









































































































































































































































































































































































































































































































































































































































































































Автор: Паркаш С.
Теги: технология минеральных масел технология нефти и аналогичного сырья технология топлива учебник нефтяная промышленность переводная литература издательство премиум инжиниринг справочник по переработке нефти
ISBN: 978-0-7506-7721-9
Год: 2012




HMp п.
СПРАВОЧНИК____
ПО ПЕРЕРАБОТКЕ
^“НЕФТИ
REFINING PROCESSES
HANDBOOK
Surinder Parkash
Gulf Professional Publishing
p (j*! an imprint of Butterworth-Heinemann
Amsterdam Boston London New York Oxford Paris
San Diego San Francisco Singapore Sydney Tokyo
Серия «Промышленный инжиниринг»
Суриндер Паркаш
СПРАВОЧНИК
ПО ПЕРЕРАБОТКЕ
НЕФТИ
Перевод с английского
Фалькович М. И.
Под редакцией Беляева И. А., Лындина В. Н.
Москва
ООО «Премиум Инжиниринг»
2012
PREMIUM
ENGINEERING
УДК 665.6(035)
ББК 35.514я2
Это издание опубликовано по соглашению с Elsevier INC.
и Technopress Ltd.
Паркаш Суриндер
П18 Справочник по переработке нефти / Перевод с английского.
— М.: ООО «Премиум Инжиниринг», 2012. — 776 с., ил. —
(Промышленный инжиниринг).
Авторы представили типовые нефтезаводские процессы с описани-
ем технологических схем, химизма происходящих превращений,
рабочих условий, выходов и энергозатрат. Описаны операции, вы-
полняемые на общезаводских сооружениях НПЗ: хранение и ком-
паундирование нефтепродуктов, планирование складских запасов
НПЗ, способы ценообразования нефтей, нефтепродуктов и проме-
жуточных компонентов, системы пара и топлива на НПЗ, очистка
питательной воды для паровых котлов НПЗ, очистка сточных вод.
This edition of Refining Processes Handbook by Surinder Parkash, Ph. D. is published by ar-
rangement with Elsevier INC of 30 Corporate Drive, Suite 400, Burlington MA 01803 USA.
The right of S. Parkash to be identified as author of this work has been asserted in ac-
cordance with the Copyright, Designs and Patent Act 1988.
This translation has been undertaken by Technopress Ltd.
Все права защищены. Никакая часть данной книги не может быть воспроизведена
в какой бы то ни было форме без письменного разрешения владельцев авторских прав.
ISBN 978-0-7506-7721-9 (англ.)
ISBN 978-5-903363-22-3
© Elsevier INC., 2003. All rights reserved
© Technopress Ltd, 2012
© ООО «Премиум Инжиниринг», 2012
Посвящается моей жене
Рите
Оглавление
Предисловие...........................................XIII
Разбивка по главам......................................XV
1. Перегонка на НПЗ.........................................1
Параметры процесса.......................................2
Технологический расчет колонны перегонки нефти...........6
Определение характеристик фракционирования на установке ... 12
Общие свойства нефтяных фракций.........................15
Установка атмосферной перегонки.........................20
Установка вакуумной перегонки...........................22
Обессоливание нефти.....................................23
Список использованной литературы........................30
2. Гидроочистка дистиллятов................................31
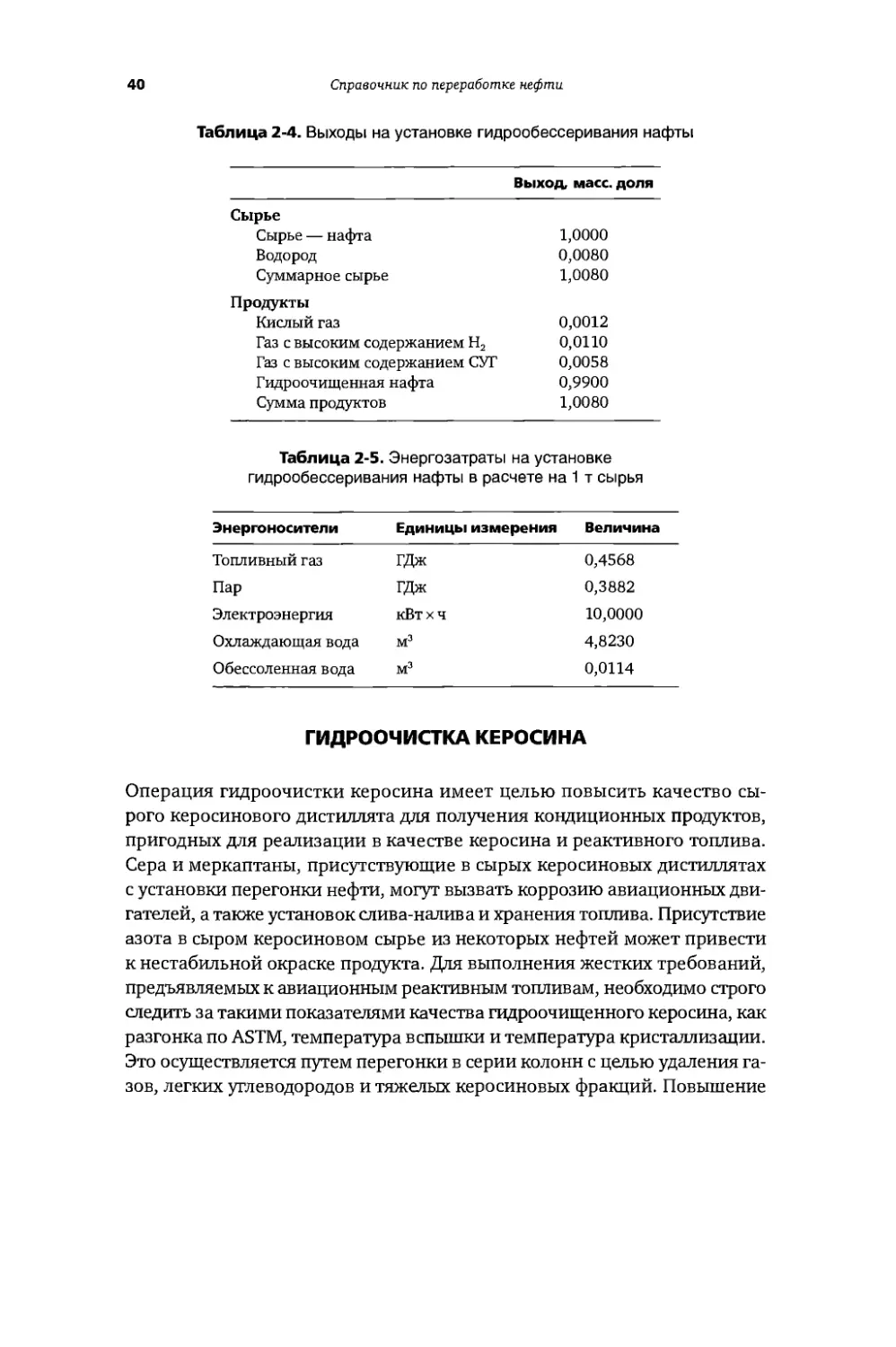
Процесс гидрообессеривания нафты........................36
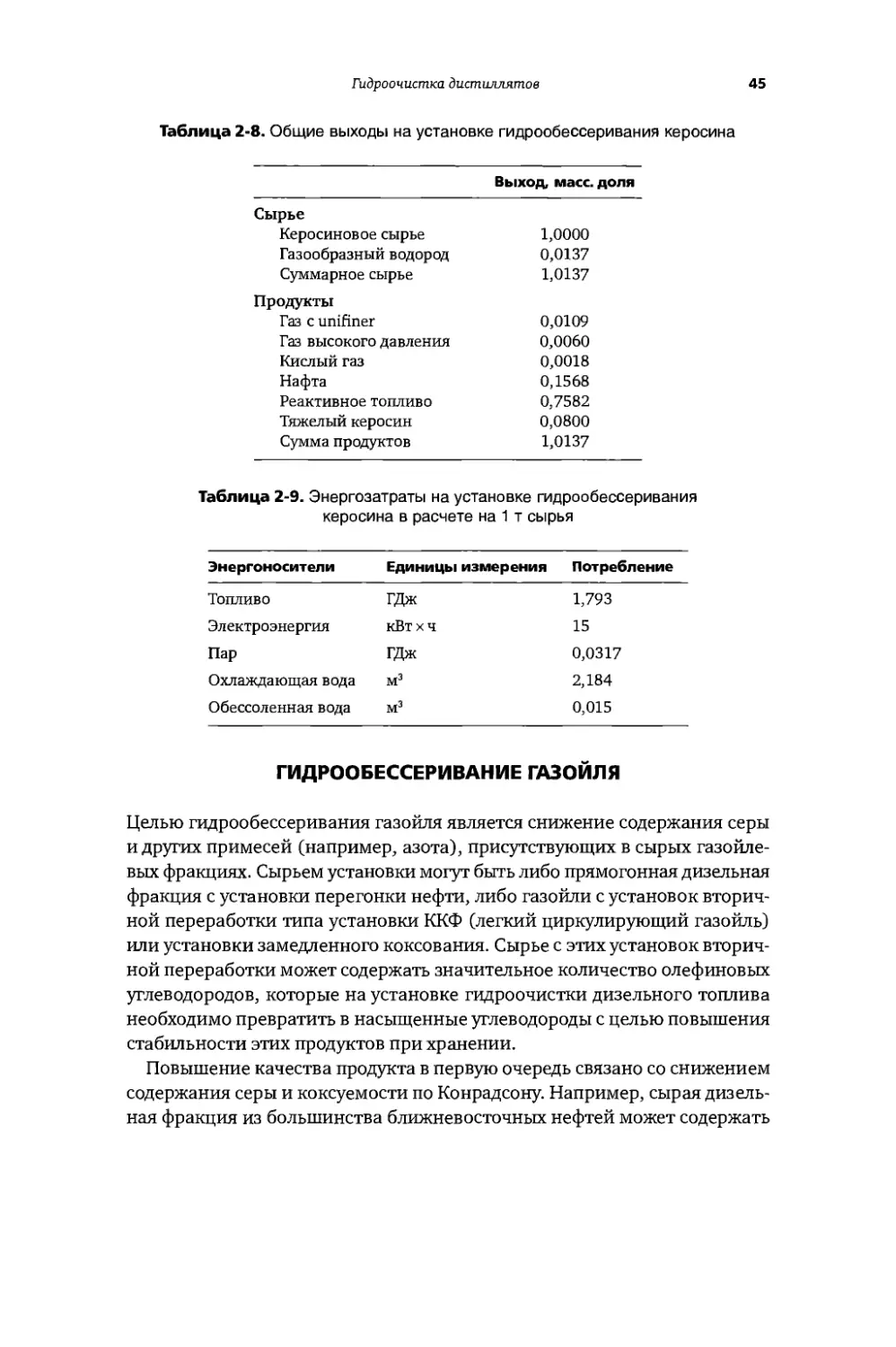
Гидроочистка керосина.................................. 40
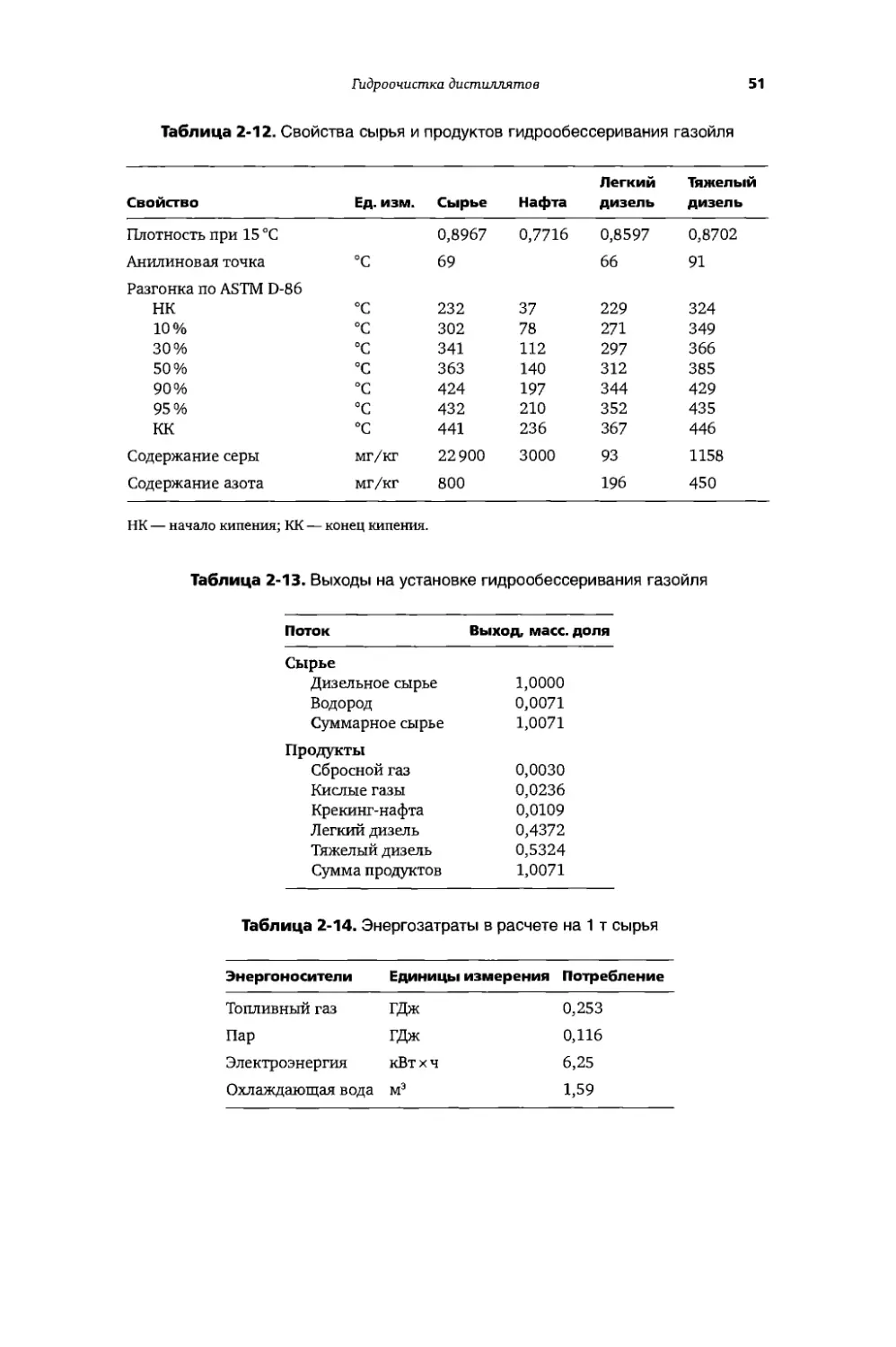
Гидрообессеривание газойля..............................45
Обессеривание атмосферного остатка......................53
Список использованной литературы........................65
3. Процессы гидрокрекинга..................................67
Реакции гидрокрекинга...................................67
Схема процесса..........................................72
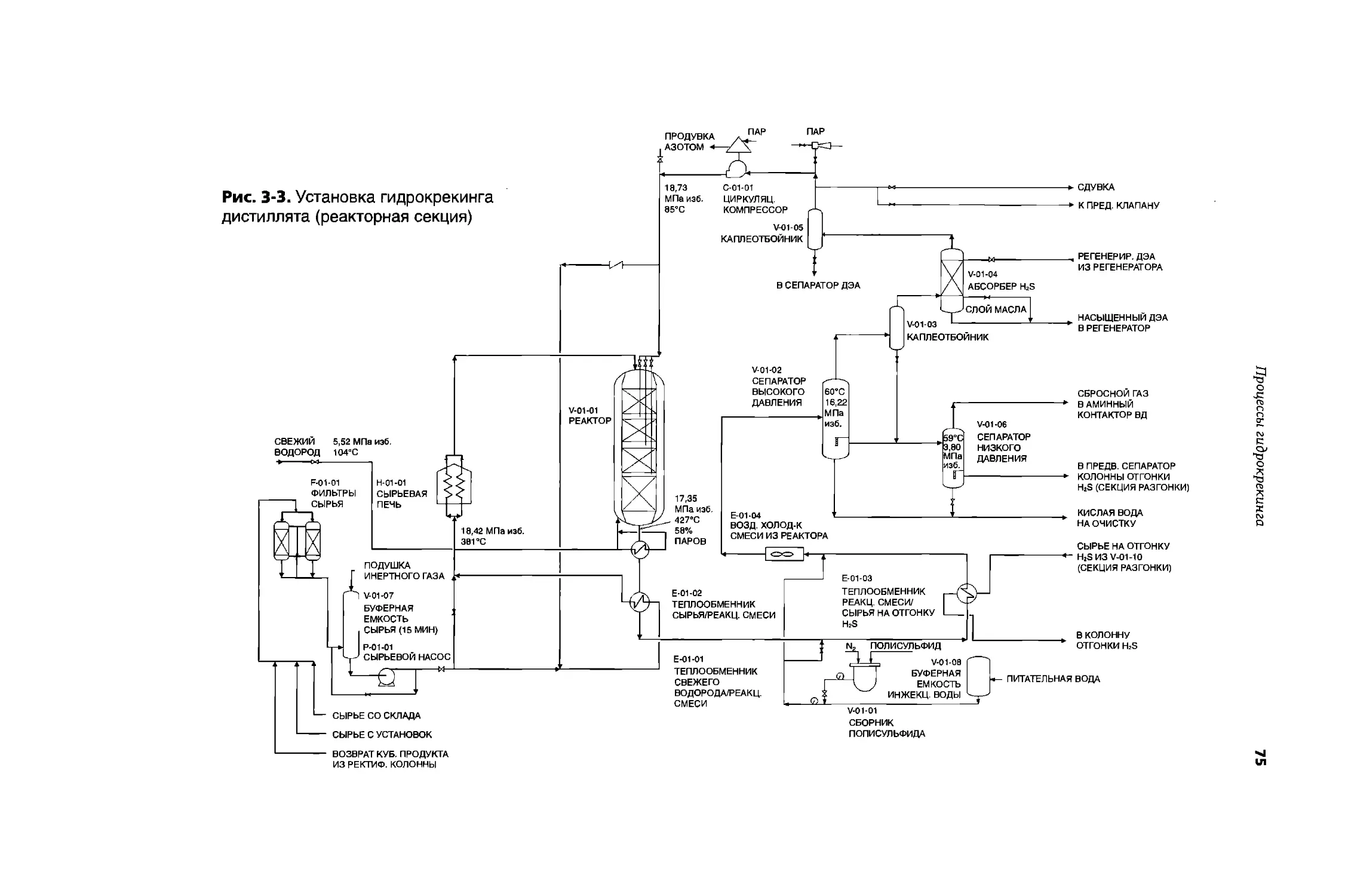
Технологическая схема процесса..........................74
Рабочие условия....................................... 81
Сульфидирование катализатора и пуск установки...........93
Порядок останова....................................... 96
Регенерация катализатора................................99
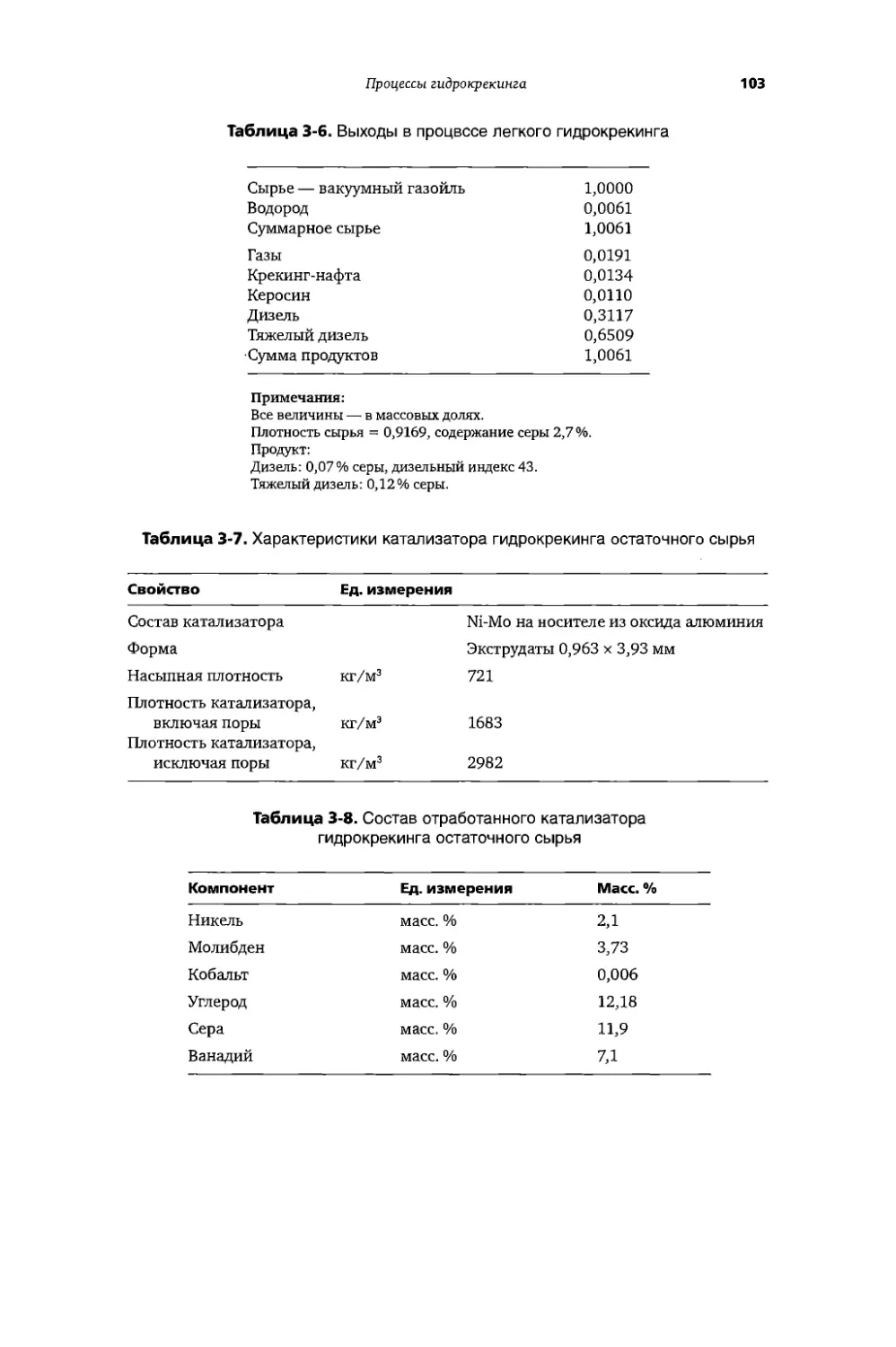
Легкий гидрокрекинг....................................102
Гидрокрекинг остаточного сырья.........................102
VII
VIII
Справочник по переработке нефти
4. Процессы выработки бензина............................117
Каталитический риформинг..............................117
Каталитический крекинг в «кипящем» слое...............122
Алкилирование.........................................135
Изомеризация парафинов нормального строения Cs/Ce......144
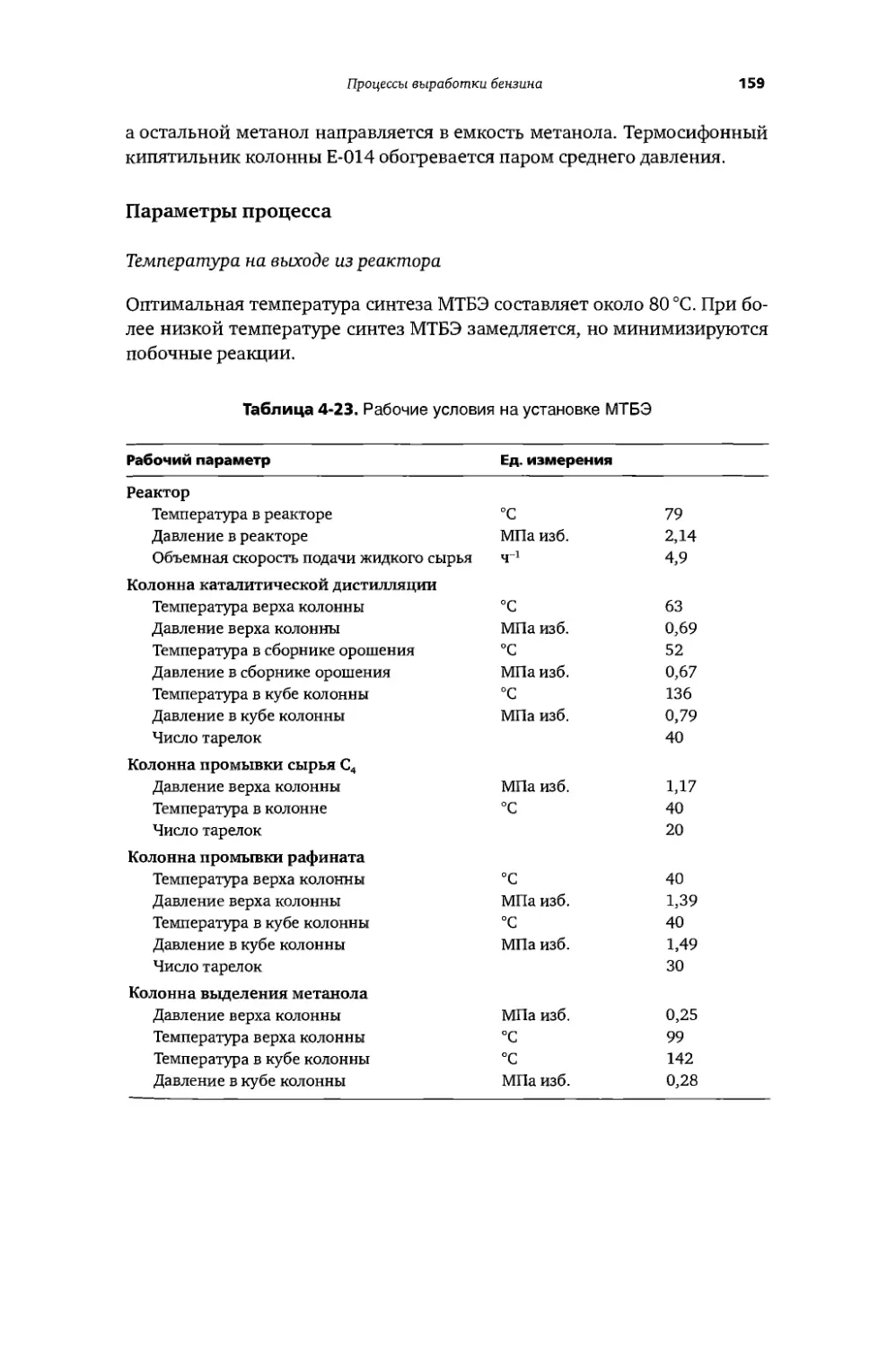
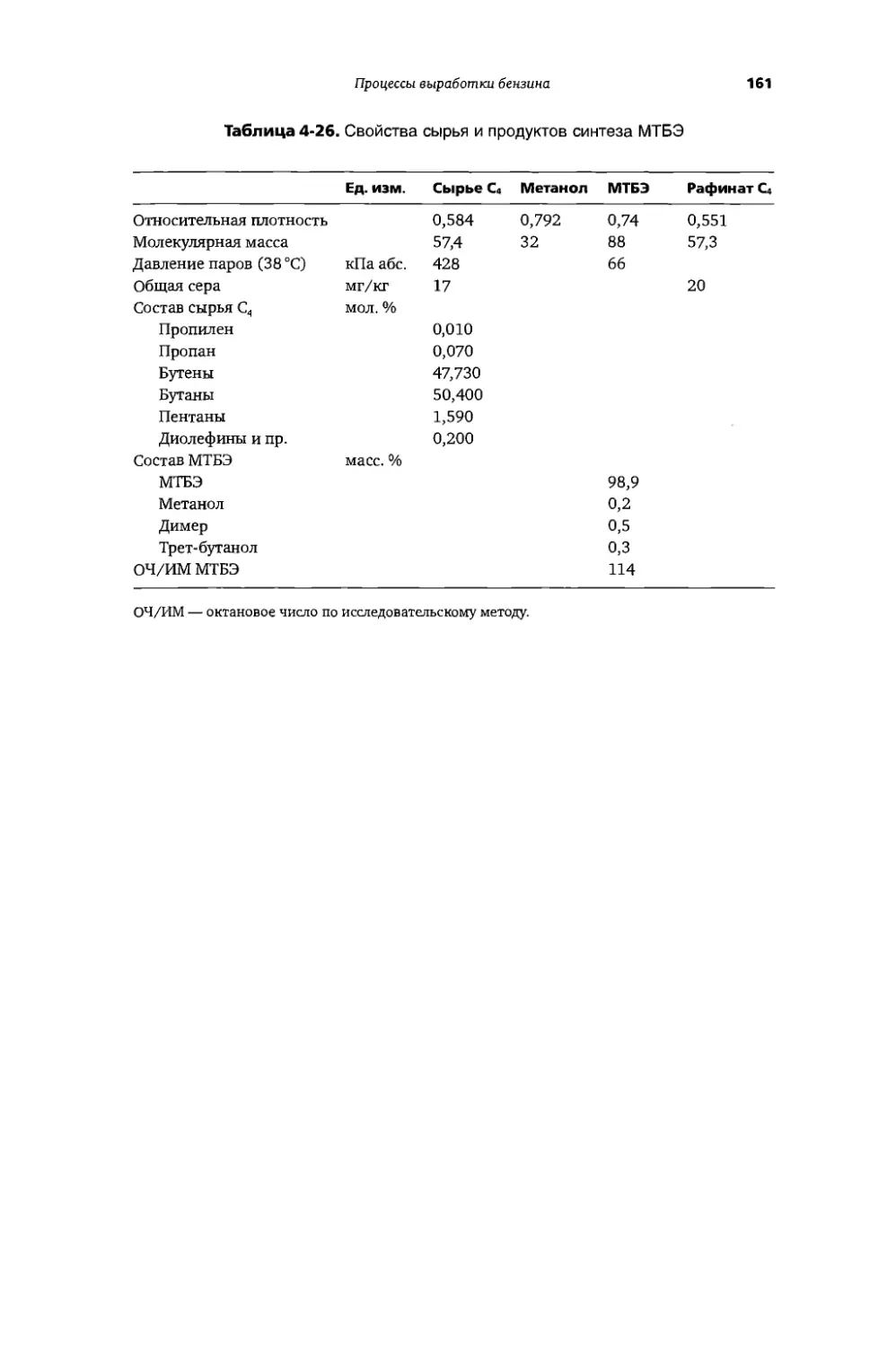
Метилтретичнобутиловый эфир...........................152
5. Получение и выделение водорода........................163
Обессеривание природного газа.........................163
Паровая конверсия.....................................164
Конверсия оксида углерода............................ 166
Очистка от диоксида углерода..........................168
Метанирование.........................................170
Короткоцикловая адсорбция.............................170
Процесс неполного окисления...........................174
Выделение водорода....................................180
Сп исок использованной литературы....................186
6. Переработка остаточного сырья.........................187
Замедленное коксование................................187
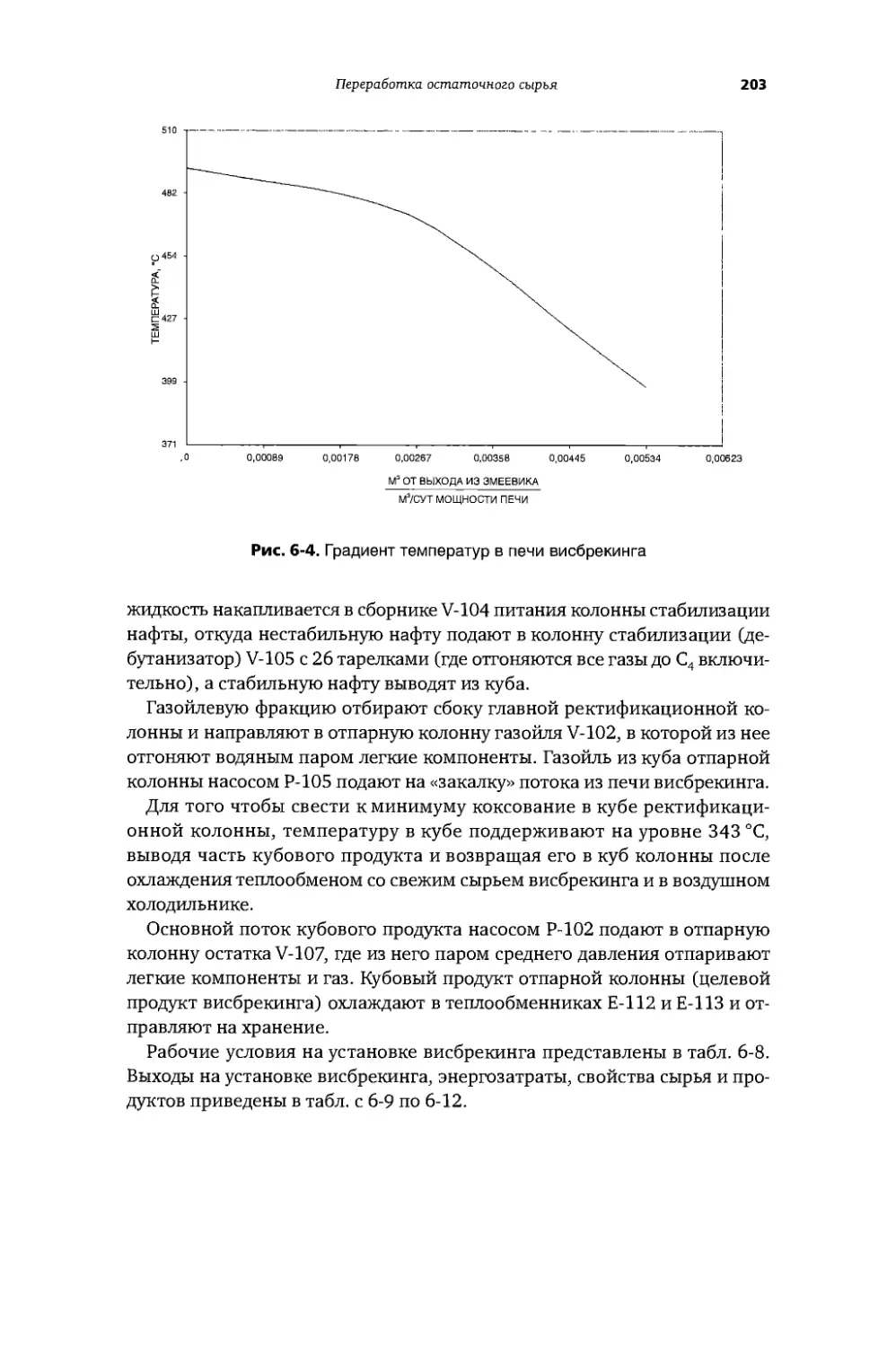
Висбрекинг............................................201
Деасфальтизация растворителями........................209
Получение битума окислением...........................214
Список использованной литературы......................220
7. Процессы очистки......................................221
Общие принципы........................................221
Легкий бензин с установки ККФ.........................222
Очистка реактивного топлива от меркаптанов............225
Список использованной литературы......................231
8. Получение серы и способы сокращения выбросов..........233
Выделение серы из кислого газа........................234
Очистка хвостового газа процесса Клауса...............235
Обессеривание дымовых газов.......................... 242
Очистка амином........................................249
9. Системы водопользования и водоотведения на НПЗ.........257
Система водяного охлаждения...........................258
Системы охлаждения морской воды.......................260
Градирни..............................................261
Оглавление
IX
Система питательной воды для паровых котлов...........263
Система технической воды..............................267
Очистка замасленной воды..............................273
Система влажного некондиционного масла................276
Очистка бытовых сточных вод...........................277
Очистка кислой воды...................................279
Список использованной литературы......................284
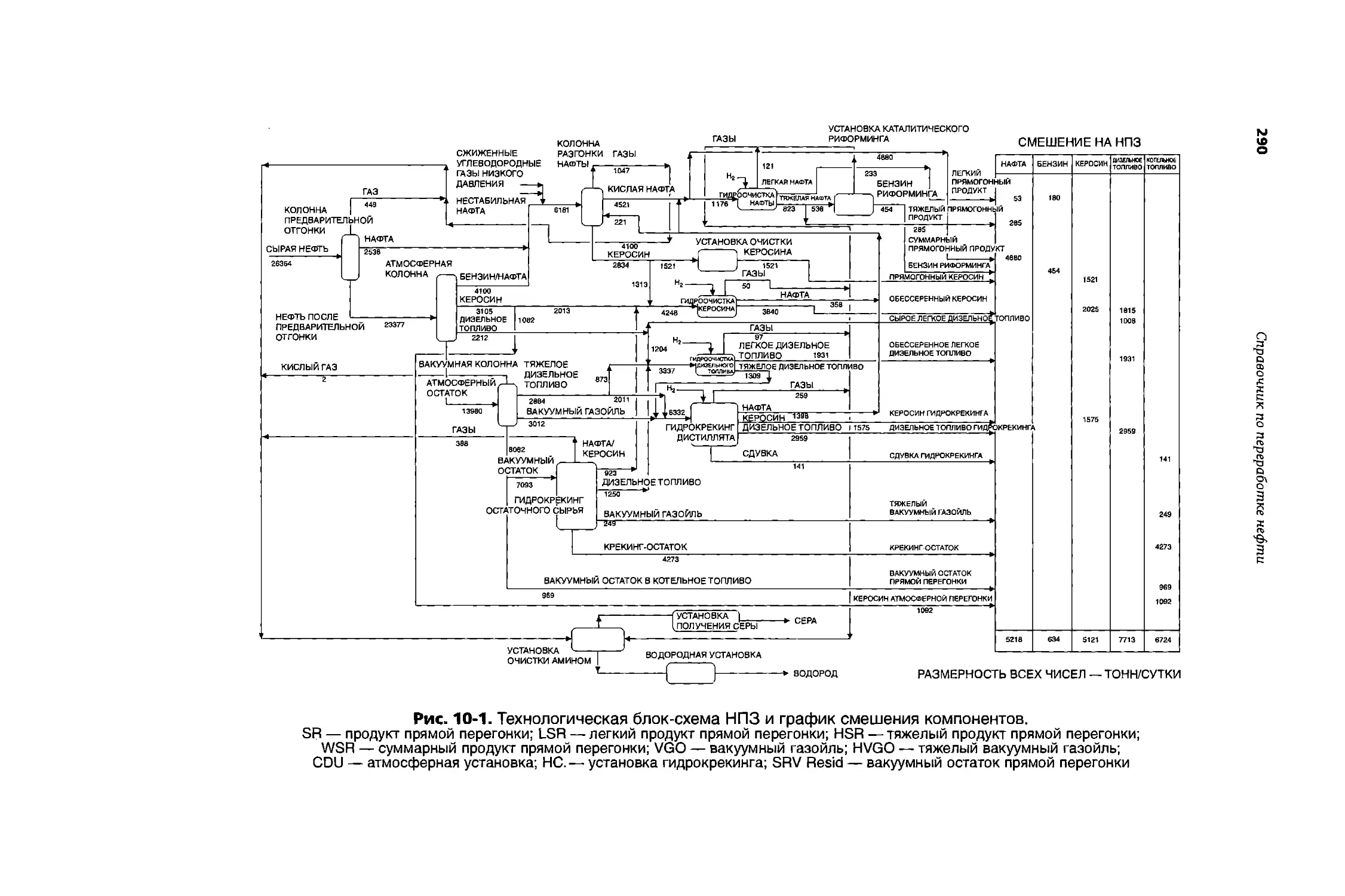
10. Общезаводские производственные объекты и службы
инженерного обеспечения нефтеперерабатывающего завода.. 285
Товарно-сырьевая база нефтеперерабатывающего завода...285
Отгрузочные терминалы и подводные трубопроводы........287
Определение параметров товарно-сырьевой базы НПЗ......289
Система смешения компонентов..........................295
Факельное хозяйство НПЗ...............................303
Система пароснабжения НПЗ.............................314
Система топливоснабжения НПЗ..........................322
Список использованной литературы......................326
11. Смешение компонентов продуктов.......................327
Смешение компонентов бензина по октановому числу......327
Смешение компонентов по показателю разгонки по ASTM...333
Смешение компонентов по вязкости......................345
Смешение по температуре застывания....................349
Смешение по температуре вспышки.......................350
Смешение по давлению паров по Рейду для бензинов и нафты .. 358
Смешение по анилиновой точке..........................359
Анализы нефти.........................................361
Список использованной литературы......................400
12. Составление балансов продуктов и запасов на НПЗ......401
Данные для построения модели..........................402
Порядок расчета.......................................404
Программа табличных расчетов материального баланса НПЗ... 407
Список использованной литературы......................420
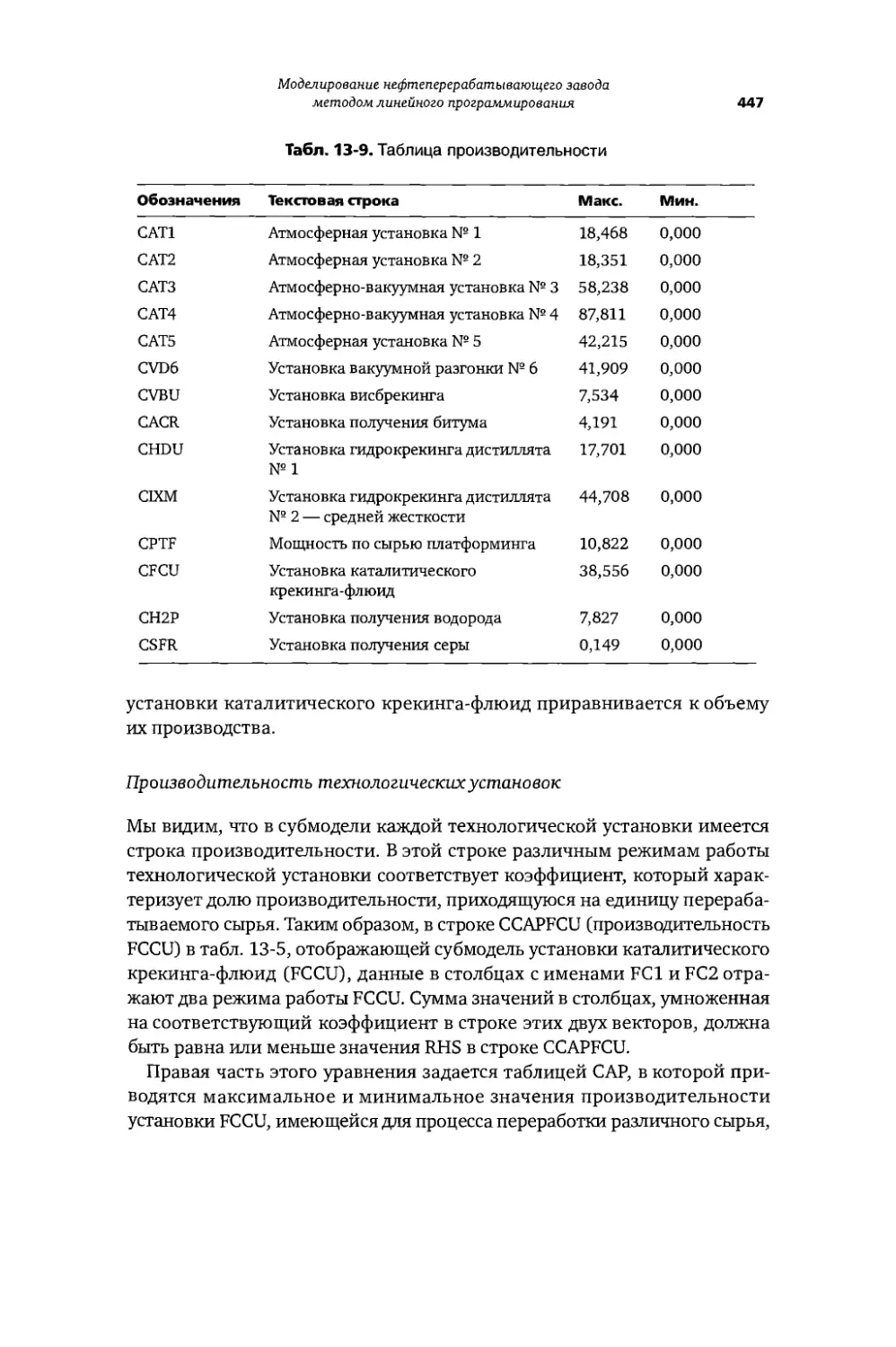
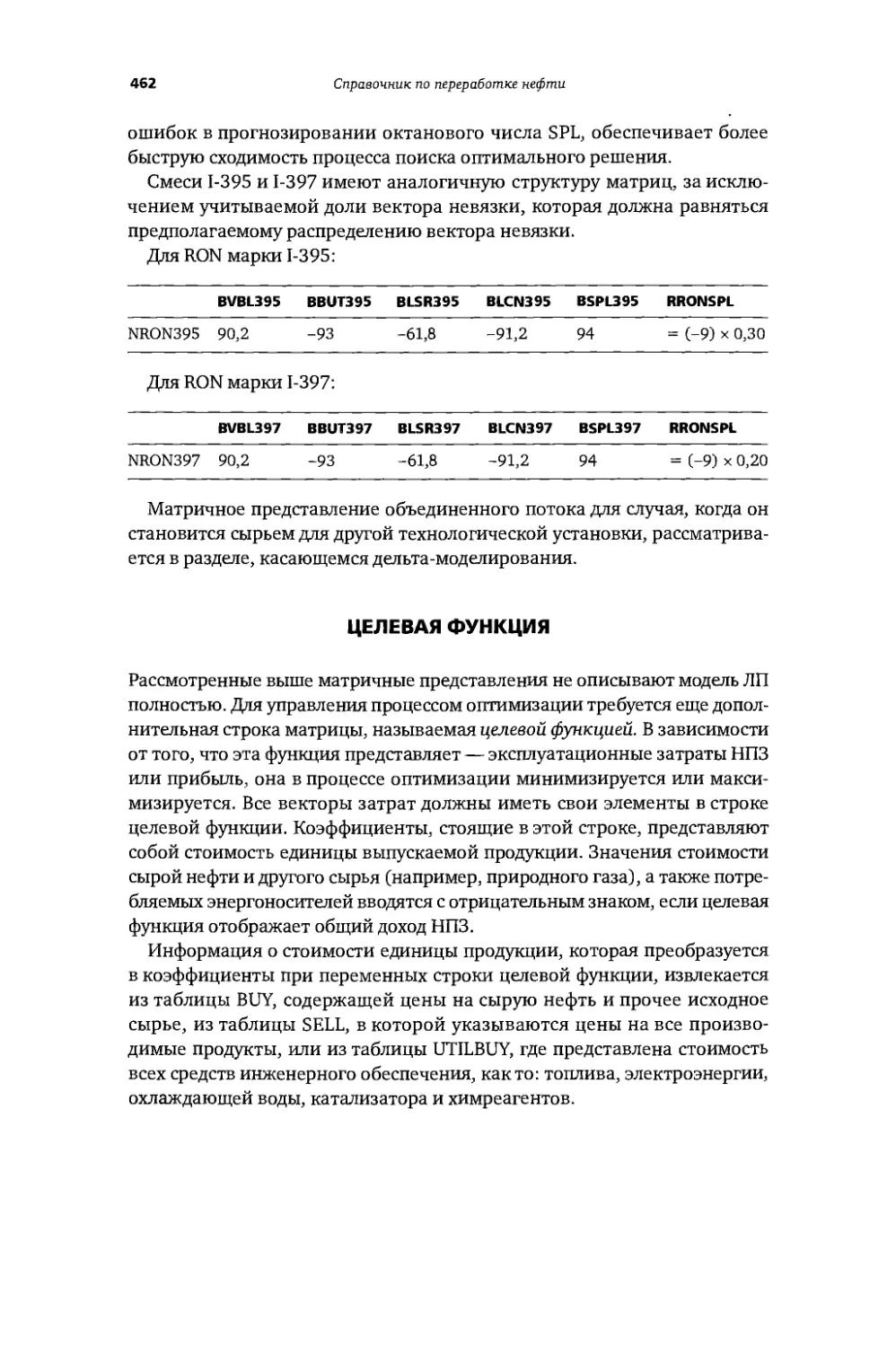
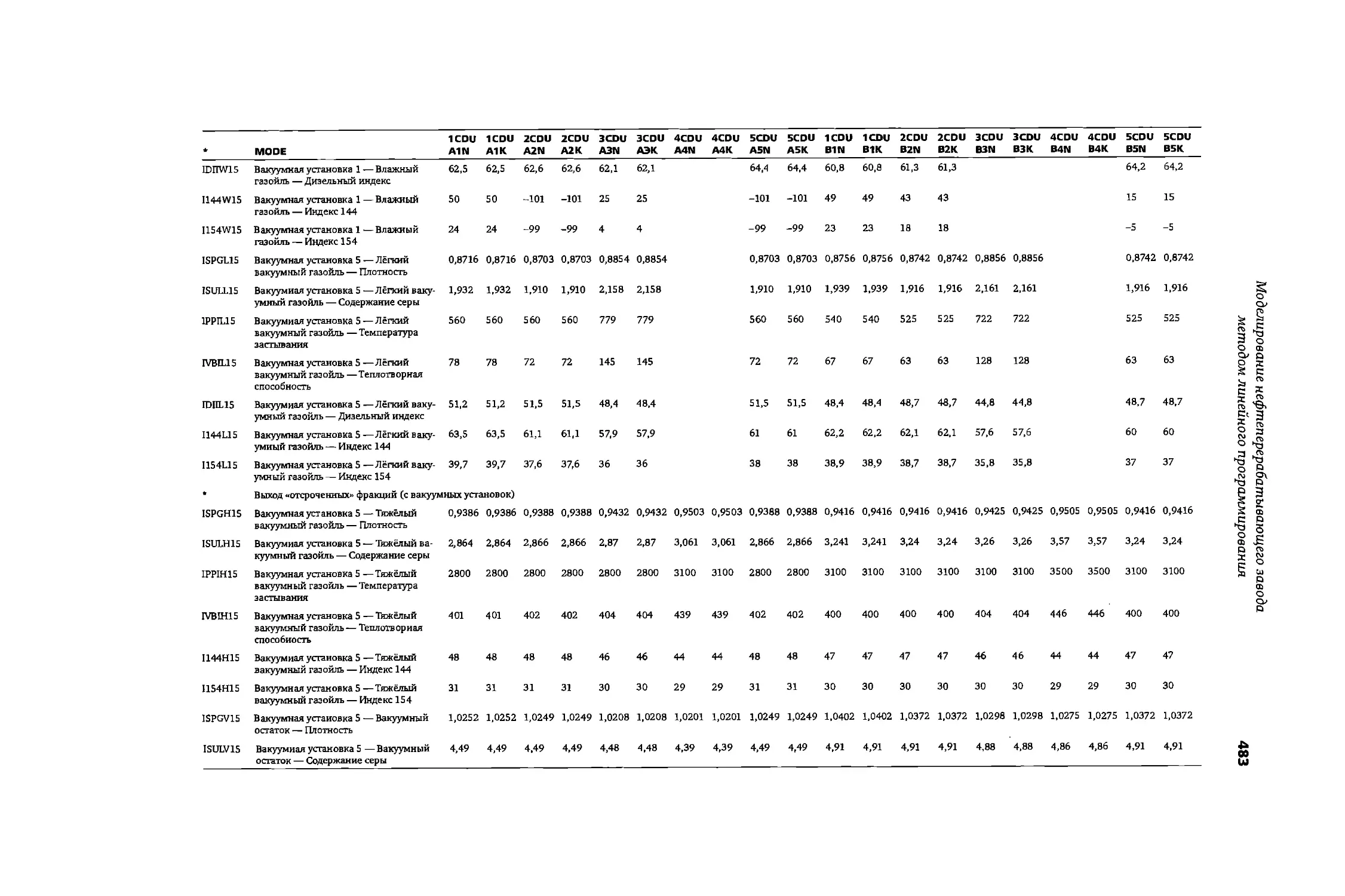
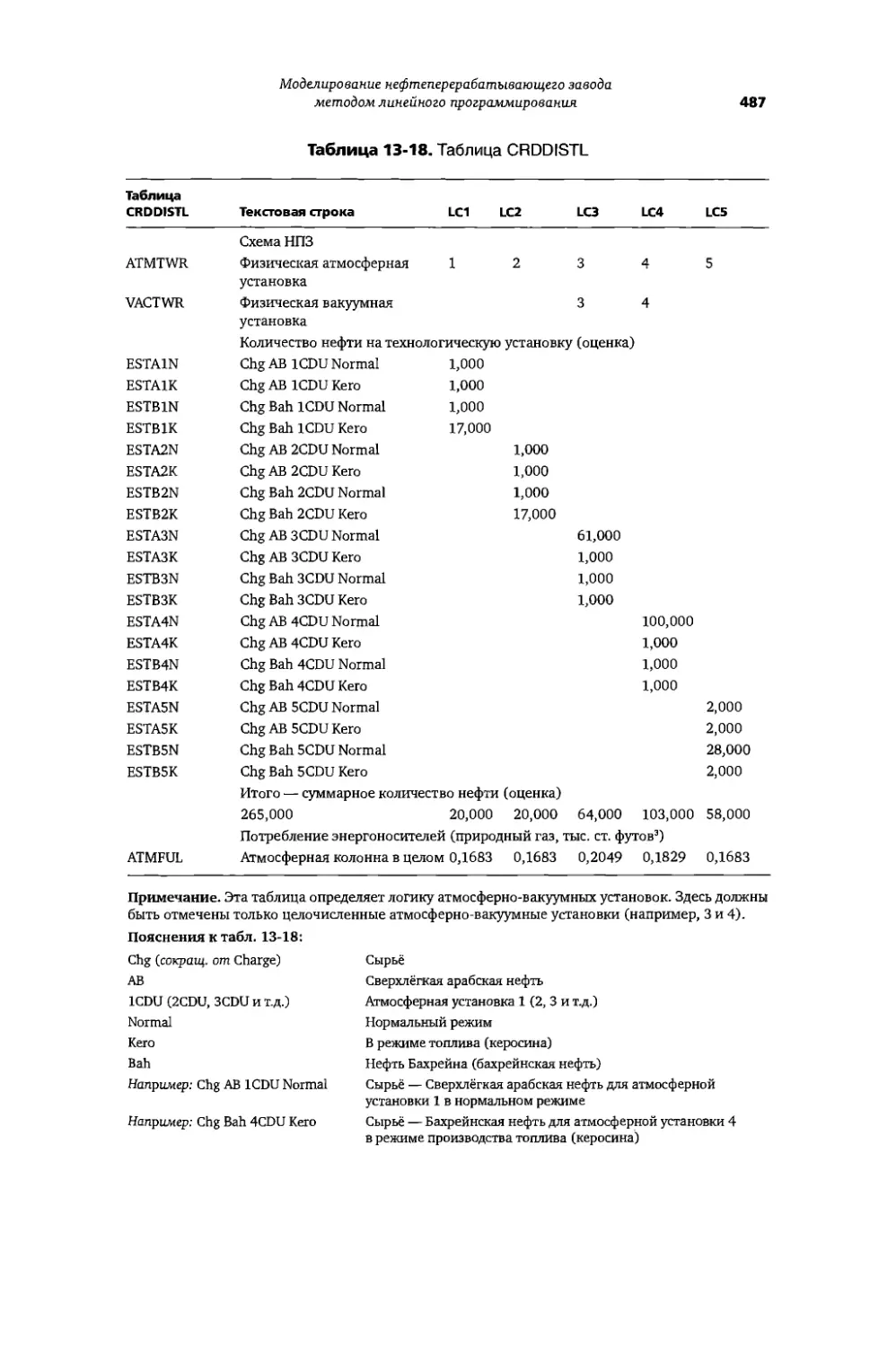
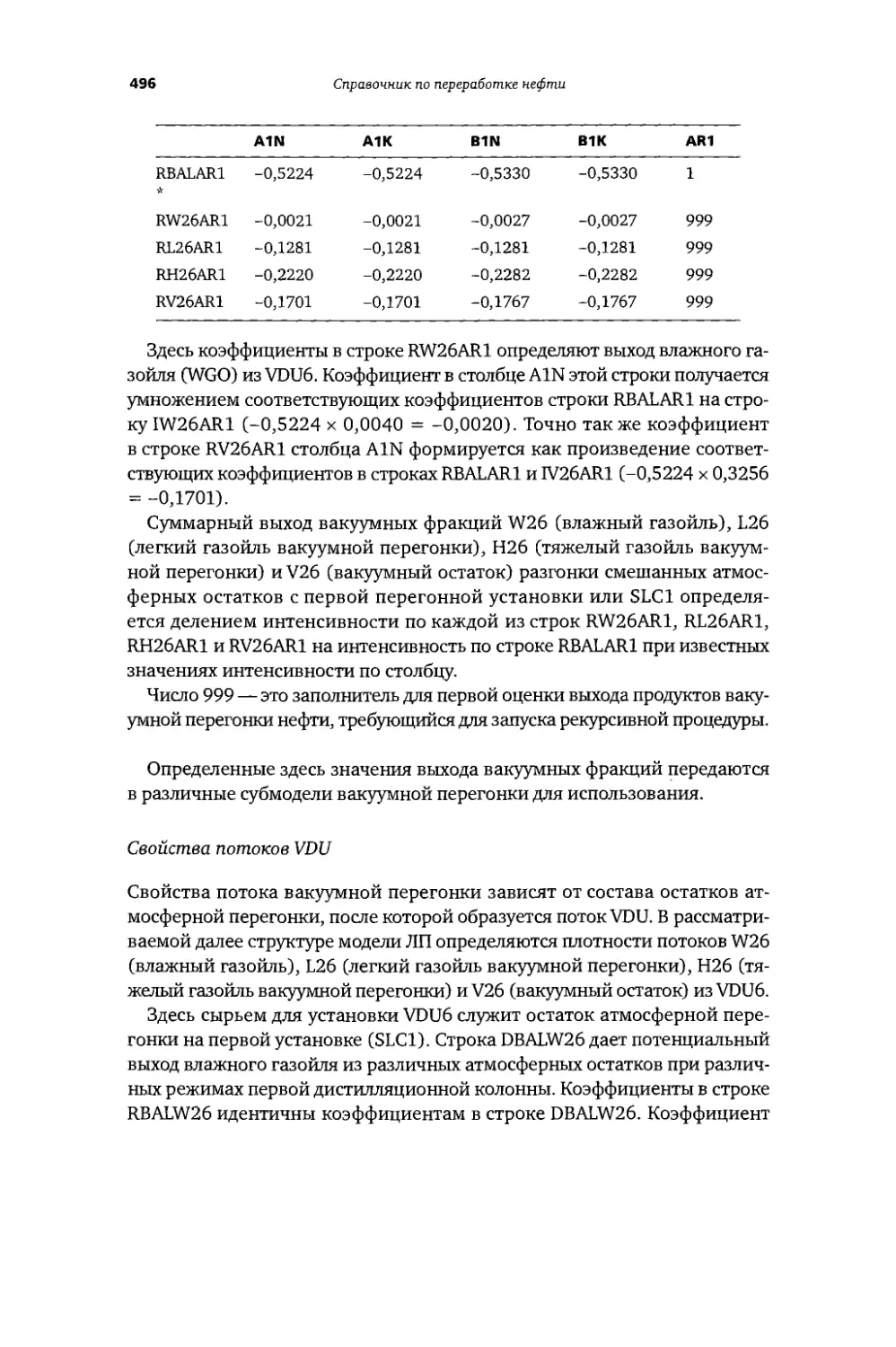
13. Моделирование нефтеперерабатывающего завода
методом линейного программирования........................435
Преамбула.............................................435
Построение модели ЛП для НПЗ..........................436
Структура модели ЛП для НПЗ...........................438
X
Справочник по переработке нефти
Распространение характеристик на другие таблицы........452
Технические характеристики процесса смешения...........453
Слияние потоков (рекурсивный процесс)..................453
Дистрибутивная рекурсия................................459
Целевая функция........................................462
Этап оптимизации.......................................463
Сходимость процесса оптимизации........................463
Интерпретация решения..................................464
Программы формирования отчетов.........................466
Дельта-моделирование...................................467
Атмосферная перегонка нефти и моделирование атмосферной
перегонки нефти и вакуумной перегонки.............471
Монопродуктовая модель ЛП для смесителя................502
Список использованной литературы.......................506
14. Ценообразование нефтепродуктов........................507
Ценообразование сырой нефти на основе расчетов
и нетбэк-схем................................... 507
Ценообразование на конечные и промежуточные
нефтепродукты.....................................512
Учетные выходы нефтепродуктов..........................519
Примечания.............................................524
15. Оперативно-производственный план......................525
Оперативно-календарный план на НПЗ с несколькими
участниками.......................................531
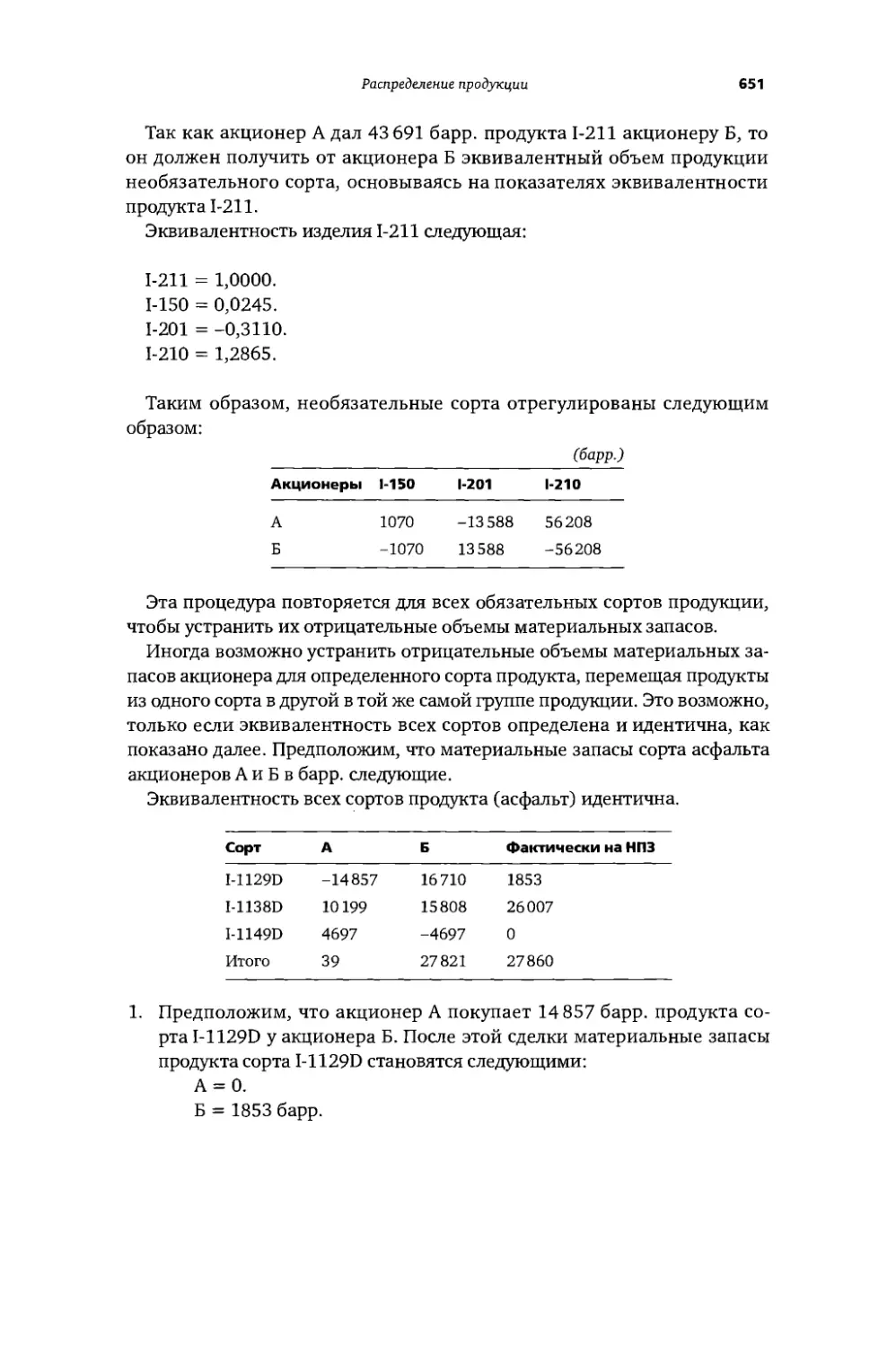
Нефтепродукты обязательных и необязательных категорий .... 540
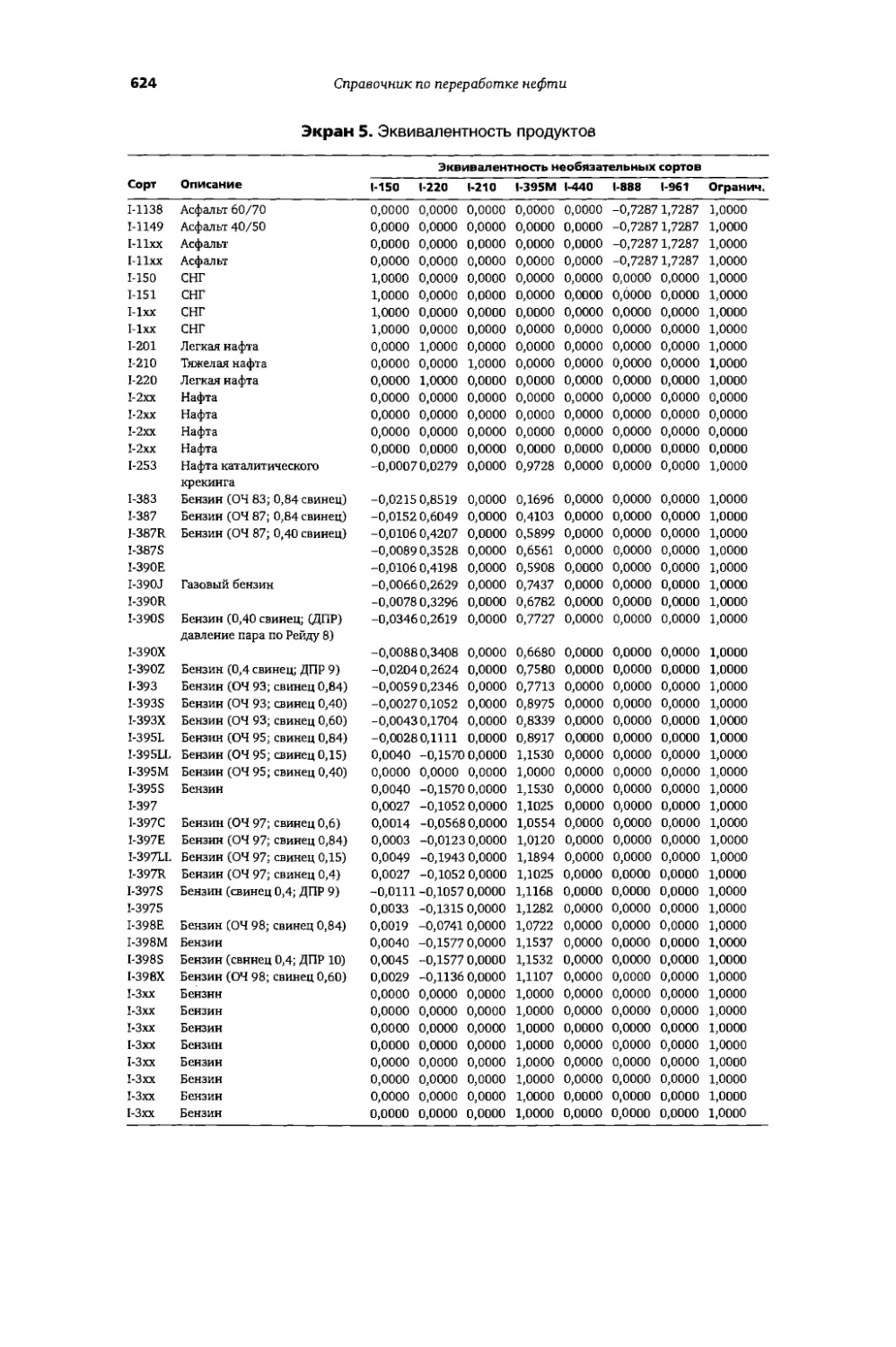
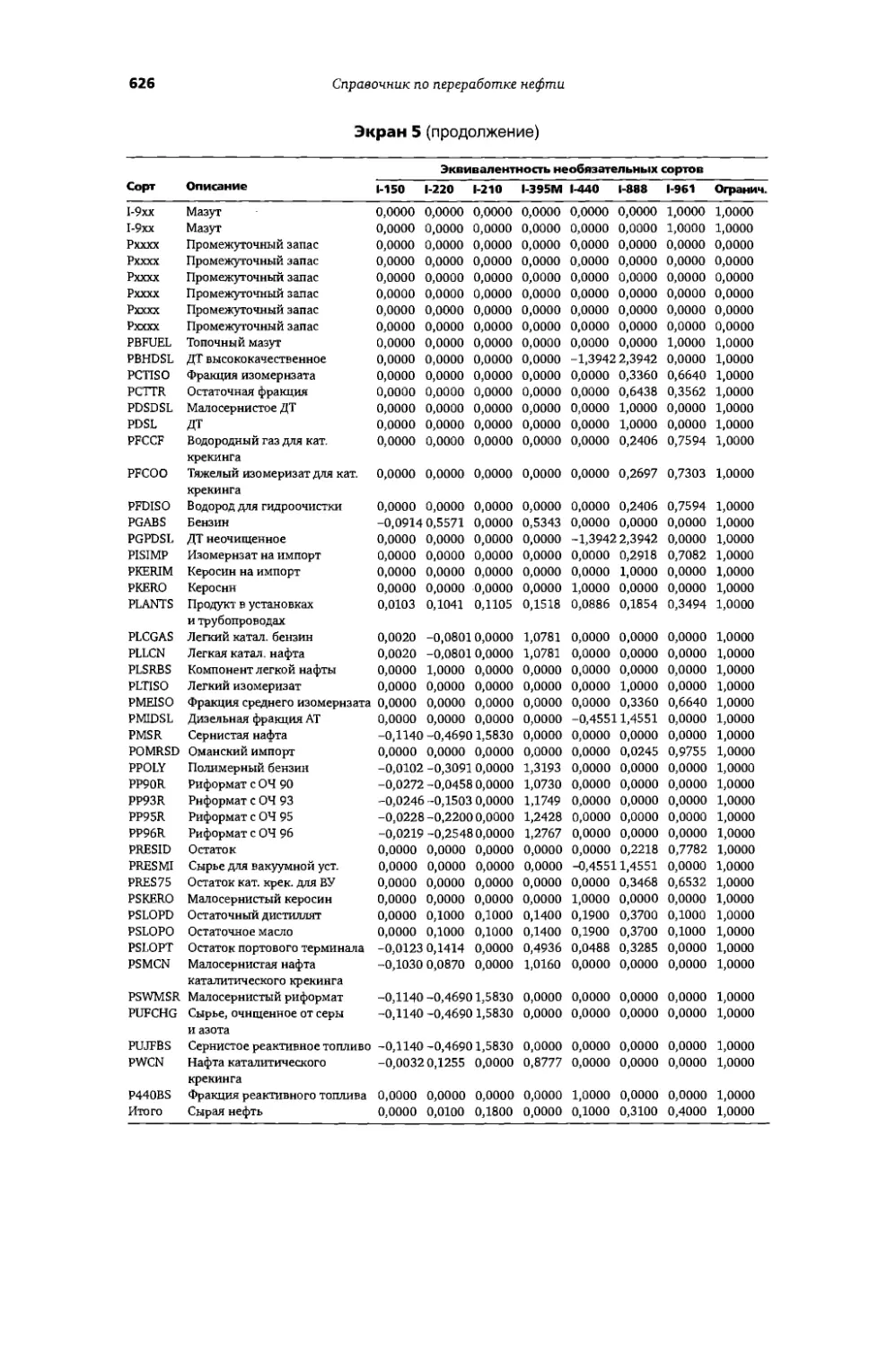
Эквивалентность нефтепродуктов.........................545
Определение эквивалентности нефтепродуктов.............546
Эквивалентность сырой нефти............................553
Эквивалентность остаточных нефтепродуктов..............554
16. Распределение продукции...............................555
Входные данные.........................................556
Прогноз изменений......................................556
Правила для прогнозирования изменений..................557
Изменения объема сырой нефти...........................568
Регулирование «потерь» в ОКП...........................569
Скорректированный ОКП..................................570
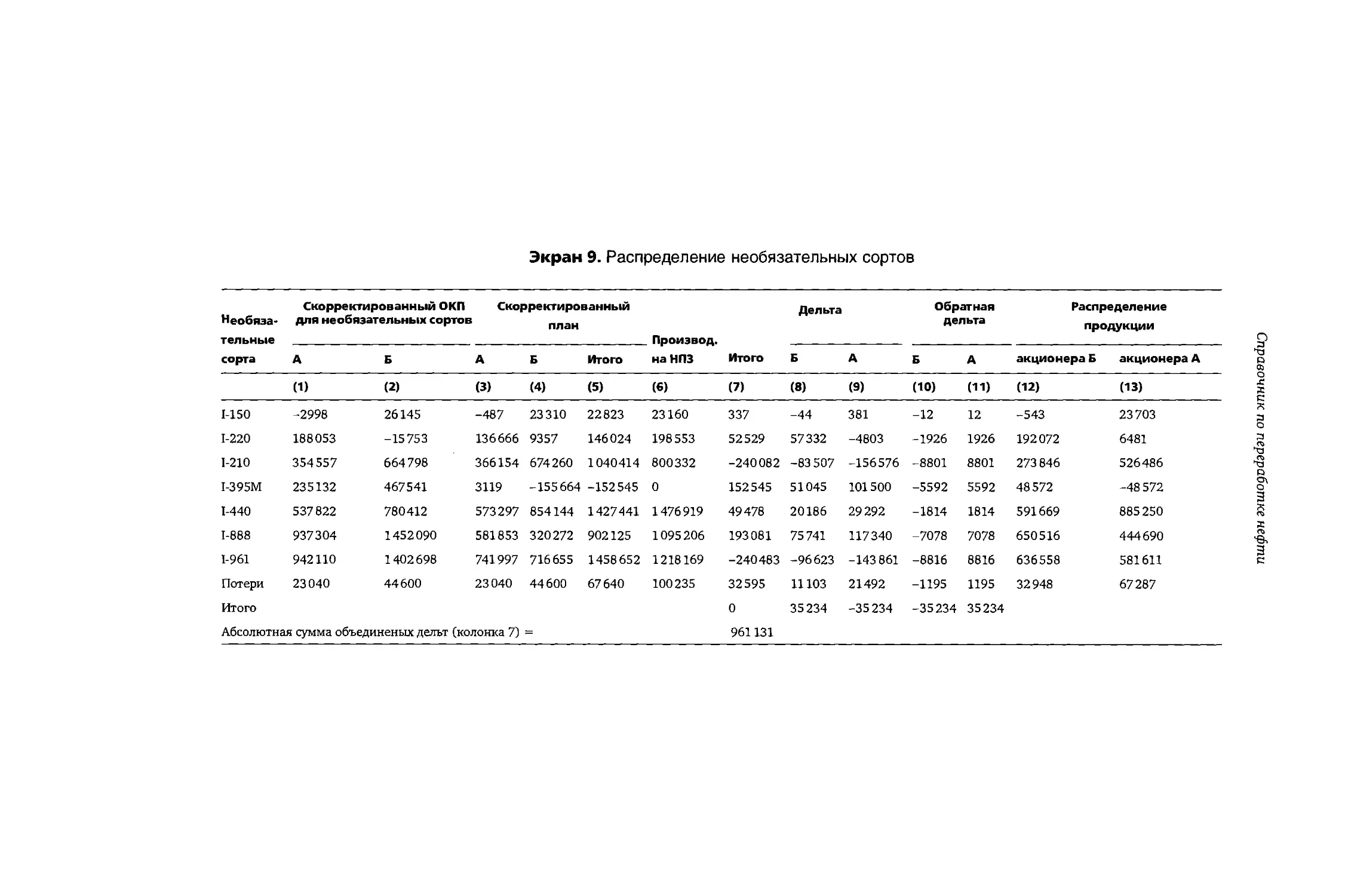
Распределение необязательных сортов....................571
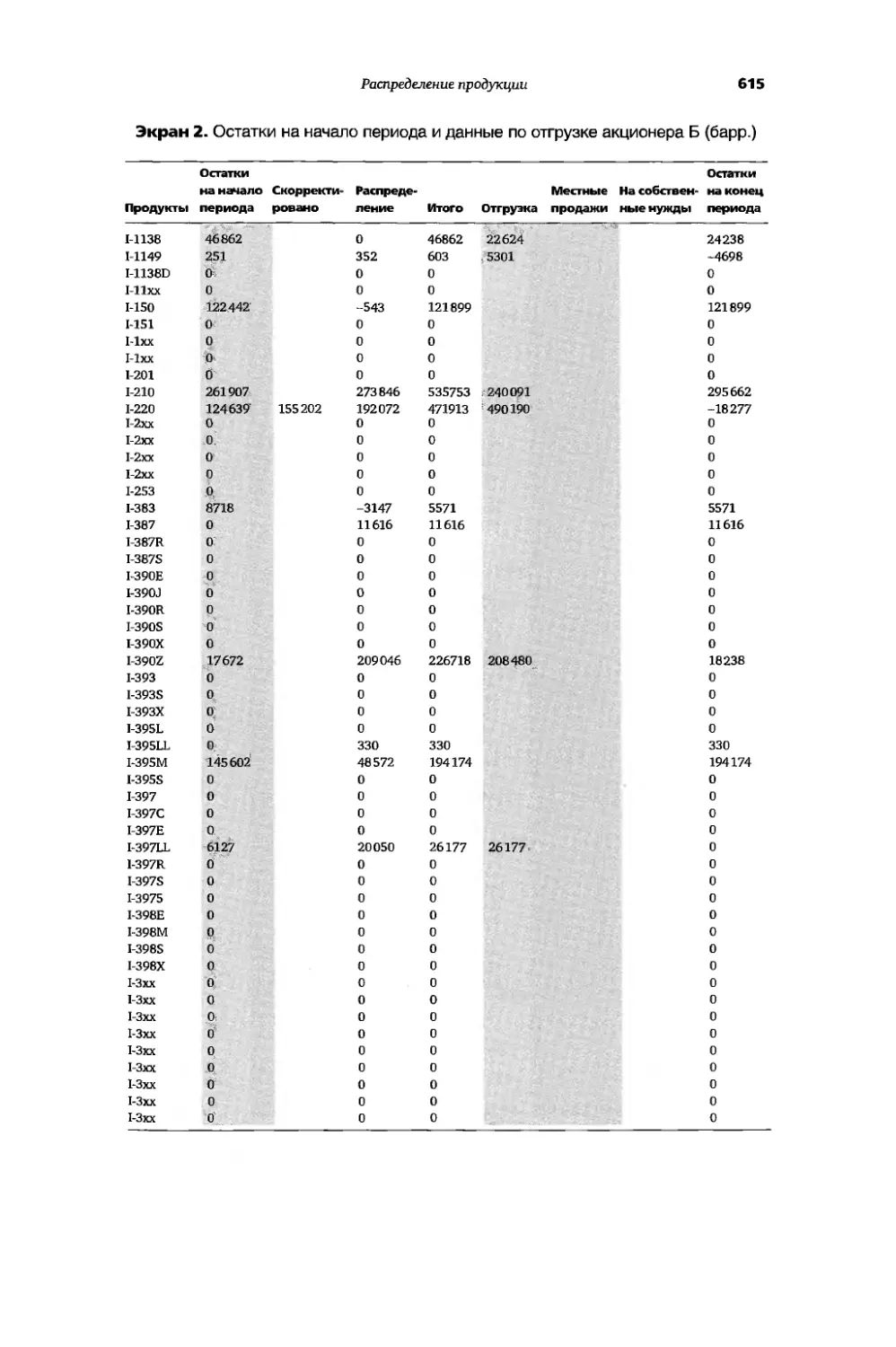
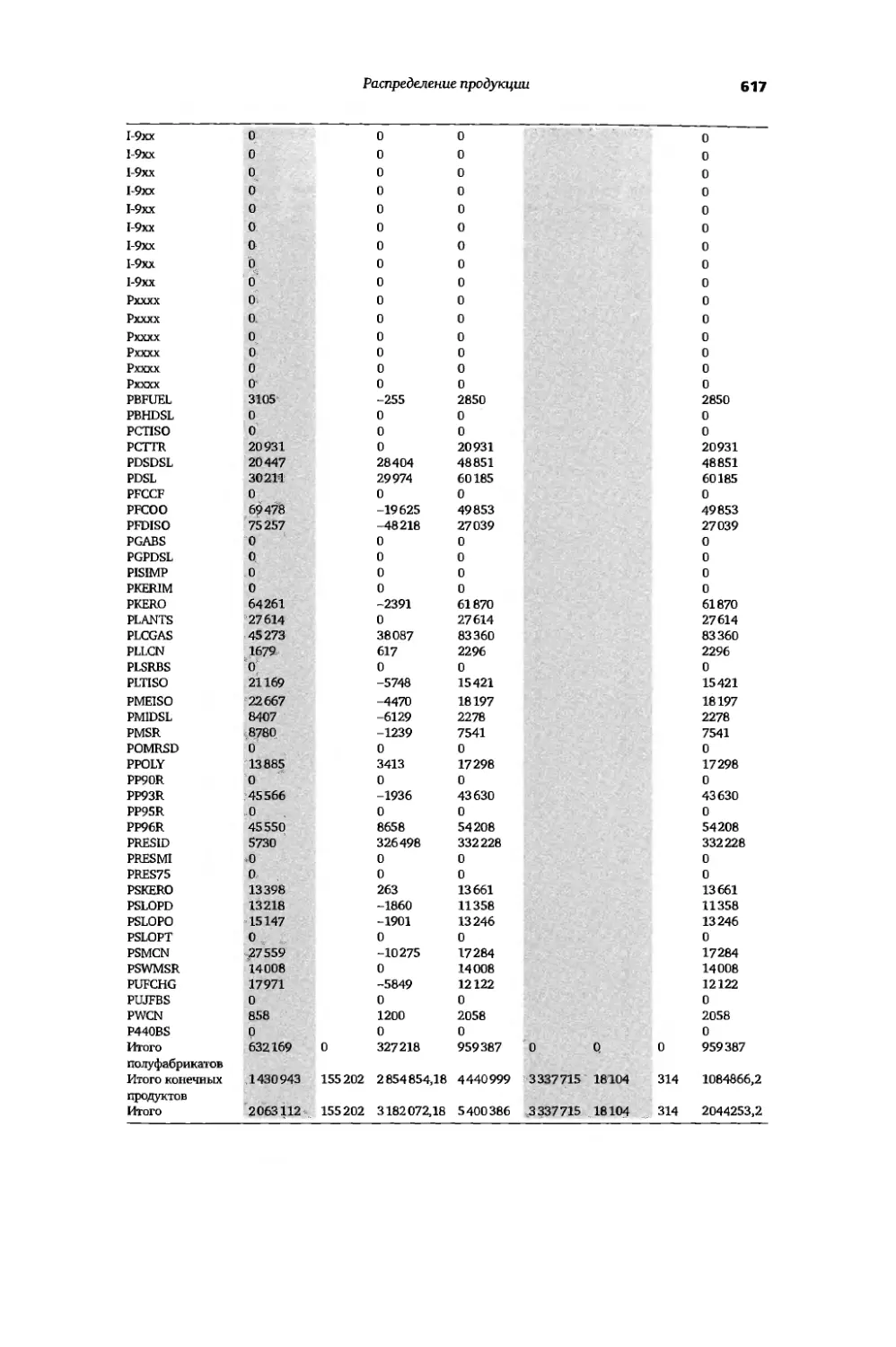
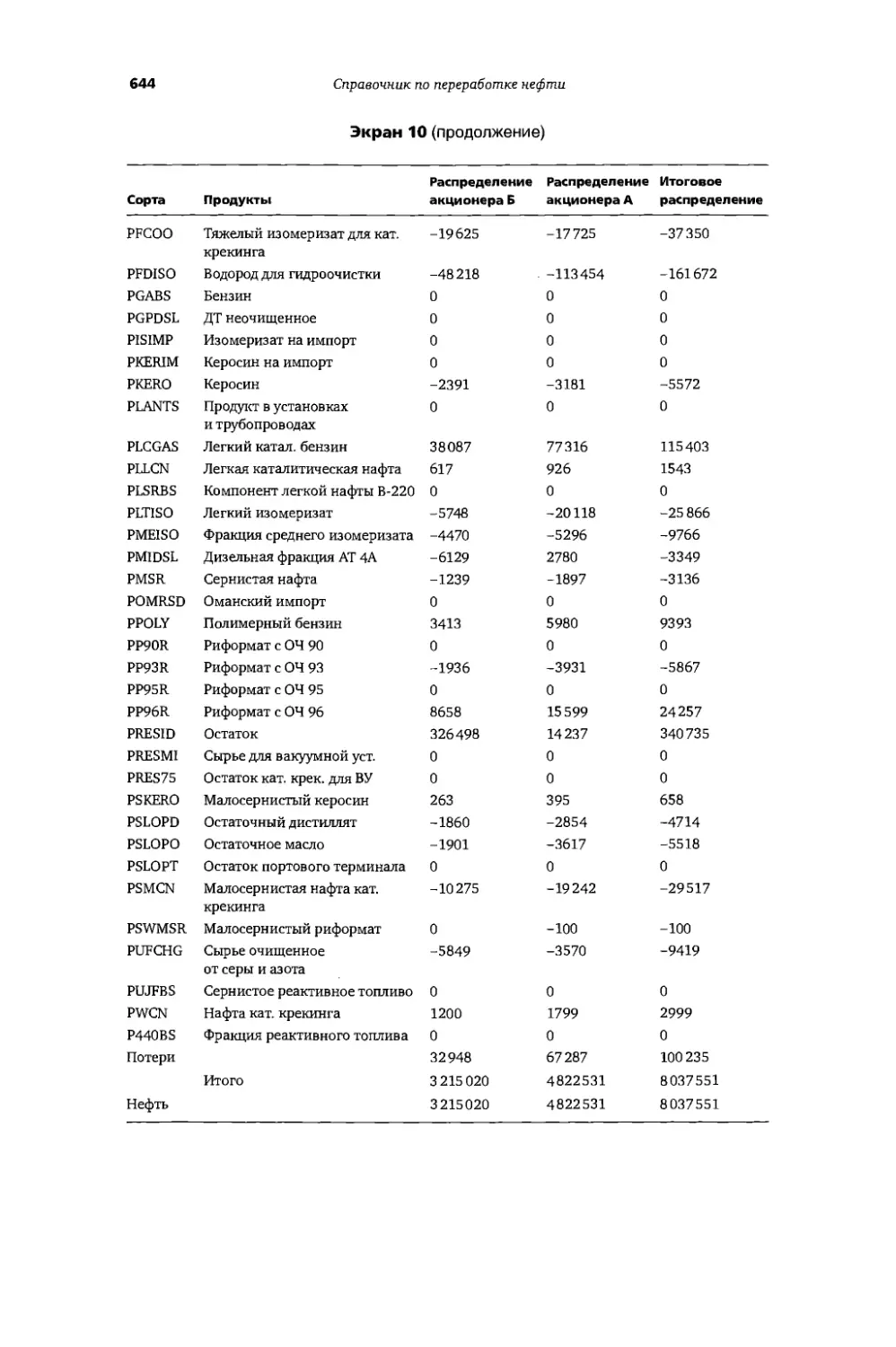
Итоговое распределение.................................576
Оглавление
XI
Распределение по модели ЛП............................581
Мощность технологической установки....................581
Цены на продукцию.....................................582
Первичная входная информация для модели ЛП............588
Анализ результатов расчета модели ЛП..................588
Итоговый цикл распределения...........................590
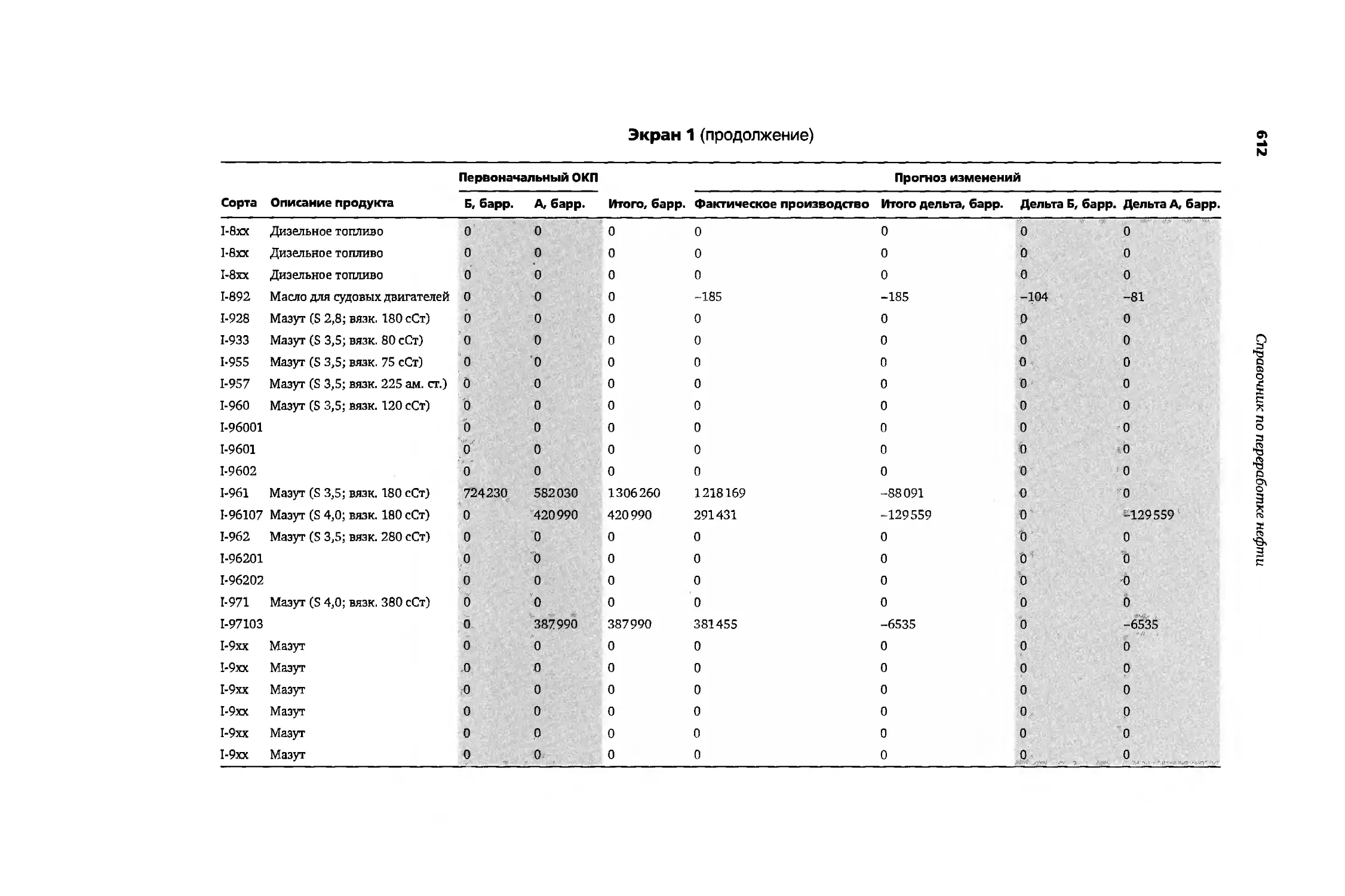
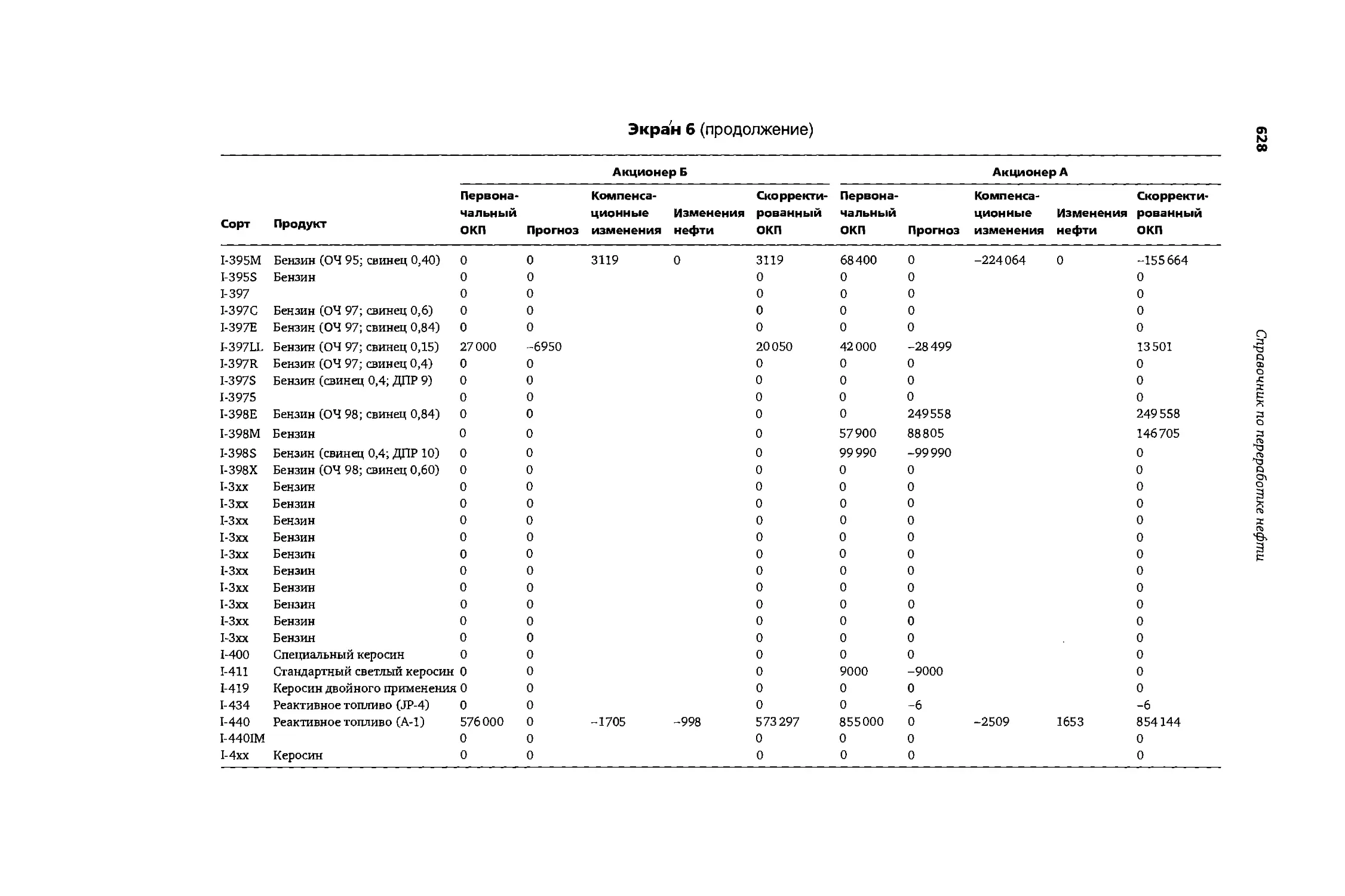
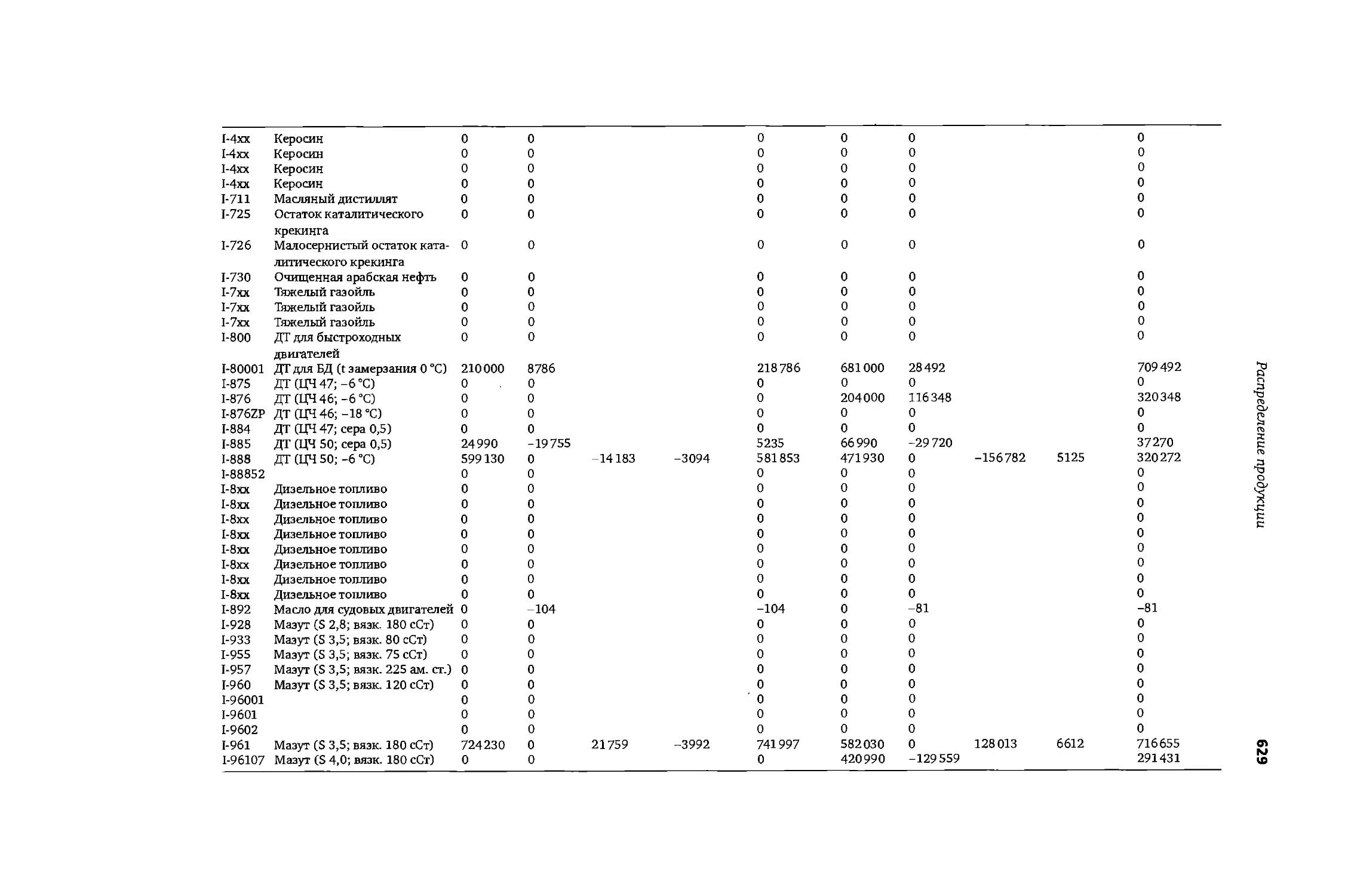
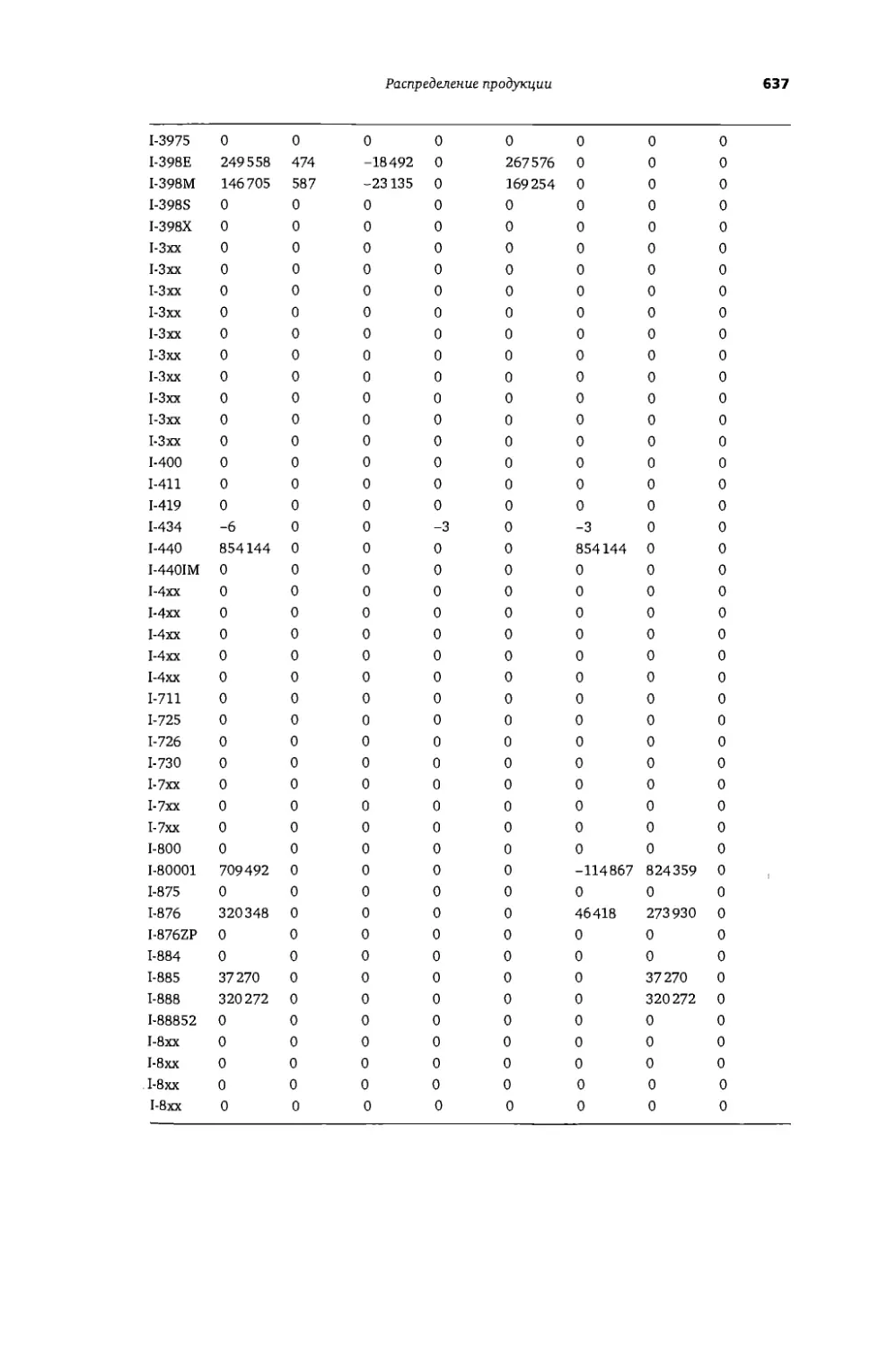
Экранная таблица распределения........................597
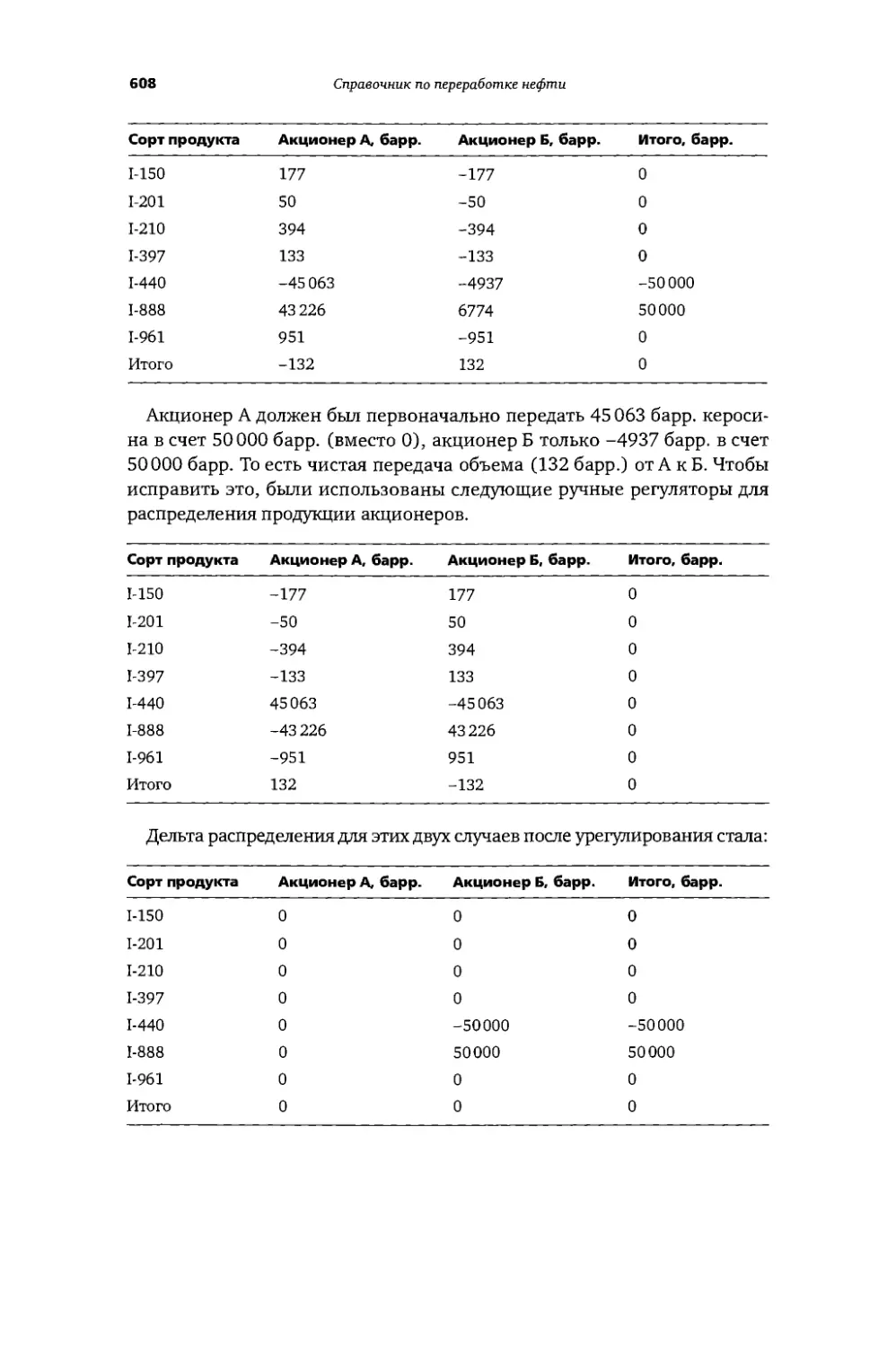
Проблемы распределения продукции......................606
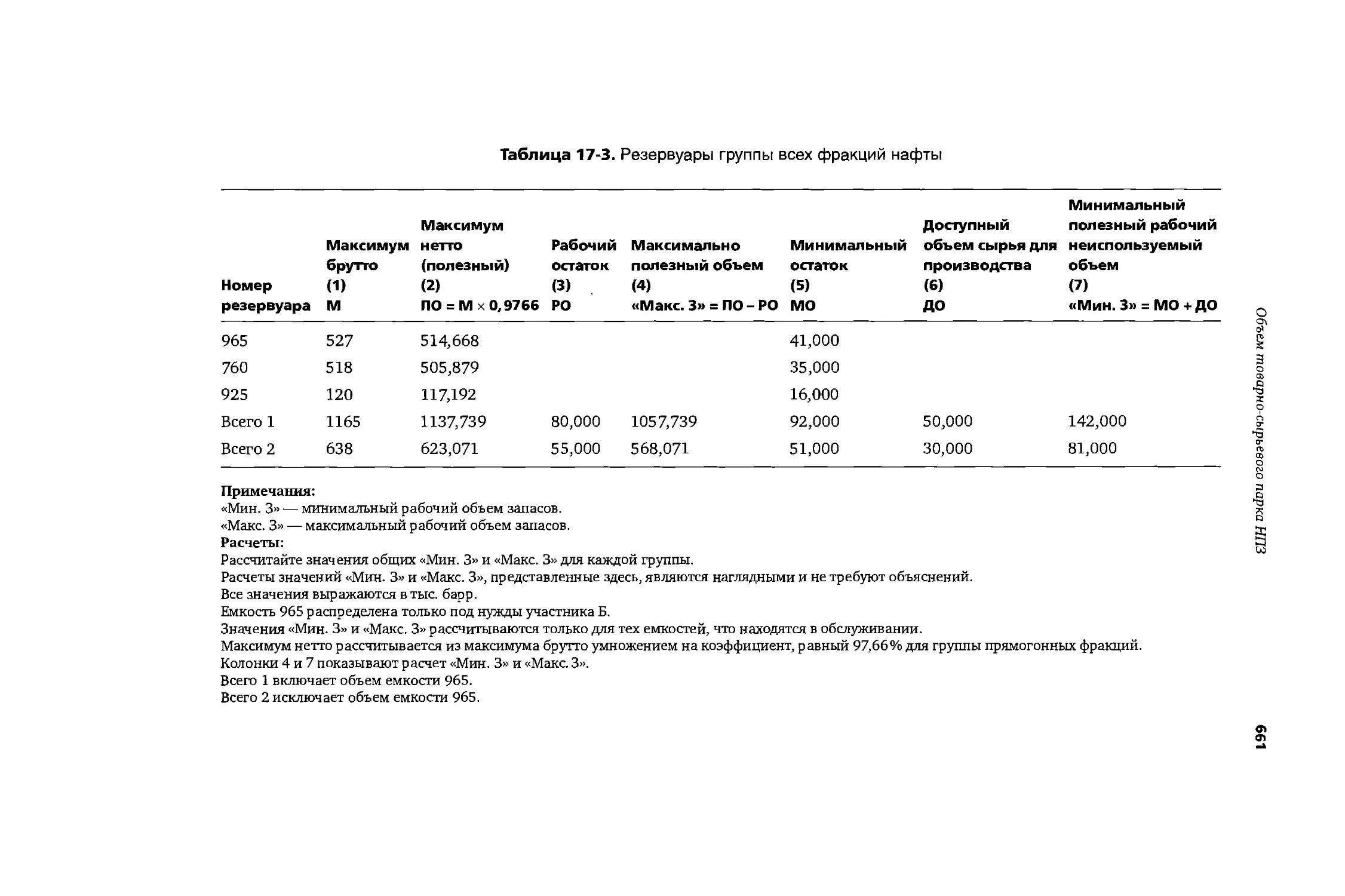
17. Объем товарно-сырьевого парка НПЗ....................655
Оценка объема нефтехранилищ...........................655
Минимум и максимум запасов («Мин. 3» и «Макс. 3»).....656
Объем резервуара, доступный для хранения нефтепродуктов ... 657
Группы нефтепродуктов.................................657
Распределение объемов нефтехранилищ...................658
Рабочая незаполненная часть объема резервуара.........658
Емкость, принадлежащая одному акционеру...............658
Уступка нефтеперерабатывающего оборудования...........670
Уступка объемов хранения нефтепродуктов...............672
18. План отрузки продукции...............................675
Еженедельные оценки объемов производства.............675
План по НПЗ..........................................677
Методика.............................................677
Распределение разницы (дельт)........................678
Планирование запасов и рабочего объема резервуара
(на акционерном НПЗ).............................683
19. Эксплуатационные затраты на НПЗ......................717
Распределение эксплуатационных затрат.................718
Метод системного учета затрат.........................718
Метод теоретической оценки объемов реализации.........719
Распределение затрат в соответствии с фактическим
использованием...................................720
Плата за неиспользование мощностей...................721
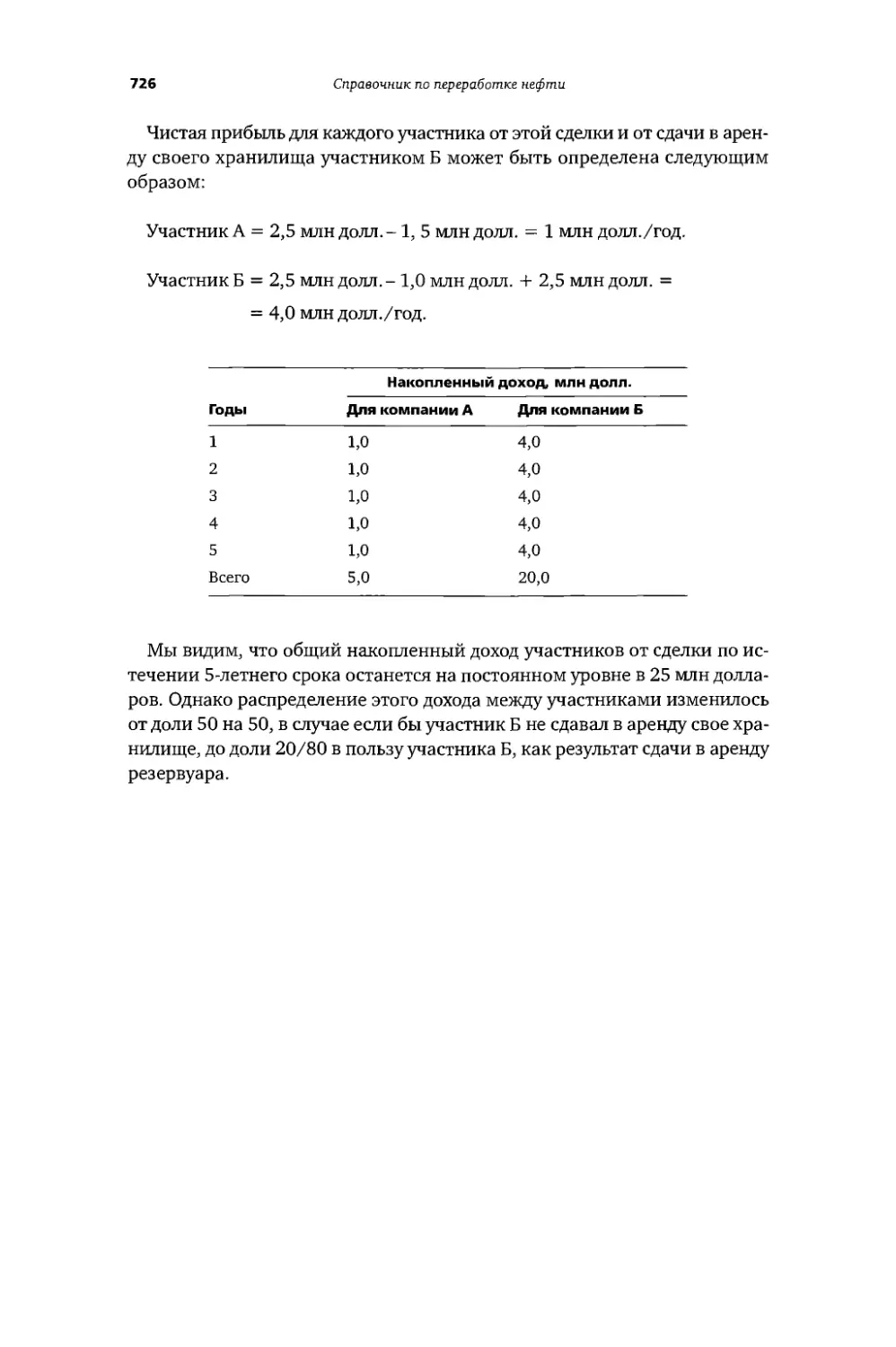
Доходы от аренды резервуаров с дополнительными
мощностями.......................................724
Приложение. Договор о переработке сырья на НПЗ
с совместной собственностью...........................727
Предметный указатель.................................755
Предисловие
Сложность схем нефтеперерабатывающих заводов (НПЗ), как и их экс-
плуатации, быстро растет. Однако опубликовано очень мало информации
по нефтезаводским процессам и работе НПЗ, и она в основном ограничена
сведениями от лицензиаров, которые раскрывают мало сверх того, что
абсолютно необходимо для продажи процесса, даже когда эти процессы
используются многие годы и на многих НПЗ. Данная книга представля-
ет собой обзор процессов и операций, связанных с переработкой нефти
в нефтепродукты. Потоки, поступающие с технологических установок, еще
не являются готовыми продуктами, для получения готовых (товарных)
продуктов их нужно компаундировать. Представленные здесь нефтеза-
водские операции направлены на получение смешанных продуктов опти-
мальным образом с достижением двух целей — удовлетворение спроса
на продукт и обеспечение максимальной прибыли от работы НПЗ. Нашу
цель мы видим в том, чтобы дать основные рекомендации по практике
работы НПЗ с применением методов и языка промышленности.
В книге представлены такие нефтезаводские процессы, как обессоли-
вание, атмосферная и вакуумная перегонка нефти; процессы выработки
бензина, например каталитический риформинг, каталитический крекинг,
алкилирование и изомеризация; процессы гидрообессеривания нафты, ке-
росина, дизельного топлива и мазута; конверсионные процессы, например
гидрокрекинг дистиллятов и остаточных фракций; процессы конверсии
остаточного сырья, например замедленное коксование, висбрекинг, деас-
фальтизация растворителями и получение битума; процессы, направлен-
ные на ограничение выбросов в окружающую среду, например получение
серы, очистка хвостовых газов установок получения серы и обессеривание
дымовых газов. Также здесь представлены операции, выполняемые на об-
щезаводских сооружениях НПЗ, например хранение и компаундирование
нефтепродуктов, системы пара и топлива на НПЗ, очистка питательной
воды для паровых котлов НПЗ и очистка сточных вод.
Информация о процессах включает технологические схемы, описание
процессов, химизм происходящих в них превращений, подробные рабочие
условия, выходы и энергозатраты по процессам. Среди представленных
XIII
XIV
Справочник по переработке нефти
здесь операций и методов работы на НПЗ — компаундирование нефтепро-
дуктов, прогнозирование складских запасов НПЗ, электронные таблицы
и моделирование НПЗ с применением линейного программирования
и способы ценообразования нефтей, нефтепродуктов и промежуточных
компонентов.
Следует признать, однако, что в промышленности существует много ва-
риантов одного и того же процесса, и рабочие условия могут значительно
различаться, в зависимости от типа используемого катализатора и пере-
рабатываемого сырья. У нас не было достаточно места для библиографи-
ческого сопоставления и оценки одинаковых в своей основе процессов
от разных лицензиаров. Представленные здесь данные отражают типовые
промышленные операции, осуществляемые на НПЗ в настоящее время.
Отсутствие упоминаний о последних сообщениях в литературе совсем
не означает пренебрежения источниками. То небольшое число ссылок,
которое здесь приводится, относится к тем материалам, где, как нам из-
вестно, были разработаны новые промышленные методы.
Другая важная затронутая тема касается работы НПЗ, находящихся
в совместном владении. Строительство нового НПЗ требует больших
капиталовложений. Экономически обоснована ситуация, когда две ком-
пании владеют одним НПЗ и эксплуатируют его так, как если бы они по-
строили два независимых НПЗ. Каждая компания работает на своей части
НПЗ практически независимо от другой, то есть каждая компания может
поставлять собственное сырье и вырабатывать ассортимент продуктов
независимо от другой компании без необходимости строить отдельные
продуктовые резервуары для двух компаний.
В этой книге обсуждаются основные правила работы НПЗ, находящих-
ся в совместном владении. В приложении к книге дается типовая фор-
ма Договора о переработке сырья между участниками. Оно охватывает
детальные процедуры планирования на НПЗ, размещения продукции,
управления складскими запасами и распределения эксплуатационных
затрат на НПЗ между участниками. Размещение продуктов связано с раз-
делением суммарной продукции НПЗ между участниками на основе коли-
чества и свойств сырья, переработанного каждым из них. С учетом того,
что участники не перерабатывают идентичное сырье и не вырабатывают
идентичные марки продуктов, распределение продукции между акционе-
рами должно производиться в конце каждого месяца. Это сложная задача,
и детальная процедура ее решения представлена в отдельной главе.
Также представлены методы подготовки прогнозов по складским за-
пасам и отслеживания эксплуатационных затрат на НПЗ для сценария
НПЗ, находящегося в совместном владении. Хотя такая практика — раз-
мещение продукции, распределение запасов и недостач, распределение
Предисловие
XV
эксплуатационных затрат — существует в нефтеперерабатывающей про-
мышленности, нам неизвестна литература по этим вопросам.
РАЗБИВКА ПО ГЛАВАМ
Глава 1 охватывает атмосферную и вакуумную перегонку и обессоливание
нефти. Глава 2 охватывает процессы гидроочистки на НПЗ: гидроочистку
нафты, гидроочистку керосина, гидрообессеривание газойля и обессерива-
ние атмосферного остатка. Глава 3 описывает гидрокрекинг дистиллятов,
легкий гидрокрекинг и гидрокрекинг остаточного сырья. В главе 4 описа-
ны процессы получения бензина: каталитический риформинг, алкилиро-
вание, изомеризация, каталитический крекинг и получение МТБЭ. Глава
5 рассматривает получение водорода для процессов гидроочистки и гидро-
крекинга и выделение водорода из некоторых водородсодержащих газов,
поступающих с этих установок. В главе 6 описана переработка остаточного
сырья на таких установках НПЗ, как замедленное коксование, висбрекинг,
деасфальтизация растворителями и получение битума окислением.
Глава 7 рассматривает процессы очистки легкой и тяжелой нафты ка-
талитического крекинга и реактивных топлив типа керосина. В главе
8 представлены процессы получения серы и уменьшения выбросов: уста-
новка получения серы, очистка хвостовых газов процесса получения серы
и обессеривание дымовых газов.
Глава 9 рассматривает систему обеспечения НПЗ водой. Сюда входит
очистка охлаждающей воды и питательной воды для котлов, замасленная
сточная вода НПЗ и отпарка кислой воды НПЗ.
Глава 10 рассматривает общезаводские и энергетические системы
НПЗ. Внимание уделено потребности в резервуарах для отгрузки и смеше-
ния продуктов, системам смешения продуктов — периодического действия
и «на потоке», системе факела на НПЗ, включая основы расчета системы
факела, системе пара на НПЗ и системам газового, и жидкого топлива.
В главе 11 описываются процедуры компаундирования продуктов. В гла-
ве 12 представлен порядок составления материального баланса по НПЗ
с использованием специальной программы. Глава 13 описывает общие
принципы составления модели линейного программирования НПЗ. Гла-
ва 14 обсуждает механизм ценообразования нефтепродуктов, включая
промежуточные компоненты и продукты. Глава 15 описывает концепцию
окончательного рабочего плана НПЗ на эксплуатационный период.
Глава 16 излагает методологию, на которой основано распределение
продукции НПЗ, находящихся в совместном владении. Глава 17 объясня-
ет методы выполнения оценки доступной емкости резервуаров как части
XVI
Справочник по переработке нефти
системы прогнозирования складских запасов на НПЗ — принадлежащих
одному собственнику или находящихся в совместном владении. Глава
18 объясняет, каким образом эти прогнозы складских запасов готовятся
для планирования отгрузок продукции с НПЗ — как принадлежащих
одному собственнику, так и находящихся в совместном владении. Глава
19 излагает порядок оценки эксплуатационных затрат на НПЗ и, в случае
НПЗ, находящегося в совместном владении, распределения заводских экс-
плуатационных затрат между участниками.
Приложение объясняет организационную структуру НПЗ, находящихся
в совместном владении, и представляет пример Договора о переработке
сырья между участниками, необходимого для эксплуатации такого НПЗ.
Мы надеемся, что эта книга послужит полезным пособием как для
инженеров-практиков, занимающихся планированием работы НПЗ, так
и для научных работников.
Глава 1
Перегонка на НПЗ
Нефть, добываемая на нефтяных месторождениях, представляет собой
сложную смесь углеводородов и их производных — от метана до асфаль-
товых компонентов с различным содержанием парафинов, нафтенов
и ароматических соединений. Целью перегонки сырой нефти является раз-
деление ее на легкие газообразные углеводороды (С\—С4), нафту и (или)
бензин, керосин, дизельную фракцию и атмосферный остаток. Некоторые
из этих широких фракций можно реализовать на рынке в виде уже готово-
го товарного продукта; другие же нуждаются в дальнейшей переработке
на последующих установках НПЗ с целью приобретения товарных свойств.
Первой стадией переработки нефти на НПЗ (после ее обессоливания)
является разгонка на несколько фракций. Перегонка проводится под дав-
лением, слегка превышающим атмосферное, что диктуется следующими
соображениями:
1. Поднять температуру кипения легких газообразных углеводородов,
с тем чтобы часть углеводородов С3 и С4 в конденсаторе верхнего про-
дукта можно было конденсировать, используя заводскую оборотную
воду.
2. Поднять давление несконденсировавшегося газа до уровня, достаточ-
ного для транспортировки его на дальнейшую переработку.
3. Преодолеть гидравлическое сопротивление колонны.
Нефть подогревают сначала в теплообменниках, а затем в трубчатой
печи, с тем чтобы выпарить те ее компоненты, которые выйдут из колон-
ны в виде верхнего продукта и боковых фракций. Поток из печи подается
в эвапорационную зону колонны перегонки нефти, где происходит разде-
ление паров и жидкости. Жидкость, стекающая из эвапорационной зоны,
еще содержит некоторое количество дистиллятов, которые будут отпарены
2
Справочник по переработке нефти
острым паром. Кубовый продукт после отпарки паром (называемый также
мазутом) выводится из колонны. Во избежание крекинга температура
кубового продукта не должна превышать 370—400 °C.
Атмосферный остаток подают в трубчатую печь, нагревают до темпера-
туры 390—410 °C и направляют в вакуумную колонну, работающую под
максимально возможным разрежением (остаточное давление 80—110 мм
рт. ст.). Выбор рабочих условий определяется необходимостью предот-
вратить крекинг и обеспечить заданное качество продуктов. Назначение
вакуумной перегонки, как правило, заключается в том, чтобы выделить
из мазута вакуумный газойль (ВГО), который может либо стать сырьем
для установки каталитического крекинга (ККФ) или гидрокрекинга, либо
использоваться для получения базовых смазочных масел. В зависимости
от конечного применения, в вакуумной колонне может быть одна или
несколько боковых фракций. Кубовый продукт с установки вакуумной
перегонки может использоваться не только для приготовления битума,
но и для получения котельного топлива, если его разбавить некоторым
количеством дистиллятов (дизельной фракцией или керосином).
Если нефть содержит весьма значительную долю газообразных компо-
нентов, то перед атмосферной ректификационной колонной устанавли-
вают газосепаратор или аппарат предварительного испарения с системой
конденсации отогнанных паров, который предназначен для выделения
большей части газообразных углеводородов и некоторой части легкой на-
фты. Кубовый продукт со стадии предварительного испарения становится
сырьем атмосферной колонны.
ПАРАМЕТРЫ ПРОЦЕССА
Для расчета колонн перегонки нефти требуются следующие технологиче-
ские параметры:
1. Характеристики нефти: обводненность, содержание металлов, термо-
стойкость, причем это последнее свойство определяет предельное
значение температуры, до которой нефть можно нагревать в печи без
возникновения крекинга.
2. Рабочие условия эвапорационной зоны: предельная температура
в этой зоне определяется возникновением крекинга, а давление —
заданным давлением в сборнике флегмы плюс сопротивление шле-
мовой трубы и колонны.
3. «Переиспарение», т. е. избыток количества испарившейся нефти от-
носительно суммарного количества верхнего и боковых продуктов.
Переиспарение, которое обычно поддерживают в пределах 3—6 %
Перегонка на НПЗ
3
объема жидкости, не только предотвращает закоксовывание таре-
лок промывной секции и унос кокса в нижнюю боковую фракцию,
но и обеспечивает более эффективное разделение между нижней
боковой фракцией и кубовым продуктом колонны, так как позволяет
создать орошение на тарелках между тарелкой отбора нижней боко-
вой фракции и эвапорационной зоной. Увеличение переиспарения
приводит к росту энергозатрат, поэтому величину переиспарения под-
держивают на минимальном уровне, обеспечивающем выполнение
требований к качеству нижней боковой фракции.
4. Если говорить об отпарке острым паром, то в кубе колонны она ис-
пользуется для выделения из кубовой жидкости легких компонентов.
В эвапорационной зоне колонны атмосферной перегонки испаряется
около 50—60% нефти. Неиспарившиеся компоненты стекают в сек-
цию отпарки, содержащую от 4 до 6 тарелок, где перегретым паром
отпариваются все оставшиеся в мазуте дистилляты со сравнительно
низкой температурой кипения. Расход пара на отпарку составляет
порядка 5—10 фунтов на 1 баррель (14,3—28,5 кг на 1 м3) продукта,
поступающего на отпарку1. Температуру вспышки отпаренного про-
дукта можно регулировать, меняя расход острого пара.
5. Четкость разделения, которую выражают разностью между тем-
пературами отгона 5 и 95 % на кривых разгонки по ASTM двух со-
седних боковых фракций — тяжелой фракции и предшествующей
ей легкой фракции. Положительную разность называют зазором2,
а отрицательную — перекрытием.
Порядок расчета атмосферной и вакуумной перегонки является преи-
мущественно эмпирическим, так как нефть состоит из весьма широкой
номенклатуры углеводородов — от метана до асфальтового пека. Ниже
приводятся необходимые общие сведения о перегонке, описание колонны
перегонки нефти на НПЗ и краткий обзор порядка расчета.
Кривая истинных температур кипения
Состав любой пробы нефти можно аппроксимировать с помощью кривой
истинных температур кипения (НТК). Этот метод, по существу, представ-
ляет собой периодическую дистилляцию с большим числом ступеней (как
правило, более 60) и высоким отношением флегмы к дистилляту (более
5). Температура любой точки на кривой «Температура— объемная доля
отгона» соответствует истинной температуре кипения углеводородного
материала, присутствующего в объеме, отогнанном при данной температу-
ре. Дистилляционные кривые НТК, как правило, строят только для нефти,
4
Справочник по переработке нефти
но не для нефтепродуктов. Типичные кривые ИТК нефти и продуктов по-
казаны на рис. 1-1 и рис. 1-2.
Рис. 1-1. Кривые ИТК сырья и продуктов перегонки в атмосферной колонне
Рис. 1-2. Кривая ИТК сырья и продуктов перегонки в вакуумной колонне
Перегонка на НПЗ
5
Разгонка по ASTM
Для нефтепродуктов используется ускоренный метод разгонки, разработан-
ный Американским обществом по испытанию материалов (ASTM). Этот
метод представляет собой периодическую дистилляцию без массообмен-
ных тарелок и без флегмы между перегонной колбой и конденсатором3.
Здесь может появляться только та флегма, образование которой обуслов-
лено потерями тепла до конденсатора.
Равновесное испарение
В этом методе4 поток сырья нагревается во время непрерывного движения
по нагревательному змеевику. Образующиеся при этом пары перемещают-
ся по трубке вместе с остаточной жидкостью до тех пор, пока в сепараторе
пара или в испарителе имеются условия для отделения паров.
Выполняя эту операцию при разных температурах, можно построить
кривую «Процентная доля испарившегося продукта — температура».
Кроме того, эту перегонку можно проводить как при давлении выше ат-
мосферного, так и под вакуумом. Кривые равновесного (однократного)
испарения (ОИ) строятся главным образом на образцах нефти или мазута,
который считается сырьем вакуумной колонны.
Анализ сырой нефти
Полное и содержательное исследование нефти получило название ана-
лиз сырой нефти, который является более информативным, чем кривая
ИТК нефти. Такого рода исчерпывающий анализ сырой нефти включает
в себя — частично или полностью — следующие данные:
1. Суммарное содержание солей в нефти, ее плотность, вязкость, со-
держание серы, содержание легких (газообразных) углеводородов
и температура застывания.
2. Кривую ИТК и графики плотности, вязкости, содержания серы и про-
чих характеристик (для средних частей фракций).
3. Углеводородный состав — от легких углеводородов до С8 или С9.
4. Свойства фракций — нафт, керосинов, дизельных и тяжелых дизель-
ных фракций, вакуумных газойлей и остатков. Обязательно указыва-
ются такие свойства, как выход (% об.)., плотность, содержание серы,
вязкость, октановое число, дизельный индекс, температура вспышки,
температура воспламенения, температура кристаллизации, высота
некоптящего пламени и температура застывания.
6
Справочник по переработке нефти
5. Свойства масляных дистиллятов (в том случае, если нефть пригодна
для получения смазочных масел).
6. Подробное исследование фракций с целью определения различных
свойств и пригодности для различного конечного применения.
ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ КОЛОННЫ ПЕРЕГОНКИ НЕФТИ
Ниже приводится сжатый обзор этапов расчета:
1. Построение кривых ИТК и ОИ нефти, намеченной для переработки.
Для преобразования данных ИТК в кривые ОИ существует несколько
способов.
2. Построение кривых ИТК для всех продуктов, кроме газа и мазута,
на базе результатов анализа сырой нефти. Затем эти кривые преоб-
разовывают в кривые разгонки по ASTM и ОИ по методам Эдмистера5,
Максвелла6 или с помощью расчетов на компьютере.
3. Составление материальных балансов колонны перегонки нефти
по объему и по массе с указанием входа нефти и выхода продуктов.
Кроме того, построение графиков таких физических свойств, как, на-
пример, пределы выкипания фракций по ИТК и выход (об. % на жид-
кость), показатели для средних частей фракций: плотность, молеку-
лярная масса, средняя температура кипения и кривые энтальпии для
нефти и различных продуктов.
4. Рассмотрение требований к фракционированию. Идеальное фрак-
ционирование выражают разностью между температурами отгона
5 и 95 % на кривых разгонки по ASTM, полученных из идеальных кри-
вых ИТК, для двух соседних фракций — более тяжелой и более легкой.
Оперируя зазорами как расчетным параметром, идеальный зазор
преобразуют в фактический. Разность между идеальным зазором
и требуемым фактическим зазором представляет собой отклонение,
которое напрямую коррелируется с произведением числа тарелок
на флегму.
5. Отыскание корреляции между отклонением или зазором и коэффи-
циентом F7, который представляет собой произведение числа тарелок
между точками отбора двух боковых фракций на внутреннее флег-
мовое число. Внутреннее флегмовое число определяют как частное
отделения объема жидкости (рассчитанного при 15,6°C) горячей
флегмы ниже тарелки отбора более легкой фракции на объем жидкого
продукта (при 15,6 °C) без газа, более легкого, чем соседние более
тяжелые продукты. Здесь подразумевается, что для данной четкости
Перегонка на НПЗ
7
фракционирования (разделения) флегмовое число и число тарелок
являются взаимозаменяемыми, что очень точно выполняется для
заданного фракционирования и чаще всего используемых числа та-
релок (5—10) и флегмового числа (1—5). Для лучшего уяснения эта
процедура иллюстрируется примером 1-1.
Число тарелок
В большинстве атмосферных колонн число тарелок между эвапорационной
зоной и верхом колонны составляет 25—35. Число тарелок в разных сек-
циях колонны перегонки нефти зависит от требуемых свойств отбираемых
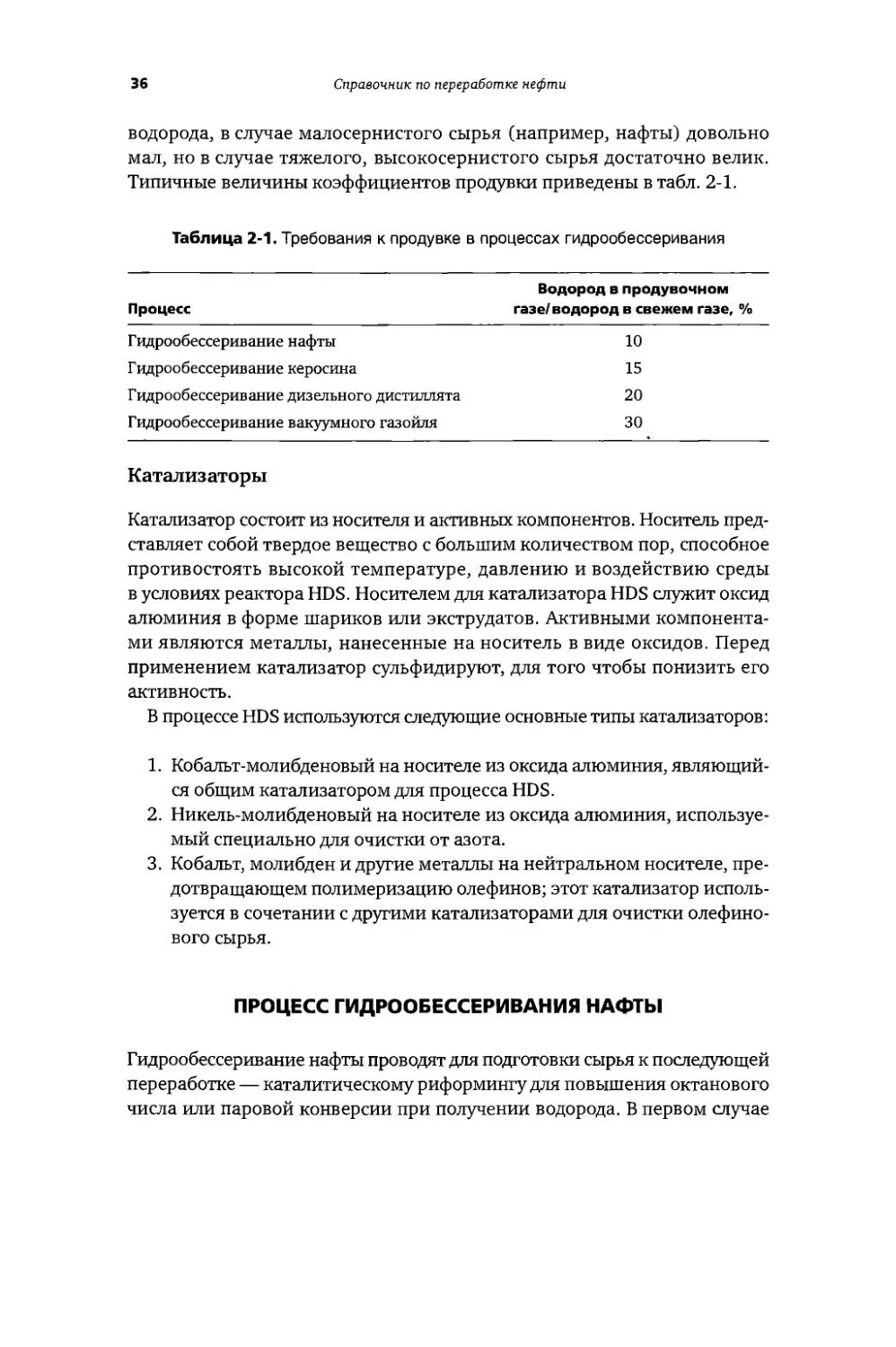
из нее фракций (см. табл. 1-1).
Таблица 1-1. Число тарелок между боковыми
фракциями на установке перегонки нефти
Разделение
Нафта — керосин
Керосин — легкий дизель
Легкий дизель — атмосферный остаток
От эвапорационной зоны до первой тарелки отбора
Секция отпарки паром
Число тарелок
8—9
9—11
8—11
4—6
Допустимое сопротивление тарелок составляет порядка 0,7—1,4 кПа
на одну тарелку. Как правило, перепад давления между эвапорационной
зоной и верхом колонны принимают равным 35 кПа.
Таблица 1-2. Типичная четкость разделения, получаемая
в атмосферных и вакуумных колоннах
Разделение Зазор (5—95%)
Нафта — керосин Зазор 6,7 °C
Керосин — легкий дизель Перекрытие 34,4 °C
Легкий дизель — тяжелый дизель Перекрытие 93,9 °C
Тяжелый дизель — вакуумный газойль Перекрытие 38,9 °C
Вакуумный газойль — вакуумный остаток Перекрытие 38,9 °C
Перекрытие представляет собой зазор со знаком минус.
8
Справочник по переработке нефти
Давление в эвапорационной зоне равно сумме давления в сборнике
флегмы и общего перепада давления на конденсаторе и на тарелках выше
эвапорационной зоны. Как правило, для участка между эвапорационной
зоной и выходом из печи допускается перепад давления, равный 35 кПа.
Условия в эвапорационной зоне
Прежде всего, задается давление в сборнике флегмы, которое равно дав-
лению паров верхнего продукта при максимальной температуре охлаж-
дающей воды. После этого определяют давление в эвапорационной зоне,
которое равняется сумме давления в сборнике флегмы, падения давления
в линии паров перед конденсатором и перепада давления на тарелках.
Прежде чем назначить температуру в эвапорационной зоне, задаются
количество отпаривающего пара, подаваемого в куб, и величина переис-
парения. Объемную долю отпаренного продукта (в пересчете на нефть)
рассчитывают с использованием имеющихся корреляций8. Пусть D есть
суммарное количество всех отогнанных продуктов, V — степень (в %) ис-
парения в эвапорационной зоне, OF — переиспарение и ST — количество
отпаренного продукта. Тогда:
V = D + OF-ST.
По кривой ОИ для нефти определяют температуру, при которой для дан-
ного давления в эвапорационной зоне обеспечивается требуемая степень
испарения. Эта температура не должна превышать некоторую максималь-
но допустимую величину. В противном случае варьируют величину пере-
испарения и количество отпаривающего пара до тех пор, пока не будет
получена требуемая температура.
Температура, при которой нефть начинает подвергаться термическому
разложению, не является одинаковой для различных нефтей и зависит
от их состава (нафтеновое, парафиновое или ароматическое основание)
и присутствия следов металлов. Температуру разложения можно опреде-
лить только путем проведения реальных испытаний. Для большинства
нефтей парафинового и нафтенового основания она находится в пределах
343—354 °C.
Температура верха колонны
Температура верха колонны равняется точке росы паров верхнего про-
дукта, что соответствует температуре 100 %-го испарения на кривой ОИ
Перегонка на НПЗ
9
верхнего продукта при его парциальном давлении, рассчитанном для
верхней тарелки.
Эту температуру определяют методом последовательных приближений
по следующей схеме:
1. Задают температуру в сборнике флегмы с учетом максимальной тем-
пературы охлаждающей среды (воды или воздуха).
2. Оценивают температуру верха колонны, принимая в качестве допу-
щения, что при этой температуре водяной пар не конденсируется.
3. Составляют тепловой баланс для верха колонны с целью определения
количества тепла, которое должно быть отведено верхним орошени-
ем. Рассчитывают поток верхнего орошения.
4. Вычисляют парциальное давление дистиллята и орошения в парах
вверху колонны. Корректируют температуру 100 %-го испарения
на кривой ОИ дистиллята атмосферной колонны для данного парци-
ального давления.
5. Повторяют эти шаги до тех пор, пока расчетная температура не срав-
няется с оценочной.
6. Вычисляют парциальное давление водяного пара в парах вверху ко-
лонны. Если давление водяного пара при температуре верха колонны
превышает его парциальное давление, то допущение об отсутствии
конденсации водяного пара считается справедливым. В противном
случае необходимо принять допущение о некотором количестве кон-
денсирующегося водяного пара и повторять все шаги до тех пор, пока
парциальное давление водяного пара вверху колонны не сравняется
с давлением паров воды при температуре верха. Кроме того, в этом
случае должны быть предусмотрены технические средства для отбора
конденсирующейся воды.
7. Для определения количеств газа и дистиллята выполняют поком-
понентный анализ всего верхнего продукта колонны, содержащего
уходящий газ, верхний дистиллят, верхнее орошение и водяной пар.
Затем выполняют расчет равновесного испарения всех паров верхне-
го продукта при давлении и температуре в сборнике дистиллята.
8. Определяют нагрузку на конденсатор верхнего продукта, составляя
энтальпийный баланс для верха колонны.
Отпарка в кубе колонны
Для определения количества жидкости, подлежащей отпарке острым
паром в кубе колонны, необходимо построить кривую равновесного ис-
парения этой жидкости (называемой начальным кубовым продуктом).
10
Справочник по переработке нефти
Кривую равновесного испарения мазута можно построить, пользуясь кри-
вой равновесного испарения всей нефти9. При этом условно принимается,
что начальный кубовый продукт испаряется в присутствии отпаривающего
пара при давлении на верхней отпарной тарелке и при температуре жид-
кости, уходящей с этой тарелки.
В эвапорационной зоне атмосферной колонны испаряется приблизи-
тельно 50—60 % нефти. Неиспарившаяся нефть стекает в исчерпывающую
секцию колонны, содержащую от 4 до 6 тарелок, и здесь все остаточные
низкокипящие дистилляты отпариваются перегретым водяным паром при
температуре 316 °C. Расход отпаривающего пара в этой операции состав-
ляет порядка 14,3—28,5 кг на 1 м3 продукта, поступающего на отпарку.
Температуру вспышки продукта после отпарки можно корректировать,
меняя расход отпаривающего водяного пара.
Отпарная колонна боковой фракции
Дистиллятные продукты (керосин и дизельная фракция), которые выво-
дятся из колонны в виде боковых погонов, обычно содержат компоненты
из соседних фракций. Так, керосиновая фракция может содержать некото-
рое количество нафты, а легкая дизельная фракция — некоторое количе-
ство продукта, выкипающего в пределах выкипания керосина. Эти боковые
фракции поступают на отпарку перегретым водяным паром в небольшие
отпарные колонны боковых фракций, содержащие от 4 до 6 тарелок, где
отпариваются низкокипящие углеводороды и температура вспышки про-
дукта доводится до заданной величины.
Орошение
В обычных ректификационных колоннах тепло подводится в колонну
из кипятильника и отводится в конденсаторе верхнего продукта. Часть
дистиллята, сконденсировавшегося в этом конденсаторе, возвращают в ко-
лонну в виде орошения, которое должно улучшить четкость фракциониро-
вания. При перегонке нефти этот метод экономически не целесообразен,
так как температура верха колонны слишком низка для регенерации тепла.
К тому же, потоки паров и жидкости в колонне существенно возрастают
от ее куба к верхней части, что требует применения колонн весьма боль-
шого диаметра. Для рекуперации максимального количества тепла и вы-
равнивания нагрузок по парам и жидкости по высоте колонны отводятся
потоки промежуточного орошения, которые обмениваются теплом с по-
даваемой нефтью до ее входа в печь и возвращаются в колонну на более
высокую тарелку (рис. 1-3).
Перегонка на НПЗ
11
ГАЗ/ЛЕГКАЯ НАФТА
В КОЛОННЫ ВЫДЕЛЕНИЯ
КИСЛАЯ ВОДА
ТЯЖЕЛАЯ НАФТА
КЕРОСИН
ДИЗЕЛЬ
ATM. ОСТАТОК НА
ВАКУУМНУЮ УСТАНОВКУ/
КОМПАУНДИРОВАНИЕ
КОТЕЛЬНОГО ТОПЛИВА
Рис, 1-3, Атмосферная колонна перегонки нефти
с верхним и циркуляционным орошением
Температура боковой фракции
Сначала определяют кривую равновесного испарения продуктового по-
тока. Этот продукт полностью испаряется ниже тарелки отбора боковой
фракции. Следовательно, используется точка 100 %-го испарения на кри-
вой ОИ. Для определения парциального давления «продукт плюс пары
орошения», имеющих один и тот же состав, более легкие пары считаются
инертными.
Парциальное
давление боковой
фракции
(количество молей боковой фракции +
количество молей орошения)
суммарное количество молей паров
на тарелке внизу
х общее давление.
12
Справочник по переработке нефти
Пример 1-1
Температура отгона 95 %-й тяжелой нафты составляет 157,2 °C, а темпе-
ратура отгона 5 %-го керосина по ASTM — 187,8 °C. Температура вспышки
керосина равняется 52,9 °C. Вычислим отклонение от фактического раз-
деления между тяжелой нафтой и керосином для керосиновой фракции,
отпаренной водяным паром, а также число тарелок и поток орошения,
необходимый для осуществления разделения.
Идеальный зазор = 187,8 - 157,2 = 30,6 °C.
Фактическую температуру отгона 5 %-й фракции по ASTM можно найти
с помощью следующего корреляционного соотношения (если известна ее
температура вспышки):
температура вспышки (°F) = 0,77 х (отгон 5% по ASTM, °F) - 150;
температура вспышки (°C) = 0,77 х (отгон 5 % по ASTM, °C) - 87,42.
В соответствии с этой корреляцией фактическая температура отгона
5 %-го керосина по ASTM составляет 182,2 °C, что на 5,6 °C ниже идеальной.
Поскольку керосин должен пройти отпарку паром, температура отгона
95 %-й нафты будет равна 162,8 °C. Следовательно,
фактический зазор = 182,2- 162,8 = 19,4 °C;
отклонение от идеального фракционирования = 30,6 - 19,4 = 11,2 °C.
В соответствии с корреляцией Packie необходимо ввести коэффициент
F = 11,5.
ОПРЕДЕЛЕНИЕ ХАРАКТЕРИСТИК
ФРАКЦИОНИРОВАНИЯ НА УСТАНОВКЕ
Промышленные атмосферные и вакуумные установки страдают несовер-
шенством разгонки. Например, керосиновая фракция с ИТК 149—204 °C
будет содержать компоненты (под названием «хвосты»), выкипающие
ниже 149 °C, а также другие компоненты, выкипающие выше 204 °C. Из-за
наличия этих «хвостов» выход нужного продукта должен быть уменьшен,
для того чтобы его качество оставалось в заданных границах.
Размер и форма «хвостов» в каждом продукте зависят от характери-
стик установки, на которой его вырабатывают. К факторам, влияющим
на фракционирование, относятся: число тарелок между тарелками отбора
Перегонка на НПЗ
13
продуктов, КПД тарелки, флегмовое число, рабочее давление и диапазоны
выкипания продуктов.
Существует несколько подходов к выполнению количественной оценки
фракционирования на работающей установке. Один из таких подходов
заключается в том, что легкий «хвост» на головном участке фракции опи-
сывают двумя параметрами:
V] — объем части фракции с температурой кипения ниже гранич-
ной температуры кипения фракции, выраженный в об. %
на жидкую нефть;
Tf — разность между граничной температурой кипения фракции
и начальной температурой кипения по ИТК (отогнан 1 об. %
жидкости) фракции.
Рассмотрим кривые ИТК продуктов из атмосферной колонны перегонки
нефти (рис. 1-1). Передний «хвост» в керосине (ИТК фракции 149—204 °C)
содержит 1,5% компонентов, выкипающих ниже 149 °C (см. табл. 1-3),
следовательно, Vf = 1,5.
Начальная температура кипения керосиновой фракции (отогнан 1 об. %
жидкости) составляет 115,5 °C, а разность температур между граничной
температурой кипения фракции (149 °C) и начальной температурой ки-
пения по ИТК равняется 33,3 °C. Следовательно, Tf = 33,3.
Таблица 1-3. Характеристики переднего и заднего «хвостов»
для типовой атмосферной установки перегонки нефти
Фракция Передний «хвост» Задний «хвост»
VF, об. % tf, дт V„, об. % тв, ьт
с4 — — 0,0 0,0
ЛПГ нафта — — 1,о 19,4
ТПГ нафта 1,0 22,2 1,5 27,8
Керосин 1,5 33,3 2,0 36,1
Легкий дизель 2,0 38,9 3,5 66,7
Остаток 3,5 88,9 — —
Примечание:
VF керосина = VB ТПГ нафты.
VF легкого дизеля = Vg керосина.
VF остатка = VB легкого дизеля.
14
Справочник по переработке нефти
Форму переднего «хвоста» можно изобразить с использованием этих
двух параметров на вероятностном графике. Установив эти параметры,
те же значения используют для передних «хвостов» керосинов на этой
установке с разными граничными температурами кипения фракций (на-
пример, для керосинов с разными температурами вспышки).
Для заднего «хвоста» используется аналогичный подход. В предыдущем
примере перед керосином отбирается более легкий продукт — тяжелая
прямогонная (ТПГ) нафта. Объем компонентов ТПГ нафты, выкипающих
выше граничной температуры кипения керосина 149 °C, должен составлять
1,5 об. % (на нефть) и равняться объему переднего «хвоста» керосина. Обо-
значим его VB, и тогда:
VF= VB = 1,5 об. % (на нефть).
Температура конца кипения ТПГ нафты (когда отогнано 99 об. % жид-
кости) составляет 121 °C, а граничная температура фракции — 149 °C.
Следовательно,
Тв для ТПГ нафты = 149 - 121 = 28 °C.
Форму заднего «хвоста» можно оценить, восспользовавшись вероятност-
ной бумагой. Также было определено сходство форм переднего и заднего
«хвостов» для всех фракций на вакуумной установке (табл. 1-4).
Установив эти параметры, те же самые значения использовались, напри-
мер, для всех керосиновых фракций этой установки с разными нижними
граничными температурами. Эту аппроксимацию можно считать весь-
Таблица 1-4. Характеристики переднего и заднего
«хвостов» для типовой вакуумной установки
Фракция Передний «хвост» Задний «хвост» 14, об. % TF, AT 14, об. % Т„, АТ
Сырой газойль Сухой газойль Тяжелый дизель Вакуумный остаток — — 1,0 17,8 1,0 33,3 2,2 60 2,2 55,6 — —
Примечание:
VF тяжелого дизеля = VB сухого газойля.
VF вакуумного остатка = VB тяжелого дизеля.
VF остатка = VB легкого дизеля.
Перегонка на НПЗ
15
ма корректной, при условии что флуктуации граничной температуры
и пределов выкипания не являются чрезмерными.
Выбрав соответствующие параметры фракционирования на установке,
можно описать перегонку индивидуальных продуктов исходя из выбран-
ных граничных температур фракций (ИТК), определяемых точками, в ко-
торых величина полученного выхода отрезает кривую ИТК нефти. Напри-
мер, на рис. 1-1 показано, что выход продукта, более легкого, чем керосин,
составляет 20,4 об. % (по жидкости). Следовательно, начальная граничная
температура керосина равняется 149 °C, где объемная доля отогнанной
нефти составляет 20,4%. Конечная граничная температура керосина
по ИТК равняется 231 °C, где объемная доля отогнанной нефти составляет
36,8 %, что дает необходимый выход керосина 16,4 об. % на нефть.
Объем и качество продуктов можно определить, разбивая кривую пере-
гонки на узкие фракции, называемые псевдокомпонентами, и объединяя
их качественные характеристики с использованием свойств узких фрак-
ций, взятых из результатов анализа сырой нефти.
ОБЩИЕ СВОЙСТВА НЕФТЯНЫХ ФРАКЦИЙ
Большинство нефтяных дистиллятов (особенно дистилляты атмосферной
перегонки) обычно характеризуют их диапазоном выкипания по ASTM.
Из нефти выделяют следующие общие группы дистиллятов: сжиженный
углеводородный газ, нафту, керосин, дизельный дистиллят, вакуумный
газойль; кроме того, получают остаточное котельное топливо.
Дистилляты
Сжиженный углеводородный газ
При перегонке нефти получают следующие газы: этан, пропан
и н-бутан/изобутан. Эти продукты нельзя выработать непосредственно
из нефти, поэтому газы из колонны перегонки нефти необходимо перего-
нять под высоким давлением. В частности, выделяют С3 и С4 и реализуют
их в виде сжиженного углеводородного газа (СУГ), a Cj и С2, как правило,
используют в качестве нефтезаводского топлива.
Нафта
Фракцию С5-204 °C по ASTM обычно называют нафтой. Существует множе-
ство сортов нафты, каждый из которых имеет свои диапазоны выкипания.
16
Справочник по переработке нефти
Многие НПЗ вырабатывают нафту с концом кипения 204 °C как верхний
дистиллят колонны перегонки нефти, а далее разгоняют ее на требуемые
фракции на отдельных колоннах. Нафту используют в качестве сырья для
нефтехимических предприятий, превращая ее в олефины путем пиролиза
либо проводя ее риформинг и экстрагируя ароматику. Кроме того, часть
нафты используют для выработки бензина в процессе каталитического
риформинга.
Керосин
Важнейшей областью применения керосина является использование его
в качестве авиационного реактивного топлива. К качеству этого про-
дукта предъявляются самые жесткие требования, которые должны быть
выполнены, с тем чтобы можно было обеспечить соблюдение стандартов
безопасности самолетов разных типов. К числу наиболее важных требо-
ваний, предъявляемых к этому топливу, относятся температура вспышки
и кристаллизации. Для выполнения требования по температуре вспышки
температуру начала кипения (НК) корректируют таким образом, чтобы
она не была ниже 38 °C. Для выполнения требования по температуре
кристаллизации реактивного топлива температуру конца кипения (КК)
корректируют таким образом, чтобы она, как правило, была не выше
-47 °C. Керосин полного фракционного состава может иметь пределы вы-
кипания по ASTM между 154 и 288 °C. Основными гражданскими реактив-
ными топливами являются:
1. Jet А — топливо типа керосина, имеющее температуру кристал-
лизации не выше -40 °C. Топливо типа Jet А используют главным
образом на внутренних авиалиниях различных стран, где повы-
шенная температура кристаллизации не накладывает ограничений
по эксплуатации.
2. Jet А-1 — топливо типа керосина, идентичное Jet А, но с температурой
кристаллизации не выше -47 °C. Топливо этого типа используется
на большинстве международных авиалиний. Топлива Jet А и Jet А-1,
как правило, имеют температуру вспышки 38 °C.
3. Jet В — топливо типа широкой бензиновой фракции с температурой
кристаллизации не выше чем от 50 до -58 °C. Это топливо имеет рас-
ширенный фракционный состав, включая тяжелую нафту и керосин,
и предназначено главным образом для военных самолетов.
В авиационных реактивных топливах допускается введение огра-
ниченного числа присадок. Тип и концентрация всех присадок строго
Перегонка на НПЗ
17
регламентируются спецификациями на соответствующее топливо. Ниже
приводятся присадки, используемые в настоящее время для введения
в реактивное топливо:
• Антиоксиданты. Эти присадки обязательно используются в топливах,
вырабатываемых в процессе гидроочистки, для предотвращения об-
разования пероксида водорода, который может вызвать быстрое раз-
рушение компонентов топливной системы, содержащих нитрильный
каучук.
• Диссипаторы зарядов статического электричества, известные также
как антистатические присадки или добавки, повышающие электро-
проводность. Их использование обязательно для повышения электро-
проводности топлива, что, в свою очередь, обеспечивает быструю
разрядку любых зарядов статического электричества, образующихся
при движении топлива.
• Ингибиторы образования льда в топливной системе. Основное на-
значение этих присадок — предотвратить забивку топливной системы
кристалликами льда, который может образоваться из воды, выпавшей
из топлива во время полета. Биоцидная природа этой присадки делает
ее весьма эффективным средством уменьшения микробиологического
загрязнения топливных баков самолетов и систем обработки топлива
на земле. Поскольку большинство гражданских самолетов оснащено
подогревателями топливных фильтров, требования к антиобледе-
нительным свойствам этой присадки не предъявляются. Поэтому
антиобледенительные присадки в гражданские спецификации, как
правило, не включаются, и их использование ограничивается глав-
ным образом военными топливами.
• Ингибитор коррозии/добавка, улучшающая смазывающие свойства.
В авиационных топливах использование этой присадки, предна-
значенной для защиты складских емкостей и трубопроводов от кор-
розии и для улучшения смазываюших свойств топлива, не является
обязательным.
Дизельная фракция
Температура конца кипения по AS'iivi у различных дизельных фракций
составляет от 343 до 371 °C. Дизельное топливо, представляющее собой
смесь легких и тяжелых дистиллятов, имеет диапазон выкипания по ASTM
порядка 177—357 °C. Морские дизельные топлива, которые немного тяже-
лее, имеют температуру конца кипения по ASTM около 413 °C. Важнейши-
ми показателями качества дизельных топлив являются: цетановое число,
18
Справочник по переработке нефти
содержание серы и температура застывания или помутнения. Цетановое
число характеризует качество горения топлива в двигателе. Из-за экологи-
ческих проблем, возникающих при сжигании дизельного топлива, во всем
мире ведутся работы по снижению в нем допустимого содержания серы.
Норма по температуре застывания или температуре помутнения дизель-
ного топлива связана с условиями его хранения и перекачки и зависит
от климатических условий в районе использования топлива.
Вакуумный газойль
Вакуумный газойль — это дистиллят, выкипающий в интервале темпера-
тур между 371 и 538 °C. Он не является товарным продуктом и поэтому
используется в качестве сырья на установках вторичной переработки (на-
пример, каталитического крекинга «флюид» (ККФ) или гидрокрекинга)
для превращения в легкие и средние дистилляты.
Остаточное котельное топливо
Углеводородные компоненты с температурой кипения выше 538 °C, ко-
торые не перегоняются, содержат в основном смолы и асфальтены. Для
выполнения требований по вязкости и содержанию серы, оговоренных
спецификациями на различные марки котельного топлива, их смешивают
с разбавителем (обычно керосином или дизельной фракцией).
Продукты вакуумной перегонки
В целях предотвращения крекинга температура эвапорационной зоны
в колонне атмосферной перегонки не должна превышать 371—427 °C. Ат-
мосферный остаток, обычно называемый мазутом, содержит большой
объем перегоняемых масел, которые можно выделить вакуумной пере-
гонкой при максимальной допустимой температуре в эвапорационной
зоне. В зависимости от целей вакуумной перегонки (получение битума
или пека), температуру разделения фракций по ИТК между вакуумным
газойлем и вакуумным остатком, которая составляет порядка 579—607 °C,
как правило, оптимизируют.
Получение битума
По заданной характеристике (пенетрации) вырабатываемого битума мож-
но — по результатам анализа сырой нефти — определить соответствующий
выход остатка. Суммарный выход дистиллятов определяют, вычитая выход
Перегонка на НПЗ
19
остатка из общего количества сырья вакуумной колонны. В тех случаях,
когда требуется получить несколько масляных дистиллятов, необходимо
оговорить диапазон выкипания каждого из них, а соответствующие вы-
ходы можно определить по результатам анализа сырой нефти. Масляные
дистилляты отбираются в виде боковых фракций вакуумной колонны.
Для получения битума необходимо оставить в пеке некоторое количе-
ство газойля для придания ему требуемой пластичности. Плотность остат-
ка, как правило, находится в интервале от 5 до 8 ° API (1014—1037 кг/м3).
Для выработки битума пригодны не все нефти. Для установления зависи-
мости между пенетрацией и объемом остатка требуются эксперименталь-
ные данные. Технологически возможно получение продукта с величиной
пенетрации между 85 и 10, так что промышленные установки, как правило,
рассчитываются на получение нескольких марок битума.
Главными критериями при получении масляных фракций являются
вязкость, окраска и отсутствие тяжелых примесей и металлов. Эти масла
подвергаются дальнейшей переработке в процессах селективной экс-
тракции, депарафинизации, а также другими способами окончательной
очистки (например, гидроочисткой). Вакуумные колонны для выработки
смазочных масел рассчитываются на обеспечение такой же относитель-
ной четкости разделения между фракциями, как в атмосферной колонне.
Для регулирования содержанием легких компонентов боковые фракции
проходят отпарку в выносных колоннах. Число тарелок между тарелками
отбора задается произвольно. Как правило, между точками отбора уста-
навливается от 3 до 5 тарелок. В вакуумных колоннах чаще применяются
ситчатые тарелки.
Получение пека
Основной целью здесь является максимальный отбор дистиллятов и мини-
мальная выработка пека, который используется для получения компози-
ций котельного топлива. В этом случае температура разделения фракций
по ИТК между дистиллятом и пеком задается проектом установки и обыч-
но близка к 593 °C.
По результатам анализа сырой нефти можно узнать суммарный выход
дистиллятов до точки отсечки остатка. Вычитая суммарный выход дис-
тиллятов в атмосферной колонне, можно оценить суммарный выход ваку-
умных дистиллятов. Для того чтобы упростить рекуперацию тепла на двух
уровнях, выход легкого вакуумного дистиллята задают равным примерно
30 % суммарного вакуумного газойля.
В проекте установки, в зависимости от требуемой чистоты тяжелого
вакуумного газойля (ТВГО), необходимо регламентировать величину
20
Справочник по переработке нефти
переиспарения. Если требования по окраске или загрязнению металлами
не являются жесткими, то величину переиспарения можно принять равной
1—2 % объема вакуумного сырья.
Конструкторский расчет вакуумной колонны аналогичен расчету атмос-
ферной колонны, если не считать следующих различий в методике:
• Материальный баланс составляется по вакуумному сырью и продук-
там: вакуумному остатку, боковым фракциям (вакуумным газойлям)
и отбираемым сверху конденсируемым углеводородам. Принятое
количество неконденсируемых продуктов не включается в матери-
альный баланс и не учитывается в расчетах эвапорационной зоны,
но обязательно определяется для расчета вакуумного эжектора.
• Кривую равновесного испарения мазута (сырья установки вакуум-
ной перегонки) строят таким же способом, как и кривую для нефти
в целом.
УСТАНОВКА АТМОСФЕРНОЙ ПЕРЕГОНКИ
На рис. 1-4 показана схема установки атмосферной перегонки. Нефть
из общезаводского резервуарного парка подается дожимными насосами
в сырьевой насос Р-101, который прокачивает ее в параллельные контуры
теплообменников, где она подогревается теплом горячих промежуточных
потоков и продуктов. Перед подогревом в нефть вводят небольшое коли-
чество воды и деэмульгатора. Горячая нефть смешивается с промывной
водой и поступает в аппараты обессоливания V-106 А и В, где в процессе
электрообессоливания содержание солей в ней снижается. Водная фаза,
в которую из нефти перешла большая часть солей, сепарируется. В обес-
соленную нефть вводят раствор NaOH в количестве, дозируемом в зави-
симости от заданного содержания хлоридов. После этого обессоленная
нефть подогревается в двух параллельных контурах теплообменников
и поступает в колонну предварительного испарения V-117, пары из кото-
рой охлаждаются посредством теплообмена с нефтью и конденсируются,
а жидкость стекает в сборник верхнего продукта V-118. Часть жидкой
нафты из этого сборника возвращают в колонну в качестве орошения,
а остальное количество жидкости и пары из этого сборника направляют
на установку переработки нафты.
Нефть из куба колонны предварительного испарения после прокачива-
ния через теплообменники, где она получает тепло от кубового продукта
вакуумной колонны и боковой фракции ТВГО, поступает в огневую печь
атмосферной установки Н-101. В печи нефть частично испаряется перед
СЫРЬЕВОЙ
НАСОС НЕФТИ
Р-101
СЫРЬЕВАЯ ПЕЧЬ
АТМОСФЕРНОЙ КОЛОННЫ
АТМОСФЕРНАЯ
КОЛОННА
V-IOl
ОТПАРНАЯ КОЛОННА
КЕРОСИНА
V-102
СБОРНИК ВЕРХНЕГО ПРОДУКТА ВХОДНОЙ СЕПАРАТОР КОМПРЕССОР АТМОСФЕРНОГО АППАРАТЫ
АТМОСФЕРНОЙ КОЛОННЫ КОМПРЕССОРА СБРОСНОГО ГАЗА ЭЛЕКТРООБЕССОЛИВАНИЯ
V-105 VI1S С-101 V-106A&8
КОЛОННА ПРЕДВ. СБОРНИК НАФТЫ
ИСПАРЕНИЯ КОЛОМНЫ ПРЕДО.
V-117 ИСПАРЕНИЯ
В БУФЕР. ЕМКОСТЬ
ЗАМАСЛЕН. ВОДЫ
Перегонка на НПЗ
Рис. 1-4. Атмосферная перегонка. О. В. — охлаждающая вода; ГР. УС. — границы установки
22
Справочник по переработке нефти
входом в эвапорационную зону атмосферной колонны V-101. В куб колон-
ны вводят перегретый водяной пар для отпарки.
Пары верхнего продукта колонны охлаждают посредством теплообмена
с нефтью, конденсируют в воздушном холодильнике Е-109 и направляют
в сборник верхнего продукта V-105. Газы из этого сборника сжимаются
компрессором С-101 приблизительно до 276 кПа (изб.) и направляются
в заводскую систему разделения газов. Сконденсированная нафта отделя-
ется в сборнике от воды. Часть этой нафты возвращают в колонну насосом
орошения Р-102, а остальное количество выводят как промежуточный про-
дукт для переработки на установке фракционирования нафты.
Керосиновая и легкая дизельная фракции выводятся сбоку атмосферной
колонны. Эти фракции подаются на отпарку паром в отпарные колонны —
соответственно, V-102 и V-103. Керосиновая и дизельная фракции отдают
свое тепло нефти в теплообменниках подогрева нефти и после окончатель-
ного охлаждения в воздушных холодильниках Е-106 и Е-111 с ребристыми
трубами направляются на хранение.
Горячий атмосферный остаток, или мазут, с температурой порядка 349 °C
откачивается насосом Р-107 в печь Н-102 вакуумной колонны.
УСТАНОВКА ВАКУУМНОЙ ПЕРЕГОНКИ
Мазут из вакуумной печи Н-102 поступает в эвапорационную зону ваку-
умной колонны V-104. Назначение вакуума, который в колонне создается
эжекторно-конденсаторной системой, состоит в обеспечении заданной
четкости разделения тяжелых компонентов при более низкой температуре.
Из-за неизбежного крекинга сырья в вакуумной печи Н-102 образуется
некоторое количество газообразных углеводородов. Этот кислый газ сжи-
гают в горелках печи Н-101 атмосферной колонны, а водный конденсат
направляют в буферную емкость V-106 воды, подаваемой в аппараты
обессоливания.
Колонна оснащена контуром холодного рецикла («закалки»), предназна-
ченного для снижения температуры в кубе и предотвращения коксования.
В куб колонны вводят перегретый отпаривающий водяной пар. Тяжелая
дизельная фракция, которую отводят сбоку колонны, отдает свое тепло
в теплообменниках подогрева нефти. Частично эта фракция используется
в качестве верхнего и промежуточного орошения колонны, а ее остав-
шуюся часть после охлаждения в холодильниках Е-121 и Е-113 направляют
на хранение.
Вакуумный газойль, отбираемый сбоку нижней части колонны, от-
паривается водяным паром в отпарной колонне V-107 и охлаждается
Перегонка на НПЗ
23
посредством теплообмена с нефтью в контуре ее подогрева, а после окон-
чательного охлаждения в воздушном холодильнике Е-114 и концевом холо-
дильнике Е-126 направляется на хранение в заводской резервуарный парк.
Кубовый продукт (вакуумный остаток) отдает тепло нефти, поступаю-
щей из куба колонны предварительного испарения, и нефти, находящейся
в контуре подогрева, после чего направляется в заводской резервуарный
парк.
Для защиты системы от коррозии в верхнюю часть колонны предва-
рительного испарения, атмосферной и вакуумной колонны вводят 3 %-й
раствор аммиака и ингибитор коррозии.
В сборнике верхнего продукта колонны атмосферной перегонки и в си-
стеме эжекторов-конденсаторов вакуумной колонны скапливается за-
грязненная вода. Все загрязненные стоки объединяются в буферной ем-
кости замасленного конденсата V-108. Из емкости V-108 замасленную
воду насосом Р-118 подают в отпарную колонну сточных вод V-109. В куб
этой 12-тарельчатой колонны вводят перегретый пар для отпарки H2S
и NH3 из загрязненной воды.
Пары из верхней части колонны охлаждаются и конденсируются в воз-
душном холодильнике с оребренными трубами Е-118, а несконденси-
ровавшиеся газы направляются в коллектор факела. Жидкий конденсат
(представляющий собой концентрированный раствор H2S и NH3) полно-
стью возвращают в колонну в качестве орошения. Горячую воду из куба
колонны после отпарки частично возвращают в аппараты обессоливания,
а остальную воду направляют на установку очистки сточных вод.
Типичные рабочие условия колонн атмосферной и вакуумной перегонки
приведены в табл, с 1-5 по 1-7.
ОБЕССОЛИВАНИЕ НЕФТИ
Обессоливание нефти является первой технологической стадией на НПЗ
(см. рис. 1-6). Операция обессоливания нефти предназначена для удаления
солей, механических частиц и пластовой воды из неочищенной нефти еще
до того, как она будет подана на заводскую установку перегонки нефти.
Соли присутствуют в нефти в виде растворенных или суспендирован-
ных кристаллических солей в воде, заэмульгированной в нефти. В прин-
ципе, процесс обессоливания заключается в вымывании солей из нефти
водой. Для того чтобы этот процесс протекал эффективно и рентабельно,
необходимо перемешать нефть с водой, обеспечить смачивание суспен-
дированных твердых частиц водой и отделить нефть от промывной воды.
Эффективность разделения нефти и промывной воды зависит от таких
ВАКУУМНАЯ ПЕЧЬ ВАКУУМНАЯ КОЛОННА
Н-102 V-104
Рис. 1-5. Установка вакуумной перегонки. О. В. — охлаждающая вода
ОТПАР. КОЛОННА
ТЯЖ. ВАКУУМ. ГАЗОЙЛЯ
V-107
ПАРОВОЙ
ЭЖЕКТОР
EJ-1O1
ПАР
ПАРОВОЙ БУФЕРНАЯ ЕМКОСТЬ ОТПАРН. КОЛОННА
ЭЖЕКТОР ЗАМАСЛЕН. КОНДЕНСАТА ГРЯЗНОЙ ВОДЫ
EJ-102 V-106 V-109
СБОРНИК ВЕРХНЕГО
ПРОДУКТА ОТПАРНОЙ
КОЛОННЫ ГРЯЗН. ВОДЫ
V-110
ПАР
СБРОСВН-Ю1
Справочник по переработке
Перегонка на НПЗ
25
параметров, как плотность, вязкость, pH нефти и отношение количеств
нефти и воды, взятой для промывки.
Важной функцией процесса обессоливания является удаление из нефти
взвешенных механических частиц, которыми могут быть тонкозернистый
песок, частицы грунта, оксидов и сульфидов железа из трубопроводов,
емкостей или танкеров, а также другие загрязнители, попавшие в нефть
при транспортировке или переработке.
До недавнего времени критерием нормального обессоливания нефти
было содержание солей (в пересчете на NaCl) 28,5 г на 1 м3 нефти. Одна-
ко, ввиду ужесточения требований к некоторым процессам дальнейшей
Таблица 1-5. Рабочие условия атмосферной колонны
(кувейтская нефть, 24 500 м3/сут)
Рабочий параметр Ед. измерения Величина
Температура °C
Трансферная линия (из печи в колонну) 349
Эвапорационная зона 347
Верх колонны 182
Тарелка отбора керосина 243
Тарелка отбора циркуляционного орошения 287
Возврат циркуляционного орошения 174
Тарелка отбора легкой дизельной фракции 317
Куб колонны 342
Давление кПа (изб.)
Сборник флегмы 14
Верх колонны 71
Эвапорационная зона 101
Флегмовое число, орошение/дистиллят Отпаривающий пар 0,6
В атмосферную колонну кг/м3 остатка 15,7
В отпарную колонну керосина кг/м3 остатка 16,8
В отпарную колонну дизельной фракции Атмосферная печь Условия для технологической жидкости кг/м3 остатка 6,0
Температура на входе °C 234
Температура на выходе °C 349
Перепад давления кПа 952
Температура стенки трубы (средняя) °C 391
Температура дымовых газов Эффективность фракционирования Зазор распределения 95—5 % по ASTM °C 385
Нафта — керосин в атмосферной колонне Зазор +5,6
Керосин — легкая дизельная фракция Зазор -20
26
Справочник по переработке нефти
Таблица 1-6. Рабочие условия вакуумной колонны
(кувейтская нефть, 24500 м3/сут)
Рабочий параметр Ед. измерения i Величина
Температура Трансферная линия (из печи в колонну) Эвапорационная зона Верх колонны Тарелка отбора тяжелой дизельной фракции Температура верхнего орошения Тарелка отбора ТВГО Куб колонны Давление Верх колонны Эвапорационная зона Флегмовое число верхнего орошения: орошение/питание Флегмовое число горячего орошения: орошение/питание Кратность расхода промывного масла: промывное масло/питание Кратность расхода закалочного масла в кубе: закалочное масло/питание °C мм рт. ст. 393 377 153 231 49 323 354 64 125 ОД 5 0,97 0,14 0,24
Отпаривающий пар
В вакуумную колонну кг/м3 остатка 22,8
В отпарную колонну ТВГО Вакуумная печь Условия для технологической жидкости кг/м3 остатка 13,1
Температура на входе °C 341
Температура на выходе °C 391
Перепад давления кПа 504
Температура стенки трубы (средняя) °C 454
Температура дымовых газов Эффективность фракционирования Зазор распределения 95—5 % по ASTM Легкая дизельная фракция — тяжелая дизельная фракция Тяжелая дизельная фракция — ТВГО °C 452 Зазор -81 Зазор +14
Таблица 1-7. Энергозатраты при атмосферной и вакуумной перегонке для
комплексной атмосферно-вакуумной установки в расчете на 1 т сырья
Энергоносители Ед. измерения Потребление
Электроэнергия Топливо Пар Охлаждающая вода Обессоленная вода кВтхч 8,7 ГДж 0,63 ГДж 0,095 м3 1,4 м3 0,09
АППАРАТ ОБЕССОЛИВАНИЯ 1-Й СТУПЕНИ
V-101
АППАРАТ ОБЕССОЛИВАНИЯ 2-Й СТУПЕНИ
V-102
Перегонка на НПЗ
Рис. 1-6. Двухступенчатый агрегат обессоливания
м
28
Справочник по переработке нефти
переработки, в настоящее время глубина обессоливания нефти достигает
остаточного содержания солей в 2,85 г/м3 и ниже. Результатом такого
рода дополнительной обработки являются снижение степени загрязнения
и корродирования оборудования, а также увеличение срока службы ката-
лизаторов на последующих перерабатывающих установках.
Обессоливание проводят путем эмульгирования в нефти от 3 до 10 об. %
воды при температуре 93—149 °C. Отношение вода/нефть и рабочая тем-
пература зависят от плотности нефти. Типичные рабочие условия при-
ведены в табл. 1-8.
Соли растворяются в промывной воде, а углеводородная и водная фазы
расслаиваются в отстойнике. Для ускорения расслаивания либо добавля-
ют реагенты, способствующие разрушению эмульсии, либо используют
электростатическое поле, которое интенсифицирует коалесценцию капель
соленой воды (см. табл. 1-9), причем для этой цели можно использовать
поле как переменного, так и постоянного напряжения (см. табл. 1-10). Для
ускорения коалесценции применяют напряжение от 16000 до 35 000 В. До-
стигаемая при этом полнота отделения воды составляет до 90—95 % в од-
ноступенчатом и до 99 % — в двухступенчатом процессе обессоливания.
Тяжелые нефти нафтенового основания образуют более стойкие эмуль-
сии, чем большинство других нефтей, так что при их переработке аппараты
обессоливания обычно работают с меньшей эффективностью. Плотности
таких нефтей близки к плотности воды, и для их расслаивания требуется
температура выше 138 °C.
Показатель pH рассола необходимо подобрать таким образом, чтобы
получить величину не более 7. При pH рассола более 7 образуются эмуль-
сии, что обусловлено присутствием нафтената или сульфида натрия. Для
большинства нефтей желательно поддерживать величину pH ниже 8.
В аппаратах электрообессоливания наилучшая степень обезвоживания
нефти достигается в тех случаях, когда они работают при pH 6. Величину
pH корректируют путем добавления кислоты к входящей или циркули-
рующей воде.
Во вторую ступень двухступенчатого аппарата обессоливания подают
подпиточную воду в количестве 4—5 % объема нефти. В случае очень
тяжелых нефтей (с плотностю более 966 кг/м3) для повышения эффектив-
ности разделения во вторую ступень добавляют разбавитель (газойль).
Этот газойль выделяют в колонне перегонки нефти и возвращают в ап-
парат обессоливания. Часто промывную воду берут из барометрических
конденсаторов вакуумной установки или из других источников на НПЗ,
из которых поступает вода с содержанием фенолов. Фенолы предпочти-
тельно растворяются в нефти, благодаря чему снижается их содержание
в воде, которую выводят в заводскую систему очистки сточных вод.
Перегонка на НПЗ
29
Таблица 1-8. Требования к промывной воде для обессоливания
Плотность нефти, кг/м3 Расход промывной воды, об. % Температура, °C
Менее 825 3—4 116—127
825—876 А—7 127—138
Более 876 7—10 138—149
Таблица 1-9. Рабочие условия (мощность по нефти
15600 м3/сут, плотность нефти 874 кг/м3)
Параметр Ед. измерения Величина
Расход нефти на обессоливание м3/сут 15 600
Расход воды на обессоливание м3/ч 32,9
Доля воды от нефти % 5
Дозировка деэмульгатора мг/кг 10—15
Давление
Нефти, идущей на обессоливание МПа изб. 0,86
Перепад на смесительном клапане МПа изб. 0,14
Температура
Нефти, идущей на обессоливание °C 132
Воды, идущей на обессоливание °C 129
Нефти из аппарата обессоливания °C 127
Результаты анализа
Содержание солей в нефти на входе г/м3 11,2
Содержание солей в нефти на входе мг/кг 12,87
Содержание солей в нефти на выходе мг/кг 1,2
Водно-грязевой отстой в нефти на выходе масс. % 0,05
Вода
Содержание солей на входе мг/кг 100
Содержание солей на выходе мг/кг 310
Содержание нефти на входе мг/кг 7
Содержание нефти на выходе мг/кг 10
pH на входе 6,5
pH на выходе 6,5
pH на выходе после введения аммиака 7
Таблица 1-10. Энергозатраты в расчете на 1 т сырья
Энергоносители Ед. измерения Потребление
Электроэнергия кВтхч 0,014—0,070
Вода м3 0,04—0,07
30
Справочник по переработке нефти
Взвешенные твердые частицы являются еще одной важной причиной
образования эмульсий типа «вода в масле». Для повышения смачиваемости
твердых частиц водой и снижения уноса нефти с водой из аппарата обес-
соливания обычно вводят смачивающие реагенты, из которых наиболее
широкое применение нашли оксиалкилированные фенолы и сульфаты.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. W. L. Nelson. Oil and Gas Journal (March 2,1944; July 21,1945; May 12,
1945).
2. J. W. Packie. «Distillation Equipment in Oil Refining Industry». AIChE Tran-
sctions 37 (1941), pp. 51—78.
3. Standard Test Method for Distillation of Petroleum Products. ASTM Stand-
ards D-86 and IP 123/84.
4. J. B. Maxwell. Data Book, on Hydrocarbons. Princeton, NJ: Van Nostrand,
1968. W.C. Edmister. Applied Hydrocarbons Thermodynamics. Houston:
Gulf Publishing, 1961. W.L. Nelson. Petroleum Refinery Engineering. New
York: McGraw-Hill, 1958.
5. W.C. Edmister. Applied Hydrocarbons Thermodynamics. Houston, Gulf
Publishing, 1961.
6. Maxwell, Data Book on Hydrocarbons.
7. Packie, Distillation Equipment in Oil Refining Industry.
8. R. N. Watkins. Petroleum Refinery Distillation. Houston, Gulf Publishing,
1981.
9. Maxwell, Data Book on Hydrocarbons.
Гидроочистка
дистиллятов
Процессы гидроочистки имеют целью удаление примесей (например,
серы и азота) из дистиллятных топлив типа нафты, керосина и дизельного
топлива путем обработки сырья водородом при повышенных температуре
и давлении в присутствии катализатора. В последние годы гидроочистке
стали подвергать также атмосферные остатки с целью снижения в них
содержания серы и металлов и последующего получения малосернистых
котельных топлив. Технологический режим очистки зависит от вида сырья
и заданной полноты его очистки от серы. Ниже рассматриваются следую-
щие виды сырья:
нафта;
керосин;
газойли;
атмосферные остатки, или мазуты.
Из этих продуктов удаляются главным образом следующие примеси:
сера;
азот;
кислород;
олефины;
металлы.
Основные реакции, протекающие при гидроочистке, показаны
на рис. 2-1.
31
32
Справочник по переработке нефти
ОЧИСТКА ОТ СЕРЫ
НС—сн
СН3—НС СН + 4Н2 ----► С5Н12 + H2S
S
Метилтиофен
н-пентан
сн3—сн2—сн2—сн2-сн2—SH + н2 ------► С5Н12 + H2S
Амилмеркаптан н-пентан
CH3-CH2-CH2-S — S—СН2—СН2—СН3 + ЗН2 ----► 2С3Нв
Дипропилдисульфид
+ 2H2S
ОЧИСТКА ОТ АЗОТА
нс—сн
II II
сн3—нс сн
3 \ /
NH
+ 4Н2
С5Н12 + NH3
Метилпиррол
N
Хинолин
НАСЫЩЕНИЕ НЕПРЕДЕЛЬНЫХ УГЛЕВОДОРОДОВ
R —СН = СН2 + Н2 ---► RCH2CH3
УДАЛЕНИЕ КИСЛОРОДА
R ОН + Н2 -----►- rh + Н2О
ОН
Рис. 2-1. Основные реакции при гидроочистке
Гидроочистка дистиллятов
33
Сера
К серосодержащим соединениям относятся главным образом меркаптаны,
сульфиды, дисульфиды, полисульфиды и тиофены. По сравнению с боль-
шинством других типов соединений серы, тиофены удаляются с наиболь-
шим трудом.
Азот
Соединения азота в значительной степени ингибируют кислотные актив-
ные центры катализаторов. По реакции с водородом из них образуется
аммиак.
Кислород
Кислород, растворенный или присутствующий в виде таких соединений,
как фенолы или пероксиды, по реакции с водородом удаляется, превра-
щаясь в воду.
Олефины
Олефиновые углеводороды при высокой температуре могут давать от-
ложения кокса на катализаторе или в печах. Они легко превращаются
в стабильные парафиновые углеводороды, причем такие реакции превра-
щения отличаются высокой экзотермичностью. Прямогонные фракции
с установки перегонки нефти обычно не содержат олефинов. Если же
в сырье содержится значительное количество олефинов, то при его очистке
для удержания температуры на выходе из реактора в проектных пределах
практикуется подача в реактор жидкого охлаждающего потока.
Металлы
В нафте могут содержаться мышьяк, свинец и — в меньшей степени —
медь и никель, которые необратимо деактивируют катализатор риформин-
га. Вакуумные газойли и остаточное сырье могут содержать значительные
количества ванадия и никеля. В процессе гидроочистки соединения, мо-
лекулы которых содержат эти металлы, разрушаются, и металлы оседают
на катализаторе гидроочистки.
34
Справочник по переработке нефти
Параметры процесса
Главными параметрами реакций гидрообессеривания (HDS) являются
температура, общее давление в реакторе, парциальное давление водорода,
расход циркулирующего водорода и объемная скорость.
Температура
С повышением температуры интенсивность протекания реакций гидроо-
бессеривания увеличивается, но вместе с тем высокие температуры иници-
ируют реакции коксования, в результате которых активность катализатора
снижается. Теплота реакций обессеривания, которые являются экзотер-
мичными, составляет порядка 23—31 кДж на 1 моль водорода. Необходимо
найти компромиссное соотношение между скоростью реакции и общим
сроком службы катализатора. Рабочая температура (в начале пробега
и в конце пробега) составляет порядка 329—370 °C, в зависимости от при-
роды сырья. С целью компенсации падения активности катализатора, вы-
званного отложением кокса, в ходе пробега его температуру постепенно
поднимают до максимально допустимого для данного катализатора HDS
значения (температура в конце пробега — EOR). После этого катализатор
необходимо перевести на регенерацию или списать в расход.
Давление
С повышением парциального давления водорода ускоряется процесс ги-
дрообессеривания и снижается интенсивность отложения кокса на ката-
лизаторе, благодаря чему замедляется отравление катализатора и увели-
чивается срок его службы. Кроме того, многие нестабильные соединения
превращаются в стабильные. Благодаря более высокому парциальному
давлению водорода в реакторе, проведение процесса при повышенном
давлении позволяет увеличить скорость гидрообессеривания. При этом
для обеспечения данной нагрузки по обессериванию требуется меньшее
количество катализатора. На действующей установке повышение давле-
ния позволяет увеличить мощность установки по сырью при сохранении
заданной скорости обессеривания.
Объемная скорость
Объемную скорость подачи жидкого сырья (ОСПЖС) определяют по сле-
дующей формуле:
Гидроочистка дистиллятов
35
ОСПЖС 1 Часовой расход сырья (мэ/ч)
Объем катализатора в слое (мэ)
Протеканию процесса гидрообессеривания способствует уменьшение
объемной скорости. Скорость обессеривания является функцией отноше-
ния парциального давления водорода в реакторе к ОСПЖС. Для данной
скорости обессеривания (при постоянной температуре) это отношение
является величиной постоянной. Задавая общее давление в реакторе, мы
автоматически задаем парциальное давление и требуемую скорость цир-
куляции водорода. Как правило, общее давление в реакторе определяется
располагаемым давлением водорода, а парциальное давление водорода
и другие параметры, в том числе ОСПЖС, корректируются до тех пор, пока
они не попадут в приемлемый интервал.
Скорость циркуляции
В процессе гидрообессеривания водород, выделенный в сепараторе высо-
кого давления (ВД), возвращают в реактор циркуляционным компрессо-
ром через печь. Этот поток соединяется с поступающим свежим сырьем,
которое подогревают в сырьевой печи. Скорость циркуляции выражают
отношением объема водорода при атмосферном давлении и 15 °C к объему
свежего сырья при 15 °C.
Свежий водород
Хотя циркуляция водорода и обеспечивает заданное парциальное давление
водорода в реакторе, для возмещения водорода, израсходованного в ре-
акциях HDS, необходимо подпитывать контур циркуляции свежим водо-
родом. Кроме того, часть водорода теряется из-за растворения в жидкой
фазе и с продувочным газом, который выводят из цикла для регулирования
давления на установке и поддержания чистоты циркулирующего газа.
Коэффициент продувки
Коэффициент продувки равен отношению объема водорода в продувочном
(выводимом из цикла) газе к объему водорода в свежем газе. Продувка
необходима для предотвращения скопления инертных газов и легких
углеводородов в циркулирующем газе. Интенсивность продувки напрямую
влияет на концентрацию водорода в циркулирующем газе. Коэффици-
ент продувки, необходимый для поддержания чистоты циркулирующего
36
Справочник по переработке нефти
водорода, в случае малосернистого сырья (например, нафты) довольно
мал, но в случае тяжелого, высокосернистого сырья достаточно велик.
Типичные величины коэффициентов продувки приведены в табл. 2-1.
Таблица 2-1. Требования к продувке в процессах гидрообессеривания
Процесс Водород в продувочном газе/водород в свежем газе, %
Гидрообессеривание нафты 10
Гидрообессеривание керосина 15
Гидрообессеривание дизельного дистиллята 20
Гидрообессеривание вакуумного газойля 30
Катализаторы
Катализатор состоит из носителя и активных компонентов. Носитель пред-
ставляет собой твердое вещество с большим количеством пор, способное
противостоять высокой температуре, давлению и воздействию среды
в условиях реактора HDS. Носителем для катализатора HDS служит оксид
алюминия в форме шариков или экструдатов. Активными компонента-
ми являются металлы, нанесенные на носитель в виде оксидов. Перед
применением катализатор сульфидируют, для того чтобы понизить его
активность.
В процессе HDS используются следующие основные типы катализаторов:
1. Кобальт-молибденовый на носителе из оксида алюминия, являющий-
ся общим катализатором для процесса HDS.
2. Никель-молибденовый на носителе из оксида алюминия, используе-
мый специально для очистки от азота.
3. Кобальт, молибден и другие металлы на нейтральном носителе, пре-
дотвращающем полимеризацию олефинов; этот катализатор исполь-
зуется в сочетании с другими катализаторами для очистки олефино-
вого сырья.
ПРОЦЕСС ГИДРООБЕССЕРИВАНИЯ НАФТЫ
Гидрообессеривание нафты проводят для подготовки сырья к последующей
переработке — каталитическому риформингу для повышения октанового
числа или паровой конверсии при получении водорода. В первом случае
СЫРЬЕВАЯ ПЕЧЬ РЕАКТОР HDS
ТЕПЛООБМЕННИК
СЫРЬЯ/РЕАКЦ. СМЕСИ ХОЛОД-К РЕАКЦ. СМЕСИ
Е-101 Е-102
КОНЦ- ХОЛОД-К
РЕАКЦ. СМЕСИ
Е-103
СЕПАРАТОР ОТПАРН. КИПЯТИЛЬНИК
ВД КОЛОННА ОТПАРН. КОЛОННЫ
V-102 V-103 Н-102
КОНДЕНСАТОР
ОТПАРН. КОЛОННЫ
Е-104
СБОРНИК ФЛЕГМЫ
ОТПАРН. КОЛОННЫ
V-104
ПРОДУВ. ГАЗ НА UN1FINER
В ТОПЛИВО
НАСОС КИПЯТИЛЬНИКА
Р-102
НАСОС ФЛЕГМЫ ОТП. КОЛОННЫ
Р-1ОЭ
116°С
3,19 МПа изб.
ОЧИЩЕННАЯ НАФТА
Гидроочистка дистиллятов
ХОЛОДИЛЬНИК НАФТЫ
Е-108
СЫРЬЕВОЙ НАСОС
Р-101
2,86 МПа изб.
СЫРЬЕ-НАФТА
ВОДОРОД
КОМПРЕССОР ВОДОРОДА
С-101
Рис. 2-2. Установка гидрообессеривания нафты
UI
38
Справочник по переработке нефти
такую обработку называют предварительной очисткой. Процесс заклю-
чается во взаимодействии сырья с водородом в присутствии катализатора
в условиях, обеспечивающих очистку сырья от примесей (см. рис. 2-2).
Сырье (нафта) подается на установку сырьевым насосом Р-101. Нафта
смешивается с газообразным водородом, поступающим с установки ката-
литического риформинга или с водородной установки. Далее смесь сырья
с водородом подогревается последовательно в теплообменнике Е-101 те-
плом реакционной смеси и в печи Н-101. Нагретая смесь сырья с водо-
родом затем поступает в верхнюю часть реактора обессеривания V-101.
Реакции обессеривания протекают на Со-Мо-алюминиевом катализаторе,
загруженном в реактор. Смесь на выходе из реактора содержит обессе-
ренную нафту, избыточный водород, H2S и легкие газы, образовавшиеся
в результате разложения сернистых компонентов сырья водородом в при-
сутствии катализатора.
Смесь, выйдя из реактора, охлаждается и частично конденсируется в те-
плообменнике сырья/реакционной смеси Е-101, воздушном холодильнике
Е-102 и концевом холодильнике Е-103, после чего поступает в сепаратор
высокого давления V-102, где происходит разделение паровой и жидкой
фаз. Пары из этого сепаратора, содержащие H2S, легкие углеводороды, об-
разовавшиеся в реакциях обессеривания, и избыточный водород частично
выводятся из цикла и направляются к границам установки.
Жидкость из сепаратора V-102 подогревается посредством теплообмена
с кубовым продуктом отпарной колонны в теплообменнике Е-105, после
чего подается в отпарную колонну V-103, в которой из нее отгоняются
растворенный водород и H2S, уходящие из верха колонны. Верхний про-
дукт колонны V-103 частично конденсируется в теплообменнике Е-104.
Несконденсировавшиеся пары, содержащие большую часть отделившегося
H2S, направляются на аминную установку для извлечения H2S. Жидкость
возвращается в колонну насосом орошения Р-103.
Кипятильником колонны служит огневой подогреватель Н-102, в ко-
торый кубовый продукт подается циркуляционным насосом Р-102. Выво-
димый из колонны кубовый продукт охлаждается — сначала посредством
отдачи тепла продукту, поступающему в теплообменник Е-105, а затем
в холодильнике Е-106 (до 38 °C) — и выдается за пределы установки.
Рабочие условия на установке гидрообессеривания нафты для приго-
товления сырья каталитического риформинга указаны в табл. 2-2. Соот-
ветствующие свойства сырья и продукта, выходы продуктов на установке
и потребление энергоносителей приведены в табл, с 2-3 по 2-5.
Гидроочистка дистиллятов
39
Таблица 2-2. Рабочие условия процесса гидрообессеривания нафты
Рабочие параметры Единицы измерения
Температура на входе в реактор
В начале пробега (SOR) °C 320
В конце пробега (EOR) °C 370
Общее давление в сепараторе МПа абс. 2,09
Парциальное давление водорода на выходе из реактора МПа абс. 1,10
Объемная скорость подачи жидкого сырья Ч’1 4,00
Потребление водорода нм3/м3 7,6
Катализатор: Со-Мо на носителе из оксида алюминия.
Типичный состав и свойства:
Со — 2,2 %, Мо — 12,0 %;
удельная поверхность = 225 м2/г;
объем пор = 0,45 смэ/г;
раздавливающее усилие = 30 кг.
Таблица 2-3. Свойства сырья и продуктов процесса
гидрообессеривания нафты (пробег на сернистом сырье)
Показатели качества Единицы измерения
Плотность сернистого сырья 0,734
Разгонка по ИТК
Начало кипения (НК) °C 90
10% °C 95
30% °C 105
50% °C 115
70% °C 125
90% °C 135
Конец кипения (КК) °C 140
Групповой состав углеводородов
Парафиновые об. % 69
Нафтеновые об. % 20
Ароматические об. % 11
Содержание общей серы масс. % 0,015
Содержание меркаптановой серы масс. % 0,008
Содержание азота мг/кг 1
Молекулярная масса 111
Содержание серы в продукте мг/кг 0,5
40
Справочник по переработке нефти
Таблица 2-4. Выходы на установке гидрообессеривания нафты
Выход, масс, доля
Сырье
Сырье — нафта 1,0000
Водород 0,0080
Суммарное сырье 1,0080
Продукты
Кислый газ 0,0012
Газ с высоким содержанием Н2 0,0110
Газ с высоким содержанием СУГ 0,0058
Гидроочищенная нафта 0,9900
Сумма продуктов 1,0080
Таблица 2-5. Энергозатраты на установке
гидрообессеривания нафты в расчете на 1 т сырья
Энергоносители Единицы измерения Величина
Топливный газ ГДж 0,4568
Пар ГДж 0,3882
Электроэнергия кВтхч 10,0000
Охлаждающая вода м3 4,8230
Обессоленная вода м3 0,0114
ГИДРООЧИСТКА КЕРОСИНА
Операция гидроочистки керосина имеет целью повысить качество сы-
рого керосинового дистиллята для получения кондиционных продуктов,
пригодных для реализации в качестве керосина и реактивного топлива.
Сера и меркаптаны, присутствующие в сырых керосиновых дистиллятах
с установки перегонки нефти, могут вызвать коррозию авиационных дви-
гателей, а также установок слива-налива и хранения топлива. Присутствие
азота в сыром керосиновом сырье из некоторых нефтей может привести
к нестабильной окраске продукта. Для выполнения жестких требований,
предъявляемых к авиационным реактивным топливам, необходимо строго
следить за такими показателями качества гидроочищенного керосина, как
разгонка по ASTM, температура вспышки и температура кристаллизации.
Это осуществляется путем перегонки в серии колонн с целью удаления га-
зов, легких углеводородов и тяжелых керосиновых фракций. Повышение
Гидроочистка дистиллятов
41
качества достигается гидроочисткой в присутствии катализатора, в ходе
которой соединения серы и азота превращаются в сероводород и аммиак.
В силу чрезвычайно жестких требований, предъявляемых к качеству
продукта, в состав реактивного топлива могут входить только прямогон-
ный керосин или смесь гидроочищенных компонентов. Другим важным
показателем качества реактивного топлива является высота некоптящего
пламени, которая зависит от содержания ароматических углеводородов
во фракции. При повышении содержания ароматики высота некоптящего
пламени керосина уменьшается и может выйти за допустимые пределы
для реактивного топлива. В зависимости от жесткости гидроочистки, по-
казатель высоты некоптящего пламени может быть улучшен в результате
гидрирования ароматических углеводородов в соответствующие нафтены
(см. рис. 2-3).
Керосиновое сырье из емкости подается сырьевым насосом Р-101 и по-
догревается в теплообменнике сырья/реакционной смеси Е-103, после
чего следует окончательный подогрев в печи Н-101. Поток, выйдя из печи,
соединяется с потоком циркулирующего водорода, поступающим из ком-
прессора С-101 и подогретым последовательно в теплообменнике Е-102 ре-
акционной смесью и в печи Н-102. Смесь подогретого керосина и водорода
далее проходит через реактор V-101, в который загружен катализатор
Со-Мо или Mo-Ni. В реакторе протекают реакции гидрообессеривания
и гидроденитрификации, по природе своей являющиеся экзотермически-
ми. Реакционная смесь, выйдя из реактора, охлаждается в теплообмен-
никах Е-102, Е-103 и Е-104, в которых она отдает тепло поступающему
керосину и водороду. Затем реакционная смесь охлаждается в воздушном
холодильнике Е-105, после чего поступает в сепаратор высокого давле-
ния V-102 с температурой 60 °C.
Выходящий из сепаратора газ с высоким содержанием водорода сжима-
ется и возвращается в реакторную секцию центробежным компрессором
С-101. Циркулирующий водород подогревается в теплообменнике реакци-
онной смеси/водорода Е-102 и после дополнительного подогрева в печи
Н-102 соединяется с углеводородным сырьем на пути в реактор V-101.
Жидкие углеводороды из сепаратора дросселируются в сепаратор V-104.
Газ дросселирования направляется на аминную установку для удаления
H2S, после чего подается в топливную сеть НПЗ. Жидкость из сепарато-
ра дросселирования направляется в колонну стабилизации V-105. Пары
верхнего продукта из колонны стабилизации частично конденсируются
в воздушном холодильнике Е-106, и смесь поступает в сборник V-106. Часть
жидкой нафты из этого сборника возвращается в колонну в виде орошения,
а остальное количество выводится как нестабильная нафта.
СЫРЬЕВОЙ НАСОС КЕРОСИНА
Рис. 2-3. Установка гидрообессеривания керосина. О. В. — охлаждающая вода
Справочник по переработке нефти
Гидроочистка дистиллятов
43
Кубовый продукт колонны стабилизации направляется в ректифика-
ционную колонну V-107, сверху которой отбирается нафта с высокой
температурой вспышки. Боковой фракцией колонны является базовый
легкий керосиновый дистиллят, который проходит через отпарную колон-
ну керосина V-108, где корректируется его температура вспышки, и после
охлаждения в Е-111 и Е-112 выдается на хранение. Кипятильником колон-
ны стабилизации служит огневой подогреватель Н-103.
Кубовый продукт ректификационной колонны подается в колонну раз-
гонки V-110, из которой в виде верхнего продукта выводится авиационный
керосин. Перед выдачей этого керосина на хранение в него вводят антиок-
сидант. Колонна разгонки обогревается кипятильником с принудительной
циркуляцией, причем тепло подводится от огневого подогревателя Н-106.
Кубовый продукт (тяжелый керосин) через воздушный холодильник
Е-114 и водяной концевой холодильник Е-115 откачивается на хранение.
Этот продукт используется в качестве компонента дизельного топлива или
как разбавитель для различных марок котельного топлива.
Рабочие условия установки гидроочистки керосина приводятся
в табл. 2-6. Соответствующие свойства сырья и продуктов, выходы на уста-
новке и энергозатраты представлены в табл, с 2-7 по 2-10.
Таблица 2-6. Рабочие условия процесса гидрообессеривания керосина
Рабочие параметры Единицы измерения
Температура (СВТС)
В начале пробега (SOR) °C 316
В конце пробега (EOR) °C 370
ДТ в реакторе °C 17
ДР в реакторе МПа 0,242
Общее давление в реакторе МПа изб. 9,32
Парциальное давление водорода МПа абс. 7,62
Кратность циркуляции водорода нм3/м3 516,1
Потребление водорода нм3/м3 93,2
Полнота обессеривания масс. % 99,6
Полнота очистки от азота масс. % 98,0
Сепаратор
Давление МПа изб. 8,56
Температура °C 60
Циркуляционный газовый компрессор
Давление всасывания МПа изб. 8,28
Давление на выдаче МПа изб. 9,59
Температура на выдаче °C 72
СВТС — средневзвешенная температура слоя.
Таблица 2-7. Свойства сырья и продуктов установки гидрообессеривания керосина
Свойство Сырье Нафта Кубовый продукт колонны стабилизации Нафта с высокой температурой вспышки Легкий керосин Реактивное топливо Тяжелый керосин
Анилиновая точка, °C 61,7 66,4 69,2
Плотность, °АР1 46,44 58,89 45,40 56,02 47,93 44,82 41,17
Относит, плотность 0,7952 0,7432 0,7999 0,7546 0,7886 0,8025 0,8195
Доля ароматики, об. % 22 10,3 12,3 18,2 19,1 19,9
Температура помутнения, °C -17
Коррозия серебряной пластинки Нуль Нуль
Разгонка по ASTM, °C
Начало кипения (НК) 89 51 159 124 161 196 233
5 % об. 152 81 173 129 170 202 240
10% 162 94 179 131 172 204 244
20% 174 111 187 133 174 207 248
30% 183 124 197 136 177 208 251
50% 202 144 218 138 183 211 260
70% 227 158 242 141 194 217 270
90% 262 176 271 147 214 227 284
95% 274 182 280 150 224 231 291
Конец кипения (КК) 291 201 294 163 243 243 302
Температура вспышки, °C 59 60 84 108
Температура кристаллизации, °C -59 -54
Температура застывания, °C Нуль
Высота некоптящего пламени, мм 24 25 27 26 25
Содержание серы, мг/кг 4500 1900 17 6,4 3 3,6 41,1
Кинематическая вязкость при 50 °C, мм2/с 1Д 1,31 0,66 0,99 1,32 2,2
Справочник по переработке нефти
Гидроочистка дистиллятов
45
Таблица 2-8. Общие выходы на установке гидрообессеривания керосина
Выход, масс, доля
Сырье
Керосиновое сырье 1,0000
Газообразный водород 0,0137
Суммарное сырье 1,0137
Продукты
Газ с unifiner 0,0109
Газ высокого давления 0,0060
Кислый газ 0,0018
Нафта 0,1568
Реактивное топливо 0,7582
Тяжелый керосин 0,0800
Сумма продуктов 1,0137
Таблица 2-9. Энергозатраты на установке гидрообессеривания
керосина в расчете на 1 т сырья
Энергоносители Единицы измерения Потребление
Топливо ГДж 1,793
Электроэнергия кВтхч 15
Пар ГДж 0,0317
Охлаждающая вода м3 2,184
Обессоленная вода м3 0,015
ГИДРООБЕССЕРИВАНИЕ ГАЗОЙЛЯ
Целью гидрообессеривания газойля является снижение содержания серы
и других примесей (например, азота), присутствующих в сырых газойле-
вых фракциях. Сырьем установки могут быть либо прямогонная дизельная
фракция с установки перегонки нефти, либо газойли с установок вторич-
ной переработки типа установки ККФ (легкий циркулирующий газойль)
или установки замедленного коксования. Сырье с этих установок вторич-
ной переработки может содержать значительное количество олефиновых
углеводородов, которые на установке гидроочистки дизельного топлива
необходимо превратить в насыщенные углеводороды с целью повышения
стабильности этих продуктов при хранении.
Повышение качества продукта в первую очередь связано со снижением
содержания серы и коксуемости по Конрадсону. Например, сырая дизель-
ная фракция из большинства ближневосточных нефтей может содержать
46
Справочник по переработке нефти
Таблица 2-10. Типичные технические характеристики
керосина двойного назначения
Кислотность, общая мг КОН/г Не более 0,015 ASTM D 3242
Коэффициент теплотворности (произведение анилиновой точки в °F на плотность в ° API) Не менее 4800 ASTM D 611
ИЛИ
Низшая теплота сгорания Дж/г Не менее 42 800 ASTM D 240
Содержание ароматики об. % Не более 22 ASTM D 1319
Цветность по шкале Сейболта Не менее + 25 ASTM D 156
Коррозия медной пластинки Не более № 1 ASTM D 130
2 часа, 100 °C
Коррозия серебряной пластинки Не более №1 IP 227
4 часа, 50 °C Плотность при 15 °C кг/литр Не менее 0,775
Не более 0,83
Разгонка ASTM D 86
Начало кипения (НК) °C Не ниже 145
Оттон 10 % °C Не выше 205
Оттон 95 % °C Не выше 275
Конец кипения (КК) °C Не выше 300
Температура вспышки по Абелю °C Не ниже 40 IP 170
Температура кристаллизации °C Не выше -47 ASTM D 2386
Содержание водорода масс. % Не менее 13,8 ASTM D 3701
Содержание меркаптановой серы масс. % Не более 0,003 ASTM 3227
Содержание нафталинов об. % Не более 3 ASTM D 1840
Содержание олефинов об. % Не более 5 ASTM 1319
Высота некоптящего пламени ММ Не ниже 23 IP 27
Содержание общей серы масс. % Не более 0,04 ASTM 1266
Термическая стабильность ASTM D 3241
Перепад давления на фильтре Интенсивность отложений в трубке, мм рт. ст. Не более 25
визуально Не более <3
Кинематическая вязкость при -20 °C мм2/с Не более 8 ASTM D 445
Взаимодействие с водой ASTM 1094
Характеристика границы раздела Не более 1b
Характеристика расслаивания Не более 2
Гидроочистка дистиллятов
47
до 1—2 % серы. Борьба с загрязнением атмосферы заставила власти мно-
гих стран очень быстро снижать допустимое содержание серы в товарных
марках дизельных топлив. Еще несколько лет назад допустимое содержа-
ние серы в топливе составляло 1 %. Однако из-за стремительного увели-
чения числа автомобилей, работающих на дизельном топливе, уровень
загрязненности атмосферы в мире растет лавинообразно. Для сдерживания
столь быстрого загрязнения атмосферы в большинстве развитых стран
мира нормы по предельному содержанию серы в топливе были снижены
до 0,005 масс. % и ниже. Снижению среднего содержания серы часто спо-
собствуют автомобиле- и двигателестроительные компании, стремящиеся
уменьшить количество аэрозольных выбросов.
На рис. 2-4 показана схема установки гидрообессеривания газойля.
Дизельное сырье подается сырьевым насосом Р-101 в теплообменники
реакционной смеси/сырья Е-103 и Е-101, после которых оно соединяется
с потоком горячего циркулирующего водорода и входит в реактор V-101,
загруженный катализатором обессеривания (Со-Мо или Ni-Mo на оксиде
алюминия). Циркулирующий газ со стороны нагнетания компрессора
С-101 подогревается сначала в теплообменнике реакционной смеси/сырья
Е-102, а затем в печи Н-101, после чего смешивается с углеводородным
сырьем на пути в реактор V-101.
В реакторе протекают реакции гидрообессеривания, в которых сера
и азот, соединенные с углеводородной частью молекул сырья, отщепляются
и превращаются в сероводород и аммиак. Реакции гидрообессеривания
протекают с выделением тепла, поэтому для ограничения роста темпе-
ратуры в реакторе в зоны реактора между слоями катализатора вводят
охлаждающий поток холодного водорода. Смесь продуктов, вышедшую
из реактора, охлаждают сначала в теплообменниках реакционной смеси/
сырья Е-101 — Е-104, а затем в воздушном холодильнике Е-105, после чего
вводят в сепаратор высокого давления V-102. Непосредственно перед воз-
душным холодильником Е-105 в поток реакционной смеси впрыскивают
конденсат для растворения и выведения аммонийных солей, образующи-
ихся по реакции аммиака с H2S, которые способны забить трубы. Раствор
аммонийных солей выводят из сепаратора высокого давления V-102 и на-
правляют в систему сточных вод НПЗ.
Обогащенный водородом газ из сепаратора ВД, содержащий в основ-
ном водород и небольшое количество сероводорода, поступает в абсор-
бер V-107, где H2S поглощается циркулирующим раствором диэтанола-
мина (ДЭА). Газ, очищенный от H2S, смешивают со свежим водородом,
поступающим с водородной установки. Свежий и циркулирующий водород
центробежным компрессором С-101 компримируют до давления в реакто-
ре и возвращают в реактор HDS. Часть циркулирующего газа используют
ПЕЧЬ ЦИРКУЛ. ГАЗА
РЕАКТОР В РЕАКТОРЕ
V.ltn Н-1Ш
ЦИРКУЛЯЦ. ГАЗ.
КОМПРЕССОР
ВХОДНОЙ СЕПАРАТОР
КОМПРЕССОРА
АБСОРБЕР K-S
РЕГЕНЕРАТОР КОЛОННА
АМИНА СТАБИЛИЗАЦИИ
СБОРНИК ФЛЕГМЫ
КОЛОННЫ
СТАБИЛИЗАЦИИ
VI»
ДИЗЕЛЬНАЯ ФРАКЦИЯ
С УСТАНОВОК
ПЕРЕГОНКИ НЕФТИ
ИЛИ СО СКЛАДА ------------------------
4УС У-Х СЫРЬЕВОЙ НАСОС
0,38 МПа изб. ДИЗЕЛЬНОЙ ФРАКЦИИ
Справочник по переработке нефти
КОНДЕНСАТ
Рис. 2-4. Установка гидрообессеривания газойля. О. В. — охлаждающая вода
Гидроочистка дистиллятов
49
в качестве охлаждающего потока, вводимого между слоями катализатора,
а остальной водород, после нагревания в теплообменнике реакционной
смеси/водорода Е-102 и печи Н-101, смешивают с углеводородным сырьем
на пути в реактор V-101.
Поток жидких углеводородов из сепаратора V-102 дросселируют в се-
паратор дросселирования V-103. Газ дросселирования направляют в узел
очистки от H2S, после чего его выдают в топливную систему НПЗ. Жид-
кость из сепаратора V-103 подогревают теплом реакционной смеси в тепло-
обменнике Е-104 и вводят в колонну стабилизации V-104.
В колонне стабилизации отгоняют газы, легкие углеводороды и нафту,
которые образовались в реакторе HDS. Пары верхнего продукта колонны
стабилизации конденсируются в воздушном холодильнике Е-109, при-
чем жидкость стекает в сборник верхнего продукта V-105. Эта жидкость
(представляющая собой нестабильную нафту) используется в качестве
орошения колонны стабилизации, а ее избыток откачивается в емкость
продуктовой нафты.
Тепло в колонну стабилизации поступает с паром среднего давле-
ния. Кубовый продукт колонны стабилизации представляет собой обес-
серенное дизельное топливо, которое охлаждают в теплообменниках
Е-110 и Е-111 и выдают на хранение.
Дизельные топлива с ультранизким содержанием серы
Выработка дизельного топлива с ультранизким содержанием серы (менее
500 мг/кг) требует проведения процесса в исключительно жестких рабо-
чих условиях. На необходимый технологический режим, деактивацию ка-
тализатора и длительность рабочего цикла сильно влияют даже небольшие
колебания в свойствах сырья, рабочих параметрах установки и активности
катализатора.
Для получения требуемой глубины гидрообессеривания необходимо
обеспечить хороший контакт между жидким сырьем и катализатором.
Большое значение имеет равномерное распределение газа и жидкости
по всему поперечному сечению верха катализаторного слоя1. Для того
чтобы обеспечить более однородную загрузку катализатора и свести к ми-
нимуму риск свободного прохождения потока в местах с рыхлой укладкой
катализатора, слой катализатора в реакторе должен быть уложен плотно.
Перепад давления в реакторе в начале пробега больше, чем при загрузке
катализатора через рукав, но более стабилен на протяжении пробега.
Сероводород в циркулирующем газе ингибирует обессеривающую ак-
тивность катализатора. При 5 об. % H2S в газе теряется около 25—30% ак-
50
Справочник по переработке нефти
тивности катализатора. Для осуществления глубокого гидрообессеривания
приходится вымывать H2S из циркулирующего газа2.
Сильное влияние на глубину обессеривания оказывают свойства сырья.
В средних дистиллятах большая часть серы присутствует только в немногих
типах алкилзамещенных бензотиофенов и дибензотиофенов. Эти соедине-
ния существенно различаются по своей устойчивости к гидрообессерива-
нию. В прямогонных газойлях содержание серы постепенно увеличивается
с ростом температуры кипения и достигает пика во фракции с темпера-
турой кипения около 350 °C, после чего наблюдается его снижение. Для
сырья, в котором имеется легкий циркулирующий газойль ККФ, харак-
терен двойной пик, который свидетельствует о том, что сера находится
преимущественно в бензотиофене и дибензотиофенах3.
Перегонка сырья существенно влияет на окраску продукта. Компоненты,
вызывающие окраску, концентрируются в хвостовых фракциях сырья. За-
метного улучшения окраски можно добиться, слегка снизив температуру
конца кипения сырья. Кроме того, окраска со временем усиливается при
повышении температуры в реакторе.
Рабочие условия установки HDS газойля указаны в табл. 2-11. Соответ-
ствующие свойства сырья и продуктов, выходы на установке, энергозатра-
ты и технические характеристики дизельного топлива приведены в табл,
с 2-12 по 2-15.
Таблица 2-11. Рабочие условия процесса гидрообессеривания газойля
Рабочие параметры Единицы измерения
Температура на входе в реактор °C 341
ДТ в реакторе °C 31
Давление на входе в реактор МПа изб. 15,7
Парциальное давление водорода МПа изб. 11,9
Перепад давления в реакторе МПа 0,24
ОСПЖС* ч-1 1,42
Отношение «Н2/углеводородное сырье» нмэ/мэ 768,5
Отношение «циркулирующий газ/сырье» нмэ/мэ 850,9
Отношение «охлаждающий газ/сырье» нм3/мэ 163,1
Потребление водорода на реакцию нмэ/мэ 70,9
Полнота обессеривания, % 98,9
Полнота очистки от азота, % 73,9
* Катализатор Ni-Mo на оксиде алюминия.
Гидроочистка дистиллятов
51
Таблица 2-12. Свойства сырья и продуктов гидрообессеривания газойля
Свойство Ед. изм. Сырье Нафта Легкий дизель Тяжелый дизель
Плотность при 15 °C 0,8967 0,7716 0,8597 0,8702
Анилиновая точка °C 69 66 91
Разгонка по ASTM D-86
НК °C 232 37 229 324
10% °C 302 78 271 349
30% °C 341 112 297 366
50% °C 363 140 312 385
90% °C 424 197 344 429
95% °C 432 210 352 435
КК °C 441 236 367 446
Содержание серы мг/кг 22 900 3000 93 1158
Содержание азота мг/кг 800 196 450
НК — начало кипения; КК — конец кипения.
Таблица 2-13. Выходы на установке гидрообессеривания газойля
Поток Выход, масс, доля
Сырье
Дизельное сырье 1,0000
Водород 0,0071
Суммарное сырье 1,0071
Продукты
Сбросной газ 0,0030
Кислые газы 0,0236
Крекинг-нафта 0,0109
Легкий дизель 0,4372
Тяжелый дизель 0,5324
Сумма продуктов 1,0071
Таблица 2-14. Энергозатраты в расчете на 1 т сырья
Энергоносители Единицы измерения Потребление
Топливный газ ГДж 0,253
Пар ГДж 0,116
Электроэнергия кВтхч 6,25
Охлаждающая вода мэ 1,59
Таблица 2-15. Типичные технические характеристики автомобильного дизельного топлива
Показатель качества Ед. изм. Метод испытания
Кислотное число (сильные кислоты) мг КОН/г Не более Отсутствует ASTM D 974
Кислотное число, общее Не более 0,1
Коксуемость по Рамсботтому 10 %-го остатка
после перегонки масс. % Не более 0,2 ASTM D 482
Цетановый индекс Не менее 50 ASTM D 976
Характеристики течения при низкой температуре
Температура помутнения °C Не выше -5 ASTM D 2500
Температура забивки холодного фильтра °C Не выше -15 IP 309
Цветность по ASTM Не более 1,5 ASTM D 1500
Коррозия медной пластинки, 3 часа, 100 °C Не более №1 ASTM D 130
Плотность при 15 °C кг/л Не менее 0,836 ASTM D 1298
Не более 0,865
Разгонка
10% °C Не выше 240
50% Не ниже 240
85 % Не выше 350
97% Не выше 370
Отогнанный объем об. % Не менее 96 ASTM D 86
Температура вспышки в закрытом тигле °C Не ниже 66 ASTM D 93
Содержание серы масс. % Не более 0,05 ASTM D 1552
Кинематическая вязкость при 37,8 °C мм2/с Не менее 2,5 ASTM D 445
Не более 5
Вода и осадок об. % Не более 0,01 ASTM D 2709
Справочник по переработке нефти
Гидроочистка дистиллятов
53
ОБЕССЕРИВАНИЕ АТМОСФЕРНОГО ОСТАТКА
Остаток, полученный на установке перегонки нефти, содержит большие
количества серы и металлов (Ni, V и пр.). В атмосферных остатках боль-
шинства нефтей Ближнего Востока содержится до И—5 % серы. Назначение
установки обессеривания атмосферного остатка (см. рис. 2-5) заключается
в снижении содержания серы до <0,5 масс. %, с тем чтобы при его даль-
нейшей переработке можно было получить качественные продукты. Кроме
того, в этом процессе из сырья удаляется значительная часть металлов.
Обессеренный атмосферный остаток используется в качестве компонента
мало сернистых котельных топлив или служит сырьем других технологиче-
ских установок (например, установки замедленного коксования).
Процесс
На установке перегонки нефти, перед обессериванием атмосферного
остатка (ARDS), нефть обрабатывают в двухступенчатом процессе обес-
соливания для снижения содержания солей и осадка в остаточном сырье
до весьма низкого уровня (>3 мг/кг в пересчете на натрий). Такая обра-
ботка требуется для уменьшения загрязнения катализаторного слоя и за-
медления деактивации катализатора в реакторах ARDS.
Холодное остаточное сырье подогревают до 232 °C посредством тепло-
обмена с дистиллятными продуктами ARDS, а затем фильтруют через филь-
тры непрерывного действия с обратной промывкой, на которых из сырья
удаляются все частицы крупнее 25 мкм. Отфильтрованный остаток посту-
пает в буферную емкость с примерно 10-минутным временем пребывания
и находится там под «подушкой» топливного газа, предназначенной для
предотвращения попадания воздуха в сырье.
Сырье подогревают сначала теплообменом с парами из горячего сепа-
ратора ВД, а затем в сырьевой печи Н-101. В поток сырья на входе в печь
вводят паровой конденсат (т. е. воду), который повышает активность
и стабильность катализатора. Вода, кроме того, предотвращает отложе-
ние твердых аммонийных солей в теплообменниках реакционной смеси,
идущих после реакторов. На выходе из печи температура составляет около
343 °C; для предотвращения коксования в печных трубах ее поддерживают
на уровне ниже 371 °C. Циркулирующий газ вместе со свежим водородом
подогревают посредством теплообмена с продуктами из теплого сепара-
тора ВД, горячего сепаратора ВД и в печи циркулирующего газа Н-102.
Горячий циркулирующий газ смешивают с подогретым остатком пе-
ред сторожевым реактором R-102, который является первым реактором
1Л
ЦИРКУЛЯЦИОННЫЙ
ГАЗОВЫЙ КОМПРЕССОР
РЕАКТОР
РЕАКТОР
РЕАКТОР
СВЕЖИЙ ВОДОРОД
КАПЛЕОТБОЙНИК
СКРУББЕР Нг5
в.
ХОЛОДНЫЙ
СЕПАРАТОР ВД
СЫРЬЕВАЯ
ПЕЧЬ
Н-101
ПЕЧЬ
ЦИРКУЛИ-
РУЮЩЕГО
ГАЗА
Н-102
ИНЖЕКЦИОННЫЙ ПАР
V-1C9
ХОЛОДНЫЙ
СЕПАРАТОР НД
РЕКТИФИКАЦИОННАЯ
КОЛОННА
V-101
ГОРЯЧИЙ
СЕПАРАТОР НД
V-108
ПОДОГРЕВАТЕЛЬ ПИТАНИЯ
РЕКТИФИКАЦИОННОЙ
КОЛОННЫ
Н-103
ФИЛЬТРЫ СЫРЬЯ буферная емкость
ТЕПЛЫЙ
СЕПАРАТОР (
вд ;
НАФТА
СТОРОЖЕВОЙ
РЕАКТОР
А-102
ОСТАТОЧНОЕ
СЫРЬЕ
ДИСТИЛЛЯТ
ПАР
КОТЕЛЬНОЕ ТОПЛИВО
Справочник по переработке нефти
Рис. 2-5. Установка обессеривания атмосферного остатка. НД — низкое давление;
ВД — высокое давление; О. В. — охлаждающая вода
Гидроочистка дистиллятов
55
по ходу сырья -и содержит около 8 % всего катализатора на установке.
Этот реактор предназначен для удаления соединений натрия и других за-
грязнений из сырья, с тем чтобы свести к минимуму опасность забивки
главных реакторов. Реакционную смесь на выходе из сторожевого реакто-
ра охлаждают путем добавления холодного циркулирующего газа. Затем
охлажденная смесь поступает в первый главный реактор. В сторожевом ре-
акторе используется такой же катализатор, что и в главных реакторах. Все
три главных реактора, соединенных последовательно, имеют одинаковые
размеры и содержат по одному слою катализатора. Поток проходит через
реакторы сверху вниз. Поскольку обессеривание протекает с выделением
тепла, в поток между реакторами вводят холодный циркулирующий газ для
поддержания требуемой температуры на входе в каждый следующий реак-
тор. В каждом реакторе имеются корзины для улавливания окалины и рас-
пределительные тарелки для жидкости. Кроме того, гранулы катализатора
в верхней части каждого реактора имеют размер, меняющийся по высоте
слоя. Верхние 0,6 м слоя содержат катализатор с гранулами диаметром
6,35 мм, следующие 0,6 м слоя — гранулы диаметром 3,2 мм, а основной
объем слоя занят катализатором с гранулами диаметром 1,27 мм. По-
слойная загрузка катализатора разного размера позволяет собирать от-
ложения на катализаторе в верхней части слоя без создания чрезмерного
сопротивления.
Сепаратор высокого давления
Реакционная смесь из последнего реактора поступает в горячий Сепаратор
высокого давления V-105, в котором разделяются обессеренный жидкий
продукт и циркулирующий газ. Пары из горячего сепаратора ВД охлажда-
ются до 260 °C посредством теплообмена с циркулирующим газом. Охлаж-
денные и частично сконденсировавшиеся пары из горячего сепаратора
ВД входят в теплый сепаратор ВД V-106, предназначенный для отделения
асфальтенов, которые могли быть унесены парами из горячего сепаратора
ВД. В противном случае асфальтены могут вызвать образование масляно-
водяной эмульсии при конденсации воды и масла в контуре высокого
давления. Теплый сепаратор ВД работает при температуре 260 °C, которая
намного выше точки росы воды (166 °C).
Жидкость из теплого сепаратора ВД соединяется с жидкостью из горя-
чего сепаратора ВД, и объединенный поток пропускают через турбину,
рекуперирующую его энергию. Пары из теплого сепаратора ВД охлаждают
до 41 °C сначала посредством теплообмена с циркулирующим газом, затем
в воздушном холодильнике Е-106 и, наконец, в водяном холодильнике
Е-107. Частично сконденсировавшиеся пары из теплого сепаратора ВД,
56
Справочник по переработке нефти
имеющие температуру 41 °C, подают в холодный сепаратор ВД V-107, где
происходит окончательное разделение жидкости и циркулирующего газа.
Кроме того, в этом сепараторе удаляется водный конденсат. Масло и вода
здесь разделяются, но оба эти потока выдаются в холодный сепаратор
низкого давления (НД). Разделять масло и воду в холодном сепараторе ВД
необходимо для того, чтобы избежать эмульгирования смеси масла и воды
при их совместном дросселировании через клапан на линии в холодный
сепаратор НД.
Сепаратор низкого давления и теплообменники
Жидкость из горячего и теплого сепараторов высокого давления (ВД) по-
сле турбины поступает в горячий сепаратор низкого давления (НД) V-108,
в котором происходит разделение жидкости и паров дросселирования.
Жидкость из горячего сепаратора НД направляется непосредственно в по-
догреватель Н-103, из которого идет в ректификационную колонну. Пары
дросселирования из горячего сепаратора НД частично конденсируются
в теплообменнике Е-110, из которого смесь направляется в холодный сепа-
ратор НД V-109. Сюда же поступает масло и вода из холодного сепаратора
ВД V-107. Сбросной газ из холодного сепаратора НД выдается в систему
улавливания углеводородов. Водная фаза из холодного сепаратора НД на-
правляется в блок отпарки кислой воды. Жидкие углеводороды из холод-
ного сепаратора НД подогреваются посредством теплообмена с парами
из горячего сепаратора НД (в конденсаторе этих паров Е-110), после чего
поступают в укрепляющую секцию ректификационной колонны.
Удаление сероводорода
Пары из холодного сепаратора ВД проходят через фильтр циркулирующего
газа, в котором с целью предотвращения вспенивания в аминной системе
удаляются унесенное масло и окалина. Затем пары направляются в скруб-
бер H2S V-110, где они контактируют с регенерированным аминным рас-
твором. Насыщенный сероводородом аминный раствор поступает в узел
регенерации амина.
Циркуляционный газовый компрессор
Промытый циркулирующий газ поступает в циркуляционный газовый
компрессор С-101, приводом которого служит паровая турбина. Сжатый
циркулирующий газ соединяется со свежим водородом, после чего поток
разделяют надвое. Один поток подогревают посредством теплообмена
Гидроочистка дистиллятов
57
с продуктами из теплого сепаратора ВД, отходящим газом из горячего се-
паратора ВД и, наконец, в печи циркулирующего газа Н-102. Другой поток
циркулирующего газа из компрессора используется для охлаждения реак-
ционной смеси из каждого реактора перед входом ее в следующий реактор.
Технологическая вода
На установке ARDS технологическая вода используется для трех целей.
Во-первых, она применяется для повышения активности катализатора
и предотвращения отложений твердых веществ в холодильнике реакцион-
ной смеси. Во-вторых, водой промывают циркулирующий газ до и после
аминной промывки. И наконец, воду, которая предназначена для повыше-
ния активности катализатора, вводят в остаточное сырье перед сырьевой
печью и называют инжекционной водой. Для этой цели берут деаэрирован-
ный конденсат, который хранят под подушкой инертного газа.
Секция фракционирования
Секция фракционирования предназначена для разделения обессеренного
жидкого продукта из горячего и холодного сепараторов НД на следующие
продукты:
1. Верхний продукт — пары с высоким содержанием водорода, которые
должны перерабатываться на установке газоразделения.
2. Стабильная нафта для переработки на установке гидроочистки нафты.
3. Боковая фракция — дистиллят с концом кипения по ASTM 391 °C.
4. Кубовый продукт, выкипающий выше 360 °C.
Ректификационная колонна имеет 26 тарелок. Подогретое остаточное
сырье входит в колонну на 6-ю тарелку. Небольшой поток дистиллята из хо-
лодного сепаратора НД входит в колонну на 10-ю тарелку. Отпаривающий
пар вводится под нижнюю тарелку в кубе для отпарки из кубового продук-
та колонны компонентов, выкипающих ниже 360 °C.
Катализатор
Катализаторы, используемые на установках обессеривания остатков,
содержат оксиды кобальта, молибдена и никеля на носителе из оксида
алюминия высокой чистоты. Катализаторы, предназначенные для деме-
таллизации и снижения коксуемости по Конрадсону, имеют поры боль-
58
Справочник по переработке нефти
шего объема, чем катализаторы обессеривания. Свойства катализаторов,
применяемых для очистки остаточных продуктов, приведены в табл. 2-16.
Таблица 2-16. Свойства катализаторов ARDS
Свойство Для деметаллизации Для обессеривания
Состав
СоО, масс. % 3
МоО3, масс. % 12 14
NiO3, масс. % 2,5 0,2
Носитель А12О3 А12О3
Удельная поверхность, м2/г 115 200
Объем пор, см3/г 0,9 0,5
Насыпная плотность, г/см3 0,51 0,67
Катализатор вырабатывается в виде экструдатов диаметром 6,35,
3,2 и 1,27 мм. Более крупные гранулы загружаются в верхнюю часть слоя
катализатора в реакторе для улавливания окалины металлов и других за-
грязнений, а гранулы меньшего размера размещаются ниже.
В процессе ARDS катализатор быстро деактивируется из-за отложений
металлов и кокса. Здесь используются разные катализаторы, каждый из ко-
торых имеет свое определенное назначение. Так, в сторожевом реакторе
основное назначение катализатора заключается в задержании большей
части металлов, присутствующих в сырье. Используется катализатор де-
металлизации с более крупными порами, на котором преимущественно
превращаются смолы и асфальтены, содержащие основную долю металлов
сырья. В процессе работы эти катализаторы могут до полной деактивации
накопить металлы в количестве до 50 % своей массы.
Основным назначением катализаторов в главных реакторах являются
гидрообессеривание и гидроденитрификация. К концу пробега они могут
накопить металлы из сырья в количестве до 8—9 % своей массы.
Рабочие условия на установке ARDS представлены в табл. 2-17. Соот-
ветствующие свойства сырья и продуктов, выходы продуктов на установке
и потребление энергоресурсов приведены в табл, с 2-18 по 2-20.
Замена катализатора в ходе работы установки
Ввиду тяжелых рабочих режимов и большого расхода катализатора,
установки обессеривания остаточного сырья в строительстве и эксплуа-
тации обходятся дороже, чем установки обессеривания дистиллятов.
Гидроочистка дистиллятов
59
Таблица 2-17. Рабочие условия на установке
обессеривания атмосферного остатка
Рабочий параметр Ед. измерения
Температура на входе в реактор °C 361
Температура на выходе из реакторов °C 380
СВТС* катализатора °C 371
Давление на входе в первый реактор МПа изб. 12,97
Парциальное давление Н2 на входе МПа изб. 10,18
Давление в горячем сепараторе ВД МПа изб. 12,50
Температура в горячем сепараторе ВД °C 380
Давление в теплом сепараторе ВД МПа изб. 12,32
Температура в теплом сепараторе ВД °C 260
Давление в холодном сепараторе ВД МПа изб. 11,97
Температура в холодном сепараторе ВД °C 41
Давление в горячем сепараторе НД МПа изб. 2,35
Температура в горячем сепараторе НД °C 372
Давление в холодном сепараторе НД МПа изб. 2,24
Температура в холодном сепараторе НД °C 41
Расход циркулирующего газа нм3/м3 850
Потребление водорода на реакцию нм3/м3 77,3
Расход свежего водорода нм3/м3 130
Доля продувки от свежего газа масс. % 45
Ректификационная колонна
Температура в эвапорационной зоне °C 368
Переиспарение об. % 0,6
Давление верха колонны МПа изб. 0,14
Температура отсечки газойля/остатка °C 368
* СВТС — средневзвешенная температура слоя.
Следовательно, всегда существуют экономические стимулы к повышению
коэффициента использования календарного времени и увеличению про-
бега, обеспечению работы установки на максимальной мощности и уве-
личению степени превращения сырья в дистиллятные продукты и мини-
мизации выработки котельного топлива.
Серьезным препятствием на пути достижения этих целей является вы-
сокое содержание металлов в сырье (главным образом, никеля и ванадия),
что приводит к быстрой деактивации катализатора в сторожевом реак-
торе, в результате чего сокращается пробег и ограничивается жесткость
соблюдения технологического режима на установке. Для оценки воздей-
ствия высокого содержания металлов предположим, что установка ARDS
перерабатывает 40 тыс. барр./сут (6360 м3/сут) атмосферного остатка
60
Справочник по переработке нефти
Таблица 2-18. Свойства сырья и продуктов установки ARDS
Свойство Ед. иэм. Сырье — атм. остаток Нафта Дизельная фракция Остаток
Границы фракции, ИТК °C 360 С5 —160 160—360 Выше 360
Конец кипения °C 174
Бромное число Не более 2
Октановое число, ИМ 62
Октановое число, ММ Цветность, не более ASTM 60 1
Плотность, “API 13,2 32,5
Относит, плотность 0,978 0,937
Коксуемость по Конрадсону масс. % 12 6,5
Содержание асфальтенов масс. % 3,9
Содержание никеля мг/кг 20,1 8
Содержание ванадия мг/кг 67 20
Содержание натрия мг/кг
Содержание серы масс. % 4,2 0,01 0,05 0,5
Содержание азота масс. % 0,245 0,02 0,13
Вязкость при 99 °C мм2/с 60
Вязкость при 50 °C Цетановый индекс мм2/с 770 45 275
Температура застывания °C -18
ИМ — исследовательский метод; ММ — моторный метод.
Таблица 2-19. Выходы на установке ARDS (все величины — в массовых долях)
Сырье
Атмосферный остаток Водород Всего вошло Продукты Кислый газ Сбросные газы Нафта Дизельная фракция Котельное топливо «360 °C и выше» Всего вышло 1,0000 0,0160 1,0160 0,0380 0,0200 0,0170 0,1860 0,7550 1,0160
Гидроочистка дистиллятов
61
Таблица 2-20. Энергозатраты на установке ARDS в расчете на 1 т сырья
Энергоносители Ед. измерения
Топливо ГДж 0,3170
Электроэнергия кВтхч 17,0000
Пар ГДж 0,2320
Обессоленная вода м3 0,1092
Охлаждающая вода м3 2,9575
(температура выкипания выше 360 °C) ближневосточной нефти, имеющего
следующие характеристики:
плотность = 13,5 °АР1 = 975,9 кг/м3;
содержание серы = 4,2 масс. %;
содержание металлов:
Ni = 58 мг/кг;
V = 18 мг/кг.
Если принять, что длительность пробега составляет 12 месяцев, ко-
эффициент использования календарного времени на установке — 98 %
и содержание металлов в обессеренном остатке — 15 мг/кг, то можно
показать, что в течение пробега на установку с сырьем войдет около
170 т металлов, из которых приблизительно 140 т отложится на катали-
заторе. Это количество может составлять 30—35 % общей массы свежего
катализатора, если объемную скорость подачи жидкого сырья принять
равной 0,29 ч1.
Для повышения коэффициента использования календарного времени
и продления пробега, даже при переработке остаточного сырья с высоким
содержанием металлов, разработано много инновационных конструкций
реактора: например, «бункерная конструкция с движущимся слоем» (ком-
пания Shell) для переработки вакуумных остатков и аналогичного сырья.
В этих схемах сторожевой реактор работает при высокой температуре,
а катализатор в нем деактивируется максимально быстро из-за отложения
металлов. Катализатор заменяют либо с большей частотой, либо непре-
рывно. В реакторы после сторожевого реактора поступает сырье с гораздо
меньшим содержанием металлов, и поэтому они могут работать при го-
раздо менее жестком режиме или с увеличенной степенью превращения.
62
Справочник по переработке нефти
На практике работающий катализатор в сторожевом реакторе заменя-
ют с использованием различных конструкций: два сторожевых реактора
с неподвижным слоем, соединенных последовательно (переключаемые
реакторы), непрерывное добавление свежего катализатора и выведение
отработанного катализатора в сторожевом реакторе со взвешенным слоем
катализатора (замена катализатора в ходе работы) и тому подобные схемы.
Обычно в сторожевом реакторе задерживают до 50 % ванадия. Используют
сферический катализатор с деметаллизирующей активностью на инертном
носителе с крупными порами (обычно никель и молибден на макропори-
стом оксиде алюминия с объемом пор 0,9 см3/г).
Система с переключаемыми реакторами
Система с переключаемыми реакторами (процесс IFP — Французского
института нефти) содержит два сторожевых реактора с неподвижным
слоем, последовательность которых в схеме можно менять (рис. 2-6). Из-за
высокой концентрации соединений металлов, натрия и отложений осадка
Рис. 2-6. Переключаемые сторожевые реакторы на установке ARDS
Гидроочистка дистиллятов
63
на катализаторе скорость деактивации в переднем реакторе очень вели-
ка. В заднем реакторе скорость деактивации катализатора гораздо ниже.
В целях нейтрализации эффекта деактивации металлами переключаемые
реакторы с крупнопористым катализатором деметаллизации рассчитаны
на работу при более высокой температуре, так что состояние катализатора,
типичное для конца пробега, достигается в них за более короткое время.
Рассмотрим два реактора (1А и 1В) в переключаемой схеме, в которой
реактор 1А занимает первую позицию, а реактор 1В — вторую. Когда
катализатор в переднем реакторе (1А) деактивируется или перепад давле-
ния в нем превысит допустимый предел, этот реактор обходят байпасной
линией, не прекращая работу установки, и тем самым избегают снижения
мощности установки.
Деактивированный катализатор в реакторе (1А) пропаривают и охлаж-
дают, выгружают этот катализатор и загружают свежий. Катализатор суль-
фидируют и активируют, реактор разогревают и после этого возвращают
его в процесс.
Реактор (1А) со свежим катализатором менее чем через 15 суток включа-
ют в схему на вторую позицию, и эта конфигурация (1В и 1А) продолжает
работать, пока в переднем реакторе (1 В) не наступят условия, характерные
для конца пробега.
Цикл переключения
Частота переключения зависит от характера сырья и проекта установки.
Если, например, общая длительность пробега на установке ARDS составля-
ет 64 недели, то первое переключение можно выполнить через 20 недель,
когда снизится активность катализатора или вырастет перепад давления
в переднем реакторе. Например:
• В течение недель 1—20 работают оба реактора (1А и 1В), с реактором
1А в первой позиции *.
• В течение недель 21 и 22 реактор 1А находится на регенерации, и ра-
ботает только реактор 1В. В целях сохранения эффективности очистки
скорость подачи сырья в это время можно снизить.
• В течение недель 23—32 реактор 1А снова включается в схему и за-
нимает вторую позицию. В этот период реакторы работают в после-
довательности «1В и 1А». К концу 32-й недели катализатор в реакторе
1В полностью деактивируется.
Если первую позицию занимает реактор 1 В, то схема должна работать в последовательности
«1 В и 1 А». —Прим, редактора.
64
Справочник по переработке нефти
• В течение недель 33 и 34 реактор 1В находится на регенерации, и ра-
ботает только реактор 1 А. В целях сохранения эффективности очистки
скорость подачи сырья в этот период снижают.
• В течение недель 35—46 реактор 1В снова включается в схему и за-
нимает первую позицию. Реакторы работают в последовательности
«1В и 1А». К концу 46-й недели катализатор в реакторе 1А полностью
деактивируется.
• В течение недель 47 и 48 катализатор в реакторе 1А регенерируется,
и работа установки базируется только на одном сторожевом реакторе
(1В).
• В течение недель 49—64 реактор 1А снова включается в работу и за-
нимает первую позицию, а не вторую, как было до этого. Реакторы
работают в последовательности «1А и 1В».
В конце 64-й недели (конец цикла) весь катализатор полностью деакти-
вируется и отправляется на утилизацию.
Реактор с заменой катализатора в ходе работы
Сторожевой реактор, конструкция которого позволяет проводить замену
катализатора походу работы (технология процесса компании Chevron),
является реактором со взвешенным слоем катализатора. Сырье вводится
в нижнюю часть реактора и проходит вверх через катализатор, слегка
(менее чем на 3 %) расширяя слой катализатора. Свежий катализатор до-
бавляют в верхнюю часть слоя, а отработанный катализатор выводят через
штуцер в днище. Как добавление, так и выведение катализатора являются
периодическими операциями, обычно проводимыми один раз в неделю, и
эти операции создают поршневой режим движения катализатора. Следова-
тельно, менее активный катализатор контактирует с наиболее реакцион-
носпособным сырьем в нижней части реактора. Восходящий поток сырья
в реакторе делает жидкость сплошной фазой. Водород, который требуется
только для участия в реакции, не разрыхляет слой катализатора. Перепад
давления в слое мал и имеет постоянную величину. Используется катали-
затор сферической формы с высокой активностью в процессе гидродеме-
таллизации, что позволяет снизить температуру в последующих реакторах
с неподвижным слоем.
Температура регулируется сырьевой печью. Для регулирования темпера-
туры внутри реактора используют подачу охлаждающего потока жидкости
через распределители, размещенные на нескольких отметках по высоте
реактора.
Гидроочистка дистиллятов
65
Система с переключаемыми сторожевыми реакторами или со стороже-
вым реактором, позволяющим заменять катализатор в ходе работы, имеет
следующие преимущества:
1. Удлинение пробега.
2. Увеличение объемных скоростей или повышение производительности
установки.
3. Повышение степени превращения остаточного сырья.
4. Повышение коэффициента использования календарного времени.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. С. N. Satterfielf. «Trickle Bed Reactors». American Institute of Chem. Engi-
neeringjournal 21, no. 209 (1975).
2. Rautianen E. P. M and С. C. Johnson. «Commercial Experience with Ketjen-
fine 752». Akazo Catalyst Symposium, 1991.
3. X-Ma et al. «Hydrodesulfurisation Reactivities of Various Sulfur Com-
pounds in Diesel Fuels». Industrial Engineering and Chemistry Research 33,
no. 218 (1994).
Глава 3
Процессы
гидрокрекинга
В технологии переработки нефти гидрокрекинг дистиллятов применяется
для превращения тяжелых газойлей и тяжелых дизельных фракций или
тяжелых дистиллятов с таким же диапазоном выкипания в легкие дистил-
ляты (нафту, керосин, дизельную фракцию и пр.) или в базовые дистилля-
ты для выработки смазочных масел. Процесс гидрокрекинга заключается
во взаимодействии сырья с водородом в присутствии катализатора в за-
данных рабочих условиях по температуре, давлению и объемной скорости.
РЕАКЦИИ ГИДРОКРЕКИНГА
Обессеривание
Сырье очищается от серы путем гидрирования серосодержащих соедине-
ний с образованием углеводорода и сероводорода (H2S). H2S удаляют из ре-
акционной смеси, так что в ней остается только углеводородный продукт.
Теплота реакции обессеривания составляет около 2360 кДж на 1 нм3 по-
глощенного водорода.
Катализатор
+ 4Н2 -----------► rch2ch2ch2ch3
+ H2S
Парафин
Сероводород
67
68
Справочник по переработке нефти
Денитрификация
Азот удаляется из сырья путем гидрирования азотсодержащих соедине-
ний с образованием аммиака и углеводородов. Аммиак затем удаляют
из реакционной смеси, так что в продукте остается только углеводород.
Теплота реакции денитрификации находится в интервале 2640—2950 кДж
на 1 нм3 поглощенного водорода, но ввиду чрезвычайно низкого содер-
жания азота в сырье (порядка нескольких мг/кг) вклад денитрификации
в общую теплоту реакции очень мал:
R-CH2CH2NH2 + н2 ---► RCHCH2CH3 + NH3
Амин Парафин Аммиак
Гидрирование олефинов
Гидрирование олефинов является одной из наиболее быстро протекающих
реакций, и поэтому почти все олефины насыщаются. Теплота реакции со-
ставляет около 5510 кДж на 1 нм3 поглощенного водорода. Как правило, со-
держание олефинов в прямогонных продуктах мало, но в случае продуктов
вторичных и (или) термических процессов, какими являются коксование,
висбрекинг или гидрокрекинг остаточного сырья (H-OIL* и пр.), оно может
внести существенный вклад в количество тепла, выделяющегося в реакто-
ре гидрокрекинга.
RCH2CH = СН2 + Н2 = RCH2CH2CH3.
Олефин Парафин
Насыщение ароматики
Некоторые ароматические соединения в сырье насыщаются с образова-
нием нафтенов. Насыщение ароматики вносит значительный вклад как
в объем поглощаемого водорода, так и в общую теплоту реакции. В зависи-
мости от типа насыщаемого ароматического соединения, теплота реакции
может меняться от 1570 до 3150 кДж на 1 нм3 поглощенного водорода. Как
правило, повышение давления и снижение температуры в реакторе при-
водит к большей степени насыщения ароматики:
* H-OIL является промышленным процессом гидрокрекинга/обессеривания остаточного сырья
согласно лицензии Hydrocarbon Research Inc. (США).
Процессы гидрокрекинга
69
+ ЗН2
н
н-i—н
НАФТЕН
АРОМАТИКА
Гидрокрекинг крупных молекул
Гидрокрекинг крупных углеводородных молекул в молекулы меньшего
размера протекает почти во всех процессах, проводимых в присутствии
избытка водорода. В этих реакциях выделяется около 1970 кДж тепла
на 1 нм3 поглощенного водорода. Теплота реакций гидрокрекинга вносит
заметный вклад в общее количество тепла, выделяющегося в реакторе.
Реакции крекинга с участием тяжелых молекул приводят к уменьшению
плотности и появлению в продуктах гидрокрекинга легких компонентов
(например, газа и легкой нафты).
Пример реакции гидрокрекинга:
RCH2CH2CH2CH3 + Н2 = RCH3 + СН3СН2СН3
Выход легких углеводородов зависит от температуры. Поэтому коли-
чество получаемых легких продуктов значительно возрастает, когда тем-
пературу в реакторе поднимают, с тем чтобы компенсировать снижение
активности катализатора ближе к концу пробега.
Технические требования к сырью
Сырьем установки гидрокрекинга обычно является тяжелая дизельная
фракция, выкипающая при более высокой температуре, чем товарное
дизельное топливо, либо вакуумный газойль, полученный на установке
атмосферно-вакуумной перегонки нефти, на установках обессеривания
атмосферного остатка, коксования, деасфальтизации растворителями
и в аналогичных процессах. Катализатор гидрокрекинга очень чувствите-
лен к таким примесям, как азот и металлы, так что для обеспечения при-
емлемого срока службы катализатора сырье должно отвечать техническим
требованиям, установленным изготовителями катализатора.
70
Справочник по переработке нефти
Азот в сырье
Азот сырья нейтрализует кислотные центры катализатора, поэтому повы-
шение содержания азота в сырье приводит к необходимости устанавливать
несколько более жесткие рабочие условия (особенно по температуре) и вы-
зывает ускоренную деактивацию катализатора.
Диапазон выкипания сырья
Повышение температуры конца кипения сырья сверх проектной величины
вызывает ускоренную деактивацю катализатора и приводит к необходи-
мости повышать температуру в реакторе, в результате чего срок службы
катализатора сокращается.
Свойства сырья непосредственного влияния на выход легких продуктов
почти не оказывают, но от них зависит температура катализатора, тре-
буемая для достижения заданной степени превращения. С повышением
температуры катализатора возрастает выход легких газов (до С4) и ком-
понентов нафты.
Асфальтены
При вакуумной перегонке с отбором высококипящих фракций всегда име-
ется вероятность попадания в вакуумный газойль многоядерных аромати-
ческих соединений большой молекулярной массы (асфальтенов), которые
не только могут химически связываться с катализатором, что приводит
к его необратимой деактивации, но и вызывают ускоренное отравление
катализатора.
Металлы
Металлы (особенно мышьяк, щелочные и щелочноземельные металлы)
откладываются на поверхности пор катализатора, снижая его активность.
К числу источников металлических загрязнений катализатора относятся
композиции смазочных масел или консистентных смазок, сварочные
флюсы и прокладки.
Одним из самых «проблемных» металлических загрязнителей катализа-
тора является, пожалуй, железо, которое попадает на установку с сырьем.
Оно может быть химически связано с тяжелыми углеводородными ради-
калами, а может присутствовать в сырье в виде взвешенных частиц пыли.
В любом случае оно не только деактивирует катализатор, но и забивает
промежутки между его гранулами, создавая большой перепад давления.
Процессы гидрокрекинга
71
Обычно такая забивка выглядит как корка в верхней части первого ката-
лизаторного слоя.
Хлориды
Сырье может содержать следовые количества органических и неоргани-
ческих хлоридов, которые вместе с аммиаком, полученным в результате
денитрификации, образуют чрезвычайно агрессивные отложения в тепло-
обменниках и линиях продукта, выходящего из реактора.
Кислород
Соединения кислорода, если они имеются в сырье, могут ускорять деакти-
вацию катализатора. Кроме того, присутствие кислорода может привести
к более интенсивному загрязнению теплообменников сырья и продуктов
реакции.
Катализатор
Реакции гидрокрекинга можно разделить на две группы: 1) обессеривание
и денитрификация, при которых происходит гидрирование полицикли-
ческой и моноциклической ароматики, чему способствует гидрирующая
функция катализатора (металлы); 2) реакции гидродеалкилирования, ги-
дродециклизации, гидрокрекинга и гидроизомеризации, активизируемые
кислотной функцией катализатора (носителем). На функцию носителя
влияет содержание азота в сырье.
В процессе гидрокрекинга, как правило, применяют катализатор типа
Ni-Co-Fe или Mo-W-U на алюмосиликатном носителе. Степень гидрокре-
кинга, гидродеалкилирования, гидроизомеризации и гидродециклизации
регулируют путем изменения отношения оксида алюминия к оксиду крем-
ния. С увеличением содержания оксида кремния в катализаторе крекинг
усиливается. Управление реакциями обессеривания, денитрификации
и гидрирования олефинов, ароматики и т. п. осуществляется с использо-
ванием металлов в виде сульфидов.
Выбор каталитической системы зависит от перерабатываемого сырья
и заданного набора продуктов. В большинстве случаев корректную си-
стему получают, используя два или более катализатора с различными
кислотными и гидрирующими функциями. В последний слой реактора
можно также загружать небольшое количество (до 10 %) катализатора
обессеривания и денитрификации.
72
Справочник по переработке нефти
СХЕМА ПРОЦЕССА
Установки гидрокрекинга могут работать в следующих режимах: в одну
ступень «на проход», в одну ступень с частичным или полным рециклом
и в две ступени. Все эти режимы показаны на рис. 3-1 и 3-2.
Выбор схемы процесса связан с катализаторной системой. При этом
в первую очередь принимаются по внимание такие параметры, как ка-
чество сырья, заданный набор и качество продуктов, капиталовложения
и эксплуатационные расходы по установке.
Работа в одну ступень
Этот режим работы оказывает большое влияние на выход и качество
продуктов. При работе в одну ступень вырабатывают около 0,3 м3 нафты
на 1 м3 среднего дистиллята. Одноступенчатая схема, применяемая для
конверсии вакуумных газойлей в средние дистилляты, дает возможность
получать высокую селективность. Степень превращения обычно состав-
ляет порядка 50—60 %. Непревращенный материал, имеющий низкое со-
держание серы, азота и других примесей, используется либо как сырье для
установок каталитического крекинга «флюид» (ККФ), либо как компонент
котельного топлива.
Одноступенчатый процесс можно проводить с частичным или полным
рециклом непревращенного материала. При полном рецикле выход на-
фты составляет около 0,45 м3 на 1 м3 средних дистиллятов. В этих случаях
производительность установки по свежему сырью снижается. Поэтому
увеличение степени превращения достигается в основном за счет мощ-
ности установки по свежему сырью при минимальном увеличении энерго-
затрат. Режим с частичным рециклом предпочтительнее режима с полным
рециклом до срабатывания тяжелых фракций, так как в последнем случае
в подаваемом сырье накапливаются компоненты, устойчивые к крекингу,
что приводит к более быстрому отравлению катализатора.
Работа в две ступени
В двухступенчатой схеме непревращенный материал с 1-й ступени служит
сырьем 2-й ступени установки гидрокрекинга. В этом случае сырье являет-
ся уже очищенным в результате удаления серы, азота и других примесей,
так что на 2-й ступени можно превратить повышенную долю сырья с по-
лучением продуктов более высокого качества.
Сырье (тяжелый газойль) содержит некоторое количество аромати-
ческих компонентов с очень высокой температурой кипения, которые
Процессы гидрокрекинга
73
СВЕЖЕЕ СЫРЬЕ
С,
НАФТА
КЕРОСИН
ДИЗЕЛЬНАЯ ФРАКЦИЯ
КУБОВЫЙ ПРОДУКТ
РЕКТИФИКАЦИИ
РЕЖИМ «НА ПРОХОД»
СВЕЖЕЕ СЫРЬЕ
[
РЕАКТОРНАЯ СЕКЦИЯ СЕКЦИЯ РАЗГОНКИ
КУБОВЫЙ ПРОДУКТ РЕКТИФИКАЦИИ
С4
НАФТА
КЕРОСИН
ДИЗЕЛЬНАЯ ФРАКЦИЯ
ОБЕССЕРЕННЫЙ ГАЗОЙЛЬ
РЕЖИМ С ЧАСТИЧНЫМ РЕЦИКЛОМ
Рис. 3-1. Работа установки гидрокрекинга «на проход» и с частичным рециклом
НАФТА
КЕРОСИН
ДИЗЕЛЬНАЯ ФРАКЦИЯ
С.
НАФТА
КЕРОСИН
ДИЗЕЛЬНАЯ ФРАКЦИЯ
с.
РЕЦИКЛОВЫЙ ПОТОК (ПО ВЫБОРУ) КУБОВЫЙ ПРОДУКТ РЕКТИФИКАЦИИ
Рис. 3-2. Двухступенчатый процесс гидрокрекинга
74
Справочник по переработке нефти
крекируются с трудом и при рецикле сырья накапливаются в рецикловом
потоке. Из-за высокой концентрации этих компонентов ускоряется от-
равление катализатора. В двухступенчатой схеме 1-я ступень работает
«на проход», поэтому ароматические компоненты накапливаться не могут,
так как нет рецикла. На 1-й ступени их концентрация снижается, так что
и на 2-ю ступень высококипящие органические компоненты приходят
в меньшем количестве.
При двухступенчатой схеме вырабатывается меньшее количество легких
газов и потребляется меньше водорода на 1 м3 сырья. Как правило, на 2-й
ступени получаются продукты более высокого качества, чем на 1-й (низкое
содержание меркаптанов, большая высота некоптящего пламени, низкая
температура застывания). Поэтому смешанный продукт двух ступеней
по качеству мало отличается от продукта одноступенчатой схемы с реци-
клом, перерабатывающей такое же сырье.
Двухступенчатая схема позволяет более гибко корректировать техно-
логический режим и в более широких пределах менять соотношение на-
фты и среднего дистиллята. По сравнению с одноступенчатыми схемами
с частичным и полным рециклом, двухступенчатая схема требует более
высоких капиталовложений, но в целом экономичнее.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОЦЕССА
Масляное сырье в реакторной секции состоит из двух и более потоков
(см. рис 3-3), одним из которых является вакуумный газойль (ВГО)
из складского резервуара, а вторым — может быть ВГО непосредственно
с установки вакуумной перегонки. Кроме того, по выбору можно добавлять
рецикловый поток (кубовый продукт ректификационной колонны), со-
держащий непревращенный материал. Это совокупное сырье пропускают
через фильтры F-01, задерживающие большую часть мехпримесей, которые
могут забить катализаторный слой и создать большое сопротивление в ре-
акторе. После прохождения через буферную емкость V-02 сырье подают
сырьевым насосом Р-01 в реакторную систему.
Циркулирующий газ с высоким содержанием водорода из циркуляцион-
ного компрессора соединяется с масляным сырьем перед теплообменни-
ками реакционной смеси/сырья Е-01/02. Затем смешанный поток масла
и газа проходит по трубному пространству теплообменника 02А и 02В,
где он подогревается посредством теплообмена с горячей реакционной
смесью. После этих теплообменников смесь подогревается в параллельных
ходах сырьевой печи Н-01. Температура сырья на входе в реактор регули-
Рис. 3-3. Установка гидрокрекинга
дистиллята (реакторная секция)
18,73
МПа изб.
85’С
С-01-01
ЦИРКУЛЯЦ.
КОМПРЕССОР
ПАР
V-01-05
КАПЛЕОТБОЙНИК
В СЕПАРАТОР ДЭА
СДУВКА
К ПРЕД. КЛАПАНУ
РЕГЕНЕРИР. ДЭА
ИЗ РЕГЕНЕРАТОРА
НАСЫЩЕННЫЙ ДЭА
В РЕГЕНЕРАТОР
— СЫРЬЕ СО СКЛАДА
V-01-02
СЕПАРАТОР
ВЫСОКОГО
ДАВЛЕНИЯ
60°С
16,22
МПа
изб.
----- СЫРЬЕ С УСТАНОВОК
ВОЗВРАТ КУБ. ПРОДУКТА
ИЗ РЕКТИФ. КОЛОННЫ
17,35
МПа изб.
427®С
58%
ПАРОВ
Е-01-04
ВОЗД. ХОЛОД-К
СМЕСИ ИЗ РЕАКТОРА
Е-01-02
ТЕПЛООБМЕННИК
СЫРЬЯ/РЕАКЦ. СМЕСИ
Е-01-01
ТЕПЛООБМЕННИК
СВЕЖЕГО
ВОДОРОДА/РЕАКЦ.
СМЕСИ
СБОРНИК
ПОПИСУЛЬФИДА
V-01-06
СЕПАРАТОР
НИЗКОГО
ДАВЛЕНИЯ
Е-01-03
ТЕПЛООБМЕННИК
РЕАКЦ. СМЕСИ/
СЫРЬЯ НА ОТГОНКУ
H?S
ПИТАТЕЛЬНАЯ ВОДА
СБРОСНОЙ ГАЗ
В АМИННЫЙ
КОНТАКТОР ВД
В ПРЕДВ. СЕПАРАТОР
КОЛОННЫ ОТГОНКИ
H1S (СЕКЦИЯ РАЗГОНКИ)
КИСЛАЯ ВОДА
НА ОЧИСТКУ
СЫРЬЕ НА ОТГОНКУ
H2S ИЗ V-01-10
(СЕКЦИЯ РАЗГОНКИ)
В КОЛОННУ
ОТГОНКИ H?S
Процессы
76
Справочник по переработке нефти
руется с помощью регистрирующего термоконтроллера (TRC), который
управляет подачей топлива в горелки печи.
Часть масляного сырья идет в обход теплообменника реакционной
смеси/сырья, что позволяет снизить нагрузку на теплообменник и одно-
временно поддерживать нагрузку на сырьевую печь Н-01 на уровне, доста-
точном для четкого регулирования температуры сырья на входе в реактор.
А для того чтобы регулирование температуры было надежным, сырье
в печи должно подогреваться не менее чем на 28—42 °C.
Свежий водород подогревается в трубном пространстве теплообменника
Е-01 теплом реакционной смеси, после чего подается в реактор.
Реактор гидрокрекинга V-01, как правило, является аппаратом бутылоч-
ного типа. Свежий водород, который после подогрева в теплообменни-
ках Е-01 проходит вверх через кольцевое пространство между наружной
обечайкой реактора и внутренней «бутылкой», выполняет две функции:
продувает кольцевое пространство, предотвращая накопление в нем H2S,
и изолирует обечайку реактора.
После прохождения вверх через реактор свежий водород соединяется
в верхней крышке реактора с подогретым масляным сырьем из сырьевой
печи. Затем горячая, испаренная смесь проходит через реактор сверху
вниз. Для предотвращения роста температуры вследствие протекания
экзотермических реакций между слоями катализатора в реакторе вводят
холодный охлаждающий газ из циркуляционного компрессора.
Реактор разделен на несколько катализаторных слоев неравного объема,
для того чтобы в каждом из них иметь приблизительно одинаковый подъем
температуры, удерживая его на уровне не выше 28 °C. Таким образом, в 1-м
и 2-м слоях может содержаться, соответственно, 10 и 15 % всего катализа-
тора, а в 3-м и 4-м слоях — соответственно, 30 и 45 %.
В реакторе между слоями катализатора имеются внутренние устройства,
предназначеннные для обеспечения тщательного перемешивания реак-
ционной смеси с охлаждающим потоком и равномерного распределения
паров и жидкости по поперечному сечению слоя. Для предотвращения
локальных перегревов и для максимального продления срока службы
катализатора исключительно большое значение имеет равномерное рас-
пределение реагентов по слою.
Непосредственно под входным штуцером реактора находится конус
распределения сырья в сетчатой входной корзине. С этих внутренних эле-
ментов начинается процесс распределения потока сырья и улавливания
механических примесей, попадающих в реактор. Для дополнительного
распределения потока сырья перед входом в первый катализаторный слой
его перед входной корзиной пропускают через перфорированную тарелку
и распределительную тарелку.
Процессы гидрокрекинга
77
В состав внутренних устройств между слоями входят следующие
компоненты:
• Опорная решетка для катализатора, которая поддерживает катализа-
тор в первом слое, накрытом проволочной сеткой.
• Кольцо охлаждения, которое диспергирует охлаждающий газ в горя-
чей реакционной смеси из верхнего слоя.
• Перфорированная тарелка для грубого распределения охлажденной
реакционной смеси.
• Распределительная тарелка для окончательного распределения
охлажденной реакционной смеси перед ее входом в следующий слой
катализатора.
• Дренажная труба катализатора, которая проходит через все устрой-
ства между слоями и соединяет каждый катализаторный слой со сло-
ем, находящимся снизу.
Для того чтобы выгрузить катализатор, сначала высыпают нижний
слой через дренажный штуцер, предусмотренный для этой цели в днище
реактора. Затем каждый слой высыпается в следующий слой снизу через
дренажную трубу, так что практически весь катализатор можно удалить
с минимальными затратами труда.
Для непрерывного измерения перепада давления в верхних слоях ката-
лизатора и в реакторе в целом предусмотрены дифманометры.
Реактор оснащен термопарами, размещенными таким образом, чтобы
за температурой катализатора можно было наблюдать как в осевом на-
правлении, так и по окружности. Термопары находятся в верхней и нижней
части каждого слоя. Значения температуры, измеренные на одной высо-
те, но в разных периферийных точках слоя, позволяют определить место
и степень каналообразования, т. е. предпочтительного протекания смеси
через слои.
Охлаждение выходящей реакционной смеси
Температура потока, выходящего из реактора, находится в интервале
427—454 °C, т. е. в интервале от начала пробега (SOR) к концу пробега
(EOR). Вышедшую реакционную смесь охлаждают в теплообменнике
свежего водорода/реакционной смеси Е-01 и в теплообменнике Е-ОЗ ре-
акционной смеси и сырья колонны отгонки H2S. Затем в воздушном холо-
дильнике Е-04 поток из реактора охлаждают до температуры порядка 60 °C.
78
Справочник по переработке нефти
Закачка воды и полисульфида
В поток из реактора непосредственно перед его входом в воздушный холо-
дильник закачивают конденсат. Закачиваемая вода предназначена для вы-
мывания из потока аммиака и некоторого количества H2S. Регулирование
температуры потока в точке закачки воды позволяет предотвратить полное
испарение закачиваемой воды и исключить возможность отложения твер-
дого бисульфида аммония.
Ион цианида, присутствующий в следовых количествах в потоке из реак-
тора, может спровоцировать корродирование воздушного холодильника,
поэтому для предотвращения цианидной коррозии в поток закачивают
раствор полисульфида натрия (ингибитор коррозии).
Сепаратор высокого давления
С помощью терморегулятора, изменяющего угол наклона лопастей в по-
ловине вентиляторов воздушного холодильника, в сепараторе высокого
давления (ВД) V-02 поддерживают температуру около 60 °C. Поддержание
температуры в сепараторе в заданном узком интервале необходимо для
того, чтобы исключить ее колебания в расположенном дальше по схеме
абсорбере H2S. При повышении температуры снижается степень чистоты
водорода, а при ее понижении ухудшается расслаивание масла и воды
в сепараторе.
Низкотемпературный сепаратор
Жидкость из высокотемпературного сепаратора с помощью клапана регу-
лятора уровня в сепараторе ВД дросселируют до давления 3,80 МПа изб.
и выдают в сепаратор низкого давления (НД) V-06. Пары дросселирования,
выделившиеся в сепараторе НД, поступают в аминный абсорбер ВД V-04.
Жидкий углеводородный поток из сепаратора НД через предварительный
сепаратор подают в колонну отгонки H2S V-11. Кислую воду из сепаратора
НД направляют в узел обработки кислой воды.
Абсорбер циркулирующего газа
Для удаления H2S из циркулирующего газа применяют абсорбцию диэтано-
ламином (ДЭА) в абсорбере циркулирующего газа V-04. Газообразный H2S
абсорбируется раствором ДЭА в результате реакции ДЭА с H2S. Типичные
свойства ДЭА приведены в табл. 8-19.
Процессы гидрокрекинга
79
Количество способного прореагировать H2S зависит от условий про-
цесса. Протеканию реакции способствуют низкая температура, высокое
давление и высокая концентрация H2S в абсорбере H2S. Под воздействием
высокой температуры и при низком давлении равновесие реакции в реге-
нераторе ДЭА сдвигается в сторону исходных веществ, и H2S отгоняется
из раствора ДЭА.
Около 90 % H2S, образовавшегося при обессеривании, выводится из цир-
кулирующего газа в абсорбере высокого давления путем промывки газа
водным раствором ДЭА. Абсорбер представляет собой вертикальный сосуд
с насадкой из колец, изготовленных из нержавеющей стали. Циркулирую-
щий газ проходит через опорную тарелку и поднимается по слою насадки.
Регенерированный раствор ДЭА из регенератора ДЭА подается в верхнюю
часть абсорбера через входной распределитель и стекает по насадке вниз.
Насыщенный раствор ДЭА из нижней части абсорбера направляют в узел
выделения H2S.
Циркуляционный газовый компрессор
Циркулирующий газ возвращают в процесс циркуляционным газовым
компрессором С-01 с паротурбинным приводом. Большая часть потока
циркулирующего газа соединяется с потоком масляного сырья перед
теплообменниками сырья и реакционной смеси. Часть газового потока
из циркуляционного компрессора подают в промежутки между слоями
катализатора для регулирования температуры путем охлаждения.
Секция разгонки
Секция разгонки (см. рис. 3-4) предназначена для удаления H2S и легких
газов из продукта, поступающего из реактора 1-й ступени, и разгонки
остальной жидкости на фракции: нафты, керосина и дизельную. Кубовый
остаток либо подают на 2-ю ступень гидрокрекинга и циркулируют его
в поток свежего сырья до полного срабатывания тяжелых компонентов,
либо выводят в качестве продукта.
Углеводородную жидкость подают в колонну отгонки H2S V-11 из предва-
рительного сепаратора этой колонны V-10. В предварительном сепараторе
из жидкости, поступившей из сепаратора НД, перед ее подачей на отгон-
ку H2S и ректификацию выделяется некоторое количество легких газов
и H2S. Колонна отгонки H2S содержит насадочные секции под тарелкой
ввода питания и две ситчатые тарелки над точкой ввода питания. Отпар-
ку осуществляют водяным паром, который отгоняет H2S и легкие газы.
Пары верхнего продукта из колонны отгонки частично конденсируются
В АМИННЫЙ КОНТАКТОР
жидкость из
СЕПАРАТОРА НД
92°С
изб. )
V-01-10
ПРЕДВАРИТЕЛЬНЫЙ
СЕПАРАТОР
КОЛОННЫ
ОТГОНКИ
102’С
0,72 МПа изб.
1,04 МПа изб.
ВОДА В ДРЕНАЖ
ЗАМАСЛЕННОЙ
ВОДЫ
СМЕСЬ ИЗ
РЕАКТОРА
СБОРНИК ДЛЯ
ОТБОРА ВОДЫ
E-ot-оэ 193°С 177’С
РЕАКТОРНАЯ 99% ПАРОВ
СЕКЦИЯ
КОЛОННА
ОТГОНКИ H?S
iesec
0,76 МПа изб.
V-0M2
СБОРНИК ОРОШЕНИЯ
В ДРЕНАЖ
ЗАМАСЛЕННОЙ ВОДЫ
КОНДЕНСАТ
V41-13
РЕКТИФИКАЦИОННАЯ
КОЛОННА ПРОДУКТОВ
32 ТАРЕЛКИ
ИЗ РЕКТИФИКА-
ЦИОННОЙ КОЛОННЫ
191®С
ДИЗЕЛЬ-ПРОДУКТ
ПИТАТЕЛЬНАЯ ВОДА
КОНДЕНСАТ
СБРОС НА ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН
ТОПЛИВНЫЙ ГАЗ
71 ®С
227’С
210’С
V.O1-1S
ОТПАРНАЯ КОЛОННА
БОКОВОЙ ФРАКЦИИ
6 ТАРЕЛОК
ПАР
~~1 V-01-15 О- В-
ОТПАРНАЯ КОЛОННА
---- БОКОВОЙ ФРАКЦИИ
I ' к
I А. КУБОВЫЙ ПРОДУКТ
ТТ -----*” РЕКТИФИКАЦИОННОЙ
4 у М1-12 колонны
В КИПЯТИЛЬНИК ОТПАРНОЙ
КОЛОННЫ БОКОВОЙ ФРАКЦИИ
Е-01-12 И ИЗ КИПЯТИЛЬНИКА
КЕРОСИН
ОТГОНКИ Н»8
Р-01-08
179°С
ДИЗЕЛЬНАЯ
ФРАКЦИЯ
Справочник по переработке нефти
В РЕКТИФ. КОЛОННУ
ТЯЖЕЛЫЙ ДИЗЕЛЬ
НА РЕЦИКЛ /2-Ю СТУПЕНЬ
Рис. 3-4. Гидрокрекинг дистиллята (секция разгонки). О. В. — охлаждающая вода
Процессы гидрокрекинга
81
в воздушном холодильнике Е-07 и в концевом водяном холодильнике, по-
сле чего жидкая фаза отделяется от остаточной газовой фазы в сборнике
орошения V-12. Из этого сборника кислый газ направляется в аминный
контактор НД, а жидкие углеводороды возвращаются в колонну отгонки
в качестве орошения. Кубовый продукт колонны отгонки H2S вводят в рек-
тификационную колонну V-13, предварительно подогрев дизельной фрак-
цией в теплообменнике Е-16, циркуляционным орошением в теплообмен-
нике Е-18 и кубовым продуктом этой колонны в Е-18. Затем сырье колонны
ректификации подогревают в сырьевой печи Н-02 до температуры входа
в колонну. Частично испаренное сырье из печи входит в эвапорационную
зону колонны ректификации продукта V-12. В этой зоне пары и жидкость
разделяются. Пары проходят через укрепляющую секцию, в которой уста-
новлено порядка 27 тарелок.
Тепло отводится из ректификационной колонны в конденсаторе верхне-
го продукта и в системе охлаждения циркуляционного орошения. Пары,
уходящие с верхней тарелки колонны, конденсируются в конденсаторах
верхнего продукта. Полученная при этом жидкость разделяется на угле-
водородную и водную фазы. Часть углеводородной фазы откачивают как
верхний продукт, а остальное количество возвращают на орошение колон-
ны для улучшения фракционирования.
В нижней секции колонны, под эвапорационной зоной, находится 5 таре-
лок. Под нижнюю тарелку подается перегретый пар, который, поднимаясь
по исчерпывающей секции, отпаривает легкие компоненты из остатка,
стекающего из эвапорационной зоны.
РАБОЧИЕ УСЛОВИЯ
Рабочие условия одноступенчатого гидрокрекинга представлены в табл. 3-1.
Выходы и качество продуктов для режима работы «на проход», двухступен-
чатого гидрокрекинга и одноступенчатого гидрокрекинга с частичным
рециклом непревращенного материала приведены в табл, с 3-2 по 3-5.
Следует подчеркнуть, что выходы зависят от состава катализатора и схемы
используемого процесса и могут колебаться в широких пределах.
Температура
Обычно реактор гидрокрекинга работает при температурах в интервале
между 413 и 441 °C и при давлении на входе 17,94 МПа изб. Высокая темпе-
ратура необходима для гидрокрекирования сырья на катализаторе, а высо-
кое давление в реакторе — для продления срока службы катализатора. При
82
Справочник по переработке нефти
Таблица 3-1. Рабочие условия процесса одноступенчатого гидрокрекинга
Рабочие параметры Ед. измерения
Средняя температура катализатора °C 413
Объемная скорость подачи жидкого сырья ч-1 1,72
Давление на входе в реактор МПа изб. 17,94
Перепад давления в реакторе МПа 0,35
Парциальное давление водорода на входе МПа 13,80
Потребление водорода на реакцию нм3/м3 193
Свежий водород + рецикл на входе в реактор
в начале пробега нм3/м3 840
Чистота свежего водорода % об. 95
Температура в сепараторе ВД °C 60
Давление в сепараторе ВД в начале пробега МПа изб. 16,66
Скорость сдувки в начале пробега (на 100 % Н2) нм3/м3 33,6
Давление на входе в циркуляц. компрессор МПа изб. 16,49
Давление на выдаче циркуляц. компрессора МПа изб. 18,73
повышении парциального давления водорода срок службы катализатора
увеличивается. Для поддержания высокого парциального давления водоро-
да необходимо иметь высокое давление в реакторе и высокое содержании
водорода в сырьевой смеси. Это требование может быть выполнено путем
многократной подачи избытка водорода через реактор. Подавая свежий
водород, восполняют не только расход водорода на реакции гидрокрекин-
га, насыщения олефинов и ароматики, но и его потери в результате уноса
с отдувочным газом и из-за растворения в масле. С целью ограничения
подъема температуры, обусловленного экзотермическим характером
реакций гидрокрекинга, между слоями катализатора в реакторе вводят
холодный газ с высоким содержанием водорода.
В ходе процесса гидрокрекинга расход сырья, рабочее давление и расход
циркулирующего газа обычно поддерживают постоянными. Единствен-
ным переменным параметром остается температура в реакторе, которую
необходимо поддерживать в строго установленных пределах, с тем чтобы
можно было обеспечить заданную степень превращения жидкого сырья.
По мере снижения активности катализатора в ходе пробега, обуслов-
ленного отравлением катализатора, для поддержания начальной степени
превращения жидкого сырья приходится увеличивать температуру в реак-
торе. Такого рода скорость повышения температуры реакции во времени
называют скоростью отравления. Для компенсации изменений расхода
сырья в реактор или свойств сырья, отношения «газ/масло», парциального
Таблица 3-2. Качество сырья и продуктов гидрокрекинга
Свойство Сырье Легкая нафта Тяжелая нафта Керосин Дизельная фракция
Одноступенчатый режим Относит, плотность 0,9182 0,6690 0,7669 0,8348 0,8550
Анилиновая точка, °C 78,9 41,1 51,1 80,0
Разгонка по ASTM, °C D-1160 D-86 D-86 D-86 D-86
НК/5 % 310/— 43/— 102/— 177/— 227/—
10/30% 379/421 46/52 107/118 191/210 285/310
50% 449 57 127 229 321
70/90% 474/504 66/77 132/143 246/268 338/363
95 %/КК 516/543 —/91 —/163 —/288 —/385
Состав
Парафины, об. % 16 76 30 20 26
Нафтены, об. % 22 20 54 55 49
Ароматика, об. % 62 4 16 25 25
Сера, мг/кг 25 000 <10 <10 10
Меркаптаны, 10^* % <5 <5
Азот, мг/кг 970 1 1 5
Высота некоптящего пламени, мм 15
Температура кристаллизации, °C -46
Температура застывания, °C 24 -62 -7
Температура помутнения, °C -48 -4
Дизельный индекс 47 60
Октановое число (без ТЭС) Вязкость при 38 °C, мм2/с 59 76 61 2 9
Процессы гидрокрекинга
Таблица 3-2 (продолжение)
со
Свойство Сырье Легкая нафта Тяжелая нафта Керосин Дизельная фракция
Одноступенчатый с рециклом
Плотность 0,9285 0,6690 0,7547 0,8146 0,8348
Анилиновая точка, °C 79,4 51,1 64,4 89,4
Разгонка по ASTM, °C D-1160 D-86 D-86 D-86 D-86
НК/5 % 393/404 43/— 91/— 166/— 252/—
10/30% 413/446 46/52 102/110 177/199 293/307
50% 468 57 121 216 316
70/90% 490/524 66/77 129/143 238/271 327/346
95 %/КК 524/557 —/91 —/160 —/288 —/374
Состав
Парафины, об. % 77 45 38 48
Нафтены, об. % 21 47 45 43
Ароматика, об. % 2 8 17 9
Сера, мг/кг 31000 <5 10 6 8
Меркаптаны, 10-4%
Азот, мг/кг 1050 1 2 1,5
Высота некоптящего пламени, мм 22
Цетановое число 68
Температура кристаллизации, °C -46
Температура застывания, °C 32 -54 -15
Температура помутнения, °C —
Дизельный индекс 73,2
Октановое число (без ТЭС) 80 54
Справочник по переработке нефти
Таблица 3-2 (продолжение)
Свойство Сырье Легкая нафта Тяжелая нафта Керосин Дизельная фракция
Двухступенчатый режим
Плотность 0,6659 0,7547 0,8109 0,8251 0,8398
Анилиновая точка, °C 52,2 63,9 76,1 87,8
Разгонка по ASTM D-86, °C
НК/5 % 43/— 99/— 174/185 191/204 238/271
10/30% 46/52 107/116 191/210 213/246 285/310
50% 57 124 230 282 321
70/90% 66/77 132/146 246/269 313/346 335/357
95 %/КК —/91 152/163 277/288 357/371 368/382
Состав
Парафины, об. % 83 43 35 39 42
Нафтены, об. % 15 49 50 46 42
Ароматика, об. % 2 8 15 15 16
Сера, мг/кг <5 <5 <5 <5 6
Меркаптаны, 10 4 % <5 <5 <5 <5
Азот, мг/кг <1 2 3
Высота некоптящего пламени, мм 20
Температура кристаллизации, °C -48
Температура застывания, °C -57 -26 -12
Температура помутнения, °C -54 -23 -9
Дизельный индекс 63 68 70
Октановое число (без ТЭС) 75 54
Вязкость при 38 °с, мм2/с 2 4 9
Процессы гидрокрекинга
86
Справочник по переработке нефти
Таблица 3-3. Выходы в процессе гидрокрекинга дистиллята (в массовых долях)
Поток «На проход» Частичный рецикл Двухступенчатый (суммарно)
Сырье — вакуумный газойль 1,0000 1,0000 1,0000
Водород 0,0225 0,0293 0,0345
Суммарное сырье 1,0225 1,0293 1,0345
Газы 0,0166 0,0257 0,0391
Газ высокого давления 0,0070 0,0069 0,0127
Кислый газ 0,0216 0,0243 0,0221
Крекинг-нафта 0,0969 0,1637 0,2132
Керосин 0,1372 0,1861 0,2636
Дизельная фракция 0,2961 0,3955 0,4365
Тяжелый дизель (режим «на проход») Тяжлый дизель (режим частичного рецикла) Сдувка со второй ступени 0,4471 0,2271 0,0473
Сумма продуктов 1,0225 1,0293 1,0345
Таблица 3-4. Энергозатраты в расчете на 1 т сырья
Энергоносители Ед. измерения Одноступенчатый С частичным рециклом
Топливный газ ГДж 0,63 0,80
Электроэнергия кВтхч 18 23
Пар ГДж 0,127 0,158
Обессоленная вода м3 0,07 0,09
Охлаждающая вода м3 1,50 1,91
Таблица 3-5. Рабочие условия процесса легкого гидрокрекинга
Рабочие параметры Ед. измерения
Средняя температура катализатора °C 413
Объемная скорость подачи жидкого сырья ч-1 1,4
Давление на входе в реактор МПа изб. 7,25
Перепад давления в реакторе МПа 0,26
Парциальное давление водорода на входе МПа 5,17
Потребление водорода на реакцию нм3/м3 60
Свежий водород + рецикл на входе в реактор в начале пробега нм3/м3 465
Чистота свежего водорода об. % 92
Температура в сепараторе ВД °C 60
Давление в сепараторе ВД в начале пробега МПа изб. 5,87
Скорость сдувки в начале пробега (на 100 % Н2) нм3/м3 1,76
Давление на входе в циркуляц. компрессор МПа изб. 5,66
Давление на выдаче циркуляц. компрессора МПа изб. 7,38
Температура регенерированного ДЭА °C 66
Процессы гидрокрекинга
87
давления водорода и т. п. (см. рис. 3-5) может потребоваться дополнитель-
ная корректировка температуры.
Средняя температура катализатора
ОТНОШЕНИЕ «ГАЗ/МАСЛО», НМ3/М3
Рис. 3-5. Влияние отношения «газ/масло» на скорость отравления катализатора
Средняя температура катализатора (CAT) определяется по следующей
формуле:
САТ= Aj х
верхний слой + А.2 х
второй слой +
+А3 х
(Ti+Tp)'
2
третий слой +А4Х
четвертый слой Ч—
где Tj — температура на входе в слой, То — температура на выходе из слоя,
Ар А2, А3 и А4 — объемная доля всего количества катализатора в реакторе,
приходящаяся на данный слой. Типичный профиль температур в реакторе
гидрокрекинга представлен на рис. 3-7.
Скорость отравления катализатора
Основным критерием при проектировании установки гидрокрекинга яв-
ляется заданная степень превращения сырья и заданный срок службы ка-
тализатора (как правило, 2—3 года между регенерациями катализатора).
В ходе пробега активность катализатора снижается из-за отложений кокса
88
Справочник по переработке нефти
и металлов, так что для поддержания проектной степени превращения
необходимо повышать температуру катализатора. Изготовители катализа-
тора оговаривают максимальную температуру, называемую температурой
конца пробега, которая определяет наступление условий для конца пробега
(EOR). По достижении этой температуры катализатор необходимо регене-
рировать или выбраковать.
Скорость повышения средней температуры катализатора в реакторе (для
поддержания проектной степени превращения) во времени называют ско-
ростью отравления катализатора. Этот важнейший параметр использует-
ся для оценки момента времени, при котором, возможно, наступят условия
EOR. На НПЗ ведется непрерывная регистрация средней температуры в ре-
акторе во времени, начиная со дня ввода сырья в реактор после загрузки
нового катализатора, и строятся графики зависимости средней темпера-
туры в реакторе от времени с начала пробега (см. рис. 3-6). Поскольку эти
данные могут иметь разброс, экспериментальные точки аппроксимируют
прямой линией, по которой оценивают скорость отравления катализатора,
а также время, оставшееся до конца срока службы катализатора.
Рис. 3-6. Оценка остаточного срока службы катализатора
Процессы гидрокрекинга
89
СЛОЙ 1
| i i i i j i i i i j i i i l““j
371 305 413 427 °C
| I i i i j i i i i j i I i i ।
371 385 413 427 °C
Рис. 3-7. Профиль температуры в реакторе гидрокрекинга
90
Справочник по переработке нефти
Пример 3-1
Проектная температура в реакторе гидрокрекинга в начале пробега равна
412,7 °C. После 12 000 часов работы установки средневзвешенная темпера-
тура слоя катализатора составляет 426,6 °C. Определим остаточный срок
службы катализатора, если температура в катализаторе в конце пробега
принимается равной 429,4 °C.
Скорость отравления
катализатора
(426,6-412,7)
12000
= 0,00116 °С/ч.
Остаточный срок (429,4-426,6)
= --------------= 2414 ч, или 3,35 месяца.
службы 0,00116
Парциальное давление водорода
Парциальное давление водорода в реакторе гидрокрекинга зависит от сле-
дующих факторов:
1. Общее давление в системе.
2. Степень чистоты свежего водорода.
3. Расход циркулирующего газа.
4. Скорость сдувки газа ВД.
5. Температура в сепараторе ВД.
Парциальное давление водорода в реакторе гидрокрекинга является
основным рабочим параметром, создающим движущую силу для протека-
ния реакций гидрокрекинга. Кроме того, парциальное давление водорода
оказывает существенное влияние на скорость отравления катализатора
(рис. 3-8): при его повышении скорость отравления катализатора снижа-
ется. Для того чтобы обеспечить работу установки при минимально воз-
можной температуре, парциальное давление водорода в ней поддерживают
максимальным. Тем самым удается удлинить пробег и свести к минимуму
выработку легких газов.
Скорость подачи сырья
При увеличении скорости подачи сырья для поддержания заданной сте-
пени его превращения необходимо повышать среднюю температуру ката-
лизатора. Кроме того, увеличение скорости подачи сырья приводит к уско-
рению отравления катализатора, росту потребления водорода на реакцию
Процессы гидрокрекинга
91
ПАРЦИАЛЬНОЕ ДАВЛЕНИЕ ВОДОРОДА, МПа абс.
Рис. 3-8. Приближенная зависимость скорости отравления
катализатора от парциального давления водорода
и его потерь из-за растворения в жидкости, поступающей в сепаратор
ВД. Влияние скорости подачи сырья на скорость отравления катализатора
показано на рис. 3-9.
Характеристика сырья
При работе с более тяжелым сырьем, которое характеризуют средневзве-
шенной температурой кипения по ASTM D1160, для поддержания заданной
степени превращения сырья требуется повышать среднюю температуру
катализатора. В этом случае также имеет место более быстрое отравление
катализатора. Кроме того, для сырья с более высокой температурой конца
кипения для данной средневзвешенной температуры кипения заданная
степень превращения достигается при более высокой температуре, чем
для сырья с более низкой температурой конца кипения.
92
Справочник по переработке нефти
Рис. 3-9. Приближенная зависимость скорости отравления
катализатора от скорости подачи сырья
Степень превращения жидкого сырья
Степень превращения сырья определяют по следующей формуле:
Степень
превращения
сырья
(расход сырья в реактор - расход кубового
продукта ректификации)
расход сырья в реактор
Степень превращения жидкого сырья сильно зависит от температуры
и оказывает непосредственное влияние на скорость отравления катали-
затора (рис. 3-10).
Скорость сдувки газа
Сдувка газа (продувка, вывод части газа из цикла) позволяет свести к ми-
нимуму накопление легких углеводородов в циркулирующем газе, которое
приводит к снижению парциального давления водорода. С увеличением
скорости сдувки газа снижается концентрация легких углеводородов
в циркулирующем газе и увеличивается парциальное давление водо-
рода. При уменьшении скорости сдувки газа легкие углеводороды могут
накапливаться в циркулирующем газе до более высокой концентрации,
Процессы гидрокрекинга
93
Рис. 3-10. Приближенная зависимость скорости отравления
катализатора от степени превращения
в результате чего снижается концентрация водорода. Скорость сдувки
обычно поддерживают на уровне около 20 % потребления водорода на хи-
мические реакции.
СУЛЬФИДИРОВАНИЕ КАТАЛИЗАТОРА И ПУСК УСТАНОВКИ
Во время пуска катализатор сульфидируют. До начала сульфидирования
должны быть введены в эксплуатацию секция разгонки и аминный абсорбер.
Сульфидирование заключается во введении серосодержащего реагента
(например, диметилсульфида) в горячий поток циркулирующего газа
до подачи жидкого сырья. Реагент вводится насосом закачки реагента
из емкости, находящейся под подушкой инертного газа. Сначала в реак-
торе создают разрежение 610—660 мм ртутного столба, для того чтобы
полностью удалить из него воздух, испытывают на наличие неплотностей
и несколько раз продувают азотом.
94
Справочник по переработке нефти
Затем продувают и разжигают печь, разогревают реактор до темпе-
ратуры 232 °C. Когда реактор готов к сульфидированию, температуру
на входе в него повышают до 260—274 °C. По достижении в верхнем слое
катализатора температуры 260—274 °C ее держат до достижения на входе
в реактор температуры не менее 260 °C и на выходе из него — температуры
около 232 °C.
Уменьшают пламя в сырьевой печи. При работающем циркуляционном
компрессоре давление в реакторе доводят приблизительно до 2,07 МПа изб.
При этом давлении компрессором свежего водорода постепенно вводят во-
дород и поднимают давление на входе в реактор до 4,83 МПа изб.
Затем в газовый поток на входе в реактор подают сульфидирующий реа-
гент или кислый газ при расходе, эквивалентном концентрации 0,5 мол. %,
но не более 1,0 мол. % H2S.
Добавление сульфидирующего реагента вызывает в реакторе два скачка
температуры, первый из которых обусловлен реакцией водорода с сульфи-
дирующим реагентом с образованием H2S (эта реакция протекает на входе
в реактор), а второй — реакцией сульфидирующего реагента с катализа-
тором, причем эта горячая точка перемещается вниз по катализаторному
слою. В процессе сульфидирования необходимо строго контролировать
температуру катализатора, которая не должна превышать 316 °C.
После прохождения горячей точки, вызванной сульфидированием, че-
рез реактор концентрация H2S в газе из реактора начинает быстро расти.
Когда его концентрация во выходящем газе возрастает до 0,1 %, сдувку
циркулирующего газа прекращают и продолжают сульфидирование при
малой скорости подачи реагента до тех пор, пока концентрация H2S в цир-
кулирующем газе не достигнет 1—2 мол. %. Одновременно температуру
на входе в реактор поднимают до 293 °C, а температуру на выходе из ре-
актора — как минимум, до 279 °C.
После очевидного прекращения протекания реакции в реакторе давле-
ние в системе увеличивают до нормального рабочего давления на входе
в циркуляционный компрессор, добавляя для этой цели свежий водород.
Для поддержания в циркулирующем газе концентрации H2S 1—2 мол. %
периодически добавляют сульфидирующий реагент.
Через 2 часа после выхода реакторной системы на стационарный режим
при проектном давлении, температуре на входе и выходе из реактора
293/277 °C и при концентрации H2S 1—2 мол. % сульфидирование за-
вершается. Реактор медленно охлаждают, снижая температуру на входе
и вводя охлаждающий поток между слоями катализатора, пока темпера-
тура в реакторе не снизится примерно до 218 °C. Ни в одной зоне реактора
температура не должна быть ниже 218 °C.
Процессы гидрокрекинга
95
Затем выходят на температуру пуска со стороны низких температур,
увеличивая температуру на входе в реактор до 232—246 °C и на выходе —
до 218—232 °C. При этом регулятор температуры охлаждающего потока
устанавливают на 232 °C. Расход циркулирующего газа устанавливают
на проектном уровне. Задают также проектное давление в сепараторе ВД,
после чего приступают к закачке конденсата и полисульфида с проектным
расходом.
Теперь реактор готов к приему сырья. Пускают сырьевой насос с рас-
ходом, равным всего 20 % проектной подачи сырья в реактор, а остальной
поток сырья возвращают в сырьевую емкость.
При первичном прохождении сырья над катализатором в результате ад-
сорбции углеводородов на катализаторе выделяется тепло, которое прояв-
ляется в виде температурной волны, проходящей вниз через катализатор.
После прохождения температурной волны, вызванной адсорбцией углево-
дородов через реактор, и установления уровня жидкости в сепараторе ВД
эту жидкость выдают в сепаратор НД и в секцию разгонки.
Параллельно со ступенчатым повышением температуры в реакторе
и увеличением расхода сырья запускают циркуляцию аминного раствора
через абсорбер на циркулирующем газе.
Расход сырья ступенчато увеличивают на 10—15 % проектной величи-
ны за одно приращение, давая возможность системе стабилизироваться
в течение не менее 1 часа после каждого такого увеличения. Эта операция
повторяется многократно, до тех пор пока расход сырья не дойдет до 50 %
проектной величины.
Затем приращениями не более 11 °C ступенчато увеличивают темпера-
туру на входе в каждый катализаторный слой. В процессе повышения тем-
пературы в реакторе ее регулирование должно начинаться с верхнего слоя
с последующим переходом ко всем нижележащим слоям. После каждого
приращения температуры системе дают возможность отработать в стацио-
нарном режиме в течение не менее 1 часа, и так до тех пор, пока темпера-
тура во всем реакторе не станет стабильной. Затем температуру в реакторе
поднимают повторно до достижения заданной степени превращения.
После достижения требуемых рабочих параметров (по степени превра-
щения и расходу сырья) и выхода установки на полностью стационарный
режим необходимо следить за стабильностью и соответствием проекту
расхода циркулирующего газа. Теперь плавно перекрывая линию в обход
абсорбера H2S, пропускают весь циркулирующий газ через абсорбер. В про-
цессе перекрытия этой байпасной линии, во избежание останова компрес-
сора из-за внезапного уноса аминного раствора, необходимо внимательно
следить за уровнем в каплеотбойнике, перепадом давления (ДР) на слое
насадки в абсорбере и за уровнем в абсорбере.
96
Справочник по переработке нефти
Нормальный останов
Приведенный ниже порядок действий является типичным для случая,
когда пробег заканчивают для замены отработанного катализатора или
выполнения общего текущего ремонта. Аналогичные операции выпол-
няются и в том случае, когда пробег заканчивают с целью регенерации
катализатора, с той, однако, разницей, что реактор не открывают.
Необходимо следить за тем, чтобы во время останова избежать коксо-
вания печи и катализатора, исключить образование весьма токсичного
карбонила никеля при охлаждении реактора, возможность пожара из-за
появления взрывоопасных смесей водорода с кислородом или из-за контак-
та пирофорного материала с воздухом при открывании реактора и не до-
пустить токсичного или вредного воздействия на персонал при выгрузке
катализатора или входе внутрь оборудования.
ПОРЯДОК ОСТАНОВА
Ниже излагается общий порядок нормального останова, который необхо-
димо соблюдать.
1. Постепенно уменьшать подачу жидкого сырья и, соответственно,
снижать температуру катализатора, с тем чтобы степень превращения
сырья оставалась на заданном уровне. По достижении очень малой
подачи сырья прекратить подачу жидкого сырья в реактор, но сохра-
нить подачу циркулирующего газа с нормальным расходом. По мере
снижения расхода сырья на короткое время нарушается баланс по-
дачи сырья в реактор и выхода из него реакционной смеси, поэтому
для того чтобы не допустить превышения максимальной проектной
температуры в теплообменниках сырья и продуктов реакции, расход
сырья следует сокращать постепенно.
2. Для того чтобы отпарить с катализатора как можно больше адсорби-
рованных углеводородов, после прекращения подачи сырья поднять
температуру в реакторе до нормальной рабочей температуры. Под-
держивать циркуляцию горячего водорода до тех пор, пока не пре-
кратится поступление жидких углеводородов в сепаратор ВД. Если
останов предназначен только для проведения непродолжительного
ремонта, который не требует остановки циркуляционного компрес-
сора, то продолжать циркуляцию при нормальной рабочей темпера-
туре и давлении. По окончании ремонтных работ и при готовности
Процессы гидрокрекинга
97
установки к приему сырья снизить температуру в реакторе и подать
сырье в соответствии с нормальным порядком пуска.
3. Если останов проводится для регенерации катализатора, замены
катализатора или для ремонта, который требует остановки циркуля-
ционного компрессора или сброса давления из реакторной системы,
то поддерживать циркуляцию при нормальном рабочем давлении
в течение 2 часов. Уменьшить интенсивность горения топлива в печи
и начать плавное снижение температуры в реакторе до 204 °C. При
этом, во избежание возникновения тепловых ударов, необходимо
соблюдать все проектные ограничения по скорости охлаждения.
4. По мере необходимости, для равномерного охлаждения реактора до-
бавлять охлаждающий газ.
5. Для поддержания тепловой нагрузки печи на уровне, необходимом
для надежного регулирования, а также для ускорения охлаждения
после гашения пламени в печи, пустить необходимое количество сы-
рьевого газа реактора в обход теплообменника сырья/реакционной
смеси.
6. В процессе охлаждения вывести основное количество углеводород-
ного масла из сепаратора ВД, подняв в нем уровень воды и выдавив
масло в сепаратор НД. Кроме того, выдавить всю жидкость НД, остав-
шуюся в абсорбере H2S, в аминную секцию. Продуть и перекрыть
линию жидких углеводородов из сепаратора высокого давления. Пере-
крыть абсорбер H2S и слить раствор амина из линий. Сдренировать
все сосуды и слить жидкость из нижних точек всех линий, для того
чтобы свести к минимуму количество углеводородов в системе.
7. Если останов предназначен для регенерации катализатора, поддер-
живать в реакторе температуру 204 °C.
8. Если останов предназначен для замены катализатора или для проведе-
ния ремонта, для которого необходимо открыть реактор, определить
содержание СО в циркулирующем газе. При содержании СО ниже
0,003 % продолжать процес охлаждения, а при содержании СО выше
0,003 % действовать следующим образом:
а. В случае необходимости открыть реактор, прежде чем продолжать
охлаждение, удалить СО продувкой, с тем чтобы исключить воз-
можность образования карбонилов металлов. Прекратить цир-
куляцию газа, пока температура катализатора превышает 204 °C.
Ни в одной зоне катализаторного слоя не допускать охлаждения
ниже 204 °C. Перед сбросом давления из системы удостовериться
в том, что закрыты все перечисленные ниже клапаны:
98
Справочник по переработке нефти
• Клапаны на входе и выдаче сырьевого насоса — рабочего
и резервного.
• Запорные клапаны на линиях жидкого сырья.
• Запорные клапаны на сепараторе ВД, линиях жидкого продук-
та и воды.
• Клапаны на линиях входа и выдачи циркуляционного компрес-
сора и компрессора свежего водорода.
• На линиях закачки реагента и воды.
• На линии свежего водорода.
• На абсорбере H2S.
b. Сбросить давление в системе, но не создавать в ней разрежение,
так как в случае подсоса воздуха в систему возникает опасность
взрыва. Для эффективной продувки реакторной системы подать
газообразный азот в линию выдачи циркуляционного компрессора
и продолжать нормальную прокачку газа через катализаторные
слои.
с. Создать в системе давление 1,04 МПа изб. сухим азотом. Продуть
компрессор азотом.
d. Сбросить давление в системе до 0,03 МПа изб. и продувать азотом
в течение 5 минут.
е. Снова создать давление в системе до 1,04 МПа и продуть все пере-
крытые линии, описанные выше.
f. Создать в системе давление азотом, подаваемым из азотного кол-
лектора и циркуляционным компрессором.
9. Разжечь горелки печи и поддерживать реактор при температуре
204 °C в течение не менее 2 часов. Затем выполнить анализ цирку-
лирующего газа на содержание СО, и если оно все еще превышает
0,003 %, повторить указанные выше операции.
10. Если содержание СО ниже 0,003 %, то реактор можно охлаждать ниже
204 °C, соблюдая ограничения по скорости охлаждения, приемлемой
по металлофизическим свойствам конструкционных материалов
оборудования гидрокрекинга. Погасить горелки печи и продолжать
охлаждение циркулирующим азотом, пока температура не снизится
до 49 °C.
11. Прекратить циркуляцию азота и убедиться в том, что система пере-
крыта для подготовки к сбросу давления. Сбросить давление и снова
продуть систему азотом. Во избежание попадания в систему кислоро-
да, поддерживать в ней небольшое избыточное давление азота.
Процессы гидрокрекинга
99
РЕГЕНЕРАЦИЯ КАТАЛИЗАТОРА
В процессе работы активность катализатора снижается. Для восстановле-
ния утраченной активности катализатор время от времени регенерируют
без выгрузки.
В процессе регенерации отложения кокса и серы на катализаторе вы-
жигают в регулируемом режиме разбавленным потоком кислорода.
По окончании выжигания (или окисления), состоящего из трех стадий
при последовательно повышающейся температуре, проводят регулируемое
восстановление разбавленным потоком водорода некоторых соединений,
образовавшихся на стадии окисления. После этого катализатор стабили-
зируют сульфидированием. На стадии сжигания высвобождаются оксиды
серы и образуется некоторое количество сульфатов металлов, так как
сульфидированный катализатор переходит в оксидную форму. На стадии
восстановления эти остаточные сульфаты металлов восстанавливаются
до сульфидов металлов с высвобождением диоксида серы.
В процессе сжигания и восстановления газы, выходящие из реактора,
охлаждают и промывают разбавленным щелочным раствором, для того
чтобы охладить их ниже точки росы H2O-SO3 и нейтрализовать присут-
ствующие в них SO2/SO3. Охлаждение газов таким способом способствует
предотвращению коррозии теплообменников и находящегося за ним обо-
рудования. Во избежание повреждения катализатора необходимо, кроме
того, нейтрализовать оксиды серы.
Во время регенерации в максимальной степени используют оборудо-
вание, задействованное в процессе гидрокрекинга. Циркуляционным
компрессором возвращают инертный газ. Для подачи кислорода, обеспе-
чивающего поддержание волны горения в верхних слоях катализатора,
с циркулирующим инертным газом, поступающим в реактор, смешивают
сжатый разбавленный свежий воздух. Инертный газ для реактора подогре-
вают в теплообменнике сырья и продуктов реакции, после чего смешивают
с разбавленным свежим воздухом и подогревают в сырьевой печи перед
подачей его в реактор.
Газы, выходящие из реактора, охлаждают в теплообменнике сырья и про-
дуктов реакции и смешивают с циркулирующим разбавленным охлаждаю-
щим раствором щелочи перед охлаждением в воздушном холодильнике
реакционной смеси. Охлажденную смесь направляют в сепаратор ВД для
разделения паров и жидкой фазы. Часть инертного газа сбрасывают из се-
паратора в атмосферу, а остальное количество циркулируют. Разбавленный
охлаждающий раствор щелочи выводят в сепаратор НД — это позволяет
использовать насос регенерированного ДЭА для циркуляции охлаждающе-
го раствора. С целью ограничения концентрации растворенных твердых
100
Справочник по переработке нефти
веществ часть разбавленного охлаждающего раствора щелочи выводят
из цикла. Для поддержания необходимой величины pH добавляют свежую
щелочь и технологическую воду.
Регенерацию проводят под давлением, что дает возможность получить
наибольший расход при данной максимальной мощности циркуляцион-
ного компрессора или температуре на выдаче компрессора свежего газа
(7,94 МПа изб.). Во избежание образования горючей смеси в компрес-
соре с масляной смазкой, свежий воздух разбавляют циркулирующим
инертным газом. В присутствии водорода максимальная концентрация
О2 составляет 4 мол. % при температуре на выходе из компрессора 129 °C.
С началом выжигания для регенерации, после удаления водорода из цир-
кулирующего газа, концентрацию О2 с помощью компрессора свежего газа
поднимают до 7 %.
В начале процесса выжигания концентрацию О2 поддерживают
на уровне 0,5 %. Горение начинается при температуре на входе не выше
343 °C; рост температуры при этом составляет 56 °C. Выжигание заканчи-
вают, когда температура в последнем слое начинает снижаться, а в цирку-
лирующем газе появляется кислород.
По окончании первой стадии выжигания температуру на входе в реактор
поднимают до 399 °C и вводят воздух для получения концентрации кис-
лорода на входе в реактор 0,5 об. %. Во время этого выжигания кислород
при прохождении через реактор может потребляться не полностью, так
что содержание кислорода в циркулирующем газе на выходе из реактора,
возможно, будет оставаться практически постоянным, хотя кислород в ре-
акторе потребляется. Такой способ выжигания обычно сопровождается
либо очень малым, либо вообще нулевым ростом температуры.
Для третьей, заключительной, стадии выжигания температуру на входе
в реактор поднимают до 454 ± 14 °C, а содержание кислорода во входящем
газе плавно повышают до 2 об. %. Эти условия поддерживаются в течение
не менее 6 часов либо до тех пор, пока кислород практически не переста-
нет потребляться, о чем свидетельствует падение концентрации кислорода
во входящем газе менее чем на 1 % за 2 часа при прекращении подачи
свежего воздуха. Ни в одной зоне реактора температура не должна превы-
шать 468 °C. Ни при каких обстоятельствах нельзя поднимать температуру
в реакторе выше 482 °C. На протяжении всего процесса регенерации в по-
ток газов, выходящих из реактора, вводят циркулирующий разбавленный
раствор щелочи.
Процессы гидрокрекинга
101
Стадия восстановления
Для того чтобы можно было проводить сульфидирование и подачу сырья
после выжигания с катализатора углеводородов, кокса и серы, его необхо-
димо восстановить. В ходе окисления часть серы в катализаторе переходит
в сульфаты, которые могут быть восстановлены при контакте с водородом
высокого давления. Процесс восстановление может протекать при темпе-
ратуре ниже температуры, требуемой для сульфидирования. Эти реакции
сопровождаются выделением большого количества тепла, что может при-
вести к потере активности катализатора или структурным повреждениям
в катализаторе и реакторе.
Окисленный катализатор восстанавливают в сильно разбавленной
атмосфере водорода, с тем чтобы теплота восстановления выделялась по-
степенно и в контролируемых условиях.
В реакторе создают давление азота при нагревании до 343 °C. Затем вво-
дят водород, создавая его концентрацию на входе в реактор 1—2 мол. %.
Это позволяет проводить управляемую реакцию, фронт которой переме-
щается по реактору, о чем свидетельствует рост температуры на 14—22 °C
на 1 % водорода.
Если через 1—2 часа восстановление протекает плавно, концентрацию
водорода на входе в реактор поднимают до 2—3 мол. %. Если же рост
температуры превышает 56 °C или если температура в реакторе при про-
хождении волны восстановления поднимается выше 399 °C, то увеличе-
ние содержания водорода прекращают. При проведении этой операции
ни в одной из зон реактора не допускается ни превышение 3 %-го содер-
жания водорода на входе в реактор, ни подъем температуры выше 399 °C.
Контроль реакции восстановления осуществляется путем ограничения
количества имеющегося водорода. Во избежание повреждения катализа-
тора, на стадии восстановления его температуру поддерживают на уровне
ниже 399 °C.
При обнаружении проскока водорода через реактор уменьшают или
полностью прекращают добавление водорода. В течение не менее 8 часов
либо до тех пор, пока существенно не снизится потребление водорода,
в реакторе поддерживают температуру 343 °C, а концентрацию водорода
на входе в реактор — на уровне 2—3 %. После прохождения волны через
реактор и прекращения потребления водорода реактор охлаждают до тем-
пературы порядка 204 °C.
Ввиду того что в реакциях восстановления образуется некоторое коли-
чество оксидов серы, для нейтрализации выходящих газов (как и на ста-
дии окисления) не прекращают подачу охлаждающего разбавленного
раствора. Но поскольку количество оксидов серы, выделяющихся в этих
102
Справочник по переработке нефти
реакциях, меньше, чем при выжигании углерода и серы, вместо раствора
щелочи можно подавать раствор аммиака. В такой схеме используется
оборудование, применяемое в процессе гидрокрекинга, поэтому в ней
можно обойтись без циркуляции охлаждающего раствора, использования
соответствующих трубопроводов и смесительного коллектора. Следует
отметить, что для реакции восстановления и для первой стадии последую-
щего сульфидирования водород с установки каталитического риформинга
не пригоден, и поэтому здесь требуется водород с водородной установки
или электролитический водород.
ЛЕГКИЙ ГИДРОКРЕКИНГ
Легкий гидрокрекинг, как и следует из названия, проводят при существен-
но меньшем давлении и в гораздо более мягких прочих условиях процесса,
чем обычный гидрокрекинг. Назначение легкого гидрокрекинга заключа-
ется, в основном, в обессеривании ВГО для подготовки его в качестве сы-
рья установки ККФ. При этом удаляются также другие примеси (например,
азот), а около 30% сырья превращается в товарное дизельное топливо.
По сравнению с установками обычного гидрокрекинга, установки легкого
гидрокрекинга требуют значительно меньших начальных капиталовло-
жений. Рабочие условия и выходы на установке легкого гидрокрекинга
приведены, соответственно, в табл. 3-5 и 3-6.
ГИДРОКРЕКИНГ ОСТАТОЧНОГО СЫРЬЯ
Гидрокрекинг остаточного сырья предназначен для превращения прямо-
гонных остаточных продуктов и атмосферных или вакуумных остатков
в дистилляты путем взаимодействия сырья с водородом в присутствии
катализатора. Процесс проводят в жестких условиях высокой температуры
и давления, сопоставимых с условиями на установке гидрокрекинга дис-
тиллята. Часть остатка превращается в дистилляты. Кроме того, остаток
частично очищается от серы и металлов. Полученные дистилляты раз-
гоняют в ректификационной колонне на нафту, керосин и легкий дизель.
Тяжелые продукты из реакторной секции и ректификационной колонны
разделяются в секции вакуумной перегонки на тяжелый дизель, тяжелый
вакуумный газойль и вакуумный остаток (см. табл. 3-7 и 3-8). Основные
протекающие реакции показаны на рис. 3-11.
Процессы гидрокрекинга
103
Таблица 3-6. Выходы в процессе легкого гидрокрекинга
Сырье — вакуумный газойль Водород Суммарное сырье 1,0000 0,0061 1,0061
Газы 0,0191
Крекинг-нафта 0,0134
Керосин 0,0110
Дизель 0,3117
Тяжелый дизель 0,6509
Сумма продуктов 1,0061
Примечания:
Все величины — в массовых долях.
Плотность сырья = 0,9169, содержание серы 2,7 %.
Продукт:
Дизель: 0,07% серы, дизельный индекс 43.
Тяжелый дизель: 0,12% серы.
Таблица 3-7. Характеристики катализатора гидрокрекинга остаточного сырья
Свойство Ед. измерения
Состав катализатора Форма Насыпная плотность кг/м3 Ni-Mo на носителе из оксида алюминия Экструдаты 0,963 х 3,93 мм 721
Плотность катализатора, включая поры кг/мэ 1683
Плотность катализатора, исключая поры кг/м3 2982
Таблица 3-8. Состав отработанного катализатора
гидрокрекинга остаточного сырья
Компонент Ед. измерения Масс. %
Никель масс. % 2,1
Молибден масс. % 3,73
Кобальт масс. % 0,006
Углерод масс. % 12,18
Сера масс. % 11,9
Ванадий масс. % 7,1
104
Справочник по переработке нефти
(1) КРЕКИНГ И ГИДРИРОВАНИЕ
С7НВ
КАТАЛИЗАТОР
+ сн4
CgHg
(2) ГИДРООБЕССЕРИВАНИЕ И ДЕНИТРИФИКАЦИЯ
+ н2
КАТАЛИЗАТОР
+ H2S
Рис. 3-11. Реакции гидрокрекинга остаточного сырья
Реактор гидрокрекинга остаточного сырья
Реакции гидрокрекинга остаточного сырья проводятся в реакторе со взве-
шенным слоем или с «кипящим» слоем катализатора. В реакторе такой
конструкции удается избавиться от недостатков, присущих реактору
с неподвижным слоем (см. рис. 3-12). Поток жидкости проходит снизу
вверх через слой катализатора со скоростью, достаточной для поддержания
частиц катализатора в постоянном хаотичном движении. Такая скорость
жидкости создается посредством ее циркуляции с помощью «подвешиваю-
щего» насоса, расположенного снаружи реактора.
Система со взвешенным слоем обладает следующими преимуществами
по сравнению с обычным неподвижным слоем:
1. Изотермические условия в реакторе. Интенсивное перемешивание
в этом реакторе позволяет почти идеально регулировать температу-
ру высокоэкзотермической реакции без использования какой-либо
системы охлаждения. При этом под контролем находятся также не-
желательные реакции, чувствительные к температуре.
Процессы гидрокрекинга
105
ДЕТЕКТОРЫ УРОВНЯ
ГАЗОЖИДКОСТНЫЙ
ПРОДУКТ
В СЕПАРА
ВЫВОД КАТАЛИЗАТОРА
а
МАКСИМАЛЬНЫЙ
УРОВЕНЬ
ЖИДКОСТИ
°oW°
о ® °оОО
О ® оОО
о ® с» со
ДОБАВЛЕНИЕ
КАТАЛИЗАТОРА
о ® % COqO®
ооое%%°8
о ® О COqCi°
ВСПУЧЕННЫЙ УРОВЕНЬ
УРОВЕНЬ ОСЕВШЕГО
КАТАЛИЗАТОРА
о ® о со
$8^
О ф
о ® % COqo®
О ® Q СО по®
РЕШЕТЧАТАЯ ТАРЕЛКА
РАСПРЕДЕЛИТЕЛЯ
ЦИРКУЛИРУ-
ЮЩЕЕ
МАСЛО
СВЕЖИЙ Н
И МАСЛЯНОЕ СЫРЬЕ
ПОДВЕШИВАЮЩИЙ
НАСОС
'3
Рис. 3-12. Реактор гидрокрекинга остаточного сырья
2. Неизменный перепад давления. Поскольку катализатор находится в по-
стоянном хаотическом движении, нет тенденции к росту перепада
давления, обусловленному накоплением посторонних примесей.
3. Добавление и вывод катализатора. Катализатор можно добавлять
или выводить из взвешенного слоя либо непрерывно, либо периоди-
чески. Эта особенность дает возможность работать при равновесном
106
Справочник по переработке нефти
уровне активности и, таким образом, избегать изменений в выходе
и качестве продукта во времени, характерных для реакторов с непод-
вижным слоем из-за старения катализатора.
Сырье входит через штуцер в днище реактора через распылитель, ко-
торый создает равномерное распределение реагирующих веществ. Под-
вешивающий поток распределяется в нижней части реактора другим рас-
пылителем. Эти распылители создают первичное распределение потока
сырья по поперечному сечению реактора. Затем сырье проходит через
распределительную тарелку специальной конструкции, которая обеспе-
чивает равномерное распределение паров и жидкости в их восходящем
движении в реакторе.
Масло и водород, растворенный в жидкости при относительно высоком
парциальном давлении водорода, реагируют между собой, вступив в тес-
ный контакт с активным катализатором над распределительной тарелкой.
К числу первичных реакций относятся гидрокрекинг, гидрирование, гидро-
обессеривание и денитрификация. Кроме того, присутствующие в сырье
металлоорганические соединения разрушаются под действием высокой
температуры и высокого парциального давления водорода и частично
адсорбируются на катализаторе, в то время как остальная их часть прохо-
дит через слой катализатора и в конечном итоге собирается в котельном
топливе. Накопление металлов могло бы привести к полной деактивации
катализатора. Поэтому требуемый уровень активности катализатора под-
держивают путем добавления свежего катализатора и вывода отработан-
ного катализатора по особой программе.
Переменными параметрами, определяющими величину степени пре-
вращения, являются температура и уровень активности катализатора.
Остальные параметры процесса (например, парциальное давление водо-
рода, расход циркулирующего газа, объемная скорость в реакторе и сте-
пень подвешивания катализатора) остаются на работающей установке
неизменными.
Изменение средней температуры в реакторе определяется степенью
подогрева суммарных потоков сырья и газа, проходящих через отдельные
печи. Обычно, для того чтобы свести к минимуму крекинг масла на стен-
ках труб, на выходе из сырьевой печи поддерживают умеренную темпе-
ратуру масла, а температуру в реакторе регулируют, главным образом,
путем подогрева водорода до максимальной температуры, допускаемой
конструктивными возможностями печи.
Регулирование подвешивающего потока масла осуществляется путем
изменения скорости вращения подвешивающего насоса. Внутри реактора
подвешивающая жидкость стекает в конический сборный лоток, который
Процессы гидрокрекинга
107
установлен в нескольких футах (около 1 м) над границей катализаторного
слоя, для того чтобы освободившаяся от катализатора жидкость после про-
хождения по внутреннему стояку поступала в выносной подвешивающий
насос. Подвешивающая жидкость распределяется в нижней части реактора
через отдельный распылитель.
Высота взвешенного слоя катализатора в реакторе зависит от скорости
газового потока, расхода жидкости и физических свойств потока в реакто-
ре, на которые, в свою очередь, влияют рабочая температура и давление,
степень превращения, размер, плотность и форма частиц катализатора.
Все эти параметры выдерживаются в пределах связей, накладываемых
соотношениями между ними.
Установки гидрокрекинга остаточного сырья
Сырьем установки гидрокрекинга остаточного сырья является вакуумный
остаток с установки перегонки нефти. Свежее сырье смешивают с раз-
бавителем — тяжелым вакуумным газойлем. Смесь, скапливающуюся
в буферной емкости V-33, прокачивают через сырьевую печь Н-01, а затем
смешивают с циркулирующим водородсодержащим газом ВД, нагретым
в печи Н-02. После этого смесь с температурой около 400 °C и давлением
около 17 МПа изб. поступает в реактор V-01 (см. рис. 3-13).
С помощью подвешивающего насоса Р-02 поддерживается циркуляция,
обеспечивающая суспендирование частиц катализатора. Наблюдение
за уровнем слоя катализатора осуществляется с помощью радиоактивного
уровнемера. Для сохранения уровня катализатора в реактор периоди-
чески добавляют свежий катализатор и выводят из него отработанный
катализатор.
Из реактора в сепаратор паров и жидкости V-02 выходит парожидкост-
ная реакционная смесь. Пары в этом сепараторе представляют собой
водород содержащий газ с равновесным количеством углеводородных
компонентов. Жидкость состоит в основном из тяжелой части продуктов
гидрокрекинга и непревращенного сырья. Горячая отсепарированная
жидкость содержит также значительные количества растворенного водо-
рода и легких газов. Пары, выведенные из сепаратора V-02, охлаждаются
легким дистиллятом в теплообменнике Е-02, после чего охлажденный по-
ток поступает в каплеотбойник первичного дистиллята V-03 для отделения
сконденсированной жидкости. Затем пары из V-03 охлаждаются примерно
до 60 °C в воздушном холодильнике Е-03, из которого смесь входит в сепа-
ратор дистиллята V-04. На выходе из сепаратора V-04 газ с высоким содер-
жанием водорода разделяется на два неравных потока. Больший из этих
потоков компримируется циркуляционным компрессором до давления
ЕМКОСТЬ СЫРЬЕВАЯ БУФЕРНАЯ
РЕАКТОР
НАФТА
В ЗАМАСЛЕННЫЙ КОНДЕНСАТ
КЕРОСИН
Рис. 3-13. Гидрокрекинг остаточного сырья (реакторная секция). О. В. — охлаждающая вода
108 Справочник по переработке нефти
ПЕГКИЙ ДИЗЕЛЬ
Процессы гидрокрекинга
109
порядка 18,63 МПа изб. и возвращается в реактор V-01 в качестве цирку-
лирующего газа, а меньший поток представляет собой сдувку, которую
выводят из цикла для поддержания чистоты циркулирующего газа.
Сконденсированная жидкость из V-03 соединяется с жидкой фазой ре-
акционной смеси из V-02, после чего объединенный поток дросселируют
последовательно в три ступени для удаления из него водорода.
На первой ступени дросселируют в V-07 до давления 7,25 МПа изб.
Выделившиеся пары с высоким содержанием водорода охлаждают в те-
плообменнике Е-05, а затем охлаждают водой в Е-06 приблизительно
до 43 °C. Охлажденная смесь поступает в сепаратор V-16, пары из которого
дросселируются до давления около 3,80 МПа изб. и соединяются с газом
ВД из сепаратора V-05. Жидкость из V-16 дросселируется до давления
3,80 МПа изб. в сепаратор ВД V-05.
В паровые потоки на входе в Е-03 и Е-06 впрыскивают аммиачную воду
для растворения отложений бисульфида аммония. Аммиачный раствор
из V-04 и V-05 возвращают на установку обработки аммиачной воды для
отпарки H2S и NH3.
На второй ступени объединенный жидкий поток дросселируют до дав-
ления порядка 3,80 МПа изб. в высокотемпературный сепаратор ВД V-14.
Пары из этого сепаратора охлаждают легким дистиллятом в теплообмен-
нике Е-12 и охлаждающей водой в Е-18. Охлажденный поток поступает
в сепаратор V-05, соединяясь с конденсатом ВД из V-04 и V-16. Газ дрос-
селирования ВД из V-05 и газ, выводимый изУ-16, направляются на про-
мывку амином.
На последней ступени объединенную реакционную жидкость дроссели-
руют до давления 0,52 МПа изб. в колонну отпарки паром V-09. Пары из ко-
лонны охлаждаются легким дистиллятом в теплообменнике Е-19 до 149 °C,
а затем до нормальной температуры водой, после чего смесь с давлением
около 0,21 МПа изб. поступает в сепаратор НД V-06, вместе с конденсатом
из V-05. Газ НД из V-06 направляется на установку промывки амином.
Легкий дистиллят из V-06 откачивают насосом Р-03 через теплообменни-
ки Е-19, Е-12, Е-05 и Е-02, подогревают приблизительно до 316 °C и подают
в ректификационную колонну V-10.
Горячий дросселированный поток реакционной жидкости из V-14 посту-
пает в колонну отпарки V-09, где из него водяным паром отгоняют средние
дистилляты. Пары из отпарной колонны подаются в ректификационную
колонну V-10 вместе с подогретым легким дистиллятом из V-06.
Питание ректификационной колонны состоит из легких и средних дис-
тиллятов из V-06 и отпаренных паров из V-09. На этой колонне получают
две боковые фракции и верхний продукт. Легкую дизельную фракцию
подают в отпарную колонну дизеля V-13 для отгонки легких фракций
110
Справочник по переработке нефти
водяным паром. Сырую легкую дизельную фракцию откачивают насосом
Р-06 и охлаждают в воздушном холодильнике Е-07/8, из которого направ-
ляют на хранение.
Керосиновую фракцию выводят в отпарную колонну V-12 для отпарки
легких компонентов водяным паром. Сырую керосиновую фракцию от-
качивают насосом Р-07, охлаждают в воздушном холодильнике Е-07 и на-
правляют на хранение.
Для создания внутренней флегмы в верхней части ректификационной
колонны организован контур циркуляционного орошения в верхней части
колонны, состоящий из насоса Р-08 и воздушного холодильника Е-10.
Нижнее циркуляционное орошение отбирается насосом Р-05 с тарелки
вывода легкого дизеля и через воздушный холодильник Е-07 возвращается
в колонну для создания внутренней флегмы в ее нижней части.
Пары верхнего продукта ректификационной колонны охлаждаются и ча-
стично конденсируются в воздушном холодильнике Е-11, из которого смесь
поступает в сборник нафты V-08. Пары из этого сборника направляются
на промывку амином. Нестабильная жидкая нафта из V-08 откачивается
насосом Р-07 на хранение.
Отделившаяся вода из сборника V-08 направляется в систему замаслен-
ного водного конденсата.
Ректификация продуктов
Кубовый продукт ректификационной колонны откачивают насосом
Р-16 в буферную емкость сырья вакуумной разгонки, после чего сырье
подогревают до температуры порядка 416 °C и подают в вакуумную колон-
ну (см. рис. 3-14). В эвапорационной зоне колонны поддерживается тем-
пература 371 °C и разрежение 26 дюймов (660 мм) рт. ст., причем вакуум
создается паровыми эжекторами.
Сырье разгоняют с получением тяжелой дизельной фракции, тяжелого
вакуумного газойля и вакуумного остатка.
Тяжелую дизельную фракцию выводят как боковой погон, охлаждают
в воздушном холодильнике Е-52 и направляют на хранение. Боковую фрак-
цию тяжелого вакуумного газойля (ТВГО) охлаждают с выработкой водя-
ного пара давлением 1,04 МПа изб., а затем — в воздушном холодильнике
Е-54. Часть ТВГО используется в качестве разбавителя сырья гидрокрекин-
га, а остальное количество является компонентом котельного топлива.
Вакуумный остаток с установки откачивается насосом Р-53 в резерву-
арный парк НПЗ и используется для приготовления котельного топлива.
КУБОВЫЙ ОСТАТОК
ОТПАРНОЙ КОЛОННЫ
ЭЖЕКТОРЫ
EJ-O1.02
ВАКУУМНАЯ КОЛОННА
V-51
ПАРОВОЙ БАРАБАН
V-52
* КИСЛАЯ ВОДА
ЦИРКУЛЯЦИЯ пит. воды
л ПИТАТЕЛЬНАЯ
ВОДА КОТЛОВ
* ТЯЖЕЛЫЙ ДИЗЕЛЬ
ВАКУУМНЫЙ
ОСТАТОК
Р-55
Рис. 3-14. Гидрокрекинг остаточного сырья (секция разгонки)
Процессы гидрокрекинга 111
112
Справочник по переработке нефти
Типичные рабочие условия установок гидрокрекинга остаточного
сырья приводятся в табл. 3-9, а выходы и качество продуктов — в табл,
с 3-10 по 3-12.
Объемную скорость подачи жидкого сырья определяют как частное
от деления объемного потока жидкого сырья при рабочих условиях реакто-
ра на объем катализатора, взятый до верхней границы взвешенного слоя.
При этом учитывается только поток свежего сырья, поскольку балансовый
циркулирующий поток равен нулю, и не учитывается объем свежего и цир-
кулирующего водорода.
Таблица 3-9. Рабочие условия процесса гидрокрекинга остаточного сырья
Рабочий параметр Ед. измерения
Средняя температура в реакторе °C 442
Давление в системе реактора МПа изб. 16,56
Парциальное давление водорода МПа изб. 13,08
Поток свежего водорода нм3/м3 235
Поток циркулирующего газа нм3/м3 722
Поток сдувки газа нм3/м3 118
Потребление водорода нмэ/м3 111
Объемная скорость подачи жидкого сырья Ч1 0,906
Давление газа дросселирования ВД МПа изб. 3,45
Давление газа дросселирования НД МПа изб. 0,30
Температура смеси сырья и Н2 °C 398
Температура в газосборной камере °C 433
Дозировка добавляемого катализатора кг/м3 0,302
Пример 3-2
Рассчитать объемную скорость подачи жидкого сырья (ОСПЖС) в реактор
гидрокрекинга остаточного сырья со следующими рабочими условиями:
Расход остаточного сырья = 3840 м3/сут.
Расход разбавителя сырья = 477 м3/сут.
Суммарный расход сырья в реактор = 4317 м3/сут при 15,6 °C.
Поперечное сечение реактора = 12,36 м2.
Температура в реакторе = 454 °C.
Высота взвешенного слоя = 14,33 м.
Плотность масла при 15,6 °C = 0,900.
Плотность масла при 454 °C = 0,553.
Поток свежего Н2 = 0,902 млн м3.
Поток циркулирующего Н2 = 1,861 млн м3.
Таблица 3-10. Качество сырья и продуктов гидрокрекинга остаточного сырья
Свойство Ед. иэм. Сырье Нафта Керосин Легкий дизель Тяжелый Вакуум, остаток
дизель вго
Плотность в ° API 7,5 64,5 40,9 30,9 24,8 18,9 6,6
Относительная плотность 1,018 0,7219 0,8208 0,8713 0,9065 0,9408 1,0245
Асфальтены масс. % 6,85 7,3
Коксуемость по Конрадсону масс. % 17,2 20,8
Бромное число 30 22 20
Разгонка по ASTM °C
НК 385 39 159 185 227 324 427
5% 466 62 182 242 282 471
10% 499 70 189 271 302 393 496
20% 524 84 193 287 316 404 —
50% 118 217 311 377 435
70% 137 233 328 407 454
90% 154 254 364 418 485
95% 161 262 382 427 507
КК 173 272 396 438 521
Содержание металлов
Ni мг/кг 32 30
Na мг/кг 19 11
V мг/кг 89 70
Содержание азота мг/кг 2575 155 729 1295 1875 2000 4120
Содержание серы масс. % 4,82 0,19 0,43 0,97 1,6 2 3,59
Вязкость (при 99 °C) мм2/с 775 363
Процессы гидрокрекинга 113
114
Справочник по переработке нефти
Таблица 3-11. Выходы в процессе гидрокрекинга остаточного сырья
Поток Выход, масс, доля
Сырье 0,8840
Разбавитель 0,1160
Водород 0,0360
Сумма 1,0360
Продукты
Газы 0,0626
H2S 0,0200
Нафта 0,0600
Керосин 0,0913
Легкий дизель 0,0655
Тяжелый дизель 0,0797
Тяжелый газойль 0,1833
Остаток 0,4647
Потери 0,0089
Сумма 1,0360
Таблица 3-12. Энергозатраты (на 1 т сырья)
Энергоносители Ед. измерения Потребление
Электроэнергия кВтхч 5,70
Топливо ГДж 1,12
Пар ГДж 0,21
Охлаждающая вода м3 7,10
Катализатор КГ 0,322
Если пренебречь объемом свежего и циркулирующего водорода, то по-
верхностная линейная скорость жидкости будет определяться объемом
свежего масла и циркулирующего масла с поправкой на суммарную темпе-
ратуру. А поскольку балансовый циркулирующий поток равен нулю, этим
объемом можно пренебречь.
Расход сырья в реактор = 4317 х 0,900/(24 х 0,553) = 292,74 м3/ч.
Линейная скорость в реакторе = 292,74/(12,36 х 3600) - 0,00658 м/с.
Объем катализатора до верхней границы взвешенного слоя =
- 14,33 х 12,36 = 177,12 м3.
Процессы гидрокрекинга
115
Объемная скорость подачи жидкого сырья = 292,74/177,12 = 1,65 ч1.
Из данных табл. 3-10 видно, что перед компаундированием практически
все продукты нуждаются в некоторой дальнейшей очистке. Поскольку
нафта, керосин и дизельная фракция имеют высокие бромные числа
и высокое содержание азота, для того чтобы сделать их пригодными для
компаундирования, требуется их дальнейшая гидроочистка. В равной мере
это относится и к тяжелой дизельной фракции, которая также нуждается
в гидроочистке, для того чтобы снизить в ней содержание азота и сделать
ее сырьем, пригодным для установки ККФ или гидрокрекинга.
Глава 4
Процессы выработки
бензина
КАТАЛИТИЧЕСКИЙ РИФОРМИНГ
Ключевым процессом получения бензина является каталитический ри-
форминг тяжелой нафты, а основными компонентами нефтяной нафты
являются парафиновые, нафтеновые и ароматические углеводороды. От-
носительное количество этих углеводородов зависит от происхождения
нефти. На долю ароматики в сырье риформинга обычно приходится менее
20 % всех углеводородов, в то время как содержание парафинов и нафте-
нов, в зависимости от происхождения нефти, колеблется от 10 до 70%.
Назначение каталитического риформинга заключается в превращении
максимально возможного количества углеводородов с низким октановым
числом в высокооктановые углеводороды. Химические реакции, обеспе-
чивающие такого рода превращения, протекают на катализаторе в совер-
шенно определенных рабочих условиях.
С точки зрения октанового числа, наилучшими углеводородными то-
пливами для двигателя внутреннего сгорания являются изопарафиновые
и ароматические углеводороды. Например, ароматические углеводороды
от С7 до С10 имеют октановые числа по исследовательскому методу (ОЧ/
ИМ) от 118 до 171, в то время как соответствующие циклогексаны име-
ют октановые числа от 43 до 104. Аналогичное сопоставление можно
провести между изопарафинами и парафинами нормального строения
(н-парафинами).
Химические реакции каталитического риформинга группируются соот-
ветственно типам участвующих в них углеводородов.
117
118
Справочник по переработке нефти
Реакции риформинга
Дегидрирование
Нафтеновые углеводороды дегидрируются с образованием ароматических
углеводородов (см. рис. 4-1), причем реакция дегидрирования протекает
чрезвычайно быстро, а получаемые выходы очень близко совпадают с ве-
личинами, рассчитанными термодинамически. Кроме того, эта реакция
(1) Дегидрирование нафтенов в ароматику с поглощением тепла
OR
50 ккал/моль
(2) Изомеризация н-парафинов в изопарафины
снэ
С6Н14 , * СН3—СН—СН2 —СН2— СН3 2 ккал/моль
(3) Дегидроциклизация парафинов
С7Н12
60 ккал/моль
4) Реакции гидрокрекинга
сн3—сн—сн2—сн2—CHg—сн—сна + н2
снэ сн3
-СН3—СН—СН2—СН3 + снэ—СН—СН3 -10 ккал/моль
сн3 сн3
5) Вторичные реакции
Деметанирование
C6Hi4 + н2 -------*-
Обессеривание
R-S-R + 2Н2 —_____>.
Денитрификация
R=N-H + 2Н2 ------>-
С5Н12 + СН4
2RH + H2S
RH2 + NH3
Рис. 4-1. Реакции риформинга
Процессы выработки бензина
119
является эндотермической с ДН — 50 ккал/моль. Реакции дегидрирования
играют исключительно важную роль, поскольку их результатом является
увеличение октанового числа продукта и выработка водорода. Единствен-
ным недостатком этих реакций является их эндотермичность, и поэтому
из-за интенсивного поглощения тепла сырье приходится многократно
подогревать, а это приводит к необходимости задействовать несколько
печей и реакторов.
Изомеризация
Изомеризация парафинов также является быстрой реакцией, которая
почти термонейтральна (ДН = 2 ккал/моль) и практически не влияет
на октановое число конечного продукта.
Дегидроциклизация
Ключевой реакцией получения высокооктанового бензина является деги-
дроциклизация парафинов, которая отличается высокой эндотермично-
стью (ДН = 60 ккал/моль). Выходы в этой реакции ограничены ее кинети-
кой. Скорость реакции намного ниже скорости дегидрирования нафтенов,
но ее вклад в увеличение октанового числа исключительно важен, так как
превращение смеси парафинов в смесь соответствующих ароматических
углеводородов приводит к увеличению октанового числа с 60 до 80. Чем
меньше скорость этой реакции, тем более жесткими становятся рабочие
условия и тем интенсивнее происходит образование кокса.
Гидрокрекинг
В процессах, протекающих в реакторах риформинга, большую роль играют
реакции гидрокрекинга (см. рис. 4-1), которые, в отличие от других реак-
ций риформинга, являются экзотермическими с интенсивностью тепло-
выделения 10 ккал/моль. По сравнению с процессом дегидроциклизации,
скорость протекания реакции гидрокрекинга при низких температурах
и степенях превращения является незначительной. Однако с повышением
температуры эта скорость растет с одновременным увеличением содер-
жания ароматики и, таким образом, становится конкурентной реакции
дегидроциклизации. Продукты гидрокрекинга появляются в бензине
риформинга и в газах. Присутствие легких компонентов С4 и С5 придает
бензину риформинга летучесть. Кроме того, гидрокрекинг снижает выход
жидких продуктов и приводит к увеличению содержания ароматики из-за
ее концентрирования.
120
Справочник по переработке нефти
Качество сырья
Обычно сырьем установки каталитического риформинга для выработки
бензина является тяжелая прямогонная нафта с началом кипения (НК)
90 °C и концом кипения (КК) 140 °C. Нежелательным компонентом бен-
зина является бензол, поскольку его присутствие приводит к загрязнению
окружающей среды. Поэтому в сырье риформинга необходимо свести
к минимуму либо полностью исключить присутствие компонентов, превра-
щающихся в бензол, для чего температуру НК сырья удерживают на уровне
выше 82 °C. Для полного удаления серы, азота и других примесей, которые
могут отравлять катализатор риформинга, сырье риформинга очищают
на установке гидроочистки нафты.
Катализатор
Катализатор каталитического риформинга представляет собой носитель
(оксид алюминия высокой чистоты), пропитанный соединениями платины
и других металлов (активаторов). Содержание платины составляет поряд-
ка 0,35 масс. %. Катализатор, как правило, используется в виде шариков
диаметром 2 мм. На установках полурегенеративного типа длительность
цикла работы катализатора составляет около 1 года, после чего катализа-
тор регенерируют выжиганием углерода.
Установка полурегенеративного риформинга
На рис. 4-2 представлена упрощенная технологическая схема установки
полурегенеративного риформинга, состоящей из трех реакторов с катали-
затором риформинга, печи, системы циркуляции водорода с осушителем
газа и дебутанизатора продукта.
Сырье (которым является гидроочищенная нафта с установки Unifining)
смешивают с циркулирующим газом, обогащенным водородом, пропу-
скают через теплообменник сырья и продуктов реакции, имеющий малое
гидравлическое сопротивление, а затем через печь, и с температурой около
480 °C подают в первый реактор каскада. Поскольку реакции в реакторах
протекают с поглощением тепла (из-за дегидрирования нафтенов в арома-
тику и дегидроциклизации парафинов в ароматику), температура потока,
выходящего из реактора, становится ниже температуры на входе, так что
вышедший поток снова подогревают и вводят во второй реактор. Поток
из второго реактора тоже подогревают и вводят в третий реактор.
Поток из последнего реактора охлаждают в теплообменнике сырья/
продуктов реакции, а потом в воздушном и водяном холодильниках. Затем
кипятильник
ДЕБУТАНИЗАТОРА
Е-06
СЫРЬЕВАЯ
ПЕЧЬ
Н-01
РЕАКТОР
РИФОРМИНГА
V-01
СЫРЬЕВАЯ
ПЕЧЬ
Н-02
РЕАКТОР
РИФОРМИНГА
V-02
СЫРЬЕВАЯ
ПЕЧЬ
Н-ОЗ
РЕАКТОР
РИФОРМИНГА
V-03
о. в.
СЫРЬЕ
РИФОРМИНГА
ПРОДУКТ
ИЗ РЕАКТОРА Р-02
Е-06
Рис. 4-2. Установка каталитического риформинга. О. В. — охлаждающая вода
ЦИРКУЛЯЦИОННЫЙ
ГАЗОВЫЙ
КОМПРЕССОР
С-01
СЕПАРАТОР
V-04
ДЕБУТА-
НИЗАТОР
V-06
БАЛАНС, ГАЗ НА
> ГИДРООЧИСТКУ
*• В ТОПЛИВНЫЙ ГАЗ
> в топливный ГАЗ
СБОРНИК ФЛЕГМЫ
V-07
> БЕНЗИН
РИФОРМИНГА
Процессы выработки бензина 121
122
Справочник по переработке нефти
его разделяют на жидкий продукт и газ с высоким содержанием водорода.
Часть этого газа возвращают в процесс, а остальное количество выводят
из цикла для поддержания давления в системе.
Жидкий продукт из сепаратора стабилизируют в колонне-
дебутанизаторе, верхним продуктом которой являются легкие компоненты
Ср С2, С3 и С4, используемые в качестве нефтезаводского топлива. Жид-
кость, сконденсированную из верхнего продукта, возвращают на орошение
колонны. Кубовый продукт дебутанизатора, после обмена теплом с сырьем
дебутанизатора, направляют в емкости хранения бензина риформинга.
Непрерывная регенерация катализатора
Существует технология каталитического риформинга, при которой в пер-
вый реактор добавляют свежий катализатор и транспортируют его через
все реакторы. Часть катализатора порциями около 5 % постоянно выводят
и регенерируют в регенераторе с неподвижным слоем таким же способом,
как в полурегенеративном процессе. Регенерированный катализатор воз-
вращают в первый реактор.
Преимущество такой схемы заключается в возможности проведения
риформинга при более высокой температуре и более низком давлении,
что позволяет увеличить выход продукта риформинга даже при условии
ужесточения параметров процесса. Активность катализатора остается
постоянной на протяжении всего пробега. Кроме того, такая схема позво-
ляет полностью избавиться от простоев установки на время регенерации
катализатора, к которым приходится прибегать на полурегенеративных
установках риформинга.
Рабочие условия и выходы
Типичные рабочие условия для установки полурегенеративного каталити-
ческого риформинга приводятся в табл. 4-1, а выходы и свойства бензина
риформинга — в табл, с 4-2 по 4-5.
КАТАЛИТИЧЕСКИЙ КРЕКИНГ В «КИПЯЩЕМ» СЛОЕ
Каталитический крекинг в «кипящем» слое («флюид» — ККФ) является
эффективным нефтезаводским процессом превращения тяжелых газойлей
в компоненты бензина. Крекинг проводят при высокой температуре в кон-
такте с мелкозернистым катализатором без применения водорода. После
отделения катализатора углеводороды разделяют на целевые продукты
Процессы выработки бензина
123
Таблица 4-1. Рабочие условия установки каталитического риформинга
Рабочий параметр Ед. измерения
Средневзвешенная температура на входе
в реактор в начале пробега (SOR) °C 501
Средневзвешенная температура на входе
в реактор в конце пробега (EOR) °C 545
Давление в сепараторе МПа изб. 1,28
Температура в сепараторе °C 54
Кратность циркуляции, молей Н2/моль сырья 4,5
Массовая скорость жидкого сырья 2,75
Таблица 4-2. Свойства сырья и продукта установки риформинга
Свойства Ед. измерения
Сырье (гидроочищенная тяжелая нафта,
ИТК 90—140 °C)
Разгонка °C
НК 90
10% 95
30% 105
50% 115
70% 125
90% 135
КК 140
Содержание серы мг/кг 0,5
Содержание азота мг/кг 0,5
Содержание As ю-9 <1
Содержание РЬ ю-9 <1
Содержание Си ю-9 <1
Содержание воды мг/кг <10
Групповой состав об. %
Парафины 69
Нафтены 20
Ароматика 11
Относительная плотность 0,734
Бензин риформинга
Относительная плотность 0,778
Октановое число (ИМ) 96
Разгонка по ASTM °C
НК 60
30% 90
50% 110
70% 125
КК 155
Давление паров по Рейду кПа 23,5
124
Справочник по переработке нефти
Таблица 4-3. Выходы на установке риформинга
Компонент ОЧ/ИМ 96, масс, доли
Сырье
Тяжелая нафта 1,0000
Суммарное сырье 1,0000
Продукты
н2 0,0193
С> 0,0085
с2 0,0138
Сз 0,0269
и-С4 0,0180
н-С4 0,0228
н-С5 0,0276
н-С5 0,0184
С6 и выше 0,8447
Сумма продуктов 1,0000
Таблица 4-4. Выходы продуктов на установке каталитического риформинга,
масс, доли (установка с непрерывной регенерацией катализатора)
ОЧ/ИМ 100 ОЧ/ИМ 102
Сырье
Тяжелая нафта 1,0000 1,0000
Суммарное сырье 1,0000 1,0000
Продукты
н2 0,0310 0,0320
Ci 0,0120 0,0140
С2 0,0200 0,0230
Сз 0,0290 0,0330
и-С4 0,0170 0,0190
н-С4 0,0230 0,0260
С5 и выше 0,8680 0,8530
Сумма 1,0000 1,0000
Таблица 4-5. Энергозатраты по установке каталитического
риформинга (в расчете на 1 т сырья)
Энергоносители Ед. изм. Полурегенеративный риформинг Риформинг с непрерывной регенерацией
Топливный газ ГДж 2,448 2,448
Пар ГДж 0,496 0,496
Электроэнергия кВтхч 5,3 17,0000
Охлаждающая вода м3 3,19 5,82
Процессы выработки бензина
125
ректификацией. Главными продуктами процесса ККФ являются бензин,
дистиллятное котельное топливо и олефинсодержащий сжиженный угле-
водородный газ (СУГ) С3/С4. Кокс (являющийся побочным продуктом),
который отлагается на катализаторе в реакторе, выжигают в регенераторе.
Тепло, выделяющееся при сгорании кокса, используется для испарения
сырья и проведения реакции крекинга.
Бензин ККФ традиционно является главным компонентом бензиновых
композиций. После гидроочистки дистиллятная фракция с пределами
выкипания дизельной фракции может стать компонентом дизельного
топлива. Более тяжелые фракции (например, легкий циркулирующий
газойль, тяжелый циркулирующий газойль и декантированное масло)
используются в качестве компонентов котельного топлива и являются
идеальными разбавителями для вакуумных остатков. Олефинсодержащий
СУГ, выработанный в процессе ККФ, может использоваться в последующих
процессах алкилирования и полимеризации для получения дополнитель-
ных компонентов бензина.
Сырьем установки ККФ служит тяжелая дизельная фракция и вакуумный
газойль с установки перегонки нефти. Свойства типичного сырья установ-
ки ККФ приведены в табл. 4-12. На выходы и качество продуктов, а также
на расход катализатора на установке негативно влияют имеющиеся в сы-
рье примеси: сера, азот и следы металлов (например, никеля и ванадия).
Повышение содержания серы в сырье отражается на качестве продуктов.
Некоторое количество серы содержится во всех продуктах крекинга, но по-
скольку ее распределение по продуктам колеблется в широких пределах,
оно не поддается регулированию путем изменения рабочих условий или
подбора катализатора.
Соединения азота временно деактивируют катализатор, что приво-
дит к снижению степени превращения сырья. Но поскольку этот эффект
не является необратимым, его можно ослабить путем повышения рабочей
температуры в реакторе до максимально возможного уровня.
Однако большинство проблем создают никель и ванадий, которые
воздействуют на катализатор крекинга совершенно по-разному: никель
способствует выходу кокса и газа, в то время как ванадий деактивирует
цеолитный катализатор, что приводит к необходимости увеличивать ско-
рость добавления свежего катализатора.
Катализатор
Катализатор ККФ представляет собой мелкие гранулы, содержащие преи-
мущественно оксиды кремния и алюминия и имеющие кислотные центры,
благодаря которым реализуется способность катализатора крекировать
126
Справочник по переработке нефти
тяжелые углеводороды в бензин и более легкие продукты без образова-
ния чрезмерного количества кокса. Зерна катализатора имеют диаметр
50—60 мкм. В катализаторах ККФ прежних образцов содержались есте-
ственные глины, которые обладали низкой крекирующей активностью
и недостаточной стабильностью. Со временем были разработаны более
активные и стабильные синтетические алюмосиликатные катализаторы,
содержащие 25 % оксида алюминия.
В настоящее время их вытеснили цеолитные катализаторы, обладающие
намного большей активностью, стабильностью и улучшенной селективно-
стью. На определенном этапе развития отрасли выяснилось, что исполь-
зование цеолитных катализаторов позволяет увеличить выход бензина
в процессе ККФ при сокращении времени контакта сырья с катализатором.
На прежних малоактивных катализаторах, при длительном времени пре-
бывания часть образовавшегося бензина дополнительно крекировалась
в катализаторном слое в СУГ, что приводило к снижению выхода бензина.
Разработка цеолитного катализатора позволила вести крекинг с коротким
временем контакта в лифт-реакторе, в результате чего повышается выход
бензина и снижается выход кокса.
Современный катализатор ККФ состоит в основном из трех компонен-
тов: цеолита, активной матрицы и связующего. Выход в процессе можно
регулировать путем корректировки отношения цеолита к матрице. Для
достижения наилучшего общего выхода на данной установке, для данного
набора продуктов и данных свойств сырья это отношение оптимизируют.
Использование цеолитов в процессе ККФ внесло наиболее существенный
вклад в прогресс этой технологии. С увеличением содержания цеолита
в катализаторе выход кокса резко снижается.
При некотором начальном содержании цеолита общая активность ка-
тализатора возрастает, причем этот эффект сильнее проявляется на легко
крекируемом парафинистом сырье, степень превращения которого с уве-
личением содержания цеолита существенно повышается. Однако на кре-
кинге ароматического сырья повышение активности цеолита сказывается
менее заметно.
Крупные поры в структуре активной матрицы катализатора легко до-
ступны для крупных молекул тяжелого углеводородного сырья. Площадь
поверхности матрицы также влияет на десорбцию (отпариваемость)
углеводородов: с увеличением диаметра пор интенсифицируется отпарка
углеводородов с поверхности катализатора. В случае ароматического сырья
с увеличением доли матрицы резко возрастает выход кокса. В случае пара-
финистого сырья наблюдается аналогичная, но менее резко выраженная
закономерность. Матрица мало влияет на выход СУГ, однако выход сухо-
го газа как из ароматического, так и из парафинистого сырья напрямую
Процессы выработки бензина
127
связан с активностью матрицы. С увеличением степени превращения
и ростом активности матрицы снижается селективность по бензину.
С течением времени постоянная доводка проектов установок ККФ при
одновременном совершенствовании катализаторов позволила не только
повысить степень превращения сырья, но и снизить при этом выход кокса.
Рабочие условия
Рабочие условия для переработки вакуумного газойля с максимальным
выходом бензина каталитического крекинга приведены в табл. 4-6 и 4-7.
Таблица 4-6. Рабочие условия в реакторе установки ККФ
Параметр Ед. измерения
Температура сырья °C 230
Отношение «катализатор/масло» 5,4
Скорость циркуляции катализатора* т/мин 21,7
Скорость добавления свежего катализатора* т/сут 2,5
Температура на выходе из лифт-реактора °C 533
Диспергирующий пар масс. % на сырье 0,9
Отпаривающий пар т/т катализатора 0,0213
Давление в реакторе МПа 0,21
Давление в регенераторе МПа 0,23
Температура в регенераторе °C 727
Температура дымовых газов °C 735
*Для установки мощностью по сырью 6360 м3/сут.
Таблица 4-7. Рабочие условия в циклоне регенератора
Параметр Ед. измерения
Молекулярная масса газа 29,4
Вязкость газа мПахс 0,042
Плотность газа кг/м3 1,14
Линейная скорость газа в регенераторе м/с 0,89
Скорость на входе в циклон 1-й ступени м/с 0,049
Скорость на входе в циклон 2-й ступени м/с 0,049
Выходы продуктов
Выход продуктов ККФ зависит от качества сырья, типа катализато-
ра и рабочих условий. Как правило, режим установок ККФ настроен
128
Справочник по переработке нефти
на максимальный выход бензина. Однако благодаря способности к пере-
налаживаемое™, данный процесс может быть задействован в режиме
максимального выхода либо средних дистиллятов, либо СУГ, причем и тот,
и другой — за счет снижения выхода бензина. Соответствующие значения
выходов представлены в табл. 4-8. В табл. 4-9 приводится состав газов
установки ККФ, в табл. 4-10 — выходы в ослабленном рабочем режиме,
нацеленном на максимальный выход средних дистиллятов, и в табл. 4-11 —
энергозатраты на установке ККФ. Сводные характеристики качества про-
дуктов установки ККФ представлены в табл. 4-12.
Легкая каталитическая нафта (ЛКН)
Фракция легкой каталитической нафты с установки ККФ отличается высо-
ким содержанием меркаптановой серы (около 120 мг/кг). Поэтому пре-
жде чем использовать ее для включения в бензиновые композиции, она
должна пройти дальнейшую очистку способом Мегох (или одним из его
равноценных аналогов) для снижения содержания меркаптанов до менее
чем 5 мг/кг. Легкая каталитическая нафта (или легкий бензин с установки
ККФ) имеет ОЧ/ИМ 91—92 или ОЧ/ММ (по моторному методу) порядка
80—81. В тех случаях, когда к бензину не предъявляются особо жесткие
требования, легкая каталитическая нафта становится существенным ком-
понентом бензиновых смесей. Однако в условиях действия определенных
ограничений по ОЧ/ММ и некоторым другим показателям для компенса-
ции низкого ОЧ/ММ легкой каталитической нафты могут потребоваться
и другие компоненты бензиновой смеси: бензин риформинга, алкилат или
МТБЭ (метилтретичнобутиловый эфир).
Тяжелая каталитическая нафта
В настоящее время в качестве компонента бензиновой смеси используется
основная часть тяжелой каталитической нафты (или бензина). Однако,
из-за высокой температуры конца кипения (191 °C) и большей плотности
(0,8581 против 0,7075 у легкой каталитической нафты), пересмотрен-
ные технические требования к бензинам затруднят ее включение в со-
став бензиновых композиций и могут вызвать серьезные проблемы с ее
использованием.
Дистиллят
Дистиллятная фракция, выкипающая в пределах кипения дизельной фрак-
ции, имеет очень низкий цетановый индекс: 28 против 53, т. е. величины,
Процессы выработки бензина
129
Таблица 4-8. Выходы на установке ККФ (режим максимального выхода бензина)
Поток Объемн. доли Масс, доли
Вакуумный газойль 1,0000 1,0000
Суммарное сырье 1,0000 1,0000
Продукты
H2S 0,0015
Водород 0,0006
Метан 0,0165
Этилен 0,0127
Этан 0,0139
Пропилен 0,0750 0,0434
Пропан 0,0306 0,0173
Бутены 0,0912 0,0617
Изобутан 0,0617 0,0386
Н-бутан 0,0208 0,0135
Сумма газов 0,2793 0,2197
Легкая каталитическая нафта 0,4353 0,3419
Тяжелая каталитическая нафта 0,1638 0,1561
Дистиллят 0,1360 0,1410
Легкий циркулирующий газойль 0,0196 0,0210
Декантированное масло 0,0552 0,0656
Кокс 0,0547
Сумма 1,0000
Таблица 4-9. Состав газов с установки ККФ
Компонент Сухой газ СУГ
н2о 0,60
N2 8,10
со 0,47
со2 1,40
H2s 1,48 0,14
Н2 11,88
С1 38,62
С2= 16,97
С2 16,92 0,38
Сз = 2,02 29,29
Сз 0,60 11,24
и-С4 19,47
н-С4 6,55
С4= 32,04
С4 и выше 0,94
С5 и выше 0,89
Сумма 100,00 100,00
Мол. масса 21,6 51,20
Низшая теплота сгорания, кДж/нм3 39725 103 451
130
Справочник по переработке нефти
Таблица 4-10. Выходы на установке ККФ (режим
максимального выхода дистиллята)
Масс, доли
Поток
Вакуумный газойль 1,0000
Суммарное сырье 1,0000
Продукты
H2S 0,0014
Водород 0,0026
Метан 0,0072
Этилен 0,0030
Этан 0,0033
Пропилен 0,0220
Пропан 0,0090
Бутены 0,0346
Изобутан 0,0199
Н-бутан 0,0058
Сумма газов 0,1088
Легкая каталитическая нафта 0,2765
Тяжелая каталитическая нафта 0,1265
Дистиллят 0,3566
Легкий циркулирующий газойль 0,0533
Декантированное масло 0,0344
Кокс 0,0439
Сумма 1,0000
Таблица 4-11. Энергозатраты (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Топливо ГДж 0
Пар ГДж -0,098
Электроэнергия кВтхч 5,2
Охлаждающая вода м3 13,29
характерной для прямогонных дизельных фракций. Кроме того, из-за воз-
можного возникновения проблем со стабильностью при хранении неочи-
щенный дистиллят нельзя смешивать с другими компонентами дизельного
топлива. Прежде чем стать компонентом товарного дизельного топлива,
дистиллят с установки ККФ необходимо подвергнуть гидроочистке.
Легкий циркулирующий газойлъ/декантированное масло
Благодаря высокому содержанию ароматики эти фракции являются иде-
альными разбавителями в композициях котельного топлива.
Таблица 4-12. Свойства сырья и продуктов установки ККФ
Свойство Ед. изм. Сырье ЛКН ТКН Дистиллят ЛЦГ Декантированное масло
Плотность “API 25,6 68,5 33,4 20 15,3 5
Бромное число 66,5 16
Цетановый индекс 27,9
Коксуемость по Конрадсону 0,29 4,5
Разгонка “С
НК 41 129 204 329
10% 54 141 227 338 357
50% 82 166 274 346 435
90% 66* 191 316 357 493
КК 338 385
Относительная плотность 0,901 0,708 0,858 0,934 0,964 1,037
Меркаптаны мг/кг 120 300
Содержание серы масс. % 0,4 0,03 0,12 0,55 0,95 1,34
Содержание металлов мг/кг 0,1
Никель + ванадий мг/кг 0,9
Содержание азота мг/кг 880 13 45
Групповой состав об. %
Парафины 37 19
Олефины 35 10
Нафтены 13 12
Ароматика 15 59
Температура застывания °C -18 0 17
ОЧ/ИМ 91,6 92
ОЧ/ММ 80,4 80,5
Давление паров по Рейду кПа 8,0 2,8
Вязкость при 50 °C мм2/с 2,9 9,5 110
ЛКН — легкая каталитическая нафта; ТКН — тяжелая каталитическая нафта; ЛЦГ — легкий циркулирующий газойль.
Процессы выработки бензина 131
132
Справочник по переработке нефти
Переработка остаточного сырья на установке ККФ
На установке ККФ вместо вакуумного газойля можно перерабатывать
остаточное сырье, которое крекируется не хуже вакуумного газойля. Па-
рафинистый остаток легко крекируется с образованием более ценных про-
дуктов, но сырье с большим содержанием ароматики крекируется с трудом.
Увеличение доли ароматизированного остатка в сырье приводит к росту
выходов сухого газа и кокса и к снижению общей степени превращения
и выхода бензина. Однако наличие в остаточных фракциях большинства
нефтей металлов (никеля и ванадия) и предшественников кокса (которое
характеризуется коксуемостью по Конрадсону) делает переработку оста-
точного сырья на установке ККФ невыгодной.
На сырье, в составе которого имеется только вакуумный газойль, вы-
ход кокса составляет около 5 % массы сырья. Если в это сырье добавлять
остаток, замещая им часть вакуумного газойля, и сохранять при этом
прежнюю жесткость режима ККФ, то с повышением коксуемости сырья
по Конрадсону выход кокса будет расти. В кокс превращается около 40 %
компонентов, от которых зависит величина коксуемости по Конрадсону.
Наличие в остаточном сырье металлов повышает эту величину до 50 %.
С увеличением выхода кокса растет температура в регенераторе. При вы-
ходе кокса 6 % температура в регенераторе повышается почти до 740 °C,
что приводит к необходимости применения каких-то средств для охлаж-
дения катализатора. При 8 %-м выходе кокса могут возникнуть проблемы
со сбытом пара, вырабатываемого при охлаждении катализатора, что
сказывается на требованиях к качеству остаточного сырья, перерабатывае-
мого на установке. Увеличение в сырье количества Ni и V, обусловленное
добавлением остаточных фракций, приводит к усилению деактивации
катализатора и, следовательно, к необходимости повышения скорости
добавления катализатора. При этом, кроме того, падает степень превра-
щения. Таким образом, переработка остаточного сырья на установке ККФ
является рентабельной для остатков нефтей с очень низким содержанием
металлов и очень малой коксуемостью по Конрадсону (например, нефтей
марок Бомбейская высокая, Брент, Мурбан и др.).
Установка ККФ на НПЗ
Сырье (в виде вакуумного газойля) со склада или с установки вакуумной
перегонки поступает в буферную емкость сырья V-107 и подогревает-
ся до 230 °C (см. рис. 4-3). Подогретое сырье смешивают с небольшим
количеством диспергирующего пара и вводят в реактор ККФ V-101, где
с сырьем контактирует поток горячего катализатора (с температурой
Процессы выработки бензина
133
порядка 740 °C), приходящий из регенератора V-102. Отношение «ката-
лизатор/масло» составляет около 5,4. Смесь катализатора, масла и пара
поднимается по трубе реактора, где за короткое время пребывания при
температуре порядка 530 °C протекают реакции крекинга. Выйдя из реак-
тора, смесь крекированного масла и катализатора разделяется в циклонах.
Поток из реактора проходит через один или более циклонов для отделения
всех унесенных частиц катализатора, после чего паром среднего давления
из катализатора отпариваются все унесенные углеводороды. Поток продук-
тов реакции из реактора поступает в ректификационную колонну С-101,
в которой крекированная смесь разделяется на разные продукты. Около
5 % сырья превращается в кокс, который оседает на катализаторе.
После отпарки паром горячий отделившийся катализатор транспорти-
руется потоком воздуха в регенератор установки ККФ V-102, в котором по-
током горячего воздуха выжигается кокс, отложившийся на катализаторе.
Воздух, подаваемый на выжигание, подогревают до 224 °C. Вследствие
сгорания углерода температура катализатора поднимается примерно
до 730 °C, а углерод выгорает. Для уменьшения мелкодисперсных выбро-
сов, образующихся в результате истирания частиц катализатора, дымовые
газы пропускают через несколько циклонов. Горячий регенерированный
катализатор возвращается в реактор ККФ V-101, и цикл повторяется. Го-
рячие дымовые газы с температурой 730 °C, представляющие собой про-
дукты сгорания кокса на катализаторе, направляются в турбину, в которой
рекуперируется механическая энергия, используемая для приведения
в действие воздуходувки, подающей воздух в регенератор.
Для компенсации потерь катализатора из-за истирания частиц и выбро-
са в атмосферу в регенератор добавляют свежий катализатор.
Поток паров из реактора ККФ направляют в ректификационную колонну
С-101 (напоминающую колонну перегонки нефти) с боковыми отпарными
колоннами боковых фракций, в которой насчитывается порядка 45 таре-
лок. Сырье вводят в куб колонны. Основными фракциями являются:
• Пары из сборника верхнего продукта, которые направляются на уста-
новку концентрирования газов. Жидкую фракцию (в виде легкого
бензина) также подают на установку концентрирования газов. Часть
этой жидкости возвращают на орошение колонны.
• Тяжелый бензин.
• Дистиллят.
• Легкий циркулирующий газойль.
• Тяжелый циркулирующий газойль.
w
БУНКЕР ХРАНЕНИЯ БУНКЕРХРАНЕНИЯ
СВЕЖЕГО РАВНОВЕСНОГО
КАТАЛИЗАТОРА КАТАЛИЗАТОРА
V-103 V-104
КОНДЕНСАТ
РЕГЕНЕРАТОР
V-102
ПАР СД
КАТАЛИЗАТОР
ПАР СД
ВОЗДУХ ИЗ БЛОКА
РЕКУПЕРАЦИИ
ЭНЕРГИИ
ТОПЛИВНЫЙ
ГАЗ *-----
ДОПОЛНИТЕЛЬНЫЙ
ВОЗДУХ
ПЕЧЬ ПРЯМОГО
ОГНЕВОГО
•х НАГРЕВА
J Н-101
РЕАКТОР
V-101
ДЫМОВЫЕ ГАЗЫ В БЛОК
СБОРНИК ГЛАВНОЙ
ГЕНЕРАТОР
ГАЗЫ В БЛОК
КОНЦЕНТРИРОВАНИЯ
ГАЗОВ
ЛЕГКИЙ БЕНЗИН
В БЛОК
КОНЦЕНТРИРОВАНИЯ
ГАЗОВ
КИСЛАЯ ВОДА
ТЯЖЕЛЫЙ БЕНЗИН
ДИСТИЛЛЯТ
РЕКУПЕРАЦИИ ЭНЕРГИИ
БУФЕРНАЯ
ЕМКОСТЬ
СЫРЬЯ
V-107
ЛЕГКИЙ
ЦИРКУЛИРУЮЩИЙ
ГАЗОЙЛЬ
СВЕЖЕЕ СЫРЬЕ
ДИСТИЛЛЯТ
ПАРАНАТЦГ
Е-106
ДЕАЭРИРОВАННАЯ
ВОДА
ТЯЖЕЛЫЙ
ЦИРКУЛИРУЮЩИЙ
ГАЗОЙЛЬ
Справочник по переработке нефти
Рис. 4-3. Установка каталитического крекинга «флюид».
ЛЦГ — легкий циркулирующий газойль; ТЦГ — тяжелый циркулирующий газойль; СД — среднее давление
Процессы выработки бензина
135
Широкие фракции тяжелого бензина, дистиллята и легкого циркулирую-
щего газойля выводят из главной колонны в соответствующие колонны
отпарки паром (с 6 тарелками в каждой), после чего отпаренные легкие
компоненты возвращаются в главную колонну. Боковые фракции после
отпарки выводятся в качестве продуктов.
Блок концентрирования газов установки ККФ
Сборник верхнего продукта V-112 главной ректификационной колонны
установки ККФ работает под давлением около 0,14 МПа изб. и при тем-
пературе 40 °C (см. рис. 4-4). Пары из этого сборника компримируются
в компрессоре сырого газа Р-120 до давления 1,41 МПа изб. Часть паров
в результате сжатия конденсируется, и образовавшуюся жидкость соби-
рают в сборнике ВД V-122.
Пары из сборника ВД V-122 подаются в куб первичного абсорбера С-122,
представляющего собой колонну с 49 тарелками, работающую под давле-
нием около 1,38 МПа изб. Жидкость, отделившаяся в сборнике верхнего
продукта V-112 главной ректификационной колонны установки ККФ, слу-
жит в этом абсорбере абсорбентом. Абсорбент, насыщенный растворенным
газом, выводится в сборник ВД V-122.
Непоглощенные газы из С-122 поступают во второй, поглотительный,
абсорбер С-123, представляющий собой колонну с 20 тарелками, работаю-
щую под давлением 1,36 МПа изб. Кубовый продукт из поглотительного
абсорбера возвращается на орошение главной ректификационной колон-
ны установки ККФ.
Жидкость из сборника ВД V-122 поступает в отпарную колонну
С-124 с 35 тарелками — для отпарки из нее легких газов. Кубовый про-
дукт отпарной колонны выдается в дебутанизатор, представляющий собой
колонну С-125 с 40 тарелками, работающую под давлением 1,10 МПа изб.
Здесь все СУГ, содержащиеся в питании, отделяются в виде верхнего про-
дукта, а кубовым продуктом является легкий бензин.
АЛКИЛИРОВАНИЕ
Алкилирование является важным технологическим процессом на НПЗ,
предназначенным для выработки алкилата — высокооктанового компо-
нента бензина. Алкилат представляет собой смесь разветвленных углево-
дородов, у которых температуры кипения попадают в диапазон выкипания
бензина. Алкилат имеет октановое число по моторному методу (ОЧ/ММ)
90—95 и по исследовательскому методу (ОЧ/ИМ) — 93---98. Благодаря
ПРИЕМНЫЙ СЕПАРАТОР
КОМПРЕССОРА
V-120
КОМПРЕССОР
СЫРОГО ГАЗА
Р-120
МЕЖСТУПЕНЧАТЫЙ
СЕПАРАТОР
V-121
СБОРНИК ВЫСОКОГО ПЕРВИЧНЫЙ ПОГЛОТИТЕЛЬНЫЙ СЕПАРАТОР
ДАВЛЕНИЯ АБСОРБЕР АБСОРБЕР V-123
V-122 С-122 С-123
Е-126
ЛЕГКИЙ
БЕНЗИН ККФ
ГАЗ В БЛОК
УДАЛЕНИЯ H2S
20
Е-120
Н
ЦИРКУЛИРУЮЩИЙ
ДИСТИЛЛЯТ В ГЛАВНУЮ
КОЛОННУ ККФ И ИЗ НЕЕ
БАЛАНСОВЫЙ ВЕРХНИЙ
ПРОДУКТ ДЕБУТАНИЗАТОРА
(СУГ)
ЛЕГКИЙ
БЕНЗИН ККФ
Рис 4-4. Блок концентрирования газов установки ККФ. ЛЦГ — легкий циркулирующий газойль; О. В. — охлаждающая вода
136 Справочник по переработке нефти
Процессы выработки бензина
137
своему высокому октановому числу и низкому давлению паров алкилат
считается ценнейшим компонентом бензина.
Алкилаты образуются по реакции изобутена с изобутаном в присутствии
катализатора (серной кислоты) при низкой температуре; уравнение ре-
акции показано на рис. 4-5. Пропилен, присутствующий в сырье в малой
концентрации, также реагирует с изобутаном с образованием изогептана.
При неблагоприятных для получения алкилата условиях процесса про-
пилен может полимеризоваться с образованием нежелательного продук-
та — полипропилена. В аналогичные реакции, ведущие к алкилату, могут
вступать пентены, но, поскольку они уже имеют высокое октановое число,
их превращение в алкилат не столь выгодно, как превращение бутенов.
Другой побочной реакцией, отрицательно влияющей на выход алкилата,
является получение сложного эфира реакцией олефина с серной кислотой.
Н3С—С=СН2 + н3С СН—СН3 ----------------► н3С-^-СН2-СН-СН3
СН3
Изобутен Изобутан 2,2,4 триметилпентан
(изооктан)
сн3 сн3 9Нз
I I 3 |
н2с=сн2 + Н3С —сн—сн3 ---------------► н3с— с—сн2—сн2—сн3
СН3
Пропилен Изобутан 2,2 диметилпентан
Рис. 4-5. Реакции алкилирования
Параметры процесса
К параметрам процесса, влияющим на качество готового алкилата (окта-
новое число, разгонка и плотность) и на потребление кислоты, относятся
тип олефина, концентрация изобутена, температура, интенсивность пере-
мешивания, объемная скорость, а также концентрация и состав кислоты.
Эти параметры описываются ниже.
138
Справочник по переработке нефти
Тип олефина
Тип олефина в сырье алкилирования (и особенно отношение бутена к про-
пилену) оказывает влияние на качество продукта и потребление кислоты.
При алкилировании пропилена октановое число примерно на 5 пунктов
ниже, а потребление кислоты примерно вдвое больше, чем при алкилиро-
вании бутена. От типа олефина зависят также теплота реакции, потребле-
ние изобутана и выход алкилата.
Концентрация изобутана
В реакции алкилирования молекула олефина взаимодействует с молекулой
изобутана с образованием молекулы алкилата. Реакция протекает в при-
сутствии катализатора — серной кислоты. С реакцией алкилирования
конкурирует побочная реакция (полимеризация), в которой две или более
молекул олефина реагируют между собой, образуя полимер. Полимериза-
ция приводит к снижению октанового числа и росту потребления кислоты.
И алкилирование, и полимеризация протекают в кислотной фазе, в кото-
рой олефин растворяется очень хорошо, а изобутан — очень слабо, и поэто-
му в зоне реакции необходимо поддерживать большой избыток изобутана,
для того чтобы кислота абсорбировала достаточное его количество при
взаимодействии с олефином.
Температура
Поддержание минимальной температуры позволяет снизить скорость по-
лимеризации по сравнению со скоростью алкилирования, что способствует
повышению октанового числа продукта и уменьшению потребления кис-
лоты. В процессе сернокислотного алкилирования оптимальной является
температура 7—10 °C. Для предотвращения замерзания серной кислоты
температуру не опускают ниже 4 °C. Кроме того, при чрезмерно низких
температурах затрудняется расслаивание в отстойнике кислоты, что может
привести к уносу кислоты с органическим продуктом.
Температура в контакторе зависит от скорости подачи олефинового
сырья, которая, в свою очередь, определяет количество выделяющегося
тепла реакции. Отвод тепла из реактора зависит от давления на стороне
всасывания компрессора. С уменьшением давления на всасывании уси-
ливается испарение продукта из контактора в трубах контактора, что,
в свою очередь, интенсифицирует охлаждение и приводит к снижению
температуры в контакторе.
Процессы выработки бензина
139
Интенсивность перемешивания
Нормальному протеканию реакции способствует интенсивное перемеши-
вание углеводородов с кислотой, при котором в сплошной кислотной фазе
образуются более мелкие капли углеводородной фазы и увеличивается
межфазная поверхность для массопереноса изобутана в кислотный ка-
тализатор, в результате чего повышается качество продукта и снижается
потребление кислоты.
Объемная скорость
Поскольку алкилирование протекает практически мгновенно, время пре-
бывания реагентов не является лимитирующим фактором. Объемную
скорость (SV) в данном случае рассчитывают по формуле:
поток олефинов в контактор (м3/ч)
объем кислоты в контакторе (м3)
Этот параметр является не более чем мерой концентрации олефинов
в кислотной фазе реактора. Увеличение объемной скорости олефинов,
как правило, приводит к снижению октанового числа и росту потребления
кислоты.
Концентрация и состав кислоты
Минимальная концентрация кислоты, необходимая для работы системы,
составляет 85—87 масс. %, хотя в зависимости от типа олефина и состава
отработанной кислоты она может слегка изменяться. При более низких
концентрациях полимеризация начинает преобладать настолько, что кон-
центрацию кислоты удержать не удается, и установка, как принято гово-
рить, переходит в состояние разгона кислоты. Для создания достаточного
запаса по надежности используют кислоту, содержащую 89—90 % H2SO4.
Однако значение имеет не только концентрация кислоты, но и состав ее
разбавителей. Так, вода снижает каталитическую активность в 3—5 раз
быстрее, чем углеводородные разбавители. Для ионизации кислоты тре-
буется присутствие некоторого количества воды, а оптимальным являет-
ся содержание воды порядка 0,5—1 масс. %. Примеси, присутствующие
в олефиновом сырье, либо реагируют с кислотой, либо абсорбируются
ею, что приводит к снижению концентрации кислоты и возникновению
необходимости в увеличении подпитки свежей кислотой.
140
Справочник по переработке нефти
Процесс алкилирования
Источники сырья
Сырьем установки алкилирования, как правило, служит СУГ с установки
ККФ, Его разгоняют в колонне разделения С3/С4 для удаления пропана
и более легких компонентов (см. рис. 4-6). Кубовый продукт этой колон-
ны направляют на установку МТБЭ (если она имеется на данном НПЗ),
на которой, наряду с основным продуктом, вырабатывается рафинат, со-
держащий изобутан и бутены в соотношении, пригодном для получения
алкилата. Поток рафината имеет приблизительно следующий состав:
Компонент об. %
Изобутан 47,3
Нормальный бутан 11,4
Изопентан 1,4
Бутены 38,9
Пентены 0,8
Бутадиен 0,2
Если на НПЗ нет установки МТБЭ, то содержание изобутана в газах
с установки ККФ может оказаться недостаточным для связывания всего
изобутена сырья, и понадобится изобутан из сторонних источников.
Зона реакции
Олефиновое сырье до подачи в зону реакции соединяется с циркулирую-
щим изобутаном. Совокупное сырье, имеющее температуру 40 °C, на-
сыщено растворенной водой. Объединенный поток сырья охлаждают
в теплообменнике Е-003 до 14 °C балансовым потоком продукта реакции
из контактора, а затем подают в реактор алкилирования.
Реакторы алкилирования, или контакторы, представляют собой гори-
зонтальные аппараты под давлением, имеющие внутри мешалку, внутрен-
нюю циркуляционную трубу и трубный пучок для отвода тепла реакции
алкилирования.
Сырье поступает на всасывающую сторону мешалки, размещенной
в циркуляционной трубе. Мешалка быстро диспергирует углеводородное
сырье в кислотном катализаторе, создавая эмульсию, которая с большой
скоростью циркулирует внутри реактора. Часть эмульсии выводится
СБОРНИК
ХЛАДАГЕНТА
V-014
КОНДЕНСАТОР
ВСЕГО ХЛАДАГЕНТА
Е-006
КОМПРЕССОР
ХЛАДАГЕНТА
С-001
БУФЕРНАЯ ЕМКОСТЬ ТЕПЛОО6-К ДЕИЗОБУТАНИЗАТОР
ВНЕШНЕГО БУТАНА ПИТАНИЯ/КУБА ДИБ V-030
V-001 Е-002
КОНДЕНСАТОР СБОРНИК
ДИБ ДИБ
Е-003 V-002
88’С
0.66 мпа изб
0.86 МПа изб
3K0H0- 'т’’
МАЙЗЕРУ-013
БУТАН ИЗ
ВНЕШНЕГО
ИСТОЧНИКА
КИПЯТИЛЬНИК
ДИБ Е-004
н-БУТАН
НА ГАЗОВУЮ
УСТАНОВКУ
0.55
МПа изб
ЕМКОСТЬ '
ПАРНД РАНЕНИЯ
А W ИЗОБУТАНА
ОТВОДНОЙ
ПОТОК СЭ
К ГРАНИЦАМ
УСТАНОВКИ
ПРИЕМНЫЙ
СЕПАРАТОР/ЛОВУШКА
V-010
НАСОС ПИТАНИЯ
ДИБ Р-010
Р-014
Е-ОО1
БУТАН ИЗ
ВНЕШНЕГО
ИСТОЧНИКА
ОТСТОЙНИК
КИСЛОТЫ
V-007
НА ВЫДЕЛЕНИЕ
КИСЛОТЫ «---
МПа изб.
КОЛОННА ОТГОНКИ
ИЗОБУТАНА V-031
ЦИРКУЛЯЦИОННЫЙ
НАСОС
ХЛАДАГЕНТА Р-005
КОНТАКТОР
V-004
ТЕПЛООБМЕННИК
ПИТАНИЯ/КУБА
КОЛОННЫ ИЗОБУТАНА
Е-009
КОНДЕНСАТОР ВЕРХНЕГО
ПРОДУКТА КОЛОННЫ
ИЗОБУТАНА Е-010
НАСОС БАЛАНСОВОГО
ПРОДУКТА Р-004
РАФИНАТ МТБЭ
БУФЕРНАЯ ЕМКОСТЬ
ОЛЕФИНОВОГО
СЫРЬЯ V-025
НАСОС
ОЛЕФИНОВОГО
СЫРЬЯ Р-01
V-O10
0.82 МПа изб
ИЗОБУТАН
ЕМКОСТЬ ЩЕЛОЧНОЙ
ПРОМЫВКИ V-018
КОНДЕНСАТОР
н-БУТАНА Е-015
СМЕСИТЕЛЬ КИСЛОТНОЙ ВОДНО-ШЕЛОЧНОР
промывки мх-мг промывки мх-ом
г
КОАЛЕСЦАТОР
СЫРЬЯ V-003
Р-021
ОТРАБОТАННЫЙ РАСТВОР ЩЕЛОЧИ
СВЕЖАЯ КИСЛОТА
БУФЕРНАЯ
ЕМКОСТЬ
н-БУТАНА Е-015
ПАР ВД
Е-01Э
РАСТВОР ЩЕЛОЧИ 20 ’BE
ХОЛОДНЫЙ КОНДЕНСАТ
ПАР НД
Е-012
ЕМКОСТЬ
КИСЛОТНОЙ
ПРОМЫВКИ
н-БУТАН
НАСОС
ЦИРКУЛЯЦИИ
КИСЛОТЫ Р-004
Рис. 4-6. Технологическая схема процесса алкилирования. НД — низкое давление;
ВД — высокое давление; ДИБ — деизобутанизатор; О. В. — охлаждающая вода.
АЛКИЛАТ
Процессы выработки бензина 141
142
Справочник по переработке нефти
из реактора с нагнетательной стороны мешалки в отстойник кисло-
ты V-007, где кислотная и углеводородная фазы расслаиваются. Кислота,
являющаяся более тяжелой фазой, собирается на дне сосуда и возвращает-
ся на всасывающую сторону мешалки реактора. Таким образом, мешалка
действует как эмульгирующий насос между реактором и отстойником.
Серная кислота в зоне реакции катализирует алкилирование. Некоторая
часть кислоты потребляется в результате протекания побочных реакций
и из-за присутствия примесей в сырье. Для поддержания заданной концен-
трации отработанной кислоты в реактор непрерывно вводят небольшой
поток свежей кислоты (98,5 масс. % H2SO4), а эквивалентное количество
90 %-й отработанной H2SO4 выводят из концевого отстойника.
Свежую кислоту забирают из емкости кислотной промывки V-017 в сек-
ции очистки продукта реакции. Отработанную кислоту направляют в кон-
цевой отстойник для выделения углеводородов, которые возвращают в от-
стойник кислоты. Затем отработанную кислоту собирают в емкости сдувки
для дегазации перед отправкой за пределы технологической установки
на хранение или утилизацию.
Углеводородная фаза, освобожденная от кислоты, выводится из верхней
части отстойника кислоты клапаном регулирования давления «до себя»
в трубное пространство трубного пучка в реакторе. Этот регулирующий
клапан имеет уставку около 0,44 МПа изб. для поддержания содержимого
отстойника в жидкой фазе. При прохождении углеводородного потока
через этот клапан давление потока снижается до 0,030 МПа изб., так что
низкокипящие компоненты смеси испаряются, охлаждая поток приблизи-
тельно до -1 °C. При прохождении двухфазного потока по трубному пучку
в нем появляются дополнительные пары за счет отвода от реакционной
смеси теплоты реакции алкилирования.
Холодильная секция
Выйдя из трубного пучка, поток продукта реакции поступает в приемный
сепаратор/ловушку V-010, где разделяются пары и жидкость. Этот сосуд
имеет два жидкостных отсека и общее газовое пространство. Балансо-
вый продукт реакции собирается по одну сторону перегородки в этом
сосуде, откуда откачивается в секцию очистки продукта. По другую
сторону перегородки собирается холодный конденсат хладагента. Этот
циркулирующий поток хладагента, содержащий в основном изобутан,
возвращается в реактор циркуляционным насосом хладагента Р-005.
Пары, выделившиеся из обоих потоков, объединяются и поступают на вса-
сывание холодильного компрессора С-001. Компрессор сжимает пары
хладагента до давления 0,66 МПа изб., при котором пары хладагента
Процессы выработки бензина
143
конденсируются охлаждающей водой обычной температуры в общем
конденсаторе хладагента.
Конденсат хладагента собирается в сборнике хладагента V-014. Часть
этого конденсата направляют на щелочную промывку с последующей
коалесценцией для полного удаления кислотных компонентов, после чего
подают во внешнюю колонну разгонки С3/С4.
Вывод этого небольшого потока во внешнюю колонну на разгонку по-
зволяет удалить пропан из установки алкилирования и предотвратить
его скапливание в циркулирующем продукте. Большая часть изобутана,
присутствующего в этом продувочном потоке, возвращается на установку
алкилирования с кубовым продуктом колонны разгонки.
Остальной конденсат хладагента из сборника хладагента поступает
в экономайзер V-013, перед входом в который конденсат дросселируется
регулирующим клапаном до давления 0,31 МПа изб. При этом давлении
часть потока испаряется. Пары из экономайзера поступают в промежуточ-
ную ступень компрессора хладагента, а оставшаяся жидкость охлаждается
и стекает из экономайзера в отсек приемного сепаратора/ловушки V-101,
где происходит дальнейшее испарение и охлаждение.
Очистка продукта реакции
Жидкая фаза из трубного пучка контактора собирается в отсеке приемного
сепаратора/ловушки V-101. Этот поток содержит следы кислых и нейтраль-
ных сложных эфиров, образовавшихся по реакции серной кислоты с оле-
финами. Эти эфиры агрессивны, так что в целях предотвращения коррозии
оборудования, находящегося ниже по потоку, их необходимо удалить. Это
удаление осуществляется в секции очистки продукта реакции промывкой
потока свежей серной кислотой с последующей промывкой разбавленным
водным раствором щелочи.
Балансовый продукт реакции из приемного сепаратора/ловушки, имею-
щий температуру 2 °C, прокачивают через теплообменник сырья/продукта
Е-003, где он подогревается до 29 °C. Затем балансовый продукт контакти-
рует со свежей кислотой в смесителе МХ-002. Циркулирующую кислоту
смешивают с балансовым продуктом непосредственно перед кислотным
смесителем. Фазы углеводородов и кислоты расслаиваются с помощью
электростатического осадителя ЕР-01 в сосуде кислотной промывки V-017.
Часть кислоты из этого сосуда выдается в реакторную секцию, а остальное
количество циркулируют. Из емкости непрерывно подают свежую кислоту,
поддерживая в этом сосуде уровень кислоты 25 %.
Очищенный углеводородный продукт из верхней части сосуда кислотной
промывки V-017 поступает в сосуд водно-щелочной промывки V-018 для
144
Справочник по переработке нефти
нейтрализации остатков сложных эфиров и кислоты, унесенной из сосуда
кислотной промывки. Для термического разложения оставшихся сложных
эфиров проводят водно-щелочную промывку при температуре 49 °C.
Водный раствор щелочи для промывки подогревают теплообменом
с кубовым продуктом колонны отгонки изобутана. Циркулирующий во-
дный раствор щелочи перед смешиванием с углеводородами подогревают
до 71 °C. Смесь углеводородов и водного раствора щелочи проходит через
смеситель щелочной промывки МХ-003 в сосуд водно-щелочной промывки,
где углеводороды и водная фаза расслаиваются в поле силы тяжести.
Колонна отгонки изобутана
Очищенный балансовый продукт подогревают до 74 °C в теплообменнике
Е-009 теплом кубовой жидкости колонны отгонки изобутана и подают в эту
колонну, где из алкилата отгоняют изобутан.
Пары изобутана из верхней части колонны конденсируются в воздушном
холодильнике Е-010, и жидкий конденсат собирается в сборнике V-019.
Часть этой жидкости идет на орошение колонны, а основную массу изо-
бутана возвращают в реакторную секцию через емкость изобутана V-032.
С 22-й тарелки колонны отбирают пары нормального бутана, который
после конденсации выдают за границы установки.
Кубовый продукт колонны отгонки изобутана является товарным ал-
килатом. Горячий алкилат охлаждают в теплообменнике Е-009 питанием
колонны, в теплообменнике Е-008 циркулирующим водно-щелочным рас-
твором и, наконец, в холодильнике алкилата Е-014, после чего направляют
на хранение.
В табл. 4-13 представлены рабочие условия установки алкилирования,
а в табл. 4-14 показано влияние типа олефина на результаты процесса
алкилирования. Выходы продукта, энергозатраты, свойства сырья и про-
дуктов приведены в табл, с 4-15 по 4-17.
ИЗОМЕРИЗАЦИЯ ПАРАФИНОВ НОРМАЛЬНОГО СТРОЕНИЯ Сз/С6
Общие положения
Для выполнения требований по количеству низкокипящих фракций и их
октановым характеристикам большая часть товарных бензинов должна
содержать компоненты легкой нафты. Однако парафины нормального
строения С5/С6, кипящие в заданных пределах, имеют низкие октановые
числа, что затрудняет их введение в бензиновую смесь. Разветвленные
Процессы выработки бензина
145
углеводороды С5/С6 имеют более высокие октановые числа, так что они
более пригодны в качестве компонентов бензина (табл. 4-18).
Процесс изомеризации, который предназначен для проведения катали-
тической изомеризации пентанов, гексанов и их смесей в непрерывном
режиме, протекает в атмосфере водорода над неподвижным слоем ка-
Таблица 4-13. Рабочие условия установки алкилирования
Рабочие параметры Ед. измерения
Контактор/отстойник
Температура сырья контактора °C 4
Температура в контакторе/отстойнике °C 7
Давление в отстойнике МПа изб. 0,41
Частота вращения мешалки об/мин 600
Объемная доля кислоты в контакторе об. % (жидкости) 50—60
Концентрация кислоты (H.,SO4) масс. % 93—96
Холодильная секция
Температура на всасывании компрессора °C -1
Давление на всасывании компрессора МПа изб. 0,009
Температура на выдаче компрессора °C 64
Давление на выдаче компрессора МПа изб. 0,66
Температура паров экономайзера °C 26
Давление паров экономайзера МПа изб. 0,30
Деизобутанизатор
Температура питания °C 61
Давление питания МПа изб. 0,82
Температура верха колонны °C 64
Давление верха колонны МПа изб. 0,86
Температура куба колонны °C 81
Давление куба колонны МПа изб. 0,93
Число тарелок 60
Таблица 4-14. Влияние типа олефина на выход и качество алкилата
Параметр процесса Ед. изм. Пропилен Бутен Пентен
Истинный выход алкилата 1 1,77 1,72 1,58
Объем прореагировавшего изобутана 1 1,30 1,13 1,00
Теплота реакции 2 1954 1430 1163
ОЧ/ИМ алкилата 90 93 93
ОЧ/ММ алкилата 89 93 93
Потребление кислоты 3 108 60 83
ОЧ/ИМ — октановое число по исследовательскому методу;
ОЧ/ММ — октановое число по моторному методу.
1 — м3/мэ олефина; 2 — кДж/кг олефина; 3 — кг/мэ алкилата.
146
Справочник по переработке нефти
Таблица 4-15. Выходы в процессе алкилирования
Поток Выход, масс. %
Сырье Рафинат с установки МТБЭ 1,0000
Продукты Отдувочный поток Сэ 0,0069
С4 в паровые котлы 0,0596
Товарный алкилат 0,9290
Потери 0,0045
Сумма 1,0000
Таблица 4-16. Энергозатраты по установке
алкилирования (в расчете на 1 т сырья)
Энергоносители Ед. измерения
Электроэнергия кВтхч 64,085
Пар ГДж 2,1524
Охлаждающая вода мэ 54,896
Таблица 4-17. Свойства сырья и продукта
Свойство Ед. измерения
Сырье (рафинат МТБЭ)
Состав масс. %
Пропан 0,06
и-бутан 45,53
н-бутан 11,36
и-пентан 1,52
н-пентан 0,03
С4= 40,51
Cs — 0,76
Бутадиен-1,3 0,23
Сумма 100,00
Общее содержание серы в сырье мг/кг 20
Общее содержание кислородпроизводных мг/кг 800
Товарный алкилат
ОЧ/ИМ 95
ОЧ/ММ 94
Разгонка по ASTM °C
НК 39
10% 71
30% 100
50% 106
70% 110
90% 126
КК 205
ОЧ/ИМ — октановое число по исследовательскому методу;
ОЧ/ММ — октановое число по моторному методу.
Процессы выработки бензина
147
Таблица 4-18. Свойства парафинов нормального и изостроения
Углеводороды Т. кип., “С ДПР, кПа абс. ОЧ/ИМ ОЧ/ММ
н-пентан 36,0 104 62 62
Изопентан 28,0 138 92 89,6
н-гексан 69,0 35 25 26
2-метилпентан 60,0 48 73 73
3-метилпентан 63,0 41 75 73
2,2-диметилбутан 50,0 69 92 93
2,3-диметилбутан 58,0 48 100 94
Т. кип. — температура кипения; ДПР — давление паров по Рейду; ОЧ/ИМ — октановое число
по исследовательскому методу; ОЧ/ММ— октановое число по моторному методу.
тализатора, в условиях, способствующих изомеризации и подавляющих
гидрокрекинг.
В идеальном случае катализатор изомеризации должен превращать
исходные парафины в разветвленные молекулы высокооктановых углево-
дородов: например, С5 в изопентаны, С6 в 2,3-диметилбутан и т. п. Однако
реакция изомеризации является обратимой, причем образованию раз-
ветвленных углеводородов благоприятствуют низкие температуры. В про-
мышленных условиях отношение изопарафинов к н-парафинам в смеси
на выходе из реактора равно 3:1 для пентанов и 9:1 для гексанов.
Частично промотируется дегидроциклизация, так что в смеси на вы-
ходе из реактора содержится меньшее количество нафтенов, чем в сырье.
В равновесной смеси изомеров С6 приблизительно 45 % приходится на вы-
сокооктановые диметил бутаны и 55 % — на метилпентаны, октановые
числа которых ниже. Для типичного сырья С5/С6 равновесие ограничивает
октановое число продукта по исследовательскому методу (без тетраэтил-
свинца) величиной 83—85 пунктов за один проход.
Сырьем установки изомеризации является гидроочищенная фракция
С5/С6, не содержащая серы, азота и воды. Основная часть прямогонной
фракции С7 обычно включается в сырье каталитического риформинга из-за
высокого содержания в нем предшественников ароматики, а также из-за
того, что в рабочих условиях на установке изомеризации часть этой фрак-
ции крекируется в углеводороды С3 и С4. На катализатор процесса изомери-
зации высокая концентрация С7 в сырье не оказывает воздействия. Бензол
(если он присутствует в сырье) гидрируется в циклогексан, который затем
изомеризуется в равновесную смесь метилциклопентана-циклогексана,
а частично превращается в изопарафин. Это означает снижение октано-
вого числа, но объем продукта превышает объем сырья.
148
Справочник по переработке нефти
Сырье установки изомеризации должно пройти гидроочистку от серы,
которая снижает скорость изомеризации и, следовательно, октановое
число продукта. Однако отравление ею носит временный характер, так что
после падения концентрации серы в сырье катализатор восстанавливает
нормальную активность. Только вода может загрязнить катализатор и со-
кратить срок его службы.
На установке изомеризации обычно имеются два соединенных после-
довательно реактора, в каждый из которых загружено одинаковое количе-
ство катализатора. Трубопроводная арматура и трубная обвязка реакторов
дают возможность менять их позиции по ходу потока и отключать любой
реактор для замены катализатора. Со временем из-за присутствия воды
катализатор деактивируется. Когда происходит полная отработка ката-
лизатора в первом по ходу потока реакторе, его выводят из эксплуатации
для перегрузки катализатора. В этот краткий период отключения первого
реактора непрерывная работа поддерживается вторым реактором, пока
не завершится перегрузка катализатора, так что установка работает почти
100 % календарного времени.
Как изомеризация, так и гидрирование бензола являются экзотермиче-
скими реакциями, так что температура в реакторе повышается. Из термо-
динамических соображений вытекает, что температура в реакторе должна
быть настолько низкой, насколько позволяет активность катализатора.
Поэтому поток из первого реактора охлаждают теплообменом с холодным
входящим сырьем и только после этого вводят во второй реактор. Таким
образом, двухреакторная система дает возможность воспользоваться об-
ратным градиентом температуры, причем в первом реакторе с высокой
скоростью проходит в основном реакция изомеризации, а во втором —
устанавливается более выгодное состояние равновесия.
Катализатор
Катализатор изомеризации имеет цеолитную основу или, что предпо-
чтительнее, является хлорированным оксидом алюминия, пропитанным
соединением платины. Будучи хлорированными, эти катализаторы чув-
ствительны к примесям в сырье, особенно к воде, элементарному кисло-
роду, сере и азоту. Рабочая температура в реакторе составляет 150—170 °C,
а давление — приблизительно 3,1 МПа изб.
Вместе с сырьем в концентрации, измеряемой десятитысячными доля-
ми процента, непрерывно добавляют промотор — органический хлорид
(СС14), который в реакторе превращается в хлористый водород. В отдель-
ном оборудовании для выделения и повторного использования хлористого
водорода нет необходимости, поскольку он уходит с установки вместе
Процессы выработки бензина
149
с газом из колонны стабилизации. Количество этого газа невелико, так
как вклад гидрокрекинга сырья минимален. Газ из колонны стабилиза-
ции промывают для поглощения хлористого водорода, после чего подают
в топливную систему НПЗ.
Изомеризация прямогонной фракции С5/С6 дает за один проход продукт
с ОЧ/ИМ (без ТЭС) 83—85 пунктов. Этот показатель можно повысить
(до 92—93), вернув непревращенное сырье С5/С6 в реактор.
Опасность отложения кокса на катализаторе изомеризации мала, поэто-
му циркуляция водорода не требуется. Количество вводимого водорода
соответствует его потреблению на гидрирование ароматических углеводо-
родов плюс небольшой избыток с учетом возможных изменений в составе
сырья.
Примеси в углеводородном сырье
Склонность катализатора к закоксовыванию или появлению на нем смоли-
стых отложений является минимальной. Поэтому процесс характеризуется
высокой адаптируемостью по отношению к содержанию в сырье углеводо-
родов, отличных от С5/С6. При этом не возникает необходимости в четкой
ректификации с целью исключения попадания циклических углеводородов
С6 и С7 в реактор изомеризации. Ниже описывается влияние некоторых
из этих углеводородов.
Олефины
Катализатор изомеризации допускает присутствие до 2 % олефинов С5/С6.
Поэтому на установке изомеризации нельзя перерабатывать сырье с уста-
новки ККФ или термического крекинга. Олефины, если они присутствуют
в сырье в большом количестве, полимеризуются, и полимеры отлагаются
на катализаторе.
Циклические соединения
Циклические соединения, присутствующие в сырье, адсорбируются
на катализаторе, уменьшая доступность его активных центров для изо-
меризации парафинов. Поэтому, если в сырье содержится значительное
количество циклических соединений (например, бензола), то необ-
ходимо увеличивать объем катализатора в реакторе. Ненасыщенные
циклические соединения потребляют водород в экзотермической реак-
ции, что смещает положение термодинамического равновесия процесса
изомеризации в нежелательную сторону. Бензол быстро гидрируется
150
Справочник по переработке нефти
в циклогексан, а циклогексаны и другие нафтены С6 частично превра-
щаются в парафины С6.
Углеводороды С7
Углеводороды С7 легко крекируются в С3 и С4, а те, что не вступили в ре-
акцию гидрокрекинга, изомеризуются в смесь с меньшим октановым
числом, чем С5 или С6. Нафтеновые углеводороды С7 ведут себя подобно
нафтенам С6.
Процесс изомеризации
Сырье (легкую нафту) подают сырьевым насосом Р-101 в один из двух
осушителей D-101 или D-102, заполненных молекулярными ситами
и предназначенных для удаления воды с целью защиты катализатора
(см. рис. 4-7). Свежий водород компримируют компрессором свежего
газа С-101 до 3,45 МПа изб. Далее газ проходит через осушители D-103 или
D-104, аналогичные осушителям жидкого сырья, после чего соединяется
со свежим сырьем. Смешанное сырье подогревается в теплообменниках
Е-101 и Е-102 теплом реакционной смеси и в подогревателе Е-103 паром
среднего давления, после чего входит в реакторы. В нормальном режиме
работают последовательно два реактора.
Реакционная смесь из второго реактора обменивается теплом с сырьем
в теплообменнике Е-101 и подается непосредственно в колонну стабилиза-
ции продукта V-102. Газ, вышедший из верхней части колонны, поступает
в колонну щелочной промывки, в которой перед подачей газа в топливную
систему его очищают от следов хлоридов. Разбавленный раствор щелочи
для промывки газа подают циркуляционным насосом в верхнюю часть про-
мывной колонны из ее куба. Стабильный жидкий продукт изомеризации
выдается из куба колонны стабилизации в систему смешения бензина.
В другом варианте схемы этот кубовый продукт можно разделить на ком-
поненты нормального и изостроения, чтобы вернуть низкооктановые
н-парафины на изомеризацию. Таким способом можно выработать продукт
с ОЧ/ИМ 88—92 пункта. Возврат н-парафинов, а если возможно, и метил-
пентанов, требуется для получения большего прироста октанового числа.
Эффективность ректификационного разделения изомеров невелика, так
как н-С5 кипит между изопентаном и изомерами С6. Более эффективным
является разделение с помощью молекулярных сит, поскольку они селек-
тивно адсорбируют парафины нормального строения, молекулы которых
способны заходить в мелкие поры сита, и не адсорбируют более крупные
разветвленные молекулы.
ОСУШИТЕЛИ СВЕЖЕГО ОСУШИТЕЛИ ЖИДКОГО СЫРЬЯ
РЕАКТОРЫ
ИЗОМЕРИЗАЦИИ
R-102
ВОДОРОДА
D-101 D-102
1,73 МПа изб.
СЫРЬЕ —
ЛЕГКАЯ НАФТА
НАСОС СЫРЬЯ
Р-101
ПОДАЧА
ССЬ
НАСОС ЗАКАЧКИ ДОБАВКИ
Р-102
(МОЛЕКУЛЯРНЫЕ СИТА)
D-103 D-104
R-101
3,11 МПа изб.
121°С
ПОДОГРЕВАТЕЛЬ
СЫРЬЯ
Е-103
КОЛОННА
СТАБИЛИЗАЦИИ V-102
КОНДЕНСАТОР
КОЛОННЫ
СТАБИЛИЗАЦИИ
Е-104
КОНДЕНСАТ
СБОРНИК
ФЛЕГМЫ
КОЛОННЫ
СТАБИЛИЗА
V-103
ЩЕЛОЧНОЙ
СКРУББЕР
V-104
ЦИИ
ОЧИЩЕННЫЙ
ТОПЛИВНЫЙ ГАЗ
НАСОС ФЛЕГМЫ
КОЛОННЫ
кипятильник
колонны
СТАБИЛИЗАЦИИ СТАБИЛИЗАЦИИ
Р-102
ХОЛОДИЛЬНИК
О- В- ПРОДУКТА
РАСТВОР
СВЕЖЕЙ
ЩЕЛОЧИ
НАСОС ЦИРКУЛЯЦИИ
ЩЕЛОЧИ
Р-103
ПРОДУКТ ИЗОМЕРИЗАЦИИ
Рис. 4-7- Процесс изомеризации парафинов Cg/Cg. СД — среднее давление; О. В. — охлаждающая вода
Процессы выработки бензина 151
152
Справочник по переработке нефти
Рабочие условия установки изомеризации приведены в табл. 4-19. Выхо-
ды в процессе, энергозатраты и свойства сырья и продуктов представлены
в табл, с 4-20 по 4-22.
Таблица 4-19. Рабочие условия процесса изомеризации С5/С6
Параметр Ед. измерения
Давление в реакторе МПа изб. 3,11
Температура на входе в реактор °C 149—171
Мольное отношение 0,05
Н2/углеводороды Объемная скорость подачи ч-1 2
жидкого сырья
Таблица 4-20. Выходы на установке изомеризации
Поток Выход, масс, доли
Сырье
Сырье — легкая нафта 1,0000
Водород 0,0040
Суммарное сырье 1,0040
Продукт
Продукт изомеризации 0,9940
Газы 0,0100
Сумма продуктов 1,0040
Таблица 4-21. Энергозатраты по установке
изомеризации (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Электроэнергия кВтхч 7,22
Пар среднего давления ГДж 0,565
Охлаждающая вода мэ 27,98
МЕТИЛТРЕТИЧНОБУТИЛОВЫЙ ЭФИР
Метилтретичнобутиловый эфир (МТБЭ) получают присоединением изо-
бутена к метанолу (см. рис. 4-8). Его основной областью применения
является компонент бензина, что обусловено его высоким октановым
числом (ОЧ/ИМ = 115—135 пунктов, ОЧ/ММ = 98—100 пунктов).
Процессы выработки бензина
153
Таблица 4-22. Свойства сырья и продукта установки
изомеризации (сырье — легкая нафта)
Состав сырья Масс, доля
Изопентан 0,2431
н-пентан 0,3616
2,2-диметилбутан 0,0122
2,3-диметилбутан 0,0225
2-метилпентан 0,0970
3-метилпентан 0,0644
н-гексан 0,0225
Метилциклопентан 0,0592
Циклогексан 0,0695
Бензол 0,0246
С7 и выше 0,0234
Суммарное сырье 1,0000
Относительная плотность сырья 0,6502
Давление паров сырья по Рейду, кПа 78,0
Свойства продукта изомеризации «С4 и выше»*
Свойство Ед. изм.
ОЧ/ИМ 84,2
ОЧ/ММ 81,6
Относительная плотность 0,6390
Давление паров по Рейду кПа 100,1
Продукт изомеризации «С5 и выше»*
Свойство Ед. изм.
ОЧ/ИМ 84
ОЧ/ММ 81,3
Относительная плотность 0,641
Давление паров по Рейду кПа 93,2
Разгонка по ASTM D-86
НК °C 33,2
10% °C 34,5
20% °C 36,3
50% °C 40,2
70% °C 52,8
90% °C 63,5
95% °C 69,5
КК °C 84,7
ОЧ/ИМ — октановое число по исследовательскому методу;
ОЧ/ММ — октановое число по моторному методу.
154
Справочник по переработке нефти
Типичный максимальный уровень примесей в сырье (для
катализаторов на основе хлорированного оксида алюминия)
Примесь Ед. изм.
Сера мг/кг 1
Азот мг/кг 1
Вода мг/кг 0,5
Кислородпроизводные мг/кг 0,5
Все углеводородные потоки, содержащие изобутен, можно использо-
вать для получения МТБЭ. На НПЗ, имеющих установку ККФ, главным
источником изобутена для синтеза МТБЭ служит фракция С4 с этой
установки. На нефтехимических заводах для выработки МТБЭ можно
использовать фракцию С4 продуктов пиролиза после извлечения из нее
бутадиена.
Химические реакции
Метанол реагирует с изобутеном с образованием МТБЭ. В зависимости
от рабочих условий и примесей в сырье (см. рис. 4-9) могут также про-
текать побочные реакции.
Реакцию получения простого эфира проводят в присутствии катали-
затора— катионообменной смолы с высокой кислотностью. Эти смолы
получают сульфированием сополимера стирола и дивинилбензола. Такие
катализаторы очень чувствительны как к примесям, которые могут на-
рушить их кислотную функцию, так и к высоким температурам, которые
могут разрушить сульфоновую связь. Высокая активность катализатора
позволяет проводить реакцию при температуре ниже 91 °C.
Для получения оптимальных выходов температуру в реакторе поддержи-
вают минимально низкой, так как при этом минимизируется протекание
побочных реакций, а выход МТБЭ получается наибольшим. Давление не вли-
яет на ход реакции, но оно требуется для поддержания системы в жидкой
фазе. Давление в колонном реакторе регулируют для поддержания мини-
мальной температуры и оптимальной степени превращения сырья в МТБЭ.
Степень превращения при данной температуре увеличивается с ростом
концентрации метанола в исходной смеси. Однако повышение этой кон-
центрации приводит к росту затрат на выделение избыточного метанола,
и поэтому приходится находить экономически оптимальное соотношение
между увеличением степени превращения и ростом эксплуатационных
затрат.
КОЛОННА ПРОМЫВКИ
СЫРЬЯ с<
V-001
КОАЛЕСЦАТОР СБОРНИК
СЫРЬЯ С< СЫРЬЯ с4
V-002 V-003
ГЛАВНЫЙ РЕАКТОР
МТБЭ
V-005 А
ГЛАВНЫЙ РЕАКТОР
МТБЭ
V-005 В
КАТАЛИТИЧЕСКАЯ
КОЛОННА
V-008
СБОРНИК ФЛЕГМЫ
КАТАЛИТИЧЕСКОЙ
КОЛОННЫ
V-007
СЫРЬЕ С4 —
С УСТАНОВКИ
ККФ
ЦИРКУЛИРУЮЩАЯ |-----------
ПРОМЫВНАЯ ВОДА Д-
-------------40°С
— 1,11 МПа изб,
1 40’С
1,17 МПа изб.
НА ФАКЕЛ
1 СОСУД ДЕГАЗАЦИИ
/А СТОЧНОЙ ВОДЫ
V-014 |
Р-002
LJ СТОЧНАЯ ВОДА
J К ГРАНИЦАМ УСТАНОВКИ
НА ФАКЕЛ СТОРОЖЕВЫЕ БАЧКИ
| МЕТАНОЛ ИЗ МЕТАНОЛА V-004 А/В
<4 КОЛОННЫ ОТГОНКИ
ЕМКОСТЬ
МЕТАНОЛА
Т К-0 01
V-011
Р-004
ФИЛЬТР
МЕТАНОЛА
СО смолой
------
Рис. 4-8. Получение МТБЭ. НД — низкое давление; О. В. — охлаждающая вода; СД — среднее давление
Процессы выработки бензина 155
156
Справочник по переработке нефти
Основная реакция
СН3
снэон + снэ-с=сн2 сн3—с—о—сн3
СН3 СНз
Метанол Изобутен МТБЭ
Вторичные реакции
СНо
I
сн3—с=сн2 + н2о_сн3—с—сн3
U °н
Изобутен Вода трет-бутанол
СН3—ОН + СН3 —ОН « k СН3—о—СН3 + Н2О
Метанол Метанол Диметиловый эфир
Другие побочные реакции
н
I
сн3-сн=сн - сн3 + сн3—он « и сн3-с-сн2-сн3
о
I
сн3
Бутен-2 Метанол Метил-втор-бутиловый эфир
Н
I
сн3-сн=сн-сн3 + Н2О ~ сн3-с-сн2-сн3
он
Бутен-2 Вода втор-бутанол
Рис. 4-9. Реакции получения МТБЭ
Описание процесса
Установка МТБЭ включает следующие секции: промывки сырья, главных
реакторов, каталитической дистилляции, промывки рафината С4, отмывки
и выделения метанола.
Секция промывки сырья
Сырье С4 промывают в колонне V-001 с 20 ситчатыми тарелками для
удаления ацетонитрила и других примесей; в данном случае сырье
Процессы выработки бензина
157
С4 промывают холодным конденсатом. Колонна полностью залита жид-
костью, а уровень границы раздела воды и углеводородов поддерживают
над верхней тарелкой. Воду из С4 направляют в V-014 на дегазацию. Сырье
С4 из верхней части колонны поступает в коалесцатор С4 V-002 и буферную
емкость С4 V-003.
Секция реакции
Главные реакторы представляют собой вертикальные сосуды, в каждом
из которых находится взвешенный слой катализатора (в виде ионооб-
менной смолы). Свежий метанол, смешанный с возвратным метанолом,
подается из емкости ТК-001 насосом Р-003 через сторожевые бачки мета-
нола V-004, которые предназначены для удаления из метанола оснований
и катионов.
Сырье С4 вместе с частью метанола, подаваемое, соответственно, насо-
сами Р-002 и Р-003 через клапаны регулирования расхода и регулирования
соотношения, смешивается с возвратными потоками и входит в главные
реакторы V-005 A/В, работающие последовательно. Сырье подогревается
паром НД в подогревателях сырья Е-002 и Е-003. Ближе к концу пробега
катализатора в реакторе, для увеличения степени превращения, исполь-
зуется установленный между реакторами холодильник Е-004.
Катализатор в реакторе «подвешивается» за счет циркуляции части
реакционной смеси насосом Р-005. Температуру в реакторе регулируют
охлаждением циркулирующего потока охлаждающей водой в холодильни-
ке Е-005, который отводит тепло реакции, и подогревом исходной смеси
в Е-003. Перед обоими реакторами и после них установлены фильтры
F-002/4/6 для пылевидных частиц смолы. Степень превращения в реак-
торах достигает почти 80 %.
На входе в реакторы установлены фильтры с фильтрующими патронами
из полиакрилового волокна для улавливания частиц смолы размером круп-
нее 75 мкм. Такие же фильтры установлены на выходе из реакторов для
улавливания частиц, которые могут быть вынесены из слоя катализатора.
Секция каталитической дистилляции
Превращение изобутена завершается в колонне V-006, где совмещаются
каталитическая реакция и ректификация. Из куба этой колонны уходит
товарный МТБЭ, а ее верхним продуктом является азеотропная смесь не-
превращенного рафината С4 и метанола. За счет интенсификации контакта
между реагентами в нескольких насадочных слоях катализатора стано-
вится возможным дополнительное превращение сырья в этой колонне.
158
Справочник по переработке нефти
Кроме насадки, колонна насчитывает около 40 тарелок для осуществления
ректификации.
Поток из главного реактора подогревается в конденсаторе Е-006 колон-
ны выделения метанола, а затем в теплообменнике питания и кубового
продукта Е-007, после чего входит в колонну V-006. В верхнюю часть перво-
го насадочного слоя смолы подают метанол, расход которого регулирует-
ся анализатором метанола в кубе колонны. Кроме того, для повышения
степени превращения метанол вводят и в другие точки колонны. МТБЭ
из куба колонны, после рекуперации его тепла в подогревателе питания
Е-007 и подогревателе сырья Е-002 и охлаждения в концевом холодильнике
Е-008, направляют на хранение. Верхний продукт колонны конденсируют
охлаждающей водой в конденсаторе Е-010. Часть жидкости из сборника
верхнего продукта V-007 насосом Р-006 подают на орошение колонны,
а остальной продукт поступает на выделение метанола. Газ из сборника
верхнего продукта направляется в коллектор топливного газа *.
Промывка рафината С«
Дистиллят колонны каталитической дистилляции из сборника верхнего
продукта V-007 после охлаждения в концевом холодильнике Е-011 по-
ступает в промывную колонну V-008 для отмывки метанола. Промывной
жидкостью служит идущая противотоком вода, которая подается насосом
Р-007 из колонны отгонки метанола. Выходящий сверху промывной колон-
ны рафинат С4 окончательно сначала освобождается от метанола на второй
ступени водной промывки, на которую вода подается циркуляционным
насосом Р-008, а затем освобождается от воды в коалесцаторе V-010, откуда
выдается за границы установки. Отработанную воду из V-009 направляют
на питание промывной колонны V-001.
Секция выделения метанола
Жидкость из куба V-008 выводят клапаном регулирования уровня раз-
дела фаз в этой колонне, подогревают в теплообменнике питания/кубо-
вого продукта Е-012 и подают в колонну выделения метанола V-011. Воду
из куба колонны V-011 возвращают на промывку после охлаждения в те-
плообменнике Е-012 и концевом холодильнике Е-013.
Пары верхнего продукта колонны V-011 (метанола) конденсируются
в конденсаторе Е-006 и холодильнике Е-015. Часть метанола из сборника
верхнего продукта возвращается насосом Р-009 на орошение колонны,
На схеме, приведенной на рис. 4-8, показано, что этот газ направляется на факел. — Прим. ред.
Процессы выработки бензина
159
а остальной метанол направляется в емкость метанола. Термосифонный
кипятильник колонны Е-014 обогревается паром среднего давления.
Параметры процесса
Температура на выходе из реактора
Оптимальная температура синтеза МТБЭ составляет около 80 °C. При бо-
лее низкой температуре синтез МТБЭ замедляется, но минимизируются
побочные реакции.
Таблица 4-23. Рабочие условия на установке МТБЭ
Рабочий параметр Ед. измерения
Реактор
Температура в реакторе °C 79
Давление в реакторе МПа изб. 2,14
Объемная скорость подачи жидкого сырья ч1 4,9
Колонна каталитической дистилляции
Температура верха колонны °C 63
Давление верха колонны МПа изб. 0,69
Температура в сборнике орошения °C 52
Давление в сборнике орошения МПа изб. 0,67
Температура в кубе колонны °C 136
Давление в кубе колонны МПа изб. 0,79
Число тарелок 40
Колонна промывки сырья С4
Давление верха колонны МПа изб. 1,17
Температура в колонне °C 40
Число тарелок 20
Колонна промывки рафината
Температура верха колонны °C 40
Давление верха колонны МПа изб. 1,39
Температура в кубе колонны °C 40
Давление в кубе колонны МПа изб. 1,49
Число тарелок 30
Колонна выделения метанола
Давление верха колонны МПа изб. 0,25
Температура верха колонны °C 99
Температура в кубе колонны °C 142
Давление в кубе колонны МПа изб. 0,28
160
Справочник по переработке нефти
Давление в реакторе
Оптимальное значение давления в реакторе, которое должно обеспечивать
поддержание реагентов в жидком состоянии, составляет приблизительно
2,14 МПа изб. При более низком давлении начинается испарение сырья С4,
что замедляет реакцию и затрудняет теплообмен в реакторе.
Циркулирующий поток
Циркуляция необходима для поддержания катализатора во взвешенном
состоянии. Слой взвешенного катализатора достигает уровня порядка
130 % высоты слоя в статическом состоянии. Требуемая линейная скорость
жидкости зависит от ее температуры, а также от состава, размера, формы
и плотности частиц катализатора.
Рабочие условия на установке МТБЭ приводятся в табл. 4-23, а вы-
ходы в процессе, энергозатраты, свойства сырья и продукта—в табл,
с 4-24 по 4-26.
Таблица 4-24. Выходы в процессе синтеза МТБЭ
Поток Выход, масс, доли
Сырье
Смешанное сырье С4/С4 1,0000
Метанол 0,0731
Суммарное сырье 1,0731
Продукт
Товарный МТБЭ 0,2338
Рафинат 0,8393
Сумма продуктов 1,0731
Таблица 4-25. Энергозатраты по установке синтеза
МТБЭ (в расчете на 1 т сырья С4)
Энергоносители Ед. измерения Потребление
Электроэнергия кВтхч 5,978
Пар ГДж 0,918
Охлаждающая вода м3 2,316
Процессы выработки бензина
161
Таблица 4-26. Свойства сырья и продуктов синтеза МТБЭ
Ед. изм. Сырье Са Метанол МТБЭ Рафинат С4
Относительная плотность 0,584 0,792 0,74 0,551
Молекулярная масса 57,4 32 88 57,3
Давление паров (38 °C) кПа абс. 428 66
Общая сера мг/кг 17 20
Состав сырья С4 мол. %
Пропилен 0,010
Пропан 0,070
Бутены 47,730
Бутаны 50,400
Пентаны 1,590
Диолефины и пр. 0,200
Состав МТБЭ масс. %
МТБЭ 98,9
Метанол 0,2
Димер 0,5
Трет-бутанол 0,3
ОЧ/ИМ МТБЭ 114
ОЧ/ИМ — октановое число по исследовательскому методу.
Глава 5
Получение и выделение
водорода
На НПЗ водород потребляется в большом числе процессов гидроочистки
(для удаления серы, азота и других примесей из сырья, подаваемого на ги-
дроочистку) и гидрокрекинга (для гидрокрекирования тяжелых газойлей
в дистилляты). При каталитическом риформинге нафты вырабатываются
ограниченные объемы водорода, и, как правило, этого количества недоста-
точно для удовлетворения спроса на установках гидроочистки и гидрокре-
кинга. Так как получение водорода требует больших капиталовложений,
то экономически оправданным неизменно оказывается выделение водо-
рода из сбросных газовых потоков низкой чистоты по водороду с установок
гидроочистки и гидрокрекинга и, соответственно, сведение к минимуму
его выработки на водородных установках. Если такая схема выделения
водорода на НПЗ не организована, то эти потоки выводятся в сеть топлив-
ного газа или сбрасываются на факел.
Водород на НПЗ большей частью получают паровой конверсией при-
родного газа. Традиционно производство водорода на НПЗ включает
следующие стадии: обессеривание природного газа, паровая конверсия,
высоко- и низкотемпературная конверсия СО и очистка от следов СО
и СО2 метанированием.
ОБЕССЕРИВАНИЕ ПРИРОДНОГО ГАЗА
В нижнюю часть абсорбера процесса «сульфинол» С-101 (см. рис. 5-1)
подается сжатый природный газ при температуре 43 °C и под давлением
3,31 МПа изб., прошедший через каплеотбойник V-101. В абсорбере рас-
творитель сульфинол, стекающий сверху, очищает газ от большей части
163
164
Справочник по переработке нефти
содержащихся в нем H2S и СО2. Очищенный газ с остаточной концентраци-
ей H2S менее 0,0001 % проходит через каплеотбойник V-102 и промывается
водой в колонне С-102 для полного удаления из него любых следов раство-
рителя сульфинол. Растворитель регенерируется в колонне регенерации
сульфинола С-103 с паровым кипятильником. Насыщенный сульфинол сте-
кает по колонне сверху вниз, а кислый газ уходит из верхней части колонны.
Затем обессеренный исходный газ подогревают в конвекционной секции
печи паровой конверсии (первичного риформинга) Н-101 до температу-
ры 371 °C, смешивают с небольшим количеством водорода (около 5 %)
и подают в поглотители серы R-101 и R-102, заполненные в основном
оксидом цинка с небольшим количеством катализатора обессеривания.
Для проведения процесса паровой конверсии необходимо перед подачей
сырья на паровую конверсию удалить из него всю серу, для того чтобы
предотвратить отравление катализатора. Если в сырье присутствует только
H2S, то отпадает надобность в стадии гидрирования, и в этом случае H2S
адсорбируется на ZnO, который при температуре 400 °C может поглотить
до 20 % H2S от своей массы.
При наличии меркаптанов и некоторых других легко гидрируемых сое-
динений серы (например, дисульфидов) введение в природный газ 2—5 %
водорода дает возможность ZnO без каких бы то ни было добавок ката-
лизировать гидрирование и поглощать соединения серы. В присутствии
мало реакционноспособных соединений серы (например, тиофена) для
обеспечения полного превращения в H2S, который целиком поглощается
ZnO, применяют Со-Мо- или Ni-Мо-катализатор гидрирования плюс 5 %
циркулирующего водорода. На этой стадии удаляются также любые следы
хлоридов, которые тоже способствуют отравлению катализатора.
ПАРОВАЯ КОНВЕРСИЯ
На стадии обессеривания содержание серы в сырье снижается до менее
0,00005 %. Очищенный газ смешивают с перегретым водяным паром, за-
тем далее подогревают до —480 °C и подают в заполненные катализатором
трубы печи паровой конверсии Н-101. Используемое при этом мольное от-
ношение «пар/газ», являющееся важным параметром процесса, находится
в интервале от 3 до 6. При меньшем отношении «пар/газ» необходимо
повышать рабочую температуру в печи и потреблять больше топлива
на единицу получаемого водорода. В горелках печи конверсии сжигают
природный газ. Горячие дымовые газы выходят из радиантной секции печи
конверсии с температурой 950—1000 °C. Конвертированный газ, выходя-
щий из катализаторных труб печи, имеет температуру 850 °C и давление
СЕПАРАТОР
ГАЗА
V-101
АБСОРБЕР
СУЛЬФИНОЛА АБСОРБЕРА
С-101 СУЛЬФИНОЛА
V-102
СЕПАРАТОР КОЛОННА ВОД. СЕПАРАТОР
ПРОМЫВКИ
V-102
ПРОМЫВ. ВОДЫ
V-104
ПЕЧЬ ПАРОВОЙ
КОНВЕРСИИ
Н-101
СЖАТЫЙ
ПРИРОДНЫЙ
ГАЗ
49°С
НА ФАКЕЛ
С
’С
ПИТАТЕЛЬНАЯ
ВОДА
43°С
3,06 МПа изб.
416°С
2,46 МПа изб.
282°С >
J5.56 МПа изб.у
ЦИРКУЛЯЦИОННЫЙ
НАСОС j
ПИТАТЕЛЬНОЙ
ВОДЫ
Р-105-
КОТЕЛ-УТИЛИЗАТОР
ПАРОВОЙ I
КОНВЕРСИИ
Е-104 1----
СУЛЬФОЛАН
И ДИПА
ИЗ БОЧЕК
ЕМКОСТЬ
СУЛЬФИНОЛА
ТК-101
АЗОТ
ЦИРКУЛЯЦИОННЫЙ
НАСОС
СУЛЬФИНОЛА
Р-101
ЦИРКУЛЯЦИОННЫЙ
НАСОС
СУЛЬФИНОЛА
Р-102
ТЕПЛООБМЕННИК J
ТОЩЕГО/НАСЫЩЕННОГО
СУЛЬФИНОЛА 4________
Е-101
ВЫСОКОТЕМПЕРАТУРНЫЙ
КОНВЕРТОР СО
R-103
ПАРОВОЙ
БАРАБАН
V-106
371®С
2,11 МПа изб.
НИЗКОТЕМПЕРАТУРНЫЙ
КОНВЕРТОР СО
R-104
ЦИРКУЛЯЦИОННЫЙ
НАСОС ПРОМЫВ.
ВОДЫ
Р-104
НА ОЧИСТКУ
ХВОСТОВЫХ ГАЗОВ
ОХЛАЖДАЮЩАЯ
ВОДА
Е-10Э
47®С
0,07 МПа изб.
371 °C
2 93
МПа изб. Н-Ю2
ПОГЛОТИТЕЛЬ
СЕРЫ
РЕГЕНЕРАТОР
СУЛЬФИНОЛА
С-103
СБОРНИК ВЕРХНЕГО
ПРОДУКТА | |
РЕГЕНЕРАТОРА |
СУЛЬФИНОЛА
V-103
115’С
г-* ПАР
КОНДЕНСАТ
Е-102
139*С
0,11 МПа изб.
204°С
2,00 МПа изб.
218®С
3,37 МПа
изб.
3,97^МПа
изб.
ИЗ ТЕПЛООБМЕННИКА
СЫРЬЯ/ПРОДУКТА
МЕТАНАТОРА
ПАР 3,1 ТОПЛИВНЫЙ ЦИРКУЛИРУЮЩИЙ
МПа изб. ГАЗ ВОДОРОД
КОТЕЛ-УТИЛИЗАТОР
КОНВЕРСИИ СО
Е-105
В МЕТАНАТОР
ПОДОГРЕВАТЕЛЬ
СЫРЬЯ
МЕТАНИРОВАНИЯ
Е-106
В КИПЯТИЛЬНИК
КАРБОНАТА
Е-100
Рис. 5-1. Водородная установка (паровая конверсия и конверсия СО). НТ — низкотемпературный
Получение и выделение водорода 165
166
Справочник по переработке нефти
1,86 МПа изб. Тепло дымовых газов, вышедших из радиантной секции печи
конверсии, используется для подогрева исходного газа и перегрева пара
в котле-утилизаторе. Дымовые газы из печи паровой конверсии сбрасы-
ваются в атмосферу с температурой порядка 150 °C. Рабочие условия печи
паровой конверсии приведены в табл. 5-1.
Таблица 5-1. Рабочие условия паровой конверсии
Рабочие условия Ед. измерения
Температура на входе газа °C 371
Температура на выходе газа °C 857
Давление на входе газа МПа изб. 2,48
Давление на выходе газа МПА изб. 2,14
Оценочное количество передаваемого тепла кВт/м2 73,565
Теоретическая объемная скорость
водорода ч1 2627
Типичный состав сырья и продукта На входе, мол. % На выходе, мол. °/о
СН„ 79,10 2,6
С2Н6 1,49
СЭН8 0,33
с4н10 0,18
С5Н12 0,10
со 0,00 7,882
со2 0,00 12,324
н2 5,90 73,703
n2 12,90 3,49
Аг 0,00 0
Сумма 100,00 100,00
Мольное отношение «пар/газ» 5,6 1,19
Катализатор: кольца с большой Состав:
геометрической поверхностью диаметром Ni = 12—14 масс. %;
15,0—16,5 мм. А12О3 = 80—86 масс. %;
насыпная плотность = 1122 кг/мэ;
удельная поверхность = 1,5—5,0 м2/г;
объем пор = 0,10—0,20 см3/г.
КОНВЕРСИЯ ОКСИДА УГЛЕРОДА
Горячий газ, вышедший из катализаторных труб печи конверсии Н-101,
охлаждается до 343—370 °C в котле-утилизаторе Е-104 и входит в вы-
сокотемпературный конвертор СО R-103, в котором над железо-хром-
оксидным катализатором около 75 % СО конвертируется в СО2. Газ
Получение и выделение водорода
167
Таблица 5-2. Высокотемпературный конвертор СО
Рабочие условия Ед. измерения
Температура на входе газа °C 371
Температура на выходе газа °C 410
из высокотемпературного конвертора
Давление на входе газа МПа изб. 2,11
Давление на выходе из реактора МПа изб. 2,10
Объемная скорость на входе ч1 1638
(на сухой газ)
Состав сырья и выходящего продукта На входе,% мол. На выходе,% мол.
СН4 3,70 3,40
СО 8,88 2,00
со2 11,42 15,90
н2 72,76 75,10
n2 3,23 3,60
Аг 0,00 0,00
Сумма (на сухой газ) 100,00 100,00
Н2О 0,921 0,8
Типичный состав катализатора масс. %
Fe2O3 89—91
СиО 2
Cr2O3 8—10
Таблица 5-3. Низкотемпературный конвертор СО
Рабочие условия Ед. измерения
Температура на входе газа 204
Температура на выходе газа °C 218
из низкотемпературного конвертора °C
Давление на входе газа 2,01
Давление на выходе из реактора МПа изб. 2,00
Объемная скорость на входе МПА изб. 2487
(на сухой газ) ч1
Состав сырья и выходящего продукта На входе, мол. °/о На выходе, мол. %
СН4 3,47 3,40
СО 2,00 0,00
со2 17,02 15,50
н2 74,48 77,90
N2 3,03 3,30
Аг 0,00 0,00
Сумма (на сухой газ) 100,00 100,00
Н2О 0,8 0,767
Форма катализатора: таблетки Состав: масс. %
Размеры: 5,2 х 3,5 мм СиО: 33,0
ZnO: 33,0
А12О3: 33,0
168
Справочник по переработке нефти
из высокотемпературного конвертора охлаждается до 220 °C за счет вы-
работки пара в Е-105 и подогрева сырья метанирования в Е-106 и пита-
тельной воды, после чего входит в низкотемпературный конвертор СО
R-104 с температурой приблизительно 204 °C. В этом реакторе большая
часть оставшегося оксида углерода конвертируется в СО2 над катализа-
тором на основе меди. Рабочие условия высоко- и низкотемпературных
конверторов СО приводятся в табл. 5-2 и 5-3.
ОЧИСТКА ОТ ДИОКСИДА УГЛЕРОДА
Технологический газ из реакторов конверсии СО очищают от СО2 в си-
стеме «Бенфилд» (см. рис. 5-2). Этот процесс построен на двух стадиях
превращения: стадии абсорбции при повышенном давлении, на которой
СО2 абсорбируется водным раствором карбоната калия, и стадии регене-
рации при давлении, близком к атмосферному, на которой СО2 отпари-
вают из карбонатного раствора для подготовки раствора к повторному
использованию на стадии абсорбции. Основную протекающую реакцию
описывают следующим образом:
К2СО3 + Н2О + СО2 = 2 КНСО3.
При абсорбции СО2 карбонат калия в растворе превращается в бикарбо-
нат калия, как показано в уравнении реакции. Эта реакция является об-
ратимой и идет в обратную сторону в регенераторе при отпарке раствора
паром и снижении давления.
Газ, выйдя из низкотемпературного конвертора СО, охлаждается прибли-
зительно до 170 °C за счет обогрева кипятильника регенератора раствора
«Бенфилд» Е-109. Газ на выходе из этого кипятильника имеет температу-
ру порядка 130 °C, с которой он входит в каплеотбойник, где отделяется
сконденсированная вода. Затем газ поступает в абсорбер СО2 С-104, в ко-
тором содержание СО2 снижается до 0,2 % в результате контакта с раство-
ром «Бенфилд», стекающим из верхней части колонны. СО2 извлекается
из газового потока раствором карбоната калия, промотированным ДЭА
и содержащим ванадатный ингибитор коррозии (приблизительно 25,7%
карбоната калия и 4,76% диэтаноламина).
При каждом проходе часть карбоната калия превращается в бикарбонат.
Поскольку давление паров СО2 над более холодным раствором ниже, верх-
нюю часть абсорбера СО2 орошают охлажденным раствором. Остальной
раствор подают в абсорбер на более низкой отметке и без охлаждения.
РЕГЕНЕРАТОР
КАРБОНАТА
С-105
КОНДЕНСАТОР
ВЕРХНЕГО
ПРОДУКТА
РЕГЕНЕРАТОРА
КАРБОНАТА
Е-107
СБОРНИК ФЛЕГМЫ
РЕГЕНЕРАТОРА
V-106
КИСЛЫЙ ГАЗ
В АТМОСФЕРУ
КАРБОНАТНЫЙ
АБСОРБЕР
С-104
ХОЛОДИЛЬНИК
РАСТВОРА
КАРБОНАТА f"
Е-100
СЕПАРАТОР НА ВЫХОДЕ
ИЗ АБСОРБЕРА СО2
V-107
Э16°С
1,89 МПа
изб.
РЕАКТОР
МЕТАНИРОВАНИЯ
R-105 -----
54°С
121°С
Э50’С
1,89 МПа
изб.
ТЕПЛООБМЕННИК
СЫРЬЯ/ПРОДУКТА
МЕТАНИРОВАНИЯ
Е-110
ХОЛОДИЛЬНИК
ПРОДУКТА
Е-111
126°С
1,96 МПа изб.
НАСОС
ПРОМЫВКИ
АБСОРБЕРА
СО2
Р-107
99°С
0,03 МПа
изб.
НАСОС
ЗАКАЧКИ
ПЕНОГАСИТЕЛЯ
РК-102
НАСОС
ФЛЕГМЫ
РЕГЕНЕРАТОРА
КАРБОНАТА
Р-108
ФИЛЬТР
РАСТВОРА
КАРБОНАТА
F-102
°C
ПАРОВОЙ
КИПЯТИЛЬНИК
РЕГЕНЕРАТОРА
КАРБОНАТА *—
Е-109
ИЗ РЕАКТОРА
НТ КОНВЕРСИИ СО
R-104
ЕМКОСТЬ РАСТВОРА
КАРБОНАТА
ТК-103
ПАРНД
КОНДЕНСАТ
НАСОС ПОДАЧИ
КАРБОНАТА
р-юе
ПОДОГРЕВАТЕЛЬ
СЫРЬЯ
МЕТАНИРОВАНИЯ
Е-Юб ИЗ РЕАКТОРА ВТ
КОНВЕРСИИ СО
R-103
В ПОДОГРЕВАТЕЛЬ
ПИТАТЕЛЬНОЙ
ВОДЫ/РЕАКТОР
НТ КОНВЕРСИИ
43° С
ОХЛАЖД.
ВОДА
КОНЦЕВОЙ
ХОЛОДИЛЬНИК
ПРОДУКТА
Е-112
СЕПАРАТОР
ТОВАРНОГО Н2
V-108
4Э°С
1,79 МПа изб.
ТОВАРНЫЙ
ВОДОРОД
Рис. 5-2. Водородная установка (очистка от СО2 и метанирование).
НД — низкое давление; ВТ — высокотемпературный; НТ — низкотемпературный
Получение и выделение водорода 169
170
Справочник по переработке нефти
Горячий насыщенный раствор поступает в верхнюю часть отпарной
колонны СО2 С-105 (регенератора раствора «Бенфилд»), где раствор реге-
нерируется в результате контакта с паром, поднимающимся из кипятиль-
ника раствора, подключенного к нижней части колонны. Большая часть
тепла в кипятильник поступает от газового потока, а остальное количество
тепла поставляется за счет конденсации пара НД (0,45 МПа абс.) в паровом
кипятильнике.
СО2 и водяной пар, уходящие из верхней части колонны, охлаждаются
до уровня, позволяющего поддерживать баланс воды, после чего сбрасы-
ваются в атмосферу. В тех местах, где не допускается появление видимого
«султана» пара, их охлаждают до температуры, на 11—17 °C превышающей
температуру атмосферного воздуха, и только после этого сбрасывают в ат-
мосферу. В этом случае избыточный конденсат дегазируют и направляют
на общезаводские сооружения для очистки.
Раствор из нижней части отпарной колонны СО2 откачивают в абсор-
бер СО2. Часть раствора охлаждают и подают в верхнюю часть абсорбера,
а остальное количество вводят в нижнюю половину колонны без охлаж-
дения. Обе колонны заполнены насадкой из металлических колец Паля.
МЕТАНИРОВАНИЕ
Газ, выходящий из карбонатного абсорбера с температурой порядка 70 °C,
подогревают до 316 °C теплообменом с технологическим газом в двух тепло-
обменниках (Е-110 и Е-106), после чего вводят в реактор метанирования
R-105. Здесь все остатки оксидов углерода превращаются в метан над ката-
лизатором «никель на оксиде алюминия». Выходящий газ (товарный водо-
род) используется для частичного подогрева сырья метанирования, после
чего охлаждается до температуры, на 11—17 °C превышающей окружающую
температуру. Перед откачкой газа за границы установки для использования
по назначению из него конденсируют и выделяют небольшое количество
воды. Рабочие условия в реакторе метанирования приведены в табл. 5-4.
На рис. 5-3 представлены химические реакции, протекающие в процес-
сах получения водорода, а в табл, с 5-5 по 5-8 приводятся выходы, энерго-
затраты, качество сырья и продукта в этих процессах.
КОРОТКОЦИКЛОВАЯ АДСОРБЦИЯ
Способ выделения водорода короткоцикловой адсорбцией (КЦА) про-
ще традиционного метода, так как низкотемпературная конверсия СО,
Получение и выделение водорода
171
абсорбционная очистка от СО2 и метанирование (каталитическое удаление
остатков оксидов углерода) заменяются системой с молекулярными сита-
ми. Эта система при нормальном рабочем давлении адсорбирует СО2, СО,
СН4, N2 и Н2О, а водород проходит через молекулярные сита. После этого
молекулярные сита регенерируют, снижая давление и используя некото-
рую часть продукта для выдувания десорбируемых примесей. Из-за этих
циклических изменений давления данную систему часто называют систе-
мой адсорбции применяющемся давлении (короткоцикловой адсорбцией).
Процесс получения водорода с использованием КЦА включает следую-
щие стадии:
А. Очистка исходного газа
RSH + Н2 = H2S + RH
С2Н2 + 2Н2 = С2Н6
H2S + ZnO = ZnS + Н2О
В. Паровая конверсия
СН4 + Н2О = СО + ЗН2
СО + Н2О = СО2 + Н2
С. Высоко- и низкотемпературная конверсия СО
СО + Н2О = СО2 + Н2
D. Абсорбция СО2 и регенерация абсорбента
(раствор «Бенфилд»)
К2СО3 + СО2 + Н2О 2КНСО3
(моноэтаноламин)
(CH2CH2OH)NH2 + СО2 + Н2О = (CH2CH2OH)NH3+ + нсо3-
Е. Метанирование
СО + ЗН2 = СН4 + Н2О ДН = 216,3 кДж/моль
СО2 + 4Н2 = СН4 + 2Н2О ДН = 178,6 кДж/моль
Рис. 5-3. Химические реакции, протекающие в процессе получения водорода
172
Справочник по переработке нефти
Таблица 5-4. Реактор метанирования
Рабочие условия Ед. измерения
Температура на входе газа °C 316
Температура на выходе газа °C 349
из реактора метанирования
Давление на входе в реактор МПа изб. 1,891
Давление на выходе из реактора МПА изб. 1,890
Объемная скорость на входе ч-1 5927
(на сухой газ)
Состав сырья реактора и выходящего На входе, мол. % На выходе, мол. %
продукта
сн4 4,17 4,50
со 0,18 0,00
со2 0,10 0,00
н2 91,90 91,82
n2 3,65 3,69
Аг 0,00 0,00
Сумма (на сухой газ) 100,00 100,00
Н2О 0,011 0,015
СО <0,45 х Ю’^/о
СО2 <9,55 х Ю^о/о
Форма катализатора: шарики Состав, масс. %
Размеры: диаметр 4,8—7,9 мм Ni: 34,0
Срок службы: 4—5 лет А12ОЭ: 50—55
СаО: 5—7
Таблица 5-5. Общий выход на водородной установке
Поток Выход, масс, доли
Сырье
Природный газ 1,0000
Суммарное сырье 1,0000
Продукт
Водород 0,5640
Потери 0,4360
Суммарный продукт 1,0000
Таблица 5-6. Энергозатраты (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Электроэнергия кВтхч 450,80
Топливо ГДж 37,87
Пар ГДж 1,79
Охлаждающая вода м3 73,26
Получение и выделение водорода
173
Таблица 5-7. Свойства сырья и продукта (сырье — природный газ)
Компонент Мол. %
Состав
Диоксид углерода 2,20
Азот 0,65
Метан 89,10
Этан 6,31
Пропан 0,34
Изобутан 0,30
н-бутан 0,60
Изопентан 0,20
н-пентан 0,20
Сероводород, 10"6 об. 400
Меркаптан, 10“6 об. 600
Сумма 100,00
Температура, °C 43
Давление, МПа изб. 3,31
Таблица 5-8. Товарный водород
Компонент
Водород, мол. % 97
СО + СО2, 10~6 об., не более 20
СО, 106 об., не более 10
Метан и азот Остальное
Обессеривание
Природный газ подогревают до 400 °C и обессеривают точно таким же спо-
собом, как в обычном процессе, с той только разницей, что в данном случае
в качестве циркулирующего газа должен использоваться чистый водород.
Паровая конверсия
Обессеренный природный газ смешивают с перегретым водяным паром,
который берут в соотношении 3 моля на каждый атом углерода в природ-
ном газе. Смесь подогревают до 480 °C и распределяют по заполненным
катализатором трубам печи конверсии. Конвертированный газ выходит
из труб с температурой 850 °C и давлением порядка 2,17 МПа изб. и по-
ступает в котел-утилизатор, где он охлаждается до 350—360 °C, а затем
подается в высокотемпературный конвертор СО.
Основную часть топливного газа для печи конверсии составляет про-
дувочный газ с установки КЦА.
174
Справочник по переработке нефти
Очистка от примесей
Газ, выходящий из высокотемпературного конвертора СО, содержит около
4 мол. % оксида углерода, 5 мол. % СО2 и метан. Поскольку этот газ охлаж-
дают до температуры, близкой к окружающей, из него конденсацией уда-
ляется большая часть воды. Затем газ входит в один из сосудов адсорбции,
где адсорбируются все соединения углерода, остатки паров воды, весь азот
и небольшое количество водорода.
Большая часть водорода проходит (без поглощения) через адсорбер,
из которого выходит газ высокой степени чистоты. Через некоторое время
молекулярное сито в адсорбере насыщается, так что поток сырья пере-
ключают на другой адсорбер, в котором находится регенерированное
молекулярное сито.
Давление в сосуде с насыщенным молекулярным ситом с очень малым
градиентом сбрасывают до значения порядка 0,02-—0,03 МПа изб. Затем
из сосуда выдувают газ, затрачивая на это как можно меньшее количество
товарного водорода. После того как в сосуде вновь создают давление водо-
рода, его можно включать в работу на новый период в качестве адсорбера.
Для обеспечения плавной работы промышленные системы оборудуют как
минимум тремя-четырьмя сосудами-адсорберами, поскольку при таком
числе аппаратов из сырого газа можно выделить около 74% содержащегося
в нем водорода.
На протяжении всего цикла поток продувочного газа является неодина-
ковым по составу и нерегулярным. Поэтому для обеспечения качествен-
ного перемешивания и равномерного поступления выходного потока
необходимо иметь буферный сосуд. Продувочный газ служит топливом
в печи конверсии.
ПРОЦЕСС НЕПОЛНОГО ОКИСЛЕНИЯ
Неполное окисление представляет собой некаталитический процесс1 по-
лучения водорода из тяжелого сырья типа, например, вакуумных остатков
и асфальтового пека. Тяжелое сырье частично сгорает в кислороде, пода-
ваемом в реактор. При этом развивается высокая температура, и остальное
сырье крекируется. Горячий синтез-газ, уходящий из реактора, содержит
в основном СО и Н2 и в меньших концентрациях — СО2, Ar, N2, СН4 и H2S,
а также некоторое количество сажи и золы. Вся сера, присутствующая
в сырье, переходит в H2S. Аргон попадает в синтез-газ вместе с кислородом,
выделяемым из воздуха. Источником золы являются металлы, содержа-
щиеся в сырье. Параметры этого процесса приводятся в табл, с 5-9 по 5-11.
Получение и выделение водорода
175
Таблица 5-9. Типичные рабочие условия для реактора синтез-газа
Параметр Ед. измерения
Температура °C 1093—1538
Давление МПа изб. 8,28—13,80
Таблица 5-10. Общие выходы в процессе неполного окисления
Свойство
Источник сырья Вакуумный остаток нефти «вафра»
Плотность, ° API 4,3
Относит, плотность 1,0420
Содержание серы, масс. % 6,2
Вязкость при 99 °C, мм2/с 4000
Сырьевые потоки Массовая доля
Вакуумный остаток 1,0000
Кислород 1,1140
Питательная вода 1,7154
Сумма 3,8294
Продукт
Водород 0,2105
СН. 0,0504
Аг 0,0061
n2 0,0031
СО2 + отходы 3,4956
H2S 0,0637
Сумма 3,8294
Таблица 5-11. Энергозатраты (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
1* 2*
Электроэнергия кВтхч 102,4 0
Топливо ГДж 4,43 9,81
Пар ГДж -3,90 0
Охлаждающая вода м3 55,5 73,3
1 * Кислород поступает со стороны с давлением 9,66 МПа изб.
2* Кислород получают на этой же установке, весь блок
разделения воздуха построен на паротурбинном приводе.
176
Справочник по переработке нефти
Синтез-газ охлаждают либо непосредственной «закалкой», либо по-
средством выработки пара в котлах-утилизаторах. Охлажденный синтез-
газ из реактора неполного окисления направляют в одноступенчатый
конвертор СО2, где большая часть СО превращается в СО2 над Со-Мо-
катализатором по реакции СО с водяным паром. Использование одно-
ступенчатого конвертора СО позволяет отказаться от катализаторов
низкотемпературной конверсии СО, которые восприимчивы к воде, сере
и хлоридам. После этого проводят очистку синтез-газа от кислых газов,
а выделенный H2S направляют на установку Клауса для выработки элемен-
тарной серы. Окончательную очистку проводят на стадии метанирования,
где содержание оксидов углерода снижают до менее 0,001 %.
Получение синтез-газа
Сырье подогревают до 260 °C и подают насосом в реактор получения
синтез-газа с давлением от 3,45 до 13,80 МПа изб. и выше, в зависимости
от заданного давления товарного водорода (см. рис. 5-4). Работа под дав-
лением не ниже 13,80 МПа изб. позволяет существенно усовершенствовать
данный процесс благодаря возможности отказаться от компримирова-
ния товарного водорода. Кислород чистотой 99,5 % и выше с установки
разделения воздуха подогревают, смешивают с технологическим паром
и подают через специальную горелку в камеру сгорания с жаропрочной
футеровкой, размещенную в сосуде под давлением V-101. В реакторе тяже-
лое котельное топливо частично сгорает в атмосфере чистого кислорода.
Водяной пар действует как модератор, т. е. как добавка, позволяющая
смягчить жесткость режима. В качестве модератора могут использовать-
ся также СО2 или N2. Под действием высокой температуры в реакторе
(1095—1540 °C) остальное сырье крекируется. Газ, уходящий из реакто-
ра, содержит СО, Н2, СО2, СН4, Ar, H2S и некоторое количество углерода
в виде сажи. Горячий синтез-газ охлаждается в котле-утилизаторе Е-101 А
и 101В входящей питательной водой, поэтому в этом узле вырабатывается
большое количество пара ВД. Если в связи с отказом от компримирова-
ния водорода и более эффективной выработки пара в процессе «закалки»
необходимо иметь повышенное давление газа, то можно прибегнуть также
к непосредственной «закалке».
В синтез-газ переходит порядка 0,5—1 масс. % сырья в виде углеродных
частиц или сажи. Поэтому синтез-газ обрабатывают в аппарате отмыв-
ки сажи V-102 водой, поступающей из скруббера сажи V-103. В аппара-
те V-102 отделяют основную массу твердых частиц, в том числе частиц
углерода и золы (состоящей в основном из металлов в форме оксидов), уне-
сенных газом из реактора. После этого синтез-газ, в котором еще остались
КИСЛОРОДНАЯ
УСТАНОВКА
РЕАКТОР КОТЕЛ-
СИНТЕЗ-ГАЗА УТИЛИЗАТОР
V-101 Е-101
ОТМЫВКА
САЖИ
V-1 02
ХОЛОДИЛЬНИК
СИНТЕЗ-ГАЗА
Е-102
РЕАКТОР
КОНВЕРСИИ СО
V-105
СКРУББЕР ФИЛЬТР
САЖИ САЖИ
V-103 F-101
СЖИГАНИЕ
УГЛЕРОДА
V-104
РЕАКТОР
МЕТАНИРОВАНИЯ
V-107
ПАР ВД
СЫРЬЕ —
ОСТАТОЧНОЕ
МАСЛО
ПИТАТЕЛЬНАЯ
ВОДА и-----
V-101
СДУВКА
В СИСТЕМУ
СТОЧНЫХ ВОД
ЗОЛА
МЕТАЛЛОВ
со2 + n2
H2S НА
УСТАНОВКУ
КЛАУСА
Рис. 5-4. Получение водорода неполным окислением. ВД — высокое давление
Получение и выделение водорода 177
178
Справочник по переработке нефти
углеродные частицы, поступает в скруббер сажи, где его промывают водой
для отделения остатков унесенной сажи. На выходе из скруббера синтез-газ
содержит менее 0,0001 об. % сажи.
Для удаления частиц углерода и золы суспензию сажи в воде пропускают
через фильтр F-101, а чистую воду возвращают в скруббер сажи. Для сжига-
ния углерода лепешку с фильтра прокаливают, в результате чего остается
одна зола (главным образом, оксиды металлов), которую захоранивают
за пределами установки.
В некоторых схемах процесса3 суспензию сажи в воде обрабатывают экс-
трагентом (нафтой), после чего смесь разделяют на поток нафты с сажей
и поток «серой» воды. «Серую» воду дросселируют и возвращают в скруб-
бер сажи. Некоторую часть «серой» воды выводят из системы, для того что-
бы уменьшить накопление растворенных твердых частиц и хлорид-ионов.
Суспензию сажи в нафте приводят в контакт с частью потока реакторного
сырья, и нафту, испарившуюся при этом контакте, возвращают в процесс.
Смесь сырья и сажи направляют в емкость реакторного сырья. В такой
схеме сажа потребляется полностью.
Конверсия СО
Синтез-газ, содержащий главным образом оксид углерода, водород, ди-
оксид углерода, H2S, пары воды и небольшие количества примесей (на-
пример, метана, аргона и азота), пропускают через слой неподвижного
катализатора в конверторе СО V-105, где СО реагирует с водяным паром
над катализатором, устойчивым к сере, с образованием СО2. Уравнение
этой реакции, являющейся экзотермической, имеет вид:
СО + Н2О = СО2 + Н2.
Очистка от кислых газов
На следующей стадии из синтез-газа абсорбцией извлекаются СО2 и H2S,
причем в качестве абсорбентов используются раствор МЭА, холодный
метанол (процесс «ректизол»)4 или раствор карбоната калия (процесс
«Бенфилд»)5. С помощью абсорбции из синтез-газа практически полностью
выводят H2S и СО2, а смесь H2S и СО2 направляют на установку Клауса, вы-
деляя в итоге в виде товарной серы около 95—97 % серы, содержавшейся
в сырье.
Получение и выделение водорода
179
Метилирование
Газ, уходящий из абсорбера, подогревают теплообменом со смесью из ре-
актора метанирования и вводят в реактор метанирования V-107, где остав-
шиеся небольшие количества оксидов углерода превращаются в метан при
прохождении газа через катализатор метанирования.
После метанирования газ становится товарным водородом, имеющим
чистоту не ниже 98 %, причем чистота водорода зависит от чистоты кис-
лорода, давления в генераторе синтез-газа и степени превращения в реак-
торах конверсии СО.
По сравнению с процессом паровой конверсии процесс неполного окис-
ления обладает следующими важными преимуществами:
• Высокой адаптируемостью по сырью. На установке можно перераба-
тывать сырье от природного газа до остаточного котельного топлива,
в то время как методом паровой конверсии перерабатываются только
углеводороды не тяжелее нафты.
• Возможностью вести процесс без использования катализатора. Для
получения синтез-газа не требуется катализатор, что также повышает
доступность сырья, поскольку расширяются допустимые пределы со-
держания примесей в сырье.
• Снижением потребности в источниках технологического тепла.
• Ведением процесса при повышенном давлении. Водород вырабатыва-
ется при гораздо более высоком давлении, чем на установке паровой
конверсии.
Основным недостатком процесса неполного окисления является по-
требность в кислороде высокой чистоты, что требует капиталовложений
в кислородную установку. Кроме того, в ходе этого процесса вырабатыва-
ются большие количества водяного пара высокого давления, для которого
может не найтись применения, если его не использовать для привода ком-
прессора на установке разделения воздуха. Поэтому затраты на выработку
водорода методом неполного окисления оказываются выше аналогичных
затрат на установках паровой конверсии.
Процесс неполного окисления подходит для НПЗ и нефтехимических
предприятий, которые должны перерабатывать тяжелые нефти с высоким
содержанием серы и металлов при одновременном соблюдении требова-
ний по охране окружающей среды. В такой ситуации процесс неполного
окисления позволяет превращать тяжелые нефтяные остатки в чистый
синтез-газ для использования в печах, а также перерабатывать часть этого
синтез-газа в водород. Альтернативой этим установкам или НПЗ были бы
180
Справочник по переработке нефти
капиталовложения в установки очистки дымовых газов с целью снижения
выбросов SO2, образующихся при сжигании высокосернистых остаточных
топлив. Кроме того, процесс неполного окисления может представлять
больший интерес для производителей аммиака и карбамида в тех случаях,
когда имеется возможность использования попутного азота (получаемого
в качестве побочного продукта с кислородной установки) и СО2.
Типичные рабочие условия, свойства сырья, выходы и энергозатраты для
установки неполного окисления приведены в табл, с 5-9 по 5-11. Стехиоме-
трия процесса и выходы продукта зависят от расхода воды и СО2 в реактор.
ВЫДЕЛЕНИЕ ВОДОРОДА
Установка выделения водорода (см. рис. 5-5) предназначена для извлече-
ния водорода, который в значительных количествах содержится в потоках
сбросных газов, поступающих с некоторых установок НПЗ. К числу таких
установок относятся установки гидрокрекинга, гидроочистки различных
фракций (нафты, керосина, дизельного топлива и котельного топлива)
и каталитического риформинга.
Газ с высоким содержанием водорода, извлеченный на установке вы-
деления водорода, вместе с водородом со специальных водородных уста-
новок поступает в коллектор водорода для снабжения свежим водородом
нескольких установок, потребляющих его. Рабочие параметры и выходы
по соответствующим установкам см. в табл, с 5-12 по 5-15.
Установка выделения водорода включает четыре секции: очистки ис-
ходного газа, компримирования исходного газа, короткоцикловой адсорб-
ции и компримирования хвостового газа.
Очистка исходного газа
Газ, поступающий с различных установок обессеривания и гидрокрекинга
(продувочные газы, сбросные газы из отпарных колонн и т.д.), обычно
содержит H2S в значительных концентрациях (до 2,9 об. %), которые при
подготовке газа для переработки на установке КЦА необходимо снизить
до менее 0,005 об. %. Исходный газ сначала пропускают через каплеот-
бойник V-102, где при давлении 1,66 МПа изб. отделяется вся сконденси-
ровавшаяся жидкость.
После этого газ очищают от сероводорода, который поглощают раство-
ром ADIP в абсорбере ADIP V-101. Раствор ADIP представляет собой двумо-
лярный раствор ДИПА (диизопропиламина) в воде. Раствор ADIP подают
ПРОДУВОЧНЫЙ н2
ГИДРОКРЕКИНГА
Нг с УСТАНОВКИ
HDS НАФТЫ
АБСОРБЕР СЕПАРАТОР КОМПРЕССОР ХОЛОДИЛЬНИК
СЕПАРАТОР
ИСХОДНОГО
ГАЗА КЦА
V-104
41 °C
1,90 МПа
изб.
1,66 МПа изб.
41’С
СИСТЕМА КЦА
PSA-101
СИСТЕМА
КЦА
0,014 МПа изб.
41 °C
СЕПАРАТОР
СЕПАРАТОР
ИСХОДНОГО
ГАЗА
V-102
НАСЫЩЕННЫЙ РАСТВОР
ADIP В РЕГЕНЕРАТОР
КОМПРЕССОР
ПРОДУВОЧНОГО
ГАЗА
С-102
ТОВАРНЫЙ
ВОДОРОД
41 °C
1,90 МПа изб,
ПРОДУВОЧНОГО
ГАЗА
V-105
1,79 МПа изб.
41°С
1,79 МПа изб.
ХОЛОДИЛЬНИК
ПРОДУВОЧНОГО
ГАЗА
Е-102
ПРОДУВОЧНЫЙ ГАЗ
В ТОПЛИВО
Рис. 5-5. Установка выделения водорода. HDS — гидрообессеривание; ARDS — обессеривание мазута
Получение и выделение водорода 181
182
Справочник по переработке нефти
Таблица 5-12. Рабочие условия
Рабочий параметр Ед. изм.
Абсорбер ADIP
Содержание H2S в поступающем газе об. % 2,9
Содержание H2S в газе на выходе 10 ч об. % 10
Температура входящего газа °C 41
Давление входящего газа МПа изб. 1,66
Температура входящего раствора ADIP °C 46
Давление входящего раствора ADIP МПа изб. 2,00
Система КЦА Цикл адсорбции
Давление МПа изб. 1,90
Температура °C 41
Цикл десорбции
Давление МПа изб. 0,014
Температура °C 41
Компримирование хвостового газа
Давление на входе газа МПа изб. 0,014
Давление на выходе газа МПа изб. 1,79
Таблица 5-13. Общие выходы на установке выделения водорода
Поток Выход, масс, доли
Сырье
Газ с высоким содержанием водорода 1,0000
Продукты
Водород 0,1510
Жирный продувочный газ в топливо 0,8420
Потери (Н2 в топливо) 0,0070
Сумма 1,0000
Получение и выделение водорода
183
Таблица 5-14. Свойства сырья на входе в систему КЦА
Ед. изм.
Состав
Н2 об. % 78,46
Сг об. % 11,56
С2 об. % 4,30
Сз об. % 3,00
изо-С4 об. % 0,73
н-С4 об. % 0,86
с5 об. % 0,24
с6 об. % 0,46
с7 об. % 0,33
С8 об. % 0,05
С9 и выше об. % 0,01
Сумма 100,00
Примеси
Содержание Н2О По насыщению
H2S 10“4% 50
Меркаптаны и COS 10’4 % 2
НС1 10~4 % 3
NH3 104% 100
СО 10'4 % (не более) 50
со2 10~4 % (не более) 50
Бензол ю-4% 1000
Толуол Ю"4 % 1000
Ксилол io-4% 500
Товарный водород
Водород об. % 99
СО + СО2 104%об. 20
сн4 10~4 % об. 1
Таблица 5-15. Энергозатраты по установке (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Электроэнергия кВтхч 1,08
Пар ГДж 2,37
Охлаждающая вода м3 60,2
184
Справочник по переработке нефти
в верхнюю часть абсорбера с температурой 46 °C и давлением 2,00 МПа
изб. В абсорбере протекают следующие реакции:
С H2S образуется бисульфид:
H2S + R2NH = HS“ + R2N+ + H2.
С СО2 образуется карбамат:
СО2 + 2 R2NH - R2NCOO' + R2N+ + Н2.
Абсорбер насчитывает 14 тарелок. Очищенный газ, выходящий из ко-
лонны с температурой 46 °C и давлением 1,64 МПа изб., поступает в ка-
плеотбойник, в котором от газа полностью отделяется унесенный раствор
ADIP. Жидкие углеводороды, выделившиеся в каплеотбойнике перед абсор-
бером, дренируются в факельную систему.
Насыщенный раствор ADIP выдается из куба абсорбера через клапан
регулирования уровня. Вследствие экзотермической природы реакций
абсорбента с кислыми газами, температура насыщенного раствора ADIP
на 9 °C превышает температуру абсорбента на входе в абсорбер.
Для предотвращения конденсации углеводородов в абсорбере темпера-
туру раствора на входе в абсорбер поддерживают не менее чем на 5—6 °C
выше температуры входящего газа. Насыщенный раствор ADIP направ-
ляют в колонну-регенератор, где H2S и другие абсорбированные примеси
отпариваются. Регенерированный раствор ADIP возвращают в абсорбер.
Система КЦА
Газ из каплеотбойника после абсорбера ADIP компримируют
с 1,55 до 1,97 МПа изб. компрессором исходного газа. После отвода тепла
компримирования в концевом холодильнике газа и отделения конденсата
в каплеотбойнике за холодильником газа исходный газ направляют в си-
стему КЦА с температурой 41 °C и давлением 1,90 МПа изб.
Система короткоцикловой адсорбции работает на принципе физической
адсорбции, при которой высоколетучие соединения малой полярности
(например, водород) практически не адсорбируются, в отличие от легких
и тяжелых углеводородных молекул, адсорбирующихся на молекулярных
ситах. Таким образом, большинство примесей, присутствующих в водо-
родсодержащих исходных газах, селективно адсорбируются, и остается
водород высокой чистоты.
Получение и выделение водорода
185
Система короткоцикловой адсорбции работает на двух уровнях дав-
ления: адсорбция примесей протекает при высоком давлении (1,90 МПа
изб., 41 °C), в то время как десорбцию, или регенерацию, молекулярных
сит проводят при низком давлении (0,019—0,39 МПа изб.).
Обычно используются две батареи по шесть адсорберов в каждой, рабо-
тающих как единый блок. Из этих шести адсорберов два (задействованных
параллельно) непрерывно находятся в режиме адсорбции, а на остальных
адсорберах осуществляются разные этапы регенерации.
По окончании стадии адсорбции адсорбер регенерируют следующим
образом:
• Сбрасывают давление из адсорбера до низкого уровня — обычно
до 0,014 МПа изб. Затем газ выдувают минимальным потоком товар-
ного водорода.
• Затем сосуд готовят к включению в работу на новый период в качестве
адсорбера, для чего в нем вновь создают давление водорода.
Все циклы адсорбции, десорбции и сброса давления управляются и опти-
мизируются с помощью микропроцессора. Хвостовой газ низкого давления
собирают в буферной емкости и дожимают компрессором до давления
1,79 МПа изб.
Применяемая схема дает возможность выделять около 83 % водорода,
содержащегося в сырье.
Компрессия хвостового газа
Хвостовой газ с установки выделения водорода направляют в приемный се-
паратор компрессора хвостового газа и компримируют с 0,014 до 1,79 МПа
изб. На первой ступени компрессии газ сжимают до 0,414 МПа изб.
и охлаждают до 41 °C в межступенчатом холодильнике, для того чтобы от-
делить конденсат от газа в межступенчатом сепараторе. На второй ступени
компрессии хвостовой газ сжимают до 1,79 МПа изб., охлаждают до 41 °C
с целью отделения конденсата и направляют в систему топливного газа
НПЗ или на водородную установку.
186
Справочник по переработке нефти
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. С. Р. Marion and W. L. Slater. «Manufacture of Tonnage Hydrogen by Par-
tial Combustion, the Texaco Process». Sixth World Petroleum Congress,
Frankfurt, Germany 1963.
2. W. Auer. «А New Catalyst for the CO Shift Conversion of Sulfur-Containing
Gases». 68th National Meeting of American Institute of Chemical Engi-
neers, Houston, Texas, February 1971.
3. J. M. Brady and L. Nelson. «Heavy Residue Gasification Schemes». Confer-
ence on New Opportunities for Fuel Oil in Power Generation, Institute of
Petroleum, London, February 19, 1990.
4. Process licensors are Linde A. G. and Lurgi GmbH.
5. H. E. Benson and R. E. Parrish. «Hi Pure Process Removes CO/H2S». Hydro-
carbon Processing 53, no. 4 (April 1974), p. 81.
Глава 6
Переработка
остаточного сырья
ЗАМЕДЛЕННОЕ КОКСОВАНИЕ
Замедленное коксование является термическим процессом, в котором ва-
куумный остаток с установки перегонки нефти подогревают в печи, после
чего выдерживают в зоне реакции (коксовой камере) при предписанных
рабочих условиях (температуре и давлении) до тех пор, пока часть сырья,
не испарившаяся в печи, не превратится в пары и кокс.
Процесс замедленного коксования является эндотермическим, причем
тепло, необходимое для протекания реакций коксования, поставляется
в печи. В этом процессе протекают сложные реакции. На начальной стадии
сырье, проходя через печь, частично испаряется и крекируется. На сле-
дующем этапе происходит крекирование паров при их прохождении через
коксовую камеру. И наконец, на заключительном этапе, протекающем
при высокой температуре, происходит последовательное крекирование
и полимеризация жидкости, скапливающейся в коксовой камере, пока она
не превратится в пары и кокс.
Кокс, выработанный на установке замедленного коксования, пред-
ставляет собой почти чистый углерод, содержащий некоторое количество
примесей из сырья (в виде серы и металлов).
Процесс замедленного коксования
Мазут или вакуумный остаток поступает в буферную зону куба ректифика-
ционной колонны установки коксования (см. рис. 6-1). Сырье смешивается
с циркулирующим потоком, сконденсировавшимся в кубовой секции рек-
тификационной колонны, и сырьевым насосом печи Р-04 подается в печь
187
КОНДЕНСАТОР ВЕРХНЕГО ПРОДУКТА
РЕКТИФИКАЦИОННОЙ КОЛОННЫ
Е-ОЭ
НАСОС
ОХЛАЖДАЮЩЕЙ
ВОДЫ КОКСОВОЙ
КАМЕРЫ
Р-01
СЫРАЯ ВОДА
ЕМКОСТЬ ВОДЫ
ДЛЯ УДАЛЕНИЯ
КОКСА
Т-01
НАСОС
НЕКОНДИЦИОННОГО
ЕМКОСТЬ СДУВКИ КОНДЕНСАТОР ОТСТОЙНИК
КОКСОВАНИЯ СИСТЕМЫ СДУВКИ СИСТЕМЫ
V-04 СДУВКИ
водяной
Р-02
ГИДРАВЛИЧЕСКОЕ
ОБОРУДОВАНИЕ
РЕКТИФИКАЦИОННАЯ
КОЛОННА
КОКСОВАНИЯ
V-06
ХОЛОДИЛЬНИК
ЦИРКУЛИРУЮЩЕГО
МАСЛА СДУВКИ
Е-01
НА ФАКЕЛ
НЕКОНДИЦИОННОЕ МАСЛО
ГАЗ КОКСОВАНИЯ
КИСЛАЯ ВОДА
КЛАПАН ПЕРЕКЛЮЧЕНИЯ
КОКСОВЫХ КАМЕР
КОНДЕНСАТ
22
КОКСОВЫЕ
КАМЕРЫ
ЦИРКУЛЯЦИОННЫЙ
НАСОС СДУВКИ
Р-07
НАСОС НАФТЫ
КОКСОВАНИЯ
ОТПАРНАЯ КОЛОННА
ЛЕГКОГО ГАЗОЙЛЯ
V-08
ПЕЧЬ
КОКСОВАНИЯ
Н-01
ЕМКОСТЬ ВЕРХНЕГО
ПРОДУКТА |
РЕКТИФИКАЦИОННОЙ
КОЛОННЫ I
V-07 ।--
СДУВКА *
В ЛАБИРИНТ
ОТСТОЯ КОКСА УДАЛЕНИЯ КОКСА
НАФТА КОКСОВАНИЯ
НАСЫЩЕННОЕ ПОГЛОТИТЕЛЬНОЕ МАСЛО
ТОЩЕЕ ПОГЛОТИТЕЛЬНОЕ МАСЛО
ГАЗОЙЛЬ КОКСОВАНИЯ
ЗЕЛЕНЫЙ КОКС 4.
НАСОС
ЧИСТОЙ воды
СБОРНИК
КОКСОВОГО
КОНДЕНСАТА
V-03—-----
ЦИРКУЛЯЦИИ
В КУБЕ
Р-05
ХОЛОДИЛЬНИК
ТОВАРНОГО ГАЗОЙЛЯ
КОКСОВАНИЯ
Е-07
Т
Е-05 Е-06
ПЕРЕГРЕТЫ
ПАР —С
ПЕРЕГРЕТЫЙ
Е-04
ПИТАТЕЛЬНАЯ
ВОДА
ЛАБИРИНТ ВЫВАЛКА
ОТСТОЯ 1 КОКСА
НАСОС
ТЯЖЕЛОГО
ГАЗОЙЛЯ
СЫРЬЕВОЙ НАСОС Р-06
НАСОС
ПЕЧИ
Р-04
СВЕЖЕЕ СЫРЬЕ ►
НАСОС КОКСОВОГО
КОНДЕНСАТА
Р-ОЭ
Рис. 6-1. Установка замедленного коксования. Б. П. — байпасный клапан. К. П. — клапан переключения коксовых камер
188 Справочник по переработке нефти
Переработка остаточного сырья
189
коксования Н-01, где оно быстро нагревается до заданной температуры,
при которой происходит образование кокса в коксовых камерах. Для
поддержания требуемой минимальной скорости и времени пребывания,
а также для подавления образования кокса в змеевиках печи в каждый
змеевик печи вводят водяной пар.
Парожидкостная смесь, выходящая из печи, поступает в коксовую каме-
ру V-01 или V-02, где захваченная жидкость превращается в кокс и пары
легких углеводородных фракций, которые после прохождения через камеру
выходят из нее. Для работы установки необходимо задействовать не менее
двух камер, в одну из которых будет поступать поток из печи, превращаю-
щийся в кокс и газ, а другую в это время будут освобождать от кокса.
Пары из коксовой камеры, поступающие в ректификационную колонну
установки коксования, входят в нее ниже секции полочных тарелок. Пары,
пришедшие из коксовой камеры, «закаливаются» свежим сырьем, а затем
промываются горячим газойлевым орошением на тарелках промывной
секции. Эти операции дают возможность очищать и охлаждать пары про-
дукта, вышедшие из камеры, и одновременно конденсировать циркулиру-
ющий поток, который вместе со свежим сырьем закачивается из ректифи-
кационной колонны установки коксования в печь установки коксования.
Промытые пары проходят через укрепляющую часть колонны. Для отбора
тепла из колонны используют поток циркуляционного орошения тяжело-
го газойля, который выводят с лотка отбора; он конденсирует основную
часть паров тяжелого газойля и охлаждает восходящие пары. Тепло этого
горячего циркуляционного орошения тяжелого газойля используется для
выработки водяного пара. Товарный тяжелый газойль частично охлаждают
в генераторе пара, а затем в воздушном холодильнике до температуры,
с которой его выдают на хранение. Товарный легкий газойль освобождают
от легких фракций в отпарной колонне, частично охлаждают в генераторе
пара, а затем в воздушном холодильнике до температуры, с которой его
выдают на хранение.
Из ректификационной колонны выводят тощее поглотительное масло
для газоразделения, которое охлаждают сначала посредством теплообмена
с насыщенным поглотительным маслом, а затем в воздушном холодильни-
ке, после чего подают в верхнюю часть поглотительного абсорбера газо-
разделения. Насыщенное поглотительное масло возвращается в ректифи-
кационную колонну после подогрева посредством теплообмена с «тощим»
поглотительным маслом.
Пары верхнего продукта колонны частично конденсируются в конден-
саторе, из которого смесь поступает в сборник верхнего продукта, где
пары отделяются от жидкости и через клапан-регулятор давления направ-
ляются в газовый компрессор секции улавливания газов. Часть жидких
190
Справочник по переработке нефти
углеводородов из сборника верхнего продукта возвращают на орошение
колонны, а остальную жидкость подают вместе с парами на установку
улавливания газов. Из сборника верхнего продукта колонны выводят
также кислую воду, которую откачивают на общезаводские очистные
сооружения.
Секция улавливания паров
Пары из сборника верхнего продукта ректификационной колонны поступа-
ют в приемный сепаратор на стороне всасывания компрессора, а из него —
в двухступенчатый компрессор газа коксования С-151 (см. рис. 6-2). По-
ток со стороны нагнетания 1-й ступени проходит через межступенчатый
конденсатор в промежуточную емкость компрессора. Для предотвращения
цианидной коррозии оборудования, расположенного ниже по технологиче-
ской цепочке, в этот поток закачивают кислую воду из сборника питания
абсорбера-десорбера V-153. Пары из промежуточной емкости компрессора
поступают на 2-ю ступень компрессора.
Жидкие углеводороды из промежуточной емкости компрессора пода-
ются насосом в конденсатор питания абсорбера-десорбера Е-152, а кислая
вода — в холодильник верхнего продукта ректификационной колонны
установки коксования. Пары из 2-й ступени компрессора соединяются
со следующими потоками: паром из десорбера, кислой водой из сборника
верхнего продукта ректификационной колонны и жидкими углеводорода-
ми из промежуточной емкости компрессора.
Объединенный поток охлаждают в конденсаторе Е-152 питания
абсорбера-десорбера. Охлажденная парожидкостная смесь из кон-
цевого холодильника Е-153 поступает в сборник питания абсорбера-
десорбера V-153. Жидкие углеводороды из этого сборника насосом пи-
тания подаются в абсорбер-десорбер, а кислую воду из него направляют
в межступенчатый конденсатор компрессора.
В десорбере отгоняются легкие углеводороды. Жидкость из куба этой
колонны через теплообменник Е-161 питания/кубовой жидкости дебу-
танизатора направляют в дебутанизатор V-157. Пары из десорбера воз-
вращаются в конденсатор Е-152 питания абсорбера-десорбера. Десорбер
оснащен кипятильником, который обогревается водяным паром. Кислую
воду выводят из десорбера в сепаратор воды (на рис. 6-2 не показан), а за-
тем выдают за границы установки.
Пары из сборника питания абсорбера-десорбера поступают в куб аб-
сорбера, где они контактируют с противоточным потоком «тощего» мас-
ла, в состав которого входят нестабильный бензин из сборника верхне-
го продукта ректификационной колонны и охлажденная нафта из куба
НАСОС ПРИЕМНОГО ПРИЕМНЫЙ
СЕПАРАТОРА СЕПАРАТОР
КОМПРЕССОРА КОМПРЕССОРА
Р-151 V-151
МЕЖСТУПЕНЧАТЫЙ ПРОМЕЖУТОЧНАЯ
КОНДЕНСАТОР ЕМКОСТЬ
КОМПРЕССОРА КОМПРЕССОРА
Е-151 V-152
АБСОРБЕР- ПОГЛОТИТЕЛЬНЫЙ СЕПАРАТОР
ХВОСТОВОГО V-157
ГАЗА
V-156
ДЕСОРБЕР АБСОРБЕР
V-154
V-155
ДЕБУТАНИЗАТОР КОНДЕНСАТОР ВЕРХНЕГО
ПРОДУКТА ДЕБУТАНИЗАТОРА
Е-162
ЖИДКОСТЬ ИЗ ЕМКОСТИ
ВЕРХНЕГО ПРОДУКТА
РЕКТИФИКАЦИОННОЙ
КОЛОННЫ КОКСОВАНИЯ
ЛАРЫ ИЗ ЕМКОСТИ
ВЕРХНЕГО ПРОДУКТА
РЕКТИФИКАЦИОННОЙ КОЛОННЫ
ХОЛОДИЛЬНИК кислой
ВОДЫ ИЗ ВЕРХНЕГО ПРОДУКТА ’
РЕКТИФИКАЦИОННОЙ КОЛОННЫ
ТОЩЕЕ ПОГЛОТИТЕЛЬНОЕ МАСЛО
ИЗ РЕКТИФИКАЦИОННОЙ КОЛОННЫ
КИСЛАЯ ВОДА ИЗ ЕМКОСТИ .
ВЕРХНЕГО ПРОДУКТА
РЕКТИФИКАЦИОННОЙ КОЛОННЫ
СБОРНИК ПИТАНИЯ
АБСОРБЕРА-ДЕСОРБЕРА
V-153
ВЕРХНИЙ КИПЯТИЛЬНИК
АБСОРБЕРА-ДЕСОРБЕРА
Е-159
КОМПРЕССОР
ГАЗА КОКСОВ/
С-151
НАСЫЩЕННОЕ ПОГЛОТИТЕЛЬНОЕ ч—
МАСЛО В РЕКТИФИКАЦИОННУЮ КОЛОННУ
t
£Г\
О. В.
НАСОС
ТОЩЕГО
МАСЛА
Р-154
КОЛОННА
РАЗГОНКИ
НАФТЫ
V-156
НАСОС ВЕРХНЕГО ПРОДУКТА
КОЛОННЫ РАЗГОНКИ
Е-156
КОНЦЕВОЙ
/ХОЛОДИЛЫ-И
' Е-153
ДЕСОРБЕРА ‘
Р-153
КОНЦЕВОЙ холодильник
ТОЩЕГО МАСЛА
Е-154
ХОЛОДИЛЬНИК ТОЩЕГО
МАСЛА Е-155
НИЖНИЙ КИПЯТИЛЬНИК
АБСРБЕРА-ДЕСОРБЕРА
Е-160
СБОРНИК ВЕРХНЕГО
ПРОДУКТА ДЕБУТАНИЗАТОРА
ГАЗ КОКСОВАНИЯ
НАСОС
ПРОМЕЖУТОЧНОЙ
ЕМКОСТИ
КОМПРЕССОРА
Р-152 ----••
КОНДЕНСАТОР ПИТАНИЯ
АБСОРБЕРА-ДЕСОРБЕРА
Е-152 •
Е-159
ХОЛОДИЛЬНИК
ТОЩЕГО МАСЛА
Е-157
КИСЛАЯ ВОДА В ОТПАРНУЮ
КОЛОННУ кислой воды
НАСОС ВЕРХНЕГО
ПРОДУКТА ДЕБУТАНИЗАТОРА
Р-155
КИПЯТИЛЬНИК
ДЕБУТАНИЗАТОРА
Е-163
ЦИРКУЛЯЦИОННОЕ ОРОШЕНИЕ ТКГО
В РЕКТИФИКАЦИОННУЮ КОЛОННУ
i Е-156
О. В.
КОНЦЕВОЙ ХОЛОДИЛЬНИК
ТОЩЕГО МАСЛА
Е-156
СУГКОКСОВАНИЯ
ТЕПЛ ОБМЕННИК ПИТАНИЯ/
КУБА ДЕБУТАНИЗАТОРА
Е-161
ЦИРКУЛЯЦИОННОЕ
ОРОШЕНИЕ ТКГО
ТЯЖЕЛАЯ НАФТА КОКСОВАНИЯ
КОНДЕНСАТОР ВЕРХНЕГО
ПРОДУКТА КОЛОННЫ РАЗГОНКИ
Е-164
СБОРНИК ВЕРХНЕГО
) ПРОДУКТА КОЛОННЫ РАЗГОНКИ
J V-160
ХОЛОДИЛЬНИК ВЕРХНЕГО
ПРОДУКТА КОЛОННЫ РАЗГОНКИ
ЛЕГКАЯ НАФТА КОКСОВАНИЯ
---------► ТЕПЛООБМЕННИК НАСЫЩЕННОГО/
ТОЩЕГО ПОГЛОТИТЕЛЬНОГО МАСЛА
О. В. р-156
КИПЯТИЛЬНИК КОЛОННЫ РАЗГОНКИ
О. в.
КУБОВЫЙ НАСОС ХОЛОДИЛЬНИК
КОЛОННЫ РАЗГОНКИ ТЯЖЕЛОЙ НАФТЫ
Р-157 Е-167
Рис. 6-2. Замедленное коксование (секция улавливания паров). О. В. — охлаждающая вода
Переработка остаточного сырья 191
192
Справочник по переработке нефти
дебутанизатора V-157. Насыщенное масло из куба абсорбера поступает
в концевой холодильник питания абсорбера-десорбера Е-153.
Пары из верхней части абсорбера поступают в куб поглотительного аб-
сорбера V-155, где они контактируют с противоточным потоком холодного
«тощего» (регенерированного) поглотительного масла. Поглотительный
абсорбер позволяет снизить потери нафты в сеть топливного газа. Хвосто-
вой газ из верхней части поглотительного абсорбера поступает в сепаратор
хвостового газа V-156, где отделяется унесенная жидкость, после чего газ
направляется за границы установки. Насыщенное поглотительное масло
из куба поглотительного абсорбера выдается в ректификационную колон-
ну установки коксования.
В дебутанизаторе V-157 жидкость из десорбера разделяется на два про-
дукта: верхний (С3/С4) и кубовый (нафту). В кипятильнике дебутанизато-
ра теплоносителем служит циркуляционное орошение тяжелого газойля
коксования (ТКГО) из ректификационной колонны установки коксования.
Нафта из куба дебутанизатора охлаждается в теплообменнике пита-
ния/куба дебутанизатора и в кипятильнике абсорбера-десорбера. Балан-
совый поток нафты клапаном-регулятором уровня в дебутанизаторе выво-
дится в колонну разгонки нафты V-159. Поток холодной нафты в качестве
абсорбента возвращается насосом «тощего» масла в абсорбер. Верхний
продукт дебутанизатора после конденсации его паров в конденсаторе
Е-162 накапливается в сборнике верхнего продукта V-158. Все несконден-
сированные пары из этого сборника сбрасываются в приемный сепаратор
компрессора, а жидкие углеводороды насосом откачиваются на орошение
дебутанизатора и выдаются в качестве товарного продукта С3/С4.
В колонне V-159 нафту из дебутанизатора разгоняют на легкую и тя-
желую нафту коксования. В кипятильнике этой колонны теплоносите-
лем служит циркуляционное орошение ТКГО. Верхний продукт колон-
ны V-159 после конденсации его паров поступает в сборник верхнего
продукта, откуда он насосом откачивается на орошение колонны разгонки
нафты и выдается как товарная легкая нафта. Тяжелая нафта коксования
из куба колонны V-159 через холодильник кубового продукта откачивается
за границы установки.
Пары легких углеводородов из отстойника системы сдувки направляются
в систему улавливания топливного газа.
Выработка водяного пара
Тепло, отводимое из ректификационной колонны с потоком циркуляцион-
ного орошения тяжелого газойля, используется для обогрева кипятильни-
ков колонн в секции улавливания паров. От циркуляционного орошения
Переработка остаточного сырья
193
может быть отобрано добавочное количество тепла, идущее на выработку
водяного пара и подогрев питательной воды.
Выгрузка кокса
Операция выгрузки кокса состоит из следующих этапов:
1. Пропарка. Заполненную коксом коксовую камеру пропаривают
до полного удаления любых остатков жидких углеводородов. Смесь
водяного пара с углеводородами сначала подают в ректификационную
колонну, а затем в систему сдувки, где углеводороды улавливаются.
2. Охлаждение. Коксовую камеру заполняют водой, давая ей охладиться
ниже 93 °C. Пар, образовавшийся во время охлаждения, конденсиру-
ется в системе сдувки, причем конденсат перерабатывается за грани-
цами установки.
3. Дренирование. Охлаждающую воду сливают из коксовой камеры
и улавливают для повторного использования.
4. Снятие крышек. Для подготовки к выгрузке кокса снимают верхнюю
и нижнюю крышку камеры.
5. Выгрузка кокса. Наиболее распространенным способом резки явля-
ется гидравлическая выгрузка кокса. Для резки кокса и выгрузки его
из камеры используют высоконапорную струю воды. Воду отделяют
от коксовой мелочи и пыли и используют повторно.
6. Установка крышек на место и испытание. После установки крышек
на место камеру уплотняют, продувают и опрессовывают.
7. Разогрев. Для разогрева холодной коксовой камеры используют во-
дяной пар и пары из горячей коксовой камеры. Сконденсированную
воду направляют в емкость системы сдувки, а сконденсированные
углеводороды — либо в ректификационную колонну установки кок-
сования, либо в емкость системы сдувки.
8. Коксование. В разогретую коксовую камеру подают сырье, и цикл по-
вторяют на другой камере.
Рабочие условия
В табл. 6-1 приведены рабочие условия на установке замедленного коксо-
вания, перерабатывающей вакуумный остаток смеси легкой аравийской
и кувейтской нефтей. Основными параметрами, влияющими на выход
и качество продуктов, являются температура, давление и коэффициент
рециркуляции. Влияние температуры, давления и коэффициента рецир-
194
Справочник по переработке нефти
куляции и их корреляции с выходами на установке коксования подробно
обсуждаются в работах Кастильони1 и Деблана и Эллиота2.
Таблица 6-1. Рабочие условия на установке замедленного коксования
Рабочий параметр Ед. изм.
Температура на выходе из змеевика печи °C 497
Температура на выходе из коксовой камеры °C 428
Давление в коксовой камере МПа изб. 0,169
Температура эвапорационной зоны °C 398
Коэффициент рециркуляции (для суммарного сырья) 1,24
Температура верха колонны °C 96
Давление в сборнике верхнего продукта МПа изб. 0,074
Температура
Содержание горючих летучих веществ (VCM) в товарном коксе регули-
руют путем изменения температуры. Как правило, кокс вырабатывают
с VCM между 6 и 8 %. Кокс с таким содержанием летучих веществ имеет
более высокую твердость и может отвечать требованиям к анодному кок-
су, если содержание примесей укладывается в допустимые пределы. При
постоянном давлении в коксовой камере и неизменном коэффициенте
рециркуляции выход кокса с ростом температуры в камере снижается.
При чрезмерно низких температурах коксования реакции коксования про-
текают недостаточно полно, в результате чего образуется пек, или мягкий
кокс. При чрезмерно высоких температурах образуется слишком твердый
кокс, который с помощью гидравлических резаков удаляется из коксовой
камеры с трудом.
Поскольку все тепло, необходимое для протекания эндотермических
реакций коксования, передается в печи, повышение температуры означа-
ет увеличение риска закоксовывания печных труб и трансферных линий.
Поэтому на практике температура на выходе из печи и соответствующая
температура паров в коксовой камере должны поддерживаться в доста-
точно узких пределах.
Давление
Повышение давления при постоянной температуре приводит к удержива-
нию более тяжелых углеводородов в коксовой камере, в результате чего
растет выход кокса и несколько увеличивается выход газа. Поэтому для
того чтобы до предела снизить выход кокса и увеличить выход дистиллята,
Переработка остаточного сырья
195
установки замедленного коксования проектируются на минимально воз-
можное рабочее давление. Снижение давления приводит к увеличению
затрат в системе обработки паров. Диапазон рабочих давлений находится
в интервале от 0,10 до 0,24 МПа изб.
Коэффициент рециркуляции
Коэффициент рециркуляции оказывает, в общем, такое же влияние на рас-
пределение продуктов, как и давление: с увеличением коэффициента
рециркуляции растет выход кокса и газа и снижается выход жидких про-
дуктов. Циркуляция используется в первую очередь для регулирования
температуры конца кипения газойля коксования. Как правило, на НПЗ
стараются поддерживать минимально возможный — при данных качестве
продуктов и условиях работы установки — коэффициент рециркуляции.
Длительность пробега установки коксования
Длительность пробега между остановами установки для удаления кокса
из печей, которая является немаловажным параметром процесса пере-
работки тяжелого сырья с высокой коксуемостью по Конрадсону, суще-
ственно зависит от качества сырья и рабочих условий. Хотя точно оценить
длительность пробега не представляется возможным, для максимального
теплового потока в радиантной секции печи от 31,6 до 37,9 кВт/м2 и при
скоростях в трубах (в пересчете на холодное сырье) порядка 1,8 м/с она
составляет, как правило, 9—12 месяцев. Для оптимизации времени пре-
бывания в змеевике и скорости в трубах в поток сырья в трубах вводят
водяной пар.
Выходы и качество продуктов коксования
Выходы и качество продуктов на типичной установке коксования, пере-
рабатывающей ближневосточное сырье, приведены в табл, с 6-2 по 6-7.
Свойства кокса и его конечное применение
В зависимости от свойств сырья данной установки замедленного коксова-
ния и условий переработки на ней, свойства кокса и его конечное примене-
ние могут изменяться в широких пределах. Кокс, получаемый на установке
коксования, называют зеленым коксом. Зеленый кокс состоит в основном
из углерода, но, кроме того, содержит до 10—15 % летучих углеводородов,
а также другие примеси (например, серу, ванадий, никель или азот). При
196
Справочник по переработке нефти
Таблица 6-2. Энергозатраты на установке замедленного
коксования (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Топливо ГДж 0,904
Пар ГДж -0,074
Электроэнергия кВтхч 7,35
Охлаждающая вода мэ 7,42
Таблица 6-3. Выходы на установке замедленного
коксования (сырье — вакуумные остатки)
Компонент Сырье 1, масс, доли Сырье 2, масс, доли
Сырье
Необессеренный вакуумный остаток 1,0000
Обессеренный вакуумный остаток 1,0000
Суммарное сырье 1,0000 1,0000
Продукты
Кислый газ 0,0141 0,0050
Сбросной газ коксования 0,0809 0,0830
Легкая нафта коксования 0,0430 0,0200
Тяжелая нафта коксования 0,0850 0,0695
Керосин коксования 0,1750
Дизельная фракция коксования 0,2220 0,2550
Газойль коксования 0,2360 0,1690
Кокс 0,3190 0,2135
Потери 0,0100
Сумма продуктов 1,0000 1,0000
Сырье 1: смесь легкой аравийской и кувейтской нефти.
Сырье 2: обессеренный вакуумный остаток кувейтской нефти.
Таблица 6-4. Выход газа на установке замедленного коксования
(сырье — необессеренный вакуумный остаток)
Компонент Масс. % на сырье
н2 0,03
H2S 1,41
С! 1,94
С2= 0,27
С2 1,85
Сэ= 0,62
Сэ 1,58
и-С4 0,24
С4= 0,73
н-С4 0,83
Сумма (включая кислый газ) 9,50
Переработка остаточного сырья
197
Таблица 6-5. Качество сырья и продуктов (необессеренное сырье)
Свойство Ед. изм. Сырье С5—79 °C 79—179 °C Выше 177 °C Кокс
Плотность “API 7,3 74 56,6 26,8
Отн. плотность 1,0195 0,6886 0,7523 0,8939
Сера масс. % 4,7 0,4 0,9 2,9 6,2
Азот мг/кг 100 200 1500
ПОНА* об. % 50/46/3/1 30/40/20/10
Бромное число 100 70 25
ОЧ/ИМ** Вязкость при 50 °C мм2/с 81 4
Ванадий мг/кг 0,2 229
Никель мг/кг 0,3 50
Коксуемость масс. % 21,2 0,1
по Конрадсону Летучие масс. % 10
-'ПОНА — Парафины/Олефины/Нафтены/Ароматика.
-*Октановое число по исследовательскому методу.
Таблица 6-6. Типичные технические требования к коксу
Тип Ед. изм. Губчатый кокс Игольчатый кокс
Применение Аноды Электроды
Зеленый кокс
Сера масс. % <3 <1,5
Металлы
V мг/кг <350
Ni мг/кг <300
Si мг/кг <150
Fe мг/кг <270
Летучие соединения <12 <6
Прокаленный кокс
Влажность масс. % <0,5 <0,5
Летучие соединения масс. % <0,5
Зола масс. % 0,5 0,5
Сера масс. % <3,0 <1,50
Металлы
V мг/кг <350
Ni мг/кг <300
Si мг/кг <150
Fe мг/кг <270
Плотность г/смэ
200 меш, реальная плотность 2,04—2,08 >2,12
Насыпная плотность с виброуплотнением >0,80
Коэффициент теплового расширения 1/°С х IO’7 <40 <4
*Размер частиц 200 меш соответствует 0,076 мм. — Прим, перев.
ф
00
Таблица 6-7. Качество сырья и продуктов (обессеренное сырье)
Свойство Ед. изм. Сырье Легкая нафта Тяжелая нафта Керосин Дизельное топливо Газойль Кокс
Плотность “API 14 82,5 63,6 44,2 29,8 19,2
Относительная плотность 0,9725 0,6612 0,7253 0,8054 0,8772 0,9390
Реальная плотность г/см3 2,105
Разгонка по ASTM D-86 °C
10% 546 48 89 166 287 381
50% 52 101 199 321 444
90% 64 124 247 369 500
Содержание серы масс. % 1,51 0,1 0,1 0,27 0,79 1,2 2,67
Содержание азота мг/кг 100 2300
ПОНА об. %
Бромное число
Температура кристаллизации “С -48,1
Температура застывания °C 3,4
ОЧ/ИМ 81,8 73,7
Вязкость при 50 °C мм2/с 25,6
Содержание металлов
Ванадий мг/кг 150
Никель мг/кг 80
Натрий мг/кг 90
Коксуемость по Конрадсону масс. % 12,3
Летучие соединения масс. % 9,5
Справочник по переработке нефти
Переработка остаточного сырья
199
достаточно низком содержании примесей зеленый кокс может оказаться
пригодным для прокалки. Зеленый кокс более высокого качества часто на-
зывают коксом «анодного качества». Прокалка заключается в нагревании
зеленого кокса для удаления из него летучих компонентов и улучшения его
электропроводности. Полученный прокаленный кокс используется при
производстве алюминия, диоксида титана, а также для увеличения содер-
жания углерода при выплавке чугуна и стали. Не пригодный для прокалки
нефтяной кокс, применяемый в качестве топлива, называют «топливным
коксом». Высокое содержание серы в этом коксе нередко лимитирует его
применение на электростанциях, так что главным потребителем топлив1
ного кокса является цементная промышленность: здесь примеси, при-
сутствующие в топливе, адсорбируются цементом и не выбрасываются
в атмосферу.
В зависимости от физических свойств нефтяного кокса (таких, напри-
мер, как текстура, пористость, электрическое сопротивление и коэффи-
циент теплопроводности), его можно, вообще говоря, разделить на две
группы: губчатый и игольчатый. Типичные свойства этих видов нефтяного
кокса приведены в табл. 6-6.
Губчатый кокс
Губчатый кокс представляет собой нефтяной кокс среднего качества, выра-
батываемый в основном из неароматического сырья. Главным единичным
потребителем губчатого кокса является алюминиевая промышленность,
где он используется для изготовления анодов. На 1 т выплавляемого алю-
миния расходуется приблизительно 0,4—0,5 т анодов, которые изготав-
ливают путем смешивания нефтяного кокса с каменноугольной смолой.
Ниже приводятся характеристики прокаленного кокса.
• Сера. Содержание серы в прокаленном нефтяном коксе анодных ма-
рок варьируется в пределах от 0,5 до 3 %. Поскольку сера ингибирует
нежелательные побочные реакции с воздухом и диоксидом углерода,
ее присутствие в прокаленном нефтяном коксе позволяет улучшить
эксплуатационные свойства анода. Однако в большинстве случаев
допустимое содержание серы ограничивается природоохранными
нормативами в районах размещения плавильных заводов.
• Металлы. Металлы являются примесями, оказывающими негативное
воздействие на чистоту алюминия и других выпускаемых продук-
тов. Так, ванадий способствует взаимодействию с воздухом и ухуд-
шает проводимость выработанного алюминия. Кальций и натрий
200
Справочник по переработке нефти
обнаруживают заметное отрицательное влияние на взаимодействие
с СО2 и воздухом.
• Плотность. Кажущаяся и насыпная плотность являются параметра-
ми, которые определяют плотность анода, изготовленного из данного
материала. Кроме того, они оказывают существенное влияние и на ко-
личество образующегося пека (каменноугольной смолы), исполь-
зуемого в качестве связующего при изготовлении анодов из кокса.
Считается, что чем больше плотность кокса, тем выше его качество.
• Реакционная способность по отношению к воздуху и СО2. При рабо-
чей температуре анода порядка 980 °C углерод реагирует с горячим
воздухом, окружающим анод, а также с продуктом этой реакции СО2.
Типичными величинами реакционной способности по отношению
к воздуху и СО2 являются, соответственно, 10 и 0,1 % в минуту.
• Размер частиц. Как правило, для получения исходного материала,
пригодного для изготовления анодов, около 30—35 % частиц в про-
каленном коксе должны иметь крупность не менее 6,35 мм.
Игольчатый кокс
Игольчатый кокс используется для изготовления графитовых стержней
большого диаметра (610—710 мм) для электродов мощных электропечей.
Используемый материал должен иметь высокую плотность, малое удельное
электрическое сопротивление, высокую прочность и предельно низкий
коэффициент теплового расширения (КТР).
Этот материал вырабатывается из ароматического сырья. Кроме того,
сырье должно иметь очень низкое содержание серы, металлов и асфаль-
тенов. Лучше всего в качестве сырья подходят такие продукты НПЗ, как
смолы термического крекинга, декантированное масло или суспензия
катализатора в масле с установки каталитического крекинга и экстракты
с установок селективной очистки смазочных масел.
Для выработки игольчатого кокса требуется повышение температуры
в коксовой камере, приводящее к снижению КТР полученного кокса. При
этом, однако, одновременно интенсифицируется коксование в печных
трубах и увеличивается время резки кокса, так как кокс становится более
твердым. Из литературы известно, что при повышении температуры в кок-
совой камере на 8 °C КТР кокса снижается на 30 %, но одновременно втрое
увеличивается время резки кокса3.
Переработка остаточного сырья
201
ВИСБРЕКИНГ
Висбрекинг, являющийся процессом мягкого термического крекинга4,
предназначен для уменьшения вязкости и понижения температуры за-
стывания остатка с целью получения более качественного компонента
котельного топлива. В этом процессе вырабатываются крекинг-газ, бен-
зин/нафта, газойль и смола термического крекинга. Для приготовления
котельного топлива газойль смешивают со смолой термического крекинга.
В результате термического крекинга снижается вязкость и температура за-
стывания остатка и, следовательно, снижается потребность в разбавителе
при получении котельного топлива из этого остатка. Таким образом, сокра-
щается общая выработка котельного топлива. Вторым аргументом в пользу
применения этого процесса является некоторое уменьшение содержания
серы. Хотя в этом отношении висбрекинг и не является сколько-нибудь
эффективным процессом, однако некоторое количество серы из топлива
все-таки выводится.
Процесс висбрекинга
Сырьем установки является вакуумный остаток, с температурой 354 °C по-
ступающий с установки вакуумной перегонки (см. рис. 6-3). Сырье подают
насосом Р-101 в печь висбрекинга Н-101А и 101В, где оно подогревается
до 493 °C. Печь висбрекинга — одноходовая, с регулируемым градиентом,
коробчатого типа, с секцией предварительного нагрева и двумя реакци-
онными змеевиками. Профиль температур в печи висбрекинга показан
на рис. 6-4. На входе в реакционные змеевики имеются штуцеры для по-
дачи воды, хотя во время нормальной работы закачку воды не производят.
Обычно одна печь находится в работе, а другая — в резерве.
Поскольку в ходе пробега в трубах образуется кокс, задействуются ста-
ционарные устройства для удаления его водяным паром и воздухом. Пред-
положительно во время удаления кокса температура стенки трубы может
вырасти максимум до 760 °C. Змеевик рассчитан на перепад давления,
равный приблизительно 130 % перепада давления для чистой трубы.
Поток на выходе из печи «закаливают» до 400 °C, смешивая с крекинг-
газойлем из отпарной колонны газойля. Охлажденный поток из печи по-
ступает в главную ректификационную колонну V-101, насчитывающую
27 тарелок. В колонне смесь разделяют на газ, бензин, крекинг-нафту
и газойль. В сборнике нестабильной нафты V-103 собирается жидкость
из конденсатора Е-105 паров из верхней части колонны. Эту жидкость воз-
вращают на орошение главной ректификационной колонны. Несконденси-
рованные пары из V-103 дополнительно охлаждаются в Е-103. Полученная
ПЕЧИ ВИСБРЕКИНГА РЕКТИФИКАЦИОННАЯ ОТПАРНАЯ КОНДЕНСАТОР СБОРНИК СБОРНИК ПИТАНИЯ КОЛОННА СБОРНИК ВЕРХНЕГО
Н-101А, 101В КОЛОННА КОЛОННА НАФТЫ НЕСТАБИЛЬНОЙ КОЛОННЫ СТАБИЛИЗАЦИИ ПРОДУКТА КОЛОННЫ
V-101 ГАЗОЙЛЯ ВИСБРЕКИНГА НАФТЫ ВИСБРЕКИНГА СТАБИЛИЗАЦИИ НАФТЫ СТАБИЛИЗАЦИИ
Р-105 о.В.
S
Е
СЫРЬЕ —
ВАКУУМНЫЙ
ОСТАТОК
Р-101
ОСТАТОК
ВИСБРЕКИНГА
Рис. 6-3. Установка висбрекинга. О. В. — охлаждающая вода
Переработка остаточного сырья
203
М3 ОТ ВЫХОДА ИЗ ЗМЕЕВИКА
М3/СУТ МОЩНОСТИ ПЕЧИ
Рис. 6-4. Градиент температур в печи висбрекинга
жидкость накапливается в сборнике V-104 питания колонны стабилизации
нафты, откуда нестабильную нафту подают в колонну стабилизации (де-
бутанизатор) V-105 с 26 тарелками (где отгоняются все газы до С4 включи-
тельно), а стабильную нафту выводят из куба.
Газойлевую фракцию отбирают сбоку главной ректификационной ко-
лонны и направляют в отпарную колонну газойля V-102, в которой из нее
отгоняют водяным паром легкие компоненты. Газойль из куба отпарной
колонны насосом Р-105 подают на «закалку» потока из печи висбрекинга.
Для того чтобы свести к минимуму коксование в кубе ректификаци-
онной колонны, температуру в кубе поддерживают на уровне 343 °C,
выводя часть кубового продукта и возвращая его в куб колонны после
охлаждения теплообменом со свежим сырьем висбрекинга и в воздушном
холодильнике.
Основной поток кубового продукта насосом Р-102 подают в отпарную
колонну остатка V-107, где из него паром среднего давления отпаривают
легкие компоненты и газ. Кубовый продукт отпарной колонны (целевой
продукт висбрекинга) охлаждают в теплообменниках Е-112 и Е-113 и от-
правляют на хранение.
Рабочие условия на установке висбрекинга представлены в табл. 6-8.
Выходы на установке висбрекинга, энергозатраты, свойства сырья и про-
дуктов приведены в табл, с 6-9 по 6-12.
204
Справочник по переработке нефти
Важнейшими параметрами процесса являются качество сырья, темпера-
тура крекинга и время пребывания масла в змеевике. Сырьем установки
висбрекинга является либо мазут, либо вакуумный остаток. Наиболее под-
ходящим сырьем считают остатки парафинистых нефтей, так как после
висбрекинга у них значительно снижается температура застывания. Для
того чтобы контролировать напряженность режима работы, обычно оце-
ниваемую по количеству выработанного бензина, необходимо строго вы-
держивать профиль температур в змеевике и время пребывания (рис. 6-4).
Повышение температуры сверх оптимальной может привести к выработке
нестабильного продукта висбрекинга и к более частому закоксовыванию
змеевиков висбрекинга, т. е. к сокращению пробега.
Таблица 6-8. Рабочие условия на установке висбрекинга производительностью
1214 м3/сут вакуумного остатка нефти «Дариус» (Иран)
Рабочий параметр Ед. изм.
Секция предварительного нагрева
(конвекционная секция + один
радиантный змеевик)
Температура на входе сырья °C 354
Температура на выходе °C 427
Тепловая нагрузка МВт 3,14
Тепловой поток кВт/°С 5,275
Первая реакционная секция
Температура на входе °C 427
Температура на выходе °C 473
Тепловая нагрузка МВт 2,64
Объем змеевика м3 2,63
Вторая реакционная секция
Температура на входе °C 473
Температура на выходе °C 493
Тепловая нагрузка МВт 3,78
Объем змеевика м3 2,63
Секция перегрева пара
(конвекционный змеевик)
Давление на входе МПа абс. 1,17
Температура на входе °C 188
Давление на выходе МПа абс. 1,10
Температура на выходе °C 316
Переработка остаточного сырья
205
Таблица 6-9. Выходы на установке висбрекинга
Компонент Вакуумный остаток, масс, доли Атмосферный остаток, масс, доли
Сырье
Атмосферный остаток 1,0000
Вакуумный остаток 1,0000
Суммарное сырье 1,0000 1,0000
Продукты
н2 0,0001
H2S 0,0053
С, 0,0047
с2= 0,0006
с2 0,0047
С3= 0,0026
С3 0,0051
и-С4 0,0015
С4 0,0063
н-С4 0,0069
h-Cs 0,0061
cs= 0,0061
h-Cs 0,0023
Газы, сумма 0,0250
Легкий бензин 0,0198
Нафта 0,0437 0,0750
Газойль 0,1455 0,2400
Остаток «370 °C и выше» 0,7387 0,6600
Сумма 1,0000 1,0000
Таблица 6-10. Энергозатраты на установке висбрекинга
(в расчете на 1 т сырья — вакуумного остатка)
Энергоносители Ед. измерения Потребление
Топливо ГДж 1,900
Пар ГДж -0,688
Электроэнергия кВтхч 6,1840
Обессоленная вода м3 0,1169
Охлаждающая вода м3 5,9200
Таблица 6-11. Свойства сырья и продуктов висбрекинга (сырье — вакуумный остаток иранской нефти)
Свойство Ед. изм. Сырье Легкий крекинг-бензин Крекинг-нафта Крекинг- газойль Смола висбрекинга
Плотность ° API 4,8 73,9 52,3 34 4,4
Относительная плотность 1,0382 0,6889 0,7699 0,8550 1,0412
Диапазон кипения по ИТК °C С5—82 82—166 166—354
Содержание серы масс. % 6,28 0,34 0,57 1,35 6,32
Вязкость
при 50 °C мм2/с 450000 2 300000
при 99 °C мм2/с 2300 1200
при 149 °C мм2/с 130 72
при 260 °C мм2/с 7,2
Молекулярная масса 690 77 106,7 193 480
Характеристический фактор UOP «К» 11,6
Температура застывания °C 57 -1 16
206 Справочник по переработке нефти
Таблица 6-12. Свойства сырья и продуктов висбрекинга (сырье — атмосферный остаток)
Свойство Ед. изм. Сырье Смола висбрекинга
Плотность °АР1 17,7 21,5
Относительная плотность 0,9484 0,9248
Вязкость
при 50 °C мм2/с 175
при 99 °C мм2/с 22 10
Температура застывания °C 10 4
Сухой осадок масс. % 0,15
Переработка остаточного сырья
207
Удаление кокса из печных труб
Для удаления кокса в трубы печи сначала подают пар давлением 3,11 МПа
изб., отключают горелки и останавливают сырьевой насос, а затем в те-
чение нескольких минут продувают печные трубы в колонну. После этого
подачу пара отключают и отсекают печь заглушками.
Трубы, из которых предполагается удалить кокс, соединяют по входу
и выходу печи и в точку входа подают пар давлением 1,04 МПа изб. Для
того чтобы подогреть секцию для приема пара с температурой до 430 °C,
зажигают одну или несколько горелок. В линию выхода подают воду, для
того чтобы температура не поднималась выше 120 °C. По прошествии одно-
го часа, в течение которого из кокса отпарятся все летучие компоненты,
очень постепенно вводят воздух (давлением 0,72 МПа абс.) для выжигания
углерода. За ходом выжигания можно наблюдать через смотровые глаз-
ки печи по сравнительно узкой полоске красного цвета на раскаленных
трубах, которая плавно смещается к выходу по мере выгорания кокса.
Расход воздуха регулируют таким образом, чтобы цвет трубы оставался
темно-красным.
Компоновка трубной обвязки позволяет реверсировать направление
потока воздуха и пара при появлении локального пятна чрезмерного
перегрева (более 700 °C). По завершении операции удаления кокса трубы
последовательно охлаждают паром, затем воздухом, а на заключительном
этапе подают воду и, очень плавно увеличивая ее расход, вымывают всю
оставшуюся летучую золу. После этого воду из печи сливают.
Длительность регенерации
Длительность регенерации, или удаления кокса из змеевика печи висбре-
кинга, рассчитывают простым способом.
Пример 6-1
Ниже приводятся параметры реального змеевика висбрекинга. Требуется
оценить время, необходимое для удаления кокса из змеевика. Допустим,
что коксование происходит в трубах, работающих при температуре выше
430 °C. Тепловыми потерями и содержанием водорода в коксе можно
пренебречь.
Номинальный диаметр змеевика висбрекинга = 4 дюйма = 101,6 мм.
Условная прочность стенки трубы змеевика = 80.
Внутренний диаметр змеевика висбрекинга = 3,826 дюйма = 97,18 мм.
208
Справочник по переработке нефти
Общая длина змеевика висбрекинга = 5080 фут = 1548,4 м.
Длина участка змеевика с рабочей температурой выше 427 °C =
2300 фут = 701 м.
Решение
Принимая толщину слоя кокса, отложившегося в трубах, равной 3/16 дюй-
ма (или 4,76 мм), объем его (в м3) составляет:
3,14 х 0,09718 х 701 х 0,00476 = 1,018 м3.
Условно принимаем, что плотность кокса 75 фунт/фут3 = 1202 кг/м3.
Масса отложившегося кокса = 1202 х 1,018 = 1224 кг.
Теплота сгорания
Примем в качестве допущения, что отложения кокса в змеевике состоят
на 92 % из углерода и на 8 % из серы. Тогда:
Теплота сгорания углерода = 1224 х 0,92 х 32,8 = 36940 МДж - 36,94 ГДж.
Теплота сгорания серы = 1224 х 0,08 х 9,3 = 911 МДж = 0,91 ГДж.
Суммарная теплота = 37,85 ГДж.
Длительность регенерации
Предположим, что для удаления кокса используется перегретый пар с тем-
пературой 430 °C, расход которого составляет 1134 кг/ч. В этой операции
пар выходит из зоны выжигания с температурой 680 °C. Если удельную
теплоемкость пара принять равной 0,51 BTU/(lb °F) = 2,135 кДж/(кг °C),
то длительность удаления кокса из змеевика можно определить следую-
щим образом:
Требуемая длительность = 37,85 х 106/(1134 х 250 х 2,135) = 62,53 ч.
Тепловая нагрузка
Для перегрева пара с 340 до 800 °F (со 170 до 430 °C) необходимо затра-
тить количество тепла, равное: 1134 х (3331 - 2777) = 628000 кДж/ч, где
3331 и 2777 кДж/кг суть теплосодержание 1 кг пара, соответственно, при
430 °C и 170 °C.
Переработка остаточного сырья
209
Потребность в охлаждающей воде
Количество воды (с температурой 32 °C), необходимое для охлаждения
1134 кг/ч пара с 677 до 121 °C, определяем следующим образом:
Количество охлаждающей воды = 1134 х (677 - 121) х 2,094/(2707 - 135) =
= 513 кг/ч.
ДЕАСФАЛЬТИЗАЦИЯ РАСТВОРИТЕЛЯМИ
В прошлом деасфальтизацию вакуумных остатков растворителем (про-
паном) использовали при производстве смазочных масел для отделения
тяжелой фракции нефти, которая в промышленных условиях не поддава-
лась рентабельной перегонке. Сырьем установки деасфальтизации обычно
служил вакуумный остаток с температурой отсечки (по ИТК) от дистилля-
та, равной 510 °C. Со временем этот процесс нашел применение для под-
готовки сырья каталитического крекинга, гидрокрекинга и гидрообессе-
ривания, а также для выделения асфальта.
Исследования показали, что, используя специальные, более тяжелые рас-
творители, можно добиться высокого выхода масла с ограниченным содержа-
нием асфальтенов и металлов. И действительно, известны случаи получения
полноты экстракции деасфальтизата от 65 до 85 %. В отличие от вакуумного
остатка, являющегося весьма нетехнологичным сырьем для каталитической
переработки, деасфальтизат, подобно другим тяжелым дистиллятам, легко
поддается переработке. Полученный асфальт можно смешивать с гудронами
после прямой перегонки или добавлять в котельное топливо.
На современных установках деасфальтизации для обеспечения наиболь-
шей вариабельности в работе обычно используют легкие углеводородные
растворители (парафинистые фракции С5—С6). При одной и той же тем-
пературе с увеличением концентрации более тяжелых компонентов в рас-
творителе растворимость масла в нем повышается.
Способность растворителя выделять парафинистые, а иногда и со-
держащие смолу масла из смесей асфальтовых веществ или вакуумных
остатков называют селективностью. Поскольку металлы, сера и азот, как
правило, концентрируются в крупных молекулах, содержание металлов,
серы и азота в деасфальтизате существенно снижается (как это показа-
но на рис. 6-5). Целью переработки неизменно является максимальная
селективность с учетом лимитирующих факторов экономического харак-
тера. Селективность растворителя можно улучшить, увеличив отношение
210
Справочник по переработке нефти
Рис. 6-5. Зависимость степени деметаллизации
и обессеривания от выхода деасфальтизата
«растворитель/масло» при постоянном выходе деасфальтизата. Поскольку
для регенерации растворителя требуются значительные затраты энергии,
для каждого рабочего режима обязательно существует свое, оптимальное
отношение «растворитель/масло». Выходы деасфальтизата и асфальта
из вакуумного остатка представлены в табл. 6-13. Энергозатраты на уста-
новке деасфальтизации приводятся в табл. 6-14.
С повышением температуры растворимость масла в растворителе сни-
жается, и этот режимный параметр является главным в повседневном
оперативном управлении процессом.
Процесс деасфальтизации
Свежее сырье (вакуумный остаток) насосом подают на установку деасфаль-
тизации растворителем и смешивают с небольшим количеством раствори-
теля предварительного разбавления для снижения вязкости (см. рис. 6-6).
Смесь вакуумного остатка и растворителя при заданной температуре экс-
тракции поступает в среднюю часть роторно-дискового контактора (РДК)
V-101. Потоки растворителя из сборников растворителя высокого давле-
ния (ВД) и низкого давления (НД) V-106 и V-107 объединяются, и часть
объединенного потока используется в качестве растворителя предвари-
тельного разбавления. Основную часть растворителя доводят до заданной
Переработка остаточного сырья
211
Таблица 6-13. Выходы и качество продуктов деасфальтизации растворителем
Свойство Ед. изм. Сырье 1 Сырье 2
Сырье
Плотность ° API 8,2 13,8
Относительная плотность 1,0129 0,9738
Содержание серы масс. % 3,9 0,6
Содержание азота мг/кг 3100 2100
Содержание никеля мг/кг 19 2
Содержание ванадия мг/кг 61 11
Коксуемость по Конрадсону масс. % 19 13
Вязкость при 99 °C мм2/с 500 375
Деасфальтизат
Выход об. % (жидк.) 83 75
Плотность ° API 14,4 19,5
Относительная плотность 0,9698 0,9371
Содержание серы масс. % 3,55 0,47
Содержание азота мг/кг 2000 1200
Содержание никеля мг/кг 3 о,3
Содержание ванадия мг/кг 11 1,3
Коксуемость по Конрадсону масс. % 8,4 4,7
Вязкость при 99 °C мм2/с 92 79
Асфальт
Выход об. % (жидк.) 17 25
Относительная плотность 1,125 1,0839
Содержание серы масс. % 5,6 0,94
Температура размягчения (КиШ*) °C 150 93
Вязкость при 204 °C мм2/с 100
Примечания:
Сырье 1: начальный пробег на вакуумном остатке ближневосточной нефти.
Сырье 2: вакуумный остаток с установки обессеривания атмосферного остатка ближневосточ-
ной нефти.
*КиШ — метод «кольца и шара».
Таблица 6-14. Энергозатраты на установке деасфальтизации растворителем
Энергоносители Ед. измерения Потребление
Топливо ГДж Пар низкого давления ГДж Электроэнергия кВт х ч 0,562 0,667 18,1
ИСПАРИТЕЛЬ
Л ИСПАРИТЕЛЬ
ДЕАСФАЛЬТИЗАТНОЙ
СМЕСИ
РДК
ДЕАСФАЛЬТИЗАЦИИ
V-101
КОНДЕНСАТ
Е-102
ВАКУУМНЫЙ
ОСТАТОК
КОЛОННА ВСКИПАНИЯ
ДЕАСФАЛЬТИЗАТА ВД
V-104
ПОДОГРЕВАТЕЛЬ
ДЕАСФАЛЬТИЗАТА
Н-103
ПЕРЕГРЕТЫЙ ПАР
ОТПАРНАЯ КОЛОННА
ДЕАСФАЛЬТИЗАТА
V-105
ДЕАСФАЛЬТИЗАТ
ПАР НД
ПОДОГРЕВАТЕЛЬ
РАСТВОРИТЕЛЯ
Е-101А
СБОРНИК
РАСТВОРИТЕЛЯ
ВД V-106
ХОЛОДИЛЬНИК
РАСТВОРИТЕЛЯ
Е-101В
СБОРНИК
РАСТВОРИТЕЛЯ
ВДУ-107 I
НАСОС
РАСТВОРИТЕЛЯ ВД
Р-101
НАГРЕВАТЕЛЬ
АСФАЛЬТОВОЙ
КОЛОННА ВСКИПАНИЯ
АСФАЛЬТОВОЙ СМЕСИ
V-102 ______
НАСОС
РАСТВОРИТЕЛЯ НД
Р-102
НАСОС ТОВАРНОГО
ДЕАСФАЛЬТИЗАТА
Р-104-----------
СБОРНИК
КОНДЕНСАТА
V-1O0
ОТПАРНАЯ КОЛОННА
АСФАЛЬТА
V-103
СМЕСИ Н-102
ПРИЕМНЫЙ
СЕПАРАТОР
КОМПРЕССОРА
V-109
КОМПРЕССОР
РАСТВОРИТЕЛЯ
СР-101
НАСОС КИСЛОГО
КОНДЕНСАТА
Р-103
КИСЛАЯ ВОДА
* В ОТПАРНУЮ КОЛОННУ
КИСЛОЙ ВОДЫ
212 Справочник по переработке нефти
<•------ ПЕРЕГРЕТЫЙ ПАР
НАСОС ТОВАРНОГО
ZTT АСФАЛЬТА
Р-105
АСФАЛЬТ
Рис. 6-6- Установка деасфальтизации растворителем.
ВД — высокое давление; НД — низкое давление, ДА — деасфальтизат; О. В. — охлаждающая вода
Переработка остаточного сырья
213
температуры в подогревателе растворителя Е-101А и холодильнике Е-101В
и вводят в нижнюю секцию РДК. С помощью паровых змеевиков, рас-
положенных в верхней части РДК, поддерживается заданный градиент
температуры по колонне. Самую высокую температуру держат вверху
РДК, а самую низкую — в точке ввода растворителя. В верхней секции РДК
из раствора деасфальтизата выделяется сравнительно мало растворимый,
более тяжелый компонент, который, стекая вниз по РДК, создает в нем
внутреннее орошение и улучшает разделение деасфальтизата и асфальта.
Секция выделения деасфальтизата
Деасфальтизат с основной массой растворителя (деасфальтизатная смесь)
уходит сверху РДК и поступает в систему выделения деасфальтизата.
Давление в верхней части РДК поддерживают регулирующим клапаном
давления «до себя». Деасфальтизатная смесь сначала поступает в огневой
подогреватель Н-101, где часть растворителя испаряется, а затем входит
в колонну вскипания ВД V-104, из верхней части которой уходят пары рас-
творителя. В нижней части колонны регулируют уровень десфальтизатной
смеси. После этого жидкую смесь подают в теплообменник с парами ВД
Е-102, в котором она подогревается за счет конденсации паров раствори-
теля из колонны вскипания ВД. Полностью сконденсированный раство-
ритель стекает в сборник растворителя ВД V-106. Деасфальтизатная смесь
из теплообменника Е-102 поступает в колонну вскипания НД, из верхней
части которой также уходят пары растворителя. Деасфальтизатная смесь
стекает вниз по колонне, подогреваясь восходящим потоком паров рас-
творителя из кипятильника. Жидкая деасфальтизатная смесь циркулирует
через огневой кипятильник Н-103 в нижнюю часть колонны вскипания
НД, откуда ее выводят клапаном-регулятором уровня в отпарную колонну
деасфальтизата V-105.
Выделение деасфальтизата
Смесь подается на верхнюю тарелку отпарной колонны, в которой остат-
ки растворителя отпаривают перегретым паром, вводимым под нижнюю
тарелку. Товарный деасфальтизат насосом Р-104 откачивают из куба от-
парной колонны к границам установки.
Выделение асфальта
Смесь растворителя и асфальта из РДК в режиме регулирования расхода
направляют в нагреватель асфальтовой смеси Н-102. Горячая двухфазная
214
Справочник по переработке нефти
смесь из нагревателя разделяется в колонне вскипания асфальтовой сме-
си V-102. Пары растворителя уходят из верхней части колонны, а жидкая
асфальтовая смесь поступает на верхнюю тарелку отпарной колонны ас-
фальта V-103. Для отпарки остатков растворителя используют перегретый
пар. Влажные пары растворителя, уходящие из верхней части колонны,
объединяются с парами из отпарной колонны деасфальтизата. Товарный
асфальт откачивают из куба отпарной колонны насосом Р-105 к границам
установки.
Система растворителя
Растворитель, испарившийся в колонне вскипания НД, конденсируется
и стекает в сборник растворителя НД. Растворитель из колонны вскипания
асфальтовой смеси, которая работает при том же давлении, конденсиру-
ется в отдельном конденсаторе и также поступает в сборник растворителя
НД. К разделению обоих потоков растворителя прибегают из соображений
возможного случайного загрязнения асфальтом, унесенным из колонны
вскипания.
Пары, отогнанные в двух отпарных колоннах, охлаждают. При этом
конденсируется большая часть паров воды, которая стекает в сборник
конденсата из отпарных колонн V-108. Воду из этого сборника, которую
считают кислой, откачивают в отпарную колонну кислой воды. Нескон-
денсированные пары растворителя из этого сборника поступают в при-
емный сепаратор V-109 компрессора, где сепарируется вся унесенная
жидкость. Пары из сепаратора сжимаются компрессором растворителя
СР-101 и объединяются с парами из колонны вскипания асфальтовой
смеси, расположенной перед конденсатором растворителя из асфальта.
По мере необходимости в сборник растворителя НД добавляют свежий
растворитель из общезаводского резервуара растворителя.
ПОЛУЧЕНИЕ БИТУМА ОКИСЛЕНИЕМ
Промышленные марки битума для промышленного использования (на-
пример, для асфальтирования дорожных покрытий, придания водонепро-
ницаемости, теплоизоляции) вырабатываются из тяжелых нефтей — либо
исключительно вакуумной разгонкой, либо окислением вакуумных остат-
ков. Однако не все вакуумные остатки пригодны для получения битума.
Вакуумной перегонкой ряда нефтей при определенных условиях можно
получить остаток, который отвечает техническим требованиям к неко-
торым маркам дорожного битума, но для получения битума с низкой
Переработка остаточного сырья
215
пенетрацией и высокой температурой размягчения требуется окислить
вакуумный остаток воздухом в заданных условиях. Как правило, для выяс-
нения возможности получения битума требуемого качества из имеющейся
в наличии нефти и определения оптимальных рабочих условий для вы-
работки битума заданной марки необходимо провести серию испытаний
на полупромышленной установке. Поскольку при чрезмерно высоких тем-
пературах переработки битума может произойти ухудшение дуктильности
(растяжимости) продукта, необходимо проследить за тем, чтобы битумное
сырье не нагревалось выше температуры порядка 400 °C.
Во время продувки сырья воздухом его ароматические и полярные
компоненты конденсируются с образованием химических соединений
большей молекулярной массы. В ходе процесса содержание асфальтенов
растет, а содержание ароматических и полярных компонентов снижается.
Отмечается также существенное увеличение средней молекулярной массы
окисленного битума. На насыщенных компонентах сырья, состоящих глав-
ным образом из нафтенов, продувка воздухом практически не сказывается.
Если на стадии продувки воздухом в сырье вводить некоторые добавки
(например, хлорид трехвалентного железа), то нафтены дегидрируются,
что приводит к росту содержания ароматики, которая вносит важный
вклад в повышение пенетрации. Эти ароматические соединения, в свою
очередь, превращаются в асфальтены.
Ранее было установлено, что массовая доля компонентов с молекулярной
массой 490 связана с температурой размягчения битума, а массовая доля
компонентов с молекулярной массой 2160 — с пенетрацией. Связь между
температурой размягчения и компонентами битума с меньшей молекуляр-
ной массой (490), а также между компонентами с молекулярной массой
2160 и пенетрацией продемонстрировал Дарк5. Для получения окисленно-
го битума с заданными конечными характеристиками необходимо иметь
баланс этих двух компонентов. Однако не менее важной характеристикой
является и состав битумов. Соотношение насыщенных соединений и ас-
фальтенов определяет поведение битума по отношению к погодным усло-
виям. Например, в высококачественном битуме соотношение насыщенных
соединений и асфальтенов находится, как правило, в пределах от 2 до 3.
Процесс получения битума окислением
Шестеренным насосом Р-101 с паровой рубашкой через печь Н-101 в реак-
торы получения битума V-101 и V-102 подают вакуумный остаток с уста-
новки вакуумной перегонки (рис. 6-7). Температуру сырья в реакторы под-
держивают в пределах 200—210 °C. В реактор через внутренний барботер
подают с регулируемым расходом сжатый воздух давлением 0,69 МПа,
СЫРЬЕВАЯ
ПЕЧЬ
Н-101
РЕАКТОР
ОКИСЛЕНИЯ
V-101
РЕАКТОР
ОКИСЛЕНИЯ
V-102
СЕПАРАТОР
V-104
АБСОРБЕР
V-105
В НЕКОНДИЦИЮ
СЫРЬЕ —
ВАКУУМНЫЙ
ОСТАТОК
НАСОС
ОСТАТОЧНОГО
СЫРЬЯ
Р-101
ОКИСЛЯЮЩЕГО
ВОЗДУХА
V-103
НАСОС
ОКИСЛЕННОГО
БИТУМА
Р-102
ХОЛОДИЛЬНИК
БИТУМА
Е-101
ОКИСЛЕННЫЙ БИТУМ
НА ХРАНЕНИЕ
ЕМКОСТЬ
ДИЗЕЛЬНОЙ
ФРАКЦИИ
V-106
216 Справочник по переработке нефти
ХОЛОДИЛЬНИК
ДИЗЕЛЬНОЙ
ФРАКЦИИ
Е-102
Р-103
Рис. 6-7. Установка получения битума окислением. ВД — высокое давление; НД — низкое давление
Переработка остаточного сырья
217
смешанный с паром ВД, в результате чего реакции, протекающие в ре-
акторе, являются экзотермическими по своей природе. Регулируя расход
смеси воздуха с паром, температуру в слое поддерживают в интервале
260—270 °C. Около 2 % сырья уносится с газом из реактора в виде дыма
и паров. Сбросные газы проходят через сепаратор V-104, где отделяется
сконденсированная жидкость, которую направляют в систему неконди-
ционных продуктов. Пары из V-104 промывают водой в абсорбере V-105,
из которого направляют на факел НПЗ.
Товарный окисленный битум из реактора откачивают через теплообмен-
ник Е-101, в котором его температуру понижают приблизительно до 120 °C
посредством теплообмена с дизельной фракцией, циркулирующей в зам-
кнутом контуре. Дизельную фракцию, в свою очередь, охлаждают в воз-
душном холодильнике. Поток битума с температурой 120 °C насосом
Р-102 с паровой рубашкой выдают на хранение.
Рабочие условия
Типичные рабочие условия на установке получения битума окислением,
перерабатывающей сырье из ближневосточной нефти плотностью 0,9100,
представлены в табл. 6-15, свойства сырья и продукта установки получения
битума окислением — в табл. 6-16, а общие выходы на установке и энер-
гозатраты — в табл. 6-17 и 6-18. Технические требования к продуктам
для различного конечного применения и методы испытания приводятся
в табл. 6-19 и 6-20.
Таблица 6-15. Рабочие условия на установке получения битума окислением
Рабочий параметр ЕД. ИЗМ.
Температура вакуумного остатка (сырья) °C 200—210
Температура слоя °C 260—270
Давление в реакторе МПа изб. 0,66
Расход окисляющего воздуха* нмэ/мэ 28
*Для получения битума с пенетрацией 60/70.
218
Справочник по переработке нефти
Таблица 6-16. Свойства сырья и продукта
Свойство Сырье Продукт
Пенетрация 220 60—70
Относительная плотность 1,016 1,028
Кинематическая вязкость
при 99 °C, мм2/с 800—1100 6400
при 121 °C, мм2/с 1400
при 149 °C, мм2/с 335
при 204 °C, мм2/с 35
при 271 °C, мм2/с 5
Таблица 6-17. Выходы на установке получения битума окислением
Поток Масс, доля
Сырье Вакуумный остаток 1,0000
Суммарное сырье 1,0000
Продукты Битум, пенетрация 60/70 0,9800
Потери 0,0200
Сумма продуктов 1,0000
Таблица 6-18. Энергозатраты на установке получения
битума окислением (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Пенетрация 60/70 Пенетрация 40/50
Электроэнергия кВтхч 7 10
Топливо ГДж 0,042 0,063
Пар ГДж 0,095 0,095
Воздух нм3 40,2 61,6
Обессоленная вода м3 0,501 0,501
Охлаждающая вода м3 5,915 5,915
Таблица 6-19. Свойства марок битума с различной пенетрацией
Свойство Метод испыт. 15 Марка по пенетрации
25 35 40 50 70 100 200 300 450
Пенетрация при 25 °C IP 49 10—20 20—30 28^12 30—50 40—60 60—80 80—120 170—230 255—345 385—515
Температура размягчения IP 58
минимальная 63 57 52 58 47 44 41 33 30 25
максимальная 76 69 64 68 58 54 51 42 39 34
Потери при нагревании IP 45
(5 ч при 63 °C)
(А) потери по массе, не более 0,1 0,2 0,2 0,2 0,2 0,2 0,5 0,5 1,0 1,0
(В) падение пенетрации, %, не более 20 20 20 20 20 20 20 20 25 25
Растворимость в трихлорэтилене, IP 47 99,5 99,5 99,5 99,5 99,5 99,5 99,5 99,5 99,5 99,5
масс. %, не менее
Диэлектрическая постоянная 2,630 2,65 2,65 2,65
при 25 °C и 1592 Гц, не менее
Таблица 6-20. Свойства разбавленных битумов
Свойство Метод испытания Марка
50 С 100 С 200 С
Вязкость (СВС) * при 40 °C, чашка 10 мм IP 72 40—60 80—120 160—240
Дистилляция
(А) Дистиллят при 225 °C (об. %, не более) IP 27 1 1 1
Дистиллят при 360 °C (об. %, не более) 8—14 6—12 4—10
(В) Пенетрация при 25 °C остатка после дистилляции ASTM D5-73 100—350 100—350 100—350
до 360 °C IP 49
Растворимость в трихлорэтилене, масс. %, не менее IP 47 99,5 99,5 99,5
*СВС — стандартный вискозиметр для смол.
Переработка остаточного сырья 219
220
Справочник по переработке нефти
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. В. Р. Castiglioni. «How to Predict Coke Yield». Hydrocarbon Processing
(September 1983), p. 77.
2. R. Deblane and J. D. Elliot «Delayed Coking; Latest Trends». Hydrocarbon
Processing (May 1982), p. 99.
3. H. R. Jansen. «Conoco Coking/Calcining Process». Kellogg Symposium on
Heavy Oil Upgrading, Nice, France, September 1982.
4. A. Rhoe and C. DeBlignieres, Hydrocarbon Processing (January 1979);
H. Martin, «Visbreaking, a Flexible Process», Oil and Gas Journal (April 13,
1981); F. Stolfa, Hydrocarbon Processing (May 1982); R. Hournac, Kuhn,
Visbreaking: More Feed for FCCU Hydrocarbon Processing (December 1979).
5. W. A. Dark. «Asphalt Tests are Correlated». Hydrocarbon Processing (Septem-
ber 1983), p. 104
Глава 7
Процессы очистки
В большой группе неочищенных дистиллятов нефти (например, в СУГ,
нафте, керосине и газойлях) присутствуют тиоспирты, или тиолы, более
известные под названием меркаптаны, которые представляют собой
семейство органических соединений серы. Некоторые меркаптаны, со-
держащиеся в нефтяных дистиллятах, либо попадают в них из нефти, либо
образуются при последующей переработке нефти. Концентрация этих
меркаптанов в дистилляте нефти зависит от происхождения нефти и рас-
пределения в ней соединений серы.
Присутствие меркаптанов в нефтепродуктах крайне нежелательно.
В низко кипящих продуктах они обнаруживают умеренную кислотность
и обладают отвратительным запахом. С увеличением молекулярной мас-
сы меркаптана эти свойства проявляются слабее. В продуктах крекинга
обнаруживается главным образом тиофенол, который является аромати-
ческим меркаптаном, более кислым, чем алкилмеркаптаны. Присутствие
тиофенола в товарном бензине является нежелательным, поскольку он
вызывает нестабильность бензина, промотируя гидропероксидное окис-
ление олефинов в смолы. В общем и целом, присутствие меркаптанов
в товарных нефтепродуктах является нежелательным фактором, так как
они отрицательно сказываются на запахе, стабильности и качестве про-
дукта, не говоря уже о том, что они оказывают корродирующее действие
на оборудование НПЗ и системы слива-налива нефтепродуктов.
ОБЩИЕ ПРИНЦИПЫ
На начальных этапах развития нефтепереработки удаление меркаптанов
осуществлялось с помощью классического «докторского раствора». Доктор-
ская очистка1 заключется в обработке масла небольшим количеством серы
221
222
Справочник по переработке нефти
и щелочного раствора плюмбита натрия по реакциям, уравнения которых
представлены ниже:
2 RSH + Na2PbO2 = (RS)2Pb + 2 NaOH;
(RS)2Pb + S = R2S2 + PbS.
Нагревая щелочной раствор до 66—79 °C при одновременной продувке
воздухом, сульфид свинца снова превращают в плюмбит.
Сульфид свинца известен как реагент, уничтожающий залах2 (т. е. очи-
щающий нефтепродукт от меркаптанов). Общая реакция аналогична ре-
акции, описанной уравнением докторской очистки. Процесс заключается
в обработке кислого дистиллята сульфидом натрия и сульфидом свинца,
суспендированным в щелочном растворе, а также воздухом.
Эти процессы очистки сопряжены с большими технологическими по-
терями в виде свинцового шлама. Кроме того, в воде, используемой при
промывке, содержится сульфид свинца, что делает ее непригодной для
какого бы то ни было последующего использования и, таким образом, за-
трудняет утилизацию из-за опасности для окружающей среды.
Для удаления меркаптанов или превращения их в дисульфиды применя-
ется также процесс Мегох (компания UOP), который представляет собой
каталитическую химическую очистку нефтяных дистиллятов. Этот процесс
основан на способности катализаторов, содержащих хелатные комплексы
металлов группы железа, ускорять окисление меркаптанов кислородом
воздуха в дисульфиды. Общая реакция описывается уравнением вида:
4 RSH + О2 = 2 RSSR + 2 Н2О.
В этом уравнении R представляет углеводородный радикал, который
может быть алифатическим, ароматическим или нафтеновым, причем как
насыщенным, так и ненасыщенным. Реакцию проводят в щелочной среде,
в присутствии катализатора Мегох при температуре 32—49 °C.
ЛЕГКИЙ БЕНЗИН С УСТАНОВКИ ККФ
Для того чтобы легкий бензин с установки ККФ можно было считать
продуктом, пригодным для включения в состав товарного бензина
(см. рис. 7-1), содержание в нем меркаптановой серы, которое может до-
стигать 130 мг/кг и более, должно быть снижено до 5 мг/кг.
ВОЗДУШНЫЙ БУФЕРНАЯ СМЕСИТЕЛЬ ДРЕНАЖНЫЙ РЕАКТОР
КОМПРЕССОР ЕМКОСТЬ С ВОЗДУХОМ СБОРНИК MEROX
С-101 V-101 МХ-101 V-106 V-102
СЫРЬЕ — ЛЕГКИЙ БЕНЗИН ККФ
0,90 МПа изб.
41 °C
РАСТВОР “
КАУСТИЧЕСКОЙ СОДЫ
СМЕСИТЕЛЬ
СО ЩЕЛОЧЬЮ
МХ-102
ОТРАБОТАННАЯ ЩЕЛОЧЬ
В КАНАЛИЗАЦИЮ
СЕПАРАТОР ЕМКОСТЬ ДОЖИГАНИЕ ЕМКОСТЬ СМЕШИВАНИЯ
ВОЗДУХА СБРОСА ГАЗА СБРОСНОГО ГАЗА КАТАЛИЗАТОРА И УКСУСНОЙ
У-ЮЭ V-104 VN-101 КИСЛОТЫ
ОЧИЩЕННЫЙ БЕНЗИН
НА ХРАНЕНИЕ
ПРОМЫВНАЯ ВОДА
В ОТПАРНУЮ КОЛОННУ
КИСЛОЙ воды
ПИТАТЕЛЬНАЯ
ВОДА
Рис. 7-1. Очистка легкого бензина, процесс Мегох
Процессы очистки 223
224
Справочник по переработке нефти
Легкий бензин ККФ подают непосредственно в реактор Мегох из куба
дебутанизатора установки ККФ через клапан-регулятор расхода, уставка
которого задается регулятором уровня в дебутанизаторе. Свойства сырья
и продукта установки приведены в табл. 7-1 и 7-2.
Таблица 7-1. Свойства сырья и продукта (очистка
легкого бензина ККФ, процесс Мегох)
Свойство Ед. изм. Сырье Продукт
Плотность, °АР1 69 69
Относительная плотность 0,7057 0,7057
Разгонка по ASTM
НК °C 41 41
КК °C 138 138
Содержание H2S, не более мг/кг 5 0
Меркаптановая сера, не более мг/кг 130 5
Общая сера масс. % 0,04 0,04
Коррозия медной пластинки при 50 °C Не более № 1
Пероксидное число* <0,3
Фактические смолы, не более мг/100 см3 <2
Потенциальные смолы, не более мг/100 см3 <6
Унесенный NaOH, не более мг/кг 1
* Метод испытания 33 (компания UOP).
Таблица 7-2. Свойства сырья и продукта (очистка
тяжелого бензина ККФ, процесс Мегох)
Свойство Ед. изм. Сырье Продукт
Плотность, °АР1 33,7 33,7
Относительная плотность 0,8565 0,8565
Разгонка по ASTM
НК °C 129 41
50% °C 163 163
90% °C 193 193
Содержание H2S, не более мг/кг 5 0
Меркаптановая сера, не более мг/кг 450 5
Общая сера масс. % 0,187 0,187
Коррозия медной пластинки при 50 °C Не более № 1
Пероксидное число* <0,3
Фактические смолы, не более мг/100 см3 <2
Потенциальные смолы, не более мг/100 см3 <6
Унесенный NaOH, не более мг/кг 1
* Метод испытания 33 (компания UOP).
Процессы очистки
225
Щелочь концентрацией 2—5 °Ве (градусов Боме), или 1—3 масс. %
NaOH, из емкости щелочи диспергируют в бензине через распыляющее
сопло. Затем смесь углеводородов и щелочи поступает в смеситель с воз-
духом МХ-101, куда из воздушного компрессора С-101 через распредели-
тель из спеченного стального порошка непрерывно поступает дозируемое
количество воздуха. Этот воздух диффундирует и растворяется в бензине.
Поток из смесителя поступает в реактор Merox V-102. Сырье равномер-
но распределяется по реактору через распределительный узел. Реактор
представляет собой насадочную колонну со слоем активированного угля,
на который нанесен катализатор Мегох.
Реакция очистки от меркаптанов протекает в процессе прохождения
бензинового сырья, щелочи и воздуха через слой катализатора. Для со-
хранения всего воздуха в бензиновом растворе реактор работает при дав-
лении порядка 0,90 МПа изб. и температуре 41 °C. Весь нерастворенный
воздух можно вручную сбросить в атмосферу из верхней части реактора.
Очищенный бензин, выходящий из реактора через мелкое сито в его
нижней части, проходит через сепаратор воздуха V-103, в котором в ре-
зультате снижения давления выделяется растворенный воздух. Воздух
и пары углеводородов сжигают, смешивая с топливным газом, а бензин
после введения ингибитора направляют на хранение.
Малые количества раствора щелочи, введенные в бензин, а также реак-
ционная вода, коалесцирующие в слое угля и оседающие под действием
силы тяжести на дно реактора, проходят через узел дренажного сита и че-
рез клапан-регулятор уровня выводятся на утилизацию.
Гранулированный активированный уголь пропитывают катализато-
ром во вспомогательном оборудовании, в состав которого входят: насос
для циркуляции аммиачной воды (являющейся носителем катализато-
ра), небольшая емкость V-105 для приготовления катализаторной смеси,
эжектор для засасывания катализатора в аммиачную воду и необходимая
трубная обвязка для циркуляции аммиачной воды. Для последующей ре-
активации катализатора предусмотрен подогреватель воды непрерывного
действия; этой водой вымывают из слоя катализатора посторонние при-
меси, адсорбированные углем.
ОЧИСТКА РЕАКТИВНОГО ТОПЛИВА ОТ МЕРКАПТАНОВ
Сырье на установку лучше подавать непосредственно с установки пёре-
гонки нефти, т. е. без промежуточных емкостей (см. рис. 7-2). Хранение
сырого керосина приводит к неоправданному преждевременному «старе-
нию» нафтеновых кислот и попаданию кислорода перед предварительной
ВОЗДУШНЫЙ БУФЕРНАЯ СМЕСИТЕЛЬ КОМПРЕССОР ЕМКОСТЬ С ВОЗДУХОМ С-101 V-101 МХ-101 ВОЗДУХ 60’С 4 Гч1— РЕАКТОР РЕАКТОР ОТСТОЙНИК СЕПАРАТОР ЕМКОСТЬ ОГНЕ- ДОЖИГАНИЕ СОЛЕВОЙ ЕМКОСТЬ MEROX МЕАОХ 10%-Й ЩЕЛОЧИ ВОЗДУХА СБРОСА ГАЗА ПРЕГРАДИТЕЛЬ СБРОСНОГО ОСУШИТЕЛЬ КАТАЛИЗАТОРА V-103A V-103B V-104 V-10S V-106 F-101 ГАЗА ТК-101 VN-101 Т-®— 1 РАСТВОР ДЛЯ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРА р101 ф КОНДЕНСАТ П Т- , । „ АММИАК 1
и т /-□ о КЕРОСИНОВОЕ СЫРЬЕ \ / \ / С АТМОСФЕРНОЙ ПАРНД Y V УСТАНОВКИ/ИЗ ЕМКОСТЕЙ t /\ /\ —а ’ ЙЬ Р-101 ’ Р-102 / —Ч ' КОНДЕНСАТ , ОТРАБОТАННАЯ Л Г ЩЕЛОЧЬ V-104 РАСТВОР СВЕЖЕЙ * —** L ЩЕЛОЧИ ) . 1 паровой сырьевой сосуд предварительной ПОДОГРЕВАТЕЛЬ НАСОС ПРОМЫВКИ ЩЕЛОЧЬЮ НАСОС ЦИРКУЛЯЦИИ КЕРОСИНА Р-102 V-102 ЩЕЛОЧИ Е-101 Р-103 ПРОМЫВНАЯ ВОДА Y М I ВОЗДУХ А , 1 Н tl КАТАЛИЗАТОР^ ipl^Eo7OP .И ПАР топливный 1 1 1 1 1 НД ГАЗ 1 | f * fJ т ФИЛЬТР Р-105 У с глиной А ,, I V-109 V-108 1 * f-* J НАСОС ПОДАЧИ [ \ / ;- --7 J ПРОМЫВНОЙ ВОДЫ \/ \/ Р-104 I _ /\ /\ 7 -—- РЕАКТИВНОЕ I 1 Г>) -z' ~ (Дч ► топливо ОТСТОЙНИК 4—у НА ХРАНЕНИЕ ПРОМЫВНОЙ воды V-107 1 ПРОМЫВНАЯ ВОДА В ОТПАРНУЮ КОЛОННУ
Рис. 7-2. Очистка авиационного керосина, процесс Мегох
226 Справочник по переработке нефти
Процессы очистки
227
промывкой. Усугубляются проблемы вспенивания и ухудшения окраски.
Сырье (сырой керосин) подогревают до 54 °C паром НД в подогревателе
керосина Н-101, а затем насосом Р-101 подают в сосуд предварительной
промывки щелочью V-102.
Для нейтрализации присутствующих в сырье H2S и нафтеновых кислот
его промывают в этом сосуде 1,5—2 %-м раствором каустической соды.
Кроме того, для создания достаточного контакта каустической соды с керо-
сином каустическую соду из сосуда предварительной промывки возвраща-
ют и подмешивают сырьевым насосом Р-101 в поток исходного керосина.
Суммарное эквивалентное количество кислот и нафтената натрия в ке-
росине, выходящем из сосуда предварительной промывки V-102, не должно
превышать 0,005 мг КОН/г. Если в конечном продукте еще остается на-
фтенат, то ухудшается термическая стабильность продукта и снижается
его показатель WSIM (показатель способности реактивного топлива удер-
живать воду).
После предварительной промывки и перед входом керосина в реактор
Merox V-103 в него подают воздух. Для полного удаления любой окалины
или грязи, которые могут забить сопло распределителя в реакторе, тех-
нологический воздух (0,48 МПа изб.) пропускают через фильтр. После
фильтра поток воздуха проходит через регулятор, снижающий его давление
примерно до 0,41 МПа изб., а затем его в дозируемых количествах и в ре-
жиме регулирования расхода смешивают с керосином в смесителе MX-101,
где воздух диффундирует в керосин и растворяется в нем.
Реактор представляет собой насадочную колонну со слоем активиро-
ванного угля, на который нанесен катализатор Мегох. Слой катализатора
должен оставаться щелочным по своей природе, и с этой целью перио-
дически задействуется циркуляция щелочи без прекращения подачи сы-
рья. При этом происходит вымывание накопившихся примесей. Реакция
очистки от меркаптанов протекает во время прохождения сырья, щелочи
и воздуха вниз через слой катализатора. Давление в реакторе поддержи-
вают на уровне, достаточном для сохранения всего воздуха, имеющегося
в бензине, в растворенном состоянии. Весь нерастворенный воздух можно
вручную сбросить в атмосферу из верхней части реактора.
Очищенный керосин выходит из реактора через мелкое сито в нижней
части реактора. Управление процессом заключается в контроле остаточ-
ного содержания меркаптанов в продукте, минимизации подачи воздуха
и поддержании щелочности катализатора.
Поток из реактора Мегох проходит далее через отстойник каустиче-
ской соды V-104, где отстаивается вся унесенная щелочь, которую за-
тем дренируют. Рабочее давление в отстойнике находится в интерва-
ле 0,24—0,28 МПа изб. Рабочие условия на установке Мегох очистки
228
Справочник по переработке нефти
реактивного топлива, а также свойства сырья и продуктов приведены
в табл. 7-3 и 7-4.
После этого поток из отстойника щелочи проходит через сепаратор воз-
духа V-105, в котором в результате снижения давления выделяется раство-
ренный в керосине воздух. Пары из сепаратора воздуха сжигают, смешивая
с топливным газом.
Продукт, полностью очищенный от воздуха, смешивают с промывной
водой и закачивают в сосуд водной промывки V-107 для отмывки любых
следов каустической соды. Количество подаваемой промывной воды со-
ставляет около 10 % количества сырья, идущего в этот сосуд. Здесь ис-
пользуется вода, по качеству совпадающая с питательной водой для котлов
и не содержащая примесей. Щелочную воду, отстоявшуюся в V-107, на-
правляют в заводскую колонну отпарки загрязненной воды.
Керосин после водной промывки пропускают через слой крупных
(3—6 меш, или 2,5—5 мм) частиц каменной соли в солевом осушите-
ле V-108 для окончательной его осушки.
Последней стадией очистки реактивного топлива является фильтра-
ция через слой активированной глины в сосуде V-109 с размером частиц
30—60 меш (0,25—0,5 мм). Глина адсорбирует неионогенные (раствори-
мые в масле) поверхностно-активные вещества (ПАВ) и другие примеси.
Удаление ПАВ дает возможность выдержать требования по показателю
WSIM, очистить керосин от следов реагентов, применяемых при добыче
нефти, от ингибиторов коррозии и от остатков нафтенатов, не удаленных
на стадии предварительной очистки сырья процесса Мегох. Кроме того,
улучшается термическая стабильность продукта, поскольку удаляются
некоторые примеси, органические соединения меди и другие вызываю-
щие окраску молекулы, появившиеся в результате окисления нафтенатов
избытком воздуха при повышенной температуре.
Продукт, очищенный на установке Мегох, по качеству превосходит про-
дукты других процессов химической очистки, так как не содержит меди,
свинца и элементарной серы. По показателям стабильности и смазываю-
щей способности реактивное топливо с установки Мегох превосходит про-
дукты, получаемые после гидроочистки.
Процессы очистки
229
Таблица 7-3. Рабочие условия процесса очистки
реактивного топлива по технологии Мегох
Рабочий параметр Ед. изм. Диапазон
Сосуд предварительной промывки щелочью
Температура °C 52—54
Давление МПа изб. 0,28—0,30
Концентрация промывного раствора щелочи % 1,5—2,0
Доля объема циркулирующей щелочи % 5—15
о объема керосина
Секция смешивания с воздухом
Дозировка воздуха, м3/ч на 1 м3 керосина 0,012—0,014
Реактор
Температура °C 49—52
Давление на входе МПа изб. 0,28—0,29
Перепад давления МПа изб. 0,014—0,05
Концентрация щелочи на реакцию масс. % 10
Объемная скорость подачи жидкого сырья ч-1 2,5
Отстойник каустической соды
Давление МПа изб. 0,17—0,21
Температура °C 49—52
Отстойник промывной воды
Температура °C 41
Давление МПа изб. 0,17—0,21
Песчаный фильтр
Температура °C 41
Давление на входе МПа изб. 0,41
Давление на выходе МПа изб. 0,40
Глиняный фильтр
(глина аттапульгит, размер частиц 30—60 меш,
или 0,25—0,5 мм)
Насыпная плотность кг/м3 685
Удельная поверхность м2/г 95—103
Рабочая температура °C 43
Рабочее давление МПа 0,41—0,48
Объемная скорость подачи жидкого сырья ч-1 1,74
Солевой осушитель
(кристаллическая каменная соль),
размер частиц
3 меш (5 мм) Проходит
6 меш (2,5 мм) Задерживается
Насыпная плотность кг/м3 1050—1250
Плотность частиц г/см3 2,16
Объемная скорость подачи жидкого сырья ч-1 1,00
Таблица 7-4. Свойства сырья и продукта очистки реактивного топлива по технологии Мегох
Единица измерения Керосиновое сырье Предварительно промытый керосин Керосин после очистки Мегох Норма технических требований
Разгонка по ASTM
НК °C 160 160 160
10% °C 178 178 178
20% °C 180 180 180
50% °C 192 192 192
90% °C 222 222 222
КК °C 242 242 242
Остаток после перегонки об. % 1,0 1,0 1,0
Плотность кг/дм3 0,790 0,790 0,790
Температура вспышки °C 48 48 48
Температура кристаллизации °C -65 -65 -65
Высота некоптящего пламени ММ 28 28 28
Вязкость при -20 °C мм2/с 4,2 4,2 4,2
Модифицированный индекс
сепарации воды (WSIM) 75 Не менее 85
Окраска по Сейболту +30 +26 +24 Не менее 21
Общая сера об. % 0,17 0,17 0,17
Меркаптановая сера мг/кг 130 130 5—20 Не более 20
Общая кислотность по ASTM мг КОН/г 0,01 0,0015 0,0007 Не более 0,015
230 Справочник по переработке нефти
Процессы очистки
231
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. С. D. Lowry, Jr. Plumbite Sweetening of Gasoline. Universal Oil Product Co.,
Booklet 242, May 1940.
2. W. L. Nelson. Petroleum Refinery Engineering, 4th ed. New York: McGraw-
Hill, 1964.
Глава 8
Получение серы
и способы сокращения
выбросов
То или иное количество серы содержится в большей части нефтей. При
гидроочистке различных дистиллятов, полученных из этих нефтей, об-
разуется сероводород, который превращают в элементарную серу, чтобы
свести к минимуму загрязнение воздушного бассейна. Если в технологиче-
ском цикле НПЗ отсутствуют установки получения серы, то единственным
вариантом удаления сероводорода является сжигание этого газа в печах.
Это приводит к образованию огромного количества выбросов диоксида
серы, что по экологическим соображениям в настоящее время является
абсолютно неприемлемым.
Технологический процесс получения серы начинается с извлечения се-
роводорода из различных заводских газовых потоков путем промывания
их раствором амина, после чего извлеченный сероводород превращают
в элементарную серу методом окисления в регулируемом режиме. Для
очистки дымовых газов от диоксида серы, являющегося продуктом сгора-
ния высокосернистого тяжелого топлива в печах НПЗ, применяют процесс
обессеривания, основанный на промывке этих газов водным раствором
аммиака. Затем извлеченный диоксид серы восстанавливают в элементар-
ную серу по реакции взаимодействия с сероводородом.
233
234
Справочник по переработке нефти
ВЫДЕЛЕНИЕ СЕРЫ ИЗ КИСЛОГО ГАЗА
На установке получения серы вырабатывают элементарную серу из кис-
лого газа, содержащего H2S, с помощью процесса Клауса. Протекающая
реакция имеет вид:
H2S + 0,5 О2 = S + Н2О.
На самом деле, эта реакция состоит из следующих двух реакций:
H2S + 1,5 О2 = SO2 + Н2О;
2 H2S + SO2 = 3 S + 2 Н2О.
Взаимодействие SO2 и H2S протекает также на термической стадии при
температуре 1370 °C, когда одна треть H2S сгорает до SO2, с получением
стехиометрического отношения H2S/SO2, равного 2 к 1. При высоких
температурах в элементарную серу по реакции Клауса можно превратить
до 70 % сероводорода. При наличии в сырье инертных газов (прежде всего,
СО2) реализуется меньшая степень превращения.
Для увеличения полноты извлечения серы газы, уходящие с термической
стадии, охлаждают с целью:
• Конденсации и удаления большей части серы, что позволяет сдвинуть
вправо равновесие реакции Клауса.
• Проведения процесса при более низких температурах, т. е. в термо-
динамически более выгодном диапазоне. В этих условиях для обе-
спечения оптимальной скорости реакции необходимо применение
катализатора.
После термической стадии газы подают в конденсатор серы, а затем
в каталитический конвертор для увеличения полноты превращения в серу.
Для более полного превращения в серу большинство установок Клауса про-
ектируют с двумя или тремя каталитическими конверторами, в которых
катализатором служит активный оксид алюминия.
Немаловажным параметром процесса является температура на входе
в каталитический конвертор, которая должна быть достаточно высокой, для
того чтобы предотвратить конденсацию серы в катализаторе, приводящую
к снижению его активности. Однако, при чрезмерно высоких температурах,
из-за экзотермической природы реакции Клауса, температура в слое ката-
лизатора вырастает еще больше, что ограничивает степень превращения.
Получение серы и способы сокращения выбросов
235
Процесс получения серы по реакции Клауса
Кислый газ с технологических установок на предшествующих этапах
переработки смешивают с регулируемым количеством воздуха и сжигают
в камере сгорания реакционной печи Н-01 (см. рис. 8-1). Газообразные
продукты, выходящие из печи с температурой 1370 °C, проходят через
котел-утилизатор В-01, в котором вырабатывается водяной пар давлением
6,21 МПа изб. Выйдя из котла, газ с парами серы поступает в первый кон-
денсатор Е-01, где конденсируется сера, стекающая в колодец серы.
Газы, выходящие из первого конденсатора, подогревают до температуры
реакции посредством сжигания топливного газа и подают в каталитиче-
ский конвертор, заполненный шариками катализатора, в качестве кото-
рого используется активный оксид алюминия. Здесь образуется дополни-
тельное количество серы. Образовавшуюся серу снова удаляют во втором
конденсаторе и собирают в колодце. Газ снова подогревают и пропускают
через второй каталитический конвертор для дальнейшего превращения
в элементарную серу, которую удаляют в третьем конденсаторе. Общая
степень извлечения серы составляет 90—95% количества серы в сырье,
поступающем на установку. Газ из оконечного конденсатора сжигают
в аппарате дожигания сбросного газа ST-02.
Серу из котла-утилизатора и всех конденсаторов сливают в сборный
колодец ТК-1, где она находится в расплавленном состоянии. Из этого
колодца серу перекачивают в емкости жидкой серы, из которых ее можно
либо отгружать в расплавленном виде, либо для отгрузки в твердом виде
направлять на установку получения чешуйчатой серы.
Рабочие условия и состав сырья установки Клауса приведены в табл. 8-1.
Выход на установке и энергозатраты указаны в табл. 8-2 и 8-3.
ОЧИСТКА ХВОСТОВОГО ГАЗА ПРОЦЕССА КЛАУСА
Полнота извлечения серы на обычной установке Клауса зависит от задей-
ствованного на ней числа каталитических стадий. На средней установке
Клауса с тремя каталитическими стадиями можно извлекать порядка
95—97 % серы, содержащейся в исходном кислом газе. Остальные 3—5 %
серы сбрасывают в атмосферу с дымовыми газами после дожигания. С уже-
сточением требований по охране воздушного бассейна такая практика
становится неприемлемой. Операция очистки хвостового газа позволяет
превратить большую часть содержащейся в нем серы в элементарную серу.
Содержание SO2 в очищенном газе после дожигания снижается до менее
0,15 %.
ИСХОДНЫЙ
КИСЛЫЙ ГАЗ
СЕПАРАТОР
исходного
ГАЗА
V-01 ----
КОТЕЛ-
УТИЛИЗАТОР
В-01
ПЕРВЫЙ
КОНДЕНСАТОР
Е-01
ПАРВД
43°С
0,035 МПа изб.
МАСЛЯНЫЙ
КОНДЕНСАТ
НАСОС МАСЛЯНОГО
КОНДЕНСАТА
Р-01
ГЛАВНАЯ
ГОРЕЛКА
BR-01A
ТЕХНОЛОГИЧЕСКИЙ
ВОЗДУХ -------
ВОЗДУШНЫЙ
ФИЛЬТР
F-01
ГОРЕЛКА |
ПРЕДВАРИТЕЛЬНОГО
ПОДОГРЕВА
BR-01B
РЕАКЦИОННАЯ
ПЕЧЬ I
Н-01
1371 °C
0,019 МПаизб.
ГОРЕЛКА ПЕРВОГО
ПОВТОРНОГО
ПОДОГРЕВА
BR-02
ПЕРВЫЙ
КОНВЕРТОР
V-04
ВТОРОЙ
КОНДЕНСАТОР
Е-02
172®С
0,005 МПа изб.
ПАР НД
172°С
0,011
МПа изб.
227’С
0,010 МПа изб.
ПАР
0,35 МПа изб.
ПАР
0,35 МПа изб.
311вС
0,009 МПа изб.
ПИТАТЕЛЬНАЯ
ВОДАf - -
ТРЕТИЙ |
КОНДЕНСАТОР
Е-03
172°С
ГОРЕЛКА ВТОРОГО
ПОВТОРНОГО
ПОДОГРЕВА
BR-03
АППАРАТ
ДОЖИГАНИЯ
ST-02
ДЫМОВЫЕ ГАЗЫ
158°С
0,0003
МПа изб.
ВОЗДУХОДУВКА •
BL-01
СЕПАРАТОР »==.
ТОПЛИВНОГО ГАЗА I------------
В ГОРЕЛКУ_______».--
V-09
ПИТАТЕЛЬНАЯ
ВОДА >
СЕРА
ВТОРОЙ
КОНВЕРТОР
0,005 МПа
изб.
ПИТАТЕЛЬНАЯ ВОДА
253°С
0,004 МПа
изб.
158вС
ПИТАТЕЛЬНАЯ ВОДА
127’С
ТОПЛИВНЫЙ
ГАЗ
ГОТОВАЯ СЕРА
Jj30°C
КОЛОДЕЦ Р-01
СЕРЫ
Рис. 8-1. Установка получения серы. ВД — высокое давление; НД — низкое давление
236 Справочник по переработке нефти
Получение серы и способы сокращения выбросов
237
Таблица 8-1. Рабочие условия установки получения серы
Ед. измерения
Температура исходного кислого газа °C 43
Давление исходного кислого газа МПа абс. 0,136
Термическая стадия Температура газов на выходе из печи °C 1382
Давление газов на выходе из печи МПа абс. 0,120
Котел-утилизатор Температура уходящих газов °C 449
Давление уходящих газов МПа абс. 0,117
Первый конденсатор серы Температура на входе °C 449
Температура на выходе °C 172
Давление на входе МПа абс. 0,117
Давление на выходе МПа абс. 0,112
Первый подогреватель Температура на входе °C 172
Температура на выходе °C 232
Давление на входе МПа абс. 0,117
Давление на выходе МПа абс. 0,112
Первый конвертор Температура на входе °C 232
Температура на выходе °C 311
Давление на входе МПа абс. 0,112
Давление на выходе МПа абс. 0,111
Второй конденсатор серы Температура на входе °C 311
Температура на выходе °C 172
Давление на входе МПа абс. 0,111
Давление на выходе МПа абс. 0,107
Второй подогреватель Температура на входе °C 172
Температура на выходе °C 232
Давление на входе МПа абс. 0,107
Давление на выходе МПа абс. 0,106
Второй конвертор Температура на входе °C 232
Температура на выходе °C 253
Давление на входе МПа абс. 0,106
Давление на выходе МПа абс. 0,105
Третий конденсатор серы Температура на входе °C 253
Температура на выходе °C 158
Давление на входе МПа абс. 0,105
Давление на выходе МПа абс. 0,102
Состав H2S: 86,03 мол. %; СО2: 5,92 мол. %; С2Н6: 0,28 мол. %;
кислого газа: СН4: 0,51 мол. %; Н20: 6,99 мол. %; С3ивыше: 0,27 мол. %.
238
Справочник по переработке нефти
Таблица 8-2. Выходы на установке получения серы
Поток Выход, масс, доли
Сырье
Н25-газ 1,0000
Суммарное сырье 1,0000
Продукт
Сера 0,8478
Потери 0,1522
Сумма 1,0000
Таблица 8-3. Энергозатраты на установке
получения серы (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Топливо ГДж 2,95
Электроэнергия кВтхч 65
Пар ГДж -7,91
Обессоленная вода м3 0,09
Охлаждающая вода м3 0,91
Таблица 8-4. Состав катализатора
Компонент Масс. %
Чистая бензойная кислота 15,20
Чистый гидроксид калия 1,00
Чистый гидроксид натрия 5,80
Деминерализованная вода 78,00
Сумма 100,00
Примечание. Катализатор представляет собой 22 %-й раствор бензойной кислоты, гидрок-
сида натрия и гидроксида калия указанного состава. Можно использовать технически чистые
компоненты.
Химизм процесса
Хвостовой газ установки Клауса взаимодействует с раствором полиэти-
ленгликоля (ПЭГ), содержащим растворенный катализатор, ускоряющий
реакцию Клауса:
2 H2S + SO2 = 3 S + 2 Н2О.
Получение серы и способы сокращения выбросов
239
Теплота этой реакции, являющейся экзотермической по своей природе,
составляет 35 000 ккал на 1 кмоль прореагировавшего SO2. Используемый
катализатор представляет собой 22 %-й раствор бензойной кислоты, ги-
дроксидов натрия и калия в воде. Типичный состав катализаторного рас-
твора приводится в табл. 8-4.
Реакция протекает в жидкой фазе между H2S и SO2, растворенными
в ПЭГ, в котором образуется каталитический комплекс; ее проводят при
температуре порядка 120—150 °C, при которой обеспечивается непре-
рывное удаление серы и реакционной воды (температура плавления серы
119 °C).
Уровень каталитической активности системы характеризуется содержа-
нием ионов натрия и калия (Nah и К+) в растворе и свободной кислотно-
стью (Н+) растворителя. При стабильных условиях поступления газа (рас-
ход и температура) и при выдерживании заданного соотношения H2S/SO2
эти уровни могут поддерживаться подпиткой свежим катализатором.
Концентрацию солей натрия и калия (концентрацию Na+ и К+) в ПЭГ
поддерживают в интервале 20—50 ммоль/кг. Свободную кислотность ПЭГ
(концентрацию Н+) поддерживают в интервале 30—70 ммоль/кг.
Потребление бензойной кислоты соответствует потерям ее паров с ухо-
дящими газами (определяются давлением паров). Гидроксиды натрия и ка-
лия, в конечном итоге, превращаются в сульфаты натрия и калия, которые,
будучи нерастворимыми, оседают на насадке. Количество сульфата натрия,
отложившегося на катализаторе, можно оценить по общему количеству
чистых КОН и NaOH, добавленных в раствор со времени последней про-
мывки. Необходимый расход промывной воды примерно в 3,3 раза превы-
шает количество сульфата натрия, которое требуется вымыть из насадки.
Для данного объема насадки и состава катализатора рабочими параме-
трами являются:
1. Общий расход кислого газа.
2. Содержание (H2S + SO2) в кислом газе.
3. Отношение H2S/SO2.
4. Расход растворителя.
В целях оптимизации работы и снижения потерь ПЭГ температуру под-
держивают на расчетном уровне.
Любое увеличение расхода кислого газа приводит к снижению степени
превращения. Оптимальные результаты работы установки достигаются
путем минимизации содержания SO2 в сбросном газе. С этой целью путем
регулирования режима работы установки Клауса, расположенной выше
по схеме, мольное отношение H2S/SO2 в исходном газе поддерживают
240
Справочник по переработке нефти
на уровне 2,3 или несколько выше. Любой избыток SO2 приводит к сниже-
нию степени превращения, увеличению расхода калия и натрия и к ухуд-
шению цвета полученной серы. Долговременный же избыток SO2 может
вызвать ухудшение качества растворителя, и поэтому для его восстанов-
ления, а также для восстановления прежней степени превращения по-
требуется обработка растворителя активным углем. Расход растворителя
оказывает влияние на межфазную поверхность, доступную для массооб-
мена и химической реакции, таким образом, что при увеличении этого
расхода увеличивается межфазная поверхность и повышается степень
превращения.
Процесс очистки хвостового газа
Кислый газ вводят в нижнюю часть реактора R-101 (см. рис. 8-2). Реактор,
в котором осуществляется контакт газа и жидкости, представляет собой
насадочную колонну, рассчитанную на низкий перепад давления при обе-
спечении межфазной поверхности, необходимой для достижения заданной
степени превращения. Объем насадки делится на несколько слоев, между
которыми находятся устройства перераспределения потока жидкости
и опорные тарелки насадки; это обеспечивает максимальную эффектив-
ность насадки в объеме реактора. В верхней части колонны находится
отбойная тарелка, предназначенная для снижения уноса растворителя
со сбросными газами до минимума.
Для создания градиента концентраций между нижней и верхней частями
реактора кислый газ проходит противотоком по отношению к растворите-
лю. Находящаяся в нижней части колонны система декантации отделяет
образовавшуюся жидкую серу от растворителя, после чего сера через
гидрозатвор выводится в сборник серы. Для поддержания серы в жидком
виде все линии и клапаны серы оснащены паровыми рубашками.
Растворитель из нижней части реактора насосом Р-101 возвращают в его
верхнюю часть. Этот насос, имеющий на нагнетании торцевое уплотне-
ние с паровым обогревом и гидравлическим затвором, предназначен для
перекачки чистой жидкости или суспензии кристаллов серы в жидкости,
но может также использоваться для заполнения системы растворителем
и ее опорожнения.
Из контура растворителя отводят небольшую часть потока, которую про-
пускают Через фильтр F-102 и слой активированного угля в F-101.
Хотя реакция Клауса имеет экзотермическую природу, точный тепловой
баланс установки зависит главным образом от тепловых потерь в системе
реактора. Температуру в реакторе регулируют либо закачкой дополнитель-
ного количества конденсата, либо подачей пара в подогреватель Е-101.
Получение серы и способы сокращения выбросов
241
ЕМКОСТЬ КАТАЛИЗАТОРНОГО РЕАКТОР ДЛЯ ХВОСТОВОГО ФИЛЬТР ФИЛЬТР
РАСТВОРА ГАЗА КЛАУСА С АКТИВИРОВАННЫМ F-102
V-101 R-101 УГЛЕМ
ТЕХНОЛОГИЧЕСКАЯ
ВОДА ОЧИЩЕННЫЙ ГАЗ
ДОЗИРОВОЧНЫЙ □ 1 НАСОС КАТАЛИЗАТОРА 4 Р-102 / 1 \ ПАР * 1 < 1 ЕМКОСТЬ ДЛЯ СБРОСА РАСТВОРИТЕЛЯ V-104 I g ДОЗИРОВОЧНЫЙ НАСОС f Р-103 СТводаАЯ конденсат
Рис. 8-2. Установка очистки хвостового газа процесса Клауса
242
Справочник по переработке нефти
Потребление катализатора компенсируют постоянной подпиткой раство-
ром катализатора из V-102 с помощью дозировочного насоса Р-102.
Реактор и содержащийся в нем ПЭГ в течение 48 часов во время пуска
разогревается до температуры реакции теплообменником Е-101, установ-
ленным в линии циркуляции растворителя выше уровня входа растворите-
ля в нижнюю часть реактора, благодаря чему предотвращается отложение
твердой серы в линии между Е-101 и реактором. Этот теплообменник,
позволяющий, кроме того, компенсировать тепловые потери при нормаль-
ной эксплуатации, используют также для охлаждения установки во время
останова и для нагревания промывной воды при промывке.
В емкости для слива растворителя Т-101 хранится запас ПЭГ во время
заполнения и опорожнения системы, а также резерв свежего раствори-
теля на подпитку. Емкость промывной жидкости Т-102 предназначена
для выделения смеси ПЭГ/воды во время промывки установки. Эту смесь
насосом растворителя Р-101 подают в емкость, а дозировочным насосом
Р-102 периодически возвращают из нее в систему для компенсации потерь
растворителя и отложений на насадке.
Для улавливания ПЭГ во время промывки насосов, фильтров на линиях
и прочего оборудования используется подземный сборник сливаемого
растворителя V-104, а для разогрева растворителя в емкостях (с целью
снижения его вязкости перед перекачкой) — паровые змеевики в емкостях.
Рабочие условия установки очистки хвостового газа приводятся
в табл. 8-5, а свойства компонентов катализатора, выход на установке
и энергозатраты — в табл, с 8-6 по 8-11.
ОБЕССЕРИВАНИЕ ДЫМОВЫХ ГАЗОВ
С целью охраны окружающей среды применяется обессеривание дымовых
газов, предназначенное для снижения выбросов оксидов серы из дымовых
труб НПЗ и силовых установок до 0,015—0,15 %. Этот процесс оказывается
особенно эффективным для НПЗ и силовых агрегатов, работающих на вы-
сокосернистом тяжелом котельном топливе.
Этот процесс можно разделить на четыре стадии:
1. Промывка дымовых газов раствором аммиака.
2. Переработка сульфитного рассола: выделение SO2 и NH3 из водного
раствора сульфита/сульфата.
3. Восстановление части полученного SO2 в H2S — стадия, которую
можно исключить при наличии внешнего источника H2S.
4. Превращение SO2 в серу по реакции с H2S.
Получение серы и способы сокращения выбросов
243
Таблица 8-5. Рабочие условия установки очистки
хвостового газа процесса получения серы
Рабочий параметр Ед. измерения
Температура в реакторе
Газ на входе °C 141—149
Газ на выходе °C 120—122
Давление на входе в реактор МПа изб. 0,0035—0,0138
Давление на выходе из реактора МПа изб. 0,0007—0,0110
Расход циркулирующего растворителя* м3/ч 159
*При расходе исходного кислого газа 4819 нм3/ч.
Таблица 8-6. Свойства компонентов катализатора
Свойство Бензойная кислота Гидроксид натрия Гидроксид калия
Химическая формула С6Н5СООН NaOH кон
Молекулярная масса 122 40 56
Температура плавления, °C 122 318 400
Плотность в твердом состоянии 1,266 2,13 2,04
Таблица 8-7. Растворитель
Технические требования Ед. измерения
Молекулярная масса 380—420
Температура кристаллизации °C 4—7
Плотность 1,125
Показатель преломления 1,466
Вязкость
при 50 °C мм2/с 27,85
при 100 °C мм2/с 6,5—8,2
при 135 °C мм2/с 3,94
Растворимость серы
при 20 °C г/дм3 2—10
при 120 °C г/дм3 27
при 135 °C г/дм3 35
Примечание. Применяемый растворитель представляет собой полиэтиленгликоль со средней
молекулярной массой 400.
244
Справочник по переработке нефти
Таблица 8-8. Выходы при очистке хвостового газа процесса Клауса
Поток Масс, доля
Сырье
Исходный кислый газ 1,0000
Конденсат 0,0481
Суммарное сырье 1,0481
Продукт
Сера 0,0463
Очищенный газ 1,0019
Сумма продуктов 1,0481
Таблица 8-9. Энергозатраты в расчете на 1 т полученной серы
Энергоносители Ед. измерения Потребление
Электроэнергия кВтхч 463
Конденсат т 2,23
Таблица 8-10. Состав сырья и очищенного газа установки
очистки хвостового газа процесса Клауса
Компонент Мол. масса Исходный кислый газ, масс, доли Очищенный газ, масс, доли Сера, масс, доли
H2S 34 0,0370 0,0053
so2 64 0,0298 0,0000
co2 44 0,1171 0,1168
Сз 44 0,0089 0,0089
N2 28 0,6019 0,6005
Н2о 18 0,2035 0,2678
$6—8 246 0,0019 0,0008
Жидкая сера 32 1,0000
Сумма 1,0000 1,0000 1,0000
Таблица 8-11. Свойства выработанной серы
Свойство
Карбонильные примеси < 0,1%
(содержание ПЭГ)
Содержание золы < 0,02%
Чистота серы > 99,7%
Цвет Ярко-желтый
Получение серы и способы сокращения выбросов
245
Промывка аммиаком
На стадии промывки происходит абсорбция SO2 водным раствором аммиа-
ка по следующим уравнениям реакций:
NH3+H2O+SO2 (NH4) HSO3;
2 NH3 +H2O+SO2 (NH4)2 SO3.
Вследствие присутствия в дымовых газах SO3 либо в результате окисления
части SO2, может также образоваться сульфат:
2NH3 + Н2О + SO3 = (NH4)2 SO4.
Промывка дымовых газов аммиаком позволяет снизить концентрацию
SO2 в дымовых газах на выходе из дымовой трубы как минимум до 0,015 %.
При этом одновременно образуется водный раствор сульфата/сульфита
аммония.
Переработка сульфитного рассола
В испарителе, в результате протекания приведенных выше обратимых
реакций справа налево, сульфитный рассол частично разрушается, пре-
вращаясь в NH3, SO2 и Н2О.
Кубовую жидкость испарителя, содержащую основное количество суль-
фатов, подают в реактор восстановления сульфатов, где сульфаты, тио-
сульфаты и оставшиеся сульфиты восстанавливаются в SO2, NH3 и Н2О
по реакции взаимодействия с расплавленной серой:
(NH4)2 SO4 NH4HSO4 + NH3;
2NH4HSO4 + S = 3 SO2 + 2 NH3 + 2 H2O;
(NH4)2 S2O3 = SO2 + s + 2NH3 + H2O.
Поскольку эти реакции, которые протекают в жидкой фазе, в среде
расплавленной соли при температуре около 350 °C, являются эндотерми-
ческими по своей природе, тепло на их проведение поступает из внешних
источников. Газы в расплавленной солевой бане содержат некоторое ко-
личество SO3, который восстанавливают в SO2 по реакции взаимодействия
с топливным газом, содержащим СО и Н2 (эту реакцию проводят на твер-
дом катализаторе).
Если на НПЗ имеются ресурсы H2S, то SO2, полученный восстановлени-
ем сульфата и разложением сульфита, приводят во взаимодействие с H2S,
246
Справочник по переработке нефти
вырабатывая элементарную серу. Для доведения этой реакции до конца
отношение H2S к SO2 должно превышать 2,3:
2H2S + SO2 = 2H2O + 3S.
Конечным продуктом является жидкая сера высокой чистоты. Если
H2S не имеется в наличии (как, например, на электростанциях), то часть
SO2 можно восстановить в H2S, применяя восстановительный газ (СО +
Н2) в каталитическом конверторе.
Описание процесса
Дымовые газы НПЗ промывают водным раствором аммиака в колонне
С-101 (см. рис. 8-3). Аммиачную воду вводят в верхнюю часть колонны,
а дымовые газы — в ее нижнюю часть. Выходящую из колонны жидкость,
содержащую растворенные оксиды серы и называемую «сульфитный рас-
сол», направляют в емкость ТК-101, в которой отстаивается пыль, попавшая
в раствор из дымовых газов.
Насосом Р-101 сульфитный рассол подают в теплообменник Е-101, обо-
греваемый паром СД, и испаряют в сосуде V-101, где при температуре
150 °C и давлении 0,207 МПа абс. происходит частичное разложение суль-
фитов. Газы, образовавшиеся в результате разложения сульфитов аммония
(SO2 и NH3), направляют в реактор конверсии R-103. Концентрированный
рассол насосом Р-102 подают в реактор R-101.
Концентрированный рассол, содержащий сульфаты аммония, тиосуль-
фаты и непревращенные сульфиты, дозировочным насосом Р-102 подается
в реактор разложения сульфатов R-101, представляющий собой баню с рас-
плавленными сульфатами аммония, где происходит восстановление суль-
фата. Кроме того, дозировочным насосом Р-106 в реактор R-101 подают
расплавленную серу. Температуру солевой бани поддерживают на уровне
около 350 °C. Поскольку реакции восстановления сульфатов, протекающие
в реакторе, являются эндотермическими по своей природе, тепло в систе-
му подводят путем погружного горения топливного газа в расплавленном
сульфате; в этот же расплав вводят воздух, необходимый для горения.
Горячие газы из специальной горелки входят непосредственно в расплав
через графитовую трубу. Процесс горения происходит с небольшим недо-
статком воздуха по сравнению со стехиометрическим количеством (90 %),
так что в продуктах сгорания присутствуют газы-восстановители. Восста-
новление сульфатов начинается при температуре 300—310 °C. При этом
повышение рабочей температуры выше 400 °C, когда аммиак начинает реа-
гировать со средой, является недопустимым. Рабочую температуру в бане
АММИАЧНЫЙ ИСПАРИТЕЛЬ РЕАКТОР РЕАКТОР РЕАКТОР СБОРНИК СБОРНИК ПРОМЫВКА
СКРУББЕР РАЗЛОЖЕНИЯ ПОГРУЖНОГО ВОССТАНОВЛЕНИЯ КОНВЕРСИИ ТИОСУЛЬФАТА АММИАКА СБРОСНОГО ГАЗА
С-101 СУЛЬФИТА ГОРЕНИЯ SO3 R-103 V-102 V-103 V-105
V-101 R-101 R-102
ЕМКОСТЬ ЖИДКАЯ СЕРА ВОЗДУХ ТОПЛИВНЫЙ КИСЛЫЙ ГАЗ ПИТАТЕЛЬНАЯ СВЕЖИЙ НАСОС ТИОСУЛЬФАТА
СУЛЬФИТНОГО ИЗ ЯМЫ С СЕРОЙ ГАЗ CH2S ВОДА ПЭГ-РАСТВОРИТЕЛЬ Р-105
РАССОЛА
ТК-101
Получение серы и способы сокращения выбросов
Рис. 8-3. Обессеривание дымовых газов. ВД — высокое давление; НД — низкое давление; О. В. — охлаждающая вода
248
Справочник по переработке нефти
регулируют путем корректировки текущего соотношения тиосульфат/суль-
фат. Поскольку расплав солей в бане является весьма агрессивным, реактор
изнутри футерован кислотостойким жаропрочным покрытием.
Газы над расплавом солей [80 % NH4HSO4 и 20 % [NH4)2SO4] содержат
некоторое количество SO3, соответствующее его давлению паров. SO3 вос-
станавливается в SO2 по экзотермическим реакциям с СО и Н2, которые
возникают при неполном сгорании топливного газа. Реакции восстанов-
ления протекают на твердом катализаторе (Со-Мо на оксиде алюминия):
SO3 + СО = SO2 + СО2;
SO3 + Н2 = SO2 + Н2О.
Сбросные газы, выходящие из реактора R-102 с температурой около
370 °C, охлаждаются до температуры 190 °C в результате прямого контакта
с закачиваемой питательной водой парового котла.
Газы с высоким содержанием SO2, приходящие из V-101, R-101 и R-102,
смешиваются с газом из внешнего источника, содержащим H2S. Этот газ
с установки аминной очистки на НПЗ компрессором К-102 подается в реак-
тор конверсии R-103, причем точка ввода газа находится рядом с днищем
реактора. В целях обеспечения защиты химической системы отношение
H2S/SO2 должно быть выше 2.
Реактор представляет собой колонну абсорбции с 13 перфорирован-
ными тарелками. Для отвода тепла реакции, энтальпии сырья и поддер-
жания в реакторе температуры 150 °C насосом Р-103 через холодильник
Е-103 и реактор прокачивают растворитель, в качестве которого исполь-
зуется полиэтиленгликоль (ПЭГ). Тепло передается питательной воде,
циркулирующей через Е-103 на принципе термосифона и превращающейся
в пар НД.
В среде растворителя (ПЭГ молекулярной массой 400), стекающего
по колонне, происходит реакция Клауса, а аммиак в потоке газа действует
в качестве катализатора. Образовавшаяся расплавленная сера собирается
в результате декантации в кубе реактора. Для компенсации потерь раство-
рителя в контур охлаждения добавляют свежий растворитель.
Ввиду того что реакция Клауса в R-103 завершается не полностью
(не на 100 %), выходящие из его верхней части газы содержат NH3, H2S,
SO2, СО2, инертные газы, пары серы и унесенный ПЭГ, которые охлаждают,
смешивая их с питательной водой, и направляют в сборник тиосульфа-
та V-102. В результате охлаждения водой температура газов снижается
до точки росы. SO2 реагирует с серой в присутствии NH3, давая тиосульфа-
ты, которые растворяются в воде. Этот раствор, содержащий также следы
Получение серы и способы сокращения выбросов
249
ПЭГ, насосом Р-105 подается назад, в линию газа, выходящего из R-102.
Поскольку температура здесь превышает 88 °C, тиосульфаты разлагаются
на газообразные SO2, NH3 и серу.
Газы, выходящие из V-102 с температурой порядка 93 °C, охлаждаются
в теплообменнике Е-102. Большая часть воды конденсируется и собирается
в сосуде V-103 вместе с некоторым количеством аммиака и растворенных
в ней H2S и СО2.
Газы из верхней части сосуда V-103 промывают в сосуде V-105, барбо-
тируя их через рассол из куба аммиачного скруббера для дальнейшего
сокращения выбросов в атмосферу.
Протекающие реакции описываются уравнениями:
NH4HSO3 + NH3 = (NH4)2SO3;
2 (NH4)2SO3 + 2 NH4HSO3 + 2 H2S = 3 (NH4)2S2O3 + 3 H2O.
Рабочие условия и состав сырья установки обессеривания ды-
мовых газов приводятся в табл. 8-12, а составы сырья и продуктов
и энергозатраты — в табл, с 8-13 по 8-15.
ОЧИСТКА АМИНОМ
Установка очистки амином предназначена для удаления H2S, С02 и меркап-
танов из различных газовых потоков, к числу которых относятся циркули-
рующий газ процессов гидроочистки и гидрокрекинга, сырье водородной
установки и топливный газ. Извлеченный H2S служит сырьем установки
получения серы.
Сероводород извлекают из газовых потоков в процессе контакта газа
сводным раствором (18 масс. %) моноэтаноламина (МЭА) или диэтано-
ламина (ДЭА); эта реакция описывается следующим уравнением:
ОН-СН2-СН2\
NH + H2S
ОН-СН2-СН2^
ОН—СН2—СН2\
NH2+ HS~ + ТЕПЛО.
ОН-СН2-СН2^
РЕГЕНЕРИРОВАННЫЙ СЛАБАЯ НАСЫЩЕННЫЙ ДЭА
(«ТОЩИЙ») ДЭА КИСЛОТА (СОЛЬ, РАСТВОРИМАЯ В ВОДЕ)
Количество H2S, способного вступить в реакцию, зависит от рабочих
условий: протеканию реакции способствуют низкая температура, высокое
давление и высокая концентрация H2S в абсорбере H2S.
250
Справочник по переработке нефти
Таблица 8-12. Рабочие условия обессеривания дымовых газов
Рабочий параметр Ед. измерения
Испаритель сульфита
Температура °C 149
Давление Реактор восстановления сульфата МПа абс. 0,207
Температура °C 349
Давление Реактор конверсии в серу МПа абс. 0,221
Температура °C 149
Давление Растворитель (полиэтиленгликоль) для реактора конверсии в серу МПа абс. 0,127
Молекулярная масса 380—420
Температура кристаллизации °C 4—8
Плотность Вязкость 1,125
при 50 °C мм2/с 28
при 100 °C мм2/с 6,5—8,2
при 135 °C Растворимость серы мм2/с 3,9
при 20 °C г/дм3 2—10
при 120 °C г/дм3 27
при 135 °C Реактор конверсии SO3 г/дм3 35
Катализатор Со-Мо на носителе из оксида алюминия
Температура °C 349
Давление МПа абс. 0,214
Таблица 8-13. Энергозатраты в расчете на 1 т выделенной серы
Энергоносители Ед. изм. Промывка аммиаком Конверсия Итого
Электроэнергия кВтх ч 1883 974 2857
Топливо ГДж 14,98 43,47 58,45
Пар ГДж 0 -38,72 -38,72
Обессоленная вода м3 0 0,26 0,26
Охлаждающая вода м3 0 13,01 13,01
Технологическая вода м3 0,43 0 0,43
Получение серы и способы сокращения выбросов
251
Таблица 8-14. Свойства сырья и продуктов
Свойство Ед. изм. Исходные дымовые газы Очищенные дымовые газы Сера
SO2 io-4 % 1600 200
SO3 10~4% 75 0
Потери аммиака 1О“4О/о 10
Карбонильные примеси 1О-4°/о <1000
Чистота серы масс. % 99,7
Цвет Желтый
Таблица 8-15. Состав продукта
Состав
Раствор аммиака (рецикл) в аммиачный скруббер, масс. %
(МН^СОз 18,9
NH4OH 2,2
(NH4)2S 0,3
Н2О 78,6
Сульфитный рассол из аммиачного скруббера, масс. %
NH4HSO3 17,39
(NH4)2SO3 12,12
(NH4)2S2O3 13,40
(NH4)2SO4 7,10
H2O 49,99
Сумма 100,00
Очищенный газ в атмосферу, об. %
H2S 0,47
Н2О 11,70
NH3 0,12
со2 22,20
Неконденсирующиеся 65,51
Сумма 100,00
Температуру регенерированного раствора амина, подаваемого в аб-
сорбер H2S, поддерживают с помощью терморегулятора в Е-101. Во из-
бежание конденсации углеводородных компонентов газа, способной
привести к вспениванию в абсорбере или к загрязнению углеводородами
выделенного H2S, температура регенерированного раствора амина на вхо-
де в абсорбер должна как минимум на 6 °C превышать температуру газа,
из которого поглощается H2S.
Насыщенный раствор амина подают в буферную емкость-сепаратор,
предназначенную для отделения жидких углеводородов от насыщенного
раствора амина и выделения из него растворенных газов. Предусмотрено
252
Справочник по переработке нефти
устройство удаления масляной пленки с поверхности раствора амина,
которое предотвращает вспенивание в регенераторе амина и загрязнение
установки получения серы в виде появления кокса на катализаторе. Кроме
того, этот аппарат создает буферный объем для циркуляции раствора ами-
на. Для того чтобы облегчить выделение углеводородов из насыщенного
раствора амина, давление в аппарате поддерживают на минимально воз-
можном уровне.
H2S удаляют из раствора амина в регенераторе амина, где для отпари-
вания H2S из раствора создают высокую температуру и низкое давление.
При низких температурах (ниже 82 °C) водные растворы амина оказы-
вают слабое коррозионное воздействие на углеродистую сталь. Сточки
зрения коррозии, органические кислоты и продукты разложения ДЭА ста-
новятся опасными в тех случаях, когда температура поверхности повыша-
ется до уровня, достаточного для разложения солей и выделения кислоты.
Для нейтрализации кислот и ослабления коррозионного воздействия
кислотного типа на установках очистки аминами предусматриваются
средства добавления химреагентов (например, карбоната натрия). Ино-
гда сильную сероводородную коррозию может вызвать раствор ДЭА. Для
предотвращения контакта между агрессивным веществом и металлом
обычно добавляют пленкообразующий аминный ингибитор коррозии.
Процесс очистки аминами
На большинстве НПЗ имеется как минимум два аминных контактора: один
для газов НД, загрязненных сероводородом (для очистки нефтезаводского
топливного газа), а второй для очистки циркулирующего газа ВД с устано-
вок гидрокрекинга и гидроочистки.
В абсорбер НД V-104 исходный газ вводят снизу, а циркулирующий
раствор амина— сверху (см. рис. 8-4). Аминный абсорбер либо обору-
дуется тарелками (порядка 24 штук), либо заполняется слоями насадки
эквивалентной высоты. Сверху подают водный раствор амина (18%),
а снизу — кислый газ. Очищенный газ выходит из верхней части колонны
и после прохождения через каплеотбойник V-105 направляется к границам
установки. Насыщенный раствор амина собирается в сепараторе-буферной
емкости V-103. Кислый газ высокого давления очищают аналогичным
способом в абсорбере V-101 с 24 тарелками.
Насыщенный раствор амина из обеих колонн (V-101 и V-104) собирают
в емкости V-103, которая выполняет функции сепаратора дросселирования
и буферной емкости. Жидкость из V-103 после подогрева кубовой жидко-
стью регенератора в теплообменниках Е-104 и Е-105 входит в верхнюю
часть колонны регенерации амина V-106, которая насчитывает 24 тарелки
ГАЗ
АБСОРБЕР ВД
V-101
АБСОРБЕР НД
V-104
ТОПЛИВНОГО
ГАЗА НПЗ
ПИТАТЕЛЬНАЯ
ВОДА Г
ВОДА
КОНЦЕВОЙ
РЕГЕНЕРАТОРА ДЭА ХОЛОДИЛЬНИК
V-107
РЕГЕНЕРАТОР СБОРНИК ФЛЕГМЫ
ДЭА
V-106
Е-108
КИСЛЫЙ ГАЗ ВД
у с.з.с.
ПЛЕНКА
СЕПАРАТОР Д
И БУФЕРНАЯ i
ЕМКОСТЬ Т
V-103 „_____|
КИСЛЫЙ ГАЗ НД
НА ФАКЕЛ
ФИЛЬТР
РАСТВОРА
F-101
О. В.
ИНГИБИТОР
С. 3. С.
АЗОТНАЯ
ПОДУШКА
H2S НА УСТАНОВКУ
ПОЛУЧЕНИЯ СЕРЫ
СВЕЖИЙ ДЭА
ПИТАТЕЛЬНАЯ ВОДА
ПАР НД
КОНДЕНСАТ
ЕМКОСТЬ ДЭА
ТК-101
ПАР НД
КОНДЕНСАТ
СБОРНИК
КАРБОНАТА
V-109
ВОДНЫЙ
Na2CO3
ПЛЕНКА
МАСЛА
ЕМКОСТЬ
ВОДЫ-ИНГИБИТОРА Qp-itM
ТК-102
СБОРНИК ИНГИБИТОРА СБОРНИК
КОРРОЗИИ И ПЕНОГАСИТЕЛЯ ПЕНОГАСИТЕЛЯ
V-110 V-108
Рис. 8-4. Установка очистки газа аминами.
О. В.— охлаждающая вода; ВД — высокое давление; НД — низкое давление; С.З. С.— слив замасленных стоков
Получение серы и способы сокращения выбросов 253
254
Справочник по переработке нефти
и снабжена паровым кипятильником. Из верхней части колонны уходят
кислые газы (H2S и СО2), а регенерированный раствор амина циркуля-
ционным насосом Р-103 откачивается из куба в абсорберы ВД (V-101)
и НД (V-104). Кислый газ из регенератора амина направляют в качестве
сырья на установку получения серы. Жидкость после конденсации паров
из регенератора в конденсаторе Е-106 собирается в сборнике V-107 и воз-
вращается на орошение регенератора.
Раствор амина охлаждают в теплообменниках Е-101 и Е-102, из которых
его подают в абсорбер V-104. В циркулирующий раствор амина дозируют
карбонат натрия и пеногаситель для предотвращения вспенивания и кор-
розии в абсорберах.
Для удаления нежелательных солей, загрязняющих систему, через
фильтр F-101 пропускают небольшой отводной поток регенерированного
раствора амина; такая фильтрация позволяет поддерживать чистоту цир-
кулирующего амина.
Свежий амин, получаемый в бочках, выливают в колодец амина и раз-
бавляют водой до концентрации 18 %. Водный раствор амина закачивают
в емкость ТК-101, которую во избежание окисления амина воздухом дер-
жат под азотной подушкой. Свежим амином, при необходимости, попол-
няют систему циркулирующего амина.
Рабочие условия установки очистки газа аминами приводятся
в табл. 8-16, а состав сырья, свойства амина, сырья и продукта и энерго-
затраты — в табл, с 8-17 по 8-19.
Получение серы и способы сокращения выбросов
255
Таблица 8-16. Рабочие условия установки очистки газа аминами
Рабочий параметр Ед. измерения
Аминный абсорбер низкого давления
Температура входящего «тощего» ДЭА °C 66
Температура входящего кислого газа °C 60
Давление в кубе абсорбера МПа изб. 0,186
Число тарелок в абсорбере 24
Аминный абсорбер высокого давления
Температура входящего «тощего» ДЭА °C 66
Температура входящего кислого газа °C 60
Нагрузка на насыщенный раствор ДЭА Молей Н25/моль ДЭА 0,35—0,45
Давление в кубе абсорбера МПа изб. 16,63
Число тарелок в абсорбере 24
Регенератор ДЭА
Температура верха регенератора °C 104
Давление верха регенератора МПа изб. 0,090
Температура в сборнике флегмы °C 60
Давление в сборнике флегмы МПа изб. 0,062
Температура питания регенератора °C 102
Температура в кубе регенератора °C 123
Давление в кубе регенератора МПа изб. 0,097
Таблица 8-17. Энергозатраты на установке очистки
газа аминами (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Топливо ГДж
Электроэнергия кВтхч 13
Пар ГДж 2,231
Охлаждающая вода мэ 10,01
Обессоленная вода мэ 0,014
256
Справочник по переработке нефти
Таблица 8-18. Состав сырья и продукта
Компоненты Сырье, мол. % Очищенный газ, мол. % Кислый газ, мол. %
н2 11,24 14,97 91,45
H2S 24,89 0,00 0,54
С! 19,07 25,39 0,30
С2 11,02 14,68 0,25
Сз 12,99 17,30 0,05
и-С4 5,15 6,86
н-С4 13,46 17,92
и-С5 0,06 0,08
н-С5 0,32 0,43
С6 и выше 0,41 0,54
Н2О 1,37 1,83 7,42
Сумма 100,00 100,00 100,00
Таблица 8-19. Типичные свойства аминов*
Свойство Ед. изм. Моноэтанол-амин Диэтанол-амин
Формула H2NCH2CH2OH HN (СН2СН2ОН)2
Молекулярная масса 61,08 105,14
Температура кипения
при 760 мм рт. ст. °C 170,4 259,0
при 50 мм рт. ст. °C 101,0 182,0
при 10 мм рт. ст. °C 71,0 150,0
Температура кристаллизации °C 10,5 28,0
Плотность (при 20 °C) 1,017 1,092
Вязкость (при 30 °C) мПах с 16,2 380
Показатель преломления nD30 1,4539 1,4747 (1)
Поверхностное натяжение мН/м 48,3 (4) 48,5 ®
Температура вспышки °C 96,1 190,5
Теплота испарения кДж/кг 907 (2) 698 (3)
Критическая температура °C 442,1
Критическое давление атм 32,3
<« При 30 °C; <2’ при 100 °C; (э> при 150 °C; при 25 °C; (5) при 30 °C.
* Данные Dow Chemical Company.
Глава 9
Системы
водопользования
и водоотведения
на НПЗ
Воду на НПЗ используют для следующих целей:
• Охлаждение.
• Выработка пара.
• Обеспечение работы бытовых и санитарных систем.
• Промывка продуктов.
• Промывка оборудования и трубопроводов и гидравлические
испытания.
• Пожаротушение.
Потребление воды на НПЗ сопряжено с образованием весьма значи-
тельного объема стоков, загрязненных углеводородами и другими при-
месями. Часть этих стоков после очистки можно использовать повторно,
а остальную воду приходится сбрасывать в море или другие водоемы,
но только после очистки от углеводородов, химреагентов, биологических
и других загрязнителей, с тем чтобы воздействие на окружающую среду
было минимальным. К основным потокам сточных вод, подлежащих очист-
ке, относятся замасленные стоки, бытовые сточные воды, являющиеся
продуктом жизнедеятельности работников НПЗ, и кислые сточные воды,
содержащие H2S и NH3.
257
258
Справочник по переработке нефти
СИСТЕМА ВОДЯНОГО ОХЛАЖДЕНИЯ
Технологические процессы, применяемые на НПЗ, проводятся при повы-
шенных температурах. Условно говоря, это означает, что на НПЗ должен
выдерживаться определенный тепловой баланс, т. е. все тепло, подводимое
в результате сжигания топлива, потребления пара или выжигания кокса,
должно отводиться с помощью той или иной системы охлаждения, одной
из которых является система водяного охлаждения. Остальные системы
реализуются посредством охлаждения воздухом или теплообмена с други-
ми потоками. На охлаждение расходуется около 90 % воды, потребляемой
на НПЗ. Приблизительные потребности НПЗ в охлаждающей воде можно
оценить в зависимости от сложности его технологической схемы1.
В заводской системе охлаждения вода либо проходит через систему
однократно, либо циркулирует по ней. В системе «на проход» насосы
забирают воду из источника (например, из моря, реки или озера) и по-
дают ее на технологические установки либо другим потребителям воды
на НПЗ. Пройдя через холодильное оборудование, нагретая охлаждающая
вода направляется в точку утилизации через напорную трубопроводную
систему или самотеком.
В системах с циркуляцией (оборотного водоснабжения) насосы забира-
ют воду из чаши градирни и подают ее в холодильные агрегаты. После про-
хождения через оборудование водопользователей нагретая охлаждающая
вода по системе напорных труб подается в верхнюю часть градирни. В си-
стему водяного охлаждения входят теплообменники, насосное оборудова-
ние, распределительные трубопроводы, водозаборные станции и градирни.
На некоторых НПЗ, расположенных в прибрежных зонах, теплую воду
(с температурой около 45 °C), возвращающуюся из технологических тепло-
обменников и другого оборудования, сначала охлаждают морской водой
в специальных теплообменниках, а затем направляют в градирню для
дальнейшего охлаждения (рис. 9-1). Преимущество такой системы заклю-
чается в том, что снижается тепловая нагрузка на градирню, а агрессивная
морская вода не вступает в контакт с технологическим оборудованием.
Кондиционная, умягченная вода с очень малым содержанием растворен-
ных твердых веществ, солей и железа позволяет применять холодильники
и конденсаторы, изготовленные из углеродистой стали. Морская же вода,
содержащая значительные концентрации растворенных солей (табл. 9-1),
являясь хорошим проводником электрического тока, вызывает сильную
коррозию металлов: например, скорость коррозии углеродистой стали
в морской воде превышает 2 мм/год. При прямом контакте с охлаждаю-
щей морской водой приходится использовать цветные металлы и сплавы
(например, алюминий, латунь и титан).
ВОЗВРАТ ОХЛАЖДАЮЩЕЙ ВОДЫ
Рис. 9-1. Система водяного охлаждения на НПЗ
Системы водопользования и водоотведения на НПЗ 259
260
Справочник по переработке нефти
Таблица 9-1. Типичные физико-химические свойства морской воды
Параметр Ед. измерения
Суммарное содержание растворенных мг/кг 49700—51200
твердых веществ
NaCl мг/кг 39000—41000
Общая жесткость 8200
Щелочность на СаСОэ 114
Плотность кг/м3 1030
Температура °C 32
Вязкость мПах с 0,76
СИСТЕМЫ ОХЛАЖДЕНИЯ МОРСКОЙ ВОДЫ
Типовая система прямого охлаждения морской водой показана на рис. 9-2.
Поскольку для целей охлаждения из моря забираются значительные объ-
емы воды, эту воду батареей низконапорных насосных агрегатов сначала
закачивают во входной колодец. Затем ее пропускают через систему ко-
лосниковых грохотов, скребковых сит и барабанных сит и направляют
во входную гребенку высоконапорных насосов. Система сит предохраняет
всасывающую линию насоса от попадания морских организмов, водо-
рослей и прочих загрязнителей. Для предотвращения роста водорослей
и грибковых образований и подавления микробной активности в морскую
воду перед батареей высоконапорных насосов в дозируемых количествах
вводят хлор (0,5—1 млн-1). Ввиду чрезвычайно высокой агрессивности
морской воды, все трубопроводы диаметром более 760 мм изготавливают
из армированного бетона. Для трубопроводов диаметром менее 710 мм ис-
пользуют стальные трубы, футерованные цементным раствором. Батарея
высоконапорных насосных агрегатов подает морскую воду в коллектор
морской воды, проходящий по всей территории НПЗ, а уже из него воду
разбирают на отдельные технологические установки и энергетические
объекты. Во избежание попадания в теплообменники песка, мусора или
окалины, на входе в каждую установку установлены фильтры. Теплая
морская вода, выходящая из теплообменников, разходится по двум коллек-
торам: для «чистой» морской охлаждающей воды и для «промежуточной»
морской охлаждающей воды.
Промежуточная, или замасленная морская вода, по определению, вы-
ходит из тех теплообменников, где давление на стороне углеводородов
составляет не менее 0,38 МПа изб. Всю загрязненную морскую воду мож-
но направлять по коллектору промежуточной морской охлаждающей
воды в батарею ловушек с гофрированными пластинами, из которых ее
Системы водопользования и водоотведения на НПЗ
261
ПОМЕЩЕНИЕ
НИЗКОНАПОРНЫХ
НАСОСОВ
НАСОСЫ ВОДЫ
ДЛЯ ПОЖАРОТУШЕНИЯ
ПОМЕЩЕНИЕ ВЫСОКОНАПОРНЫХ
НАСОСОВ
МОРЕ
1_______
входной
КОЛОДЕЦ
МОРЕ
ПЕРЕЛИВ В МОРЕ
ХЛОР
| ХЛОРАТОР
БАРАБАННЫЕ
ФИЛЬТРЫ
F.R.- F.R.
МАСЛО, СОБРАННОЕ
С ПОВЕРХНОСТИ.
В СИСТЕМУ НЕКОНДИЦИИ
СЕПАРАТОРЫ
МАСЛА
ФИЛЬТР
«ЧИСТАЯ» МОРСКАЯ
ОХЛАЖДАЮЩАЯ ВОДА
СИСТЕМЫ ИНЖЕНЕРНОГО
ОБЕСПЕЧЕНИЯ
X F.R. 1 F.R. 1 F.R. J. F.R.
9 99 9
ТЕХНОЛОГИЧЕСКИЕ
УСТАНОВКИ
ПРОМЕЖУТОЧНАЯ» МОРСКАЯ ОХЛАЖДАЮЧуЯ ВОДА
«ЧИСТАЯ» МОРСКАЯ ОХЛАЖДАЮЩАЯ ВОДА
Рис. 9-2. Система прямого охлаждения морской водой
4= F.R. РАСХОДОМЕР
Т
сбрасывают в море. Если давление в теплообменнике на стороне углево-
дородов ниже 0,38 МПа изб., то всю возвратную морскую воду направляют
в коллектор чистой морской охлаждающей воды и сбрасывают непосред-
ственно в море.
ГРАДИРНИ
Принцип работы градирен основан на прямом отводе тепла от воды по-
током воздуха и за счет испарения части воды. Оба вида охлаждения
осуществляются в режиме противотока воздуха и воды. Градирни, кото-
рые изготавливаются из дерева, металла или бетона, для распределения
потока воды изнутри имеют насадку из дерева или пластика. Часть воды
262
Справочник по переработке нефти
при прохождении через градирню испаряется. Все механические примеси,
содержащиеся в воде, задерживаются в ней, так что их концентрация по-
стоянно растет. Во избежание этого и для предотвращения их осаждения
на охлаждаемых поверхностях, часть оборотной воды необходимо выво-
дить из цикла. Кроме того, имеют место дополнительные водопотери при
выносе капель воды из градирни ветром, которые называются потерями
на выдувание или уносом ветром.
На начальном этапе проектирования градирни необходимо определить
расчетную температуру и производительность системы, которая зависит
от расчетной температуры, определяемой условиями процесса. Обычный
диапазон снижения температуры в градирне составляет от 14 до 17 °C. Тем-
пература воды на входе в охлаждающий агрегат определяется условиями
окружающей среды и, как правило, находится в интервале 24—30 °C, а тем-
пература на выходе (которая зависит от типа и качества воды) — в интер-
вале 40-—46 °C. Во избежание возникновения коррозии и отложения меха-
нических примесей, максимальная температура воды в теплообменнике
не должна превышать некоторого допустимого уровня.
Потери в градирнях обычно оцениваются следующими величинами:
1. Потери на испарение составляют около 1 % воды, проходящей через
градирню, на каждые 5,6 °C снижения температуры воды в градирне.
2. Потери на выдувание в проекте градирни величиной не превышают
0,2 % расхода воды через градирню.
3. Всевозможные прочие потери воды принимают равными 15 % потерь
на испарение минус потери на выдувание.
4. Количество воды, выводимой из цикла, определяют из допущения, что
примеси в воде, подаваемой на подпитку, можно сконцентрировать
в водооборотном цикле в 5—6 раз. Потери на вывод воды из цикла
можно приблизительно оценить следующей эмпирической формулой:
10,7 х 1,8 х АТ х К
В~ 100 000
где:
В — количество воды, выводимой из цикла, м3/ч;
АТ — перепад температур в градирне, °C;
R — расход циркулирующей воды, м3/ч.
Системы водопользования и водоотведения на НПЗ
263
СИСТЕМА ПИТАТЕЛЬНОЙ ВОДЫ ДЛЯ ПАРОВЫХ КОТЛОВ
Вода, поступающая на НПЗ из муниципальной сети, перед использованием
в качестве питательной воды для паровых котлов должна подвергаться до-
полнительной очистке (см. рис. 9-3). Питательная вода используется для
подпитки парогенераторов с огневым и неогневым нагревом, входящих
в состав энергетических блоков и технологических установок. Питательная
вода применяется также в технологических целях.
Пресная вода, получаемая из сторонней системы водоснабжения, мо-
жет не иметь давления, достаточного для заполнения емкости ТК-101,
и поэтому его поднимают дожимным насосом Р-101. Исходную воду хра-
нят в емкости ТК-101, вместимость которой рассчитана приблизительно
на 72 часа работы. Для очистки от большей части унесенных механических
частиц насосом Р-102 воду подают в фильтр V-101. Для более эффективной
задержки фильтром взвешенных механических частиц дозировочным на-
сосом в линию подачи насоса Р-102 перед фильтром вводят вспомогатель-
ную фильтрующую присадку. Отфильтрованная вода проходит через слои
катионо- и анионообменных смол в аппаратах V-102 и V-103, где из нее
удаляются катионы и анионы, мешающие выработке пара. Вода высокой
степени чистоты, практически свободная от солей, хранится в емкости
ТК-102. Через 3—7 суток работы емкость ионообменных смол исчерпы-
вается, и их регенерируют разбавленными растворами серной кислоты
(катионит) и каустической соды (анионит). В каждом из аппаратов с ионо-
обменной смолой имеются автоматические регенерационные устройства.
Типичное качество исходной и питательной воды приводится в табл. 9-2.
Деминерализованную воду подают во все деаэраторы НД на подпитку
системы водоснабжения паровых котлов НД.
Тонкая очистка конденсата
Конденсат возвращается в систему водоочистки из следующих источников:
1. Паровой конденсат из поверхностных конденсаторов считается чи-
стым и возвращается непосредственно в емкость конденсата ТК-103.
Здесь предусматривается проведение контроля проводимости кон-
денсата в коллекторе конденсата из поверхностных конденсаторов.
С помощью этих замеров выявляются любые протечки соленой воды
в конденсат, которые могут возникнуть в результате повреждения
конденсатора. Для максимального сбережения воды задаются две
уставки проводимости. При проводимости более 100 мкОм’/см
конденсат из поверхностных конденсаторов направляют в емкость
Р-101
ЕМКОСТЬ
ИСХОДНОЙ воды
ТК-101
ПОДАЧА ПРЕСНОЙ
ВОДЫ
Р-102
ВСПОМОГАТЕЛЬНАЯ
ФИЛЬТРУЮЩАЯ ---------------*О—
ПРИСАДКА А
Р-100
ПРОДУВКА
ИЗ КОТЛОВ
ОТКАЧКА »
ИЗ ХИМКАНАЛИЗАЦИИ
ФИЛЬТР
КАТИОНИТ АНИОНИТ КИСЛОТА ЩЕЛОЧЬ
03
СИСТЕМА
РЕГЕНЕРАТОРА
ЕМКОСТЬ
ПИТАТЕЛЬНОЙ ВОДЫ
ТК-102
ДЛЯ ВОДЫ
V-101
СТОКИ ОТ РЕГЕНЕРАЦИИ
ЕМКОСТЬ
КОНДЕНСАТА
Т К-103
НЕЙТРАЛИЗАЦИЯ
стоков
ОТ РЕГЕНЕРАЦИИ
Р-105 О. В.
54°С
СТОКИ ОТ РЕГЕНЕРАЦИИ
ИОНООБМЕННЫХ СМОЛ
УГОЛЬНЫЙ
ФИЛЬТР
V-105
ВОДА ОБРАТНОЙ ПРОМЫВКИ
Е-102
ВОЗВРАТ
КОНДЕНСАТА
В ДЕАЭРАТОРЫ
В ВОЗВРАТНУЮ
МОРСКУЮ ВОДУ
КОНДЕНСАТ ИЗ
ПОВЕРХНОСТНЫХ
КОНДЕНСАТОРОВ
264 Справочник по переработке нефти
ТОНКАЯ ОЧИСТКА
КОНДЕНСАТА
V-104
ЕМКОСТЬ КОНДЕНСАТА р’106
ТОНКОЙ ОЧИСТКИ
В ДЕАЭРАТОРЫ ВД
В ВОЗВРАТНУЮ
ЧИСТУЮ
МОРСКУЮ ВОДУ
Рис. 9-3. Очистка питательной воды для котлов высокого давления (ВД). О. В. — охлаждающая вода
Таблица 9-2. Свойства различных водных потоков
Ед. изм. Пресная вода1 Обессоленная вода2 Питательная вода котла НД3 Возвратный конденсат4 Очищенный конденсат5
Компоненты
Кальций на СаСО3 57 10
Магний на СаСО3 40
Натрий на СаСО3 77 40
Калий на СаСО3 2
Аммиак на СаСО3 0,2 0,04
Сумма анионов
Бикарбонаты на СаСО3 9 5
Сульфат на СаСО3 81 10
Хлорид на СаСО3 87 35
Фторид на СаСО3 0,4
Щелочность на СаСО3 9 5 10 <1
Общая жесткость на СаСО3 97 10 <0,3 1 <0,02
рн 7,2 6,3—6,7
Кремнезем SiO2 1,4 0,05 1
Железо Fe 0,3 <1
Медь Си <1 <0,015
Мутность JTU 3 4 <1 5 <1
TDS 238 60 <30 10 <0,5
Удельная проводимость мкОм-1/см 400 100 20 <1
1 Вода, получаемая из муниципальных сетей. 5 Конденсат после тонкой очистки, подаваемый в паровые
2 Вода с установки обессоливания. котлы высокого давления (ВД).
3 Деминерализованная вода, подаваемая в паровые котлы низкого давления (НД). TDS — суммарное содержание растворенных твердых веществ.
4 Незагрязненный конденсат, возвращающийся с технологических установок. JTU — единицы мутности по Джексону.
Все концентрации растворенных солей выражены в мг/кг.
Системы водопользования и водоотведения на НПЗ 265
266
Справочник по переработке нефти
технической воды. Если же проводимость конденсата превышает
500 mkOmVcm, что имеет место при сильных протечках, то загряз-
нение конденсата считается неприемлемым для возврата и его сбра-
сывают в канализацию.
2. Используется также конденсат, поступающий из технологическо-
го оборудования НПЗ, который собирают и возвращают в систему
очистки воды. Предполагается, что этот конденсат может оказаться
загрязненным углеводородами, и поэтому перед подачей в емкость
конденсата ТК-103 его пропускают через фильтр с активированным
углем V-105. Угольные фильтры, предназначенные, как правило, для
очистки воды с содержанием углеводородов 20 мг/кг, позволяют
снизить его в отфильтрованном конденсате до менее чем 0,3 мг/
кг. После этого конденсат проходит через узел тонкой очистки V-104,
где удаляются все накопившиеся растворенные соли.
Технологический конденсат возвращают в систему водоподготовки
с температурой около 96 °C. Поскольку ионообменная смола в аппарате
тонкой очистки конденсата V-104 весьма чувствительна к температуре,
этот поток в теплообменниках Е-101 и Е-102 охлаждают до 5 4 °C питатель-
ной водой для котлов НД.
Во время работы системы пароснабжения спрос на питательную воду для
котлов ВД превышает количество возвратного конденсата из всех источни-
ков. Для покрытия этого дефицита используют деминерализованную воду
из емкости питательной воды ТК-102, причем ее расчетное потребление
на эти цели определяется потерями конденсата.
Конденсат, прошедший тонкую очистку, в качестве питательной воды
для котлов ВД подается на подпитку во все деаэраторы ВД. Кроме того,
технологический конденсат и конденсат из поверхностных конденсаторов
возвращаются из системы пара в качестве сырья системы тонкой очистки
конденсата.
Нейтрализация
Система нейтрализации предназначена для сбора кислых и щелочных сто-
ков регенерации ионообменных смол перед сбросом их в море или в другое
место. При этом предусматриваются специальные технические средства
для добавления кислоты и щелочи с целью получения нейтральных сто-
ков. Бассейн нейтрализации разделен на две камеры, каждая из которых
предназначена для улавливания регенерационных стоков, получаемых
после трех регенераций катионита, трех регенераций анионита и одной
регенерации смол в узле тонкой очистки конденсата. Для нейтрализации
Системы водопользования и водоотведения на НПЗ
267
используются 98 %-я серная кислота и 50 %-й едкий натр, т. е. те же рас-
творы, что и для регенерации ионообменных смол.
СИСТЕМА ТЕХНИЧЕСКОЙ ВОДЫ
Как показано на рис. 9-4, система распределения технической воды состо-
ит из следующих подсистем: подпитки питьевой воды и воды для полива,
раздаточных постов технической воды, подпитки воды для градирен и под-
питки пожарной воды.
Питьевая вода
Системы питьевой воды и воды для полива снабжаются из системы рас-
пределения технической воды на НПЗ. НПЗ может получать питьевую воду
из системы муниципального водоснабжения или со станций обессолива-
ния морской воды (на прибрежных НПЗ). Вода, подаваемая на завод в каче-
стве питьевой воды и воды для аварийных душевых, должна подвергаться
дополнительной очистке, которая предусматривает пропускание ее через
слой активированного угля (в форме экструдатов), размещенный поверх
слоя отсортированного кварцевого песка. После этого отфильтрованную
воду охлаждают до 29 °C в холодильнике и хлорируют. Содержание оста-
точного хлора в очищенной воде должно быть не менее 0,5 мг/литр.
В тех случаях, когда снабжение системы питьевой воды НПЗ осущест-
вляется с установки обессоливания, суммарное содержание растворенных
твердых веществ (TDS) может быть очень низким — порядка 2 мг/литр.
Для того чтобы эта вода отвечала требованиям, предъявляемым к питье-
вой воде, она должна пройти специальную химическую обработку с целью
повышения содержания TDS в ней до показателей, установленных для
питьевой воды (не менее 80 мг/литр). Такого рода химическая обработка
заключается во введении в поток исходной воды дозируемых количеств
хлорида кальция, бикарбоната натрия и карбоната натрия, а именно:
хлорид кальция — 28 мг/л;
карбонат натрия — 62 мг/л;
бикарбонат натрия — 12 мг/л.
Если на НПЗ имеется надежный источник диоксида углерода, то можно
реализовать другой способ обработки. В этом случае диоксид углерода вво-
дят непосредственно в исходную воду, после чего ее пропускают через слой
известняка, где образуется бикарбонат кальция. Избыток СО2 необходим
ПОДАЧА
ПРЕСНОЙ
ВОДЫ
Р-101
ФИЛЬТР
для воды
Р-104
268 Справочник по переработке нефти
Рис. 9-4. Система технической воды на НПЗ
Системы водопользования и водоотведения на НПЗ
269
для поддержания заданной жесткости. Во избежание появления мути,
остальной СО2 нейтрализуют неизвестняковым основанием (каустиче-
ской содой). Стандартные требования к качеству питьевой воды указаны
в табл. 9-3. В среднем ориентировочная потребность в питьевой воде
и воде для полива составляет 0,132—0,284 м3/сут на одного работника
НПЗ, причем этот расход тем больше, чем жарче климат в зоне местона-
хождения предприятия.
Текущая потребность в питьевой воде рассчитывается исходя из двух
критериев: расчетного пикового спроса, определяемого по числу вентилей
питьевой воды на НПЗ, и числа одновременно работающих аварийных
душей. В среднем, один аварийный душ потребляет около 245 л/мин воды.
Количество воды для полива определяется исходя из необходимости полу-
чения 76 мм воды в неделю на всю орошаемую площадь НПЗ.
Таблица 9-3. Требования к качеству питьевой воды
Параметр Ед. измерения
Сумма растворенных твердых
веществ, не менее мг/л 80
Щелочность
рн мг/л, на СаСО3 60—80
Содержание остаточного хлора, —8,7
не менее мг/л 0,5
Система пожарного водоснабжения
Многие предприятия по переработке углеводородов размещаются вдоль во-
дных путей, так что снабжение их водой для пожаротушения, по существу,
можно считать делом решенным. В равной мере это относится и к при-
брежным НПЗ, которые в аварийной ситуации в качестве резервного
средства пожаротушения могут использовать морскую воду. Но если воду
для пожаротушения берут из муниципальных сетей, то на предприятии
необходимо иметь ее достаточный запас, поскольку маловероятно, что
муниципальная сеть сможет удовлетворить потребности в воде, расходуе-
мой при тушении пожара. Ввиду широкого разнообразия и неодинаковой
интенсивности пожаров на предприятиях по переработке углеводородов,
проведение точного расчета потребности в воде для пожаротушения
становится затруднительным. Поэтому в качестве критерия оценки ис-
пользуются значения расхода воды при реальных пожарах на тех или иных
предприятиях отрасли, зафиксированные в их статистических данных.
270
Справочник по переработке нефти
Вместимость емкости должна быть достаточной для обеспечения во-
доснабжения в течение 4—6 часов при предполагаемом максимальном
расходе воды для пожаротушения. В качестве достаточно достоверного
ориентировочного значения потребности в воде при тушении реального
пожара можно принять расход в 570—680 м3/ч. Еще одним немаловажным
параметром является давление в системе. Основными исходными данными
для определения вместимости и конструктивного исполнения системы
распределения являются производительность системы, а также предпола-
гаемое размещение гидрантов, лафетных стволов и систем разбрызгивания
воды. Следующим важным критерием проектирования являются требо-
вания к остаточному давлению. Давление на периферии системы должно
быть не ниже 0,48 МПа изб., а по всей технологической зоне необходимо
обеспечить давление 0,69 МПа изб. Максимальное давление в системе
устанавливается исходя из максимально допустимого избыточного давле-
ния в ручном пожарном стволе, которое составляет 0,69 МПа.
Очистка сточных вод на НПЗ
При переработке нефти на НПЗ с технологических установок уходят боль-
шие потоки охлаждающей и технологической воды, пара, воды от промыв-
ки оборудования, опрессовочной воды после гидравлических испытаний
и т. п., в которых из-за протечек в оборудовании или из-за проливов может
содержаться некоторое количество углеводородов или масел. К этим за-
грязнителям добавляются замасленные ливневые стоки с участков НПЗ,
ограниченных бордюром. Целью очистки сточных вод является извлечение
из них углеводородов до того, как вода будет сброшена в море или любой
другой водоем, благодаря чему обеспечивается минимальное негативное
воздействие на окружающую среду. Типичное допустимое содержание
примесей в стоках НПЗ, работающих в прибрежных морских зонах, при-
водится в табл. 9-4 и 9-5.
На рис. 9-5 представлены водные потоки, нуждающиеся в очистке. За-
грязненные дренажные и ливневые стоки с технологических участков на-
правляются в резервуары-накопители, причем ливневые стоки собирают
с целью удаления всплывшего масла, после чего их сбрасывают в море без
дополнительной очистки. Разовые загрязненные дренажные стоки собира-
ют с целью удаления всплывшего масла, а затем перекачивают в систему
сепараторов API (масла/воды) для дальнейшей очистки.
Резервуары-накопители предназначены для сбора всей воды, поступаю-
щей в сети загрязненных стоков, к которым относятся потоки загрязнен-
ных ливневых стоков и воды для пожаротушения, а также непрекращаю-
щиеся нежелательные стоки, образующиеся в ходе повседневных работ
Системы водопользования и водоотведения на НПЗ
271
по техобслуживанию на территории НПЗ. Штатной операцией, выпол-
няемой в резервуарах-накопителях, является предварительное удаление
масла из нежелательных потоков с помощью нефтесборщиков ленточного
типа, и в этом смысле они выполняют функцию отстойного колодца для
подготовки этих потоков к откачке в сепараторы API.
Таблица 9-4. Жидкие стоки, сбрасываемые в море (типовые стандарты НПЗ)
Параметр Ед. измерения Средний для НПЗ
Температура °C 45
рн 5,5—9,0
Химическое потребление кислорода мг/л 200
Биологическое потребление кислорода мг/л 30
Сумма взвешенных механических примесей мг/л 45
Масла/смазки мг/л 10
Фенолы мг/л 1
Сульфиды мг/л 0,5
Азот в пересчете на аммиак мг/л 10
Неорганические фосфаты мг/л 0,5
Цианиды мг/л 1
Железо мг/л 2
Свободный хлор мг/л 0,6
Хром в пересчете на СгО4 мг/л 0,3
Цинк мг/л 0,001—0,05
Таблица 9-5. Нормы, установленные для НПЗ
Управлением по охране окружающей среды США*
Параметр Ед. изм. Средний Максимальный
Температура °C 35 37
рн Химическое потребление кислорода кг/сут 2371 6—9 4571
Биологическое потребление кислорода кг/сут 338 610
Сумма взвешенных механических примесей кг/сут 270 427
Масла/смазки кг/сут 99 185
Фенолы кг/сут 2,1 4,4
Сульфиды кг/сут 1,8 3,8
Азот в пересчете на аммиак кг/сут 136 273
Неорганические фосфаты Цианиды Железо Свободный хлор Хром в пересчете на СгО4 кг/сут 3,3 9,5
Цинк кг/сут 1,7 3,8
Для НПЗ мощностью 180 тыс. барр/сут (28 600 мэ/сут) на побережье Мексиканского залива США.
272
Справочник по переработке нефти
Рис. 9-5. Система очистки сточных вод на НПЗ.
CPI — ловушки с гофрированными пластинами
Избыточные нежелательные стоки (например, загрязненная дожде-
вая вода и вода для пожаротушения) также поступают в резервуары-
накопители. Этот поток удерживается на время, достаточное для предва-
рительного удаления масляной пленки с помощью ленточных и канатных
нефтесборщиков. После этой частичной очистки от масла воду сбрасывают
в море.
На прибрежных НПЗ соленые сточные воды состоят Из замасленных
(весьма возможно) морской, не циркулирующей охлаждающей воды,
продувочной воды паровых котлов и воды, выводимой из водооборотного
цикла. Замасленная морская вода обычно выходит из тех теплообменни-
ков, где давление на стороне углеводородов составляет не менее 0,38 МПа
изб. Морскую воду, которая, возможно, оказалась загрязненной маслом,
пропускают через батарею сепараторов API. Поток из этих сепараторов
объединяют в смесительном резервуаре с незагрязненной охлаждающей
морской водой, используемой «на проход», и сбрасывают в море.
Замасленные сточные воды, образующиеся на НПЗ, разделяют на два
потока: с низким содержанием масла (160—250 мг/кг) и с высоким
Системы водопользования и водоотведения на НПЗ
273
содержанием масла (>250 мг/кг). Первый поток, который формируется
преимущественно из отпаренной кислой воды и водной фазы из аппа-
ратов обессоливания, не требует дальнейшей очистки и направляется
непосредственно в смесительный резервуар, где перед сбросом в море он
объединяется с морской охлаждающей водой.
Поток с высоким содержанием масла образуется в результате слияния
замасленной воды из канализационной системы, замасленных стоков,
откачиваемых из резервуаров-накопителей, и водной фазы из аппаратов
обессоливания. В этой водной фазе масло может присутствовать как
в свободном, так и в заэмульгировэнном виде. Все потенциально сильно
замасленные потоки очищаются от масла в сепараторах API, которые пред-
ставляют собой ловушки с гофрированными пластинами, после чего они
поступают в сепараторы, где методом флотации растворенным воздухом
(DAF) масло выделяют из воды. После флотации растворенным воздухом
водный поток из сепараторов объединяют в смесительном резервуаре мор-
ской воды с потоками сточной воды, не содержащей масла, и с возвратной
охлаждающей водой, а затем сбрасывают в море.
Бытовые сточные воды на НПЗ собирают и очищают на установке аэ-
рации, в которой их биологическая потребность в кислороде (БПК) и хи-
мическая потребность в кислороде (ХПК) снижается. Биологический ил
отделяют, а осветленную очищенную воду хлорируют с целью снижения
концентрации кишечной палочки (coli), после чего ее можно использовать
для полива. Отделенный ил захоранивают на специально выделенном
полигоне.
ОЧИСТКА ЗАМАСЛЕННОЙ ВОДЫ
Для предотвращения термических деформаций пластин в сепараторе API
масла и воды типа CPI (ловушке с гофрированными пластинами) воду
из аппаратов обессоливания охлаждают со 107 °C до приблизительно 54 °C
в теплообменнике Е-101 (см. рис. 9-6). Затем охлажденную сточную воду
объединяют со всеми остальными потенциально загрязненными водными
потоками в сепараторах масла типа CPI — CPI-101A и CPI-101B, в которых
удаляется большая часть свободного масла и некоторое количество оседаю-
щих механических примесей, попадающих в систему с входящими потока-
ми (табл. 9-6), но не отделяются заэмульгированное масло, H2S и NH3. Мас-
ло, выделенное в блоках CPI, насосом Р-101 подается в емкость влажного
некондиционного масла для дальнейшей сепарации. Вода из сепараторов
CPI откачивается в буферную емкость флотации растворенным воздухом
274
Справочник по переработке нефти
ВОЗДУШНЫЙ
холодильник
ПИТАНИЯ CPI
СЕПАРАТОРЫ ТИПА
CPI —CPI-101A, 101В
СОБРАННОЕ
С ПОВЕРХНОСТИ
МАСЛО — В ЕМКОСТЬ
АВТОЦИСТЕРНАХ
В СМЕСИТЕЛЬНЫЙ
РЕЗЕРВУАР
Р-105
ВСПЛЫВШАЯ МАССА
И ШЛАМ —
В СГУСТИТЕЛИ
---► ПОТОК ИЗ DAF —
КОЛОДЕЦ ПОТОКА
ИЗ DAF
Р-106
КОЛОДЕЦ ВСПЛЫВШЕЙ
МАССЫ И ШЛАМА DAF
Рис 9-6- Первичная сепарация масла и воды
ТК-101. Замасленный шлам, оседающий на дно блоков CPI, периодически
забирается вакуумными автоцистернами и вывозится в шламовый отвал.
Для нормального функционирования процессов очистки сточных вод
требуется более или менее установившийся технологический режим.
Однако в течение нормального рабочего дня отмечаются существен-
ные колебания потоков — от минимального или почти нулевого расхода
до расхода, близкого к проектной производительности линии. Именно для
сглаживания этих колебаний и обеспечения оптимальной работы перед
аппаратами флотации растворенным воздухом и установлена буферная
емкость ТК-101.
В блоках флотации растворенным воздухом DAF-101A и DAF-101B очи-
щаются все сточные воды, поступающие из буферной емкости, откуда
они подаются двумя насосами, работающими параллельно. Расход воды
из этой емкости регулируется с помощью клапана с ручным управлением.
В блоке DAF содержание масла (заэмульгированного плюс свободного)
в сточной воде снижается до приблизительно 15 мг/кг. В поток, поступаю-
щий на очистку, вводят деэмульгаторы (например, полиэлектролиты или
Системы водопользования и водоотведения на НПЗ
275
Таблица 9-6. Данные о работе сепаратора API (типа CPI)
Параметры Ед. изм. Входящий поток Выходящий поток
Обессоленная промывная вода
Взвешенные механические примеси мг/кг 500 500
Всего механических примесей мг/кг 750 750
Свободное масло мг/кг 250 20
Заэмульгированное масло мг/кг 160 160
Всего масел мг/кг 410 180
Химическое потребление кислорода мг/кг 1000 500
Биологическое потребление кислорода мг/кг 620 310
Фенолы мг/кг 3 3
Сульфиды в пересчете на H2S мг/кг 10 10
Азот в пересчете на аммиак мг/кг 35 35
Температура °C 107 54
Замасленная вода
Всего масел мг/кг 2200 190
алюминиевые квасцы), которые с целью более эффективного удаления
масла в каждом блоке DAF смешивают с водой во встроенном смесителе
MX-101. Типичные рабочие условия и качество потоков, выходящих из бло-
ка DAF, приводятся в табл. 9-7 и 9-8. Обычно задействуются три блока DAF,
каждый из которых рассчитан на 50 % проектной производительности
установки, что позволяет проводить регулярное техобслуживание и демп-
фировать большие колебания расхода.
Программа утилизации шлама предусматривает проведение операций
механического загущения, обезвоживания и хранения. Шлам, образую-
щийся в системе CPI и блоках DAF, содержит значительную долю воды
и масла, а также некоторое количество механических частиц, которые
могут считаться опасными или даже токсичными. Этот шлам загущают
и фильтруют в фильтр-прессе с целью уменьшения его объема. Декан-
тированную или выделившуюся воду возвращают в систему ловушек
с гофрированными пластинами. Обезвоженный шлам с повышенным со-
держанием механических частиц и масла ленточным конвейером транс-
портируют на участок хранения шлама, где он дожидается захоронения
в земле. На стадии загущения и фильтрации в шлам вводят полиэлек-
тролиты для увеличения полноты разделения твердой и жидкой фаз как
в аппарате-сгустителе, так и в фильтр-прессах.
Поток из блоков флотации растворенным воздухом объединяют в смеси-
тельном бассейне с потоками незамасленных сточных вод и с возвратной
охлаждающей водой, после чего сбрасывают в море или другой водоем.
276
Справочник по переработке нефти
Таблица 9-7. Качество входящего и выходящего потоков блока DAF
Параметры Ед. изм. Входящий поток Выходящий поток
Взвешенные механические примеси мг/кг <500 20
Свободное масло мг/кг 50 3
Заэмульгированное масло мг/кг 160 10
Всего масел мг/кг 210 13
Химическое потребление кислорода мг/кг 640 300
Биологическое потребление кислорода мг/кг 320 150
Фенолы мг/кг 1,8 1,8
Сульфиды в перересчете на H2S мг/кг 10 8
Азот в пересчете на аммиак мг/кг 35 15
рн 6,5—7,5 6,0—7,0
Таблица 9-8. Рабочие условия блока DAF
Параметры Ед. измерения
Расход на 1 блок м3/ч 54,4
Степень циркуляции, % от входного потока 50
Отношение воздуха к твердой фазе 0,1—0,3
Давление воздуха МПа изб. 0,52
Расход воздуха нм3/ч 3,2—8,0
Время пребывания при флотации МИН 40
Гидравлическая нагрузка м3/(м2ч) 1,2—4, 9
Коагулирующий реагент
Алюминиевые квасцы (10 %-й раствор), дозировка мг/кг 10—20
Флокулирующий реагент
Раствор полимера мг/кг 0,5
СИСТЕМА ВЛАЖНОГО НЕКОНДИЦИОННОГО МАСЛА
Потоки некондиционного масла с установки отпарки кислой воды, уста-
новки очистки сточных вод, нефтяного терминала и т. д. содержат значи-
тельные количества воды, которую необходимо отделить путем нагрева,
отстаивания и с использованием реагентов, разрушающих эмульсию масла
и воды (см. рис. 9-7).
Обработка влажного некондиционного масла представляет собой перио-
дическую операцию. Все выработанное влажное некондиционное масло
закачивают в две работающие попеременно емкости влажного неконди-
ционного масла Т-101А и Т-101В, каждая из которых имеет плавающую
крышу и снабжена устройством на качающемся рычаге для отвода масла.
После заполнения емкости ее содержимое подогревают и перемешивают,
Системы водопользования и водоотведения на НПЗ
277
НЕКОНДИЦИОННОГО
ПРОДУКТА
Р-101
Рис. 9-7. Система влажного некондиционного масла. НД — низкое давление
прокачивая жидкость через подогреватель некондиционного продукта
Е-101 назад в емкость. Для подогрева жидкости и поддержания ее темпе-
ратуры на уровне 50 °C используется пар НД. Для интенсификации разру-
шения эмульсии масла и воды в продукт в процессе циркуляции добавляют
деэмульгатор.
Обезвоженное некондиционное масло откачивают в емкость сухого
некондиционного масла. Обезмасленную воду сливают в канализацию
замасленной воды и возвращают в систему ловушек с гофрированными
пластинами. Весь этот процесс, состоящий из сбора, нагревания и пере-
качки продукта, является ручной операцией периодического типа.
ОЧИСТКА БЫТОВЫХ СТОЧНЫХ ВОД
Все бытовые сточные воды НПЗ скапливаются на общей станции пере-
качки канализационных стоков, откуда они подаются в уравнительный
резервуар ТК-101 (см. рис. 9-8), вместимость которого рассчитана при-
близительно на 6-часовое пребывание при нормальных расходах плюс
некоторый запас по объему для рассасывания пиковых залповых сбросов
со станции перекачки. Для предотвращения загнивания бытовых сточ-
ных вод уравнительный резервуар аэрируют. Стоки обрабатывают в двух
аэротенках, вместимость каждого из которых достаточна для приема 75 %
суточного расхода сточных вод НПЗ. Такая схема обеспечивает достаточ-
ную адаптируемость для проведения нормального техобслуживания при
сохранении требуемой степени очистки.
ИЗМЕЛЬЧИТЕЛЬ
УРАВНИТЕЛЬНЫЙ
РЕЗЕРВУАР СТОКОВ
ТК-101
СЕПТИК-ТЕНК
ТК-102
АЭРОТЕНК
ТК-103
ОСВЕТЛИТЕЛЬ
ТК-104
ВОЗДУХОДУВКА
УРАВНИТЕЛЬНОГО
РЕЗЕРВУАРА
BL-101
НАСОС ПОДАЧИ
СТОКОВ
Р-101
ВОЗДУХОДУВКА
УСТАНОВКИ ОЧИСТКИ
BL-102
Рис. 9-8. Система очистки сточных вод
278 Справочник по переработке нефти
Системы водопользования и водоотведения на НПЗ
279
В результате аэрации снижается не только ВПК, но и содержание взве-
шенных механических частиц до 30 мг/литр. Для снижения содержания
бактерий кишечной палочки coli до приемлемого уровня выходящий
с аэротенков поток хлорируют в ТК-105. Очищенный поток сбрасывают
в море. Рабочие условия и качество потока после очистки приводятся
в табл. 9-9.
В процессе аэрации вырабатывается биологический ил в количестве
около 9 % от объема жидкости, поступающей на очистку. Этот ил выгру-
жают из септик-тенка ТК-102 в вакуумные автоцистерны и утилизируют
за пределами заводской площадки.
Таблица 9-9. Рабочие условия очистки бытовых сточных
вод (установка аэрации) и качество потоков
Параметры Ед. изм. Входящий поток Очищенный поток
Поток — расход на 1 установку м3/сут 227
Взвешенные механические частицы мг/кг <500 30
Биологическое потребление кислорода мг/кг 300 30
Химическое потребление кислорода мг/кг 1000 30
Суммарное содержание масла мг/кг 150 0
Общий азот в пересчете на NH3 мг/кг 80 0
рн 6,5—7,5 6,5—8,0
Температура °C 32—35 32—35
Время пребывания час 22
Объем на 1 кг БПК м3 3,03
Расход воздуха на 1 кг снижения БПК нм3 6,21
Остаточный кислород мг/кг 2 >2
Остаточный хлор мг/кг 0,5—1,0
ОЧИСТКА КИСЛОЙ ВОДЫ
На установках перегонки нефти, гидрокрекинга, гидрообессеривания,
переработки газов, регенерации аминов, замедленного коксования, очист-
ки хвостовых газов процесса получения серы и на других установках
образуется кислая вода с повышенным содержанием NH3 и H2S. Кроме
того, кислая вода образуется при проведении операций отпарки паром
во время перегонки нефти и при гидрокрекинге. В процессе гидрокрекинга
и гидроочистки в результате отщепления атомов серы и азота от углеводо-
родной части молекул сырья в реакторах образуются NH3 и H2S, которые
соединяются, образуя твердые соли — сульфиды аммония. Для предотвра-
щения отложения твердых аммонийных солей в трубах, в поток на выходе
280
Справочник по переработке нефти
из реактора, перед сепаратором высокого давления вводят конденсат,
содержащий аммиак, большая часть которого и примерно равное ему ко-
личество H2S растворяются в воде, благодаря чему и не происходит осаж-
дение солей. Полученный водный раствор выводится из системы в виде
кислой воды. Кроме того, на установках гидроочистки в отпарных колон-
нах обессеренных жидких продуктов отгоняется H2S, который растворяется
в паровом конденсате с образованием кислой воды, содержащей H2S.
Кислая вода, поступающая с различных установок НПЗ, содержит зна-
чительные количества H2S и NH3, концентрация которых, как правило,
находится в интервале 10 000—20 000 мг/кг и 5000—10 000 мг/кг, соот-
ветственно. В этой воде содержится также некоторое количество суспенди-
рованных и растворенных углеводородов. Состав кислой воды с установки
гидрокрекинга дистиллята приводится в табл. 9-10. Обычно на НПЗ мощ-
ностью 31800 м3/сут, построенном по схеме средней сложности, можно
вырабатывать до 227 м3/ч кислой воды. После удаления NH3, H2S и неболь-
ших количеств масла очищенную воду можно использовать повторно.
Таблица 9-10. Состав кислой воды
Источник Кислая вода, м3/ч NH3, мг/кг H2S, мг/кг Масло, мг/кг
Сборник ВД (17,84 МПа изб.) 18,2 12750 20400 —
Сборник НД (3,45 МПа изб.) 1,8 6800 25500 10
Сборник верхнего продукта 6,9 850 3400 5
отпарной колонны
Итого 26,9
Примечания:
На установке гидрокрекинга мощностью 7000 мэ/сут.
Содержание в сырье: серы — 2,6 масс. %, азота — 695 мг/кг.
Установка отпарки кислой воды
Потоки содержащей аммиак воды, поступающей с различных установок
НПЗ, смешивают и охлаждают охлаждающей водой в Е-101 до температуры
около 50 °C (см. рис. 9-9). Охлажденный поток дегазируют в V-101, а вы-
делившиеся газы направляют на факел. Насосом Р-101 дегазированную
загрязненную воду подают в емкость ТК-101 и держат там под «подушкой»
топливного газа в течение времени пребывания, достаточного для отделе-
ния следов масла от воды. Всплывшее масло собирают с помощью устрой-
ства на качающемся рычаге и направляют в систему некондиционного
масла. Воду подают в колонну отпарки паром V-103, в которой установлено
около 40 ситчатых тарелок.
НА ФАКЕЛ
ЕМКОСТЬ
ОТПАРНАЯ КОЛОННА
ЗАГРЯЗНЕННАЯ ВОДА
С УСТАНОВОК НПЗ
Рис. 9-9. Отпарка кислой воды. О. В. — охлаждающая вода; О. В. В. — охлаждающая вода
возвратная; НД — низкое давление; LC — регулятор уровня; PC — регулятор давления
Системы водопользования и водоотведения на НПЗ 281
282
Справочник по переработке нефти
В колонне V-103 из этой воды отпариваются аммиак и H2S. Колон-
на оборудована термосифонным кипятильником Е-104, который обо-
гревается водяным паром под давлением 1,04 МПа изб. Питание перед
входом в колонну подогревают до температуры порядка 96 °C кубовым
продуктом V-103 в теплообменнике Е-102, после чего вводят в колон-
ну V-103 на 30-ю тарелку. Для создания орошения в колонне с 34-й тарелки
отводят боковой поток, охлаждают его с 91 до 66 °C и возвращают на верх-
нюю тарелку колонны. Вверху колонны поддерживают давление 0,10 МПа
изб. Пары из верхней части колонны содержат основное количество H2S
и NH3, которые направляют на установку получения серы или на факел. Ку-
бовый продукт (воду после отпарки) с температурой около 130 °C сначала
охлаждают до 80 °C посредством теплообмена с питанием колонны, затем
в воздушном холодильнике Е-105 и, наконец, в концевом холодильнике
Е-106 до 40 °C, после чего направляют за границы установки.
Рабочие условия установки отпарки кислой воды приводятся в табл. 9-11,
а энергозатраты и выходы на установке — в табл. 9-12 и 9-13.
Таблица 9-11. Рабочие условия колонны отпарки кислой воды
Параметр Ед. измерения
Температура питания отпарной колонны °C 96
Температура верха отпарной колонны °C 79
Давление верха отпарной колонны МПа изб. 0,106
Температура кипятильника отпарной колонны °C 128
Давление в кубе отпарной колонны МПа изб. 0,221
Общее число тарелок в отпарной колонне 40
Число тарелок выше тарелки питания 10
Флегмовое число, орошение/питание 3,13
Температура орошения °C 66
Температура на выдаче воды после отпарки °C 41
Таблица 9-12. Энергозатраты на установке отпарки
кислой воды (в расчете на 1 т сырья)
Энергоносители Ед. измерения Потребление
Пар ГДж 0,364
Электроэнергия кВтхч 2,73
Охлаждающая вода м3 0,614
Системы водопользования и водоотведения на НПЗ
283
Таблица 9-13. Материальный баланс установки отпарки
кислой воды производительностью 113,4 м3/ч
Ед. изм. Питание — кислая вода Очищенная вода Боковое орошение Кислый газ на установку серы
Поток
Вода кмоль/ч 6178,4 6152,0 15154,1 26,5
H2S кмоль/ч 44,2 0,03 1156,3 44,2
NH3 кмоль/ч 44,8 0,13 2523,6 44,6
Итого кмоль/ч 6267,4 6152,1 18834,0 115,3
Суммарное
питание кг/ч 113486 111010 355114 2744,3
H2S мг/кг 13 251 0 (11,07 масс. %) (54,87 масс. %)
NH3 мг/кг 6707 20 (12,08 масс. %) (27,71 масс. %)
Молекуляр- 18,1 18 18,9 23,8
ная масса
Пример 9-1
НПЗ мощностью 200 тыс. барр/сут (31800 м3/сут) потребляет на охлажде-
ние 90 000 галл/мин (20 400 м3/ч) морской воды, которая подается по тру-
бе диаметром 72 дюйма (внутренний диаметр 1800 мм) из водоприемного
бассейна, расположенного в 4 км от границ НПЗ. Морскую воду необходи-
мо подавать с давлением 75 фунт/дюйм2 (0,518 МПа) в коллектор разбора,
расположенный на высоте 22 фута (6,71 м) над водоприемным бассейном.
Требуется определить потребление мощности для перекачки морской
воды на НПЗ. Коэффициент шероховатости поверхности трубы принима-
ется равным 100. Морская вода имеет следующие характеристики:
температура — 32 °C;
плотность —1030 кг/м3;
вязкость — 0,76 мПа х с.
Прежде всего определим перепад давления в трубе с помощью уравне-
ния Уильяма — Хазена:
ДР =
10,67 х Q1’85 х р х L
—--------------------- х IO 4,
С1'85 х D4.87
где:
ДР — перепад давления, кг/см2;
Q — расход, м3/с;
р — плотность жидкости, кг/м3;
284
Справочник по переработке нефти
L — эквивалентная длина трубы, м;
С — коэффициент шероховатости трубы;
D — внутренний диаметр трубы, м.
Здесь:
Q = 5,68;
L = 4000;
С = 100;
р = 1030;
D = 1,8.
10,67 х (5,68)185 х 1030 х 4000 х 10 4
ДР = -------------------------------------= 1,245 кг/см2 = 122,2 кПа.
1001'85 х (1,8)4-87
ДР (м столба жидкости) = (ДР, кПа) 1000/(9,8 х плотность) = 12,11 м
столба жидкости.
Суммарный необходимый напор равняется сумме давления выдачи, вы-
соты подъема по вертикали и перепада давления на трение (см. таблицу):
кПа м столба воды
Давление выдачи 517,5 51,15
Высота подъема по вертикали 67,8 6,71
Потери на трение 122,2 12,07
Суммарный напор насоса 707,5 69,92
Мощность на валу насоса (кВт) = (Q х 9,8 х ДН х р)/(1000 х ??),
где:
ДН — суммарный напор, м столба жидкости;
tj — КПД насоса.
Принимая КПД насоса равным 70 %, или 0,7, получаем:
мощность насоса = (5,68 х 9,8 х 69,92 х 1030)/(1000 х 0,7) - 5726 кВт.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
Oil and Gas Journal (June 21, 1976).
Глава 10
Общезаводские
производственные
объекты и службы
инженерного обеспечения
нефтеперерабатывающего
завода
ТОВАРНО-СЫРЬЕВАЯ БАЗА
НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО ЗАВОДА
На нефтеперерабатывающих заводах (НПЗ) необходимо иметь емкости для
сырой нефти, компонентов нефтепродуктов и готовой продукции, предна-
значенной для отгрузки. Кроме того, необходимо также иметь сырьевые
резервуары для многочисленных установок вторичной переработки. От-
дельно взятая стоимость резервуарного хозяйства НПЗ примерно равня-
ется стоимости всех остальных технологических установок.
С функциональной точки зрения резервуарный парк НПЗ можно раз-
делить на следующие категории: резервуары-хранилища сырой нефти,
сырьевые резервуары для установок вторичной переработки, резервуары
для базовых компонентов смешения и резервуары для отгружаемой про-
дукции. Резервуары, используемые в различных объектах инженерного
обеспечения, в настоящей главе не рассматриваются.
Резервуары-хранилища сырой нефти
С точки зрения эксплуатационной безопасности, эквивалентное коли-
чество наличных запасов материалов на складах НПЗ, расположенного
285
286
Справочник по переработке нефти
вблизи нефтяного месторождения или трубопровода, должно быть до-
статочным для бесперебойной работы предприятия на полной мощности
в течение 16 часов. Сюда входит 4-часовой допуск на отстаивание, взятие
проб и проведение испытаний. Минимальные суммарные материальные
запасы состоят из следующих позиций: рабочее сырье в виде сырой нефти
(на 16 часов работы), «мертвые» остатки в емкостях (из всех задейство-
ванных резервуаров) и продукция, находящаяся в трубопроводных си-
стемах. На практике для таких НПЗ, как правило, достаточной является
вместимость резервуарного парка, эквивалентная пропускной способности
по сырой нефти, равной 48 часам.
Для прибрежных НПЗ, снабжение которых сырой нефтью осуществля-
ется морскими танкерами, вместимость складского хозяйства по сырой
нефти определяется разовой грузовместимостью и частотой постановки
под погрузку нефтеналивных танкеров. В этих случаях достаточной счита-
ется вместимость резервуарного парка НПЗ, эквивалентная пропускной
способности, равной 15 суткам.
Сырьевые резервуары
Для большинства установок вторичной переработки требуются сырьевые
резервуары, которые используются в качестве буферных емкостей, защи-
щающих ту или иную технологическую установку от любых временных
нарушений штатного режима на предшествующих участках, откуда на эту
установку поступает сырье. По существу, сырьевые резервуары представ-
ляют собой небольшие баки, рабочая вместимость которых обеспечивает
работу установки, получающей сырье, в течение примерно 3—4 суток. На-
пример, если на НПЗ имеются установка гидроочистки нафты, установка
каталитического риформинга, установка гидрообессеривания дизельного
топлива и установка гидрокрекинга, то за каждой из этих установок может
быть закреплен свой сырьевой резервуар. Таким образом, все эти установ-
ки оказываются защищенными от воздействия любых сбоев на установке
перегонки нефти. Резервуары-хранилища сырой нефти можно считать
сырьевыми резервуарами для установок перегонки нефти.
Резервуары для базовых компонентов
Тог или иной продукт, поступающий с любой единичной установки НПЗ,
необязательно является конечным продуктом. Он может быть сырьем для
очередной технологической установки или компонентом смешения для
получения какого-либо другого продукта или ассортимента продуктов. На-
пример, бензин риформинга, полученный на установке каталитического
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 287
риформинга, может быть базовым компонентом или компонентом смеше-
ния для всех марок бензина, выпускаемых на данном НПЗ. Если какой-то
из резервуаров используется для хранения промежуточного сырья, посту-
пающего с той или иной технологической установки НПЗ на смешение
продуктов, то его называют резервуаром для базового компонента. На НПЗ,
работающих по схеме непрерывного смешения «на потоке», резервуары
для базовых компонентов служат также в качестве резервуаров для от-
гружаемой продукции.
Резервуары для отгружаемой продукции
Для получения готовых продуктов смешивают различные базовые ком-
поненты. После смешения и проведения испытаний в заводской лабо-
ратории готовые продукты хранятся в отгрузочных резервуарах. При
работе по методу периодического смешения резервуары для отгрузки
составляют основную часть резервуарного парка НПЗ. Рабочая емкость
резервуаров-хранилищ для любой номенклатуры продуктов определяется
следующими факторами: производительностью, максимальной разовой
грузовместимостью, числом различных марок в данной товарной номен-
клатуре и скоростью налива нефтепродуктов.
Производительность (в тоннах или баррелях в сутки) по всему ассор-
тименту готовой продукции (нафта, бензин, керосин, дизельное топливо
и котельное топливо) можно определить исходя из общего материального
баланса НПЗ.
Максимальная разовая грузовместимость представляет собой количе-
ство нефтепродукта (в тоннах или баррелях), загружаемое с терминала
в одно судно за один раз. Она зависит от грузоподъемности танкера (в тон-
нах дедвейт), прибывшего под погрузку нефтепродукта, и рабочей емко-
сти резервуаров-хранилищ, выделенных под этот нефтепродукт на НПЗ.
На всех терминалах НПЗ установлены нормы максимально допустимого
времени загрузки для танкеров различной грузоподъемности, в течение
которого операция погрузки должна быть завершена.
ОТГРУЗОЧНЫЕ ТЕРМИНАЛЫ И ПОДВОДНЫЕ ТРУБОПРОВОДЫ
Смешанные нефтепродукты хранятся в отгрузочных расходных резер-
вуарах за пределами производственной зоны, из которых нефтепродукты
с помощью высокопроизводительных отгрузочных насосов по выделен-
ным подводным трубопроводам подаются на причальные бункеровочные
трубопроводы, а затем по наливным рукавам — в отдельные танкеры.
288
Справочник по переработке нефти
Пропускная способность перекачивающих трубопроводов и производи-
тельность насосных агрегатов терминала проектируется таким образом,
чтобы обеспечивалась требуемая скорость налива нефтепродукта соот-
ветствующей группы. Например, если максимальная разовая загрузка
нафты составляет 80 000 тонн, то насосные агрегаты должны обеспечивать
перекачку нефтепродукта в танкер одновременно из нескольких отгру-
зочных резервуаров за приемлемое время. Для танкера грузоподъемно-
стью 80000 тонн приемлемое время погрузки составляет 30 часов, что
соответствует скорости налива 2700 тонн в час. Кроме того, и диаметр
подводных трубопроводов также должен быть подобран таким образом,
чтобы данная скорость налива обеспечивалась при допустимом перепаде
давления. Подводный трубопровод, используемый для этой операции,
может иметь диаметр порядка 16—20 дюймов (~ 400—500 мм). Как
правило, морские терминалы оборудуются несколькими причалами, каж-
дый из которых рассчитан на погрузку танкеров с некоторой предельной
максимальной и минимальной грузоподъемностью, которые он способен
принять. В табл. 10-1 приводится пример типового морского терминала,
обслуживающего НПЗ производительностью 250 тысяч баррелей нефте-
продуктов в сутки. Возможно, не каждый причал будет иметь соединения
со всеми подводными трубопроводами. Как правило, для каждой группы
нефтепродуктов выделяется как минимум один подводный трубопровод.
Таблица 10-1. Технические характеристики типового морского терминала НПЗ
Нефтепродукт Бункеровочный трубопровод
1 2 3 4 5 6
Нафта Автомобильный бензин Реактивное топливо/керосин Дизельное топливо Котельное топливо X X X X X X
Максимальная подача насосов, тыс. т/ч 2,22 2,22 2,22 2,22 2,22 2,22
Причал Пределы грузоподъемности, тыс. т Подстыковка бункеровочных трубопроводов
Минимальная Максимальная
1 10 160 1, 3, 4, 5, 6
2 10 50 1, 3, 4, 5, 6
3 10 160 1, 2, 3, 4, 5, 6
4 10 50 1, 2, 3, 4, 5, 6
5 10 50 1, 2, 3, 4, 5, 6
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 289
Максимальная разовая грузовместимость и емкость отгрузочных резер-
вуаров, необходимых для обслуживания НПЗ данной производительности,
определяется наличием производственных объектов, которыми располага-
ет морской терминал (максимальная грузоподъемность обслуживаемого
танкера, скорость загрузки танкера и т.д.).
Расчет рабочей емкости резервуаров для компонентов смешения и от-
грузочных резервуаров выполняется с учетом следующих параметров
и факторов:
• Емкости под нефтепродукты, вырабатываемые за 10 суток.
• Аварийный запас, обеспечивающий работу НПЗ в течение 10 суток.
• Одна максимальная разовая грузовместимость по каждой группе
нефтепродуктов.
• Любая фиксированная потребность по каждой группе нефтепродуктов.
На случай возникновения непредвиденных ситуаций (например, за-
держка судна, приводящая к замедлению сливо-наливных операций, на-
рушение графика отгрузки, обусловленное плохими погодными условия-
ми, или плановые и внеплановые остановы ключевых технологических
установок НПЗ) необходимо иметь емкости под аварийный запас. При
определении рабочей емкости учитывается также сокращение емкостей
в результате постановки резервуаров под плановое и внеплановое техни-
ческое обслуживание.
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ТОВАРНО-СЫРЬЕВОЙ БАЗЫ НПЗ
Для того чтобы сформулировать требования к товарно-сырьевой базе того
или иного НПЗ, необходимо располагать следующей информацией:
1. Производительность отдельных технологических установок НПЗ
в тоннах и баррелях в сутки.
2. Материальный баланс и график смешения компонентов (рис. 10-1).
3. Температура всех потоков, поступающих в резервуары базовых ком-
понентов и отгрузочные резервуары (табл. 10-2), для определения
плотности нефтепродуктов.
4. Сведения о сливо-наливном оборудовании морского терминала
НПЗ, т. е. об имеющихся подводных трубопроводах, производитель-
ности насосных агрегатов и точках подсоединения к различным
причалам (табл. 10-1). На НПЗ ведется регистрация данных за про-
шлые годы о средней и максимальной грузоподъемности танкеров,
ГАЗ
СЖИЖЕННЫЕ
УГЛЕВОДОРОДНЫЕ
ГАЗЫ НИЗКОГО
ДАВЛЕНИЯ -----ь
КОЛОННА
ГАЗЫ
УСТАНОВКА КАТАЛИТИЧЕСКОГО
риформинга СМЕШЕНИЕ НА НПЗ
1449
ПРЕДВАРИТЕЛЬНОЙ
отгонки L
СЫРАЯ НЕФТЬ
26354
НАФТА
2538
АТМОСФЕРНАЯ
КОЛОННА ---
БЕНЭИН/НАФТА
4100
КЕРОСИН
НЕФТЬ ПОСЛЕ ---
ПРЕДВАРИТЕЛЬНОЙ
ОТГОНКИ
КИСЛЫЙ ГАЗ
3105
ДИЗЕЛЬНОЕ
ТОПЛИВО
2212
1047
4521
6181
НЕСТАБИЛЬНАЯ
НАФТА
РАЗГОНКИ ГАЗЫ
НАФТЫ
КИСЛАЯ НАФТА
1Э1Э
4100
КЕРОСИН
2634
2013
1082
ВАКУУМНАЯ КОЛОННА
ГАЗЫ
388
13980
АТМОСФЕРНЫЙ
ОСТАТОК
ТЯЖЕЛОЕ «
ДИЗЕЛЬНОЕ -J
ТОПЛИВО
2864 2011
ВАКУУМНЫЙ ГАЗОЙЛЬ
3012
ВАКУУМНЫЙ
ОСТАТОК
НАФТА/
КЕРОСИН
1521
7093
| ГИДРОКРЕКИНГ
ОСТАТОЧНОГО СЫРЬЯ
Нг
121
4860
ЛЕГКАЯ НАФТА
НАФТЫ
-----> 823 Г5ЭёГ
233 J
БЕНЗИН J
—S. РИФОРМИНГА
ЛЕГКИЙ J—
ПРЯМОГОННЫЙ
ПРОДУКТ
НАФТА
БЕНЗИН
КЕРОСИН
№3£/ЬНО£
ТОПЛИВО
КОТЕЛЬНОЕ
ТОПЛИВО
454
ПРЯМОГОННЫЙ
УСТАНОВКА ОЧИСТКИ
г------> КЕРОСИНА
ТЯЖЕЛЫЙ
ПРОДУКТ
285
СУММАРНЫЙ
ПРЯМОГОННЫЙ ПРОДУКТ
1521
ГАЗЫ
БЕНЗИН РИФОРМИНГА
ПРЯМОГОННЫЙ КЕРОСИН
гидроочистка)
4248~
НАФТА
3640
358
ОБЕССЕРЕННЫЙ КЕРОСИН
1204
3337
1309
ГИДРООЧИСТКА .
ГАЗЫ
97
ЛЕГКОЕ ДИЗЕЛЬНОЕ
ТОПЛИВО______1931
СЫРОЕ ЛЕГКОЕ ДИЗЕЛЬНОЕТОПЛИВО
ОБЕССЕРЕННОЕ ЛЕГКОЕ
ДИЗЕЛЬНОЕ ТОПЛИВО
Wfpra| ТЯЖЕЛОЕ ДИЗЕЛЬНОЕ ТОПЛИВО
Г"н7
ГИДРОКРЕКИНГ
ДИСТИЛЛЯТА
ГАЗЫ
259
НАФТА________________
КЕРОСИН 1Э9В
ДИЗЕЛЬНОЕТОПЛИВО 11575
КЕРОСИН ГИДРОКРЕКИНГА
2959
дизельное топливо гидрокрекинга
“923
ДИЗЕЛЬНОЕ ТОПЛИВО
СДУВКА
14?
СДУВКА ГИДРОКРЕКИНГА
1250
ВАКУУМНЫЙ ГАЗОЙЛЬ
КРЕКИНГ-ОСТАТОК
4273
ВАКУУМНЫЙ ОСТАТОК В КОТЕЛЬНОЕ ТОПЛИВО
969
£
f установка’ __
IПОЛУЧЕНИЯ СЕРЫ
СЕРА
ТЯЖЕЛЫЙ
ВАКУУМНЫЙ ГАЗОЙЛЬ
КРЕКИНГ-ОСТАТОК
ВАКУУМНЫЙ ОСТАТОК
ПРЯМОЙ ПЕРЕГОНКИ
| КЕРОСИН АТМОСФЕРНОЙ ПЕРЕГОНКИ
1092
УСТАНОВКА -----г
ОЧИСТКИ АМИНОМ |
ВОДОРОДНАЯ УСТАНОВКА
ВОДОРОД
5218
1931
2959
7713
1615
1008
249
4273
969
1092
6724
РАЗМЕРНОСТЬ ВСЕХ ЧИСЕЛ — ТОНН/СУТКИ
Рис. 10-1. Технологическая блок-схема НПЗ и график смешения компонентов.
SR — продукт прямой перегонки; LSR — легкий продукт прямой перегонки; HSR — тяжелый продукт прямой перегонки;
WSR — суммарный продукт прямой перегонки; VGO — вакуумный газойль; HVGO — тяжелый вакуумный газойль;
CDU — атмосферная установка; НС.— установка гидрокрекинга; SRV Resid — вакуумный остаток прямой перегонки
290 Справочник по переработке нефти
Таблица 10-2. Температура технологических потоков, поступающих в емкости товарно-сырьевой базы НПЗ
Компоненты технологического процесса Тип Нормальная температура вспышки, °C Минимальная температура вспышки, °C Нормальная упругость паров по Рейду, кПа Максимальная упругость паров по Рейду, кПа Нормальная температура в резервуаре, °C
Сырая нефть Непостоянная 41,4 46
Широкая бензиновая фракция 48—65,5 41
Сырье каталитического риформинга Непостоянная 10,3 38
Бензин риформинга Непостоянная 55—62 65,5 38
Неэтилированный Непостоянная 55—69 72,4 38
бензин Сырье гидроочистки Непостоянная 52
керосина Керосин/дизтоплив о Фиксированная 38—71 38/60 43
Дизтопливо Фиксированная 66—93 60 52
Морское дизтопливо Фиксир ов энная 66—82 54,5 43
Сырье гидрообессери- Непостоянная Свыше 93 93 71
вания дизтоплива Сырое легкое Непостоянная 66—110 66 60
дизтопливо 52
Обессеренный газойль Фиксированная Свыше 93 66 80
Сырье гидрокрекинга/HVGO Непостоянная Свыше 93 93
Котельное топливо Фиксированная 66—110 66 68
Сырье гидрокрекинга остатка/VR Фиксированная Свыше 93 93 254
Некондиция Фиксир ов энная 0—103 43
HVG0 — тяжелый вакуумный газойль; VR— вакуумный остаток.
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 291
292
Справочник по переработке нефти
загружавшихся в терминале, по группам нефтепродуктов (нафта,
керосин, дизельное топливо, котельное топливо и т. д.). Эти данные
могут служить основой для будущих проектов (табл. 10-3).
Ниже приводится пример определения рабочей вместимости товарно-
сырьевой базы НПЗ.
Пример 10-1
Береговой НПЗ перерабатывает в сутки 180 000 баррелей ближневосточ-
ной нефти плотностью 30,6 градусов по API (0,8729 кг/см3). Производи-
тельность различных технологических установок приводится в табл. 10-4.
На рис. 10-1 представлен общий материальный баланс и график смешения
компонентов НПЗ. В табл. 10-2 приводятся температуры потоков базо-
вых компонентов и продуктов смешения. Технические характеристики
оборудования, развернутого на морском терминале НПЗ, представлены
в табл. 10-5. Накопленные данные о составе танкерного флота, прибы-
вавшего под погрузку нефтепродуктов к терминалу НПЗ, приводятся
в табл. 10-1 и 10-3.
На НПЗ применяется система периодического смешения компонентов
нефтепродуктов. Нефть поступает в резервуарный парк НПЗ по трубо-
проводам с месторождения. Нам предстоит определить потребности НПЗ
в емкостях для хранения сырой нефти, вместимость сырьевых резервуаров,
а также вместимость отгрузочных резервуаров для ассортимента нефте-
продуктов, выпускаемых этим НПЗ.
Решение
Резервуары для сырой нефти и сырьевые резервуары
Емкость нефтяных резервуаров определяется исходя из количества сырой
нефти, необходимого на 48 часов работы. Емкость сырьевых резервуаров
для различных технологических установок определяется из расчета обеспе-
чения потребности той или иной установки в сырье в течение 3—4 суток
(табл. 10-6).
Резервуары для компонентов смешения и отгрузочные резервуары
В табл. 10-5 представлены результаты расчета требуемых емкостей от-
грузочных резервуаров по каждому виду нефтепродуктов. В той или иной
группе нефтепродуктов частью этих емкостей считается также емкость
Таблица 10-3. Распределение танкерного флота по тоннажу
Интервалы грузоподъемности танкеров, тыс. тонн Количество отгружаемого нефтепродукта, %
Минимальная Максимальная Средняя Нафта Керосин Автомобильный бензин Дизельное топливо Котельное топливо
10 20 15 0 0 0 1 0
20 30 25 2 10 10 10 4
30 40 35 31 47 46 42 4
40 60 50 10 28 18 24 6
80 100 90 37 0 0 4 33
100 130 115 11 3 0 3 28
130 160 145 0 0 0 1 12
160 190 175 0 6 0 4 2
190 220 205 0 1 0 0 0
Средняя разовая грузовместимость, тыс. тонн 53 44 38 45 86
Таблица 10-4. Производительность технологических установок НПЗ
Технологическая установка х 1000 барр./сут х 1000 тонн/сут
Атмосферная перегонка 180,00 24,98
Вакуумная перегонка 85,00 13,23
Гидроочистка нафты (юнифайнинг) 36,00 4,16
Каталитический риформинг 15,00 1,92
Гидроочистка керосина (юнифайнинг) 31,50 4,02
Гидроочистка дизтоплива (юнифайнинг) 22,50 3,16
Демеркаптанизация керосина 15,00 1,90
Гидрокрекинг дистиллятов 41,30 6,00
Гидрокрекинг остаточного сырья 41,20 6,72
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 293
Таблица 10-5. Оценка потребностей в продуктовых резервуарах
Нефтепродукт Тип нефтепродукта Производи- тельность2, тонн/сутки Производ- ственные потребности1, х 1000 тонн Разовая гру- Суммарная вместимость
зовмести- мость3, х 1000 тонн Постоянные потребности4, х 1000 тонн
х1000 тонн х 1000 барр.
Нафта Легкий прямогонный продукт 848,0 17,0
Нафта Суммарный прямогонный 1998,6 40,0
продукт
Нафта Итого по данной группе 2846,6 56,9 80 11,0 147,9 1321
Бензин риформинга ОЧ/ИМ 98 0,0 —
Бензин риформинга ОЧ/ИМ 96 69,6 1,4
Автомоб. бензин 90 ОЧ/ИМ 90 289,5 5,8
Автомоб. бензин 98 ОЧ/ИМ 98 1179,6
Автомоб. бензин Итого по данной группе 1538,7 30,8 35 12,0 77,8 676
Керосин Керосин двойного назначения 1005,5 20,1
Керосин JP-5 805,2 16,1
Керосин Итого по данной группе 1810,7 36,2 80 108,0 224,2 1771
Дизельное топливо 0,2 % серы 6494,1 129,9
Цетановое число 53 2494,1
Дизельное топливо Итого по данной группе 8988,2 179,8 80 0,0 259,8 1933
Флотский мазут 615,9 12,3
Флотский мазут Итого по данной группе 615,9 12,3 80 70,0 162,3 1152
Котельное топливо 3,5 % серы, вязкостью 380 сСт 3995,7 79,9
Котельное топливо 3,5 % серы, продукт крекинга 2585,7 51,7
с содержанием серы 1 %
Котельное топливо Итого по данной группе 6581,4 131,6 100 80,0 311,6 2029
Производственные показатели в целом 22381,5 447,6 1183,6 8882
294 Справочник по переработке нефти
ОЧ/ИМ — октановое число по исследовательскому методу. 1 Производственные потребности, необходимые для работы в течение 20 суток. 2 Соответствует производительности НПЗ по сырой нефти в 180000 барр./сут. 3 Максимальная разовая грузовместимость, зависящая от грузоподъемности танкера, емкости отгрузочных резервуаров и скорости налива нефтепродуктов на терминале. 4 Постоянные потребности соответствуют вместимости резервуаров-хранилищ для определенных сортов нефтепродуктов, необходимой для покрытия сезонного потре- бления, местного сбыта и удовлетворения других конкретных нужд.
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 295
Таблица 10-6. Емкость нефтяных резервуаров и сырьевых
резервуаров для конкретных технологических установок
Технологические установки Время хранения, ч Рабочая емкость
х1000тонн х ЮООбарр.
Нефтяные резервуары 26 27,05 195
Гидроочистка нафты 72 12,47 108
Каталитический риформинг 96 7,67 60
Гидроочистка керосина 72 12,07 94,5
Гидроочистка дизельного топлива 72 9,48 67,5
Гидрокрекинг дистиллятов 72 17,99 123,9
Гидрокрекинг остаточного сырья 96 26,88 164,8
резервуаров для компонентов смешения. Как уже говорилось выше, рабо-
чая емкость хранилищ исходя из обеспечения работы предприятия в те-
чение 20 суток (производство —10 суток и аварийный запас — 10 суток)
плюс одна максимальная разовая грузовместимость.
К емкости, подсчитанной таким образом, добавляется фиксированная
потребность по той или иной группе нефтепродуктов. Например, склад-
ские емкости, необходимые для удовлетворения местного рынка, бунке-
ровки или для покрытия потребностей в нефтепродукте конкретной марки.
СИСТЕМА СМЕШЕНИЯ КОМПОНЕНТОВ
На технологических установках получают различные виды компонентов
нефтепродуктов и исходного сырья, которые с целью производства конеч-
ной продукции необходимо комбинировать друг с другом или смешивать,
причем иногда — с введением специальных добавок. Эту конечную про-
дукцию, как правило, группируют по широким классам нефтепродуктов:
бензин, керосин, дизельное топливо, котельное топливо и т. д.
Применение того или иного метода смешения зависит от типа продукта,
наличия компонентов, технологических процессов производства, потреб-
ностей отгрузки и реализации продукции и имеющейся товарно-сырьевой
базы. В качестве методов смешения, как правило, применяются схемы
периодического смешения, полунепрерывного смешения по ходу процесса
и непрерывного смешения «на потоке».
Перевалка нефтепродуктов осуществляется бестарным наливом с ис-
пользованием трубопроводного транспорта и морских танкеров, а ино-
гда — автомобильным или железнодорожным транспортом.
296
Справочник по переработке нефти
Периодическое смешение
По схеме периодического смешения компоненты нефтепродуктов вводятся
в технологический аппарат один за другим либо разовыми комбинирован-
ными порциями (см. рис. 10-2). Затем эти компоненты перемешиваются
до получения однородного продукта.
Компоненты поступают с технологических установок на резервуары
«исходного сырья». Затем из резервуара исходного сырья поток каждого
компонента в отдельности перекачивается в смесительную емкость, и по-
сле каждого вливания производится замер содержимого в емкости. После
этого в емкость вводятся добавки типа красящих присадок к бензину,
тетраэтилсвинца (присадки для повышения октанового числа бензина),
присадки-антистатика или противообледенительной добавки к керосину,
присадок для улучшения текучести дизельного топлива и т. д., и смесь
тщательно перемешивается. После лабораторного анализа полученный
смешанный продукт насосами подается в резервуары-хранилища или от-
грузочные резервуары.
При введении в бензин бутана процесс корректируется таким образом,
чтобы бутан поступал в смесительную емкость после его смешивания в по-
токе с другим компонентом.
В результате бутановая добавка растворяется в более тяжелом материа-
ле, благодаря чему снижаются потери бутана и предотвращается опасность
РЕЗЕРВУАРЫ-ХРАНИЛИЩА
ИСХОДНОГО СЫРЬЯ И КОМПОНЕНТОВ
Рис. 10-2. Схема периодического смешения нефтепродуктов
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода
297
возгорания под действием статического электричества, возникающего при
введении бутана непосредственно в смесительную емкость.
Необходимо иметь резервуары-хранилища для исходного сырья и го-
тового к отгрузке продукта. Требуемую емкость этих резервуаров можно
определить исходя из производительности НПЗ и величины разовой от-
грузки. Емкость смесительных установок не входит в суммарную емкость
хранилищ, и, как правило, она является достаточной для переработки
2—3-суточной продукции за один прием.
Компоненты подаются в смесительную емкость насосами — одним или
более. Используемые насосы должны иметь достаточно высокую произво-
дительность, поскольку перекачка и замер каждого компонента осущест-
вляются раздельно. В общем случае, производительность каждого насоса
для перекачки компонентов должна быть достаточной для того, чтобы
заполнить смесительную емкость в течение приблизительно 3 часов.
Материал смеси необходимо тщательно перемешать с помощью про-
пеллерных мешалок, внутренних струйных и циркуляционных насосов
с соответствующей трубной обвязкой. При работе с крупными емкостями
необходимо иметь несколько мешалок. Для осуществления операции
смешения с помощью внутренних струйных мешалок потребуется насос.
На стороне всасывания насос забирает жидкость из смесительной емкости
и, прокачав ее по системе трубопроводов, сбрасывает обратно в емкость.
Если сброс материала в емкость осуществляется через распределитель-
ный «паук» или качающуюся трубу, то необходимо задействовать высоко-
производительный насос. Операция перемешивания считается завершен-
ной, если все содержимое смесительной емкости было прокачано через
насос хотя бы однократно.
Вместо распределительного «паука» или качающейся трубы, у струйной
мешалки имеется сопло, которое направлено вверх относительно днища
смесительной емкости и под углом к нему. Высокая скорость струйного
потока вызывает циркуляцию всего содержимого емкости. В качестве
насоса, работающего совместно с внутренней струйной мешалкой, мож-
но использовать высоконапорный агрегат малой производительности.
По завершении операции перемешивания требуемой продолжительности
берутся пробы смеси с верха, из середины и с днища емкости, и все три
пробы подвергаются лабораторному анализу. Если результаты всех трех
анализов оказываются идентичными, то операция смешивания считается
выполненной нормально, и продуктовую смесь можно направлять в от-
грузочный резервуар. Если же результаты всех трех анализов не являются
идентичными, то выделяется дополнительное время на перемешивание
до тех пор, пока из содержимого смесительной емкости не образуется
однородная смесь.
298
Справочник по переработке нефти
Периодическое смешение является наиболее подходящим для приме-
нения на небольших НПЗ, рассчитанных на производство ограниченного
ассортимента нефтепродуктов. Стоимость дополнительных смесительных
емкостей, насосных агрегатов и оборудования к ним может оказаться
не столь высокой, как стоимость контрольно-измерительной аппарату-
ры и оборудования, необходимых для смешения «на потоке», и по этой
причине на многих крупных НПЗ производство до сих пор организовано
по схеме периодического смешения, что обусловлено простотой и техно-
логической адаптируемостью этого метода.
Полунепрерывное смешение «на потоке»
Полунепрерывное смешение «на потоке» осуществляется путем одновре-
менного введения в трубопровод компонентов нефтепродуктов в соот-
ношении, близком к требуемому, но без гарантии получения конечного
продукта с заданными физико-химическими свойствами (см. рис 10-3).
Для получения кондиционного продукта требуется выполнить заключи-
тельную корректировку рецептуры и ввести необходимые добавки, исходя
из результатов лабораторных анализов. При полунепрерывном поточном
смешении операция перемешивания требуется только для заключительной
корректировки рецептуры. Необходимые добавки (типа красящих приса-
док к бензину) вводятся разовыми порциями в смесительный коллектор
РЕЗЕРВУАРЫ-ХРАНИЛИЩА ПЕРЕКАЧКА
ИСХОДНОГО СЫРЬЯ КОМПОНЕНТОВ
И КОМПОНЕНТОВ
Рис. 10-3. Схема полунепрерывного поточного смешения нефтепродуктов.
FRC — записывающий расходомер и регулятор расхода
ПРОДУКТОВЫЕ РЕЗЕРВУАРЫ
ДОБАВКИ
ОТКАЧКА И НАЛИВ
НЕФТЕПРОДУКТОВ
НА ОТГРУЗКУ
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода
299
на заключительных стадиях смешения или на заключительном этапе кор-
ректировки рецептуры.
Требуемые компоненты через соответствующие регуляторы расхода по-
даются насосами одновременно из всех резервуаров базовых компонентов
сырья в смесительный коллектор. Эти компоненты перемешиваются в тур-
булентном потоке, создаваемом в коллекторе, и в виде смеси поступают
в резервуар-хранилище конечного продукта. Добавки вводятся в смесь
либо по обводному потоку, который специальным подпорным насосом
нагнетается в эжектор, либо с помощью дозирующего насоса, подающего
приготовленную смесь (премикс).
При работе по схеме полунепрерывного смешения «на потоке» на каж-
дый компонент требуется отдельный насос. Производительность насоса
необходимо выбирать таким образом, чтобы одновременное нагнетание
и выдача суточной потребности смеси в продуктовые резервуары обе-
спечивались за приемлемое время. Нормальной практикой считается
выполнение операции смешения в течение не более 6 часов. Количество
каждого компонента смеси должно дозироваться с помощью расходомера
и регулирующего клапана. Регуляторы расхода настроены на заданное
значение расхода, а сам расход регистрируется. При работе по схеме по-
лунепрерывного поточного смешения нет необходимости использовать
сверхточные расходомеры. Приемлемой является погрешность измерения
в 5 %, как у расходомерной диафрагмы. Мешалки необходимо устанав-
ливать в резервуарах-хранилищах готового продукта для корректировки
состава смеси путем введения компонентов.
Схему полунепрерывного смешения «на потоке» целесообразно приме-
нять на НПЗ средней производительности, на которых стоимость смеси-
тельных емкостей является чрезмерной, а продолжительность смеситель-
ного цикла должна быть сведена к минимуму. Существенное сокращение
продолжительности смесительного цикла достигается за счет:
1. Одновременной закачки компонентов вместо последовательной за-
качки, как это имеет место в схеме периодического смешения.
2. Сокращения общей продолжительности смесительного цикла.
3. Отказа от многократных замеров.
На многих НПЗ схеме полунепрерывного смешения «на потоке» от-
дается предпочтение как первичной методике, которую со временем
можно будет перестроить под непрерывное смешение при минималь-
ном переоснащении насосного оборудования, трубопроводных систем
и смесительных аппаратов. Недостатками этой схемы являются высокая
стоимость дополнительных расходомеров, регуляторов расхода и насосов,
300
Справочник по переработке нефти
а также большие затраты на техническое обслуживание контрольно-
измерительных приборов.
Непрерывное поточное смешение
При непрерывном поточном смешении (смешении «на потоке») все ком-
поненты нефтепродукта и все добавки одновременно вводятся в трубо-
проводную систему в дозировке, точность которой позволяет в любой
данный момент времени получить конечный кондиционный продукт
непосредственно из технологической линии (см. рис. 10-4). Благодаря
такой точности и применению средств обеспечения нормальной работы,
включенных в данную систему, отпадает надобность в повторном выпол-
нении операции смешения или корректировке состава смесей.
Каждый базовый компонент смешения хранится в двух резервуарах.
Пробы компонентов смесей направляются для анализа в заводскую лабо-
раторию, где устанавливается оптимальное соотношение компонентов
и добавок для заданного продукта. После этого в режиме регулируемого
расхода производится одновременная закачка необходимых компонентов
и добавок в смесительный коллектор. Для того чтобы обеспечить подачу
именно того материала, который требуется в том или ином конкретном
случае, применяются различные методы регулирования расхода каждого
отдельного компонента и средства блокировки.
РЕЗЕРВУАРЫ-ХРАНИЛИЩА НАСОСЫ ДЛЯ ПЕРЕКАЧКИ
БАЗОВЫХ КОМПОНЕНТОВ КОМПОНЕНТОВ
СМЕШЕНИЯ
ПРОДУКТОВЫЕ РЕЗЕРВУАРЫ
Рис. 10-4. Схема непрерывного поточного смешения нефтепродуктов
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода
301
Полученный нефтепродукт можно направлять в продуктовый резервуар,
откачивать по нефтепроводу на отдаленный терминал или загружать на-
прямую в морские танкеры.
Резервуарные емкости требуются для компонентов и большинства до-
бавок и присадок. Надобность же в хранилищах для продуктовых смесей
существует только при определенных методах отгрузки. Таким образом,
наибольшая часть резервуарного оборудования приходится на компонен-
ты или исходное сырье при минимальной доле емкостей для конечного
продукта.
Для каждого компонента требуется отдельный насос. Должны быть
предусмотрены также насосы для приготовления и ввода красителей и при-
садок, которые хранятся в виде растворов и закачиваются дозирующими
насосами.
Количество каждого компонента смеси должно точно дозироваться.
Используемые для этой цели регистрирующие расходомеры и клапаны-
регуляторы расхода аналогичны применяемым в схеме полунепрерывно-
го смешения «на потоке», но в этом случае они должны иметь высокую
степень точности: их погрешность измерения не может быть хуже 0,25 %.
При работе по схеме непрерывного поточного смешения применение
расходомерных диафрагм является неприемлемым. Обычно в этом случае
применяются объемные расходомеры, трубки Вентури или скоростные
расходомеры.
Для обеспечения постоянства точности состава смесей при различных
эксплуатационных условиях смесительное оборудование проектируется
таким образом, чтобы можно было регулировать расход отдельного ком-
понента относительно суммарного расхода смеси. Невыполнение регули-
ровки системы может привести к полному прекращению смесительных
операций в результате остановки или рециркуляции потока компонента.
Для обеспечения требуемого значения расхода компонента применяются
два типа систем управления смесительными операциями: механическая
или электронная. В механической системе управления вращательное
движение, создаваемое потоком компонента в расходомере, сопоставля-
ется в дифференциальном шестеренчатом устройстве с заданным вра-
щательным движением. И если измеренное значение расхода отличается
от заданного, то срабатывают пневматические или электронные средства
управления, которые, воздействуя на клапан регулирования расхода, до-
водят этот расход до требуемой величины.
В электронной системе управления при прохождении потока жидкости
через расходомер генерируются электронные импульсы, которые сравни-
ваются с импульсами, задаваемыми электронным устройством. Разность
частоты следования импульсов фиксируется цифровым сумматором,
302
Справочник по переработке нефти
который по цепи обратной связи подает сигнал на корректировку положе-
ния клапана регулирования расхода и, таким образом, доводит этот расход
до требуемой величины.
Для обеспечения требуемой точности состава смеси расходомеры необ-
ходимо регулярно поверять. Одним из методов поверки расходомеров яв-
ляется изъятие прибора из системы и замена его поверенным измерителем
расхода. Такой метод требует использования протарированной емкости
или аналогичного приспособления, которое можно использовать также
и для поверки счетчиков коммерческого учета нефтепродуктов.
Имея в виду объем работ, связанных с частой заменой большого числа
расходомеров, на многих НПЗ, работающих по схеме непрерывного поточ-
ного смешения, в смесительной системе используются замерные контуры,
которые, по существу, представляют собой трубу известной длины и, следо-
вательно, известного объема. Поток жидкости проталкивает «поршень» че-
рез контур, при прохождении которого через контрольные точки подается
сигнал для сравнения. Для обеспечения достаточной точности измерения
эти контуры обычно выполняются из трубы длиной порядка 180—300 м
и диаметром 8 дюймов (—200 мм) и электронных средств управления
с цифровыми суммирующими счетчиками.
Схема непрерывного смешения «на потоке» оптимально подходит для
крупных НПЗ, которые выпускают несколько сортов нефтепродуктов. Если
перевалку продукции НПЗ можно осуществлять непосредственно в тру-
бопроводную систему или наливной транспорт типа танкеров, то схема
непрерывного смешения «на потоке» оказывается экономически более
выгодной, чем схема периодического смешения, что объясняется следую-
щими факторами:
1. Сокращение продолжительности смесительного цикла.
2. Сведение к минимуму емкости хранилищ готовой продукции, по-
скольку хранение и смешение компонентов осуществляются в соот-
ветствии с фактическими потребностями.
3. Повышение точности состава смеси при минимальном снижении ее
качества.
4. Снижение потерь из-за испарения готовых нефтепродуктов.
5. Минимальная численность обслуживающего персонала.
Однако схема непрерывного поточного смешения имеет и ряд недо-
статков, а именно:
1. Если продукция откачивается непосредственно в трубопровод-
ную систему или нефтеналивной транспорт, то для каждого вида
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 303
нефтепродуктов требуется комплектная смесительная установка,
которая должна загружаться одновременно. Например, если в танкер
требуется загрузить два сорта бензина одновременно, то необходимо
задействовать две смесительные установки, поскольку в против-
ном случае выгода от сокращения объема резервуаров оказывается
нереализованной.
2. Исключительную трудность представляет устранение нарушений нор-
мальной работы, если они имели место. Поскольку данная система
оборудована встроенными средствами обеспечения нормальной ра-
боты, единственным возможным источником возникновения ошибок
является человеческий фактор.
3. Больших затрат требуют первоначальные вложения в контрольно-
измерительную аппаратуру и ее техническое обслуживание.
ФАКЕЛЬНОЕ ХОЗЯЙСТВО НПЗ
Сжигание в факеле является эффективным и безопасным методом уда-
ления углеводородных паров в тех случаях, когда вследствие отказов
оборудования либо возникновения крупных ЧП (например, в результате
неправильного срабатывания КИП, отключения электропитания или
возникновения очагов возгорания на предприятии) необходимо нейтра-
лизовать эффект избыточного количества углеводородов. До внедрения
в практику факельных систем потоки газообразных отходов предприятия
выбрасывались прямо в атмосферу. Это создавало две проблемы, первой
из которых является безопасность обслуживающего персонала и прилегаю-
щей к НПЗ территории. Постоянно существовала опасность образования
на уровне земли скоплений горючих паров в концентрациях, достаточных
для возгорания, в результате чего имели место взрывы и пожары с тяжелей-
шими последствиями для обслуживающего персонала. Вторая проблема
заключается в том, что выбросы углеводородов оказывают сильное угне-
тающее воздействие на окружающую среду и с ними необходимо бороть-
ся. Сжигание газов в факеле явилось удачным решением этих проблем,
но в то же время создало другие, свои собственные проблемы, связанные
с тепловыделением, дымлением, сильным свечением и возникновением
шума. При сжигании углеводородных паров исходные загрязнители пре-
вращаются в безопасные, менее вредные вещества — двуокись углерода
и водяной пар. Однако в процессе горения выделяется большое количество
тепла, поэтому приходится принимать меры к снижению теплового излу-
чения факела до уровней, не представляющих опасности для обслуживаю-
щего персонала и оборудования.
304
Справочник по переработке нефти
Устройство факельной системы
Факельная система предназначена для безопасного приема и уничтожения
горючих, токсичных газов и паров, выделяемых технологическим оборудо-
ванием не только в процессе нормальной работы, но и при возникновении
нештатных ситуаций. Безопасное удаление этих газов достигается путем
отделения тяжелых фракций и конденсирующихся газов в факельном се-
параторе и сжигания их в оголовке факельного ствола. Для обеспечения
бездымного сжигания газов и беспрепятственного рассеяния продуктов
их сгорания применяется пар, подаваемый в регулируемых количествах.
Такой процесс позволяет поддерживать приемлемую степень загрязнения
окружающей среды на уровне земли.
Факельная система, а особенно факельная горелка, должна обеспечивать
получение устойчивого пламени, способного сжигать пары углеводородов,
выделяющиеся во время серьезных эксплуатационных сбоев. Кроме того,
перед входом в факельный ствол эти пары не должны, по возможности,
содержать капель жидкости. Подавление дымов достигается за счет на-
гнетания водяного пара в факел. Для обеспечения безопасности обслу-
живающего персонала и оборудования факельный ствол устанавливают
на достаточном удалении от технологических установок. Во избежание об-
ратного проскока пламени факельную систему продувают инертным газом.
Диаметр горелки
Факельный ствол и, прежде всего, факельная горелка должны иметь диа-
метр, необходимый для поддержания устойчивого пламени и предотвра-
щения срыва факела при серьезных эксплуатационных сбоях. Срыв факела
происходит в тех случаях, когда выходная скорость паров достигает значе-
ния, соответствующего 20—30 % скорости звука.
Диаметр факельной горелки можно определить из следующего
соотношения:
d2 =
W [Т
1370 VM
где:
d — диаметр оголовка факельного ствола, дюймов;
W — массовый расход, фунт/ч;
Т — температура пара, °R;
М — молекулярная масса пара.
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 305
Это уравнение выполняется при показателе адиабаты К = 1,2, что обыч-
но является справедливым для паров большинства углеводородов. В случае
сжигания паров с существенно отличными значениями К полученный диа-
метр факельного ствола умножается на коэффициент 1,25 К-0 25.
Факельный сепаратор
Факельный сепаратор факельной системы используется для устранения
опасности, связанной со сжиганием капельной жидкости, выбрасываемой
из факельного ствола. Поэтому сепаратор должен иметь диаметр, достаточ-
ный для осуществления требуемой степени разделения жидкости и паров.
Значение диаметра барабана сепаратора можно получить из следующей
эмпирической формулы (для случая горизонтального сепаратора, предна-
значенного для отделения капель размером до 400 мкм):
9900
где:
D — диаметр барабана, футов;
W — массовый расход, фунт/ч;
Т — температура пара, °R;
М — молекулярная масса пара.
Данное уравнение справедливо для однопоточного факельного сепарато-
ра. Сепараторы с разделением потока, в которых поток парогазовой смеси
входит в аппарат в середине, а выходит с обоих его торцов, имеет произ-
водительность, вдвое превышающую производительность однопоточного
факельного сепаратора. Таким образом, выходит, что диаметр сепаратора
с разделением потока составляет 0,7 значения диаметра, полученного
из приведенной выше формулы. Данное уравнение составлено для по-
рожнего сепаратора. Если же в сепараторе предполагается иметь большие
количества жидкости, то, возможно, диаметр аппарата потребуется уве-
личить. Вертикальные сепараторы, как правило, должны иметь больший
диаметр: порядка 1,4 диаметра однопоточного факельного сепаратора.
У горизонтального сепаратора отношение длины к диаметру составляет
3—4. Диаметр факельного сепаратора также в 3—4 раза превышает диа-
метр факельного ствола.
306
Справочник по переработке нефти
Выбор высоты и местоположения факельного ствола
При проектировании факельной системы следует принимать во внимание
воздействие теплового излучения на обслуживающий персонал и про-
изводственное оборудование, поэтому выбор высоты и местоположения
факельного ствола осуществляется исходя из условия обеспечения их
безопасности. Воздействие теплового излучения на человека характери-
зуется следующими показателями:
Поверхностная плотность Допустимый порог болевой Появление
теплового потока, БТЕ/чхфут2 (Вт/м2) чувствительности волдырей
2000 (6300) 8 с 20 с
5300 (16700) — 5 с
При плотности теплового потока 2000 БТЕ/ч х фут2 (6300 Вт/м2), что
в 6 раз превышает интенсивность солнечного излучения, допустимый по-
рог болевой чувствительности составляет 8 секунд. Таким образом, доя
того чтобы в случае серьезной аварии на НПЗ люди могли добраться до без-
опасного места, плотность теплового потока, которой они подвергаются,
не должна превышать 1500 БТЕ/чх фут2 (4730 Вт/м2) [см. рис. 10-5 (С)].
Для выполнения этого условия можно выбрать факельный ствол доста-
точной высоты. Для расчета принимаются следующие уровни излучения:
БТЕ/чхфут2 (Вт/
Объект теплового облучения м2)
Защита оборудования 3000 (9460)
Обслуживающий персонал (при кратковременном воздействии) 1500 (4730)
Обслуживающий персонал (при длительном воздействии) 440 (1390)
К расчетному значению плотности теплового потока факела добавляет-
ся и влияние солнечного излучения, которое обычно составляет порядка
200—300 БТЕ/ч х фут2 (630—945 Вт/м2)
При проектировании факельной установки проблема теплового излуче-
ния является наиболее актуальной. Поэтому ее расчет должен выполняться
исходя из условия недопущения опасного воздействия на обслуживающий
персонал, оборудование и прилегающую территорию (деревья, травяной
покров и т.д.). Ниже приводится рациональный метод расчета, позво-
ляющий определить высоту факельного ствола и воздействие излучения
факела на различных удалениях от него.
Плотность теплового потока задается следующим уравнением1:
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 307
flow X NHV X Е
4-тгР2
где:
I — плотность теплового потока в точкеX, БТЕ/ч х фут2;
flow — расход газа, фунт/ч;
NHV — низшая теплота сгорания сбросного газа, БТЕ/фунт;
£ — степень черноты;
R — расстояние от центра факела до точки X.
Приведенная выше формула оказалась достаточно точной при удалениях
от факела на расстояние, равное длине факела. Это соотношение выполня-
ется при использовании нормальных значений степени черноты, которая
считается характеристикой, присущей исключительно топливу. Ниже при-
водятся значения степени черноты для ряда наиболее известных газов:
Газ Степень черноты
Окись углерода 0,075
Водород 0,075
Метан 0,10
Сероводород 0,070
Пропан 0,11
Бутан 0,12
Этилен 0,12
Пропилен 0,13
Для расчета интенсивности облучения на различных удалениях необ-
ходимо определить длину пламени и угол наклона его оси относительно
факельного ствола. Для определения длины пламени удобно пользоваться
следующей формулой2:
Lf — 10 х D х
/дрУ'5
к 55"J
где:
Lf — длина пламени, футов;
АР — перепад давления, дюймов водного столба;
D — диаметр оголовка, дюймов.
Принимается, что фокус пламени находится на расстоянии, равном
одной трети длины пламени от верхнего среза факельного оголовка.
308
Справочник по переработке нефти
Величину угла наклона оси пламени можно получить путем векторно-
го сложения скорости ветра со скоростью истечения сбросного газа [см.
рис. 10-5 СВ)]:
e = tan-1f^\
\Vexit/
/др\0'5
Vexit« 550f — 1 Фут/с,
а координаты фокуса пламени (находящегося на расстоянии Lf/3) относи-
тельно верхнего среза факельного оголовка определяются по формулам:
Расстояние от произвольной точки на уровне земли до фокуса пламени
равняется:
R = У(Х-ХС)2 + (У-УС)2 .
Приведенные формулы позволяют нам определить интенсивность из-
лучения в любой точке пространства.
При данном расходе сбросного газа и скорости ветра наиболее опасное
место находится в точке пересечения перпендикуляра из фокуса пламени
с поверхностью земли [рис. 10-5 (В)). Для этой точки:
R = [(Н + Ус)2]0’5
или
R = H + YC;
H = R-YC.
В данном методе принимается допущение о том, что ветер не оказывает
никакого влияния на длину пламени, однако при высоких скоростях ветра
это допущение не является корректным.
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 309
L, — ДЛИНА ПЛАМЕНИ;
С —ФОКУС ПЛАМЕНИ;
Н — ВЫСОТА ФАКЕЛЬНОГО СТВОЛА;
НАИБОЛЕЕ ОПАСНОЕ
МЕСТО
(А)
(В)
Необходимы средства защиты
для оборудования
Необходимые средства защиты
для обслуживающего персонала
Рис. 10-5. Тепловое излучение от высотного факела
310
Справочник по переработке нефти
Взрывоопасность факельной системы
Если концентрация кислорода в сбросной парогазовой смеси, содержа-
щейся в факельной системе, достигает нижнего предела взрываемости,
это может привести к взрыву. Для того чтобы свести к минимуму концен-
трацию воздуха в сбросном газе, по существу, используются два метода:
продувка и герметизация с помощью затворов.
Операцию продувки необходимо проводить либо при пуске установки,
для того чтобы с самого начала вытеснить воздух из факельной системы,
либо при уменьшении потока сбросного газа ниже некоторого критиче-
ского предела, либо при полном его прекращении. Для этой цели можно
использовать любой газ, при условии, что он не содержит кислорода.
Устройство затворов преследует две цели. Герметизация трубного кол-
лектора вплоть до основания факельного ствола осуществляется с помо-
щью жидкостного затвора. Собственно факельный ствол герметизируется
затвором, который в идеальном случае должен располагаться как можно
ближе к оголовку. Этот затвор должен предотвращать возможность обрат-
ного прорыва газов, обусловленного колебаниями расхода и термическими
усадками.
Унос жидкости
Необходимо предотвратить попадание капель легковоспламеняющихся
жидкостей диаметром более 150 мкм в оголовок факельного ствола, по-
скольку, в противном случае, они могут выбрасываться в окружающую
среду в виде опасного огненного дождя. При нормальных условиях работы
факела, что, как правило, имеет место при низких значениях расхода сброс-
ного газа, для удаления капельной жидкости вполне достаточным является
сепаратор типа осадительной камеры. Однако в аварийных ситуациях для
улавливания капель жидкости требуются сепараторы намного большего
диаметра.
Борьба с загрязнением окружающей среды
Время от времени либо сам сбросной газ, либо продукты его сгорания
могут оказываться токсичными. В этих случаях факельный ствол проекти-
руется таким образом, чтобы даже в наихудшей ситуации (т. е. при срыве
факела) концентрация токсичных веществ на уровне земли была ниже
безопасного уровня. В табл. 10-7 приводятся типовые нормы выбросов
двуокиси серы, аэрозолей, окиси углерода и т.д., которые должны выдержи-
вать НПЗ при выборе того или иного принципа действия технологических
Таблица 10-7. Стандарты качества наружного воздуха
Тип загрязнителя Типовые нормы выбросов НПЗ Нормы выбросов НПЗ, действующие в США
Двуокись серы 0,03 млн-1, среднеарифметическое годичное значение 0,14 млн-1, максимальная суточная (за 24 ч) концентрация 0,03 млн-1, среднеарифметическое годичное значение 0,14 млн-1, максимальная суточная (за 24 ч) концентрация
Аэрозоли 0,075 мг/м3, среднеарифметическое годичное значение 0,286 мг/м3, одноразовая суточная (за 24 ч) концентрация за год 0,05 мг/м3 (частицы весом менее 10 мкг), среднеарифметическое годичное значение 0,15 мг/м3 (частицы весом 1 мкг), среднесуточное (за 24 ч) значение
Окись углерода 9 млн-1, средняя одноразовая (за 8 ч) концентрация за год 35 млн-1, средняя одноразовая (за 1 ч) концентрация за год 9 млн-1, средняя одноразовая (за 8 ч) концентрация за год 35 млн-1, средняя одноразовая (за 1 ч) концентрация за год
Озон 0,08 млн-1, суммарное количество (за 1 ч) за год 0,12 млн-1, суммарное количество (за 1 ч) за год
Двуокись азота 0,05 млн-1, среднеарифметическое годичное значение 0,25 млн-1, максимальная суточная (за 24 ч) концентрация 0,053 млн-1, среднеарифметическое годичное значение
Свинец 10 мкг/м3, среднемесячная (за 30 суток) концентрация 1,5 мкг/м3, среднеарифметическое квартальное значение
Летучие органические соединения 0,1 млн-1, в течение 1 ч Не нормируется
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода
312
Справочник по переработке нефти
установок, метода получения серы, вида топлива, получаемого на НПЗ,
и высоты факельного ствола.
Снижению вероятного уровня выбросов несгоревших углеводородов
способствует и надежная работа запальников. Конструкция оголовка
факельного ствола и дежурной горелки должна обеспечивать поддержа-
ние устойчивого пламени и надежного розжига даже при очень сильном
ветре. Это требование выполняется благодаря применению специальных
устройств (например, ветрозащитных кожухов для факела и дежурной
горелки). Наибольшая надежность достигается с помощью запальных
устройств фронта пламени, которые автоматически реагируют на изме-
нения свойств газовоздушной смеси запальника.
Бездымное сжигание сбросного газа
Бездымное сжигание сбросного газа построено на принципе повышения
скорости горения путем впрыскивания в пламя водяного пара, создания
турбулентности в потоке газов и подсоса воздуха, в результате чего сни-
жается интенсивность сажеобразования. Снижению интенсивности са-
жеобразования способствует также химическая реакция взаимодействия
воды с газом:
С + Н2О = СО + Н2.
Склонность углеводородных паров к дымлению в процессе горения
зависит от их молекулярного строения, степени ненасыщенности и мо-
лекулярной массы. Продуктами сгорания являются, в основном, водяной
пар и двуокись углерода. Чем выше молекулярная масса углеводорода,
тем ниже отношение водяной пар/двуокись углерода и тем выше склон-
ность к дымлению. Во избежание чрезмерного потребления водяного пара
и для обеспечения длительной бездымной работы, подача пара на факел
регулируется автоматически. В весовом отношении количество водяного
пара или топливного газа к количеству углеводородов составляет порядка
0,15—0,5 кг/кг.
Бездымное горение достигается путем правильного проектирования
факельного оголовка и оптимального использования механической энер-
гии для подачи воздуха, подмешиваемого к сбросному газу. Энергию пере-
мешивания можно получать от того же газа при наличии достаточного
давления или от пара.
Однако водяной пар не является единственным средством обеспечения
бездымного горения. В условиях отсутствия пара (например, на мор-
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 313
ской буровой установке) для этой цели необходимо использовать другие
методы.
Применение в качестве подспорья высоконапорного газа хотя и дает без-
дымное горение, но сопряжено с рядом недостатков, как то: повышением
уровня теплового излучения, которое обусловлено увеличением теплоты
сгорания высоконапорного газа, и энергетическими потерями. Факельным
установкам с газовой подпиткой требуется порядка 0,15—0,3 кг высокона-
порного газа на 1 кг сбросных газов.
Подавлению дымообразования способствует также прямое впрыскива-
ние воды, разбрызгиваемой в факеле. Потребное количество воды зависит
от степени распыления водяного пара. На каждый килограмм углеводород-
ных паров требуется порядка 1—2 кг воды. При увеличении молекулярного
веса сбросного газа количество впрыскиваемой воды также должно воз-
растать. Степень распыления воды является одним из важнейших параме-
тров: при грубом распылении потребное количество воды может возрасти
десятикратно. Разумеется, значительное количество этой воды пропадает
в факеле бесполезно.
Огневые или эндотермические факельные системы
Огневые или эндотермические факельные системы используются для сжи-
гания сбросных потоков с низкой теплотой сгорания (типа хвостовых газов
установки получения серы, аммиачных паров и т. п.). Во всех случаях, когда
теплосодержание сбросного газа падает ниже 150 БТЕ/фут3 (1335 ккал/м3),
для его полного сгорания следует использовать огневую факельную систе-
му с высокоэнергетическим продувочным газом.
Некоторые газы (например, аммиак), несмотря на их сравнительно вы-
сокую теплоту сгорания, равную 365 БТЕ/фут3 (—3250 ккал/м3), требуют,
тем не менее, применения продувочного газа для повышения теплосо-
держания и обеспечения полного сгорания при минимальном выделении
NO2. Это объясняется тем, что химически связанный азот, содержащийся
в топливе, оказывает гасящее воздействие на пламя с образованием NOX.
Базовая конструкция огневой или эндотермической факельной уста-
новки зависит от требуемого количества и располагаемого давления
продувочного газа. В небольших факельных установках или установках,
работающих на малых количествах продувочного газа, для окисления
сбросного газа используются инжекционные горелки. В крупных же фа-
кельных установках используются факелы с кольцевым или центральным
впрыском газа, обеспечивающим турбулентное перемешивание смеси.
Тепловое излучение огневых факельных систем сильно отличается
от обычных систем, работающих на углеводородных газах, что объясняется
314
Справочник по переработке нефти
весьма низким теплосодержанием сжигаемого газа и низкой температурой
пламени. В этом случае пламя имеет длину на 10 % меньше, чем у обыч-
ного углеводородного пламени, а степень черноты — на 20—40 % ниже.
Наземные факельные системы
Закрытые наземные факельные системы, в которых пламя находится
в замкнутом объеме, обеспечивают бездымное горение без впрыска пара.
В результате отказа от использования пара полностью устраняется один
источник шума. Благодаря применению множества маленьких горелок
и большого количества отдельных пламен, снижается также шум, гене-
рируемый при горении. Камера сгорания футеруется звукопоглощающей
жаростойкой керамикой, которая снижает уровень генерируемого шума.
Для снижения уровня шума за пределами технологической установки
отверстие забора воздуха для горения закрыто звуконепроницаемым ко-
жухом и отгорожено перегородкой. Основными недостатками наземных
факельных систем являются большая площадь, занимаемая установкой,
и более высокие первоначальные затраты. Однако эти установки обеспе-
чивают наилучшее подавление шума и решение проблем горения, а также
позволяют получить оптимальное сочетание эксплуатационных характе-
ристик и надежности работы.
Некоторые НПЗ могут быть оборудованы как высотной, так и наземной
факельной системами (рис. 10-6). В этом случае безопасное удаление нор-
мального факельного сброса осуществляется путем отделения тяжелых по-
гонов и конденсатов в факельном сепараторе и сжигания газов в высотной
факельной установке. Для обеспечения бездымного горения используется
регулируемое количество водяного пара, а для предотвращения обратного
проскока пламени устанавливается гидрозатвор.
При аварийных сбросах высокий расход газа, поступающего через об-
щий коллектор, вызывает отведение некоторой части газового потока
к наземной факельной установке, который после прохождения через ги-
дрозатвор сжигается в этой установке.
СИСТЕМА ПАРОСНАБЖЕНИЯ НПЗ
Около 10 % перерабатываемой на НПЗ нефти используется в качестве
топлива, идущего на собственные нужды. И только на производство
пара приходится около одной трети суммарного потребления топлива
на НПЗ. Производство и распределение пара и электроэнергии составляют
существенную часть системы инженерного обеспечения предприятия.
ДЕЖУРНЫЕ ТРУБКИ
ГОРЕЛКИ ЗАПАЛЬНИКА
’ жидкостный
КОЛЛЕКТОР ФАКЕЛЬНОГО ГАЗА [ ЭАТВОР
ВОДЯНОЙ ПАР
С ПРЕДОХРАНИТЕЛЬНЫХ
КЛАПАНОВ
ПРОДУВОЧНЫЙ ГАЗ--
СЖАТЫЙ ВОЗДУХ
НАЗЕМНАЯ ФАКЕЛЬНАЯ УСТАНОВКА
ГИДРОЗАТВОР НАЗЕМНОЙ
ФАКЕЛЬНОЙ УСТАНОВКИ
УПРАВЛЕНИЕ РОЗЖИГОМ
ФРОНТА ПЛАМЕНИ
ГАЗ ДЕЖУРНОЙ
ГОРЕЛКИ
КОЛЛЕКТОР
ФАКЕЛЬНОГО ГАЗА
РАДИАЦИОННЫЙ
ДАТЧИК
СБРОСНЫЕ ГАЗЫ I
С ТЕХНОЛОГИЧЕСКИХ -
УСТАНОВОК Т U
РЕГУЛЯТОР РАСХОДА
ПРОДУВОЧНОГО ГАЗА
Рис. 10-6. Факельная система с высотным и наземным факелами. TI — индикатор температуры; FI — индикатор расхода
РЕГУЛЯТОР РАСХОДА
ВОДЯНОГО ПАРА
С РУЧНЫХ СБРОСОВ
ГАЗ ЗАПАЛЬНИКА
ГИДРОЗАТВОР ВЫСОТНОЙ
ФАКЕЛЬНОЙ УСТАНОВКИ
ЦИКЛОННЫЙ
ИЛИ ГРАВИТАЦИОННЫЙ
ФАКЕЛЬНЫЙ СЕПАРАТОР
ДЕЖУРНАЯ ГОРЕЛКА
С ЗАПАЛЬНИКОМ 1
нефтеперерабатывающего завода
316
Справочник по переработке нефти.
На НПЗ имеется три крупных категории потребителей пара:
1. Тепловые установки. Как правило, эти потребители четко опреде-
лены. В эту категорию потребителей пара входят теплообменни-
ки, кипятильники, паровые теплоспутники, а также общезаводские
и вспомогательные отопительные системы. Колебания в качестве
и расходе сырья иногда могут приводить к появлению экстремальных
(максимальных или минимальных) нагрузок.
2. «Технологические» или разомкнутые паровыеустановки. К этим потре-
бителям относятся ректификационные колонны, генераторы острого
пара, вакуумные струйные эжекторы, разбрызгиватели, бездымные
факельные установки, распылители топлива и т. п. Сюда же можно
отнести генераторы греющего пара на отдаленных участках, где воз-
врат конденсата является нежелательным.
3. Силовые установки. Эти потребители представлены приводными
турбинами на насосах, компрессорах, генераторах и т. д. К таким по-
требителям относятся также турбины, привод которых реализуется
по соображениям надежности, рентабельности, управления, локали-
зации аварийных ситуаций и т. д. Этих потребителей можно называть
фиксированными.
Производство и распределение пара
Пар для собственных нужд НПЗ можно получать с одного (или более)
из следующих источников: огневых или безогневых парогенераторов либо
с турбин, используя их отходящий пар или отбирая пар непосредственно
из турбины. На рис. 10-7 иллюстрируется общий принцип построения
системы производства и распределения пара НПЗ, которая состоит из па-
рогенераторов и распределительной сети при различных уровнях давления
для производственных и вспомогательных потребностей.
Сырьем для этих установок служит смесь конденсата и деминерализо-
ванной воды, которая перед подачей в котлы деаэрируется. Продуктом па-
рогенерирующих установок является, как правило, пар высокого давления
(обычно 6,2 МПа изб.), значение которого зависит от конечного потреби-
теля пара. Многие технологические установки (например, установки для
получения водорода и серы) агрегатируются с котлами-утилизаторами,
также вырабатывающими пар высокого давления. На неогневые пароге-
нераторы такого типа подается только питательная вода котлоагрегатов.
Полученный пар высокого давления (6,2 МПа) направляется на коллектор
пара ВД.
КОТЛОАГРЕГАТА
Рис. 10-7. Система пароснабжения НПЗ
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода
318
Справочник по переработке нефти
Для системы парораспределения НПЗ обычно используются четыре
типа коллекторов. На НПЗ с собственным производством электроэнер-
гии (рис. 10-8) вырабатываемый пар имеет давление выше 6,2 МПа изб.,
а именно порядка около 10 МПа изб., благодаря чему повышается КПД
электрогенерирующих установок и, таким образом, снижается единичная
стоимость вырабатываемой энергии. Упомянутыми четырьмя типами
коллекторов являются следующие:
1. 6,2 МПа изб. (900 фунт/дюйм2 изб.). Пар подается на коллектор
6,2 МПа изб. с котлоагрегата. Некоторые технологические установ-
ки (например, установки получения водорода и серы) оборудуются
котлами-утилизаторами, которые также вырабатывают пар давле-
нием 6,2 МПа изб. Этот пар потребляется паровыми турбинами для
привода циркуляционных компрессоров, сырьевых насосов и другого
оборудования для многочисленных технологических установок НПЗ,
а также поступает на коллектор 3,275 МПа изб. через редукционную
установку или пароохладитель.
2. 3,275 МПа изб. (475 фунт/дюйм2 изб.). Источниками пара давле-
нием 3,275 МПа изб. служат отходящий пар турбин, а также пар,
поступающий с коллектора 6,2 МПа изб. Пар давлением 3,275 МПа
изб. потребляется паровыми турбинами, кипятильниками и некото-
рыми технологическими установками (например, установками для
получения водорода). Весь избыток пара давлением 3,275 МПа изб.
ПАРОВОЙ ПАРОВОЙ ПАРОВОЙ ЭЛЕКТРОЭНЕРГИЯ
ТУРБОГЕНЕРАТОР ТУРБОГЕНЕРАТОР ТУРБОГЕНЕРАТОР ОТ ИСТОЧНИКОВ
ЗА ПРЕДЕЛАМИ НПЭ
132 кВ
о
ПОДСТАНЦИЯ
ТРАНСФОРМАТОР
КОММУТАЦИОННЫЙ
ЩИТ
Ф
ОБЪЕКТЫ
ХРАНЕНИЯ
И ПЕРЕВАЛКИ
НЕФТЕПРОДУКТОВ
УПРАВЛЕНЧЕСКИЙ
АППАРАТ
И ПРОЧИЕ СЛУЖБЫ
Рис. 10-8. Энергетическая система НПЗ
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 319
после прохождения через редукционную установку и пароохладитель
поступает на коллектор 1,034 МПа изб.
3. 1,034 МПа изб. (150 фунт/дюйм2 изб.). Источниками пара давлением
1,034 МПа изб. служат отходящий пар турбин, а также пар, вырабаты-
ваемый котлами-утилизаторами технологических установок, и пар,
поступающий с коллектора 3,275 МПа изб. Потребителями этого пара
являются отпарные колонны, кипятильники и теплоспутники. Весь
избыточный пар давлением 1,034 МПа изб. после прохождения через
редукционную установку и пароохладитель поступает на коллектор
345 кПа изб.
4. 345 кПа изб. (50 фунт/дюйм2 изб.). Источниками пара давлением
345 кПа изб. служат отходящий пар турбин, а также пар, вырабатыва-
емый котлами-утилизаторами некоторых технологических установок
(например, установок для получения серы), дутьевые вентиляторы
котлоагрегатов и пар, поступающий с коллектора 1,034 МПа изб. по-
сле прохождения через редукционную установку и пароохладитель.
Потребителями пара давлением 345 кПа изб. являются отпарные
колонны, кипятильники и теплоспутники. Весь избыток этого пара
конденсируется и возвращается в систему в виде питательной воды
кипятильников.
Нормальное и пиковое потребление пара
Нормальные потребности в паре при различных уровнях давления можно
определить путем суммирования потребностей отдельных технологиче-
ских установок НПЗ. Потребление пара для общезаводских нужд опреде-
ляется аналогичным способом. К полученному значению добавляются
потребности на следующие цели:
1. Потребление пара крупным оборудованием, привод которого осу-
ществляется с использованием энергии пара.
2. Количество пара, вырабатываемого котлами-утилизаторами (отри-
цательное потребление).
3. Отработавший пар, используемый для обогрева производственных
корпусов и общезаводских помещений.
4. Отработавший пар, используемый для распыления топлива и для
работы деаэраторов.
На типовых НПЗ, где большая часть электроэнергии закупается, а элек-
тродвигатели резервируются турбинами, главное пиковое потребление
пара приходится на периоды прекращения подачи электроэнергии. Другие
320
Справочник по переработке нефти
эпизодические и нештатные нагрузки могут возникать при пуске техно-
логических установок. В холодную зимнюю погоду потребности в паре,
используемом в отопительных системах, нередко перекрывают другие
потребности, так что вероятность прекращения подачи электроэнергии
в зимний период часто определяет величину максимального потребле-
ния пара. Иногда максимальные потребности в паре, вырабатываемом
в котлах, могут устанавливаться по пиковым потребностям при пусках
агрегатов, т. е. в периоды, когда не работают основные генераторы отра-
ботавшего пара.
Производительность котельных агрегатов
Для производства пара лучше всего задействовать несколько парогене-
раторов, а не устанавливать один или два мощных котлоагрегата. Эти
парогенераторы должны иметь суммарную установленную производитель-
ность не менее 133 % нормальной потребности. Для покрытия нормальной
потребности НПЗ предполагается, что все паровые котлы работают при
частичной нагрузке. Схема с использованием нескольких котельных уста-
новок обладает большей адаптируемостью с точки зрения согласования
потребностей в паре на НПЗ с его снабжением, а необходимость в таком
согласовании обусловлена колебаниями производительности или даже
остановом любой технологической установки.
Кроме того, суммарная установленная производительность должна быть,
как минимум, не ниже аварийной потребности в паре на НПЗ. Еще одним
фактором, подлежащим учету, является останов котлов. Если тот или иной
котлоагрегат выводится из эксплуатации, то производительность остаю-
щихся в работе котлов должна быть достаточной для покрытия производ-
ственных и общезаводских потребностей НПЗ, не прибегая к аварийному
останову какой бы то ни было технологической установки.
Расчетные режимы работы отдельного котла с необходимой трубной
обвязкой и вспомогательными принадлежностями должны соответство-
вать его номинальной производительности. Для любого котла аварий-
ные расчетные условия должны соответствовать 110% его номинальной
производительности, при условии, что номинальные значения давления
и температуры равняются расчетным. Расчетное давление котлов на 10 %
(но не менее чем на 172 кПа) превышает максимальное рабочее давление.
Стоимость производства пара
По существу, стоимость производства пара равняется стоимости энергии,
содержащейся в нем. На паровые котлы приходится значительная доля
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 321
Таблица 10-8. Потребление энергоносителей паровыми котлами на каждую
тонну выработанного пара высокого давления (6,2 МПа изб.)
Энергоносители Единица измерения Потребление
Топливо Гкал 0,84
Водяной пар Гкал 0,04
Электроэнергия кВтхч 4,848
Деминерализованная вода м3 0,400
Охлаждающая вода м3 0,082
Принятые допущения:
Теплосодержание питательной воды при давлении 138 кПа (20 фунт/дюйм2) и температуре 121 °C (250 °F) Гкал 0,11
Теплосодержание пара при давлении 6,2 МПа (900 фунт/дюйм2) и температуре 432 °C (810 °F) Гкал 0,78
Тепловой КПД котла (без учета стоимости химреагентов) % 85
суммарного потребления топлива на НПЗ. В табл. 10-8 приводятся сред-
ние затраты энергоносителей на выработку 1 метрической тонны пара
высокого давления.
Помимо топлива, электроэнергии, питательной воды и охлаждающей
воды, для работы паровых котлов требуются также небольшие количества
ряда химреагентов: каустической соды, кальцинированной соды, фосфата
натрия и гидразина. Хотя стоимость химреагентов ниже стоимости энер-
гоносителей, ее, тем не менее, также необходимо учитывать при опреде-
лении единичной (1 тонны) стоимости выработки пара.
Если выработка пара низкого давления осуществляется путем простого
снижения давления пара высокого давления, то она и принимается равной
стоимости выработки пара высокого давления. Если пар низкого давления
получают от силовых турбин, то его стоимость принимается равной раз-
ности между стоимостью пара высокого давления и стоимостью вырабо-
танной электроэнергии.
322
Справочник по переработке нефти
СИСТЕМА ТОПЛИВОСНАБЖЕНИЯ НПЗ
В некоторых местах НПЗ могут потребоваться отопление для различных
технологических агрегатов и выработка пара в одной из установок энерго-
хозяйства. Необходимое для этого тепло получают путем сжигания топли-
ва. В систему топливоснабжения НПЗ входят устройства для сбора и подго-
товки топлива и его распределения потребителям. В качестве топлива для
НПЗ обычно используются мазут и газ. В среднем на каждые 100 м3 сырой
нефти, перерабатываемой на НПЗ, 10 м3 используются в качестве топлива.
Выбор топлива
Наиболее широко используемыми на НПЗ видами топлива являются то-
пливный газ и мазут. В качестве топлива для нужд самого НПЗ исполь-
зуются также другие нефтепродукты НПЗ низкой стоимости в денежном
выражении, как то: гудрон, смола висбрекинга, декантированное масло
каталитического крекинга-флюида, кубовый остаток вакуумной отгонки
некоторых сортов нефти, экстракты очистки масел и парафины. Из-за вы-
сокой вязкости, коррозионной активности, высокого содержания вредных
примесей (серы, металлов и т. д.) и экологических проблем, связанных
с их применением, большинство этих материалов малопригодно для при-
готовления товарных топлив.
Газовые потоки, направляемые на НПЗ в качестве топлива, формируются
из газов, рентабельная переработка которых в товарный продукт не пред-
ставляется возможной. К этим газам относятся Н2, СН4, С2Н6, а также неред-
ко газы С3 и С4. На НПЗ средней сложности до 2/з потребностей в топливе
может покрываться за счет газов, получаемых на самом НПЗ. Недостающее
количество газового топлива восполняется за счет поставок природного
газа (если он имеется) или остаточного котельного топлива, получаемого
на НПЗ.
На многих НПЗ и газообразное, и жидкое топливо используется одно-
временно. Топки и котлы оборудуются комбинацией горелок, пригодных
для сжигания как газа, так и жидкого топлива. Исключение составляют
некоторые технологические установки НПЗ (например, установки ка-
талитического риформинга), на которых допускается сжигание только
газообразного топлива, ввиду необходимости точного регулирования тем-
пературы. В топках, которые работают в отсутствие газообразного топлива
(например, во время пуска НПЗ), должна быть предусмотрена возможность
сжигания жидкого топлива.
Общезаводские производственные объекты, и службы инженерного обеспечения
нефтеперерабатывающего завода 323
Рис. 10-9. Система местного снабжения НПЗ жидким топливом
Система снабжения НПЗ жидким топливом
Назначением системы снабжения НПЗ жидким топливом является обе-
спечение непрерывной, регулярной подачи топлива на горелки паровых
котлов и в топки технологических установок. Эта система состоит из уста-
новок для хранения, перекачки, нагрева и распределения жидкого топлива
при требуемых давлении и вязкости, при которых становится возможным
распыление и сжигание топлива. На рис. 10-9 представлена типовая схема
местного топливоснабжения НПЗ. Эта система снабжения жидким топли-
вом построена таким образом, чтобы изменения режима работы в одной
топке не приводили к колебаниям топливоснабжения других производ-
ственных участков НПЗ.
Совершенно необходимым является наличие расходных емкостей,
вместимость которых должна соответствовать не менее чем 5-суточной
потребности в топливе при его нормальном расходе в топках и котлах,
работающих, как правило, на жидком топливе. Для этой цели может
потребоваться одна или более расходных емкостей. Если НПЗ получает
топливо из двух и более источников, то, возможно, потребуется также
предусмотреть хранилища для топливных смесей, и тогда надо будет иметь
не одну расходную емкость, а две или более. Нередко имеется возможность
последовательного смешения различных компонентов топлива по мере вы-
хода их с соответствующих технологических установок без необходимости
324
Справочник по переработке нефти
устройства промежуточных хранилищ. Точное управление процессом
смешения при этом не требуется. Жидкое топливо поступает на горелки
под давлением порядка 690 кПа изб. для регулирования и распыления. Для
получения такого давления на горелке и компенсации потерь давления
в трубопроводной системе давление откачки топлива из емкостей должно
составлять 830—1030 кПа изб.
Температура, при которой производится слив жидкого топлива из емко-
сти, зависит от свойств откачиваемого нефтепродукта. Для нормального
распыления топлива температура, при которой оно откачивается, должна
быть достаточной для снижения вязкости жидкости до 30—40 сСт.
Расчетная производительность оборудования для подогрева и перекачки
жидкого топлива, как правило, покрывает 125 % проектной потребности
установки, если исходить из допущения, согласно которому все топки
и котлы работают одновременно, а сжигание жидкого топлива осущест-
вляется с расчетной интенсивностью. Здесь учитывается 25 %-я рецирку-
ляция топлива. Для перекачки топлива используются ротационные насосы,
один из которых приводится от электродвигателя, а второй — от паровой
турбины. Для подогрева топлива используются паровые подогреватели.
На стороне нагнетания насосов и на подогревателях топлива устанав-
ливаются разгрузочные клапаны. Выход разгрузочного клапана имеет
трубопроводную обратную связь с расходной емкостью. На входе и выходе
насосов устанавливаются сетчатые фильтры, предназначенные для улавли-
вания всех попавших в систему углеродных частиц. Длина и диаметр тру-
бопроводов, идущих со стороны всасывания к насосному оборудованию,
выбираются из условия выдерживания потери давления в пределах 21 кПа
на 305 м длины (3 фунт/дюйм2 на 1000 футов). Питающие трубопроводы,
по которым топливо подается на горелки, и рециркуляционные трубопро-
воды, по которым избыток топлива возвращается в емкость, оборудуются
системой защитного обогрева. На расходных емкостях устанавливаются
специальные штуцеры для долива топлива, а также для его рециркуляции
и слива.
Система снабжения НПЗ газообразным топливом
Система снабжения НПЗ газообразным топливом предназначена для пода-
чи топлива на паровые котлы, топки технологических установок, газовые
двигатели и газовые турбины при регулируемом давлении и более или ме-
нее постоянной теплоте сгорания газа. Составными элементами системы
являются средства управления смесительным аппаратом и распредели-
тельные трубопроводы. В случае необходимости в систему включают также
РЕГУЛЯТОР ДАВЛЕНИЯ ЕМКОСТЬ ДЛЯ ХРАНЕНИЯ СУГ
Рис. 10-10. Система местного снабжения НПЗ газообразным топливом.
LP — низкое давление; PC — регулятор давления
Общезаводские производственные объекты и службы инженерного обеспечения
нефтеперерабатывающего завода 325
326
Справочник по переработке нефти
резервную емкость для хранения сжиженного углеводородного газа (СУГ).
На рис. 10-10 представлена типовая схема газоснабжения НПЗ.
Газосмесительная установка обычно работает в интервале давлений
от 207 до 276 кПа изб., что дает возможность подавать газ к горелкам
под давлением порядка 103—138 кПа изб. На НПЗ с работающей газовой
турбиной давление в газосмесительной установке намного выше — около
870 кПа изб. Газосмесительный аппарат оборудуется перемешивающими
лопатками и паровым змеевиком для полного выпаривания любой уне-
сенной капельной жидкости или сжиженных углеводородных газов. Газо-
вые горелки НПЗ проектируются в расчете на газ определенной теплоты
сгорания и плотности. Состав газов, поступающих в газосмесительную
установку, регулируется таким образом, чтобы исключить возможность
подачи в различные топки НПЗ газообразного топлива, теплота сгорания
и плотность которого изменяются в широких пределах. Например, без
ущерба для эксплуатационных характеристик работающих на газе топок
невозможно вместо природного газа с низкими значениями теплоты сго-
рания и плотности использовать газообразное топливо НПЗ, имеющее
высокую теплоту сгорания и плотность.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Т. A. Brzustowski and Е. С. Sommer, Jr. «Predicting Radiant Heating
from Flares», Proceedings of the Division of Refining, A.P.I. 53 (1973), pp.
865—893.
2. J. F. Straitz and R. J. Altube. «Flare Design and Operation». National Airoil
Burner Company (USA) bulletin.
Глава 11
Смешение компонентов
продуктов
СМЕШЕНИЕ КОМПОНЕНТОВ БЕНЗИНА
ПО ОКТАНОВОМУ ЧИСЛУ
Октановые числа по исследовательскому и моторному методам (ОЧ/ИМ
и ОЧ/ММ) можно оценить с помощью следующих формул1:
R = Rj + С; х (R2 — R2 x + C2 x (Ог — О?) + С3 х — А^), (11-1)
где:
R — октановое число смеси по исследовательскому методу;
Ro — октановое число каждого компонента по исследовательскому
методу;
— сумма произведений октанового числа каждого компонента
(ОЧ/ИМ) на его объемную долю (октановое число, средне-
взвешенное по объему);
R2 — сумма произведений Ro и J каждого компонента, умноженных
на его объемную долю (произведения, средневзвешенные
по объему);
Jx — сумма произведений чувствительности каждого компонента
(J) на его объемную долю;
Oj — сумма произведений квадрата процентного содержания оле-
финов в каждом компоненте на его объемную долю;
О2 — квадрат суммы произведений процентного содержания оле-
финов в каждом компоненте на его объемную долю (квадрат
суммы, средневзвешенной по объему);
327
328
Справочник по переработке нефти
А, — сумма произведений квадрата процентного содержания арома-
тики в каждом компоненте на его объемную долю;
Д2 — квадрат суммы произведений процентного содержания аро-
матики в каждом компоненте на его объемную долю (квадрат
суммы, средневзвешенной по объему)
и
М = М, + D, х (М2 - Mj х Jx) + D2x (О, - +
+ D3x[(A]-A2)/100]2, (11’2)
где:
M — октановое число смеси по моторному методу;
Мо — октановое число каждого компонента по моторному методу;
Mj — сумма произведений октанового числа каждого компонента
(ОЧ/ММ) на его объемную долю (октановое число, средне-
взвешенное по объему);
М2 — сумма произведений MonJ каждого компонента, умноженных
на его объемную долю (произведения, средневзвешенные
по объему).
Эти уравнения описывают линейную зависимость при смешении,
но с тремя поправочными слагаемыми, учитывающими отклонения от ли-
нейности, которые обычно наблюдаются у бензиновых смесей. С помо-
щью первого слагаемого (функция чувствительности) вводится поправка
на отклонение от линейности, обусловленное тем, что октановые числа
определяют при степени сжатия, отличной от степени сжатия, для которой
указываются номинальные характеристики смеси. А с помощью второго
слагаемого (функция содержания олефинов) и третьего слагаемого (функ-
ция содержания ароматики) вводятся поправки, учитывающие химическое
взаимодействие компонентов в смеси.
Ниже приводятся коэффициенты при поправочных слагаемых. Для урав-
нения ОЧ/ИМ принимаются следующие коэффициенты:
Cj = 0,04307;
С2 = 0,00061;
С3 = -0,00046.
Для уравнения ОЧ/ММ принимаются следующие коэффициенты:
Dj = 0,04450;
Смешение компонентов продуктов
329
D2 = 0,00081;
D3 = -0,00645.
Эти коэффициенты получены методом регрессионного анализа данных
по ОЧ/ИМ и ОЧ/ММ для реальных лабораторных смесей.
ПРИМЕР 11-1
ОЧ/ИМ и ОЧ/ММ бензиновой смеси определяют с помощью програм-
мы табличных вычислений в предположении, что для всех компонентов
смеси известны ОЧ/ИМ, ОЧ/ММ, содержание ароматики и олефинов.
В табл. 11-1 и 11-2 приводятся характеристики (результаты анализов)
компонентов бензина: ОЧ/ИМ, ОЧ/ММ, содержание ароматики и олефи-
нов, а также результаты расчетов октановых чисел бензиновых смесей,
выполненных по уравнениям 11-1 и 11-2.
Смешение компонентов бензина по методу
коэффициентов взаимодействия2
Зная свойства индивидуальных компонентов бензина и коэффициенты вза-
имодействия для бинарных смесей, можно разработать точную программу
табличных расчетов для смешения применительно к произвольному НПЗ
с известным максимальным числом компонентов и их свойствами. При
этом единственным дополнительным требованием является лабораторное
определение величин ОЧ/ИМ, ОЧ/ММ и данных разгонки по ASTM для
всех возможных бинарных смесей данного числа компонентов смешения.
Для всех бинарных смесей устанавливаются коэффициенты взаимодей-
ствия, которые используются в модели для точного определения свойств
любых бензиновых смесей этих компонентов.
Алгоритм смешения
Изучение данных по смешению компонентов бензина показало, что нели-
нейность поведения компонентов бензина при смешении можно описать
уравнением следующего вида:
Ррасч = Роб + 1(1,2) Х-^1 хХ2 + 1(13) X-Xj ХХ3 + ... + 1(89) хХд хХ?, (11-3)
где:
Ррасч — расчетное свойство;
Роб — средневзвешенное (по объему) свойство;
Таблица 11-1. Октановое число по исследовательскому методу бензиновой смеси
ОЧ/ИМ, Олефины Ароматика Чувстви- R*Jx
Компонент Об. % (1) R (2) ОЧ/ММ (3) об. % (4) олеф.2 (5) об. % (в) аром2 (7) тельность, J R * J Об. долю (10)
(8) О)
Легкая прямогонная нафта 0,000 55,2 55,0 0,10 0,01 3,50 12,25 0,20 11,04 0,00
Бензин риформинга 90 0,200 90,7 82,5 0,70 0,49 43,00 1849,00 8,20 743,74 148,75
Бензин риформинга 95 0,000 95,0 85,2 3,00 9,00 47,30 2237,29 9,80 931,00 0,00
Бензин риформинга 97 0,000 97,2 87,1 0,60 0,36 52,90 2798,41 10,10 981,72 0,00
Легкая каталитическая нафта 0,410 91,5 79,0 44,60 1989,16 6,60 43,56 12,50 1143,75 468,94
Средняя каталитическая нафта 0,140 84,0 75,9 39,00 1521,00 13,30 176,89 8,10 680,40 95,26
Нафта висбрекинга 0,060 63,4 59,8 26,80 718,24 6,50 42,25 3,60 228,24 13,69
Полимер-бензин 0,150 97,5 82,9 94,10 8854,81 0,70 0,49 14,60 1423,50 213,53
Бутан 0,040 93,0 91,0 0,00 0,00 0,00 0,00 2,00 186,00 7,44
МТБЭ 0,000 110,0 101,0 0,00 0,00 0,00 0,00 9,00 990,00 0,00
Средневзвешенная по объему 1,000 89,56 79,18 39,61 2399,91 13,86 415,03 10,39 947,60
Квадрат средневзвешенной ' 1568,87 186,68
по объему
330 Справочник по переработке нефти
Примечания:
ОЧ/ИМ смеси = 90,72. 7 = квадрат содержания ароматики (6);
Значения колонок в скобках: 8 = чувствительность компонента (ОЧ/ИМ - ОЧ/ММ);
2 = ОЧ/ИМ компонентов; 9 = произведение колонок (8) х (2);
3 = ОЧ/ММ компонентов; 10 = произведение колонок (9) х (1).
5 = квадрат содержания олефинов (4);
Таблица 11-2. Октановое число по моторному методу бензиновой смеси
Олефины Ароматика Чувстви- R * J х
Компонент Об. % (1) ОЧ/ИМ (2) ОЧ/ММ, м (3) об. % (4) олеф.2 (5) об. % (в) аром2 (7) тельность, J (8) R*J О) об. долю (10)
Легкая прямогонная нафта 0,000 55,2 55,0 0,10 0,01 3,50 12,25 0,20 11,00 0,00
Бензин риформинга 90 0,200 90,7 82,5 0,70 0,49 43,00 1849,00 8,20 676,50 135,30
Бензин риформинга 95 0,000 95,0 85,2 3,00 9,00 47,30 2237,29 9,80 834,96 0,00
Бензин риформинга 97 0,000 97,2 87,1 0,60 0,36 52,90 2798,41 10,10 879,71 0,00
Легкая каталитическая нафта 0,410 91,5 79,0 44,60 1989,16 6,60 43,56 12,50 987,50 404,88
Средняя каталитическая нафта 0,140 84,0 75,9 39,00 1521,00 13,30 176,89 8,10 614,79 86,07
Нафта висбрекинга 0,060 63,4 59,8 26,80 718,24 6,50 42,25 3,60 215,28 12,92
Полимер-бензин 0,150 97,5 82,9 94,10 8854,81 0,70 0,49 14,60 1210,34 181,55
Бутан 0,040 93,0 91,0 0,00 0,00 0,00 0,00 2,00 182,00 7,28
МТБЭ 0,000 110,0 101,0 0,00 0,00 0,00 0,00 9,00 909,00 0,00
Средневзвешенная по объему 1,000 89,56 79,18 39,61 2399,91 13,86 415,03 10,39 827,99
Квадрат сред, взвешенной 1568,87 186,68
по объему
Примечания:
ОЧ/ММ смеси = 80,07.
Значения колонок в скобках:
2 = ОЧ/ИМ компонентов;
3 = ОЧ/ММ компонентов;
5 = квадрат содержания олефинов (4);
7 = квадрат содержания ароматики (6);
8 = чувствительность компонента (ОЧ/ИМ - ОЧ/ММ);
9 = произведение колонок (8) х (3);
10 = произведение колонок (9) х (1).
Смешение компонентов продуктов 331
332
Справочник по переработке нефти
1(12)...1(89) — коэффициенты взаимодействия компонентов;
Х2..Х9 — объемная доля каждого компонента.
Коэффициент взаимодействия для бинарной смеси можно рассчитать
по следующей формуле:
1(А,В) ~
(Р - Р 1
факт А об-*
(УЛхУв)
(11-4)
где:
IfA, в) — коэффициент взаимодействия компонентов А и В;
Рфакт — свойство смеси, определенное в лаборатории;
Роб — средневзвешенное (по объему) свойство смеси;
VA, VB — объемная доля компонентов А и В.
В данной модели принят принцип использования коэффициентов взаи-
модействия при смешении и разработана модель табличных расчетов для
определения октановых чисел и летучести многокомпонентной смеси.
Пример 11-2
Ниже приводится пример табличного расчета для многокомпонентной
смеси с использованием метода коэффициентов взаимодействия. Нам
требуется определить ОЧ/ИМ, ОЧ/ММ и показатели разгонки по ASTM
для смеси следующих компонентов:
легкая нафта каталитического крекинга «флюид» (ЛКН);
средняя нафта каталитического крекинга «флюид» (СКН);
легкая прямогонная нафта (ЛПН);
полимер-бензин (ПОЛИ);
бензин риформинга с ОЧ/ИМ 95 пунктов (РИФ 95);
бензин риформинга с ОЧ/ИМ 97 пунктов (РИФ 97).
В лаборатории для каждого из этих компонентов смеси и для всех воз-
можных бинарных смесей определены следующие свойства: ОЧ/ИМ,
ОЧ/ММ и показатели разгонки по ASTM — доля отгона при температурах
66, 91, 121 и 191 °C.
По числу компонентов бинарных смесей определяется возможное число
бинарных смесей. Например, из 6 компонентов можно составить 15 би-
нарных смесей. Дня расчета коэффициентов взаимодействия по каждой
бинарной смеси в лаборатории составляются все 15 бинарных смесей
Смешение компонентов продуктов
333
и определяются их свойства. Определив коэффициенты взаимодействия,
можно с помощью уравнения смешения оценить свойства каждой компо-
зиции этих компонентов. Для упрощения вычислений используется про-
грамма табличных расчетов.
Свойства чистых компонентов и коэффициенты взаимодействия для
всех бинарных смесей приводятся в табл, с 11-3 по 11-6. Для расчета
свойств смеси (ОЧ/ИМ, ОЧ/ММ, разгонка) состав смеси приводится
в табл. 11-6, а найденные свойства смеси — в табл. 11-7.
Таблица 11-3. Свойства компонентов смеси
Компонент лкн скн лпн ПОЛИ РИФ 97 Бутан
Плотность 0,70 0,75 0,68 0,73 0,79 0,57
Давление паров кПа абс. 62,8 17,9 66,9 62,8 46,2 450,6
Разгонка по ASTM
Отогнано, об. %
НК °C 37,0 53,0 36,0 33,0 38,0 0,0
до 60 °C 24,5 0,0 31,0 8,0 8,0 100,0
до 65 °C 32,5 0,5 41,0 10,0 11,0 100,0
до 80 °C 51,0 4,0 66,0 14,5 18,5 100,0
до 120 °C 88,0 55,0 100,0 50,0 40,0 100,0
до 190 °C 100,0 100,0 100,0 91,5 98,5 100,0
КК °C 158,0 153,0 117,0 230,0 191,0 0
Групповой состав
Насыщенные об. % 48,8 47,7 96,4 5,2 46,5 0,0
Олефины об. % 44,6 39,0 0,1 94,1 0,6 0,0
Ароматика об. % 6,6 13,3 3,5 0,7 52,9 0,0
Сера масс. % 0,0 0,0 0,0 0,0 0,0
Октановое число
ОЧ/ИМ 89,6 84,0 55,2 97,5 97,2 87,1
ОЧ/ММ 78,5 75,9 55,0 82,9 87,1 87,0
СМЕШЕНИЕ КОМПОНЕНТОВ ПО ПОКАЗАТЕЛЮ
РАЗГОНКИ ПО ASTM
Существуют два метода оценки показателей разгонки смеси по ASTM:
метод Эдмистера и метод эмпирической корреляции.
Метод Эдмистера
При перегонке с использованием корреляции Эдмистера показатели раз-
гонки по ASTM преобразуют в истинные температуры кипения (ИТК) смеси,
Таблица 11-4. Качество бинарных смесей и коэффициенты взаимодействия
ПАРА КОМПОНЕНТОВ ЛКН скн (1) ЛКН лпн (2) ЛКН ПОЛИ (3) ЛКН РИФ 97 (4) ЛКН БУТАН (5) СКН лпн (6) скн ПОЛИ (7) скн РИФ 97 (8) скн БУТАН (9) ЛПН ПОЛИ (10) лпн РИФ 97 (11) лпн БУТАН (12) ПОЛИ РИФ 97 (13) ПОЛИ БУТАН (14) РИФ 97 БУТАН (15)
Компонент А, об. % 0,5 0,5 0,5 0,5 0,8 0,5 0,5 0,5 0,7 0,5 0,5 0,8 0,5 0,8 0,75
Компонент В, об. % 0,5 0,5 0,5 0,5 0,2 0,5 0,5 0,5 0,3 0,5 0,5 0,2 0,5 0,2 0,25
Давление паров, 42,8 66,3 63,1 54,5 151,9 46,0 40,6 34,2 171,1 68,4 59,9 155,1 55,6 158,3 164,7
кПа абс. Разгонка по ASTM Доля отгона, об. %
при 60 °C 6,0 29,0 15,0 14,5 44,5 7,5 2,5 3,0 32,5 16,0 17,0 49,5 8,0 28,0 36,0
при 65 °C 10,0 37,0 20,0 19,5 48,5 13,0 3,5 4,5 34,0 20,0 23,0 54,5 10,0 29,0 37,5
при 80 °C 27,0 58,5 32,0 32,5 61,0 32,0 8,5 11,5 37,5 35,0 38,0 72,5 16,0 32,5 41,5
при 120 °C 73,0 94,0 72,0 63,5 90,0 78,0 52,0 46,0 67,5 75,5 70,0 100,0 44,5 60,5 55,5
при 190 °C 100,0 100,0 96,5 100,0 100,0 100,0 95,5 100,0 100,0 95,0 100,0 100,0 95,5 93,0 100,00
ОЧ/ИМ 88,0 75,6 95,0 93,4 94,0 72,0 95,4 91,7 91,0 85,8 80,2 65,0 97,8 92,8 96,8
ОЧ/ИМ с 0,40 ТЭС 94,7 86,7 99,1 98,9 98,4 83,2 98,1 96,9 96,3 92,8 88,3 78,2 101,6 100,8 102,1
ОЧ/ИМ с 0,84 ТЭС 96,8 90,4 100,5 100,2 100,0 87,6 99,3 98,4 98,0 95,2 91,4 83,6 102,7 103,5 104,5
ОЧ/ММ 81,2 71,5 83,1 83,8 83,1 67,5 82,8 84,0 82,3 76,8 75,2 64,8 85,7 85,0 86,6
ОЧ/ММ с 0,40 ТЭС 84,0 80,5 85,6 87,8 87,3 78,4 85,4 87,0 87,1 83,0 82,8 77,2 88,5 87,2 94,1
ОЧ/ММ с 0,84 ТЭС 85,2 83,4 86,1 89,0 88,8 82,3 86,1 88,1 89,2 85,2 85,8 82,3 89,4 88,0 97,0
Коэффициенты
Давление паров, 1,400 0,840 0,200 0,000 10,438 2,080 0,160 1,240 16,143 2,080 1,920 10,375 0,640 16,250 13,440
кПа абс. Разгонка по ASTM Доля отгона, об. %
при 60 °C -25,000 5,000 -5,000 -7,000 30,625 -32,000 -6,000 -4,000 11,905 -14,000 -10,000 29,375 0,000 10,000 26,667
при 65 °C -26,000 1,000 -5,000 -9,000 15,625 -31,000 -7,000 -5,000 17,381 -22,000 -12,000 10,625 -2,000 6,250 22,667
при 80 °C -2,000 0,000 -3,000 -9,000 1,250 -12,000 -3,000 1,000 22,381 -21,000 -17,000 -1,875 -2,000 5,625 14,000
при 120 °C 6,00 0,000 12,000 -2,000 -2,500 2,000 -2,000 -6,000 -4,762 2,000 0,000 0,000 -2,000 3,125 2,667
при 190 °C 0,00 0,000 3,000 3,000 0,000 0,000 -1,000 3,000 0,000 -3,000 3,000 0,000 2,000 -16,375 11,333
ОЧ/ММ 16,000 19,000 9,60 4,000 18,12 8,20 13,600 10,000 14,619 31,400 16,600 21,250 2,800 8,000 -2,533
Примечание: номера колонок даны в скобках.
334 Справочник по переработке нефти
Таблица 11-5. Взвешенные коэффициенты
Пара компонентов лкн скн (1) ЛКН лпн (2) ЛКН ПОЛИ (3) лкн РИФ 97 (4) ЛКН БУТАН (5) СКН лпн (6) СКН ПОЛИ (7) СКН РИФ 97 (8) СКН БУТАН (9) ЛПН ПОЛИ (10) ЛПН РИФ 97 (И) ЛПН БУТАН (12) ПОЛИ РИФ 97 (13) ПОЛИ БУТАН (14) РИФ 97 БУТАН (15) Общий коэфф, вэаимод. (16) Усреднен, по объему качество (V) Оценка качества (18)
Давление паров 0,0420 0,0126 0,0072 0,0000 0,0939 0,0104 0,0019 0,0496 0,0484 0,0125 0,0384 0,0156 0,0307 0,0585 0,0484 0,4701 9,206 9,6761
ASTM 60 °C -0,7500 0,0750 -0,1800 -0,8400 0,2756 -0,1600 -0,0720 -0,1600 0,0357 -0,0840 -0,2000 0,0441 0,0000 0,0360 0,3200 -1,6596 16,06 14,4004
65 °C -0,7800 0,0150 -0,1800 -1,0800 0,1406 -0,1550 -0,0840 -0,2000 0,0521 -0,1320 -0,2400 0,0159 -0,0960 0,0225 0,2720 -2,4288 20,45 18,0212
80 °C -0,0600 0,0000 -0,1080 -1,0800 0,0112 -0,0600 -0,0360 0,0400 0,0671 -0,1260 -0,3400 -0,0028 -0,0960 0,0203 0,1680 -1,6022 31,14 29,5378
120 °C 0,1800 0,0000 0,4320 -0,2400 -0,0225 0,0100 -0,0240 -0,2400 -0,0143 0,0120 0,0000 0,0000 -0,0960 0,0113 0,0320 0,0405 61,9 61,9405
190 °C 0,0000 0,0000 0,1080 0,3600 0,0000 0,0000 -0,0120 0,1200 0,0000 -0,0180 0,0600 0,0000 0,0960 -0,0045 0,0720 0,7815 98,38 99,1615
ОЧ/ИМ 0,1440 0,1920 0,2088 0,0000 0,2756 0,0480 0,2232 0,1760 0,0867 0,2268 0,3200 0,0321 0,0864 -0,0590 0,1360 2,0967 91,233 93,3297
ОЧ/ММ 0,4800 0,2850 0,3456 0,4800 0,1631 0,0410 0,1632 0,4000 0,0439 0,1884 0,3320 0,0319 0,1344 0,0288 -0,0304 3,0869 81,288 84,3749
Таблица 11-6. Состав смеси
Компонент Объем.доля
ЛКН 0,30
скн 0,10
лпн 0,05
ПОЛИ 0,12
РИФ 97 0,40
Бутан 0,03
Итого 1,00
Таблица 11-7. Результаты расчета свойств
по методу коэффициентов взаимодействия
Давление паров, кПа абс. 66,9
Разгонка по ASTM
60 °C 14,4
65 °C 18,0
80 °C 29,5
120 °C 61,9
190 °C 99,2
ОЧ/ИМ без ТЭС 93,3
ОЧ/ММ без ТЭС 84,4
Смешение компонентов продуктов 335
336
Справочник по переработке нефти
которые элементарно определяются путем сложения объемов, вносимых все-
ми компонентами при выбранной температуре, деления их на общий объем
и построения кривой зависимости доли отгона от температуры. Используя
корреляцию Эдмистера в обратном порядке, график «отгонка по ИТК-тем-
пература» можно преобразовать обратно в кривую разгонки по ASTM.
Ввиду определенной неточности, присущей данной операции, отклоне-
ние по температуре смеси может достигать 8—10 °C. Эта погрешность мо-
жет быть обусловлена несостоятельностью корреляции Эдмистера, особен-
но при преобразовании результатов разгонки по ASTM в разгонку по ИТК.
Метод графического суммирования
Ниже описывается эмпирический метод оценки разгонки смеси по ASTM
на основе данных о ее составе и температурах разгонки компонентов
смеси по ASTM. Этот метод используется при определении следующих па-
раметров: температуры начала кипения (НК), температуры отгона 10%,
20—90 % и температуры конца кипения (КК) по ASTM.
Определение температур начала кипения смеси
и отгона 10%, 20—90 % по ASTM
Данный метод применим к смесям, содержащим дистиллятные фракции,
у которых температура начала кипения по ASTM выше 29 °C, а температура
конца кипения по ASTM ниже 371 °C. Он основан на том обстоятельстве,
что точки, характеризующие разгонку смеси по ASTM, приблизительно
ложатся на суммирующую прямую линию.
Наклон этой линии таков, что сумма отогнанных пропорциональных
долей каждого компонента смеси соответствует точке ее пересечения с кри-
вой разгонки по ASTM. Для перегонки по ИТК суммирующие линии идут
параллельно оси объемных процентов на графике перегонки по ASTM. На-
клон суммирующих линий разгонки по ASTM, обусловленный некачествен-
ным фракционированием при этой разгонке, зависит от температуры кон-
ца кипения. Значения наклона обычно выражаются следующими цифрами:
Точка отгона Наклон суммирующей линии, °C
НК 100 °C для 100 %-го диапазона перегонки
10% 100 °C для 100 %-го диапазона перегонки
20% 56 °C для 100 %-го диапазона перегонки
30% 44 °C для 100 %-го диапазона перегонки
40% 28 °C для 70 %-го диапазона перегонки
50—90% 11 °C для 70 %-го диапазона перегонки
Смешение компонентов продуктов
337
Точки 10—90% по ASTM
Кривые разгонки по ASTM вычерчиваются для каждого компонента смеси,
причем температура откладывается по вертикальной оси, а отогнанный
объем — по горизонтальной. Разгонка для всех компонентов должна про-
водиться единообразно, то есть либо в долях испарившегося продукта,
либо в долях выделенного продукта.
Условно принимается то значение температуры, при которой должна
отгоняться заданная доля смеси, и на графике отмечается соответствую-
щая точка. Через эту точку проводят суммирующую линию определенного
наклона. Опустив перпендикуляр на ось абсцисс из точки пересечения
суммирующей линии с кривой разгонки по ASTM для каждого компонента,
считывают объемный процент отгона (рис. 11-1). Суммы для всех компо-
нентов смеси должны равняться первоначально принятой доле отгона сме-
си. В противном случае задается новое значение температуры, при которой
будет отгоняться заданная доля смеси, после чего операция повторяется.
Если и второе допущение не дает требуемого результата, то выполняется
интерполяция между прежними данными.
Рис. 11-1. Порядок расчета разгонки по ASTM для смеси
338
Справочник по переработке нефти
Температура начала кипения
Данный способ идентичен способу для 10—90 %, с той, однако, разницей,
что кривые перегонки для компонентов экстраполируются относительно
-1,4%. Поэтому -1,4% становится нулем на модифицированной шкале,
а 10 % преобразуется в 11,4 %. Затем для получения точки начала кипения
на кривой ASTM по ранее описанной процедуре рассчитывают отогнанную
долю, равную 1,4 %.
ПРИМЕР 11-3
Рассчитать температуры начала кипения и точки 10—90 % для смеси на-
фты каталитического крекинга (50 об. %), нафты коксования (16 об. %)
и бензина каталитического риформинга (34 об. %) со следующими харак-
теристиками разгонки по ASTM:
Об. % Нафта ККФ, °C Нафта коксования, °C Бензин каталитич. риформинга, °C
НК 36 44 44
5 46 59 55
10 49 62 69
20 52 66 85
30 58 71 96
40 63 77 108
50 69 82 119
60 81 91 127
70 92 99 134
80 103 108 142
90 115 116 150
95 123 123 160
КК 146 143 180
Начало кипения смеси вычисляем следующим образом. Примем, что
началу кипения соответствует отгон 1,4%, а не 0 %, и преобразуем пред-
шествующие данные следующим образом:
Об. % Нафта ККФ, °C Нафта коксования, °C Бензин каталитич. риформинга, °C
1,4 36 44 44
6,4 46 59 55
11,4 49 62 69
Теперь построим кривые разгонки по ASTM, отложив долю отгона по оси
X и температуру перегонки — по оси Y. Отметим температуру, при которой
Смешение компонентов продуктов
339
отгоняется 1,4 об. %. Приняв за температуру НК 38 °C (отгоняется 1,4%),
получим:
Компонент смеси Об. % отгона при 38 °C % в смеси Итого
Нафта ККФ 1,4 50,0 0,7
Нафта коксования 0 16,0 0
Бензин риформинга 0 34,0 0
Итого 100,0 0,7
Поскольку доля отгона меньше 1,4%, примем теперь более высокую
температуру НК (43 °C) и повторим процедуру:
Компонент смеси Об. % отгона при 43 °C % в смеси Итого
Нафта ККФ 4,25 50,0 2,13
Нафта коксования 0 16,0 0
Бензин риформинга 0 34,0 0
Итого 100,0 2,13
Таким образом, при температуре 43 °C отгоняется 2,13 об. % смеси. Ин-
терполяцией между двумя этими значениями (0,7 и 2,13 %) определяем
температуру, при которой отгоняется 1,4 об. % смеси, и получаем 41 °C. Ре-
зультаты расчета точек 10—90 % по ASTM приводятся в табл. 11-8.
Температура конца кипения смеси по ASTM
Температура конца кипения двухкомпонентной смеси является функцией
температуры конца кипения компонентов смеси, долей компонентов смеси
и наклона хвостовой части кривой разгонки высококипящего компонента.
Порядок расчета
Из табл. 11-9 выбираем коэффициент, зависящий от разности температур
конца кипения компонентов и их доли в смеси. Из табл. 11-10 выбираем
коэффициент, зависящий от наклона хвостовой части кривой разгонки
высококипящего компонента и его доли в смеси. Произведение этих двух
величин складываем с температурой конца кипения низкокипящего ком-
понента и получаем результат, который является смоделированной темпе-
ратурой конца кипения смеси.
Многокомпонентные смеси рассчитываются в предположении,
что конечная смесь получается в результате составления набора
Таблица 11-8. Расчет разгонки смеси по ASTM
Разгонка по ASTM Нафта ККФ, % отгона Бензин коксования, % отгона Бензин риформинга, % отгона Нафта ККФ, % отгона х об. % Бензин коксования, % отгона х об. % Бензин риформинга, % отгона х об. % Доля отгона смеси, % Интерполир, температура по ASTM, °C
Принимаем НК = 38 °C 1,40 0,00 0,00 0,70 0,00 0,00 0,70 41
Принимаем НК = 43 °C 4,25 0,00 0,00 2,13 0,00 0,00 2,13
Принимаем 10% = 49 °C 10,00 2,00 2,00 5,00 0,32 0,68 6,00 52
Принимаем 10% = 54 °C 25,00 4,00 4,00 12,50 0,64 1,36 14,50
Принимаем 30 % = 66 °C 42,50 20,00 8,00 21,25 3,20 2,72 27,17 68
Принимаем 30 % = 71 °C 51,00 30,00 12,50 25,50 4,80 4,25 34,55
Принимаем 50 % = 82 °C 62,00 50,00 20,00 31,00 8,00 6,80 45,80 86
Принимаем 50 % = 88 °C 67,50 57,50 26,00 33,75 9,20 8,84 51,79
Принимаем 70% = 104 °C 81,50 78,50 41,50 40,75 12,56 14,11 67,42 108
Принимаем 70% = 110 °C 86,00 83,00 46,00 43,00 13,28 15,64 71,92
Принимаем 90 % = 132 °C 97,50 96,00 70,00 48,75 15,36 23,80 87,91 136
Принимаем 90 % = 138 °C 99,00 97,50 77,50 49,50 15,60 26,35 91,45
Примечание:
Температура НК является температурой отгона 1,4% смеси по модифицированной шкале, начало которой смещено на -1,4 об. %.
340 Справочник по переработке нефти
Смешение компонентов продуктов
341
Таблица 11-9. Коэффициенты для температуры конца кипения по ASTM
(компонент смеси, имеющий более высокую температуру конца кипения)
Доля компонента с более высокой температурой конца кипения
в бинарной смеси, А
°F 5 10 15 20 25 30 40 50 60 70 80
5 0 1 1 1 1 2 2 3 3 4 4
10 1 2 2 3 3 4 5 6 6 7 8
15 1 2 3 4 5 6 8 8 10 11 12
20 2 3 4 6 7 8 10 12 14 15 15
25 2 4 6 8 9 11 13 15 17 20 22
30 3 5 7 9 11 13 16 19 21 24 26
35 3 6 8 11 13 16 20 23 26 28 31
40 4 8 10 13 16 19 23 27 30 33 36
45 4 9 12 16 19 22 26 31 34 38 40
50 5 10 14 18 22 25 30 35 39 42 45
55 6 12 16 20 25 28 34 40 44 47 50
60 6 13 18 23 28 32 39 44 48 52 55
65 7 15 20 26 32 36 43 49 53 57 60
70 8 17 23 29 35 40 48 54 58 62 65
75 9 19 26 33 39 44 52 59 63 67 70
80 10 21 29 36 43 48 57 64 68 72 75
85 11 23 32 40 47 52 62 69 73 77 80
90 12 26 36 44 51 57 67 74 78 82 85
95 14 29 40 48 56 61 72 79 84 87 90
100 15 32 44 53 61 66 77 84 89 92 95
105 17 35 48 58 66 71 82 89 94 98 100
110 19 38 53 63 71 76 87 94 99 103 106
115 21 42 58 68 76 82 92 99 104 108 111
120 23 46 63 73 81 87 97 104 109 113 116
125 26 51 68 78 87 92 102 110 114 118 121
130 29 56 74 84 92 98 108 115 120 123 126
136 33 62 79 90 98 103 113 120 125 128 132
140 38 69 85 96 104 109 118 125 130 133 137
145 45 77 91 101 109 114 124 130 135 138 142
Примечание: дельта (Д) является разностью температур конца кипения компонентов.
Таблица 11-10. Коэффициенты для температуры конца кипения по ASTM (разности между
температурами конца кипения высококипящего компонента и выкипания 90 %)
Доля компонента с более высокой температурой конца кипения в смеси, %
Разность 5 10 15 20 25 30 40 50 60 70 80
18 5,50 3,18 2,38 2,08 1,90 1,75 1,54 1,42 1,33 1,28 1,24
20 4,80 2,70 2,05 1,80 1,65 1,54 1,40 1,29 1,20 1,17 1,15
25 3,30 2,23 1,74 1,55 1,43 1,34 1,24 1,18 1,13 1Д0 1,08
30 2,55 1,92 1,55 1,42 1,32 1,26 1,17 1,12 1,08 1,05 1,04
35 2,04 1,65 1,40 1,30 1,24 1,20 1,12 1,08 1,05 1,02 1,01
40 1,68 1,44 1,28 1,22 1,17 1,14 1,08 1,05 1,03 1,01 1,00
45 1,40 1,27 1,18 1,14 1,11 1,09 1,05 1,03 1,01 1,00 1,00
50 1,18 1,13 1,09 1,07 1,05 1,04 1,02 1,01 1,00 1,00 1,00
55 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
60 0,88 0,90 0,92 0,94 0,95 0,96 0,97 0,98 0,99 0,99 1,00
65 0,78 0,82 0,85 0,88 0,90 0,91 0,93 0,95 0,97 0,98 0,99
70 0,70 0,74 0,78 0,82 0,85 0,87 0,90 0,93 0,95 0,97 0,98
75 0,62 0,67 0,72 0,76 0,80 0,82 0,86 0,90 0,93 0,95 0,97
80 0,55 0,60 0,66 0,71 0,75 0,73* 0,83 0,87 0,91 0,93 0,96
85 0,49 0,55 0,61 0,66 0,70 0,74 0,79 0,84 0,88 0,91 0,94
90 0,44 0,50 0,56 0,61 0,65 0,69 0,75 0,80 0,84 0,88 0,91
95 0,39 0,46 0,51 0,56 0,60 0,64 0,71 0,76 0,80 0,84 0,87
100 0,34 0,42 0,47 0,51 0,56 0,60 0,66 0,72 0,76 0,80 0,83
* Эта цифра представляется сомнительной, так как она должна быть не меньше, а обязательно больше следующего за ней значения (0,74). — Прим. ред.
342 Справочник по переработке нефти
Смешение компонентов продуктов
343
двухкомпонентных смесей, начиная с самого низкокипящего компонен-
та, к которому последовательно добавляют компонент с более высокими
температурами выкипания. Эта процедура иллюстрируется в табл. 11-11’.
Критическая температура образования паровых пробок
При чрезмерно высокой летучести бензина, а также в условиях воз-
никновения высоких температур или низких давлений в ответственных
участках топливной системы могут возникать паровые пробки, что при-
водит к нарушению нормальной подачи топлива в двигатель, так как при
низком или даже отрицательном давлении на всасывании топливный на-
сос не в состоянии перекачивать бензин.
Паровым пробкам сопутствует множество нежелательных эффектов,
к числу которых относятся: затрудненный повторный запуск разогретого
двигателя, его неустойчивая работа и снижение отбираемой мощности
на высоких оборотах.
Склонность топлива к созданию паровых пробок зависит от его лету-
чести, причем в первую очередь — от летучести низкокипящей части
топливной смеси.
Критическая температура образования паровых пробок (VLPT) бензи-
новой смеси представляет собой температуру, при которой имеет место
некоторое фиксированное отношение «пар/жидкость» (обычно 20 или
больше). Независимо от характера того или иного критерия, все они яв-
ляются в равной степени корректными для оценки склонности топлива
к образованию паровых пробок.
Уравнение Дженкина3
Критическая температура (VLPT) Т20 является температурой, при которой
отношение «пар/жидкость» равно 20. VLPT выражают в виде функции
давления паров по Рейду (ДПР) и температуры отгона 10 и 50 % по ASTM:
VLPT = 52,47 - 0,33 х (ДПР) + 0,2 х (точка 10 %) + 0,17 х (точка 50 %),
где:
VLPT — температура, °C;
ДПР —давление паров по Рейду, кПа;
10, 50 % — температуры отгона 10 и 50 % по ASTM, °C.
При использовании описанного порядка расчета и коэффициентов, приведенных
в табл. 11-9 и 11-10, получают температуру конца кипения, выраженную в °F. — Прим. ред.
Таблица 11-11. Температура конца кипения смеси по ASTM
Рассчитать температуру конца кипения
следующей смеси:
Нафта ККФ —50%
Нафта коксования — 16 %
Бензин каталитического риформинга— 34%
Параметры разгонки компонентов по ASTM взять из предыдущего примера.
(1) Рассмотрим бинарную смесь нафты ККФ и нафты коксования
Температура конца кипения по ASTM, °F
% бензина ККФ в смеси
Из табл. 11-9 выбираем коэффициент 1
Разность между температурой конца кипения
и температурой отгона 90 % (для высококипящего компонента)
Из табл. 11-10 выбираем коэффициент 2
Коэффициент 1 х коэффициент 2
Следовательно, температура конца кипения бинарной смеси нафты
ККФ и нафты косов ания
(2) Теперь рассмотрим смесь вышеназванной бинарной
смеси и нафты каталитического риформинга
Разность температур конца кипения бинарной смеси
(нафта ККФ и коксования) и нафты каталитического риформинга
Доля нафты каталитического риформинга в смеси
Снова обращаемся к таблицам 11-9 и 11-10
Коэффициент 1
Коэффициент 2
Коэффициент 1 х коэффициент 2
Температура конца кипения смеси
(нафта ККФ + нафта коксования + бензин кат. риформинга)
Нафта ККФ Нафта коксования Дельта
295 289 6
= 0,758
= 4
= (295—239)
= 56
= 1
= 4
= (289 + 4)
= 293 °F
Справочник по переработке нефти
356—293
63 °F
34%
40
1,16
46,4
(293 + 46,4)
339,4 °F
Смешение компонентов продуктов
345
Приемлемые значения VLPT зависят от максимальной наружной тем-
пературы в районе предполагаемого использования бензина. Так, если
максимальная температура в летнее время в каком-либо регионе достигает
50 °C, то VLPT должна превышать 50 °C, и в этом случае при составлении
бензиновой смеси снижают долю легколетучих компонентов.
СМЕШЕНИЕ КОМПОНЕНТОВ ПО ВЯЗКОСТИ
При смешении нефтяных фракций вязкость не подчиняется линейному
закону, так что расчеты вязкости при смешении выполняются с использо-
ванием индексов смешения. В табл. 11-12 приводятся объемные индексы
смешения, а в табл. 11-13 — массовые индексы смешения при 50 °C.
ПРИМЕР 11-4
Определить количество разбавителя, которое нужно добавить к вакуумно-
му остатку с кинематической вязкостью 80 000 мм2/с при 50 °C для получе-
ния готового котельного топлива с вязкостью 180 мм2/с при 50°C. Вязкость
разбавителя составляет 8,0 мм2/с.
Для оценки потребности в разбавителе определим индексы смешения
вязкости для вакуумного остатка, разбавителя и готового котельного
топлива из таблицы индексов смешения вязкости и соединим эти величи-
ны линейно. Из табл, на с. 348 следует, что для снижения вязкости смеси
до 175 мм2/с необходимо добавить 42,7 % разбавителя.
Компонент Вязкость, мм2/с Индекс смешения, Н Об. %
Вакуумный остаток 80000 754 0,528
Разбавитель 8,0 135 0,472
Смесь 175 460 1,000
Запас при смешении
Обычно при смешении допускается запас в 4—5 единиц Н. Поэтому, для
того чтобы выдержать обязательное требование 464 Н, соответствующее
вязкости 180 мм2/с, необходимо приготовить композицию котельного
топлива с величиной 460 Н, что соответствует вязкости 170 мм2/с.
Таблица 11-12. Индексы смешения вязкости
мм2/с 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
0 0,0 -1447,4 -992,1 -787,7 -658,0 -564,0 -490,9 -431,2 -381,0 -337,9
1 -300,0 -270,9 -246,6 -222,2 -199,4 -179,1 -161,2 -145,5 -131,5 -119,0
2 -107,6 -97,2 -86,6 -78,6 -70,3 -62,5 -55,1 -48,1 -41,4 -35,0
3 -28,9 -23,1 -17,5 -12,1 -6,9 -1,8 3,1 7,8 12,4 16,8
4 21,2 25,4 29,5 33,5 37,5 41,3 45,0 48,7 55,8 59,3
5 59,3 62,7 66,0 69,2 72,4 75,6 78,7 81,4 84,7 87,7
6 90,6 93,4 96,2 99,0 103,7 105,8 108,0 110,1 112,1 114,2
7 116,2 118,2 120,1 122,0 123,9 125,8 127,7 129,5 131,3 133,1
8 134,8 136,6 138,3 140,0 141,7 143,3 144,9 146,5 148,8 149,7
9 151,3 152,8 154,3 155,8 157,3 158,8 160,2 161,6 163,0 164,4
0 1 2 3 4 5 6 7 8 9
10 165,4 178,9 190,7 201,4 211,2 220,3 228,6 236,3 243,4 250,2
20 256,5 262,4 268,0 273,3 278,3 283,0 287,5 291,8 296,0 299,9
30 303,7 307,3 310,7 314,1 317,3 320,4 323,4 326,3 329,0 331,7
40 334,4 336,9 339,3 341,7 344,0 346,3 348,5 350,6 352,7 354,7
50 356,7 358,6 360,5 362,3 364,1 365,9 367,5 369,2 370,8 372,4
60 374,0 375,5 377,0 378,5 379,9 381,3 382,7 384,1 385,4 386,7
70 388,0 389,3 390,5 391,8 393,0 394,1 395,3 396,5 397,6 398,7
80 399,8 400,9 401,9 403,0 404,0 405,0 406,0 407,0 407,9 408,9
90 409,8 410,8 411,7 412,6 413,5 414,4 415,2 416,1 416,9 417,8
0 10 20 30 40 50 60 70 80 90
100 418,6 426,4 433,3 439,6 445,3 450,5 455,3 459,8 464,0 467,9
200 471,5 475,0 478,2 481,3 484,2 487,0 489,7 492,2 494,6 496,9
300 499,2 501,3 503,4 505,4 507,3 509,1 511,0 512,7 514,4 516,0
400 517,6 519,1 520,6 522,0 523,5 524,8 526,2 527,5 528,8 530,0
500 531,2 532,4 533,6 534,7 535,8 536,9 538,0 539,0 540,0 541,0
600 542,0 542,9 543,9 544,8 545,7 546,6 547,5 548,4 549,2 550,0
700 550,9 551,7 552,5 553,2 554,0 554,8 555,5 556,2 557,0 557,7
800 558,4 559,1 559,7 560,4 561,1 561,7 562,4 563,0 563,6 563,3
900 564,9 565,5 566,1 566,6 567,2 567,8 568,4 568,9 569,5 570,0
346 Справочник по переработке нефти
Таблица 11-12 (продолжение)
мм2/с 0 100 200 300 400 500 600 700 800 900
1000 570,6 575,7 580,3 584,4 588,3 591,8 595,0 598,1 600,9 603,6
2000 606,1 608,5 610,7 612,9 614,9 619,9 * 618,7 620,5 622,2 623,8
3000 625,4 626,9 628,4 629,8 631,2 632,5 633,8 635,0 636,2 637,4
4000 638,6 639,7 640,7 641,8 642,8 643,8 644,8 645,7 646,6 647,5
5000 648,4 649,3 650,1 651,0 651,8 653,0 653,4 654,1 654,9 655,6
6000 656,3 657,0 657,7 658,4 659,1 659,7 660,4 661,0 661,6 662,3
7000 662,9 663,5 664,0 664,6 665,2 665,8 666,3 666,9 667,4 667,9
8000 668,4 669,0 669,5 670,0 670,5 671,0 671,4 671,9 672,4 672,8
9000 673,3 673,8 674,2 674,6 675,1 675,5 675,9 676,4 676,8 677,2
0 1000 2000 3000 4000 5000 6000 7000 8000 9000
10000 677,6 681,4 684,9 688,1 691,0 693,7 696,2 698,5 700,7 702,8
20000 704,7 706,7 708,3 710,0 711,6 713,1 714,6 715,9 717,2 718,6
30000 719,8 721,0 722,2 723,3 724,3 725,4 726,4 727,4 728,3 729,3
40000 730,2 731,0 731,9 732,7 733,5 734,3 735,1 735,8 736,6 737,3
50000 738,0 738,7 739,4 740,0 740,7 741,3 742,0 742,6 743,2 743,8
60000 744,3 744,9 745,5 746,0 746,5 747,1 747,6 748,1 748,6 749,1
70000 749,6 750,1 750,5 751,0 751,5 751,9 752,4 752,8 753,2 753,7
80000 754,1 754,5 754,9 755,3 755,7 756,1 756,5 756,9 757,3 757,7
90000 758,0 758,4 758,8 759,1 759,5 759,8 760,2 760,5 760,8 761,2
100000 761,5
Примечание. При смешении нефтепродуктов вязкость не складывается по линейному закону (на базе массы или объема, то есть с учетом массовой
или объемной доли), поэтому применяются индексы смешения. В данной таблице представлены индексы смешения по объему.
Единицы измерения — кинематическая вязкость в сантистоксах (в мм2/с).
* Эта цифра представляется сомнительной, так как она не может быть не больше следующего за ней значения (618,7). — Прим. ред.
Смешение компонентов продуктов 347
348
Справочник по переработке нефти
Таблица 11-13. Индексы смешения вязкости (по массе)
мм2/с 0 0,1 0.2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1 3,25 4,53 5,65 6,64 7,52 8,32 9,04 9,70 10,31 10,88
2 11,40 11,89 12,34 12,77 13,17 13,55 13,91 14,25 14,57 14,88
3 15,17 15,45 15,72 15,98 16,22 16,46 16,69 16,91 17,12 17,32
4 17,52 17,71 17,89 18,07 18,24 18,41 18,57 18,73 18,88 19,03
5 19,17 19,31 19,45 19,58 19,71 19,84 19,97 20,09 20,20 20,32
6 20,43 20,54 20,65 20,76 20,86 20,96 21,06 21,16 21,25 21,35
7 21,44 21,53 21,62 21,70 21,79 21,87 21,95 22,03 22,11 22,19
8 22,27 22,34 22,42 22,49 22,56 22,63 22,70 22,77 22,84 22,90
9 22,97 23,03 23,10 23,16 23,22 23,28 23,34 23,40 23,46 23,52
0 1 2 3 4 5 6 7 8 9
10 23,57 24,11 24,58 25,00 25,38 25,73 26,05 26,35 26,62 26,87
20 27,11 27,33 27,54 27,74 27,93 28,11 28,28 28,44 28,59 28,74
30 28,88 29,01 29,14 29,27 29,39 29,50 29,61 29,72 29,83 29,93
40 30,03 30,12 30,21 30,30 30,39 30,47 30,55 30,63 30,71 30,79
50 30,86 30,93 31,00 31,07 31,14 31,20 31,27 31,33 31,39 31,45
60 31,51 31,57 31,62 31,68 31,73 31,79 31,84 31,89 31,94 31,99
70 32,04 32,09 32,13 32,18 32,23 32,27 32,31 32,36 32,40 32,44
80 32,48 32,52 32,56 32,60 32,64 32,68 32,72 32,76 32,79 32,83
90 32,86 32,90 32,93 32,97 33,00 33,04 33,07 33,10 33,13 33,17
0 10 20 30 40 50 60 70 80 90
100 33,20 33,49 33,76 34,00 34,21 34,41 34,60 34,77 34,93 35,08
200 35,22 35,35 35,48 35,60 35,71 35,82 35,92 36,02 36,11 36,20
300 36,29 36,37 36,45 36,53 36,60 36,67 36,74 36,81 36,88 36,94
400 37,00 37,06 37,12 37,18 37,23 37,28 37,34 37,39 37,44 37,48
500 37,53 37,58 37,62 37,67 37,71 37,75 37,79 37,83 37,87 37,91
600 37,95 37,99 38,03 38,06 38,10 38,13 38,17 38,20 38,23 38,27
700 38,30 38,33 38,36 38,39 38,42 38,45 38,48 38,51 38,54 38,56
800 38,59 38,62 38,64 38,67 38,70 38,72 38,75 38,77 38,80 38,82
900 38,84 38,87 38,89 38,91 38,94 38,96 38,98 39,00 39,02 39,05
0 100 200 300 400 500 600 700 800 900
1000 39,07 39,27 39,45 39,61 39,76 39,90 40,02 40,14 40,25 40,36
2000 40,46 40,55 40,64 40,72 40,80 40,88 40,95 41,02 41,09 41,15
3000 41,21 41,27 41,33 41,38 41,44 41,49 41,54 41,59 41,63 41,68
4000 41,72 41,77 41,81 41,85 41,89 41,93 41,97 42,00 42,04 42,08
5000 42,11 42,14 42,18 42,21 42,24 42,27 42,30 42,33 42,36 42,39
6000 42,42 42,45 42,47 42,50 42,53 42,55 42,58 42,60 42,63 42,65
7000 42,67 42,70 42,72 42,74 42,76 42,79 42,81 42,83 42,85 42,87
8000 42,89 42,91 42,93 42,95 42,97 42,99 43,01 43,03 43,04 43,06
9000 43,08 43,10 43,11 43,13 43,15 43,17 43,18 43,20 43,21 43,23
Смешение компонентов продуктов
349
Таблица 11-13 (продолжение)
Вязкость, мм2/с н Вязкость, мм2/с н Вязкость, мм2/с н Вязкость, мм2/с н
10000 43,25 100 000 46,49 1000000 49,14 10000000 51,38
20000 44,30 200000 47,34 2000000 49,85 20000000 51,99
30000 44,88 300000 47,81 3 000000 50,25 30000000 52,34
40000 45,28 400000 48,14 4000000 50,53 40000000 52,58
50000 45,59 500000 48,39 5000000 50,74 50000000 52,76
60000 45,83 600000 48,59 6000000 50,91 60000000 52,91
70000 46,03 700000 48,76 7000000 51,06 70000000 53,04
80000 46,21 800000 48,90 8000000 51,18 80000000 53,14
90000 46,36 900000 49,03 9000000 51,29 90000000 53,24
Примечание:
При смешении нефтепродуктов вязкость не складывается по линейному закону (на базе массы
или объема), поэтому применяются индексы смешения. В данной таблице представлены ин-
дексы смешения по массе (называемые также функции REFUTAS).
Единицы измерения — кинематическая вязкость в сантистоксах (в мм2/с).
Представленные здесь индексы смешения для разных диапазонов вязкости рассчитываются
по следующей формуле:
I = 23,097 + 33,468 х 1g 1g (v + 0,8),
где v — кинематическая вязкость в мм2/с.
В случае, если индекс смешения вязкости известен, вязкость (в мм2/с) рассчитывают по сле-
дующей формуле:
v _ JQ[10 Ci-23,0971/33,468] _ Q g
где I — индекс смешения вязкости (на базе массы).
Смешение по температуре застывания
Температура застывания и температура кристаллизации дистиллятов
(керосин, дизельное топливо и пр.) при смешении их компонентов
не складывается линейно, и поэтому для расчета этих температур для
смеси по линейным зависимостям используются индексы смешения.
В табл. 11-14 и 11-15 приводятся индексы смешения, используемые для
оценки температуры застывания и температуры помутнения нефтяных
дистиллятов.
По индексу температуры застывания (PI) допускается запас в 10 PI
между обязательным показателем и результатом смешения на НПЗ. Напри-
мер, для того чтобы гарантировать температуру застывания -6 °C (21,2 °F,
индекс температуры застывания 336,3), необходимо при смешении задать
целевое значение 326,3 PI. По самой температуре застывания это соответ-
ствует запасу в 1 °F (0,56 °C).
350
Справочник по переработке нефти
ПРИМЕР 11-5
Определить количество керосина, которое необходимо добавить в ди-
зельное топливо с температурой застывания 43 °F (6 °C) для понижения
температуры застывания до 21 °F (-6 °C). Свойства керосина и дизельной
фракции указаны ниже:
Керосин Дизельное топливо
Плотность 0,7891 0,8410
Температура застывания -50 °F (-46 °C) 43 °F (6 °C)
Для определения температуры застывания смеси определим индексы
температуры застывания из табл. 11-14, соответствующие температурам
застывания керосина и дизельного топлива, затем найдем индекс темпера-
туры застывания заданной смеси и составим ее по линейной зависимости
следующим образом:
Компонент смеси Температура застывания, °F Индекс смешения Об. %
Дизельное топливо 43 588 53,6
Керосин -50 46 46,4
Смесь 21 336 100,0
Таким образом, для снижения температуры застывания до 21 °F (-6 °C)
необходимо иметь в смеси 46,4 об. % керосина.
СМЕШЕНИЕ ПО ТЕМПЕРАТУРЕ ВСПЫШКИ
Температуру вспышки смеси можно оценить по температурам вспышки
компонентов смеси, пользуясь индексами смешения температуры вспыш-
ки, которые при составлении смеси можно складывать по линейному за-
кону на базе объема. Температуры вспышки (в °F) и индексы смешения
температур вспышки представлены в табл. 11-16.
ПРИМЕР 11-6
Определить температуру вспышки смеси, содержащей 30 об. % компонента
А с температурой вспышки 100 °F (38 °C), 10 % компонента В с температу-
рой вспышки 90 °F (32 °C) и 60 % компонента С с температурой вспышки
130 °F (54°C).
Смешение компонентов продуктов
351
Таблица 11-14. Температура застывания смесей дистиллятов
Температура застывания, °R Индекс Температура застывания, °R Индекс Температура застывания, °R Индекс
360 8,99 394 27,78 428 78,16
361 9,31 395 28,67 429 80,48
362 9,63 396 29,59 430 82,85
363 9,97 397 30,54 431 85,30
364 10,32 398 31,51 432 87,80
365 10,68 399 32,52 433 90,38
366 11,05 400 33,55 434 93,02
367 11,44 401 34,62 435 95,74
368 11,83 402 35,71 436 98,52
369 12,24 403 36,84 437 101,39
370 12,66 404 38,00 438 104,32
371 13,10 405 39,19 439 107,34
372 13,54 406 40,41 440 110,44
373 14,01 407 41,68 441 113,62
374 14,48 408 42,97 442 116,88
375 14,97 409 44,31 443 120,23
376 15,48 410 45,68 444 123,67
377 16,00 411 47,10 445 127,19
378 16,54 412 48,55 446 130,81
379 17,10 413 50,04 447 134,53
380 17,67 414 51,58 448 138,34
381 18,26 415 53,16 449 142,25
382 18,87 416 54,78 450 146,26
383 19,50 417 56,45 451 150,37
384 20,14 418 58,17 452 154,59
385 20,81 419 59,93 453 158,92
386 21,49 420 61,74 454 163,37
387 22,20 421 63,60 455 167,92
388 22,93 422 65,52 456 172,59
389 23,68 423 67,49 457 177,38
390 24,45 424 69,51 458 182,30
391 25,24 425 71,59 459 187,34
392 26,06 426 73,72
393 26,91 427 75,91
Примечания:
Также применимы при составлении смесей по температуре кристаллизации и текучести на ба-
зе объема (Корреляция Ху и Бернса).
Индекс смешения температуры застывания = 3162000" х (температура застывания, °R/1000)12-5.
Температура застывания, “R = 1000 х (индекс/3162 000)0-08. Температура застывания, °F =
температура застывания (°R) - 460.
Температура в градусах Ренкина, Т (°R) = 1,8 Т (К) — Прим, перев. ~
352
Справочник по переработке нефти
Таблица 11-14 (продолжение)
Температура застывания, °R Индекс Температура застывания, °R Индекс Температура застывания, °R Индекс
460 192,50 496 493,72 532 1185,38
461 197,80 497 506,31 533 1213,53
462 203,23 498 519,19 534 1242,30
463 208,80 499 532,38 535 1271,70
464 214,50 500 545,87 536 1301,73
465 220,36 501 559,67 537 1332,42
466 226,35 502 573,80 538 1363,77
467 232,50 503 588,25 539 1395,79
468 238,80 504 603,04 540 1428,51
469 245,26 505 618,16 541 1461,93
470 251,88 506 633,64 542 1496,07
471 258,66 507 649,47 543 1530,95
472 265,61 508 665,67 544 1566,56
473 272,73 509 682,24 545 1602,94
474 280,02 510 699,18 546 1640,10
475 287,50 511 716,51 547 1678,04
476 295,15 512 734,24 548 1716,80
477 303,00 513 752,37 549 1756,37
478 311,04 514 770,90 550 1796,78
479 319,27 515 789,86 551 1838,05
480 327,70 516 809,25 552 1880,18
481 336,34 517 829,07 553 1923,21
482 345,18 518 849,34 554 1967,13
483 354,24 519 870,07 555 2011,98
484 363,52 520 891,26 556 2057,77
485 373,02 521 912,92 557 2104,51
486 382,75 522 935,07 558 2152,23
487 392,71 523 957,71 559 2200,95
488 402,91 524 980,85 560 2250,67
489 413,35 525 1004,51
490 424,05 526 1028,69
491 434,99 527 1053,40
492 446,20 528 1078,66
493 457,67 529 1104,48
494 469,41 530 1130,86
495 481,42 531 1157,83
Смешение компонентов продуктов
353
Таблица 11-15, Температура помутнения смесей дистиллятов
Температура помутнения, °F Индекс Температура помутнения, °F Индекс Температура помутнения, °F Индекс
-100 0,259 -64 0,930 -28 3,333
-99 0,269 -63 0,963 -27 3,454
-98 0,278 -62 0,998 -26 3,578
-97 0,288 -61 1,034 -25 3,708
-96 0,299 -60 1,072 -24 3,842
-95 0,310 -59 1,110 -23 3,980
-94 0,321 -58 1,150 -22 4,124
-93 0,332 -57 1,192 -21 4,273
-92 0,344 -56 1,235 -20 4,427
-91 0,357 -55 1,279 -19 4,587
-90 0,370 -54 1,326 -18 4,752
-89 0,383 -53 1,373 -17 4,924
-88 0,397 -52 1,423 -16 5,102
-87 0,411 -51 1,474 -15 5,286
-86 0,426 -50 1,528 -14 5,477
-85 0,442 -49 1,583 -13 5,675
-84 0,457 -48 1,640 -12 5,879
-83 0,474 -47 1,699 -11 6,092
-82 0,491 -46 1,761 -10 6,312
-81 0,509 -45 1,824 -9 6,540
-80 0,527 -44 1,890 -8 6,776
-79 0,546 -43 1,958 -7 7,020
-78 0,566 -42 2,029 -6 7,274
-77 0,586 -41 2,102 -5 7,536
-76 0,608 -40 2,178 -4 7,808
-75 0,629 -39 2,257 -3 8,090
-74 0,652 -38 2,338 -2 8,382
-73 0,676 -37 2,423 -1 8,685
-72 0,700 -36 2,510
-71 0,725 -35 2,601
-70 0,752 -34 2,694
-69 0,779 -33 2,792
-68 0,807 -32 2,893
-67 0,836 -31 2,997
-66 0,866 -30 3,105
-65 0,897 -29 3,217
Примечания:
Для температур помутнения ниже О °F индексы смешения следует складывыть на базе массы.
Индекс смешения рассчитывается по следующей формуле: I = ехр [2,303 х (0,954 + 0,0154 х Г)].
354
Справочник по переработке нефти
Таблица 11-15 (продолжение)
Температура помутнения, °F Индекс Температура помутнения, °F Индекс Температура помутнения, °F Индекс
0 8,999 36 32,261 72 115,657
1 9,323 37 33,425 73 119,832
2 9,660 38 34,632 74 124,159
3 10,009 39 35,882 75 128,641
4 10,370 40 37,178 76 133,285
5 10,744 41 38,520 77 138,097
6 11,132 42 39,911 78 143,083
7 11,534 43 41,351 79 148,249
8 11,951 44 42,844 80 153,601
9 12,382 45 44,391 81 159,146
10 12,829 46 45,994 82 164,892
11 13,292 47 47,654 83 170,845
12 13,772 48 49,375 84 177,013
13 14,269 49 51,157 85 183,404
14 14,785 50 53,004 86 190,025
15 15,318 51 54,918 87 196,885
16 15,871 52 56,901 88 203,993
17 16,444 53 58,955 89 211,358
18 17,038 54 61,083 90 218,989
19 17,653 55 63,288 91 226,895
20 18,291 56 65,573 92 235,086
21 18,951 57 67,941 93 243,573
22 19,635 58 70,394 94 252,367
23 20,344 59 72,935 95 261,478
24 21,078 60 75,568 96 270,918
25 21,839 61 78,296 97 280,699
26 22,628 62 81,123 98 290,833
27 23,445 63 84,052 99 301,333
28 24,291 64 87,086
29 25,168 65 90,230
30 26,077 66 93,488
31 27,018 67 96,863
32 27,994 68 100,360
33 29,004 69 103,983
34 30,052 70 107,737
35 31,136 71 111,627
Смешение компонентов продуктов
355
Таблица 11-16. Температуры вспышки (по Абелю)
и индексы смешения температуры вспышки4
Температура вспышки, °F О 1 2 3 4 5 6 7 8 9
80 1845,4 1761,4 1681,6 1605,7 1533,5 1464,9 1399,6 1337,5 1278,4 1222,2
90 1168,6 1117,6 1069,0 1022,8 978,7 936,6 896,6 858,4 822,0 787,3
100 754,2 722,6 692,4 663,7 636,2 610,0 584,9 561,0 538,1 516,3
110 495,4 475,5 456,4 438,2 420,8 404,1 388,2 372,9 358,3 344,3
120 331,0 318,1 305,9 294,1 282,9 272,1 261,8 251,9 242,4 233,3
130 224,6 216,2 208,2 200,5 193,1 186,0 179,2 172,7 166,5 160,4
140 154,7 149,1 143,8 138,7 133,8 129,0 124,5 120,1 115,9 111,9
150 108,0 104,3 100,7 97,3 93,9 90,7 87,7 84,7 81,8 79,1
160 76,5 73,9 71,5 69,1 66,8 64,6 62,5 60,5 58,5 56,6
170 54,8 53,0 51,3 49,7 48,1 46,6 45,1 43,7 42,3 41,0
180 39,7 38,5 37,3 36,2 35,1 34,0 32,9 31,9 31,0 30,0
190 29,1 28,3 27,4 26,6 25,8 25,1 24,3 23,6 22,9 22,2
200 21,6 21,0 20,4 19,8 19,2 18,7 18,1 17,6 17,1 16,6
210 16,2 15,7 15,3 14,9 14,4 14,0 13,7 13,3 12,9 12,6
220 12,2 11,9 11,6 11,3 11,0 10,7 10,4 10,1 9,8 9,6
230 9,3 9,1 8,8 8,6 8,4 8,2 8,0 7,8 7,6 7,4
240 7,2 7,0 6,8 6,6 6,5 6,3 6,2 6,0 5,9 5,7
250 5,6 5,4 5,3 5,2 5,0 4,9 4,8 4,7 4,6 4,5
260 4,4 4,3 4,1 4,1 4,0 3,9 3,8 3,7 3,6 3,5
270 3,4 3,4 3,3 3,2 3,1 3,1 3,0 2,9 2,9 2,8
280 2,7 2,7 2,6 2,5 2,5 2,4 2,4 2,3 2,3 2,2
290 2,2 2,1 2,1 2,0 2,0 2,0 1,9 1,9 1,8 1,8
300 1,8 1,7 1,7 1,6 1,6 1,6 1,5 1,5 1,5 1,4
Примечания:
ИндеКС ВСПЫШКИ = Ю1“6,11в8-М345,2/(температура ослышки+ 383)]
Температура вспышки = 4345,2/[lg (индекс вспышки) + 6,1188] - 383,0, где температура
вспышки (по Абелю) выражена в °F.
356
Справочник по переработке нефти
В таблице характеристик вспышки при смешении находим индексы
смешения трех компонентов и соединяем их по линейному закону на базе
объема в смеси заданного состава следующим образом:
Компонент Объемная доля Температура вспышки, °F Индекс вспышки Объемная доля к индекс вспышки
А 0,30 100 754 226,2
В 0,10 90 1169 116,9
С 0,60 130 225 135,0
Смесь 1,00 111 478,1
Расчетный индекс вспышки смеси получается равным 478,1, что соот-
ветствует температуре вспышки 111 °F (44°C).
Альтернативный способ определения
температуры вспышки смеси
Сначала по табл. 11-17 определяют индекс вспышки. Отработаны два
эмпирических индекса: индекс 154, являющийся критерием соответ-
ствия требованию «температура вспышки — не ниже 154 °F (68 °C)», и ин-
декс 144, являющийся таким же критерием по отношению к температуре
вспышки 144°F (62°C).
Если значение индекса 154 является положительным для любого компо-
нента смеси, то смесь будет отвечать критерию по температуре вспышки
154 °F, т. е. температура вспышки будет не ниже 154 °F. Точно так же, если
значение индекса вспышки 144 выше нуля, то смесь будет отвечать крите-
рию по температуре вспышки 144 °F. Если же значение индекса 144 ниже
нуля, то соответствующая температура вспышки будет ниже 144 °F.
Индекс 154 = (0,4240 - 0,0098 х FI) х МВ,
где: FI — индекс вспышки (табл. 11-17), а МВ — число молей в барреле.
Индекс 144 = (0,6502 - 0,01107 х FI) х МВ.
Эта оценка требует знания молекулярной массы фракции. Для обычных
продуктов, получаемых смешением компонентов, подготовлены индексы
144 и 154, с помощью которых можно определить, отвечает ли данная
смесь индексу вспышки. Каждый индекс смешения при составлении смеси
ведет себя линейно на базе объема, а его точкой отсчета служит нуль.
Смешение компонентов продуктов
357
Таблица 11-17. Температура вспышки и индекс
вспышки (для индексов 154 и 144)
Температура вспышки, °C 0.0 0.5 1.0 1,5 2,0 2.5 3.0 3.5 4.0 4,5
10 784,80 762,07 740,07 718,78 698,17 678,23 658,92 640,22 622,12 604,59
15 587,61 571,16 555,23 539,80- 524,85 510,36 496,31 482,70 469,51 456,72
20 444,33 432,31 420,65 409,35 398,38 387,75 377,43 367,42 357,71 348,29
25 339,15 330,27 321,66 313,30 305,18 297,30 289,65 282,22 275,00 267,99
30 261,18 254,57 248,14 241,90 235,83 229,94 224,21 218,64 213,23 207,97
35 202,85 197,88 193,04 188,34 183,77 179,32 174,99 170,78 166,69 162,70
40 158,83 155,05 151,38 147,81 144,33 140,95 137,65 134,44 131,32 128,28
45 125,31 122,43 119,62 116,88 114,22 111,62 109,09 106,63 104,22 101,88
50 99,66 97,38 95,21 93,10 91,04 89,03 87,08 85,17 83,31 81,49
55 79,72 77,99 76,31 74,67 73,07 71,50 69,98 68,49 67,04 65,62
60 64,24 62,89 61,57 60,28 59,03 57,80 56,60 55,43 54,29 53,18
65 52,09 51,03 49,99 48,98 47,98 47,02 46,07 45,15 44,24 43,36
70 42,50 41,66 40,83 40,03 39,24 38,47 37,72 36,99 36,27 35,57
75 34,88 34,21 33,55 32,91 32,28 31,66 31,06 30,47 29,90 29,34
80 28,79 28,25 27,72 27,20 26,70 26,20 25,72 25,25 24,78 24,33
85 23,88 23,45 23,02 22,61 22,20 21,80 21,41 21,07 20,65 20,28
90 19,92 19,57 19,22 18,88 18,55 18,22 17,91 17,59 17,29 16,99
95 16,69 16,41 16,12 15,85 15,58 15,31 15,05 14,79 14,54 14,30
100 14,06 13,82 13,59 13,36 13,14 12,92 12,71 12,50 12,29 12,09
105 11,89 11,70 11,51 11,32 11,14 10,96 10,78 10,61 10,44 10,27
110 10,10 9,94 9,78 9,63 9,48 9,33 9,18 9,04 8,90 8,76
115 8,62 8,49 8,36 8,23 8,10 7,98 7,85 7,73 7,61 7,50
120 7,38 7,27 7,16 7,06 6,95 6,85 6,74 6,64 6,54 6,45
125 6,35 6,26 6,17 6,07 5,99 5,90 5,81 5,73 5,64 5,56
130 5,48 5,40 5,33 5,25 5,17 5,10 5,03 4,96 4,89 4,82
135 4,75 4,68 4,62 4,55 4,49 4,43 4,37 4,30 4,25 4,19
140 4,13 4,07 4,02 3,96 3,91 3,85 3,80 3,75 3,70 3,65
145 3,60 3,55 3,51 3,46 3,41 3,37 3,32 3,28 3,24 3,19
150 3,15 3,11 3,07 3,03 2,99 2,95 2,91 2,88 2,84 С 2,80
155 2,77 2,73 2,70 2,66 2,63 2,59 2,56 2,53 2,50 2,47
160 2,44 2,41 2,38 2,35 2,32 2,29 2,26 2,23 2,20 2,18
165 2,15 2,12 2,10 2,07 2,05 2,02 2,00 1,97 1,95 1,93
170 1,90 1,88 1,86 1,84 1,82 1,79 1,77 1,75 1,73 1,71
175 1,69 1,67 1,65 1,63 1,61 1,60 1,58 1,56 1,54 1,52
180 1,51 1,49 1,47 1,45 1,44 1,42 1,41 1,39 1,37 1,36
185 1,34 1,33 1,31 1,30 1,28 1,27 1,26 1,24 1,23 1,22
190 1,20 1,19 1,18 1,16 1,15 1,14 1,13 1,11 1,10 1,09
195 1,08 1,07 1,06 1,04 1,03 1,02 1,01 1,00 0,99 0,98
200 0,97 0,96 0,95 0,94 0,93 0,92 0,91 0,90 0,89 0,88
205 0,87 0,86 0,86 0,85 0,84 0,83 0,82 0,81 0,80 0,80
210 0,79 0,78 0,77 0,76 0,76 0,75 0,74 0,73 0,73 0,72
215 0,71 0,71 0,70 0,69 0,69 0,68 0,67 0,67 0,66 0,65
220 0,65 0,64 0,63 0,63 0,62 0,62 0,61 0,60 0,60 0,59
225 0,59 0,58 0,58 0,57 0,57 0,56 0,55 0,55 0,54 0,54
230 0,53 0,53 0,52 0,52 0,52 0,51 0,51 0,50 0,50 0,49
235 0,49 0,48 0,48 0,47 0,47 0,47 0,46 0,46 0,45 0,45
240 0,45 0,44 0,44 0,43 0,43 0,43 0,42 0,42 0,41 0,41
Индекс вспышки = io[2050'86/(F + где р — температура вспышки, °C.
358
Справочник по переработке нефти
ПРИМЕР 11-7
Определить, будет ли отвечать критериям по температуре вспышки 154°
и 144° следующая композиция котельного топлива:
Фракция Об. % Плотность “API МВ Температура вспышки, °C FI Индекс 144° Индекс 154°
Вакуум-остаток 63,53 1,0185 7,43 0,361 250,0 0,40 0,2332 0,1518
Разбавитель ККФ 25,20 0,9348 19,87 0,772 89,0 20,6 0,3258 0,1829
Керосин 3,12 0,7901 47,59 1,687 41,0 20,6 0,7120 0,3996
Легкое дизельное 8,15 0,8428 36,39 1,317 90,0 20,0 0,5647 0,3192
ТОПЛИВО
Смесь 100,00 1,8357 1,0535
Поскольку индексы 144 и 154 для этой смеси положительны, смесь от-
вечает техническим требованиям по температурам вспышки 144 и 154.
СМЕШЕНИЕ ПО ДАВЛЕНИЮ ПАРОВ
ПО РЕЙДУ ДЛЯ БЕНЗИНОВ И НАФТЫ
При смешении разных бензиновых фракций давление паров по Рейду
(ДПР) не подчиняется линейному закону. Для точной оценки ДПР смеси
используются индексы смешения ДПР, которые представлены в табл. 11-18.
ПРИМЕР 11-8
Рассчитать ДПР смеси н-бутана, алкилата и бензина каталитического ри-
форминга со следующими свойствами:
Компонент Объемная доля Давление паров (ДП), кПа Индекс смешения ДП (ИСДП) Объемная доля х ИСДП
н-бутан 0,02 355,8 138 2,76
Алкилат 0,45 29,7 6,19 2,79
Бензин риформинга 0,53 35,2 7,66 4,06
Смесь 1,00 42,1 9,6
Индекс ДПР СУГ для введения в бензиновые смеси:
Компонент Давление паров, кПа Индекс ДПР*
Пропан 1310 705,42
и-бутан 497,8 210,46
н-бутан 355,8 138,31
‘Индекс ДПР = (ДПР/6,8947)1-25.
Смешение компонентов продуктов
359
Таблица 11-18. Давление паров и индексы ДПР для бензинов
Давление паров, кПа Индекс ДПР
0 1 2 3 4 5 6 7 8 9
0 0,00 0,09 0,21 0,35 0,51 0,67 0,84 1,02 1,20 1,40
10 1,59 1,79 2,00 2,21 2,42 2,64 2,86 3,09 3,32 3,55
20 3,79 4,02 4,26 4,51 4,75 5,00 5,25 5,51 5,77 6,02
30 6,28 6,55 6,81 7,08 7,35 7,62 7,89 8,17 8,44 8,72
40 9,00 9,29 9,57 9,86 10,14 10,43 10,72 11,01 11,31 11,60
50 11,90 12,20 12,50 12,80 13,10 13,41 13,71 14,02 14,33 14,64
60 14,95 15,26 15,57 15,89 16,20 16,52 16,84 17,16 17,48 17,80
70 18,12 18,45 18,77 19,10 19,43 19,76 20,09 20,42 20,75 21,08
80 21,42 21,75 22,09 22,42 22,76 23,10 23,44 23,78 24,12 24,47
90 24,81 25,16 25,50 25,85 26,20 26,55 26,90 27,25 27,60 27,95
100 28,30 28,66 29,01 29,37 29,73 30,08 30,44 30,80 31,16 31,52
110 31,89 32,25 32,61 32,98 33,34 33,71 34,07 34,44 34,81 35,18
120 35,55 35,92 36,29 36,66 37,04 37,41 37,78 38,16 38,54 38,91
130 39,29 39,67 40,05 40,43 40,81 41,19 41,57 41,95 42,34 42,72
140 43,10 43,49 43,87 44,26 44,65 45,04 45,43 45,81 46,20 46,59
150 46,99 47,38 47,77 48,16 48,56 48,95 49,35 49,74 50,14 50,54
160 50,93 51,33 51,73 52,13 52,53 52,93 53,33 53,73 54,14 54,54
170 54,94 55,35 55,75 56,16 56,56 56,97 57,38 57,79 58,19 58,60
180 59,01 59,42 59,83 60,24 60,66 61,07 61,48 61,90 62,31 62,72
190 63,14 63,55 63,97 64,39 64,80 65,22 65,64 66,06 66,48 66,90
200 67,32 67,74 68,16 68,58 69,01 69,43 69,85 70,28 70,70 71,13
Зная давление паров по Рейду смешиваемых компонентов, в таблице
«давление паров и индексы ДПР» находим индексы смешения по давлению
паров для отдельных компонентов.
Затем определяем индекс ДПР для смеси, складывая по линейному зако-
ну (с учетом доли в смеси) индексы ДПР компонентов. В результате получа-
ем для смеси индекс 9,6, который соответствует ДПР этой смеси 42,1 кПа.
СМЕШЕНИЕ ПО АНИЛИНОВОЙ ТОЧКЕ
Анилиновая точка является показателем содержания ароматики в газойле.
Минимальные значения анилиновой точки имеют ароматические углево-
дороды, а максимальные — парафины. Поскольку показатель «анилиновая
360
Справочник по переработке нефти
точка» при смешении не подчиняется линейному закону, приходится ис-
пользовать индексы смешения.
Величину анилиновой точки преобразуют в анилиновый индекс по сле-
дующей формуле:
АНИНД = 1,25 х АТ + 0,0025 х (АТ)2,
где АНИНД — анилиновый индекс, а АТ — анилиновая точка.
Анилиновый индекс можно преобразовать обратно в анилиновую точку
по следующей формуле:
АТ = 200 х (V 1,5625 + 0,01 х АНИНД-1,25).
ПРИМЕР 11-9
Определить анилиновую точку и дизельный индекс следующей газой-
левой смеси:
Компоненты смеси Об. % Плотность Анилиновая точка, °F (°C)
Легкая дизельная фракция 0,5000 0,844 159,8 (71,0)
Керосин 0,2000 0,787 141,3 (60,7)
Легкий циркулирующий 0,3000 0,852 98,3 (36,8)
газойль
Смесь 1,0000 0,835 138,57 (59,20)
Для определения анилиновой точки смеси сначала оценивают анилино-
вый индекс смешения каждого компонента, а затем их складывают линей-
но на базе объема. В свою очередь, дизельный индекс является функцией
анилиновой точки и плотности в градусах API:
Компоненты смеси Об. % Плотность Анилин, точка, °F Анилин, индекс АНИНД х об. %
Легк. дизельн. фракция 0,5000 0,844 159,8 263,59 131,795
Керосин 0,2000 0,787 141,3 226,54 45,307
Легк. циркул. газойль 0,3000 0,852 98,3 147,03 44,109
Смесь 1,0000 0,835 138,57 221,215
Дизельный индекс = (плотность °АР1 х анилиновая точка)/100 =
= 37,96 х 138,57/100 =
= 52,60.
Смешение компонентов продуктов
361
АНАЛИЗЫ НЕФТИ
Определение выхода и свойств нефтяных фракций является проблемой,
с которой регулярно приходится сталкиваться при проведении техноло-
гических исследований. Типовой анализ нефти дает информацию лишь
об ограниченном числе фракций, поэтому нужную информацию о кон-
кретной фракции, как правило, приходится получать путем интерполяции
или с некоторым приближением. Кроме того, свойство широкой фракции
может не совпадать с величиной, полученной объединением свойств двух
соседних узких фракций, выкипающих в пределах выкипания широкой
фракции. Не лишены недостатков и большинство номограмм, приводимых
во многих анализах нефтей (например, зависимости температур начала
и конца кипения фракции, а также температуры кипения средней части
фракции или средней температуры кипения от свойств фракции). Иначе
говоря, эти номограммы не являются свободными от погрешностей, коль
скоро речь идет о конкретных свойствах.
Обычно нефть разгоняют по ИТК между температурой 100 °F (38 °C)
и температурой конца кипения вакуумного остатка на узкие фракции,
ширина которых составляет 20°F (11 °C). Таким образом, весь диапазон
выкипания нефти, исключая ее газообразные компоненты, разбивается
на 56 узких фракций, которые определяются стандартными диапазонами
кипения по ИТК. Эти фракции называют псевдокомпонентами, так как они
выкипают в узких пределах и во всех измерениях и для любых целей ведут
себя как чистые компоненты.
Свойства узких фракций обобщают таким образом, чтобы при их объе-
динении в широкие фракции, фигурировавшие в качестве исходных дан-
ных анализа нефти, погрешность в обратном расчете свойств была мини-
мальной по методу наименьших квадратов. Достоинством этой процедуры
является ее согласованность в отношении свойств, которая выражается
в том, что свойство широкой фракции совпадает со свойствами любой ком-
бинации более узких фракций такого же состава. Нефть как таковая пред-
ставляет собой самую широкую из всех возможных фракций, и поэтому
любая разбивка ее на фракции сохраняет массу, содержание серы и другие
интегральные свойства. Что же касается частных свойств (типа вязкости
и температуры застывания), которые, как правило, не подчиняются ли-
нейному закону при смешении, то с ними оперируют с использованием
линейных индексов смешения, которые также являются стабильными.
362
Справочник по переработке нефти
Схема разгонки нефти по фракциям
Первые семь фракций нефти являются чистыми компонентами. Анализ
газообразных фракций нефти дает концентрации этих ее компонентов
(в об. %): (1) H2S; (2) Н2; (3) С,; (4) С2; (5) С3; (6) и-С4; (7) н-С4. Смесь (и-С5
+ н-С5) отделяют как восьмую фракцию с концом кипения по ИТК 100 °F
(38 °C). Суммарное содержание легких компонентов до н-С5 включительно
должно равняться объемной доле (в %) легких фракций, отгоняющихся
до 100 °F (38 °C). Если две эти величины не совпадают, то выход легких
фракций считают правильным, а выходы по ИТК между 100 и 200 °F (меж-
ду 38 и 93 °C) корректируют таким образом, чтобы получить плавный пере-
ход между легкими фракциями и остальной частью кривой ИТК.
Девятой фракцией является фракция с пределами выкипания по ИТК
100—120°F (38—49 °C). Каждая следующая фракция имеет конец кипе-
ния по ИТК на 20 °F (11 °C) выше, чем предыдущий компонент, так что
63-й компонент имеет конец кипения 1200°F (649 °C). В лаборатории
установить конец кипения нефти по ИТК с той или иной степенью до-
стоверности достаточно трудно, и поэтому его всегда принимают равным
1292°F (700°C). При этом условно принимается, что 64-я (последняя)
фракция имеет пределы выкипания по ИТК 1200—1292 °F (649—700°C).
Пределы выкипания по ИТК всех псевдокомпонентов нефти приводятся
в табл. 11-19. Данная схема разгонки не является единственной, и при
условии отбора узких фракций могут использоваться любые другие при-
емлемые схемы разгонки.
Определение свойств узких фракций (псевдокомпонентов)
Коль скоро известны температуры отсечки псевдокомпонентов, из кри-
вой ИТК нефти можно определить объемные доли (в %) каждой узкой
фракции. Если свойства псевдокомпонентов поддаются определению,
то их можно комбинировать с целью оценки выхода и свойств любой дру-
гой широкой фракции данной нефти, по которой в результатах анализа
нефти информации не имеется. Кроме того, для прогнозирования выхода
и свойств широкой фракции при разгонке смеси нефтей можно комбини-
ровать свойства узких фракций разных нефтей.
Свойства узких фракций определяют на основе данных о свойствах
широкой фракции при анализе нефти. Каждый анализ нефти дает инфор-
мацию о свойствах разных широких фракций (нафт, керосинов, дизельных
фракций, вакуумных газойлей, вакуумных остатков и пр.). Кроме того,
по результатам анализа нефти ложно получить информацию о свойствах
нефти в целом (плотность, содержание серы, давление паров по Рейду,
Смешение компонентов продуктов
363
Таблица 11-19. Узкие фракции псевдокомпонентов
Индекс фракции Имя фракции Конец кипения по ИТК
°F °C
1 H2S -76,5 -60,3
2 н2 -422,9 -252,7
3 С, -258,7 -161,5
4 с2 -127,5 -88,6
5 Сэ -43,7 -42,1
6 и-С4 10,9 -11,7
7 н-С, 31,1 -0,5
8 Фракция н-С4 - 100 °F 100 38
9 Фракция 100—120 120 49
10 Фракция 120—140 140 60
11 Фракция 140—160 160 71
12 Фракция 160—180 180 82
13 Фракция 180—200 200 93
14 Фракция 200—220 220 104
15 Фракция 220—240 240 116
16 Фракция 240—260 260 127
17 Фракция 260—280 280 138
18 Фракция 280—300 300 149
19 Фракция 300—320 320 160
20 Фракция 320—340 340 171
21 Фракция 340—360 360 182
22 Фракция 360—380 380 193
23 Фракция 380—400 400 204
24 Фракция 400—420 420 216
25 Фракция 420—440 440 227
26 Фракция 440—460 460 238
27 Фракция 460—480 480 249
28 Фракция 480—500 500 260
29 Фракция 500—520 520 271
30 Фракция 520—540 540 282
31 Фракция 540—560 560 293
32 Фракция 560—580 580 304
33 Фракция 580—600 600 316
34 Фракция 600—620 620 327
35 Фракция 620—640 640 338
36 Фракция 640—660 660 349
37 Фракция 660—680 680 360
38 Фракция 680—700 700 371
39 Фракция 700—720 720 382
40 Фракция 720—740 740 393
41 Фракция 740—760 760 404
364
Справочник по переработке нефти
Таблица 11-19 (продолжение)
Индекс фракции Имя фракции Конец кипения по ИТК
°F °C
42 Фракция 760—780 780 416
43 Фракция 780—800 800 427
44 Фракция 800—820 820 438
45 Фракция 820—840 840 449
46 Фракция 840—860 860 460
47 Фракция 860—880 880 471
48 Фракция 880—900 900 482
49 Фракция 900—260 920 493
50 Фракция 920—940 940 504
51 Фракция 940—960 960 516
52 Фракция 960—980 980 527
53 Фракция 980—1000 1000 538
54 Фракция 1000—1020 1020 549
55 Фракция 1020—1040 1040 560
56 Фракция 1040—1060 1060 571
57 Фракция 1060—1080 1080 582
58 Фракция 1080—1100 1100 593
59 Фракция 1100—1120 1120 604
60 Фракция 1120—1140 1140 615
61 Фракция 1140—1160 1160 627
62 Фракция 1160—1180 1180 638
63 Фракция 1180—1200 1200 649
64 Фракция 1200—1292 1292 700
содержание солей и пр.), и это фактически и есть самая широкая фракция,
перегоняющаяся в пределах от 0 до 100 % по кривой ИТК. С выбором каж-
дой широкой фракции из набора данных по анализу нефти свойства обра-
батывают таким образом, чтобы фракции смешивались с учетом объемной
доли (т. е. содержание серы умножают на плотность, вязкость преобразуют
в индекс смешения вязкости и т. д.). Состав каждой широкой фракции вы-
ражают через объемы псевдокомпонентов, с тем чтобы сумма объемных
долей псевдокомпонентов в широкой фракции равнялась 1.
Затем применительно к каждому свойству принимается допущение
о том, что имеется некий набор значений свойств для всех псевдокомпо-
нентов, так что, суммируя произведения объема каждого псевдокомпонен-
та на соответствующее значение его свойства, можно получить свойство
каждой широкой фракции.
Смешение компонентов продуктов
365
Таким образом, для каждой широкой фракции:
Pi х vT + р2 х v2 + р3 х v3 ...р^ Vj = Pk + Ek. (11-5)
Здесь:
v3, v2, v3,..., v. — объемная доля псевдокомпонентов 1, 2, 3..., j,
составляющих широкую фракцию; их сумма для
каждой широкой фракции равна 1;
р3, р2, р3,..., Pj — свойство псевдокомпонентов 1, 2, 3, ..j,
соответственно (например, р3, р2 ир3 могут быть
плотностью, ОЧ/ИМ или другим свойством, которое
складывается по линейному закону); они неизвестны
и должны быть определены;
Рк — свойство широкой фракции к (известно);
Ек — погрешность в расчете свойства широкой фракции
по принятым свойствам псевдокомпонентов.
Свойство широкой фракции и псевдокомпонентов (или узких фракций)
должно выражаться в единицах, которые можно складывать по линейному
закону с учетом объемной доли. Например, для того чтобы определить
индекс смешения вязкости псевдокомпонентов, составляющих широкую
фракцию, вязкость широкой фракции необходимо преобразовать в соот-
ветствующий индекс смешения вязкости.
Если имеется т широких фракций, для которых рассматриваемое свой-
ство известно, то можно записать т совместных уравнений, аналогичных
предшествующему.
Как правило, т меньше п (т. е. числа псевдокомпонентов), так что данная
система уравнений решения не имеет. Поэтому требуется наложить неко-
торые дополнительные ограничения, которые заключаются в следующем:
1. Совокупность величинр3,р2 ...,р3 (свойств псевдокомпонентов) долж-
на быть сглаженной и непрерывной в функции объема.
2. Сумма квадратов погрешностей должна быть минимальной.
Решение получают методом итерации, который иллюстрируется ниже
на примере.
Для первого приближения выбираются произвольные исходные зна-
чения р3. При этом используется постоянная величина, эквивалентная
среднему значению соответствующего известного свойства широкой
фракции:
366
Справочник по переработке нефти
(сумма Рк от к = 1 до к = т)
Р1=Р2=Рз = - =Рп =-----------~----------
т
На последующих шагах итерации, естественно, используются самые
последние величины р.-.
При определении каждого свойства широкой фракции уравнение 11-5
решается относительно погрешности Ек с использованием величин, при-
нятых на предыдущем шаге:
Ек - 2 [от i = 1 до;, pf х vr Р*].
Величины v; (т. е. объемной доли каждого псевдокомпонента в широкой
фракции к) уже были установлены по кривой ИТК.
Затем совокупность величин р, корректируют с использованием в каж-
дом уравнении сводного набора поправочных членов в направлении,
противоположном погрешности, для того чтобы прикидочное значение
свойства широкой фракции приблизить к фактическому значению.
Для корректировки прежней величины свойства псевдокомпонента
используется усредненное по объему значение всех имеющихся погреш-
ностей. Для того чтобы найти уточненное значение для данной широкой
фракции, в расчетах по усреднению вычисляют объемную долю псевдоком-
понента в широкой фракции и умножают ее на погрешность для широкой
фракции. Каждая погрешность для широкой фракции вносит поправку
в свойство псевдокомпонента.
После первой итерации совокупность р, (свойств псевдокомпонента)
перестает быть непрерывной, причем некоторые группы соседних р; имеют
одну и ту же величину, а разрывы непрерывности имеют место на грани-
цах широкой фракции. Совокупностиь величин р, подвергают процедуре
сглаживания, причем эта сглаженная совокупность р, используется для
запуска следующего шага итерации.
Каждая итерация вносит некоторую неупорядоченность в совокупность
величин р,, но в то же время улучшает общую сходимость. После каждой
итерации процедура сглаживания восстанавливает непрерывность за счет
некоторого ухудшения сходимости.
После каждой итерации определяется стандартное отклонение для по-
грешности свойства широкой фракции (ШФР):
& _ /(^ШФР))2 + (£щфР2)2 + (£щфрз)2 + • • • + (КщфРт)2
V т — 1
где:
Смешение компонентов продуктов
367
а — стандартное отклонение;
т — номер исходной широкой фракции;
ЕШФР7 — погрешность (разность между исходным и рассчитанным зна-
чениями) свойства для j-й фракции.
Как правило, сначала выявляется резкое улучшение стандартного от-
клонения, которое асимптотически приближается к конечному значению.
Это стандартное отклонение рассчитывают до операции сглаживания. По-
следующие итерации, на которых вводятся очень малые поправки в сово-
купность величин р;, практически не оказывают влияния на сглаженность
и непрерывность величин р;.
Данная процедура считается завершенной, когда либо стандартное от-
клонение между последовательными итерациями увеличивается менее
чем на 1 %, либо после выполнения заданного числа шагов итерации
(обычно 20).
Процедура сглаживания
Недостатком рассматриваемого метода является то, что, хотя псевдоком-
поненты вводятся назад, в исходную широкую фракцию, со свойствами,
которые после первой итерации ближе к реальности, чем исходные при-
кидочные величины, многие соседние псевдокомпоненты все еще имеют
одинаковые свойства, так что на границе широкой фракции формируются
отчетливые разрывы непрерывности в величине свойств. Приведенная
ниже операция позволяет сгладить эти разрывы.
Для большинства псевдокомпонентов новую, сглаженную величину
свойства каждого из них можно определить при наличии четырех компо-
нентов (условий):
1. Несглаженного свойства псевдо компонента (уже определено).
2. Линейно интерполированного свойства ближайших соседей-
псевдокомпонентов (предстоит определить).
3. Линейно интерполированного свойства соседних псевдокомпонентов,
разделенных одним псевдо компонентом (предстоит определить).
4. Вычислением сглаженной величины, принимаемой равной: 40% (1)
+ 40% (2) + 20% (3).
В качестве примера рассмотрим данные следующей таблицы после пер-
вой итерации и первого сглаживания.
368
Справочник по переработке нефти
Псевдо- Первая Сглаженная
компонент, °F итерация величина
п а а
п + 1 ь 0,5 b + 0,5 (а+ с)/2
и + 2 с 0,4 с + 0,4 (b + d)/2 + 0,2 (а + е)/2
п + 3 d 0,4 d + 0,4 (с + е)/2 + 0,2 (b + f)/2
п + 4 е 0,5 е + 0,5 (d + f)/2
п + 5 f f
Как следует из этой таблицы:
1. Свойства псевдокомпонентов п и п+5 не сглаживаются, так как у них
имеются смежные компоненты только с одной стороны.
2. Свойства псевдокомпонентов п + 1 и п+4 сглаживаются с использо-
ванием 50 % (1) и 50 % (2). Для интерполяционных расчетов исполь-
зуются несглаженные плотности и средние объемные0/).
3. Свойства псевдокомпонентов п+2 и п+3 сглаживаются путем сум-
мирования 40 % несглаженной величины, 40 % усредненной вели-
чины смежного компонента и 20 % величины более отдаленного
компонента.
Процедура сглаживания иллюстрируется также на рис. 11-2.
Процесс разбивки нефти на узкие фракции лучше всего иллюстрируется
примером. Предположим, что имеются следующие данные для нефти. (Для
простоты, в этой иллюстрации используется только одно свойство и ко-
роткий диапазон кривой разгонки по ИТК. Фактическая разбивка нефти
на узкие фракции потребует знания разгонки по ИТК для всей нефти).
ОБЪЕМНАЯ ДОЛЯ (%) В СЕРЕДИНЕ ОТОГНАННОЙ
ФРАКЦИИ (ПСЕВДОКОМПОНЕНТА)
Рис. 11-2. Процедура сглаживания
Смешение компонентов продуктов
369
Pold — величина свойства n-ной фракции (несглаженная);
Pj — линейная интерполяция между Vn_2 и Vn+2;
Р2 — линейная интерполяция между Уп_3 и Уп+3;
Pnew — величина свойства n-ной фракции (сглаженная);
^пеи, = 0,4 х РоИ + 0,4 х Р2 + 0,4 хР3.
О разгонке по ИТК имеются следующие данные:
Фракция по ИТК Об. %
°F °C
400—420 204—216 1,7400
420—440 216—227 1,8450
440^60 227—238 1,3050
460^80 238—249 2,6300
480—500 249—260 1,9150
500—520 260—271 1,9850
520—540 271—282 2,1200
540—560 282—293 2,0200
560—580 293—304 2,0250
580—600 304—315 2,0775
Эти широкие фракции имеют следующие значения плотности:
Границы фракции по ИТК Плотность
°F °C
400—500 204—260 0,8244
500—600 260—316 0,8562
400—600 204—316 0,8410
Требуется определить плотности псевдокомпонентов, совместимые
с плотностями широких фракций, известных из анализа нефти.
Первый шаг состоит в том, чтобы задаться исходной совокупностью зна-
чений плотности для каждого псевдокомпонента, которые представляют
собой средние плотности взятых широких фракций. В этом случае:
начальная величина = (0,8244 + 0,8562 + 0,8410)/3 = 0,8405.
Таким образом, сначала всем псевдокомпонентам присваивается плот-
ность 0,8405.
На следующем шаге необходимо рассчитать объемные доли (в %) каж-
дого псевдокомпонента в широкой фракции, которые в рамках данного
примера получаются следующими:
370
Справочник по переработке нефти
Псевдокомпоненты, °F Нефть Широкая фракция, об. %
400—500 °F 500—600 °F 400—600 °F
400^20 1,7400 18,44 8,85
420-^40 1,8450 19,55 9,38
440—460 1,3050 13,83 6,64
460—480 2,6300 27,87 13,38
480—500 1,9150 20,30 9,74
500—520 1,9850 19,41 10,10
520—540 2,1200 20,73 10,78
540—560 2,0200 19,75 10,27
560—580 2,0250 19,80 10,30
580—600 2,0775 20,31 10,57
Сумма 19,6625 100,00 100,00 100,00
Затем псевдокомпоненты смешивают, для того чтобы рассчитать плот-
ность каждой широкой фракции. Для первой итерации это сделать нетруд-
но. Для фракции 400—500 °F плотность (ПЛОТ) равняется первоначально
принятой плотности каждого псевдокомпонента:
ПЛОТ400_500 = 18,44/100 X 0,8405 + 19,55/100 х 0,8405 +
+ 13,83/100 х 0,8405 + 27,87/100 х 0,8405 +
+ 20,30/100 х 0,8405 = 0,8405.
Поскольку все псевдокомпоненты в этой первичной итерации имеют
одинаковую плотность, расчетные плотности других широких фракций
также равняются 0,8405.
Теперь рассчитаем погрешность для Каждой широкой фракции:
погрешность = прикидочная ПЛОТ - исходная ПЛОТ.
Следов ательно,
погрешность400_500 = 0,8405 - 0,8244 = 0,0161;
погрешность50&_600 = 0,8405 - 0;8562 = - 0,0157;
погрешность400_600 = 0,8405 - 0,8410 = - 0,0005.
После этого для корректировки прежней величины плотностей (0,8405)
используется усредненная по объему величина всех погрешностей.
Смешение компонентов продуктов
371
Для псевдо компонента 400—420 °F используются только погрешности
по фракциям 400—500 °F и 400—600 °F, так как этот псевдокомпонент
не является частью широкой фракции 500—600. В расчеты по усреднению
погрешность по фракции 400—500 °F входит с «весом»:
взвешенная погрешность400_500 = 18,44/(18,44 + 8,85) = 0,6757.
По аналогии с этим, «вес» погрешности по фракции 400—600 °F равен:
взвешенная погрешность400_600 = 8,85/(18,44 + 8,85) = 0,3243.
Новая величина плотности псевдокомпонента 400—420 °F равна:
новая ПЛОТ = прежняя ПЛОТ - взвешенная погрешность по фракции
400—500 °F - взвешенная погрешность по фракции
400—600 °F.
Следовательно,
новая ПЛОТ = 0,8405 - 0,6757 х 0,0161 - 0,3243 х (-0,0005) = 0,8298.
Аналогичная процедура выполняется для всех остальных псевдокомпонентов.
Псевдокомпонент, °F Начальная оценка Первая итерация
400—420 0,8405 0,8298
420—440 0,8405 0,8298
440-^160 0,8405 0,8298
460—^80 0,8405 0,8298
480—500 0,8405 0,8298
500—520 0,8405 0,8510
520—540 0,8405 0,8510
540—560 0,8405 0,8510
560—580 0,8405 0,8510
580—600 0,8405 0,8510
После каждой итерации заново просчитывается свойство широкой фрак-
ции и вычисляется стандартное отклонение для погрешности свойства
широкой фракции:
372
Справочник по переработке нефти
Широкая фракция, °F Введенная плотность Расчетная плотность Погрешность
Широкая фракция 400—500 0,8244 0,8298 —0,0054
Широкая фракция 500—600 0,8562 0,8510 0,0052
Широкая фракция 400—600 0,8410 0,8408 0,0001
Стандартное отклонение равняется 0,0053.
Теперь после каждой итерации проводится описанная выше операция
сглаживания рассчитанных свойств псевдокомпонента:
Псевдокомпонент, °F Первая итерация Первое сглаживание
400—420 0,8298 0,8298
420—440 0,8298 0,8298
440—460 0,8298 0,8298
460—480 0,8298 0,8319
480—500 0,8298 0,8361
500—520 0,8510 0,8446
520—540 0,8510 0,8489
540—560 0,8510 0,8510
560—580 0,8510 0,8510
580—600 0,8510 0,8510
На этом этапе начинается вторая итерация со сглаженным свойством
компонента (ПЛОТ), найденным в первой итерации:
Фракция по ИТК, °F Об. % ПЛОТ (сглаженные величины, первая итерация)
400—420 1,7400 0,8298
420—440 1,8450 0,8298
440—460 1,3050 0,8298
460—480 2,6300 0,8319
480—500 1,9150 0,8361
500—520 1,9850 0,8446
520—540 2,1200 0,8489
540—560 2,0200 0,8510
560—580 2,0250 0,8510
580—600 2,0775 0,8510
По этим данным рассчитывают плотности широких фракций и погреш-
ности для каждой широкой фракции:
Смешение компонентов продуктов
373
Широкая фракция Расчетная плотность Введенная плотность Погрешность плотности
Широкая фракция 400—500 0,8316 0,8244 0,0072
Широкая фракция 500—600 0,8493 0,8562 -0,0069
Широкая фракция 400—600 0,8408 0,8410 -0,0002
По той же процедуре, что и в первой итерации, снова распределяют по-
грешности для широкой фракции по псевдокомпонентам. После второй
итерации полученные данные снова сглаживают способом, описанным
ранее. Результаты второй итерации и второго сглаживания представлены
ниже:
Псевдокомпонент, °F Вторая итерация Второе сглаживание
400—420 0,8249 0,8249
420—140 0,8249 0,8249
440—460 0,8249 0,8260
460—480 0,8270 0,8295
480—500 0,8313 0,8356
500—520 0,8492 0,8449
520—540 0,8535 0,8510
540—560 0,8556 0,8545
560—580 0,8556 0,8556
580—600 0,8556 0,8556
Эта процедура продолжается до тех пор, пока стандартное отклонение
для погрешности, рассчитанное после каждой итерации, не перестанет
уменьшаться существенно. Процесс повторяют для всех свойств широких
фракций, приведенных в результатах анализа нефти. Как правило, по дан-
ным для широкой фракции определяются следующие свойства для каждой
узкой фракции:
• плотность;
• содержание серы, масс. %;
• содержание меркаптановой серы, мг/кг;
• ОЧ/ИМ без ТЭС;
• ОЧ/ММ без ТЭС;
• содержание ароматики;
• содержание нафтенов;
• показатель преломления;
• цетановый индекс;
374
Справочник по переработке нефти
• температура застывания;
• температура помутнения;
• температура кристаллизации;
• анилиновая точка;
• коксуемость по Конрадсону;
• содержание азота, мг/кг;
• содержание ванадия, мг/кг;
• содержание никеля, мг/кг;
• содержание железа, мг/кг;
• вязкость (индекс смешения) при 50 °C, мм2/с;
• вязкость (индекс смешения) при 99 °C, мм2/с.
Предыдущие рассуждения были построены на допущении о том, что
расчеты сделаны по всем псевдокомпонентам. На самом деле это едва ли
имеет место, ввиду того что некоторых более легких компонентов вообще
не существует, либо то или иное свойство не выполняется в пределах все-
го диапазона кипения. В последнем случае процедура остается такой же,
но с той лишь разницей, что в пределах данного диапазона рассчитывают
только р(, а величину свойства в других диапазонах принимают равной
нулю. Это позволяет не экстраполировать величину свойства за пределы
диапазона, а проводить только интерполяцию.
Введенные данные для широкой фракции должны выражаться в едини-
цах измерения, допускающих сложение по линейному закону. Например:
• Содержание серы, меркаптанов, азота, ванадия, никеля, желе-
за и т. п. (в массовых единицах) должно умножаться на плотности
компонентов.
• Все значения вязкости, температуры застывания и температуры по-
мутнения должны быть преобразованы в соответствующие индексы
смешения.
Как только что было показано, разбивку кривой перегонки нефти
по ИТК на узкие фракции лучше проводить с использованием компью-
терной программы. Соответствующие программы, предлагаемые многи-
ми поставщиками, могут отличаться по схеме разбивки кривой ИТК или
по процедуре сглаживания, но базовая логика этих программ в основном
является идентичной (рис. 11-3).
Результаты анализа нефти разбиваются по узким фракциям, причем
эти данные для узких фракций хранятся в форме библиотеки нефти. Та-
кие данные можно легко использовать для различных целей: например,
для оценки свойств заданной пользователем широкой фракции из одной
Смешение компонентов продуктов
375
Рис. 11-3. Алгоритм разбивки нефти по фракциям
нефти или из смеси нефтей, смешивания нефти с легкими компонентами
или смешивания нефти с конденсатом.
При успешном прогоне программа расчета дает близкое совпадение
свойств узких фракций, смешение которых приводит к исходным свой-
ствам широкой фракции с малой погрешностью. Как правило, чем больше
объем введеннных данных по широким фракциям, тем более точными
получаются результаты расчета свойств узких фракций. При малом числе
376
Справочник по переработке нефти
точек с данными по широким фракциям точность расчета свойств исходной
широкой фракции или других широких фракций существенно снижается.
Трудности с выполнением этой процедуры возникают в следующих
случаях:
• Результаты анализа нефти содержат слишком мало широких фракций
(обычно менее шести).
• Протяженный участок кривой разгонки нефти по ИТК описывается
только одной широкой фракцией (например, атмосферный остаток
вместо одного или двух вакуумных газойлей и вакуумного остатка).
• То или иное свойство приводится менее чем для трех смежных или
перекрывающихся фракций. Алгоритм сглаживания может исказить
свойство, если имеется слишком мало точек (одна или две) для очень
широкой фракции либо если происходит существенное изменение
величины свойства у соседних фракций. Это может иметь место,
например, для содержания азота или металлов (в мг/кг), которое
иногда изменяется на два порядка величины у соседних фракций.
Не исключено, что из-за алгоритма сглаживания в узких фракциях
не обнаружится упорядоченное увеличение свойства с возрастанием
ИТК, вместо которого могут наблюдаться флуктуации или даже из-
менение в минус при сохранении средних введенных данных для ши-
рокой фракции. В этом случае свойства псевдокомпонента, характе-
ризующиеся отрицательными величинами, можно вручную заменить
нулем ценой ухудшения аппроксимации свойств псевдокомпонентов
с введенными данными по широкой фракции.
• Если приводятся свойства разных фракций с перекрывающимися
диапазонами ИТК, то может иметь место коллизия данных, так как
величины каждого свойства будут средними для соответствующей
широкой фракции, а не текущими значениями.
Свойства широких фракций
Выход и свойства данной широкой фракции являются линейной суммой
показателей соответствующих узких фракций. Иными словами, выход ши-
рокой фракции на нефть равен сумме выходов (на нефть) составляющих
ее узких фракций. Свойства широкой фракции получаются усреднением
по объему свойств тех же самых узких фракций. Если ИТК начала и конца
фракции не совпадают с соответствующими температурами узкой фрак-
ции, то для усреднения берутся части соответствующих узких фракций,
которые рассчитываются пропорционально участку диапазона ИТК узкой
фракции, вошедшему в широкую фракцию.
Смешение компонентов продуктов
377
ПРИМЕР 11-10
Вычислить плотность и содержание серы для дизельной фракции 500—650 °F
(260—343 °C) ИТК по следующим данным для псевдокомпонентов:
Псевдокомпонент, °F На нефть, об. % Плотность Сера, масс. %
500—520 1,9850 0,8448 1,3090
520—540 2,1200 0,8503 1,4540
540—560 2,0200 0,8561 1,5780
560—580 2,0250 0,8618 1,6820
580—600 2,0780 0,8679 1,7720
600—620 2,0680 0,8745 1,8510
620—640 1,9650 0,8806 1,9200
640—660 1,9650 0,8863 1,9780
Поскольку требуемая температура конца кипения дизельного топлива
равна 650 °F (343 °C), свойства псевдокомпонента 640—650 °F оценивают-
ся исходя из свойств псевдокомпонента 640—660 °F следующим образом:
диапазон выкипания псевдокомпонента 640—650 °F = 10 °F (5,6 °C);
диапазон выкипания псевдокомпонента 640—660°F = 20°F (11 °C);
доля фракции (640—650 °F) от фракции (640—660 °F) = 0,5;
объемная доля фракции (640—650 °F) = 0,5 х 1,9650 = 0,9825%.
По линейной интерполяции:
плотность фракции (640—650 °F) = 0,8806 + 0,5 х (0,8863 - 0,8806) =
0,8835;
содержание серы (масс. %) = 1,9200 + 0,5 х (1,9780-1,9200) = 1,9490.
Псевдоком- понент, °F Об. % нефти Плот- ность Сера, масс. % Об. % х плотность Плотность X серу (Плотность X серу) х об. %
500—520 1,9850 0,8448 1,3090 1,6769 1,1058 2,1951
520—540 2,1200 0,8503 1,4540 1,8026 1,2363 2,6210
540—560 2,0200 0,8561 1,5780 1,7293 1,3509 2,7289
560—580 2,0250 0,8618 1,6820 1,7451 1,4495 2,9353
580—600 2,0780 0,8679 1,7720 1,8034 1,5379 3,1958
600—620 2,0680 0,8745 1,8510 1,8084 1,6187 3,3475
620—640 1,9650 0,8806 1,9200 1,7303 1,6908 3,3223
640—650 0,9825 0,8835 1,9490 0,8680 1,7218
Итого 15,2435 13,1644 22,0376
378
Справочник по переработке нефти
Плотность широкой фракции = X (плотн х об. %)/Х об. % =
= 13,1644/15,2435 = 0,8636.
Плотность х серу в широкой фракции = X (плотн. х серу х об. %)/Х об. %
- 22,0376/15,2435 - 1,4457.
Содержание серы (масс. %) = плотн. х серу/плотн. =
= 1,4457/0,8636 = 1,6740.
Исходя из уже известных свойств с помощью соответствующих корреля-
ций оцениваются многие другие свойства широких фракций.
Например, плотность в градусах API рассчитывают по формуле:
°АР1 = 141,5/плотн. - 131,5,
где плотн. -— относительная плотность по воде.
Разгонка по ASTM из данных разгонки по ИТК
Данные о разгонке широкой фракции по ASTM получают преобразованием
данных разгонки по ИТК в ASTM (стандарт D-86) по методу, описанному
в справочнике API5. Поскольку кривая ИТК широкой фракции известна
из исходных данных, можно определить кривую разгонки широкой фрак-
ции по ASTM.
Температуры отгона 50 и 99 % по стандарту
ASTM D-86 из кривой ИТК (°F)
По приведенным ниже формулам определяем коэффициенты А и В:
А = ИТК50 - ИТК10;
В = ИТК,0 - ИТК50.
Вычислим температуру отгона 50 % по ASTM следующим образом:
1. Определяем дельту (D):
D = 0 (если А меньше 50);
D = 0,735 х А - 3,765 (если А больше 50, но меньше 220);
D = 0,027 х А + 6,555 (если А больше 220).
Смешение компонентов продуктов
379
2. Определяем нескорректированную температуру отгона 50 % по стан-
дарту D-86:
ASTM50% = HTK50%-D.
Вычислим температуру отгона 99 % по ASTM следующим образом:
1. Определяем дельту (D):
D = 0,00398 хВ2- 0,556 х В (если В меньше 90);
D = -74,914 + 12,672 х 1л В (если В больше 90).
2. Определяем нескорректированную температуру по стандарту D-86:
ASTM99„/o = ИТК^^ — D.
Теперь скорректируем точки по стандарту D-86, вводя поправку на вы-
ступающий столбик ртути, если температура выше 274 °F (134 °C) .*
Tso^oppvan. = Т50%нескоррект. - поправка на выступающий столбик ртути;
^*99% скоррект. = Г99% нескоррясг. - поправка на выступающий столбик ртути.
Поправка на выступ, столбик ртути 5ОО/6 = 5,04 + 0,00006751 х Т5О%скоррект
Поправка на выступ, столбик ртути 99% = 5,04 + 0,00006751 х Т99%скоррект
Определение характеристического фактора Уотсона «К»
и молекулярной массы исходя из температур разгонки по ASTM
1. По температурам разгонки по ASTM определим среднюю (нескоррек-
тированную) температуру кипения (V) нефтяной фракции:
= (Тю% + Т30% + Т50% + Т70% + Г90%)/5.
2. Рассчитаем наклон (S) кривой разгонки по ASTM на участке 10—90 %:
S — (Т90% - Г30%)/(Объем900/о — Объем, 0%).
* Примечание. Здесь потребуется итеративный расчет, поскольку поправка основана на скор-
ректированных значениях точек по стандарту D-86.
380
Справочник по переработке нефти
3. Скорректируем среднюю температуру кипения, вводя следующий
поправочный коэффициент (С):
С = -2,34813 - 5,52467 х S + 0,01239 х V-
- 0,87567 х S2 - 1,33817 х 10’5 х V2 + 4,39032 х 10~3 х V х S -
- 3,29273 х IO’2 х S3 + 3,553 х IO’7 х S2 х V2.
4. Сложим поправочный коэффициент с температурой кипения, опреде-
ленной в (1), и переведем температуру из градусов Фаренгейта (°F)
в градусы Ренкина (°R):
Т = V + С + 460.
5. Теперь вычислим фактор Уотсона «К» по формуле:
К = Р/3/плотность.
6. Молекулярная масса (ММ):
ММ = 100 х ехр (0,001 х А х Т + С),
где:
А = 2,386- 0,710 xD;
С = 0,546-0,460 xD;
D — плотность фракции;
Т — средняя температура кипения в градусах °F, рассчитанная
по температурам кипения ASTM.
ПРИМЕР 11-11
Ниже приводятся данные по разгонке тяжелой прямогонной нафты
по ASTM, плотность которой составляет 61,33 °АР1. Требуется определить
фактор Уотсона «К» и молекулярную массу нафты.
об. % Температура, °F
НК 10 30 50 70 90 КК 209 214 230 250 269 288 297
Смешение компонентов продуктов
381
Если обратиться к изложенной выше процедуре, то мы имеем:
V = 250,2;
S = (288 - 214)/(80) = 0,925;
С = -4,93637;
Т = 245,26 °F = 705,26 °R;
API = 61,33;
плотность = 0,7338;
К = (705,26)1/3/0,7338 = 12,13.
Определим молекулярную массу:
А = 1,864997;
С = 0,208449;
молекулярная масса = 114,6.
Определение характеристического фактора исходя
из плотности по API и кинематической вязкости при
99 °C (для вязкости более 3,639 мм2/с при 99 °C)
Определим фактор 1 как функцию вязкости:
фактор 1 = В2 - 4 х С х [А - In (вязкости)],
где:
А = 384,5815;
В = -74,2124;
С = 3,592245;
S = 0,082;
фактор 2 = [(фактор 1)0>5-В]/2 х С;
«К» Уотсона = фактор 2 + S х (API - 10).
ПРИМЕР 11-12
Определить фактор Уотсона «К» для атмосферного остатка с вязкостью
26,44 мм2/с при 99 °C и плотностью 16,23 °АР1.
Пользуясь приведенными выше константами, имеем:
фактор 1 = 26,49309;
фактор 2 = 11,0725;
«К» Уотсона = 11,5833.
382
Справочник по переработке нефти
Молекулярная масса узких фракций с температурами
кипения выше 500 °F (260 °C)
Молекулярную массу определяем в зависимости от плотности в °АР1 и ха-
рактеристического фактора Уотсона по следующему корреляционному
уравнению6:
ММ = 51,38 х API —1017 хК + 0,2845 х (API)2 + 55,73 х БР-0,001039 (API)3 -
- 3357 х exp (-К/15) - 6,606 х К х (API) + 6633,855,
где:
ММ — молекулярная масса;
API — плотность в °АР1;
К — фактор Уотсона.
ПРИМЕР 11-13
Определить молекулярную массу атмосферного остатка из предыдущего
примера, плотность которого составляет 16,23 °АР1.
Вычисленный ранее характеристический фактор Уотсона «К» равняется
11,583. Молекулярная масса, вычисленная по приведенному ранее корре-
ляционному уравнению, равняется 442,69.
Определение низшей теплоты сгорания нефтяных фракций
1. Если плотность дистиллята выше 42°АР1 (относительная плотность
ниже 0,8156), то низшую теплоту сгорания (Н) в БТЕ/фунт (BTU/lb)
можно рассчитать по следующему корреляционному уравнению7:
Н = 8505,4 + 846,81 х К + 114,92 х (API) +
+ 0,12186 х (API)2-9,951 хКх (API).
В пересчете в единицы СИ это корреляционное уравнение приобретает
следующий вид (где Н — в кДж/кг):
Н = -10464,6 + 5012,9 х К +27273,3/d + 5674,8/d2 - 3274,9 х K/d,
где:
К — характеристический фактор Уотсона;
API — плотность в °АР1;
d — относительная плотность.
Смешение компонентов продуктов
383
2. Если плотность дистиллята или остатка ниже 42 °АР1 (относитель-
ная плотность выше 0,8156), то низшую теплоту сгорания (Н) в БТЕ/
фунт (BTU/lb) можно рассчитать по следующему корреляционному
уравнению8:
Н = 17213 + 5,22 х (API) - 0,5058 х (API)2.
В пересчете в единицы СИ это корреляционное уравнение приобретает
следующий вид (где Н — в кДж/кг):
Н = 18103,0 + 45482,4/d - 23546,2/d2.
3. Вычисленная выше теплота сгорания с поправкой на содержание серы
в дистилляте или остатке выражается формулой:
теплота = Н х (1 - 0,01 х S) + 43,7 х S,
где:
теплота = низшая теплота сгорания с поправкой на содержание
серы, BTU/lb (1 BTU/lb = 2,326 кДж/кг);
S — содержание серы, масс. %.
Давление паров узких углеводородных фракций
Давление паров (ДП) узкой углеводородной фракции можно рассчитать
по ее температуре кипения и фактической температуре с помощью корре-
ляции Ван Кранена и Ван Несса следующим образом:
Определяем коэффициент «I»:
(232,0 + В)
I = 6,07918 - 3,19837 х / х
(232 + Г)
(1120 — Г)
(1120 — В)
Тогда:
ДП = 10'
>1 мм рт. ст.
и
ДП^ = 0,133 X 10',
где:
384
Справочник по переработке нефти
ДП — давление паров при температуре Т;
В — средняя температура кипения, °C;
Т — температура, для которой рассчитывается давление паров, °C.
Определение коксуемости по Рамсботтому9
исходя из коксуемости по Конрадсону10
Величина коксуемости котельного топлива, сжигаемого в форсунках, ис-
пользуется для прикидочной оценки склонности топлива образовывать
отложения в испарительных форсунках чашечного или муфтового типа.
В отсутствие добавок имеет место определенная корреляция между кок-
суемостью дизельного топлива и интенсивностью отложений в камере
сгорания. Коксуемость по Рамсботтому можно оценить по данным о коксу-
емости по Конрадсону11 с помощью следующей корреляционной формулы:
РАМСБТМ = ехр { [0>1314 х 111 ^кокс- Конраде.) + 0,8757)]2-0,76685 _ 02141}
0,2628
Температура вспышки по Пенски-Мартенсу12 в функции
температуры начала кипения (ИТК) и ширины
фракции (не для промышленных фракций)
Ширину фракции (ШФ) измеряем по разности температур конца и начала
кипения:
ШФ = Тт - Тнк,
tux HIV
где:
Т№ — температура конца кипения, °F;
Тнк — температура начала кипения, °F.
Определяем коэффициент X:
X = 0,7129 х Тнк- 122,227.
Температура вспышки по Пенски-Мартенсу (ТвспМП) =
= х + (2,571 х ШФ - 225,825)0,5.
Смешение компонентов продуктов
385
Температура вспышки в °F по Абелю в функции
средней температуры кипения
Эта корреляция является справедливой до температуры 565 °C:
температура вспышки - 0,537 х Т- 60, если Т < 79 °C;
температура вспышки = 0,67 х Г- 70, если 79 °C < Т < 151 °C;
температура вспышки = 0,7506 х Г- 82,4, если 151 °C < Т < 303 °C;
температура вспышки = 0,674 х Т-58,3, если 303 °C < Т < 565 °C,
где:
Т — средняя температура кипения, °C.
Высота некоптящего пламени керосинов
Высоту некоптящего пламени (ВНП) керосина можно оценить по сле-
дующему корреляционному соотношению, зная содержание ароматики
в продукте:
ВНП = 53,7/аром0’5 + 0,03401 х API1’5 + 1,0806,
где:
ВНП — высота некоптящего пламени, мм;
аром — содержание ароматики в жидкости, об. %;
API — плотность продукта в °АР1.
Люминометрическое число
Люминометрическое число, которое качественно связано с потенциаль-
ным лучистым теплообменом с продуктами сгорания авиационных тур-
бинных топлив, является критерием интенсивности светового излучения
пламени, формирующегося при сгорании газотурбинных топлив.
Люминометрическое число (ЛЧ) связано с высотой некоптящего пламени
следующим корреляционным соотношением (стандарт ASTM D-1740):
ЛЧ = -12,03 + 3,009 х ВНП - 0,0104 х ВНП2;
ВНП = 4,16 + 0,331 х ЛЧ + 0,000648 х ЛЧ2,
где:
ЛЧ—люминометрическое число, а ВНП — высота некоптящего пламени.
386
Справочник по переработке нефти
Смешение по люминометрическому числу
Поскольку люминометрические числа при смешении компонентов не скла-
дываются по линейному закону, используются индексы смешения, которые
складываются линейно с учетом массовой доли. Процедура расчета состоит
в том, что сначала определяются индексы смешения люминометрических
чисел компонентов, которые с целью получения люминометрического
индекса смеси суммируются линейно с учетом массовой доли, после чего
этот люминометрический индекс пересчитывается в люминометрическое
число по приведенным ниже формулам.
Индекс смешения равен:
ЛИнд = ехр (ехр [(139,5-ЛЧ)/128,448]),
где:
ЛИнд — индекс смешения люминометрических чисел;
ЛЧ — люминометрическое число;
ЛЧ = 139,5-128,448 х In (In ЛИнд).
Цетановый индекс
Цетановый индекс (ЦИ) рассчитывается с использованием плотности
в °АР1 и температуры выкипания 50 % дизельной фракции по ASTM (в °F)
по следующему корреляционному соотношению13.
ЦИ = - 420,34 + 0,016 х (API)2 + 0,192 х (API) х IgM +
+ 65,01 (IgM)2 - 0,0001809 х М2,
или (в единицах СИ):
ЦИ = 454,74 - 1641,416 х D + 774,74 х D2 - 0,554 х В + 97,803 х (1g В)2,
где:
API — плотность в °АР1;
М — средняя температура кипения, °F;
D — относительная плотность при 15 °C;
В — средняя температура кипения, °C.
Смешение компонентов продуктов
387
Дизельный индекс
Дизельный индекс (ДИ) рассчитывается с использованием анилиновой
точки дизельной фракции по следующей формуле:
ДИ = анилиновая точка (°F) х (плотность в °АР1)/100.
Дизельный индекс можно приближенно связать с цетановым индексом
дизельной фракции следующим соотношением:
ДИ = (ЦИ-21,3)/0,566.
Корреляционный индекс горного бюро (BMCI) США
BMCI = 87552/(VABP) + 473,7 х (ПЛОТ) - 456,8,
или
BMCI = 87552/(1,8 х СОТК) + 473,7 х (ПЛОТ) -456,8,
где VABP и СОТК — усредненная (по объему) температура кипения (соот-
ветственно, b°R и в К), а ПЛОТ — относительная плотность. BMCI связан
со многими характеристиками сырья, в числе которых можно назвать
его крекируемость в олефины при пиролизе в присутствии водяного пара
и парафинистую природу нефтяной фракции. Парафиновые соединения
имеют низкий BMCI, а ароматические — высокий.
Коэффициент ароматичности
Коэффициент ароматичности (AF) связан с температурой кипения, плотно-
стью, анилиновой точкой и содержанием серы следующим соотношением:
AF = 0,2514 + 0,00065 х VABP + 0,0086 х S + 0,00605 х АТ +
+ 0,00257 х (АТ/ПЛОТ),
где:
VABP — усредненная (по объему) температура кипения, °F;
S — содержание серы, масс. %;
АТ — анилиновая точка, °F;
ПЛОТ — относительная плотность.
388
Справочник по переработке нефти
Текучесть остаточных котельных топлив
Текучесть парафинистого котельного топлива при низкой температу-
ре14 зависит от условий его хранения и транспортировки. Справедливость
корреляции между этим свойством топлива и его температурой застыва-
ния является сомнительной, поскольку эта температура является функцией
термической предыстории масла. Рыхло связанная структура парафина,
образующаяся при охлаждении масла, как правило, легко разрушается при
приложении даже сравнительно небольшого усилия. Вопрос применимо-
сти температуры застывания как показателя качества остаточных топлив
остается открытым, так что попытки оперировать с температурой засты-
вания как с предельной температурой, при которой котельное топливо
сохраняет текучесть, могут привести к ошибочным результатам.
Кроме того, измерение температуры застывания не раскрывает меха-
низма поведения топлива, находящегося под значительным напором (на-
пример, при сливе самотеком из складского резервуара или при откачке
из трубопровода). Потерю текучести при температуре застывания обычно
приписывают выделению парафина из масла, хотя на самом деле она
может быть обусловлена вязкостью, присущей высоковязким котельным
топливам.
Испытание на текучесть
Точная оценка поведения топлива при его транспортировке является
весьма важной проблемой. Ввиду технологического несовершенства ла-
бораторного метода определения температуры застывания котельного
топлива, был разработан целый ряд испытаний на его перекачиваемость15,
которые, однако, в большинстве своем являются достаточно трудоемкими.
Ограниченное применение нашел сравнительно быстрый и простой метод,
основанный на определении пограничного состояния жидкости («течет —
не течет»), содержание которого изложено в приложении к отмененному
стандарту ASTM D-1659-65. Этот метод устанавливает порядок определе-
ния текучести остаточного котельного топлива в состоянии поставки при
заданной температуре.
Порядок проведения испытания
Пробу топлива в состоянии поставки охлаждают при заданной темпера-
туре в течение 30 мин в стандартной U-образной трубке и определяют его
перемещение при определенном давлении.
Смешение компонентов продуктов
389
Проба считается жидкой при температуре испытания, если она переме-
стится на 2 мм при максимальном давлении 152 мм рт. ст. Для проведения
испытания используется U-образная трубка диаметром 12,5 мм.
Этот метод можно использовать для определения пограничного со-
стояния жидкости («течет — не течет») на производстве, когда требуется
установить текучесть остаточного топлива в состоянии поставки в задан-
ных условиях.
При проведении испытания имитируются условия перекачки, при ко-
торых предполагается, что топливо течет по трубке диаметром 12 мм при
небольшом давлении и заданной температуре.
Текучесть (как и температура застывания в стандарте D-97) использу-
ется для оценки текучих свойств жидкой среды при низких температурах.
От стандарта D-97 она отличается по следующим параметрам:
1. Она применяется только для котельных топлив.
2. В попытке компенсировать техническое несовершенство метода опре-
деления температуры застывания, где критерием является течение
жидкой среды самотеком (т. е. под действием силы тяжести), в данном
методе к пробе прикладывается некоторое заданное давление.
Испытание на перекачиваемость, которое регламентируется стандар-
том ASTM D-3245, представляет собой еще один способ оценки текучести
топлива при низкой температуре. Однако это испытание имеет ряд недо-
статков и может оказаться неподходящим для котельных топлив с очень
высоким содержанием парафина, которые в охлаждающей бане затвер-
девают настолько быстро, что в условиях испытания получить результаты
измерений не представляется возможным. Кроме того, данное испытание
является довольно трудоемким и поэтому непригодно для осуществления
регулярного контроля качества.
Смешение по текучести
Температуры текучести (равно как и температуры застывания) при сме-
шении компонентов не складываются по линейному закону. Поэтому для
вычисления температуры текучести при смешении двух котельных топлив
используются индексы смешения, которые являются теми же индексами,
что и применявшиеся для дистиллятных топлив (табл. 11-14).
390
Справочник по переработке нефти
ПРИМЕР 11-14
Определить температуру текучести смеси двух марок котельного топлива,
содержащей 30 об. % топлива марки 964 и 70 об. % топлива марки 965.
В испытаниях на текучесть топливо марки 964 оставалось жидким при
32 °F (0°С), а топливо марки 965 — при 59 °F (15 °C).
Для определения температуры текучести смеси сначала определяем
индексы текучести двух смешиваемых марок, а затем складываем их по ли-
нейному закону. После этого полученный индекс текучести смеси преоб-
разуем обратно в температуру текучести по правилам, указанным ниже.
Индекс текучести можно найти в табл. 11-14 или вычислить по следующим
корреляционным уравнениям:
индекс текучести = 3162 000 х [(температура текучести, °R)/1000]12'5;
температура текучести (°R) = 1000 х [(индекс текучести)/3162 000]0,08.
Марка Об. % Температура текучести Индекс текучести В смеси
°R К
964 30,0 492 273 446,20 133,86
965 70,0 519 288 870,07 609,07
Смесь 100,0 742,91
Соответственно, температура текучести смеси равна 512,5 °R, или 52,5 °F.
Перевод кинематической вязкости в универсальную
вязкость по вискозиметру Сейболта или в вязкость
по вискозиметру Сейболта «фурол»
Универсальную вязкость по Сейболту выражают временем истечения в се-
кундах пробы объемом 60 см3 через стандартное отверстие в дне трубки.
Конфигурация отверстия и геометрия трубки нормируются стандартами
ASTM. Вязкость по вискозиметру Сейболта «фурол» определяют таким же
способом, что и универсальную вязкость по Сейболту, с той, однако, раз-
ницей, что используется отверстие большего размера.
Перевод в универсальную вязкость по Сейболту
Кинематическую вязкость в сантистоксах (мм2/с) можно преобразовать
в универсальную вязкость по Сейболту, выражаемую в универсальных
секундах Сейболта (SUS) при той же температуре, с использованием
Смешение компонентов продуктов
391
процедуры, описанной в справочном пособии API16, или с помощью пере-
водных таблиц ASTM17:
SUS =4,6324 х (cst) +
+________________[1,0 + 0,03264 х (cst)]_________
[3930,2 + 262,7 х (cst) + 23,97 x (cst)2 + 1,646 x (cst)3] x 10"5 ’
где:
SUS — универсальная вязкость по Сейболту в универсальных
секундах Сейболта при 37,8 °C;
cst — кинематическая вязкость в сантистоксах (мм2/с).
Вязкость SUS при 37,8 °C можно преобразовать в вязкость SUS при дру-
гой температуре по следующей формуле:
SUSt = [1 + 0,000110 х (t- 37,8)] х SUS, (11-7)
где:
SUS — вязкость в SUS при 37,8 °C;
SUSt — вязкость в SUS при заданной температуре;
t — температура, для которой требуется определить
вязкость в SUS, °C.
ПРИМЕР 11-15
Рассчитать соответствующую универсальную вязкость по Сейболту при
37,8 и 98,9 °C для топлива, имеющего кинематическую вязкость 60 мм2/с
при 37,8 °C.
Универсальная вязкость по Сейболту при 37,8 °C, рассчитанная с исполь-
зованием уравнения 11-6, равняется 278,59 с.
Вязкость при 98,9 °C, рассчитанная по уравнению 11-7, равняется
280,45 с.
Перевод в вязкость по вискозиметру Сейболта «фурол»
Кинематическую вязкость в сантистоксах (мм2/с) при 50 и 98,9 °C можно
преобразовать в вязкость по Сейболту «фурол», выражаемую в секундах
Сейболта «фурол» (SFS) при той же температуре, с использованием про-
цедуры, описанной в справочном пособии API18:
392
Справочник по переработке нефти
SFS50 = 0,4717 х VIS50 +
13,924 _____
(VIS50)2 - 72,59 х VIS50 + 6,816
SFS9§9 = 0,4792 X VIS9g9 +
5,610
(VIS98,9)2 + 2,130 ’
(11-8)
(П-9)
где:
SFS5o — вязкость в секундах по Сейболту «фурол» при 50 °C, в се-
кундах Сейболта «фурол»;
VIS50 — кинематическая вязкость при 50 °C, сантистоксы (мм2/с);
SFS98 9 — вязкость в секундах по Сейболту «фурол» при 98,9 °C, в се-
кундах Сейболта «фурол»;
VIS98 9 — кинематическая вязкость при 98,9 °C, сантистоксы
(мм2/с).
ПРИМЕР 11-16
1. Найти вязкость топлива по вискозиметру Сейболта «фурол» при 50 °C,
если его кинематическая вязкость при 50 °C составляет 3000 мм2/с.
Вязкость по Сейболту «фурол» при 50 °C, определяемая путем преоб-
разования кинематической вязкости по уравнению 11-8, равняется
1415,1 с.
2. Найти вязкость топлива по вискозиметру Сейболта «фурол» при 98,9 °C,
если его кинематическая вязкость при 98,9 °C составляет 120 мм2/с.
Вязкость по Сейболту «фурол» при 98,9 °C, определяемая путем пре-
образования кинематической вязкости по уравнению 11-9, равняется
57,50 с.
Показатель преломления нефтяных фракций
Показатель преломления нефтяной фракции можно определить по ее
средней температуре выкипания, молекулярной массе и относительной
плотности с помощью методики, описанной в книге данных API19, кото-
рую можно использовать для расчета показателя преломления нефтяной
фракции с температурой кипения при нормальном давлении до 1100 К.
/1 + 2х /V
\ 1-1 /
/М\ ~014439
I = 3,587 х 10"3 х У;1’0848 х ( — )
(11-10)
(1Ы1)
где:
Смешение компонентов продуктов
393
п — показатель преломления при 20 °C;
I — характеристический фактор Хуана20 при 20 °C;
Тъ — средняя температура выкипания, К;
М — молекулярная масса нефтяной фракции;
d — плотность жидкости при 20 °C и 101,3 кПа в кг/дм3.
ПРИМЕР 11-17
Рассчитать показатель преломления жидкой нефтяной фракции плот-
ностью 0,7893 кг/дм3, имеющей молекулярную массу 163,47 и среднюю
температуру выкипания 471,2 К.
Здесь:
d = 0,7893;
М = 163,47;
Ть = 471,2 К.
Сначала по уравнению 11-11 определяем характеристический фактор
Хуана:
I = 3,587 х 10-3 х (471,2)1’0848 х (163,47/0,7893)"0’4439 = 0,2670.
Затем по уравнению 11-10 вычислим показатель преломления:
п = [(1 + 2 х 0,2б70)/(1 - О,267О)]0’5 = 1,7917.
Определение группового состава композиции
Располагая данными о вязкости, относительной плотности и показателе
преломления соответствующей фракции, можно ориентировочно оценить
долю парафинов, нафтенов и ароматики в легких и тяжелых нефтяных
фракциях. Алгоритм решения этой задачи основан на процедуре, приве-
денной в справочном пособии API21.
ХП = а + Ъ х (R,) + с х (VG), (11-12)
Хн = d + е х (Rj) + f х (VG), (11-13)
ХА = g + h x (Rt) + i x (VG), (11-14)
где:
394
Справочник по переработке нефти
ХП — мольная доля парафинов;
Хн — мольная доля нафтенов;
Хл — мольная доля ароматики;
Rt — интерцепт рефракции (или рефрактометрическая
разность), определяемый по уравнению 11-15;
а, Ъ, с, d, e,f, g, h и i — приведенные ниже константы, зависящие от диа-
пазона молекулярной массы;
VG — функция вязкости и плотности: вязкостно-весовая
константа (ВВК), определяемая по уравнениям
11-16 и 11-17 для тяжелых фракций, или
вязкостно-весовая функция (ВВФ), определяемая
по уравнениям 11-18 и 11-19 для легких фракций.
Rt = nD20 - d/2,
(И-15)
где:
nD20 — показатель преломления при 20 °C и 101,3 кПа;
d — плотность жидкости при 20 °C и 101,3 кПа в кг/дм3.
Константы, используемые в уравнениях с 11-12 по 11-14, имеют следую-
щие величины:
Константа Легкая фракция (молекулярная масса = 80—200) Тяжелая фракция (молекулярная масса = 200—500)
а -23,940 -9,000
ъ 24,210 12,530
с -1,092 -4,228
d 41,140 18,660
е -39,430 -19,900
f 0,627 2,973
g -16,200 -8,660
h 15,220 7,370
i 0,465 1,255
Для тяжелых фракций (с молекулярной массой 200—500) вязкостно-
весовая константа (ВВК) определяется по следующим уравнениям:
10 х d- 1,0752 х lg(V311 -38)
Ю - lg( V311 - 38)
(11-16)
или
Смешение компонентов продуктов
395
= Л - 0,24 - 0,022 х lg(Vi72 - 35,5)
0,755 7
где:
d — относительная плотность при 15 °C и 101,3 кПа;
V — вязкость в универсальных секундах Сейболта при 311 или 372 К.
Для легких фракций (с молекулярной массой 80—200) вязкостно-весовая
функция (ВВФ) определяется по следующим уравнениям:
ВВФ= -1,816 + 3,484 х d -0,1156 х ln(v311) (11-18)
или
ВВФ = -1,948 + 3,535 х d - 0,1613 х ln(v372), (11-19)
где:
v — кинематическая вязкость при 311 или 372 К в мм2/с.
Вязкостно-весовая константа22, являющаяся довольно корректным
критерием ориентировочной характеристики вязких фракций нефти,
сравнительно нечувствительна к молекулярной массе и коррелирует с со-
ставом фракции. Если та или иная нефтяная фракция имеет ВВК порядка
0,8, то это свидетельствует о преобладании в ней парафинов, а значения
ВВК, близкие к 1,0, являются свидетельством преобладания ароматических
молекул. В то же время следует воздерживаться от использования ВВК
применительно к остаточным топливам и (или) асфальтовым материалам.
ПРИМЕР 11-18
Рассчитать распределение углеводородов по типам молекул в нефтяной
фракции относительной плотностью 0,9433, имеющей показатель прелом-
ления 1,5231, температуру кипения при нормальном давлении 748 К и вяз-
кость 695 универсальных секунд Сейболта при 311 К.
Прежде всего определяем молекулярную массу (ММ) фракции как функ-
цию средней температуры кипения и относительной плотности при 15 °C,
по процедуре, изложенной в справочном пособии API23:
ММ = 2,1905 х 102 х ехр (0,003924 х Г) х ехр (-3,07 х d) х Т°>118 х d188,
где:
d — относительная плотность при 15 °C;
Т — средняя температура диапазона выкипания в К.
396
Справочник по переработке нефти
Получаем:
ММ = 2,1905 х 102 х ехр (0,003924 х 748) х ехр (-3,07 х 0,9433) х
х 7480-118 х (0,9433)188 = 446.
Поскольку молекулярная масса превышает 200, данная фракция считается
тяжелой. Вязкостно-весовую константу определяем по уравнению 11-16:
10 х 0,9433 - 1,0752 1g (695 - 38)
ВВК = ----—---------------6 - -----= 0,8916.
10 - 1g (695 - 38)
Далее вычисляем интерцепт рефракции по уравнению 11-15:
К, = 1,5231-0,9433/2 = 1,0514.
Теперь определяем молекулярную долю парафинов, нафтенов и арома-
тики по уравнениям с (11-12) по (11-14) с использованием констант для
тяжелых фракций:
ХП = -9,00 + 12,53 х 1,0514-4,228 х 0,8916 = 0,4043;
Хн = 18,66-19,90 х 1,0514 + 2,973 х 0,8916 = 0,3878;
ХА = -8,66 + 7,37 х 1,0514 + 1,255 х 0,8916 = 0,2077.
ПРИМЕР 11-19
Рассчитать распределение углеводородов по типам молекул в нефтяной
фракции относительной плотностью 0,8055, имеющей показатель прелом-
ления 1,4550, температуру кипения при нормальном давлении 476 К и вяз-
кость 1,291 мм2/с при 311 К.
Прежде всего определяем молекулярную массу (ММ) фракции как функ-
цию средней температуры кипения и относительной плотности при 15 °C:
ММ - 2,1905 х 102 х ехр (0,003924 х 476) х ехр (-3,07 х 0,8055) х
х 4760'118 х (0,805s)1'88 = 164,86.
Поскольку молекулярная масса менее 200, данная фракция считается
легкой. Вязкостно-весовую функцию ВВФ определяем по уравнению 11-18
или 11-19:
ВВФ = -1,816 + 3,484 х 0,8055 - 0,1156 х In (1,291) = 0,9775.
Смешение компонентов продуктов
397
Далее вычисляем интерцепт рефракции по уравнению 11-15:
R, = 1,4550-0,8055/2 = 1,0522.
Теперь по уравнениям с 11-12 по 11-14 с использованием констант для
легких фракций определяем молекулярную долю парафинов, нафтенов
и ароматики:
ХП = -23,94 + 24,21 х 1,0522-1,092 х 0,9775 = 0,4663;
Хн = 41,14-39,43 х 1,0522 + 0,627 х 0,9775 = 0,2646;
ХА = -16,2 + 15,22 х 1,0522 + 0,465 х 0,9775 = 0,2690.
Определение вязкости по вязкостно-
температурным данным в двух точках
Диаграммы «кинематическая вязкость — температура»24 являются удоб-
ным средством определения вязкости нефтяного масла или жидких угле-
водородов при любой температуре в пределах ограниченного диапазона,
при условии что известны значения вязкости при двух температурах.
Процедура определения вязкости состоит в том, что на график наносятся
две известные точки кинематической вязкости — температуры, через
которые проводят прямую линию. По любой точке на этой линии внутри
полученного диапазона можно определить кинематическую вязкость при
соответствующей заданной температуре и наоборот.
Кинематическую вязкость той или иной нефтяной фракции можно
также представить в виде линейной функции температуры с помощью
приведенных ниже уравнений, которые хорошо согласуются со шкалами
диаграммы. К использованию этих уравнений приходится прибегать в тех
случаях, когда в расчетах фигурируют значения вязкости менее 2 мм2/с:
lg lg Z = Д - В х lg Т,
Z = v + 0,7 + ехр (-1,47 - 1,84 xv- 0,51 х v2),
v = (Z- 0,7) - ехр [-0,7487- 3,295 х (Z- 0,7) +
+ 0,6119 х (Z - 0,7)2 - 0,3193 х (Z - 0,7)3],
(11-20)
(11-21)
(11-22)
где:
v — кинематическая вязкость, мм2/с;
398
Справочник по переработке нефти
Т — температура, К или °R;
АиВ — константы.
Если известны температура и соответствующая вязкость в двух точках,
то константы А и В для нефтяной фракции можно рассчитать следующим
образом. Записав уравнение 11-20 для двух пар «вязкость — температура»,
получаем:
lgIgZj = A-В х 1g Гр (11-23)
lg lgZ2 = А-В х lg Т2, (11-24)
где:
Zj = vT + 0,7 + ехр (-1,47 - 1,84 х Vj - 0,51 х v2); (11-25)
Z2 = v2 + 0,7 + ехр (-1,47 - 1,84 х v2 - 0,51 х v2), (11-26)
v2 и v2 суть кинематические вязкости при температурах tT и t2 в К или °R,
соответственно.
Пусть
kj = ехр (-1,47 - 1,84 xvr 0,51 х v2); (11-27)
k2 = ехр (-1,47 - 1,84 х v2 - 0,51 х v2); (11-28)
У1 = lg Zj = lg (V1 + 0,7 + kj); (11-29)
y2 = lg Z2 = lg (v2 + 0,7 + k2). (11-30)
Тогда уравнения 11-23 и 11-24 можно переписать следующим образом:
lgyi=A-BxlgTi; (11-31)
1gу2 = А-В х 1g Т2. (11-32)
Подстановка величины А из 11-31 в уравнение 11-32 дает:
В = lg (Zj/Z2)/lg (Л/Т2); (11-33)
А = IgZi + В + lg Тг
(11-34)
Смешение компонентов продуктов
399
По известным величинам А и В с помощью уравнений 11-20,11-21 и 11-22
можно определить вязкость при любой другой температуре К или °R.
ПРИМЕР 11-20
Керосиновая фракция нефти Дубай имеет кинематическую вязкость
1,12 мм2/с при 323 К и 0,70 мм2/с при 371,9 К. Определить кинематиче-
скую вязкость этой фракции при 311 К. Здесь:
Vj = 1,12 мм2/с;
v2 = 0,70 мм2/с.
Сначала вычисляем коэффициенты кг и к2:
kj = ехр [-1,47 - 1,84 х 1,12 - 0,51 х (1,12)2] = 0,0154;
к2 = ехр [-1,47-1,84 х 0,70-0,51 х (0,70)2] = 0,0494.
Затем вычисляем Z1nZ2:
Zj = 1g (1,17 + 0,7 + 0,0154) = 0,2754;
Z2 = 1g (0,7 + 0,7 + 0,0494) = 0,1612.
Вычисляем константы А и В для нефтяной фракции:
В = 1g (0,2754/0,1612)/1g (371,9/323) = 3,7992;
А = lg (0,2754) + 3,7992 х 1g (323) = 8,9729.
Вязкость при 311 К можно определить следующим образом:
lg lg Z311 = 8,1889 - 3,7992 х lg (311) = -0,5214;
Z311 = 2,0001.
Соответствующую вязкость при 311 К можно определить по уравнению
11-22:
v3U = (2,001 - 0,7) - ехр [-0,7478 - 3,295 х (2,001 - 0,7) +
+ 0,6119 х (2,001 - 0,7)2 - 0,3193 х (2,001 - 0,7)3] = 1,2910 мм2/с.
400
Справочник по переработке нефти
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Healy, Maason, and Peterson. «А New Approach to Blending Octane». API
midyear meeting, May 1959.
2. William E. Morris. «Interaction Approach to Gasoline Blending». National
Petroleum Refiners Association 73rd Meeting, March 23—25, 1975.
3. G. I. Jenkin. Institute of Petroleum Journal 54 (1968), pp. 80—85.
4- R. O. Wickey and D. M. Chittenden. «Flash Point of Blends Correlated».
Petroleum Refiner 42, no. 6 (June 1953), pp. 157—158.
5. Ronald P. Danner and Thomas E. Danbert. «Technical Data Book Petroleum
Refining». American Petroleum Institute, API technical databook (Petro-
leum Refining), 1977, Washington, DC.
6. Там же.
7. Там же.
8. ASTM equation.
9. ASTM specification D-524.
10. ASTM specification D-189.
11. ASTM specification D-524, under nonmandatory information, presents a
graph of Ramsbottom carbon as a function of Conradson carbon.
12. ASTM specification D-93.
13. ASTM test method specification D-976-80.
14. ASTM specification D-97 (supplement; nonmandatory information).
15. ASTM specification D-3245.
16. API databook procedure 11A1.1.
17. ASTM specification D-2161.
18. API databook procedure 11A1.4.
19. API databook procedure 2B5.1.
20. P. K. Huang. «Characterization and Thermodynamic Correlations for Un-
defined Hydrocarbon Mixtures». Ph.D thesis, Department of Chemical
Engineering, Pennsylvania State University, 1977.
21. API databook procedure 2B4.1. См. также, M. R. Raizi and T. E. Daubert.
«Prediction of Composition of Petroleum Fractions». Industrial Engineering
and Chemistry, Process Design and Development 16 (1980), p. 289.
22. ASTM specification D-2501.
23. API databook procedure 2B2.1.
24. ASTM specification D-341.
Глава 1 2
Составление балансов
продуктов и запасов
на НПЗ
До появления моделей линейного программирования (ЛП) технологиче-
ское планирование выполнялось вручную с использованием настольных
калькуляторов, а его результаты обычно представлялись в виде крупно-
форматных распечатанных или копируемых электронных таблиц. Методом
проб и ошибок можно было добиться лишь незначительной оптимизации
решения, поскольку для получения приемлемого результата этот метод тре-
бует проведения многократно повторяющихся расчетов баланса продуктов.
В наши дни балансы продуктов рассчитываются с помощью моделей ЛП
НПЗ. Существует множество пакетов прикладных программ ЛП, позволяю-
щих не только упростить расчеты выходов на заводе, но и оптимизировать
процесс смешения продуктов.
Однако время от времени составление баланса продуктов приходится
выполнять вручную. Так, инженер-плановик НПЗ может вручную пере-
работать баланс продуктов, оптимизированный с применением ЛП, в тех
случаях, когда приходится принимать в расчет производственные условия
на НПЗ, которые адекватно заложить в модель ЛП1 не представляется
возможным (например, экстренную откачку продукта из работающей,
но частично закоксованной печи; формирование катализаторного слоя
с большим сопротивлением или низкой активностью; задержку с отгруз-
кой, вызывающую серьезное нарушение ограничений по переполнению
резервуара; изменение технических условий на продукты, приводящее
к срыву даже идеально составленных планов; и т. д.).
Модели ЛП управляются ценовыми параметрами и не могут оперировать
с нелинейным смешением. Иногда применительно к простым задачам эти
401
402
Справочник по переработке нефти
модели выдают сложные решения, которыми нередко приходится посту-
паться по соображениям целесообразности. Кроме того, для реализации
даже небольшого реального выигрыша и в попытке добиться избыточной
оптимизации при решении методом ЛП в модель, возможно, потребуется
вносить большое число изменений, если они не являются слишком слож-
ными. По этим причинам такие решения едва ли можно считать приемле-
мым математическим аппаратом для создания рациональной программы
работы для НПЗ.
В отсутствие модели ЛП для рассматриваемого НПЗ, а также в тех случа-
ях, когда решение с использованием модели ЛП и проверка его результа-
тов занимает больше времени, чем просто составление баланса вручную,
можно выполнить долгосрочное технологическое планирование вручную.
Составление баланса продуктов вручную осуществляется на персональ-
ном компьютере с использованием программы табличных вычислений,
в которой электронная таблица имитирует технологическую схему ти-
пичного НПЗ. Каждая ячейка электронной таблицы соответствует одной
из установок НПЗ, а каждая установка представлена характеристическим
уравнением, которое связывает результаты работы установки на выходе
с изменениями условий на входе или с изменением рабочих условий в ней.
Эти уравнения не обязательно должны быть линейными.
ДАННЫЕ ДЛЯ ПОСТРОЕНИЯ МОДЕЛИ
Данные, необходимые для составления программы табличных вычислений,
в большинстве своем являются теми же данными, на которых строится
модель ЛП. На самом деле, программа табличных вычислений для НПЗ
и матрица модели ЛП имеют много общего. Для обеих моделей нужны
данные о возможных рабочих режимах установок, минимальной и макси-
мальной производительности, коэффициенте использования оборудова-
ния, выходах, качестве продуктовых потоков и технических требованиях
к продуктам. Ниже рассматриваются возможные источники этих данных.
Рабочие режимы и выходы
Информацию о рабочих режимах и выходах, которую можно найти в руко-
водстве по составлению балансов продуктов для НПЗ, получают на основе
анализов нефти и данных об испытательных пробегах заводских устано-
вок. В отсутствие доступной информации выходы при перегонке можно
оценить по анализам нефти и кривым разгонки фракций по ASTM.
Составление балансов продуктов и запасов на НПЗ
403
Технологические выходы на установках вторичной переработки (ката-
литический риформинг, каталитический крекинг «флюид», висбрекинг
и гидрокрекинг) можно найти в отчетах о последних испытательных про-
бегах на НПЗ и в материалах лицензиаров технологических процессов.
Но каким бы ни был источник этих данных, прежде чем можно будет сде-
лать более или менее надежную оценку, необходимо узнать состав сырья
и определить степень тяжести технологического режима на установке.
Поэтому, например, перед тем как оценивать выходы на установке ка-
талитического риформинга, потребуется узнать содержание парафинов,
олефинов, нафтенов и ароматики в сырье и определиться с тем, насколько
тяжелым является данный технологический процесс.
Качество продуктовых потоков
Качество продуктовых потоков (таких, например, как плотность, содержа-
ние серы, октановое число, высота некоптящего пламени и температура
застывания) можно получить из тех же источников, т. е. по данным анализа
нефти и результатам последних испытательных пробегов различных устано-
вок. Для того чтобы свести к минимуму объем вычислений при составлении
балансов продуктов, в процессе выявления качеств, наиболее актуальных
и определяющих при составлении баланса, потребуются опыт и инженерные
знания. Например, если выясняется, что температура конца кипения дизель-
ного топлива из данной нефти удовлетворяет требованиям по температуре
застывания, то нормативы по содержанию серы не представляют проблемы
и надобность в выполнении вычислений отпадает. Зачастую баланс продук-
тов приходится пересчитывать по нескольку раз, и здесь большой выигрыш
во времени дает комплектование результатов расчетов и включение в элек-
тронную таблицу всех необходимых выходов и качеств продукта.
Технические требования к продуктам
Для получения товарных конечных продуктов, отвечающих определенным
техническим требованиям, смешивают все продуктовые потоки с различных
технологических установок. Эти продукты разделяются по укрупненным
группам: нафта, бензин, керосин, дизельное топливо и котельное топливо.
Однако каждая продуктовая группа может насчитывать большое число ма-
рок продукта, отвечающих требованиям к данному продукту в различных
регионах мира. Например, для того чтобы выполнить требования заказчи-
ков для разных климатических условий или для разных действующих нор-
мативов по охране природы, НПЗ может выпускать 10 и более марок дизель-
ного топлива, имеющих различные температуру застывания, содержание
404
Справочник по переработке нефти
серы, цетановый индекс и пр. Рентабельность выработки на НПЗ продуктов
с определенными техническими характеристиками по каждой группе, от-
вечающими потребностям рынка, зависит от качества используемой нефти
и возможностей технологических установок. Информация о марках про-
дуктов, которые НПЗ может вырабатывать и поставлять, публикуется в виде
постоянно обновляемого сборника технических характеристик продукции.
Производительность установок и коэффициент
использования оборудования
Все технологические установки НПЗ имеют максимальную и минималь-
ную рабочую производительность, выражаемую в баррелях (или м3) про-
пускной способности за эксплуатационные сутки. Эти данные имеются
в отчетах о предыдущих испытательных пробегах установки. Однако
в какой-то момент времени установка может оказаться неготовой к работе
(например, из-за планового или непланового текущего ремонта). На всех
НПЗ имеется постоянно обновляемый график текущих ремонтов, состав-
ляемый как минимум на один год вперед. Поэтому для оценки текущей
располагаемой производительности каждой технологической установки
можно найти коэффициент ее использования.
ПОРЯДОК РАСЧЕТА
Цель вычислений (которую иногда называют также постановкой задачи)
может в какой-то степени управлять последовательностью выполняемых
действий. Обычно либо бывает известен расход нефти, либо задается
потребность в продуктах, причем во втором случае необходимый расход
нефти оценивают суммированием требуемых объемов продуктов. Затем
определяют коэффициенты использования мощности различных уста-
новок для переработки заданного количества нефти. После определения
объемов компонентов, поступающих на смешение с различных установок,
можно приступать к расчетам по смешению. Полное или практически пол-
ное использование располагаемой производительности всех важнейших
технологических установок (таких, например, как установки перегонки
нефти и ключевые установки вторичной переработки) обеспечивается при
грамотно выполненном прогоне программы. Применительно к процессу
смешения продуктов нельзя допускать какого бы то ни было неоправдан-
ного отступления от требуемых показателей качества. Например, если
вязкость продукта, нормируемая техническими условиями на котельное
топливо, составляет 400 мм2/с, то получение смеси с вязкостью менее,
Составление балансов продуктов и запасов на НПЗ
405
скажем, 390 мм2/с может рассматриваться как превышение качества
по вязкости, что приводит к неоправданной потере разбавителя, который
можно было бы использовать для добавления в более ценный продукт.
Существует множество способов упрощения расчетов для тех случаев,
когда возникает потребность в выработке достаточно широкой номен-
клатуры марок продуктов. Если требования к тем или иным продуктам
известны, то можно объединить различные марки одной группы (напри-
мер, все марки котельного топлива) и рассчитать показатели качества
объединенного продукта. Можно выполнить также расчеты по составле-
нию баланса продуктов, для того чтобы определить необходимый расход
нефти и расходы сырья на последующих установках для получения такого
набора продуктов. И наоборот, при известном расходе исходной нефти
оценке подлежит только объем выпускаемого котельного топлива тех ма-
рок, применительно к которым был составлен баланс продуктов.
Для того чтобы можно было выпускать марки продуктов, отвечающие
границам диапазона качества, компоненты, смешиваемые в объеди-
ненный продукт, должны иметь существенно отличающиеся показатели
качества. Например, если имеется спрос на равные объемы двух марок
бензина с октановыми числами по исследовательскому методу (ОЧ/ИМ)
90 и 100 пунктов, то смешанный продукт с ОЧ/ИМ 95 пунктов мог бы
отвечать требованиям к объединенному продукту для выпуска этих двух
марок (в предположении, что смешение осуществляется по линейному
закону), но оказался бы непригодным для смешения с целью выпуска каж-
дой отдельной марки. И хотя данный смешанный продукт можно было бы
использовать для приготовления бензина с ОЧ/ИМ 90 пунктов (что озна-
чало бы неоправданно чрезмерное превышение октанового числа), для
приготовления бензина с ОЧ/ИМ 100 пунктов без использования еще
одного компонента, имеющего намного более высокое октановое число,
он оказался бы непригодным.
При наличии компонентов с существенно отличными характеристиками
смешивание отдельных марок при соответствующей постановке задачи
может даже не потребоваться. Однако если возникает необходимость по-
лучения смеси отдельных марок продукта, то после выполнения требова-
ний технических условий на объединенный продукт необходимо провести
соответствующие вычисления.
Для малотоннажных марок продукта можно использовать фиксирован-
ные «рецептуры» смесей. В идеальном случае это позволит сократить число
неизвестных величин до одной или двух марок, для которых составляется
баланс по каждой группе продуктов.
Как правило, достаточным является составление баланса для одной
марки. Обычно в число таких марок стараются вывести те продукты,
406
Справочник по переработке нефти
на которые существует наибольший по объему спрос и которые продаются
на рынке наличного товара. Любые изменения, возникающие в балансе
продуктов, «поглощаются» при пересчете для приготовления только марок,
для которых составляется баланс продуктов.
Например, если в группе котельного топлива имеется несколько ма-
рок, различающихся по вязкости и содержанию серы, то при первичном
расчете могут быть зафиксированы смеси большинства этих марок. При-
менительно к марке, для которой составляется баланс продуктов, может
потребоваться одна крупнотоннажная марка разбавителя для удовлетво-
рения требований по вязкости и еще одна крупнотоннажная марка разба-
вителя — для удовлетворения требований по содержанию серы. Обычно
от одного из этих показателей качества зависят требования к разбавителю
для каждой марки, и любые изменения в объеме смешанных продуктов
отражаются на этих двух марках. Каждый пересчет должен содержать
результаты пересчета объема разбавителя, необходимого для выполнения
определяющего требования к качеству.
Коэффициент запаса по качеству при смешении
Методы смешения никогда не бывают абсолютно точными. Поэтому для
особо ответственных технических условий необходимо обязательно вво-
дить некоторую поправку, величина которой определяется на базе имею-
щегося опыта. Ниже приводится ряд рекомендуемых коэффициентов за-
паса при смешении, используемых в современной практике. Здесь следует,
однако, подчеркнуть, что фактически эти методы приводят к нерентабель-
ному превышению требуемого качества (т. е. к экономическим потерям
для НПЗ), и по этой причине должны быть сведены к минимуму. Величину
коэффициента запаса при смешении следует увязывать со всеми возмож-
ными экономическими потерями, возникающими из-за несоблюдения
гарантийных показателей качества.
Показатель качества Запас при смешении
Плотность 0,01
Октановое число (ОЧ/ИМ)/(ОЧ/ММ) 1,0
Индекс смешения вязкости 5,0 об.
Содержание серы 0,05 масс. %
Цетановый индекс 2,0
Индекс температуры застывания 3,0
Высота некоптящего пламени 2,0 мм
Содержание ароматики 0,50 об. %
Давление паров по Рейду 3,5 кПа
Составление балансов продуктов и запасов на НПЗ
407
ПРОГРАММА ТАБЛИЧНЫХ РАСЧЕТОВ
МАТЕРИАЛЬНОГО БАЛАНСА НПЗ
Для прогона программы обновляется следующая информация в электрон-
ной таблице.
Установки перегонки нефти и вакуумной перегонки
1. Период времени или число дней в месяце.
2. Вид перерабатываемой нефти.
3. Суммарный поток нефти на каждую установку перегонки нефти (в ты-
сячах баррелей в сутки).
4. Режим работы каждой колонны перегонки нефти и вакуумной колонны.
5. Располагаемая производительность установок для каждой колонны
перегонки нефти и вакуумной колонны.
6. Распределение атмосферных остатков по различным колоннам вакуум-
ной перегонки.
Распределение различных нефтей по установкам перегонки нефти и их
режимы работы определяет пользователь. Программа табличных расчетов
вычисляет расходы и свойства различных нефтяных фракций на основе
анализов нефти и результатов испытательных пробегов установок.
Распределение атмосферных остатков с установок перегонки нефти
по установкам вакуумной перегонки определяется производительностью
вакуумной установки, ее режимом работы, а иногда — необходимостью
разделения некоторых видов сырья. Например, одну вакуумную установку
можно зарезервировать для выработки битума из определенной тяжелой
нефти, а на другую вакуумную установку подавать сырье для выработки
только дистиллятов смазочных масел.
Распределение вакуумного остатка
На следующем этапе рассматривается распределение вакуумных остат-
ков с установки вакуумной перегонки, которые могут иметь следующие
направления переработки: на висбрекинг или другую конверсионную
установку (например, на замедленное коксование, на гидрокрекинг оста-
точного сырья типа H-oil или его равноценного аналога или на получение
битума окислением); на приготовление котельного топлива смешением;
на пополнение складских запасов для последующей переработки или экс-
порта и т. д.
408
Справочник по переработке нефти
Прежде всего загружаются конверсионные установки, предназначенные
для гидрокрекинга остаточного сырья, висбрекинга или получения битума
окислением, а оставшийся продукт направляется на приготовление котель-
ного топлива смешением или на пополнение складских запасов.
Распределение тяжелой дизельной фракции/тяжелого
вакуумного газойля по конверсионным установкам
Тяжелые вакуумные газойли с установок вакуумной перегонки и тяжелые
дизельные фракции объединяются. Тяжелый вакуумный газойль (ТВГО)
имеет следующие возможные направления использования: сырье гидро-
крекинга, сырье каталитического крекинга «флюид» (ККФ), приготовление
котельного топлива смешением или складирование для последующей
переработки или реализации.
Прежде всего загружаются конверсионные установки в соответствии
с их производительностью. Режим работы технологической установки вы-
бирается пользователем. Программа рассчитывает материальный баланс
и качество продуктовых потоков по заложенным в нее данным о выходах
и качестве.
Распределение прямогонных дизельных фракций
и легкого циркулирующего газойля на установку
обессеривания дизельной фракции
На этой стадии составляется материальный баланс установки обессерива-
ния дизельных фракций. Электронная таблица выдает объемы и свойства
различных дизельных фракций с установки перегонки нефти (легкие
дизельные фракции), вакуумной установки (легкий вакуумный газойль —
ЛВГО) и установки ККФ (легкий циркулирующий газойль — ЛЦГО). Для
того чтобы легкий циркулирующий газойль можно было использовать
в качестве дизельного компонента, он должен пройти гидроочистку, так
как сам по себе он недостаточно стабилен.
Для того чтобы загрузить установку, вручную корректируют объем сы-
рья на установку обессеривания дизельных фракций. Цель этой операции
заключается в том, чтобы в первую очередь обработать потоки с высоким
содержанием серы. На установку обессеривания дизельных фракций на-
правляют часть ЛЦГО с установки ККФ. Единственным альтернативным на-
правлением для ЛЦГО может быть использование в качестве разбавителя
котельного топлива, поэтому имеются все основания для того, чтобы как
можно больше ЛЦГО смешивать с дизельными компонентами. Основной
целью этой операции является не снижение содержания серы в ЛЦГО,
Составление балансов продуктов и запасов на НПЗ
409
а повышение его стабильности. Остальные мощности используют для
обессеривания прямогонных дизельных фракций, начиная с самых высоко-
сернистых, пока установка не будет загружена полностью.
Направление средней нафты на установку предварительной
очистки сырья каталитического риформинга
Сырьем каталитического риформинга могут быть различные потоки
средней нафты. Кроме того, эта установка может работать на нескольких
режимах разной степени загруженности. Прежде чем приступать к со-
ставлению материального баланса установки, необходимо определиться
со степенью тяжести технологического процесса и с режимом переработки
направляемого сырья.
Смешение компонентов котельного топлива
Для расчета располагаемых объемов и свойств продукта объединяются
все имеющиеся вакуумные остатки, остатки после висбрекинга и мазуты,
к которым добавляются имеющиеся компоненты-разбавители (такие, на-
пример, как легкий и тяжелый циркулирующие газойли и тяжелая нафта
с установки ККФ). Остатки и разбавители образуют объединенный продукт
(«единый массив») котельного топлива. Программа вычисляет объем этого
массива котельного топлива и его свойства (вязкость, содержание серы,
коксуемость по Конрадсону и пр.).
Объем и свойства (технические характеристики) фиксированных марок
котельного топлива берутся из рабочего плана НПЗ на рассматриваемый
месяц. Для того чтобы определить выходы и качественные характери-
стики той марки котельного топлива, для которой составляется баланс
продуктов, эти объемы и свойства объединяют и вычитают из общего
объема массива. Свойства марки топлива, для которого составляется ба-
ланс продуктов (вязкость, содержание серы, коксуемость по Конрадсону,
плотность) путем добавления дизельной фракции, корректируют таким
образом, чтобы выдерживались технические требования к этой марке ко-
тельного топлива. Количество дизельного разбавителя уточняют методом
проб и ошибок до тех пор, пока свойства данной марки котельного топлива
не попадут в пределы, оговоренные техническими требованиями.
Смешение компонентов дизельного топлива
Для количественной оценки единого массива дизельного топлива и его
свойств все дизельные компоненты, оставшиеся после выделения сырья
410
Справочник по переработке нефти
установки обессеривания дизельных фракций, а также обессеренная ди-
зельная фракция с этой установки смешиваются вместе. После этого для
определения выходов и свойств марки дизельного топлива, для которой
составлется баланс продуктов, объемы и свойства фиксированных ди-
зельных марок вычитают из этих показателей единого массива. Свойства
этой марки путем добавления керосина корректируют таким образом,
чтобы все ее характеристики (температура застывания, содержание серы,
дизельный индекс и пр.) оказались внутри пределов, оговоренных техни-
ческими требованиями.
Смешение компонентов бензина
Далее переходят к смешению компонентов бензина. Оговаривается сырье
установки каталитического риформинга и степень тяжести технологиче-
ского процесса на этой установке. Программа рассчитывает материальный
баланс каталитического риформинга по заложенным в ней выходам этого
процесса.
Объединяются все бензиновые потоки, и определяются усредненные
свойства единого топливного массива (ОЧ/ИМ, ОЧ/ММ, давление паров
по Рейду, плотность и пр.). Затем для определения выработки марки бензи-
на, для которой составляется баланс продуктов, объединяются требования
по фиксированным маркам бензина, которые вычитают из показателей
бензинового массива. Если какой-либо показатель этой марки (например,
ОЧ/ИМ, ОЧ/ММ или давление паров по Рейду) не отвечает техническим
требованиям, то состав бензинового массива можно скорректировать пу-
тем изменения степени тяжести риформинга либо подгонкой доли бутана
или более летучих компонентов смеси.
Смешение компонентов нафты
Единственными содержательными свойствами компонентов нафты при их
смешении являются давление паров по Рейду и плотность. Для выполнения
требований по этим показателям при смешении корректируют содержание
легкой прямогонной нафты, прямогонной нафты полного фракционного
состава (WSR — ПНПФС) и бутанов в каждой получаемой смеси.
ПРИМЕР 12-1
В состав НПЗ (рис. 12-1) входят приведенные ниже технологические установ-
ки. Номинальная производительность основных технологических установок
выражается следующими цифрами (в барр./сут или м3/сут):
Составление балансов продуктов и запасов на НПЗ
411
Процесс Производительность
барр./сут мэ/сут
Перегонка нефти 260000 41300
Вакуумная перегонка 115 000 18280
Гидроочистка (игнйпег)/каталит. риформинг 15000 2380
Обессеривание дизельных фракций 20000 3180
Легкий гидрокрекинг 50000 7950
Каталитический крекинг «флюид» 36000 5720
Установка получения полимерного бензина 2400 382
Висбрекинг 20000 3180
Очистка керосина 42000 6670
Установка получения водорода 27 млн ст. фут’/сут 724 тыс. нмэ/сут
Установка получения серы 150 т/сут 150 т/сут
Рис. 12-1. Схема НПЗ для примера 12-1.
ЛПН — легкая прямогонная нафта; СПН — средняя прямогонная нафта; ТПН — тяжелая прямогонная
нафта; ПРОМ — промежуточная; ДГО — дизельный газойль; ЛВГО — легкий вакуумный газойль;
ТВГО — тяжелый вакуумный газойль; АТ — установка перегонки нефти; ВТ — установка
вакуумной перегонки; УТД — установка тяжелой дизельной фракции; СУГ — сжиженный
углеводородный газ; ВлГО — влажный газойль; ВБ — установка висбрекинга; ЛЦГО — легкий
циркулирующий газойль; ТЦГО — тяжелый циркулирующий газойль; ГКУ — установка
концентрирования газов; ЛКН — легкая нафта каталитического крекинга; СКН — средняя
нафта каталитического крекинга; РККФ — разбавители с установки каталитического крекинга
«флюид»; ДекГО — декантированный газойль; ГОС — установка гидрообессеривания
412
Справочник по переработке нефти
В течение следующего месяца предполагается перерабатывать следую-
щие нефти:
Легкую аравийскую — 201 тыс. барр./сут (31950 м3/сут).
Бахрейнскую — 42 тыс. барр./сут (6670 м3/сут).
Схема переработки нефти на НПЗ показана на рис. 12-1. Максимальная
располагаемая производительность установок и ориентировочные коэф-
фициенты использования оборудования для установки перегонки нефти
и других технологических установок на планируемый месяц (30 суток)
приведены в табл, с 12-1 по 12-3.
Бахрейнская нефть перерабатывается на установках перегонки нефти
1 и 2, а легкая аравийская нефть — на установках 3—5. Атмосферный оста-
ток подвергается дальнейшей перегонке на установках вакуумной перегон-
ки 1, 5 и 6. Часть вакуумного остатка поступает на установку висбрекинга.
Вакуумный остаток после висбрекинга и прямогонный вакуумный остаток
смешивают с разбавителями с установки ККФ для приготовления марок
котельного топлива. Вакуумные газойли с установок вакуумной перегонки
объединяют и направляют на установку легкого гидрокрекинга (степень
превращения около 30 %) и установку ККФ. Непревращенный, но обессе-
ренный вакуумный газойль (средний и тяжелый продукты гидрокрекинга
«изомакс») используют в качестве сырья установки ККФ или в качестве
малосернистого разбавителя котельного топлива.
Нам предстоит оценить весь спектр вырабатываемых продуктов в барре-
лях в месяц при условии выбора производственного режима в 30 рабочих
суток, использования мощностей установок и изменения складских запа-
сов, необходимых для выдерживания этого режима.
Формат табличных вычислений приводится в табл, с 12-1 по 12-35.
Большая часть данных о выходах на установках и о качестве компонентов
смешения заложена в модель табличных вычислений и применительно
к большинству обычных оценок не нуждается в пересмотре.
В табл. 12-1 приводятся данные о числе рабочих дней и объемах пе-
реработки отдельных нефтей, а в табл. 12-2 и 12-3 — максимальная
производительность установок, коэффициенты использования обору-
дования и располагаемая (реальная) производительность установок.
В табл. 12-4 и 12-5 представлены сводные результаты расчета суммар-
ного выхода различных продуктов на установках перегонки нефти.
В табл, с 12-6 по 12-12 представлены результаты расчета материаль-
ного баланса установок вакуумной перегонки №№ 1, 5 и 6. В табл.
12-13 приведены результаты объединения вакуумных остатков с уста-
новок вакуумной перегонки и их распределение на висбрекинг,
Составление балансов продуктов и запасов на НПЗ
413
Таблица 12-1. Объемы переработки нефти за месяц (30 суток)
Нефть Тыс. барр./сут Тыс. барр./мес
Аравийская 201,00 6030,00
Бахрейнская 42,00 1260,00
Мурбан 0,00 0,00
Дубай 0,00 0,00
Итого 243,00 7290,00
Таблица 12-2. Производительность установок перегонки нефти (АТ)
Установка Название САРХ, тыс. барр./сут OPFACT Производи- тельность, тыс. барр./мес
Уст-ка перегонки нефти 1 АТ 1 20,00 1,0000 600,00
Уст-ка перегонки нефти 2 АТ 2 20,00 1,0000 600,00
Уст-ка перегонки нефти 3 АТЗ 64,00 1,0000 1920,00
Уст-ка перегонки нефти 4 АТ 4 93,00 1,0000 2790,00
Уст-ка перегонки нефти 5 АТ 5 46,00 1,0000 1380,00
Суммарно АТ 243,00 7290,00
САРХ— максимальная производительность; производительность — реальная производитель-
ность; OPFACT — коэффициент использования оборудования.
Таблица 12-3. Производительность других перерабатывающих установок
Установка Название САРХ, тыс. барр./сут OPFACT Производи- тельность, тыс. барр./мес
Установка ВТ 1 9,60 0,843 242,78
вакуумной перегонки 1 Установка ВТ 5 33,00 0,843 834,57
вакуумной перегонки 5 Установка ВТ 6 70,00 0,843 1770,30
вакуумной перегонки 6 Установка ГОчК 45,00 0,843 1138,05
очистки керосина Висбрекинг ВБ 20,00 0,843 505,80
Каталит. крекинг «флюид» ККФ 44,00 0,818 1079,38
Гидрообессерив ание УТД 1 22,00 0,843 556,38
дизельной фракции Легкий гидрокрекинг УТД 2 52,00 0,843 1315,08
Каталитический риформинг КатР 18,00 0,750 405,00
Таблица 12-4. Выходы на установках перегонки нефти
АТ № Расход сырья, тыс барр./сут Объем, тыс. Нефть барр. Выход бутане, об. % Тыс. барр. Выход ЛПН, об. % Тыс. барр. Выход СПН, об. % Тыс. барр. Плот- ность Выход керо- сина Тыс. барр. Выход легкого диз. топлива Тыс. барр. Выход среднего ДИЗ. топлива Тыс, барр. Выход тяжелого Диз. топлива Тыс. барр. Выход остатка Тыс. барр. Потери, % на нефть Тыс. бар Итого, %
1 0 А 0 1,7 0 7,9 0 10,50 0,00 0,7380 16,60 0,00 11,8 0,00 0,00 0,00 0,00 0,00 51,20 0,00 0,30 0,00 100,00
2 0 А 0 1,8 0 7,4 0 9,70 0,00 0,7346 20,00 0,00 10,3 0,00 0,00 0,00 0,00 0,00 50,50 0,00 0,30 0,00 100,00
3 62 А 1860 1,8 33,48 6,4 119,04 11,70 217,62 0,7331 16,90 314,34 21,9 407,34 0,00 0,00 1,30 24,18 39,70 738,42 0,30 5,58 100,00
4 93 А 2790 1.3 36,27 11,1 309,69 9,50 265,05 0,7458 17,50 488,25 7,4 206,46 12,70 354,33 12,90 359,91 27,30 761,67 0,30 8,37 100,00
5 46 А 1380 1,7 23,46 7,6 104,88 10,40 143,52 0,7356 16,00 220,80 13,5 186,30 0,00 0,00 0,00 0,00 50,50 696,90 0,30 4,14 100,00
1 20 В 600 0,6 3,6 5,1 30,6 10,50 63,00 0,7338 16,60 99,60 13,3 79,80 0,0 0,00 0,0 0,00 53,60 321,60 0,3 1,80 100,00
2 20 В 600 0,7 4,2 4,6 27,6 9,70 58,20 0,7310 20,00 120,00 11,8 70,80 0,0 0,00 0,0 0,00 52,90 317,40 0,3 1,80 100,00
3 2 В 60 0,7 0,42 3,9 2,34 11,40 6,84 0,7284 17,40 10,44 23,80 14,28 0,0 0,00 1,4 0,84 41,10 24,66 0,3 0,18 100,00
4 0 В 0 0,3 0 8,1 0 9,00 0,00 0,7460 18,60 0,00 8,00 0,00 14,1 0,00 13,9 0,00 27,70 0,00 0,3 0,00 100,00
5 0 В 0 0,7 0 4,8 0 10,10 0,00 0,7318 16,80 0,00 14,40 0,00 0,0 0,00 0,0 0,00 52,90 0,00 0,3 0,00 100,00
1 0 С 0 1,7 0 7,9 0 9,40 0,00 0,7380 17,70 0,00 11,8 0,00 0,0 0,00 0,0 0,00 51,20 0,00 0,3 0,00 100,00
2 0 С 0 1,8 0 7,4 0 9,60 0,00 0,7346 20,10 0,00 10,3 0,00 0,0 0,00 0,0 0,00 50,50 0,00 0,3 0,00 100,00
3 0 С 0 1,8 0 6,4 0 10,30 0,00 0,7331 18,30 0,00 21,90 0,00 0,0 0,00 1,3 0,00 39,70 0,00 0,3 0,00 100,00
4 0 С 0 1,3 0 11,1 0 7,50 0,00 0,7458 19,50 0,00 7,40 0,00 12,7 0,00 12,9 0,00 27,30 0,00 0,3 0,00 100,00
5 0 С 0 1,7 0 7,6 0 9,60 0,00 0,7356 16,80 0,00 13,50 0,00 0,0 0,00 0,0 0,00 50,50 0,00 0,3 0,00 100,00
1 0 D 0 0,6 0 5,1 0 9,40 0,00 0,7338 17,70 0,00 13,3 0,00 0,0 0,00 0,0 0,00 53,60 0,00 0,3 0,00 100,00
2 0 D 0 0,7 0 4,6 0 9,60 0,00 0,7310 20,10 0,00 11.9 0,00 0,0 0,00 0,0 0,00 52,90 0,00 0,3 0,00 100,00
3 0 D 0 0,7 0 3,9 0 10,00 0,00 0,7284 18,80 0,00 23,80 0,00 0,0 0,00 1.4 0,00 41,10 0,00 0,3 0,00 100,00
4 0 D 0 0,3 0 8,1 0 8,00 0,00 0,7460 19,60 0,00 8,00 0,00 14,1 0,00 13,9 0,00 27,70 0,00 0,3 0,00 100,00
5 0 D 0 0,7 0 4,8 0 9,50 0,00 0,7318 17,40 0,00 14,40 0,00 0,0 0,00 0,0 0,00 52,90 0,00 0,3 0,00 100,00
Сумма 243 7290 101,43 594,15 754,23 1253,43 964,98 354,33 384,93 2860,65 21,87
А — аравийская нефть; В — бахрейнская нефть; С — нефть Мурбан; D — нефть Дубай.
414 Справочник по переработке нефти
Составление балансов продуктов и запасов на НПЗ
415
Таблица 12-5. Общий материальный баланс перегонки нефти
Тыс. Тыс.
барр./сут барр./мес Об. %
Приход
Аравийская 201 6030 82,72
Бахрейнская 42 1260 17,28
Мурбан 0 0 0,00
Дубай 0 0 0,00
Итого 243 7290 100,00
Расход
Бутан 3,4 101,4 1,39
Легкая прямогонная нафта (ЛПГ) 19,8 594,2 8,15
Средняя прямогонная нафта (СПГ) 25,1 754,2 10,35
Керосин 41,8 1253,4 17,19
Легкая дизельная фракция 32,2 965,0 13,24
Средн./промежут. дизельная фракция 11,8 354,3 4,86
Тяжелая дизельная фракция 12,8 384,9 5,28
Атмосферный остаток 95,4 2860,7 39,24
Потери 0,7 21,9 0,30
Итого 243,0 7290,0 100,00
Таблица 12-6. Установка вакуумной перегонки (ВТ) № 1, битумный режим
Выход, об. % х 1000 барр./мес Плотность Сера, масс. % Плотность xS VBI, н
Сырье 1,0000 267,30
ВлГО 0,0740 19,78 0,8585 1,171 1,0050 -29
ДГО 0,6230 166,53 0,9174 2,691 2,4690 280
ТВГО 0,0460 12,30 0,9918 4,260 4,2250 638
Вакуумный 0,2570 68,70 1,0350 4,925 5,0970 827
остаток
Итого 1,0000 267,30
VBI — индекс смешения вязкости (объемный); ВлГО — влажный газойль; ДГО — дистиллятный
газойль; ТВГО — тяжелый вакуумный газойль.
Таблица 12-7. Распределение атмосферного остатка по вакуумным установкам
Остаток Ресурс, тыс. барр./мес На ВТ 1 топливо На ВТ 1 битум* На ВТ 5 (33 тыс. барр./сут)** На ВТ 5 битум На ВТ 6 (65 тыс. барр./сут)*** На ККФ В топливо На склад
Остаток 1А 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Остаток 2А 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Остаток ЗА 738,42 0,00 0,00 287,40 0,00 451,02 0,00 0,00 0,00
Остаток 4А 761,67 0,00 0,00 287,00 0,00 474,67 0,00 0,00 0,00
Остаток 5А 696,90 0,00 0,00 250,60 0,00 446,30 0,00 0,00 0,00
Остаток 1В 321,60 0,00 267,30 18,40 0,00 35,90 0,00 0,00 0,00
Остаток 2В 317,40 0,00 0,00 116,70 0,00 200,70 0,00 0,00 0,00
Остаток ЗВ 24,66 0,00 0,00 0,00 0,00 24,66 0,00 0,00 0,00
Остаток 4В 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Остаток 5В 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
ВлГО ВТ 1 19,78 0,00 0,00 0,00 0,00 19,78 0,00 0,00 0,00
Итого,
тыс. барр./мес 2860,85 0,00 267,30 960,10 0,00 1633,25 0,00 0,00 0,00
тыс. барр./сут 95,36 0,00 8,91 32,00 0,00 54,44 0,00 0,00 0,00
Производительность установки:
*270;
**990;
***1950.
416 Справочник по переработке нефти
Составление балансов продуктов и запасов на НПЗ
417
Таблица 12-8. ВТ № 1, режим котельного топлива
Выход, об. % Тыс. барр./ мес Плотн. Сера, масс. % Плотн. xS VBI, н
Сырье 1,0000 0,00
ВлГО 0,1390 0,00 0,8713 1,795 1,5640 62
ДГО 0,4790 0,00 0,9169 2,634 2,4151 281
ТВГО 0,0000 0,00
Вакуумный 0,3820 0,00 1,0247 4,722 4,8386 754
остаток
Сумма 1,0000 0,00
битумную установку и на приготовление котельного топлива смешением.
В табл. 12-14 и 12-15 приводятся материальные балансы и показатели
качества продуктов битумной установки и висбрекинга, а в табл. 12-16 —
объемы композиций котельного топлива и их оценочные свойства.
В табл. 12-17 указаны все компоненты смешения, входящие в сводный
массив котельного топлива, их объемы, свойства, а также суммарный
объем и показатели качества этого массива. Объемная выработка фикси-
рованных марок является величиной известной или задаваемой предва-
рительно (табл. 12-18), а выработка марки котельного топлива (1-961), для
которой составляется баланс продуктов, рассчитывается путем вычитания
объемов и свойств фиксированных марок (табл. 12-18) из показателей для
композитного пула котельного топлива (табл. 12-17). Мы видим, однако,
что полученное таким путем котельное топливо не отвечает требовани-
ям по вязкости (180 мм2/с, индекс смешения вязкости = 480), так что
проводится дополнительное разбавление дизельной фракцией, чтобы
уменьшить VBI с 586 до 480, и при этом увеличивается объем котельного
топлива (табл. 12-19).
В табл. 12-20 показано объединение всех тяжелых дизельных фракций,
выработанных на установках перегонки нефти или на вакуумных уста-
новках. В табл. 12-21 показано распределение этих потоков ТВГО по пере-
рабатывающим установкам. В первую очередь загружаются гидрокрекинг
и каталитический крекинг, а оставшийся продукт либо добавляют в ко-
тельное топливо, либо направляют на склад для экспорта или использо-
вания в будущем. В табл. 12-22 приведен материальный баланс и свойства
продуктов установки легкого гидрокрекинга (УТД 2). Непревращенный,
но обессеренный ТВГО с установки легкого гидрокрекинга, называемый
изомат, используется в качестве сырья установки ККФ (табл. 12-23), а весь
избыток изомата может служить разбавителем котельного топлива. Легкий
Таблица 12-9. Выходы на установке вакуумной перегонки № 5
Выход 1 А Тыс. барр. Выход 2 и 5А Тыс. барр. Выход ЗА Тыс. барр. Выход 4А Тыс. барр. Выход 1В Тыс. барр. Выход 2 и 5В Тыс. барр. Выход ЗВ Тыс. барр. Выход 4В Тыс. барр. Сумма
Сырье 1,0000 0,00 1,0000 250,60 1,0000 287,40 1,0000 287,00 1,0000 18,40 1,0000 116,70 1,0000 0,00 1,0000 0,00 960,10
ВлГО 0,0060 0,00 0,0060 1,50 0,0080 2,30 0,0000 0,00 0,0060 о,и 0,0060 0,70 0,0000 0,00 0,0000 0,00 4,61
ДГО 0,2680 0,00 0,2600 65,16 0,0760 21,84 0,0000 0,00 0,2800 5,15 0,2730 31,86 0,1010 0,00 0,0000 0,00 124,01
ТВГО 0,4410 0,00 0,4430 111,02 0,5330 153,18 0,3960 113,65 0,4400 8,10 0,4420 51,58 0,5240 0,00 0,3940 0,00 437,53
Вакуум, остаток 0,2850 0,00 0,2910 72,92 0,3830 110,07 0,6040 173,35 0,2740 5,04 0,2790 32,56 0,3750 0,00 0,6060 0,00 393,95
Сумма 1,0000 0,00 1,0000 250,60 1,0000 287,40 1,0000 287,00 1,0000 18,40 1,0000 116,70 1,0000 0,00 1,0000 0,00 960,10
Примечания:
Сырье 1А — мазут с АТ-1, перерабатывающей аравийскую нефть.
Сырье 2А — мазут с АТ-2, перерабатывающей аравийскую нефть.
Сырье ЗА— мазут с АТ-1, перерабатывающей аравийскую нефть.
Сырье 1В — мазут с АТ-1, перерабатывающей бахрейнскую нефть.
418 Справочник по переработке нефти
Составление балансов продуктов и запасов на НПЗ
419
Таблица 12-10. Свойства вакуумных дистиллятов с ВТ 5
Тыс. барр./мес Плотн. Сера, масс. % PI VBI Плотн. х S
Сырье 960,10
ВлГО 4,61 0,8096 0,37 76 -197 0,30
ДГО 124,01 0,8740 1,96 588 82 1,71
ТВГО 437,53 0,9437 2,97 2919 413 2,80
Вакуумный 393,95 1,0177 4,26 765 4,34
остаток
Сумма 960,10 0,9644 3,36 1406 512 3,236
Примечания:
VBI — индекс смешения вязкости (объемный).
PI — индекс смешения температуры застывания.
изомат, фактически представляющий собой обессеренную дизельную
фракцию, направляется в дизельный пул.
В табл, с 12-24 по 12-26 показаны выходы и свойства продуктов установ-
ки ККФ. Легкую и среднюю нафту каталитического крекинга добавляют
в бензин, а тяжелую нафту каталитического крекинга — на смешение
с компонентами дизельного топлива. Легкий циркулирующий газойль
частично направляют в дизельный пул после гидроочистки на установке
гидроочистки дизельной фракции. Весь оставшийся ЛЦГО (легкий цирку-
лирующий газойль), ТЦГО и декантированный газойль используются в ка-
честве разбавителя в композициях котельного топлива. В табл. 12-27 ука-
заны характеристики сырья установки обессеривания дизельной фракции.
Знание реальной мощности этой установки позволяет рассчитать сум-
марное сырье на нее. Легкий циркулирующий газойль с установки ККФ
является сырьем, которое должно пройти гидроочистку перед смешением
с компонентами дизельного топлива. Часть мощности установки занята
очисткой этого сырья. Остальная мощность установки используется для
обессеривания неочищенной дизельной фракции, начиная с потоков с са-
мым большим содержанием серы.
В табл. 12-28 показаны некоторые специальные смеси, например топли-
во для морских дизелей. Они, как правило, смешиваются по специальным
рецептурам, основанным на предыдущих отгрузках. В табл. 12-29 показа-
ны фиксированные марки дизельных топлив. В табл. 12-30 указаны все
компоненты, их объемы и свойства при смешении и средние свойства
пула. После вычитания свойств фиксированных и специальных марок мож-
но оценить оставшийся объем пула и его свойства при смешении. Керосин
добавляют в дизельное топливо, для того чтобы выдержать требования
по содержанию серы или температуре застывания балансируемой марки
420
Справочник по переработке нефти
дизельного топлива, если эти показатели лимитируют качество. В табл,
с 12-31 по 12-33 приведены выходы на установке каталитического ри-
форминга и указаны бензиновые смеси из ЛКН, бензина каталитического
риформинга, легкой прямогонной нафты и т.д. В табл. 12-35 и 12-36 по-
казаны оценки выработки керосина. Некоторые керосины могут исполь-
зоваться для приготовления специальных военных композиций, например
JP-4 (смесь керосина, нафты и бутана). Остальная часть керосинового
пула используется прежде всего для выполнения требований к фиксиро-
ванным маркам, а затем для приготовления балансируемой марки (табл.
12-35 и 12-36).
Далее переходят к смешению нафты, ЛПН и прямогонной нафты полно-
го фракционного состава (ПНПФС). Основное количество легкой нафты
и вся прямогонная нафта полного фракционного состава вырабатываются
на установке перегонки нефти. Они показаны в табл, с 12-37 по 12-39. Наи-
более важные их свойства — плотность нафты и давление паров по Рейду.
Это давление можно увеличить добавлением бутана, так как, в общем,
имеются экономические стимулы к выпуску нафты с давлением паров
по Рейду, близким к техническим требованиям.
Если на НПЗ имеются установки для получения сжиженного углеводо-
родного газа, то его выделяют из потоков с установок перегонки нефти,
ККФ и каталитического риформинга (табл. 12-40). СУГ направляется
на приготовление бензина, смешивание компонентов нафты и на про-
дажу в качестве самостоятельного продукта. Остатки СУГ, если они есть,
используются в качестве нефтезаводского топлива.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
J.R. White. «Use Spreadsheets for Better Refinery Operation». Hydrocarbon
Processing (October 1986), p. 49. «Linear Programming Optimization of Refinery
Spreadsheets». Hydrocarbon Processing (November 1987), p. 90.
Таблица 12-11. Общие выходы на ВТ 6
Выход Тыс. Выход 2 и 5А Тыс. бар. Выход ЗА Тыс. бар. Выход Тыс. Выход Тыс. Выход Тыс. Выход ЗВ Тыс. бар. Выход 4В Тыс. бар. Выход ВлГО ВТ 1 Тыс. бар. Сумма
1А бар. 4А бар. 1В бар. 2 и 5В бар.
Сырье 1,0000 0,00 1,0000 446,30 1,0000 451,02 1,0000 474,67 1,0000 35,90 1,0000 200,70 1,0000 24,66 1,0000 0,00 1,0000 19,78 1653,03
ВлГО 0,0040 0,00 0,0050 2,23 0,0000 0,00 0,0000 0,00 0,0040 0,14 0,0050 1,00 0,0000 0,00 0,0000 0,00 0,0250 0,49 3,87
ДГО 0,2590 0,00 0,2490 111,13 0,0650 29,32 0,0000 0,00 0,2710 9,73 0,2600 52,18 0,0700 1,73 0,0000 0,00 0,9530 18,85 222,93
ТВГО 0,4400 0,00 0,4430 197,71 0,5090 229,57 0,3210 152,37 0,4420 15,87 0,4480 89,91 0,5220 12,87 0,3310 0,00 0,0220 0,44 698,74
Вакуум, остаток 0,2970 0,00 0,3030 135,23 0,4260 192,13 0,6790 322,30 0,2830 10,16 0,2870 57,60 0,4080 10,06 0,6690 0,00 0,0000 0,00 727,49
Сумма 1,0000 0,00 1,0000 446,30 1,0000 451,02 1,0000 474,67 1,0000 35,90 1,0000 200,70 1,0000 24,66 1,0000 0,00 1,0000 19,78 1653,03
Составление балансов продуктов и запасов на НПЗ
422
Справочник по переработке нефти
Таблица 12-12. Свойства фракций ВТ 6
Тыс. барр./мес Плотн. Сера, % масс. PI VBI Плотн. xS
Сырье 1653,03
ВлГО 3,87 0,8127 0,51 71 -185 0,41
ДГО 222,93 0,8439 1,87 537 67 1,58
ТВГО 698,74 0,9375 2,89 2703 393 2,71
Вакуумный 727,49 1,0164 4,22 750 4,28
остаток
Сумма 1653,03 0,95932 3,33 505 3,195
Таблица 12-13. Выработка и распределение вакуумного остатка
Уст-ка Режим работы Выработка, тыс. барр. На висбрекинг На битум, установку Битум ВТ1 В котельное топливо
ВТ1 Битум 68,70 68,70 0,00
ВТ 1 Котел, топл. 0,00 0,00
ВТ 5 Котел, топл. 393,95 393,95 0,00
ВТ 6 Котел, топл. 727,49 200,05 23,26 504,18
Сумма 1190,13 594,00 23,26 68,70 504,17
Таблица 12-14. Выход на установке получения битума окислением
Поток Выход, об. % Тыс. барр.
Потребность в битуме 90
Выработка битума на ВТ 1 68,70
Потребность в битуме с битумной установки 21,30
Сырье битумной установки 23,26
Сырье 100,00 23,26
Потери 1,00 0,23
Котельное топливо на проведение реакции 7,40 1,72
Битум 91,60 21,30
Сумма 100,00 23,26
Составление балансов продуктов и запасов на НПЗ
423
Таблица 12-15. Установка висбрекинга
Ресурс, тыс. барр. Использ., тыс. барр. Плотн. Плотн. xS н Выход об. % (Ж)
Сырье Вакуум, остаток 5 393,95 393,95 1,0177 4,337 764,71
Вакуум, остаток 6 727,49 200,05 1,0164 4,285 749,73
Сумма 1121,43 594 1,0173 4,319 759,67
Продукт Потери Нафта Остаток висбрекинга 2,38 16,04 575,59 1,03 4,653 669,67 0,40 2,70 96,90
Сумма 594,00 100,00
Примечания: Н = VBI, индекс смешения вязкости; плотн. х S — произведение плотности
на содержание серы в масс. %; расход сырья = 19,80 тыс. барр./сут; выход об. % (Ж) — выход
в об. % по жидким продуктам.
Таблица 12-16. Пул остатка
Кокс по
Остатки Объем Н Плотн. Плотн. х S Сера Конраде.
Вакуум, остаток 4А 0,00 646 0,9908 3,9400 3,98 13,7
Вакуум, остаток ВТ 5 0,00 765 1,0177 4,3365 4,26 21,5
Вакуум, остаток ВТ 6 504,18 750 1,0164 4,2846 4,22 21,1
Остаток висбрекинга 575,59 760 1,0173 4,3191 4,25 23,1
Битум 1/5 0,00 791 1,0350 5,0800 4,91 21,6
Битум битумн. уст-ки 1,72 832 1,0220 4,3500 4,26 26,9
Вакуум, остаток ЗА 0,00 486 0,9643 3,2440 3,36 26,9
Весь остаток, включая 1081,48 755 1,0169 4,3031 4,23 22,2
остаток висбрекинга
Весь остаток прямой гонки 505,89 750 1,0165 4,2849 4,22 21,1
Таблица 12-17. Смешение компонентов котельного топлива
Компонент котельного топлива Объем н Плотн. Плотн. xS Сера Кокс по Конраде.
Весь вакуум, остаток 1081,48 755 1,0169 4,3031 4,23 22,17
Весь вакуум, остаток 505,89 750 1,0165 4,2849 4,22 21,12
без остатка висбрек.
Остаток висбрекинга 575,59 760 1,0173 4,3191 4,25 23,10
Разбавители из ККФ 316,92 173 0,9316 1,0736 1,15 0,80
Средний изомат 6,79 241 0,8844 0,0000 0,00 0,00
Тяжелый изомат 0,00 378 0,9018 0,0000 0,00 0,00
Тяж. нафта кат. крек. 110,31 -250 0,7800 0,0780 0,10 0,00
Сред./пром. дизель 4А 0,00 61 0,8709 1,6240 1,86 0,00
ТВГО 74,49 364 0,9322 2,6200 2,81 0,00
Склад 0,00 0 0,9602 2,5280 2,63 0,00
Сумма 1590,00 549 0,9789 3,2690 3,25 15,24
424
Справочник по переработке нефти.
Таблица 12-18. Пул фиксированных марок котельного топлива
Свойства
Фиксированные марки топлива Объем н Плотн. Плотн. х S Сера Кокс по Конраде.
1-925 0,00 458 0,9490 2,2300 2,35 15,00
1-928 360,00 458 0,9550 2,5800 2,70 15,00
1-934 0,00 427 0,9520 2,7100 2,85 15,00
1-933 0,00 394 0,9480 2,7200 2,87 15,00
1-957 0,00 349 0,9480 2,5900 2,73 15,00
I-957LS 0,00 338 0,9310 1,7800 1,91 15,00
1-960 0,00 430 0,9600 3,2100 3,35 15,00
1-962 0,00 484 0,9650 3,2300 3,35 15,00
1-964 0,00 439 0,9630 3,0700 3,19 15,00
1-971 135,00 488 0,9710 3,2900 3,39 15,00
1-961 (80 мм2/с) 0,00 396 0,9480 2,7700 2,92 15,00
Все фиксир. марки 495,00 466,18 0,96 2,77 2,89 15,00
Таблица 12-19. Смешение балансируемой марки котельного топлива
Поток Ресурс н Плотн. Плотн. X S Сера Кокс по Конраде.
Пул котел, топлива 1590,00 549 0,9789 3,2690 3,25 15,24
Фиксирован, марки 495,00 466 0,9594 2,7736 2,89 15,00
котельн. топлива
Балансируем, марка 1095,00 586 0,9878 3,4929 3,41 15,35
котельн. топлива
Разбавитель 1-888 210,00 -30 0,8530 0,8530 1,00 1,00
(дизельная фракция)
Пул 1-961 (балансируем. 1325,00 480 0,9515 3,0218 3,18 12,84
марка)
На склад 0,00 480 0,9515 3,0218 3,18 12,84
Пул 1-961 1325,00 480 0,9515 3,0218 3,18 12,84
Таблица 12-20. Сводка выходов тяжелых дизельных фракций
Установки Поток Объем Н Плотн. Плотн. х S
АТЗ Тяж. диз. фракция ЗА 25,02 215 0,9020 2,170
АТ 4 Тяж. диз. фракция 4А 359,91 290 0,9160 2,330
ВТ1 ДГО (битумн. режим) 178,82 299 0,9200 2,470
ВТ 5 ТВГО ВТ 5 437,53 413 0,9437 2,802
ВТ 6 ТВГО ВТ 6 698,74 393 0,9375 2,710
Сумма 1700,02 364 0,9322 2,620
На склад, ± -94,57
Сумма, тыс. барр. 1605,45
Составление балансов продуктов и запасов на НПЗ
425
Таблица 12-21. Распределение тяжелой дизельной фракции
Поток Тыс. барр.
В 1-725 (ТВГО) 0,00
На установку гидрокрекинга, УТД 2 1315,08
На установку ККФ 215,88
На смешение топлива 74,49
Сумма 1605,45
Таблица 12-22. Сводка выходов на установке УТД 2 (легкого гидрокрекинга)
Объем, тыс. барр. Дизельн. индекс PI Сера н Плотн.
Сырье 1315,08
Легкий дизель 18,72 64,0 46 0,030 -250 0,7950
ПНПФС 22,74 0,7034
Легкий изомат 393,21 38,0 450 0,120 25 0,8839
Средний изомат 316,30 0,240 241 0,8844
Тяжелый изомат 603,18 0,280 378 0,9018
Сумма 1354,15
Прирост объема 39,07
Таблица 12-23. Распределение продуктов гидрокрекинга (изоматов) с УТД 2
Легкий Средний Тяжелый
изомат изомат изомат
Выработано 393,21 316,30 603,18
Склад, ± 0,00 -49,19 0,00
Сумма 393,21 267,11 603,18
Распределение
В дизельное топливо 393,21 0,00 0,00
В топливо 0,00 6,79 0,00
На установку ККФ 0,00 260,32 603,18
Сумма 393,21 267,11 603,18
426
Справочник по переработке нефти
Таблица 12-24. Сводка сырья установки ККФ
Режим 1, тыс. барр. Режим 2, тыс. барр.
Сырье с гидрокрекинга 863,51 0,00
Сырье ТВГО 0,00 215,88
Сумма 863,51 215,88
Доля изоматов в сырье, % 80,00 Число рабочих дней 30,00 Расход сырья, тыс. барр./сут 28,78 20,00 30,00 7,20
Таблица 12-25. Сводка выходов на установке ККФ
Продукт Выходы, об. % (Ж) Объем, тыс. барр. Плотн. Н Плотн. Диз.
Режим 1 Режим 2 х 5 ИНД.
Легкая катал, нафта Средн, катал, нафта Полимер-бензин Тяжел, катал, нафта 0,2950 0,0613 0,0337 0,1060 0,2320 0,1180 0,0336 0,0870 304,82 78,41 36,35 110,31 0,78 -250,00 0,08
Бутан Легк. цирк, газойль 0,0295 0,2810 0,0258 0,2590 31,04 298,56 0,89 -82,80 0,65 33,00
Тяж. цирк, газойль + 0,2140 0,2600 240,92 0,95 253,20 1,21
декантир. газойль Сумма Прирост Разбавители 1,0205 1,0154 1100,41 21,03 539,48 0,91 67,25 0,90
Таблица 12-26. Качество разбавителя с установки ККФ
Разбавитель для смешения Тыс. барр. Н Плотн. Плотн. х S
Поток
Весь ЛЦГО 298,56
ЛЦГО на УТД 1* 222,55
ЛЦГО в котельное топливо 76,01
в качестве разбавителя
ЛЦГО 76,00 -82,80 0,89 0,65
ТЦГО + декантиров. газойль 240,92 253,20 0,95 1,21
Качество разбавителя 316,92 172,62 0,9316 1,0736
* Мощность установки УТД 118,546 тыс. барр./сут, 30 суток.
Таблица 12-27. Газойлевый (дизельный) компонент с установки гидрообессеривания дизельной фракции УТД 1
Поток Ресурс На УТД 1 Диз. ИНД. PI Н Сера Остаток
ЛЦГО 1 222,55 222,55 33,1 107 -83 0,296 0,00
ЛЦГО2 0,00 0,00 33,1 107 -83 2,813 0,00
ЛД1А 0,00 0,00 63,0 197 -68 1,111 0,00
ЛД2А ' 0,00 0,00 61,3 235 -37 1,250 0,00
ЛД ЗА 407,34 0,00 61,2 308 -19 1,319 407,34
ЛД 4А 206,46 0,00 57,4 190 -76 0,840 206,46
ЛД 5А 186,30 0,00 62,5 240 -50 1,169 186,30
ЛД1В 79,80 0,00 55,0 197 -72 1,029 79,80
ЛД 2В 70,80 0,00 56,3 220 -45 1,169 70,80
ЛД ЗВ 14,28 0,00 54,2 300 -24 1,270 14,28
ЛД 4В 0,00 0,00 0,0 127 -82 0,804 0,00
ЛД 5В 0,00 0,00 61,4 240 -50 1,148 0,00
Ср./пр. дизель 4А 354,33 0,00 57,2 524 65 1,677 354,33
Тяж. дизель ВТ 5 437,53 334,03 56,5 588 0 1,955 103,50
Тяж. дизель ВТ 6 222,93 0,00 56,5 537 0 1,873 222,93
Сумма 2202,32 556,58 47,1 396 -33 1,292 1645,74
Сырье УТД 1 556,58 47,1 396 -33 1,292
ЛД — легкая дизельная фракция;
ср./пр. дизель — средняя/промежуточная дизельная фракция.
Мощность установки 18,546 барр./сут.
Суммарное сырье 556,38 тыс. барр. Рабочих суток: 30.
Составление балансов продуктов и запасов на НПЗ 427
428
Справочник по переработке нефти
Таблица 12-28. Специальные композиции
Продукт Объем Плотн. Н Кокс по Конраде. Плотность xS Сера
Вакуум остаток 4А 0,00 0,9908 640 13,4 3,772 3,807
Легкий дизель 3 0,00 0,8511 -19 0,0 1,123 1,319
УГД 1 6,00 0,8500 20 0,0 0,196 0,231
Сред./пром. 4А 4,00 0,8681 65 0,0 0,701 0,808
1-961 1,40 0,9795 461 15,0 3,411 3,482
Сумма 11,40 0,87 89,95 1,84 0,77 0,832
Требования к топливу 1-892 для морских дизелей, 11,15 тыс. барр.
Н — не более 90, коксуемость по Конрадсону — не более 2,0, сера — не более 1,6 масс. %.
Таблица 12-29. Фиксированные марки дизельного топлива
Марка Объем Дизельный индекс PI Плотность х S Сера Индекс темп-ры вспышки
1-800 300 47,0 585 0,8300 0,9700 0,001
1-875 0 55,0 294 0,8200 0,9700 0,001
1-876 510 53,2 338 0,8230 0,9700 0,001
I-876ZP 0 53,2 190 0,3290 0,4000 0,001
1-885 584 51,9 365 0,4090 0,4800 0,001
1-88801 0 51,2 389 0,8280 0,9700 0,001
1-88802 0 45,6 389 0,8280 0,9700 0,001
1-88805 0 53,5 389 0,8280 0,9700 0,001
1-88803 0 51,2 446 0,8340 0,9700 0,001
1-88807 0 53,5 389 0,8280 0,9700 0,001
Сумма 1394 51,3 402 0,6511 0,7647 0,0010
Таблица 12-30. Пул дизельных топлив
Поток Ресурс, тыс. барр. Объем на смешение, тыс. барр. Диз. ИНД. PI Плотн. xS Сера FI н
ЛЦГО 1 0,00 0,00 31,5 76 0,210 0,240 0,380 -83
ЛЦГО 2 0,00 0,00 26,7 255 2,750 2,990 0,330 -50
ЛД1А 0,00 0,00 57,9 197 0,932 1,100 0,380 -68
ЛД2А 0,00 0,00 56,6 235 1,058 1,251 0,380 -37
ЛДЗА 407,34 407,34 57,1 308 1,123 1,320 0,240 -19
ЛД4А 206,46 206,46 57,4 190 0,701 0,840 0,450 -76
ЛД5А 186,30 186,30 57,1 240 0,985 1,160 0,380 -50
ЛД1В 79,80 79,80 56,5 197 0,867 1,029 0,380 -72
ЛД2В 70,80 70,80 53,7 220 0,994 1,169 0,380 -45
ЛДЗВ 14,28 14,28 52,5 300 1,087 1,271 0,220 -24
ЛД4В 0,00 0,00 0,0 0 0,676 0,804 0,000 0
ЛД5В 0,00 0,00 61,4 240 0,974 1,148 0,380 -50
Ср./пр.д. 4А 354,33 354,33 51,9 524 1,456 1,677 0,000 57
ДГО ВТ 5 103,50 103,50 48,7 569 1,618 1,856 0,350 0
ДГО ВТ 6 222,93 222,93 50,1 531 1,579 1,817 0,350 0
Легкий изомат 393,21 393,21 38,8 450,0 0,062 0,070 0,170 25
ТКН 0,00 0,00 30,8 46 0,330 0,400 -1,910 -250
Дизель УГД 1 550,58 550,58 50,3 375 0,194 0,228 0,300 20
Дизель УГД 2 18,72 18,72 64 46 0,024 0,030 -1,910 -250
Сумма 2608,25 2608,252 51,2 380 0,635 0,941 0,242 -2
Фиксир. марки 1394,00 51,32 402,47 0,65 0,76 0,00 0
ПУЛ 1-888 1214,25 51,1 355,1 0,6 1,1 0,52 -4
Керосин разбав. 270,00 64,0 46 0,158 0,170 -1,91 -300
Всего ПУЛ 1-888 1484,25 53,4 298,9 0,53 0,97 0,08 -58
Специфик. 1-888 51,2 389 0,828 0,970 0,001
Примечание: FI = индекс температуры вспышки 144°F (62°C).
Составление балансов продуктов и запасов на НПЗ
429
Таблица 12-31. Сырье установки каталитического риформинга
Сырье Ресурс, тыс. барр. Объем, тыс. барр. Платность Остаток, тыс. барр.
Средняя прямогонная нафта из AT 4А 265,05 100,00 0,7400 165,05
Тяжелая прямогонная нафта из АТ ЗА 217,62 108,00 0,7331 109,62
Средняя нафта кат. крекинга 78,41 0,00 0,7750 78,41
Прочие 0,00 0,00 0,0000 0,00
Суммарное сырье каталитич. риформинга 561,08 208,00 0,7364 353,08
Таблица 12-32. Продукт с установки каталитического риформинга
Поток Сырье, тыс. барр. Сутки Все сырье. Выход, тыс. барр. % Продукт, ТЫС. барр. Объем Cv тыс. барр. Потери, тыс. барр.
Бензин 8,00 0,00 0,00 86,10 0,00 0,00 0,00
ОЧ/ИМ 90 Бензин 8,00 0,00 0,00 80,50 0,00 0,00 0,00
ОЧ/ИМ 95 Бензин 8,00 26,00 208,00 76,50 159,12 0,00 48,88
ОЧ/ИМ 97 Сумма 208,00 159,12 0,00 48,88
Таблица 12-33. Бензиновые потоки на смешение
Потоки Ресурс, тыс. барр. Объем на смешение ОЧ/ИМ ДПР Чувст-сть ОЧ/ИМ — ОЧ/ММ Остаток
Бензин риформ. 159,12 159,12 97,20 62,1 10,10 0,00
ОЧ/ИМ 97
Бензин риформ. 0,00 0,00 95,20 62,1 9,80 0,00
ОЧ/ИМ 95
Бензин риформ. 0,00 0,00 90,20 62,1 8,30 0,00
ОЧ/ИМ 90
ЛКН 304,82 304,82 89,60 62,8 11,50 0,00
СКН 78,41 78,41 84,00 11,7 10,00 0,00
Полимер-бензин 36,35 36,35 97,50 64,9 16,70 0,00
Нафта висбрекинга 16,04 16,04 63,40 56,6 7,00 0,00
ЛП нафта 594,15 0,00 55,20 66,9 1,00 594,15
Бутан 101,43 0,00 96,20 414 4,50 101,43
ПУЛ 1131,20 594,74 90,67 67,0 11,12 695,58
ДПР — давление паров по Рейду, кПа.
430
Справочник по переработке нефти
Таблица 12-34. Выработка марок бензина
Марка Объем, тыс. барр. ОЧ/ИМ ДПР, кПа абс. Чувствительность ОЧ/ИМ — ОЧ/ММ
1-383 120,00 83,20 63,5 4,50
1-385 50,00 85,20 59,3 6,20
1-390 100,00 90,20 61,4 7,30
1-383 140,00 93,20 64,9 10,00
1-397 20,00 97,20 62,1 11,50
Итого 430,00 88,97 62,9 7,47
Весь пул бензина 594,74 90,67 67,0 11,12
Фиксированные марки 430,00 88,97 62,9 7,47
Балансируемая марка 1-395 164,74 95,12
ДПР — давление паров по Рейду.
Таблица 12-35. Смешение для приготовления JP-4 (реактивного топлива)
Поток Ресурс, тыс. барр. Объем, тыс. барр. Темп-ра FR.I (инд. крист.) х объем
ДПР, кПа Плотн. кристал., °C Индекс кристал.
ЛП нафта 594,15 0,00 71,1 0,6724 -76 7,548 0,00
СП нафта 754,23 52,13 10,4 0,7313 -76 7,548 393,46
Бутан 101,43 2,73 414 0,5692 -76 7,548 20,61
Керосин 1253,43 42,13 0 0,7911 -40 61,742 2601,17
СК нафта Склад 0,00 0,00 11,7 0,7750 -76 7,548 0,00
Сумма 2703,24 96,99 17,3 0,7527 -52 31,09
Спецификации по смешению реактивного топлива 1-434 (топливо JP-4):
Плотность не менее 0,7525. Температура кристаллизации = -46 °C.
Таблица 12-36. Выработка марок керосина
Выработка из нефтей, тыс. барр. 1253,43
Для приготовления дизельного топлива 270,00
Для приготовления котельного топлива 0,00
На склад 0,00
Нетто-ресурс для смешения 983,43
На установки очистки керосинов 983,43
Расход сырья на очистку керосина, тыс. барр./сут 32,78
Неочищенный керосин 0,00
Фиксированные марки керосина, тыс. барр.
1-400 200,10
1-411 8,10
1-436 42,13
1-419 238,00
Итого, фиксированные марки 488,33
Выработка балансированной марки керосина, тыс. барр. 495,10
Составление балансов продуктов и запасов на НПЗ
431
Таблица 12-37. Выработка нафты
Поток Ресурс, тыс. барр. Объем на смешение, тыс. барр. ДПР, кПа абс. Плотность
ЛП нафта 594,15 594,15 71,1 0,6732
СП нафта 494,10 494,10 10,4 0,7354
ПНПФС УТД 2 22,74 22,74 37,3 0,7034
Весь ПУЛ 1110,99 1110,99 43,5 0,7015
Таблица 12-38. Смешение легкой нафты
Поток Ресурс, тыс. барр. Объем на смешение, тыс. барр. ДПР, кПа абс. Плотность
ЛП нафта 294,00 294,00 71,1 0,6732
Бутан 0,00 0,00 414,0 0,5692
Смесь 294,00 294,00 71,1 0,6732
Таблица 12-39. Смешение прямогонной нафты
полного фракционного состава (ПНПФС)
Поток Ресурс, тыс. барр. Объем на смешение, тыс. барр. ДПР, кПа абс. Плотность
ЛП нафта 300,15 300,15 71,1 0,6689
СП нафта 494,10 494,10 10,4 0,7250
НПФС УТД 2 22,74 22,74 37,3 0,7034
Склад, ± 0,00
Итого 816,99 816,99 33,1 0,7038
Бутан 25,00 414,0 0,5692
Вся смесь 841,99 44,9 0,6998
432
Справочник по переработке нефти
Таблица 12-40. Выработка и распределение СУГ
Выработка Тыс. барр.
Выработка СУГ на установках перегонки нефти 101,43
С устаноки ККФ 31,04
С каталитического риформинга 0,00
Суммарная выработка 132,47
Распределение
Товарный СУГ 25,00
На смешение в бензин 2,73
На смешение в нафту 25,00
В специальное реактивное топливо (JP-4) 2,73
Оставшийся СУГ в топливо НПЗ 77,01
Суммарное распределение 132,47
Таблица 12-41. Потери и приросты объемов на установках
Установка Тыс. барр.
Потери
Установки перегонки нефти 21,87
Битумная установка 0,23
Каталитический риформинг 48,88
Установка висбрекинга 2,38
Сумма 73,36
Приросты на установках
Установка ККФ 21,03
Установка легкого гидрокрекинга 39,07
Суммарный прирост объема 60,10
Чистые потери 13,26
Составление балансов продуктов и запасов на НПЗ
433
Таблица 12-42. Общий материальный баланс (оценка)
Тыс. барр. Требования рабочего плана*
Сырье
Легкая аравийская нефть 6030,00 6030,00
Бахрейнская нефть 1260,00 1260,00
Нефть Мурбан 0,00 0,00
Нефть Дубай 0,00 0,00
Суммарное сырье 7290,00 7290,00
Продукты
СУГ 25,00 25,00
Легкая нафта 294,00
Прямогонная нафта полного фракционного состава 841,99
Бензины
1-383 120,00 120,00
1-385 50,00 50,00
1-390 100,00 100,00
1-393 140,00 140,00
1-397 20,00 20,00
1-395 (балансируемая марка) 164,74
Сумма бензинов 594,74 430,00
Керосины
1-400 200,10 200,10
1-411 8,10 8,10
1-434 96,99 96,99
1-419 238,00 238,00
1-440 (балансируемая марка) 495,10
Суммарная выработка керосинов 1038,29
Керосин в композиции дизельного топлива 270,00
Выработка керосина 768,29 543,19
Дизельные фракции
1-800 300,00 300,00
1-875 0,00
1-876 510,00 510,00
I-876ZP 0,00
1-885 584,00 584,00
1-888 (балансируемая марка) 1484,25
1-892 11,40 11,40
Сумма дизельных фракций 2889,65
Дизельные фракции в композиции котельного топлива210,00
Выработка дизельных фракций 2679,65 1405,40
‘Требования рабочего плана касаются только пробега на нефти и фиксированных марок.
434
Справочник по переработке нефти
Таблица 12-42 (продолжение)
Котельные топлива
1-925 0,00
1-928 360,00 360,00
1-934 0,00
1-933 0,00
1-957 0,00
I-957LS 0,00
1-960 0,00
1-962 0,00
1-964 0,00
1-971 135,00 135,00
1-961 (80 мм2/с) 0,00
1-961 (балансируемая марка) 1325,00
Сумма котельных топлив 1820,00 495,00
Битум 90,00 90,00
Сумма продуктов 7113,67
Промежуточные продукты, изменения складских запасов51
Бензин риформинга, ОЧ/ИМ 90 0,00
Бензин риформинга, ОЧ/ИМ 95 0,00
Бензин риформинга, ОЧ/ИМ 97 0,00
Легкая нафта каталитического крекинга 0,00
Средняя нафта каталитического крекинга 0,00
Тяжелая нафта каталитического крекинга 0,00
Полимер-бензин 0,00
Тяжелая прямогонная нафта 0,00
Базовый керосиновый дистиллят 0,00
Дизельная фракция 0,00
ЛВГО (средняя/промежуточная дизельная фракция 4) 0,00
Легкая дизельная фракция УТД 0,00
Легкий продукт гидрокрекинга (изомат) 0,00
Средний продукт гидрокрекинга (изомат) 49,19
Тяжелый продукт гидрокрекинга (изомат) 0,00
Разбавитель с установки ККФ 0,00
Сырье/атмосферный остаток ВТ 6 0,00
ТВГО 94,57
Вакуумный остаток 0,00
Всего на склад 143,76
Общая выработка 7257,43
Общий выход жидких продуктов 99,55%
"Положительные изменения складских запасов указывают на накопление запасов, а отрица-
тельные изменения указывают на отбор продукта со склада.
Глава 1 3
Моделирование
нефтеперерабатывающего
завода методом линейного
программирования
ПРЕАМБУЛА
Основная задача линейного программирования (ЛП) состоит в том, чтобы
максимизировать или минимизировать функцию нескольких переменных
при наличии некоторого числа ограничений. Оптимизируемые функции
и ограничения являются линейными. Обычно в линейном программиро-
вании решается задача оптимального распределения ресурсов. В случае
нефтеперерабатывающего завода (НПЗ) модель ЛП представляет собой его
математическое описание, в рамках которого моделируются выход продук-
тов и производительность всех его технологических установок, потребле-
ние энергоносителей и т. п., а также операции смешения продуктов НПЗ,
представляемые линейными уравнениями, каждое из которых подчиня-
ется целому ряду ограничений. Эти уравнения составляются в матричной
форме, где столбцы матрицы отображают неизвестные (или переменные),
а строки, или уравнения,— соотношения между переменными. Значения,
указанные в матрице, являются просто коэффициентами при неизвестных
в каждом уравнении. Поскольку число неизвестных превышает число свя-
зывающих их ограничений, всем параметрам задачи может удовлетворять
большое число решений.
Оптимальное решение должно отыскиваться из множества только тех
решений, которые удовлетворяют всем параметрам задачи и одновре-
менно максимизируют доход НПЗ или минимизируют эксплуатационные
435
436
Справочник по переработке нефти
затраты. Для обеспечения целенаправленного поиска оптимального реше-
ния процесс ЛП управляется той строкой матрицы, в которой присутствуют
переменные затрат и доходов (строка целевой функции).
ПОСТРОЕНИЕ МОДЕЛИ ЛП ДЛЯ НПЗ
До появления метода ЛП все оптимизационные исследования в нефтепе-
рерабатыващей промышленности проводились путем расчета вручную
нескольких балансов, приближающихся к оптимальному решению, мето-
дом проб и ошибок. Выполнение процедуры симплексного метода ручным
способом было очень утомительным и чрезвычайно трудоемким делом.
Типичная модель ЛП для НПЗ, используемая в планировании, содержит
порядка 300—500 уравнений и 800—1500 видов деятельности для опти-
мизации. После того как симплексный алгоритм получил программную
реализацию, интерес к оптимизации с помощью линейного программи-
рования стал быстро расти. В 1950-х годах был согласован стандартный
формат исходных данных для описания матрицы, что открыло путь на ры-
нок программному обеспечению ЛП от различных поставщиков. Эти про-
граммные средства обычно разделяются на два типа:
1. Программы, в которых пользователь вводит все данные по НПЗ (объ-
емы выпуска по технологическим установкам, свойства продуктов
и производительность технологических установок) в форме легко об-
новляемых широкоформатных таблиц. Эти программы преобразуют
таблицы данных в матричную форму, используя специальные языки
программирования (Omni, Magan и др.), экономя, таким образом,
много времени, уходившего на формирование правильных входных
данных в матричной форме. Такие программы называются генерато-
рами матриц. Используемые в них языки программирования могут
также применяться при создании программы генератора отчетов для
распечатки оптимизированных результатов.
2. Программы оптимизаторов1 2, которые считывают описание матрицы
в стандартном входном формате, находят оптимальное решение за-
дачи и выдают результат в виде «расшифрованного отчета», представ-
ляющего собой простой список строк и столбцов с соответствующими
им оптимизированными значениями.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
437
Модель ЛП для НПЗ предназначена для моделирования широкого круга
рабочих операций, и в том числе следующих:
• перегонка партий сырой нефти;
• технологические установки на последующих стадиях (например,
установки каталитического риформинга, гидрокрекинга, сероочистки
и висбрекинга) в различных технологических режимах;
• объединение (pooling) потоков;
• рекурсивная оценка качественных характеристик содержимого сгон-
ного резервуара;
• смешение для получения товарных нефтепродуктов;
• смешивание нефтезаводского топлива;
• использование запасов сырья для удовлетворения потребностей
в продукте;
• переброска избыточных потоков предприятия на другие НПЗ.
В действительности модель ЛП для НПЗ представляет собой не более чем
набор табулированных данных в форме широкоформатных таблиц, кото-
рые с помощью специальных языков программирования преобразуются
в матрицу. Так как задача ЛП имеет множество решений, задается кри-
терий выбора оптимального решения, который, помимо удовлетворения
всем уравнениям, определяет максимальный доход НПЗ.
Оптимальное решение модели ЛП для НПЗ дает следующие результаты:
• Полный материальный баланс по каждой из технологических устано-
вок в объемных или массовых единицах.
• Располагаемая и достигнутая производительность агрегатов.
• Имеющиеся и использованные запасы в технологических процессах
переработки или смешения.
• Потребление энергоносителей (топлива, электроэнергии, пара,
охлаждающей воды), химреагентов и катализаторов по каждой тех-
нологической установке и по заводу в целом.
• Состав смесей всех нефтепродуктов и свойства смешиваемых
компонентов.
• Сводка экономических характеристик, которая может включать в себя
затраты на использованное количество сырой нефти, других видов
сырья, энергоносителей, химреагентов и катализаторов, а также цены
готовой продукции.
438
Справочник по переработке нефти
СТРУКТУРА МОДЕЛИ ЛП ДЛЯ НПЗ
Имена и типы строк и столбцов
Для упрощения задачи идентификации данных и манипулирования дан-
ными различными поставщиками программных средств линейного про-
граммирования принимаются правила по именованию строк и столбцов.
В данной главе используются правила по именованию строк, столбцов
и таблиц, взятые из описания популярного пакета ЛП для персональных
компьютеров (ПК) «Process Industries Modeling System (PIMS)»2. Строки
и столбцы снабжаются семизначными именами: четыре первых знака
обычно идентифицируют тип строки или столбца, а три последних — со-
ответствующий технологический поток.
Имена строк
Строка Код Пример
Строка целевой функции OBJFN
Объемный материальный баланс VBALxxx VBALNAP, VBALKER
Массовый материальный баланс WBALxxx WBALRES
Баланс энергоносителей UBALxxx UBALKWH, UBALFUL
Производительность технологических установок ССАРххх CCAPFCC
Объемный баланс смесей EVBLxxx EVBL888
Массовый баланс смесей EWBLxxx EWBL440
Минимальные технические характеристики смеси Nsssxxx NSPG395
Максимальные технические характеристики смеси Xsssxxx XRON395
Пользовательская строка равенства Eabcxyz ECHGFCU
Пользовательская строка «меньше или равно» Labcxyz
Пользовательская строка «больше или равно» Gabcxyz
Строка рекурсивного материального баланса RBALxxx RBAL397
Рекурсивный баланс свойств Rprpxxx RRON397
Моделирование нефтеперерабатывающего завода
методом линейного программирования
439
Имена столбцов
Столбец Код Пример
Покупка 1000 единиц материалов или энергоносителей PURCxxx PURCABP
Продажа 1000 единиц материалов или нефтепродуктов SELLxxx SELLNAP
Определяемое спецификацией объемное смешение 1000 единиц продукта, prd BVBLprd BVBL888
Определяемое спецификацией весовое смешение 1000 единиц продукта, prd BWBLprd BWBL961
Эксплуатация 1000 единиц технологических установок «PRS» Sprsmmm SFCUFC1
Единицы измерения в строках
Единицы измерения в столбцах, умноженные на единицы измерения коэф-
фициентов в строках, дают единицы измерения строк. Таким образом, если
действие, представляемое в столбце, измеряется тысячами тонн в сутки,
а коэффициент в строке баланса энергоносителей имеет размерность 0000
БТЕ/т, то единица измерения для строк будет:
0000 т/сут х 0000 БТЕ/т, или млн БТЕ/сут.
В модели ЛП для НПЗ учитываются следующие виды ограничений: на-
личие сырья, потребности в продукте, выход продукта, потребление энер-
гоносителей, катализатора и химреагентов и смешение нефтепродуктов.
Наличие сырья
Эти уравнения отражают процесс приобретения сырья (например, сырой
нефти) и оперативное использование промежуточных потоков или запасов
компонентов смешения. Сырая нефть может находиться в различных ре-
жимах обработки. Промежуточное сырье может передаваться на агрегаты
вторичной переработки или на участок смешения продуктов.
В табл. 13-1 (BUY) показаны типичные входные данные, а в табл. 13-2 —
матрица, порожденная ограничениями наличия сырья. Имена строк вы-
ведены из имен строк таблицы BUY. Например, строка АВР табл. 13-1 по-
рождает имя строки VBALABP в матрице.
В строке VBALABP столбца PURCABP матрицы стоит отрицательный
коэффициент, говорящий о том, что количество закупленной арабской
нефти целиком распределяется по различным установкам первичной
переработки.
440
Справочник по переработке нефти
Таблица 13-1. Закупки
Таблица «Закупки» Мини- Текст строки мальные Макси- мальные Фиксиро- ванные Затраты
АВР Поступление сырой нефти Нефть марки AL 165,1842 16,809
ВАН («Арабская легкая») Нефть из Бахрейна 42,000 15,109
Общие поступления 207,1842
Потребности в нефтепродуктах
Уравнения этого типа связывают потребность в нефтепродукте с соответ-
ствующим процессом смешения. Потребность в продукте вводится в та-
блицу продаж SELL (табл. 13-3). Имена строк в этой таблице представляют
собой коды продуктов. Эти строки формируют матрицу (табл. 13-4) путем
добавления префикса VBAL к имени строки из таблицы. Таким образом,
каждая строка в действительности является строкой материального ба-
ланса, отражающей потребность в продукте для процесса смешивания.
Например, строка 150 в таблице SELL порождает строку VBAL150 (строку
материального баланса для LPG СУГ).
Строка VBAL150 содержит в двух первых столбцах коэффициенты 1 и -1,
соответственно, при SELL150 и BVBL150, а это означает, что переменная
SELL150 приравнивается к BVBL150, то есть к объему сжиженного углево-
дородного газа (СУГ), который примешивается в СУГ-продукт.
Продукт, потребность в котором является фиксированной, называется
односортным продуктом, и решение задачи ЛП удовлетворяет эту потреб-
ность путем фиксации значения переменной SELL150. Если же потребность
в производимом продукте не является фиксированной, то такой продукт
называется балансируемым, или свободным., и его производство опти-
мизируется с учетом цены в пределах ограничений максимального или
минимального значения, если такое решение существует. Следовательно,
необходимо вводить данные о ценах на нефтепродукты балансируемой
группы, производство которых подлежит оптимизации.
Имена столбцов в таблице SELL образуются из имени таблицы и имен
строк. Например, в табл. 13-3 (табл. SELL) строка 150 порождает столбец
или переменную SELL150, соответствующую продукту, производство кото-
рого оптимизируется с учетом его цены, указанной в столбце стоимости.
Переменная SELL150 принимает значение в интервале между минималь-
ным и максимальным ограничениями из табл. 13-3.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
441
Таблица 13-2. Матрица для таблицы 13-1
СТРОКА VBALABP ТИП LE
PURCABP -1
SCRDA1N 1
SCRDA1K 1
SCRDA2N 1
SCRDA2K 1
SCRDA3N 1
SCRDA3K 1
SCRDA4N 1
SCRDA4K 1
SCRDA5N 1
SCRDA5K 1
СТРОКА VBALBAH ТИП LE
PURCBAH -1
SCRDB1N 1
SCRDB1K 1
SCRDB2N 1
SCRDB2K 1
SCRDB3N 1
SCRDB3K 1
SCRDB4N 1
SCRDB4K 1
SCRDB5N 1
SCRDB5K 1
СТРОКА MINOBJ ТИП FR
PURCABP -16809
PURBAH -15109
СТОЛБЦЫ ТИП FIX
PURCABP 165184
PURCBAH 42000
Примечание. SCRDA1N, SCRDA1K и т. д. представляют собой векторы, указывающие на распре-
деление сырой нефти «ARAB» по различным технологическим установкам и режимам.
442
Справочник по переработке нефти
Таблица 13-3. Продажи
Таблица «Продажи» Текст строки Мини- мальные Макси- мальные Фиксиро- ванные Цена
Готовые нефтепродукты
150 1-150 Сжиженный углеводородный газ — Балансируемый продукт 0,000 8,495
220 1-220 Лёгкий продукт прямой пере- гонки — Балансируемый продукт 0,000 12,059
210 1-210 Суммарный продукт прямой перегонки — Балансируемый продукт 0,000 12,454
97L I-397L 0,4 г/л 0,000 0,000 17,657
440 1-440 Реактивное топливо А1 — Балансируемый продукт 0,000 18,168
76Z I-876ZP Дизельный газойль 0,000 0,000 7,737 17,003
888 1-888 Дизельный газойль — Балансируемый продукт 0,000 15,489
928 1-928 Котельное топливо 0,000 0,000 13,455 9,431
961 1-961 — Балансируемый продукт 0,000 8,948
ASP Битум 0,000 0,000 2,128 30,000
SUL Сера 0,000 25,000
Итого готовой продукции 0,000 0,00 23,320
Выход продуктов
В составе НПЗ имеется большое число технологических установок, важ-
нейшей из которых является атмосферно-вакуумная трубчатка (АВТ), со-
стоящая из установки атмосферной перегонки сырой нефти и вакуумной
перегонки атмосферного остатка. После АВТ задействуется целый ряд дру-
гих технологических установок, таких, например, как установка каталити-
ческого крекинга-флюид, установка гидрокрекинга дистиллятов, установка
сероочистки дизельного топлива и установка каталитического риформинга.
Базовая структура всех технологических субмоделей формируется с уче-
том следующих условий. Технологическая установка может работать
в нескольких режимах. Каждый рабочий режим отражается одним столб-
цом в субмодели процесса. В этот столбец могут вводиться имена сырьевых
материалов или технологических режимов работы той или иной установ-
ки. Строки субмодели фактически являются строками материального
баланса для каждого продукта, получаемого в результате процесса пере-
работки сырья. Коэффициенты представляют выход продукта в режиме,
Моделирование нефтеперерабатывающего завода
методом линейного программирования
443
Таблица 13-4. Матрица для таблицы 13-3
Строка VBAL150 Тип LE Строка VBAL961 Тип LE
SELL150 1 SELL961 1
BVBL150 -1 BVBL961 -1
Строка VBAL220 Тип LE Строка VBALASP Тип LE
SELL210 1 S ELLAS Р 1
BVBL210 -1 BVBLASP -1
Строка VBAL210 Тип LE Строка VBALSUL Тип LE
SELL210 1 SELLSUL 1
BVBL210 -1 BVBLSUL -1
Строка VBAL97L Тип LE Строка MINOBJ Тип FR
SELL97L 1 SELL150 8,495
BVBL150 -1 SELL220 12,059
Строка VBAL440 Тип LE SELL210 12,454
SELL97L 17,657
SELL440 1
BVBL440 -1 SELL440 18,168
— SELL76Z 17,003
Строка VBAL76Z Тип LE
SELL888 15 489
SELL76Z 1 SELL928 9,431
BVBL76Z -1 SELL961 8,948
Строка VBAL888 Тип LE SELLASP 30,000
SELL888 1 SELLSUL 25,000
BVBL888 -1
Строка VBAL928 TnnLE
SELL928 1
BVBL928 -1
указанном в заголовке столбца. Столбцы можно уподобить трубопроводам
завода, по которым движутся потоки материалов, а строки — ответвлени-
ям, через которые отбираются продукты.
В табл. 13-5 и 13-7 представлен типичный набор вводимых данных для
двух технологических установок: установки каталитического крекинга-
флюид (FCCU) и установки висбрекинга (VBU). В табл. 13-6 и 13-9 пред-
ставлена матрица, построенная на основании табл. 13-5 и 13-7. Например,
в табл. 13-5, представляющей субмодель FCCU, столбцовые заголовки
444
Справочник по переработке нефти
Таблица 13-5. Субмодель установки каталитического крекинга-флюид (FCCU)
Таблица SFCU Текст строки FC1 HMI FC2 HVGO
Потоки сырья на FCCU
EBALFC1 Сырье —• изомеризованный нефтепродукт 1
EBALFC2 Подача HVGO 1
VBALC4U Ненасыщенные бутаны С,, -0,0322 -0,0196
VBALPOR Продукт полимеризации на повторную -0,0381 -0,0337
перегонку
VBALLCN Легкая нафта каталитического крекинга -0,2990 -0,2160
VBALMCN Средняя нафта каталитического крекинга 0,0670 -0,0850
VBALHCN Тяжелая нафта каталитического крекинга 0,1150 -0,1250
VBALLCO Рецикловый легкий газойль -0,2600 -0,2080
VBALHDO Тяжелое декантированное масло -0,2170 -0,3140
Проверка баланса -1,0283 -1,0013
UBALFUL Топливо для кипятильника 0,2524 0,2524
UBALCCC Катализатор и химреагенты, долл./барр. 0,0534 0,0534
CCAPFCU Ограничения по сырью 1 1
FC1 и FC2 определяют рабочие режимы установки каталитического
крекинга-флюид.
В строках VBALC4U, VBALPOR, VBALLCN, VBALMCN, VBALLCO, VBALHCO
и т. д. показаны материальные балансы для выхода крекинг-СУГ (LPG),
легкой нафты каталитического крекинга, средней нафты каталитического
крекинга, легкого циркулирующего газойля, тяжелого циркулирующего
газойля и других нефтепродуктов, которые вырабатываются на установке
каталитического крекинга-флюид и используются другими потребителями.
Коэффициент на пересечении строки и столбца отражает выход продукта,
представленного именем строки, в режиме, обозначенном именем столбца.
Потребление энергоносителей, катализаторов и химреагентов
По аналогии со строками VBAL, каждая субмодель процесса содержит ряд
строк UBAL или строк баланса энергоносителей. Коэффициенты этих строк
в любом столбце указывают потребление энергоносителей, химреагентов
и катализаторов в расчете на единицу перерабатываемого сырья в режиме,
который обозначен заголовком столбца.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
Таблица 13-6. Матрица для таблицы 13-5
Строка EBALFC1 Тип EQ
SFCUHM1 -1
SFCUFC1 1
Строка EBALFC2 Тип EQ
SFCUHV2 -1
SFCUFC2 1
Строка VBALC4U Тип EQ
SFCUFC1 -0,0322
SFCUFC2 -0,0196
Строка VBALPOR Тип EQ
SFCUFC1 -0,0381
SFCUFC2 -0,0337
Строка VBALLCN Тип EQ
SFCUFC1 -0,299
SFCUFC2 -0,216
Строка VBALMCN Тип EQ
SFCUFC1 -0,067
SFCUFC2 -0,085
Строка VBALHCN Тип EQ
SFCUFC1 -0,115
SFCUFC2 -0,125
Строка VBALLCO Тип EQ
SFCUFC1 -0,260
SFCUFC2 .-0,208
Строка VBALHDO Тип EQ
SFCUFC1 -0,217
SFCUFC2 -0,314
Строка UBALFUL Тип EQ
SCFUFC1 0,2524
SCFUFC2 0,2524
Строка UBALCCC Тип EQ
SCFUFC1 0,0534
SCFUFC2 0,0534
Строка CCAPFCU Тип LE RHS 38,556
SFCUFC1 1
SFCUFC2 1
446
Справочник по переработке нефти
Таблица 13-7. Субмодель VBU
Таблица SVBU Текстовая строка BAS
VBALVBP Объединенный поток сырья установки висбрекинга 1
VBALGA1 Отходящие газы -0,036
VBALNVB Нафта висбрекинга -0,049
VBALVRS Остаток висбрекинга -0,951
Проверка баланса -0,036
UBALFUL Потребность в топливе, тыс. ст. футов3 0,3015
CCAPVBU Производительность установки висбрекинга 1
CCAPVBX Максимальный выход установки висбрекинга 1
Таблица 13-8. Матрица для табл. 13-7
Строка VBALVBP Тип EQ
SVBUV31 -1
SVBUV11 -1
SVBUVA4 -1
SVBUV15 -1
SVBUV16 -1
SVBUV26 -1
SVBUBAS 1
Строка VBALGA1 Тип EQ
SVBUBAS -0,036
Строка VBALNVB Тип EQ
SVBUBAS -0,049
Строка VBALVRS Тип EQ
SVBUBAS -0,951
По принятому правилу знаков, для строк материального баланса и ба-
ланса энергоносителей все сырье показывается со знаком «плюс», а все
продукты — со знаком «минус».
Пользовательские строки
Позиции EBALFC1 и EBALFC2 в табл. 13-5 суть определяемые пользо-
вателем строки равенств, в которых распределение двух видов сырья
Моделирование нефтеперерабатывающего завода
методом линейного программирования
447
Табл. 13-9. Таблица производительности
Обозначения Текстовая строка Макс. Мин.
САТ1 Атмосферная установка № 1 18,468 0,000
САТ2 Атмосферная установка № 2 18,351 0,000
САТЗ Атмосферно-вакуумная установка № 3 58,238 0,000
САТ4 Атмосферно-вакуумная установка № 4 87,811 0,000
САТ5 Атмосферная установка № 5 42,215 0,000
CVD6 Установка вакуумной разгонки № 6 41,909 0,000
CVBU Установка висбрекинга 7,534 0,000
CACR Установка получения битума 4,191 0,000
CHDU Установка гидрокрекинга дистиллята № 1 17,701 0,000
CIXM Установка гидрокрекинга дистиллята №2 — средней жесткости 44,708 0,000
CPTF Мощность по сырью платформинга 10,822 0,000
CFCU Установка каталитического крекинга-флюид 38,556 0,000
СН2Р Установка получения водорода 7,827 0,000
CSFR Установка получения серы 0,149 0,000
установки каталитического крекинга-флюид приравнивается к объему
их производства.
Производительность технологических установок
Мы видим, что в субмодели каждой технологической установки имеется
строка производительности. В этой строке различным режимам работы
технологической установки соответствует коэффициент, который харак-
теризует долю производительности, приходящуюся на единицу перераба-
тываемого сырья. Таким образом, в строке CCAPFCU (производительность
FCCU) в табл. 13-5, отображающей субмодель установки каталитического
крекинга-флюид (FCCU), данные в столбцах с именами FC1 и FC2 отра-
жают два режима работы FCCU. Сумма значений в столбцах, умноженная
на соответствующий коэффициент в строке этих двух векторов, должна
быть равна или меньше значения RHS в строке CCAPFCU.
Правая часть этого уравнения задается таблицей САР, в которой при-
водятся максимальное и минимальное значения производительности
установки FCCU, имеющейся для процесса переработки различного сырья,
448
Справочник по переработке нефти
подаваемого на эту установку. В табл. 13-9 представлен формат таблицы
САР. Первый столбец содержит кодовые имена технологических устано-
вок. В столбцах МАХ и MIN указаны максимальные и минимальные зна-
чения производительности установок. Эти значения становятся верхней
и нижней границами RHS матрицы (табл. 13-10), порожденной строками
производительности.
Смешение нефтепродуктов
Используемые уравнения обеспечивают равенство количества продуктов,
вырабатываемых технологическими установками, количеству располагае-
мых компонентов смешения плюс любые потери и компоненты, исполь-
зуемые в качестве топлива для НПЗ. Кроме того, количество компонентов
смешения, используемое в каждом продукте, приравнивается к количеству
готового продукта. В соответствии с принятым правилом знаков, материа-
лы или энергоносители, потребляемые в производственном процессе, по-
казываются положительными величинами, а продукция технологических
установок — отрицательными. Например, если установка потребляет
100 единиц сырой нефти, в матрицу вводится число +100, а если из еди-
ницы сырой нефти производятся 20 единиц нафты, 25 единиц керосина,
30 единиц дизельного топлива и 25 единиц отбензиненной нефти мазута,
то все эти продукты задаются в матрице со знаком «минус».
Данные о процессе смешения продуктов вводятся в модель в виде табли-
цы смешения или как свойства смешиваемых потоков.
Таблица BLNMIX фактически представляет собой карту смешения
(blending шар). В ее строках указаны имена потоков, а заголовки столбцов
суть наименования марок различных продуктов. Ввод 1 на пересечении
строки и столбца указывает на то, что поток, представляемый именем дан-
ной строки, разрешается смешивать с маркой, указанной в имени столбца.
Отсутствие данных на пересечении строки и столбца влечет за собой за-
прет на смешение данного компонента с данной маркой.
В таблице BLNMIX показаны технологические потоки, которые разреша-
ется смешивать с котельным топливом марки 1-961. Имена строк представ-
ляют коды смешиваемых потоков. Например, ввод 1 в строке UKE столбца
961 указывает на то, что сырьевой компонент UKE разрешено добавлять
к смеси 1-961. В табл. 13-12 показана матрица, порожденная табл. 13-11.
В строке EVBL961 этой матрицы введены данные в следующих столбцах:
BVBL961 Объем смешанного котельного топлива марки 961.
BUKE961 Объем неочищенного керосина, добавляемый в нефтепродукт
марки 961.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
Таблица 13-10. Матрица для табл. 13-9
Строка ССАРАТ1 Тип LE RHS 18,468
SLC1A1N 1
SLC1A1K 1
SLC1B1N 1
SLC1B1K 1
Строка ССАРАТ2 Тип LE RHS 18,351
SLC2A2N 1
SLC2A2K 1
SLC2B2N 1
SLC2B2K 1
Строка ССАРАТЗ Тип LE RHS 58,2382
SLC3A3N 1
SLC3A3K 1
SLC3B3N 1
SLC3B3K 1
Строка ССАРАТ4 Тип LE RHS 87,8108
SLCA4N 1
SLCA4K 1
SLCB4N 1
SLCB4K 1
Строка CCAPATS Тип LE RHS 42,2148
SLCA5N 1
SLCA5K 1
SLCB5N 1
SLCB5K 1
Строка CCAPVD6 Тип LE RHS 41,9089
SVD6RA1 1
SVD6RB1 1
SVD6RA2 1
SVD6RB2 1
SVD6RA5 1
SVD6RB5 1
SVD6VA3 1
SVD6VA4 1
SVD6W11 1
SVD6W21 1
SVD6W31 1
SVD6ARD 1
SVD6BS1 1
SVD6BS3 1
Строка CCAPVBU Тип LE RHS 7,543
SVBUBAS 1 RHS
450
Справочник по переработке нефти
Таблица 13-10 (продолжение)
Строка CCAPVBU Тип LE RHS 7,543
SVBUBAS 1
Строка CCAPACR Тип LE RHS 4,191
SACRV15 1
SACRV16 1
SACRV26 1
Строка CCAPHDU Тип LE RHS 17,006
SHDUMH1 1
SHDUMH2 1
Строка CCAPIXM Тип LE RHS 44,705
SIXMIX1 1
SIXMIX2 1
Строка CCAPPLT Тип LE RHS 10,8217
SREFNM01 1
SREFMM01 1
SREFNM3 1,059
SREFMM3 1,059
SREFNM5 1,161
SREFMM5 1,161
SREFNM6 1,161
SREFMM6 1,161
SREFNM7 1,240
SREFMM7 1,240
Строка CCAPFCU Тип LE RHS 38,5562
SFCUFC1 1
SFCUFC2 1
SFCUFC3 1
Строка CCAPH2P Тип LE RHS 7,8268
SH2PGAS 1
Строка CCAPSFR Тип LE RHS 0,1492
SSFRH2S 0,39714
BLTD961 Объем легкого дизельного топлива, добавляемый в нефтепродукт
марки 961.
BWGO961 Объем влажного газойля, добавляемый в нефтепродукт марки 961.
BLVO961 Объем легкого вакуумного газойля, добавляемый в нефтепродукт
марки 961.
BTRS961 Объем вакуумного остатка, добавляемый в нефтепродукт марки 961.
451
Моделирование нефтеперерабатывающего завода
методом линейного программирования
Таблица 13-11. Таблица BLNMIX
Таблица BLNMIX Текстовые данные 961
UKE Неочищенный керосин 1
TLD Объединенный поток прямогонного дизельного топлива 1
WGO Объединенный поток разбавителей из дизел. фракции 1
LVO Объединенный поток легкого вакуумного газойля 1
HVO Объединенный поток тяжелого вакуумного газойля 1
TRS Объединенный поток остатков 1
AS1 Битум с установки вакуумной разгонки 1 1
AS5 Битум с установки вакуумной разгонки 5 1
HCN Тяжелая нафта каталитического крекинга 1
MCD Средняя нафта каталитического крекинга 1
TFC Объединенный поток тяжелых и легких рецикловых продуктов 1
Таблица 13-12. Матрица для табл. 13-11
Строка EVBL961 Тип EQ
BVBL961 1
BUKE961 -1
BTLD961 -1
BWGO961 -1
BLVO961 -1
BTRS961 -1
BAS1961 -1
BHCN961 -1
BTFC961 -1
BAS1961 Объем битума, добавляемый в нефтепродукт марки 961.
BHCN961 Объем тяжелой нафты каталитического крекинга из FCCU, добавляе-
мый в котельное топливо.
BTFC961 Объем разбавителей, добавляемый в котельное топливо марки 961.
В столбце BVBL961 стоит коэффициент +1, тогда как во всех остальных
столбцах присутствует коэффициент -1, указывающий на то, что объем
смеси нефтепродукта марки 961 равен сумме объемов отдельных компо-
нентов смешения, как EVBL961 в строке равенств.
452
Справочник по переработке нефти
Свойства смешиваемых потоков, поступающих с атмосферно-вакуумных
перегонных установок, вводятся в таблицу ASSAYS. Свойства потоков
технологических установок задаются в целом ряде таблиц BLNPROP, на-
зываемых характеристиками смешения (blend properties).
Если какой-то поток формируется путем слияния нескольких других по-
токов, его свойства неизвестны. Однако для запуска процесса оптимизации
необходимо иметь первую приближенную оценку этих характеристик.
Такого рода оценочные данные приводятся в отдельной таблице.
РАСПРОСТРАНЕНИЕ ХАРАКТЕРИСТИК НА ДРУГИЕ ТАБЛИЦЫ
Во многих пакетах ЛП имеется механизм распространения свойств из та-
блиц характеристик на субмодели процессов и на другие таблицы. В та-
блице ASSAYS или таблице BLNPROP задаются свойства прямогонных
потоков. В случае возникновения необходимости занесения этих данных
в любую другую таблицу, их не надо вводить повторно, поскольку имеются
символы-заполнители (999 или какие-либо другие), которые замещаются
надлежащей информацией из нужной таблицы данных.
Рассмотрим пример такого замещения символов-заполнителей. Пред-
положим, что таблица ASSAYS содержит элемент, характеризующий свой-
ство QQQ потока SSS. Эта информация может быть использована для за-
мещения символов-заполнителей в столбце SSS именем строки xQQQabc
в любой таблице субмодели. Для успешного выполнения этой операции
необходимо, чтобы строка и столбец были правильно поименованы.
ПРИМЕР 13-1
В таблице ASSAY элемент данных плотности (SG) о потоке керосина в ре-
жиме A1N установки CDU1 вводится в строку ISPGKN1 как:
A1N
ISPGKN1 0,7879
Эти данные отыскиваются в таблице субмодели путем следующего
ввода:
KN1
ESPGFDP -999
Здесь заполнитель -999 замещается числом 0,7879, которое представ-
ляет собой значение плотности KN1 из таблицы ASSAYS. В соответствии
Моделирование нефтеперерабатывающего завода
методом линейного программирования
453
с принятым правилом знаков, знак минус используется для обозначения
потоков компонентов, поступающих в рекурсивный объединенный по-
ток, и их характеристик, а знак плюс — для вырабатываемой смеси. За-
мещение символов-заполнителей может происходить в определяемых
пользователем строках Е-, L- или G-типа, а также в рекурсивных строках.
Заполнители для периодически изменяющихся характеристик замещаются
самым последним значением рекурсивного свойства потока при каждом
обновлении матрицы.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРОЦЕССА СМЕШЕНИЯ
Используемые уравнения обеспечивают выполнение технических усло-
вий, задаваемых для каждой оптимизированной смеси продуктов. На-
пример, в табл. 13-13 представлена часть таблицы свойств продукта,
в которой перечисляются характеристики котельного топлива марки 961.
В табл. 13-14 приводится матрица, построенная поданным табл. 13-13.
Строка XVB1961 этой матрицы содержит в качестве столбцов смеши-
ваемые компоненты котельного топлива марки 961. Указанные в столбце
коэффициенты характеризуют вязкость (VBI) отдельных компонентов
(см.табл.13-15).
Специальные ограничения
В матрицу может быть включено несколько уравнений, описывающих
конкретные условия нефтеперерабатывающего завода. К примеру, это
может быть соотношение объемов перерабатываемых нефтей, которое
накладывает ограничение на технологическую установку с точки зрения
конкретного режима работы, или соотношение объемов обоих вырабаты-
ваемых продуктов.
СЛИЯНИЕ ПОТОКОВ (РЕКУРСИВНЫЙ ПРОЦЕСС)
Еще одним важным видом операций на НПЗ, подлежащим моделиро-
ванию, является слияние технологических потоков. Несколько потоков
может быть объединено в один с целью приготовления сырья для техно-
логической установки или получения одного или нескольких смешанных
продуктов3.
Для получения оптимального решения пользователь должен предо-
ставить модулю оптимизации (оптимизатору) информацию о свойствах
454
Справочник по переработке нефти
Таблица 13-13. Характеристики котельного топлива марки 961
Таблица BLNSPEC Текстовая строка 961
XSUL Максимальное содержание серы 3,4
XVBI Максимальный индекс вязкости 461
N144 Минимальный индекс вспышки 0,0001 при температуре 144 °F (62 °C)
XCON Максимальная коксуемость по Конрадсону 14,3
XKLP Максимальное содержание керосина примесей 5
Таблица 13-14. Матрица для табл. 13-13
Строка XSUL961 Тип GE
(Максимальное содержание серы в котельном топливе 961)
BWBL961 3,4000
BUKE961 0,1078
BTLD961 1,0182
BWGO961 0,4842
BLVO961 1,5451
BTRS961 3,9652
BAS1961 5,0974
BAS5961 5,0829
BHCN961 0,0137
BTFC961 0,2619
Строка XVBI961 Тип GE
(Максимальный индекс вязкости котельного топлива 961)
BVBL961 4,6100
BUKE961 -281,5921
BTLD961 -37,7430
BWGO961 -158,8042
BLVO961 64,9132
BTRS961 631,2328
BAS1961 827,0000
BAS5961 827,0000
BHCN961 -365,0000
BTFC961 108,4017
Моделирование нефтеперерабатывающего завода
методом линейного программирования
455
Строка XCON961 Тип GE
(Максимальная коксуемость по Конрадсону котельного топлива 961)
BWBL961 1,4300
BUKE961 0,0000
BTLD961 0,0000
BWGO961 -0,0082
BLVO961 -0,0174
BTRS961 -15,2657
BAS1961 -27,8173
BAS5961 -27,8173
BHCN961 0,0000
BTFC961 -0,2573
Строка N144961 Тип LE
(Минимальная температура вспышки 62 °C для котельного топлива 961)
BKN4961 -0,1544
BUKE961 1,6442
BTLD961 -0,4645
BWGO961 -3,3418
BLVO961 -0,6529
BTRS961 -0,1598
BAS1961 -0,0019
BAS5961 -0,0019
BHCN961 1,1520
BTFC961 -0,3623
-0,7700
Строка XKLP961 ТипСЕ
(Максимальное содержание керосина примесей в котельном топливе 961)
BVBL961 0,0500
BUKE961 -1,0000
BHCN961 -1,0000
смешиваемых потоков. Однако пользователь попадает в затруднительное
положение, поскольку состав смешанного потока будет ему неизвестен
до тех пор, пока не будет найдено оптимальное решение. Поэтому для
отыскания нужного решения применяется итеративный метод (рекурсия).
Сначала пользователь выдает первую приближенную оценку свойств сме-
шанного потока. Вслед за этим оптимизатор осуществляет поиск решения
456
Справочник по переработке нефти
Таблица 13-15. Компоненты смешения, входящие в состав котельного топлива
Таблица BLNPROP SG SUL VBI CON 144
UKE Объединенный поток керосина 0,7891 0,1366 -281,592 0,000 -164,424
TLD Объединенный поток дизельного топлива 0,8465 1,2022 -37,743 0,000 46,451
WGO Влажный газойль 0,8165 0,6018 -158,804 0,010 -334,182
LVO Легкий вакуумный газойль 0,8683 1,7674 64,913 0,020 65,289
HVO Тяжелый вакуумный газойль 0,9388 2,9855 396,298 0,000
TRS Объединенный поток остатков 0,9940 3,9986 631,233 15,358 15,918
AS1 Битум с установки вакуумной перегонки 1 1,0350 4,9250 827,000 26,900 0,193
AS5 Битум с установки вакуумной перегонки 5 1,0350 4,9110 827,000 26,900 0,193
HCN Тяжелая нафта каталитического крекинга 0,8070 0,0170 -365,000 0,000 -115,200
TFC Объединенный поток разбавителя с установки ККФ 0,9221 0,3256 108,402 0,279 36,232
на модели на основе введенных оценочных данных. После получения
модельного решения внешняя (по отношению к модели) программа пере-
считывает заданные ранее оценочные характеристики физических свойств
смешанного потока. Пересмотренные данные о физических свойствах
вводятся в модель, и осуществляется ее повторный прогон. Этот цикл про-
должается до тех пор, пока расхождение между вводимыми и выводимыми
характеристиками смешанного потока не попадет в заданные границы
допуска. Таким образом, рекурсия представляет собой процесс поиска ре-
шения на модели путем анализа оптимального решения, использования
внешней оценочной программы, вычислительной обработки данных о фи-
зических свойствах, обновления модели на основе результатов вычислений
и повторного поиска решения на модели. Этот процесс повторяется до тех
пор, пока изменения в расчетных данных не окажутся в рамках установ-
ленного допуска.
Структура процедуры объединения нескольких потоков LVGO в единый
поток LVGO представлена в табл. 13-16. Первая строка рекурсии RBALLVO
Моделирование нефтеперерабатывающего завода
методом линейного программирования 457
описывает слияние всех потоков компонентов в один поток LVO. В соответ-
ствии с принятым правилом знаков, потоки, входящие в смесь, получают
знак минус, а поток, полученный в результате смешения, — знак плюс. Эта
строка имеет постоянное имя RBALxxx, где ххх — метка потока.
Несколько следующих строк имеют имена, начинающиеся с Rxxx; напри-
мер, RSPGxxx (плотность рекурсивного потока), RSULxxx (массовая доля
серы в рекурсивном потоке) и RVBIxxx (коэффициент индекса вязкости
рекурсивного потока).
Свойства отдельных потоков (плотность, массовая доля серы, индекс
вязкости смешения и др.) известны и представлены в модели. Свойства
объединенного потока неизвестны; однако оценочные значения его харак-
теристик представлены в отдельной таблице PGUESS следующего формата:
SG SUL VBI
LVO 0,8728 1,855 70,38
Эти элементы таблицы PGUESS замещают знаки-заполнители (999)
в столбце LVO, после чего запускается первый цикл решения матричной
задачи.
Допустим, что после отыскания решения на модели с учетом представ-
ленных в таблице характеристик потока LVO элементы векторов в модели
объединения потоков принимают вид:
W11 = 0;
W21 = 0;
W31 = 0;
L15 = 0;
L25 = 0;
L26 = 6,1380;
MI4 = 10,9150.
После подстановки этих значений в строку RSPGLVO получим:
6,1380 х (0,8726) + 10,9150 х (0,8692)
Плотность потока LVO =---------> - -------———----------=
(6,1380+ 10,9150)
= 0,8704.
Массовая доля серы 6,1380 х 1,5070 + 10,9150 х (1,5011)
в потоке LVGO ~ (6,1380 + 10,9150)
= 1,5032.
Аналогичным образом VBI = 62,896.
Таблица 13-16. Процесс смешения компонентов легкого газойля вакуумной перегонки (LVGO)
Таблица 5LVO Текстовая строка смешения LVGO W11 W21 W31 L15 L25 L26 IVII4 LVO
VBALW11 Влажный газойль с установки вакуумной перегонки 1 (режим топлива) 1
VBALW21 Влажный газойль с установки вакуумной перегонки 1 (режим битума) 1
VBALW31 Влажный газойль с установки вакуумной перегонки 1 (режим BSGO) 1
VBALL15 Легкий газойль с установки вакуумной перегонки 5 — нормальный 1
VBALL25 Легкий газойль с установки 1
вакуумной перегонки 5 — режим битума
VBALL26 Легкий газойль с установки вакуумной перегонки 6 (65 тыс. барр./сут) 1
VBALM14 Дизельная фракция с установки 4А 1
VBALLVO Объединенный поток легкого вакуумного газойля -1 -1 -1 -1 -1 -1 -1
RBALLVO -1 -1 -1 -1 -1 -1 -1 1
RSPGLVO -0,8672 -0,8498 -0,8672 -0,8739 -0,8742 -0,8726 -0,8692 999
RSULLVO -1,4977 -1,4676 -1,4977 -1,5092 -1,5097 -1,5070 -1,5011 999
RVBILVO -54,1025 29,0000 -54,1025 -82,4343 -63,0000 -78,1173 -54,3376 999
Примечание. Коэффициенты столбцов в строке RSULLVO представляют собой произведение величины плотности на массовую долю серы
в соответствующих компонентах смешения.
458 Справочник по переработке нефти
Моделирование нефтеперерабатывающего завода
методом линейного программирования
459
Далее осуществляется прогон модели с этими характеристиками потока,
и его свойства пересчитываются с учетом новой функциональной группы
векторов. Если свойства пересчитанного потока остаются неизменными
или находятся в поле допусков предшествующих значений, то рекурсивный
процесс прекращается и решение считается найденным.
ДИСТРИБУТИВНАЯ РЕКУРСИЯ
В простом рекурсивном процессе разность между пользовательским оце-
ночным решением и вычисленным оптимумом рассчитывается внешней
программой, на основе результатов которой данные обновляются и про-
изводится повторный поиск решения. В случае дистрибутивной рекурсии
процедура расчета ошибки перемещается из внешней линейной програм-
мы в собственно матрицу. В результате такого перемещения получаемое
оптимальное решение содержит информацию о физических свойствах
всех рекурсивных потоков, в точности соответствующих составу пула, ис-
пользуемого для получения этих свойств.
После разрешения текущей матрицы с использованием начальных оце-
нок физических свойств или приближений рассчитываются новые значе-
ния, которые вводятся в матрицу для получения нового решения задачи
ЛП. Основное отличие дистрибутивной рекурсии от нормальной рекурсии
состоит в процедуре обработки расхождения между фактическим реше-
нием и оценочным приближением. Это расхождение называется невяз-
кой. Когда пользователь приближенно оценивает рекурсивное свойство
объединенного потока, «невязка» возникает потому, что пользовательское
приближение в любом случае имеет погрешность. Дистрибутивная часть
дистрибутивной рекурсии реализует распространение этой невязки на про-
цедуру оценки качества получаемого решения.
Объединенный поток может служить основой для выпуска различных
марок готового продукта или использоваться в качестве сырья для какой-
либо технологической установки. При этом вектор невязок распростра-
няется на все точки, в которых используются свойства объединенного
потока. Иными словами, свойства объединенного потока представляются
двумя векторами, один из которых является вектором начального прибли-
жения, а другой — характеристикой невязки, или поправочным вектором,
имеющим целью приведение текущего вектора свойств в соответствие
с вектором свойств, рассчитанным на основе характеристик компонентов
смеси.
460
Справочник по переработке нефти
ПРИМЕР 13-2
Рассмотрим три потока бензина каталитического риформинга: R90,
R95 и R98. Эти потоки сливаются в единый поток SPL, который использу-
ется для получения бензина трех марок: 1-390,1-395 и 1-397 (см. рис. 13-1).
R90
R95
R98
RON 90
RON 95
RON 98
SPL
RON 94?
МАРКИ
БЕНЗИНА
50% ? 1-390
30% ?
1 Оч/Э
\ 20% ? 1-397
Рис. 13-1. Принцип дистрибутивной рекурсии
Все три марки бензина производятся путем смешения следующих
компонентов:
BUT — бутан;
LSR — легкий прямогонный бензин;
LCN — легкая нафта каталитического крекинга;
SPL — объединенный поток бензина риформинга.
Объединенный поток риформата описывается следующей матрицей:
Строка R90 R95 R98 SPL RRONSPL
VBALR90 1
VBALR95 1
VBALR98 1
VBALSPL -1 -1 -1
RBALSPL -1 -1 -1 1
RRONSPL 90 95 98 94 1
Для того чтобы запустить рекурсивную процедуру, делается начальное
приближение в отношении октанового числа по исследовательскому ме-
тоду (RON, или ОЧ/ИМ) объединенного потока. Допустим, что оно равно
94, как показано в строке RRONSPL матрицы.
С целью учета любых ошибок в оценке октанового числа объединенного
потока (т. е. 94) в матрицу вводится вектор невязки RRONSPL.
Моделирование нефтеперерабатывающего завода
методом линейного программирования 461
Допустим, что уровни производственной активности в столбцах R90,
R95 и R98 равны, соответственно, 5, 3 и 2, и рассчитаем элементы вектора
невязки RRONSPL.
СТРОКА R90 R95 R98 SPL RRONSPL
COL ACTIVITY 5 3 2
RBALSPL -1 -1 -1 1
RRONSPL -90 -95 -98 94 1
Строка ACTIVITY -450 -285 -196 940 -9
В результате сложения итогов по столбцам получим уровень активности
для вектора невязки -9.
Это значение распространяется далее на все марки, для получения ко-
торых используется объединенный поток. Перед запуском процедуры дис-
трибутивной рекурсии вводится допущение относительно доли ошибки,
приходящейся на каждую из трех марок бензина:
I-390 — 50%;
I-395 — 30%;
I-397 — 20%.
Рассмотрим процесс смешения и баланс октанового числа (octane
balance) применительно ко всем трем маркам бензина. Для марки 1-390:
BVBL390 BBUT390 BLSR390 BLCN390 BSPL390
EVBL390 1 -1 -1 -1 -1
Здесь VBL390 есть объемный баланс смешения, а буква Е идентифици-
рует строку равенств.
Для RON марки 1-390:
BVBL39O BBUT39O BLSR390 BLCN390 BSPL390 RRONSPL
NRON390 90,2 -93 -61,8 -91,2 94 (= -9 x 0,50)
Так как бензин 1-390 оказывается одной из тех марок, для которых реа-
лизуется объединенный поток бензина риформинга SPL, мы примем при-
ближенное значение его октанового числа для расчета ОЧ/ИМ смеси 1-390.
В эту строку включается также соответствующая доля вектора невязки
RRONSPL (50%). Вектор невязки, предназначенный для исправления
462
Справочник по переработке нефти
ошибок в прогнозировании октанового числа SPL, обеспечивает более
быструю сходимость процесса поиска оптимального решения.
Смеси 1-395 и 1-397 имеют аналогичную структуру матриц, за исклю-
чением учитываемой доли вектора невязки, которая должна равняться
предполагаемому распределению вектора невязки.
Для RON марки 1-395:
BVBL395 BBUT395 BLSR395 BLCN395 BSPL395 RRONSPL
NRON395 90,2 -93 -61,8 -91,2 94 = (-9) х 0,30
Для RON марки 1-397:
BVBL397 BBUT397 BLSR397 BLCN397 BSPL397 RRONSPL
NRON397 90,2 -93 -61,8 -91,2 94 = (-9) х 0,20
Матричное представление объединенного потока для случая, когда он
становится сырьем для другой технологической установки, рассматрива-
ется в разделе, касающемся дельта-моделирования.
ЦЕЛЕВАЯ ФУНКЦИЯ
Рассмотренные выше матричные представления не описывают модель ЛП
полностью. Для управления процессом оптимизации требуется еще допол-
нительная строка матрицы, называемая целевой, функцией. В зависимости
от того, что эта функция представляет — эксплуатационные затраты НПЗ
или прибыль, она в процессе оптимизации минимизируется или макси-
мизируется. Все векторы затрат должны иметь свои элементы в строке
целевой функции. Коэффициенты, стоящие в этой строке, представляют
собой стоимость единицы выпускаемой продукции. Значения стоимости
сырой нефти и другого сырья (например, природного газа), а также потре-
бляемых энергоносителей вводятся с отрицательным знаком, если целевая
функция отображает общий доход НПЗ.
Информация о стоимости единицы продукции, которая преобразуется
в коэффициенты при переменных строки целевой функции, извлекается
из таблицы BUY, содержащей цены на сырую нефть и прочее исходное
сырье, из таблицы SELL, в которой указываются цены на все произво-
димые продукты, или из таблицы UTILBUY, где представлена стоимость
всех средств инженерного обеспечения, как то: топлива, электроэнергии,
охлаждающей воды, катализатора и химреагентов.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
463
ЭТАП ОПТИМИЗАЦИИ
Симплексный метод поиска оптимального решения системы линейных
уравнений был впервые предложен в 1946 г. Джорджем Данцигом4 из кор-
порации РЭНД (США). Однако широкое распространение этот метод по-
лучил лишь после его компьютеризации в 1950-х годах. Процедура поиска
оптимального решения состоит в том, что вначале находится любое реше-
ние, удовлетворяющее одновременно всем уравнениям. Его очень просто
найти, присвоив нулевые значения всем переменным, хотя такое решение,
конечно же, не будет правильным. Обычно лучше начинать с некоторого
предварительного решения аналогичной задачи. Далее анализируется
уровень производственной активности для каждого столбца матрицы
или неизвестной величины, и выбирается тот из них, который дает мак-
симальную прибыль либо — если прибыль не показывается — минималь-
ную стоимость единицы потребления. После этого анализируется каждая
строка матрицы с целью определения уравнения, которое ограничивает
использование данного уровня активности до минимума, перед тем как
другие уровни активности в уравнении приобретают отрицательный знак.
Например, в уравнении х + 2у = 10 переменная х ограничивает уровень
производственной активностиу величиной, которая меньше или равна 5.
В противном случае для выполнения этого уравнения переменная х должна
принять отрицательное значение.
Уравнение ограничения разрешается относительно выбранного уровня
производственной активности (у = 5 -х/2), и это решение подставляется
во все другие уравнения, содержащие данный уровень активности, в том
числе и в целевую функцию. Фактически этот уровень активности стано-
вится частью решения задачи ЛП, или, говоря языком метода ЛП, «вводит-
ся в базис». Элементы матрицы или коэффициенты корректируются, и вся
процедура повторяется. Если выбор того или иного уровня производствен-
ной активности приводит к снижению прибыли или увеличению затрат
(о чем свидетельствуют отрицательные коэффициенты в модифицирован-
ной целевой функции), процесс поиска решения завершается.
СХОДИМОСТЬ ПРОЦЕССА ОПТИМИЗАЦИИ
Напомним, что для запуска процесса оптимизации всем объединенным по-
токам присваиваются соответствующие свойства или их оценочные значе-
ния. После первого цикла становятся известными оптимальные значения
процессов всех столбцов или переменных, на основе которых пересчиты-
ваются характеристики всех компонентов смешения и осуществляется
464
Справочник по переработке нефти
повторная оптимизация матрицы. Эта процедура повторяется до тех пор,
пока входные и выходные характеристики потоков не перестанут изме-
няться. После этого оптимизированная матрица пересылается в генератор
отчетов, который обеспечивает распечатку отчета в заданном формате
с использованием матричных данных (см. рис. 13-2).
Рис. 13-2. Схема процедуры ЛП для НПЗ
ИНТЕРПРЕТАЦИЯ РЕШЕНИЯ
Оптимизатор выдает информацию в виде нерасшифрованного отчета,
который представляет собой распечатку сначала строк, а затем столбцов
в том же порядке, в каком они заполнялись в исходной матрице. Базис есть
совокупность представляемых в матрице уровней активности, которые
присутствуют в решении.
Строки
Выходные данные каждой строки содержат ее номер и имя строки, зада-
ваемое пользователем.
Используемые в строках сокращения имеют следующий смысл:
BS — «базис». Признак того, что в окончательном решении данная
строка не имеет ограничения сверху или снизу.
LL — «ограничение снизу». Признак того, что для окончательного
решения в данной строке установлен нижний предел.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
465
UL — «ограничение сверху». Признак того, что для окончательного
решения в данной строке установлен верхний предел.
EQ — «равенство». Признак того, что для окончательного решения
в данной строке установлено фиксированное значение правой
части. В таких строках указываются одинаковые верхняя
и нижняя границы.
Уровень производственной активности (интенсивность)
Это значение левой части уравнения, представляемого строкой матрицы,
в котором неизвестные величины берутся из окончательного решения.
Применительно к целевой функции уровень производственной активности
представляет собой максимальную прибыль или минимальные затраты.
Фиктивный процесс
Это разность верхнего (или нижнего) предела и значения уровня актив-
ности для процесса, представляемого строкой. Значения для фиктивных
процессов задаются только для строк со статусом «BS».
Ограничение снизу
Это заданная в правой части исходной матрицы величина, ниже которой
значение левой части матрицы не должно опускаться.
Ограничение сверху
Это заданная в правой части исходной матрицы величина, которая
не должна превышаться значением левой части матрицы.
Двойственный процесс
Этот процесс имеет также и другие названия: маргинальные затраты,
теневая цена или пи-значение.
Пи-значение представляет собой скорость изменения целевой функции
при возрастании значений правой части строки. Это общее изменение
максимального дохода или минимальных затрат при ослаблении верхнего
или нижнего ограничения строки на единицу. Например, если строка пред-
ставляет наличие сырой нефти, то она отражает стоимость переработки
добавочного барреля нефти. Эта строка имеет ненулевое значение только
в том случае, если она отображает ограничение. Процесс, который имеет
466
Справочник по переработке нефти
статус BS в оптимальном решении, не имеет двойственного процесса.
Маргинальные значения справедливы только в узком диапазоне вблизи
оптимального решения, вследствие чего их следует применять с большой
осторожностью.
Столбцы
Выходные данные для каждого столбца содержат:
Номер столбца. Номер, расположенный сразу после номеров строк.
Имя столбца. Имя, которое может задаваться пользователем или по-
рождаться программами построения матриц на основе таблиц входных
данных.
Интенсивность. Значение переменной в окончательном решении. Неко-
торые переменные, включенные в базис, могут иметь нулевую интенсив-
ность. Переменные с нулевой интенсивностью могут присутствовать
в базисе потому, что определенное их число (равное числу строк) должно
обязательно присутствовать в базисе в силу особенностей самой процеду-
ры метода ЛП.
Производственные затраты. Коэффициенты, стоящие в строке целевой
функции, выбранной для оптимизации, и позволяющие рассчитывать об-
щие затраты и доходы, учитываемые в данной строке.
Ограничение снизу. Нижний предел (называемый также нижней грани-
цей), установленный для значения интенсивности.
Ограничение сверху. Верхний предел (называемый также верхней грани-
цей), установленный для значения интенсивности.
Приведенные затраты. Преобразованная величина затрат, известная
как значение D-J или Delta-J. Она представляет собой уменьшение чистой
прибыли или увеличение минимальных затрат, когда небазисная перемен-
ная вводится в базис и ей присваивается значение 1, и отражает стоимость
использования процесса, который не входит в оптимальное решение.
В оптимальном решении все приведенные затраты имеют нулевые или
положительные значения.
ПРОГРАММЫ ФОРМИРОВАНИЯ ОТЧЕТОВ
Программа формирования отчетов извлекает данные из нерасшифро-
ванного решения и с помощью специального языка программирования
преобразует их в формат, более удобный для пользователя. Типичное пред-
Моделирование нефтеперерабатывающего завода
методом линейного программирования
467
ставление матричного решения задачи ЛП для НПЗ пользователю может
иметь вид отчета в следующем формате:
1. Краткий отчет, показывающий материальный баланс по НПЗ в целом,
начиная с сырой нефти и других материалов, общий перечень про-
дукции и прибыль НПЗ или сводку экономических показателей.
2. Материальный баланс по всем технологическим установкам НПЗ.
3. Отчет по смешению продуктов, показывающий состав смеси и харак-
теристики всех марок продуктов, полученных в результате смешения.
ДЕЛЬТА-МОДЕЛИРОВАНИЕ
Дельта-моделирование (DBM) представляет собой метод прогнозирования
выходов и характеристик технологических установок по показателям каче-
ства сырья. Во многих ситуациях потребляемым сырьем является объеди-
ненный поток, состав которого должен определяться в самом процессе
оптимизации. В этих случаях дельта-моделирование является особенно
эффективным, если оно сочетается с методом дистрибутивной рекурсии.
Для реализации DBM определяется такой параметр качества сырья, кото-
рый легко измеряется и относится к выходу технологической установки.
Например, известно, что выход бензина риформинга является функцией
суммарного содержания нафтенов и ароматических соединений (N + А)
в исходном сырье. Мы будем считать, что выходы установки риформинга
в исходном варианте определяются для сырья с суммарным содержанием
(N + А), равным 30.
В большинстве приложений ЛП сырьем является объединенный поток,
состав которого подлежит определению с помощью процедуры оптимиза-
ции. Следовательно, характеристики сырья, потребляемого технологиче-
ской установкой, неизвестны. Если после объединения различных входных
потоков установки каталитического риформинга в результате расчета
на модели характеристик сырья этой установки мы получаем содержание
(N +А) = 45, то выходной поправочный вектор корректирует базовые вы-
ходы таким образом, чтобы они соответствовали сырью с (N + А) = 45.
ПРИМЕР 13-3
Рассмотрим следующую модель установки каталитического крекинга,
представленную таблицей FCCU:
468
Справочник по переработке нефти
SFCUBAS SFCUSUF SFCUCFP
VBALC4U -0,0322 0,0047
VBALPOR -0,0381 0,0016
VBALLCN -0,2990 0,0307
VBALMCN -0,0670 -0,0067
VBALHCN -0,1150 -0,0037
VBALLCO -0,2600 0,0192
VBALHDO -0,2170 -0,0359
ECHGFCU 1 -1
ESUFFCU 0,284 1,0000 2,986
Значение интенсивности в столбце SFCUCFP приравнивается к сум-
марной загрузке установки каталитического крекинга с помощью поль-
зовательской строки равенства ECGHFCU. Поток сырья для установки
каталитического крекинга формируется в другой субмодели и имеет
это единственное назначение. Поэтому, если интенсивность в столб-
це SFCUCFP составляет 10 тыс. барр./сут, то и значение интенсивности
в столбце SFCUBAS также делается равным 10 тыс. барр./сут, поскольку
оба они управляются строкой ECHGFCU следующим образом:
SFCUBAS SFCUCFP
ECHGFCU 1 -1 =0
Исходный выход установки каталитического крекинга-флюид (ККФ)
определяется для массовой доли серы 0,284 %. Объединенный поток сырья
на установку ККФ формируется путем комбинирования нескольких потоков.
Предположим, что в результате использования рекурсивной процедуры было
установлено, что содержание серы в сырьевом потоке на ККФ (SFCUCFP) со-
ставляет 2,986%. В этом случае исходные выходы (FCUBAS) корректируются
поправочным вектором SFCU-SUF. Числа в этом столбце согласовываются
с выходом FCCU для 1 %-го изменения содержания серы в сырье.
Интенсивность для этого столбца определяется строкой EFCUSUF сле-
дующим образом:
SFCUBAS SFCUSUF SFCUCFP
ACTIVITY 10 X 10
ECHGFCU 1 -1 =0
EFCUSUF 0,284 1,0 -2,986
Моделирование нефтеперерабатывающего завода
методом линейного программирования
469
По правилам матричных вычислений,
EFCUSUF = 10 х 0,284 + X + (-10 х 2,986) = 0.
X = 27,02.
Посмотрим теперь, как эти расчеты повлияли на выходы технологиче-
ской установки SFU.
Общий выход
SFCBAS SFCSUF тыс. барр. %
ACTIVITY 10 27,02
VBALC4U 10 X (-0,0322) = -0,322 27,02 х 0,0047 = 0 ,1260 -0,1960 -0,0196
VBALPOR 10 х (-0,0381) = -0,0381 27,02 х 0,0016 = 0 :0440 -0,3370 -0,0337
VBALLCN 10 х (-0,2990) = -2,990 27,02 х 0,0307 = 0 ,83 -2,1600 -0,2160
VBALMCN 10 х (-0,0670) = -0,6700 27,02 х (-0,0067) = -0,1800 -0,8500 -0,0850
VBALHCN 10 х (-0,1150) = -1,1500 27,02 х (-0,0037) = -0,1000 -1,2500 -0,1250
VBALLCO 10 х (-0,2600) = -2,6000 27,02 х (0,0192) = 0,5200 -2,0800 -0,2080
VBALHDO 10 х (-0,2170) = -2,170 27,02 х (-0,0459) = -1,2402 -3,4102 -0,3410
Значения исходного выхода рассчитаны для содержания серы
0,284 масс. %. Поскольку содержание серы в сырье установки ККФ со-
ставляло 2,986 масс. %, поправочный вектор SFCUSUF обеспечил коррек-
тировку исходного выхода соответственно этому содержанию серы.
Мы видим, что значения выхода всех продуктов FCCU изменились сле-
дующим образом:
Сырье Содержание серы 0,284 % Содержание серы 2,986 %
C4U -0,0322 -0,0196
POR -0,0381 -0,0337
LCN -0,2990 -0,2160
MCN -0,0670 -0,0850
HCN -0,1150 -0,1250
LCO -0,2600 0,2080
HDO -0,2170 -0,3410
В модели может существовать два и более поправочных векторов. В этом
случае структура модели подобна той, которую мы уже обсуждали выше
и которая показана в следующем примере.
470
Справочник по переработке нефти
ПРИМЕР 13-4
Рассмотрим дельта-модель с двумя векторами поправок вместо одного:
SFCUBAS SFCUSUF SFCURES SFCUCFP
VBALC4U -0,0300 0,0047 -0,0012
VBALPOR -0,0370 0,0016 -0,0011
VBALLCN -0,3290 0,0307 -0,0114
VBALMCN -0,0980 -0,0067 -0,0020
VBALHCN -0,0790 -0,0037 0,0000
VBALLCO -0,2380 0,0192 -0,0007
VBALHCO -0,0800 0,0000 0,0186
VBALHDO -0,1300 -0,0359 -0,0020
ECHGFCU 1 -1
ESUFFCU 0,284 1,0000 2,986
ERESFCU 0 1,0 5,000
Здесь первый вектор поправок корректирует значения исходного выхода
в соответствии с различным содержанием серы в сырье, тогда как второй
вектор поправок корректирует значения исходного выхода в соответствии
с введением в сырье установки ККФ 5,0 % остатка первичной перегонки.
При этом предполагается сквозной пересчет содержания остатка первич-
ной перегонки в сырьевом потоке с использованием рекурсивного метода
вычислительной обработки объединенных потоков, а содержание остатка
первичной перегонки считается характеристикой потребляемого сырья.
Данные для дельта-моделей
Данные, используемые в дельта-моделях, должны составляться пользова-
телем таким образом, чтобы они отражали параметры технологического
процесса и их влияние на его выход. Применительно к потокам НПЗ можно
учитывать только те потоки, которые обычно измеряются. Например, вы-
ход установки каталитического риформинга можно связать с суммарным
содержанием нафтенов и ароматических соединений в исходном сырье,
если на заводе имеются эталонные данные для построения корреляцион-
ной зависимости между выходом установки каталитического риформинга
при заданной интенсивности производства и суммарной долей нафтена
и ароматических соединений в сырье.
Необходимо строго следить за тем, чтобы поправочные векторы не экс-
траполировали данные за пределами того диапазона, для которого они
Моделирование нефтеперерабатывающего завода
методом линейного программирования
471
предназначены. Кроме того, поскольку поправочные векторы могут прини-
мать как положительные, так и отрицательные значения, этот факт должен
явным образом декларироваться в секции BOUND модели ЛП.
АТМОСФЕРНАЯ ПЕРЕГОНКА НЕФТИ И МОДЕЛИРОВАНИЕ
АТМОСФЕРНОЙ ПЕРЕГОНКИ НЕФТИ И ВАКУУМНОЙ ПЕРЕГОНКИ
Модель ЛП для атмосферной и вакуумной перегонки нефти может быть
построена точно таким же способом, как и субмодели других технологи-
ческих установок. Большинство НПЗ имеют несколько нефтеперегонных
установок (НПУ) и могут перерабатывать не один поток сырой нефти. Кро-
ме того, НПУ может работать в нескольких режимах: например, в одном
режиме может максимизироваться производство нафты, а в другом —
производство керосина. Следовательно, удобно вводить все данные как
о выходах и свойствах различных фракций из разных сортов сырой нефти
и с разных задействованных атмосферно-вакуумных перегонных устано-
вок, так и о потребляемых ими энергоносителях, группируя различные
фракции в трех табл, для упрощения обновления данных.
Таблица результатов анализа
Данные о выходе различных дистиллятов нефти с разных НПУ и о свой-
ствах получаемых фракций представляются в виде единой таблицы ана-
лиза (табл. 13-17). Эта аналитическая таблица не порождает непосред-
ственно какую бы то ни было матрицу, а только содержит данные для
моделирования атмосферно-вакуумных перегонных установок. Значения
выхода, отображенные в таблице результатов анализа, могут выражаться
в объемных или массовых единицах. Имена столбцов таблицы суть трех-
символьные наименования рабочих режимов5 разных ректификационных
колонн. Таблица содержит четыре типа строк.
Первый тип используется для представления выхода фракций. Здесь мо-
гут быть имена VBALxxx, WBALxxx или DBAL.xxx, в которых VBAL и WBAL
показывают исходный объемный или массовый выход, а метка ххх есть
имя фракции, получаемой в результате перегонки. Строка DBAL опреде-
ляет фракцию, получаемую не на НПУ, а на установке, расположенной
ниже по технологическому потоку. Примеров таких фракций в нефтепе-
реработке великое множество. Так, нефтяная ректификационная колонна
перегонки нефти может давать на выходе основную широкую фракцию,
содержащую нафту и какое-то количество керосина. Эта фракция далее,
ниже по потоку, разделяется на нафту и керосин в колонне для разгонки
472 Справочник по переработке нефти
бензинолигроиновых фракций. В данном случае, поскольку нафта в дей-
ствительности производится не в нефтяной ректификационной колонне
перегонки нефти, а в другом месте, она представляется в таблице анализа
строкой DBAL, а не строкой VBAL.
Второй набор строк может использоваться для задания энергоносите-
лей, потребляемых атмосферной или вакуумной НПУ, перерабатывающей
конкретный вид сырья. Имя строки в этом наборе представляется в форме
UATMxxx или UVACxxx, где ххх — вид потребляемого энергоносителя.
Третья группа строк может использоваться для определения долей про-
изводственных мощностей, расходуемых конкретной атмосферной или
вакуумной НПУ применительно к конкретному виду сырья. Строки этой
группы имеют имена ССАРАТМ или CCAPVAC, а элементы строк для каж-
дого вида сырья представляют собой число единиц производительности,
приходящееся на переработку единицы сырья, загружаемого в атмосфер-
ные и вакуумные колонны.
Четвертый тип строк используется для представления свойств фракций.
Имена этих строк имеют вид Ipppxxx, где ррр — конкретная характеристи-
ка (SPG, SUL, API и т. д.), а ххх — имя фракции. Первая буква I указывает
на данные о свойствах. Символы со второго по четвертый идентифици-
руют собственно свойство, а три последних символа — технологический
поток, к которому относится данная характеристика:
ISPGLN1 — Плотность LN1;
ISULW26 — Содержание серы во фракции W26;
IVBIL26 — Индекс вязкости фракции L26.
Коэффициенты в Петроках представляют значения конкретных ха-
рактеристик описываемого потока. Сами Петроки в матрице не фигури-
руют. В модели ЛП эти данные используются, например, для перемно-
жения ISPGLN1 и объемов в строке VBALLN1 с помещением результата
умножения в рекурсивную строку RSPGLN1 для вычисления плотности
смесей технологических потоков.
Пятая группа строк используется для представления производительно-
сти CDU (установки перегонки нефти). В этой группе есть и другие строки
(с именами, которые начинаются с букв Е, L или G), показывающие, что
производительность равна, больше или меньше значения данной строки.
Это управляющие строки; они имеют семисимвольные имена, которые
охватывают субмодели всех НПУ.
Таблица 13-17. Результаты анализа
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU BIN 1CDU В1К 2CDU B2N 2CDU В2К 3CDU B3N 3CDU ВЗК 4CDU B4N 4CDU В4К 5CDU B5N 5CDU В5К
* Вход атмосферных установок
VBALGA1 Отходящие газы (фракции ниже СЗ) с атмосферной установки 0,0051 0,0051 0,0049 0,0049 0,0049 0,0049 0,0056 0,0056 0,0051 0,0051 0,0071 0,0071 0,0060 0,0060 0,0060 0,0060 0,0106 0,0106 0,0060 0,0060
VBALC41 Фракции СЗ/С4 с атмосферной установки 0,0194 0,0194 0,0205 0,0205 0,0205 0,0205 0,0148 0,0148 0,0194 0,0194 0,0129 0,0129 0,0151 0,0151 0,0151 0,0151 0,0065 0,0065 0,0151 0,0151
VBALLS1 Лёгкие продукты прямой перегонки с атмосферной установки 0,0744 0,0744 0,0694 0,0694 0,0616 0,0616 0,1063 0,1063 0,0714 0,0714 0,0494 0,0494 0,0445 0,0445 0,0381 0,0381 0,0791 0,0791 0,0465 0,0465
VBALMN4 Средний продукт прямой перегонки из 4А 0,0874 0,0585 0,0843 0,0625
VBALHN1 Тяжёлый продукт прямой перегонки с атмосферной установки 0,0984 0,0765 0,0894 0,0565 0,1032 0,0873 0,1114 0,0964 0,0745 0,1001 0,0774 0,0912 0,0586 0,1026 0,0878 0,1192 0,0952 0,0734
VBALHA4 Тяжёлый продукт прямой перегонки с атмосферной установки для уста- новки вторичной перегонки керосина (арабская нефть) 0,1402
VBALHB4 Тяжёлый продукт прямой перегонки с атмосферной установки для уста- новки вторичной перегонки керосина (бахрейнская нефть) 0,1409
VBALKN1 Керосин с атмосферной установки 0,1651 0,1999 0,1730 0,0626 0,0626 0,1601 0,1664 0,2010 0,1802 0,0677 0,0677 0,1693
VBALKA1 Керосин с атмосферной установки для установки вторичной перегонки керосина (арабская нефть) 0,1870 0,2327 0,1889 0,1820
VBALKB1 Керосин с атмосферной установки для установки вторичной перегонки керосина (бахрейнская нефть) 0,1891 0,2336 0,1950 0,1911
VBALDN1 Легкое дизельное топливо с атмосфер- ной установки 0,1153 0,1153 0,1004 0,1004 0,2138 0,2138 0,0726 0,0726 0,1323 0,1323 0,1310 0,1310 0,1162 0,1162 0,2343 0,2343 0,0789 0,0789 0,1419 0,1419
VBALMI4 Средняя н промежуточная дизельные фракции из атмосферной установки 4А 0,1243 0,1243 0,1389 0,1389
VBALRA1 Атмосферный остаток 0,5224 0,5224 0,5154 0,5154 0,5154 0,5154 0,5330 0,5330 0,5261 0,5261 0,5261 0,5261
VBALHD3 Тяжёлые дизельные топлива 0,0129 0,0129 0,1263 0,1263 0,0138 0,0138 0,1370 0,1370
VBALVA3 Средняя н промежуточная дизельные фракции из атмосферной установки 4А 0,4100 0,4100 0,2887 0,2887 0,4099 0,4099 0,2779 0,2779
* 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
* Суммарный выход
ССАРАТМ Производительность атмосферной установки 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
CCAPVAC Производительность вакуумной установки 1 1 1 1 1 1 1 1
Моделирование нефтеперерабатывающего завода
методом линейного программирования 473
Таблица 13-17 (продолжение)
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU B1N 1CDU В1К 2CDU B2N 2CDU В2К 3CDU B3N 3CDU ВЗК 4CDU B4N 4CDU В4К 5CDU B5N 5CDU В5К
UATMFUL Миллионов ст. куб. футов газа на баррель сырой нефти 0,1613 0,1613 0,1613 0,1613 0,1963 0,1963 0,1753 0,1753 0,1613 0,1613 0,1613 0,1613 0,1613 0,1613 0,1963 0,1963 0,1753 0,1753 0,1613 0,1613
* Выход «отсроченных» фракций (с вакуумных установок)
• Вакуумная установка 1 — В нормальном режиме
DBALW11 Вакуумная установка 1 — Влажный газойль по сырой нефти 0,0462 0,0462 0,0446 0,0446 0,0545 0,0545 0,0522 0,0522
DBALL11 Вакуумная установка 1 — Дизельный газойль по сырой нефти 0,2544 0,2544 0,2499 0,2499 0,2709 0,2709 0,2663 0,2663
DBALV11 Вакуумная установка 1 — Вакуумный остаток по сырой нефти 0,2218 0,2218 0,2208 0,2208 0,2076 0,2076 0,2075 0,2075
* Вакуумная установка 1 — Работа в режиме битума
DBALLW1 Вакуумная установка 1 — Лёгкий влаж- ный газойль по сырой нефти 0,0011 0,0011 0,0011 0,0011
DBALW21 Вакуумная установка 1 — Влажный газойль по сырой нефти 0,0374 0,0374 0,0370 0,0370
DBALL21 Вакуумная установка 1 — Дизельный газойль по сырой нефти 0,3295 0,3295 0,3232 0,3232
DBALBS1 Вакуумная установка 1 — Тяжёлый вакуумный газойль по сырой нефти 0,0245 0,0245 0,0242 0,0242
DBALAS1 Вакуумная установка 1 — Битум по сырой нефти 0,1404 0,1404 0,1407 0,1407
* Вакуумная установка 1 — В режиме производства тяжёлого вакуумного газойля
DBALW31 Вакуумная установка 1 — Влажный газойль по сырой нефти 0,0322 0,0322 0,0312 0,0312
DBALL31 Вакуумная установка 1 — Дизельный газойль по сырой нефти 0,3113 0,3113 0,3051 0,3051
DBALBS3 Вакуумная установка 1 — Тяжёлый вакуумный газойль по сырой нефти 0,0199 0,0199 0,0191 0,0191
DBALV31 Вакуумная установка 1 — Вакуумный остаток по сырой нефти 0,1591 0,1591 0,1601 0,1601
* Проверка: Выход = Выход атмосфер- ного остатка 0,5224 0,5224 0,5154 0,5154
DBALW15 Вакуумная установка 5 — Влажный газойль по сырой нефти 0,0031 0,0031 0,0031 0,0031 0,0033 0,0033 0,0031 0,0031 0,0032 0,0032 0,0032 0,0032 0,0000 0,0000 0,0032 0,0032
DBALL15 Вакуумная установка 5 - - Лёгкий ваку- умный газойль по сырой нефти 0,1328 0,1328 0,1269 0,1269 0,0277 0,0277 0,1269 0,1269 0,1476 0,1476 0,1420 0,1420 0,0407 0,0407 0,1420 0,1420
DBALH15 Вакуумная установка 5 — Тяжёлый вакуумный газойль по сырой нефти 0,2226 0,2226 0,2207 0,2207 0,2085 0,2085 0,1055 0,1055 0,2207 0,2207 0,2327 0,2327 0,2307 0,2307 0,2126 0,2126 0,1078 0,1078 0,2307 0,2307
474 Справочник по переработке нефти
1CDU 1CDU 2CDU 2CDU 3CDU 3CDU 4CDU 4CDU 5CDU 5CDU 1CDU 1CDU 2CDU 2CDU 3CDU 3CDU 4CDU 4CDU 5CDU 5CDU
* MDDE A1N А1К A2N А2К A3N АЗК A4N А4К A5N А5К B1N В1К B2N В2К B3N ВЗК B4N В4К B5N В5К
DBALV15 Вакуумная установка 5 — Вакуумный остаток по сырой нефти 0,1638 0,1638 0,1647 0,1647 0,1705 0,1705 0,1833 0,1833 0,1647 0,1647 0,1495 0,1495 0,1502 0,1502 0,1566 0,1566 0,1701 0,1701 0,1502 0,1502
* Вакуумная установка 5 — Работа в режиме битума
DBALW25 Вакуумная установка 5 — Влажный 0,0032 0,0032
газойль по сырой нефти
DBALL25 Вакуумная установка 5 — Лёгкий ваку- 0,1422 0,1422
умный газойль по сырой нефти
DBALH25 Вакуумная установка 5 — Тяжёлый 0,2416 0,2416
вакуумный газойль по сырой нефти
DBALAS5 Вакуумная установка 5 — Бнтум по 0,1391 0,1391
сырой нефти
* Вакуумная установка 6 в режиме 65 тыс. барр./сут (SVD7)
DBALW26 Вакуумная установка 6 — Влажный 0,0021 0,0021 0,0026 0,0026 0,0026 0,0026 0,0021 0,0021 0,0026 0,0026 0,0026 0,0026
газойль по сырой нефти
DBALL26 Вакуумная установка 6— Лёгкий ваку- 0,1281 0,1281 0,1212 0,1212 0,0232 0,0232 0,1212 0,1212 0,1427 0,1427 0,1351 0,1351 0,0279 0,0279 0,1351 0,1351
умный газойль по сырой нефти
DBАШ26 Вакуумная установка 6 — Тяжёлый 0,2221 0,2221 0,2207 0,2207 0,1987 0,1987 0,0838 0,0838 0,2207 0,2207 0,2337 0,2337 0,2338 0,2338 0,2116 0,2116 0,0900 0,0900 0,2338 0,2338
вакуумный газойль по сырой нефти
DBALV26 Вакуумная установка 6 — Вакуумный 0,1701 0,1701 0,1709 0,1709 0,1881 0,1881 0,2049 0,2049 0,1709 0,1709 0,1544 0,1544 0,1545 0,1545 0,1704 0,1704 0,1879 0,1879 0,1545 0,1545
остаток по сырой нефти
* Выход вакуумных установок в пересчёте на атмосферный остаток (атмосферные установки 1, 2, 5)
* Вакуумная установка 1 — В нормаль-
ном режиме
IW11RA1 Вакуумная установка 1 — Атмосферный 0,0885 0,0885 0,0866 0,0866 0,1023 0,1023 0,0993 0,0993
остаток— Влажный газойль
IL11RA1 Вакуумная установка 1 — Атмосфер- 0,4869 0,4869 0,4849 0,4849 0,5083 0,5083 0,5063 0,5063
ный остаток—Тяжёлый газойль
IV11RA1 Вакуумная установка 1 — Атмосфер- 0,4245 0,4245 0,4285 0,4285 0,3895 0,3895 0,3945 0,3945
ный остаток— Вакуумный остаток
* Проверка 1111 1 1 1 1
* Вакуумная установка 1 — В режиме битума
ILW1RB1 Вакуумная установка 1 — Лёгкий 0,0020 0,0020 0,0020 0,0020
влажный газойль по остатку
IW21RB1 Вакуумная установка 1 — Влажный 0,0703 0,0703 0,0703 0,0703
газойль по атмосферному остатку
IL21RB1 Вакуумная установка 1 — Дизельный 0,6183 0,6183 0,6143 0,6143
газойль по атмосферному остатку
JBS1RB1 Вакуумная установка 1—Тяжёлый 0,0460 0,0460 0,0460 0,0460
вакуумный газойль по атмосферному
остатку
Моделирование нефтеперерабатывающего завода
методом линейного программирования 475
Таблица 13-17 (продолжение)
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU 4CDU АЭК A4N 4CDU 5CDU А4К A5N 5CDU А5К 1CDU BIN 1CDU В1К 2CDU B2N 2CDU 3CDU В2К B3N 3CDU 4CDU 4CDU ВЗК B4N В4К 5CDU B5N 5CDU В5К
IAS1RB1 Вакуумная установка 1 — Битум по атмосферному остатку 0,2635 0,2635 0,2675 0,2675
* Проверка 1 1 1 1
* Вакуумная установка 1 — В режиме производства тяжёлого вакуумного газойля
IW31RA1 Вакуумная установка 1 — Влажный газойль по атмосферному остатку 0,0616 0,0616 0,0606 0,0606
IL31RA1 Вакуумная установка 1 — Лёгкий вакуумный газойль по атмосферному остатку 0,5959 0,5959 0,5919 0,5919
IBS3RA1 Вакуумная установка 1 — Тяжёлый вакуумный газойль по атмосферному остатку 0,0380 0,0380 0,0370 0,0370
IV31RA1 Вакуумная установка 1 — Вакуумный остаток по атмосферному остатку 0,3045 0,3045 0,3105 0,3105
* Проверка 1 1 1 1
* Вакуумная установка 5 (33 тыс. барр./сут)
IW15RA1 Вакуумная установка 5 — Влажный газойль по атмосферному остатку 0,0060 0,0060 0,0060 0,0060 0,0060 0,0060 0,0060 0,0060 0,0060 0,0060
JL15RA1 Вакуумная установка 5 — Лёгкий вакуумный газойль по атмосферному остатку 0,2542 0,2542 0,2462 0,2462 0,2462 0,2462 0,2770 0,2770 0,2700 0,2700
IH15RA1 Вакуумная установка 5 — Тяжёлый вакуумный газойль по атмосферному остатку 0,4262 0,4262 0,4282 0,4282 0,4282 0,4282 0,4365 0,4365 0,4385 0,4385
IV15RA1 Вакуумная установка 5 — Вакуумный остаток по атмосферному остатку 0,3136 0,3136 0,3196 0,3196 0,3196 0,3196 0,2805 0,2805 0,2855 0,2855
* Проверка 1 1 1 1 1 1 1 1 1 1
* Вакуумная установка 5 — В режиме битума
IW25RB1 Вакуумная установка 5 — Влажный газойль по атмосферному остатку 0,0060 0,0060
IL25RB1 Вакуумная установка 5 —Лёгкий вакуумный газойль по атмосферному остатку 0,2703 0,2703
IH2SSB1 Вакуумная установка 5 — Тяжёлый вакуумный газойль по атмосферному остатку 0,4593 0,4593
IASSRB1 Вакуумная установка 5 — Битум по атмосферному остатку 0,2645 0,2645
476 Справочник по переработке нефти
* MODE 1CDU 1CDU A1N А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU B1N 1CDU B1K 2CDU B2N 2CDU B2K 3CDU B3N 3CDU B3K 4CDU B4N 4CDU B4K 5CDU B5N 5CDU B5K
Выход вакуумных установок в пересчёте на атмосферный остаток (без атмосферных установок 1, 2 и 5)
* Вакуумная установка 6 — В режиме 50 тыс. барр./сут
IW16RA1 Вакуумная установка 6 — Влажный газойль по атмосферному остатку 0,0040 0,0040 0,0050 0,0050 0,005 0,005 0,005 0,005 0,006 0,006
IL16RA1 Вакуумная установка 6 — Лёгкий вакуумный газойль по атмосферному остатку 0,2462 0,2462 0,2362 0,2362 0,236225 0,236225 0,267768 0,267768 0,256768 0,256768
IH16RA1 Вакуумная установка 6 — Тяжёлый вакуумный газойль по атмосферному остатку 0,4362 0,4362 0,4402 0,4402 0,440166 0,440166 0,449519 0,448519 0,455519 0,455519
IV16RA1 Вакуумная установка 6 — Вакуумный остаток по атмосферному остатку 0,3136 0,3136 0,3186 0,3106 0,318609 0,318609 0,278713 0,278713 0,281713 0,281713
* Проверка 1 1 1 1 1 1 1 1 1 1
* Выход вакуумных установок в пересчёте на вакуумный остаток (атмосферные установки 3, 4)
* Вакуумная установка 5 — В нормальном режиме
[W15VA3 Вакуумная установка 5 — Влажный газойль по вакуумному остатку 0,0000 0,0000 0 0
IL15VA3 Вакуумная установка 5 — Лёгкий ваку- умный газойль по вакуумному остатку 0,0675 0,0675 0,099260,09926
IH1SVA3 Вакуумная установка 5 — Тяжёлый вакуумный газойль по вакуумному остатку 0,5006 0,5006 0,3653 0,3653 0,518779 0,518779 0,388033 0,388033
IV15VA3 Вакуумная установка 5 — Вакуумный остаток по вакуумному остатку 0,4150 0,4150 0,6347 0,6347 0,381962 0,381962 0,611967 0,611967
* Проверка 1 1 1 1 1 1 1 1
* Вакуумная установка 6 — В режиме 65 тыс. барр./сут
IW26VA3 Вакуумная установка 6 — Влажный газойль по вакуумному остатку
IL26VA3 Вакуумная установка 6 — Лёгкий ваку- умный газойль по вакуумному остатку 0,0565 0,0565 0,068011 0,068011
1H26VA3 Вакуумная установка 6 —Тяжёлый ваку- умный газойль по вакуумному остатку 0,4846 0,4846 0,2903 0,2903 0,516282 0,516282 0,32379 0,32379
IV26VA3 Вакуумная установка 6 — Вакуумный остаток по вакуумному остатку 0,4580 0,4500 0,7097 0,7097 0,415707 0,415707 0,67621 0,67621
* Проверка 1 1 1 1 1 1 1 1
* Свойства атмосферных фракций
* LSI — Лёгкий продукт прямой перегонки с атмосферной установки Properties in BLNGASO : RVP, 230, FPI, OLE, LSR
ISPGLS1 Лёгкий продукт прямой перегонки — Плотность 0,6563 0,6563 0,6666 0,6666 0,6663 0,6663 0,6762 0,6762 0,6695 0,6695 0,6674 0,6674 0,6639 0,6639 0,6626 0,6626 0,6795 0,6795 0,6662 0,6662
Моделирование нефтеперерабатывающего завода
методом линейного программирования 477
Таблица 13-17 (продолжение)
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU B1N 1CDU В1К 2CDU B2N 2COU В2К 3CDU B3N 3CDU ВЭК 4CDU B4N 4CDU В4К 5CDU B5N 5CDU В5К
ISULLS1 Лёгкий продукт прямой перегонки — Содержание серы 0,018 0,018 0,017 0,017 0,016 0,016 0,018 0,018 0,017 0,017 0,003 0,003 0,002 0,002 0,003 0,003 0,005 0,005 0,003 0,003
I130LS1 Лёгкий продукт прямой перегонки — Степень испарения при 130"F 50,0 50,0 56,0 56,0 60,0 60,0 38,0 38,0 51,0 51,0 40,0 40,0 43,0 43,0 51,0 51,0 24,0 24,0 42,0 42,0
IR0NLS1 Лёгкий продукт прямой перегонки — Октановое число по исследовательско- му методу 61,5 61,5 61,5 61,5 63,5 63,5 54,5 54,5 61,5 61,5 61,0 61,0 61,0 61,0 64,5 64,5 51,5 51,5 61,0 61,0
IR30LS1 Лёгкий продукт прямой перегон- ки — Октановое число по моторному методу ЗСС 82,5 82,5 82,5 82,5 84,5 84,5 75,5 75,5 82,5 82,5 82,0 82,0 82,0 82,0 85,5 85,5 72,4 72,4 82,0 82,0
MONLS1 Лёгкий продукт прямой перегонки — Октановое число по моторному методу 60,5 60,5 60,5 60,5 62,5 62,5 53,5 53,5 60,5 60,5 60,0 60,0 60,0 60,0 63,5 63,5 50,5 50,5 60,0 60,0
IM30LS1 Лёгкий продукт прямой перегон- ки —• Октановое число по моторному методу ЗСС 81,5 81,5 81,5 81,5 83,5 83,5 74,5 74,5 81,5 81,5 81,0 81,0 81,0 81,0 84,5 84,5 71,4 71,4 81,0 81,0
IVLPLS1 Лёгкий продукт прямой перегонки — VLPT 47,0 47,0 46,0 46,0 46,0 46,0 47,0 47,0 48,0 48,0 48,0 48,0 47,0 47,0 47,0 47,0 51,0 51,0 48,0 48,0
ISPGMN4 Средний продукт прямой перегонки — Плотность 0,7502 0,7456 0,7453 0,7415
ISULMN4 Средний продукт прямой перегонки — Содержание серы 0,037 0,025 0,016 0,014
IRVPMN4 Средний продукт прямой перегонки — Упругость паров по Рейду 4,9 4,9 4,2 4,2
IFPIMN4 Средний продукт прямой перегонки — Температура кристаллизации 9 9 9 9
IN2AMN4 Средний продукт прямой перегонки — N + 2А 39,6 36,4 47,3 43,0
ISPGHN1 Тяжёлый продукт прямой перегонки — Плотность 0,7364 0,7322 0,7338 0,7300 0,7315 0,7284 0,7940 0,7348 0,7307 0,7331 0,7284 0,7302 0,7240 0,7282 0,7248 0,7936 0,7309 0,7263
ISULHN1 Тяжёлый продукт прямой перегонки — Содержание серы 0,033 0,029 0,029 0,026 0,031 0,028 0,143 0,028 0,027 0,017 0,013 0,013 0,010 0,014 0,012 0,121 0,014 0,011
IRVPHN1 Тяжёлый продукт прямой перегонки — Упругость паров по Рейду 7,6 7,6 8,3 8,3 9,7 9,7 0,7 7,6 7,6 6,9 6,9 7,6 7,6 9,0 9,0 0,7 7,6 7,6
IN2AHN1 Тяжёлый продукт прямой перегонки — N4-2A 34,9 34,9 34,1 35,3 32,7 31,5 58,2 34,7 34,1 40,6 38,5 39,5 36,6 38,1 36,6 64,6 39,7 37,6
IDIIHN1 Тяжёлый продукт прямой перегонки — Дизельный индекс 66,4 66
IPPIHN1 Тяжёлый продукт прямой перегонки — Температура застывания 36 36
478 Справочник по переработке нефти
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 9CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU B1N 1CDU В1К 2CDU B2N 2CDU В2К 3CDU B3N 3CDU вэк 4CDU B4N 4CDU В4К 5CDU B5N 5CDU В5К
1144HN1 Тяжёлый продукт прямой перегонки — Индекс 144 -191 -191
H54HN1 Тяжёлый продукт прямой перегонки — Индекс 154 -175 -175
IVBIHN1 Тяжёлый продукт прямой перегоню!— Теплотворная способность -267 -282
1FPIHN1 Тяжёлый продукт прямой перегонки — Температура кристаллизации 32,3 28,9
1SPGKN1 Керосин — Плотность 0.7S79 0,7865 0,7890 0,7893 0,7884 0,7873 0,8024 0,7880 0,7862 0,7855 0,7881 0,7865 0,7890 0,7892 0,7887 0,7874 0,7914 0,7894 0,7863 0,7857
1SULKN1 Керосин — Содержание серы 0,107 0,104 0,119 0,237 0,237 0,125 0,094 0,091 0,105 0,205 0,205 0,112
IVBIKN1 Керосин — Теплотворная способность -303 -291 -296 -222 -222 -310 -310 -303 -305 -233 -233 -315
IFPIKN1 Керосин — Температура кристаллизации 33 34 34,1 75,7 75,7 29 29,6 30 29 65,5 65,5 26
IPP1KN1 Керосин — Температура застывания 24 23 28 28 25 25 56 24 23 22 26 25 28 29 27 26 32 28 24 24
1DIIKN1 Керосин — Дизельный индекс 67,1 67,2 67,2 63,2 63,2 67,6 66,4 66,4 66,4 61,8 61,8 66,9
1144KN1 Керосин — Индекс 144 -196 -197 -195 -195 -196 -197 12 -196 -198 -198 -196 -197 -195 -195 -195 -196 -193 -195 -197 -198
1154KN1 Керосин— Индекс 154 -179 -181 -179 -178 -179 -180 8 -179 -181 -181 -179 -181 -179 -178 -179 -180 -177 -178 -181 -181
1SPGDN1 Лёгкое дизельное топливо — Плотность 0,8391 0,8391 0,8461 0,8461 0,8511 0,8511 0,8344 0,8344 0,8424 0,8424 0,8428 0,8428 0,8504 0,8504 0,8556 0,8556 0,8409 0,8409 0,8485 0,8485
1SULDN1 Лёгкое дизельное топливо — Содер- жание серы 1,100 1,100 1,251 1,251 1,320 1,320 0,840 0,840 1,160 1,160 1,029 1,029 1,169 1,169 1,271 1,271 0,804 0,804 1,148 1,148
1PP1DN1 Лёгкое дизельное топливо — Темпера- тура застывания 197 197 235 235 308 ЗОВ 190 190 240 240 197 197 220 220 300 300 187 187 240 240
1144DN1 Лёгкое дизельное топливо — Индекс 144 58 58 64 64 34 34 77 77 56 56 57 57 63 63 34 34 66 66 57 57
1154DN1 Лёгкое дизельное топливо — Индекс 154 33 33 39 39 14 14 48 48 31 31 32 32 38 38 15 15 39 39 33 33
IDltDNl Керосин — Дизельный индекс 57,9 57,9 56,6 56,6 57,1 57,1 57,4 57,4 57,2 57,2 55,3 55,3 53,7 53,7 52,5 52,5 54,5 54,5 54,2 54,2
IVBLDN1 Керосин — Теплотворная способность -68 -68 -37 -37 -19 -19 -76 -76 -50 -50 -72 -72 -45 -45 -24 -24 -82 -82 -50 -50
ISPGM14 Средняя и промежуточная дизельная фракция — Плотность 0,8681 0,8681 0,8718 0,8718
1SULM4 Средняя и промежуточная дизельная фракция— Содержание серы 1,677 1,677 1,645 1,645
IVBEM4 Средняя и промежуточная дизельная фракция — Теплотворная способность 57 57 48 48
ПФ1М14 Средняя и промежуточная дизельная фракция — Температура застывания 525 525 467 467
1D1IMI4 Средняя и промежуточная дизельная фракция —Дизельный ивдекс 51,5 51,5 49,2 49,2
1144MI4 Средняя и промежуточная дизельная фракция — Индекс 144 67 67 62 62
11S4MI4 Средняя и промежуточная дизельная фракция — Индекс 154 42 42 39 39
Моделирование нефтеперерабатывающего завода
методом линейного программирования 479
Таблица 13-17 (продолжение)
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU BIN 1CDU В1К 2CDU B2N 2CDU В2К 3CDU B3N 3CDU ВЗК 4CDU B4N 4CDU 5CDU 5CDU В4К B5N В5К
ISPGRA1 Атмосферный остаток—Плотность 0,9463 0,9463 0,9465 0,9465 0,9465 0,9465 0,9459 0,9459 0,9463 0,9463
ISULRA1 Атмосферный остаток—Содержание серы 3,14 ЗД4 3,17 3,17 3,17 3,17 3,38 3,38 3,41 3,41
IVBIRA1 Атмосферный остаток— Теплотворная 446,1 446,1 448,1 448,1 448,1 448,1 431,7 431,7 434,7 434,7
способность
ISPGHD3 Тяжёлое дизельное топливо — Плотность 0,9058 0,9058 0,9113 0,9113 0,9088 0,9088 0,9144 0,9144
ISULHD3 Тяжёлое дизельное топливо — Содер- 2,265 2,265 2,365 2,365 2,480 2,480 2,586 2,586
жание серы
IVB1HD3 Тяжёлое дизельное топливо — Тепло- 244 244 271 271 234 234 261 261
творная способность
IPPIHD3 Тяжёлое дизельное топливо — Темпе- 1287 1287 1507 1507 1251 1251 1473 1473
ратура застывания
I144HD3 Тяжёлое дизельное топливо—Индекс 144 58 58 57 57 57 57 55 55
I154HD3 Тяжёлое дизельное топливо—Индекс 154 38 38 37 37 37 37 36 36
IC0NHD3 Тяжёлое дизельное топливо — Коксуе- 0,04 0,04 0,07 0,07 0,04 0,04 0,07 0,07
мость по Конрадсону
ISPGVA3 Вакуумный остаток—Плотность 0,9672 0,9672 0,9965 0,9965 0,9697 0,9697 0,9993 0,9993
ISULVA3 Вакуумный остаток— Содержание серы 3,522 3,522 4,030 4,030 3,835 3,835 4,389 4,389
IVBIVA3 Вакуумный остаток—Теплотворная 542,0 542,0 661,2 661,2 540,0 540,0 670,7 670,7
способность
IC0NVA3 Вакуумный остаток— Коксуемость по 8,93 8,93 13,4 13,4 10,63 10,63 15,3 15,3
Конрадсону
I144VA3 Вакуумный остаток — Индекс 144 39 39 31 31 38 38 29 29
I154VA3 Вакуумный остаток — Индекс 154 25 25 20 20 24 24 19 19
ID ПУАЗ Вакуумный остаток — Дизельный 31,3 31,3 21,5 21,5 31,3 31,3 21,5 21,5
индекс
IPPIVA3 Вакуумный остаток — Температура 523,2 523,2 990,3 990,3 523,2 523,2 990,3 990,3
застывания
* Свойства «отсроченных» фракций
* Вакуумная установка 1 — В нормальном режиме
ISPGW11 Вакуумная установка 1 — Влажный 0,8554 0,8554 0,8536 0,8536 0,859 0,859 0,8568 0,8568
газойль — Плотность
ISUIW11 Вакуумная установка 1 — Влажный 1,408 1,408 1,373 1,373 1,369 1,369 1,332 1,332
газойль — Содержание серы
IPPIW11 Вакуумная установка 1 — Влажный 388 388 378 378 378 378 367 367
газойль —Температура застывания
IVBIW11 Вакуумная установка 1 — Влажный 4 4 -4 -4 -4 -4 -12 -12
газойль — Теплотворная способность
480 Справочник по переработке нефти
1CDU 1CDU 2CDU 2CDU 3CDU 3CDU 4CDU 4CDU 5CDU 5CDU 1CDU 1CDU 2CDU 2CDU 3CDU 3CDU 4CDU 4CDU 5CDU 5CDU
MODE A1N A1K A2N A2K A3N АЭК A4N A4K A5N A5K B1N B1K B2N B2K B3N B3K B4N В4К B5N В5К
mnwn Вакуумная установка 1 — Влажный газойль — Дизельный индекс 50,2 50,2 50,2 50,2 54,1 54,1 54,1 54,1
ISPGL11 Вакуумная установка 1 — Дизельный газойль — Плотность 0,9093 0,9093 0,9099 0,9099 0,9122 0,9122 0,9128 0,9128
ISULL11 Вакуумная установка 1 — Дизельный газойль — Содержание серы 2,352 2,352 2,362 2,362 2,567 2,567 2,582 2,582
IPPIL11 Вакуумная установка 1 — Дизельный газойль — Температура застывания 1541 1541 1562 1562 1610 1610 1641 1641
JVBIL11 Вакуумная установка 1 — Дизельный газойль — Теплотворная способность 261 261 264 264 252 252 255 255
ISPGV11 Вакуумная установка 1 — Вакуумный остаток—Плотность 1,0076 1,0076 1,0076 1,0076 1,0165 1,0165 1,0165 1,0165
ISULV11 Вакуумная установка 1 — Вакуумный остаток — Содержание серы 4,029 4,029 4,029 4,029 4,640 4,640 4,639 4,639
TVBIV11 Вакуумная установка 1 — Вакуумный остаток — Теплотворная способность 712 712 712 712 748 748 748 748
ICONV11 Вакуумная установка 1 — Вакуумный остаток — Коксуемость по Конрадсону 16,6 16,6 16,6 16,6 20,1 20,1 20,1 20,1
I144V11 Вакуумная установка 1 — Вакуумный остаток — Индекс 144 26 26 26 26 22 22 22 22
I154V11 Вакуумная установка 1 — Вакуумный остаток— Индекс 154 17 17 17 17 15 15 15 15
* Вакуумная установка 1 — В режиме битума
ISPGW21 Вакуумная установка 1 — Влажный газойль — Плотность 0,8585 0,8585 0,846 0,846
ISULW21 Вакуумная установка 1 — Влажный газойль — Содержание серы 1,171 1,171 1,134 1,134
IPPIW21 Вакуумная установка 1 — Влажный газойль — Температура застывания 277 277 268 268
TVBIW21 Вакуумная установка 1 — Влажный газойль — Теплотворная способность -29 -29 -29 -29
IDHW21 Вакуумная установка 1 — Влажный газойль — Дизельный индекс 54,1 54,1 54,7 54,7
ISPGL21 Вакуумная установка 1 —Дизельный газойль — Плотность 0,9174 0,9174 0,9183 0,9183
ISULL21 Вакуумная установка 1 — Дизельный газойль — Содержание серы 2,691 2,691 2,712 2,712
IPPIL21 Вакуумная установка 1 — Дизельный газойль — Температура застывания 1941 1941 1972 1972
TVBIL21 Вакуумная установка 1 — Дизельный газойль — Теплотворная- способность 280 280 284 284
Моделирование нефтеперерабатывающего завода
методом линейного программирования 481
MODE
Таблица 13-17 (продолжение)
1CDU 1CDU 2CDU 2CDU 3CDU 3CDU 4CDU 4CDU 5CDU 5CDU 1CDU 1CDU 2CDU 2CDU 3CDU 3CDU 4CDU 4CDU 5CDU 5CDU
A1N А1К A2N А2К A3N АЭК A4N А4К A5N А5К B1N В1К B2N В2К B3N ВЗК B4N В4К B5N В5К
* Вакуумная установка 1 — В режиме тяжёлого вакуумного газойля
ISPGW31 ISULW31 1PPIW31 IVBTW31 IDITW31 1SPGL31 ISULL31 1PFTL31 IVBIL31 1SPGV31 ISULV31 IVBIV31 1C0NV31 I144V31 I154V31 Вакуумная установка 1 — Влажный 0,8435 газойль— Плотность Вакуумная установка 1 — Влажный 1,196 газойль— Содержание серы Вакуумная установка 1 — Влажный 260 газойль — Температура застывания Вакуумная установка 1 — Влажный -46 газойль — Теплотворная способность Вакуумная установка 1 — Влажный 54,1 газойль — Дизельный индекс Вакуумная установка 1 —Дизельный 0,9149 газойль— Плотность Вакуумная установка 1 — Дизельный 2,46 газойль — Содержание серы Вакуумная установка 1 — Дизельный 1872 газойль — Температура застывания Вакуумная установка 1 —Дизельный 289 газойль — Теплотворная способность Вакуумная установка 1 — Вакуумный 1,0220 остаток — Плотность Вакуумная установка 1 — Вакуумный 4,249 остаток— Содержание серы Вакуумная установка 1—Вакуумный 774 остаток — Теплотворная способность Вакуумная установка 1 — Вакуумный 21,5 остаток— Коксуемость по Конрадсону 0,22 0,15 Вакуумная установка 5 — В нормальном режиме 0,8435 1,196 260 -46 54,1 0,9149 2,46 1872 289 1,0220 4,249 774 21,5 0,843 1,189 276 -47 54,7 0,9156 2,471 1893 292 1,0217 4,245 772 21,4 0,843 1,189 276 -47 54,7 0,9156 2,471 1893 292 1,0217 4,245 772 21,4 0,9149 2,46 0,9149 2,46 0,9156 2,471 1872 289 0,9156 2,471 1872 289 1893 292 1893 292
1SPGW15 Вакуумная установка 1 —Влажный газойль — Плотность 0,8155 0,8155 0,8164 0,8164 0,8045 0,8045 0,8164 0,8164 0,8112 0,8112 0,8112 0,8112 0,8112 0,8112
ISULW15 Вакуумная установка 1 — Влажный газойль — Содержание серы 0,460 0,460 0,530 0,530 0,259 0,259 0,530 0,530 0,385 0,385 0,385 0,385 0,385 0,385
IPPIW15 Вакуумная установка 1 — Влажный газойль —Температура застывания 61 61 61 61 93 93 61 61 56 56 56 56 56 56
IVBIW15 Вакуумная установка 1 — Влажный газойль — Теплотворная способность 185 185 220 220 180 180 220 220 -200 -200 -200 -200 -200 -200
482 Справочник по переработке нефти
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU B1N 1CDU В1К 2CDU B2N 2CDU В2К 3CDU B3N 3CDU ВЗК 4CDU B4N 4CDU В4К 5CDU B5N 5CDU В5К
IDIIW15 Вакуумная установка 1 — Влажный газойль — Дизельный индекс 62,5 62,5 62,6 62,6 62,1 62,1 64,4 64,4 60,8 60,0 61,3 61,3 64,2 64,2
I144W1S Вакуумная установка 1 — Влажный газойль — Индекс 144 50 50 -101 -101 25 25 -101 -101 49 49 43 43 15 15
I154W15 Вакуумная установка 1 — Влажный газойль — Индекс 1S4 24 24 -99 -99 4 4 -99 -99 23 23 18 18 -5 -5
1SPGL15 Вакуумная установка 5 —Лёгкий вакуумный газойль — Плотность 0,8716 0,8716 0,8703 0,8703 0,8854 0,8854 0,8703 0,8703 0,8756 0,8756 0,8742 0,8742 0,8856 0,8856 0,8742 0,8742
ISULL15 Вакуумная установка 5 —Лёгкий ваку- умный газойль — Содержание серы 1,932 1,932 1,910 1,910 2,158 2,158 1,910 1,910 1,939 1,939 1,916 1,916 2,161 2,161 1,916 1,916
1PPIL15 Вакуумная установка S — Лёгкий вакуумный газойль — Температура застывания 560 560 560 560 779 779 560 560 540 540 525 525 722 722 525 525
IVBIL15 Вакуумная установка S —Лёгкий вакуумный газойль —Теплотворная способность 78 78 72 72 145 145 72 72 67 67 63 63 128 128 63 63
ПЖЛ5 Вакуумная установка 5 —Лёгкий ваку- умный газойль — Дизельный индекс 51,2 51,2 51,5 51,5 48,4 48,4 51,5 51,5 48,4 48,4 48,7 48,7 44,8 44,8 48,7 48,7
I144L15 Вакуумная установка 5 —Лёгкий ваку- умный газойль — Индекс 144 63,5 63,5 61,1 61,1 57,9 57,9 61 61 62,2 62,2 62,1 62,1 57,6 57,6 60 60
I154L15 Вакуумная установка 5 — Лёгкий ваку- умный газойль — Индекс 154 39,7 39,7 37,6 37,6 36 36 38 38 38,9 38,9 38,7 38,7 35,8 35,8 37 37
* Выход «отсроченных» фракций (с вакуумных установок)
ISPGH1S Вакуумная установка 5 — Тяжёлый вакуумный газойль — Плотность 0,9386 0,9386 0,9388 0,9388 0,9432 0,9432 0,9503 0,9503 0,9388 0,9388 0,9416 0,9416 0,9416 0,9416 0,9425 0,9425 0,9505 0,9505 0,9416 0,9416
ISULH15 Вакуумная установка 5 — Тяжёлый ва- куумный газойль — Содержание серы 2,864 2,864 2,866 2,866 2,87 2,87 3,061 3,061 2,866 2,866 3,241 3,241 3,24 3,24 3,26 3,26 3,57 3,57 3,24 3,24
IPPIH15 Вакуумная установка 5 —Тяжёлый вакуумный газойль —Температура застывания 2800 2800 2800 2800 2800 2800 3100 3100 2800 2800 3100 3100 3100 3100 3100 3100 3500 3500 3100 3100
IVBIH15 Вакуумная установка 5 — Тяжёлый вакуумный газойль — Теплотворная способность 401 401 402 402 404 404 439 439 402 402 400 400 400 400 404 404 446 446 400 400
I144H15 Вакуумная установка 5 —Тяжёлый вакуумный газойль — Индекс 144 48 48 48 48 46 46 44 44 48 48 47 47 47 47 46 46 44 44 47 47
I154H15 Вакуумная установка 5 —Тяжёлый вакуумный газойль — Индекс 154 31 31 31 31 30 30 29 29 31 31 30 30 30 30 30 30 29 29 30 30
ISPGV15 Вакуумная установка 5 — Вакуумный остаток — Плотность 1,0252 1,0252 1,0249 1,0249 1,0208 1,0208 1,0201 1,0201 1,0249 1,0249 1,0402 1,0402 1,0372 1,0372 1,0298 1,0298 1,0275 1,0275 1,0372 1,0372
ISULV1S Вакуумная установка 5 — Вакуумный остаток — Содержание серы 4,49 4,49 4.49 4,49 4,48 4,48 4,39 4,39 4,49 4,49 4,91 4,91 4,91 4,91 4,88 4,88 4,86 4,86 4,91 4,91
Моделирование нефтеперерабатывающего завода
методом линейного программирования 483
Таблица 13-17 (продолжение)
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU B1N 1CDU В1К 2CDU B2N 2CDU В2К 3CDU B3N 3CDU ВЗК 4CDU B4N 4CDU В4К 5CDU B5N 5CDU В5К
IVBIV15 Вакуумная установка 5— Вакуумный остаток—VBI 782,0 782,0 781,0 781,0 776,0 776,0 770,0 770,0 781,0 781,0 814,0 814,0 813,0 813,0 804,0 804,0 800,0 800,0 813,0 813,0
IC0NV15 Вакуумная установка 5 — Вакуумный остаток—Коксуемость по Конрадсону 21,9 21,9 21,5 21,5 21,2 21,2 20,2 20,2 21,5 21,5 26,4 26,4 26 26 25,3 25,3 23,9 23,9 26 26
I144V15 Вакуумная установка 5 — Вакуумный остаток — Индекс 144 23 23 23 23 24 24 24 24 23 23 18 18 18 18 21 21 21 21 18 18
I154V15 Вакуумная установка 5 — Вакуумный остаток— Индекс 154 15 15 15 15 16 16 16 16 15 15 11 11 12 12 13 13 14 14 12 12
* Вакуумная установка 6 — В режиме 65 тыс. барр./сут
ISPGW26 Вакуумная установка 6 (65 тыс. барр./ сут) — Влажный газойль — Плотность 0,82 0,82 0,8158 0,8158 0,8158 0,8158 0,8188 0,8188 0,8134 0,8134 0,8134 0,8134
ISULW26 Вакуумная установка 6 (65 тыс. барр./ сут) — Влажный газойль — Содержа- ние серы 0,664 0,664 0,58 0,58 0,58 0,58 0,543 0,543 0,458 0,458 0,458 0,458
IPPIW26 Вакуумная установка 6 (65 тыс. барр./ сут) — Влажный газойль — Температу- ра застывания 92 92 79 79 79 79 81 81 68 68 68 68
IVBTW26 Вакуумная установка 6 (65 тыс. барр./ сут) — Влажный газойль — Теплотвор- ная способность -144 -144 -164 -164 -164 -164 -167 -167 -190 -190 -190 -190
IDHW26 Вакуумная установка 6 (65 тыс. барр./ сут) — Влажный газойль — Дизельный индекс 60,7 60,7 61,4 61,4 61,4 61,4 59,5 59,5 60,5 60,5 60,5 60,5
I144W26 Вакуумная установка 6 (65 тыс. барр./ сут) — Влажный газойль — Индекс 144 -329 -329 -336 -336 -336 -336 -331 -331 -340 -340 -340 -340
I154W26 Вакуумная установка 6 (65 тыс барр./ сут) — Влажный газойль— Индекс 154 -286 -286 -292 -292 -292 -292 -288 -288 -296 -296 -296 -296
ISPGL26 Вакуумная установка 6 (65 тыс. барр./сут) —Лёгкий вакуумный газойль — Плотность 0,8705 0,8705 0,8703 0,8703 0,8822 0,8822 0,8703 0,8703 0,874 0,874 0,8737 0,8737 0,8861 0,8861 0,8737 0,8737
ISULL26 Вакуумная установка 6 (65 тыс. барр./ сут) — Лёгкий вакуумный газойль — Содержание серы 1.91 1.91 1,907 1,907 2,113 2,113 1,907 1,907 1,907 1,907 1,906 1,906 2,154 2,154 1,906 1,906
IPPIL26 Вакуумная установка 6 (65 тыс. барр./ сут) —Лёгкий вакуумный газойль — Температура застывания 547 547 551 551 682 682 551 551 522 522 525 525 654 654 525 525
IVBIL26 Вакуумная установка 6 (65 тыс. барр./ сут) — Лёгкий вакуумный газойль — Теплотворная способность 72 72 72 72 127 127 72 72 61 61 61 61 117 117 61 61
484 Справочник по переработке нефти
* MODE 1CDU A1N 1CDU А1К 2CDU A2N 2CDU А2К 3CDU A3N 3CDU АЭК 4CDU A4N 4CDU А4К 5CDU A5N 5CDU А5К 1CDU B1N 1CDU В1К 2CDU B2N 2CDU В2К 3CDU B3N 3CDU ВЗК 4CDU B4N 4CDU В4К 5CDU B5N 5CDU В5К
1DIIL26 Вакуумная установка 6 (65 тыс. барр./ сут) — Лёгкий вакуумный газойль — Дизельный индекс 51,4 51,4 51,5 51,5 48,9 48,9 51,5 51,5 48,7 48,7 48,8 48,8 46 46 48,8 48,8
I144L26 Вакуумная установка 6 (65 тыс барр./ сут) — Лёгкий вакуумный газойль — Индекс 144 63 63 62 62 65 65 62 62 61 61 60 60 63 63 60 60
I154L26 Вакуумная установка 6 (65 тыс. барр./ сут) — Лёгкий вакуумный газойль — Индекс 154 39 39 39 39 41 41 39 39 38 38 37 37 41 41 37 37
ISPGH26 Вакуумная установка 6 (65 тыс. барр./сут) — Тяжёлый вакуумный газойль— Плотность 0,9348 0,9348 0,9348 0,9348 0,933 0,933 0,9476 0,9476 0,9348 0,9348 0,9379 0,9379 0,9379 0,9379 0,9362 0,9362 0,9509 0,9509 0,9379 0,9379
ISULH26 Вакуумная установка 6 (65 тыс. барр./ сут) — Тяжёлый вакуумный газойль — Содержание серы 2,795 2,795 2,795 2,795 2,757 2,757 3,009 3,009 2,795 2,795 3,159 3,159 3,163 3,163 3,119 3,119 3,440 3,440 3,163 3,163
IPPIH26 Вакуумная установка 6 (65 тыс. барр./ сут) — Тяжёлый вакуумный газойль — Температура застывания 2609 2609 2609 2609 2477 2477 3065 3065 2609 2609 2856 2856 2856 2856 2676 2676 3379 3379 2856 2856
IVBIH26 Вакуумная установка 6 (65 тыс. барр./ сут) — Тяжёлый вакуумный газойль — Теплотворная способность 385 385 385 385 375 375 441 441 385 385 383 383 383 383 374 374 443 443 383 383
I144H26 Вакуумная установка 6 (65 тыс. барр./ сут) — Лёгкий вакуумный газойль — Индекс 144 49 49 49 49 50 50 45 45 49 49 48 48 48 48 48 48 44 44 48 48
I154H26 Вакуумная установка 6 (65 тыс. барр./ сут) — Лёгкий вакуумный газойль — Индекс 154 32 32 32 32 32 32 29 29 32 32 31 31 31 31 31 31 29 29 31 31
ISPGV26 Вакуумная установка 6 (65 тыс. барр./сут) — Вакуумный остаток— Плотность 1,0254 1,0254 1,0252 1,0252 1,0210 1,0210 1,0173 1,0173 1,0252 1,0252 1,0326 1,0326 1,0325 1,0325 1,0279 1,0279 1,0232 1,0232 1,0325 1,0325
ISULV26 Вакуумная установка 6 (65 тыс. барр./ сут) — Вакуумный остаток— Содер- жанке серы 4,5 4,5 4,5 4,5 4,4 4,4 4,4 4,4 4,5 4,5 4,5 4,5 4,5 4,5 4,8 4,8 4,8 4,8 4,9 4,9
IVBIV26 Вакуумная установка 6 (65 тыс. барр./ сут) — Вакуумный остаток—Тепло- творная способность 782,0 782,0 781,0 781,0 764,0 764,0 748,0 748,0 781,0 781,0 816,0 816,0 816,0 816,0 795,0 795,0 774,0 774,0 816,0 816,0
ICONV26 Вакуумная установка 6 (65 тыс барр./ сут) — Вакуумный остаток— Коксуе- мость по Конрадсону 21,2 21,2 21,1 21,1 19,5 19,5 18,2 18,2 21,1 21,1 26 26 26 26 24 24 22,2 22,2 26 26
I144V26 Вакуумная установка 6 (65 тыс барр./ сут) — Вакуумный остаток— Индекс 144 23 23 23 23 24 24 25 25 23 23 20 20 20 20 21 21 22 22 20 20
I154V26 Вакуумная установка 6 (65 тыс барр./ сут) — Вакуумный остаток—Индекс 154 15 15 15 15 16 16 16 16 15 15 13 13 13 13 14 14 15 15 13 13
Моделирование нефтеперерабатывающего завода
методом линейного программирования
486
Справочник по переработке нефти
Таблица CRDDISTL
Эта таблица используется в модели для определения структуры ряда тео-
ретических или логических субмоделей процесса ректификации нефти.
Каждая логическая атмосферная установка может рассматриваться как
один из многих режимов функционирования НПУ. Таблица CRDDISTL
обеспечивает отображение связей между данными таблицы результатов
анализа и логическими атмосферными установками. Примером может
служить табл. 13-18. Имена ее столбцов представлены трехсимвольными
метками для различных режимов функционирования атмосферных уста-
новок. Там, где конкретные блоки разделяются, может оказаться удобным
использование меток атмосферных установок в качестве меток логических
установок, однако это не обязательно.
Строки этой таблицы разделяются на четыре группы. Первая группа
образуется из имен строк ATMTWR VACTWR. Элементы этих строк суть
целочисленные значения, показывающие, какие из физических ректифи-
кационных колонн используются различными логическими атмосферными
установками.
Вторую группу составляют строки вида ESTxxx, где ххх — метка атмос-
ферного блока. Элементы этих строк определяют ориентировочное коли-
чество каждого вида сырья в каждую логическую атмосферную установку.
Эти оценки не обязательно должны быть точными. Оценки количества
сырья выражаются в массовых или объемных единицах — в зависимости
от способа ввода данных. Так, если данные анализа сырой нефти выражены
в объемных единицах, элементы таблицы должны выражаться в тех же еди-
ницах. В модели ЛП эти данные используются для расчета характеристик
фракций прямой перегонки, получаемых из заданной смеси сырой нефти.
Следующая группа строк рассматриваемой таблицы именуется как
ATMuuu и VACuuu, и эти имена определяют потребляемые энергоносители
(топливо, пар, электроэнергию, охлаждающую воду и др.) в атмосфер-
ных и вакуумных установках, соответствующих каждой из логических
установок.
Таблица CRDCUTS
Таблица CRDCUTS определяет модельную схему отгонки фракций в ат-
мосферной перегонной установке. Имена строк представляют собой трех-
символьные метки потоков фракций прямой перегонки (см. табл. 13-19).
Столбец Тип служит для идентификации типа фракции, причем каждой
фракции должен присваиваться один из номеров, описываемых ниже.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
487
Таблица 13-18. Таблица CRDDISTL
Таблица CRDDISTL Текстовая строка LC1 LC2 LC3 LC4 LC5
Схема НПЗ
ATMTWR Физическая атмосферная установка 1 2 3 4 5
VACTWR Физическая вакуумная установка 3 4
Количество нефти на технологическую установку (оценка)
ESTA1N ChgAB 1CDU Normal 1,000
ESTA1K ChgAB lCDUKero 1,000
ESTB1N Chg Bah 1CDU Normal 1,000
ESTB1K Chg Bah 1CDU Kero 17,000
ESTA2N Chg AB 2CDU Normal 1,000
ESTA2K Chg AB 2CDU Kero 1,000
ESTB2N Chg Bah 2CDU Normal 1,000
ESTB2K Chg Bah 2CDU Kero 17,000
ESTA3N Chg AB 3CDU Normal 61,000
ESTA3K Chg AB 3CDU Kero 1,000
ESTB3N Chg Bah 3CDU Normal 1,000
ESTB3K Chg Bah 3CDU Kero 1,000
ESTA4N Chg AB 4CDU Normal 100,000
ESTA4K Chg AB 4CDU Kero 1,000
ESTB4N Chg Bah 4CDU Normal 1,000
ESTB4K Chg Bah 4CDU Kero 1,000
ESTA5N Chg AB 5CDU Normal 2,000
ESTA5K ChgAB 5CDUKero 2,000
ESTB5N Chg Bah 5CDU Normal 28,000
ESTB5K Chg Bah 5CDU Kero 2,000
Итого — суммарное количество нефти (оценка)
265,000 20,000 20,000 64,000 103,000 58,000
Потребление энергоносителей (природный газ, тыс. ст. футов3)
ATMFUL Атмосферная колонна в целом 0,1683 0,1683 0,2049 0,1829 0,1683
Примечание. Эта таблица определяет логику атмосферно-вакуумных установок. Здесь должны
быть отмечены только целочисленные атмосферно-вакуумные установки (например, 3 и 4).
Пояснения к табл. 13-18: Chg (сокращ. от Charge) АВ 1CDU (2CDU, 3CDU и т.д.) Normal Kero Bah Например: Chg АВ 1CDU Normal Сырьё Сверхлёгкая арабская нефть Атмосферная установка 1 (2, 3 и т.д.) Нормальный режим В режиме топлива (керосина) Нефть Бахрейна (бахрейнская нефть) Сырьё — Сверхлёгкая арабская нефть для атмосферной установки 1 в нормальном режиме
Например: Chg Bah 4CDU Kero Сырьё — Бахрейнская нефть для атмосферной установки 4 в режиме производства топлива (керосина)
488
Справочник по переработке нефти
Таблица 13-19. Таблица CRDCUTS
Таблица CRDCUTS Текстовая строка Тип LC1 LC2 LC3 LC4 LC5*
GA1 Отходящие газы (фракции СЗ и ниже) 1 1 1 1 1 1
С41 Атмосферная установка (фракции СЗ/С4) 1 1 1 1 1 1
LS1 Атмосферная установка (легкий продукт прямой перегонки) 1 1 1 1 1 1
MN4 Объединённый поток средних продуктов прямой перегонки 4А 1 4
HN1 Тяжёлый продукт прямой перегонки с температурой вспышки 39,5’С 1 1 2 3 4 5
I4A4 Тяжёлый прямогонный продукт для установки вторичной перегонки керосина 1 4
(арабская нефть)
НВ4 Тяжёлый прямогонный продукт для установки вторичной перегонки керосина 1 4
(бахрейнская нефть)
KN1 Керосин с температурой вспышки Э9,5ОС 1 1 2 3 4 5
КА1 Керосин для установки вторичной перегонки керосина (арабская нефть) 1 1 2 3 5
КВ1 Керосин для установки вторичной перегонки керосина (бахрейнская нефть) 1 1 2 3 5
DN1 Лёгкая дизельная фракция атмосферной установки 1 1 1 1 4 1
MI4 Средняя и промежуточная дизельная фракция из 4А 1 4
RA1 Остаток атмосферной перегонки 1/2/5 (арабская нефть) 1 1 2 1 1 5
RBI Остаток атмосферной перегонки 1/2/5 (бахрейнская нефть) 1 1 2 1 1 5
HD3 Тяжёлое дизельное топливо — Атмосферные установки 3 и 4 3 3 4
VA3 Гудрон — Атмосферные установки 3 н 4 3 3 4
«ОТСРОЧЕННЫЕ» ФРАКЦИИ
W11 Объединённый поток влажного газойля с установки вакуумной перегонки 1 9 1 1
L11 Объединённый поток лёгкого вакуумного газойля с установки вакуумной перегонки 1 9 1 1
VII Объединённый поток вакуумного остатка с установки вакуумной перегонки 1 9 1 1
LW1 Объединённый поток лёгкого влажного газойля с установки вакуумной перегонки 1 9 1 1
(режим битума)
W21 Объединённый поток лёгкого вакуумного газойля с установки вакуумной 9 1 1
перегонки 1 (режим битума)
L21 Объединённый поток вакуумного остатка с установки вакуумной перегонки 1 9 1 1
(режим битума)
BS1 Тяжёлый вакуумный газойль с установки вакуумной перегонки 1 9 1 1
AS1 Битум с установки вакуумной перегонки 1 9 1 1
W31 Объединённый поток влажного газойля с установки вакуумной перегонки 1 (режим BSGO) 9 1 1
L31 Объединённый поток дистиллятного газойля с установки вакуумной перегонки 1 9 1 1
(режим BSGO)
BS3 Объединённый поток тяжёлого вакуумного газойля с установки вакуумной 9 1 1
перегонки 1 (режим BSGO)
V31 Объединённый поток вакуумного остатка с установки вакуумной перегонки 1 9 1 1
(режим BSGO)
W15 Объединённый поток влажного газойля с установки вакуумной перегонки 5 9 1 1 1 1
L15 Объединённый поток лёгкого вакуумного газойля с установки вакуумной перегонки 5 9 1 1 1 1
Н15 Объединённый поток тяжёлого вакуумного газойля с установки вакуумной перегонки 5 9 1 1 1 1 1
VI5 Объединённый поток вакуумного остатка с установки вакуумной перегонки 5 9 1 1 1 1 1
W25 Объединённый поток влажного газойля с установки вакуумной перегонки 5 (режим битума) 9 1
L25 Объединённый поток лёгкого вакуумного газойля с установки вакуумной 9 1
перегонки 5 (режим битума)
Н25 Объединённый поток тяжёлого вакуумного газойля с установки вакуумной 9 1
перегонки 5 (режим битума)
AS5 Битум с установки вакуумной перегонки 1 9 1
W16 Влажный газойль с установки вакуумной перегонки 6 (50 тыс. барр./сут) 9 1 1 1
L16 Лёгкий вакуумный газойль с установки вакуумной перегонки 6 (50 тыс. барр./сут) 9 1 1 1 1
Н16 Тяжёлый вакуумный газойль с установки вакуумной перегонки 6 (50 тыс. барр./сут) 9 1 1 1 1 1
VI6 Вакуумный остаток с установки вакуумной перегонки 6 (50 тыс. барр./сут) 9 1 1 1 1 1
W26 Влажный газойль с установки вакуумной перегонки 6 (65 тыс. барр./сут) 9 1 1 1
L26 Лёгкий вакуумный газойль с установки вакуумной перегонки 6 (65 тыс. барр./сут) 9 1 1 1 1
Н26 Тяжёлый вакуумный газойль с установки вакуумной перегонки 6 (65 тыс. барр./сут) 9 1 1 1 1 1
V26 Вакуумный остаток с установки вакуумной перегонки 6 (65 тыс. барр./сут) 9 1 1 1 1 1
W46 Влажный газойль с установки вакуумной перегонки 6 из W11 9 1 1
L46 Лёгкий вакуумный газойль с установки вакуумной перегонки из W11 9 1 1
Н46 Тяжёлый вакуумный газойль с установки вакуумной перегонки б из W11 9 1 1
W56 Влажный газойль с установки вакуумной перегонки 6 из W11 9 1 1
L56 Лёгкий вакуумный газойль с установки вакуумной перегонки нз W11 9 1 1
Н56 Тяжёлый вакуумный газойль с установки вакуумной перегонки 6 из W11 9 1 1
Моделирование нефтеперерабатывающего завода
методом линейного программирования
489
Обычно поставляемые пакеты ЛП имеют встроенный механизм построе-
ния субмодели атмосферной перегонной установки на основе данных,
предоставляемых пользователем в табл. Assay, CRDDISTL и CRDCUTS. При
этом должно использоваться правило поименования, используемое в па-
кете ЛП. Мы используем тип или номер фракции (0, 1, 2, 3, 9), принятые
в пакете линейного программирования PIMS.
0. Нуль указывает на то, что выход фракции определяется данными
таблицы результатов анализа, но данную фракцию получают путем
сепарации ниже по технологическому потоку, на установке разделе-
ния насыщенных газов, а не на атмосферной перегонной установке.
1. Единица идентифицирует прямогонную фракцию, получаемую на ат-
мосферной установке.
2. Двойка указывает на остаток атмосферной перегонки, который может
использоваться в других процессах или подвергаться фракционирова-
нию на вакуумной установке. Если остаток атмосферной перегонки
всегда направляется на вакуумную установку, то он исключается
из схемы фракционирования в данной таблице.
3. Тройка обозначает прямогонную атмосферную фракцию.
9. Девятка указывает на «отсроченную» фракцию, которая производится
не на установке атмосферной перегонки, а где-то ниже по технологи-
ческому потоку.
Другие имена столбцов этой таблицы представляют собой трехсимволь-
ные метки для логических атмосферных установок и должны в точности
совпадать с именами столбцов в таблице CRDDISTL. Элемент на каждом
пересечении строки и столбца — это номер объединенного потока, в ко-
торый направляется фракция с каждой логической перегонной установки.
Например, если таблица содержит фракцию АВС, то выходные потоки
распределяются следующим образом: АВС направляется в поток 1, АВ2 —
в поток 2 и АВЗ — в поток 3. Когда поток разделяется, модель автоматиче-
ски формирует дополнительные метки для идентификации разделенного
потока. Третий символ в метке потока замещается впоследствии номером
резервуара для резервуара 2.
Таблица SCRD
Таблица SCRD (табл. 13-20) указывает распределение партий сырой нефти,
переработанных на НПЗ, по различным перегонным установкам. Однако
потенциальным сырьем для логических перегонных установок могут быть
только партии, представленные соответствующими элементами в строках
материального баланса. Следовательно, если какая-то партия в таблице
490
Справочник по переработке нефти
опущена, она не будет перерабатываться в данной логической атмосфер-
ной установке. Так, в табл. 13-20 показано, что партия АВР (арабская лег-
кая нефть) перерабатывается на атмосферных установках 3, 4 и 5, тогда
как партия ВАН (нефть из Бахрейна) перерабатывается только на уста-
новках 1 и 2.
В табл. 13-17—13-20 содержатся все данные по перерабатываемым
партиям сырой нефти, их распределению, выходам и свойствам; приво-
дятся также данные по физически атмосферным и вакуумным перегон-
ным установкам, по режимам их работы, производительности установок
и потреблению энергоносителей. Первичные фракции с различных пере-
гонных установок закачиваются в объединенные потоки или разделяются
в соответствии с картой объединения потоков, представленной в таблице
CRDCUTS. Таким образом, в указанных табл, постоянно присутствуют все
данные об атмосферной перегонке в масштабе всего НПЗ. Модели CDU
строятся пакетом ЛП по этим таблицам автоматически.
Структура субмодели CDU
Теперь имеет смысл более детально рассмотреть процедуру обработки
данных аналитической таблицы с помощью программы построения ма-
триц в целях формирования материального баланса и баланса физических
свойств потоков CDU. Аналитическая таблица отличается от всех других
таблиц тем, что она не включается в матрицу, но используется программой
для построения одной или нескольких таблиц CDU, включаемых в матрицу.
Имена таблиц субмоделей физических НПУ, порождаемые программой
построения матриц, как правило, снабжаются дополнительным символом
S («submodel») перед именами таблицы CRDDISTL. Таким образом, если
первый столбец в этой таблице именуется как LC1, то первая таблица CDU
получает имя SLC1 (как в пакете ЛП PIMS для НПЗ).
Имена столбцов в табл, субмодели НПУ представляют собой режимы
функционирования этой установки. Так, например, A1N и А1К — это два
рабочих режима перегонной установки SLC1 при переработке арабской
аравийской нефти, a BIN и В1К — два режима переработки сырой нефти
из Бахрейна. В матрице, построенной по данным такой таблицы, столбцы
будут именоваться как SLC1A1N, SLC1A1K, SLC1B1N и SLC1B1K. Имена
строк будут идентичны именам строк в таблице CRDCUTS. В нашем при-
мере это будут именаVBALGA1, VBALC41, VBALLS1 и т.д. Коэффициенты
на пересечениях строк и столбцов представляют собой значения выхода
различных фракций в соответствии с данными аналитической таблицы.
Остаток атмосферной перегонки на НПУ становится сырьем для устано-
вок вакуумной перегонки (VDU). Во избежание порождения избыточных
Таблица 13-20. Распределение партий сырой нефти
TABLE
SCRD TEXT
A1N А1К A2N А2К A3N АЗК A4N А4К A5N А5К B1N В1К B2N В2К B3N ВЗК B4N В4К B5N В5К
VBALABP AL CRUDE 1 1 1 1 1 1 1
VBALBAH ВАН CRUDE
VBALA1N VBALA1K VBALA2N VBALA2K VBALA3N VBALA3K VBALA4N VBALA4K VBALA5N VBALA5K АВ to 1 CDU Normal АВ to 1 CDU KRR AB to 2 CDU Normal AB to 2 CDU KRR AB to 3 CDU Normal AB to 3 CDU KRR AB to 4 CDU Normal AB to 4 CDU KRR AB to 5 CDU Normal AB to 5 CDU KRR -1 -1 -1 -1 -1 -1 -1
VBALB1N VBALB1K VBALB2N VBALB2K VBALB3N VBALB3K VBALB4N VBALB4K VBALB5N VBALB5K Bah to 1 CDU Normal Bah to 1 CDU KRR Bah to 2 CDU Normal Bah to 2 CDU KRR Bah to 3 CDU Normal Bah to 3 CDU KRR Bah to 4 CDU Normal Bah to 4 CDU KRR Bah to 5 CDU Normal Bah to 5 CDU KRR
1 1 1
1111111111
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
-1
Моделирование нефтеперерабатывающего завода
методом линейного программирования
492
Справочник по переработке нефти
потоков, при работе одной перегонной колонны порождается только один
поток остатка перегонки, независимо от числа партий сырой нефти, пере-
работанных на данный момент, или числа рабочих режимов CDU. Это де-
лается путем объединения различных потоков остатка из разных режимов
перегонной колонны, как показано для первой колонны атмосферной пере-
гонки (SLC1). Здесь же определяются выход и свойства потоков вакуумной
перегонки данного остатка, так как рассматриваемые свойства зависят
от свойств порождаемого здесь потока смеси остатка, если даже потоки
вакуумной перегонки здесь не появляются. Ниже приводится часть табли-
цы SLC1, отражающая процесс объединения остатков перегонки из разных
рабочих режимов колонны атмосферной перегонки SLC1:
A1N А1К B1N В1К AR1
VBALAR1 -0,5224 -0,5224 -0,5330 -0,5330
RBALAR1 -0,5224 -0,5224 -0,5330 -0,5330 1
ISPGAR1 0,9463 0,9463 0,9459 0,9459
RSPGAR1 -0,4943 -0,4943 -0,5041 -0,5041 999
ISULAR1 3,14 3,14 3,38 3,38
IVBIAR1 446,1 446,1 431,7 431,7
RSULAR1 -1,6403 -1,6403 -1,8015 -1,8015 999
RVBIAR1 -233,042 -233,042 -230,096 -230,096 999
Далее рассчитываются характеристики свойств объединенного потока
AR1.
Рассмотрим, для примера, плотность объединенного потока остатка AR1.
Этот поток порождается в результате слияния объемов, указанных в строке
VBALAR1. В строке RBALAR1, имеющей те же коэффициенты, что и стро-
ка VBALAR1, показано число баррелей нефтяных остатков, полученных
в каждом из рабочих режимов SLC1, которое используется для получения
объединенного потока. Плотность отдельных фракций задается строкой
ISPGAR1 в аналитической таблице. Коэффициенты строки RSPGAR1 фор-
мируются путем перемножения коэффициентов строк ISPGAR1 и RBALAR1.
Например, коэффициент строки RSPGAR1 в столбце A1N является про-
изведением чисел 0,9463 и -0,5224 и равен 0,4943. Интенсивность для
этой строки есть сумма произведений плотности на объем в баррелях
(SG х barrels) для объединенного потока. При известных значениях интен-
сивности в столбце плотность (SG) потока смеси может быть рассчитана
путем деления значения интенсивности в строке RSPGAR1 на интенсив-
ность для строки RBALAR1. Другие свойства потоков смеси вычисляются
аналогичным образом.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
493
Следует отметить, что несмотря на равенство коэффициентов в стро-
ках VBALAR1 и RBALAR1 таблицы SLC1, между ними существует важное
отличие. Строка VBALAR1 —это строка материального баланса, представ-
ляющая реальный физический процесс производства атмосферного остатка.
Что же касается строки RBALAR1, то это строка баланса, дающая знамена-
тель выражения, по которому рассчитывается средняя плотность остатка.
Строки DBAL («отсроченные» фракции)
В аналитической таблице выходы всех атмосферных фракций (сжиженно-
го углеводородного газа, легкой нафты, керосина или дизельного топли-
ва) представляются элементами строк VBAL: например, VBALLS1 — для
сжиженного углеводородного газа, VBALKN1 — для выхода керосина
и VBALAR1 — для потоков остатков атмосферной перегонки. Такое пред-
ставление возможно потому, что указанные потоки вырабатываются непо-
средственно на НПУ, и их объемы и свойства определяются там же.
Потоки продуктов вакуумной перегонки (LVGO, HVGO, V. RESID) и неко-
торые другие, не вырабатываемые на НПУ, представляются строками типа
DBALxxx. Например, строки DBALW11, DBALL11 и DBALH11 представляют
потоки WGO, LVGO и HVGO с вакуумной установки VDU1 после пере-
гонки атмосферного остатка с CDU1. Присутствие этих «отсроченных»
продуктов в аналитической таблице отражает тот факт, что их свойства
зависят от нефтяной смеси и от процесса фракционирования на CDU. Пред-
ставление «отсроченных» продуктов строками DBAL (а не VBAL) говорит
о том, что возможность точного определения необходимых объемов про-
изводства продуктов каждого потока связана с работой именно вакуумных
перегонных установок.
В аналитической таблице свойства различных атмосферных фракций
и «отсроченных» фракций представляются суффиксом I:
ISPGL11 — плотность сухого газойля;
ISULL11 — содержание серы в сухом газойле;
IVBIL11 — индекс вязкости смешения для сухого газойля.
Рассмотрим поток сухого газойля (DGO), отбираемого с вакуумной
установки VDU 1. Для этого потока нет строки VBAL в аналитической
таблице. Для расчета плотности смеси потоков в модели ЛП строка
RBALL11 перемножается со строками ISPGL11, а результаты умножения
«плотности на баррели», как и раньше, помещаются в строку RSPGL11.
Строка RBALL11 содержит те же коэффициенты, что и строка DBALAR1,
показывающая число баррелей дистиллята DGO в каждом режиме работы
494
Справочник по переработке нефти
SLC1, используемые для формирования смеси. При этом RBALxxx служит
знаменателем в расчете усредненной характеристики потока. Числителем
служит интенсивность по строке RSPGL11.
A1N А1К B1N В1К L11
DBALL11 -0,2544 -0,2544 -0,2709 -0,2709
RBALL11 -0,2544 -0,2544 -0,2709 -0,2709 1
ISPGL11 0,9093 0,9093 0,9122 0,9122
RSPGL11 -0,2313 -0,2313 -0,2471 -0,2471 999
Выход VDU как характеристика остатков вакуумной перегонки
В аналитической таблице есть группа строк особого значения — груп-
па Петрок, которая определяет конкретный набор свойств потоков остат-
ков атмосферной перегонки. Эти строки определяют выход различных про-
дуктов VDU в результате дистилляции остатков атмосферной перегонки.
Пример таких строк показан ниже.
IW11AR1 — выход влажного газойля из атмосферного остатка AR1 на VDU1;
IL11AR1 — выход сухого газойля из атмосферного остатка AR1 на VDU1;
IV11AR1 — выход вакуумного остатка из атмосферного остатка
ARI HaVDUl.
Хотя в аналитической таблице они и трактуются как свойства, на самом
деле они определяют выход продуктов вакуумной перегонки потоков ат-
мосферных остатков и называются псевдосвойствами остатка атмосферной
перегонки, поскольку представляются как подобные свойствам атмосфер-
ных остатков в Г-строках.
Рассмотрим фрагмент аналитической таблицы для процесса переработки
партий арабской сырой нефти и нефти из Бахрейна на установке CDU1.
В приведенной ниже таблице представлены потенциальные значения выхо-
да и свойства различных дистиллятных остатков после переработки в ваку-
умной дистилляционной колонне VDU6 атмосферных остатков, полученных
в различных режимах атмосферной дистилляционной колонны CDU1.
В этой таблице:
W26 — влажный газойль после перегонки атмосферного остатка
CDU1 на установке вакуумной разгонки VDU6;
L26 — ЛВГО после перегонки атмосферного остатка CDU1 на уста-
новке вакуумной разгонки 6VDU6;
Моделирование нефтеперерабатывающего завода
методом линейного программирования
495
A1N А1К B1N В1К
VBALAR1 -0,5224 -0,5224 -0,5330 -0,5330
DBALW26 -0,0020 -0,0020 -0,0030 -0,0030
DBALL26 -0,1280 -0,1280 -0,1210 -0,1210
DBALH26 -0,2220 -0,2220 -0,2210 -0,2210
DBALV26 * -0,1700 -0,1700 -0,1710 -0,1710
IW26AR1 0,0040 0,0040 0,0050 0,0050
IL26AR1 0,2452 0,2452 0,2352 0,2352
IH26AR1 0,4250 0,4250 0,4282 0,4282
IV26AR1 0,3256 0,3256 0,3316 0,3316
ISPGW26 0,8200 0,8200 0,8188 0,8188
ISPGL26 0,8705 0,8705 0,8740 0,8740
ISPGH26 0,9348 0,9348 0,9379 0,9379
ISPGV26 к 1,0254 1,0254 1,0326 1,0326
Н26 — ТВГО после перегонки атмосферного остатка CDU1 на уста-
новке вакуумной разгонки 6VDU6;
V26 — вакуумный остаток после перегонки атмосферного остатка
CDU1 на установке вакуумной разгонки VDU6.
Выход вакуумных фракций представляется строками DBAL, а не стро-
ками VBAL; это указывает на то, что данные фракции не вырабатываются
в вакуумной колонне, а значения выхода показывают только потенциаль-
ный выход фракций на этой колонне.
Второй набор строк IW26AR1, IL26AR1, IH26AR1 и IV26AR1 представляет
значения потенциального выхода WGO, LVGO, HVGO и вакуумного остат-
ка перегонки атмосферного остатка (а не сырой нефти) путем перегонки
атмосферных остатков CDU1 на установке вакуумной разгонки VDU6.
Здесь значения выхода с установки вакуумной разгонки VDU6 различных
фракций после переработки остатка CDU1 указываются как свойство пере-
рабатываемого остатка.
В строках ISPGW26, ISPGL26 и им подобных показаны свойства
фракций (влажного газойля и легкого газойля вакуумной перегонки)
из установки VDU6.
При наличии всех этих данных аналитической таблицы приведенная
ниже структура определяет выход различных фракций из вакуумной ко-
лонны; например, выход VDU6 из остатка перегонки смеси партий сырой
нефти, перерабатываемых на CDU1:
496
Справочник по переработке нефти
A1N А1К B1N В1К AR1
RBALAR1 -0,5224 -0,5224 -0,5330 -0,5330 1
RW26AR1 -0,0021 -0,0021 -0,0027 -0,0027 999
RL26AR1 -0,1281 -0,1281 -0,1281 -0,1281 999
RH26AR1 -0,2220 -0,2220 -0,2282 -0,2282 999
RV26AR1 -0,1701 -0,1701 -0,1767 -0,1767 999
Здесь коэффициенты в строке RW26AR1 определяют выход влажного га-
зойля (WGO) из VDU6. Коэффициент в столбце A1N этой строки получается
умножением соответствующих коэффициентов строки RBALAR1 на стро-
ку IW26AR1 (-0,5224 х 0,0040 = -0,0020). Точно также коэффициент
в строке RV26AR1 столбца A1N формируется как произведение соответ-
ствующих коэффициентов в строках RBALAR1 и IV26AR1 (-0,5224 х 0,3256
= -0,1701).
Суммарный выход вакуумных фракций W26 (влажный газойль), L26
(легкий газойль вакуумной перегонки), Н26 (тяжелый газойль вакуум-
ной перегонки) и V26 (вакуумный остаток) разгонки смешанных атмос-
ферных остатков с первой перегонной установки или SLC1 определя-
ется делением интенсивности по каждой из строк RW26AR1, RL26AR1,
RH26AR1 и RV26AR1 на интенсивность по строке RBALAR1 при известных
значениях интенсивности по столбцу.
Число 999 — это заполнитель для первой оценки выхода продуктов ваку-
умной перегонки нефти, требующийся для запуска рекурсивной процедуры.
Определенные здесь значения выхода вакуумных фракций передаются
в различные субмодели вакуумной перегонки для использования.
Свойства потоков VDU
Свойства потока вакуумной перегонки зависят от состава остатков ат-
мосферной перегонки, после которой образуется поток VDU. В рассматри-
ваемой далее структуре модели ЛП определяются плотности потоков W26
(влажный газойль), L26 (легкий газойль вакуумной перегонки), Н26 (тя-
желый газойль вакуумной перегонки) и V26 (вакуумный остаток) из VDU6.
Здесь сырьем для установки VDU6 служит остаток атмосферной пере-
гонки на первой установке (SLC1). Строка DBALW26 дает потенциальный
выход влажного газойля из различных атмосферных остатков при различ-
ных режимах первой дистилляционной колонны. Коэффициенты в строке
RBALW26 идентичны коэффициентам в строке DBALW26. Коэффициент
Моделирование нефтеперерабатывающего завода
методом линейного программирования
497
строки RSPGW26, например, в столбце A1N формируется путем умноже-
ния коэффициента в строке RBALW26 на коэффициент в строке ISPGW26
(-0,0020 х 0,8200 = -0,0016). Плотность потока WGO определяется путем
деления интенсивности по строке RSPGW26 на интенсивность по строке
RBALW26 при известных значениях интенсивности по столбцу:
• Плотность потока W26 (влажный газойль) из установки VDU6, пере-
рабатывающей атмосферный остаток CDU1:
A1N А1К B1N В1К W26
DBALW26 -0,0020 -0,0020 -0,0030 -0,0030
RBALW26 -0,0020 -0,0020 -0,0030 -0,0030 1
RSPGW26 -0,0016 -0,0016 -0,0025 -0,0025 999
• Плотность потока L26 (легкий газойль вакуумной перегонки) из уста-
новки VDU6, перерабатывающей атмосферный остаток CDU1:
A1N А1К B1N В1К L26
RBALL26 -0,1280 -0,1280 -0,1210 -0,1210 1
RSPGL26 -0,1114 -0,1114 -0,1058 -0,1058 999
• Плотность потока Н26 (тяжелый газойль вакуумной перегонки)
из установки VDU6, перерабатывающей атмосферный остаток CDU1:
A1N А1К B1N В1К Н26
RBALH26 -0,2220 -0,2220 -0,2210 -0,2210 1
RSPGH26 -0,2075 -0,2075 -0,2073 -0,2073 999
• Плотность потока V26 (вакуумный остаток) из установки VDU6, пере-
рабатывающей атмосферный остаток CDU1:
A1N А1К B1N В1К V26
RBALV26 -0,1700 -0,1700 -0,1710 -0,1710 1
RSPGV26 -0,1743 -0,1743 -0,1766 -0,1766 999
Другие свойства различных вакуумных фракций (содержание серы, ин-
декс вязкости смешения, температура текучести) определяются аналогично.
Мы видим, что и свойства, и потенциальный выход вакуумных фрак-
ций определяются в модели процесса атмосферной перегонки нефти,
где формируется сырье для установки вакуумной перегонки и известны
498
Справочник по переработке нефти
относительные показатели различных партий сырой нефти или различных
режимов работы CDU. Данные о выходе и о свойствах вакуумных фракций
могут извлекаться из субмоделей VDU и использоваться для определения
требуемого выхода вакуумного потока из каждого атмосферного остатка,
подаваемого в данную вакуумную установку.
Преимущество моделирования выхода вакуумных установок как псев-
досвойств атмосферных остатков с помощью аналитической таблицы
состоит в том, что информация о выходе продукта с вакуумной установки
сосредоточена и постоянно поддерживается в единственной аналитиче-
ской таблице (Assays Table). Использование этих псевдосвойств позволяет
свободно добавлять неограниченное число партий сырой нефти на вход
любой CDU и при этом всегда получать правильные значения выхода
субмоделей вакуумных перегонных установок (VDU) без внесения в них
каких-либо изменений.
Хотя использование в аналитической таблице строк, относящихся к «от-
сроченной» перегонке, и некоторого числа строк псевдосвойств кажется
излишним усложнением модели, в действительности такая структура
табличных данных кардинально упрощает моделирование вакуумных
НПУ, добавление новых партий сырой нефти в модель и ее общее сопро-
вождение. Преимущества введения процедур «отсроченной» перегонки
становятся очевидными при работе с субмоделями VDU.
Моделирование вакуумных перегонных установок
На НПЗ, имеющих для каждой атмосферной НПУ свою вакуумную НПУ,
моделирование нефтяных смесей и вакуумных установок сильно упро-
щается, и значения их выхода обрабатываются в модели точно так же,
как и выход атмосферных НПУ. Однако применительно к НПЗ, на которых
остаток атмосферной перегонки с конкретной CDU может направляться
на несколько VDU, комбинацию CDU и VDU нельзя рассматривать как
единую структуру, поскольку заранее не известно, на какой VDU будет
перерабатываться данный атмосферный остаток и какое количество ва-
куумных потоков будет порождаться.
Рассмотрим представленную ниже модель VDU6, в которой использует-
ся сырье AR1 (атмосферный остаток с CDU1) и порождаются следующие
продукты:
W62 — влажный газойль;
L62 — легкий газойль вакуумной перегонки;
Н62 — тяжелый газойль вакуумной перегонки;
V62 — вакуумный остаток.
Моделирование нефтеперерабатывающего завода
методом линейного программирования
499
Таблица SVD6 имеет вид:
AR1 W26 L26 Н26 V26
VBALAR1 1
VBALW26 1
VBALL26 1
VBALH26 1
VBALV26 1
VBALWG6 -1
VBALVM6 -1
VBALVH6 -1
VBALVR6 -1
EW26AR1 -999 1
EL26AR1 -999 1
EH26AR1 -999 1
EV26AR1 -999 1
В строках EW26AR1, EL26AR1, EH26AR1 и EV26 символы со второго
по четвертый соответствуют именам псевдосвойств сырья AR1, кото-
рое было определено в аналитической таблице для представления вы-
ходов VDU6 (влажного газойля, легкого газойля вакуумной перегонки,
тяжелого газойля вакуумной перегонки и вакуумного остатка, соответ-
ственно). В таблице SVD6, во всех Е-строках равенств в столбце AR1 стоят
символы заполнителя -999. Программа генератора матриц должна за-
менить -999 данными текущего выхода каждого из продуктов вакуумной
перегонки, как это сделано в аналитической таблице для атмосферного
остатка CDU1. В результате в субмодели CDU1 рассчитываются правильные
значения выхода вакуумных установок для нефтяной смеси, перерабаты-
ваемой на CDU1, и пересылаются в столбец AR1 субмодели VDU6.
Теперь посмотрим, каким образом используются переданные в AR1 зна-
чения выхода. Для примера возьмем выход вакуумного остатка, представ-
ленного в строке EV26AR1. Программа подставит в столбец AR1 вместо
-999 выход вакуумного остатка из AR1.
Допустим, что это 0,33, или 33 %. Тогда заполнитель -999 заменяется
на -0,33. Предположим далее, что в VDU6 загружается 1 тысяча баррелей
атмосферного остатка ARI с CDU1; тогда объем, помещаемый в столбец
AR1 строки EV26AR1, будет следующим:
1 тыс. барр. AR1 х 0,33 (выход вакуумного остатка) = -0,33 тыс. барр.
вакуумного остатка.
500
Справочник по переработке нефти
Отрицательный знак обозначает выпускаемую продукцию. Единствен-
ный другой элемент строки EV26AR1 — это единица в столбце V26. По-
скольку данная строка является строкой равенств, которая должна быть
сбалансирована, столбец или переменная V26 принимает значение ин-
тенсивности, равное объему вакуумного остатка, содержащегося в атмос-
ферном остатке, который был загружен в установку VDU6. Интенсивности
по другим столбцам (W26, L26, Н26) определяются этими Е-строками
аналогичным образом.
Другими элементами, показанными в столбце V26, являются: -1, пред-
ставляющая производство, в строке VBALVR6, и +1, представляющая
потребление, в строке VBALV26. Следовательно, в действительности мы
порождаем не поток V26, которым является вакуумный остаток установ-
ки VDU6, извлеченный из атмосферного остатка CDU1, а общий вакуумный
остаток VR6, полученный на VDU6 из атмосферных остатков с различных
атмосферных установок. Это хорошо согласуется с реальной действитель-
ностью НПЗ, где атмосферные остатки перерабатываются как смеси для
производства единственного набора продуктов вакуумной перегонки
на вакуумной установке.
Установка вакуумной перегонки может перерабатывать несколько ти-
пов остатков атмосферной перегонки. Добавим, например, к предыдущей
структуре остаток AR3 с CDU3, но теперь будем показывать производство
только вакуумного остатка:
AR1 V26 AR3 V36 VR6
VBALAR1 1
VBALAR3 1
VBALV26 1
VBALV36 1
VBALVR6 -1 -1
EV26AR1 -999 1
EV36AR3 -999 1
RBALVR6 -1 -1 1
RSPGVR6 -999 -999 999
RSULVR6 -999 -999 999
RVB1VR6 -999 -999 999
Моделирование нефтеперерабатывающего завода
методом линейного программирования
501
Мы видим, что структура данных в этой таблице для AR3 в точности по-
вторяет структуру таблицы для AR1. Столбец V36 имеет интенсивность,
равную объему извлеченного на установке VDU6 вакуумного остатка
с CDU3; точно таким же образом интенсивность столбца V26 представляет
вакуумный остаток установки VDU6, извлеченный из CDU1.
Столбцы V26 и V36 содержат элементы -1 в строке VBALVR6, показываю-
щие, что эти остатки, поступающие с разных атмосферных установок, сое-
диняются в единый поток вакуумного остатка VR6. Столбцы V26 и V36 име-
ют элементы +1 в строках материального баланса VBALV26 и VBALV36; это
говорит о потреблении данных потоков для образования потока VR6.
Для обеспечения возможности оценки свойств смешанного потока
вакуумного остатка в строке RBALVR6 показываются компоненты, об-
разующие поток, в форме столбцов с элементами -1 в этой строке, т. е.
столбцов V26 и V36. Свойства V26 и V36 (SG, SUL, VBI и др.) рассчиты-
ваются в субмоделях CDU1 и CDU3 и пересылаются сюда для замещения
заполнителей -999. Заполнитель 999 в столбце VR6 является первым
приближением объединенного потока, предназначенным для запуска
рекурсивной процедуры.
В заключение систематизируем преимущества моделирования вакуум-
ной перегонки на основе использования «отсроченных» фракций и псев-
досвойств потоков:
1. Расчет значений выхода всех VDU и свойств потоков выполняется
в аналитической таблице, а его результат передается в соответствую-
щую модель VDU. Сами по себе модели VDU не содержат данных о вы-
ходе продуктов. Все сопровождение данных осуществляется только
в аналитической таблице.
2. Для каждой CDU формируется только один поток атмосферного остат-
ка, независимо от числа перерабатываемых партий сырой нефти. При
отсутствии «отсроченной» перегонки для каждой партии формируется
один остаток атмосферной перегонки.
3. Для каждой VDU порождается только один набор вакуумных по-
токов, а не отдельная группа для каждой комбинации «сырая
нефть/CDU/VDU».
4. Потоки, порождаемые в модели, обеспечивают более точное соот-
ветствие реальным технологическим потокам НПЗ.
5. Все значения выхода вакуумных установок определяются в аналити-
ческой таблице, что исключает потребность в сопровождении данных
о выходе вакуумных установок в рамках субмоделей VDU.
502
Справочник по переработке нефти
МОНОПРОДУКТОВАЯ МОДЕЛЬ ЛП ДЛЯ СМЕСИТЕЛЯ
Смешивание нефтепродуктов на НПЗ осуществляется в следующих целях:
1. Выполнение требований конкретной отгрузки в соответствии с объ-
емом отгрузки и техническими характеристиками продуктов.
2. Оптимальное смешивание, которое не накладывает жестких ограни-
чений на производство продукции и обеспечивает минимум затрат
для НПЗ.
3. Минимизация складских запасов на основе приоритетного исполь-
зования «мертвых» остатков продуктов в резервуарах и других не-
желательных запасов.
Для достижения этих целей на многих НПЗ используется монопродук-
товая моделирующая система на основе метода линейного программиро-
вания. Эта система взаимодействует с заводской лабораторной автомати-
зированной системой (LAB) для документирования результатов анализа
продукции в резервуарном хозяйстве и технических характеристик про-
дуктов. Общезаводская лабораторная система, работающая в реальном
масштабе времени, осуществляет регистрацию, текущий контроль и учет
продуктовых потоков и результатов лабораторных испытаний, формируя
базу данных для монопродуктов ого смесителя, реализованного средствами
ЛП.
Этот смеситель предназначен для приготовления с помощью алгоритма
ЛП смесей минимальной стоимости в рамках заданных пользователем
ограничений по объему и техническим характеристикам. Оптимизация
смесей выполняется с учетом цен смешиваемых потоков, задаваемых
пользователем. Система оптимального смешивания на основе модели ЛП
минимизирует стоимость вырабатываемой смеси при соблюдении огра-
ничений по характеристикам продукта.
Для выполнения шага оптимизации должны быть заданы цены базовых
компонентов смешения. Обычно таким компонентам, как «мертвые» остат-
ки продукта в резервуаре и другие нежелательные компоненты, назнача-
ются минимальные цены, чтобы максимизировалось их использование
в процессе приготовления смесей. Если целевая функция предусматривает
минимизацию запасов, то могут использоваться произвольные цены; при-
нятая в качестве допущения стоимость компонентов в этом случае обратно
пропорциональна наличным запасам.
Пользователь вводит только номера резервуаров, разрешенных для
процесса смешения, целевые технические характеристики и требуемый
общий объем смеси. После введения номера соответствующего резервуара
Моделирование нефтеперерабатывающего завода
методом линейного программирования
503
из лабораторной системы извлекаются самые последние данные о каче-
стве продукта в резервуаре: плотность, содержание серы или температура
вспышки. Затем в работу включается модель ЛП, которая формирует опти-
мальный компонентный состав смеси, удовлетворяющий всем заданным
спецификациям характеристик.
Такой способ составления оптимальных смесей применяется на прак-
тике для оперативного смешивания отгружаемых продуктов вместо ис-
пользования прежней практики работы с аналогичными смесями, ручных
расчетов или утомительной процедуры перебора вариантов методом проб
и ошибок.
ПРИМЕР 13-5
Требуется приготовить 100 тыс. барр. бензиновой смеси со следующими
характеристиками:
ОЧ/ИМ Не менее 95
ОЧ/ММ Не менее 83,5
Упругость паров по Рейду, кПа Не более 62,0
Относительная плотность Мин./макс. 0,7200/0,775
Перегоняется при температуре 70 °C, % Не менее 12
ОЧ/ИМ — октановое число по исследовательскому методу; ОЧ/ММ — октановое число по мо-
торному методу.
Смесь должна приготовляться в резервуаре с номером 74, в котором
хранится 8000 барр. ранее отгруженного товарного бензина. Необходимо
определить наиболее экономичную смесь, используя наличные запасы.
Имеющиеся компоненты смешения и их цены приведены в таблице:
Сырье Номер резервуара Цена, долл./барр.
Легкая нафта каталитического крекинга-флюид 75 17,5
Тяжелая нафта каталитического крекинга-флюид 77 17,1
Бензин риформинга 54 19,0
Метилтретичнобутиловый эфир 79 26,5
Легкая нафта коксования 72 15,6
Алкилаты 73 22,5
Бензин («мертвый» остаток резервуаров) 74 15,0
504
Справочник по переработке нефти
При использовании монопродуктовой системы смешения данные
по вместимости резервуаров и свойствам продуктов извлекаются из ла-
бораторной системы, которая содержит самую свежую информацию о ре-
зультатах анализа и испытаний для поименованных в таблице резервуаров.
Пользователь системы вводит только цены на компоненты смешения для
оптимизационных расчетов и требуемый общий объем смеси. В результате
формируется следующая таблица:
Сырье Номер резер- вуара Распола- гаемое количе- ство, тыс. барр. Плотность ОЧ/ИМ ЧИСТ. ОЧ/ММ чист. Упругость паров по Рейду, кПа Перегоняется при темпе- ратуре 70 °C, %
Легкая нафта каталитического крекинга-флюид 75 60,5 0,7095 93 82,7 63 51,0
Тяжелая нафта каталитического крекинга-флюид 77 40,0 0,8390 93,8 83,2 0 0
Бензин риформинга 54 20,0 0,7830 96,5 86,4 54,6 10,5
Метилтретично- бутиловый эфир 79 15,5 0,7450 112,5 100 56,7 100
Легкая нафта коксования 72 25,4 0,7030 74 65,8 53,2 30
Алкилаты 73 10,3 0,6845 97,8 94,5 51,8 10,0
Бензин («мерт- вый» остаток резервуаров) 74 8,0 0,7550 93 83 62,0 15,0
Задача преобразуется к модели ЛП, как показано ниже. Здесь Т75, Т77,
Т54, BLN и др.— переменные; их значения находятся с учетом заданных
условий. Задача ЛП формулируется следующим образом:
Найти:
Т75, Т77, Т54, Т79, Т72, Т73, Т74, BLN > 0,
BLN = 100,
такие, что:
Т75 < 60,5, Т77 < 40,0,
Т54 < 20,0, Т79 < 15,5,
Т72 < 25,4, Т73 < 10,3,
Т74 = 8,0,
Моделирование нефтеперерабатывающего завода
методом линейного программирования
505
при следующих ограничениях:
Т75 Т77 Т54 Т79 Т72 Т73 Т74 BLN
Матер, баланс 1 1 1 1 1 1 1 -1 = 0
Плотность, не менее 0,7095 0,8390 0,7830 0,7450 0,7030 0,6845 0,7550 -0,7200 > 0
Плотность, не более 0,7095 0,8390 0,7830 0,7450 0,7030 0,6845 0,7550 -0,7750 < 0
ОЧ/ИМ 93,0 93,8 96,5 112,5 74,0 97,8 91,0 -95,0 > 0
ОЧ/ММ 82,7 83,2 86,4 100,0 65,8 94,5 81,0 -83,5 > 0
Упругость паров 63,0 0 54,6 56,7 53,2 51,8 62,0 -62,0 < 0
Перегон, при 70 °C, % 51,0 0 10,5 100,0 30,0 10,0 15,0 -12,0 < 0
и при условии минимизации целевой функции:
Y = 17,5 х (Т75) + 17,1 х (Т77) + 19,0 х (Т54) + 26,5 х (Т79) +
+ 15,6 х (Т72) + 22,5 х (Т73) + 15,0 х (Т74).
Состав смеси и ее свойства находятся в результате решения предыдущей
задачи:
Компонент смеси Объем, тыс. барр.
Легкая нафта каталитического крекинга 41,69
Тяжелая нафта каталитического крекинга 30,00
Бензин риформинга 13,74
Метилтретичнобутиловый эфир 6,56
Легкая нафта коксования 0
Алкилаты 0
Бензин («мертвый» остаток резервуаров) 8,00
Суммарная смесь 100,00
Бензиновая смесь имеет следующие свойства:
Характер истики По техническим условиям Факт
Плотность 0,720—0,775 0,764
ОЧ/ИМ Не менее 95 95,2
ОЧ/ММ Не менее 83,5 84,8
Упругость паров по Рейжу, кПа Не более 62 42,5
Перегоняется при 70 °C, % Не менее 12 об. % 30,5
506 Справочник по переработке нефти
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Например, IBM MPSX/370 или CPLEX Optimisation Inc.
2. Aspen Technologies Company; первоначально разработан Bechtal Inc.
3. J. S. Bonner, «Advance Pooling Techniques in Refinery Modeling». Bonner
and Moore Associates GmbH seminar Wiesbaden, Germany, Oct 19—21,
1987.
4. Дж. Данциг. Линейное программирование, его обобщения
и применения. (Пер. с англ, под ред. И. Н. Воробьева). М., Издательство
«Прогресс», 1966.
5. Пакеты ЛП от различных поставщиков могут содержать разные
правила именования строк и столбцов. Описываемые здесь правила
взяты из пакета PIMS компании Aspen Technology.
Глава 14
Ценообразование
нефтеп роду ктов
ЦЕНООБРАЗОВАНИЕ СЫРОЙ НЕФТИ
НА ОСНОВЕ РАСЧЕТОВ И НЕТБЭК-СХЕМ
Цена сырой нефти — «нетбэк» (чистая производственная цена) базируется
на ее рыночной стоимости. «Нетбэк» и другие формулы ценообразования
позволяют снижать рыночные риски и получать обоснованный доход пере-
работчикам при резких рыночных колебаниях, а также заключать долго-
срочные контракты между добывающими и нефтеперерабатывающими
компаниями.
В прошлом сильные ценовые колебания на рынке создавали большие
реализационные убытки для некоторых компаний; и это привело к пере-
ходу на «нетбэк» и другие расчетные схемы и формулы ценообразования.
Это тактический способ минимизации риска на местах при продаже кон-
кретных объемов по оговоренным ценам.
Существует четыре основных компонента «нетбэк»-сделки: доля выхода
нефтепродуктов при переработки сырья; цены на нефтепродукты; сроки;
затраты на переработку и транспортировку.
Выход нефтепродуктов
Выход — доля каждого продукта переработки, в том числе топли-
во на собственные нужды и потери в баррель нефти. Специфическая
спотовая* цена продукта определяется для каждой партии добытой
нефти, чтобы определить общую стоимость сырой нефти (отслеживается
* «Спот»-цена — цена на простом рынке наличного товара. — Прим. ред.
507
508
Справочник по переработке нефти
по публикуемым источникам). Затраты на переработку нефтепродуктов
включают в себя затраты на первичную переработку нефти, фрахт судна
и другие составляющие, которые в конечном счете формируют чистую
(«нет») стоимость сырой нефти, приведенной к ее рыночной стоимости
(«бэк») (т. е. «нетбэк»). Основной подход к расчету цены «нетбэк» будет
рассмотрен далее.
Цены на нефтепродукты
Могут быть использованы спотовые котировки, взятые из любого инфор-
мационного агентства, несмотря на то, что наиболее популярным источ-
ником спотовых цен на рынке является агентство Pllat's. При формиро-
вании цены «нетбэк» учитываются наивысшая, средняя и низшая уровни
цены, представленные в рыночных котировках. Их выбор существенно
влияет на конечную цену сырой нефти. Почти во всех случаях такая схе-
ма ценообразования предназначена для использования в определенном
месте дислокации нефтеперерабатывающего комплекса за нескольки-
ми исключениями. Например, для перерабатываемой Иранской нефти
в Сингапуре используются котировки Сингапурской биржи и значения
этих котировок — высокие ли, средние или низкие — устанавливаются
в условиях договора.
Сроки
Обычно временной компонент нетбэк-сделки выражается в виде опреде-
ленного количества дней (как правило, от 0 до 60 дней) после опреде-
ления дня отгрузки. Это подразумевает то, что цены, которые должны
будут использоваться для расчета валовой стоимости продукта, являются
спотовыми котировками (высшие, средние, низшие). Спотовые цены объ-
являются на рынке на точно оговоренное количество дней после отгруз-
ки. Контрактные сроки могут иногда заставить покупателя ускорить или
замедлить движение танкера. Например, если цены падают, покупателю
выгодно ускорить движение танкера, для того чтобы иметь возможность
переработать нефть и продать нефтепродукты по наиболее высокой цене.
В некоторых нетбэк-сделках квоты на нефтепродукты усреднены
на определенный срок, чтобы избежать возможности чрезмерного иска-
жения цен нетбэк при значительных колебаниях цен в какой-то из дней
выбранного срока на фоне установленного ценового рыночного уровня.
Период усреднения может составлять 5—10 или более дней в соответствии
с условиями нетбэк-сделки.
Ценообразование нефтепродуктов
509
Цены на нефтепродукты для конкретно выбранного периода умножают-
ся на выход нефтепродуктов в соответствии с установленным процентным
выходом, весовыми или объемными долями. Окончательная рассчитанная
цена дает полную стоимость или валовую стоимость нефтепродуктов
по месту дислокации НПЗ. Затраты на переработку нефтепродуктов фор-
мируются на базе величины, которая называется нетбэк-цена или чистая
цена сырой нефти.
Затраты на переработку нефтепродуктов
Комиссионные за переработку нефти включают в себя эксплуатационные
затраты НПЗ, приходящиеся на каждый баррель плюс минимальная при-
быль НПЗ. Затраты на переработку в расчете на 1 баррель нефти включают
эксплуатационные затраты (на топливо, электричество, воду и т. д.), затра-
ты на катализаторы и химикаты и затраты на персонал НПЗ.
Затраты на первичную переработку не включают в себя затраты на амор-
тизацию основных материальных активов. Это тесно связано с итоговым
уровнем прибыли НПЗ. Разброс в величине затрат на переработку велик
и может варьироваться от наивысших значений в 2 доллара и до низших
в 0,5 доллара для простого НПЗ. Затраты на переработку обычно связаны
с глубиной нефтепереработки (сложностью НПЗ). Для НПЗ со сложными
технологическими установками затраты могут быть в разы больше, чем
для НПЗ с простой схемой переработки.
Транспортные затраты
Затраты при транспортировке сырой нефти — это затраты на фрахт судна
определенного размера (см. табл. 14-1) по ценам спотового рынка для
Таблица 14-1. Классификация по размерам нефтяных танкеров
Класс Судно, дедвейт (анг. тонны)
GP — малотоннажный танкер 16000—24999
MR — среднетоннажный 25000—44999
LR1 — крупнотоннажный класса 1 45000—79999
LR2 — крупнотоннажный класса 2 80000—159999
VLCC — крупнотоннажный класса 3 160 000—319 999
ULCC — супертанкер 320000 и более
510
Справочник по переработке нефти
одного рейса. Тариф на перевозку устанавливается в соответствии с та-
рифными ставками, опубликованными агентством Worldscale (WS) для
рейсов между портом загрузки и разгрузки. Дневные ценовые колебания
на танкерном рынке оцениваются по шкале WS в «точках», что является
процентным отношением к базисной ценовой ставке.
К примеру, затраты на фрахт танкера по шкале WS 35 будут составлять
35 % от базовой ставки спот-цены на транспортировку в Сингапур из Пер-
сидского залива:
Базовая ставка за английскую тонну
(крупнотоннажный танкер 3-го класса) = 25,32 долл.
Базовая ставка за барр. = 3,38 долл.
Пересчитанная для 7,49 млн тонн нефти плотностью 34 °АР1.
Транспортные затраты за барр. по шкале WS 35 = 3,38 х 35/100 =
= 1,183 долл.
ПРИМЕР 14-1
Определите нетбэк-цену для нефти марки «Арабская легкая», переработан-
ной в Сингапуре, при условии продажи продукции переработки на спото-
вом рынке. Принимаем средние апрельские цены за 1998 год. Выход нефте-
продуктов из этой сырой нефти (объем жидкости, %) представлен ниже.
Продукты Цена в Сингапуре, средняя, долл. Выход нефтепродуктов, об. % Цена выхода, долл.
Нафта 17,50 14,149 2,48
Бензин высокого качества 25,90 5,557 1,44
Авиационное топливо класса А-1 22,30 16,140 3,60
ДТ 22,50 31,687 7,13
Мазут с 3,5 % серы 13,4 32,467 4,35
Потери 0 0 0
Валовая стоимость продукта 18,99
Ценообразование нефтепродуктов
511
1. Первоначально рассчитывается валовая стоимость продукта (ВСП),
полученного из сырой нефти, как показано в таблице.
2. Вычитая затраты на переработку, фрахт и другие затраты (страховка,
потери, финансирование, обязательства и т.д.), спотовые цены на не-
фтепродукты преобразуются в цену нефти в порту производителя, где
производится загрузка или «ФОБ нетбэк». Таким образом:
Общая стоимость продукта из нефти марки _
«Арабская легкая» (валовая стоимость продукта) ’ Долл-
Исключая дополнительные затраты на переработку = 1,30 долл.
Исключая спотовые фрахтовые затраты = 1,18 долл.
Исключая страховку, потери и пр. - 0,25 долл.
Полученная нетбэк-стоимость сырой нефти марки _
«Арабская легкая» ’ |Л’°ЛЛ’
ПРИМЕР 14-2
НПЗ в Персидском заливе продал 40 000 барр. отбензиненной нефти марки
«Арабская легкая» переработчику в Сингапуре для дальнейшей переработки
на Сингапурском НПЗ. Определите цену ФОБ в Персидском заливе, исполь-
зуя принцип нетбэк. Примем, что затраты на переработку 2,10 долл./барр.
Доход в долларах за баррель, полученный из отбензиненной нефти
(при температуре более 300 °F), рассчитываем умножением доли выхода
нефтепродукта, полученного путем переработки этого сырья на Синга-
пурском НПЗ, на преобладающие рыночные цены на эти нефтепродукты
за конкретный месяц.
Продукты Выход нефтепродуктов, об. % Средняя цена Platt's, долл. Цена за барр., долл.
Нафта 2,0 28,35 0,567
Керосин 18,0 33,10 5,958
ДТ 30,0 28,75 8,625
Мазут 46,0 21,70 9,982
Всего 96,0 25,132
Для того чтобы получить цену нетбэк для отбензиненной нефти, нужно
из подсчитанного дохода в долларах за баррель вычесть фактические затра-
ты на переработку и стоимость фрахта к одному баррелю груза среднетон-
нажного танкера по маршруту Персидский залив — Сингапур (табл. 14-1).
512
Справочник по переработке нефти
Стоимость реализации отбензиненной
нефти в Сингапуре за баррель - 25,13 долл.
Исключаются затраты на переработку = 2,10 долл.
Исключается фрахт за баррель танкера
маршрутом Сингапур — Персидский залив ’ Долл-
Полученная цена за баррель отбензиненной нефти,
„ = 22,28 долл.
ФОБ Персидского залива
Ценообразование на основе применения формул
Техника определения цены на нефть с помощью формулы не основыва-
ется на стоимости выхода нефтепродуктов, также она не гарантирует
какие-либо прибыли для переработчика. При ценообразовании, основан-
ном на формуле, цена на сырую нефть привязывается к маркерной цене
на сырую нефть или группе нефтей другого производителя, для которых
ценовые квоты постоянно доступны. Обычно практикуется выбор широко
известной спотовой цены на нефть со схожими характеристиками (плот-
ность по API, содержание серы и т. д.) или нефтяной корзины из той же
нефтедобывающей области. Например, Мексиканская нефть, проданная
на рынке США в одно время, была привязана к ценам трех внутренних
американских марок и плюс к цене топочного мазута в долевом отноше-
нии (33 % Западно-Техасская кислая + 33 % Западно-Техасская средняя +
33 % Северного побережья Аляски + не более 3 % мазута). Что позволило
определить цены по рыночным котировкам США за 5 дней от приблизи-
тельной даты отгрузки.
Согласованная формула ценообразования сравнивается со спотовым
рынком, в котором уже давно работают нефтяные компании. Покупатели
неохотно связывают себя долгосрочными контрактами, установленными
на основе сложных формул, которые не дают им никаких преимуществ,
если только не установится привлекательная цена на весь период долго-
срочного контракта. Формулы так же не гарантируют прибыль НПЗ, как
это делают сделки нетбэк, которые будут оставаться популярными до тех
пор, пока рынок не избавится от неустойчивости.
ЦЕНООБРАЗОВАНИЕ НА КОНЕЧНЫЕ
И ПРОМЕЖУТОЧНЫЕ НЕФТЕПРОДУКТЫ
Для целей регулирования экономических связей между партнерами
становится необходимым оценивать долларовую стоимость конечных
Ценообразование нефтепродуктов
513
нефтепродуктов, сырья и полуфабрикатов нефтепереработки, находящихся
в товарных емкостях НПЗ в конкретный период времени. Рыночные коти-
ровки регулярно публикуются и, таким образом, легкодоступны для тех
нескольких готовых нефтепродуктов, которыми в основной массе торгуют
чаще всего. И эти цены являются маркерными ценами, предназначенными
для подсчета цен на другие конечные нефтепродукты или промежуточные
нефтепродукты, на которые не публикуют рыночных котировок.
Продукция, выпускаемая НПЗ, может отличаться по своим качественным
характеристикам по отношению к маркерным нефтепродуктам, которые
имеют свои котировки на сырьевом рынке. Например, нефтеперерабаты-
вающий завод в одном из регионов Персидского залива может произво-
дить бензин АИ-95. Но так как на местном товарном рынке Персидского
залива нет котировок на бензин, то в качестве маркерной (справочной)
цены используют котировки Сингапурского и Средиземноморского рын-
ков. Тем не менее, необходимо уточнять цены относительно качественных
характеристик продуктов. Для того чтобы определить цену на сырье для
нефтеперерабатывающих процессов, берутся имеющиеся на рынке коти-
ровки на топливную смесь двух и более нефтепродуктов, используемых
в качестве сырья этих установок.
Справочные рынки
Соответствующий рынок, где скорее всего будут продаваться нефтепро-
дукты регионального НПЗ, следует выбрать в зависимости от его место-
расположения. Котировки цен таких рынков постоянно публикуются
справочными службами Oilgram или Marketscan международного агентства
Platt’s и другими справочными службами. Они используются в качестве
справочных цен для оценки стоимости остальных нефтепродуктов:
Побережье Мексиканского залива.
Северо-Западная Европа/Роттердам (СЗЕ).
Средиземноморский регион.
Район Персидского залива (ПЗ).
Сингапур.
Для того чтобы определить цены на нефтепродукты и на промежуточное
сырье, необходимо использовать средние котировочные цены на кон-
кретный период времени. Приведенный пример иллюстрирует механизм
ценообразования на основе текущих цен.
514
Справочник по переработке нефти
ПРИМЕР 14-3
Определите цены на автомобильный бензин неэтилированный (ОЧ
91 и 95) для побережья Персидского залива на сентябрь 1998 года, поль-
зуясь следующими данными:
Продукты Рынок Средняя цена, долл./т Барр./т Относительная плотность
Нафта ПЗ 143,55 9,00 0,699
Нафта СЗЕ 157,23 8,90 0,707
Автобензин, обычного качества, ОЧ 91 СЗЕ 169,34 8,46 0,744
Автобензин, высшего качества, ОЧ 95 СЗЕ 174,67 8,46 0,755
Котировки цен в зависимости от качества бензина на рынке Персидского
залива не представлены, так как бензином на этом рынке не торгуют.
Таким образом, цены на бензин для внутреннего рынка Персидского
залива устанавливаются исходя из котировок рынка Северо-Западной
Европы следующим образом:
Автобензин (ОЧ 91) = цена нафты на рынке Персидского залива +
(СЗЕ, цена на обычный неэтилированный
бензин - СЗЕ, цена на нафту) -
= [143,55 + (169,34-157,23)] =
= 155,66 долл./т.
Автобензин (ОЧ 95) = цена нафты на рынке Персидского залива +
(СЗЕ, цена на неэтилированный бензин
высшего качества - СЗЕ, цена на нафту) =
= [143,55 + (174,67-157,23)] =
= 160,99 долл./т.
Ценообразование нефтепродуктов
515
ПРИМЕР 14-4. Ценообразование бензина риформинга ОЧ 96
Определите цену на бензин, полученный с помощью каталитического
риформинга (ОЧ 96), основываясь на ценах бензинов Персидского залива
простого и высшего качества, используя ранее приведенный пример.
Цены на бензин риформинга ОЧ 96 рассчитаны относительно соответ-
ствия октановых чисел бензиновых смесей простого и высшего качества.
Продукт ОЧ Доля фракций Относител ьная плотность Удельный вес, % Цена, долл./т
Автобензин обычного качества 91 -0,2500 0,744 -24,5 155,66
Автобензин 95 1,2500 0,755 124,5 160,99
высшего качества
Риформат 96 1,0000 0,758 100 162,29
ПРИМЕР 14-5. Легкая нафта каталитического креккинга
Определите цену легкой каталитической нафты, полученной при помощи
установки каталитического крекинга, со следующими характеристиками:
ОЧ = 92,8.
Относительная плотность = 0,788.
Барр, в тонне = 7,985.
Как и в случае риформата, цены на легкую каталитическую нафту уста-
навливаются на основе соотношения октановых чисел бензиновых смесей
обычного и высшего качества, представленных в таблице:
Продукт ОЧ Доля фракций Относительная плотность Удельный вес, % Цена, долл./т
Автобензин 91,0 0,5500 0,744 54,60 155,66
Автобензин 95,0 0,4500 0,755 45,40 160,98
Легкая каталитическая нафта 92,8 1,0000 0,749 100,00 158,06
Цена на продукт с относительной плотностью 0,749 должна быть откор-
ректирована для относительной плотности этого конкретного продукта:
Откорректированная цена на легкую каталитическую нафту =
= 158,06 х (0,749/0,788) = 150,24 долл./т.
516
Справочник по переработке нефти
Ценообразование газойля
Расчет цены на газойль выполняется соразмерно с соотношением тем-
ператур помутнения; при этом необходимо сделать уточнение на основе
данных по относительной плотности и содержанию серы.
ПРИМЕР 14-6
Определите цену на зимний сорт газойля (рынок — Северо-Западная Ев-
ропа) со следующими характеристиками:
Температура помутнения = -7 °C.
Относительная плотность = 0,8330.
Содержание серы = 0,19%.
Продукт Температура помутнения, °C Температура помутнения, °F Коэффициент точки помутнения Массовая доля фракции Содержание серы, % Относи* тельная плотность Цена, ДОЛП./Т, СЭЕ
Керосин -50 -58 1,15 0,5516 0,10 0,783 155,28
Газойль 5 41 38,52 0,4484 0,50 0,845 142,20
Газойль -7 19,4 17,91 1,0000 0,28 0,811 149,42
(СЗЕ)
Коррекция по относительной плотности - 149,42 х (0,811/0,833) =
= 145,47 долл./т.
Следующее действие — коррекция по содержанию серы. Она основыва-
ется на котировочных ценах для газойля с различным содержанием серы,
публикуемых на рынке (долл./% серы) для конкретно интересуемого
периода:
Ценовая разница в зависимости „ . /п/
н = 2,4 долл./% серы,
от содержания серы
„ (0,28 - 0,19) х 2,4 =
Корректировка по сере = 022д(уи/т
= 149,42 + 0,22.
Цена на газойль
Цена по рынку СЗЕ,
скорректированная по сере
Цена по рынку СЗЕ, скорректированная
по относительной плотности
= 149,64 долл./т.
= 149,64 долл./т х (0,811/0,833) =
145,69 долл./т.
Ценообразование нефтепродуктов
517
Ценообразование мазута
Расчет цены на мазут осуществляется по вязкости смеси мазута вязкостью
в 180 сСт (18 х 10-5 м2/с), содержанием серы в 3,5 % и дизельного топлива.
Маркерные цены этих сортов мазутов и ДТ берутся по публикуемым ры-
ночным котировкам.
ПРИМЕР 14-7
Определите цену мазута вязкостью 350 сСт (35 х 10-5 м2/с) и содержанием
серы 4 % на основе рыночных цен Персидского залива:
Содержание серы в мазуте = 4 %.
Вязкость мазута = 380 сСт (38 х 10“5 м2/с) при 50 °C.
Продукт Вязкость, сСт Коэффициент вязкости смеси Массовая доля фракций Массовая доля серы, % Цена, долл./т
Газойль 2,5 13,55 -0,09 0,50 142,2
Мазут 180 34,93 1,09 3,5 78,01
Мазут 380 36,88 1,00 3,77 72,17
Ценовая разница в зависимости от содержания серы, взятая по коти-
ровкам Средиземноморского и Сингапурского рынков для диапазона со-
держания серы в мазуте между 3,5 и 1,0 %:
Ценовая разница в зависимости _ от содержания серы 5,199 долл./% серы.
Корректировка по содержанию серы = 5,199 х (4,0 - 3,77) = 1,19 долл./т.
Цена на мазут после уточнения _ по содержанию серы 72,17- 1,19 = 70,97 долл./т.
Ценообразование вакуумного газойля
Вакуумный газойль (ВГО) может быть представлен как смесь мазута вяз-
костью 180 сСт (18 х 10*5 м2/с), содержанием серы в 3,5 % и дизельного то-
плива с соответствующими характеристиками по вязкости и содержанию
серы как у вакуумного газойля.
518
Справочник по переработке нефти
ПРИМЕР 14-8
Определите цену очищенного от серы тяжелого вакуумного газойля
(ТВГО), полученного из колонны гидрокрекинга (легкая фракция) со сле-
дующими характеристиками:
Вязкость при 50 °C, сСт = 12,7 (1,27 х 10-5 м2/с).
Содержание серы = 0,15%.
Продукт Вязкость, сСт Коэффициент вязкости смеси Массовая доля фракций Массовая доля серы, % Цена, долл./т
Газойль 2,5 13,55 0,470 0,50 142,2
Мазут 180 34,93 0,530 3,50 78,01
Вакуумный газойль 12,7 24,88 1,000 2,089 108,20
Ценовая разница в зависимости г
г = 5,199 долл./% серы,
от содержания серы
„ 5,199 х (2,089-0,15) =
Корректировка по содержанию серы = gg долл /т
Конечная цена на вакуумный газойль = 118,28 долл./т.
Ценообразование дистиллята для получения мазута
Типовой расчет цены дистиллята делается на основе вязкостного соотно-
шения или по смеси керосина и ДТ.
ПРИМЕР 14-9
Определите цену на дистиллят вязкостью 1,22 сСт (0,122 х 10-5 м2/с) при
50 °C, предназначенного для получения мазута, на основе смеси керосина
и ДТ со следующими характеристиками:
Продукт Вязкость, сСт Коэффициент вязкости смеси Массовая доля фракций Массовая доля серы, % Цена, долл./т
Керосин 1,0 3,25 0,750 0,20 155,28
ДТ 2,5 13,55 0,250 0,50 142,20
Дистиллят 1,22 5,85 1,000 0,28 151,97
Маркерные цены на ДТ и керосин, приведенные здесь, являются ры-
ночными котировками, на базе которых рассчитана цена дистиллята
вязкостью 1,22 сСт.
Ценообразование нефтепродуктов
519
Затраты на энергию
Затраты на потребляемую энергию — большая часть расходов для всех
НПЗ. В виде топлива для НПЗ могут использоваться природный или по-
путный газ, пар, производимый на НПЗ, дистиллированная и холодная
вода, электричество или сырье, необходимое для производства водорода.
Затраты на энергию обычно выводятся из затрат тяжелого мазута
(380 сСт и 3,5 % серы) согласно средней величине цены, опубликованной
Platt’s для конкретного периода времени. Теплотворная способность этого
сорта примерно 38 млн британских тепловых единиц (БТЕ) на тонну. За-
траты на энергетических установках для выработки электричества, пара,
холодной или дистиллированной воды являются функцией затрат на энер-
гию и могут быть выражены следующим образом:
Установки энергоснабжения Единицы Затраты, долл./на ед.
Электричество Пар Холодная вода кВт х ч А х Э + В ммБТЕ (декатермы) С х Э + D м3 К х Э + L
Дистиллированная вода м3 М х Э + N
Где Э — энергетические затраты на млн БТЕ и А, В, С, D, К, L,M,N — константы.
Например, если цена тяжелого мазута 76 долл./т, то соответствующие
энергетические затраты будут составлять 76/38 или 2,0 долл./млн БТЕ.
Значение констант может быть получено из производственных данных
НПЗ за конкретный период времени.
УЧЕТНЫЕ ВЫХОДЫ НЕФТЕПРОДУКТОВ
Одновременно НПЗ может перерабатывать более одной марки нефти.
Нефть может быть получена по контракту нетбэк или по аналогичному
договору, при котором переработчик платит поставщику валовую стои-
мость нефти, с учетом полученных продуктов и оставляет за собой затраты
на переработку плюс премиальные. Таким образом, возникает потребность
в том, чтобы установить выход по нефтепродуктам из полученной нефти
до того, как будет определена валовая стоимость нефти.
Если НПЗ перерабатывает только одну марку нефти, полученную по кон-
тракту нетбэк, то определение выходов из полученной нефти производится
просто из расчета материального баланса имеющейся нефти. Однако НПЗ
может перерабатывать единовременно более чем одну марку сырой нефти,
520
Справочник по переработке нефти
и при этом одна из переработанных нефтей получена на основе соглаше-
ния нетбэк. Определение реального выхода нефтепродуктов от этой нефти,
полученной НПЗ с помощью контракта нетбэк, достаточно затруднитель-
но. Для того чтобы определить выходы нефтепродуктов из нефти, полу-
ченной НПЗ с помощью контракта нетбэк или аналогичных соглашений,
необходимо использовать выход из учетной нефти.
Определение выходов нефтепродуктов от учетной нефти
НПЗ с одним владельцем
Для НПЗ с одним владельцем выход от учетной нефти определяется сле-
дующим образом (последовательность показана в табл. 14-2):
1. Две не зависящие друг от друга модели линейного программирования
(ЛП) используются для моделирования процесса переработки учетной
и других видов нефти, перерабатываемых этим НПЗ. Производятся
только продукты по учетному сорту нефти, продукты других сортов
нефти не рассматриваются. Также системой ЛП не учитывается сни-
жение или повышение объемов перерабатываемого сырья. При за-
пуске алгоритма двух моделей ЛП используются аналогичные цены
на продукцию учетного сорта.
2. Максимально допустимые объемы блока переработки, используемо-
го при моделировании системой ЛП процесса переработки учетной
нефти, определяются из «индекса учетной нефти» (объем учетной
нефти/общий объем нефти НПЗ) и максимальных производствен-
ных мощностей блока переработки. Например, если индекс учетной
нефти составляет 0,6 и общая производственная мощность пере-
работки сырой нефти равна 100 тыс. барр./сут, то мощность блока
переработки, используемой в модели ЛП для учетной нефти, будет
составлять (100 х 0,6) или 60 тыс. барр./сут. А оставшиеся мощности
блока дистилляции (40 тыс. барр./сут), предназначенные для пере-
работки остальной нефти, используются во второй модели ЛП. Мощ-
ности блоков переработки нефти, предназначенные для переработки
двух сортов нефти, пропорционально распределяются между двумя
моделями ЛП.
3. В работу запускаются модели для определения выхода нефтепродук-
тов по балансу. Модель ЛП оптимизирует объем выпускаемых нефте-
продуктов на основе их цен.
4. Оптимальный материальный баланс отражает потери. Общие поте-
ри определяются как некая процентная ставка от переработанного
Таблица 14-2. Определение выходов нефтепродуктов от учетной нефти
Продукты вЛП Нефтепродукты из арабской нефти, ЛП Нефтепродукты из нефти Бахрейна Всего продукции ЛП Производи- тельность НПЗ Исходная разница Зачетная разница Чистая разница Отношение разницы сырой нефти Выход нефтепродуктов из Арабской нефти Об. %/ объем выхода
(1) (2) (3 = 1+2) (4) (5 = 4-3) (в) (7 = 5 + 6) (8) (9 = 1+8) (10)
1-150 19115 0 19115 3753 -15362 -86 -15447 -12758 6357 0,10%
1-201 77502 0 77502 59656 -17846 -100 -17946 -14822 62681 1,02%
1-210 1042001 197199 1239200 1230148 -9052 -51 -9102 -7517 1034483 16,89%
1-397 300496 52811 353307 534659 181352 -1013 180339 148942 449438 7,34%
1-440 686546 117938 804484 1227704 423 220 -2363 420857 347586 1034132 16,89%
1-888 2385691 576836 2962526 2476700 -485 826 -2713 -488539 -403485 1982206 32,37%
1-961 1576524 337949 1914473 1844702 -69771 -390 -70161 -57946 1518579 24,80%
Всего 6087875 1282732 7370607 7377322 6715 -6715 0 0 99,41%
Нефть 6124230 1291296 7415526 6124230
Ценообразование нефтепродуктов
Примечания:
Нефть Барр.
Легкая арабская нефть 6124230
Бахрейнская нефть 1291296
Общий объем нефти НПЗ 7415526
Индекс учетной нефти (арабская) = 0,8259.
Колонка 6 = (-1) х (абсолютное значение колонки 5/сумму значений разниц в колонке 5) х сумму колонки.
Колонка 8 = колонка 7 х индекс учетной нефти.
Сумма абсолютных величин разниц = 1202429. м
ЛП = линейная программа.
522
Справочник по переработке нефти
объема нефти. Величина 0,6 % от объема может быть использована
при отсутствии данных по НПЗ. Потери распределяются по оптимизи-
руемым сортам пропорционально выпускаемому объему продукции.
5. Продукция, заданная в модели ЛП, регулируется так, чтобы отражать
фактический объем смеси. Факторы регулирования (исходные раз-
ницы) получаются путем вычитания суммарного объема продуктов,
рассчитанного ЛП из общего объема продукции, производимого НПЗ
(эквиваленты выражаются в материальном балансе нефтепродукта).
6. В идеале, сумма исходных разниц должна быть равна нулю,
но на практике это не всегда оказывается так. Сумма исходных разниц
распределяется по оптимизированным сортам, вне зависимости от их
значений, в виде отношения к их производимым объемам, то есть
(абсолютная величина исходной разницы)/(сумму абсолютных вели-
чин исходных разниц). Для получения чистой разницы из исходной
разницы вычитается зачетная разница.
7. Для того чтобы определить общий выход нефтепродуктов от учетной
нефти, полученные чистые разницы умножаются на относительную
величину учетной нефти и прибавляются к объемам продукции (учет-
ной нефти), которые рассчитаны по модели ЛП.
НПЗ на основе акционерного капитала
В случае, когда НПЗ является акционерным предприятием, выход нефте-
продуктов из учетной нефти определяется следующим образом (последо-
вательность приведена в табл. 14-3):
1. В модель ЛП, которая производит расчеты при переработке учетной
нефти, задаются фактические выходы нефтепродуктов из блоков,
мощности этих блоков и тому подобные параметры, необходимые
для процесса переработки учетной нефти. Ключевой параметр, не-
обходимый для использования этой модели, — это среднее значение
цены на нефтепродукты по Platt’s за месяц.
2. Максимально допустимые объемы блока переработки, используемого
при моделировании системой ЛП процесса переработки учетной неф-
ти, определяются из индекса учетной нефти (объем учетной нефти/
общий объем нефти НПЗ) и максимальных производственных мощ-
ностей блока переработки. Например, если индекс учетной нефти со-
ставляет 0,6 и общая производственная мощность переработки сырой
нефти равна 100 тыс. барр. в день, то мощность блока переработки,
используемой в модели ЛП, будет равна (100 х 0,6) = 60 тыс. барр.
в день. Мощность блоков вторичной переработки нефти определяется
таким же образом.
Таблица 14-3. Выход продукции из учетной нефти
Общий
Продукты Продукция ЛП, компания А Продукция ЛП, компания В Всего продукции ЛП арабской нефти % Потери нефти, 0,6% Коррек- тируемый ЛП выход продукции Общий ОКП распре- деленный объем продукции Исходная разница % Зачетная разница* Чистая разница Дельта Общий объем продуктов по ЛП Выход продукции из арабской нефти Нефть, %
(1) (2) (3 = 1+2) (4) (5) (6 = 3-5) (7) (S) (9 = 3-7) (10) (11) (12 = 9+11) (13) (6) (14=13 + 6) (15)
1-150 19230 0 19230 0,31 115 19115 3161 3753 0 0 0 0 0 19115 19115 0,31
1-201 0 77970 77970 1,27 468 77502 316228 59656 -256572 16,59 -3618 -260190 -214891 77502 -137389 -2,24
1-210 928560 119 730 1048290 17,12 6289 1042001 976069 1230148 254079 16,43 -3583 250496 206885 1042001 1248886 20,39
1-397 194100 108210 302 310 4,94 1814 300496 521905 534659 12754 0,82 -180 12574 10385 300496 310881 5,08
1-440 550620 140070 690690 11,28 4144 686546 825186 1227704 402 518 26,02 -5677 396 842 327751 686546 1014297 16,56
1-888 1921110 478 980 2400090 39,19 14399 2385 691 2982594 2476 700 -505894 32,71 -7135 -513 029 -423 710 2 385 690 1961980 32,04
1-901 1315830 270210 1586040 25,90 9516 1576524 1 729 774 1844 702 114928 7,43 -1621 113307 93 580 1576524 1670104 27,27
Всего 4929450 1195170 6124620 100,0 36 745 6087875 7354917 7377322 21814 100,0 -21814 0 0 6087874 6087874 99,41
Примечания:
Сорта нефти Акционер А Акционер Б Всего, млн бврр.
Светлая арабская нефть 4924230 1200 000 6124230
Бахрейнская нефть 1291296 1291296
Итого по НПЗ 6215526 1200000 7415526
Индекс учетной нефти (легкой арабской) = 0,7922.
Сумма величин абсолютных разниц = 1546 746.
Индекс учетной нефти — это отношение объема нефти, переработанной по договору учетной нефти, к общему объему переработанной нефти.
* Зачетная разница колонки 11 = сумма колонки 9, умноженной на колонку 10 и на (-1).
Ценообразование нефтепродуктов 523
524
Справочник по переработке нефти
3. Для определения выходов нефтепродуктов оптимизированного сорта
в работу запускается модель. Производство оптимизированного сорта
регулируется так, чтобы отражать потери. Общие потери определя-
ются как некая процентная ставка от переработанного объема нефти.
Значение 0,6 %, приведенное к объему, может быть использовано при
отсутствии данных по НПЗ. Эти затраты распределяются по опти-
мизированным сортам в отношении к выпускаемому объему этой
продукции.
4. Продукция, заданная в модели ЛП, регулируется так, чтобы отражать
фактический объем готовой продукции, выпускаемой на НПЗ. Фак-
торы регулирования (исходные разницы) получаются путем вычи-
тания эквивалентов уравновешенных сортов, приведенных в соот-
ветствии с общим утвержденным оперативно-календарным планом
(ОКП) из общего объема продукции (выражаются в балансовых
уравнениях).
5. Как было описано ранее, сумма исходных разниц должна быть равна
нулю, но на практике это не всегда оказывается так. Сумма исходных
разниц распределяется по оптимизированным сортам, вне зависимо-
сти от их значений, в виде отношения к их производимым объемам,
то есть (абсолютная величина исходной разницы)/(сумму абсолют-
ных величин исходных разниц). Этот фактор, называемый зачетной
разницей, вычитается из исходной разницы, чтобы получить чистую
разницу.
6. Для того чтобы определить общий выход нефтепродуктов от учетной
нефти, полученные чистые разницы умножаются на относительную
величину учетной нефти и прибавляются к объемам продукции (учет-
ной нефти), рассчитанной моделью ЛП.
ПРИМЕЧАНИЯ
1. Ссылки на коэффициент точки помутнения для смесей нефтепродук-
тов в массовых долях приведены в табл. 11-15.
2. Коэффициент вязкости смеси I, выраженный в массовых долях:
I = 23,097 + 33,468 log10 log10(v + 0,8),
где v — вязкость в сСт (приведена в табл. 11-13).
3. Алгоритм определения ретроспективного ОКП и распределения про-
дукции приводится в гл. 16.
Глава 1 5
Оперативно-
производственный
план
До начала производственного периода, как правило, за месяц, специалист-
плановик предоставляет в производственно-диспетчерское управление
на рассмотрение производственный план, называемый оперативно-
календарным планом (ОКП), который определяет параметры работы НПЗ
в течение месяца.
ОКП на конкретный месяц содержит следующую информацию:
1. Какие сорта нефтей в течение месяца будут переработаны, и в каких
объемах.
2. Какие сорта нефтепродуктов и какое их количество будет произведено
в течение месяца.
3. Какое количество материально-производственных запасов необ-
ходимо использовать для обеспечения запланированного выпуска
нефтепродуктов.
4. В каком объеме в течение месяца нужно запланировать материально-
производственные запасы и промежуточные нефтепродукты.
5. Какой объем доступных мощностей нефтеперерабатывающих уста-
новок, а также какой объем мощностей по отношению к плановым
объемам задействован в производстве запланированного объема
нефтепродуктов с учетом данных о простоях установок.
6. Какое количество и какой состав сырья необходимы для всех устано-
вок вторичной переработки.
525
526
Справочник по переработке нефти
7. Какие цены на нефтепродукты неосновного ассортимента* и цены
на энергоресурсы будут использоваться для оптимизации производ-
ства нефтепродуктов.
8. Какие имеются варианты использования дефицитных запасов сырья
в процессе смешения нефтепродуктов, когда возможен переход на аль-
тернативные виды сырья.
9. Какие сорта и какой расход химических присадок будут использовать-
ся в процессах приготовления нефтепродуктов (например, красители
для бензина, антистатики, антифризы для авиационных топлив,
депрессоры для ДТ); планируются те компоненты, которые будут ис-
пользованы в процессе смешения.
10. Какой ожидается объем производства для всех групп продуктов в те-
чение месяца.
ОКП формируется при использовании модели линейного программиро-
вания (ЛП) процесса переработки. Используются данные материального
баланса НПЗ, но использовать модели ЛП предпочтительней, так как
они, в отличие от материальных балансов, позволяют оптимизировать
процесс приготовления нефтепродуктов. Первый шаг в составлении ОКП
на заданный месяц — это обновление модели ЛП переработки на основе
следующих данных:
• Объем переработки сырой нефти. Уровень переработки нефти оце-
нивается из общего объема нефти, которую необходимо переработать
в течение месяца.
• Доступные производственные мощности блоков переработки. Каж-
дая технологическая установка имеет согласованную минимальную
и максимальную номинальную величину производственных мощно-
стей, выраженную в тысячах баррелей в сутки. Эти данные определя-
ются на основе предварительных тестовых испытаний, проведенных
на технологических установках. Также для проведения ряда очередных
профилактических работ, капитальных ремонтов, замены и очистки
катализаторов и прочих работ НПЗ разрабатывается план предупреди-
тельных ремонтов (ППР) и остановок технологических блоков на срок
12 и более месяцев. Этот документ постоянно обновляется. Таким обра-
зом, на основе последнего составленного плана ППР и остановок можно
рассчитать количество дней в течение месяца, когда конкретный блок
На НПЗ в первую очередь производят обязательные (основные) продукты, предусмотренные
договорами и контрактами с покупателями по фиксированным ценам (fixed grades). Из остав-
шихся полуфабрикатов компаундируют необязательные (неосновные) продукты (balancing
grades), которые реализуются на спотовом рынке по договорным ценам. —Прим. ред.
Оперативно-производственный план
527
будет доступен для переработки сырья. На основе данных такого рода
рассчитывается два эксплуатационных показателя ЭФ:
количество дней работы блока переработки
общее количество дней в месяце
здесь ЭФ1 является эксплуатационным фактором, влияющим на пла-
новые профилактические работы. Для того чтобы учесть простой
от несанкционированной остановки блока, используется другой пока-
затель — ЭФ2. Он основан на прошлых показателях эксплуатации блока
нефтепереработки.
Возможная (макс.)
мощность блока
= номинальная (макс.) мощность х ЭФ1 х ЭФ2.
Например, если проектная мощность комплекса нефтепереработки
по справочным данным составляет 50 тыс. барр./сут, ЭФ1 = 0,70, а ЭФ2
= 0,985, доступная мощность блока = 50 х 0,7 х 0,985, или 34,475 тыс.
барр./сут в течение месяца.
Сорта нефтепродуктов и их объем, который необходимо произве-
сти в течение месяца. Оценка делается исходя из запланированного
на месяц объема реализации продуктов. Объем формируется на основе
известных за несколько недель данных о графике судов, прибывающих
к морскому терминалу НПЗ, и нефтепродуктах, которые будут отгруже-
ны этим судам. Из расчета объема товарных запасов, которые можно
разместить в товарных резервуарах, оценивается уровень производства
по нефтепродуктам обязательных сортов, необходимый для покрытия
ожидаемого объема реализации. В то время как уровень перерабаты-
ваемой нефти определен, излишки нефтепродуктов, оставшиеся после
изготовления обязательных сортов, подаются на производство нефтепро-
дуктов необязательных сортов для продажи на спотовом рынке.
Цены на все нефтепродукты неосновных сортов. Модель ЛП оптими-
зирует объем производства неосновных нефтепродуктов, исходя из цен
на эти продукты. Вносятся цены только на продукцию неосновных со-
ртов, так как объем выпуска этих нефтепродуктов не зафиксирован.
Линейная программа в одно и то же время оптимизирует объем выпу-
ска необязательных продуктов на основе анализа цен на эти продукты
и максимизирует прибыль НПЗ.
Обновленные характеристики для всей выпускаемой продукции.
Несмотря на то, что в программе ЛП есть встроенная база данных
528
Справочник по переработке нефти
по всем сортам нефтепродуктов, которые обычно выпускаются на НПЗ,
необходимо обновление базы данных, так как требования по качеству
для нефтепродуктов меняются.
• Обновленные производственные карты. Каждая модель ЛП имеет про-
изводственную карту, которая определяет, какие из видов полуфабри-
катов будут задействованы в производстве конкретного нефтепродукта
с определенным качеством. Например, если НПЗ имеет дополнительный
объем тяжелого вакуумного газойля после загрузки им установок глубо-
кой переработки, модель ЛП перебросит весь этот объем на получение
мазута. Но в производственной карте не допускается переработка тяже-
лого вакуумного газойля в мазут, так как это готовый товарный продукт.
• Закачка и откачка полуфабрикатов и сырья из товарных резер-
вуаров. Объемы товарно-сырьевой базы всех нефтепродуктов, пред-
назначенных для конечного производства, постоянно обновляются
и регулируются на основе четкого мониторинга. Обычно производится
опорожнение емкостей по промежуточным нефтепродуктам или по сы-
рью для производства конечных нефтепродуктов, для того чтобы обе-
спечить работу блоков переработки на полной мощности или чтобы
удовлетворить спрос на нефтепродукты. Наращивание объема сырья
иногда делается для того, чтобы обеспечить достаточный уровень за-
пасов с опережением графика для будущей отгрузки большого объема.
Например, НПЗ может заранее нарастить достаточный объем риформата
для будущей большой отгрузки бензина или нарастить объем тяжело-
го вакуумного газойля для запланированной в будущем большой его
отгрузки.
Вид фактического ОКП нефтеперерабатывающего предприятия приве-
ден в табл. 15-1. В ОКП устанавливается тип нефти, предназначенной для
переработки, и ассортимент производимой продукции. Это и становится
целью завода на месяц (см. табл. 15-2). Также нормы загрузки сырья
и состав всех применяемых в процессе переработки установок глубокой
переработки уточняются согласно значениям, указанным в ОКП. Если сорт
нефтепродукта нуждается в добавлении химических присадок, например
авиационный керосин для военных нужд, то это отражается в ОКП и завод
следует этим требованиям при производстве данных продуктов.
НПЗ сам оценивает свои производственные показатели, основанные
на модели материальных балансов, пересчитывает и проверяет каждую
неделю, исходя из производственных условий НПЗ. В конце месяца общий
объем переработанного сырья должен приближаться к цифре, которая
была установлена в ОКП. Произведенные нефтепродукты, конечно, будут
отличаться исходя из следующего:
Оперативно-производственный план
529
Таблица 15-1. Оперативно-календарный план НПЗ
Объем, барр./сут Объем, тыс. барр./мес
Переработано нефти
Арабской легкой нефти 201000 6030
Бахрейнской нефти 42000 1260
Импортированного конденсата 3600 108
Всего 246000 7398
Изменение в товарно-сырьевой базе по промежуточным нефтепродуктам
Легкая каталитическая нафта -2000 -60
Полимерный бензин -1000 -30
Бензин риформинга ОЧ 90 -600 -18
Бензин риформинга ОЧ 95 -2000 -60
Всего -5600 -168
Производство сортов
1-150, сжиженный газ 600 18
Легкая нафта 3600 108
1-210, прямогонная нафта 39483 1184
1-220, легкие фракции нафты 29 1
1-390, бензин АИ-90 2560 77
1-395, бензин АИ-95 0 0
I-397L, бензин АИ-97 19951 599
I-398E, бензин АИ-98 1470 44
1-419, керосин двойного назначения 14000 420
Авиационное топливо марки JP-4 8000 240
1-440, авиационный керосин марки А-1 24301 729
1-800, ДТ с температурой застывания +6 14000 420
1-876, ДТ с температурой застывания -3 °C 10000 300
I-876ZP, ДТ с температурой застывания -18 8000 240
1-885, ДТ с температурой застывания -3 и содержанием серы 0,5 % 0 0
1-888, ДТ с температурой застывания -3 и содержанием серы 1 % 47098 1413
1-928, мазут с содержанием серы 2,8 % и вязкостью 180 сСт (1,8 х 10-4 м2/с) 12000 360
1-961, мазут с содержанием серы 3,5 % и вязкостью 180 сСт (1,8 х 10~4 м2/с) 43 513 1305
1-1138, асфальт 3553 107
Всего 252158 7565
Примечание:
Месяц = апрель 2000 г.
Цифры с отрицательным знаком в таблице характеризуют снижение производства.
Положительные характеризуют наращивание объемов производства.
530
Справочник по переработке нефти
Таблица 15-2. Использование производственных мощностей (продолжение ОКП)
Установки нефтепереработки Всего, возможные мощности, барр./сут Всего, используемая мощность, барр./сут % использо- вания за сутки
Атмосферная колонна 1—5 243000 243000 100,00
Вакуумная колонна 1, 5, 6 95000 92108 96,96
Установка вторичной перегонки 15421 15421 100,00
керосина
Установка висбрейкинга 20000 19173 95,87
Установка переработки асфальта 4800 2961 61,69
Установка подготовки керосина 45000 41987 93,30
Установка гидроочистки ДТ, 20000 19998 99,99
обессеривание, № 1
Установка гидроочистки, 50000 49005 98,01
гидрокрекинг, № 2
Установка каталитического крекинга 39000 37833 97,01
Установка каталитического риформинга 15000 3625 24,17
Примечание:
Модель приготавливает прямогонную нафту с относительной плотностью = 0,6918.
Распределение наиболее расходуемого сырья:
Барр./ сут Тыс. барр./мес
Тяжелая каталитическая нафта Автомобильный бензин 0 0
ДТ 863 25,89
Мазут 1358 40,74
Всего 2221 66,63
Керосин ДТ 2351 70,53
Мазут 0 0
Легкий рецикловый газойль В установку гидроочистки № 1 6463 193,89
Ограничивающие ДТ Содержание
качественные серы
хара ктеристики Мазут Вязкость
Состав сырья для установки Средний/тяжелый изомеризат 91%
каталитического крекинга
Тяжелый вакуумный газойль — 9%
свежее сырье
Остаток вакуумной колонны 0
Всего 100%
Оперативно-производственный план
531
• Нефтепродукты производятся на НПЗ для того, чтобы удовлетворять
определенные заявки по отгрузке товара, а не для того чтобы полу-
чить максимальную прибыль, как это заложено в программе ЛП.
• Показатель смешения базовых компонентов для получения нефтепро-
дуктов может отличаться от тех значений, что установлены в ЛП из-за
незапланированной остановки нефтеперерабатывающей установки,
или выходы и характеристики могут не совпадать из-за изменений
в производственных условиях нефтеперерабатывающей установки.
ОПЕРАТИВНО-КАЛЕНДАРНЫЙ ПЛАН НА НПЗ
С НЕСКОЛЬКИМИ УЧАСТНИКАМИ
На нефтеперерабатывающем предприятии с акционерным капиталом про-
изводственные мощности атмосферной установки и установки по подго-
товке и производству готовых нефтепродуктов распределены между двумя
участниками, исходя из доли вложенного в НПЗ капитала. Таким образом,
нефтеперерабатывающее предприятие разделено на два «виртуальных»
нефтеперерабатывающих завода. Каждый участник может использовать
свою долю производственных мощностей, как он пожелает.
В НПЗ с несколькими участниками каждый участник формирует ОКП
для своей доли производственных мощностей, определяя, какую нефть
он будет перерабатывать в течение месяца и какую продукцию при этом
будет выпускать. Вид ОКП идентичен плану, разработанному одним
собственником.
Для того чтобы удостовериться, что разработанный ОКП для каждого
из участников соответствует общему подходу, формируется эталонная
модель ЛП нефтепереработки по конкретному нефтеперерабатывающему
предприятию. Модель отражает общие производственные мощности ат-
мосферной установки и запасы товарных нефтепродуктов, которые вероят-
нее всего будут доступны двум участникам в течение месяца. Принимается
в расчет план остановок блоков переработки. По необходимости уточняет-
ся информация по выходам готовых нефтепродуктов и энергоснабжению,
катализаторам и потреблению химических добавок для всех установок;
по качеству сырья всех имеющихся потоков; по качеству нефтепродуктов.
Ключевой параметр, задаваемый в модели ЛП,—это цены на ассортимент
необязательных нефтепродуктов, которые обычно являются средними
значениями цен, публикуемых агентством Platt's на каждый нефтепродукт,
присутствующий в предшествующих месяцах на рынке.
На основе эталонной модели нефтеперерабатывающего завода фор-
мируются две модели ЛП путем ввода производственных мощностей
532
Справочник по переработке нефти
по установкам, доступным для каждого участника, как если бы они были
двумя независимыми нефтеперерабатывающими предприятиями. Каждый
из участников обновляет свою модель для формирования его ОКП на осно-
ве следующих исходных данных:
1. Ожидаемый объем переработанного сырья в течение месяца и любое
увеличение или снижение уровня сырьевой базы должно соответство-
вать выпуску запланированной продукции.
2. Какое количество и какие сорта нефтепродуктов участник собирается
выпустить в течение месяца.
3. Максимальное и минимальное значение возможных производствен-
ных мощностей для каждой установки вторичной переработки в те-
чение месяца, принимая во внимание плановые остановки блоков
переработки, если таковые запланированы.
Запускается расчет модели ЛП и результаты реального и оптимального
плана вводятся в ОКП.
Оперативный календарный план НПЗ
Перед началом месяца НПЗ обобщает два ОКП, чтобы сформировать ОКП
целого предприятия. Примеры ОКП каждого из участников и сформиро-
ванный общий план приведены в табл, с 15-3 по 15-8. Объединенный ОКП
является общим производственным планом НПЗ, в обязанности акционер-
ной управляющей компании входит эксплуатация НПЗ по возможности
близко к плановым показателям. В случае незапланированной остановки
главного перерабатывающего комплекса или в других экстренных случа-
ях, когда не работает товарная емкость главной установки или проблема
с морским или погрузочным терминалом, участники могут пересмотреть
их ОКП с учетом всех имеющихся обстоятельств.
На акционерном НПЗ с несколькими участниками ОКП участников,
в отличие от варианта с одним акционером, используется в качестве осно-
вы для распределения продукции, или установления прав собственности
на сырьевую базу. Механизм распределения продукции приводится в книге
позднее. Здесь приведены принципы расчетов обязательных сортов вы-
пускаемых нефтепродуктов и необязательных нефтепродуктов. Оба они
используются в моделях ЛП, которые формируют ОКП и распределяют про-
дукцию. Принцип эквивалентности нефтепродуктов обязательных сортов
используется далее в программе распределения продукции.
Оперативно-производственный план
533
Таблица 15-3. ОКП компании-участника А
Барр./ сут Тыс. барр./ мес %
Сырье
Легкая арабская нефть 161000 4830,0
Бахрейнская нефть 42000 1260,0
Всего нефти 203000 6090,0
Изменение в товарно-сырьевой базе по промежуточным нефтепродуктам
Легкая каталитическая нафта -2000
Полимерный бензин -1000
Бензин риформинга ОЧ 95 -2000
Бензин риформинга ОЧ 90 -600
Всего сырья по НПЗ 208600 6258,0
Готовые нефтепродукты
1-150, сжиженный газ 600 18,0 0,29
1-201, легкие прямогонные фракции 0 0,0 0,00
1-210, все прямогонные фракции 31845 955,4 15,26
1-220, легкие прямогонные фракции 0 0,0 0,00
1-390, бензин 2560 76,8 1,23
1-395, бензин 0 0,0 0,00
I-397L, бензин 17242 517,3 8,26
I-398E, бензин 1470 44,1 0,70
1-419, керосин двойного назначения 14000 420,0 6,71
1-434, авиационное топливо марки JP-4 8000 240,0 3,83
1-440, авиационный керосин марки А-1 17401 522,0 8,34
1-800, ДТ с температурой застывания +6 °C, содержанием серы 1 % 14000 420,0 6,71
1-876, ДТ с температурой застывания -6 °C, содержанием серы 1 % 10000 300,0 4,79
I-876ZP, ДТ с температурой застывания -18, содержанием серы 0,4% 8000 240,0 3,83
1-885, ДТ с температурой застывания -3 и содержанием серы 0,5 % 0 0,0 0,00
1-888, ДТ с температурой застывания -3 и содержанием серы 1 % 33 348 1000,4 15,99
1-928, мазут с содержанием серы 2,8 % и вязкостью 180 сСт 12000 360,0 5,75
1-961, мазут с содержанием серы 3,5 % и вязкостью 180 сСт 36153 1084,6 17,33
1-1138, асфальт 2000 60,0 0,96
Всего продуктов 208619 6258,6 100,00
Жидкости извлечено 100,01 %
534
Справочник по переработке нефти
Таблица 15-4. Производственные мощности компании-
участника А (продолжение ОКП компании А)
Установки нефтепереработки Полезной мощности, барр./сут Используемой Используемой
МОЩНОСТИ, барр./сут МОЩНОСТИ, тыс. берр^мес Используемой мощности, %
Атмосферная колонна 203 000 203 000 6090,0 100,0
Вакуумная колонна 82086 76408 2292,2 93,1
Установка вторичной перегонки керосина № 6 23 809 10521 315,6 44,2
Установка висбрейкинга 15 873 15873 476,2 100,0
Установка переработки асфальта 3968 1265 38,0 31,9
Установка подготовки керосина 35 087 35 087 1052,6 100,0
Установка гидроочистки № 1 16708 16708 501,2 100,0
Установка гидроочистки № 2 40935 40935 1228,1 100,0
Установка каталитического крекинга 31603 31603 948,1 100,0
Установка каталитического риформинга 14285 2984 89,5 20,9
Примечание:
Модель производит прямогонную нафту относительной плотности = 0,6917.
Распределение наиболее расходуемого сырья:
Барр./сут Тыс. барр./ мес
Тяжелая каталитическая Автомобильный бензин 0 0,0
нафта ДТ 793 23,8
Мазут 1206 36,2
Всего 1999 60,0
Керосин ДТ 1981 59,4
Мазут 0 0,0
Легкий рецикловый газойль В установку гидроочистки 1 5255 157,7
Ограничивающие ДТ Содержание
качественные серы
характеристики Мазут Вязкость
Состав сырья для установки Средний/тяжелый изомеризат 92,35%
каталитического крекинга Тяжелый вакуумный газойль (свежее сырье) 7,65%
Остаток вакуумной дистилляции 0,00%
Всего 100,00%
Оперативно-производственный план
535
Таблица 15-5. ОКП компании-участника Б
Барр./ сут Тыс. барр./ мес %
Сырье
Легкая арабская нефть 40000 1200,0
Бахрейнская нефть 0 0,0
Импортированный конденсат 3600 108,0
Всего нефти 43 600 1308,0
Изменение основных компонентов в товарно-сырьевой базе
Легкая каталитическая нафта 0
Полимерный бензин 0
Бензин риформинга ОЧ 95 0
Бензин риформинга ОЧ 90 0
Всего сырья по НПЗ 43 600 1308,0
Готовые нефтепродукты
1-150, сжиженный газ 0 0,0 0,00
1-201, легкие прямогонные фракции 3600 108,0 8,27
1-210, все прямогонные фракции 7638 229,1 17,54
Г220, легкие прямогонные фракции 29 0,9 0,07
1-390, бензин 0 0,0 0,00
1-395, бензин 0 0,0 0,00
I-397L, бензин 2709 81,3 6,22
I-398E, бензин 0 0,0 0,00
1-419, керосин двойного назначения 0 0,0 0,00
1-434, авиационное топливо марки JP-4 0 0,0 0,00
1-440, авиационный керосин марки А-1 6900 207,0 15,85
1-800, ДТ с температурой застывания +6 °C, содержанием серы 1 % 0 0,0 0,00
1-876, ДТ с температурой застывания -6, содержанием серы 1 % 0 0,0 0,00
I-876ZP, ДТ с температурой застывания -18, содержанием серы 0,4% 0 0,0 0,00
1-885, ДТ с содержанием серы 0,5 % 0 0,0 0,00
1-888, ДТ с температуры застывания -3 и содержанием серы 1 % 13 750 412,5 31,58
1-928, мазут с содержанием серы 2,8 % и вязкостью 180 сСт 0 0,0 0,00
1-961, мазут с содержанием серы 3,5 % и вязкостью 180 сСт 7360 220,8 16,90
1-1138, асфальт 1553 46,б 3,57
Всего продуктов 43 539 1306,17 100,00
Жидкости извлечено 99,86%
536
Справочник по переработке нефти
Таблица 15-6. Использование производственных мощностей
компании-участника Б (продолжение ОКП компании Б)
Установки нефтепереработки Возможные мощности, барр./сут Используемые Используемые
МОЩНОСТИ, барр./сут мощности, тыс. барр./мес Используемые мощности, %
Атмосферная колонна 1—5 40 000 40 000 1200,0 100,0
Вакуумная колонна 1, 5, 6 15 700 15 700 471,0 100,0
Установка вторичной перегонки керосина № 6 4900 4900 147,0 100,0
Установка висбрейкинга 3300 3300 99,0 100,0
Установка переработки асфальта 4800 1696 50,9 35,3
Установка подготовки керосина 6900 6900 207,0 100,0
Установка гидроочистки № 1 3290 3290 98,7 100,0
Установка гидроочистки № 2 8070 8070 242,0 100,0
Установка каталитического крекинга 6230 6230 186,9 100,0
Установка каталитического риформинга 2800 641 19,2 22,9
Примечание: Распределение наиболее расходуемого сырья:
Барр./сут Тыс. барр./мес
Тяжелая каталитическая Автомобильный бензин 0 0,0
нафта ДТ 70 2,1
Мазут 152 4,6
Всего 222 6,7
Керосин ДТ 370 ИД
Мазут 0 0,0
Легкий рецикловый газойль В установку гидроочистки 1 1208 36,2
Ограничивающие ДТ Содержание
качественные серы
характеристики Мазут Вязкость
Состав сырья для установки Средний/тяжелый изомеризат 90,00%
каталитического крекинга Тяжелый вакуумный газойль (свежее сырье) 10,00%
Остаток вакуумной дистилляции 0,00%
Всего 100,00 %
Оперативно-производственный план
537
Таблица 15-7. ОКП компаний-участников
Компания А, барр./ сут Компания Б, барр./сут Всего, 6app./cyi Всего, тыс. г барр./мес
Сорта произведенных нефтепродуктов 1-150, сжиженный газ 600 0 600 18,0
1-201, легкие прямогонные фракции 0 3600 3600 108,0
1-210, все прямогонные фракции 31845 7638 39483 1184,5
1-220, легкие прямогонные фракции 0 29 29 0,9
1-390, бензин 2560 0 2560 76,8
1-395, бензин 0 0 0 0
I-397L, бензин 17242 2709 19951 598,5
I-398E, бензин 1470 0 1470 44,1
1-419, керосин двойного назначения 14000 0 14000 420,0
1-434, авиационное топливо марки -4 8000 0 8000 240,0
1-440, авиационный керосин марки А-1 17401 6900 24301 729,0
1-800, ДТ с температурой застывания + 6 °C, содержанием серы 1 % 14000 0 14000 420,0
1-876, ДТ с температурой застывания -6 °C, содержанием серы 1 % 10000 0 10000 300,0
I-876ZP, ДТ с температурой застывания -18 °C, содержанием серы 0,4% 8000 0 8000 240,0
1-885, ДТ с температурой застывания -3 °C и содержанием серы 0,5 % 0 0 0 0,0
1-888, ДТ с температурой застывания -3 °C и содержанием серы 1 % 33 348 13750 47098 1412,9
1-928, мазут с содержанием серы 2,8 % и вязкостью 180 сСт (1,8 х 10-4 м2/с) 12000 0 12000 360,0
1-961, мазут с содержанием серы 3,5 % и вязкостью 180 сСт (1,8 х IO'4 м2/с) 36153 7360 43 513 1305,4
1-1138, асфальт 2000 1553 3553 106,6
Всего 208619 43 539 252158 7564,7
Изменение в товарно-сырьевой базе по промежуточным нефтепродуктам
Светлая каталитическая нафта -2000 0 -2000 -60,0
Полимерный бензин -1000 0 -1000 -30,0
Бензин риформинга ОЧ 90 -600 0 -600 -18,0
Бензин риформинга ОЧ 95 -2000 0 -2000 -60,0
Всего -5600 0 -5600 -168,0
Переработано нефти
Легкой арабской 161000 40 000 201000
Бахрейнской 42000 0 42000
Импортированного конденсата 0 3600 3600
Всего 203000 43 600 246600
Примечание:
Цифры с отрицательным знаком в таблице характеризуют снижение производства.
Положительные цифры характеризуют увеличение объемов производства.
538
Справочник по переработке нефти
Таблица 15-8. Использование общих производственных
мощностей компаний-участников
Установки нефтепереработки Общей мощности, барр./сут Используемой мощности компании А, барр./сут Используемой мощности компании Б, баррJсут Всего используемой мощности, барр./сут Используемая мощность, %
Атмосферная колонна 1—5 243000 203000 40000 243000 100,0
Вакуумная колонна 1, 5, 6 95000 76408 15700 92108 97,0
Установка вторичной перегонки керосина № 6 15421 10521 4900 15421 100,0
Установка висбрейкинга 20000 15873 3300 19173 95,9
Установка переработки асфальта 4800 1265 1696 2961 61,7
Установка подготовки керосина 45000 35087 6900 41987 93,3
Установка гидроочистки № 1 20000 16708 3290 19998 100,0
Установка гидроочистки № 2 50000 40935 8070 49005 98,0
Установка каталитического крекинга 39000 31603 6230 37833 97,0
Установка каталитического риформинга 15000 2984 641 3625 24,2
Примечание:
Модель производит прямогонную нафту относительной плотности = 0,6918.
Распределение наиболее расходуемого сырья:
Барр./сут Тыс. барр./мес
Тяжелая каталитическая нафта Автомобильный бензин 0 0
ДТ 863 25,89
Мазут 1358 40,74
Всего 2221 66,63
Керосин ДТ 2351 70,53
Мазут 0 0
Легкий рецикловый газойль В установку гидроочистки 1 6463 193,89
Ограничивающие ДТ Содержание серы
качественные характеристики
Мазут Вязкость
Состав сырья для установки Средний/тяжелый изомеризат 91%
каталитического крекинга
Тяжелый вакуумный газойль (свежее сырье) 9 %
Остаток вакуумной дистилляции 0%
Всего 100%
Оперативно-производственный план
539
ПРИМЕР 15-1
Нефтеперерабатывающий завод с несколькими акционерами обладает
производственными мощностями, которые распределены следующим
образом.
Компания акционера А обладает 60 % долей НПЗ, а компания акцио-
нера Б имеет 40 % долей. Определите, какой максимальный объем могут
переработать оба акционера в пределах своих установленных правовыми
рамками мощностей.
Атмосферная установка = 200 тыс. барр./сут.
Установка каталитического риформинга = 20 тыс. барр./сут.
Установка каталитического крекинга = 40 тыс. барр./сут.
Установка гидрокрекинга дистиллята = 50 тыс. барр./сут.
Производственные мощности нефтеперерабатывающих установок, ко-
торые может использовать каждый из акционеров для переработки своих
объемов сырья, приведены ниже:
Нефтеперерабатывающая установка Производственная мощность НПЗ, тыс. барр./сут Компания А (60%), тыс. барр./сут Компания Б (40 %), тыс. барр./сут
Атмосферная установка 200 120 80
Установка каталитического риформинга 20 12 8
Установка каталитического крекинга 40 24 16
Установка гидрокрекинга дистиллята 50 30 20
Максимальный объем нефти, переработанный компанией для акционе-
ра, зависит от мощности нефтеперерабатывающей установки, доступной
для акционера. Исходя из этого, максимальный объем переработанной
нефти компанией А составляет 120 тыс. барр./сут. Также мощности ис-
пользуемых нефтеперерабатывающих установок не должны превышать
установленных для акционеров величин.
540
Справочник по переработке нефти
НЕФТЕПРОДУКТЫ ОБЯЗАТЕЛЬНЫХ
И НЕОБЯЗАТЕЛЬНЫХ КАТЕГОРИЙ
Производимые на НПЗ нефтепродукты можно разделить на две кате-
гории: обязательные сорта и необязательные сорта. Обязательные со-
рта —• это те нефтепродукты, которые производятся для удовлетворения
конкретных заявок на отгрузку. Заранее известны качество и необходимые
объемы нефтепродуктов (см. табл. 15-9), и эти нефтепродукты произ-
водятся первыми. После удовлетворения спроса на обязательные сорта
оставшиеся полуфабрикаты поступают для приготовления нефтепродуктов
необязательных сортов. Производство нефтепродуктов необязательных
сортов не может быть определено заранее. Оно зависит от объемов и каче-
ства нефтепродуктов обязательных сортов так же, как и от качественных
характеристик оставшихся полуфабрикатов.
Один из сортов в товарной группе (нафта, бензин, керосин, ДТ, мазут,
и т. д.) намечается в качестве необязательного сорта. В ОКП каждого
из участников выпуск необязательных сортов оптимизируется на основе
их цены.
При работе акционерного НПЗ у каждого участника могут быть нефте-
продукты с отличающимися качественными характеристиками для про-
изводства обязательных сортов, что дает акционеру гибкость при выборе
нефтепродуктов, которые бы соответствовали рыночному спросу. Однако,
что важно, оба участника имеют одинаковые нефтепродукты необязатель-
ных сортов.
ПРИМЕР 15-2
Мы хотим оценить объем производства мазута необязательной категории
(1-961). Объем производимых компонентов для компаундирования мазута
на НПЗ, их характеристики и объем производства обязательного сорта
приведены ниже:
Полуфабрикаты Объем, тыс. барр. Индекс вязкости смесей Содержание серы, массовая доля, % Относительная плотность
Остаток вакуумной дистилляции 1112 706 4,28 1,0170
Дистилляционные фракции 581 140 2,40 0,9684
Тяжелая каталитическая нафта 95 -250 0,40 0,8256
Всего 1788 471,2 3,46 0,9910
Оперативно-производственный, план
541
Таблица 15-9. Сорта нефтепродуктов НПЗ
Сорт Товарная группа Основные качественные характеристики
1-150- Сжиженный газ Давление насыщенных паров (ДНП) 275—690 кПа
1-151 Сжиженный газ Давление насыщенных паров, 485 кПа макс.
1-201* Нафта, легкие прямогонные ЛПФ, ДНП 95 кПа макс., относительная плотность мнн. фракции 0,654
1-220 Нафта, легкие прямогонные фракции ЛПФ, ДНП 95 кПа макс., относительная плотность мин. 0,654—0,702
1-222 Нафта, легкие прямогонные фракции ЛПФ, ДНП 95 кПа макс., относительная плотность мин. 0,654—0,702
1-206 Нафта Все прямогонные фракции, ДНП 80 кПа, ОП макс. 0,702
1-210* Нафта Все прямогонные фракции, ДНП 75 кПа, ОП 0,69 — макс. 0,735
1-211 Нафта Все прямогонные фракции, ДНП 75 кПа, ОП 0,70 — макс. 0,735
1-213 Нафта Все прямогонные фракции, ДНП 65 кПа макс.
1-253 Бензин Легкая нафта каталитического крекинга, мнн. ОЧ 88, макс. ДНП 70 кПа
1-387 Бензин Мин. ОЧ 87, макс. ДНП 75 кПа
1-390 Бензин Мин. ОЧ 90, макс. ДНП 70 кПа
1-393 Бензин Мин. ОЧ 93, макс. ДНП 75 кПа
1-395 Бензин Мин. ОЧ 95, макс. ДНП 65 кПа
1-397* Бензин Мин. ОЧ 97, макс. ДНП 85 кПа
1-400 Керосин Осветительный керосин, высота некоптящего пламени 21 мм, температура вспышки 35 °C мин.
1-411 Керосин Осветительный керосин, высота некоптящего пламени 25 мм, температура вспышки 35 °C мин.
1-419 Керосин Керосин двойного назначения, Т воспламенения мин. 38 °C, Т замерзания -47 °C
1-434 Керосин Авиационное топливо JP-4, Т застывания -58 °C, объемная доля содержания ароматических У-В 25 %
1-440* Керосин Авиационное топливо, чистота горения 25 мм, Т замерзания -47 °C
1-710 Тяжелый вакуумный газойль Тяжелый масляный дистиллят, вязкость 14 сСт (1,4 х 10~5 м2/с) при 100°С
1-711 Тяжелый вакуумный газойль Тяжелый вакуумный газойль, вязкость 6—9 сСт (0,6—0,9 х 10 5 м2/с) при 100°С
1-725 Тяжелый вакуумный газойль Остаточное крекинг-сырье, макс, содержание серы 3,0 %
1-800 ДТ Температура вспышки ДГ 45, температура застывания + 6°С
1-803 ДТ Циеановое число 45, температура помутнения 3 °C
1-808 ДТ Цетановое число 50, температура помутнения 2 °C
1-875 ДТ Цетановое число 47, температура помутнения -4 °C
1-876 ДТ Цетановое число 46, температура помутнения -1 °C
I-876Z ДТ Цетановое число 46, температура помутнения -12 °C
1-884 ДТ Цетановое число 47, температура помутнения -6 °C
542
Справочник по переработке нефти
Таблица 15-9 (продолжение)
Сорт Товарная группа Основные качественные характеристики
1-885 ДТ Цетановое число 50, температура застывания -3 °C, содержание серы 0,5%
1-888 ДТ Цетановое число 50, температура застывания -3 °C
1-890 Дизельное топливо для судовых двигателей Цетановое число 45, температура застывания -9 °C
1-892 Дизельное топливо для судовых двигателей Цетановое число 43, температура застывания 3 °C, содержание углеродного остатка методом Конрадсона 2 %
1-893 Дизельное топливо для судовых двигателей Цетановое число 45, температура застывания -9 °C, содержание углеродного остатка методом Конрадсона 0,08%
1-903 Мазут Вязкость 180 сСт (8 х 10-5 м2/с) при 50 °C, содержание серы 0,3 %
1-925 Мазут Вязкость 180 сСт при 50 °C, содержание серы 2,5 %
1-928 Мазут Вязкость 180 сСт (18 х 10'5 м2/с) при 50 °C, содержание серы 2,8%
1-933 Мазут Вязкость 80 сСт при 50 °C, содержание серы 3,5 %
1-934 Мазут Вязкость 120 сСт (12 х 10'5 м2/с) при 50 °C, содержание серы 3,0 %
1-955 Мазут Вязкость 75 сСт (7,5 х 10 5 м2/с) при 50 °C, содержание серы 3,5 %
1-957 Мазут Вязкость 225 сСт (22,5 х 10-5 м2/с) при 50 °C, содержание серы 3,5 %
1-960 Мазут Вязкость 120 сСт при 50 °C, содержание серы 3,5 %
1-961* Мазут Вязкость 180 сСт при 50 °C, содержание серы 3,5 %
1-962 Мазут Вязкость 280 сСт (28 х 10-5 м2/с) при 50 °C, содержание серы 3,5 %
1-963 Мазут Вязкость 180 сСт при 50 °C, содержание серы 3,8%
1-964 Мазут Вязкость 140 сСт при 50 °C, содержание серы 3,5 %
1-965 Мазут Вязкость 280 сСт при 50 °C, содержание серы 3,5 %
1-966 Мазут Вязкость 280 сСт при 50 °C, содержание серы 4,0%
1-967 Мазут Вязкость 180 сСт при 50 °C, содержание серы 3,5 %
1-971 Мазут Вязкость 380 сСт (38 х 10 ’5 м2/с) при 50 °C, содержание серы 4,0 %
1-975 Мазут Вязкость 530 сСт (53 х 10~5 м2/с) при 50 °C, содержание серы 3,5 %
I-1110B Асфальт Асфальт, плотность 180—220
I-1110D Асфальт Асфальтовая смесь, плотность 180—220
1-1129В Асфальт Асфальт, плотность 85—100
I-1129D Асфальт Асфальтовая смесь, плотность 85—100
I-1138B Асфальт Асфальт, плотность 60—70
1-1138D Асфальт Асфальтовая смесь, плотность 60—70
I-1149B Асфальт Асфальт, плотность 40—50
1-1149D Асфальт Асфальтовая смесь, плотность 40—50
Оперативно-производственный план
543
Таблица 15-9 (продолжение)
Сорт/код Полуфабрикаты
PGAS Основное сырье для бензинов
PLCGAS Обработанная легкая каталитическая нафта
PLLCN Необработанная легкая каталитическая нафта
PLSRBS Необработанные легкие прямогонные фракции
PMSR Необработанные средние прямогонные фракции нафты
PP90R Бензин каталитического риформинга ОЧ 90
PP95R Бензин каталитического риформинга ОЧ 95
PP97R Бензин каталитического риформинга ОЧ 97
PSMCN Средние малосернистые фракции каталитической нафты
PSWMSR Обработанные средние прямогонные фракции нафты
PPOLY Необработанный полимерный бензин
PUFCHG Сырье, очищенное от серы и азота
PWCN Фракция каталитической нафты
PSKERO Малосернистый дистиллят керосина
PDSDSL Обессеренное дизельное сырье
PDSL Необработанное дизельное сырье
PLTISO Легкие фракции дизельного топлива из гидрокрекинга
PMIDSL Средний дизельный погон
PBFUEL Мазут топочный
PCTISO Тяжелый вакуумный газойль, очищенный от серы, прошедший обработку на установке гидрокрекинга
PCTTR Дистиллят мазута
PFCCF Сырье каталитического крекинга, тяжелый вакуумный газойль
PFCCO Сырье каталитического крекинга, тяжелый вакуумный газойль, очищенный от серы
PFDISO Тяжелый вакуумный газойль, сырье для гидрокрекинга
PLANTS Содержимое установок и потоков
PMEISO Средняя дистилляционная фракция изомеризата
PRESID Атмосферный остаток — сырье для вакуумной установки
PSLOPD Некондиционный (остаточный) дистиллят
PSLOPO Некондиционное (остаточное) масло
544
Справочник по переработке нефти
Для оценки объема производства мазута необязательной категории
(1-961) в следующем разделе определены средние значения характеристик
мазута обязательного сорта.
Обязательные сорта Требуемые объемы, тыс. барр. Индекс вязкости смеси Содержание серы, масс. %
1-928 250 460 2,0
1-957 150 460 3,4
1-971 300 516 4,0
Всего 700 470 3,2
Из 1788 тыс. барр. компонентов, пригодных для приготовления мазута,
700 тыс. барр. идет на приготовление мазута обязательных сортов. Остав-
шиеся 1088 тыс. барр. обладают коэффициентом вязкости смеси 472.
Есть два варианта использования этого сырья: компаундировать остав-
шийся нефтепродукт до норм мазута необязательного сорта или оставить
на хранение в товарно-сырьевом парке в качестве сырья для изготовления
готовых нефтепродуктов позже.
Вариант 1: этот нефтепродукт должен быть использован для приготовле-
ния мазута необязательного сорта согласно спецификации 1-961. С помо-
щью добавления готового ДТ (1-888) в оставшийся объем смеси уменьшаем
величину вязкости смеси до характеристик спецификации 1-961, равной
458.
Нефтепродукты для компаундирования Объем, тыс. барр. Индекс вязкости смесей Содержание серы, масс. %
Обязательный сорт 70 469 3,2
Оставшийся объем смеси 1088 472 3,4
Дизельная добавка 30 -30 0,97
Всего сорта 1-961 (необязательный сорт) 1818 458 3,50
Полуфабрикаты не имеют жестких качественных характеристик. Каче-
ство нефтепродуктов зависит от условий процесса переработки на тех или
иных установках переработки, откуда они выходят в качестве продуктов.
С такими нефтепродуктами обращаются как с продуктами обязательных
сортов, даже если они не подлежат компаундированию.
Из числа различных требований по качеству, установленных при
компаундировании готового нефтепродукта, возможны те варианты
для необязательного сорта, которые имеют средние характеристики
Оперативно-производственный план
545
компаундируемого нефтепродукта. Например, рассмотрите возможность
приготовления мазута компаундированием на НПЗ из смеси (остатки ваку-
умной дистилляции, дистилляционных фракций и тому подобное), чтобы
получить продукт со следующими характеристиками:
Содержание серы = 3,50%..
Вязкость = 400 сСт (40 х 10-5 м2/с).
Содержание углеродного остатка методом Конрадсона = 15,0%.
Характеристики мазута необязательного сорта должны быть близкими
к значению характеристик смеси нефтепродуктов. Например, если мазут
необязательного сорта имеет значение вязкости 100 сСт (10 х 10-5 м2/с),
этот продукт может быть произведен только путем введения в смесь нефте-
продуктов большого количества дизельных фракций для снижения вязко-
сти с 400 сСт (40 х 10 5 м2/с) до 100 сСт (10 х 10-5 м2/с). Также, если мазут
необязательного сорта содержит 1,5 % серы вместо 3,5 %, содержание серы
в продуктовой смеси может быть ухудшено с помощью добавления боль-
шого объема ДТ, что ведет к большим экономическим потерям.
В плане распределения необязательные сорта необходимы в качестве
«справочных» сортов, в показателях которых выражаются все обязатель-
ные сорта и показатели нефтепродуктов, использованных в качестве сы-
рья. Все урегулирования между участниками по поводу перегрузки и недо-
загрузки происходят путем обмена продуктами необязательных сортов, так
как эти продукты производятся обоими участниками.
В окончательных моделях распределения ЛП для каждого участника по-
сле выпуска всех нефтепродуктов обязательных сортов выпускаемый объ-
ем нефтепродуктов необязательных сортов оптимизируется на основе их
стоимости и изменения запасов в товарно-сырьевом парке согласно факти-
ческому уровню производства и доступных мощностей нефтепереработки.
Важно, что и программа распределения, и модель распределения ЛП
у каждого участника имеют одинаковые необязательные сорта.
ЭКВИВАЛЕНТНОСТЬ НЕФТЕПРОДУКТОВ
Принцип эквивалентности нефтепродуктов обязательных сортов дает воз-
можность выражать любой нефтепродукт обязательного сорта в его экви-
валенте необязательного сорта в единицах объема. Обратите внимание,
что каждый участник в акционерном НПЗ может выпускать различные
нефтепродукты обязательных сортов внутри продуктовой группы, но оба
участника выпускают одинаковые нефтепродукты необязательных сортов
в пределах группы нефтепродуктов. Принцип эквивалентности нефте-
продуктов — основной принцип при оценке и обмене нефтепродуктами
546
Справочник по переработке нефти
обязательных сортов с различными товарными характеристиками. На НПЗ
с несколькими участниками все основные претензии между двумя участ-
никами разрешаются путем обмена нефтепродуктами необязательных
сортов. Принцип эквивалентности позволяет участникам производить
и отгружать нефтепродукты с различным качеством, которые необходимы
для их рынка сбыта без возникновения каких-либо проблем в отчетности.
Акционерный НПЗ производит большое количество сортов нефтепро-
дуктов и сырья для своих производственных процессов. Табл. 15-10 пока-
зывает нефтепродукты разных сортов, производимых НПЗ. Оба участника
вправе производить любое количество обязательных сортов в продуктовой
группе, но они также должны производить необязательный сорт. Объем
обязательного сорта переводится в объем необязательного сорта с по-
мощью принципа эквивалентности нефтепродуктов. Так как нефтепро-
дукты необязательных сортов выпускаются обоими участниками, любое
превышение доли выпуска одним из участников регулируется в пределах
нефтепродуктов необязательных сортов.
ОПРЕДЕЛЕНИЕ ЭКВИВАЛЕНТНОСТИ НЕФТЕПРОДУКТОВ
При определении эквивалентности продуктов обязательного сорта в лю-
бой продуктовой группе должна быть определена базовая характеристика
эквивалентного нефтепродукта:
Нафта. Расчеты основаны на параметрах плотности и давлении на-
сыщенных паров. Плотность и давление насыщенных паров для нафты
обязательного сорта, чей эквивалент нужно определить, должны совпадать
с характеристиками гипотетической смеси двух нефтепродуктов необяза-
тельного сорта (сжиженного газа и нафты).
Бензин. Давление насыщенных паров и октановое число бензина обяза-
тельного сорта сопоставляются с параметрами для смеси нафты, бензина
и сжиженного газа необязательных сортов.
Дизельное топливо. Подбор эквивалентов для ДТ обязательного сорта
основан на цетановом числе и температуре застывания смеси или про-
центном содержании серы.
Вакуумный газойль. Это важный нефтепродукт среднего погона. Его
эквивалентность определяется на основе вязкости смеси, приведенной
к значениям ДТ и мазута необязательных сортов.
Мазуты. Ключевые параметры, которые должны подбираться, — это вяз-
кость, содержание серы и содержание углеродного остатка по Конрадсону.
Таблица 15-10. Эквивалентность нефтепродуктов фиксированного сорта
Нефтепродукт Класс Группа 1-150 1-201 1-210 1-397 1-440 I-SSS 1-961
1-ШОВ Асфальт 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287
I-1110D Асфальт 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287
1-1129В Асфальт 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287
I-1129D Асфальт 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287
I-1138B Асфальт 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287
I-1138D Асфальт 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287
1-1149В Асфальт 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287
I-1149D Асфальт 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287
1-150 Сжиженный газ 150 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-151 Сжиженный газ 150 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-201 Легкие прямогонные фракции 201 0,0000 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-210 Прямогонные фракции 210 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 0,0000
1-211 Прямогонные фракции 210 0,0245 -0,3110 1,2865 0,0000 0,0000 0,0000 0,0000
1-213 Прямогонные фракции 210 -0,0400 -0,1680 1,2080 0,0000 0,0000 0,0000 0,0000
1-220 Прямогонные фракции 201 0,0000 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-222 Прямогонные фракции 201 0,0000 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-253 Каталитическая нафта 397 -0,0078 0,1634 0,0000 0,8444 0,0000 0,0000 0,0000
1-387 Бензин 397 0,0054 0,6160 0,0000 0,3786 0,0000 0,0000 0,0000
1-390 Бензин 397 0,0068 0,4543 0,0000 0,5525 0,0000 0,0000 0,0000
1-393 Бензин 397 0,0103 0,2916 0,0000 0,6981 0,0000 0,0000 0,0000
1-395 Бензин 397 0,0119 0,1834 0,0000 0,8047 0,0000 0,0000 0,0000
1-397 Бензин 397 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000
1-398 Бензин 397 -0,0003 0,0216 0,0000 0,9787 0,0000 0,0000 0,0000
1-400 Керосин 440 0,0000 0,0000 0,000 0,0000 1,0000 0,0000 0,0000
1-411 Керосин 440 0,0000 0,000 0,0000 0,0000 1,0000 0,0000 0,0000
1-419 Керосин 440 0,0000 0,000 0,0000 0,0000 1,0000 0,0000 0,0000
1-434 Авиационное топливо JP-4 210 -0,0350 0,0000 0,5230 0,0000 0,5120 0,0000 0,0000
1-440 Керосин 440 0,0000 0,000 0,0000 0,0000 1,0000 0,0000 0,0000
1-710 Тяжелый вакуумный газойль 961 0,0000 0,0000 0,000 0,0000 0,0000 0,2500 0,7500
1-711 Тяжелый вакуумный газойль 961 0,0000 0,0000 0,000 0,0000 0,0000 0,2500 0,7500
1-725 Тяжелый вакуумный газойль 961 0,0000 0,0000 0,000 0,0000 0,0000 0,3468 0,6532
1-800 ДТ 888 0,0000 0,0000 0,0000 0,0000 -0,5681 1,5681 0,0000
Оперативно-производственный план 547
Таблица 15-10 (продолжение)
Нефтепродукт Класс Группа 1-150 1-201 1-210 I-397 I-440 I-SS8 1-961
1-803 ДТ 888 0,0000 0,0000 0,0000 0,0000 0,1478 0,8522 0,0000
1-808 ДТ 888 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000
1-875 ДТ 888 0,0000 0,0000 0,0000 0,0000 0,1478 0,8522 0,0000
1-876 ДТ 888 0,0000 0,0000 0,0000 0,0000 0,1478 0,8522 0,0000
I-876ZP ДТ 888 0,0000 0,0000 0,0000 0,0000 0,5768 0,4232 0,0000
1-884 ДТ 888 0,0000 0,0000 0,0000 0,0000 0,2754 0,7246 0,0000
1-885 ДТ 888 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000
1-888 ДТ 888 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000
1-892 ДТ незатаренное 888 0,0000 0,0000 0,0000 0,0000 0,0000 0,7320 0,2680
I-893S ДТ незатаренное 888 0,0000 0,0000 0,0000 0,0000 0,0260 0,8800 0,0940
1-893 ДТ незатаренное 888 0,0000 0,0000 0,0000 0,0000 0,0000 0,9963 0,0037
1-903 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
1-925 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,0015 0,9985
1-928 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,0204 1,0204
1-933 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,1271 0,8729
1-934 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,0501 0,9499
1-955 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,1392 0,8608
1-957 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,2168 0,7832
1-960 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,0542 0,9458
1-961 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
1-962 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,0548 1,0548
1-964 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,0360 0,9640
1-966 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,0719 1,0719
1-971 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,1042 1,1042
1-975 Мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 -0,1454 1,1454
548 Справочник по
PBFUEL Топочный мазут 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
PCTISO Фракции изомеризата 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,3360 0,6640
PCTTR Фракции каталитического крекинга 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,6438 0,3562
PDSDSL Дизельное топливо из гидроочистки 888 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000
PDSL ДТ, не очищенное от серы 888 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000
PFCCF Тяжелый вакуумный газойль 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,2406 0,7594
PFCOO Тяжелый изомеризат 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,2697 0,7303
PFDISO Тяжелый вакуумный газойль для 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,2406 0,7594
гидрокрекинга
PGABS Бензиновая фракция 397 -0,0914 0,5571 0,0000 0,5343 0,0000 0,0000 0,0000
PKERO Очищенный керосин 440 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000
PLANTS Содержимое установок и потоков 961 0,0103 0,1040 0,1105 0,1518 0,0886 0,1854 0,3494
PLCGAS Очищенная каталитическая нафта 397 -0,0075 0,0327 0,0000 0,9748 0,0000 0,0000 0,0000
PLLCN Неочищенная каталитическая нафта 397 -0,0075 0,0327 0,0000 0,9748 0,0000 0,0000 0,0000
PLTISO Легкий изомеризат 888 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000
PMEISO Средний изомеризат 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,3360 0,6640
PMIDSL Средний изомеризат ДТ 888 0,0000 0,0000 0,0000 0,0000 -0,4551 1,4551 0,0000
PMSR Очищенная тяжелая нафта, средние 210 -0,1140 0,4690 1,5830 0,0000 0,0000 0,0000 0,0000
прямогонные фракции
PPOLY Полимерный бензин 397 -0,0154 -0,1076 0,0000 1,1230 0,00'00 0,0000 0,0000
PP90R Бензин риформинга ОЧ 90 397 -0,0227 -0,0263 0,0000 1,0490 0,0000 0,0000 0,0000
PP95R Бензин риформинга ОЧ 95 397 -0,0206 -0,1615 0,0000 1,1821 0,0000 0,0000 0,0000
PRESID Сырье для вакуумной дистилляции 961 0,0000 0,0000 0,0000 0,0000 0,0000 0,2218 0,7782
PSKERO Очищенный керосин 440 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000
PSLOPD Некондиционный дистиллят 961 0,0000 0,1000 0,1000 0,1400 0,1900 0,3700 0,1000
PSLOPO Некондиционное масло 961 0,0000 0,1000 0,1000 0,1400 0,1900 0,3700 0,1000
PSLOPT Остаток перегонки 397 -0,0123 0,1414 0,0000 0,4936 0,0488 0,3285 0,0000
PSMCN Средняя каталитическая нафта 397 -0,1742 0,3624 0,0000 0,8118 0,0000 0,0000 0,0000
PSWMSR Обессеренная каталитическая нафта 210 -0,1140 -0,4690 1,5830 0,0000 0,0000 0,0000 0,0000
PUFCHG Продукт, очищенный от серы и азота 210 -0,1140 -0,4690 1,5830 0,0000 0,0000 0,0000 0,0000
PWCN Нафта висбрейкинга 397 -0,1742 0,3624 0,0000 0,8118 0,0000 0,0000 0,0000
Оперативно-производственный план 549
550
Справочник по переработке нефти
Центральные характеристики необязательных сортов используются
для определения эквивалентов нефтепродуктов обязательных сортов
(см.табл.15-11).
Таблица 15-11. Характеристики необязательных сортов
Нефте- продукт сорта Группа Относи- тельная плотность Давление насыщенных Окта- паров новое (фунт/дюйм2), число, перевод в кПа ед. Показатель температуры помутнения Показатель вязкости смеси Сойер- жаиие серы, % Содержание углеродного остатка по Конрадсону
1-150 Сжиженный газ 0,5740 413,7 98,0
1-201 Легкие прямогонные фракции 0,6698 96,3 55,2
1-210 Прямогонные 0,7052 фракции 60,6
1-397 Бензин 0,7279 70,9 97,2
1-440 Керосин 0,7890 0 38,7 0,30
1-888 ДТ 250,0 -45 0,97
1-961 Мазут 463 3,35 13,4
ПРИМЕР 15-3
Рассчитайте эквивалентность нефтепродукта сорта 1-434 (JP-4), реактив-
ное авиационное топливо, полученное из смеси керосина, нафты и сжи-
женного газа. Запланированные характеристики сорта 1-434 приведены
ниже:
Плотность = 0,7527 г/см3.
Давление насыщенных паров = 17,2 кПа.
Смесь сорта 1-434 представим в виде набора составляющих:
1-150 = х;
1-210= у;
1-440 = z,
где, х,у, z — объем фракций, необходимых для смешения нефтепродукта
сорта 1-434.
Таким образом:
X У Z = 1-434
Материальный баланс 1 1 1 = 1
Плотность 0,574 0,7052 0,789 = 0,7527
Давление насыщенных паров 413,7 60,6 0 = 17,2
Оперативно-производственный план
551
Решение трех уравнений с тремя неизвестными дает нам следующий
результат:
1-150 = -0,035;
1-210 = 0,512;
1-440 = 0,521.
Таким образом, для нужд учета баррель реактивного авиационного
топлива (JP-4) эквивалентен 0,521 барр. продукта 1-440 плюс 0,512 барр.
1-210 и минус 0,033 барр. продукта 1-150. Следовательно, эквивалентность
авиационного топлива марки JP-4 (1-434) записана следующим образом:
1-150 1-210 I-440
1-434 -0,035 0,512 0,521
ПРИМЕР 15-4
Определите эквивалентную величину ДТ сорта I-876ZP, произведенного
из смеси керосина и ДТ. Запланированные характеристики сорта I-876Z
приведены ниже:
Температура застывания = -0,4 °F или -18 °C.
Содержание серы = 0,4% (массовая доля).
Продукт I-876ZP может быть представлен как смесь керосина и ДТ с по-
добранным значением температуры застывания -18 °C. Ограничивающие
параметры качества сорта I-876ZP — это температура застывания. Так как
содержание серы не является ограничивающим значением, то оно не при-
нимается во внимание.
Сорт Нефтепродукт Объем Температура застывания, °C Показатель температуры застывания
1-440 Керосин 0,5768 -45,5 45,68
1-888 ДТ 0,4232 -3 388,70
I-876ZP ДТ 1,0000 -18 190,42
Отсюда, выражаем эквивалент I-876ZP,
1 барр. I-876ZP = 0,5788 барр. керосина + 0,4232 барр. ДТ.
ПРИМЕР 15-5
Определите эквивалент для судового дизельного топлива, марки 1-892,
произведенного из ДТ и мазута. Целевые характеристики сорта 1-892
следующие:
552
Справочник по переработке нефти
Вязкость = 3,0—9,0 сСт (0,3—0,9 х 10“5 м2/с).
Содержание серы = 1,6% (массовая доля).
Содержание углеродного остатка по Конрадсону =2,0 % (массовая доля).
Для того чтобы достичь значения содержания углеродного остатка
по Конрадсону, равного 2,0 %, судовое дизельное топливо сорта 1-892 мо-
жет быть представлено как смесь ДТ и мазута:
Сорт Нефтепродукт Объем Содержание углеродного остатка по Конрадсону, % (масс, доля) Показатель вязкости смеси
1-888 ДТ 0,8582 0 -45
1-961 Мазут 0,1418 13,4 485
1-892 Судовое ДТ 1,0000 1,90 26,3
Мы видим, что индекс вязкости смеси составляет 26,3, что соответствует
вязкости 4,1 сСт (4,1 х 10'6 м2/с), величине, которая укладывается в уста-
новленный диапазон качества. Таким образом, эквивалент сорта 1-892 бу-
дет выражаться:
1 барр. 1-892 = 0,8582 барр. 1-888 + 0,1418 барр. 1-961.
ПРИМЕР 15-6
Определите эквивалент мазута сорта 1-971 (вязкость 380 сСт (38 х 10-5 м2/с),
содержание серы 4 %) в объемах необязательных сортов.
Сорт 1-971 может быть представлен гипотетической смесью мазута со-
рта 1-961 и ДТ сорта 1-888. Значение вязкости сорта 1-971 может быть до-
стигнуто, если мы уберем некоторое количество ДТ из сорта мазута:
Сорт Нефтепродукт Объем Индекс вязкости Содержание серы, масс. %
1-888 ДТ -0,1044 -45 0,97
1-961 Мазут 1,1044 458 3,35
1-971 Мазут 1,0000 511 3,76
Отсюда, выражаем эквивалент 1-971:
1 барр. 1-971 = -0,1044 барр. 1-888 + 1,1044 барр. 1-961.
Оперативно-производственный план
553
ПРИМЕР 15-7
Определите эквивалент асфальта, сорта 1-1138 (индекс вязкости смеси
814), выраженного через объемы нефтепродуктов необязательного сорта.
Асфальт сорта 1-1138 может быть представлен в виде гипотетической
смеси мазута и ДТ. Значение вязкости 1-1138 может быть достигнуто, если
мы уберем некоторое количество ДТ из компонента мазута:
Сорт Нефтепродукт Объем Индекс вязкости Содержание серы, масс. %
1-888 ДТ -0,7287 -45 0,97
1-961 Мазут 1,7287 458 3,35
1-1138 Мазут 1,0000 825 5,34
Отсюда, выражаем эквивалент сорта 1-1138:
1 барр. 1-1138 = -0,7287 барр. 1-888 + 1,7287 барр. 1-961.
ЭКВИВАЛЕНТНОСТЬ СЫРОЙ НЕФТИ
Эквивалентность сырой нефти на НПЗ с несколькими участниками опреде-
ляется с помощью проведения серии тестовых испытаний дистилляционной
установки при постепенном увеличении объемов сырья для ДУ от номиналь-
ных значений мощности до ее максимально допустимой мощности. Объемы
дополнительных выходов нефтепродуктов фиксируются, и их значения ис-
пользуются для перевода увеличенных объемов переработанной нефти в бар-
рель эквивалентных нефтепродуктов необязательного сорта (см. табл. 15-12).
Эквивалентность сырой нефти необходима для предварительного распреде-
ления и не влияет на процесс окончательного распределения.
Таблица 15-12. Порционные выходы нефтепродуктов
необязательных сортов из нефти
Объем переработанной нефти, тыс. барр./сут 1-201 1-210 1-440 1-888 1-961 Потери
200 0,0010 0,1830 0,1000 0,3270 0,3740 0,0170
260 -0,0100 0,1800 0,1000 0,3100 0,4030 0,0170
270 -0,0150 0,2090 0,1000 0,2760 0,4110 0,0190
280 -0,0290 0,2360 0,1000 0,2620 0,4150 0,0160
290 -0,0400 0,2350 0,1000 0,1150 0,5740 0,0160
554
Справочник по переработке нефти
ЭКВИВАЛЕНТНОСТЬ ОСТАТОЧНЫХ НЕФТЕПРОДУКТОВ
Остаточный продукт — это продукт, не отвечающий установленным ка-
чественным характеристикам, произведенный различными установками
во время пуска, остановки или в различных нестандартных ситуациях. Этот
продукт имеет различный, изменяющийся состав характеристик, может быть
вторично переработан на установке атмосферной дистилляции или исполь-
зован в качестве компонента приготовления нефтепродукта. Эквивалент-
ность остаточных продуктов определяется методом имитации разделения,
при котором определяются возможные содержащиеся объемы сжиженного
газа, нафты, керосина, ДТ, мазута, которые возможно получить при прове-
дении повторной переработки некондиционного продукта на атмосферной
установке. Так как состав остаточных продуктов непостоянен, чтобы опреде-
лять эквивалентность нефтепродуктов, их анализ часто обновляют.
Ниже представлен эквивалент типичного остаточного продукта:
1 барр. остаточного продукта = 0,0 барр. 1-150 + 0,10 барр. 1-201 +
+ 0,1 барр. 1-210 + 0,14 барр. 1-397 +
+ 0,19 барр. 1-440 + 0,37 барр. 1-888 +
+0,10 барр. 1-61.
При изменении эквивалентности необязательных сортов также изменя-
ется эквивалентность обязательных сортов. Эквиваленты нефтепродуктов
непостоянны. Они отражают специфику НПЗ. Иногда есть возможность
определить эквиваленты обязательного сорта более чем одним способом.
Приведенные эквиваленты должны быть приемлемы для обоих участни-
ков. Для распределения нефтепродуктов необходимо определить эквива-
ленты каждого нефтепродукта обязательного сорта сырья для производ-
ства нефтепродукта, включая остаточный продукт.
Глава 1 6
Распределение
продукции
Соучредители могут использовать свою долю в собственности НПЗ лю-
бым способом, который они выберут, если это не убыточно для другого
акционера или НПЗ в целом. Поэтому, в любое время, акционеры могут
использовать различные права по переработке сырья и полуфабрикатов,
чтобы произвести широкий ассортимент готовой продукции. Ряд про-
дуктов является общим для акционеров, другие продукты производятся
только одним акционером.. Также постоянно изменяются запасы сырья
и промежуточных продуктов.
В некоторой степени собственность различных продуктов и промежу-
точных запасов может быть определена. Распределение сырья и произ-
водства — это задача, для которой требуется соглашение по переработке.
Данная глава описывает, как это делается. Распределение продуктов для
производственного периода обычно делается в конце этого периода. На-
пример, если производственный период — месяц, скажем, январь, распре-
деление продукции определяет собственность продукта и запасов в конце
31 января. Также распределение продукции требует оперативных данных
в течение целого месяца, которые станут доступны только после 31 января.
Определение собственности продукции и запасов НПЗ на 31 января может
быть доступно только через несколько недель после завершения подсчетов
распределения продукции в течение месяца января.
Распределение продукции может быть выполнено в двух различных
вариантах: предварительное распределение и заключительное распреде-
ление. По существу предварительное распределение использует собранные
данные из всех источников, которые подлежат распределению. Делают-
ся предварительные изменения и перепроверка по разным источникам
входных данных. Предварительное распределение возможно только для
555
556
Справочник по переработке нефти
конкретного сорта или процесса. Окончательное распределение продукции,
производства и материального баланса по продукции акционеров с учетом
коэффициента их участия делается с помощью линейной программы (ЛП).
ВХОДНЫЕ ДАННЫЕ
Требуются входные данные:
1. Разработанный оперативный план каждого акционера на текущий
месяц.
2. Начальные материальные запасы акционера по готовой продукции
и полуфабрикатам. Предварительные и заключительные отчеты
по распределению предыдущего месяца. Конечные материальные
запасы предыдущего месяца становятся начальными материальными
запасами для следующего месяца.
3. Продукция каждого акционера учитывается по: фактической реали-
зации, местным продажам, перекачке по трубопроводу и т. д. — в те-
чение месяца.
4. Нефтеперерабатывающий завод фиксирует материальные запасы
и потребление сырья полуфабрикатов.
5. Фактическая производительность НПЗ по сырью в течение месяца.
6. Эквивалентность для обязательных сортов и полуфабрикатов.
ПРОГНОЗ ИЗМЕНЕНИЙ
Фактическое производство завода в течение месяца для всех видов про-
дукции определяется по балансу в объединенном оперативно-календарном
плане НПЗ (ОКП) (табл. 15-7). Различия между фактическим производ-
ством и ОКП для обязательных сортов продукции и сырья распределяются
между акционерами согласно разработанным методам.
Эти различия между фактическим производством и общим ОКП, на-
званные дельтами, распределены между акционерами таким способом,
что сумма двух разработанных ОКП должна быть равна фактическому
производству для всех обязательных продуктов, сырья и полуфабрикатов.
Это распределение обязательной продукции и полуфабрикатов в виде ко-
эффициентов по акционерам называется расчетом прогноза изменений,
или просто прогноз изменений. Обратите внимание, что эти изменения
делаются только для обязательных сортов, сырья и полуфабрикатов, необя-
зательные сорта не подвержены изменению. Цель состоит в том, чтобы
пересмотреть ОКП акционеров таким образом, чтобы вести производство,
Распределение продукции
557
устанавливать ассортимент, при котором объединенный ОКП равняется
фактическому производству.
ПРАВИЛА ДЛЯ ПРОГНОЗИРОВАНИЯ ИЗМЕНЕНИЙ
Во-первых, определяется причина различия между фактическим произ-
водством НПЗ и объединенным ОКП, анализируется дельта акционеров
согласно следующим правилам.
Обязательные сорта
1. Для сортов, которые производятся только одним акционером в соот-
ветствии с ОКП. Дельта для акционера рассчитывается с учетом ОКП,
как показано в следующем примере. Рассмотрим обязательный для
производства сорт 1-390. Сравнение объединенного ОКП для 1-390 с его
фактическим производством на НПЗ дает дельту 7879 барр. Полная
дельта рассчитана для акционера А, так как акционер Б не запрашивал
производство этого сорта в своем ОКП:
Акционер ОКП, барр. Дельта, барр.
А 55300 7879
Б 0 0
Общее количество 55300 7879
Фактическое прозводство 63179
Дельта 7879
2. Для сорта, который оба акционера планируют производить в своих
ОКП. Дельта рассчитывается в отношении их объемов в ОКП. Однако
если расчет по этому правилу вызывает отрицательную величину за-
пасов акционера на конец периода, дельта должна быть изменена:
Акционер ОКП, барр. Отношения объема по плану Дельта, барр. Запасы на начало Отгрузка, периода, барр. барр. Запасы на конец периода, барр.
А 69185 0,8279 20126 98000 5260 -3429
Б 14384 0,1721 4184 0 3400 21968
Итого 83 569 1,0000 24310 8660 18539
Производство 107879
Дельта 24310
558
Справочник по переработке нефти
В этом случае, разделяя дельту с учетом отношений в плане, получаем
отрицательную величину запасов на конец периода для одного акционера.
Здесь дельта А приравнена расчетной величине (отгрузка минус запасы
на начало минус величина в ОКП), чтобы устранить отрицательную вели-
чину запасов на конец периода, как показано в примере.
Запасы Запасы
на начало на конец
Акционер ОКП, барр. Дельта, барр. Отгрузка, барр. периода, барр. периода, барр.
А 69185 23 555 98000 5260 0
Б 14384 755 0 3400 18539
Итого 83 569 24310 8660 18539
Производство 107879
дельта 24310
3. Объемы производства в ОКП не запланированы, но фактически был про-
изведен продукт. В этом случае дельта рассчитывается из отношения
по сырью.
Акционер ОКП, барр. Отношение по объему нефти Дельта, барр.
А 0 0,7112 3200
Б 0 0,2888 1300
Итого 0 1,0000 4500
Производство 4500
Дельта 4500
4. Объемы производства в ОКП не запланированы, что заставляет при-
своить отрицательный знак для величины производства, что в свою
очередь вызывает повторный расчет смешивания данного сорта про-
дукта. В этом случае дельта распределяется между акционерами в от-
ношении их материальных запасов на начало периода:
Акционер ОКП, барр. Запасы на начало периода Дельта, барр.
А 0 8290 -990
Б 0 4350 -520
Итого 0 12640 -1510
Фактическое производство -1510
Дельта -1510
Распределение продукции
559
Производственные и промежуточные запасы
1. Один акционер планирует увеличение, и фактически это увеличение
близко к плану. В этом случае дельта распределения для планирующего
акционера следующая:
Акционер ОКП, барр. Дельта, барр.
А 25000 2230
Б 0 0
Итого 25000 2230
Производство 27230
Дельта 2230
2. Один акционер планирует увеличение производства, и это увеличение
фактически намного превышает план. В этом случае дельта распреде-
ляется в отношении сырья, потребляемого акционерами:
Акционер ОКП, барр. Отношение по объему нефти Дельта, барр.
А 19000 0,6250 14896
Б 0 0,3750 8937
Итого 19000 1,0000 23 833
Фактическое 42833
производство
Дельта 23 833
3. Один акционер планирует увеличение производства, но оно недоста-
точно по сравнению с планом. В этом случае, дельта распределяется
в отношении плановых показателей ОКП акционеров:
Акционер ОКП, барр. Дельта, барр.
А 40000 -30000
Б 0 0
Итого 40000 -30000
Фактическое производство 10000
Дельта -30000
560
Справочник по переработке нефти
4. Один акционер планирует увеличение, а фактически происходит спад
и производство уменьшается. В этом случае весь спад (не дельта) рас-
пределяется акционеру, который не планировал производство:
Акционер ОКП, барр. Дельта, барр.
А 25 000 -25000
Б 0 -1580
Итого 25 000 -26580
Фактическое производство -1580
Дельта -26580
5. Один акционер планирует увеличение производства, но фактически
был большой спад. В этом случае весь спад (не дельта) распределяется
по отношению материальных запасов акционеров на начало периода:
Акционер ОКП, барр. Отношение запасов на начало Снижение, барр. Дельта, барр.
А 20 000 0,3342 -6528 -26528
Б 0 0,6658 -13005 -13005
Итого 20000 1,0000 -19533 -39533
Фактическое
производство -19533
Дельта -39533
6. Оба акционера планируют увеличение производства, и фактически оно
увеличивается. В этом случае дельта распределяется в отношении ОКП
акционеров следующим образом:
Акционер ОКП, барр. Отношение объемов по плану Дельта, барр.
А 21333 0,3983 -6431
Б 32230 0,6017 -9716
Итого 53 563 1,0000 -16147
Фактическое производство 37416
Дельта -16147
Распределение продукции
561
7. Оба акционера планируют увеличение, но фактически происходит
снижение производства. В этом случае снижение (не дельта) распре-
деляется в соотношении объемов материальных запасов акционеров
на начало периода:
Акционер ОКП. барр. Отношение запасов на начало Снижение, барр. Дельта, барр.
А 20000 0,3341 -8353 -28353
Б 41 000 0,6659 -16647 -57647
Итого 61000 1,0000 -25 000 -86000
Фактическое
производство -25000
Дельта -86000
8. Только один акционер планирует увеличение производства, но фак-
тически происходит небольшое снижение, близкое к плану. В этом
случае дельта распределяется акционеру, который запланировал это
увеличение:
Акционер ОКП, барр. Дельта, барр.
А 0 0
Б -36000 -3610
Итого -36000 -3610
Фактическое производство -39610
Дельта -3610
9. Только один акционер запланировал снижение производства, но фак-
тически было снижение производства намного большее, чем заплани-
ровано. В этом случае дельта распределяется акционерам в отношении
материальных запасов на начало периода следующим образом:
Акционер ОКП, барр. Отношение запасов на начало периода Дельта, барр.
А 0 0,4355 -12126
Б -19480 0,5645 -15 717
Итого -19480 1,0000 -27843
Фактическое производство -47323
Дельта -27843
562
Справочник по переработке нефти
10. Только один акционер планирует снижение производства, и фактиче-
ски произошло снижение намного меньше, чем запрос в плане. В этом
случае дельта распределяется между акционерами в отношения ОКП
следующим образом:
Акционер ОКП, барр. Дельта, барр.
А 0 0
Б -20788 19212
Итого -20 788 19212
Фактическое производство -1576
Дельта 19212
11. В ОКП не был запланирован объем производства, но фактически про-
изошло снижение производства. В этом случае дельта распределяется
между акционерами в отношении материальных запасов на начало
периода следующим образом:
Акционер ОКП, барр. Отношение запасов на начало периода Дельта, барр.
А 0 0,6815 -2418
Б 0 0,3185 -ИЗО
Итого 0 1,0000 -3548
Фактическое производство -3548
Дельта -3548
12. Один акционер планирует увеличение производства, другой в плане
запрашивает снижение; но фактически происходит небольшое уве-
личение. В этом случае распределение в пользу акционера, который
планирует снижение:
Акционер ОКП, барр. Дельта, барр.
А -20000 20000
Б 15000 -10345
Итого -5000 9655
Фактическое производство 4655
Дельта 9655
13. Один акционер планирует увеличение, другой планирует снижение
производства; фактически получается большое увеличение. В этом
случае защищается акционер, который запрашивает в плане снижение
Распределение продукции
563
(дельта 1), затем распределяется оставшаяся дельта (дельта 2) в отно-
шении сырья, используемого акционерами:
Акционер ОКП, барр. Отношение потребляемого сырья Дельта 1, барр. Дельта 2, барр. Дельта итого, барр.
А -6500 0,3971 6500 10 376 16876
Б 9230 0,6029 0 15 754 15 754
Итого 2730 1,0000 6500 26130 32630
Фактическое 35 360
производство
Дельта 32630
14. Один акционер планирует увеличение, другой запрашивает в плане
снижение; фактически имеется небольшое снижение. В этом случае за-
щищается акционер, который запрашивает в плане увеличение, затем
распределяется оставшаяся дельта другому акционеру:
Акционер ОКП, барр. Дельта, барр.
А -21740 18600
Б 15000 -15000
Итого -6740 3600
Фактическое производство -3140
Дельта 3600
15. Один акционер планирует увеличение, другой планирует снижение про-
изводства; фактически происходит большое снижение. В этом случае
защищается акционер, который планирует наращивание (дельта 1),
затем распределяется оставшаяся дельта в отношении материальных
запасов на начало периода:
Акционер ОКП, барр. Отношение запасов на начало периода Дельта 1, барр. Дельта 2, барр. Дельта итого, барр.
А 12681 0,3189 -12681 -7019 -19 700
Б -6730 0,6811 0 -14992 -14992
Итого 5951 1,0000 -12681 -22011 -34692
Фактическое -28741
производство
Дельта -34692
564
Справочник по переработке нефти
16. Только один акционер планирует снижение производства, фактически
наблюдается небольшое увеличение производства. В этом случае уве-
личение производства (не дельта) распределяется акционеру, который
не планировал производство:
Акционер ОКП, барр. Распределение, баррели Дельта, барр.
А 0 1499 1499
Б -27471 0 27471
Итого -27471 1499 28 970
Фактическое производство 1499
Дельта 28 970
17. Только один акционер запланировал снижение производства; фактиче-
ски имеется большое увеличение производства. В этом случае увеличе-
ние (не дельта) распределяется на базе отношения сырья. Используйте
это отношение, чтобы распределить дельту:
Акционер ОКП, барр. Отношение объема сырья Распределение, Дельта, барр. барр.
А 0 0,3972 10777 10 777
Б -29491 0,6028 16356 45 837
Итого Фактическое производство Дельта -29481 27133 56614 1,0000 27133 56614
18. Оба акционера планируют снижение производства; фактически есть
снижение. В этом случае дельта распределяется в отношении ОКП:
Акционер ОКП, барр. Отношение ОКП Дельта, барр.
А -17320 0,4471 4578
Б -21417 0,5529 5662
Итого -38 737 1,0000 10240
Фактическое производство -28497
Дельта 10240
19. Оба акционера планируют снижение производства; фактически есть
увеличение. В этом случае увеличение производства (не дельта) осу-
ществляется в отношении используемого сырья. Используйте это от-
ношение, чтобы распределить дельту:
Распределение продукции
565
Акционер ОКП, барр. Отношение объема сырья Распределение, барр. Дельта, барр.
А -17600 0,6032 12215 29815
Б -10100 0,3968 8035 18135
Итого -27700 1,0000 20250 47950
Фактическое производство 20250
Дельта 47950
20. Нет никаких запланированных объемов производства, но фактически
произошло увеличение производства. В этом случае дельта распределяет-
ся акционерам в отношения использования сырья следующим образом:
Акционер ОКП, барр. Отношение по сырью Дельта, барр.
А 0 0,6032 11530
Б 0 0,3968 7585
Итого 0 1,0000 19115
Фактическое производство 19115
Дельта 19115
Мы видим, что распределение дельты между объемами, запланиро-
ванными в ОКП, и фактическим производством требует значительных
рассуждений. Однако, если сделано неправильное решение и компенсиру-
ются изменения производства обязательных сортов, которые произведены
в определенных объемах, то с другой стороны акционеры могут обменять
произведенную продукцию необязательных сортов на равное количество
баррелей продукции обязательных сортов.
Распределение продукции каталитического риформинга
Распределение риформата с различными октановыми числами с установ-
ки каталитического риформинга производится различными способами.
Фактическое производство каталитического риформата в течение месяца
распределяется в отношении запланированного объема в ОКП акционеров.
Риформат, используемый акционерами при смешении определенных объ-
емов бензина, вычитается из него. Оставшийся риформат распределяется.
Более детальная процедура состоит из следующих операций:
1. Из отчетов НПЗ за каждый месяц определяют общий объем сырья
риформинга и выход для каждого режима производства.
2. Распределяют объемы продукции риформинга в отношении с объема-
ми в ОКП.
566
Справочник по переработке нефти
3. Делают расчет используемого риформата разного качества при сме-
шении бензина в течение месяца каждым акционером. Применяют
это соотношение, чтобы распределить фактический риформат, ис-
пользуемый в смешиваемых сортах бензина.
4. Вычитают используемый риформат из общего объема производства
каждого акционера, чтобы определить его участие.
Следующий пример дает ясно понять процедуру.
ПРИМЕР 16-1
За данный месяц каталитический риформинг выпускал продукцию в тече-
ние 16 дней в объеме 8000 барр. в день и переработал 128 000 барр. сырья
в месяц. Распределение сырья по различным операциям было следующее:
Фракции Сырье, барр. Выход риформата Продукция, барр.
ОЧ 90 48000 0,8200 39000
04 95 80000 0,7700 62000
Итого 108000 101000
1. Распределить полученную продукцию риформинга в отношении ОКП
акционеров следующим образом:
Акционер ОКП, барр. Отношение в ОКП Риформат ОЧ 90, барр. Риформат ОЧ 95, барр.
А 65296 0,7167 27951 44435
Б 25816 0,2833 11049 17565
Итого 91112 1,0000 39000 62000
2. Расчет фактического использования риформата в партиях готовой про-
дукции обоими акционерами представлен в следующей таблице:
Сорт ОЧ 90 акционера А, барр. ОЧ 95 акционера А, барр. ОЧ 90 акционера Б, барр. ОЧ 95 акционера Б, барр.
1-393 0 2500 0 0
1-395 9400 4350 4600 2150
1-397 11500 500 0 0
I-397M 18000 36900 0 0
1-398 4000 0 0 0
Итого 42900 49250 4600 2150
Распределение продукции
567
3. Фактическое использование риформата при смешении бензина в тече-
ние месяца из заводских отчетов следующее. Это распределение между
акционерами в отношении их фактического использования. Риформат
фактически использовался при смешении бензина.
Риформат с ОЧ 90 = 54635 барр., риформат с ОЧ 95 = 47298 барр.
4. Распределение фактического использования риформата на НПЗ про-
изводится в отношении ОЧ 90 и ОЧ 95, используемых при отгрузках
каждого акционера. Распределение оставшейся продукции акционера
осуществляется (производство — использование) следующим образом.
Для риформата с ОЧ 90:
Акционер Отчет по отгрузке, барр. Отношение отгрузки Фактическое использование, барр. Продукция риформинга, барр. Распределение, барр.
А 42900 0,9032 49344 27951 -21393
Б 4600 0,0968 5291 11049 5758
Итого 47500 1,0000 54635 39000 -15 635
Для риформата с ОЧ 95:
Акционер Отчет по отгрузке, барр. Отношение отгрузки фактическое использование, барр. Продукция риформинга. Распределение, барр. барр.
А 49250 0,9582 45 320 44435 -885
Б 2150 0,0418 1978 17565 15587
Итого 51400 1,0000 47298 62000 14702
Прогнозирование компенсационных изменений
Каждый прогнозный расчет изменяет результаты в равных и противопо-
ложных количествах для необязательных сортов в зависимости от экви-
валентности продукта этого сорта. Таким образом, любое производство
обязательного сорта акционером свыше того, что было определено в ОКП
акционера, должно использовать сырье из необязательного сорта.
ПРИМЕР 16-2
Предположим, что по плановому расчету требуется произвести акционеру
А меньшее количество продукта 1-1138 (оптовый асфальт) в объеме 9604
барр., и эквивалентность (технология) производства асфальта следующая:
568
Справочник по переработке нефти
1-1138 = 1,0000.
1-888 = -0,7287.
1-961 = 1,7287,
или один барр. асфальта эквивалентен по качеству 1,7287 барр. продук-
та 1-961 Стопочный мазут) минус 0,7287 барр. продукта 1-888 (дизельное
топливо).
Также асфальт в объеме -9604 барр. (1-1138) будет эквивалентен:
1-961 = 1,7287 х (-9604) - -16602 барр.
1-888 = -0,7287 х (-9604) = 6998 барр.
Таким образом, обязательный сорт 1-1138 (асфальт) при уменьшении
производства на 9604 барр. в обязательном ассортименте увеличивает
расход топочного мазута (1-961) на 16602 барр. и уменьшает расход обя-
зательного сорта — дизельного топлива (1-888) — на 6998 барр. Таким
образом, акционеру А дают компенсацию за потерю 9604 барр. асфальта
16602 барр. продукта 1-961 (топочный мазут) и -6998 барр. продукта 1-888
(дизельное топливо) следующим образом:
Обязательный сорт Прогноз изменения Компенсационные изменения
1-961 I-888 Общие изменения, барр.
1-1138 -9604 -6998 16602 9604
Компенсационные изменения в необязательном сорте равны по вели-
чине, но противоположны по знаку в заменяемых продуктах.
Величина прогноза изменений добавляется алгебраически к необяза-
тельному сорту продукции акционера.
ИЗМЕНЕНИЯ ОБЪЕМА СЫРОЙ НЕФТИ
Фактическое количество сырья, перерабатываемое в течение месяца,
не может быть точно равно ОКП акционеров даже при том, что УК стара-
ется выделять объем сырья как можно ближе к ОКП акционеров.
Любая дельта между фактическим сырьем акционера и его ОКП отра-
жается в прогнозных изменениях. Дельта сырой нефти пересчитывается
в продукты необязательного ассортимента посредством коэффициента
эквивалентности сырой нефти. Эквивалентность сырой нефти — это выход
продуктов необязательных сортов из увеличенного объема сырья. Обычно
это определяется фактическими испытаниями на НПЗ на различных сортах
сырой нефти (табл. 15-12).
Распределение продукции
569
ПРИМЕР 16-3
Фактически переработано сырья на НПЗ в течение месяца на 125 526 барр.
больше, чем запланировано в ОКП акционеров следующим образом:
Поступление нефти ОКП, барр. Фактически, барр. Дельта, барр.
А 6090000 6215 526 125 526
Б 1200000 1200000 0
Всего по НПЗ 7290000 7415 526 125526
Любые изменения в поставках сырья отражаются в производстве необя-
зательных сортов посредством расчета эквивалентности сырой нефти. Здесь
сырая нефть, поступающая на НПЗ в объеме 243 тыс. барр./сут, в соответ-
ствии с табл. 15-12, эквивалентна объему 200—259 тыс. барр./сут.
Таким образом, дополнительная переработка сырой нефти в объеме
125 526 барр. позволит акционеру А произвести следующее количество
продукции необязательных сортов:
1-201 = -126 барр.;
1-210 = 22971 барр.;
1-440 = 12553 барр.;
1-888 = 41047 барр.;
1-961 = 46947 барр.;
потери = 2134 барр.;
итого = 125 526 барр.
РЕГУЛИРОВАНИЕ «ПОТЕРЬ» В ОКП
В процессе обработки на вторичных установках НПЗ (каталитический кре-
кинг, гидрокрекинг и т. д.) запасы могут увеличиться в объеме из-за сниже-
ния плотности, в результате происходит увеличение объема или отрицатель-
ные потери. Может возникнуть ситуация, в которой ОКП одного акционера
показывает увеличение объема (отрицательные потери), в то время как ОКП
другого акционера показывает положительные потери. Если основывать
распределение фактических потерь на скорректированном ОКП, то это
становится нереалистичным, как показано в следующем примере:
Скорректированный ОКП, потери А = -5000.
Скорректированный ОКП, потери Б = 9600.
Итоговые скорректированные потери НПЗ = 4600.
Фактические потери НПЗ = 30000.
Дельта потерь = 25400.
570
Справочник по переработке нефти
Несоответствие дельты потерь в отношении скорректированного ОКП
приводит к следующим результатам:
Дельта А = -27 607 барр.
Дельта Б = 53 007 барр.
Итоговые скорректированные дельты = 25400 барр.
Распределенные потери для А = -32 607 барр.
Распределенные потери для Б - 62 607 барр.
Итоговые потери НПЗ = 30 000 барр.
Это распределение нереалистично. Поэтому, чтобы реально распреде-
лить потери обеих скорректированных ОКП, производство необязатель-
ного сорта каждого акционера уменьшено на 0,6%. Фактические потери
НПЗ в следующем распределении сделаны в отношении пересмотренного
скорректированного ОКП после вычитания 0,6% из объемов производства
необязательных сортов.
Величина 0,6%, которая грубо отражает неучтенные потери НПЗ в про-
цессах нефтепереработки, выбрана, чтобы сделать потери положитель-
ными в обоих скорректированных ОКП или, другими словами, немного
больше, чем объем выгоды в скорректированном ОКП.
СКОРРЕКТИРОВАННЫЙ ОКП
Применяя корректировку (у автора применяется термин Forecaster
changes) изменений, которая рассчитывает компенсационные изменения
и изменения сырья, первоначальный ОКП акционеров был исправлен,
чтобы сделать их объем обязательных сортов, запасы и сырье равными
фактическому объему производства обязательных сортов, запасов и сырья.
Такое исправление ОКП акционеров называется скорректированным ОКП,
или ретро ОКП, которые объединены для того, чтобы скорректировать
план НПЗ.
Обратите внимание, что в скорректированном ОКП НПЗ должно быть:
• Все обязательные сорта и полуфабрикаты равны их фактическим по-
казателям НПЗ.
• Общий объем поступающего сырья в скорректированном ОКП равен
фактическому сырью.
• Дельта между объемом фактического производства и скорректирован-
ным ОКП НПЗ составляет величину необязательных сортов.
• Дельта между фактическим производством и скорректированным
ОКП НПЗ составляет величину потерь.
Распределение продукции
571
Скорректированный ОКП используется для распределения необязатель-
ных сортов продукции и фактических потерь НПЗ.
РАСПРЕДЕЛЕНИЕ НЕОБЯЗАТЕЛЬНЫХ СОРТОВ
Мы видим, что в скорректированном ОКП все дельты (разницы) на обя-
зательные сорта, полуфабрикаты и сырье были устранены. Дельты между
фактическим производством и скорректированным ОКП остаются только
для необязательных сортов и потерь НПЗ (фактические потери НПЗ минус
потери в скорректированном ОКП). В процедуре распределения потери
рассматривают как продукцию необязательных сортов.
Дельты необязательных сортов (фактическое производство минус про-
изводство по скорректированному ОКП) распределяются в соответствии
со следующей процедурой:
1. Скорректированный ОКП акционеров выражает в эквивалентах
необязательных сортов использование продуктовых эквивалентов.
2. Итоговая дельта (фактическое производство минус скорректирован-
ный ОКП) определена для каждого необязательного сорта и потерь.
Сумма этих дельт должна равняться нулю.
3. Затем дельты распределяются между акционерами пропорционально
их соответствующим долям производства того продукта в объеди-
ненном скорректированном ОКП (выраженном в необязательных
сортах).
4. По характеру этого вычисления сумма дельты не будет пропорциональ-
на объемам продукции акционеров, но равна по количеству и противо-
положна по знаку плюс/минус. Сумма таких дельт должна равняться
нулю. Соответственно, дальнейший шаг обязан устранять эти разли-
чия. Это делается обратным распределением, как описано далее.
ОБРАТНОЕ РАСПРЕДЕЛЕНИЕ
5. Абсолютные объемы различий (дельт) всех необязательных сортов
(включая потери) складываются, чтобы получить абсолютный объем
объединенных итоговых дельт (AVCTD*).
6. Отношение абсолютного объема дельты для каждого продукта
и AVCTD умножить на общую сумму дельты, чтобы получить обратное
распределение того продукта для другого акционера. Сумма такого
* Absolute value of combined total deltas (AVCTD) — абсолютный объем объединенных итоговых
дельт (АООИД).
572
Справочник по переработке нефти
обратного распределения для каждого акционера равна и противо-
положна по знаку по отношению к сумме распределений дельты;
соответственно, даный прием устраняет несбалансированность.
7. Итоговое распределение каждого акционера минус сумма скоррек-
тированного ОКП плюс сумма распределений для такого продукта,
рассчитанная на этапах 3 и 4.
Предварительное распределение продукта теперь выполнено.
ПРИМЕР 16-4. Предварительное распределение
Два акционера, А и Б, перерабатывают 250 тыс. барр. нефти в день на НПЗ.
Акционер А использует мощность НПЗ 210 тыс. барр. в день, акционер Б
использует 40 тыс. барр. мощности завода. НПЗ работает как акционер-
ное предприятие в соответствии с давальческим договором Сем. прило-
жение). Полная процедура планирования производства для того, чтобы
производить предварительное распределение продукции, представлена
в табл, с 16-1 по 16-8.
Табл. 16-1 показывает оперативно-календарный план СОКП) акционеров
А и Б в течение текущего месяца. Объединенное производство, составлен-
ное из двух ОКП, формирует общий ОКП НПЗ; табл. 16-2 и 16-3 описыва-
ют процедуры расчета необязательных сортов акционеров в счет потерь
НПЗ. Итоговые потери 0,6% от поступающего сырья. Это используется
для необязательных сортов в пропорции к продукции акционера, как по-
казано в этих табл.
В табл. 16-4 сравнивается фактическое производство каждого обяза-
тельного сорта на НПЗ и полуфабрикаты по процессам в объединенном
ОКП. Дельта между ними — это итоговое изменение-«корректировка».
Итоговое изменение-корректировка распределяется между акционерами
по правилам для распределения обязательных сортов и полуфабрикатов,
которые объяснены ранее. Табл. 16-5 представляет фактические показате-
ли по поступающему сырью на НПЗ, и в объединенном ОКП они распре-
делены между акционерами согласно мощности атмосферной установки,
доступной каждому акционеру.
Табл. 16-6 и 16-7 показывают расчеты прогнозного объема (корректи-
ровка), компенсирующего изменения для каждого акционера. Корректи-
ровка, с помощью которой определяют компенсационные изменения для
обязательных сортов продукции или полуфабрикатов, позволяет делать
пересчеты, преобразуя каждое изменение для необязательного сорта по-
средством эквивалентности изделия, умножая это на -1. Корректировка,
компенсирующая изменения по сырью, также рассчитывается путем
Распределение продукции
573
Таблица 16-1. Оперативно-календарный план НПЗ (барр.)
Продукты Акционер А Акционер Б Итого
1138В 60000 46590 106590
1149В 0 0 0
150 17839 0 17839
201 0 864 864
210 946831 227578 1174409
220 0 0 0
383 0 0 0
390 76800 0 76800
395 0 0 0
397 512647 80716 593363
397Е 0 0 0
398 44100 0 44100
411 0 0 0
419 420000 0 420000
434 240000 0 240000
440 517375 205 589 722964
711 0 0 0
725 0 0 0
800 420000 0 420000
876 300000 0 300000
876ZP 240000 0 240000
888 991519 409686 1401205
892 0 0 0
928 360000 0 360000
961 1074918 219295 1294213
PBFUEL 0 0 0
PCTTR 0 0 0
PDSDSL 0 0 0
PDSL 0 0 0
PFCOO 0 0 0
PFDISO 0 0 0
PKERO 0 0 0
PLCGAS -60000 0 -60000
PLLCN 0 0 0
PLTISO 0 0 0
PMEISO 0 0 0
PMIDSL 0 0 0
PMSR 0 0 0
PPOLY -30000 0 -30000
PP90R -18000 0 -18000
PP95R -60000 0 -60000
PRESID 0 0 0
PSKERO 0 0 0
PSLOPD 0 0 0
PSLOPO 0 0 0
PSMCN 0 0 0
PSWMSR 0 0 0
PUFCHG 0 0 0
PWCN 0 0 0
Продукция 6054029 1190318 7244347
Потери 35971 9682 45 653
Нефть 6090000 1200000 7290000
574
Справочник по переработке нефти
Таблица 16-2. Распределение потерь, акционер А
Необязательные сорта ОКП, барр. Доля, % Расчет потерь, барр. Установлено в ОКП, барр.
1-150 18000 0,4 161 17839
1-201 0 0 0 0
1-210 955350 23,3 8519 946831
1-397 517260 12,6 4613 512647
1-440 522030 12,7 4655 517375
1-888 1000440 24,4 8921 991519
1-961 1084590 26,5 9672 1074918
4097670 100,0 36541 4061129
Примечания:
Итого поступление сырья в течение месяца = 6090000 барр.
Вычитается 0,6% — неучтенные потери = 36540 барр.
Таблица 16-3. Распределение потерь, акционер Б
Необязательные сорта ОКП, барр. Доля, % Расчет потерь, барр. Установлено в ОКП, барр.
1-150 0 0 0 0
1-201 870 0,1 6 864
1-210 229140 19,9 1562 227578
1-397 81270 7,1 554 80 716
1-440 207000 18 1411 205 589
1-888 412500 35,7 2811 409689
1-961 220800 19,2 1505 219295
1151580 100,0 7849 1143731
Примечания:
Поступление сырья для акционера Б = 1308 000 барр.
Вычитается 0,6%— неучтенные потери = 7848 барр.
преобразования необязательных сортов через эквивалентность к сырой
нефти. Однако, в отличие от обязательных сортов, корректировка, делаю-
щая компенсационные изменения к сырью, имеет тот же самый знак, что
и корректировка для сырой нефти.
Табл. 16-8 представляет скорректированный ОКП акционеров (колонки
6 и 11) и общий объединенный ОКП НПЗ (колонка 12). Мы видим, что:
1. Производство обязательного продукта в скорректированном ОКП
акционера, фактически, есть его распределение. Сумма скорректи-
рованного ОКП акционеров для любого обязательного сорта или по-
луфабриката равняется фактическому производству НПЗ для данного
Распределение продукции
575
Таблица 16-4. Прогноз изменений для обязательных
сортов и полуфабрикатов (барр.)
Продукты фактическое производство Объединенный ОКП Итоговый прогноз изменений Прогноз изменений для акционера А Прогноз изменений для акционера Б
Сорта
1138В 85 638 106 590 -20952 -9604 -11348
1149В 25568 0 25568 13 451 12117
150 19553 17839 НС
201 0 864 НС
210 1029704 1174409 НС
220 575 0 575 0 575
383 17686 0 17686 17686 0
390 88039 76800 11239 11239 0
395 104597 0 104597 87671 16926
397 289195 593 363 НС
397Е 3384 0 3384 0 3384
398 67508 44100 23408 23408 0
411 100 0 100 100 0
419 220278 420000 -199722 -199 722 0
434 309908 240000 69908 69908 0
440 944758 722964 НС
711 -28374 0 -28374 0 -28374
725 100 752 0 100 752 100 752 0
800 378169 420 000 -41831 -41831 0
876 -130 601 300000 -430 601 -430 601 0
876ZP 232 098 240000 -7902 -7902 0
888 2002599 1401 205 НС
892 -66 0 -66 -38 -28
928 403 652 360 000 43 652 43652 0
961 1345430 1294213 НС
Полуфабрикаты
PBFUEL -1301 0 -1301 -657 -644
PCTTR -8731 0 -8731 -7294 -1437
PDDSL 1470 0 1470 1232 238
PDSL 33 564 0 33564 28133 5431
PFCOO -25 764 0 -25 764 -17798 -7966
PFDISO -196533 0 -196 533 -188993 -7540
PKERO -19637 0 -19637 -14004 -5633
PLCGAS -18227 -60000 41773 41773 0
PLLCN 2674 0 2674 2241 433
PLTISO 10 800 0 10800 9052 1748
PMEISO 35309 0 35309 29595 5714
PMIDSL -26688 0 -26688 -20269 -5419
PMSR 19029 0 19029 15950 3079
PPOLY 3652 -30 000 33 652 30 000 3652
PP90R 1363 -18000 19363 18000 1363
PP95R 36857 -60 000 96857 90 893 5964
PRESID 793 0 793 665 128
PSKERO 13473 0 13473 11293 2180
PSLOPD -4861 0 -4861 -4045 -816
PSLOPO -4719 0 -4719 -3874 -845
PSMCN 9387 0 9387 7867 1520
PSWMSR 8909 0 8909 7467 1442
PUFCHG -3099 0 -3099 -2590 -509
PWCN -547 0 -547 -451 -96
Итого 7377323 7244347 -292859 -287645 -5761
Потери 38204 45650
Нефть 7415526 7290000 125 526 125 526 0
Примечание: НС = необязательный сорт.
576
Справочник по переработке нефти
сорта. Таким образом, в скорректированном ОКП фактическое произ-
водство завода для всех обязательных сортов и полуфабрикатов было
разбито или «распределено» между акционерами.
2. Дельта между фактическим производством НПЗ и итоговым скоррек-
тированным ОКП (колонка 12) остается только для необязательных
сортов и потерь.
Табл. 16-9 показывает скорректированный ОКП акционеров, преобра-
зованный с помощью эквивалентов для необязательных сортов. Это ис-
пользуется для того, чтобы распределить необязательные сорта и потери
(потери рассматриваются как необязательные сорта).
Табл. 16-10 показывает распределение дельты необязательных сортов
акционеров как процедуру, описанную ранее. Табл. 16-11 показывает
предварительное распределение продукции, в котором фактическое произ-
водство обязательных и необязательных сортов на НПЗ было распределено
между акционерами А и Б.
ИТОГОВОЕ РАСПРЕДЕЛЕНИЕ
В предварительном распределении расчет необязательных сортов неэф-
фективен, потому что он базируется на ОКП акционеров. ОКП конкретного
акционера рассчитывается на основе модели ЛП НПЗ, которая учитывает
его долю в процессе переработки продукции. ОКП готовится перед нача-
лом планового периода. В этот период в начале месяца точно не известна
доля распределения мощности установок НПЗ между акционерами. Также
неизвестны средние цены на продукцию необязательных сортов, произ-
водящихся в течение месяца, с помощью модели ЛП. Акционеры могут
использовать приблизительные данные относительно мощности техноло-
гических установок, доступных им, и цены на продукцию необязательных
сортов в модели ЛП НПЗ. В результате получается, что оптимизация произ-
водства необязательных сортов не использует те же самые базовые данные
в модели ЛП этих двух акционеров.
Таблица 16-5. Изменения сырья (барр.)
Фактическое количество Прогноз Прогноз Объединенный изменений для изменений для ОКП Дельта акционера А акционера Б
Поступление 7 415 526 нефти 729000 125526 125536 0
Распределение продукции
577
Таблица 16-6. Прогноз компенсационных изменений для акционера А (барр.)
Сорт Прогноз изменений Прогноз компенсаций
1-150 1-201 1-210 1-397 1-440 1-888 1-961 Потери Изменения
1138В -9604 0 0 0 0 0 -6998 16602 9604
1149В 13451 0 0 0 0 0 9802 -23253 -13451
150 201 210
220 0 0 0 0 0 0 0 0 0
383 17686 478 -14738 0 -3426 0 0 0 -17686
390 11239 76 -5106 0 -6210 0 0 0 -11239
395 87671 -1043 -16079 0 -70 549 0 0 0 -87671
397
397Е 0 0 0 0 0 0 0 0 0
398 23408 7 -506 0 -22909 0 0 0 -23408
411 100 0 0 0 0 -100 0 0 -100
419 -199 722 0 0 0 0 199 722 0 0 199722
434 69908 2447 0 -36562 0 -35 793 0 0 -69908
440
711 0 0 0 0 0 0 0 0 0
725 100752 0 0 0 0 0 -34941 -65 811 -100752
800 -41831 0 0 0 0 -23764 65 595 0 4183
876 -430601 0 0 0 0 63 643 366958 0 430 601
876ZP -7902 0 0 0 0 4558 3344 0 7902
888
892 -38 0 0 0 0 0 28 10 38
928 43 652 0 0 0 0 0 891 -44543 -43652
961
Полуфабрикаты PBFUEL -657 0 0 0 0 0 0 657 657
PCTTR -7294 0 0 0 0 0 4696 2598 7294
PDDSL 1232 0 0 0 0 0 -1232 0 -1232
PDSL 28133 0 0 0 0 0 -28133 0 -28133
PFCOO -17798 0 0 0 0 0 4800 12 998 17798
PFDISO -188 993 0 0 0 0 0 45472 143521 188993
PKERO -14004 0 0 0 0 14004 0 0 14004
PLCGAS 41773 313 -1366 0 -40 720 0 0 0 -41773
PLLCN 2241 17 -73 0 -2185 0 0 0 -2241
PLTISO 9052 0 0 0 0 0 -9052 0 -9052
PMEISO 29595 0 0 0 0 0 -9944 -19651 -29595
PMIDSL -20269 0 0 0 0 -9224 29493 0 20269
PMSR 15950 1818 7481 -25 249 0 0 0 0 -15950
PPOLY 30 000 462 3228 0 -33690 0 0 0 -30000
PP90R 18000 409 473 0 -18882 0 0 0 -18000
PP95R 90893 1872 14679 0 -1074450 0 0 -90 893
PRESID 665 0 0 0 0 0 -147 -518 -665
PSKERO 11293 0 0 0 0 -11293 0 0 -11293
PSLOPD -4045 0 405 405 566 769 1497 405 4045
PSLOPO -3874 0 387 387 542 736 1433 387 3874
PSMCN 7867 1370 -2851 0 -6386 0 0 0 -7867
PSWMSR 7467 851 3502 -11820 0 0 0 0 -7467
PUFCHG -2590 -295 -1215 4100 0 0 0 0 2590
PWCN -451 -79 163 0 366 0 0 0 451
Итого -287645 8704 -11615 -68739 -310927203257 443 561 23404 287645
Нефть 125 526 0 -1255 22 595 0 12553 38913 50587 2134 125 526
578
Справочник по переработке нефти
Таблица 16-7. Прогноз компенсационных изменений для акционера Б (барр.)
Сорт Прогноз изменений Прогноз компенсаций
1-150 1-201 1-210 1-397 1-440 1-888 1-961 Потери Изменения
1138В -11348 0 0 0 0 0 -8269 19617 11348
1149В 12117 0 0 0 0 0 8830 -20 947 -12117
150 201 210 220 575 0 -575 0 0 0 0 0 -575
383 0 0 0 0 0 0 0 0 0
390 0 0 0 0 0 0 0 0
395 16926 -201 -3104 0 -13 620 0 0 0 -16926
397 397Е 3384 0 0 0 -3384 0 0 0 -3384
398 0 0 0 0 0 0 0 0 0
411 0 0 0 0 0 0 0 0 0
419 0 0 0 0 0 0 0 0 0
434 0 0 0 0 0 0 0 0 0
440 711 -28374 0 0 0 0 0 7094 21281 28 374
725 0 0 0 0 0 0 0 0 0
800 0 0 0 0 0 0 0 0 0
876 0 0 0 0 0 0 0 0 0
876ZP 0 0 0 0 0 0 0 0 0
888 892 -28 0 0 0 0 0 20 8 28
928 0 0 0 0 0 0 0 0 0
961 Полуфабрикаты PBFUEL -644 0 0 0 0 0 0 644 644
PCTTR -1437 0 0 0 0 0 925 512 1437
PDDSL 238 0 0 0 0 0 -238 0 -238
PDSL 5431 0 0 0 0 0 -5431 0 -5431
PFCOO -7966 0 0 0 0 0 2148 5818 7966
PFDISO -7540 0 0 0 0 0 1814 5726 7540
PKERO -5633 0 0 0 0 5633 0 0 5633
PLCGAS 0 0 0 0 0 0 0 0 0
PLLCN 433 3 -14 0 -422 0 0 0 -433
PLTISO 1748 0 0 0 0 0 -1748 0 -1748
PMEISO 5714 0 0 0 0 0 -1920 -3794 -5714
PMIDSL -6419 0 0 0 0 -2921 9340 0 6419
PMSR 3079 351 1444 -4874 0 0 0 0 -3079
PPOLY 3652 56 393 0 -4101 0 0 0 -3652
PP90R 1363 31 36 0 -1430 0 0 0 -1363
PP95R 5964 123 963 0 -7050 0 0 0 -5964
PRESID 128 0 0 0 0 0 -28 -100 -128
PSKERO 2180 0 0 0 0 -2180 0 0 -2180
PSLOPD -816 0 82 82 114 155 302 82 816
PSLOPO -845 0 85 85 118 161 313 85 845
PSMCN 1520 265 -551 0 -1234 0 0 0 -1520
PSWMSR 1442 164 676 -2283 0 0 0 0 -1442
PUFCHG -509 -58 -239 806 0 0 0 0 509
PWCN -96 -17 35 0 78 0 0 0 96
Итого -5761 717 -770 -6185 -30931 847 13152 28 930 5761
Нефть 0 0 0 0 0 0 0 0 0
Таблица 16-8. Скорректированный ОКП (барр.)
Компенса- Скорректи- Компенса- Скорректи- Скорректи-
Прогноз ционный Нефть рованный Прогноз ционный Нефть рованный рованный Фактическое
Сорт ОКП А А план А А план А ОКП Б Б план Б Б план Б итого производство Дельта
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14)
1138В 60000 -9604 50396 46590 -11348 35 242 85638 85638 0
1149В 0 13451 13451 0 12117 12117 25568 25568 0
150 17839 8704 0 26 543 0 717 0 717 27260 19553 -7707
201 0 -11615 -1255 -12 870 864 -770 0 94 -12 776 0 12 776
210 946831 -68739 22 595 900687 227578 -6185 0 221393 1122080 1029704 -92376
220 0 0 0 0 575 575 575 575 0
383 0 17686 17686 0 0 0 17686 17686 0
390 76800 11239 88039 0 0 0 88039 88039 0
395 0 87671 87671 0 16926 16926 104597 104597 0
397 512647 -310927 0 201720 80716 -30931 0 49785 251505 289195 37690
397Е 0 0 0 0 3384 3384 3384 3384 0
398 44100 23408 67508 0 0 0 67508 67508 0
411 0 100 100 0 0 0 100 100 0
419 420 000 -199722 220278 0 0 0 220 278 220278 0
434 240000 69908 309908 0 0 0 309908 309908 0
440 517375 203257 12 553 733184 205 589 847 0 206436 939621 944758 5137
711 0 0 0 0 -28374 -28374 -28374 -28374 0
725 0 100752 100752 0 0 0 100752 100752 0
800 420000 -41831 378169 0 0 0 378169 378169 0
876 300000 -430601 -130601 0 0 0 -130601 -130601 0
876ZP 240000 -7902 232098 0 0 0 232 098 232098 0
888 991519 443561 38913 1473 993 409686 13152 0 422 838 1896831 2002599 105768
892 0 -38 -38 0 -28 -28 -66 -66 0
928 360000 43 652 403652 0 0 0 403652 403652 0
961 1074918 23401 50587 1148909 219295 28930 0 248225 1397134 1345430 -51704
PBFUEL 0 -657 -657 0 -644 -644 -1301 -1301 0
Распределение продукции 579
Таблица 16-8. (продолжение)
Сорт ОКП А Прогноз А Компенса- ционный план А Нефть Скор. Прогноз Б Компенса- ционный план Б Нефть Б Скор, план Б Скор. ИТОГО Фактическое производство Дельта
А план А ОКП Б
(D (2) (3) (4) (5) (6) (7) (8) (9) (Ю) (11) (12) (13) (14)
PCTTR 0 -7294 -7294 0 -1437 -1437 -8731 -8731 0
PDDSL 0 1232 1232 0 238 238 1470 1470 0
PDSL 0 28133 28133 0 5431 5431 33 564 33 564 0
PFCOO 0 -17798 -17798 0 -7966 -7966 -25 764 -25 764 0
PFDISO 0 -188993 -188993 0 -7540 -7540 -196 533 -196 533 0
PKERO 0 -14004 -14004 0 -5633 -5633 -19637 -19637 0
PLCGAS -600 000 41773 -18227 0 0 0 -18227 -18227 0
PLLCN 0 2241 2241 0 433 433 2674 2674 0
PLTISO 0 9052 9052 0 1748 1748 10 800 10 800 0
PMEISO 0 29595 29595 0 5714 5714 35 309 35 309 0
PMIDSL 0 -20 269 -20 269 0 -6419 -6419 -26 688 -26688 0
PMSR 0 15950 15 950 0 3079 3079 19029 19029 0
PPOLY -30 000 30000 0 0 3652 3652 3652 3652 0
PP90R -18000 18000 0 0 1363 1363 1363 1363 0
PP95R -60 000 90 893 30 893 0 5964 5964 36 857 36 857 0
PRESID 0 665 665 0 128 128 793 793 0
PSKERO 0 11293 11293 0 2180 2180 13473 13473 0
PSLOPD 0 -4045 -4045 0 -816 -816 -4861 -4861 0
PSLOPO 0 -3874 -3874 0 -845 -845 -4719 -4719 0
PSMCN 0 7867 7867 0 1520 1520 9387 9387 0
PSWMSR 0 7467 7467 0 1442 1442 8909 8909 0
PUFCHG 0 -2590 -2590 0 -509 -509 -3099 -3099 0
PWCN 0 -451 -451 0 -96 -96 -547 -547 0
Потери 35971 2133,9 38104,94 9682 9682 47786,94 38204 -9582,9
Нефть 6090 000 125526 6215 526 1200 000 0 1200 000 7415 526 7415526 0
Итого 6 054029 -287645 287645 -5761 5761 0 0
Примечание. Колонки 4 и 9 — прогнозные компенсационные изменения для необязательных сортов.
580 Справочник по переработке нефти
Распределение продукции
581
Итоговое распределение рекомендуется делать в конце месяца. Тогда
ежемесячная средняя мощность каждой перерабатывающей установки,
доступная акционерам, точно известна. Также известна по публикациям
средняя цена за месяц для необязательных сортов. Поэтому можно точно
смоделировать мощности установок НПЗ, используемые каждым акцио-
нером. Обе модели могут включать среднюю величину цены — «средняя»
из Platt's или из других источников, дающих информацию по ценам на про-
дукцию, преобладающую в течение месяца. Увеличение или снижение
поступающего сырья, производство обязательных сортов и объем полу-
фабрикатов введены в модель ЛП для предварительного распределения
между акционерами.
Процесс итогового распределения конечной продукции име-
ет две основные части: расчет по модели ЛП и собственно процедура
перераспределения.
РАСПРЕДЕЛЕНИЕ ПО МОДЕЛИ ЛП
Распределение по модели ЛП — самая важная часть процедуры распре-
деления. Готовятся две модели ЛП НПЗ, даются рекомендации по распре-
делению долей акционеров А и Б в течение месяца. Например, если объ-
единенный НПЗ имел доступную мощность по переработке сырой нефти
2 000 00 барр./сут и доли этих двух участников 60 и 40 %, то А будет иметь
120000 барр./сут и Б будет иметь мощность по сырой нефти 80 000 барр./
сут. Мощность установок будет подробно рассмотрена в следующих разде-
лах. Мощности установок, используемых в модели ЛП,— это максималь-
ные мощности установок в течение месяца (не фактически используемые
мощности, которые могли быть меньше, чем это достигнуто для некоторых
установок). Все доли выхода продукции с установки, свойства потока, сме-
шение и качественные характеристики продукции точно смоделированы
согласно фактическим данным НПЗ в течение месяца.
МОЩНОСТЬ ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКИ
Данные относительно мощности установок, учитывающие ежедневную
работу в течение месяца, определены для каждой установки НПЗ, и сред-
няя мощность установки определяется в конце месяца (табл. 16-12). Эти
мощности для каждой установки разделены в отношении долей мощностей
для всего НПЗ, чтобы моделировать возможности акционеров А и Б.
582
Справочник по переработке нефти
Таблица 16-9. Скорректированный ОКП для необязательных сортов
Необязательные сорта А Б Итого
барр. % барр. %
1-150 11460 100,00 0 0,00 11460
1-201 46017 98,16 864 1,84 46881
1-210 1094946 82,79 227578 17,21 1322524
1-397 416254 83,76 80 716 16,24 496970
1-440 1016978 83,18 205589 16,82 1222567
1-888 1995196 84,15 375 736 15,85 2370 932
1-961 1596571 84,19 299835 15,81 1896406
Потери 38105 79,74 9682 20,26 47787
Итого 6215 526 83,82 1200000 16,18 7415526
Сырье и продукция
1. Сырье, поступающее в переработку, в модели ЛП рассчитывается
в виде скорректированного ОКП акционера.
2. Обязательные сорта, которые будут произведены, предварительно
распределяются в модели ЛП. Отрицательное производство любого
обязательного сорта не вводится в модель ЛП, и нужно позаботиться
об изменении прогнозного объема в программе распределения.
3. Отрицательное распределение полуфабрикатов в предварительном
распределении отражается как снижение, а положительное распре-
деление отражено как увеличение в модели ЛП.
4. Распределение остаточных фракций (снижение или увеличение)
не смоделировано в ЛП. Это отражено как корректировка в итоговом
распределении.
ЦЕНЫ НА ПРОДУКЦИЮ
Цены на продукцию, которые вводятся в модель ЛП,—согласованные цены
на необязательные сорта (табл. 16-13). Обычно они определяются как сред-
няя величина по справочнику Platt's в течение рассматриваемого месяца.
Местоположение акционерного НПЗ определяет, какие рыночные цены
должны использоваться. Точно так же цены на энергию, топливо и по-
добные ресурсы для НПЗ основываются на ценах Platt's, опубликованных
Таблица 16-10. Распределение разницы по необязательным сортам (барр.)
Продукты Итоговая дельта (1) НС акционера Итого (4) % А (5) % Б (6) Первый шаг Обратные величины Сумма разницы распределения
А (2) Б (3) Дельта А (7) Дельта Б (8) А (9) Б (10) Итого дельта А (11) Итого дельта Б (12)
1-150 -7707 11460 0 11460 1,0000 0,0000 -7707 0 -48 49 -7756 49
1-201 12776 46017 864 46881 0,9816 0,0184 12540 235 -80 80 12460 316
1-210 -92376 1094946 227578 1322524 0,8279 0,1721 -76480 -15 896 -581 581 -77061 -15315
1-397 37690 416254 80 716 496970 0,8376 0,1624 31568 6121 -237 237 31331 6359
1-440 5137 1016978 205589 1222567 0,8318 0,1682 4273 864 -32 32 4241 896
1-888 105 768 1995196 375 736 2370 932 0,8415 0,1585 89007 16762 -666 666 88341 17427
1-961 -51704 1596571 299835 1896406 0,8419 0,1581 -43529 -8175 -325 325 -43 855 -7849
Потери -9583 38105 9682 47787 0,7974 0,2026 -7641 -1942 -60 60 -7702 -1881
Итого 0 2031 -2031 -2031 2031 0 0
Примечания:
Колонка 1. Разница необязательных сортов между фактическим производством и объединенным скорректированным ОКП.
Колонки 2 и 3. Скорректированный ОКП акционеров А и Б, выражающий объемы необязательных сортов.
Колонки 7 и 8. Итоговая разница (дельта) колонки 1, разделенная в отношении необязательных сортов скорректированного ОКП.
АОИД. Сумма абсолютных объемов объединенных итоговых дельт в колонке 1, равная 322740.
Колонки 9 и 10. Обратные величины распределений дельта для того, чтобы суммы разницы А и Б были равны нулю.
Колонка 11 = колонка 7 + колонка 9.
Распределение продукции 583
584
Справочник по переработке нефти
Таблица 16-11. Предварительное распределение продукции (барр.)
Продукты Скорректированный план Дельта НС Распределе ние
А Б Фактическое производство
А Б А Б
1138В 50396 35242 50396 35 242 85 638
1149В 13451 12117 13451 12117 25 568
150 26543 717 -7756 49 18787 766 19553
201 -12870 94 12460 316 -410 410 0
210 900 687 221393 -77061 -15 315 823 626 206079 1029704
220 0 575 0 575 575
383 17686 0 17686 0 17686
390 88039 0 88039 0 88039
395 87671 16926 87671 16926 104597
397 201720 49 785 31331 6359 233051 56144 289195
397Е 0 3384 0 3384 3384
398 67508 0 67508 0 67508
411 100 0 100 0 100
419 220278 0 220278 0 220278
434 309908 0 309908 0 309908
440 733184 206436 4241 896 737425 207333 944758
711 0 -28374 0 -28374 -28374
725 100752 0 100752 0 100 752
800 378169 0 378169 0 378169
876 -130601 0 -130 601 0 -130601
876ZP 232098 0 232098 0 232098
888 1473 993 422 838 88341 17427 1562334 440265 2002 599
892 -38 -28 -38 -28 -66
928 403 652 0 403 652 0 403 652
961 1148909 248225 -43 855 -7849 1105 054 240376 1345430
PBFUEL -657 -644 -657 -644 -1301
PCTTR -7294 -1437 -7294 -1437 -8731
PDSDSL 1232 238 1232 238 1470
PDSL 28133 5431 28133 5431 33 564
PFCOO -17798 -7966 -17798 -7966 -25 764
PFDISO -188993 -7540 -188993 -7540 -196533
PKERO -14004 -5633 -14004 -5633 -19637
PLCGAS -18227 0 -18227 0 -18227
PLLCN 2241 433 2241 433 2674
PLTISO 9052 1748 9052 1748 10800
PMEISO 29595 5714 29595 5714 35309
PMIDSL -20269 -6419 -20269 -6419 -26688
PMSR 15 950 3079 15 950 3079 19029
PPOLY 0 3652 0 3652 3652
PP90R 0 1363 0 1363 1363
PP95R 30893 5964 30893 5964 36857
PRESID 665 128 665 128 793
PSKERO 11293 2180 11293 2180 13473
PSLOPD -4045 -816 -4045 -816 -4861
PSLOPO -3874 -845 -3874 -845 -4719
PSMCN 7867 1520 7867 1520 9387
PSWMSR 7467 1442 7467 1442 8909
PUFCHG -2590 -509 -2590 -509 -3099
PWCN -451 -96 -451 -96 -547
Потери 38105 9682 -7702 -1881 30403 7801 38204
Итого 6215 526 1200001 7415527
Нефть 6215 526 1200000 6215 526 1200000 7415 526
Таблица 16-12. Расчет возможной мощности установок для распределения по модели ЛП
Технологические установки (сут) Номи- нальная мощность Возможная мощность установки в течение месяца, тыс. барр./сут
(1) (2) (3) (4) (5) (6) (7) (8) О) (Ю) (11) (12) (13) (14) (15)
АТ-1 20 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22
АТ-2 20 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22
АТ-3 64 69 69 69 69 69 69 69 69 69 69 69 69 69 69 69
АТ-4 93 104 104 104 104 104 104 104 104 104 104 104 104 104 104 104
АТ-5 46 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50
Итого по АТ 243 267 267 267 267 267 267 267 267 267 267 267 267 267 267 267
Вакуумная установка 1 9,6 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1
Вакуумная установка 5 20 33 33 33 33 33 33 33 33 33 33 33 33 33 33 33
Вакуумная установка 6 52,63 67 67 67 50 50 50 50 50 67 67 67 67 67 67 67
Итого по вакуумным установкам 82,23 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1
Гидроочистка ДТ 20 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22
Гидрокрекинг 50 52 52 52 42 42 42 42 52 47 52 52 52 52 52 52
Висбрейкинг 20 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22
Каталитический крекинг 39 45 45 45 45 45 0 0 0 0 0 0 45 45 45 45
Каталитический риформинг 18 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4
Очистка керосина 42 42 42 42 42 42 42 42 42 42 42 42 42 42 42 42
Производство серы 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165
Производство водорода 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 ИД 11,1 11,1 11,1 11,1 11,1 11,1
Распределение продукции 585
Таблица 16-12. (продолжение)
Технологические установки (сут) Номина- льная мощность Возможная мощность установки в течение месяца, тыс. барр./сут
(16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) Средняя
АТ-1 20 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22,0
АТ-2 20 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22,0
АТ-3 64 69 69 69 69 69 69 69 69 69 69 69 69 69 69 69 69,0
АТ-4 93 104 104 104 104 104 104 104 104 104 104 104 0 0 0 0 90,1
АТ-5 46 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50,0
Итого по АТ 243 267 267 267 267 267 267 267 267 267 267 267 163 163 163 163 253,1
Вакуумная установка 1 9,6 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1 9,1
Вакуумная установка 5 20 33 33 33 33 33 33 33 33 33 33 33 33 33 33 33 33,0
Вакуумная установка 6 52,63 67 67 67 67 67 67 67 67 67 67 67 67 67 67 67 64,2
Итого по ВТ 82,23 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1 109,1
Гидроочистка ДТ 20 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22,0
Гидрокрекинг 50 52 52 52 52 52 52 52 52 52 52 52 52 52 52 52 50,5
Висбрейкинг 20 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22 22,0
Каталитический крекинг 39 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 36,0
Каталитический риформинг 18 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4 15,4
Очистка керосина 42 42 42 42 42 42 42 42 42 42 42 42 42 42 42 42 42,0
Производство серы 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,165 0,2
Производство водорода ИД 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1 11,1
Примечания. Мощность установки по производству серы представлена в тысячах тонн в день; мощность установки по производству водорода
представлена в тысячах куб. футов водорода в день; все другие мощности в тыс. барр. в день; мощность, которая используется в модели ЛП, является
средней из возможной мощности за месяц.
586 Справочник по переработке нефти
Распределение продукции
587
Таблица 16-13. Расчет цен в ЛП (пример)
Дни АЦ СПГ долл./т АЦ Нафта долл./т АЦ Керосин долл./барр. АЦ ДТ долп./ барр. АЦ Топочный мазут долл./мес СРЦ Нафта долл./т СРЦ Премиум ДОЛЛ./Т бензина
1 111,50 120,50 13,90 13,20 47,00 112,00 171,00
2
3 111,50 112,00 13,80 13,00 46,50 112,00 168,00
4 111,50 106,50 13,80 13,00 46,50 105,00 160,00
5 111,50 105,50 13,80 12,40 46,00 106,00 158,00
6 111,50 105,50 13,35 12,40 45,00 106,00 155,00
7
8 111,50 105,50 13,35 12,40 45,00 104,00 150,50
9
10 111,50 105,50 13,35 12,40 44,00 103,50 150,00
11 111,50 105,50 13,35 11,95 43,00 103,50 150,00
12 111,50 105,50 13,35 11,95 43,00 103,50 150,00
13 111,50 105,50 13,35 11,95 42,00 103,50 150,00
14
15
16 111,50 105,50 13,35 11,95 42,00 103,50 150,00
17 101,00 105,50 12,35 11,95 42,00 103,50 150,50
18 101,00 107,00 12,25 11,95 42,00 102,00 150,50
19 101,00 107,00 12,25 11,95 42,00 102,00 150,50
20 101,00 106,50 12,25 11,85 42,00 100,50 150,50
21
22
23 101,00 105,50 12,25 11,75 42,00 100,50 150,50
24 101,00 100,50 12,15 11,65 42,50 100,50 147,00
25 101,00 100,50 12,05 11,35 42,50 100,50 146,00
26 101,00 95,50 12,05 11,25 42,50 100,50 143,50
27 101,00 93,50 12,05 11,25 42,50 100,50 143,00
28
29
30 101,00 92,50 12,05 11,25 43,00 95,50 140,50
31 Среднее в месяц 106,50 104,62 12,88 12,04 43,48 103,26 151,67
Примечания:
АЦ = цена продукта из аравийской нефти (средняя из Platt's).
СРЦ = средиземноморские рыночные цены (средняя из Platt's).
Цена на бензин рыночная — рассчитанная следующим образом в случае отсутствия установ-
ленных цен на бензин.
Средняя (средняя из Platt's) для бензина марки премиум = 151,69 долл./т.
Средняя (средняя из Platt's) для нафты (прямогонного бензина) = 103,26 долл./т.
Отношение средняя цена бензина/средняя цена керосина = 1,4690 для бензина АЦ =
103,26 х 1,4690 = 151,69 долл./т.
588
Справочник по переработке нефти
в течение месяца. Модели ЛП оптимизируют производство продукции
необязательных сортов, основываясь на их ценах, заложенных в двух мо-
делях ЛП.
ПЕРВИЧНАЯ ВХОДНАЯ ИНФОРМАЦИЯ ДЛЯ МОДЕЛИ ЛП
1. Цены на продукцию необязательных сортов.
2. Максимально возможная мощность установок в течение месяца.
3. Фактическое поступающее сырье для каждого акционера.
4. Ограничения на объем выпуска обязательных сортов согласно пред-
варительному распределению каждого акционера (отрицательные
распределения обязательных сортов и положительные или отрица-
тельные остатки не заложены в модель ЛП).
5. Увеличение и снижение выпуска промежуточных продуктов как ин-
формация для предварительного распределения.
АНАЛИЗ РЕЗУЛЬТАТОВ РАСЧЕТА МОДЕЛИ ЛП
Запускается расчет по двум моделям ЛП, и результаты анализируются
по следующим пунктам:
1. Решение должно быть оптимальным и корректным.
2. Должна проводиться проверка данных для того, чтобы гарантировать
правильность ввода в модель ЛП информации о поступающем сырье,
обязательных сортах и полуфабрикатах согласно предварительному
распределению.
3. Использование ключевых установок (первичная переработка, ката-
литический крекинг, гидрокрекинг и другие вторичные установки)
должно быть близко к максимуму или к фактической загрузке НПЗ
в течение месяца. Если какая-либо ключевая перерабатывающая
установка не используется по максимальной мощности, такая при-
чина должна быть проанализирована.
4. Смешение продукции в модели ЛП должно быть проанализировано
таким образом, чтобы гарантировать, что нет неправильных направ-
лений полуфабрикатов в продукты, полуфабрикаты не направляются
в топочный мазут. Например:
• Если установка каталитического крекинга имеет полную загрузку
в модели ЛП для одного акционера и имеет недогрузку для дру-
гого, то должна быть сделана корректировка с целью увеличения
Распределение продукции
589
или снижения загрузки процесса гидроочистки (подающей сырье
на каталитический крекинг), в попытке заставить каталитический
крекинг работать на полную мощность в обеих моделях ЛП или
в том же самом соотношении от их использования.
• Если ценовое различие между керосином и бензином такое, что
каталитический риформинг перерабатывает нереально высокие
количества, следует ограничить мощность установки с тем, чтобы
это совпадало с фактическим объемом за месяц.
• Время от времени может возникнуть расчет, где нет никакого про-
изводства необязательного сорта, обычно бензина. Если при кор-
ректировке запасов изменения не исправляют ситуацию, тогда
необязательный сорт должен быть заменен.
• Баланс производства водорода, заложенный в информацию по мо-
дели ЛП, иногда неточен. Если водород, потребляемый установкой
типа очистка от серы или гидрокрекинга, ограничен поставкой
водорода, проверьте, реально ли это ограничение, или увеличьте
производительность водородной установки (скажем, на 10%), что-
бы позволить перерабатывающей установке работать на полную
мощность.
Другие способы проверки несоответствий:
• Правильны ли регламенты производства продукции?
• Какие регламенты ограничивают производство? Действительно ли
они логичны? Например, если температура вспышки — единствен-
ное ограничение для дизельного топлива, то она может проявиться
во многих местах.
• Способ производства, выбранный моделью ЛП, действительно ли
логичен? Выбран ли оптимальный вариант работы необходимой
установки? I
• Есть ли в модели такие потоки, которых нет на НПЗ?
Эти примеры не охватывают все проблемы, с которыми можно стол-
кнуться. Может возникнуть необходимость сделать дополнительные про-
счеты на модели ЛП, пока программист не будет удовлетворен результата-
ми обеих моделей ЛП для их использования в плане распределения.
Несовместимые решения
Иногда модель ЛП не может выполнить все установленные требова-
ния для производства обязательных сортов согласно предварительному
590
Справочник по переработке нефти
распределению, что дает неосуществимое решение. В этом случае продук-
ция или сырье для производства, вызывающая несовместимое решение,
должны быть выявлены, и его производство в ОКП уменьшено, чтобы
сделать решение выполнимым. Дельта между фактическим производством
и ОКП для этого продукта введена как изменение прогнозного объема
в итоговом распределении.
Превышение мощности загрузки любой установки должно быть тща-
тельно исправлено. Например, если каталитический крекинг недостаточно
использован из-за увеличения подачи VGO в модели ЛП, VGO должно быть
соответственно снижено, чтобы разрешить более полное использование
мощности каталитического крекинга и увеличить объем использова-
ния VGO, это отражается как корректировка в итоговом распределении.
ИТОГОВЫЙ ЦИКЛ РАСПРЕДЕЛЕНИЯ
Итоговое распределение ОКП
После двух распределений модель ЛП удовлетворительно рассчиты-
вает производство обязательных сортов и полуфабрикатов, затем мо-
дель ЛП вводится как начальный ОКП итогового цикла распределения
(табл, с 16-14 по 16-16). В виде производства необязательного сорта модель
ЛП уменьшает результаты на 0,6 %, чтобы рассчитать неучтенные потери,
как было сделано в случае предварительного распределения перед расче-
том начального ОКП.
Корректировка изменений
Изменения происходят по следующим направлениям. Не должно быть
почти никакого изменения для большинства обязательных сортов и по-
луфабрикатов. Вся продукция введена в модель ЛП в единицах измере-
ния — тыс. барр./сут. Фактическое производство модели ЛП — тыс. барр./
сут — пересчитано в барр./мес перед вводом этих данных в начальный
ОКП итогового распределения. Эти преобразования могут вызвать неболь-
шие погрешности округления между предварительными числами распре-
деления и введенными в начальный ОКП итогового распределения, как
показано в таблице.
Представьте, например, предварительное распределение обязательного
сорта 1-390. Распределено для акционера А— 88 039 барр.. Это введе-
но в модель ЛП акционера А, распределено как 88039/(1000 х 30), или
2934 тыс. барр./сут.
Распределение продукции
591
Таблица 16-14. Оперативно-календарный план НПЗ (барр.)
Продукты Акционер А Акционер Б Итого
1138В 50396 35242 85638
1149В 13 451 12117 25568
150 19067 0 19067
201 204504 50906 255410
210 622971 151556 774 527
220 0 570 570
383 17700 0 17700
390 88050 0 88050
395 87660 16920 104580
397 215 748 58 918 274666
397Е 0 3390 3390
398 67500 0 67500
411 90 0 90
419 220290 0 220290
434 310170 0 310170
440 376971 144019 520990
711 0 -28380 -28 380
725 100 740 0 100 740
800 378180 0 378180
876 0 0 0
876ZP 232110 0 232110
888 1943 011 450 586 2393 597
892 0 0 0
928 403 650 0 403 650
961 985664 242584 1228 248
PBFUEL 0 0 0
PCTTR -7290 -1440 -8730
PDSDSL 0 1470 1470
PDSL 0 33 570 33 570
PFCOO -17790 -7980 -25770
PFDISO -189000 -7530 -196530
PKERO -19637 0 -19637
PLCGAS -18 227 0 -18227
PLLCN 2237 420 2657
PLTISO 10800 0 10800
PMEISO 29610 5700 35310
PMIDSL -20280 -6420 -26700
PMSR 15950 3079 19029
PPOLY 0 3660 3660
PP90R 0 1350 1350
PP95R 30900 5970 36870
PRESID 660 120 780
PSKERO -13 13 470 13 457
PSLOPD 0 0 0
PSLOPO 0 0 0
PSMCN 7860 1530 9390
PSWMSR 7467 1442 8909
PUFCHG -3107 9 -3098
PWCN 0 0 0
Продукция+ 6168 063 1186848 7354911
остатки
Потери 47457 13152 60609
Нефть 6215520 1200000 7415 520
Примечания:
Два расчета производства по модели ЛП объединены в исходный ОКП.
Необязательные сорта продукции были присоединены к неучтенным потерям.
592
Справочник по переработке нефти
Таблица 16-15. Регулирование потерь, участник А
Необязательные сорта ОКП, барр. % потерь Объем потерь, барр. Продукция, барр.
1-150 19230 0,44 163 19067
1-201 206250 4,68 1746 204504
1-210 628290 14,26 5319 622971
1-397 217590 4,94 1842 215 748
1-440 380190 8,63 3219 376971
1-888 1959600 44,48 16589 1943011
1-961 994080 22,57 8416 985664
4405230 100,00 37293 4367937
Примечания:
Сырье, поступающее акционеру А, в модели ЛП = 6 215 520 барр.
Вычитается 0,6% — неучтенные потери = 37293 барр.
Таблица 16-16. Регулирование потерь, участник Б
Необязательные сорта ОКП, барр. % потерь Объем потерь, барр. Объем продукции, барр.
1-150 0 0,00 0 0
1-201 51270 4,63 364 50906
1-210 152 640 13,80 1084 151556
1-397 59340 5,36 422 58918
1-440 145050 13,11 1031 144019
1-888 453810 41,02 3224 450586
1-961 244320 22,08 1736 242584
1106430 100,00 7861 1098569
Примечания:
Сырье, поступающее акционеру Б в модели ЛП = 1310160 барр.
Вычитается 0,6 % — неучтенные потери = 7861 барр.
В начальном ОКП итогового распределения эта цифра снова пересчи-
тана в барр./мес как 2934 х 1000 х 30, или 88020 барр. Чтобы сделать это
равным предварительной величине распределения 88039, корректировка
объема (88039 - 88020), или 19 барр., относится к плану акционера А.
Точно так же ошибка округления при расчете сырья введена в единицах
измерения тыс. барр./сут в ЛП, она исправлена в результате изменения
Распределение продукции
593
корректировки и приравнена фактическому поступающему сырью акцио-
нера согласно предварительному распределению.
Для всех обязательных сортов и полуфабрикатов, которые не были смо-
делированы в ЛП, начальный ОКП (заключительное распределение будет
равно нулю) и изменения корректировки должны быть те же самые, как
в предварительном распределении.
Может возникнуть ситуация, в которой рассчитанная продукция, по-
луфабрикаты в предварительном плане, превышает мощности установки
типа гидрокрекинга или каталитического крекинга, что отражено в ЛП
акционеров. В этом случае продукция, произведенная по модели ЛП, оце-
нивается в уменьшенном объеме, и сохраняется размещение продукции,
отраженное в виде корректировки, как показано в следующем примере.
ПРИМЕР 16-5
Разделение между акционерами производства тяжелого вакуумного газой-
ля для гидрокрекинга PFDISO (водородная установка, дающая сырье для
гидрокрекинга) в предварительном распределении следующее:
Сырье PFDISO для акционера А = 39816 барр.
Сырье PFDISO для акционера Б = 7 839 барр.
Увеличение производства НПЗ = 47 655 барр.
Поскольку увеличение 39816 и 7839 барр. в модели ЛП распределено
между акционерами и вызывает увеличение мощности установки гидро-
крекинга (из-за недостатка подачи), увеличение уменьшается следующим
образом:
Увеличение, барр. Дельта, барр.
Акционер А 17010 22806
Акционер Б 1830 6009
Итого 18840 28815
Оставшиеся дельты применяются как корректировка в итоговом
распределении.
Скорректированный ОКП (итоговое распределение)
Применяя методику корректировки плана, делают компенсационные из-
менения сырья таким образом, чтобы начальный ОКП, основанный на мо-
дели ЛП, был исправлен и чтобы были рассчитаны обязательные сорта,
594
Справочник по переработке нефти.
полуфабрикаты и поступающее сырье, которые равны фактическому про-
изводству акционеров. Исправленный акционерами ОКП называется скор-
ректированный ОКП, или ретро ОКП. Эти два скорректированные ОКП
акционеров объединены, чтобы сделать общий скорректированный ОКП
НПЗ. Процедура идентична скорректированному ОКП в предварительном
распределении. Скорректированный ОКП используется для распределения
необязательных сортов и фактических потерь НПЗ.
Распределение необязательных сортов (итоговое распределение)
В скорректированном ОКП все дельты для обязательных сортов, полуфа-
брикаты и поступающее сырье были удалены. Дельты между фактическим
производством и скорректированным ОКП остаются только для необя-
зательных сортов и потерь НПЗ (фактические потери НПЗ минус потери
в скорректированном ОКП).
Процедура размещения необязательных сортов в итоговом распределе-
нии идентична процедуре предварительного распределения. Распределе-
ние обязательных сортов и полуфабрикатов не отличается от предвари-
тельного распределения. Только распределение необязательных сортов
отличается от предварительного распределения.
ПРИМЕР 16-6. Итоговое распределение
В продолжении примера 16-4 полная процедура распределения конечного
продукта показана в табл, с 16-12 по 16-24.
Напоминаем, что распределение производства обязательных сортов
и полуфабрикатов в предварительном варианте дает входную информа-
цию для соответствующих моделей ЛП акционеров. Модель ЛП распреде-
ления акционеров запускается и рассчитывает производство всех сортов
для обоих акционеров как начальный ОКП для итогового распределения.
Поступление сырья акционеров определено согласно предварительному
плану. Модель ЛП используется, чтобы оптимизировать производство
необязательных сортов для данного количества обязательных сортов,
оптимизировать процессы, полуфабрикаты.
В табл. 16-14 показано итоговое распределение продукции между ак-
ционерами А и Б по индивидуальному ОКП. Объединенное производство
по двум ОКП делает НПЗ. Табл. 16-15 и 16-16 показывают регулирование
необязательных сортов при определении неучтенных потерь НПЗ. Вели-
чина потерь определена 0,6 % от сырья поступающего акционерам. Они
распределены по необязательным сортам в пропорции к их производству,
как показано в этих табл.
Распределение продукции
595
Табл. 16-17 сравнивает фактическое производство каждого обязатель-
ного сорта и полуфабрикатов с объединенным ОКП НПЗ. Дельта между
ними — «корректировка» изменений. Корректировка изменений не при-
меняется для обязательных сортов, для полуфабрикатов и поступающего
сырья для тех сортов, производство которых согласно предварительному
плану распределения отражено в модели ЛП (за исключением неболь-
ших ошибок округления, как объяснено ранее). Для тех сортов, которые
не были отражены в модели ЛП, распределение обязательных сортов с от-
рицательным производством или полуфабрикатов типа некондиционных
остатков, корректировка изменений рассчитывается точно согласно пред-
варительному распределению.
В табл. 16-18 представлены данные фактического поступления сырья
на НПЗ в объединенном ОКП. Небольшие изменения происходят из-за
ошибки округления при преобразовании чисел в модели ЛП из тыс. барр./
сут в барр. в начальном ОКП акционеров.
Табл. 16-19 и 16-20 показывают вычисление корректировки, представ-
ляющей компенсацию для акционеров. Процедура идентична предвари-
тельному распределению.
Табл. 16-21 представляет скорректированный ОКП акционеров (колонки
6 и 11) и полный скорректированный ОКП НПЗ (колонка 12). Мы видим,
что:
1. Производство обязательного сорта в скорректированном ОКП каж-
дого акционера есть фактическое его распределение. Сумма скоррек-
тированного ОКП акционеров для любого обязательного сорта или
полуфабриката равняется фактическому производству НПЗ для этого
сорта.
2. Дельта между фактическим производством НПЗ и полным скоррек-
тированным ОКП (колонка 12) остается только при расчете необяза-
тельных сортов и потерь.
Табл. 16-22 показывает скорректированный ОКП акционеров, который
пересчитан в эквивалентные необязательные сорта. Это используется для
распределения необязательных сортов и потерь (потери рассматриваются
как необязательные сорта). Табл. 16-23 показывает расчет дельт необяза-
тельных сортов акционеров, согласно процедуре, описанной ранее.
Табл. 16-24 показывает полное распределение конечного продукта,
в котором фактическое производство НПЗ всех обязательных и необяза-
тельных сортов разделено между акционерами А и Б.
596
Справочник по переработке нефти
Таблица 16-17. Предсказание изменений для
обязательных сортов и полуфабрикатов (барр.)
Продукты Фактическое производство ОКП НПЗ* Итоговое изменение Изменения для акционера А Изменения для акционера Б
1138В 85 638 85 638 0 0 0
1149В 25 568 25 568 0 0 0
150 19553 0 НС
201 0 50906 НС
210 1029704 151556 НС
220 575 570 5 0 5
383 17686 0 17686 -14 17700
390 88039 0 88039 -11 88050
395 104597 16920 - 87677 11 87666
397 289195 58918 НС
397Е 3384 3390 -6 0 -6
398 67508 0 67508 8 67500
411 100 0 100 10 90
419 220278 0 220278 0 220278
434 309908 0 309908 -262 310170
440 944758 144019 НС
711 -28374 -28380 6 0 6
725 100752 0 100 752 12 100 740
800 378169 0 378169 -11 378180
876 -130601 0 -130601 -130 601 0
876ZP 232098 0 232098 -12 232110
888 2 002 599 450586 НС
892 -66 0 -66 -38 -28
928 403652 0 403 652 2 403 650
961 1345430 242584 НС
Полуфабрикаты
PBFUEL -1301 0 -1301 -657 -644
PCTTR -8731 -1440 -7291 -4 -7287
PDSDSL 1470 1470 0 0 0
PDSL 33564 33 570 -6 0 -6
PFCOO -25764 -7980 -17784 5 -17789
PFDISO -196533 -7530 -189003 7 -189010
PKERO -19637 0 -19637 0 -19637
PLCGAS -18227 0 -18227 0 -18227
PLLCN 2674 420 2254 4 2250
PLTISO 10800 0 10800 0 10800
PMEISO 35309 5700 29609 -15 29624
PMIDSL -26688 -6420 -20268 11 -20279
PMSR 19029 3079 15950 0 15 950
PPOLY 3652 3660 -8 0 -8
PP90R 1363 1350 13 0 13
PP95R 36857 5970 30887 -7 30894
PRESID 793 120 673 5 668
PSKERO 13473 13470 3 13 -10
PSLOPD -4861 0 -4861 -4045 -816
PSLOPO -4719 0 -4719 -3874 -845
PSMCN 9387 1530 7857 -3 7860
PSWMSR 8909 1442 7467 0 7467
PUFCHG -3099 9 -3108 8 -3116
PWCN -547 0 -547 -451 -96
Итого 7377326 1250695 1593 958 -139909 1733 867
Потери 38204 6164825
Нефть 7415 526 7415520 6 6 0
Сумма, распределенная моделью ЛП.
Распределение продукции
597
Таблица 16-18. Изменение сырой нефти (барр.)
Нефть в ОКП Фактическое потребление нефти Дельта
Акционер А 6215520 6215526 6
Акционер Б 1200000 1200000 0
Итого по НПЗ 7415 520 7415 526 6
ЭКРАННАЯ ТАБЛИЦА РАСПРЕДЕЛЕНИЯ
Процедура распределения продукции может быть упрощена при помощи
расчета по экранной таблице. Таблица используется для предварительных
и для заключительных расчетов. Здесь представлен пример использования
таблицы распределения.
Предварительное распределение
Данные вводятся только в затемненные ячейки, представленные на экране.
1. Представленный ОКП акционеров, включая поступающее сырье,
выведен на экран 1. ОКП производства продукции необязательных
сортов акционеров должен быть уменьшен на 0,6 % от поступающего
сырья, чтобы представить величину неучтенных потерь.
2. Материальные запасы акционеров на начало периода для всех сортов,
полуфабрикатов, отгрузка продукции и местные продажи вводятся
в экраны 2 и 3. Источник данных по запасам на начало периода —
итоговый отчет о запасах предыдущего месяца. В предыдущем месяце
материальные запасы на конец месяца становятся материальными
запасами на начало текущего месяца.
3. Физические запасы НПЗ по всей продукции, полуфабрикатам и ма-
териалам вводятся в экран 4. Источник данных — отчет НПЗ по за-
пасам. Программа вычисляет производство продукции из следующих
отношений:
Производство = остатки на конец периода -
- остатки на начало периода +
+ производство продукции + местные продажи +
+ собственное потребление НПЗ,
598
Справочник по переработке нефти
Таблица 16-19. Прогноз компенсационных изменений, А (барр.)
Продукция Прогноз изменений Прогноз компенсац. изменений для необязат. сортов Потери Изменения
1-150 1-201 1-210 1-397 1-440 1-888 1-961
I-138B 0 0 0 0 0 0 0 0 0
I-149B 0 0 0 0 0 0 0 0 0
1-150 НС
1-201 НС
1-210 НС
1-220 0 0 0 0 0 0 0 0 0
1-383 -14 0 12 0 3 0 0 0 14
1-390 -11 0 5 0 6 0 0 0 11
1-395 11 0 -2 0 -9 0 0 0 -11
1-397 НС
I-397E 0 0 0 0 0 0 0 0 0
1-398 8 0 0 0 -8 0 0 0 -8
1-411 10 0 0 0 0 -10 0 0 -10
1-419 0 0 0 0 0 0 0 0 0
1-434 -262 -9 0 137 0 134 0 0 262
1-440 НС
1-711 0 0 0 0 0 0 0 0 0
1-725 12 0 0 0 0 0 -4 -8 -12
1-800 -11 0 0 0 0 -6 17 0 11
1-876 -130601 0 0 0 0 19303 111298 0 130 601
I-876ZP -12 0 0 0 0 7 5 0 12
1-888 НС
1-892 -38 0 0 0 0 0 28 10 38
1-928 2 0 0 0 0 0 0 -2 -2
1-961 нс
Полуфабрикаты
PBFUEL -657 0 0 0 0 0 0 657 657
PCTTR -4 0 0 0 0 0 3 1 4
PDDSL 0 0 0 0 0 0 0 0 0
PDSL 0 0 0 0 0 0 0 0 0
PFCOO 5 0 0 0 0 0 -1 -4 -5
PFDISO 7 0 0 0 0 0 -2 -5 -7
PKERO 0 0 0 0 0 0 0 0 0
PLCGAS 0 0 0 0 0 0 0 0 0
PLLCN 4 0 0 0 -4 0 0 0 -4
PLTISO 0 0 0 0 0 0 0 0 0
PMEISO -15 0 0 0 0 0 5 10 15
PMIDSL 11 0 0 0 0 5 -16 0 -11
PMSR 0 0 0 0 0 0 0 0 0
PPOLY 0 0 0 0 0 0 0 0 0
PP90R 0 0 0 0 0 0 0 0 0
PP95R -7 0 -1 0 8 0 0 0 7
PRESD 5 0 0 0 0 0 -1 -4 -5
PSKERO 13 0 0 0 0 -13 0 0 -13
PSLOPD -4045 0 405 405 566 769 1497 405 4045
PSLOPO -3874 0 387 387 542 736 1433 387 3874
PSMCN -3 -1 1 0 2 0 0 0 3
PSWMSR 0 0 0 0 0 0 0 0 0
PUFCHG 8 1 4 -13 0 0 0 0 -8
PWCN -451 -79 163 0 366 0 0 0 451
Всего -139 909 -88 973 916 1474 20924 114262 1448 139909
Нефть 6 0 0 1 0 1 2 2 0 6
Распределение продукции
599
Таблица 16-20. Прогноз компенсационных изменений, Б (барр.)
Продукция Прогноз изменений Прогноз компенсац. изменений для необяэат. сортов Потери Изменения
1-150 1-201 1-210 1-397 1-440 1-888 1-961
I-138B 0 0 0 0 0 0 0 0 0
I-149B 0 0 0 0 0 0 0 0 0
1-150
1-201
1-210
1-220 5 0 -5 0 0 0 0 0 -5
1-383 0 0 0 0 0 0 0 0 0
1-390 0 0 0 0 0 0 0 0 0
1-395 6 0 -1 0 -5 0 0 0 -6
1-397
I-397E -6 0 0 0 6 0 0 0 6
1-398 0 0 0 0 0 0 0 0 0
1-411 0 0 0 0 0 0 0 0 0
1-419 -12 0 0 0 0 12 0 0 12
1-434 0 0 0 0 0 0 0 0 0
1-440
1-711 6 0 0 0 0 0 -2 -5 -6
1-725 0 0 0 0 0 0 0 0 0
1-800 0 0 0 0 0 0 0 0 0
1-876 0 0 0 0 0 0 0 0 0
I-876ZP 0 0 0 0 0 0 0 0 0
1-888
1-892 -28 0 0 0 0 0 20 8 28
1-928 0 0 0 0 0 0 0 0 0
1-961 0 0 0 0 0 0 0 0
Полуфабрикаты
PBFUEL -644 0 0 0 0 0 0 644 644
PCTTR 3 0 0 0 0 0 -2 -1 -3
PDDSL 0 0 0 0 0 0 0 0 0
PDSL -б 0 0 0 0 0 6 0 6
PFCOO 1 0 0 0 0 0 0 -1 -1
PFDISO -10 0 0 0 0 0 2 8 10
PKERO 0 0 0 0 0 0 0 0 0
PLCGAS 0 0 0 0 0 0 0 0 0
PLLCN 13 0 0 0 -13 0 0 0 -13
PLTISO 0 0 0 0 0 0 0 0 0
PMEISO 14 0 0 0 0 0 -5 -9 -14
PMIDSL 1 0 0 0 0 0 -1 0 -1
PMSR 0 0 0 0 0 0 0 0 0
PPOLY -8 0 -1 0 9 0 0 0 8
PP90R 13 0 0 0 -14 0 0 0 -13
PP95R -6 0 -1 0 7 0 0 0 6
PRESD 8 0 0 0 0 0 -2 -6 -8
PSKERO 3 0 0 0 0 -3 0 0 -3
PSLOPD -816 0 82 82 114 155 302 82 816
PSLOPO -845 0 85 85 118 161 313 85 845
PSMCN 0 0 0 0 0 0 0 0 0
PSWMSR 0 0 0 0 0 0 0 0 0
PUFCHG -9 -1 -4 14 0 0 0 0 9
PWCN -96 -17 35 0 78 0 0 0 96
Всего -2413 -18 189 180 301 325 632 803 2413
Нефть 0 0 0 0 0 0 0 0 0 0
Таблица 16-21. Скорректированный ОКП, барр.
Продукция ОКП акционера А ПрогнозА Компенсац. план А Нефть А Скоррект. план А ОКП акционера Б Прогноз Б Компенсац. план Б Нефть Б Скор, план Б Скоррект. ОКП НПЗ Фактическое
производство Дельта
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14)
1138В 50 396 0 50396 35242 0 35242 85 638 85 638 0
1149В 13451 0 13451 12117 0 12117 25568 25 568 0
150 19067 -88 0 18979 0 -18 0 -18 18961 19553 592
201 204504 973 0 205477 50906 189 0 51095 256572 0 -256572
210 622971 916 1 623888 151556 180 0 151736 775 625 1029 704 254079
220 0 0 0 570 5 575 575 575 0
383 17700 -14 17686 0 0 0 17686 17686 0
390 88050 -11 88039 0 0 0 88 039 88039 0
395 87660 11 87671 16920 6 16926 104597 104597 0
397 215748 1474 0 217222 58918 301 0 59219 276441 289195 12754
397Е 0 0 0 3390 -6 3384 3384 3384 0
398 67500 8 67508 0 0 0 67508 67508 0
411 90 10 100 0 0 0 100 100 0
419 220290 0 220290 0 -12 -12 220278 220278 0
434 310170 -262 309908 0 0 0 309908 309908 0
440 376971 20924 1 397896 144019 325 0 144344 542240 944758 402518
711 0 0 0 -28380 6 -28374 -28374 -28374 0
725 100 740 12 100752 0 0 0 100 752 100 752 0
800 378180 -11 378169 0 0 0 378169 378169 0
876 0 -130601 -130601 0 0 0 -130601 -130601 0
876ZP 232110 -12 232098 0 0 0 232098 232098 0
888 1943011 114262 2 2 057275 450 586 632 0 451218 2508492 2 002599 -505 893
892 0 -38 -38 0 -28 -28 -66 -66 0
928 403 650 2 403 652 0 0 0 403 652 403 652 0
961 985 664 1448 2 987114 242584 803 0 243387 1230502 1345430 114928
PBFUEL 0 -657 -657 0 -644 -644 -1301 -1301 0
PCTTR -7290 -4 -7294 -1440 3 -1437 -8731 -8731 0
600 Справочник по переработке нефти
Таблица 16-21 (продолжение)
Продукция ОКП акционера А ПрогнозА Компенсац. план А Нефть А Скоррект. план А ОКП акционера Б Прогноз Б Компенсац. план Б Нефть Б Скор, план Б Скоррект. ОКП НПЗ Фактическое
производство Дельта
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14)
PDDSL 0 0 0 1470 0 1470 1470 1470 0
PDSL 0 0 0 33570 -6 33564 33564 33564 0
PFCOO -17790 5 -17 785 -7980 1 -7979 -25 764 -25764 0
PFDISO -189000 7 -188993 -7530 -10 -7540 -196533 -196533 0
PKERO -19637 0 -19637 0 0 0 -19637 -19637 0
PLCGAS -18227 0 -18227 0 0 0 -18227 -18227 0
PLLCN 2237 4 2241 420 13 433 2674 2674 0
PLTISO 10 800 0 10 800 0 0 0 10 800 10 800 0
PMEISO 29610 -15 29 595 5700 14 5714 35309 35309 0
PMIDSL -20280 11 -20 269 -6420 1 -6419 -26688 -26688 0
PMSR 15950 0 15950 3079 0 3079 19 029 19029 0
PPOLY 0 0 0 3660 -8 3652 3652 3652 0
PP90R 0 0 0 1350 13 1363 1363 1363 0
PP95R 30 900 -7 30 893 5970 -6 5964 36857 36857 0
PRESID 660 5 665 120 8 128 793 793 0
PSKERO -13 13 0 13470 3 13473 13473 13473 0
PSLOPD 0 -4045 -4045 0 -816 -816 -4861 -4861 0
PSLOPO 0 -3874 -3874 0 -845 -845 -4719 -4719 0
PSMCN 7860 -3 7857 1530 0 1530 9387 9387 0
PSWMSR 7467 0 7467 1442 0 1442 8909 8909 0
PUFCHG -3107 8 -3099 9 -9 0 -3099 -3099 0
PWCN 0 -451 -451 0 -96 -96 -547 -547 0
Потери 47457 0,102 47457,102 13152 13152 60609,1 38204 -22405
Нефть 6215520 6 6215526 1200 000 0 1200 000 7415526 7415526 0
Итого 6168063 -139909 139909 6 6168069 1186848 -2413 2413 0 1186848 7354917 7377323 0
Примечания:
Колонка 3 = прогноз изменений акционера А.
Колонка 4 = прогноз компенсационных изменений для необязательных сортов акционера А.
Колонка 5 = изменения в необязательных сортах, вызывающие изменения в сырой нефти.
Распределение продукции 601
602
Справочник по переработке нефти
Таблица 16-22. Скорректированный ОКП для необязательных сортов
Необязательные сорта Акционер А Акционер Б _ Итого, барр.
Барр. % Барр. %
1-150 11460 100,00 0 0,00 11460
1-201 47147 98,20 864 1,80 48011
1-210 1095322 82,80 227578 17,20 1322900
1-397 416254 83,76 80 716 16,24 496970
1-440 1016977 83,18 205589 16,82 1222566
1-888 1997330 84,17 375739 15,83 2373069
1-961 1592931 84,16 299835 15,84 1892766
Потери 38105 79,74 9679 20,26 47784
Итого 6215 526 83,82 1200000 16,18 7415 526
где остатки на начало периода НПЗ, производство продукции и мест-
ные продажи есть сумма материальных запасов на начало периода
акционеров, производство продукции и местные продажи, введенные
в экран 2 и 3.
4. Итоговая корректировка изменений рассчитывает любой обязатель-
ный сорт в соответствии с программой как дельта между итоговым
производством НПЗ и суммой ОКП акционеров.
5. Итоговая корректировка изменений рассчитывает разделение обя-
зательных сортов или полуфабрикатов между акционерами согласно
правилам распределения обязательных сортов и полуфабрикатов
и вводится в экран 1.
6. Фактическое сырье, поступающее на НПЗ в течение месяца, вводится
в экран 1.
7. Эквивалентности продукции всех обязательных сортов, полуфабри-
катов и сырья вводятся в экран 5. Если новый сорт не введен или
необязательный сорт изменен, не требуются данные для ввода в этот
экран.
Программа вычисляет следующее:
1. Скорректированный ОКП двух акционеров (экран 6).
2. Скорректированный ОКП всего НПЗ, объединяющий ОКП акционе-
ров и скорректированный ОКП, рассчитанный для необязательных
сортов (экраны 7 и 8).
Таблица 16-23. Распределение разницы (дельт) для необязательных сортов
Продукция Итого дельта В отношении необяза- тельных продуктов Итого Акционер Первый шаг Обратное распределение Сумма итоговых распределений дельт
Акционер А Акционер Б А. % Б, % Дельта А Дельта Б Акционер А Акционер Б Акционер А Акционер Б
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12)
1-150 592 3956 -795 3161 1,2514 -0,2514 740 -149 8 -8 748 -157
1-201 -256572 264599 51629 316228 0,8367 0,1633 -214683 -41889 3471 -3472 -211211 -45 361
1-210 254079 817342 158727 976069 0,8374 0,1626 212761 41318 3438 -3438 216199 37880
1-397 12754 431747 90158 521905 0,8273 0,1727 10551 2203 173 -173 10723 2031
1-440 402518 664775 160411 825186 0,8056 0,1944 324271 78247 5446 -5446 329717 72801
1-888 -505893 2550864 431730 2982 594 0,8553 0,1447 -432665 -73 228 6845 -6845 -425 821 -80073
1-961 114928 1434786 294988 1729774 0,8295 0,1705 95 329 19599 1555 -1555 96884 18044
Потери -22405 47457 13152 60609 0,7830 0,2170 -17543 -4862 303 -303 -17240 -5165
Итого 1 -21239 21240 21239 -21240 0 0
Примечания:
Колонка 1. Разница необязательных сортов между фактическим производством и объединенным скорректированным ОКП.
Колонка 2 и 3. Скорректированный ОКП А и Б в отношении необязательных сортов.
Колонки 7 и 8. Итоговая дельта в колонке 1, разделенная пропорционально отношения необязательных сортов согласно скорректированного ОКП.
AVCTD. Абсолютный объем объединенных итоговых дельт в колонке 1 = 1569 742.
Колонки 9 и 10. Обратное распределение дельт, чтобы сделать сумму индивидуальных дельт А и Б равной нулю.
Распределение продукции 603
604
Справочник по переработке нефти
Таблица 16-24. Итоговое распределение продуктов (барр.)
Продукты Скоррект. план Дельта Распределение Фактическое производство
А Б А Б А Б
1138В 50396 35 242 50396 35242 85 638
1149В 13451 12117 13451 12117 25 568
150 18979 -18 748 -157 19727 -174 19553
201 205477 51095 -211211 -45 361 -5734 5734 0
210 623 888 151736 216199 37880 840087 189 617 1029704
220 0 575 0 575 575
383 17686 0 17686 0 17686
390 88039 0 88039 0 88039
395 87671 16926 87671 16926 104597
397 217222 59219 10723 2031 227945 61250 289195
397Е 0 3384 0 3384 3384
398 67508 0 67508 0 67508
411 100 0 100 0 100
419 220290 -12 220290 -12 220278
434 309908 0 309908 0 309908
440 397896 144344 329717 72 801 727613 217145 944758
711 0 -28374 0 -28374 -28374
725 100752 0 100 752 0 100752
800 378169 0 378169 0 378169
876 -130601 0 -130601 0 -130601
876ZP 232 098 0 232 098 0 232098
888 2057275 451218 -425 821 -80073 1631454 371145 2 002 599
892 -38 -28 -38 -28 -66
928 403 652 0 403 652 0 403652
961 987114 243387 96884 18044 1083 998 261432 1345430
PBFUEL -657 -644 -657 -644 -1301
PCTTR -7294 -1437 -7294 -1437 -8731
PDSDSL 0 1470 0 1470 1470
PDSL 0 33 564 0 33564 33564
PFCOO -17785 -7979 -17785 -7979 -25 764
PFDISO -188 993 -7540 -188993 -7540 -196 533
PKERO -19637 0 -19637 0 -19637
PLCGAS -18227 0 -18227 0 -18227
PLLCN 2241 433 2241 433 2674
PLTISO 10800 0 10800 0 10800
PMEISO 29595 5714 29595 5714 35 309
PMIDSL -20269 -6419 -20269 -6419 -26688
PMSR 15950 3079 15950 3079 19029
PPOLY 0 3652 0 3652 3652
PP90R 0 1363 0 1363 1363
PP95R 30893 5964 30893 5964 36857
PRESID 665 128 665 128 793
PSKERO 0 13 473 0 13 473 13473
PSLOPD -4045 -816 -4045 -816 -4861
PSLOPO -3874 -845 -3874 -845 -4719
PSMCN 7857 1530 7857 1530 9387
PSWMSR 7467 1442 7467 1442 8909
PUFCHG -3099 0 -3099 0 -3099
PWCN -451 -96 -451 -96 -547
Потери 47457 13152 -17240 -5165 30217 7987 38204
Итого 6215 526 1200001 7415527
Нефть 6215526 1200000 6215 526 1200000 7415 526
Распределение продукции
605
3. Дельта между фактическим производством НПЗ и объединенным ОКП
для необязательных сортов акционеров разделена между акционера-
ми, и распределение продукции сделано программой и представлено
на экране 9.
4. Итоговое распределение всех сортов продукции и полуфабрикатов
определено в соответствии с программой и представлено на экране 10.
5. Распределение продукции акционеров передается на экраны 2 и 3,
и программа вычисляет материальные запасы акционеров на конец
периода.
Итоговое распределение
В итоговом цикле расчетов следующие данные остаются неизменными
от предыдущего распределения — это распределение обязательных со-
ртов и полуфабрикатов и все данные относительно материальных запасов
на начало периода НПЗ, запасы на конец периода, отгрузка продукции,
местные продажи и собственное потребление НПЗ (экраны 2—4) остаются
неизменными.
Файл с предварительным распределением сохранен под другим именем,
и начальный ОКП акционеров обновлен на экране 1. Вместо представлен-
ного объема в ОКП продукция по модели ЛП распределяется между акцио-
нерами и вводится в экран 1. При этом необходимо соблюдать следующие
исключения:
• Вводятся только положительные объемы производства обязательных
сортов согласно распределению в модели ЛП и увеличение или сниже-
ние производства полуфабрикатов, как отражено в модели.
• Фактически поступающее сырье акционеров, распределенное соглас-
но модели ЛП, вводится в экран 1.
• В идеале не должно быть никаких прогнозных изменений для обя-
зательных сортов и полуфабрикатов, рассчитанных в модели ЛП,
за исключением небольших ошибок округления при пересчете чисел
в модели из тысячи барр./сут в барр./мес. Ошибка округления — это
разница между распределением производства согласно предвари-
тельному расчету определенного сорта и объема по ОКП акционера,
вводится в экран 1.
• Если производство полуфабрикатов не рассчитано в модели ЛП, де-
лается прогноз изменений для полуфабриката идентично предвари-
тельному распределению.
• Если производство полуфабрикатов, положительное или отрицатель-
ное, не может быть полностью отражено в модели ЛП (из-за проблемы
606
Справочник по переработке нефти
сходимости модели ЛП или неточного использования основной тех-
нологической установки), различие между распределением произ-
водства продукта и начального ОКП акционера (экран 1) отражается
как прогноз изменения для этого акционера.
Программа вычисляет остальные данные, такие как распределение
необязательных сортов, подобно тому, как делает предварительное
распределение.
Мы видим, что в итоговом распределении только расчет необязатель-
ных сортов и потерь НПЗ отличается от предварительного распределения.
Остальная часть расчета идентична предварительному распределению.
ПРОБЛЕМЫ РАСПРЕДЕЛЕНИЯ ПРОДУКЦИИ
Сброс керосина в дизель
Из-за ограничений по вместимости или доступного рабочего объема ре-
зервуаров НПЗ, чтобы выдержать уровень производства средних дистил-
лятов, в некоторых случаях производится принудительный слив керосина
в дизельное топливо. Такие ситуации могут привести к снижению продаж
керосина одним или обоими акционерами. Результат сброса керосина од-
ним акционером может затронуть распределение необязательных сортов
обоих акционеров, и важно, чтобы факт сбрасывания керосина был пра-
вильно смоделирован при распределении и мог повлиять только на того
акционера, который принял такое решение.
ПРИМЕР 16-7
В течение месяца резервуары для керосина заполнены, и НПЗ имеет два
пути выхода из положения: сократить объем переработки сырой нефти
или сбросить керосин в ДТ.
Поскольку проблема была вызвана акционером Б, который не реализо-
вывал керосин, а также недостаточным рабочим объемом резервуаров,
было решено, что керосин акционера Б необходимо сбросить в ДТ до окон-
чания месяца.
Расчет количества керосина, сброшенного в ДТ, был усложнен тем, что
часть этого сброса была достигнута снижением производства керосина
непосредственно на первичной установке. Количество керосина, которое
будет сброшено в ДТ, было рассчитано при определении точки замерзания
ДТ на момент сбрасывания.
Распределение продукции
607
Первоначально в конце месяца дизельный резервуар 701 содержит
120 тыс. барр. продукта 1-885 с точкой замерзания -9 °C. Объем керосина,
который мог быть смешан, чтобы дать ДТ нормальную точку замерзания
-3 °C, определен следующим образом в объеме 33 тыс. барр.
Сорт продукта °C Точка замерзания °F Индекс _ текучести смеси (PI) Объем смеси, тыс. барр. Индекс х объем
1-885 -3,0 26,6 387 87,0 33 669,0
1-440 -45 -49 47,1 33,0 1554,3
Т-701 -9 15,8 295,2 120,0 35 424,0
Смесь
В течение того же самого периода общее количество 118 тыс. барр. ДТ
(1-885) было смешано и реализовано сточкой замерзания -6°C. Объем
керосина, который мог быть добавлен, чтобы довести точку замерзания
ДТ до -3 °C, был рассчитан в объеме 17 тыс. барр. следующим образом:
Сорт продукта °C Точка замерзания °F Индекс текучести смеси (PI) Объем смеси, тыс. барр. Индекс х объем
1-885 -3,0 26,6 387 101,0 39087,0
1-440 -45 -49 47,1 17,0 800,7
Смесь -6 21,2 336,3 17,0 39 683,0
Таким образом, при сбросе керосина в ДТ объем составит (33 + 17), или
50 тыс. барр.
Предположим, что сброс керосина в ДТ был вызван недостатком рабо-
чего объема в керосиновом резервуаре акционера Б. Это отражено в рас-
пределении следующим образом:
1. Программа распределения сначала учитывает точную величину за-
пасов в резервуарах 1-440 (керосин) и 1-888 (ДТ).
2. Затем программа распределения соответствующие резервуа-
ры 1-440 увеличивает на 50 тыс. барр., а 1-888 уменьшает на 50 тыс.
барр.
Различие в распределении продукции для этих двух случаев зареги-
стрировано следующим образом. Эта таблица показывает эффект сброса
50000 барр. керосина в ДТ при распределении продукции акционеров.
608
Справочник по переработке нефти
Сорт продукта Акционер А, барр. Акционер Б, барр. Итого, барр.
1-150 177 -177 0
1-201 50 -50 0
1-210 394 -394 0
1-397 133 -133 0
1-440 -45 063 -4937 -50000
1-888 43 226 6774 50000
1-961 951 -951 0
Итого -132 132 0
Акционер А должен был первоначально передать 45 063 барр. кероси-
на в счет 50000 барр. (вместо 0), акционер Б только -4937 барр. в счет
50000 барр. То есть чистая передача объема (132 барр.) от А к Б. Чтобы
исправить это, были использованы следующие ручные регуляторы для
распределения продукции акционеров.
Сорт продукта Акционер А, барр. Акционер Б, барр. Итого, барр.
1-150 -177 177 0
1-201 -50 50 0
1-210 -394 394 0
1-397 -133 133 0
1-440 45 063 -45063 0
1-888 -43 226 43 226 0
1-961 -951 951 0
Итого 132 -132 0
Дельта распределения для этих двух случаев после урегулирования стала:
Сорт продукта Акционер А, барр. Акционер Б, барр. Итого, барр.
1-150 0 0 0
1-201 0 0 0
1-210 0 0 0
1-397 0 0 0
1-440 0 -50000 -50000
1-888 0 50000 50000
1-961 0 0 0
Итого 0 0 0
Экран 1. Исходный ОКП и прогноз изменений (предварительное распределение, ноябрь 1999) (барр.)
Сорта Первоначальный ОКП Прогноз изменений
Описание продукта Б, барр. А, барр. Итого, барр. фактическое производство Итого дельта, барр. Дельта Б, барр. Дельта А, барр.
1-1138 Асфальт 60/70 0 36000 36000 37467 1467 0 1467
1-1149 Асфальт 40/50 0 0 0 880 880 352 528
1-11хх Асфальт О' 0 0 0 0 0 0
1-11хх Асфальт 0 0 0 0 0 0 0
1-150 СНГ 0 24000 24000 23160 -840 0 0
1-151 СНГ 0 0 0 0 0 0 0
I-1XX СНГ 0 0 0 0 0 0 0
I-1XX СНГ 0 0 0 0 0 0 0
1-201 Легкая нафта 0 0 0 0 0 0 0
1-210 Тяжелая нафта 362670 671320 1033990 800332 -233658 0 0
1-220 Легкая нафта 144000 0 144000 198553 54553 0 0
1-2хх Нафта 0 0 0 0 0 0 .0
1-2хх Нафта 0 0, 0 0 0 0 0
1-2хх Нафта 0 0 0 0 0 0 0
1-2хх Нафта 0 0 0 0 0 0 0
1-253 Нафта катал, крекинга 0 .0 0 0 0 0 0
1-383 Бензин (ОЧ 83; 0,84 свинец) 0 0 0 -8268 -8268 -3147 -5121
1-387 Бензин (ОЧ 87; 0,84 свинец) 0 0 0 29039 29039 11616 17423
I-387R Бензин (ОЧ 87; 0,40 свинец) 0 0 0 0 0 0 0
I-387S 0 0 0 0 0 0 0
I-390E 0 0 0 0 0 0 0
I-390J Бензин 0. 105000 105000 140488 35488 0 35488
I-390R 0 0 0 0 0 0 0
I-390S Бензин (0,40 свинец; (ДПР) 0 0 0 0 0 0 0
давление пара по Рейду 8)
I-390X 0 0 0 0 0 0 0
I-390Z Бензин (0,4 свинец; ДПР 9) 207990 0 207990 209046 1056 1056 0
609
Экран 1 (продолжение)
Сорта Описание продукта Первоначальный ОКП Прогноз изменений
Б, барр. А, барр. Итого, барр. Фактическое производство Итого дельта, барр. Дельта Б, барр. Дельта А, барр.
1-393 Бензин (ОЧ 93; свинец 0,84) 0 0 0 0 0 0 о'' '
1-393S Бензин (ОЧ 93; свинец 0,40) 0 0 0 0 0 ,0 0
I-393X Бензин (ОЧ 93; свинец 0,60) »° 0 0 0 0 0
I-395L Бензин (ОЧ 95; свинец 0,84) 0 б 0 -72896 -72 896 0 -72896
I-395LL Бензин (ОЧ 95; свинец 0,15) 0 0 0 31462 31462 ззо 31132
I-395M Бензин (ОЧ 95; свинец 0,40) 0 68400 68400 0 -68400 0 0
I-395S Бензин ,0 0 0 0 0 0 „0
1-397 0 0 0 0 0 0 0’
I-397C Бензин (ОЧ 97; свинец 0,6) ;о- 0 0 0 0 0, 0
I-397E Бензин (ОЧ 97; свинец 0,84) 0 0 0 0 0 0 0
I-397LL Бензин (ОЧ 97; свинец 0,15) 27000 42000 69000 33551 -35449 -0950 -28 499
I-397R Бензин (ОЧ 97; свинец 0,4) 0 0 0 0 0 0 0
I-397S Бензин (свинец 0,4; ДПР 9) 0 “0 0 0 0 0 0
1-3975 О 0 0 0 0 0 .0,
I-398E Бензин (ОЧ 98; свинец 0,84) ,р ’’° 0 249558 249558 0. 249558
I-398M Бензин 0 57900 57900 146705 88805 0 '88805
I-398S Бензин (свинец 0,4; ДПР 10) 0 99990 99990 0 -99990 б -99990
I-398X Бензин (ОЧ 93; свинец 0,84) '0 0 0 0 0 0 0
1-Зхх Бензин 0, *0 0 0 0 0 0
1-Зхх Бензин х0 0. 0 0 0 0 0
1-Зхх Бензин 0 40 0 0 0 б С
1-Зхх Бензин "0 ТО 0 0 0 0 0;
1-Зхх Бензин о 0 0 0 0 <0 0'
1-Зхх Бензин о ;, 0 0 0 0 0 0
610 Справочник по переработке нефти
1-Зхх Бензин 0 6 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0 0
1-400 Специальный керосин 0 0 .0 0 0 0 0
1-411 Стандартный светлый керосин 0 эооо 9000 0 -9000 0 9000
1-419 Керосин двойного применения 0 0 0 0 0 0 0
1-434 Реактивное топливо (JP-4) 0 0 *0 -6 -6 0 -6
1-440 Реактивное топливо (А-1) 576000 855000 '*1431000 1476919 45919 0 0
I-440IM 0 0 •о 0 0 0 0
1-4хх Керосин 0 0 ,.0 0 0 0 0
1-4хх Керосин 0 0 0 0 0 0 0
Мхх Керосин 0 0 0 0 0 0 0
1-4хх Керосин 0 0 0 0 0 0 0
1-4хх Керосин 0 0 №0 0 0 0 0
1-711 Масляный дистиллят 0 0 0 0 0 0 0
1-725 Остаток каталитического крекинга 0 0 .0 0 0 0 0
1-726 Мало сернистый остаток 0 -р 0 0 0 0 0
каталитического крекинга
1-730 Очищенная арабская нефть 0 0 10 0 0 0 б
1-7хх Тяжелый газойль 0 0 .0 0 0 0 0
1-7хх Тяжелый газойль 0 0 »0 0 0 0 0
1-7хх Тяжелый газойль 0 б ,0 0 0 0 0
1-800 ДТ для быстроходных двигателей 0 0 0 0 0 0 0
1-80001 ДТ для БД (t замерзания 0 °C) 210000 681000 891000 928278 37278 8786 20492
1-875 ДТ (ЦЧ 47;-6 °C) 0 0 0 0 0 0 б
1-876 ДТ (ЦЧ 46; -6 °C) 0 204000 204000 320348 116348 0 116348
I-876ZP ДТ (ЦЧ 46; -18 °C) 0 0 0 0 0 0 0
1-884 ДТ (ЦЧ 47; сера 0,5) 0 0 0 0 0 0 0
1-885 ДТ(ЦЧ46; -6 °C) 24990 66990 91980 42505 -49475 ,,-19755 -29720
1-888 ДТ(ЦЧ46; -6 °C) 599130 471930 1071060 1095206 24146 0 0
1-88852 0 0 0 0 0 0 0
1-8хх Дизельное топливо 0 0 0 0 0 0 0
1-8хх Дизельное топливо 0 ,0 ,0 0 0 0 0
1-8хх Дизельное топливо 0 и б 0 0 0 0
1-8хх Дизельное топливо 0 0 -0 0 0 0 0
1-8хх Дизельное топливо 0 0 *0 0 0 0 0
Распределение продукции 611
Экран 1 (продолжение)
Сорта Описание продукта Первоначальный ОКП Итого, барр. Прогноз изменений
Б, барр. А, барр. фактическое производство Итого дельта, барр. Дельта Б, ( эарр. Дельта А, барр.
1-8хх Дизельное топливо 0 0 0 0 0 0 0
1-8хх Дизельное топливо 0 0 0 0 0 0 0
1-8хх Дизельное топливо 0 0 0 0 0 0 0
1-892 Масло для судовых двигателей 0 0 0 -185 -185 -104 -81
1-928 Мазут (S 2,8; вязк. 180 сСт) б 0 0 0 0 0 0
1-933 Мазут (S 3,5; вязк. 80 сСт) 'о 0 0 0 0 0 0
1-955 Мазут (S 3,5; вязк. 75 сСт) 0 0 0 0 0 0 0
1-957 Мазут (S 3,5; вязк. 225 ам. ст.) 0 0 0 0 0 0 0
1-960 Мазут (S 3,5; вязк. 120 сСт) 0 0 0 0 0 0 0
1-96001 б 0 0 0 0 0 О
1-9601 о 0 0 0 0 б 0
1-9602 0 0 0 0 0 0 0
1-961 Мазут (S 3,5; вязк. 180 сСт) 724230, 582030 1306260 1218169 -88091 0 ' 0
1-96107 Мазут (S 4,0; вязк. 180 сСт) 0 420990 420990 291431 -129559 0 429 559
1-962 Мазут (S 3,5; вязк. 280 сСт) 0 '0 0 0 0 0 0
1-96201 0 '0 0 0 0 0': б
1-96202 0 0 0 0 0 0 б
1-971 Мазут (S 4,0; вязк. 380 сСт) б 0 0 0 0 б 0
1-97103 0. 387990 387990 381455 -6535 0 -6535
1-9хх Мазут 0 0 0 0 0 0 б
1-9хх Мазут .0 0 0 0 0 0 0
1-9хх Мазут .0 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0 б
1-9хх Мазут 0 0 0 0 0 0 р,
612 Справочник по переработке нефти
I-9xx I-9xx Мазут Мазут 0 0 0 0 0 0
I-9xx Мазут 0 0 0
I-9xx Мазут 0 0 0
Рхххх Промежуточный запас 6 0 0
Рхххх Промежуточный запас 0 0 0
Рхххх Промежуточный запас 0 0 0
.Рхххх Промежуточный запас 0 0 0
Рхххх Промежуточный запас 0 0 0
Рхххх Промежуточный запас 0 0 0
PBFUEL Топочный мазут 0 0 0
PBHDSL ДТ высококачественное 0 0 0
PCTISO Фракция изомеризата 0 0 0
PCTTR Остаточная фракция 0 6000 6000
PDSDSL Малосернистое ДТ 0 9000 9000
PDSL ДТ 0 14010 14010
PFCCF Водородный газ для кат. крек. 0 0 0
PFCOO Тяжелый изомеризат для кат. кр. -30990 -27990 -58980
PFDISO Водород для гидроочистки -51000 -120Ь00 -171000
PGABS Бензин 0 0 0
PGPDSL ДТ неочищенное 0 0 0
PIS1MP Изомеризат на импорт 0 0 0
P KERIM Керосин на импорт 0 0 0
PKERO Керосин 0 0 0
PLANTS Продукт в установках Q 0 0
и трубопроводах
PLCGAS Легкий каталитический бензин 33 990 69000 102990
PLLCN Легкая каталитическая нафта 0 0 0
PLSRBS Компонент легкой нафты 1-220 0 0 0
PLTISO Легкий изомеризат 2010 0 2010
PMEISO Фракция среднего изомеризата 0 0 0
PMIDSL Дизельная фракция АТ 6990 999Q 16980
PMSR Сернистая нафта 0 0 0
POMRSD Оманский импорт 0 0 0
PPOLY Полимерный бензин 3990 6990 10980
0 0 0 ' ' 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 б 6
0 0 0 Й
0 0 0 0
0 0 6 0
0 0 0 0
0 0 0 б
-846 -846 -255 -591
0 0 0 б
0 0 0 0
2868 -3132 0 23132
80009 71009 28 чО4 42605
88946 74936 29974 44962
0 0 0 0
-37350 21630 11365 10265
-161672 9328 2782 6546
0 0 0 0
0 0 . 0 0
0 0 0 0
0 0 0 0
-5572 -5572 -2391 -3181
0 0 0 О
115403 12413 4097 8316
1543 1543 617 926
0 0 0 0
-25866 -27876 -7758 20118
-9766 -9766 -4470 -5296
-3349 -20329 -13119 -7210
-3136 -3136 -1239 -1897
0 0 0 0
9393 -1587 -577 -1016;
Распределение продукции 613
Экран 1 (продолжение)
Сорта Описание продукта Первоначальный ОКП Прогноз изменений
Б, барр. А, барр. Итого, барр. Фактическое производство Итого дельта, барр. Дельта Б, барр. Дельта А, барр.
PP90R Риформат с ОЧ 90 0, 0 0 0 0 0 0
PP93R Риформат с ОЧ 93 -990 -2010 -3000 -5867 -2867 -946 -19 21
PP95R Риформат с ОЧ 95 0 0 0 0 0 0 0
PP96R Риформат с ОЧ 96 9990 18000 27990 24257 -3733 1332 -2401
PRESID Остаток 363960 15870 379830 340735 -39095 37462 -1633
PRESMI Сырье для вакуумной уст. “о. 0 0 0 0 0 0
PRES75 Остаток кат. крек, для ВУ1-725 '0 0 0 0 0 ,ог 0
PSKERO Малосернистый керосин 0 0 0 658 658 •263- 395
PSLOPD Остаточный дистиллят о - 0 0 -4714 -4714 -1860 2854
PSLOPO Остаточное масло 0 0 0 -5518 -5518 -1.901 -3617
PSLOPT Остаток портового терминала ;о 0 0 0 0 0
PSMCN Малосернистая нафта кат. кр. -8010 -15000 -23010 -29517 -6507 -2265 -4242
PSWMSRMMOcepHHCTbiii риформат 0 6000 -6000 -100 5900 ,0 5900
PUFCHG Сырье очищенное от серы -3990 0 -3990 -9419 -5429 -1859 -3570
и азота
PUJFBS Сернистое реактивное топливо 0 0 0 0 0 О’ 0"
PWCN Нафта кат. крекинга 0 .0 0 2999 2999 1200 1799
P440BS Фракция реактивного топлива 0 0 0 0 0 ,0" 0
Итого 2876010 4783 540 7573197 -86353 -7816 187834
Итого 325950 -22140 364119 60309 1268 59041
Итого 3201960 4761400 7937316 -26044 -6548 246875
Нефть 3225000 4806000 8031000 8037551 6551 -9980 16531
Потери 23040 44600 100235
614 Справочник по переработке нефти
Распределение продукции
615
Экран 2. Остатки на начало периода и данные по отгрузке акционера Б (барр.)
Остатки Остатки на конец периода
Продукты I на начало Скорректи- Распреде- ление Итого 1 Отгрузка Местные продажи На собствен- ные нужды
периода । ровано
1-1138 16862 0 46862 22624 24238
1-1149 251 352 603 ’5301 -4698
I-1138D (Й 0 0 0
I-11XX 0 0 0 0
1-150 122442' -543 121899 121899
1-151 0 0 0 0
I-1XX 0 0 0 0
I-1XX 0 0 0 0
1-201 б 0 0 0
1-210 261907, 273846 535753 ; 240091 295662
1-220 124639 155202 192072 471913 ' 490190 -18277
1-2хх 0 0 0 0
1-2хх 0. 0 0 0
1-2хх 0 0 0 0
1-2хх 0 0 0 0
1-253 0 0 0 0
1-383 8718 -3147 5571 5571
1-387 0 11616 11616 11616
I-387R о: 0 0 0
I-387S 0 0 0 0
I-390E 0 0 0 0
I-390J 0 0 0 0
I-390R р 0 0 0
I-390S 0 0 0 0
I-390X 0 0 0 0
I-390Z 17672 209046 226718 208'’ВО 18238
1-393 0 0 0 0
I-393S 0 0 0 0
I-393X о: 0 0 0
I-395L 0 0 0 0
I-395LL 0 330 330 330
I-395M 145602 48572 194174 194174
I-395S 0 0 0 0
1-397 0 0 0 0
I-397C 0 0 0 0
I-397E 0 0 0 0
I-397LL 6127 20050 26177 26177 0
I-397R 0 0 0 0
I-397S 0 0 0 0
1-3975 0 0 0 0
I-398E 0 0 0 0
I-398M о 0 0 0
I-398S 0 0 0 0
I-398X 0 0 0 0
1-Зхх 0 0 0 0
1-Зхх 0 0 0 0
1-Зхх 0, 0 0 0
1-Зхх О’ 0 0 0
1-Зхх 0 0 0 0
1-Зхх 0 0 0 0
1-Зхх б: 0 0 0
1-Зхх 0 0 0 0
1-Зхх о 0 0 0
616
Справочник по переработке нефти
Экран 2 (продолжение)
Продукты Остатки Распреде- ление Итого Отгрузка Местные продажи На собствен- ные нужды Остатки на конец периода
на начало периода Скорректи- ровано
1-Зхх 0 0 0 0
1-400 № 0 0 0
1-411 0 0 0 0
1-419 0, 237296 0 237296 237296 0
1-434 0 0 0 0
1-440 206732 -237296 591669 561105 83346 477759
I-440IM 0 0 0 0
1-4хх 0 0 0 0
1-4хх 0, 0 0 0
1-4хх 0 0 0 0
1-4хх 0? 0 0 0
1-4хх 0 0 0 0
1-711 0 0 0 0
1-725 0 0 0 0
1-726 0, 0 0 0
1-730 0 0 0 0
1-7хх _0< 0 0 0
1-7хх 0 0 0 0
1-7хх о 0 0 0
1-800 0 0 0 0
1-80001 0 218786 218786 210332 8454
1-875 0 0 0 0
1-876 2847 0 2847 2847
I-876ZP 0 0 0 0
1-884 6 0 0 0
1-885 20332 5235 25567 25567 0
1-888 136994 650516 787510 69834< 16932 314 71918
1-88852 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0* 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-892 15687 -104 15583 15583
1-928 0 0 0 0
1-933 0 0 0 0
1-955 0 0 0 0
1-957 0 0 0 0
1-960 0 0 0 0
1-96001 0 0 0 0
1-9601 0 0 0 0
1-9602 0 0 0 0
1-961 314131 636558 950689 1089965 1172 -140448
1-96107 0 0 0 0
1-962 0^ 0 0 0
1-96201 0 0 0 0
1-96202 0 0 0 0
1-971 0 0 0 0
1-97103 0 0 0 0
1-9хх 0 0 0 0
Распределение продукции
617
1-9хх 0 0 0 0
1-9хх 0 0 0 0
1-9хх 0 0 0 0
1-9хх 0 0 0 0
1-9хх 0 0 0 0
1-9хх и 0 0 0
1-9хх О 0 0 0
1-9хх б 0 0 0
1-9хх о' 0 0 0
Рхххх 0 0 0
Рхххх 0, 0 0 0
Рхххх и 0 0 0
Рхххх 0 0 0 0
Рхххх 0 0 0 0
Рхххх О' 0 0 0
PBFUEL 3105 -255 2850 2850
PBHDSL 0 0 0 0
PCTISO 0 0 0 0
PCTTR 20931 0 20931 20931
PDSDSL '0447 28404 48851 48851
PDSL 302Г 29974 60185 60185
PFCCF 0 0 0 0
PFCOO 69478 -19625 49853 49853
PFDISO 75257 -48218 27039 27039
PGABS 0 0 0 0
PGPDSL ( 0 0 0
PISIMP 0 0 0 0
PKERIM 0 0 0 0
PKERO 64261 -2391 61 870 61870
PLANTS 27614 0 27614 27614
PLCGAS 15273 38087 83360 83360
PLLCN 1679 617 2296 2296
PLSRBS О’ 0 0 0
PLTISO 21169 -5748 15421 15421
PMEISO 22667 -4470 18197 18197
PM1DSL 8407 -6129 2278 2278
PMSR <8780 -1239 7541 7541
POMRSD 0 0 0 0
PPOLY 13885 3413 17298 17298
PP90R 0 0 0 0
PP93R 5 566 -1936 43630 43630
PP95R 0 0 0 0
PP96R 45550 8658 54208 54208
PRESID 5730 326498 332228 332228
PRESMI <0 0 0 0
PRES75 0 0 0 0
PSKERO 13398 263 13661 13661
PSLOPD 13218 -1860 11358 11358
PSLOPO 5147 -1901 13246 13246
PSLOPT 0 . 0 0 0
PSMCN 27559 -10275 17284 17284
PSWMSR 14008 0 14008 14008
PUFCHG 17971 -5849 12 122 12122
PUJFBS 0 0 0 0
PWCN 858 1200 2058 2058
P440BS 0 0 0 0
Итого 332169 0 327218 959387 0 Q 0 959387
полуфабрикатов
Итого конечных ,1430943 155202 2854854,18 4440999 3337715 18104 314 1084866,2
продуктов
Итого 2063112 155202 3182072,18 5400386 3337715 18104 314 2044253,2
618
Справочник по переработке нефти
Экран 3. Остатки на начало периода и данные по отгрузке акционера А (барр.)
Продукты Остатки на начало периода Скорректи- ровано Распреде- ление Итого Отгрузка Местные продажи На Остатки собственные на конец нужды периода
1-1138 1-1149 I-1138D I-llxx 1-150 1-151 I-1XX I-lxx 1-201 1-210 1-220 1-2хх 1-2хх 1-2хх 1-2хх 1-253 1-383 1-387 I-387R I-387S I-390E I-390J I-390R I-390S I-390X I-390Z 1-393 I-393S I-393X I-395L I-395LL I-395M I-395S 1-397 I-397C I-397E I-397LL I-397R I-397S 1-3975 I-398E I-398M I-398S I-398X 1-Зхх 1-Зхх 1-Зхх 1-Зхх 1-Зхх 1-Зхх 1-Зхх 1-Зхх 1-Зхх -11689 34130 688 0 -110983 0 0 0 0 17406 107928 0 0 0 0 0 14186 0 0 0 0 32354 0 0 0 0 .0 0 0 72896 218044 -145602 0 0 0 0 105 858 0 0 0 0 31538 0 0 0 0 0 0 р 0 0 0 0 37467 528 0 0 23703 0 0 0 0 526486 6481 0 0 0 0 0 -5121 17423 0 0 0 140488 0 0 0 0 0 0 0 -72896 31132 -48572 0 0 0 0 13501 0 0 0 249558 146705 0 0 0 0 0 0 0 0 0 0 0 25778 34658 688 0 -87280 0 0 0 0 543892 114409 0 0 0 0 0 9065 17423 0 0 0 172842 0 0 0 0 0 0 0 0 249176 -194174 0 0 0 0 119359 0 0 0 249558 178243 0 0 0 0 0 0 0 0 0 0 0 17641 962 >249762 249176- 119359 3405U 9491 22361 115302 68532 -1354 26706 688 0 -109641 0 0 0 0 294130 114409 0 0 0 0 0 9065 17423 0 0 0 57540 0 0 0 0 0 0 0 0 0 -194174 0 0 0 0 0 0 0 0 215508 109711 0 0 0 0 0 0 0 0 0 0 0
Распределение продукции
619
1-Зхх 0 0 0 0
1-400 0 0 0 0
1-411 12 0 12 12
1-419 0 841363 0 841363 841363 0
1-434 50163 -6 50157 8996 41161
1-440 432 083 -841363 885250 475970 158164 5326 312480
I-440IM 0 0 0 0
1-4кх 0 0 0 0
1-4хх 0 0 0 0
1-4хх 6 0 0 0
1-4хх 0 0 0 0
1-4хх 0 0 0 0
1-711 0 0 0 0
1-725 0 0 0 0
1-726 0 0 0 0
1-730 0 0 0 0
1-7хх 0 0 0 0
1-7хх 0 0 0 0
1-7хх 0 0 0 0
1-800 0 0 0 0
1-80001 126709 709492 836201 ,542109 294092
1-875 0 0 0 0
1-876 280974 320348 601322 237453 363869
I-876ZP О 0 0 0
1-884 0 0 0 0
1-885 92640 37270 129910 129910 0
1-888 51290 444690 495980 349946 67905 470 77659
1-88852 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-8хх 0 0 0 0
1-892 12293 -81 12212 1561 10651
1-928 0 0 0 0
1-933 0 0 0 0
1-955 0 0 0 0
1-957 0 0 0 0
1-960 0 0 0 0
1-96001 0 0 0 0
1-9601 0 0 0 0
1-9602 0 0 0 0
1-961 399679 581611 981290 395852 585438
1-96107 0 291431 291431 291431 0
1-962 0 0 0 0
1-96201 0 0 0 0
1-96202 0 0 0 0
1-971 0 0 0 0
1-97103 0 381455 381455 381455
1-9хх 0 0 0 0
1-9хх 0 0 0 0
1-9хх 0 0 0 0
1-9хх 0 0 0 0
1-9хх 6 0 0 0
1-9хх 0 0 0 0
1-9хх 0 0 0 0
1-9хх 0 0 0 0
620
Справочник по переработке нефти
Экран 3 (продолжение)
Продукты Остатки Распреде- ление Итого Отгрузка Местные продажи На собственн нужды Остатки ые на конец периода
на начало периода Скорректи- ровано
1-9хх 0 0 0 0
1-9хх 0 0 0 0
Рхххх 0 0 0 0
Рхххх 0 0 0 0
Рхххх 0 0 0 0
Рхххх б 0 0 0
Рхххх 0 0 0 0
Рхххх 0 0 0 0
PBFUEL 7180 -591 6589 6589
PBHDSL 0 0 0 0
PCTISO 0 0 0 0
PCTTR 2712 2868 5580 5580
PDSDSL 44 Ю9 51605 96014 96014
PDSL 4611 58972 105082 105082
PFCCF 0 0 0 0
PFCOO 61850 -17725 44125 44125
PFDISO 202441 -113454 88987 88987
PGABS 0 0 0 0
PGPDSL б 0 0 0
PISIMP 0 0 0 0
PKERIM 0 0 0 0
PKERO 85 508 -3181 82327 82327
PLANTS 41421 0 41421 41421
PLCGAS 15093, 77316 92409 92409
PLLCN 3234 926 4160 4160
PLSRBS 0 0 0 0
PLTISO 54 893 -20118 34775 34775
PMEISO 26858 -5296 21562 21562
PMIDSL 4620 2780 7400 7400
PMSR 13445 -1897 11548 11548
POMRSD 0 0 0 0
PPOLY 7996 5980 13976 13976
PP90R 0 0 0 0
PP93R 4179' -3931 37866 37866
PP95R 0 0 0 0
PP96R 51489 15599 67088 67088
PRESID 8762" 14237 101859 101859
PRESMI 0 0 0 0
PRES75 0 0 0 0
PSKERO 25 555 395 25950 25950
PSLOPD 20285, -2854 17431 17431
PSLOPO 28820 -3617 25209 25209
PSLOPT 0 0 0 0
PSMCN 48855 -19242 29613 29613
PSWMSR 21738 -100 21638 21638
PUFCHG 34502 -3570 30932 30932
PUJFBS 0 0 0 0
PWCN 1715 1799 3514 3514
P440BS 0 0 0 0
Итого 980154 0 36901 10170550 0 0 1017055
полуфабри-
катов
Итого 1812597 0 4718342,82 65309403625729 297913 470 2606827,8
конечных
продуктов
Итого 2792751 0 4 755 243,82 7547 9953 625 729 297913 470 3623 882,8
Распределение продукции
621
Экран 4. Физические запасы НПЗ на начало и конец периода
Остатки На Остатки
на начало Скорректи- Местные собственные на конец
Продукты периода ровано Произведено Итого Отгрузка продажи нужды периода
1-1138 35173 0 37467 72640 40265 9491 0 22884
1-1149 34381 0 880 35261 13253 0 0 22008
I-1138D 688 0 0 688 0 0 „р 688
I-11XX 0 0 0 0 0 0 0 0
1-150 11459 0 23160 34619 0 22361 0 12258
1-151 0 0 0 0 0 0 6 0
I-1XX 0 0 0 0 0 0 0 0
I-1XX 0 0 0 0 0 0 0 0
1-201 0 0 0 0 0 0 *0 0
1-210 279313 0 800332 1079645489853 0 0 589792
1-220 232567 155 202 198553 586322 490190 0 0 96 132 •
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-253 0 0 0 0 0 0 0 0
1-383 22904 0 -8268 14636 0 0 р 14636,
1-387 0 0 29039 29039 0 0 0 29039
I-387R 0 0 0 0 0 0 0 0
I-387S 0 0 0 0 0 0 0 0
I-390E 0 0 0 0 0 0 0 0
I-390J 32354 0 140488 172842 0 115302 0 57540
I-390R 0 0 0 0 0 0 0 0
I-390S 0 0 0 0 0 0 0 0
I-390X 0 0 0 0 0 0 р 0
I-390Z 17672 0 209046 226718 208480 0 0 18238
1-393 0 0 0 0 0 0 0 0
I-393S 0 0 0 0 0 0 0 0
I-393X 0 0 0 0 0 0 0 0
I-395L 72896 0 -72896 0 0 0 0 0
I-395LL 218044 0 31462 249506 249176 0 0 330
I-395M 0 0 0 0 0 0 0 0
I-395S 0 0 0 0 0 0 0 0
1-397 0 0 0 0 0 0 0 0
I-397C 0 0 0 0 0 0 0 0
I-397E 0 0 0 0 0 0 р 0
I-397LL 111985 0 33551 145536 145 536 0 0 0
I-397R 0 0 0 0 0 0 0 0
I-397S 0 0 0 0 0 0 Q 0
1-3975 0 0 0 0 0 0 0 0
I-398E 0 0 249558 249558 34050 0 0 215508
I-398M 31538 0 146705 178243 0 68532 0 109711
I-398S 0 0 0 0 0 0 р 0
I-398X 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 р 0-
1-Зхх 0 0 0 0 0 0 р 0
1-Зхх 0 0 0 0 0 0 0 й
1-Зхх 0 0 0 0 0 0 0 0. -
1-Зхх 0 0 0 0 0 0 О’ 0'^
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 б
622
Справочник по переработке нефти
Экран 4 (продолжение)
Остатки На Остатки
на начало Скорректьт Местные собственные на конец
Продукты периода ровано Произведено Итого Отгрузка продажи нужды периода
1-Зхх 0 0 0 0 0 0 0 0
1-400 0 0 0 0 0 0 0 0
1-411 12 0 0 12 0 0 о 12
1-419 0 1078659 0 10786591078659 0 о 0
1-434 50163 0 -6 50157 0 8996 0 41161
1-440 638815 -1078659 1476919 1037075 241510 5326 0 790239
I-440IM 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
I-4XX 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-711 0 0 0 0 0 0 0 0
1-725 0 0 0 0 0 0 0 0
1-726 0 0 0 0 0 0 0 0
1-730 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-800 0 0 0 0 0 0 о 0
1-80001 126709 0 928278 1054987752441 0 0 302546
1-875 0 0 0 0 0 0 0 0
1-876 283821 0 320348 604169 237453 0 .о 366716
I-876ZP 0 0 0 0 0 0 0 0
1-884 0 0 0 0 0 0 0 0
1-885 112972 0 42505 155477 155477 0 0 0
1-888 188284 0 1095206 12834901048292 84837 784 149577
1-88852 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 и
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-Вхх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 -0 0
1-8хх 0 0 0 0 0 0 0 0
1-892 27980 0 -185 27795 1561 0 0 26234
1-928 0 0 0 0 0 0 0 0
1-933 0 0 0 0 0 0 0 0
1-955 0 0 0 0 0 0 0 0
1-957 0 0 0 0 0 0 0 0
1-960 0 0 0 0 0 0 0 0
1-96001 0 0 0 0 0 0 0 0
1-9601 0 0 0 0 0 0 0 0
1-9602 0 0 0 0 0 0 0 0
1-961 713810 0 1218169 1931979 1 485817 1172 р 444990
1-96107 0 0 291431 291431 291431 0 0 0
1-962 0 0 0 0 0 0 р 0
1-96201 0 0 0 0 0 0 0 0
1-96202 0 0 0 0 0 0 0 0
1-971 0 0 0 0 0 0 0 0
1-97103 0 0 381455 381455 0 0 0 381455
1-9хх 0 0 0 0 0 0 0 0
Распределение продукции
623
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 -0 0
1-9хх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
PBFUEL 10285 0 -846 9439 0 0 .0 9439
PBHDSL 0 0 0 0 0 0 0 0
PCTISO 0 0 0 0 0 0 0 0
PCTTR 23643 0 2868 26511 0 0 0 26511
PDSDSL 64856 0 80009 144865 0 0 0 144865
PDSL 76321 0 88946 165267 0 0 0 165267
PFCCF 0 0 0 0 0 0 0 0
PFCOO 131328 0 -37350 93978 0 0 0 93978
PFDISO 277698 0 -161672 116026 0 0 0 116026
PGABS 0 0 0 0 0 0 0 0
PGPDSL 0 0 0 0 0 0 0 0
PISIMP 0 0 0 0 0 0 0 0
PKERIM 0 0 0 0 0 0 0 0
PKERO 149769 0 -5572 144197 0 0 0 144197
PLANTS 69035 0 0 69035 0 0 0 69035
PLCGAS 60366 0 115403 175769 0 0 0 175769
PLLCN 4913 0 1543 6456 0 0 0 6456
PLSRBS 0 0 0 0 0 0 !0 0
PLTISO 76062 0 -25866 50196 0 0 0 50196
PMEISO 49525 0 -9766 39759 0 0 0 39759
PMIDSL 13027 0 -3349 9678 0 0 0 9678
PMSR 22225 0 -3136 19089 0 0 0 19089
POMRSD 0 0 0 0 0 0 0 0
PPOLY 21881 0 9393 31274 0 0 0 31274
PP90R 0 0 0 0 0 0 0 0
PP93R 87363 0 -5867 81496 0 0 0 81496
PP95R 0 0 0 0 0 0 0 0
PP96R 97039 0 24257 121296 0 0 0 121296
PRESID 93352 0 340735 434087 0 0 0 434087
PRESMI 0 0 0 0 0 0 0 0
PRES75 0 0 0 0 0 0 0 0
PSKERO 38953 0 658 39611 0 0 0 39611
PSLOPD 33503 0 -4714 28789 0 0 0 28789
PSLOPO 43973 0 -5518 38455 0 0 р 38455
PSLOPT 0 0 0 0 0 0 0 0
PSMCN 76414 0 -29517 46897 0 0 р 46897
PSWMSR 35 746 0 -100 35646 0 0 0 35646
PUFCHG 52473 0 -9419 43054 0 0 0 43054
. PUJFBS 0 0 0 0 0 0 0 0
PWCN 2573 0 2999 5572 0 0 0 5572
P440BS 0 0 0 0 0 0 0 0
Итого полуфабрикатов 1612323 0 364119 1976442 0 0 0 1976442
Итого конечных продуктов 3243 540 155202 7573197 10971939 6963 444 316017 784 3691694
Итого 4855863 155202 7937316 12948381 6963444 316017 784 5668136
624
Справочник по переработке нефти
Экран 5. Эквивалентность продуктов
Сорт Описание Эквивалентность необязательных сортов
1-150 1-220 1-210 I-395M 1-440 1-888 1-961 Огранич.
1-1138 Асфальт 60/70 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287 1,0000
1-1149 Асфальт 40/50 0,0000 0,0000 0,0000 0,0000 0,0000 -0,7287 1,7287 1,0000
I-11XX Асфальт 0,0000 0,0000 0,0000 0,0000 0,0000 -0,72871,7287 1,0000
I-11XX Асфальт 0,0000 0,0000 0,0000 0,0000 0,0000 -0,72871,7287 1,0000
1-150 СНГ 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
1-151 СНГ 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
I-1XX СНГ 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
I-1XX СНГ 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
1-201 Легкая нафта 0,0000 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
1-210 Тяжелая нафта 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 0,0000 1,0000
1-220 Легкая нафта 0,0000 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
1-2хх Нафта 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-2хх Нафта 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-2хх Нафта 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-2хх Нафта 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-253 Нафта каталитического -0,00070,0279 0,0000 0,9728 0,0000 0,0000 0,0000 1,0000
крекинга
1-383 Бензин (ОЧ 83; 0,84 свинец) -0,0215 0,8519 0,0000 0,1696 0,0000 0,0000 0,0000 1,0000
1-387 Бензин (ОЧ 87; 0,84 свинец) -0,0152 0,6049 0,0000 0,4103 0,0000 0,0000 0,0000 1,0000
I-387R Бензин (ОЧ 87; 0,40 свинец) -0,0106 0,4207 0,0000 0,5899 0,0000 0,0000 0,0000 1,0000
I-387S -0,00890,3528 0,0000 0,6561 0,0000 0,0000 0,0000 1,0000
I-390E -0,0106 0,4198 0,0000 0,5908 0,0000 0,0000 0,0000 1,0000
I-390J Газовый бензин -0,00660,2629 0,0000 0,7437 0,0000 0,0000 0,0000 1,0000
I-390R -0,0078 0,3296 0,0000 0,6782 0,0000 0,0000 0,0000 1,0000
I-390S Бензин (0,40 свинец; (ДПР) -0,03460,2619 0,0000 6,172.1 0,0000 0,0000 0,0000 1,0000
давление пара по Рейду 8)
1-390Х -0,0088 0,3408 0,0000 0,6680 0,0000 0,0000 0,0000 1,0000
I-390Z Бензин (0,4 свинец; ДПР 9) -0,0204 0,2624 0,0000 0,7580 0,0000 0,0000 0,0000 1,0000
1-393 Бензин (ОЧ 93; свинец 0,84) -0,00590,2346 0,0000 0,7713 0,0000 0,0000 0,0000 1,0000
I-393S Бензин (ОЧ 93; свинец 0,40) -0,0027 0,1052 0,0000 0,8975 0,0000 0,0000 0,0000 1,0000
I-393X Бензин (ОЧ 93; свинец 0,60) -0,00430,1704 0,0000 0,8339 0,0000 0,0000 0,0000 1,0000
I-395L Бензин (ОЧ 95; свинец 0,84) -0,0028 0,1111 0,0000 0,8917 0,0000 0,0000 0,0000 1,0000
I-395LL Бензин (ОЧ 95; свинец 0,15) 0,0040 -0,1570 0,0000 1,1530 0,0000 0,0000 0,0000 1,0000
I-395M Бензин (ОЧ 95; свинец 0,40) 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-395 S Бензин 0,0040 -0,1570 0,0000 1,1530 0,0000 0,0000 0,0000 1,0000
1-397 0,0027 -0,1052 0,0000 1,1025 0,0000 0,0000 0,0000 1,0000
I-397C Бензин (ОЧ 97; свинец 0,6) 0,0014 -0,05680,0000 1,0554 0,0000 0,0000 0,0000 1,0000
I-397E Бензин (ОЧ 97; свинец 0,84) 0,0003 -0,0123 0,0000 1,0120 0,0000 0,0000 0,0000 1,0000
I-397LL Бензин (ОЧ 97; свинец 0,15) 0,0049 -0,1943 0,0000 1,1894 0,0000 0,0000 0,0000 1,0000
I-397R Бензин (ОЧ 97; свинец 0,4) 0,0027 -0,1052 0,0000 1,1025 0,0000 0,0000 0,0000 1,0000
I-397S Бензин (свинец 0,4; ДПР 9) -0,0111 -0,1057 0,0000 1,1168 0,0000 0,0000 0,0000 1,0000
1-3975 0,0033 -0,1315 0,0000 1,1282 0,0000 0,0000 0,0000 1,0000
I-398E Бензин (ОЧ 98; свинец 0,84) 0,0019 -0,0741 0,0000 1,0722 0,0000 0,0000 0,0000 1,0000
I-398M Бензин 0,0040 -0,1577 0,0000 1,1537 0,0000 0,0000 0,0000 1,0000
I-398S Бензин (свинец 0,4; ДПР 10) 0,0045 -0,1577 0,0000 1,1532 0,0000 0,0000 0,0000 1,0000
I-398X Бензин (ОЧ 98; свинец 0,60) 0,0029 -0,1136 0,0000 1,1107 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
Распределение продукции
625
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-Зхх Бензин 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 0,0000 1,0000
1-400 Специальный керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
1-411 Станд. светлый керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
1-419 Керосин двойного применения 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
1-434 Реактивное топливо (JP-4) -0,03500,0000 0,5230 0,0000 0,5120 0,0000 0,0000 1,0000
1-440 Реактивное топливо (А-1) 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
I-440IM 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-4хх Керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
1-4хх Керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
1-4хх Керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
1-4хх Керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
1-4хх Керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
1-711 Масляный дистиллят 0,0000 0,0000 0,0000 0,0000 0,0000 0,2500 0,7500 1,0000
1-725 Остаток катал, крекинга 0,0000 0,0000 0,0000 0,0000 0,0000 0,3468 0,6532 1,0000
1-726 Малосернистый остаток 0,0000 0,0000 0,0000 0,0000 0,0000 0,4000 0,6000 1,0000
каталитического крекинга
1-730 Очищенная арабская нефть 0,0000 0,0000 0,0000 0,0000 0,0000 0,2709 0,7291 1,0000
1-7хх Тяжелый газойль 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-7хх Тяжелый газойль 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-7хх Тяжелый газойль 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
1-800 ДТ для быстроходных 0,0000 0,0000 0,0000 0,0000 -0,55681,5568 0,0000 1,0000
двигателей
1-80001 ДТ для БД (t замерзания 0 °C) 0,0000 0,0000 0,0000 0,0000 -0,1619 1,1619 0,0000 1,0000
I-87S ДТ (ЦЧ 47; -6 °C) 0,0000 0,0000 0,0000 0,0000 0,1449 0,8551 0,0000 1,0000
1-876 ДТ (ЦЧ 46; -6 °C) 0,0000 0,0000 0,0000 0,0000 0,1449 0,8551 0,0000 1,0000
I-876ZP ДТ (ЦЧ 46; -18 °C) 0,0000 0,0000 0,0000 0,0000 0,5653 0,4347 0,0000 1,0000
1-884 ДТ (ЦЧ 47; сера 0,5) 0,0000 0,0000 0,0000 0,0000 0,2670 0,7330 0,0000 1,0000
1-885 ДТ (ЦЧ 50; сера 0,5) 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-888 ДТ (ЦЧ 50; -6 °C) 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-88852 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-8хх Дизельное топливо 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-8хх Дизельное топливо 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-8хх Дизельное топливо 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-8хх Дизельное топливо 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-8хх Дизельное топливо 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-8хх Дизельное топливо 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-8хх Дизельное топливо 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-8хх Дизельное топливо 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
1-892 Масло для судовых двигателей 0,0000 0,0000 0,0000 0,0000 0,0000 0,7320 0,2680 1,0000
1-928 Мазут (S 2,8; вяэк. 180 сСт) 0,0000 0,0000 0,0000 0,0000 0,0000 0,0739 0,9261 1,0000
1-933 Мазут (S 3,5; вяэк. 80 сСт) 0,0000 0,0000 0,0000 0,0000 0,0000 0,1317 0,8683 1,0000
1-955 Мазут (S 3,5; вязк. 75 сСт) 0,0000 0,0000 0,0000 0,0000 0,0000 0,1440 0,8560 1,0000
1-957 Мазут (S 3,5; вяэк. 225 ам. ст.) 0,0000 0,0000 0,0000 0,0000 0,0000 0,2202 0,7798 1,0000
1-960 Мазут (S 3,5; вяэк. 120 сСт) 0,0000 0,0000 0,0000 0,0000 0,0000 0,0638 0,9362 1,0000
1-96001 0,0000 0,0000 0,0000 0,0000 0,0000 0,0638 0,9362 1,0000
1-9601 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9602 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-961 Мазут (S 3,5; вязк. 180 сСт) 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-96107 Мазут (S 4,0; вязк. 180 сСт) 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-962 Мазут (S 3,5; вязк. 280 сСт) 0,0000 0,0000 0,0000 0,0000 0,0000 -0,0638 1,0638 1,0000
1-96201 0,0000 0,0000 0,0000 0,0000 0,0000 -0,08441,0844 1,0000
1-96202 0,0000 0,0000 0,0000 0,0000 0,0000 -0,1029 1,1029 1,0000
1-971 Мазут (S 4,0; вяэк. 380 сСт) 0,0000 0,0000 0,0000 0,0000 0,0000 -0,1029 1,1029 1,0000
1-97103 0,0000 0,0000 0,0000 0,0000 0,0000 -0,1029 1,1029 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
626
Справочник по переработке нефти
Экран 5 (продолжение)
Сорт Описание Эквивалентность необязательных сортов
1-150 1-220 1-210 I-395M 1-440 1-888 1-961 Огранич.
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
1-9хх Мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
Рхххх Промежуточный запас 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
Рхххх Промежуточный запас 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
Рхххх Промежуточный запас 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
Рхххх Промежуточный запас 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
Рхххх Промежуточный запас 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
Рхххх Промежуточный запас 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000
PBFUEL Топочный мазут 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 1,0000
PBHDSL ДТ высококачественное 0,0000 0,0000 0,0000 0,0000 -1,3942 2,3942 0,0000 1,0000
PCTISO Фракция изомеризата 0,0000 0,0000 0,0000 0,0000 0,0000 0,3360 0,6640 1,0000
PCTTR Остаточная фракция 0,0000 0,0000 0,0000 0,0000 0,0000 0,6438 0,3562 1,0000
PDSDSL Малосернистое ДТ 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
PDSL ДТ 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
PFCCF Водородный газ для кат. 0,0000 0,0000 0,0000 0,0000 0,0000 0,2406 0,7594 1,0000
крекинга
PFCOO Тяжелый изомеризат для кат. 0,0000 0,0000 0,0000 0,0000 0,0000 0,2697 0,7303 1,0000
крекинга
PFDISO Водород для гидроочистки 0,0000 0,0000 0,0000 0,0000 0,0000 0,2406 0,7594 1,0000
PGABS Бензин -0,0914 0,5571 0,0000 0,5343 0,0000 0,0000 0,0000 1,0000
PGPDSL ДТ неочищенное 0,0000 0,0000 0,0000 0,0000 -1,3942 2,3942 0,0000 1,0000
PISIMP Изомеризат на импорт 0,0000 0,0000 0,0000 0,0000 0,0000 0,2918 0,7082 1,0000
PKERIM Керосин на импорт 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
PKERO Керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
PLANTS Продукт в установках 0,0103 0,1041 0,1105 0,1518 0,0886 0,1854 0,3494 1,0000
и трубопроводах
PLCGAS Легкий катал, бензин 0,0020 -0,0801 0,0000 1,0781 0,0000 0,0000 0,0000 1,0000
PLLCN Легкая катал, нафта 0,0020 -0,0801 0,0000 1,0781 0,0000 0,0000 0,0000 1,0000
PLSRBS Компонент легкой нафты 0,0000 1,0000 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000
PLTISO Легкий изомеризат 0,0000 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 1,0000
PMEISO Фракция среднего изомеризата 0,0000 0,0000 0,0000 0,0000 0,0000 0,3360 0,6640 1,0000
PMIDSL Дизельная фракция АТ 0,0000 0,0000 0,0000 0,0000 -0,45511,4551 0,0000 1,0000
PMSR Сернистая нафта -0,1140 -0,4690 1,5830 0,0000 0,0000 0,0000 0,0000 1,0000
POMRSD Оманский импорт 0,0000 0,0000 0,0000 0,0000 0,0000 0,0245 0,9755 1,0000
PPOLY Полимерный бензин -0,0102 -0,3091 0,0000 1,3193 0,0000 0,0000 0,0000 1,0000
PP90R Риформат с ОЧ 90 -0,0272 -0,0458 0,0000 1,0730 0,0000 0,0000 0,0000 1,0000
PP93R Риформат с ОЧ 93 -0,0246 > -0,1503 0,0000 1,1749 0,0000 0,0000 0,0000 1,0000
PP95R Риформат с ОЧ 95 -0,0228 1-0,2200 0,0000 1,2428 0,0000 0,0000 0,0000 1,0000
PP96R Риформат с ОЧ 96 -0,0219 -0,25480,0000 1,2767 0,0000 0,0000 0,0000 1,0000
PRESID Остаток 0,0000 0,0000 0,0000 0,0000 0,0000 0,2218 0,7782 1,0000
PRESMI Сырье для вакуумной уст. 0,0000 0,0000 0,0000 0,0000 -0,45511,4551 0,0000 1,0000
PRES75 Остаток кат. крек, для ВУ 0,0000 0,0000 0,0000 0,0000 0,0000 0,3468 0,6532 1,0000
PSKERO Малосернистый керосин 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
PSLOPD Остаточный дистиллят 0,0000 0,1000 0,1000 0,1400 0,1900 0,3700 0,1000 1,0000
PSLOPO Остаточное масло 0,0000 0,1000 0,1000 0,1400 0,1900 0,3700 0,1000 1,0000
PSLOPT Остаток портового терминала -0,0123 0,1414 0,0000 0,4936 0,0488 0,3285 0,0000 1,0000
PSMCN Малосернистая нафта -0,1030 0,0870 0,0000 1,0160 0,0000 0,0000 0,0000 1,0000
каталитического крекинга
PSWMSR Малосернистый риформат -0,1140 -0,46901,5830 0,0000 0,0000 0,0000 0,0000 1,0000
PUFCHG Сырье, очищенное от серы -0,1140 -0,4690 1,5830 0,0000 0,0000 0,0000 0,0000 1,0000
и азота
PUJFBS Сернистое реактивное топливо -0,1140 -0,46901,5830 0,0000 0,0000 0,0000 0,0000 1,0000
PWCN Нафта каталитического -0,0032 0,1255 0,0000 0,8777 0,0000 0,0000 0,0000 1,0000
крекинга
P440BS Фракция реактивного топлива 0,0000 0,0000 0,0000 0,0000 1,0000 0,0000 0,0000 1,0000
Итого Сырая нефть 0,0000 0,0100 0,1800 0,0000 0,1000 0,3100 0,4000 1,0000
Экран 6. Скорректированный ОКП
Сорт Продукт Акционер Б Акционер А
Первона- чальный ОКП Прогноз Компенса- ционные изменения Изменения нефти Скорректи- рованный ОКП Первона- чальный ОКП Прогноз Компенса- ционные изменения Изменения нефти Скорректи- рованный ОКП
1-1138 Асфальт 60/70 0 0 0 36000 1467 37467
1-1149 Асфальт 40/50 0 352 352 0 528 528
1-11XX Асфальт 0 0 0 0 0 0
1-11XX Асфальт 0 0 0 0 0 0
1-150 СНГ 0 0 -487 0 -487 24000 0 -690 0 23 310
1-151 СНГ 0 0 0 0 0 0
I-1XX СНГ 0 0 0 0 0 0
I-1XX СНГ 0 0 0 0 0 0
1-201 Легкая нафта 0 0 0 0 0 0
1-210 Тяжелая нафта 362 670 0 5280 -1796 366154 671320 0 -35 2976 674260
1-220 Легкая нафта 144000 0 -7234 -100 136666 0 0 9192 165 9357
1-2хх Нафта 0 0 0 0 0 0
1-2хх Нафта 0 0 0 0 0 0
1-2хх Нафта 0 0 0 0 0 0
1-2хх Нафта 0 0 0 0 0 0
1-253 Нафта катал, крекинга 0 0 0 0 0 0
1-383 Бензин (ОЧ 83; 0,84 свинец) 0 -3147 -3147 0 -5121 -5121
1-387 Бензин (ОЧ 87; 0,84 свинец) 0 11616 11616 0 17423 17423
I-387R Бензин (ОЧ 87; 0,40 свинец) 0 0 0 0 0 0
I-387S 0 0 0 0 0 0
I-390E 0 0 0 0 0 0
I-390J Газовый бензин 0 0 0 105000 35488 140488
I-390R 0 0 0 0 0 0
1-390S Бензин (0,40 свинец; (ДПР) давление пара по Рейду 8) 0 0 0 0 0 0
I-390X 0 0 0 0 0 0
I-390Z Бензин (0,4 свинец; ДПР 9) 207990 1056 209046 0 0 0
1-393 Бензин (ОЧ 93; свинец 0,84) 0 0 0 0 0 0
I-393S Бензин (ОЧ 93; свинец 0,40) 0 0 0 0 0 0
I-393X Бензин (ОЧ 93; свинец 0,60) 0 0 0 0 0 0
I-395L Бензин (ОЧ 95; свинец 0,84) 0 0 0 0 -72 896 -72896
I-395LL Бензин (ОЧ 95; свинец 0,15) 0 330 330 0 31132 31132
Распределение продукции 627
Экран 6 (продолжение)
Акционер Б АкционерА
Первона- Компенса- Скорректи- Первона- чальный ционные Изменения рованный чальный Сорт Продукт окп Прогноз изменения нефти ОКП ОКП Прогноз Компенса- Скорректи- ционные Изменения рованный изменения нефти ОКП
I-395M Бензин (ОЧ 95; свинец 0,40) 0 0 3119 0 3119 68400 0 -224064 0 -155664
I-395S Бензин 0 0 0 0 0 0
1-397 0 0 0 0 0 0
I-397C Бензин (ОЧ 97; свинец 0,6) 0 0 0 0 0 0
I-397E Бензин (ОЧ 97; свинец 0,84) 0 0 0 0 0 0
I-397LL Бензин (ОЧ 97; свинец 0,15) 27000 -6950 20050 42 000 -28 499 13 501
I-397R Бензин (ОЧ 97; свинец 0,4) 0 0 0 0 0 0
1-397S Бензин (свинец 0,4; ДПР 9) 0 0 0 0 0 0
1-3975 0 0 0 0 0 0
I-398E Бензин (ОЧ 98; свинец 0,84) 0 0 0 0 249558 249558
I-398M Бензин 0 0 0 57900 88805 146705
I-398S Бензин (свинец 0,4; ДПР 10) 0 0 0 99990 -99990 0
I-398X Бензин (ОЧ 98; свинец 0,60) 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-Зхх Бензин 0 0 0 0 0 0
1-400 Специальный керосин 0 0 0 0 0 0
1-411 Стандартный светлый керосин 0 0 0 9000 -9000 0
1-419 Керосин двойного применения 0 0 0 0 0 0
1-434 Реактивное топливо (JP-4) 0 0 0 0 -6 -6
1-440 Реактивное топливо (А-1) 576000 0 -1705 -998 573 297 855000 0 -2509 1653 854144
I-440IM 0 0 0 0 0 0
1-4хх Керосин 0 0 0 0 0 0
628 Справочник по переработке нефти
I-4xx Керосин 0 0
I-4xx Керосин 0 0
I-4xx Керосин 0 0
I-4xx Керосин 0 0
1-711 Масляный дистиллят 0 0
1-725 Остаток каталитического крекинга 0 0
1-726 Малосернистый остаток ката- литического крекинга 0 0
1-730 Очищенная арабская нефть 0 0
I-7xx Тяжелый газойль 0 0
I-7xx Тяжелый газойль 0 0
I-7xx Тяжелый газойль 0 0
1-800 ДТ для быстроходных двигателей 0 0
1-80001 ДТдля БД (t замерзания 0°С) 210000 8786
1-875 ДГ (ЦЧ 47; -6 °C) 0 0
1-876 ДГ (ЦЧ 46; -6 °C) 0 0
I-876ZP ДТ (ЦЧ 46; -18 °C) 0 0
1-884 ДТ (ЦЧ 47; сера 0,5) 0 0
1-885 ДТ (ЦЧ 50; сера 0,5) 24990 -19755
1-888 1-88852 ДГ (ЦЧ 50; -6 °C) 599130 0 0 -14183 0
I-8xx Дизельное топливо 0 0
I-8xx Дизельное топливо 0 0
I-8xx Дизельное топливо 0 0
I-8xx Дизельное топливо 0 0
I-8xx Дизельное топливо 0 0
I-8xx Дизельное топливо 0 0
I-8xx Дизельное топливо 0 0
I-8xx Дизельное топливо 0 0
1-892 Масло для судовых двигателей 0 -104
1-928 Мазут (S 2,8; вязк. 180 сСт) 0 0
1-933 Мазут (S 3,5; вязк. 80 сСт) 0 0
1-955 Мазут (S 3,5; вязк. 75 сСт) 0 0
1-957 Мазут (S 3,5; вязк. 225 ам. ст.) 0 0
1-960 1-96001 1-9601 1-9602 Мазут (S 3,5; вязк. 120 сСт) 0 0 0 0 0 0 0 0
1-961 Мазут (S 3,5; вязк. 180 сСт) 724230 0 21 759
1-96107 Мазут (S 4,0; вязк. 180 сСт) 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
218786 681 000 28492 709492
0 0 0 0
0 204000 116348 320348
0 0 0 0
0 0 0 0
5235 66990 -29 720 37270
-3094 581853 471930 0 -156782 5125 320272
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
-104 0 -81 -81
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
' 0 0 0 0
0 0 0 0
0 0 0 0
-3992 741997 582030 0 128013 6612 716655
0 420990 -129559 291431
Распределение продукции 629
Экран 6 (продолжение)
Сорт Продукт Акционер Б Акционер А
Первона- чальный ОКП Прогноз Компенса- ционные изменения Изменения нефти Скорректи- рованный ОКП Первона- чальный ОКП Прогноз Компенса- ционные изменения Изменения нефти Скорректи- рованный ОКП
1-962 Мазут (S 3,5; вязк. 280 сСт) 0 0 0 0 0 0
1-96201 0 0 0 0 0 0
1-96202 0 0 0 0 0 0
1-971 Мазут (S 4,0; вязк. 380 сСт) 0 0 0 0 0 0
1-97103 0 0 0 387990 -6535 381455
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
1-9хх Мазут 0 0 0 0 0 0
Рхххх Промежуточный запас 0 0 0 0 0 0
Рхххх Промежуточный запас 0 0 0 0 0 0
Рхххх Промежуточный запас 0 0 0 0 0 0
Рхххх Промежуточный запас 0 0 0 0 0 0
Рхххх Промежуточный запас 0 0 0 0 0 0
Рхххх Промежуточный запас 0 0 0 0 0 0
PBFUEL Топочный мазут 0 -255 -255 0 -591 -591
PBHDSL ДТ высококачественное 0 0 0 0 0 0
PCTISO Фракция изомеризата 0 0 0 0 0 0
PCTTR Остаточная фракция 0 0 0 6000 -3132 2868
PDSDSL Малосернистое ДТ 0 28404 28404 9000 42 605 51605
PDSL ДТ 0 29974 29974 14010 44962 58972
PFCCF Водородный газ для кат. крек. 0 0 0 0 0 0
PFCOO Тяжелый изомеризат для -30 990 11365 -19625 -27990 10265 -17725
каталитического крекинга
PFDISO Водород для гидроочистки -51000 2782 -48218 -120000 6546 -113454
630 Справочник по переработке нефти
PGABS Бензин 0 0 0 0 0 0
PGPDSL ДТ неочищенное 0 0 0 0 0 0
PISIMP Изомеризат на импорт 0 0 0 0 0 0
PKERIM Керосин на импорт 0 0 0 0 0 0
PKERO Керосин 0 -2391 -2391 0 -3181 -3181
PLANTS Продукт в установках 0 0 0 0 0 0
и трубопроводах
PLCGAS Легкий каталитический бензин 33 990 4097 38087 69000 8316 77316
PLLCN Легкая каталитическая нафта 0 617 617 0 926 926
PLSRBS Компонент легкой нафты 0 0 0 0 0 0
PLTISO Легкий изомеризат 2010 -7758 -5748 0 -20118 -20118
PMEISO Фракция среднего изомеризата 0 -4470 -4470 0 -5296 -5296
PMIDSL Дизельная фракция АТ 6990 -13119 -6129 9990 -7210 2780
PMSR Сернистая нафта 0 -1239 -1239 0 -1897 -1897
POMRSD Оманский импорт 0 0 0 0 0 0
PPOLY Полимерный бензин 3990 -577 3413 6990 -1010 5980
PP90R Риформат с ОЧ 90 0 0 0 0 0 0
PP93R Риформат с ОЧ 93 -990 -946 -1936 -2010 -1921 -3931
PP95R Риформат с ОЧ 95 0 0 0 0 0 0
PP96R Риформат с ОЧ 96 9990 -1332 8658 18 000 -2401 15 599
PRESID Остаток 363 960 -37462 326498 15870 -1633 14237
PRESMI Сырье для вакуумной уст. 0 0 0 0 0 0
PRES75 Остаток кат. крек, для ВУ 0 0 0 0 0 0
PSKERO Малосернистый керосин 0 263 263 0 395 395
PSLOPD Остаточный дистиллят 0 -I860 -1860 0 -2854 -2854
PSLOPO Остаточное масло 0 -1901 -1901 0 -3617 -3617
PSLOPT Остаток портового терминала 0 0 0 0 0 0
PSMCN Малосернистая нафта -8010 -2265 -10275 -15 000 -4242 -19242
каталитического крекинга
PSWMSR Малосернистый риформат 0 0 0 -6000 5900 -100
PUPCHG Сырье очищенное от серы и азота -3990 -1859 -5849 0 -3570 -3570
PUJFBS Сернистое реактивное топливо 0 0 0 0 0 0
PWCN Нафта кат. крекинга 0 1200 1200 0 1799 1799
P440BS Фракция реактивного топлива 0 0 0 0 0 0
Сумма по колонке 3 201960 -6548 6548 -9980 3191980 4761400 246875 -246875 4777931
Нефть 3225000 -9980 3215020 4806000 16531 4822531
Готовые продукты 2 876010 4 783 540
Полуфабрикаты 325950 -22140
Продукты + полуфабрикаты 3201960
Потери 23 040 23040 44600
Распределение продукции 631
632
Справочник по переработке нефти
Экран 7. Скорректированный ОКП акционера Б
в отношении необязательных продуктов
Скорректи- Эквиваленты необязательных сортов
Сорт рованный ОКП 1-150 1-220 1-210 I-395M 1-440 1-888 1-961
1-1138 0 0 0 0 0 0 0 0
1-1149 352 0 0 0 0 0 -257 609
1-11ХХ 0 0 0 0 0 0 0 0
1-11ХХ 0 0 0 0 0 0 0 0
1-150 -487 -487 0 0 0 0 0 0
1-151 0 0 0 0 0 0 0 0
I-1XX 0 0 0 0 0 0 0 0
I-1XX 0 0 0 0 0 0 0 0
1-201 0 0 0 0 0 0 0 0
1-210 366154 0 0 366154 0 0 0 0
1-220 136666 0 136666 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-253 0 0 0 0 0 0 0 0
1-383 -3147 68 -2681 0 -534 0 0 0
1-387 11616 -177 7027 0 4766 0 0 0
I-387R 0 0 0 0 0 0 0 0
I-387S 0 0 0 0 0 0 0 0
I-390E 0 0 0 0 0 0 0 0
I-390J 0 0 0 0 0 0 0 0
I-390R 0 0 0 0 0 0 0 0
I-390S 0 0 0 0 0 0 0 0
I-390X 0 0 0 0 0 0 0 0
I-390Z 209046 -4265 54854 0 158457 0 0 0
1-393 0 0 0 0 0 0 0 0
I-393S 0 0 0 0 0 0 0 0
I-393X 0 0 0 0 0 0 0 0
I-395L 0 0 0 0 0 0 0 0
I-395LL 330 1 -52 0 380 0 0 0
I-395M 3119 0 0 0 3119 0 0 0
I-395S 0 0 0 0 0 0 0 0
1-397 0 0 0 0 0 0 0 0
I-397C 0 0 0 0 0 0 0 0
I-397E 0 0 0 0 0 0 0 0
I-397LL 20050 98 -3896 0 23 847 0 0 0
I-397R 0 0 0 0 0 0 0 0
I-397S 0 0 0 0 0 0 0 0
1-3975 0 0 0 0 0 0 0 0
I-398E 0 0 0 0 0 0 0 0
Распределение продукции
633
I-398M 0 0 0 0 0 0 0 0
I-398S 0 0 0 0 0 0 0 0
I-398X 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-400 0 0 0 0 0 0 0 0
1-411 0 0 0 0 0 0 0 0
1-419 0 0 0 0 0 0 0 0
1-434 0 0 0 0 0 0 0 0
1-440 573297 0 0 0 0 573 297 0 0
I-440IM 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-711 0 0 0 0 0 0 0 0
1-725 0 0 0 0 0 0 0 0
1-726 0 0 0 0 0 0 0 0
1-730 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-800 0 0 0 0 0 0 0 0
1-80001 218786 0 0 0 0 -35421 254207 0
1-875 0 0 0 0 0 0 0 0
1-876 0 0 0 0 0 0 0 0
I-876ZP 0 0 0 0 0 0 0 0
1-884 0 0 0 0 0 0 0 0
1-885 5235 0 0 0 0 0 5235 0
1-888 581853 0 0 0 0 0 581853 0
1-88852 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-892 -104 0 0 0 0 0 -76 -28
634
Справочник по переработке нефти
Экран 7 (продолжение)
Сорт Скорректи- рованный ОКП Эквиваленты необязательных сортов
1-150 1-220 1-210 I-395M 1-440 1-888 1-961
1-928 0 0 0 0 0 0 0 0
1-933 0 0 0 0 0 0 0 0
1-955 0 0 0 0 0 0 0 0
1-957 0 0 0 0 0 0 0 0
1-960 0 0 0 0 0 0 0 0
1-96001 0 0 0 0 0 0 0 0
1-9601 0 0 0 0 0 0 0 0
1-9602 0 0 0 0 0 0 0 0
1-961 741997 0 0 0 0 0 0 741 997
1-96107 0 0 0 0 0 0 0 0
1-962 0 0 0 0 0 0 0 0
1-96201 0 0 0 0 0 0 0 0
1-96202 0 0 0 0 0 0 0 0
1-971 0 0 0 0 0 0 0 0
1-97103 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
PBFUEL -255 0 0 0 0 0 0 -255
PBHDSL 0 0 0 0 0 0 0 0
PCTISO 0 0 0 0 0 0 0 0
PCTTR 0 0 0 0 0 0 0 0
PDSDSL 28404 0 0 0 0 0 28404 0
PDSL 29974 0 0 0 0 0 29974 0
PFCCF 0 0 0 0 0 0 0 0
PFCOO -19625 0 0 0 0 0 -5293 -14332
PFDISO -48218 0 0 0 0 0 -11601 -36617
PGABS 0 0 0 0 0 0 0 0
Распределение продукции
635
PGPDSL 0 0 0 0 0 0 0 0
PISIMP 0 0 0 0 0 0 0 0
PKERIM 0 0 0 0 0 0 0 0
PKERO -2391 0 0 0 0 -2391 0 0
PLANTS 0 0 0 0 0 0 0 0
PLCGAS 38 087 76 -3051 0 41062 0 0 0
PLLCN 617 1 -49 0 665 0 0 0
PLSRBS 0 0 0 0 0 0 0 0
PLTISO -5748 0 0 0 0 0 -5748 0
PMEISO -4470 0 0 0 0 0 -1502 -2968
PMIDSL -6129 0 0 0 0 2789 -8918 0
PMSR -1239 141 581 -1961 0 0 0 0
POMRSD 0 0 0 0 0 0 0 0
PPOLY 3413 -35 -1055 0 4503 0 0 0
PP90R 0 0 0 0 0 0 0 0
PP93R -1936 48 291 0 -2275 0 0 0
PP95R 0 0 0 0 0 0 0 0
PP96R 8658 -190 -2206 0 11054 0 0 0
PRESID 326498 0 0 0 0 0 72417 254081
PRESMI 0 0 0 0 0 0 0 0
PRES75 0 0 0 0 0 0 0 0
PSKERO 263 0 0 0 0 263 0 0
PSLOPD -1860 0 -186 -186 -260 -353 -688 -186
PSLOPO -1901 0 -190 -190 -266 -361 -703 -190
PSLOPT 0 0 0 0 0 0 0 0
PSMCN -10275 1058 -894 0 -10439 0 0 0
PSWMSR 0 0 0 0 0 0 0 0
PUFCHG -5849 667 2743 -9259 0 0 0 0
PUJFBS 0 0 0 0 0 0 0 0
PWCN 1200 -4 151 0 1053 0 0 0
P440BS 0 0 0 0 0 0 0 0
Сумма 3191980 -2997,95 188052,6 354557,4 235131,8 537821,9 937304,1 942110,3
КОЛОНКИ
Было бы невозможно включить весь этот сброс керосина в ДТ в моде-
ли ЛП акционера Б, поскольку все дизельные фракции были близки к их
пределу температуры вспышки.
Использование реагентов для точки застывания
При переработке определенной парафинистой нефти обычной практикой
является добавление депрессантов в дизельные продукты, которые снижа-
ют точку застывания, чтобы предотвратить или минимизировать закачку
керосина в ДТ.
636
Справочник по переработке нефти
Экран 8. Скорректированный ОКП акционера А
в отношении необязательных продуктов
Скорректи- Эквиваленты необязательных сортов
Сорт рованный ОКП 1-150 1-220 1-210 I-395M 1-440 1-888 1-961
1-1138 37467 0 0 0 0 0 -27302 64769
1-1149 528 0 0 0 0 0 -385 913
I-llxx 0 0 0 0 0 0 0 0
I-11XX 0 0 0 0 0 0 0 0
1-150 23 310 23310 0 0 0 0 0 0
1-151 0 0 0 0 0 0 0 0
I-lxx 0 0 0 0 0 0 0 0
I-1XX 0 0 0 0 0 0 0 0
1-201 0 0 0 0 0 0 0 0
1-210 674260 0 0 674260 0 0 0 0
1-220 9357 0 9357 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-2хх 0 0 0 0 0 0 0 0
1-253 0 0 0 0 0 0 0 0
1-383 -5121 110 -4363 0 -869 0 0 0
1-387 17423 -265 10539 0 7149 0 0 0
I-387R 0 0 0 0 0 0 0 0
1-3 87S 0 0 0 0 0 0 0 0
I-390E 0 0 0 0 0 0 0 0
I-390J 140488 -927 36934 0 104481 0 0 0
I-390R 0 0 0 0 0 0 0 0
1-3 90S 0 0 0 0 0 0 0 0
I-390X 0 0 0 0 0 0 0 0
I-390Z 0 0 0 0 0 0 0 0
1-393 0 0 0 0 0 0 0 0
I-393S 0 0 0 0 0 0 0 0
I-393X 0 0 0 0 0 0 0 0
I-395L -72 896 204 -8099 0 -65001 0 0 0
I-395LL 31132 125 -4888 0 35895 0 0 0
I-395M -155 664 0 0 0 -155 664 0 0 0
I-395S 0 0 0 0 0 0 0 0
1-397 0 0 0 0 0 0 0 0
I-397C 0 0 0 0 0 0 0 0
I-397E 0 0 0 0 0 0 0 0
I-397LL 13 501 66 -2623 0 16058 0 0 0
I-397R 0 0 0 0 0 0 0 0
1-3 97S 0 0 0 0 0 0 0 0
Распределение продукции
637
1-3975 0 0 0 0 0 0 0 0
I-398E 249558 474 -18492 0 267576 0 0 0
I-398M 146705 587 -23135 0 169254 0 0 0
I-398S 0 0 0 0 0 0 0 0
I-398X 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-Зхх 0 0 0 0 0 0 0 0
1-400 0 0 0 0 0 0 0 0
1-411 0 0 0 0 0 0 0 0
1-419 0 0 0 0 0 0 0 0
1-434 -6 0 0 -3 0 -3 0 0
1-440 854144 0 0 0 0 854144 0 0
I-440IM 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-4хх 0 0 0 0 0 0 0 0
1-711 0 0 0 0 0 0 0 0
1-725 0 0 0 0 0 0 0 0
1-726 0 0 0 0 0 0 0 0
1-730 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-7хх 0 0 0 0 0 0 0 0
1-800 0 0 0 0 0 0 0 0
1-80001 709492 0 0 0 0 -114867 824359 0
1-875 0 0 0 0 0 0 0 0
1-876 320348 0 0 0 0 46418 273930 0
I-876ZP 0 0 0 0 0 0 0 0
1-884 0 0 0 0 0 0 0 0
1-885 37270 0 0 0 0 0 37270 0
1-888 320272 0 0 0 0 0 320272 0
1-88852 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
638
Справочник по переработке нефти
Экран 8 (продолжение)
Сорт Скорректи- рованный ОКП Эквиваленты необязательных сортов
1-150 1-220 1-210 1-395 М 1-440 1-888 1-961
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-8хх 0 0 0 0 0 0 0 0
1-892 -81 0 0 0 0 0 -59 -22
1-928 0 0 0 0 0 0 0 0
1-933 0 0 0 0 0 0 0 0
1-955 0 0 0 0 0 0 0 0
1-957 0 0 0 0 0 0 0 0
1-960 0 0 0 0 0 0 0 0
1-96001 0 0 0 0 0 0 0 0
1-9601 0 0 0 0 0 0 0 0
1-9602 0 0 0 0 0 0 0 0
1-961 716655 0 0 0 0 0 0 716655
1-96107 291431 0 0 0 0 0 0 291431
1-962 0 0 0 0 0 0 0 0
1-96201 0 0 0 0 0 0 0 0
1-96202 0 0 0 0 0 0 0 0
1-971 0 0 0 0 0 0 0 0
1-97103 381455 0 0 0 0 0 -39252 420707
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
1-9хх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Рхххх 0 0 0 0 0 0 0 0
Распределение продукции
639
PBFUEL -591 0 0 0 0 0 0 -591
PBHDSL 0 0 0 0 0 0 0 0
PCTISO 0 0 0 0 0 0 0 0
PCTTR 2868 0 0 0 0 0 1846 1022
PDSDSL 51605 0 0 0 0 0 51605 0
PDSL 58972 0 0 0 0 0 58972 0
PFCCF 0 0 0 0 0 0 0 0
PFCOO -17725 0 0 0 0 0 -4780 -12945
PFDISO -113454 0 0 0 0 0 -27297 -86157
PGABS 0 0 0 0 0 0 0 0
PGPDSL 0 0 0 0 0 0 0 0
PISIMP 0 0 0 0 0 0 0 0
PKERIM 0 0 0 0 0 0 0 0
PKERO -3181 0 0 0 0 -3181 0 0
PLANTS 0 0 0 0 0 0 0 0
PLCGAS 77316 155 -6193 0 83 354 0 0 0
PLLCN 926 2 -74 0 998 0 0 0
PLSRBS 0 0 0 0 0 0 0 0
PLTISO -20118 0 0 0 0 0 -20118 0
PMEISO -5296 0 0 0 0 0 -1779 -3517
PMIDSL 2780 0 0 0 0 -1265 4045 0
PMSR -1897 216 890 -3003 0 0 0 0
POMRSD 0 0 0 0 0 0 0 0
PPOLY 5980 -61 -1848 0 7889 0 0 0
PP90R 0 0 0 0 0 0 0 0
PP93R -3931 97 591 0 -4619 0 0 0
PP95R 0 0 0 0 0 0 0 0
PP96R 15599 -342 -3975 0 19915 0 0 0
PRESID 14237 0 0 0 0 0 3158 11079
PRESMI 0 0 0 0 0 0 0 0
PRES75 0 0 0 0 0 0 0 0
PSKERO 395 0 0 0 0 395 0 0
PSLOPD -2854 0 -285 -285 -400 -542 -1056 -285
PSLOPO -3617 0 -362 -362 -506 -687 -1338 -362
PSLOPT 0 0 0 0 0 0 0 0
PSMCN -19242 1982 -1674 0 -19550 0 0 0
PSWMSR -100 11 47 -158 0 0 0 0
PUFCHG -3570 407 1674 -5651 0 0 0 0
PUJFBS 0 0 0 0 0 0 0 0
PWCN 1799 -6 226 0 1579 0 0 0
P440BS 0 0 0 0 0 0 0 0
Сумма 4777931 26145 -15 753 664798 467541 780412 1452090 1402698
колонки
Экран 9. Распределение необязательных сортов
Необяза- тельные сорта Скорректированный ОКП для необязательных сортов Скорректированный . Проиэвод. на НПЗ Итого Дельта Обратная дельта Распределение продукции
А план
Б Итого
А Б Б А Б А акционера Б акционера А
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13)
1-150 -2998 26145 -487 23310 22823 23160 337 -44 381 -12 12 -543 23703
1-220 188053 -15 753 136666 9357 146024 198553 52529 57332 -4803 -1926 1926 192072 6481
1-210 354557 664798 366154 674260 1040414 800332 -240082 -83 507 -156576 -8801 8801 273 846 526486
I-395M 235132 467541 3119 -155664 -152545 0 152545 51045 101500 -5592 5592 48572 -48 572
1-440 537822 780412 573297 854144 1427441 1476919 49478 20186 29 292 -1814 1814 591669 885 250
1-888 937304 1452090 581853 320272 902125 1095206 193081 75 741 117340 -7078 7078 650516 444690
1-961 942110 1402 698 741 997 716655 1458652 1218169 -240483 -96623 -143 861 -8816 8816 636558 581611
Потери 23040 44600 23 040 44600 67640 100235 32595 11103 21492 -1195 1195 32948 67287
Итого 0 35 234 -35 234 -35234 35234
Абсолютная сумма объединеных дельт (колонка 7) = 961131
Справочник по переработке нефти
Распределение продукции
641
Экран 10. Распределение продукции
Сорта Продукты Распределение акционера Б Распределение акционера А Итоговое распределение
1-1138 Асфальт 60/70 0 37467 37467
1-1149 Асфальт 40/50 352 528 880
I-11XX Асфальт 0 0 0
I-11XX Асфальт 0 0 0
1-150 СНГ -543 23 703 23160
1-151 СНГ 0 0 0
Нхх СНГ 0 0 0
I-1XX СНГ 0 0 0
1-201 Легкая нафта 0 0 0
1-210 Тяжелая нафта 273 846 526486 800332
1-220 Легкая нафта 192 072 6481 198 553
1-2хх Нафта 0 0 0
1-2хх Нафта 0 0 0
1-2хх Нафта 0 0 0
1-2хх Нафта 0 0 0
1-253 Нафта каталитического крекинга 0 0 0
1-383 Бензин (ОЧ 83; 0,84 свинец) -3147 -5121 -8268
1-387 Бензин (ОЧ 87; 0,84 свинец) 11616 17423 29039
1-3 87R Бензин (ОЧ 87; 0,40 свинец) 0 0 0
I-387S Бензин ОЧ 87 0 0 0
I-390E Бензин ОЧ 90 0 0 0
I-390J Газовый бензин 0 140488 140488
I-390R 0 0 0
I-390S Бензин (0,40 свинец; (ДПР) 0 0 0
давление пара по Рейду 8)
1-3 90Х 0 0 0
I-390Z Бензин (0,4 свинец; ДПР 9) 209046 0 209046
1-393 Бензин (ОЧ 93; свинец 0,84) 0 0 0
I-393S Бензин (ОЧ 93; свинец 0,40) 0 0 0
I-393X Бензин (ОЧ 93; свинец 0,60) 0 0 0
I-395L Бензин (ОЧ 95; свинец 0,84) 0 -72 896 -72 896
I-395LL Бензин (ОЧ 95; свинец 0,15) 330 31132 31462
I-395M Бензин (ОЧ 95; свинец 0,40) 48572 -48572 0
I-395S Бензин 0 0 0
1-397 0 0 0
I-397C Бензин (ОЧ 97; свинец 0,6) 0 0 0
I-397E Бензин (ОЧ 97; свинец 0,84) 0 0 0
I-397LL Бензин (ОЧ 97; свинец 0,15) 20050 13 501 33551
I-397R Бензин (ОЧ 97; свинец 0,4) 0 0 0
I-397S Бензин (свинец 0,4; ДПР 9) 0 0 0
1-3975 0 0 0
I-398E Бензин (ОЧ 98; свинец 0,84) 0 249558 249558
642
Справочник по переработке нефти
Экран 10 (продолжение)
Сорта Продукты Распределение акционера Б Распределение акционера А Итоговое распределение
I-398M Бензин 0 146705 146705
I-398S Бензин (свинец 0,4; ДПР 10) 0 0 0
I-398X Бензин (ОЧ 98; свинец 0,60) 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-Зхх Бензин 0 0 0
1-400 Специальный керосин 0 0 0
1-411 Станд. светлый керосин 0 0 0
1-419 Керосин двойного применения 0 0 0
1-434 Реактивное топливо (JP-4) 0 -6 -6
1-440 Реактивное топливо (А-1) 591669 885 250 1476919
I-440IM 0 0 0
1-4хх Керосин 0 0 0
1-4хх Керосин 0 0 0
1-4хх Керосин 0 0 0
1-4хх Керосин 0 0 0
1-4хх Керосин 0 0 0
1-711 Масляный дистиллят 0 0 0
1-725 Остаток каталитического крекинга 0 0 0
1-726 Малосернистый остаток 0 0 0
каталитического крекинга
1-730 Очищенная арабская нефть 0 0 0
1-7хх Тяжелый газойль 0 0 0
1-7хх Тяжелый газойль 0 0 0
1-7хх Тяжелый газойль 0 0 0
1-800 ДТ для быстроходных двигателей 0 0 0
1-80001 ДТ для БД (t замерзания 0 °C) 218786 709492 928278
1-875 ДТ (ЦЧ 47; -6 °C) 0 0 0
1-876 ДТ (ЦЧ 46; -6 °C) 0 320348 320348
I-876ZP ДТ (ЦЧ 46; -18 °C) 0 0 0
1-884 ДТ (ЦЧ 47; сера 0,5) 0 0 0
1-885 ДТ (ЦЧ 50; сера 0,5) 5235 37270 42505
1-888 ДТ (ЦЧ 50; -3 °C) 650516 444690 1095206
1-88852 0 0 0
1-8хх Дизельное топливо 0 0 0
Распределение продукции
643
1-8хх Дизельное топливо 0 0 0
1-8хх Дизельное топливо 0 0 0
1-8хх Дизельное топливо 0 0 0
1-8хх Дизельное топливо 0 0 0
1-8хх Дизельное топливо 0 0 0
1-8хх Дизельное топливо 0 0 0
1-8хх Дизельное топливо 0 0 0
1-892 Масло для судовых двигателей -104 -81 -185
1-928 Мазут (S 2,8; вязкость 180 сСт) 0 0 0
1-933 Мазут (S 3,5; вязкость 80 сСт) 0 0 0
1-955 Мазут (S 3,5; вязкость 75 сСт) 0 0 0
1-957 Мазут (S 3,5; вязкость 225 ам. ст.) 0 0 0
1-960 Мазут (S 3,5; вязкость 120 сСт) 0 0 0
I-96OO1 0 0 0
1-9601 0 0 0
1-9602 0 0 0
1-961 Мазут (S 3,5; вязкость 180 сСт) 636558 581611 1218169
1-96107 Мазут (S 4,0; вязкость 180 сСт) 0 291 431 291431
1-962 Мазут (S 3,5; вязкость 280 сСт) 0 0 0
1-96201 0 0 0
1-96202 0 0 0
1-971 Мазут (S 4,0; вязкость 380 сСт) 0 0 0
1-97103 0 381455 381455
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
1-9хх Мазут 0 0 0
Рхххх Промежуточный запас 0 0 0
Рхххх Промежуточный запас 0 0 0
Рхххх Промежуточный запас 0 0 0
Рхххх Промежуточный запас 0 0 0
Рхххх Промежуточный запас 0 0 0
Рхххх Промежуточный запас 0 0 0
PBFUEL Топочный мазут -255 -591 -846
PBHDSL ДТ высококачественное 0 0 0
PCTISO Фракция изомеризата 0 0 0
PCTTR Остаточная фракция 0 2868 2868
PDSDSL Малосернистое ДТ 28404 51605 80009
PDSL ДТ 29974 58 972 88 946
PFCCF Водородный газ для кат. крекинга 0 0 0
644
Справочник по переработке нефти
Экран 10 (продолжение)
Сорта Продукты Распределение акционера Б Распределение акционера А Итоговое распределение
PFCOO Тяжелый изомеризат для кат. крекинга -19625 -17725 -37350
PFDISO Водород для гидроочистки -48218 -113454 -161672
PGABS Бензин 0 0 0
PGPDSL ДТ неочищенное 0 0 0
PISIMP Изомеризат на импорт 0 0 0
PKERIM Керосин на импорт 0 0 0
PKERO Керосин -2391 -3181 -5572
PLANTS Продукт в установках и трубопроводах 0 0 0
PLCGAS Легкий катал, бензин 38087 77316 115403
PLLCN Легкая каталитическая нафта 617 926 1543
PLSRBS Компонент легкой нафты В-220 0 0 0
PLTISO Легкий изомеризат -5748 -20118 -25 866
PMEISO Фракция среднего изомеризата -4470 -5296 -9766
PMIDSL Дизельная фракция AT 4А -6129 2780 -3349
PMSR Сернистая нафта -1239 -1897 -3136
POMRSD Оманский импорт 0 0 0
PPOLY Полимерный бензин 3413 5980 9393
PP90R Риформат с ОЧ 90 0 0 0
PP93R Риформат с ОЧ 93 -1936 -3931 -5867
PP95R Риформат с ОЧ 95 0 0 0
PP96R Риформат с ОЧ 96 8658 15599 24257
PRESID Остаток 326498 14237 340735
PRESMI Сырье для вакуумной уст. 0 0 0
PRES75 Остаток кат. крек, для ВУ 0 0 0
PS KERO Малосернистый керосин 263 395 658
PSLOPD Остаточный дистиллят -1860 -2854 -4714
PSLOPO Остаточное масло -1901 -3617 -5518
PSLOPT Остаток портового терминала 0 0 0
PSMCN Малосернистая нафта кат. крекинга -10275 -19242 -29517
PSWMSR Малосернистый риформат 0 -100 -100
PUFCHG Сырье очищенное от серы и азота -5849 -3570 -9419
PUJFBS Сернистое реактивное топливо 0 0 0
PWCN Нафта кат. крекинга 1200 1799 2999
P440BS Фракция реактивного топлива 0 0 0
Потери 32948 67287 100235
Итого 3 215 020 4822531 8037551
Нефть 3215020 4822531 8037551
Распределение продукции
645
Например, керосин из Бомбейской нефти может иметь точку застывания
+9 °C. Поэтому существенное количество керосина могло бы требоваться,
чтобы добиться требуемой точки застывания от -3 до -6 °C. Добавление
незамерзающего депрессанта понижает точку застывания ДТ на 3—6 °C,
снижая закачку керосина в ДТ.
Принята следующая процедура для расчета распределения продукции:
1. Оценивается количество ДТ, произведенного в течение месяца.
2. Определяется фактически используемое для смешения в течение
месяца количество депрессанта для снижения точки застывания.
3. Определяется фактическое количество депрессанта.
4. Фактически достигнутая точка снижения температуры застывания
за предыдущий период используется для корреляции объема депрес-
санта между настоящим и будущим периодами.
Точка застывания ДТ используется для распределения продукции в мо-
дели ЛП. Например, если ДТ используется без добавки, то температура
застывания +9 °C; при добавлении 120 фунтов на барр. депрессанта точ-
ка застывания снижается до 6°C, то есть сниженная точка застывания
до 6 °C соответствует качеству Бомбейского ДТ и соответствует требуемой
спецификации по точке застывания.
Продажа «в резервуаре» и закупка между акционерами
Продажа продукции от одного партнера к другому может осуществляться
в резервуаре, хотя это не приводит ни к какому физическому движению
товара. Эта операция должна регулировать объем материальных запасов
на начало периода обоих акционеров, чтобы отразить сделку.
ПРИМЕР 16-8
Акционер А согласился продать 50 тыс. барр. бензина с ОЧ 97 (1-397) ак-
ционеру Б в течение месяца. Эта сделка отражена в отчете распределения
продукции за месяц следующим образом.
Для акционера А запасы на начало периода по продукту 1-397 уменьша-
ются на -50000 барр., и эта цифра записывается в регулирующей колонке.
Для акционера Б остатки на начало периода по продукту 1-397 увеличива-
ются на 50000 барр. путем записи этого числа в «регулирующую» колонку.
Полный результат этой операции — акционер А имеет остатки на конец
периода 1-397, уменьшенные на 50000 барр., и акционер Б увеличивает
остатки на 50000 барр.
646
Справочник по переработке нефти
Повторное смешивание готовой продукции
Небольшие процессы и повторное смешивание полуфабрикатов также
отражаются в табл, материальных запасов в виде распределения, как по-
казано в следующем примере.
1. Акционер А повторно переработал 62247 барр. продукта 1-434 (ре-
активное топливо) в течение месяца, как отражено в колонке «регу-
лирование» таблицы запасов продукции на основе эквивалентности
продукта 1-434:
Сорт Распределение, барр.
1-434 -62247
1-150 1-201 1-440 Итого -2179 32555 31871 62247
2. Акционер Б переместил 1375 барр. асфальта (I-1138D) из отстойников
в резервуар для асфальта (I-1138B), как отражено в таблице запасов
продукции следующим образом:
Сорт Распределение, барр.
I-1138D -1375
I-1138B 1375
Итого 0
Распределение серы
Распределение серы соответствует общим принципам распределения.
В конце месяца определяются показатели фактического производства
серы. Они разделяются в отношении производства серы по модели ЛП
в заключительном распределении между акционерами.
ПРИМЕР 16-9
Итоговое производство серы 200 тыс. барр./сут из легкой аравийской
нефти и 45 тыс. барр./сут из средней аравийской нефти — 5200 тонн
в течение месяца.
Распределение продукции
647
Распределение по программе ЛП для акционера А показывает, что его
производство серы составляет 4500 тонн, а производство серы по про-
грамме ЛП для акционера Б оценивается в объеме 1700 тонн. Фактическое
производство серы 5200 тонн.
Фактическое производство распределяется в отношении производства
серы, представленного в модели ЛП для акционеров, следующим образом:
Тонны/месяц % веса
Производство серы по модели ЛП для акционера А 4500 72,58
Производство серы по модели ЛП для акционера Б 1700 27,42
Итоговый расчет по модели ЛП 6200 100,00
Фактическое производство серы на НПЗ 5200
Распределение серы акционеру А 3774
Распределение серы акционеру Б 1426
Распределение потребления топлива на собственные нужды НПЗ
Многие НПЗ сжигают природный газ, как топливо, кроме тех газов, кото-
рые производятся на технологических установках. Закупка природного
газа для НПЗ из внешних источников и фактическое потребления газа
должны быть распределены между акционерами в отношении их факти-
ческого использования газа.
Потребление купленного газа может быть разделено на две части: по-
стоянное потребление и потребление на технологических установках.
• Постоянное потребление представляет собой спрос на энергию, ког-
да все технологические установки временно не работают. Это спрос
на энергию от внешних источников (подразделения коммунального
обслуживания, резервуары и хранилища и т.д.) и различное другое
использование (потребление на морском терминале, освещение для
НПЗ и офисов и т. д.).
• Топливо на технологических установках используется в газовых го-
релках для нагревания или как сырье для водородного производства.
Фактическое потребление природного газа на НПЗ распределяется
между акционерами следующим образом:
648
Справочник по переработке нефти
1. Постоянное потребление на НПЗ, как известно из исторических
данных, принимается в определенном объеме. Это не связано с по-
ступлением нефти на НПЗ. Постоянное потребление распределяется
между акционерами в отношении поступающего сырья.
2. Потребление газа технологической установкой для акционера из-
вестно из распределения по модели ЛП.
3. Сумма двух величин дает количество потребления газа акционерами.
4. Фактическое потребление газа на НПЗ распределяется между акцио-
нерами в пропорции, показаной в шаге 3.
Пример распределения газа на собственные нужды представлен ниже.
ПРИМЕР 16-10
Рассчитайте распределение природного газа на акционерном НПЗ между
его двумя акционерами А и Б. В течение рассматриваемого месяца импорт
природного газа составил 2738 млн станд. фут3. НПЗ имеет средний по-
стоянный спрос на газ 1023 млн станд. фут3. Поступающее сырье, которое
потребляют два акционера в течение месяца, распределяется в отношении
84,26 и 15,74% от поступающего сырья.
(в млн ст. фут3)
Акцио- неры Соотношение сырья Расчет газа по модели ЛП Постоянное потребление Постоянное потребление + расчетное Поступление газа на НПЗ Распреде- ление газа
(1) (2) (3) (4) (5) (6)
А 0,8426 1907 862 2769 2204
Б 0,1574 510 161 671 534
Итого 1,0000 2417 1023 3440 2738 2738
Здесь постоянное потребление газа на НПЗ разделено между акционе-
рами в отношении поступающего сырья (колонка 3). Расчет поступления
газа на НПЗ по модели ЛП и распределение между акционерами показан
в колонке 2. Фактическое использование газа на НПЗ распределено между
акционерами в отношении их потребности (расчет по модели ЛП + посто-
янное потребление) представлено в колонке 4.
ПРИМЕР 16-11. Моделирование снижения производительности установки
При обработке парафинистой нефти средняя производительность установ-
ки гидрокрекинга была снижена в течение 8 дней, понижена температура
подачи сырья на входе в реактор на 10 °F. Нормальные показатели работы
установки следующие:
Распределение продукции
649
Доля, % Барр./сут
50000
Сырьевые продукты 1,0000
Нафта 0,0170
Керосин 0,0014
Дизтопливо 0,2700
Тяжелый вакуумный газойль 0,7116
Цель состоит в том, чтобы отразить это изменение в распределении про-
дукции акционеров.
Результат снижения температуры в реакторе — это переход на подачу
тяжелого вакуумного газойля вместо ДТ. Здесь мы сначала оцениваем
итоговые потери в баррелях дизельного топлива в течение 8 дней работы
установки на пониженной мощности.
Согласно сертификату поставщика катализатора, процесс преобразова-
ния меняется со снижением температуры на входе в реактор по следующей
зависимости:
Температура в реакторе, °F Преобразование, %
730 27,0
725 24,5
715 19,0
Потеря в выходе дизельного топлива при интерполяции данных показа-
телей оценивается в 5,25 % к объему.
Потенциальная потеря = 5Q 00Q х 00525 х 8 = 21000 барр
дизельного топлива от мазута
Эта потеря ДТ к мазуту рассчитывается в модели ЛП при распределении
между акционерами следующим образом. Потеря ДТ к мазуту разделяется
в отношении вложенных долей акционеров:
Акционеры Доля, % Потеря ДТ, барр.
А 0,6000 12 600
Б 0,4000 8400
Итого 1,0000 21000
При распределении в модели ЛП между акционерами следующее ко-
личество ДТ от установки гидрокрекинга будет вовлечено при смешении
в необязательный сорт топочного мазута (1-961):
650
Справочник по переработке нефти
А = 12600/30 = 420 барр./сут.
Б - 8400/30 = 280 барр./сут.
Расчет распределения в модели ЛП производится снова, чтобы смодели-
ровать сброс ДТ в топочный мазут.
Устранение отрицательных запасов
По характеру процедуры распределения может так случиться, что для
некоторых продуктов акционеры получат отрицательные объемы мате-
риальных запасов, особенно в тех продуктах, физический объем которых
на НПЗ -— ноль, производство и продажа соответствующим акционером
совершается нечасто.
Мы хотим привести в соответствие учетные запасы продукта по доку-
ментам с физическими материальными запасами. Эта подчистка облегчает
бухгалтерский учет материальных запасов, устраняя сложные, трудновы-
полнимые статические расчеты и корректировку несогласованности.
Механизм регулирования
Рассмотрим продукт обязательного сорта, скажем, 1-211 (нафта), для ко-
торого ситуация по запасам следующая:
Акционеры Запасы, барр. Физические запасы на НПЗ, барр.
А 43 691
Б -43691
Итого 0 0
Это подразумевает, что акционер Б продал 43 691 барр. продукта 1-211,
который фактически принадлежит акционеру А.
Чтобы устранить отрицательный запас для акционера Б, акционер А дает
акционеру Б 43 961 барр. продукта 1-211. После этой операции передачи
ситуация следующая:
Акционеры Запасы, барр. Регулирование, барр. После регулирования, барр.
А 43 691 -43691 0
Б -43691 43 691 0
Итого 0 0
Распределение продукции
651
Так как акционер А дал 43 691 барр. продукта 1-211 акционеру Б, то
он должен получить от акционера Б эквивалентный объем продукции
необязательного сорта, основываясь на показателях эквивалентности
продукта 1-211.
Эквивалентность изделия 1-211 следующая:
1-211 = 1,0000.
1-150 = 0,0245.
1-201 = -0,3110.
1-210 = 1,2865.
Таким образом, необязательные сорта отрегулированы следующим
образом:
(барр.)
Акционеры 1-150 1-201 1-210
А 1070 -13588 56208
Б -1070 13 588 -56208
Эта процедура повторяется для всех обязательных сортов продукции,
чтобы устранить их отрицательные объемы материальных запасов.
Иногда возможно устранить отрицательные объемы материальных за-
пасов акционера для определенного сорта продукта, перемещая продукты
из одного сорта в другой в той же самой группе продукции. Это возможно,
только если эквивалентность всех сортов определена и идентична, как
показано далее. Предположим, что материальные запасы сорта асфальта
акционеров А и Б в барр. следующие.
Эквивалентность всех сортов продукта (асфальт) идентична.
Сорт А Б Фактически на НПЗ
I-1129D -14857 16710 1853
I-1138D 10 199 15808 26007
I-1149D 4697 -4697 0
Итого 39 27821 27860
1. Предположим, что акционер А покупает 14 857 барр. продукта со-
рта I-1129D у акционера Б. После этой сделки материальные запасы
продукта сорта I-1129D становятся следующими:
А = 0.
Б = 1853 барр.
652
Справочник по переработке нефти
Физический объем = 1853 барр.
2. Теперь акционер Б покупает 4697 барр. продукта сорта I-1149D у акцио-
нера А, чтобы возместить его отрицательное количество запасов. После
этого материальные запасы продукта I-1149D становятся следующими:
А = 0.
Б = 0.
Физический объем = 0.
3. Акционер Б покупает другую партию 10 160 барр. продукта сорта
I-1138D у акционера А. Это делает покупку и продажу обоих акционе-
ров точно равной друг другу, то есть 14857 барр. Результат по запасам
продукта сорта I-1138D следующий:
А = 39 барр.
Б = 25 968 барр.
Физический объем = 26007 барр.
Таким образом, мы устранили отрицательные объемы материальных
запасов продуктов сортов I-1129D и I-1149D, и состояние материальных
запасов следующее:
(барр.)
Сорт А Б Физический объем
I-1129D 0 1853 1853
I-1138D 39 25 968 26007
I-1149D 0 0 0
Итого 39 27821 27860
Нет никаких изменений в общих материальных запасах асфальта акцио-
неров, и в результате устранены отрицательные объемы запасов.
Продукты необязательных сортов
Продукты необязательных сортов вообще не вызывают отрицательные
объемы материальных запасов, поскольку оба акционера регулярно про-
изводят эти сорта. В некоторых редких случаях специфический необяза-
тельный сорт может вызвать отрицательный объем запасов, если один
акционер хочет не производить этот специфический сорт. Решение состоит
в том, чтобы или заменить необязательный сорт, или произвести на про-
дажу «в резервуаре» или закупить продукт у другого акционера, который
Распределение продукции
653
имеет положительный объем запаса продукта этого сорта. Например,
рассмотрим следующую ситуацию по запасам акционеров для нафты
необязательного сорта 1-201:
А = -25 000 барр.
Б = 80000 барр.
Итого = 55 000 барр.
У акционера А отрицательный объем запаса, который может быть устра-
нен способом продажи «в резервуаре» 25 000 барр. продукта 1-201 от акцио-
нера Б, после которой ситуация станет следующей:
А = 0.
Б = 55 000 барр.
Итого = 55 000 барр.
Глава 17
Объем товарно-
сырьевого парка НПЗ
На нефтеперерабатывающем заводе, работающем на внешний рынок,
необходимо знать общую вместимость резервуаров для хранения различ-
ных групп нефтепродуктов с целью составления планов наличия товарных
запасов и отгрузки нефтепродуктов. На НПЗ с единственным владельцем
все имеющиеся емкости нефтехранилищ используются для обеспечения
хранения отгружаемого товара. На НПЗ с акционерным капиталом емкость
хранилищ, имеющаяся для каждой продуктовой группы, распределена
между участниками, исходя из доли вложенного в НПЗ капитала. Тогда
каждый участник использует свою долю объемов нефтехранилищ для хра-
нения своих товарных запасов и для дальнейшей отгрузки нефтепродуктов.
В этой главе описан процесс оценки общего объема нефтехранилищ
и его распределения между участниками.
Каждый участник должен поддерживать свой уровень материально-
производственных запасов в пределах отведенного ему объема хранилищ.
Чтобы подготовить планы по товарным запасам участников, необходимо
произвести распределение объемов нефтехранилищ. Этот процесс рас-
сматривается в следующих главах.
ОЦЕНКА ОБЪЕМА НЕФТЕХРАНИЛИЩ
Процесс оценки возможного объема нефтехранилищ для группы нефте-
продуктов следующий:
1. Должны быть зарегистрированы все резервуары, обслуживающие
конкретную продуктовую группу. Каждый резервуар обслуживает
655
656
Справочник по переработке нефти
только определенную продуктовую группу. Объемы резервуаров,
обслуживающие данную продуктовую группу, могут меняться. Каж-
дый раз, когда резервуар выходит из производственного процесса для
проведения плановых или внеплановых ремонтных работ или новый
резервуар вводится в эксплуатацию данной продуктовой группы,
регистр нефтехранилищ должен быть обновлен.
2. Хранилища, обслуживающие каждую продуктовую группу, регистри-
руются согласно следующим данным:
• Максимальный объем брутто (физический объем резервуара).
• Максимальный полезный объем (общий объем брутто, умножен-
ный на коэффициент для расчета максимального полезного объема
для группы).
• Рабочий незаполненный объем резервуара (объем, необходимый
в емкости по производственным причинам, таким как корректиров-
ка смеси резервуара или выделяющиеся пары; для каждой группы
резервуаров определяется свой рабочий незаполненный объем).
• Минимальный остаток (объем резервуара ниже минимальной
отметки).
• Доступный объем (объем выше отметки минимального значения
в пределах высоты всасывания насоса, перекачивающего нефтепро-
дукты из резервуара).
МИНИМУМ И МАКСИМУМ ЗАПАСОВ («МИН. 3» И «МАКС. 3»)
Каждая емкость имеет некий недоступный для производства объем, в кото-
ром скапливаются твердые частицы, вода и тому подобное. Такой остаток,
остающийся в резервуаре, не отгружается, тем не менее, он необходим для
функционирования резервуара. Минимальный объем запасов, который
должен поддерживаться, чтобы не остановилось производство, обозна-
чается как «Мин. 3». «Мин. 3» резервуара и рассчитывается следующим
образом:
«Мин. 3» = МО + ДО,
где МО — минимальный остаток, а ДО — доступный объем.
Объем резервуара между максимальным производственным уровнем
и физическим объемом обозначается как «Макс. 3». Этот объем использу-
ется для корректировки состава смеси резервуара, если это необходимо.
«Макс. 3» резервуара рассчитывается следующим образом:
Объем товарно-сырьевого парка НПЗ
657
«Макс. 3» = ПО - РО,
где ПО — полезный максимальный объем резервуара, а РО — рабочий
объем.
ОБЪЕМ РЕЗЕРВУАРА, ДОСТУПНЫЙ ДЛЯ
ХРАНЕНИЯ НЕФТЕПРОДУКТОВ
Объем резервуара между «Мин. 3» и «Макс. 3» фактически доступен для
хранения нефтепродуктов. Таким образом,
Доступный объем (ДО) = «Макс. 3» - «Мин. 3».
ГРУППЫ НЕФТЕПРОДУКТОВ
Сорта нефтепродуктов, производимых на НПЗ, объединены в группы. На-
пример, все сорта легкой нафты с определенным диапазоном плотности,
давления насыщенных паров или составом фракций составляют группу
легких прямогонных фракций, а различные сорта бензинов составляют
группу бензинов. Типовой НПЗ может группировать продукты следующим
образом:
Группа Продукт
ЛПФ Легкая нафта
ВПФ Различная нафта
Керосин Керосин/авиационное топливо
ДТ Автомобильное ДТ
ТСДТ Темное или судовое ДТ
ТВГО Тяжелый вакуумный газойль
Мазут Сорта мазута
Асфальт Сорта асфальта
658
Справочник по переработке нефти
РАСПРЕДЕЛЕНИЕ ОБЪЕМОВ НЕФТЕХРАНИЛИЩ
На НПЗ с несколькими владельцами значения «Мин. 3» и «Макс. 3» рас-
считываются для каждой группы нефтехранилищ, и значения «Мин. 3»
и «Макс. 3» для группы распределяются между участниками, исходя из доли
вложенного в НПЗ капитала.
ПРИМЕР 17-1
На акционерном НПЗ участник А имеет 60 % собственности, а участник Б
40%. Емкости, обслуживающие каждую продуктовую группу и данные
по емкостям, приведены в табл, с 17-1 по 17-10. Рассчитайте общий объем
нефтехранилищ, доступный для каждого участника.
Решение:
Доля в акционерном капитале НПЗ участника А = 60%.
Доля в акционерном капитале НПЗ участника Б = 40 %.
Обобщение значений «Мин. 3» и «Макс. 3» делается на основе данных
по объемам резервуаров. «Мин. 3» и «Макс. 3» распределяются, исходя
из доли участника в акционерном капитале. Мощности, доступные для
каждого из участников, это разница между «Мин. 3» и «Макс. 3» для каждой
продуктовой группы. Эти расчеты представлены в табл. 17-11.
РАБОЧАЯ НЕЗАПОЛНЕННАЯ ЧАСТЬ ОБЪЕМА РЕЗЕРВУАРА
Незаполненная часть объема хранилища — это разница между «Макс.
3» и фактическим объемом запасов в емкости. Такие данные важны для
составления плана отгрузки нефтепродукта и определения размеров оди-
ночных поставок.
ЕМКОСТЬ, ПРИНАДЛЕЖАЩАЯ ОДНОМУ АКЦИОНЕРУ
На НПЗ с долевым участием акционер может построить резервуар исклю-
чительно для собственных нужд. Процесс распределения объемов хране-
ния в данном случае изменяется, он представлен далее:
1. Рассчитайте величины «Мин. 3» и «Макс. 3» для групп, включая част-
ный резервуар как часть группы.
Таблица 17-1. Резервуары группы сжиженный природный газ (СПГ)
Номер резервуара Максимум брутто (D М Максимум нетто (полезный) (2) ПО = М х 0,9570 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
080 3,7 3,541 0,100
081 3,7 3,541 0,100
082 2,3 2,201 0,100
083 2,3 2,201 0,100
084 3,7 3,541 0,100
085 3,7 3,541 0,100
Всего 19,4 18,566 4,000 14,566 0,600 3,400 4,000
Примечания:
«Мин. 3» — минимальный рабочий объем запасов.
«Макс. 3» — максимальный рабочий объем запасов.
Расчеты:
Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы.
Расчеты значений «Мин. 3» и «Макс. 3», представленные здесь, являются наглядными и не требуют объяснений.
Все значения выражаются в тыс. барр.
Значения «Мин. 3» и «Макс. 3» рассчитываются только для тех емкостей, что находятся в обслуживании.
Максимум нетто рассчитывается из максимума брутто умножением на коэффициент.
Это коэффициент 95,7% для группы СПГ может изменяться в зависимости от продукта.
Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
Объем товарно-сырьевого парка НПЗ 659
Таблица 17-2. Резервуары группы легкая нафта
Номер резервуара Максимум брутто (D М Максимум нетто (полезный) (2) ПО = МхО,9766 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
356 19 18,555 2,000
457 14 13,672 2,000
459 12 11,719 2,000
460 12 11,719 2,000
476 19 18,555 2,000
944 191 186,531 20,000
945 187 182,624 21,000
946 165 161,139 22,000
Всего 619 604,515 50,000 554,515 73,000 50,000 123,000
660 Справочник по переработке нефти
Примечания:
«Мин. 3» — минимальный рабочий объем запасов.
«Макс. 3» — максимальный рабочий объем запасов.
Расчеты:
Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы.
Расчеты значений «Мин. 3» и «Макс. 3», представленные здесь, являются наглядными и не требуют объяснений.
Все значения выражаются в тыс. барр.
Значения «Мин. 3» и «Макс. 3» рассчитываются только для тех емкостей, что находятся в обслуживании.
Максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 97,66% для группы легкая прямогонная нафта.
Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
Таблица 17-3. Резервуары группы всех фракций нафты
Номер резервуара Максимум брутто (1) М Максимум нетто (полезный) (2) ПО = МхО, 9766 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
965 527 514,668 41,000
760 518 505,879 35,000
925 120 117,192 16,000
Всего 1 1165 1137,739 80,000 1057,739 92,000 50,000 142,000
Всего 2 638 623,071 55,000 568,071 51,000 30,000 81,000
Объем товарно-сырьевого парка НПЗ
Примечания:
«Мин. 3» — минимальный рабочий объем запасов.
«Макс. 3» — максимальный рабочий объем запасов.
Расчеты:
Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы.
Расчеты значений «Мин. 3» и «Макс. 3», представленные здесь, являются наглядными и не требуют объяснений.
Все значения выражаются в тыс. барр.
Емкость 965 распределена только под нужды участника Б.
Значения «Мин. 3» и «Макс. 3» рассчитываются только для тех емкостей, что находятся в обслуживании.
Максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 97,66% для группы прямогонных фракций.
Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
Всего 1 включает объем емкости 965.
Всего 2 исключает объем емкости 965.
m
ф
Таблица 17-4. Резервуары группы бензин
Номер резервуара Максимум брутто (1) М Максимум нетто (полезный) (2) ПО = Мх 0,9570 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
129 32 30,624 6,000
250 12 11,484 1,000
469 7 6,699 1,000
470 7 6,699 1,000
710 126 120,582 16,000
905 127 121,539 16,000
906 117 111,969 9,000
915 121 115,797 17,000
916 122 116,754 16,000
924 115 110,055 16,000
933 123 117,711 15,000
934 121 115,797 15,000
935 121 115,797 15,000
Всего 1151 1101,507 325,000 776,507 144,000 155,000 299,000
Примечания. «Мин. 3» — Минимальный рабочий объем запасов; «Макс. 3» — максимальный рабочий объем запасов.
Расчеты. Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы; расчеты значений «Мин. 3» и «Макс. 3», представленные здесь,
являются наглядными и не требуют объяснений; все значения выражаются в тыс. барр.; значения «Мин. 3» и «Макс. 3» рассчитываются только для
тех емкостей, что находятся в обслуживании; максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 95,70%
для группы бензины; колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
662 Справочник по переработке нефти
Таблица 17-5. Резервуары группы керосин
Номер резервуара Максимум брутто (1) М Максимум нетто (полезный) (2) ПО = М X 0,9821 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
105 88 86,425 10,000
114 75 73,658 15,000
115 84 82,496 16,000
730 124 121,780 16,000
740 134 131,601 21,000
751 449 440,963 55,000
901 73 71,693 11,000
902 77 75,622 11,000
Всего 1104 1084,238 180,000 904,238 155,000 200,000 355,000
Примечания:
«Мин. 3» — минимальный рабочий объем запасов.
«Макс. 3» — максимальный рабочий объем запасов.
Расчеты:
Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы.
Расчеты значений «Мин. 3» и «Макс. 3», представленные здесь, являются наглядными и не требуют объяснений.
Все значения выражаются в тыс. барр.
Значения «Мин. 3» и «Макс. 3» рассчитываются только для тех емкостей, что находятся в обслуживании.
Максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 98,21 % для группы керосин.
Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
Объем товарно-сырьевого парка НПЗ 663
Таблица 17-6. Резервуары группы дизельное топливо
Номер резервуара Максимум брутто (1) М Максимум нетто (полезный) (2) ПО = Мх 0,9801 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
701 125 122,513 3,000
702 126 123,493 3,000
706 604 591,980 8,000
711 125 122,513 3,000
721 124 121,532 3,000
722 131 128,393 3,000
731 123 120,552 3,000
732 85 83,309 2,000
913 126 123,493 3,000
923 126 123,493 3,000
452 7 6,861 0,200
455 4 3,920 1,000
41 1 0,980 0,000
910 5 4,901 0,000
917 1 0,980 0,000
Всего 1713 1678,911 240,000 1438,911 35,200 175,000 210,200
Примечания. «Мин. 3» — минимальный рабочий объем запасов; «Макс. 3» — максимальный рабочий объем запасов.
Расчеты. Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы; расчеты значений «Мин. 3» и «Макс. 3», представленные здесь,
являются наглядными и не требуют объяснений; все значения выражаются в тыс. барр.; Значения «Мин. 3» и «Макс. 3» рассчитываются только для
тех емкостей, что находятся в обслуживании; максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 98,01 %
для группы ДТ. Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
664 Справочник по переработке нефти
Таблица 17-7. Резервуары группы темное или судовое дизельное топливо
Номер резервуара Максимум брутто (1) М Максимум нетто (полезный) (2) ПО = Мх 0,9842 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
912 28 27,558 1,000
Всего 28 27,558 5,000 22,558 1,000 5,000 6,000
Примечания:
«Мин. 3» — Минимальный рабочий объем запасов.
«Макс. 3» — максимальный рабочий объем запасов.
Расчеты:
Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы.
Расчеты значений «Мин. 3» и «Макс. 3», представленные здесь, являются наглядными и не требуют объяснений.
Все значения выражаются в тыс. барр.
Значения «Мин. 3» и «Макс. 3» рассчитываются только для тех емкостей, что находятся в обслуживании.
Максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 98,42% для группы темное или судовое дизельное
топливо.
Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
Объем товарно-сырьевого парка НПЗ 665
Таблица 17-8. Резервуары группы тяжелого вакуумного газойля
Номер резервуара Максимум брутто (1) М Максимум нетто (полезный) (2) ПО = Мх 0,9577 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (в) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
111 90 86,193 4,000
705 569 544,931 8,000
Всего 659 631,124 20,000 611,124 12,000 30,000 42,000
Примечания:
«Мин. 3» — минимальный рабочий объем запасов.
«Макс. 3» — максимальный рабочий объем запасов.
Расчеты:
Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы.
Расчеты значений «Мин. 3» и «Макс. 3», представленные здесь, являются наглядными и не требуют объяснений.
Все значения выражаются в тыс. барр.
Значения «Мин. 3» и «Макс. 3» рассчитываются только для тех емкостей, что находятся в обслуживании.
Максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 95,77% для группы тяжелый вакуумный газойль.
Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
Справочник по переработке нефти
Таблица 17-9. Резервуары группы мазут
Номер резервуара Максимум брутто (1) М Максимум нетто (полезный) (2) ПО = М X 0,9725 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
703 122 118,645 3,000
713 123 119,618 3,000
714 84 81,690 2,000
715 333 323,843 6,000
723 121 117,673 3,000
724 123 119,618 3,000
734 208 202,280 5,000
743 329 319,953 6,000
904 89 86,553 2,000
914 127 123,508 3,000
Всего 1659 1613,378 350,000 1263,378 36,000 270,000 306,000
Примечания:
«Мин. 3» — минимальный рабочий объем. «Макс. 3» — максимальный рабочий объем запасов.
Расчеты:
Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы.
Расчеты значений «Мин. 3» и «Макс. 3», представленные здесь, являются наглядными и не требуют объяснений.
Все значения выражаются в тыс. барр.
Значения «Мин. 3» и «Макс. 3» рассчитываются только для тех емкостей, что находятся в обслуживании.
Максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 97,25 % для группы мазуты.
Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс. 3».
Объем товарно-сырьевого парка НПЗ 667
Таблица 17-10. Резервуары группы асфальт
Номер резервуара Максимум брутто (1) М Максимум нетто (полезный) (2) ПО = Мх 0,9523 Рабочий остаток (3) РО Максимально полезный объем (4) «Макс. 3» = ПО - РО Минимальный остаток (5) МО Доступный объем сырья для производства (6) ДО Минимальный полезный рабочий неиспользуемый объем (7) «Мин. 3» = МО + ДО
180 14 13,322 0,400
171 6 5,714 0,200
172 6 5,714 0,200
181 13 12,380 0,300
183 14 13,332 0,400
170 6 5,714 0,200
907 15 14,285 0,300
908 12 11,428 0,300
Всего 86 81,898 20,000 61,898 2,300 12,000 14,300
668 Справочник по переработке нефти
Примечания:
«Мин. 3» — минимальный рабочий объем запасов.
«Макс. 3» — максимальный рабочий объем запасов.
Расчеты:
Рассчитайте значения общих «Мин. 3» и «Макс. 3» для каждой группы.
Расчеты значений «Мин. 3» и «Макс. 3», представленные здесь, являются наглядными и не требуют объяснений.
Все значения выражаются в тыс. барр.
Значения «Мин. 3» и «Макс. 3» рассчитываются только для тех емкостей, что находятся в обслуживании.
Максимум нетто рассчитывается из максимума брутто умножением на коэффициент, равный 95,23% для группы асфальт.
Колонки 4 и 7 показывают расчет «Мин. 3» и «Макс.З».
Таблица 17-11. Распределение объема резервуаров (тыс. барр.)
Продуктовая группа Всего «Мин. 3» (1) Всего «Макс. 3» (2) Мощность переработки НПЗ (3 = 2-1) Распределение мощности Компания А Компания Б (4 = 3x0,6) (5 = 3x0,4) Распределение «Мин. 3» Компания А Компания Б (6 = 1x0,6) (7 = 1 х 0,4) Распределение «Макс. 3» Компания А Компания Б (8 = 2x0,6) (9 = 2x0,4)
спг 4 15 11 7 4 2 2 9 6
Легкая прямогонная нафта 123 555 432 259 173 74 49 333 222
Прямогонные фракции нафты 142 1058 916 550 366 85 57 635 423
Бензин 299 777 478 287 191 179 120 466 311
Керосин 355 904 549 329 220 213 142 542 362
Дизельное топливо 210 1439 1229 737 492 126 84 863 576
Темное или судовое ДТ 6 23 17 10 7 4 2 14 9
Тяжелый вакуумный газойль 42 611 569 341 228 25 17 367 244
Мазут 306 1263 957 574 383 184 122 758 505
Асфальт 14 62 48 29 19 8 6 37 25
Примечания:
Объем хранения для любой продуктовой группы является разницей между «Мин. 3» и «Макс. 3», распределенными между акционерами на основе
доли в акционерном капитале; в этом примере 60/40.
Объем товарно-сырьевого парка НПЗ 669
670
Справочник по переработке нефти
2. Рассчитайте величины «Мин. 3» и «Макс. 3» для групп, исключая
из расчетов частный резервуар.
3. Разница между двумя вариантами значений «Мин. 3» и «Макс. 3» даст
значения «Мин. 3» и «Макс. 3» для частного резервуара.
4. Значения «Мин. 3» и «Макс. 3» без учета частного резервуара исполь-
зуются для распределения объемов нефтехранилищ.
5. Значения «Мин. 3» и «Макс. 3» для частного резервуара прибавляются
к значениям «Мин. 3» и «Макс. 3» собственника, в чьем пользовании
предоставлен частный резервуар.
ПРИМЕР 17-2
Предположим, что емкость 965 (табл. 17-3), емкость группы легких прямо-
гонных фракций (нафта), построена исключительно для нужд участника
Б. Расчет значений «Мин. 3» и «Макс. 3» для обоих участников выполняется
следующим образом:
«Мин. 3», тыс. барр. «Макс. 3», тыс. барр.
Всего, исключая емкость 965 81 568
Всего, включая емкость 965 142 1058
Оценки для емкости 965 61 490
Распределения для участника А = 0,6 х 81 = 568 х 0,6
= 48,6 = 340,8
Распределения для участника Б = 81 х 0,4 + 61 = 568 х 0,4 + 490
= 93,4 = 717,2
УСТУПКА НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ
Уступка — это ситуация, в которой один из акционеров в акционерном
НПЗ отказывается от использования своей доли производственных мощ-
ностей НПЗ на какой-то определенный период. В данной ситуации у него
есть выбор, когда он может предложить часть неиспользованных мощ-
ностей другому участнику. Если другой участник соглашается принять
неиспользованные мощности, то получающая сторона должна выплатить
оговоренные отчисления арендодателю для компенсации амортизацион-
ных отчислений материальных активов. Если участник сдал в аренду часть
неиспользуемого им нефтеперерабатывающего оборудования, то также
Объем товарно-сырьевого парка НПЗ
671
осуществляется уступка объемов нефтехранилищ согласно пропорции
от объема нефтепереработки.
Возьмем для примера НПЗ с мощностью нефтепереработки в 260 тыс.
барр./сут. Доля, согласно которой мощность переработки, распределяемая
между участниками А и Б, составляет 60/40. Мощность атмосферной уста-
новки по переработке сырой нефти распределяется следующим образом:
• Мощности компании А, атмосферная установка = 156 тыс. барр./сут.
• Мощности компании Б, атмосферная установка = 104 тыс. барр./сут.
Если компания Б запланировала использовать, скажем, только 40 тыс.
барр./сут на определенный период, то эта компания Б может уступить
(104 - 40) = 64 тыс. барр./сут своих неиспользуемых мощностей. Если
компания А принимает эту уступку, то ее мощности переработки составят
(156 + 64) = 220 тыс. барр./сут, а мощности компании Б составят 40 тыс.
барр./сут на период аренды. Доля мощностей нефтеперерабатывающих
установок, переданных по контракту аренды (уступки), будет составлять
(64/240) или 0,2461 от общей мощности переработки, что приведено
в табл. 17-12.
Таблица 17-12. Распределение мощности нефтеперерабатывающих
установок в результате уступки (тыс. барр./сут)
Установка Всего Ком. А ДО уступки Ком. Б ДО уступки Уступлено Ком. А после уступки Ком. Б после уступки
Атмосферная установка 260,0 156 104 64 220 40
Каталитический крекинг 36,0 21,6 14,4 8,9 30,5 5,5
Гидрокрекинг 50,0 30,0 20,0 12,3 42,3 7,7
Висбрейкинг 20,0 12,0 8,0 4,9 16,9 3,1
Каталитический риформинг 15,0 9,0 6,0 3,7 12,7 2,3
Гидроочистка ДТ 20,0 12,0 8,0 4,9 16,9 3,1
Примечания:
Мощность атмосферной установки, принадлежащей компании А, = 60%, а компании Б = 40%,
это распределение общей мощности установки без учета уступки. Индекс уступки установок
нефтепереработки = (уступленная мощность атмосферной установки)/(общую мощность
атмосферной установки) х (общий объем установки нефтепереработки).
672
Справочник по переработке нефти
УСТУПКА ОБЪЕМОВ ХРАНЕНИЯ НЕФТЕПРОДУКТОВ
Процесс уступки объемов нефтехранения схож с процессом уступки мощ-
ностей нефтепереработки. В предыдущем примере переданный объем
нефтехранилищ для каждой группы составляет (64/260) от возможных
объемов хранения. После уступки распределение возможных объемов
хранения происходит следующим образом:
Участник До уступки После уступки
Компания А 0,6000 0,8461
Компания Б 0,4000 0,1539
Всего 1,0000 1,0000
Распределение значений общих «Мин. 3» и «Макс. 3» для каждой группы
резервуаров происходит по следующему принципу. Объемы резервуаров,
доступные участникам после уступки, представлены в табл. 17-13.
Необходимо проанализировать эффект от уступки объемов хранения
на работоспособность части предприятия, принадлежащей компании Б.
В зависимости от размеров и частоты подъемов (жидкости), минимального
рабочего незаполненного объема резервуара, требуемого для производ-
ства на период 17 дней. Согласно табл. 17-14, доступный объем хранения
после уступки в определенных группах меньше необходимого минимума,
в то время как в других доступный объем резервуаров больше требуемого
уровня производства. Таким образом, объем нефтехранилищ должен быть
рационализирован с помощью перемещения хранилищ из одной группы
в другую таким образом, чтобы каждая группа нефтепродуктов имела ми-
нимальный рабочий объем, рассчитанный на работу установки, равный
17 дням его оцененной производительности после уступки.
Таблица 17-13. Расчет объемов резервуаров при передаче другому акционеру
Группа Всего «Мин. 3» А «Мин. 3» Б «Мин. 3» Всего «Макс. 3» А «Макс. 3» Б «Макс. 3» Всего объема Объем А Объем Б
спг 4 3 1 15 13 2 11 9 2
Легкая прямогонная нафта 123 104 19 555 470 85 432 366 66
Прямогонные фракции нафты 142 120 22 1058 895 163 916 775 141
Бензин 299 253 46 777 657 120 478 404 74
Керосин 355 300 55 904 765 139 549 465 84
ДТ 210 178 32 1439 1218 221 1229 1040 189
Темное или судовое ДТ 6 5 1 23 19 4 17 14 3
Тяжелый вакуумный газойль 42 36 6 611 517 94 569 481 88
Мазут 306 259 47 1263 1069 194 957 810 147
Асфальт 14 12 2 62 52 10 48 41 7
Всего 1501 1270 231 6707 5675 1032 5206 4405 801
Объем товарно-сырьевого парка НПЗ 673
Таблица 17-14. Эффект от уступки объемов резервуаров на работоспособность предприятия
Группа нефтепродуктов Ком. Б, доступ, тыс барр. (1) Ком. Б, произво- дительность, тыс. барр. (2) Доступный рабочий объем цистерны, сут (3 = 1/2) Необходимая рабочая незаполненная часть цистерны, тыс. барр. (4 = 2 х 17) Нехватка рабочего объема цистерны, тыс. барр. (5 = 4-1)
спг 1,7 0 0 -1,7
Легкая прямогонная нафта 66,5 5,4 12,3 91,8 25,3
Прямогонные фракции нафты 140,9 5,8 24,3 98,6 -42,3
Бензин 73,5 3,5 21,0 59,5 -14,0
Керосин 84,5 6 14,1 102 17,5
ДТ 189,1 13,3 14,2 226,1 37,0
Темное или судовое ДТ 2,6 0,2 13,1 3,4 0,8
Тяжелый вакуумный газойль 87,5 0 0 -87,5
Мазут 147,2 7,9 18,6 134,3 -12,9
Асфальт 7,4 1,5 4,9 25,5 18,1
Всего 800,9 43,6 18,4 741
Примечания:
(1) Доступный объем хранения («Макс. 3» - «Мин. 3») представлен в этой таблице.
(2) Приблизительный характер объемов переработки участника Б после уступки им части своих объемов.
(3) Количество дней использования рабочего объема для работы по плану.
(4) Объем, необходимый для поддержания процесса производства в течение 17 дней.
(5) Значение со знаком плюс характеризует нехватку, а отрицательное значение — избыток в величине доступного незаполненного рабочего объема,
колонка 5 = колонка 4 - колонка 1.
674 Справочник по переработке нефти
Глава 1 8
План отрузки
продукции
Для планирования и формирования графика отгрузки продукции отдел
сбыта обязан иметь информацию по объемам производства нефтепро-
дуктов каждой группы и количеству товара, готового для отгрузки. Такая
информация запрашивается предварительно за несколько недель до факти-
ческой отгрузки с целью организации продажи готовой продукции и фрах-
та судна для ее транспортировки. Также важно иметь товарные запасы
по каждой группе нефтепродуктов в пределах рабочего объема резервуара,
находящегося на НПЗ, чтобы осуществлять своевременную транспорти-
ровку нефтепродуктов из резервуаров НПЗ. Ошибка в несвоевременной
реализации может привести к образованию сложной ситуации на заводе.
Предприятие будет вынуждено сокращать объемы перерабатываемого
сырья, приостанавливать или уменьшать подачу сырья в нефтеперераба-
тывающие установки или закачивать дистиллят в мазут.
Для того чтобы обеспечить отдел сбыта достоверными данными о товар-
ных запасах на все группы нефтепродуктов, предприятию необходимо еже-
недельно оценивать выпуск нефтепродуктов каждой группы и, используя
полученные данные, уточнять планы по товарным запасам на оставшийся
месячный период.
ЕЖЕНЕДЕЛЬНЫЕ ОЦЕНКИ ОБЪЕМОВ ПРОИЗВОДСТВА
Такие оценки делаются на основе балансовой модели НПЗ. В данном слу-
чае различные параметры, такие как режим работы установки, компонен-
ты смешения, контролируются более детально, чем в линейных моделях
(ЛП). Это дает возможность процессу моделирования отразить реальную
675
676
Справочник по переработке нефти
производственную ситуацию на НПЗ. Такие системные оценки, основан-
ные на непрерывно обновляемой информации по расходу сырья, рабочим
режимам установок, смешению нефтепродуктов и объемам в товарных
емкостях, ближе к действительности, чем расчеты ЛП, основанные на це-
новой оптимизации.
Каждую неделю информация по нефтепродуктам корректируется и го-
товится новый план на оставшийся месячный период, который включает
последнюю информацию по НПЗ, такую как: пропускная способность
установок, качество нефтепродуктов, графики отгрузки нефтепродуктов
и объемы запасов. Также должен производиться переучет произведенных
объемов из-за изменений качества нефтепродуктов или спецификаций
по конкретной партии товара, задержки судна, незапланированного из-
менения производства одной из основных нефтеперерабатывающих уста-
новок. Необходимо производить новый расчет объемов производства,
который бы отражал существенные отклонения от нормальной работы
НПЗ, в случаях остановки ключевых нефтеперерабатывающих установок,
изменения в потреблении сырой нефти или любых других случаях суще-
ственного отклонения производственного процесса.
После проведения расчетов уточняются объемы производства. Уточнен-
ная оценка производства используется для формирования плана по товар-
ным запасам на оставшийся период. Каждую неделю происходит обновле-
ние данных по производству и прогнозам товарных запасов.
На НПЗ, который работает по топливной схеме, оценка производства
и прогнозы по запасам делаются для конкретных групп нефтепродуктов.
Сжиженный природный газ (СПГ).
Легкая прямогонная нафта (ЛПН).
Фракции прямогонной нафты.
Бензин.
Керосин и авиационное топливо.
Автомобильное ДТ.
Мазут.
Асфальт.
Оценка производства промежуточных нефтепродуктов обычно не про-
изводится, так как они не отгружаются.
План отрузки продукции
677
ПЛАН ПО НПЗ
В течение месяца план производства НПЗ еженедельно уточняется. На-
пример, в месяц могут быть произведены четыре уточнения или оценки
по следующему графику:
Первая оценка: с 1-го дня по 30-й день, 30 дней.
Вторая оценка: с 11-го дня по 30-й день, 20 дней.
Третья оценка: с 18-го дня по 30-й день, 13 дней.
Четвертая оценка: с 25-го дня по 30-й день, 6 дней.
Цель первой оценки — определить, какое количество нефти должно быть
переработано и какие должны быть произведены сорта нефтепродуктов
согласно обобщенному оперативно-календарному плану (ОКП) для соб-
ственников НПЗ. Вторая оценка определяет количество переработанной
нефти, равной общему количеству согласно ОКП минус количество нефти,
прошедшей переработку в течение первых 10 дней месяца. Производствен-
ная цель для второй оценки — это показатели обобщенного ОКП, вклю-
чающие различные уточнения ОКП собственникам НПЗ и исключающие
объем продукции, который уже произведен за первый оценочный период.
Подобным образом, целями третьей и четвертой оценок являются объемы
нефтепродуктов, которые должны быть произведены.
МЕТОДИКА
НПЗ с одним собственником
Для определения показателей работы НПЗ с одним собственником исполь-
зуется прямой расчет. Он включает в себя обновление балансовой модели
на основе последней информации по достигнутым мощностям нефтепере-
рабатывающих установок, производительности установок, приготовлению
готовых нефтепродуктов и другой информации подобного рода. Далее
запускается модель для определения баланса входных и выходных пото-
ков НПЗ. Объем производства продукции на НПЗ используется в качестве
основы для расчета плана запасов по различным группам нефтепродуктов.
НПЗ с акционерным капиталом
Методика для определения показателей работы НПЗ с акционерным капи-
талом более сложная и поэтому описывается детально. Чтобы произвести
678
Справочник по переработке нефти
раздельный расчет запасов для каждого из участников, в данном случае
оценивается не только общее производство по НПЗ, но и производство
по каждой группе нефтепродуктов, распределенной между участниками.
Далее балансовая модель НПЗ используется для оценки производства про-
дукции на предприятии.
На основе обобщенного ОКП для акционеров рассчитывается распре-
деление производственных мощностей НПЗ на заданный период. Такое
предварительное распределение используется для расчета возможного
количества товарных запасов для отгрузки каждому участнику.
На начало каждого месяца НПЗ получает ОКП от обоих участников,
в котором отображается информация о пропускной способности установок
и список нефтепродуктов каждого из участников. Основываясь на этой
информации, НПЗ в течение месяца делает свой собственный план про-
изводства различных нефтепродуктов.
РАСПРЕДЕЛЕНИЕ РАЗНИЦЫ (ДЕЛЬТ)
Разница между показателями обобщенного ОКП участников и плана НПЗ,
основанного на балансовой модели, оценивается для каждой группы
нефтепродуктов с целью определения ее причины или выявления разни-
цы для участников, которая вызвала эти расхождения. Если какой-либо
определенной причины не находят, разница распределяется между участ-
никами исходя из отношения их объемов переработки. Величина объема
нефтепереработки участника — это сумма значений в его ОКП плюс рас-
пределенная разница:
объем производства участника = объем по ОКП + дельта.
Производительность вычисляется путем деления величины объема про-
изводства участника на количество дней, на которое делается план. В та-
ком случае недельный план объема производства и производительности
НПЗ распределяется между производством каждого участника для каждой
группы нефтепродуктов.
При распределении разницы для различных сортов нефтепродуктов
используется концепция псевдоэквивалентности, основанная на том,
что ряд продуктов производится с помощью компаундирования. Подход
псевдоэквивалентности других сортов нефтепродуктов и полуфабрика-
тов используется для производства готовых нефтепродуктов. Основные
особенности концепции эквивалентов, используемой при распределении
продукции, следующие:
План отрузки продукции
679
• Псевдоэквиваленты используются с единственной целью оценки
производства для необязательных сортов и полуфабрикатов для про-
изводства готовых нефтепродуктов в отличие от эквивалентов, кото-
рые используются только для случаев распределения нефтепродуктов
необязательных сортов.
• Так как единственной целью эквивалентов является оценка эффекта
товарных запасов различных нефтепродуктов, то эффект от произ-
водства готовых нефтепродуктов таким методом не рассматривается.
Следующие примеры должны разъяснить использование подхода
псевдоэквивалентов.
Нафта (фракции прямогонной нафты)
Объем производства нафты был на 85 тыс. барр. больше, чем это было
представлено в обобщенном ОКП. Так как не было найдено причины это-
го дополнительного произведенного объема, он был распределен между
участниками через отношение объемов переработанной нефти:
Участник ОКП, тыс. барр. Количество, тыс. барр. Разница (дельта), тыс. барр. Отношение объемов переработки
А 839 71 0,8354
Б 96 14 0,1646
Всего 935 1020 85 1,0000
Разница бензиновой группы
После оценки общая разница по группе бензинов между величинами про-
изводства и ОКП была оценена следующим образом:
Сорт Разница, тыс. барр.
1-387 25
1-390 24
1-395 0
I-397L -105
I-397LL 30
Всего по группе -16
680
Справочник по переработке нефти
Для конкретных сортов может быть определена причина появления раз-
ницы, в то время как для других сортов она не может быть установлена.
В этом случае разница сначала распределяется для тех сортов, по которым
причина известна, а оставшаяся разница распределяется между участни-
ками согласно отношению переработанных объемов нефти.
Бензин сорта 397L
Разница между объемом производства бензина I-397L и объемом, ука-
занным в обобщенном ОКП, составляет -105 тыс. барр. Эта разница рас-
пределяется между участниками исходя из отношения переработанного
объема сырой нефти:
Участник Отношение объемов переработки Разница (дельта), тыс. барр.
А 0,8354 -88
Б 0,1646 -17
Всего 1,0000 -105
Смесь 1-397 L содержит 25 % бензина риформинга (ОЧ 95). Таким обра-
зом, изменение объема в -88 приводит к получению участником А 22 тыс.
барр. бензина риформинга. Поэтому доля бензина участника А уменьшит-
ся на 22 тыс. барр., в то время как объем бензина риформинга увеличит-
ся на тот же объем. Также объем бензиновых компонентов участника Б
уменьшится на 4 тыс. барр., а объем выпускаемого бензина риформинга
увеличится на ту же цифру:
Запасы Компания А Компания Б
Бензин I-397L -22 -4
Бензин риформинга (ОЧ 95) 22 4
Всего 0 0
Бензин сорта 1-397 LL
Этот сорт смешивается с 47% бензина риформинга, и он производится
только участником Б. Избыточный объем, равный 30 тыс. барр., содержит
примерно 14 тыс. барр. бензина риформинга, увеличивая объем бензино-
вых компонентов на эту величину:
План отрузки продукции
681
Запасы Компания А Компания Б
Бензин I-397LL 0 14
Бензин риформинга (ОЧ 95) 0 -14
Всего 0 0
Оставшаяся разница = -16 - (-22-4 + 14), равная -4 тыс. барр., распре-
деляется между участниками в виде отношения переработанных объемов
нефти:
Компания А = -3 тыс. барр.
Компания Б = -1 тыс. барр.
Общая разница компании А = (-22 - 3) = -25 тыс. барр.
Общая разница компания Б = (-4 + 14 - 1) = 9 тыс. барр.
Мазут
Расчеты показывают, что объем производства сорта 1-961 (80 сантисток-
сов) для участника А был на 32 тыс. барр. больше, чем было отражено
в ОКП. Эффект этой разницы для компонентов мазута и ДТ был определен
следующим образом.
НПЗ приготовил этот маловязкий мазут, разбавив нормальный мазут
сорта 1-961 дизельным топливом сорта 1-888:
Сорт Продукт Объем, тыс. барр. Коэффициент вязкости смеси
1-961 Мазут 27,8 460
1-888 ДТ 4,2 -30
1-961 (80 сСт) Мазут 32,0 398
Производство дополнительных 32 тыс. барр. 1-961 (80 сСт) компанией
А увеличило объем ее мазута на (32-27,8), или 4,2 тыс. барр., и снизило
объем выпускаемого ДТ на 4,2 тыс. барр.:
Сорт Группа Объем производства, тыс. барр.
1-961 (80 сСт) Мазут 32,0
1-961 Мазут -27,8
1-888 ДТ -4,2
Всего 0
682
Справочник по переработке нефти
Сорта дизельного топлива
По расчетам для покрытия увеличения объемов отгрузки ДТ 1-876, объем
производства ДТ конкретных сортов компанией А был увеличен на 79 тыс.
барр. Оцените этот эффект на товарные запасы компании А.
Сорт ДТ 1-876 был смешан на НПЗ с сортами 1-888 и 1-440, для того что-
бы удовлетворить требованиям по температуре застывания сорта 1-876
(-6 °C). Здесь, разница объема 1-876 составляет 79 тыс. барр.
Сорт Продукт Объем, тыс. барр. Показатель температуры застывания
1-888 ДТ 72,3 365
1-440 Керосин 6,7 46
1-876 ДТ 79,0 338
Расчет компонентов ДТ и керосина следующий:
Сорт Группа Объем производства, тыс. барр.
1-876 ДТ 79,0
1-888 Керосин -72,3
1-440 ДТ -6,7
Всего 0
Здесь:
Объем компонентов ДТ компании А = (79,0 - 72,3) = 6-7 тыс. барр.
Объем компонентов керосина компании А = -6,7 тыс. барр.
Асфальт
По расчету из-за нехватки рабочего объема резервуара участник Б про-
извел асфальта на 10000 барр. меньше. Для расчета влияния этого из-
менения на другие необязательные сорта нефтепродуктов был применен
следующий прием.
Разница в -10000 барр. в объеме производства асфальта компанией Б
может быть выражена смешением мазута и ДТ в качестве эквивалентов
асфальта следующим образом:
План отрузки продукции
683
Сорт Продукт Объем, тыс. барр. Показатель вязкости смеси
1-961 Мазут -17,6 460
1-888 ДТ 7,6 -30
1-1138 Асфальт -10,0 832
В результате этих изменений, компания Б получает +17,6 тыс. барр.
мазута и -7,6 тыс. барр. ДТ:
Сорт Группа Объем производства, тыс. барр.
1-961 Мазут 17,6
1-888 ДТ -7,6
1-1138 Асфальт -10,0
Всего 0
В табл, с 18-1 по 18-16 приведены примеры еженедельных расчетов ак-
ционерного НПЗ с распределением разницы объемов производства, пла-
нирования производительности в течение месяца. Табл. 18-1 показывает
первый расчет НПЗ, сравнение с обобщенным ОКП участника, а также рас-
чет разницы. Табл. 18-2 демонстрирует разницу для групп нефтепродуктов.
В табл. 18-3 представлено распределение этих разниц между участниками,
в табл. 18-4 представлен расчет производства для всех групп нефтепродук-
тов, основанный на первом расчете. Также рассчитываются второй, третий
и четвертый план. Таким образом, расчеты производства для различных
групп нефтепродуктов делаются для обоих участников. Фактически реаль-
ное производство НПЗ по различным группам нефтепродуктов разделяется
как бы на два производства каждого участника. Когда же новый расчет
сделан, то новые значения производства заменяют старые в плане запасов
НПЗ. Еженедельные оценки также дают гарантию, что объем переработан-
ной нефти и произведенные нефтепродукты в течение месяца соответству-
ют ОКП нефтеперерабатывающего завода на этот месяц.
ПЛАНИРОВАНИЕ ЗАПАСОВ И РАБОЧЕГО ОБЪЕМА
РЕЗЕРВУАРА (НА АКЦИОНЕРНОМ НПЗ)
Система планирования производственных запасов и рабочего объема
резервуаров (СПЗиО) разработана с целью предоставления информации
участникам о состоянии их материальных запасов и рабочего объема
684
Справочник по переработке нефти
Таблица 18-1. Определение разницы между ОКП НПЗ
и участников, первоначальный вариант (тыс. барр.)
ОКП компании А ОКП компании Б Обобщенный ОКП План НПЗ Разница
Сорта
1-150 20 0 20 20 0
1-201 0 0 0 0 0
1-210 839 96 935 1020 85
1-220 0 165 165 165 0
1-387 0 0 0 25 25
1-390 66 0 66 90 24
1-395 120 15 135 135 0
I-397LL 0 60 60 90 30
I-397L 266 11 277 172 -105
I-397R 54 15 69 69 0
1-398 36 0 36 46 10
1-400 200 0 200 200 0
1-411 8 0 8 8 0
1-419 137 0 137 238 101
1-440 371 171 542 561 19
1-876 510 0 510 510 0
I-876ZP 60 0 60 60 0
1-888 1656 347 2003 1983 -20
1-892 0 0 0 0 0
1-961 1766 260. 2026 1876 -150
I-961S 0 0 0 32 32
1-1138 45 45 90 90 0
Полуфабрикаты для смешения
Бензин риформинга ОЧ 90 0 18 18 -35 -53
Бензин риформинга ОЧ 95 0 9 9 -26 -35
Легкая каталитическая нафта 0 0 0 15 15
Средняя каталитическая нафта 0 0 0 3 3
Полимерный бензин 0 -3 -3 -4 -1
Тяжелые прямогонные фракции 0 0 0 41 41
Керосин (британский стандарт 0 0 0 -5 -5
качества)
ДТ (британский стандарт 0 0 0 -30 -30
качества)
ДТ бессернистое -171 -15 -186 -243 -57
Легкий вакуумный газойль 38 51 89 63 -26
Средний изомеризат -75 -15 -90 -111 -21
Тяжелый изомеризат 33 41 74 259 185
Средний вакуумный газойль -25 0 -25 -41 -16
Тяжелый вакуумный газойль 0 0 0 71 71
Дистиллят установки 75 15 90 0 -90
каталитического крекинга
Остаток атмосферной установки 0 0 0 4 4
Нефтепродукты 6154 1185 7339 7390 51
Полуфабрикаты для смешения -125 101 -24 -39 -15
Всего 6029 1286 7315 7351 36
План отрузки продукции
685
Таблица 18-2. Разница по группам нефтепродуктов,
первоначальный план (тыс. барр.)
Группы нефтепродуктов Общая разница Распределение разницы
Компания А Компания Б
СПГ 0 0 0
Легкие прямогонные фракции 0 0 0
Прямогонные фракции 85 71 14
Бензин -16 -25 9
Керосин 120 100 20
ДТ -20 -17 -3
Темное ДТ 0 0 0
Мазут -118 -98 -20
Асфальт 0 0 0
Всего 51 31 20
хранилищ на предстоящие 90 дней, что дает возможность участникам
планировать график отгрузки нефтепродуктов. Данные по каждой группе
нефтепродуктов представляются в отдельном отчете. Эта система позволя-
ет дать информацию в реальном времени. С ее помощью участники могут
постоянно обновлять информацию по отгрузкам своих продуктов, в том
числе размещать заказ на новую отгрузку, отменять уже размещенный
заказ, подтверждать планируемое время прибытия судов для предстоящей
отгрузки. Вся остальная информация в системе обновляется только для
НПЗ (см. табл, с 18-17 по 18-23).
Система предоставляет оценки по следующим характеристикам с на-
стоящего дня на период 30—90 дней вперед:
• Товарные запасы каждой группы нефтепродуктов, готовой к про-
даже и имеющейся в распоряжении участника в настоящий момент
времени.
• Запасы каждой группы нефтепродуктов, готовые к отгрузке.
• Рабочий объем резервуаров, имеющихся в распоряжении каждого
из участников для каждой группы нефтепродуктов в дополнение к их
запасам, подлежащим отгрузке.
• Плановая производительность НПЗ по каждой группе нефтепродук-
тов, выпускаемой участниками.
Таблица 18-3. Оценка распределения измененных производимых объемов для
составления прогнозов запасов, первая оценка (тыс. барр.)
Компания А Компания Б
Группа нефтепродуктов Общая разница I-397L -88 1-961(80) 32 I-397L -17 I-397LL 30 Балансовая разница Разница компании А Разница компании Б Общая разница компании А Общая разница компании Б
спг 0 0 0 0 0 0
Легкие 0 0 0 0 0 0
прямогонные фракции
Прямогонные фракции 85 85 71 14 71 14
Бензин -16 -22 -4 14 -4 -3 -1 -25 9
Керосин 120 120 100 20 100 20
ДТ -20 -4 -16 -13 -3 -17 -3
Мазут -118 4 -122 -102 -20 -98 -20
Асфальт 0 0 0 0 0 0
Всего 51 -22 0 -4 14 63 53 10 31 20
Примечания:
Соотношение объемов перерабатываемой нефти:
Компания А = 0,8354.
Компания Б = 0,1646.
686 Справочник по переработке нефти
План отрузки продукции
687
Таблица 18-4. План производства для формирования прогнозов
товарных запасов, первоначальный план (тыс. барр.)
Цэуппа нефтепродуктов ОКП (1) Распределен, разница (2) Производств, запасы (3) Местный сбыт (4) Отгрузки (5) Производство, (тыс. барр./сут) (6)
Компания А
СПГ 20 0 20 20 0 0,0
Легкие прямогонные фракции 0 0 0 0 0 0,0
Прямогонные фракции 839 71 910 0 910 30,3
Бензин 542 -25 517 136 381 12,7
Керосин 716 100 816 165 651 21,7
ДТ 2226 -17 2209 54 2155 71,8
Темное ДТ 0 0 0 0 0 0,0
Тяжелый вакуумный газойль 0 0 0 0 0 0,0
Мазут 1766 -98 1668 0 1668 55,6
Асфальт 46 0 46 9 37 1,2
Всего 6155 31 6186 384 5802 193,4
Компания Б
СПГ 0 0 0 0 0 0
Легкие прямогонные фракции 165 0 165 0 165 5,5
Прямогонные фракции 96 14 110 0 110 3,7
Бензин 101 9 110 0 110 3,7
Керосин 171 20 191 107 84 2,8
ДТ 347 -3 344 0 344 ИД
Темное ДТ 0 0 0 0 0 0,0
Тяжелый вакуумный газойль 0 0 0 0 0 0,0
Мазут 260 -20 240 0 240 8,0
Асфальт 45 0 45 0 45 1,5
Всего 1185 20 1205 107 1098 36,6
Примечание. Первый оценочный период = 10 дней.
• График отгрузки продукции участников: идентификационные данные
судна, грузоподъемность судна (до максимально допустимой отмет-
ки), партия товара для предстоящей загрузки (сорт нефтепродукта
и объем в тоннах или баррелях), предварительное время прибытия.
Предварительное время прибытия постоянно обновляется участни-
ками НПЗ.
688
Справочник по переработке нефти
Таблица 18-5. Определение разницы между оценками
НПЗ и обобщенным ОКП, второй план (тыс. барр.)
Сорт Обобщенный ОКП Оценка НПЗ Разница
1-150 12 12 0
1-201 0 0 0
1-210 693 613 -80
1-220 161 161 0
1-383 -5 -5 0
1-387 31 31 0
1-390 42 60 18
1-395 73 73 0
I-397LL 16 16 0
I-397L 181 159 -22
I-397R 69 69 0
1-398 32 32 0
1-400 200 200 0
1-411 5 5 0
1-419 8 280 272
1-440 351 154 -197
1-800 -14 -12 2
1-876 214 214 0
I-876ZP 0 0 0
I-885SP 72 72 0
1-888 1080 1047 -33
1-888 52DI 348 348 0
1-892 0 0 0
1-928 65 0 -65
1-961 1251 1158 -93
I-961S -11 0 11
1-971 0 76 76
1-1138 68 68 0
Полуфабрикаты для смешения
Бензин риформинга ОЧ 90 -54 -27 27
Бензин риформинга ОЧ 95 -32 -13 19
Легкая каталитическая нафта 1 1 0
Средняя каталитическая нафта -12 -12 0
Полимерный бензин -2 -2 0
Тяжелые прямогонные фракции 36 36 0
Керосин (британский стандарт качества) 39 39 0
ДТ (британский стандарт качества) -23 -23 0
ДТ бессернистое -129 -129 0
Легкий вакуумный газойль 33 33 0
Легкий изомеризат -60 -60 0
Тяжелый вакуумный газойль 97 85 -12
Средний вакуумный газойль -30 -20 10
Тяжелый вакуумный газойль 70 85 15
Дистиллят установки каталитического крекинга -28 0 28
Остаток атмосферной установки -17 0 17
Нефтепродукты 4942 4831 -111
Полуфабрикаты для компаундирования -111 -7 104
Всего 4831 4824 -7
План отрузки продукции
689
Таблица 18-6. Разница по группе нефтепродуктов, второй план (тыс. барр.)
Группы нефтепродуктов Общая разница Распределение разницы
Компания А Компания Б
спг 0 0 0
Легкие прямогонные 0 0 0
фракции
Прямогонные фракции -80 -59 -21
Бензин -13 -11 -2
Керосин 61 51 10
ДТ -28 -25 -3
Темное ДТ 0 0 0
Мазут -71 -63 -8
Асфальт 1 1 0
Всего -130 -106 -24
Эта информация обновляется каждый раз, когда:
• Рассчитан новый план производства НПЗ, обычно это раз в неделю.
Новые значения производства всех групп нефтепродуктов, основан-
ные на новом плане, вносятся в систему «СПЗиО».
• Имеются фактические запасы на конец периода, полученные в ходе
распределения в предыдущем месяце, для каждого участника.
• Пересчитано распределение объемов резервуаров участников (из-за
вывода емкости из производственного процесса с целью ремонта или
введение емкости в производство, прошедшей техобслуживание).
• Изменения в плановом времени прибытия судна для участника НПЗ.
Контрольное значение
Контрольная величина запасов любой группы нефтепродуктов — это
значение величины материальных запасов участников на конец периода
с момента расчета на начало месяца.
Согласно этим данным, отражается фактически произведенный в про-
шлом периоде объем нефтепродуктов различных групп, принадлежащих
участникам. Принцип, по которому определяется будущее производство
участника в течение текущего месяца, это еженедельное распределение
между участниками плановых объемов производства НПЗ. Оценки объе-
мов производства после текущего месяца основываются на перспективном
ОКП участников.
Таблица 18-7. Распределение изменений производства для разработки плана по запасам, второй план (тыс. барр.)
Группа нефтепродуктов Компания А Компания Б Балансовая Разница Общая разница
Общая I-397L разница -18 1-961 (80) 32 I-928 -65 1-971 76 I-397L -4 Уточнение ЛПФ Конденсат -9
Б А Б
разница А
СПГ 0 0 0 0 0 0
Легкие 0 9 -9 0 0 0 0 0
прямогонные фракции (ЛПФ)
Прямогонные фракции -80 -9 -71 -59 -12 -59 -21
Бензин -13 -5 -1 -7 -6 -1 -11 -2
Керосин 61 61 51 10 51 10
ДТ -28 -2 -12 7 -21 -18 -3 -25 -3
Мазут -71 2 -16 -7 -50 -42 -8 -63 -8
Асфальт 1 1 1 0 1 0
Всего -130 -5 0 -28 0 -1 0 -9 -87 -73 -14 -106 -24
Примечания:
Соотношение объемов перерабатываемой нефти:
Компания А = 0,835.
Компания Б = 0,165.
690 Справочник по переработке нефти
Таблица 18-8. План производства для формирования прогнозов товарных запасов
Группа нефтепродуктов ОКП (1) Распределенная разница (2) Производственные запасы (3) Местный сбыт (4) Отгрузка продукции (5) Производство, (тыс. барр./сут) (6)
Компания А
СПГ 10 0 10 10 0 0,0
Легкие прямогонные фракции 134 0 134 0 134 6,7
Прямогонные фракции 579 -59 520 0 520 26,0
Бензин 367 -11 356 91 265 13,3
Керосин 471 51 522 113 409 20,5
ДТ 1420 -25 1395 36 1359 68,0
Темное ДТ 0 0 0 0 0 0,0
Тяжелый вакуумный газойль 0 0 0 0 0 0,0
Мазут 1090 -63 1027 0 1027 51,4
Асфальт 57 1 58 6 52 2,6
Всего 4128 -106 4022 256 3766 188,3
Компания Б
СПГ 2 0 2 0 2 0,1
Легкие прямогонные фракции 27 0 27 0 27 1,4
Прямогонные фракции 114 -21 93 0 93 4,7
Бензин 72 -2 70 0 70 3,5
Керосин 93 10 103 68 35 1,8
ДТ 280 -3 277 0 277 13,9
Темное ДТ 0 0 0 0 0 0,0
Тяжелый вакуумный газойль 0 0 0 0 0 0,0
Мазут 215 -8 207 0 207 10,4
Асфальт 11 0 11 0 11 0,6
Всего 814 -24 790 68 722 36,1
Примечание. Первый оценочный период = 7 дней.
План отрузки продукции 691
692
Справочник по переработке нефти
Таблица 18-9. Определение разницы между оценками
НПЗ и ОКП участников, третий план (тыс. барр.)
Сорт Заданный ОКП Оценка НПЗ Разница
1-150 6 6 0
1-201 0 0 0
1-210 533 451 -82
1-220 39 39 0
1-383 -2 -2 0
1-387 11 11 0
1-390 20 39 19
1-395 32 32 0
I-397LL -21 0 21
I-397L 112 107 -5
I-397R 68 68 0
1-3 9 7С 25 0 -25
1-398 21 21 0
1-400 3 3 0
1-411 4 4 0
1-419 280 280 0
1-440 138 146 8
1-800 0 0 0
1-876 111 111 0
I-876ZP 0 0 0
I-885SP 72 72 0
1-888 535 496 -39
1-888 52DI 348 348 0
1-892 0 0 0
1-928 4 0 -4
1-961 909 862 -47
I-961S -3 0 3
1-971 -12 12 24
1-1138 53 30 -23
Полуфабрикакты для компаундирования
Бензин риформинга ОЧ 90 -1 12 13
Бензин риформинга ОЧ 95 -39 -18 21
Легкая каталитическая нафта -1 -1 0
Средняя каталитическая нафта -3 -3 0
Полимерный бензин -7 -7 0
Тяжелые прямогонные фракции 42 42 0
Керосин (британский стандарт качества) 42 42 0
ДТ (британский стандарт качества) 0 0 0
ДТ бессернистое -61 -61 0
Легкий вакуумный газойль 51 51 0
Легкий изомеризат -20 -20 0
Тяжелый вакуумный газойль 54 54 0
Средний изомеризат -18 44 62
Тяжелый изомеризат 86 92 6
Дистиллят установки каталитического крекинга -66 -66 0
Остаток атмосферной установки -84 -84 0
Нефтепродукты 3286 3136 -150
Полуфабрикаты для компаундирования -25 77 102
Всего 3261 3213 -48
План отрузки продукции
693
Таблица 18-10. Разница по группам нефтепродуктов, третий план (тыс. барр.)
Группы нефтеп роду ктов Общая разница Распределение разницы
Компания А Компания Б
СПГ 0 0 0
Легкие прямогонные фракции 0 0 0
Прямогонные фракции -82 -59 -23
Бензин 11 -11 22
Керосин 10 51 -41
ДТ -32 -25 -7
Темное ДТ 0 0 0
Мазут -24 -63 39
Асфальт -23 1 -24
Всего -140 -106 -34
Например, примем за сегодняшнюю дату 10 июня, это дата, с которой
должны быть введены данные по «СПЗиО».
1. Стартовым или контрольным значением для СПЗиО будут являться
значения величин запасов всех нефтепродуктов на конец периода
до 30 апреля (согласно отчету конечного распределения на месяц
апрель текущего года). Товарные запасы других сортов нефтепродук-
тов рассчитаны вместе в отдельной группе нефтепродуктов.
2. Имеющиеся фактические значения производства НПЗ по всем груп-
пам нефтепродуктов, приходящиеся на прошлый период с 1 мая
по 9 июня, распределены по значениям производительностей участ-
ников на основе еженедельного распределения объемов производства
по СПЗиО этого периода.
3. На текущую дату 10 июня и до конца текущего месяца 30 июня произ-
водительность определяется на основе последних недельных оценок
НПЗ.
4. На последующие 2 месяца, июль и август, используются ОКП участ-
ников на июль и август (перспективный ОКП). Перспективный ОКП
участников может быть не очень точен, но, несмотря на это, он содер-
жит полезную информацию по запланированному объему нефтепере-
работки, факторам эксплуатации нефтеперерабатывающих установок
завода, по производственному графику отгрузки запланированных
нефтепродуктов, если таковые заранее известны.
Таблица 18-11. Распределение изменений производимых объемов для разработки планов запасов, третий план (тыс. барр.)
Пэуппа нефтепродуктов Общая разница Компания А Компания Б Разница Общая разница
I-397L -5 1-961 (80) 1-928 3 -4 1-971 24 Асфальт 1-397 С -10 -25 1-397 21 Асфальт -13 Уточнение ЛПФ Конденсат Балансовая
А Б А Б
-6 разница
СПГ 0 0 0 0 0 0
Легкие 0 6 -6 0 0 0 0 0
прямогонные фракции (ЛПФ)
Прямогонные фракции -82 -6 -76 -63 -13 -63 -19
Бензин 11 -1 -18 10 20 17 3 16 -5
Керосин 10 10 8 2 8 2
ДТ -32 -1 -1 3 -8 -10 -15 -13 —2 -20 -12
Мазут -24 1 -1 -2 18 23 -63 -53 -10 -37 13
Асфальт -23 -10 -13 0 0 0 -10 -13
Всего -140 -1 0 —2 1 0 -18 10 0 0 -124 -104 -20 -106 -34
Примечания:
Соотношение объемов перерабатываемой нефти:
Компания А = 0,835.
Компания Б = 0,165.
694 Справочник по переработке нефти
Таблица 18-12. План производства для формирования прогнозов товарных запасов, третий план (тыс. барр.)
Группа нефтепродуктов ОКП (1) Распределенная разница (2) Распределенные производственные запасы (3) Местный сбыт (4) Отгрузка (5) Производство, (тыс. барр./сут) (6)
Компания А
СПГ 5 0 5 8 -3 -0,2
Легкие прямогонные фракции 33 0 33 0 33 2,5
Прямогонные фракции 445 -63 382 0 382 29,4
Бензин 222 16 238 59 179 13,8
Керосин 355 8 363 119 244 18,8
ДТ 891 -20 871 23 848 65,2
Темное ДТ 0 0 0 0 0 0,0
Тяжелый вакуумный газойль 0 0 0 0 0 0,0
Мазут 750 -37 713 0 713 54,8
Асфальт 44 -10 34 4 30 2,3
Всего 2745 -106 2639 213 2426 186,6
Компания Б
СПГ 1 0 1 0 1 0,1
Легкие прямогонные фракции 6 0 6 0 6 0,5
Прямогонные фракции 88 -19 69 0 69 5,3
Бензин 44 -5 39 0 39 3,0
Керосин 70 2 72 68 4 0,3
ДТ 175 -12 163 0 163 12,5
Темное ДТ 0 0 0 0 0 0,0
Тяжелый вакуумный газойль 0 0 0 0 0 0,0
Мазут 148 13 161 0 161 12,4
Асфальт 9 -13 -4 0 -4 -0,3
Всего 541 -34 507 68 439 33,8
Примечание. Оценочный период = 7 дней.
План отрузки продукции 695
696
Справочник по переработке нефти
Таблица 18-13. Определение разницы между планом НПЗ
и ОКП участников, четвертый план (тыс. барр.)
Сорт Заданный ОКП План НПЗ Разница
1-150 -3 -3 0
1-201 0 0 0
1-210 257 262 5
1-220 -12 -33 -21
1-383 0 0 0
1-387 -5 -5 0
1-390 29 29 0
1-395 -5 0 5
I-397LL 7 7 0
I-397L 112 81 -31
I-397R 47 47 0
I-397C 0 0 0
1-398 -11 9 20
1-400 3 3 0
1-411 2 2 0
1-419 280 280 0
1-440 -94 -150 -56
1-800 0 0 0
1-876 55 55 0
I-876ZP 0 0 0
I-885SP 72 72 0
1-888 -56 337 393
1-888 52DI 348 0 -348
1-892 1 0 -1
1-928 0 0 0
1-961 408 390 -18
I-961S 0 0 0
1-971 6 6 0
1-1138 15 12 -3
Полуфабрикаты для компаундирования
Бензин риформинга ОЧ 90 -13 -12 1
Бензин риформинга ОЧ 95 -16 -14 2
Легкая каталитическая нафта -18 -18 0
Средняя каталитическая нафта -9 -9 0
Полимерный бензин -8 -8 0
Тяжелые прямогонные фракции 30 30 0
Керосин (британский стандарт качества) 40 40 0
ДТ (британский стандарт качества) -16 -16 0
ДТ бессернистое 3 3 0
Легкий вакуумный газойль 39 39 0
Легкий изомеризат 11 11 0
Тяжелый вакуумный газойль -87 -20 67
Средний изомеризат 56 17 -39
Тяжелый изомеризат 134 57 -77
Дистиллят установки каталитического крекинга -102 -33 69
Остаток атмосферной установки -31 -31 0
Нефтепродукты 1456 1401 -55
Полуфабрикаты для смешения 13 36 23
Всего 1469 1437 -32
План отрузки продукции
697
Таблица 18-14. Разница по группе нефтепродуктов, четвертый план (тыс. барр.)
Группы нефтепродуктов Общая разница Распределение разницы
Компания А Компания Б
СПГ 0 0 0
Легкие прямогонные фракции -21 0 -21
Прямогонные фракции 5 -23 28
Бензин 3 4 -1
Керосин -67 -56 -11
ДТ 58 48- 10
Темное ДТ -1 -1 0
Мазут -18 -14 -4
Асфальт -2 -2 0
Всего -43 -44 1
Таким образом, участники НПЗ имеют полезный инструмент для опреде-
ления товарных запасов, имеющихся в распоряжении в течение следующих
3 месяцев, что позволяет сформировать график отгрузок их судов конкрет-
но под запланированные объемы производства нефтепродуктов.
СПЗиО помогает выявлять потенциальные проблемы, связанные с фор-
мированием графиков судов и загрузкой нефтепродуктов, такие как поиск
и подача судов под погрузку сверх заявок или вне расписания, нехватка
швартовочных мест и задержка или ограничения в системе наливного
терминала.
Например, согласно данным системы СПЗиО по всем прямогонным
фракциям нафты (см. табл. 18-18):
• В колонке 1 показатели на календарную дату.
• В колонке 2 фактическое значение материальных запасов прямогон-
ной фракции нафты участника А.
• В колонке 3 фактическое значение материальных запасов прямогон-
ной фракции нафты участника Б.
• В колонке 4 общее значение материальных запасов НПЗ за день, это
сумма колонок 2 и 3.
• В колонке 5 имеющиеся в распоряжении запасы участника А, полу-
ченные вычитанием из фактических запасов участника А его распре-
деленного значения «Мин. 3» (гл. 17).
Таблица 18-15. Распределение измененных производственных объемов для
разработки плана запасов, четвертый план (тыс. барр.)
Группа нефтепродуктов Общая разница Компания А Компания Б Балансовая разница Разница Общая разница
I-397L -26 Сырье риформинга Асфальт -127 -2 Сырье риформинга -42 Уточнение ЛПФ Конденсат -7
А Б А Б
спг 0 0 0 0 0 0
Легкие -21 -14 -7 0 0 0 0 -21
прямогонные фракции (ЛПФ)
Прямогонные фракции 5 25 24 14 -58 -48 -10 -23 28
Бензин 3 -7 102 18 -110 -92 -18 3 0
Керосин -67 -67 -56 -11 -56 -11
ДТ 58 -2 60 50 10 48 10
Мазут -1 -1 -1 0 -1 0
Асфальт -18 4 -22 -18 -4 -14 -4
Всего -43 -7 127 0 42 0 -198 -165 -33 -45 2
Примечания:
Соотношение объемов перерабатываемой нефти:
Компания А = 0,8354.
Компания Б = 0,1646.
698 Справочник по переработке
Таблица 18-16. Оценка производства для формирования плана товарных запасов, четвертый план (тыс. барр.)
Группа нефтепродуктов ОКП (1) Распределенная разница (2) Распределенные производственные запасы (3) Местный сбыт (4) Отгрузка (5) Производство, (тыс. барр./сут) (6)
Компания А
СПГ -3 0 -3 4 -7 -1,2
Легкие прямогонные фракции -10 0 -10 0 -10 -1,7
Прямогонные фракции 215 -23 192 0 192 32,0
Бензин 145 4 149 27 122 20,3
Керосин 160 -56 104 55 49 8,2
ДТ 351 48 399 11 388 64,7
Темное ДТ 0 -1 -1 0 -1 -0,2
Тяжелый вакуумный газойль 0 0 0 0 0 0,0
Мазут 346 -14 332 0 332 55,3
Асфальт 13 -2 11 2 9 1,5
Всего 1217 -44 1173 99 1074 179,0
Компания Б
СПГ 0 0 0 0 0 0,0
Легкие прямогонные фракции -2 -21 -23 0 -23 -3,8
Прямогонные фракции 42 28 70 0 70 11,7
Бензин 29 -1 28 0 28 4,7
Керосин 31 -11 20 0 20 3,3
ДТ 69 10 79 0 79 13,2
Темное ДТ 0 0 0 0 0 0,0
Тяжелый вакуумный газойль 0 0 0 0 0 0,0
Мазут 68 -4 64 0 64 10,7
Асфальт 2 0 2 0 2 0,3
Всего 239 1 240 0 240 40,0
Примечание. Оценочный период = б дней.
План отрузки продукции 699
Таблица 18-17. Погрузка группы нефтепродуктов ЛПФ, легкие прямогонные фракции нафты (тыс. барр.)
Дата (D Фактические запасы Возможные запасы Рабочий объем План погрузки № судна (13) Код сорта (14) Название судна (15) Производство, (тыс. барр./сут)
А (2) Б (3) Всего (4) А (5) Б (6) Всего (7) А (8) Б О) Всего (Ю) А Б (11) (12) А (16) Б (17)
1 июня 132 76 208 80 42 122 103 80 183 0,0 5,5
2 июня 132 81 213 80 47 127 103 75 178
3 июня 132 87 219 80 53 133 103 69 172
4 июня 132 92 224 80 58 138 103 64 167
5 июня 132 98 230 80 64 144 103 58 161
6 июня 132 103 235 80 69 149 103 53 156
7 июня 132 109 241 80 75 155 103 47 150
8 июня 132 114 246 80 80 160 103 42 145
9 июня 132 120 252 80 86 166 юз 36 139
10 июня 132 125 257 80 91 171 103 31 134
11 июня 132 131 263 80 97 177 103 25 128
12 июня 132 136 268 80 102 182 103 20 123
13 июня 132 142 274 80 108 188 103 14 117
14 июня 132 147 279 80 113 193 103 9 112
15 июня 132 153 285 80 119 199 103 3 106
16 июня 132 158 290 80 124 204 103 -2 101
17 июня 132 164 296 80 130 210 103 -8 95
18 июня 132 169 301 80 135 215 103 -13 90
19 июня 132 175 307 80 141 221 103 -19 84
20 июня 132 180 312 80 146 226 103 -24 79
21 июня 132 186 318 80 152 232 103 -30 73
22 июня 132 191 323 80 157 237 103 -35 68
23 июня 132 197 329 80 163 243 103 -41 62
24 июня 132 202 334 80 168 248 103 -46 57 246 С60426 1-220 Сиенна 23-25
25 июня 132 -38 94 80 -72 8 103 194Н 297
26 июня 132 -33 99 80 -67 13 103 189Н 292
27 июня 132 -27 105 80 -61 19 103 183Н 286
28 июня 132 -22 110 80 -56 24 103 178Н 275
29 июня 132 -11 121 80 -50 30 103 172Н 270
30 июня 132 313 445 80 -45 35 103 167Н 264
Примечание. Сорт 1-220 (легкая нафта).
700 Справочник по переработке нефти
Таблица 18-18. Погрузка группы нефтепродуктов прямогонные фракции нафты (тыс. барр.)
Дата (1) Фактические запасы Возможные запасы Рабочий объем План погрузки № судна (13) Код сорта (14) Название судна (15) Производство, (тыс. барр./сут)
А (2) Б (3) Всего (4) А (5) Б (6) Всего (7) А (8) Б О) Всего (10) А (11) Б (12) А (16) Б (17)
1 июня 476 296 772 373 173 546 106 607 713 30,3 3,7
2 июня 506 299 805 403 176 579 76 604 680
3 июня 536 303 839 433 180 613 46 600 646
4 июня 567 307 874 464 184 648 15 596 611
5 июня 597 310 907 494 187 681 -15 593 578
6 июня 627 314 941 524 191 715 -45 589 544 225 А91460 1-210 Зенатья
7 июня 433 318 751 330 195 525 149 585 734
8 июня 463 321 784 360 198 558 119 582 701
9 июня 493 325 818 390 202 592 89 578 667
10 июня 524 329 853 421 206 627 58 574 632
11 июня 554 333 887 451 210 661 28 570 598
12 июня 584 336 920 481 213 694 -2 567 565
13 июня 614 340 954 511 217 728 -32 563 531
14 июня 645 344 989 542 221 763 -63 559 496
15 июня 675 347 1022 572 224 796 -93 556 463
16 июня 705 351 1056 602 228 830 -123 552 429
17 июня 736 355 1091 633 232 865 -154 548 394
18 июня 766 358 1124 663 235 898 -184 545 361
19 июня 796 362 1158 693 239 932 -214 541 327
20 июня 827 366 1193 724 243 967 -245 537 292 450 А91Ю0 1-210 Нордфлекс
21 июня 407 370 777 304 247 551 175 533 708
22 июня 437 373 810 334 250 584 145 530 675
23 июня 467 377 844 364 254 618 115 526 641
24 июня 498 381 879 395 258 653 84 522 606 236 С90426 1-210 Сиенна 23-25
25 июня 382 294 676 279 171 450 200 609 809
26 июня 412 298 710 309 175 484 170 605 775
27 июня 443 302 745 340 179 519 139 601 740
28 июня 473 305 778 370 182 552 109 598 707
29 июня 503 309 812 400 186 586 79 594 673
30 июня 534 313 847 431 190 621 48 590 638
Примечание. Сорт 1-210 (прямогонные фракции нафты).
План отрузки продукции 701
Таблица 18-19. Погрузка бензиновой группы нефтепродуктов (тыс. барр.)
Дата (1) фактические запасы Возможные запасы Рабочий объем План погрузки № судна (13) Код сорта (14) Название судна (15) Производство, (тыс. барр./сут)
А (2) Б (3) Всего (4) А (5) Б (6) Всего (7) А (8) Б (9) Всего (10) А (11) Б (12) А (16) Б (17)
1 июня 230 327 557 51 207 258 234 -17 217 12,7 3,7
2 июня 243 330 573 64 210 274 221 -20 201 .
3 июня 256 334 590 77 214 291 208 -24 184
4 июня 268 338 606 89 218 307 196 -28 168 19 А91790 I-397R Маскарин
5 июня 196 327 523 17 207 224 268 -17 251
6 июня 209 330 539 30 210 240 255 -20 235
7 июня 221 334 555 42 214 256 243 -24 219 26 А91820 I-395L Астролоб
8 июня 208 303 511 29 183 212 256 7 263
9 июня 221 306 527 42 186 228 243 4 247
10 июня 233 310 543 54 190 244 231 0 231
11 июня 246 314 560 67 194 261 218 -4 214
12 июня 259 317 576 80 197 277 205 -7 198
13 июня 272 321 593 93 201 294 192 -11 181 35 А91500 1-395 L Лоте Данича
14 июня 249 325 574 70 205 275 215 -15 200
15 июня 262 329 591 83 209 292 202 -19 183 35 С90421 I-395L ТЕН 10-20
16 июня 275 297 572 96 177 273 189 13 202
17 июня 287 301 588 108 181 289 177 9 186
18 июня 300 305 605 121 185 306 164 5 169 18 А91840 I-395L ТБН 15-20
19 июня 295 308 603 116 188 304 169 2 171
20 июня 307 312 619 128 192 320 157 -2 155
21 июня 320 316 636 141 196 337 144 -6 138
22 июня 333 319 652 154 199 353 131 -9 122
23 июня 346 323 669 167 203 370 118 -13 105 44 А91780 I-397L ТБН 15-23
24 июня 314 327 641 135 207 342 150 -17 133 39 А92130 1-387 ТБН 20-28
25 июня 288 331 619 109 211 320 176 -21 155 120 А91760 I-397L ТБН 20-30
26 июня 76 177 253 -103 57 -46 388 133 521
27 июня 88 181 269 -91 61 -30 376 129 505
28 июня 101 185 286 -78 65 -13 363 125 488
29 июня 114 188 302 -65 68 3 350 122 472
30 июня 126 192 318 -53 72 19 338 118 456
Примечание. Сорт I-397R, L — бензин Аи-97.1-395L — бензин Аи-95.1-387 — бензин Аи-87.
702 Справочник по переработке нефн
Таблица 18-20. Погрузка керосиновой группы нефтепродуктов (тыс. барр.)
Дата (1) Фактические запасы Возможные запасы Рабочий объем План погрузки № судна (13) Код сорта (14) Название судна (15) Производство, (тыс. барр./сут)
А (2) Б (3) Всего (4) А (5) Б (6) Всего (7) А (8) Б О) Всего (10) А (11) Б (12) А (16) Б (17)
1 июня 534 333 867 286 167 453 146 120 266 21,6 2,8
2 июня 556 336 892 308 170 478 124 117 241
3 июня 578 339 917 330 173 503 102 114 216
4 июня 599 341 940 351 175 526 81 112 193 29 1-440 Маскарин
1 1-440 Маскарин
22 1-440 Маскарин
5 июня 569 343 912 321 177 498 111 110 221 1 1-440 Маскарин
6 июня 590 346 936 342 180 522 90 107 197
7 июня 612 349 961 364 183 547 68 104 172 44 1-440 Астролоб
238 1-419 Шарм Афин
8 июня 453 251 704 205 85 290 227 202 429
9 июня 474 253 727 226 87 313 206 200 406
10 июня 496 256 752 248 90 338 184 197 381
11 июня 517 259 776 269 93 362 163 194 357
12 июня 539 262 801 291 96 387 141 191 332
13 июня 561 265 826 313 99 412 119 188 307 86 1-440 Лоте Данича 10-1
14 июня 496 267 763 248 101 349 184 186 370 199 1-400 ТБН 13-15
15 июня 319 270 589 71 104 175 361 183 544
16 июня 340 273 613 92 107 199 340 180 520
17 июня 362 276 638 114 110 224 318 177 495
18 июня 384 279 663 136 113 249 296 174 470 64 1-440 ТБН 15-20
19 июня 341 281 622 93 115 208 339 172 511
20 июня 363 284 647 115 118 233 317 169 486
21 июня 384 287 671 136 121 257 296 166 462
22 июня 406 290 696 158 282 440 274 163 437
23 июня 428 293 721 180 127 307 252 160 412
24 июня 449 295 744 201 129 330 231 158 389
25 июня 471 298 769 223 132 355 209 155 364
26 июня 492 301 793 244 135 379 188 152 340 80 1-419 ТБН 21-30
27 июня 514 224 738 266 58 324 166 229 395
28 июня 536 227 763 288 61 349 144 226 370
29 июня 557 229 786 309 63 372 123 224 347
30 июня 579 232 811 331 66 397 101 221 322
Примечание. Сорт 1-440 — авиационный керосин (марки а-1). 1-419 — керосин двойного использования. 1-400 — осветительный керосин.
План отрузки продукции 703
Таблица 18-21. Погрузка дизельной группы нефтепродуктов (тыс. барр.)
Дата (1) Фактические запасы Возможные запасы Рабочий объем План погрузки № судна (13) Код сорта (14) Название судна (15) Производство, (тыс. барр./сут)
А (2) Б (3) Всего (4) А (5) Б (6) Всего (7) А (8) Б О) Всего (10) А (11) Б (12) А (16) Б (17)
1 июня 699 174 873 541 68 609 88 350 438 1 АС2878 1-888
1 AJ2133 1-888 Аль Джабер III
45 С20425 I-888 Ньютин
45S 45Р С20425
2 июня 725 185 910 567 79 646 62 339 401 1 GB2263 I-888 Страйкер
3 июня 795 196 991 637 90 727 -8 328 320 1 AJ2134 I-888 Аль Джабер IV
4 июня 776 73 849 618 -33 585 11 451 462 12 А29179 1-885 Маскарин
9 А29210 1-885 Маскарин
14 А29211 I-885 Маскарин
12 А29212 I-885 Маскарин
0 GB2269 I-888 Сафания
13 С290535 I-885 Маскарин
5 июня 801 71 872 643 -35 608 -14 453 439 1 AJ2135 1-888 Аль Джабер ГЛ
0 GB2270 I-888 Челси
бнюия 873 82 955 715 -24 691 -86 442 356 1 GB2268 I-888 Океанский бродяга
7 июня 936 93 1029 778 -13 765 -149 431 282 184 А29177 I-800 Команда Фроста
41 А29183 I-888 Астролоб
37 С20538 I-888 Астролоб
8 нюня 782 68 850 624 -38 586 5 456 461 3 АС2873 1-888 Пьюджет-Саунд
9 нюня 851 79 930 693 -27 666 -64 445 381 203 А29197 I-888 Моряк Оско
45 С2043Э I-888 Ньютин 8-10
10 июня 720 46 766 566 -60 502 67 478 545 4 АС2882 I-888 Колос»
11 июня 788 57 845 630 -49 581 -1 467 466
12 июня 860 69 929 702 -37 665 -73 455 382 255 А29149 1-876 Пэрриот
676 80 756 518 -26 492 111 444 555 А29150
13 июня 66 1-888 Лоте Данина 10-1
14 июня 682 47 729 524 -59 465 105 477 582 37 А29214 1-888 Осень VII12-15
15 нюня 717 58 775 559 -48 511 70 466 536
16 нюня 789 70 859 631 -36 595 -2 454 452
17 июня 861 81 942 703 -25 678 -74 443 369
18 июня 932 93 1025 774 -13 761 -145 431 286 222 А29117 1-888 Джорджия
19 июня 412 104 516 254 -2 252 375 420 795 3 АС2874 1-888 Пьюджет-Саунд
20 июня 481 116 597 323 10 333 306 408 714 5 АС2883 1-888 Ля Салль
255 А29172 1-876 Курьер Ньютин 19-21
45 С20536 1-888
45S 45Р С20427
21 июня 248 127 375 90 21 111 539 397 936
22 июня 320 139 459 162 33 195 467 385 852
23 июня 391 150 541 233 44 277 396 374 770
24 июня 463 162 625 305 56 361 324 362 686 3 АС2875 1-888 Пьюджет-Саунд
25 нюня 532 173 705 374 67 441 255 351 606 185 А29115 1-888 ТБН 20-30
148 С20427 1-888 ТБН 20-30
45 С20537 1-888 Ньютин 24—26
95S 95Р С20427
26 июня 324 87 411 166 -19 147 463 437 900 80 С20634 1-419 ТБН 21-30
27 нюня 396 98 494 238 -8 230 391 426 817
28 июня 467 110 577 309 4 313 320 414 734 222 А29147 1-888 ТБН 25-30
29 июня 317 121 438 159 15 174 470 403 873 45 С20635 1-888 ТБН 28-30
30 июня 389 88 477 231 -18 213 398 436 834
Примечание. Сорт 1-800 — ДТ; 1-885 —ДТ 5% серы; 1-888 — ДТ 1 % серы; 1-876—ДТ 1% серы, темп, застывания -6; 1-419 — керосин двойного использования.
704 Справочник по переработке нефти
Таблица 18-22. Погрузка мазутной группы нефтепродуктов (тыс. барр.)
Дата (1) Фактические Возможные запасы Рабочий объем План Производство, (тыс. барр./сут)
запасы Всего (4) погрузки - № судна (13) Код сорта (14) Название судна (15)
А (2) Б (3) А (16) Б (17)
А (5) Б (6) Всего (7) А (8) Б (9) Всего (Ю) А (11) Б (12)
1 июня 458 144 602 260 12 272 623 577 1200 55,6 8,0
2 июня 514 152 666 316 20 336 567 569 1136
3 июня 569 160 729 371 28 399 512 561 1073
4 июня 625 168 793 427 36 463 456 553 1009 6 GA265 1-961 Маскарин
5 июня 675 176 851 477 44 521 406 545 951
6 июня 730 184 914 532 52 584 351 537 888
7 июня 786 192 978 588 60 648 295 529 824 130 А9216 1-961 Аль Хамира 6-8
8 июня 457 125 582 259 -7 252 624 596 1220
9 июня 513 133 646 315 1 316 568 588 1156 518 А9144 1-961 Морская
драгоценность
10 июня 43 141 184 -155 9 -146 1038 580 1618
11 июня 98 149 247 -100 17 -83 983 572 1555
12 июня 154 157 311 -44 25 -19 927 564 1491
13 июня 209 165 374 11 33 44 872 556 1428 32 А9150 1-961 Лоте Данича 10-1
14 июня 233 173 406 35 41 76 848 548 1396
15 июня 289 181 470 91 49 140 792 540 1332
16 июня 344 189 533 146 57 203 737 532 1269
17 июня 400 197 597 202 65 267 681 524 1205 130 А9154 1-961 Хамира 15-18
18июня 325 205 530 127 73 200 756 516 1272
19 июня 381 213 594 183 81 264 700 508 1208
20 июня 437 221 658 239 89 328 644 500 1144
21 июня 492 229 721 294 97 391 589 492 1081
22 июня 548 237 785 350 105 455 533 484 1017
23 июня 603 245 848 405 113 518 478 476 954
24 июня 659 253 912 461 121 582 422 468 890
25 июня 715 261 976 517 129 646 366 460 826
26 июня 770 269 1039 572 137 709 311 452 763 65 А9056 1-961 Хамира 25-27
27 июня 761 131 892 563 -1 562 320 590 910
28 июня 816 139 955 618 7 625 265 582 847 518 А9083 1-961 ТБН 25-30
29 июня 354 147 501 156 15 171 727 574 1301
30 июня 410 155 565 212 23 235 671 566 1237
План отрузки продукции 705
Таблица 18-23. Погрузка асфальтовой группы нефтепродуктов (тыс. барр.)
Дата (1) Фактические Возможные запасы Всего (7) Рабочий объем Всего (Ю) План погрузки - № судна (13) Код сорта (14) Названиа судна (15) Производство, (тыс. барр./сут)
запасы Всаго (4)
А (2) Б (3) А (5) Б (6) А (8) Б О) А (11) Б (12)
А (16) Б (17)
1 июня 37 22 59 29 16 45 -8 -3 -11 5 ВА3101 1-1138 1,2 1,5
2 июня 38 18 56 30 12 42 -9 1 -8
3 июня 40 20 60 32 14 46 -11 -1 -12 7 В39215 1-1138 Аль Джабер IV
4 июня 34 21 55 26 15 41 -5 -2 -7 6 В39218 1-1138 Новый причал
5 июня 29 23 52 21 17 38 0 -4 -4 5 BS3116 1-1149
6 июня 30 19 49 22 13 35 -1 0 -1
7 июня 31 21 52 23 15 38 -2 -2 -4
8 июня 33 22 55 25 16 41 -4 -3 -7
9 июня 34 24 58 26 18 44 -5 -5 -10 7 ВАЗ 102 1-1138 Морская драгоценность
10 июня 35 18 53 27 12 39 -6 1 -5
11 июня 36 20 56 28 14 42 -7 -1 -8
12 июня 37 21 58 29 15 44 -8 -2 -10
13 июня 39 23 62 31 17 48 -10 -4 -14
14 июня 40 24 64 32 18 50 -11 -5 -16
15 июня 41 26 67 33 20 53 -12 -7 -19
16 июня 42 27 69 34 21 55 -13 -8 -21 7 ВАЗ 103 1-1138 Аль Джабер III
17 июня 43 15 58 35 9 44 -14 4 -10
18 июня 45 16 61 37 10 47 -16 3 -13 6 В39219 1-1138 Новый причал 17-19
19 июня 40 18 58 32 12 44 -11 1 -10
20 июня 41 19 60 33 13 46 -12 0 -12
21 июня 42 21 63 34 15 49 -13 -2 -15
22 июня 43 17 60 35 11 46 -14 2 -12
23 июня 45 19 64 37 13 50 -16 0 -16
24 июня 46 20 66 38 14 52 -17 -1 -18
25 июня 47 22 69 39 16 55 -18 -3 -21
26 июня 48 23 71 40 17 57 -19 -4 -23 6 BS3118 1-1149 Аль Джабер П
27 июня 49 19 68 41 13 54 -20 0 -20 6 В39220 1-1138 Новый причал 26-28
28 июня 45 20 65 37 14 51 -16 -1 -17
29 июня 46 22 68 38 16 54 -17 -3 -20 5 ВА3105 1-1138 Аль Джабер II
30 июня 47 18 65 39 12 51 -18 1 -17
Примечание. Сорт 1-1138 — сыпучий асфальт плотностью 60—-70; сорт 1-1149 — сыпучий асфальт плотностью 40—50.
706 Справочник по переработке нефти
План отрузки продукции
707
В колонке 6 также имеющиеся в распоряжении запасы участника Б,
полученные вычитанием из фактических запасов участника Б его рас-
пределенного значения «Мин. 3».
В колонке 7 общее значение имеющихся в распоряжении запасов,
сумма колонок 5 и 6.
В колонке 8 значение рабочего объема резервуара в распоряжении
участника А для хранения его нефтепродуктов, это разница между
общим объемом резервуаров, предназначенных для хранения пря-
могонных фракций нафты, доступным участнику А (гл. 17) и его
текущим значением товарных запасов.
В колонке 9 значение рабочего объема резервуаров, доступных участ-
нику Б для хранения его нефтепродуктов, это разница между общим
объемом резервуаров, предназначенных для хранения прямогонных
фракций нафты, доступным участнику Б (гл. 17) и его текущим зна-
чением товарных запасов.
Колонка 10 — это общее значение рабочего объема резервуара
по группе резервуаров прямогонной фракции нафты на текущем
значении уровня товарных запасов. Таким образом:
Товарные запасы + рабочий объем резервуара = («Макс. 3» - «Мин.
3») для НПЗ, так же как и для участников это колонка 5 + колонка 8 =
«Макс. 3» - «Мин. 3», или распределение объема резервуаров, для
участника А (глава 17); и колонка 6 + колонка 9 = «Макс. 3» - «Мин.
3», или распределение объема резервуаров для участника Б.
Колонки 11 и 12 показывают объем нефтепродуктов, запланирован-
ный участником для погрузки с терминала в тыс. барр. на указанную
дату. Колонка 13 показывает идентификационные данные судна, или
идентификационный номер. Колонка 14 перечисляет сорта произ-
веденных нефтепродуктов, запланированные к погрузке на судно.
Колонка 15 показывает имя судна и запланированную дату, когда
продукция должна быть отгружена. Данные в колонке с 11 по 15 по-
стоянно обновляются НПЗ при получении информации от участников
о назначенном времени прибытия судна.
Колонки 16 и 17 отображают текущее значение производства участ-
ников А и Б. Также представляются значения производства и отгрузки
нефтепродуктов. Фактические значения товарных запасов участников
(колонка 1 и 2) возрастают в процессе их производства. Например,
ссылаясь на СПЗиО для всех прямогонных фракций нафты на дату
19 июня, фактическое значение товарных запасов участника А состав-
ляет 796 тыс. барр. На дату 20 июня значение запасов увеличивается
708
Справочник по переработке нефти
до (796 + 30), или 827 тыс. барр., так как производство становится
30,3 тыс. барр./сут. Величина запасов на 21 июня составляет (827 +
30,3 - 450), или 407 тыс. барр. Здесь 450 тыс. барр.— объем прямо-
гонных фракций, погруженный на судно «Нордфлекс» (колонка 11).
Максимальный размер партии
Максимальный размер партии нефтепродукта участника должен быть
меньше или равен объему хранения («Макс. 3» - «Мин. 3»), доступному
ему для хранения группы нефтепродуктов.
Возьмем для примера СПЗиО для всех прямогонных фракций нафты
на 20 июня. Максимальный объем хранения участника А для нафты со-
ставляет («Макс. 3» - «Мин. 3»), или 479 тыс. барр. Таким образом, объем
единичной погрузки с терминала нефтепродукта должен быть меньше
этого объема. Для объема отгрузки больше, чем этот объем, участнику
необходимо использовать мощности хранения другого участника.
Ссылаясь на СПЗиО на 20 июня, доступный для участника А объем за-
пасов фракций прямогонной нафты составляет 724 тыс. барр., а рабочий
объем хранилищ имеет отрицательное значение 245 тыс. барр. Это под-
разумевает, что участник А использует объемы хранения участника Б, рав-
ные этой отрицательной величине рабочего объема в 245 тыс. барр., что
может быть сделано только с предварительного разрешения участника Б.
На основе запланированного времени отгрузок НПЗ застрахован от того,
что:
1. Это не создаст в будущем всеобщего отрицательного рабочего объема
резервуаров для хранения любой группы нефтепродуктов, в любой
момент времени. Это сделано акционерами, для того чтобы они раз-
мещали заказы на отгрузку и освобождали нефтепродукты из резер-
вуаров до того, как такая ситуация фактически сформируется.
2. Скопление и подача судов не допускается. Такая ситуация, когда,
скажем, два и более больших судна приходят в течение небольшого
промежутка времени, вызывая проблемы с подачей на терминал
нефтепродуктов, а также проблемы с логистикой терминала. В тех
случаях, когда судно должно ждать свободного швартовочного места
или наливного узла трубопровода, происходит непредвиденное уве-
личение расходов за сверхплановый простой судна.
Запланированное время ожидаемых отгрузок помогает участникам
правильно планировать транспортировку их нефтепродуктов, предвидеть
влияние различных ситуаций на их товарные запасы. Это может быть отказ
План отрузки продукции
709
от большого объема отгрузки, временное закрытие порта из-за погодных
условий или другие непредвиденные ситуации. А также это помогает
планировать мероприятия для снижения последствий опасных ситуаций
с минимальными затратами для НПЗ.
НПЗ с одним акционером
Система планирования времени прибытия и отгрузки для НПЗ с одним
участником показана в табл, с 18-24 по 18-30. Объем отгрузок, указанный
там, основан на недельных планах для всего НПЗ. Фактическая величина
запасов на предыдущий период является реальной величиной запасов
НПЗ. Такие данные, наравне с производством по каждой группе нефте-
продуктов, используются для формирования прогнозов будущих налич-
ных запасов. Данные по величинам «Макс. 3» и «Мин. 3» для резервуаров
каждой группы нефтепродуктов (гл. 17) используются для планирования
имеющихся в распоряжении запасов:
Имеющиеся в распоряжении запасы = наличные запасы - «Мин. 3».
Общий объем остаток запасов по
запасов группы _ макс 3 Мин 3 ) - результатам инвентари-
продуктов ' ’ зации + рабочий объем
на хранении резервуара,
где рабочий объем резервуара вычисляется из предыдущего выражения.
Формат системы СПЗиО для НПЗ с одним акционером почти идентичен
представленному ранее формату для НПЗ с несколькими участниками.
Система СПЗиО обновляется каждый раз, когда:
• Разработан план по новой продукции НПЗ, обычно раз в неделю.
Вносятся в систему СПЗиО новые, основанные на выполненном плане
производства НПЗ для всех групп нефтепродуктов.
• Уточняется общий объем резервуаров, которые обслуживают группу
нефтепродуктов (вследствие выбытия резервуара, который находится
в ремонте, или наоборот добавления резервуара к производственным
объемам после ремонта).
• Если есть изменения в планируемом времени прибытия судна, в гра-
фик вставляется новый заказ на отгрузку, или данные по имеющейся
запланированной отгрузке пересматриваются.
Таблица 18-24. Погрузка группы нефтепродуктов ЛПФ, легкие прямогонные фракции нафты (тыс. барр.)
Дата (1) Фактические запасы (2) Возможные запасы (3) Рабочий объем (4) План Код сорта (7) Название судна (8) Производство, (тыс. барр./сут) О)
погрузки (5) № судна (6)
1 июня 208 122 183 5,5
2 июня 213 127 178
3 июня 219 133 172
4 июня 224 138 167
5 июня 230 144 161
6 июня 235 149 156
7 июня 241 155 150
8 июня 246 160 145
9 июня 252 166 139
10 июня 257 171 134
11 июня 263 177 128
12 июня 268 182 123
13 июня 274 188 117
14 июня 279 193 112
15 июня 285 199 106
16 июня 290 204 101
17 июня 296 210 95
18 июня 301 215 90
19 июня 307 221 84
20 июня 312 226 79
21 июня 318 232 73
22 июня 323 237 68
23 июня 329 243 62
24 июня 334 248 57 246 С60426 1-220 Сиенна 23-25
25 июня 94 8 297
26 июня 99 13 292
27 июня 105 19 286
28 июня 110 24 275
29 июня 121 30 270
30 июня 445 35 264
710 Справочник по переработке нефти
Таблица 18-25. Погрузка группы нефтепродуктов ВПФ, прямогонные фракции нафты (тыс. барр.)
Дата (1) Фактические запасы (2) Возможные запасы (3) Рабочий объем (4) План Код сорта (7) Название судна (8) Производство, (тыс. барр./сут) (9)
погрузки (5) № судна (6)
1 июня 772 546 713 34,0
2 июня 805 579 680
3 июня 839 613 646
4 июня 874 648 611
5 июня 907 681 578
6 июня 941 715 544 225 А91460 1-210 Зенатья
7 июня 751 525 734
8 июня 784 558 701
9 июня 818 592 667
10 июня 853 627 632
11 июня 887 661 598
12 июня 920 694 565
13 июня 954 728 531
14 июня 989 763 496
15 июня 1022 796 463
16 июня 1056 830 429
17 июня 1091 865 394
18 июня 1124 898 361
19 июня 1158 932 327
20 июня 1193 967 292 450 А91100 1-210 Нордфлекс
21 июня 777 551 708
22 июня 810 584 675
23 июня 844 618 641
24 июня 879 653 606 236 С90426 1-210 Сиенна 23-25
25 июня 676 450 809
26 июня 710 484 775
27 июня 745 519 740
28 июня 778 552 707
29 июня 812 586 673
30 июня 847 621 638
План отгрузки продукции
Таблица 18-26. Погрузка бензиновой группы нефтепродуктов (тыс. барр.)
Дата (1) Фактические запасы (2) Возможные запасы (3) Рабочий объем (4) План Код сорта (7) Название судна (8) Производство, (тыс. барр./сут) О)
погрузки (5) № судна (6)
1 июня 557 258 217 16,4
2 июня 573 274 201
Зиюня 590 291 184
4 июня 606 307 168 19 А91790 I-397R Маскарин
5 июня 523 224 251
6 июня 539 240 235
7 июня 555 256 219 26 А91820 I-395L Астролоб
8 июня 511 212 263
9 июня 527 228 247
10 июня 543 244 231
11 июня 560 261 214
12 июня 576 277 198 35 А91500 I-395L Лоте Данича
13 июня 593 294 181
14 июня 574 275 200
15 июня 591 292 183 35 С90421 I-395L ТБН 10-20
16 июня 572 273 202
17 июня 588 289 186
18 июня 605 306 169 18 А91840 I-395L ТБН 15-20
19 июня 603 304 171
20 июня 619 320 155
21 июня 636 337 138
22 июня 652 353 122
23 июня 669 370 105 44 А91780 I-397L ТБН 15-23
24 июня 641 342 133 39 А92130 1-387 ТБН 20-28
25 июня 619 320 155 120 А91760 I-397L ТБН 20-30
26 июня 253 -46 521
27 июня 269 -30 505
28 июня 286 -13 488
29 июня 302 3 472
30 июня 318 19 456
712 Справочник по переработке нефти
Таблица 18-27. Погрузка керосиновой группы нефтепродуктов (тыс. барр.)
Дата (1) Фактические запасы (2) Возможные запасы (3) Рабочий объем (4) План Код сорта (7) Название судна (8) Производство, (тыс. барр./сут) О)
погрузки (5) № судна (6)
1 июня 867 453 266 24,4
2 июня 892 478 241
3 июня 917 503 216
4 июня 940 526 193 29 А9210 1-440 Маскарин
1 А9211 1-440 Маскарин
22 А9212 1-440 Маскарин
5 июня 912 498 221 1 С90535 1-440 Маскарин
6 июня 936 522 197
7 июня 961 547 172 44 А9183 1-440 Астролоб
238 С90428 1-419 Шарм Афин
8 июня 704 290 429
9 июня 727 313 406
10 июня 752 338 381
11 июня 776 362 357
12 июня 801 387 332
13 июня 826 412 307 86 А9150 1-440 Лоте Данича 10-1
14 июня 763 349 370 199 А9160 1-400 ТБН 13-15
15 июня 589 175 544
16 июня 613 199 520
17 июня 638 224 495
18 июня 663 249 470 64 А9184 1-440 ТБН 15-20
19 июня 622 208 511
20 июня 647 233 486
21 июня 671 257 462
22 июня 696 440 437
23 июня 721 307 412
24 июня 744 330 389
25 июня 769 355 364
26 июня 793 379 340 80 С90634 1-419 ТБН 21-30
27 июня 738 324 395
28 июня 763 349 370
29 июня 786 372 347
30 июня 811 397 322
План отгрузки продукции 713
Таблица 18-28. Погрузка керосиновой группы нефтепродуктов (тыс. барр.)
Дата (D Фактические запасы (2) Возможные запасы (3) Рабочий объем (4) План погрузки (5) № судна (6) Код сорта (7) Название судна (8) Производство, (тыс. барр./сут) О)
1 июня 873 609 438 1 АС2878 1-888 03,3
1 AJ2133 1-888 Альджабер III
90 С20425 1-888 Ньютин
45 С20425
2 июня 910 646 401 1 GB2263 1-888 Страйкер
3 июня 991 727 320 2 AJ2134 1-888 Альджабер IV
4 июня 849 585 462 12 А29179 1-885 Маскарин
9 А29210 1-885 Маскарин
14 А29211 1-885 Маскарин
12 А29212 1-885 Маскарин
0 GB2269 1-888 Сафания
13 С290535 1-885 Маскарин
5 нюня 872 608 439 1 AJ2135 1-888 Альджабер Ш
GB2270 1-888 Челси
6 июня 955 691 356 1 GB2268 1-888 Океанский Бродяга
7 июня 1029 765 282 184 А29177 1-800 Команда Фроста
41 А29183 1-888 Астролоб
37 С20538 1-888 Астролоб
8 июня 850 586 461 3 АС2873 1-888 Пьюджет-Саунд
9 июня 930 666 381 203 А29197 1-888 Моряк Оско
45 С20433 1-888 Ньютин 8-10
10 июня 766 502 545 4 АС2882 1-888 Колос
11 июня 845 581 466
12июня 929 665 382 255 А29149 1-876 Пэрриот
13 июня 756 492 555 66 А29150 1-888 Лоте Данича 10-1
14 июня 729 465 582 37 А29214 1-888 Осень УП12-15
15 июня 775 511 536
16 июня 859 595 452
17 июня 942 678 369
18 июня 1025 761 286 222 А29117 1-888 Джорджия
19 июня 516 252 795 3 АС2874 1-888 Пьюджет-Саунд
20 июня 597 333 714 5 АС2883 1-888 Ля Салль
255 А29172 1-876 Курьер
45 С20536 1-888 Ньютин 19-21
90 С20427
21 июня 375 111 936
22 июня 459 195 852
23 июня 541 277 770
24 июня 625 361 686 3 АС2875 1-888 Пьюджет-Саунд
25 июня 705 441 606 185 А29115 1-888 ТБН 20-30
148 С20427 1-888 ТБН 20-30
45 С20537 1-888 Ньютин 24-26
190 С20427
26 июня 411 147 900 80 С20634 1-419 ТБН 21-30
27 июня 494 230 817
28 июня 577 313 734 222 А29147 1-888 ТБН 25-30
29 июня 438 174 873 45 С20635 1-888 ТБН 28-30
30 июня 477 213 834
714 Справочник по переработке не:
Таблица 18-29. Погрузка мазутной группы нефтепродуктов (тыс. барр.)
Дата (1) Фактические запасы (2) Возможные запасы (3) Рабочий объем (4) План Код сорта (7) Название судна (8) Производство, (тыс. барр. /сут) О)
погрузки (5) № судна (6)
1 июня 602 272 1200 63,6
2 июня 666 336 1136
3 июня 729 399 1073
4 июня 793 463 1009 6 GA265 1-961 Маскарин
5 июня 851 521 951
6 июня 914 584 888
7 июня 978 648 824 130 А9216 1-961 Аль-Хамира 6-8
8 июня 582 252 1220
9 июня 646 316 1156 518 А9144 1-961 Морская жемчужина
10 июня 184 -146 1618
11 июня 247 -83 1555
12 июня 311 -19 1491
13 июня 374 44 1428 32 А9150 1-961 Лоте Данича 10-1
14 июня 406 76 1396
15 июня 470 140 1332
16 июня 533 203 1269
17 июня 597 267 1205 130 А9154 1-961 Хамира 15-18
18 июня 530 200 1272
19 июня 594 264 1208
20 июня 658 328 1144
21 июня 721 391 1081
22июня 785 455 1017
23 июня 848 518 954
24 июня 912 582 890
25 июня 976 646 826
26 июня 1039 709 763 65 А9056 1-961 Хамира 25-27
27 июня 892 562 910
28 июня 955 625 847 518 А9083 1-961 ТБН 25-30
29 июня 501 171 1301
30 июня 565 235 1237
План отгрузки продукции
Таблица 18-30. Погрузка асфальтовой группы нефтепродуктов (тыс. барр.)
Дата (1) Фактические запасы (2) Возможные запасы (3) Рабочий объем (4) План Код сорта (7) Название судна (8) Производство, (тыс. барр./сут) О)
погрузки (5) № судна (6)
1 июня 59 45 -11 5 ВА3101 1-1138 2,7
2 июня 56 42 -8
3 июня 60 46 -12 7 В39215 1-1138 Аль Джабер IV
4 июня 55 41 -7 6 В39218 1-1138 Новый причал
5 июня 52 38 -4 5 BS3116 1-1149
6 июня 49 35 -1
7 июня 52 38 -4
8 июня 55 41 -7
9 июня 58 44 -10 7 ВАЗ 102 1-1138 Морская жемчужина
10 июня 53 39 -5
11 июня 56 42 -8
12 июня 58 44 -10
13 июня 62 48 -14
14 июня 64 50 -16
15 июня 67 53 -19
16 июня 69 55 -21 7 ВА3103 1-1138 Аль Джабер III
17 июня 58 44 -10
18 июня 61 47 -13 6 В39219 1-1138 Новый причал 17-19
19 июня 58 44 -10
20 июня 60 46 -12
21 июня 63 49 -15
22 июня 60 46 -12
23 июня 64 50 -16
24 июня 66 52 -18
25 июня 69 55 -21
26 июня 71 57 -23 6 BS3118 1-1149 Аль Джабер II
27 июня 68 54 -20 6 В39220 1-1138 Новый причал 26-28
28 июня 65 51 -17
29 июня 68 54 -20 5 ВАЗ 105 1-1138 Аль Джабер II
30 июня 65 51 -17
716 Справочник по переработке нефти
Глава 19
Эксплуатационные
затраты на НПЗ
Переработка нефти является капиталоемким производством. Для того
чтобы построить типовой нефтеперерабатывающий завод, средний
по сложности переработки, мощностью 100 тыс. барр. сырой нефти в день,
необходимо потратить миллионы долларов. Для того чтобы НПЗ был эко-
номически обоснованным, необходимо минимизировать его эксплуатаци-
онные затраты. НПЗ с долевым участием строят и эксплуатируют с учетом
этих конкретных условий. Капитальные вложения на постройку НПЗ
с большими производственными мощностями могут быть распределены
между двумя компаниями вместо одной. Чем больше элементов, включае-
мых в эксплуатационные затраты, остается постоянными в зависимости
от производительности НПЗ, таких как амортизация, страхование, тру-
довые затраты, и чем меньше эксплуатационные затраты на переработку
одной баррели нефти, тем выше прибыль для участников. В этой главе об-
суждается справедливое долевое деление эксплуатационных затрат между
участниками НПЗ согласно их вложенному капиталу.
Эксплуатационные затраты НПЗ могут быть классифицированы по сле-
дующим пунктам:
• Затраты на персонал. Включают оклады, заработанную плату и до-
полнительные выплаты работникам, службам технического обслужи-
вания и другим службам, работающим по контракту.
• Материальные расходы. Включают затраты на расходные материа-
лы, на техническое обслуживание, плату за аренду оборудования.
• Страхование. Страхование необходимо для основных фондов НПЗ
и углеводородных материально-производственных запасов.
717
718
Справочник по переработке нефти
• Амортизация. Рассчитывается для основных фондов НПЗ: машин
и оборудования, резервуаров и хранилищ, морских терминалов и дру-
гих подобных фондов.
• Общие и административные расходы. Включают в себя все офисные
и прочие административные расходы.
• Реагенты и присадки. Это компоненты, используемые для нефтепе-
реработки и товарного смешения. Такие как антиоксиданты, анти-
статики, антиобледенители, депрессоры, антикоррозийные добавки,
красители, реагенты для подготовки воды и тому подобное.
• Катализаторы. Запатентованные катализаторы используются в раз-
личных технологических установках.
• Роялти. Роялти выплачиваются в виде единовременного платежа, или
в виде текущих лицензионных отчислений по патентам.
• Плата за коммунальные услуги. Может включать электроэнергию,
пар, воду и т. д.
• Плата за топливо для НПЗ. Может включать природный газ, приоб-
ретенный НПЗ для использования в качестве топлива, а также сырья
для производства водорода.
РАСПРЕДЕЛЕНИЕ ЭКСПЛУАТАЦИОННЫХ ЗАТРАТ
В НПЗ с долевым участием отдельные производственные затраты под раз-
личными затратными статьями, как уже было описано, могут быть рас-
пределены между участниками одним из следующих способов: методом
системного учета затрат, методом теоретической оценки объемов реали-
зации или на базе фактического использования.
МЕТОД СИСТЕМНОГО УЧЕТА ЗАТРАТ
В методе системного учета затрат затраты распределяются между участ-
никами в соотношении к вложенному в НПЗ капиталу. Все эксплуатацион-
ные затраты, привлеченные в переработку сырья на НПЗ и относящиеся
к общим и административным службам, распределяются этим способом.
Выделяется часть текущих эксплуатационных затрат, относящихся к обще-
му содержанию и ремонту оборудования НПЗ, остановке узлов, срочные
ремонты, крупные издержки на переоборудование и реконструкцию,
не увеличивающие срок службы основных фондов. Они распределяются
на 12-месячный период и включаются в эксплуатационные затраты на каж-
дый расчетный период, месячная величина соответствует 1/12 расчетной
Эксплуатационные затраты на НПЗ
719
величины таких затрат, которая гарантирует погашение фактических рас-
ходов за 12-месячный период.
МЕТОД ТЕОРЕТИЧЕСКОЙ ОЦЕНКИ ОБЪЕМОВ РЕАЛИЗАЦИИ
При использовании данного метода (teoretical sales realization valuation,
TSRV) общие затраты распределяются между участниками в пропорции
от производимого продукта. Следующий пример иллюстрирует приме-
няемую методологию.
ПРИМЕР 19-1
Общие эксплуатационные затраты за месяц морского терминала НПЗ
составляют 1,3 млн долл. Мы хотим распределить эти затраты между участ-
никами, используя метод TSRV. В месяц с терминала отгрузили следующее
количество нефтепродуктов:
Продукция. Отгрузка фирмы А, барр. Отгрузка фирмы Б, барр.
Нафта 817149 511711
Бензин 412477 78417
Керосин 632858 101675
ДТ 1900245 460552
Мазут 1706555 376461
Асфальт 29221 50832
Всего 5498505 1579648
Первый шаг при распределении затрат методом TSRV — это оценка
стоимости отгруженного продукта для обоих участников. Отгруженные
объемы продукта умножаются на удельные затраты произведенного про-
дукта. Себестоимость, приведенная здесь, является средним значением цен
на нефтепродукты за месяц, опубликованным международным агентством
Platts (МОР):
Продукция Цена МОР, долл./барр. Отгрузка фирмы А, млн долл. Отгрузка фирмы Б, млн долл.
Нафта 18,681 15,265 6,373
Бензин 25,761 10,626 1,347
Керосин 27,252 17Д47 1,847
ДТ 23,234 44,149 7,133
720
Справочник по переработке нефти
Мазут 13,422 22,905 3,369
Асфальт 15,000 0,438 0,508
Всего 110,631 20,577
Общая стоимость продукции, отгруженной морским терминалом = 131,208 млн долл.
Стоимость продукции, отгруженной участником А = 110,631 млн долл.
Стоимость продукции, отгруженной участником Б = 20,577 млн долл.
Общая стоимость отгруженной продукции = 131,208 млн долл.
Долевое участие компании А в производстве продукции = 84,0%.
Долевое участие компании Б в производстве продукции = 16,0%.
Общие эксплуатационные затраты морского терминала = 1,31 млн долл.
Доля эксплуатационных затрат участника А (84%) = 1,092 млн долл.
Доля эксплуатационных затрат участника Б (16%) = 0,121 млн долл.
РАСПРЕДЕЛЕНИЕ ЗАТРАТ В СООТВЕТСТВИИ
С ФАКТИЧЕКИМ ИСПОЛЬЗОВАНИЕМ
Следующие затраты распределяются между участниками в соответствии
с их фактическим использованием:
1. Стоимость химических реагентов и присадок, таких как антидетона-
ционные присадки, депрессоры и антистатики. Имеется возможность
точно определить количество антидетонационной присадки и депрес-
соров, используемых для товарного смешения нефтепродуктов. Эти
данные могут быть получены из товарной накладной или сертифика-
та соответствия.
2. Все эксплуатационные затраты, возникающие при приобретении
сырой нефти и других материалов в отдельно взятом производствен-
ном периоде, разделяются и распределяются между участниками,
исходя из приобретенной доли каждым участником в отдельно взя-
том периоде. К примеру, если один из участников использует сырую
нефть или другие материалы в процессе переработки в своей доле
Эксплуатационные затраты на НПЗ
721
производственных мощностей НПЗ, то все затраты, связанные с при-
обретением сырья, относятся к этому участнику. Если нефть для
переработки была введена в производство с помощью трубопровода
обоими участниками, то затраты, связанные с нефтепроводом, рас-
пределяются относительно обоих участников пропорционально по-
лученному объему нефти.
3. Все эксплуатационные затраты, вовлеченные в производство и от-
грузку твердых продуктов, таких как асфальт и сера в каждом произ-
водственном периоде, разделяются и распределяются относительно
участников в соответствии с их долей в отгрузке этих продуктов.
ПЛАТА ЗА НЕИСПОЛЬЗОВАНИЕ МОЩНОСТЕЙ
После соответствующего производственного периода НПЗ устанавливает
для каждого участника доступный общий объем переработки в данном
периоде, но неиспользуемый этим участником. Удельный тариф за баррель
установленной мощности, применяемый для расчета за неиспользованные
мощности, рассчитывается следующим образом.
Допустим:
Общие эксплуатационные затраты за месяц = А (млн долл.)
Общедоступные перерабатывающие _ g^
мощности НПЗ за месяц '
Удельный тариф за баррель установленной мощности = А/В.
Предположим, что доля участников в капитале НПЗ составляет 60/40.
Месячная производственная мощность, доступная участникам, будет равна:
Участник А = 0,6 В (тыс. барр.).
Участник Б = 0,4 В (тыс. барр.).
Если один из участников, скажем, участник Б, использует только 95 %
его доступной мощности, то:
неиспользуемая мощность участника Б = 0,4 х 0,05 В (тыс. барр.) =
= 0,02В (тыс. барр.).
Плата за неиспользованные мощности, оплачиваемая участником Б,
составит = [(A/В) х (0,02 В)] (млн долл.)
Плата за неиспользованные мощности вычитается из общих эксплу-
атационных затрат НПЗ до распределения этих затрат относительно
722
Справочник по переработке нефти
участников. Пример распределения различных затратных составляющих
реального НПЗ за месяц приведен в табл. 19-1. В таблице общие эксплуа-
тационные затраты за месяц представлены в колонке 4. Основные ком-
поненты, на основе которых происходит распределение статей затрат,
представлены в колонке 1.
Мы видим следующее:
• Затраты на персонал, эксплуатационные затраты, на страхование за-
водского оборудования и оборудование, на амортизацию, на роялти,
стоимость катализаторов и тому подобные, распределяются исходя
из доли участников в акционерном капитале НПЗ.
• Затраты на страхование углеводородных материально-
производственных запасов, находящихся в емкостях НПЗ, рассчиты-
ваются исходя из средних запасов, имеющихся у каждого участника.
• Затраты на покупку природного газа делятся между участниками со-
гласно его доли использования, которая распределена программой
линейного программирования.
• Затраты на реагенты и присадки распределяются между участниками
исходя из объемов реального использования. Например, цена добавки
антиобледенителя, используемого одним из участников в приготовле-
нии авиационного керосина, может быть оценена исходя из объемов
приготовленного авиационного топлива и скорости расходования
присадки. Для присадок и реагентов, чье использование конкретным
участником не может быть определено, затраты распределяются от-
носительно объема переработанной нефти каждым из участников.
• Затраты на коммунальные услуги распределяются согласно перера-
ботанному каждым участником объему нефти.
• Если нефть доставляется на НПЗ посредством нефтепровода для нужд
более чем одного участника, все расходы по трубопроводу распреде-
ляются относительно участников в соответствии с переработанным
объемом нефти. Если сырая нефть или сырье получены НПЗ для экс-
клюзивного использования одним участником, все затраты, относя-
щиеся к этой поставке, относятся к одному участнику.
• Все затраты, связанные с экспортом продукции с морского терминала
НПЗ, распределяются согласно методу TSRV. При использовании этого
метода оценивается общая стоимость продукции, экспортируемой
обоими участниками, и общие эксплуатационные затраты терминала
распределяются в этом отношении. Применяемая методология по-
казана в примере 19-1.
• Производство асфальта и его товарная подготовка является непосто-
янным процессом на многих НПЗ. Дополнительные эксплуатационные
Эксплуатационные затраты на НПЗ
723
Таблица 19-1. Распределение различных статей затрат НПЗ за месяц
Статьи затрат Основа распределения (1) Распределение относительно компании А, долл. (2) Распределение относительно компании Б, долл. (3) Общие затраты, долл. (4)
Персонал Сумма собств. капитала 1710000 1140 000 2850000
Эксплуатация Сумма собств. капитала 958500 639000 1597500
Страхование
Активов Сумма собств. капитала 112500 75000 187500
Мат.-сырьевой базы Отношение мат. базы 12375 10951 23326
Налоги/лицензии Сумма собств. капитала 4926 3284 8211
Амортизация Сумма собств. капитала 143100 95400 238500
Природный газ Использование 751511 499185 1250696
Реагенты/присадки Использование 69438 103 273 172711
Катализаторы Сумма собств. капитала 180 000 120000 300000
Роялти Сумма собств. капитала 682 454 1136
Коммунальные платежи Использовано нефти 225000 150000 375000
Получено нефти Затраты на закупку 2932 3058 5990
Нефтепровод Морской терминал Метод TSRV 624268 633639 1257907
Производство асфальта Производство 756 504 1260
Наполнение емкости асфальтом Производство 1260 840 2100
Производство серы Использовано нефти 4927 3284 8211
Всего 4802175 3477873 8280 048
затраты, такие как заполнение емкостей, выделяются из остальных
операционных затрат, приходящихся на технологический комплекс,
и распределяются среди участников относительно отгружаемой про-
дукции. То же самое касается серы, дополнительные производствен-
ные затраты серного завода, такие как гранулирование, распределя-
ются среди участников в отношении их доли отгружаемой серы.
724
Справочник по переработке нефти
ДОХОДЫ ОТ АРЕНДЫ РЕЗЕРВУАРОВ
С ДОПОЛНИТЕЛЬНЫМИ МОЩНОСТЯМИ
Возникают ситуации, когда НПЗ имеет избыточные объемы для хранения
продукции, которые превышают необходимые объемы хранения при мак-
симальной производительности завода. В таких ситуациях НПЗ может сда-
вать в долгосрочную аренду излишние объемы резервуаров для хранения
продукции другими компаниями, что позволяет получать дополнительную
прибыль. Любая прибыль с таких операций делится между участниками
в отношении их основного капитала в НПЗ.
ПРИМЕР 19-2
Компания с долевым участием выигрывает тендер министерства обороны
на хранение нефтепродуктов в количестве 1 миллиона баррелей сроком
на 5 лет. Включаются следующие нефтепродукты:
Нефтепродукты Объем, барр.
Керосин/авиационное топливо 350000
Автомобильное ДТ 300000
Мазут 350000
Всего 1000000
Сумма сделки, предлагаемой НПЗ, составляет 5,00 долл, за барр. в год.
Однако НПЗ должен использовать одно нефтехранилище вместимостью
500 тыс. барр., специально построенное для нужд компании Б, помимо
уже имеющихся в ее распоряжении мощностей, для того чтобы обеспечить
необходимые объемы складирования по сделке. Доля собственного капи-
тала, вложенного в НПЗ участниками, составляет 60 и 40%. Участники
пришли к соглашению разделить доход от этого предприятия 50 на 50.
Рассчитайте доход от этой сделки для каждого участника.
Общая выручка от аренды нефтехранилища = 1 млн долл, х 5 = 5 млн
долл, в год. Выручка, составляющая 5 млн долл, в год, будет разделена
50 на 50 и составит за 5-летний контрактный период:
Годы Выручка компании А, млн долл. Выручка компании Б, млн долл.
1 2,5 2,5
2 2,5 2,5
3 2,5 2,5
Эксплуатационные затраты на НПЗ
725
4 2,5 2,5
5 2,5 2,5
Всего 12,5 12,5
Для того чтобы предоставить по сделке необходимые для хранения мощ-
ности, участник Б сдал в аренду НПЗ находящуюся в его эксклюзивном
владении емкость на 500 тыс. барр. на сумму 5,0 долл./барр. в год сроком
на 5 лет. Так как доля вложенного в НПЗ капитала для компаний А и Б со-
ставляет 60:40, то доход для участников будет следующим:
Объем резервуара, сданного
’ = 500 тыс. барр.
в аренду компанией Б
Стоимость арендной платы _ 500000 барр. х 5 долл./барр. =
компании Б в год 2,5 млн долл.
Эти затраты на аренду распределяются между участниками согласно
доли вложенного капитала (60/40), тогда:
Арендные затраты, млн долл.
Годы Для компании А Для компании Б Всего
1 1,5 1,0 2,5
2 1,5 1,0 2,5
3 1,5 1,о 2,5
4 1,5 1,0 2,5
5 1,5 1,0 2,5
Всего 7,5 5,0 12,5
Доход, получаемый компанией Б от сдачи в аренду собственного нефте-
хранилища, составит:
Годы Доход компании Б, млн долл.
1 2,5
2 2,5
3 2,5
4 2,5
5 2,5
Всего 12,5
726
Справочник по переработке нефти
Чистая прибыль для каждого участника от этой сделки и от сдачи в арен-
ду своего хранилища участником Б может быть определена следующим
образом:
Участник А = 2,5 млн долл, -1, 5 млн долл. = 1 млн долл./год.
Участник Б = 2,5 млн долл. - 1,0 млн долл. + 2,5 млн долл. =
= 4,0 млн долл./год.
Годы Накопленный дохоя млн долл.
Для компании А Для компании Б
1 1,0 4,0
2 1,0 4,0
3 1,о 4,0
4 1,0 4,0
5 1,0 4,0
Всего 5,0 20,0
Мы видим, что общий накопленный доход участников от сделки по ис-
течении 5-летнего срока останется на постоянном уровне в 25 млн долла-
ров. Однако распределение этого дохода между участниками изменилось
от доли 50 на 50, в случае если бы участник Б не сдавал в аренду свое хра-
нилище, до доли 20/80 в пользу участника Б, как результат сдачи в аренду
резервуара.
Приложение
Договор о переработке
сырья на НПЗ
с совместной
собственностью
Производственный процесс на НПЗ с совместной собственностью требует,
чтобы компании заключали соглашение о порядке осуществления нефте-
переработки, с целью установления права собственности на сырье и рас-
пределения между участниками эксплуатационных затрат НПЗ. Также,
согласно договору на нефтепереработку, определяется порядок действий
по ежедневной эксплуатации нефтеперерабатывающего предприятия,
распределению между акционерами производственных мощностей нефте-
перерабатывающих установок и объемов резервуаров для их производ-
ственных нужд. Тем не менее, должно уделяться особое внимание тому,
что при распределении не происходит физического деления нефтеперера-
батывающих установок или объемов резервуаров на НПЗ. Распределение
существует только в модели линейного программирования (ЛП) и бухгал-
терских расчетах.
Для эффективного управления производственным процессом НПЗ ор-
ганизуется акционерная управляющая компания (АУК). АУК отвечает
за ежедневный процесс эксплуатации нефтеперерабатывающего пред-
приятия. Рабочее взаимодействие между НПЗ и акционерами осуществля-
ется через координационную производственную комиссию (КПК). КПК
имеет, по крайней мере, одного члена, представляющего интересы одного
из акционеров и члена из АУК. Структура АУК представлена на рис. А-1.
Большинство НПЗ экспортируют свою продукцию через морские тер-
миналы, которые непосредственно контролируются самими НПЗ. Так как
727
728
Справочник по переработке нефти
Рисунок А-1. Организационная структура нефтеперерабатывающего
предприятия с совместной собственностью
компании-участницы отгружают свою продукцию с помощью морских
терминалов НПЗ, то необходима четкая согласованность как между сами-
ми акционерами, так и между акционерами и НПЗ. Договор о переработке
сырья определяет правила действий при отгрузке продукции с морского
терминала.
Здесь представлен примерный договор, основные принципы которо-
го эффективно использовались при управлении НПЗ с несколькими со-
владельцами, что может служить основной моделью при построении
управленческих схем на других акционерных нефтеперерабатывающих
предприятиях.
Договор о переработке сырья на НПЗ с совместной собственностью
729
ДОГОВОР О ПЕРЕРАБОТКЕ
СЫРЬЯ (ТИПОВОЙ) МЕЖДУ
КОМПАНИЯМИ-УЧАСТНИЦАМИ
А И Б ПО ЭКСПЛУАТАЦИИ НПЗ
В СОВМЕСТНОЙ СОБСТВЕННОСТИ
PROCESSING AGREEMENT (PRO
FORMA) BETWEEN COMPANIES AOC
AND BOC FOR OPERATION OF A JOINT-
OWNERSHIP REFINERY
Поскольку компании А и Б вступили
в партнерские отношения и заключи-
ли договор о совместной деятельности,
устанавливающий основы их партнерских
взаимоотношений относительно их со-
вместной собственности (НПЗ) и;
поскольку это подразумевает партнерство
и соглашение о совместной деятельно-
сти, в дальнейшем именуемое «Договор
о переработке сырья», исполняемое ак-
ционерами А и Б (день/месяц/год);
таким образом, принимая во внима-
ние вышеизложенное, а также обоюд-
ное согласие, излагающееся в дальней-
шем, достигнуто соглашение сторон
в следующем:
Whereas the companies AOC and BOC have
entered into a participation and operating
agreement, setting out the basis of their re-
lationship with respect to their jointly owned
refinery and;
Whereas this is intended to be a participation
and operating agreement, referred to as the
Processing Agreement and executed by AOC
and BOC on (DD/MM/YY).
Therefore, in consideration of the premises
and mutual agreement hereinafter set forth,
the parties agree as follows:
1. ДАТА ВСТУПЛЕНИЯ В СИЛУ
1. EFFECTIVE DATE
1.1. Этот договор вступает в силу
с (дата/месяц/год) до момента его
изменения или расторжения в соот-
ветствии с Параграфом 11 и остается
в силе до (дата/месяц/год).
1.1. This agreement shall be effective from
(DD/MM/YY) unless modified or ter-
minated in accordance with Paragraph
11 and shall continue until (DD/MM/
YY).
2. ПРАВА НА ИМУЩЕСТВО
2. CAPACITY RIGHTS
2.1. В течение эксплуатационного пе-
риода каждый из акционеров имеет
право перерабатывать сырье в соот-
ветствии с выходом продукции на лю-
бой или на всех установках, доступ-
ных в течение эксплуатационного
периода, которые составляют общие
производственные блоки НПЗ («Си-
стемы»), пропорционально своему
долевому участию в НПЗ («Основное
право на имущество»). Если кто-либо
из акционеров решает не использо-
вать свою долю в эксплуатации одной
2.1. During any operating period, each par-
ticipant shall have the right to process
feedstocks to a natural yield through
any or all of the processing systems that
constitute the total refining facilities
(“Systems”) available during each Op-
erating Period in proportion to its equity
share in the refinery (“Basic Capacity
Right”). If either Participant elects not to
use its share in one or more of the Sys-
tems available during an Operating Pe-
riod, such spare capacity shall be made
available to the other participant and,
730
Справочник по переработке нефти
или более имеющихся в его распоря-
жении установок, в течение эксплуа-
тационного периода «Систем», то та-
кая резервная мощность должна быть
доступна для другого акционера и,
если она окончательно принимается
к использованию, или используется
другим акционером, то относительно
нее на период действия соглашения
использование должно регулировать-
ся согласно Правам на имущество
акционера.
2.2. Каждый акционер согласно его Пра-
вам на имущество может отправлять
на НПЗ для переработки любое сы-
рье, согласованное в соответствии
с Параграфом 2.3, в зависимости
от прав другого акционера и способ-
ности нефтеперерабатывающего
предприятия.
2.3. В любое время любой из акционеров
может представлять в АУК подробный
анализ любого сырья, не одобренного
ранее, для переработки на НПЗ и за-
просить технологические данные
по выходу и характеристикам пере-
работки этого сырья. С целью получе-
ния таких данных, АУК должна прове-
сти тестовое испытание при условии
отнесения соответствующих затрат
на акционера, который заказал дан-
ное тестирование, а также убедиться
в том, что этот тест не снижает воз-
можностей АУК удовлетворить тре-
бованиям оперативно-календарного
плана (ОКП) другого акционера.
АУК должна представить результаты
тестирования КПК, утвержденного
согласно Параграфу 9 этого соглаше-
ния. Согласованное между обоими
участниками, рассматриваемое сырье
может быть поставлено любым из ак-
ционеров для переработки на НПЗ,
а значение выхода по этому сырью
и любые ограничения по мощностям
должны быть включены в Базовые Ре-
гламенты НПЗ.
if used or finally accepted by the other
participant, shall be treated as part of
that participant’s Basic Capacity Right,
for the period of time agreed on.
2.2. Subject to the rights of the other par-
ticipant and ability of the refinery to
process it, each participant may deliver
to the refinery for processing within its
Basic Capacity Right, any feedstock ap-
proved in accordance with Paragraph
2.3.
2.3. At any time, either participant may give
to the JOC, a detailed analysis of any
feedstock not until then approved for
processing in the refinery and request
data on the yield and refining charac-
teristics of that feedstock. The test run
shall be made by the JOC to obtain such
data, provided an allocation of the re-
lated cost is made to the participant re-
questing that test run and such test does
not impair the JOC’s ability to meet the
Definitive Operating Program (DOP)
of the other participant. The JOC shall
provide the results of the test run to the
Process Coordination Committee (PCC)
established pursuant to Paragraph 9 of
this agreement. If approved by both par-
ticipants, the feedstock in question may
be delivered by either participant for
processing in the refinery and the yield
and any capacity limitations encoun-
tered shall be included in the Basic Data
Book of the refinery.
Договор о переработке сырья на НПЗ с совместной собственностью
731
2.4. Если акционер желает хранить, сме-
шивать или перерабатывать сырье
на производственных мощностях
НПЗ без использования своих прав
на имущество, он может сделать это
исходя из следующих условий:
а) В первую очередь КПК выясняет:
i) Не приведут ли такие действия
к ухудшению способности АУК
выполнять требования ОКП дру-
гого акционера.
ii) Совместимо ли такое сырье или
его смесь, которое использует
акционер, с другими видами сы-
рья, с которыми оно может быть
использовано.
Ь) АУК должна удостовериться:
i) В том, что соответствующие за-
траты отнесены на акционера,
который поставляет это сырье
для переработки, и они полно-
стью покрывают все затраты,
связанные напрямую с перера-
боткой данного сырья.
ii) Что акционер должен произве-
сти приемку этого сырья или
его смеси в соответствии с ра-
нее разработанным графиком
между акционером и АУК.
2.5. Некондиционный продукт из внеш-
них источников может быть перера-
ботан по усмотрению АУК и засчитан
в финансовые результаты НПЗ.
3. БАЗОВЫЕ РЕГЛАМЕНТЫ НПЗ
3.1. Исходные регламенты должны быть
приняты обоими акционерами
и должны содержать информацию,
виды переработки и другие параме-
тры, которые формируют производ-
ственный процесс на НПЗ. Данные
включают следующую информацию:
а. Материальные балансы НПЗ
по сырью.
2.4. If either participant wishes to store,
blend, or process stocks in refinery fa-
cilities, without requiring use of its Basic
Capacity Rights, it may do so on the fol-
lowing terms:
a. The PCC first determines that
i. JOC’s ability to meet the DOP of
the other participant will not be im-
paired by this action.
ii. That such stock and any of its
derivatives is compatible with
other stocks with which they may
comingle.
b. JOC shall ensure that
i. An allocation of related cost is made
to the participant supplying such
stock to cover all expenses directly
attributable to processing of this
stock.
ii. Such participant shall cause such
stock or its derivatives to be lifted
in accordance with a preagreed-on
schedule between the participants
and the JOC.
2.5. Slop from external sources shall be proc-
essed at the JOC’s discretion and cred-
ited to a reduction in overall refinery
losses.
3. BASIC DATA BOOK
3.1. The basic data shall be agreed on by the
participants and contain the informa-
tion, procedures, and other parameters
that govern the operation of the refin-
ery. This includes the following:
a. Refinery stock balance data sheets.
b. Feedstock assays.
c. Product equivalencies and conversion
factors.
732
Справочник по переработке нефти
Ь. Качество перерабатываемого
сырья.
с. Эквиваленты нефтепродуктов и ко-
эффициенты пересчета.
d. Спецификации и стандарты
по продукции.
е. Общий объем резервуаров НПЗ
и терминала отгрузки.
f. График работы службы отгрузки
нефтепродуктов.
g. Данные и информация, поступаю-
щая из порта.
Любые изменения, обновления, до-
бавления новых данных должны
утверждаться обоими акционерами
через КПК.
d. Product specifications.
е. Refinery and shipping terminal tank-
age summary.
f. Schedule of shipping facilities.
g. Port information.
All revisions, updates, and addition of
new data shall require the approval of
both participants through the PCC.
4. ПРАВИЛА ПРОГРАММИРОВАНИЯ
ПРОЦЕССОВ НПЗ
4.1. Координационная производствен-
ная комиссия должна разработать
Оперативно-календарные планы
на каждый производственный период
в соответствии с предписаниями, от-
раженными в правилах программиро-
вания процессов нефтепереработки.
Согласно этим правилам, каждый ак-
ционер имеет право на переработку
сырья и получение продукции соглас-
но последней установленной версии
производственной программы. АУК
должна стремиться управлять пред-
приятием в максимальном соответ-
ствии с общим ОКП (объединенные
ОКП обоих акционеров).
4.2. Эта процедура должна обеспечить
возможность акционеру использо-
вать его прямые права на получение
нефтепродуктов согласно его доли
в мощностях НПЗ, которая соответ-
ствует его Основному праву на иму-
щество на конкретный производ-
ственный период.
4.3. Согласно этой процедуре, АУК долж-
на представлять КПК всю важную
4. REFINERY PROGRAMMING
PROCEDURE
4.1. The Process Coordination Committee
shall develop the Definitive Operating
Programs for each operating period in
a manner established in the Refinery
Programming Procedure. Under such
procedure, each participant shall have
the right to process feedstocks and re-
ceive back products according to latest
Definitive Operating Program. The ob-
jective shall be for the JOC to operate
the refinery as close as possible to the
combined DOPs, which incorporates
each participant’s DOP.
4.2. This procedure shall allow each par-
ticipant to exercise its primary right to
obtain a natural yield of products from
that share of the refinery system which
corresponds to its Basic Capacity Right
during a given operating period.
4.3. This procedure shall also provide for
a programming cycle during which all
Договор о переработке сырья на НПЗ с совместной собственностью
733
информацию по программному обе-
спечению, по резервным мощностям
установок переработки, по требова-
ниям к реализации, по наличию сы-
рья, по общим узким местам в про-
изводственном процессе НПЗ. Исходя
из этой информации, КПК может де-
лать изменения в производственной
программе для выгоды участников.
4.4. Характер действий, по которому КПК
будет изменять информацию и вы-
бирать отгружаемые нефтепродукты
с целью выполнения ранее утверж-
денного плана реализации для каж-
дого акционера, тоже должен быть
занесен в правила. План реализации
продукции должен соответствовать,
как можно точнее, портфелю зака-
зов отгружаемых нефтепродуктов
для каждого акционера. Должен быть
утвержден обобщенный план реали-
зации нефтепродуктов для обоих ак-
ционеров, что позволит выполнять
ОКП каждого из акционеров исходя
из минимального и максимального
уровня производственных запасов
НПЗ.
4.5. На практике время от времени необ-
ходимо обновлять производственную
программу с целью использования
резервных мощностей или предви-
дения ненормального развития про-
изводственного процесса. Любой
акционер может попросить КПК про-
извести изменения, и производствен-
ная программа должна быть измене-
на в пределах возможного.
4.6. Если произошел непредвиденный слу-
чай (например, незапланированная
остановка нефтеперерабатывающей
установки), не имеющий отноше-
ния к акционерам, и этот случай,
по мнению АУК, может привести
к невыполнению ОКП акционеров
и программы реализации нефтепро-
дуктов, то АУК должна немедленно
информировать акционеров через
relevant information, including spare
unit capacity, offtake requirements,
feedstock availability, and overall refin-
ery operating constraints, is provided
by the JOC to the PCC so that the PCC
can make alterations to the operating
program to benefit the participants.
4.4. The manner in which the PCC will ex-
change information and evaluate ship-
ping slates to establish an agreed-on
definitive offtake program for each
participant shall also be included in the
procedure. The product offtake program
shall meet, as closely as possible, the
requested shipping slate for each par-
ticipant. A combined definitive product
offtake program for both participants
shall be developed, which will allow
performance of each of participant’s
agreed-on DOP, taking into account the
required minimum and maximum in-
ventory levels in the refinery.
4.5. In practice, it will be desirable from time
to time to update the operating pro-
gram, to utilize spare capacity or take
advantage of unforeseen developments.
Either participant may request the PCC
to consider modifications at any time,
and to the extent practical, the operat-
ing program shall be modified.
4.6. If any unforeseen event, not caused
by one or both the participants, oc-
curs (such as but not limited to an un-
scheduled shutdown) and in the JOC’s
opinion will prevent it from meeting a
participant’s DOP and product offtake
program, the JOC shall promptly in-
form the participants through the PCC
and take necessary action to minimize
the disruption to planned refinery
734
Справочник по переработке нефти
КПК, а также принять все необходи-
мые меры для минимизации нега-
тивных последствий на выполнение
плана на НПЗ. АУК должна предло-
жить необходимые изменения в этих
планах или другие действия, после
чего эти планы должны быть изме-
нены КПК до требуемых параметров.
4.7. Если в течение производственного
периода акционер не справился с до-
ставкой необходимого сырья для
выполнения ОКП или не смог сбыть
продукцию в соответствии со своим
планом реализации нефтепродуктов,
а также если это событие наносит
ущерб правам другого акционера со-
глашения или мешает АУК управлять
НПЗ и выполнять обобщенный ОКП,
то АУК должна безотлагательно про-
информировать обоих акционеров че-
рез КПК и принять соответствующие
меры для минимизации негативных
последствий на план акционера, ко-
торый пунктуально выполняет свои
функции. АУК также должен предло-
жить необходимые меры для акцио-
нера, который не справляется с вы-
полнением ОКП, а как следствие, его
план реализации продукции должен
быть изменен до требуемых параме-
тров. Изменения по ОКП акционера,
работающего нормально, могут быть
сделаны, если это крайне необходимо
в производственных целях или если
такой акционер согласен это сделать.
В любом случае все дополнительные
затраты, сделанные АУК и связанные
с невыполнением производствен-
ных функций, должны быть отнесе-
ны на акционера, не выполняющего
ОКП, во избежание любых других ис-
ков или претензий, вызванных этим
нарушением со стороны другого
акционера.
4.8.Л юбое взаимодействие, связан-
ное с правилами управления про-
цессами переработки между АУК
operations. The JOC shall also propose
the necessary revisions to such pro-
grams and any further action that needs
to be taken, and such programs shall be
modified by the the PCC to the extent
necessary.
4.7. If, during an operating period, a par-
ticipant fails to deliver the feedstock re-
quired to meet its Definitive Operating
Program or remove products in accord-
ance with its definitive product offtake
program and if such failure prejudices
the right of the other participant un-
der this agreement or prevents the JOC
from operating the refinery to meet the
agreed-on combined DOP, the JOC shall
immediately inform both participants
through the PCC and take necessary ac-
tion to minimize disruption of the non-
defaulting participant’s program. The
JOC shall also propose necessary provi-
sions to the defaulting participant’s DOP
and its product offtake program shall be
modified to the extent necessary. A revi-
sion to the nondefaulting participant’s
program may be made only if absolutely
necessary for operational reasons or if
such participant agrees. In any case, all
additional cost incurred by the JOC as
a result of the default shall be allocated
to defaulting participant to the exclu-
sion of any further claim by one partici-
pant against the other arising from such
failure.
4.8. All communication related to the refin-
ery programming procedures between
Договор о переработке сырья на НПЗ с совместной собственностью
735
и акционерами, должно происходить
через КПК.
the JOC and the participants shall be
through the PCC.
5. РАСПРЕДЕЛЕНИЕ СЫРЬЯ
И ПРОДУКЦИИ
5.1. Если объем сырья, фактически пере-
работанного в течение производ-
ственного периода, или фактические
объемы произведенных нефтепродук-
тов отличаются от объемов, опреде-
ленных в ОКП, фактические объемы
должны быть распределены между
акционерами по описанному далее
принципу, принимая во внимание
поправки, указанные в Параграфах
4.5, 4.6, 4.7.
5.2. Фактическое сырье, переработанное
только для одного акционера, долж-
но быть отнесено непосредственно
на этого акционера. Сырье по факту,
переработанное для обоих акционе-
ров, должно быть распределено так,
чтобы достигнуть суммарного соот-
ношения общего объема сырья, ко-
торое указано в окончательном ОКП.
5.3. Окончательный ОКП для каждого ак-
ционера должен быть изменен так,
чтобы объемы производства обяза-
тельных сортов и переработанного
сырья в общем ОКП соответствовали
фактическим объемам обязательных
сортов и объему переработанного
сырья. А также объем нефти, прохо-
дящей через НПЗ, согласно общему
ОКП, должен быть равен фактиче-
скому объему переработанной нефти
в течение месяца. Такой переработан-
ный план должен называться скор-
ректированным или «ретроспектив-
ным» ОКП.
5.4. Скорректированный ОКП сравни-
вается с фактическими значениями
произведенной в течение месяца
продукции. Различие допускается
только в отношении необязательных
сортов и потерь. Эти величины
5. ALLOCATION OF FEEDSTOCK AND
PRODUCTION
5.1. When the volume of feedstocks actually
processed during an operating period
and or the actual volumes of product
manufactured differs from the volumes
estimated in the DOP, the actual vol-
umes shall be allocated to the partici-
pants in the following manner, after tak-
ing into account all adjustments under
Paragraphs 4.5, 4.6, and 4.7.
5.2. Actual feedstock processed for only one
participant shall be allocated entirely
to that participant. Actual feedstock
processed for both participants shall be
allocated so as to achieve in total the
same overall ratio of the total feedstock
as utilized in the final DOP.
5.3. The final DOP for each participant shall
be modified in such a manner that the
production of fixed grades and process
stocks in the combined DOP is made
equal to the actual production of fixed
grades and process stocks. Also, the
crude run in the combined DOP should
equal the actual refinery crude run dur-
ing the month. Such reworked program
shall be called the “retro DOP,” or ret-
rospective operating program for the
participants.
5.4. The retrospective DOP is compared with
actual refinery production during the
month. The deltas remain only in the
balancing grade products and losses.
These are allocated to the participants in
the ratio of their retro DOP productions
736
Справочник по переработке нефти
распределяются между акционерами,
исходя из отношения объемов про-
изводства необязательных сортов,
отраженных в скорректированном
ОКП. Правило распределения необя-
зательных сортов представлено
в Приложении 3.
5.5. Произведенная сера должна быть рас-
пределена между акционерами соглас-
но соответствующей доле перерабо-
танных объемов сырья акционеров
в течение производственного периода.
5.6. Сырье, предназначенное или перера-
ботанное для акционеров, в соответ-
ствии с Параграфом 2.4, должно быть
засчитано акционеру, непосредствен-
но поставляющему данное сырье.
6. КАЧЕСТВО НЕФТЕПРОДУКТОВ
6.1. Нефтепродукты, переработанные
и доставленные каждому акционеру
с помощью АУК, должны соответство-
вать стандартам качества (специфи-
кациям) нефтепродуктов, представ-
ленным в регистрах спецификаций.
7. УСЛОВИЯ УЧЕТА И ДВИЖЕНИЯ
НЕФТЕПРОДУКТОВ
7.1. Правила и условия, которые должны
распространяться на суда, загружаю-
щие и разгружающие нефтепродукты
или сырую нефть в терминале НПЗ,
так же как и оценка, тестирование
и связанные с процессом ответствен-
ность участников, приведены в При-
ложении 2 этого соглашения.
8. СОБСТВЕННОСТЬ, РИСКИ И ПОТЕРИ
8.1. Право собственности на сырье, до-
ставленное на НПЗ каждым из ак-
ционеров, а также субъектом или
субъектами, для которых акционеры
перерабатывают (заказчик) и от кого
акционеры получают сырье для
expressed in balancing grades. The
procedure for allocating the balancing
grades is described in Attachment 3.
5.5. Sulfur produced shall be allocated to the
participants in proportion to their re-
spective quantities of feedstock actually
processed during the operating period.
5.6. Stocks handled or processed for partici-
pants in accordance with Paragraph 2.4
shall be allocated entirely to the partici-
pant supplying such stocks.
6. QUALITY OF PRODUCTS
6.1. The products manufactured and deliv-
ered by the JOC to each participant shall
conform to the Product Specifications
set out in the product specifications
book.
7. PRODUCT MOVEMENT AND
MEASUREMENT CONDITIONS
7.1. The terms and conditions that shall ap-
ply to vessels, loading or discharging
products or crude oil at the refinery ma-
rine terminal, as well as measurement,
testing, and related responsibilities of
the participants are contained in the At-
tachment 2 of this agreement.
8. OWNERSHIP, RISK, AND LOSSES
8.1. Ownership of the feedstocks and other
stocks delivered to the refinery by each
participant or such entity or entities for
whom such participants are processing
(“Designee”) and of process stocks and
finished products derived from them
Договор о переработке сырья на НПЗ с совместной собственностью
нефтепереработки и конечные нефте-
продукты, должно быть закреплено
в том или ином рассматриваемом слу-
чае за акционерами или субъектами.
8.2. АУК каждый месяц должна пред-
ставлять на рассмотрение акцио-
неров (бухгалтерские) балансовые
ведомости, отражающие количества
полученных ими объемов сырья
различного типа, произведенных
и отгруженных в течение месяца
нефтепродуктов, а также объемов,
находящихся в процессе переработ-
ки, товарных запасов, приходящих-
ся на конец каждого месяца. Такие
ведомости также должны отражать
объем нефтепродуктов, переданных
по соглашению одним акционером
другому.
8.3. Естественные нормы прибыли и убы-
ли сырья или других продуктов, по-
ставляемых на НПЗ, полуфабрикатов,
конечных нефтепродуктов, должны
быть пропорционально распределены
между акционерами или их заказчи-
ками как часть процесса распределе-
ния, производимого в соответствии
с Параграфом 5.
8.4. Другие потери должны быть отделены
от естественных норм убыли и рас-
пределены между акционерами сле-
дующим образом:
а. Потери по всем видам сырья, ко-
торое может быть определено как
собственность, принадлежащая
одному акционеру или его заказчи-
ку, в полной мере относятся к это-
му акционеру или его заказчику.
Ь. Потери для тех видов сырья или
продуктов, которые не могут быть
определены таким образом, на-
пример, для компаундируемого
продукта, должны быть распре-
делены согласно пропорции до-
лей собственности на такой про-
дукт, определенный объективным
737
shall remain vested in participants or
entities as the case may be.
8.2. The JOC shall submit monthly account
statements to each participant show-
ing quantities of its various feedstocks
received, products manufactured, and
products shipped during the month and
quantities in process and in inventory at
the end of each month. Such statement
shall also show products transferred by
agreement from one participant to the
other.
8.3. Normal operating losses or gains of feed-
stocks and other delivered stocks, proc-
ess stocks, and finished products shall
be apportioned to participants or their
designees as a part of allocations made
in accordance with Paragraph 5.
8.4. Other losses shall be separated from
normal operating losses and allocated
to participants as follows:
a. For all stocks that can be identified
as property of one participant or its
designee, the losses shall be allocat-
ed entirely to that participant or its
designee.
b. For all stocks that cannot be so iden-
tified, such as comingled stocks, the
losses shall be allocated in proportion
to the respective ownership of such
stocks determined in an equitable
manner at the time of the incident
that caused the loss.
738
Справочник по переработке нефти
способом на время возникновения
этих потерь.
8.5. При поставке каждым из акционе-
ров любого сырья, а также сырья для
переработки, и при получении от ак-
ционеров конечных нефтепродуктов,
все эти нефтепродукты должны на-
ходиться под надзором АУК с того
момента как:
а) Сырая нефть или другое сырье,
приобретенное на местном рынке,
пересекает границу НПЗ.
Ь) Нефть, перекачиваемая по трубо-
проводу, пересекает границу НПЗ.
с) Нефть или другое сырье прохо-
дит фланец, соединяющий налив-
ную трубу для морских танкеров
с береговым гибким трубопрово-
дом или с разгрузочным рукавом
на причале, до тех пор, пока про-
дукт, перекачиваемый из танкера,
не пройдет через фланец, соединя-
ющий приемную линию морского
танкера.
9. КООРДИНАЦИОННАЯ
ПРОИЗВОДСТВЕННАЯ КОМИССИЯ
9.1. Координационная производственная
комиссия (КПК) должна координиро-
вать процесс реализации подписан-
ного договора между акционерами
и АУК.
9.2. Комиссия должна быть сформирована
следующим образом:
а. Каждый из акционеров должен на-
значить по одному представителю
со своей стороны и не более двух
его заместителей.
Ь. НПЗ должен назначить третьего
представителя, который должен
иметь достаточный опыт в процес-
се составления производственной
программы НПЗ.
с. АУК должна назначить секре-
таря, который бы проводил все
8.5. All stocks delivered by each participant,
process stocks, and finished products
derived from them shall be in the JOC’s
care and custody from the time
a. Crude and other stocks obtained lo-
cally pass the line of refinery fence.
b. Pipeline crude passes the refinery
fence.
c. Feedstocks and other stocks pass the
flange connecting the ocean tanker
loading lines to the shore hose or un-
loading arm at the wharf until the
time the products derived from them
passes through the flange connect-
ing the receiving line of the ocean
tankers.
9. PROCESS COORDINATION
COMMITTEE
9.1. The Process Coordination Committee
(PCC) shall coordinate the implemen-
tation of this agreement between the
participants and the JOC.
9.2. The PCC shall be established as follows:
a. Each participant shall appoint
one representative and up to two
alternatives.
b. The refinery shall appoint the third
representative, who shall be fully
qualified in scheduling of the refin-
ery operations.
c. The JOC shall appoint the secretary
for all meetings and shall act as secre-
tariat for the PCC, supplying all sec-
retarial services the PCC may require.
Договор о переработке сырья на НПЗ с совместной собственностью
739
совещания и исполнял роль секре-
таря КПК, выполняя необходимые
секретарские обязанности.
9.3. Представители от всех сторон долж-
ны проводить совещания на НПЗ так
часто, как требуют обстоятельства.
Представитель АУК выступает в роли
консультанта. Во всех случаях реше-
ния должны быть приняты только
при согласии между представителями
обоих акционеров.
10. РАСПРЕДЕЛЕНИЕ
ЭКСПЛУАТАЦИОННЫХ ЗАТРАТ НПЗ
10.1 . Распределение эксплуатационных
затрат между акционерами должно
производиться в соответствии с ал-
горитмом, описанным в Приложе-
нии 4.
10.2 Суть этого алгоритма — сделать
справедливое и соответствующее
договору распределение затрат
по нефтепереработке. Этот алгоритм
имеет силу до тех пор, пока не поя-
вится новый алгоритм, введенный
в действие на основании договорен-
ности между двумя акционерами,
или не будут внесены изменения
в старый алгоритм распределения
эксплуатационных затрат.
11. РАСТОРЖЕНИЕ ДОГОВОРА
11.1. Этот договор может быть изменен
или расторгнут, полностью или в ча-
сти, на основе письменного согла-
шения обеих сторон, составленного
надлежащим образом.
Подписи
Компания А
Компания Б
9.3. The representatives shall meet in the
refinery as often as required. The rep-
resentatives of the JOC shall act in an
advisory capacity. In all matters, deci-
sions shall be made only by agreement
between the representatives of both
participants.
10. ALLOCATION OF REFINERY
OPERATING COSTS
10.1. Allocation of refinery operating costs
between the participants shall be calcu-
lated in accordance with the procedure
described in Attachment 4.
10.2. The essence of this procedure is to
achieve a fair and equitable allocation
of refinery costs. This procedure shall
continue until a new or revised proce-
dure of allocating refinery operating
costs is available and put in use by the
agreement between the participants.
11. TERMINATION OF AGREEMENT
11.1. This agreement can be modified or
terminated, in whole or in part, by
agreement in writing, duly executed
by participants.
Signatures
For the Company AOC
For the Company BOC
740
Справочник по переработке нефти
ПРИЛОЖЕНИЕ 1. ОПРЕДЕЛЕНИЯ
ATTACHMENT 1. DEFINITIONS
Исходное сырье. Исходное сырье
включает в себя все сырье, предназна-
ченное для переработки методом дис-
тилляции, исключая некондиционные
нефтепродукты.
Натуральный выход. Определенный
в материальном балансе естественный
выход конечных нефтепродуктов, кото-
рые может произвести АУК из получаемо-
го сырья, принимая во внимание общую
производительность нефтеперерабаты-
вающих установок.
Производственный период. Производ-
ственный период состоит из одного ка-
лендарного месяца по григорианскому
календарю.
Производственная программа. Это
выполненный АУК оптимальный объем
производимой продукции, который дол-
жен быть произведен акционерами при
переработке первичного сырья в рамках
запланированного количества перераба-
тываемого на НПЗ сырья, определенного
планами каждого акционера. В произ-
водственной программе АУК определяет
текущее состояние основных нефтепе-
рерабатывающих объектов или другую
важную информацию.
План реализации продукции. Это гра-
фик реализации партий нефтепродуктов
каждого сорта, которые должны быть
отгружены акционером в течение про-
изводственного периода. План должен
отражать прибытие судна на наливной
терминал, размеры груза, состав партии
каждого отправляемого груза и даты от-
грузки. Он также должен включать гра-
фик доставки продукта по трубопроводу.
Feedstocks. Feedstock includes any feed-
stock to the refinery’s crude distillation facili-
ties excluding slops.
Natural yield. The natural yield is any bal-
anced yield of finished products that the
JOC is able to obtain from feedstock proc-
essed, taking into account the capability of
total refining facilities at its disposal.
Operating period. The operating period
consists of one calendar month according to
Gregorian calendar.
Operating program. The operating pro-
gram is the JOC’s best estimate of the quanti-
ty of finished products that will be produced
for a participant when specified quantities
of feedstocks and other stocks are processed
through the refinery in a manner consistent
with the product pattern desired by each
participant. The JOC shall report the operat-
ing conditions for major refinery units and
other relevant conditions in such programs.
Product offtake program. The product
offtake program is a schedule of the volume
quantities of each product grade to be lifted
by a participant during an operating period.
It shall indicate the scheduled vessel arrival
at the refinery’s loading terminal, cargo siz-
es, makeup of each cargo parcel, and lifting
dates. It shall also include product delivery
schedule via pipeline.
Договор о переработке сырья на НПЗ с совместной собственностью
741
ПРИЛОЖЕНИЕ 2. УСЛОВИЯ ПОГРУЗКИ-
РАЗГРУЗКИ ТОВАРА
ATTACHMENT 2. LOADING AND
DISCHARGE CONDITIONS
1. В обязанность каждого акционера вхо-
дит проверка того, чтобы капитаны су-
дов и их помощники, ответственные
за погрузку или разгрузку нефтяных
грузов в порту, имели документ, пред-
писывающий использование порта
и путей подхода, согласно входящим
в него инструкциям и правилам, вы-
пускаемым время от времени руковод-
ством порта или АУК. В этом документе
должны быть разъяснены правила поль-
зования портом.
2. Каждый акционер должен договориться
с капитанами судов или их помощни-
ками, которые осуществляют погруз-
ку или разгрузку нефтепродуктов или
нефти, о том, что перед прибытием
в порт они должны давать три пред-
варительных оповещения о приблизи-
тельном времени прибытия по рации
в АУК по независимым радиоканалам.
Оповещение производится в три этапа:
1-е примерно за 72 часа до прибытия
в порт; 2-е примерно за 48 часов; 3-е
примерно за 24 часа до ожидаемого
времени прибытия в порт.
Нарушение в действиях, связанных
с подачей уведомления в течение 24 ча-
сов перед прибытием, приведет к увели-
чению времени разрешенного АУК ожи-
дания на срок, равный разнице между
24 часами и количеством часов перед
прибытием судна, которые указанны
в полученных АУК уведомлениях о при-
бытии судна.
3. Суда, пришедшие согласно графику
или в течение периода, установлен-
ного в ОКП по реализации продукции
с целью погрузки-разгрузки грузов,
должны получить разрешение АУК
на процесс погрузки или разгрузки
грузов в соответствии с порядком их
1. It is the responsibility of each participant
to ensure that regulations and instruc-
tions issued from time to time by port
authorities or the JOC contained in this
attachment relating to the use of the port
or its approaches are advised to the mas-
ters of vessels or their representatives
nominated to offtake or discharge oil car-
goes at the port.
2. Each participant, with respect to the ves-
sel nominated for offtake or discharge
of products or crude oil, shall arrange
with vessel’s masters or their representa-
tive to give three notices by radio to the
JOC via independent channels, of the es-
timated time of arrival (ETA) at the load-
ing port: the first notice approximately
72 hours, the second notice approximately
48 hours, and the third notice approxi-
mately 24 in advance of the ETA. Failure
to give any notice, at least 24 hours in ad-
vance of arrival will increase the laytime
allowed by the JOC by an amount equal
to the difference between 24 hours and
the number of hours prior to the arrival
of the vessel that notice of ETA is received.
3. Vessels arriving on the dates or within the
period established by definitive product
offtake programs to lift or discharge car-
goes shall be accepted by the JOC for load-
ing or discharging in their order of arrival.
Exceptions can be made by the JOC if
742
Справочник по переработке нефти
прибытия. Исключения АУК могут быть
сделаны в следующих случаях:
а. Если, по мнению АУК, предназна-
ченный причал не доступен.
Ь. Если безопасность под угрозой.
с. Продукта или продуктов нет
в наличии.
d. В товарных емкостях отсутствует
полезный объем.
Если акционер заявляет, что одному
из его судов должен быть дан приоритет
по отношению к другому, АУК должна
принять решение о выдаче такого при-
оритета, принимая во внимание права
другого акционера. Судам, принимаю-
щим или разгружающим грузы, будет
дан приоритет перед судами, заправля-
ющимися бункерным топливом, до тех
пор, пока по усмотрению АУК не будет
принято противоположного решения.
4. АУК должна приписать суда к соот-
ветствующим причалам. Однако, если
по мнению АУК судно не соответствует
заявленным размерам или не обору-
довано соответственным образом так,
чтобы с ним можно было безопасно
работать, заякорить, загрузить, раз-
грузить и снять с якоря, или же оно
небезопасно по другим причинам,
то такое судно не будет допущено,
а заинтересованный акционер должен
быть незамедлительно проинформи-
рован об этом.
5. Расчет соответствий объемов товарных
емкостей танкеров вместить установ-
ленный объем грузов является прямой
обязанностью капитана корабля или
его помощника. Акционеры могут
прибегнуть к услугам независимого
инспектора для оценки соответствия
объемов товарных емкостей судна. Все
связанные с этим затраты и платежи от-
носятся на счет запрашивающего такие
услуги акционера.
6. Акционер должен договориться с ка-
питаном судна или его помощником
a. In the JOC’s opinion a suitable
berth is not available.
b. Safety would be jeopardized.
c. The product or products are not
available.
d. Ullage in receiving tanks is not
available.
If a participant requests that one of its
nominated vessels be given priority over
another of its nominated vessels, the JOC,
will decide whether such priority could be
given, taking into account the other partic-
ipant’s rights. Vessels lifting or discharging
cargo shall take priority over vessels lifting
bunkers unless, in its sole discretion, the
JOC decides otherwise. The JOC shall not
be held liable for deviation from the pre-
ceding provisions whenever, in its opinion,
circumstances warrant such deviation.
4. The vessels shall be assigned to suitable
berths by the JOC. However, if, in the
opinion of the JOC, a vessel is not suitably
sized and equipped so that it can be safely
handled, moored, loaded, or discharged
and unmoored or it is unsafe in any other
respect, the vessel shall not be accepted
and the nominating participant shall be
advised accordingly.
5. Determination of the suitability of ves-
sel’s cargo tanks to load the nominated
cargo shall be the responsibility of vessel’s
master or representative. Participants may
request the services of an independent in-
spector to assess the suitability of the ves-
sel’s tanks. All costs or fees so incurred
shall be on the account of participant re-
questing such inspection services.
6. Each participant shall arrange with the
master or representative to give the JOC
Договор о переработке сырья на НПЗ с совместной собственностью
743
о том, чтобы они давали уведомле-
ние в АУК о готовности судна к раз-
грузке или погрузке нефтепродуктов
(в дальнейшем упоминается как судо-
вое «уведомление о готовности», или
УОГ). УОГ должно быть послано АУК
по прибытию в порт любым средством
связи, за этим действием следует безот-
лагательное письменное уведомление.
Кроме момента причаливания для по-
грузки и разгрузки (Параграф 2), стоя-
ночное время начинается в следующих
случаях:
а. По истечении 6 часов после подачи
УОГ.
Ъ. По инициации процесса погрузки
или разгрузки в зависимости от того,
что идет первым.
Однако период задержки при факти-
ческом процессе погрузки/разгрузки,
вызванном вследствие действий или
неполноты действий судна, должен
быть учтен в расчете использования
стояночного времени.
7. В случае, когда судно акционера при-
бывает в порт в период времени вне
утвержденного графика ОКП и про-
граммы отгрузки продукции, такое
судно, несмотря на порядок прибытия,
должно дожидаться швартовки до тех
пор, пока не отойдут суда, пришедшие
согласно своему графику. АУК прини-
мает решение относительно момента,
когда такое судно может пришварто-
ваться, принимая во внимание наличие
нефтепродуктов и прав другого акцио-
нера. В таком случае стояночное время
не должно начинаться до тех пор, пока
рассматриваемое судно не начнет раз-
грузку или погрузку.
8. Ссылаясь на Параграфы 6 и 7, АУК
должна давать в качестве времени
ожидания то количество времени, ко-
торое необходимо для погрузки или
разгрузки груза (включая балласт,
некондиционный продукт и воду)
notice that the vessel is ready to receive
or discharge products (hereinafter re-
ferred to as vessel’s “notice of readiness,”
or NOR). The NOR shall be given to the
JOC on arrival at the port by any available
means followed by written confirmation
as soon as practical. Except as provided in
Paragraph 2, laytime for loading or dis-
charge shall commence after a berth is
available upon:
a. Expiration of 6 hours after giving NOR.
b. Commencement of loading or discharg-
ing, whichever occurs first.
However period of delay in the com-
mencement or actual loading/discharg-
ing of vessel caused by or due to action or
deficiencies of the vessel shall be deducted
from the calculation of lay-hours used.
7. In the event of a participant’s vessel ar-
riving outside the period or on a date
other than the one scheduled by Defini-
tive Operating Plan and product offtake
program, such vessel, notwithstanding the
order of arrival, shall await the berthing of
other vessels scheduled for and arriving
during that period or date. The JOC shall
decide when such vessel may be berthed,
taking into account the product availabil-
ity and the other participant’s rights. In
such a case, the laytime shall not com-
mence until the subject vessel commences
loading or discharging.
8. Subject to Paragraphs 6 and 7, the JOC
shall allow as laytime that amount of time
which could be required for loading or
discharging the cargo (including ballast,
slops, and water) at such rates as estab-
lished by the JOC from time to time. The
744
Справочник по переработке нефти
со скоростью, которая устанавливает-
ся АУК время от времени. АУК должна
давать минимум 36 часов стояночного
времени для разгрузки любого полно-
стью загруженного судна или погрузки
полномасштабной партии продукта.
В связи с этим должны производить-
ся уточнения времени по отношению
к частично заполненным судам. Время
стоянки останавливается при отключе-
нии погрузочного или разгрузочного
трубопровода.
9. АУК имеет право на перемещение судна
с одного причала на другой, на причал
или за его пределы и должен возмещать
все платежи и расходы, возникающие
при перемещении, за исключением,
если это вызвано причинами безопас-
ности или форс-мажором. После окон-
чания погрузки или разгрузки судно
должно покинуть свой причал как
можно скорее. Любые потери или по-
вреждения, зафиксированные АУК, вы-
званные ошибкой судна с целью поки-
нуть незамедлительно причал, включая
штраф за задержку другим судном из-за
несвоевременного ухода от причала,
должны уплачиваться в пользу АУК ак-
ционером, который зафрахтовал это
судно.
10. В каком бы то ни было допустимом
случае за пределами контроля АУК
при отмене или препятствовании,
остановке погрузки/разгрузки судна
необходимыми нефтепродуктами или
частью этого нефтепродукта то вре-
мя, которое будет потеряно по этим
причинам, не должно включаться
в стояночное.
11. Когда время на погрузку или разгрузку
и время, определенное как стояноч-
ное, превышает время, разрешенное
для стоянки, определенное в предыду-
щем Параграфе, АУК должна воспол-
нить участнику затраты, связанные
с простоем, если она удовлетворена
обоснованностью жалобы. Затраты
JOC shall be allowed a minimum of thirty-
six hours laytime for discharging any fully
loaded vessel or loading a full cargo load.
Adjustments for partly loaded vessel shall
be done accordingly. Used laytime shall
cease when loading/discharging line has
been disconnected.
9. The JOC shall have the right of shift-
ing vessels from one berth to another, in
and out of berth, and shall pay all charges
and expenses incurred in connection with
shifting except when it is done for reasons
of safety or force majeure. Each vessel
shall vacate her berth as soon as prac-
ticable after loading or discharging is
complete. Any loss or damage incurred
by the JOC as a result of a vessel’s failure
to vacate the berth promptly, including
any demurrage incurred due to the result-
ing delay to other vessels awaiting turn to
load or discharge, shall be paid to JOC by
the participant nominating such vessel.
10. If, in any case whatsoever reasonably
beyond its control, the JOC is delayed,
hindered, or prevented from furnishing
the product required or any part thereof
or from loading or discharging the ves-
sel, the time so lost shall not be counted
as laytime.
11. When the time is used in loading or dis-
charging and the time counted as laytime
exceeds the allowed laytime pursuant to
the preceding paragraphs, JOC shall, if
satisfied by the validity of the claim, pay
the participant demurrage at the rate ap-
plicable to the size of the vessel used for
the cargo concerned and based on the
Договор о переработке сырья на НПЗ с совместной собственностью
компенсируются в зависимости
от судна, используемого для перевоз-
ки грузов, по ставкам, основанным
на Шкале Базисных Номинальных
Фрахтовых Ставок для Танкеров. Вре-
мя от времени величина корректиру-
ется группой специалистов на основе
Мировых Ставок Тарифа Танкерных
Перевозок — Лондонских танкерных
Брокеров. К используемой ставке при-
бавляется страховая премия, которая
может иногда использоваться в день
готовности судна к погрузке или раз-
грузке, используется в качестве пла-
ты за простой судна, зафрахтованного
по договору, в котором ставка за про-
стой всегда ниже. Если Мировая Став-
ка будет отменена или Средняя Став-
ка перестанет публиковаться, ставки
оплаты за простой судна будут опреде-
ляться на основе ставок аналогичных
рейсов так, как предполагается, что
рейсовая ставка будет использоваться
в качестве промышленного стандар-
та. Тем не менее, АУК не должна пла-
тить за простой судна, кроме случаев,
когда она несет обязательство перед
акционером.
12. В случае если действия или бездей-
ствия судна, обслуживающего акци-
онера, вызвали простой следующих
по графику судов (не более 3-х), что
привело к выплате АУК за простой
третьей стороне, данный акционер
должен возместить АУК сумму, вы-
плаченную за простой.
13. ИЗМЕРЕНИЕ, ВЗЯТИЕ ПРОБ,
ТЕСТИРОВАНИЕ
а) АУК должна производить измерения
исходного сырья как с помощью датчи-
ков береговых резервуаров, так и с по-
мощью необходимых измерительных
средств. Данные объемы и, в частно-
сти, плотность в градусах API и вяз-
кость должны быть рассчитаны в сы-
рье без осадка и воды при температуре
745
Worldwide Tanker Nominal Freight Scale
(Worldscale) as amended from time to
time by the London Tanker Broker Panel
Average Freight Rate Assessment (AFRA)
applicable to which shall be added any
premium that may be applicable from
time to time and in effect at the date
the vessel tenders its notice of readiness
to load or discharge or, if applicable, at
the demurrage rate being paid under
the charter for the vessel in question,
whichever is less. Should Worldscale
be cancelled and or AFRA cease to be
promulgated, the demurrage rates shall
be determined by reference to such voy-
age rate or scale as is generally deemed
to be substituted by the trade from the
time Worldscale or AFRA cease to exist
as the industry standard. In no event,
however, shall the JOC pay demurrage if
not incurred by the participant.
12. If the actions or deficiencies of a par-
ticipant’s nominated vessel cause delay
to a following vessel or vessels (not to
exceed three) resulting in payment of
demurrage to a third party by the JOC,
such participant shall reimburse to JOC
the amount paid in demurrage.
13. MEASUREMENT, SAMPLING,
AND TESTING
a. The JOC shall measure all feedstocks ei-
ther by means of shore tank gauges or by
metering devices as necessary and appro-
priate. Such quantities and, in particular,
API gravity and density shall be calculated
net of sediment and water at 60 °F or at
such temperature as otherwise agreed by
the participants from time to time. Regular
Справочник по переработке нефти
746
15,5 °C или при такой температуре, ко-
торая устраивает акционеров.
Регулярное ежедневное взятие проб
нефти или другого сырья должно
осуществляться АУК. Пробы должны
браться из наливной трубопроводной
линии, из приемного резервуара или
из обоих источников. О значительном
отклонении от показателей качества
АУК должна сообщать акционеру. Ре-
комендованные АУК и утвержденные
КПК, контрольные замеры должны
быть оценены компетентным сторон-
ним агентством для подтверждения
или для исправления полученных ха-
рактеристик данного сырья, которые
представлены в справочнике каче-
ственных показателей.
Ь) АУК должна измерить все остальные
сырьевые запасы с помощью датчиков
береговых резервуаров, измеритель-
ных приборов или платформенных
весов. Эти объемы должны рассчиты-
ваться для температуры 15,5 °C или для
температур, согласовываемых с акцио-
нером время от времени. Однако могут
быть сделаны исключения в отноше-
нии некоторых продуктов, таких как
СПГ, сера, битумы, где могут приме-
няться судовые системы измерения.
с) Перед загрузкой должно проводиться
тестирование образцов продуктов бе-
реговых резервуаров, предназначенных
для отгрузки. АУК обязана ограниченно
проводить тесты, которые подтвержда-
ют качество продукции.
d) Ответственность АУК за качество про-
дукции должна прекращаться с того
момента, когда продукт проходит
фланец, соединяющий береговой
трубопровод или наливной рукав,
присоединенный к загружающемуся
танкеру, товарному трубопроводу или
автоцистерне.
е) Каждый акционер должен иметь
право за счет собственных средств
daily samples of feedstocks and other
stocks shall be taken by JOC from incom-
ing supply line or from receiving tank or
both for quality checks. Significant varia-
tion in quality shall be advised to partici-
pants by the JOC. When recommended by
the JOC and approved by the PCC, repre-
sentative samples of feedstocks shall be
evaluated by competent outside agency
to verify or recommend the correctness
of assay data of such crudes shown in the
basic data book.
b. The JOC shall measure all other stock
quantities by means of shore tank gaug-
es, metering devices, or weigh bridges as
necessary and appropriate. Such quanti-
ties shall be calculated at 60 °F or at such
temperature as shall be agreed on by par-
ticipants from time to time. Exceptions
can be made, however, in case of certain
products, such as LPG, sulfur, or bitu-
men, where vessels measurements can be
accepted.
c. The quality of product shipped shall be
determined by testing of shore tank sam-
ples prior to loading. The JOC’s obligation
to test shall be limited to those tests that
guarantee product quality.
d. The JOC’s responsibility for the quality of
the product shall cease after the product
passes the flange connecting the shore
hose or loading arm to the receiving ves-
sel, pipeline, or tank truck.
e. Each participant shall have the
right, at its own expense, to have
Договор о переработке сырья но НПЗ с совместной собственностью
747
привлекать независимого эксперта
для проверки качества и количества
исходного сырья, других товарных за-
пасов и нефтепродуктов.
f) АУК должна сохранять пробы с танке-
ров по каждой отдельной отгрузке не-
фтепродукта за шестимесячный период
вместе с разовой пробой нефтепродукта
из наливного трубопровода морского
терминала, взятой во время погрузки.
Пробы продуктов, таких как СПГ и ас-
фальт, хранить не требуется.
g) Все измерения, взятие проб, тести-
рование должна проводиться в со-
ответствии со стандартами API
и ASTM. Изменения качества допусти-
мы с разрешения акционера в случае
необходимости для соответствия мест-
ным требованиям качества.
h) По окончании каждой погрузки танке-
ра для каждого акционера или его до-
веренного лица АУК должна выполнять
следующие действия:
i) Готовить и подписывать для каждо-
го танкера сертификат о погрузке,
подтверждающий качество и коли-
чество каждого погруженного, раз-
груженного нефтепродукта, а также
качественный состав по каждому
нефтепродукту.
ii ) Для каждого груза подготовить
и подписать коносамент.
ii i) Подготовить и подписать та-
бель учета времени для каждого
танкера.
iv ) Если требуется акционерам, предо-
ставить сертификат о происхожде-
нии товара.
v) Каждому акционеру предоставить
необходимое количество копий сер-
тификатов, которые требуются для
перевозки нефтепродуктов.
vi ) Незамедлительно сообщать ак-
ционерам об отгруженных объемах
продукции.
an independent inspector verify the Qual-
ity and quantities of feedstocks, other
stocks, and products.
f. The JOC shall retain the ship’s composite
samples of each discrete product shipment
for a period of 6 months together with a
spot sample of products from sea line taken
during loading. Samples of products such
as LPG and asphalt need not be retained.
g. All measurement, sampling, and testing
shall be in accordance with pertinent
ASTM or API standards. Modifications, if
necessary to meet locally established prac-
tices, may be made with the participant’s
approval.
h. The JOC, on completion of loading
each vessel, shall undertake the follow-
ing on behalf of each participant or its
designee:
i. Prepare and sign for each vessel the
loading certificate stating the quality
and quantity of each product delivered
on board or discharged from the vessel
and analysis of each product.
ii. Prepare and sign the bill of lading for
each cargo.
iii. Prepare and sign each vessel’s time
sheet.
iv. If required by the participants, provide
a certificate of origin.
v. Furnish to each participant the number
of copies of the certificates relevant
to its shipment as it may require.
vi . Advise participants promptly of the
quantities loaded.
748
Справочник по переработке нефти
ПРИЛОЖЕНИЕ 3. РАСПРЕДЕЛЕНИЕ
РАЗНИЦЫ В ЗНАЧЕНИЯХ МЕЖДУ
ФАКТИЧЕСКИМ ОБЪЕМОМ
ПРОИЗВОДСТВА И ОКП
ATTACHMENT 3. ALLOCATION OF
DIFFERENCES BETWEEN ACTUAL
PRODUCTION AND THAT IN THE
RETROSPECTIVE DOPS
1. При возникновении неточностей
в оценках, изменений в условиях про-
изводства на практике фактический
объем каждого произведенного не-
фтепродукта будет отличаться от за-
планированного объема нефтепро-
дуктов, установленного в ОКП. Это
приложение описывает, как разницы,
которые в нормальных условиях малы,
должны быть распределены между
акционерами.
2. Первоначально общая разница для
каждого нефтепродукта в пределах
производственного периода распре-
деляется между акционерами как от-
ношение принадлежащих участникам
долей в продукции к скорректирован-
ному ОКП. Разницы, связанные с не-
фтепродуктом, запланированным для
производства одним акционером, рас-
пределяются в объеме 100% только
этому акционеру. Разницы по нефте-
продуктам, которые ни одним из ак-
ционеров не запланированы к произ-
водству в производственном периоде,
распределяются между акционерами
как отношение принадлежащих долей
к объему входящего сырья в скорректи-
рованном ОКП.
3. По характеру расчетов, описанных
в Параграфе 2, сумма величины рас-
пределения разницы каждого из участ-
ников будет не паритетной, разница
будет выражаться со знаком плюс или
минус, а сумма разницы должна будет
равняться нулю. Согласно следующему
шагу, необходимо устранить несоот-
ветствия разниц.
4. Это делается с помощью «обратного
распределения»:
1. The actual amount of each product
manufactured in an operating period will
be different from planned production of
those products according to retrospective
operating program (retro DOP) because
of estimating inaccuracies and changes
to operating conditions in actual practice.
This appendix describes how these
differences, which will normally be small,
are to be allocated to the participants.
2. As a first step, the total delta for each
product is allocated to the participants in
proportion to their respective shares of
production in the combined retro DOP for
the operating period in question. Deltas
for products that only one participant
planned to make is allocated 100%
to that participant. Deltas for products
that neither participant planned to
make are allocated to the participants in
proportion to their respective share of
total feedstock input in the combined retro
DOP for the period in question.
3. By the nature of calculations described in
Paragraph 2, the sum of each participant’s
delta allocation will be imbalanced
between participants but equal in amount
and of opposite plus and minus signs,
since the sum of such imbalances shall
equal zero.
4. Accordingly, a further step is required to
eliminate these imbalances. This is done
by “reverse allocation” as follows:
Договор о переработке сырья на НПЗ с совместной собственностью
749
а) Общая разница численно прибавляет-
ся для каждого нефтепродукта, кото-
рый оба участника запланировали для
производства, независимо от характе-
ра его знака, получая таким образом
результирующее значение сложенной
общей разницы.
Ь) Доля общей разницы для каждого не-
фтепродукта, несмотря на ее знак,
делится на абсолютное значение сло-
женной общей разницы, умноженной
на суммарное значение паритета (сум-
ма распределенных разниц) с отрица-
тельным знаком, таким образом про-
водится обратное распределение для
каждого участника.
5. Общий объем нефтепродуктов, доступ-
ный каждому из акционеров за произ-
водственный период (комбинирован-
ное распределение),— это количество
данного нефтепродукта, которое до-
ступно каждому из акционеров соглас-
но его доле в скорректированном ОКП
плюс сумма значений распределения,
сделанного для таких продуктов соглас-
но Параграфам 2 и 3.
6. Гипотетический случай процедуры рас-
чета описан в приложенной табл. А-1.
a. The total delta, for each product that
both participants had planned to make
are numerically added, without regard
to its plus or minus sign, resulting in
absolute values of combined total delta.
b. The ratio of total delta for each product,
without regard to its plus or minus
sign, divided by the absolute value
of combined total delta is multiplied
by the total imbalance (sum of delta
allocations) with negative sign to
obtain the reverse allocation for each
participant.
5. The total product available to each
participant for the operating period in
question (composite allocation) is the
amount of that product available to
each participant from its share of the
combined retrospective DOP plus the sum
of allocations for such products made to it
according to Paragraphs 2 and 3.
6. A pro forma example of the calculation
procedure described is enclosed (Table
A-l).
750
Справочник по переработке нефти
ПРИЛОЖЕНИЕ 4. РАСПРЕДЕЛЕНИЕ
ЭКСПЛУАТАЦИОННЫХ ЗАТРАТ НПЗ
ATTACHMENT 4. ALLOCATION OF REFINERY
OPERATING COSTS
1. ПЛАТА ЗА НЕИСПОЛЬЗОВАНИЕ
УСТАНОВЛЕННЫХ МОЩНОСТЕЙ
1.1. После каждого производственно-
го периода АУК должна определить
размер объемов переработки на ат-
мосферной установке, которые были
доступны каждому акционеру в те-
чение этого производственного пе-
риода в соответствии с Основными
правами на мощности переработки
(после оценки любой такой мощно-
сти, предложенной, принятой или
используемой другим акционером),
но фактически не использовались
ни тем, ни другим.
1.2. После каждого производственно-
го периода АУК должна определить
тариф за баррель, который должен
быть назначен для выплат за неис-
пользованные мощности. Этот тариф
определяется как общие текущие экс-
плуатационные затраты, деленные
на общий размер мощности перера-
ботки атмосферной установки, ко-
торый был доступен в течение этого
периода.
1.3. После каждого производственного
периода АУК должна рассчитать для
каждого акционера тариф по выпла-
там за неиспользованные мощности
для этого периода, как описано выше,
значение неиспользованного объема
в баррелях для каждого акционера
умножается на тариф за баррель не-
использованных мощностей, рассчи-
танный для этого акционера. Сумма
этих значений за интересующий про-
изводственный период должна быть
вычтена из текущих эксплуатацион-
ных затрат до того, как они будут рас-
пределены согласно Параграфу 2.
1. UNUSED CAPACITY
CHARGE
1.1. After each operating period, the JOC
shall establish the amount of total Ba-
sic Capacity Right to crude distillation
capacity that had been available to each
participant during such operating pe-
riod (after adjusting any such capac-
ity offered to the other participant and
accepted or finally used) but that was
unused in practice by the participant or
other participant.
1.2. After each operating period, the JOC
shall determine per barrel charge to
be applied to payable unused capacity.
This charge shall be the total current
operating expenses (with some adjust-
ments described later) divided by the
total crude distillation capacity that had
been available during such period.
1.3. After each operating period, the JOC
shall calculate each participant’s pay-
able unused capacity charge for such
operating period by multiplying the bar-
rels of payable unused capacity for such
participant by the per-barrel charge for
such participant as described and charge
such participant accordingly. The sum
of these amounts shall be deducted for
the operating period in question prior
to allocation of current operating ex-
penses in Paragraph 2.
Договор о переработке сырья на НПЗ с совместной собственностью
751
2. РАСПРЕДЕЛЕНИЕ
ЭКСПЛУАТАЦИОННЫХ ЗАТРАТ
2.1. Общие эксплуатационные затраты
должны быть рассчитаны АУК для
каждого производственного периода
и распределяться между акционера-
ми, как описывается здесь.
2.2. Доля текущих эксплуатационных
затрат, связанных с текущим обслу-
живанием и ремонтом объектов,
остановками агрегатов, непредви-
денными ремонтами и большими
расходами на замены и обновление
запчастей, которые не продлевают
срок службы основных средств, мо-
жет меняться от месяца к месяцу в за-
висимости от характера работ. Такие
затраты, складывающиеся из затрат
за каждый производственный пери-
од (месяц), должны быть выделены
и распределены на двенадцатимесяч-
ный период. Оговоренная месячная
сумма для следующего 12-месячно-
го периода, основанная на значении
одной двенадцатой текущих произ-
водственных затрат, может уточнять-
ся время от времени для покрытия
возникающих фактических затрат.
2.3. Все текущие эксплуатационные за-
траты, уточненные в соответствии
с Параграфом 2.2, относящиеся на пе-
реработку исходного сырья на НПЗ
и связанные с общими и администра-
тивными службами, исключая затра-
ты, определенные в Параграфах 1.3,
2.4, 2.5 и 2.6, должны быть распре-
делены между акционерами относи-
тельно их доли в собственности НПЗ.
2.4. Все эксплуатационные затраты, свя-
занные с отгрузкой нефтепродуктов
через морской терминал за каждый
производственный период, должны
быть рассчитаны и распределены
относительно всех нефтепродуктов,
отгруженных, таким образом, в те-
чение рассматриваемого периода
2. ALLOCATION OF
OPERATING COSTS
2.1. The total operating expenses shall be
computed by the JOC for each operating
period and allocated to the participants
as outlined here.
2.2. The portion of current operating expens-
es relating to major maintenance and
repair items, such as unit shutdowns,
emergency repairs, and large expendi-
ture on replacements and renewals that
do not extend the life of fixed assets,
will vary in amount from month to
month depending on the nature of the
work. Such expenses shall be segregat-
ed and spread over a 12-month period
by including in the operating expenses
for each operating period, an agreed
monthly amount based on l/12th the
estimated amount of such expenses for
the ensuing 12-month period adjusted
from time to time to recover actual
expenditure incurred.
2.3. All current operating expenses adjust-
ed in accordance with Paragraph 2.2 in-
volved in the processing of feedstocks in
the refinery and relating to general and
administrative services, excluding the
expenses defined in Paragraphs 1.3,
2.4, 2.5, and 2.6 shall be allocated to
the participants in the ratio of their eq-
uity in the refinery.
2.4. All operating expenses involved in the
shipping of products over the marine
terminal in each operating period shall
be segregated and allocated to all prod-
ucts so shipped during such period in
the same ratio that the TSRV of each
product so shipped bears to the total
TSRV of all such products. The unit
752
Справочник по переработке нефти
в таком же отношении, как при ис-
пользовании метода TSRV для каж-
дого нефтепродукта, отгруженного
таким способом с использованием
TSRV для всех таких нефтепродуктов.
Единица нефтепродукта TSRV явля-
ется обычным средним арифметиче-
ским цены за баррель фактического
нефтепродукта, которая публикуется
компаниями А и Б для экспортных
нефтепродуктов в течение периода.
Таким образом, общие затраты, рас-
пределенные по каждому нефтепро-
дукту, должны быть учтены у каждого
акционера на основании их соответ-
ствующих долей в объеме фактически
отгруженных нефтепродуктов.
2.5. Все эксплуатационные затраты,
связанные с получением исходного
и прочих видов сырья, должны быть
рассчитаны и распределены между
акционерами на основании отно-
шения конкретного вида исходного
и прочего сырья, полученного каж-
дым участником в данном периоде.
2.6. В каждом производственном периоде
все эксплуатационные затраты, свя-
занные с производством и отгрузкой
твердых нефтепродуктов, таких как
асфальт и сера, должны быть выделе-
ны и распределены между акционе-
рами на основании долей акционеров
в общем объеме отгрузки нефтепро-
дуктов в данном периоде.
TSRV of a product shall be the simple
arithmetic average of the prices per bar-
rel in effect for that product, as posted
or published for export products dur-
ing the period in question by AOC and
BOC. The total cost thus allocated to
each product shall be to the account of
each of the participants on the basis of
their respective shares of actual product
shipped.
2.5. All operating expenses involved in re-
ceiving feedstocks and other stocks in
each operating period shall be segre-
gated and allocated to the participants
on the basis of the particular feedstock
and other stock received by each in such
period.
2.6. All operating expenses involved in the
manufacture and shipping of solid prod-
ucts, such as asphalt sulfur, in each op-
erating period shall be segregated and
allocated to the participants on the basis
of their respective shares of the ship-
ment of such products in that period.
3. АМОРТИЗАЦИОННЫЕ ОТЧИСЛЕНИЯ
ЗАЕМНЫХ МОЩНОСТЕЙ
3.1. Если акционер соглашается сдать
в аренду некоторое количество Основ-
ных прав на имущество на период
более чем на два месяца, акционер,
использующий такие заемные мощ-
ности, должен выплачивать другому
акционеру заранее оговоренные от-
числения для оплаты другим акцио-
нером износа и амортизационных от-
числений материальных активов НПЗ.
3. CAPITAL CHARGE FOR CEDED
CAPACITY
3.1. Should one participant agree to cede a
portion of its Basic Capacity Rights for a
period in excess of 2 months, the partici-
pant utilizing such ceded capacity shall
pay to the other participant an agreed-
on charge to compensate it appropri-
ately for depreciation and amortization
of its investment in the refinery.
Таблица А-1. Гипотетический пример распределения нефтепродуктов (тыс. л)
Нефтепродукты Скорректированный окп Фактический объем Общая Первый этап распределения общей разницы Обратное распределение Сумма распределенных разниц Итоговое распределение
необязательных А Б Всего нефтепродуктов разница Разница А Разница Б А Б А Б А Б Всего
сортов (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14)
1-180 СПГ 20 6 26 20 -6 -5 -1 1 -1 -4 -2 16 4 20
1-210 1045 260 1305 899 -406 -325 -81 36 -36 -289 -117 756 143 899
1-397 310 242 552 851 299 168 131 27 -27 194 105 504 347 851
1-440 733 223 956 1035 79 61 18 7 -7 68 11 801 234 1035
1-888 1650 870 2520 2540 20 13 7 2 -2 15 5 1665 875 2540
1-981 2028 1020 3048 2974 -74 -49 -25 7 -7 -43 -31 1985 989 2974
Убытки 54 39 93 181 88 51 37 8 -8 59 29 113 68 181
Всего 5840 2660 8500 8500 0 -86 86 86 -86 0 0 5840 2660 8500
Примечания:
Абсолютное значение объединенной общей разницы IS 972.
Скорректированная и фактическая, общие производственные программы должны содержать те же перерабатываемые нефти и те же значения
общих объемов переработки.
Для того чтобы сумму колонок б и 7 привести к нулю, общее значение дефицита баланса (86) распределяется по всем сортам нефтепродуктов
в отношении к их выпущенным объемам и вычитается из них.
Абсолютное значение составной общей разницы в колонке 5.
Колонка 12 = колонка 1 + колонка 10.
Колонка 13 = колонка 2 + колонка 11.
Договор о переработке сырья на НПЗ с совместной собственностью 753
Предметный указатель
Алкилирование
описание процесса 135
параметры процесса 137
реакции 137
свойства сырья и продуктов 140
условия процесса 140
Баланс продуктов и запасов на НПЗ
данные для построения модели 402
порядок расчета 404
программа табличных расчетов
материального баланса 407
производительность установок
и коэффициенты использования
оборудования 404
смешение компонентов
дизтоплива 409
смешение компонентов котельного
топлива 409
Водород(процесс неполного
окисления)
выделение водорода
выходы на установке 182
очистка сырья 180
рабочие условия 182
свойства сырья и продуктов 183
система КЦА184
энергозатраты 183
получение синтез-газа 176-178
рабочие условия 182
энергозатраты 183
Выработка МТБЭ
выходы в процессе 160
описание процесса 156
параметры процесса 159
рабочие условия 159
свойства сырья и продуктов 161
химические реакции 154
энергозатраты 160
Гидрокрекинг дистиллятов
выходы в процессе 86
катализатор 71
качество сырья и продуктов 83-85
конфигурация процесса 72-73
порядок останова 96
рабочие условия 82
реакции 69
регенерация катализатора 99
скорость отравления катализатора 87
спецификации сырья 69
средняя температура катализатора 87
сульфидирование катализатора
и пуск установки 93
технологическая схема процесса 73
энергозатраты 86
Гидрокрекинг остаточного сырья
выходы в процессе 114
качество сырья и продуктов 113
рабочие условия 112
реактор гидрокрекинга остаточно-
го сырья 104-105
755
756
Справочник по переработке нефти
реакции 704
установки гидрокрекинга остаточ-
ного сырья 107-110
характеристики катализа-
тора, состав отработанного
катализатора 103
энергозатраты 774
Гидрокрекинг, легкий
выходы в процессе 103
рабочие условия 86
Гидрообессеривание газойля
выходы в процессе 57
дизельные топлива с ультранизким
содержанием серы 49
описание процесса 45
рабочие условия 50
свойства сырья и продуктов 57
типовые спецификации 52
энергозатраты 57
Гидрообессеривание нафты
выходы на установке 40
параметры процесса 37
процесс HDS нафты 37
рабочие условия 39
свойства сырья и продуктов 39
энергозатраты 40
Гидроочистка керосина
выходы в процессе 45
описание процесса 40-43
рабочие условия 43
свойства сырья и продуктов 44
спецификации керосина (двойного
назначения) 46
энергозатраты в процессе 45
Деасфальтизация остатков
растворителями
выход и качество продуктов 277
описание процесса 270, 272
энергозатраты 277
Замедленное коксование
виды кокса 799-200
выходы в процессе 796
качество сырья и продуктов 798
описание процесса коксования 787
рабочие условия 793, 794
свойства кокса и конечное приме-
нение 795
энергозатраты 796
Затраты
на переработку нефтепродуктов 509
транспортные 509
на энергию 519
эксплуатационные 777
метод системного учета 778
Изомеризация н-парафинов С5/С6
выходы на установке 746
загрязнения в водороде 748
катализатор 748
процесс изомеризации 745, 750
рабочие условия 745
свойства парафинов Cs/C6 746, 747
свойства сырья и продуктов 747
энергозатраты 746
Инженерные системы НПЗ
бездымный факел 372
наземные факельные системы 374
расчет факельной системы 304-307
система пароснабжения НПЗ
374-379, 320
система топливоснабжения НПЗ 322
система электроэнергии на НПЗ 327
факел, борьба с загрязнением окру-
жающей среды 370
факельная система 303
эндотермические факельные
системы 373
товарно-сырьевая база НПЗ
отгрузочные терминалы и под-
водные трубопроводы 287
оценка потребности
в емкостях 294
распределение танкерного
флота 293
температура хранения 297
Каталитический крекинг в «кипящем»
слое
свойства сырья и продуктов 737
выходы продуктов 127-131
катализатор 125-127
ККФ остаточного сырья 732
Предметный указатель
757
рабочие условия 127
установка ККФ на НПЗ 132-135
энергозатраты 130
Каталитический риформинг
выходы на установке 124
описание процесса (полу-
регенеративный) 119
рабочие условия установки 123
свойства сырья и продуктов 123
химические реакции 118
энергозатраты 124
Модели линейного программирования
(ЛП) для НПЗ
выход продуктов 442
дельта-моделирование 467
дистрибутивная рекурсия 459
имена строк и столбцов 438, 439
интерпретация решения 464
модели атмосферной и вакуумной
перегонки 471
моделирование установки вакуум-
ной перегонки 498
монопродуктовая модель ЛП для
смесителя 502
наличие сырья 439
пользовательские строки 446
потребление энергоносителей,
катализаторов и реагентов 444
потребности в нефтепродуктах 440
программы формирования
отчетов 466
производительность технологиче-
ских установок 436
распространение характеристик на
другие таблицы 452
слияние потоков 453
смешение нефтепродуктов 448, 502
структура модели ЛП 438
структура субмодели атмосферной
перегонки нефти 489
таблица результатов анализа 471, 473
целевая функция 462
Нефтепродукты
необязательные категории 540
обязательные категории 540
эквивалентность 545
определение 546
остаточных нефтепродуктов 554
сырой нефти 553
Обессеривание атмосферного остатка
выходы на установке 60
замена катализатора в ходе про-
цесса 58
катализатор 57
описание процесса 53
рабочие условия 59
свойства сырья и продуктов 60
энергозатраты 61
Обессеривание дымовых газов
описание процесса 246
рабочие условия 250
свойства сырья и продуктов 251
химические реакции 249, 249
энергозатраты 250
Оперативно-производственный план
опеределение 525
НПЗ 532
НПЗ с несколькими участниками 531
скорректированный 570
Очистка аминами
описание процесса 252-254
рабочие условия 255
свойства аминов 256
составы сырья и продуктов 251, 256
химические реакции 249
энергозатраты 255
Очистка дистиллятов
общие принципы 221
очистка легкого бензина
ККФ 222-224
очистка реактивного топлива от
меркаптанов 225-228
рабочие условия 229
свойства сырья и продуктов 230
Очистка хвостового газа процесса
Клауса
выходы на установке 238
катализатор 238, 243
описание процесса 240-242
рабочие условия 238, 243
758
Справочник по переработке нефти
химизм системы 238
энергозатраты 244
Перегонка на НПЗ
анализ нефти 5, 361
вакуумная перегонка, рабочие
условия 26
кривые ИТК, ASTM и ОИ 4
обессоливание нефти 23, 27, 28, 29
рабочие условия 25
свойства нефтяных фракций 15
технологический расчет колонны 6
условия в эвапорационной зоне 8
установка атмосферной перегонки
20, 21
установка вакуумной перегонки
22,23
характеристика фракционирова-
ния на установке 12
энергозатраты 26
План
запасов и рабочего объема резер-
вуара (на акционерном НПЗ) 683
отгрузки продукции 675
производства для формирования
прогнозов товарных запасов 687
Плата за неиспользование
мощностей 721
Получение битума окислением
описание процесса 275
рабочие условия 217
свойства марок битума 219
свойства сырья и продуктов 278
энергозатраты 278
Получение водорода (паровая
конверсия)
выходы на установке 172
описание процесса 764
очистка природного газа от
серы 763
рабочие условия
высокотемпературный конвер-
тор СО 167
низкотемпературный конвертор
СО 167
реактор метанирования 172
реактор паровой конверсии 765
свойства сырья и продукта 173
схема с КЦА, получение Н2171
энергозатраты 172
Получение серы
выходы на установке 238
процесс получения серы по
Клаусу 235
рабочие условия 237
химические реакции 234
энергозатраты 238
Процесс висбрекинга
выходы в процессе 205
процесс висбрекинга 207, 202
рабочие условия 204
свойства сырья и продуктов 206
энергозатраты 205
Распределение
затрат в соответствии с фактиче-
ским использованием 720
итоговое 576, 605
итоговый цикл 590
необязательных сортов 571
обратное 571
объемов нефтехранилищ 658
по модели ЛП 587
потерь в ОКП 569
потребления топлива на собствен-
ные нужды НПЗ 647
предварительное 572
проблемы 606
разницы (дельт) 678
серы 64 6
статей затрат НПЗ за месяц 723
экранная таблица 597
эксплуатационных затрат 778
Свойства узких фракций
высота некоптящего пламени керо-
синов 385
давление паров 383
дизельный индекс 387
коксуемость по Рамсботтому из
коксуемости по Конрадсону 384
корреляционный индекс Горного
бюро США (BMCI) 387
Предметный указатель
759
коэффициент ароматичности 387
люминометрическое число
керосинов 385
молекулярная масса 382
низшая теплота сгорания 383
определение вязкости по данным
в двух точках 397
перевод кинематической вязкости
в секунды Сейболта 390
показатель преломления 392
разгонки по ASTM из кривой
ИТК 378
свойства узких фракций из
анализа 361
свойства широкой фракции из
свойств узких фракций 376
состав по типам молекул 395
температура вспышки 385
температура защиты от паровых
пробок 343
фактор Уотсона «К» из разгонки по
ASTM 379
характеристика по данным о плот-
ности по API и вязкости 381
цетановый индекс дизельных
фракций 386
Системы воды
градирни 261
жидкий сток, сброс в море 271
очистка
бытовых сточных вод 270-273
замасленной воды 275-276
кислой воды 279
питательной воды для котлов
263-266
свойства
морской воды 260
питьевой воды 267
сепаратор DAF (флотации раство-
ренным воздухом) 273
сепараторы API 275
система
влажного некондиционного
масла 276
водяного охлаждения 258
охлаждения морской водой 260
пожарного водоснабжения 269
технической воды 267
Смешение компонентов продуктов
анилиновая точка 359
вязкость 345
давление паров по Рейду бензина,
нафты 358
застывание, помутнение и кристал-
лизация 349
октановое число бензина 327-333
разгонка по ASTM 333, 378
системы
непрерывное смешение «на
потоке» 300
периодическое смешение 296
полунепрерывное смешение
«на потоке» 298
текучесть котельных топлив 388
температура вспышки 350, 384,
385, 455
Справочные рынки 513
Устанение отрицательных запасов 650
Уступка
нефтеперерабатывающего оборудо-
вания 670
объемов хранения
нефтепродуктов 672
Учетные выходы нефтепродуктов 519
опеределение выходов 520
Ценообразование
вакуумного газойля 517
газойля 516
дистиллята для получения мазута 518
мазута 517
на конечные и промежуточные не-
фтепродукты 512
сырой нефти
н овнове применения
формул 512
н оанове расчетов и нетбэк-
схем 507
Цены
на нефтепродукты 508
на продукцию 582
Серия «Промышленный инжиниринг»
Паркаш С.
Справочник
по переработке нефти
Перевод с англ.: Фалькович М. И.
Научный редактор: Беляев И. А., Лындин В. Н.
Руководитель проекта: Матвеева Т. В.
Подписано в печать 31.05.2012.
Формат 70 х 100 V16. Усл. п. л. 26.
Заказ № 12036
Отпечатано в типографии ООО «Издательство «Авторская книга»
Тел.: +7 (495) 782-59-82
www.printmoscow.ru
Заказ издания
ООО «Премиум Инжиниринг»
РФ, 115280, г. Москва, ул. Автозаводская, д. 21, корп. 1
Тел.: +7(495) 641-21-57
info@techno-press.ru
www.techno-press.ru