метод
определения светостойкости ИСО 2809 заменен стандартами на методы
ускоренных испытаний в климатических камерах при воздействии
излучения, имитирующего солнечный свет (см. гл. 14).
7.1. Определение цвета
ВИЗУАЛЬНЫЙ МЕТОД
Международный стандарт ИСО 3668 устанавливает метод визуального
сравнения цвета лакокрасочных пленок с эталоном при стандартных
условиях освещения.
Для проведения сравнения следует привлекать экспертов с нормальным
цветовым зрением. Экспертов следует выбирать с исключительной
осторожностью, так как многие люди неправильно воспринимают и различают
цвета. У многих экспертов после достижения 40-летия может измениться
восприятие цвета, и они должны пройти специальные тесты, в том числе
по метамерическому определению цвета. Очки эксперта должны обладать
однородной спектральной передачей.
На эксперте должна быть одежда нейтрального цвета, а в его поле
зрения не должно быть ярких предметов за исключением используемых
материалов. Чтобы избежать искаженного восприятия цвета вследствие
утомления глаз, пастельные и оттеночные цвета не следует оценивать сразу
же после интенсивных цветов.
Качество визуального анализа значительно снижается при длительной
непрерывной работе, поэтому должны быть частые перерывы в работе на
несколько минут.
Если определение проводят при дневном свете, то следует использовать
рассеянный дневной свет. Освещение должно быть равномерным не менее
2000 люкс без прямых солнечных лучей.
При искусственном освещении сравнение цвета проводят в камере
сравнения цветов, в которую не проникает посторонний свет и которая
освещается источником света, имеющим характеристики стандартного
источника МКО D65 [2].
Испытуемые панели и панели сравнения должны быть плоскими,
размер панелей не более 150x100 мм. Материал панелей — лужёная жесть,
алюминий, сталь или стекло согласно требованиям ИСО 1514. Панели
оценивают с расстояния 500 мм, при этом достигается оптимальный угол
осмотра 10°.
Оценку цвета проводят, располагая панели одну возле другой. Оценку
различий в цвете проводят по пятибалльной шкале (табл. 7.1).
Составляющими различий в цвете являются следующие различия.
237
Балл
0
1
2
3
4
5
Величина различий
нет различий
очень слабые различия
слабые различия, заметные
различия
средние различия, достаточно
заметные различия
выраженные различия
сильные различия
1. Различие оттенков, которое Таблица 7.1
обозначается DH и оценивается бал- Шкала оценки различий в цвете
лами от 0 до 5 с добавлением: более
желтый (уе), более зеленый (gr), более
красный (re), более голубой (Ы),
например: DH: 5уе — испытуемый
образец в 5 раз желтее.
2. Различие в интенсивности
окраски, которое обозначается DC и
оценивается баллами от 0 до 5 со знаками
+(более) или -(менее), например: DC:
-2 — испытуемый образец в два раза
менее интенсивно окрашен.
3. Различие в насыщенности, которое обозначается DL и оценивается
баллами от 0 до 5 со знаками +(более) или -(менее), например: DL: -2 —
испытуемый образец имеет в два раза менее насыщенный цвет.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3668;
б) тип и обозначение испытуемого покрытия;
в) дополнительную информацию:
1) материал и подготовку поверхности подложки;
2) метод нанесения испытуемого покрытия;
3) толщину покрытия, указание, является ли покрытие однослойным
или многослойным;
4) продолжительность и условия сушки покрытия;
5) условия освещения покрытия;
6) необходимость учета метамерии;
г) любые отклонения от стандартного метода;
д) результат определения;
е) дату проведения испытания.
ИНСТРУМЕНТАЛЬНЫЕ МЕТОДЫ
Инструментальный контроль цвета необходим для объективного
определения различий между испытуемым и контрольным образцами, определения
отклонений в цвете при окрашивании изделий, оценки изменения цвета
изделия в процессе эксплуатации и т. п.
Требования, выработанные МКО применительно к лакокрасочным
покрытиям, устанавливает международный стандарт ИСО 7724.
В первой части этого стандарта приведены координаты цвета по системе
МКО 1964 г. и МКО 1976 г. Для оценки цветовых различий рекомендовано
применение координат цвета МКО 1976 г.
В этом же стандарте рекомендовано применять в качестве стандартного
источника света источник МКО D65, соответствующий дневному свету с
цветовой температурой 6500К.
238
Метод определения цвета лакокрасочных пленок установлен
международным стандартом ИСО 7724-2. Этот метод применим только для
лакокрасочных пленок с явной цветовой однородностью, т. е. монохроматических
при исследовании их невооруженным глазом.
Метод по ИСО 7724-2 не применяют для люминесцентных
лакокрасочных материалов, световозвращающих красок и красок типа «металлик».
В ИСО 7724-2 подробно описана методика проведения измерений
спектрального отражения лакокрасочной пленки при помощи
спектрофотометра с последующим расчетом величин координат цвета или измерения
величины координат цвета при помощи колориметра.
Для количественной колориметрической оценки малых цветовых
различий лакокрасочных пленок применяют метод по ИСО 7724-3, основанный
на формулах системы МКО 1976 г.
7.2. Определение блеска
МЕТОД ДЛЯ ПОКРЫТИЙ С РАЗЛИЧНОЙ
СТЕПЕНЬЮ ГЛЯНЦА
Международный стандарт ИСО 2813 распространяется на
пигментированные лакокрасочные материалы и устанавливает метод определения
блеска покрытий при трех углах измерения:
20° — предпочтительно для высокоглянцевых поверхностей:
60° — предпочтительно для среднеглянцевых поверхностей:
85° — предпочтительно для низкоглянцевых поверхностей.
Стандарт не распространяется на материалы, при нанесении которых
образуются покрытия, обладающие металлическим эффектом.
Сущность метода заключается в измерении тока, возбуждаемого в
фотоприемнике прибора под действием светового потока, отраженного от
поверхности испытуемого покрытия.
Приборы и оборудование
Блескомер, позволяющий проводить измерения при 20°, 60° и 85°
падения — отражения света.
Принципиальная схема блескомера приведена на рис. 7.1.
В стандарте подробно приведены технические требования к блескомеру,
в том числе размеры и допуски источника и приемника излучения.
Первичный эталон в виде совершенно плоской полированной черной
стеклянной пластинки, отвечающей следующим требованиям:
коэффициент преломления света nD= 1,567;
значение блеска равно 100 единицам при всех углах измерения.
При отсутствии указанного эталона допускается применять стеклянную
пластинку с характеристиками, отличающимися от приведенных выше. Блеск
такой пластинки в зависимости от показателя преломления и угла измерения
должен изменяться в сторону уменьшения в соответствии с табл. 7.2.
Вторичные рабочие эталоны могут представлять собой керамическую
плитку, стекловидную эмаль, полированное или матовое прозрачное стекло
239
/77777777777^77^77^77777777777
Рис. 7.1. Принципиальная схема блескомера
G — источник света; Lb L2 — линзы; В — воспринимающая фиксирующая бленда;
Р — испытуемое покрытие; гх=гг — угол падения и угол отражения; ств — воспринимающий
угол зазора; ст2 — угол зазора (0,75±0,25°); I — изображение источника света
или другой материал, обладающий равномерным блеском. Они должны
иметь равномерную плоскостность и должны быть откалиброваны по
первичному эталону для указанного участка и направления освещения. Такие
эталоны следует периодически проверять путем сравнения их с первичным
эталоном. Вторичные эталоны должны быть едиными, устойчивыми и
должны быть откалиброваны технически компетентными и
уполномоченными организациями.
72 Стеклянные пластинки из
зеркального полированного стекла толщиной
3 мм и размером 150x100 мм.
Примечание — Хотя предлагаемый
Таблица
Блеск стеклянной пластинки
Угол
изменения блеска,
град
20
60
85
Изменение
показателя
преломления
0,001
Изменение
блеска, %
0,27
0,16
0,016
метод относится только к
пигментированным материалам, прозрачные лаки также
могут быть испытаны с использованием в
качестве основания черного и прозрачного
стекла, покрытого с обратной стороны и
по краям краской.
Аппликатор (используют, если в
программе испытаний не установлен иной метод нанесения покрытия) с
зазором для нанесения 100±2 мкм. Такой прибор наносит мокрую пленку
толщиной примерно 50 мкм при скорости нанесения 20 м2/л.
Методика определения
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к испытанию
по ИСО 1513. Покрытие наносят на стеклянную пластинку в стандартных
240
условиях. Прибор для испытаний подготавливают в соответствии с
прилагаемой к прибору инструкцией изготовителя. При этом проверяют нулевую
точку прибора по черному эталону (черный ящик или бархат).
Настройку прибора при любом угле измерения проводят по поверочным
образцам с различными значениями блеска; отклонения между измерениями
на образцах не должны превышать ±1 ед. блеска.
В случае серии испытаний прибор необходимо периодически проверять с
помощью поверочного образца, обладающего большим значением блеска.
Приготовленный образец покрытия перед измерением протирают сухой
мягкой фланелью с антистатической обработкой.
Устанавливают прибор на образец, помещенный на ровную
горизонтальную поверхность, и измеряют значение блеска испытуемого покрытия
при 60°.
Если прибор показывает значение между 30 ед. и 70 ед. блеска, то это
значение и будет истинной величиной блеска покрытия. Если показание
прибора больше 70 ед. блеска, то измерение проводят при 20°, а если
меньше 30 — при 85°. Угол измерения 60° используют для определения блеска
всех покрытий: высокоглянцевых (блеск более 70 ед.) и низкоглянцевых
(блеск менее 30 ед.).
Измерения блеска проводят на трех разных участках испытуемого
покрытия. Если физическая структура поверхности покрытия имеет
определенное направление (например, след кисти, рисунок, фактура дерева и т. д.),
измерение блеска проводят отдельно в двух перпендикулярных друг другу
направлениях.
За результат испытания принимают среднее арифметическое
результатов трех определений при условии, что отклонение между минимальным и
максимальным измеренными значениями не превышает 5 ед. блеска. Если
это отклонение больше 5 ед. блеска, то проводят еще три определения, и
если разброс значений составляет меньше 5 ед., то за результат испытания
принимают среднее арифметическое результатов измерений, из которых
исключают экстремальные значения. В противном случае испытания и
измерения блеска проводят на новой пластинке до получения сходимых
результатов.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2813;
б) тип и обозначение испытуемого материала;
в) дополнительную информацию:
1) материал и подготовку поверхности подложки;
2) метод нанесения испытуемого покрытия на подложку;
3) толщину покрытия в микронах, включая метод измерения и данные
о том, является ли покрытие однослойным или многослойным;
4) продолжительность и условия сушки покрытой панели (или условия
горячей сушки и старения, если они применялись);
г) наименование национального стандарта или другого документа, в
котором указана информация, упомянутая в п. «в»;
241
д) любые отклонения от установленной стандартной методики
испытания;
е) результаты испытаний;
ж) дату испытания.
МЕТОД ДЛЯ ПОКРЫТИЙ С ВЫСОКОЙ
СТЕПЕНЬЮ ГЛЯНЦА
Международный стандарт ИСО 13803 устанавливает метод определения
блеска высокоглянцевых лакокрасочных покрытий при угле измерения 20°.
Стандарт применяют совместно с международным стандартом ИСО 2813.
В указанном стандарте подробно изложена технология проведения
определения глянца покрытий. Стандарт является полезным дополнением
к ИСО 8781-3, в котором установлен метод оценки дисперсионных
характеристик пигментов и наполнителей по изменению глянца.
Особую ценность данный метод представляет для автомобильных
покрытий, оценка глянца которых является одним из важнейших критериев
при оценке их качества.
Результаты оценки глянца покрытий зависят от:
используемого связующего и составных компонентов краски;
свойств пигментов;
ориентации образца для испытаний относительно плоскости
измерения.
Приборы и оборудование
Блескомер, позволяющий проводить измерения при угле падения —
отражения света 20±0,Г. В стандарте подробно приведены технические
требования к блескомеру, в том числе размеры и допуски источника и
приемника излучения.
Стеклянные пластинки из зеркального полированного стекла толщиной
3 мм и размером 150x100 мм. Допускается использование других видов
подложки по соглашению между заинтересованными сторонами.
Примечание — Хотя предлагаемый метод относится только к
пигментированным материалам, прозрачные лаки также могут быть испытаны с использованием в
качестве основания черного и прозрачного стекла, покрытого с обратной стороны и
по краям краской.
Аппликатор (используют, если в программе испытаний не установлен
иной метод нанесения покрытия) с зазором для нанесения 150+2 мкм.
Такой прибор наносит мокрую пленку толщиной примерно 70 мкм при
скорости нанесения 20 м2/л.
Первичный эталон в виде совершенно плоской полированной черной
стеклянной пластинки, отвечающей требованиям ИСО 2813.
Вторичные рабочие эталоны, отвечающие требованиям ИСО 2813.
Методика определения
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
242
Покрытие наносят на стеклянную пластинку как описано в И СО
2813.
Прибор для испытаний подготавливают в соответствии с прилагаемой
к прибору инструкцией изготовителя с учетом требований ИСО 2813. При
этом проверяют нулевую точку прибора по черному эталону (черный ящик
или бархат).
Любое искривление или локальная шероховатость подложки будут влиять
на результаты испытаний. Если не согласовано иное, направление текстуры
(например, след кисти, рисунок, фактура дерева и т. д.) покрытия должно
быть параллелью к плоскости падения и отражения света.
Покрытия из жидких красок или порошков на стеклянных пластинках.
Измерения блеска проводят на трех разных участках испытуемого покрытия.
За результат испытания принимают среднее арифметическое
результатов трех определений при условии, что отклонение между минимальным и
максимальным измеренными значениями не превышает 0,5 ед. блеска.
Измерения блеска на других видах подложки. Измерения блеска
проводят на шести разных участках испытуемого покрытия (за исключением
покрытий с направленной текстурой). Вычисляют среднее значение. Если
различия между крайними значениями меньше чем 1 ед. или 20% среднего
значения, значения измерения принимают.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 13803;
б) тип и обозначение испытуемого материала;
в) дополнительную информацию:
1) материал и подготовку поверхности подложки;
2) метод нанесения испытуемого покрытия на подложку;
3) толщину покрытия в микронах, включая метод измерения и данные
о том, является ли покрытие однослойным или многослойным;
4) продолжительность и условия сушки покрытой панели (или условия
горячей сушки и старения, если они применялись);
г) наименование национального стандарта или другого документа, в
котором указана информация, упомянутая в п. «в»;
д) любые отклонения от установленной стандартной методики
испытания;
е) результаты испытаний;
ж) дату испытания.
7.3. Определение толщины
Международный стандарт ИСО 2808 устанавливает комплекс методов
измерения толщины пленки лакокрасочных и аналогичных материалов.
Выбор метода измерения толщины пленки проводят, руководствуясь
методами по табл. 7.3.
Необходимо иметь в виду, что точность измерения толщины пленки
зависит от выбранного метода, состояния пленки, геометрии поверхности,
краевого эффекта и многих других факторов [3,4].
243
Таблица 7.3а
Измерение толщины влажной пленки
Принцип
Механический
Гравиметрический
Фототермический
Номер и описание
Метод № 1А
Калиброванный
гребень
Метод № 1В
Колесный шаблон
Метод № 1С
Измерительный
прибор с циферблатом
Метод № 2
Определение
разницы в массах
Метод № 3
Измерение с
использованием теплофи-
зических свойств
Подложка
Любая
Любая
Любая
Любая
Любая
Место проведения
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории
Измерения проводят в
лаборатории и на
производстве
Стандарт
ASTMD4414
ASTMD1212
—
—
EN 15042-2
Точность метода
Систематическая
ошибка ±10% или ±5
мкм
Систематическая
ошибка ±5% или ±5
мкм
Механический:
нижний предел 5 мкм.
Электронный:
нижний предел 1 мкм
—
Систематическая
ошибка ±2% или ±5
мкм
Таблица 7.36
Измерение толщины сухой пленки
Принцип
Механический
Гравиметрический
Оптический
Номер и описание
Метод № 4А
Определение
разницы в толщине
(микрометр/прибор
со шкалой)
Метод № 4В
Измерение глубины
Метод № 4С
Определение
профиля поверхности
Метод № 5
Определение
разницы в массах
Метод № 6А
Микроскопическое
исследование
поперечного сечения
Метод № 6В
Метод вырезки
клина
—.......
Подложка
Любая
Любая
Любая
Любая
Любая
Любая
Место проведения
Измерения проводят в
лаборатории
Измерения проводят в
лаборатории
Измерения проводят в
лаборатории
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Стандарт
ASTMD1005
DIN 50933
—
ИС0 4518
—
ИСО 1463
DIN 50986
Точность метода
Механический:
нижний предел 5 мкм.
Электронный:
нижний предел 1 мкм
Механический:
нижний предел 5 мкм.
Электронный:
нижний предел 1 мкм
Нижний предел: 2
мкм
—
Систематическая
ошибка ±2 мкм.
Воспроизводимость
±5%
Верхний предел 2
мкм.
Воспроизводимость
±10%
Окончание табл. 7.36
Принцип
Магнитный
Рентгеновский
Фототермический
Акустический
Номер и описание
Метод № 7 А
Метод отрыва
магнита
Метод № 7В
Метод магнитного
потока
Метод № 7С
Магнитоиндукцион-
ный метод
Метод № 7D
Метод вихревых
токов
Метод № 8
Метод обратного
рассеяния Р-лучей
Метод № 9
Измерение с
использованием теплофи-
зических свойств
Метод № 10
Ультразвуковой
метод
Подложка
Ферромагнитный металл
Ферромагнитный металл
Ферромагнитный металл
Немагнитный
металл
Любая
Любая
Любая
Место проведения
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории и на
производстве
Измерения проводят в
лаборатории и на
производстве
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Стандарт
ИС0 2178
—
ИС0 2178
ИСО 2360
ИСО 3543
EN 15042-2
—
Точность метода
Систематическая
ошибка ±5 мкм.
Воспроизводимость
±6%
Систематическая
ошибка ±3 мкм.
Воспроизводимость
±5%
Систематическая
ошибка ±2 мкм.
Воспроизводимость
±3%
Систематическая
ошибка ±2 мкм.
Воспроизводимость
±3%
Систематическая
ошибка ±2% или ±0,5
мкм
—
Систематическая
ошибка ±2 мкм.
Воспроизводимость
±5%
Таблица 7.3в
Определение толщины неотвержденных порошковых слоев
Принцип
Гравиметрический
Магнитный
Фототермический
Номер и описание
Метод № 11
Определение
разности в массе
Метод № 12А
Магнитоиндукцион-
ный метод
Метод № 12В
Метод вихревых токов
Метод № 13
Измерение с
использованием теплофизи-
ческих свойств
Подложка
Любая
Ферромагнитный металл
Немагнитный
металл
Любая
Место проведения
Измерения проводят в
лаборатории
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Измерения проводят в
лаборатории и на
производстве
Измерения проводят в
лаборатории и на
производстве
Стандарт
—
ИС0 2178
ИСО 2360
EN 15042-2
Точность метода
—
Систематическая
ошибка ±2 мкм.
Воспроизводимость
±3%
С истематическая
ошибка ±2 мкм.
Воспроизводимость
±3%
Систематическая
ошибка ±2% или ±3
мкм
Таблица 7.3г
Определение толщины покрытия на шероховатой поверхности
Принцип
Магнитный
Номер и описание
Магнитоиндукцион-
ный прибор по методу
№7С
Подложка
Ферромагнитный металл
Место проведения
Измерения проводят в
лаборатории, на
производстве и в полевых условиях
Стандарт
ИСО 19840
Точность метода
Толщина покрытия не
должна быть меньше
чем 25 мкм и
предпочтительно должна
быть больше чем 50
мкм
МЕТОДЫ ИЗМЕРЕНИЯ ТОЛЩИНЫ ВЛАЖНОЙ
ПЛЕНКИ
МЕТОД № 1А - КАЛИБРОВАННЫЙ ГРЕБЕНЬ
Аппаратура
Устройство состоит из гребенки, наружные зубцы которой образуют
осевую линию. Внутренние зубцы гребенки короче и образуют диапазон
зазоров между зубцами и осевой линией, причем размер каждого зазора
можно определить по калиброванной шкале.
Проведение измерения
Сразу же после нанесения краски резьбовую калиброванную гребенку
плотно прижимают к подложке таким образом, чтобы зубцы располагались
перпендикулярно по отношению к плоскости поверхности. Гребенку
снимают и проверяют зубцы с целью определения, какой из самых коротких
зубцов коснулся влажной окрашенной пленки. Толщину пленки отмечают
в пределах между последним «касанием» зуба и первым «некасанием» в
соответствии с показаниями прибора.
Чтобы получить результаты, характерные для площади, снимают
аналогичным образом не менее двух последовательных показаний в разных
местах.
МЕТОД № 1В - КОЛЕСНЫЙ ШАБЛОН
Аппаратура
Устройство состоит из колеса, периметр которого имеет три
расположенных на равных расстояниях обода; центральный обод меньше наружных
и расположен эксцентрично. Когда шаблон оборачивается вокруг влажной
пленки, эксцентричный центральный обод показывает положение, при
котором он только касается влажной окрашенной поверхности, и калиброванная
шкала на наружном ободе позволяет измерить толщину краски в указанной
точке. Для этого применяют диапазон калибров. Для того чтобы получить
результаты, характерные для всей окрашенной поверхности, снимают еще
несколько показаний аналогичным образом.
Проведение измерения
Сразу после нанесения краски колесный шаблон помещают в пленку
краски таким образом, чтобы два наружных обода соприкасались с
подложкой в точке максимального зазора (т. е. максимальное показание на
калиброванной шкале). Поворачивают колесо не менее чем на 180° вдоль
поверхности и удаляют. Центральный обод проверяют с целью определения
положения, при котором произошел первый контакт с поверхностью
влажной пленки. Калиброванная шкала показывает толщину влажной пленки
в этой точке.
Отмечают толщину пленки по самому нижнему делению шкалы.
Для того чтобы получить результаты, характерные для всех окрашенных
поверхностей, аналогичным образом снимают не менее двух последующих
показаний в различных участках.
248
МЕТОД № 1С - ИЗМЕРИТЕЛЬНЫЙ ПРИБОР С
ЦИФЕРБЛАТОМ
Аппаратура
Измерительный прибор, соответствующий требованиям ИСО 463, может
иметь аналоговую или цифровую шкалу. Нижняя сторона измерительного
прибора с круговой шкалой имеет две иглы, расположенные на равном
расстоянии от подвижного резца.
Проведение измерения
Прибор устанавливают на ноль, размещают на измеряемой поверхности
и проводят измерения согласно инструкции изготовителя.
Результат измерения толщины зависит от времени измерения. Толщина
покрытия должна быть измерена как можно скорее после приложения.
МЕТОД № 2 - ОПРЕДЕЛЕНИЕ РАЗНИЦЫ В МАССАХ
Аппаратура
Весы для взвешивания массы до 500 г с точностью до 1 мг.
Проведение измерения
Изделие взвешивают с точностью до 1 мг. Наносят покрытие и снова
взвешивают. На основании полученных данных вычисляют толщину
влажного слоя по уравнению:
т-тп
где
т0 — масса неокрашенного образца, г;
т — масса покрытого образца, г;
А — площадь поверхности с покрытием, м2;
р — плотность лакокрасочного материала, г/см3.
МЕТОД № 3 - ИЗМЕРЕНИЕ С ИСПОЛЬЗОВАНИЕМ
ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ
Толщину покрытия определяют по разнице между временем, когда
тепловое или ультразвуковое излучение направлено на покрытие, и временем,
когда получен локальный температурный нагрев.
Измеренная разница во времени позволяет рассчитать толщину
покрытия на основании известных экспериментальных данных.
Данный метод можно использовать для определения толщин
отдельных слоев покрытия. В зависимости от степени локального теплового
воздействия на покрытие метод может быть как разрушающим, так и не-
разрушающим.
Аппаратура
Источниками теплового излучения могут быть лазеры, светодиоды,
источники света с высоким тепловым излучением.
249
Приборами обнаружения отраженного теплового излучения могут быть
фототепловые радиометры, пирометры, приборы контроля показателя
преломления нагретого воздуха.
Проведение измерения
Измерения проводят в соответствии с инструкциями изготовителей
приборов.
МЕТОДЫ ИЗМЕРЕНИЯ ТОЛЩИНЫ СУХОЙ
ПЛЕНКИ
МЕТОД № 4А - ОПРЕДЕЛЕНИЕ РАЗНИЦЫ В
ТОЛЩИНЕ
Измерения проводят после того, как пленка высушена до такого
состояния, что прикосновение зажимов микрометра не оставляют видимых
вмятин на пленке.
Настоящий метод применим только к плоским поверхностям, таким
как листовой металл или подобный материал.
Аппаратура
Микрометр с погрешностью измерения не более 5 мкм, снабженный
трещоткой. Микрометр может крепиться стационарно, или измерения
проводят переносным инструментом.
Проведение измерения
Выбирают участки, на которых следует провести измерения. Они не
должны иметь поверхностных неровностей и должны располагаться на
расстоянии не менее 20 мм от любого края пленки краски и приблизительно
на расстоянии 50 мм друг от друга.
Отмечают площадь вокруг каждого испытуемого участка вычерчиванием
окружности (при слабом нажатии пера на покрытие) диаметром 10 мм и
ставят радом отличительный номер.
Окрашенные образцы жестко закрепляют таким образом, чтобы все
испытуемые участки были доступны для измерения микрометром.
Микрометр располагают так, что его неподвижный зажим находится в
соприкосновении с нижней стороной испытуемого образца
непосредственно против первого испытуемого участка. Медленно завинчивают до отказа
подвижной зажим до тех пор, пока чувствуется сопротивление и зажимы
больше не двигаются при повороте храповика.
Отмечают показания микрометра, используя, в случае необходимости,
зеркало, чтобы снять показания нониусной шкалы.
Микрометр снимают и повторяют всю процедуру на каждом другом
испытуемом участке. Результаты измерений записывают.
Испытуемый образец снимают и осторожно удаляют пленку краски из
круга на каждом испытуемом участке соответствующим растворителем или
смывкой, стараясь не уничтожить отличительный номер. Для этого
испытуемый участок можно закрыть небольшим кружком толстой фильтровальной
бумаги и нанести несколько капель соответствующего растворителя.
250
Повторяют процедуры для каждого испытуемого участка и таким
образом измеряют толщину подложки.
Толщину пленки каждого испытуемого участка вычисляют вычитанием
второго показания из первого.
Вычисляют среднюю величину для испытуемой панели, округляя
результат с точностью до 5 мкм (при применении электронного измерительного
прибора с круговой шкалой точность — 1 мкм).
МЕТОД № 4В - ИЗМЕРЕНИЕ ГЛУБИНЫ
Аппаратура
Микрометр с погрешностью измерения не более 5 мкм, снабженный
трещоткой, или глубиномер с точностью до 5 мкм (механический
измерительный прибор с круговой шкалой) или 1 мкм (электронный измерительный
прибор с круговой шкалой).
Проведение измерения
См. метод № 4А. Измерения проводят с местным удалением
покрытия.
МЕТОД № 4С - ОПРЕДЕЛЕНИЕ ПРОФИЛЯ
ПОВЕРХНОСТИ
Подробно профилометрический метод описан в международном
стандарте ИСО 4518 [5].
Измерение толщины проводят по зарегистрированному профилю,
поэтому могут возникнуть ошибки, если запись при соответствующем
увеличении не дает достоверной репродукции ступеньки. Неточная запись
свидетельствует о низком качестве или плохой регулировке устройства. Если
усилие на перо слишком велико, перо самописца царапает или деформирует
поверхность, что приводит к ошибке измерения.
Надежность измерения толщины зависит от точности настройки
прибора и от высоты ступеньки эталона, используемого для настройки прибора.
Настройку можно изменять: частоту настройки определяют опытным путем.
Несмотря на то, что прибор может быть тщательно настроен, допускается
погрешность 2% на нелинейность чувствительности прибора.
Данный метод рекомендуется для применения в качестве
арбитражного.
Аппаратура
Профилометр с измерительным пером и записывающим устройством
Проведение измерения
Удаляют часть покрытия на детали растворителем или резаком. При
использовании растворителя необходимо следить, чтобы слой краски не
набухал. Затем измеряют профиль поверхности со ступенькой, руководствуясь
инструкциями изготовителя прибора и требованиями ИСО 4518 [5].
МЕТОД № 5 - ОПРЕДЕЛЕНИЕ РАЗНИЦЫ В МАССАХ
Аппаратура
Весы для взвешивания массы до 500 г с точностью до 1 мг.
251
Проведение измерения
Изделие взвешивают с точностью до 1 мг. Наносят покрытие,
высушивают и снова взвешивают. На основании полученных данных вычисляют
толщину сухого слоя по уравнению:
где
т0 — масса неокрашенного образца, г;
т — масса покрытого образца, г;
А — площадь поверхности с покрытием, м2;
р — плотность покрывного материала, г/см3 (определяют по ИСО
3233).
МЕТОД № 6А - МИКРОСКОПИЧЕСКОЕ
ИССЛЕДОВАНИЕ ПОПЕРЕЧНОГО СЕЧЕНИЯ
Метод № 6А является общим методом измерения толщины в пределах
2 мкм или более высушенной пленки краски на участке, отрезанном от
испытуемой панели или окрашенного изделия.
Настоящий метод рекомендуется как арбитражный в любых спорных
случаях, связанных с измерением толщины пленки краски на окрашенном
образце. Метод особенно пригоден для измерения изменений толщины
вследствие неровностей подложки, например, стали после дробеструйной
обработки.
Аппаратура
Микроскоп с соответствующим объективом и окуляром, шкала которого
дает возможность снять показания толщины с точностью до 2 мкм или
еще точнее.
Водостойкая карборундовая абразивная бумага соответствующего номера.
Рекомендуется использовать бумагу №№ 280, 400 и 600.
Реактивы
Смола, отверждаемая на холоде, не оказывающая вредного влияния
на пленку краски. Цвет закрепляющей смолы должен четко отличаться от
испытуемой пленки краски. Это достигается добавлением в смолу
соответствующих красителей или пигментов.
Проведение измерения
Подробно методика проведения испытания приведена в ИСО 1463
[5].
От окрашенного образца острой ножовкой или механическим
инструментом с карборундовым кругом отрезают испытуемые образцы. Окрашенная
площадь должна составлять приблизительно 25 мм2.
Все заусенцы удаляют абразивной бумагой. Плоскую металлическую
панель покрывают листом полиэтиленовой пленки и устанавливают в
горизонтальное положение. Затем приготавливают шлиф, используя в качестве
заливки эпоксидную смолу.
252
Оставляют залитый участок на 24 ч при комнатной температуре. Затем
шлифуют образец.
Шлифование продолжают до очистки кромки отрезанного участка от
смолы и полного проявления пленки краски.
Затем продолжают шлифование тонкой абразивной бумагой.
В процессе шлифования следует обратить внимание на то, чтобы
окрашенная поверхность участка была под прямым углом к плоскости
абразивной бумаги, чтобы предотвратить истирание кромки среза. Периодически
проверяют истираемую поверхность под микроскопом с целью определения
ее гладкости для снятия показаний.
Наконец, полируют образец самой мелкой абразивной бумагой,
промывают под краном и осушают чистой мягкой тряпочкой.
Устанавливают шлиф полированной поверхностью вверх на предметное
стекло микроскопа параллельно плоскости стекла.
Предметное стекло помещают под микроскоп и измеряют толщину
пленки краски по шкале на окуляре.
Измерение проводят в пяти местах вдоль кромки пленки и вычисляют
среднюю толщину.
Если толщина пленки краски на образце неоднородна, полезно кроме
показаний сделать фотографии или чертежи.
МЕТОД № 6В - МЕТОД ВЫРЕЗКИ КЛИНА
Метод № 6В является общим методом измерения толщины пленки.
Данный метод не применяют к хрупким или рыхлым покрытиям или
покрытиям толщиной менее 2 мкм.
Аппаратура
Микроскоп с соответствующим объективом и окуляром, шкала которого
дает возможность снять показания толщины с точностью до 2 мкм или
еще точнее.
Режущий инструмент для удаления покрытия.
Проведение измерения
Используя острый режущий инструмент, осторожно удаляют
небольшой участок пленки краски таким образом, чтобы полностью обнажить
небольшую площадь подложки, не повредив самой подложки. Эластичные
покрытия для снижения деформации перед испытанием охлаждают.
Монохромный световой пучок отражается от поверхности образца и плоской
панели, используемой в качестве зеркала, и дает интерференционные
полосы, видимые в микроскоп.
Микроскопом измеряют ширину клиновидного среза покрытия и
рассчитывают толщину покрытия, зная угол среза, установленный на резаке.
Для прозрачных покрытий данный метод является неразрушающим.
МЕТОД № 7 - МАГНИТНЫЙ МЕТОД
Международный стандарт ИСО 2178 устанавливает требования к
применению приборов магнитного типа для неразрушающих измерений толщины
немагнитных покрытий на магнитных основных металлах.
Метод применим только для плоских образцов.
253
Приборы магнитного типа для измерения толщины покрытия измеряют
либо магнитное притяжение между постоянным магнитом и основным
металлом с покрытием, либо сопротивление магнитного потока, проходящего
через покрытие и основной металл.
На точность измерения толщины покрытия может влиять ряд факторов,
которые следует учитывать конструкторам и пользователям приборов.
Точность измерения изменяется с толщиной покрытия и зависит от
конструкции прибора. При этом установлено, что для тонких покрытий
точность постоянна и не зависит от толщины. Для каждого прибора
существует критическая толщина основного металла, выше которой увеличение
толщины не влияет на точность измерения. Так как критическая толщина
зависит от датчика прибора и природы основного металла, ее значение
определяют экспериментально, если она не оговорена изготовителем.
Различные магнитные свойства основного металла также влияют на
точность измерения толщины покрытия магнитным методом. На практике
изменения в магнитных свойствах низкоуглеродистых сталей можно считать
несущественными.
Сильные магнитные поля, создаваемые различными типами
электрооборудования, могут быть серьезной помехой при работе магнитных приборов,
использующих постоянное магнитное поле.
Метод чувствителен к резким изменениям контура поверхности
испытуемого образца. Таким образом, измерения, проводимые слишком близко
к кромке или с внутренней стороны углубления, не будут достоверными,
если прибор не калиброван специально для таких измерений.
Краевой эффект может распространяться на расстояние до 20 мм от
края образца в зависимости от типа прибора.
На измерения оказывает влияние кривизна поверхности испытуемого
образца. Влияние кривизны поверхности на точность измерения зависит
в большой степени от модели и типа прибора, но всегда увеличивается с
уменьшением радиуса кривизны.
Если повторные измерения, сделанные на шероховатой поверхности
в пределах стандартного образца, существенно различаются, необходимое
число измерений следует увеличивать, по крайней мере, до 5.
Датчики приборов должны обеспечивать физический контакт с
испытуемой поверхностью. Так как эти приборы чувствительны к инородным
частицам, мешающим непосредственному контакту между датчиком и
поверхностью покрытия, наконечник датчика следует держать в чистоте.
Измерения толщины покрытия, калибровку приборов производят в
соответствии с инструкциями изготовителя прибора.
МЕТОД № 7А - МЕТОД ОТРЫВА МАГНИТА
Прибор, применяемый в данном методе, измеряет толщину покрытия
в зависимости от силы притяжения магнита к магнитной подложке.
254
МЕТОД № 7В - МЕТОД МАГНИТНОГО ПОЛЯ
Прибор, применяемый в данном методе, измеряет толщину покрытия
с помощью датчика Холла в зависимости от интенсивности магнитного
поля в магнитной подложке.
МЕТОД № 7С - МАГНИТОИНДУКЦИОННЫЙ МЕТОД
Прибор, применяемый в данном методе, измеряет толщину покрытия
в зависимости от интенсивности низкочастотного (60-400 Гц) переменного
магнитного поля в магнитной подложке.
МЕТОД № 7D - МЕТОД ВИХРЕВЫХ ТОКОВ
Международный стандарт ИСО 2360 устанавливает правила применения
вихретоковых приборов для неразрушающего измерения толщины токоне-
проводящего покрытия на немагнитных металлах.
Данный метод основан на различиях в электропроводности покрытия
и основного металла.
На точность измерения толщины может влиять ряд факторов,
указанных ниже.
Для тонких покрытий точность в абсолютных пределах постоянна, но
зависит от толщины покрытия и для единичного измерения составляет около
0,5 мкм. Для покрытий толщиной выше 25 мкм погрешность измерения
составляет приблизительно постоянную часть толщины покрытия. В том
случае, если толщина 5 мкм или меньше, рекомендуется взять среднее из
нескольких измерений.
Для каждого прибора существует критическая толщина основного
металла, выше которой увеличение толщины основы не влияет на результат
измерения. Так как толщина основы и электропроводность влияют на
точность измерения, значение критической толщины следует определить
экспериментально, если она не указана изготовителем. На результат
измерения влияет также электропроводность основного металла, которая
зависит от химического состава и термической обработки. Степень влияния
электропроводности на результат измерения зависит от конструкции и типа
прибора.
Вихретоковые приборы чувствительны к резким изменениям
конфигурации испытуемого образца. Поэтому измерения, проводимые достаточно
близко к краю или выступу, требуют специальной калибровки прибора.
Шероховатые поверхности могут вызвать как систематические, так и
случайные ошибки.
Влияние ошибок можно уменьшить проведением большего числа
измерений; каждое измерение проводится на различных участках.
При измерении датчик прибора чувствителен к инородным частицам,
препятствующим установлению надежного контакта между датчиком и
поверхностью покрытия.
Перед использованием приборов их калибруют согласно инструкциям
изготовителя. Измерения проводят по методике изготовителя прибора,
количество измерений на участке покрытия согласовывают с заказчиком.
255
МЕТОД № 8 - МЕТОД ОБРАТНОГО РАССЕЯНИЯ
(3-ЛУЧЕЙ
Международный стандарт ИСО 3543 устанавливает метод неразрушаю-
щего контроля толщины покрытий, основанный на измерении обратного
рассеяния /3-лучей.
Стандарт распространяется на металлические и неметаллические
покрытия на основных металлах.
В приборах используют радиоизотопы, которые испускают /3-лучи, и
детекторы для измерения интенсивности /3-лучей, рассеиваемых
испытуемыми образцами. Интенсивность рассеиваемых /3-лучей находится между
интенсивностью обратного рассеяния покрытия и интенсивностью обратного
рассеяния основного металла. Измерение возможно только в том случае,
если атомное число материала покрытия отличается от атомного числа
основного металла. Эмпирически установлено, что разность атомных номеров
должна быть не менее 5. Для материалов с атомными номерами выше 20
эта разность может быть уменьшена до 25% от большего атомного номера,
для материалов с атомными номерами выше 50 эта разница должна быть
не менее 10% от большего атомного номера. Также эмпирически
установлено (но приблизительно), что большинство ненаполненных пластмасс и
соответствующих органических материалов имеют эквивалентный атомный
номер, близкий к 6.
Прибор калибруют с помощью эталонов, имеющих то же покрытие и
основу, что и измеряемые образцы.
Измеряемую интенсивность обратного рассеяния /3-лучей на
испытуемом образце используют для расчета массы на единицу площади покрытия,
которая прямо пропорциональна толщине покрытия при условии, что оно
имеет равномерную плотность.
Метод можно применять для измерения тонких и толстых покрытий,
при этом максимальная толщина является функцией атомного числа
покрытия. Данный метод чувствителен к кривизне испытуемого образца.
Однако нормированная кривая обратного рассеяния остается одинаковой, если
поверхность испытуемого образца не выступает за апертуру плиты более
чем на 50 мкм, или если калибровку проводят стандартными образцами с
такой же кривизной поверхности, как и испытуемого образца.
Соотношение между максимальным размером апертуры и кривой
поверхности образца в большинстве случаев зависит от конструкции
прибора.
Метод испытания чувствителен к толщине основного металла, однако
для каждого изотопа и материала существует критическая толщина, свыше
которой на результат измерения не влияет увеличение толщины подслоя.
Если эти значения не оговорены изготовителем, то их следует определить
экспериментально. Если толщина покрытия уменьшается, то относительная
ошибка при измерении увеличивается.
Посторонние вещества, такие как грязь, смазка, продукты коррозии
и т. д., могут влиять на показания прибора.
256
На точность измерения влияет шероховатость поверхности покрытия,
но это влияние, в общем, незначительно, если энергия /3-лучей высокая,
а атомный номер покрытия невелик.
Международный стандарт ИСО 3497 устанавливает рентгеновские
спектрометрические методы измерения толщины покрытий на металлической и
неметаллической основе.
Измерение толщины покрытий рентгеновскими спектрометрическими
методами основано на комбинированном взаимодействии покрытия и основы
с интенсивным пучком полихроматического рентгеновского излучения. В
результате взаимодействия атомы генерируют дискретное вторичное
излучение, которое характеризует элементы, составляющие покрытие и основу.
Между толщиной покрытия и интенсивностью вторичного излучения
существует определенная взаимосвязь. Методы, описанные в указанном
стандарте, основаны на применении эталонов толщины известных покрытий,
которые служат для количественной корреляции интенсивности излучения
и толщины покрытия.
На определение толщины покрытия рентгеновскими методами влияют
диапазон измеряемой толщины, наличие инородных веществ, примесей в
металлах и сплавах, а также пористость и пустоты. Источники ошибок
исчезнут при применении калибровочных эталонов (стандартов), полученных
в тех же условиях, что и измеряемые покрытия. Если в покрытии будут
поры и пустоты, рентгеновские методы дадут показания массы покрытия на
единицу площади, но не толщины. Если плотность измеряемого покрытия
отличается от плотности покрытия эталона, то измерение толщины будет
неточным, так как разница в составе влечет за собой разницу в плотности.
При использовании метода основной металл должен быть достаточно
толстым, чтобы предотвратить возбуждение металла покрытия с
противоположной стороны образца. В случае невыполнения этого условия точность
измерения будет возрастать с увеличением толщины покрытия. Однако если
толщина покрытия определяется методом рентгеновской спектрометрии,
толщина основного металла должна превышать известный минимум или
критическую толщину.
Посторонние вещества, такие как грязь и продукты коррозии, приводят
к снижению точности определения толщины.
Толщину следует измерять, по возможности, на плоской поверхности.
Для искривленных поверхностей следует использовать маскировочные
средства, предназначенные для уменьшения эффекта кривизны. Можно также
использовать калибровочные эталоны, имеющие такой же радиус кривизны,
что и образец.
Широкие возможности метода измерения толщины покрытий по ИСО
3497 реализуются при контроле толщины в процессе непрерывного
нанесения покрытий на ленты и провода.
257
МЕТОД № 9 - ИЗМЕРЕНИЕ С ИСПОЛЬЗОВАНИЕМ
ТЕРМИЧЕСКИХ СВОЙСТВ
Толщину покрытия определяют по разнице между временем, когда
тепловое или ультразвуковое излучение направлено на покрытие, и временем,
когда получен локальный температурный нагрев.
Измеренная разница во времени позволяет рассчитать толщину
покрытия на основании известных экспериментальных данных.
Данный метод можно использовать для определения толщин отдельных
слоев покрытия. В зависимости от степени локального теплового
воздействия на покрытие, метод может быть как разрушающим, так и нераз-
рушающим.
Аппаратура
Источниками теплового излучения могут быть лазеры, светодиоды,
источники света с высоким тепловым излучением.
Приборами обнаружения отраженного теплового излучения могут быть
фототепловые радиометры, пирометры, приборы контроля показателя
преломления нагретого воздуха.
Проведение измерения
Измерения проводят в соответствии с инструкциями изготовителей
приборов.
МЕТОД № 10 - УЛЬТРАЗВУКОВОЙ МЕТОД
В ультразвуковом методе толщину пленки определяют по времени
распространения ультразвукового импульса через покрытие.
Измерение толщины проводят в соответствии с инструкциями
изготовителя прибора.
МЕТОДЫ ИЗМЕРЕНИЯ ТОЛЩИНЫ НЕСПЕЧЕННЫХ
ПОРОШКОВЫХ СЛОЕВ
МЕТОД № 11 - ОПРЕДЕЛЕНИЕ РАЗНОСТИ В МАССЕ
Аппаратура
Весы для взвешивания массы до 500 г с точностью до 1 мг.
Проведение измерения
Изделие перед нанесением порошка взвешивают с точностью до 1 мг.
Наносят покрытие и сразу взвешивают. На основании полученных данных
вычисляют толщину слоя покрытия по уравнению:
т-тп
t = -
Р А '
А-р
где
т0 — масса неокрашенного образца, г;
т — масса покрытого образца, г;
А — площадь поверхности с покрытием, м2;
р — плотность покрывного материала, г/см3.
258
МЕТОД № 12А - МАГНИТОИНДУКЦИОННЫЙ МЕТОД
Для метода 12А подложка должна быть ферромагнитной. Измерения
— см. метод № 1С.
МЕТОД № 12В - МЕТОД ВИХРЕВЫХ ТОКОВ
Для метода 12В подложка должна быть немагнитной. Измерения — см.
метод № 7D.
МЕТОД № 13 - ИЗМЕРЕНИЕ С ИСПОЛЬЗОВАНИЕ
ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ
Толщину покрытия определяют по разнице между временем, когда
тепловое или ультразвуковое излучение направлено на покрытие, и временем,
когда получен локальный температурный нагрев.
Измеренная разница во времени позволяет рассчитать толщину
покрытия на основании известных экспериментальных данных.
Данный метод можно использовать для определения толщин
отдельных слоев покрытия. В зависимости от степени локального теплового
воздействия на покрытие метод может быть как разрушающим, так и не-
разрушающим.
МЕТОДЫ ИЗМЕРЕНИЯ ТОЛЩИНЫ ПОКРЫТИЯ
НА ШЕРОХОВАТЫХ ПОВЕРХНОСТЯХ
На поверхностях после дробеструйной обработки измерять толщину
покрытия сложнее, чем на гладких поверхностях. Измерения толщины
покрытия проводят с применением магнитоиндукционного прибора, который
предварительно калибруют измерением толщины аналогичного покрытия
на плоской поверхности.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2808;
б) полное описание испытуемой поверхности;
в) дополнительную информацию:
1) метод нанесения испытуемого покрытия на подложку и указание,
является ли покрытие однослойным или многослойным;
2) метод измерения толщины пленки, если необходимо применение
специального метода;
3) продолжительность и условия сушки окрашенной панели или
изделия перед испытанием;
г) результат определения;
д) любые отклонения от стандартной методики;
е) время проведения испытания.
259
7.4. Определение адгезии
МЕТОД ОТРЫВА
Международный стандарт ИСО 4624 распространяется на метод оценки
адгезии однослойной или многослойной системы лаков, красок и
относящихся к ним продуктов.
Сущность метода заключается в определении минимального
разрывного напряжения, необходимого для отделения или разрыва покрытия в
направлении, перпендикулярном окрашиваемой поверхности.
На результаты испытаний оказывают влияние не только механические
свойства испытуемой системы, но также природа и подготовка окрашиваемой
поверхности, метод нанесения лакокрасочного материала, условия сушки,
температура, влажность и другие факторы, в том числе тип применяемого
прибора при испытании.
Испытание может быть проведено для широкого набора окрашиваемых
поверхностей. В зависимости от того, является ли окрашиваемая
поверхность деформируемой (например, тонкий металл, пластик и дерево) или
жесткой (например, толстый бетон или панели из металла), предусмотрены
различные методы. Для специальных целей покрытие может быть нанесено
на испытуемый цилиндр, и в этом случае метод определения толщины
покрытия должен быть согласован между заинтересованными сторонами.
В результате испытания определяется минимальное напряжение,
необходимое для разрушения в наиболее слабом месте поверхности раздела
(адгезионное разрушение) или наиболее слабого компонента (когезионное
разрушение). Может также иметь место смешанный характер адгезионно-
когезионного разрушения.
Приборы и оборудование
Прибор для определения разрывного напряжения, пригодный для
проведения испытания. Растягивающее напряжение должно быть приложено
в направлении, перпендикулярном плоскости окрашиваемой поверхности,
и должно увеличиваться постепенно с равномерной скоростью не более
1 мН/м2с так, что разрыв испытуемого образца происходит за 90 с. На
рис. 7.2 и рис. 7.3 изображены приспособления для приложения
разрывного напряжения.
Испытуемые цилиндры, изготовленные из стали или алюминия,
пригодные для использования с указанным прибором, диаметром 20 мм (если
нет других указаний; возможно применение цилиндров диаметром 7 мм в
зависимости от марки прибора) и достаточной толщиной стенок, чтобы не
допустить их искривления во время испытания. Рекомендуется, чтобы длина
испытуемого цилиндра составляла не менее половины диаметра. Торцевые
стороны цилиндра до его использования обрабатываются на токарном станке
в направлении, перпендикулярном оси цилиндра.
Центрирующее устройство для обеспечения соответствующего
выравнивания оси испытательного приспособления во время приклеивания.
Конструкция этого устройства изображена на рис. 7.4.
260
Рис. 7.3. Пример устройства для
испытания прочности при отрыве
1 — покрытие; 2 — поверхность для
испытания; 3 — цилиндр для испытания;
4 — соединение шаровой муфтой; 5 —
держатель (специально сконструированный,
позволяющий соединить всю конструкцию);
6 — соединение шаровой муфтой
Рис. 7.2. Пример устройства для
испытания прочности при отрыве
1 — держатель; 2 — соединение
шаровой муфтой; 3 — цилиндр для испытания;
4 —- покрытие; 5 — окрашиваемая
поверхность
Режущее устройство, подобное
острому ножу, для прорезания
высушенного клея и лакокрасочного покрытия до окрашиваемой поверхности
вокруг испытуемого цилиндра.
Клеи. Особое внимание уделяют выбору соответствующих клеев,
используемых при испытании. Для отрыва покрытия когезионные и адгезионные
свойства клея должны быть выше, чем у испытуемого покрытия.
Предварительный отбор клеев проводится для того, чтобы определить
их пригодность для применения. Природные клеи или их несмешивающиеся
компоненты не должны вызывать видимых изменений в испытуемых
покрытиях, если клей остается в контакте с покрытием в течение времени,
необходимого для отверждения клея.
261
20,1
Рис. 7.4. Центрирующее устройство для цилиндров диаметром 20 мм
1 — выравнивающая конструкция для приклеивания; 2 — ось
Клей пригоден для данного покрытия, если он дает результаты,
аналогичные результатам испытаний, полученных при использовании различных
классов или типов клеев, испытанных подобным образом ранее.
В большинстве случаев пригодными клеями считаются цианоакрилат,
двухкомпонентные эпоксидные системы, не содержащие растьоригсля, и
полиэфирые клеи. Цианоакрилатный полиэфирный клей обладает очень
непродолжительным временем сушки и его предпочтительно применять.
Для испытания покрытий в условиях высокой влажности рекомендуется
применение двухкомпонентного быстросохнущего эпоксидного клея.
Методика испытания
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Испытуемую поверхность подготавливают в соответствии с требованиями
ИСО 1514, если нет других указаний, и окрашивают любым рекомендуемым
методом испытуемым материалом или системой материалов.
Окрашенную испытуемую поверхность высушивают горячей или
естественной сушкой и, если нет других указаний, выдерживают в
стандартных условиях не менее 24 ч. Затем, по возможности быстрее, проводят
испытания.
Испытания проводят в стандартных условиях по ИСО 3270. Толщину
сухого покрытия определяют по ИСО 2808.
Подготавливают и наносят клей в соответствии с инструкциями
изготовителя. Используют минимальное количество клея, необходимого для
получения прочного, сплошного и ровного связывающего слоя между
компонентами испытуемой системы. Удаляют избыток клея по возможности
быстрее.
Общий метод испытания жестких и деформирующихся окрашиваемых
поверхностей (метод 1). В качестве испытуемого участка выбирают участок
262
'' >' > ■>
i X ty jj ^ p*
; ; ; у ;
; ; ; ; ;
/ЖМ*Мл
; ; / s / ■
образца, вырезанный из
окрашенной испытуемой поверхности (диск
с минимальным диаметром 30 мм
или квадрат с минимальным
размером стороны 30 мм). Соблюдают
осторожность, чтобы не разрушить
образец. Клей ровно наносят на
поверхности двух свежеочищенных
цилиндров для испытания.
— *• Испытуемый участок
помещают между покрытыми клеем
торцами цилиндров для испытания
таким образом, чтобы эти
цилиндры были коаксиальны с центром
испытуемого участка, как показано
на рис. 7.5. Конструкцию
центрируют при помощи центрирующего
у устройства и оставляют в таком
_ с „ ,_ положении до момента высыхания
Рис. 7.5. Приспособление для испытания / „ л\ п
F . клея (см. примечание 2). После
методом «сэндвич» (поверхность окрашена „
с, ч высыхания режущим устройством
с одной или с обеих сторон) н J J F
1 - цилиндр для испытания, покрытый тщательно прорезают пленку во-
клеем; 2 - поверхность, окрашенная с одной круг цилиндров до подложки,
или обеих сторон; 3 — цилиндр для испытания, Примечания:
покрытый клеем 1. Адгезия клея, покрывающего
поверхность, может быть улучшена
путем слабой шлифовки поверхности высушенного покрытия перед нанесением клея
на торцовую часть цилиндра для испытания.
2. В специальных испытаниях при очень высокой влажности время высыхания
клея должно быть как можно меньше.
3. В методе, применяемом для деформируемых подложек, при слабой адгезионной
связи между неокрашенной поверхностью и цилиндром для испытания, поверхность
окрашивают испытуемым материалом с двух сторон.
Метод для испытания при нанесении клея только с одной стороны (для
жестких окрашиваемых поверхностей, метод 2). Клей наносят ровным слоем
на неокрашенную свежеочищенную поверхность цилиндра для испытания.
Цилиндр стороной, покрытой клеем, приводят в контакт с покрытием на
время, необходимое для сушки клея. По истечении этого времени
тщательно прорезают режущим приспособлением пленку до подложки вокруг
цилиндра для испытания.
Внешнее кольцо помещают в положение, указанное на рис. 7.6 и рис.
7.7, и проводят испытание.
Метод с использованием цилиндров для испытания. Наносят клей ровным
слоем на неокрашенную, свежеочищенную поверхность цилиндра для
испытания. Поверхность цилиндра для испытания, покрытую клеем, приводят
в контакт с поверхностью цилиндра как указано на рис. 7.7, и центрируют
всю конструкцию на время, необходимое для отверждения клея.
263
sssss^^
Рис. 7.7. Приспособление для
испытания с применением
цилиндров
окрашенный испытуемый
1
цилиндр; 2 — лакокрасочное покрытие;
3 — клей; 4 — цилиндр для испытания
с нанесенным на него клеем
Рис. 7.6. Приспособление для испытания
жесткой окрашиваемой поверхности
1 — внешнее кольцо; 2 — цилиндр для
испытания, покрытый клеем; 3 — лакокрасочное
покрытие; 4 — окрашиваемая поверхность
Проведение испытания
Сразу после сушки клея конструкцию
помещают в прибор для определения
разрывного напряжения, предварительно
выровняв цилиндры для испытания таким
образом, чтобы разрывное напряжение
распределилось равномерно по всей
испытуемой поверхности, не приводя к изгибу.
Прикладывают разрывное напряжение,
увеличивая его со скоростью не более
1 мПа/с, перпендикулярно к плоскости
окрашиваемой поверхности так, чтобы
разрушение испытуемой конструкции
произошло в пределах 90 с от момента начала испытания.
Записывают величину разрывного напряжения, вызвавшего
разрушение испытуемой конструкции, и исследуют характер разрушения
поверхностей.
Как правило, проводят три определения. При арбитражных
испытаниях — как минимум пять определений. Результаты всех определений
записывают.
Замечания по методике
На результаты испытания оказывает влияние используемая конструкция
приспособления для проведения испытания. Кроме того, результаты не
воспроизводятся, если не обеспечено центрирование всей системы.
Если разрушение происходит в основном по клею, использование
другого типа клея обеспечивает достижение лучших результатов.
Выражение результатов
Прочность при отрыве. Прочность при отрыве, мПа, для каждой
испытуемой системы рассчитывают по уравнению:
264
_ AF
S "^'
где
F — сила отрыва, Н;
d — диаметр цилиндра для испытания, мм.
Если цилиндр для испытания имеет диаметр 20 мм, то прочность при
отрыве рассчитывают по уравнению:
AF _ F
~400тг~зТ4'
Природа разрушения. Характер разрушения системы (адгезионный, коге-
зионный или смешанный адгезионно-когезионный) оценивают и выражают
вклад каждого типа разрушения в процентах поверхности отрыва.
Для удобства описания полученных результатов используют следующую
схему:
А — когезионное разрушение окрашиваемой поверхности.
А/В — адгезионное разрушение между окрашиваемой поверхностью и
первым слоем.
В/С — адгезионное разрушение между первым и вторым слоями.
В — когезионное разрушение первого слоя.
-/У — адгезионное разрушение между верхним слоем и клеем.
/У — когезионное разрушение клея.
Y/-Z — адгезионное разрушение между клеем и цилиндром для
испытания.
Пример. Если лакокрасочную систему испытывают данным методом,
и она разрушается при разрывном напряжении 20 мПа. При этом
исследуемая площадь с каждой стороны участка разрыва дает приблизительно
30% площади, связанной с когезионным разрушением первого слоя, и 70%
площади, связанной с адгезионным разрушением между первыми и вторыми
слоями, то результаты этого испытания выражают следующим образом:
20 мПа, 30% В, 70% В/С.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4624;
б) тип и обозначение испытуемого материала;
в) дополнительную информацию:
1) материал и подготовку окрашиваемой поверхности;
2) метод нанесения испытуемого материала на окрашиваемую
поверхность или цилиндр для испытания;
3) продолжительность и условия сушки лакокрасочной системы перед
испытанием или условия горячей сушки и старения, если это
необходимо;
4) толщину сухого покрытия, определяемую в соответствии с ИСО 2808,
и указания, является ли это покрытие однослойным или многослойным;
5) клей и соотношение частей при смешивании, если это необходимо,
и условия сушки;
265
6) продолжительность и условия выдержки между сборкой элементов
системы и испытанием;
7) тип приспособления для проведения испытания;
8) тип прибора для определения разрывного напряжения и диаметр
испытательного цилиндра;
г) ссылку на национальный стандарт или другой документ, в котором
имеется информация, относящаяся к подпункту «в»;
д) результат испытания (со всеми деталями, требующими
документального подтверждения, см. подпункт «в»);
е) все отклонения от условия испытания, по согласованию или нет;
ж) дату испытания.
МЕТОД РЕШЕТЧАТЫХ НАДРЕЗОВ
Международный стандарт ИСО 2409 устанавливает метод оценки
адгезии лакокрасочных покрытий при прорезании их насквозь до подложки.
Данный метод позволяет оценить устойчивость к расслаиванию
многослойных покрытий.
Метод не подходит для покрытий общей толщиной более 250 мкм или
текстурированных покрытий.
Приборы и оборудование
Режущий инструмент должен быть выбран по соглашению между
заинтересованными сторонами, и его основные размеры должны быть
установлены национальным или другим стандартом. Особенно важно, чтобы
режущая часть инструмента имела определенную форму и режущая кромка
находилась в хорошем состоянии.
Подходящим инструментом является следующий инструмент (см. рис.
7.8):
а) однолезвийный инструмент с режущей кромкой под углом 30° и
другими размерами по спецификации;
б) многолезвийный инструмент, аналогичный однолезвийному
инструменту, но с шестью режущими кромками (расстояние между ними 1 мм
или 2 мм).
Другие типы режущего инструмента с аналогичными
эксплуатационными характеристиками могут быть использованы по специальному
соглашению.
Инструменты, описанные выше, применимы не только для наиболее
распространенного ручного способа, но могут быть использованы в
механизированном приспособлении, которое обеспечивает более высокую степень
однородности надрезов. Применение этого последнего способа должно стать
предметом соглашения между заинтересованными сторонами.
Направляющий шаблон. Для того, чтобы расположить надрезы
правильно, рекомендуется использовать шаблон с несколькими направляющими
прорезями на заданном расстоянии друг от друга. Соответствующее
приспособление для использования с однолезвийным режущим инструментом
показано на рис. 7.9.
Мягкая щетка.
266
X
X
ф
30" ±1°
030
Y
0,05s
Рис. 7.8. Режущие инструменты
Прозрачная липкая лента. Например, лента шириной 25 мм и
адгезионной прочностью 6 Н или 10 Н. Ширина ленты должна быть не более
50 мм.
Лупа с увеличением 2х или 3х.
Методика определения
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Панели для испытаний изготавливают согласно требованиям ИСО 1514
из стали, белой жести, алюминия или стекла. При этом следует учитывать,
что могут возникнуть трудности при выполнении испытания на подложках
267
относительно мягких или
анизотропных. Например, для
испытаний на деревянных подложках
многолезвийные инструменты не
подходят, так как не позволяют
получить однородные надрезы.
Панели для испытаний
должны быть ровными, без
искривлений.
Размеры панелей для
испытания не являются критическими.
Они должны позволять
провести испытание на трех
различных участках поверхности
образца, расстояние между которыми
и от ближайшего края образца
должно быть не менее 5 мм.
Подходящими считаются
прямоугольные панели размером 150x100 мм.
Толщина панелей должна быть
больше 0,25 мм, и под панелью
следует обеспечить жесткую
ровную поверхность, если имеется
опасность деформации панели в
процессе испытания. Текстура
деревянных подложек может влиять
на результаты испытаний.
Поверхность панелей под
готавливают согласно требова
ниям ИСО 1514, затем наносят
испытуемое покрытие согласно
требованиям изготовителя
лакокрасочного материала.
Толщина сухого покрытия, в
микронах, должна быть
определена по установленному методу с
использованием одной из методик, описанных в международном стандарте
ИСО 2808.
Толщина сухого покрытия должна быть определена с точностью до
+ 10% или +5 мкм по наименьшей из этих двух величин. Замерять толщину
следует на тех участках испытуемого образца, где будет выполнен
решетчатый надрез. Следует сделать три замера толщины покрытия для каждого
участка, и каждый результат должен быть представлен в отчете.
Образцы с нанесенным покрытием должны быть высушены в течение
установленного времени, и если нет иных указаний, сушку проводят в
стандартных условиях.
~-л
Рис. 7.9. Шаблон с направляющими
прорезями
1 — направляющие прорези; 2 — слоистый
пластик; 3 — резина
268
Таблица 7.4
Расстояние между надрезами
по ИСО 2409
Толщина
покрытия, мкм
0-60
0-60
61-120
121-250
Расстояние
между
надрезами, мм
1
2
2
3
Характеристики
подложки
Твердая (металл)
Мягкая (дерево,
штукатурка)
Твердая, мягкая
Твердая, мягкая
Испытания проводят в стандартных условиях по ИСО 3270 после
выдержки покрытий минимум 16 ч.
Число надрезов в каждом направлении решетки должно быть равно
шести. Расстояния между надрезами в каждом направлении должны быть
одинаковыми. ИСО 2409 устанавливает следующий диапазон расстояний
между надрезами (табл. 7.4).
Испытание должно быть
выполнено, по крайней мере, на трех
различных участках поверхности
образца. Если результаты испытаний в
этих трех местах не согласуются между
собой с точки зрения шкалы оценки,
приведенной в табл. 7.4, испытание
должно быть повторено еще в трех
местах, и все результаты должны быть
представлены в отчете.
Надрез покрытия ручным способом.
Торец режущего инструмента держат в
плоскости, перпендикулярной
поверхности испытуемого образца.
Производят установленное число
надрезов на покрытии с соблюдением заданного расстояния между ними,
при этом давление на режущий инструмент должно быть постоянным, без
резких движений, скорость резания 20-50 мм/с. Все надрезы должны
доходить до поверхности подложки, но не следует врезаться в нее слишком
глубоко. Если невозможно из-за твердости или избыточной толщины
прорезать покрытие до подложки, испытание является недействительным, и
это должно быть отмечено в протоколе испытаний.
Повторяют указанную операцию, производя далее такое же количество
параллельных надрезов, перекрывающих первоначальные надрезы под углом
90° так, чтобы образовался решетчатый рисунок.
Слегка чистят панель мягкой щеткой пять раз вперед и назад вдоль
обеих диагоналей решетчатого рисунка.
Если покрытие нанесено на твердую основу, то для оценки применяют
липкую ленту. В начале каждой серии испытаний отматывают два полных
витка ленты, отрезают кусок и выбрасывают. Затем медленно отматывают
и отрезают кусок ленты длиной около 75 мм. Центральную часть ленты
помещают на решетку надрезов, приклеивают ленту на длину 20 мм как
минимум, удаляют возможно воздушные пузырьки и тщательно
приглаживают (см. рис. 7.10).
Через 5 минут ленту отрывают за свободный конец, равномерно
прикладывая усилие в течение 0,5-1 с под углом около 60°.
Надрез покрытия с применением механизированного инструмента. Если
используют механизированный режущий инструмент, следует выполнять все
указания, описанные в методике проведения испытания ручным способом,
особенно во всем, что касается числа и расположения надрезов, скорости
резания и повторных испытаний.
269
V
J
Рис. 7.10. Размещение липкой ленты
1 — зона приклеивания ленты; 2 — лента; 3 — угол отрыва; 4 — лакокрасочное
покрытие; 5 — надрезы; 6 — основание
Оценка результатов
Внимательно исследуют поверхность надреза испытуемого покрытия и
классифицируют ее в соответствии с табл. 7.4, сравнивая с описаниями и
используя иллюстрации в качестве эталона.
Если особые условия требуют применения увеличительных линз, то
их использование и особенно величину увеличения устанавливают в
программе испытания.
Оценку результатов испытания проводят по шкале, приведенной в
табл. 7.5.
Первые три ступени вполне достаточны для обычных целей и ими
следует пользоваться, когда требуется оценка «подходит/не подходит». Могут
возникнуть особые обстоятельства, для которых будет необходима полная
шестиступенчатая шкала.
Таблица 7.5
Шкала оценки результатов испытания
Классификация
0
1
2
Описание
Края надрезов совершенно гладкие; ни один
из квадратов решетки не отделяется
Отделение мелких чешуек покрытия на
пересечении надрезов. Площадь отслоений
лишь немного превышает 5% площади зоны
решетчатых надрезов
Покрытие отслоилось вдоль краев и/или на
пересечении надрезов. Площадь отслоений
значительно превышает 5%, но немногим
более, чем 15% площади зоны решетчатых
надрезов
Внешний вид поверхности
зоны решетчатых надрезов,
на которой произошло
отслаивание
—
н
^
1
ьы-ьы
• Itll
т
г
I
J.
ь
Z
Z\Z
г 1
270
Окончание табл. 7.5
Классификация
3
4
5
Описание
Покрытие отслоилось вдоль краев надрезов
частично или полностью широкими
полосками, и/или оно отделилось частично или
полностью на различных частях квадратов.
Площадь отслоений значительно превышает
15%, но немногим более 35% площади зоны
решетчатых надрезов
Покрытие отслоилось вдоль краев надрезов
широкими полосками, и/или некоторые
квадраты отделились частично или полностью.
Площадь отслоений значительно превышает
35%, но не многим более 65% площади зоны
решетчатых надрезов
Любая степень отслаивания, которую нельзя
классифицировать по 4-й ступени шкалы
Внешний вид поверхности
зоны решетчатых надрезов,
на которой произошло
отслаивание
1 ri!*
Ml I
ФЛ •
ё t*
4т «t
/• её
ММ
—
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2409;
б) тип и обозначение испытуемого покрытия;
в) дополнительную информацию;
1) материал и подготовку поверхности подложки;
2) метод нанесения испытуемого покрытия на подложку;
3) толщину покрытия в микронах и метод измерения толщины, как
для простого покрытия, так и для многослойной системы;
4) продолжительность и условия сушки образца с нанесенным
покрытием (или условия термообработки и старения, если таковые применялись);
5) тип используемого режущего инструмента и метод действия (ручной
или механический);
6) число надрезов в одном направлении решетки и расстояние между
надрезами;
7) требуемые эксплуатационные характеристики материала с точки
зрения оценочной шкалы, данной в табл. 7.5;
г) ссылку на национальный стандарт или другой документ, сообщающий
дополнительную информацию в соответствии с указанным выше в п. «в»;
д) все отклонения от описанной методики проведения испытания,
допущенные по соглашению или без него;
е) результаты испытания с точки зрения установленных требований
или по шестиступенчатой шкале оценки. Если результаты испытания
отличаются, то должны быть приведены все полученные результаты. В случае
многослойной системы должно быть указано, имеет ли место расслаивание
или отслаивание от подложки;
271
ж) толщину покрытия, в микронах, на каждом испытуемом участке
покрытия;
з) дату испытания.
7.5. Испытание устойчивости к отпечатку
Международный стандарт ИСО 3678 устанавливает эмпирический метод
оценки высыхания лакокрасочных покрытий до состояния, при котором на
поверхности не остается отпечатков.
Сущность метода заключается в определении степени высыхания
пленки лакокрасочного материала при накладывании на определенное время
полиамидной сетки с грузом на окрашенную и высушенную поверхность.
После снятия сетки с грузом покрытие считается устойчивым к отпечаткам,
если их не обнаруживают невооруженным глазом.
Метод оценки имеет два варианта:
при первом варианте определяют, достигает ли лакокрасочное
покрытие состояния за определенный период времени, при котором на нем не
остается отпечатков;
при втором варианте испытание повторяют через определенные
интервалы до тех пор, пока не будет определено время, необходимое для
достижения покрытием такого состояния, при котором не остается отпечатков.
Приборы и оборудование
Полиамидная сетка простого плетения (если нет других требований) с
размером стороны ячейки 0,2 мм из нити диаметром 0,12 мм. Размер куска
сетки — 25x25 мм. В зависимости от характера испытуемых покрытий по
соглашению сторон могут быть использованы сетки из другого полимера,
но той же конструкции.
Резиновые диски диаметром 22 мм и толщиной 5 мм, с показателем
жесткости 50±3 IRHD.
Цилиндрические гирьки массой 200 г, 500 г и 1000 г и диаметром не
менее 22 мм.
Примечание — Диаметр резиновых дисков и масса гирек могут быть слегка
изменены. Однако давление на покрытие должно при этом оставаться тем же, что и
при использовании стандартных гирек, т. е. 5 кПа (200 г), 13,15 кПа (500 г) и 26,3
кПа (1000 г).
Хронометр.
Методика оценки
Покрытия наносят на стеклянные, стальные, жестяные или алюминиевые
панели согласно требованиям ИСО 1514. Поверхность металлических панелей
должна быть отшлифована и подготовлена в соответствии с требованиями
ИСО 1514. Покрытия наносят установленным методом с использованием
соответствующей грунтовки и сушат в течение установленного периода. В
случае испытания многослойных лакокрасочных покрытий горячей сушки
грунтовку подвергают горячей сушке до нанесения основного покрытия.
Толщину сухого покрытия в микронах определяют по методу,
установленному в ИСО 2808.
272
Окрашенные панели сушат в вертикальном положении в стандартных
атмосферных условиях. Поверхность панелей должна сохнуть при
свободной циркуляции воздуха, однако следует избегать сквозняков и попадания
прямого солнечного света.
Лакокрасочные материалы горячей сушки сушат в печи в условиях,
предписанных изготовителем материала.
После окончания сушки окрашенные панели помещают в
горизонтальное положение, помещают на покрытие полиамидную сетку, сверху кладут
резиновый диск по центру сетки. На диск осторожно ставят соответствующую
гирьку, чтобы оси диска и гирьки совпадали, и включают хронометр.
Если в программе испытаний нет других требований, то гирьку, диск
и сетку снимают через 10 мин. Сразу осматривают поверхность панелей
невооруженным глазом. Если на поверхности не видно никаких отпечатков,
то покрытие считают устойчивым к отпечаткам.
Для определения времени приобретения устойчивости к отпечаткам
используют несколько окрашенных образцов. Незадолго до истечения
предполагаемого срока приобретения устойчивости к отпечаткам начинают
проводить испытания по описанной выше методике на нескольких нетронутых
участках одной панели или на нескольких разных панелях до тех пор, пока
покрытие не станет устойчивым к отпечаткам. Отмечают время, необходимое
для приобретения покрытием устойчивости к отпечаткам.
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 3678;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительные сведения:
1) материал, на который наносится покрытие, и состояние его
поверхности;
2) метод нанесения испытуемого покрытия;
3) толщину сухого покрытия и метод измерения толщины в
соответствии с ИСО 2808, а также характер покрытия (однослойное или
многослойное) ;
4) продолжительность и условия сушки покрытия перед испытанием;
5) интервалы между испытаниями, необходимые для достижения степени
высыхания, при которой на поверхности не остается отпечатков;
6) вид нейлоновой сетки и нагрузка, используемая для получения
отпечатков.
Примечание — Результаты испытаний могут быть сопоставлены только в том
случае, когда условия испытаний были одинаковыми.
г) ссылку на национальный стандарт или другой документ, содержащий
сведения, указанные в п. «в»;
д) результаты испытания в одном из двух вариантов:
указывают, обладало ли покрытие устойчивостью к отпечаткам по
истечении установленного времени;
указывают время, необходимое для приобретения покрытием
устойчивости к отпечаткам;
273
е) любые отклонения от норм, установленных в стандартной методике,
например, изменение продолжительности наложения сетки;
ж) дату проведения испытания.
7.6. Испытание на слипаемость под давлением
Международный стандарт ИСО 4622 устанавливает метод определения
в стандартных условиях стойкости к разрушению при контакте под
давлением двух окрашенных или одной окрашенной и другой поверхностей для
однослойных или многослойных покрытий лакокрасочных материалов или
относящихся к ним продуктов после необходимого времени высыхания.
Примечание — В некоторых странах этот метод называют «блок-
устойчивость».
Сущность метода заключается в определении слипаемости окрашенных
поверхностей под давлением для оценки качества лакокрасочных
материалов.
Приборы и оборудование
Прибор для испытаний, приведенный на рис. 6.11, состоит из пластины-
основания и плунжера, свободно передвигающегося. Плунжер наружным
диаметром 50+1 мм должен быть массой не более 250 г и должен быть
сконструирован так, чтобы нижняя поверхность плунжера находилась на
одном уровне с верхней поверхностью испытуемой панели.
Примечание — Рекомендуется, чтобы между плунжером и его рабочей
поверхностью было шарнирное соединение.
Массу груза от 100 г до 1 кг считают пригодной для данных покрытий
и имитирующей условия их применения.
Методика испытаний
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Поверхность испытуемых панелей подготавливают в соответствии с
требованиями ИСО 1514, а затем окрашивают их определенным методом
испытуемым материалом (или системой материалов).
Естественную или горячую сушку окрашенных панелей проводят в
течение времени и в условиях, заданных в программе испытаний.
После высыхания вырезают из испытуемой панели одну или две
полоски шириной 30+1 мм и длиной приблизительно в пять раз больше
ширины так, чтобы избежать повреждения лакокрасочной пленки и
разрушения подложки.
Перед испытанием выступающие кромки и заусенцы на испытуемых
полосках устраняют.
Если необходимо определить взаимодействие между окрашенной и
другой поверхностью, то подготавливают такие же испытуемые полоски из
другого материала.
Толщину сухой пленки определяют в микронах, одним из методов,
приведенных в ИСО 2808.
274
Если нет других указаний, то испытание проводят при температуре
23±2°С и относительной влажности 50±5% (см. ИСО 3270).
Испытуемые образцы помещают на основание так, чтобы плунжер
покрывал полностью площадь контакта. Необходимый груз помещают на
плунжер и легко опускают его всей массой на место контакта испытуемых
образцов. В таком положении оставляют на необходимое время.
По окончании этого времени поднимают плунжер, разделяют
испытуемые образцы и устанавливают наличие повреждений покрытия на площади
контакта, например, наличие видимых отпечатков в результате слипания
испытуемых образцов и любого отслаивания покрытия.
Выражение результатов
Давление на окрашенную поверхность рассчитывают по уравнению
т{+т2 з „ т1+т2 4
/2 -S-iu ~ /2 -iu,
где:
Р — давление, Па;
W/ — масса плунжера, г;
т2 — масса груза, г;
/ — длина испытуемого образца, мм;
g — ускорение свободного падения, Н/кг (приблизительно 10 Н/кг).
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 4622;
б) тип и марку испытуемого лакокрасочного материала;
в) пункты дополнительной информации:
1) материал и подготовку поверхности подложки;
2) метод нанесения испытуемого покрытия на подложку;
3) толщину сухого покрытия в микронах и метод ее измерения в
соответствии с ИСО 2808, а также сведения, является ли это покрытие
однослойным или многослойным;
4) продолжительность и условия сушки окрашенной панели перед
испытанием;
5) общую массу плунжера и груза (т. е. нагрузку) или используемое
давление;
6) время контакта двух испытуемых панелей под нагрузкой;
г) ссылку на национальный стандарт, содержащий сведения, указанные
в п. «в»;
д) результаты испытаний, исходя из установленных требований, а также
описание любого повреждения;
е) любое отклонение, по согласованию или нет, от определенного
метода;
ж) дату испытания.
275
7.7. Определение содержания пигмента
МЕТОД ЦЕНТРИФУГИ
Международный стандарт ИСО 14680-1 устанавливает метод определения
содержания пигмента в лакокрасочном материале центрифугированием.
Указанный метод применим в процессах производства окрашенных
изделий. С трудностями при применении метода центрифугирования
можно столкнуться при исследовании лакокрасочных материалов, содержащих
красители, сажу, очень тонко размолотую двуокись кремния или очень
тонко размолотую двуокись титана.
Сущность метода заключатся в следующем. Испытуемую пробу
материала обрабатывают растворителем, твердые частички отделяют
центрифугированием, высушивают и взвешивают.
Приборы и оборудование
Применяют обычные лабораторные приборы и стеклянную посуду.
Лабораторная центрифуга, со скоростью, достаточной для отделения
пигмента.
Пробирки для центрифуги, емкостью, например, 50 мл, изготовленные из
нержавеющей стали, стекла, тефлона или другого инертного материала.
Мешалка, из нержавеющей стали или стекла со стержнем длиной
около 150 мм, диаметром 5 мм, с полированным шаром на конце диаметром
приблизительно 12 мм.
Сушильный шкаф, с приточной вентиляцией, поддерживающий
температуру 125±2°С.
Аналитические весы, с точностью взвешивания 0,001 г.
Эксикатор.
Методика определения
Пробу, типичную для продукта, подлежащего испытанию, следует
отбирать в соответствии с требованиями ИСО 15528. Затем образцы
подготавливают к испытанию в соответствии с требованиями ИСО 1513. Определение
проводят с использованием двух параллельных проб.
Чистую, сухую пробирку для центрифуги взвешивают с точностью 0,01
г. В эту пробирку взвешивают с точностью 0,01 г количество пробы
согласно табл. 7.6. Выбирают соответствующий растворитель для материала
покрытия со столь низкой точкой кипения, насколько возможно, и
прибавляют количество, указанное в табл. 7.6.
Таблица 7.6 Например, для красок,
растворимых в растворителях, используют
ксилол, для водоразбавляемых красок
Объем
пробирки для
центрифуги,
мл
50
100
Масса
пробы, г
10±0,2
15±0,3
Объем
растворителя, мл
20
40
используют бутилгликоль.
Перемешивают пробы в шаровой мешалке, пока
краска не растворилась. Переносят
любой остаток, прилипающий к
мешалке, количественно в пробирку для
центрифуги, используя тот же самый
растворитель, гарантируя, что пробирка заполнена не больше чем на три
276
четверти. Приблизительно 20 мин пробу центрифугируют, пока не будет
получен прозрачный раствор над осадком.
После декантирования раствора повторно суспендируют осадок со дна
пробирки в том же самом растворителе. Приблизительно 20 мин пробу
центрифугируют, пока не будет получен прозрачный раствор над осадком.
Повторяют эту процедуру в третий раз и, в случае необходимости, в
четвертый раз.
После окончания центрифугирования пробирку высушивают в
сушильном шкафу при 125±2°С до постоянной массы.
Пробирку выдерживают до достижения комнатной температуры в
эксикаторе, затем ее взвешивают с точностью 0,01 г.
Выражение результатов
Вычисляют содержание пигмента, используя следующее уравнение:
содержание пигмента = 1ии>
тх -т0
где
т0 — масса пробирки центрифуги, г;
т, — масса пробирки с пробой, г;
т2 — масса пробирки с осадком, г.
Если два результата отличаются больше чем на 2% (относительно
среднего значения), повторяют процедуру, описанную выше.
Вычисляют среднее значение двух действительных результатов и
записывают результат в отчет об определении.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 14680-1;
б) тип и обозначение испытуемого материала;
в) тип и обозначение растворителя;
г) результаты испытаний;
д) любое отклонение от установленной методики испытания,
допускаемое соглашением или неоговоренное в программе испытаний;
е) дату испытания.
МЕТОД ОЗОЛЕНИЯ
Международный стандарт ИСО 14680-2 устанавливает метод определения
содержания пигмента в лакокрасочном материале озолением.
Метод не применим к материалам, содержащим алюминий,
органические пигменты и/или красители, или неорганические пигменты с
содержанием органических соединений. Эти компоненты, которые могли составить
приблизительно 10% пигмента, будут потеряны при озолении.
Метод вообще не применим для красок и лаков ультрафиолетового
отверждения или для тех материалов, которые содержат активные
разбавители, требующие специальных условий нагрева.
Сущность метода. После испарения растворителя из пробы остаток
озоляют при температуре приблизительно от 600°С до 900°С, или при 450°С
277
в присутствии карбонатов. Присутствие карбонатов должно быть
определено качественной аналитической методикой. Необходимо отметить, что
некоторые компоненты не полностью озоляются при 450°С. Результаты,
полученные при этой температуре, могут иметь плохую повторяемость.
Приборы и оборудование
Применяют обычные лабораторные приборы и стеклянную посуду.
Фарфоровый тигель, высокий.
Сушильный шкаф, с приточной вентиляцией, поддерживающий
температуру 80±2°С. Воздушный поток в шкафу должен протекать
горизонтально.
Щипцы для тигля.
Муфельная печь.
Аналитические весы, с точностью взвешивания 0,001 г.
Эксикатор.
Методика определения
Пробу, типичную для продукта, подлежащего испытанию, следует
отбирать в соответствии с требованиями ИСО 15528. Затем образцы
подготавливают к испытанию в соответствии с требованиями ИСО 1513. Определение
проводят с использованием двух параллельных проб.
Прокаливают фарфоровый тигель до постоянной массы в муфельной
печи при соответствующей температуре. После охлаждения тигля в
эксикаторе взвешивают в тигле приблизительно 2 г пробы с точностью 0,001 г.
Помещают фарфоровый тигель в сушильный шкаф при 80+2°С до полного
испарения растворителя. Затем перемещают тигель с пробой в муфельную
печь и нагревают до температуры озоления. В большинстве случаев для
озоления достаточно 2 ч.
Охлаждают фарфоровый тигель с пробой в эксикаторе не менее 30
мин. Затем тигель с пробой взвешивают с точностью 0,001 г, затем
снова переносят его в муфельную печь и снова озоляют 15 мин. Охлаждают
фарфоровый тигель с пробой в эксикаторе не менее 30 мин и взвешивают
снова. Повторяют эти операции, пока масса тигля с пробой не будет
постоянной.
Выражение результатов
Вычисляют содержание пигмента, используя следующее уравнение:
содержание пигмента = 1ии>
т2
где
W/ — масса тигля, г;
т2 — масса пробы, г;
т3 — масса тигля с пробой, г.
Если два результата отличаются больше чем на 0,5% (относительно
среднего значения), повторяют процедуру, описанную выше.
Вычисляют среднее значение двух действительных результатов и
записывают результат в отчет об определении.
278
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 14680-2;
б) тип и обозначение испытуемого материала;
в) температуру озоления;
г) результаты испытаний;
д) любое отклонение от установленной методики испытания,
допускаемое соглашением или неоговоренное в программе испытаний;
е) дату испытания.
МЕТОД ФИЛЬТРАЦИИ
Международный стандарт ИСО 14680-3 устанавливает метод определения
содержания пигмента в лакокрасочном материале фильтрацией.
Метод применим к материалам покрытий, содержащим сажу, очень
тонко размолотую двуокись кремния, очень тонко размолотую двуокись
титана, органические пигменты или полимерную дисперсию. Метод не
применим ко многим водоразбавляемым краскам, потому что часть компонентов
может свернуться после добавления раствора гидроокиси калия.
Сущность метода заключается в следующем. После того, как материал
был обработан растворителем и был добавлен раствор гидроокиси калия в
метаноле, пробу фильтруют, используя стеклянный фильтровальный тигель.
Твердые частицы, удаленные фильтрацией, сушат и взвешивают.
Приборы и оборудование
Применяют обычные лабораторные приборы и стеклянную посуду.
Коническая колба на 50 мл с широким горлом и тефлоновой
пробкой.
Фильтрующий стеклянный тигель (размер пор от 15 мкм до 40 мкм).
Сосуд для фильтрования с переходным устройством для фильтра и
резиновым уплотнением.
Пипетка на 5 мл.
Градуированный цилиндр на 50 мл.
Сушильный шкаф, с приточной вентиляцией, поддерживающий
температуру 105+2°С. Воздушный поток в шкафу должен протекать
горизонтально.
Аналитические весы, с точностью взвешивания 0,001 г.
Эксикатор.
Фильтрующее вспомогательное вещество, например, кизельгур.
Раствор гидроокиси калия в метаноле, с (КОН) = 1 моль/л.
Метанол.
Соответствующий органический растворитель.
Методика определения
Пробу, типичную для продукта, подлежащего испытанию, следует
отбирать в соответствии с требованиями ИСО 15528. Затем образцы
подготавливают к испытанию в соответствии с требованиями ИСО 1513. Определение
проводят с использованием двух параллельных проб.
279
Подготовка стеклянного фильтрующего тигля. Суспендируют 10 г
кизельгура в 150 мл дистиллированной воды. Суспензию выливают на стеклянный
фильтрующий тигель и отсасывают воду под вакуумом. Высушивают
стеклянный фильтрующий тигель с кизельгуром в течение 1 ч при 105+2°С в
сушильном шкафу. Затем фильтр охлаждают до комнатной температуры в
эксикаторе и взвешивают с точностью 0,001 г.
Определение содержания пигмента. Взвешивают 1-2 г пробы с
точностью 0,001 г в коническую колбу и прибавляют немедленно 20 мл
соответствующего органического растворителя из градуированного цилиндра. С
помощью пипетки прибавляют 1,5 мл метанольного раствора гидроокиси
калия к содержимому колбы и закрывают ее пробкой.
Через 5 мин фильтруют содержимое колбы во взвешенный стеклянный
фильтрующий тигель, подготовленный как описано выше. Смывают любой
остаток из колбы в тигель, используя 20 мл соответствующего органического
растворителя из градуированного цилиндра, затем промывают осадок на
фильтре метанолом, пока он не будет свободен от щелочи. Высушивают
стеклянный фильтрующий тигель до постоянной массы в печи при 105°С,
охлаждают его при комнатной температуре в эксикаторе и взвешивают с
точностью 0,001 г.
Выражение результатов
Вычисляют содержание пигмента, используя следующее уравнение:
содержание пигмента = 1 ии>
т2
где
W/ — масса фильтровального тигля, г;
т2 — масса пробы, г;
т3 — масса фильтровального тигля с пробой, г.
Если два результата отличаются больше чем на 0,5% (относительно
среднего значения), повторяют процедуру, описанную выше.
Вычисляют среднее значение двух действительных результатов и
записывают результат в отчет об определении.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 14680-3;
б) тип и обозначение испытуемого материала;
в) используемый органический растворитель;
г) результаты испытаний;
д) любое отклонение от установленной методики испытания,
допускаемое соглашением или неоговоренное в программе испытаний;
е) дату испытания.
280
7.8. Определение паропроницаемости
МЕТОД ОЦЕНКИ ДЛЯ СВОБОДНЫХ ПЛЕНОК
Международный стандарт ИСО 7783-1 устанавливает весовой метод
оценки паропроницаемости свободных пленок.
Сущность метода состоит в оценке изменения массы сосуда с влагой,
закрытого испытуемой свободной пленкой.
Приборы и оборудование
Сосуды из стекла или анодированного алюминия. Диаметр отверстия
сосуда должен быть не более 113 мм (площадь 100 см2) и не менее 35,7
мм (площадь 10 см2). Площадь отверстия должна быть определена с
точностью 1%.
Для закрепления пленки рекомендуется применение механических
устройств. Если пленка хрупкая или имеет грубую поверхность, применяют
крепление расплавленным воском. Но при этом следует избегать затекания
воска внутрь отверстия, что может изменять площадь отверстия и может
привести к ошибочным результатам определения. Сосуды должны быть
снабжены крышками для предотвращения испарения водного раствора.
Глубина сосуда должна быть не менее 15 мм.
Весы с точностью взвешивания 0,1 мг для сосудов с отверстием до 50
см2 и 1 мг для сосудов с отверстием более 50 см2.
Реактивы
Дигидрофосфат аммония.
Вода дистиллированная.
Приготавливают насыщенный раствор соли в воде, над поверхностью
которого в закрытом сосуде воздух имеет 93%-ную относительную
влажность.
Методика определения
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Покрытие наносят на подходящий материал, например, полиэтилен
высокой плотности, от которого можно легко отделить высушенную пленку.
Для испытаний приготавливают не менее трех образцов. Пленку
отделяют от подложки и проверяют ее сплошность. Сосуд перед применением
очищают и высушивают, затем заполняют его насыщенным раствором на
5%.
Пленку краски накладывают на сосуд лицевой стороной к раствору и
закрепляют. Сверху сосуд закрывают крышкой, выдерживают при
температуре испытаний и взвешивают.
Взвешивание серии образцов проводят в период времени, не
превышающий 30 мин. Интервал между взвешиванием в процессе испытаний должен
быть 24 ч, 48 ч или 96 ч. Короткие интервалы 3 ч, 4 ч или 8 ч могут быть
использованы для пленок с высокой проницаемостью для паров воды.
281
Испытания начинают после стабилизации сосудов при температуре
23±2°С и относительной влажности 50+5%.
Открывают крышку для проникновения паров через пленку краски и
периодически проводят взвешивание образцов до достижения постоянного
веса.
Стандартом также допускается проводить испытание, помещая
испытуемые сосуды в эксикатор с гранулированным силикагелем или прокаленным
при 200°С безводным хлористым кальцием.
При использовании данной методики следует дать ссылку на нее в
отчете об определении.
Выражение результатов
Результаты испытаний вычисляют несколькими способами.
1. Строят график зависимости изменения массы пробы от времени и
вычисляют количество влаги, проникшей через пленку в г/м2 в день:
240-от,
М-
А
где
т, — темп изменения массы сосуда, определенный из графика, мг/ч;
А — площадь отверстия сосуда, см2.
2. Если взвешивание проводилось через равные промежутки времени:
w 240-от2
М = -,
A-t
где
т2 — темп изменение массы сосуда в течение времени /, мг;
/ — общая продолжительность двух последних периодов выдержки, ч
Вычисляют среднее значение массы влаги, прошедшей через пленку,
для трех параллельных проб.
Если результат отдельного определения отличается от среднего на 10%,
его отбрасывают и вычисляют среднее из двух оставшихся значений. Если
отбрасывают два значения из трех, испытания повторяют.
Результат определения записывают до двух значащих цифр.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 7783-1;
б) полную информацию для идентификации испытуемого продукта;
в) дополнительную информацию:
1) материал подложки и способ ее подготовки;
2) условия и продолжительность сушки;
3) толщину покрытия;
4) продолжительность и условия выдержки покрытия перед
испытанием;
г) ссылку на международные или национальные стандарты для данных,
указанных в п. «в»;
д) условия проведения испытания:
282
1) температура испытания — испытания проводят при температуре
23±2°С, и любое отклонение от стандартной температуры должно быть
указано в отчете;
2) относительная влажность окружающей среды, в которой находятся
испытуемые сосуды, 50±5%. Внутри сосуда относительная влажность должна
составлять 93%;
е) результаты определения;
ж) любые отклонения от стандартной методики;
3) дату проведения испытания.
МЕТОД ОЦЕНКИ ДЛЯ ПЛЕНОК НА ПОРИСТЫХ
МАТЕРИАЛАХ
Международный стандарт ИСО 7783-2 устанавливает метод оценки
паропроницаемости лакокрасочной пленки, нанесенной на пористые
материалы. Указанный метод применим для оценки покрытий, нанесенных
на бетон, кирпич и другие аналогичные материалы. Метод не применяют
при оценке покрытий на пористых материалах, толщина пленки которых
менее 80 мкм. Эффективность покрытий, которые содержат специальные
добавки для снижения пористости окрашиваемой поверхности, оценивают
по данной методике по соглашению заинтересованных сторон.
Сущность метода заключается в оценке изменения массы сосуда с
влагой, закрытого пористым материалом или испытуемой пленкой.
Приборы, оборудование и реактивы
См. метод по ИСО 7783-1.
Применяют также сушильный шкаф, в котором поддерживается
температура 50°С.
Методика определения
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Образцы приготавливают в соответствии с требованиями табл. 7.7.
Таблица 7.7
Подготовка испытуемых образцов
Покрытие, способное
существовать в виде
пленки
да
да
нет
нет
нет
Наличие
взаимодействия с
окрашиваемой поверхностью
нет
да
нет
да
нет
Рекомендуемая
толщина пленки
—
—
<80
—
>80
Испытуемый образец
свободная пленка
исходная подложка
исходная подложка
исходная подложка
пористая подложка
Покрытие наносят на подходящий материал, например, полиэтилен
высокой плотности, от которого можно легко отделить высушенную плен-
283
ку, или на одну сторону пористого материала. Если покрытие не
взаимодействует с подложкой, то его можно наносить на пористый стеклянный
фильтр, неглазированный фарфор и другие материалы с влагопропусканием
более 240 г/м2-сут.
Покрытия высушивают в соответствии с указаниями изготовителя
материала или высушивают 24 ч при свободной циркуляции воздуха при
температуре 23±2°С и относительной влажности 50±5%.
Свеженанесенное покрытие перед испытаниями подвергают специальной
обработке для его старения и удаления из пленки различных веществ,
которые отсутствуют в покрытии, эксплуатирующемся в реальных условиях.
Образцы обрабатывают по следующей схеме:
впитывание чистой воды в течение 24 ч при 23±2°С;
сушка в шкафу в течение 24 ч при 50°С;
впитывание чистой воды в течение 24 ч при 23±2°С;
сушка в шкафу в течение 24 ч при 50°С;
впитывание чистой воды в течение 24 ч при 23+2°С;
сушка в шкафу в течение 24 ч при 50°С;
выдержка в течение 7 дней при 23±2°С и относительной влажности
50+5%.
После старения покрытия определяют его толщину.
Паропроницаемость свободных пленок определяют по методике ИСО
7783-1.
Относительная влажность при испытаниях по разные стороны пленки
должна быть 93% и 50% соответственно.
Для определения изменения массы проводят взвешивание образцов до
достижения постоянного веса по методике ИСО 7783-1, а после
достижения постоянного веса взвешивание проводят в течение трех последующих
дней.
Выражение результатов
Результаты испытаний для свободных пленок вычисляют по методике
ИСО 7783-1.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 7783-2;
б) полную информацию для идентификации испытуемого продукта;
в) дополнительную информацию:
1) материал подложки и способ ее подготовки;
2) условия и продолжительность сушки;
3) толщину покрытия;
4) продолжительность и условия выдержки покрытия перед
испытанием;
г) ссылку на международные или национальные стандарты для данных,
указанных в п. «в»;
д) условия проведения испытания:
1) применение свободной пленки или окрашенной подложки;
284
2) температуру испытания — испытания проводят при температуре
23±2°С, и любое отклонение от стандартной температуры должно быть
указано в отчете;
3) относительную влажность окружающей среды, в которой находятся
испытуемые сосуды, 50±5%. Внутри сосуда относительная влажность должна
составлять 93%;
е) результаты определения;
ж) любые отклонения от стандартной методики;
з) дату проведения испытания.
7.9. Определение стойкости к воздействию
жидкостей
МЕТОДЫ ДЛЯ НЕВОДНЫХ ЖИДКОСТЕЙ
Международный стандарт ИСО 2812-1 устанавливает общие методы
определения устойчивости к воздействию жидкостей или пастообразных
продуктов, кроме воды, однослойного или многослойного лакокрасочного
покрытия.
Эти методы позволяют определить воздействие на покрытие жидкости,
используемой при испытании, и при необходимости — определить степень
повреждения подложки.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Сосуд, из инертного материала, способного выдержать воздействие
испытательных жидкостей и испытательных панелей.
Камера нагрева, с искусственной вентиляцией для проведения
испытания при более высоких температурах (до 40°С) с точностью поддержания
температуры в пределах ±3°С.
Реактивы и материалы
Используют одну или несколько испытательных жидкостей по
согласованию между заинтересованными сторонами.
Примеры испытательных жидкостей — топлива и рабочие жидкости
для автомобильной промышленности:
легкое дизельное топливо;
биодизель;
машинное масло;
рабочая жидкость для гидравлических систем;
тормозная жидкость;
антифриз;
жидкость для омывателя ветрового стекла др.
Отбор проб
Представительный образец продукта, подлежащего испытанию (или
каждого продукта в случае с многослойным покрытием), отбирают в соот-
285
ветствии с требованиями ИСО 15528. Затем образец осматривают и
подготавливают к испытанию согласно требованиям ИСО 1513.
Образцы для испытаний
Панели для испытаний должны быть из материала, оговоренного в
программе испытаний; в тех случаях, если указана сталь, белая жесть, алюминий
или стекло, они должны соответствовать требованиям ИСО 1514.
Если не оговорено особо, панели для испытаний должны быть
размером 150x100 мм и толщиной от 0,7 мм до 1,0 мм.
Стержни. Один конец каждого стержня закругляют приблизительно
до радиуса самого стержня. Если не оговорено особо, стержни должны
быть из стали или алюминия. Подходящие размеры для стержней — 150
мм длиной и 15 мм диаметр.
Испытания проводят с использованием двух образцов.
Подготовка и окрашивание
Панели для испытаний должны быть подготовлены, как было указано
выше и, если необходимо, в соответствии с требованиями ИСО 1514.
После этого их покрывают продуктом, подлежащим испытанию, по
установленному методу.
Для методов А и В обычно рекомендуется покрывать обе стороны
панели и изолировать края.
Необходимо указывать, следует ли покрывать обратную сторону панели
соответствующей защитной краской или покрывать обе стороны панели
испытуемым продуктом или системой покрытий.
Если необходимо, то края испытуемой панели после покрытия
продуктом должны быть изолированы соответствующими защитными
средствами.
Стержни подготавливают, как было указано выше, и покрывают
продуктом, подлежащим испытанию, по установленному выше методу.
Испытуемые образцы с нанесенным покрытием сушат в сушильном
шкафу или выдерживают до затвердевания в течение установленного
времени в соответствии с техническими условиями. Перед испытаниями их
выдерживают при температуре 23+2°С и относительной влажности 50+5%
в течение минимум 16 ч. Затем, по возможности, быстрее проводят
испытание по выбранному методу.
Толщину высушенного покрытия определяют, используя один из
методов, описанных в ИСО 2808.
МЕТОД А (ОДНОФАЗНАЯ ЖИДКОСТЬ)
Наливают достаточное количество испытательной жидкости в
соответствующий сосуд, чтобы испытательная панель или стержень оказались на
заданной глубине. Если в сосуд погружено несколько опытных образцов
из одного материала одновременно, следует убедиться, что между ними
оставлены промежутки, по крайней мере, на 5 мм или, в случае с высокой
электропроводностью испытательных жидкостей, на 30 мм. Испытания при
полупогружении проводят в соответствии с программой испытания.
286
Испытание проводят при температуре 23±2°С или при нагреве, если
установлено в программе испытаний.
Образцы для испытания должны находиться на расстоянии не менее
30 мм от стенок сосуда, и при погружении одновременно нескольких
образцов в один сосуд расстояние между ними должно быть не менее 30
мм. Образцы для испытаний должны быть изолированы от закрепляющих
приспособлений.
МЕТОД В (ДВУХФАЗНАЯ ЖИДКОСТЬ)
Помещают испытуемый образец с нанесенным покрытием в
соответствующий сосуд так, чтобы он удерживался креплением в вертикальном
положении или, если используются панели, узкой (100 мм) стороной вверх.
Подготавливают каждую жидкость для испытания, смешивая их
непосредственно перед испытанием. Осторожно приливают жидкость более
высокой плотности по стенке сосуда до тех пор, пока испытуемый
образец (стержень или панель) не будет погружен на 40%, если нет других
указаний.
Следует принимать меры, чтобы исключить смачивание испытуемого
образца выше указанного уровня.
Таким же образом добавляют вторую жидкость до тех пор, пока она
не покроет образец еще на 40% (если нет других указаний). Закрывают
сосуд и оставляют его, не перемешивая содержимого.
По окончании указанного периода погружения вынимают испытуемый
образец из жидкости, удаляют с него оставшуюся жидкость при помощи
фильтровальной бумаги или ткани и сразу же осматривают этот образец,
чтобы убедиться в отсутствии повреждения покрытия, сравнивая его, в
случае необходимости, с приготовленным по той же методике контрольным
образцом. Осмотр и сравнение образцов следует повторять после вторичного
погружения, если это установлено в программе испытаний.
Образцы не следует вынимать для промежуточного осмотра без
последующей очистки и повторного погружения.
В случае необходимости проверки подложки для обнаружения каких-
либо признаков повреждения покрытие удаляют.
Обработка образцов при испытании
Если установлено в программе испытаний, приводят в действие систему
циркуляции и аэрации жидкости. Аэрацию проводят при медленной подаче
воздуха без примесей масла или смазки.
Если установлено в программе испытаний, компенсируют возможную
потерю жидкости, добавляя испытуемую жидкость или дистиллированную
воду через определенные интервалы времени для поддержания
первоначального объема или концентрации жидкости.
Оценка образцов
По окончании установленного периода погружения тщательно вытирают
испытуемый образец тканью.
Сразу же осматривают испытуемый образец, чтобы убедиться в
отсутствии повреждения покрытия, сравнивая его при необходимости с приготов-
287
ленным по той же методике образцом для испытания, не подвергавшимся
погружению.
Оценку проводят только в той области образца, которая была в
жидкости.
Дефекты покрытия определяют по ИСО 4628-2 или ИСО 4628-1.
Повторную оценку рекомендуется проводить после выдержки в сухом
состоянии 24 ч.
При необходимости проверки подложки для обнаружения каких-либо
признаков повреждения покрытие удаляют.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2812-1;
б) тип и описание продукта, подлежащего испытанию;
в) дополнительную информацию:
1) материал подложки;
2) метод нанесения испытуемого покрытия и подробное описание
изоляции краев панелей и обратной поверхности;
3) толщину высушенного покрытия, включая метод измерения, а также
число слоев покрытия (однослойное или многослойное);
4) продолжительность и условия высушивания панелей после
нанесения на них покрытия (или условия горячей сушки и старения, если они
имели место);
5) подробную характеристику жидкости или жидкостей, используемых
для испытания;
6) метод испытания, а также подробные данные, как например,
продолжительность испытания и температура испытания (если оно проводилось
не при стандартной температуре 23±2°С);
7) время и метод проверки испытуемого покрытия, а также время
повторного покрытия, если оно применялось, и, где требуется, метод удаления
покрытия с подложки;
8) какие характеристики испытуемых покрытий и подложки должны
быть рассмотрены при оценке стойкости покрытия;
г) любые отклонения от стандартной методики испытания, включая
информацию о смене дисков, если применялся метод 2;
д) результат испытания;
е) время проведения испытания.
МЕТОД ПОГРУЖЕНИЯ В ВОДУ
Международный стандарт ИСО 2812-2 устанавливает метод
определения стойкости однослойных и многослойных лакокрасочных покрытий к
воздействию воды.
Сущность метода заключается в погружении испытуемой окрашенной
панели в воду с последующей оценкой состояния покрытия по
согласованным критериям.
288
Приборы и оборудование
Бак для воды размером 700x400x400 мм с крышкой, оснащенный
нагревателем с терморегулятором и системой циркуляции воды.
Держатель панелей, обеспечивающий размещение образцов на
расстоянии 30 мм друг от друга и в 30 мм от стенок и дна бака. Панели
следует закреплять под углом 15-20° к вертикали испытуемой поверхностью
вверх.
Образцы для испытаний
Панели для испытаний должны быть из материала, оговоренного в
программе испытаний; в тех случаях, если указана сталь, они должны
соответствовать требованиям ИСО 1514.
Если не оговорено особо, панели из полированной стали для испытаний
должны быть размером 150x100 мм и толщиной от 0,7 мм до 1,0 мм.
Испытуемые образцы с нанесенным покрытием сушат в сушильном
шкафу или выдерживают до затвердевания в течение установленного
времени в соответствии с техническими условиями. Перед испытаниями их
выдерживают при температуре 23±2°С и относительной влажности 50+5%
в течение минимум 16 ч.
Края панели защищают от коррозии краской, не содержащей
водорастворимых компонентов. Испытания проводят как можно быстрее.
Если установлено в программе испытаний, на панели наносят надрезы
по ИСО 15711. Толщину покрытия определяют методами по ИСО 2808.
Методика определения
Отбор проб лакокрасочного покрытия проводят в соответствии с
требованиями ИСО 15528, образцы подготавливают к испытаниям по ИСО
1513.
Испытания проводят на двух образцах, если не установлено иное.
В бак наливают воду класса 3 по ИСО 3696, окрашенные панели
закрепляют в держателе и опускают в воду на 3/4 их длины, если в программе
не установлено иное, например, полное погружение.
Если испытания проводят при полном погружении, опытные образцы
должны быть погружены так, чтобы уровень воды был минимум на 50 мм
выше вершины опытного образца, чтобы избежать эффекта влияния
разности концентрации кислорода по ватерлинии.
Воду заменяют, если она станет мутной, окрашенной или удельная
электропроводность превышает 2 мСм/м.
Промежуточные осмотры и оценка
Регулярно осматривают панели, не реже одного раза в три дня.
Периодически панели вынимают из бака, вытирают фильтровальной
бумагой, осматривают и оценивают разрушения или дефекты по ИСО 4628
и не более чем через 1 мин. возвращают в бак.
После окончания испытания панели вынимают, вытирают
фильтровальной бумагой, проверяют целостность покрытия и оценивают разрушения
покрытия или возникшие дефекты. Затем после выдержки при комнатной
температуре в течение 24 ч определяют адгезию покрытий, изменение
блеска и цвета и т.п.
289
Если необходимо, удаляют полосу краски 150x50 мм и оценивают
коррозию металла.
Для хранения испытанных образцов эту часть панели после оценки
покрывают прозрачным лаком.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2812-2;
б) марку краски и характеристику полученного покрытия;
в) дополнительную информацию:
1) материал панели;
2) метод подготовки поверхности перед окрашиванием;
3) условия сушки покрытия;
4) толщину покрытия и метод ее определения;
5) продолжительность испытания и температуру воды;
г) результаты испытания, в том числе оценку свойств покрытия на
погруженной и непогруженной части панели;
д) время проведения испытания.
МЕТОД АДСОРБИРУЮЩЕЙ СРЕДЫ
Международный стандарт ИСО 2812-3 устанавливает метод
определения стойкости однослойных и многослойных лакокрасочных покрытий к
воздействию жидкости.
Сущность метода заключается в контакте испытуемой окрашенной
панели с материалом с адсорбированной жидкостью, с последующей оценкой
состояния покрытия по согласованным критериям.
Приборы и оборудование
Диски из абсорбирующего материала (например, фильтровальная
бумага), которые не подвергаются воздействию жидкости, используемой при
испытании (тип материала оговаривается заинтересованными сторонами),
диаметром приблизительно 25 мм.
Жидкость, используемая для испытания (растворы химикатов,
автомобильные топлива и т. п.).
Часовые стекла, диаметром примерно 40 мм.
Чашки Петри, диаметром 60 мм.
Образцы для испытаний
Панели для испытаний должны быть из материала, оговоренного в
программе испытаний; в тех случаях, если указана сталь, они должны
соответствовать требованиям ИСО 1514.
Если не оговорено особо, панели из полированной стали для испытаний
должны быть размером 150x100 мм и толщиной от 0,7 мм до 1,0 мм.
Испытуемые образцы с нанесенным покрытием сушат в сушильном
шкафу или выдерживают до затвердевания в течение установленного
времени в соответствии с техническими условиями. Перед испытаниями их
выдерживают при температуре 23+2°С и относительной влажности 50+5%
в течение минимум 16 ч. Испытания проводят как можно быстрее.
Толщину покрытия определяют методами по ИСО 2808.
290
Методика определения
Испытания проводят при температуре 23±2°С, если в программе
испытаний не установлено иное.
Отбор проб лакокрасочного покрытия проводят в соответствии с
требованиями ИСО 15528, образцы подготавливают к испытаниям по ИСО
1513.
Испытания проводят на двух образцах, если не установлено иное.
Опускают соответствующее количество абсорбирующих дисков в
жидкость, используемую для испытания, и дают избытку жидкости стечь.
Помещают диски на испытуемую панель в течение 10 мин так, чтобы они
были равномерно распределены по поверхности и отстояли от краев панели,
по крайней мере, на 12 мм. Закрывают каждый диск часовым стеклом
диаметром приблизительно 40 мм, имеющим такой изгиб, чтобы часовые
стекла не соприкасались с дисками. Отмечают по соответствующей методике
положение каждого диска. Оставляют панель в атмосфере без посторонних
потоков воздуха в течение всего испытания (время данного испытания не
должно превышать 7 сут), исключая испытания с летучими жидкостями,
когда необходимо заменять диски другими, насыщенными жидкостью; если
это наблюдалось, это необходимо указать в отчете об испытании.
По окончании установленного периода диски снимают и тщательно
промывают панель в проточной воде в том случае, если применялся водный
раствор, или растворителем, не влияющим на покрытие, если в качестве
жидкости для испытания применялся растворитель. Удаляют оставшуюся
на поверхности жидкость при помощи фильтровальной бумаги или ткани
и сразу же осматривают панель, чтобы убедиться в отсутствии повреждения
покрытия.
Осмотр и сравнение образцов следует повторять после повторного
покрытия, если это оговорено в программе испытаний.
В случае необходимости проверки подложки для обнаружения каких-
либо признаков повреждения покрытие удаляют установленным выше
методом.
Оценка образцов
По окончании установленного периода погружения тщательно вытирают
испытуемый образец тканью.
Сразу же осматривают испытуемый образец, чтобы убедиться в
отсутствии повреждения покрытия, сравнивая его при необходимости с
приготовленным по той же методике образцом для испытания, не подвергавшимся
погружению.
Оценку проводят только в той области образца, который контактировал с
жидкостью. Дефекты покрытия определяют по ИСО 4628. Повторную оценку
рекомендуется проводить после выдержки в сухом состоянии 24 ч.
При необходимости проверки подложки для обнаружения каких-либо
признаков повреждения покрытие удаляют.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2812-3;
291
б) марку краски и характеристику полученного покрытия;
в) дополнительную информацию:
1) материал панели;
2) метод подготовки поверхности перед окрашиванием;
3) условия сушки покрытия;
4) толщину покрытия и метод ее определения;
5) продолжительность испытания;
г) результаты испытания, в том числе оценку свойств покрытия на
испытуемой части панели;
д) время проведения испытания.
МЕТОД НАНЕСЕНИЯ КАПЕЛЬ
Международный стандарт ИСО 2812-4 устанавливает метод
определения стойкости однослойных и многослойных лакокрасочных покрытий к
воздействию жидкости.
Сущность метода заключается в контакте испытуемой окрашенной
панели с нанесенными каплями жидкости, с последующей оценкой состояния
покрытия по согласованным критериям.
Реактивы и оборудование
Жидкость, используемая для испытания (растворы химикатов,
автомобильные топлива и т. п.).
Пипетка, позволяющая наносить 0,1 мл испытательной жидкости.
Бюретка, 50 мл, для нанесения испытательной жидкости.
Чашки Петри, диаметром 60 мм.
Образцы для испытаний
Панели для испытаний должны соответствовать требованиям ИСО
1514.
Панели из полированной стали для испытаний должны быть размером
150x100 мм и толщиной от 0,7 мм до 1,0 мм.
Испытуемые образцы с нанесенным покрытием сушат в сушильном
шкафу или выдерживают до затвердевания в течение установленного
времени в соответствии с техническими условиями. Перед испытаниями их
выдерживают при температуре 23±2°С и относительной влажности 50+5%
в течение минимум 16 ч. Испытания проводят как можно быстрее.
Толщину покрытия определяют методами по ИСО 2808.
Методика определения
Испытания проводят при температуре 23±2°С, если в программе
испытаний не установлено иное.
Отбор проб лакокрасочного покрытия проводят в соответствии с
требованиями ИСО 15528, образцы подготавливают к испытаниям по ИСО
1513.
Испытания проводят на двух образцах, если не установлено иное.
Метод А. Помещают испытуемые панели в горизонтальном положении
и наносят на покрытие определенное количество капель жидкости для
испытания в объеме 0,1 мл каждая. Центры капель должны находиться
292
на расстоянии не менее 20 мм друг от друга и не менее 12 мм от края
каждой панели.
Сразу же накрывают испытательные области чашками Петри, чтобы
устранить испарение жидкости.
Метод В. Помещают испытуемые панели под углом 30° к горизонтали
и в течение 10 мин наносят на верхнюю часть покрытия определенное
количество капель жидкости для испытания в объеме 0,1 мл каждая.
Нанесенная жидкость будет стекать в сосуд.
Оценка образцов
По окончании установленного периода погружения тщательно вытирают
испытуемый образец тканью.
Сразу же осматривают испытуемый образец, чтобы убедиться в
отсутствии повреждения покрытия, сравнивая его при необходимости с
приготовленным по той же методике образцом для испытания, не подвергавшимся
погружению.
Оценку проводят только в той области образца, который контактировал
с жидкостью.
Дефекты покрытия определяют по ИСО 4628. Повторную оценку
рекомендуется проводить после выдержки в сухом состоянии 24 ч.
При необходимости проверки подложки для обнаружения каких-либо
признаков повреждения покрытие удаляют.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2812-4;
б) марку краски и характеристику полученного покрытия;
в) дополнительную информацию:
1) материал панели;
2) метод подготовки поверхности перед окрашиванием;
3) условия сушки покрытия;
4) толщину покрытия и метод ее определения;
5) продолжительность испытания;
г) результаты испытания, в том числе оценку свойств покрытия на
испытуемой части панели;
д) время проведения испытания.
МЕТОД ПЕЧИ С ТЕМПЕРАТУРНЫМ
ГРАДИЕНТОМ
Международный стандарт ИСО 2812-5 устанавливает метод
определения стойкости однослойных и многослойных лакокрасочных покрытий к
воздействию жидкости.
Сущность метода заключается в нанесении испытуемой жидкости на
окрашенные панели, помещении панелей в термостат с последующей
оценкой состояния покрытия по согласованным критериям.
293
Реактивы и оборудование
Жидкость, используемая для испытания (растворы химикатов,
автомобильные топлива и т. п.).
Пипетка, позволяющая наносить от 25 мкл до 100 мкл испытательной
жидкости.
Сушильный шкаф, с градиентом температур, создаваемым нагревателями,
расположенными последовательно друг за другом (рис. 7.11).
оооооо
3
4
Рис. 7.11. Схема размещения нагревательных элементов в сушильном шкафу
1 — жидкость; 2 — испытательные панели; 3 — специальное стекло; 4 —
нагревательные элементы
Образцы для испытаний
Панели для испытаний должны соответствовать требованиям ИСО
1514.
Панели из полированной стали для испытаний должны быть размером
560x100 мм и толщиной от 0,7 мм до 1,0 мм.
Испытуемые образцы с нанесенным покрытием сушат в сушильном
шкафу или выдерживают до затвердевания в течение установленного
времени в соответствии с техническими условиями. Перед испытаниями их
выдерживают при температуре 23±2°С и относительной влажности 50+5%
в течение минимум 16 ч. Испытания проводят как можно быстрее.
Толщину покрытия определяют методами по ИСО 2808.
Методика определения
Отбор проб лакокрасочного покрытия проводят в соответствии с
требованиями ИСО 15528, образцы подготавливают к испытаниям по ИСО
1513.
Испытания проводят на двух образцах, если не установлено иное.
Помещают испытуемые панели в горизонтальном положении и наносят
при температуре 18-28°С на покрытие определенное количество капель
жидкости объемом от 25 мкл до 100 мкл для испытания, располагая их вдоль
нагревательного элемента. Если нет иного соглашения, устанавливают в
сушильном шкафу градиент температур от 35°С до 80°С. Разность температур
между единичными нагревающими сегментами должна быть ГС.
Вдвигают испытуемую панель в шкаф и выдерживают в течение 30
мин.
294
Оценка образцов
По окончании установленного периода погружения тщательно вытирают
испытуемый образец тканью.
Сразу же осматривают испытуемый образец, чтобы убедиться в
отсутствии повреждения покрытия, сравнивая его при необходимости с
приготовленным по той же методике образцом для испытания, не подвергавшимся
воздействию жидкости.
Оценку проводят только в той области образца, который контактировал
с жидкостью.
Дефекты покрытия определяют по ИСО 4628 при освещении не
менее 800 лк. Повторную оценку рекомендуется проводить после вьщержки
в сухом состоянии 24 ч.
При необходимости проверки подложки для обнаружения каких-либо
признаков повреждения покрытие удаляют.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2812-5;
б) марку краски и характеристику полученного покрытия;
в) дополнительную информацию:
1) материал панели;
2) метод подготовки поверхности перед окрашиванием;
3) условия сушки покрытия;
4) толщину покрытия и метод ее определения;
5) продолжительность испытания и градиент температуры;
г) результаты испытания, в том числе оценку свойств покрытия на
испытуемой части панели;
д) время проведения испытания.
7.10. Определение стойкости к тепловому
воздействию
ИСО 3248 устанавливает эмпирический метод оценки стойкости
лакокрасочных покрытий в условиях постепенного повышения температуры.
Данный метод применим к лакокрасочным материалам, предназначенным
для нанесения на отопительные бытовые радиаторы и подобные изделия,
подвергающиеся аналогичному температурному воздействию.
Сущность метода заключается в выдерживании образцов с испытуемым
лакокрасочным покрытием при повышенной температуре с последующей
оценкой возникающих дефектов.
Приборы и оборудование
Печь с циркуляцией воздуха и оборудованием для размещения
окрашенных панелей.
Методика определения
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
295
Панели для испытаний изготавливают согласно требованиям ИСО 1514
из шлифованной стали, луженой жести, алюминия или стекла размером
150x100 мм.
На панели наносят в соответствии с требованиями программы
испытаний лакокрасочное покрытие и высушивают его. Толщину сухого покрытия
определяют по ИСО 2808. Затем панели кондиционируют при температуре
23±2°С, относительной влажности 50±5% в течение минимум 16 ч. Затем
как можно скорее проводят испытание.
Испытание проводят при температуре 125±2°С в течение 24 ч, если
нет других указаний.
Панели помещают в печь с циркуляцией воздуха при указанной
температуре на расстоянии не менее 100 мм от стенок печи и не ближе чем
20 мм друг от друга и держат их при этой температуре указанное время.
Наилучший способ обеспечить ровный нагрев панелей с покрытием —
подвесить их на тонких проволочках. Можно закрепить панели в рамке из
теплоизолирующего материала или установить их (окрашенной стороной
вверх) на куске асбеста, лежащем на опоре.
По истечении установленного времени удаляют панели из печи и дают
им остыть до температуры 23±2°С. Проверяют изменение цвета панелей
или признаки других дефектов покрытия сравнением с другими аналогично
подготовленными, но не подвергавшимися нагреву панелями.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3248;
б) тип и обозначение испытуемого материала;
в) дополнительную информацию:
1) материал и подготовку поверхности подложки;
2) методику нанесения испытуемого покрытия на подложку, включая
условия и продолжительность сушки слоев, если покрытие многослойное;
3) толщину сухого покрытия, включая метод измерения и указание
количества слоев (один или несколько);
4) продолжительность и условия сушки панели с покрытием перед
испытаниями (или условия искусственной сушки и старения, если они
применимы);
5) характеристики испытуемого покрытия, которые служат для оценки
его стойкости;
г) ссылку на любой другой документ, дающий информацию к п. «в»;
д) любое отклонение от описанной методики;
е) результаты испытаний;
ж) дату испытаний.
296
Глава 8
МЕТОДЫ МЕХАНИЧЕСКИХ
ИСПЫТАНИЙ ПОКРЫТИЙ
Лакокрасочные покрытия, как правило, независимо от их назначения,
должны обладать определенным набором механических свойств.
Механические свойства покрытий во многом определяют степень защитных свойств,
а также влияют на декоративные функции покрытий. К важнейшим
механическим свойствам лакокрасочных покрытий относится их механическая
прочность в сочетании с эластичностью [1]. В данной главе приведены
разнообразные методы механических испытаний лакокрасочных покрытий,
имитирующих как мягкое воздействие (воздействие щетки или веток
деревьев), так и жесткое абразивное воздействие (шлифовальная бумага).
В главе приведены классические методы оценки эластичности
лакокрасочных покрытий при изгибе, вдавливании. Указанные методы дополнены
методом определения эластичности лакокрасочного покрытия Т-образным
изгибом. Указанный метод изгиба стандартизирован в США (ASTM D4145),
Европейском Союзе (EN 13523-7) и в Японии (JIS G 3312). Методы
испытания, установленные в этих стандартах, практически одинаковы и
отличаются в деталях.
Приведены различные методы определения стойкости к удару
падающим грузом. Для определения показателей износостойкости стандартные
методы используют различные абразивные среды, скорость воздействия и
силу нагрузки.
Классические методы определения твердости покрытий маятниковым
прибором дополнены методом определения твердости по карандашу.
Указанный метод был утвержден в США в качестве отраслевого стандарта в
1923 г. В 1974 г. метод определения твердости по карандашу был включен
в стандарт ASTM D3363, который стал основой международного стандарта
ИСО 15184 [2].
Особое внимание в главе уделено методам испытаний лакокрасочных
покрытий, применяемых в автомобилестроении, а также покрытий,
полученных по технологии койл-коутинга (стальной плоский прокат с
непрерывным лакокрасочным покрытием).
В автомобильной промышленности широко используют многослойные
лакокрасочные покрытия для защиты металла от коррозии и придания де-
297
коративных свойств. Абразивные частицы, щебень и другие материалы могут
повредить эти покрытия так, что повреждаются отдельные слои или все
покрытие отслаивается от субстрата. Способность покрытия противостоять
регулярному воздействию мокрой щетки без потери декоративных свойств
относится к важным показателям качества лакокрасочного материала.
Воздействие каменной крошки моделируется в методах испытаний по
ИСО 20567. Указанный международный стандарт разработан на основе
германского стандарта DIN 55996.
Большинство методов испытания, описанных ниже, относятся к типу
«годен — негоден» и позволяют оценить механические свойства как све-
женанесенных покрытий, так и состаренных покрытий [3].
8.1. Определение эластичности при изгибе
МЕТОД ИЗГИБА ВОКРУГ ЦИЛИНДРИЧЕСКОГО
СТЕРЖНЯ
Международный стандарт ИСО 1519 устанавливает эмпирический
метод определения эластичности лакокрасочного покрытия, нанесенного на
металл или пластмассу, при изгибе вокруг металлического цилиндрического
стержня.
В случае многослойной системы следует испытывать каждый слой
отдельно или всю систему в целом.
Сущность метода заключается в определении минимального диаметра
металлического цилиндрического стержня, изгиб на котором окрашенной
металлической панели не вызывает механического разрушения или
отслаивания однослойного или многослойного лакокрасочного покрытия.
Испытания по установленному методу можно проводить двумя
способами:
по схеме «годен — негоден» на одном стержне установленного размера
в целях оценки соответствия конкретным требованиям;
путем повторения процедуры на стержнях, последовательно
уменьшающихся размеров для определения диаметра первого стержня, при изгибе
вокруг которого на покрытии
образовались трещины и/или произошло
отслоение от подложки.
Приборы и оборудование
Прибор для испытаний. Для
испытания используют приборы двух
типов:
тип 1 — для пластин толщиной
не более 0,3 мм (рис. 8.1);
Рис. 8.1. Прибор типа 1 ™п 2 - для пластин толщиной
для испытания на изгиб не более °>1 мм-
1 — оправка; 2 — упор Установлено, что при испытании
покрытия на приборах типа 1 и типа 2
298
получаются одинаковые результаты, но обычно при испытании конкретного
материала пользуются только одним прибором.
Прибор типа 1 снабжен комплектом шарниров, в каждом из которых
имеется цилиндрический стержень; диаметры стержней соответственно
равны 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, 8 мм, 10 мм, 12 мм, 16 мм, 20 мм,
25 мм и 32 мм с допуском ±0,1 мм соответственно. Размеры прибора не
устанавливаются точно, за исключением зазора между поверхностью стержня
и плитами, который должен быть равен 0,55+0,05 мм. Стержень должен
свободно вращаться вокруг своей оси, прибор должен иметь упор для
обеспечения параллельности двух участков при изгибе панели.
Прибор типа 2 применяется для испытания пластин толщиной не более
1,00 мм. Для мягких металлов, например, алюминия, можно пользоваться
более толстыми панелями при условии отсутствия деформации. Прибор
включает комплект цилиндрических стержней диаметром 2 мм, 3 мм, 4
мм, 5 мм, 6 мм, 8 мм, 10 мм, 12 мм, 16 мм, 20 мм, 25 мм и 32 мм с
допуском ±0,1 мм соответственно.
При работе со стержнями малого диаметра в процессе изгиба стержень
не должен деформироваться.
Камера с терморегулятором. Такая камера требуется для проведения
испытаний при других температурах, кроме стандартной температуры. Она
состоит из термостата или холодильника, в которых температуру рабочей
камеры можно регулировать в пределах ±ГС от температуры испытания,
и снабжена следующим вспомогательным оборудованием:
вентилятором для циркуляции воздуха в рабочей камере;
механизмом с дистанционным управлением, с помощью которого можно
сгибать панель, не открывая камеру для испытания;
устройством, указывающим или регистрирующим температуру, с
чувствительным элементом, установленным около испытуемого покрытия.
Методика испытания
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Покрытия наносят на панели из стали, белой жести или мягкого
алюминия в соответствии с требованиями ИСО 1514. Пластмассовые панели могут
использоваться по соглашению между заинтересованными сторонами.
Панели для испытания должны быть плоскими и не иметь следов
перекоса, их поверхность не должна иметь видимой волнистости или
трещин. Они должны иметь прямоугольную форму, и их размер должен быть
приблизительно равен 100x50 мм, а толщина — 0,3 мм (при испытании
на приборе типа 1) или 1,0 мм (при испытании на приборе типа 2), если
другие условия не оговорены. Панели можно разрезать до нужного размера
после нанесения покрытия и сушки при условии, если они не
перекашиваются. В случае алюминиевых панелей более длинная сторона должна быть
параллельна продольному направлению прокатки металла.
Если испытуемый материал наносится кистью, то следы кисти должны
проходить параллельно длинной стороне панели.
299
Панели с нанесенным покрытием высушивают согласно указаниям
изготовителя лакокрасочного материала и выдерживают, если нет других
условий, в стандартных условиях по ИСО 3270 не менее 16 ч. Толщину
высушенного покрытия в микронах определяют одним из методов,
устанавливаемых в международном стандарте ИСО 2808.
Испытания проводят в стандартных условиях по ИСО 3270.
ИСПЫТАНИЯ ПРИ ПРИМЕНЕНИИ СТЕРЖНЯ
ОДНОГО РАЗМЕРА
Испытания проводят на двух разных панелях и оценивают результаты
испытания. Если результаты расходятся, проводят дополнительные
испытания.
Испытания на приборе типа 1. Полностью открывают прибор,
снабженный соответствующим стержнем, и устанавливают панель с покрытием,
направленным наружу, таким образом, чтобы впоследствии ее можно было
изгибать.
Прибор закрывают равномерно без рывков в течение 1-2 с, изгибая
таким образом панель вокруг стержня на 180°.
Испытания на приборе типа 2. Жестко закрепляют прибор около края
верстака так, чтобы можно было свободно вращать рукоятку. Опускают
держатель панели путем выведения клина, пользуясь регулировочным
винтом для того, чтобы отодвинуть изгибающую деталь от положения
стержня. На приборе устанавливают соответствующий стержень. Опускают
рукоятку в вертикальное положение, а затем вставляют панель покрытием
вниз между стержнем и изгибающей деталью так, чтобы панель выступала
приблизительно на 40 мм от центральной линии стержня в направлении
изгибающей детали. Панель прижимают с помощью контргаек и плиты к
держателю панели. Поднимают держатель панели путем введения клина в
паз до соприкосновения с оправкой. Пользуясь регулировочным винтом,
поднимают изгибающую деталь до тех пор, пока она не коснется панели.
Поднимают рукоятку равномерно через 180° в течение 1-2 с, изгибая таким
образом панель вокруг стержня на 180°.
В целях предотвращения образования царапин на покрытии во время
операции изгиба между держателем панели и изгибающей деталью над
покрытой поверхностью можно проложить тонкую бумагу.
После изгиба освобождают панель, отодвигают изгибающую деталь от
стержня, опуская держатель панели путем удаления клина и отвинчивания
контргаек.
Испытания при температурах, кроме стандартной (23±2°С). Открывают
прибор, снабженный соответствующим стержнем, и устанавливают панель
с направленным наружу покрытием таким образом, чтобы ее можно было
затем изгибать. Прибор с панелью помещают в камеру для испытания, в
которой заранее устанавливают требуемую температуру. Через два часа
прибор с находящейся в камере панелью при указанной температуре закрывают
равномерно без рывков с помощью дистанционного управления в течение
300
1-2 с. Дверца камеры должна оставаться закрытой с момента помещения
прибора в камеру и до окончания операции изгиба.
ОПРЕДЕЛЕНИЕ ДИАМЕТРА ПЕРВОГО СТЕРЖНЯ,
НА КОТОРОМ ПРОИЗОШЛО РАЗРУШЕНИЕ
ПОКРЫТИЯ
Испытания проводят на панелях согласно указанной выше методике,
пользуясь стержнями с последовательно уменьшающимся диаметром, до
образования трещин на покрытии и/или отслоения покрытия от подложки.
Записывают диаметр первого стержня, на котором покрытие дает трещины
и/или происходит его отслоение от подложки, после подтверждения
результата путем повторения испытания на стержне такого же диаметра на
новой панели. Если при испытании со стержнем наименьшего размера не
происходит разрушение, то записывают этот результат.
Осмотр панелей
Сразу после изгиба осматривают покрытие панели, а в случае
использования прибора типа 1, не вынимая панель из прибора. Покрытие
осматривают невооруженным глазом или, по договоренности, лупой с
увеличением в 10х на образование трещин и/или отслоение от основного
металла, отступая не менее 10 мм от края панели.
Если пользуются лупой, то необходимо это отметить в отчете об
испытании во избежание путаницы при сравнении с результатами, полученными
при осмотре невооруженным глазом.
Выражение результатов
В отчете об испытании следует указать способ проведения оценки
— невооруженный глаз или с применением линзы. Следует указать для
каждого определения степень растрескивания и/или отслоения покрытия
от подложки на стержне установленного размера. Или указать диаметр
первого стержня, на котором образовались трещины на покрытии и/или
покрытие отслоилось от подложки, или, если при испытании на стержне
наименьшего диаметра разрушение не произошло, то отметить этот факт,
а также указать диаметр этого стержня.
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 1519;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
1) вид металла-основы, его толщину и технологию подготовки
поверхности перед окрашиванием;
2) применяемый прибор (тип 1 или тип 2);
3) метод нанесения испытуемого покрытия на подложку;
4) толщину высушенного покрытия в микронах с указанием метода
измерения. Следует указать, является ли покрытие однослойным или
многослойным;
301
5) продолжительность и условия сушки панели с покрытием перед
испытанием (или условия горячей сушки и старения, если это имеет место);
6) установленный размер оправки, если ее применяют для
испытания;
7) температура испытания;
г) национальный стандарт или другой документ с информацией, на
которую ссылаются в вышеприведенном п. «в»;
д) отклонения от указанной методики по согласованию или по другим
причинам;
е) результаты испытания;
ж) дату испытания.
МЕТОД ИЗГИБА ВОКРУГ КОНИЧЕСКОГО
СТЕРЖНЯ
Международный стандарт ИСО 6860 устанавливает эмпирический метод
испытания для оценки устойчивости лакокрасочного покрытия к
растрескиванию и/или отслаиванию от металлической подложки при изгибе вокруг
конического стержня в стандартных условиях.
В случае многослойной системы следует испытывать каждый слой
отдельно или всю систему в целом.
Приборы и оборудование
Прибор для испытаний. Стержень прибора должен быть в форме
усеченного конуса с малым диаметром d0=3,1+0,1 мм, большим диаметром
di=38±0,l мм и длиной h=203±3 мм (см. рис. 8.2).
Рис. 8.2. Прибор с коническим стержнем
Стержень должен быть смонтирован горизонтально на подставку.
Рабочий рычаг с тянущим стержнем используют для изгиба испытуемой панели
302
вокруг стержня. Оборудование должно быть снабжено также устройством
для закрепления испытуемой панели.
Методика испытания
Представительный образец испытуемого материала (или каждого
материала в случае многослойной системы) отбирают в соответствии с
требованиями ИСО 15528, исследуют и подготавливают к испытанию по ИСО
1513.
Если не оговорено особо, испытуемые панели должны быть из
полированной стали, полированной белой жести или мягкого алюминия в
соответствии с требованиями ИСО 1514.
Испытуемые панели должны быть ровными, без нарушений
поверхности, размером 75x150 мм и толщиной 0,8 мм. Панели можно нарезать до
нужного размера после нанесения покрытия и сушки, не допуская
нарушения покрытия. В случае алюминиевых панелей продольное направлению
прокатки металла должно быть под углом 90° к оси воронки, когда панель
вставлена в испытательный прибор.
Для испытаний готовят три панели, которые окрашивают испытуемым
материалом или системой покрытия соответствующим методом. Если
испытуемый материал наносят кистью, то штрихи от кисти должны быть
параллельны короткой стороне панели.
Панель с покрытием сушат или подвергают горячей сушке и старению
в течение указанного времени. Затем кондиционируют покрытие панели в
стандартных условиях не менее 16 ч.
Толщину высушенного покрытия определяют в соответствии с ИСО
2808.
Испытание проводят в стандартных условиях, повторяя его три раза.
Делают надрезы на покрытии до подложки параллельно коротким
сторонам панели на расстоянии 20 мм друг от друга.
Вставляют панель окрашенной стороной к тянущему стержню так,
чтобы одна из коротких сторон панели соприкасалась с меньшим концом
конического стержня. Зажимают панель и, используя тянущий стержень,
изгибают панель равномерно вокруг стержня на 180° в течение 2-3 с.
Для предотвращения повреждения покрытия при изгибе между
покрытием и тянущим стержнем можно проложить листок бумаги.
Отмечают конец трещины, считая от меньшего конца конического
стержня, и вынимают испытуемую панель.
Выражение результатов
Осматривают покрытие на наличие растрескивания и/или отслаивания
от подложки или визуально, или с помощью лупы с 10х увеличением.
Измеряют длину степени растрескивания вдоль панели от меньшего
конца конического стержня.
Вычисляют среднюю величину трех измерений и округляют результат
до ближайшего миллиметра.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 6860;
303
б) тип и обозначение испытуемого материала;
в) дополнительную информацию:
1) тип материала, толщину и способ подготовки поверхности
подложки;
2) метод нанесения испытуемого покрытия на подложку;
3) продолжительность и условия сушки покрытия (или условия горячей
сушки и старения, если необходимо) перед испытанием;
4) толщину в микрометрах высушенного покрытия и метод измерения
в соответствии с ИСО 2808. Следует указать, является покрытие
однослойным или многослойным;
5) температуру и влажность при испытании, если они отличаются от
стандартных;
г) ссылку на национальный или международный стандарт или другую
документацию, содержащую информацию по п. «в»;
д) результат испытания и указание на проведение испытания визуально
или с помощью лупы;
е) любое отклонение, по согласованию или нет, от указанной
методики;
ж) дату испытания.
МЕТОД ЧАШЕОБРАЗНОГО ИЗГИБА
Международный стандарт ИСО 1520 устанавливает эмпирический
метод оценки стойкости лакокрасочных покрытий к растрескиванию и/или
отслоению от металлической поверхности при постепенном вдавливании
индентора при стандартных условиях.
В случае многослойных покрытий можно испытывать каждый слой
отдельно или всю систему вместе.
Данный метод может осуществляться двумя способами:
по принципу «годен — не годен», когда индентор вдавливается на
определенную глубину и определяется соответствие установленному
требованию;
путем постепенного увеличения глубины отпечатка для определения
минимальной глубины, при которой покрытие начинает растрескиваться
и/или отслаиваться.
Приборы и оборудование
Установка для испытаний, (рис. 8.3) из следующих основных частей.
Штамп. Штамп должен быть изготовлен из поверхностно упрочненной
стали; поверхность, контактирующая с испытываемой панелью, должна быть
гладко отшлифована.
Удерживающее кольцо. Поверхность кольца, соприкасающаяся с
испытываемой панелью, должна быть гладко отшлифована и располагаться
параллельно контактной поверхности штампа.
Индентор. Индентор — часть, контактирующая с испытываемой
панелью, должна быть изготовлена из закаленной стали и иметь полукруглую
форму диаметром 20 мм. Поверхность полусферы должна быть
отполирована.
304
055 ±0,1
033 ±0,1
055 ±0,1
Рис. 8.3. Устройство для испытания на растяжение
1 — испытуемая панель; 2 — глубина отпечатка, 3 — удерживающее кольцо; 4 —
индентор с шарообразным концом; 5 — штамп
Во время испытания не допускается поворот индентора вокруг
вертикальной оси, а центр его сферической части не должен отклоняться от
оси штампа более чем на 0,1 мм.
В нулевом положении самая нижняя точка полусферы должна
находиться в одной плоскости с лицевой частью удерживающего кольца,
соприкасающейся с испытываемой панелью, и располагаться в центре отверстия
штампа. Индентор должен двигаться с постоянной скоростью между 0,1
мм/с и 0,3 мм/с во время испытания. Предпочтительным является
использование индентора с механическим приводом, но допускается также
применение ручного устройства при условии обеспечения стандартных
условий испытания.
Измерительное устройство, которое измеряет глубину отпечатка,
полученного с помощью индентора, с точностью до 0,1 мм и толщину
испытуемой панели с точностью до 0,01 мм.
Поверхности штампа, удерживающего кольца и индентора,
соприкасающиеся с испытываемой панелью, должны быть гладкими, чистыми, без
следов ржавчины.
Микроскоп или лупа, с увеличением 10х.
305
Методика испытания
Представительный образец испытуемого материала (или каждого
материала в случае многослойной системы) отбирают в соответствии с
требованиями ИСО 15528, исследуют и подготавливают к испытанию по ИСО
1513.
Панели должны отвечать требованиям ИСО 1514. Панели для
испытаний должны быть ровными, без признаков коробления и иметь следующие
размеры:
толщина не менее 0,3 мм и не более 1,25 мм (измеряют микрометром
с точностью до 0,01 мм);
ширина и длина не менее 70 мм (верхний предел зависит от
возможностей аппаратуры). Центр углубления, полученный при испытании, должен
находиться минимум в 35 мм от края панели. Панели можно разрезать
на заданный размер после нанесения покрытия и сушки при условии, что
после такой обработки они не окажутся покоробленными.
Испытываемое покрытие — однослойное или многослойное — наносят
установленным методом. Толщину сухого покрытия в микронах определяют
одним из методов, устанавливаемых ИСО 2808.
Панель с нанесенным покрытием сушат (или подвергают процессу
старения в термостате) в течение установленного времени и, если нет других
указаний, выдерживают в стандартных условиях не менее 16 ч.
Затем, по возможности быстрее, проводят испытание для оценки
эластичности покрытия.
Методика получения установленной глубины отпечатка. Испытания
проводят, делая два отпечатка на одной панели, или два отпечатка на двух
разных панелях. При расхождении полученных результатов следует провести
дополнительные испытания.
Жестко укрепляют испытываемую панель между удерживающим
кольцом и штампом таким образом, чтобы покрытие было обращено в сторону
штампа, а полукруглый конец индентора соприкасался с испытываемой
панелью (нулевое положение индентора). Регулируют положение панели так,
чтобы ось индентора пересекалась с горизонтальной осью панели в точке,
отстоящей не менее чем на 35 мм от каждого края. Затем вводят
полукруглый конец индентора в испытываемый образец с постоянной скоростью
между 0,1 мм/с и 0,3 мм/с до получения установленной глубины отпечатка,
т. е. до тех пор, пока индентор не пройдет указанное расстояние, считая
от нулевого положения.
Визуальным осмотром, или с использованием лупы с десятикратным
увеличением, обследуют покрытие для выявления растрескивания или
отслаивания от подложки.
Примечания:
1. Если используют лупу, это необходимо указать в отчете об испытании, чтобы
избежать путаницы при сравнении с результатами, полученными при визуальном
осмотре.
2. Если будет обнаружено растрескивание металлической панели, на которую
нанесено покрытие, результаты испытания считаются недействительными.
306
Методика определения минимальной глубины отпечатка, при которой
происходит разрушение покрытия. Выполняют действия, указанные выше,
до тех пор, пока посредством визуального осмотра или, с использованием
лупы с десятикратным увеличением, не будет обнаружена первая трещина
на поверхности покрытия и/или признаки отслоения от металлической
поверхности1. В этот момент следует остановить индентор и измерить (с
точностью до 0,1 мм) глубину отпечатка. Проверяют полученный результат,
повторив определение на новой панели (если результаты расходятся, следует
повторить испытание).
Выражение результатов
В отчете об испытании указывают глубину отпечатка, с точностью до
ближайших 0,1 мм, при которой впервые наблюдалось растрескивание или
отслаивание покрытия (следует указать, использовалась лупа или осмотр
производился визуально). Указывают также степень растрескивания и/или
отслаивания покрытия от основного металла.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 1520;
б) тип и обозначение испытуемого материала;
в) дополнительную информацию;
1) материал, толщину и подготовку поверхности подложки;
2) метод нанесения испытуемого покрытия на подложку;
3) толщину высушенного покрытия в микронах с указанием метода
измерения. Указать, является ли покрытие однослойным или
многослойным;
4) продолжительность и условия сушки панели с покрытием перед
испытанием или условия горячей сушки и старения;
5) глубину вдавливания индентора, при которой проводят
испытания;
г) национальный стандарт или другой документ, из которого взята
упомянутая в предыдущем пункте информация;
д) любое отклонение от установленной методики испытания;
е) тип индентора — механический или ручной;
ж) результат испытания;
з) дату испытания.
МЕТОД Т-ОБРАЗНОГО ИЗГИБА
Международный стандарт ИСО 17132 устанавливает эмпирический
метод определения эластичности лакокрасочного покрытия Т-образным
изгибом.
Сущность метода заключается в определении адгезии лакокрасочного
материала на металлической подложке путем сгибания окрашенной
панели.
1 Для более точного выявления конечной точки допускается замедление скорости
проникновения индентора при приближении к ожидаемой конечной точке
(определенной, если необходимо, в процессе предварительного испытания).
307
Испытания по установленному методу можно проводить двумя
способами:
по схеме «годен — негоден» в целях оценки соответствия конкретным
требованиям;
путем определения минимального диаметра изгиба или радиуса без
разрушении покрытия.
Приборы и оборудование
Прибор для испытаний. Для испытания используют тиски с плоскими
губками, прокладки и оправки.
Лупа, с увеличением от 5х до 10х.
Липкая лента.
Методика испытания
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Покрытия наносят на плоские прямоугольные панели из стали в
соответствии с требованиями ИСО 1514.
Панели с нанесенным покрытием высушивают согласно указаниям
изготовителя лакокрасочного материала и выдерживают, если нет других
условий, в стандартных условиях по ИСО 3270 не менее 16 ч. Толщину
высушенного покрытия в микронах определяют одним из методов,
устанавливаемых в международном стандарте ИСО 2808.
Испытания проводят в стандартных условиях по ИСО 3270.
Если нет иного соглашения, изгиб должен быть поперек направления
прокатки панели. Для покрытий, нанесенных по технологии койл-коутинга,
контрольный образец должен быть согнут параллельно к направлению
прокатки.
Изгиб вокруг полукруглой оправки. Сгибают панель на 90° согласно
схеме на рис. 8.4.
Исследуют изгиб на разрушение
покрытия и отслаивание. Указывают
толщину оправки, вокруг которой
производился изгиб без разрушения
покрытия и отслаивания.
Изгиб с прокладками между
стенками панели. Проводят изгиб на 180° с
одной или несколькими прокладками
согласно схеме на рис. 8.5.
Исследуют изгиб на разрушение
покрытия и отслаивание. Указывают
толщину прокладки, с которой
производился изгиб без разрушения
покрытия и отслаивания.
Изгиб без прокладок между
стенками панели. Проводят изгиб согласно
схеме на рис. 8.6. Окрашенная сторона должна быть снаружи.
Рис. 8.4. Т-образный изгиб в тисках
вокруг оправки
308
s-i
К=У[
Рис. 8.5. Изгиб с прокладками
Ч_У
/->
Ч_У
Рис. 8.6. Изгиб без прокладок
Исследуют изгиб на разрушение покрытия и отслаивание.
Обработка результатов
Исследуют изгиб, используя лупу сразу после проведения испытания.
Состояние покрытия в пределах 10 мм от краев не учитывают.
Исследуйте на любое разрушение и/или отслаивание от подложки.
Если нет иного соглашения, исследуют изгиб на потерю адгезии с
помощью липкой ленты (см. п. 7.4).
Если результаты определений будут отличаться, то проводят
дополнительные испытания.
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 17132;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
1) вид металла-основы, его толщину и технологию подготовки
поверхности перед окрашиванием;
2) метод нанесения испытуемого покрытия на подложку;
3) толщину высушенного покрытия в микронах с указанием метода
измерения. Следует указать, является ли покрытие однослойным или
многослойным;
4) продолжительность и условия сушки панели с покрытием перед
испытанием (или условия горячей сушки и старения, если это имеет место);
5) тип изгиба, направление изгиба, размер оправки или прокладок,
если их применяют для испытания;
309
г) отклонения от указанной методики по согласованию или по другим
причинам;
д) результаты испытания;
е) дату испытания.
8.2. Определение эластичности при вдавливании
Международный стандарт ИСО 2815 устанавливает метод испытания
лакокрасочных материалов с применением специального прибора Бухголь-
ца.
Сущность метода заключается во вдавливании в покрытие индентора
прибора Бухгольца с последующей оценкой результатов испытания. Длина
вдавливания, образующегося при приложении индентора к покрытию в
определенных условиях, служит характеристикой остаточной деформации
покрытия. Результат выражается в виде функции обратной величины
длины вдавливания, и эта величина возрастает с возрастанием сопротивления
вдавливанию.
Примечания:
1. Поскольку испытание на вдавливание, как и другие механические
испытания, дает результаты, зависящие от времени, температуры и влажности, сравнимые
результаты будут получаться в том случае, если испытание будет выполняться в
стандартных условиях.
2. Поскольку глубина вдавливания зависит от толщины слоя, полученный
результат сопротивления вдавливанию справедлив в том случае, если толщина покрытия
превышает минимальное значение.
Приборы и оборудование
Прибор для испытаний. Он состоит из прямоугольного блока металла,
который образует корпус прибора, индентора и двух выступающих опор.
Индентор представляет собой колесо с острыми кромками,
изготовленное из закаленной инструментальной стали. Его поперечное сечение через
ось вращения и размеры должны соответствовать рис. 8.7, на котором также
представлена форма образуемого вдавливания.
Весь аппарат весит 1000+5 г. Индентор и две опоры расположены
в корпусе таким образом, чтобы при устойчивом положении прибора на
горизонтальной поверхности эффективная нагрузка на индентор равнялась
500±5 г.
Устройство для измерения длины вдавливания, состоящее из микроскопа,
обеспечивающего увеличение в 20х, и окуляра, снабженного градуированной
шкалой, способного обеспечивать показания до 0,1 мм. Площадь
вдавливания должна освещаться источником света, размещенным таким образом,
чтобы угол падения лучей превышал 60°. Микроскоп должен располагаться
вертикально над освещаемой площадью и должен фокусироваться таким
образом, чтобы сблизить тень, образованную вдавливанием, и
градуированную шкалу.
Примечание — Положение отметки от вдавливания можно определить с
помощью соответствующего шаблона, приготовленного из треугольного листа прозрачной
термопластической пленки.
310
W77,
7
z
zza
\?///////////2l
a)
6)
Рис. 8.7. Индентор (размеры в мм)
- форма вдавливания; 1 — острый край; 2
индентор; 3 — по-
а — индентор; б
крытие; 4 — основание
Методика испытания
Образцы лакокрасочного материала отбирают и подготавливают для
испытаний согласно требованиям ИСО 15528 и ИСО 1513.
Панели для испытаний изготавливают согласно требованиям ИСО 1514
из металла или стекла, если нет других требований.
Панели для испытания должны быть плоскими и свободными от
деформации, их поверхность должна быть без видимых царапин или трещин.
Панели для испытания должны быть прямоугольными и, если нет
других указаний, размером 150x100 мм и толщиной не менее 0,75 мм. Панели
для испытания можно обрезать до размера после нанесения покрытия или
сушки при условии, что не произойдет деформация покрытия.
Панели для испытания с нанесенным на них покрытием высушивают
и выдерживают в течение заданного времени в заданных условиях и, если
нет других указаний, выдерживают в стандартных условиях не менее 16 ч.
Затем, по возможности скорее, выполняют испытания.
Толщину покрытия определяют одним из методов, установленных ИСО
2808.
Испытания проводят в стандартных условиях, если нет других
указаний.
Определение длины вдавливания. Панель для испытания помещают (слой
краски наверху) на твердую горизонтальную поверхность.
Прибор Бухгольца осторожно помещают, не наклоняя и не допуская
движений в горизонтальном направлении, на панель для испытаний,
оставляют индентор в этом положении в течение 30+1 с и осторожно снимают.
311
Необходимо, чтобы опоры прибора, прежде всего, пришли в
соприкосновение с панелью для испытания, а затем уже осторожно должен
опускаться индентор до соприкосновения с панелью. Прибор нужно поднимать
с панели так, чтобы сначала отрывался индентор, а потом опоры.
Источник света и микроскоп ставят в заданное положение и измеряют
длину тени, образованной вдавливанием через 35+5 с после устранения
индентора, если не установлено иное. Длину вдавливания регистрируют с
точностью до 0,1 мм.
Выполняют пять испытаний на различных частях одной и той же
панели, и вычисляют среднее значение.
В табл. 8.1 приведено соотношение между длиной вдавливания, в
миллиметрах, глубиной вдавливания, в микрометрах, и минимальной толщиной
покрытия, также в микрометрах, для которых измерение является
действительным. Исключают любые результаты, которые попадают вне этих
пределов.
Таблица 8.1 Выражение результатов
Зависимость между длиной вдавлива- Записывают результат, в милли-
ния и минимальной толщиной метрах, как среднее значение пяти
покрытия определений, округленных к самому
близкому 0,1 мм.
Отчет об испытании
Отчет об испытании должен
содержать следующую информацию:
а) ссылку на международный
стандарт ИСО 2815;
б) тип и обозначение испытуемого
материала;
в) дополнительную информацию:
1) материал и подготовку
поверхности подложки;
2) метод нанесения испытуемого
покрытия на подложку;
3) толщину (в микрометрах)
высушенного покрытия, включая метод
измерения, и сведения о том, является
ли покрытие однослойным или
многослойным;
4) продолжительность и условия
сушки покрытых панелей перед
испытанием (или условия горячей сушки
и выдержки);
5) время выдержки перед
измерением вдавливания, если оно отличается от 35+5 с.
г) национальный стандарт или другой документ с дополнительной
информацией для п. «в»;
Длина
вдавливания, мм
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1,3
1,4
1,5
1,6
1,7
1,8
1,9
2,0
Глубина
вдавливания,
мкм
1
2
3
4
5
7
8
10
12
14
16
19
21
24
27
30
33
Минимальная толщина
покрытия,
мкм
3
6
9
12
15
20
20
20
25
25
30
30
35
35
40
40
45
312
д) любые отклонения от стандартной методики испытания,
предусмотренные программой испытаний;
е) результат испытания, выраженный как сопротивление вдавливанию
по Бухгольцу;
ж) дату испытания.
8.3. Определение стойкости к удару
ИСПЫТАНИЕ ПАДАЮЩИМ ГРУЗОМ НА
БОЛЬШОЙ ПЛОЩАДИ
Международный стандарт ИСО 6272-1 устанавливает метод определения
стойкости сухой пленки лакокрасочного покрытия к разрушению,
деформации или отслаиванию при деформации, вызванной падающим грузом на
большой площади.
Метод можно применять для определения стойкости покрытия к удару
груза определенной массы в соответствии с техническими требованиями или
для определения минимальной массы груза, при падении которой покрытие
деформируется, разрушается или отслаивается (или минимальной высоты,
с которой подающий груз заданной массы не повреждает покрытие).
Приборы и оборудование
Лупа с увеличением 10х.
Прибор для испытания падением груза (рис. 8.8).
Составными частями прибора являются следующие детали (см. рис.
8.8).
Груз, представляющий собой цилиндр со сферической головкой
диаметром 20+0,3 м и полной массой 1000+1 г.
Дополнительные грузы (без сферической головки), которые могут быть
добавлены к основному грузу для увеличения силы удара. Масса каждого
груза может быть 1000+1 г или 2000±2. Полная нагрузка может быть 1 кг,
2 кг, 3 кг, 4 кг.
Панели с нанесенным покрытием высушивают согласно указаниям
изготовителя лакокрасочного материала и выдерживают в стандартных
условиях по ИСО 3270 не менее 16 ч. Толщину высушенного покрытия в
микронах определяют одним из методов, устанавливаемых в международном
стандарте ИСО 2808.
Испытания проводят в стандартных условиях по ИСО 3270.
Вертикальная направляющая трубка, градуированная в миллиметрах.
Разность между внутренним диаметром направляющей трубки и
внешнем диаметром груза (грузов) должна быть 0,7±0,1 мм.
Методика испытания
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Подготовка к испытанию. Покрытия наносят на панели из металла в
соответствии с требованиями ИСО 1514. Панели для испытания должны
313
быть плоскими и не иметь следов перекоса, их поверхность не должна
иметь видимой волнистости или трещин. Они должны иметь прямоугольную
форму, толщина должна быть не менее 0,25 мм. Размеры панелей должны
позволять выполнить испытание, по крайней мере, в пяти различных
позициях, отстоящих друг от друга на расстояние не менее чем 40 мм и не
менее чем 20 мм от края панели. Измеряют толщину панели с точностью
до 0,01 мм.
Рис. 8.8. Прибор для испытания падением груза
1 — направляющая трубка с внутренним диаметром 27+0,3 мм; 2 — груз; 3 —
стопоры; 4 — зажимная муфта; 5 — матрица; 6 — испытательная панель
Панели с нанесенным покрытием высушивают согласно указаниям
изготовителя лакокрасочного материала и выдерживают, если нет других
условий, в стандартных условиях по ИСО 3270 не менее 16 ч. Толщину
высушенного покрытия в микронах определяют одним из методов,
устанавливаемых в международном стандарте ИСО 2808.
Испытания проводят в стандартных условиях по ИСО 3270.
314
Для испытания используют только те испытательные панели, у
которых толщина лакокрасочного покрытия не отличается от установленной
толщины больше чем на 10%.
Проведение испытания. Прибор устанавливают в соответствии с
инструкциями изготовителя на массивном основании. Испытания проводят в
стандартных атмосферных условиях.
Устанавливают в приборе груз заданной массы на заданной высоте
удара. Направляющая трубка должна быть расположена вертикально.
Размещают испытательную панель на матрице, зажимают ее, отпускают
груз и производят удар.
Исследуют состояние покрытия с помощью лупы.
Повторяют испытание еще четыре раза в других местах испытательной
панели.
Испытание проводят несколько раз в соответствии с выбранным
критерием испытания (определение минимальной массы или минимальной
высоты, или др.).
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 6272-1;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
1) вид металла-основы, его толщину и технологию подготовки
поверхности перед окрашиванием;
2) марку применяемого прибора;
3) метод нанесения испытуемого покрытия на подложку;
4) толщину высушенного покрытия в микронах с указанием метода
измерения. Следует указать, является ли покрытие однослойным или
многослойным;
5) продолжительность и условия сушки панели с покрытием перед
испытанием (или условия горячей сушки и старения, если это имеет место);
6) установленные критерии испытания;
7) условия испытания;
г) национальный стандарт или другой документ с информацией, на
которую ссылаются в вышеприведенном п. «в»;
д) отклонения от указанной методики по согласованию или по другим
причинам;
е) результаты испытания;
ж) дату испытания.
ИСПЫТАНИЕ ПАДАЮЩИМ ГРУЗОМ НА МАЛОЙ
ПЛОЩАДИ
Международный стандарт ИСО 6272-2 устанавливает метод определения
стойкости сухой пленки лакокрасочного покрытия к разрушению,
деформации или отслаиванию при деформации, вызванной падающим грузом на
малой площади.
315
Метод можно применять для определения стойкости покрытия к удару
груза определенной массы в соответствии с техническими требованиями или
для определения минимальной массы груза, при падении которой покрытие
деформируется, разрушается или отслаивается (или минимальной высоты,
с которой подающий груз заданной массы не повреждает покрытие).
Сравнивать результаты этого метода, полученные в разных лабораториях,
не рекомендуется из-за недостаточной воспроизводимости метода. Однако
практика применения данного метода показала, что метод испытания
полезен в предсказании рабочих характеристик лакокрасочных покрытий при
эксплуатации. Данный метод испытания полностью соответствует методу
испытаний по ASTM D2794-93.
Приборы и оборудование
Лупа с увеличением 10х.
Прибор для испытания падением груза, состоящий из вертикальной
трубки, внутри которой может скользить груз, наносящий удар по
окрашенной испытательной панели. Стандарт рекомендует применять прибор
для испытаний на прочность при ударе марки Gardner-SPI.
Детектор пробивания испытательной панели. Стандарт рекомендует
применять детектор Elcometer 204.
Реактивы и материалы
Сульфат медный подкисленный. Раствор готовят, растворяя 10 г
CuS045H20 в 90 г 1 Н соляной кислоте (НС1).
Методика испытания
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Подготовка к испытанию. Покрытия наносят на панели из металла в
соответствии с требованиями ИСО 1514. Панели для испытания должны
быть плоскими и не иметь следов перекоса, их поверхность не должна
иметь видимой волнистости или трещин. Они должны иметь прямоугольную
форму, толщина должна быть не менее 0,63 мм. Размеры панелей должны
позволять выполнить испытание, по крайней мере, в пяти различных
позициях, отстоящих друг от друга на расстояние не менее чем 40 мм и не
менее чем 20 мм от края панели.
Измеряют толщину панели с точностью до 0,01 мм.
Панели с нанесенным покрытием высушивают согласно указаниям
изготовителя лакокрасочного материала и вьщерживают, если нет других
условий, в стандартных условиях по ИСО 3270 не менее 16 ч (в
американском стандарте не менее 24 ч). Толщину высушенного покрытия в
микронах определяют одним из методов, устанавливаемых в международном
стандарте ИСО 2808.
Испытания проводят в стандартных условиях по ИСО 3270.
Для испытания используют только те испытательные панели, у
которых толщина лакокрасочного покрытия не отличается от установленной
толщины больше чем на 10%.
316
Проведение испытания. Прибор устанавливают в соответствии с
инструкциями изготовителя на массивном основании. Испытания проводят в
стандартных атмосферных условиях.
Устанавливают в приборе груз заданной массы на заданной высоте
удара. Направляющая трубка должна быть расположена вертикально.
Размещают испытательную панель на матрице, зажимают ее, отпускают
груз и производят удар. Появление пробоя металла зафиксирует детектор
пробивания.
Исследуют состояние покрытия с помощью лупы. При необходимости
смачивают белую фланелевую ткань подкисленным раствором сульфата
меди, протирают область удара и оставляют на время не менее 15 мин
до появления следов меди или следов ржавчины. На фосфатированном
металле панели медь и ржавчина не появятся, если не будет поврежден
металл-основа.
Повторяют испытание еще четыре раза в других местах
испытательной панели и, при необходимости, протирают подкисленным раствором
сульфата меди.
Испытание проводят несколько раз в соответствии с выбранным
критерием испытания (определение минимальной массы или минимальной
высоты, или др.).
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 6272-2;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
1) вид металла-основы, его толщину и технологию подготовки
поверхности перед окрашиванием;
2) марку применяемого прибора;
3) метод нанесения испытуемого покрытия на подложку;
4) толщину высушенного покрытия в микронах с указанием метода
измерения. Следует указать, является ли покрытие однослойным или
многослойным;
5) продолжительность и условия сушки панели с покрытием перед
испытанием (или условия горячей сушки и старения, если это имеет место);
6) установленные критерии испытания;
7) условия испытания;
г) национальный стандарт или другой документ с информацией, на
которую ссылаются в вышеприведенном п. «в»;
д) отклонения от указанной методики по согласованию или по другим
причинам;
е) результаты испытания;
ж) дату испытания.
317
ИСПЫТАНИЕ НА ВОЗДЕЙСТВИЕ КАМЕННОЙ
КРОШКИ
Международный стандарт ИСО 20567-1 устанавливает три метода для
оценки устойчивости автомобильных лакокрасочных покрытий и других
декоративных покрытий к воздействию закаленных железных частиц,
моделирующих воздействие каменной крошки.
Сущность метода испытания заключается в воздействии на
лакокрасочное покрытие в коротком промежутке времени большого количества
мелких частиц с острыми краями.
Степень полученных повреждений будет зависеть не только от угла
воздействия, но также и от давления сжатого воздуха, массы частиц,
продолжительности обстрела и марки испытательного прибора.
Степень повреждения покрытия определяют по эталонам сравнения.
Приборы и оборудование
Установка для испытания на прочность при ударе (рис. 8.9).
Установка должна выбрасывать 500 г абразивных частиц в течение 10 с. Камера
высокого давления должна выдерживать рабочее давление 200 кПа и
поддерживать его постоянным в течение не менее 10 с.
Рис. 8.9. Установка для испытания на прочность при ударе
1 — манометр; 2 — соединительная труба; 3 — воздушная форсунка; 4 — труба с
летящими абразивными частицами; 5 — питатель абразивных частиц; 6 — струя абразивных
частиц; 7 — испытуемая поверхность
Абразивные частицы. Закаленные железные абразивные частицы,
соответствующие требованиям ИСО 11124-2, за исключением того, что размер
частиц, определенный в соответствии с ИСО 11125-2, должен быть от 4
мм до 5 мм. Абразивные частицы могут быть использованы повторно. Они
должны быть заменены после максимум 100 испытаний.
Липкая лента шириной не менее 50 мм.
318
Методика испытания
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Подготовка к испытанию. Метод калибровки прибора приведен в
приложении к стандарту.
Покрытия наносят на панели из металла в соответствии с
требованиями ИСО 1514. Панели для испытания должны быть плоскими и не иметь
следов перекоса, их поверхность не должна иметь видимой волнистости
или трещин. Они должны иметь прямоугольную форму
Если нет иного соглашения, используют панели из стали размером
100x200 мм, толщиной от 0,7 мм до 1,0 мм. Измеряют толщину панели с
точностью до 0,01 мм.
Панели с нанесенным покрытием высушивают согласно указаниям
изготовителя лакокрасочного материала и вьщерживают, если нет других
условий, в стандартных условиях по ИСО 3270 не менее 16 ч (в
американском стандарте не менее 24 ч). Толщину высушенного покрытия в
микронах определяют одним из методов, устанавливаемых в международном
стандарте ИСО 2808.
Проведение испытания. Испытания проводят в стандартных
атмосферных условиях.
В испытательную установку загружают 500 г абразивных частиц,
устанавливают испытуемую панель и проводят испытания в соответствии с
инструкциями изготовителя установки и руководствуясь требованиями табл.
8.2. Испытуемую поверхность на панели ограничивают липкой лентой.
Таблица 8.2
Условия испытания
Метод
А
В
С
Давление,
кПа
100±5
200±10
200±10
Масса
абразива, г
2x500
2x500
1x500
Время
обстрела, с
2х(10±2)
2х(Ю±2)
10±2
После каждого испытания
взвешивают абразивные частицы и, если
необходимо, добавляют абразивные
частицы, чтобы поддерживать полную
массу в 500 г.
Оценка результатов
Результаты испытания оценивают
в соответствии с эталонами,
приведенными в стандарте. Пример эталона
сравнения приведен на рис. 8.10.
Оценку результатов испытания можно проводить визуально или с
помощью оптических приборов в соответствии с требованиями ИСО 21227-2.
Оценка по ИСО 21227-2 позволяет провести расширенную оценку
разрушения покрытия, в том числе разрушение отдельных слоев многослойного
покрытия.
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 20567-1;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
319
Оценка 3,5 Пораженная площадь 29,0% Оценка 4,0 Пораженная площадь 43,8%
Рис. 8.10. Пример эталона сравнения
1) вид металла-основы, его толщину и технологию подготовки
поверхности перед окрашиванием;
2) марку применяемой установки;
3) метод нанесения испытуемого покрытия на подложку;
4) толщину высушенного покрытия в микронах с указанием метода
измерения. Следует указать, является ли покрытие однослойным или
многослойным;
5) продолжительность и условия сушки панели с покрытием перед
испытанием (или условия горячей сушки и старения, если это имеет место);
6) условия испытания и применяемый метод испытания (А, В или
С);
320
7) характеристику использованного абразива;
г) национальный стандарт или другой документ с информацией, на
которую ссылаются в вышеприведенном п. «в»;
д) отклонения от указанной методики по согласованию или по другим
причинам;
е) результаты испытания;
ж) дату испытания.
ИСПЫТАНИЕ НА ВОЗДЕЙСТВИЕ КАМНЕЙ
Международный стандарт ИСО 20567-2 устанавливает метод для оценки
устойчивости автомобильных лакокрасочных покрытий и других
декоративных покрытий к воздействию камней.
Сущность метода испытания заключается в воздействии на
лакокрасочное покрытие клинообразного лезвия для того, чтобы моделировать
повреждения, полученные ударом камня.
Приборы и материалы
Прибор для испытания на прочность при ударе (рис. 8.11).
Рис. 8.11. Прибор для испытаний на одноимпульсный удар
1 — противовес (массой, превышающая 1 кг); 2 — испытуемая панель; 3 — ударник;
4 — стальная пружина; 5 — корпус; 6 — стальной шарик твердостью от 60 HRC до 66
HRC; 7 — труба диаметром 8,6 мм; 8 — сжатый воздух
321
Ударник должен быть заменен после максимум 500 испытаний.
Липкая лента шириной не менее 25 мм.
Методика испытания
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Подготовка к испытанию. Метод калибровки прибора приведен в
приложении к стандарту.
Покрытия наносят на панели из металла в соответствии с
требованиями ИСО 1514. Панели для испытания должны быть плоскими и не иметь
следов перекоса, их поверхность не должна иметь видимой волнистости
или трещин. Они должны иметь прямоугольную форму
Если нет иного соглашения, используют панели из стали размером
100x200 мм, толщиной от 0,7 мм до 1,0 мм. Измеряют толщину панели с
точностью до 0,01 мм.
Панели с нанесенным покрытием высушивают согласно указаниям
изготовителя лакокрасочного материала и выдерживают, если нет других
условий, в стандартных условиях по ИСО 3270 не менее 16 ч (в
американском стандарте не менее 24 ч). Толщину высушенного покрытия в
микронах определяют одним из методов, устанавливаемых в международном
стандарте ИСО 2808.
Проведение испытания. Испытания проводят в стандартных
атмосферных условиях.
Методика испытания
Представительный образец испытуемого материала отбирают в
соответствии с требованиями ИСО 15528, исследуют и подготавливают к
испытанию по ИСО 1513.
Подготовка к испытанию. Метод калибровки прибора приведен в
приложении к стандарту.
Покрытия наносят на панели из металла в соответствии с
требованиями ИСО 1514. Панели для испытания должны быть плоскими и не иметь
следов перекоса, их поверхность не должна иметь видимой волнистости
или трещин. Они должны иметь прямоугольную форму
Если нет иного соглашения, используют панели из стали размером
100x200 мм, толщиной от 0,7 мм до 1,0 мм. Измеряют толщину панели с
точностью до 0,01 мм.
Панели с нанесенным покрытием высушивают согласно указаниям
изготовителя лакокрасочного материала и выдерживают, если нет других
условий, в стандартных условиях по ИСО 3270 не менее 16 ч. Толщину
высушенного покрытия в микронах определяют одним из методов,
устанавливаемых в международном стандарте ИСО 2808.
Проведение испытания. Испытания проводят в стандартных атмосферных
условиях. Испытания проводят с использованием трех опытных панелей.
До начала испытания поднимают давление в пневматической системе до
300 кПа. Испытания проводят в соответствии с инструкциями изготовителя
прибора.
322
При необходимости проведения еще одного удара на испытуемой
панели, место нового удара должно располагаться примерно в 20 мм от
предыдущего.
Оценка результатов
После испытания на месте повреждений накладывают липкую ленту
длиной приблизительно от 120 мм до 150 мм и прижимают ее. Затем за
один конец резко срывают лету движением под углом 90° к испытательной
панели, чтобы снять кусочки краски, которые не были полностью отделены
от панели при ударе. Некоторые неотделившиеся кусочки краски удаляют,
используя нож.
Оценку результатов испытания можно проводить визуально или с
помощью микроскопа. Используют также цифровой фотоаппарат для
документирования результатов испытания.
Определяют степень повреждения:
измеряя полную ширину, в миллиметрах, повреждения, найденного в
покрытии, включая отпечаток, оставленный ударным клином;
определяя, если возможно, степень разделения слоев покрытия,
наличие потери адгезии.
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 20567-2;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
1) вид металла-основы, его толщину и технологию подготовки
поверхности перед окрашиванием;
2) марку применяемого прибора;
3) метод нанесения испытуемого покрытия на подложку;
4) толщину высушенного покрытия в микронах с указанием метода
измерения. Следует указать, является ли покрытие однослойным или
многослойным;
5) продолжительность и условия сушки панели с покрытием перед
испытанием (или условия горячей сушки и старения, если это имеет место);
6) условия испытания;
7) марку липкой ленты, данные по ее прочности сцепления;
г) национальный стандарт или другой документ с информацией, на
которую ссылаются в вышеприведенном п. «в»;
д) отклонения от указанной методики по согласованию или по другим
причинам;
е) результаты испытания;
ж) дату испытания.
323
8.4. Определение стойкости к влажному царапанию
МЕТОД С ПРИМЕНЕНИЕМ ГУБКИ
Международный стандарт ИСО 11998 устанавливает ускоренный метод
определения стойкости покрытий при мытье (к влажному царапанию) и
пригодности к очистке.
Сущность метода заключается в воздействии на испытуемое
лакокрасочное покрытие 200 циклов мойки с последующей оценкой результатов
испытания.
Реактивы и материалы
Моющий раствор. Применяют раствор натриевой соли п — додецил-
бензенсульфоната в дистиллированной воде концентрацией 2,5 г/л. Перед
применением дают раствору постоять, чтобы осела пена, удалились
воздушные пузырьки.
Загрязняющие вещества устанавливают в программе испытаний.
Приборы и оборудование
Испытательная панель. Применяют предпочтительно плоскую панель
размером 430x80x0,25 мм из пластичного поливинилхлорида, не содержащего
остатков пластификатора. Допускается применение другого материала, если
при окрашивании наблюдается отслоение покрытия.
Аппликатор для нанесения краски. Применяют автоматический
аппликатор со скоростью нанесения пленки 10-15 мм/с шириной 60 мм.
Механический прибор для мойки, выполняющий в минуту 37+2 возвратно-
поступательных циклов мойки плоской поверхности длиной 300 ±5 мм и
снабженный счетчиком.
Губка абразивная из нетканого синтетического материала размером
90±0,5x39+0,5 мм. Абразивные губки, применяемые для мытья посуды,
выпускаются промышленностью, например, ЗМ Scotch Brite handpads № 7448,
Type S, Grade UFN. Для каждого испытания используют новую губку.
Штатив для крепления испытательной панели.
Весы аналитические, с точностью взвешивания 1 мг.
Методика испытания
Образцы лакокрасочного материала отбирают и подготавливают для
испытаний согласно требованиям ИСО 15528 и ИСО 1513.
Подготовка к испытанию. С помощью аппликатора наносят на панель
покрытие, высушивают его в стандартных условиях не менее 7 дней. Затем
панель взвешивают с точностью до 1 мг.
Для определения пригодности к очистке также готовят окрашенную
панель или используют половину панели для определения к воздействию
мокрой губки, а вторую половину — для определения пригодности к очистке.
Загрязняющие вещества наносят на испытуемую панель за 24 ч до начала
определения. Для испытаний лучше окрашивать панель размером 430x165
мм и потом разрезать ее.
Определение сопротивления воздействию мокрой губки. Испытуемую
панель закрепляют в приборе для мойки, устанавливают губку, распределяют
324
малярной кистью на поверхности покрытия моющую жидкость, через 1 мин
включают прибор и делают 200 циклов губкой.
Панель высушивают до постоянной массы и взвешивают.
Определение пригодности к очистке. Загрязненную панель закрепляют в
приборе для мойки и, как указано выше, делают 200 циклов губкой.
Затем визуально сравнивают вымытый участок панели с
загрязненным.
Выражение результатов
Вычисление изменения массы покрытия. Определяют площадь,
подвергающуюся воздействию мокрой губки (площадь очистки), по уравнению:
, W-S
106
где
А — площадь очистки, м2;
S — длина губки, мм;
W — ширина губки, мм.
Изменение потери массы покрытия (L) определяют по уравнению:
т. - т1
L=— -,
где
т, — начальная масса панели с покрытием, г;
т2 — масса панели после 200 циклов мойки, г.
Вычисление изменения толщины покрытия проводят по уравнениям,
приведенным в приложении к стандарту.
Если потеря массы покрытия или изменение толщины не выходит за
пределы допустимых значений, покрытие считается устойчивым к
воздействию мокрой щетки.
Оценка пригодности к очистке
Если нет видимой разницы между загрязненной областью после очистки
и незагрязненной поверхностью, покрытие считается очищаемым.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11998;
б) все детали, необходимые для идентификации испытуемого
материала;
в) результаты испытания при воздействии мокрой губки;
г) результаты испытания пригодности к очистке;
д) любые отклонения от стандартной методики;
е) дату проведения определения.
МЕТОД С ПРИМЕНЕНИЕМ ЩЕТКИ
Международный стандарт ИСО 20566 устанавливает ускоренный метод
определения стойкости покрытий, применяемым в автомобильной про-
325
мышленности, при мытье с помощью лабораторной автомобильной мойки
(к влажному царапанию).
Сущность метода заключается в одновременном воздействии на
испытуемое лакокрасочное покрытие раствора, имитирующего уличную грязь, и
вращающейся щетки с последующей оценкой результатов испытания.
На результаты испытания оказывают влияние изменения в материале
щеток со временем. Метод калибровки щетки приведен в приложении к
стандарту.
Реактивы и материалы
Абразивная суспензия. Взвешивают 1,5 г кварцевой пудры
(микропорошок кремнезема, имеющий среднюю величину частиц 24 мкм) и энергично
размешивают его в 1 л водопроводной воды в соответствующей емкости.
Если нет иного соглашения, температура воды должна быть между 15°С
и 28°С.
Суспензия должна размешиваться непрерывно в течение испытания
таким способом, чтобы кварцевая пудра не оседала на дне емкости.
Суспензия может быть использована многократно.
Приборы и оборудование
Щетка для мойки. Щетка должна иметь диаметр 1000 мм, ширину 400
мм.
Материал щетки — полиэтилен, профиль — Х-образный, сплетенный,
толщина щетины — 0,8 мм, длина щетины — 440 мм, глубина
проникновения — 100 мм (см. рис. 8.18), скорость вращения щетки — примерно 120
мин"1, противоположное направлению движения стола мойки.
Форсунки распыления из нержавеющей стали. Струя распыления
должна иметь объемный угол 60°, скорость потока воды — 2,2±0,1 л/мин при
давлении в 300±50 кПа.
Каждая форсунка должна располагаться по разные стороны установки
и подавать смесь при движении щетки в ее сторону (см. рис. 8.12).
Стол мойки должен перемещаться со скоростью 5±0,2 м/мин.
Методика испытания
Образцы лакокрасочного материала отбирают и подготавливают для
испытаний согласно требованиям ИСО 15528 и ИСО 1513.
Подготовка к испытанию. Панели для испытаний изготавливают
согласно требованиям ИСО 1514. Материал панели и ее размер выбирают по
согласованию между заинтересованными сторонами.
Панели для испытания должны быть плоскими и свободными от
деформации, их поверхность должна быть без видимых царапин или трещин.
Панели для испытания с нанесенным на них покрытием высушивают и
вьщерживают в течение заданного времени в заданных условиях и, если нет
других указаний, вьщерживают в стандартных условиях не менее 16 ч.
Толщину покрытия определяют одним из методов, установленных ИСО
2808.
Затем определяют параметр покрытия, по которому будут определять
изменения свойств, например, блеск по ИСО 2813 или ИСО 13803.
326
Рис. 8.12. Схема лабораторной мойки (размеры в мм)
1 — щетка; 2 — распылительные форсунки; 3 — стол мойки; 4 — распыляемая струя
суспензии (струя ударяет в щетку на 50 мм выше стола)
Проведение испытания. Испытания проводят при комнатной температуре
(20°С - 30°С),
Проводят предварительное испытание без испытательной панели,
выполняя 10 двойных проходов.
Установите заданное давление в системе распыления. Устанавливают
испытательную панель в устройство для испытаний и выполняют 10
двойных проходов (см. рис. 8.12).
Промывают испытательную панель холодной водой, затем очищают
с соответствующим растворителем, например, с уайт-спиритом, используя
мягкие бумажные салфетки и вытирая в направлении задиров. Наконец,
их оставляют на 10 мин для сушки.
Если испытательное оборудование не должно использоваться в
течение некоторого времени (более чем 8 ч), рекомендуется, чтобы оно было
полностью промыто водопроводной водой, особенно щетки.
Выражение результатов
После 2 ч сушки проводят измерение контролируемых параметров,
например, блеска на испытательной панели поперек направления насечки.
Вычисляют среднее значение трех измерений.
Дополнительно может быть сделана визуальная оценка и выполнена
съемка цифровым фотоаппаратом.
Измерения можно повторить через 24 ч или после старения покрытия
в сушильном шкафу в соответствии с программой испытания.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
327
а) ссылку на международный стандарт ИСО 20566;
б) все детали, необходимые для идентификации испытуемого
материала;
в) результаты испытания при воздействии щетки;
г) параметры распыления суспензии;
д) температуру испытания;
е) любые отклонения от стандартной методики;
ж) дату проведения определения.
8.5. Определение твердости
МЕТОД ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ
МАЯТНИКОВЫМ ПРИБОРОМ
Международный стандарт ИСО 1522 устанавливает метод определения
твердости лакокрасочных покрытий, в том числе и многослойных, с
помощью маятникового прибора типа Кенига или Персоза.
Сущность метода заключается в определении времени затухания (числа
колебаний) маятника при соприкосновении его с лакокрасочным
покрытием.
На лакокрасочных поверхностях с низким коэффициентом трения
маятник Песоза может проскальзывать, однако это происходит редко с
некоторыми марками лаков и красок. Оба прибора чувствительны к
физическим свойствам лаков и красок, толщине лакокрасочной пленки, природы
подложки, параметрам окружающей среды. Поэтому испытания должны
проходить при стандартных условиях в отсутствие сквозняков.
Приборы и оборудование
Маятниковый прибор с маятниками типа Кенига или Персоза, счетчиком
числа колебаний, штативом и предметным столиком, на который помещают
панели с арретирами для установки рамки маятника.
Маятник Кенига (рис. 8.13) опирается на два шарика из карбида
вольфрама диаметром 5±0,005 мм, твердостью 1600±32 HV 30 (по Виккер-
су) при расстоянии между ними 30±0,2 мм. Маятник уравновешен (для
регулирования собственной частоты колебания) грузом, скользящим по
вертикальному стержню, установленному на поперечине. На полированной
плоской стеклянной панели период колебания должен составлять 1,40±0,02
с, а время затухания при смещении от 6° до 3° — 250±10 с. Общая масса
маятника должна быть равна 200+0,2 г.
Маятник Персоза опирается на два шарика из карбида вольфрама
диаметром 8±0,005 мм, твердостью 1600±32 HV 30, при расстоянии между
ними 50+1 мм. Противовес не предусмотрен. На полированной плоской
стеклянной панели период колебания должен составлять 1+0,01 с, а время
затухания колебаний от 12° до 4° на той же поверхности — не менее 430±15
с. Общая масса маятника должна быть равна 500+0,1 г, его центр тяжести
в состоянии покоя должен находиться на расстоянии 60±1 мм ниже пло-
328
скости опоры, а острие стрелки — на расстоянии 400+0,2 мм ниже пло
скости опоры.
Штатив прибора,
поддерживающий испытуемую панель и маятник.
Штатив используют для
проведения обоих испытаний. Он состоит
из вертикальной штанги на тяжелой
подставке; к штанге прикреплен
горизонтальный столик с плоской рабочей
поверхностью, приемлемые размеры
которого 95x110 мм, а толщина не <%
менее 10 мм. На штативе имеется Щ
крючок для подвешивания маятника
над столиком, а также механизм для
плавного опускания маятника на
испытуемую панель.
Шкала на штативе. Шкала
дает возможность определять угловое
смещение маятника либо на 6°-3°
(маятник Кенига), либо на 12°-4°
(маятник Персоза) от центральной
точки, обозначающей положение покоя
маятника. Шкала может перемещаться
в горизонтальном направлении и
закрепляться в положении, когда нулевое
обозначение и неподвижное
положение острия маятника совпадают.
Такая шкала может быть нанесена
на зеркало или располагаться перед
зеркалом, что дает возможность во
время наблюдения избежать ошибок
параллакса. Рис. 8.13. Маятник Кенига
Методика испытания (размеры в мм)
„ ,. ,. 1 — регулируемый противовес; 2 —
Отбирают образец лакокрасочного ширина поперечины 12±0Д мм; 3 _ рамка;
материала в соответствии с требова- 4 — острие
ниями ИСО 15528 и подготавливают
его к испытанию согласно требованиям ИСО 1513.
Панель для испытаний, если нет других указаний, должна быть
изготовлена из полированного стекла и иметь размеры приблизительно
100x100x5 мм в соответствии с требованиями ИСО 1514. Затем на панель
наносят один или несколько слоев краски по технологии, установленной
изготовителем материала.
Толщину сухого покрытия определяют по одному из методов ИСО
2808.
Панели высушивают в соответствии с требованиями изготовителя
лакокрасочного материала, а затем их вьщерживают в стандартных условиях
не менее 16 ч.
ь
о
♦1
ч \
1
388 ±0.5
оо
1 <
о
150
±0,2
138*0,2
Г»
<с
+
С"
и
~~ш
™"^
'
о'
см
1
\
^
1
015 ±0,2
L ] \
^2
/р ±0,2
i^^~^ 4
5
^-~--- -
329
Сразу после выдержки проводят испытание в стандартных атмосферных
условиях, если нет других указаний.
Помещают образец для испытания на столик слоем нанесенной краски
вверх и регулируют его положение посредством регулировочных винтов у
основания прибора и уровнемера.
Протирают опорные шарики тряпочкой из тонкой ткани, смоченной
диэтиловым эфиром, вьщерживают маятник в течение 10 мин в условиях
окружающей среды, а затем осторожно опускают на испытуемую панель.
Проверяют, совпало ли неподвижное положение острия маятника с
нулевой точкой на шкале, и в случае необходимости, регулируют.
Отклоняют маятник, не допуская бокового смещения опоры, на
соответствующий угол (6° — для маятника Кенига, 12° — для маятника Персоза)
и останавливают его посредством предусмотренного ограничителя хода.
Освобождают маятник и одновременно включают секундомер.
Записывают время в секундах для падения амплитуды либо от 6° до
3° (маятник Кенига), либо от 12° до 4° (маятник Персоза).
Выполняют определение в трех различных местах на одной и той же
панели для испытания. Записывают каждый результат и среднее
арифметическое трех определений.
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 1522;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
1) тип и подготовку поверхности подложки;
2) метод нанесения испытуемого покрытия на поверхность;
3) толщину сухого покрытия с указанием метода измерения, а также
число слоев покрытия (однослойное или многослойное);
4) продолжительность и условия сушки образца с нанесенным
покрытием перед испытанием или условия термообработки и старения, если
это имело место;
5) применяемый прибор;
г) любое отклонение от описанной методики испытания, допускаемое
соглашением или неоговоренное в программе испытаний;
д) результаты испытания;
е) дату испытания.
МЕТОД ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ
КАРАНДАШОМ
Международный стандарт ИСО 15184 устанавливает метод определения
твердости лакокрасочного покрытия с помощью карандаша.
Сущность метода заключается в прочерчивании покрытия карандашом
определенной твердости под углом 45° и нагрузке 750 г с последующей
оценкой результатов испытания.
Приборы и оборудование
Автоматическое устройство для испытания (рис. 8.14).
330
Карандаши следующей твердости: 9В-8В-7В-6В-5В-4В-ЗВ-2В-В-НВ-
F-H-2H-3H-4H-5H-6H-7H-8H-9H. Рекомендуется применять карандаши
следующих марок: KOH-I-NOOR, тип 1500; Uni; Turquoise; Microtomic.
Автоматическая точилка.
Наждачная бумага марки ЗМ-Р1000.
Рис. 8.14. Автоматическое испытательное устройство
1 — резиновое колесо; 2 — карандаш; 3 — индикатор уровня; 4 — подвижная нагрузка;
5 — зажим; 6 — направление движения; 7 — грифель; 8 — пленка краски; 9 — основа
Методика испытания
Лакокрасочные материалы отбирают согласно требованиям ИСО 15528
и подготавливают к испытаниям по ИСО 1513.
В качестве подложки выбирают материал, обычно применяемый на
практике. Подложка должна быть плоской и иметь размеры, достаточные
для проведения определения.
Покрытие наносят на подложку, сушат, определяют толщину пленки и
перед испытанием выдерживают в стандартных условиях не менее 16 ч.
Затачивают карандаш, снимая только дерево и оставляя грифель
цилиндрическим.
Карандаш вставляют в автоматическое испытательное устройство так,
чтобы грифель касался покрытия. Затем прочерчивают карандашом на
покрытии линию длиной не менее 7 мм со скоростью от 0,5 мм/с до
1 мм/с.
Через 30 с мягкой ватой удаляют след карандаша, при необходимости
применяют растворитель, инертный по отношению к покрытию, и проводят
оценку результатов испытания визуально или с применением увеличения
6х - 10х.
Если визуально нарушение покрытия не обнаружено, проводят
испытание с карандашом большей твердости до получения эффекта.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 15184;
б) все детали для полной идентификации испытуемого продукта;
в) дополнительную информацию:
331
1) материал подложки и методы ее подготовки
2) метод нанесения покрытия;
3) продолжительность и условия сушки;
4) толщину покрытия;
г) ссылку на международные и национальные стандарты для данных
по п. «в»;
д) марку использованных карандашей;
е) результаты определения — т.е. «карандашную твердость
покрытия»;
ж) оценку дефектов покрытия после испытания с применением
оптических приборов или невооруженным глазом;
з) любые отклонения от стандартной методики;
и) дату проведения определения.
8.6. Определение стойкости к царапанию
МЕТОД С ПРИМЕНЕНИЕМ ИГЛЫ
Международный стандарт ИСО 1518 устанавливает метод определения
стойкости однослойного покрытия из лака, краски или подобного продукта,
к царапанию.
Сущность метода заключается в нанесение царапины на испытуемое
лакокрасочное покрытие с последующей визуальной оценкой стойкости
покрытия к механическому воздействию.
Данный метод имеет два варианта:
проводят приложение определенной нагрузки на царапающую иглу и
результат сравнивают с техническими требованиями к покрытию;
к царапающей игле прилагают все возрастающие нагрузки для
определения минимальной нагрузки, при которой покрытие процарапывается до
подложки.
Приборы и оборудование
Механический прибор для проведения испытаний (рис. 8.15).
Рекомендуется оснастить прибор датчиком, сигнализирующим достижение
электроконтакта между иглой и металлом-основой.
Данный прибор состоит из горизонтальной скользящей плиты А,
приводимой в действие двигателем В с постоянной скоростью 3-4 см/с ниже
острия царапающей иглы С, которая перпендикулярна испытуемому
покрытию. Игла закреплена в патроне, непосредственно над которым находится
держатель груза, способный выдерживать нагрузку не менее 2 кг.
Прибор регулируют так, чтобы игла плавно касалась поверхности
покрытия, т.е. до того, как стопор D достигнет нижней части наклонной
плоскости Е. Царапина должна быть прямой и иметь длину не менее 60
мм. Допустима плоскость с углом наклона 10-15.
Игла должна иметь полукруглый наконечник из закаленной стали
диаметром 1 мм. Он может быть изготовлен припаиванием стального шарика
диаметром 1 мм типа, который обычно применяется в шарикоподшипниках
332
(из стали с содержанием 1% углерода и 1% хрома), к стальному стержню.
Для испытаний применяют одноразовые иглы.
Рис. 8.15. Прибор для испытания на стойкость к царапанию
Методика испытания
Отбирают образец лакокрасочного материала в соответствии с
требованиями ИСО 15528 и подготавливают его согласно требованиям ИСО
1513.
Покрытия наносят на панели из стали, полированной белой жести,
анодированного алюминия согласно требованиям ИСО 1514.
Панели для испытаний должны быть прямоугольными с размерами
125x50 мм. Если испытуемый продукт наносят кистью, то материал должен
быть такого размера, чтобы после покрытия и сушки панель с размерами,
указанными выше, могла быть вырезана по отметкам щетки, которые
параллельны более короткой стороне.
Толщину сухого покрытия определяют, используя одну из методик
ИСО 2808.
Панели высушивают (или подвергают горячей сушке и выдержке) в
соответствии с требованиями изготовителя лакокрасочного материала и
кондиционируют в стандартных атмосферных условиях не менее 16 ч.
Испытания проводят в стандартных условиях при температуре 23±2°С
и относительной влажности 50±5%.
Для испытаний по первому варианту неиспользованную иглу
осматривают при увеличении 30х. После заключения, что конец иглы из закаленной
стали гладкий и чистый и имеет полукруглую поверхность, иглу закрепляют
в патроне так, чтобы ее рабочее положение было перпендикулярно к
покрытию.
333
Испытуемую панель прикрепляют покрытием вверх к скользящей панели
прибора так, чтобы царапина наносилась параллельно длинной стороне
панели. Затем нагружают держатель над иглой грузиками, запускают двигатель
и наносят царапину, руководствуясь инструкциями изготовителя прибора.
Снимают панель и проводят оценку царапины невооруженным глазом
или с применением лупы.
Для испытаний по второму варианту применяют методику по первому
варианту, используя новую часть панели для каждой царапины.
При этом испытание проводят с нагрузкой, несколько меньшей, чем
та, которая вызывает вдавливание покрытия, затем постепенно
увеличивают нагрузку (например, добавляя по 50 г) до тех пор, пока не произойдет
вдавливание. Записывают минимальную нагрузку, при которой игла
начинает царапать покрытие после подтверждения результата на той же панели
и на новой.
Отчет об испытании
Отчет об испытании должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 1518;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
1) состав и подготовку поверхности основного металла;
2) метод нанесения испытуемого покрытия на основной металл;
3) толщину сухого покрытия, включая метод измерения и указание,
является ли покрытие однослойным или многослойным;
4) продолжительность и условия сушки покрытой панели до испытания
или условия горячей сушки и старения, если они имели место;
5) установленную нагрузку на иглу во время испытания;
г) национальный стандарт или другой документ, из которого берут
информацию, относящуюся к п. «в»;
д) тип применяемых приборов;
е) любое отклонение от методики испытаний, которое оговорено в
соглашении или каким-либо другим способом;
ж) результаты испытаний;
з) дату проведения испытания.
Международный стандарт ИСО 12137, состоящий из двух частей,
устанавливает методы относительной оценки стойкости лакокрасочных
покрытий к повреждениям типа воздействия на покрытие щеток при мойке,
царапин ногтем и т.п.
Сущность методов заключается в механическом воздействии на
покрытие индентора различной формы с последующей оценкой результатов
определения.
МЕТОД С ПРИМЕНЕНИЕМ ЗАКРУГЛЕННОГО
ПЕРА
Международный стандарт ИСО 12137-1 устанавливает метод определения
стойкости к повреждениям покрытия с применением закругленного пера.
334
В данном испытании применяют два типа пера «и»-образное и в
форме круга.
При испытании перо прижимают к испытуемой поверхности под
углом 45° с постепенным увеличением нагрузки до полного разрушения
покрытия.
Приборы и оборудование
Испытательная установка. На перо должна быть обеспечена нагрузка от
0,25 кг до 5 кг. Для испытаний может быть применен модифицированный
прибор по ИСО 1518.
Перо установки должно быть изготовлено из стали с хромовым
покрытием с твердостью HRC 56-58.
Методика испытания
Пробу лакокрасочного материала отбирают согласно требованиям ИСО
15528 и подготавливают к испытаниям по ИСО 1513.
Панели для испытаний подготавливают согласно требованиям ИСО
1514. Панели должны быть плоскими максимальной толщины 12 мм и
размером 400x100 мм.
Покрытие наносят на испытуемые панели, сушат и определяют
толщину.
Перед испытанием панели выдерживают при температуре 23±2°С и
относительной влажности 50±5% не менее 16 ч.
Панель закрепляют в установке, осторожно ставят перо установки на
испытуемое покрытие, затем прикладывают установленную нагрузку и сразу
двигают скользящий стол с закрепленной панелью от оператора со
скоростью 30-60 мм/с так, чтобы на покрытии прочертилась полоса длиной не
менее 75 мм. Если никакого воздействия на покрытии не обнаружилось,
нагрузку увеличивают ступенями по 0,5 кг до получения визуально
обнаруживаемой черты.
Определение повторяют с нагрузкой на 0,5 кг меньше критической и
на 0,5 кг больше критической.
Минимальной нагрузкой, при которой наблюдается повреждение
покрытия, считается та нагрузка, при которой в двух случаях из пяти
наблюдалось повреждение покрытия.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 12137-1;
б) все детали, необходимые для полной идентификации испытуемого
материала;
в) дополнительную информацию:
1) материал и способ подготовки подложки;
2) способ нанесения покрытия и условия сушки;
3) толщину покрытия;
г) ссылку на международный или национальный стандарт для
информации по п. «в»;
д) тип использованного прибора;
е) тип использованного пера;
335
ж) результаты определения;
з) любые отклонения от стандартной методики;
и) дату проведения испытания.
МЕТОД С ПРИМЕНЕНИЕМ ЗАОСТРЕННОГО
ПЕРА
Международный стандарт ИСО 12137-2 устанавливает метод определения
стойкости к повреждениям покрытия с применением заостренного пера.
Приборы и оборудование
Испытательная установка (см. рис. 8.22).
На перо должна быть обеспечена нагрузка от 0 до 300 г.
Перо должно иметь закругление на конце радиусом 0,03±0,005 мм. Его
изготавливают из алмаза или сапфира.
Микроскоп или лупа с увеличением 100х.
Методика испытания
Пробу лакокрасочного материала отбирают согласно требованиям ИСО
15528 и подготавливают к испытаниям ИСО 1513.
Панели для испытаний подготавливают согласно требованиям ИСО
1514.
Панели должны быть плоскими максимальной толщины 12 мм и
размером 400x100 мм.
Покрытие наносят на испытуемые панели, сушат и определяют
толщину.
Перед испытанием панели выдерживают при температуре 23±2°С и
относительной влажности 50+5% не менее 16 ч.
Панели закрепляют в установке, осторожно ставят перо установки на
испытуемое покрытие, затем постепенно прикладывают нагрузку от 0 до
50 г и сразу двигают скользящий стол с закрепленной панелью от
оператора, чтобы на покрытии прочертилась полоса длиной не менее 100 мм.
Определение проводят на той же панели еще два раза. Если повреждения
покрытия не происходит, подбирают другую начальную нагрузку.
Выражение результатов
Для каждых трех определений вычисляют нагрузку в г для точки, где
происходит повреждение покрытия (критическая нагрузка, КН), по
уравнению:
100 v f l)
где
d — расстояние от точки нулевой загрузки до точки повреждения
покрытия, мм;
F> — начальная нагрузка, г;
Ff — конечная нагрузка, г.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
336
а) ссылку на международный стандарт ИСО 12137-2;
б) все детали, необходимые для полной идентификации испытуемого
материала;
в) дополнительную информацию:
1) материал и способ подготовки подложки;
2) способ нанесения покрытия и условия сушки;
3) толщину покрытия;
г) ссылку на международный или национальный стандарт для
информации по п. «в»;
д) тип использованного прибора;
е) материал пера;
ж) способ оценки повреждения покрытия — визуальный или с
помощью микроскопа;
з) результат определения;
и) любые отклонения от стандартной методики;
к) дату проведения испытания.
8.7. Определение стойкости к абразивному износу
Международный стандарт ИСО 7784, состоящий из трех частей,
устанавливает методы определения стойкости лакокрасочных покрытий к
абразивному износу.
Сущность методов заключается в механическом воздействии абразива на
окрашенную поверхность с последующей оценкой результатов испытания.
МЕТОД ОПРЕДЕЛЕНИЯ СТОЙКОСТИ ПРИ
ВРАЩАЮЩЕМСЯ ВОЗДЕЙСТВИИ ШЛИФОВАЛЬНОЙ
БУМАГИ
Международный стандарт ИСО 7784-1 устанавливает метод определения
стойкости покрытий при воздействии шлифовальной бумаги, закрепленной
на вращающемся колесе.
Приборы и оборудование
Применяют обычное лабораторное оборудование, указанное ниже.
Абразивная машина, состоящая:
из поворотного круга, способного вращаться со скоростью 60+2 об/
мин, на котором закрепляют испытуемые панели;
двух колес, толщина каждого составляет 12±0,2 мм и диаметр 50±0,2
мм. Колеса покрыты резиной толщиной 6 мм с твердостью 50+5 единиц
IRHD.
Колеса закрепляют на расстоянии 53±0,5 мм друг от друга на
горизонтальных шпинделях, ось шпинделей отстоит от оси поворотного круга
на 20±0,2 мм. После сборки колеса должны давить на панель силой 1+0,2
Н.
Всасывающее устройство с двумя соплами, расстояние между ними
75±2 мм, расстояние между соплом и испытуемой панелью от 1 мм до
337
2 мм. При закрытом сопле давление во всасывающем устройстве должно
составлять на 1,5-1,6 кПа ниже атмосферного.
Шлифовальная бумага шириной 12+0,2 мм и приблизительной длиной
175 мм, сорт Р180.
Двухсторонняя клейкая лента шириной 12±0,2 мм
Цинковая панель толщиной 0,8-1 мм с твердостью 30 единиц при
нагрузке 390+20 Н. Новые панели предварительно подвергают шлифовке
при 200 оборотах поворотного круга перед применением для калибровки
шлифовальной бумаги.
Методика определения
Пробу лакокрасочного материала отбирают согласно требованиям ИСО
15528 и подготавливают к испытаниям по ИСО 1513.
Покрытие наносят на плоскую подложку размером 100x100 мм из
стекла, стали или алюминия по ИСО 1514, сушат и определяют ее толщину.
Перед испытаниями образец выдерживают не менее 16 ч.
Калибровка шлифовальной бумаги. Перед применением шлифовальную
бумагу и клейкую ленту выдерживают в условиях испытания не менее 16
ч.
Калибруют каждую партию шлифовальной бумаги площадью от 600
см2 до 700 см2. Полосу шлифовальной бумаги закрепляют на колесе без
нахлестов и щелей. Бумагу обрезают при стыковке под углом 45°.
Цинковую панель очищают замшей, взвешивают с точностью до 1 мг и
закрепляют на поворотном круге. Включают абразивную машину и делают
500 оборотов поворотного круга.
Очищают панель и снова взвешивают. Если изменение массы
составляет 40+5 мг, бумага пригодна для использования, если получены другие
данные — бумагу заменяют.
Вычисляют поправочный коэффициент для каждой партии бумаги:
Am
где
Am — потеря массы цинковой пластины, мг.
Определение. Закрепляют новую полосу наждачной бумаги при каждом
испытании.
Если лакокрасочное покрытие имеет структуру («апельсиновая корка»
и т.п.) делают 50 оборотов поворотного круга и очищают поверхность
замшей перед определением.
Испытуемую панель взвешивают с точностью до 1 мг, закрепляют ее
на поворотном круге, устанавливают всасывающие сопла и делают 100
оборотов поворотного круга.
Если покрытие налипает на шкурку или снашивается до металла, то
машину останавливают и записывают количество сделанных оборотов и
взвешивают панель.
Выражение результатов
Результат определения вычисляют по уравнению:
338
1Y1100 ,-, '
F
где
m0 — масса панели до испытания, мг;
mi — масса панели после испытания, мг;
F — поправочный коэффициент.
Если сделано меньше 100 оборотов, расчет проводят по уравнению:
100 • (т0 - т1)
М=-
Fr
где
г — количество сделанных оборотов
Результаты определения записывают с точностью до 1 мг.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 7784-1;
б) полную информацию для идентификации испытуемого материала;
в) дополнительную информацию:
1) материал и метод подготовки подложки;
2) метод нанесения покрытия;
3) длительность и условия сушки покрытия;
4) толщину покрытия
г) ссылку на международный или национальный стандарт для данных
по п. «в»;
д) результаты определения;
е) проводилось или нет удаление структурного слоя покрытия;
ж) любые отклонения от стандартной методики;
з) дату проведения испытания.
МЕТОД ОПРЕДЕЛЕНИЯ СТОЙКОСТИ ПРИ
ВОЗДЕЙСТВИИ АБРАЗИВНОГО РЕЗИНОВОГО
КОЛЕСА
Международный стандарт ИСО 7784-2 устанавливает метод определения
стойкости покрытий при воздействии абразивного резинового колеса.
Приборы и оборудование
Абразивная машина, состоящая:
из поворотного круга, способного вращаться со скоростью 60±2 об/
мин, на котором закрепляются испытуемые панели;
двух абразивных резиновых колес, толщина каждого составляет 12,7±0,2
мм, закрепленных горизонтально и способных свободно вращаться.
Диаметр колес должен быть 51,6+0,1 мм для новых и не должен быть
менее 44,4 мм при эксплуатации.
Колеса закрепляют на расстоянии 53,0±0,5 мм друг от друга, ось
шпинделей отстоит от оси поворотного круга на 19,1±0,1 мм (см. рис. 8.18).
Давление колес при испытании может достигать 1 кг.
339
Всасывающее устройство с двумя соплами, расстояние между ними 75±2
мм, расстояние между соплом и испытуемой панелью от 1 мм до 2 мм.
При закрытом сопле давление во всасывающем устройстве должно
составлять на 1,5-1,6 кПа ниже атмосферного.
Калибровочная панель из цинка толщиной 0,8-1 мм.
Методика испытания
Пробу лакокрасочного материала отбирают согласно требованиям ИСО
15528 и подготавливают к испытаниям по ИСО 1513.
Выбирают плоскую подложку размером 100x100 мм в соответствии с
требованиями ИСО 1514, подбирая основной материал, аналогичный
применяемому на практике.
Наносят покрытие на подложку, высушивают и определяют толщину.
Перед испытаниями образец выдерживают не менее 16 ч при
температуре 23±2°С и относительной влажности 50+5%, если не установлено ниже.
Калибровку прибора проводят по методике ИСО 7784-1 с применением
шлифовальной бумаги. Калибровку проводят при нагрузке 500 г, делая три
цикла по 500 оборотов.
Изменение массы пластины должно быть в пределах 110+30 мг.
В приборе устанавливают абразивные резиновые кольца, требования к
материалу которых согласовывается между заинтересованными сторонами.
Нагрузку на панели устанавливают в программе испытаний.
Перед испытаниями с испытуемой поверхности удаляют декоративную
структуру («апельсиновую корку» и т.п.), делая 50 оборотов круга.
Испытуемую панель взвешивают с точностью до 0,1 мг, закрепляют ее на
поворотном круге, устанавливают нагрузку с помощью всасывающих сопел
(присосок), включают установку и выполняют установленное в программе
испытаний количество оборотов круга.
После окончания цикла испытуемую панель снимают, проводят
визуальный осмотр покрытия и взвешивают панель.
Испытания проводят на трех параллельных образцах.
Выражение результатов
Для каждого образца определяют потерю массы на заданное число
оборотов круга. Вычисляют среднюю потерю массы для трех образцов. При
необходимости определяют количество оборотов круга для достижения
заданного износа покрытия.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 7784-2;
б) полную информацию для идентификации испытуемого материала;
в) дополнительную информацию:
1) материал и метод подготовки подложки;
2) метод нанесения покрытия;
3) длительность и условия сушки покрытия;
4) толщину покрытия;
г) ссылку на международный или национальный стандарт для данных
по п. «в»;
340
д) результаты определения;
е) проводилось или нет удаление структурного слоя покрытия;
ж) любые отклонения от стандартной методике;
з) дату проведения испытания.
МЕТОД ОПРЕДЕЛЕНИЯ СТОЙКОСТИ ПРИ
ВОЗВРАТНО-ПОСТУПАТЕЛЬНОМ ВОЗДЕЙСТВИИ
ШЛИФОВАЛЬНОЙ БУМАГИ
Международный стандарт ИСО 7784-3 устанавливает метод определения
стойкости покрытий при возвратно-поступательном движении абразива.
Приборы и оборудование
Абразивная машина, состоящая:
из пластины для крепления образцов и устройства для прижима их к
абразивной поверхности;
колеса для крепления шлифовальной бумаги, диаметр колеса 50+0,05
мм.
Колесо после возвратно-поступательного перемещения испытуемого
образца должно поворачиваться на небольшой угол для замены
использованной шлифовальной шкурки новой. Сила прижима колеса к образцу
должна изменяться от 0 до 6,9+0,05 Н.
Возвратно-поступательная пластина должна делать 40±2 циклов в
минуту.
Угол поворота колеса должен обеспечивать полный оборот колеса
после 400 возвратно-поступательных циклов.
Использованную шлифовальную бумагу заменяют.
Шлифовальная бумага марки Р 240 из карбида кальция с размером частиц
58,5 ±2 мкм. Ширина полосы должна быть не менее 12 мм. По соглашению
сторон применяют другие сорта бумаги, в том числе с липким слоем.
Двусторонняя клейкая лента шириной 12 мм.
Методика испытания
Пробу лакокрасочного материала отбирают согласно требованиям ИСО
15528 и подготавливают к испытаниям по ИСО 1513.
Покрытие наносят на плоскую подложку размером 50x50 мм из стекла,
стали или алюминия по ИСО 1514, сушат и определяют его толщину.
Перед испытаниями образец выдерживают не менее 16 ч.
Нагрузку на образец устанавливают 6,9±0,05 Н, если не установлено
иное.
Перед окончательным определением проводят предварительное
определение после 10, 30, 50 и 100 возвратно-поступательных циклов.
Строят график уменьшения массы от количества циклов. График
должен представлять собой прямую. Если этого нет, то или заменяют
абразивную бумагу на более грубый сорт, или уменьшают нагрузку. Цель этого
предварительного испытания — устранить влияние на результаты качества
шлифовальной бумаги.
341
Перед окончательным определением образец взвешивают с точностью
0,1 мг, закрепляют на машине и делают 100 возвратно-поступательных
движений, очищают и снова взвешивают.
Испытывают не менее трех параллельных образцов.
Если покрытие отслаивается или оно стерто до подложки, или снят
полностью один из слоев покрытия, то режим испытаний подбирают
такой, чтобы этого не происходило, изменив сорт шлифовальной бумаги
или снизив усилие прижима панели к абразиву, или увеличив толщину
испытываемого покрытия.
По соглашению сторон испытания могут быть проведены в следующих
режимах:
определение потери массы от количества возвратно-поступательных
движений после взвешивания образцов через заданные интервалы времени;
определение потери массы после заданного числа возвратно-
поступательных движений;
определение момента износа покрытия до следующего слоя или
металла — основы путем визуального наблюдения.
Выражение результатов
1. Сравнительная стойкость к истиранию (CAR) выражается
уравнением:
т, „ - т1
CAR
1« "4r
IT1 ffi'^rp
где
mm — m2R — средняя потеря массы для определений на контрольном
образце после 100 возвратно-поступательных движений, мг;
т1Т — m2T — средняя потеря массы для трех определений на
испытуемый панели после 100 возвратно-поступательных движений, мг;
Величина CARM указывает на большую абразивную стойкость
испытуемой панели в сравнении с контрольной.
2. Потеря массы
Рассчитывают среднюю потерю массы до 1 мг после заданного числа
возвратно-поступательных движений.
3. Испытание на полный износ
Если испытание доводили до полного износа покрытия, то
рассчитывают среднее число возвратно-поступательных движений, необходимое для
достижения результата.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 7784-3;
б) полную информацию для идентификации испытуемого материала;
в) дополнительную информацию:
1) материал и метод подготовки подложки;
2) метод нанесения покрытия;
3) длительность и условия сушки покрытия;
4) толщину покрытия;
342
г) ссылку на международный или национальный стандарт для данных
по п. «в»;
д) марку использованной шлифовальной бумаги;
е) количество выполненных возвратно-поступательных циклов;
ж) результат определения;
з) любые отклонения от стандартной методики;
и) дату проведения испытания.
343
Глава 9
ПОРОШКОВЫЕ МАТЕРИАЛЫ
Появившиеся во второй половине XX века полимерные порошковые
лакокрасочные материалы получили широкое развитие и применение.
Быстрое развитие производства и применения порошковых красок диктуется
техническими, экономическими и экологическими соображениями. На
сегодняшний день существует огромное количество видов порошковых красок,
как по цвету, так и по структуре получаемой поверхности.
При формировании покрытий на основе порошковых красок
практически исключается загрязнение окружающей среды. Технология формирования
покрытий в заводских условиях позволяет резко повысить
производительность труда, интенсифицировать методы окрашивания, минимизировать
расход покрытия на квадратный метр окрашиваемой поверхности, сократить
производственные площади участков окрашивания, повысить культуру
производства.
В России производство порошковых красок началось более 40 лет
назад [1]. В настоящее время основными потребителями порошковых красок
является автомобильная промышленность, строительство, промышленность
по производству труб для магистральных трубопроводов, а также легкая
промышленность. За рубежом резкому росту производства порошковых
красок способствовал энергетический кризис после 1973 г., а также
принятие законов об охране окружающей среды [2,3].
Первоначально для порошковых красок использовались термопласты,
сейчас все более широкое применение находят реактопласты. При
изготовлении порошковых красок используются смолы, органические либо
неорганические пигменты, наполнители, отвердители.
Недостатком большинства покрытий, получаемых из порошковых плен-
кообразователей независимо от способа их формирования, является наличие
газовых включений. Высокая вязкость расплавов и растворов в момент
пленкообразования затрудняет их деаэрацию. Другим недостатком является
трудность устранения дефектов покрытий, так как обычный способ
подкрашивания практически трудно применить из-за особенностей нанесения
порошковых материалов [4].
Сегодня выбор цветов и текстуры порошковых покрытий практически
не ограничен. Область применения порошковых красок постоянно
расширяется. Они широко применяются в строительстве, в сельскохозяйственном
344
машиностроении и приборостроении, автомобилестроении и других областях
промышленности для окрашивания алюминиевых профилей и
металлических конструкций, спортивного инвентаря, медицинской техники, бытовой
техники, металлической мебели и т.п.
Быстрый рост объема производства и потребления порошковых красок
привел к тому, что стандартизация требований к этим новым материалам
началась сразу на международном уровне, опережая по качеству и количеству
международных стандартов национальные комплексы стандартов.
9.1. Определение гранулометрического состава
МЕТОД ПРОСЕИВАНИЯ
Международный стандарт ИСО 8130-1 устанавливает метод определения
гранулометрического состава просеиванием.
Приборы и оборудование
Сита из металлической сетки диаметром 200 мм с размером отверстий
от 32 мкм до 300 мкм по ИСО 565 (набор из 14 сит с размером отверстий
32, 38, 45, 53, 63, 75, 90, 106, 125, 150, 180, 212, 250, 300 мкм).
Аппарат для воздушного просеивания (рис. 9.1)
Рис. 9.1. Аппарат для воздушного просеивания
1 — прозрачная крышка; 2 — сито; 3 — кожух; 4 — сопло; 5 — подача воздуха;
6 — манометр; 7 — к вакуумному насосу; 8 — регулируемое отверстие
345
Секундомер.
Аналитические весы.
Колотушка для устранения засора сит.
Лупа с увеличением не менее 5х.
Ультразвуковая ванна очистки.
Методика определения
Предварительную пробу продукта отбирают в соответствии с
требованиями ИСО 8130-9.
Перед проведением определения с помощью лупы проверяют чистоту
сита и наличие повреждений сетки. При необходимости сито очищают с
помощью ультразвуковой волны. Сито взвешивают с точностью до 0,01 г.
Определение проводят с применением двух параллельных образцов.
Пробу взвешивают с точностью до 0,01 г. Берут 20 г пробы, при применении
сетки с отверстием менее чем 90 мкм используют 10 г пробы.
Подходящее сито устанавливают в аппарат, высыпают на сито пробу,
закрывают крышкой, включают насос, уменьшающий давление до 2+0,3
кПа.
Если не указано особо, просеивание проводят 300+15 с. При
налипании порошка на крышку, засоре сита прибор слегка постукивают
колотушкой.
Трудности при просеивании возникают при работе с очень тонкими
порошками. Добавление 0,2% по массе двуокиси кремния или окиси
алюминия улучшает просеивание.
Через установленное время включают насос, выравнивают давление,
открывают крышку, вынимают сито и взвешивают его.
Выражение результатов
Для каждого сита с известным размером сетки вычисляют процент
удерживаемого материала на сите по уравнению:
/и,
где
т0 — масса сита с крышкой, г;
/и; — масса пробы, г;
т2 — масса сита с непросеянным материалом и крышкой, г.
Если между параллельными измерениями разница результатов
превышает 3%, процедуру повторяют.
Вычисляют среднее из двух определений и округляют результат до
целого числа.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8130-1;
б) марку и описание испытуемого продукта;
в) результаты определения для каждого номера выбранного сита;
г) дату проведения определения.
346
МЕТОД ЛАЗЕРНОЙ ДИФРАКЦИИ
Международный стандарт ИСО 8130-13 устанавливает метод
определения гранулометрического состава лазерной дифракцией с определением
размера частиц от 1 мкм до 300 мкм. Этот метод применим только для
сухих порошков.
Сущность метода заключается в следующем. Луч монохроматического
лазерного источника проходит через пробу порошка. Свет, рассеянный
материальными точками под различными углами, измеряется детектором с
последующей компьютерной обработкой.
Прибор и оборудование
Лазерный дифракционный анализатор величины частиц с минимальным
размера частиц от 1 мкм до 300 мкм.
Питатель сухим порошком лазерного прибора.
Воздушный компрессор с подачей сухого сжатого воздуха,
отфильтрованного и свободного от масла и частиц размером 4 мкм.
Вытяжка для удаления из рабочей зоны частиц порошка.
Компьютер с соответствующим программным обеспечением.
Шпатель или ложка.
Методика определения
Пробу порошка отбирают в соответствии с требованиями ИСО 8130-9.
Количество порошка между 3 г и 5 г обычно достаточно для каждого
определения.
Перед определением пробу порошка выдерживают в нормальных
условиях испытания ИСО 3270 не менее 30 мин.
При измерениях следует соблюдать технику безопасности при работе
с источником лазерного излучения.
Прибор регулируют в соответствии с инструкциями изготовителя
прибора. После включения системы перед началом измерений система должна
проработать не менее 30 мин для стабилизации. В большинстве приборов
данная функция выполняется автоматически.
С помощью шпателя или ложки исследуемый порошок добавляют в
питатель прибора, регулируют воздушный поток. Проводят холостое
измерение, а затем измерение порошка. Между определениями прибор должен
быть очищен от порошка предыдущего определения.
Вычисление результатов
Вычисления производит компьютер прибора с выдачей данных в
табличном или графическом виде.
Если результаты двух определений отличаются на не больше чем 1%,
вычисляют среднее арифметическое. Или проводят третье определение и
рассчитывают среднее арифметическое всех трех измерений, отмечая это в
отчете об определении.
Отчет об определении
Отчет об определении должен включать, по крайней мере, следующую
информацию:
а) все подробности, необходимые для идентификации продукта;
347
б) ссылку на международный стандарт ИСО 8130-13;
в) полное описание используемого оборудования, включая:
1) описание порошкового питателя, включая название изготовителя и
типа оборудования,
2) длина волны луча лазера;
3) фокусное расстояние объектива и др.;
г) результаты определения;
д) любые отклонения от стандартного метода;
е) дату проведения определения.
9.2. Определение плотности
МЕТОД ГАЗОВОГО ПИКНОМЕТРА
Международный стандарт ИСО 8130-2 устанавливает метод определения
плотности порошковых красок с применением газового пикнометра.
Сущность метода заключается в определении объема пробы известной
массы расчетным путем по изменению давления в пикнометре после
введения пробы.
Реактивы и материалы
Воздух или гелий в баллоне. Можно использовать другие газы, не
взаимодействующие с порошковой краской.
Приборы и оборудование
Пикнометр газовый с ручным или автоматическим определением
результатов.
Весы аналитические.
Методика определения
Представительную пробу продукта отбирают в соответствии с
требованиями ИСО 8130-9.
Измерения проводят в стандартных условиях.
Прибор регулируют в соответствии с инструкциями изготовителя,
проверяют его герметичность. Взвешивают с точностью до 1 мг пустой
химический стакан. Пробу порошка помещают в химический стакан, заполняя
его почти до краев, и снова взвешивают стакан с пробой для определения
ее массы.
Стакан с пробой устанавливают в прибор и определяют объем пробы
согласно инструкциям изготовителя прибора.
Результаты двух параллельных измерений не должны отличаться более
чем на 2%. Если применяемый газ осушен, небольшие различия между
результатами возникают из-за высушивания газом порошка.
Выражение результатов
Плотность порошка при 23°С определяют по уравнению:
т
?=v-
где
348
m — масса пробы, г;
V — объем пробы, см3.
За результат принимают среднее арифметическое двух измерений (если
они отличаются не более чем на 0,04 г/см3) с точностью до 0,01 г/см3.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8130-2;
б) марку и описание испытуемого продукта;
в) тип газового пикнометра и используемый газ;
г) результаты определения;
д) любые отклонения от стандартной методики;
е) время проведения определения.
МЕТОД ЖИДКОСТНОГО ПИКНОМЕТРА
Международный стандарт ИСО 8130-3 устанавливает метод определения
плотности порошковых красок с применением жидкостного пикнометра.
Применяемый в соответствии с данным методом прибор имеет низкую
цену, но данный метод может давать ошибочные результаты из-за
взаимодействия применяемой жидкости с порошковой краской.
Данный метод определения плотности медленный в выполнении и
менее надежный, чем метод определения плотности с помощью газового
пикнометра.
Сущность метода заключается в смешении порошка с не
взаимодействующей с ним жидкостью и определении плотности по ИСО 787-10.
Реактивы и материалы
Вода дистиллированная, свежепрокипяченная и охлажденная.
Жидкость для смешивания. Применяют алифатические углеводороды
или их смесь, свободные от ароматических углеводородов, с точкой
кипения в диапазоне 80-140°С. Во многих случаях для определений применяют
п-гептан.
Ацетон.
Приборы и оборудование
Пикнометр (см. ИСО 787-10).
Вакуумный насос.
Весы аналитические, масса взвешивания до 200 г с точностью до
1 мг.
Методика определения
Представительную пробу продукта отбирают в соответствии с
требованиями ИСО 8130-9.
Определение проводят при 23±0,5°С с использованием двух
параллельных проб. Пробу взвешивают с точностью до 1 мг.
Определение плотности жидкости. Взвешивают пустой пикнометр,
заполняют его смешивающей жидкостью до метки и снова взвешивают.
Жидкость выливают. Пустой пикнометр должен быть промыт три раза
349
ацетоном и высушен. В высушенный пикнометр наливают до метки воду
и взвешивают.
Плотность смешивающей жидкости при 23 °С определяют по
уравнению:
т, -тп
Рх=— --Ро>
т2 -т0
где
т0 — масса пустого пикнометра, г;
nil — масса пикнометра со смешивающей жидкостью, г;
т2 — масса пикнометра с водой, г;
Ро — плотность воды, г/см3 (при 23°С плотность воды 0,998 г/см3).
Определение плотности порошка. Пустой пикнометр моют ацетоном и
высушивают. В взвешенный пикнометр добавляют примерно 3,5 г порошка,
снова взвешивают, затем добавляют смешивающую жидкость до
образования пленки. Пикнометр подключают к вакуумному насосу для удаления
воздуха из объема порошка. Затем после уравнивания давления пикнометр
заполняют жидкостью до метки и взвешивают.
Выражение результатов
Плотность порошка при 23°С определяют по уравнению:
_ т3—т0
где
т3 — масса пикнометра с пробой порошка, г;
т4 — масса пикнометра с пробой порошка и смешивающей
жидкостью, г.
За результат принимают среднее арифметическое двух измерений (если
они отличаются не более, чем на 0,04 г/см3) с точностью до 0,01 г/см3.
Воспроизводимость результатов по данному методу составляет
0,05 г/см3.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8130-3;
б) марку и описание испытуемого продукта;
в) тип пикнометра и применяемая смешивающая жидкость;
г) результаты определения;
е) любые отклонения от стандартной методики;
д) время проведения определения.
9.3. Определение нижнего предела взрываемости
Аэровзвеси практически любых порошковых красок способны
взрываться при определенных условиях. Показателем пожаровзрывоопасности
порошковых красок служит нижний концентрационный предел
взрываемости.
350
Международный стандарт ИСО 8130-4 определяет метод вычисления
нижнего концентрационного предела взрываемости порошка в воздухе.
Более точный, но сложный метод определения взрываемости горючей пыли
дан в ИСО 6184-1. Метод по ИСО 8130-4 позволяет получить надежные
результаты для обычно применяемых порошковых красок.
Методика определения
Представительную пробу продукта отбирают в соответствии с
требованиями ИСО 8130-9.
Общую теплопроводную способность Н0 краски определяют по
методике ИСО 1928 или суммированием теплотворных способностей горючих
компонентов в 1 г продукта:
#о=1>А,
где
и — количество горючих компонентов;
с, — масса i-ro компонента;
Hi — теплотворная способность i-ro компонента.
Вычисляют нижний предел взрываемости по уравнению:
С=А+Я-,
где
А — постоянная, равная 2,5 г/см3;
В — постоянная, равная 1,24-106 Дж/м3;
Н0 — общая теплотворная способность порошка, Дж/г.
Результат вычисления округляют до целого числа.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8130-4;
б) марку и описание испытуемого продукта;
в) результат определения;
г) любые отклонения от стандартной методики;
д) время проведения определения.
9.4. Определение способности к псевдоожижению
Международный стандарт ИСО 8130-5 устанавливает метод определения
свойств воздушно-порошковой смеси.
Сущность метода определения способности порошка к псевдоожижению
заключается в измерении количества перенесенного порошка воздушным
потоком при стандартных условиях в специальном аппарате.
Приборы и оборудование
Аппарат для определения способности к псевдоожижению (рис. 9.2).
Секундомер.
Аналитические весы.
351
Рис. 9.2. Пример аппарата для определения способности порошковых красок к
псевдоожижению (размеры в мм)
1 — высота псевдоожиженного порошка; 2 — высота слоя порошка; 3 — порошок;
4 — затвор Е; 5 — отверстие D диаметром 4 мм; 6 — порошок, отобранный из
аппарата; 7 — дно; 8 — воздух; 9 — расходометр; 10 — манометр
Шпатель.
Методика определения
Предварительную пробу отбирают в соответствии с требованиями И СО
8130-9. Как правило, отбирают 1 кг пробы, необходимой для проведения
трех определений.
Определение проводят на двух параллельных пробах.
Закрывают отверстие D затвором Е, помещают в аппарат 2 50 ± Юг
порошка.
Затем подают через пористое дно аппарата воздух для псевдоожижения
порошка (как правило, 200+10 л/ч).
С помощью шпателя добиваются равномерного распределения порошка
по пористому дну для достижения постоянного уровня псевдоожиженного
порошка.
Открывают отверстие D и включают секундомер. Через 30±1 с отверстие
закрывают и взвешивают отобранный порошок с точностью до 0,1 г.
Выражение результатов
Показатель псевдоожижения определяют по уравнению:
352
где
h0 — высота слоя порошка в покое, мм;
h, — высота псевдоожиженного слоя, мм.
Количество перенесенного порошка определяют по уравнению:
R = т-ф,
где
т — масса порошка, отобранного через отверстие D, г.
Вычисляют среднее арифметическое двух параллельных определений.
Если результаты двух определений различаются более чем на 5%, проводят
третье определение и вычисляют среднее арифметическое трех
определений.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8130-5;
б) марку и описание испытуемого продукта;
в) температуру и давление в помещении;
г) скорость воздушного потока;
д) наблюдаемое состояние псевдоожиженного порошка;
е) любые отклонения от стандартной методики;
ж) результаты определения;
з) время проведения определения.
9.5. Определение продолжительности пленкообразо-
вания
Международный стандарт ИСО 8130-6 устанавливает метод определения
продолжительности пленкообразования при 180°С.
Метод не применяют для порошков с ультракоротким временем
твердения (менее 15 с). Результаты определения по данному методу и в
практических условиях могут не совпадать.
Сущность метода заключается в нагреве пробы порошка до
определенной температуры и определении времени, когда из расплава больше не
могут вытягиваться нити.
Реактивы и материалы
Вещества для калибровки температуры. Для температуры 180°С
пригодна D-камфора.
Стандартный порошок политетрафторэтилена.
Приборы и оборудование
Блок нагрева, состоящий из массивного стального электронагреваемого
блока (рис. 9.3).
Термопара или термометр с точностью измерения ГС.
Мерная ложка объемом 0,25±0,01 мл.
353
1Л
■
♦
■—
55 ,
70 *0.05
63.5 *0.05
1—ч
ЯЩ1ШЩШЩЛ
30
♦0.1
0 6.2 0 у— 2.
I
_1_ ,
^ | '*^/Х'/1'
77/777777777/%^////,
/^ 3
^^^^^Х
^/7//х/////////////////////////
\ 13°
\ 140
1!
X
* ° Y
X о
X гп
Рис. 9.3. Пример нагревательного блока (размеры в мм)
1 — отверстие для термометра; 2 — место для испытуемого порошка; 3 — изоляция;
4 — отверстие для нагревателя 500 вт
Секундомер или таймер с точностью до 1 с.
Методика определения
Представительную пробу порошка отбирают в соответствии с
требованиями ИСО 8130-9.
Определение проводят с использованием двух параллельных проб при
180+ГС, если между заинтересованными сторонами не согласована другая
температура.
Блок нагрева устанавливают в помещении, свободном от сквозняков.
Включают нагрев блока, доводят до температуры 180°С (при необходимости
применяют калибровочные вещества) и вьщерживают для стабилизации не
менее 10 мин.
Мерной ложкой отбирают испытуемую пробу порошка, высыпают в
углубление блока и включают таймер. Порошок помешивают шпателем и
каждые 2-3 с после начала сгущения вынимают шпатель на расстояние 10
мм от поверхности расплава, образуя нити расплава.
Когда нити становятся хрупкими и больше не тянутся, таймер
выключают.
Удаляют весь расплав и определение повторяют с новой порцией
порошка.
Если результаты двух определений различаются более, чем на 5%,
проводят новое определение с третьей пробой порошка.
За результат принимают среднее арифметическое.
354
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8130-6;
б) марку и описание испытуемого продукта;
в) температуру определения;
г) применяемое вещество для калибровки температуры;
д) любые отклонения от стандартной методики;
е) результат определения;
д) время проведения определения.
9.6. Определение потери массы при нагреве
Международный стандарт ИСО 8130-7 устанавливает простой метод
определения потери массы порошка при нагреве. Метод дает достаточно
точные результаты для порошков, потеря массы которых составляет до 2%.
Приборы и оборудование
Плоскодонная чашка диаметром примерно 75 мм из алюминия или
луженой жести.
Печь, способная поддерживать температуру до 250°С.
Аналитические весы.
Эксикатор.
Методика определения
Представительную пробу порошка отбирают в соответствии с
требованиями ИСО 8130-9.
Чашку высушивают в печи при температуре определения, охлаждают
в эксикаторе и взвешивают с точностью до 0,1 мг. Затем пробу массой
0,5+0,05 г помещают в чашку, равномерно распределяют ее по дну (проба
массой 0,5 г в чашке диаметром 75 мм дает слой толщиной 60 мкм).
Чашку с пробой помещают в нагретую печь на установленное время.
Если печь снабжена вентилятором, то до оплавления порошка он должен
быть выключен.
После нагрева чашку охлаждают в эксикаторе и взвешивают.
Выражение результатов
Потерю массы определяют по уравнению:
1 = 1Я°-|Я'-100,
где
т0 — масса пробы до нагрева, г;
/И/ — масса пробы после нагрева, г;
Если результаты двух определений различаются более, чем на 0,2%,
определение повторяют.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8130-7;
б) марку и описание испытуемого продукта;
355
в) температуру печи и период нагрева;
г) тип используемой печи;
д) любое отклонение от стандартной методики;
е) результат определения;
ж) время проведения определения.
9.7. Определение стабильности при хранении
Международный стандарт ИСО 8130-8 устанавливает методы оценки
свойств термически отверждаемых порошковых красок при хранении.
Сущность метода заключается в хранении порошка в течение
установленного срока в определенных условиях с последующим определением
любых изменений свойств порошка и полученного из него покрытия.
Приборы и оборудование
Сушильный шкаф, поддерживающий температуру 30+0,5°С.
Стеклянные пробирки длиной 200 мм, диаметром 40 мм.
Мерный контейнер для проб порошка массой 100+1 г.
Аналитические весы.
Стенд для крепления пробирок.
Методика определения
Представительную пробу порошка отбирают в соответствии с
требованиями ИСО 8130-9.
Определяют продолжительность пленкообразования порошка по ИСО
8130-6.
Затем наносят покрытие толщиной 50+10 мкм на три стальные
пластины или более.
Все пластины с дефектами исключают. Одну пластину сохраняют для
контроля.
Затем определяют блеск на двух пластинах при 20°, 60° или 85° по
ИСО 2813, а также стойкость против удара по ИСО 6272 (по согласованию
между заинтересованными сторонами применяют и другие методы
испытаний покрытий).
Искусственное старение материалов проводят в следующих условиях:
а) 30±2°С — 7 дней, 28 дней, 2 месяца;
б) 40+2°С — 24 часа, 7 дней, 28 дней.
При испытаниях используют три пробы.
Пробы готовят следующим образом:
В стеклянной пробирке взвешивают 100±1 г порошка, пробирку
осторожно встряхивают для устранения уплотнения порошка внизу пробирки.
Пробирки закрепляют в стенде и помещают в сушильный шкаф. После
выдержки стенд и трубки охлаждают при 23+2°С не менее двух часов.
Затем трубки осматривают и отмечают любое изменение состояния
порошка (уплотнение, образование комков) при высыпании его из
пробирки. Объединяют три пробы в одну и проводят все испытания, которые
выполнялись до искусственного старения порошка.
356
Обработка результатов
Оценку порошковых красок после искусственного старения проводят
по табл. 9.1.
После оценки записывают средний балл для трех исследуемых проб
(т.е. 0,5; 1,5; 2,5).
Таблица 9.1
Оценка порошковых красок
Балл
0
1
2
3
Состояние порошковой краски
Без изменений
Небольшое уплотнение порошка
Уплотненный порошок, разбиваемый руками с небольшим усилием
Значительно уплотненный порошок, разламываемый с трудом руками или
вообще не поддающийся разламыванию (такой порошок малопригоден для
образования покрытий с целью последующей оценки)
Определяют изменение продолжительности пленкообразования по
уравнению:
c=Vli.ioo,
'о
где
t0 — среднее время пленкообразования исходного порошка, с;
tj — среднее время пленкообразования порошка после искусственного
старения, с;
Определяют изменение блеска, стойкость против удара и другие
свойства покрытия.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 8130-8;
б) меру и описание испытуемого продукта;
в) дополнительную информацию:
1) материал подложки и метод ее подготовки перед нанесением
покрытия;
2) условия нанесения покрытия на подложку;
3) толщина нанесенного покрытия;
4) условия проведения испытаний, если они отличаются от
стандартных;
5) условия искусственного старения;
6) условия проведения испытаний покрытий (угол измерения блеска,
сила удара и т.п.);
г) любые отклонения от стандартной методики;
д) результаты определения;
е) дата проведения определения.
357
9.8. Определение текучести на наклонной плоскости
Международный стандарт ИСО 8130-11 устанавливает метод определения
реологических свойств расплавленного покрытия из термоотверждающегося
порошка на наклонной плоскости.
Сущность метода заключается в следующем. Порошок
термоотверждающегося покрытия, спрессованный в таблетку, помещают на наклонную
нагретую поверхность, расплавляют и наблюдают за спеканием, и измеряют
скорость стекания по наклону.
Приборы и оборудование
Воздушная печь с вентилятором с температурой нагрева до 250°С.
Стеклянные панели соответствующих габаритов для испытания.
Рекомендуется применение стандартных стеклянных фотопластинок (без эмульсии).
Возможно использование металлических пластин, что отмечают в отчете
об определении.
Сборка панелей, изготовленная из металла, по размеру входящая в
печь.
В сборку должны помещаться одна или несколько панелей в
горизонтальном положении и под углом 65+Г к горизонтали (изменение положения
осуществляют с помощью рычага).
Весы, с точностью взвешивания 10 мг.
Стальной пресс для таблетирования порошка вместе со стержнем-
выталкивателем. Размер таблетки — 12,50+0,05 мм в диаметре и 6,5+0,2
мм высоты.
Стальная линейка, градуированная в мм.
Политетрафторэтилен, (тефлон) в аэрозольном баллоне.
Методика испытания
Пробу порошка отбирают в соответствии с требованиями ИСО 8130-9.
Определение выполняют два раза.
Взвешивают с точностью до 10 мг пробу порошка, эквивалентную в
граммах половине плотности покрытия, гомогенизируют по ИСО 8130-2
или ИСО 8130-3.
Изготавливают из пробы порошка таблетки и взвешивают их. Если
испытание не проводят сразу, то таблетки хранят в эксикаторе или
герметизированном пакете.
Если нет иного соглашения, температура испытания должна быть равна
температуре, рекомендованной производителем для спекания порошка. В
отсутствии этой информации температура должна быть 180+2°С.
Обрабатывают рабочую сторону стеклянной пластинки аэрозолем
тефлона для последующего многократного применения при испытаниях.
Эту обработку можно не применять по соглашению между
заинтересованными сторонами; об этом указывают в отчете об испытании.
Размещают пластинки в сборке в горизонтальном положении.
Размещают затем сборку тарелок в печи при соответствующей температуре и
выдерживают в печи в течение минимального периода 15 мин. Если удобно,
то пластины можно помещать в сборку в печи.
358
В конце прогрева выключают циркуляцию воздуха в печи, открывают
дверь. Таблетки передвигают к тому концу, который будет вверху, когда
пластины наклонят рычагом.
Закрывают дверь печи, повторно включают циркуляцию воздуха и
закрывают печь на 15 с. Открывают дверь печи, рычагом переводят пластины
в наклонное положение 65+Г к горизонтали. Сборку оставляют в закрытой
печи еще на 15 мин.
В конце этого периода пластины вынимают из печи и охлаждают в
горизонтальном положении при комнатной температуре.
После охлаждения измеряют линейкой с точностью 0,5 мм полную
длину растекшейся таблетки. Удобно проводить измерение, сняв таблетки
со стеклянной пластины.
Выражение результатов
Вычисляют растекание таблетки, вычитая первоначальный диаметр
таблетки (12,5 мм) от суммарной длины.
Если два параллельных определения отличаются на больше чем 5%,
испытание повторяют. Вычисляют среднее двух действительных определений
с точностью 0,5 мм.
Отчет об испытании
Отчет об испытании должен содержать, по крайней мере, следующую
информацию:
а) все подробности, необходимые для идентификации продукта;
б) ссылку на международный стандарт ИСО 8130-11;
в) температуру испытания;
г) вес пробы;
д) результаты определения;
е) использовалась ли металлическая пластина и описание обработки
ее поверхности;
ж) использовалась ли предварительная обработка тарелки аэрозолем
тефлона;
з) любые отклонения от стандартного метода;
и) дату проведения испытания.
9.9. Определение совместимости
Международный стандарт ИСО 8130-12 устанавливает метод
определения тенденции ухудшения качества конечного покрытия при смешении
двух различных порошков. Результаты смешения зависят от следующих
характеристик порошков:
химической реакционной способности;
химического состава;
свойств их расплава.
Начало ухудшения покрытия по внешнему виду будет в значительной
степени зависеть от соотношения, в котором смешаны порошки.
Данное испытание полезно при прогнозировании возможности
несовместимости в течение срока службы покрытия, являющейся результатом
359
смешивания различных порошков при производственном процессе
нанесения.
Природа ухудшения внешнего вида покрытия может проявить себя
различными способами, включая следующие дефекты:
изменение уровня блеска;
наличие микроканалов, включая микромикроканалы;
наличие «апельсиновой корки»;
наличие раковин;
наличие оспин;
наличие изменения цветового тона.
При необходимости может также быть определено ухудшение
механических свойств покрытия. Однако эта часть ИСО 8130 посвящена изменениям
по внешнему виду.
Сущность метода заключается в смешении различных сортов порошков
в различном соотношении. Каждую смесь наносят на стандартную пластину,
спекают в печи и осматривают для оценки их совместимости.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также описанное
ниже.
Стальные пластины, чистые и обезжиренные, как указано в ИСО 1514,
с отверстиями для подвешивания.
Порошковый распылитель с системой электростатического распыления.
Камера распыления с соответствующей системой удаления порошка.
Чистая емкость для порошков. Полиэтиленовые пакеты пригодны для
неметаллических порошков.
Весы с точностью 10 мг.
Печь для спекания покрытых испытательных пластин.
Методика испытания
Типичный образец порошка отбирают в соответствии с требованиями
ИСО 8130-9. Количество между 10 г и 200 г является обычно достаточным
для каждого испытания.
Испытания проводят не менее двух раз.
В отсутствии соглашения между заинтересованными сторонами готовят
смеси по массе как указано ниже. Каждую смесь взвешивают с точностью
до 10 мг (табл. 9.2).
Таблица 9.2
Сорт порошка
Порошок А
Порошок В
Масса смеси, г
100,0
0,0
99,9
0,1
99,0
1,0
90,0
10,0
50,0
50,0
10,0
90,0
1,0
99,0
0,1
99,9
0,0
100,0
Каждую из смесей помещают в сухие емкости и перемешивают в
течение достаточного времени для полной гомогенизации.
Затем наносят распылением в камере каждую из смесей. Распылитель
должен быть очищен перед новым напылением.
В любом случае смеси порошков наносят в следующем порядке:
360
от 100,0 А и 0,0 В к 50,0 А и 50,0 В, затем от 100,0 В и 0,0 А к 90,0
В и 10,0 А
Покрытые пластины размещают в печи и спекают в соответствии с
программой сушки.
Спеченные пластины охлаждают и исследуют их поверхность в
соответствии с требованиями стандартов, если они имеются, например, ИСО
2813.
Изменения блеска рекомендуется указывать численно с использованием
графика.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) все детали, необходимые для идентификации порошков;
б) ссылку на международный стандарт ИСО 8130-12;
в) рекомендованный режим спекания для каждого типа порошка;
г) марка используемой аппаратуры для нанесения порошков;
д) толщину покрытия;
е) любые отступления от стандартного метода испытания.
9.10. Определение эффективности осаждения
Международный стандарт ИСО 8130-10 устанавливает метод определения
процента массы распыленного порошка, который фактически осажден на
стандартную пластину из краскораспылителя при нормальных условиях.
Метод применим к порошкам, нанесенным электростатическим
способом или электризацией трением.
Метод может использоваться, чтобы сравнить эффективность
осаждения различных порошков на одинаковом оборудовании или различном
оборудовании с тем же самым порошком.
Этот метод должен использоваться только для сравнения, когда
порошки или оборудование оценивают последовательно в течение короткого
времени, поскольку со временем могут значительно измениться условия
окружающей среды и само оборудование.
Результаты испытания зависят от следующих свойств порошка:
химического состава;
плотности;
гранулометрического состава;
формы частицы порошка;
реологических свойств смеси порошка в воздухе;
содержания влаги.
Результаты испытания зависят также от условий испытания,
включая:
модели распылителя;
давления воздуха в распылителе;
напряжение распылителя;
полярности распылителя;
влажности воздуха.
361
Сущность метода заключается в распылении заряженного порошка
при известной скорости потока и при известных атмосферных условиях
температуры и влажности на центральную из пяти одинаковых стальных
мишеней, каждая из которых завернута в алюминиевую фольгу. Определяют
массу порошка, осажденного на центральной мишени, и рассчитывают по
ней эффективность осаждения.
Приборы и оборудование
Набор мишеней, состоящий из пяти стальных трубок внешним
диаметром 25 мм и длиной 500 мм. На трубках просверлено отверстие с одного
конца для вертикального подвешивания мишени. Каждая мишень должна
быть как следует заземлена.
Чистая алюминиевая фольга, промышленного качества.
Устройство для подвешивания, с помощью которого пять трубок-мишеней
могут быть подвешены вертикально по прямой на одинаковых расстояниях
от центров — от 95 мм до 105 мм.
Весы, с точностью до 0,1 г.
Таймер, с точностью до 0,1 с.
Устройство для распыления порошка — распылитель, либо с коронным,
либо с трибологическим зарядом, смонтированный в воздушной
экстракционной кабине вместе с подходящим сборником порошка.
Непроводящий экран или устройство для сбора порошка, достаточно
большой для того, чтобы защитить мишени от порошка, испускаемого
пульверизатором перед и после испытания, и достаточно подвижный, чтобы
его можно было убрать на период испытания.
Методика испытания
Пробу порошка отбирают в соответствии с требованиями ИСО 8130-9.
Количество порошка 2 кг достаточно для испытания.
Испытание проводят дважды при температуре 23±2°С и относительной
влажности между 20% и 70%.
В виду большого объема воздуха, который может проходить через
воздушную экстракционную кабину во время испытания, невозможно
контролировать температуру и влажность в узких пределах. В этих условиях
диапазон температуры и влажности при испытании указывают в отчете об
испытании.
Оборачивают пять мишеней алюминиевой фольгой таким образом,
чтобы завернуть ее внутрь на верхних и нижних концах, чтобы обеспечить
хороший электрический контакт. Взвешивают на весах с точностью до 0,1 г
фольгу, которая будет использована для центральной трубки.
Определяют расход порошка, распыляя порошок через систему
распыления порошка в течение 60 с по таймеру в предварительно взвешенный
вакуумный рукавный фильтр. Вновь взвешивают фильтр с содержимым с
точностью до 0,1 г и рассчитывают расход порошка в граммах в минуту.
При использовании пистолета с коронным разрядом регулируют
контроль устройства для распыления порошка на достижение расхода 150+7,5
г/мин.
362
Примечание — Важно, чтобы высокое напряжение во время этой операции
было выключено.
При использовании пистолета с трибологическим разрядом регулируют
воздушное давление подачи на 300 кПа (=3 бар) и измеряют расход
порошка как описано выше.
Помещают подвешивающее устройство с пятью трубками-мишенями в
распылительную кабину.
Монтируют и располагают распылительный пистолет в экстракционной
кабине таким образом, чтобы он был нацелен на середину центральной
трубки и так, чтобы порошок покрыл приблизительно 60% длины
центральной трубки.
При использовании узких конических аппликаторов может быть трудно
покрыть 60% длины трубки-мишени. Любое отклонение должно быть
отражено в отчете об испытании.
Помещают экран между распылительным пистолетом и мишенями.
Включают поток порошка и, в случае пистолета с коронным разрядом,
регулируют потенциал таким образом, чтобы истинный потенциал пистолета
был 60+1 кВ при соответствующей полярности.
Примечание — Рекомендуется провести испытание при разных напряжениях для
всестороннего исследования оборудования и порошка.
Удаляют экран и дают порошку распыляться равномерно, без перебоев,
на мишени в течение 6,0+0,5 с. По окончании этого периода немедленно
возвращают экран между распылительным пистолетом и мишенями.
Выключают пистолет.
Вынимают центральную мишень из устройства для подвешивания
осторожно, чтобы не стряхнуть порошок. Помещают ее в печь, установленную
на температуру, чтобы порошковое покрытие сплавилось от 5 мин до 10
мин.
Порошковое покрытие не подвергают дополнительной обработке, т.к.
это может привести к потерям.
Вынимают трубку и фольгу из печи и дают остыть. Снимают фольгу
с трубки и взвешивают с точностью до 0,1 г. Для предотвращения потерь
порошка фольгу можно снимать в предварительно взвешенной пластиковой
коробке.
Выражение результатов
Вычисляют эффективность осаждения Е, выраженную как процент
массы, используя следующее уравнение:
т -60-100
Pf-t
где
тр — масса порошка, отложившегося на фольге, г;
/ — время распыления, с;
Pf — расход порошка, г/мин.
Если два результата отличаются не более чем на 5%, вычисляют
среднее арифметическое. Если два параллельных определения отличаются на
больше чем на 5%, выполняют третье определение и вычисляют среднее
363
арифметическое всех трех результатов. Результаты записывают с точностью
до одного знака.
Точность метода
Опытные данные показывают, что расход порошка может определяться
с точностью ±3%.
Эффективность осаждения как электростатическая, так и трибостати-
ческая может определяться с точностью ±5%.
Отчет об испытании
Отчет об испытании должен содержать, по крайней мере, следующую
информацию:
а) все детали, необходимые для идентификации испытуемого
порошка;
б) ссылку на международный стандарт ИСО 8130-10;
в) тип порошка;
г) распределение размера частиц (если известно);
д) плотность порошка (если известно);
е) полное описание распыляющего прибора, включая:
1) для электростатического метода — напряжение распылителя,
полярность;
2) для электризации трением — давление воздуха;
3) описание распыляющего сопла,
4) описание факела распыления;
е) расстояние между образцом и соплом;
ж) температуру и относительную влажность атмосферного воздуха,
подаваемого в установку;
и) результаты испытания;
к) любое отклонение из стандартного метода;
л) дату проведения испытания.
364
Глава 10
МЕТОДЫ ХИМИЧЕСКОГО
АНАЛИЗА
Химический анализ лакокрасочных материалов, проводимый по
методикам международных стандартов, позволяет получить данные о содержании
в них экологически вредных веществ. Информация о содержании в лаках
и красках тяжелых металлов, а также об уровнях эмиссии вредных веществ
из нанесенных покрытий особенно важна для здоровья человека [1].
Особенно опасен для человека свинец. Свинец может попадать в
человеческий организм при вдыхании или проглатывании микроскопических
частиц сухой краски, содержащей свинец. Содержащая свинец пыль может
образовываться при соскребании, зачистке или нагреве свинцовой краски.
Пыль также образовывается при резком контакте окрашенных поверхностей
или их трении одна о другую. Еще в 1921 г. Международная организация
труда (МОТ) приняла Конвенцию 13 о запрещении использования
свинцовых белил в малярном деле. Однако в указанной Конвенции
допускалось использование белых красителей, содержащих не более 2% свинца в
пересчете на чистый металл, что привело к печальным последствиям из-за
широкого применения белых свинцовых красок.
Известно, что воздействие свинца во время беременности может
отрицательно сказаться в будущем на здоровье грудных и маленьких детей. В
мире отравление свинцом в детском возрасте продолжает оставаться
значительной проблемой здравоохранения, связанной с санитарным состоянием
среды. Даже в организме внешне здоровых детей могут содержаться опасные
уровни свинца. Хотя дети особенно уязвимы к воздействию свинца, оно
может быть опасным и для взрослых.
По данным ВОЗ уровень свинца в крови является наилучшим доступным
индикатором воздействия окружающей среды на организм человека. Анемия
возникает у взрослых при уровне свинца в крови свыше 800 мкг/л, у
детей — свыше 700 мкг/л. Образование гемоглобина повышается у взрослых
при уровне свинца в крови свыше 500-800 мкг/л, у детей — свыше 250-300
мкг/л. Уровень свинца в крови около 150-300 мкг/л вызывает изменения в
составе крови. Так, снижение витамина D3 у детей происходит при уровне
свинца в крови свыше 100-150 мкг/л [2].
365
По данным Агентства по охране окружающей среды во многих домах и
квартирах, построенных в США до 1978 г., применялась краска с высоким
содержанием свинца. Свинец, содержащийся в краске, в её
отшелушившихся сгустках или распылённых частицах, может представлять серьёзную
опасность для здоровья, если на эту проблему не обращать внимания.
Федеральное законодательство США требует предоставления
информации лицам, которые собираются снимать, покупать или ремонтировать
недвижимость, построенную до 1978 г. Информация о наличии краски
на основе свинца должна содержаться в договоре продаже или аренды.
Покупателям даётся 10 дней на то, чтобы проверить недвижимость на
содержание свинца [3].
В данной главе приведены современные методы контроля состава
лакокрасочных материалов и покрытий с применением эффективных
приборов [4]. Методы, описанные ниже, сложны, и поэтому работа с ними
должна проводиться лицами, имеющими достаточный опыт в работе по
этим аналитическим методикам. Адекватная точность может быть
получена, если будут строго выполняться все тонкости процессов разделения и
экстрагирования.
Материалы и операции, применяемые в методах анализа, могут
оказывать вредное влияние на здоровье в случае несоблюдения соответствующих
мер предосторожности.
10.1. Методы приготовления кислотных экстрактов
Международный стандарт ИСО 6713 устанавливает методы
приготовления кислотных экстрактов, необходимых для определения массовой доли
«растворенного» металла красок и относящихся к ним продуктов в жидкой
и порошковой формах.
Кислотные экстракты приготавливают в растворе соляной кислоты с
концентрацией 0,07 моль/л, которая близка по составу к желудочному
соку.
Методы по ИСО 6713 не следует применять для высушенных или
измельченных лакокрасочных пленок.
В ИСО 6713 приняты следующие определения:
пигмент: полностью измельченный материал, не растворимый в
выбранном экстрагирующем растворителе;
массовая доля «растворенного» металла в жидкой краске — массовая
доля в пигменте, растворенном в разбавленной кислоте определенной
концентрации, плюс общая массовая доля металла в жидкой части краски;
массовая доля «растворенного» металла в порошковой краске — массовая
доля металла в краске, растворенной в разбавленной кислоте определенной
концентрации.
Кислотные экстракты готовят по следующей схеме.
Разбавляют соответствующим растворителем пробу жидкого
испытуемого продукта, а затем центрифугированием выделяют пигментную часть
пробы. В зависимости от типа пленкообразующего испытуемой краски при
выделении пигмента используют три метода (см. ниже).
366
Экстрагируют раствором соляной кислоты концентрации 0,07 моль/л
выделенный пигмент: объемное соотношение между пигментом и соляной
кислотой 1:15, за исключением определения «растворенного» свинца, если
общая массовая доля свинца в краске соответствует или превышает 1%.
В этом случае экстрагирование выделенного свинца: объемное
соотношение между свинецсодержащим пигментом в образце и соляной кислотой
1:1000.
Примечание — В ИСО 6713 принято, что массовая доля свинца в свинецсо-
держащем пигменте должна быть 60%. Это соответствует массовой доле свинца,
обнаруженной в большинстве свинцовых кронов.
Испаряют досуха жидкую часть испытуемого продукта, полученного
центрифугированием. Подготавливают осадок для анализа сухим озолением
и экстрагированием золы азотной кислотой.
Для порошковых красок экстрагирование испытуемого продукта
проводят без предварительного выделения пленкообразующего.
Реактивы и материалы
Для экстракции выбирают растворитель, который оптимально
воздействует на выделение пигментов.
ИСО 6713 рекомендует применение следующих растворителей или их
смесей:
а) для красок, разбавляемых растворителем, печатных красок и им
подобных продуктов (метод А):
смесь толуола и этанола 4+1 (для красок естественной сушки);
смесь ксилола и 1-бутанола 9+1 (для красок горячей сушки);
толуол (для хлоркаучуковых красок);
бутанол (метилэтилкетон) (для продуктов, содержащих нитрат
целлюлозы);
б) для эмульсионных красок на основе водных полимерных дисперсий
(метод В):
ацетон;
1,1,1-трихлорэтан;
тетрагидрофуран;
в) для пластизолей и органозолей на основе поливинилхлорида (ПВХ),
его сополимеров и для красок на основе неводных полимерных дисперсий
(метод С):
тетрагидрофуран;
циклогексанон;
циклопентанон.
Приборы и оборудование
Применяется обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Лабораторная центрифуга с пробирками из инертного материала
вместимостью 50 или 100 мл. Предпочтительнее использовать центрифугу,
работающую при относительном центробежном ускорении 100 км/с2.
Шкаф сушильный, вентилируемый, поддерживающий температуру
105±2°С.
Сосуд стеклянный, закрытый пробкой, вместимостью не менее 2 л.
367
Методика приготовления
Представительный образец испытуемого продукта отбирают в
соответствии с ИСО 15558. Образец для испытания исследуют и подготавливают в
соответствии с требованиями ИСО 1513. При обнаружении поверхностной
пленки ее следует как можно скорее удалить. Образец тщательно
перемешивают и, в случае необходимости, фильтруют через сито с номинальным
размером отверстий 150 мкм для удаления всех остатков пленки и других
инородных веществ.
МЕТОД А
Метод А применяют для красок, разбавляемых растворителем, печатных
красок и подобных им продуктов.
Взвешивают с погрешностью не более ±0,1 г несколько (см. примечание
1) центрифужных пробирок. Добавляют 10-20 г (см. примечание 2)
подготовленного образца в каждую пробирку, избегая загрязнения стенок и краев
пробирок. Сразу же после этого пробирки и содержимое в них взвешивают
с погрешностью не более 10 мг. Приблизительно наполовину заполняют
пробирки выбранным растворителем и тщательно перемешивают, пользуясь
стеклянной палочкой. Тщательно промывают палочку растворителем,
добавляя все смывки в соответствующие пробирки. Уравнивают
противоположные центрифужные пробирки с погрешностью не более ±0,1 г, добавляя
оставшееся количество растворителя, следя за тем, чтобы поддерживался
адекватный рабочий уровень. Центрифугируют до полного разделения на
жидкость и пигментный осадок. Декантируют всплывшую жидкость из всех
пробирок, входящих в «комплект» (см. примечание 1), в сосуд.
Добавляют растворитель в каждую пробирку и тщательно
перемешивают, как указано выше, следя за тем, чтобы пигментный осадок полностью
продиспергировался. Повторяют центрифугирование и переливают жидкость
в тот же сосуд. Снова добавляют растворитель, центрифугируют и сливают
жидкость в третий раз, обращая внимание на то, чтобы пигментный
осадок полностью продиспергировался. Для окончательной обработки осадка
и ускорения сушки вместо выбранного растворителя используют ацетон.
Добавляют ацетон и перемешивают, следя за тем, чтобы весь осадок
пигмента продиспергировался. Центрифугируют и переливают жидкость в
закрытый стеклянный сосуд, как было указано ранее. Сосуд с собранными
экстрактами сохраняют для проведения испытания (см. разделы «Обработка
экстрагированного жидкого образца»).
После того, как убедились, что весь остаток ацетона испарился,
помещают центрифужные пробирки в сушильный шкаф с температурой 105±2°С
минимум на три часа. Затем пробирки удаляют из шкафа, переносят в
эксикатор, охлаждают до комнатной температуры и взвешивают каждую с
ее содержимым с погрешностью 10 мг, снова помещают пробирки с
содержимым в сушильный шкаф минимум на 1 ч, охлаждают до комнатной
температуры в эксикаторе и повторно взвешивают. Повторяют операции
нагревания, охлаждения и взвешивания до тех пор, пока результаты двух
последовательных взвешиваний не будут отличаться друг от друга не более
368
чем на 10 мг. Рассчитывают массовую долю пигмента, содержащегося в
краске, в масс.%, образца лакокрасочного материала.
Наконец проверяют, легко ли можно разломить пигментный осадок,
чтобы узнать, полностью ли извлечено пленкообразующее. Если осадок
пигмента находится в связанном состоянии, то испытание следует повторить,
используя более подходящий растворитель или смесь растворителей.
Примечания:
1. Последовательные процедуры кислотного экстрагирования выполняют дважды,
поэтому берут достаточное количество краски и пробирок, чтобы получить не менее
10 г пигмента. Количество пробирок (обычно четыре), необходимое для каждого
образца, называется «комплектом» («set»).
2. Масса краски зависит от вместимости используемых центрифужных пробирок
и ожидаемой массовой доли пигмента в краске.
МЕТОД В
Метод В применяют для эмульсионных красок на основе водных
полимерных дисперсий. Выполняют разделение по методике, указанной выше
(метод А), но с использованием ацетона для первичной и окончательной
обработки и выбранного растворителя для пяти промежуточных обработок
пигментного осадка.
МЕТОД С
Метод С применяют для пластизолей и органозолей на основе ПВХ,
его сополимеров и для красок на основе других неводных полимерных
дисперсий. Разделение выполняют в соответствии с методом А, но
используя массу образца, которая могла бы быть разбавлена растворителем в
соотношении 1.10. Это соотношение необходимо для получения реальной
скорости осаждения. Тщательно перемешивают до тех пор, пока полимер
не перейдет из диспергированного в растворенное состояние. Может
возникнуть необходимость в незначительном нагревании.
Контрольный испытуемый раствор
Готовят смесь растворителей в пропорциях, необходимых для
разделения, и оставляют для использования в качестве контрольного раствора
для определения в соответствии с разделом «Обработка экстрагированного
жидкого образца».
ОБРАБОТКА ПОРОШКОВЫХ КРАСОК
Если не требуется предварительного отделения пигмента от связующего,
то экстрагируют испытуемую часть при использовании метода, описанного
в следующем разделе. Если материал не диспергируется в соляной
кислоте, то следует добавить определенный объем подходящего смачивающего
вещества.
КИСЛОТНОЕ ЭКСТРАГИРОВАНИЕ ВЫДЕЛЕННОГО
ПИГМЕНТА И ПОРОШКОВЫХ КРАСОК
Масса пигмента, взятого для экстрагирования, может быть уменьшена,
например, из-за относительно высокого содержания «растворенного» метал-
369
ла. В этом случае объем экстрагированной жидкости необходимо изменить
таким образом, чтобы исходное соотношение пигмента и экстрагирующей
жидкости сохранилось.
Подготовка выделенного пигмента
Собирают весь высушенный пигментный осадок из всех пробирок
одного «комплекта», тщательно измельчают отвердевший пигмент, поместив
его между двумя листами лощеной бумаги и слегка надавливая или
прокатывая валком, не допуская раздробления. Измельчают до тех пор, пока
пигмент сможет проходить через сито с размером отверстий 500 мкм (см.
примечание). Необходимо проследить за тем, чтобы весь порошок прошел
через сито и был собран.
Смешивают просеянный пигмент, помещают его во взвешенную колбу
и ставят в сушильный шкаф с температурой 105±2°С на 2 ч. Хранят колбу
в эксикаторе до проведения дальнейших операций экстрагирования.
Примечание — Избыточная нагрузка может вредно воздействовать на
поверхность пигмента, что приведет к различным результатам. Если на
опыте была установлена плохая воспроизводимость результатов,
необходимо применить большее усилие для измельчения пигментного осадка, в
этом случае следует повторить процедуру экстрагирования и измельчения
осадка пигмента.
МЕТОД ЭКСТРАГИРОВАНИЯ «РАСТВОРЕННЫХ»
МЕТАЛЛОВ
Ниже приводится метод экстрагирования «растворенных» металлов с
помощью кислоты, включая свинец, если общая массовая доля свинца в
краске менее 1% (соотношение объемов по массе 1:15).
Реактивы и материалы
Разбавленная соляная кислота, с(НС1)=0,007 моль/л.
Концентрированная соляная кислота, раствор 1:1. Разбавляют одну часть
по объему кислоты (р=1,18) с одной частью воды по объему.
Этанол, минимум 95% (по объему).
Приборы и оборудование
Механическая мешалка.
рН-метр.
Мембранный фильтр с диаметром пор 0,15 мкм или другой пригодный
для этих целей фильтр, способный давать прозрачный раствор.
Устройство для фильтрации с использованием мембранных фильтров.
Водяная баня, поддерживающая температуру 23±2°С.
Методика экстрагирования
Проводят экстрагирование полученного пигмента или порошковой
краски дважды, и защищают испытуемую пробу от прямого попадания
солнечных лучей во время экстрагирования и до исследования.
Взвешивают 5,0+0,01 г образца пигмента и помещают в чистый сухой
стакан вместимостью 150 мл. Смачивают испытуемую часть (за исключением
порошковой краски) 2 мл этанола или несколько большим объемом,
подсоединяют мешалку и добавляют 75 мл раствора кислоты, предварительно
370
выдержанного на водяной бане при температуре 23±2°С. Помещают стакан
в водяную баню и немедленно перемешивают смесь (см. примечание).
Вводят электроды рН-метра в смесь и, в случае необходимости,
приводят в соответствие рН смеси и разбавленной соляной кислоты, используя
концентрированную соляную кислоту.
Продолжают перемешивание в течение 15+1 мин, следя за тем, чтобы
температура смеси поддерживалась в пределах 23±2°С во время всего
периода испытания. Поддерживают исходное значение рН смеси, осторожно
добавляя концентрированную соляную кислоту. В конце этого периода
перемешивания дают возможность смеси отстояться в течение 15±1 мин при
температуре 23±2°С. Затем декантируют смесь через мембранный фильтр,
используя устройство для фильтрации, и собирают фильтрат, полученный
за первые 10 мин (который должен быть прозрачным раствором), в
соответствующий стеклянный сосуд. Сразу закрывают сосуд.
Сохраняют профильтрованный экстракт для определения различных
«растворенных» металлов в соответствие с определенной частью ИСО 3856.
Для каждого определения берут соответствующие аликвотные количества
экстракта.
Определение «растворенного» металла, содержащегося в фильтрате,
выполняют в пределах 4 ч с момента приготовления экстракта в соответствии
с ИСО 3856.
Примечание — Во время всего процесса экстрагирования скорость мешалки
должна быть установлена так, чтобы пигмент непрерывно находился во взвешенном
состоянии, при этом необходимо избегать спонтанных выбросов суспензии.
МЕТОД ЭКСТРАГИРОВАНИЯ «РАСТВОРЕННОГО»
СВИНЦА
Ниже приводится метод экстрагирования «растворенного» свинца при
использовании кислоты (в случае, если общая массовая доля свинца в краске
не менее 1 масс.%) (масса к объемному соотношению 1:1000)
Предварительное определение общего количества свинца
Примечание — Обычно для поддержания постоянного соотношения массы сви-
нецсодержащего образца и объема экстрагирующей соляной кислоты, необходимо
сначала определить общую массовую долю свинца в подготовляемом пигменте или
в порошковой краске. По общей массовой доле свинца можно рассчитать массу
используемого для экстрагирования образца.
Реактивы и материалы
Азотная кислота, р=1,40, раствор 65%-ный (по массе).
Перекись водорода, раствор, приблизительно 30%-ный (по массе).
Соляная кислота, с(НС1)=0,07 моль/мл.
Методика экстрагирования
Испытания проводят дважды на подготовленном пигменте или
порошковой краске.
Взвешивают с погрешностью 1 мг 0,1 г образца и помещают в
коническую колбу вместимостью 150 мл. Добавляют 10 мл азотной кислоты,
затем две капли раствора перекиси водорода. Вращая колбу,
перемешивают содержимое и медленно кипятят на плитке в течение 5 мин, но не
371
досуха (см. примечание). Слегка охлаждают и промывают стенки колбы
приблизительно 10 мл воды. Кипятят в течение 5 мин, дают остыть, при
необходимости фильтруют и количественно переносят содержимое колбы в
мерную колбу с одной меткой вместимостью 250 мл. Разбавляют до метки
водой, закрывают, тщательно перемешивают. Этот раствор используют для
экстрагирования.
Примечание — Порошковые краски требуют усиленной обработки для
растворения свинецсодержащих пигментов. Для этих продуктов необходимо добавить больше
азотной кислоты и раствора перекиси водорода и увеличить время нагрева.
Подготовка испытуемого раствора
Таблица 10.1 Из каждого раствора для экстраги-
Объем раствора для экстрагирования рования отбирают аликвотное количе-
в зависимости от содержания свинца ство, величина которого определяется
ожидаемым содержанием свинца в
образце (см. табл. 10.1). Помещают
аликвотное количество в коническую
колбу вместимостью 100 мл, доводят
до метки соляной кислотой и
тщательно перемешивают.
Подготовка контрольного раствора
Повторяют процедуру, исключая испытуемый образец. Для
контрольного раствора должно быть использовано такое же аликвотное количество
раствора, как и для испытуемого раствора.
Определение
Используют испытуемые растворы и контрольные растворы
реактивов, как испытуемые и контрольные растворы в соответствии с ИСО
3856-1. Дважды измеряют массовую долю свинца в них методом атомно-
абсорбционной спектроскопии, установленным в ИСО 3856-1.
Если значения двух результатов отличаются более чем на 2%, следует
подготовить свежие испытуемые растворы и повторить испытание.
Вычисление результатов
Общую массовую долю свинца (Т) в процентах вычисляют по
уравнению:
гг 2,5-с
где
с — концентрация свинца в испытуемом растворе, полученная по гра-
дуировочному графику с поправкой на контрольный опыт, мкг/мл;
пг0 — масса испытуемого образца, г;
V — объем аликвотного количества экстракта, мл.
Вычисляют среднюю величину двух результатов.
Методика экстрагирования
Рассчитывают массу испытуемого образца:
а) для подготовленных пигментов. По величине массовой доли пигмента
в краске и массовой доли свинца в краске. Если массовая доля свинца не
Ожидаемое
содержание свинца, масс.%
Менее 2
От 2 до 10
10-90
Аликвотное
количество, мл
50
25
10
372
менее 1 масс.%, вычисляют т,, как указано ниже, и проводят
экстрагирование по методике, описанной ниже.
б) для порошковых красок. Если общее количество пигмента,
содержащегося в порошковых красках, не менее 1 масс.%, то рассчитывают ть
как указано ниже, и проводят экстрагирование по методике, описанной
ниже.
По общему количеству свинца, содержащемуся в подготовленном
пигменте или порошковой краске, рассчитывают массу испытуемого образца
(т,) в граммах для определения содержания «растворенного» свинца,
используя уравнение:
где
Т — общее количество свинца, подготовленного пигмента или
порошковой краски, масс.%;
60 — средняя массовая доля свинца типовых свинцовых кронов,
масс.%.
Экстрагирование. Проводят дважды экстрагирование подготовленного
пигмента или порошковой краски. Следует защищать испытуемый образец
от прямого солнечного света во время экстрагирования и до испытания.
Взвешивают испытуемый образец (т,) с точностью до 1 мг и помещают
его в чистый сухой стакан вместимостью 1 л. Для смачивания
испытуемого образца (за исключением порошковой краски) берут 2 мл этанола или
немного большее количество, подсоединяют мешалку и добавляют 500 мл
раствора соляной кислоты, предварительно выдержанного на водяной бане
при температуре 23±2°С. Помещают стакан в водяную баню и немедленно
перемешивают смесь (см. примечание). Вставляют электроды рН-метра в
смесь и, при необходимости, приводят в соответствие показатель рН смеси
и раствора соляной кислоты добавлением концентрированной кислоты.
Перемешивают в течение 60+1 мин, следя за тем, чтобы температура
смеси поддерживалась в пределах 23±2°С на протяжении всего испытания.
Поддерживают рН смеси, осторожно добавляя концентрированную соляную
кислоту.
По окончании перемешивания оставляют смесь отстаиваться в
течение 60+1 мин при температуре 23±2°С. Затем декантируют смесь через
мембранный фильтр, используя устройство для фильтрации, собирают
фильтрат, полученный за первые 10 мин (который должен быть
прозрачным раствором) в соответствующий стеклянный сосуд, который сразу же
плотно закрывают.
Сохраняют отфильтрованный экстракт для определения «растворимого»
свинца в соответствии с ИСО 3856-1. Для каждого определения берут
соответствующие аликвоты экстракта.
Проводят определение массовой доли «растворенного» свинца в
фильтрате как можно скорее, в пределах 4 ч с момента приготовления экстракта.
373
Примечание — Во время всего процесса экстрагирования скорость мешалки
должна быть установлена так, чтобы пигмент непрерывно находился во взвешенном
состоянии, при этом необходимо избегать спонтанных выбросов суспензии.
КОНТРОЛЬНЫЙ РАСТВОР
Отбирают соответственно 75 мл или 500 мл раствора соляной кислоты
и, в случае необходимости, добавляют 2 мл этанола. Оставляют этот
раствор для контрольных определений на образце пигмента, как указано в
соответствующей части ИСО 3856.
ОБРАБОТКА ЭКСТРАГИРОВАННОГО ЖИДКОГО
ОБРАЗЦА
Реактивы и материалы
Азотная кислота, раствор 1:1. Разбавляют одну объемную часть 65%-но-
го (по массе) раствора азотной кислоты (р=1,40) одной объемной частью
воды.
Соляная кислота, с(НС1)=0,07 моль/л.
Приборы и оборудование
Водяная баня.
Нагревательная плитка.
Муфельная печь, способная поддерживать температуру 475±25°С.
Мерная колба с одной меткой вместимостью 100 мл.
Методика проведения
Проводят испытание дважды на экстрагированном жидком образце.
Проводят то же испытание на контрольном растворе, используя те же
количества всех реактивов.
Содержимое закрытого стеклянного сосуда переносят в подходящий
градуированный сосуд и разбавляют до определенного объема
растворителем или смесью растворителей. Переливают аликвотное количество (см.
примечание 6) в фарфоровую или керамическую чашечку соответствующей
вместимости. Испаряют основную порцию (см. примечание 1) раствора,
используя водяную баню (см. примечание 2).
Помещают чашечку на горячую плитку и медленно увеличивают
температуру для удаления оставшегося растворителя (см. примечание 3).
Постепенно увеличивают температуру горячей плитки до тех пор, пока материал
не обуглится. Затем помещают чашечку в муфельную печь, работающую
при 475±25°С, и проводят озоление (см. примечание 4). Когда озоление
полностью завершится, удаляют чашечку из муфельной печи, охлаждают
до комнатной температуры. Разламывают озоленный материал на мелкие
кусочки с помощью стеклянной палочки и оставляют палочку в чашечке
на время всей фильтрации (см. примечание 5).
Добавляют 10 мл раствора азотной кислоты, следя за тем, чтобы не
было потерь при расплескивании в результате энергичного взаимодействия
золы с кислотой. Тщательно нагревают на горячей плитке до тех пор, пока
останется 2-3 мл раствора. Добавляют еще 10 мл раствора азотной кислоты
и продолжают нагревание на горячей плитке до тех пор, пока останется
374
не менее 5 мл раствора. Добавляют 20-25 мл воды и фильтруют через
фильтровальную бумагу средней пористости в мерную колбу вместимостью
100 мл. Если фильтрат не прозрачный, профильтровывают его снова через
мелкий фильтр. Чашечку и фильтровальную бумагу промывают несколько
раз водой и сливают смывки в колбу. Разбавляют до метки раствором
соляной кислоты и тщательно перемешивают.
Этот экстракт используют для определения различных «растворимых»
металлов методом, определенным в ИСО 3856. Для каждого определения
берут строго определенные количества экстракта.
Примечания:
1. Если образец содержит нитрат целлюлозы, добавляют 2 г жидкого парафина
в жидкую часть краски для удаления летучих растворителей.
2. По желанию, растворитель удаляют при помощи дистилляции. Этот метод
предпочтительно использовать, когда, например, растворители включают бутанол или
ксилол.
3. Если образец содержит хлорированные соединения, то во время озоления
могут образоваться кислые продукты. Поэтому перед озолением полученные при
испарении до сухости экстракты жидкой части краски перемешивают с сухим остатком
и с достаточно обезвоженным карбонатом натрия для нейтрализации этих продуктов.
Приблизительно 1 г карбоната натрия должн быть добавлен на каждый 1 г остатка.
Так как этот процесс может потребовать дополнительного количества безводного
карбоната натрия, может возникнуть необходимость использовать соответствующее
аликвотное количество смешанных экстрактов. Этот метод также относится и к
получению раствора для контрольного опыта.
4. Озоление при температуре свыше 500°С может привести к потере некоторого
количества свинца и кадмия в результате улетучивания.
5. Если образец содержит вместе сурьму и свинец, то есть вероятность образования
осадка, не растворимого в кислоте, что впоследствии приведет к низким результатам.
Во избежание этого следует озолять образцы следующим образом: растирают золу в
тонкий порошок, помещают его в ту же самую чашечку и перемешивают с
шестикратным количеством (от их массы) смеси, состоящей из равных частей безводного
карбоната натрия и серы. Закрывают чашечку и нагревают на умеренном пламени
до исчезновения запаха двуокиси серы (1-2 ч).
Образцы охлаждают и выпаривают с небольшим количеством горячей воды до
полного диспергирования осадка расплава. Осадок отфильтровывают, переливают на
фильтровальную бумагу с 1 масс.% раствором сульфида натрия и промывают осадок
тем же раствором. Выливают фильтрат и смывки (если определен только свинец),
или сохраняют их для определения сурьмы (если необходимо определить как свинец,
так и сурьму).
Растворяют осадок в минимальном количестве кипящего раствора азотной
кислоты, c(HN03)=5 моль/л, отфильтровывают и промывают горячей водой в мерную
колбу с одной меткой вместимостью 100 мл. Разбавляют полученный продукт
раствором соляной кислоты до метки и тщательно перемешивают.
Этот же метод следует применять и для контрольного раствора.
6. При определении массовой доли «растворенного» металла, в соответствии
с ИСО 3856, необходимо принимать во внимание общий объем экстрагированной
жидкости.
375
10.2. Определение содержания растворенного свинца
Международный стандарт ИСО 3856-1 устанавливает два метода
определения свинца в испытуемых растворах, полученных в соответствии с ИСО
6713 и другими пригодными для этой цели стандартами.
Указанные методы предназначены для красок с содержанием
«растворенного» свинца от 0,05 масс.% до 5 масс.%.
В качестве арбитражного метода в случае разногласий необходимо
использовать метод пламенной атомно-абсорбционной спектрометрии. По
договоренности между заинтересованными сторонами можно использовать и
другие методы. Если согласован спектрофотометрический метод, то следует
пользоваться спектрофотометрическим методом с применением дитизона.
МЕТОД ПЛАМЕННОЙ АТОМНО-
АБСОРБЦИОННОЙ СПЕКТРОМЕТРИИ
Сущность метода заключается в определении свинца атомно-
абсорбционным спектрометром с воздушно-ацетиленовым пламенем и
лампой со свинцовым катодом при длине волны 283,3 нм.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Соляная кислота, раствор с(НС1)=0,07 моль/л.
Ацетилен в стальном баллоне, технический сорт.
Сжатый воздух.
Свинец, стандартный раствор, содержащий 1 г/л или раствор,
приготовленный следующим образом:
а) содержимое сосуда со стандартным раствором свинца, содержащим
точно 1 г РЬ, переливают в мерную колбу вместимостью 1 л, разбавляют
до метки раствором соляной кислоты и тщательно перемешивают;
б) взвешивают с точностью до 1 мг 1,598 г нитрата свинца
(предварительно высушенного в течение 2 ч при 105°С), разбавляют в соляной
кислоте в мерной колбе вместимостью 1 л, разбавляют до метки таким же
раствором соляной кислоты и тщательно перемешивают.
1 мл этого стандартного раствора содержит 1 мг РЬ.
Свинец, стандартный раствор, 100 мг/л.
100 мл стандартного раствора свинца вводят пипеткой в мерную колбу
с одной меткой вместимостью 1 л, разбавляют до метки раствором соляной
кислоты и тщательно перемешивают.
Этот раствор следует готовить в день использования, 1 мл стандартного
раствора содержит 100 мкг РЬ.
Приборы и оборудование
Применяется обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Спектрометр атомно-абсорбционный, работающий при длине волны
283,3 нм, снабженный горелкой с воздушно-ацетиленовым пламенем.
376
Таблица 10.2
Данные для построения
градуировочного графика
Номер
стандартного
раствора
0
1
2
3
4
5
Объем
стандартного
раствора
свинца, мл
0
2,5
5
10
20
30
Концентрация свинца в
стандартных
растворах,
мкг/мл
0
2,5
5
10
20
30
Лампа со свинцовым полым катодом или со свинцовым разрядом.
Бюретка вместимостью 50 мл.
Колбы мерные с одной меткой вместимостью 100 мл.
Методика определения
Построение градуировочного
графика. Стандартные растворы готовят
в день использования. В каждую из
шести мерных колб вместимостью
100 мл бюреткой вводят стандартный
раствор свинца в объемах, указанных
в табл. 10.2, разбавляют каждый до
метки раствором соляной кислоты и
тщательно перемешивают.
Спектрометрические измерения.
Лампу со свинцовым спектральным
источником устанавливают в спектрометр
и оптимизируют условия для
определения свинца. Настраивают прибор в
соответствии с паспортом изготовителя
и настраивают монохроматор на длину
волны 283,3 нм для получения максимума поглощения.
Устанавливают поток ацетилена и воздуха в соответствии с
характеристиками всасывающей горелки и зажигают пламя. Развертку шкалы, если
таковая имеется, устанавливают так, чтобы стандартный раствор 5 дал почти
полное отклонение на шкале.
Осуществляют всасывание в пламя стандартных растворов в порядке
увеличения степени концентрации и повторяют всасывание со стандартным
раствором 4 для подтверждения стабильной работы прибора.
После каждого измерения через горелку всасывают воду. В процессе
построения градуировочного графика следят за тем, чтобы скорость
всасывания оставалась постоянной. Строят график, откладывая на оси абсцисс
массу свинца в мкг, содержащуюся в 1 мл стандартных растворов, а на оси
ординат — разность соответствующей величины поглощения и величины
поглощения при контрольном опыте.
Испытуемые растворы
Пигментная часть жидкой краски и порошковая краска. Используют
раствор, полученный, как указано в ИСО 6713.
Жидкая часть краски. Используют раствор, полученный, как указано
в ИСО 6713.
Другие испытуемые растворы. Используют растворы, полученные другим
методом или методом, согласованным между заинтересованными сторонами,
например, методом, описанным в ИСО 6713.
Определение
Сначала измеряют поглощение соляной кислоты в спектрометре после
настройки.
377
Затем трижды измеряют поглощение каждого испытуемого раствора, а
после снова поглощение раствора соляной кислоты. Наконец, снова
определяют поглощение раствора 4 для того, чтобы убедиться, что настройка
прибора не изменилась. Если поглощение испытуемого раствора выше,
чем стандартного раствора при высоком содержании свинца, разбавляют
испытуемый раствор (коэффициент разбавления F) известным объемом
соляной кислоты.
Обработка результатов
Пигментная часть жидкой краски. Массу растворенного свинца (т0),
г, в экстракте соляной кислоты, полученном методом, указанным в ИСО
6713, определяют по уравнению:
о 1()б 11
где
а0 — концентрация свинца в контрольном испытуемом растворе,
полученном методом, описанным в ИСО 6713, мкг/мл;
fly — концентрация свинца испытуемого раствора, полученная по гра-
дуировочному графику, мкг/мл;
F, — коэффициент разбавления;
V, — объем соляной кислоты плюс этанол, используемый для
экстрагирования, описанного в ИСО 6713 (допускается до 77 мл или 502 мл),
мл.
Массовую долю «растворенного» свинца (Xj) в процентах в пигментной
части краски вычисляют по уравнению:
тх 10 т]
где
mi — масса испытуемой части, взятой для получения раствора,
определенного, как указано в ИСО 6713;
Р — массовая доля пигмента в жидкой краске в масс.%, полученная,
как указано в ИСО 6713.
Жидкая часть краски. Массу свинца (т2), г, в экстракте кислотного
раствора, полученного методом, указанным в ИСО 6713, вычисляют по
уравнению:
h -bn
т^ =
л
-±-Ъ-К
2 106
где
Ь„ — концентрация свинца в контрольном испытуемом растворе,
полученном по ИСО 6713, мкг/мл;
Ь, — концентрация свинца в испытуемом растворе, рассчитанная по
градуировочному графику, мкг/мл;
F2 — коэффициент разбавления.
Массовую долю (Х2), %, в жидкой части краски рассчитывают
по уравнению:
378
Х2=^-Л02,
тъ
где
т3 — общая масса краски, составляющая «комплект», как указано в
ИСО 6713, г.
Жидкая краска. Массовую долю «растворенного» свинца в жидкой
краске (Х3), %, вычисляют как сумму результатов:
Порошковая краска. Массовую долю растворенного свинца в
порошковой краске можно рассчитать при соответствующей модификации расчетов,
приведенных для пигментной части жидкой краски.
Другие испытуемые растворы. Если испытуемые растворы были
получены методами, отличающимися от описанных в ИСО 6713, необходимо
модифицировать уравнения для расчета содержания свинца, приведенные
для пигментной и жидкой части краски.
СПЕКТРОМЕТРИЧЕСКИЙ МЕТОД С ПРИМЕНЕНИЕМ
ДИТИЗОНА
Сущность метода заключается в экстрагировании свинца из
испытуемого раствора дитизона в трихлорэтане с последующим спектрометри-
рованием комплекса дитизоната свинца красного цвета при длине волны
около 520 нм.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Соляная кислота, раствор с(НС1)=0,07 моль/л.
Буферный раствор: 3 г цианида калия, 6 г метабисульфида натрия и
5 г цитрата аммония растворяют в 200 мл воды, добавляют 325 мл
раствора гидроксида аммония (р=0,880) и разбавляют водой до объема 1 л.
Следует обратить внимание на сильную токсичность цианида калия и его
растворов.
Гидроксиламмонийхлорид, 20%-ный раствор (по массе). Растворяют 20 г
гидроксиламмонийхлорида примерно в 75 мл воды и разбавляют до 100 мл.
Гидроксиламмонийхлорид является токсичным отравляющим веществом,
вызывающим также коррозию аппаратуры. Следует избегать попадания его
на кожу и в глаза.
1,1,1-трихлорэтан, не содержащий ингибиторов.
Исходный раствор дитизона. Растворяют 40 мг дитизона в 100 мл 1,1,1-
трихлорэтана. Хранят в холодильнике при 4°С или ниже. Спустя семь дней
после получения раствор следует вылить.
Рабочий раствор дитизона. Раствор готовят в день использования.
Разбавляют 10 мл исходного раствора дитизона до 100 мл 1,1,1-трихлорэтаном.
379
Свинец, стандартный раствор 1 г/л, который готовят следующим
образом:
а) переливают содержимое ампулы со стандартным раствором свинца
(содержание свинца 1 г) в мерную колбу вместимостью 1 л с одной
отметкой, разбавляют до метки тем же раствором соляной кислоты и тщательно
перемешивают;
б) взвешивают с погрешностью не более 1 мг 1,598 г нитрата свинца,
предварительно высушенного в течение 2 ч при 105°С, загружают его в
мерную колбу вместимостью 1 л и растворяют в растворе соляной
кислоты, а затем разбавляют до метки тем же раствором кислоты и тщательно
перемешивают.
1 мл данного стандартного раствора соляной кислоты содержит 1 мг
свинца.
Свинец, стандартный раствор с содержанием 10 мг/л.
Раствор готовят в день использования. 10 мл стандартного раствора
свинца пипеткой помещают в мерную колбу вместимостью 1 л, разбавляют
до контрольной метки раствором соляной кислоты и тщательно
перемешивают.
1 мл данного стандартного раствора содержит 10 мкг свинца.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Спектрометр, обеспечивающий измерение при длине волны около 520
нм, снабженный кюветами с оптическим проходом 5 мм.
Делительные воронки вместимостью 50 мл.
Пипетка вместимостью 10 мл.
Бюретка вместимостью 10 мл.
Мерные колбы с одной меткой вместимостью 100 мл.
Методика определения
Построение градуировочного графика. Стандартные колориметрические
растворы готовят в день использования. Наливают 15 мл буферного
раствора в каждую из шести 50 мл делительных воронок, затем добавляют 1 мл
раствора гидроксиламмонийхлорида и 5 мл раствора дитизона. Закрывают
воронки и энергично встряхивают в течение 30 с.
Дают возможность отстояться до разделения слоев, а затем нижние
слои сливают в отходы. Высушивают внутреннюю часть воронок полосками
фильтровальной бумаги.
В шесть делительных воронок из бюретки на 10 мл вводят объемы
стандартного раствора свинца, указанные в табл. 10.3. Затем из пипетки
добавляют 10 мл 1,1,1-трихлорэтана. Закрывают воронки и энергично
встряхивают 30 с. Позволяют слоям разделиться и сливают нижние слои
через небольшие воронки с фильтровальной бумагой для поглощения
любых капелек воды, собирая растворы в отдельные спектрофотометрические
кюветы.
Спектрофотометрические измерения. Измеряют коэффициенты
поглощения стандартных колориметрических растворов при помощи спектрофо-
380
тометра при длине волны максимального поглощения около 520 нм по
Таблица 10.3
Данные для построения
градуировочного графика
Номер
стандартного
колориметрического
раствора
0
1
2
3
4
5
Объем
стандартного раствора
свинца, мл
0
1
2
3
4
5
Концентрация свинца в
стандартном
колориметрическом
растворе,
мкг/мл
0
1
2
3
4
5
сравнению с 1,1,1-трихлорэтаном в
кювете сравнения. Перед каждым
измерением промывают кюветы
стандартным колориметрическим
раствором. Вычитают величину поглощения
компенсационного раствора из
величин поглощения других стандартных
колориметрических растворов.
Строят график, откладывая на
оси абсцисс массу свинца в мкг,
содержащуюся в 1 мл стандартного
раствора, а на оси ординат —
соответствующие величины коэффициентов
поглощения. При выполнении всех
требований предложенной методики
градуировочный график будет иметь
форму прямой линии.
Испытуемые растворы
Пигменты в жидкой краске и порошковая система. Используют
растворы, указанные в ИСО 6713.
Жидкая часть краски. Используют растворы, указанные в ИСО 6713.
Другие испытуемые растворы. Используют растворы, полученные
другими определенными или согласованными методами (например, как в ИСО
6713).
Определение
Переливают 15 мл буферного раствора и 1 мл гидроксиламмонийхло-
рида в 50-мл делительную воронку и экстрагируют 5 мл раствора дитизо-
на, как детально описано выше. Переливают при помощи 10-мл бюретки
объем испытуемого раствора, содержащего от 10 мкг до 50 мкг свинца в
делительную воронку, содержащую предварительно экстрагированный
раствор реагентов.
Если 1 мл испытуемого раствора содержит большие количества свинца,
его разбавляют известным объемом (коэффициенты разбавления F,, F2)
соляной кислоты и переливают аликвотную часть разбавленного испытуемого
раствора при помощи бюретки в делительную воронку, содержащую
предварительно экстрагированный раствор реагентов.
Размешивают содержимое делительной воронки и дают отстояться
в течение нескольких минут. Затем из пипетки добавляют 10 мл 1,1,1-
трихлорэтана, закрывают воронку и энергично встряхивают в течение 30
с. Дают возможность слоям разделиться и сливают нижний слой через
малую воронку, снабженную сухой фильтровальной бумагой, чтобы собрать
капельки воды, а раствор заливают в спектрометр.
Поглощение измеряют в соответствии с указанной выше методикой.
381
Обработка результатов
Пигменты в жидкой части краски. Массу «растворенного» свинца в
экстракте соляной кислоты (т0), г, полученном, как указано в ИСО 6713,
вычисляют по уравнению:
т =1(Kgl-go) Ух ^ =(«l-«o)V,-^l 1Q-5
0 ю6 v3 ' з
где
а0, т0, а, — см. предыдущую методику;
V3 — объем аликвотного вещества соляной кислоты и экстракта
этанола, взятый для испытания, мл;
F, — коэффициент разбавления.
Массовую долю «растворенного» свинца в пигменте краски {X,), %,
вычисляют по уравнению:
где
Р, т, — см. предыдущую методику.
Жидкая часть краски. Массу свинца в кислотном растворе (экстракт)
(т2), г, полученном, как указано в ИСО 6713, вычисляют по уравнению:
V
у4
где
bi, b0, V2 — см. предьгдущую методику;
V4 — объем аликвотной части кислотного раствора, взятый для
испытания, мл;
F2 — коэффициент поправки.
Массовую долю свинца в жидкой части краски (Х2), %, вычисляют по
уравнению:
Х2=^-102,
где
т3 — см. предьгдущую методику.
Жидкая краска. Общую массовую долю «растворенного» свинца в
жидкой краске (Х3), %, вычисляют по сумме результатов:
X, =А| + X ~.
Порошковая краска. Общую массовую долю «растворенного» свинца в
краске в порошковой форме определяют, используя соответствующую
модификацию расчетов, приведенных для пигментов в жидкой части краски.
Другие испытуемые растворы. Если испытуемый раствор был
подготовлен другими методами, отличающимися от приведенных в ИСО 6713,
необходимо модифицировать уравнения для расчета содержания свинца,
приведенные для пигментов и жидкой части краски.
382
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3856-1;
б) тип и наименование испытуемого продукта;
в) метод разделения твердой фракции испытуемого продукта;
г) тип растворителя или смеси растворителей, используемых для
экстрагирования;
д) метод определения;
е) любое отклонение (по согласованию или без него) от стандартного
метода;
ж) результаты испытаний, выраженные в процентах, т. е. количество
«растворенного» свинца в пигментной части краски и общее количество
«растворенного» свинца в жидкой части краски;
или общее количество «растворенного» свинца в краске в порошковой
форме;
з) дату испытания.
10.3. Определение общей массовой доли свинца
Международный стандарт ИСО 6503 устанавливает метод
определения общей массовой доли свинца в лакокрасочных материалах пламенной
атомно-абсорбционной спектрометрией.
Сущность метода заключается в озолении пробы для удаления всех
органических соединений, экстрагировании свинца соляной кислотой и
спектрометрическим его определением.
Метод применим к материалам с общей массовой долей свинца в
пределах 0,01-2%. Если точность определения не превышает соответствующих
величин по указанному стандарту, то метод можно применять к продуктам
с общей массовой долей свинца более 2%.
Для экстрагирования свинца предложены два метода; при этом метод
сухого озоления следует использовать в качестве арбитражного метода при
возникновении разногласий.
Может быть также использован спектрофотометрический метод с
использованием дитизона (по ИСО 3856-1) для определения массовой доли
свинца в растворе.
СУХОЕ ОЗОЛЕНИЕ
Сухое озоление испытуемой пробы проводят при 475°С для удаления
всех органических веществ с последующим экстрагированием свинца
соляной кислотой.
Реактивы и материалы
Во время определения следует пользоваться только реактивами
известного аналитического сорта и только дистиллированной водой или водой
эквивалентной чистоты.
Натрия карбонат безводный.
Магния карбонат.
383
Сера.
Парафин жидкий.
Натрия сульфат, раствор 10 г/мл.
Соляная кислота I, раствор, приблизительно 180 г/л. 450 мл 36%-ного
(по массе) раствора концентрированной соляной кислоты добавляют в
приблизительно равное количество воды и разбавляют до 1 л.
Соляная кислота II, раствор приблизительно 18 г/л. 100 мл раствора
соляной кислоты I добавляют в воду и разбавляют до 1 л.
Азотная кислота, приблизительно 315 г/л. 1 объем 65%-ного (по массе)
раствора азотной кислоты добавляют к 2 объемам воды.
Свинец, стандартный раствор, содержащий 1 г РЬ на 1 л, готовят
следующим способом:
а) переливают содержимое ампулы стандартного раствора свинца,
включающее точно 1 г РЬ, в мерную колбу с одной меткой вместимостью
I л, содержащую некоторое количество воды и 30 мл азотной кислоты,
разбавляют до метки водой и тщательно перемешивают;
б) взвешивают с точностью до 1 мг 1,598 г нитрата свинца Pb(N03)2
(предварительно высушенного в течение 2 ч при 105°С), разбавляют в воде
в мерной колбе с одной меткой вместимостью 1 л, добавляют 30 мл азотной
кислоты, разбавляют до метки водой и тщательно перемешивают.
1 мл этого стандартного раствора содержит 1 мг РЬ.
Свинец, стандартный раствор, содержащий 100 мг РЬ на 1 л.
Раствор готовят в день использования.
Переносят пипеткой 10 мл стандартного раствора в мерную колбу
вместимостью 100 мл с одной меткой, разбавляют до метки соляной кислотой
II и тщательно перемешивают.
1 мл этого стандартного раствора содержит 100 мкг РЬ.
Приборы и оборудование
Применяется обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Тигли из кремнезема (предпочтительно новые).
Муфельная печь, способная поддерживать температуру 475±25°С.
Нагревательная плитка с регулятором температуры.
Методика озоления
Представленный образец испытуемого продукта отбирают в
соответствии с ИСО 15558.
Подготавливают и исследуют образец в соответствии с ИСО 1513.
Предварительные испытания. Если состав испытуемого продукта
неизвестен, следует провести качественные испытания на присутствие нитрата
целлюлозы и сурьмы.
Если результаты этих испытаний не подтвердят отсутствие нитрата
целлюлозы и сурьмы, то следует провести все испытание.
Испытуемый образец. Испытания проводят дважды. Образец тщательно
перемешивают и немедленно переносят около 5 г во взвешенный тигель
из кремнезема. Испытуемый образец взвешивают с погрешностью не более
10 мг.
384
Если материал содержит нитрат целлюлозы, то испытуемую часть
следует смешать с 2 г жидкого парафина.
Озоление. Тигель и его содержимое помещают на нагревательную
плитку и ставят в вытяжной шкаф. Постепенно поднимают температуру для
удаления всех летучих растворителей.
2 г карбоната магния распределяют по содержимому тигля и в течение
10 мин вводят тигель в муфельную печь при 350°С. Повышают температуру
печи до 475±25°С в течение 1 ч и поддерживают при этой температуре до
завершения озоления. Обеспечивают доступ воздуха для окисления.
Необходимо следить за тем, чтобы материал в тигле не воспламенялся.
Экстрагирование. Если материал не содержит сурьмы, то испытание
проводят следующим образом.
Охлаждают тигель и золу, затем помещают тигель и золу в химический
стакан вместимостью 250 мл. Добавляют 100 мл раствора соляной кислоты
и кипятят на слабом огне на нагревательной плитке в течение 15 мин, а
затем охлаждают в течение 15 мин.
Фильтруют горячую смесь декантированием через тонкий бумажный
фильтр в химический стакан вместимостью 250 мл. Промывают фильтр
и осадок горячей водой, собирая промывные воды в стакан. Охлаждают
стакан и помещают фильтрат и промывные воды в мерную колбу с одной
меткой вместимостью 250 мл. Разбавляют раствор водой до метки и
тщательно перемешивают.
Если материал содержит сурьму, то процесс продолжают следующим
образом. Перетирают золу до тонкого порошка, помещают ее в тот же тигель
и перемешивают приблизительно с 10 г смеси эквивалентного количества
карбоната натрия и серы. Закрывают тигель и нагревают на среднем огне
до исчезновения запаха двуокиси серы (1-2 ч).
Охлаждают тигель и выпаривают содержимое с небольшим количеством
горячей воды до полного расплавления. Осадок отфильтровывают, помещают
на фильтровальную бумагу с раствором сульфида натрия и промывают его
раствором сульфида натрия. Удаляют фильтр. Переносят фильтровальную
бумагу и осадок в химический стакан вместимостью 250 мл. Добавляют 15
мл раствора азотной кислоты и кипятят на медленном огне в течение 15
мин. Добавляют 100 мл раствора соляной кислоты и нагревают на плитке
в течение 30 мин.
Профильтровывают в горячем состоянии через тонкую фильтровальную
бумагу в химический стакан вместимостью 250 мл. Промывают бумагу и
осадок горячей водой, собирая промывные воды в стакан. Охлаждают стакан,
переносят фильтрат и промывные воды в колбу с одной меткой
вместимостью 250 мл. Доводят до метки водой и тщательно перемешивают.
Приготовление испытуемых растворов. Из каждого экстрагируемого
раствора отбирают аликвотное количество в зависимости от ожидаемой
массовой доли свинца в образце в соответствии с данными, приведенными
в табл. 10.4.
Примечание — Если массовая доля свинца выше 2%, то следует брать
соответствующее аликвотное количество.
385
Ожидаемая массовая
доля свинца, масс.%
Меньше 0,4
0,4-1
1-2
Аликвотное
количество, мл
25
10
5
Помещают каждую аликвотную часть в мерную колбу с одной меткой
вместимостью 100 мл и, если взято аликвотное количество 5 мл или 10 мл,
Таблица 70¥до^авляют ^ мл содяной кислоты
„, , I. Разбавляют до метки водой и тща-
Объем пробы в зависимости
тельно перемешивают,
от ожидаемого содержания свинца „ F
Приготовление контрольного
раствора. Повторяют процессы,
описанные выше, исключая испытуемый
образец.
МОКРОЕ ОКИСЛЕНИЕ
Мокрое окисление испытуемой
пробы проводят смесью серной кислоты и перекиси водорода в химическом
стакане (метод А) или смесью серной и азотной кислоты в колбе Кьельдаля
(метод В) для удаления всех органических веществ. Далее нагревают для
удаления избытка серной кислоты и экстрагируют любое количество свинца
(в форме сульфата свинца) в осадке с помощью раствора аммиака.
Примечание — Присутствие сурьмы или нитроцеллюлозы в образце не влияет
на результаты испытания.
Реактивы и материалы
Во время проведения испытаний следует пользоваться реактивами
известного аналитического сорта и только дистиллированной водой.
Кислота серная, 96%-ный раствор (по массе).
Водорода перекись, 30%-ный раствор (по массе), или 50%-ный раствор
(по массе).
Кислота азотная, 65%-ный раствор (по массе), р«1,48.
Кислота азотная, 315 г/мл, раствор. 1 объем раствора
концентрированной азотной кислоты добавляют в 2 объема воды.
Раствор аммиака, приблизительно 85 г NH3 на 1 л. 380 мл
концентрированного раствора аммиака 25%-ного (по массе) разбавляют водой до
1 л.
Трилон Б, раствор 37 г/л.
Свинец, стандартный раствор, содержащий 1 г РЬ на 1 л, готовят
следующим образом:
а) переливают содержимое ампулы со стандартным раствором свинца,
содержащую точно 1 г РЬ, в мерную колбу вместимостью 1 л с одной
меткой, с небольшим количеством воды и 30 мл азотной кислоты, разбавляют
до метки водой и тщательно перемешивают;
б) взвешивают с погрешностью не более 1 мг 1,598 г нитрата свинца
Pb(N03)2, (предварительно высушенного в течение 2 ч при 105°С),
растворяют в воде в мерной колбе вместимостью 1 л с одной меткой, добавляют
30 мл азотной кислоты, разбавляют до метки водой и тщательно
перемешивают.
1 мл этого стандартного раствора содержит 1 мг РЬ.
Свинец, стандартный раствор, содержащий 100 мг РЬ на 1 л.
Раствор готовят в день испытаний.
386
10 мл раствора азотной кислоты приливают к 10 мл стандартного
раствора свинца в мерную колбу с одной меткой вместимостью 100 мл,
разбавляют до метки водой и тщательно перемешивают.
1 мл этого стандартного раствора содержит 100 мкг РЬ.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также
нагревательную плитку с регулятором температуры.
Отбор проб
Представительный образец испытуемого продукта отбирают в
соответствии с ИСО 15528. Подготавливают и исследуют образцы для испытания
в соответствии с ИСО 1513.
Методика окисления
Испытуемый образец. Испытание проводят дважды. Тщательно
перемешивают образец и сразу переливают около 0,5 г в химический стакан
вместимостью 400 мл (метод А) или в колбу Кьельдаля (метод В)
вместимостью 250 мл. Взвешивают испытуемый образец с погрешностью не
более 1 мг.
Озоление
Метод А. Стакан с содержимым помещают на нагревательную плитку в
вытяжной шкаф и медленно нагревают для удаления летучих растворителей.
Добавляют около 5 мл серной кислоты, а затем, накрыв химический стакан
часовым стеклом, нагревают в течение 15 мин при более высокой
температуре для разложения и карбонизации органических веществ. Продолжают
нагревание до тех пор, пока белые пары не перестанут выделяться.
Снимают химический стакан с плитки и охлаждают в течение 10
мин.
С помощью пипетки вместимостью 5 мл медленно добавляют четыре
порции по 5 мл раствора перекиси водорода, чтобы после очередной
добавки реакция проходила до конца.
Из-за возможности разбрызгивания стакан необходимо держать
закрытым в периоды между добавлением раствора перекиси водорода.
Снова нагревают содержимое стакана в течение 10 мин и охлаждают
5 мин. Добавляют 2 порции по 5 мл раствора перекиси водорода,
нагревают около 5 мин, охлаждают 5 мин, и добавляют еще одну порцию 5 мл
раствора перекиси водорода. Снова нагревают для разложения оставшейся
перекиси водорода. Снимают часовое стекло, тщательно промывают водой
содержимое стакана и собирают промывные воды в стакан. Нагревают
стакан до полного удаления паров серы и выпаривания раствора почти
досуха. Снимают стакан с плитки и охлаждают.
Метод В. Медленно нагревают колбу Кьельдаля и ее содержимое на
горелке Бунзена для удаления летучих растворителей. Добавляют около 5 мл
серной кислоты и нагревают в течение 10 мин для разложения и
карбонизации органических веществ. Охлаждают в течение 10 мин. Медленно
добавляют пипеткой вместимостью 5 мл четыре порции азотной кислоты,
каждая по 5 мл, доводя реакцию до конца после каждого добавления
кислоты.
387
Нагревают колбу Кьельдаля и ее содержимое снова в течение 10 мин
и охлаждают в течение 5 мин. Добавляют две порции по 5 мл раствора
азотной кислоты и нагревают 5 мин. Охлаждают в течение 5 мин и
добавляют одну часть раствора азотной кислоты в количестве 5 мл.
Нагревают до разложения всей азотной кислоты, пока не перестанут выделяться
обильные белые пары и раствор не испарится почти досуха. Охлаждают.
Если на конечной стадии происходит обугливание, то осторожно
добавляют еще одну порцию азотной кислоты и повторяют процесс нагревания,
разложения и охлаждения.
Экстрагирование
50 мл раствора трилона Б, 10 мл раствора аммиака и 50 мл воды
добавляют в химический стакан (метод А) или в колбу Кьельдаля (метод В).
Кипятят на медленном огне около 15 мин, охлаждают и отфильтровывают,
в случае необходимости путем декантирования через фильтровальную бумагу
средней плотности в мерную колбу вместимостью 250 мл. Промывают бумагу
и осадок водой, разбавляют до метки водой и тщательно перемешивают.
Подготовка испытуемых растворов
Из каждого раствора экстракта отбирают аликвотную порцию, объем
которой зависит от ожидаемой массовой доли свинца в образце в
соответствии с табл. 10.5.
Таблица 10 5 Примечание — Если массовая доля
_ _ свинца больше 2%, следует брать соответ-
Объем пробы в зависимости от ожи- ствующее КОЛИчество.
даемого содержания свинца Помещают аликвотное
количество в мерную колбу с одной меткой
вместимостью 100 мл, разбавляют до
метки водой и тщательно
перемешивают.
Приготовление контрольного
раствора
Повторяют процессы, описанные
выше (метод А или метод В), исключая испытуемый образец.
ОПРЕДЕЛЕНИЕ СВИНЦА
Реактивы и материалы
Во время испытания следует пользоваться реактивами известного
аналитического сорта и только дистиллированной водой или водой
эквивалентной чистоты.
Ацетилен, промышленный сорт, в стальном баллоне.
Сжатый воздух.
Приборы и оборудование
Пламенный атомно-абсорбционный спектрометр, пригодный для
измерений при длине волны 283,3 нм, снабженный горелкой, работающей на
воздушно-ацетиленовом пламени.
Свинцовая лампа, с полым катодом или газоразрядная.
Ожидаемая массовая
доля свинца, масс.%
Менее 0,5
0,5-1
1-2
Аликвотное
количество, мл
100
(неразбавленное)
75
50
388
Бюретка вместимостью 50 мл.
Мерные колбы с одной меткой вместимостью 100 мл.
Методика определения
Построение градуировочного графика. Строят градуировочный график,
как описано далее, или используют метод инструментальной калибровки с
эквивалентной точностью.
С помощью бюретки вводят в каждую из 6 мерных колб вместимостью
100 мл объемы стандартных растворов свинца, приведенных в табл. 10.6.
Добавляют по 10 мл раствора соляной кислоты, разбавляют каждый до
метки водой и тщательно перемешивают.
Растворы готовят в день использования.
Таблица 10.6
Данные для построения
градуировочного графика
Номер
стандартного
раствора
0
1
2
3
4
5
Объем
стандартного
раствора свинца
0
2
5
10
20
30
Соответствующая
концентрация РЬ
в
стандартном растворе,
м кг/мл
0
2
5
10
20
30
Свинцовую лампу с полым
катодом устанавливают в спектрометр
и оптимизируют условия для
определения свинца. Настраивают прибор в
соответствии с инструкциями
изготовителя и настраивают монохроматор в
области 283,3 нм для максимального
поглощения.
Регулируют поток ацетилена и
воздуха в соответствии с
характеристиками горелки и зажигают пламя.
Устанавливают развертку шкалы, если
таковая имеется, так, чтобы
стандартный раствор № 5 (см. табл. 10.6) давал
почти полное отклонение шкалы.
Всасывают в пламя каждый из
стандартных растворов по
возрастающей степени концентрации и повторяют испытание с раствором № 4
для того, чтобы убедиться в стабильности работы прибора. После каждого
измерения воду всасывают через горелку, следя за тем, чтобы скорость
всасывания была постоянной.
Строят график, откладывая на оси абсцисс массу РЬ в микрограммах,
содержащуюся в 1 мл стандартного раствора, и на оси ординат —
соответствующие величины поглощения с поправкой на поглощение контрольного
испытуемого раствора.
Определение
Измеряют сначала поглощение контрольного испытуемого раствора в
спектрометре после настройки.
Затем измеряют поглощение каждого испытуемого раствора трижды, а
после этого снова контрольного раствора.
Затем снова определяют поглощение стандартного раствора № 4 (см.
табл. 10.6) для того, чтобы подтвердить, что чувствительность прибора не
изменилась. Если поглощение испытуемого раствора больше, чем
стандартного с наивысшей концентрацией свинца, то испытуемый раствор следует
разбавить (коэффициент разбавления F) известным объемом воды.
389
Если показания, полученные на испытуемом растворе, отличаются
более чем на 2% или 1% от средней величины, то испытание следует
повторить.
По поглощению, скорректированному на контрольный раствор,
определяют концентрацию свинца в каждом испытуемом растворе, используя
градуировочный график. Если используют регистрирующее устройство, то
следует записать показания прибора по содержанию свинца.
Выражение результатов
Массовую долю свинца вычисляют по уравнению:
2.5-c-F
а =■
m-V
где
а — общая массовая доля свинца в краске, в %;
с — концентрация свинца в испытуемом растворе, полученная из гра-
дуировочного графика, мкг/мл;
F — коэффициент разбавления
т — масса испытуемой части пробы, г;
V — объем аликвотной части экстракта, мл.
Вычисляют среднюю величину двух результатов.
Точность метода
Повторяемость. 5% относительно средней величины для сухого озоления,
10% относительно средней величины для сухого озоления с экстрагированием
сурьмы, 5% относительно средней величины для мокрого окисления.
Воспроизводимость. 15% относительно средней величины для сухого
озоления, 30% относительно средней величины для сухого озоления с
экстрагированием сурьмы, 15% относительно средней величины для мокрого
окисления.
Примечания:
1. Данные по воспроизводимости, представленные для метода мокрого окисления
основаны на одном образце (метод А)
2. Относительно метода мокрого окисления, данные отсутствуют (метод В).
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 6503;
б) тип и наименование испытуемого продукта;
в) метод, используемый для экстрагирования свинца из испытуемого
продукта (сухое озоление или мокрое окисление). Если был использован
метод мокрого окисления, следует сделать отметку об используемом
процессе разложения (метод А или В);
г) любую предварительную обработку;
д) результаты испытания;
е) любое отклонение (по согласованию или нет) от указанного
метода;
ж) дату испытания.
390
10.4. Определение содержания растворенной ртути
Международный стандарт ИСО 3856-7 устанавливает метод
беспламенной атомно-абсорбционной спектрометрии для определения массовой доли
ртути в испытуемых растворах, приготовленных в соответствии с
требованиями ИСО 6713 или других международных стандартов.
Настоящий метод пригоден для красок с массовой долей растворенной
ртути в пределах 0,005-0,05%, однако часть данного метода, предназначенная
для анализа жидкой части краски, относится только к водоразбавляемым
краскам.
Сущность метода заключается в окислении соединений ртути,
полученных из пигментной части краски, последующем вьщелении чистой
ртути и определении ее с помощью беспламенной атомно-абсорбционной
спектрометрии при длине волны около 253,7 нм.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Кислород, технический сорт, в стальном баллоне.
Дигидрат хлорида олова (II), раствор, 100 г/л.
Растворяют 25 г дигидрата хлорида олова (II) (SnCl2-2H20) в 50 мл
35%-ного (по массе) раствора соляной кислоты (р=1,18) и разбавляют
водой до 250 мл.
Добавляют несколько гранул металлического олова и нагревают до
полного исчезновения осадка. Следят за тем, чтобы несколько гранул
очищенного олова осталось для стабилизации раствора; перед использованием
раствор следует проверить на отсутствие осадка.
Кислота серная, 5%-ная (по массе).
Кислота азотная, приблизительно 65%-ная (по массе), р«1,40.
Перманганат калия, раствор, 60 г/мл. Растворяют 60 г перманганата
калия (КМп04) в воде и разбавляют до 1 л.
Гидроксиламмонийхлорид, 20%-ный раствор (по массе). Гидроксиламмо-
нийхлорид токсичен, вызывает коррозию и раздражает слизистую оболочку
глаз. Необходимо избегать его попадания в глаза и на кожу. Растворяют
20 г гидроксиламмонийхлорида (NH3OHCl) в 75 мл воды и разбавляют до
100 мл.
Ртуть, стандартный раствор I, содержащий 100 мг Hg на литр.
Следует избегать вдыхания паров ртути, а также попадания ртути или
ее растворов в глаза или на кожу. Выполнять все испытания необходимо
в хорошо вентилируемом вытяжном шкафу.
Раствор готовят одним из следующих методов:
а) переливают содержимое ампулы со стандартным раствором ртути,
содержащим точно 0,1 г Hg, в мерную колбу с одной меткой вместимостью
1 л, разбавляют до метки 5%-ным раствором серной кислоты и тщательно
перемешивают.
б) взвешивают с погрешностью не более 1 мг 0,1354 хлорида ртути (II),
растворяют серной кислотой в мерной колбе с одной меткой вместимостью
391
1 л, разбавляют до метки тем же раствором серной кислоты и тщательно
перемешивают.
1 мл такого стандартного раствора содержит 0,1 мг Hg.
Ртуть, стандартный раствор II, содержащий 1 мг Hg на литр.
Этот раствор готовят в день использования.
Помещают при помощи пипетки 10 мл стандартного раствора ртути
в мерную колбу с одной меткой вместимостью 1 л, разбавляют до метки
серной кислотой и тщательно перемешивают.
1 мл этого стандартного раствора содержит 1 мг Hg.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Спектрометр атомно-абсорбционный, подходящий для измерений при
длине волны 253,7 нм, снабженный измерительной кюветой.
Примечание — Если применяются промышленные ртутные анализаторы,
работающие с использованием холодного пара, то необходимо внести соответствующее
изменение в методику.
Кювета, снабженная окошками (например, кварцевыми), прозрачными
для ультрафиолетовых лучей (в диапазоне 253,7 нм), длина оптического
пути которой должна соответствовать используемому спектрометру, но не
менее 100 мм.
Ртутная лампа с полым катодом или газоразрядная.
Самопишущий потенциометр. Можно пользоваться другими
соответствующими устройствами для измерения пиков, например, электронным
интегратором.
Колба для сжигания или делительная воронка вместимостью 500 мл со
стеклянным притертым соединением.
Держатель образца (в виде корзиночки из платиновой проволоки) и с
приспособлением для зажигания образца, пригодный для введения в колбу
для сжигания.
Генератор искры или высокочастотный вакуумный тестер.
Реометр, снабженный игольчатым клапаном из нержавеющей стали,
способный измерять скорость истечения в пределах 0,4-3 л/мин.
Насос диафрагменного типа, способный обеспечивать прохождение
потока воздуха со скоростью 0,4-3 л/мин, или цилиндр со сжатым воздухом
или азотом, снабженный соответствующим клапаном, регулирующим
давление.
Реактор, снабженный трубкой для проведения испытаний,
вместимостью 25 мл, со стеклянным шлифом для подсоединения взаимозаменяемой
головки и четырехходового запорного крана.
Оборудование для предотвращения конденсирования водяного пара в
кювете. Для этой цели может быть использована любая соответствующая
система (например, инфракрасная лампа, электронагревательный элемент
или стержневой нагреватель).
Эластичные кислотостойкие трубки (например, из силиконового каучука)
для присоединения аппарата.
Капсулы из отвержденного желатина, фармацевтический сорт.
392
Вращающийся испаритель, охлаждаемый водой, способный работать в
вакууме со скоростью вращения 150 об/мин.
Водяная баня, обеспечивающая температуру 45±5°С.
Бюретки вместимостью 10 мл и 25 мл.
Колбы мерные с одной меткой вместимостью 25 мл, 100 мл и 500 мл.
Пипетки вместимостью 1 мл, 5 мл, 25 мл.
Весы с погрешностью взвешивания не более 0,1 мг.
Методика определения
Построение градуировочного графика. Стандартные растворы готовят в
день использования. При помощи бюретки вместимостью 10 мл вводят в
каждую из шести колб с одной меткой вместимостью 25 мл объемы
стандартных растворов ртути, приведенные в табл. 10.7, разбавляют до метки
серной кислотой и тщательно перемешивают.
Таблица 10.7
Данные для построения
градуировочного графика
Спектрометрические измерения.
Устанавливают кювету и ртутную
лампу с полым катодом в спектрометр и
выбирают оптимальные условия для
определения ртути. Настраивают
прибор для сжигания (рис. 10.1) в
соответствии с инструкциями изготовителя
и настраивают монохроматор на длину
волны 253,7 нм для достижения
максимального поглощения.
Подсоединяют реометр, насос,
реактор и кювету при помощи
эластичных трубок минимальной длины.
Примечание — Измерительную
систему замкнутого цикла можно применять в
случае, если ртуть рециркулирует насосом.
Особенно эффективным это будет в случае,
если выпускание паров ртути задерживается
интерферирующими веществами, например, ионами бромида.
Включают насос и передвигают запорный кран в безопасное положение.
Устанавливают игольчатый клапан в положение, обеспечивающее
подходящую скорость подачи воздуха (например, 1 л/мин). Включают самопишущий
потенциометр и устанавливают его на соответствующий предел.
Устанавливают ноль самописца в соответствующее положение на диаграммной карте
и проверяют перемещение линии фона и уровень шума.
Отсоединяют реактор и пипеткой вносят в реактор 5 мл стандартного
раствора № 5. Добавляют при помощи пипетки 1 мл раствора хлорида
олова, тщательно перемешивают и подсоединяют реактор. Поворачивают
четырехходовый запорный кран в обратное положение, чтобы поток воздуха
прогонял пары ртути через кювету.
В это время на диаграммной ленте самописца появится пик, с помощью
потенциометра и регуляторов плавности линии устанавливают высоту пика
около '/2 полной шкалы. При необходимости испытания повторяют.
Номер
стандартного
раствора
0
1
2
3
4
5
Объем
стандартного
раствора ртути
II мл
0
1
2
3
4
5
Соответствующая
концентрация ртути в
стандартном
растворе,
мкг/мл
0
0,04
0,08
0,12
0,16
0,20
393
v=2
Рис. 10.1. Общий вид прибора для сжигания
1 — к земле; 2 — к трубопроводу
Поворачивают запорные краны в безопасное положение и повторяют
испытания, используя по 5 мл аликвотного количества оставшихся
стандартных растворов.
Необходимо повторить первоначальное испытание несколько раз,
используя стандартный раствор № 5, чтобы установить характеристики
системы.
Строят график, откладывая на оси абсцисс массу Hg в мкг,
содержащуюся в 1 мл стандартного раствора, а на оси ординат — соответствующее
значение пиков высоты, или площади пиков (например, произведение пика
высоты и пика ширины на половине пика высоты), за вычетом данных
для контрольного раствора.
В используемых пределах концентрации кривая должна отклоняться от
прямой линии очень незначительно.
Примечание — Загрязнение любой части прибора ароматическими растворителями
может привести к получению неправильных результатов измерений из-за поглощения
в области 254 нм.
Испытуемые растворы
Пигментная часть жидкой краски и краска в порошковой форме.
Используют растворы, полученные методом, определенным в ИСО 6713.
Следующие окислительные операции следует проводить дважды.
Пипеткой помещают 5 мл аликвотного количества каждого из
испытуемых растворов в каждую из мерных колб с одной меткой вместимостью
100 мл. Добавляют в каждую колбу 50 мл серной кислоты, затем 10 мл
394
перманганата калия. Оставляют не менее чем на 2 ч (предпочтительно на
ночь) для определения ртути, которая присутствует в виде Hg (II). После
этого добавляют 2 мл раствора гидроксиламмонийхлорида и тщательно
перемешивают до получения прозрачного, почти бесцветного раствора.
Разбавляют до метки серной кислотой и тщательно перемешивают.
Оставляют эти растворы для определения содержания ртути в
пигментной части краски.
Выполняют операции, определенные выше, дважды на 5 мл аликвотных
количеств, взятых из раствора, полученного методом, указанным в ИСО
6713.
Оставляют эти растворы в качестве растворов для контрольного опыта
при определении ртути в пигментной части краски.
Жидкая часть испытуемой краски. Пипеткой помещают 25 мл
смешанной жидкости в калиброванную колбу вместимостью 100 мл с круглым
горлом и стеклянной притертой пробкой, которую можно подсоединять к
вращающемуся испарителю.
Примечание — Для красок с высоким содержанием пигмента нет
необходимости экстрагировать такое большое количество краски. В этих случаях общий объем
жидкости будет значительно меньше 500 мл. Можно брать меньший объем, но при
этом возникает необходимость установить соответствующее аликвотное количество
образца, необходимого для испытания и расчета.
Помещают колбу на вращающийся испаритель и устанавливают скорость
около 150 об/мин. Для усиления скорости испарения помещают водяную
баню, обеспечивающую температуру 45±5° С, под колбу до полного удаления
летучих растворителей. Удаляют колбу из испарителя, высушивают изнутри
чистой папиросной бумагой и снова взвешивают колбу для определения
массы нелетучего остатка.
Примечание — Может возникнуть необходимость в применении вакуума к
вращающемуся испарителю для облегчения удаления кипящих растворителей.
Следующую операцию выполняют дважды. Помещают испытуемую часть
остатка, приблизительно 20 мг, в калиброванную капсулу из отвержденного
желатина и сразу же закрывают ее, затем взвешивают с погрешностью не
более 0,1 мг.
Помещают взвешенную капсулу в держатель образца. Заполняют
колбу для сжигания кислородом (см. рис. 10.1) при атмосферном давлении,
быстро вводят из 10-мл бюретки 3 мл азотной кислоты и вставляют
держатель образца, плотно подгоняя пришлифованное соединение, чтобы не
выходил газ.
Подсоединяют генератор искры к электрическим проводам держателя
испытуемого образца, помещают аппарат за защитный экран и подключают
высокое напряжение для получения искры и поджигания образца.
После полного сжигания колбу и содержимое встряхивают и
оставляют на 30 мин, изредка встряхивая. Вынимают держатель образца и
добавляют 22 мл воды в колбу при помощи бюретки вместимостью 25 мл.
Возвращают держатель образца в первоначальное положение и тщательно
встряхивают.
Переливают содержимое колбы для сжигания в плотно закрываемую
стеклянную емкость вместимостью приблизительно 25 мл.
395
Пипеткой помещают по 5 мл аликвотного количества раствора в каждую
мерную колбу вместимостью 100 мл, разбавляют до метки 5 мл раствора
серной кислоты и тщательно перемешивают.
Оставляют эти растворы для определения содержания ртути в жидкой
части краски.
Примечание — Так как сжигание испытуемой части было проведено ранее, нет
необходимости на этой стадии проводить окисление перманганатом калия.
Проводят испарение во вращающемся испарителе 25 мл ацетона,
используемого для получения проб жидких частей. Оставляют в качестве
раствора для контрольного опыта жидкой части краски.
Примечание — Дважды перегнанный растворитель должен быть хорошего
качества и не должен содержать ртути. При этом процедуру испарения во вращающемся
испарителе можно не проводить. Если при использовании вращающегося испарителя
получается осадок, то возникает необходимость подготовить контрольный раствор.
Другие испытуемые растворы. Используют испытуемые растворы,
полученные другими определенными или согласованными методами. Выполняют
процедуру, включая процесс окисления, если необходимо ртуть превратить
в Hg (II).
Приготавливают испытуемые растворы для контрольного опыта,
используя тот же метод, но опуская испытуемый раствор.
Определение
Определение проводят для каждого испытуемого раствора. Отмеряют
при помощи пипетки объем раствора в реактор так, чтобы значение пика
было расположено на оси ординат градуировочного графика. Помещают
пипеткой 1 мл раствора хлорида олова (II), тщательно перемешивают и
снова подсоединяют реактор. Переводят в обратное положение двухходовые
стопорные краны, чтобы поток воздуха прогонял свободные пары ртути
через кювету.
Записывают показания пика (т.е. высоту пика или площадь пика) и
вычитают из его показаний значения контрольного опыта. Значения
концентрации ртути определяют по градуировочному графику.
Если реакция у испытуемого раствора интенсивнее, чем у контрольного
раствора с максимальной концентрацией ртути (контрольный раствор №
5), то прежде чем повторить определение, разбавляют испытуемый раствор
соответственно (коэффициент разбавления F) известным объемом серной
кислоты.
Параллельно с определением выполняют холостой опыт, используя тот
же метод и растворы.
Рассчитывают среднее значение измерений, проведенных дважды. Если
показания отличаются более чем на 20%, определения повторяют.
Обработка результатов
Пигментная часть жидкой краски. Массу «растворенной» ртути (т0), г,
в экстракте соляной кислоты, полученную методом, определенным в ИСО
6713, вычисляют по уравнению:
wo=2-10"5-(ai-ao)-^L-/7P
*3
396
где
а0 — концентрация ртути испытуемого раствора в контрольном опыте,
подготовленном методом, определенным в ИСО 6713, мкг/мл;
а, — концентрация ртути в испытуемом растворе, определенная по
градуировочному графику, мкг/мл;
F, — коэффициент разбавления;
V, — объем раствора соляной кислоты плюс раствор этанола,
используемый для экстрагирования, определенного в ИСО 6713 (допускается
77 мл), мл;
Уз — объем испытуемого обработанного раствора, введенного пипеткой
в реактор, мл.
Массовую долю «растворенной» ртути (cHg]),%, в пигментной части
жидкой краски вычисляют по уравнению:
и тоР
тх
где
т, — масса испытуемой части, взятой для приготовления раствора по
ИСО 6713, г;
Р — массовая доля пигментной части жидкой краски, полученной
методом, определенным в разд. 6 ИСО 6713, %.
Жидкая часть краски. Массу ртути (т2) в граммах в жидкой части
краски, полученной в соответствии ИСО 6713, вычисляют по уравнению:
_(Ъ1-Ь0).т3-УшЛОО
У2-т4
где
Ь0 — концентрация ртути в контрольном опыте, мкг/мл;
Ь] — концентрация ртути в испытуемом растворе, рассчитанная по
градуировочному графику, мкг/мл;
F2 — коэффициент разбавления;
т3 — общая масса нелетучего остатка;
т4 — масса нелетучего остатка в испытуемой части, г;
У,0, — общий объем жидкой части, мл;
У2 — объем раствора, полученного после сжигания мл.
Массовую долю ртути (cHg2),%, в жидкой части краски вычисляют по
уравнению:
сН§2 =^М02,
т5
где
ms — общая масса краски, содержащаяся в «комплекте», как
определено в ИСО 6713, г.
Жидкая краска. Общую массовую долю «растворенной» ртути в краске
вычисляют как сумму результатов
cHg3=cHgi+cHg2.
397
Порошковая краска. Общую массовую долю «растворенной» ртути в
порошковой краске вычисляют путем соответствующей модификации
расчетов.
Другие испытуемые растворы. Если испытуемые растворы
подготовлены методами, отличными от приведенных в ИСО 6713, то необходимо
соответствующим образом модифицировать формулы для расчета массовой
доли ртути.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3856-7;
б) тип и наименование испытуемого продукта;
в) метод разделения твердой части испытуемого продукта, в
соответствии с ИСО 6713;
г) растворитель или смесь растворителей, используемых для
экстрагирования, соответственно;
д) результаты испытания: массовую долю «растворенной» ртути в
жидкой части краски, в пигментной части краски и общую массовую долю
«растворенной» ртути в краске или общую массовую долю ртути в
порошковой краске;
е) любое отклонение от указанного метода;
ж) дату испытания.
10.5. Определение общей массовой доли ртути
Международный стандарт ИСО 7252 устанавливает метод беспламенной
атомно-абсорбционной спектрометрии для определения общей массовой
доли ртути в лакокрасочных материалах и относящихся к ним продуктах.
Метод применим к материалам с массовой долей ртути в пределах
0,01-0,5%.
Настоящий метод допускается также применять для испытания
материалов с общей массовой долей ртути более 0,5% при соответствующем
уточнении реактива и количества испытуемой пробы.
Сущность метода заключается в восстановлении соединений ртути
до чистой ртути и определении ее с помощью беспламенной атомно-
абсорбционной спектрометрии при длине волны 253,7 нм.
Реактивы и материалы, приборы и оборудование — см. п. 10.3.
Отбор проб
Представительный образец испытуемого продукта отбирают в
соответствии с ИСО 15528.
Методика определения
Построение градуировочного графика — см. п. 10.3.
Определение выполняют дважды.
Помещают приблизительно 20 мг испытуемого образца в
предварительно калиброванную капсулу из отвержденного желатина и взвешивают
с погрешностью не более 0,1 мг.
Помещают взвешенную капсулу в держатель образца (см. рис. 10.1).
398
Заполняют колбу для сжигания кислородом при атмосферном
давлении, при помощи бюретки быстро вводят 3 мл раствора азотной кислоты,
вставляют держатель образца и плотно закрывают при помощи пробки со
шлифами, снабженной газонепроницаемой прокладкой. Подсоединяют два
электрических провода от генератора искры к аппарату для сжигания (см.
рис. 10.3), помещают аппарат за безопасным экраном и включают ток
высокого напряжения для получения искры и поджигания образца.
После полного сжигания колбу и ее содержимое встряхивают и
оставляют на 30 мин, изредка встряхивая.
Вынимают держатель образца и добавляют в колбу 22 мл воды при
помощи бюретки вместимостью 25 мл. Возвращают держатель образца в
первоначальное положение и тщательно встряхивают.
Спектрометрические измерения. При помощи пипетки помещают 5 мл
испытуемого раствора в мерную колбу с одной меткой вместимостью 100
мл, разбавляют до метки серной кислотой и тщательно перемешивают.
При помощи пипетки помещают в реактор 5 мл этого испытуемого
раствора. Добавляют при помощи пипетки 1 мл раствора хлорида олова
(П), тщательно перемешивают и сразу подсоединяют реактор. Поворачивают
четырехходовый запорный кран так, чтобы поток воздуха прогонял
свободные пары ртути через кювету. Записывают показания пика (т.е. или высоту
пика, или площадь пика) и вычитают показания контрольного опыта.
Концентрацию ртути определяют по градуировочному графику.
Если реакция раствора интенсивнее, чем контрольного раствора с
максимальной концентрацией ртути (контрольный раствор № 5), то прежде
чем повторить определение, разбавляют испытуемый раствор соответственно
(коэффициент разбавления F) известным объемом серной кислоты.
Рассчитывают среднее значение измерений, проведенных дважды. Если
показания отличаются более чем на 20%, определения повторяют.
Холостой опыт выполняют сразу после определения по той же методике,
используя капсулу из желатина и те же самые количества всех реактивов,
что и в основном опыте, опуская испытуемый образец.
Обработка результатов
Общую массовую долю ртути в краске (cHg), %, вычисляют по
уравнению:
cHg = 0,25~,
V т
где
а — концентрация ртути в испытуемом растворе, полученная по
градуировочному графику, мкг/мл;
F — коэффициент разбавления;
т — масса испытуемого образца, г;
V — объем раствора, используемого для приготовления контрольного
раствора, мл (5 мл).
Среднее значение рассчитывают дважды.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
399
а) ссылку на международный стандарт ИСО 7252;
б) тип и наименование испытуемого продукта;
в) любое отклонение от указанного метода;
г) результаты испытания;
д) дату испытания.
10.6. Определение содержания растворенного хрома
СПЕКТРОФОТОМЕТРИЧЕСКИЙ МЕТОД
Международный стандарт ИСО 3856-5 устанавливает спектрофотометри-
ческий метод с применением дифенилкарбазида для определения массовой
доли «растворенного» шестивалентного хрома в пигментной части жидкой
или порошковой красок в экстракте соляной кислоты, приготовленном в
соответствии с ИСО 6713 или другими международными стандартами.
Настоящий метод применяют к краскам с массовой долей
шестивалентного хрома от 0,005 масс.% до 5 масс.%. Используют и другие методы
по согласованию между заинтересованными сторонами, при условии, если
они конкретизированы для шестивалентного хрома; в спорном случае
используют спектрофотометрический метод.
Сущность метода заключается в образовании окрашенного комплекса
шестивалентного хрома и дифенилкарбазида с последующим спектрофото-
метрическим определением при длине волны 540 нм.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Дифенилкарбазид, раствор. 0,25 г дифенилкарбазида растворяют в смеси
50 мл ацетона и 50 мл воды.
Натрия гидроксид, (NaOH)=2 моль/л раствора.
Кислота серная (H2S04)=1 моль/л.
Кислота ортофосфорная, приблизительно 85%-ная (по массе) р~1,69.
Кислота соляная (НС1)=0,07 моль/л.
Используют раствор соляной кислоты такой же, как и для
приготовления испытуемого раствора, в соответствии с ИСО 6713.
Хром шестивалентный, стандартный раствор 1, содержащий 100 мг Сг
(VI) на литр. 282,9 мг сухого бихромата калия взвешивают с погрешностью
не более 0,1 мг, растворяют в воде в мерной колбе с одной меткой
вместимостью 1 л, разбавляют до метки водой и хорошо перемешивают.
1 мл данного стандартного раствора содержит 100 мкг Сг (VI).
Хром шестивалентный, стандартный раствор II, содержащий 1 мг Сг
(VI) на литр.
Раствор готовят в день испытания.
10 мл стандартного раствора с шестивалентным хромом помещают
пипеткой в мерную колбу с одной меткой вместимостью 1 л, разбавляют
до метки соляной кислотой и тщательно перемешивают.
400
1 мл стандартного раствора содержит 1 мкг Сг (VI).
Приборы и оборудование
Применяется обычное лабораторное оборудование, а также
оборудование, указанное ниже.
Спектрофотометр, пригодный для измерения при длине волны около
540 нм, снабженный кюветами с толщиной слоя 10 мм или 20 мм.
рН-метр со стеклянным электродом и электродом сравнения.
Бюретка вместимостью 50 мл.
Мерные колбы с одной меткой вместимостью 50 мл.
Методика определения
Построение градуировочного графика. Стандартные колориметрические
растворы готовят в день испытания. В каждый из пяти химических
стаканов вместимостью 50 мл вводят из бюретки соответственно объемы
стандартного раствора шестивалентного хрома, указанные в табл. 10.8.
Содержимое каждого стакана
обрабатывают следующим образом. Таблица 10.8
Добавляют 5 мл раствора ги- Данные для построения
дроксида натрия. Используя рН-метр, градуировочного графика
доводят величину рН раствора до 7,0
добавлением раствора серной кислоты.
Добавляют 2 мл раствора дифенилкар-
базида и 1-2 мл раствора ортофосфор-
ной кислоты вместе с 5 мл раствора
серной кислоты. Переливают в мерную
колбу с одной меткой вместимостью
50 мл, разбавляют до метки водой и
тщательно перемешивают.
Спектрофотометрические
измерения. Измеряют коэффициенты
поглощения стандартных колориметрических
растворов с помощью
спектрофотометра при длине волны, соответствующей максимальному поглощению
(около 540 нм) по отношению к воде в кювете сравнения. Перед каждым
измерением кюветы промывают стандартным колориметрическим раствором.
Величины поглощения компенсационного раствора вычитают из величин
поглощения других стандартных колориметрических растворов.
Строят график, откладывая на оси абсцисс массу хрома в микрограммах
Сг (VI), содержащегося в 1 мл стандартных колориметрических растворов,
а на оси ординат — соответствующие величины поглощения. При точном
соблюдении методики градуировочный график будет иметь вид прямой
линии.
Испытуемые растворы. Используют растворы, полученные методом,
указанным в ИСО 6713 или другими определенными или согласованными
методами.
Номер
стандартного
метрического
раствора
0
1
2
3
4
Стандартный
раствор
шестивалентного
хрома, мл
0
5
10
15
20
Соответствующая концентрация
шестивалентного
хрома в стандартном
колориметрическом
растворе, мкг/мл
0
од
0,2
0,3
0,4
401
Определение
Из бюретки отбирают в химический стакан вместимостью 50 мл такой
объем испытуемого раствора, чтобы величина поглощения находилась на
градуировочном графике. Обрабатывают раствор, как указано выше, и
измеряют поглощение раствора.
Обработка результатов
Массу «растворенного» шестивалентного хрома (т0), г, в экстракте
соляной кислоты, полученном методом, указанным в ИСО 6713, вычисляют
по уравнению:
т0=(й|-а0)--^5-1(Г5,
где
а0 — концентрация шестивалентного хрома в контрольном растворе,
который приготовлен методом по ИСО 6713, мкг/мл;
а7 — концентрация шестивалентного хрома в испытуемом растворе по
данным градуировочного графика, мкг/мл;
V, — объем раствора соляной кислоты плюс объем этанола, взятый
для экстрагирования, в соответствии с ИСО 6713 (допустимым количеством
должно быть 77 мл), мл;
V3 — объем аликвотной части соляной кислоты плюс объем этанола,
взятый для испытания, мл.
Массовую долю «растворенного» шестивалентного хрома (сСг,), %, в
пигментной части краски вычисляют по уравнению:
тх
где
т, — масса испытуемой части образца, взятой для приготовления
раствора по ИСО 6713, г;
Р — массовая доля пигмента в жидкой краске, полученная в
соответствии с ИСО 6713, %.
Примечание — Общее количество «растворенного» шестивалентного хрома в
порошковой краске определяют путем соответствующей модификации расчетов.
Если испытуемый раствор был приготовлен методом, отличным от ИСО
6713, то необходимо изменить приведенные выше уравнения для расчета
содержания шестивалентного хрома.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3856-5;
б) тип и наименование испытуемого продукта;
в) способ отделения твердой части испытуемого продукта в соответствии
с ИСО 6713 в случае необходимости;
г) растворитель или смесь растворителей, используемых для
экстрагирования в случае необходимости (кроме порошковых красок);
402
д) результаты испытания, масс.% продукта или массовую долю
«растворенного» шестивалентного хрома в пигментной части краски, или массовую
долю «растворенного» шестивалентного хрома в порошковой краске;
е) любое отклонение от указанного метода испытания;
ж) дату испытания.
МЕТОД ПЛАМЕННОЙ АТОМНО-
АБСОРБЦИОННОЙ СПЕКТРОСКОПИИ
Международный стандарт ИСО 3856-6 устанавливает метод пламенной
атомно-абсорбционной спектроскопии для определения общей массовой
доли хрома в жидкой части краски, приготовленной в соответствии с ИСО
6713 или другими соответствующими международными стандартами.
Указанный метод применим к краскам с массовой долей
«растворенного» металла от 0,95 масс.% до 5 масс.%. По согласованию между
заинтересованными сторонами используют другие методы.
В спорном случае пользуются данным методом как арбитражным.
Сущность метода заключается в атомно-абсорбционном определении
хрома при длине волны 357,9, испускаемой лампой с полым катодом или
газоразрядной лампой.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Соляная кислота, с(НС1)=0,07 моль/л.
Используют раствор соляной кислоты, идентичный применяемому для
приготовления испытуемых растворов, в соответствии с ИСО 6713.
Ацетилен технический, в стальном баллоне.
Закись азота техническая, в стальном баллоне.
Хром, стандартный раствор 1, содержащий 100 мг Сг на 1 л.
Раствор готовят следующим образом;
а) содержимое ампулы со стандартным раствором, содержащим 0,1 г Сг,
переливают в мерную колбу с одной меткой вместимостью 1 л, разбавляют
до метки раствором соляной кислоты и тщательно перемешивают;
б) 282,9 мг бихромата калия взвешивают с погрешностью не более 0,1
мг, растворяют в соляной кислоте в мерной колбе с одной меткой
вместимостью 1 л, разбавляют до метки тем же раствором соляной кислоты
и тщательно перемешивают.
1 мл готового стандартного раствора содержит 100 мкг Сг.
Хром, стандартный раствор II, содержащий 10 мг Сг на 1 л.
Раствор готовят в день испытания.
10 мл стандартного раствора хрома I пипеткой вносят в мерную колбу
с одной меткой вместимостью 100 мл, разбавляют до метки раствором
соляной кислоты и тщательно перемешивают.
1 мл стандартного раствора содержит 10 мкг Сг.
403
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Атомно-абсорбционный спектрометр, пригодный для работы при длине
волны 357,9 нм, снабженный горелкой, работающий на смеси ацетилена
и моноокиси азота.
Лампа хромовая с полым катодом или газоразрядная.
Бюретка вместимостью 25 мл.
Колбы мерные с одной меткой, вместимостью 100 мл.
Методика определения
Построение градуировочного графика. Стандартные растворы готовят в
день испытания. В каждую из шести мерных колб с одной меткой
вместимостью 100 мл отбирают стандартный хромовый раствор II при помощи
бюретки соответственно в количествах, приведенных в табл. 10.9,
разбавляют до метки раствором соляной кислоты и тщательно перемешивают.
Спектрометрические измерения.
а лица . устанавливают прибор в соответствии
Данные для построения с инструкциями изготовителя и настра-
градуировочного графика ивают монохроматор на длину волны
357,9 нм для получения максимального
поглощения.
Вносят каждый стандартный
раствор в пламя горелки в порядке
возрастания концентраций и повторяют
процедуру калибровки со стандартным
раствором № 4, чтобы удостовериться,
что прибор достиг стабильности
работы. Между измерениями просасывают
воду через горелку, следя за тем, чтобы
скорость всасывания растворов
оставалась постоянной.
Строят график, откладывая на оси
абсцисс массу О в мкг, содержащуюся
в 1 мл каждого из стандартных растворов, а на оси ординат —
соответствующие величины поглощения, уменьшенные на величину поглощения
контрольного опыта.
Испытуемые растворы. Используют раствор, полученный в соответствии
с ИСО 6713 или другими методами.
Определение
Измеряют поглощение соляной кислоты спектрофотометром после
подготовки прибора.
Трижды измеряют поглощение каждого испытуемого раствора и
раствора соляной кислоты.
Повторно определяют поглощения стандартного раствора № 4, чтобы
убедиться, что настройка прибора не изменилась.
404
Номер
соответствующего
стандартного
раствора
0
1
2
3
4
5
Объем
стандартного
раствора хрома
II, мл
0
2
5
10
15
20
Соответствующая
концентрация хрома в
стандартном
растворе,
мкг/мл
0
0,2
0,5
1
1,5
2
Если поглощение испытуемого раствора выше, чем поглощение
стандартного раствора с максимальной концентрацией хрома, разбавляют
испытуемый раствор (коэффициент разбавления F) известным объемом соляной
кислоты.
Обработка результатов
Массу хрома (т2), г в кислотном растворе (экстракте), приготовленном
методом в соответствии с ИСО 6713, вычисляют по уравнению:
m2=hzh.V2.F,
2 ю5 2
где
Ь0 — концентрация хрома в контрольном испытуемом растворе,
приготовленном в соответствии с ИСО 6713, мкг/мл;
Ь, — концентрация хрома в испытуемом растворе, полученная по
данным градуировочного графика, мкг/мл;
F — коэффициент разбавления;
V2 — объем (100 мл) раствора, приготовленного по методу п. 9.3 ИСО
6713, мл;
Массовую долю хрома (сСг2), %, в жидкой части вычисляют по
уравнению:
сО. = ^М02,
тъ
где
т3 — общая масса испытуемой краски, г, во всем комплекте, в
соответствии с ИСО 6713, г.
Примечание — Общее количество «растворенного» хрома в жидкой части краски,
состоящее из массовой доли «растворенного» шестивалентного хрома в пигменте плюс
общая массовая доля хрома в жидкой части краски, масс.% краски, определяют по
сумме результатов, полученных в соответствии с ИСО 3856-5 и ИСО 3856-6.
Если испытуемый раствор готовят методом, отличным от ИСО 6713,
то необходимо изменить уравнения для расчета содержания хрома,
приведенные выше.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3856-6;
б) тип и наименование испытуемого продукта;
в) метод выделения твердой части из испытуемого продукта в
соответствии с ИСО 6713;
г) растворитель или смесь растворителей, использованных для
экстрагирования;
д) результаты испытаний, в масс.% продукта, т.е. массовую долю хрома
в жидкой части краски;
е) любое отклонение от указанного метода;
ж) дату испытаний.
405
10.7. Определение содержания растворенного кадмия
Международный стандарт ИСО 3856-4 устанавливает методы
определения массовой доли кадмия в испытуемых растворах, приготовленных в
соответствии с ИСО 6713 или другими подходящими международными
стандартами.
Данные методы применяют для красок с массовой долей
«растворенного» металла от 0,05% до 5%. Метод пламенной атомно-абсорбционной
спектрометрии применяют в спорных случаях как арбитражный. По
согласованию между заинтересованными сторонами могут быть использованы и
другие методы. В стандарте также приведен полярографический метод.
МЕТОД ПЛАМЕННОЙ АТОМНО-АБСОРБЦИОННОЙ
СПЕКТРОМЕТРИИ
Сущность метода заключается в атомно-абсорбционном определении
испытуемого раствора при длине волны 228,8 нм, испускаемой кадмиевой
лампой с полым катодом или газоразрядной кадмиевой лампой.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Соляная кислота, с (НС1)=0,07 моль/л. Используют соляную кислоту,
идентичную той, которую применяют для приготовления испытуемых
растворов в соответствии с ИСО 6713.
Ацетилен технический, в стальном баллоне.
Сжатый воздух.
Кадмий, стандартный раствор I, содержащий 1 г Cd на 1 л, или
раствор, приготовленный следующим образом:
а) содержимое ампулы со стандартным раствором кадмия, содержащим
точно 1 г Cd, переливают в колбу с одной меткой вместимостью 1000 мл,
разбавляют до метки соляной кислотой и тщательно перемешивают;
или
б) взвешивают с погрешностью не более 1 мг массу растворимой в воде
соли кадмия определенной чистоты, содержащей точно 1 г Cd; растворяют
в соляной кислоте в мерной колбе с одной меткой вместимостью 1 л,
разбавляют до метки той же соляной кислотой и тщательно перемешивают;
или
в) взвешивают с погрешностью не более 1 мг точно 1 г металлического
кадмия, растворяют в слабо концентрированном растворе соляной кислоты
(р=1,18) в мерной колбе с одной меткой вместимостью 1 л, разбавляют до
метки соляной кислотой и тщательно перемешивают.
1 мл этого стандартного раствора содержит 1 мг Cd.
Кадмий, стандартный раствор II, содержащий 10 мг Cd на 1 мл.
Раствор готовят в день испытания.
406
10 мл стандартного раствора 1 с помощью пипетки помещают в мерную
колбу с одной меткой вместимостью 1 л, разбавляют до метки соляной
кислотой и тщательно перемешивают.
1 мл этого стандартного раствора содержит 10 мкг Cd.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Спектрометр пламенный атомно-абсорбционный, подходящий для
измерений на длине волны 228,8 нм, снабженный горелкой, работающей на
воздушно-ацетиленовой смеси.
Кадмиевая лампа с полым катодом или газоразрядная.
Бюретка вместимостью 10 мл.
Мерные колбы с одной меткой вместимостью 100 мл.
Методика определения
Построение градуировочного графика. Растворы готовят в день
использования. С помощью бюретки вводят в каждую из пяти мерных колб с
одной меткой вместимостью 100 мл соответственно, объемы стандартных
растворов, приведенных в табл. 10.10, разбавляют каждый раствор до
метки соляной кислотой и тщательно перемешивают.
Таблица 10.10
Данные для построения
градуировочного графика
Номер
стандартного
раствора
0
1
2
3
4
Стандартный раствор
кадмия II,
мл
0
0,5
1
2
4
Соответствующая
концентрация в растворе,
м кг/мл
0
0,005
0,1
0,2
0,4
Спектрометрические измерения.
Устанавливают прибор в соответствии
с инструкциями изготовителя и
настраивают монохроматор на длину волны
228,8 нм для получения максимального
поглощения.
Регулируют давление воздуха и
ацетилена в соответствии с
характеристиками всасывающей горелки и
зажигают пламя.
Всасывают в пламя каждый из
стандартных растворов в порядке
возрастания концентрации и повторяют
процедуру на контрольном
стандартном растворе № 3, чтобы удостовериться, что прибор достиг стабильности.
Просасывают воду через горелку после каждого измерения, следя за тем,
чтобы скорость всасывания оставалась неизменной.
Строят график, откладывая на оси абсцисс величину массы кадмия,
в мкг, содержащегося в 1 мл каждого из стандартных растворов, а на оси
ординат — соответствующие величины поглощения, за вычетом величины
поглощения при контрольном опыте.
Пигментная часть жидкой краски и краска в порошковой форме.
Используют раствор, полученный методом, приведенным в ИСО 6713.
Жидкая часть краски. Используют раствор, полученный методом,
приведенным в ИСО 6713.
Другие испытуемые растворы. Используют испытуемый раствор,
полученный другим установленным или согласованным методом.
407
Определение
Измеряют сначала поглощение раствора соляной кислоты в спектрометре
после его настройки, затем поглощение испытуемого раствора трехкратно и
снова поглощение стандартного раствора № 3, чтобы убедиться в том, что
настройка прибора не изменилась. Если поглощение испытуемого раствора
выше поглощения стандартного раствора с максимальной концентрацией
кадмия, разбавляют испытуемый раствор соответственно известным объемом
(коэффициент разбавления F) соляной кислоты.
Обработка результатов
Пигментная часть жидкой краски. Массу «растворенного» кадмия (/w0),
г, в экстракте соляной кислоты, полученной методом, указанным в ИСО
6713, вычисляют по уравнению:
о 1Q6 1 1»
где
а0 — концентрация кадмия в контрольном растворе, приготовленном
по ИСО 6713, мкг/мл;
a, — концентрация кадмия в испытуемом растворе, приготовленном
по данным градуировочного графика, мкг/мл;
F, — коэффициент разбавления;
V, — объем раствора соляной кислоты плюс объем этанола,
используемый для экстрагирования, определенный по ИСО 6713 (допустимо 77 мл),
мл;
Массовую долю «растворенного» кадмия (cCd,), %, в пигментной части
краски определяют по уравнению:
cCd^^P,
тх
где
т, — масса испытуемого образца, г, взятого для получения растворов,
определенных в ИСО 6713;
Р — массовая доля пигмента в жидкой краске, выраженная в %,
полученная методом, указанным в ИСО 6713.
Жидкая часть краски. Массу кадмия (т2), г, в растворе (экстракте),
полученном методом, определенным в ИСО 6713, вычисляют по
уравнению:
2 Ш6 2 2'
где
b, — концентрация кадмия в контрольном растворе, приготовленном
методом, определенным в ИСО 6713, мкг/мл;
Ъ2 — концентрация кадмия в испытуемом растворе, приготовленном
по данным градуировочного графика, мкг/мл;
F2 — коэффициент разбавления;
408
V2 — объем раствора, полученного методом, определенным в ИСО
6713, мл, (100 мл);
Массовую долю кадмия (cCd2), %, в жидкой части краски вычисляют
по уравнению:
cCd = ^102,
где
т3 — общая масса краски, г, включающая «комплект» в соответствии
с ИСО 6713.
Жидкая краска. Массовую долю «растворенного» кадмия (cCd), %, в
жидкой краске вычисляют по уравнению:
cCd=cCd2+cCd,.
Порошковая краска. Массовую долю «растворенного» кадмия в
порошковой краске получают при соответствующей модификации расчетов.
Другие испытуемые растворы. Если растворы приготавливают другим
методом, отличным от приведенного в ИСО 6713, то необходимо изменить
уравнения для расчета содержания кадмия.
ПОЛЯРОГРАФИЧЕСКИЙ МЕТОД
Сущность метода заключается в электролизе испытуемого раствора в
полярографической кювете и определении содержания кадмия.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Кислота серная, раствор приблизительно 98%-ный (по массе), р=1,84.
Перекись водорода, раствор приблизительно 30%-ный (по массе).
Основной раствор. 27 г хлорида аммония и 0,05 г желатина растворяют
в воде, добавляют 32 мл раствора аммиака (рж 0,880). Разбавляют раствор
до 500 мл водой и тщательно перемешивают.
Азот технический, в стальном баллоне.
Кадмий, стандартный раствор I, содержащий 1 г Cd на 1 л.
Раствор готовят одним из перечисленных методов:
а) содержимое ампулы со стандартным раствором кадмия, содержащим
1 г Cd, переливают в мерную колбу с одной меткой вместимостью 1 л,
разбавляют водой и тщательно перемешивают;
или
б) водорастворимую соль кадмия аналитической чистоты, содержащей
точно 1 г Cd, взвешивают с погрешностью не более 1 мг, помещают в
мерную колбу с одной меткой вместимостью 1 л, разбавляют до метки
водой и тщательно перемешивают;
или
в) 1 г металлического кадмия взвешивают с погрешностью не более
1 мг, растворяют в соляной кислоте (р=1,18) в колбе вместимостью 1 л,
разбавляют до метки водой и тщательно перемешивают.
409
1 мл этого стандартного раствора содержит 1 мг Cd.
Кадмий, стандартный раствор II, содержащий 1 мкг Cd на литр.
Раствор готовят в день испытания.
10 мл стандартного раствора I помещают пипеткой в колбу с одной
меткой вместимостью 1 л, разбавляют до метки водой и тщательно
перемешивают.
1 мл стандартного раствора содержит 10 мкг Cd.
Приборы и оборудование
Используют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Полярограф с регистрирующим устройством.
Электрод измерительный — ртутно-капельный электрод.
Электрод сравнения — платиновый электрод или эталонный
каломельный электрод.
Вспомогательный электрод — вольфрамовый электрод или платиновый
электрод.
Газопромывная склянка.
Пипетка соответствующей вместимости.
Бюретка вместимостью 10 мл.
Мерная колба с одной меткой вместимостью 25 мл.
Таблица 10.11 Методика определения
Данные для построения Построение градуировочного гра-
градуировочного графика фика. Стандартные растворы готовят
в день испытания.
Вводят в каждый из семи 100 мл
химических стаканов при помощи
бюретки объемы стандартного раствора
кадмия, приведенные в табл. 10.11
Содержимое каждого стакана
обрабатывают следующим образом:
добавляют 2 мл серной кислоты
и выпаривают до появления белого
дыма. Если осадок окрашен,
окисляют его раствором перекиси водорода
до обесцвечивания. Серную кислоту
испаряют полностью и растворяют
осадок в основном растворе.
Переливают в мерную колбу с одной меткой
вместимостью 25 мл, разбавляют до метки основным раствором и тщательно
перемешивают.
Полярографические измерения. Стандартные растворы помещают каждый
в отдельную полярографическую кювету. Каждый раствор дезаэрируют
пропусканием через него азота, предварительно очищая его пропусканием через
газопромывную склянку, содержащую основной раствор.
Проводят электролиз раствора в ячейке при напряжении в интервале
-0,5 В и -2,5 В при чувствительности 2-Ю8 А/мм.
Номер
стандартного
раствора
0_
\_
_2
3_
_4
_5
6
Объем
стандартного
раствора кадмия
II; мл
_0_
J_
_2_
4_
_6_
_8_
10
Соответствующая
концентрация кадмия
в стандартном
растворе, мкг/
мл
0
0,4
0,8
1,6
2,4
3,2
4
410
Потенциал полуволны находится в пределах 21,45 В и 1,50 В.
Измеряют высоты волны.
Построение градуировочного графика. Строят график, откладывая на
оси абсцисс массу Cd в мкг, содержащуюся в 1 мл стандартных растворов,
уменьшенную на величину контрольного опыта.
Примечание — Данный градуировочный график применяют для определения
массовой доли «растворенного» кадмия в твердой части испытуемого продукта от
0,015% до 0,15%. Если массовая доля кадмия составляет от 0,0015% до 0,015%, то
необходимо построение специального градуировочного графика. Массовую долю
кадмия ниже 0,0015% полярографическим методом обнаружить нельзя.
Испытуемые растворы. Пигментная часть жидкой краски и порошковая
краска
Используют раствор, полученный методом, указанным в ИСО 6713.
Жидкая часть краски. Используют раствор, полученный методом,
указанным в ИСО 6713.
Другие испытуемые растворы. Используют раствор, полученный другим
указанным или согласованным методом.
Определение
Точно отмеренные объемы каждого из испытуемых растворов вводят
в химические стаканы так, чтобы полученная в результате высота волны
находилась в пределах градуировочного графика.
Содержимое каждого стакана обрабатывают следующим образом:
добавляют 2 мл раствора серной кислоты и испаряют до появления
белого дыма. Если осадок окрашенный, окисляют его раствором перекиси
водорода до обесцвечивания. Серную кислоту испаряют полностью и
растворяют осадок в основном растворе. Переливают раствор в мерную колбу с
одной меткой вместимостью 25 мл, разбавляют до метки основным
раствором и тщательно перемешивают. Переливают раствор в полярографическую
кювету, дезаэрируют, проводят электролиз и измеряют высоту волны.
Обработка результатов
Пигментная часть жидкой краски. Массовую долю «растворенного»
кадмия (т0), г, в экстракте соляной кислоты, полученного методом,
определенным в ИСО 6713, вычисляют по уравнению:
0 106 У3
где
а,, а0 и V] определены выше;
V3 — объем аликвотной части соляной кислоты плюс объем этанола,
взятый для испытания.
Массовую долю «растворенного» кадмия (cCd,), %, в пигментной части
краски вычисляют по уравнению:
где
т, и Р определены выше.
411
Жидкая часть краски. Массовую долю кадмия (т2), г, в растворе
(экстракте), полученном методом, определенным в ИСО 6713, вычисляют по
уравнению:
Л1,= ' ,° -^--25,
2 106 У4
где
bo,b,,m2 и F2 определены выше;
К* — объем аликвотной части раствора, взятого для испытания.
Массовую долю кадмия (cCd2), %, в жидкой части краски вычисляют
по уравнению:
cCd2 =^М02.
где
т3 определена выше.
Жидкая краска. Общее количество «растворенного» кадмия (cCd3), %,
вычисляют по сумме результатов:
с Cd3 =c Cdi +c Cd2.
Порошковые краски. Массовую долю «растворенного» кадмия в
порошковой краске получают при соответствующей модификации расчетов.
Другие испытуемые растворы. Если испытуемые растворы были
приготовлены другими методами, отличными от ИСО 6713, то необходимо
изменить уравнения для расчетов.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3856-4;
б) тип и наименование испытуемого продукта;
в) метод разделения твердой части продукта в соответствии с ИСО
6713;
г) растворитель или смесь растворителей, используемых для
экстрагирования соответственно (кроме порошковой краски);
д) используемый метод определения;
е) результаты испытаний,
или
массовую долю «растворенного» кадмия в пигментной части краски,
массовую долю кадмия в жидкой части краски и общую массовую долю
«растворенного» кадмия в жидкой краске, выраженные в масс.%,
или
общую массовую долю «растворенного» кадмия в порошковой
краске;
ж) любое отклонение от указанного метода;
з) дату испытания.
412
10.8. Определение содержания растворенной сурьмы
Международный стандарт ИСО 3856-2 устанавливает два метода
определения массовой доли сурьмы в испытуемых растворах, приготовленных в
соответствии с требованиями ИСО 6713 или других международных
стандартов.
Приведенные методы предназначены для красок с массовой долей
«растворенного» металла от 0,005 масс.%. до 5 масс.%.
Метод пламенной атомно-абсорбционной спектрометрии применяется
как арбитражный в случае разногласий. По согласованию между
заинтересованными сторонами могут быть использованы и другие методы, например,
спектрофотометрический метод с применением родамина Б.
МЕТОД ПЛАМЕННОЙ АТОМНО-
АБСОРБЦИОННОЙ СПЕКТРОМЕТРИИ
Сущность метода заключается в атомно-абсорбционном определении
сурьмы в воздушно-ацетиленовом пламени при длине волны 217,6 нм.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной чистоты и дистиллированную воду или воду эквивалентной чистоты.
Кислота соляная, pal, 18.
Кислота соляная, с(НС1)=1 моль/л.
Ацетилен, промышленный сорт, в металлическом баллоне.
Сжатый воздух.
Сурьма, стандартный раствор I, содержащий 1 г Sb в 1 л.
Взвешивают 119,7 мг сухой трехокиси сурьмы с погрешностью не
более 0,1 мг, помещают в мерную колбу с одной меткой вместимостью
100 мл, растворяют в 40 мл соляной кислоты, добавляют до метки воду и
тщательно перемешивают.
1 мл данного стандартного раствора содержит 100 мг Sb.
Сурьма, стандартный раствор II, содержащий 100 мг Sb в 1 л.
10 мл стандартного раствора сурьмы I переносят пипеткой в мерную
колбу с одной меткой вместимостью 100 мл, разбавляют до метки соляной
кислотой и тщательно перемешивают.
Раствор готовят в день испытания.
1 мл данного стандартного раствора содержит 100 мкг сурьмы.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Спектрометр пламенный атомно-абсорбционный с воздушно-
ацетиленовой горелкой, пригодный для измерений при длине волны 217,6
нм.
Лампа сурьмяная с полым катодом или лампа газоразрядная
сурьмяная.
Бюретка вместимостью 50 мл.
Мерные колбы с одной меткой вместимостью 100 мл.
413
Методика определения
Построение градуировочного графика. Растворы готовят в день испытания.
В каждую из пяти мерных колб вместимостью 100 мл вводят из бюретки
соответствующие объемы стандартного раствора сурьмы, указанные в табл.
10.12, доводят растворы до метки соляной кислотой и тщательно
перемешивают.
Спектрометрические измерения,
а лица . Сурьмяную лампу устанавливают в
Данные для построения
градуировочного графика
Номер
стандартного
раствора
0
1
2
3
4
Объем
стандартного
раствора сурьмы
II, мл
0
5
10
20
40
Соответствующая
концентрация
сурьмы в
растворе, мкг/мл
0
5
10
20
40
спектрометр и оптимизируют условия
для определения сурьмы. Настраивают
прибор в соответствии с
инструкциями к нему и настраивают монохро-
матор. Для получения максимального
поглощения устанавливают длину
волны в области 217,6 нм.
Устанавливают поток ацетилена и
воздуха в соответствии с
характеристиками горелки и зажигают пламя.
При наличии переключателя
диапазона измерения расширяют предел
измерений так, чтобы можно было
определить полную шкалу отражения стандартного раствора № 4.
В пламя горелки всасывают каждый из стандартных растворов по
возрастающей степени концентрации и повторяют со стандартным
раствором № 3, чтобы убедиться в том, что прибор работает стабильно. Перед
каждым измерением следует всасывать воду, следя за тем, чтобы скорость
всасывания была равномерной.
Строят график, откладывая на оси абсцисс массу сурьмы в мкг в 1 мл
стандартного раствора, а на оси ординат — соответствующие величины
поглощения, исключая результаты контрольного опыта.
Испытуемые растворы
Пигментная часть жидкой краски. Тщательно перемешивают девять
объемных частей раствора, полученного, как указано в ИСО 6713, и одну
объемную часть раствора соляной кислоты.
Жидкая часть краски. Тщательно перемешивают 9 объемных частей
раствора, как указано в ИСО 6713, и одну объемную часть раствора
соляной кислоты.
Другие испытуемые растворы. Используют испытуемые растворы,
полученные другими согласованными или выбранными методами.
Поддерживают кислотность растворов около 1 моль/л.
Определение
Сначала измеряют поглощение раствора соляной кислоты в
спектрометре после его настройки, затем измеряют поглощение каждого испытуемого
раствора трижды, а после этого снова измеряют поглощение соляной
кислоты. В конце снова определяют поглощение стандартного раствора № 3
для того, чтобы убедиться, что настройка прибора не изменилась.
414
Если поглощение испытуемого раствора больше поглощения
стандартного раствора самой высокой концентрации сурьмы, то испытуемый
раствор разбавляют соответственно (коэффициент разбавления F) известным
объемом соляной кислоты.
Помехи
При наличии свинца, кальция или меди на спектральную резонансную
линию при длине волны 217,6 нм могут накладываться спектральные линии
этих элементов. При наличии свинца используют спектральную резонансную
линию сурьмы с длиной волны 206,8 нм или 231,1 нм. При наличии
кальция измеряют поглощение при длине волны 217,0 нм и вычитают результат
из поглощения при 217,6 нм. При наличии меди используют резонансную
линию сурьмы с длиной волны 321,1 нм.
Для внесения поправки на фон используют дейтериевый корректор
фона.
Выборочно можно осуществлять повторное всасывание растворов,
используя соседнюю непоглощенную линию для корректировки фона.
Примечание — Некоторые сурьмяные лампы с полым катодом имеют
непоглощенную линию при длине волны 216,9 нм.
Обработка результатов
Пигментная часть жидкой краски. Массу «растворенной» сурьмы (т0),
г, в экстракте соляной кислоты, полученном, как указано в ИСО 6713,
вычисляют по уравнению:
mo=^L.ViA
0 105 9
где
а0 — концентрация сурьмы в контрольном растворе, полученном по
ИСО 6713, мкг/мл;
а, — концентрация сурьмы в испытуемом растворе, определенная по
градуировочному графику, мкг/мл;
Ft — коэффициент разбавления;
К/ — объем соляной кислоты и объем этанола, используемый для
экстрагирования, полученный, как указано в ИСО 6713 (допустимо
использовать до 77 мл), мл.
Массовую долю «растворенной» сурьмы (х;), %, в пигментной части
краски вычисляют по уравнению:
_т0-Р
п\
где
т, — масса испытуемого образца, взятого для подготовки растворов,
как указано в ИСО 6713, г;
Р — массовая доля пигмента в жидкой краске, полученная, как указано
в ИСО 6713, %.
Жидкая часть краски. Массу сурьмы (т2), г, в растворе (экстракте),
полученном, как указано в ИСО 6713, вычисляют по уравнению:
415
2 105 9
где
Z>0 — концентрация сурьмы в контрольном испытуемом растворе,
приготовленном, как указано в ИСО 6713, мкг/мл;
Ь, — концентрация сурьмы в испытуемом растворе, определенная по
градуировочному графику, мкг/мл;
V2 — объем раствора, приготовленный, как указано в ИСО 6713
(100 мл), мл.
Массовую долю сурьмы (Х2) в процентах в жидкой части краски
вычисляют по уравнению:
Х2=^М02,
ь
-2
т.
где
т3 — общая масса краски, содержащаяся в «комплекте» (см. ИСО
6713), г.
Жидкая краска. Общую массовую долю сурьмы в краске (Х3) в
процентах вычисляют по сумме результатов:
Лз=Л1+Л2.
Порошковая краска. Общую массовую долю «растворенной» сурьмы в
порошковой краске получают соответствующей модификацией уравнений.
СПЕКТРОФОТОМЕТРИЧЕСКИЙ МЕТОД
Сущность метода заключается в образовании соединений сурьмы с
родамином Б красного комплекса с последующим спектрометрическим
определением с использованием родамина Б при длине волны около 553
нм.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Кислота соляная, р=1,18.
Кислота азотная, р=1,40.
Кислота серная, р«1,84.
Эфир диизопропиловый.
Родамин Б, раствор. 150 мг родамина Б (торговое наименование те-
траэтилродамина) растворяют в 1 л соляной кислоты концентрацией 0,8
моль/л и тщательно перемешивают.
Сульфат церия (IV).
Сурьма, стандартный раствор I, концентрации 200 мг/л.
239,4 мг сухой трехокиси сурьмы взвешивают с погрешностью не более
0,1 мг, растворяют в 100 мл раствора соляной кислоты в мерной колбе
с одной меткой вместимостью 1 л, доводят до метки водой и тщательно
перемешивают.
416
1 мл стандартного раствора содержит 200 мкг сурьмы.
Сурьма, стандартный раствор II, концентрация 4 мг/л.
Раствор готовят в день испытания.
20 мл стандартного раствора I сурьмы отбирают пипеткой в мерную
колбу с одной меткой вместимостью 1 л, добавляют 50 мл раствора соляной
кислоты, доводят до метки водой и тщательно перемешивают.
1 мл стандартного раствора содержит 4 мкг сурьмы.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Спектрофотометр, пригодный для проведения измерений при длине
волны около 553 нм, снабженный кюветами с толщиной слоя 10 или 20
мм.
Делительные воронки вместимостью 100 мл.
Бюретки вместимостью 25 мл.
Мерные колбы с одной меткой вместимостью 50 мл.
Методика определения
Построение градуировочного графика. Стандартные колориметрические
растворы готовят в день использования.
В пять химических стаканов вместимостью 100 мл вносят из бюретки
объемы стандартных растворов сурьмы II, приведенные в табл. 10.13.
Обрабатывают содержимое
каждого стакана следующим образом.
Добавляют несколько
миллилитров азотной кислоты, 2 мл раствора
серной кислоты и испаряют почти
досуха.
Добавляют в смесь 20 мл
раствора соляной кислоты и для окисления
сурьмы примерно 2 мг сульфата церия
(IV).
Ввиду избытка сульфата церия
(IV) раствор должен приобрести
желтоватый оттенок. Во время окисления
температура не должна превышать
30°С. Смесь выдерживают в течение
нескольких минут, добавляют 20 мл
диизопропилового эфира и тщательно перемешивают. Смесь переливают в
делительную воронку А вместимостью 100 мл, промывают 30 мл воды и
энергично встряхивают. Выдерживают 50 мин, сливают нижнюю водную
фазу, во вторую делительную воронку Б вместимостью 100 мл, добавляют
7 мл диизопропилового эфира, энергично перемешивают и удаляют
водную фазу.
В делительную воронку А, содержащую 20 мл диизопропилового
эфира, добавляют 20 мл раствора родамина Б и полученную смесь тщательно
перемешивают. После разделения фаз удаляют раствор родамина Б.
Таблица 10.13
Данные для построения
градуировочного графика
Номера
стандартных
колориметрических
растворов
0
1
2
3
4
Объем
стандартного
раствора
сурьмы II,
мл
0
5
10
15
20
Соответствующая
концентрация
сурьмы в
колориметрическом
стандартном растворе,
мкг/мл
0
0,4
0,8
1,2
1,6
417
В мерную колбу вместимостью 50 мл с одной меткой сливают
экстракты диизопропилового эфира и промывочные воды, разбавляют до метки
диизопропиловым эфиром и тщательно перемешивают.
Спектрофотометрические измерения. С помощью спектрофотометра
измеряют поглощение стандартных колориметрических растворов при длине
волны максимального поглощения (около 553 нм) по отношению к дии-
зопропиловому эфиру в кювете сравнения.
Перед каждым измерением промывают кюветы стандартным
колориметрическим раствором. Вычитают поглощение компенсирующего раствора
из поглощений других стандартных колориметрических растворов.
Строят график, откладывая на оси абсцисс массу сурьмы в
микрограммах, содержащуюся в 1 мл стандартных колориметрических растворов,
а на оси ординат — соответствующие величины поглощения. Если
измерение выполнено правильно, градуировочный график должен иметь форму
прямой линии.
Необходимо, чтобы окисление проводили в концентрированном растворе
соляной кислоты. Любое разбавление соляной кислоты перед добавлением
диизопропилового эфира приводит к получению заниженных результатов.
В процессе экстрагирования концентрация соляной кислоты в водном
растворе должна быть около 5 моль/л.
Растворы комплекса диизопропилового эфира сохраняют стабильность
ограниченное время и величины их поглощения должны быть измерены в
течение 3 ч после приготовления.
Испытуемые растворы
Пигментная часть жидкой краски. Используют раствор, полученный,
как указано в ИСО 6713.
Жидкая часть краски. Используют раствор, полученный как указано
в ИСО 6713.
Другие испытуемые растворы. Используют испытуемые растворы,
полученные другими выбранными или согласованными методами.
Определение
Измерение цвета проводят в трех химических стаканах вместимостью
100 мл методом, описанным выше, используя объемы испытуемых растворов
так, чтобы их поглощения находились в пределах градуировочного графика.
Измеряют поглощение методом, описанным выше.
Если в экстракте соляной кислоты присутствует железо, может
возникнуть необходимость в предварительном разделении экстрагированием
иодида сурьмы (III) в растворе серной кислоты и толуола.
Обработка результатов
Пигментная часть жидкой краски. Массу «растворенной» сурьмы (т0),
г, в экстракте соляной кислоты, полученной методом, описанным в ИСО
6713, вычисляют по уравнению:
^о=(й1-«о)-7Г-5-Ю"5,
где
418
Vh a0, a, — величины, определенные выше.
V3 — объем аликвотной части раствора соляной кислоты и этанола,
взятых для испытания, мл.
Массовую долю «растворенной» сурьмы (X,), %, в пигментной части
краски вычисляют по уравнению:
тх
где
mh р — определены выше.
Жидкая часть краски. Массу сурьмы (т2), г, в растворе (экстракте),
полученном методом, описанным в ИСО 6713, вычисляют по уравнению:
V,
т
= (bl-b0}-f-5-W~5,
К
где
bo, bh V2 — величины, определенные выше.
V4 — объем аликвотного количества испытуемого раствора, взятый для
испытания, мл.
Массовую долю сурьмы (Х2), %, в жидкой части краски вычисляют
по уравнению:
т3
где
т3 — определена выше.
Жидкая краска. Общую массовую долю «растворенной» сурьмы (Х3),
%, в краске вычисляют по сумме результатов:
X3=Xi~T~X2-
Порошковая краска. Общую массовую долю «растворенной» сурьмы
в порошковой краске рассчитывают при соответствующей модификации
уравнения.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3856-2;
б) тип и наименование испытуемого продукта;
в) метод, используемый для разделения твердой части испытуемого
продукта в соответствии с ИСО 6713, за исключением порошковых красок;
г) растворитель или смесь растворителей, используемых для
экстрагирования, за исключением порошковых красок;
д) используемый метод определения;
е) результаты испытаний, т. е. массовую долю «растворенной» сурьмы
в пигментной части жидкой краски, массовую долю сурьмы в жидкой части
краски и общее количество сурьмы, %;
ж) любое отклонение от указанного метода, по согласованию или
нет;
з) дату проведения испытаний.
419
10.9. Определение содержания растворенного бария
Международный стандарт ИСО 3856-3 устанавливает метод пламенной
атомно-эмиссионной спектрометрии для определения содержания бария в
испытуемых растворах, приготовленных в соответствии с ИСО 6713 или
другими международными стандартами.
Метод применяют к краскам с массовой долей «растворенного» металла
от 0,05% до 5%.
По согласованию между заинтересованными сторонами применяют и
другие методы, но данный метод является арбитражным в случае появления
разногласий.
Сущность метода заключается в испарении соединений бария в пламени
закиси азота-ацетилена и определении бария при длине волны 553,5 нм.
Реактивы и материалы
Во время определения используют только реактивы и материалы
известной аналитической чистоты и дистиллированную воду или воду
эквивалентной чистоты.
Калия хлорид, раствор, 50 г/л.
Кислота соляная с(НС1)=0,07 моль/л. Используют раствор соляной
кислоты, идентичный раствору, применяемому для приготовления испытуемых
растворов в соответствии с ИСО 6713.
Закись азота, технический сорт, в стальном баллоне.
Ацетилен, технический сорт, в стальном баллоне.
Барий, стандартный раствор I, содержащий 1 г бария на 1 л.
Раствор готовят одним из двух способов:
а) содержимое ампулы со стандартным раствором бария, содержащим
1 г бария, переливают в мерную колбу вместимостью 1 л, разбавляют до
метки раствором соляной кислоты и тщательно перемешивают;
б) 1,779 г дигидрата хлорида бария (ВаС12-2Н20) взвешивают с
погрешностью не более 1 мг, растворяют в соляной кислоте в мерной колбе
вместимостью 1 л, доводят до метки тем же раствором соляной кислоты
и тщательно перемешивают.
1 мл этого стандартного раствора содержит 1 мг бария.
Барий, стандартный раствор II, содержащий 20 мг бария в 1 л.
Раствор готовят в день испытания.
20 мл стандартного раствора бария I вводят пипеткой в мерную колбу
вместимостью 1 л, разбавляют до метки соляной кислотой и тщательно
перемешивают.
1 мл этого стандартного раствора содержит 20 мкг бария.
Приборы и оборудование
Применяется обычное лабораторное оборудование, а также
оборудование, указанное ниже. Стеклянная лабораторная посуда, используемая для
испытаний, не должна содержать барий.
Спектрометр пламенный атомно-эмиссионный, пригодный для
проведения измерения при длине волны 563,5 нм, снабженный горелкой,
работающей на смеси ацетилена и закиси азота.
Пипетки необходимого объема
420
Таблица 10.14
Данные для построения
градуировочного графика
Бюретки вместимостью 10 мл и 50 мл
Колбы мерные с одной меткой вместимостью 50 мл.
Устройство регистрирующее. Рекомендуется использовать
компенсационный самописец.
Методика определения
Построение градуировочного графика. Стандартные растворы готовят в
день испытания.
При помощи бюретки вводят в каждую из шести мерных колб
вместимостью 50 мл с одной меткой объемы стандартных растворов бария,
приведенные в табл. 10.14, добавляют по 5 мл раствора хлорида калия,
разбавляют до метки раствором соляной кислоты и тщательно
перемешивают.
Спектрометрические измерения.
Эмиссию стандартных растворов
измеряют в спектрометре, используя
инструкцию изготовителя по
эксплуатации прибора.
Для определения и
корректировки фона излучения, характерного
для кальция, проводят измерения при
соответствующей точке,
приближающейся к линии бария, или
регистрируют излучение при длине волны от
553,0 нм до 554,0 нм.
Построение градуировочного
графика. Строят график, откладывая на оси
абсцисс массу бария в микрограммах,
содержащегося в 1 мл стандартного
раствора, а на оси ординат —
соответствующие величины излучения, скорректированного на фон.
Испытуемые растворы
Пигментная часть жидкой краски и порошковая краска. Пипеткой
помещают соответствующие объемы (объем V3) растворов, приготовленных по
ИСО 6713, в колбы вместимостью 50 мл с одной меткой. Концентрация
бария в испытуемых растворах должна быть в пределах градуировочного
графика. Добавляют 5 мл раствора хлорида калия, разбавляют до метки
раствором соляной кислоты и хорошо перемешивают.
Жидкая часть краски. Пипеткой помещают растворы соответствующего
объема, полученные по ИСО 6713 (объем V4), в колбы вместимостью 50
мл с одной меткой. Концентрация бария в испытуемых растворах должна
находиться в пределах градуировочного графика. Затем добавляют 5 мл
раствора хлорида калия, разбавляют до метки раствором соляной кислоты
и хорошо перемешивают.
Другие испытуемые растворы. Пипеткой помещают объемы
соответствующих растворов, полученных указанным или согласованным методом,
в мерные колбы вместимостью 50 мл. Концентрация бария в испытуемых
Номер
стандартного раствора
0
1
2
3
4
5
Объем
стандартного
раствора бария
II, мл
0
2
5
10
20
40
Соответствующая
концентрация бария
в стандартном
растворе, мкг/
мл
0
0,8
2
4
8
16
421
растворах должна находиться в пределах градуировочного графика.
Добавляют 5 мл раствора хлорида калия, разбавляют до метки раствором соляной
кислоты и хорошо перемешивают.
Определение
Сначала измеряют эмиссию соляной кислоты в спектрометре после
регулировки.
Затем трижды измеряют поглощение каждого испытуемого раствора и
после этого снова поглощение раствора соляной кислоты. В конце
определяют эмиссию стандартного раствора № 4 для того, чтобы убедиться, что
настройка прибора не изменилась. Если эмиссия испытуемого раствора
выше, чем стандартного раствора с максимальной концентрацией бария,
разбавляют испытуемый раствор (коэффициент разбавления F) известным
объемом соляной кислоты.
Обработка результатов
Пигментная часть жидкой краски. Массу «растворенного» бария (т0), г,
в экстракте соляной кислоты, полученную методом, приведенным в ИСО
6713, вычисляют по уравнению:
^о=(«1-йо)-7Г-^Г5-10"5'
где
а0 — концентрация бария в контрольном испытуемом растворе,
приготовленном, как указано в ИСО 6713, мкг/мл;
а, — концентрация бария в испытуемом растворе, полученная по гра-
дуировочному графику, мкг/мл;
F, — коэффициент разбавления;
V, — объем раствора соляной кислоты плюс объем этанола,
используемый для экстрагирования, как указано в ИСО 6713 (допустимо 77 мл),
мл;
V3 — объем аликвотной части соляной кислоты плюс объем экстракта
этанола, взятый для испытания, мл.
Массовую долю «растворенного» бария (X,), %, в пигментной части
краски вычисляют по уравнению:
т1
где
т, — масса испытуемой части, взятая для приготовления раствора, как
указано в ИСО 6713, г;
Р — массовая доля пигмента в жидкой краске, полученная
соответствующим методом ИСО 6713, %.
Жидкая часть краски. Массу бария (т2), г, в растворе (экстракте),
полученном, как указано в ИСО 6713, вычисляют по уравнению:
422
где
b0 — концентрация бария в контрольном растворе, полученном, как
указано в ИСО 6713, мкг/мл;
Ь, — концентрация бария в испытуемом растворе, полученная по гра-
дуировочному графику, мкг/мл;
F2 — коэффициент разбавления;
V2 — объем раствора (100 мл), приготовленного, как указано в ИСО
6713, мл;
V4 — объем аликвотной части испытуемого раствора, мл.
Массовую долю бария (Х2) в процентах в жидкой части краски
вычисляют по уравнению:
Х2=^Л02,
тъ
где
т3 — общая масса краски, г, содержащаяся в «комплекте» (см. ИСО
6713).
Жидкая краска. Общую массовую долю «растворенного» бария (Х2), %,
в краске рассчитывают по сумме результатов
Л3—Л1 1Л2'
Порошковая краска. Общую массовую долю «растворенного» бария в
порошковой краске рассчитывают, проведя соответствующую модификацию
расчетов.
Другие испытуемые растворы. Если испытуемые растворы были
подготовлены методами, отличающимися от описанного в ИСО 6713, то необходимо
изменить формулы, по которым велись расчеты содержания бария.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3856-3;
б) тип и наименование испытуемого продукта;
в) метод для разделения твердой части испытуемого материала в
соответствии с ИСО 6713, за исключением порошковых красок;
г) растворитель или смесь растворителей, используемые для
экстрагирования, за исключением порошковых красок;
д) результаты испытаний, выраженные в масс.%, или массовую долю
«растворенного» бария в пигментной части краски, в жидкой части краски
и в жидкой краске, или общую массовую долю «растворенного» бария в
порошковой краске;
е) любое отклонение от указанного метода испытания, по
согласованию или нет;
ж) дату испытания.
10.10. Определение содержания биоцидов
Специалистами подкомитета ПК 9 «Общие методы испытаний
лаков и красок» Технического комитета ИСО/ТК 35 разработали комплекс
международных стандартов на методы анализа биоцидов, содержащихся в
423
противообрастающих красках, широко применяемых для защиты судов и
сооружений от обрастания в морской воде.
Указанные методы используют для сравнения противообрастающих
лакокрасочных материалов, гарантии их качества, выбора лакокрасочного
материала, установления норм загрязнения окружающей среды. Однако
фактическое поведение противообрастающих покрытий во время эксплуатации
зависит от многих показателей, например, технологии окрашивания, срока
и условий эксплуатации, солености воды, ее рН, температуры,
концентрации загрязняющих веществ, условий постановки на якорь, бактериального
содержания.
Международный стандарт ИСО 15181-1 устанавливает метод
определения содержания биоцидов в экстракте из образца противообрастающей
краски, помещенного в искусственную морскую воду. Указанный стандарт
применяют совместно с другими частями ИСО 15181.
Сущность метода заключается в помещении в искусственную морскую
воду испытательных цилиндров, окрашенных необрастающей краской
(рис. 10.2). В заданные временные интервалы цилиндры вынимают и
проводят анализ воды на содержание биоцидов после 1 дня, 3 дней, 7 дней,
10 дней, 14 дней, 21 дня, 24 дней, 28 дней, 31 дня, 35 дней, 38 дней, 42
дней и 45 дней выдержки.
Рис. 10.2. Пример испытательной установки
1 — морская вода; 2 — фильтровальная установка; 3 — окрашенная зона
Международный стандарт ИСО 15181-2 устанавливает метод
определения содержания меди в экстракте из образца противообрастающей краски,
помещенного в искусственную морскую воду. Определение меди в пробах
воды проводят методом атомно-абсорбционной спектрометрии.
В международном стандарте ИСО 15181-3 приведена методика
определения интенсивности высвобождения этиленбисдитиокарбомата цинка.
424
В международном стандарте ИСО 15181-4 дана методика определения
концентрации пиридинтрифенилборана в экстракте.
В международном стандарте ИСО 15181-5 приведена методика
определения интенсивности высвобождения толилфлуанида и дихлорфлуанида.
425
Глава 11
КОРРОЗИВНОСТЬ ОКРУЖАЮЩЕЙ
СРЕДЫ
Согласно международному стандарту ИСО 8044 термин «коррозив-
ность» — это способность среды вызывать коррозию в данной
коррозионной системе.
При атмосферной коррозии роль среды играет земная атмосфера в ее
собственном интервале температуры.
Металлы, сплавы и металлические покрытия могут подвергаться
атмосферной коррозии под воздействием увлажнения их поверхности. Характер и
скорость коррозии будут зависеть от свойств образованных на поверхности
электролитов, особенно от уровня и типа газообразных и твердых частиц
в атмосфере и от продолжительности их воздействия на металлическую
поверхность.
Увлажнение поверхностей вызывают многие факторы, например, роса,
дождь, тающий снег и высокая влажность воздуха; время увлажнения
зависит от макроклиматической зоны эксплуатации и категории размещения
изделия.
Наиболее важным фактором при определенном времени увлажнения
является уровень загрязнения сернистым газом или взвешенными в
воздухе солями.
Другие виды загрязнения могут также вызывать коррозионный эффект
(окислы азота, промышленная пыль в населенных и промышленных зонах
или специфические производственные и технологические загрязнения
микроклиматов — хлор, сероводород, органические кислоты, средства борьбы с
обледенением).
Для целей классификации коррозивности атмосферы эти виды
загрязнений рассматриваются как сопутствующие (например, окислы азота
в атмосфере города) или специфические производственные загрязнения
(например, пары кислот в микроклимате производства).
Проблема атмосферной коррозии в последние годы приобрела особую
актуальность в связи с появлением наряду с традиционными коррозивными
агентами — сернистым газом и хлоридами — новых, таких как продукты
превращения химических средств защиты растений, удобрений,
фотохимического смога, а также кислотные дожди.
426
Наблюдается рост загрязненности атмосферы культурных и
промышленных центров, в которых сосредоточены различные сооружения,
конструкции, металлоизделия и приборы [1J, что приводит к разрушению объектов
культуры и инфраструктуры городов (рис. 11.1).
*??■
•:■■■ т
f
"* :
V
,;:•"--.•":■. W '* <sp "T^ г.. '^41 .., *
ё?&
-#■ |t^ XA
k.#> ■■.'--*• *. ..Ti'j,;' .".. , ** ^i 1 */ -*r
4» -et '-1- >*'
■■..'*^Ь!Т ' •;' Щш *» ЬЦЙ<-'«0
I
..*•
1913 Г"'': 1984
■ w^",:
«f
Рис. 11.1. Скульптура замка «Хорст», Северная Вестфалия, Германия
(«Гутен Таг», 1986, № 8)
Лакокрасочные покрытия применяют не только для зашиты от
атмосферной коррозии. Они защищают изделия от воздействия пресной и
морской воды, служат в почве, выдерживают атаки различных агрессивных
химических агентов.
Сведения о коррозивности окружающей среды, в которой будут
эксплуатироваться изделия, должны быть известны еще на стадии
проектирования изделия и разработки систем его окрашивания. Такую информацию
предоставляют международные стандарты ИСО и МЭК.
Данные о температуре и влажности открытого воздуха Земного шара
приведены в международном стандарте МЭК 60721-2-1 в виде климатограмм.
Стандарт устанавливает соответствие статистических климатических условий
открытого воздуха типам климатических условий (табл. 11.1).
Статистические климатические условия открытого воздуха объединены
в четыре климатические группы:
А — умеренный климат, ограниченный умеренно теплым типом
климатических условий;
427
В — умеренно холодный климат, включающий умеренно холодный,
умеренно теплый, теплый сухой и умеренно жаркий сухой тип
климатических условий;
Таблица 11.1
Характеристики климата по температуре и влажности
Тип климата
Очень
холодный
Холодный
Умеренно
холодный
Умеренно
теплый
Теплый сухой
Умеренно
жаркий сухой
Очень жаркий
сухой
Жаркий
влажный
Жаркий
влажный ровный
Среднее значение годовых предельных
величин,°С
Нижнее
значение
температуры
-65
-50
-33
-20
-20
-5
+3
+5
+ 13
Верхнее
значение
температуры
+32
+32
+34
+35
+40
+40
+55
+40
+35
Наибольшее
значение
температуры
при RH>95%
+20
+20
+23
+25
+27
+27
+28
+31
+33
Вычисленное время
увлажнения при RH>80% и
температуре >0°С, час/год
0-100
150-2500
2500-4200
10-1600
4200-6000
С — общий климат, включающий все типы климатических условий,
кроме очень жаркого сухого;
D — всемирный климат, включающий все типы климатических
условий.
Классификация климатических зон по солнечному излучению,
влияющему на продолжительность увлажнения металлической поверхности, дана
в МЭК 60721-2-4.
Классификация групп внешних воздействующих факторов, в том числе
коррозивных, и их уровней даны в МЭК 60721-3-1 (условия хранения),
МЭК 60721-3-2 (условия транспортирования), МЭК 60721-3-3 (стационарное
размещение в защищенных от погоды местах), МЭК 60721-3-4
(стационарное размещение в незащищенных от погоды местах), МЭК 60721-3-5
(размещение на наземных подвижных объектах), МЭК 60721-3-6 (размещение
на кораблях), МЭК 60721-3-7 (переносное оборудование).
428
Таблица 11.2
Категории коррозивности атмосферы
11.1. Классификация коррозивности атмосферы
Международный стандарт ИСО 9223 устанавливает пять категорий
коррозивности атмосферы, а международный стандарт ИСО 12944-2
подразделяет категорию С5 «Очень высокая» на две — см.табл. 11.2.
Классификация коррозивности
атмосферы промышленных
предприятий
Оборудование контроля и
регулирования промышленными процессами
используется во всем мире. При этом
оно подвергается воздействию
окружающей среды — флоры и фауны
тропиков, температуры арктического
климата, условий пустыни, джунглей,
гор и морей.
Наряду с факторами влияния
окружающей среды и общего уровня
загрязнения среды в индустриальных районах, где часто используется
контрольное оборудование, в некоторых районах может существовать более
высокий уровень загрязнений [2].
В табл. 11.3 приводятся данные по промышленным загрязнениям,
связанным с различными видами производства.
Таблица 11.3
Промышленные загрязняющие вещества
Категория
С1
С2
СЗ
С4
C5-I
С5-М
Коррозивность
Очень низкая
Низкая
Средняя
Высокая
Очень высокая
(промышленная)
Очень высокая
(морская)
Промышленная установка
Загрязняющие вещества
Сталеплавильные комбинаты
Пыль, дым, угарный газ, фтористые
соединения
Стеклоплавильные заводы
Окислы серы, пыль, различные металлы
Нефтеочистительные заводы
Соединения серы, углеводороды, дым,
пыль
Заводы серной кислоты
Двуокись серы, туман серной кислоты,
трехокись серы
Литейное производство серого чугуна и
стали
Пыль, дым
Машиностроительные заводы
Пыль, аммиак
Целлюлозные заводы
Соединения серы, пыль
Заводы соляной кислоты
Туман соляной кислоты и газ
Заводы азотной кислоты
Окислы азота
Хранилища бензина
Гидрокарбонаты
Заводы по производству мыла и дезинфи-
цирующих средств
Пыль
Каустические и хлорные заводы
Хлор
Производство карбида кальция
Пыль, ацетилен
Производство фосфорнокислых удобрений
Фтористые соединения, пыль, аммиак
429
Окончание табл. 11.3
Промышленная установка
Производство клея
Производство алюминия
Обогащение угля
Загрязняющие вещества
Пыль
Фтористые соединения, пыль
Пыль
Международный стандарт МЭК 60654-4 устанавливает следующие классы
загрязнений газообразными коррозивными агентами:
Класс 1. Промышленно чистый воздух. При точном контроле условий
окружающей среды обнаруживается, что коррозия не отражается на
надежности работы оборудования.
Класс 2. Умеренное загрязнение характеризуется такой окружающей
средой, в которой влияние коррозии может быть измерено, а при определении
надежности оборудования фактор коррозии учитывается.
Класс 3. Сильное загрязнение. При этой степени загрязнения
окружающая среда такова, что вероятность возникновения коррозии высока. Такие
высокие уровни требуют дальнейшей оценки окружающей среды и приводят
к управлению параметрами окружающей среды или созданию специальных
конструкций оборудования.
Для правильной классификации условий окружающей среды необходимо
учитывать средние и пиковые значения концентрации.
Другой способ классификации коррозивности среды, называемый
методом контроля химической активности, обеспечивает получение
количественных значений окисляющей способности окружающей среды.
Промышленная окружающая среда может содержать сложную смесь
загрязняющих веществ, которые, взаимодействуя между собой, сильно
ускоряют (или замедляют) процесс коррозии в некоторых видах газов. В
этой связи коррозивность промышленной окружающей среды
определяется интенсивностью образования окисной пленки на очищенной медной
пластинке, изготовленной из бескислородной меди 99,99% чистоты, при
экспозиции в течение 1 мес. (для оценки три медные пластинки площадью
15 см2 вертикально устанавливают в таком месте, где скорость воздушного
потока является характерной для данного помещения или территории).
Классификация коррозивности атмосферы в строительстве
В настоящее время по инициативе России разрабатывается проект
стандарта ИСО совместно с CEN на классификацию условий эксплуатации
бетонных и железобетонных конструкций. Ввиду сложности решаемой
задачи в проекте стандарта содержатся принципиальные указания, выполнение
которых гарантировало бы от грубых ошибок в назначении способов защиты
бетонных конструкций от коррозии в различных условиях эксплуатации.
На международном уровне классификация коррозивности атмосферы и
газообразных сред в строительстве проведена в рамках СЭВ в 1980 г. Для
бетонных и железобетонных конструкций СТ СЭВ 2440 установил
следующую классификацию агрессивности сред (табл. 11.4).
430
Таблица 11.4
Классификация коррозивности газообразных сред для бетонных и
железобетонных конструкций (по СТ СЭВ 2440)
Относительная
влажность, %
До 60
Св. 60 до 75
Св.75
Группа газов по табл.
11.5
С
D
В
С
D
А
В
С
D
Коррозивность
газообразных сред для
бетона
1а
та
-
та
ha
-
la
та
ha
Коррозивность
газообразных сред для
железобетона
1а
та
1а
та
ha
la
та
ha
ha
Примечания:
1. Степени агрессивности газообразных сред установлены для температуры от
ОТ до 50°С.
2. Условные обозначения коррозивности сред:
1а — слабоагрессивные; та — среднеагрессивные; ha — сильноагрессивные
Таблица 11.5
Классификация групп агрессивных газов
Группа газов
А
В
С
Наименование
Двуокись углерода
Сернистый ангидрид
Фтористый водород
Сероводород
Окись азота
Хлор
Хлористый водород
Двуокись углерода
Сернистый ангидрид
Фтористый водород
Сероводород
Окись азота
Хлор
Хлористый водород
Сернистый ангидрид
Фтористый водород
Сероводород
Окись азота
Хлор
Хлористый водород
Концентрация, мг/м3
До 2000
-»- 0,5
-»- 0,05
-»- 0,01
-»-0,1
-»- 0,1
-»- 0,05
Свыше 2000
-»-0,5 до 10
-»- 0,05-»- 5
-»- 0,01-»- 5
-»-0,1->>- 1
-»-0,1-»- 1
-»- 0,05-»- 5
Свыше 10 до 200
-»-5-»- 10
-»-5-»- 100
-»-5->>- 25
-»-1-»-5
-»-5-»- 10
431
Окончание табл. 11.5
Группа газов
D
Наименование
Сернистый ангидрид
Фтористый водород
Сероводород
Окись азота
Хлор
Хлористый водород
Концентрация, мг/м3
Свыше 200
-»- 10
-»- 100
-»- 25
-»-5
-»- 10
Примечание — При наличии в агрессивной среде нескольких газов, концентрация
каждого из которых находится в пределах, указанных в таблице, степень
агрессивности газообразной среды принимается по максимальному показателю
Классификация коррозивности внутренних атмосфер
Стандарты ИСО 9223-9226 достаточно хорошо описывают коррозивность
атмосфер вне помещений, однако существует потребность в характеристике
условий внутри помещений.
В настоящее время в технике широко применяется герметизация
объемов, например, герметизируются управляющие компьютеры, работающие
в загрязненных атмосферах. Пластиковые окна в помещениях тоже
способствуют изоляции внутренних помещений от внешней атмосферы.
В замкнутых атмосферах формируется особый микроклимат благодаря
выделению продуктов старения пластмасс, паров эпоксидных смол, продуктов
высыхания лакокрасочных и герметизирующих материалов, (формальдегид,
хлорвинил, бензол, толуол и т.п.), который существенно отличается от
внешней атмосферы. Исследования, проводимые в последние годы, показывают,
что насыщение внутренних атмосфер различными агентами продолжается,
в том числе, благодаря применению новых лакокрасочных материалов для
отделки помещений, мебели и т.п. [4].
Для классификации коррозивности внутренних атмосфер специалистами
ИСО/ТК 156 «Коррозия металлов и сплавов» разработан международный
стандарт ИСО 11844, состоящий из трех частей.
Новая классификация, установленная в ИСО 11844-1 (табл. 11.6),
включает категории коррозивности d и С2 по ИСО 9223 и характеризует
климатические условия внутренних атмосфер, её загрязненность химически
активными веществами.
Таблица 11 6 Оценка низкой коррозивности
внутренних атмосфер для целей
классификации может быть достигнута
прямым определением коррозии
металлов (ИСО 11844-2) или
измерением климатических параметров (ИСО
11844-3), которые могут вызвать
коррозию металлов и сплавов.
В настоящее время классификация
коррозивности внутренних атмосфер
при применении в качестве эталонных
материалов металлических образцов дает более надежные результаты, чем
Категории коррозивности внутренних
атмосфер
Категория
1С 1
1С 2
IC3
1С 4
1С 5
Коррозивность
Очень низкая
Низкая
Средняя
Высокая
Очень высокая
432
классификация, основанная на измерении параметров окружающей среды.
В качестве эталонных материалов, помимо меди, при классификации
применяют также углеродистую сталь, цинк, свинец, никель и серебро.
11.2. Методы измерения загрязнений атмосферы
Стандартизация методов отбора двуокиси серы, хлоридов и других
коррозивных агентов является основным условием при классификации
коррозивности атмосферы [6].
Метод осаждения на пластинах РЬ02, широко используемый в США
и других странах, и метод осаждения на щелочных поверхностях,
используемый в европейских странах, выбраны ИСО 9225 в качестве стандартных
методов определения загрязнения двуокисью серы. Результаты измерений
по обоим методам стабильны, легко воспроизводимы, являются сравнимыми
и могут быть использованы для целей классификации [7].
Для оценки осаждения хлористого натрия был предложен метод
влажной свечи, который дает воспроизводимые результаты в различных
климатических условиях.
Данные о загрязнении атмосферы коррозивными агентами, полученными
с помощью этих методов, используют в качестве критериев классификации
при определении категорий коррозивности.
Определение скорости осаждения двуокиси серы на сульфатных
пластинах с двуокисью свинца
Содержащаяся в атмосфере двуокись серы может вступать в реакцию с
двуокисью свинца с образованием сульфата свинца. Пластины рекуперируют
и анализируют содержание свинца для определения осаждения двуокиси
серы. Результаты представляют в пересчете на мг S02/m2 в день. Двуокись
свинца, используемая в данном методе, может также превращать в
сульфат и другие сернистые соединения, такие, как сероводород и меркаптан.
Перевернутое положение диска предназначается для сведения к минимуму
захвата серы из кислотного осадка или аэрозоля серной кислоты. Для
надежного удержания пластины в перевернутом положении таким образом,
чтобы лицевая сторона с нанесенной двуокисью свинца была обращена
книзу, необходимо использовать подвески (держатели). Пластина должна
быть горизонтальной и не должна быть заслонена от естественных ветров
и циркуляции воздушных потоков.
При проведении контроля участков экспонирования на каждый
период экспонирования используют минимум три пластины. Пластины следует
экспонировать, если возможно, как на самом высоком, так и на самом
низком уровне, над землей. Рекомендуемый период экспонирования 30±2
дня. При завершении периода экспонирования пластины следует удалять
из держателя и плотно закрывать для предотвращения дополнительного
сульфатирования. Анализ должен быть завершен в пределах 60 дней по
окончании экспонирования. Идентификация пластины, место
экспонирования, дата начала и конца экспонирования должны быть зарегистрированы,
когда экспонирование заканчивается.
433
Стандарт устанавливает нефелометрический метод определения
сульфатов в испытуемых пластинах и допускает использовать любую другую
аналитическую методику, которая обеспечивает удовлетворительную
точность.
Определение скорости осаждения двуокиси серы на щелочных
поверхностях
Окислы серы и другие сернистые соединения кислотного характера
собирают на щелочной поверхности пористых фильтровальных пластин,
насыщенных раствором углекислого натрия или углекислого калия. Все
сернистые соединения, которые осаждаются во время экспонирования,
превращаются в сульфаты и определяются. Результаты выражают в
переводе на БОг/день.
Испытуемые пластины экспонируют на стенде в вертикальном
положении таким образом, чтобы их поверхности были параллельны
преобладающему направлению ветра. Кромки основания пластин должны находиться
на высоте от 1,8 м до 2 м над землей. Крыша стенда защищает пластины
от обмывания дождем, но должна обеспечивать свободный доступ воздуха
к пластинам.
На месте испытаний (испытательной площадке) три испытуемых
пластины устанавливают на стенде с помощью крепежных деталей. Время
экспонирования испытуемых пластин 30±2 дня, если характер испытаний
или уровень загрязнения не требует другого времени (60 дней или 90 дней).
После завершения экспонирования испытуемые пластины снимают, не
повреждая поверхностного слоя, и по отдельности герметизируют в
пластмассовых контейнерах. Пластмассовые контейнеры маркируют с указанием
испытательной станции и датой экспонирования и снятия.
Стандарт устанавливает метод определения сульфатов на испытуемых
пластинах с торином в качестве индикатора и допускает использовать любую
другую аналитическую методику, которая обеспечивает удовлетворительную
точность, например, весовой или спектрофотометрический методы.
Определение скорости осаждения хлорида — метод влажной свечи
Защищенная от дождя влажная текстильная поверхность с известной
площадью экспонируется в течение установленного времени. Количество
осажденного хлорида определяют путем химического анализа. На основании
результатов этого анализа скорость осаждения вычисляют в мг С1/м2 [7].
Влажную свечу делают из фитиля, вставленного в бутылку. Фитиль
состоит из центрального стержня диаметром около 25 мм, изготовленного из
инертного материала, вокруг которого натягивается двойной слой трубчатой
хирургической марли или двойной слой бинта из хирургической марли.
Поверхность фитиля, подвергаемая воздействию атмосферы, должна составлять
приблизительно 100 см2, что соответствует длине фитиля примерно 120 мм.
Должна быть точно известна экспонируемая площадь поверхности.
Один конец стержня вставляют в резиновую пробку. В пробке имеется
два дополнительных отверстия, через которые проходят свободные концы
марли (если используется трубчатая марля, нижний конец отрезается по
длине марли, пока не остается приблизительно 120 мм). Кромкам отвер-
434
стий придают форму воронки, чтобы жидкость, стекающая вниз по марле,
проходила через пробку. Свободные концы марли должны быть достаточно
длинными, чтобы доходить до дна бутылки.
Пробка вставляется в горло бутылки (из полиэтилена или другого
инертного материала) вместимостью приблизительно 0,5 л. Бутыль содержит
200 мл 20%-ного водного раствора глицерина с добавлением октановой
кислоты для предотвращения образования грибков.
Влажную свечу экспонируют на стенде под центральной частью крыши.
Крыша должна быть размером 500x500 мм, из инертного материала и
светонепроницаемой. Свеча должна быть прикреплена таким образом, чтобы
расстояние от крыши до верха фитиля составляло 200 мм, и чтобы она
была расположена в центре крыши. Расстояние между бутылью и уровнем
земли должно составлять, по крайней мере, 1 м. Свеча должна быть
обращена к морю или к другому источнику хлоридов.
Количество хлорида в пробе определяют путем меркуриметрического
титрования в присутствии смешанного индикатора дифенилкарбазонбром-
фенола голубого.
Методы определения скорости коррозии стандартных образцов
Характеристика испытательных станций или производственного участка
с точки зрения их коррозивности может быть получена путем определения
скорости коррозии стандартных образцов по ИСО 9226, экспонируемых
в условиях воздействия атмосферы на соответствующем участке в течение
одного года (непосредственная оценка коррозивности). Стандартными
образцами являются плоские пластины или открытые спиралеобразные образцы,
изготовленные из четырех стандартных конструкционных материалов:
алюминия, меди, стали и цинка. Этот способ представляет собой экономичный
способ оценки коррозивности с учетом всех влияний местных условий.
Стандарт устанавливает методы, которые могут быть использованы для
определения скорости коррозии на стандартных образцах.
Значения, полученные в результате измерений скорости коррозии
после 1-го года экспонирования, должны быть использованы как критерии
классификации для оценки коррозивности атмосферы.
Коррозивность каждого из участков экспонирования или
производственных участков выводится из скорости коррозии, вычисленной по
потере массы на единицу площади поверхности стандартных образцов (при
удалении продуктов коррозии с образцов) после экспонирования в течение
одного года.
Стандартные образцы представляют собой прямоугольные пластины
размером не менее 50x100 мм, толщиной приблизительно 1 мм.
Материалы, используемые для изготовления стандартных образцов:
нелегированная углеродистая сталь (Си<0,07%, Р<0,07%), цинк 98,5%, медь
99,5%, алюминий 99,85%.
Эти же материалы используют для изготовления стандартных
проволочных образцов.
Проволоку диаметром 2-3 мм, предназначенную для термического
распыления, разрезают на образцы длиной приблизительно 1000 мм. Затем ее
435
скручивают в спираль, используя в качестве шаблона стержень диаметром
24 мм.
Экспонирование взвешенных и маркированных стандартных образцов
выполняют в соответствии с требованиями ИСО 8565.
Три образца каждого металла следует экспонировать в течение одного
года, начиная с весны или с осени. Спиралеобразные образцы должны
экспонироваться в вертикальном положении.
После экспонирования образцы очищают в соответствии с ИСО 8407,
повторно взвешивают с точностью до 0,1 мг и вычисляют скорость
коррозии.
11.3. Международная программа коррозионных
испытаний
Проведение исследований коррозионного поведения металлов на
коррозионных станциях с целью оценки срока службы изделий в различных
условиях эксплуатации позволило накопить значительный
экспериментальный материал. Однако использовать данные о коррозионном поведении
конструкционных материалов, полученных на коррозионных станциях в
различных странах, не представлялось возможным. Это объясняется
отсутствием единых международных требований к методам оценки коррозионного
поведения образцов, определения коррозивности атмосферы, размещению
и оборудованию станций и т.п.
На пленарном заседании ИСО/ТК 156 в 1984 г. в Батуми было
принято решение о проведении в 1987-1995 гг. испытаний образцов основных
конструкционных металлов — углеродистой стали, цинка, меди, алюминия
— по методологии ИСО 9223-9226 (табл. 11.7). В работах по испытаниям,
которые возглавила д-р Д. Кноткова из Пражского института защиты
металлов им. Акимова, приняли участие специалисты Аргентины,
Великобритании, Германии, Испании, Канады, Новой Зеландии, Норвегии, России,
США, Финляндии, Франции, Швеции, Японии.
Таблица 11.7
ПРОГРАММА ИСОКОРРАГ
Участники программы
52 коррозионные станции в 14 странах
Испытуемые материалы:
углеродистая сталь
цинк
алюминии
медь
Типы образцов (по ИСО 9226):
прямоугольные пластины
спиралеобразные
на четырех континентах
Последовательность экспозиции образцов каждого материала:
по 6
образцов — 1 год (по 3 с весны и по 3 с
по 1 образцу — 2 года
по 1 образцу — 4 года
осени)
436
Окончание табл. 11.7
по 1 образцу — длительное испытание (не менее 10 лет)
Всего по 9 образцов
Характеристики атмосферы коррозионной станции:
температура воздуха, °С;
относительная влажность, %;
время увлажнения поверхности, ч/год;
скорость осаждения двуокиси серы, мг-"2-сут"' или концентрация, мгм ';
скорость осаждения хлоридов, мг-м 2сут
Страны-участники программы представили руководителю программы
материалы по коррозионным испытаниям в течение года основных
конструкционных металлов и метеорологические характеристики макроклиматических
районов для анализа долгосрочных данных об атмосферной коррозии в
известных условиях коррозивности.
В табл. 11.8 приведен перечень коррозионных станций, участвующих
в реализации международной программы ИСОКОРРАГ.
Таблица 11.8
Коррозионные станции ИСОКОРРАГ
Страна — участник
программы
Канада
Чехия
Финляндия
Франция
Германия
Япония
Норвегия
Место расположения
Борчевилль
Кашперские Горы
Бековице
Копишти
Хельсинки
Отаниеми
Атари
Сен-Дени
Понто-Март
Пикеран
Сен-Реми
Салин де Ги
Остенде (Бельгия)
Париж
Авби
Дортмунд
Чоши
Токио
Окинава
Осло
Беррегаард
Биркенес
Танангер
Берген
Сванвик
Код станции
CND 1
CS1
CS2
CS3
SF1
SF2
SF3
F1
F2
F3
F4
FS
F6
F7
F8
D1
Л
J2
J3
N1
N2
N3
N4
N5
N6
437
Окончание табл. 11.8
Страна — участник
программы
Россия
Испания
Швеция
Великобритания
США
Новая Зеландия
Аргентина
Место расположения
Мурманск
Батуми (Грузия)
Владивосток
Оймякон
Мадрид
Эль Прадо
Лагас-Виго
Баракальдо
Ванадис
Каттесанд
Кварнвик
Стратфорд
Кроуторн
Рае
Флит-колл
Кьюа-бич
Ньюарк-Керней
Зона Панамского канала
Рисеч-парк
Пойнт-Райз
Лос-Анжелес
Веллингтон
Икуадзу
Камет
Буэнос-Айрес
Сан Хуан
Юбана
Код станции
SU1
SU2
SU3
SU4
Е1
Е2
ЕЗ
Е4
S1
S2
S3
UK1
UK2
UK3
UK4
US1
US2
US3
US4
US5
US6
NZ1
ARG1
ARG2
ARG3
ARG4
ARG5
На рис. 11.2 приведены данные коррозионного поведения образцов
из углеродистой стали по ИСО 9226 на станциях ИСОКОРРАГ при
эксплуатации в течение 1 года.
11.4. Классификация коррозивности воды и почвы
Лакокрасочные покрытия широко эксплуатируются в пресной и морской
воде, а также в почве. Широкое применение нашло окрашивание внутренних
поверхностей емкостей для питьевой воды. Лакокрасочные покрытия наносят
на конструкции, эксплуатируемые в пресной и морской воде, заглубленные
в почву. Значительное количество лаков и красок выпускается для
окрашивания речных и морских судов. Для этих целей разработаны специальные
противообрастающие, льдостойкие и самополирующиеся покрытия.
Во второй половине XX века крупнейшим потребителем специальных
лакокрасочных покрытий стала промышленность по производству морских
нефтедобывающих платформ.
438
16
14
12
10
8
6
4
2
0
Коррозионные потери
(10 мкм /год)
•¥• :Морская атмосфера
Ф Промышленная атмосфера
Спиралеобразные
ill
f л, ■, лл,п,, .т.,, .тгттт
Коррозионные станции
Рис. 11.2. Коррозия образцов углеродистой стали
Для лакокрасочной промышленности возникла необходимость
классификации коррозивности воды и почвы, которой не было в международных
стандартах.
Специалисты Технического комитета ИСО/ТК 35 «Лаки и краски»
разработали классификацию коррозивности воды и почвы (ИСО 12944-2),
а для атмосферных условий использовали классификацию, установленную
в стандартах ИСО/ТК 156.
При разработке указанной классификации учитывалось, что на развитие
коррозионных процессов влияет тип и состав водной среды (например,
пресная или соленая вода), а также тип, минеральный состав почвы, наличие
вентилирования заглубленных конструкций. Особые условия эксплуатации
конструкций в воде (например, постоянная волна с песком или льдом)
или в почве (засоленная почва вблизи автомагистралей) могут оказывать
сильное влияние на развитие коррозии.
Необходимо отметить, что у конструкций, погруженных в воду, или
заглубленных в почву, возникают местные коррозионные поражения.
Поэтому классификация коррозивности указанных сред весьма условна. Тем не
менее, ИСО 12944-2 устанавливает для защитных лакокрасочных покрытий
следующую классификацию коррозивности воды и почвы (табл. 11.9).
11.5. Классификация коррозивности космического
пространства
Любой космический аппарат, покинув пределы атмосферы Земли,
подвергается воздействию космических лучей, магнитных полей, частиц,
протонов, рентгеновскому и гамма-излучению и др.
439
Таблица 11.9
Категории коррозивности воды и почвы
Категория
Im 1
Im2
Im3
Окружающая среда
Пресная вода
Морская и соленая вода
Почва
Примеры
Конструкции на реках,
гидроэлектростанции
Конструкции в морских портах,
шлюзы, молы и др.
Заглубленные цистерны, сваи,
трубопроводы
Конструкторы космических аппаратов за последние пятьдесят лет
накопили большой экспериментальный материал о поведении конструкционных
материалов в условиях воздействия космических факторов. В том числе
была обнаружена коррозия металлов, а также старение и деструкция
лакокрасочных и герметизирующих полимерных материалов.
Было установлено, что неуправляемые космические аппараты
подвергаются воздействию, в основном, естественных космических факторов.
Космические аппараты, которые маневрируют в космосе, образуют вокруг
себя специфическую искусственную атмосферу. Коррозивность этой среде
придают пары азотной кислоты, которая является компонентом топлива
некоторых типов миниреактивных двигателей, с помощью которых аппарат
осуществляет маневры в космосе.
Стандартизацию внешних воздействующих факторов космического
пространства проводят с 1994 г. специалисты РГ 4 «Космическая среда
(естественная и искусственная)» подкомитета ПК 14 Технического комитета ТК
20 «Авиационные и космические аппараты». Секретариат указанной рабочей
группы, в которую входят специалисты России (Российское космическое
агентство), Европейского Союза (Европейское космическое агентство),
США (Национальное управление США по аэронавтике и исследованию
космического пространства NASA, Геологическая служба США), Китая и
Японии, возглавляют российские специалисты. В основу многих проектов
стандартов ИСО по внешним воздействующим космическим факторам (ИСО
15390, ИСО 15391, ИСО 15856, ИСО 15857, ИСО 16457, ИСО 21348, ИСО
22009) положены требования российских стандартов серии ГОСТ 25645.1ХХ
— 25645.ЗХХ, большинство из которых изданы на английском языке при
содействии NASA.
440
Глава 12
ОБЩИЕ ТРЕБОВАНИЯ К
КОРРОЗИОННЫМ ИСПЫТАНИЯМ
Согласно международному стандарту ИСО 8044 «коррозионное
испытание» — это испытание для оценки коррозионного поведения металла,
загрязнения среды продуктами коррозии, эффективности защиты от
коррозии или коррозивности среды.
При коррозионных испытаниях металлов и защитных лакокрасочных
покрытий решаются следующие задачи:
изучение модельных систем для нахождения общих закономерностей,
характеризующих коррозионные свойства металлов и защитных покрытий;
испытания новых марок металлов и видов защитных покрытий
параллельно с испытанием лучших серийных материалов;
структурные испытания металлов и защитных покрытий для контроля
их качества на производстве или в лаборатории;
испытания в различных условиях эксплуатации для накопления
экспериментальных данных с целью создания методов прогнозирования
коррозионного поведения металлов, долговечности защитных покрытий.
Испытания проводят по программе, в которой должны быть
указаны:
цель испытания;
характеристика испытуемых металлов, сплавов и средств защиты от
коррозии (химический состав, толщина, состояние поверхности образца);
метод испытания — условия проведения, общая продолжительность,
расположение и, в некоторых случаях, перемещение образцов, частота
осмотров образцов во время испытания, количество удаляемых образцов и
количество контрольных образцов;
калибровка коррозивности атмосферы коррозионной станции или в
испытательной камере вне зависимости от ориентации образцов в камере;
критерии и методы оценки результатов испытания.
Сложностью при составлении программы испытаний является выбор
не только методики испытаний, но и критериев оценки коррозионной
порчи [1].
Можно выделить несколько типов программ испытаний:
441
программа, предусматривающая исследование коррозионного поведения
металлов и покрытий на стадии их разработки. Программа должна включать
возможность всестороннего изучения коррозионных и специальных свойств
новых материалов;
программа расширенных испытаний для определения показателей
коррозии и коррозионной стойкости материалов и покрытий в зависимости от
конструктивного исполнения изделия; при изменении рецептурного состава
материала или, например, состава ванны для получения гальванического
покрытия;
программа испытания металлов или систем металл-покрытие в
атмосферных условиях;
программа испытаний металлов и покрытий на соответствие
требованиям международных стандартов.
Максимальное использование международных стандартов при
коррозионных испытаниях металлов и покрытий позволит объективно сравнивать
отечественные материалы и технологии с лучшими зарубежными образцами,
а в случае достижения высоких показателей использовать данные испытаний
при продвижении продукции на мировом рынке.
12.1. Образцы
При испытаниях применяют четыре типа образцов: плоские (панели,
пластины); детали или сборочные единицы (узлы); макеты изделий или
конструкций; изделия. Образцы со сложной геометрией могут использоваться
для специальных целей, например, для испытаний качества окрашивания
изделия.
Вид, форма и размеры образцов в зависимости от цели испытаний
Образцы должны воспроизводить основные качества изделий:
материалы, их контакты; форму; технологию изготовления; состояние поверхности;
вид, толщину и технологию получения покрытий.
Количество образцов на одно испытание должно быть не менее трех.
Если при трех образцах не достигается требуемая согласно программе
испытаний доверительная вероятность результатов испытаний, количество
параллельно испытуемых образцов должно быть увеличено. Площадь
поверхности всех образцов должна быть не менее 50 см2, они не должны
иметь видимых дефектов, таких как включения, трещины, точки и поры.
Отрезные кромки должны быть без заусенцев.
Требования к подготовке образцов
Покрытия испытуемых образцов должны отвечать требованиям
соответствующих международных стандартов. Если испытуемые образцы
вырезают из больших по размеру изделий с покрытиями, необходимо свести
к минимуму повреждение участков, прилегающих к срезу.
При изготовлении образцов со сварным соединением шов следует
располагать посередине испытуемого образца параллельно наиболее длинной
стороне.
442
Отрезные кромки испытуемых образцов должны быть защищены
подходящим покрытием, стойким к воздействию выбранной коррозивной
среды; таким покрытием во время испытания может быть, например, краска,
лак, воск, липкая лента или эмаль. Если необходимо определить влияние
незащищенных кромок на процесс коррозии, торцы следует оставлять
незащищенными.
Контрольные образцы, предназначенные для сравнения с образцами,
снятыми с испытания, должны храниться в течение всего периода
испытания в условиях, предотвращающих коррозию. Условия хранения должны
быть определены программой испытания.
Маркировка образцов
Испытуемые образцы маркируют таким образом, чтобы не допустить
ошибки во время проведения испытания. Маркировка должна быть
разборчивой и нестираемой на протяжении всего периода испытания и нанесена
на тех участках испытуемых образцов, которые не подлежат визуальной
оценке и не имеют функционального назначения.
Испытуемые образцы с покрытием можно маркировать одним из
способов:
перед нанесением защитного покрытия делают метку в определенном
месте (предпочтительный метод);
нанесением соответствующего номера штампом;
к испытуемому образцу прикрепляют бирку с номером из коррозионно-
стойкого материала. Бирку подвешивают свободно с помощью ненатянутой
неметаллической нити, например, из нейлона;
нанесением маркировки на обратной стороне испытуемого образца
несмываемой краской.
Испытуемые образцы могут быть маркированы путем выбивания
соответствующих номеров клейма. Для металлов могут быть использованы
образцы с канавками или просверленными отверстиями. Можно использовать
другие методы маркировки при условии, что будут соблюдены требования
четкости и долговечности.
Поверхность, поврежденная маркировкой, должна быть минимальной.
Рекомендуется составить надежную карту описания идентичности образцов,
данных об экспонировании и размещении на раме для экспонирования.
Номера рекомендуют проставлять на внешней (испытуемой) стороне
образца в нижнем углу. Отверстия, через которые протягивают нитку с
номерной биркой, должны быть расположены около нижнего угла образца
таким образом, чтобы сама бирка не соприкасалась ни с испытуемым
образцом, к которому ее подвешивают, ни с близлежащими испытуемыми
образцами, помещенными на раму.
Испытуемые образцы с покрытием маркируют цифрами и буквами,
дающими следующую информацию: тип покрытия; номер серии; место и
условия испытания.
Маркировка должна быть лаконичной с применением простого шифра,
дающего необходимую информацию.
443
Перед испытанием поверхность образцов с металлическими и другими
неорганическими покрытиями или без них должна быть обезжирена с
помощью инертных веществ.
Осмотр образцов
Перед испытанием образцы осматривают. Образцы, предназначенные
для нанесения лакокрасочных покрытий, должны быть осмотрены перед
нанесением покрытия. Образцы, находившиеся на хранении, должны перед
испытанием проверяться на отсутствие признаков коррозии. Образцы,
коррозионное поведение которых предстоит определять по изменению внешнего
вида поверхности, должны проверяться в соответствии с требованиями к
исходному состоянию поверхности. При этом должны регистрироваться
следующие изменения во внешнем виде поверхности: цвет, потускнение
поверхности, наличие и распределение видимых коррозионных дефектов,
которые допускаются по согласованию заинтересованных сторон.
Другие исходные характеристики испытуемых образцов определяют в
зависимости от выбранных критериев оценки результатов испытания.
12.2. Проведение испытаний
Общие требования к методам проведения коррозионных испытаний
устанавливает ИСО 11845, согласно которому коррозионные испытания
проводят как сравнительные испытания. Интенсификация условий
испытаний, например, повышение температуры, увеличение концентрации
компонентов коррозивной среды часто приводит к получению результатов, не
соответствующих реальным условиям. Поэтому эти результаты необходимо
использовать осмотрительно.
Во время коррозионных испытаний наблюдают за степенью поражения
во времени и, по возможности, ведут ее качественную регистрацию. Цель
большинства видов испытаний — определить состояние образцов более
чем в трех отдельных случаях после начала испытания. Продолжительность
испытаний должна быть такой, чтобы по окончании испытания был
получен четкий результат в отношении поведения материала и, где допустимо,
эталонного материала для данных условий испытания. При необходимости
могут проводиться дополнительные испытания, выходящие за рамки
первоначально запланированного времени.
Поскольку часто бывает значительное расхождение в результатах,
единственное значение дает ненадежную информацию. По этой причине каждый
результат испытания, по возможности, проверяют. За точку замера берут
среднее значение, по меньшей мере, трех испытаний. Поэтому каждый
образец можно использовать только один раз.
Условия испытания должны наиболее точно соответствовать
естественным условиям, в которых предстоит использовать материал и коррозивную
среду. Это распространяется на материал (его форму, состояние
поверхности, кристаллическую структуру и т.д.) и коррозивную среду (концентрация,
температура и т.д.).
Образцы должны быть четко промаркированы до проведения
термообработки.
444
Коррозивная среда должна быть точно описана, особенно в части ее
природы, состава и условий. В информации о природе коррозивной среды
указывают, естественного ли происхождения растворы, газы или
используемые твердые вещества или их создают специально. В случаях, когда
не известен химический состав среды, его определяют аналитически; при
этом следует учитывать даже ничтожно малые количества примесей или
загрязнений. В случае водных растворов, по возможности, указывают
значение рН, а также ред-окс потенциал. В случае растворов на результаты
часто влияет количество содержащихся в растворе газов; в случае газов
указывают также содержание влаги и твердых веществ; в случае твердых
веществ — содержание влаги.
Если коррозивная среда значительно изменилась в результате
коррозионной реакции или испарения, ее следует заменить или дополнить во
время испытания, чтобы условия среды оставались постоянными. В отчете
об испытании следует указать, производилась ли замена или дополнение
коррозивной среды, как часто и в каких размерах.
Количество коррозивной среды во время проведения испытания должно
соответствовать установленному объемному соотношению к площади
поверхности образца. Как правило, минимальное значение этого соотношения
составляет 10 мл/см2. Для того, чтобы максимально исключить влияние
неравномерностей, площадь поверхности каждого образца должна быть не
менее 25 см2, за исключением тех случаев, когда испытанием специально
предусмотрены образцы с меньшей площадью поверхности.
Форма образца зависит от метода коррозионного испытания и от
ожидаемого вида коррозии. Если ожидается неравномерное или локальное
поражение, то используют образцы достаточной толщины, позволяющие
определить глубину поражения. Перед испытанием измеряют толщину
образца. Влияние коррозионного поражения на механические свойства
предпочтительно измерять на образцах, предназначенных для испытания
механических свойств согласно соответствующим международным стандартам.
Способ размещения образцов в коррозивной среде может оказывать
влияние на результаты испытания. В случае проточной коррозивной
среды образцы располагают таким образом, чтобы ее поток был параллелен
ширине образца. На результаты атмосферных испытаний может оказывать
влияние угол экспонирования относительно земли, расположение
относительно географических полюсов и от того, какая сторона образца
оценивается — повернутая к небу или к земле. Образцы должны располагаться
в коррозивной среде таким образом, чтобы вся испытуемая поверхность
подвергалась одинаковому воздействию, за исключением тех случаев, когда
требуется определить влияние фазовой границы. При испытании
погружением любые незначительные отклонения, появление которых обусловлено
работой испытательного оборудования, могут быть сбалансированы
повторным помещением образцов в испытательную среду через определенные
интервалы времени.
Параллельные образцы не должны располагаться непосредственно друг
за другом, а, по возможности, в разных местах испытательной среды или
испытательного сосуда. Для того, чтобы не допустить гальваническую кор-
445
розию, между самими образцами или между образцами и металлическим
сосудом не должно быть электропроводящих соединений. Если расстояние
между образцами или между образцами и сосудами недостаточно, полученные
результаты будут невоспроизводимы. Как правило, в одном сосуде должны
испытываться только образцы, изготовленные из материала одного типа, за
исключением тех случаев, когда целью является изучение взаимного влияния
материалов. Сосуды, изготовленные из коррозионно-стойкого материала,
размещают таким образом, чтобы исключить возможность нежелательного
внешнего воздействия на условия испытания. В случаях, когда испытания
проводятся в открытых сосудах, воздух не должен содержать компонентов,
способных нарушить процедуру испытания.
12.3. Коррозионные станции
Наибольшее число коррозионных станций расположено в северном
полушарии на территории промышленно развитых стран. При этом не
менее 30 станций имеют Англия, Болгария, Венгрия, Германия, Норвегия,
Польша, США, Франция, Чехия, Швеция [2].
В России первая сеть коррозионных станций, расположенных на
берегах Черного, Баренцева морей, Тихого океана, а также в промышленных
и сельских районах, была создана в 1947 г. Институтом физической химии
РАН [3]. Как правило, станции размещают на территории представительных
и (или) экстремальных пунктов климатических районов [4].
По ИСО 8565 станции, предназначенные для проведения испытаний
на атмосферную коррозию, должны быть обеспечены оборудованием для:
экспонирования на открытом воздухе: непосредственное воздействие
всех атмосферных факторов и атмосферных загрязнений;
экспонирования под укрытием: экспонирование с защитой от
атмосферных осадков и солнечной радиации (навес) или под укрытием в частично
замкнутом пространстве, таком, как жалюзийные будки, где испытуемые
образцы защищены боковыми стенками.
При экспонировании под укрытием различными способами
необходимо приводить исчерпывающие характеристики укрытия и способ
экспонирования образцов. Результаты, полученные под различными укрытиями,
сопоставлению не подлежат.
Испытательные станции следует выбирать таким образом, чтобы
испытуемая поверхность всесторонне подвергалась воздействию погодных
условий. Наличие зданий, конструкций, деревьев и определенных
географических особенностей (рек, озер, холмов или низин) может служить
причиной случайной защиты от воздействия ветра, источников загрязнения
или солнечного света.
Наиболее полно требования к испытательным станциям, которые
служат для отбора влажных осадков, описаны в ИСО 5667-8, разработанном
специалистами ИСО/ТК 147 «Качество воды». К влажным осадкам ИСО
5667-8 относит дождь и снег. Требования стандарта не распространяются на
методы отбора проб влаги, полученной из росы, тумана, инея, облаков.
446
Перед разработкой программы отбора проб осадков следует четко
определить цели и задачи. Это позволит установить масштаб работы и плотность
размещения сети пробоотборников. В этой связи в стандарте приведены
подробные требования к размещению станций отбора проб в городах и
сельской местности в зависимости от целей исследования. Считается, что
данные не являются репрезентативными для данного региона, если:
а) имеется непрерывно работающий промышленный источник или
городская застройка, или пригородная местность в пределах 10 км от
коррозионной станции;
б) имеется точечный источник загрязнения (например, с эмиссией
более 10000 тонн двуокиси серы в год), расположенный в пределах 50 км
от станции;
в) на складе в пределах 1 км от станции хранятся минеральные
удобрения (или другие соли) в кучах;
г) имеются крупные транспортные узлы или источники сточных вод
в пределах 1 км, а также аэропорты или морские порты в пределах 100 м
от станции.
При необходимости расположения станции отбора проб на водной
поверхности для получения данных об интенсивности выпадения загрязнений,
пробоотборники с защитой от брызг устанавливают на плавающих буях,
небольших островах и морских скалах.
В стандарте приведены подробные требования к конструкции
пробоотборников для случайного отбора проб, отбора сложных проб, а также для
последовательного, направленного и непрерывного отборов проб.
Если воздействия человеческого фактора или особенностей
окружающей природы не являются частью программы, то их следует избегать: в
противном случае в отчете следует сообщить об их наличии. Подобным же
образом наличие низкорослого кустарника и других растений может
повлиять на распределение температуры и влажности на данной испытательной
станции, и поэтому растения следует удалять или поддерживать их высоту
до 0,2 м с помощью рам, помещенных на хорошо осушенную землю или
на гравий, бетонный или вымощенный фундамент. Если для
регулирования роста растений, расположенных неподалеку от стендов с образцами,
используют гербициды, то нужно не допустить контакта химикатов с
образцами. Если испытания на атмосферную коррозию проводят под
укрытием, следует предусмотреть соответствующие меры предосторожности во
избежание любых нежелательных влияний на соседние образцы, которые
предназначены для экспонирования на открытом воздухе.
Испытательные станции следует размещать в тех условиях, где будут
использованы испытуемые материалы. Различают два вида испытательных
станций:
постоянные испытательные станции, которые расположенные в местах,
классифицированных как промышленные, сельские, городские и морские
с учетом климатических условий данного региона;
временные испытательные станции, создаваемые на определенный
период времени в местах с определенными коррозионными условиями.
447
Расположение испытательной станции должно обеспечить
периодический осмотр испытуемых образцов, запись или оценку факторов
окружающей среды. Целесообразно размещать атмосферные испытательные станции
возле или на метеорологической станции. Расположение испытательной
станции следует выбирать, главным образом, с точки зрения воздействия
окружающей среды, а также удобства проведения осмотра.
Атмосферные испытательные станции следует сооружать с учетом
обеспечения соответствующей защиты от хищений, повреждений или помех
иного рода. Ограждение не должно оказывать влияния на испытания
некоторых образцов, создавая тень или снежные сугробы на образцах.
Рамы для экспонирования должны надежно удерживать испытуемые
образцы в нужном положении, не подвергаясь значительному износу, и
не влиять на коррозию испытуемых образцов, прикрепленных к ним.
Рамы могут быть предназначены для обеспечения полного или частичного
экспонирования образцов на открытом воздухе. Могут быть использованы
секции из металла или дерева при условии, что они обладают достаточной
прочностью и долговечностью. На рис. 12.1 представлена рама для
экспонирования.
Рис. 12.1. Рама для экспонирования на атмосферных испытательных станциях
Практическая реализация следующих требований, предъявляемых к
конструкции, будет зависеть от имеющихся местных ресурсов и материалов.
Рамы для экспонирования должны обеспечивать экспонирование возможно
большей площади как верхней, так и нижней сторон образцов для того,
чтобы дать оценку различно ориентированным образцам: к небу или к земле,
если это является целью испытаний. Кроме того, конструкционные
элементы рамы не должны экранировать образцы. Способ крепления образцов к
448
испытательной раме должен исключать контакт с соседними образцами и
укрытием, а также должен обеспечивать полную электроизоляцию образцов
и испытательной рамы. В этом случае пригодны рифленые фарфоровые
электроизоляторы с крепежными отверстиями или аналогичные устройства
из инертных и прочных пластмассовых материалов. Могут быть
использованы также болты и винты, снабженные втулками с электроизоляцией и
прокладками. Площадь контакта испытуемых образцов с их держателями
должна быть минимальной. Кроме того, испытательные рамы должны быть
сконструированы таким образом, чтобы экспонировать образцы под углом
45° или 30° к горизонтали, лицевой стороной к небу или в другой
ориентации в соответствии с требованиями программы испытаний. Конструкция
рамы должна быть такой, чтобы испытуемые образцы не подвергались
воздействию стекающей с испытательной рамы или других образцов воды
или водяных брызг, отскакивающих от земли. Установка испытательных
рам может также вызвать местные снежные заносы, поэтому может
возникнуть необходимость экспонирования образцов на минимальной высоте над
уровнем земли. Эта высота должна быть выбрана с учетом предотвращения
разбрызгивания дождевой воды и снежных заносов и должна быть не менее
0,75 м. Грузоподъемность рам должна учитывать максимальную статическую
нагрузку от полной нагрузки образца и от нагрузок, вызванных ветром и
снегом. Рамы должны быть прочно закреплены на земле, а образцы не
должны двигаться или отделяться при сильном ветре.
Большим удобством является стандартизация размеров образцов и
ограниченный диапазон стандартных размеров. Это упрощает конструкцию
испытательных рам и способ крепления образцов.
Может возникнуть необходимость проведения испытания в условиях
экспонирования под укрытием, чтобы способствовать скоплению атмосферных
продуктов и загрязнителей и чтобы предотвратить их потерю в результате
дождя. Степень воздействия атмосферы будет определять детальную
конструкцию стендов для экспонирования.
При испытании образцов под такими укрытиями, как навес,
испытуемые образцы следует размещать на стендах и рамах. Для сооружения
навесов может быть использован обычный кровельный материал. Навес
должен быть наклонен так, чтобы гарантировать защиту от дождя, воды,
стекавшей с него, и водяных брызг, отскакивающих от земли. Кроме того,
навес должен защищать образцы от солнечной радиации. Навес должен
находиться на высоте не более 3 м над землей и отстоять от краев стенда
для образцов не более чем на 3 м.
Конструкция жалюзийных будок должна быть такой же, как
конструкция стандартных метеорологических будок, которые гарантируют защиту
от атмосферных осадков, солнечной радиации и ветра, но обеспечивать
поступление воздуха снаружи. Наружные поверхности стен и дверей будки
должны быть окрашены в белый цвет. Ставни должны быть венецианского
слепого типа, устойчивые и прочные. Конструкция должна обеспечить обмен
воздуха между внутренней частью будки и наружной атмосферой.
Пол будки должен находиться, по крайней мере, на 0,5 м над
уровнем земли. Внутренние размеры жалюзийной будки следует выбирать в
449
соответствии с количеством испытуемых образцов, которые размещают на
стендах или стеллажах внутри будки. Конструкция стендов, стеллажей и
расположение образцов должны быть такими, чтобы была обеспечена
свободная циркуляция воздуха между испытуемыми образцами, не было
образования особых микроклиматических условий в отдельных местах будки.
Жалюзийную будку следует размещать на открытом участке испытательной
станции. Если на один и тот же испытательный участок необходимо
поместить больше одной будки, то расстояние между ними должно быть
таким, чтобы наличие одной будки не влияло на климатические условия
внутри другой. Рекомендуется, чтобы расстояние между будками было равно
удвоенной высоте одной будки.
Для оценки результатов коррозионных испытаний необходимо
определить характеристики атмосферных условий на испытательных станциях.
Определение характеристик должно быть выполнено путем непосредственных
измерений скорости коррозии стандартных образцов в случае использования
постоянных испытательных станций путем измерения или сбора данных из
других источников.
Если используют другие источники атмосферных данных, должно быть
сообщено об источнике и его приблизительном расстоянии от
испытательной станции. Данные об окружающей среде, необходимые для определения
характеристик атмосферы, следующие:
температура воздуха, °С;
относительная влажность, %;
количество осадков в сутки, мм/сут;
скорость осаждения двуокиси серы, мг/(м2-сут) или концентрация
мг-м3;
скорость осаждения хлорида, мг/(м2-сут), обычно только для морских
(приморских) испытательных станций.
Рекомендуемая периодичность контроля этих факторов представлена
в табл. 12.1. Другие факторы, такие, как продолжительность осаждения,
фактическое время увлажнения, направление и скорость ветра, количество
газов и примесей в виде твердых частиц могут быть собраны или измерены
в зависимости от конкретных требований, предъявляемых к испытаниям.
Испытуемые образцы необходимо размещать таким образом, чтобы:
не было контакта между отдельными испытуемыми образцами и любым
материалом, который бы влиял на коррозию в условиях испытаний;
продукты коррозии и дождевая вода, содержащая продукты коррозии,
не стекали с поверхности одного испытуемого образца на другой;
был свободный доступ к поверхности испытуемых образцов;
испытуемые образцы легко удалялись;
испытуемые образцы были защищены от случайного попадания
осадков (например, под действием ветра), случайных загрязнений или
разрушений;
все испытуемые образцы экспонировались в одинаковых условиях при
равномерном доступе воздуха во всех направлениях;
при экспонировании на открытом воздухе поверхность испытуемых
образцов обычно была обращена на юг в Северном полушарии и на север
450
— в Южном полушарии, но при этом следует учитывать направление
источника коррозионной среды (такого, как море). Предпочтительный угол
наклона испытуемых образцов 45° или 30° к горизонтали, если нет иных
требований;
для экспонирования под навесом углы наклона испытуемых образцов
0°, 30°, 45°, 60° или 90° к горизонтали, если нет иных требований;
образцы помещают произвольно на всех стендах, используемых для
экспонирования.
Полный цикл испытаний и начало экспонирования зависят от типа
испытуемого образца или цели исследования. Из-за относительно низкой
скорости процесса атмосферной коррозии рекомендуется, чтобы
продолжительность испытаний составляла 1, 2, 5, 10 и 20 лет, в зависимости от
коррозионной стойкости металла или покрытия, подвергаемого испытаниям,
причем в некоторых случаях общий период испытаний может быть менее
2 лет.
Следует отметить, что, особенно при кратковременном экспонировании,
результаты могут зависеть от времени начала экспонирования. Поэтому
рекомендуется, чтобы экспонирование начиналось в период самой высокой
коррозивности (в Северном полушарии — обычно осень).
Образцы должны подвергаться периодическому визуальному осмотру,
при котором производится запись или фотографирование существенных
изменений внешнего вида или развития необычных процессов. Необходимо
вести наблюдения за состоянием как лицевой, так и оборотной сторон
образцов для установления любых различий коррозионных эффектов.
Регистрационные данные должны включать в себя запись о цвете,
структуре и однородности любых продуктов коррозии, плотности сцепления
(адгезии) или проявлений тенденции к отслаиванию от поверхности по
мере экспонирования образца.
Таблица 12.1
Коррозивные факторы открытого воздуха и рекомендуемая
периодичность их контроля
Измеряемые величины
Температура воздуха
Относительная
влажность
Абсолютная
влажность
Солнечная радиация
Часы солнечной
погоды
Осадки:
тип
количество
Единица величины
°С
%
г/м3
дж/(см2-мин) или
дж/(м2 сут)
ч/сут
—
мм/сут
Тип и количество
измерений
Непрерывные
измерения или не менее
трех раз в день
Непрерывные
Непрерывные
Непрерывные
Непрерывные
Обобщенные
результаты
Средние за день,
месяц и год,
минимальные и максимальные
Общие за месяц и
год
Средние за месяц
и год
451
Окончание табл. 12.1
Измеряемые величины
продолжительность
рН
SCV2
С1-
Ветер:
направление
скорость
Загрязнения воздуха:
концентрация S02,
CI, NOx, NH3, H2S
Накопленные за день
Нерастворимые
пылевые частицы
(твердые) в день
Внезапные изменения
погоды и их характер:
продолжительность,
интенсивность
Единица величины
ч/сут
мг/м3
мг/м3
угл. град.
м/с
мг/м3
мг/м3
г/м3
—
Тип и количество
измерений
Не менее одного
раза в неделю
Непрерывные
Не менее одного
раза в неделю
Непрерывные
Непрерывные
Непрерывные
Обобщенные
результаты
Средние за месяц
и год
Преобладающий
Средняя
Средние за месяц
и год
Общие за месяц и
год
Средние за месяц и
год и их состав
—
Периодические осмотры способствуют более раннему принятию решения
о необходимости модификации свойств материала и тем самым обеспечивают
выполнение программы разработки материала. Необходимо следить за тем,
чтобы образцы сохраняли четкую маркировку. Необходим также осмотр и
контроль за безопасностью станции, надежной эксплуатацией приборов и
оборудования станции.
12.4. Испытательные камеры
Коррозионные испытания проводят в специальных камерах или
шкафах, которые должны быть достаточно большими, чтобы обеспечить
однородность распределения и условий. Верхние части испытательной камеры
должны быть такой формы, чтобы капли собирающейся на них влаги или
распыляемого раствора не попадали на испытуемые образцы.
Аппаратура должна обеспечивать заданные рабочие условия в рабочем
объеме камеры в течение всего времени испытания. Заданные рабочие
условия должны контролироваться. Температура и относительная
влажность должны регистрироваться автоматически, кроме случаев испытания с
конденсацией. Концентрация коррозионных агентов должна автоматически
регистрироваться или периодически определяться. Не рекомендуется
использовать одну и ту же камеру для испытаний с разными коррозивными
агентами.
Испытания образцов, защищенных летучими ингибиторами, следует
проводить в специально предназначенных для этой цели испытательных
452
камерах, из которых удалены следы летучих ингибиторов от предыдущих
испытаний.
Внутренняя поверхность деталей испытательной камеры, прокладки
для крышек и дверей, коммуникационное оборудование и аппаратура,
соприкасающиеся с коррозивными агентами, должны быть изготовлены из
материалов, стойких к воздействию испытательной коррозионной атмосферы.
В случае необходимости устанавливают систему циркуляции воздуха для
обеспечения одинаковых условий испытания во всей камере.
Необходимо иметь возможность повышать температуру в камере не
медленнее чем на Г/мин с момента включения.
Заданная относительная влажность внутри камеры должна создаваться
подачей увлажненного воздуха. Для увлажнения используют только
дистиллированную или очищенную воду с помощью ионообменных смол.
Недопустимо создавать заданную относительную влажность в камере при помощи
равновесных растворов солей, поскольку они могут оказывать влияние на
коррозионное состояние испытуемых образцов.
Время, необходимое для достижения заданной относительной влажности
в камере, не должно превышать 1 ч с момента включения.
Температура и относительная влажность в камере должны
контролироваться с точностью до ±2°С и ±5%, соответственно.
Если атмосферу получают распылением раствора, как описано в ИСО
7253, то давление и температурно-влажностные характеристики подаваемого
воздуха должны быть такими, как указано в соответствующих
международных стандартах. Воздух, подаваемый для распыления, не должен содержать
следов масла или твердых частиц. При необходимости определяют состав
распыляемого раствора. Раствор должен равномерно распределяться по
всему объему камеры.
Если используется газообразный коррозивный агент (например, двуокись
серы), необходимо проверять концентрацию и однородность потока в
испытательной камере. Методы проверки и допускаемые отклонения должны
быть установлены в соответствующих международных стандартах.
В соответствии с требованиями стандартов ИСО ряд фирм производит
автоматизированные испытательные камеры.
12.5. Методы нанесения надреза на покрытия
Во многих международных стандартах на методы коррозионных
испытаний лакокрасочных и аналогичных покрытий установлены требования
по нанесению надреза на испытуемые покрытия.
Главные цели преднамеренно причиненного повреждения покрытию
до начала коррозионных испытаний следующие:
исследование поведения данного типа повреждения в течение
коррозионного испытания;
быстрое получение данных о коррозионном поведении покрытия,
например при контроле качества на производстве;
определение срока службы покрытия наблюдением степени
распространения коррозии после коррозионного испытания.
453
Предварительные исследования перед началом разработки
международного стандарта ИСО 17872 показали, что используются несколько
вариантов нанесения надреза, при этом применяют различные инструменты.
Эти различия наблюдаются как внутри стран, так и между различными
странами.
Различия в нанесении надреза сильно сказываются на результатах
испытания, затрудняют сравнение результатов испытаний как между
различными фирмами, так и между различными странами.
Фактический метод, используемый для нанесения надреза, зависит от
типа покрытия и его толщины. Применяемый метод нанесения надреза
оказывает значительно воздействие на коррозионный процесс и
воспроизводимость результатов. Разработка международного стандарта ИСО 17872, в
котором стандартизованы методы нанесения надреза и требования к
инструменту для их нанесения, позволяет получить воспроизводимые результаты
испытания на международном уровне.
Международный стандарт ИСО 17872 устанавливает методы нанесения
надреза на окрашенные изделия или на образцы для коррозионных
испытаний с толщиной сухого покрытия меньше 500 мкм.
Требования стандарта распространяются на покрытия, нанесенные на
следующие подложки:
сталь;
химически обработанная сталь;
алюминий или алюминиевые сплавы;
химически обработанный алюминий.
Требования стандарта не распространяются на нанесение надреза
образцов с металлическим покрытием, нанесенным горячим или
электрохимическим способом, а также на плакированные алюминиевые панели.
Виды надрезов
Стандарт устанавливает три вида надрезов: Х-образные, Т-образные
или в виде одного штриха.
Примеры разных видов надрезов даны на рис. 12.2. Как правило,
соответствующая длина линий надреза находится в диапазоне 50-70 мм в
зависимости от толщины покрытия и ожидаемого объема продуктов коррозии.
Конкретную длину надреза устанавливают в стандарте на определенный
вид коррозионных испытаний.
Ширина надреза может также оказывать воздействие на результаты
коррозионных испытаний. Чем меньше ширина надреза, тем больше
тенденция пассивации металлической поверхности при осаждении умеренно
растворимых продуктов коррозии.
Ориентация линий надрезов часто оказывает значительное воздействие
на результаты коррозионного испытания. Например, при воздействии
соляного тумана вертикальные надрезы менее подвержены коррозионному
воздействию, чем горизонтальные.
Поперечное сечение надреза должно быть настолько однородным,
насколько это возможно по его всей длине. Покрытие должно быть разрезано
гладко по всей длине надреза. Форма профиля надреза может быть или
454
«V-образной» или «U-образной» в зависимости от используемого
инструмента (рис. 12.3).
X
20
«• tw
20
щ—ш»
20
,
20
Р
1
оТ
<Ч|1
о?
?
if
а) Х-обрашый
6) Т-обрашый
Рис. 12.2. Виды надрезов
в) Олнош 1р»хокой
w
а) V-образмая б) U-образмая
Рис. 12.3. Профиль надреза
1 — покрытие; 2 — подложка; а — ширина надреза на поверхности покрытия;
b — ширина надреза на границе покрытие/подложка; с — ширина надреза при
максимальном проникновении в подложку; d — глубина проникновение надреза в подложку
Для «V-образного» надреза должно соблюдаться соотношение: а> Ь>
с, для «U-образного» надреза должно соблюдаться соотношение а> Ь. Для
обоих видов профиля надреза Ь>0,2 мм.
При использовании некоторых инструментов профиль надреза может
быть прямоугольным, где величины a, b и с приблизительно равны.
Приборы и оборудование
Инструмент для нанесения надреза. Примеры применяемого
металлического инструмента для нанесения надреза приведены на рис. 12.4. Данные
о размерах надрезов, получаемых различным инструментом, приведены в
приложении к стандарту.
455
Допускается применение автоматических приборов для нанесения
надреза.
Рис. 12.4. Примеры инструмента для нанесения надреза
Металлическая линейка.
Микроскоп, с увеличением 25х.
Линза, с увеличением, 5х и 10х.
Методика нанесения надреза
Образец для испытания или окрашенное изделие закрепляют для
предотвращения проскальзывания панели или инструмента.
При нанесении надреза используют металлическую линейку. Надрез
наносят за один прием с равномерной скоростью. Если это невозможно, то
все дополнительные действия должны быть отмечены в отчете о нанесении
456
надреза. При нанесении надреза не допускается повреждение покрытия
рядом с надрезом.
Новый инструмент до нанесения надрезов на образце для испытания
должен быть использован для нанесения не менее 10 пробных надрезов.
Инструмент для нанесения надрезов должен регулярно осматриваться для
выявления затупления режущей поверхности и своевременной замены.
Остатки органического вещества должны быть удалены с места надреза.
Качество нанесения надреза оценивают с помощью лупы. Проверку формы
нанесенного надреза проводят с помощью микроскопа.
Отчет о нанесении надреза
Отчет о нанесении надреза должен включать, по крайней мере,
следующую информацию:
а) ссылку на международный стандарт ИСО 17872;
б) марку и описание испытуемого лакокрасочного материала;
в) дополнительную информацию:
1) вид металла-основы, его толщину и технологию подготовки
поверхности перед окрашиванием;
2) применяемый прибор для нанесения надреза;
3) форму и размеры нанесенного надреза;
4) ориентацию нанесенного надреза при испытании;
г) отклонения от указанной методики по согласованию или по другим
причинам;
д) дату нанесения надреза.
12.6. Методы удаления продуктов коррозии
ИСО 8407 устанавливает способы удаления продуктов коррозии,
образовавшихся на испытуемых образцах металлов и сплавов во время их
экспонирования в коррозивных средах.
Способы очистки предназначены для удаления всех продуктов
коррозии без значительного удаления основного металла, что позволяет точно
определить потерю массы металла, которая происходит во время
экспонирования в коррозивных средах.
В первую очередь применяют легкую механическую очистку с
помощью мягкой щетки и проточной воды для удаления слабо прилипающих
продуктов коррозии. В некоторых случаях такая обработка бывает вполне
достаточной для удаления всех продуктов коррозии и последующая
обработка не требуется.
Если указанной обработкой все продукты коррозии не удаляются,
следует воспользоваться другими способами. Имеется три способа:
химический;
электрохимический;
энергичная механическая обработка.
Какая бы процедура не применялась, все равно необходимо повторить
очистку для обеспечения полного удаления продуктов коррозии. Полное
удаление подтверждается визуальным исследованием с помощью
микроскопа с увеличением 7Х-30Х.
457
Идеальный способ должен удалять только продукты коррозии без
повреждения лакокрасочного покрытия. Для подтверждения этого требования
следует использовать испытуемые и контрольные образцы.
Контрольные образцы подвергают такой же очистке, что и испытуемые
образцы. Путем взвешивания контрольного образца до и после очистки
(рекомендуется взвешивание до 3-4-й значащей цифры) определяют потерю
массы в результате очистки. Потеря массы контрольного образца
характеризует возможную потерю массы испытуемого образца в результате очистки
от продуктов коррозии.
Предпочтительным методом очистки будет тот метод, который:
обеспечивает эффективное удаление продуктов коррозии;
обеспечивает низкую или нулевую потери массы применительно к
новым образцам без коррозии;
дает график зависимости массы от количества циклов очистки по ИСО
8407, который близок к горизонтали, если последние представлены в виде
абсциссы.
После очистки металлический образец тщательно промывают сначала
в проточной, потом в дистиллированной воде, высушивают нейтральным
растворителем. Затем помещают образец перед взвешиванием в эксикатор
для формирования окисной пленки в контролируемых условиях.
Химические способы очистки включают выдерживание испытуемых
образцов в специальном химическом растворе, предназначенном для удаления
продуктов коррозии при минимальном растворении основного металла.
Некоторые способы приведены в табл. 12.2.
Таблица 12.2
Химические способы очистки (пример)
Код по
ИСО
8407
С.3.2
Материал
Железо и
сталь
Реактивы
50 г
гидроокиси натрия
(NaOH);
200 г
гранулированного
цинка или
цинковой
стружки.
Дистиллированная вода до
1000 мл
Время, мин
30-40
Температура,
°С
80-90
Примечания
При
использовании цинковой
пыли
следует соблюдать
осторожность
во избежание ее
самовозгорания
на открытом
воздухе
Химической очистке часто предшествует легкая очистка щеткой
испытуемого образца для удаления рыхлых или сыпучих продуктов коррозии.
Промежуточное удаление образцов из химического раствора для легкой
очистки щеткой способствует удалению прочно прилегающих продуктов
коррозии. За химической очисткой, как правило, следует очистка щеткой
для удаления рыхлых продуктов коррозии.
458
Электролитическую очистку используют для удаления продуктов
коррозии. До и после электролитической очистки испытуемый образец очищают
щеткой для удаления рыхлых продуктов коррозии, шлама или осадков. Это
позволяет свести к минимуму повторное осаждение металла из
восстановленных продуктов коррозии, которое снижает фактическую потерю массы.
Механические способы могут включать соскабливание, очистку
металлической щеткой, ультразвуковые методы, механическое встряхивание,
дробеструйную обработку металлической крошкой, водоструйную обработку
и т.д. Эти способы часто используют для удаления плотно сцепленных
продуктов коррозии. Очистку допускается производить мягкой щеткой и
суспензией из мягкого абразива и дистиллированной воды, которые также
могут быть использованы для удаления продуктов коррозии.
Энергичная механическая очистка приводит к удалению части основного
металла, поэтому ее следует проводить осторожно. Эти методы применяют
только в том случае, когда другие не обеспечивают достаточного удаления
продуктов коррозии. По результатам очистки контрольного образца
рекомендуется коррекция на потерю массы вследствие очистки. Механические
усилия, используемые при очистке образцов, должны быть по возможности
постоянными.
Осмотр образцов проводят в соответствии с требованиями
международных стандартов ИСО 4628 и ИСО 21227 (приложение 5).
12.7. Отчет об испытании
Отчет об испытании на коррозионной станции должен содержать
следующую информацию (ИСО 8565):
описание испытательной станции;
количество образцов сравнения и испытуемых образцов;
даты экспонирования, снятия и оценок;
первоначальные свойства и подготовка образцов;
качественное описание изменений во внешнем виде поверхности
образца, отдельно для каждой оценки, по возможности, с фотографиями
испытуемых образцов до, во время и после испытаний;
количественные результаты оценки коррозии по потере массы,
результаты металлографических наблюдений, оценка изменения физических свойств,
глубины, плотности и распределения язв или других методов оценки.
Методы оценки и полученные результаты должны быть четко записаны
и представлены в виде таблиц и графиков.
В отчете следует также указать, какие факторы, влияющие на
результаты испытаний, были учтены.
Отчет может содержать краткие основные выводы.
При испытании образцов с покрытиями в атмосферных условиях
указывают (ИСО 8565):
а) данные о специально подготовленных испытуемых образцах:
технические требования к основному металлу;
технические требования к покрытию и материалам покрытия (вид
покрытия), особенно к действительной толщине покрытия;
459
метод подготовки и очистки поверхности до нанесения покрытия;
метод нанесения покрытия;
метод обработки поверхности после нанесения покрытия;
основные свойства покрытия, включая методы испытания, с помощью
которых оценивают эти свойства, например, пористость, твердость и
пластичность;
б) данные относительно изделий заводского изготовления или их
деталей:
основную техническую документацию, например, чертежи со
спецификациями на материалы и покрытия (включая тип покрытия), особенно
действительную толщину покрытия;
технические данные об испытуемых свойствах наряду с методами
испытания, с помощью которых их оценивают, а также первоначальные
значения до испытания;
метод, с помощью которого подготавливают и очищают поверхность
перед нанесением защитного покрытия;
в) данные относительно условий проведения испытания:
место размещения полевой станции;
метод размещения или закрепления испытуемых образцов во время
проведения испытания;
продолжительность испытания, например, дата начала испытания и
его окончания;
даты и результаты оценки коррозионных изменений конкретных
испытуемых образцов, включая данные описательного характера и числовую
оценку, по возможности с дополнительными отметками на проведение
испытания и фотографиями испытуемых образцов.
Дополнительно рекомендуется, чтобы в отчете об испытании
содержались результаты любых измерений внешних коррозивных факторов.
460
Глава 13
ИСПЫТАНИЯ В ПРИРОДНЫХ
УСЛОВИЯХ
Лакокрасочные покрытия широко эксплуатируются в атмосферных
условиях, пресной и морской воде. Стандартизация методов испытаний в
указанных средах на международном уровне имеет большое значение для
разработки эффективных защитных покрытий, международной торговли
высококачественными лакокрасочными материалами.
Испытания в атмосферных условиях по ИСО 8565 проводят с целью:
получения данных по коррозионной стойкости металлов, сплавов и защитных
покрытий в природных условиях; оценки зависимости между результатами
лабораторных испытаний и испытаниями в природных условиях [1].
Испытания включают экспонирование образцов на испытательных
станциях и периодический контроль испытуемых образцов.
Результаты испытаний в атмосферных условиях могут быть
использованы для ориентировочного прогнозирования срока службы покрытий при
эксплуатации.
Известно, что результаты испытаний в атмосферных условиях на
испытательных станциях наиболее пригодны для прогнозирования коррозионного
поведения материалов и лакокрасочных покрытий в реальных условиях
эксплуатации. Однако длительность экспонирования, сравнимая с
предполагаемым сроком службы изделия, не всегда удовлетворяет современным
потребностям техники. Для ускорения процесса испытания образцы
размещают на станциях с высокой коррозивностью атмосферы (прибрежная
зона, атмосфера промышленных центров и т. п.), а также применяют
искусственные средства.
Международный стандарт ИСО 11474 устанавливает метод ускорения
испытания на коррозионной станции путем распыления 3%-ного раствора
хлористого натрия на поверхность образцов (Scab test). Этот метод
испытания предназначен, в основном, для проведения сравнительных
испытаний с применением эталонных образцов помимо испытуемых. Ускоренные
испытания, разработанные вначале для потребностей автомобильной
промышленности, распространяются на лакокрасочные и другие органические
покрытия, анодные и катодные металлические покрытия, конверсионные
покрытия, металлы и сплавы. Все требования к размещению образцов
461
установлены ИСО 8565. распыление соляного раствора на поверхность
образцов проводят два раза в неделю с интервалом 3-4 дня. В протоколе
испытания отмечают любые проявления коррозионной порчи. Испытания
обычно продолжаются 6 месяцев, при необходимости испытания продлевают
на трехмесячные периоды.
Процессы коррозии в атмосфере промышленных предприятий
практически невозможно имитировать в лабораторных условиях из-за наличия
небольших количеств неизвестных коррозивных агентов, характерных для
данного производства. В этой связи разработка стандартного метода
испытаний приобретает особую актуальность. Программа работ ИСО/ТК 156
«Коррозия металлов и сплавов» предусматривает разработку международного
стандарта в указанной области.
13.1. Методы испытаний в атмосфере
ОБЩИЕ ТРЕБОВАНИЯ К МЕТОДАМ
ИСПЫТАНИЙ
Общие требования к методам испытаний лакокрасочных материалов в
атмосферных условиях устанавливает международный стандарт ИСО 2810.
Специфические атмосферные влияния, например промышленное
загрязнение, не приняты во внимание в этом международном стандарте.
Перед испытаниями должна быть известна следующая информация:
1) материал и толщина подложки;
2) методы подготовки подложки и нанесения испытуемого покрытия;
3) толщина покрытия в микрометрах, а также сведения о том, является
ли покрытие однослойным или многослойным и должны ли быть покрыты
испытуемым материалом обе стороны образца;
4) условия сушки испытуемых образцов с нанесенными покрытиями
(или условия горячей сушки и старения), интервалы между нанесением
покрытий и период выдержки образцов перед атмосферным испытанием;
5) сведения о том, должны ли быть на образце участки без покрытий,
а если должны, то их размер, положение и способ обработки;
6) подробности о методах периодической промывки или полировки,
применяемых во время атмосферного испытания;
7) требования к месту испытания;
8) продолжительность испытания, какие характеристики следует
учитывать при оценке испытуемого материала и, если необходимо, метод удаления
покрытия с подложки.
Известно, что стойкость покрытия можно определить как степень
сопротивления лакокрасочных пленок или покрытий разрушающему действию
условий окружающей среды. На устойчивость оказывают влияние способ и
место воздействия, а также время года, в которое краска подвергается
воздействию атмосферных условий. Эти факторы необходимо учитывать при
выборе метода испытания, соответствующего предполагаемому назначению
испытуемого материала.
462
При разработке ИСО 2810 специалисты обобщили факторы, которые
следует принимать во внимание при выборе методов испытания
лакокрасочных пленок или покрытий в атмосферных условиях с целью оценки их
устойчивости в тех случаях, когда нет специальных требований.
При выборе метода испытания учитываются следующие факторы:
1) расположение атмосферной площадки, например, в промышленном
районе, в местности с морским климатом, в сельской местности и т.д. При
выборе атмосферной площадки следует избегать значительных местных
влияний на общий уровень загрязнения окружающей среды, если только они
не соответствуют предполагаемому назначению испытуемого материала;
2) высота, угол наклона и положение испытательного стенда,
определяющие степень влияния на образец влажности, низких температур,
атмосферных загрязнений и т.д.;
3) характер грунта, на котором установлен стенд (например, бетон, трава,
гравий и т.д.). Это может существенно влиять на окружающие климатические
условия при испытании образца. На практике почти не удается выбрать
исключительно идеальный грунт, но результат любых таких колебаний был
бы сведен к минимуму в связи с тем, что во избежание влияния грунта все
образцы должны находиться на стенде достаточно высоко от земли;
4) данные о том, какая из сторон образца (лицевая или обратная)
представляет больший интерес для характеристики краски. Некоторые
виды дефектов, например, коррозия и плесень часто больше проявляются на
закрытых частях образца;
5) назначение материала, включая подложку, и уход за покрытием во
время эксплуатации (промывка или полировка).
Результаты испытаний на стенде характерны только для окружающей
среды, в которой проводились испытания, хотя на практике
лакокрасочные материалы будут, как правило, применяться в самых разнообразных
естественных условиях. Однако если условия испытания достаточно
соответствуют предполагаемому назначению испытуемого материала, на
основании относительной характеристики материалов, испытанных одновременно,
можно сделать обоснованные выводы. Поэтому целесообразно, чтобы партия
образцов, подлежащих оценке, содержала в качестве эталона один или
несколько образцов с известной характеристикой материала.
Результаты атмосферных испытаний могут изменяться в зависимости
от времени года. Этот эффект может быть доведен до минимума, если
период пребывания образца под воздействием атмосферных условий
будет достаточно продолжителен для «усреднения» любых изменений. Если
продолжительность испытаний менее одного года, для получения полной
характеристики материала может оказаться необходимым проведение
дальнейших испытаний, например, в течение следующих шести месяцев.
Атмосферные испытания принято проводить в течение определенного
периода времени, но в некоторых случаях целесообразно устанавливать
период испытаний в зависимости от качества и количества солнечного
излучения, которому должен подвергаться образец, например, при определении
некоторых оптических характеристик. При применении этого метода можно
частично преодолеть сезонные изменения.
463
При выборе испытуемых образцов с различными подложками
(например, древесина или сталь, подверженная атмосферной коррозии) требуется
особая осторожность, и в этих случаях для получения точных результатов
необходимо проведение повторных испытаний.
Промывка и полировка по разному влияют на устойчивость
покрытий, и если такая обработка не соответствует назначению материала, то к
результатам, полученным при ее применении, следует относиться с
осторожностью.
Подготовка испытуемых образцов
Наиболее простым и широко применяемым образцом для испытания
является плоская панель из соответствующего- материала, но много
дополнительных данных может быть получено при проведении испытаний покрытий
на изделиях и конструкциях. Это, в частности, относится к деревянным
узлам, таким, как оконные рамы, где интерес представляет характеристика
поведения лакокрасочного покрытия на стыках. Особенности конструкции,
допускающие проникновение воды, могут привести к преждевременному
повреждению покрытия, поэтому для оценки характеристики покрытия в
этих условиях обычно применяют испытуемые образцы, воспроизводящие
конструктивные особенности изделия, например, конструкцию
автомобиля.
Если нет других указаний, берут соответствующую панель и
подготавливают ее к испытанию по ИСО 1514. Площадь панели должна быть свыше
0,03 м2, стороны панели должны быть свыше 100 мм каждая.
На образец наносят соответствующим методом испытуемое покрытие,
затем, применяя определенный метод, сушат (или подвергают горячей
сушке и старению) каждый слой в течение установленного периода времени.
Сушка должна производиться при температуре 23±2°С и относительной
влажности 50±5%, причем образец должен находиться в вертикальном
положении со свободной циркуляцией воздуха и не подвергаться воздействию
прямых солнечных лучей.
Обычно покрывают испытуемым материалом обе поверхности и кромки
панелей, даже если это и не потребуется на практике.
Обратную сторону и кромки панели можно покрывать
высококачественным защитным лакокрасочным материалом.
При применении образцов с участками, не имеющими покрытий,
например, в случае коррозионных испытаний, целесообразно обрабатывать эти
участки с помощью одного или нескольких методов, указанных ниже:
а) по истечении времени сушки и непосредственно перед помещением
образцов на испытательный стенд на лакокрасочную пленку наносят
надрез таким образом, чтобы она оставила незащищенной подложку. Надрез
наносят стальным остроконечным инструментом шириной от 0,2 мм до
1 мм (см. ИСО 17872);
б) перед нанесением испытуемого материала на подготовленный
образец прикрепляют в определенном месте полоску клейкой защитной ленты
установленного размера. Затем на образец наносят обычным способом
покрытие. По истечении установленного времени сушки и непосредственно
перед помещением образца на испытательный стенд защитную ленту сни-
464
мают. Остатки клея удаляют соответствующим растворителем, не влияющим
на краску;
в) в случае применения стандартных панелей испытуемым материалом
покрывают наружные поверхности и оставляют незащищенными кромки.
Толщину пленки определяют, используя один из методов по ИСО
2808.
Испытательные стенды
Испытательные стенды должны поддерживать образцы под углом 45° по
отношению к горизонтали, причем лицевая сторона образца должна быть
обращена в сторону экватора. В особых случаях, например, при испытании
текстурированных покрытий стен, предпочитают вертикальное положение
образцов. По соглашению могут быть установлены также и другие углы
или ориентации.
Стенды располагают таким образом, чтобы образцы не были загорожены
соседними объектами и на них не падала тень.
Конструкция стендов должна быть такова, чтобы обратная сторона
образцов свободно подвергалась атмосферным влияниям, и вода не стекала
с одного образца на другой.
Во время атмосферных испытаний образцы не должны находиться в
электрическом контакте с металлами и, по возможности, не должны
непосредственно соприкасаться с древесиной и другими пористыми
материалами. Если панели закрепляют в пазах, то должны иметься соответствующие
спускные отверстия, препятствующие скоплению воды.
Если нет других указаний, стенды должны быть сооружены таким
образом, чтобы все образцы были расположены на расстоянии не менее 1 м
над землей во избежание влияний почвы или чрезмерной растительности,
а также загрязнений образцов дождевыми брызгами.
Методика проведения испытаний
По истечении установленного времени выдержки образцы помещают
на определенное время на испытательный стенд.
Если предусмотрено, весь образец или часть его промывают через
определенные периоды времени. Лучше промыть полосу справа или слева
на поверхности образца, чем верхнюю или нижнюю часть, хотя иногда
целесообразно брать для определения специально выбранные участки. Если
не требуется применение специального метода промывки, рекомендуется
применять дистиллированную воду, содержащую 0,5% нейтрального
смачивающего средства. Раствор наносят мягкой щеткой, после чего тщательно
промывают поверхность дистиллированной водой.
Если предусмотрено, промывают весь образец или часть его, как указано
выше, затем полируют через определенные периоды времени, используя
специальную политуру.
Периодически исследуют испытуемый образец и записывают результаты,
полученные на лицевой и обратной стороне, кромках или незащищенных
участках.
Исследование образца проводят через промежутки времени,
соответствующие скорости разрушения в связи с изменением цвета, потерей глянца,
465
образованием пузырей на лакокрасочной пленке или признаками коррозии
подложки. Исследуют трещины, пузыри и другие дефекты на лакокрасочной
пленке, а также признаки коррозии на подложке, исследуют
приблизительно при 25х увеличении признаки меления лакокрасочной пленки, вытирая
небольшой участок поверхности куском бархата контрастного цвета.
По истечении установленного времени экспозиции проводят
исследование покрытия. При необходимости исследования признаков коррозии
подложки соответствующим методом удаляют покрытие.
Отчет об испытании
Отчет об испытании должен содержать следующие данные:
а) всю информацию, необходимую для полной идентификации
испытуемого материала, вид и обозначение испытуемого материала;
б) ссылку на международный стандарт ИСО 2810;
в) дополнительные сведения, изложенные во введении;
г) характеристику климатических условий испытания и коррозивности
атмосферы;
д) отступления от установленной методики испытаний;
е) результаты испытаний в соответствии с установленными
требованиями;
ж) сведения об атмосферной площадке и продолжительности
экспозиции, а также дату начала испытаний.
МЕТОД ИСПЫТАНИЙ ПОКРЫТИЙ НА
ДЕРЕВЯННЫХ ПОВЕРХНОСТЯХ
Международный стандарт ИСО 16053 устанавливает метод испытаний
в атмосферных условиях лакокрасочных покрытий на деревянных
поверхностях. Испытания по методике указанного стандарта позволяют получить
данные по изменению декоративных и защитных свойств лакокрасочных
покрытий на деревянных поверхностях из европейской сосны (Pinus silvestris)
после 12 мес. экспозиции.
Сущность метода состоит в оценке устойчивости к природному
воздействию системы анализируемого покрытия, нанесенного на деревянную
подложку. Стойкость оценивают путем определения изменений в
декоративных и защитных свойствах покрытий после 12 мес. экспозиции.
Выбираемая стандартная испытательная подложка должна быть
изготовлена из европейской сосны для получения воспроизводимых результатов
как можно скорее. Кроме того, используют заболонь (часть ствола между
корой и центром ствола) вместо древесины из центра ствола, т. к. на первой
повреждение лакокрасочного покрытия более заметно, чем на последней.
Различия в качестве дерева распознают методом сравнения при
испытании с контрольной системой покрытия. Состав контрольной системы
(называемой «внутренний продукт сравнения») на основе систем покрытий
из лакокрасочных материалов фирм BASF, Bayer, Ciba-Geigy и др. приведен
в приложении к стандарту.
Стандартная испытательная подложка — сосновая заболонь с
необработанной обратной стороной панели. Стандартом допускается для ис-
466
следований в соответствии с программой испытаний применение и других
видов подложки — другие породы дерева, пропитанные сосновые панели,
использование окрашенной обратной стороны панелей и т. п.
Материалы и оборудование
Стенд для экспозиции, наклоненный под углом 45° к горизонтали и
обращенный на юг в соответствии с ИСО 2810.
Блескомвр, для измерения блеска при отражении при 60° по ИСО
2813.
Трехцветный колориметр или спектрофотометр, с лампой D65. Расчеты
проводят по ИСО 7724-1, ИСО 7724-2 и ИСО 7724-3.
Инструмент для ленты и ее резки, для оценки адгезии по ИСО 2409.
Микроскоп, с увеличением 10х для оценки дефектов поверхности.
Микроскоп, для измерения толщины пленки по ИСО 2808, метод 5А.
Самоклеющаяся прозрачная пленка для оценки меления по ИСО
4628-6.
Отбор проб
Представительную пробу анализируемого продукта или продуктов в
случае многослойной системы покрытий отбирают по ИСО 15528. Каждую
пробу подготавливают для испытания по ИСО 1513.
Подготовка панелей
Испытательные панели изготавливают из древесины сосны. Выбранная
древесина должна быть без узелков, трещин и прожилок смолы, ровная,
с нормальной скоростью роста (т.е. от 3 до 8 годовых колец на 10 мм).
Склонение колец роста к торцу должно быть от 0° до 45°.
На поверхности древесины или в ее объеме не должно быть синей
гнили и признаков грибкового заражения. Следует избегать ненормальной
пористости, вызванной возможно воздействием бактерий.
Древесина должна быть выдержана при 20±2°С и относительной
влажности 65+5% для достижения равновесного содержания влаги 13+2%.
Панели должны быть вырезаны из досок, обструганных со всех сторон,
и номинальными размерами 375+2x100+2 мм и толщиной 20+2 мм. Доски
изготавливают из заболони. Панели должны быть обструганы до гладкого
и однородного состояния, но не должны быть отшлифованы.
Панели должны быть выбраны так, чтобы испытательная поверхность
не была изготовлена из сердцевины ствола. Метод определения сердцевины
описан в приложении к стандарту.
Панели с расщеплением поверхности должны быть забракованы.
Когда присутствия некоторых незначительных дефектов нельзя избежать, их
расположение должно быть отмечено и их влияние следует исключить во
время оценки характеристик покрытия.
Перед нанесением покрытия панели выдерживают при 20±2°С и
относительной влажности 65+5% до достижения постоянной массы в
соответствии с ИСО 554. В тех же условиях выдерживают панели во время
сушки покрытия и последующего хранения панелей перед экспонированием.
Панели можно перемещать на короткие периоды в другие условия, когда
это требуется для проведения особых операций или оценок.
467
Для каждой системы покрытий выбирают четыре панели в случайном
порядке. Три панели будут использованы для экспонирования, четвертая
будет контрольной неэкспонированной.
Наносят систему исследуемого покрытия на переднюю и боковые
поверхности каждой панели. Заднюю поверхность панели и боковые срезы
оставляют непокрытыми.
Систему покрытий наносят, используя метод, установленный
производителем, чтобы достичь толщины влажной пленки, соответствующей
средней величине (±20)% кроющей способности, рекомендованной
производителем.
Записывают количество материала, нанесенного на каждую
испытательную панель, и потом рассчитывают среднюю величину для четырех
панелей. Величины должны быть установлены предпочтительно в г/м2, но
также могут быть выражены как толщина влажной пленки (в мкм).
Затем подготавливают панели с лакокрасочным материалом для
внутреннего сравнения. На четыре панели наносят лакокрасочный материал для
внутреннего сравнения на переднюю и боковые стороны каждой панели.
Заднюю поверхность панели и боковые срезы оставляют непокрытыми.
Наносят лакокрасочный материал для внутреннего сравнения кистью в три
слоя, давая просохнуть по 16-24 ч каждому слою. Кроющая способность
должна соответствовать общей влажной пленке 150 г/м2. Толщина сухой
пленки на сосне должна быть 50+10 мкм.
Один набор панелей с лакокрасочным покрытием для внутреннего
сравнения может служить в качестве сравнения для одного или более
испытательных покрытий.
Методика определения
Когда испытуемые покрытия и покрытия для внутреннего сравнения
высохнут, тщательно закрашивают непокрытые торцы панелей не менее чем
двумя слоями пластичной влагонепроницаемой белой краски, например на
основе алкидной смолы, способной выстоять два года при экспонировании
в атмосферных условиях без разрушения. Указанный слой краски можно
наносить кистью или погружением. Важно, чтобы слой белой краски был
наложен везде, кроме испытуемой поверхности, т.е. передние, боковые,
торцевые стороны были окрашены. На этих местах можно наносить
маркировку.
После нанесения всех покрытий панели выдерживают приблизительно
7 дней в контролируемой атмосфере при 20±2°С и относительной влажности
65+5% перед проведением начального испытания панели.
Определяют толщину сухой пленки испытуемого покрытия и покрытия
для внутреннего сравнения, используя неэкспонированные контрольные
панели. Исследуют одну маленькую щепку покрытой древесины, взятую из
каждой контрольной панели, под микроскопом в соответствии с ИСО 2808.
Проводят 10 измерений на каждой щепке и рассчитывают и записывают
среднюю величину в мкм.
Лакокрасочный материал может до некоторой степени проникать в
древесину, но эту часть не включают в определение толщины покрытия.
468
Проводят определение свойств покрытия согласно требованиям табл.
13.1.
Таблица 13.1
Исследуемые параметры для испытуемых и контрольных панелей из сосны
Исследуемые
параметры
Экспонируемые панели
1
2 3
Неэкспонируемые
панели
—
Перед экспонированием
Масса нанесенной
системы покрытия
Толщина покрытия
Блеск
Цвет
Внутренние
дефекты
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
После экспонирования
Пузырение
Шелушение
Меление
Отслаивание
Рост плесени
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
После экспонирования и промывки
Рост плесени
Блеск
Цвет
Адгезия
X
X
X
X
X
X
X
X
X
X
X
X
X
Примечание — Измерение блеска повторяют на немытой неэкспонированной
панели в конце периода экспонирования
Указанные определения подробно описаны в приложении к
стандарту.
Так как древесина — это природный материал, неожиданные дефекты
могут быть определены в покрытых панелях перед самой экспозицией, даже
хотя древесина была выбрана, исследована и подготовлена в соответствии
с требованиями стандарта.
Если такие панели, в виде исключения, экспонируются, то тип,
размеры и расположение дефектов должны быть отмечены, чтобы исключить
их влияние на оценку.
Экспонируют три из четырех панелей, располагая длинные края
горизонтально и 50 мм полоску слева от экспонированной поверхности, в
течение 12 месяцев, с помощью стенда для экспонирования. Записывают
даты начала и окончания.
Контрольные панели хранят в помещении при 20±2°С и относительной
влажности 65+5%.
469
В конце 12-ти месячного периода экспонирования исследуют панели
на стендах для экспонирования и отмечают любое образование пузырей.
Снимают панели со стендов и выдерживают в лаборатории в течение 7 дней
при температуре 20+2°С и относительной влажности 65+5%.
После первого исследования моют панели, протирая тепловатой водой
для удаления поверхностных отложений и атмосферных загрязнений, и
дают высохнуть.
Выражение результатов
Результаты испытания сводят в таблицу, в графах которой записывают
определенные показатели до и после экспонирования, включая
наименование и адрес изготовителя или поставщика лакокрасочных материалов
испытуемой системы покрытий, описание системы испытуемого покрытия,
метод и дату нанесения покрытия, его толщину и цвет.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) все детали, необходимые для идентификации испытуемого
материала,
б) ссылка на международный стандарт ИСО 16053;
в) наименование и адрес испытательной лаборатории;
г) место и период экспонирования;
д) номер отчета об испытании;
е) наименование и адрес организации или частного лица, которые
заказывали испытание;
ж) любые отклонения от стандартного метода испытания.
13.2. Методы испытаний в воде
По сравнению с коррозионными испытаниями в атмосферных условиях
стандартизации испытаний в естественных водных средах на международном
уровне уделялось значительно меньше внимания. Испытания, обсуждаемые
в данном разделе, включают испытания образцов в морской и речной воде,
а также испытания конструкционных металлов различного технологического
оборудования в питьевой воде и т.п.
Испытания в морской воде
ИСО/ТК 156 «Коррозия металлов и сплавов» приступил к разработке
международного стандарта ИСО 11306 на методы испытаний в морской
воде. Этот стандарт разрабатывается с учетом требований существующих
региональных и национальных стандартов.
Сущность метода испытаний заключается в выдерживании образцов
металлов, сплавов и покрытий в морской воде и в определении
коррозионных изменений за определенные промежутки времени, установленные
программой испытаний. При этом месторасположение морских
коррозионных станций необходимо выбирать с таким расчетом, чтобы можно было
создавать условия, аналогичные условиям районов, в которых
эксплуатируются испытуемые металлы, сплавы и покрытия. Морская вода должна
быть без промышленных загрязнений и других отходов. Станция должна
470
быть расположена в районе, защищенном от сильных ветров, бурь и волн.
Место морской коррозионной станции должно обеспечить возможность
для проведения испытаний в условиях разбрызгивания морской воды,
погружения во время приливов и отливов, полного погружения на различные
глубины, включительно до придонного тинистого слоя.
Для испытаний рекомендуется применять плоские образцы без покрытия
или с покрытием прямоугольной формы размером 200x300 мм. Толщину
испытуемых образцов выбирают в зависимости от вида материала,
продолжительности испытания и ожидаемых коррозионных поражений.
В ряде национальных стандартов установлены общие требования,
которых следует придерживаться при проведении испытаний в поверхностных
слоях морской воды для обеспечения сопоставимости результатов,
полученных в разных местах. Особое внимание уделено требованиям к морским
плавающим или стационарным коррозионным станциям.
Для определения параметров и химического состава морской воды
станция должна быть оснащена: термометром с погрешностью измерения
+0,ГС; солемером с погрешностью измерения +0,1%; кондуктометром с
погрешностью измерения ±2%; рН-метром с погрешностью измерения ±0,1
ед. рН; лабораторным оборудованием для химического анализа морской
воды; набором реактивов для химического анализа морской воды.
Рамы для крепления образцов должны быть изготовлены из материала,
устойчивого к воздействию морской воды в течение всего периода
испытаний. Допускается использовать алюминий (с применением изолирующих
подставок), сплавы никеля или другие коррозионностойкие сплавы, а также
обработанное соответствующим образом дерево.
Алюминиевые рамы должны иметь анодно-окисные уплотненные
покрытия с лакокрасочным слоем, устойчивым к воздействию морской воды. При
этом лакокрасочное покрытие не должно содержать соединения меди.
Рамы должны крепиться к несущей конструкции нейлоновыми,
полиэфирными или полипропиленовыми канатами. Не допускается использовать
стальные канаты.
Конструкция рам и их расположение должны обеспечивать: удобство
крепления и снятия образцов; расстояние между образцами не менее 100
мм; расположение образцов в вертикальном положении или под углом 45°
относительно поверхности воды; возможность погружения образцов
относительно зеркальной поверхности воды на глубину не менее 300 мм или
не менее 650 мм, если станция находится в устье реки.
Не допускаются экранирование отдельных участков поверхности
образцов, истирание непрочно закрепленных образцов от трения в держателе,
взаимодействие с продуктами коррозии, образующимися на раме,
взаимодействие с материалами для пропитки древесины, механическое повреждение
плавающими предметами, воздействие на образцы коррозионных факторов,
не типичных для данного района, потеря образцов, недостаточный поток
воды для обтекания поверхности отдельных образцов. Все образцы при
погружении должны быть размещены на одинаковой глубине (особенно при
испытаниях в морской воде в условиях приливов и отливов); ориентация
образцов должна быть такой, чтобы основная плоская поверхность была
471
параллельна направлению потока воды; при испытаниях в морской воде на
результаты испытаний не должны влиять морские организмы.
При проведении испытаний контроль морской воды проводят два раза
в месяц, при этом определяют: температуру, соленость воды, ее удельную
электрическую проводимость, кислотность, рН; содержание кислорода (по
Винклеру), мг/л; период и высоту приливов и отливов; биологическую
активность (вид, размер, фазу развития и количество обрастаний на 1 см2
в различное время года).
Программа испытаний должна предусматривать проверку
вышеуказанных параметров, а также содержать данные о начале и конце испытания,
глубине погружения, метеорологические данные для района станций, а при
необходимости, и о содержании аммиака, сероводорода, углекислого газа,
Образцы закрепляют на рамках с помощью фарфоровых или
пластмассовых изолирующих держателей, исключающих электрический контакт
между образцами и рамой и между самими образцами, за исключением тех
случаев, когда этого требует характер испытания.
Образцы прикрепляют к рамам способом, обеспечивающим
минимальное соприкосновение поверхности с ними и наименьшее число точек
соприкосновения.
Не допускается располагать образцы из меди и содержащих медь
сплавов вблизи алюминия.
Для каждой рамы ведут отчетную карту с данными о расположении
образцов.
Крепление образцов на рамах проверяют не менее одного раза в год.
Образцы периодически снимают для осмотра и оценки согласно программе
испытаний. Для каждого образца ведут отчетную карту.
Продолжительность испытания должна составлять минимум 1 год для
уменьшения влияния переменных факторов вследствие изменчивости и
сложности состава морской воды.
DIN 50917/2 при выдержке образцов, например, в течение 1, 2 и 4 лет
рекомендует проводить осмотр испытуемых образцов и образцов сравнения
по следующей схеме (табл. 13.2).
Таблица 13.2
Порядок проведения осмотра образцов
Номер партии
1. * »« »« »« »
2. « *« *
3. « »
Первый год Второй год Третий год Четвертый год
Время выдержки перед осмотром
Со снятых образцов удаляют морские обрастания с помощью
деревянных или пластмассовых приспособлений (скребков и других) так, чтобы
не оставалось царапин на образцах. При необходимости сохранения про-
472
дуктов обрастаний способы снятия и сохранения их должны быть указаны
в программе испытаний.
Оценку образцов проводят в соответствии со стандартами ИСО.
Протокол испытаний должен содержать программу испытаний, описание хода
испытаний с указанием всех обстоятельств, которые могли бы повлиять на
конечный результат, способ обработки результатов, заключение по
результатам испытаний. Кроме того, протокол должен содержать способ обработки
поверхности образца до и после испытания, технологию нанесения
покрытия, характеристики морской воды, глубину погружения, продолжительность
испытаний, условия расположения образцов на рамах, метеорологическое
и географическое описание морской коррозионной станции (координаты,
расстояние от береговой линии, близость порта или мест сброса
промышленных отходов).
Испытания в питьевой воде
Проблема изучения влияния материалов, находящихся в контакте с
питьевой водой, на ее качество является актуальной и важной для ИСО.
Новые стандарты ИСО разрабатываются на базе германских стандартов
DIN 50930.
Первая часть DIN 50930 устанавливает общие требования к методам
испытаний. Оценка коррозионных свойств по данному стандарту относится
к внутренней коррозии санитарно-технических деталей, которые в
соответствии со своим предназначением постоянно контактируют с водой.
Коррозионные свойства санитарно-технического оборудования обусловливаются
как свойствами материала деталей и воды, так и условиями эксплуатации
и конструктивными особенностями изделий, В связи с тем, что свойства
материалов и воды, а также условия эксплуатации не всегда остаются
неизменными, оценку коррозионного поведения материалов можно дать лишь
вероятную.
Вторая часть DIN 50930 устанавливает требования для оценки
коррозионных свойств нелегированных и низколегированных черных металлов
при действии питьевой воды, при этом подробно рассмотрены виды
коррозионных поражений сталей.
Третья часть DIN 50930 рассматривает параметры оценки коррозионных
свойств оцинкованных черных металлов.
Параметры оценки коррозионных свойств нержавеющих сталей
регламентированы в четвертой части DIN 50930, меди и медных сплавов — в
пятой части. DIN 50930 позволяет квалифицированным специалистам дать
комплексную оценку вероятности возникновения коррозионных поражений
в сложных системах подготовки и подачи воды потребителям.
Анализ содержания вредных для человека загрязнений, в том числе и
металлами из-за коррозии оборудования, можно эффективно провести по
стандартам, разработанным ИСО/ТК 147 «Качество воды» [2].
13.3. Методы испытаний в почве
В отличие от металлов, коррозионные испытания лакокрасочных
покрытий в почве менее актуальны. Большое значение указанные испытания
473
имеют для полимерных покрытий, применяемых для защиты от коррозии
стальных трубопроводов.
Процессы коррозии металлов в почве и грунтах особенно сложны,
что в первую очередь обусловлено взаимодействием в среде динамичных
коррозионных факторов атмосферы, биосферы, литосферы и гидросферы.
Сложное взаимодействие этих переменных факторов приводит к тому, что
в лабораторных условиях практически невозможно имитировать испытания
в почве или в грунте [3].
Наиболее важными коррозивными факторами почвы и грунтов
являются ее структура, гранулометрический состав, влажность, рН,
воздухопроницаемость, окислительно-восстановительный потенциал, электрическое
сопротивление.
Испытания в почве, как правило, преследуют следующие цели:
определение коррозивности почвы по отношению к широко применяемым в технике
материалам; определение коррозионного поведения различных металлов и
материалов и стойкости защитных покрытий в различных типах почв.
Исследования коррозивности почвы наиболее активно стали развиваться
в связи со строительством городских коммуникаций, убежищ и командных
пунктов в период холодной войны, метрополитенов, трубопроводов и т. п.
В результате исследований было определено, что коррозивность почвы
меняется в широких пределах, а коррозия металлов в почве протекает по
электрохимическому механизму [4].
Наиболее полно методика испытаний металлов в почве изложена в
стандартах Американского общества инженеров-коррозионистов (NACE).
Например, по стандарту NACE RP 0169 следует определять следующие
показатели коррозивности почв и грунтов: удельное электрическое
сопротивление, рН, ее состав. Перечень коррозивных факторов грунтов приведен
в DIN 50929/3.
Методика определения рН грунта в полевых условиях с помощью
прибора стандартизована в стандарте ASTM G 51.
ASTM G 57, ГОСТ 9.602 устанавливают метод определения
коррозивности грунтов по значениям удельного сопротивления методом четырех
электродов по Веннеру. Значения удельного сопротивления грунта указывают
на относительную способность среды проводить электрический ток.
План работ ИСО/ТК 156 предусматривает стандартизацию методов
коррозионных испытаний металлов в почве.
474
Глава 14
УСКОРЕННЫЕ ИСПЫТАНИЯ
Защитная способность лакокрасочных покрытий зависит от большого
числа одновременно действующих факторов: температуры, влажности
воздуха, концентрации загрязнений в воздухе, частоты выпадения осадков,
их продолжительности и др. Разнообразие условий внешней среды требует
использования различных методов для определения коррозионной
стойкости и защитной способности покрытий и поэтому невозможно создать
универсальные методы ускоренных коррозионных испытаний [1].
Общие требования к образцам, аппаратуре и методике коррозионных
испытаний в искусственных атмосферах устанавливает международный
стандарт ИСО 7384. Требования этого стандарта включают в другие
международные стандарты на коррозионные испытания в искусственных атмосферах,
а также в стандарты на ускоренные методы испытаний и на конструкцию
новых камер [2].
Цель коррозионных испытаний в искусственных атмосферах —
воспроизвести коррозионные эффекты, возникающие в условиях эксплуатации,
например, в атмосфере или других средах.
Ускорение процессов достигается посредством интенсификации таких
факторов, как температура, относительная влажность, конденсация влаги,
коррозивные агенты (двуокись серы, хлориды, кислоты, аммиак, сероводород
и др.). Испытуемые образцы размещают только в той части камеры, где
коррозивная среда соответствует всем требованиям заданных параметров
условий испытания.
Не допускается, чтобы конденсат и испытательный раствор стекали с
образцов и верхних деталей камеры на образцы, размещенные ниже.
Образцы располагают таким образом, чтобы они не защищали друг друга от
влияния среды.
Общая площадь образцов не должна превышать 0,75 м2 на 1 м3 объема
камеры.
Испытуемые образцы располагают вертикально или под углом 15°-30°
к вертикали в зависимости от метода испытания. В случае образцов со
сварным соединением шов должен быть расположен перпендикулярно или
под углом 15°-30° ко дну камеры.
475
Возможны также случаи, когда предпочтительно расположение
сварного шва параллельно дну камеры. Тогда коррозионные пятна сварного шва
создают повышенную местную коррозивность.
Расстояние между образцами должно быть не менее 20 мм; расстояние
от нижнего края образца до дна камеры — не менее 200 мм.
Приспособления для крепления образцов должны изготовляться из
инертного материала и обеспечивать соответствующую неподвижность
образцов с учетом условий испытаний. Площадь контакта держателей с
образцами должна быть минимальной. Крепления не должны вызывать ни
гальванических эффектов, ни загрязнения образцов.
Общая продолжительность испытания при каждом методе зависит от
цели испытания, природы испытуемых металлов, сплавов и средств защиты,
выбранных критериев и метода оценки их коррозионного поведения.
Рекомендуемая продолжительность экспонирования: 24; 48; 96; 240;
480; 720; 2016 ч.
Длительность испытания должна отсчитываться от момента введения
образцов в испытательную камеру при наличии всех установленных
рабочих условий.
Длительность вынужденных остановок, периодических осмотров и съе-
мов образцов в учитываемое время испытания включаться не должна.
В ходе испытаний в соответствии с программой испытания все образцы
осматривают, а некоторые из них удаляют.
Во время периодических осмотров испытуемые образцы вынимают
из камеры, осматривают и вновь возвращают в камеру для дальнейшего
испытания. Образцы осматривают таким образом, чтобы не допустить их
повреждения.
После завершения испытания образцы хранят в эксикаторе,
содержащем осушитель, т.е. в условиях, исключающих возникновение и дальнейшее
развитие коррозии. Обработка поверхности испытуемых образцов после
испытания должна проводиться в соответствии с выбранными критериями
оценки результатов испытания.
Важнейшей проблеме прогнозирования сроков службы лакокрасочных
покрытий посвящен международный стандарт ИСО 12944-6.
Долговечность систем лакокрасочных покрытий зависит от многих
факторов, в том числе влияния окружающей среды, степени подготовки
поверхности, качества нанесения покрытия, вида лакокрасочного материала
и т.п.
Появление новых лакокрасочных материалов, более эффективных систем
лакокрасочных покрытий для защиты изделий требует получения надежных
данных о сроке их службы на основании коррозионных испытаний,
проводимых в лаборатории.
Прогнозирование срока службы лакокрасочною покрытия на основе
результатов лабораторных испытаний представляет собой чрезвычайно трудную
задачу, решением которой заняты ведущие исследовательские лаборатории
различных стран.
Как правило, долговечность покрытий оценивают на основании
результатов циклических испытаний на старение.
476
В ИСО 12944-6 приведены требования к подготовке образцов для
испытаний, отбору проб испытуемых материалов, технологии нанесения
покрытий, выбору режимов ускоренных испытаний и испытательных сред.
В табл. 14.1 приведены режимы ускоренных испытаний покрытий в
зависимости от условий эксплуатации окрашенных изделий. При 1 режиме
испытаний системы покрытий испытывают отдельными методами. При 2
режиме испытаний системы покрытий испытывают циклическими
методами.
Таблица 14.1
Режимы ускоренных испытаний в зависимости от условий эксплуатации
Категории
корро-
зивно-
сти по
ИСО
12944-2
С2
СЗ
С4
C5-I
С5-М
Iml
Im2
ГтЗ
Уровень
долговечности
по ИСО
12944-1
Низкий
Средний
Высокий
Низкий
Средний
Высокий
Низкий
Средний
Высокий
Низкий
Средний
Высокий
Низкий
Средний
Высокий
Низкий
Средний
Высокий
Низкий
Средний
Высокий
Низкий
Средний
Высокий
Режим испытаний 1, ч
Испытание
в
нейтральном
соляном
тумане по
ИСО 9227
120
240
480
240
480
720
720
1440
2160
720
1440
1440
2160
1440
2160
Испытание
погружением в
воду по ИСО
2812-2
2000
3000
2000
3000
2000
3000
Испытание при
конденсации влаги
по ИСО
6270-1
48
48
120
48
120
240
120
240
480
240
480
720
240
480
720
1440
Режимы
испытаний
1 и 2,ч
Испытание в
химикатах
по ИСО
2812-1
168
168
168
Режим испытаний 2, ч
Испытание
по ИСО
11997-2
1680
2016
2688
Испытание
по ИСО
20340 (без
термического
удара)
4200
477
Выбор режимов испытаний (1 или 2) должен оговариваться в
программе испытаний по соглашению сторон. Рекомендации по выбору режимов
испытаний приведены в табл. 14.2.
Таблица 14.2
Выбор режимов испытаний
Категории
коррозивности
С2
СЗ
С4
C5I
С5М
Iml
Im2
Im3
Уровень долговечности
Низкий
Нет данных
Нет данных
Нет данных
Средний
Высокий
1
1 или 2
1 или 2
1 или 2
2
1
1
1
Режим испытаний 1. При выборе режима испытания 1 для категорий
атмосферной коррозивности С2, СЗ, С4, С5-М и C5-I испытания
выполняют в соответствии с ИСО 6270-1 и ИСО 9227.
Для категорий погружения (Iml, Im2 и Im3), испытания выполняют
(см. табл. 14.1) в соответствии с ИСО 2812-2, используя следующие
материалы:
для Iml: воду по ИСО 2812-2;
для Im2 и 1тЗ: 5% водный раствор NaCl (по массе).
Режим испытаний 2. Циклические испытания для категорий
атмосферной коррозивности СЗ, С4 и C5-I выполняют в соответствии с ИСО
11997-2. Для категории коррозивности С5-М испытания выполняют в
соответствии с ИСО 20340 (без термического удара).
Режимы испытаний 1 и 2. Для категории C5-I для определения
химического сопротивления дополнительное испытание выполняют соответствии
с ИСО 2812-1. При испытании используют:
10%-ный водный раствор гидроксида натрия (NaOH);
10%-ный водный раствор серной кислоты (H2S04);
растворители, содержащие 18% ароматических углеводородов.
Указанное испытание позволяет оценить способности системы покрытий
противостоять промышленной атмосфере.
По соглашению между заинтересованными сторонами испытание по
ИСО 2812-1 может заменяться испытанием по ИСО 3231 с
использованием 1,0 л S02 при следующих значениях длительности испытания: 240 ч
(10 циклов) для низкого уровня долговечности, 480 ч (20 циклов) для
среднего уровня долговечности и 720 ч (30 циклов) для высокого уровня
долговечности.
Перед испытаниями проводят оценку адгезии покрытий по ИСО 2409
и дефектов по ИСО 4628. Покрытия должны удовлетворять следующим
показателям (табл. 14.3).
478
Таблица 14.3
Адгезия покрытий перед испытаниями
Толщина сухой пленки
Менее 250 мкм
Более 250 мкм
Метод определения
адгезии
ИСО 2409
ИСО 4624
Оценка по шкале стандарта
Между 0 и 1
Отсутствие нарушения адгезии
(если нагрузка не превышает
5 мПа или более)
Только одна из трех панелей может не удовлетворять требованиям
табл. 14.3 до проведения испытаний и требованиям табл. 14.4 и табл. 14.5
после испытаний.
Таблица 14.4
Визуальная оценка покрытий после испытаний
Стандарт
ИСО 4628-2
ИСО 4628-3
ИСО 4628-4
ИСО 4628-5
Коррозия от 2 мм
линии надреза*
Требования
Пузыри
Коррозия
Растрескивание
Отслаивание
Режим испытаний 1
Режим испытаний 2
0(S0)
RiO
0(S0)
0(S0)
<1 мм для систем
покрытий с праймером с
большим содержанием
цинка
<2 мм для систем
покрытий с различными
другими праймерами
<3 мм для систем
покрытий с праймером с
большим содержанием
цинка
<4 мм для систем
покрытий с различными
другими праймерами
Оценку
проводят сразу
после
испытания
Оценку
проводят через
24 ч после
испытания
* Требования к надрезу — см. гл. 17
Таблица 14.5
Адгезия покрытий после испытаний
Толщина сухой
пленки
Менее 250 мкм
Более 250 мкм
Метод определения
адгезии
ИСО 2409
ИСО 4624
Оценка по шкале стандарта
Между 0 и 1
Отсутствие нарушения
адгезии (если нагрузка
не превышает 5 мПа
или более)
Оценку проводят
через 24 ч после
выдержки в стандартных
условиях
479
14.1. Методы испытаний на нитевидную коррозию
Нитевидная коррозия проявляется в условиях высокой относительной
влажности и в присутствии под лакокрасочным покрытием или в местах
разрушения покрытия следов солей. При нанесении надреза на поверхности
лакокрасочного покрытия всегда возникает определенное количество
очагов подпленочной коррозии. Однако нитевидная коррозия характеризуется
только наличием типичного рисунка в виде нитей (рис. 14.1).
Для каждого конкретного случая применения методы испытания,
указанные в настоящем стандарте, необходимо дополнять соответствующей
информацией. Эта информация может быть взята частично или полностью
из национального или международного стандарта или из другого документа,
относящегося к испытуемому материалу, или, если целесообразно, может
быть предметом согласования между заинтересованными сторонами.
ПОКРЫТИЯ, НАНЕСЕННЫЕ НА СТАЛЬ
Международный стандарт ИСО 4623-1 устанавливает метод определения
защитного действия лакокрасочных покрытий, нанесенных на стальные
панели, от нитевидной коррозии, возникающей в месте надреза на покрытии.
Сущность метода заключается в нанесении на поверхность
окрашенной испытуемой панели надреза. В надрез вводят небольшое количество
хлорида натрия, помещая в камеру соляного тумана или в раствор соли.
Панель выдерживают в испытательной камере при температуре 40°С и
относительной влажности 80%. Нитевидную коррозию, возникающую около
надреза, оценивают по критериям, согласованным между сторонами, или
по ИСО 4628-10.
Реактивы и материалы
Раствор хлористого натрия, 1 г/л. 1 г хлористого натрия растворяют
в 1 л дистиллированной воды. Раствор переливают в сосуд, вместимость
которого обеспечивает полное погружение испытуемой панели.
Приборы и оборудование
Камера для испытания, в которой может поддерживаться температура
40+2°С и относительная влажность 80+5%, имеющая приспособление для
установки или подвешивания испытуемых панелей почти в вертикальном
положении так, чтобы расстояние между лицевыми сторонами соседних
панелей составляло не менее 20 мм.
При отсутствии камеры с автоматическим контролем влажности
заданную влажность получают с помощью насыщенного раствора сульфата
аммония. Этот способ позволяет установить постоянную относительную
влажность 79% при температуре 40°С (см. ИСО 483).
Панели для испытаний. Панели для испытаний изготавливают согласно
требованиям ИСО 1514 из шлифованной стали размером 150x75x3 мм, если
не указано иное.
Поверхность панелей полируют в соответствии с требованиями ИСО
1514, если нет других специальных указаний, а затем наносят испытуемый
материал установленным способом.
480
м.
м,
Ми , Мг,
г>1
КИ
рта
a)
fi4^4^-^^-! у-^ч ,~j\ /-
M-
^dM^^*
b)
^
Рис. 14.1. Определение максимальной степени распространения нитевидной
коррозии (а) и наиболее вероятной степени (Ь)
481
Обратная сторона и кромки должны быть защищены испытуемым
лакокрасочным материалом или подходящим антикоррозийным материалом
со стойкостью выше, чем испытуемый материал.
Методика испытаний
Образцы лакокрасочного материала отбирают и подготавливают для
испытаний согласно требованиям ИСО 15528 и ИСО 1513.
Толщину высушенного покрытия определяют на каждой панели в
микрометрах одним из неразрушающих методов, приведенных в ИСО 2808.
Испытания проводят не менее чем на двух панелях, если в программе
испытаний не указано иное. Перед началом испытаний панели вьщерживают
в нормальных условиях в отсутствие солнечного света не менее 16 ч.
На поверхность испытуемых панелей с лакокрасочным покрытием с
помощью специального инструмента (см. ИСО 2409) наносят по два
надреза длиной не менее 30 мм. Надрезы наносят перпендикулярно друг другу
таким образом, чтобы расстояние между ними и от края панели составляло
не менее 20 мм (рис. 14.2).
Рис. 14.2. Испытательная панель с надрезами
1 — направление прокатки
Убеждаются в том, что лезвие полностью прорезало покрытие.
Затем удаляют остатки покрытия, образовавшиеся после нанесения
надреза. Очень важно, чтобы металл подложки был ясно виден на всем
протяжении надреза (при необходимости применяют лупу с увеличением
10х).
Испытания проводят одним из двух методов — методом погружения в
раствор хлористого натрия или испытанием в камере соляного тумана.
Способ погружения предпочтителен для материалов естественной сушки
и материалов с низким уровнем долговечности. На покрытиях с высоким
уровнем долговечности (как, например, отделочные автомобильные покры-
1
482
тия на фосфатированной стали) погружение в раствор не может вызвать
развитие нитевидной коррозии, поэтому их испытывают преимущественно
в камере соляного тумана. В этом случае необходимый период экспозиции
образцов в камере соляного тумана зависит от прочности испытуемых
покрытий, но не должен, как правило, превышать 24 ч.
Следует отметить, что покрытия с низким уровнем долговечности
обычно не испытывают в атмосфере соляного тумана, так как они в месте
нанесения надрезов подвергаются очень сильным коррозионным
разрушениям, и нитевидная коррозия подавляется.
Метод погружения. Испытуемую панель с нанесенными надрезами
погружают на 30-60 с в раствор хлористого натрия. Затем панель вынимают
из раствора и стряхивают с ее поверхности капли жидкости, наблюдая за
тем, чтобы раствор сохранялся в углублениях от надреза. Панель помещают
в испытательную камеру, в которой поддерживается температура 40±2°С и
относительная влажность воздуха 80+5%. Процедуру погружения
повторяют, как указано выше, каждые 3-4 дня до окончания установленного или
согласованного периода испытания.
Метод соляного тумана. Испытуемую панель с нанесенными надрезами
помещают на определенный срок в камеру нейтрального соляного тумана в
соответствии с ИСО 9227 на установленное время. Затем панель извлекают из
камеры и удаляют оставшиеся на ее поверхности капли жидкости, наблюдая
за тем, чтобы раствор сохранялся в углублениях от надрезов. Помещают
панели в камеру испытания, в которой на протяжении установленного или
согласованного периода испытаний поддерживается температура 40±2°С и
относительная влажность 80+5%.
Обработка результатов
В случае необходимости осмотр поверхности образцов с целью
обнаружения следов нитевидной коррозии проводят в интервалах между
погружениями панелей или по окончании испытаний.
Нельзя допускать полного высыхания панели во время испытания или
осмотра, так как это может повлиять на развитие нитевидной коррозии.
При необходимости по окончании испытания проводят осмотр подложки
путем удаления покрытия с помощью некорродирующей смывки с
испытуемого участка.
Нитевидную коррозию обычно характеризуют субъективно по трем
основным степеням: «низкая», «средняя», «высокая» (см. ИСО 4628-10).
Для оценки степени коррозии рекомендуется использовать цветные
фотографии. Для сравнения материалов, нанесенных на одинаковую подложку,
при испытании в одной и той же лаборатории могут быть использованы
различные математические методы.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4623-1;
б) тип и обозначение испытуемого материала;
в) дополнительную информацию:
1) материал и методы подготовки поверхности подложки;
483
2) метод нанесения испытуемого покрытия на подложку с указанием
продолжительности и условий сушки каждого слоя в случае многослойной
системы покрытия;
3) продолжительность и условия сушки окрашенной панели перед
испытанием (или при необходимости условия горячей сушки и старения);
4) толщину высушенного покрытия в микрометрах и метод измерения
толщины в соответствии с ИСО 2808, а также указания, является ли
покрытие однослойным или многослойным;
5) способ создания коррозионной среды, включающий в случае
использования камеры соляного тумана продолжительность экспозиции;
г) ссылку на национальный или международный стандарт или другой
документ, содержащий информацию, относящуюся к подпункту «в»;
д) продолжительность испытания;
е) степень нитевидной коррозии в указанный период испытания;
максимальную степень распространения коррозии и усредненную степень, если
проводилась математическая обработка;
ж) любое отклонение от установленной методики испытания по
согласованию или без него;
з) дату испытания.
ПОКРЫТИЯ, НАНЕСЕННЫЕ НА АЛЮМИНИЙ
Международный стандарт ИСО 4623-2 устанавливает метод определения
защитного действия лакокрасочных покрытий, нанесенных на
алюминиевые панели, от нитевидной коррозии, возникающей в месте надреза на
покрытии. Указанный стандарт базируется на европейском стандарте EN
3665, разработанном Европейской ассоциацией авиационных материалов
(АЕСМА).
Сущность метода заключается в проведении испытания на образцах с
двумя надрезами на лакокрасочном покрытии в камере влажности с
поддоном, содержащим соляную кислоту. Оценку возникающих коррозионных
поражений на алюминии проводят по соглашению сторон (например,
тремя методами — для равномерной и неравномерной коррозии, а также для
одновременно возникающих равномерной и неравномерной коррозии) или
по ИСО 4628-10.
Реактивы и материалы
Соляная кислота, аналитического качества, концентрацией 38% (р=1,18).
Качество и чистота соляной кислоты должны быть постоянными.
Приборы и оборудование
Камера для испытания, в которой может поддерживаться температура
40+2°С и относительная влажность 82+5%, имеющая приспособление для
установки или подвешивания испытуемых панелей в горизонтальном
положении так, чтобы расстояние между лицевыми сторонами соседних
панелей составляло не менее 20 мм. Возможно также и почти вертикальное
расположение так, чтобы расстояние между лицевыми сторонами соседних
панелей составляло не менее 20 мм. Горизонтальное расположение панелей
484
приведет к большей коррозии, которая равномерно распределяется вдоль
каждого надреза.
Емкость из кислотоупорного материала с крышкой, в которой
возможно расположить испытательные панели на расстоянии 100±10 мм от
поверхности раствора кислоты и, по крайней мере, с интервалом 20 мм
друг от друга.
Панели для испытаний. Панели для испытаний изготавливают согласно
требованиям ИСО 1514 из алюминия размером 100x70x0,8 мм, если не
указано иное. Кроткая сторона должна быть вырезана в направлении
прокатки листа.
Поверхность панелей подготавливают в соответствии с требованиями
ИСО 1514, если нет других специальных указаний, а затем наносят
испытуемый материал установленным способом.
Обратная сторона и кромки должны быть защищены испытуемым
лакокрасочным материалом или подходящим антикоррозийным материалом,
со стойкостью выше, чем испытуемый материал.
Методика испытаний
Образцы лакокрасочного материала отбирают и подготавливают для
испытаний согласно требованиям ИСО 15528 и ИСО 1513.
Толщину высушенного покрытия определяют на каждой панели в
микрометрах одним из неразрушающих методов, приведенных в ИСО 2808.
Испытания проводят не менее чем на двух панелях, если в программе
испытаний не указано иное. Перед началом испытаний панели выдерживают
в нормальных условиях в отсутствие солнечного света не менее 16 ч.
На поверхность испытуемых панелей с лакокрасочным покрытием с
помощью специального инструмента (см. ИСО 2409) наносят по два
надреза длиной не менее 30 мм. Надрезы наносят перпендикулярно друг другу
таким образом, чтобы расстояние между ними и от края панели составляло
не менее 20 мм (см. рис. 14.2). Полученные надрезы должны иметь ширину
1±0,1 мм, если в программе испытаний не указано иное.
Убеждаются в том, что лезвие полностью прорезало покрытие.
Затем удаляют остатки покрытия, образовавшиеся после нанесения
надреза. Очень важно, чтобы металл подложки был ясно виден на всем
протяжении надреза (при необходимости применяют лупу с увеличением
10х).
Если алюминий имеет поверхностное покрытие, то надрез должен
проникнуть через слой покрытия на 0,05-0,1 мм.
Испытание. В емкость наливают соляную кислоту из расчета 20 мл на
1 л объема емкости.
Испытательные панели размещают в емкости горизонтально, сторона
с нанесенными надрезами должна быть обращена к поверхности раствора
кислоты.
Интервал между испытательными панелями и поверхностью жидкости
должен быть 100+10 мм, с интервалом 20 мм друг от друга. Емкость
закрывают крышкой и выдерживают 60+5 мин при температуре 23+2°С. Затем
испытательные панели выдерживают на воздухе 15-30 мин в стандартных
485
условиях, и помещают в камеру при температуре 40±2°С и относительной
влажности 82+5% на согласованный период времени.
Наряду с испытательными панелями рекомендуется испытывать
контрольный образец.
Обработка результатов
В случае необходимости осмотр поверхности образцов с целью
обнаружения следов нитевидной коррозии проводят в интервалах между
погружениями панелей или по окончании испытаний.
Осмотр не должен продолжаться более 30 мин. Нельзя допускать
полного высыхания панели во время испытания или осмотра, так как это
может повлиять на развитие нитевидной коррозии. Если при осмотре
покрытие удалено, то следует убедиться, что в начале испытания взяты
дополнительные панели.
При оценке результатов испытания определяют длину самой длинной
непрерывной нити по ИСО 4628-10. При необходимости определяют другие
виды коррозии по ИСО 4628-8. Если необходимо, удаляют лакокрасочное
покрытие неагрессивным растворителем и исследуют основой металл.
Для оценки степени коррозии рекомендуется использовать цветные
фотографии.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4623-2;
б) тип и обозначение испытуемого материала, способ размещения
панелей (горизонтальный или вертикальный);
в) дополнительную информацию:
1) материал и методы подготовки поверхности подложки;
2) метод нанесения испытуемого покрытия на подложку с указанием
продолжительности и условий сушки каждого слоя в случае многослойной
системы покрытия;
3) продолжительность и условия сушки окрашенной панели перед
испытанием (или при необходимости условия горячей сушки и старения);
4) толщину высушенного покрытия в микрометрах и метод измерения
толщины в соответствии с ИСО 2808, а также указания, является ли
покрытие однослойным или многослойным;
5) способ создания коррозионной среды;
г) ссылку на национальный или международный стандарт, содержащий
информацию, относящуюся к подпункту «в»;
д) продолжительность испытания;
е) степень нитевидной коррозии в указанный период испытания;
ж) любое отклонение от установленной методики испытания по
согласованию или без него;
з) дату испытания.
486
14.2. Метод испытаний в сернистом газе
Международный стандарт ИСО 3231 устанавливает метод определения
стойкости лакокрасочных и вспомогательных материалов к воздействию
влажной атмосферы, содержащей двуокись серы.
Сущность метода заключается в циклическом испытании образцов с
лакокрасочным покрытием во влажной атмосфере с сернистым газом.
Реактивы и материалы
Двуокись серы, подаваемая из газового баллона или газогенератора,
снабженного соответствующим регулирующим и измерительным устройством,
которое обеспечивает подачу газа в требуемом объеме.
Для испытуемых покрытий толщиной не более 4 мкм рекомендуется
применять 0,2 л двуокиси серы.
Приборы и оборудование
Воздухонепроницаемая камера вместимостью 300±10 л, в основании
которой находится водонепроницаемый лоток, снабженный водонагрева-
тельным устройством.
Камера должна быть изготовлена из инертного материала и иметь
крышу, предотвращающую попадание кондиционированной влаги на
испытуемые панели.
Камера должна быть снабжена устройством, снижающим избыточное
давление, и трубкой для впуска газа, расположенной непосредственно над
водонепроницаемым лотком. Кроме того, камера должна иметь прибор для
регулирования температуры, которую измеряют в пространстве над
испытательными панелями.
Стенд для образцов. Стенд изготовляют из инертного материала или
с инертным покрытием. Испытательные панели должны располагаться
вертикально на расстоянии не менее 100 мм от стенок или обшивки, не
менее 200 мм друг от друга таким образом, чтобы нижние кромки панелей
находились на расстоянии не менее 200 мм над поверхностью воды.
Испытательные панели следует располагать на таком же уровне при
проведении сравнительных испытаний. Если это невозможно, необходимо следить,
чтобы капли воды, конденсируемой на верхних панелях, не попадали на
нижние панели.
Стенд должен иметь достаточные размеры, позволяющие разместить
испытательные панели с площадью поверхности 0,5 м2.
Испытательные панели. Испытательные панели изготавливают согласно
требованиям ИСО 1514. Рекомендуемые размеры 150x100x1,2 мм.
Испытательные панели подготавливают в соответствии с требованиями ИСО 1514,
если нет специальных указаний, после чего на панели установленным
методом наносят подлежащие испытанию покрытия или систему покрытий.
Если не установлено иное, обратную сторону и кромки покрывают
материалом или испытуемой системой покрытий.
Методика испытаний
Отбор образцов производят согласно требованиям ИСО 15528.
Подготовку их к испытаниям проводят по ИСО 1513.
487
Испытательные панели с покрытием сушат в течение указанного
периода времени и в заданных условиях. Если нет специальных указаний,
выдержку проводят при температуре 23+2°С и относительной влажности
50+5% в течение не менее 16 ч при естественной циркуляции воздуха без
воздействия прямого солнечного света. Испытание проводят немедленно
после выдержки панелей.
Толщину сухого покрытия определяют с применением одной из методик
в соответствии с требованиями международного стандарта ИСО 2808.
Аппаратуру устанавливают в помещении с чистой атмосферой,
температурой 23+2°С и относительной влажностью 50+5%. Аппаратура должна
быть защищена от воздействия сквозняков и прямого солнечного света.
Лоток камеры наполняют дистиллированной водой в объеме 2±0,2 л.
Перед каждым нагреванием воду отводят и заменяют новой.
Испытательные панели располагают в шкафу в соответствии с
программой испытаний.
Так как каждый цикл испытания проводят при подаче одного и
того же объема S02, общая площадь поверхности испытательных панелей в
камере имеет значение, и для сравнительных испытаний общая площадь
поверхности в камере должна быть такой же. В случае возникновения
спорных вопросов или арбитражных испытаний общая площадь
поверхности испытательных панелей должна составлять 0,5+0,1 м2. Различные
типы лакокрасочной пленки поглощают S02 с различной скоростью и в
различной степени, поэтому результаты испытаний могут зависеть от типа
испытательных панелей в камере. Например, включение масляных красок,
содержащих реактивные основные пигменты, приводит к снижению
требований, предъявляемых к испытаниям других панелей.
Для арбитражных испытаний панели в шкафу следует ограничить только
тем видом, который подлежит оценке в отдельном случае.
После закрытия установки подают S02 в установленных объемах (0,2 л
или 1,0 л). По договоренности между сторонами S02 можно подавать в
других объемах.
После подачи S02 нагревательный прибор включают, и температуру
воздуха поднимают до 40±3°С в течение приблизительно 1,5 ч, после чего эту
температуру поддерживают 8 ч с момента начала испытательного цикла.
В конце этого периода нагревательный прибор выключают, дверцу
полностью открывают или поднимают кожух до уровня верхней кромки
испытательных панелей.
После последующих 16 ч испытательные панели вынимают из камеры
и осматривают. Панели вторично помещают в камеру, меняют воду и
повторяют указанное количество испытательных циклов.
Как правило, циклы должны следовать один за другим без перерыва,
однако, если перерыв имеет место (например, суббота и воскресенье), то
об этом следует указать в протоколе испытания.
После завершения указанного количества испытательных циклов панели
вынимают из камеры, тщательно промокают фильтровальной бумагой и
немедленно осматривают всю испытательную поверхность каждой панели
с целью обнаружения вздутий или других признаков ухудшения качества.
488
Панели оставляют в открытом виде при комнатной температуре в течение
24 ч, после чего вторично осматривают испытательную поверхность с целью
обнаружения ухудшения адгезии, появления ржавчины, изменения цвета,
хрупкости, а также других дефектов, которые могут быть установлены.
Если требуется осмотреть подложку с целью обнаружения признаков
ухудшения качества, то покрытие устраняют установленным способом.
Отчет об испытании
Отчет об испытании должен содержать следующие данные:
а) ссылку на международный стандарт ИСО 3231;
б) тип и наименование испытуемого покрытия;
в) дополнительную информацию, которая может содержаться в
национальных стандартах и соответствующей документации на испытания
продукции или быть предметом соглашения между заинтересованными
сторонами:
1) материал и поверхностную обработку подложки;
2) метод нанесения испытуемого покрытия на подложку;
3) толщину покрытия, включая метод измерения, независимо от того,
является покрытие однослойным или многослойным;
4) продолжительность и условия сушки окрашенных панелей перед
испытаниями (или условия горячей сушки и старения);
5) условия и продолжительность испытания, включая применяемое
количество двуокиси серы (0,2 л или 1,01 л, или другие количества);
6) методы осмотра испытуемого покрытия с указанием характеристик,
учитываемых при оценке его устойчивости;
г) национальные стандарты или другие документы, содержащие
указанную выше дополнительную информацию;
д) примененный испытательный цикл (т.е. объем S02), количество
циклов и наличие перерывов;
е) отклонения (по соглашению или без него) от метода испытания,
установленного настоящим международным стандартом;
ж) результаты испытания в соответствии с установленными
требованиями;
з) дату испытания.
14.3. Метод испытаний в нейтральном соляном
тумане
Стойкость органических покрытий к воздействию тумана и
коррозионная стойкость в других средах редко находятся в прямом соотношении,
так как на развитие коррозии оказывают влияние различные факторы,
такие, как образование защитных пленок, которое в значительной степени
зависит от изменяющихся условий. Поэтому результаты, полученные при
этом испытании, не должны рассматриваться как однозначные данные по
определению стойкости испытуемых покрытий к коррозии во всех средах,
в которых эти покрытия могут быть использованы. Кроме того, свойства
различных покрытий при испытании нельзя брать за основу при оценке
489
коррозионной стойкости этих же покрытий при эксплуатации даже в
жестких условиях морского климата.
Тем не менее, установленный метод позволяет проверить сохранность
качества лакокрасочной системы.
Международный стандарт ИСО 9223, разработанный специалистами
ИСО/ТК 156 «Коррозия металлов и сплавов», устанавливает метод испытаний
лакокрасочных покрытий в нейтральном соляном тумане (NSS test).
Сущность метода заключается в выдерживании образцов металлов,
сплавов, а также образцов с металлическими и лакокрасочными покрытиями в
камере соляного тумана с последующим определением степени разрушения
металла и защитного покрытия.
Реактивы и материалы
Раствор для испытания готовят растворением хлорида натрия в
дистиллированной или деионизированной воде до достижения концентрации 50 г/л.
Хлорид натрия должен быть белым, с содержанием основного вещества не
менее 99,6 масс.%, не содержащим меди и никеля, с содержанием йодида
натрия не более 0,1 масс.%. Если рН раствора находится за пределами 6,0-
7,0, то следует исследовать раствор дополнительно на наличие нежелательных
загрязнений в соли или воде, или в обоих компонентах раствора.
Значение рН солевого раствора устанавливают так, чтобы значение
рН распыленного раствора, собранного в камере испытания, находилось в
пределах 6,5-7,2. Контроль рН проводят с помощью рН-метра при 25°С,
однако при серийных анализах можно использовать индикаторную бумагу
с узкими интервалами единиц измерения рН=0,3 или менее, откалибро-
ванную по рН-метру.
При необходимости корректировку раствора проводят добавлением
растворов соляной кислоты или едкого натра аналитического сорта.
Следует обратить внимание на возможные изменения в рН в результате
потери раствором двуокиси углерода при распылении. Таких изменений
можно избежать, уменьшая содержание в растворе двуокиси углерода, например,
при его подогреве приблизительно до температуры 35°С перед помещением
в аппарат или при изготовлении раствора из свежевскипяченной воды.
Приготовленный раствор профильтровывают перед помещением в
резервуар аппарата с целью удаления любых твердых веществ, которые могут
засорять отверстие распылителя.
Приборы и оборудование
Камера соляного тумана состоит из нескольких частей. Сама камера
должна быть футерована или изготовлена из коррозионностойкого материала,
инертного по отношению к распыляемому раствору. Емкость должна быть
не менее 0,4 м\ так как при меньших размерах возникают трудности для
достижения равномерного распыления.
Верхняя часть или крышка должна быть расположена под углом к
горизонтальной поверхности не менее 25°, чтобы попадающие на нее капли
раствора не падали на испытуемые панели.
Размер и форма камеры должны быть такими, чтобы количество
находящегося в ней раствора было в пределах, указанных в разделе «Методика
490
испытаний». При работе в камерах объемом более 2 м3 следует учитывать
их конструкцию.
Нагреватель камеры и ее содержимого должен соответствовать данным,
приведенным выше. Температуру следует контролировать с помощью
термопары, помещенной или в самой камере на расстоянии 100 мм от стенок,
или в водяной рубашке камеры. В любом случае термометр, шкала которого
установлена снаружи камеры, должен быть помещен полностью в камере
на расстоянии не менее 100 мм от стенок и крышки.
Устройство для распыления соляного тумана, включающее подачу
чистого воздуха с контролируемыми давлением и влажностью, емкость, в
которой содержится распыляемый раствор, и один или несколько
распылителей изготавливают из материала, стойкого к действию раствора.
Сжатый воздух, подаваемый к каждому распылителю, должен быть
пропущен через фильтр для удаления малейших следов масла или твердых
частиц и при этом находиться под давлением 70-170 кПа. Для
предотвращения испарения распыляемых капель воздух следует увлажнить перед
его пропусканием через колонну насыщения, наполненную водой при
температуре на несколько градусов выше, чем в камере испытаний. Эта
температура зависит от применяемого давления и от типа распылительного
сопла и должна быть установлена так, чтобы скорость разбрызгивания и
концентрация соляного тумана в камере поддерживались в определенных
пределах.
Емкость для хранения распыляемого раствора должна быть изготовлена
из материала, стойкого к действию этого раствора. Уровень раствора в ней
должен поддерживаться постоянным.
Распылители должны быть выполнены из инертного материала,
например, стекла или пластмассы. Для предотвращения прямого попадания
раствора на испытуемые панели и более однородного распределения
раствора в камере используют перегородки.
Примечание — Во избежание образования давления внутри испытательной камеры
в практике общепринято помещать аппаратуру за пределы лаборатории.
Сборники солевого раствора, по меньшей мере, два сборника из стекла
или другого химически инертного материала (см. примечание 1). Сборники
помещают в ту часть камеры, где находятся испытуемые образцы: один
непосредственно у места входа тумана, другой на некотором расстоянии от
входа. Сборники устанавливают так, чтобы в них не попадала жидкость,
стекающая с испытуемых образцов или других частей камеры, а собирались
только капли тумана.
Примечания:
1. Наиболее подходящими сборниками являются стеклянные воронки,
помещенные в градуированные цилиндры. Воронки с диаметром 100 мм имеют площадь
сбора приблизительно 80 см2.
2. Если используют два или несколько распылителей, то количество сборников
увеличивают в два раза.
Оборудование, ранее используемое для распыления других растворов,
отличающихся от указанных в данном методе, следует тщательно отмыть
перед его использованием.
491
Испытатуемые панели. Если нет других указаний, испытуемые панели
должны быть выполнены из полированной стали размером приблизительно
150x100 мм в соответствии с требованиями ИСО 1514.
Панели окрашивают испытуемым материалом или системой покрытия
для испытания. Если нет других указаний, то обратную сторону панелей
и края окрашивают испытуемым продуктом или системой покрытий для
испытания.
Если покрытие для окраски обратной стороны и краев панели
отличается от испытуемого продукта, оно должно обладать большей коррозионной
стойкостью, чем испытуемый продукт.
После сушки панели, если нет других указаний, кондиционируют при
температуре 23+2°С и относительной влажности 50+5% не менее 16 ч при
свободной циркуляции воздуха и отсутствии прямого попадания света.
Затем, как можно быстрее, проводят испытание.
Толщину сухого покрытия определяют одним из неразрушающих
методов ИСО 2808.
Если установлено в программе испытаний, на покрытие наносят
надрез до подложки. Если нет других указаний, следует пользоваться простым
режущим устройством, описанным в ИСО 2409, и нанести надрез на
расстоянии около 20 мм от края испытуемой панели.
Методика испытаний
Отбор образцов производят согласно требованиям ИСО 15528.
Подготовку их к испытаниям проводят по ИСО 1513.
Панели помещают в камере таким образом, чтобы они не подвергались
прямому воздействию распыляемого раствора. Для предотвращения
прямого попадания раствора на испытуемые панели могут быть использованы
перегородки.
Величина угла, при котором экспонируются панели в камере, имеет
большое значение. Испытуемую панель помещают в камере лицевой
поверхностью вверх, по возможности под углом примерно 20+5° к вертикали.
Примечание — По согласованию между заинтересованными сторонами иногда
необходимо испытывать окрашенные предметы различной формы. Когда проводятся
такие испытания, очень важно, чтобы эти предметы находились в естественном
положении, причем их следует помещать таким образом, чтобы свести к минимуму
разрыв потока распыляемых частиц. Кроме того, одновременно нельзя испытывать
другие образцы или испытуемые панели, если форма окрашенных образцов
препятствует общему направлению потока.
Следует отметить, что степень разрушения пленки в зависимости от
различных факторов может отличаться, и это должно быть учтено при
обобщении результатов испытания.
Панели размещают таким образом, чтобы они не соприкасались друг
с другом или с камерой, а на экспонируемую поверхность свободно
попадал распыляемый раствор. Предпочтительно, чтобы панели в камере были
размещены на одном уровне, чтобы капли раствора не могли стекать с
панелей или их подставок на другие панели, размещенные ниже.
492
Рекомендуется периодически изменять расположение панелей,
например, при их осмотре. Любое изменение необходимо отметить в отчете об
испытании.
Подставки под панели представляют собой рамки, изготовленные из
инертного неметаллического материала (стекло, пластик или
соответствующим образом окрашенное дерево). В порядке исключения, при
необходимости, подвешивают панели на нитях из синтетических волокон, хлопка
или другого инертного материала.
Температура внутри камеры должна быть 35±2°С.
Концентрация хлорида натрия в каждом сборнике должна составлять
50±10 г/л, а рН в пределах 6,5-7,2.
Средняя скорость сбора раствора в каждый сборник для горизонтальной
собирающей площади 80 см2, измеряемая не реже чем через каждые 24 ч,
должна составлять 1-2 мл/ч.
Испытуемый раствор, который уже использовали для распыления, не
должен быть использован повторно.
Закрывают камеру и начинают распыление раствора через распылитель.
Распыление не должно прерываться в течение всего периода испытания, за
исключением коротких ежедневных перерывов, необходимых для осмотра,
перестановки или удаления испытуемых панелей, для контроля и повторного
заполнения свежим раствором емкости и проведения необходимых записей
в соответствии с программой испытаний.
Периодически проводят визуальный осмотр панелей, не повреждая
испытуемых поверхностей покрытия. Время осмотра не должно превышать
60 мин через каждые 24 ч и должно проводиться, по возможности, в одно
и то же время дня. Панели в течение осмотра не должны полностью
высыхать.
В конце установленного периода испытуемые панели удаляют из
прибора и промывают чистой водой для удаления остатков солевого раствора с
их поверхности. После этого сразу же исследуют испытуемые поверхности
на наличие признаков разрушения, например, пузырей, образования пятен,
потери адгезии, распространения коррозии от надреза.
При необходимости панели выдерживают в стандартной атмосфере в
соответствии с ИСО 3270 в течение определенного периода и исследуют
поверхность испытуемых панелей с целью выявления разрушения, а также
исследуют подложку для выявления следов воздействия соляного тумана,
удаляя с нее покрытие определенным методом.
Отчет об испытании
Отчет об испытании должен содержать следующие данные:
а) ссылку на международный стандарт ИСО 9223;
б) тип и наименование испытуемого покрытия;
в) дополнительную информацию:
1) обозначение материала и подготовку поверхности подложки;
2) метод нанесения испытуемого покрытия на подложку;
3) продолжительность и условия сушки покрытия перед испытанием
(или условия горячей сушки или старения, если целесообразно);
493
4) толщину высушенного покрытия в микрометрах и метод измерения
толщины в соответствии с ИСО 2808, а также указания, является ли
покрытие однослойной или многослойной системой;
5) указание о наличии надрезов перед испытанием;
6) продолжительность испытания;
7) данные о том, как проводился осмотр испытуемого покрытия и какие
характеристики определялись при оценке его прочностных свойств;
г) ссылку на международный или национальный стандарт, технические
требования на продукт или другой документ, из которого была получена
информация, относящаяся к подпункту «в»;
д) продолжительность испытания;
е) любые изменения расположения панелей;
ж) результаты испытаний;
з) любое отклонение, по согласованию или нет, от описанного
метода;
и) дату испытания.
14.4. Методы испытаний при непрерывной
конденсации влаги
МЕТОД 1
Международный стандарт ИСО 6270-1 устанавливает метод определения
стойкости лакокрасочных покрытий при непрерывной конденсации влаги.
Настоящий метод применяется для лакокрасочных покрытий на
пористых подложках (дерево, штукатурка) и непористых подложках (металл).
В данном методе имитируются условия, которые могут возникнуть при
жестких условиях эксплуатации, когда на поверхности возникает
непрерывная конденсация.
Метод помогает выявить дефекты покрытия (включая пузыри, пятноо-
бразования, размягчения, образования морщин и хрупкость) и разрушение
подложки.
Сущность метода заключается в выдерживании образцов с
лакокрасочным покрытием при непрерывной конденсации влаги с последующим
определением степени разрушения лакокрасочного покрытия.
Реактивы и материалы
Вода дистиллированная, класс 3 по ИСО 3696.
Приборы и оборудование
Аппарат для испытаний состоит из водяной бани с электрообогревом.
Аппарат сконструирован так, что испытуемые панели или «холостые»
панели обращены лицевой частью внутрь аппарата. Прибор должен быть
изготовлен из химически инертного материала. Желательно, чтобы прибор
был сконструирован так, чтобы на нем можно было испытывать панели
размером 150x100 мм.
Температура воды в бане, уровень которой должен быть на 25 мм
ниже поверхности панелей, должна поддерживаться 38+2°С, а аппарат дол-
494
жен работать при температуре окружающей среды 23±2°С при отсутствии
сквозняков.
Примечание — Температуры испытаний 49°С и 60°С рекомендуются, если
температура испытаний 38°С слишком низка.
Стенки водяной бани должны быть изолированы, чтобы температура в
воздушном пространстве, измеренная на расстоянии 25 мм ниже
испытуемых панелей, была одинаковой, постоянной, с допускаемым отклонением
±2° и не ниже 38°С.
Верхняя часть водяной бани должна быть сконструирована так, чтобы
испытуемые панели находились под углом 60+5° к горизонтальной
поверхности для осуществления стока конденсационной воды, причем вода,
стекающая с одной панели, не должна попадать на другую панель. Угол
15+5° по ИСО 6270:1980 может использоваться на старом оборудовании,
если это установлено в программе испытаний.
Если количество испытуемых панелей недостаточно для полного
заполнения верхней части, то следует использовать дополнительные, специально
изготовленные «холостые» панели (например, из непрозрачного стекла).
Испытуемые панели. Испытуемые панели должны быть изготовлены
из определенного материала в соответствии с ИСО 1514. Если нет других
указаний, они должны быть изготовлены из стали размером 150x100 мм
(минимальные габариты 100x70x0,3 мм).
Результат испытания существенно зависит от толщины подложки,
поэтому важно, чтобы толщина панелей соответствовала конечному назначению
наносимого на них лакокрасочного покрытия.
Испытуемые панели подготавливают в соответствии с требованиями
ИСО 1514, затем окрашивают установленным методом испытуемым
продуктом или наносят систему покрытия. Высушивают его естественной или
горячей сушкой в течение определенного периода. Если нет других указаний,
панели следует высушивать при свободной циркуляции воздуха в
вертикальном положении при стандартных атмосферных условиях в соответствии с
ИСО 3270 при температуре 23±2°С и относительной влажности 50±5%.
Для многих целей достаточно окрасить только одну лицевую сторону
панели. Однако при этом необходимо указать, нанесен ли защитный слой
на обратную сторону панели и края. Если это так, то необходимо указать,
является ли он испытуемым материалом или системой, или это какое-либо
другое защитное покрытие.
Толщину высушенного покрытия определяют, используя один из
методов, приведенных в ИСО 2808, но избегая использования методов,
разрушающих покрытие.
Перед испытанием панели выдерживают в стандартных условиях со
свободной циркуляцией воздуха не менее 16 ч, исключая воздействие
солнечного света.
Методика испытаний
Отбор образцов производят согласно требованиям ИСО 15528.
Подготовку их к испытаниям проводят по ИСО 1513. Испытывают не менее двух
панелей. Рекомендуется, чтобы контрольный образец краски с известной
долговечностью был включен в каждую серию испытаний.
495
Устанавливают в аппарате панели, не подвергающиеся испытанию
(«холостые» панели), в рабочее положение. Когда будут достигнуты условия,
указанные ниже, заменяют «холостые» панели испытуемыми так, чтобы
панели были обращены испытуемым покрытием к воде.
Для того чтобы предотвратить образование гальванической пары,
испытуемые панели не должны находиться в контакте друг с другом или
металлом. Между панелями следует положить изолирующие прокладки.
Проводят испытание в течение определенного периода: если в процессе
испытания нужно удалить из аппарата испытуемые панели, то их
необходимо заменить «холостыми». В течение таких периодов панели помещают
в стандартные атмосферные условия. Если в приборе автоматически не
поддерживается уровень воды, необходимо регулировать его добавлением
воды в течение всего периода.
Для промежуточной оценки состояния покрытия во время испытуемого
периода извлекают панели из аппарата, высушивают их фильтровальной
бумагой, исследуют на разрушение и немедленно помещают их в аппарат.
Если требуется более длительное наблюдение, на их место на этот период
ставят «холостые» панели. Не следует извлекать панели на период больше
чем 30 мин за любые 24 ч периода испытаний.
Обработка результатов
В конце определенного испытуемого периода извлекают панели из
аппарата, высушивают их фильтровальной бумагой и немедленно исследуют
их поверхность на разрушение. При необходимости помещают панели в
стандартные атмосферные условия на определенный период и снова
исследуют их на обнаружение дефектов по ИСО 4628. При необходимости
исследования подложки на разрушение следует удалить покрытие
соответствующим методом.
Отчет об испытании
Отчет об испытании должен содержать следующие данные:
а) ссылку на международный стандарт ИСО 6270-1;
б) тип и наименование испытуемого покрытия, угол размещения
панелей в приборе, температуру испытаний;
в) пункты с дополнительной информацией:
1) материал, толщину и подготовку поверхности подложки;
2) метод нанесения лакокрасочного материала, подробные сведения о
защите от коррозии краев и обратной стороны испытуемых панелей (при
необходимости);
3) продолжительность и условия сушки окрашенных испытуемых
панелей (или условия старения) перед испытанием;
4) толщина в микрометрах сухого покрытия, метод измерения толщины
и сведения, является ли это покрытие однослойным или многослойным;
5) продолжительность периода испытания, включая данные о том,
был ли этот период разделен на интервалы (например, с субботы до
понедельника);
6) время и условия проведения испытания, включая время выдержки
покрытия перед испытанием;
496
7) характеристики испытуемого покрытия и подложки, которые должны
быть рассмотрены при оценке устойчивости свойств покрытия;
г) национальный стандарт или другие документы, относящиеся к
вышеуказанному пункту «в»;
д) любое отклонение, по согласованию или нет, от описанного
метода;
е) результаты испытаний, исходя из утвержденных требований;
ж) результаты испытаний по вышеописанному методу;
з) дату испытания.
МЕТОД 2
Международный стандарт ИСО 6270-2 устанавливает метод
определения стойкости лакокрасочных покрытий при постоянном или переменном
воздействии конденсирующейся влаги. Метод помогает выявить дефекты
покрытия в различных испытательных атмосферах.
Испытательные атмосферы подразделяются на следующие:
СН — атмосфера конденсации с постоянной влажностью;
АНТ — атмосфера конденсации с переменными влажностью и
температурой воздуха;
AT — атмосфера конденсации с переменной температурой воздуха.
Сущность метода заключается в поддержании конденсации атмосферной
влаги на поверхностях испытуемых образцов, температура которых ниже,
чем температура насыщенного воздуха в камере искусственного климата.
Температура воздуха в камере искусственного климата в течение
процесса конденсации — 40°С.
Рекомендуемые циклы испытаний приведены в табл. 14.6. Другие циклы
могут использоваться в соответствии с соглашением между
заинтересованными сторонами.
Реактивы и материалы
Вода дистиллированная, класс 3 по ИСО 3696.
Приборы и оборудование
Камера искусственного климата (рис. 14.3) должна быть установлена в
помещении с окружающей атмосферой, не содержащей коррозивных агентов
(например, она не должна быть установлена в химической лаборатории). В
помещении должна быть температура 23±5°С и относительная влажность
максимально 75%, должны отсутствовать сквозняки и прямое солнечное
излучение. Подготовка образцов должна проводиться в нормальных
условиях по ИСО 3270.
Испытуемые панели. Испытуемые панели должны быть изготовлены из
определенного материала в соответствии с ИСО 1514. Испытания проводят
с образцами, которые не влияют друг на друга.
Методика испытаний
Перед испытаниями днище камеры наполняют дистиллированной или
деминерализованной водой слоем не менее 10 мм и поддерживают этот
уровень в течение испытаний.
497
Таблица 14.6
Испытательные атмосферы при конденсации
Атмосфера испытания
Тип
Атмосфера
конденсации
с постоянной
влажностью
Атмосфера
конденсации с
переменными
влажностью и
температурой
воздуха
Атмосфера
конденсации
с переменной
температурой
воздуха
Код
СН
АНТ
AT
Продолжительность цикла
Испытательный
период
От прогрева до
конца
экспонирования
8 ч, включая
прогрев
16 ч, включая
охлаждение
(камера
искусственного климата
открывается или
вентилируется),
8 ч, включая
прогрев
16 ч, включая
охлаждение
(закрытая камера
искусственного
климата)
Сумма
24 ч
24 ч
Условия в камере после достижения
равновесия
Температура
воздуха
40±3°С
40±3°С
18°Сдо
28°С
40±3°С
18°Сдо
28°С
Относительная
влажность
Приблизительно 100%
конденсация на
испытуемых образцах
100% конденсация на
испытуемых образцах
Приблизительно как в
окружающей среде
Приблизительно 100%
конденсация на
испытуемых образцах
Приблизительно 100%>
(насыщение)
Размещение образцов. Испытуемые образцы размещают в камере под
любым углом, большим или равным 60° к горизонтали. Они не должны
находиться в тесном контакте друг с другом и не должны загораживать
друг друга.
Расстояние образцов от стенок камеры не менее 100 мм, расстояние
от поверхности воды не менее 200 мм, расстояние между образцами не
менее 20 мм. Должны быть приняты меры, чтобы конденсирующаяся вода
не капала на образцы с крышки и стен, а также с других образцов.
Испытуемые образцы размещают в камере, ее закрывают и включают
нагрев воды на днище и нагрев самой камеры искусственного климата.
Температура первого испытательного периода должна быть достигнута
за 1,5 ч. Вода должна конденсироваться на испытуемых образцах.
Атмосфера конденсации с постоянной влажностью (СН). Достигают и
поддерживают температуру, указанную в табл. 14.6, в течение всего
испытания. В случае необходимости промежуточной оценки образцов
перемещают образцы из камеры искусственного климата без выключения нагрева.
Эта операция (извлечение и помещение обратно) не должна продолжаться
более 30 мин.
Атмосфера конденсации с переменными влажностью и температурой
воздуха (АНТ). Каждый цикл испытания включает первый и второй периоды
498
испытаний. После первого периода 8 ч (см. табл. 14.6) выключают
нагрев, завершают конденсацию, открывают и проветривают камеру. После
дальнейших 16 ч испытания проверяют уровень воды в камере, доливают
воду при необходимости, закрывают камеру, включают нагрев и начинают
новый цикл.
L
•//;;;//;;;;;;/;;;; > ГЛ
Рис. 14.3. Камера искусственного климата
1 — предохранительный клапан; 2 — измеритель температуры; 3 — днише,
наполненное водой
В случае необходимости промежуточной оценки образцов перемещают
образцы из камеры искусственного климата перед началом нового цикла.
Эта операция (извлечение и помещение обратно) не должна продолжаться
более 30 мин.
Примечание — В особых случаях промежуточные оценки могут также быть
выполнены немедленно после того, как нагрев был выключен и камера искусственного
климата была открыта.
Атмосфера конденсации с переменной температурой воздуха (AT). В случае
цикла 24 ч, выключают нагрев после 8 ч первой фазы и завершают
процесс конденсации (первый испытательный период). Камера искусственного
климата остается закрытой.
После истечения следующих 16 ч проверяют уровень воды, доливают
воду при необходимости и включают нагрев снова, чтобы начать новый
цикл.
499
В случае необходимости промежуточной оценки образцов перемещают
образцы из камеры искусственного климата перед началом нового цикла.
Эта операция (извлечение и помещение обратно) не должна продолжаться
более 30 мин
Завершение испытаний. Любое прерывание испытаний АНТ и AT
компенсируют удлинением второго испытательного периода, который обычно
длится 16 ч. Время должно быть добавлено к продолжительности прерванного
цикла в каждом случае. Добавленное время должно быть зарегистрировано
к самой близкой минуте в отчете об испытании.
Испытания завершают после достижения заданной степени разрушения
покрытия или завершения установленного времени испытания
Обработка результатов
Оценку результатов испытания проводят в соответствии с программой
испытания. При этом проверяют целостность покрытия и оценивают
состояние покрытия по ИСО 4628.
Отчет об испытании
Отчет об испытании должен содержать следующие данные:
а) ссылку на международный стандарт ИСО 6270-2;
б) тип и наименование испытуемого покрытия, тип используемой
атмосферы испытания (СН, АНТ или AT), время цикла и продолжительность
испытания, и критерии завершения испытания;
в) пункты с дополнительной информацией:
1) материал, толщину и подготовку поверхности подложки;
2) метод нанесения лакокрасочного материала, подробные сведения о
защите от коррозии краев и обратной стороны испытуемых панелей (при
необходимости);
3) продолжительность и условия сушки окрашенных испытуемых
панелей (или условия старения) перед испытанием;
4) толщина в микрометрах сухого покрытия, метод измерения толщины
и сведения, является ли это покрытие однослойным или многослойным;
5) продолжительность периода испытания, включая данные о том,
был ли этот период разделен на интервалы (например, с субботы до
понедельника);
6) время и условия проведения испытания, включая время выдержки
покрытия перед испытанием;
7) характеристики испытуемого покрытия и подложки, которые должны
быть рассмотрены при оценке устойчивости свойств покрытия;
г) национальный стандарт или другие документы, относящиеся к
вышеуказанному пункту «в»;
д) любое отклонение, по согласованию или нет, от описанного
метода;
е) результаты испытаний, исходя из утвержденных требований;
ж) результаты испытаний по вышеописанному методу;
з) дату испытания.
500
14.5. Методы испытаний при переменной
конденсации влаги
Международный стандарт ИСО 11503 устанавливает метод испытаний
лакокрасочных покрытий при переменной конденсации влаги.
Сущность метода заключается в том, что при 40±3°С и 100%-ной
относительной влажности на образце из-за температурных различий
конденсируется влага, которая вызывает изменения в покрытии.
Приборы и оборудование
Камера для испытаний (I) объемом не менее 300+10 л, оборудованная
системой регулировки температуры и давления, а также с сосудом для
воды (см. ниже).
Камера для испытаний (II) из инертного материала с окном из двух
листов стекла для обеспечения прозрачности при конденсации влаги.
Конструкция камеры должна предотвращать стекание конденсата на образцы.
На дне камеры помещается сосуд, заполняемый нагретой водой на уровень
не менее 10 мм из специального сосуда. Камера должна быть оборудована
системой воздухообмена, которая обеспечивает десятикратный обмен
воздуха в течение часа.
Стойка для крепления образцов. Панели должны быть закреплены
вертикально и должны находиться на расстоянии не менее 20 мм друг от
друга, не менее 100 мм от любой из стенок камеры, не менее 200 мм от
водной поверхности.
Влага, конденсирующаяся на образцах, расположенных вверху, не
должна попадать на образцы, размещенные ниже.
Камера для выдержки и хранения образцов, в которой поддерживается
температура 23+5°С и относительная влажность 50+20%.
Методика испытаний
Отбор проб проводят в соответствии с требованиями ИСО 15528.
Образцы для испытаний подготавливают согласно требованиям ИСО 1513.
Покрытия наносят на стандартные панели в соответствии с
требованиями ИСО 1514. В качестве подложки могут применяться пористые и
непористые материалы, аналогичные используемым на практике.
Рекомендуемый размер пористых панелей — 300x200x4 мм, непористых панелей
- 150x100 мм (см. ИСО 1514).
На лицевую сторону панелей наносят испытуемое покрытие, на
обратную сторону панелей также наносят аналогичное покрытие, если в
программе испытаний не указано иное.
Покрытия высушивают в соответствии с инструкциями изготовителя
лакокрасочного материала или покрытия высушивают при температуре
23+2°С и относительной влажности 50+5% не менее 16 ч.
Толщину покрытия определяют одним из неразрушающих методов по
ИСО 2808.
Испытания проводят в камере, установленной в помещении с чистой
атмосферой с температурой 23+5°С и относительной влажностью 50+20%.
Камера должна быть защищена от сквозняков и прямого солнечного света.
501
Перед испытаниями сосуд для воды заполняют и поддерживают уровень
воды не ниже 10 мм в течение всего испытания.
Цикл испытания состоит из 8 ч выдержки при 23+5°С и
относительной влажности 50±20%, затем 16 ч выдержки при 40+3°С и относительной
влажности 100%.
Температуру до 40±3°С поднимают в течение 1,5 ч и поддерживают в
течение 16 ч.
В конце цикла испытаний выключают нагрев и открывают дверцу
камеры или поднимают верхнюю съемную часть камеры или переносят
образцы в камеру для выдержки и хранения образцов. После выдержки в
течение 8 ч испытания повторяют (если испытания прерывают на
выходные, это отмечают в отчете).
Воду в камере заменяют перед началом каждого нового цикла.
Обработка результатов
Оценку образцов проводят в соответствии с программой испытаний
(после каждого цикла или в конце испытаний). При этом проверяют
целостность покрытия и оценивают состояние покрытия по ИСО 4628-2. Оценку
образцов в перерывах между циклами проводят спустя 5 мин и заканчивают
не более чем через 10 мин после извлечения из испытательной камеры.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11503;
б) полную информацию для идентификации испытуемого материала;
в) дополнительную информацию:
1) материал подложки и способ подготовки поверхности;
2) метод нанесения покрытия на образец;
3) длительность и условия сушки покрытия;
4) длительность хранения образцов до испытания;
5) толщину покрытия;
6) тип используемой камеры
г) ссылку на международный или национальный стандарт для данных
по п. «в»;
д) результаты испытаний;
е) продолжительность испытаний;
ж) любые отклонения от стандартной методики испытаний;
з) дату проведения испытаний.
14.6. Методы испытаний при непрерывной
конденсации влаги и воздействии излучения
МЕТОД 1
Международный стандарт ИСО 11507 устанавливает метод определения
стойкости лакокрасочных покрытий в испытательной камере при
непрерывной конденсации влаги и воздействии ультрафиолетового излучения.
502
При испытании следует учитывать, что данные испытания имитируют
не весь спектр солнечного света, а только наиболее разрушительную для
покрытий его часть. При этом покрытия не нагреваются из-за недостатка
инфракрасного излучения спектра, как это происходит при их эксплуатации
в природных условиях.
Сущность метода заключается в искусственном разрушении
лакокрасочного покрытия при воздействии ультрафиолетового излучения и влаги.
Оценку стойкости покрытий проводят по критериям, согласованным
между заинтересованными сторонами. Результаты данного испытания не
следует связывать с результатами испытаний в натурных условиях, но
определенная взаимосвязь между ними наблюдается, так как в этом
испытании имитируются все три показателя естественного старения покрытий
— излучение, температура и влажность.
Приборы и оборудование
Камера для испытаний из коррозионностойкого материала с поддоном
для воды, стойками для размещения образцов и креплением для
ультрафиолетовой лампы.
Ртутная дуговая лампа низкого давления с внутренним фосфорным
покрытием для обеспечения селективности излучения.
Существует три типа ламп:
тип 1 — с излучением ниже 300 нм, которые обозначаются UVB-313.
Лампы этого типа рекомендуются для испытаний покрытий для изделий
аэрокосмической техники, так как в атмосферных условиях эксплуатации
воздействие такого излучения исключено;
тип 2 с максимальным излучением при 340 нм, которые обозначаются
UVA 340;
тип 3 с максимальным излучением при 351 нм, которые обозначаются
UVA-351.
Использовать лампы следует в соответствии с рекомендациями
изготовителя, т. к. излучательная способность ламп и их спектральные
характеристики изменяются в процессе эксплуатации.
Образцы для испытаний размещают в камере так, чтобы обеспечить
свободный доступ воздуха для охлаждения обратной стороны панели.
Система бесконтактного измерения температуры, состоящая из черного
тела и пирометра для бесконтактного определения температуры
поверхности.
Методика испытания
Отбор проб лакокрасочного материала для испытаний проводят в
соответствии с требованиями ИСО 15528, подготовку их к испытаниям
проводят по ИСО 1513.
В качестве подложки для нанесения покрытия используют стандартные
панели по ИСО 1514 или их изготавливают из материала, обычно
применяемого на практике (металл, дерево, пластмасса и т.п.). Покрытия наносят
согласно требованиям ИСО 1514. Если необходимо нанести испытуемое
покрытие на одну сторону панели, обратную сторону панели защищают
от коррозии.
503
Сушку покрытий проводят в соответствии с требованиями изготовителя
лакокрасочного материала.
Толщину покрытия определяют методами по ИСО 2808.
Окрашенные панели должны быть промаркированы. Из каждой партии
образцов по одному образцу отбирают и хранят в качестве контрольных.
Панели закрепляют в камере для испытания так, чтобы конденсация
влаги происходила на внешней стороне панели. Для распыления используют
воду сорта 3 по ИСО 3696.
Метод Л — Облучение, включая конденсацию. Камера для испытаний
должна находиться в проветриваемом помещении с температурой 23±5°С.
Температура черного тела при испытаниях в фазе отсутствия излучения
(сушка) должна быть в пределах 60+3°С на период 4 ч, если иное не
установлено в программе испытаний. Температура черного тела в течение фазы
конденсации должна быть 50+3°С на период 4 ч, если иное не установлено
в программе испытаний. Испытания проводят без перерывов, за
исключением периодов обследования образцов, в течение времени, установленного
в программе испытаний.
Метод В — Облучение, включая распыление водного аэрозоля.
Дополнительно к конденсации влаги может быть использовано периодическое
распыление влаги.
Например, может быть использован следующий цикл: 5 ч сушки при
непрерывном облучении 45 Вт/м2 (290 нм до 400 нм), температуре черного
тела 50±3°С и относительной влажности <15%. Затем 1 ч водного
аэрозоля при той же плотности облучения и температуре черного тела 25+3°С,
но без управления относительной влажностью; затем следует снова период
высушивания.
Длительность испытания устанавливают в программе испытания в
зависимости от выбранных критериев.
Обработка результатов
Обследование и оценку образцов проводят согласно программе
испытаний по методикам ИСО 2813, ИСО 7724, ИСО 3668 и ИСО 4628.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11507;
б) все необходимые данные для полной идентификации испытуемого
лакокрасочного материала,
в том числе:
1) ссылку на международный или национальный стандарт на
материал;
2) данные о материале подложки;
3) метод нанесения покрытия;
4) длительность и условия сушки;
5) условия и длительность выдержки перед испытаниями;
6) толщина покрытия;
7) подробное изложение условий и продолжительности испытания;
в) тип применяемой ультрафиолетовой лампы;
504
г) любые отклонения от условий испытаний;
д) дату проведения испытаний.
МЕТОД 2
Международный стандарт ИСО 11341 устанавливает метод определения
стойкости лакокрасочных покрытий в испытуемой камере при воздействии
искусственного климата и ксенонового излучения.
Сущность метода заключается в искусственном старении
лакокрасочного покрытия при воздействии ксенонового излучения и искусственных
климатических факторов.
Известно, что одной из основных причин старения и разрушения
лакокрасочных покрытий в естественных условиях эксплуатации является
солнечная радиация. Моделирование солнечного излучения в камере
искусственного климата с помощью ксеноновои лампы позволяет проводить
ускоренную оценку стойкости лакокрасочных покрытий.
При испытаниях применяют излучение ксеноновои лампы со
спектральным распределением в ультрафиолетовой и видимой областях (метод 1) и
со спектральным распределением в ультрафиолетовой и видимой областях
с фильтром из стекла толщиной 3 мм (метод 2).
Приборы и оборудование
Камера для испытаний из
коррозионно-стойкого материала со
стойками для размещения образцов и
креплением для ксеноновои лампы и
фильтров.
Источник излучения, состоящий из
одной или нескольких дуговых ксено-
новых ламп с оптическими фильтрами
для обеспечения требуемых
спектральных характеристик для метода 1
(имитация воздействия излучения на „ „
v _ . . i4 Примечание — Покрытия, которые
открытом воздухе, табл. 14.7) и мето- имеют диапазон поглощения ниже 300
да 2 (имитация воздействия излучения нм> в ИСКуСственных условиях испытания
за оконным стеклом толщиной 3 мм, разрушаются сильнее, чем в аналогичных
табл. 14.8). В стандарте подробно опи- природных условиях.
саны характеристики ксеноновых ламп Таблица 14 8
различных производителей, изменения _
Спектральные характеристики ксе-
спектрального состава их излучения в л,
к J нонового излучения с фильтром из
зависимости от сроков эксплуатации, стекда толщиной 3 мм ^я мет0да 2
даны практические рекомендации по
их оптимальному применению.
Обычно излучение выбирают так,
чтобы усредненная во времени
интенсивность радиации (Е) в плоскости
испытательных панелей была:
Таблица 14.7
Спектральные характеристики
ксенонового излучения для метода 1
Длина волны,
X, нм
Х<290
290<Х<320
320<Х<360
360<Х<400
Минимум, %
—
2,6
28,2
55,8
Максимум, %
0,15
7,9
38,6
67,5
Длина волны,
X, нм
Х<300
300<Х<320
320<Х<360
360<К400
Минимум, %
—
0,1
23,8
62,4
Максимум, %
0,29
2,8
35,5
76,2
505
60 Вт/м2 между 300 нм и 400 нм, или 0,51 Вт/(м2-нм) при 340 нм
(метод 1);
50 Вт/м2 между 300 нм и 400 нм, или 1,1 Вт/(м2-нм) при 420 нм
(метод 2).
Если согласовано между заинтересованными сторонами, испытание
может проводиться при высокой интенсивности радиации. В этом случае,
излучение должно быть выбрано так, чтобы усредненная во времени
интенсивность радиации (Е) в плоскости испытательных панелей была:
60 Вт/м2 до 180 Вт/м2 между 300 нм и 400 нм, или 0,51 Вт/(м2-нм) до
1.5 Вт/(м2-нм) при 340 нм (метод 1);
50 Вт/м2 до 162 Вт/м2 между 300 нм и 400 нм, или 1,1 Вт/(м2-нм) до
3.6 Вт/(м2-нм) при 420 нм (метод 2).
Примечания:
1. Испытания при высокой интенсивности радиации показали, что их
целесообразно использовать для некоторых материалов, например, для материалов в салоне
автомобиля.
2. Рекомендуется, чтобы была измерена и внесена в протокол испытания
фактическая интенсивность радиации Е между 300 нм и 800 нм. При выполнении
испытаний с перерывами в среднюю суммарную радиацию включают и излучение,
отраженное от стенок камеры.
Величина средней суммарной радиации не должна измениться более
чем на 10% для любой испытуемой панели. Выделяющийся при работе
ламп озон должен быть удален из камеры.
Для ускорения испытаний по соглашению заинтересованных сторон в
программе испытаний могут быть установлены другие требования к
мощности излучения ксеноновых ламп, но все отступления от данного стандарта
должны быть указаны в отчете об испытании.
При использовании данного метода испытаний следует учитывать, что
у ксеноновых ламп при эксплуатации меняются спектральные
характеристики.
Вода дистиллированная для поддержания заданной влажности воздуха.
Воздух, очищенный от пыли.
Система увлажнения поверхности образцов (распыление влаги на
поверхность образцов или погружение образцов в воду)
Держатель панелей из инертного материала.
Термометр для определения температуры поверхности сухих
образцов.
В стандарте дополнительно к черному стандартному термометру описана
методика применения термометра черной панели (применяется другой датчик
температуры), с помощью которого определяемая температура несколько
отличается от температуры по черному стандартному термометру.
Черный стандартный термометр состоит из пластины нержавеющей
стали размером 70x40x0,5 мм с черной поверхностью, устойчивой к
старению, поглощающей способностью черной поверхности от 90% до 95%
падающего излучения до 2500 нм. С обратной стороны в центре пластины
должен быть укреплен контактный термометр.
Пластина должна быть закреплена с помощью держателя из поливи-
нилфторида (PVDF) толщиной не менее 5 мм, при этом вокруг датчика
506
платинового контактного термометра должна быть воздушная прослойка
толщиной не менее 1 мм. Пластина термометра не должна касаться
металлических частей камеры и других испытуемых образцов.
Радиометр для определения интенсивности суммарной радиации Е с
фотоэлектрическим датчиком с полем зрения 2тп.
Методика испытания
Отбор проб проводят в соответствии с требованиями ИСО 15528.
Образцы для испытаний подготавливают согласно требованиям ИСО 1513.
Покрытия наносят на стандартные панели в соответствии с
требованиями ИСО 1514. При необходимости обратную сторону панели
защищают покрытием с достаточностью стойкостью в условиях испытаний.
Сушку покрытий проводят в соответствии с инструкциями изготовителя
лакокрасочного материала, или покрытия сушат при температуре 23±2°С
и относительной влажности 50+5%, располагая панели в горизонтальном
положении.
Толщину покрытий определяют методами, установленными в ИСО
2808.
Из каждой партии испытуемых образцов один образец хранят при
температуре 18-28°С в качестве контрольного.
Испытуемые панели монтируют в испытательной камере так, чтобы к
каждому образцу имелся свободный доступ окружающей атмосферы.
Обычно испытания проводят при температуре 65+2°С по черному
стандартному термометру. Измерения температуры проводят в конце каждого
цикла высушивания. Для определения изменения цвета покрытий испытания
проводят при 55°С, так как при более высоких температурах трудно
оценить цветовые изменения покрытий. Панели периодически поворачивают
на угол 180°, если это указано в программе испытаний.
Испытания проводят на режимах метода 1 (имитация воздействия
излучения на открытом воздухе) или метода 2 (имитация воздействия излучения
за оконным стеклом толщиной 3 мм). Для метода 1 испытания проводят
по циклам А и В, для метода 2 используют циклы С, D (табл. 14.9).
Таблица 14.9
Циклы увлажнения образцов
Цикл
А
В
С
D
Характеристика
цикла
Непрерывный
Периодический
Непрерывный
Периодический
Время
увлажнения, мин
18
18
-
-
Время сушки,
мин
102
102
Постоянно
Постоянно
Относительная
влажность в
период сушки, %
40-60
40-60
40-60
40-60
Продолжительность испытания устанавливают в программе испытаний.
Испытания проводят без перерывов за исключением периодов очистки
образцов и замены ламп.
507
Выражение результатов
Обработку результатов испытаний проводят в соответствии с
требованиями программы испытаний по ИСО 4628, ИСО 2813, ИСО 3668, ИСО
7724. При промежуточном обследовании поверхность образцов не должна
очищаться, если это не указано в программе испытаний.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11341;
б) полную информацию для идентификации испытуемого материала;
в) дополнительную информацию:
1) материал подложки и способ подготовки поверхности;
2) метод нанесения покрытия на образец;
3) длительность и условия сушки покрытия;
4) длительность хранения образцов до испытания;
5) толщина покрытия;
6) любые согласованные отклонения от методики испытания;
г) ссылку на международный или национальный стандарт для данных
по п. «в»;
д) результаты определения;
е) тип применяемого прибора;
ж) спектральные характеристики источника излучения;
з) режим испытаний и метод испытаний;
и) тип используемых термометра и радиометра;
к) среднюю величину температуры черного стандарта с указанием
использованного термометра;
л) среднюю величину относительной влажности в камере испытаний;
м) продолжительность испытаний и критерии оценки разрушения
покрытий;
н) дату проведения испытаний.
14.7. Методы циклических испытаний
Циклические методы испытаний достаточно полно имитируют
воздействие на изделие климатических факторов. В разработке указанных методов
принимают участие представители различных отраслей промышленности, в
первую очередь автомобильной и оборонной [2].
Моделирование в лабораторных условиях процессов, происходящих в
реальных условиях эксплуатации, разработка коэффициентов корреляции
между результатами лабораторных испытаний и реальными условиями
эксплуатации является чрезвычайно сложной задачей. Больших успехов в
этом деле достигли специалисты Японии и США, на основе работ которых
создан ряд международных стандартов на методы ускоренных испытаний
металлов, металлических и лакокрасочных покрытий.
Указанные стандарты, разработанные в результате многолетних
исследований коррозионной стойкости автомобилей, заключаются в испытании
образцов при воздействии соляного тумана, влаги, коррозивных газов, вы-
508
сушивания и последующей оценке коррозионного состояния образцов с
расчетом срока службы изделия.
В рамках Технического комитета ИСО/ТК 156 «Коррозия металлов и
сплавов» разработан комплекс международных стандартов:
ИСО 14993 на циклические коррозионные испытания в соляном тумане,
высушивании и выдержке во влажной атмосфере;
ИСО 16151 на циклические испытания в кислом соляном тумане,
высушивании и выдержке во влажной атмосфере;
ИСО 16701 на циклические испытания при воздействии цикла
влажности и периодическом впрыскивании раствора соли;
ИСО 21207 на циклические испытания при поочередном воздействии
коррозионно-активных газов, нейтрального соляного тумана и
высушивании.
Испытания образцов проводят в камере объемом не менее 0,4 м\
оснащенной устройством для распыления соляного тумана, осушителем
воздуха, а также устройством для удаления воздуха из камеры.
Испытуемый образец представляет собой плоскую панель с
металлическим или лакокрасочным покрытием шириной 70, длиной 150 и толщиной
0,7 мм. На образцы с лакокрасочным покрытием должен быть нанесен
Х-образный надрез.
Пример типичной установки для циклических испытаний приведен на
рис. 14.4.
МЕТОД 1
Международный стандарт ИСО 11997-1 устанавливает метод
ускоренного испытания, при котором испытуемые лакокрасочные покрытия
подвергаются циклическому воздействию соляного тумана, высушиванию
и увлажнению.
В данном методе испытаний имитируются процессы, проходящие при
эксплуатации лакокрасочных покрытий в условиях морского климата.
Результаты испытаний по указанному стандарту достаточно хорошо коррелируют
с результатами натурных испытаний [3,4].
В стандарт включены следующие циклы испытаний:
цикл А — по данному циклу испытаний получена хорошая
корреляция результатов с результатами эксплуатации лакокрасочных покрытий на
автомобилях в Японии и США;
цикл В — этот цикл используется в европейских странах и также
показал хорошую корреляцию с результатами эксплуатации термореактивных
покрытий в автомобильной промышленности;
цикл С — это цикл дает хорошую корреляцию по данным
Великобритании для водоэмульсионных красок и им подобным;
цикл D — этот цикл из японского стандарта по испытаниям
лакокрасочных покрытий общего использования.
Сущность метода испытаний по ИСО 11997-1 заключается в
циклическом воздействии на покрытие соляного тумана, высушивания и
увлажнения с последующей оценкой результатов испытаний и прогнозированием
поведения покрытий в реальных условиях эксплуатации.
509
1 2
Рис. 14.4. Установка искусственного климата для циклических испытаний
1 — испытательная камера; 2 — приборный отдел; 3 — зона испытания; 4 —
изолированные стенки; 5 — воздушный поток; 6 — форсунки; 7 — выхлоп; 8 — сток; 9
— климатическая установка; 10 — сенсоры влажности и температуры; И — охладитель;
12 — сосуд с соляным раствором; 13 — двигатель; 14 — управляющее устройство; 15 —
компьютер
Реактивы и материалы
Для приготовления соляного раствора используют дистиллированную
воду и реактивы, содержащие до 0,5% примесей, из них не более 0,1%
иодидов, 0,001% меди и 0,001% никеля.
Для циклов А, В и D применяют раствор хлорида натрия концентрацией
50+10 г/л. рН приготовленного раствора должен составлять 6-7.
Для цикла С приготавливают раствор, содержащий 0,31+0,01 г/л хлорида
натрия и сульфата аммония 4,1+0,01 г/л с рН приготовленного раствора
6-7. Вода для приготовления растворов не должна содержать углекислого
газа, который удаляют кипячением или нагревом выше 35°С.
рН растворов определяют при 25°С с помощью прибора. Допускается
применение индикаторной бумаги с чувствительностью 0,3 ед. рН.
Корректировку рН приготовленных растворов проводят растворами
соляной кислоты или гидрокарбоната натрия. Приготовленные растворы
перед применением фильтруют.
510
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Камера соляного тумана объемом не менее 0,4 м3, изготовленная из
коррозионностойкого материала. Камеры меньшего размера не дают
равномерного распределения соляного тумана, а камеры объемом более 2 м3
дороги в эксплуатации и их сложно конструировать.
Система управления нагревом и системой распыления раствора с
датчиками внутри камеры.
Система распыления раствора с оборудованием для очистки воздуха от
масла и твердых частиц. При подаче воздуха в камеру его поток должен
обеспечивать высушивание образцов и стенок камеры за 45 мин.
Методика испытания
Отбор проб проводят в соответствии с требованиями ИСО 15528.
Образцы для испытаний подготавливают согласно требованиям ИСО 1513.
Для нанесения покрытий используют панели размером 100x70x0,3 мм
согласно требованиям ИСО 1514, если в программе испытаний не указано
иное.
Покрытия наносят на лицевую сторону панели. Если необходимо
защитить обратную сторону панели, то наносимое покрытие должно быть
устойчивее, чем испытуемое покрытие.
Покрытие сушат в соответствии с указаниями изготовителя
лакокрасочного материала или, если нет других указаний, при температуре 23±2°С
и относительной влажности 50±5%. Перед испытаниями панели
выдерживают не менее 16 ч в помещении при стандартных условиях, если иное не
указано в программе испытания.
Толщину покрытия определяют одним из неразрушающих методов по
ИСО 2808.
Перед испытаниями на окрашенную панель наносят надрез, прорезая
покрытие до металла резаком (но не ножом) с одним лезвием. Надрез
должен быть нанесен так, чтобы сквозь покрытие был виден металл
шириной 0,2-1 мм.
Надрезы должны располагаться на расстоянии не менее 25 мм от края
панели (или друг от друга), если не указано иное. Можно наносить и по два
надреза на панели, располагая их параллельно длинной стороне панели.
Если в качестве панели применяют оцинкованную сталь, то надрез не
должен достигать стали. При алюминиевой подложке наносят два
непересекающихся надреза, расположенные под прямым углом. Один из надрезов
должен быть параллелен направлению прокатки.
Испытуемые панели помещают в камеру для испытаний под углом
20+5° к вертикали, избегая контакта друг с другом. Они также не должны
перекрывать струю соляного тумана.
Не следует размещать в камере стандартные панели и панели
произвольной формы, если их испытание предусмотрено программой испытаний.
511
Скорость осаждения соляного тумана на горизонтальной поверхности,
составляющая 80 см2 за 24 ч, определяют по методике, указанной в п. 14.3.
Использованный раствор повторно не применяют.
Испытания образцов проводят дважды по циклам, указанным в табл.
14.10 — 14.13. Испытания проводят непрерывно, кроме времени осмотра
образцов и профилактики оборудования.
Таблица 14.10
Условия проведения цикла А
Шаг
цикла
1
2
3
4
—
Время, ч
2
4
2
Температура,
°С
35±2
60±2
50±2
Условия
Соляной туман
Высушивание до 20-30%
относительной
влажности
95% относительная
влажность или выше
Переходят к шагу 1 и, если не установлено иное,
проводят согласно программе испытаний 30 циклов
(240 ч), 60 циклов (480 ч), 90 циклов (720 ч) или
180 циклов (1 440 ч)
Время перехода (время достижения температуры и
относительной влажности)
Примечания
—
—
—
Полное время цикла 8 ч
от шага 1 по шаг 3
От солевого тумана до
высушивания: около 30
мин.
От высушивания до
увлажнения: около 15
мин.
От увлажнения до
солевого тумана: около 30
мин.
Переход к солевому
туману будет мгновенным
Таблица 14.11
Условия проведения цикла В
Шаг
цикла
1
2
3
4
5
Время, ч
24
8
16
8
16
Температура,
°С
35±2
40±2
23±2
40±2
23±2
Условия
Соляной туман
100% относительная
влажность
50±20% относительная
влажность
100% относительная
влажность
50±20% относительная
влажность
Примечания
—
Конденсация влаги на
испытательные панели
—
Конденсация влаги на
испытательные панели
—
512
Окончание табл. 14.11
Шаг
цикла
6
7
8
9
10
11
Время, ч
8
16
8
16
48
Температура,
°С
40±2
23±2
40±2
23±2
23±2
Условия
100% относительная
влажность
50±20% относительная
влажность
100% относительная
влажность
50±20% относительная
влажность
50±20% относительная
влажность
Переходят к шагу 1 и, если не установлено иное,
испытание проводят 840 ч
Примечания
Конденсация влаги на
испытательные панели
—
Конденсация влаги на
испытательные панели
—
—
Полное время цикла 7
сут от шага 1 по шаг 10
Таблица 14.12
Условия проведения цикла С
Шаг
цикла
1
2
3
4
5
6
7
8
9
Время,
мин
210
210
1470
102
210
378
180
120
Температура,
°С
30±2
40±2
40±2
30±2
30±2
30±2
35±2
25±2
Условия
Соляной туман
Высушивание
75±15% относительной
влажности
Высушивание
Соляной туман
95%-100%
относительной влажности
Высушивание
Высушивание
Переходят к шагу 1 и, если не установлено иное,
испытание проводят 1000 ч
Примечания
—
В потоке сухого воздуха
—
В потоке сухого воздуха
—
Конденсация влаги на
испытательные панели
В потоке сухого воздуха
—
Полное время цикла 48 ч
от шага 1 по шаг 8
Выражение результатов
Оценку результатов испытаний проводят согласно программе
испытаний.
Оценку панелей проводят, как правило, в сухой период.
Испытания не следует прерывать более чем на 30 мин в течение
суток.
В конце испытания панели извлекают из камеры, ополаскивают
водой для удаления налета солей и оценивают согласно требованиям ИСО
4628.
При необходимости покрытие удаляют и оценивают состояние
металлической поверхности.
513
Условия проведения цикла D
Таблица 14.13
Шаг
цикла
1
2
3
4
4
Время, ч
0,5
1,5
2
2
Температура,
°С
30±2
30±2
50±2
30±2
Условия
Соляной туман
95±3%относительная
влажность
Горячая сушка
Теплая сушка
Переходят к шагу 1 и, если не установлено иное,
проводят 28 циклов (168 ч)
Время перехода (время достижения температуры и
относительной влажности)
Примечания
—
—
—
—
Полное время цикла 6 ч
от шага 1 по шаг 4
От солевого тумана до
высушивания: около 10
мин.
От увлажнения до
горячей сушки: около 15
мин.
От горячей сушки до
теплой сушки: около 30
мин.
Переход к солевому
туману будет мгновенным
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11997-1;
б) полную информацию для идентификации испытуемого материала;
в) дополнительную информацию:
1) материал подложки и способ подготовки поверхности;
2) метод нанесения покрытия на образец;
3) длительность и условия сушки покрытия;
4) длительность хранения образцов до испытания;
5) толщину покрытия;
6) описание нанесенного надреза;
г) ссылку на международный или национальный стандарт для данных
по п. «в»;
д) использованный цикл испытаний;
е) продолжительность испытаний;
ж) результаты испытаний;
з) любые отклонения от стандартной методики;
е) дату проведения испытаний.
МЕТОД 2
Международный стандарт ИСО 11997-2 устанавливает метод ускоренных
испытаний, при котором испытуемые лакокрасочные покрытия подвергаются
циклическому воздействию соляного тумана, высушиванию и увлажнению
и одновременному воздействию ультрафиолетовому излучению при увлаж-
514
нении. Данный цикл моделирует натурные условия эксплуатации покрытий
благодаря применению ультрафиолетового излучения.
Данный стандарт эквивалентен американскому стандарту ASTM D5894-
96.
Реактивы и материалы
Для приготовления соляного раствора используют дистиллированную
воду и реактивы, содержащие до 0,5% примесей, из них не более 0,1%
иодидов, 0,001% меди и 0,001% никеля.
Для циклов А, В и D применяют раствор хлорида натрия концентрацией
50±10 г/л. рН приготовленного раствора должен составлять 6-7.
Для цикла С приготавливают раствор, содержащий 0,31+0,01 г/л хлорида
натрия и сульфата аммония 4,1 ±0,01 г/л с рН приготовленного раствора
6-7. Вода для приготовления растворов не должна содержать углекислого
газа, который удаляют кипячением или нагревом выше 35°С.
рН растворов определяют при 25°С с помощью прибора. Допускается
применение индикаторной бумаги с чувствительностью 0,3 ед. рН.
Корректировку рН приготовленных растворов проводят растворами
соляной кислоты или гидрокарбоната натрия. Приготовленные растворы
перед применением фильтруют.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
Камера соляного тумана объемом не менее 0,4 м3, изготовленная из
коррозионностойкого материала. Камеры меньшего размера не дают
равномерного распределения соляного тумана, а камеры объемом более 2 м3
дороги в эксплуатации и их сложно конструировать.
Ультрафиолетовая лампа UVA 340.
Система управления нагревом и системой распыления раствора с
датчиками внутри камеры.
Система распыления раствора с оборудованием для очистки воздуха от
масла и твердых частиц. При подаче воздуха в камеру его поток должен
обеспечивать высушивание образцов и стенок камеры за 45 мин.
Методика испытания
Отбор проб проводят в соответствии с требованиями ИСО 15528.
Образцы для испытаний подготавливают согласно требованиям ИСО 1513.
Для нанесения покрытий используют панели размером 100x70x0,3 мм
согласно требованиям ИСО 1514, если в программе испытаний не указано
иное.
Покрытия наносят на лицевую сторону панели. Если необходимо
защитить обратную сторону панели, то наносимое покрытие должно быть
устойчивее, чем испытуемое покрытие.
Покрытие сушат в соответствии с указаниями изготовителя
лакокрасочного материала или, если нет других указаний, при температуре 23±2°С
и относительной влажности 50±5%. Перед испытаниями панели
выдерживают не менее 16 ч в помещении при стандартных условиях, если иное не
указано в программе испытания.
515
Толщину покрытия определяют одним из неразрушающих методов по
ИСО 2808.
Перед испытаниями на окрашенную панель наносят надрез, прорезая
покрытие до металла резаком (но не ножом) с одним лезвием. Надрез
должен быть нанесен так, чтобы сквозь покрытие был виден металл
шириной 0,2-1 мм.
Надрезы должны располагаться на расстоянии не менее 25 мм от края
панели (или друг от друга), если не указано иное. Можно наносить и по два
надреза на панели, располагая их параллельно длинной стороне панели.
Если в качестве панели применяют оцинкованную сталь, то надрез не
должен достигать стали. При алюминиевой подложке наносят два
непересекающихся надреза, расположенные под прямым углом. Один из надрезов
должен быть параллелен направлению прокатки.
Испытуемые панели помещают в камеру для испытаний под углом
20+5° к вертикали, избегая контакта друг с другом. Они также не должны
перекрывать струю соляного тумана.
Не следует размещать в камере стандартные панели и панели
произвольной формы, если их испытание предусмотрено программой испытаний.
Скорость осаждения соляного тумана на горизонтальной поверхности,
составляющая 80 см2 за 24 ч, определяют по методике, указанной в п. 14.3.
Использованный раствор повторно не применяют.
Проводят три серии испытания образцов по циклу, указанному в табл.
14.14. Испытания проводят непрерывно, кроме времени осмотра образцов
и профилактики оборудования.
Таблица 14.14
Условия проведения цикла
Шаг
цикла
1
2
3
Время, ч
168
168 ч
Условия
Камера искусственного климата с
ультрафиолетовой лампой — 4 ч
облучения при 60±3°С и 4 часа при
конденсации влаги при 50±3°С
Воздействие цикла 1 ч соляной туман
при 24±3°С и 1 ч сушка при 35±2°С,
Перенос в камеру искусственного климата с
ультрафиолетовой лампой
Примечания
—
Соляной раствор состава
0,05%-ного хлорида натрия
и 0,35% сульфата аммония
по весу
Повторяют цикл 1 и цикл 2
в течение 1008 ч (6 недель),
если иное не указано в
программе испытаний
Выражение результатов
Оценку результатов испытаний проводят согласно программе
испытаний.
Оценку панелей проводят, как правило, в сухой период.
516
Испытания не следует прерывать более чем на 30 мин в течение
суток.
В конце испытания панели извлекают из камеры, ополаскивают
водой для удаления налета солей и оценивают согласно требованиям ИСО
4628.
При необходимости покрытие удаляют и оценивают состояние
металлической поверхности.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 11997-2;
б) полную информацию для идентификации испытуемого материала;
в) дополнительную информацию:
1) материал подложки и способ подготовки поверхности;
2) метод нанесения покрытия на образец;
3) длительность и условия сушки покрытия;
4) длительность хранения образцов до испытания;
5) толщину покрытия;
6) описание нанесенного надреза;
г) ссылку на международный или национальный стандарт для данных
по п. «в»;
д) использованный цикл испытаний;
е) продолжительность испытаний;
ж) результаты испытаний;
з) любые отклонения от стандартной методики;
е) дату проведения испытаний.
14.8. Методы испытаний при переменном
погружении
Многие окрашенные изделия в процессе эксплуатации подвергаются
периодическому смачиванию электролитами: мосты, плавучие буровые
установки, корабли и т.п. В зонах, где окрашенный металл периодически
смачивается морской водой, наблюдаются наиболее сильные коррозионные
поражения [5].
Подобные условия эксплуатации изделий лучше всего имитировать
при ускоренных испытаниях методом переменного погружения образцов в
электролит. Однако переменное погружение в электролит широко
используют при ускоренных испытаниях не только для изучения коррозионной
стойкости металлов и сплавов, применяемых в судостроении и
гидротехнических сооружениях, но и для испытаний изделий, предназначенных
для эксплуатации в атмосферных условиях. При этом виде испытаний
коррозионный процесс большую часть времени протекает в тонком слое
электролита, что для ряда металлов, процесс коррозии которых
определяется скоростью катодной реакции, должно привести к резкому сокращению
сроков испытаний.
517
По данным справочника Шрайера [6] испытания при переменном
погружении значительно лучше имитируют коррозию в условиях
эксплуатации, чем испытания при полном погружении, а стандартизация условий
указанных испытаний легче.
Специалистами ИСО/ТК 156 разработан основополагающий
международный стандарт ИСО 11130 на методы коррозионных испытаний при
переменном погружении. ИСО 11130 рекомендует приводить испытания
образцов из стали в 3,5%-ном растворе хлористого натрия для имитации
воздействия на металл морской атмосферы и морской воды. В приложении
к стандарту приведены составы растворов для испытаний с целью имитации
воздействия кислотной атмосферы и морской воды.
Международный стандарт ИСО 15710 устанавливает метод испытания
защитной способности лакокрасочных покрытий на алюминии и
алюминиевых сплавах при воздействии разбавленного солевого раствора.
Испытания при переменном погружении позволяют изучить
коррозионное поведение лакокрасочных покрытий различного назначения, в том
числе используемых в аэрокосмических изделиях.
Сущность метода заключается в следующем. Окрашенная
испытательная панель с нанесенным надрезом в испытательной камере при 35°С
периодически погружается в солевой раствор с промежуточной выдержкой
в атмосфере камеры при относительной влажности более 80%.
Оценку покрытий после заданного количества циклов проводят в
соответствии с критериями, согласованными между заинтересованными
сторонами.
Реактивы и материалы
Испытательный раствор соли. Растворяют в 1 л дистиллированной
воды 30 г хлористого натрия, 0,19 г гидроортофосфата натрия, 1,25 борной
кислоты.
Допустимое количество примесей в соли не должно превышать в сумме
0,5%, в том числе 0,1% йодида 0,001% меди, 0,001% никеля.
рН приготовленного испытуемого раствора реактива должен быть в
диапазоне 8+0,2. Определение рН проводят при 25°С электрометрическим
способом. Корректировку рН проводят, прибавляя соляную кислоту или
раствор углекислого натрия.
Приборы и оборудование
Испытательная камера, обеспечивающая поддержание температуры
35±2°С и относительной влажности более 80%.
Испытательные панели должны находиться в вертикальном положении
и автоматически погружаться в солевой раствор.
Сосуд для солевого раствора. У каждой панели должен быть
индивидуальный сосуд с раствором для погружения объемом не менее 4 мл раствора
на 1 см2 площади панели. Необходимый уровень должен быть обозначен
меткой, которую наносят снаружи на каждый сосуд.
Подготовка образцов
Отбор проб проводят в соответствии с требованиями ИСО 15528.
Образцы для испытаний подготавливают согласно требованиям ИСО 1513.
518
Испытуемые панели изготавливают из алюминия в соответствии с
требованиями ИСО 1514. Размер панелей должен быть 100x40x0,8 мм с
небольшим отверстием в одном конце. Короткая сторона панели должна
быть в направлении прокатки.
Лакокрасочные покрытия наносят на стандартные панели в соответствии
с требованиями ИСО 1514. При необходимости обратную сторону панели
защищают покрытием с достаточной стойкостью в условиях испытаний.
На окрашенные испытательные панели наносят два надреза
инструментом по ИСО 2409. Надрезы длиной не менее 20 мм наносят
перпендикулярно, не пересекаясь (см. рис. 14.2). Ширина надреза должна быть 0,6±0,1
мм, надрез должен проникать в панель на глубину от 0,05 мм до 0,1 мм.
Остатки краски удаляют с поверхности панели. Необходимо убедиться, что
металл ясно виден по всей длине надреза при использовании лупы 10х.
Перед испытанием панели выдерживают в стандартных условиях со
свободной циркуляцией воздуха не менее 16 ч, исключая воздействие
солнечного света.
Методика испытания
В каждый индивидуальный сосуд для солевого раствора наливают
необходимое количество солевого раствора. Если обратная сторона панели
окрашена защитным покрытием, то эту площадь не учитывают при подсчете
общей испытуемой поверхности.
Испытательные панели крепят нейлоновыми нитями к подъемному
механизму. Панели должны полностью погружаться так, чтобы с каждой
стороны панели (ребра и низ) был слой раствора не менее 20 мм. После
поднятия панели должны быть на 20 мм выше уровня раствора.
Время погружения и выдержки в атмосфере камеры должно быть по
2 ч, если иное не установлено в программе испытаний.
Каждые 2 дня следует доводить в каждом сосуде уровень раствора
дистиллированной водой до метки.
Испытательный раствор обновляют через 3 дня и спустя 7 дней после
начала испытания, и затем каждые 7 дней испытательного периода.
Допускается испытывать в каждом сосуде с раствором по две панели,
но только если они полные дубликаты.
Осмотр испытательных панелей
В заданные интервалы осматривают испытательные панели для оценки
коррозионных поражений по ИСО 4628-1 и ИСО 4628-8. В течение осмотра
панели не должны быть вне камеры больше чем 30 мин.
В конце испытательного периода панели вынимают из камеры,
промывают в дистиллированной воде для удаления солевого раствора и
промокают фильтровальной бумагой и оценивают коррозионные поражения
по ИСО 4628-1 и ИСО 4628-8.
Если необходимо, панели хранят в стандартной атмосфере по ИСО
3270.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 15710;
519
б) полную информацию для идентификации испытуемого материала;
в) дополнительную информацию:
1) материал подложки и способ подготовки поверхности;
2) метод нанесения покрытия на образец;
3) длительность и условия сушки покрытия;
4) длительность хранения образцов до испытания;
5) толщину покрытия;
6) описание нанесенного надреза;
7) интервалы поднятия и погружения панелей;
8) интервалы доведения раствора до метки и обновления растворов;
г) ссылку на международный или национальный стандарт для данных
по п. «в»;
д) использованный цикл испытаний;
е) продолжительность испытаний;
ж) результаты испытаний;
з) любые отклонения от стандартной методики;
е) дату проведения испытаний.
520
Глава 15
БЕЗОПАСНОСТЬ МАТЕРИАЛОВ И
ПОКРЫТИЙ
В данной главе рассмотрена безопасность как самих лакокрасочных
материалов, так и безопасность полученных из них покрытий при их
эксплуатации [1,2].
Специалистами ИСО/ТК 28 «Нефтепродукты и смазки» совместно со
специалистами ИСО/ТК 35 разработан комплекс стандартов на методы
определения температуры вспышки и воспламенения горючих жидкостей.
Температуры вспышки и воспламенения являются показателями
способности вещества образовывать воспламеняющуюся смесь с воздухом при
контролируемых условиях и затем поддерживать горение. Данные по
температуре вспышки используют при перевозке, хранении и эксплуатации, а
также в инструкциях по технической безопасности как классифицирующее
свойство для определения «горючих» и «воспламеняющихся» материалов.
Величины температур вспышки не являются постоянным физико-
химическим свойством анализируемого материала. Они зависят от
конструкции установки, условий использования и применяемой методики.
Температуру вспышки, следовательно, можно определить только в условиях
стандартного метода испытания, и никакой имеющей силу общей
корреляции не может быть гарантировано между результатами, полученными
разными методами определения или на испытательной установке, отличной
от указанной.
ИСО 1523 устанавливает один из двух равновесных методов для
определения температуры вспышки в закрытом тигле. Он распространяется на
лакокрасочные материалы, нефтяные и подобные продукты. При выборе
метода определения его следует рассматривать совместно со вторым
равновесным методом по ИСО 3679.
Установка, описываемая в ИСО 3679, дает возможность получить такие
же результаты, что требуются в ИСО 1523, с использованием более быстрой
методики и меньшей анализируемой порции (от 2 мл до 4 мл). Кроме того,
установка может быть сделана в портативном исполнении для работы в
полевых условиях, кроме использования ее в лаборатории. Исследования
показали, что результаты, полученные по этим стандартам, сравнимы.
521
Международный стандарт ИСО 3680 устанавливает один из двух
равновесных методов с закрытым тиглем для проведения испытания на наличие/
отсутствие вспышки для нефтяных и родственных продуктов. Его,
следовательно, нужно рассматривать в связи со вторым методом по ИСО 1516.
В ИСО 3680 и в ИСО 1516 испытание проводят, когда анализируемый
материал и воздушно/паровая смесь над материалом в закрытом тигле
находятся в приблизительном температурном равновесии. По ИСО 3680 не
определяют температуру вспышки анализируемого продукта.
Для оценки соответствия требованиям законодательства по хранению,
транспортированию и использованию горючих продуктов необходимо
определить, происходит или нет вспышка при данной температуре. Установка
по ИСО 3680 дает возможность получить подобный результат определения
с использованием более быстрой методики и меньшей анализируемой
порции (от 2 мл до 4 мл), чем требуется по ИСО 1516. Кроме того,
установка может быть сделана в портативном исполнении для использования
при испытаниях на месте в дополнение к ее нормальной эксплуатации в
лаборатории. Исследования показали, что результаты, полученные по этим
стандартам, сравнимы.
15.1. Определение температуры вспышки
ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ ВСПЫШКИ В
РАВНОВЕСНЫХ УСЛОВИЯХ
Международный стандарт ИСО 1523 устанавливает метод определения
температуры вспышки лакокрасочных материалов, нефтяных растворителей
и подобных продуктов.
Метод применим для использования в области температур от -30°С до
110°С в зависимости от использования различных установок.
Интерпретировать результаты, полученные на смесях на основе
растворителей, содержащих галогенированные углеводороды, следует с
осторожностью, поскольку такие смеси могут давать аномальные результаты.
Данный метод неприменим к лакокрасочным материалам на водной основе,
которые можно исследовать по ИСО 3679.
Сущность метода состоит в следующем. Анализируемую порцию
помещают в закрытый тигель соответствующей конструкции, закрепленный
в нагревательной бане. Температуру бани медленно поднимают с такой
скоростью, чтобы разница температур между жидкостью в бане и
анализируемой порцией в тигле никогда не превышала 2° и температура
анализируемой порции не поднималась со скоростью больше приблизительно
0,5° в 1,5 мин.
Во время нагрева пробу на возгорание проводят через интервалы не
реже 1,5 мин. Отмечают самую низкую температуру, при которой
происходит воспламенение.
522
Реактивы и материалы
Растворители для очистки, для удаления из тигля и с крышки
следов предьщущей пробы. Выбор растворителя зависит от исследуемого в
предыдущем определении материала и от прочности осадка.
Ароматические растворители (не содержащие бензола) с низкой летучестью можно
использовать для удаления следов масла, а смешанные растворители типа
толуол-ацетон-метанол могут быть эффективны для удаления смолистых
отложений.
Контрольные жидкости (номинальная температура вспышки, °С):
2,2,4-триметилпентан (-9); толуол (6); октан (14); 1,4-диметилбензол
(26); нонан (32); циклогексанон (43); декан (49); гексан-1-ол (60); ундекан
(63); додекан (84); тетрадекан (109); нонан-1-ол (109).
Приборы и оборудование
Установка для определения температуры вспышки. Установка состоит
из следующих частей.
Испытательный тигель и крышка. Испытательный тигель с внутренним
индикатором уровня должен быть снабжен плотно пригнанной крышкой с
открывающейся задвижкой и устройством для поджигания, обеспечивающим
при открытой задвижке расположение поджигающего пламени диаметром
от 3 мм до 4 мм приблизительно в центре отверстия крышки.
Последнее должно быть расположено таким образом, чтобы вершина устройства
для поджигания была между плоскостями верхней и нижней поверхности
крышки в точке прохождения радиуса через центр отверстия. Установка
должна быть сконструирована таким образом, чтобы испытание на
воспламенение можно было провести, открыв задвижку, расположив и убрав
сопло устройства для поджигания и закрыв задвижку вновь за период от
2 с до 3 с. Устройства с механическим управлением можно использовать
для проведения этой операции при условии подтверждения их соответствия
этим требованиям. Источником пламени в устройстве для воспламенения
может быть любой подходящий горючий газ.
Термометр для испытательного тигля. Можно использовать другие типы
устройств для измерения температуры при условии, что они удовлетворяют
требованиям по точности и имеют такой же отклик, как и термометры.
Нагревательная баня, содержащая подходящую жидкость, которую можно
нагревать с подходящей скоростью, подходящего размера и мощности в
соответствии с требованиями методики определения.
Термометр для бани, для измерения температуры бани с той же
точностью, что и термометр для испытательного тигля.
Опора, конструкция которой обеспечивает прямой контакт
испытательного тигля с жидкостью в нагревательной/охлаждающей бане при
погружении, при этом уровень анализируемой порции в испытательном тигле
совпадает с уровнем жидкости в бане, крышка и верхняя кромка находятся
в горизонтальном положении. На рис. 15.1 приведен пример правильного
использования испытательного тигля Абеля.
523
Рис. 15.1. Закрытый тигель Абеля с установленной мешалкой
1 — термометры; 2 — опора
Барометр, с точностью измерения 0,1 кПа. Барометры с предварительной
коррекцией для дачи показаний на уровне моря, такие как на
метеорологических станциях и в аэропортах, использовать не следует.
Нагревательная баня или печь (если требуется), отвечающие
требованиям для предварительной подготовки полутвердых или твердых проб при
комнатной температуре.
Охлаждающая баня или холодильник (если требуется), для охлаждения
пробы не менее чем на 10°С ниже температуры испытания.
Подготовка оборудования
Оборудование располагают в местах отсутствия тяги и предпочтительно
при мягком освещении.
524
Температуру нагревательной бани доводят до температуры на 5°С ниже
ожидаемой температуры воспламенения.
Тщательно очищают и сушат тигель, крышку, термометр и, если
используется, мешалку. Доводят их до температуры на 5°С ниже ожидаемой
температуры воспламенения.
Проверяют правильность функционирования оборудования не реже
одного раза в год испытанием сертифицированного контрольного
материала. Рекомендуется проводить более частые проверки с использованием
вторичных рабочих стандартов.
Численные величины, полученные во время поверочных испытаний, не
следует использовать для корректировки температур вспышки, определяемых
впоследствии на этом оборудовании.
Отбор и обработка проб
Пробы для анализа отбирают по ИСО 3170, ИСО 3171 и ИСО 15528,
если не указано иначе.
Пробы помещают в плотно закупоренные контейнеры из материала,
подходящего для отбираемого материала. В целях безопасности следует
убедиться, что контейнер заполнен только на 85-95% емкости.
Пробы хранят в условиях, обеспечивающих минимальные потери паров
и повышение давления. Следует избегать хранения проб при температурах
выше 30°С.
Нефтепродукты. Если нужно хранить аликвоту исходной пробы перед
определением, следует убедиться, что контейнер заполнен не менее, чем на
50% емкости. На результаты определения точки воспламенения может
оказать влияние падение объема пробы ниже 50% от емкости контейнера.
Пробы, содержащие несвязанную воду. Если проба содержит несвязанную
воду, аликвоту отделяют от воды декантацией перед смешиванием.
На результаты определения точки воспламенения может оказывать
влияние присутствие воды. Для некоторых топливных масел и смазок не
всегда возможно отделить пробу от несвязанной воды декантацией. В таких
случаях воду следует отделить от аликвоты физическими методами перед
смешиванием или, если это невозможно, материал нужно исследовать по
ИСО 3679.
Пробы, жидкие при комнатной температуре. Смешивают пробы,
аккуратно встряхивая вручную, перед отбором анализируемой порции,
принимая меры, чтобы свести к минимуму потери летучих компонентов, и затем
приступают к определению.
Пробы, полутвердые или твердые при комнатной температуре. Нагревают
пробу в контейнере на нагревательной бане или в печи при температуре
30±5°С или более высокой температуре, не превышающей 28°С ниже точки
кипения, в течение 30 мин. Если после 30 мин проба не полностью перешла
в жидкое состояние, продлевают период нагревания еще на 30 мин.
Избегают перегрева пробы, что может привести к потере летучих компонентов.
После осторожного перемешивания приступают к определению.
Лакокрасочные материалы. Пробы готовят по ИСО 1513.
525
Пробы, которые должны быть исследованы при температуре ниже
комнатной. Охлаждают пробы в охлаждающей бане или холодильнике до
температуры не менее чем на 10°С ниже начальной температуры определения.
Методика определения
Измеряют и записывают атмосферное давление с помощью барометра,
расположенного вблизи установки во время определения. Не считается
необходимым вводить поправку атмосферного давления на 0°С, хотя
конструкция некоторых барометров вводит ее автоматически.
При исследовании материала с неизвестной температурой вспышки
следует провести предварительное определение, чтобы определить
приблизительную температуру вспышки пробы. Для этой цели можно использовать
неравновесную технику на установке того же типа, что и для основного
определения.
Наполняют тигель для испытания анализируемой порцией либо так,
чтобы внутренний индикатор уровня исчез под поверхностью жидкости,
либо требуемым объемом анализируемой порции (для закрытого тестера
Тага для определения используется объем 50+0,5 мл). Следует обратить
внимание на то, чтобы избежать образования пузырьков и контакта
анализируемой порции со стенкой тигля выше индикатора уровня. Если одно
из этих происшествий имеет место в заметной степени, опорожняют
испытательный тигель, очищают его перед тем, как залить в него свежую
анализируемую порцию.
Сразу же после наполнения испытательного тигля устанавливают
крышку и термометр в рабочее положение. Закрепляют испытательный тигель
в бане таким образом, чтобы крышка была расположена горизонтально,
и погруженный тигель был в прямом контакте с жидкостью в бане. При
этом поверхность анализируемой порции должна быть на одном уровне с
жидкостью в бане. В качестве примера см. рис. 15.1, где приведено
использование тигля Абеля.
Зажигают пламя воспламеняющего устройства и регулируют его до
приблизительно сферической формы диаметром от 3 мм до 4 мм.
Если установка снабжена мешалкой, ее используют в соответствии с
методикой, подходящей для определения.
Как только температура анализируемой порции достигнет температуры
жидкости в бане, приостанавливают перемешивание (если производилось)
анализируемой порции и проводят испытание на воспламенение, открывая
задвижку, опуская и поднимая устройство для воспламенения и вновь
закрывая задвижку за период от 2 с до 3 с. Отмечают, произошла вспышка
или нет.
Если вспышка происходит, повторяют процедуру, указанную выше,
используя свежую анализируемую порцию, но начиная испытания при
температуре на 5°С ниже температуры, выбранной прежде.
Если анализируемая газовая смесь находится вблизи точки
воспламенения, приложение поджигающего пламени может привести к
образованию ореола; однако, продукт считается вспыхнувшим только тогда, когда
появляется сравнительно большое голубое пламя и распространяется по
поверхности жидкости.
526
Если при открывании задвижки и введении поджигающего пламени
загорается продолжительное яркое пламя, точка воспламенения лежит
значительно ниже выбранной равновесной температуры. Повторяют
определение, снижая начальную температуру на 10°С или устанавливая начальную
температуру по результатам проведения предварительного определения.
Если вспышки не происходит, увеличивают скорость нагревания бани
таким образом, чтобы при этом разность температур между баней и
анализируемой порцией не превышала 2°С. Когда температура анализируемой
порции повысится на 0,5°С (то есть не менее чем через 1,5 мин), повторяют
испытание на возгорание и, если вспышки не наблюдается, повторяют
процедуру вплоть до достижения температуры, при которой появляется вспышка.
Считывают температуру, которую показывает термометр в испытательном
тигле, с точностью до 0,5°С, корректируют это показание, вводя известную
поправку термометра, и записывают результат как температуру вспышки
при атмосферном давлении, преобладающем во время определения.
Примечания:
1. Чтобы убедиться, что определение проводилось при приблизительно
равновесных условиях, необходима небольшая скорость нагревания из-за низкой
теплопроводности некоторых продуктов, а также из-за задержки теплопередачи конвекцией
из-за высокой вязкости многих продуктов. Равномерность температуры анализируемого
продукта можно поддерживать, используя перемешивающее устройство, хотя оно не
работает во время пробы на возгорание.
2. Минимальный временной интервал 1,5 мин необходим для того, чтобы паро-
жидкостная система стабилизировалась.
Поскольку возможны потери летучих компонентов из анализируемой
порции, общая продолжительность определения на одной анализируемой
пробе не должна превышать 1 ч.
Вычисление результатов
Рассчитывают температуру вспышки, выраженную в градусах Цельсия,
с поправкой на стандартное атмосферное давление 101,3 кПа, Тс, по
следующему уравнению:
TC=TS-0,25х(101,3-р),
где
Ts — выбранная температура определения, °С;
р — внешнее атмосферное давление, кПа.
Данное уравнение абсолютно точно только в области атмосферного
давления от 98,0 кПа до 104,7 кПа.
Выражение результатов
Записывают температуру вспышки, выраженную в °С, с поправкой на
стандартное атмосферное давление, округленную до ближайших 0,5°С.
Данные по точности метода приведены в стандарте.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 1523;
б) тип и полное описание анализируемой пробы;
527
в) ссылку на стандарт с описанием используемого испытательного
тигля;
г) внешнее атмосферное давление вблизи установки во время
определения;
д) температуру вспышки, с поправкой на стандартное атмосферное
давление, выраженную в градусах Цельсия;
е) любые отклонения от установленной методики, сделанные по
соглашению сторон или иначе;
ж) дату определения.
ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ ВСПЫШКИ
УСКОРЕННЫМ МЕТОДОМ В РАВНОВЕСНЫХ
УСЛОВИЯХ
Международный стандарт ИСО 3679 устанавливает равновесный
экспресс-метод для определения температуры вспышки в закрытом тигле.
Метод распространяется на лакокрасочные материалы (включая
лакокрасочные материалы на водной основе), связующие для лакокрасочных
материалов, нефтяные и подобные продукты, имеющие температуру вспышки от
-30°С до 300°С. При использовании метода с детектором вспышки данный
метод подходит также для определения температуры вспышки метиловых
эфиров жирных кислот.
Сущность метода состоит в следующем. Анализируемую порцию
определенного объема вводят в испытательный тигель, который поддерживается при
температуре предполагаемой точки воспламенения анализируемого материала.
По прошествии определенного времени прилагают испытательное пламя и
наблюдают наличие или отсутствие вспышки. Дальнейшие испытания на
свежих анализируемых порциях при разных температурах проводят вплоть
до определения температуры вспышки с заданной чувствительностью.
Реактивы и материалы
Растворители для очистки, для удаления из тигля и с крышки
следов предьщущей пробы. Выбор растворителя зависит от исследуемого в
предыдущем определении материала и от прочности осадка.
Ароматические растворители (не содержащие бензола) с низкой летучестью можно
использовать для удаления следов масла, а смешанные растворители типа
толуол-ацетон-метанол могут быть эффективны для удаления смолистых
отложений.
Контрольные жидкости (номинальная температура вспышки, °С):
2,2,4-триметилпентан (изооктан) (-9,5); толуол (6,0); октан (14); 1,4-
диметилбензол (27); нонан (32); декан (49); ундекан (63); додекан (81);
тетрадекан (109); гексадекан (134).
Приборы и оборудование
Установка для определения температуры вспышки. Установка состоит
из следующих частей.
Металлический блок, из алюминиевого сплава или нержавеющего металла
такой же теплопроводности, с цилиндрической выемкой (испытательный
528
тигель), с отверстием в стенке для размещения температурного датчика.
В рабочем положении температурный датчик (шарик термометра) должен
быть окружен подходящим теплопроводным термопластичным силиконовым
материалом (см. рис. 15.2).
Рис. 15.2. Разрез блока через сопло испытательного пламени
1 — температурный датчик; 2 — сопло испытательного пламени; 3 — уплотнение;
4 — блок пробы
Крышка, снабженная открывающейся задвижкой и устройством,
обеспечивающим введение испытательного пламени диаметром 4±0,5 мм в
испытательный тигель при открытой задвижке. При введении сопло испытательного
пламени должно пересекать плоскость внутренней поверхности крышки в
пределах ±0,1 мм. Крышка должна быть снабжена каналом, проходящим в
испытательный тигель, для введения анализируемой порции и подходящим
зажимным устройством для плотного прижима к металлическому блоку. Три
отверстия в тигле должны быть в пределах диаметра испытательного тигля.
Задвижка должна быть снабжена пружиной или другим устройством, чтобы
она была в полностью закрытом положении. В открытом положении два
отверстия на задвижке должны совпадать с соответствующими отверстиями
на крышке. Уплотнительное кольцо должно быть сделано из термостойкого
материала и обеспечивать герметичность при закрытой крышке.
Электрический нагреватель, присоединенный ко дну испытательного
тигля таким образом, чтобы обеспечивать эффективный подвод тепла.
Контроль нагревателя должен обеспечивать поддержание температуры ис-
529
питательного тигля по измерениям интегрального термометра в отсутствие
сквозняков, в пределах ±0,5°С для температуры испытания до и включая
100°С и в пределах ±2,0°С для температуры испытания свыше 100°С во
время испытания.
Испытательное пламя и запальное пламя. Оба пламени должны
поддерживаться подходящим горючим газом (например, природным газом или
сжиженными нефтяными газами). Мерное кольцо диаметром 4 мм должно
быть выгравировано на крышке около испытательного пламени.
Таймер. Таймер должен давать звуковой сигнал после 60±2 с и
120+4 с.
Температурный датчик. Используют стеклянный жидкостный
термометр или альтернативное устройство и/или систему для измерения
температуры эквивалентной точности. Изначальный выбор датчика температуры
должен основываться на ожидаемой температуре вспышки анализируемого
материала.
Охладитель (необязательно). Электронный охладитель испытательного
тигля Пельтье или другое подходящее охлаждающее устройство.
Детектор вспышки (необязательно). Простое устройство с термопарой
для определения пламени в точке вспышки. На наличие вспышки указывает
обнаружение повышения температуры на 6,0°С за 100 мс.
Для измерения температур вспышки по всей области от -30°С по 300°С
может потребоваться более одной установки.
Шприцы, емкостью 2 мл, приспособленные для выпуска 2,00+0,05 мл и
снабженные, если нужно, иглой, подходящей для использования с установкой
при температуре испытания до 100°С. При испытании метиловых эфиров
жирных кислот проба объемом 2 мл используется при всех температурах.
Шприцы, емкостью 5 мл, приспособленные для выпуска 4,00+0,10 мл и
снабженные, если нужно, иглой, подходящей для использования с
установкой при температуре испытания свыше 100°С. При испытании метиловых
эфиров жирных кислот шприцы емкостью 5 мл не требуются.
Барометр, с точностью измерения 0,1 кПа. Барометры с предварительной
коррекцией для дачи показаний на уровне моря, такие как на
метеорологических станциях и в аэропортах, использовать не следует.
Нагревательная баня или печь (необязательно), для нагревания проб при
необходимости, с контролем температуры до ±5°С. Если используется печь,
она должна быть изнутри безопасной в присутствии паров углеводородов.
Рекомендуется печь во взрывобезопасном исполнении.
Охлаждающая баня или морозильник (необязательно), для охлаждения
проб при необходимости, обеспечивающая охлаждение проб до температуры
на 10°С ниже ожидаемой температуры вспышки, с контролем температуры
до ±5°С. При использовании морозильника он должен быть во
взрывобезопасном исполнении.
Экраны от сквозняка (необязательно), если нужно свести сквозняки к
минимуму, установленные сзади и с двух сторон от установки. Для этих
целей подходит экран высотой 350 мм, шириной 480 мм и глубиной 240
мм.
530
Внутренняя вставка в тигель (необязательно). Удаление некоторых проб
после испытания вызывает большие трудности и требует много времени.
Использование одноразовой тонкой металлической фольги толщиной
приблизительно 0,05 мм, вставляемой в испытательный тигель, устраняет эту
проблему. Фольге придают форму, запрессовывая в испытательный тигель
с помощью твердого металлического блока. Полученная вставка должна
плотно прилегать к тиглю.
Подготовка оборудования
Установку располагают на плоской и прочной поверхности в отсутствии
сквозняков. Рекомендуется использование экранов от сквозняков, когда
защита от них невозможна.
При испытании проб, образующих токсичные пары, установку
размещают в вытяжном шкафу с индивидуальным контролем воздушного потока,
чтобы воздух удалялся, не вызывая воздушного потока вокруг
испытательного тигля во время испытания.
Очистка испытательного тигля. Моют испытательный тигель, крышку и
все приспособления подходящим растворителем для удаления следов смолы
и осадков, оставшихся от предыдущего испытания. Следуют инструкциям
изготовителя по уходу и обслуживанию установки.
Для удаления последних следов использованного растворителя
используют обдув сухим чистым воздухом. Отверстие питателя рекомендуется
очищать ершиком.
Поверка оборудования. Поверяют правильность функционирования
оборудования не реже одного раза в год испытанием сертифицированного
контрольного материала. Рекомендуется проводить более частые поверки с
использованием вторичных рабочих стандартов.
Если установка не проходит успешно поверочного испытания, оператору
рекомендуется проверить следующее:
а) плотно ли закрывает крышка испытательный тигель;
б) обеспечивает ли задвижка легкое закрывание;
в) окружает ли шарик термометра и погруженную часть стержня
термометра подходящая теплопроводящая паста.
Отбор и обработка проб
Пробы для анализа отбирают по 15528, если не указано иначе.
Пробы помещают в плотно закупоренные контейнеры из материала,
подходящего для отбираемого материала. В целях безопасности следует
убедиться, что контейнер заполнен только на 85-95% емкости.
Пробы хранят в условиях, обеспечивающих минимальные потери паров
и повышение давления. Следует избегать хранения проб при температурах
выше 30°С.
Нефтепродукты и метиловые эфиры жирных кислот. Охлаждают в
охлаждающей бане или морозильнике, или доводят пробу в контейнере до
температуры не менее чем на 10°С ниже первой выбранной температуры
испытания перед открытием контейнера для извлечения анализируемой
порции. Если перед испытанием аликвота исходной пробы должна
храниться, убеждаются, что контейнер все еще заполнен на 85% его емкости.
531
Осторожно перемешивают подпробу, чтобы убедиться в ее однородности,
таким образом, чтобы потери летучих компонентов и легких хвостов были
минимальны.
Следует учитывать, что на результаты испытания на
наличие/отсутствие вспышки может оказывать влияние падение объема пробы ниже 85%
емкости контейнера.
Пробы, жидкие при комнатной температуре. Если пробы достаточно
жидкие, их смешивают, аккуратно встряхивая вручную, перед отбором
анализируемой порции, принимая меры, чтобы свести к минимуму потери
летучих компонентов. Если пробы слишком вязкие при комнатной
температуре, нагревают пробу в контейнере с помощью нагревательной бани или
печи до температуры не выше, чем на 10°С ниже температуры испытания,
чтобы можно было перемешать пробу, аккуратно встряхивая.
Пробы, полутвердые или твердые при комнатной температуре. Если
анализируемый материал нельзя сделать достаточно жидким путем
нагревания, как описано выше, чтобы ввести в испытательный тигель, переносят
анализируемую порцию распределителем для твердых веществ или шпателем
в испытательный тигель при открытой крышке.
Лакокрасочные и подобные материалы. Пробы готовят по ИСО 1513.
Методика определения
Общие положения. Для установки требуемой температуры определения
вспышки следуют инструкциям изготовителя прибора.
При испытании метиловых эфиров жирных кислот следует использовать
детектор температуры вспышки.
Не прилагают испытательное пламя к анализируемой порции более
одного раза. Для каждого испытания используют новую порцию пробы.
После каждого испытания выключают регулятор и испытательное пламя,
используя газовый контрольный вентиль, и когда температура
испытательного тигля снижается до безопасного уровня, удаляют анализируемую пробу
и очищают установку.
Не следует путать истинную температуру вспышки с голубоватым
ореолом, который иногда окружает испытательное пламя при приложениях
испытательного пламени, предшествующих тем, что вызывают истинную
вспышку.
При применении детектора вспышки на него не влияет ореол, и при
этом не требуется оператор для плотного наблюдения за испытанием на
температуру вспышки.
Измеряют и записывают атмосферное давление с помощью барометра,
расположенного вблизи установки во время определения. Не следует
вводить поправку атмосферного давления на 0°С, хотя конструкция некоторых
барометров вводит ее автоматически.
Испытание при температурах до и включая 100°С, а так же для
метиловых эфиров жирных кислот для всего диапазона температур. Заряжают
чистый и сухой шприц, доведенный до температуры не менее чем на 10°С
ниже ожидаемой температуры вспышки, 2 мл анализируемой порции. Сразу
же после отбора закрывают контейнер с пробой, чтобы свести к минимуму
потери летучих компонентов.
532
Осторожно подносят шприц к отверстию для наполнения и переносят
анализируемую порцию в испытательный тигель, полностью сжимая
поршень шприца. Вынимают шприц.
Для твердых или полутвердых проб — переносят массовый эквивалент
приблизительно 2 мл непосредственно в испытательный тигель и
распределяют по дну тигля как можно равномернее.
Включают таймер на 1 мин. Открывают вентиль газового контроля и
поджигают вспомогательное и испытательное пламя. Регулируют
испытательное пламя до размера 4 мм мерного кольца. Переналаживают детектор
вспышки, если установлен.
Когда раздастся звуковой сигнал, прилагают испытательное пламя,
медленно и равномерно открывая и закрывая задвижку на период от 2 с
до 3 с. Проверяют на вспышку.
Если при открывании задвижки и введении поджигающего пламени
загорается продолжительное яркое пламя, точка воспламенения лежит
значительно ниже выбранной равновесной температуры. В таких случаях
рекомендуется снизить температуру испытания на 10°С.
Если вспышка наблюдается, повторяют описанную выше процедуру на
свежей анализируемой порции, начиная с температуры на 5°С ниже той, при
которой наблюдалась вспышка. Если вспышка вновь наблюдается при этой
более низкой температуре, снижают температуру еще на 5°С и повторяют
испытание. Повторяют до тех пор, пока вспышка не будет возникать.
Если вспышки не наблюдается, повторяют процедуру на свежей
анализируемой порции начиная с температуры на 5°С выше той, при которой
испытывали последнюю анализируемую порцию. Повторяют испытание,
повышая температуру на 5°С, пока не появится вспышка.
Повторяют все испытания на свежей анализируемой порции для
каждого испытания через интервал ГС, начиная с ближайшей температуры
на 5°С ниже определенной прежде, до определения температуры вспышки.
Регистрируют температуру по термометру как наблюдаемую температуру
вспышки с использованием интервала ГС. Если требуется более высокая
точность, испытывают свежую анализируемую порцию при температуре
на 0,5°С ниже той, при которой наблюдалась вспышка при исследовании
с интервалом ГС. Если вспышки не наблюдается, температура вспышки,
отмеченная при испытании с интервалом ГС регистрируется как
определенная с точностью 0,5°С. Если вспышка наблюдается, это новое показание
регистрируется как наблюдаемая температура вспышки.
Испытание при температуре свыше 100°С. Заряжают чистый и сухой
шприц 4 мл анализируемой порции. Сразу же после отбора закрывают
контейнер с пробой, чтобы свести к минимуму потери летучих компонентов.
Осторожно подносят шприц к отверстию для наполнения и переносят
анализируемую порцию в испытательный тигель, полностью сжимая
поршень шприца. Вынимают шприц.
Для твердых или полутвердых проб — переносят массовый эквивалент
приблизительно 4 мл непосредственно в испытательный тигель и
распределяют по дну тигля как можно равномернее.
533
Включают таймер. Открывают вентиль газового контроля и поджигают
вспомогательное и испытательное пламя. Регулируют испытательное пламя
до размера 4 мм мерного кольца. Переналаживают детектор вспышки, если
установлен.
Проводят процедуру, описанную в предыдущем разделе, начиная со
слов «когда раздастся звуковой сигнал» и до конца раздела, и регистрируют
наблюдаемую температуру вспышки.
Вычисление результатов
Рассчитывают температуру вспышки, выраженную в градусах Цельсия,
с поправкой на стандартное атмосферное давление 101,3 кПа, Гс, по
следующему уравнению:
Гс=Г,-0,25-(101,3-р),
где
Ts — выбранная температура определения, °С;
р — внешнее атмосферное давление, кПа.
Выражение результатов
Записывают температуру вспышки в "С с поправкой на стандартное
атмосферное давление, округленную до ближайших 0,5°С.
Записывают интервал определения — 0,5°С или 1,0°С.
Данное уравнение абсолютно точно только в области атмосферного
давления от 98,0 кПа до 104,7 кПа.
Точность метода
Данные по точности метода после обработки результатов
межлабораторного эксперимента на пробах нефти и подобных продуктов, метиловых
эфиров жирных кислот, лакокрасочных материалов с вязкостью менее 150
мм2/с при 25°С приведены в стандарте.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3679;
б) тип и полное описание анализируемой пробы;
в) результат определения;
г) любые отклонения от установленной методики, сделанные по
соглашению сторон или иначе;
д) дату определения.
ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ ВСПЫШКИ
МЕТОДОМ ПЕНСКИ-МАРТЕНСА
Международный стандарт ИСО 2719 устанавливает две методики (А
и В) с использованием прибора Пенски-Мартенса с закрытым тиглем для
определения температуры вспышки горючих жидкостей, жидкостей с
суспендированными твердыми веществами, жидкостей, имеющих тенденцию
к образованию поверхностных пленок в условиях определения, и других
жидкостей. Указанные методики применимы для жидкостей с температурой
вспышки выше 40°С.
534
Данный метод неприменим к лакокрасочным материалам на водной
основе или жидкостям, загрязненным следами легколетучих материалов.
Лакокрасочные материалы на водной основе можно анализировать по ИСО
3679.
Методику А используют для определения температуры вспышки красок
и лаков, которые не образуют поверхностной пленки.
Методику В используют для определения температуры вспышки
растворов полимеров и связующих.
Сущность метода состоит в следующем. Анализируемую порцию
помещают в испытательный тигель установки Пенски-Мартенса и нагревают,
обеспечивая постоянное повышение температуры и непрерывное
перемешивание. Источник воспламенения прилагают через отверстие в крышке
испытательного тигля через регулярные интервалы температуры с
одновременным прекращением перемешивания.
Реактивы и материалы
Растворители для очистки, для удаления из тигля и с крышки следов
пробы. Выбор растворителя зависит от исследуемого в предыдущем
определении материала и от прочности осадка. Ароматические растворители (не
содержащие бензола) с низкой летучестью можно использовать для удаления
следов масла, а смешанные растворители типа толуол-ацетон-метанол могут
быть эффективны для удаления смолистых отложений.
Контрольные жидкости. В качестве контрольных жидкостей используют
углеводороды или другие стабильные вещества с известной температурой
вспышки, например, следующие углеводороды (с номинальной
температурой вспышки, °С):
декан (53), ундекан (68), додекан (84), тетрадекан (109), гексадекан
(134) и др.
Приборы и оборудование
Установка для определения температуры вспышки. Ниже описана
установка для определения температуры вспышки методом Пенски-Мартенса
с ручным управлением с газовым/электрическим нагревом и пламенным
устройством для поджигания. Она состоит из испытательного тигля, крышки
в сборе и нагревательной камеры, как описано ниже. Типичный пример
установки с газовым нагревом приведен на рис. 15.3.
Испытательный тигель. Испытательный тигель должен быть изготовлен
из латуни или другого нержавеющего металла эквивалентной
теплопроводности и должен по размерам отвечать требованиям рис. 15.3. Кромка тигля
должна быть снабжена элементами для фиксации испытательного тигля в
нагревательной камере. Ручка, присоединенная к испытательному тиглю,
является желательной, но она не должна быть настолько тяжелой, чтобы
опрокидывать пустой тигель.
Крышка в сборе. Крышка, изготовленная из латуни или другого
нержавеющего металла эквивалентной теплопроводности, с ободком, как
показано на рис. 15.3. Ободок должен подходить к внешнему краю
испытательного тигля с зазором, не превышающим 0,36 мм по диаметру. На
крышке должно быть установочное устройство или защелка, или и то, и
535
другое, сцепляющееся с соответствующим устройством на тигле. Три
отверстия в крышке, А, В и С показаны на рис. 15.3. Верхняя кромка
испытательного тигля должна быть в плотном контакте с внутренней
поверхностью крышки по всей окружности.
Задвижка, сделанная из латуни,
толщиной приблизительно 2,4 мм,
работающая в плоскости верхней по-
2 верхности крышки, как показано на
^ рис. 15.3. Задвижка должна быть такой
формы и так смонтирована, чтобы она
вращалась по оси горизонтального
\ 7 центра крышки между двумя
ограничителями, расположенными так, чтобы
в одном крайнем положении отверстия
А, В и С в крышке были полностью
закрыты, а в другом крайнем
положении эти отверстия были полностью
открыты. Механизм, управляющий
задвижкой, должен быть пружинным и
сделан таким образом, чтобы в
состоянии покоя задвижка точно закрывала
эти три отверстия. Когда механизм
приведен в другое крайнее
положение, эти три отверстия должны быть
полностью открыты и верхний конец
поджигающего устройства полностью
понижен.
Поджигающее устройство,
имеющее наконечник с отверстием
диаметром от 0,7 мм до 0,8 мм, как показано
на рис. 15.3. Этот наконечник должен
быть сделан из нержавеющей стали
или другого подходящего материала.
Поджигающее устройство должно быть
„ ,ст л/ I-. »* снабжено управляющим механизмом,
Рис. 15.3. Установка Пенски-Мартенса „
, ч который, когда задвижка находится в
с закрытым тиглем (размеры в мм) н
1 - гибкая ось; 2 - головка управ- положении «открыто», опускает на-
ления задвижкой; 3 - поджигающее конечник таким образом, что центр
устройство; 4 — термометр; 5 — крышка; отверстия оказывается между пло-
6 — прокладка Ш 9,5 макс; 7 — испыта- СКОСТЯМИ нижней И верхней поверх-
тельный тигель; 8 — нагревательная камера; ностей крышки в точке прохождения
радиуса через центр самого большого
9 — верхняя тарелка; 10 — воздушная баня;
11 — металлические стенки, окружающие
тигель, толщиной мин. 6,5; 12 — нагреватель, отверстия /\.^
пламенный или типа электросопротивления Пусковой факел для автоматиче-
(показан пламенный); 13 — направляющая; СКОГО поджигания пламени. Нако-
14 — задвижка; 15 — передняя часть; 16 —
ручка (необязательно)
536
нечник форсунки пускового пламени должен иметь отверстие диаметром
от 0,7 мм до 0,8 мм.
Мешалка, встроенная в центре крышки (см. рис. 15.3). Мешалка имеет
два двухлопастных металлических пропеллера. Нижний пропеллер должен
иметь размер приблизительно 38 мм от конца до конца, каждая из его
двух лопастей должна быть 8 мм шириной и иметь наклон 45°. Верхний
пропеллер должен иметь размер приблизительно 19 мм от конца до конца,
каждая из его двух лопастей также должна быть 8 мм шириной и иметь
наклон 45°. Оба пропеллера должны быть расположены на оси мешалки
таким образом, чтобы на виде снизу лопасти одного пропеллера были при
0° и 180°, тогда как лопасти другого пропеллера были при 90° и 270°. Ось
мешалки может быть присоединена к мотору. Мешалка должна
осуществлять перемешивание в нисходящем направлении посредством гибкой оси
и системы блоков.
Нагревательная камера и верхняя тарелка. Нагрев испытательного тигля
должен осуществляться с помощью нагревательной камеры. Нагревательная
камера должна состоять из воздушной бани и верхней тарелки, на которую
опирается край испытательного тигля.
Воздушная баня должна иметь цилиндрическую внутреннюю
поверхность. Это может быть металлическая отливка с пламенным или
электрическим нагревом, или должен быть встроенный электронагревательный
элемент. В любом случае воздушная баня должна подходить для использования
без деформации при температурах, для которых она предназначена.
Если воздушной баней является металлическая отливка с пламенным
или электрическим нагревом, она должна быть такой конструкции, чтобы
температура дна и стенок была примерно одинаковой. В этом случае она
должна быть толщиной не менее 6 мм. При пламенном нагреве отливка
должна быть сделана таким образом, чтобы продукты горения не могли
проходить и вступать в контакт с испытательным тиглем.
Если у воздушной бани встроен электрический нагревательный
элемент сопротивления, он должен быть такой конструкции, чтобы все части
внутренней поверхности нагревались равномерно. Дно и стенки воздушной
бани должны быть толщиной не менее 6 мм.
Верхняя тарелка должна быть сделана из металла и смонтирована с
воздушной прослойкой между ней и воздушной баней. Она должна быть
прикреплена к воздушной бане с помощью трех болтов и распорных втулок.
Втулки должны быть соответствующей толщины для обеспечения воздушной
прослойки 4,8+0,2 мм и диаметром не более 9,5 мм.
Если используется автоматизированная установка, следует убедиться,
что установлено соответствие точности полученных результатов требованиям
точности данного метода, и что испытательный тигель и крышка в сборе
соответствуют размерным и механическим требованиям. При
использовании автоматизированной установки пользователь должен убедиться в
соблюдении всех требований изготовителя тестера относительно регулировки
и эксплуатации инструмента.
Следует учитывать, что в некоторых обстоятельствах использование
электрического источника зажигания может дать результаты, отличные от
537
тех, что получены с пламенным источником. Кроме того, электрические
зажигалки могут давать переменные результаты.
В случае разногласий, если только определенно не установлено иное
по соглашению сторон, ручное определение температуры вспышки с
использованием пламенного источника воспламенения считается контрольным
испытанием.
Термометры, для низкой, средней и высокой областей. Начальный выбор
термометра должен быть основан на ожидаемой температуре вспышки.
Допускается использование других типов устройств для измерения
температуры при условии, что они удовлетворяют требованиям по точности и
имеют такой же отклик, как и термометры.
Барометр, с точностью измерения 0,1 кПа. Применяют барометры с
предварительной коррекцией для дачи показаний на уровне моря. Не
следует использовать барометры-анероиды, предварительно скорректированные
на считывания на уровне моря, например, барометры, применяемые на
метеорологических станциях и в аэропортах. Не следует вводить поправку
атмосферного давления на 0°С, хотя конструкция некоторых барометров
вводит ее автоматически.
Нагревательная баня или печь, для нагревания пробы, если требуется, с
контролем температуры с точностью до ±5°С. Печь должна быть
вентилируемой и иметь такую конструкцию, которая не вызывает возгорания горючих
паров, которые могут образоваться при нагревании пробы. Рекомендуется
конструкция печи во взрывобезопасном исполнении.
Подготовка оборудования
Оборудование располагают в местах отсутствия тяги и предпочтительно
с мягким освещением. Если нельзя избежать сквозняков, установку можно
закрыть экранами. При испытании проб, образующих токсичные пары,
установку можно разместить в вытяжном шкафу с индивидуальным
контролем воздушного потока, чтобы воздух удалялся, не вызывая воздушного
потока вокруг испытательного тигля во время испытания.
Испытательный тигель, крышку и все приспособления моют
подходящим растворителем для удаления следов смолы и осадков, оставшихся от
предыдущего испытания. Оборудование сушат током чистого воздуха, чтобы
убедиться в полном удалении использованного растворителя.
Испытательный тигель, крышку и другие части исследуют, чтобы
убедиться, что нет повреждений и отложений. Собирают установку в
соответствии с инструкциями изготовителя.
Проверяют правильность функционирования оборудования не реже
одного раза в год путем испытания сертифицированного контрольного
материала. Рекомендуется проводить более частые проверки с использованием
вторичных рабочих стандартов.
Численные величины, полученные во время поверочных испытаний, не
следует использовать для корректировки температур вспышки, определяемых
впоследствии на этом оборудовании.
Отбор и обработка проб
Пробы для анализа отбирают по ИСО 15528, если не указано иное.
538
Помещают пробы в плотно закупоренные контейнеры из материала,
подходящего для отбираемого материала. В целях безопасности следует
убедиться, что контейнер заполнен только на 85-95% емкости.
Пробы хранят в условиях, обеспечивающих минимальные потери паров
и повышение давления. Следует избегать хранения проб при температурах
выше 30°С.
Лакокрасочные материалы. Пробы готовят по ИСО 1513.
Нефтепродукты. Подпробы отбирают при температуре не менее чем на
28°С ниже ожидаемой температуры вспышки. Если нужно хранить аликвоту
исходной пробы перед определением, следует убедиться, что контейнер
заполнен не менее чем на 50% емкости.
Методика определения
Следует соблюдать осторожность при исследовании проб топочных
мазутов, которые содержат значительные количества воды, поскольку
нагревание таких проб может вызвать их вспенивание и выплескивание из
испытательного тигля.
На результаты определения точки воспламенения может оказать влияние
падение объема пробы ниже 50% от емкости контейнера.
Методика А. Измеряют и записывают атмосферное давление с помощью
барометра, расположенного вблизи установки во время определения.
Наполняют испытательный тигель анализируемой порцией до уровня,
указываемого меткой. Помещают крышку на испытательный тигель и
ставят ее в нагревательную камеру. Убеждаются, что замок правильно закрыт,
и вставляют термометр. Зажигают испытательное пламя и регулируют до
диаметра от 3 мм до 4 мм, или включают альтернативный источник
возгорания. Включают пламя нагревателя или электрический нагреватель и
устанавливают такую скорость нагрева, чтобы температура анализируемой
порции по показаниям термометра повышалась на 5-6°С/мин, и
поддерживают эту скорость нагрева на протяжении испытания. Перемешивают
анализируемую порцию со скоростью от 90 об/мин до 120 об/мин в
направлении книзу.
Когда ожидается, что температура вспышки анализируемой порции 110°С
или ниже, первое приложение источника возгорания осуществляют, когда
температура анализируемой порции на 23±5°С ниже ожидаемой температуры
вспышки, и после этого повторяют через каждый ГС. Прекращают
перемешивание и прикладывают источник возгорания, управляя механизмом
на крышке, контролирующим задвижку и источник возгорания, таким
образом, чтобы источник опускался в область паров испытательного тигля за
0,5 с, оставался в самом низком положении на 1 с и быстро поднимался
в верхнее положение.
Когда ожидается, что температура вспышки анализируемой порции
выше 110°С, первое приложение источника возгорания осуществляют, когда
температура анализируемой порции на 23±5°С ниже ожидаемой температуры
вспышки, и после этого повторяют через каждые 2°С. Прекращают
перемешивание и прикладывают источник возгорания, управляя механизмом
на крышке, контролирующим задвижку и источник возгорания, таким
образом, чтобы источник опускался в область паров испытательного тигля за
539
0,5 с, оставался в самом низком положении на 1 с и быстро поднимался
в верхнее положение.
При исследовании материала с неизвестной температурой вспышки
проводят предварительное испытание при подходящей начальной
температуре. Осуществляют приложение источника возгорания через каждые 5°С
от исходной температуры по методике, описанной выше.
Регистрируют в качестве наблюдаемой температуры вспышки
температуру анализируемой порции по термометру в то время, как приложение
источника возгорания вызывает отчетливую вспышку в окружении
испытательного тигля. Не следует путать истинную температуру вспышки с
голубоватым ореолом, который иногда окружает источник возгорания при
приложениях, предшествующих истинной температуре вспышки.
Когда температура, при которой наблюдалась температура вспышки,
менее чем на 18°С меньше или более чем на 28°С больше температуры
первого приложения источника возгорания, результат бракуют. Повторяют
испытание на свежей анализируемой порции, регулируя температуру первого
приложения источника возгорания до получения правильного определения,
при котором температура вспышки на 18-28°С выше температуры первого
приложения источника возгорания.
Методика В. Измеряют и записывают атмосферное давление с помощью
барометра, расположенного вблизи установки во время определения.
Наполняют испытательный тигель анализируемой порцией до уровня,
указываемого меткой. Помещают крышку на испытательный тигель и ставят
ее в нагревательную камеру. Убеждаются, что замок правильно закрыт, и
вставляют термометр. Зажигают испытательное пламя и регулируют до
диаметра от 3 мм до 4 мм, или включают альтернативный источник возгорания.
Включают пламя нагревателя или электрический нагреватель и
устанавливают такую скорость нагрева, чтобы температура анализируемой порции по
показаниям термометра повышалась на 1,0-1,5°С/мин, и поддерживают эту
скорость нагрева на протяжении испытания. Перемешивают анализируемую
порцию со скоростью от 250±10 об/мин в направлении книзу.
За исключением требований относительно скорости нагревания и
перемешивания, поступают в соответствии с методикой А.
Вычисление результатов
Рассчитывают температуру вспышки в °С с поправкой на стандартное
атмосферное давление 101,3 кПа, Тс, по следующему уравнению:
7;=7;-0,25-(101,3-р),
где
Тъ — выбранная температура определения, °С;
р — внешнее атмосферное давление, кПа.
Данное уравнение абсолютно точно только в области атмосферного
давления от 98,0 кПа до 104,7 кПа.
Выражение результатов
Записывают температуру вспышки в °С с поправкой на стандартное
атмосферное давление, округленную до ближайших 0,5°С.
540
В стандарте приведены данные по точности метода для лакокрасочных
материалов, дистиллятов, отработавших и неиспользованных смазочных
масел, мазута и жидких битумов, жидкостей с тенденцией к образованию
поверхностных пленок, жидкостей с суспензиями твердых веществ,
высоковязких материалов.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 2719;
б) тип и полное описание анализируемой пробы;
в) температуру предварительного нагрева и время предварительного
нагрева, если нужно;
г) внешнее атмосферное давление вблизи установки во время
определения;
д) результат определения;
е) любые отклонения от установленной методики, сделанные по
соглашению сторон или иначе;
ж) дату определения.
ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ ВСПЫШКИ
МЕТОДОМ АБЕЛЯ
Международный стандарт ИСО 13736 устанавливает метод определения
температуры вспышки жидкостей, температуры вспышки которых лежат в
интервале от -30°С до 70°С включительно, с применением закрытого тигля.
Однако данные по сходимости указанного метода распространяются только
на температуры вспышки, лежащие в интервале от -5°С до 66,5°С.
Настоящий метод не распространяется на лакокрасочные материалы
на водной основе, которые могут быть испытаны по ИСО 3679.
Примечания:
1. Настоящий метод необходимо использовать для измерения и описания свойств
материалов, продуктов или агрегатов, подвергающихся нагреванию и воздействию огня
в контролируемых лабораторных условиях, и его нельзя использовать для описания
и оценки опасности возгорания или риска возгорания материалов, продуктов или
агрегатов в реальных условиях возгорания. Однако, результаты настоящих испытаний
могут быть использованы как элементы оценки риска возгорания, которые учитывают
все факторы, существенные для определения опасности возгорания при конкретном
потребительском применении.
2. Поскольку присутствие небольших количеств сильно летучих веществ
необходимо определить, данное испытание должно быть первым испытанием для
поступившей пробы.
3. Жидкости, содержащие галогенированные соединения, могут стать причиной
аномальных результатов испытаний.
Сущность метода. Испытываемая порция помещается в закрытый
испытательный тигель Абеля и нагревается с определённой скоростью.
Периодически испытательное пламя направляется в испытательный тигель.
Температура вспышки определяется как наименьшая температура, при
которой применение испытательного пламени приводит к воспламенению
541
паров, находящихся над испытываемой порцией, при этом происходит
вспышка внутри тигля.
Для жидкостей, температуры вспышки которых лежат в интервале от
-30°С до 18,5°С включительно, в также в интервале от 19°С до 70°С
включительно устанавливаются особые методы проведения испытаний.
Реактивы и материалы
Растворитель. Применяют ароматический растворитель с малой
летучестью (без бензола) для удаления следов пробы из испытательного тигля.
Выбор растворителя зависит от предыдущей пробы, а также от вязкости
остатка. Смеси растворителей, например, толуол-ацетон-метанол, могут
оказаться эффективными для удаления осадков типа смолы.
Этандиол (этиленгликоль), препятствующий коррозии, или глицерин.
Силиконовая смазка.
Приборы и оборудование
Аппарат Абеля для определения температуры вспышки. Аппарат должен
включать испытательный тигель, узел крышки и нагревательный сосуд.
Аппарат Абеля выпускается серийно.
При использовании автоматизированных испытательных приборов
следует руководствоваться инструкциями изготовителя по калибровке,
настройке и эксплуатации приборов. При возникновении споров температура
вспышки, определённая вручную, должна рассматриваться как контрольное
значение.
Автоматизированная аппаратура может использоваться при условии, что
полученные на ней результаты не отличаются от результатов, полученных
с использованием неавтоматизированного метода.
Термометр для испытательного тигля. Для испытательного тигля
используют термометр типа IP 74C.
Термометр для нагревательного сосуда. Для нагревательного сосуда
используют термометр типа IP 2C
Термометр для измерения низких температур. Для измерения низких
температур используют термометр или термопару с аналогичной или
лучшей точностью.
Таймер. Используют один из перечисленных ниже таймеров:
метроном с частотой 75-80 ударов в мин;
маятник с приведённой длиной, равной 610 см, одно колебание
которого определяется переходом из одной крайней точки в другую;
электрический/электронный таймер, измеряющий интервалы от 0,75 с
до 0,80 с или 1 с.
Барометр. Используют барометры типа Фортин или других подходящих
типов, измеряющие давление с точностью до 0,1 кПа. Не следует
использовать барометры-анероиды, предварительно скорректированные на считывания
на уровне моря, например, барометры, применяемые на метеорологических
станциях и в аэропортах.
Охлаждающая ванна. Используют либо жидкость или металлический
блок, либо холодильник.
542
Теплоизоляционный материал для испытательного тигля. Используют
либо покрытие, изготовленное из пенопласта, либо шерстяную ткань.
Методика определения
Отбор проб проводят по ИСО 3170 или ИСО 3171 и помещают их
в плотно герметизированные ёмкости, подходящие для отбираемых
веществ.
Пробы не должны браться из пластмассовых ёмкостей или храниться
в них, поскольку летучие вещества могут диффундировать через стенки и/
или вступать в химическую реакцию с материалом, из которого
изготовлены ёмкости.
Устанавливают аппаратуру Абеля на ровном столе, оснащенном
уровнем. Если испытания не проводят в помещении без сквозняков, окружают
испытательный прибор с трёх сторон экраном, каждая секция которого
имеет ширину порядка 450 мм, а высоту — 600 мм.
Нормальное функционирование аппаратуры должно проверяться
регулярно.
Определения температуры вспышки жидкостей в температурном
интервале от -30°С до 18,5°С. Во время проведения испытаний в лаборатории
записывают барометрическое давление и температуру используемого
барометра или его ближайшего окружения.
Наполняют полностью нагревательный сосуд и воздушную камеру,
окружающую испытательный тигель, до глубины, равной по крайней мере
38 мм, смесью одинаковых объёмов этандиола или глицерина и воды.
Регулируют температуру нагревательного сосуда, используя либо
охлаждающую ванну, либо холодильник, до температуры, равной -35°С, либо до
температуры по крайней мере на 9°С ниже ожидаемой температуры
вспышки испытываемого материала в зависимости от того, какая из них выше,
измеряя её низкотемпературным термометром. В случае необходимости
проводят пробное определение температуры вспышки.
При охлаждении перемешивают смесь этандиола с водой или смесь
глицерина с водой в нагревательном сосуде либо вручную, либо
механически или же с использованием слабого потока воздуха, вводимого в
нагревательный сосуд из трубки, вставленной через гнездо для термометра и
достигающей дна нагревательного сосуда.
Перед открытием охлаждают пробу, находящуюся в ёмкости в
охлаждающей ванне или холодильнике, до температуры ниже -35°С или, по крайней
мере, на 17°С ниже ожидаемой температуры вспышки в зависимости от того,
какая из них выше. Заменяют крышку на паровую герметичную крышку
с низкотемпературным термометром или соответствующей термопарой для
измерения температуры. После достижения требуемой температуры снимают
крышку с термометром и устанавливают исходную крышку. Поддерживают
установленную температуру пробы или более низкую температуру до
завершения всех испытаний по измерению температуры вспышки пробы.
Охлаждают жидкости, кристаллизирующиеся при охлаждении, при
температурах несколько выше их температур кристаллизации.
Промывают испытательный тигель соответствующим растворителем для
удаления следов смолы или осадка, остающихся от предыдущего испытания.
543
Сушат тигель в потоке чистого воздуха. Устанавливают
низкотемпературный термометр на его место в крышке испытательного тигля. Неплотно
закрывают испытательный тигель крышкой. Устанавливают теплоизоляцию
и охлаждают тигель в охлаждающей ванне или холодильнике до тех пор,
пока термометр не покажет температуру -35°С или, по крайней мере, на
17°С ниже ожидаемой температуры вспышки в зависимости от того, какая
из них выше.
При использовании жидкой охлаждающей ванны добиваются, чтобы в
испытательный тигель не попадали охлаждающая жидкость и пары,
которые могли бы оказывать влияние на температуру вспышки испытываемого
продукта.
Примечания:
1. Низкотемпературный термометр, наполненный спиртом или толуолом,
используют при охлаждении испытательного тигля и крышки, поскольку в этом случае
существует риск замерзания ртути в термометре, измеряющем температуру вспышки,
и последующего разрушения резьбы.
2. Охлаждение мокрых крышки или испытательного тигля до температуры ниже
0°С может приводить к залипанию из-за образования льда (например, прилипание
задвижки). Протирка аппаратуры насухо пылеуловителем или куском фильтровальной
бумаги перед охлаждением до температуры ниже 0°С обычно оказывается достаточной
для предотвращения образования льда; кроме того, образование льда можно свести к
минимуму благодаря применению теплоизолирующей крышки, а также путём смазки
внешней стороны края испытательного тигля и задвижки силиконовой смазкой.
Устанавливают нагревательный сосуд на точно выровненной
поверхности. Устанавливают испытательный тигель на его место в аппарате и
заменяют низкотемпературный термометр на термометр для испытательного
тигля. Снимают крышку и наливают испытываемую порцию без сильного
перемешивания, избегая по возможности образования пузырьков воздуха, до
тех пор, пока уровень точно не достигнет положения индикатора на стенке
испытательного тигля. Не перемещают аппаратуру после её наполнения.
Устанавливают на испытательный тигель крышку и фиксируют её в
рабочем положении. Зажигают испытательное пламя, регулируют его размеры
до диаметра порядка 3,8 мм и поддерживают эти размеры во время
проведения испытаний, сравнивая их как можно чаще с выступающим белым
шариком, смонтированным на крышке испытательного тигля.
Вынимают низкотемпературный термометр из нагревательного сосуда
и вставляют термометр нагревательного сосуда.
Нагревают сосуд так, чтобы температура испытываемой порции в тигле
повышалось со скоростью ГС/мин. Перемешивают испытываемую порцию
в направлении по часовой стрелке (то есть создавая нисходящий напор) со
скоростью порядка 0,5 с-1 или со скоростью, близкой к ней, насколько это
позволяет вязкость продукта. При испытании вязких продуктов добиваются,
чтобы под действием смесителя испытываемая порция не выплёскивалась
выше отметки, указывающей уровень наполнения. Продолжают перемешивание
таким же образом и далее и прекращают его при зажигании пламени.
По достижении температуры испытываемой порции, равной -35°С,
или, по крайней мере, температуры, на 9°С ниже ожидаемой температуры
вспышки, включают таймер, «включают» испытательное пламя, медленно и
544
равномерно открывая задвижку в крышке в течение промежутка времени,
определяемого тремя ударами метронома, а затем при четвёртом ударе
закрывают задвижку. Если используется электрический/электронный таймер,
калиброванный в секундах, испытательное пламя должно «включаться»
путём медленного и равномерного открытия задвижки за 2 с, после чего
в течение 1 с задвижку необходимо закрыть.
Если происходит вспышка, прекращают испытание, выбрасывают
испытываемую порцию и повторяют испытание, начиная при температуре
-35°С или при температуре, по крайней мере, на 17°С ниже предыдущей
начальной температуры в зависимости от того, какая из них выше.
При отсутствии вспышки действуют, как указано ниже.
Если вспышка происходит при температуре ниже -30°С, записывают
это в отчёте и прекращают испытание.
«Включают» пламя таким же образом при каждом приросте
температуры на 0,5°С до появления вспышки внутри испытательного тигля или до
достижения температуры, соответствующей скорректированной температуре,
равной 18,5°С. Записывают температуру испытываемой порции,
соответствующую появлению вспышки.
Считается, что испытываемая порция вспыхивает, если появляется
большое пламя, которое мгновенно распространяется по её поверхности.
Не следует путать истинную вспышку с синеватым ореолом, который
иногда окружает испытательное пламя, или увеличенным пламенем,
предшествующим пламени, вызывающему истинную вспышку.
Записывают как измеренную температуру вспышки показание
термометра, когда испытательное пламя вызывает вспышку внутри
испытательного тигля.
Определение температуры вспышки жидкостей в температурном
интервале от 19°С до 70°С. Во время проведения испытаний в лаборатории
записывают барометрическое давление и температуру используемого барометра
или его ближайшего окружения.
Полностью наполняют нагревательный сосуд и воздушную камеру,
окружающую испытательный тигель, до глубины, равной, по крайней мере,
38 мм, водой.
Регулируют температуру нагревательного сосуда, используя либо
охлаждающую ванну, либо холодильник или нагреватель, до температуры, по
крайней мере, на 9°С ниже ожидаемой температуры вспышки испытываемого
материала или до 10°С в зависимости от того, какая из них выше. В случае
необходимости проводят пробное определение температуры вспышки.
При необходимости перед открытием помещают ёмкость с пробой в
охлаждающую ванну или холодильник при температуре 2°С или температуре,
по крайней мере, на 17°С ниже ожидаемой температуры вспышки, в
зависимости от того, какая из них выше. Поддерживают эту или более низкую
температуру пробы до завершения всех измерений температуры вспышки.
Промывают испытательный тигель соответствующим растворителем для
удаления следов смолы или осадка, остающихся от предыдущего испытания.
Просушивают тигель в токе чистого воздуха. Устанавливают термометр
испытательного тигля на его место в крышке. Неплотно закрывают испыта-
545
тельный тигель крышкой и охлаждают их в холодильнике или охлаждающей
ванне до тех пор, пока термометр не покажет 2°С или, по крайней мере,
температуру на 17°С ниже ожидаемой температуры вспышки, в зависимости
от того, какая из них выше.
При использовании жидкой охлаждающей ванны не допускают
попадания в испытательный тигель охлаждающей жидкости и паров, которые
могут повлиять на температуру вспышки испытываемого продукта.
Устанавливают нагревательный сосуд на точно выровненной
поверхности. Устанавливают испытательный тигель на его место в аппарате. Снимают
крышку и наливают испытываемую порцию без сильного перемешивания,
избегая по возможности образования пузырьков воздуха, до тех пор, пока
уровень точно достигнет положения индикатора на стенке испытательного
тигля. Не перемещают аппаратуру после её наполнения. Устанавливают
на испытательный тигель крышку и фиксируют её в рабочем положении.
Зажигают испытательное пламя, регулируют его размеры до диаметра
порядка 3,8 мм и поддерживают эти размеры во время проведения испытаний,
сравнивая их почаще с выступающим белым шариком, смонтированным на
крышке испытательного тигля.
Нагревают сосуд так, чтобы температура испытываемой порции в тигле
повышалась со скоростью ГС/мин. Перемешивают испытываемую порцию
в направлении по часовой стрелке (т.е. создавая нисходящий напор) со
скоростью порядка 0,5с1 или со скоростью, близкой к ней, насколько это
позволяет вязкость продукта. При испытании вязких продуктов добиваются,
чтобы под действием смесителя испытываемая порция не выплёскивалась
выше отметки, указывающей уровень наполнения. Продолжают
перемешивание таким же образом и далее, но прекращают его при зажигании
пламени.
По достижении температуры испытываемой порции, равной 10°С,
или, по крайней мере, температуры, на 9°С ниже ожидаемой температуры
вспышки, включают таймер, «включают» испытательное пламя, медленно и
равномерно открывая задвижку в крышке в течение промежутка времени,
определяемого тремя ударами метронома, а затем при четвёртом ударе
закрывают задвижку. Если используется электрический/электронный таймер,
калиброванный в секундах, испытательное пламя должно «включаться»
путём медленного и равномерного открытия задвижки за 2 с, после чего
в течение 1 с задвижку необходимо закрыть.
Если происходит вспышка, прекращают испытание, выбрасывают
испытываемую порцию и повторяют испытание, начиная при температуре,
по крайней мере, на 17°С ниже предыдущей начальной температуры. При
отсутствии вспышки действуют, как указано ниже.
«Включают» пламя таким же образом при каждом приросте
температуры на 0,5°С до появления вспышки внутри испытательного тигля или до
достижения температуры, соответствующей скорректированной температуре,
равной 70°С. Записывают температуру испытываемой порции,
соответствующую появлению вспышки.
546
Не следует путать истинную вспышку с синеватым ореолом, который
иногда окружает испытательное пламя, или увеличенным пламенем,
предшествующим пламени, вызывающему истинную вспышку.
Записывают как измеренную температуру вспышки показание
термометра, когда испытательное пламя вызывает вспышку внутри
испытательного тигля.
Выражение результатов
Вычисляют скорректированную температуру вспышки, Тс, по
уравнению:
Гс=7;+0,25-(101,3-р),
где
Ts — измеренная температура вспышки, °С,
р — барометрическое давление при 0°С, кПа.
На практике 4 кПа эквивалентно изменению температуры вспышки
на ГС.
Записывают в отчёте скорректированный результат с округлением до
ближайших 0,5°С.
Данные по точности метода, распространяющиеся на температуры от
-5°С до 66,5°С, приведены в стандарте.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 13736;
б) полное описание анализируемого продукта;
в) результаты определения;
г) любое отклонение от установленной методики, сделанное по
соглашению или иначе;
д) дату определения;
е) название и адрес лаборатории.
15.2. Определение температуры воспламенения
ОПРЕДЕЛЕНИЕ ВСПЫШКИ/ОТСУТСТВИЯ
ВСПЫШКИ В РАВНОВЕСНЫХ УСЛОВИЯХ
Международный стандарт ИСО 1516 устанавливает метод определения
образования достаточного количества воспламеняемых паров для того, чтобы
вызвать воспламенение исследуемого материала при приложении внешнего
источника пламени стандартным способом. Стандарт распространяется на
лакокрасочные материалы, связующие для лакокрасочных материалов,
нефтяные растворители и аналогичные продукты при поддержании их при
выбранной равновесной температуре и в условиях определения.
Метод пригоден для использования в температурном интервале от -30°С
до 110°С в зависимости от используемого оборудования.
Интерпретировать результаты, полученные на смесях на основе
растворителей, содержащих галогенированные углеводороды, следует с осто-
547
рожностью, поскольку такие смеси могут давать аномальные результаты.
Данный метод не применим к лакокрасочным материалам на водной основе,
которые можно исследовать по ИСО 3680.
Сущность метода заключается в следующем. Анализируемую порцию
помещают в закрытый тигель специальной конструкции, расположенный
в термостатируемой бане при контролируемой температуре. После того,
как порция находилась при выбранных условиях температурного
равновесия не менее 10 мин, проводят испытание на воспламенение, направляя
в испытательный тигель небольшое пламя. Записывают, вызывает пламя
воспламенение паров над анализируемой порцией или нет.
Реактивы и материалы
Растворитель для очистки, для удаления из тигля и с крышки следов
предыдущей пробы. Выбор растворителя зависит от исследуемого в
предыдущем определении материала и от прочности осадка. Ароматические
растворители (не содержащие бензола) с низкой летучестью можно использовать
для удаления следов масла, а смешанные растворители типа толуол/ацетон/
метанол могут быть эффективны для удаления смолистых отложений.
Контрольные жидкости (номинальная температура вспышки, °С):
2,2,4-триметилпентан (-9); толуол (6); октан (14); 1,4-диметилбензол
(26); нонан (32); циклогексанон (43); декан (49); гексан-1-ол (60); ундекан
(63); додекан (84); тетрадекан (109); нонан-1-ол (109).
Приборы и оборудование
Испытательный тигель и крышка. Испытательный тигель должен быть
снабжен плотно пригнанной крышкой с открывающейся задвижкой и
устройством для поджигания, обеспечивающим при открытой задвижке
расположение поджигающего пламени диаметром от 3 мм до 4 мм
приблизительно в центре отверстия крышки. Последнее должно быть расположено
таким образом, чтобы вершина устройства для поджигания была между
плоскостями верхней и нижней поверхности крышки в точке прохождения
радиуса через центр отверстия.
Установка должна быть сконструирована таким образом, чтобы
испытание на воспламенение можно было провести, открыв задвижку,
расположив и убрав сопло устройства для поджигания и закрыв задвижку вновь
за период от 2 с до 3 с. Устройства с механическим управлением можно
использовать для проведения этой операции при условии подтверждения
их соответствия этим требованиям. Источником пламени в устройстве для
воспламенения может быть любой подходящий горючий газ.
Термометр для испытательного тигля. Допускается использование
других типов устройств для измерения температуры при условии, что они
удовлетворяют требованиям по точности и имеют такой же отклик, как и
термометры.
Термостатируемая баня, содержащая подходящую жидкость, которая
обеспечивает поддержание и возможность регулирования требуемой
температуры с точностью до ±0,5°С.
Термометр для бани, для измерения температуры бани с той же
точностью, что и термометр для испытательного тигля.
548
Опора, конструкция которой обеспечивает прямой контакт
испытательного тигля с жидкостью в термостатируемой бане при погружении,
при этом уровень анализируемой порции в испытательном тигле
совпадает с уровнем жидкости в бане и крышка и верхняя кромка находятся в
горизонтальном положении. Пример использования испытательного тигля
Абеля — см. рис. 15.1.
Барометр, с точностью измерения 0,1 кПа. Барометры с предварительной
коррекцией для дачи показаний на уровне моря, такие как на
метеорологических станциях и в аэропортах, использовать не следует.
Нагревательная баня или печь (если требуется), отвечающие
требованиям для предварительной подготовки полутвердых или твердых проб при
комнатной температуре.
Охлаждающая баня или холодильник (если требуется), для охлаждения
пробы не менее чем на 10°С ниже температуры испытания.
Мешалка для термостатируемой бани.
Подготовка оборудования
Оборудование располагают в местах отсутствия сквозняков и
предпочтительно в помещении с мягким освещением.
Доводят температуру бани до выбранной равновесной температуры
испытания и поддерживают ее на этом уровне с точностью ±0,5°С. Тщательно
очищают и высушивают испытательный тигель, крышку и термометр.
Приводят их к температуре как минимум на 2°С ниже выбранной равновесной
температуры испытания.
Проверяют правильность функционирования оборудования не реже
одного раза в год испытанием сертифицированного контрольного
материала. Рекомендуется проводить более частые проверки с использованием
вторичных рабочих стандартов.
Отбор и обработка проб
Пробы для анализа отбирают по ИСО 15528, если не указано иное.
Пробы помещают в плотно закупоренные контейнеры из материала,
подходящего для отбираемого материала. В целях безопасности следует
убедиться, что контейнер заполнен только на 85-95% емкости.
Хранят пробы в условиях, обеспечивающих минимальные потери паров
и повышение давления. Следует избегать хранения проб при температурах
выше 30°С.
Лакокрасочные материалы. Пробы готовят по ИСО 1513.
Нефтепродукты. Если необходимо хранить аликвоту исходной пробы
перед определением, следует убедиться, что контейнер заполнен не менее
чем на 50% емкости.
На результаты определения точки воспламенения может оказать влияние
падение объема пробы ниже 50% от емкости контейнера.
Условия испытания
Атмосферное давление. Измеряют и записывают атмосферное давление
с помощью барометра, расположенного вблизи установки во время
определения. Не следует вводить поправку атмосферного давления на 0°С, хотя
конструкция некоторых барометров вводит ее автоматически.
549
Перевод показаний атмосферного давления. Если показания
атмосферного давления снимают в единицах, отличных от килопаскалей, их переводят
в килопаскали по одному из следующих уравнений:
Показания в ГпаО,1=кПа.
Показания в мбар-0,1=кПа.
Показания в мм Щ0,1333=кПа.
Температура определения. Если необходимо скорректировать температуру
определения к стандартному атмосферному давлению 101,3 кПа,
рассчитывают температуру определения, ТТ, по следующему уравнению:
7;=^-0,25-(101,3-р),
где
Ts — выбранная температура определения, выраженная в °С;
р — внешнее атмосферное давление, выраженное в кПа.
Данное уравнение абсолютно точно только в области атмосферного
давления от 98,0 кПа до 104,7 кПа.
Методика определения
Наполняют тигель для испытания анализируемой порцией либо так,
чтобы индикатор уровня на внутренней поверхности исчез под поверхностью
жидкости, либо требуемым объемом анализируемой порции (для закрытого
испытательного прибора Тага используют объем 50+0,5 мл).
Следует избегать образования пузырьков и контакта анализируемой
порции со стенкой тигля выше индикатора уровня. Если это имеет место
в заметной степени, опорожняют испытательный тигель, очищают его,
как описано выше, перед тем как залить в него свежую анализируемую
порцию.
Сразу же после наполнения испытательного тигля устанавливают
крышку и термометр. Закрепляют испытательный тигель в бане таким
образом, чтобы крышка была расположена горизонтально и погруженный
тигель был в прямом контакте с жидкостью в бане, при этом поверхность
анализируемой порции должна быть на одном уровне с жидкостью в бане.
В качестве примера см. рис. 15.1, где приведено использование
испытательного тигля Абеля.
Зажигают пламя воспламеняющего устройства и регулируют его до
приблизительно сферической формы диаметром от 3 мм до 4 мм. Если
установка снабжена мешалкой, используют ее в соответствии с методикой,
подходящей для определения.
Дают температуре анализируемой пробы подняться до выбранного
значения равновесной температуры испытания и поддерживают при этой
температуре с точностью ±0,5°С минимум 10 мин.
После подготовки приостанавливают перемешивание анализируемой
порции и проводят испытание на воспламенение, открывая задвижку,
опуская и поднимая устройство для воспламенения и вновь закрывая задвижку
за период от 2 с до 3 с. Отмечают, произошла вспышка или нет.
Если вспышки не наблюдается, поддерживают анализируемую порцию
при температуре определения еще 10 мин и повторяют определение. Если
в результате второго определения вспышка происходит, считают, что про-
550
дукт воспламеняется при выбранной равновесной температуре определения.
Если во время второго определения вспышки не наблюдается, записывают,
что вспышки не происходит.
Если анализируемая газовая смесь находится вблизи точки
воспламенения, приложение поджигающего пламени может привести к образованию
ореола; однако, продукт считается вспыхнувшим только тогда, если
появляется сравнительно большое голубое пламя и распространяется по
поверхности жидкости. В случае сомнения следует повторить определение со
свежей порцией. Если сомнение не разрешится при втором определении,
продукт рассматривается как вспыхнувший.
Если при открывании задвижки и введении поджигающего пламени
загорается продолжительное яркое пламя, точка воспламенения лежит ниже
выбранной равновесной температуры.
Выражение результатов
Записывают, вспыхнула или нет анализируемая порция при
выбранной температуре определения, с поправкой на стандартное атмосферное
давление.
Показатели повторяемости и воспроизводимости результатов при
выбранной равновесной температуре могут быть получены из данных по
точности в ИСО 1523.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 1516;
б) тип и полное описание анализируемой пробы;
в) ссылку на стандарт с описанием используемого испытательного
тигля;
г) внешнее атмосферное давление вблизи установки во время
определения;
д) температуру определения;
е) была или нет вспышка при этой температуре;
ж) любые отклонения от установленной методики, сделанные по
соглашению сторон или иначе;
з) дату определения.
ОПРЕДЕЛЕНИЕ ВСПЫШКИ/ОТСУТСТВИЯ
ВСПЫШКИ УСКОРЕННЫМ МЕТОДОМ В
РАВНОВЕСНЫХ УСЛОВИЯХ
Международный стандарт ИСО 3680 устанавливает метод определения
способности красок, лаков, связующих для красок, включая краски на
водной основе, растворителей при поддержании их при температуре испытания
от -30°С до 300°С образовывать горючие пары, которые могут возгораться
при приложении испытательного пламени стандартным способом. При
использовании с детектором вспышки данный метод подходит также для
испытания на наличие/отсутствие вспышки для метиловых эфиров жирных
кислот.
551
Сущность метода состоит в следующем. Анализируемую порцию
определенного объема вводят в закрытый испытательный тигель, который
поддерживается при температуре испытания. Через определенное время прилагают
испытательное пламя и наблюдают наличие или отсутствие вспышки.
Реактивы и материалы
Растворители для очистки, для удаления из тигля и с крышки
следов предыдущей пробы. Выбор растворителя зависит от исследуемого в
предыдущем определении материала и от прочности осадка.
Ароматические растворители (не содержащие бензола) с низкой летучестью можно
использовать для удаления следов масла, а смешанные растворители типа
толуол-ацетон-метанол могут быть эффективны для удаления смолистых
отложений.
Контрольные жидкости (номинальная температура вспышки, °С):
2,2,4-триметилпентан (-9,5); толуол (6,0); октан (14); 1,4-диметилбензол
(27); нонан (32); декан (49); ундекан (63); додекан (81); тетрадекан (109);
гексадекан (134).
Приборы и оборудование
Установка для определения температуры вспышки. Установка состоит
из следующих частей.
Испытательный тигель. Испытательный тигель состоит из следующих
частей, описанных ниже.
Металлический блок из алюминиевого сплава или нержавеющего металла
такой же теплопроводности, с цилиндрической выемкой и с отверстием в
стенке для размещения температурного датчика (рис. 15.2). В рабочем
положении температурный датчик (шарик термометра) должен быть окружен
подходящим теплопроводным силиконовым термопластичным
соединением.
Крышка, снабженная открывающейся задвижкой и устройством,
обеспечивающим введение испытательного пламени диаметром 4+0,5 мм в
испытательный тигель при открытой задвижке. При введении сопло испытательного
пламени должно пересекать плоскость внутренней поверхности крышки в
пределах ±0,1 мм. Крышка должна быть снабжена каналом, проходящим в
испытательный тигель, для введения анализируемой порции, и подходящим
зажимным устройством для плотного прижима к металлическому блоку. Три
отверстия в тигле должны быть в пределах диаметра испытательного тигля.
Задвижка должна быть снабжена пружиной или другим устройством, чтобы
она была в полностью закрытом положении. В открытом положении два
отверстия на задвижке должны совпадать с соответствующими отверстиями
на крышке. Уплотнительное кольцо должно быть сделано из термостойкого
материала и обеспечивать герметичность при закрытой крышке.
Электрический нагреватель, присоединенный ко дну испытательного
тигля таким образом, чтобы обеспечивать эффективный перенос тепла.
Контроль нагревателя должен обеспечивать поддержание температуры
испытательного тигля по измерениям интегрального термометра, в отсутствие
сквозняков, в пределах ±0,5°С для температуры испытания до и включая
552
100°С и в пределах ±2,0°С для температуры испытания свыше 100°С во
время испытания.
Испытательное пламя и запальное пламя. Оба пламени должны
поддерживаться подходящим горючим газом (например, природным газом,
сжиженными нефтяными газами). Мерное кольцо диаметром 4 мм должно
быть выгравировано на крышке около испытательного пламени.
Таймер. Таймер должен давать звуковой сигнал после 60+2 с и
120±4 с.
Температурный датчик. Используют стеклянный жидкостный термометр,
соответствующий требованиям, приведенным в приложении В, или
альтернативное устройство и/или систему для измерения температуры эквивалентной
точности. Изначальный выбор датчика температуры должен основываться
на ожидаемой температуре вспышки анализируемого материала.
Охладитель испытательного тигля (необязательно). Электронный
охладитель Пельтье или другое подходящее охлаждающее устройство.
Детектор вспышки (необязательно). Легкое устройство с термопарой
для определения пламени в точке вспышки. На наличие вспышки указывает
обнаружение повышения температуры на 6,0°С за 100 мс.
Для испытания на наличие/отсутствие вспышки по всей области
температур от -30°С до 300°С может потребоваться более одной установки.
Шприцы. Шприцы на 2 мл, настроенные на выпуск 2,00+0,05 мл и
снабженные, если требуется, иголкой, подходящей для использования с
установкой при температуре испытания до и включая 100°С. При
испытании метиловых эфиров жирных кислот порции по 2 мл используют при
всех температурах.
Шприцы на 5 мл, настроенные на выпуск 4,00+0,10 мл и снабженные,
если требуется, иголкой, подходящей для использования с установкой при
температуре испытания свыше 100°С. Шприцы на 5 мл не требуются при
испытании метиловых эфиров жирных кислот.
Барометр, с точностью измерений 0,1 кПа. Барометры с
предварительной коррекцией для дачи показаний на уровне моря, такие как на
метеорологических станциях и в аэропортах, использовать не следует.
Нагревательная баня или печь (необязательно), для нагревания проб,
если требуется, с контролем температуры +5°С. Если печь используется,
она должна быть в искробезопасном исполнении для безопасности в
присутствии паров углеводородов. Рекомендуется печь во взрывобезопасном
исполнении.
Охлаждающая баня или морозильник (необязательно), для охлаждения
пробы, если требуется, не менее чем на 10°С ниже температуры испытания,
с контролем температуры +5°С. При использовании морозильной камеры
она должна быть во взрывобезопасном исполнении.
Экраны от сквозняка (необязательно). Если экраны требуются для
сведения сквозняков к минимуму, их устанавливают позади и по обе стороны
от установки. Для этих целей подходит экран высотой 350 мм, шириной
480 мм и глубиной 240 мм.
Вставка для тигля (необязательно).
553
Подготовка оборудования
Размещают установку на устойчивой горизонтальной поверхности там,
где нет сквозняков. Когда нельзя защититься от сквозняков, рекомендуется
использовать защитные экраны.
При испытании проб, образующих токсичные пары, установку
рекомендуется разместить в вытяжном шкафу с индивидуальным контролем
воздушного потока, регулируемым таким образом, чтобы не вызывать тока
воздуха над испытательным тиглем во время определения.
Моют испытательный тигель, крышку и аксессуары подходящим
растворителем для удаления следов смолы или осадка, оставшихся после
предыдущего испытания. По безопасности и обслуживанию установки
следуют инструкциям изготовителя. Для удаления последних следов
растворителя можно использовать поток сухого чистого воздуха. Отверстие
питателя можно должным образом очистить ершом.
Поверяют правильность функционирования оборудования не реже
одного раза в год испытанием сертифицированного контрольного
материала. Рекомендуется проводить более частые проверки с использованием
вторичных рабочих стандартов.
Численные величины, полученные во время поверочных испытаний, не
следует использовать для корректировки температур вспышки, определяемых
впоследствии на этом оборудовании.
Если установка не проходит успешно поверочного испытания, оператору
рекомендуется проверить следующее:
а) плотно ли крышка закрывает испытательный тигель;
б) обеспечивает ли задвижка легкое закрывание;
в) подходящая ли теплопроводящая паста окружает шарик термометра
и погруженную часть стержня термометра.
Отбор и обработка проб
Пробы для анализа отбирают по ИСО 15528, если не указано иное.
Помещают пробы в плотно закупоренные контейнеры из материала,
подходящего для отбираемого продукта. В целях безопасности следует
убедиться, что контейнер заполнен только на 85-95% емкости.
Пробы хранят в условиях, обеспечивающих минимальные потери паров
и повышение давления. Следует избегать хранения проб при температурах
выше 30°С.
Пробы лакокрасочных материалов готовят по ИСО 1513.
Методика определения
Общие положения. Для определения температуры испытания используют
уравнение, приведенное в разделе «Обработка результатов». Для установки
требуемой температуры исследования следуют инструкциям изготовителя.
При испытании метиловых эфиров жирных кислот следует использовать
детектор температуры вспышки.
Не прилагают испытательное пламя к анализируемой порции более
одного раза. Для каждого испытания используют новую порцию пробы.
После каждого испытания выключают регулятор и испытательное пламя,
используя газовый контрольный вентиль, и когда температура испытатель-
554
ного тигля снижается до безопасного уровня, удаляют анализируемую пробу
и очищают установку.
Не следует путать истинную температуру вспышки с голубоватым
ореолом, который иногда окружает испытательное пламя при приложениях,
предшествующих тем, что вызывают истинную вспышку.
При применении детектора вспышки на него не влияет ореол, и при
этом не требуется оператор для плотного наблюдения за испытанием на
температуру вспышки.
Если при открывании задвижки и введении поджигающего пламени
загорается продолжительное яркое пламя, точка воспламенения лежит
значительно ниже выбранной равновесной температуры. В таких случаях для
определения истинной температуры вспышки можно использовать ИСО
3679.
Измеряют и записывают атмосферное давление с помощью барометра,
расположенного вблизи установки во время определения.
Не следует вводить поправку атмосферного давления на 0°С, хотя
конструкция некоторых барометров вводит ее автоматически.
Испытание при температурах до и включая 100°С, а так же для
метиловых эфиров жирных кислот для всего диапазона температур. Заряжают
чистый и сухой шприц, доведенный до температуры не менее чем на 10°С
ниже ожидаемой температуры вспышки, 2 мл анализируемой порции. Сразу
же после отбора закрывают контейнер с пробой, чтобы свести к минимуму
потери летучих компонентов.
Осторожно подносят шприц к отверстию для наполнения и переносят
анализируемую порцию в испытательный тигель, полностью сжимая
поршень шприца. Вынимают шприц.
Для твердых или полутвердых проб — переносят массовый эквивалент
приблизительно 2 мл непосредственно в испытательный тигель и
распределяют по дну тигля как можно равномернее.
Включают таймер на 1 мин. Открывают вентиль газового контроля и
поджигают вспомогательное и испытательное пламя. Регулируют
испытательное пламя до размера 4 мм мерного кольца. Переналаживают детектор
вспышки, если установлен.
Когда раздастся звуковой сигнал, прилагают испытательное пламя,
медленно и равномерно открывая и закрывая задвижку на период от 2 с
до 3 с. Проверяют на вспышку и регистрируют результат.
Испытание при температурах свыше 100°С. Заряжают чистый и сухой
шприц 4 мл анализируемой порции. Сразу же после отбора закрывают
контейнер с пробой, чтобы свести к минимуму потери летучих компонентов.
Осторожно подносят шприц к отверстию для наполнения и переносят
анализируемую порцию в испытательный тигель, полностью сжимая
поршень шприца. Вынимают шприц.
Для твердых или полутвердых проб — переносят массовый эквивалент
приблизительно 4 мл непосредственно в испытательный тигель и
распределяют по дну тигля как можно равномернее.
Включают таймер на 2 мин. Открывают вентиль газового контроля и
поджигают вспомогательное и испытательное пламя. Регулируют испыта-
555
тельное пламя до размера 4 мм мерного кольца. Переналаживают детектор
вспышки, если установлен.
Когда раздастся звуковой сигнал, прилагают испытательное пламя,
медленно и равномерно открывая и закрывая задвижку на период от 2 с
до 3 с. Проверяют на вспышку и регистрируют результат.
Обработка результатов
Если испытание на наличие или отсутствие вспышки проводят при
температуре, установленной в положениях или технических условиях,
установленную температуру следует перед испытанием привести к атмосферному
давлению окружающей среды, и эту откорректированную температуру,
округленную до ближайших 0,5°С, используют в качестве температуры испытания.
Рассчитывают температуру вспышки, Тт, по следующему уравнению:
Тт =TS- 0,25 -(101,3 -р),
где
Ts — выбранная температура определения, выраженная в °С;
р — внешнее атмосферное давление, выраженное в кПа.
Данное уравнение абсолютно точно только в области атмосферного
давления от 98,0 кПа до 104,7 кПа.
Выражение результатов
Записывают температуру наличия/отсутствия вспышки, Ts, или
температуру испытания на наличие/отсутствие вспышки, Гт,выраженную в
"С, с поправкой на стандартное атмосферное давление, округленную до
ближайших 0,5°С.
Данные по точности для данного метода аналогичны данным по
точности ИСО 3679.
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 3680;
б) тип и полное описание анализируемой пробы;
в) результат определения;
г) любые отклонения от установленной методики, сделанные по
соглашению сторон или иначе;
д) дату определения.
15.3. Определение способности поддерживать
горение
Международный стандарт ИСО 9038 устанавливает метод определения
горючести жидких лакокрасочных материалов и аналогичных продуктов в
определенных условиях.
Сущность метода заключается в способности нагретой до определенной
температуры пробы краски загораться от пламени.
Приборы и оборудование
Прибор для определения горючести, состоящий из алюминиевого блока
или из другого коррозийностойкого металла с высокой теплопроводностью.
556
Блок должен иметь чашеобразную выемку и отверстие для термометра
(рис 15.4).
1 2
\ / \ m г-
0О_ VO
о" о"
1,
tf]
36,2 ^--—
36,0
СМ т-
г
.
1,
го *—_
cm" гм~
3
Рис. 15.4. Прибор для определения горючести
1 — термометр; 2 — бутановая горелка; 3- место для пробы
Ртутный термометр с ценой деления 0,5°С.
Нагревательное устройство.
Таймер.
Шприц, отмеряющий объем 2 мл с точностью ±0,1 мл.
Бутановая горелка.
Методика определения
Отбор проб лакокрасочного материала производят согласно требованиям
ИСО 15528, если не указано иное. Подготовку материала проводят по ИСО
1513. Пробу хранят в герметичном контейнере.
Определение проводят с применением двух параллельных проб.
Прибор должен быть установлен в помещении, свободном от
сквозняков, с приглушенным освещением для наблюдения вспышек пламени.
Блок прибора для определения горючести устанавливают на нагреватель
и нагревают до температуры испытаний. Стандарт рекомендует выбирать
температуру 55+ГС. Верхняя часть блока должна располагаться
горизонтально, сопло горелки должно находиться на высоте 2,2 мм от поверхности
блока (см. рис. 15.4).
Зажигают пламя бутановой горелки, которое должно быть длиной 8-9
мм и шириной 5 мм. Отбирают шприцем 2 мл испытуемого материала,
впрыскивают в углубление блока и включают таймер. После 60 с выдержки
горелку подводят к краю углубления блока и поджигают материал. Горелку
убирают через 15 с и наблюдают горение материала. Если материал сразу
поджечь не удалось, горелку выдерживают 15 с у края углубления блока,
убирают, а затем цикл повторяют до поджога материала.
Для каждого испытания необходимо наблюдать и записывать:
а) наличие воспламенения и устойчивого горения материала;
б) наличие воспламенения и прекращения горения, когда убирают
горелку.
Если наблюдается воспламенение и устойчивое горение пробы,
испытание повторяют после 30 с выдержки материала перед подводом горелки.
557
Материал на основании определения должен оцениваться как
поддерживающий горение или как неподдерживающий горение.
Устойчивое горение должно наблюдаться при любом времени нагрева
пробы, когда пламя поджигает пробу и она устойчиво горит после отвода
горелки, или когда она горит более 15 с после отвода горелки.
Отчет об определении
Отчет об определении должен включать следующую информацию:
а) ссылку на международный стандарт ИСО 9038;
б) тип и идентификацию испытуемого продукта;
в) температуру проведения испытания и барометрическое давление;
г) заключение: поддерживает горение или не поддерживает горение, а
также описание конкретных наблюдений, например: нерегулярное мигание
и т.п.;
д) любые отклонения от стандартной методики;
е) дату проведения определения.
15.4. Определение эмиссии формальдегида
Международный стандарт ИСО 15234 устанавливает лабораторный метод
определения равновесной концентрации формальдегида от выделяющих
формальдегид покрытий и пены меламина в малой испытательной камере.
Сущность метода заключается в следующем. Контрольные образцы
кондиционируют при 23+ГС и 50+3% относительной влажности и при
указанных условиях выдерживают в малой испытательной камере
(эксикаторе).
Эксикатор устанавливают в помещении с кондиционированным
воздухом так, чтобы воздух из помещения мог быть пропущен сначала через
эксикатор и затем через поглотительный сосуд, где формальдегид (НСНО)
связывается. Вода в поглотительном сосуде заменяется через регулярные
интервалы. Концентрацию формальдегида в них определяют фотометрическим
методом с ацетилацетоном или другим соответствующим методом. Критерием
окончания испытания является момент, когда величина измеренной
концентрации формальдегида больше не меняется. В этом случае равновесная
концентрация ceqi в воздухе испытательной камеры достигнута.
Данный метод является простым в выполнении и применяется для
предварительного определения. Хорошая корреляция данных по этому методу
получена с данными, полученными при испытаниях того же материала в
камере объемом 40 м3.
Аналитический метод для определения формальдегида с применением
ацетилацетона был выбран в качестве предпочтительного метода. Другие
методы определения, например флуорометрический метод, могут
использоваться вместо фотометрического метода с ацетилацетоном.
Приборы и оборудование
Применяют обычное лабораторное оборудование, а также оборудование,
указанное ниже.
558
Помещение с кондиционированным воздухом или подобное помещение,
поддерживающее температуру 23+ ГС и относительную влажность воздуха
50+3%.
Установка для определения (рис. 15.5), состоящая из:
газового дозировочного насоса со скоростью нагнетания не менее 100
л/с, скоростной напор зависит от требований по давлению;
счетчика пузырьков;
бутыли емкостью 1000 мл с модифицированной промывалкой
внутри;
испытательной камеры объемом 20 л, например, эксикатора с крышкой
с проволочной сеткой для проб;
гигрометра;
двух промывных бутылок емкостью 30 мл с фитингами Muenke, или
другие подходящие абсорбционные сосуды.
Промывная бутылка емкостью 500 мл, заполненная силикагелем,
работающая как сушильная башня;
Расходомер, с уровнем измерения от 0 л/ч до 100 л/ч; с вентилем
тонкого контроля;
Интегральный расходомер, рабочий диапазон от 1 л/ч до 220 л/ч.
У///////////77777///////////////
7 7 8
Рис. 15.5. Схема установки для определения формальдегида
1 — газовые дозировочные насосы; 2 — бутыли с насыщенным раствором нитрата
кальция для создания относительной влажности воздуха 50+2%; 3 — вентиляционная
труба со счетчиком пузырьков; 4 — испытательная камера; 5 — пробы; 6 — гигрометр;
7 — промывные бутылки/абсорбционные сосуды; 8 — промывная бутылка с силикагелем
(сушильная башня); 9 — вентиль; 10 — расходомер; 11 — интегральный расходомер
Примечания:
1. При необходимости две бутылки (2) могут быть соединены последовательно.
8 этом случае, однако, только вторая бутылка должна быть снабжена
вентиляционной трубкой (3).
2. Следует проверить герметичность, чтобы убедиться, что во время определения в
аппарате не будет течей. Соединительные трубки должны быть как можно короче.
Спектрофотометр или фотометр со светофильтром 412 нм.
Ячейка спектрофотометра 50 нм.
Мерные колбы на 100 мл, 500 мл и 1000 мл.
Микробюретка на 10 мл.
Мерная пипетка на 1 мл.
559
Водяная баня, поддерживающая температуру 60±2°С.
Аналитические весы, с точностью взвешивания 0,1 мг.
Реактивы и материалы
Для анализа используют только реактивы аналитического качества и
дистиллированную воду.
Раствор цветного проявителя. Взвешивают 75,0 г ацетата аммония в
мерной колбе емкостью 500 мл и растворяют в воде. Добавляют 1,5 мл
концентрированной уксусной кислоты (минимум 96%) и 1,0 мл ацетилаце-
тона. Доводят водой до метки и хорошо перемешивают.
Раствор нестабилен. Он не может храниться более 14 дней при
комнатной температуре (температура не выше 28°С).
Стандартный исходный раствор формальдегида, содержащий около 1 г/л
формальдегида. Взвешивают около 3 г 30%-ного раствора формальдегида
в химическом стакане на 100 мл и разбавляют водой. Переносят
разбавленный раствор в мерную колбу на 1000 мл, доводят водой до метки и
хорошо перемешивают.
К 20 мл исходного раствора формальдегида добавляют 25 мл
раствора йода [с(12) =0,05 моль/л, соответствует 12,69 г/л 12] и 10 мл раствора
гидроксида натрия [c(NaOH)=l моль/л, соответствует 40,00 г/л NaOH].
Через пять минут добавляют 11 мл соляной кислоты [с(НС1) = 1 моль/л,
соответствует 36,46 г/л НС1] и несколько капель 1% раствора крахмала.
Титруют избыток раствора йода раствором тиосульфата натрия [c(Na2S2O3)=0,l
моль/л, соответствует 15,81 г/л Na2S203].
Рассчитывают содержание формальдегида по уравнению:
, 0,0015(25-Г)-1000
w(CH20) = - ^ >- ,
у 2 J 20
где
w(CH20) — содержание формальдегида в стандартном исходном
растворе, г/л;
V — использованный объем раствора тиосульфата натрия, мл.
Стандартный раствор формальдегида (8 мг/л формальдегида). Добавляют
из микробюретки объем стандартного исходного раствора, содержащий 8
мг формальдегида, в мерную колбу на 1000 мл, доводят водой до метки и
хорошо перемешивают.
1 мл этого стандартного раствора содержит 8 мкг формальдегида.
Насыщенный раствор нитрата кальция, приготовленный растворением
тетрагидрата нитрата кальция, Ca(N03)2-4H20 в воде.
Методика определения
Проводят не менее трех определений — каждый раз на свежем образце
из того же материала.
Приготовление проб. Требуемая площадь А проб может быть рассчитана
из скорости замещения воздуха п и объема V испытательной камеры.
Например, если количество обменов воздуха в час равно трем (л=3 ч1) и объем
испытательной камеры равен 20 л, то требуемая площадь пробы составляет
600 см2. Это соответствует отношению устойчивого состояния п/а=\, что
560
является подходящим для испытаний, проводимых в соответствии с этим
стандартом. Дальнейшие детали по подготовке проб лакокрасочных покрытий
и меламиновых пен подробно описаны в приложениях к стандарту.
Детали подготовки образцов из других материалов должны быть
предметом соглашения сторон.
Образцы выдерживают при температуре 23±ГС и относительной
влажности 50±3% 28 дней перед использованием
Метод обработки образцов А (для концентраций формальдегида < 0,15
мг/м3). Устанавливают прибор в комнате с кондиционером и помещают
кондиционированные образцы в эксикатор. Вводят 10 мл воды в первую
промывную бутыль для адсорбции формальдегида и 5 мл воды во вторую.
Включают насосы. Регулируют насос, который пропускает воздух в бутылку,
содержащую раствор нитрата кальция, таким образом, чтобы на протяжении
всего испытания в бутылку проходило больше воздуха, чем высвобождалось
из нее. Это можно проверить по счетчику пузырьков. Эксикатор должен
быть закрыт крышкой.
Пропускают воздух при температуре 23+ГС из комнаты с
кондиционером при постоянном расходе через промывную бутылку, содержащую
раствор нитрата кальция (для создания относительной влажности 50±2%),
затем над образцами в эксикаторе, через промывную бутылку,
содержащую воду, и, наконец, через сушильную башню и обратно в комнату с
кондиционером.
Проверяют относительную влажность в эксикаторе гигрометром.
Устанавливают требуемый расход воздуха, например, 60±3 л/ч для А=600 см2,
с помощью расходомера. С интервалами в 1 ч на протяжении испытания
считывают и отмечают точные показания интегрального расходомера и
определяют концентрацию формальдегида с в объединенном содержимом
заполненных водой промывных бутылок. Продолжают испытание до тех
пор, пока несколько полученных последовательно величин с (не менее трех)
не будут отличаться менее чем на 0,02 мг/м3.
Метод обработки образцов В (для концентраций формальдегида >0,15
мг/м3).
Методика в этом случае такая же, как описано выше, за исключением
того, что в промывные бутылки для адсорбции формальдегида наливают 15
мл (промывная бутылка № 1) и 10 мл (промывная бутылка № 2) воды.
Определение формальдегида
Сущность метода заключается в следующем. Формальдегид в водном
растворе реагирует с ионами аммония и ацетилацетоном с образованием
диацетилгидролутидина. Образованный таким образом диацетилгидролутидин
имеет максимум поглощения при 412 нм.
Построение калибровочной кривой. Наливают объемы стандартного
раствора формальдегида, перечисленные в табл. 15.1, из микробюретки в серию
из шести мерных колб на 100 мл.
Добавляют в каждую мерную колбу по 10 мл раствора цветного
проявителя, доводят водой до метки и хорошо перемешивают.
Фотометрические измерения. Выдерживают мерные колбы с
калибровочными растворами 20 мин на водяной бане при 60°С. В течение 1 ч,
561
когда они остынут до комнатной температуры, определяют коэффициенты
затухания растворов на длине волны 412 нм на спектрофотометре.
Вычерчивают прямую, проходящую через начало координат, откладывая
коэффициенты затухания против соответствующих концентраций формальдегида,
т. е.:
Таблица 15.1
Калибровочные растворы
Е = Ьхх
где
Калибровочный раствор
№
0(нулевой
раствор)
1
2
3
4
5
Объем
стандартного раствора
формальдегида, мл
0
0,5
1
2
5
10
Концентрация
формальдегида в
калибровочном растворе,
мкг/100 мл
0
4
8
16
40
80
х — концентрация формальдегида
в калибровочных растворах, мкг/100
мл;
Е — коэффициент затухания
соответствующего калибровочного
раствора.
Рассчитывают наклон b в 100 мл
на микрограмм методом наименьших
квадратов.
Метод определения А (для
концентраций формальдегида < 0,15 мг/м3).
Переносят содержимое двух
заполненных водой промывных бутылок в
мерную колбу на 25 мл, ополаскивая
промывные бутылки 7,0 мл воды.
Добавляют 2,5 мл раствора цветного проявителя и доводят водой до метки.
Выдерживают колбу 20 мин на водяной бане, настроенной на 60±2°С. В
пределах 1 ч после того как колба с содержимым остынет до комнатной
температуры, измеряют коэффициент затухания раствора, как описано
выше.
Метод определения В (для концентраций формальдегида > 0,15 мг/м3).
Переносят содержимое двух заполненных водой промывных бутылок в
мерную колбу на 50 мл, ополаскивая промывные бутылки приблизительно
15 мл воды. Добавляют 5 мл раствора цветного проявителя и поступают,
как описано в методе А.
Выражение результатов
Рассчитывают концентрацию формальдегида, с, выраженную в
миллиграммах на кубический метр, в воздухе в эксикаторе по следующему
уравнению:
где
Е — коэффициент затухания раствора;
/ — коэффициент растворения: /метод А = 0,25, /метод в = 0,50;
Vt — объем воздуха, пропущенного через испытательную камеру за
1 ч, л;
b — наклон калибровочной линии.
562
Отчет об определении
Отчет об определении должен содержать следующую информацию:
а) все детали, необходимые для идентификации испытываемого
продукта и, при необходимости, подложки;
б) ссылку на международный стандарт ИСО 15234;
в) дату отбора проб;
г) все детали подготовки образцов, например, дату приготовления
материалов покрытия, толщину сухой пленки покрытия и контактную
поверхность;
д) условия, в которых проходило кондиционирование образцов, и время
кондиционирования;
е) количество обменов воздуха п в час;
ж) относительную площадь образца а;
з) метод, использованный для определения формальдегида;
и) результаты испытания (не менее трех отдельных результатов);
к) любые отклонения от установленного метода испытания;
л) дату испытания.
563
Глава 16
КОНСТРУИРОВАНИЕ И
ПОДГОТОВКА ИЗДЕЛИЙ ПЕРЕД
НАНЕСЕНИЕМ ПОКРЫТИЙ
Сейчас становится очевидным, что снизить затраты на ремонтное
окрашивание и на уход за нанесенным покрытием позволяет рациональное
конструирование изделий.
Конструктору должны быть известны основные способы защиты от
коррозии лакокрасочными покрытиями, зарекомендовавшими себя на
практике, сроки службы покрытий на различных частях изделия, стоимость
возобновления защитных покрытий [1,2].
Рекомендации по рациональному конструированию стальных изделий
для повышения защитной способности лакокрасочных покрытий дает ИСО
12944-3. Изделие должно иметь оптимальную прочность, но при
проектировании следует учитывать, что конструкция должна иметь форму, не
затрудняющую подготовку поверхности перед окрашиванием, нанесение
лакокрасочных покрытий, их проверку в период эксплуатации.
Стандарт рекомендует, чтобы проектировщики изделий
консультировались с экспертами-коррозионистами для поиска оптимальной формы
конструкции на самых ранних стадиях конструирования.
Все структурные элементы должны так разрабатываться, чтобы
уменьшить вероятность возникновения коррозии. Способы их соединения и
геометрия изделия должны также служить этой цели.
Основными критериями при проектировании оптимальных конструкций
являются:
доступность для профилактики и возобновления нанесенных покрытий.
Все поверхности окрашиваемой конструкции должны быть доступны для
осмотра оператором безопасным способом. В конструкции должны быть
предусмотрены специальные подмостки, крепления и захваты для
размещения персонала и оборудования для окрашивания в период ее эксплуатации.
Области конструкции, недоступные для ремонтного окрашивания в период
эксплуатации, должны защищаться на весь срок службы или изготавливаться
из коррозионно-стойких материалов;
564
специальная обработка щелей. При проектировании необходимо
избегать присутствия в конструкции узких щелей и карманов, в которых могут
скапливаться грязь и осадки, способствующие возникновению коррозии.
Необходимо заделывать узкие щели специальными герметиками, при сварке
конструкций необходимо правильно располагать детали, избегая образования
карманов, труднодоступных для окрашивания зон;
принятие мер предосторожности для исключения осаждения грязи и
конденсации воды. В конструкции необходимо предусматривать специальные
сливы и отверстия для самоудаления скопившейся влаги, они должны
обдуваться ветром для удаления грязи и конденсата;
исключение в конструкции острых краев. Так как покрытия на острых
краях изделий имеют меньшую толщину или отсутствуют, следует закруглять
края и фаски, удалять заусенцы;
выполнение высококачественной сварки. Все дефекты сварки (неровный
шов, брызги металла, воронки и т. п.) способствуют скоплению влаги,
пыли и грязи, а также неравномерности толщины лакокрасочного
покрытия;
монтаж: на конструкцию
очищенных и предварительно загрунтованных
деталей. При монтаже конструкции
следует избегать соединения
разнородных в электрохимическом отношении
металлов и тем самым предотвращать
возникновение контактной коррозии.
Примеры конструктивных
решений приведены на рис. 16.1.
Защитная способность покрытий,
нанесенных на сталь, в значительной
степени зависит также от состояния
стальной поверхности.
Поверхность характеризуется
следующими главными факторами:
присутствие ржавчины и
прокатной окалины;
загрязнения поверхности, в том
числе соли, пыль, масла,
консистентные смазки;
профиль поверхности.
Методы оценки этих факторов
регламентируются международными
стандартами ИСО 8501, ИСО 8502 и
ИСО 8503, в то время как стандарт
ИСО 8504 устанавливает методы
подготовки, в частности, очистки
стальных поверхностей с описанием эффек- места сварки
тивности каждого метода достижения
заданных уровней чистоты поверхности
ж
Неправильно
11
Хорошо
<шш
Рис
Отлично
16.1. Примеры конструктивных
решений
1 — щель; 2 — закрытая щель; 3 -
565
При подготовке металлической поверхности перед нанесением
защитных покрытий следует обеспечить выполнение следующих требований к
качеству поверхности:
показатели качества должны соответствовать условиям среды,
действующим на сталь, и избранной системе защитного покрытия;
требуемые показатели качества должны обеспечиваться избранным
способом очистки.
В указанных международных стандартах отсутствуют рекомендации по
выбору систем защитных покрытий для нанесения на стальную
поверхность. Эти стандарты не содержат рекомендаций, касающихся требований
к уровню качества поверхности в определенных ситуациях, несмотря на
то, что качество поверхности может оказывать непосредственное влияние
на выбор защитного покрытия, наносимого на данную поверхность, и на
характеристику этого покрытия. Рекомендации по применению различных
методов подготовки стальных поверхностей перед нанесением покрытий,
степени очистки можно найти в ИСО 12944, а также в национальных
стандартах и в практических нормах.
Перечисленные выше международные стандарты касаются следующих
аспектов обработки стальной поверхности:
ИСО 8501. Визуальная оценка чистоты поверхности;
ИСО 8502. Испытания по оценке чистоты поверхности;
ИСО 8503. Параметры шероховатости стальных поверхностей после
дробеструйной обработки;
ИСО 8504. Методы подготовки поверхности.
Каждый из этих международных стандартов, в свою очередь, делится
на несколько частей.
Независимо от методов и типа абразива, применяемых при обработке
стальных основ, поверхность после дробеструйной обработки содержит
беспорядочные неоднородности с остриями и впадинами, трудно
поддающимися описанию. Следовательно, по причине хаотичности поверхности
неизвестен способ получения точной оценки профиля. Рекомендуется
применять для профиля определение «рябь» (после абразива в виде крошки)
или «угловатый» (когда применяют порошковый абразив). Профиль делится
на чистый, средний и грубый на основе диапазонов, приведенных в ИСО
8503-1. Эти характеристики поверхности дают достаточные отличительные
признаки для большинства требований, предъявляемых к окрашиванию.
Однако особое внимание уделяется тому, что оценки — чистый, средний
или грубый — отражают различные диапазоны параметров шероховатости
в зависимости от того, относятся ли эти оценки к поверхностям,
обработанным абразивом в виде дроби или в виде песка.
Следовательно, эффект профиля данного типа — чистый, средний или
грубый — на данное покрытие определяется не только особым характером
поверхности, но и величиной шероховатости, присущей данному типу.
Когда профиль поверхности имеет большое значение, следует определять
как тип профиля поверхности (чистый, средний или грубый), так и тип
требуемого абразива.
566
В ИСО 8503-1 определены требования к эталонам шероховатости
поверхности различной степени обработки (чистая, средняя, грубая). ИСО
8503-2 устанавливает метод оценки шероховатости поверхности с помощью
компаратора, в ИСО 8503-3 приведен метод оценки шероховатости
поверхности с помощью микроскопа, в ИСО 8503-4 дан метод записи профиля
очищенной поверхности с помощью прибора с алмазным штифтом, а в
ИСО 8503-5 приведен метод снятия отпечатка лентой для определения
профиля поверхности.
Блоки сравнения профиля поверхности ИСО изготавливают из никеля
или других коррозионностоиких металлов путем копирования эталонных
образцов из мягкой стали (например, пригодным методом является
гальванопластика).
Блоки сравнения профиля поверхности ИСО должны иметь пометки:
«Эталонный блок сравнения G по ИСО 8503-1» для блоков сравнения
профилей после дробеструйной обработки абразивным песком.
«Эталонный блок сравнения S по ИСО 8503-1» для блоков сравнения
профилей после дробеструйной обработки абразивной дробью.
Как известно, к подготовке поверхности относятся следующие
процедуры:
удаление поверхностного загрязнения;
удаление продуктов коррозии;
контроль за физическим состоянием поверхности.
Высококачественная подготовка поверхности перед окрашиванием
является основой успеха в деле получения долговечных и надежных
покрытий. Во многих случаях стоимость качественной подготовки поверхности
является сопоставимой со стоимостью самого лакокрасочного материала и
работ по его нанесению [3].
В табл. 16.1 представлены данные по долговечности покрытий в
зависимости от метода подготовки поверхности перед окрашиванием.
Международные стандарты ИСО
12944-4 и ИСО 12944-5 приводят Таблица 16.1
общие требования к подготовке раз- Долговечность покрытий в зависимо-
личных поверхностей перед окраши- сти от метода подготовки поверхности
ванием и примеры различных систем
защитных покрытий, соответственно.
Целью очистки поверхности перед
окрашиванием является обеспечение
оптимальной адгезии защитных
лакокрасочных покрытий. При выборе
метода подготовки поверхности
согласно ИСО 12944-4 следует учитывать
требования к качеству обработанной
поверхности во взаимосвязи со
стоимостью выполнения работ.
Системы покрытий выбирают в
зависимости от коррозивности
окружающей среды, степени подготовки поверхности, типа лакокрасочного
Метод подготовки
Пескоструйная или
дробеструйная обработка
Огневая зачистка
Химическое удаление
ржавчины
Механическое удаление
ржавчины
Ручное удаление ржавчины
Применение
преобразователей ржавчины
Долговечность, годы
8
7
6
5,5
4
1,5
567
материала, вида металла-основы, количества и толщины слоев и других
факторов.
При удалении продуктов коррозии применяют ручной
механизированный инструмент, механические щетки, различные способы абразивной
очистки.
В И СО 12944-4 приведены примеры применения различных
экологически безопасных методов очистки поверхностей от загрязнений маслами и
смазками, продуктами коррозии и т. п. (водная очистка, обработка
эмульсиями, нанесение конверсионных покрытий на оцинкованные поверхности,
очистка органическими растворами, кислотное и щелочное травление и
ДР-)-
ИСО 12944-5 приводит серию инструкций по практическому нанесению
систем покрытий, соблюдение которых позволит избежать финансового
ущерба при осуществлении противокоррозионной защиты и гарантировать
максимальный срок службы покрытий. В стандарте даны многочисленные
таблицы, устанавливающие системы лакокрасочных покрытий в зависимости
от условий эксплуатации. Выбранные системы покрытий обозначают:
ISO 12944-5/S1.01,
где
S1.01 — это система (S) из первой таблицы стандарта(1) с порядковым
номером 01.
Очищенные поверхности классифицируют по ИСО 8501.
16.1. Классификация стальной поверхности до и
после очистки
Классификацию исходной поверхности и поверхности после очистки
устанавливает ИСО 8501-1, разработанный на базе широко известного
шведского стандарта SIS 05 59 00 [4].
ИСО 8501-1 представляет собой чрезвычайно ценное практическое
руководство по визуальной оценке качества поверхности перед нанесением
защитных покрытий. Стандарт содержит цветные и черно-белые
фотографии, характеризующие состояние поверхности различной степени ржавости
до очистки и различной степени очистки.
Указанный стандарт применим к поверхностям горячекатаной стали,
подготовленной к окрашиванию такими методами, как струйная очистка,
очистка ручным и механическим инструментами и пламенная очистка. ИСО
8501-1 применим также для оценки стальных поверхностей с остатками
хорошо приставшей краски и других посторонних веществ (водорастворимые
соли, остатки сварочных брызг и т. п.) для оценки холоднокатаной стали
после струйной очистки.
По ИСО 8501-1 чистота поверхности связывается с ее внешним видом
после очистки. Во многих случаях этого достаточно для нанесения покрытий
при обычных условиях эксплуатации, но если покрытие будет
эксплуатироваться в тяжелых условиях (погружение в воду, постоянная конденсация
влаги), проводят испытание на наличие визуально невидимых растворимых
солей, а также учитывают степень шероховатости покрытий.
568
В стандарте приведены цветные слайды, характеризующие четыре
степени ржавости исходной поверхности А, В, С и D (табл. 16.2).
Таблица 16.2
Степень ржавости поверхности
Обозначение
А
В
С
D
Характеристика
Поверхность стали, вся покрытая плотно прилегающей окалиной. На
поверхности почти нет ржавчины
Поверхность стали, начавшая ржаветь, и с которой начала отставать
прокатная окалина
Поверхность стали, с которой прокатная окалина исчезла из-за
ржавчины, или она может быть легко удалена. На поверхности стали
наблюдается небольшой питтинг
Поверхность стали, с которой прокатная окалина исчезла из-за
ржавчины. Поверхность стали покрыта питтингом
аблица 16.3
Струйная очистка
Обозначение
Sal
Sa2
Sa 272
Sa3
Характеристика
Легкая струйная очистка
Тщательная струйная очистка
Очень тщательная струйная
очистка
Струйная очистка до
визуально чистой стали
Остальные слайды характеризуют поверхность, очищенную различными
способами.
Каждую степень очистки
поверхности обозначают в зависимости от
использованного метода очистки — Sa,
St и F1 (табл. 16.3, 16.4 и 16.5).
Перед очисткой необходимо
удалить срубанием толстые слои
ржавчины. Видимые слои смазки и грязи
также удаляют при струйной очистке
и очистке ручным и механическим
инструментами.
После струйной очистки
поверхность должна быть чистая от слабо ^ _
и Таблица 16.4
пристающих частиц грязи. На рис.
16.2 приведены фотографии степеней Очистка ручным и механическим ин-
очистки В Sa 2'/2 и В Sa 3.
Степень очистки Sa 2'/2,
введенная в шведский стандарт в начале 80-х
годов, во многих случаях
предпочтительнее степени Sa 3, благодаря
меньшим затратам на очистку без заметного
снижения качества полученных затем
покрытий.
Визуальную оценку по слайдам
ИСО 8501-1 проводят при нормальном
рассеянном дневном свете или
искусственном освещении.
В международном стандарте ИСО
8501-2 приведена классификация и
стандартные фотографии стальной
поверхности после местного удаления ранее нанесенных покрытий. Очищен-
струментом
Обозначение
St 2
St 3
Характеристика
Тщательная очистка ручным и
механическим инструментом
Очень тщательная очистка
ручным и механическим
инструментом
Таблица 16.5
Огневая очистка
Обозначение
F1
Характеристика
Тщательная очистка пламенем
569
В Sa 2>_
ные поверхности обозначаются с индексом «Р» — локальное удаление
прежних покрытий, например, Р Sa 2'/2
Международный стандарт ИСО
8501-3 приводит типичные рисунки
поверхности сварных швов, ребер и
других областей с поверхностными
дефектами до и после обработки
различными абразивами.
Международный стандарт ИСО
8501-4 приводит типичные фотографии
начального состояния поверхности и
степень её подготовки после
обработки водой под высоким давлением
.- »■...-,, , (70 мПа). Начальное состояние
поверхности в зависимости от степени
деградации исходного покрытия в ИСО
8501-4 обозначается DC (если имеются
остатки лакокрасочного покрытия) и
DP (в случае полной деградации ранее
нанесенного покрытия).
Обозначение состояния
поверхности после обработки водой под высоким
давлением приведено в табл. 16.6.
ИСО 8501-4 не устанавливает, что
чистота обработки поверхности
ограничена степенью Wa 2. Но достижение
большей степени чистоты может
привести к непропорциональному
увеличению времени обработки.
Степени блеска слоя оставшейся
ржавчины стандарт подразделяет на
легкую (L), среднюю (М) и сильную
(Н).
liSai
Рис. 16.2. Фотографии,
характеризующие степени очистки
В Sa 2 'Л и В Sa 3
Таблица 16.6
Очистка водой
пол высоким давлением
Обозначение
Wa 1
Wa2
Wa 27,
Характеристика
Легкая обработка водой под
высоким давлением
Тщательная обработка водой
под высоким давлением
Очень тщательная обработка
водой под высоким давлением
16.2. Методы контроля
очищенной стальной
поверхности
Защитная способность
лакокрасочных покрытий зависит от присутствия
растворимых в воде загрязняющих
веществ и солей на стальной
поверхности [5]. Источниками загрязнения
солями являются абразивы с крупной
крошкой, наполнители краски
(особенно пигменты), вода и др. Кроме того,
570
соли осаждаются от атмосферы во время туманов, выпадения росы, дождя,
и они могут также быть получены осаждением воздухопереносимых
загрязняющих веществ. Борьба с гололедом с помощью солей в зимнее время
тоже вносит свой вклад. Кроме того, некоторые стальные поверхности во
время эксплуатации входят в прямой контакт с солями, например балласт
соленой воды в стальных танках судна.
Если соли не удалены со стальной поверхности до нанесения покрытий,
то эффективность окрашивания может быть не обеспечена. Соли на стальной
поверхности могут абсорбировать влагу из воздуха, вызывать образование
пузырей на покрытии, усиливать скорость коррозии под пленкой.
Особенно важно удаление солей с поверхностей, которые не могут быть
окрашены в заводских условиях, например, при ремонтном окрашивании
отбойников на автомобильных дорогах.
Обобщению информации об уровнях загрязнения водорастворимыми
солями посвящен ИСО 15235. В стандарте приведены важные данные об
уровне загрязнения поверхности изделий и конструкций в различных
условиях эксплуатации, а также сведения об эффективных методах обработки
поверхностей перед нанесением покрытий.
Методы контроля очищенной поверхности перед нанесением
лакокрасочных покрытий обобщены в международном стандарте ИСО 8502.
ИСО 8502-2 стандартизует лабораторный аналитический метод
определения хлоридов в воде, собранной после промывки очищенной поверхности
размером 250x100 мм. В ИСО 8502-5 дан метод определения хлоридов с
помощью ионоселективного электрода.
ИСО 8502-3 устанавливает метод оценки запыленности окрашиваемой
поверхности с помощью липкой ленты. Запыленность поверхности
оценивают в баллах согласно рис. 16.3.
ИСО 8502-4 дает методику оценки вероятности конденсации влаги на
поверхности, подготовленной для нанесения покрытий.
В ИСО 8502-8 приведен полевой рефрактометрический метод
определения влаги на очищенной поверхности.
В ИСО 8502-6 приведен метод Брестле по отбору растворимых
загрязнений с очищенной поверхности. ИСО 8502-9 стандартизует полевой
кондуктометрический метод определения водорастворимых солей.
В ИСО 8502-11 приведен полевой турбидиметрический метод
определения водорастворимых сульфатов, а в ИСО 8502-12 — полевой титриме-
трический метод определения водорастворимых ионов железа.
16.3. Требования и методы контроля металлических
абразивов
Общие требования и классификацию металлических абразивов
устанавливает международный стандарт ИСО 11124-1.
Классификация металлических абразивов приведена в табл. 16.7.
Стандарт устанавливает обозначение абразивов, состоящее из номера
стандарта ИСО, трех буквенных обозначений, характеризующих материал
571
абразива и форму частиц, затем идет цифровое обозначение, характеризую
щее размер частиц и, при необходимости, значение твердости абразива.
- ' ' ' ■ . "' ■■'."'■■' '• ■ ' ■ ' .
.■-■:. *:~ •;.-...;.-■;••--''■'■.■'■.' -.•• •■•■■■■■■ ■' .- :■•>''. ■..•■■•,■■..■.'-■■■....■.'..■■'•■"-•--. ■• . .■ - ."■ '•
;с.'^.'^~;::;-;-.*::~;-;:\-;^ v.vj.\,':' ■-
■■■■■■■ :--y^:y::f-:-f:y'/^/:'/- 4v. •.'.'•■• :■'■■>'■■.?;■. - :л. vy.v >; :■:;>.• -^^-л ■:.'•::
1
2
3
4
5
Рис. 16.3. Степени запыленности поверхности
Таблица 16.7
Классификация металлических абразивов
Тип
Металлические
абразивы (М)
Литое железо
Литая сталь
Литая стальная
проволока
Закаленное железо
Высокоуглеродистая
Низкоуглеродистая
—
Обозначение
М/С1
M/HCS
M/LCS
M/CW
Классификация абразивов по форме частиц приведена в табл. 16.8.
Например, ISO 11124-M/C1/G100, где ISO 11124 - номер стандарта,
«М» — обозначение абразивной крошки из отбеленного чугуна, «G» —
обозначает, что частицы абразива имеют острые края, «100* обозначает размер
частиц до 1 мм.
Другие части ИСО 11124 устанавливают, что абразивы для очистки
металлических поверхностей из отбеленной чугунной дроби (ИСО 11124-2),
высокоуглеродистой стальной литой дроби (ИСО 11124-3), низкоуглероди-
572
стой стальной литой дроби (ИСО 11124-4) должны соответствовать
требованиям стандартов по следующим основным параметрам — твердость,
плотность, наличие дефектов, структура и химический состав.
Указанные основные параметры
Таблица 16.8
и дополнительные, установленные в v ,
J , Классификация частиц металлических
абразивов
Форма частиц
Дробь — круглая
Песок — угловатая,
бесформенная
Цилиндрическая —
игольчатая
Обозначение
S
G
С
Таблица 16.9
Количество проб в зависимости от
массы партии
Масса абразива, т
1
2-5
6-10
11-25
более 25
Количество проб
1
2
3
5
по 5 проб из
каждых 25 т
стандартах в зависимости от
специфики конкретного абразива,
контролируют по ИСО 11125.
Правила и способы отбора проб
металлических абразивов устанавливает
ИСО 11125-1. Пробу отбирают при
помощи стальной цельнотянутой трубки
с внутренним диаметром около 25 мм
и длиной около 800 мм. Трубка
закрыта с одной стороны, с другой стороны
снабжена Т-образной рукояткой. Вдоль
трубки на расстоянии 50 мм друг от
друга расположены отверстия, диаметр
которых примерно в три раза больше
размера отбираемых частиц (обычно
это отверстия диаметром 10 мм).
Представительную пробу абразива
отбирают, руководствуясь
требованиями табл. 16.9. Масса одной пробы
должна быть примерно 500 г.
При партиях меньшего объема
пробы отбирают из каждой упаковки (коробки, ящика). В стандарте
приведены схемы отбора проб при различном состоянии абразивов (сегрегация
проб), различном количестве упаковок и т. д.
Определение фракционного состава частиц оптовым анализом
приведено в ИСО 11125-2. Для анализа используют 100 г, применяемые сита
должны отвечать требованиям ИСО 565.
Методика определения твердости частиц абразива (диаметр которых
больше 0,3 мм) по Виккерсу приведена в ИСО 11125-3. При испытании
используют прибор, обеспечивающий нагрузку около 10 Н и оснащенный
оптикой с увеличением 200х
Определение кажущейся плотности абразива проводят в соответствии
с требованиями ИСО 11125-4. Целью такого определения является оценка
качества исследуемого абразива, так как деформированные частицы изменяют
кажущуюся плотность. Измерения проводят с помощью пикнометра.
В ИСО 11125-5 приведена методика определения процента дефектных
частиц и микроструктуры с помощью металлографического микроскопа.
Определение инородных включений в абразив проводят по ИСО 11125-6.
Определение проводят методом магнитной сепарации для отделения окислов
и остатков металлургического шлака.
Содержание влаги в абразиве определяют по ИСО 11125-7 весовым
методом, определяя массу влаги до и после высушивания пробы.
573
16.4. Требования и методы контроля
неметаллических абразивов
Общие требования и классификацию неметаллических абразивов
устанавливает международный стандарт ИСО 11126-1.
Классификация неметаллических абразивов приведена в табл. 16.10.
Таблица 16.10
Классификация неметаллических абразивов
Тип
Природные
Синтетические
Кремниевый песок
Оливиновый песок
Ставролит
Гранат альмандин
Шлак сталеплавильных печей
Шлак медеаффинажных заводов
Шлак никелевоаффинажных заводов
Шлак угольный
Плавленые окислы алюминия
Обозначение
N/Si
N/OL
N/ST
N/GA
N/FE
N/CU
N/Ni
N/CS
N/FA
Другие части ИСО 11126 устанавливают, что абразивы для очистки
металлических поверхностей из силикатного песка (ИСО 11126-2), шлака
медеаффинажных заводов (ИСО 11126-3), угольного шлака (ИСО 11126-4),
шлака никелевоаффинажных заводов (ИСО 11126-5), шлака
сталеплавильных печей (ИСО 11126-6), плавленых окислов алюминия (ИСО 11126-7),
оливинового песка (ИСО 11126-8), ставролита (ИСО 11126-9), граната
альмандина (ИСО 11126-10) должны соответствовать по своим размерам,
кажущейся плотности, твердости, содержанию влаги и водорастворимых
хлоридов требованиям ИСО 11127.
Правила и способы отбора проб неметаллических абразивов
устанавливает ИСО 11127-1. Пробу отбирают при помощи стального
пробоотборника, описанного в ИСО 11125-1. Представительную пробу абразива
отбирают, руководствуясь требованиями табл. 16.11. В стандарте приведены
схемы получения представительной пробы усреднением нескольких проб.
Таблица 1611 Определение фракционного
состава частиц ситовым анализом
приведено в ИСО 11127-2. Для анализа
используют 300 г пробы.
В ИСО 11127-3 приведен пик-
нометрический метод определения
кажущейся плотности.
Твердость неметаллических
абразивов определяют по ИСО 11127-4.
С помощью микроскопа отбирают частички абразива различного цвета,
помещают их между двумя предметными стеклами и, прижимая, сдвигают
их относительно друг друга. Если после этого на стекле обнаруживаются
царапины, то абразив имеет твердость по Моосу не ниже 6.
Количество проб в зависимости от
массы партии
Масса абразива, т
менее 50
50-100
более 100
Количество проб
5
10
15
574
Содержание влаги в абразиве определяют по ИСО 11127-5 весовым
методом, определяя массу влаги до и после высушивания пробы.
Водорастворимые загрязнения определяют по ИСО 11127-6 измерением
электропроводности воды после экстракции из 100 г абразива. Содержание
водорастворимых хлоридов определяют титрованием азотнокислым серебром
пробы экстракта по ИСО 11127-7.
575
Глава 17
ЗАЩИТНЫЕ ЛАКОКРАСОЧНЫЕ
ПОКРЫТИЯ
Незащищенная сталь в атмосфере, в воде и в почве подвергается
коррозии, которая может нанести ущерб конструкциям. Для снижения ущерба
от коррозии стальные конструкции должны быть защищены на весь срок
службы.
В инженерной практике имеются различные методы защиты стальных
конструкций от коррозии. Международный стандарт ИСО 12944
устанавливает требования к защитным системам лакокрасочных покрытий, которые
наиболее распространены в практике противокоррозионной защиты.
В гарантии эффективности защиты от коррозии стальных конструкций
заинтересованы владельцы таких конструкций, коррозионные консультанты,
компании, выполняющие работы по защите от коррозии, инспектора по
безопасной эксплуатации стальных сооружений, изготовители материалов
для покрытий и др.
Особую роль в гарантии эффективности защиты от коррозии играет
информация о состоянии защитных систем лакокрасочных покрытий в
процессе эксплуатации стальных конструкций. Такая информация должна быть
по возможности полной, однозначной и легко понятной, чтобы избегать
трудностей и непонимания между сторонами, занимающимися практической
реализацией противокоррозионной защиты.
Международный стандарт ИСО 12944 разработан с целью сбора
указанной выше информации в форме серии инструкций. При применении
ИСО 12944 имеется в виду, что специалисты знакомы с технологией и
стандартами на подготовку поверхности перед нанесением защитных
покрытий, нанесения защитных покрытий и другими актуальными вопросами
противокоррозионный защиты [1].
Хотя ИСО 12944 не имеет дело с финансовыми и договорными
вопросами, следует иметь ввиду, что пренебрежение рекомендациями указанного
стандарта может закончиться серьезными финансовыми потерями как для
владельцев стальных сооружений, так и для их изготовителей. Для
эффективного проектирования систем противокоррозионных покрытий ИСО 12944
рекомендует применять системы управления качеством по международным
стандартам ИСО серии 9000.
576
Международный стандарт ИСО 12944 состоит из 8 частей. Первая часть
ИСО 12944 дает общее предисловие к другим частям указанного стандарта.
Кроме того, она включает требования по охране здоровья, безопасности и
защите окружающей среды.
Согласно ИСО 12944-1 эффективная защита от коррозии
лакокрасочными покрытиями зависит от следующих факторов:
коррозивности атмосферы;
конструктивной приспособленности к нанесению защитных
покрытий;
структуры и подготовки защищаемой поверхности;
систем наносимых лакокрасочных покрытий;
безопасности для здоровья и экологической безопасности.
Оценка коррозивности окружающей среды по ИСО 12944-2 является
определяющей для получения долговечных защитных покрытий (подробнее
см. гл. 11). Стандарт обращает внимание на особые условия эксплуатации
лакокрасочных покрытий при проектировании систем защитных
покрытий, например, на условия эксплуатации надводных конструкций мостов,
частично погруженных в воду, или заглубленных в землю конструкций, а
также вблизи химических и металлургических предприятий с загрязненной
атмосферой.
На защитную стойкость лакокрасочных покрытий влияют также
напряжения в конструкциях, периодические воздействия высоких температур
и агрессивных сред и т. п.
Требования международных стандартов ИСО 12944-3, ИСО 12944-4 и
ИСО 12944-5 рассмотрены в гл. 16.
ИСО 12944-6 устанавливает путь оценки систем лакокрасочных
покрытий посредством лабораторных испытаний для выбора на основе их
результатов наиболее пригодных для данной среды эксплуатации (см. гл.
14).
Требования стандарта распространяются на поверхности
низкоуглеродистой стали; поверхности с термически насыщенным покрытием; покрытием,
нанесенным горячим способом или гальваническим способом;
загрунтованные поверхности и шерадизованные поверхности. Толщина металла должна
быть не менее 3 мм [2].
Контролю качества проведения работ по нанесению защитных
покрытий посвящен международный стандарт ИСО 12944-7. Специальный раздел
стандарта устанавливает требования к квалификации персонала, который
будет проводить работы. Рекомендуется, чтобы организация, проводящая
работы по окрашиванию, имела сертификат ИСО 9000.
Поставляемые материалы должны также иметь сертификат качества по
ИСО 9001. Указанный стандарт требует соблюдения всех технологических
стандартов при нанесении покрытий. Рекомендуется наносить покрытия в
специально оборудованных цехах при оптимальной температуре и
влажности воздуха по технологии, рекомендованной изготовителем лакокрасочного
материала [3,4].
577
Современным системам управления качеством применительно к работам
по нанесению защитных лакокрасочных покрытий посвящен международный
стандарт ИСО 12944-8.
В стандарте приведены типовые формы, заполняемые для поэтапного
контроля качества проведения работ по нанесению новых и ремонтных
покрытий со стороны заказчика. В качестве примера в стандарте дана
подробно заполненная форма — отчет о работах по окрашиванию подвесного
автодорожного моста в Швеции.
В последние годы специалисты Технического комитета ИСО/ТК 35
в дополнение к требованиям ИСО 12944 разработали ряд международных
стандартов, обзор которых приведен ниже.
17.1. Требования к защитным покрытиям стальных
конструкций, эксплуатируемых в морской среде
Первые международные стандарты по оптимизации расходов на
оборудование, работающее на шельфе (оффшорные сооружения) при добьгае
нефти и газа, в том числе по защите от коррозии конструкций и
сооружений, были разработаны на основе норвежских стандартов NORSOK
(Ассоциация по стандартизации нефтяного и газового сектора норвежской
промышленности, работающего на шельфе) [5].
Оффшорные конструкции и сооружения требуют особого внимания,
так как в течение своего срока службы они подвергаются коррозионным
атакам из-за воздействия морской атмосферы и соленой воды. Мероприятия
по защите от коррозии должны минимизировать риск отказов, повысить
безопасность эксплуатации конструкций и сооружений, снизить
эксплуатационные расходы.
Для гарантии оптимальных рабочих характеристик защитных покрытий
необходимо установить технические требования и оценить на основе
лабораторных и натурных испытаний их вероятную долговечность.
В ИСО 12944 для решения задачи оптимальной защиты от коррозии
приведены категории корозивности атмосферы, воды и почвы, даны
рекомендации по оптимальной подготовке поверхности перед нанесением покрытий,
выбору систем покрытий и технологий их нанесения и др. требования.
ИСО 15741 устанавливает подробные требования к внутреннему
покрытию трубопроводов для транспортирования некоррозивных газов (природного
газа) и методы контроля нанесенного покрытия. Требования стандарта
направлены на установление достаточной защиты от коррозии и на гарантию
оптимальных рабочих характеристик внутреннего покрытия. В качестве
внутреннего покрытия применяют, как правило, эпоксидные краски.
Международный стандарт ИСО 20340 устанавливает требования по
защите системами лакокрасочных покрытий новых оффшорных конструкций
и сооружений, эксплуатируемых в морской атмосфере и погруженных в
морскую воду.
Для выбора оптимальной защиты специалисты, руководствуясь
требованиями стандарта, должны определить:
1. Тип конструкции или сооружения.
578
о
CM
Требования указанного стандарта распространяются на конструкции
и сооружения из углеродистой или низколегированной стали толщиной
не менее 3 мм. Требования стандарта не распространяются на изделия из
нержавеющей стали, затопленные конструкции, трубопроводы, внутренние
поверхности хранилищ нефтепродуктов.
2. Тип окружающей среды.
Международный стандарт ИСО 20340 рассматривает конструкции и
сооружения, эксплуатирующиеся в атмосфере категории коррозивности
С5-М и категории коррозивности воды 1т2 по ИСО 12944-2.
Конструкция или сооружение может быть разделена на четыре зоны,
каждая из которых эксплуатируется в определенных условиях:
одна зона эксплуатируется в атмосферных условиях категории С5-М.
остальные зоны эксплуатируются в воде категории Im2 — вторая при
полном погружении в воду, третья в приливно-отливных условиях (уровень
воды изменяется из-за природного или искусственного влияния), четвертая
— это зона брызг.
3. Тип поверхности и подготовки
поверхности.
В стандарте рассматриваются
неокрашенные металлические
поверхности; металлические поверхности с
покрытием (термически напыленное
или нанесенное горячим способом);
поверхности с грунтовкой (праймером)
нанесенным заводским способом.
4. Тип лакокрасочного
материала.
Основные типы лакокрасочных
материалов, широко используемых в
покрытиях для предохранения
металлоконструкций от коррозии, описаны
в ИСО 12944-5, но не ограничены
только этим стандартом.
В ИСО 20340 очень подробно
приведены требования к качеству
лакокрасочных материалов, подробной
характеристике их состава,
сертификации, требования к упаковке и
хранению, проверке рабочих характеристик
защитного покрытия независимой
лабораторией в соответствии со
стандартными методами испытаний.
Отдельный раздел стандарта
посвящен методам, применяемым при
входном контроле поставляемых
лакокрасочных материалов и при
периодическом контроле их качества. Рез
■1
20
50
20
90
Рис. 17.1. Испытательная панель
(размеры в мм)
1 — 2 мм надрез; 2 — 0,05 мм над-
579
В другом разделе стандарта приведены подробные требования к
системам защитных покрытий и даны примеры типичных систем защитных
покрытий.
Для выбора оптимальной защиты специалисты, руководствуясь
требованиями стандарта, должны подготовить испытательные панели в
соответствии с требованиями ИСО 12944-6 и конкретизирующими требованиями
ИСО 20340 в части подготовки поверхности, нанесения системы покрытий,
контроля толщины, пористости и др.
Пример испытательной панели с нанесенными надрезами инструментом
по ИСО 2409 (длиной 50 мм в 20 мм от любого края) приведен на рис.
17.1 и рис. 17.2.
Условия проведения испытаний приведены в табл. 17.5.
Экспонированные панели оценивают по табл. 17.6. Минимум две из трех
испытательных панелей должны удовлетворить указанным требованиям.
Таблица 17.1
Условия проведения испытаний
Испытание
Старение (см.
ниже)
Катодное
отслаивание по
ИСО 15711
Погружение
в морскую
воду по ИСО
2812-2
Наличие
надрезов
Да
По ИСО
15711
Да
Условия
эксплуатации
С5-М
4200 ч
—
—
Условия испытания Im2
Погружение в
воду
4200 ч
—
—
Приливно-
отливные
условия
4200 ч
6 мес
4200 ч
Брызги
—
6 мес
4200 ч
30°
2 20°
1 0,05
Рис. 17.2. Поперечное сечение разрезов (размеры в мм)
1 — стальная пластина; А — 2 мм надрез; Б — 0,05 мм надрез
Старение проводят по двум циклам экспонирования — стандартный
цикл (с термическим ударом) и переменный цикл (без термического удара).
Используют стандартный цикл А. Если по согласованию между заинтере-
ш
580
сованными сторонами будет использован переменный цикл, то это должно
быть указано в отчете об испытании.
Таблица 17.2
Оценка результатов испытаний
Метод оценки
Определение адгезии
методом отрыва по
ИСО 4624
Определение степени
образования пузырей
по ИСО 4628-2
Определение степени
ржавости по ИСО
4628-3
Определение степени
растрескивания по
ИСО 4628-4
Определение степени
отслаивания по ИСО
4628-5
Оценка степени меле-
ния по ИСО 4628-6
Коррозия от линии
надреза
Катодное отслаивание
по ИСО 15711
Норма перед
испытанием
По согласованию
между
заинтересованными сторонами
Одна пора диаметром
6 мм; сталь полностью
покрыта
Норма после испытания
Минимальное значение = 50%
первоначального (оценка после 2 недель —
см. ИСО 12944-6)
0(S0)
RiO
0(S0)
0(S0)
Оценку проводят
сразу после
испытания
По согласованию между
заинтересованными сторонами
<3 мм для 2 мм надреза
<1 мм для 0,05 мм надреза
Отсутствие отслаивания с
эквивалентным диаметром <20 мм
Цикл А. Стандартная процедура с низкотемпературным экспонированием
(см. рис. 17.3). Проводят 25 циклов или 4200 ч.
Цикл экспонирования, используемый в этой процедуре, длится полную
неделю (168 ч) и включает:
а) 72 ч циклов УФ-облучения и конденсации влаги по ИСО 11507 (4
ч УФ-облучения лампой с длиной волны 340 нм при 60±3°С и 4 ч
конденсации влаги при 50±3°С),
б) 72 ч экспонирования в соляном тумане по ИСО 7253 (с утра
понедельника до утра четверга);
в) 24 ч экспонирования при низкой температуре в (с утра четверга до
утра пятницы).
Между соляным туманом и низкотемпературными периодами панели
промывают в деминерализованной воде, но не сушат.
В начале низкотемпературного периода температура -20+2°С должна
быть достигнута в пределах 30 мин.
Цикл В. Альтернативная процедура без термического удара
581
Рис. 17.3. Цикл А
Все процедуры как при цикле А, но без термического удара. В этом
случае испытательные панели выдерживают в нормальных лабораторных
условиях при 23+2°С и относительной влажности 50+5% в течение 7 дня.
17.2. Определение толщины защитных покрытий
стальных конструкций
Международный стандарт ИСО 19840 дополняет требования ИСО
12944-5 относительно определения толщины покрытия и устанавливает
критерии приемки результатов определений.
Неразрушающие методы определения толщины покрытия,
установленные в ИСО 2808 (магнитоиндукционный и метод отрыва магнита),
конкретизированы для окрашенных шероховатых поверхностей конструкций,
полученных после дробеструйной обработки. Магнитоиндукционные методы
определения толщины покрытия применяют для толщины сухого покрытия
40 мкм и выше.
Известно, что если покрытие нанесено на шероховатую стальную
поверхность, измерение его толщины сложнее, чем для гладких поверхностей.
Поэтому тип и марка измерительного оборудования должны быть
согласованы между заинтересованными сторонами с учетом рекомендаций ИСО
19840 до начала проведения определений.
Выбор области определения толщины покрытия проводят в соответствии
с требованиями ИСО 12944-7 и ИСО 12944-8. Области сварных швов, углов
и краев, конструкции с наблюдаемыми дефектами покрытия и т.п. должны
быть согласованы между заинтересованными сторонами.
Минимальное число произвольно взятых областей измерения
приведены в табл. 17.3.
Таблица 17.3
Минимальное количество определений толщины покрытия
Область/длина определения,
м2 или м
ДО 1
более 1 до 3
более 3 до 10
более 10 до 30
Минимальное число
определений
5
10
15
20
Максимальное число
определений, которое разрешено
повторить
1
2
3
4
582
Окончание табл. 17.31
Область/длина определения,
м2 или м
более 30 до 100
более 100
Минимальное число
определений
30
плюс 10 для каждых
дополнительных 100 м2 или м
Максимальное число
определений, которое разрешено
повторить
6
20% от минимального числа
измерений
Площади более 1000 м2 или области более 1000 м должны быть
разделены на более малые определяемые площади.
Определения проводят на сухом Таблица 174
покрытии после калибровки и провер- v
^ Корректировочные величины
ки измерительного прибора в соответ-
ствии с инструкциями изготовителя.
Корректировку показаний
прибора, если известен профиль
поверхности металла и он соответствует ИСО
8503-1, проводят по табл. 17.4.
Если профиль поверхности
неизвестен, то применяют корректировочное число 25. Если профиль
поверхности не соответствует требованиям ИСО 8503-1, то следуют рекомендациям
приложения к стандарту.
17.3. Определение адгезии защитных покрытий
стальных конструкций
МЕТОДЫ ОПРЕДЕЛЕНИЯ АДГЕЗИИ
Международный стандарт ИСО 16276 состоит из двух частей — в
первой части приведен метод отрыва для испытания прочности сцепления
покрытия, во второй части даны методы испытания решетчатым надрезом
и на Х-образный надрез.
В отличие от ИСО 4624, который устанавливает метод отрыва для
лабораторного применения, ИСО 16276-1 предназначен для оценки прочности
сцепления покрытий на стальных конструкциях на месте.
Стандарт предусматривает испытания в реальных условиях эксплуатации
на покрытых конструкциях и испытания на образцах, на которые покрытие
нанесено так же, как и на конструкцию.
Перед проведением испытаний за 24 ч должны быть измерены и
записаны:
погодные условия, например температура воздуха и относительная
влажность;
температура поверхности окрашенной конструкции;
состояние поверхности (влажная/сухая).
Непосредственно перед испытанием должны быть измерены и
записаны:
Профиль поверхности
по ИСО 8503-1
Тонкий
Средний
Грубый
Корректировочное
число
10
25
40
583
температура воздуха;
относительная влажность;
температура поверхности окрашенной конструкции.
Если окрашенная поверхность будет увлажнена, то она должна быть
высушена, об этом делают запись в отчете об испытании.
В испытании по ИСО 16276-1 применяют оборудование, используемое
в ИСО 4624. Полученные значения прочности сцепления следует
приводить с указанием типа используемого испытательного оборудования. В
стандарте большое внимание уделено правильности приложения нагрузки
при испытании. Неуправляемое или нечеткое приложение нагрузки может
вызвать преждевременное разрушения покрытия и дать рассогласование
результатов испытания.
При испытании следует учитывать, что возраст покрытия может
повлиять на результат испытания. Недавно нанесенные покрытия могут иметь
более низкую прочность, чем испытанные через два или три месяца после
нанесения.
Если покрытие подвергается воздействию высокой влажности или
эксплуатируется в воде, оно поглощает влагу, что ведет к снижению прочности
сцепления.
Высушивание покрытия приводит к увеличению прочности сцепления
в определенной степени, если покрытие не начало разрушаться или не
произошла коррозия подложки.
Если испытание проводят на поверхности конструкции, то после
испытания следует восстановить разрушенное покрытие. Если по согласованию
с заказчиком испытание проводят на панелях, то размер панелей должен
составлять 100x100 мм при толщине металла не менее 10 мм. Любое
изменение в условиях испытания должно оговариваться в программе испытания
и согласовываться с заказчиком.
Нанесение покрытия на испытательные панели должно проводиться
аналогично нанесению покрытия на изделие. Окрашенные панели
выдерживают на месте окрашивания в течение одного дня и затем их переносят
для хранения при стандартных условиях при 23±2°С и при 50+5%
относительной влажности на дальнейший период по крайней мере 10 дней до
испытания.
Если необходимо учитывать атмосферные условия, при которых
находится окрашенное изделие, то покрытые панели остаются на месте в течение,
по крайней мере, 10 дней. Атмосферные условия на месте должны быть
в соответствии с рекомендациями изготовителя лакокрасочного материала.
В конце этого периода панели удаляются для хранения при стандартных
условиях при 23±2°С и при 50+5% относительной влажности на дальнейший
период по крайней мере 16 ч до испытания.
Если необходимые атмосферные условия на месте не соответствуют
требования изготовителя лакокрасочного материала в определенный период
времени, следует консультироваться с изготовителем лакокрасочного
материала. Если никакого совета не получено, то панели переносят в стандартные
условия и хранят их как указано в первом случае. В этом случае влияние
атмосферных условий на адгезию не принимают во внимание.
584
Область
проверки, м2
<1000
>1000
Минимальное количество
замеров
3 для каждых 250 м2
12 плюс 1 для каждых
дополнительных 1000 м2
Минимальное количество замеров, которые должны были быть
сделаны произвольно в области контроля, приведено в табл. 17.5. Область
контроля выбирают в соответствии с рекомендациями ИСО 12944-7 и ИСО
12944-8.
После испытания визуально осма- Таблица 17.5
тривают поверхности разрушения для ,.
Минимальное количество замеров для
установления природы разрушения. „,
;_ _ к к « к кj метода решетчатых надрезов
Обращают внимание на тип разру
шения покрытия между основным
металлом и первым слоем, а также
между слоями покрытия, например,
когезионное разрушение
поверхностного покрытия, адгезионное
разрушение между 1-ым слоем и 2-ым слоем
и т. п. В стандарте приведена подробная интерпретация результатов
испытания для многослойного покрытия.
Во второй части ИСО 16276 приведены методы испытания
решетчатыми надрезами и Х-образным надрезом на стальных изделиях на месте.
Указанный стандарт конкретизирует требования ИСО 2409 (метод
решетчатых надрезов) и ASTM D3359 (Х-образный надрез), так как указанные
стандарты устанавливают общие методы, без инструкций для интерпретации
результатов и без критериев принятия результатов испытания или отказа.
Целью этой части ИСО 16276 является установление стандартной
практики в оценке прочности сцепления защитного лакокрасочного покрытия
и установление критериев приема/отклонения результатов испытания для
таких покрытий. В данном методе используют испытательное оборудование,
указанное в ИСО 2409.
Метод решетчатых надрезов по ИСО 2409 является достаточно
универсальным методом испытания, однако он ограничен толщиной покрытия до
250 мкм. Метод Х-образного надреза толщиной покрытия не ограничен, его
также целесообразно использовать для твердых покрытий. Для покрытий,
содержащих пигменты в форме чешуек, оба метода могут дать неверные
результаты.
Оба метода испытания являются разрушающими, поэтому после
проведения испытания покрытие на конструкции восстанавливают. Если
окрашенная конструкция изготовлена из высокопрочной стали, то при
испытании следует соблюдать особую осторожность, так как любое
повреждение поверхности может быть источником появления трещин. При
необходимости исключения повреждения покрытий и основного металла,
испытания по согласованию с заказчиком допускается проводить на
испытательных пластинах [6].
Результаты испытания зависят от погодных условий, которые должны
быть в месте испытания в соответствии с рекомендациями изготовителя
покрытия. Температура, влажность и интенсивность воздухообмена в течение
сушки/отверждения покрытия будут также оказывать влияние на
результаты испытания. Недавно нанесенные покрытия рекомендуется выдержать в
течение двух или трех месяцев перед началом испытания.
585
До начала испытания недавно нанесенное защитное лакокрасочное
покрытие должно сушиться/отверждаться в соответствии с рекомендациями
изготовителя.
В отсутствии рекомендаций изготовителя, покрытие должно сушиться/
отверждаться в течение, по крайней мере, 10 дней в хорошо
вентилированных условиях при температуре выше 15°С и относительной влажности
меньше чем 80% до испытания.
Перед проведением испытаний за 24 ч должны быть измерены и
записаны:
погодные условия, например температура воздуха и относительная
влажность;
температура поверхности окрашенной конструкции;
состояние поверхности (влажная/сухая).
Непосредственно перед испытанием должны быть измерены и
записаны:
температура воздуха;
относительная влажность;
температура поверхности окрашенной конструкции.
Если окрашенная поверхность будет увлажнена, то она должна быть
высушена, об этом делают запись в отчете об испытании.
Испытательные панели должны быть окрашены и высушены/отверждены
при тех же условиях, что и покрытие на конструкции.
Окрашенные панели выдерживают на месте окрашивания в течение
одного дня и затем их переносят для хранения при стандартных условиях
при 23±2°С и при 50±5% относительной влажности на дальнейший период
по крайней мере 10 дней до испытания.
Если необходимо учитывать атмосферные условия, при которых
находится окрашенное изделие, то покрытые панели остаются на месте в течение,
по крайней мере, 10 дней. Атмосферные условия на месте должны быть
в соответствии с рекомендациями изготовителя лакокрасочного материала.
В конце этого периода панели удаляются для хранения при стандартных
условиях при 23±2°С и при 50±5% относительной влажности на дальнейший
период по крайней мере 16 ч до испытания.
Если необходимые атмосферные условия на месте не соответствуют
требованиям изготовителя лакокрасочного материала в определенный период
времени, следует консультироваться с изготовителем лакокрасочного
материала. Если никакого совета не получено, то панели переносят в стандартные
условия и хранят их как указано в первом случае. В этом случае влияние
атмосферных условий на адгезию не принимают во внимание.
При испытании методом решетчатых надрезов руководствуются
требованиями ИСО 2409. Х-образный надрез делают ножом в соответствии
с требованиями ИСО 2409. Каждый надрез должен быть длиной 40 мм.
Угол между надрезами в точке пересечения должен быть между 30° и 45°.
Остальные операции с липкой лентой проводятся по ИСО 2409.
Минимальное количество замеров, которые должны были быть
сделаны произвольно в области контроля, приведено в табл. 17.6. Область кон-
586
Область
проверки, м2
<1000
>1000
Минимальное количество
замеров
13 для каждых 250 м2
5 плюс 1 для каждых
дополнительных 1000 м2
троля выбирают в соответствии с рекомендациями ИСО 12944-7 и ИСО
12944-8.
Обработку результатов ведут со- ~ , , _ (-
гласно требованиям п. 8 ИСО 2409
(метод решетчатых надрезов) и при- Минимальное количество замеров для
ложения А (Х-образный надрез), в метода Х-образного надреза
котором установлено 5 уровней
разрушения покрытия.
Результаты испытания
принимают, если не менее 5 измерений адгезии
равны или выше или 80% измерений
будут равны или выше установленных
в технических требованиях к покрытию.
Для каждых 1000 м2 или ее части окрашенной поверхности допустимо
только одно измерение с результатом ниже, чем установлено в технических
требованиях к покрытию.
Международный стандарт ИСО 15711 описывает два метода оценки
способности слоя краски или других лакокрасочных материалов, нанесенных
на металлическую поверхность, выдержать катодное отслаивание в случаях,
когда защитное покрытие может иметь неоднородности. Методы
применимы к покрытиям, которые эксплуатируются в морской воде, например,
покрытия судов или морских сооружений.
Метод А включает использование схемы катодной защиты, в
соответствии с которой электродным потенциалом испытательных панелей
управляют потенциостатически.
Метод В включает использование защиты с применением анодов,
подключенных к испытательным панелям. Это испытание отражает практический
метод катодной защиты, обычно используемой на судах.
При лабораторных испытаниях используют искусственную морскую воду.
Оценку результатов испытания проводят согласно критериям, установленным
в международном стандарте ИСО 12944-6, в соответствии с требованиями
международных стандартов ИСО 4628-2 или ИСО 4624.
МЕТОДЫ ИССЛЕДОВАНИЯ АДГЕЗИИ
Широкое применение современных методов исследования и оценки
защитной способности защитных лакокрасочных покрытий,
эксплуатирующихся в морской среде, нашло свое отражение и при разработке
международных стандартов. Примером такого метода является метод
электрохимической импедансной спектроскопии. Теоретическое развитие импедансного
метода было обеспечено российской электрохимической научной школой,
возглавляемой академиком А. Н. Фрумкиным [7].
С появлением современных измерительных систем, совмещенных с
компьютерами и средствами автоматизации эксперимента, применением
виртуальных компьютерных приборов, работающих в режиме реального
времени, возможности импедансной спектроскопии возрастают
многократно. Как бы не совершенны были измерительные приборы, решающая роль
587
принадлежит человеку. Именно он гарантирует адекватность интерпретации
и несет за нее ответственность.
Защитные лакокрасочные покрытия являются системами с
определенными врожденными дефектами: пропусками, неоднородной толщиной
пленки, неравномерным распределением пигментов, наполнителей и других
составных частей.
Международный стандарт ИСО 16773 описывает процедуру оценки
защитных свойств противокоррозионных лакокрасочных покрытий при
использовании электрохимической импедансной спектроскопии.
Стандарт состоит из четырех частей.
Часть 1 определяет термины и определения, используемые в
электрохимической импедансной спектроскопии.
Часть 2 описывает порядок проведения эксперимента, методы проверки
лабораторной аппаратуры для сбора и представления данных, полученных
под управлением потенциостата для лакокрасочных материалов высокого
сопротивления на металлических поверхностях. Часть 2 определяет
требования к контрольной ячейке, которая моделирует свойства системы высокого
сопротивления.
Часть 3 имеет дело с процедурой, используемой для оценки
экспериментальных результатов, полученных от контрольных ячеек.
Часть 4, которая является информационной, включает примеры
типичных спектров реальных покрытий.
588
ПРИЛОЖЕНИЕ 1
ПЕРЕЧЕНЬ МЕЖДУНАРОДНЫХ СТАНДАРТОВ
Номер
международного стандарта
исо
Наименование стандарта
Технический комитет ИСО/ТК 35 «Лаки и краски»
150:2006
276:2002
277:2002
473:1982
510:1977
591-1:2000
787-1:1982
787-2:1981
787-3:2000
787-4:1981
787-5:1980
Масло льняное сырое
рафинированное и олифа льняная для лаков и
красок. Технические требования и
методы испытаний
Связующие для лаков и красок.
Масло льняное полимеризованное
для лаков и красок. Технические
условия и методы испытания
Связующие для лаков и красок.
Масло тунговое сырое для красок
и лаков. Технические требования и
методы испытаний
Пигмент литопоновый для красок.
Технические условия и методы
испытаний
Сурик свинцовый для красок
Двуокись титана пигментная для
красок. Часть 1. Технические
требования и методы испытаний
Общие методы испытаний для
пигментов и наполнителей. Часть 1.
Сравнение цвета пигментов
Общие методы испытаний для
пигментов и наполнителей. Часть 2.
Определение летучего вещества при
105°С
Общие методы испытаний
пигментов и наполнителей. Часть 3.
Определение содержания веществ,
растворимых в воде. Метод горячей
экстракции
Общие методы испытаний
пигментов и наполнителей. Часть 4.
Определение кислотности или
щелочности водного экстракта
Общие методы испытаний
пигментов и наполнителей. Часть 5.
Определение показателя
поглощения масла
Raw, refined and boiled linseed
oil for paints and varnishes —
Specifications and methods of
test
Binders for paints and varnishes
— Linseed stand oil —
Requirements and methods of test
Binders for paints and varnishes
— Raw tung oil — Requirements
and methods of test
Lithopone pigments for paints
— Specifications and methods
of test
Red lead for paints
Titanium dioxide pigments for
paints — Part 1: Specifications
and methods of test
General methods of test for
pigments and extenders — Part 1:
Comparison of colour of
pigments
General methods of test for
pigments and extenders — Part 2:
Determination of matter volatile
at 105 degrees С
General methods of test for
pigments and extenders — Part
3: Determination of matter
soluble in water — Hot extraction
method
General methods of test for
pigments and extenders — Part 4:
Determination of acidity or
alkalinity of the aqueous extract
General methods of test for
pigments and extenders — Part 5:
Determination of oil absorption
value
589
Продолжение
Номер
международного стандарта
ИСО
787-7:1981
787-8:2000
787-9:1981
787-10:1993
787-11:1981
787-13:2002
787-14:2002
787-15:1986
787-16:1986
Наименование стандарта
Общие методы испытаний
пигментов и наполнителей. Часть 7.
Определение остатка на сите.
Ручной метод с применением воды
Общие методы испытаний
пигментов и наполнителей. Часть 8.
Определение содержания веществ,
растворимых в воде. Метод
холодной экстракции
Общие методы испытаний
пигментов и наполнителей. Часть 9.
Определение рН водной суспензии
Общие методы испытаний
пигментов и наполнителей. Часть 10.
Определение плотности с помощью
пикнометра
Общие методы испытаний
пигментов и наполнителей. Часть 11.
Определение объема и кажущейся
плотности после уплотнения
Общие методы испытаний
пигментов и наполнителей. Часть 13.
Определение сульфатов, хлоридов и
нитратов, растворимых в воде
Общие методы испытаний
пигментов и наполнителей. Часть 14.
Метод определения удельной
электропроводности водной вытяжки
Общие методы испытаний
пигментов и наполнителей. Часть 15.
Сравнение светостойкости цветных
пигментов аналогичных типов
Общие методы испытаний
пигментов и наполнителей. Часть 16.
Определение относительной
прочности окраски (или эквивалентной
красящей способности) и снижения
интенсивности окраски цветных
пигментов. Визуальный метод
сравнения
General methods of test for
pigments and extenders — Part
7: Determination of residue on
sieve—Water method — Manual
procedure
General methods of test for
pigments and extenders — Part 8:
Determination of matter soluble
in water — Cold extraction
method
General methods of test for
pigments and extenders — Part 9:
Determination of pH value of an
aqueous suspension
General methods of test for
pigments and extenders — Part 10:
Determination of density — Py-
knometer method
General methods of test for
pigments and extenders — Part 11:
Determination of tamped volume
and apparent density after
tamping
General methods of test for
pigments and extenders — Part 13:
Determination of water-soluble
sulfates, chlorides and nitrates
General methods of test for
pigments and extenders — Part 14:
Determination of resistivity of
aqueous extract
General methods of test for
pigments and extenders — Part 15:
Comparison of resistance to light
of coloured pigments of similar
types
General methods of test for
pigments and extenders — Part 16:
Determination of relative tinting
strength (or equivalent colouring
value) and colour on reduction
of coloured pigments — Visual
comparison method
590
I
Продолжение
Номер
международного стандарта
ИСО
787-17:2002
787-18:1983
787-19:1974
787-21:1979
787-22:1980
787-23:1979
787-24:1985
787-25:1993
788:1974
1247:1974
Наименование стандарта
Общие методы испытаний
пигментов и наполнителей. Часть 17.
Метод сравнения разбеливающей
способности белых пигментов
Общие методы испытаний
пигментов и наполнителей. Часть 18.
Определение остатка на сите.
Механическая продувка
Общие методы испытаний
пигментов и наполнителей. Часть 19.
Метод определения содержания
водорастворимых нитратов (метод
салициловой кислоты)
Общие методы испытаний
пигментов и наполнителей. Часть 21.
Сравнение термостойкости с
применением печи
Общие методы испытаний
пигментов и наполнителей. Часть 22.
Сравнение стойкости к миграции
пигментов
Общие методы испытаний
пигментов и наполнителей. Часть 23.
Определение плотности (с
применением центрифуги для удаления
вовлеченного воздуха)
Общие методы испытаний
пигментов и наполнителей. Часть 24.
Определение относительной
красящей способности цветных
пигментов и относительной рассеивающей
способности белых пигментов.
Фотометрические методы
Общие методы испытаний
пигментов и наполнителей. Часть 25.
Сравнение цвета в системах
полного оттенка, белых, черных и
цветных пигментов. Колориметрический
метод
Ультрамариновые пигменты для
красок
Алюминиевые пигменты для красок
General methods of test for
pigments and extenders — Part 17:
Comparison of lightening power
of white pigments
General methods of test for
pigments and extenders — Part
18: Determination of residue on
sieve — Mechanical flushing
procedure
General methods of test for
pigments — Part 19: Determination
of water-soluble nitrates
(Salicylic acid method)
General methods of test for
pigments and extenders — Part
21: Comparison of heat
stability of pigments using a stoving
medium
General methods of test for
pigments and extenders — Part
22: Comparison of resistance to
bleeding of pigments
General methods of test for
pigments and extenders — Part 23:
Determination of density (using
a centrifuge to remove entrained
air)
General methods of test for
pigments and extenders — Part 24:
Determination of relative tinting
strength of coloured pigments
and relative scattering power of
white pigments — Photometric
methods
General methods of test for
pigments and extenders — Part
25: Comparison of the colour,
in full-shade systems, of white,
black and coloured pigments —
Colorimetric method
Ultramarine pigments for paints
Aluminium pigments for paints
591
Продолжение
Номер
международного стандарта
ИСО
1248:2006
1249:1974
1513:1992
1514:2004
1517:1973
1518:1992
1519:2002
1520:2006
1522:2006
1524:2000
2040:1972
2068:1972
2409:2007
2431:1993
2495:1995
2808:2007
2810:2004
2811-1:1997
Наименование стандарта
Железоокисные пигменты для
красок
Цинкохроматные пигменты. Крон
цинковый и пигменты тетраоксих-
ромата цинка
Лаки и краски. Исследование и
приготовление образцов для испытаний
Лаки и краски. Стандартные
пластины для испытаний
Лаки и краски. Метод определения
высыхания. Метод Баллотини
Лаки и краски. Определение
стойкости к царапанию
Лаки и краски. Испытание на изгиб
(цилиндрический стержень)
Лаки и краски. Испытание на
вытяжку
Лаки и краски. Испытание на
затухающем маятнике
Лаки, краски и печатные краски.
Определение тонкости помола
Стронций хромовокислый
пигментный для красок
Барий хромовокислый пигментный
для красок
Лаки и краски. Испытание
решетчатыми надрезами
Лаки и краски. Определение
времени истечения с использованием
воронок
Лазурь железная пигментная.
Технические требования и методы
испытаний
Лаки и краски. Определение
толщины пленки
Лаки и краски. Испытание
покрытий на влияние атмосферных
воздействий. Экспозиция и оценка
Лаки и краски. Определение
плотности. Часть 1. Пикнометрический
метод
Iron oxide pigments for paints
Zinc chromate pigments — Basic
zinc potassium chromate
pigments and zinc
tetrahydroxychromate pigments
Paints and varnishes —
Examination and preparation of samples
for testing
Paints and varnishes — Standard
panels for testing
Paints and varnishes — Surface-
drying test — Ballotini method
Paints and varnishes — Scratch
test
Paints and varnishes — Bend test
(cylindrical mandrel)
Paints and varnishes —
Cupping test
Paints and varnishes —
Pendulum damping test
Paints, varnishes and printing
inks — Determination of fineness
of grind
Strontium chromate pigments
for paints
Barium chromate pigments for
paints
Paints and varnishes —
Crosscut test
Paints and varnishes —
Determination of flow time by use of
flow cups
Iron blue pigments —
Specifications and methods of test
faints and varnishes —
Determination of film thickness
Paints and varnishes — Natural
weathering of coatings —
Exposure and assessment
Paints and varnishes —
Determination of density — Part 1:
Pyknometer method
592
Продолжение
Номер
международного стандарта
ИСО
2811-2:1997
2811-3:1997
2811-4:1997
2812-1:2007
2812-2:2007
2812-3:2007
2812-4:2007
2812-5:2007
2813:1994
2814:1973
2815:2003
2884-1:1999
Наименование стандарта
Лаки и краски. Определение
плотности. Часть 2. Метод погружения
груза
Лаки и краски. Определение
плотности. Часть 3. Колебательный
метод
Лаки и краски. Определение
плотности. Часть 4. Метод сосуда
давления
Лаки и краски. Определение
устойчивости к воздействию жидкостей.
Часть 1. Погружение в жидкости,
кроме воды
Лаки и краски. Метод определения
устойчивости к воздействию
жидкостей. Часть 2. Метод погружения
в воду
Лаки и краски. Определение
устойчивости к воздействию жидкостей.
Часть 3. Метод абсорбирующей
среды
Лаки и краски. Метод определения
устойчивости к воздействию
жидкостей. Часть 4. Метод нанесения
капель
Лаки и краски. Метод
определения устойчивости к воздействию
жидкостей. Часть 5. Метод печи с
температурным градиентом
Лаки и краски. Определение
зеркального глянца неметаллических
пленок красок под углом 20°, 60° и
85°
Лаки и краски. Сравнение
коэффициента контрастности (укрывисто-
сти) красок одного типа и цвета
Лаки и краски. Определение
твердости вдавливанием по Бухгольцу
Лаки и краски. Определение
вязкости с применением вращающихся
вискозиметров. Часть 1.
Плоскоконический вискозиметр при высокой
скорости сдвига
Paints and varnishes —
Determination of density — Part 2:
Immersed body (plummet) method
Paints and varnishes —
Determination of density — Part 3:
Oscillation method
Paints and varnishes —
Determination of density — Part 4:
Pressure cup method
Paints and varnishes —
Determination of resistance to liquids
— Part 1: Immersion in liquids
other than water
Paints and varnishes —
Determination of resistance to liquids —
Part 2: Water immersion method
Paints and varnishes —
Determination of resistance to liquids —
Part 3: Method using an absorbent
medium
Paints and varnishes —
Determination of resistance to liquids
— Part 4: Spotting methods
Paints and varnishes —
Determination of resistance to liquids
— Part 5: Temperature-gradient
oven method
Paints and varnishes —
Determination of specular gloss of non-
metallic paint films at 20 degrees,
60 degrees and 85 degrees
Paints and varnishes —
Comparison of contrast ratio (hiding
power) of paints of the same type
and colour
Paints and varnishes — Buchholz
indentation test
Paints and varnishes —
Determination of viscosity using rotary
viscometers — Part 1: Cone-
and-plate viscometer operated at
a high rate of shear
593
Продолжение
Номер
международного стандарта
ИСО
2884-2:2003
3231:1993
3233:1998
3248:1998
3251:2003
3262-1:1997
3262-2:1998
3262-3:1998
3262-4:1998
3262-5:1998
3262-6:1998
3262-7:1998
Наименование стандарта
Лаки и краски. Определение
вязкости с применением вращающихся
вискозиметров. Часть 2. Дисковый
или шариковый вискозиметр при
однократном заданном числе
оборотов
Лаки и краски. Метод определения
устойчивости покрытий во влажной
атмосфере, содержащей двуокись
серы
Лаки и краски. Определение
процентного объема нелетучих веществ
измерением плотности сухого
покрытия
Лаки и краски. Определение
теплового воздействия
Лаки, краски и пластики.
Определение содержания нелетучих веществ
Наполнители для красок.
Технические требования и методы
испытаний. Часть 1. Введение и общие
методы испытаний
Наполнители для красок.
Технические требования и методы
испытаний. Часть 2. Бариты (природный
сульфат бария)
Наполнители для красок.
Технические требования и методы
испытаний. Часть 3. Бланкфикс
Наполнители для красок.
Технические требования и методы
испытаний. Часть 4. Мел
Наполнители для красок
Технические требования и методы
испытаний. Часть 5. Природный карбонат
кальция кристаллический
Наполнители для красок.
Технические требования и методы
испытаний. Часть 6. Осажденный карбонат
кальция
Наполнители для красок.
Технические требования и методы
испытаний. Часть 7. Доломит
Paints and varnishes —
Determination of viscosity using rotary
viscometers — Part 2: Disc or
ball viscometer operated at a
single specified speed
Paints and varnishes —
Determination of resistance to humid
atmospheres containing sulfur
dioxide
Paints and varnishes —
Determination of percentage volume of
non-volatile matter by measuring
the density of a dried coating
Paints and varnishes —
Determination of the effect of heat
Paints, varnishes and plastics —
Determination of non-volatile-
matter content
Extenders for paints —
Specifications and methods of test — Part
1: Introduction and general test
methods
Extenders for paints —
Specifications and methods of test —
Part 2: Barytes (natural barium
sulfate)
Extenders for paints —
Specifications and methods of test — Part
3: Blanc fixe
Extenders for paints —
Specifications and methods of test — Part
4: Whiting
Extenders for paints —
Specifications and methods of test — Part
5: Natural crystalline calcium
carbonate
Extenders for paints —
Specifications and methods of test
— Part 6: Precipitated calcium
carbonate
Extenders for paints —
Specifications and methods of test — Part
7: Dolomite
594
Продолжение
Номер
международного стандарта
ИСО
3262-8:1999
3262-9:1997
3262-10:2000
3262-11:2000
3262-12:2001
3262-13:1997
3262-14:2000
3262-15:2000
3262-16:2000
3262-17:2000
3262-18:2000
Наименование стандарта
Наполнители для красок.
Технические требования и методы
испытаний. Часть 8. Природная глина
Наполнители для красок.
Технические требования и методы
испытаний. Часть 9. Прокаленная глина
Наполнители для красок.
Технические требования и методы
испытаний. Часть 10. Природный тальк
в чешуйчатой форме, содержащий
хлориты
Наполнители для красок.
Технические требования и методы
испытаний. Часть 11. Природный тальк
в чешуйчатой форме, содержащий
карбонаты
Наполнители для красок.
Технические требования и методы
испытаний. Часть 12. Слюда белая
(мусковит)
Наполнители для красок.
Технические требования и методы
испытаний. Часть 13. Природный кварц
(осадочный)
Наполнители для красок.
Технические требования и методы
испытаний. Часть 14. Кристобалит
Наполнители для красок.
Технические требования и методы
испытаний. Часть 15. Двуокись кремния
аморфная
Наполнители для красок.
Технические требования и методы
испытаний. Часть 16. Гидрат окиси
алюминия
Наполнители для красок.
Технические требования и методы
испытаний. Часть 17. Силикат кальция
осажденный
Наполнители для красок.
Технические требования и методы
испытаний. Часть 18. Силикат натрия-
алюминия осажденный
Extenders for paints —
Specifications and methods of test — Part
8: Natural clay
Extenders for paints —
Specifications and methods of test — Part
9: Calcined clay
Extenders for paints —
Specifications and methods of test — Part
10: Natural talc/chlorite in
lamellar form
Extenders for paints —
Specifications and methods of test — Part
11: Natural talc, in lamellar form,
containing carbonates
Extenders for paints —
Specifications and methods of test — Part
12: Muscovite-type mica
Extenders for paints —
Specifications and methods of test — Part
13: Natural quartz (ground)
Extenders for paints —
Specifications and methods of test — Part
14: Cristobalite
Extenders for paints —
Specifications and methods of test — Part
15: Vitreous silica
Extenders for paints —
Specifications and methods of test — Part
16: Aluminium hydroxides
Extenders for paints —
Specifications and methods of test — Part
17: Precipitated calcium silicate
Extenders for paints —
Specifications and methods of test
— Part 18: Precipitated sodium
aluminium silicate
595
Продолжение
Номер
международного стандарта
ИСО
3262-19:2000
3262-20:2000
3262-21:2000
3262-22:2001
3270:1984
3549:1995
3668:1998
3678:1976
3681:1996
3711:1990
3856-1:1984
Наименование стандарта
Наполнители для красок.
Технические требования и методы
испытаний. Часть 19. Двуокись кремния
осажденная
Наполнители для красок.
Технические требования и методы
испытаний. Часть 20. Двуокись кремния
распыленная
Наполнители для красок.
Технические требования и методы
испытаний. Часть 21. Кварцевый песок
(природный неразмолотый кварц)
Наполнители для красок.
Технические требования и методы
испытаний. Часть 22. Плавленый кизельгур
Лаки, краски и сырье для них.
Температура и влажность для
кондиционирования и испытаний
Пигменты на цинковой основе в
порошке. Технические требования и
методы испытаний
Лаки и краски. Визуальный метод
определения цвета красок
Лаки и краски. Метод испытаний на
устойчивость к отпечатку
Связующие для красок и лаков.
Определение числа омыления. Ти-
триметрический метод
Хроматы и хромат-молибдаты
свинца пигментные. Технические
требования и методы испытаний
Лаки и краски. Определение
содержания растворенного металла.
Часть 1. Определение свинца.
Пламенный атомно-абсорбционный
спектрометрический метод и
спектрофотометрический метод с
применением дитизона
Extenders for paints —
Specifications and methods of test — Part
19: Precipitated silica
Extenders for paints —
Specifications and methods of test — Part
20: Fumed silica
Extenders for paints —
Specifications and methods of test — Part
21: Silica sand (unground natural
quartz)
Extenders for paints —
Specifications and methods of test — Part
22: Flux-calcined kieselguhr
Paints and varnishes and their
raw materials — Temperatures
and humidities for conditioning
and testing
Zinc dust pigments for paints —
Specifications and test methods
Paints and varnishes — Visual
comparison of the colour of
paints
Paints and varnishes — Print-
free test
Binders for paints and varnishes
— Determination of
saponification value — Titrimetric method
Lead chromate pigments and lead
chromate-molybdate pigments
— Specifications and methods
of test
Paints and varnishes —
Determination of «soluble» metal
content — Part 1: Determination
of lead content — Flame atomic
absorption spectrometric method
and dithizone spectrophotometric
method
596
Продолжение
Номер
международного стандарта
ИСО
3856-2:1984
3856-3:1984
3856-4:1984
3856-5:1984
3856-6:1984
3856-7:1984
4617:2000
Наименование стандарта
Лаки и краски. Определение
содержания растворенного
металла. Часть 2. Определение
содержания сурьмы. Пламенный
атомно-абсорбционный
спектрометрический метод и спектрофото-
метрический метод с применением
родамина Б
Лаки и краски. Определение
содержания растворенного металла.
Часть 3. Определение
содержания бария. Пламенный атомно-
абсорбционный
спектрометрический метод
Лаки и краски. Определение
содержания растворенного металла.
Часть 4. Определение
содержания кадмия. Пламенный атомно-
абсорбционный
спектрометрический метод и полярографический
метод
Лаки и краски. Определение
содержания растворенного металла.
Часть 5. Определение содержания
хрома в пигментной части жидкой
или порошковой красок.
Спектрометрический метод с применением
дифенилкарбазида
Лаки и краски. Определение
содержания растворенного металла.
Часть 6. Определение содержания
хрома в жидкой части краски.
Пламенный атомно-абсорбционный
спектрометрический метод
Лаки и краски. Определение
содержания растворенного металла.
Часть 7. Определение содержания
ртути в пигменте и в жидкой части
водорастворимых красок.
Беспламенный атомно-абсорбционный
спектрометрический метод
Лаки и краски. Перечень
эквивалентных терминов
Paints and varnishes —
Determination of «soluble» metal
content — Part 2: Determination
of antimony content — Flame
atomic absorption spectrometric
method and Rhodamine В spec-
trophotometric method
Paints and varnishes —
Determination of «soluble» metal
content — Part 3: Determination of
barium content — Flame atomic
emission spectrometric method
Paints and varnishes —
Determination of «soluble» metal content
— Part 4: Determination of
cadmium content — Flame atomic
absorption spectrometric method
and polarographic method
Paints and varnishes —
Determination of «soluble» metal
content — Part 5: Determination
of hexavalent chromium content
of the pigment portion of the
liquid paint or the paint in
powder form — Diphenylcarbazide
spectrophotometric method
Paints and varnishes —
Determination of «soluble» metal content
— Part 6: Determination of total
chromium content of the liquid
portion of the paint — Flame
atomic absorption spectrometric
method
Paints and varnishes —
Determination of «soluble» metal content
— Part 7: Determination of
mercury content of the pigment
portion of the paint and of the liquid
portion of water-dilutable paints
— Flameless atomic absorption
spectrometric method
Paints and varnishes — List of
equivalent terms
597
Продолжение
Номер
международного стандарта
ИСО
4618:2006
4619:1998
4620:1986
4621:1986
4622:1992
4623-1:2000
4623-2:2003
4624:2002
4625-1:2004
4625-2:2004
4626:1980
4628-1:2003
4628-2:2003
Наименование стандарта
Лаки и краски. Термины и
определения
Сиккативы для лаков и красок
Пигменты кадмиевые. Технические
требования и методы испытаний
Окись хрома зеленая пигментная.
Технические требования и методы
испытаний
Лаки и краски. Испытание на сли-
паемость под давлением
Лаки и краски. Испытание на
стойкость к нитевидной коррозии. Часть
1. Стальная подложка
Лаки и краски. Испытание на
стойкость к нитевидной коррозии Часть
2. Алюминиевая подложка
Лаки и краски. Испытание на
адгезию методом отрыва
Связующие для лаков и красок.
Определение температуры
размягчения. Часть 1. Метод кольца и
шарика
Связующие для лаков и красок.
Определение температуры
размягчения. Часть 2. Метод чашки и
шарика
Летучие органические жидкости.
Определение пределов кипения
органических растворителей,
используемых в качестве сырья
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности, количества и
размеров типовых дефектов. Часть
1. Основные принципы и шкалы
оценки
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности,количества и
размеров типовых дефектов. Часть
2. Определение степени
образования пузырей
Paints and varnishes — Terms
and definitions
Driers for paints and varnishes
Cadmium pigments —
Specifications and methods of test
Chrome oxide green pigments
— Specifications and methods
of test
Paints and varnishes — Pressure
test for stackability
Paints and varnishes —
Determination of resistance to filiform
corrosion — Part 1: Steel
substrates
Paints and varnishes —
Determination of resistance to filiform
corrosion — Part 2: Aluminium
substrates
Paints and varnishes — Pull-off
test for adhesion
Binders for paints and varnishes
— Determination of softening
point — Part 1: Ring-and-ball
method
Binders for paints and varnishes
— Determination of softening
point — Part 2: Cup-and-ball
method
Volatile organic liquids —
Determination of boiling range of
organic solvents used as raw
materials
Paints and varnishes —
Evaluation of degradation of coatings —
Designation of intensity, quantity
and size of common types of
defect — Part 1: General
introduction and designation system
Paints and varnishes —
Evaluation of degradation of coatings —
Designation of intensity, quantity
and size of common types of
defect — Part 2: Assessment of
degree of blistering
598
Продолжение
Номер
международного стандарта
ИСО
4628-3:2003
4628-4:2003
4628-5:2003
4628-6:2007
4628-7:2003
4628-8:2005
4628-10:2003
Наименование стандарта
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности, количества и
размеров типовых дефектов. Часть
3. Определение степени ржавости
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности, количества и
размеров типовых дефектов. Часть
4. Определение степени
растрескивания
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности, количества и
размеров типовых дефектов. Часть
5. Определение степени
отслаивания
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности,количества и
размеров типовых дефектов. Часть
6. Оценка степени меления методом
ленты
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности, количества и
размеров типовых дефектов. Часть
7. Определение степени меления
методом бархата
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности,количества и
размеров типовых дефектов. Часть
8. Определение степени расслоения
и коррозии вблизи надреза
Лаки и краски. Оценка разрушения
лакокрасочных покрытий.
Определение интенсивности, количества
и размеров типовых дефектов.
Часть 10. Определение нитевидной
коррозии
Paints and varnishes —
Evaluation of degradation of coatings —
Designation of intensity, quantity
and size of common types of
defect — Part 3: Assessment of
degree of rusting
Paints and varnishes —
Evaluation of degradation of coatings —
Designation of intensity, quantity
and size of common types of
defect — Part 4: Assessment of
degree of cracking
Paints and varnishes —
Evaluation of degradation of coatings —
Designation of intensity, quantity
and size of common types of
defect — Part 5: Assessment of
degree of flaking
Paints and varnishes —
Evaluation of degradation of coatings
— Designation of quantity and
size of defects, and of intensity
of uniform changes in appearance
— Part 6: Assessment of degree
of chalking by tape method
Paints and varnishes —
Evaluation of degradation of coatings
— Designation of quantity and
size of defects, and of intensity
of uniform changes in appearance
— Part 7: Assessment of degree
of chalking by velvet method
Paints and varnishes —
Evaluation of degradation of coatings
— Designation of quantity and
size of defects, and of intensity
of uniform changes in appearance
— Part 8: Assessment of degree
of delamination and corrosion
around a scribe
Paints and varnishes —
Evaluation of degradation of coatings —
Designation of intensity, quantity
and size of common types of
defect — Part 10: Assessment of
filiform corrosion
599
Продолжение
Номер
международного стандарта
ИСО
4629:1996
4630-1:2004
4630-2:2004
6270-1:1998
6270-2:2005
6271-1:2004
6271-2:2004
6272-1:2002
6272-2:2002
6503:1984
6504-1:1983
Наименование стандарта
Связующие для лаков и красок.
Определение гидроксильного числа.
Титриметрический метод
Прозрачные жидкости. Определение
цвета прозрачных жидкостей по
цветовой шкале Гарднера. Часть 1.
Визуальный метод
Прозрачные жидкости. Определение
цвета прозрачных жидкостей по
цветовой шкале Гарднера. Часть 2.
Спектрофотометрический метод
Лаки и краски. Определение
коррозионной стойкости во
влажной среде. Часть 1. Непрерывная
конденсация
Лаки и краски. Определение
коррозионной стойкости во влажной
среде. Часть 2. Процедура выдержки
испытуемых образцов в атмосфере
конденсирующейся влаги
Жидкости светлые. Определение
цвета по платиново-кобальтовой
шкале. Часть 1. Визуальный метод
Жидкости светлые. Определение
цвета по платиново-кобальтовой
шкале. Часть 2.
Спектрофотометрический метод
Лаки и краски. Испытания на
ускоренную деформацию (стойкость к
удару). Часть 1. Испытания
падающим грузом, большая площадь
Лаки и краски. Испытания на
ускоренную деформацию (стойкость к
удару). Часть 2. Испытания
падающим грузом, малая площадь
Лаки и краски. Определение общего
свинца. Метод пламенной атомно-
абсорбционной спектрометрии
Лаки и краски. Определение укры-
вистости. Часть 1. Метод Кубелка-
Мунка для белых и светлых красок
Binders for paints and varnishes
— Determination of hydroxyl
value — Titrimetric method
Clear liquids — Estimation of
colour by the Gardner colour
scale — Part 1: Visual method
Clear liquids — Estimation of
colour by the Gardner colour
scale — Part 2: Spectrophoto-
metric method
Paints and varnishes —
Determination of resistance to humidity
— Part 1: Continuous
condensation
Paints and varnishes —
Determination of resistance to humidity
— Part 2: Procedure for exposing
test specimens in condensation-
water atmospheres
Clear liquids — Estimation of
colour by the platinum-cobalt
scale — Part 1: Visual method
Clear liquids — Estimation of
colour by the platinum-cobalt
scale — Part 2: Spectrophoto-
metric method
Paints and varnishes — Rapid-
deformation (impact resistance)
tests — Part 1: Falling-weight
test, large-area indenter
Paints and varnishes — Rapid-
deformation (impact resistance)
tests — Part 2: Falling-weight
test, small-area indenter
Paints and varnishes —
Determination of total lead — Flame
atomic absorption spectrometric
method
Paints and varnishes —
Determination of hiding power — Part 1:
Kubelka-Munk method for white
and light-coloured paints
600
Продолжение
Номер
международного стандарта
ИСО
6504-3:2006
6713:1984
6744-1:1999
6744-2:1999
6744-3:1999
6744-4:1999
6745:1990
6860:2006
7142:2007
7143:2007
7252:1984
7579:1990
7724-1:1984
Наименование стандарта
Лаки и краски. Определение
укрывистости. Часть 3.
Определение коэффициента контрастности
(непрозрачности) светлых красок
при установленном расходе с
применением полиэфирной пленки или
черно-белых карт
Лаки и краски. Приготовление
кислотных экстрактов жидких или
порошкообразных красок
Связующие для лаков и красок.
Алкидные смолы. Часть. 1. Общие
методы испытаний
Связующие для лаков и красок.
Алкидные смолы. Часть. 2.
Определение содержания фталиевого
ангидрида
Связующие для лаков и красок.
Алкидные смолы. Часть. 3.
Определение содержания неомыляемого
вещества
Связующие для лаков и красок.
Алкидные смолы. Часть. 4.
Определение содержания жирных кислот
Цинк-фосфатные пигменты для
красок. Технические требования и
методы испытаний
Лаки и краски. Испытание на изгиб
(конический стержень)
Связующие для лаков и красок.
Эпоксидные смолы. Общие методы
испытаний
Лаки, краски и связующие.
Методы испытаний для характеристики
связующих на водной основе
Лаки и краски. Определение
содержания общей ртути. Атомно-
абсорбционный беспламенный
спектрометрический метод
Красители. Определение
растворимости в органических
растворителях. Весовой метод
Лаки и краски. Колориметрия. Часть
1. Основные положения
Paints and varnishes —
Determination of hiding power — Part 3:
Determination of contrast ratio
(opacity) of light-coloured paints
at a fixed spreading rate
Paints and varnishes —
Preparation of acid extracts from paints
in liquid or powder form
Binders for paints and varnishes
— Alkyd resins — Part 1:
General methods of test
Binders for paints and varnishes
— Alkyd resins — Part 2:
Determination of phthalic anhydride
content
Binders for paints and varnishes
— Alkyd resins — Part 3:
Determination of unsaponifiable matter
content
Binders for paints and varnishes
— Alkyd resins — Part 4:
Determination of fatty acid content
Zinc phosphate pigments for
paints — Specifications and
methods of test
Paints and varnishes — Bend test
(conical mandrel)
Binders for paints and varnishes
— Epoxy resins — General
methods of test
Paints, varnishes and binders —
Methods of test for characterizing
water-based binders
Paints and varnishes —
Determination of total mercury
— Flameless atomic absorption
spectrometric method
Dyestuffs — Determination of
solubility in organic solvents —
Gravimetric method
Paints and varnishes — Colorim-
etry — Part 1: Principles
601
Продолжение
Номер
международного стандарта
ИСО
7724-2:1984
7723-3:1984
7783-1:1996
7783-2:1999
7784-1:1997
7784-2:1997
7784-3:2000
8130-1:1992
8130-2:1992
8130-3:1992
8130-4:1992
8130-5:1992
Наименование стандарта
Лаки и краски. Колориметрия. Часть
2. Измерение цвета
Лаки и краски. Колориметрия. Часть
3. Расчет цветовых различий
Лаки и краски. Определение
проникновения паров воды. Часть
1. Метод тарелки для свободных
пленок
Лаки и краски. Кроющие материалы
и системы покрытий на наружной
поверхности каменной кладки и
бетона. Часть 2. Определение и
классификация проникновения паров
воды (проникающая способность)
Лаки и краски. Определение
стойкости к истиранию. Часть 1. Метод
вращающегося колеса, покрытого
шлифовальной бумагой
Лаки и краски. Определение
стойкости к истиранию Часть 2. Метод
вращающегося абразивного
резинового колеса
Лаки и краски. Определение
стойкости к истиранию Часть 3. Метод
пластин, совершающих возвратно-
поступательные движения
Порошки для покрытий. Часть 1.
Определение гранулометрического
состава просеиванием
Порошки для покрытий. Часть 2.
Определение плотности с помощью
газового пикнометра сравнения
(арбитражный метод)
Порошки для покрытий. Часть 3.
Определение плотности с помощью
пикнометрического метода
жидкостного смещения
Порошки для покрытий. Часть 4.
Расчет нижнего взрывоопасного
предела
Порошки для покрытий. Часть
5. Определение свойств при
свободном течении смеси порошка и
воздуха
Paints and varnishes — Colorim-
etry — Part 2: Colour
measurement
Paints and varnishes — Colorim-
etry — Part 3: Basic formulae
Paints and varnishes —
Determination of water-vapour
transmission rate — Part 1: Dish method
for free films
Paints and varnishes — Coating
materials and coating systems for
exterior masonry and concrete
— Part 2: Determination and
classification of water-vapour
transmission rate (permeability)
Paints and varnishes —
Determination of resistance to abrasion —
Part 1: Rotating abrasive-paper-
covered wheel method
Paints and varnishes —
Determination of resistance to abrasion —
Part 2: Rotating abrasive rubber
wheel method
Paints and varnishes —
Determination of resistance to
abrasion — Part 3: Reciprocating test
panel method
Coating powders — Part 1:
Determination of particle size
distribution by sieving
Coating powders — Part 2:
Determination of density by gas
comparison pyknometer (referee
method)
Coating powders — Part 3:
Determination of density by liquid
displacement pyknometer
Coating powders — Part 4:
Calculation of lower explosion
limit
Coating powders — Part 5:
Determination of flow properties of
a powder/air mixture
602
Продолжение
Номер
международного стандарта
ИСО
8130-6:1992
8130-7:1992
8130-8:1994
8130-9:1992
8130-10:1998
8130-11:1997
8130-12:1998
8130-13:2001
8130-14:2004
8501-1:2007
8501-2:1994
Наименование стандарта
Порошковые покрытия. Часть 6.
Определение времени отверждения
при данной температуре
термореактивных порошков для покрытий
Порошки для покрытий. Часть 7.
Определение потери массы в печи
Порошки для покрытий. Часть 8.
Оценка устойчивости при хранении
темореактивных порошков
Порошки для покрытий. Часть 9.
Отбор проб
Порошки для покрытий. Часть 10.
Определение эффективности
осаждения
Порошки для покрытий. Часть 11.
Определение текучести на
наклонной плоскости
Порошки для покрытий. Часть 12.
Определение совместимости
Порошки для покрытий. Часть 13.
Определение гранулометрического
состава лазерной дифракцией
Порошки для покрытий. Часть 14.
Терминология
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Визуальная оценка
чистоты поверхности. Часть 1. Степени
ржавости и степени подготовки
непокрытой стальной основы после
полного удаления прежних
покрытий
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Визуальная оценка
чистоты поверхности. Часть 2.
Степень подготовки предварительно
окрашенных стальных подложек
после местного удаления прежних
покрытий
Coating powders — Part 6:
Determination of gel time of
thermosetting coating powders at a given
temperature
Coating powders — Part 7:
Determination of loss of mass on
stoving
Coating powders — Part 8:
Assessment of the storage stability
of thermosetting powders
Coating powders — Part 9:
Sampling
Coating powders — Part 10:
Determination of deposition
efficiency
Coating powders — Part 11:
Inclined-plane flow test
Coating powders — Part 12:
Determination of compatibility
Coating powders — Part 13:
Particle size analysis by laser
diffraction
Coating powders — Part 14:
Terminology
Preparation of steel substrates
before application of paints and
related products — Visual
assessment of surface cleanliness
— Part 1: Rust grades and
preparation grades of uncoated steel
substrates and of steel substrates
after overall removal of previous
coatings
Preparation of steel substrates
before application of paints and
related products — Visual
assessment of surface cleanliness
— Part 2: Preparation grades of
previously coated steel substrates
after localized removal of
previous coatings
603
Продолжение
Номер
международного стандарта
ИСО
8501-3:2006
8501-4:2006
8502-2:2005
8502-3:1992
8502-4:1993
8502-5:1998
Наименование стандарта
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Визуальная оценка
чистоты поверхности. Часть 3. Степень
подготовки сварных швов, ребер и
других областей с поверхностными
дефектами
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Визуальная оценка чистоты
поверхности. Часть 4. Исходное
состояние поверхности, степени
подготовки и степени блеска ржавчины
после обработки водой под высоким
давлением
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для оценки
чистоты поверхности. Часть 2.
Лабораторное определение хлоридов
на очищенной поверхности
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для оценки
чистоты поверхности. Часть 3. Оценка
запылености стальной поверхности
перед нанесением покрытий (метод
применения липкой ленты)
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для
оценки чистоты поверхности. Часть 4.
Руководство по оценке вероятности
конденсации влаги на стальных
поверхностях перед нанесением
покрытий
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для
оценки чистоты поверхности. Часть 5.
Определение хлоридов на стальной
поверхности, подготовленной к
окрашиванию (метод ионоселектив-
ного электрода)
Preparation of steel substrates
before application of paints and
related products — Visual
assessment of surface cleanliness
— Part 3: Preparation grades of
welds, cut edges and other areas
with surface imperfections
Preparation of steel substrates
before application of paints and
related products — Visual
assessment of surface cleanliness —
Part 4: Initial surface conditions,
preparation grades and flash rust
grades in connection with high-
pressure water jetting
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface
cleanliness — Part 2: Laboratory
determination of chloride on cleaned
surfaces
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface
cleanliness — Part 3: Assessment of
dust on steel surfaces prepared
for painting (pressure-sensitive
tape method)
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface
cleanliness — Part 4: Guidance on the
estimation of the probability of
condensation prior to paint
application
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface cleanliness
— Part 5: Measurement of
chloride on steel surfaces prepared
for painting (ion detection tube
method)
604
Продолжение
Номер
международного стандарта
ИСО
8502-6:2006
8502-8:2001
8502-9:1998
8502-11:2006
8502-12:2003
8503-1:1988
Наименование стандарта
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для оценки
чистоты поверхности. Часть 6.
Экстракция растворимых примесей для
анализа. Метод Брезля
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для оценки
чистоты поверхности. Часть 8.
Полевой рефрактометрический метод
определения влаги
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для оценки
чистоты поверхности. Часть 9.
Полевой кондуктометрический метод
определения водорастворимых
солей
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для оценки
чистоты поверхности. Часть 11.
Полевой турбидиметрический метод
определения водорастворимых
сульфатов
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Испытания для оценки
чистоты поверхности. Часть 12.
Полевой титриметрический метод
определения водорастворимых
ионов железа
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Характеристики
шероховатости стальной поверхности,
очищенной пескоструйным способом.
Часть 1. Технические требования и
определение компараторов профиля
поверхности ИСО для оценки
поверхностей, очищенных обдувкой
абразивом
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface cleanliness
— Part 6: Extraction of soluble
contaminants for analysis — The
Bresle method
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface
cleanliness — Part 8: Field method for
the refractometric determination
of moisture
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface cleanliness
— Part 9: Field method for the
conductometric determination of
water-soluble salts
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface cleanliness
— Part 11: Field method for the
turbidimetric determination of
water-soluble sulfate
Preparation of steel substrates
before application of paints and
related products — Tests for the
assessment of surface
cleanliness — Part 12: Field method for
the titrimetric determination of
water-soluble ferrous ions
Preparation of steel substrates
before application of paints and
related products — Surface
roughness characteristics of blast-
cleaned steel substrates — Part 1:
Specifications and definitions for
ISO surface profile comparators
for the assessment of abrasive
blast-cleaned surfaces
605
Продолжение
Номер
международного стандарта
ИСО
8503-2:1988
8503-3:1988
8503-4:1988
8503-5:2003
8504-1:2000
Наименование стандарта
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Характеристики
шероховатости стальной поверхности,
очищенной пескоструйным
способом. Часть 2. Метод определения
профиля стальной поверхности,
очищенной обдувкой абразивом, с
применением компараторов
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Характеристики
шероховатости стальной поверхности,
очищенной пескоструйным способом.
Часть 3. Метод калибровки
компараторов профиля поверхности ИСО и
определение профиля поверхности
с применением микроскопа
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Характеристики
шероховатости стальной поверхности,
очищенной пескоструйным способом.
Часть 4. Метод калибровки
компараторов профиля поверхности ИСО и
определение профиля поверхности
с применением измерительного
прибора с механической записью
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Характеристики
шероховатости стальной поверхности,
очищенной пескоструйным
способом. Часть 5. Метод снятия
отпечатка лентой для определения профиля
поверхности
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы подготовки
поверхности. Часть 1. Руководство и
общие принципы
Preparation of steel substrates
before application of paints and
related products — Surface
roughness characteristics of blast-
cleaned steel substrates — Part 2:
Method for the grading of surface
profile of abrasive blast-cleaned
steel — Comparator procedure
Preparation of steel substrates
before application of paints and
related products — Surface
roughness characteristics of blast-
cleaned steel substrates — Part 3:
Method for the calibration of ISO
surface profile comparators and
for the determination of surface
profile — Focusing microscope
procedure
Preparation of steel substrates
before application of paints and
related products — Surface
roughness characteristics of blast-
cleaned steel substrates — Part
4: Method for the calibration of
ISO surface profile comparators
and for the determination of
surface profile — Stylus instrument
procedure
Preparation of steel substrates
before application of paints and
related products — Surface
roughness characteristics of blast-
cleaned steel substrates — Part 5:
Replica tape method for the
determination of the surface profile
Preparation of steel substrates
before application of paints and
related products — Surface
preparation methods — Part 1:
General principles
606
Продолжение
Номер
международного стандарта
ИСО
8504-2:2000
8504-3:1993
8623:1997
8780-1:1990
8780-2:1990
8780-3:1990
8780-4:1990
8780-5:1990
8780-6:1990
Наименование стандарта
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы подготовки
поверхности. Часть 2. Пескоструйная
очистка
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы подготовки
поверхности. Часть 3. Ручные и
механические средства очистки от жира
Талловые жирные кислоты для
лаков и красок. Технические
требования и методы испытаний
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости. Часть
1. Введение
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости. Часть
2. Диспергирование с применением
вибраторов
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости. Часть
3. Диспергирование с
применением высокоскоростной турбинной
мельницы
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости. Часть
4. Диспергирование с применением
шаровой мельницы
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости. Часть
5. Диспергирование с применением
автоматических дробильных валков
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости. Часть
6. Диспергирование с применением
трехвалковой мельницы
Preparation of steel substrates
before application of paints and
related products — Surface
preparation methods — Part 2:
Abrasive blast-cleaning
Preparation of steel substrates
before application of paints and
related products — Surface
preparation methods — Part 3:
Hand- and power-tool cleaning
fatty acids
Tall-oil fatty acids for paints and
varnishes — Specifications and
test methods
Pigments and extenders —
Methods of dispersion for assessment
of dispersion characteristics —
Part 1: Introduction
Pigments and extenders —
Methods of dispersion for assessment
of dispersion characteristics —
Part 2: Dispersion using an
oscillatory shaking machine
Pigments and extenders —
Methods of dispersion for assessment
of dispersion characteristics —
Part 3: Dispersion using a
highspeed impeller mill
Pigments and extenders —
Methods of dispersion for assessment
of dispersion characteristics —
Part 4: Dispersion using a bead
mill
Pigments and extenders —
Methods of dispersion for assessment
of dispersion characteristics
— Part 5: Dispersion using an
automatic muller
Pigments and extenders —
Methods of dispersion for assessment
of dispersion characteristics —
Part 6: Dispersion using a triple-
roll mill
607
Продолжение
Номер
международного стандарта
исо
8781-1:1990
8781-2:1990
8781-3:1990
9038:2002
9117:1990
9514:2005
10283:2007
10601:2007
11124-1:1993
11124-2:1993
Наименование стандарта
Пигменты и наполнители. Методы
оценки дисперсионных
характеристик. Часть 1. Оценка по изменению
цветового оттенка окрашенных
пигментов
Пигменты и наполнители. Методы
оценки дисперсионных
характеристик. Часть 2. Оценка по изменению
тонкости размола
Пигменты и наполнители. Методы
оценки дисперсионных
характеристик. Часть 3. Оценка по изменению
глянца
Лаки и краски. Определение
способности жидких красок к
воспламенению
Лаки и краски. Определение
полного времени высыхания и состояния
при полном высыхании. Метод
испытаний
Лаки и краски. Определение
жизнеспособности жидких систем.
Подготовка и кондиционирование
образцов и руководство по
испытаниям
Связующие для лаков и красок.
Определение мономеров диизоцио-
ната в полиизоцианатных смолах
Слюдяные железоокисные
пигменты для красок. Технические
требования и методы испытаний
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Технические требования. Часть 1.
Введение и классификация
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Технические требования. Часть 2.
Отбеленная чугунная дробь
Pigments and extenders —
Methods of assessment of dispersion
characteristics — Part 1:
Assessment from the change in tinting
strength of coloured pigments
Pigments and extenders —
Methods of assessment of dispersion
characteristics — Part 2:
Assessment from the change in fineness
of grind
Pigments and extenders —
Methods of assessment of dispersion
characteristics — Part 3:
Assessment from the change in gloss
Paints and varnishes —
Determination of ability of liquid paints
to sustain combustion
Paints and varnishes —
Determination of through-dry state
and through-dry time — Method
of test
Paints and varnishes —
Determination of the pot-life of
liquid systems — Preparation
and conditioning of samples and
guidelines for testing
Binders for paints and varnishes
— Determination of monomeric
diisocyanates in polyisocyanate
resins
Micaceous iron oxide pigments
for paints — Specifications and
test methods
Preparation of steel substrates
before application of paints and
related products — Specifications
for metallic blast-cleaning
abrasives — Part 1: General
introduction and classification
Preparation of steel substrates
before application of paints and
related products — Specifications
for metallic blast-cleaning
abrasives — Part 2: Chilled-iron grit
608
Продолжение
Номер
международного стандарта
исо
11124-3:1993
11124-4:1993
11125-1:1993
11125-2:1993
11125-3:1993
11125-4:1993
11125-5:1993
Наименование стандарта
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические
образцы для пескоструйной очистки.
Технические требования. Часть 3.
Высокоуглеродистая стальная литая
дробь и опилки
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Технические требования. Часть 4.
Низкоуглеродистая стальная литая дробь
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Методы испытаний. Часть 1. Отбор проб
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Методы испытаний. Часть 2.
Определение фракционного состава частиц
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Методы испытаний. Часть 3.
Определение твердости
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Методы испытаний. Часть 4.
Определение кажущейся плотности
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Методы испытаний. Часть 5.
Определение поврежденных частиц и
микроструктуры
Preparation of steel substrates
before application of paints and
related products —
Specifications for metallic blast-cleaning
abrasives — Part 3: High-carbon
cast-steel shot and grit
Preparation of steel substrates
before application of paints and
related products —
Specifications for metallic blast-cleaning
abrasives — Part 4: Low-carbon
cast-steel shot
Preparation of steel substrates
before application of paints and
related products — Test methods
for metallic blast-cleaning
abrasives — Part 1: Sampling
Preparation of steel substrates
before application of paints and
related products — Test methods
for metallic blast-cleaning
abrasives — Part 2: Determination of
particle size distribution
Preparation of steel substrates
before application of paints and
related products — Test methods
for metallic blast-cleaning
abrasives — Part 3: Determination
of hardness
Preparation of steel substrates
before application of paints and
related products — Test methods
for metallic blast-cleaning
abrasives — Part 4: Determination of
apparent density
Preparation of steel substrates
before application of paints and
related products — Test methods
for metallic blast-cleaning
abrasives — Part 5: Determination of
percentage defective particles and
of microstructure
609
Продолжение
Номер
международного стандарта
ИСО
11125-6:1993
11125-7:1993
11126-1:1993
11126-3:1993
11126-4:1993
11126-5:1993
11126-6:1993
Наименование стандарта
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Методы испытаний. Часть 6.
Определение примесей
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Металлические образцы
для пескоструйной очистки.
Методы испытаний. Часть 7.
Определение влажности
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 1.
Общее введение и классификация
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 3.
Шлак медеаффинажных заводов
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 4.
Печной шлак
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 5.
Шлак никелеаффинажных заводов
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 6.
Шлак чугуноплавильных печей
Preparation of steel substrates
before application of paints and
related products — Test methods
for metallic blast-cleaning
abrasives — Part 6: Determination of
foreign matter
Preparation of steel substrates
before application of paints and
related products — Test methods
for metallic blast-cleaning
abrasives — Part 7: Determination
of moisture
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 1: General
introduction and classification
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 3: Copper
refinery slag
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 4: Coal furnace
slag
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 5: Nickel
refinery slag
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 6: Iron furnace
slag
610
Продолжение
Номер
международного стандарта
ИСО
11126-7:1995
11126-8:1993
11126-9:1999
11126-10:2000
11127-1:1993
11127-2:1993
11127-3:1993
Наименование стандарта
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 7.
Плавленые оксиды алюминия
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 8.
Оливиновый песок
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 9.
Ставролит
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Технические требования
к неметаллическим абразивам для
пескоструйной очистки. Часть 10.
Гранат альмандин
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы испытаний
неметаллических абразивов для
пескоструйной очистки. Часть 1. Отбор
образцов
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы испытаний
неметаллических абразивов для
пескоструйной очистки. Часть 2.
Определение фракционного состава
частиц
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы испытаний
неметаллических абразивов для
пескоструйной очистки. Часть 3.
Определение кажущейся плотности
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 7: Fused
aluminium oxide
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 8: Olivine
sand
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 9: Staurolite
Preparation of steel substrates
before application of paints and
related products — Specifications
for non-metallic blast-cleaning
abrasives — Part 10: Almandite
garnet
Preparation of steel substrates
before application of paints and
related products — Test methods
for non-metallic blast-cleaning
abrasives — Part 1: Sampling
Preparation of steel substrates
before application of paints and
related products — Test methods
for non-metallic blast-cleaning
abrasives — Part 2:
Determination of particle size distribution
Preparation of steel substrates
before application of paints and
related products — Test methods
for non-metallic blast-cleaning
abrasives — Part 3:
Determination of apparent density
611
Продолжение
Номер
международного стандарта
ИСО
11127-4:1993
11127-5:1993
11127-6:1993
11127-7:1993
11341:2004
11503:1995
11507:2007
11668:1997
Наименование стандарта
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы испытаний
неметаллических абразивов для
пескоструйной очистки. Часть 4.
Определение твердости по стеклу
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы испытаний
неметаллических абразивов для
пескоструйной очистки. Часть 5.
Определение содержания влаги
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы испытаний
неметаллических абразивов для
пескоструйной очистки. Часть 6.
Определение водорастворимых
загрязнений измерением
электропроводности
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Методы испытаний
неметаллических абразивов для
пескоструйной очистки. Часть 7.
Определение водорастворимых хлоридов
Лаки и краски. Испытания на
воздействие искусственного климата и
искусственного излучения.
Выдержка в отфильтрованном излучении
ксеноновой дуги
Лаки и краски. Определение
влагостойкости (периодическая
конденсация)
Лаки и краски. Испытания
покрытий на воздействие искусственного
климата. Испытание на воздействие
ультрафиолетового излучения и
конденсата
Связующие для лаков и красок.
Хлорированные полимерные смолы.
Общие методы испытаний
Preparation of steel substrates
before application of paints and
related products — Test methods
for non-metallic blast-cleaning
abrasives — Part 4: Assessment
of hardness by a glass slide test
Preparation of steel substrates
before application of paints and
related products — Test methods
for non-metallic blast-cleaning
abrasives — Part 5:
Determination of moisture
Preparation of steel substrates
before application of paints and
related products — Test methods
for non-metallic blast-cleaning
abrasives — Part 6:
Determination of water-soluble
contaminants by conductivity
measurement
Preparation of steel substrates
before application of paints and
related products — Test methods
for non-metallic blast-cleaning
abrasives — Part 7:
Determination of water-soluble chlorides
Paints and varnishes —Artificial
weathering and exposure to
artificial radiation — Exposure to
filtered xenon-arc radiation
Paints and varnishes —
Determination of resistance to humidity
(intermittent condensation)
Paints and varnishes — Exposure
of coatings to artificial
weathering — Exposure to fluorescent
UV and water
Binders for paints and varnishes
— Chlorinated polymerization
resins — General methods of
test
612
Продолжение
Номер
международного стандарта
исо
11890-1:2007
11890-2:2006
11908:1996
11909:2007
11997-1:2005
11997-2:2000
11998:2006
12137-1:1997
12137-2:1997
12944-1:1998
12944-2:1998
Наименование стандарта
Лаки и краски. Определение
содержания летучих органических
соединений (ЛОС). Часть. 1.
Разностный метод
Лаки и краски. Определение
содержания летучих органических
соединений (ЛОС). Часть. 2. Газох-
роматографический метод
Связующие для лаков и красок.
Аминные смолы. Общие методы
испытаний
Связующие для лаков и красок.
Полиизоцианатные смолы. Общие
методы испытаний
Лаки и краски. Определение
сопротивления циклическому
коррозионному воздействию. Часть 1. Влага
(соляной туман)/высушивание/
увлажнение)
Лаки и краски. Определение
сопротивления циклическому
коррозионному воздействию. Часть 2. Влага
(соляной туман)/высушивание/
увлажнение/ультрафиолетовое
облучение
Лаки и краски. Определение
сопротивления воздействию мокрой
щетки и пригодности покрытий к
очистке
Лаки и краски. Определение
сопротивления повреждениям. Часть 1.
Метод закругленного пера
Лаки и краски. Определение
сопротивления повреждениям. Часть 2.
Метод заостренного пера
Лаки и краски. Защита от коррозии
стальных конструкций
системами защитных покрытий. Часть 1.
Введение
Лаки и краски. Защита от коррозии
стальных конструкций системами
защитных покрытий. Часть 2.
Классификация окружающей среды
Paints and varnishes —
Determination of volatile organic
compound (VOC) content — Part
1: Difference method
Paints and varnishes —
Determination of volatile organic
compound (VOC) content — Part 2:
Gas-chromatographic method
Binders for paints and varnishes
— Amino resins — General
methods of test
Binders for paints and varnishes
— Polyisocyanate resins —
General methods of test
Paints and varnishes —
Determination of resistance to cyclic
corrosion conditions — Part 1:
Wet (salt fog)/dry/humidity
Paints and varnishes —
Determination of resistance to cyclic
corrosion conditions — Part 2:
Wet (salt fog)/dry/humidity/UV
light
Paints and varnishes —
Determination of wet-scrub resistance and
cleanability of coatings
Paints and varnishes —
Determination of mar resistance — Part 1:
Method using a curved stylus
Paints and varnishes —
Determination of mar resistance — Part 2:
Method using a pointed stylus
Paints and varnishes — Corrosion
protection of steel structures by
protective paint systems — Part
1: General introduction
Paints and varnishes — Corrosion
protection of steel structures by
protective paint systems — Part
2: Classification of
environments
613
Продолжение
Номер
международного стандарта
ИСО
12944-3:1998
12944-4:1998
12944-5:2007
12944-6:2007
12944-7:1998
12944-8:1998
13803:2000
13885-1:1998
14446:1999
14680-1:2000
Наименование стандарта
Лаки и краски. Защита от коррозии
стальных конструкций системами
защитных покрытий. Часть 3.
Конструктивная приспособленность
Лаки и краски. Защита от коррозии
стальных конструкций системами
защитных покрытий. Часть 4. Типы
поверхности и ее подготовка
Лаки и краски. Защита от коррозии
стальных конструкций системами
защитных покрытий. Часть 5.
Системы защитных покрытий
Лаки и краски. Защита от коррозии
стальных конструкций
системами защитных покрытий. Часть 6.
Лабораторные методы испытаний и
связанные критерии
Лаки и краски. Защита от коррозии
стальных конструкций
системами защитных покрытий. Часть 7.
Выполнение и контроль работ по
нанесению покрытий
Лаки и краски. Защита от коррозии
стальных конструкций системами
защитных покрытий. Часть 8.
Разработка технических требований
для новых покрытий и для работ по
техническому обслуживанию
Лаки и краски. Определение
помутнения блеска пленок краски при 20°
Связующие для лаков и красок.
Гельпроникающая хроматография.
Часть. 1. Тетрагидрофуран как
растворитель для элюирования
Связующие для лаков и красок.
Определение вязкости
промышленных нитроцеллюлозных растворов и
классификация их растворов
Лаки и краски. Определение
содержания пигмента. Часть 1. Метод
центрифуги
Paints and varnishes — Corrosion
protection of steel structures by
protective paint systems — Part
3: Design considerations
Paints and varnishes — Corrosion
protection of steel structures by
protective paint systems — Part
4: Types of surface and surface
preparation
Paints and varnishes — Corrosion
protection of steel structures by
protective paint systems — Part
5: Protective paint systems
Paints and varnishes — Corrosion
protection of steel structures by
protective paint systems — Part
6: Laboratory performance test
methods and associated criteria
Paints and varnishes — Corrosion
protection of steel structures by
protective paint systems — Part
7: Execution and supervision of
paint work
Paints and varnishes — Corrosion
protection of steel structures by
protective paint systems — Part
8: Development of specifications
for new work and maintenance
Paints and varnishes —
Determination of reflection haze on paint
films at 20 degrees
Binders for paints and varnishes
— Gel permeation
chromatography (GPC) — Part 1: Tetrahydro-
furan (THF) as eluent
Binders for paints and varnishes
— Determination of the
viscosity of industrial cellulose nitrate
solutions and classification of
such solutions
Paints and varnishes —
Determination of pigment content — Part
1: Centrifuge method
614
Продолжение
Номер
международного стандарта
ИСО
14680-2:2000
14680-3:2000
15181-1:2007
15181-2:2007
15181-3:2007
15181-4:2008
15181-5:2008
15184:1998
Наименование стандарта
Лаки и краски. Определение
содержания пигмента. Часть 2. Метод
озоления
Лаки и краски. Определение
содержания пигмента. Часть 3. Метод
фильтрации
Лаки и краски. Определение
скорости выделения биоцидов из
противообрастающих красок. Часть 1.
Общий метод экстракции биоцидов
Лаки и краски. Определение
скорости выделения биоцидов из
противообрастающих красок. Часть
2. Метод определения содержания
меди в экстракте биоцидов и
вычисление интенсивности
высвобождения
Лаки и краски. Определение
скорости выделения биоцидов из
противообрастающих красок. Часть 3.
Вычисление интенсивности
высвобождения этиленбисдитиокарбомата
цинка определением концентрации
этилентиомочевины в экстракте
Лаки и краски. Определение
скорости выделения биоцидов из
противообрастающих красок. Часть
4. Определение концентрации пири-
динтрифенилборана в экстракте и
вычисление интенсивности
высвобождения
Лаки и краски. Определение
скорости выделения биоцидов из
противообрастающих красок. Часть
5. Вычисление интенсивности
высвобождения толилфлуанида
и дихлорфлуанида определением
концентрации диметилтолилсульфа-
мида и диметилфенилсульфамида в
экстракте
Лаки и краски. Определение
твердости испытанием карандашом
Paints and varnishes —
Determination of pigment content — Part
2: Ashing method
Paints and varnishes —
Determination of pigment content — Part
3: Filtration method
Paints and varnishes —
Determination of release rate of biocides
from antifouling paints — Part
1: General method for extraction
of biocides
Paints and varnishes —
Determination of release rate of biocides
from antifouling paints — Part
2: Determination of copper-ion
concentration in the extract and
calculation of the release rate
Paints and varnishes —
Determination of the release rate of
biocides from antifouling paints
— Part 3: Calculation of the zinc
ethylene-bis(dithiocarbamate)
(zineb) release rate by
determination of the concentration of
ethylenethiourea in the extract
Paints and varnishes —
Determination of release rate of biocides
from antifouling paints — Part 4:
Determination of pyridine-triphe-
nylborane (PTPB) concentration
in the extract and calculation of
the release rate
Paints and varnishes —
Determination of release rate of biocides
from antifouling paints — Part
5: Calculation of the tolylfluanid
and dichlofluanid release rate by
determination of the
concentration of dimethyltolylsulfamide
(DMST) and dimethylphenylsulf-
amide (DMSA) in the extract
Paints and varnishes —
Determination of film hardness by
pencil test
615
Продолжение
Номер
международного стандарта
ИСО
15234:1999
15235:2001
15528:2000
15710:2002
15711:2003
15715:2003
15741:2001
15880:2000
16053:2004
Наименование стандарта
Лаки и краски. Испытание
покрытий и меламинной пены,
выделяющих формальдегид. Определение
установившейся концентрации
формальдегида в камере
небольшого объема
Подготовка стальной основы перед
нанесением красок и подобных
покрытий. Обобщенная информация
об уровнях загрязнения
водорастворимыми солями
Лаки, краски и сырье для лаков и
красок. Отбор проб
Лаки и краски. Коррозионные
испытания. Определение сопротивления
переменному
погружению/извлечению в/из раствора хлорида натрия
Лаки и краски. Определение
сопротивления покрытий,
эксплуатируемых в морской среде, катодному
отслаиванию
Связующие для лаков и красок.
Определение мутности
Лаки и краски. Покрытия,
уменьшающее трение внутри, для
трубопроводов на суше и оффшорных
трубопроводов для некоррозивных
газов
Лаки, краски и связующие.
Определение миллиэквивалентного числа
для кроющих материалов и
связующих на водной основе
Лаки и краски. Кроющие материалы
и системы покрытий для наружных
поверхностей деревянных
поверхностей. Испытание на влияние
атмосферных воздействий
Paints and varnishes — Testing
of formaldehyde-emitting
coatings and melamine foams —
Determination of the steady-state
concentration of formaldehyde in
a small test chamber
Preparation of steel substrates
before application of paints and
related products — Collected
information on the effect of levels
of water-soluble salt
contamination
Paints, varnishes and raw
materials for paints and varnishes
— Sampling
Paints and varnishes —
Corrosion testing — Determination of
resistance to alternate immersion
in and removal from sodium
chloride solution
Paints and varnishes —
Determination of resistance to cafhodic
disbonding of coatings exposed
to marine environments
Binders for paints and varnishes
— Determination of turbidity
Paints and varnishes — Friction-
reduction coatings for the interior
of on- and offshore pipelines for
non-corrosive gases
Paints, varnishes and binders —
Determination of MEQ value of
water-based coating materials
and binders
Paints and varnishes — Coating
materials and coating systems
for exterior wood — Natural
weathering test
616
Продолжение
Номер
международного стандарта
исо
16276-1:2007
16276-2:2007
16773-1:2007
16773-2:2007
16773-3:2008
16773-4:2008
16805:2003
16862:2003
17132:2007
Наименование стандарта
Защита от коррозии стальных
конструкций системами защитных
покрытий. Оценка и приемлемость
результатов для адгезии/когезии
(разрушающее напряжение) для
сухих пленок. Часть 1. Испытания
методом отрыва
Защита от коррозии стальных
конструкций системами защитных
покрытий. Оценка и приемлемость
результатов для адгезии/когезии
(разрушающее напряжение) для
сухих пленок Часть 2. Испытание
методом решетчатых надрезов и на
Х-образный разрез
Лаки и краски. Электрохимическая
импедансная спектроскопия (ЭИС)
окрашенных образцов с высоким
сопротивлением. Часть 1. Термины
и определения
Лаки и краски. Электрохимическая
импедансная спектроскопия (ЭИС)
окрашенных образцов с высоким
сопротивлением. Часть 2. Сбор
данных
Лаки и краски. Электрохимическая
импедансная спектроскопия (ЭИС)
окрашенных образцов с высоким
сопротивлением. Часть 3.
Обработка и анализ данных из ячеек
контрольного опыта
Лаки и краски. Электрохимическая
импедансная спектроскопия (ЭИС)
окрашенных образцов с высоким
сопротивлением. Часть 4. Примеры
спектров образцов с полимерным
покрытием
Связующие для лаков и красок.
Определение температуры
стеклования
Лаки и краски. Определение
устойчивости против провисания
Лаки и краски. Испытание на
Т-образный изгиб
Corrosion protection of steel
structures by protective paint
systems — Assessment and
acceptance for the
adhesion/cohesion (fracture strength) of a dry
film — Part 1: Pull-off testing
Corrosion protection of steel
structures by protective paint
systems — Assessment and
acceptance for the
adhesion/cohesion (fracture strength) of a dry
film — Part 2: Cross-cut test and
X-cut testing
Paints and varnishes —
Electrochemical impedance spectroscopy
(EIS) on high-impedance coated
specimens — Part 1: Terms and
definitions
Paints and varnishes —
Electrochemical impedance
spectroscopy (EIS) on high-impedance
coated specimens — Part 2:
Collection of data
Paints and varnishes —
Electrochemical impedance
spectroscopy (EIS) on high-impedance
coated specimens — Part 3:
Processing and analysis of data
from dummy cells
Paints and varnishes —
Electrochemical impedance
spectroscopy (EIS) on high-impedance
coated specimens — Part 4:
Examples of spectra of polymer-
coated specimens
Binders for paints and varnishes
— Determination of glass
transition temperature
Paints and varnishes —
Evaluation of sag resistance
Paints and varnishes — T-bend
test
617
Продолжение
Номер
международного стандарта
ИСО
17872:2007
17895:2005
19334:2006
19840:2004
20340:2003
20566:2005
20567-1:2005
20567-2:2005
21227-1:2003
21227-2:2006
Наименование стандарта
Лаки и краски. Руководство по
нанесению надрезов на покрытиях
металлических панелей для
коррозионных испытаний
Лаки и краски. Определение
летучих органических соединений
эмульсионных красок с низким
содержанием ЛОС
Связующие для лаков и красок.
Живичная канифоль. Газохромато-
графический анализ
Лаки и краски. Защита от коррозии
стальных конструкций системами
защитных покрытий. Измерение
толщины сухих пленок покрытий на
шероховатых поверхностях и
приемлемость результатов
Лаки и краски. Требования к
рабочим характеристикам для защитных
лакокрасочных систем для
оффшорных и подобных конструкций
Лаки и краски. Определение
стойкости системы покрытий к
царапанию с применением лабораторной
автомобильной мойки
Лаки и краски. Определение
стойкости покрытий к воздействию
каменной крошки. Часть 1.
Многоимпульсное испытание
Лаки и краски. Определение
стойкости покрытий к воздействию
каменной крошки. Часть 2. Одноим-
пульсное испытание с прицельным
индентором
Лаки и краски. Оценка дефектов на
покрытых поверхностях с
применением оптических средств. Часть 1.
Общее руководство
Лаки и краски. Оценка дефектов на
покрытых поверхностях с
применением оптических средств. Часть 2.
Руководство по обработке
результатов многоимпульсного испытания
каменной крошкой
Paints and varnishes —
Guidelines for the introduction of scribe
marks through coatings on
metallic panels for corrosion testing
Paints and varnishes —
Determination of the volatile organic
compound content of low-VOC
emulsion paints (in-can VOC)
Binders for paints and varnishes
— Gum rosin — Gas-chromato-
graphic analysis
Paints and varnishes —
Corrosion protection of steel structures
by protective paint systems —
Measurement of, and acceptance
criteria for, the dry film thickness
of coatings on rough surfaces
Paints and varnishes —
Performance requirements for
protective paint systems for offshore
and related structures
Paints and varnishes —
Determination of the scratch resistance of
a coating system using a
laboratory car-wash
Paints and varnishes —
Determination of stone chip resistance of
coatings — Part 1: Multi-impact
test
Paints and varnishes —
Determination of stone chip resistance of
coatings — Part 2: Single-impact
test using a guided indenter
Paints and varnishes —
Evaluation of defects on coated surfaces
using optical imaging — Part 1:
General guidance
Paints and varnishes —
Evaluation of defects on coated surfaces
using optical imaging — Part 2:
Evaluation procedure for results
of multi-impact stone-chipping
test
618
Продолжение
Номер
международного стандарта
ИСО
21227-3:2007
21227-4:2008
23811:2008
24430:2003
Наименование стандарта
Лаки и краски. Оценка дефектов на
покрытых поверхностях с
применением оптических средств. Часть 3.
Вычисление расслоения и коррозии
вблизи надреза
Лаки и краски. Оценка дефектов на
покрытых поверхностях с
применением оптических средств. Часть 4.
Вычисление нитевидной коррозии
Лаки и краски. Определение
процентного объема нелетучего
материала. Простой практичный метод
Лаки и краски. Руководство по
определению точности метода
испытания межлабораторным
экспериментом
Технический комитет ИСО/ТК 28 «Нефтеп
1516:2002
1523:2002
2592:2000
2719:2002
3679:2004
3680:2004
13736:1997
Определение вспышки/отсутствия
вспышки. Метод закрытого тигля в
равновесных условиях
Определение температуры
вспышки. Метод закрытого тигля в
равновесных условиях
Определение температур вспышки
и воспламенения. Метод с
применением открытого тигля Кливленда
Определение температуры
вспышки. Метод Пенски-Мартенс с
закрытым тиглем
Определение температуры
вспышки. Ускоренный равновесный метод
в закрытом тигле
Определение вспышки/отсутствия
вспышки. Ускоренный равновесный
метод в закрытом тигле
Нефтепродукты и другие жидкости.
Определение температуры
вспышки. Метод Абеля с применением
закрытого тигля
Paints and varnishes —
Evaluation of defects on coated surfaces
using optical imaging — Part 3:
Evaluation of delamination and
corrosion around a scribe
Paints and varnishes —
Evaluation of defects on coated surfaces
using optical imaging — Part 4:
Evaluation of filiform corrosion
Paints and varmishes —
Determination of percentage volume
of non-volatile matter — Simple
practical method
Paints and varnishes —
Guidelines for the determination of
the precision of a test method by
interlaboratory trials
родукты и смазки»
Determination of flash/no flash —
Closed cup equilibrium method
Determination of flash point —
Closed cup equilibrium method
Determination of flash and fire
points — Cleveland open cup
method
Determination of flash point
— Pensky-Martens closed cup
method
Determination of flash point —
Rapid equilibrium closed cup
method
Determination of flash/no flash
— Rapid equilibrium closed cup
method
Petroleum products and other
liquids — Determination of
flash point — Abel closed cup
method
Технический комитет ИСО/ТК 61 «Пластические массы»
527-1:1993
Пластмассы. Определение
эластичности. Часть 1: Общие принципы
Plastics — Determination of
tensile properties — Part 1: General
principles
619
Продолжение
Номер
международного стандарта
исо
527-3:1995
2114:2000
2554:1997
3219:1993
14900:2001
Наименование стандарта
Пластмассы. Определение
эластичности. Часть 3: Условия испытания
для пленок и листов
Пластмассы (полиэфирные смолы),
лаки и краски (связующие).
Определение частичного кислотного числа
и общего кислотного числа
Пластмассы. Ненасыщенные
полиэфирные смолы. Определение
гидроксильного числа
Пластмассы. Полимеры/смолы в
жидком состоянии в виде эмульсии
или дисперсии. Определение
вязкости с применением вращающегося
вискозиметра с заданным числом
сдвига
Пластмассы. Высокомолекулярные
спирты для использования в
производстве полиуретана. Определение
гидроксильного числа
Plastics — Determination of
tensile properties — Part 3: Test
conditions for films and sheets
Plastics (polyester resins) and
paints and varnishes (binders)
— Determination of partial acid
value and total acid value
Plastics — Unsaturated polyester
resins — Determination of hy-
droxyl value
Plastics — Polymers/resins in
the liquid state or as emulsions
or dispersions — Determination
of viscosity using a rotational
viscometer with defined shear rate
Plastics — Polyols for use in
the production of polyurethane
— Determination of hydroxyl
number
Технический комитет ИСО/ТК 107
«Металлические и другие неорганические покрытия»
1463: 2003
2063:2005
2064:1996
2080:1981
2178:1982
2360:2003
Покрытия металлические и окис-
ные. Измерение толщины покрытия.
Микроскопический метод
Термическое напыление. Покрытия
металлические и другие
неорганические. Цинк, алюминий и их
сплавы
Покрытия металлические и другие
неорганические. Определения и
понятия, относящиеся к измерению
толщины
Электроосаждение и подобные
процессы. Словарь
Покрытия немагнитные на
магнитных основаниях. Измерение
толщины покрытия. Магнитный метод
Покрытия токонепроводящие на
немагнитных основных металлах.
Измерение толщины покрытия.
Амплитудо-чувствительни вихревой
метод
Metallic and oxide coatings —
Measurement of coating
thickness — Microscopical method
Thermal spraying— Metallic and
other inorganic coatings — Zinc,
aluminium and their alloys
Metallic and other inorganic
coatings — Definitions and
conventions concerning the
measurement of thickness
Electroplating and related
processes — Vocabulary
Non-magnetic coatings on
magnetic substrates — Measurement
of coating thickness — Magnetic
method
Non-conductive coatings on
nonmagnetic electrically conductive
basis materials — Measurement
of coating thickness —
Amplitude-sensitive eddy-current
method
620
Продолжение
Номер
международного стандарта
ИСО
3497:2000
3543:2000
3868:1976
3882:2003
4518:1980
4520:1981
6988:1985
9717:1990
10289:1999
10546:1993
Наименование стандарта
Покрытия металлические.
Измерение толщины покрытий
рентгеновскими спектрометрическими
методами
Покрытия металлические и
неметаллические. Измерение толщины
покрытий методом отраженных
бета-лучей
Покрытия металлические и другие
неорганические. Измерения
толщины покрытий с помощью
многолучевого интерферометра методом
Физео
Покрытия металлические и другие
неорганические. Обзор методов
измерения толщины
Покрытия металлические. Про-
филометрический метод измерения
толщины
Покрытия хроматные
конверсионные для цинко- и кадмиевых
электролитических покрытий
Покрытия металлические и
другие неорганические. Испытание в
атмосфере двуокиси серы с общей
конденсацией влаги
Покрытия фосфатные
конверсионные для металлов. Метод
установления требований
Методы испытаний покрытий
металлические и других
неорганических на металлической подложке.
Оценка образцов и изделий после
коррозионных испытаний
Покрытия химические
конверсионные. Наполненные и ненаполненные
хроматные конверсионные
покрытия алюминия и алюминиевых
сплавов
Metallic coatings —
Measurement of coating thickness — X-
ray spectrometric methods
Metallic and non-metallic
coatings — Measurement of thickness
— Beta backscatter method
Metallic and other non-organic
coatings — Measurement of
coating thicknesses — Fizeau
multiple-beam interferometry
method
Metallic and other inorganic
coatings — Review of methods of
measurement of thickness
Metallic coatings —
Measurement of coating thickness — Pro-
filometric method
Chromate conversion coatings on
electroplated zinc and cadmium
coatings
Metallic and other non organic
coatings — Sulfur dioxide test
with general condensation of
moisture
Phosphate conversion coatings
for metals — Method of
specifying requirements
Methods for corrosion testing
of metallic and other inorganic
coatings on metallic substrates
— Rating of test specimens and
manufactured articles subjected
to corrosion tests
Chemical conversion coatings —
Rinsed and non-rinsed chromate
conversion coatings on
aluminium and aluminium alloys
Технический комитет ИСО/ТК 156 «Коррозия металлов и сплавов»
7384:1986
Коррозионные испытания в
искусственной атмосфере. Общие
требования
Corrosion tests in artificial
atmosphere — General requirements
621
Продолжение
Номер
международного стандарта
ИСО
8044:1999
8407:1991
8565:1992
9223:1992
9225:1992
9225:1992
9226:1992
9227:2006
11130:1999
11303:2002
11306:1998
11463:1995
11474:1998
Наименование стандарта
Коррозия металлов и сплавов.
Основные термины и определения
Коррозия металлов и сплавов.
Способы очистки испытуемых образцов
от продуктов коррозии
Коррозия металлов и сплавов.
Испытания на атмосферную коррозию.
Общие требования
Коррозия металлов и сплавов.
Классификация коррозивности
атмосферы
Коррозия металлов и сплавов.
Коррозивность атмосферы. Методы
измерения загрязнения атмосферы
Коррозия металлов и сплавов.
Коррозивность атмосферы. Методы
измерения загрязнения атмосферы
Коррозия металлов и сплавов.
Коррозивность атмосферы. Методы
определения скорости коррозии
стандартных образцов для оценки
коррозивности
Коррозионные испытания в
искусственной атмосфере. Испытания в
соляном тумане
Коррозия металлов и сплавов.
Испытания при переменном
погружении в солевые растворы
Коррозия металлов и сплавов.
Руководство по выбору методов защиты
на основе классификации
коррозивности атмосферы
Коррозия металлов и сплавов.
Методы испытаний на коррозию в
морской воде
Коррозия металлов и сплавов.
Оценка питтинговой коррозии
Коррозия металлов и сплавов.
Методы испытаний в искусственной
атмосфере. Ускорение внешнего
воздействия периодическим распы-
| лением солевого раствора (Scab test)
Corrosion of metals and alloys —
Basic terms and definitions
Corrosion of metals and alloys —
Removal of corrosion products
from corrosion test specimens
Metals and alloys —Atmospheric
corrosion testing — General
requirements for field tests
Corrosion of metals and alloys
— Corrosivity of atmospheres —
Classification
Corrosion of metals and alloys
— Corrosivity of atmospheres —
Measurement of pollution
Corrosion of metals and alloys
— Corrosivity of atmospheres —
Measurement of pollution
Corrosion of metals and alloys
— Corrosivity of atmospheres
— Determination of corrosion
rate of standard specimens for the
evaluation of corrosivity
Corrosion tests in artificial
atmospheres — Salt spray tests
Corrosion of metals and alloys
— Alternate immersion test in
salt solutions
Corrosion of metals and alloys
— Guidelines for selection of
protection methods against
atmospheric corrosion
Corrosion of metals and alloys
— Guidelines for exposing and
evaluating metals and alloys in
surface sea water
Corrosion of metals and alloys —
Evaluation of pitting corrosion
Corrosion of metals and alloys
— Corrosion tests in artificial
atmosphere —Accelerated outdoor
test by intermittent spraying of a
salt solution (Scab test)
622
Продолжение
Номер
международного стандарта
ИСО
14993:2001
16151:2005
16701:2003
21207:2004
Наименование стандарта
Коррозия металлов и сплавов.
Ускоренные циклические коррозионные
испытания, включая соляной туман,
высушивание и влажную атмосферу
Коррозия металлов и сплавов.
Ускоренные циклические коррозионные
испытания, включая кислый
соляной туман, высушивание и влажную
атмосферу
Коррозия металлов и сплавов.
Коррозия в искусственной атмосфере.
Ускоренное коррозионное
испытание при контролируемых условиях
при воздействии цикла влажности и
периодического впрыскивания
раствора соли
Коррозионные испытания в
искусственной атмосфере.
Ускоренные коррозионные испытания,
включая поочередное воздействие
коррозионно-активных газов,
нейтрального соляного тумана и
высушивания
Corrosion of metals and alloys
— Accelerated testing involving
cyclic exposure to salt mist, «dry»
and «wet» conditions
Corrosion of metals and alloys
— Accelerated cyclic tests with
exposure to acidified salt spray,
«dry» and «wet» conditions
Corrosion of metals and alloys
— Corrosion in artificial
atmosphere — Accelerated corrosion
test involving exposure under
controlled conditions of humidity
cycling and intermittent spraying
of a salt solution
Corrosion tests in artificial
atmospheres —Accelerated corrosion
tests involving alternate exposure
to corrosion-promoting gases,
neutral salt-spray and drying
Стандарты МЭК по коррозии
МЭК 60355
(1971-01)
МЭК 60654-4
(1987-07)
МЭК 60721-1
(1990-12)
МЭК 60721-2-1
(1982-01)
МЭК 60721-2-4
(1987-12)
Рассмотрение проблем ускоренных
испытаний на атмосферную
коррозию
Условия эксплуатации систем
управления промышленными
процессами. Часть 4. Воздействие
коррозии и эрозии
Классификация условий
окружающей среды. Часть 1. Классификация
факторов окружающей среды и
показатели интенсивности их
воздействия
Классификация условий
окружающей среды. Часть 2. Природные
окружающие условия. Температура
и влажность
Классификация условий
окружающей среды. Часть 2. Природные
окружающие условия. Солнечное
излучение
An appraisal of the problems
of accelerated testing for
atmospheric corrosion
Operating conditions for
industrial-process measurement and
control equipment. Part 4.
Corrosive and erosive influences
Classification of environmental
Conditions. Part 1:
Environmental parameters and their
severities
Classification of environmental
Conditions. Part 2:
Environmental conditions appearing in nature.
Temperature and humidity
Classification of environmental
Conditions. Part 2:
Environmental conditions appearing in nature.
Solar radiation
623
Продолжение
Номер
международного стандарта
ИСО
МЭК 60721-2-8
(1994-06)
МЭК 60721-3-0
(1984-01)
МЭК 60721-3-1
(1997-02)
МЭК 60721-3-2
(1997-03)
МЭК 60721-3-3
(1994-12)
МЭК 60721-3-4
(1995-01)
МЭК 60721-3-5
(1997-03)
МЭК 60721-3-6
(1987-04)
Наименование стандарта
Классификация условий
окружающей среды. Часть 2. Природные
окружающие условия. Выдержка в
пламени
Классификация условий
окружающей среды. Часть 3. Классификация
по группам параметров
окружающей среды и степени интенсивности
их воздействия. Введение
Классификация условий
окружающей среды. Часть 3. Классификация
по группам параметров
окружающей среды и степени интенсивности
их воздействия. Хранение
Классификация условий
окружающей среды. Часть 3. Классификация
по группам параметров
окружающей среды и степени интенсивности
их воздействия. Транспортирование
Классификация условий
окружающей среды. Часть 3. Классификация
по группам параметров
окружающей среды и степени
интенсивности их воздействия. Стационарное
использование в условиях защиты
от внешних воздействий
Классификация условий
окружающей среды. Часть 3. Классификация
по группам параметров
окружающей среды и степени интенсивности
их воздействия. Стационарное
применение в местах, не защищенных
от атмосферных условий
Классификация условий
окружающей среды. Часть 3. Классификация
по группам параметров
окружающей среды и степени интенсивности
их воздействия. Установки
наземного транспорта
Классификация условий
окружающей среды. Часть 3. Классификация
по группам параметров
окружающей среды и степени интенсивности
их воздействия. Условия
окружающей среды на судах
Classification of environmental
conditions. Part 2: Environmental
conditions appearing in nature —
Section 8: Fire exposure
Classification of environmental
conditions. Part 3:
Classification of groups of environmental
parameters and their severities.
Introduction
Classification of environmental
conditions. Part 3:
Classification of groups of environmental
parameters and their severities
— Section 1: Storage
Classification of environmental
conditions. Part 3:
Classification of groups of environmental
parameters and their severities —
Section 2: Transportation
Classification of environmental
conditions. Part 3:
Classification of groups of environmental
parameters and their severities
— Section 3: Stationary use at
weather protected locations
Classification of environmental
conditions. Part 3:
Classification of groups of environmental
parameters and their severities-
Section 4: Stationary use at non-
weatherprotected locations
Classification of environmental
conditions. Part 3:
Classification of groups of environmental
parameters and their severities
— Section 5: Ground vehicle
installations
Classification of environmental
conditions. Part 3:
Classification of groups of environmental
parameters and their severities.
Ship environment
624
Окончание
Номер
международного стандарта
исо
Наименование стандарта
Стандарты МКО
исо/мко
10526:2007
ИСО/МКО
10527:2007
ИСО/МКО
23539:2005
ИСО/МКО
23603:2005
Источники света стандартные МКО
для колориметрии
Наблюдатели, отвечающие
требованиям стандартов МКО, для работы в
области колориметрии
Фотометрия. Система физической
фотометрии МКО
Стандартный метод определения
спектрального качества
имитаторов дневного света для визуальной
оценки и измерения цвета
CIE standard illuminants for
colorimetry
CIE standard colorimetric
observers
Photometry — The CIE system
of physical photometry
Standard method of assessing
the spectral quality of daylight
simulators for visual appraisal
and measurement of colour
625
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ АМЕРИКАНСКИХ СТАНДАРТОВ
Номер
стандарта ASTM
Наименование стандарта
Комитет D01
«Лакокрасочные и подобные покрытия, материалы и их применение»
D0012-88
D0013-02
D0016-03
D0034-91
D0049-83
D0050-90
D0079-86
D0081-87
D0083-84
D0085-05
D0093-07
D0124-88
D0126-87
D0153-84
D0154-85
D0185-84
D0209-81
Масло сырое тунговое. Технические
требования
Скипидар. Технические требования
Краски, подобные покрытия,
материалы и их применение. Терминология
Пигменты белые. Руководство по
химическому анализу
Сурик свинцовый. Методы
химического анализа
Пигменты желтые, оранжевые,
красные и коричневые, содержащие
железо и марганец. Методы
химического анализа
Окись цинка пигментная.
Технические требования
Основной карбонат свинца белый
пигментный. Технические требования
Сурик свинцовый пигментный.
Технические требования
Охра пигментная. Технические
требования
Метод определения вспышки в
закрытом тигле по Пенски-Мартенсу
Соевое масло дегуммированное.
Технические требования
Пигменты желтые, оранжевые и
зеленые, содержащие хромат
свинца и зеленую окись хрома. Методы
анализа
Пигменты. Методы определения
удельной массы
Лаки. Руководство по испытаниям
Пигменты, пасты и краски. Методы
определения крупных частиц
Пигмент сажевый. Технические
требования
Specification for raw tung oil
Specification for spirits of
turpentine
Terminology for paint, related
coatings, materials, and
applications
Guide for chemical analysis of
white pigments
Test methods of chemical analysis
of red lead
Test methods for chemical analysis
of yellow, orange, red, and brown
pigments containing iron and
manganese
Specification for zinc oxide
pigments
Specification for basic carbonate
white lead pigment
Specification for red lead pigment
Specification for ochre pigment
Standard Test Methods for Flash
Point by Pensky-Martens Closed
Cup Tester
Specification for degummed
soybean oil
Test methods for analysis of
yellow, orange, and green pigments
containing lead chromate and
chromium oxide green
Test methods for specific gravity
of pigments
Guide for testing varnishes
Test methods for coarse particles
in pigments, pastes, and paints
Specification for lampblack
pigment
626
Продолжение
Номер
стандарта ASTM
D0210-05
D0211-67
D0233-02
D0234-82
D0237-87
D0260-86
D0263-05
D0267-82
D0269-97
D0279-02
D0280-01
D0281-95
D0283-84
D0301-95
D0305-84
D0332-87
D0333-01
D0344-97
Наименование стандарта
Пигмент черный костный.
Технические требования
Пигменты желтые хромовые и
оранжевые хромовые. Технические
требования
Скипидар. Методы отбора и
испытаний
Масло льняное сырое. Технические
требования
Шеллак. Технические требования
Масло льняное вареное. Технические
требования
Пигмент окиси хрома зеленые.
Технические требования
Порошок бронзовый золотой.
Технические требования
Канифоль и производные канифоли.
Метод определения нерастворимых
веществ
Пигменты. Методы определения
выцветания
Пигменты. Методы определения
гигроскопичной влаги (и других
летучих веществ в условиях испытаний)
Пигменты. Метод определения
абсорбции масла натиранием шпателем
Пигменты медно-окисные и медные.
Методы химического анализа
Нитрат целлюлозы растворимый.
Методы испытаний
Пигменты черные. Методы
определения материала, экстрагируемого
растворителем
Пигменты белые. Визуальный метод
определения различий в оттенках
Лаки прозрачные и
пигментированные. Методы испытаний
Покрытия лакокрасочные. Метод
визуальной оценки укрывистости
Specification for bone black
pigment
Specification for chrome yellow
and chrome orange pigments
Test methods of sampling and
testing turpentine
Specification for raw linseed oil
Specification for orange shellac
and other lacs
Specification for boiled linseed oil
Specification for chrome oxide
green pigment
Specification for gold bronze
powder
Test method for insoluble matter in
rosin and rosin derivatives
Test methods for bleeding of
pigments
Test methods for hygroscopic
moisture (and other matter volatile
under the test conditions) in
pigments
Test method for oil absorption of
pigments by spatula rub-out
Test methods for chemical analysis
of cuprous oxide and copper
pigments
Test methods for soluble cellulose
nitrate
Test method for solvent-extract-
able material in black pigments
Test method for relative tinting
strength of white pigments by
visual observation
Guide for clear and pigmented
lacquers
Test method for relative hiding
power of paints by the visual
evaluation of brushouts
627
Продолжение
Номер
стандарта ASTM
D0358-98
D0360-89
D0365-01
D0387-00
D0444-88
D0464-05
D0465-05
D0476-00
D0478-02
D0480-88
D0509-05
D0520-00
D0521-02
D0522-93
D0523-89
D0555-84
D0561-82
Наименование стандарта
Дерево для панелей, используемых
для климатических испытаний.
Технические требования
Лаки шеллачные. Технические
требования
Нитроцеллюлоза растворимая.
Руководство
Пигменты цветные. Метод
определения цвета и интенсивности с
механической мельницей
Пигменты цинковые желтые (хромат
цинка желтый). Методы химического
анализа
Материалы морского применения,
включая таловое масло и другие
сопутствующие изделия. Метод
определения числа омыления
Материалы морского применения,
включая таловое масло и другие
сопутствующие изделия. Метод
определения кислотного числа
Продукты из двуокиси титана
пигментные сухие. Классификация
Пигменты цинковые желтые (хромат
цинка желтый). Технические
требования
Порошок и паста алюминиевые
хлопьевидные. Методы отбора и
испытаний
Канифоль. Методы отбора и
классификации
Пыль цинковая пигментная.
Технические требования
Пыль цинковая (металлический
цинковый порошок). Методы
химического анализа
Покрытия органические.
Определение растяжения методом изгиба
вокруг конического стержня
Метод определения зеркального
блеска
Масла высыхающие. Руководство по
испытаниям
Пигменты черные сажевые для
красок. Технические требования
Specification for wood to be used
as panels in weathering tests of
coatings
Specification for shellac varnishes
Guide for soluble nitrocellulose
base solutions
Test method for color and strength
of chromatic pigments with a
mechanical muller
Test methods for chemical analysis
of zinc yellow pigment (zinc chro-
mate yellow)
Test methods for saponification
number of naval store products
including tall oil and other related
products
Test methods for acid number of
naval stores products including tall
oil and other related products
Classification for dry pigmentary
titanium dioxide products
Specification for zinc yellow (zinc
chromate) pigments
Test methods for sampling and
testing of flaked aluminum
powders and pastes
Test methods of sampling and
grading rosin
Specification for zinc dust pigment
Test methods for chemical analysis
of zinc dust (metallic zinc powder)
Test methods for mandrel bend test
of attached organic coatings
Test method for specular gloss
Guide for testing drying oils
Specification for carbon black
pigment for paint
628
Продолжение
Номер
стандарта ASTM
D0562-01
D0564-87
D0601-87
D0602-81
D0605-82
D0607-82
D0609-00
D0610-01
D0660-93
D0661-93
D0662-93
D0711-89
D0713-90
D0714-02
D0715-86
D0716-86
Наименование стандарта
Краски. Метод определения
консистенции измерением единиц Кребса
помощью вискозиметра Штормера
Сиккативы жидкие для красок. Метод
определения высыхания
Масло из семян oiticica (постоянно
жидкое). Технические условия
Пигменты сульфата бария.
Технические требования
Пигменты магиевосиликатные.
Технические требования
Пигменты слюдяные влажные
грунтовочные. Технические требования
Покрытия лакокрасочные,
конверсионные и подобные. Руководство по
подготовке пластинок из
холоднокатаной стали для испытания
Покрытия лакокрасочные для
стальных поверхностей. Метод
определения степени коррозии окрашенных
поверхностей
Краски для наружного применения.
Метод оценки степени
поверхностного растрескивания покрытия
Краски для наружного применения.
Метод оценки степени
растрескивания
Краски для наружного применения.
Метод оценки степени разрушения от
эрозии
Краски транспортных средств. Метод
определения времени высыхания от
пыли
Жидкости для нанесения дорожной
разметки. Методы проведения
дорожных испытаний.
Краски для наружного применения.
Определение степени образования
пузырей
Пигментный сульфат бария. Методы
испытаний
Пигментная слюда. Методы
испытаний
Test method for consistency of
paints measuring Krebs unit (Ku)
viscosity using a Stormer-type
viscometer
Test methods for liquid paint driers
Specification for oiticica oil
(permanently liquid)
Specification for barium sulfate
pigments
Specification for magnesium
silicate pigment (talc)
Specification for wet ground mica
pigments
Practice for preparation of cold-
rolled steel panels for testing paint,
varnish, conversion coatings, and
related coating products
Test method for evaluating degree
of rusting on painted steel surfaces
Test method for evaluating degree
of checking of exterior paints
Test method for evaluating degree
of cracking of exterior paints
Test method for evaluating degree
of erosion of exterior paints
Test method for no-pick-up time of
traffic paint
Practice for conducting road
service tests on fluid traffic marking
materials
Test method for evaluating degree
of blistering of paints
Test methods for analysis of
barium sulfate pigment
Test methods for evaluating mica
pigment
629
Продолжение
Номер
стандарта ASTM
D0717-86
D0718-86
D0763-06
D0765-87
D0768-01
D0769-01
D0772-86
D0801-02
D0802-02
D0803-03
D0804-02
D0817-96
D0822-01
D0823-95
D0868-85
D0869-85
D0870-02
D0871-96
D0889-99
Наименование стандарта
Пигментный силикат магния. Методы
испытаний
Пигментный силикат алюминия.
Методы испытаний
Пигменты умбры сырые и
прокаленные. Технические условия.
Пигменты охры сырые и
прокаленные. Технические условия.
Окись железа желтая гидратирован-
ная. Технические условия.
Окись железа черная синтетическая.
Технические условия.
Краски для наружных работ. Методы
оценки степени отслаивания
(шелушения).
Дипентен. Методы отбора проб и
испытаний.
Скипидары. Методы отбора проб и
испытаний.
Масло таловое. Методы испытаний.
Материалы морского применения,
включая таловое масло и
родственные продукты. Терминология
Ацетато-пропионат и ацетато-бутират
целлюлозы. Методы испытаний.
Покрытия лакокрасочные.
Руководство по проведению испытаний с
применением фильтрованного
излучения открытой угольной дуги
Краски, лаки и подобные продукты.
Руководство по получению пленки
равномерной толщины на панелях
для испытаний
Краски для дорожной разметки.
Методы оценки степени устойчивости
Краски. Методы оценки степени
расслаивания
Покрытия водостойкие. Руководство
по испытаниям погружением в воду
Ацетат целлюлозы. Методы
испытаний.
Канифоль. Метод определения
эфирных масел.
Test methods for analysis of
magnesium silicate pigment
Test methods for analysis of
aluminum silicate pigment
Specification for raw and burnt
umber pigments
Specification for raw and burnt
sienna pigments
Specification for yellow iron oxide
hydrated
Specification for black synthetic
iron oxide
Test method for evaluating degree
of flaking (scaling) of exterior
paints
Test methods for sampling and
testing dipentene
Test methods for sampling and
testing pine oils
Test methods for testing tall oil
Terminology relating to naval
stores, including tall oil and
related products
Test methods of testing cellulose
acetate propionate and cellulose
acetate butyrate
Practice for filtered open-flame
carbon-arc exposures of paint and
related coatings
Practices for producing films of
uniform thickness of paint,
varnish, and related products on test
panels
Test method for evaluating degree
of bleeding of traffic paint
Test method for evaluating degree
of settling of paint
Practice for testing water
resistance of coatings using water
immersion
Test methods of testing cellulose
acetate
Test method for volatile oil in
rosin
630
Продолжение
Номер
стандарта ASTM
D0890-98
D0913-03
D0914-00
D0960-02
D0961-86
D0962-81
D0964-03
D0968-05
D0969-85
D1005-95
D1006-01
D1013-93
D1014-02
D1065-96
D1135-86
D1155-03
D1198-93
D1199-86
Наименование стандарта
Материалы морского применения.
Метод определения воды.
Краски для дорожной разметки.
Метод оценки степени устойчивости
к износу.
Этилцеллюлоза. Методы испытаний.
Касторовое масло сырое.
Технические условия
Касторовое масло
дегидратированное. Технические условия
Порошки и пасты алюминиевые
пигментные для красок. Технические
условия
Порошок медный для противооб-
растающих красок. Технические
условия
Покрытия органические. Методы
испытаний на устойчивость к износу
обдувом абразивом
Краски для дорожной разметки.
Лабораторный метод оценки степени
устойчивости к износу
Покрытия органические. Метод
определения толщины сухой пленки
при помощи микрометра
Краски на деревянной основе.
Методы проведения испытаний наружной
экспозиции
Канифоли и пластмассы. Метод
определения общего азота
Краски и покрытия по металлу.
Определение атмосферостойкости в
натурных условиях
Материалы морского применения,
включая канифоль, таловое масло
и родственные продукты. Метод
определения неомыляемых веществ
Синие пигменты. Методы
химического анализа.
Шарики стеклянные. Метод
определения овальности
Аминовые смолы. Метод
определения стойкости к растворителю
Пигменты карбоната кальция.
Технические условия
Test method for water in liquid
naval stores
Test method for evaluating degree
of resistance to wear of traffic
paint
Test methods for ethylcellulose
Specification for raw castor oil
Specification for dehydrated castor
oil
Specification for aluminum
powder and paste pigments for paints
Specification for metallic
copper powder for use in antifouling
paints
Test methods for abrasion
resistance of organic coatings by
falling abrasive
Test method for laboratory
determination of degree of bleeding of
traffic paint
Test method for measurement of
dry-film thickness of organic
coatings using micrometers
Practice for conducting exterior
exposure tests of paints on wood
Test method for determining total
nitrogen in resins and plastics
Practice for conducting exterior
exposure tests of paints and
coatings on metal substrates
Test method for unsaponifiable
matter in naval stores, including
rosin, tall oil, and related products
Test methods for chemical analysis
of blue pigments
Test method for roundness of glass
spheres
Test method for solvent tolerance
of amine resins
Specification for calcium
carbonate pigments
631
Продолжение
Номер
стандарта ASTM
D1200-94
D1208-96
D1210-05
D1212-91
D1214-04
D1240-02
D1259-06
D1301-91
D1308-02
D1309-93
D1310-01
D1312-93
D1316-06
D1343-95
D1348-94
Наименование стандарта
Метод определения вязкости с
помощью воронки Форда
Пигменты. Методы определения
некоторых свойств
Пигменты для автомобилей. Метод
определения дисперсности прибором
Хегмана
Покрытия органические.
Определение толщины влажной пленки
Шарики стеклянные. Метод ситового
анализа.
Материалы морского применения,
включая канифоль, таловое масло
и родственные продукты. Метод
определения содержания смоляных
кислот
Растворы полимеров. Метод
определения содержания нелетучих веществ
Пигменты свинцовые белые. Методы
химического анализа.
Покрытия органические прозрачные
и пигментированные. Метод
определения воздействия бытовых
химикатов
Краски для дорожной разметки.
Метод определения расслаивания при
хранении
Жидкости. Определение температуры
вспышки и температуры
воспламенения в открытом тигле Тага
Фенольные смолы синтетические или
растворы, используемые для
покрытий. Методы определения кажущихся
свободных фенолов
Краска печатная. Определение
степени помола с помощью гридометра
NPIRI
Производные целлюлозы.
Определение вязкости методом капли
Целлюлоза. Метод определения влаги
Test method for viscosity by Ford
viscosity cup
Test methods for common
properties of certain pigments
Test method for fineness of
dispersion of pigment-vehicle systems
by Hegman-type gage
Test methods for measurement
of wet film thickness of organic
coatings
Test method for sieve analysis of
glass spheres
Test methods for rosin acids
content of naval stores, including
rosin, tall oil, and related products
Test methods for nonvolatile
content of resin solutions
Test methods for chemical analysis
of white lead pigments
Test method for effect of
household chemicals on clear and
pigmented organic finishes
Test method for settling properties
of traffic paints during storage
Test method for flash point and fire
point of liquids by Tag open-cup
apparatus
Test methods for apparent free
phenols in synthetic phenolic
resins or solutions used for coating
purposes
Test method for fineness of grind
of printing inks by the NPIRI
grindometer
Test method for viscosity of
cellulose derivatives by ball-drop"
method
Test methods for moisture in
cellulose
632
Продолжение
Номер
стандарта ASTM
D1360-98
D1366-86
D1392-92
D1394-76
D1396-92
D1397-93
D1398-93
D1439-03
D1462-92
D1474-98
D1475-98
D1483-95
D1535-06
D1537-60
D1538-60
D1539-60
D1544-04
D1545-98
D1546-96
Наименование стандарта
Покрытия лакокрасочные.
Определение сопротивления горению (метод
камеры)
Пигменты. Методы учета
характеристик размеров частиц
Масло подсолнечное. Технические
условия
Пигменты титановые белые. Методы
химического анализа
Поливинилбутираль. Методы
химического анализа
Смолы алкидные и растворы
полимеров. Метод определения неомыляе-
мых веществ
Смолы алкидные и растворы
полимеров. Метод определения содержания
жирных кислот
Карбоксиметилцеллюлоза натрия.
Методы испытаний
Масло соевое рафинированное.
Технические условия
Покрытия органические. Методы
определения твердости вдавливанием
Лаки, краски и подобные продукты.
Определение плотности
Пигменты. Определение поглощения
масла методом Гарднера-Колемана
Руководство по определению цвета
методом Манселла
Жирные кислоты дистиллированного
соевого масла. Технические условия
Жирные кислоты дистиллированного
льняного масла. Технические условия
Касторовые кислоты обезвоженные.
Технические условия
Жидкости прозрачные. Определение
цвета (цветовая шкала Гарднера)
Жидкости прозрачные. Метод
определения вязкости по времени пробуль-
кивания
Шпатлевка для чистых бетонных
полов. Метод испытания рабочих
характеристик
Test method for fire retardancy of
paints (cabinet method)
Practice for reporting particle size
characteristics of pigments
Specification for safflower oil
Test methods for chemical analysis
of white titanium pigments
Test methods for chemical analysis
of poly(vinyl butyral)
Test method for unsaponifiable
matter in alkyd resins and resin
solutions
Test method for fatty acid content
of alkyd resins and alkyd resin
solutions
Test methods for sodium car-
boxymethylcellulo se
Specification for refined soybean
oil
Test methods for indentation
hardness of organic coatings
Test method for density of liquid
coatings, inks, and related products
Test method for oil absorption of
pigments by Gardner-Coleman
method
Practice for specifying color by the
Munsell system
Specification for distilled soybean
fatty acids
Specification for distilled linseed
fatty acids
Specification for dehydrated castor
acids
Test method for color of
transparent liquids (Gardner color scale)
Test method for viscosity of
transparent liquids by bubble time
method
Practice for testing the
performance of clear floor sealers
633
Продолжение
Номер
стандарта ASTM
D1585-96
D1640-03
D1641-04
D1644-01
D1648-86
D1649-01
D1652-04
D1653-03
D1654-05
D1695-96
D1696-95
D1725-04
D1726-03
D1729-96
D1734-93
D1735-04
D1795-96
Наименование стандарта
Материалы морского применения,
включая канифоль, таловое масло и
родственные продукты. Метод
определения содержания жирных кислот
Покрытия органические. Методы
испытаний на высыхание,
затвердевание или образование пленок при
комнатной температуре
Покрытия лакокрасочные наружные.
Метод определения долговечности
Лаки. Методы определения
содержания нелетучих веществ
Пигмент свинцовый кремнехромат-
ный основной. Технические условия
Пигмент стронциевый хроматный.
Технические условия
Эпоксидные полимеры. Метод
определения эпоксидной смолы
Пленки органических покрытий.
Метод определения влаго- и паропро-
ницаемости
Образцы окрашенные или с
покрытием. Методы определения
коррозионной стойкости в окружающей среде
Целлюлоза и производные
целлюлозы. Терминология
Целлюлоза. Метод определения
растворимости в гидроокиси натрия
Растворы полимеров. Метод
определения вязкости
Жидкие эпоксидные смолы. Методы
определения содержания гидролизуе-
мого хлорида.
Непрозрачные материалы. Метод
визуальной оценки цвета и различий
в цвете при диффузном освещении
Панели цементные для испытаний
покрытий. Технические требования
Покрытия органические. Метод
испытаний на воздействие водяного
тумана
Целлюлоза. Метод определения
характеристической вязкости
Test methods for fatty acids
content of naval stores, including
rosin, tall oil, and related products
Test methods for drying, curing, or
film formation of organic coatings
at room temperature
Practice for conducting outdoor
exposure tests of varnishes
Test methods for nonvolatile
content of varnishes
Specification for basic lead silico-
chromate pigment
Specification for strontium chro-
mate pigment
Test method for epoxy content of
epoxy resins
Test methods for water vapor
transmission of organic coating
films
Test method for evaluation of
painted or coated specimens
subjected to corrosive environments
Terminology of cellulose and
cellulose derivatives
Test method for solubility of
cellulose in sodium hydroxide
Test method for viscosity of resin
solutions
Test methods for hydrolyzable
chloride content of liquid epoxy
resins
Practice for visual appraisal of
colors and color differences of
diffusely-illuminated opaque
materials
Practice for making cementitious
panels for testing coatings
Practice for testing water
resistance of coatings using water fog
apparatus
Test method for intrinsic viscosity
of cellulose
634
Продолжение
Номер
стандарта ASTM
D1841-63
D1842-63
D1843-63
D1844-86
D1845-86
D1847-93
D1849-95
D1926-00
D1978-91
D1980-87
D1981-02
D1982-85
D2064-91
D2065-03
D2066-06
D2067-97
D2071-87
D2072-92
Наименование стандарта
Дистиллированные кокосовые
жирные кислоты. Технические условия
Дистиллированные кукурузные
жирные кислоты. Технические условия
Разделенные на фракции и
дистиллированные жирные кислоты
хлопкового масла. Технические условия
Кремнехромат свинца основной.
Метод химического анализа
Пигменты хромата стронция. Методы
химического анализа
Смолы эпоксидные. Методы
определения общего содержания хлора
Краски. Метод определения
устойчивости при хранении в таре
Целлюлоза. Методы определения
содержания карбоксила
Ванна для электроосаждения.
Руководство по анализу образцов
Жирные кислоты и полимеризован-
ные жирные кислоты. Метод
определения кислотного числа
Жирные кислоты талового масла.
Метод определения цвета после нагрева
Жирные кислоты. Метод определения
титра
Краски строительные. Метод
определения устойчивости к отпечатку
Кромки композитных деревянных
изделий. Метод определения
характеристик при воздействии влаги с
поверхностно-активным веществом в
качестве катализатора
Краски печатные. Методы
определения относительной прочности
окрашивания пастообразных дисперсий
Краски печатные. Метод определения
крупных частиц в дисперсиях
Метод определения жирных
азотистых продуктов
Жирные азотистые соединения.
Метод определения воды
Specification for distilled coconut
fatty acids
Specification for distilled corn
fatty acids
Specification for fractionated and
distilled cottonseed fatty acids
Test methods for chemical analysis
of basic lead silicochromate
Test methods for chemical analysis
of strontium chromate pigment
Test methods for total chlorine
content of epoxy resins
Test method for package stability
of paint
Test methods for carboxyl content
of cellulose
Guide for analysis of electrocoat
bath samples
Test method for acid value of fatty
acids and polymerized fatty acids
Test method for measuring color
after heating of tall oil fatty acids
Test method for titer of fatty acids
Test method for print resistance of
architectural paints
Test method for determination of
edge performance of composite
wood products under surfactant
accelerated moisture stress
Test methods for relative tinting
strength of paste-type printing ink
dispersions
Test method for coarse particles in
printing ink dispersions
Test methods for fatty nitrogen
products
Test method for water in fatty
nitrogen compounds
635
Продолжение
Номер
стандарта ASTM
D2073-92
D2074-92
D2075-92
D2076-92
D2077-92
D2091-96
D2092-95
D2134-93
D2196-05
D2197-98
D2199-03
D2200-95
D2201-99
D2205-85
D2218-67
Наименование стандарта
Амины жирные, амидоамины и
диамины. Контрольный потенциометри-
ческий метод определения общего
числа и числа первичных, вторичных
и тертичных аминов
Амины жирные. Альтернативный
индикаторный метод определения
общего числа и числа первичных,
вторичных и тертичных аминов
Амины жирные, амидоамины и
диамины. Метод определения йодного
числа
Жирные четвертичные хлориды
аммония. Методы определения
кислотного числа и числа аминов
Жирные четвертичные хлориды
аммония. Метод определения золы
Лаки. Метод определения
устойчивости к отпечатку
Поверхности стальные
оцинкованные. Руководство по подготовке и
окрашиванию
Покрытия органические. Метод
определения твердости с
использованием маятникового прибора
Неньютоновские жидкости. Методы
определения реологических
характеристик с вискозиметром Брукфельда
Покрытия органические. Метод
испытания на адгезию
Метод измерения перемещения
пластификатора из виниловых волокон
в лак
Эталоны для подготовки стальных
поверхностей под окрашивание
Панели стальные оцинкованные.
Требования к подготовке к испытаниям
лакокрасочных материалов и
подобных продуктов
Покрытия для транспорта. Выбор
методов испытаний
Пигменты оранжевые на основе мо-
либдата. Технические условия
Test methods for total, primary,
secondary, and tertiary amine
values of fatty amines, amidoamines,
and diamines by referee potentio-
metric method
Test methods for total, primary,
secondary, and tertiary amine
values of fatty amines by alternative
indicator method
Test method for iodine value of
fatty amines, amidoamines, and
diamines
Test methods for acid value and
amine value of fatty quaternary
ammonium chlorides
Test method for ash in fatty
quaternary ammonium chlorides
Test method for print resistance of
lacquers
Guide for preparation of zinc-
coated (galvanized) steel surfaces
for painting
Test method for determining the
hardness of organic coatings with
a sward-type hardness rocker
Test methods for rheological
properties of non-newtonian materials
by rotational (Brookfield type)
viscometer
Test method for adhesion of
organic coatings by scrape adhesion
Test method for measurement of
plasticizer migration from vinyl
fabrics to lacquers
Pictorial surface preparation
standards for painting steel surfaces
Practice for preparation of zinc-
coated and zinc-alloy-coated steel
panels for testing paint and related
coating products
Guide for selection of tests for
traffic paints
Specification for molybdate orange
pigments
636
Продолжение
Номер
стандарта ASTM
D2243-95
D2244-05
D2245-90
D2247-02
D2248-01
D2336-99
D2337-01
D2338-02
D2348-02
D2349-90
D2350-90
D2351-90
D2352-85
D2354-98
D2363-79
Наименование стандарта
Покрытия водорастворимые. Метод
испытания стойкости к
знакопеременным перепадам температуры
Руководство по расчету допусков и
разницы цветов по инструментально
измеренным цветовым координатам
Краски, восстанавливаемые
растворителями. Метод идентификации
масел и масляных кислот
Покрытия по металлу. Метод
испытания образцов при 100%-ной
относительной влажности
Покрытия органические. Руководство
по определению стойкости к
воздействию моющих средств
Покрытия лакокрасочные для дерева.
Требования к размещению
предприятий по их нанесению
Цветные лаки. Метод испытания
стойкости к знакопеременным
перепадам температуры
Цветные лаки. Метод определения
размеров частиц
Краски. Определение мышьяка
Краски, разбавляемые
растворителями. Качественное определение
природы растворителя
Белый пигмент, выделяемый из
восстанавливаемых растворителем
красок. Метод определения оксида
сурьмы
Белый пигмент, выделяемый из
восстанавливаемых растворителем
красок. Метод определения сульфида
Белый пигмент, выделяемый из
восстанавливаемых растворителем
красок. Метод определения двуокиси
серы
Эмульсионные связующие. Метод
определения минимальной
температуры образования пленки
Методы определения гидроксипропил
метилцеллюлозы
Test method for freeze-thaw
resistance of water-borne coatings
Practice for calculation of color
tolerances and color differences
from instrumentally measured
color coordinates
Test method for identification of
oils and oil acids in
solvent-reducible paints
Practice for testing water
resistance of coatings in 100% relative
humidity
Practice for detergent resistance of
organic finishes
Guide for specifying factory
applied wood coatings
Test method for freeze-thaw
stability of multicolor lacquers
Test method for determining
particle size of multicolor lacquers
Test method for arsenic in paint
Test method for qualitative
determination of nature of solvent
composition in solvent-reducible paints
Test method for antimony oxide
in white pigment separated from
solvent-reducible paints
Test method for sulfide in white
pigment separated from solvent-
reducible paints
Test method for sulfur dioxide
in white pigment separated from
solvent-reducible paints
Test method for minimum film
formation temperature (MFFT) of
emulsion vehicles
Test methods for hydroxypropyl
methylcellulose
637
Продолжение
Номер
стандарта ASTM
D2364-01
D2369-04
D2370-98
D2371-85
D2372-85
D2373-05
D23 74-05
D2375-05
D2448-85
D2454-95
D2485-91
D2486-06
D2572-97
D2574-06
D2575-70
Наименование стандарта
Метод определения гидроксиэтилцел-
люлозы
Покрытия. Методы определения
содержания летучих веществ
Покрытия органические. Метод
определения механических свойств
при растяжении
Краски, разбавляемые
растворителями. Определение содержания
пигмента
Краски, разбавляемые
растворителями. Руководство по выделению
загрязнений
Сиккативы для красок. Определение
кобальта в сухой пленке с
применением ЭТДА
Сиккативы для красок. Определение
свинца в сухой пленке с применением
ЭТДА
Сиккативы для красок. Определение
марганца в сухой пленке с
применением ЭТДА
Пигменты. Метод определения
водорастворимых солей путем измерения
удельного сопротивления сточных
вод пигментов
Покрытия органические. Руководство
по определению пересушивания
Покрытия по стали, стойкие к
воздействию повышенных температур.
Методы оценки теплостойкости в
процессе эксплуатации
Краски латексные матовые для
внутренних покрытий. Методы
определения стойкости к царапанию
Уретановые материалы или фторпо-
лимеры. Метод определения изоциа-
натных групп
Краски эмульсионные. Метод
определения стойкости красок в контейнере
к воздействию микроорганизмов
Полимеризованные жирные кислоты.
Методы испытаний
Test methods for hydroxyethylcel-
lulose
Test method for volatile content of
coatings
Test method for tensile properties
of organic coatings
Test method for pigment content
of solvent-reducible paints
Practice for separation of vehicle
from solvent-reducible paints
Test method for determination of
cobalt in paint driers by EDTA
method
Test method for lead in paint driers
by EDTA method
Test method for manganese in
paint driers by EDTA method
Test method for water-soluble
salts in pigments by measuring the
specific resistance of the leachate
of the pigment
Practice for determining the effect
of overbaking on organic coatings
Test methods for evaluating
coatings for high temperature service
Test methods for scrub resistance
of wall paints
Test method for isocyanate groups
in urethane materials or prepoly-
mers
Test method for resistance of
emulsion paints in the container to
attack by microorganisms
Methods of testing polymerized
fatty acids
638
Продолжение
Номер
стандарта ASTM
D2613-01
D2616-96
D2621-87
D2689-88
D2690-98
D2697-03
D2698-05
D2743-68
D2745-00
D2792-69
D2793-99
D2794-93
D2800-92
D2803-03
Наименование стандарта
Сиккативы для красок. Определение
кальция или цинка в сухой пленке с
применением ЭТДА
Метод оценки визуальной разницы
цвета по серой шкале
Краски, восстанавливаемые
растворителем. Метод инфракрасной
идентификации твердых связующих
Алкидные полимеры. Руководство по
испытаниям
Алкидные и полиэфирные
полимеры. Метод определения изофталевой
кислоты
Покрытия лакокрасочные
пигментированные и непигментированные.
Метод определения объема нелетучих
компонентов
Краски с органическими
растворителями. Метод определения
содержания пигментов высокоскоростным
центрифугированием
Краски дорожные. Методы
определения равномерности распределения
твердых связующих методами
спектроскопии и газовой хроматографии
Пигменты белые. Метод определения
относительной красящей
способности по измерению отражательной
способности
Краски дорожные. Определение
стойкости к воздействию растворителей и
топлива
Покрытия органические по дереву.
Метод определения устойчивости
против слипания
Покрытия органические. Метод
определения стойкости к быстрой
деформации (удару)
Метод приготовления метиловых
эфиров из масел для
определения состава жирных кислот
газожидкостной хроматографией
Покрытия органические по металлу.
Метод определения стойкости к
нитевидной коррозии
Test method for calcium or zinc in
paint driers by EDTA method
Test method for evaluation of
visual color difference with a gray
scale
Test method for infrared
identification of vehicle solids from solvent-
reducible paints
Practices for testing alkyd resins
Test method for isophthalic acid in
alkyd and polyester resins
Test method for volume
nonvolatile matter in clear or pigmented
coatings
Test method for determination of
the pigment content of solvent-
reducible paints by high-speed
centrifuging
Practices for uniformity of traffic
paint vehicle solids by
spectroscopy and gas chromatography
Test method for relative tinting
strength of white pigments by
reflectance measurements
Test method for solvent and fuel
resistance of traffic paint
Test method for block resistance
of organic coatings on wood panel
substrates
Test method for resistance of
organic coatings to the effects of
rapid deformation (impact)
Test method for preparation of
methyl esters from oils for
determination of fatty acid composition
by gas-liquid chromatography
Guide for testing filiform
corrosion resistance of organic coatings
on metal
639
Продолжение
Номер
стандарта ASTM
D2805-96
D2832-92
D2921-98
D2929-89
D2967-02
D3002-02
D3003-01
D3021-01
D3022-84
D3023-98
D3133-01
D3134-97
D3168-85
D3169-89
D3170-03
Наименование стандарта
Покрытия лакокрасочные. Метод
определения укрывистости с
помощью рефлектометра
Краски и подобные покрытия.
Определение летучих и нелетучих веществ
Изделия из дерева. Метод
качественного определения присутствия
водоотталкивающих материалов и
консервантов
Материалы целлюлозные. Метод
определения содержания серы
рентгеновской флюоресценцией
Покрытия порошковые. Метод
определения углового кроющего слоя
Покрытия лакокрасочные на
пластмассах. Руководство по оценке
Покрытия органические по металлу.
Метод определения сопротивления
образованию мраморности и
слипанию
Пигменты фталоцианиновые
зеленые. Технические условия
Пигменты. Метод определения цвета
и цветостойкости с применением
компактного прибора
Изделия из дерева. Способ
определения устойчивости заводских
покрытий местному обесцвечиваю и
реагентам
Лаки алкидные модифицированные.
Метод инфракрасной спектрофотоме-
трии для количественного
определения нитроцеллюлозы
Руководство по установлению
допусков по цвету и блеску
Краски эмульсионные. Метод
качественного определения полимеров
Масло подсолнечное
рафинированное. Технические условия
Покрытия. Метод определения
устойчивости к скалыванию
Test method for hiding power of
paints by refiectometry
Guide for determining volatile and
nonvolatile content of paint and
related coatings
Test method for qualitative tests
for the presence of water
repellents and preservatives in wood
products
Test method for sulfur content
of cellulosic materials by x-ray
fluorescence
Test method for corner coverage of
powder coatings
Guide for evaluation of coatings
applied to plastics
Test method for pressure mottling
and blocking resistance of organic
coatings on metal substrates
Specification for phthalocyanine
green pigments
Test method for color and strength
of color pigments by use of a
miniature sandmill
Practice for determination of
resistance of factory-applied coatings
on wood products to stains and
reagents
Test method for quantitative
determination of cellulose nitrate
in alkyd modified lacquers by
infrared spectrophotometry
Practice for establishing color and
gloss tolerances
Practice for qualitative
identification of polymers in emulsion
paints
Specification for refined sunflower
oil
Test method for chipping
resistance of coatings
640
Продолжение
Номер
стандарта ASTM
D3256-86
D3258-04
D3259-95
D3260-01
D3271-87
D3272-76
D3273-00
D3274-95
D3276-05
D3278-96
D3280-85
D3322-82
D3335-85
D3359-02
Наименование стандарта
Пигменты фталоцианиновые
голубые и зеленые. Методы химического
анализа
Пленки краски. Метод определения
пористости
Покрытия по дереву. Рекомендуемый
способ измерения температуры при
инфракрасной сушке
Покрытия заводские прозрачные на
экструдированных алюминиевых
изделиях. Метод определения
устойчивости против кислот и строительного
раствора
Краски. Метод определения
органических растворителей прямым
впрыскиванием в газовый хроматограф
Краски, восстанавливаемые
растворителями. Метод извлечения
растворителей для анализа
Покрытия внутренние. Метод
определения устойчивости к росту плесени
на поверхности в камере
искусственного климата
Пленки краски. Метод оценки
степени ухудшения состояния поверхности
за счет образования микробов
(плесени или водорослей) или скопления
грязи и пыли
Руководство по контролю
окрашивания (металлическая поверхность)
Жидкости. Методы определения
температуры вспышки в миниатюрном
приборе с закрытым тиглем
Пигменты цинковые белые. Методы
анализа
Грунтовки и загрунтованные
поверхности. Руководство по испытанию на
металлических полуфабрикатах
Краски. Определение низких
концентраций свинца, кадмия и кобальта
методом атомно-абсорбционной
спектроскопии
Методы оценки адгезии с помощью
липкой ленты
Test methods for chemical analysis
of phthalocyanine blue and green
pigments
Test method for porosity of white
or near white paint films by
staining
Practice for infrared determination
of the temperature of applied
coatings on wood products during the
curing cycle
Test method for acid and mortar
resistance of factory-applied clear
coatings on extruded aluminum
products
Practice for direct injection of
solvent-reducible paints into a gas
chromatograph for solvent analysis
Practice for vacuum distillation of
solvents from solvent-reducible
paints for analysis
Test method for resistance to
growth of mold on the surface of
interior coatings in an
environmental chamber
Test method for evaluating degree
of surface disfigurement of paint
films by microbial (fungal or algal)
growth or soil and dirt
accumulation
Guide for painting inspectors
(metal substrates)
Test methods for flash point of
liquids by small scale closed-cup
apparatus
Test methods for analysis of white
zinc pigments
Practice for testing primers and
primer surfacers over preformed
metal
Test method for low
concentrations of lead, cadmium, and cobalt
in paint by atomic absorption
spectroscopy
Test methods for measuring
adhesion by tape test
641
Продолжение
Номер
стандарта ASTM
D3361-01
D3363-05
D3424-01
D3432
D3450-00
D3451-06
D3456-86
D3459-98
D3516-89
D3539-87
D3618-05
D3623-78
D3624-85
D3717-85
D3718-85
Наименование стандарта
Краски и подобные покрытия.
Руководство по применению прибора с
угольно-дуговыми источниками света
Пленки. Метод испытания твердости
с помощью карандаша
Продукция печатная. Методы оценки
относительной светостойкости и ее
стойкости в атмосферных условиях
Форполимеры уретановые и
растворы для покрытий. Метод определения
непрореагировавших диизоцианатов
толуола газовой хроматографией
Покрытия внутренние строительные.
Метод испытания на стойкость к
мытью
Порошки и покрытия порошковые.
Руководство по испытаниям
Пленки краски. Метод определения
чувствительности к внешнему
воздействию микроорганизмов
Покрытия по дереву и деревянным
изделиям. Метод оценки при
циклическом изменении влажности
Методы определения озоленной
целлюлозы
Методы определения скоростей
испарения летучих жидкостей с
использованием оболочного тонкопленочного
регистратора испарения
Краски и сухие пленки. Определение
свинца
Краски противообрастающие. Метод
испытания панелей при мелком
погружении
Краски. Определение низких
концентраций ртути методом атомно-
абсорбционной спектроскопии
Краски. Определение низких
концентраций мышьяка методом атомно-
абсорбционной спектроскопии
Краски. Определение низких
концентраций хрома методом атомно-
абсорбционной спектроскопии
Practice for unfiltered open-flame
carbon-arc exposures of paint and
related coatings
Test method for film hardness by
pencil test
Test methods for evaluating the
relative lightfastness and weather-
ability of printed matter
Test method for unreacted toluene
diisocyanates in urethane prepoly-
mers and coating solutions by gas
chromatography
Test method for washability
properties of interior architectural
coatings
Guide for testing coating powders
and powder coatings
Practice for determining by
exterior exposure tests the
susceptibility of paint films to
microbiological attack
Test method for humid-dry cycling
for coatings on wood and wood
products
Test methods for ashing cellulose
Test methods for evaporation rates
of volatile liquids by shell thin-
film evaporometer
Test method for detection of lead
in paint and dried paint films
Test method for testing antifouling
panels in shallow submergence
Test method for low
concentrations of mercury in paint by atomic
absorption spectroscopy
Test method for low
concentrations of antimony in paint by
atomic absorption spectroscopy
Test method for low
concentrations of chromium in paint by
atomic absorption spectroscopy
642
Продолжение
Номер
стандарта ASTM
D3719-00
D3 720-90
D3721-05
D3 722-05
D3723-05
D3724-01
D3725-78
D3730-03
D3732-82
D3733-93
D3 792-05
D3793-06
D3 794-00
D3 804-02
D3 806-98
Наименование стандарта
Панели наружные с покрытием.
Метод определения скопления грязи
Пигменты диоксида титана.
Определение соотношения анатаза и рутила.
Метод дифракции рентгеновских
лучей
Синтетический пигмент оксида
железа. Технические условия
Пигменты оксида железа, природный
красный и коричневый. Технические
условия
Краски водоэмульсионные.
Определение содержания пигмента
низкотемпературным озолением
Пигмент оксида железа
синтетический коричневый. Технические
условия
Олифы и жирные кислоты быстровы-
сыхающих масел.
Полуколичественное определение рыбьего жира.
Метод газо-жидкостной хроматографии
Руководство по испытанию
высокоэффективных внутренних
строительных покрытий для стен
Руководство по протоколированию
времен выдержки покрытий при
ультрафиолетовом облучении
Силиконовые полимеры и алкидные
смолы, модифицированные
силиконом. Способ определения содержания
силикона. Метод атомной абсорбции
Покрытия. Определение содержания
воды прямым впрыскиванием в
газовый хроматограф
Пленки латексных красок. Метод
определения коалесценции при
низкой температуре
Покрытия, нанесенные методом
коуйл-коатинга. Руководство по
испытанию
Сиккативы для красок. Метод
определения железа с применением ЭТДА
Краски для огнезащитных покрытий.
Метод лабораторной оценки (метод
2-футового туннеля)
Test method for quantifying dirt
collection on coated exterior
panels
Test method for ratio of anatase to
rutile in titanium dioxide pigments
by x-ray diffraction
Specification for synthetic red iron
oxide pigment
Specification for natural red and
brown iron oxide pigments
Test method for pigment content
of water-emulsion paints by low-
temperature ashing
Specification for synthetic brown
iron oxide pigment
Test method for semiquantitative
determination offish oil in drying
oils and drying oil fatty acids by
gas-liquid chromatography
Guide for testing
high-performance interior architectural wall
coatings
Practice for reporting cure times of
ultraviolet-cured coatings
Test method for silicon content of
silicone polymers and silicone-
modified alkyds by atomic
absorption
Test method for water content of
coatings by direct injection into a
gas chromatograph
Test method for low-temperature
coalescence of latex paint films by
porosity measurement
Guide for testing coil coatings
Test method for iron in paint driers
by EDTA method
Test method of small-scale
evaluation of fire-retardant paints (2-foot
tunnel method)
643
Продолжение
Номер
стандарта ASTM
D3843-00
D3872-05
D3876-96
D3891-96
D3911-03
D3912-95
D3924-80
D3925-02
D3926-05
D3928-00
D3934-90
D3941-90
D3960-05
D3964-04
D3969-01
Наименование стандарта
Защитные покрытия, применяемые на
ядерных установках. Способ
качественной оценки
Оксиды железа. Метод определения
двухвалентного железа
Продукты эфиров целлюлозы.
Определение замещения метоксила
и гидроксипропила. Метод газовой
хроматографии
Панели стеклянные для испытания
лакокрасочных материалов. Методика
подготовки
Покрытия, используемые на
легководных ядерных реакторах.
Определение пригодности в случае
возникновения аварии
Покрытия, используемые на
легководных ядерных реакторах. Метод
определения химической стойкости
Краски, лаки и подобные материалы.
Стандартные атмосферы для
кондиционирования и испытаний
Краски и подобные
пигментированные покрытия. Руководство по отбору
жидких проб
Метод определения процента
твердых веществ в пульпах диоксида
титана
Метод оценки равномерности глянца
или блеска
Метод определения
наличия/отсутствия вспышки. Равновесный метод в
аппарате с закрытой чашкой
Метод определения температуры
вспышки. Равновесный метод в
аппарате с закрытой чашкой
Краски и лакокрасочные покрытия.
Методика определения содержания
летучих органических веществ
Покрытия. Методика отбора и
подготовки образцов для проверки по
внешнему виду
Сиккативы для красок. Определение
циркония в сухой пленке с
применением ЭТДА
Practice for quality assurance for
protective coatings applied to
nuclear facilities
Test method for ferrous iron in
iron oxides
Test method for methoxyl and
hydroxypropyl substitution in
cellulose ether products by gas
chromatography
Practice for preparation of glass
panels for testing paint, varnish,
lacquer, and related products
Test method for evaluating
coatings used in light-water nuclear
power plants at simulated design
basis accident (DBA) conditions
Test method for chemical
resistance of coatings used in light-
water nuclear power plants
Specification for standard
environment for conditioning and testing
paint, varnish, lacquer, and related
materials
Practice for sampling liquid paints
and related pigmented coatings
Test methods for percent solids in
titanium dioxide slurries
Test method for evaluation of
gloss or sheen uniformity
Test method for flash/no flash test\
mequilibrium method by a closed-
cup apparatus
Test method for flash point by the
equilibrium method with a closed-
cup apparatus
Practice for determining volatile
organic compound (voc) content of
paints and related coatings
Practice for selection of coating
specimens for appearance
measurements
Test method for zirconium in paint
driers by EDTA method
644
Продолжение
Номер
стандарта ASTM
D3970-05
D3971-89
D3988-05
D3989-01
D4017-02
D4039-93
D4040-05
D4060-01
D4061-94
D4062-99
D4082-02
D4085-93
D4086-92
D413 8-94
D4139-04
Наименование стандарта
Сиккативы для красок. Оксидоме-
трическое определение церия в сухой
пленке
Целлюлоза. Метод определения
содержания веществ, растворимых в
дихлорметане
Сиккативы для красок. Определение
ванадия в сухой пленке с
применением ЭТДА
Сиккативы для красок. Определение
общего содержания редкоземельных
металлов в сухой пленке с
применением ЭТДА
Материалы лакокрасочные.
Определение содержания воды методом
Карла Фишера
Поверхности блестящих покрытий.
Метод определения помутнения при
отражении
Густотертые краски и связующие.
Определение реологических свойств.
Метод вискозиметра с падающим
бруском
Покрытия органические. Метод
определения износостойкости с
применением абразивной машины Тейбора
Метод определения ретроотражения
горизонтальных поверхностей
Метод выравнивания красок путем
выпаривания
Метод испытания влияния гамма-
излучения на покрытия для
использования в ядерных электростанциях на
легкой воде
Целлюлоза. Определение металлов
методом атомно-абсорбционной
спектроскопии
Руководство по визуальной оценке
метамерии
Системы защитных покрытий.
Измерение толщины сухой пленки
разрушающими методами
Руководство по определению
содержания летучих и нелетучих
составляющих пигментов
Test method for cerium in paint
driers by oxidimetric
determination
Test method for dichloromethane-
soluble matter in cellulose
Test method for vanadium in paint
driers by EDTA method
Test method for total rare earth
metals in paint driers by EDTA
method
Test method for water in paints
and paint materials by Karl Fischer
method
Test method for reflection haze of
high-gloss surfaces
Test method for rheological
properties of paste printing and
vehicles by the falling-rod
viscometer
Test method for abrasion
resistance of organic coatings by the
Taber abraser
Test method for retroreflectance of
horizontal coatings
Test method for leveling of paints
by draw-down method
Test method for effects of gamma
radiation on coatings for use in
light-water nuclear power plants
Test method for metals in cellulose
by atomic absorption
spectrophotometry
Practice for visual evaluation of
metamerism
Test methods for measurement of
dry film thickness of protective
coating systems by destructive
means
Guide for determining volatile and
nonvolatile content of pigments
645
Продолжение
Номер
стандарта ASTM
D4140-82
D4141-01
D4142-89
D4143-89
D4144-94
D4145-83
D4146-96
D4147-99
D4206-96
D4209-82
D4212-99
D4213-96
D4214-98
D4217-02
Наименование стандарта
Руководство по определению
содержания летучих и нелетучих
составляющих сиккативов, олифы, морского
имущества и растворителей
Покрытия. Руководство по
проведению выдержки в черном боксе и в
концентраторах солнечного
излучения
Руководство по испытанию
эпоксидных смол
Руководство по испытанию латекс-
ных связующих
Материалы для покрытия, отверждае-
мые ультрафиолетовыми лучами.
Метод оценки стабильности при
хранении в таре
Лист предварительно окрашенный.
Метод определения эластичности
покрытия
Покрытия комплексные грунтовкой
с большим содержанием цинка и
хроматов по стали. Метод оценки
формуемости
Покрытия, нанесенные методом койл-
коутинга. Руководство по нанесению
с использованием проволочной
полосы
Жидкие смеси. Метод испытания на
продолжительное горение с
использованием аппарата с открытой чашкой с
малой шкалой
Полимеры целлюлозные, эмульсии,
растворы нефтяных смол, шеллака и
лаков. Метод определения
содержания летучих и нелетучих веществ
Метод определения вязкости с
помощью погружения чашек
Краски. Метод определения
износостойкости по потере массы при
абразивном воздействии
Пленки красок. Методы определения
степени меления при эксплуатации в
атмосферных условиях
Порошки термореактивные для
покрытий. Метод определения времени
гелеобразования
Guide for determining volatile and
nonvolatile content of driers,
drying oils, naval stores, and solvents
Practice for conducting black box
and solar concentrating exposures
of coatings
Guide for testing epoxy resins
Guide for testing latex vehicles
Test method for estimating
package stability of coatings for
ultraviolet curing
Test method for coating flexibility
of prepainted sheet
Test method for formability of
zinc-rich primer/chromate
complex coatings on steel
Practice for applying coil coatings
using the wire-wound drawdown
bar
Test method for sustained burning
of liquid mixtures using the small
scale open-cup apparatus
Practice for determining volatile
and nonvolatile content of cellu-
losics, emulsions, resin solutions,
shellac, and varnishes
Test method for viscosity by dip-
type viscosity cups
Test method for scrub resistance of
paints by abrasion weight loss
Test methods for evaluating the
degree of chalking of exterior
paint films
Test method for gel time of
thermosetting coating powder
646
Продолжение
Номер
стандарта ASTM
D4227-05
D4228-05
D4236-94
D4242-02
D4258-05
D4259-88
D4260-05
D4261-05
D4262-05
D4263-83
D4277-83
D4285-83
D4286-90
D4287-00
D4288-02
D4301-05
Наименование стандарта
Покрытия на бетонных поверхностях.
Руководство по оценке аппликаторов
Покрытия на стальных поверхностях.
Руководство по оценке аппликаторов
Руководство по маркировке
материалов для художников, опасных для
здоровья при постоянном
использовании
Порошки термореактивные для
покрытий. Метод испытания течения на
наклонной пластинке
Бетон для нанесения покрытия.
Руководство по поверхностной очистке
Бетон. Руководство по пескоструйной
очистке
Бетон. Руководство по жидкостному
и гелевому кислотному травлению
Бетонный стеновой блок.
Руководство по очистке поверхности для
нанесения покрытия
Бетонные поверхности химически
очищенные или подвергнутые
травлению. Метод определения рН
Бетон. Определения влаги методом
пластиковой пленки
Руководство по испытанию аминовых
смол
Метод определения масла или воды в
сжатом воздухе
Руководство по оценке усадки
покрытий для ядерных электростанций
Метод определения высокосдвиговой
вязкости с помощью
углового/пластинчатого вискозиметра
Пигменты кальциевые боросиликат-
ные. Технические характеристики
Смолы эпоксидных и компоненты.
Метод определения общего хлора
Practice for qualification of
coating applicators for application of
coatings to concrete surfaces
Practice for qualification of
coating applicators for application of
coatings to steel surfaces
Practice for labeling art materials
for chronic health hazards
Test method for inclined plate flow
for thermosetting coating powders
Practice for surface cleaning
concrete for coating
Practice for abrading concrete
Practice for liquid and gelled acid
etching of concrete
Practice for surface cleaning
concrete masonry units for coating
Test method for pH of
chemically cleaned or etched concrete
surfaces
Test method for indicating
moisture in concrete by the plastic
sheet method
Guide for testing amino resins
Test method for indicating oil or
water in compressed air
Practice for determining
coating contractor qualifications for
nuclear powered electric
generation facilities
Test method for high-shear
viscosity using a cone/plate viscometer
Specification for calcium borosili-
cate pigments
Test method for total chlorine in
epoxy resins and compounds
647
Продолжение
Номер
стандарта ASTM
D4302-05
D4303-06
D4359-90
D4361-97
D43 70-01
D4399-05
D4400-99
D4414-95
D4417-03
D4446-05
D4449-90
D4450-85
D4451-02
Наименование стандарта
Краски алкидные художественные
и масло для живописи. Технические
требования
Краски художественные. Методы
определения светоустойчивости
пигментов
Метод определения состояния
материала — жидкое или твердое
Краски печатные и связующие. Метод
определения кажущейся клейкости с
помощью трехшарикового прибора
для определения клейкости
Методы определения содержания
миллиэквивалентов кислоты и
щелочи в электроосадительной ванне
Метод измерения
электропроводности электроосадительной ванны
Краски. Метод определения
устойчивости против образования потеков
с использованием многоканального
аппликатора
Руководство по измерению толщины
мокрой пленки с применением
гребенки с вырезами
Сталь, подвергнутая пескоструйной
очистке. Метод полевого измерения
профиля поверхности
Древесина необработанная. Методы
определения эффективности
противодействия набуханию
водоотталкивающих составов и дифференциального
набухания при выдерживании в воде
Метод визуальной оценки разницы в
глянце между поверхностями
одинакового вида
Пигмент гидроксифосфита цинка.
Метод анализа
Краски. Метод определения
содержания пигментов низкотемпературным
озолением
Specification for artists' oil, resin-
oil, and alkyd paints
Test methods for lightfastness of
colorants used in artists' materials
Test method for determining
whether a material is a liquid or a
solid
Test method for apparent tack of
printing inks and vehicles by a
three-roller tackmeter
Test methods for acid and base
milliequivalent content of electro-
coat bath
Test method for measuring
electrical conductivity of electrocoat
baths
Test method for sag resistance of
paints using a multinotch
applicator
Practice for measurement of wet
film thickness by notch gages
Test methods for field
measurement of surface profile of blast
cleaned steel
Test method for anti-swelling
effectiveness of water-repellent
formulations and differential swelling
of untreated wood when exposed
to liquid water environments
Test method for visual
evaluation of gloss differences between
surfaces of similar appearance
Test method for analysis of zinc
hydroxy phosphite pigment
Test method for pigment content
of paints by low-temperature
ashing
648
Продолжение
Номер
стандарта ASTM
D4457-02
D4462-02
D4487-90
D4537-04
D4538-05
D4541-02
D4563-02
D4584-05
D4585-99
D4587-05
D4610-98
D4618-92
D4619-96
Наименование стандарта
Краски и покрытия. Метод
определения дихлорметана и 1,1,1-
трихлорэтана прямым
впрыскиванием в газовый хроматограф
Пигмент гидроксифосфита цинка.
Технические условия
Боросиликат кальция. Методы
анализа
Руководство по установлению
процедур по определению квалификации
и сертификации персонала,
проводящего инспекцию работ по покрытиям
на ядерных установках
Терминология, относящаяся к
защитному покрытию и облицовочным
работам на энергетических установках
Метод испытания прочности
покрытий с использованием портативных
адгезионных тестеров
Краски. Метод определения с
применением атомно-абсорбционной
спектроскопии содержания двуокиси
титана в пигменте, выделенном из
краски
Метод определения кажущегося рН
электроосадительной ванны
Покрытия. Способ испытания
водостойкости с использованием
контролируемой конденсации
Краски и подобные покрытия.
Методы испытаний в камере влажности с
ультрафиолетовым облучением
Краски и подобные покрытия. Метод
определения наличия и отсутствия
биоповреждений (Fungal пли Algal)
Технические условия по
конструированию и изготовлению компонентов
системы десульфуризации топочного
газа для нанесения защитных
облицовочных покрытий
Способ обследования облицовок в
работающих системах
десульфуризации топочного газа
Test method for determination of
dichloromethane and 1,1,1-trichlo-
roethane in paints and coatings by
direct injection into a gas chro-
matograph
Specification for zinc hydroxy
phosphite pigment
Test methods for analysis of
calcium borosilicate
Guide for establishing procedures
to qualify and certify personnel
performing coating work
inspection in nuclear facilities
Terminology relating to protective
coating and lining work for power
generation facilities
Test method for pull-off strength
of coatings using portable
adhesion testers
Test method for determination by
atomic absorption spectroscopy of
titanium dioxide content of
pigments recovered from whole paint
Test method for measuring
apparent pH of electrocoat baths
Practice for testing water
resistance of coatings using controlled
condensation
Practice for fluorescent UV-con-
densation exposures of paint and
related coatings
Guide for determining the
presence of and removing microbial
(Fungal or Algal) growth on paint
and related coatings
Specification for design and
fabrication of flue gas desulfurization
system components for protective
lining application
Practice for inspection of linings in
operating flue gas desulfurization
systems
649
Продолжение
Номер
стандарта ASTM
D4640-86
D4706-93
D4707-97
D4708-99
D4712-87
D4713-92
D4747-02
D4752-03
D4758-92
D4764-01
D4787-93
D4794-94
D4795-94
D4796-88
Наименование стандарта
Смолы фенолформальдегидные тер-
моотверждающиеся. Метод
определения времени начала отверждения
Смолы фенольные. Метод
качественного определения метилольных групп
Краски. Метод определения
пригодности к нанесению валиком
Покрытия органические.
Приготовление одинаковых свободных пленок
Руководство по испытанию
промышленных водо-пластифицируемых
покрытий
Краски печатные. Метод определения
содержания нелетучих веществ в тер-
мофиксируемых и жидких системах
Латексы. Метод определения
содержания непрореагировавшего
мономера с использованием газо-жидкостной
хроматографии
Грунтовки этилсиликатные
(неорганические), богатые цинком Метод
измерения сопротивления полировкой
растворителем
Латексы. Метод определения
содержания нелетучих составляющих
Краски. Определение содержания
двуокиси титана рентгеновской
флюоресцентной спектроскопией
Бетонные поверхности. Способ
непрерывного контроля жидких или
листовых покрытий
Метод определения замещения
этоксила или гидроксиэтоксила в
продуктах эфира целлюлозы газовой
хроматографией
Метод определения содержания
растворимой нитроцеллюлозы
(альтернативный метод)
Материалы термопластичные для
нанесения дорожной разметки. Метод
определения силы сцепления
Test method for determining stroke
cure time of thermosetting phenol-
formaldehyde resins
Test method for qualitative
determination of methylol group in
phenolic resins
Test method for measuring paint
spatter resistance during roller
application
Practice for preparation of uniform
free films of organic coatings
Guide for testing industrial water-
reducible coatings
Test methods for nonvolatile
content of heatset and liquid printing
ink systems
Test method for determining unre-
acted monomer content of latexes
using gas-liquid chromatography
Test method for measuring MEK
resistance of ethyl silicate
(inorganic) zinc-rich primers by solvent
rub
Test method for nonvolatile
content of latexes
Test method for determination by
X-ray fluorescence spectroscopy
of titanium dioxide content in
paint
Practice for continuity verification
of liquid or sheet linings applied to
concrete substrates
Test method for determination of
ethoxyl or hydroxyethoxyl
substitution in cellulose ether products
by gas chromatography
Test method for nitrogen content
of soluble nitrocellulose\malterna-
tive method
Test method for bond strength
of thermoplastic traffic marking
materials
650
Продолжение
Номер
стандарта ASTM
D4797-88
D4827-03
D4828-94
D4834-03
D4838-88
D4938-89
D4939-89
D4940-98
D4941-06
D4942-89
D4946-89
D4948-89
D4958-97
D4960-89
Наименование стандарта
Материалы белые и желтые
термопластичные для нанесения дорожной
разметки, содержащие хромат свинца
и диоксид титана. Методы
химического и гравиметрического анализов
Латексы. Определение содержания
непрореагировавшего мономера
методом газовой хроматографии с
капиллярными колонками
Покрытия органические. Методы
определения практической стойкости
при мытье
Краски. Определение свинца методом
атомно-абсорбционной
спектроскопии
Краски. Определение относительной
стойкости цветных красок
Краски противообрастающие.
Определение эрозионной стойкости при
высокоскоростном воздействии воды
Краски противообрастающие.
Определение биообрастания и
воздействия струи жидкости в
натуральной морской воде
Абразивы с крупной крошкой.
Определение водорастворимых ионных
загрязнителей методом кондуктоме-
трического анализа
Краски художественные. Оценка опо-
рожняемости тюбиков
Краски литографские печатные и
связующие. Метод определения
поглощения воды в лабораторном
смесителе
Краски строительные. Определение
блок-устойчивости
Метод определения верхнего слоя,
отделяющегося от вязкой жидкости
Краски латексные. Метод
определения пригодности к нанесению кистью
Материалы термопластичные для
дорожной разметки. Метод оценки
цвета
Test methods for chemical and
gravimetric analysis of white and
yellow thermoplastic traffic
marking containing lead chromate and
titanium dioxide
Test method for determining the
unreacted monomer content of
latexes using capillary column gas
chromatography
Test methods for practical wash-
ability of organic coatings
Test method for detection of lead
in paint by direct aspiration atomic
absorption spectroscopy
Test method for determining the
relative tinting strength of
chromatic paints
Test method for erosion testing
of antifouling paints using high
velocity water
Test method for subjecting marine
antifouling coating to biofouling
and fluid shear forces in natural
seawater
Test method for conductimetric
analysis of water soluble ionic
contamination of blasting
abrasives
Practice for preparing drawdowns
of artists' paste paints
Test methods for water pickup
of lithographic printing inks and
vehicles in a laboratory mixer
Test method for blocking
resistance of architectural paints
Test method for determination of
the upper layer separated from a
viscous liquid
Test method for comparison of the
brush drag of latex paints
Test method for evaluation of
color for thermoplastic traffic
marking materials
651
Продолжение
Номер
стандарта ASTM
D5007-99
D5009-02
D5010-05
D5031-01
D5043-04
D5062-96
D5063-90
D5064-01
D5065-01
D5066-91
D5067-05
D5068-04
D5069-92
D5087-02
Наименование стандарта
Метод определения скрытых
изменений от влажного до сухого
Покрытия. Лабораторный метод
определения эффективности
нанесения методом распыления
Краски печатные и подобные
материалы. Руководство по испытанию
Краски и подобные покрытия.
Руководство по проведению испытаний в
закрытой аппаратуре с применением
угольной дуги
Покрытия. Метод идентификации на
месте
Раствор смолы. Определение
способности к разбавлению
объемно/гравиметрическим определением
Покрытия. Руководство по
использованию сертификата согласованной
формы
Покрытия. Руководство по
определению совместимости испытанием с
пластырем
Покрытия по стали. Руководство по
оценке пригодности состарившихся
покрытий
Краски автомобильные. Метод
определения эффективности
переноса в производственных условиях при
нанесении распылением (по весу)
Акварель художественная.
Технические требования
Кисти для краски. Подготовка к
испытаниям
Валики для краски. Подготовка к
испытаниям
Покрытия для автомобилей.
Определение количество летучих
органических соединений (ЛОС),
выделяющихся при нанесении, для устройства
по контролю ЛОС
Test method for wet-to-dry hiding
change
Test method for evaluating and
comparing transfer efficiency of
spray applied coatings under
laboratory conditions
Guide for testing printing inks and
related materials
Practice for enclosed carbon-arc
exposure tests of paint and related
coatings
Practice for field identification of
coatings
Test method for resin solution
dilutability by
volumetric/gravimetric determination
Guide for use of certification of
coating conformance form
Practice for conducting a patch test
to assess coating compatibility
Guide for assessing the condition
of aged coatings on steel surfaces
Test method for determination
of the transfer efficiency under
production conditions for spray
application of automotive paints\
mweight basis
Specification for artists' watercolor
paints
Practice for preparation of paint
brushes for evaluation
Practice for preparation of paint-
roller covers for evaluation
Test method for determining
amount of volatile organic
compound (VOC) released from sol-
ventborne automotive coatings and
available for removal in a VOC
control device (abatement)
652
Продолжение
Номер
стандарта ASTM
D5095-91
D5098-05
D5107-03
D5108-90
D5125-97
D5139-90
D5144-00
D5145-03
D5146-03
D5150-92
D5161-04
D5162-01
D5163-05
Наименование стандарта
Каменная кладка. Метод
определения содержания нелетучих веществ
в силанах, силоксанах и силано-
силоксановых смесях, используемых
при обработке водоотталкивающими
средствами на водной основе
Краски акриловые художественные.
Технические требования
Песчаник строительный. Руководство
по предварительной очистке
поверхности
Покрытия противообрастающие.
Метод определения скорости выделения
органического олова в морской воде
Краски и подобные материалы.
Методы определения вязкости воронками
ИСО
Подготовка образцов для
качественного испытания покрытий для
использования на атомных
электростанциях. Технические условия
Покрытия защитные для ядерной
энергетики. Руководство по
применению на предприятиях
Ванны для электронанесения
покрытий. Метод определения содержания
нелетучих компонентов и пигментов
Покрытия строительные на основе
растворителя. Руководство по
испытанию
Покрытия лакокрасочные
строительные. Метод определения укрывисто-
сти при нанесении валиком
Руководство по определяющим
правилам проверки работ по нанесению
покрытий и футеровки
(металлические подложки)
Защитные непроводящие покрытия
на металлических подложках.
Руководство по определению дефектов
(пропуски в изоляции)
Руководство по установочным
процедурам для мониторинга
характеристик уровня обслуживания I
покрытий и систем покрытий на
работающей атомной электростанции
Test method for determination of
the nonvolatile content in silanes,
siloxanes and silane-siloxane
blends used in masonry water
repellent treatments
Specification for artists' acrylic
dispersion paints
Practice for preparatory surface
cleaning of architectural sandstone
Test method for organotin release
rates of antifouling coating
systems in sea water
Test method for viscosity of paints
and related materials by ISO flow
cups
Specification for sample
preparation for qualification testing of
coatings to be used in nuclear
power plants
Guide for use of protective coating
standards in nuclear power plants
Test methods for nonvolatile and
pigment content of electrocoat
baths
Guide to testing solvent-borne
architectural coatings
Test method for hiding power of
architectural paints applied by
roller
Guide for specifying inspection
requirements for coating and
lining work (metal substrates)
Practice for discontinuity (holiday)
testing of nonconductive
protective coating on metallic substrates
Guide for establishing procedures
to monitor the performance of
coating service level I coating
systems in an operating nuclear
power plant
653
Продолжение
Номер
стандарта ASTM
D5165-93
D5166-97
D5178-98
D5179-02
D5180-93
D5181-04
D5200-03
D5201-05
D5301-92
D5324-03
D5325-03
D5326-94
D5327-97
D5367-00
Наименование стандарта
Руководство по лабораторному
приготовлению загущенных разбавителей с
использованием смоляного реактора
Руководство по лабораторному
приготовлению загущенных разбавителей с
использованием микроволновой печи
Покрытия органические.
Определение устойчивости к порче
Покрытия органические на
пластмассах. Метод определения прочности
сцепления
Жидкости прозрачные. Метод
количественного определения мутности
Печатные материалы. Метод
определения износоустойчивости с
помощью комплексного абразивного
прибора
Краски аэрозольные. Метод
определения весового содержания красок,
растворимых в органическом
растворителе
Краски и покрытия. Определение
физических констант
Кисти для краски. Определение
физических свойств
Покрытия водоэмульсионные для
строительства. Методы испытаний
Краски аэрозольные. Метод
определения весового содержания
водорастворимых красок
Краски латексные слегка
окрашенные. Определение цвета
Руководство по оценке
сравнительной эффективности переноса
покрытий, наносимых распылением, в
общелабораторных условиях
Руководство по оценке покрытий,
наносимых на поверхности,
обработанные ингибиторами,
используемыми для предотвращения мгновенного
ржавления стали при обдувании
водой или водой/абразивом
Practice for laboratory preparation
of gelled vehicles using a resin
kettle
Practice for laboratory preparation
of gelled vehicle samples using a
microwave oven
Test method for mar resistance of
organic coatings
Test method for measuring
adhesion of organic coatings to plastic
substrates by direct tensile testing
Test method for quantitative test
for turbidity in clear liquids
Test method for abrasion
resistance of printed matter by the
GA-CAT comprehensive abrasion
tester
Test method for determination of
weight percent volatile content
of solvent-borne paints in aerosol
cans
Practice for calculating
formulation physical constants of paints
and coatings
Practice for physical
characterization of paint brushes
Guide for testing water-borne
architectural coatings
Test method for determination of
weight percent volatile content of
water-borne aerosol paints
Test method for color development
in tinted latex paints
Practice for evaluating and
comparing transfer efficiency of spray
applied coatings under general
laboratory conditions
Practice for evaluating coatings
applied over surfaces treated with
inhibitors used to prevent flash
rusting of steel when water or
water/abrasive blasted
654
Продолжение
Номер
стандарта ASTM
D5380-93
D5381-93
D5382-02
D5383-02
D5398-97
D5400-03
D5401-03
D5402-06
D5403-93
D5478-98
D5479-94
D5498-01
D5499-94
D5517-03
Наименование стандарта
Пигменты и наполнители
кристаллические. Определение в краске
рентгеновским анализом
Пигменты и наполнители.
Руководство по рентгено-флуоресцентной
спектроскопии
Покрытия порошковые. Руководство
по оценке оптических свойств
Руководство по визуальному
определению светостойкости материалов
для художников художественными
технологами
Руководство по визуальному
определению светостойкости материалов
для художников пользователями
Гидроксипропилцеллюлоза. Методы
испытаний
Покрытия водоотталкивающие на
дереве. Метод испытания
Покрытия органические.
Определение стойкости при протирке
растворителем
Метод определения содержания
летучих компонентов в радиационно
отверждаемых материалах
Метод определения вязкости
материалов с помощью вискозиметра с
падающей иглой
Покрытия морские, частично
погруженные. Руководство по
испытаниям на устойчивость к обрастанию
микроорганизмами
Руководство по разработке
программ обучения инспекторов работ
по нанесению покрытий на ядерных
установках
Методы определения термостойкости
полимерных слоев систем десульфу-
рации топочных газов
Краски художественные. Методы
определения способности к
экстрагированию металлов
Test method for identification of
crystalline pigments and
extenders in paint by x-ray diffraction
analysis
Guide for X-ray fluorescence
(XRF) spectroscopy of pigments
and extenders
Guide to evaluation of optical
properties of powder coatings
Practice for visual determination
of the lightfastness of art materials
by art technologists
Practice for visual evaluation of
the lightfastness of art materials by
the user
Test methods for hydroxypropyl-
cellulose
Test method for evaluating clear
water repellent coatings on wood
Practice for assessing the solvent
resistance of organic coatings
using solvent rubs
Test methods for volatile content
of radiation curable materials
Test methods for viscosity of
materials by a falling needle
viscometer
Practice for testing biofouling
resistance of marine coatings
partially immersed
Guide for developing a training
program for coating work
inspectors in nuclear facilities
Test methods for heat resistance
of polymer linings for flue gas
desulfurization systems
Test method for determining
extractability of metals from art
materials
655
Продолжение
Номер
стандарта ASTM
D5531-05
D5588-97
D5589-97
D5590-00
D5618-94
D5661-95
D5682-95
D5702-02
D5703-95
D5722-03
D5723-95
D5724-06
Наименование стандарта
Руководство по подготовке,
поддержанию и распространению
стандартов на физические продукты по цвету
и геометрии покрытий
Краски, полупродукты, окрашенные
поверхности. Метод определения
стойкости к микробному воздействию
Пленки краски и подобные покрытия.
Метод определения стойкости к
воздействию алгала
Покрытия лакокрасочные.
Ускоренный метод определения стойкости к
грибкам наложением на четыре
недели пасты агара
Метод измерения силы сцепления
при сдвиге
Метод определения относительной
растворимости нефтяных смазочных
масел (РКР метод)
Краски жидкие и подобные
материалы. Методы определения
электропроводности
Пленки покрытия. Руководство по
отбору проб на месте для анализа на
содержание тяжелых металлов
Каменная кладка из кирпичей (из
глины). Способ предварительной
очистки поверхности
Гипсокартон с заводским
покрытием. Руководство по проведению
ускоренных испытаний на
воздействие окружающей атмосферы с
использованием
концентрированного природного солнечного света и
цикла смачивания-замораживания-
оттаивания
Руководство по определению массы
хроматной обработки металлических
подложек. Метод рентгеновской
флюоресценции
Гуашь художественная. Технические
требования
Guide for preparation,
maintenance, and distribution of physical
product standards for color and
geometric appearance of coatings
Test method for determination of
the microbial condition of paint,
paint raw materials, and plant
areas
Test method for determining the
resistance of paint films and
related coatings to algal defacement
Test method for determining
the resistance of paint films and
related coatings to fungal
defacement by accelerated four-week
agar plate assay
Test method for measurement of
barnacle adhesion strength in shear
Test method for relative solvency
of petroleum oils by the PK.P
method
Test methods for electrical
resistivity of liquid paint and related
materials
Practice for field sampling of
coating films for analysis for heavy
metals
Practice for preparatory surface
cleaning for clay brick masonry
Practice for performing
accelerated outdoor weathering of factory-
coated embossed hardboard using
concentrated natural sunlight and a
soak-freeze-thaw procedure
Practice for determination of
chromium treatment weight on metal
substrates by X-ray fluorescence
Specification for gouache paints
656
Продолжение
Номер
стандарта ASTM
D5767-95
D5768-02
D5794-95
D5795-95
D5796-03
D5860-95
D5861-95
D5894-05
D5895-03
D5896-96
D5897-96
Наименование стандарта
Покрытия лакокрасочные блестящие.
Метод инструментального
определения четкости отражения
Масло таловое. Метод определения
йодного числа жирных кислот
Покрытия катодные. Руководство по
определению анионов методом
ионной хроматографии
Окрашенные деревянные
поверхности и подобные деревянные изделия.
Определение влагопоглощения в
приборе Кобба
Системы покрытий, нанесенные
методом койл-коутинг. Методы нераз-
рушающего определения толщины
сухой пленки
Метод оценки влияния
водоотталкивающих обработок на устойчивость к
замораживанию-оттаиванию
образцов раствора цемента, твердеющего
в воде
Покрытия порошковые. Руководство
по определению размера частиц
порошка
Металл окрашенный. Методы
циклических испытаний соляной туман /
ультрафиолетовое облучение
(альтернативная выдержка — туман / камера
влажности и ультрафиолетовое
излучение / камера конденсации)
Покрытия органические. Метод
определения времени сушки после
окрашивания или восстановления
покрытия с применением механических
приборов
Целлюлозные материалы. Метод
определения распределения карбоги-
драта
Метод определения процента гидрок-
сила на эфиры целлюлозы потенцио-
метрическим титрованием
(альтернативный метод)
Test methods for instrumental
measurement of distinctness-of-
image gloss of coating surfaces
Test method for determination of
iodine value of tall oil fatty acids
Guide for determination of anions
in cathodic electrocoat permeates
by ion chromatography
Test method for determination of
liquid water absorption of coated
hardboard and other composite
wood products via Cobb ring
apparatus
Test method for measurement of
dry film thickness of thin-film
coil-coated systems by destructive
means using a boring device
Test method for evaluation of the
effect of water repellent treatments
on freeze-thaw resistance of
hydraulic cement mortar specimens
Guide for significance of particle
size measurements of coating
powders
Practice for cyclic salt fog/UV
exposure of painted metal,
(alternating exposures in a fog/dry cabinet
and a UV/condensation cabinet)
Test methods for evaluating drying
or curing during film formation of
organic coatings using mechanical
recorders
Test method for carbohydrate
distribution of cellulosic materials
Test method for determination
of percent hydroxyl on cellulose
esters by potentiometric titration\
malternative method
657
Продолжение
Номер
стандарта ASTM
D5909-96
D5910-05
D5913-96
D5958-99
D5959-96
D5962-96
D5965-02
D5974-00
D6037-96
D6038-05
D6.073-96
D6090-99
D6093-97
Наименование стандарта
Печатные краски, отверждаемые
окислением. Метод определения
времени высушивания по скваленовой
устойчивости
Эмульсии полимеров. Определение
свободного формальдегида методом
жидкостной хроматографии
Кисти для красок. Метод
определения очищаемости
Печатные краски на масляной основе.
Руководство по подготовке растворов
смол
Кисти для красок. Метод
определения плотности волокон
Руководство по поддержанию
^сертифицированных покрытий (красок)
в областях уровня I атомных
электростанций
Покрытия порошковые. Методы
определения плотности порошков
Масло таловое. Методы определения
жирных и канифольных кислот с
применением капиллярной газовой
хроматографии
Покрытия с высоким глянцем. Метод
определения сопротивления сухому
истирающему удару
Метод определения
совместимости смесей смола/растворитель по
температуре осаждения (температура
помутнения)
Краски печатные термоотверждае-
мые. Метод определения
относительной стабилизации с помощью тестера
sinvatrol
Смолы. Метод определения точки
размягчения (чашка и шарик Метт-
лера)
Покрытия прозрачные или
пигментированные. Метод определения
объемного процента нелетучего материала
с использованием гелиевого газового
|пикнометра
Test method for drying time of
oxidative-drying printing inks by
squalene resistance
Test method for determination of
free formaldehyde in emulsion
polymers by liquid
chromatography
Test method for evaluation of
cleanability of paint brashes
Practices for preparation of oil-
based ink resin solutions
Test method for bulk density of
level paintbrush filaments
Guide for maintaining unqualified
coatings (paints) within level I
areas of a nuclear power facility
Test methods for specific gravity
of coating powders
Test methods for fatty and rosin
acids in tall oil fractionation
products by capillary gas
chromatography
Test methods for dry abrasion mar
resistance of high gloss coatings
Test methods for determining the
compatibility of resin/solvent
mixtures by precipitation temperature
(cloud point)
Test method for relative setting of
heatset printing inks by the
sinvatrol tester
Test method for softening point
resins (Mettler cup and ball
method)
Test method for percent volume
nonvolatile matter in clear or
pigmented coatings using a helium
gas pycnometer
658
Продолжение
Номер
стандарта ASTM
D6131-97
D6132-04
D6133-02
D6137-97
D6165-97
D6166-97
D6188-97
D6189-97
D6191-97
D6206-03
D6237-03
D6266-00
Наименование стандарта
Пигменты диоксида титана. Метод
оценки относительного оттенка
Покрытия органические. Метод
неразрушающего измерения
толщины сухой пленки с использованием
ультразвукового прибора
Краски на основе растворителя или
на водной основе, покрытия, смолы и
сырье. Метод определения
содержания ацетона, хлорбензотрифторида,
метилацетата или бутилацетата путем
прямого впрыскивания в газовый
хроматограф
Футеровки полимерные. Метод
определения устойчивости к воздействию
серной кислоты систем десульфура-
ции топочного газа
Краски, краски печатные и подобные
продукты. Руководство по
сравнению, определению и идентификации
запахов
Морское имущество и подобные
продукты. Методы определения цвета
(инструментальное определение
цветов по шкале Гарднера)
Целлюлоза. Метод определения
вязкости падением медно-аммиачного
шарика
Покрытия органические. Способ
оценки эффективности веществ для
химического удаления
Покрытия на водной основе
воздушной сушки. Метод определения
выделения формальдегида
Способ отбора проб пленок покрытий
Руководство для инспекторов по
окрашиванию (бетонные поверхности
и каменная кладка)
Метод определения количества
летучих органических соединений (ЛОС),
выделяющихся из автомобильных
покрытий на водной основе и
подходящих для удаления в контрольном
устройстве (ЛОС) (снижение)
Test method for evaluating the
relative tint undertone of titanium
dioxide pigments
Test method for nondestructive
measurement of dry film thickness
of applied organic coatings using
an ultrasonic gage
Test method for acetone, -chlo-
robenzotrifluoride, methyl acetate
or -butyl acetate content of sol-
ventborne and waterborne paints,
coatings, resins, and raw
materials by direct injection into a gas
chromatograph
Test method for sulfuric acid
resistance of polymer linings for flue
gas desulfurization systems
Guide for the comparison,
detection, and identification of the
odors of paints, inks, and related
materials
Test method for color of naval
stores and related products
(instrumental determination of Gardner
color)
Test method for viscosity of
cellulose by cuprammonium ball fall
Practice for evaluating the
efficiency of chemical removers for
organic coatings
Test method for measurement of
evolved formaldehyde from water
reducible air-dry coatings
Practice for sampling of coating
films
Guide for painting inspectors
(concrete and masonry substrates)
Test method for determining the
amount of volatile organic
compound (VOC) released from
waterborne automotive coatings and
available for removal in a VOC
control device (abatement)
659
Продолжение
Номер
стандарта ASTM
D6267-05
D6279-03
D6280-98
D6336-98
D6337-98
D6386-99
D6387-99
D6419-00
D6438-05
D6440-05
D6441-05
D6442-06
D6486-01
Наименование стандарта
Смолы углеводородные. Метод
определения кажущейся вязкости при
повышенных температурах
Покрытия с высоким глянцем. Метод
определения сопротивления
истиранию
Пигменты цинковые фосфатные.
Технические условия
Разбавители для пигментов.
Руководство по оценке с
использованием модифицированной вакуумной
лопастной мешалки
Руководство по определению
физических характеристик текстильных
тканей для малярных валиков
Изделия железные и стальные,
оцинкованные горячим способом.
Руководство по подготовке перед
окрашиванием
Скипидар и родственные терпеновые
продукты. Определение состава
методом капиллярной газовой
хроматографии
Краски печатные для листовой печати
и офсетные холодного отверждения.
Методы определения содержания
летучих веществ
Краски и покрытия. Определение
содержания ацетона, метилацетата и
парахлоробензотрифторида методом
твердофазной микроэкстракционно-
газовой хроматографии
Углеводородные полимеры.
Терминология
Покрытия порошковые. Метод
измерения укрывистости
Покрытия необрастающие. Метод
определения скорости выделения
меди в искусственной морской воде
Покрытия автомобильные.
Руководство по определения краткосрочного
воздействия рабочих средств
Test method for apparent viscosity
of hydrocarbon resins at elevated
temperatures
Test method for rub abrasion mar
resistance of high gloss coatings
Specification for zinc phosphate
pigments
Practice for evaluation of vehicles
for pigment wetting using a
vacuum modified sigma blade mixer
Practice for physical
characterization of woven paint applicator
fabrics
Practice for preparation of zinc
(hot-dip galvanized) coated iron
and steel product and hardware
surfaces for painting
Test methods for composition of
turpentine and related terpene
products by capillary gas
chromatography
Test method for volatile content of
sheet-fed and coldset web offset
printing inks
Test method for acetone, methyl
acetate, and parachlorobenzotri-
fluoride content of paints, and
coatings by solid phase microex-
traction-gas chromatography
Terminology relating to
hydrocarbon resins
Test methods for measuring the
hiding power of powder coatings
Test method for determination of
copper release rate from antifoul-
ing coatings in substitute ocean
water
Practice for short term vehicle
service exposure of automotive
coatings
660
Продолжение
Номер
стандарта ASTM
D6487-04
D6488-05
D6489-99
D6490-99
D6491-99
D6492-99
D6493-05
D6531-00
D6532-00
D6577-06
D6578-00
D6579-06
Наименование стандарта
Краски печатные. Способ
приготовления красок из пасты раскатыванием
на лабораторной плоскопечатной
машине
Терминология в области проблем
печати
Метод определения поглощения воды
затвердевшим бетоном,
обработанным водоотталкивающим покрытием
Метод определения проникновения
паров воды при обработках,
препятствующих образованию пленок,
используемых на цементирующих
панелях
Окрашенный металл, предварительно
напряженный. Руководство по оценке
устойчивости против старения при
сухом горячем испытании
Покрытия по стали цинковые и
сплавом цинк/алюминий. Руководство по
определению шестивалентного хрома
Смолы углеводородные. Методы
определения температуры
размягчения на автоматическом аппарате с
кольцом и шариком
Краски на водной основе. Метод
определения красящей способности
инструментальным измерением
Цемент, затвердевающий в воде.
Метод оценки влияния
водоотталкивающих обработок на поглощение воды
Руководство по испытанию
промышленных защитных покрытий
Руководство по определению
устойчивости к граффити
Смолы углеводородные и терпено-
вые. Способ определения средних
молекулярных весов и распределения
молекулярных весов методом разме-
роисключающей хроматографии
Practice for preparing prints of
paste printing inks by rollouts on a
laboratory flat-bed press
Terminology relating to print
problems
Test method for determining the
water absorption of hardened
concrete treated with a water repellent
coating
Test method for water vapor
transmission of nonfilm forming
treatments used on cementitious
panels
Practice for evaluation of aging
resistance of prestressed prepainted
metal in a dry heat test
Practice for detection of hexava-
lent chromium on zinc and zinc/
aluminum alloy coated steel
Test methods for softening point of
hydrocarbon resins by automated
ring-and-ball apparatus
Test method for relative tinting
strength of aqueous ink systems by
instrumental measurement
Test method for evaluation of
the effect of clear water repellent
treatments on water absorption of
hydraulic cement mortar
specimens
Guide for testing industrial
protective coatings
Practice for determination of
graffiti resistance
Practice for molecular weight
averages and molecular weight
distribution of hydrocarbon and
terpene resins by size-exclusion
chromatography
661
Продолжение
Номер
стандарта ASTM
D6580-00
D6583-04
D6604-00
D6605-06
D6606-00
D6619-00
D6631-05
D6632-01
D6665-01
D6675-01
D6676-01
D6677-01
D6686-01
D6687-04
Наименование стандарта
Порошковые цинковые пигменты
и отвержденные пленки покрытий,
богатые цинком. Метод определения
содержания металлического цинка
Краски. Метод определения
пористости пленок по поглощению нефти
Смолы углеводородные. Способ
определения температуры
стеклования методом дифференциальной
сканирующей калориметрии
Смолы углеводородные. Способ
определения постоянства цвета после
нагрева
Разбавители и лаки. Метод
определения вязкости и текучести с помощью
вискозиметра Дюка
Руководство по введению пигментов
методом высокоскоростного
рассеяния
Руководство для комитета D01 по
проведению межлабораторного
исследования с целью определения
точности метода испытаний
Краски противообрастающие. Метод
определения общего содержания
меди
Окрашенный металл, предварительно
напряженный. Руководство по оценке
устойчивости против старения при
испытании в кипящей воде
Сталь листовая автомобильная с
органическим покрытием. Руководство
по коррозионному косметическому
испытанию на внешнее воздействие,
ускоренному соляным раствором
Покрытия внешние трубопроводов.
Метод определения катодного
отслаивания при повышенных температурах
с использованием нагрева изнутри
Метод оценки адгезии с помощью
ножа
Покрытия. Метод оценки стойкости к
травлению танином
Разбавители печатных красок и их
компоненты. Руководство по
испытанию
Test method for the determination
of metallic zinc content in both
zinc dust pigment and in cured
films of zinc-rich coatings
Test method for porosity of paint
film by mineral oil absorption
Practice for glass transition
temperatures of hydrocarbon resins by
differential scanning calorimetry
Practice for determining the color
stability of hydrocarbon resins
after heating
Test method for viscosity and yield
of vehicles and varnishes by the
Duke viscometer
Practice for incorporating
pigments by high speed dispersion
Guide for committee D01 for
conducting an interlaboratory study
for the purpose of determining the
precision of a test method
Test method for total copper in
antifouling paints
Practice for evaluation of aging
resistance of pre-stressed prepainted
metal in a boiling water test
Practice for salt-accelerated
outdoor cosmetic corrosion testing
of organic coatings on automotive
sheet steel
Test method for cathodic disbond-
ing of exterior pipeline coatings
at elevated temperatures using
interior heating
Test method for evaluating
adhesion by knife
Test method for evaluation of
tannin stain resistance of coatings
Guide for testing printing ink
vehicles and components thereof
662
Продолжение
Номер
стандарта ASTM
D6688-01
D6695-03
D6736-01
D6737-01
D6762-02
D6763-02
D6801-02
D6846-02
D6886-03
D6887-03
D6899-03
D6900-03
D6901-06
D6902-04
Наименование стандарта
Материалы печатные. Метод
определения относительной стойкости к
жидким химикатам методом сэндвича
Покрытия лакокрасочные и подобные
Руководство по воздействию ксено-
новой дуги
Покрытия латексные. Метод
определения устойчивости к полировке
Кисти. Метод определения объемной
плотности клиновидных волосков
Покрытия, нанесенные распылением.
Метод определения кроющей
способности красок путем визуальной
оценки
Морилки для древесины. Руководство
по испытанию
Материалы художественные. Метод
измерения максимальной
температуры саморазогревания
Руководство по изготовлению оттиска
из пасты печатных красок с
измерителем зазора
Покрытия на водной основе
воздушной сушки с малым содержанием
ЛОС. Определение выделения
летучих органических соединений (ЛОС)
методом газовой хроматографии
Метод определения совместимости
алкида с полимером или растворами
полимеров
Сталь автомобильная окрашенная.
Руководство по лабораторному
циклическому коррозионному
испытанию
Краски латексные. Метод
определения влажной адгезии к глянцевой
поверхности алкидной эмали
Цветные карандаши для рисования.
Технические требования
Покрытия на основе меламин-
формальдегида. Лабораторный метод
измерения формальдегида,
выделяющегося во время отверждения
Test method for relative resistance
of printed matter to liquid
chemicals by a sandwich method
Practice for xenon-arc exposures
of paint and related coatings
Test method for burnish resistance
of latex paints
Test method for bulk density of
tapered paintbrush filaments
Test method for determining the
hiding power of paint by visual
evaluation of spray applied
coatings
Guide for testing exterior wood
stains
Test method for measuring
maximum spontaneous heating
temperature of art materials
Practice for preparing prints of
paste printing inks with a printing
gage
Test method for speciation of
the volatile organic compounds
(VOCs) in low VOC content
waterborne air-dry coatings by gas
chromatograpy
Test method for testing alkyd
compatibility with resin or resin
solutions
Guide for laboratory cyclic
corrosion testing of automotive painted
steel
Test method for wet adhesion
of latex paints to a gloss alkyd
enamel substrate
Specification for artists' colored
pencils
Test method for laboratory
measurement of formaldehyde evolved
during the curing of melamine-
formaldehyde-based coatings
663
Продолжение
Номер
стандарта ASTM
D6904-03
D6905-03
D6906-03
D6942-03
D6943-03
D6944-03
D6957-03
D6989-03
D6990-05
D6991-05
D7054-04
D7055-04
D7072-04
D7073-05
Наименование стандарта
Покрытия наружные, нанесенные на
каменную кладку. Руководство по
определению стойкости к дождю с
ветром
Покрытия органические. Метод
определения эластичности при ударе
Поверхности металлические.
Определение проникновения при титановой
обработки методом рентгеновской
флюоресценции
Метод определения стойкости
волокон целлюлозы в щелочных средах
Покрытия промышленные защитные.
Способ испытаний при погружении
Покрытия отвержденные. Метод
испытания стойкости к термоцикли-
рованию
Руководство по измерению спиралей
в материале кистей для окрашивания
Руководство по приготовлению
растворов полимеров печатных красок
на водной основе
Покрытия морские. Способ оценки
стойкости к биообрастанию и
физических характеристик систем
Покрытия органические. Измерение
внутренних напряжений методом
кронштейна (бруса)
Технические требования к
маркированию вытянутых поверхностей
малярными валиками, применяемых
в Северной Америке
Панели из горячекатаной
углеродистой стали для испытания покрытий.
Руководство по подготовке
(абразивной пескоструйной очисткой)
Покрытия латексные. Способ оценки
ускоренного выцветания
Краски, нанесенные кистью и
валиком. Руководство по нанесению и
| оценке пленок
Practice for resistance to wind-
driven rain for exterior coatings
applied on masonry
Test method for impact flexibility
of organic coatings
Test method for determination of
titanium treatment weight on metal
substrates by X-ray fluorescence
Test method for stability of
cellulose fibers in alkaline
environments
Practice for immersion testing of
industrial protective coatings
Test method for resistance of cured
coatings to thermal cycling
Practice for measuring curl in
paint brush filling material
Practices for preparation of solvent
and water based ink resin solutions
Practice for evaluating biofouling
resistance and physical
performance of marine coating systems
Test method for measurements of
internal stresses in organic
coatings by cantilever (beam) method
Specification for cautionary
labeling of extension poles for use with
paint applicators distributed in
North America
Practice for preparation (by
abrasive blast cleaning) of hot-rolled
carbon steel panels for testing of
coatings
Practice for evaluating accelerated
efflorescence of latex coatings
Guide for application and
evaluation of brush and roller applied
paint films
664
Продолжение
Номер
стандарта ASTM
D7087-05
D7088-04
D7089-06
D7091-05
D7093-04
D7108-05
D7127-05
D7163-05
D7167-05
D7187-05
D7188-05
Наименование стандарта
Испытательные панели с покрытием,
подвергнутые воздействию коррозив-
ной атмосферы. Метод формирования
изображения для измерения
ползучести ржавчины на метках
Покрытия, используемые на
заглубленной в землю каменной кладке.
Руководство по определению
стойкости к гидростатическому давлению
Поверхности из бетона, каменной
кладки и натурального камня.
Руководство по определению
эффективности покрытий анти-граффити при
мытье под давлением
Покрытия немагнитные, нанесенные
на черные металлы, и немагнитные,
непроводящие покрытия, нанесенные
на цветные металлы. Руководство по
неразрушающему измерению
толщины сухой пленки
Тонкие пленки органических
покрытий на стали. Метод определения
формуемости над равнорастянутым
куполом
Руководство по установлению
квалификации специалистов по покрытиям
в ядерной промышленности
Металлическая поверхность после
абразивной очистки. Метод
определения шероховатости с использованием
переносного прибора с иглой
Материалы печатные. Метод
испытания зеркального глянца
Руководство по мониторингу
покрытий и систем футеровки,
предназначенных для обеспечения
безопасности уровня III на работающих
атомных электростанциях
Покрытия лакокрасочные. Метод
определения путем наноцарапания
механизма разрушения при царапине/
ударе
Печатные краски, материалы и
процессы. Терминология
Test method for an imaging
technique to measure rust creepage at
scribe on coated test panels
subjected to corrosive environments
Practice for resistance to
hydrostatic pressure for coatings used in
below grade applications applied
to masonry
Practice for determination of the
effectiveness of anti-graffiti
coating for use on concrete, masonry
and natural stone surfaces by
pressure washing
Practice for nondestructive
measurement of dry film thickness of
nonmagnetic coatings applied to
ferrous metals and nonmagnetic,
nonconductive coatings applied to
non-ferrous metals
Test method for formability of thin
film organic coatings on steel over
a biaxially stretched dome
Guide for establishing
qualifications for a nuclear coatings
specialist
Test method for measurement of
surface roughness of abrasive blast
cleaned metal surfaces using a
portable stylus instrument
Test method for specular gloss of
printed matter
Guide for establishing procedures
to monitor the performance of
safety-related coating service level
III lining systems in an operating
nuclear power plant
Test method for measuring
mechanistic aspects of scratch/
mar behavior of paint coatings by
nanoscratching
Terminology for printing inks,
materials, and processes
665
Продолжение
Номер
стандарта ASTM
D7189-05
D7190-05
D7195-06
D7230-06
D7232-06
D7234-05
D7244-06
D7271-06
D7306-07
Наименование стандарта
Краски газетные. Метод определения
относительного расхода в милях на
газетной бумаге
Пленки латексных красок.
Руководство по оценке выщелачивания
водорастворимых материалов
Руководство по протоколу
установления технических требований на цвет
для материалов
Руководство по оценке полимерных
футеровочных систем на
металлических поверхностях, погружаемых в
воду, при уровне обслуживания
поверхности III
Покрытия. Метод экспресс-анализа
содержания нелетучих веществ по
потере веса
Покрытия на бетоне. Метод
определения адгезии на отрыв с
использованием адгезионных приборов
Метод определения относительного
отверждения энергетически отвер-
ждаемых типографских красок и
покрытий
Разбавители для пастообразных
красок. Метод испытания вязко-
эластичных свойств с
использованием колебательного реометра
Краски латексные. Руководство по
испытанию низкотемпературного
пленкообразования визуальным
наблюдением
Test method for relative mileage of
news ink on newsprint
Practice to evaluate leaching of
water-soluble materials from latex
paint films
Guide for protocol for setting color
specifications for a material
Guide for evaluating polymeric
lining systems for water
immersion in coating service level III
safety-related applications on
metal substrates
Test method for rapid
determination of the nonvolatile content of
coatings by loss in weight
Test method for pull-off adhesion
strength of coatings on concrete
using portable pull-off adhesion
testers
Test method for relative cure of
energy-cured inks and coatings
Test method for viscoelastic
properties of paste ink vehicle using an
oscillatory rheometer
Standard practice for testing low
temperature film-formation of
latex paints by visual observation
Стандарты других технических комитетов ASTM
Е1610-02
Е1645-01
Е1729-05
Краски. Руководство по судебно-
медицинскому анализу и сравнению
Краски. Руководство по подготовке
проб сухих пленок при нагреве или
микроволновым нагревом для
последующего определения свинца
Покрытия лакокрасочные.
Руководство по отбору проб сухих пленок на
месте для последующего
определения свинца
Standard guide for forensic paint
analysis and comparison
Standard practice for the
preparation of dried paint samples by
hotplate or microwave digestion
for subsequent lead analysis
Standard practice for field
collection of dried paint samples for
subsequent lead determination
666
Окончание
Номер
стандарта ASTM
Е1753-04
Е1979-04
Е2051 -01
Е2119-00
Е2120-00
F502-02
F718-07
F940-99
F941-99
F1130-99
Наименование стандарта
Краски. Руководство по применению
наборов реактивов для качественного
местного определения свинца в сухих
пленках
Руководство по ультразвуковой
экстракции краски, пыли, почвы и
воздушных проб для последующего
определения свинца
Руководство по определению
свинца в краске, осевшей пыли, почве
и в частицах воздуха портативным
электроанализом
Руководство по системам качества
при поведении на месте
определения содержания свинца в краске или
других покрытиях, с применением
портативного рентгеновского
флуоресцентного прибора
Руководство по применению
портативного рентгеновского
флуоресцентного спектрометра для определения
свинца в пленках краски
Поверхности окрашенные
авиационные. Метод определения очищаемо-
сти и стойкости к рабочим
материалам
Стандартная спецификация
продукта/процедуры для судостроителей и
морских красок и покрытий
Покрытия лакокрасочные защитные
для морских конструкций и
судостроения. Руководство по контролю
качества нанесения
Поверхности для эксплуатации в
морских условиях. Контроль качества
подготовки перед окрашиванием и
при нанесении покрытий
Судовые системы покрытий.
Руководство по проверке
Standard practice for use of
qualitative chemical spot test kits for
detection of lead in dry paint films
Standard practice for ultrasonic
extraction of paint, dust, soil, and
air samples for subsequent
determination of lead
Standard practice for the
determination of lead in paint, settled dust,
soil and air particulate by field-
portable electroanalysis
Standard practice for quality
systems for conducting in situ
measurements of lead content in
paint or other coatings using field-
portable x-ray fluorescence (XRF)
devices
Standard practice for the
performance evaluation of the portable
X-ray fluorescence spectrometer
for the measurement of lead in
paint films
Standard test method for effects
of cleaning and chemical
maintenance materials on painted aircraft
surfaces
Standard for shipbuilders and
marine paints and coatings product/
procedure data sheet
Standard practice for quality
control receipt inspection procedures
for protective coatings (paint),
used in marine construction and
shipbuilding
Standard practice for inspection
of marine surface preparation and
coating application
Standard practice for inspecting
the coating system of a ship
667
ПРИЛОЖЕНИЕ 3
ПЕРЕЧЕНЬ ЕВРОПЕЙСКИХ СТАНДАРТОВ
Номер стандарта Наименование стандарта
Европейские стандарты
EN 456:1991
EN 927-1:1996
EN 927-2:2006
EN 927-3:2006
EN 927-5:2006
EN 927-6:2006
EN 1062-1:2004
Лаки, краски и подобные
продукты. Определение
температуры вспышки. Ускоренный
равновесный метод в закрытом тигле
Лаки и краски. Покрывные
материалы и системы покрытий
для деревянных поверхностей
наружного применения. Часть 1.
Классификация и выбор
Лаки и краски. Покрывные
материалы и системы покрытий
для деревянных поверхностей
наружного применения. Часть 2.
Эксплуатационные
характеристики
Лаки и краски. Покрывные
материалы и системы покрытий
для деревянных поверхностей
наружного применения. Часть 3.
Испытания в натурных условиях
Лаки и краски. Покрывные
материалы и системы покрытий
для деревянных поверхностей
наружного применения. Часть
5. Оценка проницаемости паров
воды
Лаки и краски. Покрывные
материалы и системы покрытий
для деревянных поверхностей
наружного применения. Часть 6.
Выдержка покрытий на
деревянных поверхностях в
искусственных атмосферных условиях с
применением флуоресцентных
ультрафиолетовых ламп и воды
Лаки и краски. Покрывные
материалы и системы покрытий для
наружных каменных и бетонных
поверхностей. Часть 1.
Классификация
Paints, varnishes and related
products — Determination of
flashpoint — Rapid
equilibrium method (ISO 3679:1983,
modified)
Paints and varnishes —
Coating materials and coating
systems for exterior wood — Part
1: Classification and selection
Paints and varnishes —
Coating materials and coating
systems for exterior wood — Part
2: Performance specification
Paints and varnishes —
Coating materials and coating
systems for exterior wood — Part
3: Natural weathering test
Paints and varnishes —
Coating materials and coating
systems for exterior wood — Part
5: Assessment of the liquid
water permeability
Paints and varnishes —
Coating materials and coating
systems for exterior wood — Part
6: Exposure of wood coatings
to artificial weathering using
fluorescent UV lamps and
water
Paints and varnishes —
Coating materials and coating
systems for exterior masonry
and concrete — Part 1:
Classification
668
Продолжение
Номер стандарта
EN 1062-3:1998
EN 1062-6:2002
EN 1062-7:2004
EN 1062-11:2002
EN 12206-1:2004
EN 13300:2001
EN 13438:2005
EN 13523-0:2001
EN 13523-1:2001
Наименование стандарта
Лаки и краски. Покрывные
материалы и системы покрытий для
наружных каменных и бетонных
поверхностей. Часть 3.
Определение и классификация степени
проникновения воды
(проницаемость)
Лаки и краски. Покрывные
материалы и системы покрытий для
наружных каменных и бетонных
поверхностей. Часть 6.
Определение проницаемости двуокиси
углерода
Лаки и краски. Покрывные
материалы и системы покрытий для
наружных каменных и бетонных
поверхностей. Часть 7.
Определение способности
закупоривания трещин
Лаки и краски. Покрывные
материалы и системы покрытий для
наружных каменных и бетонных
поверхностей. Часть 11. Методы
выдержки перед испытаниями
Лаки и краски. Покрытия для
алюминия и алюминиевых
сплавов для строительного
применения. Часть 1. Нанесение
покрытия из порошковых материалов
Лаки и краски. Покрывные
материалы и системы покрытий на
водной основе для внутренних
стен и потолков. Классификация
Лаки и краски. Порошковые
органические покрытия для
оцинкованных или шерардизованных
стальных изделий,
используемых в строительстве
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 0. Общее введение и
перечень методов испытаний
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 1. Толщина покрытия
Paints and varnishes —
Coating materials and coating
systems for exterior masonry
and concrete — Part 3:
Determination and classification of
liquid-water transmission rate
(permeability)
Paints and varnishes —
Coating materials and coating
systems for exterior masonry
and concrete — Part 6:
Determination of carbon dioxide
permeability
Paints and varnishes —
Coating materials and coating
systems for exterior masonry
and concrete — Part 7:
Determination of crack bridging
properties
Paints and varnishes —
Coating materials and coating
systems for exterior masonry and
concrete — Part 11: Methods
of conditioning before testing
Paints and varnishes —
Coating of aluminium and
aluminium alloys for architectural
purposes — Part 1: Coatings
prepared from coating powder
Paints and varnishes — Water-
borne coating materials and
coating systems for interior
walls and ceilings —
Classification
Paints and varnishes —
Powder organic coatings for
galvanized or sherardised
steel products for construction
purposes
Coil coated metals — Test
methods — Part 0: General
introduction and list of test
methods
Coil coated metals — Test
methods — Part 1: Coating
thickness
669
Продолжение
Номер стандарта
EN 13523-2:2001
EN 13523-3:2001
EN 13523-4:2001
EN 13523-5:2001
EN 13523-6:2002
EN 13523-7:2001
EN 13523-8:2002
EN 13523-9:2001
EN 13523-10:2001
EN 13523-11:2004
EN 13523-12:2004
Наименование стандарта
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 2. Отражающая
способность
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 3. Цветовое различие.
Инструментальное сравнение
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 4. Твердость по карандашу
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 5. Стойкость к быстрой
деформации (испытание ударом)
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 6. Адгезия после надреза
(испытание на вытяжку)
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 7. Стойкость к трещи-
нообразованию при изгибе
(Т-образный изгиб)
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 8. Стойкость соляному
туману
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 9. Стойкость к
погружению в воду
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 10. Стойкость к
флуоресцентному ультрафиолетовому
излучению и к конденсации
влаги
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 11. Стойкость к
растворителям (испытание на натирание)
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 12. Стойкость к
царапанию
Coil coated metals — Test
methods — Part 2: Specular
gloss
Coil coated metals — Test
methods — Part 3: Colour
difference — Instrumental
comparison
Coil coated metals — Test
methods — Part 4: Pencil
hardness
Coil coated metals — Test
methods — Part 5: Resistance
to rapid deformation (impact
test)
Coil coated metals — Test
methods — Part 6: Adhesion
after indentation (cupping test)
Coil coated metals — Test
methods — Part 7: Resistance
to cfacking on bending (T-
bend test)
Coil coated metals — Test
methods — Part 8: Resistance
to salt spray (fog)
Coil coated metals — Test
methods — Part 9: Resistance
to water immersion
Coil coated metals — Test
methods — Part 10: Resistance
to fluorescent UV light and
water condensation
Coil coated metals — Test
methods — Part 11: Resistance
to solvents (rubbing test)
Coil coated metals — Test
methods — Part 12: Resistance
to scratching
670
Продолжение
Номер стандарта
EN 13523-13:2001
EN 13523-14:2001
EN 13523-15:2002
EN 13523-16:2004
EN 13523-17:2004
EN 13523-18:2002
EN 13523-19:2004
EN 13523-20:2004
EN 13523-21:2003
EN 13523-22:2003
EN 13523-23:2002
EN 13523-24:2004
Наименование стандарта
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 13. Стойкость
ускоренному старению при нагреве
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 14. Отслаивание (метод
Гельмена)
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 15. Метамерия
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 16. Стойкость к
истиранию
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 17. Адгезия удаляемых
пленок
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 18. Стойкость к
образованию пятнистых покрытий
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 19. Стойкость к коррозии
пятнами
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 20. Адгезия к пене
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 21. Оценка панелей,
испытываемых в атмосфере
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 22. Цветовое различие.
Визуальное сравнение
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 23. Цветовая стойкость во
влажных атмосферах,
содержащих диоксид серы
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 24. Стойкость к слипанию
и загрязнению при давлении
Coil coated metals — Test
methods — Part 13: Resistance
to accelerated ageing by the
use of heat
Coil coated metals — Test
methods — Part 14: Chalking
(Helmen method)
Coil coated metals — Test
methods — Part 15:
Metamerism
Coil coated metals — Test
methods — Part 16: Resistance
to abrasion
Coil coated metals — Test
methods — Part 17: Adhesion
of strippable films
Coil coated metals — Test
methods — Part 18: Resistance
to staining
Coil coated metals — Test
methods — Part 19: Panel
design and method of
atmospheric exposure testing
Coil coated metals — Test
methods — Part 20: Foam
adhesion
Coil coated metals — Test
methods — Part 21:
Evaluation of outdoor exposed panels
Coil coated metals — Test
methods — Part 22: Colour
difference — Visual
comparison
Coil coated metals — Test
methods — Part 23: Colour
stability in humid atmospheres
containing sulfur dioxide
Coil coated metals — Test
methods — Part 24:
Resistance to blocking and pressure
marking
671
Продолжение
Номер стандарта
EN 13523-25:2006
EN 13523-26:2006
EN 15060:2006
EN 23270:1991
EN 24624:1992
EN 29117:1992
EN ISO 150:2007
EN ISO 591-1:2000
EN ISO 787-2:1995
EN ISO 787-3:2000
EN ISO 787-5:1995
Наименование стандарта
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 25. Стойкость к влажности
Рулонный металлопрокат с
покрытием. Методы испытаний.
Часть 26. Стойкость к
конденсации воды
Лаки и краски. Руководство по
классификации и выбору систем
покрытий для материалов на
основе дерева для внутреннего
применения
Лаки, краски и сырье для них.
Температура и влажность для
кондиционирования и
испытаний
Лаки и краски. Испытание
методом отрыва
Лаки и краски. Определение
полного времени высыхания и
состояния при полном
высыхании. Метод испытаний
Масло льняное сырое
рафинированное и олифа льняная для
лаков и красок. Технические
требования и методы испытаний
Двуокись титана пигментная для
красок. Часть 1. Технические
требования и методы испытаний
Общие методы испытаний для
пигментов и наполнителей.
Часть 2. Определение летучего
вещества при 105°С
Общие методы испытаний
пигментов и наполнителей. Часть
3. Определение содержания
веществ, растворимых в воде.
Метод горячей экстракции
Общие методы испытаний
пигментов и наполнителей. Часть 5.
Определение показателя
поглощения масла
Coil coated metals — Test
methods — Part 25: Resistance
to humidity
Coil coated metals — Test
methods — Part 26: Resistance
to condensation of water
Paints and varnishes — Guide
for the classification and
selection of coating systems
for wood based materials in
furniture for interior use
Paints and varnishes and
their raw materials —
Temperatures and humidities for
conditioning and testing (ISO
3270:1984)
Paints and varnishes — Pull-
off test (ISO 4624:1978)
Paints and varnishes —
Determination of through-dry state
and through-dry time —
Method of test (ISO 9117:1990)
Raw, refined and boiled linseed
oil for paints and varnishes —
Specifications and methods of
test (ISO 150:2006)
Titanium dioxide pigments
for paints — Part 1:
Specifications and methods of test (ISO
591-1:2000)
General methods of test for
pigments and extenders — Part
2: Determination of matter
volatile at 105 degrees С (ISO
787-2:1981)
General methods of test for
pigments and extenders — Part
3: Determination of matter
soluble in water — Hot
extraction method (ISO 787-3:2000)
General methods of test for
pigments and extenders — Part
5: Determination of oil
absorption value (ISO 787-5:1980)
672
Продолжение
Номер стандарта
EN ISO 787-8:2000
EN ISO 787-9:1995
EN ISO 787-10:1995
EN ISO 787-11:1995
EN ISO 787-13:2002
EN ISO 787-14:2002
EN ISO 787-15:1995
EN ISO 787-16:1995
Наименование стандарта
Общие методы испытаний
пигментов и наполнителей. Часть
8. Определение содержания
веществ, растворимых в воде.
Метод холодной экстракции
Общие методы испытаний
пигментов и наполнителей. Часть 9.
Определение рН водной
суспензии
Общие методы испытаний
пигментов и наполнителей. Часть
10. Определение плотности с
помощью пикнометра
Общие методы испытаний
пигментов и наполнителей.
Часть 11. Определение объема
и кажущейся плотности после
уплотнения
Общие методы испытаний
пигментов и наполнителей. Часть
13. Определение сульфатов,
хлоридов и нитратов,
растворимых в воде
Общие методы испытаний
пигментов и наполнителей. Часть
14. Метод определения удельной
электропроводности водной
вытяжки
Общие методы испытаний
пигментов и наполнителей. Часть
15. Сравнение светостойкости
цветных пигментов аналогичных
типов
Общие методы испытаний
пигментов и наполнителей. Часть
16. Определение относительной
прочности окраски (или
эквивалентной красящей
способности) и снижения интенсивности
окраски цветных пигментов.
Визуальный метод сравнения
General methods of test
for pigments and
extenders — Part 8: Determination
of matter soluble in water —
Cold extraction method (ISO
787-8:2000)
General methods of test for
pigments and extenders — Part
9: Determination of pH value
of aqueous suspension (ISO
787-9:1981)
General methods of test for
pigments and extenders — Part
10: Determination of density
— Pycnometer method (ISO
787-10:1993)
General methods of test for
pigments and extenders —
Part 11: Determination of
tamped volume and apparent
density after tamping (ISO
787-11:1981)
General methods of test for
pigments and extenders — Part
13: Determination of water-
soluble sulfates, chlorides and
nitrates (ISO 787-13:2002)
General methods of test for
pigments and extenders — Part
14: Determination of
resistivity of aqueous extract (ISO
787-14:2002)
General methods of test
for pigments and extenders
— Part 15: Comparison of
resistance to light of coloured
pigments of similar types (ISO
787-15:1986)
General methods of test for
pigments and extenders — Part
16: Determination of relative
tinting strength (or equivalent
colouring value) and colour on
reduction of coloured pigments
— Visual comparison method
(ISO 787-16:1986)
673
Продолжение
Номер стандарта
EN ISO 787-18:1995
EN ISO 787-19:1995
EN ISO 787-23:1995
EN ISO 787-24:1995
EN ISO 787-25:2006
EN ISO 1513:1994
EN ISO 1514:2004
EN ISO 1517:1995
EN ISO 1518:2000
EN ISO 1519:2002
Наименование стандарта
Общие методы испытаний
пигментов и наполнителей. Часть
18. Определение остатка на сите.
Механическая продувка
Общие методы испытаний
пигментов и наполнителей. Часть
19. Метод определения
содержания водорастворимых нитратов
(метод салициловой кислоты)
Общие методы испытаний
пигментов и наполнителей. Часть
23. Определение плотности (с
применением центрифуги для
удаления вовлеченного воздуха)
Общие методы испытаний
пигментов и наполнителей. Часть
24. Определение относительной
красящей способности цветных
пигментов и относительной
рассеивающей способности белых
пигментов. Фотометрические
методы
Общие методы испытаний
пигментов и наполнителей. Часть
25. Сравнение цвета в системах
полного оттенка, белых, черных
и цветных пигментов.
Колориметрический метод
Лаки и краски. Исследование
и приготовление образцов для
испытаний
Лаки и краски. Стандартные
пластины для испытаний
Лаки и краски. Метод
определения высыхания. Метод Балло-
тини
Лаки и краски. Метод
определения стойкости к царапанию
Лаки и краски. Испытание на
изгиб (цилиндрический стержень)
General methods of test for
pigments and extenders —
Part 18: Determination of
residue on sieve —
Mechanical flushing procedure (ISO
787-18:1983)
General methods of test for
pigments — Part 19:
Determination of water-soluble nitrates
(Salicyclic acid method) (ISO
787-19:1974)
General method of tests for
pigments and extenders —
Part 23: Determination of
density (using a centrifuge to
remove entrained air) (ISO
787-23:1979)
General method of tests for
pigments and extenders — Part
24: Determination of relative
tinting strength of coloured
pigments and relative
scattering power of white pigments
— Photometric methods (ISO
787-24:1985)
General methods of test for
pigments and extenders — Part
25: Comparison of the colour,
in full-shade systems, of white,
black and coloured pigments
— Colorimetric method (ISO
787-25:1993)
Paints and varnishes —
Examination and preparation
of samples for testing (ISO
1513:1992)
Paints and varnishes —
Standard panels for testing (ISO
1514:2004)
Paints and varnishes —
Surface-drying test — Ballotini
method (ISO 1517:1973)
Paints and varnishes —
Scratch test (ISO 1518:1992)
Paints and varnishes — Bend
test (cylindrical mandrel) (ISO
1519:2002)
674
Продолжение
Номер стандарта
EN ISO 1520:2006
EN ISO 1522:2006
EN ISO 1524:2002
EN ISO 2409:2007
EN ISO 2431:1996
EN ISO 2495:2000
EN ISO 2808:2007
EN ISO 2810:2004
EN ISO 2811-1:2001
EN ISO 2811-2:2001
EN ISO 2811-3:2001
EN ISO 2811-4:2001
EN ISO 2812-1:2007
Наименование стандарта
Лаки и краски. Испытание на
вытяжку
Лаки и краски. Испытание на
затухающем маятнике
Лаки, краски и чернила для
печати. Определение тонкости
помола
Лаки и краски. Испытание
решетчатыми надрезами
Лаки и краски. Определение
времени истечения с
использованием воронок
Лазурь железная пигментная.
Технические требования и
методы испытаний
Лаки и краски. Определение
толщины пленки
Лаки и краски. Испытание
покрытий на влияние
атмосферных воздействий. Экспозиция и
оценка
Лаки и краски. Определение
плотности. Часть 1. Пикноме-
трический метод
Лаки и краски. Определение
плотности. Часть 2. Метод
погружения
Лаки и краски. Определение
плотности. Часть 3.
Колебательный метод
Лаки и краски. Определение
плотности. Часть 4. Метод
давления
Лаки и краски. Определение
устойчивости к воздействию
жидкостей. Часть 1. Общие
методы
Paints and varnishes —
Cupping test (ISO 1520:2006)
Paints and varnishes —
Pendulum damping test (ISO
1522:2006)
Paints, varnishes and printing
inks — Determination of
fineness of grind (ISO 1524:2000)
Paints and varnishes —
Crosscut test (ISO 2409:2007)
Paints and varnishes —
Determination of flow time by use
of flow cups (ISO 2431:1993)
Iron blue pigments —
Specifications and methods of test
(ISO 2495:1995)
Paints and varnishes —
Determination of film thickness
(ISO 2808:2007)
Paints and varnishes —
Natural weathering of coatings —
Exposure and assessment (ISO
2810:2004)
Paints and varnishes —
Determination of density — Part
1: Pyknometer method (ISO
2811-1:1997)
Paints and varnishes —
Determination of density — Part
2: Immersed body (plummet)
method (ISO 2811-2:1997)
Paints and varnishes —
Determination of density — Part
3: Oscillation method (ISO
2811-3:1997)
Paints and varnishes —
Determination of density — Part
4: Pressure cup method (ISO
2811-4:1997)
Paints and varnishes —
Determination of resistance to
liquids — Part 1: Immersion in
liquids other than water (ISO
2812-1:2007)
675
Продолжение
Номер стандарта
EN ISO 2812-2:2007
EN ISO 2812-3:2007
EN ISO 2812-4:2007
EN ISO 2812-5:2007
EN ISO 2813:1999
EN ISO 2814:2006
EN ISO 2815:2003
EN ISO 2884-1:2006
EN ISO 2884-2:2006
Наименование стандарта
Лаки и краски. Метод
определения устойчивости к воздействию
жидкостей. Часть 2. Метод
погружения в воду
Лаки и краски. Определение
устойчивости к воздействию
жидкостей. Часть 3. Метод с
применением абсорбирующей
среды
Лаки и краски. Метод
определения устойчивости к воздействию
жидкостей. Часть 4. Метод
неравномерности цвета
Лаки и краски. Метод
определения устойчивости к воздействию
жидкостей. Часть 5. Метод печи
с температурным градиентом
Лаки и краски. Определение
зеркального глянца
неметаллических пленок красок под углом
20°, 60° и 85°
Лаки и краски. Метод сравнения
коэффициента контрастности
(укрывистости) красок одного
типа и цвета
Лаки и краски. Метод
определения сопротивления вдавливанию
по Бухгольцу
Лаки и краски. Определение
вязкости с применением
вращающегося вискозиметра. Часть
1. Применение
плоскоконического вискозиметра при высокой
скорости сдвига
Лаки и краски. Определение
вязкости с применением
вращающегося вискозиметра. Часть
2. Применение дискового или
шарикового вискозиметра при
| одноразовой заданной скорости
Paints and varnishes —
Determination of resistance
to liquids — Part 2: Water
immersion method (ISO
2812-2:2007)
Paints and varnishes —
Determination of resistance to
liquids — Part 3: Method
using an absorbent medium (ISO
2812-3:2007)
Paints and varnishes —
Determination of resistance to
liquids — Part 4: Spotting
methods (ISO 2812-4:2007)
Paints and varnishes —
Determination of resistance to
liquids — Part 5: Temperature-
gradient oven method (ISO
2812-5:2007)
Paints and varnishes —
Determination of specular gloss of
non-metallic paint films at 20°,
60° and 85° (ISO 2813:1994)
Paints and varnishes —
Comparison of contrast ratio
(hiding power) of paints of
the same type and colour (ISO
2814:1973)
Paints and varnishes — Bu-
chholz indentation test (ISO
2815:2003)
Paints and varnishes —
Determination of viscosity using
rotary viscometers — Part 1:
Cone-and-plate viscometer
operated at a high rate of shear
(ISO 2884-1:1999)
Paints and varnishes —
Determination of viscosity using
rotary viscometers — Part 2:
Disc or ball viscometer
operated at a specified speed (ISO
2884-2:2003)
676
Продолжение
Номер стандарта
EN ISO 3219:1994
EN ISO 3231:1997
EN ISO 3248:2000
EN ISO 3251:2003
EN ISO 3262-1:1998
EN ISO 3262-2:1998
EN ISO 3262-3:1998
EN ISO 3262-4:1998
EN ISO 3262-5:1998
EN ISO 3262-6:1998
Наименование стандарта
Пластмассы. Полимеры/смолы в
жидком состоянии в виде
эмульсии или дисперсии.
Определение вязкости с применением
вращающегося вискозиметра с
заданным числом сдвига
Лаки и краски. Метод
определения устойчивости покрытий во
влажной атмосфере, содержащей
двуокись серы
Лаки и краски. Определение
теплового воздействия
Лаки, краски и пластики.
Определение содержания нелетучих
веществ
Наполнители для красок.
Технические требования и методы
испытаний. Часть 1. Введение и
общие методы испытаний
Наполнители для красок.
Технические требования и методы
испытаний. Часть 2. Бариты
(природный сульфат бария)
Наполнители для красок.
Технические требования и методы
испытаний. Часть 3. Белый осадок
Наполнители для красок.
Технические требования и методы
испытаний. Часть 4. Мел
Наполнители для красок
Технические требования и методы
испытаний. Часть 5. Природный
карбонат кальция
кристаллический
Наполнители для красок.
Технические требования и методы
испытаний. Часть 6. Осажденный
карбонат кальция
Plastics — Polymers/resins in
the liquid state or as emulsions
or dispersions —
Determination of viscosity using a
rotational viscometer with denned
shear rate (ISO 3219:1993)
Paints and varnishes —
Determination of resistance
to humid atmospheres
containing sulfur dioxide (ISO
3231:1993)
Paints and varnishes —
Determination of the effect of heat
(ISO 3248:1998)
Paints, varnishes and plastics
— Determination of
nonvolatile-matter content (ISO
3251:2003)
Extenders for paints —
Specifications and methods of test
— Part 1: Introduction and
general test methods (ISO
3262-1:1997)
Extenders for paints —
Specifications and methods of test
— Part 2: Baryte (natural
barium sulfate) (ISO 3262-2:1998)
Extenders for paints —
Specifications and methods of test
— Part 3: Blanc fixe (ISO
3262-3:1998)
Extenders for paints —
Specifications and methods of
test — Part 4: Whiting (ISO
3262-4:1998)
Extenders for paints —
Specifications and methods of test
— Part 5: Natural
crystalline calcium carbonate (ISO
3262-5:1998)
Extenders for paints —
Specifications and methods of test
— Part 6: Precipitated calcium
carbonate (ISO 3262-6:1998)
677
Продолжение
Номер стандарта
EN ISO 3262-7:1998
EN ISO 3262-8:1999
EN ISO 3262-9:1998
EN ISO 3262-10:2000
EN ISO 3262-11:2000
EN ISO 3262-12:2001
EN ISO 3262-13:1998
EN ISO 3262-14:2000
EN ISO 3262-15:2000
EN ISO 3262-16:2000
EN ISO 3262-17:2000
Наименование стандарта
Наполнители для красок.
Технические требования и методы
испытаний. Часть 7. Доломит
Наполнители для красок.
Технические требования и методы
испытаний. Часть 8. Природная
глина
Наполнители для красок.
Технические требования и методы
испытаний. Часть 9.
Прокаленная глина
Наполнители для красок.
Технические требования и методы
испытаний. Часть 10.
Природный тальк в чешуйчатой форме,
содержащий хлориты
Наполнители для красок.
Технические требования и методы
испытаний. Часть 11.
Природный тальк в чешуйчатой форме,
содержащий карбонаты
Наполнители для красок.
Технические требования и методы
испытаний. Часть 12. Слюда белая
(мусковит)
Наполнители для красок.
Технические требования и методы
испытаний. Часть 13. Природный
кварц (осадочный)
Наполнители для красок.
Технические требования и методы
испытаний. Часть 14. Кристобалит
Наполнители для красок.
Технические требования и методы
испытаний. Часть 15. Двуокись
кремния аморфная
Наполнители для красок.
Технические требования и методы
испытаний. Часть 16. Гидрат окиси
алюминия
Наполнители для красок.
Технические требования и методы
испытаний. Часть 17. Силикат
кальция осажденный
Extenders for paints —
Specifications and methods of test
— Part 7: Dolomite (ISO
3262-7:1998)
Extenders for paints —
Specifications and methods of test
— Part 8: Natural clay (ISO
3262-8:1999)
Extenders for paints —
Specifications and methods of test
— Part 9: Calcined clay (ISO
3262-9:1997)
Extenders for paints —
Specifications and methods of
test — Part 10: Natural talc/
chlorite in lamellar form (ISO
3262-10:2000)
Extenders for paints —
Specifications and methods of test
— Part 11: Natural talc, in
lamellar form, containing
carbonates (ISO 3262-11:2000)
Extenders for paints —
Specifications and methods of test
— Part 12: Muscovite-type
mica (ISO 3262-12:2001)
Extenders for paints —
Specifications and methods of test
— Part 13: Natural quartz
(ground) (ISO 3262-13:1997)
Extenders for paints —
Specifications and methods of test
— Part 14: Cristobalite (ISO
3262-14:2000)
Extenders for paints —
Specifications and methods of test
— Part 15: Vitreous silica
(ISO 3262-15:2000)
Extenders for paints —
Specifications and methods of test
— Part 16: Aluminium
hydroxides (ISO 3262-16:2000)
Extenders for paints —
Specifications and methods
of test — Part 17:
Precipitated calcium silicate (ISO
13262-17:2000)
678
Продолжение
Номер стандарта
EN ISO 3262-18:2000
EN ISO 3262-19:2000
EN ISO 3262-20:2000
EN ISO 3262-21:2000
EN ISO 3262-22:2001
EN ISO 3549:2002
EN ISO 3668:2001
EN ISO 3678:1995
EN ISO 3679:2004
EN ISO 3680:2004
EN ISO 3681:1998
EN ISO 4617:2000
EN ISO 4618:2006
Наименование стандарта
Наполнители для красок.
Технические требования и методы
испытаний. Часть 18. Силикат
натрия-алюминия осажденный
Наполнители для красок.
Технические требования и методы
испытаний. Часть 19. Двуокись
кремния осажденная
Наполнители для красок.
Технические требования и методы
испытаний. Часть 20. Двуокись
кремния распыленная
Наполнители для красок.
Технические требования и методы
испытаний. Часть 21. Кварцевый
песок (природный неразмолотыи
кварц)
Наполнители для красок.
Технические требования и методы
испытаний. Часть 22. Плавленый
кизельгур
Пигменты на цинковой основе в
порошке. Технические
требования и методы испытаний
Лаки и краски. Визуальный
метод определения цвета красок
Лаки и краски. Метод
испытаний на устойчивость к отпечатку
Определение температуры
вспышки. Ускоренный
равновесный метод в закрытом тигле
Определение
вспышки/отсутствия вспышки. Ускоренный
равновесный метод в закрытом
тигле
Связующие для красок и лаков.
Определение числа омыления.
Титриметрический метод
Лаки и краски. Перечень
эквивалентных терминов
Лаки и краски. Термины и
определения
Extenders for paints —
Specifications and methods of test
— Part 18: Precipitated
sodium aluminium silicate (ISO
3262-18:2000)
Extenders for paints —
Specifications and methods of test
— Part 19: Precipitated silica
(ISO 3262-19:2000)
Extenders for paints —
Specifications and methods of test
— Part 20: Fumed silica (ISO
3262-20:2000)
Extenders for paints —
Specifications and methods
of test — Part 21: Silica sand
(unground natural quartz) (ISO
3262:2000)
Extenders for paints —
Specifications and methods of test
— Part 22: Flux-calcined
kieselguhr (ISO 3262-22:2001)
Zinc dust pigments for paints
— Specifications and test
methods (ISO 3549:1995)
Paints and varnishes — Visual
comparison of the colour of
paints (ISO 3668:1998)
Paints and varnishes — Print-
free test (ISO 3678:1976)
Determination of flash point —
Rapid equilibrium closed cup
method (ISO 3679:2004)
Determination of flash/no flash
— Rapid equilibrium closed
cup method (ISO 3680:2004)
Binders for paints and
varnishes — Determination of
saponification value — Titrimetric
method (ISO 3681:1996)
Paints and varnishes — List
of equivalent terms (ISO
4617:2000)
Paints and varnishes —
Terms and definitions (ISO
4618:2006)
679
Продолжение
Номер стандарта
EN ISO 4622:1994
EN ISO 4623-1:2002
EN ISO 4623-2:2004
EN ISO 4624:2003
EN ISO 4625-1:2006
EN ISO 4625-2:2006
EN ISO 4628-1:2003
EN ISO 4628-2:2003
Наименование стандарта
Лаки и краски. Испытание на
слипаемость под давлением
Лаки и краски. Испытание на
стойкость к нитевидной
коррозии. Часть 1. Стальная подложка
Лаки и краски. Испытание на
стойкость к нитевидной
коррозии Часть 2. Алюминиевая
подложка
Лаки и краски. Определение
адгезии методом отрыва
Связующие для лаков и красок.
Определение температуры
размягчения. Часть 1. Метод кольца
и шарика
Связующие для лаков и красок.
Определение температуры
размягчения. Часть 2. Метод чашки
и шарика
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 1. Основные
принципы и шкалы оценки
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 2. Определение
степени образования пузырей
Paints and varnishes —
Pressure test for stackability (ISO
4622:1992)
Paints and varnishes —
Determination of resistance to
filiform corrosion — Part 1: Steel
substrates (ISO 4623-1:2000)
Paints and varnishes —
Determination of resistance to
filiform corrosion — Part 2:
Aluminium substrates (ISO
4623-2:2003)
Paints and varnishes — Pull-
off test for adhesion (ISO
4624:2002)
Binders for paints and
varnishes — Determination of
softening point — Part 1:
Ring-and-ball method (ISO
4625-1:2004)
Binders for paints and
varnishes — Determination of
softening point — Part 2:
Cup-and-ball method (ISO
4625-2:2004)
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects, and of
intensity of uniform changes in
appearance — Part 1: General
introduction and designation
system (ISO 4628-1:2003)
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects, and of
intensity of uniform changes in
appearance — Part 2:
Assessment of degree of blistering
(ISO 4628-2:2003)
680
Продолжение
Номер стандарта
EN ISO 4628-3:2003
EN ISO 4628-4:2003
EN ISO 4628-5:2003
EN ISO 4628-6:2007
EN ISO 4628-7:2003
Наименование стандарта
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 3. Определение
степени ржавости
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 4. Определение
степени растрескивания
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 5. Определение
степени отслаивания
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 6. Оценка
степени меления методом ленты
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 7. Определение
степени растрескивания методом
бархата
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects, and of
intensity of uniform changes in
appearance — Part 3:
Assessment of degree of rusting (ISO
4628-3:2003)
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects, and of
intensity of uniform changes in
appearance — Part 4:
Assessment of degree of cracking
(ISO 4628-4:2003)
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects, and of
intensity of uniform changes in
appearance — Part 5:
Assessment of degree of flaking (ISO
4628-5:2003)
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects,
and of intensity of uniform
changes in appearance — Part
6: Assessment of degree of
chalking by tape method (ISO
4628-6:2007)
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects,
and of intensity of uniform
changes in appearance — Part
7: Assessment of degree of
chalking by velvet method
(ISO 4628-7:2003)
681
Продолжение
Номер стандарта
EN ISO 4628-8:2005
EN ISO 4628-10:2003
EN ISO 4629:1998
EN ISO 4630-1:2004
EN ISO 4630-2:2004
EN ISO 6270-1:2001
EN ISO 6270-2:2005
EN ISO 6271-1:2004
Наименование стандарта
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 8. Определение
степени расслоения и коррозии
вблизи надреза
Лаки и краски. Оценка
разрушения лакокрасочных покрытий.
Определение интенсивности,
количества и размеров типовых
дефектов. Часть 10.
Определение нитевидной коррозии
Связующие для лаков и красок.
Определение гидроксильного
числа. Титриметрический метод
Прозрачные жидкости.
Определение цвета прозрачных
жидкостей по цветовой шкале
Гарднера. Часть 1. Визуальный метод
Прозрачные жидкости.
Определение цвета прозрачных
жидкостей по цветовой шкале
Гарднера. Часть 2. Спектрофотометри-
ческий метод
Лаки и краски. Определение
коррозионной стойкости во
влажной среде. Часть 1. Непрерывная
конденсация
Лаки и краски. Определение
коррозионной стойкости во
влажной среде. Часть 2. Процедура
выдержки испытуемых образцов
в атмосфере конденсирующейся
воды
Жидкости светлые. Определение
цвета по платиново-кобальтовой
шкале. Часть 1. Визуальный
метод
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects, and of
intensity of uniform changes in
appearance — Part 8:
Assessment of degree of delamination
and corrosion around a scribe
(ISO 4628-8:2005)
Paints and varnishes —
Evaluation of degradation of
coatings — Designation of
quantity and size of defects, and of
intensity of uniform changes
in appearance — Part 10:
Assessment of degree of filiform
corrosion (ISO 4628-10:2003)
Binders for paints and
varnishes — Determination of
hydroxyl value — Titrimetric
method (ISO 4629:1996)
Clear liquids — Estimation of
colour by the Gardner colour
scale — Part 1: Visual method
(ISO 4630-1:2004)
Clear liquids — Estimation of
colour by the Gardner colour
scale — Part 2: Spectro-
photometric method (ISO
4630-2:2004)
Paints and varnishes —
Determination of resistance to
humidity — Part 1:
Continuous condensation (ISO
6270-1:1998)
Paints and varnishes —
Determination of resistance to
humidity — Part 2: Procedure
for exposing test specimens
in condensation-water
atmospheres (ISO 6270-2:2005)
Clear liquids — Estimation of
colour by the platinum-cobalt
scale — Part 1: Visual method
(ISO 6271-1:2004)
682
Продолжение
Номер стандарта
EN ISO 6271-2:2004
EN ISO 6272-1:2004
EN ISO 6272-2:2006
EN ISO 6504-1:2006
EN ISO 6504-3:2007
EN ISO 6744-1:2004
EN ISO 6744-2:2004
EN ISO 6744-3:2004
EN ISO 6744-4:2004
Наименование стандарта
Жидкости светлые. Определение
цвета по платиново-кобальтовой
шкале. Часть 2.
Спектрометрический метод
Лаки и краски. Испытания на
ускоренную деформацию. Часть
1. Испытания падающим грузом,
большая площадь
Лаки и краски. Испытания на
ускоренную деформацию. Часть
2. Испытания падающим грузом,
малая площадь
Лаки и краски. Определение
укрывистости. Часть 1. Метод
Кубелка-Мунка для белых и
светлых красок
Лаки и краски. Определение
укрывистости. Часть 3.
Определение коэффициента
контрастности (непрозрачности) светлых
красок при установленном
расходе с применением
полиэфирной пленки или черно-белых
карт
Связующие для лаков и красок.
Алкидные смолы. Часть. 1.
Общие методы испытаний
Связующие для лаков и красок.
Алкидные смолы. Часть. 2.
Определение содержания фта-
лиевого ангидрида
Связующие для лаков и
красок. Алкидные смолы. Часть.
3. Определение содержания
неомыляемого вещества
Связующие для лаков и красок.
Алкидные смолы. Часть. 4.
Определение содержания
жирных кислот
Clear liquids — Estimation
of colour by the platinum-
cobalt scale — Part 2: Spec-
trophotometric method (ISO
6271-2:2004)
Paints and varnishes — Rapid-
deformation (impact
resistance) tests — Part 1: Falling-
weight test, large-area indenter
(ISO 6272-1:2002)
Paints and varnishes — Rapid-
deformation (impact
resistance) tests — Part 2: Falling-
weight test, small-area indenter
(ISO 6272-2:2002)
Paints and varnishes —
Determination of hiding power —
Part 1: Kubelka-Munk method
for white and light-coloured
paints (ISO 6504-1:1983)
Paints and varnishes —
Determination of hiding power
— Part 3: Determination of
contrast ratio of light-coloured
paints at a fixed spreading rate
(ISO 6504-3:2006)
Binders for paints and
varnishes — Alkyd resins — Part 1:
General methods of test (ISO
6744-1:1999)
Binders for paints and
varnishes — Alkyd resins — Part
2: Determination of phthalic
anhydride content (ISO
6744-2:1999)
Binders for paints and
varnishes — Alkyd resins — Part
3: Determination of unsa-
ponifiable matter content (ISO
6744-3:1999)
Binders for paints and
varnishes — Alkyd resins — Part
4: Determination of fatty acid
content (ISO 6744-4:1999)
683
Продолжение
Номер стандарта
EN ISO 6860:2006
EN ISO 7142:2007
EN ISO 7143:2007
EN ISO 7783-1:1999
EN ISO 7783-2:1999
EN ISO 7784-1:2006
EN ISO 7784-2:2006
EN ISO 7784-3:2006
EN ISO 8130-9:1999
EN ISO 8130-14:2004
Наименование стандарта
Лаки и краски. Определение
прочности пленок при изгибе на
коническом стержне
Связующие для лаков и красок.
Эпоксидные смолы. Общие
методы испытаний
Лаки, краски и связующие.
Методы испытаний для
характеристики связующих на водной
основе
Лаки и краски. Определение
проникновения паров воды.
Часть 1. Метод для свободных
пленок
Лаки и краски. Определение
проникновения паров воды.
Кроющие материалы и системы
покрытий на наружной
поверхности каменной кладки и бетона.
Часть 2. Определение и
классификация проникновения паров
воды (проникающая
способность)
Лаки и краски. Определение
стойкости к истиранию. Часть
1. Метод колеса с бумажной
шкуркой
Лаки и краски. Определение
стойкости к истиранию Часть 2.
Метод вращающегося
абразивного резинового колеса
Лаки и краски. Определение
стойкости к истиранию Часть
3. Метод пластин с возвратно-
поступательным движением
Порошки для покрытий. Часть 9.
Отбор проб
Порошки для покрытий. Часть
14. Терминология
Paints and varnishes — Bend
test (conical mandrel) (ISO
6860:2006)
Binders for paints and
varnishes — Epoxy resins —
General methods of test (ISO
7142:2007)
Binders for paints and
varnishes — Methods of test for
characterizing water-based
binders (ISO 7143:2007)
Paints and varnishes —
Determination of water-vapour
transmission rate — Part 1:
Dish method for free films
(ISO 7783-1:1996)
Paints and varnishes —
Coating materials and coating
systems for exterior masonry
and concrete — Part 2:
Determination and classification
of water-vapour
transmission rate (permeability) (ISO
7783-2:1999)
Paints and varnishes —
Determination of resistance to
abrasion — Part 1: Rotating
abrasive-paper-covered wheel
method (ISO 7784-1:1997)
Paints and varnishes —
Determination of resistance to
abrasion — Part 2: Rotating
abrasive rubber wheel method
(ISO 7784-2:1997)
Paints and varnishes —
Determination of resistance to
abrasion — Part 3:
Reciprocating test panel method (ISO
7784-3:2000)
Coating powders — Part 9:
Sampling (ISO 8130-9:1992)
Coating powders — Part
14: Terminology (ISO
8130-14:2004)
684
Продолжение
Номер стандарта
EN ISO 8501-1:2007
EN ISO 8501-2:2001
EN ISO 8501-3:2007
EN ISO 8501-4:2006
EN ISO 8502-2:2005
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Визуальная
оценка чистоты поверхности.
Часть 1. Степени ржавости и
степени подготовки непокрытой
стальной основы после полного
удаления прежних покрытий
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Визуальная
оценка чистоты поверхности.
Часть 2. Степень подготовки
предварительно окрашенных
стальных подложек после
местного удаления прежних
покрытий
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Визуальная
оценка чистоты поверхности.
Часть 3. Степень подготовки
сварных швов, ребер и других
областей с поверхностными
дефектами
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Визуальная
оценка чистоты поверхности.
Часть 4. Исходное состояние
поверхности, степени подготовки и
степени блеска ржавчины после
обработки водой под высоким
давлением
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 2. Лабораторное
определение хлоридов на
очищенной поверхности
Preparation of steel substrates
before application of paints
and related products — Visual
assessment of surface
cleanliness — Part 1: Rust grades
and preparation grades of
uncoated steel substrates and
of steel substrates after overall
removal of previous coatings
(ISO 8501-1:2007)
Preparation of steel substrates
before application of paints
and related products — Visual
assessment of surface
cleanliness — Part 2: preparation
grades of previously coated
steel substrates after localized
removal of previous coatings
(ISO 8501-2:1994)
Preparation of steel substrates
before application of paints
and related products — Visual
assessment of surface
cleanliness — Part 3: Preparation
grades of welds, edges and
other areas with surface
imperfections (ISO 8501-3:2006)
Preparation of steel substrates
before application of paints
and related products — Visual
assessment of surface
cleanliness — Part 4: Initial surface
conditions, preparation grades
and flash rust grades in
connection with high-pressure
water jetting (ISO 8501-4:2006)
Preparation of steel substrates
before application of paints
and related products — Tests
for the assessment of surface
cleanliness — Part 2:
Laboratory determination of chloride
on cleaned surfaces (ISO
8502-2:2005)
685
Продолжение
Номер стандарта
EN ISO 8502-3: 1999
EN ISO 8502-4:1999
EN ISO 8502-5:2004
EN ISO 8502-6:2006
EN ISO 8502-8:2004
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 3. Оценка
запыленности стальной поверхности перед
нанесением покрытий (метод
применения липкой ленты)
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 4. Руководство по
оценке вероятности конденсации
влаги на стальных поверхностях
перед нанесением покрытий
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 5. Определение
хлоридов на стальной
поверхности, подготовленной к
окрашиванию (метод ионоселективного
электрода)
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 6. Экстракция
растворимых примесей для анализа.
Метод Брезля
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 8. Полевой
рефрактометрический метод определения
влаги
Preparation of steel substrates
before application of paint
and related products — Tests
for the assessment of surface
cleanliness — Part 3:
Assessment of dust on steel surfaces
prepared for painting
(pressure-sensitive tape method)
(ISO 8502-3:1992)
Preparation of steel substrates
before application of paint
and related products — Tests
for the assessment of surface
cleanliness — Part 4:
Guidance on the estimation of the
probability of condensation
prior to paint application (ISO
8502-4:1993)
Preparation of steel substrates
before application of paints
and related products — Tests
for the assessment of surface
cleanliness — Part 5:
Measurement of chloride on steel
surfaces prepared for painting
(ion detection tube method)
(ISO 8502-5:1998)
Preparation of steel substrates
before application of paints
and related products — Tests
for the assessment of surface
cleanliness — Part 6:
Extraction of soluble contaminants
for analysis — The Bresle
method (ISO 8502-6:2006)
Preparation of steel substrates
before application of paints
and related products — Tests
for the assessment of surface
cleanliness — Part 8: Field
method for the refractometric
dedetermination of moisture
(ISO 8502-8:2001)
686
Продолжение
Номер стандарта
EN ISO 8502-9:2000
EN ISO 8502-11:2006
EN ISO 8502-12:2004
EN ISO 8503-1:1995
EN ISO 8503-2:1995
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 9. Полевой кондукто-
метрический метод определения
водорастворимых солей
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 11. Полевой турбиди-
метрический метод определения
водорастворимых сульфатов
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Испытания
для оценки чистоты
поверхности. Часть 12. Полевой титриме-
трический метод определения
водорастворимых ионов железа
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Характеристики шероховатости
стальной поверхности, очищенной
пескоструйным способом. Часть
1. Технические требования
и определение компараторов
профиля поверхности ИСО для
оценки поверхностей,
очищенных обдувкой абразивом
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Характеристики шероховатости
стальной поверхности, очищенной
пескоструйным способом. Часть
2. Метод определения профиля
стальной поверхности,
очищенной обдувкой абразивом, с
применением компараторов
Preparation of steel substrates
before application of paints
and related products — Tests
for the assessment of surface
cleanliness — Part 9: Field
method for the conductometric
determination of water-soluble
salts (ISO 8502-9:1998)
Preparation of steel substrates
before application of paints
and related products — Tests
for the assessment of surface
cleanliness — Part 11: Field
method for the turbidimetric
determination of water-soluble
sulfate (ISO 8502-11:2006)
Preparation of steel substrates
before application of paints
and related products — Tests
for the assessment of surface
cleanliness — Part 12: Field
method for the titrimetric
determination of water-
soluble ferrous ions (ISO
8502-12:2003)
Preparation of steel substrates
before application of paints
and related products —
Surface roughness characteristics
of blast-cleaned steel
substrates — Part 1:
Specifications and definitions for ISO
surface profile comparators
for the assessment of abrasive
blast-cleaned surfaces (ISO
8503-1:1988)
Preparation of steel substrates
before application of paints
and related products —
Surface roughness characteristics
of blast-cleaned steel
substrates — Part 2: Method for
the grading of surface profile
of abrasive blast-cleaned steel
— Comparator procedure (ISO
8503-2:1988)
687
Продолжение
Номер стандарта
EN ISO 8503-3:1995
EN ISO 8503-4:1995
EN ISO 8503-5:2004
EN ISO 8504-1:2001
EN ISO 8504-2:2001
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Характеристики шероховатости стальной
поверхности, очищенной
пескоструйным способом. Часть 3.
Метод калибровки компараторов
профиля поверхности ИСО и
определение профиля
поверхности с применением микроскопа
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Характеристики шероховатости стальной
поверхности, очищенной
пескоструйным способом. Часть 4.
Метод калибровки компараторов
профиля поверхности ИСО и
определение профиля
поверхности с применением
измерительного прибора с механической
записью
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Характеристики шероховатости
стальной поверхности, очищенной
пескоструйным способом. Часть
5. Метод снятия отпечатка
лентой для определения профиля
поверхности
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
подготовки поверхности. Часть 1.
Руководство и общие принципы
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
подготовки поверхности. Часть
2. Пескоструйная очистка
Preparation of steel substrates
before application of paints
and related products —
Surface roughness characteristics
of blast-cleaned steel
substrates — Part 3: Method for
the calibration of ISO surface
profile comparators and for the
determination of surface
profile — Focusing microscope
procedure (ISO 8503-3:1988)
Preparation of steel substrates
before application of paints
and related products —
Surface roughness characteristics
of blast-cleaned steel
substrates — Part 4: Method for
the calibration of ISO surface
profile comparators and for
the determination of surface
profile — Stylus instrument
procedure (ISO 8503-4:1988)
Preparation of steel substrates
before application of paints
and related products —
Surface roughness characteristics
of blast-cleaned steel
substrates — Part 5: Replica tape
method for the determination
of the surface profile (ISO
8503-5:2003)
Preparation of steel substrates
before application of paints
and related products —
Surface preparation methods —
Part 1: General principles (ISO
8504-1:2000)
Preparation of steel substrates
before application of paints
and related products —
Surface preparation methods —
Part 2: Abrasive blast-cleaning
(ISO 8504-2:2000)
688
Продолжение
Номер стандарта
EN ISO 8504-3:2001
EN ISO 8780-1:1995
EN ISO 8780-2:1995
EN ISO 8780-3:1995
EN ISO 8780-4:1995
EN ISO 8780-5:1995
EN ISO 8780-6:1995
EN ISO 8781-1:1995
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
подготовки поверхности. Часть 3.
Ручные и механические средства
очистки поверхности
Пигменты и наполнители.
Методы диспергирования для оценки
характеристик диспергируемо-
сти. Часть 1. Введение
Пигменты и наполнители.
Методы диспергирования для оценки
характеристик диспергируем о-
сти. Часть 2. Диспергирование с
применением вибраторов
Пигменты и наполнители.
Методы диспергирования для оценки
характеристик диспергируемо-
сти. Часть 3. Диспергирование с
применением высокоскоростной
турбинной мельницы
Пигменты и наполнители.
Методы диспергирования для оценки
характеристик диспергируемо-
сти. Часть 4. Диспергирование
с применением шаровой
мельницы
Пигменты и наполнители.
Методы диспергирования для оценки
характеристик диспергируемо-
сти. Часть 5. Диспергирование
с применением автоматических
дробильных валков
Пигменты и наполнители.
Методы диспергирования для оценки
характеристик диспергируемо-
сти. Часть 6. Диспергирование
с применением трехвалковой
мельницы
Пигменты и наполнители.
Методы оценки дисперсионных
характеристик. Часть 1. Оценка
по изменению цветового оттенка
окрашенных пигментов
Preparation of steel substrates
before application of paints
and related products —
Surface preparation methods —
Part 3: Hand- and power-tool
cleaning (ISO 8504-3:1993
Pigments and extenders —
Methods of dispersion for
assessment of dispersion
characteristics — Part 1:
Introduction (ISO 8780-1:1990
Pigments and extenders —
Methods of dispersion for
assessment of dispersion
characteristics — Part 2: Dispersion
using an oscillatory shaking
machine (ISO 8780-2:1990
Pigments and extenders —
Methods of dispersion for
assessment of dispersion
characteristics — Part 3: Dispersion
using a high-speed impeller
mill (ISO 8780-3:1990)
Pigments and extenders —
Methods of dispersion for
assessment of dispersion
characteristics — Part 4:
Dispersion using a bead mill (ISO
8780-4:1990)
Pigments and extenders —
Methods of dispersion for
assessment of dispersion
characteristics — Part 5:
Dispersion using an automatic muller
(ISO 8780-5:1990
Pigments and extenders —
Methods of dispersion for
assessment of dispersion
characteristics — Part 6:
Dispersion using a triple-roll mill
(ISO 8780-6:1990)
Pigments and extenders —
Methods of assessment of
dispersion characteristics — Part
1: Assessment from the change
in tinting strength of coloured
pigments (ISO 8781-1:1990)
689
Продолжение
Номер стандарта
EN ISO 8781-2:1995
EN ISO 8781-3:1995
EN ISO 9038:2003
EN ISO 9227:2006
EN ISO 9514:2005
EN ISO 10283:2007
EN ISO 11124-1:1997
EN ISO 11124-2:1997
Наименование стандарта
Пигменты и наполнители.
Методы оценки дисперсионных
характеристик. Часть 2. Оценка
по изменению тонкости размола
Пигменты и наполнители.
Методы оценки дисперсионных
характеристик. Часть 3. Оценка
по изменению глянца
Лаки и краски. Определение
способности жидких красок к
воспламенению
Коррозионные испытания в
искусственной атмосфере.
Испытания в соляном тумане
Лаки и краски. Определение
жизнеспособности жидких
систем. Подготовка и
кондиционирование образцов и руководство
по испытаниям
Связующие для лаков и красок.
Определение мономеров дии-
зоционата в полиизоцианатных
смолах
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Технические
требования. Часть 1. Введение и
классификация
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для
пескоструйной очистки. Технические
требования. Часть 2. Отбеленная
чугунная дробь
Pigments and extenders —
Methods of assessment of
dispersion characteristics —
Part 2: Assessment from the
change in fineness of grind
(ISO 8781-2:1990)
Pigments and extenders —
Methods of assessment of
dispersion characteristics — Part
3: Assessment from the change
in gloss (ISO 8781-3:1990)
Test for sustained
combustibility of liquids (ISO 9038:2002)
Corrosion tests in artificial
atmospheres — Salt spray tests
(ISO 9227:2006)
Paints and varnishes —
Determination of the pot life of mul-
ticomponent coating systems
— Preparation and
conditioning of samples and guidelines
for testing (ISO 9514:2005)
Binders for paints and
varnishes — Determination of
monomeric diisocyanates in
polyisocyanate resins (ISO
10283:2007)
Preparation of steel substrates
before application of paints
and related products —
Specifications for metallic blast-
cleaning abrasives — Part 1:
General introduction and
classification (ISO 11124-1:1993)
Preparation of steel
substrates before application of
paints and related products
— Specifications for metallic
blast-cleaning abrasives —
Part 2: Chilled-iron grit (ISO
11124-2:1993)
690
Продолжение
Номер стандарта
EN ISO 11124-3:1997
EN ISO 11124-4:1997
EN ISO 11125-1:1997
EN ISO 11125-2:1997
EN ISO 11125-3:1997
EN ISO 11125-4:1997
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Технические
требования. Часть 3.
Высокоуглеродистая стальная литая дробь и
опилки
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Технические
требования. Часть 4. Низкоуглеродистая
стальная литая дробь
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Методы испытаний.
Часть 1. Отбор проб
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Методы испытаний.
Часть 2. Определение
фракционного состава частиц
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Методы испытаний.
Часть 3. Определение твердости
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Методы испытаний.
Часть 4. Определение
кажущейся плотности
Preparation of steel substrates
before application of paints
and related products —
Specifications for metallic blast-
cleaning abrasives — Part 3:
High-carbon cast-steel shot
and grit (ISO 11124-3:1993)
Preparation of steel substrates
before application of paints
and related products —
Specifications for metallic blast-
cleaning abrasives — Part 4:
Low-carbon cast-steel shot
(ISO 11124-4:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for metallic blast-
cleaning abrasives — Part 1:
Sampling (ISO 11125-1:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for metallic blast-
cleaning abrasives — Part
2: Determination of
particle size distribution (ISO
11125-2:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for metallic blast-
cleaning abrasives — Part 3:
Determination of hardness
(ISO 11125-3:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for metallic blast-
cleaning abrasives — Part 4:
Determination of apparent
density (ISO 11125-4:1993)
691
Продолжение
Номер стандарта
ENISO 11125-5:1997
ENISO 11125-6:1997
ENISO 11125-7:1997
ENISO 11126-1:1997
ENISO 11126-3:1997
ENISO 11126-4:1998
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Методы испытаний.
Часть 5. Определение
поврежденных частиц и
микроструктуры
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Методы испытаний.
Часть 6. Определение примесей
Подготовка стальной основы
перед нанесением красок и
подобных покрытий.
Металлические образцы для пескоструйной
очистки. Методы испытаний.
Часть 7. Определение влажности
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 1. Общее
введение и классификация
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 3. Шлак медеаф-
финажных заводов
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 4. Печной шлак
Preparation of steel substrates
before application of paints
and related products — Test
methods for metallic blast-
cleaning abrasives — Part
5: Determination of
percentage defective particles
and of microstructure (ISO
11125-5:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for metallic blast-
cleaning abrasives — Part 6:
Determination of foreign
matter (ISO 11125-6:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for metallic blast-
cleaning abrasives — Part 7:
Determination of moisture
(ISO 11125-7:1993)
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 1: General
introduction and classification (ISO
11126-1:1993)
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 3: Copper refinery slag
(ISO 11126-3:1993)
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 4: Coal furnace slag (ISO
11126-4:1993)
692
Продолжение
Номер стандарта
ENISO 11126-5:1998
ENISO 11126-6:1997
ENISO 11126-7:1999
ENISO 11126-8:1997
ENISO 11126-9:2004
ENISO 11126-10:2004
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 5. Шлак никеле-
аффинажных заводов
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 6. Шлак
чугуноплавильных печей
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 7. Плавленые
оксиды алюминия
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 8. Оливиновый
песок
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 9. Ставролит
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Технические
требования к неметаллическим
абразивам для пескоструйной
очистки. Часть 10. Гранат
альмандин
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 5: Nickel refinery slag
(ISO 11126-5:1993)
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 6: Iron furnace slag (ISO
11126-6:1993)
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 7: Fused aluminium oxide
(ISO 11126-7:1995)
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 8: Olivine sand (ISO
11126-8:1993)
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 9: Staurolite (ISO
11126-9:1999)
Preparation of steel substrates
before application of paints
and related products —
Specifications for non-metallic
blast-cleaning abrasives —
Part 10: Almandite garnet (ISO
11126-10:2000)
693
Продолжение
Номер стандарта
ENISO 11127-1:1997
ENISO 11127-2:1997
ENISO 11127-3:1997
ENISO 11127-4:1997
EN ISO 11127-5:1997
ENISO 11127-6:1997
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
испытаний неметаллических
абразивов для пескоструйной
очистки. Часть 1. Отбор
образцов
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
испытаний неметаллических
абразивов для пескоструйной
очистки. Часть 2. Определение
фракционного состава частиц
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
испытаний неметаллических
абразивов для пескоструйной
очистки. Часть 3. Определение
кажущейся плотности
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
испытаний неметаллических
абразивов для пескоструйной
очистки. Часть 4. Определение
твердости по стеклу
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
испытаний неметаллических
абразивов для пескоструйной
очистки. Часть 5. Определение
содержания влаги
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
испытаний неметаллических
абразивов для пескоструйной
очистки. Часть 6. Определение
водорастворимых загрязнений
измерением электропроводности
Preparation of steel substrates
before application of paints
and related products — Test
methods for non-metallic
blast-cleaning abrasives
— Part 1: Sampling (ISO
11127-1:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for non-metallic
blast-cleaning abrasives —
Part 2: Determination of
particle size distribution (ISO
11127-2:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for non-metallic blast-
cleaning abrasives — Part 3:
Determination of apparent
density (ISO 11127-3:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for non-metallic
blast-cleaning abrasives —
Part 4: Assessment of
hardness by a glass slide test (ISO
11127-4:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for non-metallic
blast-cleaning abrasives —
Part 5: Determination of
moisture (ISO 11127-5:1993)
Preparation of steel substrates
before application of paints
and related products — Test
methods for non-metallic
blast-cleaning abrasives —
Part 6: Determination of
water-soluble contaminants
by conductivity measurements
(ISO 11127-6:1993)
694
Продолжение
Номер стандарта
ENISO 11127-7:1997
EN ISO 11341:2004
ENISO 11507:2007
ENISO 11668:2001
ENISO 11890-1:2007
ENISO 11890-2:2006
ENISO 11908:1998
ENISO 11909:2007
ENISO 11997-1:2006
Наименование стандарта
Подготовка стальной основы
перед нанесением красок и
подобных покрытий. Методы
испытаний неметаллических
абразивов для пескоструйной
очистки. Часть 7. Определение
водорастворимых хлоридов
Лаки и краски. Испытания
покрытий на воздействие
искусственного климата и
искусственной радиации. Испытания на
воздействие отфильтрованного
излучения ксеноновой лампы
Лаки и краски. Испытания
покрытий на воздействие
искусственного климата. Испытание
на воздействие
ультрафиолетового излучения и конденсата
Связующие для лаков и красок.
Хлорированные полимерные
смолы. Общие методы
испытаний
Лаки и краски. Определение
содержания летучих органических
соединений (ЛОС). Часть. 1.
Разностный метод
Лаки и краски. Определение
содержания летучих органических
соединений (ЛОС). Часть. 2.
Газохроматографический метод
Связующие для лаков и красок.
Аминные смолы. Общие методы
испытаний
Связующие для лаков и красок.
Полиизоцианатные смолы.
Общие методы испытаний
Лаки и краски. Определение
сопротивления циклическому
коррозионному воздействию.
Часть 1. Влага (соляной туман)/
высушивание/увлажнение)
Preparation of steel substrates
before application of paints
and related products — Test
methods for non-metallic
blast-cleaning abrasives —
Part 7: Determination of
water soluble chlorides (ISO
11127-7:1993)
Paints and varnishes —
Artificial weathering and exposure
to artificial radiation —
Exposure to filtered xenon-arc
radiation (ISO 11341:2004)
Paints and varnishes —
Exposure of coatings to artificial
weathering — Exposure to
fluorescent UV and water (ISO
11507:2007)
Binders for paints and
varnishes — Chlorinated
polymerization resins — General methods
of test (ISO 11668:1997)
Paints and varnishes —
Determination of volatile organic
compound (VOC) content
— Part 1: Difference method
(ISO 11890-1:2007)
Paints and varnishes —
Determination of volatile organic
compound (VOC) content —
Part 2: Gas-chromatographic
method (ISO 11890-2:2006)
Binders for paints and
varnishes — Amino resins —
General methods of test (ISO
11908:1996)
Binders for paints and
varnishes — Polyisocyanate resins —
General methods of test (ISO
11909:2007)
Paints and varnishes —
Determination of resistance to cyclic
corrosion conditions — Part
1: Wet (salt fog)/dry/humidity
(ISO 11997-1:2005)
695
Продолжение
Номер стандарта
EN ISO 11997-2:2006
EN ISO 11998:2006
EN ISO 12137-1:2006
EN ISO 12137-2:2006
EN ISO 12944-1:1998
EN ISO 12944-2:1998
EN ISO 12944-3:1998
EN ISO 12944-4:1998
EN ISO 12944-5:2007
Наименование стандарта
Лаки и краски. Определение
сопротивления циклическому
коррозионному воздействию.
Часть 2. Влага (соляной туман)/
высушивание/увлажнение/ультрафиолетовое облучение
Лаки и краски. Определение
сопротивления воздействию
мокрой щетки и пригодности к
очистке
Лаки и краски. Определение
сопротивления повреждениям.
Часть 1. Метод закругленного
пера
Лаки и краски. Определение
сопротивления повреждениям.
Часть 2. Метод заостренного
пера
Лаки и краски. Защита от
коррозии стальных конструкций
системами защитных покрытий.
Часть 1. Введение
Лаки и краски. Защита от
коррозии стальных конструкций
системами защитных покрытий.
Часть 2. Классификация
окружающей среды
Лаки и краски. Защита от
коррозии стальных конструкций
системами защитных покрытий.
Часть 3. Конструктивная
приспособленность
Лаки и краски. Защита от
коррозии стальных конструкций
системами защитных покрытий.
Часть 4. Типы поверхности и ее
подготовка
Лаки и краски. Защита от
коррозии стальных конструкций
системами защитных покрытий.
Часть 5. Системы защитных
покрытий
Paints and varnishes —
Determination of resistance to cyclic
corrosion conditions — Part
2: Wet (salt fog)/dry/humidity/
UV light (ISO 11997-2:2000)
Paints and varnishes —
Determination of wet-scrub
resistance and cleanability of
coatings (ISO 11998:2006)
Paints and varnishes —
Determination of mar resistance —
Part 1: Method using a curved
stylus (ISO 12137-1:1997)
Paints and varnishes —
Determination of mar resistance —
Part 2: Method using a pointed
stylus (ISO 12137-2:1997)
Paints and varnishes —
Corrosion protection of steel
structures by protective paint
systems — Part 1: General
introduction (ISO 12944-1:1998)
Paints and varnishes —
Corrosion protection of steel
structures by protective paint
systems — Part 2:
Classification of environments (ISO
12944-2:1998)
Paints and varnishes —
Corrosion protection of steel
structures by protective
paint systems — Part 3:
Design considerations (ISO
12944-3:1998)
Paints and varnishes —
Corrosion protection of steel
structures by protective paint
systems — Part 4: Types of
surface and surface preparation
(ISO 12944-4:1998)
Paints and varnishes —
Corrosion protection of steel
structures by protective paint
systems — Part 5:
Protective paint systems (ISO
12944-5:2007)
696
Продолжение
Номер стандарта
EN ISO 12944-6:2007
EN ISO 12944-7:1998
EN ISO 12944-8:1998
EN ISO 13803:2004
EN ISO 14680-1:2006
EN ISO 14680-2:2006
EN ISO 14680-3:2006
EN ISO 15181-1:2007
Наименование стандарта
Лаки и краски. Защита от
коррозии стальных конструкций
системами защитных покрытий.
Часть 6. Лабораторные методы
испытаний и связанные
критерии
Лаки и краски. Защита от
коррозии стальных конструкций
системами защитных покрытий.
Часть 7. Выполнение и контроль
работ по нанесению покрытий
Лаки и краски. Защита от
коррозии стальных конструкций
системами защитных покрытий.
Часть 8. Разработка технических
требований для новых покрытий
и для работ по техническому
обслуживанию
Лаки и краски. Определение
помутнения блеска пленок краски
при 20°
Лаки и краски. Определение
содержания пигмента. Часть 1.
Метод центрифуги
Лаки и краски. Определение
содержания пигмента. Часть 2.
Метод озоления
Лаки и краски. Определение
содержания пигмента. Часть 3.
Метод фильтрации
Лаки и краски. Определение
скорости выделения биоцидов
из противообрастающих красок.
Часть 1. Общий метод
экстракции биоцидов
Paints and varnishes —
Corrosion protection of steel
structures by protective paint
systems — Part 6: Laboratory
performance test methods (ISO
12944-6:2007)
Paints and varnishes —
Corrosion protection of steel
structures by protective paint
systems — Part 7: Execution
and supervision of paint work
(ISO 12944-7:1998)
Paints and varnishes —
Corrosion protection of steel
structures by protective paint
systems — Part 8:
Development of specifications for new
work and maintenance (ISO
12944-8:1998)
Paints and varnishes —
Determination of reflection haze on
paint films at 20 degrees (ISO
13803:2000)
Paints and varnishes —
Determination of pigment content
— Part 1: Centrifuge method
(ISO 14680-1:2000)
Paints and varnishes —
Determination of pigment content
— Part 2: Ashing method (ISO
14680-2:2000)
Paints and varnishes —
Determination of pigment content
— Part 3: Filtration method
(ISO 14680-3:2000)
Paints and varnishes —
Determination of release rate of bio-
cides from antifouling paints
— Part 1: General method for
extraction of biocides (ISO
15181-1:2007)
697
Продолжение
Номер стандарта
EN ISO 15181-2:2007
EN ISO 15181-3:2007
EN ISO 15528:2000
EN ISO 15710:2006
EN ISO 15711:2004
EN ISO 15715:2006
EN ISO 15880:2004
EN ISO 16773-1:2007
Наименование стандарта
Лаки и краски. Определение
скорости выделения биоцидов
из противообрастающих красок.
Часть 2. Метод определения
содержания меди в экстракте
биоцидов и вычисление
интенсивности высвобождения
Лаки и краски. Определение
скорости выделения
биоцидов из противообрастающих
красок. Часть 3. Вычисление
интенсивности высвобождения
этиленбисдитиокарбомата цинка
определением концентрации
этилентиомочевины в экстракте
Лаки, краски и сырье для лаков
и красок. Отбор проб
Лаки и краски. Коррозионные
испытания. Определение
сопротивления переменному
погружению/извлечению в/из раствора
хлорида натрия
Лаки и краски. Определение
сопротивления покрытий,
экспонируемых в морской среде,
катодному отслаиванию
Связующие для лаков и красок.
Определение мутности
Лаки, краски и связующие.
Определение миллиэквивалент-
ного числа (MEQ) для кроющих
материалов и связующих на
водной основе
Лаки и краски.
Электрохимическая импедансная спектроскопия
(ЭИС) окрашенных образцов с
высоким сопротивлением. Часть
1. Термины и определения
Paints and varnishes —
Determination of release rate
of biocides from antifouling
paints — Part 2:
Determination of copper-ion
concentration in the extract and
calculation of the release rate (ISO
15181-2:2007)
Paints and varnishes —
Determination of the release rate
of biocides from antifouling
paints — Part 3:
Calculation of the zinc ethylene-
bis(dithiocarbamate) (zineb)
release rate by determination
of the concentration of ethyl-
enethiourea in the extract
Paints, varnishes and raw
materials for paints and
varnishes — Sampling (ISO
15528:2000)
Paints and varnishes —
Corrosion testing by alternate
immersion in and removal from
a buffered sodium chloride
solution (ISO 15710:2002)
Paints and varnishes —
Determination of resistance to
cathodic disbonding of
coatings exposed to sea water (ISO
15711:2003)
Binders for paints and
varnishes — Determination of
turbidity (ISO 15715:2003)
Paints, varnishes and
binders — Determination of MEQ
value of water-based coating
materials and binders (ISO
15880:2000)
Paints and varnishes —
Electrochemical impedance
spectroscopy (EIS) on
high-impedance coated specimens — Part
1: Terms and definitions (ISO
16773-1:2007)
698
Продолжение
Номер стандарта
EN ISO 16773-2:2007
EN ISO 16805:2005
EN ISO 16862:2006
EN ISO 17132
EN ISO 17872:2007
EN ISO 17895:2005
EN ISO 20566:2006
EN ISO 20567-1:2006
EN ISO 20567-2:2006
EN ISO 21227-1:2003
Наименование стандарта
Лаки и краски.
Электрохимическая импедансная спектроскопия
(ЭИС) окрашенных образцов с
высоким сопротивлением. Часть
2. Сбор данных
Связующие для лаков и красок.
Определение температуры
стеклования
Лаки и краски. Определение
сопротивления прогибу
Лаки и краски. Испытание на
Т-образный изгиб
Лаки и краски. Руководство по
нанесению надрезов на
покрытиях металлических панелей для
коррозионных испытаний
Лаки и краски. Определение
летучих органических
соединений для эмульсионных красок с
низким содержанием ЛОС
Лаки и краски. Определение
стойкости системы покрытий к
царапанию с применением
лабораторной автомобильной мойки
Лаки и краски. Определение
стойкости покрытий к
воздействию каменной крошки. Часть
1. Многоимпульсное испытание
Лаки и краски. Определение
стойкости покрытий к
воздействию каменной крошки. Часть
2. Одноимпульсное испытание
с применением наводящегося
индентора
Лаки и краски. Оценка
дефектов на покрытых поверхностях
с применением оптических
средств. Часть 1. Общее
руководство
Paints and varnishes —
Electrochemical impedance
spectroscopy (EIS) on high-
impedance coated specimens
— Part 2: Collection of data
(ISO 16773-2:2007)
Binders for paints and
varnishes — Determination of glass
transition temperature (ISO
16805:2003)
Paints and varnishes —
Evaluation of sag resistance (ISO
16862:2003)
Paints and varnishes — T-bend
test (ISO 17132:2007)
Paints and varnishes —
Guidelines for the introduction of
scribe marks through coatings
on metallic panels for
corrosion testing (ISO 17872:2007)
Paints and varnishes —
Determination of the volatile
organic compound content of
low-VOC emulsion paints (in-
canVOC) (ISO 17895:2005)
Paints and varnishes —
Determination of the scratch
resistance of a coating system
using a laboratory car-wash
(ISO 20566:2005)
Paints and varnishes —
Determination of stone-chip
resistance of coatings — Part
1: Multi-impact testing (ISO
20567-1:2005)
Paints and varnishes —
Determination of stone-chip
resistance of coatings — Part
2: Single-impact test with
a guided impact body (ISO
20567-2:2005)
Paints and varnishes —
Evaluation of defects on coated
surfaces using optical imaging
— Part 1: General guidance
(ISO 21227-1:2003)
699
Продолжение
Номер стандарта
EN ISO 21227-2:2006
EN ISO 21227-3:2007
Наименование стандарта
Лаки и краски. Оценка
дефектов на покрытых поверхностях
с применением оптических
средств. Часть 2. Руководство по
обработке результатов
многоимпульсного испытания каменной
крошкой
Лаки и краски. Оценка
дефектов на покрытых поверхностях
с применением оптических
средств. Часть 3. Вычисление
расслоения и коррозии вблизи
надреза
Paints and varnishes —
Evaluation of defects on coated
surfaces using optical imaging —
Part 2: Evaluation procedure
for multi-impact
stone-chipping test (ISO 21227-2:2006)
Paints and varnishes —
Evaluation of defects on coated
surfaces using optical imaging —
Part 3: Evaluation of delami-
nation and corrosion around a
scribe (ISO 21227-3:2007)
Стандарты СЭВ
СТ СЭВ 458-77
СТ СЭВ 460-77
СТ СЭВ 991-78
СТ СЭВ 1442-78
СТ СЭВ 1443-78
СТ СЭВ 1444-87
СТСЭВ 1767-79
СТ СЭВ 2544-80
СТ СЭВ 2545-80
СТ СЭВ 2546-80
Климатическое районирование
Земного шара для технических
целей
Виды климатических
исполнений изделий
Коррозия металлов.
Коррозионная агрессивность атмосферы.
Классификация
Материалы лакокрасочные.
Определение времени и степени
высыхания
Материалы лакокрасочные.
Метод определения времени
истечения из воронки
Материалы лакокрасочные.
Методы определения кислотного
числа
Материалы лакокрасочные
Определение устойчивости
покрытий на металлической
поверхности в атмосферных
условиях
Материалы лакокрасочные.
Метод определения степени
перетира гриндометром
Материалы лакокрасочные.
Метод определения адгезии
решетчатыми надрезами
Материалы лакокрасочные.
Метод определения эластичности
покрытия при изгибе
Climatic regionalizing of the
Earth for technical purposes
Types of execution of
engineering products for different
climates
Classification of the corrosion
aggresivity of the atmosphere
Paints materials. Test method
for the determination of
through-dry time and through-
dry state
Paints materials. Test method
for the determination of flow
time by use of flow cups
Paints materials. Test methods
for the determination of acid
value
Paints materials. Test method
for the determination of
covering stability on metallic
surfaces in atmospheric
conditions
Paints materials. Test method
for the determination of grind
fineness using grindometer
Paints materials. Test method
determination of adhesion by
cross-cut test
Paints materials. Test method
for the determination of
elasticity by bend test
700
Продолжение
Номер стандарта
СТ СЭВ 2603-80
СТ СЭВ 3385-81
СТ СЭВ 3386-81
СТ СЭВ 3387-81
СТ СЭВ 3388-81
СТ СЭВ 3389-81
СТ СЭВ 4167-83
СТ СЭВ 4168-83
СТ СЭВ 4816-84
СТ СЭВ 4245-83
СТ СЭВ 5259-85
СТ СЭВ 5260-85
СТ СЭВ 5261-85
СТ СЭВ 5262-85
Наименование стандарта
Внешние воздействующие
факторы. Номенклатура и
характеристики
Материалы лакокрасочные.
Методы определения толщины
сырого слоя
Материалы лакокрасочные.
Метод определения прочности
пленок при ударе
Материалы лакокрасочные.
Метод определения температуры
вспышки по Абель-Пенске
Материалы лакокрасочные.
Метод определения массовой доли
летучих и нелетучих, твердых и
пленкообразующих веществ
Пигменты неорганические и
наполнители. Метод определения
массовой доли летучих веществ
Материалы лакокрасочные.
Метод получения покрытий с
помощью аппликатора
Смолы лаковые. Методы
определения гидроксильного числа
алкидных и полиэфирных смол
Защита от коррозии. Покрытия
фосфатные. Технические
требования и методы испытаний
Пигменты неорганические.
Метод определения плотности
Пигменты и наполнители. Метод
определения маслоемкости
Материалы лакокрасочные.
Методы определения стойкости
к статическому воздействию
жидкостей
Материалы лакокрасочные.
Методы определения
устойчивости к воздействию переменных
температур
Материалы лакокрасочные.
Метод определения цвета
Environmental factors.
Nomenclature and characteristics
Paints materials. Test methods
of determination thicknesses of
damp layer
Paints materials. Test method
of determination films
toughness by impact test
Paints materials. Test method
for the determination of flash
point by Abel-Penske
Paints materials. Test method
for the determination of mass
share volatile-matter and
non-volatile-matter, hard and
film-forming materials
Pigments inorgnic and
extenders. Test method for the
determination of volatile matters
mass fraction
Paints materials. Test method
for determination coatings
using applicator
Varnished resins. Test method
for determination hydroxyl
number of alkyd and polyester
resins
Corrosion protection.
Phosphate coatings. Technical
requirements and test methods
Pigments inorgnic. Test
methods for the determination of
density
Pigments and extenders. Test
method for determination of
oil absorption value
Paints materials. Test methods
for the determination
resistance to liquid statistic effect
Paints materials. Test methods
for the determination of
stability to variable influence of
temperatures
Paints materials. Test method
for the determination of colour
701
Окончание
Номер стандарта
СТ СЭВ 5263-85
СТ СЭВ 5486-86
СТ СЭВ 5487-86
СТ СЭВ 5488-86
СТ СЭВ 5731-86
СТ СЭВ 5732-86
СТ СЭВ 5904-87
СТ СЭВ 6136-87
СТ СЭВ 6228-88
СТ СЭВ 6229-88
СТ СЭВ 6443-88
СТ СЭВ 6444-88
Наименование стандарта
Материалы лакокрасочные.
Метод определения степени
розлива
Материалы лакокрасочные.
Метод определения разбавления
Материалы лакокрасочные.
Метод определения срока годности
Материалы лакокрасочные.
Методы оценки плотности осадка
Защита от коррозии. Покрытия
лакокрасочные. Метод оценки
изменения свойств после
испытаний
Защита от коррозии. Изделия
стальные. Методы подготовки
поверхности перед нанесением
лакокрасочных покрытий
Материалы лакокрасочные.
Метод определения укрывистости
Климат земного шара.
Классификация по температуре и
влажности для технических целей
Материалы лакокрасочные.
Метод определения паропрони-
цаемости пленок
Материалы лакокрасочные.
Метод определения твердости
покрытий по маятниковому
прибору
Защита от коррозии. Покрытия
конверсионные фосфатные на
цинке
Коррозионная агрессивность
атмосферы. Методы определения
количества выпадающих из
атмосферы растворимых хлоридов
Paints materials. Test method
for the determination of flow
property
Paints materials. Test method
for the determination of
dilution
Paints materials. Test method
for the determination of
working life
Paints materials. Test methods
for the determination of
density of sediment
Corrosion protection. Paint
coatings. Test method for the
evaluation changes of
properties after tests
Corrosion protection. Steel
products. Methods of surface
preparation for painting
Paints materials. Test method
for determination of hiding
power
Climate on Earth on the
surface. Classification of outdoor
environment for technial
purposes
Paints materials. Test method
for the determination a vapour-
permeability of films
Paints materials. Test method
for determination of
coating hardness using pendulum
instrument
Corrosion protection.
Phosphate conversion coatings on
zinc
Determination of corrosivity of
atmospheres. Test method for
the determination of chlorides
in precipitates
702
ПРИЛОЖЕНИЕ 4
ПЕРЕЧЕНЬ РОССИЙСКИХ СТАНДАРТОВ
Номер ГОСТ
896-69
1003-73
4765-73
5233-89
6572-91
6589-74
6806-73
7827-74
8292-85
8420-74
8784-75
8832-76
9070-75
9529-80
9825-73
Наименование стандарта
Материалы лакокрасочные.
Фотоэлектрический метод определения
блеска
Сиккативы нефтенатные жидкие.
Технические условия
Материалы лакокрасочные. Метод
определения прочности пленок при
ударе
Материалы лакокрасочные. Метод
определения твердости покрытия по
маятниковому прибору
Покрытия лакокрасочные тракторов
и сельскохозяйственных машин.
Общие технические требования
Материалы лакокрасочные. Метод
определения степени перетира
прибором «Клин» (гриндометр)
Материалы лакокрасочные. Метод
определения эластичности пленки
при изгибе
Растворители марок Р-4, Р-4А, Р-5,
Р-5А, Р-12 для лакокрасочных
материалов. Технические условия
Краски масляные цветные
густотертые. Технические условия
Материалы лакокрасочные. Методы
определения условной вязкости
Материалы лакокрасочные. Методы
определения укрывистости
Материалы лакокрасочные. Методы
получения лакокрасочного покрытия
для испытаний
Вискозиметры для определения
условной вязкости лакокрасочных
материалов. Технические условия
Пигменты неорганические. Методы
определения разбеливающей
способности белых пигментов
Материалы лакокрасочные.
Термины, определения и обозначения
Paints and varnishes.
Photoelectrical method for determination
of gloss of coatings
Liquid naphthenic driers.
Specifications
Paints and varnishes. Method of
determination impact resistance
Paints and varnishes. Method for
determination of coating
hardness pendulum instrument
Paint coatings of tractors and
agricultural machinery. General
technical requirements
Paints and varnishes. Method for
determination of grind degree by
grindmeter «Klin»
Paints and varnishes. Method for
determination of film elasticity in
bending
Solvents of P-4, P-4A, P-5,
P-5A, P-12 type for paintwork
materials. Specifications
Oil and paste colour paints.
Specifications
Paints and varnishes. Method
for determination of relative
viscosity
Paints and varnishes. Methods
for determination of hiding
power
Paints and varnishes. Methods
for formation of paint coating for
testing
Viscosimeters for determination
of relative viscosity of paint and
lacquer materials. Specifications
Inorganic pigments. Methods of
testing reducing power of white
pigments
Paints and varnishes. Terms,
definitions and designations
703
Продолжение
Номер ГОСТ
9980.1-86
9980.2-86
9980.3-86
9980.4-2002
9980.5-86
10277-90
10503-71
11066-74
11481-75
11826-77
12707-77
14243-78
15140-78
16872-78
16873-78
16976-71
17537-72
18188-72
Наименование стандарта
Материалы лакокрасочные. Правила
приемки
Материалы лакокрасочные. Отбор
проб для испытаний
Материалы лакокрасочные. Упаковка
Материалы лакокрасочные.
Маркировка
Материалы лакокрасочные.
Транспортирование и хранение
Шпатлевки. Технические условия
Краски масляные, готовые к
применению. Технические условия
Лаки и эмали кремнийорганические
термостойкие. Технические условия
Краски художественные
акварельные. Технические условия
Краски масляные и пентамасля-
ные художественные. Технические
условия
Грунтовки фосфатирующие.
Технические условия
Материалы лакокрасочные. Методы
получения свободных пленок
Материалы лакокрасочные. Методы
определения адгезии
Пигменты неорганические. Методы
определения относительной
красящей способности (или
эквивалентной красящей способности) и цвета в
разбеле цветных пигментов
Пигменты и наполнители
неорганические. Методы определения цвета и
белизны
Покрытия лакокрасочные. Метод
определения степени меления
Материалы лакокрасочные. Методы
определения массовой доли летучих
и нелетучих, твердых и
пленкообразующих веществ
Растворители марок 645, 646, 647,
648 для лакокрасочных материалов.
Технические условия
Paints and varnishes. Rules of
acceptance
Paints and varnishes. Test
sampling
Paints and varnishes. Packing
Paints and varnishes. Marking
Paints and varnishes.
Transportation and storage
Putties. Specifications
Oil paints ready for use.
Specifications
Thermostable silicoorganic
lacquers and enamels.
Specifications
Water colour paints for artists
use. Specifications
Oil paints and pentaoil for artists
use. Specifications
Wash primers. Specifications
Paints and varnishes. Methods
for formation of free films
Paints and varnishes. Methods
for determination of adhesion
Inorganic pigments. Methods for
determination of relative tinting
power (or equivalent value) and
colour on reduction of coloured
pigments
Inorganic pigments and
extenders. Methods for colour and
whiteness determination
Paint coatings. Method for
determination of chalking degree
Paints and varnishes. Methods
for determination of the
content of volatile and non-volatile
matters, hard and film-forming
materials
Solvents of grades 645, 646, 647,
648 for paints and varnishes.
Specifications
704
Продолжение
Номер ГОСТ
18299-72
18958-73
19007-73
19266-79
19279-73
19284-79
20811-75
21119.1-75
21119.2-75
21119.3-91
21119.4-75
21119.5-75
21119.6-92
21119.7-75
21119.8-75
Наименование стандарта
Материалы лакокрасочные. Метод
определения предела прочности при
растяжении, относительного
удлинения при разрыве и модуля упругости
Краски силикатные
Материалы лакокрасочные. Метод
определения времени и степени
высыхания
Материалы лакокрасочные. Методы
определения цвета
Краски полимерцементные
Микротальк для лакокрасочной и
карандашной промышленности.
Технические условия
Материалы лакокрасочные. Методы
испытаний покрытий на истирание
Общие методы испытаний пигментов
и наполнителей. Определение
массовой доли воды и летучих веществ
Общие методы испытаний пигментов
и наполнителей. Определение
массовой доли веществ, растворимых в
воде
Общие методы испытания пигментов
и наполнителей. Определение рН
водной суспензии
Общие методы испытаний пигментов
и наполнителей. Методы
определения остатка на сите
Красители органические и пигменты
неорганические. Метод определения
плотности
Общие методы испытаний пигментов
и наполнителей. Определение
уплотненного объема, кажущейся
плотности после уплотнения и насыпного
объема
Красители органические и пигменты
неорганические. Метод определения
удельной электрической
проводимости водной вытяжки
Общие методы испытаний
пигментов и наполнителей. Определение
маслоемкости
Paints and varnishes. Method for
determination of tensile strength,
relative elongation at tear and
modulus of elasticity
Silicate paints
Paints and varnishes. Method for
determination of drying time and
degree
Paints and varnishes. Methods of
colour determination
Polymer-cement paints
Microtalc for varnish and paint
and pencil industry.
Specifications
Paints and varnishes. Methods
for coating abrasion test
General methods of test for
pigments and extenders.
Determination of water and volatile matters
mass fraction
General methods of test for
pigments and extenders.
Determination of soluble in water matters
mass fraction
General methods of test for
pigments and extenders.
Determination of pH value of an aqueous
suspension
General methods of test for
pigments and extenders. Methods
for determination of residue on
sieve
Organic dyestuffs and inorganic
pigments. Method for
determination of density
General methods of test for
pigments and extenders.
Determination of tamped volume, apparent
density after tamping and bulk
volume
Organic dyestuffs and inorganic
pigments. Method for
determination of specific conductivity of
water extract
General methods of test for
pigments and extenders.
Determination of oil absorption value
705
Продолжение
Номер ГОСТ
21119.9-75
21119.10-75
21119.11-92
21119.12-92
21513-76
21903-76
23852-79
23955-80
24404-80
26194-84
27037-86
27271-87
27890-88
28196-89
28246-2006
Наименование стандарта
Красители органические и пигменты
неорганические. Метод определения
потери массы при прокаливании
Красители органические и пигменты
неорганические. Метод определения
содержания золы
Общие методы испытаний пигментов
и наполнителей. Определение
водорастворимых сульфатов, хлоридов и
нитратов
Общие методы испытаний пигментов
и наполнителей. Определение
кислотности или щелочности водного
экстракта
Материалы лакокрасочные. Методы
определения водо- и влагопоглоще-
ния лакокрасочной пленкой
Материалы лакокрасочные. Методы
определения условной
светостойкости
Покрытия лакокрасочные. Общие
требования к выбору по
декоративным свойствам
Материалы лакокрасочные. Методы
определения кислотного числа
Изделия из древесины и древесных
материалов. Покрытия
лакокрасочные. Классификация и обозначения
Смолы лаковые. Методы
определения гидроксильного числа алкидных
и полиэфирных смол
Материалы лакокрасочные. Метод
определения устойчивости к
воздействию переменных температур
Материалы лакокрасочные. Метод
контроля срока годности
Покрытия лакокрасочные защитные
дезактивируемые. Метод
определения адгезионной прочности
нормальным отрывом
Краски водно-дисперсионные.
Технические условия
Материалы лакокрасочные. Термины
и определения
Organic dyestuffs and inorganic
pigments. Method for
determination of loss in mass on ignition
Organic dyestuffs and inorganic
pigments. Method for
determination of ash content
General methods of test for
pigments and extenders.
Determination of water-soluble sulphates,
chlorides and nitrates
General methods of test for
pigments and extenders.
Determination of acidity or alkalinity of the
aqueous extract
Paints and varnishes. Methods
for determination of water and
moisture absorptive paint film.
Paints and varnishes. Methods
for determination of relative
light-fastness
Paint coatings. General
requirements for choice by decorative
properties
Paints and varnishes. Methods
for determination of acid value
Product of woods and wooden
materials. Paint coatings.
Classification and designations
Resins for paint and varnish.
Methods for determination of
hydroxyl number of alkyd and
polyester resins
Paints and varnishes. Method of
determination of stability to
variable temperatures
Paints and varnishes. Method for
control of working life
Decontaminable protective paints
coatings. Adhesion determination
by normal pull-off method
Water-dispersion paints.
Specifications
Coating materials. Terms and
definitions
706
Продолжение
Номер ГОСТ
28513-90
28451-90
29309-92
29317-92
29318-92
29319-92
30662-99
30763-2001
30884-2003
31093-2003
ИСО 8130.2-
2002
ИСО 8130-3
-2006
ИСО 8130.6-
2002
ИСО 8130.7-
2001
Р 50279.1-92
Р 50279.2-92
Наименование стандарта
Материалы лакокрасочные. Метод
определения плотности
Краски и лаки. Перечень
эквивалентных терминов
Покрытия лакокрасочные.
Определение прочности при растяжении
Материалы лакокрасочные и сырье
для них. Температуры и влажности
для кондиционирования и испытания
Материалы лакокрасочные. Оценка
совместимости продукта с
окрашиваемой поверхностью. Методы
испытания
Материалы лакокрасочные. Метод
визуального сравнения цвета
Преобразователи ржавчины. Методы
испытаний защитных свойств
лакокрасочных покрытий
Краски порошковые. Отбор проб
Краски масляные, готовые к
применению. Общие технические условия
Материалы лакокрасочные
мебельные. Общие технические условия
Краски порошковые. Определение
плотности с применением газового
пикнометра (арбитражный метод)
Краски порошковые. Часть 3.
Определение плотности с применением
жидкостного пикнометра
Краски порошковые. Определение
времени желатинизации
термореактивных порошковых красок при
заданной температуре
Краски порошковые. Определение
потери массы при горячей сушке
Материалы лакокрасочные. Методы
определения содержания металлов.
Приготовление кислых экстрактов из
лакокрасочных материалов в жидкой
или порошковой формах
Материалы лакокрасочные. Методы
определения содержания металлов.
Приготовление кислых экстрактов из
высушенных лакокрасочных пленок
Paints and varnishes. Method for
determination of density
Paints and varnishes. List of
equivalent terms
Paint coatings. Determination of
strength under the tension
Paints and varnishes and their
raw materials. Temperatures and
humidity's for conditioning and
testing
Paints and varnishes. Evaluation
of compatibility of a product
with a surface to be painted.
Methods of test
Paints and varnishes. Visual
comparison of the colour of
paints
Rust converters. Methods of
tests of paint coatings protective
properties
Coating powders. Sampling
Ready-mixed oil paints. General
specifications
Paints and varnishes for
furniture. General specifications
Coating powders. Determination
of density by gas comparison
pyknometer (referee method)
Coating powders. Part 3.
Determination of density by liquid
displacement pycnometer
Coating powders.
Determination of gel time of
thermosetting coating powders at a given
temperature
Coating powders. Determination
of loss of mass on hot drying
Paints and varnishes. Test
methods of metal content. Preparation
of acid extracts from paints in
liquid or powder form
Paints and varnishes. Test
methods of metal content. Preparation
of acid extract from dried paint
films
707
Продолжение
Номер ГОСТ
Р 50279.3-92
Р 50279.4-92
Р 50279.5-92
Р 50279.6-92
Р 50279.7-92
Р 50279.8-92
Р 50279.9-92
Наименование стандарта
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания
«растворенного» свинца. Метод пламенной
атомно-абсорбционной
спектрометрии и спектрофотометрический
метод с использованием дитизона
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания
«растворенной» сурьмы. Метод пламенной
атомно-абсорбционной
спектрометрии и спектрофотометрический
метод с использованием родамина Б
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания
«растворенного» бария. Метод пламенной
атомно-эмиссионной спектрометрии
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания
«растворенного» кадмия. Метод пламенной
атомно-абсорбционной
спектрометрии и полярографический метод
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания
«растворенного» шестивалентного хрома в
пигментной части жидкой и
порошковой красок.
Спектрофотометрический метод с использованием
дифенилкарбозида
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания общего
«растворенного» хрома в жидкой
части краски. Метод пламенной
атомно-абсорционной
спектрометрии
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания
«растворенной» ртути в пигментной части
краски и в жидкой части водоразбав-
ляемых красок. Метод беспламенной
атомно-абсорбционной
спектрометрии
Paints and varnishes. Test
methods of metal content.
Determination of «soluble» lead content.
Flame atomic absorption spectro-
metric method and dithizone
spectrophotometric method
Paints and varnishes. Test
methods of metal content.
Determination of «soluble» antimony
content. Flame atomic
absorption spectrometric method and
rhodamine В spectrophotometric
method
Paints and varnishes. Test
methods of metal content.
Determination of «soluble» barium content.
Flame atomic emission
spectrometric method
Paints and varnishes. Test
methods of metal content.
Determination of «soluble» cadmium.
Flame atomic absorption
spectrometric method and polarographic
method
Paints and varnishes. Paints
and varnishes. Test methods of
metal content. Determination of
«soluble» hexavalent chromium
content of pigment portion of
the liquid paint or the paint in
powder form. Diphenilcarbazide
spectrophotometric method
Paints and varnishes. Test
methods of metal content.
Determination of total «soluble» chromium
content of the liquid portion of
paint. Flame atomic absorption
spectrometric method
Paints and varnishes. Test
methods of metal content.
Determination of «soluble» mercury
content of the pigment portion of the
paint and of the liquid portion of
waterdelutable paints. Flameless
atomic absorption spectrometric
method
708
Продолжение
Номер ГОСТ
Р 50279.10-92
Р 50279.11-92
Р 50357-92
Р 50500-93
Р 50535-93
Р 50563.1-93
Р 50563.2-93
Р 50563.3-93
Р 50563.4-93
Р 50563.5-93
Р 50563.6-93
Р 50771-95
Наименование стандарта
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания общего
свинца. Метод пламенной атомно-
абсорбционной спектрометрии
Материалы лакокрасочные. Методы
определения содержания металлов.
Определение содержания общей
ртути. Метод беспламенной атомно-
абсорбционной спектрометрии
Ультрамарины для красок. Общие
технические условия
Лаки и краски. Испытание на изгиб
(конический стержень)
Материалы лакокрасочные. Методы
определения объемной доли
нелетучих веществ
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости.
Введение
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости.
Диспергирование в вибромельнице
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости.
Диспергирование в мельнице с
высокоскоростной мешалкой
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости.
Диспергирование в бисерной мельнице
Пигменты и наполнители.
Методы диспергирования для оценки
характеристик диспергируемости.
Диспергирование в автоматической
краскотерке
Пигменты и наполнители. Методы
диспергирования для оценки
характеристик диспергируемости.
Диспергирование в трехвалковой мельнице
Пигменты кадмиевые. Общие
технические условия
Paints and varnishes. Test
methods of metal content.
Determination of total lead. Flame atomic
absorption spectrometric method
Paints and varnishes. Test
methods of metal content.
Determination of total mercury. Flameless
atomic absorption spectrometric
method
Ultramarines for paints. General
specifications
Paints and varnishes. Bend test
(conical mandrel)
Paints and varnishes. Methods
for the determination of volume
of non-volatile matters
Pigments and extenders.
Methods of dispersion for assessment
of dispersion characteristics.
Introduction
Pigments and extenders.
Methods of dispersion for assessment
of dispersion characteristics.
Dispersion using an oscillatory
shaking
Pigments and extenders.
Methods of dispersion for assessment
of dispersion characteristics.
Dispersion using a high-speed
impeller mill
Pigments and extenders.
Methods of dispersion for assessment
of dispersion characteristics.
Dispersion using a bead mill
Pigments and extenders.
Methods of dispersion for assessment
of characteristics. Dispersion
using an automatic miller
Pigments and extenders.
Methods of dispersion for assessment
of dispersion characteristics.
Dispersion using a triple-roll mill
Cadmium pigments. General
specifications
709
Продолжение
Номер ГОСТ
Р 51691-2000
Р 51692-2000
Р 51693-2000
Р 51694-2000
Р 52020-2003
Р 52165-2003
Р 52166-2003
52362-2005
Р 52485-2005
Р 52486-2005
Р 52487-2005
Р 52489-2005
Р 52490-2005
Р 52491-2005
Р 52663-2006
Наименование стандарта
Материалы лакокрасочные. Эмали.
Общие технические условия
Олифы. Общие технические условия
Грунтовки антикоррозионные.
Общие технические условия
Материалы лакокрасочные.
Определение толщины покрытия
Материалы лакокрасочные водно-
дисперсионные. Общие технические
условия
Материалы лакокрасочные. Лаки.
Общие технические условия
Материалы лакокрасочные.
Определение твердости покрытия по
времени уменьшения амплитуды
колебаний маятника
Безопасность лакокрасочных
материалов. Термины и определения
Материалы лакокрасочные.
Определение содержания летучих
органических соединений (ЛОС). Разностный
метод
Материалы лакокрасочные.
Определение содержания летучих
органических соединений (ЛОС). Газохрома-
тографический метод
Материалы лакокрасочные.
Определение массовой доли нелетучих
веществ
Материалы лакокрасочные.
Колориметрия. Часть 1. Основные
положения
Материалы лакокрасочные.
Колориметрия. Часть 3. Расчет цветовых
различий
Материалы лакокрасочные,
применяемые в строительстве. Общие
технические условия
Материалы лакокрасочные. Метод
определения блеска лакокрасочных
покрытий, не обладающих
металлическим эффектом, под углом 20
град., 60 град, и 85 град.
Paints and varnishes. Enamels.
General specifications
Boiled oils. General
specifications
Anticorrosion primers. General
specifications
Paints and varnishes.
Determination of film thickness
Water dispersible paint materials.
General specifications
Paints and varnishes. Varnishes.
General specifications
Paints and varnishes.
Determination of hardness by pendulum
damping test
Safety of paint materials. Terms
and definitions
Paints and varnishes.
Determination of volatile organic
compound (VOC) content.
Difference method
Paint materials. Determination
of volatile organic compound
(VOC) content. Gas-chromato-
graphic method
Paint materials. Determination of
non-volatile-matter mass fraction
Paint materials. Colorimetry. Part
1. Principles
Paint materials. Colorimetry. Part
3. Calculation of colour
differences
Paint materials, used in building.
General specifications
Paint materials. Determination
of reflection haze on paint films,
not possessing metallic effect, at
20 degrees, 60 degrees and 85
degrees
710
Продолжение
Номер ГОСТ
Р 52740-2007
Р 52753-2007
Наименование стандарта
Материалы лакокрасочные. Метод
определения прочности покрытия
при изгибе вокруг цилиндрического
стержня
Материалы лакокрасочные. Метод
определения степени перетира
Paint materials. Method for
determination of film strength
while bending around cylindrical
mandrel
Paint materials. Determination of
fineness of paint milling
Единая система защиты от коррозии и старения
6992-68
9.010-80
9.032-74
9.045-75
9.050-75
9.072-77
9.083-78
9.104-79
9.105-80
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Метод испытаний на стойкость
в атмосферных условиях
Единая система защиты от коррозии
и старения. Воздух сжатый для
распыления лакокрасочных материалов.
Технические требования и методы
контроля
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Группы, технические
требования и обозначения
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Ускоренные методы
определения светостойкости
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Методы лабораторных
испытаний на стойкость к воздействию
плесневых грибов
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Термины и определения
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Методы ускоренных испытаний
на долговечность в жидких
агрессивных средах
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Группы условий эксплуатации
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Классификация и основные
параметры методов окрашивания
Unified system of corrosion and
ageing protection. Paint coatings.
Method for determination of
weather-resistance of coatings
Unified system of corrosion and
ageing protection. Compressed
air for atomization of paint
materials. Technical requirements and
methods of control
Unified system corrosion and
ageing protection. Paint coatings.
Classification and designations
Unified system of corrosion and
ageing protection. Paint coatings.
Accelerated methods of light-
fastness determination
Unified system of corrosion and
ageing protection. Paint
coatings. Laboratory test methods to
mould resistance
Unified system of corrosion and
ageing protection. Paint coating.
Terms and definitions
Unified system of corrosion and
ageing protection. Paint
coatings. Accelerated test methods
for durability in liquid corrosive
mediums
Unified system corrosion of
corrosion and ageing protection.
Paint coatings. Croups of
operation conditions
Unified system of corrosion and
ageing protection. Paints
coatings. Classification and basic
parameters of painting methods
711
Продолжение
Номер ГОСТ
9.401-91
9.402-2004
9.403-80
9.405-83
9.406-84
9.407-84
9.408-86
9.409-88
9.410-88
Р 9.413-2007
Наименование стандарта
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Общие требования и методы
ускоренных испытаний на стойкость
к воздействию климатических
факторов
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Подготовка металлических
поверхностей перед окрашиванием
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Методы испытаний на
стойкость к статическому воздействию
жидкостей
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Метод определения режима
горячей сушки
Единая система защиты от коррозии
и старения. Покрытия органосили-
катные. Технические требования и
методы испытаний
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Метод оценки внешнего вида
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Метод ускоренных испытаний
на стойкость в условиях хранения
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Методы ускоренных испытаний
на стойкость к воздействию
нефтепродуктов
Единая система защиты от коррозии
и старения. Покрытия порошковые
полимерные. Типовые
технологические процессы
Единая система защиты от коррозии
и старения. Покрытия
лакокрасочные. Определение проникающей
способности водоразбавляемых
лакокрасочных материалов при
электроосаждении
Unified system of corrosion and
ageing protection. Paint
coatings. General requirements and
methods of accelerated tests
on resistance to the action of
climatic factors
Unified system of corrosion and
ageing protection. Paint coatings.
Metal surface preparation for
painting
Unified system of corrosion and
ageing protection. Paint coatings.
Test methods for resistance to
liquid static effect
Unified system of corrosion and
ageing protection. Paint coatings.
Method for determination of hot
drying conditions
Unified system of corrosion and
ageing protection.
Organic-silicate coatings. Technical
requirements and methods of tests
Unified system of corrosion and
ageing protection. Paint coatings.
Method of appearance rating
Unified system of corrosion and
ageing protection. Paint coatings.
Accelerated corrosion test for
resistance in storage conditions
Unified system of corrosion and
ageing protection. Paint coatings.
Methods of accelerated tests for
the resistance to the effect of
petroleum products
Unified system of corrosion and
ageing protection. Powder
polymeric coatings. Typical
technological processes
Unified system of corrosion and
ageing protection. Paint coatings.
Penetrability determination of
water-thinned paints at electrode-
position
712
Продолжение
Номер ГОСТ Наименование стандарта
Климатические факторы
15150-69
15151-69
16350-80
24482-80
25650-83
25870-83
Р 51369-99
Р 51370-99
Р 51909 2002
Машины, приборы и другие
технические изделия. Исполнения для
различных климатических районов.
Категории, условия эксплуатации,
хранения и транспортирования в
части воздействия климатических
факторов внешней среды
Машины, приборы и другие
технические изделия для районов с
тропическим климатом. Общие технические
условия
Климат СССР. Районирование и
статистические параметры
климатических факторов для технических
целей
Макроклиматические районы
земного шара с тропическим климатом.
Районирование и статистические
параметры климатических факторов
для технических целей
Климат Антарктиды. Районирование
и статические параметры
климатических факторов для технических
целей
Микроклиматические районы
земного шара с холодным и умеренным
климатом. Районирование и
статистические параметры климатических
факторов для технических целей
Методы испытаний на стойкость к
климатическим внешним
воздействующим факторам машин, приборов и
других технических изделий.
Испытания на воздействие влажности
Методы испытаний на стойкость к
климатическим внешним
воздействующим факторам машин, приборов
и других технических изделий.
Испытание на воздействие солнечного
излучения
Методы испытаний на стойкость к
внешним воздействующим факторам
машин, приборов и других
технических изделий. Испытания на
транспортирование и хранение
Machines, instruments and other
industrial products. Modification
for different climatic regions.
Categories, operating, storage
and transportation conditions as
to environment climatic aspects
influence
Machines, instruments' and other
industrial products for tropics.
General specification
Climate of the USSR.
Regionalizing and statistical parameters
of climatic factors for technical
purposes
Macroclimatic regions of the
world with tropic climate.
Regionalizing and statistical
parameters of climatic factors for
technical purposes
Climate of Antarctica.
Regionalizing and statistical parameters
of climatic factors for technical
purposes
Macroclimatic regions of the
world with cold and
temperate climate. Regionalizing and
statistical parameters of climatic
factors for technical purposes
Climatic environment
stability test methods machines,
instruments and other industrial
products. Test for influence of
humidity
Climatic environment
stability test methods for machines,
instruments and other industrial
products. Test for influence of
solar radiation
Climatic environment
stability test methods for machines,
instruments and other industrial
products. Tests for transportation
and storage
713
Окончание
Номер ГОСТ
Р 52560-2006
Р 52562-2006
Наименование стандарта
Методы испытаний на стойкость к
климатическим внешним
воздействующим факторам машин, приборов
и других технических изделий.
Испытания на воздействие пыли (песка)
Методы испытаний на стойкость к
климатическим внешним
воздействующим факторам машин,
приборов и других технических изделий.
Испытания на воздействие воды
Climatic environment
stability test methods for machines,
instruments and other industrial
products. Test methods for dust
(sand) influence
Climatic environment
stability test methods for machines,
instruments and other industrial
products. Test methods for water
influence
714
ПРИЛОЖЕНИЕ 5
МЕТОДЫ ОЦЕНКИ РАЗРУШЕНИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Международный стандарт ИСО 4628-1 устанавливает общую систему
оценки, содержит шкалы оценки количества, размеров и интенсивности
типовых дефектов лакокрасочных покрытий и вьщеляет основные принципы
систематизации, применяемой в других частях ИСО 4628. Другие части ИСО
4628 включают иллюстрированные стандарты или иные способы оценки
различных типов дефектов.
Технология оценки разрушений покрытий с помощью оптических
методов, описанная в международном стандарте ИСО 21227, может
привести к более объективным, точным, количественным и воспроизводимым
результатам по сравнению с визуальными оценочными методиками.
ИСО 21227-1 содержит общее введение в оптические методы. Рабочие
характеристики индивидуальных испытательных методов и требований для
точности описаны в других частях указанного стандарта.
ОСНОВНЫЕ ПРИНЦИПЫ И ШКАЛЫ ОЦЕНКИ
РАЗРУШЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Шкалы, представленные в ИСО 4628-1, характеризуют стандартные типы
общих дефектов и площади разрушения покрытий, вызванных в первую
очередь старением и влиянием атмосферных условий.
Определение интенсивности и количества дефектов проводят по
цифровой шкале в баллах от 0 до 5, где 0 обозначает отсутствие дефектов, а
5 — наличие настолько сильного повреждения покрытия, что дальнейшее
испытание не имеет практического смысла.
Таблица П 5.1
Шкала баллов для определения
количества дефектов
Другие типы дефектов
характеризуются баллами 1,2,3,4 и соответствуют
оптимальному распределению дефектов
по всей шкале.
При необходимости более точной
характеристики обнаруженных
дефектов допускается использовать
промежуточные степени оценки.
Количество дефектов в форме не-
однородностей или других локальных
недостатков в покрытии, рассеянных
по исследуемой площади в более или
менее четком виде, определяют по
табл. П 5.1.
Средний размер дефектов определяют в соответствии с классификацией,
приведенной в табл. П 5.2.
Интенсивность однородных изменений на покрытиях, типа цветовых
изменений, например пожелтение, определяют в соответствии с табл.
П 5.3.
Балл
0
1
2
3
4
5
Количество дефектов
Нет, т.е. дефекты не обнаружены
Очень мало, т.е. малое, едва
заметное количество дефектов
Мало, т.е. малое, но заметное
количество дефектов
Умеренное количество дефектов
Значительное количество дефектов
Плотный узор дефектов
715
Таблица П 5.2
Шкала баллов для определения
размера дефектов
Балл
0
1
2
3
4
5
Размер дефектов
Невидимые при 10х увеличении
Видимые только при 10х
увеличении
Едва видимые невооруженным
глазом
Ясно видимые невооруженным
глазом (до 0,5 мм)
От 0,5 до 5 мм
Св. 5 мм
Таблица П 5.3
Шкала баллов для определения
интенсивности дефектов
Балл
0
1
2
3
4
5
Интенсивность изменений
Без изменений, т.е. нет никаких
заметных изменений
Очень незначительные, т.е. еле
заметные изменения
Незначительные, т.е. ясно
заметные изменения
Умеренные, т.е. очень ясно
заметные изменения
Значительные, т.е. резко
выраженные изменения
Очень заметные изменения
Примечание — Если это
целесообразно, количественное распределение
небольших дефектов по поверхности может быть
определено методом, который описан в
стандарте ИСО 10289.
Оценку интенсивности или
количества наблюдаемых дефектов
проводят в баллах в зависимости от вида
дефектов. Если это целесообразно, то
можно определить средний размер
отдельных дефектов в баллах (см. табл.
П 5.1 - П 5.3).
Отчет об испытании
Отчет об испытании должен
содержать следующую информацию:
а) ссылку на международный
стандарт ИСО 4628-1;
б) тип исследованной
поверхности, ее размер и, если необходимо, ее
расположение;
в) результаты оценки.
Примеры:
Образование пузырей: 2(S2).
Образование шелушения: 3 (S2).
При необходимости отчет об
испытании можно дополнить словами,
например, «наблюдаемое у кромки
поверхности» или «пузыри до
подложки»;
г) условия освещения при
выполнении оценки;
д) дата оценки.
ОПРЕДЕЛЕНИЕ СТЕПЕНИ ОБРАЗОВАНИЯ
ПУЗЫРЕЙ
Международный стандарт ИСО 4628-2 содержит иллюстрированные
стандарты сравнения для оценки степени образования пузырей на
поверхности лакокрасочных покрытий. Плотность и размер пузырей в
лакокрасочных покрытиях оценивают путем сравнения со стандартными рисунками,
пример которых приведен на рис. П 5.1.
Эти рисунки сравнения иллюстрируют пузыри разных размеров (2,3,4,5)
и разной плотности их распределения на поверхности лакокрасочного
покрытия (2,3,4,5).
Рисунки сравнения приведены из ASTM D714. Соответствие между
шкалами оценки по стандартам ИСО и ASTM приведено в таблице П 5.4.
716
с
(
* I
)
«
• t
« * «
» «
#
« (
Количество (плотность) 2 — 2 (S5) Количество (плотность) 3 — 3 (S5)
«... « «
С.
-. '4 /■ I, ■/ ^ - с « ■. ♦•■♦ J ;■
. f"
s • « «
Количество (плотность) 4—4 (S5) Количество (плотность) 5 — 5 (S5)
Рис. П 5.1. Рисунки сравнения «Пузыри размером 5»
717
Таблица Л 5.4
Соответствие шкал оценки степени образования пузырей по ASTM и ИСО
Плотность
ASTM
Нет
—
Незначительная
Средняя
Существенная
Высокая
разрушения
ИСО
0
1
2
3
4
5
Размер дефектов
ASTM
-
-
8
6
4
2
ИСО
-
1
2
3
4
5
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4628-2;
б) тип и обозначение испытуемого материала;
в) оценку плотности распределения пузырей;
г) оценку размера пузырей, например: пузыри 2(S2). При наличии на
поверхности испытуемых образцов пузырей различного размера оценку
проводят по размерам самых больших пузырей, типичных для этих образцов;
д) дату проведения испытания.
ОПРЕДЕЛЕНИЕ СТЕПЕНИ КОРРОЗИИ
Международный стандарт ИСО 4628-3 содержит иллюстрированные
стандарты сравнения для оценки степени коррозии на поверхности
лакокрасочных покрытий, нанесенных на сталь.
Плотность распределения и размер коррозионных поражений на
лакокрасочных покрытиях оценивают путем сравнения с рисунками сравнения,
пример которых приведен на рис. П 5.2.
Примечания:
1. Рисунки сравнения в стандарте приведены из сборника европейских шкал
для оценки коррозии, опубликованного Европейской ассоциацией производителей
красок, печатных красок и художественных красок. Соотношение между шкалой ИСО
и европейскими шкалами указано в табл. П 5.5.
2. Приблизительное соотношение между шкалами оценки по ИСО и ASTM
D610 приведено в табл. П 5.6.
3. Коррозию на неокрашенной стали перед нанесением покрытий оценивают
по ИСО 8501-1.
Эти стандарты показывают различные степени повреждения
окрашенных стальных поверхностей, возникающих в результате комбинированного
воздействия сквозной и проявляющейся подпленочной коррозии.
Приблизительные степени повреждения в результате действия сквозной
и общей коррозии (сквозная плюс подпленочная коррозия), приведенные
в этих стандартах, указаны в табл. П 5.7.
Приведенные рисунки, в основном, характеризуют степень коррозии
окрашенной стали. Их также можно использовать для оценки степени
коррозии на окрашенных пластинках из цветного металла, если вид
разрушения сравним с рисунками сравнения.
718
-*
- -?.f. *:
■■"г-и- wr-
.)•
r-v
* ■
-. • * .
- J*&? '& -
* * :• -л *'•
.л. -.--- */""' v
.-■„ • w<*
г*;1*
*-.is
*<*. '*■"
■;m
Рис. П 5.2. Рисунок сравнения «Участок лакокрасочного покрытия,
пораженного коррозией степени Ril
Следует указывать степень коррозии, которая, в соответствии с табл.
5.5 наиболее полно отражает коррозию испытуемого образна, особенно
учитывая сквозную коррозию.
Если средний размер коррозии Таблица П 5 5
на испытуемой пластинке значительно „
Степень коррозии и площадь
отличается от размеров, приведенных
на рисунках сравнения, то их размер
характеризуется по шкале,
приведенной в табл. П 5.3.
Отчет об испытании
Отчет об испытании должен
содержать следующую информацию:
а) ссылку на международный
стандарт ИСО 4628-3;
поврежденного коррозией участка
Степень коррозии
Ri()
Ril
Ri2
Ri3
Ri4
Ri5
Площадь поврежденного
коррозией участка, %
0
0,05
0,5
1
8
От 40 до 50
719
Таблица П 5.6 б) тип и обозначение испытуемо-
Соотношение между шкалами ИСО го материала;
и Европейской коррозионной шкалой в) оценку поврежденной
поверхности лакокрасочного покрытия в
результате коррозии;
г) оценку коррозии. Например:
площадь коррозии соответствует
рисунку 3, Ri 3 и размеры отдельных
пятен коррозии между 0,5 мм и 5 мм,
оценка коррозии будет: Ri 3(S4);
д) дату проведения испытания.
Коррозионная шкала
ИСО
RiO
Ril
Ri2
Ri3
Ri4
Ri5
Европейская
коррозионная шкала
ReO
Rel
Re2
Re3
Re5
Re7
Таблица П 5.7
Приблизительное соотношение
коррозионных шкал ИСО и ASTM
Коррозионная шкала
ИСО
RiO
Ril
Ri2
Ri3
Ri4
Ri5
Коррозионная шкала
ASTM
10
9
7
6
4
От 1 до 2
ОПРЕДЕЛЕНИЕ
СТЕПЕНИ РАСТРЕСКИВАНИЯ
Международный стандарт ИСО
4628-4 содержит иллюстрированные
стандарты сравнения для оценки
степени растрескивания лакокрасочных
покрытий.
Пример рисунков сравнения
приведен на рис. П 5.3, пример видов
трещин по ASTM приведен на рис.
П 5.4.
Оценку количества трещин
проводят по шкале, приведенной в табл. П
Таблица П 5.#5.8, оценку среднего размера трещин
Шкала для определения размера
трещин
проводят по шкале, приведенной в
табл. П 5.9.
По возможности, следует
указывать и глубину растрескивания
относительно толщины поврежденного
лакокрасочного покрытия.
Выделяют три типа разрушений,
возникающих в результате
растрескивания:
а) поверхностные трещины,
частично проникающие через толщину
наружного слоя;
б) трещины, проникающие через
наружный слой, но не вызывающие
значительных повреждений нижележащих слоев покрытия;
в) трещины, пронизывающие всю лакокрасочную систему.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4628-4;
б) тип и обозначение испытуемого материала;
Баллы
0
1
2
3
4
5
Количество трещин
Нет, т.е. трещины не обнаружены
Очень мало, т.е. малое, едва
заметное количество трещин
Мало, т.е. малое, но заметное
количество трещин
Умеренное количество трещин
Значительное количество трещин
Плотный узор трещин
720
\_
~>
V
>
V*
V
V
V
Количество (плотность) 1
f
Y
с
Д
A.
V
Количество (плотность) 2 Количество (плотность) 3
И
>
v Р1х у Y,
-Ч у
У
U
Количество (плотность) 4 Количество (плотность) 5
Рис. П 5.3. Рисунки сравнения «Хаотичное растрескивание»
в) оценку количества и размера трещин;
г) условия проведения оценки (освещенность), тип оцениваемой
поверхности;
д) по возможности, данные о глубине растрескивания (а,Ь,с), например,
растрескивание 2 (S3)b. При необходимости, отчет об испытании может
быть дополнен уточнениями, например, «линейное растрескивание». Однако
использовать их, по возможности, не следует;
е) дату проведения испытания.
721
ASTM8
TN0 2
ASTM6
TN0 4
ASTM4
TN0 6
ASTM2
TN0 8
Рис. П 5.4. Рисунки сравнения «Усадочная деформация»
Таблица П 5.9
Шкала для определения
размера трещин
Баллы
0
1
2
3
4
5
Размер трещин
Невидимые при 10х увеличении
Видимые только при 10х
увеличении
Едва видимые невооруженным
глазом
Ясно видимые невооруженным
глазом
Широкие трещины шириной до
1 мм
Очень широкие трещины
шириной более 1 мм
ОПРЕДЕЛЕНИЕ
СТЕПЕНИ ОТСЛАИВАНИЯ
Международный стандарт ИСО
4628-5 содержит иллюстрированные
стандарты сравнения для оценки
степени отслаивания лакокрасочных
покрытий.
Степень отслаивания определяют
по размеру площади отслоившегося
участка поверхности покрытия в
соответствии с табл. П 5.10, используя в
качестве примеров рис. П 5.5.
722
Количество (плотность) 1 Количество (плотность) 2 Количество (плотность) 3
Количество (плотность) 4 Количество (плотность) 5
Рис. П. 5.5. Рисунки сравнения «Направленное отслаивание»
Определение среднего размера отдельных отслоившихся участков
покрытия проводят по шкале, приведенной в табл. П 5.11.
По возможности, отмечают глубину отслаивания относительно толщины
лакокрасочного покрытия.
Выделяют два типа разрушения покрытий в результате отслаивания:
а) поверхностный слой (слои) отслаивается от нижележащих слоев;
б) отслаивание от подложки всей лакокрасочной системы.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4628-5;
723
Шкала для определения степени
отслаивания
Таблица П. 5.10 б) тип и обозначение
испытуемого материала;
в) оценку степени отслаивания;
г) оценку размера отслоившихся
участков;
д) данные о глубине отслаивания
(например: Отслаивание 3(S2) а. При
наличии на поверхности отслоившихся
участков различного размера оценку
проводят по размеру наибольшего
участка. При необходимости отчет
об испытании может быть дополнен
Таблица П. 5.11 уточнениями. Однако применять их,
Шкала для определения приблизитель- по возможности, не следует);
Баллы
0
1
2
3
4
5
Площадь отслоения, %
0
0,1
о,з
1
3
15
ного размера отслоившихся участков
покрытия
Баллы
0
1
2
3
4
5
Размер отслоения, мм
Невидимый при 10х
увеличении
До1
ДоЗ
До 10
До 30
Более 30
е) дату проведения испытания.
ОПРЕДЕЛЕНИЕ
СТЕПЕНИ МЕЛЕНИЯ
МЕТОД КЛЕЙКОЙ ЛЕНТЫ
Международный стандарт ИСО
4628-6 приводит иллюстрированные
стандарты сравнения для оценки
степени меления, а также устанавливает
оценку степени меления методом
клейкой ленты на гладких поверхностях.
При оценке следует различать слабое меление покрытия от адсорбированных
загрязнений.
Сущность метода заключается в наложении клейкой ленты на
лакокрасочное покрытие и удалении разрушенного покрытия с клейкой лентой
с последующей оценкой.
Материалы
Клейкая прозрачная не глянцевая лента шириной не менее 15 мм,
длиной не менее 40 мм.
Бархат с мелким ворсом или плотный картон для использования в
качестве контрастной основы при визуальной оценке меления.
Метод оценки
Лакокрасочное покрытие высушивают на воздухе, помещают кусок
липкой ленты на сухую поверхность покрытия, удаляют воздушные пузыри.
Снимают ленту и помещают на контрастную основу (черную или белую)
липким слоем вниз.
При рассеянном освещении оценивают степень меления лакокрасочного
покрытия при сравнении с рисунками сравнения, пример которых
приведен на рис. П. 5.6 (от 1 до 5 баллов). Оценку следует проводить сразу,
поскольку со временем степень меления может изменяться.
724
Степень меления может быть определена количественно измерением
степени прозрачности ленты при использовании фотоэлектрического
прибора.
На большой площади разрушенного покрытия меление определяют на
нескольких участках.
При оценке текстурированных поверхностей следует учитывать наиболее
подверженные мелению участки покрытия.
0,5
3,0
1,0
1,5
4,0
:■»'■ г *** *.' «sas- ■.- - • • ■ зя .•
!
I
2,0
4,5
2,5
Рис. П. 5.6. Рисунки сравнения «Меление степени 0,5-5,0» на белом фоне
725
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4628-6;
б) тип и обозначение испытуемого материала;
в) условия эксплуатации покрытия;
г) марку клейкой ленты;
д) используемую контрастную основу;
е) оценку степени меления;
ж) все отклонения от стандартной методики;
з) дату проведения испытания.
МЕТОД БАРХАТА
Международный стандарт ИСО 4628-7 приводит иллюстрированные
стандарты сравнения для оценки степени меления, а также устанавливает
оценку степени меления методом бархата на шероховатых поверхностях.
Указанный метод оценки можно использовать и для гладких поверхностей,
но предпочтительней применять метод по ИСО 4628-6.
Метод применим к покрытиям и системам покрытий на минеральных
основаниях, например, бетон, кирпич. Метод может использоваться весьма
эффективно опытными операторами и рекомендуется для лабораторного
применения.
Сущность метода заключается в удалении порошка разрушенного
покрытия бархатом с последующей оценкой.
Таблица П 5.12 Материалы
Шкала для определения Бархат с мелким ворсом, черный
степени меления ДЛЯ светлых покрытий, светлый для
темных покрытий.
Метод оценки
Лакокрасочное покрытие
высушивают на воздухе, помещают кусок
ткани на сухую поверхность покрытия,
прижимают ее с помощью
механического фиксатора и вращают на угол
180°.
Снимают ткань и при рассеянном
освещении оценивают степень меления
лакокрасочного покрытия по шкале,
приведенной в табл. П 5.12.
Для оценки степени меления используют иллюстрированные стандарты,
приведенные в ИСО 4628-6.
На больших поверхностях оценку проводят в нескольких местах. Оценку
следует проводить сразу, поскольку со временем степень меления может
изменяться.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4628-7;
Баллы
0
1
2
3
4
5
Степень меления
Нет, т.е. меление не обнаружено
Очень мало, т.е. малое, едва
заметное меление
Мало, т.е. малое, но заметное
меление
Умеренное, т.е. ясно заметное
меление
Значительное, т.е. резко
выраженное меление
Плотное, т.е. сплошное
726
б) тип и обозначение испытуемого материала;
в) условия эксплуатации покрытия;
г) марку механического фиксатора;
д) используемую ткань;
е) оценку степени меления;
ж) все отклонения от стандартной методики;
з) дату проведения испытания.
ОПРЕДЕЛЕНИЕ РАЗРУШЕНИЙ ВБЛИЗИ НАДРЕЗА
Международный стандарт ИСО 4628-8 устанавливает метод определения
степени расслоения покрытия и коррозии металла вблизи надреза. После
ускоренных или натурных испытаний покрытий с нанесенным надрезом
вокруг надреза может наблюдаться коррозионные поражения металла-основы,
расслаивание лакокрасочного покрытия.
Рекомендуется, чтобы коррозионные поражения и расслаивание около
надреза быть оценены отдельно для получения подробной информации о
поведении системы покрытий при испытаниях.
В дополнение к процедуре, описанной в ИСО 4628-8, оценку
расслаивания и коррозии вокруг надреза можно выполнять с помощью оптических
методов. В международном стандарте ИСО 21227-3 приведен метод оценки
нитевидной коррозии с применением оптических средств. В отличие от
визуальной оценки расслаивания или площади коррозии, цифровое оптическое
отображение может прямо определить размер площади любой формы.
Оценка степени расслаивания может быть сделана немедленно
после перемещения панелей из коррозивнои среды, оценка коррозионных
поражений может быть сделана как на окрашенной панели, так и после
удаления покрытия.
Метод оценки
Перед оценкой промывают испытательную панель свежей
водопроводной водой немедленно после экспозиции, остатки воды с поверхности
удаляют с помощью сжатого воздуха при необходимости.
При необходимости с помощью ножа (или сжатого воздуха, или клейкой
ленты) отделяют вздувшееся покрытие и осматривают пораженные места.
Определяют полную ширину зоны расслаивания покрытия минимум в
шести точках, равномерно распределенных по надрезу. Определяют среднее
арифметическое значение и записывают.
При необходимости можно определить степень расслаивания
покрытия, при которой после сушки покрытия адгезия покрытия может быть
восстановлена.
Для этого промывают и выдерживают панели после испытания.
Оценку покрытий проводят после 1 ч выдержки при стандартных условиях по
ИСО 3270.
Оценку коррозионных поражений проводят следующим образом.
Промывают испытательную панель свежей водопроводной водой немедленно
после экспозиции, остатки воды с поверхности удаляют с помощью сжатого
воздуха при необходимости.
727
С помощью ножа или соответствующего растворителя отделяют
вздувшееся покрытие и осматривают пораженные места.
Определяют полную ширину зоны коррозионных поражений минимум
в шести точках, равномерно распределенных по надрезу. Определят среднее
арифметическое значение и записывают.
Оценку коррозионных поражений на испытательных панелях с
покрытием проводят в соответствии с рисунками сравнения, приведенными на
рис. П. 5.7. Оценку можно провести с применением оптических приборов
по ИСО 21227-1 и ИСО 21227-3.
Рис. П. 5.7. Рисунки сравнения для оценки коррозионных поражений
и расслаивания
Методы математической обработки результатов испытаний приведены
в стандарте.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4628-8;
б) тип и обозначение испытуемого материала;
в) условия и продолжительность испытания покрытия;
г) характеристику коррозивной среды;
д) используемый оптический прибор;
е) условия оценки коррозионных поражений — с удалением покрытия
или без удаления;
ж) результаты оценки;
728
з) все отклонения от стандартной методики;
и) дату проведения испытания.
ОПРЕДЕЛЕНИЕ НИТЕВИДНОЙ КОРРОЗИИ
Международный стандарт ИСО 4628-10 устанавливает метод оценки
нитевидной коррозии, появляющейся при испытаниях вблизи надреза.
При оценке измеряют длину самой длинной непрерывной отдельной
нити L и длины М наиболее часто встречающиеся непрерывных отдельных
нитей (см. рис. 14.1).
Оценку нитевидной коррозии выполняют при хорошем освещении.
Метод 1 применяют при регулярной нитевидной коррозии (см. рис. П. 5.8а).
Метод 2 применяют при нерегулярной нитевидной коррозии (см. рис.
П. 5.86). В международном стандарте ИСО 21227-4 приведен метод оценки
нитевидной коррозии с применением оптических средств. В отличие от
визуальной оценки расслаивания или площади коррозии, цифровое оптическое
отображение может прямо определить размер нити любой формы.
Выражение результатов
Выражают численные значения длины самой длинной непрерывной
отдельной нити L и наиболее часто встречающихся непрерывных отдельных
нитей М следующим образом:
нитевидная коррозия, L5/M3.
Это означает, что длина самой длинной непрерывной отдельной нити
— 5 мм, и длина наиболее часто встречающихся непрерывных отдельных
нитей — 3 мм.
Отчет об испытании
Отчет об испытании должен содержать следующую информацию:
а) ссылку на международный стандарт ИСО 4628-10;
б) тип и обозначение испытуемого материала;
в) условия и продолжительность испытания покрытия;
г) характеристику условий испытания;
д) условия освещения при оценке;
е) условия оценки коррозионных поражений — с удалением покрытия
или без удаления;
ж) результаты оценки;
з) все отклонения от стандартной методики;
и) дату проведения испытания.
729
Jcgfcfd
iv-OrU^
v>^Sr*4/*VJ
£$nm
Э
a) 6)
Рис. П. 5.8. Рисунки сравнения для оценки нитевидной коррозии
730
ЛИТЕРАТУРА
К главе 1
1. Коррозия. Справочник. /Пер. с англ. под ред. Л. Л. Шраера. — М.:
Металлургия, 1981. — 632 с.
2. Лакокрасочные материалы и покрытия. Теория и практика. / Пер.
с англ. под ред. Р. Ламбурна. — С.-Птб.: Химия, 1991. — 512 с.
3. Киреева В. Г., Бублик Л. С. Современное состояние и перспективы
развития мировой лакокрасочной промышленности. //Лакокрасочные
материалы 2002/2003. - 2003. — № 1. — С. 13-28.
4. Кудинова И. Н. Российский рынок ЛКМ в начале нового века. //
Лакокрасочные материалы 2002/2003. — 2003. — № 1. — С. 29-52.
К главе 2
1. One hundred years of international standardization. //ISO Bulletin. —
1986. - № 10. - P. 5.
2. Ross A. F. Paint and varnishes. // ISO bulletin. — 1992, — № 9. — P.
2-5.
3. http//www.iso.ch.
4. Стандартизация и сертификация в машиностроении. Том 1-5.
Машиностроение. Энциклопедия в сорока томах. — М.: Машиностроение,
2002. - 672 с.
5. Замятина О. В., Самойлова О. В. Международная стандартизация в
области коррозии. 25 лет деятельности ИСО ТК 156 // Стандарты и
качество - 2000. - №2. - С. 20-22.
6. http://www.iec.ch.
7. http://www.cie.co.at.
8. http://www.imo.org.
9. http://www.who.ch.
10. http://www.ilo.org.
11. http://www.astm.org.
12. Weaver J. Paint Bridges this Century. // ASTM Standardization News.
- 1998. - P. 30-35.
13. Banken E.I. J. Collaboration between ISO and ASTM International
helps advance standardization of paints and varnishes// ISO bulletin. — 2002.
№ 5. - P. 13-15.
14. Brooke T. A new global standards strategy. // ASTM Standardization
News. - 2001. - № 12. P. 24-25
15. http://www.nace.org.
16. http://www.epa.gov.
17. http://www.cenorm.be.
18. http://www.gost.ru.
19. Терентьева P., Минакова Н. Стандартизация в промышленности
лакокрасочных материалов. // Стандарты и качество, — 2002, — № 9, С.
32-33.
20. http://www.easc.org.by.
731
21. Пашков Е. В., Фомин Г. С, Красный Д. В. Экологическое
управление по международным стандартам ИСО 14000. — М.: ИПК Издательство
стандартов, 1997. — 464 с.
22. http://www.sa-intl.org.
23. О стандартах OHSAS 18001:1999, SA 8000:2001 и ГОСТ Р 12.0.006-
2002. //Серия «Все о качестве». Выпуск 26. — М.: НПК Трек, 2003. — 120
с.
24. http://www.nhs.uk.
25. http://www.ohsas.co.uk.
К главе 3
1. Лившиц М. Л. Технический анализ и контроль производства лаков
и красок. — М.: Высшая школа, 1987. — 264 с.
2. Фомин Г. С, Фомина О. Н. Нефть и нефтепродукты. Энциклопедия
международных стандартов. — М.: Протектор, 2006. — 1040 с.
3. Порошковые краски. Технология покрытий / Пер. с англ. под ред.
ЗАО «Промкомплект». — С.-Птб. Промкомплект, 2001. — 256 с.
4. ISO 1514 puts the panel to the test. // ISO bulletin. - 1994. № 2. -
P. 10.
5. Фомин Г. С Коррозия и защита от коррозии. Энциклопедия
международных стандартов. — М.: ИПК Издательство стандартов. 1999. — 510 с.
6. Крылова Г. Д. Основы стандартизации, сертификации, метрологии.
3-е изд. — М.: «Юнити-Дана», 2007. — 671 с.
7. Окрепилов В. В. Менеджмент качества. — СПтб.: Наука, 2003. —
992 с.
8. Котова Л. П., Фомин Г. С. Прямое применение международных
стандартов ИСО 5725 в России. // Питьевая вода, 2003, № 1, С. 2-4.
К главе 4
1. Лакокрасочные материалы и покрытия. Теория и практика. / Пер.
с англ. под ред. Р. Ламбурна. — СПтб.: Химия, 1991. — 512 с.
2. Окрасочные работы в машиностроении. / Под ред. Е. В. Искры. —
Л.: Машиностроение, 1984. — 256 с.
3. Фомин Г. С, Фомина О. Н. Воздух. Контроль загрязнений по
международным стандартам. — М.: Протектор, 2002. — 432 с.
К главе 5
1. Лакокрасочные материалы и покрытия. Теория и практика. / Пер.
с англ. под ред. Р. Ламбурна. — СПтб.: Химия, 1991. — 512 с.
2. Рязанов В. Ф. Состояние производства пигментов, наполнителей и
их сырьевой базы. // Лакокрасочные материалы и их применение. — 1992.
- № 5. - С. 18-22.
3. Пэйн Г. Ф. Технология органических покрытий, том 2 — «Пигменты
и пигментированные покрытия», — Л.: Государственное научно-техническое
издательство химической литературы, 1963. — 761 с.
4. Ash M., Ash I. Handbook of Paint and Coating Raw Materials. Synapse
Information Resources, 2 vol. 2003. — 1848 p.
732
К главе 6
1. Фомин Г. С, Соколова Л. В. Государственные стандарты на
лакокрасочные покрытия. // Экспресс-информация «Стандарт». — 1986. — №
17. - С. 12-14.
2. Bancken E.L. I. Portrait of TC 35, Paints and varnishes. // ISO bulletin.
- 1994. - № 11. - P. 16-18.
3. Розенфелъд И. Л., Рубинштейн Ф. И., Жигалова К. А. Защита металлов
от коррозии лакокрасочными покрытиями. — М.: Химия, 1987. — 224.
4. Wills M. Т., Jones D. R. Direct methods for analyzing volatile organic
compounds in coatings. // ASTM Standardization News. — 2006. — № 11.
К главе 7
1. Лакокрасочные материалы и покрытия. Теория и практика. / Пер.
с англ. под ред. Р. Ламбурна. — С. Птб.: Химия, 1991. — 512 с.
2. Hammond Н. К. USNC/CIE // ASTM Standardization News. - 1991.
- № 3. - P. 58-61.
3. Пронюк В. Г., Сурайкина Л. В. Контроль толщины покрытий. //
Заводская лаборатория. -1987. — № 5. — С. 87-92.
4. Smith L. Testing and evaluating industrial protective coatings. // ASTM
Standardization News. — 2002. - № 9. P. 34-37.
5. Фомин Г. С. Коррозия и защита от коррозии. Энциклопедия
международных стандартов. — М.: ИПК Издательство стандартов. 1999. — 510 с.
К главе 8
1. Лакокрасочные материалы и покрытия. Теория и практика. / Пер.
с англ. под ред. Р. Ламбурна. — С.-Птб.: Химия, 1991. — 512 с.
2. Guevin, Jr. P. R. Measuring the hardness of paints using pencils. // ASTM
Standardization News. — 2002. — № 9. P. 42-43
3. Корякина М. И. Испытание лакокрасочных материалов и покрытий.
- М.: Химия, 1988. -272 с.
К главе 9
1. Яковлев А. Д. Порошковые краски. — Л.: Химия, 1987. — 216 с.
2. Шешуков А. В., Афанасьев А. В. Состояние и перспективы
разработок и производства порошковых красок. // Лакокрасочные материалы и их
применение. — 1994. - № 4. — С. 26-28.
3. Hagerlin J. The coating: thin as a dollar bill. The value: high as a stack
of twenties. Subcommittee DO 1.51 on powder coatings. // ASTM Standardization
News. - 2002. - № 9. P. 25-29.
4. Порошковые краски. Технология покрытий / Пер. с англ. под ред.
ЗАО «Промкомплект». — С. Птб. Промкомплект, 2001. — 256 с.
К главе 10
1. Лившиц М. Л. Технический анализ и контроль производства лаков
и красок. — М.: Высшая школа, 1987. — 264 с.
733
2. Фомин Г. С, Фомина О. Н. Воздух. Контроль загрязнений по
международным стандартам. 2-е издание, переработанное и дополненное. — М.:
Протектор, 2002. — 432 с.
3. Lead-based paint fact or fiction? // ASTM Standardization News. —
1998. - № 5. - P. 33.
4. Лапин В. С, Вольберг В. В. Контроль окрасочных работ в
машиностроении. — М.: Высшая школа, 1984. — 199 с.
К главе 11
1. Фомин Г. С. Коррозия и защита от коррозии. Энциклопедия
международных стандартов. 2-е издание, переработанное и дополненное. — М.:
ИПК Издательство стандартов. 1999, — 510 с.
2. Фомин Г. С, Фомина О. Н. Воздух. Контроль загрязнений по
международным стандартам. 2-е издание, переработанное и дополненное. — М.:
Протектор, 2002. — 432 с.
3. Груев И. Д., Матвеев Н. И., Сергеева Н. Г. Электрохимические
покрытия изделий радиоэлектронной аппаратуры. — М.: Радио и связь. 1988,
- 304 с.
4. Качество воздуха внутри помещений: органические загрязнители.
Отчет о совещании ВОЗ. Берлин, 23-27 августа 1987 г. — М.: Медицина
- ВОЗ, 1991. - 66 с.
5. Mattsson E. Focus on copper in modern corrosion research // Materials
performance. — 1987. — v. 26. -№ 4. — P. 9-16.
6. Sampling and Calibration for Atmospheric Measurements. Editor
/. К Taylor. Philadelphia.: ASTM STP 957, 1987. - 228 p.
7. Dean S. W. Classifying atmospheric corrosivity. A chance for ISO. //
ISO bulletin. -1992. - № 12. - P. 2-7.
К главе 12
1. Акимов Г. В. Теория и методы исследования коррозии металла.-М.-Л.:
Изд-во АН СССР, 1945. - 414 с.
2. Берукштис Г. К, Кларк Г. Б. Коррозионная устойчивость металлов
и металлических покрытий в атмосферных условиях. — М.: Наука, 1971.
- 159 с.
3. Михайловский Ю. Н. Атмосферная коррозия металлов и методы их
защиты. — М.: Металлургия, — 1989. — 103 с.
4. Kain R. M. Using ASTM Standards to combat corrosion. LaQue corrosion
services. //ASTM Standardization News. — 1996. — № 10. — P. 34-39.
К главе 13
1. Фомин Г. С. Коррозия и защита от коррозии. Энциклопедия
международных стандартов. 2-е издание, переработанное и дополненное. — М.:
ИПК Издательство стандартов, 1999. — 510 с.
2. Фомин Г. С. Вода. Контроль химической, бактериальной и
радиационной безопасности по международным стандартам. -3-е издание,
переработанное и дополненное. — М.: Протектор, 2000. — 848 с.
734
3. Стрижевский И. В. Подземная коррозия и методы защиты. — М.:
Металлургия, 1986. — 111 с.
4. Акимов Г. В. Теория и методы исследования коррозии металлов. —
М.-Л.: Изд-во АН СССР, 1945. - 414 с.
К главе 14
1. Розенфельд И. Л., Рубинштейн Ф. И., Жигалова К. А. Защита металлов
от коррозии лакокрасочными покрытиями. — М.: Химия, 1987. — 224 с.
2. Fomin G. S. Encyclopedia of International Corrosion Standards. — London:
Maney Publishing, 2003. — 440 p.
3. Grossman D. M. More Realistic Tests for Atmospheric Corrosion // ASTM
Standardization News. — 1996. — № 4. — P. 34-39.
4. Everett E. T. Advances in coatings testing // ASTM Standardization News.
2002. № 9. P. 30-33.
5. Corbett R. A. Immersion. In «Corrosion tests and standards. Application
and interpretation». Editor R. Baboian. — Philadelphia: ASTM MNL 20. —
1995. P. 98-105
6. Коррозия. Справочник. /Под ред. Л. Л. Шраера.: Пер. с англ. — М.:
Металлургия, — 1981. — 632 с.
К главе 15
1. Фомин Г. С, Фомина О. Н. Нефть и нефтепродукты. Энциклопедия
международных стандартов. — М.: Протектор, 2006. — 1040 с.
2. Фомин Г. С, Фомина О. Н. Воздух. Контроль загрязнений по
международным стандартам. 2-е издание, переработанное и дополненное. — М.:
Протектор, 2002. — 432 с.
К главе 16
1. Зрунек М. Противокоррозионная защита металлических конструкций
/Пер. с чешского — М.: Машиностроение, 1984. — 136 с.
2. Плудек В. Защита от коррозии на стадии проектирования / Пер. с
англ. - М.: Мир, 1980. - 438 с.
3. Финкель Г. Н., Хаустов А. Н. Новые зарубежные краски для судовых
конструкций // Судостроение за рубежом. — 1986. — № 7. — С. 5-18.
4. Mattsson M. E. La rouille // ISO bulletin. - 1989. - № 1. - P. 3.
5. Corbett W. D. Industrial protective coatings. // ASTM Standardization
News. - 2006. - № 11.
К главе 17
1. A coat to fit — Choosing the right protective paint //ISO bulletin. —
1996. - № 11. - P. 23-24.
2. Киреева В. Г. Лакокрасочные материалы для окраски рулонного
металла. // Лакокрасочные материалы и их применение. — 1992. -№ 4. — С.
63-70.
3. Рейбман А. И. Защитные лакокрасочные покрытия. — Л.: Химия,
1982. - 320 с.
4. Schweitzer P. A. Paint and Coatings: Applications and Corrosion. CRC/
Taylor & Francis, 2006. — 652 p.
735
5. http://www.norsok.com.
6. Fomin G. S. Encyclopedia of International Corrosion Standards. — London:
Maney Publishing, 2003. — 440 p.
7. Стойнов 3. Б., Графов Б. М., Савова-Стойнова Б., Елкин В. В.
Электрохимический импеданс. — М.: «Наука», 1991. — 336 с.
736
SUMMARY
This book is the first Russian handbook on application of the ISO standards
in the field of paint and surface coatings, stated by technical committee ISO/TC
35 «Paints and varnishes» on January 1, 2008. This book is intended to solve the
task of informing Russian and other countries specialists about standard methods
of paint and surface coatings testing and corrosion protection.
This book is the 15th publication in the series of handbooks of Federal
agency on technical regulating and metrology of Russia devoted to international
standards. Contents see on the next pages.
The first book in the series «Corrosion and corrosion protection.
Encyclopedia of international standards» was published in 1994 (Library of Congress
Control Number, LCCN 96154100). In 1998 Japan Society of Corrosion
Engineering published this book in Japanese. Second edition of book «Corrosion
and corrosion protection. Encyclopedia of international standards» was published
in 1999. In 2003 UK Maney Publishing on behalf of the Institute of
Materials, Minerals and Mining published this book in English — «Encyclopaedia of
International Corrosion Standards» (British Library System Number 009720284,
LCCN 2004296600).
Handbook on ISO 14000 standards was published in 1997. In 1998 first
edition the book «Paint and surface coatings. Encyclopedia of international
standards» was published, in 1999 — «Powder metallurgy. Encyclopedia of
international standards» and in 2000 the third edition of the book on water quality
control according to international standards were published (second edition, 1995
— LCCN 96141359). In 2001 the book «Soil. Inspection of quality and
ecological safety according to international standards» and «Grain. Quality and safety
inspection according to international standards* were published. In 2002 second
edition of the book «Air. Pollution control according to international standards»
(first edition, 1994 — LCCN 9516925) was published.
The next issue in the series will be the publication of the handbooks
«Encyclopedia of international standards of natural gas» and books on milk and milk
products, food quality control according to international standards.
Address for contacts:
Dr. G. Fomin
Protector Ltd,
Apt. #134, dom 34, korp. 1, Novocheremuchkinskaja ul., 117218, Moscow,
Russia
E mail: protec@list.ru
737
CONTENTS
FOREWORD 9
Chapter 1. PAINTS AND VARNISHES IN NATIONAL ECONOMY 11
Chapter 2. INTERNATIONAL AND REGIONAL STANDARDIZATION . 15
2.1. International standardization 16
2.2. Regional standardization 25
2.3. Management systems _ 35
2.4. Terms and definitions 42
Chapter 3. SAMPLING AND TESTS PREPARATION 51
3.1. Requirements for sampling of paints, varnishes
and raw materials 52
3.2. Requirements for sampling of coating powders 57
3.3. Requirements for standard panels for testing 58
3.4. Temperatures and humidity's for conditioning and testing 67
3.5. Methods for specimens' preparation for test 68
3.6. Requirements to test 70
3.7. Requirements to laboratories 71
Chapter 4. RAW MATERIALS AND SOLVENTS 73
4.1. Determination of acid value 74
4.2. Determination of hydroxyl value 77
4.3. Determination of saponification value 80
4.4. Determination of softening point 83
4.5. Determination of glass transition temperature 85
4.6. Determination of turbidity 85
4.7. Specifications and test methods of linseed oil 88
4.8. Specifications and test methods of tung oil 89
4.9. Specifications and test methods of tall-oil fatty acids 90
4.10. Specifications and test methods of alkyd resins 90
4.11. Specifications and test methods of epoxy resins 92
4.12. Specifications and test methods of amino resins 93
4.13. Specifications and test methods of polyisocyanate resins 94
4.14. Specifications and test methods of chlorinated
polymerization resins 95
4.15. Specifications and test methods of industrial cellulose
nitrate solutions 95
4.16. Specifications and test methods of aqueous dispersions 96
4.17. Specifications and test methods of driers 97
Chapter 5. PIGMENTS AND EXTENDERS 101
5.1. General requirements for pigments tests 102
5.2. General requirements for extenders tests 108
5.3. General requirements for dispersion of pigments and extenders... 118
5.4. Determination of the color 119
5.5. Determination of the color of white, black and colored
pigments 121
738
5.6. Determination of resistance to light of coloured pigments 123
5.7. Determination of pH value of an aqueous suspension 125
5.8. Determination of acidity or alkalinity of the aqueous extract 127
5.9. Determination of resistivity of aqueous extract 128
5.10. Determination of water-soluble matter 132
5.11. Determination of water-soluble sulphates, chlorides and nitrates.. 136
5.12. Determination of density 142
5.13. Determination of tamped volume and apparent density
after tamping 148
5.14. Determination of residue on sieve 150
5.15. Determination of oil adsorption value 155
5.16. Determination of mass portion of volatile matter 156
5.17. Determination of heat stability 157
5.18. Determination of relative tinting strength of pigments 158
5.19. Comparison of lightening power of pigments 168
5.20. Determination of resistance to bleeding of pigments 172
Chapter 6. LIQUID PAINTS 174
6.1. Determination of colour 175
6.2. Determination of viscosity 181
6.3. Determination of density 190
6.4. Determination of fineness of grind 198
6.5. Determination of volume of non-volatile matter 201
6.6. Determination of sag resistance 207
6.7. Determination of surface drying grade 210
6.8. Determination of hiding power 213
6.9. Determination of the pot-life of liquid systems 223
6.10. Determination of non-volatile matter 225
6.11. Determination of volatile organic compound 227
Chapter 7. PAINT FILMS 236
7.1. Determination of colour 237
7.2. Determination of gloss 239
7.3. Determination of film thickness 243
7.4. Determination of adhesion 260
7.5. Print-free test 272
7.6. Pressure test for stackability 274
7.7. Determination of pigment content 276
7.8. Determination of water-vapor transmission rate 281
7.9. Determination of resistance to liquids 285
7.10. Determination of the effect of heat 295
Chapter 8. MECHANICAL TESTS FOR COATINGS 297
8.1. Bend tests 298
8.2. Indentation tests 310
8.3. Impact resistance tests 313
8.4. Determination of wet-scrub resistance 324
8.5. Determination of hardness 328
8.6. Determination of scratch resistance 332
739
8.7. Determination of abrasive resistance 337
Chapter 9. COATING POWDERS 344
9.1. Determination of particle size 345
9.2. Determination of density 348
9.3. Determination of lower explosion limit 350
9.4. Determination of flow properties of a powder/air mixture 351
9.5. Determination of gel time 353
9.6. Determination of loss of mass on stoving 355
9.7. Determination of the storage stability 356
9.8. Determination of inclined-plane flow 358
9.9. Determination of compatibility 359
9.10. Determination of deposition efficiency 361
Chapter 10. METHODS OF CHEMICAL ANALYSIS 365
10.1. Preparation of acid extracts from paints in liquid
or powder form 366
10.2. Determination of soluble lead content 376
10.3. Determination of total lead content 383
10.4. Determination of soluble mercury content 391
10.5. Determination of total mercury content 398
10.6. Determination of soluble chromium content 400
10.7. Determination of soluble cadmium content 406
10.8. Determination of stibium content 413
10.9. Determination of soluble barium content 420
10.10. Determination of biocides content 423
Chapter 11. CORROSIVITY OF THE ENVIRONMENT 426
11.1. Classification of corrosivity of the atmosphere 429
11.2. Methods of measurement atmospheric pollution 431
11.3. The International program on corrosion testing 436
11.4. Classification of the corrosivity of waters and soils 438
11.5. Classification of the corrosivity of outer space 439
Chapter 12. GENERAL REQUIREMENTS FOR METHODS
OF CORROSION TESTING 441
12.1. Specimens 442
12.2. Conduscting the tests 444
12.3. Corrosion test sites 446
12.4. Test chambers 452
12.5. Methods for the introduction of scribe marks 453
12.6. Methods of removing corrosion products 457
12.7. Test reporting 459
Chapter 13. TESTING IN ENVIRONMENT 461
13.1. Testing in atmosphere 462
13.2. Testing in natural aqueous media 470
13.3. Testing in soils 473
Chapter 14. ACCELERATED TESTING 475
14.1. Determination of resistance to filiform corrosion 480
740
14.2. Determination of resistance to humid atmospheres
containing sulfur dioxide 487
14.3. Determination of resistance to neutral salt spray fog 489
14.4. Determination of resistance to humidity
(continuous condensation) 494
14.5. Determination of resistance to humidity
(intermittent condensation) 501
14.6. Determination of resistance to water condensation
and radiation 502
14.7. Determination of resistance to cyclic corrosion conditions 508
14.8. Determination of resistance to alternate immersion 517
Chapter 15. SAFETY OF MATERIALS AND COATINGS 521
15.1. Determination of flash temperature 522
15.2. Determination of combustion temperature 547
15.3. Determination of the ability to sustain combustion 556
15.4. Determination of formaldehyde emission 558
Chapter 16. BASIC DESIGN AND PREPARATION OF SUBSTRATES
BEFORE APPLICATION 564
16.1. Classification of steel substrates before and after cleaning 568
16.2. Tests for the assessment of surface cleanliness 570
16.3. Specifications and test methods for metallic blast-cleaning
abrasives 571
16.4. Specifications and test methods for non-metallic
blast-cleaning abrasives 574
Chapter 17. PROTECTIVE PAINT SYSTEMS 576
17.1. Requirements for protective paint systems for offshore
and related structures, exposed in sea environment 578
17.2. Determination of film thickness on steel structures 582
17.3. Determination of film adhesion on steel structures 583
Annex 1. LIST OF INTERNATIONAL STANDARDS 589
Annex 2. LIST OF AMERICAN STANDARDS 626
Annex 3. LIST OF EUROPEAN STANDARDS 668
Annex 4. LIST OF RUSSIAN STANDARDS 703
Annex 5. METHODS OF EVALUATION OF DEGRADATION
OF PAINT COATINGS 715
LITERATURE 731
SUMMARY 737
CONTENTS 738
INFORMATION 742
741
ИНФОРМАЦИЯ
Серия справочников «Международные стандарты — народному хозяйству
России» была учреждена приказом Госстандарта России от 1 июня 1993 г.,
№ 117. Первые книги указанной серии вышли в свет в 1994 г.
Основной задачей данной серии справочников является ознакомление
отечественных специалистов народного хозяйства с итогами работ по
международной стандартизации в различных областях науки и техники.
При подготовке настоящего издания серии «Международные стандарты
— народному хозяйству России» были приложены все усилия, чтобы
содержащаяся в нем информация была как можно более точной при условии, что
связанная с этим проверка не повлечет за собой неоправданной задержки с
выходом издания в свет. Однако в текст все же могли вкрасться ошибки,
которые мы хотели бы исправить в последующем издании. В интересах
всех, кто будет пользоваться настоящим изданием этой серии, убедительная
просьба к читателям сообщить обо всех обнаруженных ошибках (эл. почта:
protec@list.ru).
При применении настоящей книги в производственной практике
следует учитывать, что требования международных стандартов опубликованы
как справочный материал. Если методика международного стандарта Вам
необходима как официальная, следует поступать следующим образом.
1. В России в связи с вступлением в ВТО принята программа по
введению международных стандартов в качестве национальных
стандартов. Хотя по официальным данным в качестве национальных стандартов
в области лакокрасочных материалов до сих пор ежегодно принималось
5-8 международных стандартов, вполне возможно, что необходимый Вам
международный стандарт уже принят в качестве национального стандарта
или готовится к утверждению. Точную справку можно получить на
официальном сайте Федерального агентства по техническому регулированию и
метрологии (Ростехрегулирование) — http://www.gost.ru.
Национальные стандарты следует приобретать только у официальных
издателей и поставщиков, уполномоченных Ростехрегулированием. Необходимо
учитывать, что в соответствии с действующим законодательством
официальными изданиями, имеющими юридическую силу, являются национальные
стандарты на бумажном носителе. Национальные стандарты, приобретенные
в электронном виде без цифровой подписи, являются информационными
документами и на настоящий момент не имеют юридической силы.
Официальные переводы на русский язык должны быть на бумажном носителе
и иметь штамп уполномоченной организации Ростехрегулирования.
Официальный издатель и поставщик национальных и международных
стандартов:
ФГУП «Российский научно-технический центр информации по
стандартизации, метрологии и оценке соответствия» (ФГУП «СТАНДАРТИН-
ФОРМ»), являющийся Российским информационным центром ВТО.
Адрес в Интернете — http://www.gostinfo.ru (дочерние сайты — http://
www.vniiki.ru; http://www.standards.ru). Телефон/факс: (495) 290-43-09.
742
Официальные поставщики национальных и международных
стандартов:
Консультационно-внедренческая фирма в области международной
стандартизации и сертификации (ФГУ КВФ «Интерстандарт»).
Адрес в Интернете — http://www.interstandard.ru. Телефон (495) 236-
03-70.
Территориальные отделы распространения НТД и НТИ.
Адреса в Интернете — http://www.standartl.ru; http://www.standards.spb.
ш; http://www.gost.da.ru и др.
В указанных организациях можно приобрести и стандарты ИСО, а
также их официальные переводы на русский язык, официальные издания
стандартов ASTM. Цены на международные стандарты соответствуют ценам
ИСО и составляют в среднем 30-70 у.-е. за один документ. При наличии
перевода стоимость документа на русском языке в два раза дороже. Оплата
производится по безналичному расчету в рублях на основании
выставленного счета.
Следует учитывать, что согласно Конституции ИСО (статья 18) комитет-
член от Российской Федерации (Ростехрегулирование, которое уполномочено
Правительством России представлять страну в ИСО) обеспечивает
выполнение всех устных и письменных переводов на русский язык или с русского
языка. Поэтому официальными изданиями стандартов ИСО являются
издания на английском и французском языках, осуществляемые
Центральным секретариатом ИСО, а также переводы международных стандартов на
русский язык, выполненные и изданные Ростехрегулированием.
Стандарты ИСО на английском и французском языках можно
приобрести в интернет-магазине ИСО (http://www.iso.ch) по кредитной карточке
или через системы электронных платежей, например, Яндекс-деньги — http://
money.yandex.ru. Карточки с электронными деньгами можно приобрести за
рубли в магазинах электронной техники, по безналичному расчету в
системах электронных платежей. Официальными изданиями международных
стандартов ИСО являются документы как на бумажном носителе, так и в
формате pdf, приобретенные в ИСО или у официального поставщика.
2. В случае необходимости Вы можете сами разработать проект
национального стандарта на основе международного стандарта действуя в
соответствии с законом «О техническом регулировании». Согласно указанному
Закону любое российское предприятие, организация или частное лицо (или
по поручению и за их счет любая специализированная организация, в том
числе НИИ Ростехрегулирования, отраслевой НИИ, технический комитет по
стандартизации) может предложить Ростехрегулированию обсудить и, после
одобрения специалистами, утвердить в установленном порядке в качестве
национального стандарта свой проект стандарта.
Правила разработки национальных стандартов устанавливает ГОСТ Р
1.2-2004 «Стандартизация в Российской Федерации. Стандарты
национальные Российской Федерации. Правила разработки, утверждения, обновления
и отмены».
В России принят такой порядок внедрения международных
стандартов:
743
прямое применение международного стандарта без включения
дополнительных требований (применение аутентичного текста, или так называемый
метод обложки).
К примеру, обозначение ГОСТ Р ИСО 9000-2001 «Системы
менеджмента качества. Основные положения и словарь» означает, что
национальный стандарт Российской Федерации принят на основе аутентичного
текста международного стандарта ИСО 9000:2000 и утвержден в России в
2001 г.;
использование аутентичного текста международного стандарта с
дополнительными требованиями, отражающими потребности народного
хозяйства.
Обозначение ГОСТ 30570-98 (ИСО 10315-91) «Сигареты. Определение
содержания никотина в конденсате дыма. Метод газовой хроматографии»
означает, что межгосударственный стандарт разработан на основе
аутентичного текста международного стандарта ИСО 10315:1991 и содержит
дополнительные требования. Утвержден стандарт в 1998 г.
3. К документам в области стандартизации, используемым на
территории России, кроме национальных стандартов относятся еще и стандарты
организаций. Стандарт организации на базе необходимого международного
стандарта (например, стандарт какой-либо Ассоциации российских
производителей красок) можно принять значительно быстрее, чем пройти
процедуру утверждения национального стандарта. Впоследствии после
широкой апробации можно предложить Ростехрегулированию принять стандарт
организации в качестве национального стандарта.
Правила разработки стандартов организаций устанавливает ГОСТ Р
1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций.
Общие положения».
4. При отсутствии национального стандарта или стандарта
организации, официального перевода на русский язык международного стандарта в
качестве официального текста при заключении контрактов, признания
результатов анализа и в других необходимых случаях рекомендуется применять
официальное издание международного стандарта на английском языке1.
1 Практика показала, что хорошим подспорьем при таком варианте применения
необходимых стандартов ИСО являются книги серии «Международные стандарты —
народному хозяйству России»
744
ВНИМАНИЮ СПЕЦИАЛИСТОВ!
В серии «МЕЖДУНАРОДНЫЕ СТАНДАРТЫ - НАРОДНОМУ
ХОЗЯЙСТВУ РОССИИ» изданы следующие книги:
1. Фомин Г. С, Ческис А. Б. Вода. Контроль химической,
бактериальной и радиационной безопасности по международным стандартам. — М.:
Геликон, 1992. - 390 с.
2. Фомин Г. С. КОРРОЗИЯ И ЗАЩИТА ОТ КОРРОЗИИ.
Энциклопедия международных стандартов. — М.: ИПК Издательство стандартов,
1994. - 443 с.
3. Фомин Г. С, Фомина О. Н. Воздух. Контроль загрязнений по
международным стандартам. — М.: Протектор, 1994. — 228 с.
4. Фомин Г. С. Вода. Контроль химической, бактериальной и
радиационной безопасности по международным стандартам. -2-е издание,
переработанное и дополненное. — М.: Протектор, 1995. — 624 с.
5. Пашков Е. В., Фомин Г. С, Красный Д. В. МЕЖДУНАРОДНЫЕ
СТАНДАРТЫ ИСО 14000. ОСНОВЫ ЭКОЛОГИЧЕСКОГО УПРАВЛЕНИЯ.
— М.: ИПК Издательство стандартов, 1997. — 464 с.
6. Фомин Г. С. ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ И ПОКРЫТИЯ.
Энциклопедия международных стандартов. — М.: ИПК Издательство
стандартов, 1998. — 576 с.
7. Фомина О. Н., Суворова С. Н., Турецкий Я. М. ПОРОШКОВАЯ
МЕТАЛЛУРГИЯ. Энциклопедия международных стандартов. — М.: ИПК
Издательство стандартов, 1999. — 311 с.
8. Фомин Г. С. КОРРОЗИЯ И ЗАЩИТА ОТ КОРРОЗИИ. Энциклопедия
международных стандартов. -2-е издание, переработанное и дополненное.
— М.: ИПК Издательство стандартов, 1999. — 510 с.
9. Коровкин И. А., Панасюк А. Л., Мишина М. Ф., Шалова Л. М.,
Дудко В. Д., Фомин Г. С. ВИНО И АЛКОГОЛЬНЫЕ НАПИТКИ. Директивы
и регламенты Европейского Союза. — М.: ИПК Издательство стандартов.
2000. - 616 с.
10. Фомин Г. С. Вода. Контроль химической, бактериальной и
радиационной безопасности по международным стандартам. -3-е издание,
переработанное и дополненное. — М.: Протектор, 2000. — 848 с.
11. Фомин Г. С, Фомин А. Г. ПОЧВА. Контроль качества и
экологической безопасности по международным стандартам. — М.: Протектор,
2001. - 304 с.
12. Фомина О. Н., Левин А. М., Нарсеев А. В. ЗЕРНО. Контроль
качества и безопасности по международным стандартам. — М.: Протектор.
2001. - 368 с.
13. Фомин Г. С, Фомина О. Н. Воздух. Контроль загрязнений по
международным стандартам. -2-е издание, переработанное и дополненное.
-М.: Протектор, 2002. — 432 с.
14. Фомин Г. С, Фомина О. Н.. НЕФТЬ И НЕФТЕПРОДУКТЫ.
Энциклопедия международных стандартов. М.: Протектор, — 2006. 1040 с, ил.
Адрес для заказа: Эл. почта — protec@list.ru
745
пэинт
IMEDMA laill ГИЛ В МИР6 кРасО«с!
ИЗДАТЕЛЬСТВО
В ы 1 (уекает 1 iay ч iю-тех 11 и чес кую л ите ратуру
но лакокрасочной тематике
Книги для
специалистов
*»*£
•*•?.
',"-<"*,*f ^^^#*
ми *
**•
Организует:
* научно-практические конференции:
* курсы повышении квалификации:
^
тематические семинары
отраслевые ныетавкн
http: www.lakikraski.info
e-mail: journal@Iakikr.iski.info Тел./факс: (495) 967-3881, 259-6835
reclarna@lakikraski.info 259-6488, 228-1752
746
ХИММЕД CHIMMED
ПОСТАВКИ РЕАКТИВОВ, ПРЕПАРАТОВ, ПРИБОРОВ
И ОБОРУДОВАНИЯ ДЛЯ ЛАБОРАТОРИЙ
РЕАКТИВЫ И ХИМИКАТЫ
Полный ассортимент отечественных и импортных реактивов ведущих фирм
мира. С их помощью Вы сможете провести анализ лакокрасочных материалов
и покрытий в соответствии с требованиями международных стандартов,
выполните анализ объектов окружающей среды.
Предлагаются поставки компонентов для производства лакокрасочных
материалов, лакокрасочные материалы различного назначения, наборы
химических реактивов для определения, стандартные растворы, индикаторы,
высокочистые химические реактивы, любые наборы реактивов, необходимые
для методик настоящего справочника.
ПРИБОРЫ
наиболее популярные в мире, отличающиеся высокой чувствительностью,
информативностью и надежностью: хроматографы газовые и жидкостные,
спектрометры, масс-спектрометры, хроматомасс-спектрометры, системы
обработки данных и др;
любые специальные приборы для определения физико-химических свойств
материалов, приборы для определения температуры вспышки,
наличия/отсутствия вспышки.
ЛАБОРАТОРНОЕ И ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
изготовленное из термически и химически стойкого стекла, фарфора,
стеклоуглерода, пластика и стали: лабораторная посуда; выпарные, дистил-
ляционные, ректификационные, экстракционные, сорбционные установки,
реакторы до 100 л, сборники, холодильники, запорная арматура, запчасти и
комплектующие, ртутные и жидкостные термометры ASTM и IP.
ПРОБООТБОРНОЕ ОБОРУДОВАНИЕ
для отбора любых проб, предусмотренных в международных стандартах,
оборудование для подготовки и транспортирования проб.
ОБОРУДОВАНИЕ И МАТЕРИАЛЫ ДЛЯ ФИЛЬТРАЦИИ
патроны с мембранными и глубинными фильтрами из различных
материалов. Мембранные и волоконные фильтры, держатели и воронки для различных
фильтров, сосуды и арматура для фильтрации под давлением, многоканальные
держатели, вакуумные насосы и компрессоры.
КОМПЛЕКТНЫЕ ЛАБОРАТОРИИ И ЛАБОРАТОРНАЯ МЕБЕЛЬ
включая вытяжные шкафы, лабораторные столы и др.
СРОКИ ПОСТАВКИ — от немедленной поставки до 3 месяцев со дня
поступления средств в зависимости от состава заказа.
На Ваши запросы мы направим детальную научно-техническую
информацию, коммерческое предложение и договор на поставку.
ХИММЕД — официальный дистрибьютер фирмы Merck, Германия
Адрес: 115230, Россия, Москва, Каширское шоссе, дом 9, корп. 3
Е mail: mail@chimmed.ru Интернет: http//:www.chimmed.ru
Телефон/факс: (495) 728-41-92, 742-82-65, 742-82-66, 113-29-64, 113-61-24
Факс: (495) 742-83-41
747
113071 моста. Ленине»» пр-т д31,ифхраи научно - производственное предприятие
теп ./факс: (495) 9582830.852-6584. иВЙЙВГ "^иВйТ .-^ (й)
955-4034. 95S-4014
econixgficanix com, ccamxeonrfoom m;
www.«comx сын г
El ЭКОНИКС
Ионоселективные
электроды
H',
Na*
CaJ-
Са"
Ag*,
Pb"
Hgs,
Br,
F .
NO,
NH,\
. K\
+Mg'\
\Ba:\
Cu"*,
, Cd2'.
FeJ\
I, CI.
NO,,
\ S*\
I
n
приборБ^рии"ЭКОТЕСГ:
*.wf ЭКОТЕСГ-2000
ЭКОМ™ ип°нн^!Р
рп-метр
ионометрия термооксиметр
-измерение концентрации
измерение кислорода (oj
ФеМПердТУРЫ режим нитратомера
рямая рН-метрия ЭКОТЕСТ -120
иономер
потенциометрическое рН-метр
титрование хпк-метр
-обработка данных
измерение ЭДС нэюмрс
-измерения ХПК
«-. г- -л / -многоканальный
oUj , UU, (коммутатор)
ЭКОТЕСТ -2020 ЭКОТЕСТ -2040
фотоколориметр рефлектометр
Технологические датчики:
Контроль параметров микроклимата, измерения проводимости,
расхода, уровня и др.
Комплектация лабораторий «под ключ»!!!
Приборы и оборудование для химических лабораторий любой
специализации: аналитических, экологических, исследовательских.
Комплектуем передвижные лаборатории.
Широкий ассортимент вспомогательного оборудования, весовой
техники; газоанализаторы, термоанемометры, влагомеры, оптические
приборы, хроматографы, центрифуги, дистилляторы, промышленное
оборудование, приборы для технической диагностики, сушильные
шкафы, муфельные печи, реактивы, ГСО, системы отбора проб,
лабораторная посуда, мебель, справочная литература и многое др.
748
пэинт
инт% 1* т -плов KpaCO^t
Imedha ЙЗщ гид В ^PF
ИЗДАТЕЛЬСТВО
Выпускает научно-техническую литературу
по лакокрасочной тематике
Журнал «Промышленная окраска»
Издается с 2003 г,, выходит 6 раз в год
Основная тематика журнала: Индекс:
- жидкие и порошковые ЛКМ; каталог "Роспечать"
- технологии нанесения; на год — 20072,
- подготовка поверхности; на полугодие — 81893
- методы и приборы каталог "Пресса Росси"
для испытания покрытий. на полугодие — 42078
Журнал «Лакокрасочные материалы
и их применение»
Издается с 1960 г., выходит ежемесячно
Основная тематика журнала: Индекс:
-технологии получения ЛКМ; каталог "Роспечать"
- оборудование для на год — 20071,
производства; на полугодие — 70481
- сырье и полупродукты. каталог "Пресса России"
на полугодие 42077
Организует:
* научно-практические конференции;
* курсы повышения квалификации;
* тематические семинары
* отраслевые выставки
http: www.lakikraski.info
e-mail: journal@lakikraski.info Тел./факс: (495) 967-3881, 259-6835
reclama@lakikraski.info 259-6488, 288-1752
749
ВНИМАНИЮ СПЕЦИАЛИСТОВ!
?
Книги серии «МЕЖДУНАРОДНЫЕ СТАНДАРТЫ - НАРОДНОМУ
ХОЗЯЙСТВУ РОССИИ» изданы в Японии и Великобритании:
Encyclopaedia of
International Corrosion
Standards
GENNADY S. FOMIN
Translated from the Russian by
A. D. MERCER
Edited and Revised by
PAUL McZNTYRE
®
MANEY
FOR TIIF INSTITUTE OF MATERIALS, MINERALS AND MINING
**Й*»йа«»АЙ*№8- 1
Wft№*#»icisltbMIRtt*fb?>*&i4i
Cennady S Fomin» 1
Corrosion and Corrosion Prolecl ion -Encyclopedia of International Standards
•SJ***** &
19 9 8
Адрес для заказа английского издания:
http://www.maney.co.uk
http://www.amazon.com
750
ВНИМАНИЮ СПЕЦИАЛИСТОВ
ОТДЕЛОВ ОХРАНЫ ПРИРОДЫ!
В серии «МЕЖДУНАРОДНЫЕ СТАНДАРТЫ - НАРОДНОМУ
ХОЗЯЙСТВУ РОССИИ» изданы экологические справочники:
Г.С. ФОМИН
ВОДА
Контроль
химической, бактериальной
и радиационной безопасности
по международным стандартам
Энциклопедический справочник
3-е пэдаппе,
переработаппое
п дополпеппое
МОСКВА
2000
Г.С. ФОМИН, А.Г. ФОМИН
ПОЧВА
Контроль качества
и экологической безопасности
по международным стандартам
СПРАВОЧНИК
МОСКВА
2001
Г.С. ФОМИН, О.Н. ФОМИНА
ВОЗДУХ
Контроль загрязнений
по международным стандартам
СПРАВОЧНИК
МОСКВА
2002
Адрес для заказа:
Эл. почта — protec@list.ru
751
Научное издание
ФОМИН Геннадий Сергеевич
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
И ПОКРЫТИЯ
Энциклопедия международных стандартов
ИД № 00763 от 20 января 2000 г.
Издательство ООО «Протектор»
Электронная почта: protec@list.ru
Компьютерная верстка: М. Ю. Стерьхов
Заказ № 136
Электронный вывод и печать в ППП «Типография «Наука»
121099, Москва, Шубинский пер., 6