/









































































































































































































Автор: Баннов П.Г.
Теги: технология минеральных масел технология нефти и аналогичного сырья нефть нефтяная промышленность переработка нефти
ISBN: 5-901499-02-6
Год: 2001




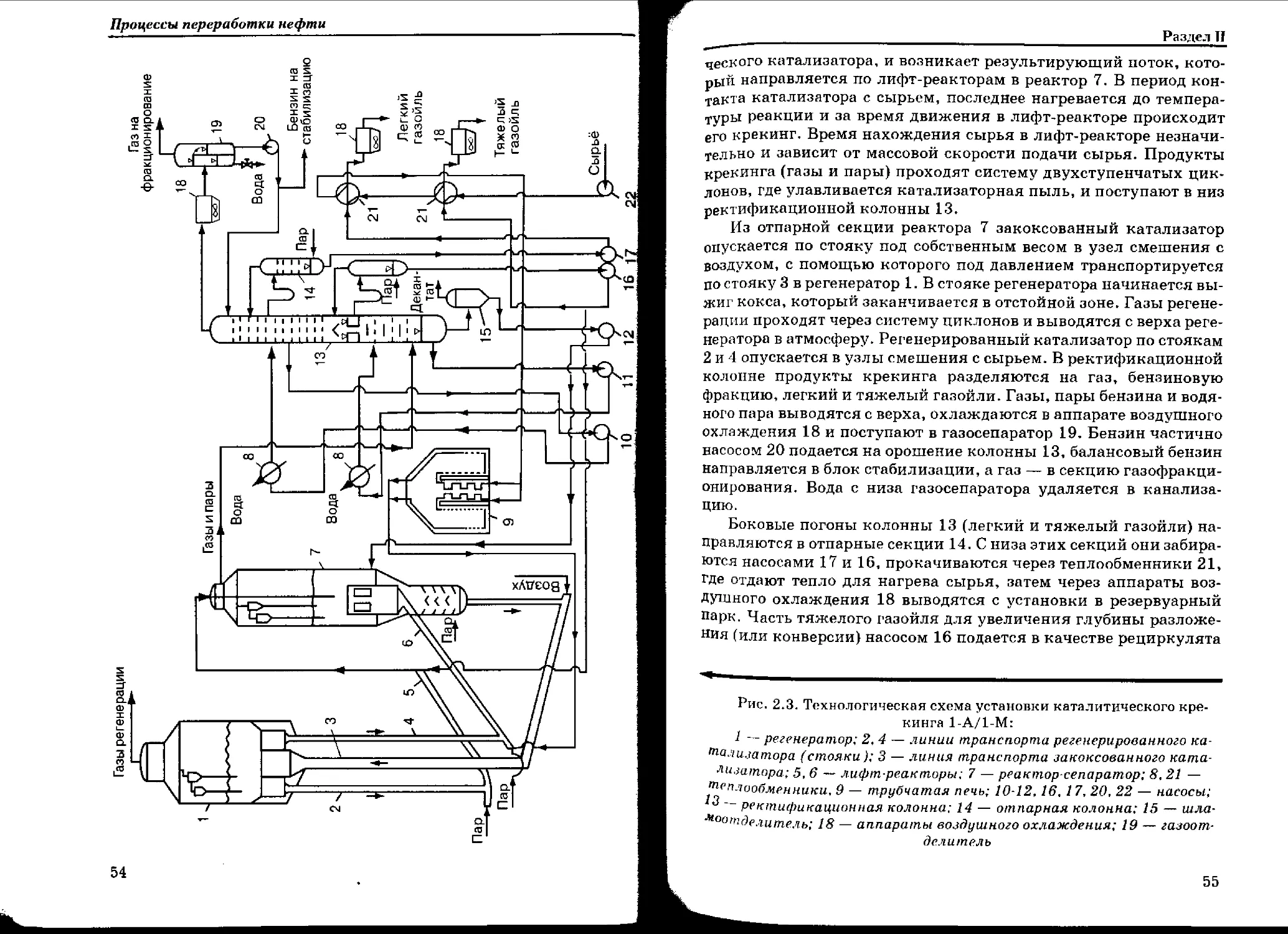
Текст
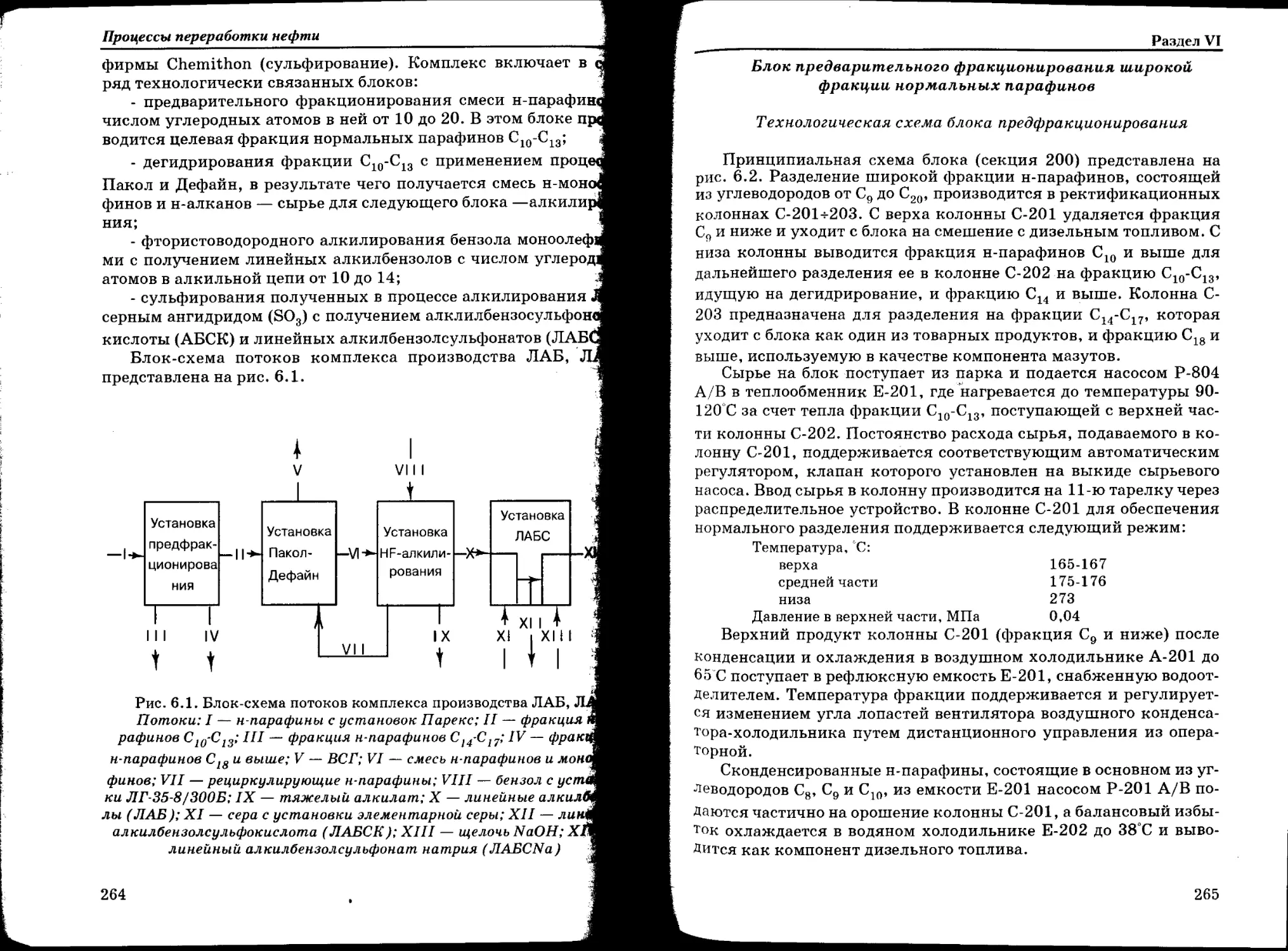
Производственное объединение
«Киришинефтеоргсинтез»
Баннов П.Г.
ПРОЦЕССЫ ПЕРЕРАБОТКИ НЕФТИ
Учебно-методическое пособие
для повышения квалификации работников
нефтеперерабатывающих предприятий
II
Москва 2001
УДК 665.63
Баннов Павел Георгиевич
Под редакцией д.тлк Глаголевой О.Ф.
Баннов П.Г. Процессы переработки нефти.—М.: ЦНИИТЭнеф-
техим, 2001.— 415 с.
ISBN 5-901499-02-6 (т.П).
Данное учебное пособие является продолжением издания “Про-
цессы переработки нефти” и посвящено деструктивным процессам
крекинга тяжелого нефтяного сырья, углубляющим переработку
нефти, а также получению сырья для нефтехимического синтеза.
Книга содержит следующие разделы: термический крекинг,
каталитический крекинг, гидрокрекинг, производство и разделение
ксилолов, производство сырья для моющих средств — ЛАБ, ЛАБС,
получение битумов.
Раскрывается сущность процессов, приводятся материальные
балансы, характеристики сырья и продуктов, технологические
схемы и их описание, конструкции основных аппаратов и узлов, а
также основные режимные параметры.
Книга рекомендуется в качестве учебно-методического пособия
для студентов вузов и техникумов соответствующего профиля, а
также специалистов, повышающих квалификацию в данной
области
ISBN 5-901499-02-6 (т.П).
ISBN 5-901499-05-0
© ЦНИИТЭнефтехим • 2001
ПРЕДИСЛОВИЕ
В настоящем издании, являющемся продолжением вышедшей з
2000 г. книги “Процессы переработки нефти”, ч. I, рассматриваются про-
цессы, связанные с углублением переработки нефти: термический, ката-
литический крекинг и гидрокрекинг нефтяного сырья. В него также
включено описание процессов, связанных с адсорбционным выделением
из нефтяных фракций нормальных парафиновых углеводородов и их ис-
пользованием в качестве сырья для производства линейных алкилбенао-
лов и алкилбензолсулы^юнатов (ЛАБ-ЛАБС) — основы производства со-
временных моющих веществ.
В книге рассматриваются: химизм процессов; технологические схе-
мы и параметры режимов соответствующих установок; перспективы раз-
вития; устройства, назначение и требования к эксплуатации оборудова-
ния, пуск и остановка технологических установок.
В последних разделах книги освещаются процессы производстве неф-
тяных битумов, указываются направления улучшения качества дорож-
ных марок с использованием схем получения компаундированных биту-
мов (в том числе, так называемых, “модифицированных’’). Рассматрива-
ются вопросы использования нефтяных битумов для производства совре-
менных высококачественных рулонных гидроизоляционных материалов
с торговыми марками Изопласт, Изоэласт, Кинепласт и Мостопласт.
Автор благодарит специалистов ООО ПО "Киришинефтеоргсинтез’’:
главного технолога завода "ЛАБ-ЛАБС” Бровко А.В., начальника ком-
плекса по производству ЛАБ-ЛАБС Гоева М.М., заместителя начальника
Цеха выделения жидких парафинов Лащенко А.И., главного инженера
завода "Изофлекс" Товкеса И.Н. и главного технолога завода "Изофлекс”
Раевского Ю.М. за оказанную помощь и консультации при изложении со-
ответствующих разделов II ч. книги.
Автор предполагает продолжить рассмотрение процессов, сопутству-
ющих переработке нефти, в III ч. книги, которую планируется издать в
конце 2002 г. В ней читатели смогут ознакомиться с процессами исполь-
зования газовых ресурсов для производства индивидуальных углеводоро-
дов, утилизации жидких и щелочных отходов. Будут изложены вопросы,
связанные с приготовлением товарной продукции, водоснабжением, ка-
нализацией, очисткой сточных вод, производством инертного газа,фа-
кельным хозяйством и утилизацией факельных газов.
3
УГЛУБЛЕННАЯ ПЕРЕРАБОТКА НЕФТИ.
ВВЕДЕНИЕ К РАЗДЕЛАМ ЫН
Процессы первичной переработки нефти, к которым относятся
прямая перегонка под атмосферным давлением (получение топ-
ливных дистиллятов и мазута) и под вакуумом (получение масля-
ных дистиллятов, гудрона), основываются на законах физическо-
го разделения нефти на узкие фракции. Полученные при атмо-
сферной перегонке светлые нефтепродукты при их дополнитель-
ной вторичной обработке с помощью каталитических процессов
облагораживания {изомеризация, риформинг, гидроочистка)
обеспечивают выработку различных моторных топлив — автомо-
бильных бензинов, реактивных и дизельных топлив. Масляные
дистилляты подвергаются различным процессам облагоражива-
ния по соответствующим поточным схемам НПЗ топливно-масля-
ного профиля.
При сжигании остатков атмосферной перегонки, выкипаю-
щих выше 350-360’С, в виде котельных топлив, нефть перераба-
тывается по неглубокому варианту. Цены на остатки первичной
переработки нефти на мировом рынке значительно ниже, чем на
светлые нефтепродукты (автобензины, дизельные и реактивные
топлива). Неглубокая переработка нефти становится экономиче-
ски невыгодной для производителя и, год от года, эта тенденция
будет прогрессировать, чему есть ряд причин. Во-первых, развед-
ка, бурение скважин и добыча нефти в труднодоступных районах
связаны с постоянным возрастанием материальных и трудовых
затрат, а следовательно, и цен на нефть. В связи с этим, чтобы
сделать переработку выгодной, надо из каждой тонны нефти по-
лучить больше ценных качественных продуктов — моторных
топлив, сырья для нефтехимического синтеза (НХС), тем самым
углубить переработку нефти, свести к минимуму выпуск низко-
сортных малоценных продуктов, каковыми являются высокосер-
нистые остатки первичной перегонки нефти — мазуты, входя-
щие в состав котельных топлив. Во-вторых, важно рационально
использовать имеющиеся природные ресурсы, которые являются
невосполнимыми. В связи с этим при имеющихся ресурсах необ-
4
одима такая организация переработки нефти, при которой удов-
Х творение потребностей народного хозяйства происходит не за
счет увеличения добычи нефти, а за счет более глубокой ее пере-
работки.
Экономические расчеты показывают, что добыча и переработ-
ка каждой новой тонны нефти по неглубокому варианту в настоя-
щее время обходится в три раза дороже, чем если бы то же количе-
ство нефтепродуктов было получено за счет внедрения процессов
углубленной переработки нефти. Инвестиции в процессы, углуб-
ляющие переработку нефти, за счет выпуска более ценных и высо-
кокачественных продуктов и сокращения выработки высокосер-
нистых остатков первичной переработки нефти окупаются в тече-
ние 3-5 лет. t
В настоящее время в США, странах Западной Европы и Япо-
нии глубина переработки нефти достигает 86-95%.
В России и странах СНГ среднеотраслевой уровень глубины
переработки нефти значительно ниже и составляет 60-65% из-за
недостаточного объема вторичных процессов глубокой переработ-
ки нефти.
Глубокая переработка нефти обеспечивается переработкой тя-
желых нефтяных фракций (вакуумных газойлей) и остатков пер-
вичной перегонки нефти.
Применение деструктивных процессов крекинга* за счет рас-
щепления молекул исходного тяжелого сырья при температурах
450-550'С позволяет резко повысить выработку светлых нефте-
продуктов и газов разложения.
Широкое внедрение процессов термического, каталитическо-
го крекинга, а также гидрокрекинга тяжелых нефтяных фракций
и остатков прямой перегонки нефти, т.е. их деструктивной, вто-
ричной переработки, дает возможность значительно углубить пе-
реработку нефти и, следовательно, увеличить производство раз-
личных ценных нефтепродуктов, в первую очередь моторных топ-
лив, не привлекая для этого дополнительные ресурсы нефти. В на-
стоящее время на Киришском НПЗ создается комплекс, включа-
ющий комбинированную установку гидрокрекинга под высоким
давлением водорода, а в последующие годы и установку каталити-
ческого крекинга, что позволит в ближайшем будущем повысить
глубину переработки нефти с 47 до 70% и более и вывести пред-
приятие по этому показателю на мировой уровень.
“ От англ, to crack — раскалывать, разламывать, расщеплять. В более
широком смысле под крекингом подразумевается совокупность
разложения и уплотнения, протекающих в этом процессе.
5
Раздел I
Процессы переработки нефти
Раздел I. ТЕРМИЧЕСКИЙ КРЕКИНГ
К термическим процессам вторичной переработки нефти отно-
сятся:
- термический крекинг нефтяных остатков под высоким дав-
лением;
- термический крекинг нефтяных остатков при атмосферном
давлении (коксование);
пиролиз жидкого и газообразного сырья.
Эти процессы характеризуются высокими температура-
ми — от 450 до 1200 С. Направленность их различна. Так, пер-
вая из названных разновидностей процесса — термический
крекинг под давлением — для относительно легких видов сы-
рья (мазутов прямой перегонки, вакуумных газойлей) прово-
дится под давлением от 2 до 4 МПа, температуре 450-510 С с це-
лью производства газа и жидких продуктов (в частности бензи-
новых фракций). Этот процесс утратил свое значение благода-
ря развитию каталитического крекинга. В настоящее время
термический крекинг сохранился для переработки тяжелых
нефтяных остатков вакуумной перегонки и направлен преиму-
щественно на получение котельного топлива за счет снижения
вязкости исходного сырья. При этом также получается некото-
рое количество газа и бензиновых фракций. Остальные фрак-
ции сохраняются в составе остаточного продукта. Эта разно-
видность термического крекинга носит название "висбрекинг”
и проводится в мягких условиях (температура 450-4704% Дав-
ление 2,0-2,5 МПа). Степень конверсии сырья при этом не глу-
бокая.
Термический крекинг нефтяных остатков при давлении До
0,5 МПа и температуре 450-550'С (коксование) проводится в на-
правлении концентрирования асфальто-смолистых веществ в
твердом остатке — коксе — и одновременного получения при этом
бензиновых и газойлевых фракций — продуктов более богатых
водородом, чем исходное сырье.
Пиролиз — это наиболее жесткая форма термического кре-
кинга, проводимого с целью получения газообразных непредель-
ных углеводородов, в основном этилена и пропилена для нефте-
химического синтеза. При этом в качестве побочных продуктов
образуется некоторое количество ароматических углеводоро-
дов — бензола, толуола и более тяжелых. Пиролиз осуществляет-
ся при температуре 700-800’С и выше.
Поскольку пиролиз в нефтепереработке составляет незначи-
тельный удельный вес, в настоящей книге будут рассмотрены два
сновных направления термического крекинга: 1) термический
°пекинг под давлением и его разновидность — висбрекинг, и 2)
процесс коксования нефтяных остатков.
1.1. Висбрекинг
Как уже было сказано, важную роль в схемах отечественных и
зарубежных НПЗ играет процесс неглубокого термического кре-
кинга — висбрекинг. Суммарные мощности этих установок в
странах Западной Европы оцениваются в 5,6%, в США (с тради-
ционно высокой степенью глубины переработки нефти, где одним
из основных процессов переработки остатков является замедлен-
ное коксование) — -1%.
В настоящее время в России в стадии строительства, проекти-
рования новых и расширения Действующих находятся 12 устано-
вок общей мощностью 46,2 тыс. м3/сут при общем объеме перера-
ботки нефти 168 млн.т/год* Висбрекинг является одним из самых
дешевых процессов переработки тяжелого сырья.
Требуемая степень превращения сырья может быть достигну-
та при проведении процесса по двум вариантам:
- высокая температура и малая продолжительность пребыва-
ния — висбрекинг в трубчатой печи;
- умеренная температура и большая продолжительность пре-
бывания — висбрекинг с выносной необогреваемой камерой (так
называемая сокинг-секция).
Повышение температуры или времени реакции ведет к увели-
чению жесткости процесса, что вызывает рост выхода газа и бен-
зина и снижает вязкость крекинг-остатка. Жесткость процесса
определяется временем пребывания сырья, приведенным к 420°С
(время 1000 с при 420’С эквивалентно 300 с при 450°С).
В производственных условиях жесткость процесса висбре-
кинга и, следовательно, степень превращения ограничивается
стабильностью (склонностью к осадкообразованию) крекинг-
остатка и скоростью закоксовывания труб. Конверсия в про-
цессе, направленном только на понижение вязкости, составля-
ет 6-7% мае., при производстве максимального количества
дистиллятных фракций — 8-12% мае. Следует отметить, что в
последнем случае конверсия может достигать и даже превы-
шать 20% при условии, если остаток висбрекинга находит спе-
циальное Применение на конкретном НПЗ (в качестве сырья
для производства вяжущих и агломерирующих агентов, неф-
тезаводского топлива, сырья коксования, для производства
битумов и т.д.).
6
7
Процессы переработки нефти
Процесс можно вести в двух направлениях:
производство остаточного топлива с одновременным сниже-
нием его вязкости и температуры застывания;
- производство максимального количества газойля — сырья
для последующих процессов конверсии, например, для каталити-
ческого крекинга, гидрокрекинга, получения технического угле-
рода.
Наиболее существенное влияние на результаты висбрекинга
оказывают следующие факторы: характеристика сырья, темпера-
тура процесса, продолжительность пребывания сырья в печи и ре-
акционной камере, рабочее давление в печи.
1.2. Сырье и его превращения
в процессе термического крекинга
Основным сырьем висбрекинга является гудрон. Возможна
также переработка тяжелых нефтей, мазутов, асфальтов про-
цесса деасфальтизации и других нефтяных остатков. Наблюда-
ется устойчивая тенденция утяжеления сырья висбрекинга, что
существенно усложняет его переработку в связи с повышением
содержания асфальто-смолистых веществ, вязкости и коксуе-
мости.
Нефтяные остатки представляют собой коллоидные системы,
в которых дисперсная фаза состоит из мицелл и ассоциатов высо-
комолекулярных органических и гетероатомных соединений.
Мицелла состоит из асфальтенового ядра, на котором адсорбиро-
ваны высокомолекулярные ароматические углеводороды из маль-
теновой фракции. В стабильной остаточной фракции система ад-
сорбированных мальтенов такова, что все адсорбционные силы
уравновешены и мицелла находится в физическом равновесии с
углеводородной фазой (дисперсионной средой). Причем смолы и
ароматические углеводороды выполняют функции пептизирую-
щих агентов. Равновесие может быть нарушено добавлением в си-
стему углеводородов с высоким содержанием водорода или увели-
чением температуры.
По мере увеличения температурного воздействия и повыше-
ния конверсии в процессе висбрекинга стабильность остатка к
расслоению снижается (табл. 1.1).
Во время термического воздействия протекают реакций двух
типов: собственно крекинга и уплотнения (полимеризации, кон-
денсации).
Термическая устойчивость углеводородов снижается в следу-
ющем порядке: н-парафины, изопарафины, циклопарафины, аро-
Раздел I
Таблица 1.1
Изменение свойств остатка при разной глубине конверсии
Показатели Исходное сырье Остаток при глубине конверсии
15% мае. 25% мне.
Плотность, кг/\т 925 934 946
Количество осадка, % мае Следы 0.02 0,04
Содержание асфальте нои. % мае. П.7 6.5 10,0
Относительная нерастворимость яофальтенлв _ 1.0 3.3 4.4
матические, нафтено-ароматические, полициклические аромати-
ческие углеводороды.
Для характеристики склонности углеводородов и соединений
к реакции используется понятие энергии активации, определяе-
мой как избыточная энергия, которой обладают молекулы, всту-
пающие в реакцию. Чем выше энергия активации, тем больше
энергетический барьер, который нужно преодолеть для превраще-
ния обычных молекул в активные. В среднем энергия активации
при термическом крекинге составляет 210-250 кДж/моль для ре-
акций разложения и 125 кДж/моль для реакций уплотнения.
При крекинге парафинов образуются парафиновые и олефино-
вые углеводороды с меньшей молекулярной массой. Изменение
скорости распада парафинов (характеризуемое константой скоро-
сти) с увеличением молекулярной массы и числа углеродных ато-
мов в молекуле хорошо иллюстрируется графиком (рис. 1.1).
Рис. 1.1. Зависимость константы
скорости крекинга нормальных
Парафиновых углеводородов от
числа углеродных атомов (при
425 С)
Из графика видно, что при одной и той же температуре 425'С
наблюдается практически прямолинейная зависимость между
8
9
Процессы переработки нефти
числом углеродных атомов в молекуле парафинового углеводоро-
да, подвергаемого термическому крекингу, и константой скоро-
сти крекинга. По мере увеличения молекулярной массы исходно-
го углеводорода термическая стабильность его падает.
Нафтеновые и ароматические углеводороды с длинной боко-
вой цепью крекируются в условиях висбрекинга так, что в послед-
ней остаются метильные и этильные группы (нафтеновые кольца
расщепляются при температуре выше 490сС). Одновременно идет
ароматизация (дегидрирование) нафтеновых колец.
При крекинге в значительной степени протекают реакции де-
алкилирования циклических углеводородов. Крекинг молекул
смол идет по месту слабых связей гетероатомов C-S, C-N, С-0 и т.д.
Смолы и асфальтены являются основными коксообразующими
компонентами сырья.
Вторичные реакции уплотнения и конденсации, вызывающие
образование кокса, имеют энергию активации 251-377 кДж/моль
и при повышенных температурах становятся более заметными.
При относительно мягких условиях (степень превращения ме-
нее 4-6%) протекают первичные реакции крекинга; при более же-
стких условиях (степень превращения более 6-7%) активизиру-
ются и вторичные реакции.
С увеличением конверсии выход остатка висбрекинга умень-
шается, а его коксуемость и содержание в нем асфальтенов увели-
чивается.
Изменение атомных отношений Н/С, S/C, N/C в остатках не-
значительно, но существенно в асфальтенах (отмечено уменьше-
ние величины Н/С и S/С с увеличением жесткости висбрекинга
при одновременном увеличении N/C). Отсюда следует, что при ви-
сбрекинге увеличивается дефицит водорода в асфальтенах. Так
как энергия связи C-S (272,4 кДж/молъ) меньше, чем связи С-С
(413,5 кДж/моль), происходит значительное снижение величины
соотношения S/C.
При увеличении конверсии в продуктах висбрекинга увеличи-
вается содержание ненасыщенных и ароматических углеводоро-
дов.
По мере увеличения глубины крекинга вязкость крекинг-ос-
татка изменяется экстремально: вначале интенсивно снижается,
достигая минимума, затем возрастает. Основными носителями
вязкости исходного сырья являются асфальтены. При малых глу-
бинах превращения снижение вязкости обуславливается образо-
ванием более компактных подвижных вторичных асфальтенов
меньшей молекулярной массы. Последующее возрастание вязкос-
ти крекинг-остатка объясняется образованием продуктов уплот-
10
Раздел I
________карбенов и карбоидов, являющихся также носителями
ВвВИ<тсти Последние, так же как и асфальтены, продолжают
^^живаться в стабильном коллоидном растворе до известного
<5вня конверсии, при превышении которого в резервуарах хра-
нения, оборудовании для сжигания или на установке висбрекинга
образуются отложения.
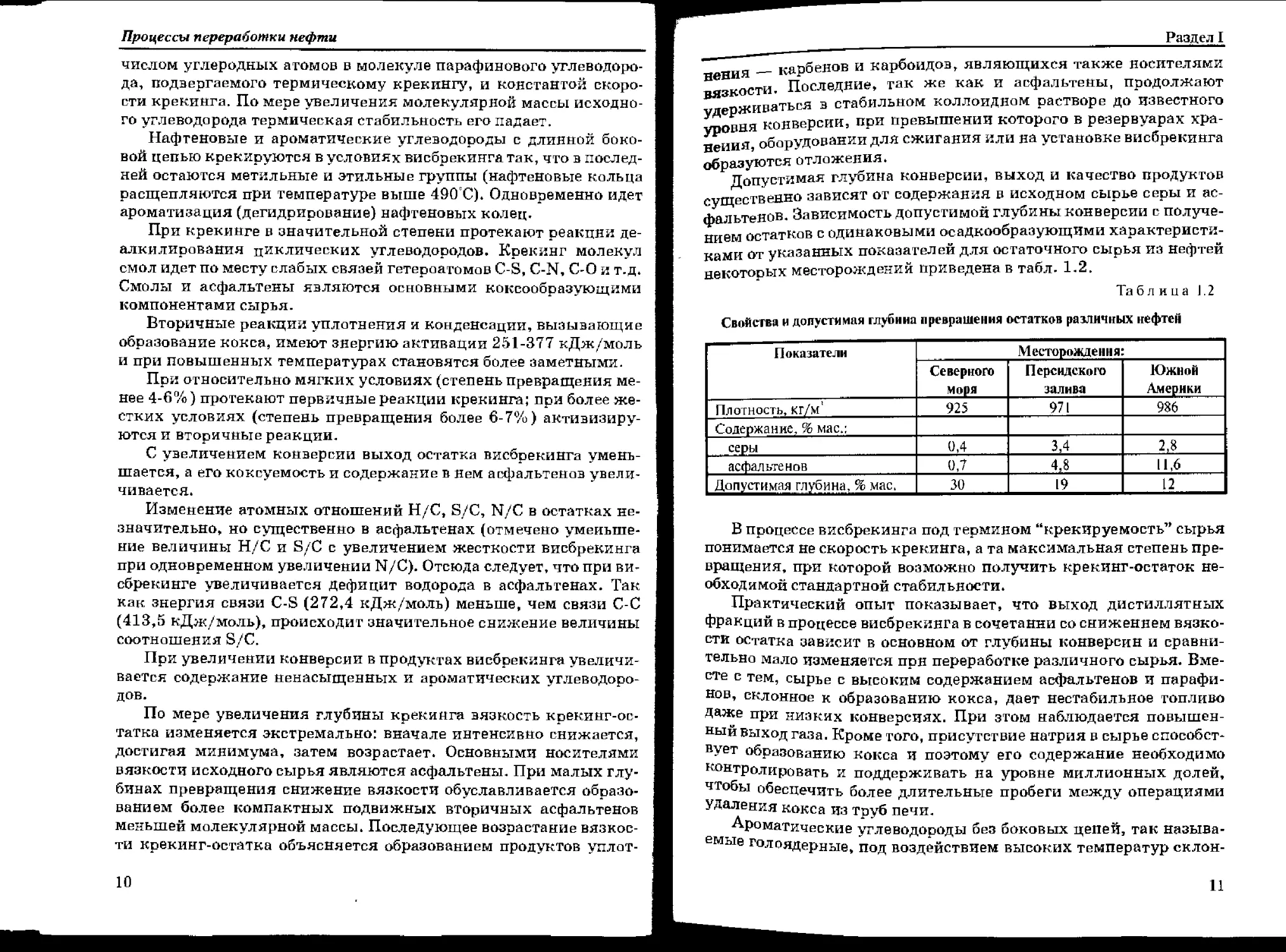
Допустимая глубина конверсии, выход и качество продуктов
существенно зависят от содержания в исходном сырье серы и ас-
фальтенов. Зависимость допустимой глубины конверсии с получе-
нием остатков с одинаковыми осадкообразующими характеристи-
ками от указанных показателей для остаточного сырья из нефтей
некоторых месторождений приведена в табл. 1.2.
Та б л и ц a J .2
Свойства и допустимая глубина превращения остатков различных нефтей
Показатели Месторождения:
Северного моря Персидского залива Южной Америки
Плотность, кг/м' 925 971 986
Содержание, % мае.:
серы 0,4 3,4 2,8
асфальтенов 0,7 4,8 11,6
Допустимая глубина, % мае. 30 19 12
В процессе висбрекинга под термином “крекируемость” сырья
понимается не скорость крекинга, а та максимальная степень пре-
вращения, при которой возможно получить крекинг-остаток не-
обходимой стандартной стабильности.
Практический опыт показывает, что выход дистиллятных
Фракций в процессе висбрекинга в сочетании со снижением вязко-
сти остатка зависит в основном от глубины конверсии и сравни-
тельно мало изменяется при переработке различного сырья. Вме-
сте с тем, сырье с высоким содержанием асфальтенов и парафи-
нов, склонное к образованию кокса, дает нестабильное топливо
даже при низких конверсиях. При зтом наблюдается повышен-
ный выход газа. Кроме того, присутствие натрия в сырье способст-
вует образованию кокса и поэтому его содержание необходимо
контролировать и поддерживать на уровне миллионных долей,
чтобы обеспечить более длительные пробеги между операциями
удаления кокса из труб печи.
Ароматические углеводороды без боковых цепей, так называ-
емые голоядерные, под воздействием высоких температур склон-
11
Процессы переработки нефти
ны к отщеплению водорода и образованию продуктов конденса-
ции. Например, бензол легко переходит в дифенил (С6Н3-С6Н5),
что сопровождается выделением водорода.
Реакция обратима, и при повышении давления равновесие
сдвигается влево. Помимо дифенила возможно образование поли-
фенилов, смолистых веществ и кокса. Аналогично бензолу ведет
себя нафталин:
который при Крекинге образует продукты конденсации — дннаф-
тил и газ, богатый водородом. Такое же направление реакций
свойственно более высокомолекулярным ароматическим соедине-
ниям, например, фенантрену:
При крекинге алкилароматических соединений происходит
частичное отщепление алкильной цепи с образованием алкиларо-
матики более простого строения и продуктов конденсации. Про-
цесс конденсации алкилароматических соединений протекает бы-
стрее, чем соответствующих незамещенных ароматических соеди-
нений. Термическая устойчивость зтих углеводородов тем мень-
ше, чем длиннее боковая цепь. Ароматические соединения наряду
со смолами и асфальтенами являются основными источниками
образования побочного продукта — кокса.
1.3. Основные факторы процессов термического крекинга
Температуру крекинга можно рассматривать как фактор, ус-
коряющий реакции крекинга и определяющий фазовое состояние
сырья и продуктов крекинга (жидкость/пар).
Повышение температуры в наибольшей степени ускоряет ре-
акции разложения сырья. Поэтому, чем выше температура кре-
кинга, тем больше выход продуктов расщепления — газа, бензина
и других легких фракций. По закону Вант-Гоффа скорость хими-
ческой реакции увеличивается вдвое при увеличении температу-
ры сырья на Ю’С. Этот закон применим при термическом крекин-
ге в ограниченной области температур — 450-510“С, то есть в обла-
сти температур практического крекинга сырья. Число градусов
повышения температуры, которое необходимо для удвоения ско-
12
Раздел I
рости реакции, называется температурным градиентом скорости
^^Продолжительность пребывания сырья в зоне реакции при
иной и той же температуре влияет на степень превращения сы-
и глубину разложения. Чем больше время пребывания сырья
в зоне реакции, тем выше глубина разложения, но тем больше бу-
дет образовываться и кокса. Поэтому время пребывания сырья в
зоне реакции (например, в трубах печи термического крекинга
или висбрекинга) сводят к минимуму, ограничиваясь 1,5-2 мин с
целью исключения быстрого отложения кокса в трубах печи при
высоких температурах. Для достижения необходимой глубины
разложения увеличивают время пребывания сырья и продуктов
реакции при заданной температуре крекинга в специальных вы-
носных необогреваемых камерах — сокинг*-секциях.
Давление в ходе процесса термокрекинга поддерживают срав-
нительно высокое (от 2 до 4 МПа), с тем чтобы сократить реакци-
онный объем и обеспечить при этом определенное время Пребыва-
ния. Кроме того, давление определенным образом влияет на ход,
направление и скорость реакций. При крекинге тяжелого сырья в
диапазоне сравнительно низких температур 420-470эС давление
на скорость и направление реакций сказывается незначительно.
Однако как только образуются продукты распада или исходное
сырье переходит в паровую фазу, роль давления повышается. С
увеличением давления возрастает скорость вторичных реакций, в
которые вступают продукты распада (полимеризация, циклиза-
ция, алкилирование, гидрирование). С повышением давления
снижается выход газообразных продуктов крекинга, увеличива-
ется выход продуктов уплотнения. При термическом крекинге ре-
акции сопровождаются тепловым эффектом. Реакции расщепле-
ния идут с поглощением тепла, реакции уплотнения и конденса-
ции — с его выделением. Суммарный (итоговый) тепловой эффект
процесса зависит от преобладания тех или иных реакций. Сум-
марный тепловой эффект термического крекинга отрицателен, и
для Проведения этого процесса тепло надо затратить не только на
нагрев сырья до температуры реакции, но и на саму реакцию. Теп-
ловой эффект крекинга мазута составляет 1250-1670 кДж/кг бен-
зина, висбрекинга тяжелых остатков — 117-234 кДж/кг сырья.
Коксообразовамие при крекинге. Эффективность ведения про-
цесса термического крекинга на практике оценивается глубиной
Разложения сырья: чем выше глубина разложения, тем больше
выход газа и бензина. Обычно глубина превращения при крекин-
От англ, to soak — пропитывать, выдерживать в реакционной зоне.
13
Процессы переработки нефти
ге мазута составляет 20-25% мае. на сырье. С повышением глуби-
ны конверсии резко увеличивается и выход кокса. Поэтому при
термическом крекинге тяжелого остаточного сырья — гудрона,
конверсия во избежание закоксовывания печи и преждевремен-
ной остановки установки не должна превышать 12-13%.
На основании исследований отечественных ученых Сахано-
ва А.Н., Тиличеева М.Д., Обрядчикова С.Н., Немцова М.С., Ле-
винтера М.Е. и других установлен примерный механизм коксооб-
разования. Выло показано, что основным материалом для образо-
вания кокса являются ароматические углеводороды, которые
склонны к реакциям конденсации. Исследователями предложена
общая схема образования карбоидов и б конечном счете кокса при
термическом Крекинге:
ароматические углеводороды -* высококипящие конденсиро-
ванные ароматические углеводороды —* асфальтены -* карбоиды,
кокс.
Таким образом, кокс является конечным продуктом при по-
следовательном превращении ароматических углеводородов с об-
разованием ряда промежуточных продуктов, которые постепенно
обедняются водородом. Заметную роль в ускорении образования
кокса играют реакции конденсации ароматики с непредельными
соединениями, которые также склонны к образованию асфальте-
нов и затем карбоидов.
Таким образом, резкое повышение коксообразования при тер-
мокрекинге наступает только при достижении определенного вы-
хода газа и бензина, что хорошо иллюстрируется графиком (см.
рис. 1.2) по результатам крекинга фракции 320-450°С сернистой
нефти.
Рис. 1.2. Зависимость
количества карбоидов от
выхода продуктов
крекинга;
1— газ; 2 — бензин
14
Раздел I
Участок прогиба кривой позволяет подбирать необходимую
глубину крекинга, выше которой происходит усиленное коксооб-
ратование-
1 Отложение кокса в трубах печи обусловливается прежде всего
местным перегревом труб, вызванным неравномерным распреде-
лением тепла, в результате чего происходит быстрый прогар труб
и выход из строя печи. В целях улучшения теплообмена и сниже-
ния времени пребывания сырья, особенно склонного к образова-
нию кокса, в трубы печи может подаваться перегретый пар или
котловая вода в количестве 0,5% мае. на сырье. Это способствует
повышению скорости движения сырья в трубах реакционного
змеевика, турбулизации потока и снижению коксоотложений.
Показателями склонности сырья к коксообразованию являют-
ся содержание в нем смолисто-асфальтеновых веществ (сернокис-
лотных смол), а также коксуемость по Конрадсону.
Роль рециркуляции при термическом крекинге. Для дистил-
лятного сырья, подвергаемого термокрекингу, при повышении
температуры выход бензина растет и достигает максимума. При
дальнейшем повышении температуры выход его снижается за
счет усиленного газообразования и коксообразования. Для этого
сырья максимальный выход бензина может составить лишь 50%
от максимально возможного. Для крекинга тяжелых остатков
этот показатель значительно ниже.
Поскольку часть крекируемого сырья при этом не превраща-
ется, то в некоторых схемах крекинга производится выделение
непрореагировавшей части сырья и возврат его в зону реакции —
это, так называемый, крекинг с рециркуляцией. В результате это-
го при сравнительно низком коксообразовании увеличивается вы-
ход бензина, но соответственно сокращается производительность
установки по свежему сырью. Отношение количества рециркули-
рующей фракции к количеству свежего сырья называется коэф-
фициентом рециркуляции, а отношение загрузки печи к количе-
ству свежего сырья — коэффициентом загрузки.
Например, если принять, что 40% общей загрузки сырья оста-
нется непревращенным, а величина загрузки печи равна 100%, то
при установлении режима в печь будет поступать 60% свежего
сырья и 40% возвращенного в качестве рециркулята, и тогда ко-
эффициент рециркуляции будет составлять:
КР 01671
а коэффициент загрузни: Кэ “ "1,671
15
Процессы переработки нефти
т.е. коэффициент загрузки складывается из коэффициента рецир-
куляции плюс 1. При выходе бензина за однократный пропуск в
20%, с коэффициентом загрузки 1,67 выход бензина на свежее
сырье с учетом рециркуляции возрастет и состанит 33,4%
(20 - 1,67). Необходимо отметить, что при проведении крекинга с
рециркуляцией содержание ароматических и непредельных со-
единений в продуктах будет увеличиваться, а парафиновых угле-
водородов — уменьшаться.
При крекинге гудрона с целью получения котельного топлива
(т.е. висбрекинге) рецнркулят оставляют в крекинг-остатке для
обеспечения необходимой вязкости, т.е. в этом случае процесс
проводится без рециркуляции, в отличие от процесса, в котором
остаток используется в качестве сырья при производстве битума,
кокса и т.п.
В табл. 1.3 приведены типичные выходы бензина на промыш-
ленных установках термического крекинга из разного вида сырья
□а однократный пропуск и на свежее сырье с учетом рециркуляции.
Таблица 1.3
Выходы бензина из различного сырья
Сырье Выход бензина, % мае.
за однократный проход на свежее сырье
Полугудоон, гудрон 3-7 10-12
Мазут 7-10 30-35
Газойль 15-20 50-65
Керосино-газойленая фракция 20-25 55-65
Газойль каталитического крекинга (фр+ 205-450’С) — 42
При крекинге газойлей каталитического крекинга остаток со-
стоит в большинстве своем из продуктов уплотнения и характери-
зуется большей плотностью, чем крекинг-остаток, полученный из
гудрона парафинистого сырья. Так, его условная вязкость при
80°С — 17,6, а плотность — 1,0737 г/см3, в то время как для гуд-
ронов она может быть меньше единицы (из парафинистой нефти).
При деструктивной переработке, какой является термический
крекинг, всякое превращение сырья связано с перераспределени-
ем Водорода между продуктами, что сказывается как на их
выходе, так и на качестве: чем меньше водорода в крекинг-остат-
ке, тем меньше его выход и больше плотность. При этом выход
легких продуктов, богатых водородом — газа и бензина —
больше.
16
Раздел I
Рис 1.3. Зависимость выхода бензина при термическом крекинге
различного сырья от разности плотностей крекинг-остатка и сырья
Существует ряд эмпирических формул определения выхода
бензина в зависимости от процентного содержания водорода в сы-
рье, остатке и других продуктах крекинга, а также зависимость
(рнс. 1.3) выхода бензина от разности плотностей крекинг.остатка
и сырья.
Если известна относительная плотность бензина, то выход его
(в % мае.) определяется по уравнению:
% об. &“' *"
Выход, % мас.=-----. д и с и ч а н
ГС I кР
1 Инэ- №-
.19
под давленном и основная аппаратура
На заводах России имеются два типа установок: Термический
крекинг мазутов по двухпечной схеме с выносной реакционной
камерой и без нее (реакционная секция находится в самой печи).
Эти установки были спроектированы бывшим институтом Гипро-
нефтезаводы (ныне ВНИПИнефть) и построены в 50-е годы. При
работе по последнему варианту время пребывания сырья и про-
дуктов реакции в печи составляет 1,5-2,5 мин во избежание боль-
шого отложения кокса в трубах реакционного змеевика. Если же
имеется выносная реакционная камера, нагрев в печи произво-
дится до более низкой температуры, но за счет пребывания нагре-
того сырья в реакционной камере в течение 10-15 мин происходит
17
Процессы переработки нефти
углубление процесса с увеличением выхода бензина без закоксо-
вывания труб печи. Такие установки при определенных условиях
безостановочно работают от 6-ти месяцев до года и позволяют пе-
рерабатывать как тяжелое, так и более легкое сырье.
Принципиальная схема крекинг-установки с выносной реак-
ционной камерой по двухпечному варианту приводится на
рис. 1.4.
Сырье насосом Н-1 (производительностью до 70 т/ч) подается
через группу теплообменников Т-1, Т-2. Часть сырья после тепло-
обменников поступает в основную ректификационную колонну
К-3, остальное сырье — в верхнюю часть испарителя низкого дав-
ления К-4. Разделение сырья делается для лучшего использова-
ния тепла паров в этих аппаратах. Обогащенный тяжелыми газой-
левыми фракциями поток сырья с глухой тарелки испарителя
К-4 насосом Н-3 откачивается в ннжнюю часть колонны К-3, а от-
паренный от легких фракций поток жидкости, состоящий из све-
жего сырья и рециркулята с низа К-3 горячим насосом Н-9 (произ-
водительностью до 240 м3/ч) подается в печь тяжелого сырья П-1.
Газойлевая фракция с глухой тарелки колонны К-3 откачива-
ется горячим насосом Н-10 (производительностью до 50 м3/ч) в
печь легкого сырья П-2 для глубокого крекинга, где нагревается до
более высоких температур, чем тяжелое сырье в печи П-1. Далее
продукты крекинга из обеих печей входят в верхнюю часть вынос-
ной реакционной камеры К-1, где поддерживается давление 2-
2,5 МПа. Продукты реакции снизу камеры направляются в испа-
ритель высокого давления К-2, работающий при давлении 0,8-
1,0 МПа, где производится разделение продуктов крекинга на па-
ровую и жидкую фазы. Регулировка давления и его снижение про-
изводится с помощью редукционного клапана, установленного на
линии перетока продуктов крекинга из выносной реакционной ка-
меры в испаритель высокого давления К-2. Жидкая фаза в виде тя-
желого крекинг-остатка самотеком поступает в испаритель низко-
го давления К-4, где за счет уменьшения давления из него происхо-
дит выделение паров газойлевых фракций, которые через проход в
глухой тарелке попадают в верхнюю часть колонны К-4 и вступа-
ют в контакт с исходным сырьем, подаваемым в верхнюю часть.
Некоторое количество несконденсировавшихся в колонне К-4 па-
ров и газов конденсируется и охлаждается в холодильнике Т-7, за-
тем собираются в сборнике-газосепараторе Е-2, откуда насосом Н-
4 возвращается в верхнюю часть колонны К-4 в виде орошения.
С верха колонны К-3 уходят пары бензиновых фракций и газ,
которые конденсируются и охлаждаются в холодильнике Т-6, до-
охлаждаются в холодильниках Т-8, Т-9 и разделяются в газосепа-
18
Раздел I
19
Процессы переработки нефти
Таблица 1.4
Основные параметры технологического режима двухпечной
установки термического крекинга
Аппарат Температура, ’С Избыточное давление, атм
от до от ДО
Печи:
тяжелого сырья П-1:
ВХОД 390 410 50 56
выход 470 490 22 27
легкого сырья П-2:
вход 290 320 55 65
выход 530 545 22 28
Реакционная камера К-1:
верх 500 — 20 25
низ 460 470 — —
Испаритель высокого давления К-2:
верх 455 460 8,5 12
низ 430 440
Ректификационная колонна К-3:
верх 210 220
аккумулятор 290 320 8 12
низ 390 410
Испаритель низкого давления К-4:
верх 120 200 1.5 3,0
аккумулятор 280 300
низ 400 415
раторе Е-1 на газовую и жидкую фазы. Газовая фаза направляет-
ся на ГФУ, а бензин — на стабилизацию в колонну К-5. Головка
стабилизации направляется на гавофракцнонирование. В
табл. 1.4 приведен примерный технологический режим вышеопи-
санной двухпечной установки термического крекинга.
При переработке остатков прямой перегонки нефти {мазутов) на
установке двухпечного крекинга можно получить до 5-6% мае. га-
за, 1,5-2% мае. голонки стабилизации идо 20-25% крекияг-бензи-
на. Остальное — крекинг-остаток. Иногда на установках термичес-
кого крекинга вырабатывается термогазойль — сырье для получе-
ния технического углерода-сажи. В этом случае выход термогазой-
ля составляет 22-24% мае», а крекинг-остаток имеет высокую плот-
ность и может использоваться как сырье процесса коксования-
20
Раздел I
Рис. 1.5. Выносная реакционная ка-
мера’.
1 — штуцер для предохранительного
клапана; 2 — штуцер для входа про-
дукта, поступающего из печи легкого
сырья; 3 — корпус; 4 — опора; 5 — шгпу-
цердля выхода продукта к редукцион-
ному клапану; 6 — верхний люк; 7 —
днище,- 8 — люк; 9 — штуцер для входа
тяжелого сырья, поступающего из пе-
чи; 10 вентиляционный продувоч-
ной штуцер
К основным аппаратам
установки относятся печь
легкого и тяжелого сырья,
выносная реакционная ка-
мера и погоноразделитель-
ная аппаратура.
Печи установок терми-
ческого крекинга обычно
шатрового типа, двухкамер-
ные, рассчитаны в зависи-
мости от производительнос-
ти на два или больше пото-
ков. Выполнены из хромо-
молибденовых труб, выдер-
живающих высокие тепло-
вые нагрузки и сгруппиро-
ванных посредством специ-
альных устройств (ретур-
бендов) н днойники или чет-
верники, одним из серьез-
ных недостатков которых
является вальцовка труб.
При резких температурных
колебаниях вальцованные
соединения начинают про-
пускать, поэтому на некото-
рых заводах их дополни-
тельно обваривают, тем са-
мым повышая надежность
соединений.
Чистка труб от нокса мо-
жет производиться как пнев-
матическим способом с помо-
щью специальных пневмотур-
бинок, оснащенных бойками,
так и механическим с помо-
щью шарошек. Процесс очист-
ки таким способом сопряжен с
большим выделением коксо-
вой пыли и очень трудоемок.
Иногда в зависимости от степе-
ни закоксованности работа
продолжается от 4 до б сут.
21
Процессы переработки нефти _______________________________
В настоящее время на заводах внедрен паровоздушный способ
очистки трубного змеевика печей, который лишен выше отмечен-
ных недостатков, но требует очень тщательного контроля за вы-
жигом кокса. Неуправляемое горение кокса, связанное с большим
тепловыделением, может привести к местному перегреву трубы и
нарушению ее прочностных свойств.
Регулировка температур в зоне горения кокса в змеевиках
производится за счет изменения расхода воздуха и пара. При этом
в зоне горения температура не должна превышать 500-550' С. Кон-
троль ведется с помощью термопар, установленных через пробки
двойников внутрь определенной группы труб змеевика, либо с по-
мощью поверхностных термопар. Изменение зоны горения по
змеевику наглядно видно на записывающих потенциометрах. В
этот период ведется лабораторный контроль за содержанием кис-
лорода в паровоздушной смеси, а также углекислого газа и окиси
углерода в продуктах сгорания кокса.
В случае если перерабатываемое сырье содержит значительное
количество солей, последние отлагаются вместе с коксом на стен-
ках труб. Это затрудняет очистку змеевика и требует промывки
труб водой перед выжигом кокса.
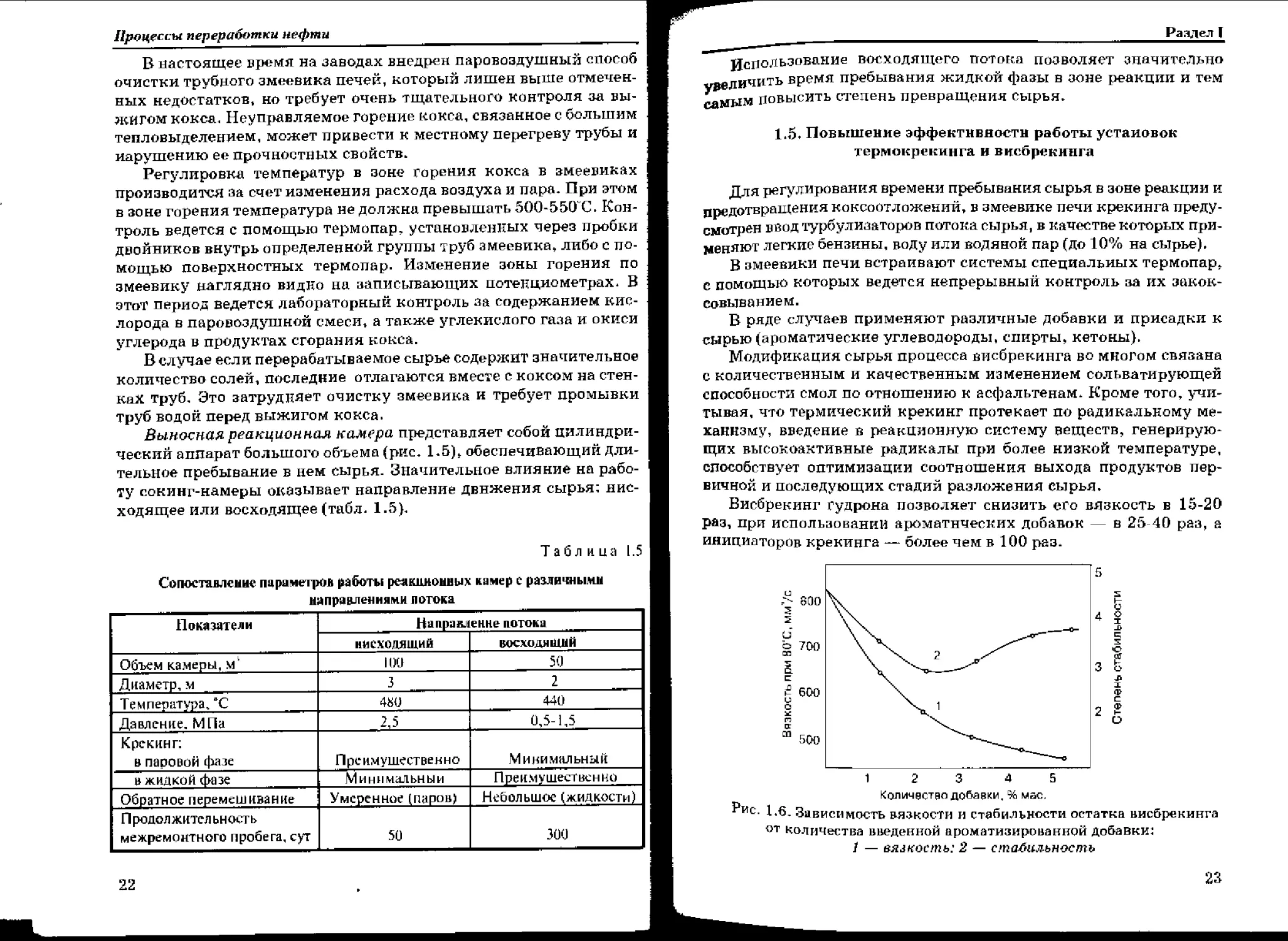
Выносная реакционная камера представляет собой цилиндри-
ческий аппарат большого объема (рис. 1.5), обеспечивающий дли-
тельное пребывание в нем сырья. Значительное влияние на рабо-
ту сокинг-намеры оказывает направление движения сырья: нис-
ходящее или восходящее (табл. 1.5}.
Таблица 1.5
Сопоставление параметров работы реакционных камер с различными
направлениями потока
Показатели Направление потока
нисходящий восходящий
Объем камеры, м' 11)0 50
Диаметр, м 3 2
Температура, “С 480 440
Давление. МПа 2,5 0,5-1,5
Крекинг: в паровой фазе Преимущественно Минимальный
в жидкой фазе Минимальным Преимущественно
Обратное перемешивание Умеренное (паров) Небольшое (жидкости)
П ро дол жител ь н ост ь межремонтного пробега, сут 50 300
22
Раздел I
Использование восходящего потока позволяет значительно
увеличить время пребывания жидкой фазы в зоне реакции и гем
самым повысить степень превращения сырья.
1.5. Повышение эффективности работы установок
термокрекинга и висбрекинга
Для регулирования времени пребывания сырья в зоне реакции и
предотвращения коксоотложений, в змеевике печи крекинга преду-
смотрен ввод турбулизаторов потока сырья, в качестве которых при-
меняют легкие бензины, воду или водяной пар (до 10% на сырье).
В змеевики печи встраивают системы специальных термопар»
с помощью которых ведется непрерывный контроль за их закок-
совыванием.
В ряде случаев применяют различные добавки и присадки к
сырью (ароматические углеводороды, спирты» кетоны}.
Модификация сырья процесса висбрекинга во многом связана
с количественным и качественным изменением сольватирующей
способности смол по отношению к асфальтенам. Кроме того, учи-
тывая, что термический крекинг протекает по радикальному ме-
ханизму, введение в реакционную систему веществ, генерирую-
щих высокоактивные радикалы при более низкой температуре,
способствует оптимизации соотношения выхода продуктов пер-
вичной и последующих стадий разложения сырья.
Висбрекинг гудрона позволяет снизить его вязкость в 15-20
раз, при использовании ароматических добавок — в 25-40 раз, а
инициаторов крекинга — более чем в 100 раз.
Количество добавки. % мае.
Рис. 1.6. Зависимость вязкости и стабильности остатка висбрекинга
от количества введенной ароматизированной добавки;
1 — вязкость: 2 — стабильность
23
Процессы переработки нефти
На рис. 1.6 показана зависимость вязкости и стабильности ос-
татка висбрекинга от количества введенной в сырье ароматизиро-
ванной добавки.
Присутствие ингибитора коксования, в частности полиметил-
силоксановой жидкости ПМС-100, способствует оптимизации
процесса: снижению выхода кокса и увеличению выхода бензино-
вой фракции (табл. 1.6).
Таблица 1.6
Влияние количества ПМС-100 на выход бензина н кокса при висбрекинге
гудрола* (прл времени контлкта 15/5 мин)
Количество ПМС-100, % мае. Выход, % мае.
кокса бензина
19,6/13,8 25,8/18
0,5/0.25 16,8/10 24,9/13,9
3,0 18,9/11,7 27,2/17.2
5,0 17,3/11.4 27,9/20.2
* Углеводородный состав сырья — гудрона западносибирской нефти.
% мае.: парафино-нафтеновые — 37,39; моноциклические ароматические —
15.43; бициклические ароматические — 6,12; смолы — 16.64; асфальтены —
6,65.
В присутствии ПМС-100 при времени контакта 5 мин выход
кокса снижается, а бенвина увеличивается на 2,2% при введении
5% добавки.
1.6. Коксование нефтяных остатков
Другой разновидностью термического крекинга является тер-
мический крекинг при низком давлении, практически близком к
атмосферному, имеющий целью получение кокса для промыш-
ленного применения, а также углубление переработки нефти.
Процесс называется коксованием нефтяных остатков и проводит-
ся при температуре 450-520°С. При коксовании нефтяного остатка
происходит структурное перераспределение водорода между утя-
желяющимся остатком — коксом, и более богатыми водородом га-
зообразными и жидкими продуктами, которые состоят из газо-
вых, бензиновых и газойлевых фракций. Поскольку при этом ва-
рианте термического крекинга целевым Продуктом является
кокс, и глубина превращения сырья не ограничивается его выхо-
дом, выход бензина и других продуктов при этом более значитель-
ный, чем при крекинге под давлением. К примеру, при коксова-
24
Раздел I
НИИ гуДР°на образуется 20% кокса, 12% газа и 68% жидких про-
дуктов. Эти фракции содержат несколько больше водорода (13%),
чем исходное сырье (11%). Таким образом, при этом получается
дистиллят широкого фракционного состава, который может быть
дополнительным сырьем для процесса каталитического или гид-
рокрекинга. Устаревшим считается процесс коксования в кубах
периодического действия с огневым подогревом: сырье подверга-
ется термическому воздействию и разлагается с образованием га-
зообразных, жидких продуктов и твердого углеродистого остат-
ка — кокса. Образовавшийся внутри куба кокс подвергают про-
калке для удаления недококсованных компонентов (летучих).
После охлаждения кокс выгружают механическим способом че-
рез откидные люки кубов (закладными цепями, отбойными мо-
лотками, либо гидромониторами). Как и всякий периодический
процесс, коксование в кубах малопроизводительно и, следова-
тельно. неэкономично.
Более совершенными являются полунепрерывное и непрерыв-
ное коксование. Наибольшее распространение, как в России, так
и ва рубежом получил способ полунепрерывного коксования (так
навиваемое замедленное коксование). Процесс основывается На
использовании тепла, аккумулированного сырьем после предва-
рительного нагрева его в трубчатой печи до достаточно высокой
температуры (510-520гС), чтобы при его последующем коксовании
в необогреваемой камере конечная температура Не оказалась
слишком низкой- Снижение температуры на выходе из камеры
обусловлено отрицательным итоговым тепловым эффектом про-
цесса. В качестве исходного сырья используются гудроны, кре-
кинг-остатки, асфальт деасфальтизации, тяжелые экстракты мас-
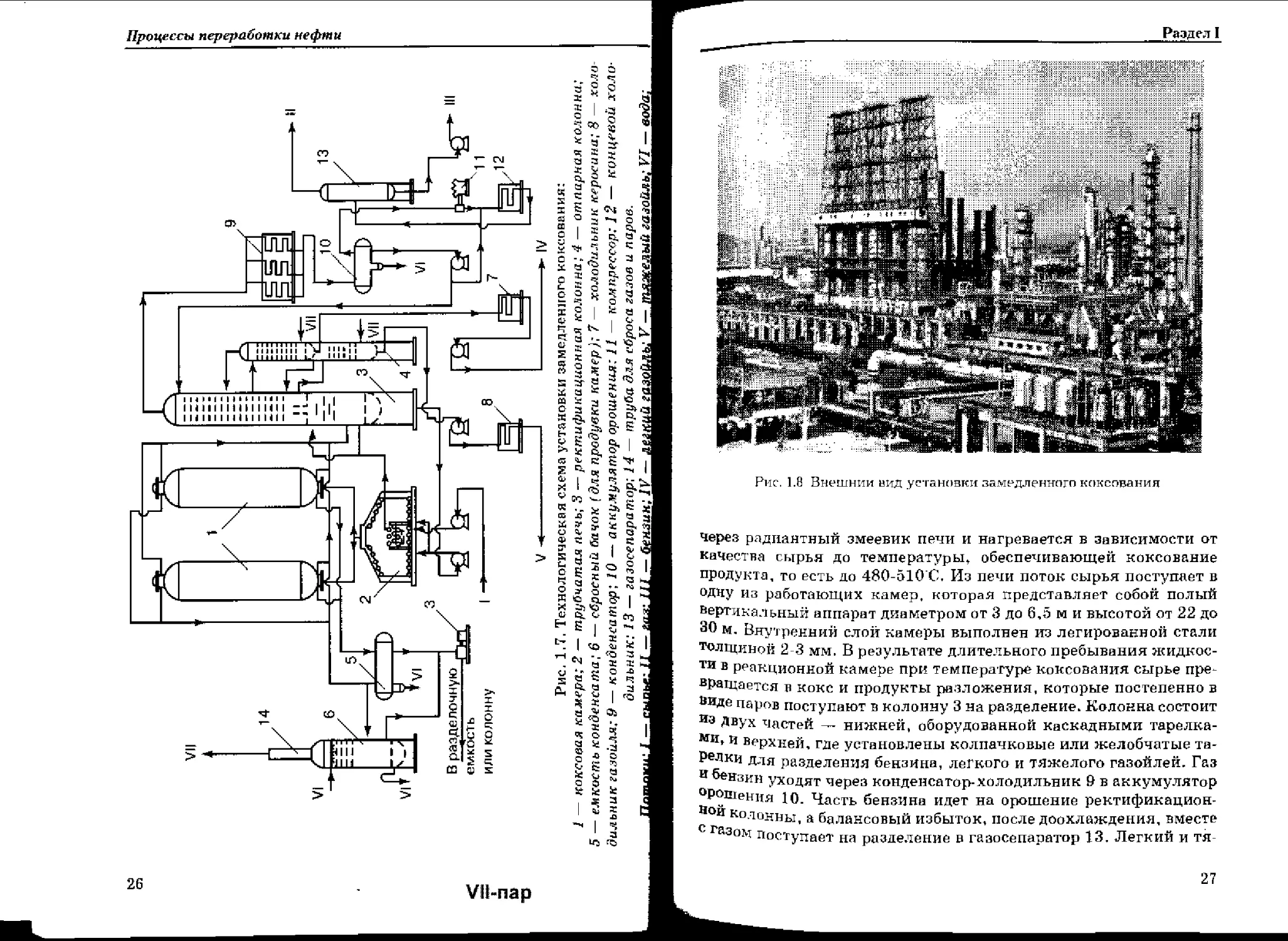
ляного производства. Принципиальная схема установки замед-
ленного коксования приводится на рис. 1.7, а внешний вид такой
установки — на рис. 1.8.
Сырье прокачивается через ряд теплообменников (на схеме не
показано), где используется тепло циркулирующих горячих пото-
ков ректификационной колонны 3, далее нагрев его осуществля-
ется в конвекционной секции и части радиантных труб печи 2.
гретый до 350-380“С поток сырья поступает На верхнюю кас-
кадяую тарелку Нижней части ректификационной колонны 3, а
”од Нижнюю каскадную тарелку входят горячие пары коксования
одной работающей коксовой камеры 1. Происходит контакт го-
ячих паров (450-480°С) и жидкого сырья, в результате которого
ется ^астиЧн° конденсируются, сырье дополнительно подогрева-
^йм* *ЯЖелый конденсат продуктов коксования в смеси со све-
сырьем в виде, так называемого, вторичного сырья подается
25
Процессы переработки нефти
Рис. 1.7. Технологическая схема установки замедленного коксования:
1 — коксовая камера; 2 — трубчатая печь; 3 — ректификационная колонна; 4 — отпарная колонна;
5 — емкость конденсата; 6 — сбросный бачок (для продувки камер); 7 — холодильник керосина; 8 — холо-
дильник газойля; 9 — конденсатор; 10 — аккумулятор орошения: 11 — компрессор; 12 — концевой холо-
дильник; 13 — газосепаратор; 14 — труба для сброса газов и паров.
26
Vll-nap
Раздел I
Через радиантный змеевик печи и нагревается в зависимости от
качества сырья до температуры» обеспечивающей коксование
продукта, то есть до 480-510‘С. Из печи поток сырья поступает в
одну из работающих камер, которая представляет собой полый
вертикальный аппарат диаметром от 3 до 6,5 м и высотой от 22 до
30 м. Внутренний слой камеры выполнен из легированной стали
толщиной 2-3 мм. В результате длительного пребывания жидкос-
ти в реакционной камере при температуре коксования сырье пре-
вращается в кокс и продукты разложения, которые постепенно в
виде паров поступают в колонну 3 на разделение. Колонна состоит
из двух частей — нижней, оборудованной каскадными тарелка-
Ми*11 верхней, где установлены колпачковые или желобчатые та-
Релки для разделения бензина, легкого и тяжелого газойлей. Газ
и бензин уходят через конденсатор-холодильник 9 в аккумулятор
орошения 10. Часть бензина идет на орошение ректификацион-
с к°лонны, а балансовый избыток, после доохлаждения, вместе
Газ°М поступает на разделение в газосепаратор 13. Легкий и тя-
27
Процессы переработки нефти
желый газойли после их отпарки в секциях колонны 4 выводят по
назначению. Образующийся в камере кокс постепенно заполняет
ее. Процесс коксования в камерах идет постадийно. В начале за,
полнения камеры происходит усиленное испарение, что замедля-
ет процесс коксования. Чем тяжелее и смолистее сырье и чем вы-
ше его температура» тем меньше продолжается первый период.
Далее по Мере накопления в жидком остатке коксообразующих
веществ ок постепенно превращается в кокс. На второй стадии
коксование сопровождается равномерным увеличением слоя кок-
са и постоянным равномерным выходом жидких продуктов. В
связи с уменьшением реакционного объема повышается средняя
температура, процесс коксообразования ускоряется, коксовый
слой становится более плотным, содержание летучих в нем умень-
шается. Это можно видеть из табл. 1.7.
Таблица 1.7
Изменение качества кокса в зависимости от температуры нагрева
сырья при замедленном коксовании
Показатели Температура нагрева сырья, °C I
490 500 510 |
Выход летучих, % мае. !0.0 7.8 6,8
Временное сопротивление раздавливанию, кге/см2 50 80 100
Кажущаяся плотность. г/см! 0,70 0,85 0.95
Пористость, % 50 40 33
Камеры работают Попеременно. Для подготовки камеры i
приему сырья ее предварительно прогревают парами продукте!
коксования и переключают подачу сырья из одной камеры на дру
гую. В это время заполненную коксом камеру готовят к выгруэк<
кокса, для чего производится часовая продувка кокса паром длз
удаления из коксовой массы адсорбированных тяжелых углеводо
родов. Как только верхняя часть кокса охладится до 200-250"С
наверх камеры подают холодную воду до тех пор, пока не прекра
тится ее испарение, о чем судят по появлению воды в сливной ем
кости 6. Таким образом подача сырья осуществляется кепрерыв
но, а выгрузка кокса — периодически. Выгрузка кокса из каме]
производится струей воды под большим давлением в 10-15 МПа.
Установки замедленного коксования широко распространен
в отрасли, так как являются основными поставщиками ценно]
электродного кокса, используемого в металлургии. Имеются и н
28
Раздел I
—ерывные процессы коксования, в которых кокс получается в
побочного продукта. Здесь их рассмотрение не предусматри-
вается.
Использованная литература
1. Смидович Е.В. Технология переработки нефти и газа.
Ч. 2. — М.: Химия, 1968. — С. 20-72, 86-98.
2. Bakshi A.S., Lutz L.H. //Oil and Gas — 1986.—
№7.
3. Левинтер M.E., Ахметов С.А. Глубокая перера-
ботка нефти. — 1992.
4. Allan D.E. et al. // Chem. Eng. Progress. — 1985. — V. 79. —
P. 85-89.
5. Развитие процессов висбрекинга в отечественной и зарубеж-
ной нефтепереработке. — СПб.: НПО “Леннефтехим”, 1995. —
(Обзор).
6. Хаджиев С.Н.// Создание современных технологий
глубокой комплексной переработки нефти: Сб. науч.тр. /Гроз-
НИИ. — М.: ЦНИИТЭнефтехим, 1990. — Вып. 43. — С. 5-13.
7. Кадаев Х.М., Басин М.Б., Светозарова
0.И., Ахмедова X . А. / / Закономерности процесса вис-
брекинга в присутствии активирующих добавок: Сб. науч.тр.
ГрозНИИ. — М.: ЦНИИТЭнефтехим, 1990. — Вып. 43. — С. 54-
92.
8. Прошкин А.А. Переработка сернистых нефтей на
АВТ и установках термического крекинга. — М.: ГОСИНТИ
1961.
Процессы переработки нефти
Раздел II. КАТАЛИТИЧЕСКИЙ КРЕКИНГ
В настоящее время каталитический крекинг является самым
распространенным процессом глубокой переработки нефти. Ос-
новное назначение каталитического крекинга — переработка га-
зойлевых фракций 35О-56О“С с целью получения бензиновых
фракций с октановым числом не менее 76-78 по моторному мето-
ду» а также значительного количества дизельных фракций, кото-
рые хотя и уступают по качеству прямогонным дизельным фрак-
циям, но могут являться одним из компонентов при приготовле-
нии товарных дизельных топлив. При каталитическом крекинге
образуется также значительное количество газов с большим со-
держанием бутан-бутиленовой фракции» на базе которой произво-
дится высокооктановый компонент товарных автобензинов — ал-
килбензин, или алкилат. Таким образом, каталитический кре-
кинг — это процесс, позволяющий при его реализации в схеме за-
вода топливного профиля значительно снизить объемы остатков
атмосферной перегонки и углубить переработку нефти.
В настоящее время самый высокий процент использования
процессов каталитического крекинга характерен для нефтепере-
рабатывающей промышленности США и Канады. Так, уже по со-
стоянию на начало 1988 г. каталитический крекинг в США соста-
вил около 33% по отношению к первичной переработке нефти, а
доля всех процессов, направленных на углубление, включая кок-
сование и гидрокрекинг, — более 46%.
Идея применения катализаторов для осуществления крекинга
в более мягких температурных условиях, чем термический кре-
кинг» появилась давно - в конце 19, начале 20-го века. Но широ-
кое развитие этот йроцесс получил при использовании, вместо
природных, синтетических алюмосиликатных и, особенно, цео-
литсодержащих катализаторов.
Ниже приведены основные этапы развития каталитического
крекинга в нефтеперерабатывающей отрасли.
Процесс и год внедрения
Значение этапа
Каталитический крекинг керосино-
газойлелых фракций в стационарном
слое катализатора (1936)
Разработка синтетического алюмо-
силикатного катализатора (1940)
30
Получение бензина и керосино-
газойлевых фракций в присутствк
естественных глин
Значительное увеличение выхода
бензиновых фракций
Раздел ГТ
Протесе и год ннедреиия
(^Политический крекинг я
дсевдоохиженном слое
микросферичсского катал изатора
(1941)
Каталитический крекинги
движущемся слое шариконого
катализатора (1942)
Каталитический крекинг в
движущемся слое шарикояого
катализатора с соосным
расположением реактора и
регенератора и пневмотранспортом
катализатора (1946)
Разработка иеолитсодержащсго
катализатора (1962)
Комбинирован не каталитического
крекинга с другими процессами (1969)
Значение этапа
Создание модели современных
установок с микросфсрическим
катализатором
Первое использование шарикового
и гранулированного катализатора
Создание первой установки типа
43-102 в Советском Союзе
Крекинг ндифт-реакторе с
восходящим потоком
микросферического катализатора
<1971)
Крекинг r лифт- реакторе с дожитом
СО в СО, н улавливанием сернистых
соединении (1978)
Резкое увеличение выхода
компонента высокооктанового
бензина
Создание первой
комбинированной установки
глубокой переработки нефти ГК-3
в Советском Союзе
Максимальное использование
активности цеолитсодержаших
катализаторов, максимальное
вторичное крекирование
Увеличение выхода бензина,
снижение выбросов СО и
сернистых соединении
Непрерывно циркулирующий в системах катализатор после-
довательно проходит через стадии: каталитического крекинга сы-
РЬД1 Десорбции адсорбированных на катализаторе углеводородов,,
окислительной регенерации с целью выжига образовавшегося в
Результате крекинга коксв (восстановления активности) и возвра-
, Реферированного катализатора в зону каталитического кре-
кк«га сырья.
В Условиях катвлитического крекинга нефтяных фракций
Рмодинамически вероятно протекание значительного числа
31
Процессы переработки нефти
разнообразных реакций, среди которых определяющее влияни
на результаты процесса оказывают реакции разрыва углеродно:
связи, перераспределения водорода, ароматизации, изомеризг
ции, разрыва и перегруппировки углеводородных колец, кондев
сации, полимеризации и коксообразования.
Основные реакции крекинга эндотермичны (т.е. идут с nt
г лощением тепла) и для проведения процесса надо затрачиват
тепло. В случае очень глубокой конверсии процесс может идти и
выделением тепла, что связано с преобладанием реакций перерас
пределения водорода, циклизации, полимеризации олефинов, ал
килирования и других, которые являются экзотермическим
(т.е. идут с выделением тепла).
2.1. Катализаторы
Катализатор, применяемый в процессе каталитического кре
кинга, является одним из главных составляющих процесса, от кс
торого зависит эффективность его проведения. На первых этапа:
развития процесса каталитического крекинга использование:
природные глины. На смену им пришли синтетические аморфны
алюмосиликаты, которые в настоящее время повсеместно замени
ются на кристаллические алюмосиликаты или цеолитсодержа
щие катализаторы. Химический состав алюмосиликатного ката
лизатора можно выразить формулой А12О3 • 4SiO2 • Н20 + пН2О
Эти вещества обладают кислотными свойствами, и чем более про
являются эти свойства, тем активнее становится катализатор. Mi
ханизм реакций при каталитическом крекинге заключается в boi
никновении на поверхности катализатора при его контакте с ci
рьем промежуточных продуктов, так называемых карбоний-и
нов, образующихся в результате взаимодействия кислотного це:
тра с углеводородом.
Основным компонентом алюмосиликатных катализаторов я
ляется окись кремния, содержание активной окиси алюминия с
ставляет 10-25%. От химического состава катализатора завис;
его свойства. Так, в случае повышения содержания А12О3 увел:
чивается стабильность катализатора, т.е. его способность дл:
тельное время сохранять свою активность. Однако на его акти
ность влияют и другие примеси: железо, ванадий, никель, медь,-
которые способствуют реакциям дегидрирования, конденсаци:
усиленному образованию водорода и кокса.
Для катализатора решающее значение имеют его структура
поверхность. В связи с большой пористостью катализаторы о
ладают большой поверхностью — 150-400 м2/г. Активность вн
32
Раздел II
-in пористой поверхности зависит от диаметра пор. Если диа-
ПОр меньше среднего диаметра молекул сырья, то активная
верхность катализатора, образованная этими порами, будет
сдользована не полностью для крекирования сырья. В то же
время продукты разложения будут проникать в эти поры, допол-
нительно контактировать с активными центрами поверхности,
пазлагаться, образуя газ и кокс, уменьшая выход целевой про-
дукции. Поэтому для каталитического крекинга применяются
широкопористые катализаторы со средним радиусом пор от 50
до 100А. Современные катализаторы крекинга содержат в своем
составе от 3 до 20% цеолита, равномерно распределенного в мат-
рице, в качестве которой используются природные или синтети-
ческие алюмосиликаты. Преобладающей формой цеолитсодер-
жащего катализатора являются микросферические шарики со
средним диаметром частиц около 60 мкм — для установок с
псевдоожиженным слоем и 3-4 мм —• для установок с движу-
щимся слоем катализатора.
Цеолиты, используемые в составе катализаторов, придают им
высокую активность и селективность, способствуют повышению
стабильности, особенно в условиях высокотемпературного воздей-
ствия пара и воздуха при регенерации, придают необходимые раз-
меры входным окнам во внутренние полости , что способствует бо-
лее эффективному использованию всей пористой активной по-
верхности катализатора. При производстве цеолитсодержащих
катализаторов таким требованиям отвечают цеолиты типа X и Y.
Матрица, в качестве которой применяют синтетический аморф-
ный алюмосиликат, природные глины с низкой пористостью и
смесь синтетического аморфного алюмосиликата с глиной (полу-
синтетическая матрица), выполняет в цеолитсодержащих ката-
лизаторах ряд важных функций, а именно: обеспечивает стабили-
зирующее воздействие и оптимальный предел активности, так
как цеолиты в чистом виде из-за их чрезмерной активности не мо-
гут использоваться на современных установках; создает опти-
мальную вторичную пористую структуру, необходимую для диф-
фузии реагирующей смеси сырья к активному цеолитному центру
и вывода продуктов реакции в газовую фазу в циклах крекинга и
регенерации. Кроме того, в цикле регенерации матрица забирает
часть тепла от цеолитного компонента, тем самым не допуская из-
лишнего воздействия на него температуры. Наконец от матрицы
зависит обеспечение заданной формы самого катализатора и его
Ханические прочностные свойства.
Цеолиты представляют собой алюмосиликаты с трехмерной
Р сталлической структурой следующей общей формулы:
33
Процессы переработки нефти
Ме2/пО • А12О3 • xSiO2 • уН2О,
где п — валентность катиона металла (Me);
х — мольное отношение SiO2/Al2O3;
у — число молей воды.
В цеолитах, используемых для приготовления катализаторов,
соотношение SiO2/Al2O3 обычно составляет 2,3-3,0 для цеолитов
типа X и 3,1-6,0 — типа Y.
Основа структуры всех цеолитов — тетраэдр, состоящий из че-
тырех анионов кислорода О2-, которые окружают значительно
меньший по размерам ион Si4+ или А13+. Тетраэдры с ионами
кремния электрически нейтральны, а с алюминием имеют заряд
минус единица, который в цеолитах нейтрализуется положитель-
ным зарядом катиона, например Na+. Основной структурной еди-
ницей цеолитов X и Y является кубооктаэдр, называемый содали-!
товой ячейкой и образованный путем пространственного соедине-:
ния между собой 24-х тетраэдров. Объем внутреннего пространст-
ва такой ячейки составляет 0,15 нм3*.
Цеолиты термически стабильны и их стабильность возрастав'
с введением в них катионов щелочноземельных и, особенно редко
земельных металлов. Если в цеолитах X и Y катионы Na+ заме
нить на двух- и трехвалентные металлы или катион аммония, npi
последующем прокаливании образуются кислотные центры раз
ной активности. Важнейшее качество цеолитсодержащих катали
заторов — это активность, которую принято выражать как Bbixoj
бензиновых фракций, поскольку целевым продуктом этого про
цесса является бензин. Цеолиты типа X и Y синтезированы в на
триевой форме. Одним из важнейших свойств цеолитов являете!
способность к замене ионов одних на другие, например, натрие
вые ионы могут быть заменены на ионы кальция, марганца, ред
поземельных элементов, на ионы аммония. Последние при нагре
вании до 300-450*0 на воздухе разлагаются с выделением аммиа
ка (NH3), а в цеолите остается протон водорода. Активность цео
литов зависит от наличия тех или иных ионов металла в цеолитсо
держащем катализаторе.
За последние два десятилетия цеолитсодержащие катализато
ры были значительно усовершенствованы. Эволюцию их развй
тия можно проследить по разработкам фирмы Mobil Oil Corp
(США). В оптимальных условиях выход бензина достигав1
*1 нм (нанометр) = 10‘9 м.
34
Раздел П
47% об. на алюмосиликатных катализаторах установок ККФ*
и конверсии 70% . При этом уже при конверсии 56% на катали-
заторе откладывается 4% кокса. При работе на редкоземельной
форме катализатора “НХ” максимальный выход бензина 54% об.
дри конверсии 75% , а отложение кокса 4% при конверсии 68%,
а на цеолитсодержащем катализаторе “HY” максимальный вы-
ход бензина 61% об. при конверсии 80% при том же отложении
кокса.
Современные цеолитсодержащие катализаторы имеют высо-
кую активность и термическую стабильность, позволяют при этом
значительно снижать коксообразование, а все это позволяет в со-
четании с регенерацией и полным выжигом кокса без образования
окиси углерода добиться высокой степени превращения сырья за
однократный пропуск, т.е. при значительном сокращении непре-
вращенного сырья — рециркулята.
Увеличение соотношения кремния и алюминия в цеолитсодер-
жащих катализаторах способствует повышению октанового числа
бензина крекинга и стабильности катализатора. За последнее вре-
мя рядом зарубежных фирм созданы катализаторы, обеспечиваю-
щие повышение октанового числа и более равномерное его распре-
деление по узким фракциям бензина. К ним относятся катализа-
торы, содержащие ультрастабильный цеолит типа Y с повышен-
ным соотношением Si/Al. В табл. 2.1 приведено сопоставление
выходов и качества продуктов, полученных на пилотной установ-
ке ККФ из одного и того же сырья с использованием редкоземель-
ных элементов цеолита типа Y (Супер Д) и ультрастабильного це-
олита типа Y (Октакат). Условия работы установки: температу-
ра — 510°С, массовая скорость подачи сырья — 40 ч1, соотноше-
ние “катализатор:сырье” — 4:1.
При использовании катализатора Октакат полученный бензин
характеризуется более высоким октановым числом — по исследо-
вательскому методу на 3-4, по моторному — на 2 пункта. По срав-
нению с Супер Д выход бензина ниже, а выход пропан-пропилено-
вой и бутан-бутиленовой фракций, содержание в них олефинов и
выход кокса выше. Использование октанповышающих катализа-
торов на установках ККФ значительно экономичнее других мето-
дов увеличения октанового числа суммарного фонда бензинов.
При эксплуатации катализатора на современных установках
кР«кинга, особенно с системой лифт-реактора, важной характери-
(FCC) — каталитический крекинг-флюид, т. е. крекинг в
ящем” (псевдоожиженном) слое микросферического катализатора.
35
Процессы переработки нефти
Таблица 2.1
Выход и характеристика продуктов крекинга на различных цеолитсодержащих
катализаторах
Показатели Катализаторы
Супер Д Октакат
Конверсия сырья, % об. 7'2,5 72,5
Выход продуктов:
водород, % мае. 0,02 0,02
газ до С„ % мае. 1,28 1,13
С„ % об. 7,9 9,0
вт.ч. пропилен 0,0 7,6
С4, % об. 13,8 15,1
соотношение С4НК//-СЙН 1п 0,83 0,91
бензин С5 и выше, % об. 59,0 58,0
октановое число без ТЭС:
исследовательский метод 86.0 90,4
моторный метод 78 80
плотность при 15°С, кг/м’ 749,1 749,5
анилиновая точка, °C 32 27
бромное число гВг/100 мл 13.1 15,0
легкий газойль, % об. 18,1 19,5
плотность при 15“С, кг/м! 944,0 933,4
анилиновая точка, °C 17 24
кокс, % мае. 1,6 4,0
стикой катализатора является насыпная масса, прочность и гра-
нулометрический состав. Кроме того, он должен обладать высо-
кой активностью по выходу бензина (С5 -195”С не ниже 50% мае.)
с октановым числом 82-84 по м. м. и 92-94 по и. м., высокой селек-
тивностью по выходу изобутана и изобутилена, обладать высокой
стабильностью по отношению к металлам, имеющимся в сырье, в
сниженными показателями по коксообразованию.
В табл. 2.2 и 2.3 представлены основные марки применяемых
катализаторов и фирмы-производители. В табл. 2.3 дается срав-
нительная характеристика отечественных и зарубежных катали-
заторов.
За рубежом проведен ряд работ по созданию новых видов ката-
лизаторов, снижающих коксообразование (Low Coke фирмы Akzc
Chemie), а также катализаторов, стойких к отравлению тяжелы-
36
Раздел II
Фирмы-производители и основные марки выпускаемых катализаторов ККФ
Отличительные особенности Низкая температура регенерации То же Пониженное коксообра давание, повышенное октановое число бензина Высокие значения выхода жидких продуктов и октанового числа бензиновой фракции; устойчивость к отравлению металл а м и Высокая стабильность и селективность по бензиновой фракции, устойчивость к отравлению металлами
Форма гранул | Микро- ; сфери- | ческая То же т Сфери- ческая
Насыпная плотность, кг/м' ОС зс 720-780 760-820 790-850
Сырье Легкие остатки Вакуумный газойль То же J 1 Высоко- сернистые газойли, остатки
Марка (серия) катализатора MZ Low Coke Low Coke MRZ DA-28OR
Фирма «Akzo Chemie» «Ketjen Catalyst» «Akzo Chemie» «Ketjen Catalyst» «Akzo Chemie* «Catalyst and Chemicals 1 nd. Со» «Davison Chemical Division, W. R.Grase and Co*
37
w
СаЗ
Продолжение табл. 2.2
Фирма Марка (серия) катализатора Сырье Насыпная плотность, кг/м3 Форма гранул Отличительные особенности
«Davison Chemical Division, W.R.Grase and Со» DAS-25OR To же 780-810 То же Снижение содержания SOt в газах регенерации
«Davison Chemical Division, W.R.Grase and Co» GX-10 Газойли, ос- татки с высоким содержа- нием азота 780-680 -«- Высокая устойчивость к азотсодержащим соединениям, селективность по бензиновой фракции
«Davison Chemical Division. W.R.Grase and Co» Octacat То же 700-790 -«- Повышенное октановое число бензиновой фракции
«Engelhard corp.» Ultrasox-P Газойли с высоким со- держанием серы, смеси газойлей и остатков 1000 Микро- сфери- ческая Высокая активность, снижение содержания серы и СО в газах дожита
«Catalystiks Inc.» KX Тяжелое сырье, остатки 720-780 То же Малый выход кокса, высокое октановое число бензина, устойчивость к отравлению | металлами
Таблица 2.3
Сравнительная характеристика отечественных и зарубежных цеолитсодержащих катализаторов
Показатели Шариковые катализаторы Мнкросферическне катализаторы
АШНЦ-3 Цео- кар-2 Цео- кар-4 Дюрабед-8 (США) кмц-з КМЦР-2 РСГ-6Ц МЦ-5 MZ-3 (Голлан- дня)
Химический состав, % мае.:
Na,0 0,55 0,1 0.2 0,13 0,30 0,35 0,08 0,29 0,17
La,О, — 2,0 2,0 1.1 — 1,5 4,25 4,0 2,0
Al,О, 10 10 10(0,15)* 50 (0,20)* 10 10 71 34
Насыпная плотность, г/см1 0,62-0,70 0,65 0,64-1,70 0,89 0,55 0,55 0,73 0,83 0,50
Удельная поверхность, м!/г 220 210 230 122 360 380 — 178 500
Износ в эрлифте за 10 ч, % — 17-18 6-7 11-12 — — — *- —
Стабильная каталитическая активность после обработки паром при 75О”С в течение 6 ч, % мае.:
бензин 48,0 49,6 48,5 50,4 39,0 42,5 47,9 50,0 49,3
газ 13,5 8,9 11,2 10,6 7,2 15,5 11,2 19,0 20,2
кокс 2,3 1,3 2,5 1,3 1,0 1,3 0,7 2,2 2,7
* Содержание Сг2О, в А12О, (примеси).
Процессы переработки нефти________________ ____________________________.__________________________________________________ ___________________Раздел II
Процессы переработки нефти
ми металлами. С 1982 г. на семи установках США используются
металлостойкие катализаторы фирмы «Кетьен Каталитик» марки
KMR. Особенностью этого и другого катализатора марки GRZ-1
этой же фирмы является наличие специальных добавок — “лову-
шек” металла. Это позволяет перерабатывать тяжелые остатки,
содержащие до 20000 мг/кг тяжелых металлов. При этом конвер-
сия достигает 68% об. Использование обычных катализаторов для
переработки такого сырья требует увеличения в три раза частоты
добавки свежего катализатора в систему.
До недавнего времени установки каталитического крекинга
являлись источниками загрязнения воздушного бассейна окисью
углерода и серы. Содержание СО в газах регенерации составляет
до 10% об. В настоящее время созданы добавки к катализаторам,
промотирующие сгорание окиси углерода до углекислого газа. В
качестве добавок используются благородные металлы (платина,
палладий) на окиси алюминия, т.е. отработанные катализаторы
риформинга. Эти добавки применяются как за рубежом, так и на
отечественных заводах. Для связывания окислов серы и недопу-
щения их выброса в атмосферу также созданы добавки к катали-
затору, которые в виде окиси магния вводят в количестве 0,8-
1% мае. Это позволяет в процессе регенерации катализатора свя-
зывать с добавками, вводимыми в катализатор, окислы серы, пре-
вращая их в сульфаты, которые при вводе регенерированного ка-
тализатора в реактор разлагаются с образованием сероводорода,
выход которого увеличивается примерно на 10%, что не требует
изменений в схеме извлечения сероводорода из продуктов кре-
кинга. Другим методом снижения выбросов серы является вклю-
чение стадии гидроочистки сырья перед крекингом. Этот метод
требует бдльших затрат, чем другие, тем не менее в последние го-
ды он все более начинает внедряться в технологические схемы
подготовки сырья каталитического крекинга.
2.2. Основы механизма, химизма и кинетики процесса
каталитического крекинга
Температурный режим каталитического крекинга не намного
мягче, чем при термическом крекинге. Средняя температура 1
реакторе с псевдоожиженным слоем варьируется в пределах 480
510°С. Однако составы продуктов и материальные балансы эти]
процессов значительно различаются. Выход бензина при катали
тическом крекинге значительно выше и составляет 50% и более
газа до 15%, широкой газойлевой фракции 30-35%. Бензины
своем составе содержат значительный процент изопарафинов
40
Раздел II
ароматических углеводородов. Газ в результате крекинга на ка-
тализаторе получается “тяжелым” (в основном С3-С4), с высокой
концентрацией пропилена, изобутана и бутиленов. Газойлевые
фракции богаты полициклическими ароматическими углеводо-
родами. Это различие в составах и выходах продуктов объясняет-
ся различием механизма реакций в этих двух процессах. В тер-
мическом крекинге превалируют реакции разрыва связи С-С по
цепному механизму, что приводит к усиленному газообразова-
нию до Cj-C^. При каталитическом крекинге реакции идут через
образование на активной поверхности катализатора промежуточ-
ных соединений — карбоний-ионов, с помощью которых селек-
тивно ускоряются некоторые реакции, не связанные с разрывом
связи С-С, такие как изомеризация олефиновых углеводородов.
При термокрекинге скорость этой реакции очень мала и поэтому
в продуктах процесса содержание изопарафинов незначительно.
В присутствии же катализатора ускоряются те реакции, которые
для данного интервала температур термодинамически вероятны.
Изменяя температуру, можно влиять на направление реакций
при каталитическом крекинге.
Процесс крекинга на катализаторе протекает постадийно.
На первой стадии происходит диффузия сырья к поверхности ка-
тализатора, так называемая внешняя диффузия, далее идет про-
цесс проникновения молекул сырья в поры катализатора (внут-
ренняя диффузия). Попав к полостям активных центров, молеку-
лы сырья удерживаются ими, образуя слой, в котором и проходит
химическая реакция. Затем продукты реакции и непрореагиро-
вавшее сырье десорбируются из внутренней поверхности катали-
затора, происходит диффузия из пор катализатора, и продукты
крекинга удаляются из зоны реакции.
Исследованиями установлено, что в интервале температур
480-535'С в режиме работы “кипящего” слоя катализатора ад-
сорбция и химические реакции на активной поверхности катали-
затора имеют решающее значение. Для крупногранулированного
катализатора скорость реакций зависит в основном от скорости
Подвода сырья к внешней поверхности катализатора. Наиболее
активными углеводородами в условиях каталитического крекин-
га являются олефиновые углеводороды: они быстро полимеризу-
ется, а в условиях температур промышленного крекинга равнове-
сие их сдвигается в сторону разложения. Для них характерны
также реакции изомеризации, скорость которых возрастает с уве-
личением их молекулярной массы.
Одна из важнейших реакций при каталитическом крекинге —
Реакция перераспределения водорода. В результате образуются
41
Процессы переработки нефти
карбоний-ионы. Наиболее реакционноспособные из них — тре-
тичные карбоний-ионы — имеют большое значение в процессе пе-
реноса водорода с образованием изопарафинов. Поэтому газы ка-
талитического крекинга богаты изобутаном.
Парафиновые углеводороды являются наиболее типичными
представителями сырья каталитического крекинга. Скорость их
распада возрастает при росте молекулярной массы. Так, при 500°С
и скорости подачи сырья 1 ч1 бутан разлагается на 1%, при том
же режиме пентан разлагается на 4%, додекан на 24%, а цетан на
51%. Молекулы парафиновых углеводородов способны расщеп-
ляться одновременно по нескольким звеньям цепи и преобладаю-
щими продуктами разложения являются продукты от С3 до С7.
Количество углеводородов от С10 до С15 относительно невелико, и
легкие газойлевые фракции каталитического крекинга в основ-
ном представляют собой алкилароматические углеводороды, со-
держащие один или два цикла с короткими боковыми цепями.
Нафтеновые углеводороды являются самым благоприятным
сырьем, так как их крекинг характеризуется большими скоростя-
ми, большими выходами бензиновой фракции и меньшими выхо-
дами газа, чем крекинг парафинов. Особенно это касается алкил-
нафтеновых углеводородов с длинными боковыми цепями. С точ-
ки зрения карбоний-ионной теории это может быть объяснено
тем, что алкилнафтеновые углеводороды содержат третичный
атом углерода, для отделения которого требуется энергии на
54,6 кДж/моль меньше, чем для отделения вторичного. В этом
плане с ними могут сравниться только изопарафины с соответст-
вующим числом боковых цепей (у третичного атома С). Они распа-
даются примерно с той же скоростью, что и нафтеновые углеводо-
роды с одинаковым числом атомов С (например, декалин и 2,7-ди-
метилоктан).
Реакции распада алкилнафтенов идут в нескольких направле-
ниях: отщепление боковой цепи с образованием олефина и нафте-
на или алкана и циклоолефина; расщепление кольца с образова-
нием одного или двух олефинов.
Характерная для нафтеновых углеводородов при одной и той
же температуре реакция дегидрирования происходит тем интен-
сивнее, чем больше алкильных групп имеет нафтеновое кольцо
(т.е. чем больше в нем третичных атомов углерода). Однако при
крекинге на алюмосиликатных катализаторах она идет не так се-
лективно, как при риформинге на алюмоплатиновых катализато-
рах, поэтому в продуктах крекинга образуется разная смесь аро-
матических углеводородов. Продукты крекинга нафтеновых уг-
леводородов более насыщены водородом, чем парафиновых.
42
Раздел II
При крекинге алкилнафтенов возможны также реакции изо-
меризации циклов (например, шестичленных в пятичленные) и
миграция алкильных групп (например, изомеризация этилцик-
догексана в диметил циклогексан).
Ароматические углеводороды. Так же, как при термичес-
ком крекинге, голоядерные ароматические углеводороды с ко-
роткой боковой цепью более устойчивы и трудно подвергаются
каталитическому крекингу. Алкилароматические углеводоро-
ды при каталитическом крекинге подвергаются деалкилирова-
нию с образованием соответствующего ароматического углево-
дорода и олефина. Например, из пропилбензола образуется бен-
зол и пропилен, в то время как при термическом крекинге про-
исходит образование толуола и этилена. То есть при термичес-
ком крекинге реакция идет с разрывом боковой цепи, а при ка-
талитическом крекинге образуется ароматический углеводород
без боковой цепи.
Ароматические углеводороды в процессе каталитического
крекинга образуются в результате вторичных реакций циклиза-
ции и ароматизации образовавшихся непредельных углеводоро-
дов, а также вследствие дегидрирования нафтенов.
Полициклические ароматические углеводороды, находящие-
ся в сырье, оказывают тормозящее влияние на процесс разложе-
ния сырья при каталитическом крекинге. Выходы продуктов кре-
кинга при их наличии меньше.
С.Н. Обрядчиковым и Д.М. Соскиндом было установлено, что
полициклические ароматические углеводороды блокируют ак-
тивные центры катализатора и таким образом не позволяют мо-
лекулам других углеводородов участвовать в реакции. Полицик-
лические углеводороды являются основным источником образо-
вания кокса и потери активности катализатора. Поверхность ка-
тализатора постепенно покрывается асфальтосмолистыми веще-
ствами и приобретает темно-коричневую окраску. В этих отло-
жениях еще остается 5-7% водорода, содержание которого по
мере углубления процесса уменьшается, и смолистые отложе-
ния превращаются в кокс. Основной источник коксоотложения
на катализаторе — асфальтосмолистые вещества, содержание
которых в легких газойлях мало, поэтому при их переработке
кокса образуется 2-3% мае. В более тяжелых вакуумных газой-
лях содержание смол и асфальтенов возрастает, соответственно
Увеличивается и коксоотложение, которое достигает в этом слу-
чае 5% и более.
Выше указывалось, что наличие в сырье би-, три- и полицик-
лических ароматических углеводородов значительно увеличивает
43
Процессы переработки нефти
склонность сырья к коксообразованию. Другим источником обра-
зования кокса при каталитическом крекинге являются продукты
вторичного происхождения, например газойли коксования, бога-
тые ароматическими и олефиновыми углеводородами.
По мере закоксовывания катализатор теряет активность и тре-
бует восстановления, т.е. регенерации. Чем меньше катализатор
находится в зоне реакции, тем больше его средняя активность: На
современных установках каталитического крекинга с шариковым
или микросферическим катализатором он находится в зоне реак-
ции 1,5-2 мин, после чего выводится на регенерацию.
Сущность регенерации сводится к выжигу кокса с внешней и
внутренней поверхности катализатора при контакте с кислоро-
дом воздуха. Выделяемое в процессе сгорания кокса в регенера-
торе тепло используется для нагрева сырья и проведения самой
реакции крекинга. Развитие технологии каталитического кре-
кинга характеризуется непрерывным уменьшением коксоотло-
жения на катализаторе с целью достижения уровня, необходи-
мого для поддержания теплового баланса при полном окислении
углерода кокса до СО2. Практически регенерация в значитель-
ной мере определяет равновесную активность катализатора, вы-
бранную схему, аппаратурное оформление и технико-экономи-
ческие показатели процесса. Образующийся в процессе крекин-
га в результате различных реакций кокс можно разделить на че-
тыре типа.
1. “Каталитический” кокс, который образуется на кислотных
катализаторах. Его выход зависит от увеличения глубины кре-
кинга: с повышением конверсии сырья растет и выход кокса. С
увеличением времени пребывания катализатора в зоне реакции
при постоянной конверсии выход кокса увеличивается даже в
случае уменьшения температуры. Выход “каталитического” кок-
са также зависит от применяемого катализатора. При переходе от
аморфных алюмосиликатных катализаторов к цеолитсодержа-
щим он снижается. Таким образом выход этого кокса изменяется
прямо пропорционально соотношению катализатор.'сырье при
прочих равных условиях, то есть температуре, конверсии сырья.
2. “Дегидрогенизационный” кокс образуется в результате ре-
акций дегидрирования углеводородов на металлах, осевших на
катализаторе из сырья (ванадий, никель, молибден).
3. “Хемосорбционный” кокс образуется в результате необрати-
мой хемосорбции катализатором высококипящих, трудно креки-
руемых компонентов сырья. Этот кокс непосредственно связан с
показателями коксуемости сырья по Конрадсону, то есть с содер-
жанием асфальтенов, смол, азотистых и сернистых соединений.
44
Раздел II
4. “Десорбируемый" кокс состоит из углеводородов, которые
остаются на катализаторе в результате неполной десорбции. На-
копление его на катализаторе зависит от объема пор и эффектив-
ности десорбции.
В табл. 2.4 приведено соотношение компонентов в суммарном
коксе при крекинге вакуумных газойлей в псевдоожиженном слое
на разных катализаторах.
Таблица 2.4
Соотношение компонентов в коксе крекинга
Содержание кокса, %отн. Катализатор
Цеолитсодер- жащий 1 Цеолитсодер- жаший 2 Аморфный
каталитического 6.S 50 45
дегндрогенизаиионного 15 25 30
хсмосорбиионного 5 5 5
десорбируемого 15 20 20
Коксообразование при крекинге является конечным результа-
том реакций циклизации, дегидрогенизации и конденсации, про-
текающих в сложной смеси углеводородов. Олефиновые углеводо-
роды также интенсивно участвуют в образовании кокса.
По коксообразующей способности углеводороды располага-
ются в такой последовательности: парафиновые < нафтеновые <
ароматические. Наибольшее количество кокса образуют поли-
циклические ароматические углеводороды. Чем больше число
колец, тем быстрее образуется кокс и в большем количестве. Ко-
личество образующегося на катализаторе кокса имеет некоторый
предел, зависящий от свойств катализатора, сырья и температу-
ры крекинга. Для цеолитсодержащих катализаторов по сравне-
нию с аморфными выход кокса обычно ниже. Скорость образова-
ния кокса помимо вышеуказанных факторов зависит также от
Длительности контакта сырья с катализатором, соотношения
катализатор:сырье” в цикле крекинга, температуры реакции.
Для Цеолитсодержащих катализаторов при заданной конверсии
сырья выход кокса не зависит от объемной скорости подачи сы-
рья, за исключением ароматических углеводородов, у которых
при постоянной конверсии сырья выход кокса зависит от объем-
ной скорости. Повышение кратности циркуляции катализатора
Удет увеличивать образование кокса из сырья в абсолютном ко-
личестве, но содержание кокса на катализаторе при этом будет
45
Процессы переработки нефти
снижаться за счет сокращения времени пребывания катализато-
ра в реакторе.
При постоянной конверсии сырья выход кокса с повышением
температуры снижается, что объясняется лучшими условиями
испарения и десорбции промежуточных продуктов крекинга с по-
верхности катализатора, однако это продолжается только до опре-
деленной температуры, выше которой начинается повышение вы-
хода кокса за счет увеличения скоростей реакций и конверсии сы-
рья.
2.3. Регенерация катализатора
Основными факторами, определяющими скорости реакций
окисления кокса на катализаторах крекинга, являются темпера-
тура и давление в регенераторе, удельный расход воздуха и содер
жание в нем кислорода, начальное содержание и элементный со
став кокса, условия его образования (сырье, режим крекинга)
свойства катализатора, эффективность массо- и теплообмена в си
стеме регенерации, парциальное давление водяного пара. На со
временных установках, количество кокса на катализаторе, под
вергаемом окислению воздухом, составляет в зависимости от сы
рья до 2% мае. Тепло, выделяемое при регенерации, частичнс
уходит с дымовыми газами, а большая его часть расходуется ш
разогрев катализатора. Главная задача при регенерации — не до
пустить перегрева катализатора во избежание необратимых пре
вращений с ним.
При регенерации катализатора образуются оксиды углерода
серы и водяной пар и протекают следующие экзотермические ре
акции:
С + 0,5 О2 СО -+10,3 МДж/кг
С + О2 —> СО2 -+34 МДж/кг
СО + 0,5О2 -*СО2 -+23,6 МДж/кг
Н2 + 0,5О2 ^Н2О-+1200 МДж/кг
S+ О2 -* SO2 -+9,2 МДж/кг
Суммарный тепловой эффект зависит от элементного состав
выжигаемого кокса и соотношения СО2:СО в газах регенерации, i
табл. 2.5 приведены значения тепловых эффектов выжига дву
образцов кокса (1 и 2), содержащих С —92 и 96%, Н — 6 и 43
соответственно. Образец 1 содержит 2% серы.
Соотношение СО2:СО в газах регенерации определяется типо!
катализатора, наличием в нем примесей металлов, температуре
46
________________________________________________Раздел II
Таблица 2.5
Суммарный тепловой эффект регенерации катализатора Цеокар-2
Соотношение СО, :СО Тепловой эффект, МДж/ кг
1 2
0,7 26,0 24,4
0,8 26,7 25,5
~ 0,9 27,4 26,0
1,0 28,0 26,6
1,1 28,5 27,1
___и 29,0 27,6
в регенераторе, расходом воздуха при регенерации, конструкцией
самого регенератора. Для аморфного катализатора это соотноше-
ние больше, чем для цеолитсодержащего, и составляет от 1,2 до 2
против 0,6-1. В связи с этим и тепловыделение при регенерации
аморфных катализаторов больше и составляет 30-33,6 МДж/кг.
Повышение температуры регенерации и концентрации кислоро-
да, введение в катализатор промотирующих добавок будут способ-
ствовать росту соотношения СО2:СО в газах регенерации, а следо-
вательно, повышению теплового эффекта. При увеличении содер-
жания водорода в коксе скорость окисления кокса возрастает, при
этом преимущественно окисляется водород. Наименьшей скоро-
стью окисления среди компонентов кокса обладает сера и поэтому
ее содержание в остаточном коксе регенерированного катализато-
ра в 1,2-3 раза больше, чем на закоксованном.
Процесс регенерации проходит три стадии. В начальный пери-
од окисление кокса протекает на поверхности катализатора при
относительно низких температурах. Далее при более высоких
температурах выжиг кокса начинается из пористой структуры ка-
тализатора и заканчивается выжигом глубинного кокса, отло-
жившегося во внутренних полостях цеолита, входящего в катали-
затор. Чем широкопористее катализатор, тем быстрее и полнее бу-
дет удаляться кокс.
Регенерация микросферического цеолитсодержащего катали-
. затора в псевдоожиженном слое происходит при температурах до
650 С в начальный период, при температурах 650-670’С в переход-
ах порах (второй период) и при температурах выше 670°С во вну-
фидиффузионной области катализатора (выжиг глубинных отло-
жений кокса).
Водяной пар, образующийся при регенерации, в присутствии
кислорода способствует ускорению регенерации катализатора.
Же при температуре 490°С и содержании водяного пара в кисло-
47
Процессы переработки нефти
родсодержащем газе 3% об. скорость регенерации увеличиваете
в два раза, однако дальнейшее увеличение содержания водяног
пара уже неэффективно.
2.4. Основные факторы каталитического крекинга
Кроме катализатора и сырья, о которых говорилось выше, hi
глубину каталитического крекинга влияет ряд факторов, к кото
рым относятся следующие: массовая скорость подачи сырья (ил1
время реагирования сырья с катализатором), массовое соотноше
ние катализатора и сырья (или кратность циркуляции катализа
тора), температура крекинга и парциальное давление паров сыры
в зоне реакции. *
Рассмотрим влияние этих параметров при работе установки
Эти показатели на промышленных установках связаны прежд<
всего с производительностью по сырью и температурой его пред
верительного подогрева, температурой регенерации и расходе»
водяного пара, подаваемого на смешение с сырьем. Поскольку ]
промышленных установках превалирует в настоящее время пря
. » реакции
Смешение Длина/время
100
£80
я
2
ё'60
20
0
2 4 6 8 10
Время контакта, с
б
Рис. 2.1.Изменение результатов крекинга от времени контакта
сырья и катализатора:
а
а) 1 —скорость паров, 2 — конверсии сырья, 3 — содержание кокса,
металлов и азота на катализаторе, 4 — выход бензина, 5 — выход лег
кого газойля, активность цеолитсодержащегЬ катализатора
б) 1 — 475С; 2 — 500 С; 3 — 52$ С
48
Раздел П
моточная схема подачи сырья в лифт-реактор, где происходит его
контакт с катализатором, массовая скорость подачи сырья в этом
случае является условной из-за неточности определения массы
катализатора в зоне реакции. Физический смысл имеет время
контакта катализатора с сырьем, которое определяется временем
прохождения сырья и катализатора от начала лифт-реактора до
выхода продуктов реакции из отстойной зоны реактора.
На рис. 2.1 (а, б) дается изменение скорости паров, конверсии,
содержания кокса, металлов и азота на катализаторе, выхода бен-
зина и легкого газойля, активности катализатора по высоте лифт-
реактора (а), а также зависимость конверсии керосино-газойлевой
фракции и выхода продуктов от времени контакта катализатора
Цеокар-2 с сырьем при кратности циркуляции катализатора 12:1
при различных температурах (б). Как видно из рисунка, с увеличе-
нием времени контакта катализатора с сырьем выход бензина про-
ходит через максимум, а конверсия сырья, содержание кокса, ме-
таллов и азота на катализаторе возрастают. При этом с ростом тем-
пературы реакции максимальный выход бензина сдвигается в об-
ласть меньших значений времени контакта катализатора с сырьем.
Для лифт-реакторов легко регулируемым параметром являет-
ся температура крекинга, с повышением которой при постоянной
конверсии сырья выход бензина снижается, но соответственно
увеличивается выход газа и бутан-бутиленовой фракции. Не-
сколько уменьшается выход кокса и практически неизменным ос-
тается выход циркулирующего газойля, что хорошо видно на
рис. 2.2.
Изменение массовой скорости подачи сырья и температуры
крекинга существенно влияет на состав продуктов реакции. В ча-
стности в газе и бензине увеличивается содержание олефинов при
увеличении как массовой скорости подачи сырья, так и темпера-
туры реакции. Кратность циркуляции на конверсию и выход про-
дуктов при каталитическом крекинге оказывает аналогичное вли-
яние, описанное для массовой скорости подачи сырья или време-
ни контакта катализатора с сырьем. Рост кратности циркуляции
аналогичен снижению массовой скорости подачи сырья. Исклю-
чение — только для выхода кокса, который при этом возрастает
прямо пропорционально кратности циркуляции катализатора.
Кроме того, изменение кратности циркуляции связано с работой
Регенератора, так как оно приводит к изменению содержания ос-
таточного кокса на регенерированном катализаторе, что отразит-
ся на конверсии сырья и выходе продуктов.
Давление в системе “реактор — регенератор” практически
постоянно. Изменение давления в сторону его повышения ухуд-
49
Процессы переработки нефти
81,3 86,7 92,4
100
ci
о
£.80
со
^/Аррмати-
НасЬт
овые,
£,ивыше
Олефины,
80
Кокс
100
Сухой газ
Бензин
С5 и выше
2. С
ф
«60
m
со
о
о
>s40|-
3
Олефины,С.
Парафины,
С. и выше
JJ. и выше
со
ф’
60
о
о.
§20 -
S
ф -
о
X
3
СО
20
Парафины, С,
Циркулиру-
кХющийЯХ
5$газЬйльХ)
3
« 40
0
482 538 593 482 538 593 482 538 593 482 538 593
Температура, ’С
Рис. 2.2. Влияние температуры на распределение продуктов и угле-
водородный состав бензина крекинга тяжелого вакуумного газойля на
промышленном цеолитсодержащем катализаторе в лифт-реакторе опыт-
ной установки (конверсия 78% мае.)
шает селективность процесса и приводит к росту выхода газа и
кокса.
Варьирование рабочих условий крекинга заметно изменяет
не только выход, но и качество продуктов, в частности изменя-
ются такие показатели как плотности продуктов, температура
застывания легкого и тяжелого газойлей, октановое число бен-
зинов.
В процессе каталитического крекинга, особенно на аморфных
катализаторах производится рециркуляция непревращенной час-
ти сырья в смеси со свежим сырьем. Это делается для увеличения
конверсии сырья. Рециркулятом может служить как легкий, так
и тяжелый газойль. Доля рециркулята может достигать 30% на
сырье. В связи с внедрением новых высокоактивных цеолитсодер-
жащих катализаторов конверсия за проход значительно увеличи-
вается и доля рециркулята на современных установках с совре-
менными высокоактивными катализаторами снижается и состав-
ляет не более 10-15% на сырье.
50
Раздел И
—
На эффективность работы установки в значительной степени
влияет доля остаточного кокса в регенерированном катализаторе.
Этот кокс резко снижает активность и селективность катализато-
ров, особенно цеолитсодержащих. Для них содержание остаточ-
ного кокса не должно превышать 0,1% мае. Доля остаточного
кокса зависит от степени закоксованности катализатора, которая
обычно в производственных условиях поддерживается на уровне
0,8-1% мае. путем подбора оптимального времени контакта ката-
лизатора с сырьем (2-5 с), температуры и кратности циркуляции
катализатора. Для компенсации потери активности катализатора
в случае недостаточного выжига кокса требуется поднимать тем-
пературу крекинга. Высокое содержание остаточного кокса на ка-
тализаторе будет отражаться на снижении выхода бутиленов в га-
зе. Так, при увеличении остаточного кокса с 0,1 до 0,6% мае. вы-
ход бутиленов сокращается в два раза. Селективность действия
цеолитсодержащего катализатора с увеличением содержания ос-
таточного кокса ухудшается. Попытка компенсировать снижение
активности катализатора эа счет увеличения кратности циркуля-
ции катализатора приводит к росту выхода побочных продуктов
крекинга.
2.5. Промышленные установки каталитического крекинга
в России и странах СНГ
Первая установка каталитического крекинга была построена
и освоена в конце 50-х годов XX столетия в Баку. К началу 90-х го-
дов в нефтеперерабатывающей промышленности бывшего СССР
функционировало 40 установок каталитического крекинга с дви-
жущимся слоем шарикового катализатора типа 43-102 и кипя-
щим слоем микросферического катализатора типа 1-А/1-М,
43-103 и ГК. В последующие годы строительство установок с дви-
жущимся слоем шарикового катализатора не проводилось.
Основным сырьем для установок каталитического крекинга с
микросферическим катализатором являются вакуумные газойли
прямой перегонки нефти и газойли коксования. Фракционный со-
став сырья варьируется на разных заводах в пределах от 350-500°С
До 350-56СГС. В вакуумных колоннах с более четким разделением
Фракций, обеспечивающих ограниченное содержание асфальтос-
Молистых веществ при глубоком отборе газойлей из мазута, воз-
можно применение сырья с более высокой температурой конца
Кипения. Поскольку доля сернистых нефтей год от года растет, со-
ответственно повышается и содержание серы в сырье. С целью эф-
фективной переработки такого сырья в состав установок крекинга
51
Процессы переработки нефти
вводятся блоки гидроочистки сырья, что кроме снижения корро-
зии аппаратуры дает увеличение выхода бензина и повышает кон-
версию сырья. Ниже приведен оптимальный состав вакуумного
газойля, дающего максимальный выход бензина при наименьшем
коксообразовании.
Содержание, % мае.:
углеводородов парафино-нафтеновых 41
ароматических легких 15,5
средних 18,5
тяжелых 18,1
смол 6,9
К настоящему времени установки, запроектированные для ра-
боты на аморфном алюмосиликатном катализаторе, реконструи-
рованы (в основном это касается узла реактор-регенератор) для
работы на эффективных цеолитсодержащих катализаторах
КМЦР-Н, КМЦР-Y, Микроцеокар-8, содержащих 15-18% цеоли-
та Y в РЗЭ-форме. Их насыпная плотность 0,8-1 кг/м3, механиче-
ская прочность 94-95%.
Основным производителем отечественных катализаторов ка-
талитического крекинга в настоящее время является катализа-
торная фабрика Омского НПК.
Освоено производство промотора дожига СО и впервые этот
промотор внедрен в 1983 г. на комбинированной установке ГК-3
Кременчугского НПЗ. Сейчас эти промоторы используются на
многих заводах России и стран СНГ (Московском, Ярославском,
Павлодарском, Ново-Бакинском НПЗ, ОАО “Ангарскнефтеорг-
синтез”).
После внедрения промотора дожига на установке ГК-3 при
крекинге вакуумного газойля западносибирской нефти с плотнос-
тью 910 кг/м3 и содержанием серы 1,7% мае. при температуре в
реакторе 480°С получены результаты, представленные в табл. 2.6.
Из данных таблицы видно, что внедрение промотора позволя-
ет поднять температуру в регенераторе, при этом содержание СО в
газах снижается с 8 до 0,2% об. За счет снижения остаточного
кокса в регенерированном катализаторе до 0,05% мае. и повыше-
ния в связи с этим его активности выход бензиновой фракции уве-
личился почти на 3%.
Повышение температуры выходящего из регенератора газа за
счет лучшего сжигания СО в СО2 повлекло снижение на 10% рас-
хода топлива для подогрева сырья. При этом увеличилась пропу-
скная способность по свежему сырью.
Принципиальная технологическая схема промышленной ус-
тановки 1-А/1-М в первоначальном проектном варианте
52
____Раздел II
Таблица 2.6
Изменение показателей крекинга при использовании
промотора дожига СО
Показатели До внедрения промотора После внедрения промотора
Регенератор
"Температура, °C: на верхней решетке на нижней решетке в зоне циклона 620 615 545 640 630 575
Давление, КПа 124 121
Интенсивность выжига кокса, кг/(т-ч) 33 29
Количество выжигаемого кокса, т/год 5,6 4,8
Содержание остаточного кокса, % мае. 0,25 0,05
Состав газов регенерации, % об.: СО2 О, со 11,2 1,0 8,0 15,2 2,8 0,2
Выход продуктов крекинга, % мае. на сырье: Фр- с,-С, фр. С,- 195’С кокс выжигаемый 15,7 34,88 5,63 13,6 37,62 4,80
представлена на рис. 2.3. В схеме установки имеются следующие
блоки: реакторный (реактор и регенератор, соединенные транс-
портными линиями), блок погоноразделительной аппаратуры и
нагревательная печь с блоком теплообменной и холодильной ап-
паратуры.
Сырье насосом 22 подается в змеевик нагревательной печи 9
через теплообменные аппараты 21, где нагревается примерно до
200 С за счет тепла отходящих потоков. Нагретое в печи до 270°С,
сырье поступает в узел смешения с катализатором. Полученная
суспензия под давлением водяного пара перемещается по наклон-
ному лифт-реактору 6 в реактор-сепаратор 7. Одновременно в дру-
гой узел смешения подается рециркулят и по стояку 5 поступает в
Псевдоожиженный слой реактора 7. В лифт-реакторах распылен-
ное специальными устройствами сырье вместе с потоком пара
встречается с нагретым катализатором, опускающимся из регене-
ратора по стоякам 2 и 4, в результате чего возникает поток, ско-
Р°сть которого превышает скорость оседания частиц микросфери-
53
Процессы переработки нефти
54
Раздел II
ческого катализатора, и возникает результирующий поток, кото-
рый направляется по лифт-реакторам в реактор 7. В период кон-
такта катализатора с сырьем, последнее нагревается до темпера-
туры реакции и за время движения в лифт-реакторе происходит
его крекинг. Время нахождения сырья в лифт-реакторе незначи-
тельно и зависит от массовой скорости подачи сырья. Продукты
крекинга (газы и пары) проходят систему двухступенчатых цик-
лонов, где улавливается катализаторная пыль, и поступают в низ
ректификационной колонны 13.
Из отпарной секции реактора 7 закоксованный катализатор
опускается по стояку под собственным весом в узел смешения с
воздухом, с помощью которого под давлением транспортируется
по стояку 3 в регенератор 1. В стояке регенератора начинается вы-
жиг кокса, который заканчивается в отстойной зоне. Газы регене-
рации проходят через систему циклонов и выводятся с верха реге-
нератора в атмосферу. Регенерированный катализатор по стоякам
2 и 4 опускается в узлы смешения с сырьем. В ректификационной
колонне продукты крекинга разделяются на газ, бензиновую
фракцию, легкий и тяжелый газойли. Газы, пары бензина и водя-
ного пара выводятся с верха, охлаждаются в аппарате воздушного
охлаждения 18 и поступают в газосепаратор 19. Бензин частично
насосом 20 подается на орошение колонны 13, балансовый бензин
направляется в блок стабилизации, а газ — в секцию газофракци-
онирования. Вода с низа газосепаратора удаляется в канализа-
цию.
Боковые погоны колонны 13 (легкий и тяжелый газойли) на-
правляются в отпарные секции 14. С низа этих секций они забира-
ются насосами 17 и 16, прокачиваются через теплообменники 21,
где отдают тепло для нагрева сырья, затем через аппараты воз-
душного охлаждения 18 выводятся с установки в резервуарный
Парк. Часть тяжелого газойля для увеличения глубины разложе-
ния (или конверсии) насосом 16 подается в качестве рециркулята
Рис. 2.3. Технологическая схема установки каталитического кре-
кинга 1-А/1-М:
1 — регенератор; 2.4 — линии транспорта регенерированного ка-
тализатора (стояки); 3 — линия транспорта закоксованного ката-
лизатора; 5,6 ~ лифт-реакторы; 7 — реактор-сепаратор; 8, 21 —
теплообменники. 9 — трубчатая печь; 10-12, 16, 17, 20, 22 — насосы;
** — ректификационная колонна; 14 — отпарная колонна; 15 — шла-
Мо()тделитель; 18 — аппараты воздушного охлаждения; 19 — газоот-
делителъ
55
Процессы переработки нефти
в узел смешения с регенерированным катализатором. В нижнюю!
часть колонны 13 насосом 11 подается орошение в виде охлажден-!
ного в водяном холодильнике 8 нижнего продукта колонны. Пода-!
ча орошения предотвращает унос катализаторной пыли вместе с|
потоком паров в верхнюю часть колонны. Накапливаемая катали-1
заторная пыль с низа колонны поступает в декантатор 15, откуда!
вместе с частью жидкости откачивается насосом 12 обратно в peJ
актор в виде шлама, а декантат — ароматизированный тяжелым
газойль, откачивается с установки. Для обеспечения необходимо!
го температурного режима в колонну 13 подается циркуляцион!
ное орошение, которое отбирается из средней части колонны насо-1
сом 10, охлаждается водой и подается на вышележащие тарелкиЛ
Примерный режим работы установки: I
Температура в реакторе, °C 450-510
Давление в реакторе, МПа 0,15-0,20
Массовая скорость подачи сырья, ч1 1,2-3,0
Кратность циркуляции катализатора 2-10
Температура в регенераторе, °C 620-630
Давление в регенераторе, МПа 0,2-0,3
Установка первоначально работала на аморфном алюмосили
катном катализаторе. Для повышения эффективности работы был
проведен постепенный поэтапный перевод на цеолитеодержащия
катализатор и внесены некоторые изменения в систему реактор!
регенератор. Изменение эффективности работы установки при пс!
этапной замене алюмосиликатного катализатора на цеолитсодед
жащий приведено в табл. 2.7. |
В период перевода установки на цеолитсодержащий катализа
тор перерабатывали сырье плотностью 897 кг/м3, с содержание!
фракций, выкипающих до 360°С, — 20% об., ароматических угла
водородов — 51% мае., сернокислотных смол — 9% мае., серы -4
1,95%. Постепенное увеличение доли цеолитсодержащего ката
лизатора позволило обеспечить рост выхода стабильного бензин!
на 8,2% мае., головки стабилизации на 1,9% мае., легкого газоя
ля на 2,5% при одновременном увеличении выхода кокса и сухо!
го газа. 1
Дальнейшая работа по повышению эффективности работы yd
тановки 1-А/1-М велась в направлении применения современны!
высокоактивных стабильных и селективных катализаторов, pd
конструкции реакторно-регенераторного блока для обеспечения
оптимальных условий применительно к конкретному катализате!
ру и сырью, увеличения поверхности теплообменного оборудова
ния на блоках ректификации продуктов крекинга, компремиря
вания и разделения газа и бензина, реализации технических ря
56
Раздел II
Т а б л и ц a 2.7
Результаты перевода установки 1-А/1-М на работу со смесью аморфного и цеолитсодержашего катализаторов
Содержание цеолитсодержашего катализатора в смеси, % мае. 1 50 I 1 100 1 ОФ 1 481 I 40 чО Г- гч о о '№ 1 00 40 'Т Г1 М’ О ен' V $ % 2
?! 1 104 1 1 . U6...J [ 480 I 0,30 1 . 41.5 . 1 th °о Ч о с '•о R ~ м-'
ГО 1 !«! 1 1 U6 J 1 471 J 0,84 0,29 | 38.0 I rx " ri z " « “ м °
О 1 98 1 1 1J5 ] 1 473 I ГН 1 О 1 25._6 I тг г-, "г о о м-- S ° S
Показатели 1 Расход свежего сырья, % | 1 Коэффициент рециркуляции | 1 Температура в реакторе, “С Содержание кокса, % мае.: на выходе из реактора на выходе из регенератора | Индекс активности равновесного катализатора, % мае. | Выход продуктов, % мае.: сухой газ головка стабилизации стабильный бензин легкий газойль тяжелый газойль кокс потери
57
Процессы переработки нефти
шений по сокращению расхода катализатора, уменьшения выбро
сов пыли, оксидов углерода и серы в атмосферу, повышения мощ
ности и надежности газовых компрессоров. Требуется дальнейше<
повышение четкости ректификации сырья для ограничения со
держания в нем фракций до 35(УС (не более 10-12%), сниженш
содержания смол и повышения температуры конца кипения д<
540-560°С. При реконструкции реакторной системы проводились
технические мероприятия по снижению времени контакта ката
лизатора и сырья в зоне реакции с ограничением закоксованност!
катализатора на выходе из реактора (не более 0,6-0,8% мае.), щ
обеспечению глубокой регенерации катализатора (содержание ос
таточного кокса не более 0,1% мае.).
Институтами ИНХП АН Азербайджанской Республики
ГрозНИИ и ВНИИНП совместно с Грозгипронефтехимом был раз-
работай ряд схем реконструкции установки 1-А/1-М. Вариант ре
конструкции, разработанный ГрозНИИ и ИНХП АН Азербайд
жанской ССР, предусматривал крекинг сырья и рециркулята 1
двух вертикальных лифт-реакторах, заканчивающихся зонам!
форсированного псевдоожиженного слоя, как это изображено ш
рис. 2.4а.
Закоксованный катализатор через зону десорбции по катали
заторопроводу подается в секционированный двумя провальным!
решетками регенератор. Катализатор с верхней решетки противо
током воздушному потоку поступает во вторую зону, температур!
в которой поддерживается 650-680 С, затем в нижнюю зону, где i
заканчивается регенерация при температуре 630-65СГС. Регенери
рованный катализатор по стоякам поступает в захватное устрой
ство лифт-реактора. Режим и показатели крекинга по этому вари
анту приведены в табл. 2.8.
Основываясь на экспериментальном материале, ВНИИН1
разработал вариант реконструкции установок 1-А/1-М по схеме
двухстадийного крекинга с комбинированным реакторов
(рис. 2.4 б). По этой схеме крекинг сырья осуществляется в лифт
реакторе, а затем в ступенчато-противоточной зоне при контакте
со свежим катализатором, подаваемым на верхнюю секцию по от-
дельному стояку водяным паром или каким-либо другим продук-
том (например, рециркулятом). Катализатор В ступенчато-проти-
воточной зоне с непровальными решетками по специальным ста-
канам перетекает сверху вниз, с решетки на решетку противото-
ком по отношению к частично превращенному в лифт-реакторе
сырью. Из зоны крекинга катализатор опускается в зону десорб-
ции, где контактирует с водяным паром. Закоксованный катали-;
затор, опустившись по стояку, транспортируется воздухом в реге-
58
Раздел II
а — ГрозНИИ и ИНХП АН
Азерб. ССР:
1 — циклоны; 2 — регенера-
тор; 3 — реактор-сепаратор; 4 —
отпарная зона; 5 — лифт-реак-
торы
Рис. 2.4. Схема реакторного блока установки 1-А/1-М после рекон-
струкции по вариантам:
б — ВНИИ НИ:
1 — регенератор; 2 — реактор
с псевдоожиженным слоем; 3 —
напорный стояк регенерированно-
го катализатора; 4 — транс-
портная линия регенерированного
катализатора; 5 — транспорт-
ная линия закоксованного ката-
лизатора; 6 — лифт-реактор;
7 — отпарная зона
Яератор, где происходит выжиг кокса также по ступенчато-проти-
воточной схеме. Режим и материальный баланс после реконструк-
ции приведены также в табл. 2.8.
Для получения в процессе крекинга бензина АИ-93 ИНХП АН
Азербайджанской ССР была разработана схема реконструкции ус-
тановки 1-А/1-М, показанная на рис. 2.5 а, б. По этой схеме пред-
ложено крекирование сырья и рециркулята в двух раздельных ре-
59
Процессы переработки нефти
акторах. Регенерированный катализатор поступает в реакторь
1-й и П-й ступеней, где контактирует с сырьем и рециркулятом со
ответственно. Продукты крекинга из каждого реактора выводят
ся в две ректификационные колонны для разделения. В качеств!
рециркулята используется фракция н.к.-270'’С. При такой схем!
можно получить до 45,4% мае. бензиновой фракции, соответству
ющей требованиям на АИ-93. Этот вариант можно использовать
для раздельного крекинга сырья и газойлевых фракций, выкипа
ющих выше 200°С. Режим и материальный баланс по этому вари
анту приведены в табл. 2.8.
Установка каталитического крекинга типа ГК отличается о
установки 1-А/1-М тем, что в реакторе и регенераторе применен
секционирование зон и соосное размещение регенератора под р<
актором, а также повышенным давлением в регенераторе. Соо<
ное расположение реактора и регенератора в блоке крекинга уст:
новки типа ГК не позволило применить для реконструкции техн!
ческие решения, аналогичные для установок 1-А/1-М. ГрозНИ'
было предложено в период использования катализатора КМЦР-
эти блоки усовершенствовать, уменьшив объем псевдоожиженн<
го слоя в реакторе с доведением массовой скорости подачи сырь
до 4-5 ч1. Это было достигнуто уменьшением реакционной з<
ны — установкой вертикальных перегородок в реакторе. Несмо1
ря на положительные результаты по увеличению выхода бензин:
полученного в переоборудованном по данному варианту реактор
условия крекинга сырья на цеолитсодержащем катализаторе вс
таки не достигают оптимальных значений по температуре реа]
ции и массовой скорости подачи сырья, кроме того, повышаете
расход пара. В целях доведения расхода пара до уровня совреме]
ных установок каталитического крекинга (2-3% мае. от сырья
ГрозНИИ совместно с Грозгипронефтехимом разработал два вар
анта реконструкции реактора с использованием лифт-реактора:
прямоугольными поворотами и с форсированным псевдоожиже:
ным слоем катализатора (см. рис. 2.5 б). По последнему вариант
все внутренние устройства (решетки, цилиндрическая обечайк
секции отпаривания и паровые маточники) демонтируют, а вме
то них устанавливают два реактора с форсированным псевдоожз
женным слоем (диаметром 2 м и высотой 8 м) и цилиндрическу
центральную вставку для секции отпаривания (диаметром 2,8 м
высотой 8 м). Пространство между цилиндрической вставкой
вертикальными реакторами засыпается диатомовым кирпиче
(крошкой). Общее количество пара в реакторе сокращается в 3
раза и составляет в зоне отпаривания 3 т/ч, а для распыления ci
рья в форсунках — 0,5 т/ч. Это позволяет увеличивать произво;
чг
60
Раздел II
Т а б л и на 1.8
Показатели работы установок 1-А/1-М после реконструкции при переработке вакуумного сернистого дистиллята
| Установки 1-А/1-М по вариантам: ИНХП** 500-520/500 14/1,0 | 1 | 48 40-50 1 1 | ГК 45,4 I о? 1/ об 1.0 1
ВНИИНП 475-500 ГП 10,5 1 45 50-60 1 о гм 46,6 6‘61 2,8 9,1 1.0
Ни ИНХП гч 510 сч гч о 1,2 45-48 70-80 1,5 3,0 44,9 21,1 об 6.0 с
S я © £ * О «Z1 СЧ ГЧ Г- гч 47-49 08-09 #—* СП 0,2 51,0 13,6 7,3 5,6 о
Блоки установок ГК по вариантам: гч 510 20-25 7-8 гч 46-48 60-80 1,5 5,0 о sd' 44,0 * </) ***£ 01 6,3 о Л
м о ! 4-5 7-8 и 45-48 40-60 1Г> 1 оо 41,0 25,2 о 6,0 1,0
Показатели Условия процесса: температура, °C | массовая скорость подачи сырья,ч’1 кратность циркуляции катализатора, т/т сырья Г коэффициент рециркуляции индекс активности равновесного катализатора, % мае. интенсивность выжига кокса, кг/(тч) 1 Расход катализатора, кг/т сырья | Выход продуктов, % мае.: | сухой газ | головка стабилизации | бензин | легкий газойль | тяжелый газойль | кокс выжигаемый | потери
* Малосернистый вакуумный дистиллят смеси туркменских нефтей.
** Малосернистый вакуумный дистиллят смеси бакинских нефтей; в числителе данные по I ступени,
знаменателе — по И ступени.
*** В том числе 8% фр. 195-270°С; 14,6% фр. 270-420°С, 5,1% фр. выше 420°С.
61
Процессы переработки нефти
тельность по свежему сырью на 50-60 т/ч, производительность р<
акторного блока возрастает в 1,6 раза по сравнению с проектной
С учетом применения на этой установке высокоэффективно]
цеолитсодержащего катализатора с редкоземельными элемента»
скорость подачи сырья может достигать 20-25 ч1. Режим и матер]
альный баланс по двум вариантам реконструкции установки тш
ГК приведены в табл. 2.8. Выход бензинов возрастает до 44% мае
повышается выход бутиленов. Замена циклонов в регенераторе i
новые более совершенные типа ЦНР позволила сократить поте{
катализатора и снизить его расход до уровня 1-1,5 кг/т сырья.
Дальнейшее развитие промышленных установок каталитич
ского крекинга привело к соединению комбинированных устан
вок Г-43-107 и КТ-1, разработанных по проекту Грозгипронефт
хима на основе исследований ГрозНИИ, ВНИИНП, ИНХП А
Азербайджанской Республики. Комбинированные установи
Г-43-107 состоят из следующих секций: гидроочистки сырья, к
талитического крекинга гидроочищенного сырья и ректифик
ции продуктов, абсорбции и газофракционирования, утилизащ
тепла, очистки газов и регенерации абсорбента, очистки газов р
генерации от катализаторной пыли в электрофильтрах.
При конструировании реакторных блоков современных уст
новок каталитического крекинга с циркулирующим микросфер]
ческим катализатором руководствовались следующими технол
гическими принципами:
- проведение крекинга сырья в лифт-реакторе при высокс
температуре, малой продолжительности контакта сырья с катал;
затором и с быстрым отделением катализатора от продуктов реа:
ции;
- крекинг сырья и рециркулята в одном лифт-реакторе с н
большим коэффициентом рециркуляции или полным исключен]
ем крекинга вторичного сырья, не прошедшего гидроочистку;
- повышение давления и температуры при регенерации кат
лизатора с минимальным содержанием остаточного кокса на к
тализаторе (0,05-0,1% мае.) и регулируемым дожигом СО в СО2;
- высокоэффективное отпаривание закоксованного катализ
тора при минимальном объеме его в отпарной зоне и малом расх
де водяного пара;
- исключение полного или частичного отпаривания регенер]
рованного катализатора посредством змеевика;
- обеспечение минимального объема катализатора в систев
“реактор — регенератор”.
Такими конструктивными особенностями обладает реакторй
регенераторная система, запроектированная для переработки в
62
Раздел II
Дымовые
газы
а б
Рис. 2.5. Схема реакторного блока:
а — установки 1-А/1-М после реконструкции по варианту
ИНХП АН Азерб.ССР:
1 — регенератор; 2 — напорный стояк; 3 — отстойная зона реак-
тора; 4 — реактор I ступени: 5 — отпарная зона; 6 — транспортная
линия закоксованного катализатора; 7 — реактор II ступени
б — установки ГК с применением внутренних реакторов с форси-
рованным псевдоожиженным слоем:
1 — регулирующий клапан; 2 — форсунки для ввода сырья; 3 — диа-
томовая крошка; 4,5 — реакторы с форсированным псевдоожиженным
слоем; 6 — напорный стояк регенерированного катализатора; 7 — кол-
лектор воздуха; 8 — секционирующие провальные решетки; 9 — регене-
ратор; ю — транспортная линия закоксованного катализатора;
11 — отпарная зона
^Умного дистиллята (фр. 350-550С) на установке типа
43-107М, которая была построена и запущена в эксплуатацию
выработки высокооктанового бензина с к.к. не выше 195°С,
Пропан-пропиленовой, бутан-бутиленовой фракции, фракции
5-270 С (компонента дизельного топлива) и фракции 270-420°С
"" сырья технического углерода.
63
Процессы переработки нефти
Аппаратурное оформление реакторного блока этой установи
представлено на рис. 2.6. При этом конструктивном варианте кр
кинг сырья и рециркулята производится в лифт-реакторе совмес
но и заканчивается в зоне форсированного псевдоожиженноз
слоя. В случае необходимости реактор может быть выполнен в вз
де прямоточного лифт-реактора без зоны форсированного псевД(
ожижения.
Продукты
Рис. 2.6. Схема реакторн<
го блока установки
Г-43-107:
1 — отстойная зона реа\
тора; 2 — зона форсированн
го псевдоожиженного слоя;
3 — решетка; 4 — переходы
конус; 5 — отпарная секцш
6 — лифт-реактор;
7 — коллектор водяного пар
8 — эжектор; 9 — воздухора
пределитель; 10 — горизон
шальные секционирующие п]
вальные решетки;
11 — зона псевдоожиженное
слоя; 12 — регенератор;
13 — газосборник; 14 — цик.
ны
t
Для высокой эффективности регенерации катализатора в ре
нераторе применено горизонтальное секционирование аппар
двумя провальными решетками. Это способствует повышению
фективности сжигания кокса (удельная интенсивность выж:
кокса при 0,24 МПа в регенераторе составляет 80 кг на тонну
тализатора в час).
64
I
Рис. 2.7. Схема установки каталитического крекинга Г-43-107:
1, 20 — печи; 2.3 — реакторы гидроочистки; 4 — конденсаторы -холодильники воздушного охлаждения ; 5, 6, 18,38 — сепараторы; 7 — теплообменники;
8 — насосы; 9, 35 — компрессоры; 10, 12, 14, 15 — абсорберы; 11 — емкости; 13, 16 — холодильники; 17 — десорбер; 19, 33, 36 — газосепараторы; 21, 22, 30, 31, 32, 41,44 — колонны;
23 — выносная система пылеулавливания; 24 — котел-утилизатор; 25 — регенератор; 26 — топка под давлением; 27 — воздуходувка; 28 — отпарная зона;
29 — прямоточный лифт-реактор; 34 — аккумулятор; 37 — холодильник-испаритель; 39 — абсорбер-десорбер; 40 — подогреватели;
42 — рефлюксные емкости; 43 — стабилизатор
Раздел II
В реакторе и регенераторе применены две ступени высокоэф-
фективных циклонов со спиральным вводом потока, что обеспечи-
вает высокую степень очистки газов от пыли.
В системе “реактор-регенератор” используется промотор до-
жита СО. Предусмотрено эффективное теплоиспользование для
выработки водяного пара и ряд других мероприятий.
Характеристика примененного цеолитсодержащего катализа-
тора с промотором дожига СО, в сопоставлении с зарубежными ка-
тализаторами США и Канады приведена в табл. 2.9.
Как видно из таблицы, отечественный катализатор сопоста-
вим с применяемыми за рубежом. Однако отсутствие пассивато-
ров, препятствующих отравлению катализатора металлами, не
дает возможности вовлекать в сырье больше 5-7% сернистого ма-
зута, введение которого практикуется в последние годы за рубе-
жом.
Таблица 2.9
Характеристика образцов катализаторов установки Г-43-107 и установок крекинга
США и Канады
Показатели Установка Г-43-107 Установки США и Канады
Про- бег 1 Про- бег 2 Про- бег 3 1 2 3
Микроактивность, % об. 71 68,5 72 67,8 67,3 64,8
Удельная поверхность, м2/г 92 105 96 92 100 107
Удельный объем пор, см/г 0,28 0,26 0.25 0,30 0,29 0,31
Насыпная плотность, г/см3 0,90 0,92 0,95 0,89 0,89 0,87
Содержание, мг/кг: ванадия никеля натрия 200 180 0,49 925 570 0.51 750 430 0,35 930 446 0,51 1312 907 0,48 1321 884 0,42
Содержание остаточ- _Ного кокса. % мае. 0.05 0.04 0.03 0,14 0.16 0,15
Принципиальная технологическая схема установки Г-43-107
пРедставлена на рис. 2.7. Отличие этой установки от других, в ча-
стности 1-А/1-М, состоит в наличии блока гидроочистки сырья.
Ниже приведены основные режимные показатели работы ре-
актора и регенератора.
65
Процессы переработки нефти
Реактор
Температура крекинга, °C 515-530
Массовая скорость подачи сырья, ч1 20-22
Кратность циркуляции катализатора, кг/кг 10-12
Количество рециркулята, % мае. от сырья 15-20
Время пребывания сырья в прямоточном
лифт-реакторе, с 2,5-3,5
Время пребывания катализатора в десорбере
реактора, с 90-120
Расход водяного пара на распыл сырья, % мае.
от сырья 1,0
Давление в верху реактора, МПа 0,176-0,196
Содержание кокса в закоксованном катализаторе,
% мае. 0,7-1,0
Регенератор
Температура в слое катализатора, °C 600-700
Давление в верху аппарата, МПа 0,235
Расход катализатора, % мае. от сырья 0,15
Содержание кокса в регенерированном
катализаторе, % мае. 0,05-0,20
Содержание кислорода в дымовых газах, % об. 0,5
В реакторный блок установки загружен микросферичесю
катализатор с редкоземельными элементами типа КМЦР. П;
этих параметрах выход компонента бензина АИ-93 (фр. н.1
195°С) составляет до 48% мае. в зависимости от сырья, выход га
до С4 — 19,2% мае., в том числе пропан-пропиленовой и бутан-С
тиленовой фракции — 18% мае., фракции 195-270°С — 9,75?
фракции 270-420°С — 11%, фракции, выкипающей выше 420°С
5,3% , кокса выжигаемого — 5,1%.
2.6. Основная аппаратура установок
каталитического крекинга
К основным аппаратам установок каталитического крекин
относятся реакторы и регенераторы с их обустройством. Проце
каталитического крекинга с микросферическим катализатор
ведут в реакторах с псевдоожиженным (кипящим) слоем, состо
щим из суспензии: катализатор, сырье и водяной пар. Разработ
высокоактивных цеолитсодержащих катализаторов вызвала н
обходимость освоения нового типа реактора — лифт-реактор. I
представляет собой удлиненный пустотелый цилиндрический г
парат с большим отношением длины к диаметру — 20:1. Так
форма реактора способствует высокой скорости катализаторн
66
Раздел II
Корьевого потока, обеспечивающей кратковременность контакта
ВВ^ырья с катализатором (3-6 с против 3-15 мин в реакторах с псев-
В доожиженным слоем).
В Кратковременность контакта сырья и катализатора в разбав-
Ц-- денной фазе и быстрое время разделения катализатора и продук-
В тов крекинга позволяют снять нежелательные реакции вторично-
I го крекинга, ведущие к увеличению выхода кокса и газа.
I Аппаратурное оформление процессов, использующих лифт-ре-
|: актор, более простое, чем установок с общим кипящим слоем. Верх-
| няя часть лифт-реактора может заканчиваться в зоне общего кипя-
f щего слоя или примыкать непосредственно к системам циклонов и
t специальным сепарирующим устройствам, обеспечивающим быст-
рое отделение продуктов крекинга от катализатора. Разработкой
технологий и конструкций установок ККФ за рубежом занимаются
фирмы Exxon, Gulf, Kellog, UOP, IFP, Texaco и др. На рис. 2.8 пред-
ставлены несколько вариантов реакторов лифтного типа.
На установке Г-43-107 используется наиболее современная си-
стема реактора лифтного типа и регенератора (см. рис. 2.6).
Процесс каталитического крекинга осуществляется в двух-
фазной системе газ (или пары) — твердое тело. Для аппаратов с
микросферическим катализатором наблюдается несколько состо-
яний двухфазной системы в зависимости от параметров процесса.
При малых линейных скоростях газ или пар проходит через слой
катализатора, фильтруясь через каналы между частицами твер-
дого вещества. Если повысить скорость газового потока, то насту-
пает момент, когда силы газодинамического воздействия стано-
вятся равными массе слоя твердых частиц, которые начинают при
этом хаотично перемещаться друг относительно друга. Дальней-
шее увеличение скорости газа приводит к интенсивному переме-
шиванию и расширению слоя твердых частиц — частицы как бы
“кипят”, образуя псевдоожиженный слой. Эффективность псевдо-
ожижения зависит от многих факторов: плотности, формы, раз-
меров и фракционного состава частиц, характеристик газового по-
тока, конструкции газораспределителей, эжекторов, распыли-
тельных форсунок и других параметров. На практике псевдоожи-
женный слой характеризуется концентрацией твердых частиц,
скоростью начала ожижения, интенсивностью массо- и теплооб-
мена, уносом частиц из слоя, перепадом давления в слое и др. Под
скоростью начала ожижения понимается скорость, которая соот-
ветствует состоянию, когда гидравлическое сопротивление слоя
микросферического катализатора, расположенного в реакторе,
Уравновешивается весом ожижаемого слоя твердых частиц. Рабо-
Чая скорость ожижения с точки зрения эффективного массо- и
67
Процессы переработки нефти
о
з
5
ч
о
ф
Д'
2
о
я
ф
ф
ж
S
СФ
о
о
р,
к
S
2
я
я
о
к©
я
а
к
ч
я
к
5
о
о
ж
Е-
S
ч
я
я
S
я
ф
Я
о
ф
о
к
о
ф
ж
S
S
ч
я
сб
X
3
О
я
я
ф
CU
СО
©j
©
ж
3
ф
о
Е-1
я
«
S
ч
я
я
к
2
ф
я
ф
£
ж
3
3
ж
ф
ж
Ж
<©
©
Г оо
а
*
3
ж
3
ж
К
ж
л
©
©
ч
3
ж
ж
ж
ф
ф
ж
3
©
к
о?
£
ж
©
£
ж
3
3
ч
ж
£
©
ж
50
2
3
К
3
©
3
ч
3
3
ж
©
3
©
©
©
ж
3
3
3
ж
ж
3
3
©
©
ж
о
£
ж
3
ф
3
ч
ч
©
ф
ж
<ф
ж
3
5
3
ж
©
©
ж
3
£
©
<ф
ж
ф
3
ж
3
з »:
Ч 1
3
£ ,'
3
ж
я
ф
ф
*
ч
ж
ж
£
3
«я
3
ч
3
3
ж
©
©
3
3
ж
©
S
3
Ч
° S
68
Раздел II
гтдообмена в 5 раз превышает скорость начала ожижения. Суще-
#ует такое понятие, как качество ожижения. Под этим подразу-
вается равномерность распределения твердых частиц в слое и
вномерность распределения газового потока по сечению. На од-
нородность псевдоожиженного слоя влияют размеры твердых ча-
ОТИН, скорость газового потока, давление в системе, высота и диа-
цетр слоя. С увеличением размера частиц однородность слоя ухуд-
шается.
Рис. 2.9. Узел ввода сырья в прямоточный реактор:
1 реактор; 2 — эжектор; 3 — эрозионностойкий бетон; 4 — тор-
крет-покрытие; 5 — барботер; 6 — дренаж; 7 — напорный стояк
69
Процессы переработки нефти
В процессе псевдоожижения происходит перемешивание тве
дых частиц и газового потока. Чем лучше перемешивание, тем э<
фективнее теплообмен и выравнивание температур контактиру!
щих потоков.
Реактор состоит из следующих частей: узла ввода, лифт-реаз
тора, отстойной зоны, циклонов, отпарной секции, или десорбер
Во многом оптимизация работы установок каталитическо]
крекинга зависит от эффективности ввода сырья и катализатора
лифт-реактор и от скорости отделения продуктов крекинга от к;
тализатора. Ввод сырья и контакт катализатора в прямоточно
лифт-реакторе осуществляется через специальные узлы, принц]
пиальная схема которых показана на рис. 2.9.
Сырье вводится с помощью узла эжекционного типа, выпо;
ненного в виде смесительной камеры с эжектором, который з;
канчивается распределителем потока в виде перфорированно
пластины или решетки. Сырье может вводиться также через н
сколько патрубков, оборудованных устройствами для распыл
ния сырья. Перфорированная пластина и служит для такого ра
пыления сырья на мелкие капли. Чем больше степень его ра
мельчения, тем лучше контакт сырья и катализатора, тем эффез
тивнее используется поверхность катализатора, тем быстрее ci
рье нагревается до температуры реакции и тем быстрее происх
дит крекинг сырья с меньшим временем пребывания в зоне реа:
ции.
В целях исключения быстрого эрозионного износа перфорир
ванные пластины и патрубки выполняются из твердосплавнь
материалов. Для повышения надежности работы узла захвата к
тализатора, поступающего из регенератора в узел смешения, в н
жнюю его часть вводится водяной пар через систему аэрации, bj
полненную в виде кольцевого трубчатого распределителя. За сч
струи сырья, поступающей в распыленном состоянии из эжекц
онного сопла с большой скоростью, возникает сила, захватываз
щая поток аэрированного паром катализатора, и происходит б]
стрый контакт сырья и катализатора с его нагревом до температ
ры реакции. В стояке лифт-реактора за счет газодинамическо
напора создается направленное движение с равномерным распр
делением катализатора.
На современных установках созданы и используются спец
альные конструкции сопел, обеспечивающие степень дисперснс
ти сырья менее 350 мкм и скорость подачи от 1 до 29 м
(рис. 2.10). Для нормальной работы системы каталитическо
крекинга (особенно при использовании тяжелого сырь
необходимыми условиями являются:
70
Раздел II
2 3 4
Рис. 2.10. Форсунки для подачи конденсата (а), шлама (б) и сырья (в):
а) 1 — диафрагма; 2 — сопло; 3—штуцер; 4 — корпус;
б) 1 — сопло; 2 — шток; 3 — завихритель; 4 — корпус;
в) 1 — наконечник; 2 — штуцер; 3 — сопло; 4 — корпус
Сырье
^Водяной
пар
- полное испарение сырья в лифт-реакторе для предотвраще-
ния осаждения на поверхности катализатора жидкостных пле-
нок тяжелой полициклической ароматики, присутствующей в
сырье;
- исключение обратного смешения охлаждаемого катализато-
ра со свежим сырьем, так как в этом случае частицы свежего сы-
рья не будут полностью испаряться, что приведет к увеличению
аремени нахождения сырья на поверхности катализатора и уси-
ленного отложения кокса на его поверхности.
На рис. 2.11 показано влияние конструкции инжектора сырья
®а температуру выхода из реактора и условия ее достижения. Из
Рисунка видно, что идеальные условия испарения и быстрое
лаждение катализатора описываются кривой 1.
71
Процессы переработки нефти
В этом случае в кратчайший момент достигается необходим*
температура, обеспечивается хороший контакт катализатора
сырья, происходит испарение. При этом все испарившиеся комп
ненты сырья подвергаются крекингу в жестких условиях. О
ласть между кривыми 1 и 2 описывает нормальные условия исп.
рения сырья, при которых основная доля тяжелого сырья nj
Рис. 2.11. Влияние степени испарения сырья, определяемая конструкцие
распылителя, на время достижения конечной температуры крекинга.
Степень испарения сырья:
1 — высокая; 2 — средняя; 3 — низкая
контакте с горячим катализатором испаряется, но некоторая е:
часть в частности высококонденсированные ароматические ко]
поненты остается в жидком состоянии и контактирует с поверхн
стью катализатора. В результате охлаждение катализатора прои
ходит более медленно, а это значит, что по высоте лифт-реакто]
неиспарившееся сырье находится в зоне реакции более длител
ное время, что приводит к большему отложению кокса.
Область,лежащая между кривыми 2 и 3, характеризует исхр
ную работу инжекционных устройств, при которых не происх
дит полное испарение сырья, и температура катализатора по bi
соте лифт-реактора снижается медленно. Это приводит к бол
длительному контакту неиспарившегося сырья на поверхнос'
катализатора в более жестких реакционных условиях с усиле
ным отложением кокса.
На некоторых зарубежных установках для распыла жидк
сырья утяжеленного фракционного состава с добавлением маз;
72
Раздел II
Рис. 2.12. Узел ввода сырья утяже-
ленного фракционного состава
используются форсунки, установленные в нижней части лифт-ре-
актора на разной высоте, как это предложено французским инсти-
тутом нефти (IFP) в системе каталитического крекинга типа
“R2R”.
Для более полного испарения сырья была применена система
смешения горячего катализатора и инжекция сырья, обеспечива-
ющая его диспергирование и подачу в суспензию регенерирован-
ного катализатора. Эта система представлена на рис. 2.12.
Для создания оптимальных условий в узле контакта регенери-
рованного катализатора и инжектированного сырья применен
температурный контроль смешения (МТС). Поддержание необхо-
димой температуры смешения для более полного испарения сы-
рья производится циркуляцией регенерированного катализатора
Через золотниковый клапан и регулировкой подачи части свежего
сырья в суспензию катализатора выше места основной подачи. Та-
Кая система препятствует возможности обратного контакта ох-
Лажденного катализатора со свежим сырьем.
Десорбер (отпарная секция). Основное назначение секции де-
сорбера — уменьшение уноса продуктов крекинга из реактора в
Регенератор. Принципиальное устройство десорберов разных ус-
Тановок приведено на рис. 2.13.
73
Процессы переработки нефти
Рис. 2.13. Десорберы различных установок каталитического кре-
кинга:
а — фирмы UOP; б — типа ГК; в — munct i-A/1-М;
г — типа Г-43'10?
Десорбер располагается в нижней части реактора. Для отпар
вания катализатора от углеводородов (продуктов реакции), в и
жнкж> часть десорбера через специальное устройство — бар(
тер — подается водяной пар, который движется навстречу опуса
ющемуся из реактора закоксованному катализатору. Полнота <
парки катализатора от углеводородов — очень важный факте
так как недесорбированные продукты крекинга потребляют ц
своем сжигании много кислорода, и тем самым способствуют I
вышению температуры в регенераторе. Зона десорбции обыч
имеет каскадные тарелки, которые обеспечивают лучший кс
такт катализатора и пара и улучшают отпарку. Скорость водя|
го пара определяется условиями процесса отпаривания н ко®
рукцией десорбера. Расход пара в зону десорбции составлю
3-4 кг на тонну циркулирующего катализатора. Режим работы,
сорберов разных установок приведен в табл. 2-10.
При оптимальном режиме отпарки и оптимальном расходе 1
ра содержание водорода в коксе, отложившемся на катализату
составляет 4,5-5,3% мае. (против 7-10% мае. при неудовлетво|
тельной работе секции отпарки).
Устройство для, пылеулавливания. Обеспечение эффект!
ной и надежной работы систем пылеулавливания — одна из ак
альных технических проблем современного каталитического к
74
Раздел II
Таблица 2.10
Сравнительные характеристики режимов работы десорберов на зарубежных и отечественных установках
43-103 1 470, _ 1 со L 0,89 I о L1L7 40/18 ок П 0,30
ГК 1 470 1 я 2,03 I Я. 27 1 ! 600 1 0,40
> 1-А/1-М О о □- ^1.71 ч 1 ад I 09 о 0,30
Г-43-107 О L 2.17 _ 1 гч 1 ад I гч Я1 0,27
Фирма ПОР 1 532 I 39 Гго| гч оа S/£ 801 0,20
Показатели ГТемпература в десорбере,'С I Удельная плотность потока катализатора, кг/л? ' с | Расход водяного пара, кг/с | | Внутренний диаметр десорбера, м | | Высота десорбера, м | Число каскэдныхтарелок (центральных/псриферийных) Время пребывания катализатора в десорбере, с Скорость водяного пара в зоне десорбции, м/с
75
Процессы переработки нефти
книга. Выход из строя или нарушение нормальной работы сист
мы пылеулавливания может стать причиной дорогостоящих ост
новок и значительных потерь катализатора.
В основном для пылеулавливания в реакторах и регенератор«
используются циклонные аппараты от одной до трех ступене:
Принцип их работы заключается в закручивании потока паров
Газов, проходящих через циклон, в результате чего возник»
центробежная сила, с помощью которой твердые частицы с бол
той скоростью ударяются о стенку аппарата и сепарируются 1
потока, оставаясь в реакторе (или в регенераторе), а продукт
крекинга (или дымовые газы) освобождаются от уносимых часп
катализатора. Эти аппараты должны оказывать минимальное с
противление потоку, иметь минимальные габариты по высоте
диаметру, быть эффективными по фракционированию частиц
обладать высокой износостойкостью. Эффективность пылеула
ливания на отечественных установках, где применяются 3-х ст'
пенчатые системы, достигает 99,9%, а для двухступенчатых ци:
лонов — 97,7-99,8%.
Отделение катализаторной пыли, унесенной продуктам
крекинга после циклонов в ректификационную колонну, прои
водится в нижней части колонны с помощью шламоотбойнь
тарелок и подачи на них орошения для смыва катализатора. С
бранный шлам с низа колонны в виде суспензии подается в р
актор.
Запорно-регулирующие устройства систем транспорт!
катализатора. Для обеспечения необходимого объема циркул
ции микросферического катализатора между реактором и реген
ратором Используется запорно-регулирующая арматура — клап
ны и задвижки. Разновидностью запорно-регулирующей армат
ры являются шиберные устройства различной конструкции (н
пример, как указано на рис. 2.14).
Скорости потока катализатора в рабочем сечении шиберов
клапанов могут достигать 10-15 м/с, что приводит к их эрозионн
му износу. С целью снижения износа рекомендуется перепад да
ления в них поддерживать 0,35-0,40 МПа. Кроме того, горловиз
и клин шибера защищают от эрозии с помощью торкрет-покр
тия на основе корунда по специальной панцирной сетке.
Пропускную способность шибера, или площадь свободного
чения, рассчитывают по формуле:
F = 913G„ / JiP-r .
где F — площадь свободного сечения шибера, м2;
76
Раздел П
1 — подводящий трубопровод; 2 — горловина; 3 — эрозионностой-
кий сплав; 4 — шибер; 5 — направляющие; 6 — кронштейн; 7 — корпус
GTB — циркуляция катализатора, кг/с;
ДР — перепад давления в шибере, Па;
у — плотность катализаторного потока, кг/м5,
В табл. 2.11 приведены характеристики запорно-регулирукк
Щей арматуры, применяемой на отечественных установках кре-
кинга с пылевидным катализатором.
Регенераторы установок каталитического крекинга — это ап-
параты, в которых производиттся выжиг кокса с поверхности ка-
тализатора, поступившего из зоны реакции. Принципиальные ус-
тройства регенераторов, применяемых на отечественных установ-
ках крекинга, представлены на рис. 2,15 (а-г). Они делятся на две
основные группы согласно конструктивному оформлению и схеме
Движения катализатора и газовой фазы.
В Первой группе регенерацию проводят в аппаратах с псевдо-
0^Иж.енным слоем катализатора, разделенных на отдельные сек-
Ции (зоны) вертикальными перегородками (а, б и более наглядно
77
Процессы переработки нефти
Таблица 2.
Условия работы запорно-регулнрующей арматуры
Показатели ГК 1-А/1-М Г-43-107 линия из регенерате* — :ра_
линия из регенера- тора линия нз реактора линия нз регенера- тора
Температура, аС 650 500 600 650
Давление, МПа 0,23 0,16 0,25 0,25
Внутренний диаметр транспортной линии, м 0,40 0,67 6,80 1,0
Внутренний диаметр седла, м 0,25 ОАО ОАЭ
Максимальная массовая скорость потока, кг/с 70 277 277 547
Плотность потока, кг/м’* 480 80 480 480
Перепад давления, кПа 981 343 981 589
Рис. 2.15* Регенераторы отечественных установок каталитической
крекинга:
а — установка типа I-A; б - установка типа 43'103; в — уста-
новка типа ГК; г — установка типа СПКК.
Потоки; I — воздух на регенерацию; II — регенерированный ката
лизатор; III — дымовые газы; IV— закоксованный катализатор
78
Раздел II
—- " ””
изображено на рис. 2.3 для первоначального проектного варианта
регенератора на установке 1-А/1-М).
При этом варианте движение катализатора и воздуха, пода-
ваемых на регенерацию, прямоточное. Выжиг кокса произво-
дится в псевдоожиженном слое, а подача основного количества
воздуха для выжига — в толщу кипящего слоя катализатора
через решетку.
Ко второй группе относятся аппараты, у которых объем псев-
доожиженного слоя катализатора разделен на отдельные секции
горизонтальными перфорированными решетками (рис- 2-15 в, г).
Эти регенераторы имеют противоточное движение воздуха и ката-
лизатора, что хорошо видно на схеме реакторно-регенераторного
блока установки Г-43-107 (см. рис. 2.6). Стекаемый из десорбера
реактора закоксованный катализатор поступает по наклонной
трубе в регенератор и падает на две решетки. Навстречу этому по-
току подается воздух на регенерацию, который образует псевдо-
ожиженный слой в регенераторе и используется для выгорания
кокса; регенерированный катализатор удаляется через нижнюю
часть в узел смешения сырья. Анализ технологических показате-
лей работы показал, что данная схема работы регенератора более
эффективна с точкя зрения полноты выжига кокса, расхода воз-
духа и лучше поддается регулированию.
Так же, как и в ректорах для пылеотделення имеются цикло-
ны, а по выходе из циклонов дымовые газы подвергаются очистке
от пыли на электрофильтрах. При регенерации катализатора вы-
деляется тепло, иногда намного превышающее потребности уста-
новки для нагрева сырья в узле смешения- Утилизация излишне-
го тепла в регенераторе производится паровыми змеевиками, из-
готовленными из специальных сталей, устойчивых к абразивно-
му износу. В некоторых случаях для снятия избыточного тепла
используют выносные теплообменные аппараты, в которых цир-
кулирует часть катализатора из регенератора. В других случаях
понижают температуру подогрева сырья, осуществляют циркуля-
цию легкого газойля. В литературе имеются сведения о регулиро-
вании температуры регенерации за счет подачи во вторую зону ре-
генерации кислородсодержащего регенерационного газа, предва-
рительно сжатого до 0,14-0,35 МПа и охлажденного с помощью
хладоагента (для процесса типа 4*R2R**). IFP запатентовал способ
Рекуперации тепла дымовых газов каталитического крекинга тя-
желого сырья. Катализатор крекинга регенерируют в двух зонах,
Дымовые газы из первой зоны поступают на многоступенчатую
тУрбину, где давление в ступенях снижается по направлению дви-
жения газов. Дымовые газы из второй зоны регенерации направ-
79
Процессы переработки нефти
ляются на другие ступени этой же турбины. Вырабатываемая ту
биной энергия используется для привода воздушного компресс
ра, нагнетающего воздух для регенерации.
На современных отечественных установках, наприм
Г-43-107, тепло газов регенерации используется для выработ!
пара в котле-утилизаторе.
2.7. Направления использования продуктов
каталитического крекинга
Бензин. Основное назначение процесса каталитического кр
кинга — производство бензиновой фракции, обладающей высок
октановой характеристикой и являющейся наряду с риформат
ми каталитического риформинга одним из базовых компонент!
для производства высокооктановых автомобильных бензинов. Т
личный выход этого продукта с к.к. 22ГС при каталитическс
крекинге в зарубежной практике составляет 50-55% мае. В Ра
сии эта фракция ограничивается выкипаемостью до 195аС и вых1
ее составляет 42-48% мае,
В Табл. 2.12 приведен компонентный состав товарных бенз
нов России и развитых стиран мира. Видно, что бензиновые фра
Таблица 2.
Компонентный состав автомобильных бензинов
Содержание компонентов, % об.: Россия США Западная Европа
бутаны 5,7 7 5
риформат 54.1 34 48,2
бензиновые фракции каталитического крекинга 20 35,5 27
изомеризат 1,5 5 5
алкилат 0,3 11,2 5
оксигенаты 0,2 3,6 2
бензиновые фракции прямой перегонки, гидрокрекинга и гидроочистки )3,3 3,1 7,3
бензиновые фракции термических процессов 4,9 0,6 0,5
Октановое число (ОЧ по и.м. + 04 по м.м.)/2 82 89 83
80
Раздел II
дли каталитического крекинга составляют в настоящее время су-
щественную часть автомобильных бензинов» особенно в США
(35,5%)‘ Процесс каталитического крекинга будет и в дальней-
шем развиваться с целью обеспечения высоких выходов бензино-
вой фракции за счет применения более активных и селективных
катализаторов.
Даже сравнительно небольшое изменение октановой харак-
теристики бензина каталитического крекинга (на 0,5-1 пункт)
из-за его большого удельного веса в общем фонде бензинов ока-
зывает значительное влияние на повышение октанового числа
товарных автобензинов- Существует опыт каталитического ри-
формирования тяжелой фракции бензинов каталитического
крекинга для расширения ресурсов высокооктановых компонен-
тов. Например, на Ново-Горьковском НПЗ в состав сырья ката-
литического риформинга вводится 7-15% крекинг-бензина с ус-
тановки КТ-1- Бензины крекинга содержат в своем составе до
30% олефиновых и диеновых углеводородов, Гидрооблагоражи-
вание снижает содержание диеновых на 95%, но одновременно
дрн этом гидрируется до 20% олефинов, что понижает октановое
число бензина крекинга. Известно, что применение модифици-
рованных алюмопалладиевых катализаторов при повышении
температуры гидрооблагораживания до 500’С и давлении водо-
рода до 3 МПа снижает содержание олефинов на 13% и одновре-
менно на 11% увеличивает содержание аренов, что способствует
повышению октанового числа бензина крекинга До 97 пунктов
по и.м.
Каталитический крекинг является одним из основных источ-
ников Получения газообразных углеводородов, на основе кото-
рых развиваются различные процессы производства высокоокта-
новых компонентов автомобильного бензина: алкилата (алкил-
бензина), полимер-бензинов, кислородсодержащих добавок,
трет-бутилового спирта (ТБС), метил-тпретп-бутйлового эфира
(МТБЭ) и др.
Октановые числа этих компонентов составляют 90-95 (алки-
лат), 106 (МТБЭ + ТБС + метанол, изопропанол).
В связи с грядущим повсеместным запретом на приготовление
этилированных бензинов и существенным ограничением содер-
жания ароматических углеводородов в бензинах до 25-30% об., в
бензола до 1% об., возрастает значение таких компонентов то-
варного бензина, как изомеризат и алкилат, Поэтому роль катали-
тического крекинга как поставщика бутан-бутиленовой фракции
сырья процесса алкилирования и производства оксигенатов,
бУДет возрастать.
81
Процессы переработки нефти
Газы каталитического крекинга являются также ценны
сырьем для производства нефтехимических и химических пр
дуктов.
Этан-этилен-овал фракция очищается от сероводорода и в
новном используется как топливо.
Пропан-пропиленовая фракция. За рубежом за счет испол]
зования процесса Димерсол разработки Французского институ!
нефти каталитической димеризацией этой фракции получают вь
сокооктановый компонент бензина, который имеет торговую ма|
ку “Димат”. Октановое число его 81 по м.м. и 96,5 по и.м. Ои ей
ладает высоким числом смешения. Выход Димата составляв
74% об. на исходный пропилен. Пропан, не участвующий в peaj
ции, выделяется как побочный продукт. При внедрении другое
процесса — каталитической олигомеризации пропилена или ej
смеси с бутиленом, получают полимер-бензин с октановым чш
лом по и.м, 93,1 и 82,5 — по м.м.
Фирмой Mobil Oil Corp. (США), разрабатывается процесс ол1
гомеризации пропилена и бутилена в присутствии цеолитсоде]
жащего катализатора ZSM-5 с целью получения бензина, дизеЛ!
ного или реактивного топлива. Причем выход дизельного и peal
тивного топлива составит около 80%. Октановое число бензина п
м.м. — 79, а по и.м. — 92.
Бутан-бутиленовая фракция каталитического крекинг*
Выход ее составляет 13% мае. Самым распространенным проц«
сом переработки бутан-бутиленовой фракции является проце<
сернокислотного или фтористоводородного алкилирования с п(
лучением высокооктанового компонента — алкилата.
Бутан-бутиленовая фракция может использоваться также дл
получения различных полимерных материалов, однако основна
ее назначение — производство высокооктановых компоненте
бензина процессом алкилирования.
Газойлевые фракции. Легкий газойль (фракция 195-270‘С
получаемый при работе на установках с аморфным катализат*
ром, ранее использовался как компонент дизельного топлив*
Содержание ароматических углеводородов в нем достигав
30% мае. С переходом на цеолитсодержащие катализаторы ег
качество по этому показателю резко ухудшилось — содержани
ароматики выросло до 70% мае. Поэтому использовать легки
газойль крекинга в качестве компонента дизельного топлив
возможно, только если в прямогонном дизельном топливе им<
ется запас по цетановому числу и сере. Уже при содержании ет
до 20% топливо не отвечает требованиям ГОСТа по стабильно*
ти и застыванию. Легкий и тяжелый газойли могут использс
82
Раздел II
ватьсЯ в качестве флотореагента при обогащении минералов
йли как один из компонентов для приготовления сортовых ма-
зутов.
Каталитический крекинг остается перспективным процессом,
позволяющим углубить переработку нефти. Развитие процесса
идет а направлении совершенствования катализаторов, подготов-
ки сырья и улучшения конструкций узлов и аппаратурного
оформления. На многих НПЗ России установки каталитического
крекинга реконструируются, идет и строительство новых устано-
вок. На Киришском НПЗ после завершения строительства ком-
плекса гидрокрекинга предусматривается строительство установ-
ки каталитического крекинга.
Использованная литература
ЕЧерниловская И.Е., Прохорова Л.А. //ХТТМ.—
1987. — № 7. — С. 37-47.
2. Корбетт Р . А. // Нефть н газ. —1986. — № 41. — С. 39-52.
3. Хаджиев С.Н. Крекинг нефтяных фракций. — М.: Химия,
1982. — С. 5-30, 49, 132-133, 244 262.
4, С м и д о в ич Е.В. Технология переработки нефти и газа. Ч. 2,—
М.: Химия, 1968. — С. 144-166.
5. “Каталитический крекинг в системе нефтепереработки". Л.: НПО
“Леннефтехим", 1989. (Обзор).
6. Альбом технологических схем процессов переработки нефти и га-
за / Под ред. Б.И. Бондаренко. — M.l Химия, 1983. — С, 37-40.
7. Реферат доклада по нефтепереработке на 12 мировом нефтяном
конгрессе в Хьюстоне (США), апрель-май 1987 г. // ХТТМ. — 1987. —
№ 12. — С. 39.
8. Токарев Ю.И., Коваленко О.В. и др. Гндрооблаго-
ражиаание бензина // Нефтепереработка и нефтехимия: НТИС, — М.:
ЦНИИТЭнефтехим, 1987. -№1,- С. 13-14.
9. Мельникова А.М. Производство и потребление бутиленов в
капиталистических странах // Химическая промышленность. —
1983. — № з. — С. 92-96.
10. Материалы международного симпозиума, проведенного Француз^
ским институтом нефти.- Венеция - декабрь, 1989 г.
11. Ботников Я.А., Герасимов З.В. //ХТТМ. — 1957.
— М2. — С.12-17.
83
Процессы переработки нефти
Раздел Ш.ПРОЦЕСС ГИДРОКРЕКИНГА
НЕФТЯНЫХ ФРАКЦИЙ
На современных нефтеперерабатывающих заводах мира гид
крекинг является главнейшей составляющей глубокой перераб
ки нефти. Гидрокрекинг — процесс переработки различных hi
тяных дистиллятов (реже остатков) под давлением водорода п
умеренных температурах на бифункциональных катализатор!
обладающих гидрирующими и кислотными свойствами. Гидри]
ющие свойства катализатора позволяют получать без образован
кокса продукты, во многом сходные с продуктами каталитическ
го крекинга, но значительно менее ароматизированные, очище:
ные от серы и азота и не содержащие непредельных соединений.
Под воздействием давления водорода, температуры и катал;
затора в процессе гидрокрекинга протекают реакции гидроген
лиза гетероорганических соединений азота, серы и кислорода, г
дрирования нолиароматических структур, раскрытия нафтен
вых колец, деалкилирования циклических структур, расщепл
ния парафинов и алкильных цепей, изомеризации образующихс
осколков, насыщения водородом разорванных связей. Превращ
ния носят последовательно-параллельный характер и обуславл)
ваются природой соединений, молекулярной массой, энергис
разрываемых связей, каталитической активностью катализате]
и условиями процесса.
Процесс осуществляется в двух модификациях:
- легкий гидрокрекинг под давлением водорода от 5 до 10 МП
степень превращения 50-60%;
- глубокий гидрокрекинг под высоким давлением воддрода 1
10 до 20 МПа, степень конверсии 90%. Эта модификация проц,е
са в последние десятилетия ХХ-ro столетия получила широк
развитие. При конверсии сырья 90% и более обеспечивается н
сокий выход продуктов: бензиновой, керосиновой и дизельн»
фракций, практически свободных от серы и азота.
Достоинства гидрокрекинга:
- большая гибкость, позволяющая вести процесс с разной ст
пенью конверсии и направленностью с учетом сезонных колеб
ний спроса на бензин, реактивные и дизельные топлива;
- возможность использования широкого ассортимента сырь
порою трудно крекируемого в процессе каталитического креки
га;
- высокий выход целевого продукта;
- небольшое количество серо- и азотсодержащих соединений
продуктах процесса;
84
Раздел III
- высокая экологическая чистота процесса.
К началу 1999 г. в мировой нефтеперерабатывающей промыш-
ленности на установках гидрокрекинга перерабатывалось
201 млн.т сырья, львиная доля этого объема (более 88,5%) прихо-
дилось на США. Страны Азиатско-Тихоокеанского региона пере-
рабатывали 36,7 млн.т/год, Западной Европы —33,9 млн.т/год,
Ближнего и Среднего Востока — 28,2 млн.т и только на Восточ-
дую Европу и страны СНГ приходилось 7,8 млн.т. Причем в Рос-
сии и а странах СНГ этот процесс практически не внедрен.
Основными зарубежными фирмами-разработчиками этого
процесса в настоящее время являются “Юнокал”, UOP, Shevron. В
Советском Союзе много разработок по гидрокрекингу как низко-
го, так и высокого давления принадлежат ВНИИНП.
В качестве сырья гидрокрекинга используются вакуумные дис-
тилляты широкого фракционного состава, а также остатки сернис-
тых нефтей. Могут использоваться дистилляты и остатки вторич-
ного происхождения (висбрекинга, коксования, термического и ка-
талитического крекингов), однако в сырье ограничивается содер-
жание металлов (никеля и ванадия) — менее 1 рртп, азо-
та — не более 0,12% мае. Коксуемость этого сырья не должна пре-
вышать 0,03% мае. Рассмотрим сущность процесса гидрокрекинга.
3.1. Сущность процесса и химизм реакций,
происходящих при гидрокрекинге
Процесс гидрокрекинга под высоким давлением, или глубо-
кий гидрокрекинг, осуществляется на бифункциональных ката-
лизаторах, содержащих в качестве гидрирующих компонентов
металлы VI и VII групп таблицы Менделеева, чаще всего в виде
оксидов и сульфидов молибдена, никеля, кобальта, ванадия. Кре-
кирующая и расщепляющая функция катализатора обуславлива-
ется кислотными центрами носителя, в качестве которого исполь-
зуются окись алюминия или алюмосиликаты. Аморфные алюмо-
силикаты используются для производства средних дистиллятов,
Цеолитсодержащие — при получении максимума бензиновых
Фракций. Процесс идет в среде высокоочищенного водорода при
Давлении до 20 МПа. В этом процессе происходит одновременное
расщепление молекул углеводородной части сырья и их гидриро»
дание. Отличительной чертой процесса является получение про-
дуктов значительно меньшей молекулярной массы, чем исходное
СЬ1Рье. В этом отношении процесс гидрокрекинга имеет некоторое
сходство с каталитическим крекингом, но его основное отличие —
ато присутствие водорода, который тормозит реакции, протекаю-
85
Процессы переработки нефти
щие по цепному механизму. Поэтому в продуктах гидрокрекин
отсутствуют или содержатся в незначительном количестве ни
птие углеводороды — метан, этан. Гидрокрекингу присущи такя
основные реакции, происходящие при обычной гидроочистке,1
есть гидрирование ненасыщенных углеводородов и удаление се
нистых, кислородных и азотных соединений.
Таким образом, гидрокрекинг как бы сочетает в себе проце
гидрокрекинга с гидроочисткой.
Важнейшими реакциями гидрокрекинга являются:
- разрыв парафиновых углеводородов по связи С-С;
- гидрирование присутствующих в сырье, а также вновь обр
зовавшихся ненасыщенных углеводородов;
- гидродеалкилирование алкилароматических соединений
превращением их в ароматические или раскрытие ароматическ
го кольца с образованием углеводородов парафинового ряда. Во
можно также образование изопарафинов;
- гидрирование моно-, би- н полициклических ароматическ1
соединений;
- крекинг и насыщение кислородных, сернистых и азотисть
соединений по связям С-О, С-S и C-N;
- разложение металлоорганических соединений на металлы
соответствующие углеводороды;
• полимеризация и коксообразование с отложением кокса
поверхности катализатора и в его порах.
Химизм реакций, происходящих при гидрокрекинге, доволь
хорошо изучен. Большой вклад в изучение этой проблемы внес,
ученые России В.Н.Ипатьев, М.С»Немцов, В.И.Каржев, Д.И.Орс
ко, И.В.Калечиц, А,В.Агафонов и другие. Превалирующей рев
цией является реакция разрыва по связи С-С с последующим нас
щением образовавшихся олефинов. Причем разрыв происход]
как правило, посередине (или ближе к середине) молекулы apoi
тических углеводородов. Поэтому в продуктах гидрокрекинга nj
сутствует так мало углеводородов с одним или двумя углеродны
атомами, а преобладают соединения с бдлыпим числом угле]
ных атомов (С. и выше), составляющие основу легких и сред
дистиллятов. Например, при гидрокрекинге декана могут обр
ваться две молекулы нормального пентана или изопентана:
+Н9
сн3-(сн2)е-сн3 —-» 2СНд -(СН2)3-СН3.
+н,
сн3- (снг)8- сн3 —► 2СН3-СН2- сн-сн3.
с'н3
86
Раздел Ш
Олефиновые углеводороды, присутствующие в сырье или об-
разующиеся в результате разложения самого сырья, насыщаются
водородом, молекулы которого активизируются на поверхности
катализатора, превращаясь в протон водорода Н+, например:
сн3- сн=сн~сн3+ 2н—► сн3-сн2-сн2-сн3.
При расщеплении парафинового и олефинового сырья арома-
тические углеводороды не образуются, поскольку реакции кон-
денсации и циклизации в среде высокого давления водорода и в
присутствии гидрирующих катализаторов подавляются. Все ос-
новные реакции гидрокрекинга проходят через образование про-
межуточного углеводородного соединения — карбоний-иона, об-
ладающего зарядом.
Предполагается, что реакция изомеризации нормального пен-
тана обусловлена тем:, что катализатор отщепляет от углеводорода
гидрид-ион водорода, что приводит к образованию карбоний-ио-
на, который затем претерпевает различные изменения и превра-
щается в изопентан.
Изомеризация более тяжелых углеводородов происходит та-
ким же путем, но при этом на катализаторах отщепляется не гид-
рид-ион, а карбоний-ион, в результате происходит образование
нескольких изомеров более разветвленной структуры.
Обычно изомеризация парафиновых углеводородов проходит
через стадию образования олефинов, которые при гидрокрекинге
активнее подвергаются изомеризации. Непосредственно изомери-
зация парафиновых углеводородов может проходить в присутст-
вии более активных изомеризующих катализаторов на цеолитной
основе.
При гидрокрекинге алкилароматических углеводородов под
Давлением до 10 МПа длинные боковые цепи легко отщепляются,
Если гидрокрекинг проводят под высоким давлением, одновре-
менно с отщеплением боковых цепей возможна их изомеризация.
При этом также возможно гидрирование ароматического кольца с
возможным разрывом его по следующему механизму, например:
Z\ ХЧ ____________________/Нз сн;. ,
I ---► ----I --------- снз-снз сн-снг-снэ .
бензол циклогексан метилциклопентан 3-метилпентан
Такая реакция при гидрокрекинге с гидрированием аромати-
^®ского крльца происходит чаще всего, если в бензольном кольце
87
Процессы переработки нефти
имеется боковая цепь. В этом случае гидрирование самого кольц
облегчается. В чистом же виде бензольное кольцо гидрируется :
незначительной степени. При этом повышение температуры про
цесса способствует превращению бензольного кольца в конечно!
результате в изопарафиновые углеводороды.
Гидрирование бициклических ароматических соединений пре
ходит через образование гидроароматических соединений, напри
мер, тетралина. Дальнейшее превращение тетралина идет двумя пу
тями: через образование алкилбензола и декалина в результате гид
рирования второго кольца. В первом случае конечным продукте
превращения является бензол, во втором случае — циклогексан.
алкилбензол бензол
нафталин тетралин
декалин циклогексан
алкил цикло
гексан
Сернистые, азотистые, кислородные, а также метал лоорган:
ческие соединения при гидрокрекинге претерпевают значител
ные изменения. Из сернистых наиболее активны меркаптаны
сульфиды, затем тиофены и бензтиофены.
У меркаптанов происходит прямая деструкция связи C-S
с о
разованием сероводорода и соответствующего углеводорода. А]
матические и алкилароматические сульфиды также претерпе
ют полное превращение. Схематически превращение всех этих
единений можно представить в следующем виде. t
Меркаптаны: RSH+H2 -* RH+H2S,
где R — углеводородный радикал.
Сульфиды: RSR+H2 -* 2RH+H2S.
Дисульфиды: RSSR+3H2 -* 2RH+2H2S.
Степень превращения тиофанов и тиофенов с разрывом колы
значительно ниже и требует более высоких температур и Давлен]
Азотистые соединения
труднее удаляются при гидрокреки
ге, чем сернистые. Их превращения проходят через стадию гидр
88
Раздел III
рования колец с образованием промежуточных продуктов, кото-
рые в итоге расщепляются до соответствующего углеводорода и
аммиака. Азотистые соединения частично превращаются в соеди-
нения меньшей молекулярной массы, которые концентрируются
в продуктах гидрокрекинга, в частности в дизельных фракциях.
Они придают дизельным топливам нестабильный характер, влия-
ющий на их цвет. Уменьшение содержания азотистых соединений
возможно в большей степени только за счет гидрокрекинга под
давлением не ниже 15 МПа. В качестве носителя катализатора в
этом случае лучше использовать алюмосиликат, а не оксид алю-
миния.
Кислородные соединения при гидрокрекинге претерпевают
практически полное превращение с образованием соответствую-
щего углеводорода и воды. Удаление металлов, содержащихся в
сырье в качестве металлоорганических соединений, происходит
также полностью, однако при этом они отлагаются на поверхнос-
ти катализатора, в результате чего необратимо падает активность
катализатора. Полнота удаления ванадия при гидрокрекинге пре-
вышает 95%, а натрия — в два раза ниже. Изложенные основные
химические превращения характерны для всех известных моди-
фикаций процесса гидрокрекинга.
3.2. Основные факторы процесса гидрокрекинга
На эффективность процесса влияют: качество сырья, темпера-
тура, давление, объемная скорость подачи сырья, кратность цир-
куляции ВСГ и концентрация в нем водорода и применяемый в
процессе катализатор, который, прежде всего, выбирается от на-
значения процесса и вида сырья.
Качество сырья оказывает заметное влияние на стабильность
процесса, длительность непрерывной работы и выход продуктов
реакции. Основное требование к сырью, определяющее эффектив-
ность процесса при выбранном катализаторе, — это, прежде всего,
минимальное содержание в нем асфальто-смолистых веществ, ме-
таллов (никеля, ванадия, натрия), а также азота.
Использование дистиллятного сырья, в котором наличие вы-
шеуказанных ингредиентов незначительно, благоприятно сказы-
вается на проведении процесса гидрокрекинга, так как даже при
сравнительно высоких температурах достигается стабильная ра-
бота катализатора без быстрой потери активности. Коксоотложе-
ние на поверхности катализатора минимальное, отравление его
осаждением металлов на поверхности незначительно. К числу ос-
йовных показателей качества сырья относится содержание в нем
89
Процессы переработки нефти ______________________________
азотоорганических соединений, которых не должно быть бо.
0,03% мае, Если содержание азота в сырье выше, требуется п]
менение двухступенчатой схемы процесса с предварительным
азотированием. Азотистые соединения ухудшают расщепл?
щую функцию катализатора, нейтрализуя активные кислотн
центры на его поверхности, при этом резко падает и степень п
вращения. Для компенсации этого приходится проводить проц
При более высоком давлении. Содержание в остаточном сырье
фальто-смолистых веществ выше допустимой нормы приводи
быстрому закоксовыванию и дезактивации катализатора. /]
Полного удаления асфальтенов требуется давление водорода бо.
30 МПа, что значительно усложняет и удорожает процесс.
Температура является определяющей для обеспечения i
или иной степени превращения сырья. Изменяя температур
можно изменить и направленность процесса (максимальное п
изводство бензиновых фракций, реактивного нли дизельного т
лива).
При повышении температуры растет газообразование и сод
жание непредельных соединений в продуктах реакции. Во из
жание этого при повышении температуры надо увеличивать д
ление для обеспечения приемлемой длительности работы ката,
затора. Температура оказывает влияние и на качество выраба1
вяемых продуктов. Реакции расщепления и изомеризации hj
параллельно, но с разными скоростями. С повышением темпе
туры процесса степень изомеризации продуктов возрастает и i
430‘440”С она максимальна. При дальнейшем повышении тем
ратуры она падает, так как при этом ускоряются реакции расщ
ления. В то же время высокая температура процесса способств;
более полному удалению сернистых и особенно азотистых сое,
нений.
Как правило, температура процесса определяется качест(
перерабатываемого сырья, глубиной его превращения и каче
вом вырабатываемых продуктов.
При свежем катализаторе температуру в евнзи с высокой i
тивностью катализатора поддерживают на более низком уров
По мере падения его активности для обеспечения конверсии
том же уровне температуру поднимают. Возрастание рабочей i
цературы в единицу времени, необходимое для обеспечения
данной глубины конверсии сырья, характеризует скорость ст;
ния или дезактивации катализатора: чем она ниже, тем более
билен катализатор.
Давление определяет возможность переработки различ)
видов сырья. Диапазон применяемых давлений в процессе ги.
90
Раздел Ш
!фекинга довольно широк — от 7 до 20 МПа. Для достижения од-
дой и той же конверсии при гидрокрекинге дистиллятного сырья
требуется меньшее давление, чем для остаточного.
При двухступенчатом крекинге и практически 100%-й кон-
версии, давление выбирается большим, чем при конверсии
60-80%. Как правило, для обеспечения выработки бензиновых,
jcepocHHOBbix и дизельных фракций одновременно, в современных
дродессах гидрокрекинга поддерживается более высокое давле-
дде — 15-18 МПа, особенно, если речь идет о высокоароматизиро-
ванном сырье с большим содержанием непредельных углеводоро-
дов, серы и азота. Высокое давление обеспечивает достаточную
степень превращения такого сырья и получение качественных
продуктов. Повышение давления до 15-20 МПа обеспечивает дли-
тельную работу катализатора (2-3 года), так как при этом подав-
ляются реакции, способствующие коксообразованию и отложе-
нию кокса на его поверхности. Снижение давления ухудшает гид-
рирование ароматики, Что также способствует дезактивации ка-
тализатора за счет образования Продуктов уплотнения.
Таким образом, повышение давления всегда улучшает показа-
тели работы установок гидрокрекинга: увеличиваются выходы
целевых продуктов и длительность работы катализатора, повы-
шается степень удаления сернистых и азотистых соединений, воз-
растает глубина гидрирования ароматических углеводородов. Од-
нако при этом увеличивается расход водорода, повышается стои-
мость применяемого оборудования.
Объемная скорость подачи сырья — это объем сырья, пода-
ваемого в единицу времени, приходящийся на весь объем катали-
затора в реакторе. Чем больше объемная скорость, тем меньше
глубина превращения, так как при этом меньше время контакта
сырья с катализатором и, наоборот, чем меньше объемная ско-
рость, тем больше степень превращения, но при этом больше кок-
соотложения на катализаторе и быстрее происходит его дезакти-
вация. Это в какой-то степени аналогично повышению температу-
рь! в процессе. Максимально допустимую объемную скорость оп-
ределяют для каждого вида сырья. Для гидрокрекинга дистил-
лятного сырья она поддерживается на уровне 0,7-1 чл.
Расход циркулирующего водородсодержащего газа. (ВСГ) и
концентрация в нем водорода наряду с давлением влияют на сте-
пень превращения н глубину реакций гидрирования. Расход цир-
кулирующего газа выражается в м3 водорода, приходящихся на
°ДИн м- подаваемого жидкого сырья. Это соотношение а производ-
^енных условиях варьируется в пределах 500-1200 нм3/м5 сы-
При снижении этого показателя ниже 500 катализатор мо-
91
Процессы переработки нефти
жет преждевременно осмоляться и дезактивироваться вследств]
недостатка водорода и снижения степени гидрирования сырья
продуктов реакции. При одной и той же кратности циркулящ
ВСГ повышение концентрации водорода в нем увеличивает па
циальное давление водорода и ведет к улучшению гидрирован!
продуктов реакции.
Катализаторы, Применяемые в процессе гидрокрекин
должны отличаться высокой стабильностью, длительным сроке
службы и обеспечивать высокую глубину превращения сырья
удаление максимального количества сернистых и азотистых с
единений. Выбор катализаторов зависит, прежде всего, от напрв
ленности процесса, качества применяемого сырья (дистиллята
или остаточное) и заданной глубины конверсии. ;
В современных процессах наибольшее распространение под
чили бифункциональные катализаторы, содержащие в качест
гидрирующих компонентов металлы (молибден, кобальт, никед
ванадий). Носителями могут являться либо окись алюминия, ли
алюмосиликаты. Аморфные алюмосиликаты применяются бод
шей частью для производства керосиновых и дизельных фракцй
цеолитсодержащие катализаторы используют в производстве б<
зииов. Аморфные катализаторы обеспечивают более высокую (
лективность по выходу среднедистиллятных фракций и более и
сокую стабильность по выходу и качеству продуктов в течение в
го периода работы, чем цеолитсодержащие. В то же время одна и
же глубина конверсии достигается при более низкой температ)
(на 20-ЗОаС) на цеолитсодержащих катализаторах, что дает в
можиость уменьшить применяемый объем катализатора.
Для получения в качестве целевого продукта реактивного т<
лива, что требует глубокого гидрирования ароматических сое,
нений, на предварительной стадии могут использоваться под
функциональные катализаторы гидроочистки — S-424 (компан
Shell), ТК-561 (компания Haldor Topsoe).
Для производства средних дистиллятов компания UOP пр
лагает аморфные катализаторы ДНС 2, ДНС-6 н ДНС-8. Поел
ний является современным катализатором гидрокрекинга, в кд
ром носителем служит осажденный алюмосиликатный матери
Кислотность и пористость в этом катализаторе оптимизируются
затем добавляются металлы таким способом, который позвол;
получить оптимальную эффективность гидрирования. По срав
нию с ранее выпущенными катализаторами ДНС, этот катали
тор имеет улучшенные характеристики: меньшую скорость Т|
пературной дезактивации, лучшую активность при вырабо
средних дистиллятов.
92
Раздел III
Для повышения глубины превращения углеводородного сы-
рья на первой ступени гидрокрекинга катализатор в реакторе рас-
полагается слоями. В верхней части реактора располагают ката-
лизатор предварительной очистки сырья от серы и азота. Фирма
Shell разработала новый катализатор первой ступени гидрокре-
кинга Z-713, который в сочетании с катализатором С-425 обеспе-
чив^1* повышение его стабильности. Для обеспечения высокой
Избирательности катализатора второй ступени гидрокрекинга по
отно!ЯеНИЮ к средним дистиллятам и высокой активности при
крекинге тяжелых фракций та же фирма разработала комбиниро-
ванный катализатор Z-603. Испытания его в схеме с рециркуля-
цией остатка показали» что он обладает лучшей стабильностью и
активностью по сравнению с полностью цеолитным или полно-
стью аморфным катализаторами.
3.3* Технологии процесса гидрокрекинга
В промышленных условиях процесс гидрокрекинга осуществ-
ляется как в одноступенчатом, гак и в двухступенчатом варианте.
Для производства топливных дистиллятов из прямогонного сы-
рья обычно используют одноступенчатый гидрокрекинг с рецир-
куляцией остатка, совмещая в одном реакторе процессы гидро-
очистки, гидрирования непредельных и ароматических углеводо-
родов и гидрокрекинга. При этом варианте в зависимости от каче-
ства сырья достигается меньшая степень превращения по сравне-
нию с двухступенчатым вариантом, в котором гидроочистка и ги-
дрирование осуществляются в одном реакторе (первая ступень), а
гидрокрекинг во втором реакторе (вторая ступень). Этот вариант
обеспечивает более высокую глубину превращения (90% и более),
и в зависимости от качества сырья используется для производства
как бензиновых, так и реактивных и дизельных фракций. Про-
цесс проводится, как правило, при высоких давлениях.
К настоящему времени имеется значительное число разработок
схем гидрокрекинга ведущих американских нефтяных фирм —
UOP, Shevron, а также Французского института нефти (IFP) и ря-
да Других известных фирм. Имеются схемы гидрокрекинга и у оте-
чественных разработчиков, не уступающие по эффективности за-
РУбе^ным. Однако внедрение этого процесса в отечественном ва-
рианте пока сдерживается, хотя и требует значительно меньше
лоясений, чем по лицензиям зарубежных фирм. В стране не нала-
®а° Серийное производство оборудования для гидрокрекинга —
™кторов? теплообменного оборудования, арматуры для высоких
^“Лений, а также систем контроля и управления процессом. Кро-
93
Процессы переработки нефти
ме того, существующая система взаимоотношений между заказ1
ком и подрядчиком, начиная от разработки регламента на проц*
проектирование, комплектацию оборудования, чрезвычайно г
моздка, сложна и для реализации требует значительного време;
Поэтому в настоящее время заказчикам для ускорения внедре!
процесса предпочтительнее разработки зарубежных фирм.
До последних лет в России эксплуатировалась лишь одна ус
ковка гидрокрекинга на предприятии ‘‘Уфанефтехим”. В наст
Щее время идет строительство установок гидрокрекинга на
скольких предприятиях, в том числе на Киришском НПЗ — в
ставе комплекса глубокой переработки мазута.
3.4. Комплекс глубокой переработки мазута
Строительство такого комплекса на Киришском НПЗ начат
2001 г., окончание намечено на 2004 г.
Назначение комплекса — углубление переработки нефти
топливному варианту с получением дополнительного количес*
бензиновых, керосиновых и дизельных фракций.
В комплексе используются технологии гидрокрекинга из о1
стки кислых стоков по лицензиям фирмы Shevron, техноло!
висбрекинга фирмы Shell.
В состав комплекса входят следующие блоки: вакуумной пе
гонки мазута, конверсии вакуумного газойля по схеме двухступ
чатого гидрокрекинга под высоким давлением, конверсии тяж
го вакуумного остатка в секции висбрекинга, очистки сточных,
производства и концентрирования водорода. Такая схема углу
ния переработки предусматривает достаточно высокую гибк<
процесса, что позволяет в зависимости от конъюнктуры рынка ]
изводить максимальное количество либо реактивного, либо диз
ного топлива, либо того и другого вместе в оптимальных колич
вах с высокими технологическими и экологическими свойства!
Мощность комплекса по мазуту составляет 4,8 млн.т в ]
Принципиальная блок-схема представлена на рис. 3.1.
По этой схеме тяжелые остатки с установок атмосферной п
гонки нефти подвергаются вакуумной разгонке в высокопроизв
тельной вакуумной колонне с получением легкого и тяжелого bi
умных газойлей — сырья установки гидрокрекинга и тяжелого
куумиого остатка, подвергаемого термическому крекингу на б.
висбрекинга. При конверсии вакуумных газойлей вырабатыва
газы, легкая и тяжелая нафта, реактивное и дизельное топли:
результате висбрекинга вырабатываются углеводородные газы,
зин, а остаток висбрекинга, смешиваясь с фракцией гидрокрек]
94
Раздел III
Рис. 3.1. Блок-схема комбинированной установки
95
Процессы переработки нефти
выкипающей выше 240С, используется как котельное топлш
Бензиновая фракция висбрекинга после глубокой очистки от серн
стых соединений за счет гидрирования на блоке гидроочистки одн<
из установок каталитического риформинга в смеси с прямогоняьп
фракциями подвергается ароматизации и направляется на компау
дирование для приготовления товарных автобензинов.
Поскольку для обеспечения глубокого гидрокрекинга требу?
ся значительное количество водорода, в схеме комбинирована
установки предусмотрен паровой риформинг для выработки вод
рода и блок его концентрирования. Попутным продуктом это
блока является вырабатываемый углекислый газ в виде “сухо
льда”. Для обеспечения защиты окружающей среды от выброс
сернистых соединений и аммиака в схеме предусмотрены бло|
отпарки кислых стоков вакуумной дистилляции, висбрекинга
получением на нем сероводорода и очистки кислой воды с yc’i
новки гидрокрекинга с получением сероводорода для производи
ва элементарной серы и аммиака в качестве товарного продукта
Секция вакуумной перегонки
Технологическая схема секции вакуумной перегонки мазу
определена свойствами перерабатываемого сырья и Требования!
к вырабатываемой продукции — легкого и тяжелого вакуумна
газойля (ЛВГ и ТВГ) — сырья гидрокрекинга, а также вакуума
го остатка — сырья висбрекинга. В связи с этим принята одно!
лонная схема вакуумной перегонки мазута с четырьмя боковы!
отводами и подачей водяного пара в низ колонны. ]
В концентрационной части вакуумной колонны предусмотри
использование высокоэффективных контактных устройств, оЯ
печивающих высокую четкость погоноразделения и минималья
гидравлическое сопротивление, таких как регулярные насал
фирмы “Зульцер” марок Меллопак или Меллоград. В отгонной ч
сти используются решетчатые тарелки, обеспечивающие высок]
степень контакта мазута и отпаривающихся паров. Вакуумная |
лониа в концентрационной и отгонной части имеет двойной д|
метр — 7000/10000 мм и 5500/2500 мм соответственно. Выс4
цилиндрической части колонны 43 м. В концентрационной ча<
колонны установлено 6 слоев насадки типа Меллопак, Выс4
(первая цифра) и диаметр (вторая) слоев насадки (в мм), считая
верха колонны, следующие: 1300/4400; 1700/7000; 1300/701
1800/10000; 1300/10000; 1000/10000. 1
Принципиальная технологическая схема вакуумной секя
комбинированной установки представлена на рис. 3.2 (а — г). Д
96
Раздел III
досферный остаток, поступающий с установок первичной перера-
ботки нефти, разделяется на два потока, подогревается в теплооб-
менниках Т-1/1, Т-1/2 теплом легкого вакуумного газойля, в
T-2/L Т-2/2 — теплом тяжелого вакуумного газойля и поступает
в емкость Е-1, которая изолирована от атмосферы и связана с топ-
ливной и факельной системами (рис. 3.2 а). Предварительно подо-
гретое сырье, насосом Н-1 подается двумя потоками через тепло-
обменники Т-3/1+Т-7/1, Т-3/2+Т-7/2 соответственно, где нагрева-
ется теплом легкого вакуумного газойля (Т-3/1, 2), тяжелого ва-
куумного газойля (Т-4/1, 2; Т-6/1,2) и вакуумного остатка (Т-5/1,
2; Т-7/1, 2). Далее атмосферный остаток двумя параллельными
потоками подается в печи П-1 и П-2 (рис. 3.2 6} для окончательно-
го нагрева перед входом в вакуумную колонну.
Вакуумные печи, каждая тепловой мощностью 125,7 кДж/ч,
для утилизации тепла отходящих газов и повышения КПД осна-
щены расположенными в конвекционных секциях системами вы-
работки и перегрева пара низкого и среднего давления. Тепло ухо-
дящих после пароперегревателей дымовых газов используется
для нагрева воздуха, подаваемого в печь к форсункам для сжига-
ния топлива. В зависимости от расхода потока сырья в каждую
печь во избежание повышенного коксообразования в радиантных
трубах в каждый поток подается водяной пар, что способствует
турбулизации потока и повышению его скорости. Подача пара
производится через клапаны КРГ и КР2. Нагретый до 410-42СГС
атмосферный остаток также двумя потоками направляется в эва-
Порационное пространство вакуумной колонны К-1 (рис. 3.2 в).
Под первым, вторым, четвертым и шестым слоем насадки ус-
тановлены глухие тарелки с переливными устройствами, с кото-
рых производится забор легкого и тяжелого вакуумных газойлей
Для организации циркуляционных орошений и регулирования
температур в этих секциях с выводом балансовых потоков в каче-
стве сырья гидрокрекинга.
Забор жидкости с глухой тарелки 6-ой секции с возвратом ее
После охлаждения производится для предотвращения попадания
в тяжелый вакуумный газойль, отбираемый с глухой тарелки
4~ой секции, высокосмолистых фракций, а также с целью предот-
вращения закоксовывания контактных устройств в последней
О'Ой секции. Часть этого продукта подается также в отпарную
свкцию колонны на решетчатые тарелки.
В состав блока вакуумной перегонки входит соответствующее
количество теплообменной аппаратуры для утилизации тепла от-
ХоДящих продуктов и предварительного нагрева поступающего
сЫрья, две печи для нагрева мазута до температуры 420-425'С и
97
'ис. 3.2. Технологическая схема вакуумной секции комбинированной установки гидрокрекинга:
ТОТ
I
система охлаждения полученных продуктов и схема создания вакуума
Тяжелый остаток висбрекинга насмешение
ЛВГ на гидрокрекинг
Вакуумный дистилят
ТВГ на гидрокрекинг
Котельное топливо в товарный парк
а?
g£ М
Нефтепродукт-разбавитель______
котельного топлива из промпарка
ЛВГ в промпарк________________
(Водяной пер сред»
Фракция >240°С гидрокрекинга
тегиэт-г/1-2
ЛВГотМ-10
ТВГ а пром парк
J]] L-A't'Vd
DOT
ЛВГ во 2-и секция
Голодное орошение
Атмосферный остаток из печей
|ТВГвсырье
гидрокрекинга
tBT нв охлаждение
Циркуляционное
орошение
X
СП
ЛВГ на охлаждение
и в секцию висбрекинга
Вакуумный дистиллят - на охлаждение
и в промпарк
Вакуумный дистиллят - колодное орошение
Парогазовый продукт в систему охлаждения и эжекцни
пшфэн nxwonttdadau n33ahod[{
Процессы переработки нефти
выработки пара. Тепло дымовых газов используется также да
подогрева воздуха.
Для гарантированного отбора вакуумного дистиллята необх
димого качества (не менее 60%), применяется двухступенчатая <
стема создания глубокого вакуума в колонне. Принципиальная с:
ма охлаждения потоков вакуумной колонны и схема создания j
куума с помощью паровых эжекторов представлены на рис. 3.2
По этой схеме парогазовый продукт с верха К-1 проходит конден
цию в водяном холодильнике Т-16, на вход которого подается ин
битор коррозии. В этом холодильнике часть паров конденсирует
и жидкость из него поступает в барометрическую емкость Е-2.1
сконденсировавшиеся пары и газы отсасываются паровым эжек
ром первой ступени Э-1 и подаются в промежуточный конденсат
холодильник второй ступени Т-17, откуда конденсат собираете;
барометрической емкости Е-2. Оставшаяся часть паров и газов р
ложения отсасывается из Т-17 эжектором второй ступени в конд
сатор Т-18, из которого конденсат также сливается в Е-2. Часть
зов разложения из Т-18 может рециркулировать на прием эжек
ра Э-1, основная же часть вместе с жидкостью собирается в Е-2,
происходит отделение кислой воды и нефтепродукта от газов pas
жения. Последние в целях снижения экологической вредно
сжигаются в нагревательных печах вакуумной колонны П-1 и .
через специальные горелки. Нефтепродукт, уловленный в Е-2,
качивается насосом Н-13 как некондиционный и может иепол!
ваться по разным направлениям. Кислая вода откачивается н:
сом Н-12 в секцию очистки от сероводорода и аммиака. Описа
работы этой секции приведено ниже.
Действующая система двухступенчатых эжекторов обеспе
вает создание в колонне глубокого вакуума, и выделение ваку
ного газойля в заданном для секции гидрокрекинга количеств
качестве. Для создания соответствующего вакуума с помощью
ровых эжекторов используется пар с давлением не менее 1 МП
Остаток с низа вакуумной колонны, отдав тепло для наг]
поступающего в колонну сырья, подается в нижнюю часть ко.
ны для снижения коксообразования и регулирования темпер
ры низа, а балансовый поток поступает в секцию висбрекинг
Материальный, баланс вакуумного блока:
Поступило: % мае.
Сырье — атмосферный остаток >350'С 100,00
Водяной пар 4,99
Итого: 104,99
Получено:
Легкий вакуумный газойль 19,56
102
Раздел III
Тяжелый вакуумный газойль
Гудрон
Газы разложения
Кислая вода
Итого:
40,71
39,68
0,06
4,98
104,99
Секция гидрокрекинга
Технологическая схема двухступенчатого гидрокрекинга раз-
работана фирмой Shevron. Она включает два реакторных блока
первой и второй ступеней, блоки ректификации и извлечения лег-
ких головных фракций.
Двухступенчатая схема обеспечивает более глубокую конвер-
сию вакуумного газойля с целью получения оптимальных коли-
честв средних дистиллятов и нафты. В первой ступени происходит
удаление сернистых и азотистых соединений из сырья и частич-
ная конверсия (примерно 30%) с образованием средних и легких
дистиллятов. В этой же ступени гидрируется значительное коли-
чество имеющихся в сырье ароматических соединений. Все это со-
здает благоприятные условия для проведения конверсии во вто-
рой ступени гидрокрекинга. Блок ректификации этой секции
обеспечивает разделение продуктов гидрокрекинга. Продукты, не
подвергшиеся конверсии в первой ступени, поступают в реактор
второй ступени. Во избежание накопления полициклических аро-
матических соединений в рециркулирующих потоках реактор-
ных блоков второй ступени, предусмотрен постоянный вывод не-
которого их Количества за пределы секции на смешение с тяже-
лым остатком висбрекинга, которое производится в вакуумной
секции комбинированной установки.
В реакторе второй ступени проводится гидрокрекинг рецирку-
лирующего потока с образованием легких продуктов при высокой
избирательности процесса.
В процессе применяются аморфные и цеолитные катализато-
ры, обеспечивающие повышенный выход требуемых продуктов,
Регулирование их качества.
Принципиальная схема секции гидрокрекинга комбинирован-
ии установки представлена на рис. 3.3 (а-г). Сырье из промпар-
Ка вакуумной секции комбинированной установки подогревается
®а счет тепла тяжелой нафты, керосиновой и дизельной фракций,
Уходящих из соответствующих стриппингов фракционирующей
Холонны (рис. 3.3 б), и далее насосом Н-1 (рис. 3.3 а) подается в
Узел смешения с циркулирующим ВСГ, нагнетаемым компрессо-
103
104 105
К реактору втором
ступени Р-2
Рис. 3.3. Дришдипиапьш^д С£КЦНИ_гидродРёудАнгй дад^инидао^н^ой установки:
Процессы переработки нефти ____ Риддел III
Процессы переработки нефти
I
сгелш <6гх1киионигювания продуктов гидрокрекинга
106
Раздел III
схежа извлечения легких углеводородных газов
107
Процессы переработки нефти
ром ЦК-1. Водородсодержащий газ подогревается перед подаче]
узел смешения в теплообменнике Т-2 теплом паровых продук!
сепаратора высокого давления С-1. Смешанная газопродуктоа
смесь для дальнейшего нагрева проходит через теплообмении
Т-1, где подогревается за счет горячей газопродуктовой сме<
уходящей из реактора первой ступени Р-1. Конечная температу
газосырьевой смеси, необходимая для проведения реакций гид]
обессеривания, гидродеазотирования и гидрокрекинга в реактс
первой ступени, достигается прохождением газосырьевой смв
через нагревательную печь П-1. Перед входом в реактор пери
ступени газосырьевая смесь подогревается до 420-450"С и посту!
ет в верхнюю часть реактора, где проходит несколько (5) слоев!
тализатора. В реакторе первой ступени происходит удаление i
ры, азота и частичная конверсия вакуумного газойля с образоа
нием средних дистиллятов и более легких продуктов. Посколь
эти реакции проходят со значительным тепловым эффектом, Д
снятия тепла и регулирования температуры по слоям в реакт
между слоями катализатора вводится часть холодного ВСГот Ц1
куляционного компрессора ЦК-1, основное его количество ил
через теплообменник Т-2 в узел смешения с сырьем.
Продукты реакции из Р-1, отдав тепло в теплообменниках Т
поступают в парогенератор ПГ-1, где тепло продуктов использу,
ся для выработки пара среднего давления и, охладившись до T]
буемой температуры, направляются в горячий сепаратор высока
давления С-1, где происходит разделение газопродуктовой см4
реактора первой ступени на жидкую и парогазовую фазы. Парса
зовая смесь отдает свое тепло вначале в теплообменнике Т-3 (pl
З.Зв) для нагрева жидких продуктов из сепаратора С-3 низк,
давления, далее — для нагрева циркулирующего водорода в теп|
обменнике Т-2 (рис. 3.3а), и охлажденная поступает в сепарая
высокого давления холодных продуктов С-2, предварительно до<
ладившись в воздушном конденсаторе-холодильнике ВХ-1. Пе|
воздушным конденсатором из емкости для закачки воды Е-1 ня
сом Н-2 в поток вводится некоторое количество воды с целью I
ключения отложения солей бисульфида аммония в холодильня
и на выходе из него. Для предотвращения отложения солей и об|
зования цианидов сюда же может подаваться полисульфид —
гибитор.
В сепараторе холодных продуктов С-2 происходит разделен
на ВСГ, жидкие углеводороды и воду. Кислая вода по уроя
сбрасывается в секцию очистки. Водородсодержащий газ че]
промежуточный сепаратор для отбора проб Е-2, где происхоЯ
улавливание унесенной с газом жидкости, поступает в абсор|
108
Раздел III
д.1 высокого давления, где 25%-м раствором диэтаноламина
(ДЭА) из газа удаляется сероводород. Очищенный от сероводорода
рСГ через приемный сепаратор Е-3 поступает на прием циркуля-
? ционного компрессора ЦК-1. Насыщенный раствор ДЭА с низа аб-
: сорбера А-1 направляется на регенерацию, после чего насосом Н-3
возвращается в верхнюю часть абсорбера. Жидкие продукты из
емкости Е-2 и сепаратора холодных продуктов высокого давления
С-2 направляются в сепаратор холодных продуктов низкого дав-
ления С-3 (рис. З.Зв).
Жидкий продукт из горячего сепаратора высокого давления
С-1 через паровую турбину для рекуперации энергии ПТ-1 на-
правляется в горячий сепаратор низкого давления С-4 (рис. З.Зв),
куда одновременно поступают и горячие жидкие продукты из се-
паратора высокого давления С-5 (рис. 3.36) второй ступени. На пе-
ретоках из горячих сепараторов высокого давления С-1 первой
ступени и С-5 (рис. 3.36) второй ступени к горячему сепаратору
жидких продуктов низкого давления С-4 установлены паровые
турбины ПТ-1 и ПТ-2 (соответственно рис. 3.3 а, б), которые гене-
рируют электроэнергию за счет снижения давления потоков. Эле-
ктроэнергия используется для питания сырьевых насосов секции
гидрокрекинга.
Сепараторы С-3 и С-4 (рис. З.Зв) — это промежуточные емкос-
ти для сбора жидких продуктов реакторов первой и второй ступе-
ней перед подачей их в отделение фракционирования.
Жидкие продукты из сепаратора С-3 нагреваются в теплооб-
меннике Т-3 теплом продуктов реакции, уходящих с Верха сепа-
ратора С-1 первой ступени, далее смешиваются с жидкими про-
дуктами из сепаратора С-4, подогреваются в теплообменниках Т-4
теплом продуктов из реактора второй ступени Р-2 (рис. 3.36) после
отдачи ими тепла потоку сырья, поступающему на вторую сту-
пень реакции. Перед входом в печь П-3 подогреваются теплом ни-
жнего продукта фракционирующей колонны К-1 в теплообменни-
ках Т-5. Нагретые продукты обеих ступеней реакции направляют-
ся на фракционирование в колонну К-1, оборудованную 53-мя
Ректификационными тарелками и тремя колоннами для отпарки
тяжелой нафты К-1/1, керосиновой фракции К-1/2 и дизельной
Фракции К-1/3. Диаметр колонны 7,4 м, высота 51,5 м.
Во фракционирующей колонне производится разделение про-
дуктов, прошедших первую и вторую ступень гидрокрекинга, на
Легкие углеводородные фракции (легкая и тяжелая нафта), керо-
синовые и дизельные фракции. В результате разделения в нижней
^исти колонны К-1 находится тяжелый продукт, который не под-
ВеРгся полному гидрокрекингу в первой ступени. Выше указыва-
109
Процессы переработки нефти
лось, что в первой ступени реакции проводится в основном гидр
обессеривание и гидродеазотирование сырья, а гидрокрекин
подвергается лишь около 30% мае. сырья. Поэтому нижний пр
дукт фракционирующей колонны К-1 насосом Н-2 прокачивает
для отдачи тепла в рибойлере Т-11 колонны отпарки керосина,
теплообменнике Т-5 подогревает сырье колонны К-1 и далее с те
пературой 280-290°С направляется на вторую ступень реакц»
(рис.3.36), где питательным насосом Н-3 подается в узел смет
иия с циркулирующим ВСГ, нагнетаемым компрессором ЦК-
Далее газосырьевая смесь подогревается в теплообменнике Т
продуктами реакции, уходящими из реактора Р-2 второй стуг
ни, и подвергается окончательному нагреву до необходимой те
пературы реакции в нагревательной печи П-2, обслуживающ
вторую ступень реакции. Нагрев в печи производится до темпе]
туры 420”С, после чего газосырьевая смесь входит в верхтп
часть реактора второй ступени Р-2. Подогрев водорода, идущ»
на смешение с сырьем, производится в теплообменнике Т-8 го]
чими продуктами, уходящими с верха сепаратора С-5 высок»
давления, и в теплообменнике Т-6 продуктами, уходящими из i
актора второй ступени Р-2.
В реакторе протекают те же реакции, что и в первой ступени
исключением гидрообессеривания и гидродеазотирования, к<
рые прошли в первой ступени. Реактор загружен 4-мя слоями
тализатора, регулирование температуры между слоями осуще»
ляется подачей холодного ВСГ от циркуляционного компресс»
ЦК-2. При некоторых режимах работы (например.
при
мак
мальном выходе дизельного топлива) тепловой эффект незнач:
лен и ВСГ для снятия тепла между слоями может не подавать
Выходящая из реактора газопродуктовая смесь отдает свое те1
в теплообменнике Т-7 для нагрева сырья перед печью П-2, в теп
обменнике Т-6 для нагрева ВСГ, в теплообменнике Т-4 для наг
ва сырья фракционирующей колонны К-1, после чего направли
ся в парогенератор ПГ-2 для выработки пара среднего давлея
Из парогенератора частично охлажденные продукты реакции
правляются в сепаратор горячих продуктов С-5 высокого да
ния. Отсюда жидкая часть через паровую турбину ПТ-2, генер:
ющую электроэнергию за счет снижения давления, направля
в сепаратор горячих продуктов низкого давления С-4.
Парогазовая смесь с верха сепаратора С-5, охладившись в
лообменнике Т-8, поступает в воздушный конденсатор-холо;
ник ВХ-2 и далее — в сепаратор высокого давления С-6 для р
ления. Жидкий продукт направляется в сепаратор низкого д
иия холодных продуктов С-3 (рис. З.Зв), где смешивается с
110
Раздел III
дуКтами первой ступени реакции. Водородсодержащий газ с вер-
ха сепаратора С-6 направляется в контур циркуляции.
С верха колонны К-1 легкие углеводородные фракции охлаж-
даются в воздушном конденсаторе-холодильнике ВХ-3, водяном
холодильнике Х-1 и поступают на разделение в рефлюксную ем-
кость Е-4, откуда часть жидкого продукта иасосом Н-4 возвраща-
ется для орошения колонны, а балансовый избыток откачивается
в промежуточный сепаратор жидкой фазы С-7 (рис. 3.3г) в виде
легкой нафты. Туда же направляется и газовая фаза из емкости
орошения Е-4. Отстоявшаяся в емкости вода подается в Е-1 (рис.
3.3а) для подачи ее насосом Н-5 перед воздушным холодильником
ВХ-1.
С 40-й тарелки колонны К-1 производится отбор тяжелой наф-
ты с последующей ее отпаркой в стриппинг-колонне К-1/1, осна-
щенной 10-тыо ректификационными тарелками. Легкие фракции
с верха отпарной колонны подаются на вышележащую тарелку
колонны К-1. Необходимое для отпарки тепло вносится в К-1/1
посредством циркуляции нижнего продукта через рибойлер Т-9,
обогреваемый теплом циркуляционного орошения К-1, подавае-
мым насосом Н-5 с 15-ой тарелки колонны. Отпаренная от легких
углеводородных фракций тяжелая нафта удаляется из секции ги-
дрокрекинга для возможного ее компаундирования с керосиновой
фракцией, либо откачивается как компонент сырья совместно с
бензиновой фракцией других установок первичной перегонки для
облагораживания их на установках каталитического риформинга
с целью повышения октанового числа. Откачка нафты из отпар-
ной колонны производится насосом Н-6 через теплообменник
Т-10, где нагревается свежее сырье гидрокрекинга первой ступе-
ни, воздушный холодильник ВХ-4, водяной холодильник Х-2.
Керосиновая фракция отбирается с 26-й тарелки, подается в
отпарную колонну К-1/2, где за счет тепла, вносимого в рибойлер
т-11 нижним продуктом колонны К-1, производится отпарка из
керосина фракций тяжелой нафты, которые удаляются через верх
К-1/2 на вышележащую тарелку колонны К-1. Отпаренная керо-
синовая фракция насосом Н-7 подается в теплообменник Т-12, на-
гревая сырье первой ступени гидрокрекинга, далее охлаждается в
воздушном холодильнике ВХ-5, водяном холодильнике Х-3 и на-
правляется в резервуарный парк на компаундирование или
Используется как готовый продукт.
Дизельная фракция отбирается с 15-ой тарелки основной ко-
сины, направляется в верхнюю часть отпарной колонны К-1/3,
“"ерудованной 8-ю тарелками, где из нее удаляются керосиновые
'РРакции. Отпарка производится подачей перегретого пара в ни-
111
Процессы переработки нефти J
жнюю часть стриппинга. Отпаренная дизельная фракция забия
ется насосом Н-8, прокачивается через теплообменник Т-13 и
нагрева свежего сырья, поступающего на первую ступень рея
ции, воздушный холодильник ВХ-6 и далее направляется в реза
вуарный парк для компаундирования, либо как готовый продуй
В низ ректификационной колонны К-1 подается перегрет!
водяной пар для отпарки легких фракций из остатка. I
Схема извлечения легких углеводородных газов, раствор!
ных в легкой нафте, Получаемых в качестве верхнего продуй
К-1, представлена на рис. 3.3 г. Легкая нафта поступает в пром
жуточный сепаратор С-7. Газы из емкости Е-4 сжимаются на ла
вой ступени двухступенчатого компрессора ПК-1. Выделивший!
конденсат вместе с углеводородным газом смешивается перед
пара тором С-7 с легкой нафтой, смесь охлаждается в водяном я
лодильнике Х-5 и поступает в промежуточный сепаратор жидм
фазы С-7, откуда жидкость насосом Н-9 откачивается на смея
ние с продуктами сжатия второй ступени компрессора ПК*
Смесь охлаждается в водяном холодильнике Х-6 и поступает Д
лее в сепаратор С-8. Верхний продукт сепаратора подвергаем
очистке от сероводорода в скруббере и сбрасывается в топливнч
сеть. Легкая углеводородная часть в виде жидкого продукта из
паратора С-8 подогревается в теплообменнике Т-14 частью нижд
го продукта стабилизационной колонны К-3 и подается в деэтаа
затор К-2, Где из легкой нафты извлекаются метан, этан, сероД
дородсодержащий газ и вода, которые уходят через верх деэтаи
затора, смешиваются с частью охлажденного нижнего продуй
стабилизатора К-3 вначале в теплообменнике Т-14, затем в ва
душном холодильнике ВХ-7 и затем вся смесь охлаждается в
дяном холодильнике Х-7 и собирается в рефлюксной емкости да
танизатора Е-5, откуда насосом Н-11 осуществляется подача оя
шения и регулировка температуры верха деэтанизатора. ПодЯ
продукта на смешение производится насосом Н-10. Отстоявшая
кислая вода сбрасывается в емкость Е-1 (рис. 3.3а). Деэтанизаи
имеет 37 ректификационных тарелок. Тепло, необходимое для я
парки газов, вносится циркуляцией нижнего продукта через Я
бойлер Т-15, обогреваемый циркуляционным орошением коля
ны К-1 (рис. З.Зв). Для удаления сконденсированной на тарелк!
верхней части деэтанизатора воды имеется специальный улоя
тель Е-6, куда с тарелок может стекать образовавшаяся вода. Я
паренная от легких газов и сероводорода с низа деэтанизатора ла
кая нафта поступает в стабилизационную колонну К-3 меж]
19-й и 20-й тарелками. Эта колонна служит для извлечения сяв
женного газа из легкой нафты и снижения потерь пентанови
112
Раздел III
фракций. Колонна высотой 44 м имеет 59 ректификационнных
тарелок. Тепло, необходимое для удаления сжиженного газа, вно-
сится циркуляцией нижнего продукта стабилизатора через ри-
бойлер Т-16, обогреваемый циркуляционным орошением фракци-
онирУЮЩей колонны К-1 (рис. З.Зв). Пары легких фракций с вер-
ха колонны К-3 поступают в воздушный конденсатор-холодиль-
ник ВХ-7 и далее — в рефлюксную емкость Е-6. Конденсат насо-
сом Н-12 возвращается в верхнюю часть стабилизатора К-3 в виде
орошения с целью регулирования температуры верха, а балансо-
вое количество, пройдя водяной холодильник Х-8, направляется с
секции гидрокрекинга либо как сырье установки ГФУ, либо как
товарный продукт (сжиженный пропан-бутан) в емкости хране-
ния для отгрузки. Скопившаяся в Е-6 вода направляется в ем-
кость Е-1 (рис. 3.3а). Стабильная нафта с низа стабилизатора К-3
охлаждается в воздушном холодильнике ВХ-8, водяном холо-
дильнике Х-9 и направляется на компаундирование с бензинами.
Сырье процесса, катализаторы, выход и качество продукции.
Сырьем секции гидрокрекинга является легкий и тяжелый га-
зойль секции вакуумной дистилляции. Среднее качество смеси
приведено ниже:
Фракционный состав, °C; Содержание:
начало кипения 350 ванадия, мг/кг 1,0
конец кипения 540 никеля, мг/кг 1,0
Плотность, кг/м3 923,1 серы, % мае. 1.8
азота,% мае. 0,1
В процессе используются аморфные и цеолитсодержащие ката-
лизаторы фирмы Shevron типа JCP-114 с насыпной массой 865-
897 кг/м3, JCP-120 с насыпной массой 914-946 кг/м3, JCP-126 с
насыпной массой 946-993 кг/м3 и носитель слоя катализатора JCP-
114ZF с насыпной массой 785 кг/м3. Общая единовременная за-
грузка катализатора составляет 783,5 т. Катализатор выдержива-
ет несколько регенераций. При температурах эксплуатации его на
первой ступени в начале и конце цикла 410 и 450'С соответственно
и давлении 18,0 МПа и на второй ступени 385 и 415°С и давлении
16,0 МПа обеспечивается гарантированный срок службы 6 лет,
при этом конверсия достигает 98% с выработкой: 37,1% реактив-
ного топлива, 37% дизельного топлива, 14% тяжелой нафты —
сырья установок каталитического риформинга, 5,5% легкой наф-
Tbt - - компонента бензина, 0,9% фракции, выкипающей выше
240 С — компонента котельного топлива при смешении его с остат-
ком висбрекинга, и 0,7% топливного газа. Для производства ука-
занной продукции используется примерно 3,4% мае. водорода.
Процессы переработки нефти
Таблица 3.1
Качество продуктов секции гидрокрекинга в начале и конце
межрегенерационного цикла катализатора
Показатели Начало цикла Конец цикла
Реактивное топливо
Фракционный состав по (ASTM Д86), “С:
начало кипения 135 135
10% об. 145 147
50% об. 174 175
90% об. 213 217
98% об. 236 231
Температура вспышки, °C 40 40
Содержание ароматических у/в, % об. 6 8
Содержание серы, ppm <1 1
вт.ч. меркаптановой, ppm <1 1
Высота некоптящего пламени, мм 31 29
Температура начала кристаллизации, “С -55 -55
Дизельное топливо
Фракционный состав по (ASTM Д86), "С:
50% об. 280 280 1
96% об. 353 355 ;
Температура вспышки в-закрытом тигле, °C Не ниже 65 Не ниже 65 J
Температура помутнения, “С Нс выше -12 Не 1 выше -12
Содержание серы, ppm <1 1 1
Цетановое число Не менее 55 Не 1 менее 55 i
Предельная температура фильтруемости, “С -15 -15 -1
Легкая нафта
Фракционный состав по (ASTM Д86), °C:
начало кипения 30 30
конец кипения 85 85 1
Содержание серы, ppm <1 । :
вт.ч. меркаптановой, ppm <1 1 ’
Содержание ароматических у/в, % об. 1 1
Октановое число (и.м.) 65 65 !
Качество реактивного и дизельного топлив при варианте pal
ты секции гидрокрекинга в режиме получения их максимальнс
количества приведены в табл. 3.1.
114
Раздел III
Секция висбрекинга
Тяжелый остаток вакуумной колонны (гудрон) характеризу-
ется следующим качеством: плотность выше единицы, кинемати-
ческая вязкость при 80'С — 9000 сСт, содержание серы — 2,7%,
тяжелых металлов (ванадий, никель) — 343 мг/кг, азота — более
7000 мг/кг. Из-за высокой вязкости и большого содержания серы
использовать его в качестве котельного топлива затруднительно.
В результате висбрекинга получается менее вязкий остаток,
являющийся компонентом маловязкого котельного топлива, и бо-
лее легкие нефтепродукты — нафта и газойлевые фракции. Кроме
того, образуется незначительное количество газа, используемого в
качестве топлива. Нафта и газойлевая фракция после их облаго-
раживания на других установках завода могут использоваться в
качестве компонентов моторных топлив.
Процесс висбрекинга остатка проводится при температурах
450-460'С и давлении 2,0-2,5 МПа. Для обеспечения необходимой
глубины разложения и вязкости остатка, а также с целью исклю-
чения быстрого закоксовывания трубчатого змеевика, в процессе
используется выносная реакционная камера — сокинг-секция,
применение которой позволяет увеличить время пребывания сы-
рья и продуктов реакции в реакционной зоне при заданной степе-
ни конверсии остатка. Процесс висбрекинга на комбинированной
установке осуществляется по лицензии фирмы Shell. Принципи-
альная технологическая схема секции висбрекинга представлена
на рис. 3.4 (а-г).
Сырье — остаток вакуумной колонны из промежуточной ем-
кости Е-1 (рис. 3.4а), насосом Н-1 подается в теплообменники Т-
1/1-4, в которых нагревается теплом остатка фракционирующей
колонны К-1 (рис. 3.4в) и далее направляется в реакционную печь
П-1, где нагревается до 450 С. В целях снижения коксоотложения
в реакционной части печи в трубы конвекционной секции насосом
Н-2 подается некоторое количество котловой воды (0,5-1 м3/ч),
ЧТО способствует турбулизации нагретого в печи остатка и увели-
чивает скорость прохождения его через реакционный змеевик.
Для выдерживания времени пребывания с целью углубления про-
цесса поток направляется в выносную реакционную камеру Р-1,
которая представляет собой вертикальный аппарат, оборудован-
ный перфорированными полочными тарелками. Продукт посту-
пает снизу, а выходит через верх, что позволяет увеличить время
кребывания жидкой фазы в зоне реакции и тем самым углубить
процесс — обеспечить дополнительное крекирование остатка с об-
разованием газа, легких и газойлевых фракций.
115
118
Процессы переработки нефти
ПК-1/2
H-8
ы
г — схелса колшрилсирования газов и подачи реагентов
Процессы переработки нефти
Разделение продуктов висбрекинга, уходящих с верха реак;
онной камеры, производится в колонне К-1 и отпарной коло]
К-2 в соответствии с принципиальной схемой, приведенной
рис. 3.4 б. Колонна К-1 имеет высоту цилиндрической ча<
33,5 м, в ней содержится 39 ректификационных тарелок. В:
продуктов висбрекинга производится из реакционной камеры
эвапорационную часть колонны, имеющую наибольший диаме1
— 3,7 м. Диаметр верхней части колонны — 3,1м, нижней — 21
Во избежание закоксования пяти установленных тарелок и да
регулирования температуры в низ колонны подается часть охлаз
денного остатка фракционирующей колонны в виде так называ
мого “квенчинг”-продукта. Охлаждение остатка производится
теплообменниках Т-1/1-4 и Т-2/1-2 (рис. 3.4 а). С верха колон]
К-1 отбираются пары воды, легкая углеводородная фракция B1
сте с кислым углеводородным газом, который охлаждается в bi
душном холодильнике ВХ-1, и собираются в рефлюксной емю
ти Е-3, где происходит отделение кислой воды от углеводороды
части (нафты и газа). Насосом Н-6 часть нафты подается в каче
ве орошения колонны К-1 для регулирования температуры в<
ха, избыток ее поступает на стабилизацию (рис. 3.4 в, г). Кисл]
углеводородный газ из Е-3 смешивается с нестабильной нафте
отделяется от влаги и подается иа диэтаноламиновую очисп
Перед входом углеводородной части в ВХ-1 для защиты от кор]
зии в трубопровод подается аммиачная вода, ингибитор корроз
и кислая вода. Технологическая схема дозировки этих реагент
приводится на рис. 3.4 в.
Керосино-газойлевая фракция с 14-й глухой тарелки колон]
К-1 (рис. 3.46) направляется для отпарки легких фракций в ]
лонну К-2, откуда пары возвращаются в К-1 под 13-ю тарелку
отпаренная газойлевая фракция насосом Н-5 подается на смев
ние с тяжелым остатком висбрекинга, откачиваемым че]
фильтр Ф-1 насосом Н-3 с низа колонны для отдачи тепла в сы
евых теплообменниках Т-1/1-4 и пароподогреватель Т-2/1-2. Э1
остаток используется как компонент котельного топлива. В с.
чае откачки газойля из отпарной колонны как отдельного прод
та, он проходит охлаждение в воздушном холодильнике ВХ
Для регулирования температуры отбора керосино-газойле]
фракции в колонне К-1 имеется циркуляционное орошение, от
которого производится с 18-й глухой тарелки, а подача — по
водяного холодильника Х-4 под 14-ю тарелку.
Принципиальная технологическая схема стабилизации н
ты и очистки кислых углеводородных газов представлена
рис. 3.4 в.
120
Раздел III
В’ В соответствии с этой схемой кислый газ из рефлюксной емко-
I Е-3 (рис. 3.46) поступает вначале в приемный сепаратор Е-4
компрессора ПК-1. Кислая вода из Е-4 возвращается в Е-3, а ежа-
| газ, смешавшись перед ВХ-3 с нестабильной нафтой из емко-
t сти Е-3, направляется в газосепаратор Е-8, где кислая вода отде-
ляется и направляется на очистку от сероводорода. Кислый угле-
водород ный газ из газосепаратора Е-7 (рис. 3.4г) после отделения
кислой воды поступает в абсорбер очистки К-4 диэтаноламином.
Очищенный углеводородный газ сбрасывается в топливную сеть,
а насыщенный раствор ДЭА с низа абсорбера направляется в сек-
цию регенерации, откуда свежий раствор подается под глухую
тарелку на контактную насадку, где и происходит удаление H2S
из углеводородного газа. Нестабильная бензиновая фракция из
Е-8 (рис. 3.4в) насосом Н-8 откачивается в теплообменник нагре-
ва нестабильной нафты Т-3/1-2 и далее в колонну стабилизации
нафты К-3 (рис. 3.4г), оснащенную 12-ю ректификационными та-
релками. Колонна имеет двойной диаметр 0,9/1,2 м и высоту
10 м.
Подогрев нижней части стабилизатора осуществляется с помо-
щью циркуляции нижнего продукта через рибойлер Т-4 (рис.3.4г),
обогреваемый паром. Верхний продукт стабилизатора — легкая уг-
леводородная фракция — вместе с газом охлаждается в водяном
конденсаторе-холодильнике Х-5 и поступает в рефлюксную емкость
Е-9, откуда кислый углеводородный газ поступает на этаноламино-
вую очистку, а жидкая углеводородная часть используется в качест-
ве орошения верха стабилизатора К-3 для регулирования темпера-
туры. Подача орошения производится насосом Н-11. Нижний про-
дукт стабилизатора охлаждается в теплообменниках Т-3/1-2, отда-
вая свое тепло входящему в стабилизатор нестабильному бензину,
доохлаждается в воздушном холодильнике ВХ-4 и в виде стабиль-
ной нафты откачивается в парк секции или направляется сразу на
компаундирование с прямогонным бензином для его риформирова-
ния на одной из установок каталитического риформинга.
Абсорбер имеет два слоя контактной насадки. Очистка произ-
водится раствором ДЭА крепостью 25% мае.
Принципиальная технологическая схема компримирования
кислых углеводородных газов и подачи реагентов представлена на
Рис. 3.4 г.
Дозировка аммиачного раствора перед ВХ-1( рис. 3.46) про-
изводится из емкости Е-10 насосом Н-9, ингибитора коррозии
Из Е-11 — насосом Н-10. При висбрекинге тяжелого вакуумного
Остатка получается около 4,4% мае. бензиновых фракций, бога-
TbIX олефинами, и для их дальнейшего использования в качест-
121
Процессы переработки нефти
Раздел Ш
ве сырья каталитического риформинга требуется их глубо!
гидроочистка.
Газ, выход которого составляет 1,8% мае. при висбрекив
также содержит в своем составе олефины. Кроме того, вырабач
вается некоторое количество газойлевых фракций, котор
закачиваются в остаток для понижения его вязкости. Таким об
зом выход тяжелого остатка висбрекинга составляет 93,7%, нс
обладает меньшей вязкостью и меньшим содержанием серы, *
исходное сырье, что делает его вполне пригодным для приме
ния в качестве котельного топлива.
Производство водорода: паровой риформинг
с секцией концентрирования водорода
Для проведения процесса гидрокрекинга вакуумного дистил
та требуется значительное количество высококонцентрированн
водорода. Ресурсы водорода действующих установок каталитич
кого риформинга используются для гидроочистки керосиновые
дизельных топлив и не могут обеспечить водородом секцию гид
крекинга комбинированной установки глубокой переработки.
Поэтому для нужд этой установки в ее составе предусмотри
отдельные секции производства водорода (паровой риформин
концентрирование водорода).
Секция производства водорода включает несколько стадий
- обессеривания технологического газа;
- парового риформинга очищенного от сернистых соединев
газа;
- высокотемпературного конвертирования окиси углерода
катализаторе;
- концентрирования водорода методом короткоцикловой,
сорбции.
Принципиальная схема производства водорода представлю
на рис. 3.5.
Природный технологический газ, прежде чем попасть в и
парового риформинга, должен быть очищен от сернистых сов)
нений (сероводорода и меркаптанов), являющихся сильнейшя
ядами для применяемого катализатора. Их удаление произвол
ся путем гидрирования в реакторе Р-1 на алюмокобальтмолиб
новом катализаторе при температуре 350-400°С в среде ВСГ, где
катализаторе органические соединения серы гидрируются по
акции:
C2H5-HS + Н, - С?Н6 + H2S.
Рис. 3.5. Принципиальная схема парового риформинга
122
123
Процессы переработки нефти
В данном примере эти л меркаптан разрушается, образуя этан
сероводород.
Далее в адсорберах Р-2 и Р-3, заполненных окисью цинка, ]
продуктов реакции удаляется сероводород. Очищенный технол
гический газ после стадии обессеривания направляется в печь ДJ
проведения парового риформинга. Паровой риформинг метана
более тяжелых углеводородов, присутствующих в технологич<
ком газе (то есть их конверсия в смесь водорода, окиси углероде
углекислого газа посредством реакции с паром), осуществляет
прохождением смеси сырьевого газа и пара через никелевый каг
лизатор.
При высокой температуре происходят следующие реакции:
- риформинг метана СН4 + Н2О = СО + ЗН2;
- риформинг других углеводородов CnHm + нН2О = пСО
+l/2(2n+m)* Н2;
- реакция воды с окисью углерода СО+Н2О = Н2+СО2.
Перед вводом в печь в технологический газ добавляется во;
ной пар, причем в большем количестве, чем это необходимо по с
хиометрическому соотношению. Это превышение необходимо
двум причинам: во-первых, для обеспечения количества па
требуемого на других стадиях риформинга и, во-вторых, для
ключения отложения углерода (кокса) в порах катализато
Обычно соотношение “пар:углерод” поддерживается на ypoi
3:1. Реакция идет с большим поглощением тепла. Печь паров
риформинга коробчатого типа имеет змеевик с вертикальным
положением труб, наполненных катализатором. Сами трубы
полнены центробежным литьем из высоколегированной ст£
Подвод тепла для нагрева до температуры реакции и проведе
самой реакции осуществляется рядами горелок, расположен:
в потолочной части печи. Реакция начинается уже при темпер!
ре 650С и на выходе из печи температура потока достигает i
мерно 860С. При этом в продуктах реакции может содержат
около 5% мол. непроконвертированного метана. На рис. 3.6 и
приведены принципиальный разрез, расположение труб, горе
и внешний вид печи.
Очищенный природный газ, смешанный с технологичес
паром, вначале подогревается в конвекционной части печи '
лом дымовых газов примерно до температуры 560°С. Газ, прою
ший риформинг на катализаторе, собирается в распределит
ной трубе с давлением примерно 2,7 МПа и далее — в главном
ходном коллекторе, откуда продукты реакции поступают на
лаждение в бойлер для выработки пара К-1. Бойлер-охлади1
124
Раздел HI
рис. 3.6. Секция печи парового риформин-
га:
I — входной коллектор; 2 — горелки; 3 —
реакционные трубы с катализатором; 4 —
катализаторная решетка; 5 — выходные
коллекторы; 6 — главный выходной кол-
лектор; 7 — канал выхода дымовых газов
Рис.3.7. Внешний вид печи риформинга
125
Процессы переработки нефти
является котлом с горизонтальной жаровой трубой, в котором
счет охлаждения продуктов реакции с 860 до 340°С производит
выработка водяного пара высокого давления. Одновременно бс
лер К-1 служит и для охлаждения продуктов реакции до необл
димой температуры конверсии СО в реакторе Р-4 на катализато(
На рис. 3.8 и 3.9 представлены внутреннее устройство и вне]
ний вид бойлера К-1. Образующийся в бойлере пар поступает в (
рабан бойлера В-1, связанный с ним воедино поднимающими
трубами, а оттуда направляется в пароперегреватель, распол
женный в конвекционной части печи П-1 для перегрева до тем$
ратуры 320°С и используется далее в качестве технологическо
пара для смешения с технологическим газом перед подачей
печь. По спускным трубам конденсат пара попадает из барабан
бойлер. Так осуществляется циркуляция в системе бойлер-ба;
бан. Для пополнения водой системы выработки пара в барабан;
дается подогретая питательная вода. Избыток выработанного :
ра уходит из секции на сторону.
Охлажденные до 340° С продукты реакции, отдав свое тепл
бойлере, направляются на конверсию окиси углерода в реак'
Р-4. Здесь на катализаторе на основе окиси железа и окиси хрс
происходит максимальное превращение окиси углерода в водо]
через экзотермическую каталитическую реакцию с паром. Об
зующаяся при этом двуокись углерода является побочным п
дуктом реакции и в дальнейшем используется для выработки "
хого” льда.
В результате конверсии на выходе из реактора продукты ре
Узел «А»
Рис. 3.8. Охладитель технологического газа
1 — распределительная камера; 2 — восх
О щие трубы; 3 — устройство для регулирова
Изоляция температуры уходящих газов; 4 — трубы ни
из А12О3 дящие; 5 — защитный жаропрочный слой
126
Раздел III
ции имеют температуру до 440-45СГС, а содержание моноокиси уг-
лерода составляет 2-4% мол. По выходе из реактора продукты ре-
акции отдают свое тепло в выпарном теплообменнике Т-1, где по-
лучается пар из конденсата, уловленного в сепараторе С-1. Пар ис-
пользуется в качестве технологического. Далее тепло продуктов
реакции используется для нагрева питательной воды в теплооб-
меннике Т-2 перед подачей ее в барабан бойлера, после чего она
охлаждается в воздушном холодильнике А-1 и водяном холодиль-
нике Х-1 и с температурой 40 С направляется в сепаратор С-1 на
отделение конденсата от технологического газа. Водяной конден-
сат направляется в выпарной теплообменник Т-1, а охлажденный
водородсодержащий газ — на концентрирование в блок коротко-
цикловой адсорбции PSA, основанной на свойстве газообразных
продуктов (в небольших количествах моноокись углерода, угле-
кислый газ, метан и азот) адсорбироваться при высоком и десор-
бироваться при низком давлении. Процесс осуществляется без
подвода и удаления тепла. Смесь газов, проходя через слой адсор-
бента, очищается от загрязнений. После насыщения адсорбента
Начинается процесс десорбции. В этот период очистка водорода
производится в другом адсорбере (десорбере). По завершении де-
сорбции давление вновь повышается до уровня, требуемого для
адсорбции. Для получения непрерывного потока используется не-
сколько аппаратов.
Удаленные из адсорбента загрязнения сжигаются в печи паро-
ного риформинга в качестве топлива.
В результате концентрирования получают чистый водород с
концентрацией 99,9%, часть которого используется для гидро-
127
Процессы переработки нефти
обессеривания сырьевого газа в реакторе Р-1, а основной поток
на установке гидрокрекинга.
Кроме основных секций, описанных выше, комбинированн
установка включает в себя ряд секций, обеспечивающих удалев
из сточных вод перед сбросом их в канализационную сеть серово,
рода и аммиака с последующим использованием извлеченных
зов: сероводорода — для производства элементарной серы; аммия
— для внутренних нужд завода, либо в качестве готового продук
Ниже дается краткое описание секций, предназначенных д
извлечения сероводорода и аммиака из стоков комбинированн
установки глубокой переработки мазута.
Секция очистки кислых стоков, поступающих
из секции гидрокрекинга
Процесс предназначен для обработки кислой воды. Схема п
цесса выбрана по технологии фирмы Shevron.
В основе лежит двухколонная схема, которая обеспечивает па
чение сероводорода, жидкого безводного аммиака, отпарной вод]
Очистка кислой воды, поступающей в секцию с гидрокрек
га производится в несколько этапов, схемы которых предста:
ны на рис. 3.10 а-г.
Принципиальная технологическая схема подготовки ки
воды к удалению из нее сероводорода и аммиака представлен
рис. 3.10 а.
Кислые стоки, поступающие из секции гидрокрекинга, '
шиваются с циркулирующим потоком из колонны отпарки ал
ака, охлаждаются до 40’С в водяном холодильнике Х-1 и нап
ляются в дегазатор высокого давления С-1, а из него — в дегаз
низкого давления С-2. В дегазаторах происходит отделение i
рода и легких газообразных продуктов, которые могут быть
творены в кислых стоках. Потоки газа из обоих сепараторов с
диняются после клапанной сборки и сбрасываются в факел!
систему. В этом потоке может содержаться небольшое количе
сероводорода и аммиака. Кислые стоки из дегазатора низкого
ления насосом Н-2 перекачиваются в резервуар Е-1 для сбора
лых стоков рис. (3.10 в), где происходит дополнительное от;
ние нефтепродукта за счет отстоя. В дегазаторе низкого давл<
извлекаются также нефтепродукты, которые периодически с
чиваются насосом Н-1 в емкость Е-2, а оттуда по мере наполи
насосом Н-3 выводятся с установки. Избыток кислых сток
Е-1 выводится из секции через переливную трубу насосом Н
а основной поток перед подачей в отделение отпарки насосом
128
Раздел III
Рис. 3.10. Технологическая схема очистки кислых стоков, поступающих из секции гидрокрекинга:
а — схема отделения кислой воды от нефтепродуктов
129
Остаток из К-З(а)
Полисульфид
Псдпитсчнвя
вода
Кислая ~|
вода ст Е-3
К-2
Н-В
Водяной пар 1
Сероводород на установку получения серы
ВХ-2
Пары аммиака в К-З(в)
Рециркулят кислой воды в С-1
------>— -----------------
Котловая вода
Конденсат
Отпаренная вода
Отпаренная вода
Отпаренная вода
Отпаренная вода на гидрокрекинг
б — схелш отпарки сероводорода и аммиака
На свечу
Отпаренная вода
Процессы переработки нефти
4
б — схема выделения и сжижения аммиака
Процессы переработки нефти
132
Раздел III
направляется в коагулятор Е-3. Там, за счет коагуляционной на-
садки, происходит дополнительное извлечение нефтепродуктов,
которые периодически по мере наполнения в коагуляторе направ-
ляются в сборник нефтепродуктов Е-2.
Освобожденная от нефтепродуктов кислая вода направляется
в отделение для отпарки сероводорода и аммиака, технологичес-
кая схема которого приведена на рис. 3.10 б.
Кислая вода из коагулятора Е-3 подогревается в теплообмен-
никах Т-1/1-3 теплом нижнего продукта отпарной колонны амми-
ака К-2 и поступает в эвапорационную часть отпарной колонны
К-1 для отпарки сероводорода. Колонна имеет 22 тарелки и три
слоя насадочных колец из металла. Диаметр верхней части—
0,6 м. Нижняя более широкая часть имеет диаметр один метр. Вы-
сота колонны 35 м. Отпарка сероводорода из стоков производится
за счет нагрева их в вышеуказанных теплообменниках, недостаю-
щее тепло вносится циркуляцией нижнего продукта колонны че-
рез рибойлер Т-2, обогреваемый водяным паром. Через верх ко-
лонны производится удаление сероводорода, который, пройдя се-
паратор С-3, выводится на установку производства элементарной
серы. Скапливающаяся в нижней части С-3 вода периодически
выводится из него в приемный дегазатор высокого давления С-1
(рис. 3.10 а). Орошение колонны К-1 осуществляется отпаренной в
колонне К-2 водой, прошедшей охлаждение в теплообменниках Т-
1/1-3 и воздушном холодильнике ВХ-1. Подача орошения произ-
водится насосом Н-5. С низа колонны К-1 насосом Н-6 отпаренная
от сероводорода вода в горячем состоянии подается в верхнюю
часть колонны К-2 между 5 и 6-й тарелками на отпарку из нее ам-
миака.
Колонна К-2 диаметром 1,2 м, высотой 31,7 м имеет 40 таре-
лок. Подвод необходимого тепла для отпарки аммиака из кислой
воды осуществляется циркуляцией нижнего продукта колонны
К-2 через рибойлер Т-3, обогреваемый водяным паром. Через верх
колонны удаляются аммиак и пары воды, которые, пройдя кон-
денсатор-холодильник ВХ-2, поступают в рефлюксную емкость
Е-4, откуда пары аммиака направляются в секцию выделения
Жидкого аммиака. Кислая вода из емкости Е-4 насосом Н-7 пода-
ется на первую тарелку колонны К-2 в качестве холодного ороше-
аия, а избыток возвращается в дегазатор высокого давления С-1 в
виде рециркулята.
Очищенная вода с нижней части колонны К-2 насосом Н-8
прокачивается через теплообменники Т-1/1-3, где отдает свое теп-
J1° сырью колонны отпарки сероводорода К-1, охлаждается в воз-
душном холодильнике ВХ-1, и часть воды, как отмечалось выше,
133
Процессы переработки нефти
II к
подается в виде орошения К-1, некоторое количество выводите
секцию гидрокрекинга для отмывки аммонийных солей, а осн
ное количество сбрасывается на сооружения биологической о’
стки. Часть неохлажденной отпаренной воды насосом Н-8 пода
ся в теплообменник. Для подавления коррозии предусмотрена ]
дача полисульфида аммония в качестве ингибитора. Дозирующ
насосом Н-9 полисульфид аммония вводится перед воздушн
холодильником ВХ-2 в трубопровод.
Извлечение аммиака и его сжижение показано на рис. 3.10
Уходящий из Е-4 поток аммиачных паров содержит небо
шое количество сероводорода. Поэтому в начале он подаете
скруббер К-3, где из потока паров производится противото]
водная промывка, а затем в скруббере К-4 — отмывка 10% -м j
твором каустической соды. Насыщенная сероводородом вода с
жней части скруббера К-3 насосом Н-10 подается через конде!
тор ВХ-2 (рис.3.106) в рефлюксную емкость Е-4, а оттуда вмес
орошением попадает в К-2 и в итоге вместе с орошением К-1 -
исходную колонну К-1 для повторной отпарки сероводорода.
Из верхней части скруббера К-3 пары аммиака после водной I
мывки охлаждаются в холодильнике Х-2, проходят противоточт
очистку 10% -м раствором каустической соды в скруббере К-4.1
лочь циркулирует с помощью насоса Н-11. По мере снижения к
центрации отработанная щелочь сбрасывается в канализацию, а
ры аммиака по выходе из скруббера направляются в приемный о
ратор С-3 двухступенчатого компрессора ПК-1, сжимаются на ]
вом этапе до 2,9 кгс/см2, охлаждаются в водяном холодильнике
после чего попадают в приемный сепаратор второй ступени С-4,
происходит частичная сепарация выпарившейся жидкости с воз:
том ее в скруббер К-3, а сжатые пары аммиака направляются в:
гулятор Е-5, где из потока окончательно извлекаются следы не<
продуктов, которые удаляются в накопитель нефтепродуктов Е-
паровая фаза подвергается сжатию до 1,3 МПа, охлаждается до <
в водяном конденсаторе-холодильнике Х-4 и поступает на разд
ние в сепаратор С-5. Из сепаратора С-5 несконденсировавшие I
возвращаются через водяной холодильник Х-5 в качестве реци
на вход паров аммиака в скруббер водной промывки, а жидкий
миак из сепаратора-накопителя С-5 насосом Н-12 откачивается 1
деление угольной очистки — последний этап удаления нефте]
дуктов из жидкого аммиака.
Технологическая схема этого отделения представлена
рис. 3.10 г. Жидкий аммиак с температурой 35°С проходит оч1
ку активированным углем, размещенным в адсорберах АД-
АД-2. В каждом адсорбере находится слой активированного J
134
Раздел III
объемом 1,6 м3. Здесь возможные следы нефтепродуктов поглоща-
ются углем, очищенный жидкий аммиак проходит фильтры Ф и
направляется в хранилище жидкого аммиака для отгрузки потре-
бителю.
Перед ремонтом отделения очистки проводится продувка азо-
том всех аппаратов и трубопроводов от остатка аммиака с последу-
ющим охлаждением продуваемых паров азота и аммиака в воз-
душном холодильнике ВХ-3 с улавливанием конденсата в сепара-
торе С-6.
Секция очистки кислых стоков, поступающих
из секции вакуумной перегонки мазута, висбрекинга
и установки производства серы
Для удаления сероводорода и аммиака, получаемых в секциях
вакуумной перегонки мазута, висбрекинга и установки производ-
ства серы, в составе комбинированной установки предусмотрена
секция отпарки.
Принципиальная технологическая схема этой секции пред-
ставлена на рис. 3.11. Поступающая кислая вода объединенным
потоком направляется в сборный резервуар Е-1. Кислые газы из
резервуара поступают на установку производства серы, а кислая
вода насосом Н-1 подогревается в теплообменнике Т-1 теплом ни-
жнего продукта колонны К-1. Для облегчения удаления аммиака
из стоков перед теплообменником в поток воды вводят небольшое
количество едкого натра. В колонне происходит удаление кис-
лых газов за счет подогрева сырья в теплообменнике и внесения
тепла через паровой рибойлер Т-2. Пары кислых газов охлажда-
ются в воздушном холодильнике ВХ-1 до 99°С и направляются в
рефлюксную емкость Е-2, откуда насосом Н-2 производится оро-
шение верха колонны К-1 для поддержания необходимой темпе-
ратуры верха. В верх колонны вводится ингибитор коррозии.
При работе этой секции необходимо четко поддерживать темпе-
ратуру верхнего погона после конденсатора ВХ-1 в пределах 77-
99 С, так как, если эта температура упадет ниже 77°С, возможно
выпадение из паровой фазы сульфогидрата аммония в виде твер-
дого осадка. Отпаренная вода насосом Н-3 откачивается с низа
Колонны, отдав свое тепло в теплообменнике Т-1 и водяном холо-
дильнике Х-1, и сбрасывается на очистные сооружения. Кислые
газы из рефлюксной емкости Е-2 направляются на установку
Производства серы.
В колонне К-1 30 тарелок, диаметр ее 1,8 м, высота 28,3 м.
За счет включения в состав комбинированной установки по
135
Процессы переработки нефти
14(199 В81Э1ГОаСИОС1и
ихвонехэАэ
etroa веизих
ejHHxadgoMB
ииПяээ ей eVoa неиэил
ииПвиишэиНиониААвеа
ииПмаЭ ей еиоа веиэих
Rd99 eaiatfoeewodu
АхвонелэА ей neej апиэия
Рис. 3.11. Очистка кислых стоков, поступающих из секций вакуумной перегонки мазута, висбрекинга и
136
Раздел HI
глубокой переработке мазута вышеуказанных отделений по очи-
стке кислых стоков количество выбросов сероводорода сокраща-
ется на 10,5 тыс.т, аммиака на 5,2 тыс.т в год.
Сама комбинированная установка в составе указанных выше
секций позволяет при переработке 4,8 млн.т мазута в год обеспе-
чивать выработку (в тыс.т/год):
реактивного топлива 1087,3
дизельного топлива 1084,3
легкой нафты 161,2
тяжелой нафты 410
бензина висбрекинга 84,6
сжиженных газов 98,5
сероводорода 10,7
аммиака 5,2.
При этом глубина переработки при полной загрузке нефтью
всех установок предприятия увеличивается с 45-47 до 70% . Кон-
троль и управление комплексом обеспечивается применением
распределенной системы управления из единой аппаратной. Сте-
пень автоматизации управления комплексом составляет 85%.
3.5. Аппаратура и основное оборудование
установки гидрокрекинга
Реакторы. Основные реакции по углублению переработки тя-
желых остатков, обессериванию сырья, гидрогенизационным
превращениям различных углеводородов происходят в специаль-
ных аппаратах, работающих под высоким давлением водорода
при температуре от 420 до 460 С. К таким аппаратам относятся ре-
акторы гидрокрекинга. Число их зависит от условий проведения
процесса: производительности установки по сырью, качеству сы-
рья, глубине конверсии, требованиям к качеству вырабатываемой
продукции и ее ассортименту. Если производительность установ-
ки мала, а степень конверсии неглубокая, то возможно иметь два
Реактора. Если же степень конверсии глубокая, к тому же и про-
изводительность установки высокая, требуется уже не одна, а две
ступени реакции и два подаваемых потока сырья. В этом случае
Необходимы четыре реакционных аппарата.
В рассмотренной выше секции гидрокрекинга имеется четыре
Реактора: два на первой и два на второй ступени реакции. Разме-
ры реакторов определяются количеством катализатора, необходи-
мого для достижения заданной конверсии и производительности
Установки. Эти многотонные сооружения изготавливаются из спе-
циальных сталей, устойчивых к действию сероводорода при высо-
^сЙ температуре и не образующих с ним сульфидного железа.
137
Процессы переработки нефти
Кроме того, эти реакторы должны быть очень устойчивы к, т
называемой, водородной коррозии. О воздействии водорода 1
высоких температурах и давлении упоминалось в первой ча
книги “Процессов переработки нефти” при рассмотрении вол
сов гидроочистки керосиновых и дизельных фракций. Здесь нс
ходимо отметить, что рабочие условия процесса гидрокреки
значительно жестче, чем процесса гидроочистки. Особенно это
носится к давлению, так как здесь оно составляет от 16,0
18,0 МПа. Кроме того, количество самого водорода, обращаю:
гося в процессе, также превышает уровень обычной гидроочис
в 1,5-2 раза. В связи с этим коррозионное воздействие сероводо
да и водорода при гидрокрекинге проявляется особенно силь:
Поэтому для обеспечения нормальной эффективной долговрем'
ной работы установок
гидрокрекинга требуются
особые
услов
при изготовлении реактора.
Как правило, реакторы в целях экономии дорогостоящих j
териалов делают многослойными — 4-5 слоев, причем наружи
слои изготавливают из менее дорогостоящих сталей, содержав
0,95% хрома, 0,5% молибдена и 0,64% марганца в качестве ле
рующих добавок. Внутренний защитный слой изготавливают
стали, содержащей 18% хрома, 10% никеля, 18% марганщ
0,5% титана. Этот слой предохраняет реактор от водородной к
розии. Из этой же стали изготавливаются и все внутренние у
ройства реактора, о которых будет сказано ниже.
В качестве второго защитного слоя, предохраняют'
внутренний корпус от сероводородной коррозии, применяют
тированную сталь Х18Н10Т. В некоторых случаях на корпус, 1
полненный из недорогой хромомолибденовой стали, плакиров!
либо каким другим методом наносят защитный слой высоколе
рованной аустенитной стали с большим содержанием никеля.
Кроме коррозионно-стойких сталей, для защиты корпуса
актора используют монолитную облицовку из торкрет-бетона'
щиной 150 мм. Эта облицовка одновременно служит и для те!
изоляции корпуса реактора. Для увеличения прочности искл»
ют любые вырезы в корпусе реактора, а все необходимые лк
лазы, патрубки стараются располагать в днище, их выполняю
аналогичных сталей. Различные мелкие частицы, продукты 1
розии трубопроводов вносятся потоком сырья внутрь реакто]
оседают на поверхности катализатора. В целях предотвраще
этого на потоке устанавливают различные фильтры, в том чи
в самом реакторе в виде, так называемых, сетчатых корзин,
груженных в катализатор и удерживающих загрязнения, не д<
ская их распространения по всей поверхности катализатора,
138
Раздел HI
как это может привести к созданию большого перепада давления
между входом и выходом газосырьевой смеси на катализатор и
вследствие этого к преждевременной остановке установки.
Принципиальное устройство реактора гидрокрекинга со ста-
ционарным слоем катализатора представлено на рис. 3.12.
Это вертикальный цилиндрический аппарат с двумя эллип-
тическими днищами. Для снижения температуры корпуса и
уменьшения коррозии внутренняя стенка реактора покрыта сло-
ем торкрет-бетона (2). Входной штуцер реактора оборудован спе-
Рис. 3.12. Реактор гидрокрекинга:
1 — корпус реактора; 2 — футеровка
торкрет-бетоном; 3 ~ гаситель потока;
4 — фильтр; 5 — контактно-распредели-
тельное устройство; 6 — промежуточ-
ное контактно-распределительное уст-
ройство; 7 — переточная труба; 8 — ка-
тализатор; 9 — карманы для термопар.
Потоки: I — сырьевая смесь; II — про-
дукты реакции; III— охлаждающий во-
дородсодержащий газ
Циальным устройством — гасителем скорости и энергии потока
(3). Это ряд отбойных пластин, смонтированных на фланце, с по-
мощью которых энергия потока гасится. Перед входом потока на
Поверхность катализатора, в целях снижения скорости забивки
его продуктами коррозии и другими мелкими частицами, увле-
каемыми потоком газосырьевой смеси, устанавливаются фильт-
ры (4).
Под фильтрами расположено контактно-распределительное ус-
тройство (5), которое предназначено для более интенсивного пере-
139
Процессы переработки нефти
мешивания газосырьевой смеси и более равномерного распреде.
ния ее на поверхности катализатора. Верхний слой катализате
(таких слоев-секций может быть от двух до пяти) поддерживаеп
вторым или промежуточным контактно-распределительным у
ройством. Здесь же производится выравнивание температуры
тем интенсивного перемешивания реагирующей смеси с хладоаг
том, в данном случае с холодным ВСГ, подаваемым в реактор че
соответствующий штуцер. Это же контактно-распределительное
тройство способствует более равномерному распределению реаги
ющей смеси в нижележащем слое катализатора, который удер>
вается на другой контактно-распределительной тарелке.
Контактно-распределительное устройство состоит из двух
редок: верхней — барботажной и нижней — распределительн
К плоскости барботажной тарелки приварены стаканы одина
вого диаметра и длины, которые погружены в слой катализат*
(8). Нижние обрезы стаканов имеют зубцы, через которые па
жидкостная смесь распределяется в слой катализатора. Ниже
опорах устанавливается распределительная тарелка, на кото]
имеется набор одинаковых переливных стаканов. В нижней ча<
переливного стакана смонтировано отбойное устройство. Вы©
переливного стакана определяет слой жидкости на распреде
тельной тарелке. Для опорожнения распределительных таре,
от жидкости (в случае остановки реактора по каким-либо при
нам) один или два переливных стакана у основания тарелки и
ют щели — дренажные стаканы.
По оси промежуточного контактно-распределительного ]
ройства (6) размещается вертикальная переточная труба (7),
значение которой — опорожнение катализатора из вышеле:
щих секций в случае его замены. В период работы эта труба
полнена катализатором. Переточная труба жестко крепите
тарелке и выполнена в виде гидрозатвора, высота которого ]
на высоте барботажного стакана. Нижний участок трубы по:
жен в слой катализатора, лежащий ниже промежуточной 1
тактно-распределительной тарелки. Этим достигается пре,
вращение проскока через нее реагирующих потоков. Над к
дым слоем катализатора в реакторе располагается контак1
распределительное устройство и осуществляется ввод холо^
го ВСГ.
Все внутренние устройства реактора выполняются из B1
колегированной стали Х18Н10Т, либо из других аналогия:
сталей.
Конструкция, изготовление и монтаж контактно-распред!
тельных устройств при эксплуатации существенным образом
140
Раздел III
рут повлиять на селективность процесса» выход и качество про-
дуктов гидрокрекинга. Это связано прежде всего с тем, что в каж-
дом слое устанавливается определенная степень распределения
реагирующего вещества по поверхности катализатора. Посколь-
ку процесс гидрокрекинга экзотермичен, в разных частях по-
верхности в связи с неравномерным распределением сырьевых
потоков могут проходить реакции с различным тепловым эффек-
том, то есть в поверхности одного слоя может наблюдаться гради-
ент температур по радиусу реактора. Для выравнивания темпера-
тур и их регулирования вводят холодный водород. Если контакт-
ное устройство не обеспечивает хорошего перемешивания хладо-
агента с реагирующей смесью, то не удается достичь снижения
температурного градиента по радиусу реактора. В этом случае со-
здаются разные условия для проведения реакций на катализато-
ре гидрокрекинга. Там, где будет более низкая температура, реа-
гирующая смесь будет образовывать больше средних жидких
продуктов, в другой части реактора, где температура за счет пло-
хого перемешивания с холодным водородом может быть выше на
20-25 С, будут превалировать реакции расщепления с образова-
нием более легких углеводородов — бензиновых фракций и га-
зов. В этом случае катализатор не будет работать с достаточной
селективностью.
Проведенная инженерами фирмы UOP модернизация внут-
ренних устройств позволила значительно улучшить контроль и
регулирование температур по радиусу реактора за счет лучшего
смешения с хладоагентом, что дало возможность резко снизить
радиальный градиент температур с 14-17С до 2-8'С.
Явление значительного радиального градиента температур в
слое катализатора при сочетании с более высокими абсолютными
температурами слоев приводило к пиковым температурам, при-
ближающимся к максимальным эксплуатационным пределам ре-
актора. Чтобы не допускать превышения этого температурного
предела, необходимо было или уменьшать производительность ус-
тановки или снижать конверсию по реактору. Усовершенствова-
ние контактно-распределительных устройств, в том числе и рас-
пределителей холодного водорода позволило значительно улуч-
шить перемешивание и снизить радиальный температурный пере-
пад и тем самым избежать сокращения производительности уста-
новки в середине реакционного цикла и повысить выход жидких
Нефтепродуктов на 3-5%.
Печи и теплообменная аппаратура установок гидрокрекин-
га относятся также к числу основных аппаратов, определяющих
Нак стоимость установки, так и ее работоспособность.
141
Процессы переработки нефти
Печи используют для нагрева сырья в смеси с водородсодеря
щим газом. Конструктивно они могут отличаться друг от дру
расположением труб — горизонтальным или вертикальным, с <
норядным или двухрядным экраном. Для змеевика печей, наг]
вающих сырье перед реактором, используют бесшовные трубы
аустенитной стали, которые при высоких температурах более i
тойчивы к водородной коррозии.
На установках гидрокрекинга применяются теплообменн:
аппараты кожухотрубчатого типа. Поскольку по трубкам ид
горячие продукты из реактора, их изготавливают из высоколе!
рованных аустенитных сталей. Корпус теплообменника изгот!
ливается из хромомолибденовой стали с внутренней плакир(
кой его аустенитными сталями. Для охлаждения и конденсац:
используются в основном аппараты воздушного охлаждения.
Разделительная аппаратура представлена различными <
параторами высокого и низкого давления, работающими как с 1
рячими, так и с холодными продуктами, ректификационным
отпарными и абсорбционными колоннами. Сепараторы высоко
давления предназначены для отделения основного количества 1
дорода от продуктов реакции с дальнейшей его очисткой от се)
водорода, удаления из него остатков легких нефтепродуктов
возвращения его после соответствующей обработки в секции к<
центрирования водорода обратно в процесс. Поскольку эти cel
раторы по условиям работы мало чем отличаются от реакторов
теплообменников, к материалу для их изготовления предъявл
ются те же требования, то есть внутри они плакируются матера
лами из аустенитных сталей. 1
Отпарные колонны и сепараторы низкого давления работаю
более мягких условиях, и их изготавливают из высокохромист)
сталей с содержанием хрома 12%. Сепараторы низкого давлей|
используются на установках для удаления из жидких продук^
реакции растворенных в них остатков водорода, углеводородн!
газа и для отстоя воды, которая подается для растворения прод|
тов разложения сернистых и азотных соединений. ч
В колонной аппаратуре предусмотрена защита внутренней!
сти от сероводородной коррозии. I
На установке используются компрессоры двух типов — поя
невые и центробежные. Поршневые используются в качестве Я
душных компрессоров и для подпитки свежим водородом цирку!
рующей системы ВСГ. Обычно для обеспечения надежности их|
боты имеются резервные. В качестве циркуляционных компрев
ров используют центробежные компрессоры высокой произвв
тельности, обеспечивающие высокую надежность эксплуатации
142
Раздел III
3.6. Эксплуатация установок гидрокрекинга
Для обеспечения нормальной работы каждая установка гид-
рокрекинга проходит различные стадии, а именно: подготовка к
пуску, пуск установки и вывод ее на нормальный технологичес-
кий режим. После этого установка должна в заданном режиме от-
работать положенный срок до регенерации катализатора. После
этого проводится пересыпка и рассев регенерированного катали-
затора для удаления мелкой пыли и частиц с последующей за-
грузкой.
После этого цикл работы установки повторяется. Перед под-
готовкой к пуску, как правило, проводят различные ремонтно-
профилактические мероприятия: ревизию трубопроводов, аппа-
ратов, проверку их на прочность и герметичность, продувку ап-
паратов инертным газом и зачистку их от воды, проверку готов-
ности КИП к работе, обеспечение установки паром, воздухом,
электроэнергией, водой и т.д. Проводят сушку катализатора и
его прокалку в реакторах при повышении температуры до 500°С.
Подъем температур производят строго по инструкции. Катализа-
торы гидрокрекинга выпускаются в оксидной форме, поэтому
для перевода их в более активную, обеспечивающую необходи-
мую селективность реакций, требуется проведение сульфидиро-
вания катализаторов, что может осуществляться двумя путями:
первый путь — сульфидирование сернистым сырьем в процессе
пуска установки при пониженных температурах до 300°С и на об-
легченном сырье. Эта операция может проводиться в течение не-
скольких часов (до 24 ч), пока катализатор не достигнет соответ-
ствующей сульфидной формы. После этого можно поднимать
температуры до проектных и нагружать установку сырьем. При
пуске установки на неосерненном катализаторе он теряет свою
активность в связи с быстрым подавлением металлических ак-
тивных центров отложениями кокса, что может привести к не-
своевременной остановке установки из-за неэффективной кон-
версии сырья.
Циркуляция ВСГ в период осернения катализатора при повы-
шенной температуре его до подачи сырья может привести к резко-
му снижению активности катализатора за счет экранирования ак-
тИвных центров отложениями кокса, образующегося за счет рас-
цепления углеводородной части газов, содержащихся в ВСГ. Для
Полного осернения и перехода оксидов металла катализатора в
’“Ульфидную форму, необходимо поглощение катализатором
Мас. серы.
143
Процессы переработки нефти
Существует метод сульфидирования катализатора с помо
подачи сероводорода. При этом обеспечивают циркуляцию во,
рода с температурой 150-200 С и подачу сероводорода 1-2% мае
дальнейшем концентрацию сероводорода доводят до 8-12%. П
подаче сероводорода сразу в больших количествах возможно
кое повышение температуры в слое катализатора и его перегр
При сульфидировании сероводородом процесс осернения уско]
ется и составляет несколько часов.
Любое осернение катализатора проводят при температурах
выше 300-350 С. Вначале идет разогрев системы на водороде, а
достижении температуры 200-250 С начинают подавать сернис
сырье или другой осерняющий агент. Подъем температуры <
ществляют со скоростью 20-25 С в час.
Сразу после осернения, пока катализатор очень активен, 1
пературы в реакторе стараются поддерживать на более низ!
уровне, обеспечивающем заданную конверсию. По мере паде:
активности компенсацию конверсии обеспечивают подъемом ч
пературы.
Для регулирования температуры по слоям катализатора в
актор вводят холодный ВСГ. О значении правильного регул:
вания температуры в реакторе по слоям катализатора сказ
выше. Поскольку в первой ступени реактора находится ката
затор, обладающий бифункциональным действием, т.е. обе<
чивающий и обессеривание и сам гидрокрекинг, в ней под;
живается более высокая температура, чем во второй ступени^
второй ступени идут только реакции расщепления, изокрекв
и гидрирования углеводородов, для проведения которых тр
ется температура на 15-20“С ниже, чем для проведения реак
глубокого обессеривания, которые происходят в первой сту:
реакции.
При гидрокрекинге за счет проводимых реакций выделя
тепло. Тепловой эффект зависит прежде всего от глубины ков
сии сырья. Так, при крекинге вакуумного газойля при темпер
ре 425°С и конверсии сырья до 75% тепловой эффект колеблеч
пределах 218-239 кДж/кг сырья. При той же глубине разлож<
и температуре 450С он составляет 293-344 кДж/кг сырья, а
глубине конверсии 95% тепловой эффект резко увеличивает
составляет 524 кДж/кг сырья.
Процесс гидрокрекинга проводится при значительных о
мах циркулирующего ВСГ, в котором могут накапливаться у
водородные газы. Для обеспечения удаления их из системы
изводится вывод части циркулирующего ВСГ (отдув) на очис
которая осуществляется различными методами — либо с п
144
Раздел III
щью молекулярных сит типа “Призм”, либо методом короткоцик-
ловой адсорбции. Пополнение системы циркуляции свежим высо-
коконцентрированным газом производится подпиткой его очи-
щенным газом с установки производства водорода, имеющей сек-
ции концентрирования ВСГ.
В процессе эксплуатации по мере падения активности катали-
затора проводят его регенерацию. Для этого установку постепенно
останавливают: снижают производительность и одновременно со-
кращают подачу топлива в печь. По достижении определенной
температуры (примерно ЗОО-35О°С) подачу сырья прекращают,
продолжая циркуляцию водорода с постепенным снижением тем-
пературы его нагрева и снижением давления в системе. При тем-
пературе водорода 200°С подачу топлива в печь прекращают, заме-
няют водород на инертный газ (азот) и дальнейшее охлаждение
системы и катализатора проводят циркуляцией азота.
Регенерацию проводят при давлении 3-5 МПа в токе циркули-
рующего азота с подачей кислорода воздуха. Циркуляцию осуще-
ствляют центробежным компрессором. Подачу воздуха обеспечи-
вают так, чтобы температура в слоях катализатора при выжиге
кокса не поднималась выше 550°С. Во время регенерации исполь-
зуется необходимая для этого система, все остальные аппараты и
трубопроводы отключены.
Для обеспечения регулирования температуры выжига кокса
и гибкости процесса, кроме воздуха в систему регенерации пода-
ется перегретый водяной пар. Начальная концентрация кислоро-
да в паровоздушной смеси — 0,5-1% об., конечная — 2%. Ско-
рость выжига ограничивается допустимой температурой в реак-
торе для данного типа катализатора. Контроль за выжигом про-
изводят по температурам в слоях катализатора и по содержанию
углекислого газа на выходе из реактора. По мере выравнивания
температуры и изменения концентрации углекислого газа и кис-
лорода на входе и выходе из реактора судят о завершении процес-
са регенерации.
Для проведения рассева и выгрузки катализатора его охлаж-
дают в потоке холодного инертного газа со скоростью 10°С в час,
после чего печь и компрессоры отключают, а реактор готовят к
выгрузке.
В процессе эксплуатации установки в тракте охлаждения
продуктов реакции возможно образование сульфида и хлорида
аммония, которые могут закупоривать трубки холодильников.
Во избежание этого установки гидрокрекинга оснащаются сис-
темами для размыва и растворения этих отложений, для чего пе-
ред холодильниками в продукты конденсации и охлаждения
145
Процессы переработки нефти
вводят воду. В результате образуется кислая вода, содержащая
своем составе аммиак, сероводород и хлор. Аммиак и серу ]
кислой воды удаляют с помощью отдува или перегонки в секц
ях очистки, а очищенную воду вновь возвращают в производс
во, часть воды добавляется в виде свежей котловой воды во изб
жание накопления в ней нелетучих соединений. На тонну обр
зующегося аммиака вводится не менее двух тонн промывочн<
воды.
В процессе циркуляции ВСГ важно следить за состоянш
его влажности, так как наличие воды в нем даже в незначител
ных количествах способствует образованию выпадения гидр
тов в трубопроводах уже при температуре до 25“С, поэтому те1
пературу на приеме циркуляционного компрессора поддерж
вают на уровне 45-50°С. Кроме того имеется ряд приемных сеп
раторов, имеющих разного рода отбойные устройства, задеряс
вающе воду. Определенные трудности в работе установок, ос
бенно в пусковой период, — это вынос продуктов коррозии вм
сте с потоком в реактор и возникающие при этом их отложен!
на поверхности катализатора, что вызывает рост перепада да
ления между входом и выходом из реактора и необходимое!
преждевременной остановки. Для борьбы с этим применял
фильтры-корзины, устанавливаемые на поверхности каталиц
тора. j
Значительные осложения в работе катализатора вызывав
колебания качества сырья, особенно повышенное содержание
нем асфальто-смолистых соединений. Это приводит к быстр!
потере активности катализатора за счет его усиленного закок^
вывания. С целью предотвращения этого на установке гид!
крекинга производится тщательный аналитический контра
сырья по таким показателям как плотность, фракционный d
став, коксуемость, содержание фактических смол, серы, азов
металлов, асфальтенов. Особенно следует контролировать d
держание полициклической ароматики (ПА) в продуктах рев
ции при двухступенчатом процессе и своевременный вывод!
из процесса. При конверсии тяжелого сырья в реакторах гиде
крекинга (вторая ступень) насыщение ароматических соедия
ний водородом ограничивается температурным равновесием J
пределами которого происходят некоторые реакции конден!
ции, приводящие к образованию ароматических соединея
высокой молекулярной массы, которые не насыщаются водов
дом. Эти соединения при низких температурах не растворяю»
в продуктах реакции и загрязняют трубопроводы. Для борьбе
этим предусмотрен горячий сепаратор, который обеспечим
146 . I
Раздел Ш
поддержание температуры перед входом во фракционирующие
аппараты на уровне, позволяющем растворить полицикличес-
кую ароматику в потоке. Во избежание ее накапливания при
снижении давления в системе циркуляции нижнего продукта
фракционирующей колонны, предусмотрен вывод части про-
дукта. Метод, разработанный UOP, основан на очищении цир-
куляционного жидкого потока перед возвращением в реактор
гидрокрекинга второй ступени путем удаления ПА дешевым ад-
сорбентом. Это создает условия для обеспечения низкой концен-
трации ПА и позволяет избежать загрязнения оборудования,
работающего при высоком давлении.
В работе установок гидрокрекинга существует также пробле-
ма загрязнения оборудования и трубопроводов отложениями об-
разующихся полимерных соединений. Можно выделить три
причины возникновения этих загрязнений: это отложение при-
месей, полимеризация органики и автоокисление. Отложения
происходят, когда частицы примесей становятся крупными и не
могут уносится потоками жидкости и газа. Неорганические от-
ложения — это в основном продукты коррозии, мелкие частицы
катализатора и неорганических солей, попавшие в сырье. Уста-
новка фильтрующих элементов может в значительной степени
снизить отложения, однако при этом требуется постоянное на-
блюдение за их работой. К тому же они не эффективны и не за-
держивают отложения, образованные продуктами полимериза-
ции. В некоторых случаях применяют удаление кислорода из
сырья, однако даже его незначительное присутствие не прекра-
щает процесс автоокисления и полимеризации.
В некоторых случаях монтируют параллельные “нитки” аппа-
ратов, склонных к частому забиванию (например, теплообменни-
ков), что повышает гибкость и надежность работы, но сопряжено
с дополнительными затратами.
В некоторых случаях зарубежные фирмы применяют различ-
ные добавки, диспергаторы, ингибиторы, которые вводят в сырье
Для уменьшения образования продуктов полимеризации.
Использованная литература
1<Смидович Е.В. Технология переработки нефти и газа.
- Ч. 2. — М.: Химия, 1968. — С. 20-55.
2. Сабадаш Ю.С. Гидрокрекинг дистиллятов и мазу-
Тов — М.: Химия, 1980. — С. 21-34, 38-48, 99-118.
3. Новейшие достижения в развитии гидрогенизационных
147
Процессы переработки нефти
процессов. Современное состояние и тенденция развития проц©
са гидрокрекинга за рубежом. — М.: ОАО “ЦНИИТЭнефтехим1
1999. — (Тем. обзор).
4. Технико-экономические обоснования строительства заво/
глубокой переработки нефти в АООТ “Киришинефтеоргсинтез*
Базовый проект комбинированной установки глубокой перерабо1
ки мазута.— 1995.
5. Общая пояснительная записка “Ленгипронефтехим^
г. Санкт-Петербург, 1995.
148
Раздел IV
Раздел IV. ПРОИЗВОДСТВО КСИЛОЛОВ
И ИХ РАЗДЕЛЕНИЕ
Ксилолы, важнейшие сырьевые компоненты для НХС, явля-
ются замещенными бензола, содержащими вместо двух атомов во-
дорода в ядре метильные группы в орто-(1,2), мета-(1,3), и пара-
(1,4) положении. Эти соединения получают на нефтеперерабаты-
вающих заводах путем каталитического риформирования ксило-
лообразующего сырья — фракций 105-140°С или 105-127°С для
случаев выделения ксилолов из катализатов путем ректифика-
ции.
В состав фракции суммарных ксилолов входит также этилбен-
зол. Все указанные изомеры различаются физико-химическими
свойствами: температурой кипения, температурой кристаллиза-
ции, показателями рефракции и т. д. На этих различиях и основа-
ны практические методы разделения ксилолов на составляющие.
В табл. 4.1 приведен состав аренов, полученных при каталитичес-
ком риформинге.
Табли ца 4.1
Выход и некоторые физико-химические свойства аренов, полученных при
каталитическом риформинге
Показатели Этилбензол Ксилолы:
орто- мета- пара-
Температуры,°C: кипения плавления 136 -94 144 -25 139 -47 138 13
Содержание в катализате,% мае. 17-20 19-26 35-40 16-20
Существует несколько методов выделения суммарных ксило-
лов (смеси изомеров) из катализатов риформинга.
Наиболее распространенным является метод экстракции те-
йи же экстрагентами, которые используются для выделения
бензола и толуола. Однако в связи со снижением коэффициентов
Распределения при экстракции ксилолов гликолями для дости-
жения достаточно высокой степени извлечения С8 (95% и выше)
йаобходимо повышать соотношение экстрагента и сырья. Так,
если при экстракции бензола и толуола из катализата
Фр.б2-Ю5°С диэтиленгликолем (ДЭГ) с 7% мае. воды достаточно
ПоДДерживать соотношение 11:1, то при экстракции ксилолов из
149
Процессы переработки нефти
катализата фр.105-140°С соотношение надо поддерживать
уровне 15,6:1. В случае замены экстрагента ДЭГ на триэтилен:
коль (ТЭГ) это соотношение можно понизить до 11,5:1, тем
мым повысив производительность установки. При этом степе
извлечения ксилолов повышается с 90 до 95%, однако в эт
случае на 50 % возрастает количество непревращенного сьц
(рециркулята), а следовательно, и энергозатраты. Повышает
также и температура в вакуумной колонне при регенерации э
трагента с 150 до 174°С.
При замене упомянутых экстрагентов более современны!
такими как сульфолан, кратность циркуляции можно свест!
2,8:1, а следовательно повысить эффективность процесса выде,
ния ксилолов.
В объединении “Киришинефтеоргсинтез” выделение сум
ных ксилолов из катализата риформинга производится мето,
ректификации. В качестве сырья для риформинга применяв1
облегченная фракция 105-124+12 7С с тем, чтобы снизить в ка
лизате содержание высококипящих углеводородов, которые <
зуют с ксилолами азеотропные смеси. В результате замены
э
тракции на ректификацию упрощается технологическая cxi
процесса выделения ксилолов из катализатов, снижаются капи
ловложения и удельные энергозатраты. Однако в связи с огра
чением конца кипения до 127°С существенно снижается потен;
ал ксилолов. В результате каталитического риформинга вы:
суммарных ксилолов составляет 34-36% (мае.), а выход док
лольной фракции - 43,9% (мае). Причем в этой фракции coj
жится до 10% мае. аренов С8 , попадающих в нее из-за образ
ния азеотропов с насыщенными углеводородами, кипящи:
пределах 130-150°С. В связи с этим такой метод выделения
марных ксилолов имеет ряд недостатков: большие потери от
тенциала, наличие примесей насыщенных углеводородов, сни
ющих качество орто- и параксилолов при их дальнейшем разд|
НИИ.
В настоящее время имеется ряд методов выделения сум:
ных ксилолов из катализатов риформинга с более высокой са
нью и эффективностью извлечения: азеотропная ректификац
метанолом и другими более селективными растворителями
требующими регенерации (ацетонитрил, этанол, 2-пропа;
тре/п-бутанол, 2-бутанол). Все эти спирты характеризуются в:
кими октановыми числами, превышающими 100 пунктов. Пс
му смеси азеотропов вместе с наличием небольшого колич<
ксилолов могут быть
товарных бензинов.
успешно использованы для приготовле
150
Раздел IV
4.1. Методы производства и разделения суммарных ксилолов
на орто- и параксилолы
В отечественной нефтепереработке в настоящее время исполь-
зуются два метода разделения ксилолов на орто- и параксилолы.
Оба они базируются на зарубежной технологии. Один метод разде-
ления ксилолов реализован в ПО “Киришинефтеоргсинтез*’ по
технологии Atlantic Richfield и Engelhard Minerals & Chemicals
(США). Комплек, с мощностью 60 тыс.т в год, выделения из сум-
марных ксилолов орто- и параксилолов введен в эксплуатацию в
1976 г. Проект разработан фирмой “Кавасаки” (Япония). Техно-
логия предусматривает ректификацию ортоксилола из суммар-
ных ксилолов, получение параксилола методом кристаллизации
(вымораживания) и центрифугирования с изомеризацией фугата
(метаксилола и этилбензола) в ортоксилол и параксилол с возвра-
том продуктов изомеризации в блок ректификации.
По второму методу осуществлено строительство двух мощных
комплексов с размещением одного на Омском НПЗ, а другого в
объединении “Уфанефтехим”. Строительство их осуществлено в
1982-1983 гг. Они рассчитаны на производство бензола, толуола
по 165 тыс.т в год, орто- и параксилолов и основаны на техноло-
гии разделения ксилолов, совместно разработанной фирмами
ВР —UOP и фирмами посредниками — “Текнип” и “Прокофанс”.
Выработка аренов, включая бензол, толуол и ксилолы, произво-
дится на крупнотоннажном комплексе, включающем в себя вто-
ричную перегонку бензиновой фракции, гидроочистку и катали-
тическое риформирование фракции 85-140°С, экстракцию суль-
фоланом катализата бензольных фракций, очистку глиной сум-
марных ксилолов с последующим выделением: ортоксилола —
ректификацией, а параксилола — адсорбционным методом
“UOP-Парекс”. Метаксилол и этилбензол подвергаются изомери-
зации в орто- и параксилол по процессу “Изомар”. Сырьем про-
цесса разделения ароматики может служить как ксилольный
экстракт, так и продукт ректификации, содержащий до 25% мае.
Неароматических углеводородов. Потребление водорода в процес-
се — минимальное.
Выделенный в этом комплексе ортоксилол имеет 99% мае. ос-
новного вещества, а параксилол — 99,9% при степени их извлече-
®Ия не менее 97% (табл. 4.2.).
Комплекс разделения ксилолов в ООО “ПО” Киришинефтеорг-
сНнтез” состоит из следующих секций:
- ректификация ксилолов с выделением ортоксилола — сек-
ция ЮО;
151
Процессы переработки нефти
Состав сырья и выход продуктов разделения
Таблица
Углеводороды Состав сырья. % мае. Выход продуктов, % мае.
Этилбензол 25 —
Ксилолы:
орто- 19,5 19.6
мета- 41,0 —
пара- 14 71,1
- изомеризация этилбензола и метаксилола (октафайнинг)
секция 200;
- кристаллизация параксилола — секция 300;
- концентрирование водорода — секция 400.
Принципиальная блок-схема комплекса и взаимосвязь пс
ков внутри него приведена на рис. 4.1 и не требует каких-либо
полнительных пояснений.
Разделение целевых продуктов — орто- и параксилолов
суммы изомеров производится в этом комплексе на основе раз:
цы вышеуказанных физических констант отдельных изомеро]
Поскольку разница между температурами кипения самых
сококипящих изомеров (метаксилола и ортоксилола) составл
5,3°С, то ортоксилол возможно отделить в секции 100 от осте
ных изомеров четкой ректификацией в трех колоннах Т-101-'
(см. рис. 4.2). В эту же секцию поступают продукты изомериза!
из секции 200 (октофайнинг). Здесь же отгоняется и тяжелая <
матика С9 и выше. После выделения из смеси изомеров ортоксй
в»
ла, используя различия в температурах кристаллизации, в
ции кристаллизации и центрифугирования отделяют параксиЛ
Секция имеет две ступени кристаллизации: первую, работаю]
при температуре охлаждения -70°С, и вторую — при темпера1
от-4 до +4°С. Вымороженные кристаллы параксилола подверг!
ся промывке толуолом, и после их расплава производят ректт
кацию в колонне на толуол и параксилол — товарный продук
Фильтрат, состоящий в основном из метаксилола и этилбе
ла с незначительным количеством орто- и параксилолов, по;
гается изомеризации в секции 200. Продукты изомеризации
би лизируются. Кубовый продукт стабилизатора направляете
фракционирование в секцию 100. Легкая ароматика выводи*
верха стабилизатора на компаундирование.
152
п
га
X
а
=1
о
о
ф
ф
Раздел IV
га ф
га. g
^2
?Ь
3
а
с[
о
X
03
ex
о
оз
□Г
х
X
га
аз
о
CL
х
о
а
а
ч
о
со
га
аз
о
а
s
ф
Ф
О
AHOdOlO оо
ииПеЕийэучоЕи
ЫЛ7 tfodotfog
га
С1
о
а
о
d
о
m
ф
га
X
Я
О
а
о
а
о
со
га
m
о
ф
о
ж
Ф
О
О
о
о
га
а
га
га
с;
о
га
га
О
га
х
Ф
А©
Е
X
5
ф
S х
zf
га
га
ф
о
га
х
ф
О
ф
О
га
н
о
X
о
ж
га
5
X
о
ж
я
CL
га
а
га
с;
о
я
га
аз
о
га
>
ой
а
ф
га
ф
а
ей
Ajtaiqwodu ен uoAuoj_
ф
x
X
га
_ га
О.
фмО-
T X
Ф
ф
га
2
О
а
га
ф
ф
га
Е
S
О
ж
га
х
03
и
ж
о
3
о
га
со
,о
га
>
аз
а
ф
га
ф
со
ф
х
ж
О
Ф
X
F-
СО
2
о
о.
га
Ф
3
Е
Ф
X
к
га
и
О
га
с
5
О
ж
га
х
СП
s
х
о
Я
О
га
о
о
>х
3
ю
о
3
га
о
2 I
о. g
о
га
о
ф
S
о
га
о
ф
у
X
f-
га
2
о
а
га
ф
ф
X
о
оз
га
ф
2
га
т
h-
(J
я
а>
| Bxdeu ojoHdeAadaead ей
inirouHOx aHHdewwAg
Рис. 4.1. Принципиальная блок-схема разделения ксилолов
153
Процессы переработки нефти
Водород на изомеризацию поступает извне и, после очищен:
в секции концентрирования, вновь направляется на изомерии
цию. Отдув газов низкого давления с секции 400 используется
качестве топливного.
В качестве сырья установки используются катализаты рифо
минга (фр. 105-127'1С) установки ЛЧ-35-11/600 или Л-35-11/60
работающих на полиметаллических катализаторах серии КР.
4.2. Секция фракционирования ароматических углеводородов
В качестве сырья секции фракционирования ароматическ!
углеводородов (100) используется смесь суммарных ксилолов
изомеризата секции 200. Технологическая схема фракциониров
ния приведена на рис. 4.2.
Свежее сырье из резервуарного парка насосами Р-101 A/В п
еле смешения с изомеризатом, предварительно нагреваясь j
130°С в теплообменниках Е-101 A/В теплом бокового продукт
направляется в колонну Т-101 на 30-ю тарелку. Расход свеже:
сырья поддерживается автоматически регулятором FRC-104, кл
пан которого расположен на линии нагнетания сырьевых насосо
Температура питания колонны Т-101 регулируется автомат:
чески расходом бокового продукта в теплообменнике Е-101 А/
клапан которого установлен на байпасе теплообменников. Раз4
ление изомеров ксилола производится в двух колоннах Т-101
Т-102 с общим числом тарелок 160.
На верху колонны Т-101 температура поддерживается в пре;
лах от 130 до 160“С. При этих условиях через верх колонны удаляй
ся пары воды и незначительная часть ксилолов. Все это конденещ
ется и охлаждается в воздушных конденсаторах, холодильник
Е-102/1,2 и с температурой не более 60“С поступают в емкость oj
шения Д-101, где происходит отстой жидкого продукта на 2 слоя
водный и ксилольный. Обезвоженный ксилольный слой накаплш
ется за перегородкой, откуда по уровню насосом Р-102/А,В,С по;
ется на орошение верха Т-101. Расход орошения зависит от заданн
температуры верха. Отстоявшаяся в емкости вода по уровню сбрас
вается в промканализацию. Для поддержания необходимой кисл<
ности в системе орошения из-за накопления ионов хлора, в Д-1
или в линию орошения колонны подается раствор аммиачной во(
с концентрацией 0,3-1%. Расход ее производится в зависимости
pH дренируемой из емкости воды, которая должна иметь этот по:
затель в пределах 7-8,5.
С 7-й тарелки Т-101 в емкость Д-102 выводится боковой :
гон, состоящий из смеси параксилола, метаксилола и этилб
154
Раздел IV
Рис. 4.2. Четкая ректификация ортоксилола (секция 100)
155
Процессы переработки нефти
зола с небольшим количеством ортоксилола. Из емкости нас
сом Р-103 A/В он откачивается в секцию кристаллизации пар
ксилола (секция 300), предварительно отдав тепло в теплоо
меннике Е-101 A/В и охладившись в воздушном холодильни]
Е-103 A/В. В продукте, поступающем в секцию кристаллиз
ции, жестко контролируется содержание воды, которое i
должно быть более 30 ppm. Расход бокового продукта произв
дится с помощью регулятора с коррекцией по уровню в колон]
Т-102. Кубовый продукт колонны Т-101 насосом Р-104 A/В п
дается на верхнюю 76-ю тарелку колонны Т-102. Уровень в к
жней части Т-101 поддерживается автоматически регуляторо1
клапан которого установлен на линии загрузки колонны Т-10
В колонне Т-101 поддерживается давление в пределах заданн
го от 0,3 до 0,12 МПа, а соответствующим регулятором с пом
щью сброса и подачи азота из емкости Д-101 и в нее. С вер:
Т-102 пары ксилолов поступают в Т-101 под 75-ю тарелку. Нес
ходимое количество тепла для отпарки паров из кубового пр
дукта Т-102 вносится циркуляцией части нижнего продук
Т-102 через нагревательную печь F-101 насосом Р-105 A/В. Ре
ход его поддерживается в необходимом количестве (25
500 т/ч) соответствующим регулятором, клапан которого ус
новлен на линии подачи продукта в печь. Кубовый продукт в:
дит в печь 8-ю потоками, равномерность расхода потоков per
трируется соответствующими расходомерами (в пределах I
в н
65
т/ч).
За счет нагрева
циркуляционного
продукта в печи
зу колонны Т-102 поддерживается температура в пределах 1<
200С. Температура дымовых газов на перевале в печи F-101
должна превышать 830С.
Печь снабжена сажеобдувочным устройством, с помощью 1
торого паром под давлением 1,0 МПа удаляется сажа из труб к<
векционной секции. Кубовый продукт колонны Т-102 насос
Р-105 A/В откачивается на разделение в ректификационную 1
лонну Т-103 на 23-ю тарелку с расходом до 10 т/ч. Колонна Т-1
предназначена для выделения ортоксилола из его смеси с тяжел
ароматикой и имеет 80 тарелок клапанного типа. С верха колон:
отбирают пары
ортоксилола, которые, охладившись в воздушн
конденсаторе холодильнике Е-104, в виде жидкого ортоксил<
собираются в емкости орошения Д-103, после чего с температу!
60°С подаются на орошение верха колонны Т-103 для поддерэ
ния температурного режима в пределах 145-160°С. В колонне п
держивается постоянное давление в пределах 0,01-0,06 МПа по
чей азота в емкость орошения и сбросом из нее с помощью соот:
ствующего регулятора давления.
156
Раздел IV
Орошение колонны осуществляется насосами Р-106 A/В, а из-
быток ортоксилола этими же насосами отводится в качестве то-
варного продукта в резервуарный парк для хранения и последую-
щей отгрузки.
Тепло, необходимое для ректификации, вносится за счет цир-
куляции кубового продукта колонны Т-103 через нагревательную
печь F-102 насосом Р-107 A/В. Температура на контрольной та-
релке поддерживается в пределах 165-175°С с помощью подачи
топлива к форсункам печи F-102. Температура дымовых газов над
перевальной стенкой F-102 не должна превышать 750°С.
Нижний продукт колонны представляет собой тяжелые аро-
матические углеводороды С9 и выше. Они откачиваются с уста-
новки насосом Р-107 A/В через водяной холодильник Е-105 на
компаундирование для приготовления автобензинов.
4.3. Секция изомеризации
Секция изомеризации (200) предназначена для увеличения
выхода целевых продуктов - пара- и ортоксилолов за счет изоме-
ризации этилбензола и метаксилолов. Сырьем этой секции явля-
ется жидкая часть (фугат) центрифуг 1-й ступени кристаллиза-
ции. В составе фугата в основном присутствуют метаксилол, этил-
бензол и небольшая часть параксилола. Реакция производится на
алюмоплатиновом катализаторе ИК-78 при температурах от 380
до 420°С и давлении 1,0-1,5 МПа в атмосфере циркулирующего во-
дорода с концентрацией 90-92%, обеспечивающей мольное соот-
ношение водорода и сырья 10:1. Процесс изомеризации ксилолов
разработан фирмами Adiantie Refining Со Engelhard Jnc (США).
Основные реакции процесса изомеризации
Основные реакции, протекающие в процессе, следующие: изо-
меризация ароматических и нафтеновых, гидрирование аромати-
ческих, дегидрирование нафтеновых углеводородов, диспропор-
ционирование и деалкилирование ароматических, а также гидро-
крекинг насыщенных углеводородов.
Последние три реакции, происходящие в реакторе изомериза-
ции, ведут к снижению выхода целевых продуктов. Содержание
этилбензола в сырье не нормируется, в процессе он изомеризуется
На 60-70% в ксилолы, но одновременно необходимо иметь в виду,
пто повышенное содержание этилбензола в сырье приводит к не-
обходимости увеличения расхода водорода в процессе во избежа-
йИе преждевременного закоксовывания катализатора. В табл. 4.3
157
Процессы переработки нефти
приведены результаты получения пара- и ортоксилолов с испол:
зованием процесса октофайнинг при переработке сырья с низки
и высоким содержанием этилбензола и с предварительным отб
ром из сырья пара- и ортоксилола.
Таблица 4.
Материальный баланс процесса получения пара- и ортоксилолов
Показатели Исходное содержание этилбензола в сырье
низкое высокое
Взято, % мае.: исходное сырье, в т.ч. 100 100
этилбензол 5,0 31,0
п-ксилол 23,0 10,0
м-ксилол 50,0 56,0
О-ксилол 22,0 3.0 *
Водород 0,3 0,5 '
Итого: 100,3 100,5
Получено, % мае.:
парафиновые углеводороды С rCs 2,1 4,3
парафино-нафтеновые Ch и выше 1,0 2,2 <
бензол 0,8 3,1 1
толуол 0,6 0,8 1
п-ксилол 44,0 44,0 1
о-ксилол 50,0 43,0
ароматические С, и выше 1,4 3,0
Итого: 100,3 100,5
Предварительно из сырья ректификации был удален ортокс:
лол с отбором 80% и параксилол кристаллизации с отбором 60*
от потенциала.
Данные материального баланса говорят о возможности перер
ботки сырья и с высоким содержанием этилбензола. Однако в]
ход диметилбензолов при этом меньше, чем при переработке cl
рья с низким содержанием этилбензола.
В мировой практике наиболее распространен процесс октафа
нинг.
Основные реакции в этом процессе следующие:
СНз СНз
0=0 '
СНз ’
158
Раздел IV
- изомеризация метаксилола с образованием параксилола:
- изомеризация метаксилола с образованием орто- и паракси-
лолов одновременно:
В начале метаксилол гидрируется в диметил циклогексан, про-
исходит раскрытие шестичленного кольца с образованием триме-
тил циклопентана, далее под влиянием условий процесса пяти-
членное кольцо трансформируется в шестичленное с одновремен-
ной изомеризацией и с заменой положения метильных групп в ор-
тоположение, а после дегидрирования нафтена образуется арома-
тический углеводород ортоксилол. Второе направление этой реак-
ции — одновременное образование параксилола.
Этилбензол С6Н5-С2Н5 в результате происходящих на катали-
заторе реакций при этих температурных условиях и объемной
скорости образует как ортоксилол, так одновременно и другую
ароматику, например, просто бензол и диэтилбензол:
С2н5
О'""'
Одновременно в реакторе происходят реакции диспропорцио-
нирования с образованием толуола и трансалкилирования с обра-
зованием триметилбензола:
СНз
\/снз
а в результате реакций гидродеалкилирования метаксилол об-
разует толуол с выделением газовых углеводородов, а этилбен-
зол —с образованием бензола и этана. Реакции крекинга, деалки-
лирования, дегидрирования — эндотермические, а реакции гид-
159
Процессы переработки нефти
рирования, изомеризации сопровождаются незначительным в]
делением тепла, т.е. являются экзотермическими.
Основные факторы, влияющие на выход
и состав продуктов изомеризации
Процесс изомеризации проводится на катализаторе ИК-78
интервале температур 375-425°С, давлении в реакторе 1J
1,5 МПа, мольном соотношении водород: сырье от 5:1 до 10:lj
объемной скорости от 2 до 4 час1.
Давление в реакторе. Изменение давления в реакторе в ту ]
иную сторону приводит к изменению парциального давления
дорода. С увеличением давления время контакта сырья с ката^
затором возрастает, при этом увеличивается срок службы кат
затора и эффективность превращения этилбензола, однако
этом снижается селективность катализатора (увеличивается
ход легкой и тяжелой ароматики).
Температура в реакторе — очень важный фактор, влия
щий не только на срок службы катализатора, но и на степень п]
ближения продуктов реакции к равновесному состоянию по
бензолу.
Работа при минимальной температуре увеличивает степ
приближения к состоянию равновесия по этилбензолу, но од!
временно увеличивает выход продуктов гидрирования.
Увеличение температуры реакции понижает степень приб^
жения к равновесию по этилбензолу, увеличивает степень ц]
ближения к равновесию по орто- и параксилолам, но одноврем
но увеличивает выход побочных продуктов, в том числе кокса, i
ведет к сокращению срока службы катализатора.
Поэтому в начальный период на свежем катализаторе теМ|
ратуру поддерживают на минимально возможном уровне, обес|
чивающем удовлетворительный выход целевых продуктов pej
ции (орто- и параксилолов). Особенно важно это условие собе
дать при пуске установки, т.к. быстрый подъем температуры !
жет привести к дезактивации катализатора в связи с возможя
образованием стирола из этилбензола с последующим образовад
ем кокса. 1
Время контакта сырья с поверхностью катализатора задаа
режимом при эксплуатации и может регулироваться изменен!
скорости подачи сырья и давления в реакторе. Увеличение вра
ни контакта способствует увеличению степени приближения
равновесию для всех четырех изомеров, но при этом снижай!
выход целевой продукции. 1
160
Раздел IV
Мольное соотношение. Увеличение мольного соотношения во-
дород: сырье приводит к сокращению времени контакта, увеличе-
нию парциального давления водорода и сокращению выхода по-
бочных продуктов.
Для снижения выхода легкой ароматики и увеличения выхо-
да целевых продуктов в процессе используют частичную рецирку-
ляцию легкой ароматики в сырье секции 200 в количестве
1-4 т/ч. Это смещает равновесие реакций гидродеалкилирования
и снижает выход легкой ароматики.
Описание технологической схемы процесса изомеризации
Принципиальная схема секции 200 приведена на рис.4.3.
Фугат из секции кристаллизации параксилола (300) после на-
грева его в теплообменнике Е-301 насосом Р-201 A/В подает-
ся в тройник, где смешивается с циркулирующим водородсо-
держащим газом, и далее газосырьевая смесь нагревается в
теплообменниках Е-201 A/В продуктами реакции из реактора
R-201.
Для окончательного нагрева до температуры реакции смесь
направляется в печь F-201 по выходе из которой ее температура
повышается до 375-425 С (в зависимости от состояния катализато-
ра) и поступает в реактор R-201.
Подача сырья в тройник смешения регулируется клапаном,
установленным на выкиде насоса Р-201 A/В. Газосырьевая смесь
в печь входит 8-ю параллельными потоками, равномерность рас-
пределения сырья по потокам и нагрев смеси в каждом потоке при
выходе из печи контролируются соответствующими измеритель-
ными приборами. Для обеспечения постоянства температуры га-
зосырьевой смеси на выходе из печи установлен регулятор расхо-
да, который при необходимости изменяет количество топлива, по-
даваемого в печь F-201.
Температуру в реакторе контролируют по высоте слоя катали-
затора и на выходе из него многозонными термопарами.
Продукты реакции охлаждают в теплообменнике Е-201, воз-
душном конденсаторе-холодильнике Е-202 и направляют в сепа-
ратор Д-201 для разделения на водородсодержащий газ и неста-
бильный изомеризат. Водородсодержащий газ (ВСГ) из Д-201 по-
ступает в приемный сепаратор центробежного компрессора Д-203
и далее на прием компрессора С-201, откуда возвращается после
сжатия в контур циркуляционного водорода, а оттуда в тройник
смешения. Часть ВСГ через регулятор давления отдувается в топ-
ливную систему завода.
161
Процессы переработки нефти
На факел
Рис. 4.3. Изомеризация этилбензола и метаксилола (секция 200)
162
Раздел IV
Для обеспечения необходимой концентрации водорода (90-
92% об.) перед тройником смешения в линию нагнетания ком-
прессора подают водород из секции его концентрирования, а с вы-
кида компрессора часть ВСГ направляют обратно на очистку и
концентрирование.
Жидкая фаза — изомеризат — из сепаратора Д-201 под собст-
венным давлением через клапан-регулятор поступает в теплооб-
менник Е-203 A/В, где нагревается кубовым продуктом стабили-
затора Т-201 и подается на 20-ю либо 26-ю тарелку стабилизатора.
Необходимое количество тепла для стабилизации изомеризата
вносится горячей струей, которая с низа колонны насосом
р-203 A/В подается в печь F-202, где нагревается до 216-218°С и
возвращается в низ колонны.
Отпаренная легкая ароматика и газы при температуре верха
140-160'С удаляются в емкость орошения Д-202, предварительно
охладившись в воздушном конденсаторе Е-204. Постоянство тем-
пературы верха в Т-201 поддерживается регулятором, обеспечи-
вающим подачу насосом Р-202 A/В холодного орошения из емко-
сти Д-202. Давление — не выше 0,35 МПа — обеспечивается регу-
лятором, установленным на сбросе газов из Д-202 в топливную си-
стему (поз. PIC 208). Балансовое количество жидкой фазы в зави-
симости от уровня в емкости орошения откачивается за пределы
комплекса в виде легкой ароматики насосом Р-202 A/В. Стабиль-
ный изомеризат с низа Т-201, охладившись в Е-203, возвращается
в секцию 100 и смешивается с исходным сырьем комплекса.
Часть его может выводиться в резервуарный парк. Этот продукт
может быть использован в период запуска секции 200.
С течением времени активность и селективность катализатора
могут понизиться. При этом подъем температуры и изменение
Других параметров не приводят к повышению активности и селек-
тивности: в продуктах изомеризации наблюдается рост количест-
ва этилбензола. Все это связано с закоксовыванием катализатора
и потерей его активности, которая восстанавливается путем окис-
лительной регенерации воздухом. . Механизм проведения регене-
рации катализатора ИК-78 практически не отличается от обыч-
ной регенерации в системе риформинга. Она проводится путем
Циркуляции азота (компрессор С-201) с подачей в него воздуха до
содержания 0,7% об. и проходит в 4 ступени. Первая — подъем
Температур со скоростью 50°С в час до 300°С и подача воздуха, при
этом начинается горение и температура в слое поднимается. По
Достижении на выходе 350°С расход воздуха снижают или прекра-
щают для предотвращения дальнейшего подъема температуры,
вторая ступень — подъем температуры на входе до 350°С. Вновь
163
Процессы переработки нефти
подают воздух до 0,7% об. и доводят температуру на выходе
400°С. При выравнивании температуры входа и выхода начина
третью ступень — температуру на входе в реактор поднимают
400°С с подачей воздуха. Скорость подъема температуры на Э1
стадии 20°С в час. По достижении температуры 400 С в слое ка
лизатора увеличивают подачу воздуха до 2% об., не допусл
подъема температуры на выходе выше 450С. После выравни
ния температур по всему слою катализатора увеличивают поде
воздуха до 5% об. и продолжают в течение 5 часов циркуля
этой смеси компрессором. При отсутствии вспышек, подъема
пературы катализатора и изменения содержания кислорода
входе и выходе начинают постепенное снижение температур!
реакторе до 250-300С со скоростью до 30 С в час. При 200 С на!
ходе из печи подачу воздуха прекращают, форсунки в печи га<
и начинают замену кислородсодержащего газа на азот, подГот
ливая систему к переводу на водородсодержащий газ.
4.4. Секция кристаллизации и выделения параксилола
Сырьем секции (300) служит обезвоженная ксилольная
ция (боковой погон с 7-й тарелки колонны Т-101), поступают
из секции 100 (см.рис. 4.2).
Технологическая схема выделения параксилола предусмач
вает двухступенчатую кристаллизацию параксилола из см
ксилолов с промывкой толуолом, получаемых на второй ступ
кристаллов. Метод выделения параксилола низкотемператур
кристаллизацией основан на сравнительно высокой температ
кристаллизации параксилола (+13, 26 С) по сравнению с друг!
изомерами.
Глубина извлечения параксилола из сырья составл
60% мае. Более глубокому извлечению мешает образование эв
тических смесей параксилола с остальными ксилольными из<
рами. Эвтектическая смесь (эвтектика) представляет собой
твор, из которого могут одновременно выкристаллизовыва1
все компоненты, что и затрудняет их разделение.
После извлечения параксилола на 1-й ступени кристалл
ции — жидкая часть (маточный раствор или фугат) направля
на изомеризацию в секцию 200 (см.рис. 4.3.). Содержание п
ксилола в фугате 1-й ступени составляет 9,5% мае.
Для охлаждения ксилольной смеси до необходимых тем!
тур кристаллизации параксилола используются две холодил
системы: этиленовая и пропановая. Этиленовая система обес]
вает охлаждение ксилолов в 1-й ступени кристаллизации. П
164
Раздел TV
новая система служит для охлаждения параксилольной смеси вы-
сокой концентрации в кристаллизаторах 2-й ступени, одновре-
менно обеспечивая конденсацию и охлаждение паров этилена.
Описание технологической схемы секции кристаллизации
Принципиальная технологическая схема 1-й и 2-й ступени
кристаллизации секции 300 приведена на рис. 4.4. Сырье — обез-
воженный боковой продукт колонны Т-101 — охлаждается в теп-
лообменнике Е-301 фугатом центрифуг 1-й ступени до температу-
ры -35 С. В теплообменнике охлаждаемый и нагреваемый про-
дукт равномерно распределяются на 8 потоков. Охлажденный до
-35 С поток смешивается с фильтратом 1-й ступени из емкости
Д-303 и фугатом 2-й ступени кристаллизации из емкости Д-309,
после чего поступает на 1-ю ступень, состоящую из 12-ти крис-
таллизаторов, объединенных в шесть параллельных потоков по
два кристаллизатора в каждом. Два кристаллизатора работают
последовательно. На 1-й ступени имеется три центрифуги, каж-
дая из которых обеспечивает работу двух параллельных потоков
их шести.
Для создания необходимого холода используется этилен, по-
даваемый в рубашки кристаллизаторов. Рабочая температура
кристаллизаторов Y-302 A-F лишь на 4 С отличается от расчетной
температуры эвтектической точки исходного сырья, поступающе-
го в кристаллизаторы, что обеспечивает количественный выход
осадка кристаллов параксилола близкий к теоретическому. При
этих условиях в каждом кристаллизаторе параксилол начинает
выпадать в осадок из ксилольной смеси, образуя суспензию. Для
обеспечения равномерного распределения температуры и концен-
трации кристаллов внутри каждого кристаллизатора 1-й ступени
предусмотрены две выносные системы циркуляции суспензии:
между низом и верхом конической части кристаллизаторов (насо-
сами Р-301 A-F) и между верхом конической и верхом цилиндри-
ческой части (насосами Р-302 A-F). Уровень в кристаллизаторах
Поддерживается соответствующими регуляторами, клапаны ко-
торых установлены на линиях загрузки. Температура в кристал-
лизаторах до -48 С поддерживается регулированием давления ис-
парившегося этилена в рубашках кристаллизаторов. Это давление
йе Должно превышать 0,82 МПа. Жидкий этилен поступает в
Уравнительные бачки Д-301 A-F и Д-302, уровень в которых под-
держивается соответствующим регулятором. Давление в рубашке
Также поддерживается регуляторами, клапаны которых располо-
жены на линиях выхода паров.
165
Процессы переработки нефти
Из кристаллизаторов Y-301 A-F охлажденная суспензия нас
сами Р-302 A-F подается на загрузку кристаллизаторов Y-3(
A-F, в которых процесс охлаждения и кристаллизации паракс:
лола продолжается. Температура внутри кристаллизаторов, да
ление в рубашках и уровни этилена в бачках регулируются анал
гично кристаллизаторам Y-301 A-F, а также оборудованы анал
гичными системами циркуляции.
Охлажденная суспензия из кристаллизаторов Y-302 A-F noj
ется на загрузку центрифуг N-301 А,В,С 1-й ступени в количес!
не более 26 т/ч на каждую. Расход регулируется клапанами, ус
новленными на линиях загрузки центрифуг, в которых проис:
дит разделение суспензии на три составляющие: твердый осадо
фугат и фильтрат. Фугат выводится в емкость Д-305, твердый о
док проходит через перфорированный участок ротора центрис
ги, где происходит отделение фильтрата (это мелкие кристалл!
остаточная жидкость). Фильтрат поступает в емкость Д-303, от;
да откачивается циркуляционным насосом на 1-ю ступень кр
таллизации, часть его подается наверх конуса.
Фугат из емкости Д-305 откачивается насосом Р-306 A/В че
паровой подогреватель Е-302, где разогревается до температ}
не ниже 55°С, затем подогревается в теплообменнике Е-ЗО1 и
ступает на прием сырьевого насоса Р-201 A/В в качестве сы
секции 200. Избыток его может откачиваться в резервуар!
парк и использоваться по назначению в других условиях.
Твердая фаза в виде кристаллов параксилола из центра
N-301 А,В,С направляется в емкость Д-304, где подвергав
плавлению, которое осуществляется циркуляцией суспен;
твердой фазы насосом Р-305 A/В через паровой подогреватель
303 и возвращается расплавленной в емкость Д-304.
В емкости Д-304 поддерживается температура на уровне
45°С регулятором за счет изменения расхода пара в паровой п<
греватель. Часть расплава подается в центрифуги для промы
течек твердого осадка во избежание их забивания твердой фа
Избыток расплава из Д-304 откачивается насосами в kphctbj
заторы 2-й ступени Y-303 A-F. В расплаве, поступающем во
ступень кристаллизации, содержится от 88 до 96% параксил
в связи с чем на 2-й ступени кристаллизацию можно пpoизвo^
уже при более высокой температуре охлаждения расплава
4-4°С). Охлаждение кристаллизаторов 2-й ступени производ
пропаном, поступающим в рубашки кристаллизаторов из урв
тельных бачков Д-306 A-F. Температура в них поддерживав'
пределах от -4°С до +4°С и регулируется изменением давлени
парившегося пропана. Так же как и в холодном блоке 1-й сг
166
ПЕРВАЯ СТУПЕНЬ
ВТОРАЯ СТУПЕНЬ
Рис. 4.4. Кристаллизация и центрифугирование параксилола (секция 300)
Раздел IV
ни, параметры температуры, уровня хладоагента, давления под-
держиваются с помощью автоматических регуляторов.
Так же как и в 1-й ступени, во 2-й имеются две системы цирку-
ляции суспензии. Суспензия из кристаллизаторов 2-й ступени по-
ступает с выкида насосов Р-309 A-F в три центрифуги N-303 A-F.
Загрузка каждой не превышает 6,6 т/ч и работает на 2 кристалли-
затора. Фугат, содержащий до 65-70% параксилола, из центри-
фуг поступает в емкость Д-309, откуда избыток насосом
Р-ЗП A/В откачивается на 1-ю ступень в линию загрузки крис-
таллизатора Y 301 A-F. Остальной поток используется на 2-й сту-
пени: часть подается в линию загрузки кристаллизаторов для раз-
бавления загружаемой в них суспензии, часть — на торцовые уп-
лотнения центрифуг, а часть — на промывку сетки ротора центри-
фуг с тем, чтобы она не забивалась твердой фазой.
Фильтрат из центрифуг отводится в емкость Д-307, в нижней
части которой осуществляется циркуляция для недопущения осе-
дания возможных кристаллов параксилола, и возвращается на за-
грузку кристаллизаторов 2-й ступени.
Твердый осадок, состоящий из кристаллов параксилола раз-
мерами от 300 до 2000 мкм из центрифуг поступает в емкость
Д-308. Здесь производится расплавление кристаллов параксилола
посредством циркуляции суспензии через паровой обогреватель
Е-304, что обеспечивается насосами Р-310 A/В. Часть расплава
подается на смыв кристаллов с течек твердого осадка центрифуг
2-й ступени, а избыток из емкости Д-308 насосами Р-310 A/В на-
правляется в колонну Т-301 для отгонки толуола от параксилола
(рис. 4.5). Твердый осадок на перфорированном участке ротора
Центрифуг промывается толуолом для вытеснения поточного рас-
твора, остающегося в кристаллах параксилола, и, как следствие
этого - для повышения концентрации параксилола по основному
веществу.
Толуол для промывки поступает из емкости Д-318 в качестве
базового продукта колонны Т-301. Параксилол совместно с про-
мывочным толуолом насосом Р-310 A/В подается в теплообмен-
ник Е-314, нагревается теплом параксилола, уходящего с низа ко-
лонны Т-301 и подается на 24-ю тарелку для отгона толуола. Ко-
лонна имеет 60 клапанных тарелок. Тепло в низ колонны вносит-
ся горячей струей кубового продукта, прокачиваемого насосом
Р-317 A/В через нагревательную печь F-301, в результате чего в
низу колонны поддерживается температура в пределах 155-163°С.
В верху колонны температура поддерживается за счет подачи оро-
шения из емкости Д-317 в пределах 110-120°С. В колонне поддер-
живается небольшое избыточное давление — до 0,5 МПа. Пары
167
Процессы переработки нефти
В атм. Азот
Е-315
Толуол^
от Р-31
LIC-342
Толуол
вЕ-316
„ Р-316
п-Ксилол pRC-338
отР-Зу)
п-Ксилол
в К-301 А,В
Е-313
Вода
LIC-354
24
60
Е-314
Р-314
D-330
Т-301
Р-315
F-301
FRCA-345
Tonnf
газ
Мазут
Р-317
6
Рис. 4.5. Блок разделения толуола и параксилола
толуола через верх колонны попадают в холодильник Е-315 I
лее в емкость орошения Д-317, которая работает под избыточ:
давлением азота. Пополнение толуола производится через
кость орошения закачкой свежего. Оставшаяся вода из емк
Д-317 дренируется. Перед подачей орошения в колонну уст£
лен фильтр для удаления возможных следов воды. Чистый об
женный толуол выводится с 6-й тарелки Т-301 насосом Р-
прокачивается через теплообменник Е-316 и далее поступает
кость Д-318 (на схеме не указано), откуда вновь подается на
мывку в центрифуги 2-й ступени.
Параксилол с низа колонны Т-301, отдав тепло поступа]
сырьевой смеси в теплообменнике Е-313, насосом Р-314 А/
правляется в парк хранения готового параксилола, а отту,
хранение и отгрузку в товарно-транспортный цех. С целью И(
чения попадания влаги из атмосферы в кристаллизаторы, це:
фуги, емкость и резервуары, связанные со 2-й ступенью, рабе
под давлением азота (до 150 мм вод. ст.).
168
Раздел IV
Основное оборудование секции кристаллизации,
особенности его работы
Основным аппаратом в секции 300 является кристаллизатор,
где происходит вымораживание и кристаллизация параксилола.
Принципиальное устройство одного из кристаллизаторов приве-
дено на рис. 4.6. Кристаллизатор представляет собой цилиндриче-
ский аппарат объемом 38,4 м3, высотой 4,1 м, диаметром 3 м, вы-
полненный из нержавеющей и хромоникелевой сталей. В нижней
части он имеет коническое днище, оборудованное тремя выходны-
ми патрубками, через которые осуществляется циркуляция сус-
пензии кристаллов внутри конической части и, для равномерного
распределения температуры, — с низу в верх конуса. Снаружи
кристаллизатор имеет рубашку из нержавеющей стали, куда из
уравнительного бачка подается жидкий этилен, который обеспе-
чивает охлаждение продукта внутри кристаллизатора. Образовав-
шиеся в рубашке в результате реакции испарения этилена пары
создают охлаждение и отводятся в верхнюю часть уравнительного
бачка, а оттуда — в систему компримирования. Внутри кристал-
лизатора имеется устройство, приводимое в движение с помощью
вала электромотора, вращающегося со скоростью 9 об./мин, уста-
новленного на верхней части кристаллизатора. Устройство имеет
на своей внешней части мягкие скребки, с помощью которых со
стенок внутренней части удаляются образовавшиеся кристаллы,
которые собираются в нижней конической части и далее с помо-
щью циркуляционных насосов распределяются в виде взвеси вну-
три кристаллизатора. Это позволяет, во-первых, выравнивать
температуру продукта по всему объему кристаллизатора и, во-вто-
рых, не даёт возможности выпадать ему в осадок в конусной час-
ти и нарушать процесс. Параксилол кристаллизуется в виде гек-
согональных призм. При получении из раствора кристаллов сле-
дует различать две стадии: образование и рост кристаллов. Обра-
зование кристаллов и их последующий рост имеют общую движу-
щую силу — пересыщение раствора, которое достигается охлаж-
дением его до температуры ниже температуры начала кристалли-
зации. В промышленных кристаллизаторах непрерывного дейст-
вия кристаллы образуются и растут одновременно. Относитель-
аЫе скорости образования и роста кристаллов определяют по рас-
пределению получаемых кристаллов по размерам. Изучение рабо-
TbI промышленных кристаллизаторов позволяет сделать некото-
рое выводы. При низких степенях пересыщения раствора рост
кристаллов преобладает над их образованием и в результате этого
Додумаются крупные кристаллы. Это наблюдается на 2-й ступени
169
Процессы переработки нефти
Рис. 4.6. Принципиальное устройство кристаллизатора
170
Раздел IV
получения параксилола (перекристаллизация осадка параксило-
ла с высокой концентрацией — 80-90%) при температурах значи-
тельно более высоких, чем эвтектическая.
При высоких степенях пересыщения раствора существует об-
ратная зависимость, и получаются мелкие кристаллы (образование
кристаллов опережает их рост). Поэтому на 1-й ступени кристалли-
зации размер кристаллов всегда меньше, чем на 2-й. На размер кри-
сталлов оказывает влияние также длительность пребывания сырья
в кристаллизаторе: при более длительном — размер кристаллов
увеличивается. Кроме того, средний размер кристаллов определя-
ется также типом кристаллизационного оборудования, интенсив-
ностью перемешивания раствора, температурным градиентом, вяз-
костью жидкой фазы и другими параметрами. Влияние этих факто-
ров практически не изучено. Опыт промышленной эксплуатации
показывает, что на 1-й ступени при применении скребковых крис-
таллизаторов средний размер кристаллов составляет 0,07-0,1мм.
На 2-й ступени кристаллизации он больше и составляет 0,2 мм. В
результате охлаждения исходной гомогенной смеси в кристаллиза-
торах получают две фазы: жидкую и твердую, которые разделяют
на специальных аппаратах. В производстве обычно используют
центрифуги и в некоторых случаях вакуум-фильтры.
Если бы твердую фазу можно было отделить полностью от ма-
точного раствора, то было бы возможно получить продукт чисто-
той по основному веществу в 100%. Однако таких аппаратов на
практике не существует. При использовании центрифуг в осадках
остается от 3 до 10% маточного раствора (жидкой фазы). Меха-
низм поглощения кристаллами маточного раствора может быть
следующим:
- в виде адсорбированного слоя. Даже при самом тщательном
удалении жидкости в каждом кристалле может оставаться тонкая
пленка жидкости, удерживаемая адсорбционными силами. Если
кристаллы имеют достаточно большие размеры и правильную
форму, то влияние адсорбционного слоя жидкости на чистоту
кристаллов незначительно;
- в виде включений в поры и “полости” внутри кристалла. Ло-
кальные изменения условий кристаллизации, вероятно, вызыва-
*°т изменения скоростей роста кристаллов, что способствует обра-
зованию внутренних “полостей”, в которых содержится маточ-
ный раствор. При росте кристаллов возможно их соприкоснове-
ние друг с другом или с несколькими сразу, что приводит к обра-
зованию полостей, также содержащих маточный раствор;
- под действием капиллярных сил при одновременном росте со-
прикасающихся друг с другом кристаллов образуются трещины и
171
Процессы переработки нефти
каналы достаточно мелких размеров, вследствие чего и проявлю
ся действие капиллярных сил. Удалить раствор из таких трещр
каналов чрезвычайно трудно. Для этого требуется дополнитель
промывка осадка другой жидкостью (например, толуолом).
Степень чистоты параксилола, получаемого кристаллизац®
составляет приблизительно 85-87%. Эта величина не мо:
превысить 99% обычной перекристаллизацией, поскольку, :
уже было сказано, осадок содержит в своем составе некоторое
личество маточного раствора. Для достижения более высокой <
пени чистоты параксилола (99,5% и выше) производится пром
ка осадка толуолом. Чистота осадка, получаемого на 2-й ступ
центрифугирования, но еще не промытого, определяется дв]
факторами: температурой в кристаллизаторах 2-й ступени и
держанием маточного раствора в кристалле.
Повышение температуры кристаллизации способствует
которому уменьшению расхода толуола для промывки. Осе
ными технологическими параметрами для успешного веде]
процесса промывки являются: расход толуола, температур
направление струй промывки кристаллов, т.е. положение п
мывочного сопла в центрифуге относительно промываем
осадка, содержание жидкой фазы в осадке и чистота подпи'
ного толуола. При увеличении расхода толуола чистота пара!
лола повышается до определенного максимума. Дальней:
увеличение расхода эффекта не дает. Предельный результа'
счет увеличения расхода промывки по чистоте достигает 99,!
99,9%.
Для достижения желаемого эффекта промывка кристаллов
луолом должна производиться при температуре равной или
сколько выше температуры в кристаллизаторах 2-й ступени. 1
ниже температура промывки, тем ниже ее эффект. Но при сл
ком высокой температуре происходит большое растворение (
плавление) кристаллов осадка и вследствие этого увеличива»
поток фильтрата, возвращаемого на 1-ю ступень, что естестве!
увеличивает нагрузку на кристаллизаторы (тепловую и физи
кую). Оптимальное направление сопла промывки для подачи т<
ола на каждой центрифуге подбирается практическим способа
Содержание жидкой фазы в осадке, выгружаемом из цент
фуг 2-й ступени, составляет приблизительно 3%, что является
тимальным количеством.
Высокая чистота и степень кристаллизации параксилола а
печиваются также нормальной работой колонны отгонки толу
от параксилола Т-301 и, в частности, поддержанием постоян
температуры на 15-й тарелке, которая оснащена соответств
J!
172
Раздел IV
щим регулятором температуры. Ориентировочно она соответству-
ет 140 С, но может корректироваться. Повышение температуры
приводит к снижению содержания толуола в кубовом продукте
колонны Т-301 и повышению чистоты параксилола. Присутствие
некоторого количества параксилола в боковом (толуольном) про-
дукте колонны в связи с повышением температуры на 15-й тарел-
ке не является особо нежелательным фактором, поскольку этот
параксилол вместе с толуолом будет возвращаться в центрифуги
2-й ступени и наличие его в промывочном продукте не повлияет
на общий выход параксилола.
Основным параметром, определяющим степень кристаллиза-
ции параксилола, является температура в кристаллизаторах № 2
1-й ступени. Она должна поддерживаться на 1-3°С выше эвтекти-
ческой точки питания. Повышение этой температуры приводит к
снижению степени кристаллизации, а понижение — к увеличе-
нию опасности выделения кристаллов мета- и ортоксилолов в ви-
де эвтектической смеси с параксилолом.
При образовании эвтектической смеси количество фильтрата,
возвращаемого со 2-й ступени на вход в 1-ю ступень кристаллиза-
ции, будет увеличиваться, и, следовательно, производительность
секции 300 — снижаться. Для того, чтобы вывести секцию из это-
го состояния на нормальный режим, потребуется значительное
время (несколько суток) в связи с большой инерцией системы:
кристаллизатор — емкость расплава 1-й ступени.
Второй параметр, также влияющий на степень кристаллиза-
ции параксилола в 1-й ступени при постоянном расходе и составе
питания секции, — это содержание осадка в фильтрате 1-й ступе-
ни центрифугирования. При нормальном ведении процесса содер-
жание осадка в фильтрате должно быть менее 0,5% мае. и измене-
ние этого показателя в сторону повышения будет указывать на на-
рушение технологического режима на центрифугах 1-й ступени.
Производительность секции зависит только от состава и расхо-
да питания 1-й ступени кристаллизации и от теоретической степе-
ни кристаллизации параксилола. В реальных условиях произво-
дительность может зависеть от изменения расхода фильтрата, по-
ступающего со 2-й ступени (снижаться при его увеличении и на-
оборот). В свою очередь, изменение производительности секции
будет приводить к изменению нагрузок на отдельное оборудова-
ние: холодильный цикл, центрифуги, кристаллизаторы.
К факторам, влияющим на производительность секции, отно-
сятся:
- расход фильтрата-рециркулята от центрифуг 2-й ступени,
Б°звращаемого в кристаллизаторы 1-й ступени;
173
Процессы переработки нефти
- количество фильтрата, циркулирующего в пределах 2-й с
пени;
- количество фильтрата, подаваемого через сетку (перфори
ванную часть) ротора центрифуг 2-й ступени;
- то же для центрифуг 1-й ступени кристаллизации;
- количество и температура подогретой жидкости, вводимо:
системы для расплавления кристаллов в целях предотвращен
закупорки и остановки оборудования;
- количество дренажного ксилола, а также количество нею
диционного параксилола, возвращаемого в 1-ю ступень крист
лизации.
Секция кристаллизации параксилола будет работать с пол:
производительностью только при поддержании нормальных ]
ходов этих циркуляционных потоков.
Наиболее важным параметром, требующим тщательного
блюдения,
является обеспечение постоянного количества фил:
рата-рециркулята. Этот параметр оказывает решающее влия:
на материальную и тепловую нагрузку кристаллизаторов и це
рифуг обеих ступеней и его количество определяется, в основа
рабочей температурой во 2-й ступени и концентрацией “при
сей” в параксилольном расплаве в емкости Д-304.
Присутствие этих “примесей” обусловлено наличием фи
трата в осадке, выгруженном из центрифуг. Хотя содержс
фильтрата в осадке не контролируется, его количество мо.
уменьшить снижением в нем содержания параксилола чему <
собствует снижение рабочей температуры во 2-й ступени к'
таллизации, а также увеличение расхода промывного толуо
учетом чистоты товарного параксилола. Часть фильтрата ци:
лирует внутри 2-й ступени для снижения содержания oct
кристаллов в суспензии и улучшения управляемости самой
пени. Этот поток не оказывает влияния на работу холодилы
цикла и на абсолютное количество осадка, образуемого во
ступени. Но количественное увеличение этого потока внутр!
стемы усложняет сушку осадка и тем самым снижает эффек’
луольной промывки. Фильтрат через перфорированную ч
ротора центрифуг обеих ступеней собирается отдельно и со
шает циркуляцию в пределах ступени. Это способствует у»
чению производительности кристаллизационного узла, так
фильтрат, прошедший через сетку, содержит некоторое код
ство твердого осадка и, следовательно, общее содержание i
ксилола в фильтрате через перфорированный ротор больше
в чистом фильтрате (на 1-й ступени содержание осадка в ф1
рате может достигать 45% и на 2-й ступени — 13%).
174
Раздел IV
Ксилольная суспензия несет с собой опасность забивки крис-
таллами. Поэтому, фильтрат из Y-301 нагревают в трех паровых
подогревателях и используют для подачи в места забивки крис-
таллами. Количество этой жидкости должно быть минимальным
для предотвращения увеличения объема ксилольной суспензии и
соответственно нагрузки на холодильные секции.
Забивка в 1-й секции кристаллизации может быть предотвра-
щена с помощью нагревателя фильтрата Е-302, но возможное уве-
личение нагрузки Е-302 выше оптимальной приводит к росту на-
грузки на холодильный цикл.
Система сбора дренажного ксилола предназначена для приема
всевозможных ксилолосодержащих сливов, переливов, образую-
щихся в пределах секции 300. Дренажи откачиваются в резерву-
ар секции 100, а из него вновь возвращаются в секцию 300. Этот
поток должен быть исключен, либо сведен к минимуму.
Любое изменение технологических параметров внутри секции
будет связано с увеличением или уменьшением разности темпера-
тур хладоагента и ксилольной суспензии, что приводит к измене-
нию теплового потока через стенки кристаллизаторов. Однако
следует иметь в виду, что имеются критические показатели разно-
сти температур. Например, для 1-й ступени эта разность должна
быть в пределах 15-17°С, для 2-й — 8-10°С. Коэффициент теплопе-
редачи в емкостных кристаллизаторах составляет 419-
500 кДж/м2-ч-°С. Между корпусом и гофрированной стенкой ру-
башки зазор составляет несколько миллиметров, что обеспечива-
ет хороший контакт, испарение этилена и быстрое охлаждение
сырья.
Для устранения отложений кристаллов на внутренней стенке
аппарата, снижающих коэффициент теплопередачи, равномерно-
го распределения температуры внутри аппарата и циркуляции об-
разовавшейся суспензии в нем расположен вал с металлическими
скребками, вращающийся со скоростью 12 об./мин. Вал приво-
дится в движение при помощи электромотора.
Наиболее распространенным в промышленности аппаратом
Для разделения суспензии параксилола является центрифуги.
Центрифуги 1-й ступени требуют периодического оттаивания по-
догретой ксилольной смесью для предотвращения сплошного обле-
денения, при котором изменяется крутящий момент, повышается
Потребление тока. Из практических данных установлено, что через
Каждые 4-8 часов работы центрифуг надо производить 3-4 минут-
ное оттаивание. Оно производится по одной центрифуге во избежа-
ние резкого изменения рабочего цикла. После оттаивания суспен-
3Ию в центрифугу вводят постепенно, затрачивая около 5 минут
175
Процессы переработки нефти
для полного восстановления нормального расхода. Это дела*
для предотвращения резкого увеличения крутящего момента.
В центрифугах непрерывного действия суспензию паракси
ла подводят к одному краю фильтрующего ротора, она движе1
вдоль его образующей, освобождаясь от жидкой фазы (при не
ходимости осадок промывается), и осадок выгружается. В пров
се центробежной фильтрации происходит образование осадка,
уплотнение и механическая сушка. Для разделения суспензий
раксилола со средним размером кристаллов (0,1-0,3 мм) рекой
дуется невысокая величина фактора разделения, т е. велич:
показывающая во сколько раз центробежное ускорение боль
ускорения силы тяжести. Зависимость содержания жидкой ф
в осадке от длительности пребывания осадка в роторе центриф
показана на рис. 4.7.
Если снизить содержание жидкой фазы в осадке на 1-й ст
ни до 5% мае. вместо 20%, как это указывалось выше, а на
ступени в осадке принять содержание жидкой фазы 10% , то
личество циркулирующего поточного раствора будет на уро
60 кг на 100 кг товарного параксилола. Работа разделитель!
аппарата (например, центрифуги) на 1-й ступени процесса
рактеризуется обычно большой производительностью по оса
и вследствие этого невысокой степенью его осушки (большим
держанием в нем жидкой фазы). Иногда применяют трехсту]
чатые схемы кристаллизации и разделения, что благотво;
влияет на сокращение циркулирующего потока маточного
твора и снижение энергетических затрат на производство.
Производительность центрифуги по осадку, кг/ч
Рис. 4.7. Зависимость содержания жидкой фазы в осадке
от длительности пребывания его в роторе центрифуги
176
Раздел IV
4.5. Система холодильных цикле л
Как отмечалось выше, в секции кристаллизации параксилола
работают две системы охлаждения: жидким этиленом и жидким
пропаном.
Принципиальная схема охлаждения кристаллизаторов 1-й
ступени этиленом приведена на рис. 4.8.
Жидкий этилен насосами Р-323 A/В из этиленовоза (на схеме
отсутствует) закачивается в емкость Д-312. В период закачки в
емкости Д-312 поддерживается соответствующее давление мест-
ным регулятором, установленным на линии загрузки этилена в
емкость и на сбросе давления из него на факел. В емкость поступа-
ет также циркулирующий в системе этилен, охлажденный в про-
пановых конденсаторах Е-ЗО8 A/В. Выходящий из Д-312 жидкий
этилен делится на 2 потока.
Первый поток охлаждается парами этилена в теплообменнике
Е-ЗО5 и далее поступает в уравнительные бачки Д-301 A-F, а отту-
да в рубашки кристаллизаторов первой ступени Y-301 A-F (на схе-
ме не указаны). Выходящие из рубашек кристаллизаторов пары
этилена после теплообменника Е-305 собираются в приемном се-
параторе компрессора Д-310, сжижаются в этиленовом компрес-
соре С-301, охлаждаются в водяном холодильнике Е-ЗО7 и посту-
пают вновь на захолаживание пропаном в пропановый конденса-
тор-холодильник Е-ЗО8 A/В, а оттуда в Д-312.
Второй поток из емкости жидкого этилена проходит через тепло-
обменник Е-ЗО6, где охлаждается парами этилена, уходящими из ру-
башек кристаллизаторов Y-302 A-F, и направляется в уравнитель-
ные бачки Д-302 A-F, а оттуда — в рубашки вышеуказанных крис-
таллизаторов. Пары этилена из рубашек кристаллизаторов собира-
ются в уравнительных бачках Д-302 A-F, направляются в теплооб-
менник Е-306 и далее в сепаратор Д-311, а оттуда в прием компрессо-
ра С-301, и, соединившись с первым потоком, идут после сжатия на
совместное охлаждение в водяной холодильник Е-ЗО7, а оттуда в про-
пановый конденсатор Е-308 A/В. В целях предотвращения работы в
режиме помпажа предусмотрена система, обеспечивающая в этом
случае нормальную работу компрессора с помощью регуляторов рас-
хода Fic-314 и Fic-315, клапаны которых установлены на линиях вы-
кида С-301 после Е-ЗО7 в Д-310, Д-311 соответственно с коррекцией
по давлению на боковом приеме компрессора. Эта система не допус-
кает дальнейшей работы компрессора и останавливает его, если рас-
ходы снижаются ниже 12000 нм3/ч и 5000 нм3/ч соответственно.
Принципиальная схема охлаждения второй ступени кристал-
лизации пропаном приведена на рис. 4.9.
177
Процессы переработки нефти
сб
<Т)
о
m
О
Fic-314
Fic-315
178
Раздел IV
Жидкий пропан закачивается в емкость Д-315, как правило,
один раз в год после капитального ремонта установки. Емкость обо-
рудована системой контроля уровня, температуры и давления. Дав-
ление в емкости поддерживается на уровне 0,8-1,5 МПа и регулиру-
ется с помощью включения или отключения приводов вентиляторов
КВО 309 A-F. Из Д-315 жидкий пропан направляется в Д-314 - эко-
номайзер, где за счет снижения давления в нем происходит пониже-
ние температуры пропана до 8-16°С. В экономайзере поддерживает-
ся определенный уровень пропана. Пары пропана из экономайзера
поступают на второй прием пропанового компрессора С-302.
Выходящий жидкий пропан из Д-314 делится на три потока.
Первый направляется в уравнительные бачки Д-306 A-F 2-й
ступени и оттуда в рубашки кристаллизаторов.
Второй поток направляется в пропановые конденсаторы эти-
лена Е-308 A/В. Пары пропана из Е-308 поступают в сепаратор
Д-313.
Третий поток жидкого пропана направляется в толуольный хо-
лодильник Е-316, откуда пары пропана направляются в сепаратор
Д-З 13, и далее — на первый прием пропанового компрессора С-302
с температурой -20-2 7°С через отдельные всасывающие патрубки.
С выкида компрессора сжатый пропан с температурой до 85°С
направляется в воздушный кондесатор-холодильник Е-309 A-F, до-
полнительно охлаждается в водяном холодильнике Е-309/1 и далее
поступает в сборник жидкого пропана. Таким образом, осуществля-
ется захолаживание кристаллизаторов в системе 2-й ступени.
Рис. 4.9. Блок пропанового охлаждения
179
Процессы переработки нефти
Этилен, необходимый для работы оборудования 1-й ступе
кристаллизации, привозится со стороны специальными автоэ
леновозами, из которых сливается в систему холодного блока. ]
полнение и слив этилена из этиленовозов производится по спе:
альной инструкции, изложенной в регламенте на эксплуатап
комплекса. Операции наполнения этиленовозов, перевозки эти
на из одного города в другой, слива этилена требуют тщательн
обучения обслуживающего персонала.
4.6. Секция концентрирования и очистки водорода
।
Сырьем секции концентрирования водорода (400) являете
основном водородсодержащий газ (ВСГ) секции изомеризаг
(200), кроме того производится подпитка свежим газом из зав
ской сети с содержанием водорода до 65% об.
Секцию 200 для прохождения реакции изомеризации необ
димо питать высококонцентрированным водородом. Принцип
альная схема блока концентрирования и очистки ВСГ в сек1
400 представлена на рис. 4.10.
Циркулирующий в секции 200 ВСГ и свежий водород охл;
даются в холодильнике Е-401 водой до температуры 40-45°С и
правляются в сепаратор Д-40Х, где выпавшая жидкая фаза уде
ется через сепаратор Д-409 в топливную систему завода.
Расход водорода на блок поддерживается в количес
3000 нм3/ч из секции 200 и не более 50 00 нм3/ч извне. Давле
в сепараторе 1,0-1,6 МПа. Водородсодержащий газ с верхней 1
ти Д-401 поступает на приём поршневого компрессора С-401 j
и сжимается до 4,2 МПа. Далее охлаждается в водяном холод!
нике Е-402 и через сепаратор Д-404 направляется в осушител!
402 A/В. Температура нагнетания компрессора не должна б:
более 120“С. Осушители заполнены молекулярными ситами й
ботают попеременно с переключением от 24 до 48 часов (в зав!
мости от влажности газа). Молекулярные сита очищают ВС1
влаги и сероводорода. Очищенный газ, пройдя один из работ-
щих осушителей Д-402 A/В, направляется в холодный блок
401. Аппараты холодного блока теплообменника Е-407,408,^
сепараторы Д-405,406,407 и емкости № 1,2,3 заключены в о
корпус, заполненный теплоизоляционным материалом. Во и
жание попадания влаги из атмосферы в корпус холодного бл
А-401 постоянно подается азот. В холодном блоке ВСГ охлажд
ся в первом теплообменнике Е-407 до температуры не выше -*
и далее поступает в сепаратор Д-405, где из газа выпадает жи;
часть в виде углеводородов, а ВСГ в результате этого концентр:
180
Раздел IV
Рис. 4.10. Концентрирование водорода, (секция 400)
181
Процессы переработки нефти
ется. Углеводороды дросселируются через клапан-регулят
уровня Д-405 и направляются в емкость №1 холодного блока и /
лее в линию топливного газа. Газовая фаза из Д-405 проходит <
рез второй теплообменник Е-40, охлаждается в нем до -112С и г
ступает в сепаратор Д-406, где углеводородная часть сжижается
ВСГ еще более концентрируется. Часть газа после сепаратора
405 направляется в систему уплотнения турбодетандера. Жид^
фаза из Д-406 дросселируется в емкость № 2 и далее в систему т<
ливного газа. Газовая фаза из Д-406, пройдя теплообменник
409, охлаждается в нем до -152С и направляется в сепаратор
407. Жидкая часть из него дросселируется в емкость № 3 и да.
направляется в систему топливного газа.
Топливный газ после дросселирования используется как х.
доагент в многосекционных теплообменниках Е-407,408,409 и
лится по давлению на высокое и низкое, т.к. создаваемый xoj
при испарении сжиженного газа напрямую зависит от давлен]
Поток топливного газа низкого давления после третьего тепло
менника Е-409 проходит через второй теплообменник Е-408, ol
единяется с потоками сжиженного газа из первого сепаратора
405 и, пройдя первый теплообменник Е-407, направляется в се:
ратор топливного газа Д-409. Часть сжиженного газа из сепара
ра Д-405 может быть направлена, минуя емкость № 1 холоди
блока, в теплообменник Е-407. Такая возможность предусмотри
для более быстрого охлаждения ВСГ, поступающего на холоди
блок в пусковой период. Поток топливного газа высокого дав
ния проходит теплообменники Е-409, 408, 407, нагревается и
ступает через клапан регулятора давления в приемник топлив
го газа Д-409. Часть этого потока используется для регенераг
молекулярных сит в одном из осушителей — адсобрере 402 А
Газ с верха приемника топливного газа Д-409 сжигается в горе
печей F-101 и F-201. Водород из Д-407 поступает в теплообмен]
Е-409, а затем в турбодетандер ЕХ-401, где дальнейшее охлая
ние до -160“С, происходит за счет его расширения и соверше]
механической работы — вращения колеса турбодетандера, на
лу которого смонтирован насос для подачи масла на подшит
При этом происходит дополнительное охлаждение ВСГ, а да
ние снижается до 2,0 МПа.
Процесс регенерации молекулярных сит сводится к отш
адсорбированных углеводородов, воды и сероводорода и прои
дится потоком нагретого топливного газа высокого давления,
ступающего из холодного блока по схеме: А-405 — пан.топл.1
в Д-403 — Д-402 А/В — Е-404 — Д-409. Газ, поступающий в к.
стве теплоносителя, нагревается в электроподогревателе Е-40
182
Раздел IV
температуры 325°С и поступает в слой молекулярных сит в обрат-
ном направлении относительно питания осушителей. Расход газа
на регенерацию поддерживается 500-600 нм3/ч.
Парогазовая смесь охлаждается в водяном холодильнике Е-
404 и поступает в приемник топливного газа Д-409. После оконча-
ния регенерации электроподогреватель отключается, а регенера-
ционный газ подается в осушитель для охлаждения молекуляр-
ных сит до 45°С, после чего осушитель ставится под давление газа
0,08-0,1 МПа. В качестве газа для регенерации можно использо-
вать ВСГ, поступающий в холодный блок.
4.7. Основные параметры технологического режима
в период нормальной эксплуатации комплекса
Для получения качественного и количественного результата
по целевой продукции — ортоксилола и параксилола — в период
работы комплекса придерживаются следующих основных техно-
логических параметров режима:
Наименование стадии процесса, аппарата Допустимые пределы параметра
Секция фракционирования (100)
Ко лонна Т-101
Загрузка сырья, т/ч Не выше 90
Температура верха, °C 13-165
Засход орошения, т/ч 120-260
Давление в верху колонны, МПа 0,03-0,12
Колонна Т-10
Температура в низу колонны, °C 180-200
речь F-101
Температура на выходе, °C До 200
Температура дымовых газов _ на перевале,’С Не выше 830
Колонна Т-103
. Загрузка, т/ч Не более 10
^Температура верха, °C 145-160
Расход орошения, т/ч 20-25
Температура на контрольной тарелке,°С 165-178
^Давление в верху колонны, МПа 0,04
Печь F-102
Температура на выходе, °C Не выше 220
Температура на перевале, °C Не выше 750
183
Процессы переработки нефти
Наименование стадии процесса, аппарата Допустимые пределы параметра
Загрузка, т/ч 80-120
Секция изомеризации (200)
Загрузка сырья в секцию, т/ч 40-65
Расход ВСГ от компрессора С-201, нм'/ч Не менее 96000
Температура на входе в реактор R-201/C 380-420
Давление в реакторе на выходе, МПа 1,0-1,5
Давление при регенерации, МПа 0,15-0,22 *
Температура дымовых газов на перевале печи F-201, °C Не выше 830
Колонна Т-201
Температура верха, °C 140-160
Температура низа, ’С Не выше 205 ,
Давление в верху колонны, МПа Не более 0,35
Печь F-202
Расход продукта, т/ч 60-110 !
Температура на выходе, °C Не выше 220 ]
Температура дымовых газов на перевале, °C Не выше 830 •
Секция кристаллизации (300) 1
Температура сырья после тепло- обменника Е-301, °C Не выше +35 J
Давление азота в секции, мм вод. ст. 10-150 1
Кристаллизаторы Y-301 A-F
Температура суспензии, °C Не выше -48 |
Температура этилена в Д-301 A—F, °C -50 - -68 1
Давление этилена в Д-301 A—F, МПа Не более 0,82 "1
Кристаллизаторы Y-302A-F
Температура суспензии, °C Не выше-65 1
Температура этилена в Д-302 A—F, °C .65 - -80 1
Давление этилена в Д-302 A—F, МПа Не более 0,44 j
Центрифуги N-301 1-ой ступени
Загрузка,т/ч Не более 26 1
Температура в Д-304, °C 25-45 1
Кристаллизаторы 2-ой ступени Y-303 A—F
Температура суспензии, °C -4 - +4 1
Температура пропана в рубашке, °C Не выше-15 |
Давление пропана в Д-302, МПа Не более 0,35 1
Центрифуги 2-й ступени
Загрузка одной центрифуги, т/ч Не более 6,6 J
184
Раздел IV
Наименование стадии процесса, аппарата Допустимые пределы параметра
Температура в Д-308, °C 25-45
Давление в Д-326, МПа 0,1-0,14
Температура этилена
После Е-307, °C Не выше 50
На выкиде С-301, “В Не выше 135
^вД-ЗЮ,°С -50--37
Давление в Д-310, МПа 0,3-0,46
Давление в Д-312, МПа Не более 2,8
Температура пропана Не выше 85
На выкиде С-302°С Не выше 85
В Д-З 13, °C -20--27
В Д-З 14, °C 8-16
В Д-З 15, °C 25-43
Давление в Д-313, МПа 0,04-0,07
Давление в Д-З 15, МПа 0,45-0,64
Система регенерации толуола
Температура параксилола после Е-313,°С 30-60
Давление в Д-318, МПа Не более 0,24
Колонна Т-30!
Загрузка,т/ч Не более 10
Температура верха, °C 110-124
Расход орошения, т/ч 40-10
Температура низа, °C 155-165
Печь F-30!
Расход продукта, т/ч 30-40
Температура продукта, °C Не выше 165
Температура дымовых газов на перевале, °C Не выше 750
4.8. Основные положения пуска комплекса
Поскольку комплекс представляет собой ряд секций и имеет в
своем составе промежуточные сырьевые и товарные резервуары,
Комплекс может запускаться в работу посекционно.
Как обычно, при пуске любой секции производят проверку на
герметичность. Опрессовку секций 100, 200 и 400 производят азо-
том в соответствии с инструкциями. Поскольку секция 300 рабо-
185
Процессы переработки нефти
тает под избыточным давлением азота (в частности, кристалли
торы, центрифуги и некоторые емкости), опрессовке подверга
лишь систему разделения толуола и параксилола, печь F-30
холодильные системы.
Перед запуском секцию 300 (кристаллизаторы, тепло
менники, емкости, центрифуги) тщательно освобождают
следов воды путем прокачки ксилолов, либо фугата (если
имеется в наличии) с направлением промывочного продукт
резервуарный парк и использованием его в качестве сырья е
ции 100.
После завершения всех работ, связанных с опрессовкой секи
азотом и вытеснением из системы кислорода воздуха до содерэ
ния его не более 0,5% об. (секции 100, 200 и 300), на комплекс ц
нимают потоки: теплоносителей, воды, воздуха, пара и сырья.
запуска системы вначале принимают сырье в секцию 100 и пр<
водят холодную, а затем горячую циркуляцию в соответствии с
рядком, описанным в регламенте. Затем поднимают температ;
на выходе из печей и в колоннах Т-101, Т-102. По мере разогр
сырья и появления паров, проходящих через верх колонн, по]
шается уровень в емкостях орошения, подаваемого в колонну,
степенный вывод бокового погона с 7-й тарелки (вначале в па{
По мере достижения качества продуктов приступают к постед
ному пуску секции 300. При наборе уровня в колонне Т-103 пре
водится вывод ее на режим с получением ортоксилола и тяже.
ароматики.
При наличии фугата — сырья секции изомеризации — в ре;
вуарном парке, возможен параллельный разогрев этой секци
вывод ее на режим с направлением продуктов изомеризации п(
достижения нормального качества сырья секции 100.
Перед пуском секции 300 принимают пропан в систему
лодильного блока, заполняют им систему, готовят к охлая
нию этиленовый холодильник и начинают принимать этил*
систему кристаллизаторов 1-й ступени. В соответствии с pel
ментом 1-ю ступень заполняют сырьем, охлаждают до нео(
димых для кристаллизации температур и по мере появле
кристаллов запускают центрифуги, возвращая фугат на изс
ризацию в секцию 200, доводя режим этой секции до норм<
ного. С организацией работы центрифуг 1-й ступени расп
пускают на 2-ю ступень кристаллизации, которая к этому
менту должна быть охлаждена до необходимой температу:
включают центрифуги 2-й ступени и обеспечивают вывод из
нормальный режим с промывкой кристаллов параксилола,
луолом.
186
Раздел IV
К этому моменту система ректификации толуола и параксило-
ла должна быть разогрета для их приема, после чего выведена на
нормальный режим. Секцию 400 можно запускать в последнюю
от1ередь, но не задерживать, т.к. для обеспечения нормальной экс-
плуатации секции 200 необходимо иметь концентрированный во-
дород.
В период пуска и выведения комплекса на нормальный режим
должен быть обеспечен лабораторный анализ качества целевой
продукции из промежуточных точек контроля. По получении то-
варного качества продукция откачивается для хранения и отгруз-
ки в резервуары товарно-сырьевой базы завода, где хранится под
избыточным давлением азота.
4.9. Качество и применение вырабатываемой целевой
продукции комплекса
Основная продукция комплекса вырабатывается в соответст-
вии с российскими ТУ 38.101255-87 (параксилол) и
ТУ 38.101254-94 (ортоксилол).
В табл. 4.4. и 4.5. приведены основные характеристики каче-
ства параксилола и ортоксилола, вырабатываемых ООО “ПО “Ки-
риши-нефтеоргсинтез” и некоторыми другими заводами России
и Белоруссии в сравнении с зарубежными требованиями к их ка-
честву.
Степень чистоты получаемых орто- и параксилолов идентифи-
цируется по температуре их кристаллизации в сравнении с хими-
чески чистыми веществами. Необходимо отметить, что по этому
показателю продукты, вырабатываемые на Киришском НПЗ, ус-
тупают продуктам, вырабатываемым на комплексе Омского НПЗ
и объединении “Уфанефтехим”, где выделение параксилола осу-
ществляется адсорбцией по методу “Парекс” с предварительной
очисткой суммарных ксилолов глиной и ректификацией ортокси-
лола.
Лучшие показатели на этих заводах достигнуты по пределам
выкипания продуктов от 5 до 95%, производству ароматики, а
также расходу сырья на выработку одной тонны аренов. На них
Достигнут и самый низкий уровень затрат сырья — 2,31-
2,32 т/т по сравнению с 4,6 — на Киришском НПЗ (по данным
1997г).
Основное направление промышленного использования орто-
Всилола — это производство фталевого ангидрида, химическая
ФормуЛа которого приведена ниже.
187
188
Основные характеристики качества параксилола
Таблица 4.4
Показатели качества Химически чистый параксилол л ТУ 38.10 1255-87 Россия ТУ США (UOP) Фактическое качество
Новопополоц- кий НПЗ "Киришинеф- теоргсинтез" Омский НПЗ
Температура крис- таллизации, °C + 13,26 + 13,0 ’ + 13,05 + 12,80 + 13,0 + 13,1-13,15
Содержание основ- ного вещества, % об. 100 99,5(99,1) 99,5 99,0 99,1-99,5 99,5-99,7
Плотность при 20’С, г/см'1 0,8611 0,860-0,862 0,860-0,862 0,8625 0,8620 0,8615
Температура кипения (пределы выкипания от 5 до 95%),°C 138,4 0,4(0,6) 0,7 0,4-0,6 0,3
Бромное число, г/100 см’ —„ 0,2 (0,2) 0,2 0,12-0,15 0,06
Содержание серы, ppm 1,0 1,5-3,2 1,0 0,5-1,0
Примеси парафино- вых, нафтеновых углеводородов, % — 0,3 0,5 0,35 0,1-0,25
Основные характеристики качества ортоксилола
Таблица 4.5
Показатели качества Химически чистый ортоксилол ТУ 38.101254- 94 Россия ТУ США (UOP) Фактическое качество
Новополоцкий НПЗ «Кириши- нефтеоргсинтез» Омский НПЗ
Температура кристал- лизации,’С, минус 25,18 25,5(26) 25,55 26,3 25,5 (26) 25,4
Содержание основного вещества, % об. 100 99,2 99,0 97,1 99,2 99,5
Плотность при 20°С, г/см’ 0,8802 0,878-0,880 0,879-0,881 0,876 0,878-0,880 0,879
Температура кипения (пределы выкипания от 5 до 95%), °C 144,4 0,4(0,6) 0,7 0,4 0,3
Объем сульфируемых веществ 100 100(99,5) — 99,4 99,5 99,9
Бромное число, г/100 см’ — 0,18(0,2) — 0,25 0,18-0,2 0,04
Примеси парафиновых и нафтеновых у/в, % Отс. Отс. 0,3 0,5 — 0,15
Содержание серы, ppm — — 1,0 1,5-3,5 — 0,7
Процессы переработки нефти
Фталевый ангидрид:
В промышленности фталевый ангидрид получают пар»
ным окислением ортоксилола с использованием стационар
или псевдоожиженных катализаторов на основе V2O5/TiO2
окиси ванадия V2O5 — K2SO4 при 350-45(УС. Выход ангидрид
ставляет 75-80%.
Наиболее крупное применение фталевого ангидрида — :
изводство фталатных пластификаторов, широко использув;
для придания эластичности и пластичности полимерным м
риалам при их переработке и эксплуатации. Дибутилфт!
применяется в качестве пластификатора поливинилхлорида
учуков, эфиров-целлюлозы, диэтилфталат — как пластиф]
тор полимеров и фиксатор запаха в парфюмерии. Взаимоде
вие фталевого ангидрида с хлором приводит к получению
рахлорфталевого ангидрида, из которого получают полиэс
ные смолы. Фталевый ангидрид используется в производ
красителей для полимерных материалов, в том числе и синт
ческих волокон.
Основная область применения параксилола — производ
терефталевой кислоты или диметилтерефталата и на их основ*
лиалкилентерефталатов. Терефталевая кислота имеет хим:
кую формулу: •
СООН
соон
и получается окислением параксилола при 140-220°С в с
уксусной кислоты в присутствии солей кобальта или марган
промотора солей брома. Она используется для производства п
эфирного волокна типа лавсан.
190
_________________________________________________Раздел IV
Использованная литература
1. С.В. Адельсон, Т.П. Вишнякова, Я.М.
Даушкин. Технология нефтехимического синтеза. — М.: Химия,
1985. — 607 с.
2. П.С. Белов. Основы технологии нефтехимического синтеза,—
д. ; Химия, 1965. — С.55-63
3. А.А. Гайле, В.Е. Сомов, О.М. Варшавский.
“Ароматические углеводороды (выделение, применение, рынок)”. Спра-
вочник. СПб, : “Химиздат”, 2000 г., С. 57-62, С. 67-75, С. 360-362.
4. А.Д. Сулимов. “Производство ароматических углеводородов из
нефтяного сырья”. — М.: Химия, 1975. — С. 38-41, 47-48, 74-75, 100-
110, 152-156, 186-190.
5. Современное состояние, технический ( уровень и приоритеты раз-
вития производств ароматических углеводородов на НПЗ России, СНГ и
развитых стран. Аналитический материал. — М.: ЦНИИТЭнефтехим,
1998 г.
6. Технологический регламент комплекса по производству орто- и па-
раксилолов ООО “ПО” Киришинефтеоргсинтез”.
191
Процессы переработки нефти
Раздел V. ПРОЦЕССЫ ВЫДЕЛЕНИЯ ЖИДКИХ
НОРМАЛЬНЫХ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ*
ИЗ НЕФТЕПРОДУКТОВ
Основными составляющими нефти и вырабатываемых из
нефтепродуктов являются углеводороды трех групп: параф]
вые, нафтеновые и ароматические.
Значительный процент в нефтях и нефтепродуктах прихо,
ся на долю парафиновых углеводородов. Химическое строе
углеводородов парафинового ряда выражается форму
СпН2п+2. Углеводороды до С4 составляют газовую часть не
или ее легкую фракцию. Парафины же с большим числом у
родных атомов — от С5 и выше — находятся в бензиновых, к
синовых, дизельных, масляных и более высококипящих фраз
ях. Нормальные парафины (алканы) с числом углеродных атс
в молекуле от 5 до 17 при нормальной температуре и давлениь
ходится в жидком (жидкие парафины), а от 18 и выше — в т
дом (твердые парафины) состоянии. Жидкие парафины со
жатся в керосиновых и дизельных фракциях, выкипающз
пределах 180-310°С. Твердые парафины содержатся в мазу
масляных фракциях, а также в гудронах. Удаление нормаль
алканов из керосиновых, дизельных и масляных фракций (
цесс депарафинизации) служит для улучшения низкотем]
турных свойств нефтепродуктов. Поэтому процессы удал
нормальных парафиновых углеводородов в нефтепереработз
нимают значительное место. Твердые парафины, извлеченн]
масляных фракций, нашли широкое применение в фармац'
ческой промышленности, в бумажной — для пропитки от(
ных сортов бумаги, используются для производства раз ли1
материалов электротехнической промышленности, спичек
кусственной вощины, гидроизоляционных материалов, ва
нов, мазей. Жидкие парафины, извлеченные из средних ди
лятов нефти, являются ценным сырьем для производства а
ных составляющих любого синтетического моющего сре;
(СМС), в частности линейных алкилбензола (ЛАБ), алкилбе
сульфоната (ЛАБС) и алкилбензолсульфоновой кис
(ЛАБСК). Использование жидких парафинов для этих i
позволило высвободить сырьё растительного происхожд
(растительные масла). За последние годы в связи со значи1
*Далее по тексту — н-парафины.
192
Раздел V
рым увеличением потребности в СМС производство их в мире рез-
ко возросло.Кроме того, жидкие парафины могут быть использо-
ваны для получения нефтяных растворителей.
Ниже рассмотрены основные способы выделения жидких па-
рафинов, используемые в мировой практике.
5.1. Основные способы выделения жидких
нормальных парафинов из нефтепродуктов
Наибольшее распространение получили два способа извлече-
ния жидких парафинов из нефтепродуктов:
- карбамидная депарафинизация,
- адсорбционный способ с помощью цеолитов (молекулярных
сит).
Извлечение парафиновых углеводородов с помощью карбами-
да основано на образовании при температуре 20-25С комплекса
(аддукта) с углеводородами, имеющими длинные цепи нормально-
го строения, который легко разлагается при нагревании на карба-
мид и углеводород. Карбамид, или мочевина, (NH2)2CO — кристал-
лическое вещество, хорошо растворимое в воде. При образовании
комплекса выделяется тепло, поэтому для проведения процесса с
целью полного извлечения парафинов надо постоянно отводить
тепло и ни в коем случае не допускать превышения температуры
на стадии комплексообразования. Сам процесс комплексообразо-
вания осуществляется в мешалках, его продолжительность состав-
ляет 30-50 мин. Поэтому для обеспечения непрерывности процесса
необходимо иметь несколько мешалок. Для снижения вязкости ре-
акционной смеси используют разбавители — спирты, бензины, ке-
тоны. Для повышения скорости образования комплекса применя-
ют так называемые активаторы. С этой целью используется мета-
нол (СН3ОН), который добавляется в реакционную смесь в количе-
стве 2% на сырье. Сырьем является керосиногазойлевая фракция
с пределами выкипания 200-320 С и содержанием парафинов 10-
20% мае. Необходимо иметь в виду, что метанол — это сильнодей-
ствующий яд, и работа с ним требует особой осторожности. Для
распада на карбамид и парафиновые углеводороды образовавший-
ся комплекс нагревают до температуры 75-80 С.
На установках карбамидной депарафинизации в качестве раз-
бавителя используется бензиновая фракция с пределами выкипа-
ния 80-120 С. Соотношение “дизельное топливо:бензин-раствори-
Тель:кристаллический карбамид” составляет 1:2,6:0,7. Основным
требованием процесса является отсутствие воды в суспензии ком-
плекса, так как при наличии влаги более 1% на твердую среду,
193
Процессы переработки нефти
т.е. на кристаллический карбамид, последний налипает на сте
трубопроводов и оборудования, что может привести к забивке
бопроводов и выходу установки из строя, либо к нарушению с
ношения сырья, карбамида и разбавителя в мешалке и, как с
ствие, — нарушению процесса. В связи с этим и сырье, и цирк;
рующий метанол, и бензин-растворитель тщательно обезвож
ются в электроразделителях, а содержание влаги постоянно ]
тролируется.
На рис. 5.1 приведена принципиальная схема установки :
бамидной депарафинизации. Сырье насосом Н-1 через холод:
ник Х-1 подается в электроразделитель Э-1, далее поступает в
шалку М-1, куда одновременно поступают карбамид, бензин-]
творитель и метанол. Образовавшуюся суспензию комплекса
сосом Н-2 прокачивают через холодильник Х-2 и мешалку ]
где и заканчивается процесс образования комплекса. После
суспензия направляется в центрифугу Ц-1. Раствор депараф]
рованного топлива в бензине поступает в емкость Е-1 и далее в
ктроразделитель Э-2, где происходит выделение метанола. С
ха электроразделителя дизельная фракция поступает в коле
К-1, где происходит отделение бензина-растворителя, и далее
резервуарный парк. Комплекс из центрифуги поступает в ме!
ку М-3, сюда же поступает бензин второй ступени промывки
мешалки (первая ступень промывки) суспензию комплекса п
ют накосом Н-4 в центрифугу Ц-2, откуда бензин поступает 1
кость Е-2, а комплекс — в мешалку М-4 для второй промывки
тем суспензия идет на третью ступень центрифугирования (I
откуда фугат поступает в емкость Е-3, а комплекс — на разл<
ние в мешалку М-5 и далее через подогреватель Т-1 в мешалк
6. Суспензия карбамида и парафина после мешалки М-6 разд
ется в центрифуге Ц-4. Отсюда карбамид направляется в меш*
М-1, а фугат парафина — в емкость Е-4, затем насосом Н-8 ч
его направляется в мешалку М-5, основная же часть парафина
водится в электроразделитель Э-3, где происходит выделен»
танола, а затем в колонну К-2 для отделения бензина. После s
парафин-сырец направляется на олеумную очистку от арома’
в мешалку М-7, предварительно пройдя обезвоживание в эле»
разделителе Э-4. “Кислый гудрон” отделяется от парафина в е
сти Е-5 и электроразделителе Э-5. Далее кислый парафин не:
лизуют щелочью в смесителе и отделяют от нее в электрораз,
теле Э-6, промывают водой в емкости Е-6, сушат в электро!
лителе Э-7 и выводят в резервуар. В некоторых случаях в:
центрифуг могут быть использованы фильтры или пульс:
ные аппараты.
194
Раздел V
Бензин-
растворитель
Рис. 5.1. Схема депарафинизации дизельного топлива
195
Процессы переработки нефти
Необходимо отметить, что данная схема не дает возможности
лучать парафины с высоким содержанием по основному вещест]
Наиболее совершенным способом выделения жидких пара
нов является адсорбционный — с помощью цеолитов. По эт
способу в настоящее время в мире работает ряд технологичес:
установок. Установка “Молекс” (выделение парафинов в псе]
движущемся слое цеолитов), установка “Изосив”, где выделе
парафинов производится на цеолитах в газовой фазе при давлез
0,4-0,5 МПа, установка МС-1, где выделение протекает на цес
тах при 0,9-1,0 МПа и температуре 380 С, и наконец, устано
“Парекс” (процесс разработан в ГДР). Последний получил ]
большее распространение в Советском Союзе и предназнач*
для производства парафинов с целью получения белково-в:
минных концентратов. Был возведен ряд промышленных уст;
вок мощностью по 120 тыс. т/год жидких парафинов. Две у
новки “Парекс” были построены в ООО “Киришинефтеоргсин
в 1980 и в 1986 гг.
В связи с прекращением производства белка из парафи
нефти из-за экологической опасности, в конце 80-х годов нек
рые построенные установки были остановлены и практическ:
работают. Поскольку в ООО “Киришинефтеоргсинтез” свое
менно был построен комплекс по производству ЛАБ и ЛАБС (
пользованием парафинов, установки “Парекс” работают в нас
щее время на полную мощность.
Теоретические основы процесса выделения нормальных п
финов адсорбционным методом на цеолитах, или молекуляр:
ситах, более подробно изложены ниже.
S
5.2. Сущность селективного извлечения жидких парафина
адсорбционным методом на цеолитах — молекулярных сит
Возможность применения твердых пористых тел с разе:
поверхностью для удаления примесей из газовых или жидки
ществ известна достаточно давно, когда поразительная сп
ность древесного угля поглощать различные газы из их сме<
органические вещества из жидкостей обратила на себя BHHMi
Развитие промышленных адсорбционных методов начал
открытия аптекаря, а впоследствии академика Т.Е. Левица, <
ружившего в 1785 г. свойство обожженного древесного угл>
мещенного в раствор винной кислоты, обесцвечивать ее, п
щая органические примеси. В последующем древесный углг
широко применен в сахарной промышленности для рафини
ния сахара из расплава, т.е. его очистки от веществ, прида!
196
Раздел V
eWy темную окраску. В 1879 г. английский ученый Смит сделал
попытку классификации газов по их адсорбируемости, взяв за ос-
нову (за единицу адсорбируемости) водород. Он определил, что
объемы газов, поглощенные углем, возрастают в следующем по-
рядке (ед. отн.):
Н2 N СО о2 сн4 n2o со2 so2
1 4,25 6,03 7,99 10,01 12,9 22,95 36,95
Это позволило сделать определенные выводы при разработке
методов очистки газовых смесей от тех или иных компонентов и за-
ложить основы адсорбционного анализа. Все адсорбционные про-
цессы основаны на избирательных свойствах адсорбентов, погло-
щающих отдельные компоненты из их смесей с другими вещества-
ми. Явление избирательной адсорбции было открыто русским уче-
ным-ботаником М. С. Цветом, который в 1903 г., пропустив спирто-
вой раствор каротина (вещества-пигмента, входящего в состав лис-
тьев растений) через слой силикагеля, обнаружил образование в
слое ряда зон с окраской, характерной для каждого компонента.
Таким образом, вещество — раствор каротина — было подвергнуто
разделению при помощи силикагеля на отдельные составляющие.
Метод Цвета сейчас широко используется в хроматографии для
анализа смесей. Развитие адсорбционной техники ранее базирова-
лось на использовании углей (в т.ч. активированных), силикагеля,
а в последующие годы — природных и синтетических цеолитов. В
этом отношении огромную роль сыграли англичанин физико-хи-
мик Баррер и американец Брек, которые впервые наметили пути
синтеза новых уникальных алюмосиликатных адсорбентов-цеоли-
тов, обладающих не только адсорбционными свойствами, но и изби-
рательностью, т.е. способностью разделять вещества, используя
разницу в размерах и форме молекул. На основе их патентов в
1955 г. компания “Линде” впервые в промышленном масштабе ста-
ла изготавливать синтетические цеолиты общего назначения. В Со-
ветском Союзе подобные цеолиты были созданы в 1964 г.
Большой вклад в развитие теории и практики адсорбционной
науки и техники внес академик М. М. Дубинин, разработавший
теорию объемного заполнения микропор.
5.3. Некоторые основные понятия процесса адсорбции
и десорбции
Адсорбцией называют поглощение веществ поверхностью или
объемом микропор твердого тела.
Адсорбент — твердое вещество, на поверхности или внутри
н°р которого осуществляется поглощение вещества, а само веще-
197
Процессы переработки нефти
ство, находящееся в газовом или жидком состоянии, называ€
адсорбтивом.
Адсорбатом называется вещество, которое перешло из п
вого или жидкого в адсорбированное состояние.
Десорбция — отделение адсорбированного вещества с повс
ности твердого тела или из микропор.
Десорбат — вещество, десорбированное с поверхности T1
дого тела или его микропор.
Десорбент, или десорбирующий агент — вещество, вызыв
щее десорбцию.
Емкость адсорбента — количество поглощенного вещее;
отнесенное к количеству адсорбента, участвующего в процессе*
В качестве адсорбентов используются твердые веществ!
сильно развитой пористой внутренней поверхностью, которая
стигается в процессе синтеза (синтетические цеолиты) или спе
альной обработкой природных адсорбентов (алюмосиликатов*;
лей, силикагелей).
Все адсорбционные явления можно разбить на два типа: фЯ
ческую адсорбцию и сорбцию, основанную на силах химическ
взаимодействия (хемосорбция).
В первом случае адсорбция вызывается силами физическ
взаимодействия молекул за счет так называемых дисперсиош
сил. Молекулы любого адсорбтива обладают зарядами части^
диполями или квадруполями. При сближении молекулы адсд
тива с молекулой поверхности адсорбента движение диполе
квадруполей приобретает строго определенный упорядочен!
характер, обуславливаемый притяжением между ними.
В отличие от физической адсорбции хемосорбция обуслов
перераспределением электронов взаимодействующих компо!
тов с образованием химической связи. Если физическую ад
цию можно сравнить с явлением конденсации вещества, то х
сорбция — это химический процесс, протекающий на поверх!
ти раздела фаз.
При хемосорбции адсорбированные молекулы не могут
мещаться по поверхности адсорбента, их положение фиксир<
но, и такая адсорбция называется локализованной.
При физической адсорбции молекулы при повышении те
ратуры могут приобретать подвижность, характер которой в
цессе может меняться. При определенных условиях (повышу
температуры и снижение давления до определенного уровня
сорбат удаляется из пор, десорбируется. На практике, для у
шения процесса десорбции, кроме изменения температуры и
ления осуществляется подача через адсорбент газообразног
гг
198
Раздел V
дества, более активного по силам взаимодействия с поверхнос-
тью, полостями и порами адсорбента, чем поглощенное вещество
при этих же физических условиях.
Таким образом, десорбция — это процесс обратный адсорбции,
имеющий целью удаление адсорбата из пор и полостей.
5.4. Структура и свойства промышленных адсорбентов
Большинство промышленных адсорбентов отличается ажур-
ной внутренней структурой и формой, включающей поры различ-
ного размера. На адсорбционную способность и скорость поглоще-
ния решающее влияние оказывают мелкие поры.
В зависимости от размеров поры подразделяются на три типа:
микропоры, переходные поры и макропоры.
Микропоры имеют размеры, соизмеримые с адсорбируемыми
молекулами вещества. Радиусы этих пор по данным рентгеногра-
фического анализа могут составлять от 5 до 10-15 ангстрем (А)*.
Суммарный объем этих пор в промышленных адсорбентах может
составлять 0,5 см3/г. Характерной особенностью адсорбции в ми-
кропорах является существенное повышение энергии по сравне-
нию с адсорбцией в более крупных порах, следовательно, скорость
поглощения адсорбентом в них значительно выше.
Переходные поры. Эффективные радиусы этих пор много
больше адсорбируемых молекул и составляют от 15 до 2000А. Для
этих размеров действие адсорбционных сил проявляется только
вблизи стенок пор. Поэтому здесь адсорбция осуществляется
только в основном на мономолекулярном и частично на полимоле-
кулярном уровне в виде отдельных слоев. Происходит как бы на-
копление адсорбируемого вещества для передачи его в микропо-
ры. Удельная поверхность этих пор может составить от 10 до
400 м2/г. Переходные поры можно рассматривать как основные
транспортные артерии, по которым осуществляется подвод адсор-
бируемого вещества к “емкостям’* — микропорам.
Макропоры имеют эффективный радиус более 2000А. Удель-
ная поверхность их незначительна, вследствие чего адсорбция на
их поверхности крайне мала и ею можно пренебречь.
В зависимости от размера пор адсорбенты делятся на три вида:
микропористые, переходно-пористые и макропористые.
Макропористые адсорбенты используются в основном в хрома-
тографии. '
*А = Ю'8 см (1О10 м).
199
Процессы переработки нефти
К переходно-пористым адсорбентам относится большое 4j
силикагелей, используемых в широком масштабе для осушки
духа, алюмогелей — в производстве алюмосиликатных катал:
торов, а также значительное количество природных глин, ;
требляемых для удаления относительно крупных молекул о
нических веществ, например, при очистке различных минер,
ных масел от смолистых веществ. Типичными представител
микропористых адсорбентов являются дегидратированные к
таллические природные алюмосиликаты или цеолиты, в том
ле и синтетические.
Одно из важнейших свойств адсорбентов, как и других по
тых веществ, — плотность. При этом следует различать ис
ную, кажущуюся и насыпную плотность.
Истинная плотность — это масса единицы объема вег
ва, из которого состоит цеолит.
Для определения объема навеску адсорбента помещают в
нометр и заливают его той или иной жидкостью с известной 1
ностью. По разности масс пустого и залитого пикнометра оп
ляют объем навески.
Кажущаяся плотность — это масса гранул адсорбента,
сенная к его объему.
Насыпная плотность характеризует массу единицы сл<
сорбента.
Пористость слоя. Под этим подразумевают долю объем,
занятую гранулами адсорбента. По этим пустотам происх
движение адсорбируемого вещества в процессе адсорбции. П(
тость слоя адсорбента определяют прежде всего по величине
равлического сопротивления, одного из важнейших показат
любого технологического процесса.
К основным свойствам адсорбента относится
и механике
прочность, от величины которой зависит поведение и дол:
ность цеолитов в процессе эксплуатации, потери от истир.
т.п.
все,
что влияет на технико-экономические показател
Сравнительно новый и наиболее эффективный вид аде*
тов — это природные и синтетические цеолиты на основе
силикатов.
Цеолиты — это алюмосиликаты, содержащие в своем с
окислы щелочных, щелочноземельных металлов, отличаю
строго регулярной структурой пор, которые в случае прир
цеолита заполнены водой. Эта вода, названная цеолитной, I
греве выделяется из пор, цеолиты как бы “кипят”. Отсюда
исходит их название, которое в переводе с греческого оз
“кипящие камни”.
200
Раздел V
Общая формула цеолитов:
Me9/nOALO4 xSiO9 уН90,
где п — валентность катиона Me,
х - мольное отношение SiO2/Al2O3,
у - число молей воды.
В качестве металлов в состав природных цеолитов входят на-
трий, калий, кальций. Кристаллическая структура цеолитов об-
разована тетраэдрами SiO4 и А1О4. Природные цеолиты использу-
ются в промышленных условиях в основном в процессах осушки
газов. Если убрать из пор цеолитов находящуюся там воду, то при
пропускании через цеолит какого-либо влажного вещества он сно-
ва поглотит воду. Поглощение воды осуществляется в основном в
адсорбционных полостях. Однако не все вещества могут попасть в
адсорбционные полости, так как эти полости соединяются друг с
другом с помощью входных окон строго определенного размера.
Проникнуть через входное окно может только молекула адсорби-
руемого вещества, которая имеет критический диаметр меньше
размера входных окон. Этим и объясняется избирательность, или
селективность цеолитов — молекулярных сит.
5.5. Структура и формы природных и синтетических цеолитов
Схема образования (формирования) структуры природного це-
олита “содалита” представлена на рис. 5.2.
Рис. 5.2. Модель образования
структуры содалита
Содалитовой единицей является кубооктаэдр. Плотная упа-
ковка кубооктаэдров (содалитовых единиц) в общей структуре це-
олита приводит к образованию адсорбционных полостей, которые
По форме также являются кубооктаэдрами. Молекулярно-сито-
201
Процессы переработки нефти
вые свойства природных цеолитов впервые были открыты;
1925 г. Вайгелем и Штейнгодом у природного минерала шабазщ
Его структура (рис. 5.3 а, б) — ромбоэдрическая и состоит из пл
тичленных колец кремнеалюмокислородных тетраэдров. Колы
сдвоены и образуют гексагональные призмы, сочетанием котор;
создаются адсорбционные полости. Каждая полость имеет ше<
восьмиугольных окон (рис. 5.3 а), образованных восьмичленны;
кольцами, и два гексагональных окна (рис. 5.3 б) — сдвоенны;
шестичленными кольцами (призмами). Эти гексагональные ок
расположены на вершине и у основания каждой полости.
Рис. 5.3. Адсорбционные полости
шабазита
Многообразие типов природных цеолитов препятствует
широкому внедрению. Для избирательной адсорбции требуе
дополнительная обработка цеолитов, что по экономическим се
ражениям не всегда выгодно. Поэтому были созданы синтети*
Рис. 5.4. Структура синтетических цеолитов типа А (а) и Х(б)
202
Раздел V
кИе цеолиты, имеющие заданные размеры входных окон. Эти це-
олиты имеют структуру и формы аналогичные природным цеоли-
там. На рис. 5.4 и 5.5 представлены структуры синтетических це-
олитов, составленные из кубооктаэдров, и строение их адсорбци-
онных полостей.
Рис. 5.5. Адсорбционные полости синтетических цеолитов типа
А(а) Х(б)
На рис. 5.6 наглядно показана структура одного из типов кри-
сталла молекулярного сита при большом увеличении. Проникно-
Рис. 5.6. Модель типа кристалла молекулярного сита, на которой
показаны входные отверстия во внутреннюю полость.
Отверстие имеется с каждой стороны
203
Процессы переработки нефти
1;
I
вение в его жесткую полую структуру, где могут адсорбировать!
разные молекулы веществ, осуществляется через одно из точ|
контролируемых отверстий, или пор, расположенных с каждс
стороны. I
Ячейки молекулярного сита естественным образом объедин
ются в структуру, известную как кристалл. Этот кристалл име!
целую сеть полостей, образуемых стенками ячеек молекулярно]
сита. При изготовлении молекулярных сит размеры входнь^
окон (пор) могут быть разными, что и позволяет “отсеивать” ра
ные молекулы веществ, как через сито. Кристаллы молекуля|
ных сит, используемые в технологических процессах на промыц
ленных установках, как правило, соединены между собой глин<|
для формирования шариков или гранул. Синтетические цеолиту
делятся на ряд типов — А, X и У. <
Цеолиты типа А — низкокремнеземные. В них соотношеш|
SiCL : ALOq — не более 2. Они отличаются низкой кислотостойка
стью. Использование их для адсорбции кислых сред и газов нер<
ционально, так как в этих средах они быстро разрушаются.
Цеолиты типа X имеют более высокое соотношеня
SiO2 : А12О3 — от 2,2 до 3,3. Они различаются строением внутрет
них адсорбционных полостей, обладают большими кислотосто!
костью и адсорбционной способностью. j
В цеолитах типа У структура аналогична цеолитам типа Х.|
них соотношение SiO2 : А12О3 составляет от 3,1 до 6,0. Эти цеол|
ты отличаются повышенной кислого- и термостойкостью и обл
дают большей каталитической активностью при изготовлена
разного рода катализаторов. 1
Цеолиты являются молекулярными ситами и могут исполья
ваться для разделения веществ на уровне диаметра молекул. Чл
бы проникнуть в адсорбционную полость, критический диаме4
молекул адсорбируемого вещества должен быть меньше или рам
размеру входных окон. I
В ряде стран синтетические цеолиты классифицируются ]
размерам входных окон, например:
наименование цеолита NaA
размер окон»А 4
СаА
СаХ
8-10
Как уже отмечалось, размер входного окна определяет си1
вые свойства цеолита и зависит от расположения кислородных 1
лец цеолита и числа атомов кислорода в кольце. На размер вх<
ного окна влияют также размеры катионов, их количество и р
положение. Расположение катиона вблизи входного окна бло!
204
Раздел V
рует вход в него и уменьшает размер. При катионном обмене в це-
олите возможно увеличить размеры входного окна. Например, в
цеолите имеющем два катиона натрия, которые замещаются на
цатион кальция, входное окно в цеолите типа СаА расширяется с
4 до 5А. Аналогичный обмен в цеолите типа X приводит к суже-
нию входных окон.
5.6. Характеристика процессов адсорбции и десорбции
Размеры и энергетические характеристики адсорбента оказы-
вают существенное влияние на скорость адсорбции и емкость са-
мого адсорбента. Вещества с развитой поверхностью обычно явля-
ются хорошими адсорбентами. Чем больше пористость вещества,
тем выше его удельная поверхность:
Адсорбенты Удельная поверхность, м2/г
Окись алюминия 200-250
Силикагель 500-600
Молекулярные сита 800-1000
Большую долю поверхности у приведенных адсорбентов обра-
зуют внутренние поры, на внешнюю поверхность приходится все-
го лишь 1-5 м2 /г.
На процесс адсорбции, в частности на ван-дер-ваальсовы силы
взаимодействия частиц поверхности с частицами адсорбтива, зна-
чительное влияние оказывает и сам адсорбтив: его форма, масса
электрического заряда, дипольный момент. При достаточной кон-
центрации адсорбтива на поверхности может образоваться не-
сколько ступенчатых слоев. При переходе адсорбтива в адсорби-
рованную фазу выделяется определенное количество теплоты. В
процессе десорбции это количество необходимо подвести.
При адсорбции возникает состояние насыщения или равнове-
сия, которое устанавливается за счет внешних условий (давление
и температура). Процесс адсорбции может проходить из газовой
или жидкой фазы. На практике адсорбцию часто проводят в при-
сутствии газа-носителя.
Прежде чем молекулы какого-либо вещества адсорбируются
Из потока газа-носителя, они должны достичь наружной поверх-
ности частиц адсорбента. Это происходит за счет нормальной
Диффузии молекул вещества с газом-носителем. С увеличением
Концентрации вещества на поверхности адсорбционный фронт
Проникает внутрь пористого вещества, адсорбент начинает рав-
номерно насыщаться адсорбируемым компонентом из газа-носи-
теля.
205
Процессы переработки нефти
В начале процесса чистый сопутствующий газ покидает сл
адсорбента, через какое-то время большая часть адсорбента нас
щается и адсорбируемый компонент появляется с постоянно yi
личивающейся концентрацией в потоке газа-носителя на выхо
из слоя адсорбента, т.е. проскакивает.
При установлении равенства концентрации вещества в соп)
ствующем газе-носителе на выходе и входе слой адсорбента нас
щен и следует переходить к процессу десорбции.
Если пропустить какое-либо вещество через слой адсорбент!
адсорбере определенных размеров (диаметр, высота), то динами
адсорбции может быть представлена следующим образ'
(рис. 5.7). Слой адсорбента, к которому осуществляется neper
адсорбируемых молекул потока жидкого или газообразного вег
ства, называется зоной массопереноса (ЗМП), или фронтом
сорбции. Концентрация адсорбированного вещества от входа
выхода из зоны переноса колеблется от начальной концентрав
Со в потоке, до концентрации Cs, получаемой после обработки.
В верхней части зоны переноса адсорбент насыщается до рав
весного состояния Со, в нижней — исходный адсорбент гото]
приему адсорбируемого вещества. Размеры зоны массопереноса
висят главным образом от следующих факторов: кинетики адсо
ции, термодинамической характеристики протекающего че]
слой адсорбента потока поглощаемого вещества, линейной ско
сти потока на поверхности адсорбента, типа, формы гранул мо
Начало
Конец
Кривая утечки
Рис. 5.7. Динамика адсорбции
206
Раздел V
кулярного сита, концентрации адсорбируемого вещества в потоке
Л конечной концентрации его на выходе из зоны массопередачи. В
слое адсорбента фронт адсорбции постоянно перемещается от вхо-
да до выхода во время всего периода адсорбции, в конце которого
исходное обогащение адсорбента не гарантируется. В этом случае
происходит полное насыщение слоя адсорбента поглощаемым ве-
ществом и на выходе из слоя начинается резкое увеличение кон-
центрации этого вещества до начальной стадии, то есть происходит
проскок адсорбтива. Это наглядно видно на графике “кривой утеч-
ки” (см. рис. 5.7). В таком случае необходимо осуществлять реге-
нерацию адсорбента, или десорбцию. Скорость перемещения фрон-
та адсорбции зависит от коэффициента нагрузки адсорбента адсор-
бируемым веществом и расхода адсорбируемого вещества.
Данный способ адсорбции — периодический процесс. Для осу-
ществления непрерывного процесса необходимо не менее трех ад-
сорберов, которые с помощью программного управления пооче-
редно переключаются с адсорбции на десорбцию, тем самым до-
стигается непрерывность процесса.
Форма кривой проскока зависит от большого числа факторов:
температуры, концентрации адсорбтива в газе-носителе во вход-
ном потоке, адсорбента, его количества или высоты слоя, а также
постепенного снижения емкости адсорбента, вызванного закоксо-
выванием полостей, истиранием адсорбента и, как следствие, уве-
личением перепада давления по слою, загрязнением адсорбента
другими сопутствующим веществами. Все это может привести к
изменению зоны массообмена и кривой проскока.
Особое значение имеют условия процесса — температура, дав-
ление, концентрация адсорбируемого компонента. С повышением
температуры диффузионные процессы ускоряются и скорость ад-
сорбции повышается до определенного предела, выше которого
молекула адсорбата активируется за счет приобретения дополни-
тельной энергии, вызванной подъемом температуры. Она преодо-
левает силы адсорбции, то есть происходит ее десорбция, удале-
ние из полостей.
5.7. Специфика процесса адсорбции на молекулярных ситах
Адсорбция на молекулярных ситах отличается от обычной
Мсорбции на угле, силикагеле или окиси алюминия тем, что
°на базируется на адсорбции веществ в зависимости от размера
Молекул. В полости молекулярных сит могут проникнуть толь-
Ко те молекулы, критический диаметр которых имеет величи-
сравнимую с эффективным диаметром входного отверстия
207
Процессы переработки нефти
ячеек молекулярных сит. В зависимости от величины bxoj
пор и молекул адсорбата могут иметь место следующие осн
ные случаи:
- диаметр молекул вещества больше диаметра входного отв
стия — адсорбция не идет, так как молекулы вещества не обла
ют достаточной для прохождения через входные отверстия эн
гией активации;
- диаметр молекул равен диаметру входных окон. Процесс в
можен, однако он определяется взаимодействием между молоку!
адсорбируемого вещества и катионом на входе, что влияет на cj
рость адсорбции, установление равновесия и емкость адсорбента
- диаметр молекул вещества меньше размера входных отв
стий — процесс идет хорошо.
Особенность молекулярных сит заключается в том, что с у
личением температуры адсорбционная способность понижав
не так заметно, как у других адсорбентов.
Фазовое состояние адсорбируемого вещества влияет на д,
тельность процессов массопередачи, или массопереноса. В ж
кой фазе подвижность адсорбируемых молекул очень мала. С
рость диффузии, а следовательно, и кинетика адсорбции в ж
кости значительно ниже, чем в газовой среде. Скорость прохс
дения поглощаемого вещества через адсорбент в жидком сост
нии должна быть значительно ниже, чем в газовом, что треб
большой высоты слоя адсорбента. Поэтому чаще всего адсорб:
производится в газовой (паровой) фазе. При этом для сниже:
температуры адсорбции на практике применяют адсорбции
среде газа-носителя, который ускоряет диффузию молекул
сорбируемого вещества, снижает его парциальное давление в
токе.
Скорость подачи адсорбируемого вещества должна быть д
точной для обеспечения более или менее равномерного расп
ления потока по слою адсорбента в колонне, не допуская образ*
ния каналов. Рекомендуемые скорости подачи для адсорбции 1
зовой фазе колеблются от 3 до 30 м3/мин, для жидкой фазы -
0,1 до 1 м3/мин. Адсорбционная способность молекулярных
возрастает с увеличением концентрации адсорбируемого вещ
ва в потоке, так как при этом увеличивается скорость достиже
насыщения, т.е. равновесия. В то же время в отличие от дру
адсорбентов молекулярные сита обладают большей адсорбц!
ной способностью при низкой концентрации адсорбируемых
ществ. Адсорбционная способность молекулярных сит завй
также от парциального давления адсорбируемых веществ:
оно больше, тем больше адсорбционная способность.
208
Раздел V
Явление адсорбции характеризуется равновесием в состоянии
насыщения, когда поглощение прекращается. Однако адсорбиро-
ванные соединения могут быть десорбированы или выделены из
адсорбента изменением равновесия адсорбции. Этого можно до-
биться изменением внешних условий: повышением температуры
адсорбента, уменьшением парциального давления адсорбирован-
ного вещества, применением растворителей или использованием
десорбента — газа, молекулы которого обладают большей адсорб-
ционной способностью, чем адсорбированное вещество.
5.8. Промышленные установки извлечения нормальных
парафинов на молекулярных ситах
В настоящее время в мире разработано несколько типов про-
мышленных установок выделения нормальных парафинов с ис-
пользованием цеолитов. Кратко рассмотрим некоторые зарубеж-
ные установки (“Молекс”, “Изосив”, “Энсорб”), а более деталь-
но — извлечение парафинов на установке “Парекс”, так как в Рос-
сии и странах СНГ этот процесс наиболее распространен.
Установка “Молекс”
Это единственный способ, при котором выделение нормаль-
ных парафинов производится в жидкой фазе в псевдоожиженном
слое цеолитов при небольшом давлении и температуре ниже нача-
ла кипения сырья. Десорбция производится путем вытеснитель-
ной адсорбции нормальным пентаном. Сырьем является кероси-
но-газойлевая фракция, подвергнутая глубокой гидроочистке.
Выделяемый целевой продукт — нормальные парафины с числом
углеродных атомов от 10 до 23.
Принципиальная технологическая схема установки приведена
на рис. 5.8. Сырье нагревается в теплообменнике 4 до температуры
адсорбции и через распределительное устройство 3 направляется в
адсорбер 1, разделенный на большое количество секций специаль-
ными решетками, на которых находятся слои адсорбента. Не-
сколько секций, расположенных друг над другом, образуют рабо-
чие зоны: адсорбции, промывки, десорбции и промывки после де-
сорбции. Эти зоны меняют свое положение, двигаясь вверх по ад-
сорбенту за счет переключения крайней секции каждой рабочей
зоны в следующую стадию с помощью поворотного распредели-
тельного устройства 3. В сочетании с внутренней циркуляцией
Жидкой фазы насосом 2 воспроизводится движение адсорбента в
пРотивотоке с жидкостью. Внутренняя циркуляция жидкой фазы
209
Процессы переработки нефти
Рис. 5.8. Схема установки “Молекс”:
1 — адсорбер; 2— насосы; 3 — распределительное устройство; 4 — те
лообменники; 5,6 — колонны отгонки н-пентанов соответственно oi
де нормали зата и десорбата;7 — конденсаторы; 8 — емкости;
А — адсорбция; ПА — промывка адсорбции; Д — десорбция; ПД —
промывка десорбции
должна быть достаточной для компенсации псевдодвижения п<
ного объема адсорбента совместно с объемом внутренних констр^
ций. На схеме показано одно из положений, в котором ocynjecTBJ
ются адсорбция, десорбция, промывка адсорбента от сырья и ,
нормализага соответственно. Выводимые из адсорбера десорба'
денормализат в растворе с н-пентаном направляются в колоннь
и 6 для отгонки пентана, который возвращается в процесс.
Установка “Изосив”
Процесс протекает в газовой фазе при средних давлениях О
0,5 МПа и температуре, обеспечивающей без применения газа 1
рообразное состояние сырья, подаваемого в адсорберы. ДлитeJ
ность каждой стадии адсорбции, промывки и десорбции состав.)
ет 5 мин. Принципиальная технологическая схема уставов
приводится на рис. 5.9. Сырье нагревается в теплообменнике 61
печи 5, полностью испаряется и поступает в адсорберы 9 (их обн
число 5). В режиме адсорбции и десорбции находятся четыре I
парата, а один — на окислительной регенерации. В качестве j
сорбента используется н-гексан. Из адсорберов выводится см<
денормализата и вытесненного при адсорбции н-гексана, котор!
охладившись в теплообменнике, поступает в сепаратор 8, отк5
210
Раздел V
1 — холодильники-конденсаторы; 2, 10, 13 — емкости; 3 — насосы; 4-12 — колонны отгонки н-гексана
соответственно от денормализата и десорбата; 5 — печи; 6 — теплообменники; 1 — холодильники; 8, 11
сепараторы; 9 — адсорберы
211
Процессы переработки нефти
Рис. 5.10. Схема установки “Энсорб”:
1 - насос; 2 - печи; 3 - адсорберы; 4 - холодильники; 5 - сепаратор;
6 - компрессор; 7 - емкость; 8- сепаратор
н-гексан направляется в конденсатор-холодильник 1 и далее в е
кость 10. Денормализат из сепаратора поступает в колонну 4 д.
удаления растворенного н-гексана, который после конденсации
холодильнике 1 собирается в емкости 2. Часть его подается в кая
стве орошения верха колонны, а избыток откачивается в емкое
10. Тепло в низ колонны подводится за счет циркуляции нижне
продукта — денормализата — через печь. Стабильный денорма;
зат с низа колонны откачивается с установки.
В стадии десорбции н-гексан из емкости 10, пройдя тепло<
менник и печь, направляется в адсорберы. Смесь парафинов и,
сорбента из адсорберов через теплообменник поступает в се па;
тор 11, где происходит отделение парафинов от десорбента. Ге.
сан после конденсации в холодильнике собирается в емкости 10
Жидкая фаза из сепаратора 11 поступает в колонну 12 для
гонки растворенного в ней гексана, который с верха этой колон
после конденсации собирается в емкости 13: часть его подается
орошение, а избыток откачивается в емкость 10. Подвод тепл
колонну также осуществляется за счет циркуляции нижнего п
дукта колонны через печь. Парафин с низа колонны через те:
обменник и холодильник откачивается с установки.
212
Раздел V
Установка “Энсорб”
В этом процессе адсорбция осуществляется в газовой фазе при
давлении 1-1,2 МПа и температуре ЗЗО“С. В качестве разбавителя
и десорбента применяется аммиак. Принципиальная схема уста-
новки приводится на рис. 5.10.
Нагретая в печи смесь сырья и аммиака поступает в адсорбер
3, где на цеолитах адсорбируются парафины. Выходящая из ад-
сорбера смесь денормализата с аммиаком охлаждается в холо-
дильнике и поступает в сепаратор 5, откуда жидкая фаза поступа-
ет на окончательную отдувку аммиака и легких углеводородов.
Пары аммиака из сепаратора 5 направляются в емкость 7 и ком-
прессором 6 подаются частично на смешение с сырьем, а осталь-
ное количество через печь 2 — в адсорбер 3 для десорбции. Перво-
начальный продукт десорбции (промывки) соединяется с сырьем.
После промывки десорбат направляется через холодильник 4 в се-
паратор 8 для отделения аммиака от парафинов и поступает через
емкость 7 на прием компрессора 6. Жидкая фаза из сепаратора с
растворенным в ней аммиаком отправляется далее на стабилиза-
цию и отдувку аммиака.
Установка “Парекс”
Эта технологическая установка предназначена для получения
жидких н-парафинов из прямогонной гидроочищенной фракции
180-305С путем разделения ее в результате адсорбции с последу-
ющей десорбцией на два продукта: нормальные жидкие парафи-
ны (С10-С20) с чистотой основного вещества не менее 99,1-
99,5% мае. и депарафинированную фракцию — компонент ди-
зельного топлива с температурой застывания минус 60-7СГС. Вы-
деление жидких парафинов производится в настоящее время на
молекулярных ситах фирмы Union Carbide кальциевой основы с
размерами входных окон бА. Технологическую схему установки
можно разделить на три блока, а именно:
- подготовка свежего ВСГ (газа-носителя);
- собственно “Парекс” с системами стабилизации н-парафинов
и денормализата;
- олеумная очистка нормальных парафинов.
Блок подготовки свежего ВСГ предназначен для очистки пе-
реднего от сероводорода, окиси и двуокиси углерода и углеводо-
родов С2 и выше. Эти ингредиенты губительным образом действу-
ет на активность молекулярных сит, понижают их емкость и вме-
сте с присутствующим на установке десорбентом-аммиаком спо-
213
Процессы перераоотки нефти
собствуют образованию различных твердых солей, которые быс
ро забивают аппаратуру.
Блок “Парекс”, состоящий из трех адсорберов с система»
циркуляций ВСГ, десорбента-аммиака и аппаратами для стабил!
зации жидких парафинов и денормализата, имеет главное назн
чение — производство непрерывной адсорбции н-парафинов с п
следующей десорбцией.
Блок олеумной очистки предназначен для удаления из десо
бата (фракция С10-С20) или неочищенных фракций С14-С17, возвр
щаемых с комплекса ЛАБ-ЛАБС, различных непредельных, ар
матических и смолистых соединений с последующими операци,
ми: нейтрализацией кислого парафина щелочью, промывкой в
дой от солей и сепарацией от воды с помощью центрифуг.
5.9. Основные факторы, влияющие на процесс выделения
жидких парафинов методом “Парекс”
На эффективность проведения процесса влияют несколы
факторов: температура, давление, качество сырья, соотношен:
“газ-носитель:сырье”, тип десорбента.
Для адсорбционных процессов температура — один из ва
нейших параметров, влияющих на количество поглощенного ]
щества и скорость адсорбции, а также на протекание побочных ]
акций. На цеолитах парафины насыщаются в паровой фазе п
относительно высоких температурах. При температуре ниже
тимальной процесс адсорбции ухудшается из-за снижения д]
фузии молекул парафинов в цеолиты и возможности капилл.
ной конденсации, происходящей при температуре на 50-60 С 1
же температуры начала конденсации сырья в условиях процес
(давление, разбавление газом) за счет дополнительного действ
адсорбционных сил, проявляемых пористым цеолитом. При :
пиллярной конденсации исходное сырье адсорбируется несед
тивно, смачивая цеолит. Парафин при десорбции удаляется
полностью, что ухудшает их качество и приводит к быстрой деЗ(
тивации адсорбента.
При температуре выше оптимальной скорость поглощения j
рафинов увеличивается, адсорбционная способность цеоли'
уменьшается, а побочные реакции (полимеризации, циклизац]
крекинга и др.), приводящие к преждевременному снижению I
кости и активности адсорбента, существенно ускоряются.
Подбор оптимальной температуры определяется физико-ЯЗ
мическими свойствами сырья, применяемым газом-носителе»"
его количеством, а также типом десорбента. Оптимальная тем1
214
Раздел V
ратура для процесса “Парекс" на входе газо-сырьевой смеси в ад-
сорбер — 380 С.
Качество газа-носителя и его кратность к сырью. Процесс
адсорбции проводят в среде газа-носителя, что позволяет поддер-
живать сырье в паровой фазе и предотвращать капиллярную кон-
денсацию при текущих температуре и давлении процесса. Водо-
родсодержащий газ увеличивает скорость диффузии парафинов к
порам цеолита и уменьшает протекание побочных процессов, в ча-
стности коксообразования.
Расход газа на разбавление выбирается с учетом фракционно-
го состава сырья, скорости его подачи, парциального давления па-
рафинов в смеси, а также расхода топлива и энергетических ре-
сурсов. Обычно в качестве газа-носителя используют ВСГ с уста-
новок риформинга. Соотношение “разбавителысырье” находится
в пределах 300 - 350 нм3 газа на один м3 сырья.
К ВСГ-носителю предъявляются довольно жесткие требова-
ния по содержанию газообразных углеводородов (особенно непре-
дельных), сероводорода, оксида и диоксида углерода, кислорода.
Последний даже в незначительных количествах приводит к окис-
лению и осмолению углеводородов, отложению смол на цеолитах,
снижая их адсорбционную емкость. Так, при содержании в газе-
носителе около 0,2% об. кислорода адсорбционная способность
цеолитов теряется полностью в течение суток.
Ограничение содержания СО и СО2 связано с использованием в
процессе аммиака и возможностью образования в их присутствии
цианистых соединений и аммонийных солей (NH4)2CO3 и др. По-
следние выпадают в виде осадка и забивают трубопроводы. Допу-
стимое суммарное содержание оксидов углерода не более
0,002% об. Удаление СО и СО2 из газа осуществляется каталити-
ческим гидрированием с получением метана и воды.
Сероводород является ядом для цеолитов и катализаторов
метанирования и содержание его в газе не должно превышать
0,0001% об., что достигается глубокой очисткой исходного
ВСГ.
Содержание углеводородных газов отрицательно влияет на
Процесс, снижая емкость и селективность цеолитов. Их допусти-
мое содержание не более 2% об. Непредельные углеводороды уве-
личивают отложение кокса на адсорбенте. Для предотвращения
Их накапливания выше 0,3% об. газ частично отводят из системы
Иа факел.
На показатели процесса влияет также качество циркулирую-
щего газа и содержание в нем аммиака. Для достижения высокой
215
Процессы переработки нефти
адсорбционной емкости цеолита по парафинам необходимо по
вать газ с содержанием аммиака, не более 12% об. При увели
нии концентрации аммиака в газосырьевой смеси происходит с
местная адсорбция парафинов и аммиака, что снижает выход
рафинов и отбор их от сырья.
Десорбент. Скорость и глубина десорбции существенно вл
ют на экономику процесса выделения н-парафинов. Эффектив]
десорбция обеспечивает высокую выработку парафинов за счет
лее полного вытеснения их из полостей цеолита, снижает оста'
ное содержание парафинов в адсорбенте, что уменьшает зако
вывание цеолита и увеличивает срок его службы.
Эффективность процессов адсорбции с помощью цеолит
значительной мере определяется способом десорбции, уело:
ми ее проведения и физико-химическими свойствами десор
та. Применяют разные методы десорбции: изменение темпер
ры и давления; использование веществ легче адсорбируе:
чем парафины или совсем не адсорбируемых и др. Существе
влияние на скорость и глубину десорбции оказывает расхо
сорбента.
В процессе “Парекс” в качестве десорбента применяете
зообразный аммиак, который легко вытесняет парафины 1
статочно легко десорбируется из цеолита газосырьевой см
на стадии адсорбции, обеспечивая тем самым глубокое hsbj
ние парафинов из сырья. Кроме того, аммиак способе!
уменьшению скорости образования коксосмолистых отлож'
на цеолите и увеличению межрегенерационного периода ег
боты.
В качестве оптимальных приняты следующие условия:
тельность десорбции около 10 мин, расход десорбента на объе
олита 400 нм3/м3. В циркулирующем десорбенте-аммиаке ог{
чивается содержание водорода, азота и др. газов (не С
20% об.), поскольку их присутствие снижает десорбционнук)
собность аммиака.
Давление. Выбор оптимального давления обусловлен ад
ционными свойствами цеолита, качеством сырья, применя
газом-носителем, условиями конденсации парафинов и ден
лизата из парогазовых потоков.
Повышение давления приводит к увеличению парциал
давления паров парафинов в газосырьевой смеси, поступаюи
адсорбцию, что увеличивает скорость адсорбции. Кроме т
увеличением давления снижаются линейные скорости шт
что повышает емкость цеолита за счет уменьшения зоны ма
мена.
216
Раздел V
В условиях применения ВСГ-носителя и десорбента-аммиака
поддерживают оптимальное давление адсорбции и десорбции,
равное 1,0-1,2 МПа, что способствует уменьшению коксообразова-
ния. Более высокое давление нецелесообразно, так как при этом
необходимо повышать температуру процесса для предотвращения
капиллярной конденсации.
5.10. Описание технологической схемы установки “Парекс”
Блок очистки водородсодержащего газа
Водородсодержащий газ, поступающий на установку “Па-
рекс”, подвергается предварительной очистке с целью снижения
содержания в нем газообразных углеводородов до 2% об., серово-
дорода до 1 ppm, оксида и диоксида углерода до 20 ppm. Очистка
от газообразных углеводородов осуществляется в блоке подготов-
ки за счет абсорбции их денормализатом.
Удаление оксида и диоксида углерода проводится в реакторах
на алюмохромоникелевом катализаторе по реакциям метанирова-
ния, которые протекают с выделением большого количества теп-
ла:
СО 4- ЗН2 -* СН4 + Н2О + 52,7 ккал/моль;
СО2 + 4Н2 -* СН4 + 2Н2О + 42,2 ккал/моль.
Для удаления сероводорода, являющегося ядом для катализа-
тора метанирования, ВСГ предварительно подвергают очистке,
пропуская его через окись цинка. При этом сероводород и сернис-
тые соединения образуют сульфид цинка по реакции: ZnO + H2S
ZnS + Н2О.
Технологическая схема очистки ВСГ приведена на рис. 5.11.
Газ под давлением до 3 МПа и температурой до 40°С поступает на
Установку в абсорбционную колонну К-10 (абсорбер). На верхнюю
тарелку абсорбера насосом Н-13 подается сырье (или денормали-
зат). С верха К-10 ВСГ, пройдя через печь П-3/2, последовательно
поступает в реакторы тонкого обессеривания Р-1, где на оксиде
Цинка из него удаляется сероводород до остаточного содержания
0,0001% об., и метанирования Р-2, в котором происходит превра-
щение СО и СО2 в метан и воду.
Далее ВСГ охлаждается в теплообменнике Т-13 и направляет-
ся на блок “Парекс” (или в топливный газ). Насыщенный абсор-
217
Процессы переработки нефти
сом Н-3 подается в колонну К-11 в качестве орошения, а избил
его выводится в дренажную емкость. Газ из Е-15 поступает к
релкам печи П-3 или сбрасывается на факел.
Адсорбция и десорбция н-парафинов блока “Парекс”
Технологическая схема блока адсорбции и десорбции приве,
на на рис. 5.12.
Адсорбция
Сырье — гидроочищенная фракция 180-310°С из резервуар:
го парка установки поступает на прием насосов Р-101/1,2 и
правляется в теплообменники W-107/1,2 и W-111/1-5 в kotoj
нагревается за счет тепла денормализата и десорбата. После не
поток сырья циркуляционным компрессором V-101 подае
ВСГ-носитель и при необходимости, в качестве рециркулята,
жет подкачиваться промывочный продукт. Смесь сырья и газа
гревается в теплообменниках W-101/1-4 за счет тепла газопрод
товой смеси, выходящей из адсорберов К-101/1-3, и далее нащ
ляется в нагревательную печь Q-101/1,2, где нагревается до т
пературы 380-390°С при давлении 1,2 МПа. При этих условиях
зосырьевая смесь полностью испаряется и подается на адсорб!
в один из трех работающих адсорберов, находящихся в этот
мент в стадии адсорбции. При адсорбции из газосырьевой см
извлекаются н-парафины, одновременно из молекулярных
начинает вытесняться аммиак, адсорбированный ситами в пер
десорбции.
На стадии адсорбции из адсорбера выходит смесь денормал:
та (изо-парафиновые, нафтеновые, ароматические углеводород
сопутствующего газа и аммиака. Поток частично охлаждает!
подогревателе колонны стабилизации денормализата К-109. Зя
основной поток и поток из W-109 проходит теплообменники
101/4-1, где охлаждается газосырьевой смесью, и поступает в
лонну охлаждения К-102. Здесь денормализат охлаждается с
мощью холодного циркуляционного орошения: с выкида нас
Р-102/1,2 поток денормализата последовательно подается в те
обменники W-107/1-5, где охлаждается сырьем, и в воздушны
лодильники ВХ-102/1,2, после чего возвращается на верхнюю
релку колонны К-102 в качестве орошения. Балансовое коли1
во денормализата с низа колонны К-102, пройдя через теплооб
ники W-110/1,2, поступает в стабилизационную колонну К-
где отделяются растворенные аммиак, аммиачная вода, легки
220
Раздел V
деводороды. Стабильный денормализат с низа колонны К-109 на-
сосом Р-109/1,2 через теплообменники W-110/1,2 рибойлеры W-
Ц5, 114 и холодильник LK-104 откачивается с установки.
Пары и газы с верха колонны К-109 охлаждаются в воздушном
холодильнике LK-102 и поступают в емкость В-109. Жидкая фаза
(углеводороды) из емкости возвращается в колонну К-109 в виде
орошения с помощью насосов Р-110/1,2, аммиачная вода дрени-
руется в емкость В-004, газообразный аммиак поступает на прием
компрессора V-103/1.
Смесь ВСГ и аммиака, выходящая с верха колонны К-102,
проходит буферную колонну-аккумулятор К-108, сепаратор
В-101 и поступает на прием компрессора V-101. С нагнетательной
линии компрессора газ-носитель поступает через холодильники
Х-Ю4/1-4 в адсорбционную колонну К-1, где происходит адсорб-
ция аммиака водой, подаваемой в верхнюю часть колонны К-104.
Очищенный от аммиака газ-носитель поступает через емкость fi-
ne на смешение с исходным сырьем.
При периодическом переключении адсорберов на стадию ад-
сорбции происходит вытеснение аммиака и содержание его в газе-
носителе увеличивается от 25 до 75% об. Для уменьшения колеба-
ний концентрации аммиака и предназначена буферная колонна
К-108. Она оборудована специальными тарелками с высоким
уровнем аммиачной воды, через которую барботирует поток газа-
носителя. В зависимости от концентрации аммиака в газе амми-
ачная вода в начале адсорбции поглощает его, а в конце — выде-
ляет в газовый поток. За счет этого происходит усреднение кон-
центрации аммиака в газе-носителе, поступающем на прием цен-
тробежного компрессора V-101.
Для поддержания уровня аммиачной воды на тарелках в ко-
лонну К-108 с помощью насосов Р-104/1,2 постоянно подается не-
большое количество аммиачной воды. Избыток воды по уровню с
низа колонны К-108 отводится в десорбер К-105.
В процессе работы в аммиачную воду колонны К-108 попада-
ют углеводороды, которые выносятся потоком газа из колонны
К-102. Для предотвращения их накапливания с верхней части
кУба колонны К-108 постоянно отводится -3-4 м3/ч аммиачной
воды в емкость В-114, в которой происходит отделение углеводо-
родов от аммиачной воды. Углеводороды из емкости В-114 выво-
дятся в колонну К-109, аммиачная вода направляется в десорбер
К-105.
Цикл адсорбции продолжается 5 мин, этого времени достаточ-
Но для насыщения всего слоя н-парафинами, после чего с помо-
щью программного управления адсорбер переключается на ста-
221
Процессы переработки нефти
дии промывки и десорбции. На адсорбцию для обеспечения непр
рывности процесса подключается другой адсорбер, в котором
этому моменту закончилась стадия десорбции парафинов.
Десорбция
Циркулирующий аммиак компрессором V-102 подается в те
лообменники W-106, 102, и 103 и печь Q-102, где нагревается
температуры 380"С. Нагретый аммиак поступает в два из трех я
сорберов К-101/1-3 для десорбции парафинов.
С целью получения парафинов высокой чистоты десорбцию в
дут в две стадии. Вначале продукты десорбции выводят в систе!
промывочного продукта (стадия промывки), а затем в систему д
сорбата. Для уменьшения смешения газа-носителя и десорбент!
начальной стадии промывки предусмотрено вытеснение газа, fl
тавшегося в аппарате после стадии адсорбции, в систему денорм
лизата. 1
На стадии промывки из вторичных пор цеолитов вытесняю!
неселективно адсорбированные углеводороды (ароматически
нафтеновые, изо-парафиновые), а также начинается десорбш
парафинов. Продукты промывки из соответствующего адсорбе!
десорбера проходят через комбинированные теплообмення
W-102/1,2, воздушный холодильник LK-101 и, охладившись!
температуры 60“С, поступают в емкость В-113, где происходи
разделение жидкой и газообразной фаз. Жидкая фаза (прод®
промывки) откачивается насосами Р-108/1,2 в исходное сьш
(или в денормализат). Пары аммиака с примесью газа-носитея
верха сепаратора направляются через холодильники Х-105/И
емкости В-108, В-105 на прием компрессора V-102. I
В стадии десорбции газопродуктовая смесь на выходе из аде®
беров разделяется на три потока. Один проходит трубный пу®
комбинированных теплообменников W-103/1,2, где охлаждав®
потоком десорбента и идет на смешение со вторым и третьим п<®
ками после W-106. Второй поток идет по байпасу теплообмення
W-108 через клапан HI-1964. Третий поток смеси после адсорйя
частично охлаждается в подогревателе W-108 колонны стабиЯ
зации десорбата К-107. Далее второй и третий потоки охлаждй®
ся в теплообменнике W-106 за счет нагрева десорбата. Из теплЛ
менника W-106 смесь десорбата с аммиаком, объединившие
первым потоком, поступает в колонну К-106, где за счет двух £Я
куляционных орошений происходит охлаждение потока и о®
нательная конденсация десорбата. С низа колонны К-106 десоД
насосами Р-106/1,2 подается для охлаждения в теплообмення
222
Раздел V
W-П1/5-1. Дальнейшее охлаждение осуществляется в воздуш-
ном холодильнике LK-106. Охлажденный десорбат возвращается
в колонну К-106 двумя потоками циркуляционного орошения:
- нижнее циркуляционное орошение подается в колонну под
глухую тарелку через X-110/2;
- верхнее циркуляционное орошение проходит дополнитель-
ное охлаждение в Х-110/1 и подается на верх колонны К-106.
С верха колонны К-106 пары аммиака поступают к компрессо-
ру V-102 через холодильники Х-106/1-4, приемные емкости
В-108, 105.
Жидкая фаза с низа колонны К-106 направляется через теп-
лообменники W-104/1,2 в колонну стабилизации К-107, где
растворенные легкие углеводороды, пары аммиака и аммиач-
ная вода отделяются от парафинов. Подогрев низа колонны осу-
ществляется с помощью термосильфонного теплообменника W-
108, который обогревается газопродуктовой смесью, поступаю-
щей после адсорберов. Избыток парафинов из колонны К-107
откачивается насосами Р-107/1,2 через теплообменники
W-104/1,2, рибойлеры W-115, 114, теплообменник W-113, во-
дяной холодильник Х-101 в емкость олеумной очистки В-201
(на схеме не указана) или на комплекс получения ЛАБ-ЛАБС.
Пары и газы, выходящие с верха колонны К-107, охлаждаются
в холодильнике Х-107 и поступают в емкость В-107, где жидкая
фаза при отстое в средней секции емкости разделяется на два
слоя: верхний - углеводороды, перетекает в секцию нефтепро-
дукта, а затем насосами Р-111 /1,2 подается на орошение в ко-
лонну К-107; нижний — аммиачная вода, дренируется в ем-
кость В-004. Газообразный аммиак из емкости В-107 поступает
на прием компрессора V-103/1.
Система циркуляции аммиачной воды
На установке циркулирует аммиачная вода, предназначенная
Для снижения колебаний концентрации аммиака в газе-носителе
(в буферной колонне К-108), а также для очистки последнего от
аммиака (в адсорбере К-104). В колонне К-104 газ-носитель про-
мывается водой, подаваемой насосами Р-104/1,2 из десорбера
К-105. Из колонны К-104 вода, содержащая 35-40% аммиака, под
Давлением колонны перетекает в десорбер К-105, где вследствие
снижения давления с 1,2-1,5 МПа до 0,02-0,05 МПа аммиак де-
сорбируется до содержания его в. воде 33-37%. С низа десорбера
вммиачная вода с меньшей концентрацией аммиака подается об-
ратно в адсорбер на очистку газа-носителя.
223
Процессы переработки нефти
Первоначально аммиачная вода готовится в емкости В-002
тем растворения в воде жидкого аммиака, подаваемого из емко<
В-112.
Предусмотрена схема сбора воды, содержащей аммиак, из ।
костей В-101, 104, 107 и 109 в емкость В-004, в которой при с]
жении давления десорбируется аммиак, поступающий затем
рез емкость В-103 к компрессору V-103/1. Аммиачная вода из <
костей В-004 и В-103 дренируется в емкость В-002.
Пары аммиака низкого давления из десорбера К-105, емкое
В-107, 109 и В-004 поступают через емкость В-103 на прием п
вой ступени компрессора V-103/1. С нагнетательной линии к<
прессора V-103/1 аммиак проходит через холодильни
Х-103/1,2 и охлажденный поступает через емкость В-104 на ц
ем второй ступени компрессора V-103/2. На вход в емкость В-1
также поступают пары аммиака из емкости В-110 узла кондей
ции аммиака. . ’
Потоки аммиака с нагнетательной линии компресс^
V-103/2 и из колонны К-106 смешиваются и поступают в ха
дильники Х-106/1-4. Аммиак после холодильников X-106/1J
также аммиак после холодильников Х-105/1,2 узла промывки
правляется через емкости В-108 и В-105 в приемный трубопрсЯ
компрессора V-102, откуда общий поток идет на десорбцию. 1
С целью очистки аммиака от газа-носителя (водорода, аэЯ
углеводородных газов) часть потока аммиака с нагнетатели
линии компрессора V-102 при температуре до 135°С и давля
1,0-1,5 МПа проходит холодильник Х-108, где охлаждается
35°С, затем теплообменник W-105 и с температурой до 15°С п0|
пает в емкость В-111, где происходит конденсация аммиака. 1
С верха емкости В-111 газы, содержащие до 40% аммиакад
правляются в емкость В-101, а жидкий аммиак выводится ч|
термосильфонный теплообменник W-105 в емкость В-110, в к!
рой аммиак испаряется за счет тепла, вносимого термосильи
ным теплообменником W-105. Пары аммиака направляются
прием компрессора V-103/2. Потери аммиака в системе воспой
ются путем испарения жидкого аммиака в емкости В-110, поя
емого из емкости В-112. На установке имеется возможность 4
чи жидкого аммиака из емкостей В-110,112 и аммиачной воДЯ
емкости В-002 в колонну К-105. Я
В схеме установки предусмотрены пусковые линии, сися
сушки и активации цеолитов с помощью силикагеля, загрув
мого в колонны К-103, подачи жидкого и газообразного тошПИ
печам, утилизации тепла и производства водяного пара. На Я
новке также имеются две факельные системы: одна для отвоДЯ
224
Раздел V
Зов, содержащих только аммиак, от предохранительных клапа-
нов, линии продувки и т.д. (что вызвано необходимостью предот-
вращения образования карбоната аммония и закупорки трубопро-
водов) и другая для сброса углеводородных и других газов.
Блок олеумной очистки парафинов
Растворы S03 в серной кислоте дымят на воздухе вследствие
выделения паров серного ангидрида. Поэтому содержащая рас-
творенный S03, серная кислота называется “дымящей” (ина-
че — “олеумом”). Так как H2SO4 растворяет серный ангидрид в
любых соотношениях, то состав олеума, выражаемый формулой
H2SO4 xSO3, может быть различным.
Олеумная очистка парафинов производится с целью удаления
ароматических и непредельных соединений. В обычных условиях
олеум с 25-30%-ми сернистого ангидрида не реагирует с н-пара-
финами. Ароматические соединения образуют с олеумом сульфо-
кислоты. Непредельные углеводороды сульфируются значитель-
но легче ароматических с образованием кислых и средних эфир-
ных соединений, а также различных продуктов полимеризации.
Кислые эфиры серной кислоты растворены в воде и концент-
рируются в отработанной кислоте. Средние эфиры серной кисло-
ты — это бесцветные маслянистые жидкости, нерастворимые в во-
де, но хорошо растворимые в органических растворителях. Поэто-
му значительное количество их легко может растворяться в нор-
мальных парафинах, тем самым ухудшая качество.
Процесс олеумной очистки нормальных парафинов включает
четыре стадии.
1. Контактирование ароматических углеводородов с олеумом,
с образованием сульфокислот: C6H6+HO-SO3H-* C6H5-SO3H+H2O,
и контактирование с непредельными с образованием кислых,
средних эфиров и продуктов полимеризации.
2. Разделение гетерогенной смеси на две фазы: углеводороды и
отработанную серную кислоту с растворенными в ней сульфокис-
лотами, кислыми и средними эфирами, продуктами полимериза-
ции. Образуется, так называемый, “кислый гудрон”, нижний
слой в котором 80-85% составляет отработанная серная кислота и
сульфокислоты (нижний слой), а 1-5-20% — различные органиче-
сКие соединения (верхний слой). Разделение на фазы происходит
йз'3а разницы плотностей этих фаз.
3. Нейтрализация кислого парафина и кислых компонентов,
Которые могут присутствовать вследствие содержащегося в рас-
225
Процессы переработки нефти
Очищенные
парафины'
226
Раздел V
сверенном состоянии серного ангидрида, сульфокислоты и осо-
бенно средних эфиров. Нейтрализация производится щелочью по
реакции: R-SO3H + NaOH-*R - SO3Na -I- H2O. Разделение нейтраль-
goro парафина и отработанной щелочи, с одной стороны, и солей
сульфокислоты, с другой, производится за счет сил гравитации.
4. Окончательное удаление следов отработанной щелочи,
сульфосолей с промывкой парафина водой в центрифугах — сепа-
раторах.
Принципиальная технологическая схема олеумной очистки
приведена на рис. 5.13. По этой схеме десорбат, полученный с
блока “Парекс”, или фракция С14-С17 с комплекса ЛАБ-ЛАБС по-
ступает в емкость В-201,откуда насосами Р-201/1,2 подается в
первую ступень очистки — реактор-мешалку В-203/1 — первый
из пяти реакторов мешалок. Сюда же насосами Р-202/1,2 подает-
ся основное количество олеума. В мешалке за счет перемешива-
ния происходит контакт парафинов с олеумом с достаточной сте-
пенью дисперсности. Образовавшаяся в результате реакции гете-
рогенная смесь для окончательного диспергирования перетекает
в нижестоящий реактор-мешалку В-203/2, где снова перемеши-
вается определенное время и далее направляется в первое отделе-
ние емкости В-204 для раздела на две фазы: “кислый гудрон”
(или отработанная кислота) и кислый парафин. Отработанная
кислота поступает в емкость В-209, а из нее насосом Р-205 отка-
чивается на установку утилизации “кислого гудрона”. Емкость
В-204 разделена глухой перегородкой на две части в соотношении
2:1. С верха В-204 из первого отделения кислый парафин перете-
кает на вторую ступень олеумной очистки в реакторы-мешалки
В-203/3-5. Сюда же насосом Р-202 подается вторая часть олеума.
В мешалках В-203 гетерогенная смесь последовательно перетека-
ет из одной в другую, дополнительно контактирует с подаваемой
частью олеума и сульфирует не прореагировавшие в первой сту-
пени ароматические и непредельные соединения. Из последней
мешалки В-203/5 гетерогенная смесь направляется во вторую
секцию отделителя В-204, откуда после отстоя отработанная кис-
лота удаляется в емкость В-209, а оттуда — на утилизацию. По-
скольку полное удаление кислых компонентов только за счет гра-
витационного осаждения в короткий период отстоя невозможно,
Кислый парафин из второго отделения В-204 движется в мешал-
ку В-205 на 3-ю стадию очистки — нейтрализацию кислых ком-
понентов парафина раствором едкого натра крепостью 11-13%.
Нейтрализованный парафин вместе с продуктами нейтрализации
Поступает в емкость-разделитель В-206, где отстоявшаяся отра-
ботанная щелочь направляется в маслочан — отделительный бас-
227
Процессы переработки нефти
сейн — и используется для нейтрализации серного ангидрид
реакторов-мешалок В-203/1-5 и емкости В-209, а нейтрализоз
ный парафин насосом Р-203 откачивается на четвертую ста,
очистки парафина в отделении сепарации и промывки от со.
где за счет применения центрифуг В-203 из нейтрального ц;
фина удаляются следы щелочи и солей. Очищенный парафин
бирается в емкости В-208/1-3 и насосом Р-206 откачивается в
зервуарный парк.
Степень очистки парафина олеумом находится в прямой а
симости от количества и концентрации подаваемого олеума,1
ла ступеней очистки, времени пребывания (или времени кон
та), интенсивности перемешивания и температуры.
Концентрация и количество подаваемого олеума
Влияние концентрации и количества олеума на степень ;
ления ароматических углеводородов иллюстрируется рис. 5
График составлен на основании результатов очистки нормаль
парафинов в исследовательском центре “Лейна-Верке” (Ге]
ния).
Расход олеума, кг/т исходной фракции
Рис. 5.14. Зависимость остаточного содержания ароматики в параф:
от расхода олеума.
Параметры: температура — 35-45 С; содержание ароматически,
углеводородов в исходной фракции — 0,5-0,8 об. %; среднее время
пребывания — 5 мин; содержание свободного SO3 в олеуме: 1— 20%
2 — 25% мае., 3 — 65% мае.
228
Раздел V
Как видно из приведенного графика, степень удаления арома-
тических углеводородов прямо пропорциональна содержанию
сернистого ангидрида (SO3) в олеуме. Например, при содержании
S03 — 65% мае. и расходе олеума 100 кг на тонну исходной фрак-
ции остаточное содержание ароматики в парафинах достигается
20 ppm. При содержании SO3 в олеуме 25% мае. и том же расходе
остаточное количество ароматики составляет 24 ppm, а при
20% мае. — около 38 ppm.
Однако применение очень концентрированного олеума приво-
дит к получению весьма вязкой отработанной кислоты, что вызы-
вает большие технические проблемы в процессе ее удаления и
дальнейшего использования. Так при использовании олеума с
65% SO3 “кислый гудрон” (отработанная кислота) имеет вязкость
в 50 раз больше, чем при использовании олеума с 25% SO3. Поэто-
му на практике выбирают оптимальное содержание свободной
трехокиси серы — 25-30% мае.
Температура очистки
Обычно кислотную очистку желательно проводить при срав-
нительно низкой температуре, не превышающей 35-45°С. Замет-
ного влияния температуры на эффективность очистки при этих
показателях не выявлено. Необходимо иметь ввиду, что при реа-
гировании олеума с парафином из-за выделения теплоты темпера-
тура в мешалке может подниматься на 10-15°С и достигать 50°С.
Однако дальнейшее повышение температуры сопряжено с рядом
отрицательных моментов, а именно: при превышении 60-70С воз-
можно выделение SO3 в линию абгаза за счет роста парциального
Давления в олеуме, что ведет к его нерациональному расходу и
снижению концентрации. Кроме того, при повышенной темпера-
туре реакции увеличивается вероятность растворения в парафине
эфиров сульфокислот, что вызывает трудности их отделения при
Дальнейших операциях.
Время пребывания (контакта) олеума с парафинами
Исследованиями установлено, что среднее время контакта
Влияет на степень удаления ароматических углеводородов, что
^°жно увидеть из графика, полученного в лаборатории “Лейна-
^ерке” и представленного на рис. 5.15.
Из графика видно, что в условиях опыта — при температуре
35‘45'С, расходе олеума с 25% SO3 126 кг/т и содержании арома-
229
Процессы переработки нефти
давление, МПа 0,8-1,2
Секция стабилизации денормализата, десорбата
и продукта промывки
Охладительная колонна денормализата:
расход орошения, м3/ч До 70
температура, °C:
верха 45
низа 120-190
Колонна стабилизации денормализата:
расход орошения, м3/ч 12,0
температура, “С:
на входе 210-230
низа 240-285
верха 190-230
Охладительная колонна десорбата:
расход орошения, м3/ч:
верхнего До 75
нижнего До 70
температура, °C:
верха 60
на входе 150-200
низа 140-200
Колонна стабилизации десорбата:
расход орошения, м3/ч 6,0
температура, "С:
на входе 140-190
верха 140-210
низа 220-270
Емкость промывочного продукта:
температура продукта, "С 60
Секция регенерации аммиака из аммиачной воды
Буферная колонна:
расход аммиачной воды, м3/ч 10
Адсорбер очистки газа:
расход аммиачной воды, м3/ч 150-320
температура, "С:
газа на входе 35
аммиачной воды 20-35
верха До 35
низа 30-65
давление, МПа 1,2-1,6
Десорбер аммиака из аммиачной воды:
температура, С:
верха 20-30
низа 20-30
давление, МПа 0,06
240
Раздел V
Секция очистки, конденсации и испарения аммиака
Аппарат:
Расход газа-десорбента на конденсацию, м3/ч 2500
Температура газа,°C:
на входе в сепаратор 15
в испарителе -5
Давление, МПа:
в сепараторе 1,0-1,5
в испарителе 0,25
Блок олеумной очистки парафинов
Реакторы-мешалки:
расход олеума (25%), кг/т 110
температура, °C 45
Нейтрализатор:
расход щелочи, м3/ч 2,0
температура, °C 45
Сепараторы очистки:
расход продукта, м3/ч 21
температура, °C 60
На блоке подготовки свежего ВСГ необходимо поддерживать
параметры, обеспечивающие требуемую степень очистки и ис-
ключающие преждевременную дезактивацию катализаторов. Ка-
тализатор тонкого обессеривания активен в интервале температур
17О-35О°С. Ниже 170°С не достигается требуемая очистка газа от
сероводорода. Под действием содержащихся в газе оксидов угле-
рода активность катализатора необратимо снижается вследствие
чего температуру в реакторе доводят до предельной равной 350°С,
превышение которой приводит к разогреву катализатора метани-
рования до температуры выше допустимой. Содержание сероводо-
рода в ВСГ на входе в реакторы должно быть не более 0,03% об., а
после реактора — не более 0,0001.
Катализатор метанирования — активный в широких пределах
объемной скорости (от 500 до 7000 ч1), давлений (0,1-30 МПа) и
температур (180-450°С). С повышением температуры реакции ги-
дрирования ускоряются, поэтому по мере снижения активности
катализатора глубину очистки регулируют изменением темпера-
туры. Температуру в реакторе метанирования поддерживают ми-
нимально возможную для обеспечения требуемой глубины очист-
ки газа, что позволяет увеличить срок службы катализатора. При
температуре выше 420°С катализатор разрушается. Реактор мета-
нирования включают в работу после достижения требуемой очи-
стки ВСГ от сероводорода.
В газе перед реактором метанирования содержание СО и СО2
Не должно превышать 0,1 и 0,2% об. соответственно, а после мета-
241
Процессы переработки нефти
<
нирования их сумма должна быть не более 0,002% об. При б
шем содержании СО и СО2 в исходном газе катализатор разогр
ется и срок его службы сокращается.
На установках предусмотрено по два реактора сероочист!
метанирования. Опыт эксплуатации показал целесообраза
включения в работу реакторов поочередно, по мере снижения
тивности катализатора.
На блоке адсорбции температурный режим в адсорберах i
держивают в заданных интервалах. В процессе адсорбции-десс
ции происходит изменение температуры в слое цеолитов, кото
может составлять ±15-2О“С. Это связано с энергией процесса
сорбции и десорбции: теплота адсорбции аммиака ра
79,55 кДж/моль, а парафинов 8,40 кДж/моль. Тепловой эфф
адсорбции — отрицательный, а десорбции — положительный.
С увеличением времени цикла, а также с повышением со;
жания парафинов в сырье диапазон температурных колеба!
расширяется. В связи с этим особое внимание следует уделять
стоянству температуры потоков на выходе из печей.
Понижение температуры (даже кратковременное) в слое,
сорберов ниже 360С приводит к капиллярной конденсации сы
и преждевременной потере активности цеолитов. Температур:
предел, при котором возможна капиллярная конденсация, з;
сит от фракционного состава сырья, расхода газа-носителя, а1
же от колебаний давления.
Химический и фракционный состав сырья, наличие в нем ]
лорода, воды, механических примесей — все эти факторы сущ
венно сказываются на длительности работы цеолитов. Сырье :
нят под небольшим давлением азота для предотвращения рас
рения в нем кислорода воздуха. Оно должно быть прозрачны
бесцветным, присутствие воды и механических примесей в 1
недопустимо. Конец кипения сырья не должен превышать 311
базовое число, характеризующее наличие соединений азота»
превышать 8 мг ХН3/л, а йодное число сырья, характеризую!
наличие непредельных углеводородов, не должно превыщ
0,7 г 12/100 г. Применение в качестве сырья фракций углеводе
дов, полученных при вторичных процессах переработки нефтй^
допускается. Содержание парафинов в сырье должно быть
24%. При уменьшении их в исходном сырье выработка пара'
нов уменьшается.
Расходы и давление в адсорберах на разных стадиях ко.
лютея согласно переключениям по программе работы системы
равления “Дрелоба”. Эти колебания закономерны в определен:
пределах. Однако перепад давления в адсорберах выше допу
242
Раздел V
того (более 1,5 МПа) приводит к снижению расхода ВСГ и аммиа-
ка. Наличие пыли в загружаемых цеолитах или потеря механиче-
ской прочности может привести к значительному перепаду давле-
ния в адсорберах. Во избежание резких температурных колеба-
ний потоков на выходе из печей при переключении адсорберов пе-
репад давления во всех адсорберах должен быть одинаковым.
Качество циркулирующего десорбента (аммиака) существенно
влияет на выход парафинов, что связано с глубиной десорбции, со-
! хранением активности цеолитов во времени. Концентрация аммиа-
ка не должно быть ниже 85% об. Как правило, ее поддерживают
высокую — до 90% об., подбирая временную программу системы
“Тошиба” (время вытеснения после стадий адсорбции и десорбции).
Давление в коллекторе десорбента (в момент переключения
“Парекс-арматур”) устанавливают на 0,05 МПа выше, чем в кол-
лекторе газа-носителя для предотвращения перетока последнего в
систему десорбента. Кроме этого, десорбент постоянно отводят в
узел конденсации аммиака в количестве 2500 м3/ч, а несконден-
сированные газы выводят в систему газа-носителя.
В емкости В-110, теплообменнике W-105 накапливается ухуд-
шающая теплообмен аммиачная вода, которую постоянно выво-
дят в десорбер К-105.
Содержание аммиака в газе-носителе не должно превышать
12% об. при оптимальной адсорбции в колонне К-104 и дополни-
тельной отмывке аммиака в буферной колонне К-108. Это дости-
гается за счет увеличения давления в адсорбере К-104 и сниже-
ния — в десорбере К-105.
При температуре процесса имеет место образование легких уг-
леводородов вследствие термического разложения (крекинга) бо-
лее тяжелых углеводородов сырья, которое усиливается при тем-
пературе выше 400 С. Легкие углеводороды адсорбируются на це-
олитах, снижая этим их емкость. Непредельные углеводороды
увеличивают коксообразование на цеолитах, что также снижает
их активность. Полностью избежать разложения углеводородов
практически невозможно, однако можно добиться его уменьше-
ния, поддерживая минимально-допустимую температуру нагрева
в печах. Как показывает опыт эксплуатации, содержание легких
Углеводородов в циркуляционных газах не должно превышать
2% об. Для достижения этого небольшое количество газа постоян-
но отводят на факел. Одновременно для поддержания требуемого
Давления в систему подают свежий ВСГ.
Вода, адсорбируясь на цеолитах, образует гидраты магния
(Mg(OH)2) или кальция (Са(ОН)2), что приводит к уменьшению
Размеров входных пор и прекращению адсорбции. Активность це-
243
Процессы переработки нефти
олита не восстанавливается даже после окислительной регенер
ции. При существующей схеме и технологии влага всегда ирису
ствует в циркулирующих газах. Допустимое содержание воды
газах — 0,18% об., что соответствует равновесному состояне
при температуре 35°С. С повышением температуры значитель:
увеличивается содержание влаги, которая попадает с сырьем
аппаратов за счет механического уноса капельной влаги. Для п]
дотвращения преждевременной потери активности цеолитов
воздействия воды необходимо выдерживать минимально возмо:
ные температуры в адсорбере очистки газа-носителя,
а также п
токов аммиака к компрессорам. Необходимо не допускать выб
сов воды из колонны К-104, постоянно дренировать жидкость :
емкости В-116, следя за уровнем в колонне К-104.
В процессе эксплуатации установки возможно образован:
цианидов, связанное с присутствием в газах оксидов углерода,
избежание этого, в первую очередь, не следует допускать попад
ния в систему кислорода, оксида и диоксида углерода. Это дост:
гается подачей сырья непосредственно с гидроочистки, минуя с:
рьевые резервуары, хранением сырья под “азотной подушкой'
тщательной продувкой систем азотом во время подготовки к щ
ку. Цианистые соединения накапливаются в аммиачной воде
находятся в связанном состоянии в виде солей железа, которьп
отличие от свободных цианидов не являются вредными для здо{
вья человека. После нагревания воды до 120°С свободные цианщ
исчезают. Для предотвращения накапливания цианидов и друг:
солей в аммиачной воде систему постоянно подпитывают свеж
водой, а избыток воды выводят из системы.
Включение в работу и эксплуатация многокамерной печи и»
ют особенности, связанные с ее конструкцией. Перед розжиг<
форсунок необходимо продуть камеры печи воздухом. Для это
открывают регистры у форсунок и в зависимости от разрежен
продувают камеры печей в течение 5 мин при давлении 15 мм в<
ст. или в течение 30 мин при разряжении 5 мм вод. ст., а зат
разжигают пилотные газовые форсунки. Рабочие форсунки р
жигают от пилотных. Жидкое топливо распыляется паром, дав.
ние которого должно быть на 0,05 МПа выше давления топлива
период эксплуатации печи должны быть включены в работу
приборы КИПиА, сигнализации и блокировки. Скорость повы:
ния температуры потоков на выходе из печи не должна npei
шать 20°С в час. Измерение температуры на выходе из кажд
змеевика, а также температуры стенок труб поверхностными т
мопарами позволяет контролировать их равномерную загруз:
Превышение допустимой температуры стенок труб (430 С) при
244
Раздел V
дит к их азотированию и разрушению.
Содержание кислорода в дымовых газах не должно превышать
4-8% об. при работе на мазуте и 3-5% об. — на газе.
Постоянство технологического режима и длительная безоста-
новочная эксплуатация установки во многом зависят от правиль-
ного включения и поддержания нормальных технологических ус-
ловий непрерывной работы компрессоров. При эксплуатации воз-
можны их остановки (автоматическое отключение) по несколь-
ким причинам: из-за перегрузки электродвигателя, уменьшения
расхода газа через компрессор свыше допустимого и ввода его в
аварийный режим работы*, повышения уровня жидкости в при-
емных сепараторах, высокой температуры газа на выходе ком-
прессора.
1. Мощность, потребляемая компрессором, возрастает с увели-
чением его производительности (количества и плотности перека-
чиваемого газа). Поэтому в условиях номинальной производи-
тельности при увеличении плотности возможны перегрузки элек-
тродвигателя с постоянным числом оборотов, применяемого в ка-
честве привода компрессора. С увеличением сопротивления систе-
мы (закрытие задвижки на линии нагнетания) и уменьшением
плотности газа производительность компрессора и количество по-
требляемой электродвигателем энергии снижается. Это обстоя-
тельство используется для регулирования расхода газов, а также
нагрузки на электродвигатель. Производительность и потребляе-
мая мощность центробежного компрессора уменьшаются при сни-
жении давления в линии всасывания.
2. Аварийный режим может возникнуть при значительном
снижении расхода газа, проходящего через компрессор, вследст-
вие уменьшения плотности газа при неизменном давлении на ли-
нии нагнетания или значительного увеличения сопротивления в
системе. Для предотвращения этого должен быть обеспечен опре-
деленный расход газа как во время пуска, так и в период эксплуа-
тации компрессора. При малых расходах газа через адсорберы
часть его направляют с линии нагнетания в линию всасывания
Компрессора через холодильник**.
Режим, приводящий к срыву газовых потоков в компрессоре, что вызы-
вает вибрации, гидравлические удары и разрушение компрессоров.
Для компрессоров, применяемых на установках “Парекс” в настоящее
время, предельный минимальный расход составляет около 75%
Доминальной производительности.
245
Процессы переработки нефти
iri
СЧ
S
=:
ко
S3
Н
Условия работы компрессоров
Компрессоры: | ¥-103 1 к S ГП (~s| 5J 1 ~ о ® m Смесь азота и ВСГ 1500 0.22 72 1
1 £ S3 S о о о < Ь 2 гч сч О О О чо гч m О ' - г- < — О О 1
О £ Р* < — о -fl S «2 и S 'о । гч > о 2 - ° г' 0.4
1 V-102 1 Смесь аммиака и водорода 0,712 0.6 1.6 ь- о О о ГЧ < С о о о"
I ¥-101 I Смесь водорода, аммиака и углеводородных газов 0,419 0.75 1.6 Азот ,**смесьВСГи азота 0,8 72 О
Показатели Рабочие условия: Среда Плотность, кг/нм’ Давление влинии, МПа: приема нагнетания Пробный пуск: Среда Частота вращения, об./мин Давление влинии, МПа: приема нагнетания Время обкатки, ч Повторный пуск при рабочих средах: Давление в пусковом контуре, М Па
итов.
246
Раздел V
Кроме того, для обеспечения нормальных условий работы ре-
дуктора с планетарной передачей необходимо поддерживать на-
грузку на электродвигатель не менее 60% от номинальной.
В период подготовки установки к пуску возникает необходи-
мость циркуляции в системе азота и водорода, которые по своим
физическим свойствам отличаются от рабочих сред газа-носителя
и аммиака. Поэтому в каждом конкретном случае учитывают ра-
бочие характеристики компрессора, свойства газа и при необходи-
мости составляют смесь газов (азот, ВСГ), подбирают давление и
таким образом создают условия, близкие к расчетным характери-
стикам компрессора.
При повторных пусках компрессоров в период эксплуатации
установки также необходимо создавать условия, соответствующие
рабочим параметрам. Для этого, как правило, требуется пониже-
ние давления в системе циркуляции, что достигается отводом га-
зов на факел и приводит к потере аммиака. Во избежание этого
предусматривают пусковые контуры с промежуточным холодиль-
ником, которые отключают от остальной системы. Компрессор пу-
скают при соответствующем давлении газа в пусковом контуре и
полностью открытой перепускной линии через промежуточный
холодильник. После достижения стабильной работы компрессора,
постепенно закрывая перепускную линию и открывая задвижки
на линиях всасывания и нагнетания, начинают плавно увеличи-
вать циркуляцию газа через соответствующие рабочие контуры.
Рабочие условия и условия пробного пуска компрессоров при-
ведены в табл. 5.1.
При заполнении систем газами для достижения требуемой
плотности смеси газов расчет ведут исходя из давления в системе,
плотности исходных газов и требуемой плотности рабочей смеси
по формуле:
Рем (р1 + р) = PiPi + РР2’
где рсм — плотность смеси газов, г/см3;
Pj — давление в системе газа с плотностью рр МПа;
Р — повышение давления в системе при подаче газа
с плотностью р2.
Остановка установки
Основным условием правильной остановки является предот-
вращение порчи катализаторов, оборудования, а также соблюде-
ние правил безопасности.
247
Процессы переработки нефти
Аварийная остановка — это прекращение технологическо]
процесса при нарушении технологического режима, поломке об
рудования и необходимости экстренного прекращения работы у
тановки.
Нормальная остановка заключается в выполнении ряда зар
нее предусмотренных технологических операций по прекращ
нию технологического процесса. При этом возможны различна
варианты остановки в зависимости от причин, вызвавших ее,;
намечаемых ремонтных работ. Например, полная остановка с q
вобождением систем от продуктов или переход на циркуляцию.;
Нормальную остановку проводят поблочно в последовательи
сти: блок олеумной очистки (при этом десорбат и денормалиа
направляют в сырьевой резервуар), отделение адсорбции-десор
ции и блок подготовки свежего ВСГ. j
При остановке блока олеумной очистки парафинов десорбат
емкости В-201 (см. рис. 5.13) полностью откачивают, затем пр
кращают подачу олеума на очистку и раствора щелочи в нейти
лизатор. Останавливают соответствующие насосы и перемеши!
ющие устройства в реакторах, а по мере снижения уровня продуЗ
та в емкости В-206 останавливают поочередно группы сепара!
ров. Дальнейшее освобождение систем от продуктов зависит от 11
ли остановки и намечаемых работ. J
При остановке отделения адсорбции-десорбции выполняют д
главнейшие технологические операции: переводят систему на гои
чую циркуляцию и проводят длительную десорбцию цеолитов. 1
Для перевода блока на горячую циркуляцию открывают кл
паны “Парекс-арматур” на газосырьевой смеси помимо адсорЯ
ров, закрывают вход смеси в адсорберы и выход денормализата!
адсорберов. Поддержание нормального режима циркуляции Д
стигается открыванием клапана на линии перепуска аммиак!
линии нагнетания компрессора V-102 в линию всасывания ко!
прессора V-101 (см. рис. 5.12). I
Десорбцию цеолитов аммиаком проводят не менее 2 ч (п|
длительной остановке — не менее 6 ч), для чего систему “ТошиЯ
переводят на ручное управление. На входе десорбента во все т|
адсорбера и на выходе продукта из двух адсорберов в систему Д
сорбента, а из третьего — в систему промывки открывают клав
ны “Парекс-арматур”. ]
При снижении уровня продукта в охладительной колой
К-106 прекращают вывод десорбата из нее, и колонну стабилиЯ
ции К-107 переводят на короткую циркуляцию. Для предотви
щения перегрева продукта низа колонны стабилизации открыв
ют обводные линии подогревателя W-108, снижают и прекраш
248
Раздел V
ют подачу горячего потока в него. При снижении уровня продук-
та в емкости В-106 прекращают его вывод и останавливают насос.
Температуру после холодильника LK-106 поддерживают в преде-
лах 45-55'С, снижают поток аммиака через колонну К-106, ориен-
тируясь на температуру верха.
При достижении избыточного уровня в емкости В-107 увели-
чивают подачу орошения, выводят продукт из системы.
Расход аммиака на циркуляцию с помощью компрессоров
V-102 и V-103 поддерживают номинальным.
Подачу сырья в тройник смешения снижают со скоростью 30-
40 м3/ч до полного прекращения, после чего осуществляют оста-
новку установки. Колонну системы стабилизации денормализата
переводят на короткую циркуляцию. Для предотвращения пере-
грева пр одукта низа колонны стабилизации К-109 снижают, а за-
тем прекращают подачу горячего потока в теплообменник W-109.
После прекращения подачи сырья в тройник смешения приступа-
ют к снижению температуры продуктов на выходе из печей Q-101
и Q-102 до 200°С со скоростью 30°С в час. Затем гасят рабочие фор-
сунки, оставив в работе только пилотные.
Выключают из работы узел испарения аммиака, перекрывают
подачу аммиака из емкости В-112 в теплообменник W-105 и из ем-
кости В-110 в контур десорбента. Продолжают вывод десорбента в
узел регенерации до снижения давления в линии нагнетания ком-
прессора V-102 до 1,0 МПа, а затем компрессор останавливают.
Газы из системы отводят на факел, снижая давление до 0,1 МПа,
и прекращают циркуляцию продукта в охладительной колонне
десорбата.
Систему промывки газа-носителя и регенерации аммиачной
воды останавливают после прекращения поступления аммиака из
десорбера К-105 к компрессору V-103. Работа компрессора V-103
осуществляется через антипомпажный клапан. Вначале останав-
ливают насос Р-104, а затем компрессор V-103.
После снижения температуры газов на выходе из печи до 200°С
прекращают циркуляцию в системе газа-носителя, подачу свеже-
го водородсодержащего газа в систему, останавливают компрес-
сор, отводя газы из системы на факел.
После прекращения циркуляции газа и снижения давления в
системе цеолиты продувают очищенным водородсодержащим га-
зом, поскольку адсорберы на период остановки должны находить-
ся под избыточным давлением.
Блок очистки свежего ВСГ останавливают после прекращения
Потребления очищенного газа и использования его для поддержа-
ния избыточного давления в адсорберах.
249
Процессы переработки нефти
Циркуляцию денормализата (сырья) переводят на замкнут:
цикл. Водородсодержащий газ направляют в топливную сеть, ]
ключают из схемы реакторы метанирования и сероочистки,
скоростью 30 С в час снижают температуру продукта на выходе
печи до 80-100 С, прекращают подачу ВСГ и адсорбента в адс<
бер, останавливают насосы циркуляции продукта в десорбер»
подачи орошения. Газы из системы отводят на факел и при не*
ходимости систему продувают азотом. На период остановки pei
торы должны быть полностью отключены от остальной систе]
как по входу, так и по выходу.
Окислительная регенерация молекулярных сит
Выше указывалось, что в процессе адсорбции и десорбции н<
мальных парафиновых углеводородов в силу ряда обстоятельс
а именно: ухудшения качества сырья (его утяжеление или noi
шение содержания серы, увеличение базового числа), колебав
температуры (особенно в сторону ее снижения), уменьшен
кратности циркуляции газа-носителя и его чистоты, попадав
водяных паров с сырьем — возможно проявление капиллярв
конденсации. В этом случае парафины из внутренних полой
цеолита десорбируются не полностью, оставшиеся парафины в j
pax начинают подвергаться коксованию, и объем пор и полост
сокращается. С течением времени этот процесс прогрессирует в
конце концов, молекулярные сита теряют активность.
Рис. 5.21. Изменение производительности установки по жидким
парафинам во времени
250
Раздел V
Признаками падения активности в первую очередь являются
изменение кривой проскока и значительное снижение времени
проскока по сравнению с первоначально загруженными свежими
молекулярными ситами. Корректировкой автоматической систе-
мы “Дрелоба” уже невозможно достичь оптимальных условий по
извлечению н-парафинов. В процессе дальнейшей эксплуатации
адсорберов содержание н-парафинов в денормализате возрастает
от нескольких десятых процента до одного, полутора и даже двух.
В этом случае необходимо проводить окислительную регенерацию
молекулярных сит, которая, как правило, совмещается с останов-
кой установки на капитальный ремонт. В отдельных случаях
окислительную регенерацию можно проводить, не совмещая ее с
ремонтом.
Со временем ежечасное производство нормальных парафи-
нов уменьшается и в определенный момент становится значи-
тельно ниже среднего часового уровня производства. Это на-
глядно можно видеть из рис 5.21. Регенерацию необходимо про-
водить, когда F2 > F1, где F1 и F2 — часовое производство пара-
финов.
Перед проведением окислительной регенерации производят
сушку и активацию силикагеля в силикагелевых башнях К-103.
Сушка проводится ступенчато при температуре от 100 до 200°С.
Окислительная регенерация молекулярных сит путем выжига
коксовых отложений должна проводиться таким образом, чтобы
после этого сохранялась высокая селективная адсорбционная ем-
кость сита. Для этого необходимо не допускать разрушения струк-
туры кристаллов цеолита. Определяющими параметрами при
этом являются температура и парциальное давление водяных па-
ров, которые при окислительной регенерации необходимо тща-
тельно контролировать.
Парциальное давление водяных паров при максимальной тем-
пературе в газовой фазе 450'С должно быть не более 7 мм рт. ст.
при общем давлении в системе циркулирующего газа 0,6-0,7
МПа. При более низком парциальном давлении водяных паров
температуру в газовой фазе можно поднять до 510 С.
Регенерация молекулярных сит проводится в адсорберах без
выгрузки. Для этого цеолит разогревается с помощью циркулиру-
ющего в системе регенерации инертного газа до температуры 300-
320 С, после чего в инертный газ подается кислородсодержащий
газ (воздух). В адсорбере образуется зона горения, начинается вы-
жиг кокса. Образующиеся при этом продукты сгорания кокса —
Углекислый газ, пары воды и следы сернистого газа — выносятся
Из адсорбера азотом.
251
?--------
Процессы переработки нефти
Линейная скорость зоны горения зависит в первую очередь
скорости подачи кислорода. Протекающий через зону горев
инертный газ (азот) наряду с функцией переноса кислорода ]
полняет еще две функции: отвод тепла от твердого вещества (1
лекулярного сита), что препятствует перегреву его выше допус
мых температур, и транспортировку теплоты сгорания для наг
ва нижележащих слоев цеолита до температуры воспламенев
кокса и перемещения зоны горения.
В зоне горения используется практически весь кислород,
мере сгорания кокса и нагрева следующих слоев молекулярн<
сита зона горения постоянно перемещается все ниже и достиг»
выхода из адсорбера. При этом концентрация кислорода меня
ся. Как только зона горения достигнет выхода из адсорбера, ti
пературы и концентрации кислорода в циркулирующем газе
входе и выходе адсорбера сравняются. Увеличение концентраи
кислорода приводит к увеличению скорости горения кокса, и зс
горения быстрее перемещается через слой молекулярного си
При этом температура в зоне горения очень быстро повышаете;
может достичь чрезвычайно высокого значения, что может при
сти к разрушению структуры кристаллов цеолита. Входную т»
; пературу газа регенерации обычно поддерживают в пределах 31
’ 340°С. Более низкие температуры приводят к слишком низв
j: скорости окисления, в то же время более высокие температу
слишком ограничивают концентрацию кислорода, что также i
линяет регенерацию. Таким образом, концентрация кислор<
является важной величиной, с помощью которой можно упр
J лять процессом регенерации,
| Концентрация кислорода зависит от коксовой нагрузки ма
кулярного сита, и при содержании кокса 1,5-2% мае. составл!
1,5-1,7% моль при входной температуре 320°С.
Следующим параметром, необходимым для сохранения ;
! сорбционной емкости цеолита, является парциальное давлев
водяных паров, которое должно быть ограниченным. Водяные 1
ры могут появляться из влаги в самом циркулирующем газе и Л
। выжигании кокса (из водорода). ,
I Количество водяных паров в циркулирующем азоте моя*
; значительно уменьшить за счет осушки его силикагелем. Образ
вание водяных паров при сжигании кокса можно уменьшить d
жением атомарного соотношения водорода и углерода в коксе 1
еле окончания работы установки перед проведением процесса|
генерации за счет применения более длительной десорбции ам|
аком и последующей промывки молекулярного сита ВСГ и а»
том. При этом соотношение водорода и углерода составляет Q
252
__________________________________________________Раздел V
0t7:l, а до проведения процесса длительной десорбции —
1>:1.
Проведение процесса регенерации на установке “Парекс”
Перед регенерацией подключаются аппараты в следующей по-
следовательности:
V-102—»LK-101-^ Х-105—»В-112^-К-10312—»W-101-* Q-101—
К-101, 9, —W-101—X-106—B-108—В-105—V-102
X, Z ,о
Компрессор V-102 пускается на 1-й скорости и налаживается
циркуляция азота мимо адсорберов К-101/1-3 и осушительных си-
ликагелевых башен К-103/1,2. Система циркуляции промывается
азотом так чтобы на выпуске циркулирующего газа при сбросе его
в газоход содержание кислорода было не более 0,3-0,5 об% . Регу-
лируется давление компрессора М-102 — 0,3 МПа на приеме , а на
выкиде 0,7 МПа .
Устанавливается расход циркулирующего газа 25000 нм3/ч и
зажигаются жидкостные форсунки в печи Q-101. Подъем темпе-
ратуры циркулирующего газа производится со скоростью 10°С/ч.
При температуре на выходе из печи Q-101 ЗОО’С закрывается
сброс нагретого газа и подключается один из адсорберов К-101.
Каждый час из системы циркуляции газа регенерации произво-
дится отбор анализов на содержание СО, СО2, NH3 и кислорода.
При температуре газа регенерации 280-300°С на выходе из ад-
сорбера по зонам молекулярных сит в систему циркулирующего
газа начинает подаваться воздух. Устанавливается расход воздуха
600 нм3/ч, концентрация кислорода на входе перед адсорбером
поддерживается на уровне 0,5% об. Затем со скоростью 10°С/ч
поднимают температуру перед адсорбером до 320°С; в зависимос-
ти от температуры в слое молекулярного сита и коксовой нагруз-
ки регулируется расход воздуха и содержание кислорода в газе
регенерации. При повышении температуры в слое до 400°С из пор
молекулярных сит продуктами сгорания кокса начинает выде-
ляться аммиак, который реагирует с углекислым газом, образуя
соль (NH4)2CO2, отлагающуюся на поверхности теплообменной
аппаратуры (холодильники LK-101, Х-105), что повышает сопро-
тивление в системе циркуляции. Для предотвращения этого на
выкид компрессора V-102 в начальный период горения кокса по-
дается перегретый водяной пар, который способствует отмыва-
нию солей с поверхности труб охлаждающих аппаратов. Раство-
ренные соли собираются в емкости В-113 и удаляются из нее в ка-
нализацию.
253
Процессы переработки нефти
Следующая стадия регенерации проводится при темпера1
320-450С. Расход воздуха постепенно увеличивают и дов<
концентрацию кислорода в циркулирующем газе перед адсо
ром до 1,5-3% об. Контроль за температурой производят посре
вом многозонных термопар, установленных в адсорберах в (
молекулярных сит и на выходе из адсорбера.
Окончательная стадия окислительной регенерации прох
при температуре 450-480 С.
Температурный перепад
в этот пер
между входом и выходом из адсорберов колеблется от 80 до 1
и регулируется количеством подаваемого воздуха. Концентра
кислорода поддерживается на уровне 3% об. В этот период нео!
димо следить за влажностью в системе регенерации и содержа
ем окиси углерода в газах регенерации.
Окончание регенерации определяется по снижению содер
ния углекислого газа с 13-15%об. до 0,2%об., повышению ]
центрации кислорода в газе регенерации до входной концен1
ции и выравниванию температуры в слое молекулярных сиг
входе и выходе из адсорбера.
Далее проводится сушка молекулярных сит в адсорбере
температуре 500°С в течение 4-6 ч с подключением в работу ба]
К-103/1,2 с активированным силикагелем. Окончание этой i
рации определяется по температуре точки росы до и после ад
бера К-101. Эта температура должна быть не выше -40 С. П<
окончания регенерации в первом последовательно включает*
регенерацию другой адсорбер.
Пожарная безопасность
В связи с наличием пожаро- и взрывоопасных веществ, а'
же ведением процесса при высокой температуре и под давлен
установку “Парекс” относят к пожаро- и взрывоопасным пр
водствам. Специфичность процесса заключается в цикличн*
режима и колебании давлений, температур и расходов. Это мс
привести к разгерметизации фланцевых соединений и возни:
вению пожаро- и взрывоопасной ситуации.
Водород в смеси с кислородом образует “гремучую см«
Температура самовоспламенения водорода в смеси с углевод
дами снижается до 400С, что обуславливает особые требоваН1
контролю за герметичностью системы и предотвращению заг
ванности.
254
Раздел V
Причины нарушения технологического режима
и методы их устранения
Причины Методы
Блок очистки ВСГ
1. Повышенное содержание сероводорода в газе
перед реактором метанирования
Низкая температура в реакторе сероочистки Повысить температуру газов на входе в реактор
Увеличенное содержание серо- водорода в исходном газе Повысить давление газа в ад- сорбере и снизить температуру адсорбента, увеличить его пода- чу
Потеря активности катализато- ра Перейти на другой реактор, поменять катализатор
2. Повышенное содержание СО и СО2 в газе реактора
метанирования
Низкая температура в реакторе метанирования Повысить температуру газов на входе в реактор
Высокое содержание СО и СО2 в исходном газе Повысить давление в адсорбере, снизить температуру адсорбента и увеличить его расход. Умень- шить содержание СО и СО2 в ис- ходном газе
Потеря активности катализа- тора Перейти на другой реактор, поменять катализатор
255
Процессы переработки нефти
Блок адсорбции—десорбции
1. Низкое (менее 98%) содержание парафинов в десорбате
Уменьшение содержания пара- финов в сырье Увеличить время промывки
Уменьшение подачи сырья Увеличить подачу сырья
Низкая концентрация аммиака в десорбенте Повысить до нормы концентр! аммиака в десорбенте
Нарушение герметичности “Па- рекс-арматур” Проверить герметичность “Па] арматур” путем отбора проб дес та после адсорберов
Велико время переключения “Парекс-арматур” при переходе из стадии адсорбции на стадию десорбции Время переключения “Парекс-! тур” привести в норму
Недостаточное время промывки Увеличить время промывки
Капиллярная концентрация сы- рья Устранить причину, вызвавшу! ление капиллярной конденс (температуру и давление в аде рах привести в норму), а также личить расход газа-носителя
2. Высокое содержание парафинов в денормализате
Велико время адсорбции Уменьшить время адсорбции
Повышенное содержание амми-
ака в газе-носителе
Уменьшить содержание аммиак!
зе-носителе, снизив температур!
ха охладительной колонны и ам]
ной воды, подаваемой в буферну
лонну и в адсорбер, увеличив р
аммиачной воды в буферную koj
и в адсорбер, повысив давление
сорбере и снизив давление в десо
аммиачной воды
256
Раздел V
Повышенная подача сырья, не соот- ветствующая активности (емкости) Уменьшить расход сырья
цеолитов
3. Низкая температура начала кипения денормализата, десорбата
Пониженная температура низа (вер- ха) охладительных стабилизацион- ных колонн Повысить температуру низа (верха) охладительных и стаби- лизационных колонн, умень- шить подачу, повысить темпера- туру орошений
4. Низкое содержание аммиака в десорбенте
Недостаточная подача десорбента на узел конденсации Увеличить подачу десорбента на узел конденсации Подать аммиак из емкости в сис- тему десорбата
Неисправность”Парекс-арматур” Проверить герметичность “Па- рекс-арматур” путем отбора проб газов на выходе из адсорберов
Повышено смещение газовых пото- ков при переключении “Парекс-ар- матур” Время срабатывания “Парекс- арматур” привести в норму
Значительное превышение давления в коллекторе газа-носителя на входе в адсорберы над давлением в коллекто- ре десорбента Привести давление в коллекто- рах в норму
5, Высокое содержание аммиака в газе-носителе
Повышена температура конденсации газа в узле конденсации Понижено давление и увеличена тем- пература газа в адсорбере промывки. Уменьшен расход аммиачной воды на аДсорбцию Понизить температуру конден- сации Повысить давление, понизить температуру в адсорбере за счет охлаждения газового потока от компрессора и аммиачной воды в десорбере
Повышено содержание аммиака в ам- миачной воде Уменьшить давление в десорбе- ре аммиачной воды
6. Низкий расход циркулирующего десорбента
Увеличено содержание легких газов Увеличить подачу десорбента в узел конденсации
257
Процессы переработки нефти
Понижено давление в системе
циркулирующего десорбента
Увеличить подачу жидкого аммв
из сепаратора узла конденсации ai
ака в теплообменник; из емкости
миака в систему десорбента
Увеличен перепад давления в
системе
Проверить закрытие байпасной а;
туры на линии с линии нагнет«
компрессора на прием
Выявить причину и устранить по
шенный перепад давления в систе;
7. Низкий расход циркулирующего газа-носителя
Понижено давление в системе
циркулирующего газа-носите-
ля
Увеличить подачу свежего ВСГ в
тему: уменьшить сдувку газа на ф
Повышен перепад давления в
системе
Выявить причину и устранить п
шенный перепад давления в систе:
8. Высокая температура газовых потоков на входе в компрессор
Понизить температуру верха ох;
тельных колонн, увеличить пода*
ды в холодильники
Недостаточное охлаждение га-
зовых потоков в охладитель-
ных колоннах, холодильниках
9. Отбор парафинов от сырья ниже нормы
Цеолиты потеряли активность Заменить цеолиты
Блок олеумной очистки
1. Содержание ароматических углеводородов в очищенных парафи
выше нормы
Увеличить соотношение “олеум:,
бат”
В десорбате содержание пара-
финов меньше нормы
Низкая концентрация олеума
То же
2. Кислая реакция очищенных парафинов
Низкая концентрация раство-
ра щелочи, недостаточный рас-
ход ее
Проверить качество раствора Щ'
увеличить подачу щелочи на пр
«У
258
Раздел V
3. Щелочная реакция очищенных парафинов
Нарушена нормальная работа сепара- Перейти на резервные, очистить
Т°РОВ и промыть сепараторы
4. Помутнение парафинов после сепараторов
Нарушена нормальная работа сепара- Уменьшить загрузку сепарато-
тора ров парафинами, повысить дав-
ление на выходе из сепараторов
5. Повышенное содержание парафинов в отработанной щелочи
Нарушена нормальная работа сепа-
г Уменьшить загрузку сепарато-
ратора ров, понизить давление на выхо-
де из сепараторов
6. Повышенное содержание щелочи в отработанном растворе
Завышен расход щелочи на промывку Уменьшить расход щелочи на
парафинов промывку
7. Образование эмульсии в сепараторах
Повышена концентрация щелочи Уменьшить концентрацию рас-
твора щелочи
Использованная литература
1 .Сендеров Э.Э., Хитаров Н . И . Цеолиты, их синтез и ус-
ловия образования в природе. — М.: Наука, 1970 г.
2 .Кельцев Н.В. Основы адсорбционной техники. — М.: Химия,
1976 г.
3 . Жданов С.П., Егоров Е.Н. Химия цеолитов.—Л.: На-
ука, 1968 г.
4 .Русановский Е.С. Производство жидких парафинов с помо-
щью цеолитов. — М.: 1985 г.
5 . Способ “Парекс” /Учебник по установке. — Фирма SKL, г. Магде-
бург.
Процессы переработки нефти
Раздел VI. ПРОИЗВОДСТВО ЛИНЕЙНЫХ
АЛКИЛБЕНЗОЛОВ (ЛАБ)
И АЛКИЛБЕНЗОЛСУЛЬФОНАТОВ (ЛАБС)
В предыдущей главе речь шла о выделении нормальных п
финовых углеводородов из керосиновых и дизельных фракц]
числом углеродных атомов от 10 до 20, так называемых жид
парафинов. Указывалось, что одним из главнейших направле
использования нормальных парафинов является производи
линейных алкилбензолов и алкилбензосульфонатов (Л
ЛАБС), то есть веществ, которые являются одним из основ:
компонентов при производстве синтетических моющих вещ<
или поверхностно-активных веществ (ПАВ). Сравнительно не,
но для производства моющих веществ использовалось значит
ное количество жиров природного характера (растительных mi
и животных жиров). С использованием жидких нормальных
рафинов для этих целей жиры высвобождаются, увеличивая
самым ресурсы для обеспечения потребностей человека.
Необходимо отметить, что в послевоенное время, особен:
60-х годов 20-го столетия, в мире резко возросли потребное*
различных моющих веществах, которые используются для 61
вых нужд и в промышленности. Потребность в них будет раст!
третьем тысячелетии, поэтому будет увеличиваться и произвр
во основного компонента синтетических моющих вещ*
(СМС) — ЛАБ и ЛАБС.
В мире из общего потребления нормальных парафинов
используется для производства ЛАБ. В Азии и в странах тихо
анского региона (Китай, Индия) наблюдается устойчивый
спроса, который до 2005 г. будет составлять 6-8% в год. Год
потребление линейных алкилбензолов в мире к 2005 г. сост,
2,8 млн. т.
6.1. Краткая характеристика современных способов
производства сырья для СМС
Широко известными моющими средствами являются мыл
натриевые соли жирных кислот. Однако они обладают сущее!
ными недостатками, а именно: в жесткой воде образуют каль
вые и магниевые соли жирных кислот, не растворимые в воде
торые при стирке оседают в виде клейких хлопьев на стенках
рудования для стирки и тем самым затрудняют ее. Кроме того
хлопья оседают и на тканях, делают их хрупкими, ломкими,
зультате чего происходит их ускоренный износ и ухудшается 1
260
Раздел VI
ство стирки. Мыло в водных растворах гидролизуется, образуется
щелочная среда, в которой нельзя стирать шелковые и шерстяные
ткани. Оно не может применяться и в кислых средах, так как это
приводит к его разложению и образованию жирных кислот.
Синтетические моющие средства лишены этих недостатков.
Они производятся на основе продуктов нефтехимической и нефте-
перерабатывающей промышленностей и позволяют заменить пи-
щевые жиры, которые используются для изготовления мыла.
СМС, в состав которого в качестве основного компонента вхо-
дят линейные алкилбензолсульфонаты, обладают хорошей рас-
творимостью в воде любого качества, отличными моющими свой-
ствами, технологичностью изготовления, экологической безопас-
ностью за счет хорошей биоразлагаемости. В последние 30 лет
СМС получили широкое распространение в мире. Моющие средст-
ва обладают свойствами поверхностно-активных веществ, обус-
ловленные строением их молекул, в которых присутствуют гидро-
фильная и гидрофобная (полярная и неполярная) группы. Гидро-
фильность обуславливается наличием в составе моющего вещест-
ва полярных групп OSO3SO‘3 или групп, содержащих азот, напри-
мер NH‘2, NH-CO’ и др. Наличие этих групп придает поверхност-
но-активным веществам хорошую растворимость. Гидрофобность
— свойство, присущее всем углеводородам жирного и жирноарр-
матического ряда.
Важнейшими характеристиками моющего вещества являют-
ся: хорошая смачиваемость тканей, способность вызывать диспер-
гирование загрязнений, хорошее эмульгирование и пенообразова-
ние, способность удерживать загрязнения, не допуская их повтор-
ного оседания на поверхность.
Для производства СМС используются различные химические
вещества, каждое из которых выполняет свою функцию в товар-
ных продуктах — стиральных порошках, шампунях, средствах
для мытья посуды и чистки, предлагаемых потребителям в мага-
зинах. Одним из компонентов любого СМС является вещество, ко-
торое выполняет собственно моющую функцию, так называемое
поверхностно-активное вещество. Эти вещества, в зависимости от
того, какой главный компонент является активным действую-
щим агентом в водном растворе, подразделяются, в порядке убы-
вания объема их производства, на анионоактивные, неионоген-
ные, катионоактивные и амфотерные.
Другими компонентами СМС, в частности стиральных порош-
ков, являются вещества, улучшающие среду для стирки (трипо-
лифосфат натрия связывает и удерживает в растворе ионы щелоч-
261
Процессы переработки нефти
поземельных металлов Са и Mg, а также железо, что предо-!
щает ухудшение моющего действия ПАВ), препятствующи
ратному осаждению загрязнений на ткань (карбоксиметилце,
лоза — КМЦ), отбеливающие (химические — пербораты и пе{
бонаты, оптические — белофоры и Др.), облегчающие стирку
лодной воде и способствующие разложению загрязнений орг
ческой природы (энзимы), улучшающие запах (отдушки) и д]
ЛАБ является сырьем для производства анионоактив
ПАВ — сульфонола и некоторых других. Основными мето,
производства ЛАБ, используемыми в настоящее время в проа
ленности, являются:
- хлорирование н-парафинов с последующим алкилирова
бензола хлорпарафином в присутствии хлористого алюмин!
реакциям:
н-парафин + С12 -* хлорпарафин + НС1,
хлорпарафин + бензол -» ал кил бензол + НС1;
- хлорирование н-парафинов с последующим дегидрохло]
ванием и алкилированием бензола полученными олефина
присутствии катализатора — хлористого алюминия;
- дегидрование н-парафинов в олефины с последующим £
лированием ими бензола в присутствии катализатора — фт<
того водорода.
Первые два метода являются более старыми и требуюю
больших затрат. Третий метод, разработанный фирмой U
60-х годах на базе имеющегося процесса производства высо]
танового компонента бензинов, является экономически боле
годным. Поэтому, начиная с конца 60-х годов, строились уст;
ки, работающие только по этому методу. До середины 60-х 1
для производства алкилбензола в качестве сырья использо!
бензол и тетрамеры пропилена. В результате алкилировани
лучали изододецил бензол, который имел низкую биохимиче
разлагаемость (т.е. способность разлагаться в естественных
емах под действием имеющихся там микроорганизмов на
стейшие химические соединения — углекислый газ, воду и <
фаты), что привело со временем к накоплению в природных I
ПАВ, произведенных на его основе, и необходимости прин
экстренных мер по его замене в композициях СМС. Фирма
предложила для производства моющих средств использова*
олефины нормального строения, поскольку полученные из
алкилбензолсульфонаты обладают удовлетворительной сЕ
стью биохимического разложения в сточных водах, вследстви
го при их использовании не загрязняются водоемы и не нару]
ся работа очистных сооружений.
♦ *
262
Раздел VI
С 1996 г. в промышленности освоен новый метод производства
JIAS, так называемый процесс Детол, разработанный совместно
фирмами Petpesa (Испания) и UOP, основанный на алкилировании
бензола олефинами нормального строения при использовании вмес-
то вредного катализатора HF нового твердого катализатора.
ЛАБ сам по себе не является поверхностно-активным вещест-
вом, поэтому его подвергают сульфированию — присоединению
молекулы серного ангидрида SO3, в результате чего получается
ДБСК — алкилбензолсульфокислота:
RArH + HOSO3H -> RArSO3H + Н2О
RArH + SOq RArSOoH,
где R — углеводородный радикал от С10 до С14, АгН — бензол.
АБСК может использоваться как компонент СМС только после
ее нейтрализации различными щелочами или другими основани-
ями, например, триэтаноламином, с целью получения нейтраль-
ного или слегка щелочного продукта:
RArSO3H + NaOH — RArSO3Na + Н2О
RArSO3H + N(C2H5OH)3 — RArSO3NH(C2H5OH)3.
Присоединение серного ангидрида может осуществляться раз-
личными способами. Раньше в промышленности был распростра-
нен метод сульфирования олеумом — серной кислотой с раство-
ренным в ней серным ангидридом. В результате получался про-
дукт невысокого качества, в котором присутствовало большое ко-
личество продуктов побочных реакций. Для получения стираль-
ных порошков с хорошим цветом приходилось подвергать данный
продукт дополнительной обработке.
Более прогрессивным стал метод сульфирования ЛАБ газооб-
разным серным ангидридом в, так называемых, реакторах пле-
ночного типа, которые были разработаны и внедрены в промыш-
ленность чуть более 30 лет назад фирмами Bollestra, Chemithon и
Другими. В таких реакторах получается продукт высокого качест-
ва, и данный метод производства в настоящее время является ос-
новным в промышленности.
6.2. Комплекс для производства ЛАБ, ЛАБС
на основе алкилирования бензола олефинами в присутствии
фтористоводородной кислоты
Такой комплекс в России был построен на Киришском НПЗ в
1996 г. на основе технологии UOP (производство линейных алкил-
бензолов), югославской фирмы “Прва Искра” и американской
263
Процессы переработки нефти
фирмы Chemithon (сульфирование). Комплекс включает в <
ряд технологически связанных блоков:
- предварительного фракционирования смеси н-парафин»
числом углеродных атомов в ней от 10 до 20. В этом блоке пр
водится целевая фракция нормальных парафинов С10-С13;
- дегидрирования фракции С10-С13 с применением проце<
Пакол и Дефайн, в результате чего получается смесь н-мона
финов и н-алканов — сырье для следующего блока —алкилир
ния;
- фтористоводородного алкилирования бензола моноолеф]
ми с получением линейных алкилбензолов с числом углерод]
атомов в алкильной цепи от 10 до 14; ;
- сульфирования полученных в процессе алкилирования Д
серным ангидридом (SO3) с получением алклилбензосульфоа
кислоты (АБСК) и линейных алкилбензолсульфонатов (ЛАБС
Блок-схема потоков комплекса производства ЛАБ, Л/
представлена на рис. 6.1.
»
V
VII I
Рис. 6.1. Блок-схема потоков комплекса производства ЛАБ, Л
Потоки: I — н-парафины с установок Парекс; II — фракция
рафинов C10-Cl3; III — фракция н-парафинов С14-С17; IV — фрак
н-парафинов С18 и выше; V — ВСГ; VI — смесь н-парафинов и мон
финов; VII — рециркулирующие н-парафины; VIII — бензол с уст
ки ЛГ-35-8/300Б; IX — тяжелый алкилат; X — линейные алкил*
лы (ЛАБ); XI — сера с установки элементарной серы; XII — лик
алкилбензолсульфокислота (ЛАБСК); XIII — щелочь NaOH; XI
линейный алкилбензолсульфонат натрия (ЛАБСИа)
264
____________________________________________Раздел VI
Блок предварительного фракционирования широкой
фракции нормальных парафинов
Технологическая схема блока предфракционирования
Принципиальная схема блока (секция 200) представлена на
рис. 6.2. Разделение широкой фракции н-парафинов, состоящей
из углеводородов от С9 до С20, производится в ректификационных
колоннах С-201+203. С верха колонны С-201 удаляется фракция
С9 и ниже и уходит с блока на смешение с дизельным топливом. С
низа колонны выводится фракция н-парафинов С10 и выше для
дальнейшего разделения ее в колонне С-202 на фракцию С10-С13,
идущую на дегидрирование, и фракцию С14 и выше. Колонна С-
203 предназначена для разделения на фракции С14-С17, которая
уходит с блока как один из товарных продуктов, и фракцию С18 и
выше, используемую в качестве компонента мазутов.
Сырье на блок поступает из парка и подается насосом Р-804
A/В в теплообменник Е-201, где нагревается до температуры 90-
120 С за счет тепла фракции С10-С13, поступающей с верхней час-
ти колонны С-202. Постоянство расхода сырья, подаваемого в ко-
лонну С-201, поддерживается соответствующим автоматическим
регулятором, клапан которого установлен на выкиде сырьевого
насоса. Ввод сырья в колонну производится на 11-ю тарелку через
распределительное устройство. В колонне С-201 для обеспечения
нормального разделения поддерживается следующий режим:
Температура, С:
верха 165-167
средней части 175-176
низа 273
Давление в верхней части, МПа 0,04
Верхний продукт колонны С-201 (фракция С9 и ниже) после
конденсации и охлаждения в воздушном холодильнике А-201 до
65 С поступает в рефлюксную емкость Е-201, снабженную водоот-
делителем. Температура фракции поддерживается и регулирует-
ся изменением угла лопастей вентилятора воздушного конденса-
тора-холодильника путем дистанционного управления из опера-
торной.
Сконденсированные н-парафины, состоящие в основном из уг-
леводородов С8, С9 и С10, из емкости Е-201 насосом Р-201 A/В по-
даются частично на орошение колонны С-201, а балансовый избы-
ток охлаждается в водяном холодильнике Е-202 до 38°С и выво-
дится как компонент дизельного топлива.
265
Процессы переработки нефти
266
Раздел VI
Постоянство расхода орошения в С-201 поддерживается регу-
лятором, клапан и диафрагма которого расположены на линии
орошения с коррекцией по уровню в рефлюксной емкости. Преду-
смотрена сигнализация предельно допустимых значений уровня в
емкости Е-201.
С помощью сигнализатора максимального уровня раздела фаз
вручную производится сброс воды в дренажную систему. Давле-
ние в емкости Е-201 равно давлению в линии факела. Предусмот-
рена подача азота на постоянную продувку Е-201 на факел.
Качество продукта, подаваемого в колонну С-202 для дальней-
шей ректификации, регулируется за счет поддержания опреде-
ленной температуры на 5-й тарелке с помощью соответствующего
регулятора и обеспечения необходимой температуры низа колон-
ны С-201 для отпарки легких фракций. Температура низа обеспе-
чивается циркуляцией нижнего продукта через рибойлер Е-2ОЗ,
который обогревается теплоносителем (горячее масло), нагретым
в печи. Нижний продукт колонны С-201 насосами Р-202 A/В по-
дается для дальнейшего разделения в колонну С-202. Питание ко-
лонны поддерживается регулятором расхода с коррекцией по
уровню в С-201, исполнительный орган которого установлен на
нагнетательном трубопроводе насоса Р-202 А/В.
Редистилляционная тарелочно-насадочная колонна С-202
имеет 60 клапанных тарелок и рассчитана на выделение трех
фракций н-парафинов: С10-С12, С13 и С14 и выше. Питание подает-
ся на 31-ю тарелку.
Проектный режим работы колонны С-202:
Температура, °C:
на глухой тарелке 191
питания 262
низа 289
Давление вверху, МПа 0,01
Из верхней части колонны легкие углеводороды выводятся на
факел. Давление поддерживается регулятором, установленным
на трубопроводе подачи азота в колонну. На 6-й и 16-й тарелках
обеспечивается контроль температуры.
С глухой тарелки колонны С-202 боковым отводом насосом
Р-203 A/В выводится фракция С10-С12, которая частично возвра-
щается в колонну на нижележащую тарелку в виде горячего оро-
шения. Расход орошения поддерживается регулятором, клапан и
Диафрагма которого установлены на нагнетании насоса Р-203
A/В, и корректируется по уровню на глухой тарелке колонны.
Предусмотрена сигнализация минимального уровня.
267
Процессы переработки нефти
Другая часть фракции С10- С12 направляется в теплообмен^
Е-201, где отдает тепло холодному сырью, далее охлаждаете!
воздушном холодильнике А-202 от 160 С до 5СГС и возвращаете
качестве холодного орошения на верх колонны С-202, расход !
торого поддерживается регулятором в зависимости от темпер^
ры верха. 1
Балансовый избыток фракции С1о- С13 выводится на смешен
для получения фракции н-парафинов С10- С13 в качестве сын
процесса Пакол-Дефайн или в складские резервуары. 1
Избыток выводимой фракции С10-С12 контролируется и
ректируется по температуре на 6-й тарелке колонны, которая|
ределяет состав данного потока. ।
Воздушный холодильник А-202 оснащен двумя вентиля!
рами с дистанционным регулированием положения лопает!
Холодильник расположен в закрытой камере с подвижны!
жалюзи наверху и сбоку. Это позволяет в зимний период.j
здать замкнутую систему циркуляции воздуха, температУ
которого регулируется. До пуска в работу вентиляторов в за
ний период воздух в камере нагревается паровым змеевика
Регулирование процесса рециркуляции воздуха осуществлю
ся жалюзи, расположенными внутри камеры и управляемьа
вручную. 1
Второй боковой погон колонны С-202 — фракция С13 — ofl
чивается с 10-й тарелки насосом Р-204 A/В с температурой 23
и охлаждается до 50°С в воздушном холодильнике А-203, распей
женном в общей камере с холодильниками А-204, А-205. I
Балансовое количество фракции С13 выводится на смешея
для получения фракции С1о- С13, которая направляется с бл!
предварительного фракционирования в приемную емкость блв
Пакол-Дефайн. Избыток фракции С13 выводится на смешенн!
»
дизельным топливом в качестве компонента или в виде товарЕй
продукта в парк. j
Кубовый остаток — фракция С14 и выше — насосом Р-а
A/В подается в колонну ректификации С-203. Количество теп
вводимого в куб колонны С-202, регулируется расходом теп
носителя (масла) через рибойлер Е-204. Расход нижнего прою
та колонны С-202 при подаче в следующую колонну обеспечй
ется автоматически с коррекцией по уровню в колонне С-Я
Предусмотрена сигнализация предельно допустимых значей
уровня в С-202. 1
Колонна конечной ректификации С-203 — тарелочно-насая
ная, работает под вакуумом, который создается пароструя
268
________________________________________________ Раздел VI
эжекторной системой JE-201. В колонне 30 клапанных тарелок.
Сырье подается под 15-ю тарелку.
Проектный режим работы колонны:
Температура, С:
на глухой тарелке 191
питания 234
низа 269
Давление вверху, МПа 0,025
С верха колонны легкие углеводороды отсасываются паро-
вым эжектором, конденсируются и охлаждаются в промежуточ-
ном вакуум конденсаторе JE-201 и собираются в емкости V-202,
где происходит отделение конденсата водяного пара от увлечен-
ных из колонны углеводородов. Уровень конденсата поддержи-
вается автоматически его сбросом в промканализацию. При до-
стижении определенного уровня углеводородов в V-202 послед-
ние откачиваются насосом Р-208, который работает в автомати-
ческом режиме.
С целью защиты колонны С-203 в случае разгерметизации, по-
тери вакуума в колонне и предотвращения взрывоопасной кон-
центрации в неелредусмотрена подача азота.
С глухой тарелки в качестве бокового погона выводится фрак-
ция парафинов С14- С17, часть из которой в виде горячего орошения
подается на нижележащую тарелку, другая ее часть охлаждается в
воздушном холодильнике А-204 до 50°С и подается наверх колон-
ны в виде холодного орошения. Расход горячего орошения произ-
водится в зависимости от уровня на глухой тарелке, где предусмо-
трена сигнализация минимального уровня. Балансовый избыток
фракции С14- С17 возвращается на установку “Парекс” для олеум-
ной очистки от ароматических и непредельных углеводородов.
Расход избытка фракции С14- С17 производится с коррекцией по
температуре на 7-й тарелке и содержанию на ней углеводородов
С18. Кубовый остаток колонны С-203 — тяжелые фракции С18 и вы-
ше — с температурой 269°С после охлаждения в холодильнике А-
205 до 80°С используется в качестве печного топлива.
Тепло для обеспечения необходимой температуры низа вно-
сится через встроенный в колонну рибойлер Е-205, обогреваемый
горячим маслом из системы его циркуляции.
Аппараты воздушного охлаждения А-203, 204, 205 располо-
жены в одной закрытой камере с подвижными жалюзи наверху и
сбоку, в результате чего в зимний период создается замкнутая си-
стема циркуляции теплого воздуха. Степень открытия жалюзи
позволяет поддерживать необходимую температуру как охлажда-
269
Процессы переработки нефти
емых продуктов, так и воздуха в закрытой камере. Общими }
всех трех холодильников являются два вентилятора с дистан:
онным регулированием положения лопастей. В камере предус:
трен паровой нагреватель воздуха до включения вентиляторо
зимний период.
При нарушении режима в ректификационных колоннах и по,
чении некачественных продуктов предусмотрен их возврат в емко
сырьевых парафинов по линии некондиции фракций: С9 — с ве
С-201; С1П- С19 и С, о—из С-202; С14- С17 и С1Я и выше — из С-203.
1U 1Z 1«Э 1< 10
Схема печного блока
В состав секции предфракционирования входит система о
печения теплом, с помощью которой производится нагрев разл:
ных потоков сырья и промежуточных продуктов. Это так назы
емая, система горячего масла, в качестве которого используе’
специальный термоустойчивый теплоноситель “Сантотерм-66*г
жидкость узкого фракционного состава. Его характеристика: в
кость кинематическая при температуре 40°С не менее 23 сСт, т
пература выкипания 10% об. — 340°С, 90% об. — 390°С.
Принципиальная технологическая схема печного блока j
нагрева масла представлена на рис. 6.3. Масло, получаемое за
дом в бочках, откачивается из них в емкость V-601, где подогре
ется паром до 50°С и далее поступает в печь для нагрева до опре
ленной температуры. Емкость постоянно находится под дав ле
ем азота, которое автоматически поддерживается его подачей,
случае повышения давления производится сброс азотной “под
ки” из емкости на факел. Циркуляционным насосом Р-601 А
С, один из которых резервный, масло шестью потоками пода<
в конвекционную секцию печи F-601. Расход масла регулиру<
по каждому потоку. Температура масла на выходе из печи св.
на с расходом печного топлива (жидкого или газообразного) и *1
же измеряется в каждом потоке. Распыление жидкого топл
(мазута) производится паром. Подогретое в печи масло для вн
ния тепла в низ колонн направляется в рибойлеры.
Принципиальная схема разводки трубопроводов горя
масла представлена на рис. 6.4.
В печи F-601 сжигаются сбросные газы из рефлюксной ем
ти колонны С-301 блока Пакол-Дефайн и барометрической ем
ти V-412 установки алкилирования, которые поступают в печ
сжигание после прохода через огнёпреградители. В печи сж
ются также тяжелые парафины (фракция С18 и выше), коте
270
I
Рис. 6.3. Принципиальная технологическая схема печного блока (блок 600):
F 601- печь трубчатая; V-601- емкость сборная; V-602, V-603 - емкости
Е-601.Е-602 теплообменники; Р-601 А С; Р 602 А/В, Р 603 А/В- насосы
F-601
АОАА
В коллектор
теплого масла
Отходящие газы
из F-301
Отходящие газы
из V-301
> блока (блок 600):
S-603 - емкости
03 А/В- насосы
Раздел VI
Рис. 6.4. Технологическая схема разводки трубопроводов горячего
масла
поступают в специальные горелки и распыляются паром. Печь
имеет 18 газо-мазутных горелок.
Для обеспечения нормального процесса горения в печи и отво-
да продуктов сгорания контролируется тяга (разрежение) в не-
скольких местах: в камере радиации, в камере конвекции, после
парогенератора и перед дымовой трубой. Регулировка произво-
дится шибером перед дымовой трубой.
Для утилизации тепла дымовых газов в конвекционной части
печи имеется секция труб (парогенератор) для выработки перегре-
того пара давлением 0,95 МПа. Принципиальная схема выработ-
ки пара приведена на рис. 6.5.
Схема производства водяного пара
На установке используется водяной пар трех давлений:
- 0,95 МПа с температурой 192°С (условное обозначение MS);
- 0,35 МПа с температурой 147“С (условное обозначение LS3);
- 0,1 МПа с температурой 120°С (условное обозначение LSI).
Сеть пара среднего давления 0,95 МПа обеспечивается его про-
271
Процессы переработки нефти
ъ
о
о
£
§
е
и
272
__________________________________________________Раздел VI
изводством в котле-утилизаторе и внешней паровой сетью объеди-
нения.
Этот пар используется в эжекторах, для привода паровых тур-
бин, насосах, в теплообменной аппаратуре, для распыла топлива в
печь.
Пар с давлением 0,35 МПа используется для обогрева аппара-
туры и трубопроводов, в теплообменной аппаратуре и периодиче-
ски — для пропарки.
Конденсат водяного пара собирается в сборный коллектор и
далее направляется в деаэратор V-1202. Деминерализованная (хи-
мически очищенная) вода поступает на установку из внешних се-
тей по трубопроводу, где используется для питания котла-утили-
затора и приготовления растворов реагентов.
Для производства водяного пара используется как деминера-
лизованная вода, так и конденсат, которые подаются в верхнюю и
нижнюю части деаэратора под давлением 0,1-0,15 МПа.
Возможное наличие в конденсате углеводородов измеряется
анализатором, оснащенным сигнализацией и самопишущим при-
бором. Содержание масел или углеводородов в конденсате не
должно быть более 5 мг/кг, pH должен быть в пределах 8,5-10,5.
Уровень жидкости в деаэраторе регулируют уровнемерами с сиг-
нализацией по нижнему уровню. Излишек воды в деаэраторе
сбрасывают через переливную перегородку в канализацию, пред-
варительно разбавляя холодной водой для снижения температу-
ры. Температура конденсата, подаваемого в деаэратор, составляет
110-115°С. В самом деаэраторе поддерживается температура воды
100-105°С, при этих условиях растворенный в питательной воде
кислород удаляется.
Подогрев деаэратора производится водяным паром с давле-
нием 0,95 МПа, причем температура в аппарате регулируется ав-
томатически расходом водяного пара. Для обеспечения нормаль-
ных условий эксплуатации трубопроводов, питающих парогене-
ратор в печи F-601, содержание кислорода на выходе из деаэра-
тора не должно превышать 100 мкг/кг питательной воды, иначе
может усиливаться кислородная коррозия трубопроводного обо-
рудования. Оставшийся кислород удаляется из деаэрированной
воды химическим способом — добавлением специального хими-
ката “Eliminox” из емкости V-12^03 А с помощью дозировочного
насоса Р-1203А. Для связывания ионов железа и поддержания
осадка в дисперсном состоянии с целью исключения осаждения
его в аппаратах и трубах насосом Р-1203В в выходную линию де-
аэрированной воды подают химикат — “Transport plus”, тем са-
Мым устраняя шламонакопление и необходимость его удаления
273
Процессы переработки нефти
из системы. Эти добавки могут подаваться одновременно. По|
добавления вышеуказанных химикатов деаэрированная вода |
ступает в линию приема питательного насоса Р-1202А/В.
Давление со стороны нагнетания насоса измеряется местный
приборами. 1
С выкида насосов Р-1202 A/В питательная вода направляем
в пароохладитель DS-1201 и частично обратно в V-1202, а тан)
по главной питательной линии в сепаратор пара V-1201.
Температура питательной воды измеряется дистанционн|
измерительным прибором. Уровень в емкости V-1201 контроля!
ется прибором, оснащенным сигнализацией верхнего и нижнЙ
уровня. 1
Непрерывная и периодическая продувка из V-1201 произ]
дится через емкость V-1204. Жидкость с низа емкости V-12041
рез холодильник Е-1201 сбрасывается в канализацию. На лия
непрерывной продувки находится пробоотборник котловой ва
SC-8. Анализом проб определяется интенсивность непрерыв!
продувки.
Котловая вода с низа емкости V-1201 с помощью нас€
Р-1201 A/В поступает в змеевик, расположенный в конвекц!
ной зоне печи F-601. На выходе из него водяной пар смешивай
с потоком питательной воды, подаваемой насосами Р-1202 А/1
далее отводится в сепаратор пара V-1201. Поскольку темпера!
в конвекционной зоне печи F-601 высокая, необходимо обе$
чить постоянный расход котловой воды, чтобы не произошел
регрев труб змеевика. '
Блокировка по нижнему расходу котловой воды FSL-22 вк
чает резервный насос Р-1201 (А или В), если же расход продол]
ет уменьшаться, то при очень низком расходе выключателя
FSL-22A и FSL-22B производится автоматическая блокировку
тановка) печей F-601 и F-301. Защита системы “пар-жидкосИ
поддержание значения pH системы осуществляется в сепара!
пара V-1201 дозированием трехкомпонентного вещЯ!
“TRIACT”, которое насосом Р-1203С подается из емк!
V-1203C. Дозируемое количество данного вещества зависит 0$
чества воды и регулируется так, чтобы значения pH жидкскЯ
V-1201 поддерживалось 8,5-9. 1
Водяной пар выводится из емкости V-1201 через сеп!
тор, который установлен на дне под выходной линией, зй
пар подается в пароперегреватель печи F-601 и далее в У
лектор.
Оборудование и аппаратура блока предварительного фрак!
нирования принципиально не отличается от ректификационя
274
Разделу!
печного, теплообменного оборудования отечественного производ-
ства. Принципиальное устройство этих аппаратов изложено в
книге П.Г. Баннова “Процессы переработки нефти”, ч. I в разде-
лах IV и V. Там же изложены методы защиты оборудования от
коррозии.
Методы пуска и эксплуатации этого блока практически не от-
личаются от тех, которые применимы к методам первичной пере-
работки нефти. Имеется лишь одно отличие: для внесения тепла в
аппараты действует централизованная система подогрева тепло-
носителя “Сантотерм-66” в печи F-601 с его разводкой ко всем не-
обходимым объектам обогрева и возвратом охлажденного тепло-
носителя в систему циркуляции для нагрева. Эта система более
экологична, удобна для контроля при эксплуатации и удовлетво-
ряет более высоким требованиям безопасности и надежности в
процессе ее эксплуатации.
Блок дегидрирования нормальных парафинов
(процесс Пакол-Дефайн)
После блока предварительного фракционирования, целевая
фракция — н-алканы С10- С13 — поступает в следующую сек-
цию комплекса производства ЛАБ — блок дегидрирования до
нормальных моноолефинов, которые необходимы для алкили-
рования ими бензола с получением линейного алкилбензола.
Из-за жестких условий процесса (высокая температура, низкое
давление) дегидрогенизация происходит не только до нормаль-
ных моноолефинов, но и до диолефинов, триолефинов. При
этих условиях возможно также образование ароматических уг-
леводородов и крекинг парафинов с образованием кокса и лег-
ких углеводородов. Однако реакция получения моноолефинов
— преобладающая и равновесная в термодинамическом отно-
шении, все побочные реакции далеки от равновесия. Дегидри-
рование н-парафинов определяется рядом факторов: темпера-
турой, давлением, молярным соотношением водорода и участ-
вующих в процессе парафиновых углеводородов. При увеличе-
нии температуры равновесие сдвигается в сторону образования
моноолефинов (Пакол-процесс), а при повышении давления и
Увеличения соотношения “водород:парафины” — в сторону об-
ратного процесса, а именно увеличения превращения образо-
вавшихся моноолефинов в нормальные парафины (Дефайн-
процесс).
275
Процессы переработки нефти
Пакол-процесс
Процесс ведется на высокоселективном и активном плати:
содержащем катализаторе ДЕН-7 (разработка фирмы UOP), с:
собном произвести специфическое превращение
при
очень вы
ких объемных скоростях. В обычных условиях для процесса
кол при использовании этого катализатора степень превраще
н-парафинов в олефины — 12 -13%, селективность к образован
моноолефинов поддерживается на уровне 90%. Оставшиеся 1*
представляют собой смесь водорода, легких продуктов крекирс
ния, диолефинов и алкилароматических углеводородов.
К побочным реакциям Пакол-процесса относятся:
- образование диолефинов из моноолефинов. Эта реакция об
тима;
- образование ароматических углеводородов из образовавш
ся диолефинов;
- расщепление (крекинг) нормальных парафинов с образе
нием продуктов уплотнения и легких углеводородов.
Поскольку сырье процесса может содержать некоторое ко
чество нелинейных парафиновых соединений — изопарафин
алкилциклопарафинов, последние также могут превращатьс
моноолефины, алкилциклоолефины, например:
R-CH-CH2-R— R-C=CH-R+H2;
R R
алкил циклопентен
алкилциклопентан
алкилцикло- алкилцик- алкил-
гексан логексен бензол
Алкилароматические углеводороды с разветвленной I
могут расщепляться с образованием легких углеводородов
килароматических с одним метильным радикалом.
В результате этих реакций образуются побочные прод;
которые при поступлении в блок алкилирования способен
276
Раздел VI
увеличению количества тяжелых алкилатов и приводят к ухуд-
шению качества основного продукта алкилирования — ЛАБ — за
счет ухудшения его биоразлагаемости.
К другим факторам, отрицательно влияющим на работу блока
Пакол, можно отнести следующие.
При повышенном содержании серы в свежих парафинах сни-
жается активность катализатора ДЕН-7. Для восстановления его
активности требуется повышение температуры процесса, а это
способствует увеличению отложения кокса на катализаторе и со-
кращению срока его службы. Гарантированный срок службы ка-
тализатора ДЕН-7 — 45 суток, после чего требуется его замена.
Поэтому при нормальных условиях содержание серы в свежем сы-
рье не должно превышать 5 ppm.
Азотные соединения в сырье в условиях процесса образуют ам-
миак, который, взаимодействуя с хлоридами и фторидами, попа-
дающими из рециркулята с блока алкилирования, образует труд-
норастворимые соли, оседающие на внутренних поверхностях
труб и аппаратов и отрицательно влияющие на их дальнейшую ра-
ботоспособность .
Наличие кислорода в сырье связано с образованием полиме-
ров, которые отравляют катализатор. Поэтому свежее сырье не
должно соприкасаться с кислородом воздуха при хранении. Нали-
чие фторидов и хлоридов также отрицательно влияет на катализа-
тор, так как они способствуют образованию на нем “кислотных
центров”, которые значительно увеличивают скорости реакций
изомеризации и крекинга парафинов. С целью уменьшения влия-
ния фторидов на катализатор в схеме Пакол имеется очистка сы-
рья окисью алюминия, которая связывает следы HF или фторид-
ные соединения углеводородов с образованием A1F3 (фтористого
алюминия), тем самым не допуская фтористые соединения в сы-
рье процесса.
Факторы, влияющие на эффективность Пакол-процесса. О ра-
боте этого блока судят по степени превращения (конверсии), се-
лективности по моноолефинам и сроку службы катализатора.
Эти величины определяются следующим образом.
Степень превращения (конверсия) — П:
П = ^-,
G
С
где Gnp и Gc — массы превращенных и сырьевых н-алканов
(фракции С10-С13).
277
Процессы переработки нефти
Селективность — С:
мф
пр
где GMtJj — масса полученных монолефинов;
Gnp — масса превращенных н-алканов.
Срок службы катализатора — К:
ЛАБ
к
где ПЛАБ — масса произведенных ЛАБ, т;
GK — масса катализатора в данной загрузке, кг.
Учитывая, что сырье на 98-99% состоит из н-алканов, бо.
точную величину конверсии можно рассчитать как соотношех
масс свежего и комбинированного сырья.
Дегидрирование парафинов в олефины — обратимая эндот
мическая реакция, поэтому степень превращения увеличиваем
с подъемом температуры, однако это приводит к сокращению с
ка службы катализатора. В связи с этим необходимо выбирать <
тимальный вариант, при котором наряду с определенной сте:
нью превращения обеспечивается полный срок службы катал®
тора. В Пакол-процессе проектом принята сравнительно низ]
конверсия н-парафинов — 12-13% (по факту 10%), поэтому
блок алкилирования поступает значительное количество н
мальных парафинов, которые после алкилирования возвраща
ся в качестве рециркулята в блок Пакол.
Превращение до моноолефинов проходит при низком да]
нии, которое не изменяется по ходу процесса. Для обеспече
высокой селективности (90%) катализатора к образованию м<
олефинов и его стабильности выбирается оптимальное рабе
давление.
Реакции превращения н-парафинов в олефины (в т.ч. моно<
фины) с высокой селективностью (около 90%) проводятся при
тимальных температуре и давлении. При этом, как уже отм<
лось, достигается сравнительно низкая степень превраще:
н-алканов — до 13%, что обуславливает значительное количе<
рециркулята с блока алкилирования. Катализатор ДЕН-7 позв<
278
Раздел VI
ет работать с большой объемной скоростью — порядка 20-23 ч1,
при этом необходимая селективность при постоянной объемной
скорости достигается изменением температуры в реакторе.
В процессе Пакол для обеспечения оптимальных условий нор-
мируется мольное соотношение количества водорода и суммарно-
го сырья процесса. Проектом оно определено 6:1. Понижение это-
го соотношения при постоянном давлении в реакторе ведет к уве-
личению превращения н-алканов, при этом снижается нагрузка
на компрессор. Однако снижение парциального давления водоро-
да ведет к увеличению отложения кокса на катализаторе и сниже-
нию гарантированного срока службы до 45 дней. В течение всего
цикла работы катализатора соотношение не меняется. Фактичес-
ки, при освоении комплекса принято соотношение 7:1, что позво-
ляет при снижении степени превращения до 10% обеспечить срок
службы катализатора пять-шесть месяцев вместо 45 суток.
Существенным фактором для обеспечения эффективной рабо-
ты катализатора является поддержание необходимой степени
влажности газосырьевой смеси, входящей в реактор дегидрирова-
ния. Недостаток влажности отрицательным образом влияет на вы-
ход моноолефинов и способствует расщеплению парафинов на бо-
лее легкие углеводороды за счет реакций крекинга; кроме того,
увеличивает скорость отложения кокса на катализаторе. Избыток
влажности в системе также нежелателен, так как вода будет зани-
мать активные центры катализатора и вызывать увеличение доли
реакций крекинга. Поэтому для создания оптимальной влажности
в газосырьевую смесь до входа в реактор впрыскивается деионизи-
рованная вода. Проектом предусмотрена влажность 2000 ppm.
Для процесса должно использоваться сырье (сырьевая смесь) с
разницей в 4 углеродных атома, например С10-С13 или Сп-С14.
Фракция С10-С14 уже не подходит. Это ограничение обусловлено
возможностью превращения легких н-парафинов без увеличения
побочных реакций крекирования более тяжелых парафинов.
Процесс Дефайн
Этот процесс был разработан фирмой UOP и является неотъем-
лемой частью процесса превращения нормальных парафиновых
Углеводородов в моноолефины. Его назначение — увеличение вы-
вода моноолефинов, т.е. селективности процесса, за счет гидриро-
вания побочных продуктов Пакол-процесса, в частности диолефи-
йов в моноолефины. Наличие диолефинов при попадании их в ре-
актор алкилирования приводит к образованию более тяжелого ал-
279
Процессы переработки нефти
килата, к снижению количества ЛАБ и к ухудшению его качв
ва. Поэтому жидкие продукты Пакол-процесса, перед тем как]
пасть в ректификационную колонну, направляются в блок j
файн, где в присутствии водорода после предварительного наг|й|
до 190-2006С на алюмоникелевом катализаторе при давлении О
1,0 МПа в жидкой фазе происходит избирательное гидрировав
диолефинов в моноолефины. Далее с блока Дефайн продукты]
акции возвращаются в блок Пакол на ректификацию и затею
правляются в блок алкилирования. ]
Важнейшими реакциями процесса являются превращение]
олефинов в моноолефины и моноолефинов в н-парафины.
Например:
R-C=C-C-C=C-R—^2-* R-OC-C-C-Cj
диолефины моноолефины н-парафины
»I
Из 90% диолефинов, поступивших в процесс Дефайн, 50%j
дрируется до моноолефинов, оставшаяся часть — до н-парафи!
Таким образом, небольшое количество полученных н-парафиж
рециркулятом возвращается в блок Пакол для повторного дег
рирования. Скорость превращения зависит от концентраций
дорода, ди- и моноолефинов.
В процессе Дефайн протекают также и побочные реа
сульфидирования катализатора. Сера является дополнител]
переменной для регулирования превращения и избирательн
процесса. Она образует на катализаторе сернистый никель
(активные реакционные центры). Поэтому в сырье вводят о
ленное количество серы в виде серосодержащего соединения,
пример, диметилдисульфида (CH3-S-S-CH3), который в прис^
вии водорода и никеля при высоких температурах разлага
образованием сернистого никеля и сероводорода. С увеличен
подачи серы увеличивается равновесный уровень образований
тивных реакционных центров, и это способствует замедлени!
акций превращения моноолефинов в н-парафины по сравней
реакциями превращения диолефинов в моноолефины.
Факторы, влияющие на эффективность Дефайн-процесса
этом процессе так же, как и в Пакол, важную роль играют тр
логические параметры, а именно: давление, температура, Moj|
соотношение “водород:диолефины”, объемная скорость подай!
рья. 1
Давление в процессе должно быть таким, чтобы водород Я
дился в растворенном состоянии. На практике при проектной!
' 'Й
к
280
Раздел VI
изводительности блока оно поддерживается в интервале 0,9-
1,2 МПа.
Температура в реакторе (180-220°С) зависит от активности ка-
тализатора. В начальной стадии работы блока когда катализатор
еще свежий, она поддерживается на уровне 180-190°С. По мере от-
работки катализатора и снижения его активности она поднимает-
ся и может достигать 220-230°С.
Мольное соотношение “водород:диолефины” влияет на селек-
тивность превращения. При значении этого соотношения 1,35
степень превращения диолефинов составляет 90%, при этом се-
лективность по моноолефинам составляет 50%.
Блок Дефайн (как и Пакол) работает при объемной скорости
подачи сырья 5 ч*1.
Сера в сырье может впрыскиваться двумя способами: постоян-
но — в количестве 1-2 ppm по отношению к жидкому сырью, либо
периодически — в количестве 5 ppm. Подача серы продолжается
до тех пор, пока наверху ректификационной колонны установки
Пакол-Дефайн не будет обнаруживаться H2S. После этого подача
серы прекращается пока селективность превращения не покажет,
что вся сера с катализатора удалена. Затем подача ее возобновля-
ется.
Как и процесс Пакол, Дефайн характеризуется степенью пре-
вращения (конверсии), а также избирательностью или селектив-
ностью превращения диолефинов в моноолефины.
Степень превращения диолефинов (в % мае.) — это отноше-
ние разницы содержания диолефинов в сырье и в продуктах реак-
ции к содержанию диолефинов в сырье.
Избирательность (или селективность) — это отношение разни-
цы содержания моноолефинов в потоке на входе в реактор и на вы-
ходе из него к разнице содержания диолефинов между входом и
выходом из реактора. Селективность также оценивается в % мае.
При селективности 0% все диолефины превращаются в н-па-
рафины, а при селективности 100% мае. —в моноолефины.
Технологическая схема блока Пакол-Дефайн
Принципиальная схема процесса (блок 300) представлена на
рис. 6.6. Сырьем блока дегидрирования является смесь узкой
Фракции нормальных парафиновых углеводородов С10-С13 с бло-
ка предфракционирования и возвращаемого рециркулята с бло-
ка алкилирования комплекса ЛАБ. Рециркулирующая смесь н-
Парафинов предварительно проходит очистку от фторидов в ад-
281
Процессы переработки нефти
282
Раздел VI
сорберах R-302 A/В, которые могут работать как одновременно,
так и поочередно, при необходимости перегрузить адсорбент —
активную окись алюминия. В адсорберах фториды и следы фто-
ристоводородной кислоты взаимодействуют с окисью алюминия
образуя фтористый алюминий, тем самым из рециркулята уда-
ляются фториды. Эта реакция требует нагрева до температуры
220-238С, поэтому рециркулят нагревается в теплообменнике
Е-ЗО7 теплом отходящего с низа отпарной колонны С-301 про-
дукта (смесь н-парафинов и олефинов, уходящих на блок алки-
лирования). Поддержание температуры осуществляется регуля-
тором расхода этой фракции (на схеме не указан), трехходовой
клапан которого установлен на линии нагнетания насоса Р-
303 А/Б. Очищенный рециркулят охлаждается до 128°С в тепло-
обменнике Е-303, нагревая продукты Пакол-процесса, которые
направляются в блок Дефайн и смешивается со свежим сырьем
фракции С10-С13. Смешанное сырье из емкости V-301 насосами
Р-306 A/В подается на смешение с ВСГ, нагнетаемым компрессо-
ром К-301, и далее в теплообменник Е-301. Для обеспечения оп-
ределенного мольного соотношения водорода и углеводородов
производится автоматическая регулировка их подачи. В случае
резкого падения подачи ВСГ ниже минимальных пределов пре-
дусмотрено автоматическое прекращение поступления топлива
в печь F-301. Компрессор К-301 при этом останавливается дис-
танционно.
Устройство теплообменника Е-301, где производится нагрев сы-
рья и циркулирующего ВСГ, приведено на рис. 6.7. Он представляет
собой кожухотрубчатый аппарат, установленный вертикально. На-
грев сырья производится газопродуктовой смесью из реактора про-
цесса Пакол. Ввод свежего сырья и циркулирующего ВСГ в теплооб-
менник производится двумя потоками. Жидкостной поток сырья и
водорода проходит к распределителю и подвергается интенсивному
смешиванию и равномерному распределению по трубкам пучка. Га-
зопродуктовый горячий поток из реактора входит в корпус и, отдав
свое тепло сырью и охладившись в конденсаторе воздушного охлаж-
дения А-301, поступает на разделение в сепаратор V-ЗОЗ. В теплооб-
меннике Е-301 газосырьевая смесь нагревается до температуры 420°С
и далее в печи F-301 — до температуры реакции (480-510°С), после че-
го в работающих реакторах R-301 A/В подвергается селективному
Дегидрированию на катализаторе ДЕН-7. О степени отработки ката-
лизатора судят по снижению температурного перепада между вхо-
дом и выходом реактора. Влажность в реакторе поддерживается до-
зированием воды из емкости V-3O7 насосами Р-307 A/В в линию пе-
ред печью F-301.
283
Процессы переработки нефти
Охлажденная в А-301 газопродуктовая смесь в сепара1
V-303 при температуре 45-50°С разделяется на ВСГ и жидкс
Из сепаратора ВСГ поступает в приемный каплеотбойник V
компрессора К-301. Часть ВСГ из сепаратора V-ЗОЗ использу
для поддержания необходимого давления в сырьевой емк»
V-301 (на схеме эта линия отсутствует). Основное количество ]
купирующего ВСГ с выкида компрессора К-301 возвращаете
смешение с сырьем блока Пакол, а другая часть в необходи
мольном соотношении “водород:парафины” направляется в (
Дефайн для селективного превращения диолефинов в моноол»
ны. Давление в сепараторе V-ЗОЗ поддерживается в заданном
жиме автоматическим сбросом небольшой части водорода с 1
ема компрессора К-301 на факел или в заводскую сеть. При у
новившемся режиме этот сброс не производится. В случае Kai
либо отклонений в сепараторе V-301 уровня жидкости от зада]
го, во избежание попадания ее на прием компрессора К-301
следний останавливается автоматически. Предусмотрена авт<
тическая остановка компрессора в случае превышения темпер
ры ВСГ в нагнетательной линии выше 135°С. Сигнализация оп
щает об этом уже при температуре 125°С.
Жидкие продукты из сепаратора V-ЗОЗ нагреваются в нач.
теплообменнике Е-303 теплом рециркулята и направляют»
дальнейший нагрев до температуры 180-220°С теплом гор
масла в теплообменник Е-1405 блока и далее поступают в ре»
Дефайн R-1401 для селективного гидрирования диолефин»
алюмоникелевом катализаторе.
Перед теплообменником Е-1405 жидкие продукты сме:
ются с ВСГ, подаваемым
в тройник
смешения дожимным тре
пенчатым компрессором К-1401 A/В, который обеспечен ме;
пенчатыми промежуточными конденсаторами-холодильник»
приемными сепараторами (на схеме не указаны). Это позв»
отбить из ВСГ часть жидкой фазы, которая возвращается в
ратор V-ЗОЗ блока Пакол. Так же, как и в компрессоре К-301,
жимном предусмотрены системы защиты от превышения у
в сепараторах, температуры нагнетательной линии и в cryi
компрессора. Для обеспечения определенного мольного сооТ]
ния ВСГ в смеси с парафинами, идущими в реактор Дефайн
ход его контролируется и регулируется.
Гидрирование в реакторе R-1401 производится в жидкой;
на алюмоникелевом катализаторе. Водород практически нах
ся в растворенном состоянии. Однако для предотвращения о
вания газовой подушки в реакторе предусмотрена сигнализ*
регулирование расхода ВСГ, не допускающие чрезмерного с
284
Раздел VI
&
g
Сырье в печь
Сырье
Трубная
решетка
Циркулирующий
газ
Продукты Сырье
на конденсацию
Вход
из реактора
Сильфон
Фланец
Корпус
Трубки
Распределитель
жидкостного
потока
Циркулирующий
газ
Распределительная
Рис. 6.7. Сырьевой теплообменник Е-301 блока Пакол
ния уровня жидкости на катализаторе. Гидрирование произво-
дится при давлении 1,0-1,2 МПа. Для снижения гидрирующей
способности катализатора и увеличения селективности процесса в
жидкое сырье перед тройником смешения с водородом предусмот-
рена подача диметилдисульфида в количествах, обеспечивающих
массовое содержание серы в жидком сырье 1-2 ppm.
После гидрирования в реакторе R-1401 смесь олефинов, н-пара-
финов и остаточного количества диолефинов для удаления раство-
ренных газов и легких углеводородов подается на 16-ю тарелку от-
парной колонны С-301. Верхний продукт этой колонны конденсиру-
ется и охлаждается в водяном холодильнике Е-305 и собирается в
рефлюксной емкости V-305. Газовая фаза из этой емкости направля-
ется на блок предфракционирования для сжигания, а жидкая часть
Насосом Р-304 A/В подается в качестве орошения колонны С-301.
Балансовое количество жидкой фазы откачивается в соответ-
ствующие приемные резервуары, а оттуда — на компаундирова-
285
Процессы переработки нефти
ние в товарно-транспортный цех НПЗ. Подогрев низа коло
обеспечивается встроенным в колонну теплообменником Е
посредством циркуляции через него горячего масла с блока и
фракционирования.
Стабильный нижний продукт колонны С-301 через теплооб
ник Е-ЗО7 откачивается насосом Р-303 A/В в блок алкилиров
бензола моноолефинами с образованием линейного алкилбензс
В составе блока Пакол-Дефайн имеется две печи — F-3'
F-302. Назначение F-301 — нагрев газосырьевой смеси (н-параф
и водорода) перед реакторами Пакол-процесса R-301 A/В. Вт
печь служит нагревателем ВСГ попеременно для каждого из pei
ров в период пуска после загрузки свежего катализатора или оста
ки одного из реакторов на выгрузку катализатора — для осущес*.
ния медленного снижения температуры катализатора перед его
грузкой. Дымовые газы печи F-301 направляются на утилизам
тепла в печь F-601 блока предфракционирования с целью пройз
ства пара, а дымовые газы F-302 в период ее работы без утилизе
сбрасываются в дымовую трубу блока предфракционирования.
Блок алкилирования бензола моноолефинами,
получение линейных алкилбензолов
Этот блок является следующей стадией производства, г,
присутствии катализатора — фтористоводородной кислоть
производится алкилирование бензола линейными моноолеф^
ми (фракции С10-С13). В результате этого процесса получаются
нейные алкилбензолы (ЛАБ).
Основная реакция, которая проводится при сравнительно
кой температуре (до 50“С) в присутствии фтористого водо
идет по следующей схеме:
9
r-ch = ch-r + Q-* r-ch-ch2-r
Моноолефин Бензол Лаб
Одновременно в процессе фтористоводородного алкили
ния бензола олефинами возможно при определенных услов!
образование побочного продукта — диалкилбензола:
r-ch-ch2-r
6
R - CH - СН2- R
286
Раздел VI
1" 1
Наличие диенов в поступающих олефинах приводит к образо-
ванию дифенилалканов.
Возможно также образование в небольших количествах ал-
килфторидов по реакции:
R-CH=CH-R+HF-» R-CH2-CH-R ,
F
которые удаляются из продуктов очисткой рециркулята активной
окисью алюминия при нагреве в блоке Пакол-Дефайн по реакции:
6R-CH„-CH-R+ALO, -»6R-CH=CH-R+2A1F4+3H9O .
I
F
Активная окись алюминия удаляет из рециркулята капли HF
с образованием фтористого алюминия.
Основные факторы процесса фтористоводородного
алкилирования
Важнейшими параметрами процесса являются следующие:
температура, давление, соотношение объемов фтористоводород-
ной кислоты и олефинов, соотношение “бензол:олефины”, соотно-
шение питания регенератора *‘HF:JIAB”, влажность. Это, так на-
зываемые, регулируемые параметры. Важным фактором, влияю-
щим на проведение реакции алкилирования, является компонов-
ка трубопроводов перед входом в смеситель реактора таким обра-
зом, чтобы углеводородные потоки, не содержащие кислоту (сы-
рье, рециркулят и бензол) смешивались до ее ввода. В результате
этого олефины хорошо разбавляются бензолом и сокращается воз-
можность образования диалкилбензолов.
Таким образом, в целях проведения реакции алкилирования
по основной реакции с образованием ЛАБ необходимо располо-
жить узел смешения со гртористым водородом как можно ближе к
смесителю реактора.
Важно отметить, что включение в процесс дегидрирования
н-парафинов Дефайн-процесса позволило повысить избиратель-
ность образования моноолефинов и ограничиться при алкилиро-
вании одной ступенью смешения, то есть сделать процесс алкили-
рования одностадийным (реактор-отстойник), не увеличивая при
этом выход побочных продуктов.
Температура в процессе фтористоводородного алкилирова-
ния является важнейшим параметром. Чем ниже температура,
287
Процессы переработки нефти
тем выше избирательность процесса и меньше побочных реакц
Поскольку у биоразлагаемых детергентов хорошая термичес
стабильность, температуру процесса можно было бы повысит
60°С (обычно процесс ведут при температуре до 50“С), но это б;
приводить к усилению образования побочных продуктов. Tei
ратура должна быть такой, чтобы при нормальных рабочих у
виях фтористый водород оставался в жидкой фазе.
Давление практически не влияет на ход реакции и выбир
ся с тем расчетом, чтобы обеспечить проведение реакции алк]
рования с фтористым водородом в жидкой фазе.
Соотношение “НР:углеводороды” принято. 1,5:1. Это соо1
шение обеспечивает получение ЛАБ в оптимальном количест
необходимого качества. Теоретически увеличение этого соо
шения должно увеличивать выход продукта, но при его увел
нии до 2:1 этот эффект крайне незначителен. Снижение соотнс
ния ниже 1,5:1 на расходные показатели не влияет, однако
этом увеличивается бромное число конечного продукта, т.е. <
жается его качество.
Соотношение “бензол:олефины” (Б/0). Блок алкилир
ния запроектирован на основе молярного соотношения “
зол:олефины” — 8:1. Данное соотношение обеспечивает хор<
разбавление олефинов, улучшение качества и минимальное <
зование диалкилбензолов и тяжелого алкилата в результат)
бочных реакций. При соотношении Б/0 больше 10 улучшени
чества незначительное.
Уменьшение этого соотношения усиливает побочные реак
т.е. образование тяжелого алкилата. Обычно установки раб<
при соотношении Б/О от 6 до 10. В случаях, когда эта вели
ниже 6, получается продукт, не удовлетворяющий требова
по качеству.
Уменьшение рециркуляции бензола обеспечивает экон
тепла, поскольку весь бензол в циркуляте получается как вер
фракция из ректификационной колонны. В большинстве сл;
экономически обоснованным считается компромиссный :
ант — уменьшенного выхода продукции и уменьшенного pai
энергоносителей.
Соотношение “HF:JIAE”. Немаловажное значение дл.
тимизации работы блока алкилирования комплекса имеет
ношение HF-кислоты и количества получаемого конечного
дукта — ЛАБ. Одним из назначений фтористоводородной к
ты, кроме каталитического воздействия на реакцию алкв
вания, является экстрагирование побочных продуктов, b4i
сти тяжелых ароматических соединений (ТАР), которые
288
Раздел VI
попадать в редистиляционной колонне в конечный продукт и по-
вышать бромное число ЛАБ, что делает его неконкурентоспособ-
ным По качеству. Для их удаления кислота подвергается регене-
рации в специальной колонне — регенераторе. С верха этой ко-
лонны за счет ректификации удаляется чистая HF-кислота, а с
низа — тяжелые ароматические углеводороды. Чем чище кисло-
та, тем лучше качество алкилата, и, наоборот, чем больше ТАР
находится в кислоте, тем хуже производится экстракция побоч-
ных продуктов. В процессе алкилирования соотношение
“HF:JIAB” особенно влияет на бромное число конечного продук-
та и поддерживается на уровне 1-1,6. Если оно выше 1,6, умень-
шение бромного числа незначительно. Кроме того, изменение
этого соотношения приводит к изменению цвета тяжелого алки-
лата, получаемого с низа редистиляционной колонны, что также
нежелательно.
По цвету кислоты, выходящей из колонны регенерации, мож-
но судить о ее чистоте. Цвет изменяется от почти прозрачного до
темного, что свидетельствует о насыщении кислоты тяжелыми
ароматическими соединениями и неудовлетворительной работе
колонны. Концентрация HF-кислоты при нормальной работе ре-
генератора поддерживается на уровне 95% мае. Остальное коли-
чество составляют остатки тяжелых углеводородов.
Влажность не влияет на выход и качество конечного про-
дукта, однако содержание воды в кислоте должно поддержи-
ваться на определенном уровне — 0,3-0,5% мае., так как в ко-
лонне-регенераторе кислота образует с водой азеотропную смесь,
которая периодически удаляется с низа колонны для ее разделе-
ния в сепараторе. Эта смесь очень активна и вызывает коррозию
оборудования более сильную, чем чистая кислота. Поэтому, чем
больше образуется азеотропной смеси, тем больше ее потери и
коррозия оборудования и трубопроводов. Повышенное образова-
ние азеотропной смеси вызывается попаданием воды или нару-
шением режима работы регенератора.
Количество воды в системе влияет на скорость отделения кис-
лоты и углеводородов в отстойнике после реактора алкилирова-
ния. По проекту в отстойнике содержания воды должно быть не
менее 0,3% мае. Увеличение выше 0,5% мае. улучшает сепара-
цию в отстойнике, но усиливает коррозию в узле регенерации
кислоты. Содержание воды в кислоте ниже 0,1% мае. сопряжено
с ухудшением разделения кислоты и продуктов реакции в от-
стойнике и уносом кислоты с продуктами реакции, что может вы-
звать нарушение режима (увеличение давления) в отпарной ко-
лонне С-403.
289
Процессы переработки нефти
Принципиальная технологическая схема блока
алкилирования
Принципиальная схема блока алкилирования (секция 40
приведена на рис. 6.8.
Парафины и олефины поступают из блока 300 (Пакол-пр
цесс) с температурой 158°С. Смесь охлаждается в теплообменниз
Е-411 до 102°С потоком продукта, поступающего из отстойниз
V-401.
Свежий бензол из парка насосом Р-805 A/В вводится в прие:
ную емкость колонны осушки бензола V-403.
Поскольку в процессе алкилирования необходимо произв
дить контроль за содержанием воды, в колонне С-401 осуществи
ется предварительная осушка бензола. Эта колонна тарельчато:
типа и оснащена термосильфонным паровым рибойлером Е-40
Количество тепла, вносимого в колонну, регулируется выводе
конденсата из Е-404, расход которого поддерживается постоя
ным с помощью соответствующего регулятора.
Пары бензола и воды, выводимые сверху колонны С-401, с
лаждаются в конденсаторе Е-403 и собираются в емкости V-4C
которая работает под давлением системы факела. Через лини
связанную с факельной системой, предусмотрена подача азота л
поддержания определенной степени продувки. Емкость обеспе1
вает необходимую продолжительность отстоя бензола от водь
оснащена коллектором для сепарированной воды, уровень ко
рой контролируется. Отсепарированная вода сбрасывается в
крытую дренажную систему.
Насосом Р-402 бензол из приемника V-403 возвращается в
лонну осушки в качестве орошения, предварительно нагревая®
теплообменнике Е-402 до температуры 95°С потоком бензола с з
за колонны С-401, откуда последний откачивается насосом Р-4
A/В через регулятор расхода, охлаждаясь в теплообменнике
температуры 66°С. Содержание влаги в бензоле при правиль:
режиме работы колонны не должно превышать 20 ppm.
На смешение с сырьем поступает смесь свежего осушенз
бензола и бензола из рефлюксной емкости V-404. Количество <
мерного бензола контролируется регулятором расхода.
Для поддержания необходимого количества воды в HF-ки
те (0,3-0,5% мае.) в процессе насосом Р-416 из емкости V-41j
качивают воду. Снижение содержания воды до 0,1% мае. м
привести к образованию стойкой эмульсии в V-401 и попад«
кислоты в колонну С-403, резкому повышению давления и от
тию предохранительных зклапанов.
290
)
Пар16
Е-403
AF
Е-410
PIC-378
Е-412
С-403
V-407
Е-413
нан
Бензол
из парк
ГМ
CD
ГК
Р-403
Е-4161
Е-
РМ19
Известняк
Е-427
Рецикл-парафины на уст.Пакол
Р-407
Р-409
TAR
AF
СаОН
КОН
DW
V-562
КОН
М-5671
КОН
ЛАБ из С-406
Р-565
L-402
Бензол
Р-805
КОН
Перелив
Неконд!
Р-415
У/В; КОН
КОН
ЛВ-0,5 А/В
КОН
Р-565
КОН
СВМ
UZZZZZZZZZZZ^Z,
е-602
ЛАБ
3
5
11ес чанный
фильтр
Кислая
«анализ KS
У/В на
разгонку
Бассейны
нейтрал.
Е-600
бензол
Сточный
конденсат
от Р-419
В линию сернисто-
щелочных стоков
V-568
Вент-
скруббер
ЛАБ в
ИЛИ Нс
Е-605
некондиция
* ЛВ-0,5
Аварийный бассейн
Р-405 Е-428
С' очный кпнденСЗТ
ы ЛВ-05
CW-1
N
Рис. 6.8. Принципиальная схема блока
алкилирования
С-401
3Q.-
CW1
Е-402
Н-401
V-560
кисло о
газа
V-403
Приемной рм
Осушенный бензол
нов*и Па«0л
КОН
R-401
Р-562
V-401
CrtLiintHrtt
,-8
Е-426
Кислый бензол
Регенерированный HF
У/В фаза__________
Рециркулят бензола
7-561
LE-235
IE-386
1ДН на сжигйни
LGTK-1
Р-406
МагСО-
LGTK-2
У/В
В резервуар
некондиции
v-563
LMKOCTH/vifl пр»
Р-563
С-404
бензолов^
колонна
30
Р-408
Е-423
С-405
Парафинов
?*> колони а
С-406
R-404
CW-1
rt£LWCTj4 _
1НЦИГ|Н4^й
ru/UHHtci
Окись алюм
Отходной
бензол
L-401
V-564
Емкостьдля
регенерации
КОН
tiaaaot смыва
поверхностей на
кислот* площадке
МХ-401
Е-601
ЛАБ
Р-803
516
Раздел VI
Смесь бензола с сырьем охлаждается до 50-60°С в холодильни-
ке Е-422. Непосредственно перед вводом смеси углеводородов в
смеситель SM-401 к ним подмешивается HF-кислота, которая по-
дается насосом Р-403 A/В из отстойника V-401, и регенерирован-
ная HF-кислота из отстойника V-406. Количество поданной кис-
лоты постоянно регулируется.
В SM-401 производится смешение указанных потоков. По-
скольку основные реакции алкилирования происходят уже в сме-
сителе с выделением тепла, на трубопроводе перед вводом в реак-
тор R-401 осуществляется замер температуры реакционной сме-
си, которая не должна превышать 60°С.
Реактор оснащен ситчатыми тарелками, обеспечивающими
хорошее смешение фаз. Смесь в реакторе всегда должна быть под
давлением не менее 0,4-0,6 МПа, для того чтобы HF-кислота оста-
валась в жидком состоянии. Принципиальное устройство реакто-
ра и тарелки представлено на рис. 6.9.
Реакционная смесь с верха реактора R-401 выводится в от-
стойник V-401, в котором производится сепарация HF-кислоты от
углеводородов.
В отстойнике V-401 установлен радиоактивный измеритель
плотности, определяющий точное положение линии раздела фаз
HF-кислоты и эмульсии. Очень важно поддерживать четкую гра-
ницу между фазами. В случае, когда кислота становится слишком
“сухой” (влаги ниже 0,1% Мас.), может образоваться стабильная
эмульсия. Это может произойти, когда колонна для регенерации
HF-кислоты С-402 выбрасывает воду из системы в виде азеотроп-
ной смеси. По мере необходимости, для ускорения сепарации с по-
мощью питающего потока чистого бензола можно добавить кон-
тролируемое количество воды.
В отстойнике V-401 предусмотрен радиоактивный измеритель
уровня для индикации поверхности соприкосновения. Когда гра-
ница раздела фаз в заданных значениях, это означает, что реак-
торный узел работает удовлетворительно.
С верха отстойника V-401 углеводороды выводятся в отпар-
ную колонну С-403 для отделения остатков кислоты. Часть
кислоты направляется на циркуляцию, а часть — на регенера-
цию в колонну С-402. Эта колонна служит для удаления тяже-
лых ароматических продуктов, накапливающих в процессе ал-
килирования. Фтористоводородная кислота в колонну поступа-
ет двумя потоками: холодным — на верх колонны, и горячим,
предварительно нагретым в подогревателе Е-405, — на 7-ю та-
релку. Постоянный расходее обеспечивается соответствующим
Регулятором.
291
Процессы переработки нефти
Рис. 6.9. Реактор алкилирования
Тяжелые ароматические углеводороды накапливаются в 1
жней части колонны С-402 и удаляются по мере достижения опр|
ленного уровня, для контроля которого установлены два уровнем
(верхний и нижний — LE-1O1 и LE-102). Кроме того, в этих точ|
обеспечивается контроль температур. Как только уровень ТАР
стигнет верхнего положения, начинается их сброс в емкость V
узла нейтрализации. Сброс прекращается по достижении ниж1
уровня в колонне. Поскольку ТАР и азеотропная смесь обл
большой коррозионной активностью, после каждого сброса прои|
дится промывка трубопроводов парафинами. Нейтрализо
ТАР направляются в секцию предварительного фракциониров
парафинов на сжигание в печи F-601.
С верха колонны С-402 пары фтористоводородной кисл
конденсируются в холодильнике Е-410 (туда же поступает и п<
Lf
292
I
Раздел VI
паров из колонны С-403) и собираются в расходной емкости
V-407, откуда несконденсированные газы удаляются в систему
кислого факела для нейтрализации. Жидкая часть насосом Р-406
откачивается в отстойник V-406 для разделения на фазы: регене-
рированную HF-кислоту и кислый бензол. Кислота смешивается с
циркулирующим потоком HF-кислоты из реакционного отстой-
ника V-401 и подается в реакционный смеситель SM-401. До пода-
чи HF кислый бензол смешивается с потоком углеводородов с бло-
ка Пакол-Дефайн, разбавленных рециркулирующим бензолом из
емкости V-404.
Свежая кислота на комплекс поступает в железнодорожных
цистернах, откуда на пункте перелива сливается в приемник, из
которого по мере необходимости поступает в емкость V-406 для
пополнения системы.
В регенераторе С-402 предусмотрены датчики температуры,
которые могут использоваться и в качестве индикаторов уровня в
кубе колонны, поскольку существует разность между температу-
рой на датчике Ti-98, погруженного в газовую фазу и температу-
рой на датчике Ti-ЮО, находящегося в слое жидкости.
Температуру паров в нагревателе Е-426 необходимо поддержи-
вать на уровне 160С или немного выше, чтобы избежать потерь
HF-кислоты и бензола в нижней части С-402. Если концентрация
воды в системе циркуляции кислоты превышает допустимый пре-
дел (0,5% мае.), необходимо понизить температуру, чтобы преду-
предить испарение азеотропной смеси. Следует иметь в виду, что
азеотропная смесь (40% мае. фтористого водорода и 60% мае. во-
ды) при давлении 0,1 МПа кипит при температуре 113С.
Для нормального режима работы HF-регенератора необходи-
мо обеспечить правильное распределение в нем тепла. Данная ко-
лонна очень чувствительна к переменам нагрузок по жидкой и га-
зовой фазам, поэтому должна работать в расчетных условиях.
Большая часть тепла подводится через теплообменник Е-405
(нагреватель сырья), а остаток тепла поступает из рибойлера ко-
лонны Е-425. В качестве источника тепла в Е-405 используется об-
ратное теплое масло, поступающее из рибойлера Е-413.
Количество тепла для подогрева кислоты постоянно контроли-
руется с помощью регулятора, который изменяет расход теплого
масла на входе в Е-405.
Из отстойника V-401 продукты реакции, состоящие из ЛАБ,
избытка бензола и непрореагировавших с HF-кислотой углеводо-
родов, а также унесенной с ними фтористоводородной кислоты,
направляются в отпарную колонну С-403, предварительно нагре-
ваясь в теплообменнике Е-411 и подогревателе Е-412 до темпера-
293
Процессы переработки нефти
туры 140°С. В углеводородной фазе находится абсорбирования
HF-кислота, которая в небольшом количестве вместе с бензоло
выделяется вверху колонны С-403. Жидкость, отбираемая с ниг
колонны, полностью освобождена от HF-кислоты, но в ней во
можно присутствие органических фторидов, которые в дальне!
шем выводятся из углеводородной части за счет очистки их акти
ной окисью алюминия. Колонна С-403 оснащена термосильфо]
ным рибойлером Е-413, обогреваемым горячим маслом. Уровет
жидкости в низу колонны поддерживается постоянным с пом
щью регулятора с коррекцией по расходу потока углеводороде
покидающих нижнюю часть колонны.
Из колонны С-403 осуществляется вывод потока смеси угл
водородов в бензольную колонну С-404. При быстром охлажд
нии колонны (в аварийных случаях) возрастает уровень жидко
ти и увеличивается поступление кислоты вниз колонны. Для щ
дотвращения коррозии бензольной колонны при возрастая;
уровня уменьшается вывод потока смеси углеводородов из С-4
вС-404.
Давление в С-403 поддерживается регулятором, клапан кот
рого установлен на линии отходящих паров вверху колонны.
Отпаренная от фтористоводородной кислоты углеводородн
часть с низа колонны С-403 направляется на 16-ю тарелку 6
зольной колонны С-404, предназначенную для выделения из с;
си углеводородов непрореагировавшего бензола.
Пары бензола с верха колонны С-404 конденсируются и
лаждаются в Е-415 и поступают в емкость V-404, откуда часть б
зола насосом Р-408 A/В направляется в качестве рециркулят
смеситель реактора алкилирования, а вторая часть возвращав'
в виде холодного орошения наверх колонны. Количество opoi
ния поддерживается с помощью регулятора расхода, который
скадно связан с регулятором температуры верха колонны. Под;
тепла, необходимого для бензольной колонны, производится т
лым или горячим маслом из рибойлера Е-414.
В связи с загрязнением бензола часть его периодически вы
дится из системы. Этот поток охлаждается в холодильн!
Е-423 и подается в реактор R-404 активной окисью алюмиЕ
для нейтрализации возможных следов фтористоводородной к
лоты. После очистки активной окисью алюминия, часть бенз<
выводится за пределы комплекса — на установку бензольн
риформинга. Приемная емкость V-404 является аккумулир
щей для бензола в блоке алкилирования. Это достигается п
чей регулируемого количества свежего бензола в колонну cyl
бензола С-401. Углеводородная часть с низа бензольной коло:
294
Раздел VI
насосом Р-407 направляется на 23-ю тарелку парафиновой ко-
лонны С-405.
Парафиновая колонна — колонна тарельчатого типа и работа-
ет под вакуумом. На верху установлен контактный конденсатор,
секция которого заполнена насадкой. Над насадкой установлен
распределитель для разбрызгивания холодного орошения. Ваку-
ум в колонне С-405 создается эжектором J-401. На линии, связы-
вающей верх колонны с эжектором, установлен сигнализатор пре-
вышения температуры, по которому контролируется работа кон-
тактного конденсатора. Вакуум в колонне поддерживается с помо-
щью регулятора давления, и абсолютное давление составляет от
70 мм рт.ст. наверху до 200 мм рт.ст. в нижней части колонны.
Режим работы парафиновой колонны обеспечивает минималь-
ные примеси в продуктах верха и низа колонны. Наличие алкила-
та в верхней фракции (рецикл парафинов) увеличивает потери
ЛАБ и способствует закоксовыванию катализатора процесса.
Подача тепла в парафиновую колонну С-405 производится от
нагревателя Е-416 и регулируется расходом теплого масла.
Под контактным конденсатором установлена сборная тарелка,
на которой собирается фракция С10-С13. С этой тарелки насосом
Р-410 A/В парафины транспортируются по следующим направле-
ниям:
- в качестве холодного орошения верха колонны через воздуш-
ный холодильник А-401;
- в качестве теплого орошения на первую тарелку колонны
С-405;
- в качестве рециркулята в блок Пакол.
Расход холодного орошения регулируется автоматически. Ре-
гулятор уровня (с сигнализатором низкого уровня) на сборной та-
релке управляет регулятором расхода, установленным на линии
теплого орошения.
Рециркулирующие парафины возвращаются в емкость V-301
Пакол-блока.
Обращение с фтористоводородной кислотой и бензолом долж-
но быть чрезвычайно осторожным, поскольку речь идет о едких и
токсичных веществах. Одно из мероприятий по технике безопас-
ности — это защита оборудования и промывка двойных торцевых
уплотнений бензольных и кислотных насосов. Промывка произ-
водится фракцией н-парафинов С10-С13 из колонны С-405. Со сбор-
ной тарелки колонны С-405 насосами Р-405 A/В н-парафины пе-
рекачиваются к двойным торцевым уплотнениям кислотных и
бензольных насосов. Насос Р-405 А с электродвигателем, а насос
295
Процессы переработки нефти
Р-405В имеет привод от паровой турбины. Поток парафинов, к<
торый подается на промывку, охлаждается в теплообменнике £
428 до температуры 38“С и фильтруется через фильтр Т-401 А/В,
В случае падения уровня парафинов на сборной тарелке сщ
нал блокировки по низкому уровню поступает к регулятору расх^
да рециркулята парафинов и возврат парафинов в V-301 прекр!
щается. Таким образом, сохраняется питание системы для пр«
мывки насосов, обеспечивающее предупреждение поврежден^
прокладок насосов от HF-кислоты. ;j
С низа парафиновой колонны С-405 поток перекачивается ня
сосом Р-409 A/В в колонну С-406, предварительно охлаждаясь-^
теплообменнике Е-427 от температуры 266 до 225"С потоком ря
циркулята парафинов. Охлаждение осуществляется смешении
холодного и горячего потоков через трехходовой клапан с измен!
нием температуры выходного потока из теплообменника Е-427. j
В колонне С-406 производится разделение ЛАБ и тяжелого aj
килата под вакуумом. Данная колонна — тарельчатого типа с ко1
тактным конденсатором в верхней части, который заполнен н|
садкой и оснащен распылителем для разбрызгивания холодное
орошения. Вакуум в редистилляционной колонне создается эже!
тором J-401. Остаточное давление составляет от 20 в верхней ча4
ти до 85 мм рт.ст. в низу колонны. С низа колонны С-406 выводи]
ся тяжелый алкилат, содержащий до 10% мае. ЛАБ. 1
Необходимое для процесса ректификации тепло вносится П|
дачей теплого масла в рибойлер Е-418, расход которого регулир]
ется автоматически. |
Под контактным конденсатором в верху колонны установлеи
сборная тарелка, на которой собирается ЛАБ и насосом Р-412 АЛ
перекачивается в трех направлениях: 1
- в качестве холодного орошения колонны С-406; J
- в качестве горячего орошения; Л
- в качестве товарного продукта в парк. 1
Горячее орошение в колонну возвращается через регулятж
расхода, каскадно связанный с регулятором уровня низа кол0И
ны. Линейные алкилбензолы, выводимые из колонны С-406, и ж
лодное орошение охлаждаются в теплообменнике Е-419. Выи
ЛАБ управляется регулятором расхода, каскадно связанным с
гулятором уровня, установленным на сборной тарелке. ЛАБ выМ
дятся в резервуары Е-601, 602 в парк установки. Л
С низа колонны насосом Р-411 A/В выводится тяжелый алм
лат и охлаждается в теплообменнике Е-420. Температура тяжеЯ
го алкилата регулируется частью охлажденной жидкости, коЯ
рая возвращается на прием насоса. Так предотвращается возмсЯ
296
Раздел VI
ное разложение оставшихся органических фторидов до свободной
кислоты.
Эжекторная система обеспечивает создание вакуума в парафи-
новой колонне С-405 и редистилляционной колонне С-406.
Блок сульфирования для получения линейных
алкилбензолсульфонатов натрия (JIAECNa)
Полученный в результате алкилирования линейный алкил-
бензол является сырьем для производства одного из активнейших
компонентов и основного составляющего синтетических моющих
средств (СМС) — линейных алкилбензолсульфонатов натрия. Для
их получения линейный алкилбензол подвергают сульфирова-
нию.
Сульфирование возможно производить концентрированной
серной кислотой, олеумом или серным ангидридом S03. Однако
при сульфировании серной кислотой, в результате разбавления
образовавшейся по реакции водой, она теряет свойства сульфоа-
гента, что вынуждает вводить большое количество кислоты, необ-
ходимой для реакции. Это приводит, кроме того, к образованию
значительного количества отходов — “кислого гудрона”.
Эти недостатки можно устранить, если для сульфирования ис-
пользовать серный ангидрид SO3.
Блок по производству линейных алкилбензолсульфонатов яв-
ляется частью комплекса по производству ЛАБ, ЛАБС. В то же
время его можно рассматривать как автономно работающую уста-
новку, которая может быть как пущена, так и остановлена незави-
симо от других блоков, не нарушая их работу.
Установка состоит из двух параллельно работающих линий,
равных по мощности. В состав каждой технологической линии
входят четыре основных блока:
- производство серного ангидрида — блок 2100;
- сульфирование ЛАБ и получения ЛАБСК — блок 2200;
- нейтрализация ЛАБСК — блок 2300;
- абсорбция отходящего газа с блока сульфирования — блок
2400.
Блок 2100 служит для получения серного ангидрида, необхо-
димого для сульфирования ЛАБ. На этом блоке путем сжигания
жидкой серы в печи в потоке избытка осушенного воздуха внача-
ле получается сернистый ангидрид SO2 по реакции: S + О2 = SO2.
Далее сернистый ангидрид подвергается каталитическому
окислению на катализаторе — пятиокиси ванадия (V2O5), в ре-
297
Процессы переработки нефти
зультате чего в избытке сухого воздуха получается серный а:
рид S03 по следующей реакции: 2SO2 + О2 = 2 S03.
Обе реакции являются экзотермическими, и для отвода т<
из конвертора (с целью регулирования температуры) предуб
рено охлаждение воздухом первого и второго слоев катализа
V2O5. Несмотря на то, что воздух предварительно осушается,
образовании серного ангидрида за счет наличия следов воды в
духе образуется часть серной кислоты по реакции: SO3 + На
H2SO4. При сульфировании ЛАБ с целью предотвращения по]
ния капель серной кислоты и ухудшения качества сульфонат
зовая смесь подвергается осушке от капель в каплеотде.
ле — сепараторе. Подготовленная газовая смесь с содержа
серного ангидрида до 3,5% об. поступает на сульфирование.
Блок 2200 предназначен для получения линейной алки.
золсульфоновой кислоты (ЛАБСК) путем взаимодействия Л
серным ангидридом в специальном аппарате — пленочном ]
торе по следующей реакции:
С12Н2- - CfiH- + SO4 —* С12Н95 - CfiH4 - SO3H
1Z йЭ о Э О Zu 0 4 и
ЛАБ ЛАБСК
Это основная реакция. Однако в процессе сульфирования
можно протекание побочных реакций с образованием ангид;
сульфоновой кислоты или пиросульфоновой кислоты по еле,
щим направлениям:
2R - С6Н4 - SO3H 4- SO3 -» R - СвН4 - SO2 - О - SO2 - С6Н4 - R + Н
ЛАБСК ангидрид ЛАБСК
R - С6Н4 - SO3H + SO3 - R - СбН4 - SO2 - О - SO3H
ЛАБСК пиросульфоновая кислота
В процессе образования (ЛАБСК) вышеуказанные соедин
разлагаются или реагируют с непрореагировавшим ЛАБ ил
дой при перемешивании, подвергаются гидролизу с образова:
ЛАБ и алкилбензолсульфоновой кислоты по следующим рея
ям:
R - С6Н4 - SO2 - О - SO3H + R - CeH5 2R - С6Н4 - SO2H
298
Раздел VI
или
R - CfiH4 - S02 - О - SO2 + НЙО -+ 2R * CfiH4 - SO2H
I
С6Н4
R
Реакция сульфирования является экзотермической. Выде-
ляемое тепло отводится водой, подаваемой в рубашку пленочно-
го реактора и через холодильник рециркуляционной сульфоно-
вой кислоты, которая возвращается в реактор в охлажденном
виде и используется для охлаждения вновь образующейся
ЛАБСК. После гидролиза образовавшегося ангидрида сульфо-
новой кислоты полученная ЛАБСК подается на нейтрализацию
в блок 2300.
Нейтрализацию ЛАБСК проводят раствором едкого натра или
триэтаноламином (ТЭА). При использовании NaOH получается
натриевая соль алкилбензолсульфоновой кислоты (ЛАБСМа) по
реакции:
R - CfiH4 - SO4H + NaOH -* R - CfiH4 - SO3Na + H2O.
О 4 о 0 4 0 £
Если используется триэтаноламин N(CH2CH2OH)3, то образу-
ется триэтаноламиновая соль алкилбензолсульфокислоты
(ЛАБС(ТЭА) по реакции:
R - С6Н4 - SO3H + N(CH2CH2OH)3
R - СеН4 -SO3NH(CH2CH2OH)3.
Эти реакции также являются экзотермическими. ЛАБСМа вы-
пускается с содержанием основного вещества 50%. Разбавление
ее производится водой, а смешение — в специальном аппарате —
гомогенизаторе.
В блоке абсорбции и обработки отходящих газов в период пус-
ка и остановки до подачи в блок сульфирования производится их
поглощение, а также улавливание капель сульфоновой кислоты и
нейтрализация S02 и S03 после сульфирования ЛАБ. Абсорбция
газов производится 93-96% -ной серной кислотой.
После сульфирования непрореагировавшая газовая смесь вме-
сте с капельками образовавшейся ЛАБС и небольшим объемом
299
Процессы переработки нефти
серной кислоты после абсорбции улавливаются в электрост;
ском фильтре, а газообразные SO2 и SO3 нейтрализуются в к
нах промывки.
Очищенный отходящий газ с содержанием SO2 не более II
сбрасывается в атмосферу. Водный раствор солей сбрасыва*
систему солесодержащих канализационных стоков.
Технологическая схема установки
получения алкилбензолсульфонатов
Принципиальная технологическая схема получения л;
ных алкилбензолсульфонатов представлена на рис. 6.10.
Компрессорами К-2101А/В, работа которых комп:
ризована, атмосферный воздух сжимается до давления 0,16
В результате сжатия воздух может нагреваться до 120-150°С
С целью доведения температуры воздуха (70С) до треб}
для процесса осушки, он охлаждается водой в холодил!
Е-2111И направляется в каплеотделитель SE-2111, где капл!
ги отделяются и по уровню сбрасываются в систему канализ»
Освобожденный от влаги воздух направляется в одну и
лонн осушки Д-2111А/В, работой которых управляет компы
ная система. Пока в одной производится сушка воздуха, в
гой — регенерация силикагеля и молекулярных сит. В npoi
сушки колонна работает не более 4 ч, после чего силикагель :
лекулярные сита насыщаются водой и требуют регенерации
реключения колонн. Осушенный воздух охлаждается до 40-5
холодильнике Е-2118 и направляется в печь F-2111 для сжиг
жидкой серы.
При отлаженной работе осушительных колонн степень о
ки воздуха должна соответствовать точке росы — минус 60-1
Степень осушки контролируется прибором с сигнализацией и
кировкой максимального значения влажности. При достиж<
точки росы выше минус 40°С работающая на осушке воздуха
лонна переключается на регенерацию. Регенерация силикаге.
молекулярных сит производится нагретым воздухом при те1
ратуре 220-240°С, который подается воздуходувкой BW-210U
предварительно нагреваясь в теплообменнике Е-2114 до темп
туры 185-240°С и поступает в верхнюю часть колонны, нах<
щейся на регенерации, где происходит десорбция влаги. Д|
влажный воздух удаляется в атмосферу. Продолжительность
генерации составляет 2 ч. Когда температура воздуха на вы:
из колонны равна 150-160°С, регенерация считается закончеЕ
и колонна переключается на охлаждение воздухом из холод:
300
Раздел VI
8-
Ё
3
3
g
а
х
31 с
to
а
<3
3
у
ч
&
в
3
>3
о
3
3
3
г
3
Oj
<Ъ
о
CJ
а
Ч
о
а
з
а
ч
о
В
3
g
3
3
а.
£
о
со
g
а
>3
3
ч
о
X
ф
о
3
g
3
3
S
и
®
со
О
&-
S •-
в
<3
а
а
ч
а
в
£
л
ч
nJ
В
о
ч
со
л
S
ф
X
о
«
в
К
о
ф
S'
S
о
ч
о
к
X
ф
со
s
э>
о*
§,в
g о
о
8.
а
О
S-
£
3
со
X
31
<о
3
а.
а
СО-
В
g
V
а з S
а. а» tj
се
I
J ? х
а
<ь
о
®
Ч
а
в
в
а
®
о
to
3
Ч
а
>0
8<
и
о
g
а
3
н
31
<а
to
о
а
л
в
в
в
g
о
ч
а
3
в
33
B'S
X
О
«5
с
Ч
<и
г
I S, ч
й> 5
-ч CJ 8
-ч . В
о
Ч
2Х
о
g
3
о
g
а
со
й>
Ч>
Н
3
£
ч
в
а
ч
о
SJ
2
з
to
3
м
а
а*
к
з
з
3
си
S'
з
а
а
о
5
<о
«
а.Х
х
з
ч
з
301
Процессы переработки нефти
ника Е-2112, нагнетаемого в него вентилятором BW-2111. По,
воздуха при охлаждении колонны производится снизу ввер:
сбросом его в атмосферу. Охлаждение производится до темпер
ры не ниже 110°С, после чего давление в колонне выравнивав!
давлением колонны, работающей на осушке, и далее автомат:
ски производится переключение.
Как уже было описано выше, осушенный от влаги воздух
ступает в печь для сжигания серы. Жидкая сера подается туда
из емкости Е-609, откуда забирается насосами Р-2111А/В. Во
бежание попадания посторонних включений, перед подаче
печь жидкая сера прокачивается через фильтр FT-2101 (на ся
не указан). Температура жидкой серы не должна опускаться Н]
140-150°С и поддерживается подачей водяного пара в руба]
трубопровода и насосов. Измерение расхода жидкой серы, под
емой в печь, осуществляется специальным расходомером, у
новленным на нагнетательной линии насоса, изменением Ч]
оборотов двигателя дозировочного насоса, оснащенного регул
ром частоты оборотов. Стабильная температура газовой смес:
выходе из печи поддерживается 610-65СГС.
Колебание температуры при постоянном расходе осушен]
воздуха, подаваемого в печь для сжигания, говорит о наруш
дозировки серы. В печь для сжигания серы из осушителя пода
50% от всего объема воздуха. Подаваемая в печь сера попадав
специальный конус (пирамиду) из огнеупорного кирпича,
исп
ется и сгорает в потоке воздуха, образуя сернистый газ (SO2).
пература на выходе из печи не должна быть выше 650°С. В с.
если температура в печи достигнет максимального зв
ния — 670°С, срабатывает сигнализация и далее блокировка:
достижении температуры 690°С отключается дозировочный ш
Газовая смесь, содержащая SO2, из печи подается в теш
менник типа “труба в трубе” Е-2113, в котором охлаждаете
420-450°С воздухом,
подаваемым воздуходувкой BW-2112.
Се
жание SO2 в смеси, выходящей из печи, составляет 7% об. Н;
ходе из холодильника имеется анализатор концентрации SO2
зовой смеси. Охлаждающий воздух после холодильника Е-2.
температурой 240°С подается для обогрева диэтиленгликоля
пользуемого в термовентиляционных шкафах, и далее с тем1
турой 50°С через воздушник выбрасывается /в атмосферу.
Газовая смесь, охлажденная до 420-450°С, направляется в
вертор С-2111 для окисления SO2 до SO3. Конвертор предстя
собой вертикальную башню, в которой размещен фильтр д.
ступающей в него газовой смеси и три слоя катализатора —
302
Раздел VI
окиси ванадия (V2O5), расположенных в специальных секциях.
Движение газовой смеси в конверторе — сверху вниз. При опреде-
ленном перепаде давления на фильтре (замер производится непре-
рывно) требуется его очистка. Степень превращения или конвер-
сии SO2 в SO3 зависит от температуры на входе смеси в конвертор
и от концентрации SO2 в продуктах сгорания серы в печи. Опти-
мальный температурный интервал — от 410 до 450°С при объем-
ной концентрации SO2 в газовой смеси 6,5-7,5%. От этой величи-
ны зависит дозировка жидкой серы в печь при постоянном расхо-
де воздуха.
В первом слое ванадиевого катализатора при температуре
420°С и объемной концентрации SO2, указанной выше, практиче-
ски все количество SO2 превращается в серный ангидрид SO3. Ес-
ли температура на входе понизится до 400°С, снижается степень
конверсии SO2. В то же время температура не должна превышать
450°С, так как это вызывает повышение температуры на выходе
из слоя до 620°С и снижение конверсии. Из-за экзотермичности
реакции окисления SO2 в SO3 оптимальная температура на выхо-
де из первого слоя катализатора поддерживается на уровне 580-
600°С. Перед поступлением во второй слой к потоку подводится
технологический воздух и слой охлаждается до 440°С. После про-
хождения второго слоя катализатора выходная температура пото-
ка газовой смеси составляет примерно 460°С, и практически весь
остаток 8О2 окисляется до SO3. Завершение реакции осуществля-
ется в третьем слое катализатора, где повышение температуры на
выходе из-за малого количества SO2 в потоке незначительное. Для
оптимизации конверсии катализатор в конверторе насыпается
равномерно, чтобы газ проходил по всему сечению катализатора.
После третьей ступени конверсии газовый поток поступает в теп-
лообменник Е-2114, где охлаждается до 220°С воздухом от возду-
ходувок BW-2101A/B. Тепло нагретого до 185-240°С воздуха ис-
пользуется для регенерации силикагеля и молекулярных сит в
осушителях воздуха. Предварительно охлажденный поток газа
далее поступает в холодильник Е-2115 на окончательное охлажде-
ние до температуры 40°С. До холодильника в поток газа вводится
технологический осушенный воздух для разбавления SO3 до кон-
центрации 3,5% об. Поддержание температуры газовой смеси в
пределах оптимальной производится автоматической регулиров-
кой температуры и расхода охлаждающей воды. При прохожде-
нии потока газа через холодильник возможно образование неболь-
шого количества олеума, который накапливается в его нижней
303
Процессы переработки нефти
части и периодически отводится оттуда в абсорбер С-2411. J]
газовый поток проходит через фильтр FT-2111, где, проходя
зу вверх через фильтровальную насадку, очищается от ту:
олеума и капель серной кислоты, образовавшейся за счет npi
ствия следов влаги в технологическомвоздухе. Слив кислоты
изводится вручную по достижении предельного уровня в филз
От удовлетворительной работы фильтра зависит качество об]
вавшейся ЛАБСК. Если капли кислоты присутствуют в потм
за, то при сульфировании ЛАБ образуется линейная ЛАБС1
удовлетворяющая по цвету требованиям норм, а следователь:
натриевая соль этой кислоты будет также не удовлетворять
требованиям.
Таким образом, производится подготовка газового потока
для подачи его на сульфирование.
Процесс сульфирования ЛАБ производится в специал]
пленочном реакторе. Сырье (ЛАБ) насосом Р-2501А/В подае,
дозировочный сосуд V-2211. Температура сырья должна по/
живаться постоянной. Из дозировочной емкости насосом Р-]
ЛАБ подается на распределительные кольца пленочного реак
R-2211.
Принципиальная конструкция пленочного реактора при!
на на рис. 6.11, 6.12. Он состоит из двух цилиндров, располо:
ных один в другом. Кольцевое пространство между этими ци;
драми, расстояние между стенками которых составляет
7,8 мм, и является реакционным пространством.
Насосом Р-2211 50% ЛАБ подается в распределительную
меру наружного цилиндра, а 50% — в распределительную кая
внутреннего цилиндра. Из распределительных камер ЛАБ Ч
канавки-зазоры попадает в реакционное пространство, ст(
тонкими пленками по внутренней стенке наружного цилинд]
внешней стенке внутреннего цилиндра.
Серный ангидрид поступает через верх реактора, проход
кольцевое реакционное пространство, где мгновенно происхс
сульфирование с образованием ЛАБСК, которая стекает в
жнюю часть пленочного реактора. Тепло реакции отводится
лаждающеЙ водой, подаваемой насосом Р-2212 и циркулирую
через оболочки-рубацгки на каждом цилиндре снизу вверх. Д
ровна ЛАБ должна быть постоянной и равномерно распред
ной по реакционной поверхности цилиндров. На каждом п<
ЛАБ, подаваемого в наружный и внутренний цилиндры, уст)
лены соответствующие регуляторы его расхода. Подача ЛАБ
актор изменяется в зависимости от расхода жидкой серы в
для сжигания.
304
Раздел VI
Большое значение для реакции имеет температура охлажда-
ющей воды на входе в реактор, которая должна быть не выше
30 С. При температуре воды ниже 28°С слишком охлаждаются
стенки реакционного пространства, повышается вязкость реак-
ционной массы, что снижает глубину реакции и продукт может
не соответствовать требованиям спецификации. Для предотвра-
щения снижения температуры в часть оборотной воды произво-
дится эжектирование пара. Так проводится регулировка темпе-
ратуры воды.
Охлаждение образованной в реакторе ЛАБСК производится
смешением с рециркулирующим потоком охлажденной кислоты,
подаваемой в нижнюю часть реактора (сборную камеру). Темпера-
тура ЛАБС и отходных газов не должна превышать 40-42°С. Если
температура будет выше указанных значений, возможно образо-
вание обугленных частиц и ухудшение цвета продукта. На сте-
пень и полноту сульфирования значительное влияние оказывает
мольное соотношение “8О3:ЛАБ”. Число молей SO3 должно быть в
избытке по отношению к числу молей ЛАБ (от 3 до 7). Если SO3 не-
достаточно, то увеличивается процент несульфированного ЛАБ, а
если количество ЛАБ, подаваемого в реактор, ниже нормы, то это
приводит к увеличению содержания серной кислоты в алкилбен-
золсульфоновой кислоте. Значительное влияние на качество
ЛАБСК оказывает и состав самого ЛАБ. Если в составе ЛАБ пре-
обладает алкилрадикал С12, то сульфирование ЛАБ будет проис-
ходить более равномерно. Фракция с радикалом ниже С12 сульфи-
руются быстрее, а вып!е — медленнее, поскольку на степень суль-
фирования влияет длина радикала.
На качество ЛАБСК, особенно на цвет, влияет наличие оле-
финовых групп в алкилрадикале, содержание которых в ЛАБ
выражается через бромный индекс, который не должен быть
больше 20. Наличие капель серной кислоты также оказывает за-
метное влияние на качество сульфоновой кислоты, поэтому пе-
ред входом в реактор газовая смесь предварительно проходит
фильтрацию.
Из сборной камеры реактора продукт реакции отводится в
циклон СУ-2211, в котором производится сепарация газовой и
жидкой сред. Перед циклоном установлен предварительный сепа-
ратор SE-2212, где происходит отделение ЛАБСК из газового по-
тока в нижней части циклона. Газовая фаза из циклона удаляется
в отделение адсорбции, а жидкая фаза откачивается насосом
Р-2214 и разбивается на два потока. Первый из них подается в
пластинчатый теплообменник Е-2211, где охлаждается водой, по-
305
Процессы переработки нефти
Рис. 6.11. Конструкция пленочного реактора сульфирована
Потоки: I — газовая смесь SO3; II — продукт сульфирован
III — ЛАБ; IV — рециркулят; V — охлаждающая вода
даваемой насосом Р-2213, до температуры 30-34°С и в качесТ
циркулирующего потока охлаждает вновь образовавшую!!
килбензолсульфоновую кислоту. Соотношение циркулирую!
вновь образующейся кислоты примерно 25:1 по массе.
Второй поток сульфоновой кислоты с нагнетательного тру<
вода забирается шестеренчатым насосом Р-2215 и отправляв.
306
Раздел VI
|SO3
охлаждения
Рис. 6.12. Конструкция верхней части пленочного реактора
стабилизацию в последовательно соединенные емкости
V-2212^2215, проходя через которые, примерно в течение получаса
она стабилизируется. Образовавшаяся нестабильная форма за счет
побочных реакций разлагается с образованием сульфоновой кисло-
ты. Далее кислота попадает в мешалку SM-2211, в которой происхо-
дит гидролиз ангидридов сульфоновой кислоты. Деминерализован-
ная вода дозировочным насосом Р-2216 подается в мешалку. С помо-
щью соответствующего регулятора расхода обеспечивается постоян-
ство потока. В случае изменения расхода ЛАБ в реакторе изменяется
соответственно и расход деминерализованной воды в мешалке, в ко-
торой ангидрид, реагируя с водой, разлагается на сульфоновую кис-
лоту. В реакторе образуется примерно 1-1,5% мае. ангидрида суль-
фоновой кислоты по отношению к образовавшейся ЛАБСК. После
прохождения гидролиза качество ЛАБСК проверяется лаборатори-
ей, после чего она направляется на хранение как готовый к отгрузке
продукт, либо на изготовление натриевой соли ЛАБ. Это происходит
в узле нейтрализации установки. Для нейтрализации используется
42%-й раствор NaOH, который подается насосом в емкость V-2311.
Из этой емкости щелочь поступает в смеситель SM-2311. Расход
NaOH в смеситель строго контролируется по величине pH. В смеси-
307
Процессы переработки нефти
тель SM-2311 дозировочным центробежным насосом Р-2318 пода
ся деминерализованная вода и, одновременно, ЛАБСК. Из смесв
ля в начале центробежным насосом Р-2313, затем шестеренчатым
сосом Р-2314 A/В реакционная смесь частично подается в холод
ник Е-2311, другая часть поступает в смеситель для ЛАБС MX-2
В холодильнике Е-2311 снимается тепло реакции нейтрализащ
охлажденный нейтрализованный продукт возвращается в смеси
для поддержания температуры реакции. Часть нейтрализован
продукта, которая отводится в МХ-2311, разбавляется деминер
зованной водой до определенного значения pH продукта, др;
часть ЛАБС направляется в гомогенизатор МХ-2312. Из него нас<
Р-2317 часть продукта откачивается как готовый продукт, а др;
часть вновь возвращается в гомогенизатор. Контроль степени ней
лизации обеспечивается аналитической лабораторией.
Утилизация отходящих газов. При пуске установки или
ких-либо нарушениях в процессе получения SO3 газовая смебь
правляется на абсорбцию с последующей обработкой отходи
газа. Сюда же поступает и газовая смесь с блока сульфирована
циклона СУ-2211, которая поступает сразу на электрофил
FT-2411.
Газовая смесь, содержащая SO3, входит в верхнюю часть
сорбера С-2411, где она поглощается 95%-й серной кислотой,
дающейся также в верхнюю часть абсорбера. Насыщенная сер
кислота стекает вниз, с фильтра FT-2111, из холодильн
Е-2114, а из сепаратора SE-2211 стекает олеум.
Газ, из которого удален серный ангидрид, в каплеотбоЙЕ
SE-2411 освобождается от капель серной кислоты и направлж
в электрофильтр FT-2411, где удаляется остальная часть кап
которые стекают на дно фильтра, и далее по трубопроводу пер
кает в абсорбер.
Подаваемая в абсорбер 95%-я серная кислота в смеси с bi
образованной за счет поглощения SO3 перетекает из абсорбе;
смеситель SM-2411, установленный в нижней части емк<
V-2411. Постоянство концентрации серной кислоты достигав
подачей деминерализованной воды. Серная кислота части’
вновь подается на абсорбцию, остальное количество насо<
Р-2411 откачивается в приемник.
Газ реакции сульфирования, отходящий из циклона СУ-22
и из каплеотделителя SE-2411 узла абсорбции направляется в;
ктрофильтр FT-2411, где производится отделение капель и TJ
на сульфоновой и серной кислот, поступающих с газом, под ди
вием постоянного тока высокого напряжения, который иониз!
308
Раздел VI
ет капли кислоты, отбрасывает их на стенку, по которой они сте-
кают вниз. Освобожденный от капель газ выводится с верха элек-
трофильтра. Для снижения вязкости отводимых кислот трубы, на
стенки которых они отбрасываются, обогреваются теплым возду-
хом, подаваемым вентилятором BW-2411. По мере накопления
уровня внизу электрофильтра собранная кислота шестеренчатым
насосом Р-2413 откачивается в емкость. Работа электрофильтра
обеспечена соответствующими приборами, осуществляющими
контроль и управление.
Газ с верха электрофильтра поступает в колонны С-2412 на мо-
крую промывку раствором едкого натра, подаваемого насосом
Р-2414 снизу вверх, орошает насадку внутри колонны. Здесь в
прямоточной струе на насадке SO2 и SO3 контактируют с раство-
ром NaOH с образованием солей натрия. Газ с низа первой колон-
ны поступает в нижнюю часть второй колонны, где вновь контак-
тирует на насадке с водным раствором NaOH, подаваемым в каче-
стве орошения с низа второй колонны. Очищенный газ через воз-
душник VT-2411 выходит в атмосферу. На выбросе из воздушни-
ка с помощью анализатора контролируется содержание SO2, кото-
рое не должно быть выше 10 ppm. Если этот уровень не выдержи-
вается, надо увеличить расход либо концентрацию подаваемой на
верх колонны щелочи.
При достижении pH = 8,5-9 щелочь заменяется на свежую.
6.3. Готовая продукция комплекса по производству ЛАБ,
ЛАБС
На комплексе вырабатывается несколько видов основной про-
дукции: линейные алкилбензолы, линейная алкилбензолсульфо-
новая кислота, линейный алклибензолсульфонат натрия или
сульфонол. Кроме этих продуктов вырабатывается и отгружается
фракция С10-С13, С14-С17 и тяжелый алкилат.
Линейный алкилбензол (ЛАБ) производится в соответствии с
ТУ 2414-038-04689375-95 двух марок — А и Б. Обе марки по
внешнему виду представляют собой прозрачный продукт, не со-
держащий взвешенных и осевших посторонних примесей. Каче-
ство их приведено в табл. 6.1.
Алкилбензолсульфокислота (ЛАБСК, АБСК) выпускается в
соответствии с ТУ 2481-036-04689375-95 трех марок — А, Б, В
(табл. 6.2).
Сульфонол (алкилбензолсульфонат натрия) выпускается в со-
ответствии с ТУ 2451-037-04689375-95 (табл. 6.3).
309
Процессы переработки нефти
Таблица 6.1
Характеристика товарных образцов ЛАБ
Показатели Марка
А Б
Плотность, г/см‘, в пределах:
при 15°С 0,858-0.862 —
при 20°С — 0,854-0,859
Бромный индекс, мг Вгг/Ю0 г, не более 15 20
Содержание сульфируемых веществ, %, не менее 98,0 98.0
Молекулярная масса, в пределах 238-245 239-246
Содержание воды, ppm, не более 300 500
Цвет:
по шкале Сейболта, не менее +29 +29
по йодной шкале, не более — 0.5
Содержание линейных изомеров. % мае:
фенилы С„ не более 1.0 —
фенилы С|и, не более сумма фенилов С|0-Сн.в 15,0 —
пределах 30-55 —
сумма фенилов С|3-С|4, не более 30 —
фенилы С|4, не более 1.0 —
2-фенилалканов, в пределах 15-20 —
парафинов, не более 0,3 —
I»
i
s
i'
I
Таблица 6.2
Характеристика товарных образцов ЛАБСК, АБСК
Показатели Марка У
А Б в 11
Содержание: алкилбензолсульфокислоты(основного вещества), %, не менее 96 90 80
Содержание, % мае.: серной кислоты, не более несульфированных соединений в пересчете на Основное вещество, не более 2.0 2.0 5.0 10,0 ' 15,0
Плотность при 50°С, г/см', в пределах 1,0-1,2 .
Молекулярная масса, в пределах 318-326 — i
Цвет водного раствора алкилбензолсульфоната натрия с массовой долей 5% (по основному \ веществу), не более: в единицах йодной шкалы по методу Клегга 1.0 80 100 — 1 ! г
Раздел VI
Таблица 6.3
Характеристика сульфонала
Показатели Норма
Внешний вид Паста не темнее кремового цвета
Цвет 5%-го водного раствора алкилбензолсульфоната натрия: не темнее раствора йода с концентрацией. мг J./I00 г 1.0
по методу Клегга, не более 100
Содержание. % мае.: алкилбензолсульфоната натрия (активного вещества) 44-52
несульфированных соединений в пересчете на основное вещество, не более 2.0
натрия сернокислого в пересчете на основное вещество, не более 3.0
Показатель активности водородных ионов (pH) для 1% раствора в пересчете на основное вещество, в пределах 8-10
6.4. Повышение эффективности процесса алкилирования
и улучшение качества ЛАБ
В последние годы ведущими мировыми фирмами проведены
большие работы по совершенствованию процесса алкилирования
для получения ЛАБ. В результате разработан новый твердый ка-
тализатор вместо высокоагрессивной фтористоводородной кисло-
ты, требующей оборудования и трубопроводов, выполненных из
специальных коррозионно-устойчивых материалов. Использова-
ние этого катализатора удешевляет сам процесс алкилирования и
делает его более безопасным.
В этом отношении определенных успехов добились специ-
алисты компании PETRESA (Испания) совместно с UOP, раз-
работавшие и внедрившие в 1992 г. процесс Детол, осуществ-
ленный на пилотной установке. Первая промышленная уста-
новка была введена в эксплуатацию в Канаде в 1995 г. на за-
воде компании “Петреса Кэнэда Инк”. С целью снижения сте-
пени образования побочных продуктов в процессе дегидриро-
вания до ароматических соединений, которые в процессе ал-
килирования увеличивают выход тяжелых алкилатов, .в схе-
му включается новый блок для удаления ароматических угле-
водородов с помощью адсорбции по так называемому процес-
су ПЕП.
310
311
Процессы переработки нефти
Раздел VI
Процесс ПЕП включает блоки адсорбции и фракционировав
для селективного удаления ароматики. В адсорбционном бл|
используется схема, обеспечивающая непрерывность процесса]
тем чередования стадий адсорбции, десорбции и продувки. Я
фракционирования позволяет производить отбор десорбента
материалов продувки и повторно их использовать. 1
Производство ЛАБ с включением процесса ПЕП в присутсТ|
твердого катализатора алкилирования идет по схеме:
Сырье -* Пакол (дегидрирование) -> Дефайн -» ПЕП -» Д
(алкилирование) -* Готовый продукт
Удаление ароматики из продуктов дегидрирования позво
получить два преимущества: увеличить выход ЛАБ на едина
количества олефинов и улучшить стабильность катализатора|^^^^^В
тол. Это в свою очередь дает возможность снизить температур'^к^^^^^И
акции, что приводит к повышению линейности продукта алки^^^^^Н
рования, а следовательно, улучшению качества ЛАБ, что
из данных табл. 6.4.
Таблиц
Качество ЛАБ, полученных различными способами
Показатели Детол-процесс HF- ] алкилироващ
Выход, % мае.:
н-алкилбензолы 93-95 93
2-фенилалканы 28-30 15-18 '
тетралины 0,5 1
Цвет 5%-ного активного раствора сульфонола 10-30 20-40
Как видно из таблицы, основное преимущество ЛАБ, полуЯ
ного в процессе Детол с включением процесса ПЕП — это ntf
вдвое большее содержание 2-фенилалканов, что являемся од|
из главных показателей растворимости алкилсульфонатов. Ки
того, в этом случае несколько выше содержание н-алкцлбена|
т.^. выше линейность ЛАБ. Содержание тетралина в обоих едя
ях незначительно. П
Сульфонаты, полученные из ЛАБ процесса Детол, имеют л
ший показатель по цвету. В связи с этим, внедрение алкилиш
ния на твердом катализаторе имеет большую перспективу осс!
но при строительстве новых комплексов, так как при этом м
щается защита окружающей среды, увеличивается безопасность
процесса, снижаются эксплуатационные и капитальные затраты
и повышается качество линейных алкилбензолов.
6.5. Основные положения пуска и нормальной эксплуатации
комплекса по производству ЛАБ, ЛАБС
Как указывалось в предыдущих главах, весь комплекс состоит
из четырех блоков, расположенных на одной промышленной пло-
щадке и технологически связанных друг с другом. Поэтому пуск
комплекса в работу производится в определенной последовательно-
сти. Пуск и работа блока предварительного фракционирования
н-парафинов и блока сульфирования могут производиться автоном-
но, так как у них имеется возможность накапливать сырье и гото-
вую продукцию в своих промежуточных хранилищах. Пуск блока
предварительного фракционирования, оснащенного системой рек-
тификационных колонн для разделения широкой фракции сырья
на узкие фракции, ничем принципиально не отличается от пуска и
эксплуатации обычных установок первичной перегонки нефти и не
требует специального изложения. Блок сульфирования, который
также является автономным, пускается в последнюю очередь после
выработки некоторого количества ЛАБ и также не представляет
особой сложности. Вначале пускается производство серного ангид-
рида с отделением утилизации отходящих газов, а по мере получе-
ния качественных и количественных показателей по серному анги-
дриду, при наличии готового ЛАБ включается в работу блок суль-
фирования в пленочном реакторе. Для получения готовой продук-
ции — 50%-ного раствора натриевой соли алкилбензолсульфокис-
лоты или сульфонола — в работу включают отделение нейтрализа-
ции ЛАБСК раствором едкого натра. Более детальное описание пу-
ска и эксплуатации блока сульфирования здесь не приведено.
Блоки Пакол-Дефайн и фтористоводородного алкилирования
в составе комплекса тесно взаимосвязаны по потокам, и их пуск и
включение в работу производят практически одновременно. Пуск
этих блоков и их эксплуатация имеют определенные особенности.
В связи с этим ниже приведены основные операции, связанные с
пуском и эксплуатацией одного из блоков — Пакол-Дефайн.
Подготовка к пуску блоков Пакол и Дефайн
Период пуска блоков делится на ряд операций, а именно: под-
готовка к пуску и собственно пуск блоков с выведением их на нор-
мальный технологический режим.
312
313
Процессы переработки нефти
В период подготовки к пуску производится промывка т]
проводов и аппаратуры водой с целью удаления грязи, му<
окалины и т.д., продувка их воздухом для удаления воды,
рессовка (если блок пускается в первый раз), проверка гото]
сти контрольно-измерительных приборов и систем автомат
ции. В этот период производят прием технической воды, во
ха, азота, пара и электроэнергий. После завершения опера
по очистке аппаратов и трубопроводов производят прод]
азотом с определением содержания кислорода в системе, К’
чество которого должно быть не более 0,5% об. В случае нео
димости для сокращения времени удаления кислорода мо
сочетать эту операцию с вакуумированием системы с помо]
эжектора.
Отличительной особенностью этого периода является то,
перед загрузкой катализатора процесса Пакол — ДЕН-7, прои
дят сульфидирование реакторной системы диметилдисульфв
Это делается для обеспечения нормальной работы.
Сушку и сульфидирование производят путем осуществл
циркуляции ВСГ компрессором К-301 и подачей диметилди<
фида насосом Р-307 A/В (см. рис. 6.6). Нагрев газа производи
печах F-301 и F-302. При этом для охлаждения циркулирую
газа используется комбинированный теплообменник Е-301 и
денсатор А-301. Вода в период сушки удаляется через сепар
V-303. Прием ВСГ осуществляют через нагнетательный трубе
вод компрессора до давления 0,14-0,15 МПа, проверяют нал
кислорода и, если его содержание меньше 0,5% об., вклю
компрессор К-301 для обеспечения циркуляции ВСГ в реакто
системе с расходом 56000 нм3/ч, включают в работу горелки
F-301, и со скоростью 30°С/ч поднимают температуру до 3
После проверки системы при этой температуре и устранена
плотностей, температуру с той же скоростью поднимают до 4
Циркуляцию водорода и нагрев осуществляют через резер:
печь F-302. При температуре 460“С в реакторную систему да
вочным насосом подают диметилдисульфид, который при
температуре разлагается, образуя сероводород, концентраци
торого в циркулирующем газе должна составлять 5-10 ppm.
содержание H2S в течение 4 ч без дополнительной подачи
тилдисульфида в циркуляционной системе постоянно, то суд
дирование системы считается законченным. Далее основно
ток циркулирующего газа направляется в один из реактор
меньший — из печи F-302 — в другой.
После нагрева в печах производят охлаждение системы (
торов) до 150°С со скоростью 10°С/ч и далее — до 65°С, после
314
Раздел VI
давление из системы сбрасывается на факел, компрессор и систе-
мы продуваются азотом, и циркуляция прекращается. Для сброса
давления и гарантии отсутствия водорода в системе создают ваку-
ум с помощью эжекторов до остаточного давления 0,02-0,03 МПа
и перекрывают арматуру реакторного блока.
Далее начинают следующий этап подготовительного перио-
да — загрузку катализаторов в Пакол- и Дефайн-реакторы и акти-
вированной окиси алюминия в очистительные колонны R—
302А/В.
Пакол-реактор. Принципиальное устройство Пакол-реактора
представлено на рис. 6.13. Реактор радиального типа, изготовлен
из хромоникелевой стали 12ХМ и 15ХМ, диаметр реактора —
1675 мм, высота — 7555 мм, объем катализатора 3,14 м3. Рабочая
температура 510°С. Внутри установлена центральная перфориро-
ванная труба, покрытая снаружи нержавеющей сеткой. Между
стенкой реактора и центральной трубой устанавливается наруж-
ная корзина, стенка которой также перфорирована и обернута не-
ржавеющей сеткой. Нижняя часть наружной корзины устанавли-
вается на опорную пластину. Перед загрузкой катализатора цент-
ральная труба устанавливается точно по проектным данным и пе-
рекрывается крышкой в верхней части. Загрузка производится
через бункер, устанавливаемый на загрузочную трубу. Катализа-
тор следует всыпать маленькими порциями — 20-25% от общего
объема, после чего у каждой загрузочной трубы проверяется высо-
та слоя для обеспечения равномерности загрузки.
Все пространство корзины должно быть заполнено катализа-
тором с учетом возможной усадки. После заполнения катализа-
торная корзина перекрывается кольцевой крышкой для обеспе-
чения движения парогазовой смеси между стенками реактора и
корзины сверху вниз. Далее движение потока происходит через
слой катализатора по радиусу от стенки реактора в перфориро-
ванную центральную трубу по всей ее высоте с выходом продук-
тов реакции через нижний люк. После заполнения реакторы за-
крываются и катализатор хранится до пуска под азотной подуш-
кой. В работе используют только один реактор Пакол. Второй
подключают в режим работы только в связи с выключением пер-
вого после дезактивации катализатора. Разогрев катализатора в
нем осуществляют ВСГ, циркулирующим через резервную печь
F-302 по соответствующей схеме. После разогрева до необходи-
мой температуры, реактор включают в схему нормальной экс-
плуатации, а печь F-302 выводят из режима работы. Реактор го-
товят к выгрузке отработанного дезактивированного катализа-
тора и загрузке свежего.
315
Процессы переработки нефти
Выход
газопродуктовой
смеси
Рис. 6.13. Принципиальное устройство Пакол-реактора
Реактор блока Дефайн диаметром 1500 мм, высотой 8304
выполнен из углеродистой стали СТ-20К с прибавкой накорр<
из стали СТ-ЗСП. Это пустотелая емкость, расчитанная на раб
давление 2,15 МПа и температуру 248°С. Рабочая темпе|
ра — не выше 228°С. Объем катализатора составляет 14,1
Принципиальное устройство реактора представлен на рис. 6.4
Вначале в нижнюю часть реактора загружаются керамичв
шары разного диаметра: 3, 6,19 мм. В целях предотвращена
сыпания шаров, на выходном штуцере устанавливается опо|
316
Раздел VI
Рис, 6.14. Принципиальное устройство Дефайн-реактора
стол с сетчатой корзиной. Далее производят засыпку катализато-
ра равномерно по всему сечению реактора в количестве, установ-
ленном проектом, после чего реактор закрывается. До пуска ката-
лизатор хранится в атмосфере азота.
Адсорбер очистки рециркулята (R-302 A/В). Принципиальное
vcTpoftcTBO адсорбера с блока алкилирования от фторидов пред-
ставлено на рис. 6.15. Он изготовлен из стали СТ-20К диаметром
2200 мм, высотой 13850 мм, расчетное давление 1,25 МПа, рабо-
чая температура — 238°С. Объем активированной окиси алюми-
ния — 33,1 м3. В верхней части адсорбера расположен входной
штуцер с устройством для равномерного распределения очищае-
мого потока на активной окиси алюминия. В нижней части имеет-
ся выходной штуцер, над которым укреплена специальная решет-
ка, удерживающая активную окись алюминия.
Порядок загрузки следующий: на выходной опорный стол ус-
танавливают корзину; далее в нижнюю часть реактора в объеме
1,4 м3 загружают слой фарфоровых шаров диаметром 20 мм, по-
сле чего на высоту 150 мм — слой шаров диаметром 6 мм; слой вы-
равнивают и на него загружают адсорбент — активную окись алю-
317
Процессы переработки нефти
ооооооооо
ОООООООО ОЛО
ООООООООО
ООО о о о о о о о
ООООООООО
оооооооо с> о
ООО О О о о о о
О О О О О О О оХ .
оооооооо оо
ООООООООО
Смотровой
люк
Входное
распределительное
устройство
Активная
окись
алюминия
Рис. 6.15. Принципиал:
устройство адсорбера /
очистки рециркулята
фторидов
OOOQOOOOO
□ О О О о ООО оло
ООООООООО
ООО оло о о о о о
ООООООООО
ООО о О ООО о о
OOOQOOOOO
ООО О_О ООО о о
ООО
о о с
о о
> о о
ю о о
е-е
) о о
~ о о
Го о о
ООО
0.0 .°.-.0.-.0 о.°_я Q °
ООООООООО
О О ОЛО О О О~ОЛ°ЛО
О О О О О О & СьО
DO О .ООО О
Опорный
стол
Люк-лаз
Шарики из известняка, мм
0 6 мм
J2? 20 мм
Очищенный
рециркулят
о о <
о о
миния, равномерно распределяя по всему сечению адсорбера
еле этого устанавливают входной распределитель сырья таки
разом, чтобы щели в нем были повернуты на стенки, а дрена»
отверстия — в низ адсорбера. Далее адсорберы закрывают и ад
бент хранят под азотной подушкой.
После проведения всех загрузочных работ начинается вт
стадия пуска — собственно пуск блоков Пакол-Дефайн и их bi
на нормальный технологический режим.
Вначале приступают к пуску блока Пакол, затем подклю’
ся к пуску и в работу блок Дефайн. -
Пуск блоков Пакол и Дефайн
Пуск блока Пакол осуществляется в следующей послед
тельности:
• продувка азотом и освобождение от кислорода воздуха с!
ющих аппаратов и линий: отпарная колонна С-301, питатеЛ
318
Раздел VI
линия отпарной колонны от насосов, пусковая байпасная линия в
линию питания отпарной колонны и конденсатор отпарной ко-
лонны, нагнетательная линия сырьевых насосов блока, сырьевая
емкость свежих парафинов, рецикловая линия с установки алки-
лирования и входная линия адсорберов очистки рециркулирую-
щих парафинов от фторидов, циркуляционного контура реакто-
ров, очистных адсорберов;
- заполнение сырьевой емкости нормальными парафинами из
резервуарного парка. Поскольку блок Пакол работает совместно с
блоком алкилирования, обеспечивают циркуляцию парафинов с
блока алкилирования, вначале байпасируя очистные адсорберы в
сырьевую емкость блока и далее по пусковой линии в отпарную ко-
лонну. После достижения необходимого уровня внизу отпарной
колонны, насосом обеспечивается возврат парафинов в блок алки-
лирования. Как только циркуляция отрегулирована, медленно
подключают очистные адсорберы и начинается их постепенное за-
полнение. Вытесняющийся из адсорберов азот удаляется в факель-
ную систему. По мере заполнения адсорберов жидкостью в опреде-
ленном порядке включается в работу регулирующая арматура для
обеспечения последовательного прохождения через них потока
жидкости. При установившемся уровне внизу отпарной колонны
начинается ее разогрев горячим маслом из рибойлера Е-304;
- прием ВСГ чистотой не менее 90% об. по линии нагнетания в
циркуляционный контур компрессора К-301. В системе реактор-
ного блока набирается давление 0,14 МПа, далее настраивается
схема работы одного реактора (второй остается под давлением во-
дорода, как резервный), включается в работу компрессор К-301 и
обеспечивается необходимый расход циркуляционного газа — не
менее 50-56 тыс.нм3/ч;
- прием свежих н-парафинов в сепаратор V-ЗОЗ через пусковую
линию. По достижении достаточного уровня в нем обеспечивают
циркуляцию продукта через воздушный конденсатор А-301 в се-
паратор V-ЗОЗ, которая продолжается до подачи свежего сырья в
реактор;
- включение в работу нагревательной печи F-301 в соответст-
вии с действующими инструкциями и подъем температуры цир-
кулирующего через печь ВСГ со скоростью 30°С/ч до 400°С. Для
восстановления катализатора в течение часа производится вы-
держка при этой температуре. Если концентрация водорода при
этом менее 90% об., то выдержку при температуре 400“С увеличи-
вают до 4 ч;
- установление уровня в сепараторе V-ЗОЗ и включение в рабо-
ту насоса откачки продукта из него в контур циркуляции нор-
319
Процессы переработки нефти
мальных парафинов до приема свежего сырья в тройник см
ния и далее в печь F-301. Блок алкилирования к этому мом
должен быть готов к приему продукции с блока Пакол;
- подача свежего сырья по достижении необходимого рас
циркулирующего ВСГ и устойчивой температуры выхода из;
с помощью регулятора расхода, не допуская при этом пад|
температуры и постепенно увеличивая расход сырья до проек
го уровня. При появлении в сепараторе V-303 продуктов реав
циркуляция парафинов по пусковой схеме прекращается. Да
ние в продуктовом сепараторе — 0,14 МПа.
Температуру на выходе из печи поднимают до 460°С со св
стью 30-35°С/ч. В случае необходимости система должна быт:
това к проведению операции сульфидирования катализатора
нако опыт пуска комплекса в ПО “Киришинефтеоргсинтез” п
зал, что без этого можно обойтись, так как катализатор поста
ется в осерненном виде.
Дозировочным насосом в систему подается вода для обесг
ния содержания влаги в комбинированном сырье на ур
2000 ppm.
Температуру в реакторе (460-465°С) поддерживают в теч
двух дней. Одновременно следят за перепадом температур, »
рый в этот период увеличивается. Если он ниже 1% — сульф
рования не требуется, а если существенно выше — сульфиди;
ние необходимо и проводится подачей диметилдисульфида
личестве 0,02% мае. к загрузке катализатора.
По истечении двух дней, температуру поднимают с целы
стижения проектной степени превращения парафинов.
Пуск блока Дефайн начинают сразу после пуска Пакол и 1
ления собственного водорода. При этом выполняются следу»
операции:
- собирается схема подачи водорода через реактор Де
К-1401 в последовательности:
К-301 -* пусковая линия -* Е-1405 -* пусковая лини
R-1401 -* пусковая линия -* А-301.
Для удаления азота из системы, ее неоднократно за пол;
водородом, который затем сбрасывается на факел;
- устанавливают расход водорода по данной схеме 250 нм
начинают подъем температуры ВСГ на выходе из теплообмен
Е-1405 до 205°С за счет подогрева его теплоносителем, разог]:
тем самым катализатор в реакторе. Достигнутую температуру
держивают в течение 8 ч, после чего подачу теплоносителя и J
рода в Е-1405 прекращают. Эту операцию производят с целы®
становления катализатора;
320
Раздел VII
- на выходе из реактора R -1401 перекрывают, а на входе —
медленно открывают запорную арматуру. Реактор заполняют не-
большим потоком смеси н-парафинов и олефинов с блока Пакол,
одновременно сбрасывая газовую фазу из реактора по байпасной
линии в продуктовый конденсатор А-301;
- по заполнении жидкостью реактора Дефайн до необходимого
уровня, медленно открывают выход из реактора, байпас блока
медленно перекрывают и смесь н-парафинов и олефинов насосом
Р-302 A/В направляется в реактор R-1401. При этом в Е-1405 на-
чинают подавать теплоноситель, за счет чего продукт из Е-1405
нагревается до 180 С;
- во время заполнения реактора готовят к запуску и включают
в работу компрессор К-1401А или В. ВСГ в сырье блока подают че-
рез смеситель, устройство которого представлено на рис. 6.16, в
количестве 11-16 нм3/ч в зависимости от содержания диолефинов
в сырье и отношения на входе в реактор водорода к диолефинам,
которое должно быть 1,35. Избыток ВСГ от компрессора сбрасы-
вается в водородную сеть. После стабилизации потока по блоку
321
Процессы переработки нефти
Дефайн в случае необходимости осернения катализатора в с
на входе в реактор насосом Р-1402 подается диметилдисулы]
количестве, соответствующем 1 ppm серы;
- для стабилизации работы блока Дефайн температура по,
живается в пределах 180-228°С, отношение водорода к диол
нам — 1,35. При понижении температуры или повышении <
шения, концентрация водорода на выходе из колонны С-301
личивается. Давление и расход ВСГ в реакторе R-1401 подде]
вается в точном соответствии с проектными данными, с тем ч
обеспечить в реакторе уровень жидкости и полное растворе!
ней ВСГ. При этом сохраняются оптимальные условия для м«
мального превращения диолефинов и селективности проц
Для повышения селективности в блоке Дефайн предусмотрен
дача диметилдисульфида.
Нормальная эксплуатация блоков Пакол и Дефайн
Нормальная работа блока Пакол подразумевает выпуск
ций
нормальных
моноолефинов соответствующего
качества и
личества, а также обеспечение рабочих условий с целью про,
ния максимального срока работы катализатора. Качество вы;
тываемой продукции блока Пакол-Дефайн и основные рабоч!
ловия процесса приведены ниже.
Показатели качества
Нормы по ГОСТу или СТП
1. Сырье блока Пакол — фракция
С10-С13 н-парафинов
Содержание, % мае.:
н-С9
н-С10
н-Сц
н-С12
н-С13
н-С14
изопарафинов
ароматических
Молекулярная масса
Содержание, ррш:
серы
азота
Бромное число, г Вт/100 мл
Цвет, АРНА
Не более 0,5
9,8-9,9
25,4-26
35,5-36,0
26,5-27
Не более 0,5
Нё более 2
Не более 0,5
162-170
Не более 5
Не боле el
Неболее 0,2
Не более 10
322
Раздел VI
2. Сырье (рециркулят)
Содержание, % мае.:
н-Сщ 12,2-12,3
нСи 27,8-28
Н-С12 33,8-34,1
н-С13 22,1-22,2
н-С14 Не более 0,5
бензола Следы
ЛАБ Следы
фторидов, ppm Не более 2
Бромное число, г Вг/100 мл Не более 0,2
Цвет по Сейболту Не менее 29
3. Продукция блока Пакол: смесь н-парафинов и олефинов
Плотность, кг/м3 712-786
Бромное число, г Вг/100 мл 9-13
Содержание, % мае.: насыщенных:
н-Сщ 11,09-11,2
н-Сц 25,0-25,5
н-С12 30,4-31,0
н-С13 19,8-20,3
н-Си Не более 0,4
изопарафинов Не более 2,0
алкилароматических Не более 3,0
ненасыщенных:
Н’С10 0,82-0,83
н-Сц 2,15-2,17
H-Ci2 2,95-2,98
И-Cig 2,18-2,21
н-с14 Не более 0,1
изоолефинов Не более 0,2
диолефинов Не более 0,05
4. Сырье блока Дефайн: смесь
парафинов, олефинов и диолефинов
Содержание, % мае.: насыщенных:
н-С9 Не более 0,5
н-Сю 10,9-11,1
н-Сц 25,3-25,7
н-С12 30,4-30,9
н-С1з 19,8-20,2
323
Процессы переработки нефти
H-Cu изопарафинов и изоолефинов ненасыщенных: Не более 0 Не более 2
С9 и ниже С10 С11 С12 С13 С14 и выше диолефинов Молекулярная масса 5. Продукция блока Дефайн Не более 0 Не более 0 2,09-2,13 2,89-2,93 2,12-2,16 Не более 2 Не более 0 162-170
Содержание, % мае.:
насыщенных:
н-Cg и ниже н-С10 н-Сц н-С12 н-С13 н-С14 и выше изопарафинов и изоолефинов ненасыщенных: Не >0,5 11,7-11,27 25,32-25,5 30,8-31,1 20,08-20,2 Не более 0, Не более 2
н-С9 Н'С10 н-Сп н-С12 н-С13 н-С14 и выше диолефинов серы, ppm Не более 0, Не более 0, 2,11-2,18 2,97-3,03 2,19-2,24 Не более 2 Не более 0 Не более 1,
Основные рабочие условия блоков Пакол и Дефайн пред»
лены ниже:
Режим работы, аппараты Допустимые пределы
Реактор R-301A/B: Давление на выходе, МПа Перепад температур, °C Объемная скорость, ч1 Мольное соотношение иводород:сырье” Отпарная колонна С-301: 0,2 0-30 18-29 6-7:1
324
Раздел VI
Температура над 8-й тарелкой, С
Температура в низу колонны, С
Давление в верху колонны, МПа
Конденсатор А-301:
Температура продукта на выходе, С
Теплообменник Е301:
Расход водорода на выходе, нм3/ч
Давление водорода на входе, МПа
Расход парафинов на входе, м3/ч
Теплообменник Е-303 — подогреватель сырья
Дефайн-реактора:
Температура на выходе. С
Реактор Дефайн:
Давление на входе, МПа
Температура на выходе, С
Не более 220
Не более 251
Не более 0,14
Не более 49
Не более 35000
Не более 0,3
41-75
Не более 150
Не более 1,6
Не более 230
Как уже отмечалось выше, для оценки работы блока Пакол-
Дефайн существуют три показателя: конверсия, селективность и
срок службы катализатора.
Степень превращения, или конверсия, позволяет оценить глу-
бину всех реакций при рабочих условиях (в том числе побочных)
и образование диолефинов. Более глубокое превращение способст-
вует уменьшению рециркулирующего потока парафинов. Но мак-
симально экономичное превращение ограничивается селективно-
стью.
Одним из параметров, характеризующих конверсию в период
нормальной эксплуатации, является бромное число. Бромное чис-
ло — это количество молей брома, поглощенное при насыщении
двойных связей всех олефинов (моно- и диолефинов).
Селективность показывает, в какой степени н-парафины пре-
вратились в целевые моноолефины. Чем выше селективность, тем
лучше показатели работу и выше выход целевого продукта.
Поскольку блоки Пакол-Дефайн и фтористоводородного алки-
лирования являются неотъемлемой частью комплекса производ-
ства ЛАБ, показатели их работы тесно связаны между собой.
Важнейшими показателями работы блока .являются так-
же: срок службы катализатора, потребление свежего сырья и
бензола.
Важное значение имеет также выход тяжелого алкилата. Этот
показатель характеризует эффективность работы блока Пакол-
Дефайн с точки зрения селективности — образования моноолефи-
нов. Чем выше удельный вес побочных реакций на катализаторе
Пакол, тем ниже селективность, больше выход тяжелого алкила-
та и ниже выход и качество конечного продукта — ЛАБ.
325
Процессы переработки нефти
Показатель срока службы катализатора рассматривается ка]
отношение выработанных за период активной работы катализато
ра тонн ЛАБ на килограмм катализатора Пакол и зависит от же
сткости процесса. При проектной степени превращения 12-1331
он составляет 6,6 т/кг. Если этот показатель ниже, следует под
вергнуть тщательному анализу все остальные факторы: качеств!
сырья, температурные параметры, точность проведения анализсм
и т.д. На практике этот показатель в зависимости от условий 1
конъюнктуры рынка может быть значительно выше, с тем чтоб!
иметь более равномерную и длительную выработку ЛАБ, но npi
этом степень превращения, естественно, будет меньше проектной
Высокое потребление свежего сырья и бензола характеризуя
неудовлетворительную работу катализатора. То же относится и 1
выходу тяжелого алкилата.
Качество ЛАБ должно отвечать определенным технически!
условиям, что достигается строгим соблюдением параметров пре
цесса. I
Как уже указывалось выше, к таким параметрам относятя
объемная скорость, температура на входе в реакторы, соотношу
ние водород:углеводороды, давление на выходе из реактора Пак!|
и на входе в реактор Дефайн, содержание воды в комбиниров!
ном сырье, контроль за полным растворением ВСГ в реакторе j
файн, обеспечение его отношения к углеводородам на уровне 1,1
Работа блока Дефайн в комплексе с работой блока фтористо!
дородного алкилирования значительно влияет на ряд показател
качества побочных продуктов, в частности тяжелого алкила^
получаемого в процессе алкилирования, и самого ЛАБ, что можа
увидеть в табл. 6.5. 1
Как видно из приведенной таблицы, применение реактора Д
файн в процессе делает фракцию тяжелого алкилата более узка
резко сокращает её бромное число, в два раза уменьшает содерая
ние фторидов, в два раза увеличивает цвет по Гарднеру. |
Таким образом, в ходе нормальной эксплуатации требуеЯ
стабилизация работы блока Дефайн с целью получения преия
ществ как по качеству конечного продукта комплекса, так и ся
жению выхода тяжелого алкилата. -1
Для обеспечения нормального функционирования блока Я
кол-Дефайн и обеспечения качественных и количественный я
зультатов работы производится контроль качества сырья, nptfl
жуточных и целевых продуктов процесса в соответствии с утвеА
денным графиком контроля. По результатам анализов дела<И
оценка работы и вносятся соответствующие коррективы в ходв
нологического процесса. fl
326
Раздел VI
Таблица 6.5
Сравнительные характеристики продукции комплекса
с использованием процесса Дефайн и без него
Показатели Без блока Дефайн С блоком Дефайн
Качество тяжелого алкилата
Удельный вес, г/см’ 0,883 0,872
Бромное число, г Вг/100 мл 3,4 0,5
Содержание фторидов, % мае. 0,08 0,04
Кинематическая вязкость, сСт:
при 38°С 36,6 22,3
при 50°С 21,8 14
Цвет по Гарднеру 3,2 6,0
Фракционный состав, °C: -
н.к. 321 343
10% 365 366
50% 405 380
90% 468 426
к.к. 580 495
Качество линейного алкилбензола
Состав алкилбензола, % мае.:
алкилбензол 96,91 98,37
инданы и тетралины 2,0 0,99
динафтенбензолы 0,14 Отсутствие
нафталин 0,31 0,16
дифенилы 0,53 0,40
фторпроизводные 0,09 0,08
остаток С „ и выше 0,02 Отсутствие
Итого 100,0 100,0
Число углеродных атомов в ЛАБ:
с1ь 8,3 9,9
с17 35,1 31,8
Cjs 30,9 32,8
с 24,1 1,2
с 1,6 1,2
несульфируемые, % 1,5 1,3
Бромное число, г Вг/100 мл Менее 5 Менее 5
327
Процессы переработки нефти
Нормальная остановка блока Пакол-Дефайн
Нормальная остановка комплекса производится, как правило,
для проведения профилактического ремонта оборудования и пере-
грузки катализатора.
Поскольку комплекс Пакол-Дефайн работает в тесном взаимо-
действии с блоком фтористоводородного алкилирования, останов-
ка этих блоков производится одновременно. При этом проводят
следующие технологические операции.
Блок Пакол. 1. Понижают температуру на входе в Пакол-реак-
тор до 343“С с одновременным снижением температуры на выходе
из нагревательной печи со скоростью не более ЗО'С/ч, одновремен-
но снижая расход свежего сырья до полного его прекращения и
обеспечивая циркуляцию парафинов из блока алкилирования че-
рез реактор Пакол. Такая циркуляция проводится при указанной
температуре не менее одного часа с целью продувки колонны
С-301 и сепаратора С-307.
2. Обеспечивают циркуляцию парафинов по байпасным трубо-
проводам мимо реакторов R-301 и R-1401 на прием насоса
Р-302 A/В, после чего поток направляется в колонну С-301. При
этом циркуляция ВСГ продолжается при температуре 343°С с це-
лью удаления из реактора всех углеводородов.
3. Охлаждают реактор со скоростью не более 30°С/ч с постелен
ным погашением горелок печи до полного прекращения горения»
4. Прекращают циркуляцию газа при приближении темпер:
туры на выходе из реактора к температуре нагнетания компре
сора.
5. Прекращают подачу горячего масла в рибойлер колонн
С-301.
6. Парафины из емкостей V-301, V-ЗОЗ, колонны С-301 нас
сом Р-ЗОЗ A/В подают на блок алкилирования.
7. Отключают заглушками и вакуумируют реакторный бло
подают азот на продувку в систему реакторного блока и аппарат]
Блок Дефайн. При остановке блока и подготовке его к ремо
ту необходимо прекратить подачу горячего масла в нагревате,
Е-1405, постепенно прекратить подачу ВСГ в смесительное у
ройство и пустить его по байпасному трубопроводу в факельн
систему.
Сырьевой поток переключают на байпасный трубопровод в
мо Дефайн-реактора перекрытием задвйжек на входе и выходе
реактора.
Для освобождения реактора от парафинов и олефинов и <
лаждения катализатора производят продувку реактора водо]
328
Раздел VI
дом. После этого путем дренажа в закрытую реакторную систему
подают азот и производят вакуумирование эжектором, отглуша-
ют и пропаривают аппараты в соответствии с действующими инст-
рукциями для проведения ремонта.
В процессе нормальной эксплуатации блока Пакол-Дефайн
могут иметь место неожиданные ситуации, связанные с различ-
ными факторами (отключение воды, электроэнергии, прекраще-
ние подачи пара, воздуха и т.д.), что вынуждает персонал к при-
нятию быстрых мер для исключения возникновения чрезвычай-
ных ситуаций (аварий, взрывов, пожаров). Мероприятия по лока-
лизации таких ситуаций изложены в соответствующих техноло-
гических регламентах по эксплуатации и здесь не приведены. Не-
обходимо отметить, что для быстрого реагирования на такие ситу-
ации в технологической схеме всего комплекса, в том числе и бло-
ков Пакол-Дефайн, предусмотрено максимально возможное насы-
щение комплекса системами сигнализации, блокировки, позво-
ляющими в самые кратчайшие сроки отключить те или иные ап-
параты, не допуская развития аварийной ситуации до критичес-
ких условий. С этой целью в технологической схеме комплекса
внедрена распределенная система автоматического управления
процессом с помощью микропроцессорной вычислительной тех-
ники.
Использованная литература
1. Белов П.С. Основы технологии нефтехимического синтеза.
Изд. 2-е, пер. — М.: Химия, 1965.
2. Адельсон С.В., Вишнякова Т.П., Пауш-
к и н Я . М . Технология нефтехимического синтеза. Изд. 2-е, пер. —
М.: Химия, 1985.
3. Дегтярева А.В. Производство синтетических моющих
средств. — М.: Химия, 1977.
3.Эриксон П.С., Бенерджи А., Фритч Т.Р., Бер-
на Дж . Л . Производство линейных алкилбензолов. Новая технология
алкилирования в стационарном слое. — Сообщение на Всемирном кон-
грессе по ПАВ. — Барселона, 1996.
4. Сообщения специалистов UOP на конференции “Синтетические
моющие средства”. — Кириши, 1998.
Процессы переработки нефти ]
Раздел VII. ПРОИЗВОДСТВО НЕФТЯНЫХ БИТУМОВ 5
Природные битумы известны человечеству уже много тысяЯ
лет. Они использовались в качестве строительных и гидроизолш
рующих материалов при строительстве фундаментов зданий и
кровель, а также связующего вещества при прокладке дорог. По4
мимо природного происхождения битумы могут быть получены 1
результате переработки нефти, сланцев, торфа и углей. В XX стой
летии с развитием переработки нефти из года в год росло и потреби
ление битумов. В настоящем разделе будут освещаться вопрось^
связанные с производством только нефтяных битумов. j
Основным сырьем для производства битумов являются остатЧ
ки вакуумной перегонки нефти — гудроны, а также побочны^
продукты масляного производства — асфальты деасфальтиза!
ции, то есть асфальто-смолистые вещества, осаждаемые из гудрад
нов, как правило, жидким пропаном. Их называют также осаж4
денными битумами. В некоторых случаях для производства битум
мов применяют крекинг-остатки установки термического крем
кинга. 1
Качественные, высокопластичные битумы, обладающие высей
кой термоустойчивостью, хорошими связующими свойствами!
небольшим изменением этих свойств в области низких и высоких
температур, требуют для своего получения сырье определенного
постоянного качества. 1
Таким качеством обладают, как правило, гудроны тяжелых
нефтей нафтеноароматического основания, содержащие много а<я
фальто-смолистых веществ. К нефтям, содержащим такие гудрой
ны, можно отнести тяжелую венесуэльскую нефть, используемум
для производства битумов на некоторых НПЗ Америки и Европьи
ярегскую нефть, добываемую в республике Коми и используемув
для производства специальных тугоплавких битумов, применяв
мых в резинотехнической и электротехнической промышленное
ти. К ним же можно отнести и тяжелую анастасиевскую нефя
Краснодарского края, нефти месторождения Катангли о. Сахали!
и некоторые другие, добываемые в крайне ограниченных количЯ
ствах. Я
Однако для производства битумов в широком масштабе прихв
дится использовать нефти массовой добычи. Свойства битумов
получаемых из этих нефтей, далеко не всегда соответствуют трв
буемым показателям качества. Поэтому для производства битв
мов высокого качества из массовых нефтей в соответствии с дейсв
вующими требованиями дорожного строительства, производств
кровельных и изоляционных материалов необходимо знанЯ
330
Раздел УП
группового химического состава сырья и использование опреде-
ленных технологий производства и применения битумов.
7.1. Состав битумов и влияние групповых компонентов
на их свойства
Битум представляет собой чрезвычайно сложную смесь угле-
водородов и гетероорганических соединений различного строе-
ния, не выкипающую при традиционных температурах перегонки
нефти. Состав битумов и соотношение в нем отдельных компонен-
тов определяют его коллоидную структуру и реологические ха-
рактеристики. Битумы состоят из асфальтенов, смол и масел,
причем среди масел различают соединения парафиновой, нафте-
новой и ароматической основы. В свою очередь, коллоидная
структура битума обуславливает его технические свойства, харак-
теризующиеся условными показателями качества, определяемы-
ми нстандартных условиях (пенетрация, дуктильность, темпера-
туры размягчения и хрупкости и др.). Часто сумму масел и смол
называют мальтенами.
Для определения компонентного состава битумов существуют
различные методы, однако общепринятым является метод, ис-
пользующий избирательную растворимость асфальтенов, смол и
масел в различных растворителях.
Наличие масел в битуме понижает температуру его размягче-
ния, твердость, увеличивает текучесть и испаряемость.
Содержание и химический состав масел в битуме зависят от
исходной нефти. В состав масел входят следующие соединения:
- парафиновые соединения нормального и изостроения с чис-
лом углеродных атомов 26 и более, имеющие температуру кипе-
ния в пределах 350-520°С, температуру плавления 56-90°С, плот-
ность 790-820 кг/м3 и молекулярную массу 240-600;
- нафтеновые структуры с числом углеродных атомов от 20 до
35, имеющие плотность 820-870 кг/м3 и молекулярную массу по-
рядка 450-650;
-ароматические соединения: моноциклические, имеющие мо-
лекулярную массу 450-620, бициклические — 430-600, полицик-
лические — 420-670. При переходе от моно- к полициклическим
соединениям укорачиваются боковые углеводородные цепи.
Смолы при обычной температуре — это твердые вещества
красновато-бурого цвета, плотность их варьируется в пределах
990-1100 кг/м3. Смолы придают битуму твердость, пластичность
и растяжимость. Это высокомолекулярные органические соедине-
ния циклической и гетероциклической структуры высокой степе-
331
Процессы переработки нефти
ни конденсации, связанные между собой алифатическими цех
ми. Кроме углерода (79-87%) и водорода (8,5-9,5%), они в сво
составе содержат азот (до 2%), кислород (1-10%) и серу (1-10*>
Молекулярная масса смол колеблется от 300 до 2500. Смолы
это промежуточная форма между маслами и асфальтенами.
Переход смол в асфальтены связан с дальнейшим увеличена
доли атомов углерода в ароматических структурах, увеличени
степени их конденсации. Число углеродных атомов в соедине:
ях, входящих в состав смол, составляет 80-100.
Асфальтены — это продукты дальнейшего уплотнения см
твердые, неплавящиеся, хрупкие вещества черного или бур
цвета, нерастворимые в углеводородах нормального строен!
спиртах и спирто-эфирных смесях, но хорошо растворимые в б
золе и его гомологах, сероуглероде, хлороформе и четыреххло]
стом углероде.
Асфальтены — это концентрат наиболее высокомолекуЛ
ных соединений нефти (в основном гетероатомных) с молекул,
ной массой от 1500 до 4000.
Из других структурных составляющих битумов можно вы
лить асфальтогеновые кислоты и их ангидриды, карбены и кар
иды. Первые — это вещества коричнево-серого цвета, густой сз
листой консистенций, хорошо растворимые в спирте или хло
форме, но трудно растворимые в бензине. Обладают плотност
более 1000 кг/м3. Эти соединения стабилизируют коллоидн
структуру битума.
Карбены и карбоиды — это высокоуглеродистые продук
высокотемпературной переработки нефти и ее остатков. Карбе:
нерастворимы в четыреххлористом углероде, карбоиды — в се;
углероде.
Таким образом, битумы представляют собой сложную кол.
идную структуру, в которой дисперсной фазой являются асфа.
тены, карбены и карбоиды, а дисперсионной средой — мальтев
Свойства нефтяных битумов в значительной мере зависят,
размеров частиц дисперсной фазы и ее объемного содержания.
Любое изменение размеров частиц дисперсной фазы в ко.
идной структуре битума изменяет его физико-химические сво
ва и свойства материалов на его основе.
7.2. Основные свойства битумов и методы их определен]
Пенетрация — показатель, косвенно характеризующий crei
твердости битумов. Пенетрацию определяют по ГОСТ 11501-7
для улучшенных битумов по методу ASTM D 5.
332
Раздел VII
Суть метода заключается в проникании стандартной иглы в
образец битума при нагрузке 100 г в течение 5 с при 25С и 200 г в
течение 60 с при ОС. За единицу пенетрации принята глубина
проникания иглы на 0,1 мм.
Дорожные битумы имеют пенетрацию в пределах (40-
300) 0,1 мм. Более высокий уровень пенетрации, например,
500-0,1 мм будет характеризовать при нормальных условиях мяг-
кий текучий материал, пенетрация в 5 • 0,1 мм — твердый хруп-
кий материал.
Определяя пенетрацию битумов при других температурах, на-
пример, при О С, можно оценить изменение твердости в зависимо-
сти от температуры окружающей среды. Обычно при 0"С исполь-
зуют действие нагрузки 200 г в течение 60 с. Если требуется опре-
делить пенетрацию битумов при более высоких температурах (в
США при 46,4 С), измерение проводят при нагрузке не 100, а 50 г
в течение 5 с.
Температура размягчения. Нефтяные битумы не плавятся и
поэтому не имеют точки плавления. При нагревании битумы по-
степенно размягчаются. Температура размягчения битума — это
температура, при которой битум из относительно твердого состоя-
ния переходит в жидкое. Она определяется на стандартном прибо-
ре по ГОСТ 11506-78 по методу “Кольцо и шар” (КиШ), при кото-
ром латунное кольцо определенного диаметра заполняется рас-
плавленным битумом и охлаждается до комнатной температуры.
Далее на этот затвердевший в кольце битум кладут в центре сталь-
ной шар весом 5 г и кольцо с битумом нагревают в водяной бане со
скоростью 5 С в минуту. Температура, при которой шар продавли-
вает битум и опускается на глубину одного дюйма (25,4 мм), и есть
температура размягчения.
Если необходимо определить температуру размягчения не до-
рожных битумов, а кровельных, строительных, либо специаль-
ных, у которых предполагаемые температуры размягчения будут
выше 6(УС, нагрев латунного кольца с битумом производят в гли-
цериновой бане.
Для модифицированных битумов также используют метод
ASTM D 36.
Температура размягчения косвенным образом характеризует
вязкостные свойства битума, позволяя приблизительно судить о
них при температуре его применения (например, в дорожном
строительстве при температуре производства асфальтобетона 160-
200О-
Индекс пенетрации. Индекс пенетрации — это показатель
для вязких битумов, характеризующий степень коллоидности би-
333
Процессы переработки нефти
тума или отклонение его состояния от чисто вязкостного. По
дексу пенетрации битумы подразделяют на три группы:
- битумы с индексом пенетрации менее -2, не имеющие д:
персной фазы или содержащие сильно пептизированные асф.
тены (например,
битумы
из крекинг-остатков и пеки каменн
угольных смол). Эти битумы обладают низкой эластичность!
близкой к нулевой;
- битумы, имеющие индекс пенетрации от -2 до +2. К ним мо:
но отнести битумы остаточные и малоокисленные;
- битумы с индексом пенетрации более +2 — окисленные с в;
сокой эластичностью и растяжимостью, имеющие ярко выраже:
ные коллоидные свойства гелей.
Индекс пенетрации можно определить из эмпирического с<
ношения:
0,02
20-ИП lg800-lgn
10+ИП “ tp -25
где ИП — индекс пенетрации;
П — пенетрация при 25°С;
— температура размягчения по КиШ, °C.
По этой формуле составлена номограмма (рис. 7.1), с помощь
которой, зная температуру размягчения битума и пенетраци
при 25°С, можйо определить индекс пенетрации.
Битумы, получаемые на Киришском НПЗ из смеси западное
бирских нефтей, обладают индексом пенетрации от 0 до +1, что 1
совсем удовлетворительно для этого показателя. Эти нефти и i
остатки после вакуумной разгонки имеют в своем составе знач
тельное количество парафиновых соединений, которые снижа»
температуру размягчения.
Одним из путей повышения индекса пенетрации является л
бо получение битума из нефтей нафтено-ароматического осно:
ния, таких как Ярегская и Анастасиевская, либо снижение сод
жания насыщенных соединений в масляной части гудронов
счет их легкого термокрекйнга, что и осуществляется на ряде
водов России и за рубежом. В связи со строительством компле!
глубокой переработки нефти на Киришском НПЗ, где предусм
рен процесс висбрекинга, появится возможность повышения 1
декса пенетрации за счет использования тяжелых остатков в
брекинга в качестве компонента сырья для производства окисл
ных битумов.
Вязкость. Вязкость битумов характеризует их консистенц
при различных температурах применения более полно и точ;
чем пенетрация и температура размягчения.
334
Раздел VII
П25> 0,1мм
-□400
- 300
- 250
г 200
-= 150
100
80
60
50
40
30
25
20
15
10
8
6
5
4
3
2
1
Рис. 7.1. Номограмма для определения индекса пенетрации
битумов
Желатедьно, чтобы битум обладал наибольшей вязкостью
при максимальной температуре применения и имел бы как мож-
но более пологую вязкостно-температурную кривую. В результа-
те исследований установлена прямая зависимость логарифма
вязкости от пенетрации при 25 и 0°С для битумов из одного и то-
го же сырья.
При использовании битума для дорожных покрытий вязкость
применяемого битума должна быть довольно высокой, чтобы по-
лотно дороги не деформировалось при сравнительно невысоких
температурах (50-60°С), а при производстве кровли вязкость
должна находиться в таких гарантированных пределах, которые
могли бы обеспечить наилучший контакт со всеми компонентами
кровельного покрытия при его изготовлении. Определяют вяз-
кость битумов в вискозиметре Энглера с отверстием истечения ди-
аметром 5 мм при температурах 80 и 100’С.
335
(
Процессы переработки нефти
Температура хрупкости — важный показатель поведена
битумов при низких температурах. Он дает представление о тог
насколько битум способен сохранять свои вязкостно-пластичнь
свойства при отрицательных температурах, характеризует сто]
кость дорожного покрытия или самого битума к растрескивании
Определение его производят по ГОСТ 11507-78, либо по метч
ду, принятому в зарубежной практике — DLN52012. По этому м<
тоду температурой хрупкости считают температуру, при которс
на пленке битума толщиной 0,1 мм и массой 0,4 г, нанесенной в
стальную пластинку с изгибом по радиусу 9 мм и охлажденной
скоростью 1 °С/мин, появляется сквозная трещина. Температу
хрупкости, определенную этим методом, называют также “темт
ратурой хрупкости по Фраасу”. Чем ниже температура хрупю
ти, тем выше качество дорожного покрытия. Окисленные битум]
имеют более низкую температуру хрупкости, чем другие битумы
той же пенетрацией.
Для дорожных битумов эта температура может находиться
пределах от -2 до -30“С.
Битумы дорожные, получаемые на Киришском НПЗ, имею
температуру хрупкости от -15 до -18“С, что вполне достаточно дл
дорожного строительства.
Для характеристики дорожных битумов используют так;
интервал пластичности. Величина интервала пластичное
связана с индексом пенетрации (ИП) посредством уравнения:
Ч - txp = 7 (10 - ИП).
Пользуясь этой формулой, по температуре размягчения (t ’
индексу пенетрации можно определить температуру хрупкое
(txp). Битумы с широким интервалом пластичности обладают и
лее высокими деформационной способностью, стойкостью к об
зованию трещин при низких температурах и сдвиговой устой
востью при повышенных температурах (50С).
С увеличением интервала пластичности повышаются и адп
онные свойства битумов, что объясняется значительным содер
нием в них ароматических соединений и смол. В районах с j
ренным климатом можно применять битумы с интервалом п.
тичности 65-75°С, в районах с мягким климатом — 55-60"С.
Растяжимость (дуктильность) — это способность бит
растягиваться в нить. Характеризуется расстоянием, на коте
его можно вытянуть до разрыва нити. Определяется на спецш
ном приборе — дуктилометре — по ГОСТ 11505-75 или меТ
336
Раздел VII
ASTM DI 13. Дорожные битумы обладают довольно большой рас-
тяжимостью (от 40 до 100 см и более), а для улучшенных битумов
этот показатель может достигать 130-140 см. В какой-то степени
растяжимость характеризует адгезионные свойства битумов, т.е.
прилипаемость к минеральным материалам. Однако нельзя одно-
значно утверждать, что битум с высокой растяжимостью — луч-
ший битум.
Адгезия. Одним из важнейших свойств битумов, особенно до-
рожных, является их способность прилипать и долго удерживать-
ся на поверхности минеральных материалов, применяемых при
строительстве дорог. От этого свойства зависит долговечность до-
рожных покрытий.
Адгезия объясняется образованием двойного электрического
слоя на поверхности раздела битума и каменного материала. Она
характеризуется поверхностным натяжением на границе их раз-
дела и работой, которую необходимо затратить, чтобы отделить
битум от каменного материала.
Адгезионные свойства битумов зависят от полярности компо-
нентов (асфальтенов и мальтенов), входящих в их состав, и харак-
теризуются электропроводностью растворов этих веществ в непо-
лярных растворителях. Чем выше молекулярная масса асфальте-
нов, тем лучше адгезия, выше водостойкость битума и дорожных
покрытий из него.
Наличие в битуме парафина понижает его адгезию, поэтому
содержание парафинов ограничивается 5%. Дорожный битум
должен сохранять свою адгезионную способность в широком диа-
пазоне температур, чтобы не допускать выкрашивания щебня из
асфальтобетонной массы под воздействием колес автомобилей,
особенно при интенсивном движении автотранспорта.
Принятый в России метод определения адгезии или сцепления
с минеральными веществами основан на определении способности
битума удерживаться на поверхности белого мраморного щебня
или Вольского песка при воздействии на них воды (ГОСТ 11508-74).
Метод этот, по мнению ряда исследователей, устарел и требует
усовершенствования. В зарубежной практике применяется метод
GNR 2/1951.
Когезия характеризует прочностные свойства битума. Как и
адгезия, она зависит от природы битума и температуры. По своей
природе когезия близка к вязкости и определяется межмолеку-
лярными силами сцепления и структурой битума. К оценке коге-
зии битумов близки испытания его на изгиб, предел прочности на
разрыв и раздробление. Определяют когезию специальным прибо-
ром — сдвиговым когезиометром. На две шлифованные пластин-
337
Процессы переработки нефти
ки, выполненные из нержавеющей стали и притертые друг к)
гу, наносят тонкий слой битума (несколько микрон). Пласти
погружают в термостат, работающий в пределах 20-140“С.
Когезионную прочность рассчитывают по зависимости дес]
мации сдвига тонкого слоя битума от продолжительности npi
жения нагрузки. При повышении температуры размягчения
тума когезионная прочность возрастает практически линейно
На когезионную прочность битумов очень хорошо влияют
бавки атактического полипропилена. В зависимости от колич<
ва добавки когезионные свойства битумов могут возрасти на
40%. Когезионная прочность зависит также от группового хи
ческого состава битума. С повышением степени ароматичное
образованием более однородной коллоидной структуры биту
происходит повышение когезионной прочности. Повышение <
держания парафино-нафтеновых структур (главным образе
твердых парафинов) понижает когезию.
Для условий применения в дорожном строительстве же лате,
но, чтобы когезионные свойства битума, при всех прочих равн:
показателях, были максимальны.
Плотность битума является одной из важнейших характер]
тик, по которой судят о его происхождении. Увеличение с од еря
ния ароматических структур в битуме повышает его плотность
увеличение содержания насыщенных соединений — уменьшает
Окисленные битумы из остатков высокосмолистых нефп
имеют бдлыпую плотность, чем битумы с той же температур
размягчения из высокопарафинистых нефтей. Значения плотн
ти битумов при 20°С обычно находятся в пределах 950-1150 кг/:
Температурный коэффициент изменения плотности (а) при наг
ве на ГС для битумов составляет в среднем 0,0006 г/(см3 • гpa^
Этим коэффициентом пользуются тогда, когда необходимо бит
из объемных единиц пересчитать в массовые.
Изменение плотности битума, как и других нефтепродуктов
зависимости от температуры определяют по формуле Д.И. Me:
леева:
t 20 ..
Р4=Р4 -a(t-20),
где Pi — плотность при заданной температуре;
го — плотность при 20С;
а — температурный коэффициент изменения плотне
в интервале температур 15-300“С;
t — заданная температура, "С.
338
Раздел VII
Плотность битума экспериментально определяют ареометром
или пикнометром по плотности его смеси с равным объемом рас-
творителя, плотность которого заранее известна.
Тепловые свойства битумов. К ним относятся: удельная теп-
лоемкость, коэффициент теплопроводности, коэффициент объем-
ного расширения, температуры вспышки, воспламенения и само-
воспламенения.
Удельная теплоемкость (в кДж/кгград) практически одинако-
ва для различных битумов и несколько повышается с ростом темпе-
ратуры: при (УС — 1,67, при 100 С — 1,88, при 200С — 2,09, при
300С — 2,3.
Коэффициент теплопроводности (Вт/мтрад.) для всех битумов
также практически одинаков и незначительно уменьшается с воз-
растанием температуры: при О С — 1,51-1,69; при 20°С — 1,45-
1,57; при 40"С — 1,4-1,5.
В связи с малой теплопроводностью битумы находят примене-
ние в качестве теплоизоляционных материалов.
Коэффициент объемного расширения необходимо учитывать
при укладке дорожных покрытий. При повышении температуры
на ГС в интервале температур 60-300 С для дорожных битумов ко-
эффициент объемного расширения составляет 0,000033-
0,000042.
Температура вспышки битума характеризует его взрывопожа-
роопасные свойства. Определяется в открытом тигле и обычно на-
ходится в пределах 200-220 С.
Температура воспламенения для битумов составляет 300-
325°С и характеризует их пожароопасные свойства. Температура
самовоспламенения составляет 400-450 С. Она примерно на 150-
200'С выше температуры процесса окисления битума.
Растворимость. Битумы растворимы в большинстве органи-
ческих растворителей, кроме низкомолекулярных спиртов. Ис-
пользуя различные растворители и определенную их селектив-
ность (избирательность) к компонентам, входящим в состав биту-
ма, можно выделить из него те или иные компоненты и тем самым
определить его групповой состав.
Битумы стойки к действию разбавленных кислот, однако вза-
имодействуют с концентрированными серной и азотной кислотами.
Соляная кислота, даже концентрированная, на битум не дей-
ствует.
Скорость диффузии воды в битум невелика:
(0,83-1,66)-1015 ^2-,
что обусловлено низкой растворимостью воды в битуме.
339
Процессы переработки нефти
Потеря массы. Битумы при нагревании теряют часть масс]
Этот тест используется для определения присутствия в них лс
ких масляных фракций. Определение потери массы произвол,
при нагревании до 160°С.
Остаточные битумы из тяжелых нефтей практически не т
ряют массу при нагреве. Большую потерю массы показывают б:
тумы, полученные на основе компаундирования с нефтяным
дистиллятами, по сравнению с другими битумами той же пене
рации.
Изменение пенетрации после нагревания. Чем меньше пр
цент потери пенетрации после прогрева битума при температу]
до 160°С, тем лучше его качество и поведение при смешении с к
менными материалами во время строительства дорог. Битум, м:
нимально изменяющий свои физико-химические свойства при н
гревании, обладает лучшей термостабильностью.
При нагреве битума в процессе приготовления битумно-мин
ральной смеси до температуры 160°С изменения свойств битум
могут иметь необратимый характер. Битум становится хрупки]
теряет эластичные и пластичные свойства, “стареет”. При экспл
атации дорог этот процесс продолжается. “Старением” принят
называть совокупность необратимых изменений химического с<
става, происходящих в результате взаимодействия компоненте
материала с кислородом воздуха, усиливающихся под влияние
температуры, солнечного излучения, воды и других факторов.
Для оценки устойчивости битумов против старения примен;
ют метод, основанный на воздействии кислорода воздуха на то]
кий (5-50 мкм) слой битума после выдерживания при различны
температурах в различное время с последующей оценкой измен
ния его свойств и химического состава. Этот метод носит назван!
метода тонкой пленки (TFOT ASTM D 1754).
7.3. Ассортимент вырабатываемых битумов
По назначению нефтяные битумы разделяют на несколько в]
ДОВ.
Дорожные битумы. К ним относятся битумы маро
БНД 40/60, БНД 60/90, БНД 90/130, БНД 130/20
БНД 200/300, применяемые в дорожном строительстве для приг
товления асфальтобетонных смесей — одного из главнейших koi
понентов при строительстве автомобильных дорог.
В соответствии с ГОСТ 22245-90 расшифровываются эти ма
ки как битумы нефтяные дорожные с пределами пенетрации 4
60, 61-90, 91-130 и т.д.
340
ОПЕЧАТКИ
Страница Строка Напечатано Должно быть
341 3 сверху БДУС 60/70 БДУС 50/70
7 сверху БНД 40/180 БНД 45/190 БНД 90/30 БНК 40/180 БНК 45/190 БНК 90/130
12 сверху БНД 50/50 БНД 70/30 БНД 90/10 БН 50/50 БН 70/30 БН 90/10
марок и сортов рубраксов одинакова и находится в пределах 125-
135°С.
Раздел VII
Битумы с улучшенными показателями качества, используе-
мые в дорожном строительстве, маркируются как БДУС 130/200,
БДУС 100/130, БДУС 70/100, БДУС 60/70. Они вырабатываются
в соответствии с ТУ 0256-096-00151807-97.
Кровельные битумы используют при изготовлении кровель-
ных покрытий и различных изделий. Они называются кровель-
ными и обозначаются БНД 40/180, БНД 45/190, БНД 90/30, их
выработка производится по ГОСТ 9548-74.
Строительные битумы используют при выполнении раз-
личных строительных работ, в частности, для гидроизоляции
фундаментов зданий. В соответствии с ГОСТ 6617-76 вырабатыва-
ются БНД 50/50, БНД 70/30, БНД 90/10. Первая цифра (числи-
тель) обозначает минимальную температуру размягчения, знаме-
натель — среднюю пенетрацию.
Для производства изоляционных работ на магистральных
нефте- и газопроводах с целью защиты их от коррозии используют
изоляционные битумы БНИ-IV, БНИ-V. Они обладают повы-
шенной температурой размягчения (от 65 до 100°С), пенетрацией
в пределах 20-50 и растяжимостью от 2 до 3 см. Выработка изоля-
ционных битумов производится в соответствии с ГОСТ 9812-74.
Битумы с температурой размягчения от 100 до 135°С носят на-
звание хрупкие битумы (ГОСТ 21822-87) и применяются в лако-
красочной, шинной и электротехнической промышленностях. Их
выпускают двух марок — Б и Г — с пенетрацией при 25’С 2-10 и
0-5 (0,1 мм) соответственно.
Необходимо отметить, что хрупкие битумы (лаковые) требуют
для своего производства специфических, уникальных нефтей и в
России производятся в основном на Ухтинском НПЗ в ограничен-
ном количестве.
Наконец, высокоплавкие мягчители (рубраксы) производят
по ГОСТ 781-78 для резинотехнической и шинной промышленно-
сти. В зависимости от глубины проникания иглы установлены две
марки битума: А-10 (высший сорт 8-13,1-й сорт 5-19) и А-30 (выс-
ший сорт 30-40, 1-й сорт 26-40). Температура размягчения всех
марок и сортов рубраксов одинакова и находится в пределах 125-
135°С.
7.4. Принципы получения окисленных битумов
и параметры процесса окисления
Битумы вырабатывают тремя способами: 1) концентрировани-
ем нефтяных остатков перегонкой в вакууме (остаточные биту-
мы); 2) окислением кислородом воздуха при температурах 180-
341
Углеводороды
и соединения
нефтяного
сырья
Процессы переработки нефти
300°С нефтяных остатков — мазутов, полугудронов, гудронов, а
фальтов деасфальтизации, крекинг-остатков и др. (окисленн!
битумы); 3) смешением (компаундированием) нефтяных остатк
с дистиллятами и остаточными или окисленными битумами (ко
па у н дированные битумы).
Основное количество битумов в мире (от 75 до 80%) вырабат;
вается окислением. Этот метод заключается в продувке слоя не<
тяного остатка определенным количеством технического возду:
через перфорированный маточник в специальном аппарате ли
периодического действия (куб-окислитель), либо колонного ти:
с постоянной подачей в колонну гудрона или другого сырья. В п
следнем случае процесс получения битума непрерывный. При п
даче воздуха в гудрон при температуре 200-300“С нефтяные угл
водороды начинают окисляться, при этом реакции окисления с
провождаются выделением тепла, в результате чего температура
кубе или колонне по мере окисления растет.
Окисление проходит по следующим направлениям:
кислоты-* оксикислоты-* асфальтогено
вые кислоты
смолы-» асфальтены-» карбены-» карбо
иды
В зависимости от условий процесса возможны взаимные пр
вращения кислых и нейтральных продуктов окисления. Напр
мер, при высоких температурах аефальтогеновые кислоты пер
ходят в асфальтены и выделяется углекислый газ. Основное кол;
чество кислорода, связанного в окисленном битуме, находится
виде сложноэфирных групп (60%). Остальное количество погл
щенного кислорода идет на образование гидроксильных, карбо:
сильных и карбонильных групп.
В процессе окисления непрерывно возрастает содержав
смол и асфальтенов и уменьшается содержание масел. Посколь:
смолы являются промежуточной формой между маслами и
фальтенами, их концентрация может оставаться неизменной:
непрерывном уменьшении концентрации масел и увеличе;
концентрации асфальтенов. Некоторое количество асфальтен
может образовываться непосредственно из ароматических сое,
нений масел. При концентрации асфальтенов в окисленном би
ме 35-40% мае. заметным становится образование карбенов и к;
бондов.
342
Раздел VII
Основными факторами, влияющими на процесс окисления гу-
дрона являются: природа сырья (нефти), исходная температура
размягчения гудрона, содержание в нем масел, парафиновых и
нафтеновых соединений, температура процесса, расход воздуха,
и, как следствие, продолжительность окисления. Давление в зоне
реакции, уровень жидкой фазы в реакторе и др. являются допол-
нительными факторами процесса.
Природа сырья. В зависимости от природы и состава сырья
могут быть получены битумы, которые при одном одинаковом по-
казателе будут резко отличаться друг от друга по другим показа-
телям. Например, битумы с пенетрацией при 25°С 100 0,1 мм мо-
гут иметь температуру размягчения от 48 до 80“С.
БашНИИНП* предложена классификация нефтей по их при-
годности для получения битумов.
Группа I — наилучшие нефти: 1) высокосмолистые малопа-
рафинистые; 2) высокосмолистые парафинистые; 3) смолистые
малопарафинистые. Состав этих нефтей соответствует уравне-
нию:
А + С-2,5П>8,
где А — содержание асфальтенов;
С — содержание смол;
П — содержание парафинов.
Группа II — пригодные нефти: 4) смолистые парафинистые;
5) малосмолистые малопарафинистые. Их состав соответствует
уравнению:
А + С - 2,5П = 0-8,
где А + С > 6.
Группа III — непригодные нефти: 6) смолистые высокопара-
финистые; 7) малосмолистые парафинистые; 8) малосмолистые
высокопарафинистые. Их состав соответствует уравнению:
А + С - 2,511 = 0-8, А + С-2,5П<0,
где А + С < 6.
В зависимости от природы и консистенции остатка, идущего
на окисление, меняются свойства полученного битума. При одной
* В настоящее время — ИП НХП АН РБ.
343
Процессы переработки нефти
и той же температуре размягчения пенетрация и растяжимость
битумов, полученных окислением гудрона из одной и той же неф-
ти, зависят от содержания масел в гудроне. Пенетрация тем мень-
ше, а растяжимость тем больше, чем выше глубина отбора масля-
ных фракций из мазута. Примером тому может служить сравне-
ние пенетрации битумов, полученных окислением при одной и
той же температуре остатков (одной и той же нефти) различно<
вязкости. Чем ниже вязкость остатка, тем выше пенетрация окис
ленного битума.
Растяжимость битумов по мере углубления окисления новы
шается, достигая максимума, а затем снижается. Максимум рас
тяжимости битумов, полученных из сырья с более высокой темпе
ратурой размягчения, наступает позже.
На основании изложенного можно сделать вывод, что природ!
сырья играет главенствующую роль для качества битума, а соот
ветствующим подбором сырья можно получать окисленные биту
мы с различными свойствами.
Температура процесса окисления. С повышением темпере
туры процесса ускоряется ход реакций окисления, увеличиваете
прирост температуры размягчения битума в единицу времени, н
ускоряются и побочные реакции, преимущественно дегидриров;
ние, с образованием высокомолекулярных асфальтенов, пониж
ющих пенетрацию битума.
С повышением температуры окисления снижаются расхс
воздуха и доля кислорода в окисленном битуме. Оптимальш
считается температура 250’С. При более высокой температуре
битумах снижается концентрация сложноэфирных групп, увел
чиваются скорости реакций дегидрирования, образования кокса
ухудшается показатель хрупкости. При низких температу
(< 230°С) в битумах возрастает содержание слабых кислот. Одн
каких-либо закономерностей на все случаи нет, и для каждого
да сырья желательно исследовательским путем определить
фективную оптимальную температуру окисления, при кото
получался бы битум заданного качества.
Более высокие температуры окисления (290-300°С) испол:
ют в практике для получения высокоплавких битумов, имею:
температуру размягчения ЮО’С и выше (это рубраксы, приме
мые в резинотехнической промышленности; лаковые битумы
пользуемые в кабельной промышленности и для заливки каб
ных муфт и т.д.). Однако при этом не следует забывать, что в
275-300’0 наблюдается интенсивное образование карбенов и
бондов, что вызывает повышение хрупкости, понижение пене
ции и растяжимости битумов.
344
Раздел VII
Таким образом, можно констатировать:
- с повышением температуры процесса возрастает скорость де-
гидрирования молекул сырья, увеличивается доля кислорода,
участвующего в образовании воды, понижается содержание кис-
лорода и сложноэфирных групп, слабых кислот и фенолов в окис-
ленном битуме. Температуры размягчения и хрупкости повыша-
ются, а пенетрация, растяжимость и интервал пластичности по-
нижаются;
- с повышением температуры процесса продолжительность
окисления и расход воздуха снижаются, при температуре выше
270°С степень использования кислорода воздуха понижается;
- требуется подбор соответствующих температур окисления в
зависимости от природы сырья и заданных качеств битума.
Расход воздуха и степень его контактирования с сырьем за
счет диспергирования и распределения по сечению реактора су-
щественным образом влияют на интенсивность процесса окисле-
ния и свойства получаемых битумов. Чем выше расход воздуха (до
определенного предела), тем больше скорость окисления. Чем
меньше время контакта воздуха с окисленным продуктом, тем вы-
ше пенетрация, и наоборот, чем продолжительнее контакт при не-
большой подаче воздуха, тем меньше пенетрация. При длитель-
ном контакте и окислении в условиях высокой температуры, даже
при малых расходах воздуха, протекают реакции с отщеплением
молекул диоксида углерода и преобразованием битумов в асфаль-
тены.
Повышение удельного расхода воздуха с 1,76 до
3,52 л/мин-кг, т.е. в 2 раза, ускоряет процесс окисления в 2,5 ра-
за. Дальнейшее повышение расхода воздуха малоэффективно.
Существенное влияние на скорость окисления, расход воздуха
и в конечном счете на качество битумов оказывает степень распре-
деления и диаметр пузырьков воздуха, а также траектория его
движения в окислительной колонне. Все это зависит от конструк-
ции распределительных маточников, которые снабжены перфора-
цией, специальными насадками или соплами, обеспечивающими
вращение маточника и способствующими тем самым более равно-
мерному распределению воздуха в окислительном кубе или ко-
лонне по всему слою битума.
7.5. Принципиальные схемы промышленных установок
производства окисленного нефтяного битума
При любой заданной температуре окисления скорость процес-
са пропорциональна поверхности и продолжительности контакта
345
Процессы переработки нефти
жидкой (сырье) и газовой (воздух) фаз. Увеличение поверхности
контакта возможно путем создания специальных устройств для
распределения воздуха, создания пены и мелкодисперсных пу-
зырьков. Увеличение продолжительности контакта обеспечивает-
ся конструкцией реакторов окисления.
Для производства окисленных битумов используют горизон-
тальные и вертикальные цилиндрические кубы, змеевиковые ре-
акторы и аппараты колонного типа периодического, полунепре-
рывного и непрерывного действий. Они имеют устройства для по-
дачи воздуха, удаления отработанных газов, контроля и регули-
рования расходов сырья и воздуха, температуры и уровня продук-
та. Установки могут значительно отличаться друг от друга спосо
бом подачи воздуха и схемой обработки отходящих газов. В наста
ящее время на нефтеперерабатывающих заводах страны в основ
ном используют два типа установок. На заводах старой постройк!
еще применяются установки по производству битума в вертикаль
ных кубах-окислителях периодического действия, а на современ
ных — действуют установки по производству окисленного битум<
в колонных аппаратах непрерывного действия.
Установки периодического действия
Установки периодического действия, в прошлом использовад
шиеся для получения битумов, обычно сблокированы с вакуум
ной трубчаткой, имеют в своем составе, как правило, от 5 до 1
вертикальных окислительных кубов диаметром 5,4 м, высоте
10 м. Кубы работают периодически, однако горячее сырье из вак
умной колонны поступает на установку непрерывно. После запо
нения куба-окислителя гудроном на 2/3 его высоты через мато
ник-распределитель в его нижнюю часть подается воздух под де
лением 0,05-0,1 МПа. Температуру окисления в кубах поддерж
вают в пределах 220-280‘’С. Регулировку температуры осущес1
ляют снижением температуры сырья до входа в реактор либо i
лаждением части окисляемого продукта в теплообменном аппа]
те с возвратом в реактор, либо инжектированием воды в паров
душное пространство реактора. Из окисляемого гудрона посто;
но происходит выделение газообразных продуктов (отдув), ко
рые по общей для всех кубов шлемовой трубе поступают в конд
сатор смешения. Здесь часть их конденсируется за счет подачи:
лодной воды и направляется в сепаратор (на схеме не показа
Несконденсированные продукты поступают в печь дожига, а га
их сгорания через вытяжную трубу — в атмосферу. д
При сильных перегревах битума в реакторах-окислителям
346
Раздел VII
отложениях кокса на внутренних стенках верхних днищ и газо-
проводов возможны воспламенения и взрывы. Во избежание по-
следних реакторы (кубы) оборудованы противовзрывными предо-
хранительными клапанами.
Кроме того, для предотвращения взрыва при превышении до-
пустимой (4% об.) концентрации кислорода в газах окисления в
верхнюю часть куба-окислителя постоянно вводят некоторое ко-
личество перегретого водяного пара.
Обычно продолжительность окисления гудрона до получения
битума различных марок составляет: БНД 90/130 — 12-18 ч;
БНД 60/90 — 18-22 ч; БНД 40/60 — 22-26 ч; специальных (“туго-
плавких”) марок — до 90 ч.
В процессе окисления гудрона ведется периодический контроль
основных показателей качества окисляемого продукта: температу-
ры размягчения, пенетрации и растяжимости. Пробы окисляемого
продукта отбирают по высоте куба, как правило, каждые 2 ч.
После прекращения подачи воздуха в куб-окислитель битум
подвергают более полному анализу на соответствие его качества
всем показателям ГОСТ и затем (по получении паспорта качества)
откачивают в расходные емкости. Отгружают битум либо авто-
транспортом (автобитумовозами), либо железнодорожным транс-
портом в цистернах с паровой рубашкой или специальных бункер-
ных вагонах, предназначенных для перевозки битума.
Рис. 7.2. Принципиальная технологическая схема установки
производства окисленных битумов в кубах-окислителях периодического
действия:
— сырьевой насос; Н-2 — насос откачки готового битума;
Н-3 — насос откачки черного соляра и воды; К-1 — куб-окислитель
периодического действия; К-2 — конденсатор смешения каскадного
типа; П-1 трубчатая печь
Потоки: I— гудрон из резервуара; II — воздух на окисление; III —
газы окисления на сжигание; IV— битум на отгрузку; V — черный
соляр и вода; VI — вода
347
Процессы переработки нефти
Принципиальная технологическая схема установки произв
ства окисленных битумов в кубах-окислителях периодически
действия приведена на рис. 7.2.
Необходимо отметить, что установки подобного типа мал»
фективны, а процесс получения битумов на них является тру
емким и нерентабельным. Более широкое распространение по.
чил процесс непрерывного окисления гудронов в битумы.
Непрерывнодействующие установки колонного типа
Установки с полыми окислительными колоннами в качес1
реакторов непрерывного действия в настоящее время явля:
наиболее распространенными как в России,
так
за
рубежом
и
составе таких установок могут находиться несколько окислите,
ных колонн для одновременного производства битумов различ’
го назначения (дорожных, кровельных, изоляционных), работ!
щих автономно.
Окислительные колонны удобны в эксплуатации, высоко:
фективны и технологичны при сравнительно малой металлоем
сти. Установки компактны, легко автоматизируются и облад«
высокой производительностью.
Для окисления до готовности дорожных марок нефтебитум
кубе-окислителе периодического действия требуется 24 ч
160 т битума). В окислительных колоннах для получения того
количества битума требуется всего лишь 3-4 ч, т.е. скорость ок
ления увеличивается в 6-8 раз. Степень использования кислор<
при этом полнее. Такие показатели качества битума, как темпе
тура размягчения, пенетрация при 0°С и растяжимость выше
казателей битумов, полученных в кубах периодического Дей
вия, а температура хрупкости ниже и составляет от-17 до -25
Лучше и показатели сцепляемости (адгезии).
Стабилизация температуры окисления в колонне способств;
улучшению качества битумов. Это объясняется постоянным к
тактом наиболее реакционноспособных би- и полицикличесг
ароматических углеводородов свежего сырья с воздухом.
В результате непрерывного добавления свежего сырья к ой
ленному в колонном аппарате битуму в смеси повышается конЦ
трация ароматических соединений, которые переходят в смол
асфальтены, а также увеличивается возможность переокисле
и образования карбенов и карбоидов за счет реакций дегидрир
ния и уплотнения. Этим же можно объяснить лучшее использ
ние кислорода воздуха и более низкое его содержание в Г!
окисления. Исследованиями установлено, что по высоте коло:
348
Раздел VII
состав и свойства битумов почти одинаковы. Это говорит о доста-
точно интенсивном перемешивании сырья и окисленного продук-
та потоком воздуха и газовыми продуктами окисления.
Зарубежными специалистами за период совместной работы с
Киришским НПЗ в соответствии с международной программой
TACIS по улучшению качества дорожных битумов установлено
оптимальное время нахождения продуктов в колонне (т), которое
может быть описано эмпирической формулой:
т « 0,7^-,ч,
где С — общий объем воздушно-жидкостной дисперсии в ко-
лонне, м3;
Г — расход сырья, т/ч;
0,7 — коэффициент, определяемый как произведение про-
цента битума в дисперсии и плотности битума при
температуре в реакторе 275°С.
В соответствии с этим в период пробега установлена и опти-
мальная высота уровня в колонне, равная 12 м, что на 2 м выше
действующего ввода подачи сырья.
Расход воздуха — один из основных параметров, определяю-
щих интенсивность процесса окисления гудрона. Он зависит от
производительности установки, температуры окисления, а также
от температуры размягчения исходного сырья и требуемой марки
битума. Для одной и той же марки с повышением температуры
окисления или температуры размягчения исходного гудрона
удельный расход воздуха уменьшается. Для заданного расхода
сырья (гудрона) определенных свойств при получении битумов
часовой расход воздуха должен быть стабильным и корректиро-
ваться в случае изменения требований к температуре размягче-
ния получаемого товарного битума.
Воздух и сырье обычно подают в окислительную колонну про-
тивотоком. Воздух под избыточным давлением 0,08-0,12 МПа по-
дают вниз колонны через маточник. При диаметре колонны 3 м,
общей ее высоте 14,6 м и рабочей высоте 9 м маточник состоит из
18 труб диаметром 57 мм, каждая из которых имеет 16 отверстий
диаметром 10-15 мм, расположенных в шахматном порядке и на-
правленных вниз. Газообразные продукты окисления сверху ко-
лонн идут в конденсатор смешения, где часть их конденсируется
водой и вместе с ней попадает в промканализацию, а остальная
часть направляется в печь дожига.
В колоннах окисления часть продуктов уносится с отработан-
ными газами в газовое пространство колонны. Слишком большой
349
Процессы переработки нефти
Раздел VII
унос может привести к серьезным проблемам — забивке газовое
тракта, а в дальнейшем и к выходу установки из строя. Количес!
во уносимого продукта при одном и том же расходе воздуха заве
сит от уровня битума в колонне: чем выше уровень, тем больщ
унос. Закоксовывание выходного штуцера также приводит к п<
вышению уноса за счет увеличения скорости потока. J
Установки непрерывного действия колонного типа имеют рая
личные варианты оформления и мощности. Ниже дается опис|
ние одной из технологических установок непрерывного действие
работающей на Киришском НПЗ. Установка по производству pal
личных марок нефтебитумов мощностью 450-500 тыс.т/год был
построена и введена в эксплуатацию в начале 80-х годов. В качеет
ве сырья используется гудрон атмосферно-вакуумных установи
(АВТ-2 или АВТ-6). ]
В состав битумной установки входят: J
- три окислительные колонны диаметром 3,4 м и высоту
21,7 м, рассчитанные на температуру 300“С и избыточное давлм
ние не выше 50 кПа. Колонны могут работать независимо други
друга в различных режимах; J
- печи подогрева сырья и дожита газов окисления. Мощнояя
нагревательной печи составляет 8,2 млн.кДж/ч. Печь дожига ш
ботает при температуре 100СГС; J
- два сепаратора для улавливания и разделения жидких и гая
образных продуктов окисления. Высота сепараторов 13,5 м, оЯ
ем — 125 м3, расчетная температура — не выше 200°С, расчета!
давление — не более 40 кПа; 1
- три воздушных конденсатора-холодильника типа АВИ
поверхностью оребрения 630 м2 каждый. Расчетное давлеи
1,8 МПа, расчетная температура по трубкам — не выше 30(И|
Каждый из них оборудован взрывозащищенным электродам
гателем ВАО мощностью 40 кВт, с числом оборотов 980 в
нуту. 1
В состав установки также входят 10 раздаточных емкосМ
для налива готового битума в железнодорожный транспорт и в!
тобитумовозы, крытая площадка для розлива битума в 200-киМ
граммовые бумажные крафт-мешки с последующим их охлаядИ
нием и погрузкой битума в твердом состоянии в железнодорЧМ
ный и автомобильный транспорт. Для розлива битума в мешки Я
пользуют шесть раздаточных емкостей и специальные автоЯ
грузчики с дозирующими устройствами. , я
Принципиальная схема установки приведена на рис. 7.3.
Сырье — гудрон с низу вакуумных колонн установок АВТ Я
ступает либо в накопительный резервуар, либо по байпасу к сыЯ
ч
3
X
ф
<3
и
3
ч
ч
о
о
О
X
3
31
<3
ф
2
£
з
о,
о
е
е
з
ч
3
X
ф
ч
о
3
X
о
2
о
м
СЗ
3:
£
<§
и
X*
з
X
ф
3
3
X
о
О
X
н
31
ч
о
ф
X
о
О
3
>3
2
X
5
ч
ч
о
х
&
2
3
Ф
2
ф
о
SJ
X
о
&
н
2
х
X
3
ч
X 1
I 3
з g
~ ф
ft.
£
г
а
е
ф
а
3
3-
ч
ч
31
X
§
3-
ф
ft.
3
X
S-
31
I ё
1 3
хэ
з I
X J
О
<з
о
350
351
Процессы переработки нефти
евым насосам Н-1,2,3, далее — в окислительные колонны К-Я
К-2, К-3, предварительно нагреваясь в печи П-1 до 170-250’С (в за
висимости от ассортимента получаемых продуктов). |
Расход сырья контролируется и регулируется автоматически
регуляторами расхода, клапаны которых установлены на подачи
пара к насосам. В нижнюю часть колонны по вертикальной труба
проходящей внутри колонны, подается воздух в маточник-рая
пределитель. Подача воздуха в колонны производится автомате
чески, регуляторами расхода. Для контроля температурного ра
жима колонн каждая из них оснащена тремя термопарами (вери
середина, низ) с выводом их показаний на вторичные приборы, уа
тановленные на щите в операторной. I
Время пребывания гудрона в реакционной зоне определяете
уровнем окисляемого продукта в колонне. В зависимости от три
буемого качества получаемого битума, уровень может изменяться
в пределах 12-18 м. Температура в нижней части колонн поддев
живается на заданном уровне в пределах 220-260°С. Окисленньа
битум с низа колонн К-1, 2, 3 откачивается насосами Н-8,9,10 чя
рез соответствующие холодильники воздушного охлажден:
АВГ-1, 2, 3 и с температурой 150-180°С поступает в емкости го:
вой продукции (на рис. 7.3 не показаны). Уровень битума в эт
емкостях замеряется уровнемерами.
Для снятия тепла реакции окисления и регулировки темпе|
туры в окислительных колоннах часть битума после холодили
ков может подаваться как рециркулят в окислительные колон»
Этим поддерживается температура низа колонн на заданном ур<
не, для чего установлен регулятор расхода рециркулята, кл«Ц|
которого находится на линии подачи рециркулята в колонн!
связан с термопарами низа колонн.
Во избежание переполнения колонн за счет возможного вв
нивания окисляемого продукта ведется контроль за разносв
температур верха и низа колонн. р
Если разность температур составит менее 15°С, предусмотри
блокировка, прекращающая подачу сырья и воздуха в колонн»
В верхнюю часть колонны предусмотрена подача перегрев
пара для недопущения взрыва колонны в случае содержания И
лорода в газах окисления выше 6% об. Газы окисления, пары!
ды и нефтепродуктов с верха К-1,2,3 поступают по общему шла
в сепараторы К-4,5, где происходит разделение на жидкую и гм
вую фазы. Газовая фаза из К-4,5 направляется в печь дожига Щ
где происходит ее термический дожиг до воды и углекислого гв|
Жидкая фаза из К-4,5 насосами Н-6,7 откачивается в линию,!
кондиции. J
1*
352
Раздел VII
В случае получения кровельных марок нефтебитума в гудрон
из емкости Е-8 насосами Н-4,5 дозируют третий вакуумный погон
для приготовления сырья соответствующего качества.
В нагревательной печи П-1 и печи дожига П-2 используется
как жидкое, так и газообразное топливо.
На установке вырабатывается широкий ассортимент марок
нефтебитума: дорожные БНД 60/90, БНД 90/130,
БНД 130/200, изоляционные и битумы для кровельного произ-
водства. При изготовлении кровельных битумов БНК 45/180 и
БНК 45/190 готовится специальное сырье за счет смешения гуд-
рона с условной вязкостью при 80 С 25-60 секунд со вторым ваку-
умным погоном. Смесевое сырье должно иметь условную вязкость
при 80 С в пределах 5-30 секунд.
После реконструкции вакуумной колонны установки АВТ-6
заводской лабораторией совместно со специалистами битумного
цеха и отдела главного технолога была проведена работа по изуче-
нию возможностей улучшения качества дорожных битумов по их
пластичности и температуре хрупкости. В результате этой работы
была найдена возможность получения из западносибирских неф-
тей марок дорожных битумов улучшенных свойств БДУС 50/70,
БДУС 70/100, БДУС 100/130 и БДУС 130/200 по техническим ус-
ловиям ТУ 0256-096-00151807-97, разработанным специалиста-
ми завода.
Отличие этих битумов от дорожных, вырабатываемых по
ГОСТ 22245-90, заключается в основном в значительно более вы-
соком показателе дуктильности при 25 С, незначительном изме-
нении массы и температуры хрупкости после прогрева при 160°С.
Усредненные данные по показателям качества различных ма-
рок битума, полученных в период пробега в 1999 г. на битумной
установке 19/6, приведены в табл. 7.1.
Средние показатели технологического режима в это время
приведены в табл. 7.2.
Установлено, что для получения улучшенных марок при од-
ном и том же соотношении воздух/сырье требуется более низкая
температура окисления. Установлено также количество вовлечен-
ного третьего вакуумного погона (ВП) установки АВТ-6 для при-
готовления сырья с целью производства кровельных битумов. В
этом случае требуется добавка 10-13% третьего ВП с вязкостью
при 80°С 4 секунды для приготовления гудрона с пенетрацией
450-500 (0,1 мм).
Пуск установки колонного типа. Перед пуском установки в
эксплуатацию проводится ряд мероприятий, подготовительного
характера, а именно: уборка территории от ремонтных или строи-
353
Процессы переработки нефти
Показатели качества битумов, полученных на установке 19/6
гч
я
3
S
е;
ю
н
Температура низа колонны, °C 227 | 233 I 228 1 234 |
Температура выхода из П-1, °C 200 200 200 200
Соотношение воздух/сырье i 67 99 [ 69 89
Расход воздуха, м3/ч 2056 Г 1730 9061 1780
Расход сырья, м’/ч К 26 27 27
Марка битума | БДУС 100/130 I БНД 90/130 | БДУС 70/100 1 БНД 60/90
354
Раздел VII
тельных материалов; снятие и установка заглушек; закрытие
всех аппаратов и сборка трубопроводов; прием на установку воды,
пара, электроэнергии; подготовка технологической схемы к при-
ему сырья, газа или жидкого топлива; продувка всех трубопрово-
дов и аппаратов инертным газом на проходимость и для вытесне-
ния воздуха и т.д. После этого подготавливают установку к холод-
ной циркуляции, для чего заполняют аппаратуру гудроном по
следующей схеме:
После наладки холодной циркуляции проверяют герметич-
ность аппаратов и трубопроводов. Если дефектов нет, продувают
Линия некондиции
- « -
- « -
паром топку печи П-1 до его появления из трубы, перекрывают
пар и зажигают форсунки, затем постепенно поднимают темпера-
туру циркулирующего гудрона до необходимой. По достижении
внизу колонны температуры 180-200°С (при наличии уровня не
менее 5 м) в нее подают воздух и начинают окисление. Уровень до-
водят до нормы, при достижении температуры внизу колонны
240-250“С ее поддерживают в этих пределах за счет охлаждения
рециркулируемым продуктом. Начинают осуществлять контроль
качества окисляемого продукта по температуре размягчения, пе-
нетрации и дуктильности. При получении результатов анализа,
соответствующих ГОСТ или ТУ, окисленный продукт направляют
в резервуар готовой продукции.
Перед остановкой трубопроводы и аппараты продуваются
инертным газом или паром, и установка останавливается для под-
готовки оборудования к ремонту.
7.6. Получение битумов компаундированием
Заслуживает внимания и имеет большую перспективу произ-
водство битумов на основе смешения базовых компонентов. Про-
изводство таких битумов позволяет гибко реагировать на любые
требования заказчика. Процесс компаундирования легко автома-
тизируется.
Методы получения компаундированного битума находят ши-
рокое распространение за рубежом, например в Финляндии, Ита-
лии и других странах.
Типичная принципиальная схема такого производства приве-
дена на рис. 7.4.
355
Процессы переработки нефти
II
IV
I
Рис. 7.4. Принципиальная схема получения битумов смешением:
П — печь подогрева гудрона; К1,К2 — окислительные колонны; j
Е-1, Е-2 — емкости битумов; Е-3 — резервуар гудрона; С-1, С-2 — смеси- j
тели. |
Потоки; I — гудрон; II — воздух на окисление; III — газы j
окисления (отдув); IV, V — товарные битумы заданного качества 1
С потребителем заранее оговаривают качество продукта, далее j
в исследовательском центре подбирают рецептуру его приготовле-
ния на основе двух или трех компонентов. i
Устанавливают качество и пропорции компонентов, парамет-1
ры получения их в окислительных колоннах. Далее на основе про-]
граммы смешения из емкостей Е-1 и Е-2 полученные компоненты!
смешивают с гудроном в смесительных аппаратах С-1 и С-2 соот-|
ветственно, и отгружают потребителю автотранспортом. d
Использование такой схемы производства позволяет придам
вать битумам лучшие адгезионные свойства при применении рази
личных каменных материалов за счет вовлечения разли ных по4
верхностно-активных веществ. |
Как правило, битумы, получаемые на российских заводах, о«
л ад а ют плохими адгезионными свойствами из-за наличия в сырыв
для их производства углеводородов насыщенного ряда (парафж
нов). С целью улучшения адгезионных свойств, пластичности»
356
Раздел VII
стойкости к деформации рекомендуется также изменение качест-
венных показателей сырья для производства битума за счет вовле-
чения в прямогонный гудрон тяжелого остатка установки висбре-
кинга, подвергнутого вакуумной перегонке. Подобная технология
предусматривается в перспективе на Киришском НПЗ при строи-
тельстве блока глубокой переработки нефти. Битумы, получае-
мые из такого сырья, будут отвечать мировым требованиям и
практически не зависеть от возможного изменения ассортимента
нефтей, поступающих на завод.
В 1995-1996 гг. “ПО “Киришинефтеоргсинтез” совместно с
итальянскими специалистами была проведена работа по улучше-
нию качества дорожных битумов, выпускаемых заводом. Работа
проводилась в двух направлениях:
- модернизация оборудования существующей установки и усо-
вершенствование способа ее эксплуатации;
- резкое улучшение качества выпускаемых дорожных битумов
за счет добавления модификаторов, т.е. производство модифици-
рованных битумов.
В качестве модификаторов было предложено использовать
стирол-бутадиен-стирольные полимеры (СБС). Добавление СБС
улучшает механические свойства, повышает термическую ста-
бильность, придает битуму повышенную сопротивляемость к де-
формации, и в результате срок службы дорожных покрытий уве-
личивается почти в два раза.
Работа по первому направлению свелась к изучению состоя-
ния оборудования установки, некоторым изменениям в техноло-
гии окисления гудрона, подбору качества гудрона, необходимого
для производства базового битума, например, марки БНД 60/90 и
получению на его основе, за счет смешения с гудроном, других ма-
рок с пенетрацией 80/100 и 130/150. Для получения базового би-
тума на действующем оборудовании был проведен фиксирован-
ный пробег. Качество битума и гудрона было проанализировано в
лаборатории завода, далее взяты представительные образцы гуд-
рона и полученного битума БНД 60/90 и проанализированы в ла-
боратории исследовательского центра в Италии и там же опреде-
лены пропорции компаундирования битума с гудроном для произ-
водства битумов с улучшенными свойствами.
В качестве сырья был использован гудрон, полученный на ва-
куумном блоке установки АВТ, следующего качества:
пенетрации при 25‘С, 0,1 мм 500-600
плотность при 20 С, кг/м3 гЮОО
вязкость при 135’С, мм2/с 125-150
содержание солей, ppm (по NaCI) 200
357
Процессы переработки нефти
Пробег осуществляли в течение двух суток в 1996 г. На уста-
новку принимали гудрон с температурой около 130°С, расход сы-
рья составлял 27-28 м3/ч, расход воздуха на окисление — в сред-
нем 2800 м3/ч. Содержание кислорода в отработанном газе изме-
нялось в пределах 1-4,5% об. Качество сырья в период пробега из-
менялось незначительно (плотность при 20С составляла 993-
1003 кг/м3, пенетрация при 25°С — 550-560).
Для поддержания внизу колонн окисления температуры не
выше 260-280°С температура гудрона после печи составляла
170-190°С. В колоннах поддерживался уровень 12 м, что обеспечи-
вало время пребывания окисляемого продукта в зоне реакции не
более 3 ч.
Основные рабочие параметры опытного пробега и характерис-
тика окисленного битума приводятся в табл. 7.3 и 7.4.
Таблица 7.3
Технологические параметры работы установки в период пробега
Номер пробы Температура в колонне, °C Давление в верхней части, кгс/см1
низа верха
Первые сутки
1 219 126 0,02
2 226 128 0,02
3 238 132 0,02
4 244 136 0,02'
5 246 145 0,02
6 253 153 0,03
7 255 154 0,03
8 258 156 0,03
Вторые сутки
1 260 159 0,03
2 264 163 0,05
3 265 165 0,05 1
4 269 169 0,05 |
5 272 171 0,05 1
6 268 173 0,05 1
7 272 174 0,05 1
8 268 172 0,02 1
9 260 163 0,02 1
10 274 163 0,01 1
11 273 173 0,01 J
12 274 175 0,0)
358
Раздел VII
Таблица 7.4
Свойства окисленного битума
Номер пробы Пенетрация, 0,1 мм Дуктильность, см Температура размягчения, °C
Первые сутки
1 62 >100 49
2 47 >100 51
3 65 77 52
4 59 — 50
Вторые сутки
1 63 45 51
2 — — —
3 63 >100 52
4 67 95 52,5
5 75 >100 47
Средние показатели битума:
пенетрация при 25°С, 0,1 мм 72*75
дуктильность при 25°С, см г 100
дуктильность при 0°С, см 4,4-4,6
температура размягчения, °C 49-51
Анализ образцов гудрона и окисленного битума, проведенный
в итальянском исследовательском центре, представлен в
табл. 7.5.
Таблица 7.5
Результаты независимых анализов
Показатели Гудрон Окисленный битум
Плотность, кг/м3 1003 1012
Пенетрация при 25°С, 0,1 мм 510 66
Температура размягчения, °C 28 51
Температура хрупкости, °C -30 -17
Дуктильность при 25°С, см — >100
Динамическая вязкость, Па с: при 80°С при 135°С 1510 81 24800 422
Кинематическая вязкость, мм2/с: при 80°С при 135°С 1582 88 25574 440
Содержание, % мае.: насыщенных углеводородов ароматических углеводородов смол асфальтенов 5,8 59,9 21,4 12,9 6,6 43,7 28,6 21,1
359
Процессы переработки нефти
Как видно, качество окисленного битума соответствует дерюж-
ному битуму БНД 60/90.
Для получения других марок дорожного нефтебитума с
бдлыпей пенетрацией на основе полученного в период пробега би-
тума марки БНД 60/90 смешением его с гудроном было приготов-
лено несколько промежуточных смесей для нахождения опти-
мального соотношения компонентов.
В табл. 7.6 приведен ряд показателей качества двухкомпо-
нентных смесей.
Таблица 7.6
Анализ промежуточных смесей
Показатели Номер смеси
1 2 3 4
Содержание в смеси, % мае.: окисленного битума гудрона 87,5 12,5 75 25 62,5 37,5 50 50
Пенетрация при 25’С, 0,1 мм 91 122 172 225
Температура размягчения, °C 46 42 39 35
Температура хрупкости, °C -20 -21 -23 -24
Индекс пенетрации -0,7 -0,9 -1,3 -1,8
С уменьшением содержания окисленного битума в смеси зна-
чение пенетрации возрастает, а температура размягчения по
КиШ — уменьшается.
Были приготовлены окончательные товарные образцы биту-
мов с пенетрацией 80/100 (85% окисленного битума и 15% гудро-
на) и с пенетрацией 130/150 (70% окисленного битума и 30% гуд-
рона). Свойства полученных образцов были сопоставлены с требо-
ваниями на битумы улучшенного качества. Результаты сравне-
ния показывают, что из всех свойств только дуктильность после
старения (по методу тонкой пленки), не удовлетворяет стандарту
(для образца, полученного в период пробега).
Полученные смесевые образцы почти полностью удовлетворя-
ют требованиям ГОСТ и при соответствующей корректировке»
режима смогут соответствовать показателям для улучшенных би-i
тумов.
7.7. Получение модифицированных битумов
Повышение интенсивности грузоперевозок по автомобильн
дорогам за последние десятилетия приводит к постоянному уве.
360
Раздел УП
1 Та бл и ц а 7.7 Сопоставительные данные независимых анализов образцов битума и требований ГОСТ 22245-90 | OSl/Ofl ГОСТ 131-200 35 40 70 6,0 ОС 1 | От -1 до +1 |
БНД 30% гудрона, 70% битума 135 34 42 >150 26 -21 47 1 v"i ОС о
001/01 ГОСТ 22 ос 1 гч О 43 65 4,0 ( 1 in 1 От -1 до +1
БНД Я 15% гудрона, 85% битума •П ОС ГЧ 46 1 >150 8,9 -20 ; 1 w₽l ш о" 1
БНД 60/90 | ГОСТ 61-90 20 47 55 3,5 «п 1 1 ш + о 1 О
0% гудрона, 100% битума 66 I 22 51 >150 5,2 -17 56 1 ш о
Показатели Пенетрация, 0,1 мм, нс более: при 25°С при 0°С Температура размягчения, “С, не более Дуктильность, см, не более: при 25°С при 0°С Температура хрупкости,°C, не выше Температура размягчения | после старения, °C Изменение температуры размягчения, °C, не менее I Индекс пенетрации
361
Процессы переработки нефти
чению нагрузок на дорожные покрытия, что при некоторых усло-
виях (в том числе при климатических изменениях в течение года)
приводит к возникновению в дорожных покрытиях необратимых
деформаций (ухудшение пластичности, увеличение хрупкости,
растрескивание покрытия и его старение). Все это влечет за собой
незапланированные ремонты.
Для улучшения характеристик термочувствительности, хруп-
кости и склонности к старению уже давно делались попытки до-
бавления в битум специальных веществ (натурального каучука,
молотой резины), что позволило повысить его эластичные и проч-
ностные свойства.
Эти вещества, добавляемые в битум для придания ему улуч-
шенных характеристик, называются модификаторами, а битумы,
полученные с подобными добавками, — модифицированными. В
качестве модификаторов в настоящее время используется широ-
кая гамма синтетических полимерных материалов.
Ввод модификаторов, в частности, полимерных материалов
(например, стирол-бутадиен-стирольных полимеров), иницииру-
ет образование более сложной коллоидной структуры битума, в
которой СБС сильно гомогенизирован. В результате этого изменя-
ются такие реологические характеристики битума, как темпера-
турная чувствительность, адгезионные свойства, эластичные и
прочностные характеристики, снижается деформация при на-
грузках; такие битумы склонны к восстановлению эластичности.
Одно из существенных качеств модифицированных битумов — их
стабильность при хранении и эксплуатации, т.е. способность со-
хранять свои свойства во времени. Введенный в битум полимер-
модификатор абсорбирует низкомолекулярные фракции битума,
уменьшая тем самым его испаряемость и увеличивая прочность
материала. Для определения типа и количества вводимого поли-
мера необходима тщательная исследовательская и проектная про-
работка с учетом технических требований на дорожное покрытие, i
напряженности движения транспорта, а также климатических-
условий.
В 1996 г. для улучшения характеристик полученных базовых
битумов (табл. 7.7, столбцы 4 и 6) в них был добавлен полиме;
СБС (товарная марка Европрен OL ТЕ 6205), содержащий не бол*
25% стирола. Модифицированные битумы были приготовлен:
путем добавки в базовые образцы 4 и 6% мае. СБС соответственн
Смешение битума с полимером проводили в итальянском и
следовательском центре при 180-200’С с использованием высок
скоростного смесителя, обеспечивающего смешение при 6000 об
ротах в минуту. Образцы модифицированного полимером СБС 6
362
Раздел VII
тума (А, В, С и D) были подвергнуты испытанию на распределение
дисперсности полимера методом флюоресцентной микроскопии.
По методам, принятым в зарубежной практике (см. раздел 7.2)
были определены их пенетрации при 25° и 0°С, температура раз-
мягчения, температура хрупкости, дуктильность при 25°С
(5 см/мин) и О’С (1 см/мин), адгезия и восстановление эластично-
сти при температуре 25°С. Кроме того, образцы исследованы по
показателям вязкости и стабильности при хранении. Образцы
подвергали испытанию методом тонкой пленки с последующей
оценкой изменения их свойств.
Восстановление эластичности проводили при 25°С на реометре
БОЛИН ЦС10, работающем на основе параллельных пластин. Ме-
тод заключался в деформации образца при постоянной нагрузке и
определении величины результирующей деформации.
Стабильность при хранении оценивалась по методу трубки,
сущность которого заключалась в том, что битум наливали в труб-
ку высотой 130 мм и диаметром 25 мм, один конец которой был за-
крыт. Трубку в вертикальном положении устанавливали в печь и
выдерживали при 180“С в течение 72 ч, после чего она охлажда-
лась до комнатной температуры в вертикальном положении и раз-
резалась на 3 равные части. В каждой из частей (верх, середина,
низ) измеряли температуру размягчения.
Модифицированные образцы битумов А и В получены на осно-
ве смешанного образца — базового битума с пенетрацией 80/100
(85% окисленного битума и 15% гудрона), а С и D — с пенетраци-
ей 130/150 (70% окисленного битума и 30% гудрона). Характери-
стики этих образцов приведены в табл. 7.8 и 7.9.
В результате модификации из Киришского битума приготов-
лены две марки битумов с пенетрацией 40/60 и 60/80 соответст-
венно.
Смеси “битум-полимер” обнаружили низкую термическую
чувствительность, что подтверждается высоким индексом пенет-
рации. Смеси В и D, содержащие 6% мае. полимера, гарантиро-
ванно выдерживают температуру хрупкости по Фраасу минус
25°С. Об улучшении эластичности свидетельствует ее восстановле-
ние при 25°С, которое составляет свыше 50%. Дуктильность при
25°С представляется довольно низкой, однако это можно объяс-
нить тем, что ее определяли методом вынужденной дуктильности,
который заключается в накладывании нагрузки на испытуемый
образец при стандартных испытаниях дуктильности. Этот метод
устанавливается в Европейских стандартах для модифицирован-
ных битумов (CENTC19SCIWG4). На рис. 7 .5 приведены кривые
вынужденной дуктильности для образца С. Величина пика на ри-
363
Процессы переработки нефти
Таблица 7.8
Характеристика битумов А и В
Показатели Образцы
базовый битум 80/100 А В
Введенный полимер OLTE6205, % мае. 0 4 6
Свойства:
Дисперсия полимера — Хорошая Хорошая
Пенетрация, 0,1 мм:
при 25°С 95 50 45
при 0°С 26 28 25
Температура размягчения, °С46 71 82
Индекс пенетрации -0,6 3 4,4
Температура хрупкости, °C -20 -21 -25
Дуктильность, см:
при 25°С >150 76 80
при О’С 9 33 34
Восстановление эластичности, % 6,4 56 64
Вязкость, Па • с:
при 135°С 305 1340 2740
при 160°С * — 450 895
при 180’С ——» 222 434
при 200°С — 125 246
Температура размягчения по методу трубки (стабильность при хранении), °C:
верх — 77 85
середина — 72 80
низ — 72 79
Свойства после старения по методу тонкой пленки:
Потеря массы, % 0,074 0,050 0,068 1
Остаточная пенетрация, % 64 100 98 I
Температура размягчения, °C 51 67 77 1
Индекс пенетрации — 2,4 3,6 1
Температура хрупкости, °C -19 -18 -25 I
Дуктильность при 25’С, см 139 55 30 1
сунке соответствует конечному напряжению материала. Окисле^
ный битум обнаруживает минимальную его величину, проявляв
необратимую деформацию и течет, как жидкость, образуя очещ
тонкую нить. '
Модифицированный битум С ведет себя как вулканизировав
ный эластомер и, проходя через пик, может обратимо переносив
деформацию. "1
364 1
Раздел УП
Рис. 7.5. Кривые вынужденной дуктильности для образца С:
1 — окисленный битум; 2 — модифицированный битум; 3 — обра-
зец после старения по методу тонкой пленки
После старения эта способность снижается, однако способ-
ность переносить нагрузки остается выше, чем у обычного биту-
ма, который не подвергался испытанию на старение. После старе-
ния все смеси проявляют незначительное изменение массы, пене-
трации и температуры хрупкости по Фраасу. Было установлено
некоторое уменьшение КиШ после старения, которое, возможно,
объясняется растворением стирольных комплексов полимера при
старении. Это косвенно подтверждается анализом образцов С и D,
которые были приготовлены на основе битума 130/150, содержа-
щего 30% гудрона с высоким содержанием ароматических угле-
водородов, что способствовало повышению растворимости поли-
мера. Вместе с тем смеси проявляют низкую термическую чувст-
вительность даже после старения.
Для проведения испытаний адгезии модифицированных биту-
мов были взяты пять образцов пород из различных карьеров Ле-
нинградской области. Результаты испытаний приведены в табл.
7.10и 7.11.
Определение адгезии заключалось в измерении усилий для
разделения двух шлифованных призм, вырезанных из пород Ле-
нинградской области, на которые был нанесен тонкий слой биту-
ма. Нанесение слоя битума проводили при температуре, обеспечи-
вающей вязкость 400-800 Па- с, т.е. в условиях, близких к тако-
вым при приготовлении асфальтобетона. Затем слой битума меж-
ду призмами, охлажденными до комнатной температуры, подвер-
гали испытанию на адгезию. Размеры призм: длина 5 см, ширина
2 см и толщина 2 см. Призма должна иметь хотя бы одну гладкую
и чистую грань.
Модифицированные битумы, как видно из представленных в
табл. 7.10 и 7.11 данных, обладают повышенной адгезией в срав-
365
Процессы переработки нефти
Таблица 7.9
Характеристика битумов С и D
Показатели Образцы
базовый битум 130/150 С D
Введенный полимер OLTE6205, % мае. 0 4 6
Свойства:
Дисперсия полимера — Хорошая Хорошая
Пенетрация, 0,1 мм:
при 25°С 135 68 65
при 0°С 34 30 35
Температура размягчения, °C 42 72 84
Индекс пенетрации -0,8 4,2 5.6
Температура хрупкости, °C -21 -22 -25
Дуктильность, см:
при 25°С >150 83 67
при 0°С 26 45 55
Восстановление эластичности. % 2.3 55 92
Вязкость, Па • с:
при 135°С 230 980 1880
при 160°С 350 700
при 180°С — 181 344
при 200°С 104 208
Температура размягчения по методу трубки (стабильность при хранении), °C:
верх — 75 84
середина — 69 78
низ — 67 72 1
Свойства после старения по методу тонкой пленки:
Потеря массы, % 0,073 0,058 0,064 |
Остаточная пенетрация, % 56 87 85 1
Температура размягчения, °C 47 63 74 i
Индекс пенетрации — 2 3,8 1
Температура хрупкости, °C -21 -20 -25 1
Дуктильность при 25°С. см >150 57 43 J
нении с битумами, полученными смешением окисленного биту
с гудроном.
На основании этих исследований для Киришского НПЗ бы
предложена технологическая схема установки по производен
модифицированных битумов мощностью 10 т/ч.
Установка состоит из загрузочного насоса для перекачки би1
ма, двух емкостей, оборудованных мешалками (низкоскоростн
366
Раздел VII
Таблица 7.10
Результаты измерения адгезии битумов, кг/см2
Образцы пород Окисленный б!пум 60/90 Битум, приготовленный смешением
80/100 130/150
№ 1 2,19 1,45 0,99
№2 2,23 1,66 1,22
№3 2,10 1,41 1,16
№4 1,81 1,23 1,02
№5 2,06 1,58 1,31
Таблица 7.11
Результаты измерения адгезиии модифицированных битумов, кг/см2
Образцы пород Образцы модифицированного битума
А В С D
№ 1 2,9 3,73 2,67 3,28
№2 3,27 5,09 2,80 3,33
№3 3,64 4,56 2,65 3,12
№4 3,41 3,90 2,71 3,22
№5 3,41 3,93 2,77 3,39
смесители), одного высокоскоростного смесителя, загрузочного
устройства для дозировки полимера, емкости для хранения моди-
фицированного полимерами битума и системы теплоносителя (го-
рячего масла) для поддержания необходимой температуры при
смешении битума с полимерами и при его хранении. Установка
работает следующим образом. Битум загрузочным насосом зака-
чивается в одну из промежуточных емкостей, туда же добавляет-
ся полимер. Дозировку полимера осуществляют дозатором непо-
средственно в трубопровод, по которому битум закачивается с оп-
ределенной производительностью. По достижении в емкости оп-
ределенного минимального уровня наполнения включается низ-
коскоростной смеситель, затем — высокоскоростной смеситель,
оборудованный системой переключения клапанов, и поток из ем-
кости начинает циркулировать через высокоскоростной смеси-
тель обратно в емкость. После наполнения этой емкости смесью
битума и полимера начинается цикл диспергирования, заключа-
ющийся в многократности перекачек смеси из одной емкости в
другую для достижения заданной дисперсности.
Обычно для достижения необходимой степени дисперсности
требуется циркуляция в течение одного часа. После этого смесь
367
Процессы переработки нефти
(товарный продукт) насосом откачивается в товарную емкость
или в автобитумовоз.
В России производство дорожных битумов, модифицирован-
ных полимерами, до сих пор практически находится в стадии экс-
перимента и порою эти эксперименты, производимые дорожными
организациями, не обладающими соответствующим оборудовани-
ем для качественного смешения полимеров с битумом и проведе-
ния соответствующего лабораторного контроля, не дают желае-
мых результатов. Однако эти работы перспективны и требуют
продолжения.
Использованная литература
1. Гу н Р . Б . Нефтяные битумы. — М.: Химия, 1989.
2. Печеный Б.Г. Битумы и битумные композиции. — М.: Химия,
1990.
3. Совершенствование технологии производства и улучшение качест-
ва битумов / Тез. докл. Всесоюзного семинара. — Павлодар, 1986.
4. Технический отчет специалистов компании “Снампроджети” по
программе “Тасис” на Киришском НПЗ. — 1995-1996.
5. Предложения комиссии Европейского сообщества по программе
“Тасис”. Проект улучшения качества дорожного битума, август 1996.
6. ТЭО “Производство в АООТ “Киришинефтеоргсинтез” дорожных
битумов улучшенных свойств из смеси западносибирских нефтей с ис-
пользованием технологии АО “НЭСТЭ” — Финляндия, 1994.
7. Влияние циклических аминов на свойства нефтяных битумов //
Нефтепереработка и нефтехимия: НТИС. — М.: ЦНИИТЭнефтехим,
1999.—№ 12. — С. 26.
8. Современное состояние, технический уровень и перспективы раз-
вития технологии производства, упаковки и отгрузки нефтебитума на
НПЗ России, стран СНГ и ведущих стран мира. — М.: ЦНИИТЭнефте-
хим, 1999. (Аналит. обзор)
9. Проект реконструкции вакуумной колонны К-10 АВТ-6 Кириш-
ского НПЗ. Москва АО “Петрохим” 1996.
368
Раздел VIII
Раздел VIII. ПРОИЗВОДСТВО БИТУМНОПОЛИМЕРНЫХ
ГИДРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Гидроизоляционные материалы известны с давних пор и при-
меняются для различных нужд: для защиты крыш зданий от про-
никновения атмосферных осадков (кровельные), для гидроизоля-
ции при строительстве подводной и надводной частей плотин и
мостов (гидроизоляционные). В настоящее время эти материалы
изготавливаются в виде рулонов длиной 10 и более метров, шири-
ной один метр.
При наклеивании таких материалов на каркас кровли в 2-3
слоя на ней создается монолитный кровельный ковер, без швов.
Поэтому кровли, покрытые такими материалами, могут выпол-
няться с малыми уклонами и при этом достигается необходимая
защита здания.
8.1. Рулонные гидроизоляционные материалы
Гидроизоляционные материалы классифицируются по следу-
ющим признакам:
- структуре: оснбвные и безоснбвные;
- виду основы: органическая (картон, джут), минеральная (ас-
бестовое полотно), синтетическая (полиэстер), комбинированная
(полиэстер, армированный стеклонитью или стеклосеткой) и
стеклооснова (стеклохолст, стеклоткань);
- виду пропиточной массы: битумные, битумно-полимерные и
полимерные;
- виду защитного слоя: с посыпкой (крупнозернистая, мелко-
зернистая, пылевидная), фольгой (алюминиевая, медная или из
нержавеющей стали) и стеклотканью.
Самым распространенным кровельным материалом на базе
окисленного битума является рубероид, то есть картон, пропитан-
ный битумом и посыпанный в качестве защиты крупнозернистой
или мелкозернистой посыпкой. Имеются различные разновиднос-
ти рубероида в зависимости от вида основы — стеклорубероид,
фольгозол (на основе фольги) и т.д.
При сравнительной дешевизне производства этот материал
имеет ряд существенных недостатков:
- быстрое старение рубероида в связи с окислением слоя биту-
ма кислородом воздуха и ухудшением в связи с этим его гибкости,
морозостойкости, что приводит к образованию трещин в слоях ру-
бероида, проникновению воды под кровлю, нарушению гидроизо-
ляции кровли;
369
Процессы переработки нефти
- повышенный расход битума, в результате чего масса битума
на 1 м2 рубероида составляет 7-8 кг. При обязательном двух- или
даже трехслойном покрытии кровли это приводит к увеличению
нагрузки на кровлю и повышению трудовых затрат;
- недостаточные прочностные свойства такой кровли: макси-
мальная деформация ее составляет 3%, после чего она начинает
трескаться и разрушаться.
По данным Госстроя в 1989 г. в СССР было произведено
более 1 млр.м2 таких материалов. Через 3 года 15%, а через
5 лет почти 50% кровли требовали капитального ремонта, в
то время, как они должны служить не менее 20 лет. Таким об-
разом, кровли, выполненные из рулонных материалов на ос
нове только окисленного битума, становятся чрезвычайно до
рогими.
С целью сокращения затрат при применении кровельных
материалов были созданы новые композиции — такие пропи-
точные материалы и основы, которые характеризовались дол-
говечностью, повышенной механической прочностью, стойкос-
тью к атмосферным воздействиям (влаги, температуры), повы-
шенной теплостойкостью и влагонепроницаемостью. При этом
расход пропиточной массы на один квадратный метр материа-
ла значительно ниже, чем при изготовлении рубероида.
Битум для пропитки основы модифицировался различными
полимерными материалами и наполнителями, которые и при-
давали ему повышенные качества по сравнению с прежними
материалами. Для придания пропиточному материалу элас-
тичности, особенно при низких температурах воздуха, а также
теплостойкости в битум начали добавлять такие полимеры как
стирол-бутадиен-стирольный каучук (СБС), атактический и
изотактический полипропилен (АПП и ИПП), а для производ-
ства специальных гидроизоляционных материалов для гидро-
изоляции мостов применяют добавки аморфных полиолефи
нов. При этом в качестве основы для пропитки стали широк
использовать полиэфирное волокно, стеклохолсты, стекл
ткань и др.
Прежде чем перейти к изложению вопросов, связанных с тех
нологией изготовления гидроизоляционных рулонных материя
лов, необходимо четко уяснить, какими же свойствами и показа
телями качества, какой структурой должны обладать гидроизоля
ционные материалы, чтобы соответствовать требованиям мира
го уровня.
370
Раздел VIII
8.2. Структура гидроизоляционных материалов
Кровельные материалы являются разновидностью гидроизо-
ляционных материалов. Одно из их основных качеств — способ-
ность отталкивать воду, то есть гидрофобность. Это свойство обес-
печивается пропиточной массой, составляющей значительную
часть всего материала. Рулонные гидроизоляционные материалы
представляют собой композицию, состоящую из основы, которая
пропитывается битумом или битумно-полимерной массой, защит-
ного слоя в виде посыпки определенного гранулометрического со-
става из каменного материала и наплавляемой полиэтиленовой
пленки. Иногда вместо посыпки может быть использована алюми-
ниевая или медная фольга. Одним из главнейших составляющих
кровельного покрытия на основе битума или битумно-полимер-
ной массы является пропиточная масса, придающая самому по-
крытию вместе с основой определенные, в первую очередь гидро-
изоляционные свойства. Любые гидроизоляционные материалы
обладают двумя взаимосвязанными характеристиками: внутрен-
ней структурой и качественными показателями (свойствами).
Структура их определяется производственным процессом. Внут-
ренняя структура, или строение, физических тел отражает опре-
деленный порядок связей и порядок сцепления частиц, из кото-
рых образованы физические тела. Структура гидроизоляционных
материалов характеризуется химическими и физико-химически-
ми связями между контактируемыми частицами разной степени
дисперсности. Структура может быть однородной и смешанной, К
однородным структурам относятся кристаллизационные, коагу-
ляционные, конденсационные. Твердые вещества с неоднородной
структурой называются аморфными.
Кристаллизационными называются такие структуры, у ко-
торых твердые фазы образованы путем срастания кристаллов в
прочный моно- или поликристаллический агрегат. При этом при
выкристаллизации из раствора или расплава в нормальных усло-
виях образуется упорядоченное расположение структурных час-
тиц (атомов, ионов, молекул) в пространстве в форме кристалли-
ческих решеток. Каждому типу связей соответствует свой харак-
терный тип кристаллизационных решеток (ионный, молекуляр-
ный, атомный с водородными связями), что придает материалу
определенные свойства.
Коагуляционными называются такие структуры, в образо-
вании которых участвуют сравнительно слабые силы взаимо-
действия между частицами. Дисперсионная среда образует в та-
кой системе подвижную пространственную сетку, отличную от
371
Процессы переработки нефти
жесткой сетки каркаса в кристаллизационных структурах. За
счет подвижных прослоек материалы с коагуляционной струк-
турой обладают тиксотропией, то есть способностью изменять
свое физическое или фазовое состояние под воздействием внеш-
ней среды, способностью разжиматься под действием механиче-
ских нагрузок (перемешивания, вибрации и т.д.) с обратным
восстановлением структуры и свойств в последующий период
покоя.
Тиксотропия, пониженная прочность, ярко выраженная пол-
зучесть материала являются наиболее характерными свойствами
коагуляцион-ных структур.
Конденсационные структуры образуются при непосредствен-
ном взаимодействии частиц или под влиянием химических соеди-
нений в соответствии с валентностью контактируемых атомов или
под влиянием ионных связей.
По данным исследований академика П.А. Ребиндера, возмож-
но образование смешанных структур, например кристаллизаци-
онно-коагуляционной. При определенных обстоятельствах возмо-
жен переход одной структуры в другую, например коагуляцион-
ной в конденсационную и т.д. Такие изменения придают материа-
лу иную прочность, деформативность, изменяют тиксотропию и
т.д. Многие гидроизоляционные рулонные материалы имеют коа-
гуляционную или ярко выраженную смешанную структуру, на-
пример при низких температурах.
Подвижность пространственной сетке гидроизоляционных
материалов придают органические вяжущие вещества — битумы,
смолы, термопластичные материалы, полимеры.
В реальных эксплуатационных условиях такие структуры
претерпевают ряд изменений: при пониженных температурах
часть составляющих выкристаллизовывается и образует поли-
дисперсные органические кристаллы, при повышенных темпе-
ратурах — переходит в вязкотекучее состояние с аморфной
структурой. Под влиянием фактора старения могут возникнуть
необратимые явления в структурах и свойствах материала, в ча-
стности утончение прослоек, нарастание хрупкости с концент-
рацией твердой фазы. Аморфная структура характеризуется от-
сутствием кристаллов, беспорядочным расположением атомов
и молекул, не ориентированных друг относительно друга в оп-
ределенном порядке. Аморфная структура характерна для на-
турального и большинства синтетических каучуков при ком-
натной температуре, используемых в производстве гидроизоля-
ционных материалов. Однако аморфное состояние может прж
определенных условиях перейти в кристаллизационное, не все*
372
Раздел УШ
гда благоприятно влияющее на свойства гидроизоляционного
материала.
В структуре гидроизоляционного материала определенный
объем занимают замкнутые или сообщающиеся поры. Они неже-
лательны, поскольку понижают водонепроницаемость материала.
В то же время они являются источниками концентрации разного
рода напряжений и при определенных условиях способны образо-
вывать микротрещины, которые в дальнейшем могут перейти в
макротрещины. Так, при производстве рубероида может образо-
ваться около 8-10% пустот, не заполненных битумом (в покров-
ном слое), а в картоне — основе этого кровельного материала, их
может содержаться до 25%. Наличие пористости связано в основ-
ном с дефектами в технологии производства. Чем больше порис-
тость, тем ниже долговечность. Оптимальной структурой считает-
ся такал, в которой поры распределены равномерно по всему объ-
ему, отсутствуют дефекты, имеется непрерывная пропитка вяжу-
щим веществом. Оптимальный состав и оптимальную структуру
материала при данных технологических параметрах и принятом
сырье определяют расчетно-экспериментальным методом в лабо-
раторных условиях и в производственном процессе на заводе.
8.3. Основные свойства гидроизоляционных материалов
Из всего многообразия свойств сложных материалов, какими
являются гидроизоляционные, можно выделить четыре группы.
К первой группе относятся свойства, отражающие взаимодей-
ствие материала с водной и паровой средой. Они характеризуют
гидроизоляционную способность материала: водонепроницае-
мость, водопоглощаемость, гидрофильность и гидрофобность.
Ко второй группе относятся свойства, отражающие механиче-
скую прочность, способность оказывать сопротивление внутрен-
ним напряжениям без нарушения сплошности структуры матери-
ала, размеров и формы — деформационные, прочностные.
Третья группа свойств объединяет качественные характерис-
тики, показывающие отношение материала к длительному воз-
действию внешней среды, стабильность основных показателей ги-
дроизоляционных материалов во времени. Показателем стабиль-
ности служат набухаемость, химическая и биохимическая стой-
кости, морозо- и теплостойкости.
К четвертой группе относится показатель адгезии, то есть спо-
собность гидроизоляционного материала удерживаться на по-
верхности, сцепление с покрываемой конструкцией. Все свойства
гидроизоляционных материалов изучают в лабораторных услови-
373
Процессы переработки нефти
ях или непосредственно на месте применения. Результаты испы-
таний сравнивают с техническим условиями или ГОСТами.
Первая группа свойств отражает качество материала для це-
лей гидроизоляции и они в наибольшей степени зависят от его по-
ристости.
Пористость можно вычислить по формуле:
\ pj
где рк — кажущаяся плотность — масса единицы объема,
включая объем пор, г/см3;
ри — истинная плотность — масса единицы объема само
го тела, исключая объем пор, г/см3.
Водонепроницаемость — способность материала не пропус-
кать воду при постоянном гидростатическом давлении. Характе-
ристикой ее является количество воды, прошедшей в течение од-
ного часа через один квадратный сантиметр гидроизоляционного
материала при заданном давлении воды. Прибор для определения
водонепроницаемости приведен на рис. 8.1.
Водопоглощаемостью называется способность материала впи-
тывать и удерживать воду, а сам процесс впитывания воды в поры
называется водопоглощением. Характеристикой водопоглащае-
мости является количество воды, которую впитывает и удержива-
ет сухой образец после 24-х часового погружения в воду при тем-
пературе 20’С.
Водопоглощаемость можно вычислить по формуле:
м, - м, „
W = —-------100%,
Mi
где м3 — масса образца после суточного выдерживания в воде;
м2 — масса образца после минутной выдержки в воде;
Mj — масса сухого образца.
Этот метод позволяет довольно быстро судить о величине ка-
жущейся пористости, так как замкнутые поры в материале не за-<
полняются водой (пористость кажущаяся). J
Одной из характеристик этой группы свойств является гигром
скопичность, или способность материала поглощать влагу из па-'
374
Раздел УШ
Рис. 8.1. Устройство для определения водонепроницаемости
кровельных и гидроизоляционных материалов:
1 — рабочая камера; 2 — резиновые прокладки; 3 — образец;
4 — контактная сетка; 5 — прижимная плита; 6 — зажимные винты;
7 — краны; 8 — резиновая трубка, соединяющая с водопроводом;
9 — манометр
375
Процессы переработки нефти
ро-воздушной среды, в частности из воздуха. Влага, поглощенная
из воздуха, при благоприятных условиях может частично или
полностью удаляться из материала. Это характеризует показа-
тель влагоотдачи — или способность гидроизоляционного матери-
ала отдавать влагу в окружающую среду. Эта способность оцени-
вается количеством воды, теряемой гидроизоляционным матери-
алом в сутки при относительной влажности воздуха 60% и при
температуре 20°С. Необходимо, чтобы материал имел меньшую
гигроскопичность и большую влагоотдачу, чему способствует гид-
рофобизация пор и поверхности покрытия.
Гидрофобность — способность материала отталкивать воду,
не смачиваясь водой. Гидрофильность — способность материала
смачиваться.
Вторая группа свойств характеризует механические свой-
ства материалов, то есть их способность сопротивляться сило-
вым, температурным, усадочным и другим внутренним напряже-
ниям без нарушения установившейся структуры при полном со-
хранении сплошности материала. Механические или структур-
но-механические свойства разделяются на деформационные и
прочностные.
Деформационные свойства могут быть обратимыми и необра-
тимыми, упругими или эластичными. Обратимость, или величи-
на обратимости, является главнейшим свойством гидроизоляци-
онного материала. Фактором необратимости является ползучесть
материала, которая не прекращается даже после снятия нагруз-
ки. С повышением температуры ползучесть возрастает. Определе-
ние деформации (ползучести) производится при наивысшей тем-
пературе применения материала в условиях эксплуатации. Для
снижения ползучести в битумнополимерный материал вводят до-
бавки порошкообразных наполнителей. Этому же будет способст-
вовать снижение температуры и нагрузки на материал при экс-
плуатации.
Прочностные свойства характеризуют способность материа-
ла в определенных пределах не разрушаться, сопротивляться вну-
тренним напряжениям, возникающим под действием механичес-
ких, тепловых и других факторов. Эти свойства оцениваются по-
казателем предела прочности при разрыве, сжатии, сдвиге или ве-
личиной разрывной нагрузки. Чем выше способность гидроизоля-
ционного материала удлиняться без разрыва, тем лучше его каче-
ство. Одним из показателей прочностных свойств является гиб-
кость изоляционных материалов, которая проверяется путем из-
гибания рулонного материала на брусе (стандартного образца) на
угол 18СГС при определенной температуре. Это особенно важно
376
Раздел УШ
при отрицательных температурах. О качестве образца судят по на-
рушению сплошности материала, образованию трещин.
Третья группа свойств характеризует показатели долговеч-
ности материалов, или способность гидроизоляционного материа-
ла сохранять свою структуру неизменной во времени. Долговеч-
ность материала характеризуется рядом показателей, к которым
относятся следующие.
Набухаемость — способность материала увеличиваться в объ-
еме при насыщении водой. За счет влагопоглощения при набуха-
нии идет разрушение структуры материала с последующей поте-
рей его прочностных свойств. Наибольшей набухаемостью облада-
ют те материалы, в составе которых имеются твердые компонен-
ты, имеющие повышенные гидрофильные свойства (разного рода
наполнители, красители). При набухании у некоторых материа-
лов происходит расслоение, понижается твердость и т.д.
Другим показателем долговечности является морозостой-
кость —способность материала выдерживать многократные цик-
лы замораживания и оттаивания без признаков разрушения. Для
гидроизоляционных материалов требуется, чтобы снижение
прочностных качеств после 5 циклов и более составило 10-25%, а
потеря в массе — не более 5% от первоначального значения.
Химическая стойкость — способность к сопротивлению дей-
ствия влажной агрессивной среды, воздушной или водной. Это
проявляется в виде старения материала. Процессу старения спо-
собствует окисление кислородом воздуха, воздействие солнечного
излучения и т.д.
Биохимическая стойкость — способность материала сопро-
тивляться биологическим процессам вследствие воздействия вся-
кого рода грибков, растений, насекомых и органических агрес-
сивных сред.
Материалы, выполненные из картона, пропитанного битумом
(рубероид), не являются биостойкими.
Теплостойкость — способность материала сохранять проч-
ность и другие технические свойства при нагревании. Она выра-
жается температурой, при которой начинается деформация мате-
риала. Обычно испытание проводят при 70'С, а для современных
битумополимерных гидроизоляционных материалов и при более
высокой температуре (выше 100°С).
Четвертая группа свойств. Адгезия, или способность гидро-
изоляционного материала прилипать к поверхности и долго удер-
живаться на ней. Адгезия зависит от многих факторов и в первую
очередь от природы пропиточного материала (битума или битум-
нополимерной массы), совместимости его с основой, а также сов-
377
Процессы переработки нефти
местимости гидроизоляционного материала с защищаемой по-
верхностью.
Для определения всех вышеуказанных свойств и показателей
разработаны методы испытаний, которые вошли в нормативные
документы — ГОСТы, ТУ и т.д.
8.4. Состав современных гидроизоляционных
рулонных материалов
Рулонные гидроизоляционные материалы состоят из битумно-
полимерной массы, нанесенной на основу, наполнителя и защит-
ного слоя. Ниже рассмотрены особенности этих составляющих.
Гидроизоляционные материалы на базе окисленного битума
обладают существенными недостатками: плохой восприимчивос-
тью к температурным колебаниям, недостаточной теплостойкос-
тью, быстрым растрескиванием при частой смене температур,
низкой морозостойкостью, недостаточной водостойкостью и проч-
ностными качествами, плохим сцеплением (адгезией), быстрым
старением и т.д. С целью улучшения этих свойств битумы моди-
фицируют различными полимерами, наполнителями и другими
добавками.
Модификаторы. В качестве модификаторов используются та-
кие вещества, как атактический и изотактический полипропиле-
ны (АПП и ИПП соответственно), стирол-бутадиен-стирольный
каучук (СБС), пластификаторы, полиолефины.
Исследования с применением электронного микроскопа пока-
зали, что при вводе полимеров около 2% при температуре 160-
180’С, т.е. при температуре плавления полимера (например, сме-
си АПП и ИПП) последний практически растворяется маслами,
содержащимися в битумах.
При увеличении количества вводимого полимера, например
до 10-12%, и хорошей его гомогенизации, происходит агрегация
частиц полимера, их сближение, и полимер образует в битуме
пространственную рыхлую сетчатую структуру. При дальнейшем
увеличении процента вовлечения полимера битум входит в струк-
турные ячейки, образованные полимером. Образуется битумнопо-
лимерная вяжущая масса, в которой матрицей-средой служит би-
тум, а дисперсной фазой является полимер. При повышенных :
концентрациях полимера в битумнополимерном материале j
(БПМ) образуются пространственные решетки, придающие ему!
повышенную прочность, эластичность по сравнению с битумом* !
Это объясняется тем, что пространственная сетка из полимеров!
(термопластов) тормозит и даже может прекратить рост микротра» |
378
Раздел УШ
щин в битуме вследствие явления релаксации, т.е. снижения на-
пряжения в материале. Особенно заметно улучшают свойства би-
тумов добавки на основе бутадиеновых каучуков и полиолефинов.
Выпускаемые промышленностью СБС-каучуки могут быть по-
рошкообразного и гранулированного видов. Они обладают высо-
кой прочностью на разрыв (относительное удлинение составляет
до 800%). Однако надо иметь в виду, что СБС-каучук среди других
полимеров больше подвержен старению, действию ультрафиоле-
товых лучей. Поэтому битумнополимерные материалы, в которые
он входит, требуют некоторой защиты — использование слюдя-
ных материалов, фольги, сплошной посыпки крупно- или мелко-
зернистыми каменными материалами.
Применение СБС-каучуков придает битумнополимерным ма-
териалам высокую эластичность и морозостойкость. Это позволя-
ет применять кровельные гидроизоляционные рулонные материа-
лы в особо суровых климатических условиях севера России.
Смесь АПП и ИПП способствует высокой температуре плавле-
ния (около 160"С) материала, неплохой морозостойкости (до
-15"С), хорошей водостойкости и химической стойкости. Только
крепкие кислоты (например, азотная кислота) воздействуют на
нёго при высоких температурах.
Различное процентное соотношение полимеров, добавляемых
в битум при изготовлении битумнополимерного материала, при-
дает ему различные качественные показатели и делает возмож-
ным применение гидроизоляционных материалов в различных
климатических условиях России.
К сказанному надо добавить, что для качественного приготов-
ления битумнополимерной смеси надо иметь специальные смеси-
тельные устройства, гомогенизаторы, современные методы кон-
троля приготовления смесей и соответствующее лабораторное обо-
рудование. Это диктуется тем, что смесь битума и полимеров, при-
дающих ему особые, необходимые по стандартам свойства, явля-
ется неустойчивой из-за специфических физико-химических ка-
честв битума и полимеров. Поэтому приготовление таких смесей
на старом оборудовании рубероидных заводов чревато несоблюде-
нием соответствующей технологии и контроля качества и приво-
дит к выпуску продукции, не отвечающей требованиям, предъяв-
ляемым к современным рулонным гидроизоляционным материа-
лам.
Наполнители являются еще одним компонентом, используе-
мым в производстве битумнопо димерных материалов. В качестве
наполнителей используются доломитовая или известняковая му-
ка, тальк. Наполнители, используемые для приготовления битум-
379
Процессы переработки нефти
нополимерных материалов, выполняют роль веществ, повышаю-
щих прочностные свойства, твердость, гидроизоляционных мате-
риалов. Повышаются теплостойкость, водостойкость, долговеч-
ность, экономятся связующие материалы гидроизоляционных
материалов. В то же время повышенное содержание наполнителя
(>30%) снижает долговечность материалов.
Применение известняковой муки придает гидроизоляцион-
ным материалам стойкость к щелочным и сульфатным средам.
Иногда в качестве наполнителей применяются различные по-
верхностно-активные добавки, которые вводят в битумноподи-
мерные материалы для улучшения адгезии. Однако их активные
качества снижаются при повышении температуры.
Выше уже упоминалось, что ввод некоторых полимеров, на-
пример полипропиленов, ускоряет старение битумнополимер-
ных материалов. В целях нейтрализации этого эффекта применя-
ют стабилизаторы, т.е. вещества или добавки, которые замедля-
ют или прекращают процесс старения. В качестве стабилизато-
ров могут быть использованы некоторые масла на ароматической
основе.
Иногда для придания кровельным гидроизоляционным мате-
риалам большей пластичности, гибкости, особенно в случае при-
менения покрытий в условиях низких температур, в битумнопо-
лимерные материалы добавляют пластификаторы. Это могут быть
как твердые, так и жидкие вещества (дибутилфталат с добавкой
хлорпарафина, камфора).
Однако надо учитывать, что с применением пластификаторов
возможно получение кровельного материала с меньшей тепло-
стойкостью и ускоренным процессом старения в кровле. Поэтому
пластификаторы применяют крайне редко.
Основы. Самой распространенной основой Для изготовления
указанных материалов (в частности рубероида), которая применя-
ется и до настоящего времени, является картон или полотно, по-
лученное из материалов органического или минерального проис-
хождения. Для кровельных рулонных материалов на базе окис-
ленного битума применяется картон кровельный — сложная
смесь размолотого текстильного натурального или синтетическо-
го сырья, древесного сырья, макулатуры и т.д. Картон выпускает-
ся шириной от 1000-1050 мм. Влажность картона перед пропит-
кой не должна быть выше 6%, всякое увеличение влажности вы-
зывает снижение прочности на разрыв. Картон имеет ряд отрица-
тельных характеристик, в результате чего изделия из него обладав
ют малой долговечностью. К ним относятся: высокая гигроскоп
пичность картона, склонность его к гниению и низкая прочность^
380
Таблица 8.1
Водопо- глошение в течение 24 ч, % мае. <1 1 <1 J <J 1 <1 1
Водоне- прони- цаемость прн давлении 1 кгс/см1 Устойчив 7 1 9 1
Гибкость на брусе R=10 мм, ’С -15 -30 -25 1
Теплостой- кость, °C 120 ! 06 130 он
Разрывная нагрузка, Н/50 мм поли- эстер >600 | >600 000 К >500 |
стекло- ткань >800 1 1 >800
стекло- холст >360 ! 1 1 >300
Наименование материала | Изопласт | Изоэласт ] Мостопласт | Кинепласт
Раздел УШ
Поэтому при применении его в ка-
честве основы должны предъяв-
ляться повышенные требования к
нему, в частности по влажности.
Превышение влажности больше
норматива будет увеличивать от-
рицательные характеристики кар-
тона и качества готовой продук-
ции на его базе, особенно прочно-
стные. Основа существенно влияет
на качество кровельного материа-
ла: чем больше впитываемость ос-
новы, тем лучшими гидрофобны-
ми свойствами обладает кровель-
ный рулонный материал. Одной из
важнейших характеристик осно-
вы является время (быстрота) впи-
тывания битумнополимерного или
другого вяжущего. Всякое ухуд-
шение пропитки основы связано с
увеличением водопоглощения и
ухудшением поведения кровель-
ного материала при низких темпе-
ратурах.
В последние годы в современ-
ных гидроизоляционных материа-
лах товарных марок Изопласт,
Изоэласт, Мостопласт и т.д., кото-
рые появились в России в середине
90-х годов, используются основы
из синтетических материалов на
основе стекла (стеклохолста, стек-
лоткани) и полиэфирных нетка-
ных материалов. Материалы на
металлической основе выпускают-
ся в очень малых количествах, хо-
тя и обладают лучшими прочност-
ными свойствами и большей гиб-
костью.
К современным рулонным ма-
териалам предъявляются повы-
шенные требования по поверхно-
стной плотности, разрывной на-
381
Процессы переработки нефти
грузке и другим показателям, удовлетворяющим требованиям
мировых стандартов. Основные технические характеристики ру-
лонных материалов завода “Изофлекс” ООО “ПО “Киришинефте-
оргсинез” приведены в табл. 8.1.
Защитный слой. Одной из составляющих кровельного гидро-
изоляционного рулонного материала являются всякого рода по-
сыпки. Посыпка используется как средство для снижения солнеч-
ного воздействия на кровлю и замедления процесса старения ма-
териала, а также как способ повышения огнестойкости кровель-
ного материала и предотвращения слипания материала при свер-
тывании его в рулон. В качестве посыпки применяются крупно-
зернистый сланцевый материал определенной грануляции (0,6-
2 мм) с нормированием процента мелких и крупных фракций,
вермикулитовый концентрат КВК-2 по ТУ 21-0281921-24-92, в
котором массовая доля фракции 0,71-2 мм не менее 80%. Для
этих целей применяют кварцевый песок марки С/0,70, в котором
нормируется массовая доля влаги не более 0,5% .
По заказу потребителя для придания лучших эстетических
качеств посыпка может быть разных цветов (окрашивание). Ино-
гда с этой целью применяют в качестве защитного верхнего слоя
алюминиевую фольгу, которая в то же время отражает солнечные
лучи, что важно при эксплуатации кровельных покрытий в райо-
нах с жаркими климатическими условиями.
Кроме того, в целях неслипаемости и защиты верхнего и ни-
жнего слоя при хранении и транспортировке современные рулон-
ные материалы защищаются также полиэтиленовой пленкой тол-
щиной 8-10 мкм. При разматывании рулона эта пленка легко под-
плавляется пропановыми горелками, и рулон плотно прикатыва-
ется по мере его размотки к покрываемой поверхности кровли или
какого-либо другого сооружения.
Такова основная номенклатура компонентов, входящих в со-
став современных кровельных и гидроизоляционных рулонных
материалов.
8.5. Битумнополимерные материалы — новое поколение
мягких рулонных кровельных и гидроизоляционных материалов
Как указывалось выше производство мягких рулонных кро- J
вельных материалов с использованием битума известно с конца 19 j
века. При этом речь шла о материалах с основой из картона, джу-1
та или стеклохолста, пропитанных и покрытых окисленным биту-1
мом с добавками минерального порошкообразного или волокнис- ]
того наполнителя. I
382
Раздел VIII
Эти материалы используются и до настоящего времени для ус-
тройства многослойной кровли. Растущие требования потребите-
ля к надежности и долговечности кровельных материалов вызва-
ли создание в 50-х годах нового поколения мягких рулонных по-
лимерных кровельных материалов — полиизобутиленовых, поли-
хлоропреновых, поливинилхлоридных кровельных покрытий.
Однако они не могли решить все проблемы кровельной гидро-
изоляции, связанные с технологией их использования. Кровель-
ные ковры из полимеров выполнялись со свободной укладкой и
проклеиванием швов, что требовало пригрузки их каким-либо
балластом. При этом, в случае негерметичности шва, вода попада-
ла под покрытие и разливалась по большой поверхности, что не
обеспечивало надежности покрытия. Следующим поколением
мягких кровельных рулонных гидроизоляционных материалов
явились покрытия на основе битумнополимерных материалов,
которые в настоящее время представлены в основном двумя груп-
пами: .
- материалы, модифицированные атактическим (АПП) и изо-
тактическим (ИПП) полипропиленами;
- материалы, модифицированные стирол-бутадиен-стироль-
ным каучуком (СБС).
На практике используются и другие модификаторы.
В Западной Европе производство таких материалов началось
в середине 60-х годов. Эти материалы соединили в себе достоин-
ства битумных и полимерных материалов и не имеют недостат-
ков, присущих их предшественникам. Они обладают хорошей
теплостойкостью и гибкостью на холоде, присущей полимерам,
в то же время позволяют укладывать их традиционными для би-
тумных материалов методами с использованием наплавления
газовыми горелками или проклейкой с помощью мастик. Ис-
пользование в качестве основ нетканых полиэфирных материа-
лов позволило избежать проблем, характерных для картона,
джута, а также существенно улучшить механические свойства
(удлинение до разрыва, стойкость к перфорации, т.е. механиче-
скую прочность продавливания и т.д.). Применение защитного
слоя из минеральной посыпки на основе натурального или окра-
шенного сланца в битумнополимерных материалах для верхне-
го слоя кровельного ковра позволяет уйти не только от трудоем-
кого и дорогостоящего устройства защитного слоя из гравия, но
и придать кровлям соответствующий эстетический вид. Кровля
из битумнополимерных рулонных материалов выполняется в
два слоя (основной гидроизоляционный ковер), что отражено в
документах по их применению, являющихся дополнением к су-
383
Процессы переработки нефти
ществующим СНИП-26-76 “Кровли”. В настоящее время разра-
ботана новая редакция СНИП-26-99 “Кровля”, в которой рас-
смотрены варианты устройства кровли из битумнополимерных
материалов.
Сплошная проклейка верхнего слоя кровельного ковра позво-
ляет надежно обеспечивать гидроизоляцию. Высокая технологич-
ность позволяет выпускать ряд материалов специального назна-
чения. К ним относятся материалы для устройства пароизоляци-
онного слоя за счет использования в качестве дополнительной ос-
новы специальной алюминиевой фольги, являющейся надежным
барьером для водяных паров.
Материалы на основе битумнополимерных покрытий являют-
ся надежным гидроизолирующим средством при строительстве
мостов, транспортных эстакад. Повышение специфических требо-
ваний к материалам для гидроизоляции мостов обусловило необ-
ходимость разработки новых специализированных материалов,
каковым явился “Мостопласт”, разработанный специалистами за-
вода “Изофлекс” (г. Кириши) совместно с “СоюздорНИИ”. Это
предприятие впервые в России приступило к выработке современ-
ных кровельных гидроизоляционных рулонных материалов на
битумнополимерной основе.
История завода кровельных и гидроизоляционных материа-
лов “Изофлекс” началась с 1990 г., когда в ПО “Киришинефтеорг-
синтез” было принято решение о создании совместного предприя-
тия с целью производства современных кровельных материалов
на базе битума, производимого на Киришском НПЗ. Традицион-
ный рубероид, используемый ранее для жилых домов и промыш-
ленных зданий в условиях северной климатической зоны быстро
приходил в негодность, и здания требовали практически ежегод-
ного ремонта. Ознакомление с современными кровельными мате-
риалами побудило руководство ПО “Киришинефтеоргсинтез” со-
здать собственное производство, тем более, что основной компо-
нент этих материалов — кровельный битум — производился на
предприятии.
Завод, получивший наименование “Изофлекс”, стал произво- J
дить кровельные и гидроизоляционные рулонные битумнополи-
мерные наплавляемые материалы с торговой маркой “Изо-
пласт”. Это был первый отечественный высококачественный ма-
териал на базе битума, модифицированного атактическим поли*
пропиленом.
Специалистами завода был досконально изучен мировой рьц
нок сырьевых материалов и установлены тесные контакты с веду^.
щими производителями. Использование импортного сырья в со^
384
Раздел УШ
Назначение и «иды материалов, выпускаемых заводом «Изофлекс*
S
е;
ю
СО
Н
Вид покрытия поверхностей наплавля- емый ПЭ-плснка ПЭ-пленка ПЭ-пленка | ПЭ-пленка ПЭ-пленка ПЭ-пленка: песок Песок ПЭ-пленка ПЭ-пленка ПЭ-пленка
лицевой ПЭ-пленка Песок ПЭ-пленка ПЭ-пленка ПЭ-пленка Песок Песок Чешуйчатая посыпка (вермикулит) Крупнозернис- тая сланцевая посыпка Алюминиевая, медная фольга ПЭ-пленка I Песок Чешуйчатая посыпка (вермикулит) Крупнозернис- тая сланцевая посыпка
Моди- фикатор L1L1V АПП. ИПП АПП, ИПП АПП, ИПП с с с с < £ СБС СБС
Тип основы Стеклохолст Стеклохолст, сдублированный с алюм. фольгой Стеклохолст перфорированный Полиэстер (полиэфирное нетканое полотно) Полиэстер Стеклоткань Полиэстер 1 Полиэстер
Назначение материала Нижний слой кровельного ковра и гидроизоляция Пароизоляция Слой, выравнивающий давление пара Нижний слой кровельного ковра и гидроизоляция (в т.ч. мостов и др. сооружений) Верхний слой кровельного ковра Нижний слой кровельного ковра и гидроизоляция ' Верхний слой ! кровельного ковра
Условное обозначение* ХПП-3; ХПП-4 ХМП-3;ХМП-4 ХФМП-3 ХФПП-3 ДХП-1.5 1 ЭПП-4 ЭМП-4 ЭМП-5,5 ЭКП-4.5 2 X Ф w-l С ¥ Ф ТФМ-4,0 ЭПП-4 1 ЭМП-4 ЭКП-4,5 ЭКП-5;
Обозначение поТУ Изопласт П Изопласт ПП Изопласт ДП И зопласт П Изопласт К Изоэласт П и л I £
ид обозначают массу I м2 в кг.
385
Процессы переработки нефти
четании с битумом, про-
изводимым Киришским
НПЗ, позволило создать <-ч
высококачественные
кровельные материалы, £
не уступающие западно- «
европейским аналогам. §
Эти материалы отлича- т
ются высокой тепло- “
стойкостью (до 120°С),
хорошей гибкостью на
холоде, простотой ук-
ладки.
Данные, получен-
ные при проведении ус-
коренных испытаний в
“ЦНИИПромз Дании”,
показали, что примене-
ние синтетических по-
лиэфирных основ, ус-
тойчивых к биоповреж-
дениям, и полимерби-
тумного вяжущего поз-
волило обеспечить срок
эксплуатации материа-
лов на кровле до 20 лет.
Все материалы, вы-
пускаемые на “Изофлек-
се”, обладают высоким
уровнем качества, под-
твержденного сертифи-
катами соответствия
России, Белоруссии, а
также сертификатом
КОМО (Нидерланды).
Материалы имеют так-
же гигиенические и по-
жарные сертификаты.
Основная номенкла-
тура материалов, выпус-
каемых заводом “Изо-
флекс”, и их назначение
приведены в табл. 8.2.
| Вид покрытия поверхностей ||аплавляемый | ПЭ-пленка ПЭ-пленка ПЭ-пленка Песок
| лицевой | Песок ПЭ-пленка Вермикулит, сланцевая посыпка Фольга (алюминий, । медь)
Модифика- тор Полиолефи- ны типа «Весто- пласт», ИПП АПП АПП АПП
Тип основы Полиэстер (200 г/м3) Стеклохолст, полиэстер Стеклоткань, стеклохолст, полиэстер Стеклоткань <- —
Назначение материала Гидроизоляция мостовых и других сооружений Нижний слой кровельного ковра и гидроизоляция Верхний слой кровельного ковра Верхний слой 1 кровельного ковра
Условное обозначение* Моего пласт-5,5 ХПП-3; ЭПП-3 К © о «7 тг (X ту С Ё С 5 ж: ж: * 1- t- СП л ТФМ-4,0
£ i Мостопласт Кинепласт П Кинепласт К Кинефпласт
Цифры обозначают массу 1 м2 в кг.
386
Раздел VIII
Все эти материалы являются наплавляемыми, т.е. укладыва-
ются с помощью подплавления нижнего слоя пламенем горелки.
Материалы, предназначенные для нижних слоев (с индексом “П”)
кровельного ковра имеют тонкую легкоплавкую полиэтиленовую
пленку с обеих сторон, материалы для верхнего слоя (с индексом
“К”) защищены на лицевой поверхности минеральной посыпкой
из натурального или окрашенного сланца, либо вермикулита. Ма-
териалы, предназначенные для гидроизоляции, имеют на лице-
вой стороне мелкозернистую песчаную посыпку.
8.6. Исходные материалы, используемые для производства
битумнополимерных гидроизоляционных материалов
В производстве битумнополимерных композиций на заводе
“Изофлекс” используются следующие материалы:
- битумы нефтяные кровельные БНК 45/190 и БНК 40/180
ООО “КИНЕФ”, выпускаемые по ТУ-051902-81;
- атактический полипропилен (АПП) в гранулах или блоках с
температурой размягчения в пределах 70-160°С;
- изотактический полипропилен (ИПП) по ГОСТ 26996-86;
- полиолефины типа “Вестопласт” марок 828, 888, 891 по спе-
цификации фирмы “Хюльс” (Германия);
- доломитовый наполнитель по ТУ 21-21079129-92;
- стеклохолст ХСА-60;
- полиэфирный нетканый материал (полиэстер);
- посыпка крупнозернистая, сланцевая, натуральная или ок-
рашенная с содержанием основной доли фракции 0,63-1,25 не ме-
нее 96,4%;
- песок кварцевый марки С/0,70 с массовой долей влаги не бо-
лее 0,5%;
- концентрат вермикулитовый КВК-2 по ТУ 21-0281921-24-92
с содержанием основной доли фракции 0,7-2 мм не менее 80%;
- полиэтиленовая пленка толщиной 8-10 мкм.
8.7. Номенклатура и области применения
продукции завода “Изофлекс”
Мостопласт. Придавая большое значение вопросу гидроизо-
ляции мостов, специалисты завода “Изофлекс” в содружестве с
СоюздорНИИ разработали и выпустили первый отечественный
специализированный материал с торговой маркой Мостопласт
для гидроизоляции мостов, обладающий высокими техническими
характеристиками.
387
Процессы переработки нефти
Материал изготавливается путем двухстороннего нанесения
на полиэфирное нетканое полотно битумнополимерного вяжуще-
го, состоящего из битума, полиолефинов типа “Вестопласт”, изо-
тактического (ИПП) полипропилена и наполнителя. В качестве
защитного слоя используют мелкозернистую посыпку (песок), а
также полимерную пленку.
К преимуществам Мостопласта относятся высокая прочность,
отличная теплостойкость, возможность укладки при отрицатель-
ных температурах и на металлические основания, долговечность
(срок службы — не менее 20 лет), биостойкость.
Изопласт получают путем двустороннего нанесения на стек-
ло- или полиэфирную основу битумнополимерного вяжущего,
состоящего из битума, полимерной добавки и наполнителя. В
качестве полимерной добавки используют атактический (АПП),
изотактический (ИПП) полипропилен или аналогичные полио-
лефины.
В зависимости от вида защитного слоя и области применения
Изопласт выпускается двух марок:
Изопласт К — с крупнозернистой или чешуйчатой посыпкой с
лицевой стороны и полимерной легкоплавкой пленкой с нижней
стороны полотна. Применяется в качестве верхнего слоя кровель-
ного ковра;
Изопласт П — с мелкозернистой посыпкой или полимерной
легкоплавкой пленкой с лицевой стороны и полимерной легко-
плавкой пленкой с нижней стороны полотна. Применяется в каче-
стве нижних слоев кровельного ковра и гидроизоляции строи-
тельных конструкций.
Результаты проведенных испытаний показали низкое водопо-
глощение, высокую теплостойкость и гибкость материала при от-
рицательных температурах, а также его стойкость к эксплуатаци-
онным воздействиям, что позволяет материалу обеспечить потен-
циальный срок службы (по изменению показателей гибкости) в
течение 20-25 лет.
В ряде случаев, в помещениях с повышенной влажностью воз-
духа, неэффективной вентиляцией в структуре кровли может до-
стигаться точка росы и происходить увлажнение теплоизоляции
с последующей потерей ее свойств. Для избежания этого заранее
необходимо предусмотреть в конструкции кровельного ковра слой
пароизоляции.
В случае невысоких требований достаточно использовать
Изопласт с небольшой толщиной, как например ХФМП-3,0, спе-
циально производимый для этих целей. При повышенных требо
ваниях используют Изопласт ХФПП-3,0, в котором основа ш
388
Раздел УШ
стеклохолста сдублирована с алюминиевой фольгой, являющей-
ся непроницаемым барьером для водных паров.
Изоэласт может применяться во всех климатических райо-
нах РФ (особенно предпочтительно его применение в районах с су-
ровым климатом).
Изоэласт получают путем двухстороннего нанесения на поли-
эфирную основу битумнополимерного вяжущего, состоящего из
битума, бутадиен-стирольного термоэластопласта или аналогич-
ных полимеров и наполнителя.
Для верхнего слоя кровли производится Изоэласт К с крупно-
зернистой посыпкой с лицевой стороны и с полиэтиленовой плен-
кой с другой стороны.
Для нижнего слоя кровли производится Изоэласт П с покры-
тием полиэтиленовой пленкой с двух сторон или с покрытием ли-
цевой стороны мелкозернистой посыпкой.
Срок службы обеих марок битумнополимерных покрытий 20-
25 лет.
Кинепласт состоит из битума, модифицированного атактиче-
ским полипропиленом (АПП), пластификаторов и основы из по-
лиэстера, стеклохолста или стеклоткани.
Для верхнего слоя кровли производится Кинепласт К с круп-
нозернистой посыпкой с лицевой стороны и с полиэтиленовой
пленкой с другой стороны.
Для нижнего слоя кровли производится Кинепласт П с покры-
тием полиэтиленовой пленкой с обеих сторон или с покрытием ли-
цевой стороны мелкозернистой посыпкой.
Срок службы Кинепласта до 20 лет.
Все эти материалы могут применяться во всех климатических
районах РФ для гидроизоляции фундаментов, подземных струк-
тур (гаражей, туннелей, галерей), бассейнов, каналов, мостов и
виадуков. Кроме того, Изопласт и Кинепласт являются кровель-
ными материалами, а Мостопласт предназначен также для гидро-
изоляции автодорожной плиты проезжей части и для использова-
ния в качестве защитно-сцепляющего слоя на ортотропной плите
автодорожных мостовых сооружений.
8.8. Технологическая схема производства рулонных
гидроизоляционных материалов на Киришском заводе
“Изофлекс”
Весь технологический процесс производства кровельных ма-
териалов разделяется на ряд стадий, а именно:
389
Процессы переработки нефти
- приготовление битумнополимерной смеси и подача ее в про-
питочную ванну;
- размотка основы;
- пропитка основы и нанесение покровного слоя;
- нанесение крупнозернистой посыпки;
- охлаждение в водяной ванне основы с нанесенным покров-
ным слоем и нанесение полиэтиленовой пленки;
- нанесение мелкозернистой посыпки (кварцевого песка);
- основная протяжка и охлаждение в холодильных цилинд-
рах;
- смотка материала в рулоны;
- укладка материала на поддоны, маркировка, упаковка, скла-
дирование.
Приготовление битумнополимерной смеси
с использованием различных модификаторов
Принципиальная схема приготовления битумнополимерной
смеси приведена на рис. 8.2.
Кровельный битум из битумного цеха по обогреваемому трубо-
проводу принимается в резервуары для хранения битума Е-1+3.
Каждый резервуар оборудован уровнемерами и встроенными тер-
мометрами. Необходимая температура в период хранения битума
в резервуаре обеспечивается за счет циркуляции теплоносителя
(диатермического масла) через змеевики, расположенные внутри
каждого резервуара (см. ниже, рис. 8.7). Температура битума в ре-
зервуарах поддерживается изменением расхода теплоносителя
перед подачей его в змеевики резервуаров с помощью расходоме-
ров. С тем, чтобы не происходило дальнейшего окисления храня-
щегося в резервуарах битума кислородом воздуха битум хранится
под подушкой азота, расход которого регулируется клапанным
регулятором.
Сыпучие материалы, поступающие по железной дороге и в ав-
томобильном транспорте (наполнитель, полимер, гранулят кам-
ня, песок) разгружаются электропогрузчиком для хранения на
складах сырья. Наполнитель из специальных железнодорожных
вагонов и цементовозов разгружается с помощью пневмотранс-
порта в специальные емкости — силосы С-1,2. Каждый силос име-
ет объем, равный 100 м3. Коэффициент заполнения — 0,8, суточ-
ный расход при оптимальной загрузке завода составляет 20 т, то;
есть обеспечивается запас хранения наполнителя на 8 суток. Обес-
пыливание воздуха обеспечивается рукавными фильтрами Ф-1,2.
Для пневмоподачи наполнителя используется технический вовК^
390
Раздел УШ
X
о
Ф
«
о
X
о.
ф
S
X
ч
о
е
о
X
X
о
№
X
к
ф
ч
а
3
ч
3
eq
ч
ч
ф
£
3
ч
о
е
3
я
£
ф
о
я
а|
ф
а?
3
у
3
&
со
<*>
6
з
3
й
е
3
«о
о
£
я
3
V
о
at
«о
ф
Я
е
о
3
Ч
ф
о
я
ф
ф
у
3
St
*4
Ч 1J.
ф с
I*
ф
я
я
3
v
н
ад
36
О 3
а
а
S
ф
X
я
л
я
а
ч
я
s
X
X
X
X
о tl
X
3>
<8
О
со
3
ф
ф
со
СО *4
Ч> Я)
ад
Л м ж
И |8
СМ
об
6
X
Сц
3
3
.3
з
£
ф
о
я
at
ф
<*>
3
t
я
я
о
=4
3>
о
и
3
я
8
СО
£
ф
<8
О
со , „
ф *
3tE
«1
'Г
>з
3
я
3
ч
3
я
3
V
ф
3
я
я
о
£
з
е
о
£
ч
3
3
я
_ 3»
ф <3
-* о
§-
£
в
3
<3
ф
о
£
S,
ф
з
я
ч
ф
£
з
я
ч
о
с
3
я
з
§
я
со
о
£
о
<ч
13
3
я
ф
ф
У
3
я
н
ф
£
н
31
о
з
at
3>
£
з
«с
3
я
о
£
о
tj
о
ч
3
3
о
я
ф
и
8
ч
391
Процессы переработки нефти
дух давлением не менее 4 кгс/см2, рабочее давление регулируется
клапаном-регулятором. ВС-1,2 поддерживается “кипящий” ре-
жим с помощью подачи в низ воздуха давлением 0,1 кгс/см2. Из
силосов с помощью пневмовинтовых насосов НП-1,2 наполнитель
перекачивается в расходную емкость Е-7 (объемом 100 м3), откуда
поступает на взвешивание и далее подается в первичные смесите-
ли ПС-1+6. Процессы взвешивания, дозирования и загрузки на-
полнителя в двухскоростные первичные смесители практически
автоматизированы. Температура в них задается оператором на
пульте управления, поддерживается с помощью циркуляции диа-
термического масла и регулируется трехходовыми клапанами,
расположенными у каждого первичного смесителя.
Во избежание попадания каких-либо включений между сило-
сами и насосами установлены течки Т-1,2 с решетками.
Полимерные модификаторы имеют высокую температуру
плавления, поэтому процесс их перемешивания и растворения в
битуме в первичных смесителях ПС-1+6 производится при темпе-
ратуре до 200“С. Обогрев смесителей, поддержание необходимой
температуры в них достигается циркуляцией нагретого в печи теп-
лоносителя через змеевики. Внешний вид первичного смесителя и
расположение змеевика теплоносителя приведен на рис. 8.3 а. В
первичных смесителях для интенсивного перемешивания имеет-
ся устройство лопастного типа, работающее на двух скоростях, та-
ким образом достигается необходимая гомогенизация перемеши-
ваемой массы. Поперечный разрез первичного смесителя приве-
ден на рис. 8.3 б.
Процесс приготовления битумнополимерной массы (БПМ)
(см. рис. 8.2) осуществляется в следующее порядке. Вначале в
первичный смеситель закачивают насосом 2-3 т нагретого до 190-
200°С битума, далее на малой скорости запускают лопастную ме-
шалку и на основании рецептуры лаборатории производят подачу
модификаторов (полимеров), начиная с изотактического полипро-
пилена как наиболее тугоплавкого продукта. Вес загружаемых
кусков полимеров не должен превышать 10 кг. По окончании за-
грузки мешалку включают на повышенную скорость. После рас-
плавления ИПП скорость перемешивания уменьшают и начинают
загрузку атактического полипропилена (АПП). После загрузки
им каждого бункера мешалку включают на повышенную скорость
и добавляют кровельный битум до 75% объема первичного смеси-
теля и вновь переводят его на повышенную скорость перемешива-
ния в течение 1,5 ч. После проверки лабораторией равномерности /
распределения полимеров в битуме начинают подачу в первичны*
смеситель наполнителя по схеме (как указано выше).
392
Раздел VIII
После подачи наполнителя мешалка работает на повышенной
скорости до полного испарения следов влаги и далее, если необхо-
димо, приступают к загрузке пластификаторов (нефтяные пара-
фины и воски). Для окончательной гомогенизации (равномернос-
ти распределения компонентов в смеси) перемешивание произво-
дят на малой скорости в течение 30 мин. Общее время приготовле-
ние. 8.3 а. Внешний вид первичного смесителя:
1 — вход продукта; 2 — выход продукта; 3 — вход теплоносителя
(диатермического масла); 4 — загрузочный люк; 5 — обогревающая
рубашка выходной трубы продукта
393
Раздел VIII
Процессы переработки нефти
Рис. 8.3 б. Поперечный разрез первичного смесителя:
1 — лопасти мешалки; 2 — вал; 3 — редуктор; 4 — электродвигатель;
5 — корпус мешалки
ния смеси зависит от размера кусков полимеров и составляет
4-5 ч. Готовую смесь перекачивают во вторичные смесители
ВС-1, 2, которые также обогреваются с помощью циркуляции на-
гретого масла через змеевики, а для поддержания смеси в гомо-
генном состоянии оборудованы горизонтальными шнековыми пе-
ремешивающими устройствами. Внешний вид вторичного смеси-
теля и поперечный разрез его приводятся на рис. 8.4 (а и б).
а) внешний вид: 1 — вход продукта; 2 — выход продукта;
3 —смотровой люк; 4 — вход теплоносителя
б) поперечный разрез
395
394
Процессы переработки нефти
При работе на одной смеси перекачку новой смеси из первич-
ных смесителей во вторичные начинают тогда, когда в последних
остается не более 3 т битумнополимерной массы. Из вторичных
смесителей приготовленную массу откачивают шестеренчатыми
насосами Н-12, 13 в пропиточное отделение (см. ниже, рис. 8.6).
Битумнополимерная смесь подается в пропиточные ванны в коли-
честве, в два раза превышающем ее рабочий расход. Смесь прохо-
дит через сетчатые фильтры, попадает в переднюю часть ванны,
перетекает через перегородку в заднюю часть ванны, а оттуда за-
Рис. 8.5. Схема приготовления БПМ с использованием СБС-каучука:
1 — СБС-каучук в мешке; 2 — гомогенизатор; 3 — ручной клапан;
4 — насос шестеренчатый; 5 — рубашка обогрева; 6 — трубопровод
смеси (СБС + битум); 7 — первичные смесители; 8 — приемный бун-
кер; 9,12,14-16 — горизонтальные шнеки; 10 — вертикальный шнек;
11 — бункер взвешивания СБС-каучука; 13 — чашечный подъемник;
17 — фильтр очистки БПМ
396
Раздел VIII
бирается насосами Н-14, 15 и откачивается обратно во вторичные
смесители ВС-1,2. Создаваемое движение смеси в ванне в сочета-
нии с перемешиванием ее прутковыми мешалками, расположен-
ными на дне ванны, сохраняет ее в гомогенном состоянии. Для
предотвращения скопления смеси в застойных зонах в период ос-
тановки установлены дренажные вентили, через которые эти ос-
татки можно удалить из пропиточной ванны.
Для приготовления битумнополимерного вяжущего, моди-
фицированного СБС каучуком, в технологическую схему произ-
водства гидроизоляционных материалов включен гомогениза-
тор — аппарат для ускорения расплавления полимера в битуме.
Дело в том, что СБС, хотя и загружается небольшими гранула-
ми, обладает худшей способностью расплавления и растворения
в битуме. Гомогенизатор представляет собой специальный на-
сос, в котором вращающийся ротор имеет незначительные зазо-
ры, поэтому гранулы СБС раздавливаются этим элементом, что
способствует более быстрому диспергированию полимера в биту-
ме и более гомогенному его распределению с образованием в би-
туме пространственных решеток полимера, которые заполняют-
ся битумом.
Схема приготовления массы с СБС-каучуком приведена на
рис. 8.5.
В один из первичных смесителей (ПС-5 или ПС-6) закачивает-
ся кровельный битум, который подогревается диатермическим
маслом до температуры 190-195°С. Гранулы СБС-каучука из меш-
ков подаются с помощью шнекового устройства в приемный бун-
кер, а из него шнеком — в бункер взвешивания, по заполнению
которого производится загрузка всего заданного количества СБС-
каучука в один из первичных смесителей. Работа по загрузке кау-
чука в бункер взвешивания, а из него в первичные смесители мо-
жет выполняться как в ручном, так и в автоматическом режиме.
В смесителе в течение 15 мин на высокой скорости вращения ме-
шалки СБС полимер перемешивают с битумом.
Далее приступают к запуску гомогенизатора, предварительно
нагретого в течение 24 ч диатермическим маслом. Существует че-
тыре схемы работы гомогенизатора:
1) ПС-5 — гомогенизатор — ПС-6;
2) ПС-5 — гомогенизатор — ПС-5;
3) ПС-6 — гомогенизатор — ПС-6;
4) ПС-6 — гомогенизатор — ПС-5.
С помощью пульта управления выбирают соответствующие
схемы работы и в зависимости от этого один из клапанов невы-
бранного смесителя EV-34, EV-35 (являющиеся нормально откры-
397
Процессы переработки нефти
ей; 4 — пропиточная ванна; 5 — ванна охлаждения водой.; 6 — блок сушки; 7 — стенды размотки полиэти-
лена; 8 — пескоструйная машина; 9 — стенд основной протяжки; 10 — накопитель материала; И — сма-
тыватель; 12 — укладчик рулонов на поддоны; 13 — ленточный транспортер
398
Раздел VIII
тыми) перекрывается и запускается двигатель гомогенизатора.
При этом открывают ручной клапан 3, а клапаны разгрузки сме-
сителя открываются автоматически (приемные клапаны EV-32,
EV-33, в зависимости от выбранной схемы) и смесь начинает цир-
кулировать через рабочий орган гомогенизатора, зазор в котором
составляет 0,3-0,4 мм. Контроль за работой гомогенизатора осу-
ществляется с помощью оператора. Максимальный ток в началь-
ный период работы составляет 26 ампер, а при падении нагрузки
до 12 ампер смесь считается полностью обработанной, т.е. хорошо
диспергированной. После этого гомогенизатор останавливается и
клапаны EV-32, EV-33 и ручной клапан 3 закрываются, а клапа-
ны EV-34, EV-35 открываются. Переработанную гомогенизатором
смесь битума и СБС перемешивают в смесителе на высоких оборо-
тах в течение 30 мин, добавляют наполнитель согласно рецептуре
и снова перемешивают на малых оборотах в течение 30 мин. Далее
насосами Н-10,11 смесь откачивают во вторичные смесители. Ос-
вободившиеся первичные смесители и гомогенизатор промывают
по схеме рециркуляции битума: ПС-5,6 — гомогенизатор —
ПС-5, 6 в течение 5 мин. По заполнении вторичного смесителя би-
тумнополимерная масса откачивается в пропиточную ванну.
Размотка, пропитка основы и нанесение покровного слоя
Для производства кровельных материалов на заводе “Изо-
флекс” используется два вида основ: полиэфирные нетканые
материалы весом 135-250 г/м2 и стекловолокнистые холсты ве-
сом 50-60 г/м2. Размотка бобин с основой и изготовление кро-
вельного материала производится на двух линиях. Принципи-
альная схема одной из них (Л-1) приведена на рис. 8.6. На
стенд размотки полиэфира 1 или стеклохолста 3 устанавлива-
ются бобины с основой. Соединение основы по мере перехода с
одной бобины на другую производится сшиванием нитками
(полиэстер) или склеиванием специальной полимерной лентой
(стекловолокно). Во избежание чрезмерной натяжки основы
или ее разрыва в период сшивки имеется накопитель основы 2.
Для обеспечения равномерной подачи основы в пропиточную
ванну 4 без боковых смещений на накопителях установлен вы-
равниватель, работающий автоматически (с помощью зубчатой
рейки, приводимой в движение мотор-редуктором по сигналу
фотодатчиков).
Пропиточная ванна предназначена для пропитки основы и на-
несения покровного слоя битумнополимерной массы определен-
ной толщины. Это один из основных участков технологической
399
Процессы переработки нефти
линии, работа которого влияет на качество изготавливаемого ма-
териала. Малейшие включения каких-либо посторонних приме-
сей, недостаточная пропитка, неполное удаление пузырьков воз-
духа так или иначе будут влиять на прочностные свойства матери-
ала и на его влагонепроницаемость.
Основа, продвигаясь между валками увлекает за собой значи-
тельное количество газообразных веществ в виде пузырьков, ко-
торые также являются включениями. Во избежание этого, пропи-
точная ванна разделена на две части, что обеспечивает снижение
влияния пузырьков на пропитку и дает возможность возврата их
во вторичные смесители с избытком БПМ, где они растворяются
за счет перемешивания. На дне ванны имеются перемешивающие
устройства, недопускающие застоя смеси и возможного выпаде-
ния из нее наполнителя. БПМ закачивается в V-образную часть
ванны и по мере ее заполнения переливается в другую часть, кото-
рая имеет плоскую поверхность.
Непогруженные в ванну валки имеют подогрев диатермичес-
ким маслом — теплоносителем, во избежание застывания битум-
нополимерной смеси.
Валки Р-3, 5, 7, 8 и 9 вращаются с переменной скоростью бла-
годаря электронной инверторной системе привода. Это движение
синхронизировано с двигателем основной протяжки. Однако эти
валки могут устанавливаться на большую скорость, чем скорость
протяжки. Это делается для регулировки натяжения основы на
выходе с валка Р-9. Валки приводятся в движение с помощью ме-
ханической цепной передачи.
Валки Р-2, 4, 6, 10 и 11 являются бесприводными. Они уста-
новлены на зубчатую рейку и могут перемещаться по высоте
при помощи ручного механизма. Валки Р-2 и Р-4 устанавлива-
ются так, чтобы основа, уходящая с валка Р-1, соприкасалась с
битумнополимерной массой под валками Р-2 и 4 только нижней
стороной. Это позволяет удалить возможную влагу из основы
путем испарения через верхнюю непропитанную часть основы.
Слой смеси, остающийся на нижней стороне основы, после про-
хода через Р-2 при подходе к валку Р-3 продавливается по на-
правлению к верхней стороне основы, часть смеси попадает
внутрь основы и выдавливает таким образом оставшиеся пу-
зырьки воздуха из БПМ снизу вверх. Такой же процесс проис-
ходит и на валках Р-4 и 5. С помощью валка Р-6 основа полно-
стью погружается в битумнополимерную массу, затем проходит
через приводные валки с противоположным направлением вра-
щения Р-7 и 8. Ось валка Р-7 подвижна в вертикальной плоек*
сти, что позволяет оператору закончить предварительную пр
400
Раздел VIII
нитку любой основы, регулируя давление между этими двумя
валками. Пропиточная основа при помощи валка сопровожде-
ния Р-9 погружается снова в V-образную часть отделения про-
питочной ванны и далее перемещением валков Р-10 и Р-11 про-
ходит через каландровые валки Р-12 и 13, служащие для кали-
бровки толщины покровного слоя из битумнополимерной мас-
сы. Расстояние между этими валками регулируется перемеще-
нием валка Р-13 в вертикальной плоскости, чем и достигается
необходимая толщина покровного слоя. Удаление смеси на вы-
киде с этих валков происходит с образованием некоторого мени-
ска, поэтому расстояние между ними несколько больше толщи-
ны покровного слоя. При одинаковой толщине материала это
расстояние зависит от вязкости БПМ: чем больше вязкость
БПМ, тем большее расстояние между ними потребуется. Поэто-
му при пуске линии или переходе на другой тип материала нуж-
но проверить вес и размеры первого рулона на выходе из линии
и, исходя из полученных значений, отрегулировать зазор меж-
ду каландровыми валками для получения необходимой толщи-
ны покровного слоя. В случае маловязкой смеси валок Р-12 вра-
щается с большей скоростью, чем валок Р-13. Вертикальное
движение валка Р-11 при очень вязкой смеси БПМ обеспечива-
ет соскребание части смеси для того, чтобы основа не смещалась
полностью к внешней поверхности материала. Это касается ма-
териала Изопласт.
Охлаждение и нанесение полиэтиленовой пленки
на материалы без посыпки
Охлаждение производится оборотной водой в трех ваннах, рас-
положенных друг под другом (секция 5). Вода поступает с градир-
ни с расходом 30 м3/ч. Общая длина трех ванн (42 м) обеспечива-
ет необходимое охлаждение материала толщиной 4 мм при скоро-
сти протяжки его до 1200 м/ч. Для того, чтобы вода не оставляла
следов на материале надо, чтобы он плавал на воде на протяжении
всей длины первой ванны и чтобы поверхность воды была абсо-
лютно ровной. Любое движение воды на поверхности ванны мо-
жет вызвать образование включений воздуха или пара между тон-
чайшим слоем воды и охлаждаемым материалом. Эти пузырьки
из-за недостатка местного (локального) охлаждения могут образо-
вывать на поверхности материала своего рода кратеры, а это ис-
точники напряжения в материале.
Материал без посыпки после прохождения первой ванны ох-
лаждения изменяет направление движения при помощи беспри-
401
Процессы переработки нефти
водного валка Р-15, а затем полностью погружается во вторую
ванну. Для предотвращения приклеивания валок Р-15 постоян-
но смачивается разбрызгивателем воды. Ось этого вала может
смещаться в горизонтальной плоскости в целях регулировки па-
раллельности валков Р-12 и Р-15, тем самым избегается случай-
ный выход материала со стендов с последующим его разрывом.
После прохождения второй ванны посредством валка Р-16 мате-
риал еще раз меняет направление движения и попадает в третью
ванну охлаждения и выходит из нее через обратный валок Р-17.
На выходе из третьей ванны материал сушится тремя парами
воздушных вентиляторов, расположенных вертикально друг
над другом (на схеме не показаны). Далее высушенный матери-
ал попадает с валка Р-18 в автоматический выравниватель, кото-
рый управляется системой двух фотоэлементов и тем самым
обеспечивает постоянное положение материала на участке спус-
ка после валка Р-26. На этом участке накладывается микро пер-
форированный полиэтилен толщиной 7-9 мкм. Для этого преду-
смотрены две тележки, состоящие из набора бесприводных вал-
ков для одновременной установки двух бобин на каждую тележ-
ку. Размотка их обеспечивается натяжением пленки, уже при-
клеенной к материалу. Оператор вручную вставляет конец новой
бобины за 1-2 м до окончания предыдущей. По краям рулона
приклеивается узкая полипропиленовая пленка для создания
водонепроницаемых стыков при укладке гидроизоляционного
материала. Для нанесения этой пленки на горячий материал
служит стенд размотки после первой ванны охлаждения (Б-1).
Для нанесения пленки на холодный материал используется лег-
коплавкая полиэтиленовая пленка (Б-2 и Б-3).
В камере обработки пескоструйной машиной 8 на материал
из воронок Т-2 и Т-3 наносится песок для предотвращения сли-
пания витков материала в рулоне. Воронки могут включаться
как вместе, так и по отдельности. Количество песка регулиру-
ется вручную при помощи изменения размеров щелей в ворон-
ке. Равномерность распределения песка на квадратный метр
материала при изменении скорости протяжки материала авто-
матически поддерживается постоянной, благодаря наличию
синхронизации вращения валков в воронке Т-2 и Т-3 и основ-
ной протяжки 9. Избыток песка ссыпается на ленточный
транспортер и с него возвращается шнековым подъемником в
воронку.
Для предварительного нагрева поверхности материала непо-
средственно перед посыпкой установлены газовые горелки.
402
Раздел УШ
Нанесение крупнозернистой посыпки
Для изготовления верхнего гидроизолирующего слоя кровель-
ного ковра линия переключается на режим нанесения крупнозер-
нистой посыпки на лицевой слой материала. В этом случае основа,
пропитанная БПМ и покрытая посыпкой, проходит только одну
стадию охлаждения и далее идет на обработку нижнего слоя поли-
этиленом.
Крупнозернистая посыпка наносится после валков Р-12 и Р-13
из воронки Т-1 перед ванной охлаждения 5. В это время битумно-
полимерная смесь, нанесенная на основу, еще горячая, что обеспе-
чивает лучшие условия для надежной фиксации посыпки. Щель
воронки регулируется вручную, что позволяет изменять расход
посыпки. Скорость потока поддерживается автоматически про-
порционально скорости протяжки при помощи приводного валка
Р-14, синхронизированного с основным приводом при помощи ин-
верторного устройства.
Материал с посыпкой с Р-15 поступает на обратный валок Р-19,
и на выходе из него излишняя посыпка удаляется и поступает на
ленточный транспортер, далее при помощи подъемника (на схеме
не показан) отправляется на повторное использование. Щетка сни-
мает ту часть посыпки, которая не закрепилась на смеси.
Над первой ванной охлаждения располагается бобина Б-1 с по-
липропиленовой пленкой, которая приклеивается на кромку мем-
браны до ее попадания на валок Р-19.
После того, как материал с посыпкой пройдет валок Р-19, на
непосыпанную сторону наклеивается полиэтиленовая пленка
толщиной 7-8 мкм. Бобина Б-2 установлена на стенде 7, и размот-
ка ее производится путем протяжки самой пленки за материа-
лом. Во время работы в результате неравномерности основы мо-
гут происходить поперечные смещения материала. Для предот-
вращения неравномерности кромки, возникающей из-за этого,
все системы воронки Т-1 и стенда размотки полиэтиленовой
пленки установлены на колеса, скользящие горизонтально и
имеющие автоматический привод с двойной системой фотоэле-
ментов. Таким образом правильное положение защитной пленки
на кромке обеспечивается автоматически путем смещения всего
стенда с бобиной Б-1.
Кровельные материалы с наложением алюминиевой гофриро-
ванной или медной фольги на одну из сторон производятся на ли-
нии Л-2, которая несколько отличается от описанной линии Л-1.
На линии Л-2 сразу после узла пропитки устанавливается узел го-
фрирования фольги.
403
Процессы переработки нефти
Наложение фольги производится сразу после пропиточной
ванны, другая сторона посыпается мелкозернистой посыпкой. На
стороне, покрытой фольгой, полосы перехлеста материала покры-
ваются полипропиленовой пленкой шириной 85 мм, толщиной
7-9 мкм на стендах размотки полиэтилена и полипропилена. Ос-
тальные участки линии те же, что и на линии Л-1.
Когда материал достаточно охлажден и обработка поверхнос-
ти закончена, он попадает на участок основной протяжки 9 состо-
ящий из семи холодильных цилиндров, каждый диаметром
630 мм. Четыре верхних цилиндра Р-22+25 приводятся в движе-
ние мотор-редуктором при помощи систем зубчатых ремней. Три
нижние цилиндра — бесприводные. Все они охлаждаются водой
при помощи внутренней сети со спиральной обмывкой и вращаю-
щимися муфтами на входе и выходе, что обеспечивает дальней-
шее охлаждение материала при движении его по цилиндрам. Это
особенно важно для материала с посыпкой. Для протяжки ис-
пользуется асинхронный двигатель с регулировкой числа оборо-
тов с помощью электронного регулятора частоты вращения (ин-
вертора), который позволяет изменять скорость протяжки. Регу-
лятор установлен на пульте управления пропиточной ванны.
Смотка материала в рулоны
Для питания сматывателя в рулоны в конце линии установлен
накопитель материала 10, два валка-уравнивателя Р-29,30 и рабо-
тающий на фотоэлементах выравниватель, который обеспечивает
подход материала к сматыванию без боковых смещений. Валки-
уравниватели служат для амортизации пуска и изменения скоро-
сти сматывания в рулоны. Накопитель, емкостью 50 м материала,
состоит из набора валков, закрепленных в верхней части, и второ-
го набора валков в нижней части, установленных на подвижную в
вертикальной плоскости конструкцию. Эта конструкция уравно-
вешена грузом таким образом, что она немного тяжелее противо-
веса. Поэтому для подъема подвижной конструкции требуется не-
значительное усилие, создаваемое мотор-редуктором. Во избежа-
ние случайного разрыва материала и свободного падения подвиж-
ной конструкции, установлена система колеса свободного хода,
насаженная на вал мотора редуктора. В аварийной ситуации она
обеспечивает скорость спуска подвижной конструкции не больше,
чем скорость ее подъема. Самотормозящийся мотор-редуктор, к
которому подсоединена система колеса свободного хода, при по-
мощи цепи соединен с подвижной конструкцией и для вертика.
ного подъема конструкции включается вручную. Он же предст,
404
Раздел УШ
ляет собой элемент безопасности в случае вертикального падения
конструкции при нарушении электропитания. Кроме того, когда
валок-уравниватель Р-30 под действием ускорения поднимается
из своего нижнего положения, микровыключатель включает мо-
тор-редуктор, который, приводя в движение валок Р-31, будет пи-
тать валки-уравниватели. Обрезиненный валок Р-32 снабжен ре-
дуктором с гидромуфтой, который понижает кинетическую энер-
гию материала, когда сматыватель переходит на режим плавного
снижения скорости.
Сматыватель 11 является автоматом, выполняющим следую-
щие операции:
- включение медленной (второй) скорости вращения;
- переход на третью (быструю) скорость вращения;
- измерение длины рулона в сантиметрах при помощи датчика;
- перевод на первую (очень медленную) скорость вращения;
- остановка на запрограммированной длине;
- блокировка и поперечный разрез материала;
- смотка в рулон с обмоткой ленты;
- выброс рулона со шпинделя;
- медленная подача нового края материала;
- механический захват края внутри шпинделя.
Весь этот цикл автоматический, но в то же время каждая опе-
рация может управляться с пульта вручную. После выброса ру-
лон оказывается в установленном положении, где пневмосистема
включает весы тензодатчика. Вес каждого рулона можно увидеть
на двух цифровых дисплеях: один расположен перед оператором,
работающем на сматывателе, второй у пропиточной ванны, что-
бы оператор мог контролировать вес каждого рулона и изменять
его в случае необходимости, регулируя зазор между каландрами
и изменяя толщину покровного слоя при помощи кнопок на
пульте.
Далее происходит укладка рулонов на поддон 12, маркировка,
упаковка и складирование. Сам укладчик рулонов на поддоны со-
стоит из следующих элементов:
- рольганга подхода рулонов после взвешивания;
- наклонного стола перемещения;
- опрокидывателя;
- тележки укладки рулона на поддон с ленточным транспорте-
ром.
Вся система также автоматизирована. На поддоне в зависимо-
сти от толщины материала может разместиться следующее коли-
чество рулонов (длина рулона 8 м): при 3 мм — 25, при 4 мм — 23,
при 5 мм — 16 и при 5,5 мм — 20.
405
Процессы переработки нефти
Рис.8.7. Принципиальная схема циркуляции диатермического масла:
К-1 — резервуар для хранения масла:
К-2— расширительный бак: П — печь для нагрева масла; Н-4 — насос
закачки масла в систему: Н-5,6 — насосы циркуляции масла через печь
в систему; Н-7, 8 — насосы циркуляции масла во вторичном контуре;
А-1 — первичный контур обогрева; А-2 — вторичный контур обогрева
С помощью электронного устройства с ручным цифровым ре-
гулированием задаются как число рядов на поддоне, так и количе-
ство рулонов в ряду. Укладчик автоматически формирует груз на
поддоне и перемещает его на конвейер временного накопителя.
Здесь рулоны скрепляются пластиковой лентой для исключения
опрокидывания их при транспортировке в термоусадочную печь.
Далее на каждый поддон надевается мешок-колпак из полиэтиле-
новой термоусадочной пленки толщиной 130 мкм и размерами
105x125x180 см и подается с помощью рольганга в термоусадоч-
ную печь (на схеме не показана). По выходе из печи поддоны по-
ступают на ленточный транспортер 13, складируются в упорядоч-
ные ряды и хранятся в тени (полиэтилен на свету разрушается) в
один ряд по высоте.
На линии по изготовлению кровельных материалов Л-2 узлы
сматывателя и укладки несколько модернизированы по сравне-
нию с линией Л-1.
Схема циркуляции диатермического масла
Принципиальная схема системы диатермического масла пока-
зана на рис. 8.7.
Все битумные резервуары, первичные и вторичные смесители,
технологические линии Л-1 и Л-2, а также линии перекачки би-
тумнополимерной смеси оснащены системой обогрева диатерми-
ческим маслом, регулируемой автоматически и позволяющей
обеспечить нагрев до заданных температур с точностью ±5°С.
406
Раздел VIII
Диатермическое масло, закачиваемое в систему из резервуара-
хранилища К-1, нагревается в печи П до температуры, заданной
оператором. Максимально допустимая температура нагрева
270°С. Циркуляция масла через печь по системе обогрева осуще-
ствляется с помощью насосов Н-5, 6 по обоим контурам (А-1 и А-
2). Температура масла в первичном контуре — до 270°С, во вторич-
ном — до 200°С.
Расширительный бак К-2 расположен в помещении для печи
нагрева диатермического масла. Закачка и откачка масла в бак
производится насосом Н-4. Бак снабжен сигнализацией верхнего
и нижнего уровня. Печь с поддувным горением полностью автома-
тизирована, расположена в отдельном помещении и работает на
заводском газе, поступающем с объектов НПЗ “Киригпинефтеорг-
синтез”.
В связи с тем, что качество готовой продукции во многом опре-
деляется качеством битумнополимерной массы, система обогрева
первичных смесителей ПС-1-«-6 (см. рис. 8.2) выполнена отдель-
ным контуром (первичный контур обогрева А-1).
Вторичный контур обогрева А-2 включает в себя следующие
объекты: битумные емкости Е-1-г-З; вторичные смесители ВС-1,2;
трубопроводы перекачки смеси; пропиточные ванны обеих линий
Л-1 и Л-2 (см. рис. 8.2).
Внутри емкостей для хранения битума имеются по 3 комплек-
та масляных радиаторов, заданная температура регулируется рас-
ходом диатермического масла. Вторичные смесители оборудова-
ны аварийной системой подогрева маслом-теплоносителем с руч-
ным включением. В нормальном режиме работы тепло сохраняет-
ся за счет мощной теплоизоляции, такая же система имеется и на
линиях перекачки БПМ, насосах, фильтрах. Циркуляция масла
во вторичном контуре А-2 осуществляется насосами Н-7, 8. Тем-
пература в контуре также регулируется клапаном расхода масла.
Удаление пыли и паров углеводородов
В целях обеспечения нормальных условий для обслуживаю-
щего персонала, устранения вредных примесей углеводородов,
пылевидных веществ предусмотрена система аспирации загряз-
ненного воздуха, заключающаяся в удалении запыленного и за-
грязненного воздуха из рабочей зоны с его последующей очист-
кой. С этой целью с каждой имеющейся на заводе линии (Л-1 и
Л-2) из зон, где возможно выделение пылевидных веществ и паров
углеводородов, предусмотрен отсос загрязненного воздуха через
навесные зонты с помощью мощных вентиляционных установок.
407
Процессы переработки нефти
Такие же отсосы предусмотрены в рабочих зонах приготовления
битумнополимерной массы, то есть от первичных и вторичных
смесителей. Отсасывемый загрязненный воздух направляется в
два аспиратора, выполненные на основе трубы Вентури. При вра-
щении загрязненного воздуха в ней создается закрученный поток,
движущийся со скоростью 60-100 м в секунду. В головную часть
трубы Вентури через шесть водяных сопел впрыскивается распы-
ленная вода, в результате чего загрязненный воздух увлажняется.
При вращении с большой скоростью за счет центробежной силы
загрязненные частицы прилипают к мелкодисперным частицам
воды и оседают в нижней части аспиратора. Загрязненная вода и
очищенный от примесей воздух направляются в расширительную
емкость, откуда вода поступает в отстойник, где разделяется на
пыль, оседающую на дне, и нефтепродукт, всплывающий на по-
верхность отстойника, откуда он забирается устройством с враща-
ющимся диском, приводимым в движение электродвигателем.
Нефтепродукт с диска очищается двумя резиновыми щетками и
поступает в промканализацию.
Очищенный воздух сбрасывается в атмосферу. Эта система
обеспечивает очистку загрязненного воздуха от пыли и углеводо-
родов на 90%.
Краткая характеристика основного технологического
оборудования
Важнейшие характеристики основных аппаратов, при-
меняемых в производстве рулонных материалов приведены в
табл. 8.3.
Таблица 8.3
Наименование и количество Номер позиции по схеме Техническая характеристика
Резервуар для приема битума, 3 шт. Е 1+3 Диаметр (Д) 7,5 м Высота (Н) 7,5 м Объем (V) 300 м’
Печь для нагрева диатермического масла, 1 шт. П Тепловая мощность 3 Гкал в час
Расширительный бак, 1 шт. К-2 Д= 1 м Н = 12м V~10m’
408
Раздел VIII
Продолжение табл. 8.3
Наименование и количество Номер позиции по схеме Техническая характеристика
Воздухосборник, 3 шт. Е-4+6 Д = 3 м Н = 15м V-100 м’
Силосы наполнителя, 2 шт. С-1,2 Д = 3 м Н= 15м V-IOOm’
Бункер загрузки наполнителя, 1 шт. Е-7 < X ti Л и и О — LM О СП д.
Весы для взвешивания наполнителя и полимера, 2 шт. В-1, В-2 Разрешенная нагрузка — 50- 2000 кг
Первичный смеситель, 6 шт. ПС-1+6 Д = 2,2 м Н = 2.8 м V-Юм’
Вторичный смеситель, 2 шт. ВС-1,2 < Т fca 1 II II ЦП X» ьэ 2 W 2
Линия по производству материала с возможностью нанесения крупнозернистой посыпки и наложением фольги, 2 шт. Л-1,Л-2 Длина (L) 70 м t
Насос паровой, поршневой для подачи битума в ПС, 3 шт. Н-1+3 Производительность (G) - 40 м3/ч
Насос откачки и закачки диатермического масла (центробежный), 1 шт. Н-4 G = 25 л/мин п= 1480 об./мин
Насос первичного контура диатермического масла, 2 шт. Н-5,6 G = 170 м’/ч Напор = 40 м в.ст. п = 3000 об./мин W= 22 кВт
Насос вторичного контура, 2 шт. Н-7,8 G = 150м'/ч Напор = 37 м в.ст. п = 3000 об./мин W=22kBt
409
Процессы переработки нефти
Окончание табл.8.3
Наименование и количество Номер позиции по схеме Техническая характеристика
Насос шестеренчатый перекачки смеси из ПС в ВС, 2 шт. Н-10,11 G = 10 м’/ч Напор = 40 м в.ст. п = 1450 об./мин W= 10кВт
Насос шестеренчатый закачки из ВС в пропиточную ванну, 2 шт. Н-12,13 То же
Насос откачки из пропиточной ванны в ВС, 2 шт. Н-14,15 «-«
Насос закачки воды в ванну охлаждения (центробежный), 2 шт. Н-16 (I и И) G = 25 м’/ч Напор = 65 м в.ст. п = 1450 об./мин W= 10 кВт
Насос откачки воды из ванны охлаждения, 2 шт. Н-17 (I и 11)
Насос пневматический винтовой подачи наполнителя в расходный бункер Е-7, 2 шт. НП-1,2 G = 36 м’/ч п = 1450 об./мин W= 15 кВт
8.9. Обеспечение надежной работы производства и высокого
качества выпускаемой продукции
Для четкого функционирования всего производства завода
“Изофлекс” с помощью системы контрольно-измерительных при-
боров и средств автоматического управления обеспечивается по-
стоянный контроль ряда технологических параметров в аппара-
тах, печах, трубопроводах, в пропиточных и охлаждающих ван-
нах. Для обеспечения постоянного и высокого качества рулонных
гидроизоляционных материалов производится тщательный лабо-
раторный контроль качества, начиная со склада сырья, стадии
приготовления битумнополимерной массы, пропитки основы, ох-
лаждения и кончая полным контролем готовых изделий по всем
требованиям ГОСТа, технических требований или технических
условий.
В резервуарах-хранилищах битума контролируется рабочий
уровень битума. Во избежание перелива в период закачки они обо-
410
Раздел VIII
рудованы предельными уровнемерами. Температура в резервуаре
также контролируется и автоматически поддерживается в преде-
лах 145-180°С за счет изменения расхода нагретого в печи диатер-
мического масла.
Схема циркуляции диатермического мас.^а-теплоносителя ко
всем потребителям производства оборудована системой автомати-
ческих регуляторов, которые обеспечивают необходимый темпе-
ратурный режим, давление и другие параметры работы тех или
иных аппаратов.
Предусмотрена система измерения уровня в силосах для хра-
нения наполнителя.
Температура в пропиточной ванне автоматически поддержи-
вается с помощью диатермического масла в пределах 180-200'С,
что обеспечивает нормальные условия для пропитки основы как
одного из главнейших участков линии производства рулонных
материалов.
Как отмечено выше, для выпуска качественной продукции,
отвечающей мировым требованиям, надо обеспечивать контроль
не только технологических параметров производства, но и качест-
ва всех компонентов, участвующих в изготовлении заводских из-
делий. Эту задачу выполняет лаборатория производства, оборудо-
ванная современными приборами для оценки качества компонен-
тов и готовой продукции на всех стадиях. Лаборатория оснащена
импортным прибором “Ятроскан” для определения группового
химического состава применяемых кровельных битумов, прибо-
рами для определения прочностных свойств применяемых основ и
готовой продукции, микроскопом для анализа гомогенности рас-
пределения полимеров и наполнителя, приборами для определе-
ния гибкости готовых изделий на холоде, теплостойкости, водоне-
проницаемости, влагонасыщения, вязкости битумов и битумно-
полимерной массы, определения массовой доли влаги в наполни-
теле, приборами для определения гранулометрического состава
наполнителя, крупнозернистой посыпки, удлинения готового ма-
териала при разрыве в поперечном и продольном направлениях.
Все это дает возможность уже на стадии приема сырья на складе
установить жесткий входной контроль, не допускающий попада-
ния некачественных компонентов в производство.
Текущий контроль качества битумнополимерной смеси в пер-
вичных смесителях, в зависимости от наименования готового ма-
териала, обеспечивается поддержанием динамической вязкости в
пределах 1500-4500 спз.
В пропиточной ванне каждая третья смесь проверяется по сле-
дующим показателям:
411
Процессы переработки нефти
температура размягчения по
КиШ (ГОСТ 11506-78), не менее, °C 140
дисперсность, баллы, не ниже пенетрация (ГОСТ 11501-78), 0,1 мм: 6
при 25°С 25-40
при 60°С 50-180
вязкость при 180“С (ГОСТ 25271-82), спз 1500-4500
температура хрупкости вяжущего (ГОСТ 25271-82), °C, не выше -25
Последний показатель определяется один раз в полугодие.
Готовая продукция в виде рулонного битумнополимерного из-
делия (на примере Изопласта) проверяется по показателям каче-
ства приведеннным в табл. 8.4.
Такому же контролю подвергается и другая выпускаемая кро-
вельная продукция — “Изоэласт”, “Мостопласт” и “Кинепласт”.
8.10. Пуск и остановка линий по производству рулонных
материалов на заводе “Изофлекс”
Пуск завода по производству битумнополимерных наплавляе-
мых кровельных материалов осуществляется по специальной ин-
струкции завода, изложенной в технологическом регламенте. В
данном разделе описаны основные стадии пуска и остановки про-
изводства готовой продукции.
Подготовка и пуск технологического оборудования. Перед
пуском производится проверка и настройка КИПиА, опрессовка
системы (где это требуется) водой, инертным газом или воздухом
на герметичность. В этот период проводится прием пара, электро-
энергии, воздуха, воды. Схема приемки пара готовится последова-
тельно, сам прием производится плавно. После сброса конденсата
дренажные вентили закрываются, а параметры пара доводятся до
норм регламента.
После проверки готовности электрооборудования начинается
последовательный прием электроэнергии, вначале на распредели-
тельное устройство и далее к агрегатам, проверяется правиль-
ность их подключения и вращения.
В такой же последовательности осуществляется подача техни-
ческого воздуха и технической воды.
При закачке битума в резервуары средства контроля уровня и
температуры должны находиться в рабочем состоянии.
Пуск технологического оборудования включает в себя не-
сколько стадий, которые должны выполняться в определенной
последовательности, а именно: пуск системы охлаждения, пуск
компрессоров пневмосистемы технологического оборудования,
412
Раздел УШ
Показатели качества Изопласта
ГОСТ и частота анализа | ГОСТ 2678-87 Каждые 2 ч 1 раз в смену ГОСТ Каждые 2 ч 1 ГОСТ 2078-87 ТУ-5774-005 1 раз в смену ГОСТ 2678-87, 1 один раз в смену | ГОСТ 2678-87, каждые 2-3 ч | ГОСТ 2678-87 ГОСТ 2678-87, 1 раз в полугодие | ГОСТ 2678-87, 1 раз в полугодие | ГОСТ 2678-87, 1 раз в полугодие
Значения 1000 ±10 10 ±0,1 4-5 £0,2) , 3-5,5 (±0,2) Не менее 600 Не менее 360 Не выше -15 Нс ниже 120 Г'У О м Не более 1,0 Не боле 3,0 Устойчив
| Показатели Линейные размеры: ширина, мм длина, м Масса 1 м"’, кг: Изопласт К Изопласт П Разрывная сила при растяжении, Н: Изопласт К И зо пласт П I Гнбкость на брусе R= 10 мм, °C 1 Теплостойкость/С 1 Масса вяжущего с наплавляемой сторон ы, кг/м2 I Водопоглошенис в течение 24 ч, % мае. 1 Потеря посыпки, г Водонепроницаемость при давлении 1кгс/см2 в течение 2 ч
413
Процессы переработки нефти
пуск системы циркуляции диатермического масла и заполнение
системы маслом; пуск нагревательной печи, разогрев первичных
и вторичных смесителей и пропиточной ванны, приготовление
смеси в первичных смесителях, разгрузка их и откачка смеси во
вторичный смеситель, заправка основы на линии, подготовка к
работе устройства для посыпки песка, заправка полиэтиленовой
пленки, программирование устройства смотки и укладки рулонов
на поддоны, программирование и пуск термоусадочной печи, на-
стройка циркуляции битумнополимерной смеси по схеме вторич-
ный смеситель-пропиточная ванна-вторичный смеситель и соб-
ственно включение, или пуск линии.
Пуск системы охлаждения заключается в проверке готовности
градирни к приему воды, заполнении ванны градирни водой, от-
крытии задвижек на линиях, питающих ванну охлаждения,
включении насоса, нагнетающего воду в ванну, и откачке ее об-
ратно на разбрызгивающие устройства градирни другим насосом
и включении на градирне вентилятора, обеспечивающего охлаж-
дение воды до температуры, заданной нормами технологического
режима.
Для пуска компрессоров пневмосистемы технологического
оборудования налаживается схема подачи воздуха, включается в
работу осушитель воздуха и компрессор.
Прежде чем запустить систему диатермического масла в рабо-
ту, производится заполнение маслом всей системы, т.е. налажи-
вается схема в определенной последовательности, открываются
воздушники на нагревательной печи и расширительном резерву-
аре для вытеснения воздуха из системы и установления момента
их заполнения (после чего они закрываются), проверяется на-
правление вращения ротора насоса на циркуляцию масла из ре-
зервуара-хранилища, налаживается схема циркуляции масла че-
рез печь. После заполнения маслом печи закрывается воздуш-
ник, со скоростью 60-7СГС в час поднимается температура масла
до норм регламента. По достижении температуры масла на выхо-
де из печи 120-130°С насосы Н-5,6 останавливаются, закрывают-
ся все воздушники за исключением воздушников резервуара хра-
нилища и расширительного резервуара. Далее насосы снова
включаются в работу и производится дальнейший подъем темпе-
ратуры диатермического масла согласно инструкции по эксплуа-
тации печи и всей системы.
Нагретое диатермическое масло направляется для разогрева
первичных и вторичных смесителей, а также пропиточной ванны
для поддержания в них необходимой дЛя регламентных норм тем-
пературы.
414
Раздел VIII
Операция по приготовлению битумнополимерной смеси в пер-
вичных смесителях описана ранее при изложении технологии
приготовления битумнополимерной массы (см. раздел 8.8).
По готовности смеси в первичных смесителях, что удостоверя-
ется анализами заводской лаборатории, производится ее загрузка
во вторичный смеситель до наполнения его и далее операции по
приготовлению повторяются.
Из вторичного смесителя по мере его наполнения осуществля-
ется циркуляция и закачка смеси в пропиточную ванну. К этому
моменту пропиточная ванна должна находиться в разогретом со-
стоянии.
Пуск линий. Для запуска линий в работу надо установить со-
ответствующую основу, подготовить к работе устройства посыпки
и нанесения песка, установить полипропиленовую и полиэтилено-
вую бобины на стенды наложения пленок, запрограммировать ус-
тройство смотки и укладки рулонов на поддоны и т.д.
Основа с бобин заправляется вручную по всем валкам, протя-
гивается через пропиточную ванну и далее склеивается с остатком
основы, находящейся в ванне охлаждения, заполняются бункеры
крупнозернистой посыпки и песка, включается система циркуля-
ции посыпки. В держатели бобин Б-1,2 устанавливаются поли-
пропиленовая и полиэтиленовая пленки.
Далее задается длина сматывающего рулона и количество ру-
лонов на поддоне, устанавливается лента для их обматывания.
Все эти данные программируются на пульте управления. После
того как настроена циркуляция смеси, линия пускается в работу.
Для этого валки в пропиточной ванне устанавливаются на необхо-
димый уровень, включается привод основной протяжки и синхро-
низированный с ним привод протяжки в пропиточной ванне,
включается привод основ, регулируется соотношение скоростей
основной протяжки в пропиточной ванне до достижения необхо-
димого положения материала в ванне охлаждения и натяжения
основы. Запускается сматыватель и устанавливается на автомати-
ческий режим. Далее зажигаются газовые горелки на обжиге
края материала и при необходимости горелки разогрева материа-
ла перед посыпкой песком.
При подходе посыпанного крупнозернистой посыпкой матери-
ала к стенду наложения полипропиленовой пленки на непосыпан-
ный край накладывается узкая пленка толщиной 8 мкм.
Остановка линии при нормальном, режиме работы. Перед
остановкой вырабатывается все количество приготовленной во
вторичном смесителе и пропиточной ванне битумнополимерной
массы, прекращается посыпка материала, основа перед пропиточ-
415
Процессы переработки нефти
ной ванной обрезается, материал протягивается по линии выхода
на валок, останавливается основная протяжка и отключаются все
узлы технологической линии. Материал поднимается над пропи-
точной ванной, отключаются нагнетательные насосы по закачке
воды в ванны охлаждения и вода откачивается в чашу градирни.
Система трубопроводов прокачивается битумом, который откачи-
вается из пропиточной ванны во вторичный смеситель, мешалка
пропиточной ванны останавливается. Все каландры очищаются и
отмываются от смеси, печь переводится на режим работы с мень-
шей температурой нагрева диатермического масла (200°С), отклю-
чается система осушенного воздуха. Если линия останавливается
на длительный срок, то производится более обширный объем ра-
бот, связанный с освобождением от битума битумных резервуа-
ров, прекращается полностью система циркуляции и нагрева диа-
термического масла.
Использованная литература
1. Кровля и изоляция:Сб. норм. док. — Кириши, 1996.
2. Подобед Д.П. Сравнительный анализ качественных характе-
ристик рулонных битумнополимерных материалов и конструктивное ре-
шение кровли. —Белорусская гос. политех, акад.: ГП “НИПТИС”, 1999.
З. Рыбьев И.А., Владычин А.С., Казеннова Е.П.,
Поляков Л.М., Провинтеев И.В. Технология гидроизоля-
ционных материалов / Под общей ред. И.А. Рыбьева. — М.: Высшая шко-
ла, 1991.
4. Товкес И.Н. Производство современных высококачественных
кровельных и гидроизоляционных материалов на заводе “Изофлекс” //
Нефтепереработка и нефтехимия. — М.: ЦНИИТЭнефтехим, 1998. —
№ 3. — С. 37-38.
5. Кровельные и жестяные работы. — ООО АРФАС.В.,1998.
6. Белевич В.Б., Бурмастров Г-Н. Справочник кровель-
щика. — М.: Высшая школа, 1995.
СОДЕРЖАНИЕ
Предисловие.......................................... 3
Введение к разделам 1-Ш.............................. 4
Раздел I Термический крекинг......................... 6
1.1. Висбрекинг.................................... 7
1.2.Сырье и его превращения в процессе термического
крекинга......................................... 8
1.3.Основные факторы процессов термического крекинга . 12
1.4. Типы промышленных установок термического
крекинга под давлением и основная аппаратура....... 17
1.5. Повышение эффективности работы установок
термического крекинга и висбрекинга............... 23
1.6. Коксование нефтяных остатков................. 24
Раздел II Каталитический крекинг.................... 30
2.1 .Катализаторы................................. 32
2.2.Основы механизма, химизма и кинетики процесса
каталитического крекинга..................... 40
2.3.Регенерация катализатора...................... 46
2.4.Основные факторы каталитического крекинга...... 48
2.5.Промышленные установки каталитического крекинга
в России и странах СНГ.......................... 51
2.6.Основная аппаратура установок каталитического
крекинга........................................ 66
2.7.Направления использования продуктов каталити-
ческого крекинга................................. . 80
Раздел III Процесс гидрокрекинга нефтяных фракций.... 84
3.1.Сущность процесса и химизм реакций, происходящих
при гидрокрекинге.......................... 85
3.2.Основные факторы процесса гидрокрекинга....... 89
3.3 .Технологии процесса гидрокрекинга............ 93
3.4.Комплекс глубокой переработки мазута.......... 94
3.5. Аппарат ура и основное оборудование установки
417
Процессы переработки нефти
гидрокрекинга......................................137
3.6.Эксплуатация установок гидрокрекинга.........143
Раздел IV Производство ксилолов и их разделение....149
4.1. Методы производства и разделения суммарных
ксилолов на орто- и параксилолы............... 151
4.2. Секция фракционирования ароматических углево-
дородов. ..................................... 154
4.3. Секция изомеризации.........................157
4.4. Секция кристаллизации и выделения параксилола. . . 164
4.5. Система холодильных циклов..................177
4.6. Секция концентрирования и очистки водорода...180
4.7. Основные параметры технологического режима
в период нормальной эксплуатации комплекса.......183
4.8. Основные положения пуска комплекса..........185
4.9. Качество и применение вырабатываемой целевой
продукции комплекса........................... 187
Раздел V Процессы выделения жидких нормальных
парафиновых углеводородов из нефтепродуктов........192
5.1. Основные способы выделения жидких нормальных
парафинов из нефтепродуктов.....................193
5.2. Сущность селективного извлечения жидких пара-
финов адсорбционным методом на цеолитах —
молекулярных ситах..............................196
5.3. Некоторые основные понятия процесса адсорбции
и десорбции.....................................197
5.4. Структура и свойства промышленных адсорбентов . . . 199
5.5. Структура и формы природных и синтетических
цеолитов........................................201
5.6. Характеристика процессов адсорбции и десорбции . . . 205
5.7. Специфика процесса адсорбции на молекулярных
ситах............................................207
5.8. Промышленные установки извлечения нормальных
парафинов на молекулярных ситах..................209
418
5.9. Основные факторы, влияющие на процесс выделения
жидких парафинов методом “Парекс”.................214
5.10. Описание технологической схемы установки
“Парекс”..........................................217
5.11. Требования, предъявляемые к сырью, продуктам
процесса, адсорбентам........................... 232
5.12.Основное оборудование установки “Парекс”.....234
5.13.Пуск, эксплуатация и остановка технологической
установки.................................... 238
Раздел VI Производство линейных алкилбензолов (ЛАБ)
и алкилбензолсульфонатов (ЛАБС).....................260
6.1. Краткая характеристика современных способов
производства сырья для СМС........................260
6.2. Комплекс для производства ЛАБ, ЛАБС на основе
алкилирования бензола олефинами в присутствии
фтористоводородной кислоты........................263
6.3. Готовая продукция комплекса по производству
ЛАБ, ЛАБС.........................................309
6.4. Повышение эффективности процесса алкилирования
и улучшение качества ЛАБ..........................311
6.5. Основные положения пуска и нормальной эксплуа-
тации комплекса по производству ЛАБ, ЛАБС.........313
Раздел VII Производство нефтяных битумов............330
7.1. Состав битумов и влияние групповых компонентов
на их свойства....................................331
7.2. 0сновные свойства битумов и методы их определения. 332
7.3. Ассортимент вырабатываемых битумов............340
7.4. Принципы получения окисленных битумов и параметры
процесса окисления..................................341
7.5. Принципиальные схемы промышленных установок
производства окисленного нефтяного битума.........345
7.6. Получение битумов компаундированием..........355
419
Процессы переработки нефти
7.7. Получение модифицированных битумов.........360
Раздел VIII Производство битумнополимерных гидроизо-
ляционных материалов......................................369
8.1.Рулонные гидроизоляционные материалы........369
8.2.Структура гидроизоляционных материалов.............371
8.3.Основные свойства гидроизоляционных материалов . . 373
8.4. Состав современных гидроизоляционных рулонных
материалов......................................378
8.5. Битумнополимерные материалы — новое поколение
мягких рулонных кровельных и гидроизоляционных
материалов.................................... 382
8.6. Исходные материалы, используемые для производ-
ства битумнополимерных гидроизоляционных
материалов......................................387
8.7. Номенклатура и области применения продукции
завода “Изофлекс”...............................387
8.8. Технологическая схема производства рулонных
гидроизоляционных материалов на Киришском
заводе “Изофлекс”............................. 389
8.9. Обеспечение надежной работы производства
и высокого качества выпускаемой продукции.......410
8.10. Пуск и остановка линий по производству
рулонных материалов на заводе “Изофлекс”........412
Баннов Павел Георгиевич
ПРОЦЕССЫ ПЕРЕРАБОТКИ НЕФТИ
Учебно-методическое пособие
для повышения квалификации работников
нефтеперерабатывающих предприятий
Редактор, ответственный за выпуск Н.Е. Гальцова
Ведущий редактор ЮЛ. Брусникина
Технический редактор В.В. Попова
Подписано в печать 25.11.2001 г.
Формат 60x90/16
Бумага мелованная. Печать офсетная
Печ. л. 26,25 + 4 вкл. Уч.-изд. л. 26,6
Тираж 1500 экз. Заказ № 203-30
ОАО «ЦНИИТЭнефтехим», ул. Болотная,12,
Москва, М-35, Россия, ГСП-8,115998
ППП ОАО «ЦНИИТЭнефтехим»