/













































































































































































































































Текст
Ч i Т
И. Т. БАГИРОВ
СОВРЕМЕННЫЕ УСТАНОВКИ
ПЕРВИЧНОЙ
ПЕРЕРАБОТКИ
НЕФТИ
МОСКВА
ИЗДАТЕЛЬСТВО «X И М И Я»
1974
УДК 665.63.046
Б14
Б14 Багиров И. Т.
Современные установки первичной переработки нефти.
М., «Химия», 1974. 240 с., 43 табл., 81 рис., список литературы
19 ссылок.
В книге даны основные показатели современных устано-
вок первичной переработки нефти, описаны наиболее харак-
терные и мощные комбинированные промышленные установки
в Советском Союзе и за рубежом. Приводятся рекомендации
по выбору аппаратуры и оборудования для подготовки сырья
и его перегонки, а также по оснащению установок новейшими
средствами контроля и автоматики. Особое место уделено ана-
лизу работы действующих установок по первичной переработке
нефти, усовершенствованию отдельных узлов и блоков про-
мышленных установок, интенсификации их мощностей, улуч-
шению показателей работы. Изложены перспективы дальней-
шего развития и усовершенствования промышленных процес-
сов первичной переработки нефти.
Книга предназначена для инженерно-технических работ-
ников нефтеперерабатывающих заводов и научно-исследова-
тельских и проектных институтов, а также для преподавате-
лей и студентов нефтяных вузов.
31406-100
050(01)-74
100-74
Инв. № _
Библиотека У НИ
© Издательство «Химия», 1974
СОДЕРЖАНИЕ
Введение........................................................... 7
Глава I. Процессы подготовки нефти к переработке................... 9
Загрязнения нефти.............................................. 9
Физико-химическая характеристика нефтяных эмульсий ..... 11
Основные промышленные способы разрушения эмульсий........... 11
Промышленные установки электрообезвоживания и электрообес-
соливания нефти (ЭЛОУ)..................................... 15
Основные направления по улучшению подготовки нефти к пере-
работке ..................................................... 21
Глава II. Современные промышленные процессы первичной переработки
нефти............................................................ 23
Основные технологические факторы первичной переработки нефти . 23
Современные промышленные установки первичной переработки
нефти ....................................................... 24
Первичная перегонка нефти и развитие вторичных процессов перера-
ботки нефти................................................. 26
Основные промышленные схемы перегонки нефти................ 28
Промышленные схемы перегонки мазута......................... 32
Схемы перегонки нефти и мазута, применяемые за рубежом .... 36
Способы орошения ректификационных колонн на установках АТ и
АВТ........................................................... 39
Выбор схемы перегонки......................................... 43
Глава III. Ректификационные устройства на установках АТ и АВТ 49
Ректификация в процессах первичной перегонки нефти............ 49
Назначение ректификационных аппаратов установок АВТ .... 50
Факторы, улучшающие погоноразделительную способность ректи-
фикационных колонн............................................ 54
3
Элементы оптимизации технологических систем установок .... 55
Разновидность ректификационных тарелок и технологические особен-
ности их работы................................................. 61
Элементы технологического расчета ректификационных тарелок 65
Эксплуатационная характеристика новых ректификационных таре-
лок на установках АВТ........................................ 66
Глава IV. Технологическая и эксплуатационная характеристика
укрупненных установок атмосферной перегонки нефти (АТ) 70
Реконструированная установка «советская трубчатка».............. 70
Типовая атмосферная трубчатая установка (АТ).................... 74
Установка АТ производительностью 1,5 млн. т/год................. 75
Укрупненная установка АТ производительностью 6 млн. т/год ... 76
Глава V. Технологическая и эксплуатационная характеристика
укрупненных атмосферно-вакуумных установок (АВТ) . 82
Установка АВТ производительностью 1,0 млн. т/год сернистой неф-
ти , .................................................... .... 82
Модернизированная установка АВТ производительностью
1,0 млн. т/год............................'..................... 83
Установка АВТ производительностью 1,5 млн. т/год................ 86
Установка АВТ производительностью 2,0 млн. т/год................ 89
Комбинированная установка ЭЛОУ—АВТ производительностью
2,0 млн. т/год.................................................. 94
Комбинированная установка АВТ со вторичной перегонкой бензина
производительностью 2,0 млн. т/год............................ 97
Комбинированная установка АВТ со вторичной перегонкой широкой
бензиновой фракции производительностью 3,0 млн. т/год сернистой
нефти.......................................................... 100
Комбинированная установка ЭЛОУ—АВТ со вторичной перегонкой
широкой бензиновой фракции производительностью 3,0 млн. т/год 103
Установка ЭЛОУ—АВТ производительностью 3 млн. т/год, работаю-
щая ’ по схеме однократного испарения ......................... 109
Комбинированная установка ЭЛОУ—АВТ производительностью
6 млн. т/год сернистой нефти.................................. 114
Особенности переработки высокосернистых нефтей на установках
АВТ............................................................ 117
Глава VI. Интенсификация мощностей действующих установок АВТ 126
Мероприятия, проведенные на заводах........................... 126
Схема модернизации установок................................... 130
Интенсификация мощности установки ЭЛОУ—АВТ..................... 132
Анализ работы основных аппаратов действующих установок АВТ . . 134
4
Глава VII. Комбинирование процессов на установках первичной пе-
реработки нефти ........................... 136
Комбинирование атмосферной перегонки нефти (АТ) с вакуумной пе-
регонкой мазута (ВТ) .......................................... 137
Комбинирование процессов электрообезвоживания и электрообессо-
ливания с АВТ.................................................. 139
Комбинирование АВТ со вторичной перегонкой бензина............. 142
Комбинирование процессов первичной перегонки нефти со вторич-
ными процессами (установка ГК-3)............................... 143
Глава VIII. Основные технологические блоки комбинированных уста-
новок АТ и АВТ..................................................... 147
Блок электрообессоливания и электрообезвоживания (ЭЛОУ) . . . 147
Блоки стабилизации и абсорбции................................. 149
Блок выщелачивания компонентов светлых нефтепродуктов .... 156
Блок вторичной перегонки бензина............................... 161
Глава IX. Основные аппараты и оборудование современных установок
первичной переработки нефти........................................ 164
Аппараты колонного типа........................................ 168
Теплообменники, конденсаторы и холодильники.................... 173
Трубчатые печи................................................. 182
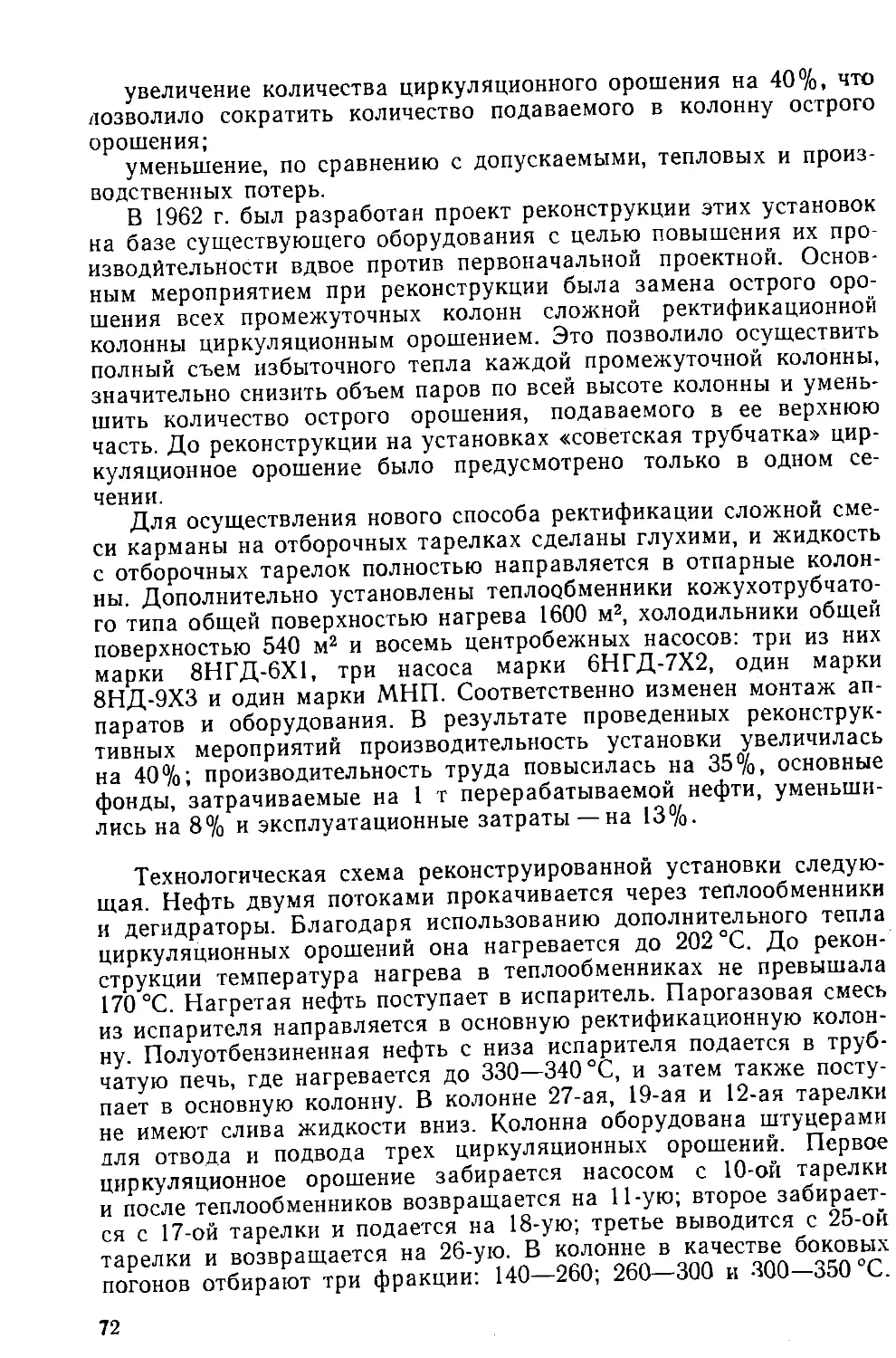
Вакуумсоздающая аппаратура.................................... 188
Насосы, компрессоры и другие гидравлические агрегаты........... 192
Газосепараторы, водоотделители, отстойники, емкости............ 196
Глава X. Энергопотребление и энергохозяйство современных устано-
вок первичной перегонки нефти...................................... 197
Глава XI. Энергоресурсы процессов первичной перегонки и пути их
рационального использования........................................ 203
Теплоэнергетическая характеристика установок АВТ............... 203
Пути рационального использования вторичных энергоресурсов . . 212
Глава XII. Обородувание установок средствами контроля и автома-
тики ............................................................. 221
Принципиальная схема контроля и управления..................... 222
Электроснабжение и воздухоснабжение............................ 226
Операторная и центральный щит КИП.............................. 226
5
Глава XIII. Производственные потери на установках первичной пере-
гонки и пути их уменьшения.......................................... 227
Разновидности производственных потерь........................... 227
Тепловые потери, теплоизоляция................................. 228
Пути сокращения производственных потерь......................... 229
Глава XIV. Усовершенствование технологии, оптимизация режима
работы и улучшение показателей установок первичной
перегонки нефти..................................................... 231
Основные направления совершенствования установок................ 231
Устранение недостатков установок ............................ . 232
Аппаратурное и материальное оформление укрупненных установок 233
ВВЕДЕНИЕ
Неуклонное развитие тяжелой промышленности, транспорта,
сельского хозяйства и других отраслей народного хозяйства, наме-
чаемое на ближайшие годы, вызовет потребность в значительном
увеличении производства топлив и смазочных масел, а следователь-
но, в увеличении ресурсов углеводородного сырья — газообразных
и жидких нефтепродуктов. Для удовлетворения возрастающей по-
требности в нефтепродуктах необходимо будет ежегодно вводить
в действие новые установки первичной перегонки нефти большой
мощности. Кроме того, мощность действующих установок должна
возрасти за счет интенсификации процессов путем усовершенство-
вания их технологии, внедрения новейшего высокоэффективного
оборудования и автоматизации.
Установки первичной перегонки нефти играют на нефтеперера-
батывающих заводах большую роль. От показателей их работы за-
висит эффективность последующих процессов — очистки, газораз-
деления, каталитического крекинга, коксования и др. Поэтому ра-
ботники нефтеперерабатывающей промышленности, сотрудники
научных, научно-исследовательских и проектно-конструкторских ор-
ганизаций должны стремиться к усовершенствованию технологии
отдельных узлов установки, повышению ее производительности,
улучшению качества получаемых товарных продуктов. Весьма су-
щественным является также улучшение технико-экономических
показателей установок, что достигается повышением производи-
тельности труда, снижением себестоимости товарной продукции,
сокращением энергетических затрат, удельного расхода металла,
капиталовложений и эксплуатационных расходов.
До 1950 г. максимальная мощность наиболее распространенных
установок первичной переработки нефти АТ и АВТ составляла
500—600 тыс. т/год. Такая мощность не могла удовлетворить рас-
тущую потребность промышленности, обусловленную бурным ро-
стом нефтедобычи. В 1950—1960 гг. были созданы более мощные
промышленные установки — производительностью 1, 1,5, 2
и 3 млн. т/год нефти, а в 1967 г. ввели в действие установки АТ
и АВТ мощностью 6 млн. т/год нефти. В настоящее время мощ-
ность установки ЭЛОУ-АТ на одном из нефтеперерабатываю-
щих заводов увеличена с 6 до 7,3 млн. т/год нефти. Завершен
7
проект установки производительностью 7,5—8,0 млн. т/год различ-
ных нефтей.
Большие экономические преимущества достигаются при строи-
тельстве комбинированных установок первичной перегонки нефти,
включающих ряд технологически и энергетически связанных про-
цессов ее подготовки и переработки. Такими процессами являются
электрообезвоживание, электрообессоливание, атмосферная пере-
гонка нефти, вакуумная перегонка мазута, стабилизация легких
бензинов, абсорбция газов, выщелачивание компонентов светлых
продуктов, вторичная перегонка бензиновых фракций и др. Иногда
процессы первичной перегонки комбинируют со вторичными про-
цессами — каталитического крекинга, коксования и др. При комби-
нировании процессов на нефтеперерабатывающих заводах дости-
гается компактное размещение объектов основного производства,
уменьшается количество технологических и энергетических комму-
никаций, сокращается объем энергетического, общезаводского хо-
зяйства, уменьшается число обслуживающего персонала. На ком-
бинированных установках удельные расходы энергии, металла, ка-
питальных вложений по сравнению с предприятиями с индивиду-
альными технологическими установками намного меньше.
Для дальнейшего усовершенствования процессов первичной пе-
реработки нефти необходимо оснастить-установки высокоэффек-
тивным и укрупненным оборудованием, внедрить комплексную ав-
томатизацию, более глубоко использовать вторичные энергоресур-
сы, что позволит повысить топливно-энергетический коэффициент
полезного действия установки, и др.
Автор надеется, что приведенные в книге схемы процессов, их
описание, рекомендации по оптимизации процессов, выбору аппа-
ратуры и оборудования, предлагаемые мероприятия по автомати-
зации и улучшению экономики процессов первичной перегонки —
все это поможет научным работникам, проектировщикам и экс-
плуатационникам усовершенствовать процессы первичной перера-
ботки нефти и добиться улучшения технологических и технико-эко-
номических показателей производства.
Глава I
ПРОЦЕССЫ ПОДГОТОВКИ НЕФТИ К ПЕРЕРАБОТКЕ
Загрязнения нефти
Нефти, добываемые из недр, содержат нежелательные примеси:
воду, растворенные неорганические соли, механические примеси
(грязь, глина, песок и др.). Эти примеси загрязняют нефть и на-
носят большой ущерб нефтеперерабатывающей и нефтедобываю-
щей промышленности. Загрязненная нефть считается эмульсионной
нефтью. За последние годы доля ее в общем объеме добываемых
нефтей резко увеличилась.
Перечисленные выше примеси вызывают непроизводительную
загрузку транспорта. Так, при наличии в 12 млн. т/год транспор-
тируемой нефти 5% воды, 1,5% солей и 0,5% механических приме-
сей вместе с нефтью будет перевозиться 850 тыс. т балласта. Кро-
ме того, при этом затрудняется перекачка нефтяного сырья по тру-
бопроводам, возникает необходимость сооружения излишних ем-
костей для отстоя и хранения обводненной нефти. При транспор-
тировании загрязненной нефти засоряются коммуникации техноло-
гических линий, оборудование, аппараты, емкости. В результате
отложений солей и грязи полезная емкость трубопроводов, резер-
вуаров уменьшается. При наличии в нефтях воды и солей пони-
жается производительность технологических установок, нарушает-
ся регламентированный режим работы отдельных узлов и аппара-
тов, загрязняются нефтепродукты. Вследствие некондиционности
продуктов первичной перегонки вторичные процессы часто снаб-
жаются некачественным сырьем и получаемые целевые продукты
не отвечают установленным техническим условиям и нормам.
При движении нефти по трубопроводам и аппаратам соли
и пески вызывают сильную эррозию металлических поверхностей.
В случае переработки эмульсионных нефтей повышается расход
топлива, понижается его теплопроводность, значительно умень-
шается коэффициент теплопередачи технологического оборудова-
ния. Кроме того, сокращается пробег технологической установки,
требуется часто ее останавливать для чистки или замены аппара-
тов, вышедших из строя (вследствие сильной коррозии), на новые.
В некоторых нефтях содержится до 2000 мг/л растворенных
солей. Содержание остаточной пластовой воды в нефтях 1%.
Особенно много в нефти содержится хлоридов. Наличие хлори-
дов в нефти приводит к корродирующему ее действию в процессе
9
перегонки. При подогреве нефти до 120 °C и выше в присутствии
воды хлориды интенсивно гидролизуются с выделением сильно кор-
родирующего соединения — хлористого водорода (НС1). Наиболь-
шей способностью подвергаться гидролизу обладает хлористый
магний (MgCl2):
MgCl2 + Н2О <—>- MgOHCI + НС1
При 117 °C идет реакция:
MgCl,-6H.O -->- MgCl2-4H2O + 2Н2О
а при 180 °C протекает следующая реакция:
MgCl2-4H2O --*• MgCI2-2H2O + 2Н2О
MgCl2-2H2O -->- MgOHCI + HC1 + H2O
По мере повышения температуры количество НС1 значительно
возрастает.
Проведенные на заводах опыты показали, что даже небольшое
количество в нефти MgCl2 вызывает значительную коррозию ап-
паратуры. Хлористый кальций (СаС12) значительно меньше диссо-
циирует, чем хлористый магний. Тем не менее он является актив-'
ным источником коррозии, поскольку содержание СаС12 в нефтях
гораздо больше, чем MgCl2. Хлористый цатрий (NaCl) диссоцииру-
ет в меньшей степени, поэтому он относится к разряду слабых ис-
точников коррозии.
При наличии сероводорода (H2S), выделяющегося при перера-
ботке сернистых нефтей, коррозия от совместного его действия
с соляной кислотой значительно увеличивается. Реагируя с железом,
H2S образует сульфид по следующему уравнению:
Fe 4- H2S ->- FeS 4~ Н2
В воде FeS нерастворим; поэтому, накапливаясь на поверхности
металла, сернистое железо играет до некоторой степени роль за-
щитной пленки, предотвращающей дальнейшую коррозию. При
взаимодействии FeS с соляной кислотой пленка превращается
в хлорное железо, легко растворимое в воде. Наличие соляной кис-
лоты способствует обнажению чистого металла, и его коррозия
возрастает. Поэтому содержание солей в нефтях, выделяющих
при переработке H2S, особенно опасно. Следовательно, сернистые
нефти необходимо предварительно полностью обессоливать. Хло-
риды способствуют увеличению образования сероводорода при пе-
регонке примерно в 2—3 раза. Сероводород (H2S) крайне ядови-
тый газ, вызывающий отравление обслуживающего персонала и за-
грязнение атмосферного воздуха.
Из всего изложенного ясно, что нефть, поступающая на пере-
работку, должна быть освобождена от пластовой воды, солей
и механических примесей.
Предварительная подготовка нефти обычно производится на
нефтепромыслах путем отстоя ее в специальных отстойниках и уда-
ления буровой воды и Механических примесей. Поскольку после
10
этого содержание в ней воды и солей выше предусмотренных норм,
окончательную подготовку нефти осуществляют на нефтеперера-
батывающих заводах.
Физико-химическая характеристика
нефтяных эмульсий
Нефтяная эмульсия представляет собой дисперсную систему,
состоящую из двух взаимно нерастворимых жидкостей. Внешней
дисперсной средой является нефть, а внутренней дисперсной фазой
капельки воды, крупинки глины, соль, песок и другие механические
примеси. Эмульсии могут быть сильно- и слабоконцентрированны-
ми, что определяется количественным содержанием одной фазы
в другой. Слабоконцентрированные (сильно разбавленные) эмуль-
сии характеризуются малым количеством весьма мелких глобул
(диаметром 1 мк) диспергированной фазы в большом объеме дис-
персионной среды. Такая глобула при малых ее размерах под дей-
ствием межмолекулярных сил и поверхностного натяжения обычно
приобретает сферическую форму, близкую к форме шара. Эту
форму может исказить лишь сила тяжести или сила электрическо-
го поля.
Значительную стойкость природным нефтяным эмульсиям при-
дает обычно присутствующий в нефти эмульгатор, который адсор-
бируется на поверхности диспергированных частиц. Эмульгатора-
ми для нефтяных эмульсий являются коллоидные растворы: смо-
лы, асфальтены, мыла нафтеновых кислот, а также тонко диспер-
гированные глины, мелкий песок, суспензии металлов и др. Они
обладают способностью прилипать к поверхности раздела двух фаз;
эмульсии, образуя защитную броню глобулы. Эмульгаторы, кото-
рые способствуют образованию эмульсии масла в виде глобул
в дисперсионной среде — воде (гидрофильные эмульгаторы), пред-
ставляют собой коллоидные растворы веществ, активных в воде,
т. е. растворяющихся или разбухающих в ней (например, щелоч-
ные мыла, белковые вещества, желатин). Вещества, растворимые
в маслах (например, смолы, известковые мыла, окисленные неф-
тепродукты), носят названия гидрофобных, или олеофильных
эмульгаторов. В этой эмульсии вода содержится в виде глобул,
взвешенных в дисперсионной среде — нефти.
Основные промышленные способы
разрушения эмульсий
Существуют следующие промышленные способы удаления воды,
соли и грязи из нефтей.
Отстой эмульсии. Некоторые нестойкие эмульсии достаточно
полно разлагаются и отделяют воду при длительном отстое в по-
кое без применения каких-либо специальных методов деэмульса-
ции. Однако такие легкоотстаивающиеся эмульсии встречаются до-
1
вольно редко. Отстоем удавалось достигнуть положительных ре
зультатов при достаточно высокой температуре воздуха в летнее
время, обычно в южных районах. Спускаемые при этом в специ-
альные пруды или резервуары отстоенные эмульсии содержали
50—60% воды. Более стойкие эмульсии — небитдагская и калин-
ская нефти—совершенно не отстаиваются даже при очень дли-
тельном отстое. Поэтому отстаивание является малоэффективным
способом и распространения не полечило.
Отстой с подогревом эмульсии. "Вследствие длительности про-
цесса при тепловом способе требуется значительный объем емко-
стей для отстоя подогретой нефти. Эмульсионную нефть подогре-
вают паром в теплообменниках, огнем в трубчатых подогревате-
лях и электричеством в специальном аппарате.
Электролитический способ. В нефть вводят десятые, сотые и да-
же тысячные доли процента специальных, растворимых в ней хи-
мических реагентов (соли кальция, алюминия и других двух-
и трехвалентных металлов, нафтеновых, сульфонафтеновых, а так-
же других органических кислот). Эмульсия расслаивается с по-
мощью электролитов при 30—40 °C. Этот способ широко не исполь-
зуется.
Механические способы — центрифугирование и фильтрация.
Для уменьшения вязкости эмульсию предварительно подогревают.
Эти способы приемлемы лишь для малых количеств эмульсии.
В промышленных условиях, вследствие дороговизны аппаратуры
и малой производительности, они непригодны.
Электрический способ обезвоживания и обессоливания являет-
ся весьма эффективным; он широко применяется на промыслах
и на нефтеперерабатывающих заводах и вытеснил другие способы,
ранее применявшиеся для этой цели, благодаря своей универсаль-
ности и возможности сочетания с тепловым и химическим способа-
ми. При правильном подборе режима обессоливания этот способ
дает отличные результаты; эксплуатационные расходы относитель-
но невелики. Мощность установки электрообессоливания на заво-
дах рассчитывается на полную нефтеперерабатывающую мощ-
ность. Электрический способ обессоливания включает две опера-
ции: 1) введение в частично обезвоженную нефть горячей воды
для растворения солей и превращения нефти в эмульсию (расход
воды на промывку эмульсии 10—15% от объема нефти); 2) раз-
рушение образовавшейся эмульсии в электрическом поле. При
этом вода, выделяющаяся из эмульсии, уносит с собой соли. Обыч-
но при использовании этого способа остаточное содержание воды
в нефти 0—2,5%; количество удаляемых из нее солей —95% и бо-
лее.
Выделение воды из эмульсии подчиняется закону Стокса, по
которому скорость движения выпадающих частиц дисперсной си-
стемы равна (в см/с):
, 2г2 fa — у2) g
V ~ 9ц
12
где г — радиус выпадающих капель, см; — плотность капель, г/см3; у2 —
плотность среды, окружающей каплю, г/см3; g — ускорение силы тяжести (g =
= 981 см/с); т] — вязкость среды, г/(см-с).
Из формулы видно, что с ростом величины капли скорость ее
выпадения возрастает пропорционально квадрату линейных раз-
меров капли. Однако основную роль в разрушении эмульсии игра-
ет не скорость выпадающих капель диспергированной фазы, а раз-
рушение защитных пленок глобул и соединение их в крупные кап-
ли, которые выпадают с линейной скоростью, определяемой зако-
ном Стокса. На этом основан электрический метод — разрушение
эмульсии в электрическом силовом поле между электродами. Гид-
рофобные эмульсии, состоящие из глобул воды в нефтяной среде,
разлагаются электрическим током достаточно эффективно. Это
обусловлено значительно более высокой электрической проводи-
мостью воды (да еще содержащей соли) по сравнению с прово-
димостью нефти (проводимость чистой воды 4-10-8, проводимость
нефти 3-10~13).
В электрическом поле постоянного напряжения все глобулы
эмульсии стремятся расположиться вдоль силовых линий поля, так
как вода имеет большую диэлектрическую постоянную, чем нефть
(для нефти она равна примерно 2, для воды — около 80). Элемен-
тарные глобулы образуют между электродами водяные нити-цепоч-
ки, что вызывает увеличение проводимости эмульсии и увеличение
протекающего через нее тока. Между цепочками глобул возника-
ют свои электрические поля, ведущие к пробою и разрыву оболо-
чек и к слиянию глобул в капли. При увеличении размеров ка-
пель согласно закону Стокса они начинают быстрее оседать, и та-
ким путем из эмульсии выделяется чистая вода. При помещении
эмульсии в электрическое поле, созданное переменным током, ско-
рость слияния глобул и расслоения эмульсии в 5 с лишним раз
больше. Это объясняется большей вероятностью столкновения
глобул при наличии переменного тока. Кроме того, при этом раз-
рыв оболочек адсорбированного на глобулах эмульгатора облег-
чается возникающим в них натяжением и перенапряжением.
Термохимический способ. В подогретую нефть вводят 0,5—2,0%
различных химических реагентов (деэмульгаторов), например ней-
трализованный черный контакт (НЧК), представляющий собой
водный раствор кальциевых или натриевых солей сульфокислот,
получаемых из отбросных кислых гудронов. К настоящему време-
ни синтезировано большое количество поверхностно-активных ве-
ществ (ПАВ), используемых в качестве деэмульгаторов нефтяных
эмульсий. По внешнему виду это густые жидкости, мазеобразные
или твердые вещества. Деэмульгаторы растворяют в широких
фракциях (160—240 °C; 170—270 °C) ароматических углеводородов
или в метиловом спирте и в виде 40—70%-ных растворов постав-
ляют потребителям.
В табл. I приведены данные работы установок ЭЛОУ при ис-
пользовании различных деэмульгаторов.
13
Таблица 1. Показатели работы ЭЛОУ при использовании различных деэмульгаторов
Нефть Деэмульгатор Расход деэмульгатора, г/т Содержание в сырой нефти Содержание в обессоленной нефти
воды, % хлоридов, мг/л I ступень" II ступень
воды, -% хлори- дов, мр/л воды, % хлори- дов, мг/л
нчк 506 2,0 1793 1,1 0,3 193
Туркменская 1500—2000 0,7—2,7 2070—3985 — — 0,3 86
Туйманзинская 1500 0,2 402 0,3 15 0,3 12
Бугурусланская 2000 0,2 592 — — 0,1 308
Ишимбайская 4000 2,8 7469 0,22 444 0,25 100
— ожк 20 1,8 1947 0,4 533 0,1 26
40 1,1 2712 0,1 338 0,1 127
Серноводская 44 0,3 877 0,1 175 — —
Бугурусланская 47 0,7 3760 0,1 231 — —
Туркменская Блоксополимер 58 1,1 1182 0,1 324 Следы 72
— 186 19 1,8 3200 0,2 331 0,1 43
Серноводская 157 36 0,3 558 0,3 287 0,1 123
— 385 16 2,2 4390 0,2 404 0,1 43
Бугурусланская 385 14 0,4 1252 0,3 334 0,05 56
Серноводская 146 39 , 0,4 482 0,2 318 0,1 104
Туркменская Диссольван 36 1,3 1075 Следы 180 Нет 30
. 4411 31 2,2 4220 0,2 350 0,10 47
Серноводская 4411 40 0,3 681 0,4 317 0,10 127
Туркменская 4411 43 1,3 1165 Следы 134 Нет 38
— 4411 46 1,2 2321 » 209 Следы 37
Смесь ромашкинской и шлаков- ской 4411 28 2,8 6282 0,3 38 0,40 26
Серноводская ОП-7 2000 1,0 3386 — — 0,10 236
Ромашкинская оп-ю 47 1,36 2620 0,38 360 0,28 53
— 39 2,0 2070 0,5 389 0,06 28
Деэмульгаторы способствуют четкому разделению фаз, исклю-
чают возможность образования промежуточных эмульсий. Все это
значительно облегчает эксплуатацию электрообессоливающих уста-
новок. Эффективность обезвоживания и обессоливания определяет-
ся правильным выбором деэмульгатора.
Промышленные установки электрообезвоживания
и электрообессоливания нефти (ЭЛОУ)
В промышленности для обезвоживания и обессоливания эмуль-
сионных нефтей применяют в основном электродегидраторы верти-
кальные, шаровые и горизонтальные.
Вертикальные электродегидраторы представляют собой верти-
кальную цилиндрическую емкость с полусферическими днищами
Рис. I. Вертикальный электро-
дегидратор:
1 — аппарат; 2 — высоковольтные транс-
форматоры; 3 — стержень для подве-
шнвання изоляторов; 4 — проходные
изоляторы; о — реактивная катушка;
6, 7 — электроды; 8 — распределитель-
ная головка; 9 — подвеска для трубы.
/ — сырая нефть; II — обессоленная
нефть; III — вода и соль.
диаметром 3 м, высотой 5 м, объемом 30 м3 (рис. 1). Внутри аппа-
рата 1 (примерно на его середине) на изоляторах подвешены гори-
зонтальные электроды 6 и 7, питающиеся от двух высоковольтных
трансформаторов 2 мощностью по 5 кВА каждый. Напряжение
между электродами обычно 15—35 кВ. Распределительная голов-
ка 8 обеспечивает поступление эмульсионной нефти в виде тонкой
веерообразной горизонтальной струи. Расстояние между электро-
дами 10—14 см. Обычно его подбирают экспериментально. Дли-
тельность пребывания эмульсии в электрическом поле несколько
минут.
15
Производительность типового электродегидратора 15—25,
а в некоторых случаях 30 м3/ч. Линейная скорость движения нефти
между электродами около 2—4 м/ч, или 3—6 см/мин. Важными
элементами электродегидратора являются проходные и подвесные
изоляторы. Обычно их изготовляют из фарфора (тип П-4,5) или
стекла (тип ПС-4,5). Поскольку эти изоляторы работают в очень
трудных условиях — в среде горячей нефти, содержащей соленую
воду и механические примеси, они часто разрушаются. В связи
с тенденцией повышения температуры обессоливания (до НО—
115 °C и даже до 160—180 °C) продолжаются поиски материала
для изоляторов, способного работать при таких температурах. Из
известных материалов таким является фторопласт-4. Электроде-
гидратор оборудован реактивными катушками 5, сигнальными лам-
пами, регулирующей тягой щели в распределительной головке 8,
змеевиком для подогрева низа аппарата, шламовым насосом, ма-
нометром, мерным стеклом, поплавковым выключателем и предо-
хранительным клапаном. Вертикальные электродегидраторы при-
меняют на старых заводах и на нефтепромыслах. Из-за ограничен-
ного объема и небольшой производительности (300—600 т/сут) на
современных нефтезаводах их не устанавливают.
Шаровые электродегидраторы. В связи с увеличением мощности
современных установок первичной перегонки нефти сооружение
электрообессоливающих установок или блоков на основе малопро-
изводительных вертикальных электродегидраторов оказалось тех-
нически и экономически нецелесообразным. При средней пропуск-
ной способности вертикального электродегидратора 400 т/сут для
установок АТ и АВТ производительностью 2,0; 3,0; 6,0
и 8,0 млн. т/год требуется следующее их число:
Число
Мощность АВТ, электродегнд-
млн. т/год раторов, и'т.
2,0.................... 15
3,0.................... 25
6,0.................... 50
8,0.................... 62
Наличие большого числа мелких аппаратов требует большой
площади, увеличенного штата обслуживающего персонала и ослож-
няет эксплуатацию установки. Поэтому возникла необходимость
в создании электродегидратора с большой пропускной способно-
стью. В основу конструкции такого электродегидратора был поло-
жен сферический резервуар объемом 600 м3, диаметром 10,5 м,
оборудованный электродами, распылительным устройством и дру-
гими приспособлениями. Такой шаровой электродегидратор (рис. 2)
может находиться в длительной эксплуатации.
Принцип действия электродегидраторов такой же, как и верти-
кальных. Эмульсионная нефть поступает в аппарат по трем стоя-
кам 8 с распределительной головкой 7, расположенной симметрич-
но в экваториальной плоскости шара, на расстоянии 3 м от его
16
вертикальной оси. Внутри электродегидратора на изоляторах 5
подвешены три пары горизонтальных электродов 6 диаметром 2—
3 м. Верхний электрод каждой пары расположен над соответствую-
щей головкой, нижний электрод находится под ней. Расстояние
между электродами
(13—17 см) регулирует-
ся специальным устрой-
ством. Электроды пита-
ются током высокого на-
пряжения от трансфор-
маторов 3 типа ОМ-66/35.
Всего имеется шесть
трансформаторов мощ-
ностью 50 кВА и шесть
проходных изоляторов
(по два на каждую пару
электродов). Номиналь-
ное напряжение на пер-
вичных обмотках транс-
форматоров 380 В. На-
пряжение на вторичных
обмотках, в зависимости
от способа соединения,
11; 16,6 или 22 кВ. Транс-
форматоры питаются от
сети трехфазного тока
3X380 В. Напряжение
между электродами
обычно равно 33 000 или
44 000 В, напряженность
электрического поля 2—
3 кВ/см. Для ограниче-
ния силы тока и защиты
Рис, 2. Шаровой электрогидратор:
1 — корпус; 2 — предохранительный клапан; <3—транс-
форматор; 4 — подвеска для изоляторов; 5 — проход-
ные изоляторы; 6 — электроды; 7 — распределительная
головка; 8 — стояки для подачи сырой нефти.
/— обессоленная нефть; //—вода и соль в коллектор
загрязненных вод.
оборудования от короткого замыкания в цепь первичных обмоток
каждого трансформатора включены реактивные катушки типа
РОМ-50/05. При нормальной работе шарового электродегидратора
сила тока одного трансформатора не превышает 30—35 А.
На рис. 3 показана принципиальная схема работы электрообез-
воживающей и электрообессоливающей установки (ЭЛОУ) с ша-
ровыми электродегидраторами. Сырая нефть забирается из резер-
вуара сырьевым насосом 1 и прокачивается через теплообмен-
ник (или подогреватель) 2 в термохимический отстойник 4. Осво-
божденная от воды и, следовательно, частично от растворенных
солей и механических примесей нефть, выходящая сверху отстой-
ника, под собственным давлением проходит последовательно элек-
тродегидраторы 5и6 (1 и2ступени). Обессоленная нефть из послед-
ней ступени электродегидратора направляется через теплообмен-
ник в отстойник или резервуар (на рисунке не показаны). Деэмуль-
2-255' Инв. № 17
КиЛ ------------viui
Рис. 3. Принципиальная схема рабо-
ты ЭЛОУ с шаровыми электродеги-
драторами:
1, 9, 10 — насосы; 2 — теплообменник сырой
нефти; <3 — смесительные устройства;
4 — термохимический отстойник; 5, 6 —
электродегидраторы (1 и 2 ступени);
7 — холодильник обессоленной нефти;
8 — отстойник. / — промывная вода; // —
раствор щелочи; 111— сырая нефть;
IV — деэмульгатор.
гатор вводят в нефть на линии нестабильной сырой нефти (на вы-
кид сырьевого насоса 1), а вода и щелочь подаются перед каждым
электродегидратором насосами 9 и 10 через смесительные устрой-
ства 3. В первый электродегидратор направляется вода, дренируе-
мая из второго электродегидратора. Отстоявшаяся вода с
низа дегидраторов спукается
в канализацию. На индивиду-
альных установках ЭЛОУ по-
догревающим агентом являет-
ся водяной пар давлением
10—12 кгс/см2.
На современных комбини-
рованных установках блок
ЭЛОУ совмещается с блока-
ми первичной перегонки неф-
ти. Нестабильное нефтяное
сырье перед электродегидра-
торами подогревается горячи-
ми нефтепродуктами в основ-
ном атмосферной и вакуум-
ной колонны; при этом не тре-
буется расходовать большие
количества пара, поступающе-
го извне.
Шаровые электродегидраторы имеют ряд недостатков. Они гро-
моздки и их изготовление трудоемко. Вес аппарата 6—9 тс, а с уче-
том металлоконструкций, электрооборудования и обвязочных тру-
бопроводов достигает 100 тс. Изготовлять их можно только на
площадке строительства. Толщина стенки аппарата при диаметре
10,5 м и внутреннем давлении 6 кгс/см2 составляет 24 мм, а в слу-
чае их работы при 140 °C и 10 кгс/см2 достигает 40 мм. Тогда об-
щий вес аппарата равен 140 тс. Кроме того, наличие на установке
двух и трех аппаратов объемом по 600 м3 пожароопасно. По уста-
новленным нормам шаровые электродегидраторы должны распо-
лагаться (при комбинировании процессов первичной переработки)
на расстоянии не менее 30 м от технологических аппаратов уста-
новок АТ и АВТ.
Горизонтальные электродегидраторы. На отечественных и зару-
бежных нефтеперерабатывающих заводах широко применяют го-
ризонтальные электродегидраторы. В типовых комбинированных
установках первичной переработки нефти А-12/9, А-12/9В, А-12/10,
11/3 и др. блоки ЭЛОУ оборудованы горизонтальными электроде-
гидраторами конструкции ВНИИнефтемаш. Емкость их примерно
в 3 раза меньше, чем шарового электродегидратора. Диаметр
электродегидратора 3,0—3,6 м, длина цилиндрической части 18 м.
Аппараты рассчитаны на температуру 135—150 °C и на максималь-
ное давление до 20 кгс/см2. Горизонтальные электродегидраторы
объемом 80—160 м3 и диаметром 3—3,4 м имеются на заводах и на
18
нефтепромыслах. Принцип работы этих электродегидраторов при-
мерно такой же, как вертикальных и шаровых.
На рис. 4 представлен общий вид типового горизонтального
электродегидратора 2ЭГ-160 конструкции ВНИИнефтемаш. В от-
личие от других конструкций, в этом электродегидраторе на высоте
Рис. 4. Горизонтальный электродегидратор типа 2ЭГ-160, конструкции ВНИИ-
нефтемаш (V = 160 м3; d = 3,5 м; / = 18,2 м):
/ — корпус; 2 — коллектор обессоленной нефти; 3 —штуцер для предохранительного клапана;
4, 5 — патрубки для проходных изоляторов; 6, 9 — люки-лазы* 7 — коллектор сырой нефти;
-8 — электроды, /-—сырая нефть; // — обессоленная нефть; ///—шлам; /V —водяной пар;
V — соляной раствор; VI — промывная вода.
немного более половины высоты аппарата подвешаны горизонталь-
но, друг над другом, два прямоугольных рамных электрода 8. Они
занимают почти все продольное сечение аппарата и питаются от
двух трансформаторов типа ОМ-66/35 мощностью по 5 кВА каж-
дый. Расстояние между электродами 25—40 см. Равномерное по-
ступление сырья по всему сечению электродегидратора обеспечи-
вается расположенным вдоль аппарата горизонтальным маточни-
ком. Вначале сырье попадает в слой отстоявшейся воды, затем
поступает в зону под электродами, а оттуда проходит через электро-
ды в межэлектродное пространство. После этого оно вытесняется
в зону над электродами и выше, по направлению к выходным кол-
лекторам обработанной нефти 2, расположенным наверху электро-
дегидратора равномерно по всей его длине.
Благодаря контактированию нефти с водой и е расстворенным
в ней деэмульгатором достигается более полное удаление воды
и солей. Крупные частицы воды выпадают из нефти по пути к элек-
тродам; на них воздействует относительно слабое поле, создавае-
мое между нижним электродом и зеркалом воды. В зону сильного
поля между электродами попадает нефть со сравнительно мелкими
частицами воды, не успевшими выделиться из нефти и нуждаю-
щимися в воздействии электрического поля большой напряжен-
ности.
Производительность любого электродегидратора ограничивает-
ся, в основном, скоростью выпадения взвешенных в ней частиц во-
ды. Скорость движения нефти вверх аппарата не должна превы-
шать скорости оседания диспергированных частиц. В противном
19
случае вместе с обезвоженной и обессоленной нефтью будут увле-
каться мелкие частицы воды, не успевшие отделиться от нефти.
Самые малые скорости движения нефти (в 3 раза меньше скоро-
стей в шаровых электродегидраторах при одинаковой удельной
загрузке аппарата) наблюдаются в горизонтальных электродегид-
раторах. Этим объясняется высокая удельная производительность
горизонтального электродегидратора по отношению к его объему.
Основные показатели различных типов электродегидраторов при-
водятся ниже:
Показатели Верти- кальный Шаровой Горизонталь- ный 1ЭГ-160
Производительность, м3 . . . 25 400 200
Объем, м3 30 600 160
Сечение, м2 7 86 60
Линейная скорость, м/ч . . . 4,3 7 2,7
Размеры, м диаметр 3 10,5 3,4
длина (высота) 5 — 17,6
Вес аппарата (с электродами и площадками), тс — 100 37
Давление, кгс/см2 4 7 10
За рубежом широко применяют электродегидраторы вертикаль-
ные фирмы Petrico (США) и горизонтальные электродегидраторы
фирмы How Becker (США) с нижней подачей сырья. На вновь
сооружаемых и реконструируемых отечественных заводах преиму-
щественно устанавливаются горизонтальные электродегидраторы
типа 1ЭГ-160 и 2ЭГ-160 конструкции ВНИИнефтемаш (бывший
Гипронефтемаш). Эти аппараты входят в блок ЭЛОУ комбиниро-
ванных установок первичной переработки нефти типа ЭЛОУ-АТ,
ЭЛОУ-АВТ и др.
Рис. 5. Принципиальная схема блока электрообессоливания с горизонтальными
электродегидраторами 2ЭГ-160:
/, 3 — емкости; 2 — холодильник; 4 — насос для подачи промывной воды; 5 — сырьевой насос;
6 — подогреватель сырья; 7 —инжекторы; 8, 9 — электродегидраторы; 10 — емкость обессо-
ленной нефти; 11 — насос обессоленной нефти; 12 — отстойник растворов соли и воды.
/ — сырая нефть; // — вода и щелочь; /// — газы на установку АВТ; /V — обессоленная
нефть; Vz — охлаждающая вода; VI — деэмульгатор.
На рис. 5 дана принципиальная схема блока электрообессоли-
вания с горизонтальными электродегидраторами 2ЭГ-160 произво-
20
дительностью 3 млн. т/год нефти. Эмульсионная нефть подвергает-
ся электрообессоливанию в две ступени. Нефть, содержащая воду
и соли, насосом 5 перекачивается тремя параллельными потоками
через подогреватели 6 (на рис. показан один подогреватель) в элек-
тродегидратор первой ступени 8. На прием насоса 5 подается
2%-ный раствор деэмульгатора ОЖК- В электродегидраторе пер-
вой ступени поддерживается температура ПО °C и абсолютное
давление 10 кгс/см2. В деэмульгатор 8 перед поступлением эмуль-
сионной нефти вводят горячий соляной раствор из электродегидра-
тора второй ступени 9 с помощью инжектора 7, в котором нефть
равномерно перемешивается с водой и деэмульгатором. В электро-
дегидраторы нефть вводится снизу, через маточники-распылители,
создающие равномерный ее поток в электрическом поле снизу
вверх.
Частично обезвоженная и частично обессоленная нефть с верха
электродегидратора первой ступени 8 направляется в электродегид-
ратор второй ступени обессоливания 9. Отстоявшийся в электроде-
гидраторах первой ступени соляной раствор сбрасывается в от-
стойник 12. Перед электродегидратором второй ступени через ин-
жектор в нефть подается насосом холодная вода (5% на нефть).
Работа электродегидратора второй ступени аналогична работе-
электродегидратора первой ступени. Основная часть промывной
воды из электродегидратора второй ступени поступает в инжекто-
ры 7, а небольшая часть сбрасывается в отстойник 12, где увлечен-
ная нефть отделяется от воды. Соляной раствор с низа отстойни-
ка 12 проходит в емкость 1. Для охлаждения соляного раствора
с НО до 60 °C в емкость 1 подается холодная вода. На некоторых,
вновь сооружаемых установках ЭЛОУ соляной раствор охлаждает-
ся в аппаратах воздушного охлаждения, а затем спускается в ка-
нализацию.
Обессоленная и обезвоженная нефть из электродегидратора
второй ступени поступает в емкость обессоленной нефти 10, а отту-
да через теплообменники насосом 11 подается на установку.
Основные направления по улучшению
подготовки нефти к переработке
В результате глубокого обессоливания нефти на ряде нефтепе-
рерабатывающих заводов содержание солей в нефти не превы-
шает 20 мг/л. Однако необходимо, чтобы содержание солей в по-
ступающих на переработку нефтях было не более 5 мг/л. Этому
препятствует плохая подготовка нефти на нефтепромыслах. На
нефтезаводы из промыслов нефть поступает в виде постаревшей
эмульсии, содержащей 1000—4000 мг/л солей и более. Правильнее
было бы проводить первичное обессоливание на промыслах до со-
держания в них солей не более 40 мг/л. Значительно улучшить
качество обессоливания нефти на нефтезаводских электрообессоли-
вающих установках можно повышением температуры обессолива-
21
ния, увеличением подачи промывной воды и ее повторным исполь-
зованием, обеспечением оптимального режима смешения промыв-
ной воды с нефтью, равномерной подачи деэмульгатора в нефть,
подачей щелочи перед последней ступенью обессоливания, повыше-
нием напряженности электрического поля, усилением его воздей-
ствия на эмульсию и др.
Большое число электрообессоливающих установок оборудовано
термохимическими отстойниками весьма низкой эффективности;
степень обессоливания в них составляет 30—20%. Поэтому тер-
мохимическую ступень целесообразно реконструировать в электри-
ческую, оборудовав термохимические отстойники электродами. По-
добная реконструкция, проведенная на двух заводах (на потоке
нефти было установлено три электродегидратора, соединенных по-
следовательно) дала хорошие результаты. В табл. 2 показаны ре-
зультаты обессоливания после замены термохимических отстойни-
ков электродегидраторами.
Таблица 2. Результаты обессоливания после замены
термохимических отстойников электродегидраторами
Нефть Сырая нефть Ступень электрообессоливания
I и Ш
вода, % СОЛИ, мг/л вода, % СОЛИ, мг/л вода, % СОЛИ, мг/л вода, 0/ /0 СОЛИ, мг/л
Смесь ухтинской 1,8 2461 0,6 408 0,2 27
Ромашкинская 1,2 2000 0,05 105 о,1 24 0,1 13
Мангышлакская 0,9 962 0,9 849 0,1 127 0,3 54
» 2,8 1040 0,2 152 — 65 0,1 26
Данные табл. 2 свидетельствуют о целесообразности проведе-
ния электрообессоливания в три ступени: содержание воды и со-
ли уменьшалось до допустимой нормы.
Глава II
СОВРЕМЕННЫЕ ПРОМЫШЛЕННЫЕ ПРОЦЕССЫ
ПЕРВИЧНОЙ ПЕРЕРАБОТКИ НЕФТИ
Основные технологические факторы
!/ первичной переработки нефти
Поступающее на нефтетехнологические установки нефтяное
сырье значительно различается по физико-химическим константам:
углеводородному составу, плотности, вязкости, содержанию раство-
римых в нефтях минеральных солей, газа, серы, парафина, механи-
ческих примесей и др. Кроме углерода и водорода, которые обыч-
но составляют 95—97 вес. % (в том числе С — 84—85 вес. %,
Н—12—14 вес. %), в нефти находится не менее 3—4 вес. % по-
бочных элементов и соединений — кислорода, фосфора, серы, газа,
воды и др.
Присутствие этих побочных элементов и соединений в нефти
вызывает затруднения в процессе ее переработки.
Для современных промышленных установок, перерабатываю-
щих типовые восточные нефти, рекомендуются следующие фрак-
ции, из которых составляются материальные балансы переработ-,
ки: бензин 62—140 °C (180°C), керосин 140 (180)—240°С, дизель-
ные топлива 240—350 °C, вакуумные дистилляты 350—490 °C
(500°C), тяжелый остаток — гудрон >490 С (500°C). Нефти силь-
но различаются по фракционному составу. Некоторые нефти бога-
ты содержанием компонентов светлых, и количество в них фрак-
ций, выкипающих до 350°C, достигает 60—70 вес. %. Фракцион-
ный состав нефтей играет важную роль при составлении и разра-
ботке технологической схемы процесса, расчете ректификационной
системы и отдельных аппаратов установки. Температуры выки-
пания отдельных фракций зависят от физико-химических свойств
нефти. Последние учитываются при разработке и выборе схем пер-
вичной переработки, аппаратурном и материальном оформлении
установки. Так, при переработке нефтей, содержащих серу, тре-
буются дополнительные процессы гидроочистки для обессеривания
нефтепродуктов, а для парафинистых нефтей — депарафинизацион-
ные установки по обеспарафиниванию фракций, особенно кероси-
но-газойлевых. Для проектирования новых установок необходимо
разработать соответствующий регламент и получить нужные реко-
мендации.
(23)
Современные промышленные установки
первичной переработки нефти
/Наипростейшей схемой первичной перегонки нефти является
атмосферная трубчатая установка (АТ). Из сырых нестабильных
нефтей извлекают компоненты светлых нефтепродуктов — бензина,
керосина, дизельных топлив. Остатком атмосферной перегонки яв-
ляется мазут; он подвергается вакуумной перегонке. При этом по-
лучают масляные фракции и тяжелый остаток — гудрон. Для полу-
чения из мазута масляных фракций сооружают атмосферно-ваку-
умные установки (АВТ)^/
Наиболее распространены установки АВТ, на которых нефть
перерабатывают при сравнительно низких температурах (до 420 °C)
и абсолютном давлении около 2 кгс/см2.
На ранее построенных установках АТ и АВТ не было очистки
компонентов светлых нефтепродуктов выщелачиванием, стабилиза-
ции бензиновых фракций, абсорбции газов и др. Для этих процес-
сов сооружались самостоятельные установки на отдельной пло-
щадке. (В результате усовершенствования технологии первичной
переработки нефти и соответствующей аппаратуры, а также внед-
рения автоматизации начали сооружать на АТ или АВТ допол-
нительные блоки — электрообессоливания,-стабилизации бензино-
вых фракций, выщелачивания компонентов светлых нефтепродуктов,
абсорбции и десорбции жирных газов. Таким образом, инди-
видуальные технологические установки соединились в комбиниро-
ванные установки первичной переработки, называемые (независи-
мо от числа технологических узлов и процессов) комбинированны-
ми атмосферно-вакуумными установками (АВТ)| Объединенные
в единую технологическую схему установки электрообессоливания,
электрообезвоживания и атмосферно-вакуумной перегонки носят
название ЭЛОУ — АВТ. Достоинство таких установок — более ра-
циональное использование энергетических ресурсов АВТ.
На современных установках блоки ЭЛОУ сооружаются в лю-
бом случае, поскольку содержание соли и воды в нефтях, посту-
пающих на перерабатывающую установку, строго нормируется: соли
не более 5—7 мг/л, воды 0,2 вес. %. Обессоленная и обезвожен-
ная нефть направляется в секции атмосферной перегонки и в ре-
зультате термической обработки из нефти выделяются легкие ком-
поненты, выкипающие в пределах 62—350 °C. В вакуумной части
установки мазут, во избежание термического разложения высоко-
кипящих компонентов, перерабатывают при остаточном давлении
наверху вакуумной колонны 40—60 мм рт. ст. При этом получают
отдельные фракции или широкую вакуумную фракцию, включаю-
щую компоненты, выкипающие при 350—500 °C, и остаток — гуд-
рон; Температуры выкипания отдельных фракций зависят от фи-
зико-химических свойств перерабатываемой нефти. На установках
первичной переработки нефти суммарный выход целевых продук-
тов достигает 65—75%. В табл. 3 приведены данные по выходам
24
целевых нефтепродуктов на установках АТ и АВТ, находящихся
на действующих нефтеперерабатывающих заводах. Номера заво-
дов указаны условно, а номера установок существующие. Остатки,
полученные после отгона светлых компонентов и масляных дистил-
лятов, служат компонентами котельного топлива или направляют-
ся в качестве сырья на вторичные процессы.
Таблица 3. Выход целевых нефтепродуктов на установках АТ и АВТ
Нефтезаводы (условно) и установки Выход фракции, Выход газа на нефть, вес. % Потери на нефть, вес. %
светлые компоненты и о. % на нефть
масляные дистилляты остаток (ма- зут или гуд- рон)
НПЗ-1
АВТ-1, 2, 3, 4, 5, 6, 7 (12/2) 47,1 19,5 29,3 2,9 1,2
АВТ-8 (А-12/1) 47,0 19,8 28,2 2,9 2,1
АВТ-9 (А-12/1) 47,1 19,6 28,4 2,9 2,0
ABT-10 (А-12/2) 48,8 13,1 33,5 3,2 1,4
В среднем по НПЗ нпз-п 47,5 17,6 29,9 2,9 1,67
АВТ-1 (А-12/1) 47,2 24,3 24,9 2,5 1,1
АВТ-2 (А-12/1) 47,1 22,2 27,1 2,5 1,1
АВТ-3 (А-12/2) 47,2 — 49,4* 2,4 0,8
АВТ-4 (А-12/2) 47,2 — 49,3* 2,5 1,0
R среднем по НПЗ НПЗ-П! 47,2 23,3 37,7 2,5 1,0
АВТ-9 (А-12/1) НПЗ-IV 48,6 17,5 30,8 2,0 1,1
АВТ-1 (А-12/1) 47,6 15,0 35,5 1,0 0,9
АВТ-2 (А-12/1М) 47,6 15,0 35,5 1,0 0,9
АВТ-3 (А-12/2) 49,1 — 56,2* 1,0 0,9
В среднем по НПЗ НПЗ-V 48,1 15,0 42,4 1,0 0,9
АВТ-5 (А-12/1) 44,5 10,2 41,7 1,2 2,4
АВТ-6 (А-12/1) 44,8 8,1 41,6 1,3 2,2
АВТ-7 (А-12/2) 47,9 1,8 47,7 1,3 2,1
АВТ-8 (А-12/2) 49,0 2,4 45,2 1,3 2,1
В среднем по НПЗ НПЗ-VI 46,65 5,45 44,0 1,3 2,2
АТ-38 (советская трубчатка) 45,5 — 53,4* — 1,4
АТ-39 (советская трубчатка) 43,8 — 55,0* — 1,2
АТ-40 (советская трубчатка) 35,6 — 63,4* — 1,0
В среднем по НПЗ 41,3 — 57,3 — 1,2
• Выход мазута, вакуумная колонна бездействует.
25
В работе установок АТ и АВТ имеются существенные недостат-
ки технологического, энергетического и иного характера. Не дости-
гается полное извлечение основных компонентов, содержащихся
в сырье; при переработке нефти 3—4% светлых компонентов
остается в остатке — мазуте. Это приводит к уменьшению ресур-
сов ценных продуктов моторных топлив. Кроме того, отделение
оставшихся в мазуте в сравнительно больших количествах дизель-
ных фракций усложняет конструкцию вакуумной колонны. Быва-
ют случаи провала дистиллятных фракций в гудрон. Получаемые
углеводородные фракции часто не соответствуют техническим нор-
мам. Одним из серьезных недостатков в ректификационной системе
АТ и АВТ является налегание бензино-керосиновых, керосиновых,
дизельных и масляных фракций по температурным градиентам.
Доведение до минимума температурных налеганий отдельных
фракций на установках АТ и АВТ является одной из задач по оп-
тимизации технологического режима. Выбор рациональной схемы
отдельных узлов, правильное использование энергетических пото-
ков, оснащение современных установок эффективным оборудова-
нием с высоким к. п. д. средствами» контроля и автоматики .могут
гарантировать высокие технико-экономические показатели промыш-
ленной установки и обеспечение большинства вторичных процессов
(пиролиза, каталитического крекинга, риформинга, селективных
очисток и др.) качественным сырьем.
Первичная перегонка нефти и развитие
вторичных процессов переработки нефти
Ранее построенные установки первичной перегонки нефти рас-
считывали для получения ограниченного количества нефтяных угле-
водородных фракций. В секции атмосферной перегонки нефти по-
лучали не более 3—4 светлых компонентов (бензин, лигроин, керо-
син и дизельные топлива), а в секции вакуумной перегонки мазута
насчитывалось всего 2—3 масляных фракции и гудрон. Современ-
ные установки обеспечивают производство большого ассортимента
нефтепродуктов. Так, при переработке наиболее распространенных
нефтей (обессоленных) Ромашкинского и Туймазинского место-
рождений на установках АВТ можно получить до 12 различных
компонентов (табл. 4).
При переработке различных нефтей или их смесей выходы от-
дельных фракций неодинаковы, а компоненты получаются пример-
но одни и те же. Широкую бензиновую фракцию разделяют на
узкие фракции в специальном блоке вторичной перегонки, соору-
жаемом на установке АВТ. Эти узкие фракции служат сырьем
нефтехимического синтеза. При таком сочетании процессов АТ со
вторичной перегонкой бензина сооружение отдельно стоящей уста-
новки вторичной перегонки, как это делалось раньше на нефтепе-
рерабатывающих заводах, не требуется. Потоки с процессов пер-
вичной перегонки нефти служат сырьем для большей части техно-
логических установок вторичных процессов и процессов основного
26
органического синтеза. Эти потоки должны удовлетворять предъ-
являемым к ним требованиям и не нуждаться в дополнительной
подготовке. На рис. 6 показаны продукты, получаемые на установ-
ках АВТ, и пути их использования.
Таблица 4. Выход компонентов (в вес. %) на типовых установках АВТ
Компоненты Туймазинская нефть Ромашки некая нефть Условное название
Газы Фракции, °C н. к.—62 62—85 85—120 120—140 140—180 180—240 240—350 350—420 420—490 490—500 >490 (500) Потери 2,5 2,9 4,9 3,5 6,2 10,0 17,5 10,0 15,0 25,0 1,5 1,о 2,0 2,7 4,5 3,0 . 6,4 9,5 17,5 15,0 1 10,4 | 27,0 1,5 Газы Узкие фракции бен- зина Керосин Дизельное топливо Масляные дистил- ляты Гудрон
Итого 100,0 100,0
Производственные технологические и другие показатели вторич-
ных процессов: риформинга, каталитического крекинга, термиче-
ского крекинга, пиролиза, селективной очистки, деасфальтизации,.
Hetpmt
Рис. 6. Продукты, получаемые на установках АВТ, и пути их использованияг
/ —вторичная перегонка, гидроформинг; 2 — пиролиз, производство ароматических углево-
дородов; 3 — депарафинизация, компаундирование; 4 — компаундирование керосина, гидро-
очистка; 5 — депарафинизация, пиролиз; 6 — каталитический крекинг; 7, 8, 9, 10 — селектив-
ные очистки дистиллятных масел; депарафинизация карбамидом, адсорбционная очистка;
//—/3 — производство кокса, котельного топлива, сортовых мазутов; 14 — переработка газа;
получение сырья для нефтехимических производств; 15—17— деасфальтизация, производ-
ство кокса, термический крекинг. 1—V — компоненты светлых нефтепродуктов (°C): и. к.—
62. 62—8&, 85—105, 105—120, 120—140, 140—240, 240—300, 300—350; VI — мазут, >350; VII — газ;
VIII — гудрон, >500; IX—XIII — вакуумные фракции (°C): 350—400, 400—120 , 420—490 (500);.
>490 (500).
депарафинизации, коксования, производства гудрона во многом
зависят от процессов первичной перегонки нефти.
2Г
Основные промышленные схемы перегонки нефти
Перегонка нефти на современных атмосферных установках и на
атмосферных секциях комбинированных установок осуществляется
различными способами. Основные из них следующие: однократное
Рис. 7. Перегонка нефти по схеме однократного испарения:
/ — сырьевой насос; 2, 4 — теплообменники; 3— электродегидратор; 5 — печь; 6 — ре-
ктификационная колонна. / — сырая нефть; // — вода и соли; /// — VII — компоненты
«светлых нефтепродуктов; VIII— мазут; /X — пар.
испарение в одной ректификационной колонне; двухкратное испа-
рение в двух последовательно расположенных колоннах; перегонка
с предварительным испарением легких фракций в колонне пред-
варительного испарения (испарителе), или эвапораторе. По пере-
численным основным схемам построено и находится в эксплуатации
большое число мощных технологических установок АВТ инди-
видуальных и комбинированных. Имеются разновидности в аппа-
ратурном оформлении однотипных установок; разное число таре-
лок, разные системы орошения, подвода и отвода тепла, неодина-
ковое число получаемых боковых фракций и т. д.
Перегонка сырой, необессоленной нефти по схеме однократного
испарения проводится следующим путем (рис. 7). Сырая нефть,
нагретая горячими потоками в теплообменнике 2, направляется
в электродегидратор 3 и далее в емкость обессоленной нефти (на
рисунке не показана). Оттуда обессоленная нефть насосом через
теплообменник 4 подается в печь 5 и затем в ректификационную
колонну 6, где происходит однократное ее испарение и разделение
на требуемые фракции. В случае обессоленной нефти электроде-
гидраторы в схемах установок отсутствуют.
При большом содержании в нефти растворенного газа и низко-
кипящих фракций переработка ее по схеме однократного испаре-
ния без предварительного испарения нагретой нефти затруднена,
поскольку в питательном насосе и во всех аппаратах, расположен-
ных в схеме до печи, создается повышенное давление. Кроме того,
28
при этом возрастает нагрузка печи и ректификационной колонны.
В связи с увеличением масштабов переработки загазованных неф-
тей наиболее распространена перегонка нефти по схеме двухкрат-
ного испарения — в двух ректификационных колоннах (рис. 8). Сы-
рая нефть забирается насосом 1 и через теплообменник 2 подается
Рис. 8. Перегонка нефти по схеме двухкратного испарения:
/ — сырьевой насос; 2, 4 — теплообменники; 3 — электродегидратор; 5 —первая рек*
тифнкационная колонна; 5 — насос полуотбензиненной нефти; 7 — печь; 8 — основная
ректификационная колонна, / — сырая нефть; //—смесь газов и легкого бензина,
/// — острое орошение; /V—горячая струя; V—парогазовая смесь; V/— орошение
основной колонны; V//—/X — компоненты светлых нефтепродуктов; X — мазут;
XI — водяной пар.
в электродегидратор 3 для обезвоживания. Отстоявшаяся нагретая
нефть проходит теплообменник 4 и поступает в первую ректифика-
ционную колонну 5, где с верха ее отбирается легкая фракция
бензина н. к.—85 °C. Остаток из первой колонны 5 — полуотбен-
зиненная нефть насосом 6 подается через трубчатую печь 7 в ос-
новную ректификационную колонну 8, где отбираются все осталь-
ные требуемые фракции — компоненты светлых нефтепродуктов
и остаток — мазут. Часть нагретой нефти возвращается в первую
колонну (горячая струя). По этой схеме перерабатываются нефти
с большим содержанием легкокипящих бензиновых компонентов
и газа. При этом газы уходят с верха первой колонны вместе с лег-
кими бензиновыми парами. В результате предварительного выде-
ления из нефти части бензиновых компонентов в змеевике печи не
создается большое давление. При работе по этой схеме необходи-
мы более высокие температуры нагрева в печи, чем при однократ-
ном испарении, вследствие раздельного испарения легкокипящих
и тяжелых фракций. Установки, работающие по схеме двухкрат-
ного испарения, внедрялись в 1955—1965 гг. Они имеются на мно-
гих нефтеперерабатывающих заводах в нашей стране и за ру-
бежом.
В конце сороковых годов установки АВТ строились производи-
тельностью 500—600 тыс. т/год. Вскоре эти мощности оказались
недостаточными для удовлетворения растущей потребности в мас-
совых нефтепродуктах. С 1950 г. ускоренными темпами начали
проектировать и строить установки АВТ, работающие по схеме
29
двухкратного испарения, мощностью 1, 1,5 и 2 млн. т/год. Схема
такой промышленной установки мощностью 2 млн. т/год приводит-
ся на рис. 9.
Предварительно обезвоженная и обессоленная нефть забирает-
ся насосом 1 и после нагрева за счет тепла горячих потоков в. теп-
лообменнике 2 проходит в первую ректификационную колонну <3
(число тарелок 28). Газы и легкие бензиновые пары удаляются
Рис. 9. Принципиальная схема типовой установки двухкратного испарения
нефти на промышленной АВТ:
1 — сырьевой насос; 2 — теплообменник; 3 — первая ректификационная колонна; 4 — конден-
сатор-холодильник; 5 — насос полуотбенэиненной нефти; 6 — печи; 7 — основная ректифика-
ционная колонна; 3 —отпарная колонна; 9 —- теплообменники; 10 — холодильники. / — обес-
соленая нефть; // — легкая фракция; III — острое орошение; IV— горячая струя —тепло-
носитель; V —смесь водяных и бензиновых паров; VI — VIII — компоненты светлых нефте-
продуктов; /А' — мазут; X — водяной пар; XI — промежуточное циркуляционное орошение.
с верха колонны и поступают в конденсатор-холодильник 4. Полу-
отбензиненная нефть с низа колонны 3 насосом 5 подается в пе-
чи 6, откуда, нагретая примерно до 350 °C, направляется в основ-
ную ректификационную колонну 7 (число тарелок 40). Часть на-
гретой полуотбенэиненной нефти возвращается из печей 6 в пер-
вую ректификационную колонну 3 для получения дополнительного
количества тепла. Колонна 7 оборудована трехсекционной отпар-
ной колонной 8. К таким установкам относятся А-12/3, A-I2/4,
А-12/5, А-12/7, а также модернизированные установки А-12/5М
и А-12/7М. Они различаются по числу комбинированных узлов, ап-
паратурному оформлению, способу энергоиспользования. Эти уста-
новки рассчитаны для переработки стабильных и нестабильных
малосернистых и сернистых нефтей восточных районов страны.
Все они работают с хорошими показателями..
30
На некоторых нефтеперерабатывающих заводах находятся
в эксплуатации установки первичной перегонки -с предваритель-
ным испарением легких фракций в колонне предварительного ис-
парения (испарителе), или эвапораторе. Перегонка нефти по схеме
предварительного испарения показана на рис. 10. Нефть забирает-
ся насосом 1 и прокачивается через теплообменник 2 в дегидра-
тор 3. После обезвоживания—обессоливания подготовленная
Тис. 10. Перегонка нефти по схеме предварительного испарения:
1—сырьевой насос; 2 — теплообменник сырой нефти; 3 — дегидратор; 4 — теплообменник
обезвоженной и обессоленной нефти; 5 —испаритель (эвапоратор); 6 — насос; 7—печь;
8 — ректификационная колонна, / — сырая нефть; //— вода и соли; /// — парогазовая смесь;
IV— смесь водяных и бензиновых паров; V — орошение; VI—VIII—компоненты светлых
нефтепродуктов; IX — мазут; X— водяной пар.
нефть дополнительно нагревается в теплообменнике 4 и поступает
в испаритель 5. Испаритель представляет собой пустотелую ци-
линдрическую колонну, в которой отделяются легкие компоненты.
Количество продуктов в паровой фазе зависит от степени предва-
рительного подогрева нефти. С низа испарителя 5 поток полуот-
бензиненной нефти прокачивается насосом 6 через трубчатую
печь 7 и вводится в ректификационную колонну 8. Легкие фрак-
ции, отделившиеся в испарителе, также подаются в колонну 8 и
вместе с более высококипящими фракциями подвергаются ректифи-
кации.
В результате предварительного испарения легких фракций раз-
гружается трубчатая печь и снижается давление в ней; одновре-
менная ректификация в одной колонне легких и тяжелых фракций
позволяет несколько снизить необходимую температуру нагрева.
Кроме того, при этом не требуются самостоятельные конденсаци-
онные устройства для охлаждения паров, выходящих из первой
колонны при двухколонной схеме, отпадает необходимость в слож-
ных дополнительных аппаратах, насосах, снижаются энергетиче-
ские затраты. Такая схема приемлема для переработки стабильных
нефтей, не содержащих большого количества свободных газов (не
31
более 1 — 1,5 вес. % на нефть). В шестидесятых годах была запро-
ектирована установка АВТ с предварительным испарением типа
А-12/6 производительностью 3 млн. т/год. Такие установки уже бо-
лее десяти лет успешно эксплуатируются на многих нефтезаводах.
Принципиальная схема промышленной установки типа А-12/6 анало-
гична схеме, приведенной на рис. 10. На некоторых установках
АВТ типа А-12/6 предварительный испаритель был заменен атмо-
сферной колонной вследствие затруднений, возникших при перера-
ботке загазованных нефтей.
Промышленные схемы перегонки мазута
Мазут — остаток атмосферной перегонки нефти — перегоняется
на самостоятельных установках вакуумной перегонки или на ва-
куумных секциях атмосферно-вакуумных трубчаток (АВТ). На
современных вакуумных установках применяют следующие техно-
логические схемы перегонки мазута: однократного испарения всех
отгоняемых фракций в одной вакуумной колонне; однократного
испарения с применением отпарных колонн; двухкратного испаре-
ния отгоняемых фракций в двух вакуумных колоннах. Получаемые
при вакуумной перегонке мазута дистилляты могут быть использо-
ваны в качестве сырья каталитического крекинга (работа по топ-
ливной схеме) и в качестве фракций для производства масел (ра-
бота по масляной схеме). При работе по топливной схеме на уста-
новке получается одна широкая фракция, направляемая в качестве
сырья (широкого вакуумного отгона) на установки каталитическо-
го крекинга. Если вакуумная перегонка ведется с целью получе-
ния масляных дистиллятов, то к качеству получаемых фракций и в
частности к их фракционному составу предъявляются более жест-
кие требования. На установках, запроектированных и построенных
в последние годы, предусматривается получение двух масляных
фракций: 350—420 °C и 420—490 °C (для типового сырья из ро-
машкинской и туймазинской нефтей). Далее путем компаундиро-
вания можно получить на их основе различные масляные фракции.
Большая часть вакуумных установок, построенных ранее, экс-
плуатируется по схеме однократного испарения (рис. 11). Мазут из
ректификационной колонны атмосферной части насосом 1 прока-
чивается через трубчатую печь 2 и подается в вакуумную колон-
ну 3. В колонне 3 протекает однократное испарение мазута, нагре-
того до 415—420 °C. Перегонка мазута осуществляется с водяным
паром. Боковые погоны — вакуумные дистилляты — отбираются
с определенных тарелок насосами 1 и направляются через тепло-
обменники 4 и холодильники 5 в соответствующие емкости. При
получении в вакуумной колонне однократного испарения двух или
трех масляных дистиллятов их качество по фракционному составу
не обеспечивается: происходит значительное налегание однократ-
ного испарения соседних фракций по температурам кипения. Не-
редко в мазуте прямой перегонки остается сравнительно низкоки-
32
пящая соляровая фракция, выделение которой создает дополни-
тельную нагрузку для вакуумной колонны.
Рис. 11. Перегонка мазута по схеме однократного испарения:
/ — насосы; 2 — печь; 3 — вакуумная колонна; 4 — теплообменники; 5 — холодильники.
/ — мазут; //—водяной пар; /// — продукты разложения в вакуум-систему; /V — орошение;
V — нефть для подогрева; VI—VIII — вакуум-дистилляты; IX — остаток — гудрон.
Рис. 12. Перегонка мазута по схеме однократного испарения с применением
отпарной колонны:
/ — печь; 2 — теплообменники для циркуляционных орошений; 3 —вакуумная колонна;
4 — барометрический конденсатор; 5 — вакуум-насос; 6 — теплообменники для подогрева
нефти; 7 — двухсекционная отпарная колонна; 8 — холодильники, / — мазут; 11— водяной
пар; III — вода; /V — газы разложения; V — орошение; VI—VIII — вакуумные дистилляты*,
IX — остаток — гудрон.
3—2551
33
С целью улучшения погоноразделительной способности ваку-
умной секции установок АВТ было предложено дополнительное
сооружение отпарных колонн; 'h.vjio их должно соответствовать
числу масляных фракций, отбираемых в виде боковых погонов.
Перегонка мазута по схеме однократного испарения с применением
отпарной колонны показана на рис. 12. Нагретый в печи 1 до 415 °C
мазут направляется в вакуумную колонну <3. Из верхней части
колонны отводится первая боковая фракция—тяжелый газойль
или соляр. Ниже с соответствующих тарелок две боковые масля-
Рис. 13. Перегонка мазута по схеме двухкрат-
ного испарения (в двух вакуумных колоннах):
/ — первая вакуумная колонна (основная); 2 — вто-
рая вакуумная колонна; 3 — насосы; 4 — теплообмен-
ники; 5 — трубчатая печь, / — мазут с низа основной
ректификационной колонны; // — гудрон; ///—верх-
няя фракция: IV— продукты разложения в вакуум-
систему; V—V7/— вакуумные дистилляты; V///— ши-
рокая вакуумная фракция; IX — водяной пар.
ные фракции отводятся
в отпарную колонну 7.
Пары из отпарной колон-
ны возвращаются в ва-
куумную колонну. Ди-
стиллятные фракции за-
бираются насосами и че-
рез теплообменники 6 и
холодильники 8 выводят-
ся с установки. В отпар-
ную колонну 7 вводят пе-
регретый водяной пар.
Дальнейшим усовер-
шенствованием вакуум-
ной перегонки мазута
явилось применение на
установке двух вакуум-
ных колонн (схема двух-
кратного испарения). В
первой (основной) ва-
куумной колонне выде-
ляется широкая вакуум-
ная фракция, а во второй она разделяется на узкие масля-
ные фракции требуемых качеств.
В шестидесятых годах по схеме двухкратного испарения мазута
с двумя вакуумными колоннами были спроектированы и построены
типовые установки АВТ А-12/3, А-12/7. На рис. 13 приведен один
из возможных вариантов перегонки мазута по схеме двухкратного
испарения. Горячий мазут при 310—315 °C насосом отбирается
с низа основной ректификационной колонны атмосферной секции
и прокачивается через печь 5, где нагревается до 410—420 °C,
в первую (основную) вакуумную колонну 1. В колонне широкая
вакуумная фракция отделяется от тяжелого остатка гудрона. При
работе установки по топливной схеме широкая вакуумная фракция
отбирается с 6-ой или 7-ой тарелки первой вакуумной колонны
и используется в качестве сырья для каталитического крекинга.
При работе же установки по масляной схеме широкая вакуумная
фракция после дополнительного подогрева горячим гудроном
в теплообменнике перекачивается в среднюю часть второй ваку-
34
\мной колонны 2. Недостающее тепло сообщается в низ этой ко-
лонны фракцией 420—490 °C, пропускаемой через печь. При пере-
работке ромашкинской и туймазинской нефтей из второй вакуум-
ной колонны выводятся две масляные фракции: 350—420 и 420—
490 °C (или 420—500 °C).
Преимущество этой схемы — возможность работы установки по
топливной или по топливно-масляной схеме. При этом удается по-
лучать масляные дистилляты улучшенного фракционного состава.
Рис. 14. Схема перегонки мазута в двух колоннах с отпарными секциями:
/ — печь; 2 — первая вакуумная колонна; 3 — вторая вакуумная колонна; 4 — отпарная ко-
лонна; 5 —насосы; 6 — теплообменники; 7 — холодильники. /— мазут из колонны АТ;
II— гудрон; /// — водяной пар; /V —орошение колонн; V — газы разложения в вакуум-си-
стему; VI— VIII — вакуумные дистилляты; IX — остаток второй колонны.
Один из недостатков схемы — вторичный подогрев масляных фрак-
ций в радиантной секции печи, который может привести к их тер-
мическому разложению. Кроме того, не удается достичь четкого
фракционирования—наблюдается значительное налегание сосед-
них масляных фракций по температурам начала и конца кипения.
Поэтому потребовалось дальнейшее усовершенствование технологии
переработки мазута.
На рис. 14 представлен другой вариант перегонки мазута в двух
колоннах с отпарными секциями. Первая вакуумная колонна 2
служит для выделения из мазута широкой вакуумной фракции.
Во второй вакуумной колонне 3 ее фракционируют для получения
трех масляных дистиллятов. Из них две фракции отводят в виде
боковых погонов, а третью фракцию выводят с низа колонны.
С целью улучшения фракционного состава масляные дистилляты
дополнительно отпаривают в выносной отпарной колонне 4. Содер-
3*
35
жащийся в широкой фракции легкий дистиллят, выкипающий до
350 °C, удаляется с верхних тарелок второй вакуумной колонны.
Во все три колонны подается водяной пар. По числу боковых мас-
ляных погонов вакуумная колонна снабжается тремя циркулирую-
щими промежуточными орошениями. Тепло циркулирующих про-
межуточных орошений колонн используется для подогрева нефти.
По аналогичной схеме запроектированы установки АВТ произво-
дительностью 3 млн. т/год нефти (тип А-12/9). Масляные дистил-
ляты, получаемые на установке, удовлетворяют по своему фрак-
ционному составу техническим нормам.
Таким образом, схема перегонки мазута в двух вакуумных ко-
лоннах имеет следующие преимущества: установка может рабо-
тать по топливной и по масляной схеме; можно получать более
качественные масляные дистилляты (заданного фракционного со-
става); более эффективно используется избыточное тепло в двух
вакуумных колоннах пяти — шести промежуточных циркуляцион-
ных орошений. К недостаткам двухколонных вакуумных установок
относятся: значительный расход металла на изготовление допол-
нительной аппаратуры и коммуникаций; некоторые осложнения при
эксплуатации установки; увеличение капиталовложений на строи-
тельство и дополнительную аппаратуру.
Схемы перегонки нефти и мазута,
применяемые за рубежом
Развитие нефтеперерабатывающей промышленности в США
после второй мировой войны характеризуется непрерывным повы-
шением качества нефтепродуктов в результате широкого внедре-
ния в технологию производства каталитических процессов — кре-
кинга, риформинга и полимеризации. Ведущим продуктом нефтепе-
рерабатывающих заводов США является автомобильный бензин.
В среднем он составляет почти 50% всей продукции нефтезаводов.
В технологии производства масел не произошло каких-либо замет-
ных изменений. Основное внимание уделяется разработке и при-
менению различных присадок к маслам с целью улучшения их ка-
чества. Работы в области подготовки нефти к переработке посвя-
щены главным образом улучшению термического и электрического
способов обезвоживания и обессоливания нефтей. На всех вновь
сооружаемых заводах, как правило, строятся низкочастотные обес-
соливающие установки типа установок фирмы Petrico. Отдельные
фирмы отказываются от строительства самостоятельных электро-
обессоливающих установок; вместо них в схему установок вклю-
чается электродегидратор с использованием тепла горячих потоков
(дистиллятов) для предварительного нагрева нефти. Наряду
с термическими и электрическими методами подготовки нефти раз-
вивается также процесс химического обессоливания, позволяющий
удалять из сырых нефтей неорганические соли и частично следы
мышьяка, металлов и других примесей.
36
За рубежом встречаются схемы перегонки нефти и мазута раз-
личных типов. На рис. 15 показана атмосферная часть установки
АЦТ, работающая по схеме с предварительным испарением нефти;
такая установка мощностью 6,0 млн. т/год нефти построена на
нефтеперерабатывающем заводе в Уайтинге (США, штат Индиа-
на). Сырая нефть после предварительного подогрева в теплообмен-
нике 1 направляется в электродегидратор 2, далее через теплооб-
менник 3 поступает в испаритель 4 для отгонки легких фракций.
Рис. 15. Атмосферная часть установки на заводе АВТ в Уайтинге (США):
1, 3, 5 — теплообменники; 2 — электродегидратор; 4— испаритель; 6 — печь; 7, 8—холодиль-
ники циркуляционного орошения; 9 — -основная ректификационная колонна, / — промывная
вода; II— сырая нефть; /// — парогазовая смесь; /V — отбензиненная нефть; V — пары бен-
зина и воды; VI—IX — боковые фракции компонентов светлых нефтепродуктов; X — водяной
пар; XI — остаток — мазут.
Пары легких фракций с верха испарителя 4 направляются в основ-
ную ректификационную колонну 9. Отбензиненная нефть с низа
испарителя 4 прокачивается через теплообменник 5 в печь 6, а от-
туда также поступает в колонну 9. Необходимый перепад темпе-
ратур по высоте колонны 9 поддерживают путем циркуляции двух
потоков флегмы. Из основной ректификационной колонны 9 от-
бирают легкий, средний и тяжелый бензин, топливо и газойль.
Остаток с низа колонны направляется в вакуумную секцию для
дальнейшей переработки.
Большой интерес представляет крупнейшая установка АВТ
в Делавэре (США), на которой перерабатывают около
20 000 т/сутки высокосернистой нефти и получают легкий бензин,
лигроин, легкий и тяжелый газойль и остаток вакуумной колон-
ны — гудрон. Атмосферная часть этой установки работает по схеме
двухкратного испарения. В первой колонне выделяются наиболее
легкие фракции, вторая колонна является основной для получения
остальных компонентов светлых нефтепродуктов.
Некоторую особенность имеет схема атмосферной перегонки
нефти на установке АВТ фирмы Креол (США) производитель-
ностью 3 млн. т/год нефти (рис. 16). Сырая нефть проходит теп-
лообменник 1, нагревается до 163 °C и поступает в два параллель-
37
ho работающих испарителя 2 (на рисунке показан один), где ис-
паряются газ, вода и легкая бензиновая фракция. Эта паровая
смесь подается в радиантную камеру печи 5 атмосферной части,
где она способствует испарению нефти. После выделения легких
фракций нефть из испарительных колонн прокачивается насосом 3
через теплообменник 4 (где нагревается до 260 °C) в трубчатую
Рис. 16. Схема атмосферной перегонки нефти на установке АВТ фирмы Креол
(США):
1, 4 — теплообменники; 2 — испаритель; <3 — насос; 5 — печь; 6 — теплообменник циркулирую-
щего орошения; 7 — насос орошения; 8 — конденсатор-холодильник; 9 — ректификационная
колонна; 10, 12 — отпарные колонны; 11, /<3 — теплообменники боковых фракций; 14— насос
циркуляционного орошения, /—сырая нефть; //’—отбензиненная нефть; ///—пары бензи-
на; /V — бензиновая фракция; V —пары; VI, V//—боковые фракции; V7// — остаток —
мазут.
печь 5. По выходе из печи нефть при 343 поступает в ректифи-
кационную колонну 9. Эта колонна имеет 26 колпачковых тарелок.
В ней получают сверху, в виде паров, бензин и два боковых пого-
на— керосин и газойль. Боковые погоны выводятся из отпарных
колонн 10 и 12. Тепло этих погонов используется для предвари-
Рис. 17. Схема вакуумной перегонки
мазута на заводе в Уайтинге (США):
/ — печь; 2 —вакуумная колонна; 3 — трех-
ступенчатый эжектор; 4, 5 — теплообмен-
ники. / — мазут; // — газы разложения;
/// — циркуляционные орошения; /V, V —
масляные фракции; V/ —водяной пар;
V// — гудрон.
тельного подогрева нефти в со-
ответствующих теплообменни-
ках. В колонне 9 осуществлено
два орошения — верхнее острое
и промежуточное циркуляцион-
ное. В этой схеме обращает на
себя внимание высокая темпера-
тура предварительного нагрева
нефти, достигающая 260 °C.
Мазут чаще всего перегоняют
по одноколонной схеме. На
рис. 17 приведена схема вакуум-
ной перегонки мазута на заводе
в Уайтинге (США, штат Индиа-
на). Горячий мазут с низа атмо-
сферной колонны направляется
в печь 1 вакуумной части АВТ.
38
Из печи нагретый до высокой температуры мазут поступает в се-
редину вакуумной колонны 2, куда подается водяной пар. Из ва-
куумной колонны отбирают две боковые дистиллятные фракции.
Избыток тепла в колонне снимается двумя циркулирующими оро-
шениями в теплообменниках 4 и 5. Тепло циркулирующих ороше-
ний используется для подогрева нефти, поступающей на установ-
ку. С низа вакуумной колонны отводится гудрон. Вакуум наверху
Рис. 18. Схема вакуумной перегонки мазута на АВТ фирмы креол (США):
/ — насос сырьевой; 2 — печь; <3 — насосы промежуточные; 4— теплообменники; 5 — отпар-
ные колонны; 6 — пароструйный эжектор; 7 — барометрический конденсатор; 8 — вакуумная
колонна; 9 — холодильник, /—мазут; // — водяной пар; III, VII, V///— вакуумные дистил-
ляты; /V —отходы в канализацию; V — продукты разложения; VI — орошения колонны;
/А' — гудрон.
колонны поддерживается с помощью трехступенчатого эжектора 3.
На рис. 18 показана схема вакуумной перегонки мазута на АВТ
фирмы Креол (США). Горячий мазут с низа атмосферной колон-
ны насосом 1 подается через печь 2, где нагревается до 400 °C,
в вакуумную колонну 8. Из вакуумной колонны отбирают три бо-
ковых погона. Для каждого погона устанавливается отдельная
отпарная колонна 5, что обеспечивает более четкое фракциониро-
вание дистиллятных фракций. Мазут перегоняется в присутствии
перегретого водяного пара. Вакуумная колонна имее 29 колпачко-
вых тарелок (не считая тарелок в отпарных секциях). В колонне
избыточное тепло снимается тремя циркулирующими орошениями
и используется для подогрева нефти по схеме насос—►теплообмен-
ник—>колонна. Большое число тарелок и наличие отпарных ко-
лонн обеспечивают получение качественных дистиллятов.
Существуют и другие разновидности схем перегонки нефти
и мазута, но они существенно не отличаются от описанных.
Способы орошения ректификационных колонн
на установках АТ и АВТ
Нормальная работа ректификационных колонн обеспечивается
путем регулирования теплового режима (с целью поддержания
39
нужной температуры) при помощи системы орошения. В промыш-
ленных процессах переработки нефти применяют следующие спо-
собы орошения колонн: при помощи парциального конденсатора
(рис. 19,а), острое (рис. 19,6) и циркуляционное (рис. 19,а). Пар-
циальный конденсатор устанавливается наверху колонны. Он пред-
ставляет собой аппарат типа кожухотрубчатого теплообменника;
Рис. 19. Схемы орошения ректификационных колонн:
а — орошение при помощи парциального конденсатора: / — ректификационная колонна;
2 — парциальный конденсатор. I— парогазовая смесь; // — охлаждающая вода; /// — компо-
нент легкой фракции; IV — орошение колонны.
б —острое орошение: / — ректификационная колонна-, 2 — конденсатор-холодильник; 3 — во-
догазоотделитель; 4 — насос, / — парогазовая смесь; // — охлаждающая вода; ///—газы;
IV — вода в канализацию; V — компонент легкой фракции; V/— острое орошение.
в — циркуляционное орошение; / — ректификационная колонна; 2—теплообменник (холо-
дильник); 3 —насос, / — парогазовая смесь; // — циркуляционное орошение.
в межтрубное пространство аппарата с верхней тарелки колонны
поступают пары. Часть паров в результате охлаждения водой, про-
текающей по трубному пространству, конденсируется, образуя
флегму, стекающую обратно в колонну (орошение); остальные па-
ры направляются в конденсатор. Этот способ орошения колонн
применялся на старых установках. Недостатки его — громоздкость
конструкции, возможность попадания воды в колонну, дополнитель-
ные затраты энергии и др.
На современных установках АВТ парциальные конденсаторы
не нашли широкого применения; они уступили место острому оро-
шению. При остром орошении пары, поднимающиеся с верхней
тарелки колонны, целиком конденсируются в конденсаторе-холо-
дильнике. Некоторая часть конденсата возвращается на верхнюю
тарелку в качестве орошения, остальная часть отводится как целе-
вой продукт. Подающаяся в этом случае на верх колонны в виде
острого орошения холодная жидкость соответствует по составу рек-
тификату, получаемому с верха ректификационной колонны. На
всех промышленных установках АВТ применяют острые орошения.
Равномерное распределение острого орошения по всему сечению
колонны обеспечивает правильный контакт между флегмой и па-
рами, что является необходимым условием для нормальной работы
ректификационных колонн.
В последнее время, особенно при мощных ректификационных
колоннах, кроме острого орошения применяется промежуточное
40
циркуляционное орошение. При циркуляционной системе орошения
с соответствующих тарелок отбирается жидкость, охлаждается
в теплообменнике или холодильнике и снова возвращается в ко-
лонну. Число циркуляционных промежуточных орошений, опреде-
ленное расчетным путем (в зависимости от мощнонсти колонны
и температурных показателей), может быть от одного до несколь-
ких. На современных укрупненных установках АВТ циркуляцион-
ное орошение применяют в нескольких сечениях колонны. На дей-
ствующих и строящихся установках АТ и АВТ мощностью 1, 1,5,
2, 3 и 6 млн. т/год нефти в атмосферной колонне осуществляют три
промежуточных циркуляционных орошения. Работники Гипроаз-
нефти, занимающей ведущее место в проектировании процессов
первичной перегонки нефти, рекомендуют принимать число проме-
жуточных циркуляционных орошений равным числу отводимых из
колонн боковых погонов.
Способ ректификации сложных смесей, предусматривающий
применение нескольких промежуточных циркуляционных ороше-
ний, и схема работы сложной колонны, разработанные в Гипроаз-
нефти, позволяют максимально использовать избыточное тепло ко-
лонны и уменьшить объем паров, проходящих через ее сечение.
Сущность этого способа заключается в следующем. Острое ороше-
ние промежуточных секций или промежуточных колонн сложной
Рис. 20. Типовая схема циркуляционного орошения основной ректификационной
колонны атмосферной части АВТ (А-12/9):
1— печь; 2 ~ отбензинивающая колонна; «3 — теплообменники; 4 — насосы; 5 — ректифика-
ционная колонна (основная); 6 — отпарная трехсекционная колонна. I—полуотбензиненная
нефть; // — водяной пар; /// — промежуточные циркуляционные орошения; /V — обессолен-
ная нефть; V — острое орошение; V/— парогазовая смесь; V//—/X —боковые фракции;
X — остаток — мазут.
41
ректификационной колонны заменяется циркуляционным орошени-
ем; количество боковых циркуляционных орошений принимается
равным количеству отводимых боковых погонов, а сложная ко-
лонна или система промежуточных колонн превращается в ряд
самостоятельных колонн, связанных друг с другом только по
парам.
Рис. 21. Типовая схема циркуляционного орошения вакуумной колонны на
промышленной установке А-12/9:
1 — печь; 2 — насосы; <3 — теплообменники; 4 — холодильники; 5 —вакуумная колонна; 6 — ва-
куум-приемник; 7 — трехсекционная отпарная колонна, / — мазут; // — водяной пар;
///—промежуточные циркуляционные орошения; IV— продукты разложения; V — острое
орошение; VI — фракции <350 °C; VII—IX — вакуум-дистилляты; л — гудрон.
На рис. 20 и 21 приводятся типовые схемы циркуляционного
орошения основной ректификационной колонны атмосферной части
и вакуумной колонны на АВТ типа А-12/9 производительностью
3 млн. т/год ромашкинской или туймазинской сернистой нефти. Эти
установки введены в эксплуатацию в 1968 г. Показатели колонн
обеих установок находятся на уровне технических требований. На
отборочных колпачковых тарелках основной ректификационной
колонны сливной карман выполнен глухим для того, чтобы флегма
направлялась в отпарную секцию или в емкость и не попадала
в виде острого орошения на лежащую ниже тарелку.
Судя по предварительным данным, полученным в результате
эксплуатации установок АТ и АВТ на нескольких нефтеперераба-
тывающих заводах, при работе по описанной схеме ректификации
с увеличеннным числом циркуляционных орошений достигается чет-
кость разделения фракций, практически более удовлетворительная,
чем при одном циркуляционном орошении.
42
Требуемое острое орошение, подаваемое в колонну, определяется по фор»
муле (в кг/ч):
с <3
ор_
где Q — тепло, воспринимаемое острым орошением испарения, ккал/ч; i — те-
плота испарения острого орошения, ккал/кг; qt и q^ — энтальпия острого оро-
шения, поступающего в колонну при начальной температуре 4 в выходящего
при конечной температуре t2-
Требуемое циркуляционное орошение определяется из следующего урав-
нения (в кг/ч):
Г
цо
где Q — тепло флегмы, отводимое из колонны в качестве циркулирующего оро-
шения, ккал/ч; q^ — энтальпия циркуляционного орошения при температуре
выхода из колонны 4> ккал/кг; qjn— энтальпия циркуляционного орошения
при температуре входа в колонну 4> ккал/кг.
Циркуляционное орошение для соответствующих сечений колонн рассчи-
тывается в соответствии с тепловым и материальным балансом. Например, для
первого сечения тепло циркуляционного орошения будет равно (в ккал/ч):
где Qi — тепло первого циркуляционного орошения, ккал/ч; Gj — циркуля-
ционное орошение, кг/ч; <?" , q* — энтальпия при данном сечении колонны паро-
вой и жидкой фазы, ккал/кг; Ох — компоненты, перешедшие в паровую фазу,
кг/ч; 4 — температура паров при данном парциальном давлении.
В тепловом и материальном балансе колонны Qi принимается как разница
между поступающим и отводимым теплом:
<21 = Qn — Qa
где Qn и Qo— поступающее и отводимое тепло, ккал/ч.
Выбор схемы перегонки
От четкости разделения нефти на заданные углеводородные
фракции зависит эффективность последующих процессов и каче-
ство товарных нефтепродуктов. Опыт эксплуатации ряда атмосфер-
ных и атмосферно-вакуумных трубчаток показал, что не на всех
установках достигается удовлетворительное фракционирование.
Так, на установках АВТ, построенных в 1947—1955 гг., бензиновые
фракции первой колонны получались утяжеленными, с к. к. до
200 °C, а отбензиненная нефть имела начало кипения 65—80 °C,
т. е. в ней оставалось значительное количество легких компонен-
тов. Таким образом, налегание фракции составляло около 100 °C.
На этих установках с верха второй колонны предусматривалось
получение фракции 85—130 °C, а в качестве боковых погонов —
фракций 130—240, 240—300 и 300—350 °C. Фактически с верха
колонны отбиралась широкая фракция 40—220 °C и затем один
боковой погон — дизельное топливо. В мазуте оставалось до 3%
на нефть фракций дизельного топлива.
43
Основной причиной некачественного погоноразделения была
плохая работа ректификационных колонн. На установках АВТ,
работающих по схеме двухкратного испарения, количество тарелок
в колоннах [в первой 14 тарелок, во второй (основной) 23]j не
обеспечивало удовлетворительного фракционирования. В последую-
щих установках АВТ мощностью 1 и 2 млн. т/год нефти (проект
Рис. 22. Схема атмосферной части комбинированной установки ГК-3:
/ — насос; 2 — теплообменники; 3 — первая ректификационная колонна; 4— конденсатор-хо-
лодильник смеси бензина с газом; 5 — сепаратор газа; 6 — водоотделитель; 7 — конденсатор-
холодильник; 8 — основная ректификационная колонна; 9 — четырехсекцнонная отпарная ко-
лонна. / — отбензиненная нефть; // — острое орошение; /// — целевая фракция; IV — подо-
греваемый продукт; V — бензин; VI — сырая нефть; VII—X — боковые фракции; XI — ма-
зут; XII — пар; XIII — полуотбензиненная нефть; XIV — горячая струя.
Гипроазнефти), также выполненных по схеме двухкратного испа-
рения, этот недостаток был устранен: в первой колонне устанавли-
валось 28 тарелок, а во второй (основной) 38. Увеличение числа
тарелок привело к улучшению ректификации нефти. В атмосферной
части комбинированной установки ГК-3 (рис. 22) производитель-
ностью 3 млн. т/год нефти (проект Гипрогрознефти) число тарелок
еще больше — в первой колонне 31, во второй (основной) 55. Од-
нако следует учесть, что из основной ректификационной колонны
отводится четыре боковых погона.
Наряду с числом тарелок и их конструкцией существенное
влияние на фракционирующую способность колонны оказывает
кратность орошения в отдельных ее секциях, а также схема пере-
гонки. Опыт эксплуатации показал, что применение схемы двух-
кратного испарения целесообразно при наличии в перерабатывае-
мой нефти больших количеств растворенных газов (порядка 1 —
3 вес. % на нефть и выше). При этом колонна предварительного
испарения обеспечивает выделение из нефти смеси газа с легкими
бензиновыми компонентами, и основная ректификационная колон-
44
на разгружается. При переработке стабильных нефтей, не содер-
жащих газ, наличие двух ректификационных колонн в атмосферной
части установки необязательно. В этом случае предпочтительна
схема с предварительным испарителем или однократного испаре-
ния. По схеме с предварительным испарителем работают уста-
новки типа «советская трубчатка», построенные в 30-х годах.
При сравнении двух схем перегонки в качестве основного кри-
терия нефти была принята глубина отбора целевых продуктов, ко-
торая контролировалась содержанием в мазуте фракций, выкипаю-
щих до 350 °C. Показатели работы установок АТ по разным схе-
мам приведены ниже:
«Советская трубчатка» одноколонная с предвари- тельным испарителем Двухколонная установка— по схеме двухкратного испарения
Температура, °C предварительного подогрева неф- ти 190 185—190
сырья на выходе из печи . . . 340—345 358—360
питательной секции основной ко- лонны 315—320 340—345
мазута внизу колонны .... 305—310 320—325
вспышки мазута в открытом тигле 198—210 202—214
Содержание в мазуте фракций до 350 °C, вес. % 0—1,5 0—1,5
Общий расход топлива, условные еди- ницы 64—70 85,5—94,5
Расход электроэнергии, кВт-ч, на 1 т сырья 2,8 14,16
Показатели на 1 т перерабатываемого сырья поверхность нагрева теплообмен- ных аппаратов, м2 0,443 0,585
поверхность охлаждения конден- саторов, м2 0,360 0,460
поверхность охлаждения холо- дильников, м2 0,225 0,397
общая поверхность теплообмен- ников, холодильников, м2 . . 1,028 1,432
общий вес колонны, тс ... . 39,1 40,3
установленная мощность центро- бежных насосов, кВт .... 0,162 0,233
Как видно из приведенных данных, на установках с двумя
ректификационными колоннами расход топлива на 1 т перераба-
тываемой нефти выше на 30—35%, а расход электроэнергии —
больше на 40%. В табл. 5 приведены показатели установок АВТ
производительностью 3 млн. т/год нестабильной нефти, работаю-
щих по схемам однократного испарения (А-12/10В), двухкратного
испарения (А-12/9В) и с предварительным испарителем (А-12/6).
Как видно из приведенных в табл. 5 данных, при одинаковой
производительности атмосферной части перегонки нефти наимень-
ший расход металла наблюдается на установке А-12/6, работаю-
45
Таблица 5. Показатели промышленных установок АВТ
производительностью. 3 млн. т/год нефти, работающих по разным схемам
Показатели Тип установки
А-12/6 (см рис. 10) А-12/9 (см рис. 8) А-12/10 (см. рис. 7)
Производительность, тыс. т/год 3000 3000 3000
Выход светлых нефтепродуктов по проек- ту, вес. % 46,15 46,15 46,15
Основные аппараты—ректификационные колонны, шт. 1 2 1
Предварительный испаритель, шт. 1 — —
Отпарная колонна, шт. Теплообменники нефтяные и др., шт. (м2) 1 1 1
17 (5975) 37 (10150) 25 (8200)
Конденсаторы-холодильники, шт. (м2) 20 (7020) 20 (6830) 17 (36750)*
Трубчатая печь, шт. 1 2 1
Суммарная калорийность, тыс. ккал Металлозатраты, т 35690 45090 37700
КОЛОННЫ 240,5 288,5 284,2
теплообменники 220 377,0 287,5
конденсаторы-холодильники 185,4 207,5 223
общая масса металла, затрачиваемая на аппараты, т 544,9 873,0 793,7
* С оребренными трубками.
щей по одноколонной схеме с предварительным испарителем. Ка-
чественные показатели получаемых фракций во всех трех схемах
Рис. 23. Схема однократного испарения нефти на современной промышленной
установке А-12/10 (проект Гипроазнефти):
/ _ печь; 2 — насосы; 3 — теплообменники; 4 — холодильники; 5 — ректификационная колон-
на; 6 — конденсатор-холодильник; 7 — водоотделитель; 8 — отпарная колонна, / — отбензи-
ненная нефть; // — циркуляционные орошения; ///— парогазовая смесь; IV — острое оро-
шение; V — бензин; VI—VIII— боковые фракции; IX — мазут; X — водяной пар.
46
существенно не различаются. Большое число нефтяных теплооб-
менников на установке А-12/9 объясняется применением аппара-
тов малой поверхности. На установке А-12/10 в основном преду-
смотрены конденсаторы и холодильники воздушного охлаждения
с оребренными трубками. Во вновь сооружаемых АВТ предпочте-
ние отдается установкам, работающим по одноколонной схеме ат-
мосферной перегонки нефти или по схеме однократного испарения
(рис. 23). Такая схема приемлема при переработке нефтей с со-
держанием растворенного газа до 1—1,2%; при более высоком со-
держании газа рекомендуется двухколонная схема перегонки неф-
ти (схема двухкратного испарения).
В табл. 6 приведены показатели работы вакуумных колонн,
установленных на масляных АВТ некоторых отечественных заво-
дов. В вакуумных колоннах отечественных установок АВТ преду-
сматривалось 18 тарелок. В дальнейшем число тарелок было уве-
личено до 24 и 28.
Таблица 6. Показатели работы вакуумных колонн
Установки Пределы кипения масляных дистиллятов, °C (%) Налегание фракции, °C Число тарелок в концентра- ционной части Остаточное давление, мм рт. ст. Потери’напора на одну тарел- ку, мм рт. ст.
всего на одну фрак- цию верх НИЗ
АВТ (Грозный) 338—473 (92)
425—600 (95) 52 | 18 5 60 170 6,1
475—575 (4,6) 125
ВТ (Баку) 320—458 (97) —
380—538 (94) 78 | 20 7 76 163 4,3
471—558 (80) 67
АВТ (Грозный) 344—455 (96) —
400—556 (96) 55 | 26 9 80 155 2,8
500—600 (14) 56
ВТ (Баку) 304—392 —
320—428 382—520 72 46 j 20 5 80 120 2,0
АВТ (Ново-Куйбы- шев)*, варианты работы 412—575 108
1 290—416 (98) —
300—460 (98) 116 } И 5 70 125 3,2
310—500 (98) 150
II 322—480 330—500 (96,5) (94) 150 )14 5 70 125 3,2
III 325—460 356—492 (99) (98,5) 110 )14 5 70 125 3,2
♦ С применением соответственно одного, двух н трех циркулирующих орошений. В вариан-
тах II и III применены фракции 2 и 3 (считая сверху), используемые для производства масел.
47
На двухколонных вакуумных установках для выделения двух
вакуумных фракций — 350—420 и 420—490 °C в первой вакуумной
колонне имеется 12 тарелок и во второй 20. На установках АВТ,
построенных позднее, предусматривается увеличение числа фрак-
ций до трех: 350—420, 420—450 и 450—490 °C. Таким образом,
если в ранее построенных установках на одну масляную фракцию
приходилось всего 6 или 8 тарелок, то на новых установках их
количество увеличилось до 16. По-видимому, с увеличением числа
тарелок достигается более четкое фракционирование масляных
дистиллятов и тем самым улучшается их фракционный состав.
Увеличение числа тарелок в вакуумной колонне приводит
к уменьшению вакуума в зоне испарения и, следовательно, к сни-
жению глубины отбора при постоянных температурах в зоне ис-
парения, а также к уменьшению расхода технологического пара.
При двухколонных системах увеличение числа тарелок меньше
сказывается на уменьшении вакуума в зоне испарения, поскольку
глубокий отбор от мазута осуществляется в колонне, имеющей не-
большое количество тарелок в концентрационной части; в другой
же колонне, где широкая фракция должна разделяться на более
узкие, допустим менее глубокий вакуум и количество тарелок там
может не ограничиваться.
Г л а л a III
РЕКТИФИКАЦИОННЫЕ УСТРОЙСТВА
НА УСТАНОВКАХ АТ И АВТ
Ректификация в процессах первичной
перегонки нефти
Процесс ректификации предназначен для разделения жидких
неоднородных смесей на практически чистые компоненты или фрак-
ции, которые различаются по температуре кипения. Физическая
сущность ректификации, протекающей в процессе перегонки неф-
ти, заключается в двухстороннем массо- и теплообмене между по-
токами пара и жидкости при высокой турбулизации контакти-
рующих фаз. В результате массообмена отделяющиеся от горячей
жидкости пары обогащаются низкокипящими, а жидкость — высо-
кокипящими компонентами. При определенном числе контактов
между парами и жидкостью можно получить пары, состоящие в ос-
новном из низкокипящих, и жидкость — из высококипящих компо-
нентов. Ректификация, как и всякий диффузионный процесс, осу-
ществляется в противотоке пара и жидкости. При ректификации
паров жидкое орошение создается путем конденсации части паро-
вого потока вверху колонны, а паровое орошение при ректифика-
ции жидкости — путем испарения части ее внизу колонны.
Конструкция аппаратов, предназначенных для ректификации,
зависит от способа организации процесса в целом и способа кон-
такта фаз. Наиболее простая конструкция ректификационных ап-
паратов при движении жидкости от одной ступени контакта к дру-
гой под действием силы тяжести.
На установках первичной перегонки нефти основным аппаратом
процесса ректификации является ректификационная колонна — вер-
тикальный аппарат цилиндрической формы. Внутри колонны рас-
положены тарелки—одна над другой. На поверхности тарелок
происходит контакт жидкой и паровой фаз. При этом наиболее
легкие компоненты жидкого орошения испаряются и вместе с па-
рами устремляются вверх, а наиболее тяжелые компоненты паро-
вой фазы, конденсируясь, остаются в жидкости. В результате
в ректификационной колонне непрерывно идут процессы конденса-
ции и испарения.
При ступенчатом осуществлении процесса ректификации кон-
такт пара и жидкости может происходить в противотоке, в пере-
крестном токе и в прямотоке. Если ректификация идет непрерывно
во всем объеме колонны, то контакт пара и жидкости при движе-
нии обеих фаз может происходить только в противотоке.
4—2551
49
На большей части действующих установок ректификация про-
текает нечетко. Получаемые компоненты светлых и масляных ди-
стиллятов не соответствуют требуемому фракционному составу,
наблюдается налегание фракций, часть наиболее тяжелых фрак-
ций светлых нефтепродуктов — дизельного топлива — проваливает-
ся в низ колонны, в мазут. Поэтому исследованию и анализу ра-
боты ректификационных колонн, разработке и испытанию новых
типов барботажных тарелок, совершенствованию методов их рас-
чета уделяется большое внимание.
Назначение ректификационных аппаратов
установок АВТ
Современные ректификационные аппараты классифицируются
в зависимости от их технологического назначения, давления, спосо-
ба осуществления контакта между паром и жидкостью и внутрен-
него устройства, обеспечивающего этот контакт. По технологиче-
скому назначению на современных комбинированных установках
АВТ ректификационные аппараты делятся на колонны атмосфер-
ной перегонки нефти, вакуумной перегонки мазута, стабилизации
легких фракций, абсорбции жирных газов переработки нефти, вто-
ричной перегонки широкой бензиновой фракции и др. По прово-
димому процессу различают следующие ректификационные колон-
ны: атмосферные, вакуумные, стабилизаторы и др. В зависимости
от давления колонны делятся на вакуумные, атмосферные и рабо-
тающие под давлением. В качестве контактного устройства в ко-
лоннах применяют тарелки. Часто эти колонны именуются тарель-
чатыми. По способу контакта между паром (газом) и жидкостью
все ректификационные аппараты на установках первичной пере-
гонки нефти характеризуются непрерывной подачей обеих фаз.
На конструкцию ректификационной колонны оказывают влияние
технологические особенности: система подачи сырья, отвод боковых
жидких погонов, подача орошений, пара и др.
Типовая схема работы атмосферной ректификационной колонны
состоит в следующем (рис. 24). Нагретое до 340—350 °C сырье
(в основном в парожидкостном состоянии) поступает в среднюю
часть колонны. Сверху отбирается парогазовая смесь — продукт,
обогащенный низкокипящими компонентами и содержащий водя-
ной пар. В средней части с соответствующих тарелок отбирают
боковые флегмы — компоненты светлых нефтепродуктов, а снизу
остаток — мазут, обогащенный высококипящими компонентами.
Часть колонны, расположенная выше ввода сырья, называется кон-
центрационной, или укрепляющей, а расположенная ниже ввода
сырья, — отгонной, или исчерпывающей. Верхняя тарелка отгонной
части колонны, на которую поступает сырье, обычно называется
тарелкой питания.
Для ректификации многокомпонентных смесей на установках
АТ и АВТ применяется ректификационная колонна, состоящая
50
фактически из нескольких отдельно работающих колонн (по числу
отбираемых фракций). Сырьем для каждой последующей колон-
ны может служить дистиллят или остаток предыдущей колонны.
Такие колонны весьма сложны, так как кроме верхнего и нижне-
го продуктов (бензин и мазут) в них получают несколько боковых
погонов: лигроин, керосин, дизельное топливо. Каждый боковой
погон, отводимый из колонны, отправляется в свою отпарную ко-
лонну, где отпариваются легкие фракции, направляемые затем об-
ратно в основную колонну.
Рис. 24. Типовая схема работы атмо-
сферной ректификационной колонны:
1 — воздух; 2 — парогазовая смесь; 3 —
острое орошение; 4, 6, 8 — пары из отпар-
ной колонны; 5, 7, 9 — флегма к секциям
•отпарной колонны; 10— водяной пар; 11 —
мазут; 12 — сырье; 13, 15, 17 — промежу-
точные циркуляционные орошения из ко-
лонны; 14, 16, 18 — охлажденные циркуля-
ционные орошения в колонну.
Отпарные колонны конструктивно выполнены в одном корпусе,
но отделены друг от друга глухой перегородкой. В отпарных ко-
лоннах создается орошение водяным паром, который снижает пар-
циальное давление нефтяных паров и способствует их испарению.
Недостаток сложной колонны — наличие при одном верхнем
орошении различных паровых и жидкостных нагрузок в разных
сечениях. В связи с этим в каждой секции весьма целесообразно
создание самостоятельного циркулирующего орошения. Атмосфер-
ные и вакуумные колонны с промежуточным циркуляционным оро-
шением широко применяются. Так, запроектированные Гипроаз-
нефтью высокопроизводительные установки АВТ различной моди-
фикации (типа А-12/4, А-12/5, А-12/5м, А-12/6, А-12/7, А-12/9,
А-12/9В, А-12/10В и др.) оборудованы сложными колоннами с цир-
кулирующим промежуточным орошением. Большая часть таких
51
установок имеется и успешно эксплуатируется на нефтеперераба-
тывающих заводах СССР и за рубежом (ПНР, ГДР, ВНР, КНР
и др.).
Давление в атмосферной колонне зависит от ряда факторов.
При выборе давления температуру конденсации паров дистиллята
Рис. 25. Типовая схема работы ва-
куумной колонны:
/ — продукты разложения; 2— острое оро-
шение; 3 — фракция ООО °C в вакуум-при-
емник; 4, 6, 8 — пары из отпарной колон-
ны; 5, 7, 9 — боковые масляные фракции;
/<9 — затемненный продукт; //—гудрон;
/2 — водяной пар; /3 — нагретый в печи
мазут в колонну; 14, 16, 18, 20 — циркуля-
ционные орошения из колонны в теплооб-
менники; 15, 17, 19, 2/— циркуляционные
орошения в колонну после охлаждения.
в первом приближении можно принимать не менее чем на 15—
20 °C выше температуры охлаждающего агента на выходе из кон-
денсатора. Некоторое повышение давления против расчетного
вверху колонны необходимо для преодоления потерь напора при
движении пара через трубопроводы и аппараты, расположенные
после ректификационной колонны. Внизу колонны давление уве-
личивается на величину, соответствующую гидравлическому сопро-
тивлению тарелок. В атмосферных колоннах для перегонки нефти,
работающих с водяным паром, максимальная температура соот-
ветствует температуре вводимого сырья.
На рис. 25 показана типовая схема работы вакуумной колонны,
установленной на современной АВТ производительностью
3 млн. т/год нефти (типа А-12/9), эксплуатируемой по масляной
схеме. Схема перегонки на этой установке отличается от схем, при-
нятых на остальных действующих установках, и показатели ее ра-
боты несколько лучше, особенно по выработке масляных фракций.
Мазут из атмосферной колонны забирается насосом и прокачи-
вается через змеевик печи вакуумной части в вакуумную колонну
при 380 °C. Температура верха колонны 100 °C, низа 355 °C. Ко-
лонна оборудована 40 тарелками, из них четыре расположены
в нижней части. Тарелки 14, 21, 28 и 35 — «глухие», т. е. они не
52
имеют слива жидкости вниз. Верхняя часть колонны с шестью
тарелками является конденсатором смешения. Пары легких фрак-
ций и фракции до 350 °C конденсируются в конденсаторе смешения
и поступают в вакуум-приемник. Сбоку колонны отбираются три
боковые масляные фракции 5, 7, 9 и направляются в соответст-
вующие отпарные колонны.
Рис. 26. Типовая схема технологиче-
ской связи между стабилизатором и
фракционирующим абсорбером:
/ — фракционирующий абсорбер; 2 — ри-
бойлер; 3 — теплообменник; 4 — печь;
5 — стабилизатор, /—сухой газ; //—аб-
сорбент; ///—пары; /V, V — циркуляцион-
ные орошения; V/— сырье стабилизатора;
VII — стабильный бензин; V/// — циркули-
рующая жидкость; IX — сырье в стабили-
затор; X, XIII — орошение; XI — жирные
газы; XII — жирный абсорбент; XIV—ста-
бильный бензин сырья фракционирующего
абсорбера.
Пониженное давление в вакуумной колонне необходимо при
разделении термически нестабильных смесей. Максимальная тем-
пература в вакуумных колоннах соответствует температуре вводи-
мого в нее сырья; она ограничивается возможностью термического-
разложения продуктов и закоксовыванием труб в печи. Эта темпе-
ратура и определяет расчетное давление в колонне. Для поддер-
жания температуры в питательной секции необходимо наверху
колонны иметь глубокий вакуум. По практическим данным, оста-
точное давление наверху вакуумной колонны не должно превы-
шать 40—60 мм рт. ст. Однако на большинстве действующих уста-
новок наблюдается значительное гидравлическое сопротивление на
тарелках, а наверху колонн—высокие остаточные давления поряд-
ка 100—120 мм рт. ст. и более. Это является одной из причин
плохой погоноразделительной способности вакуумных колонн.
На современных комбинированных установках АВТ имеются
блоки стабилизации, абсорбции-десорбции и вторичной перегонки
широкой бензиновой фракции. Во всех этих блоках процесс ректи-
фикации, или фракционирования, осуществляется в ректификацион-
ных колоннах. Эти технологические блоки на установках АВТ до-
бавляются в зависимости от углеводородного состава перерабаты-
ваемой нефти и от назначения их в схеме переработки по заводу
в целом. На рис. 26 приводится типовая схема технологической
связи между стабилизатором и фракционирующим абсорбером на
установках АВТ.
53
Факторы, улучшающие погоноразделительную
способность ректификационных колонн
Цель расчета ректификационных колонн АВТ на заданную про-
изводительность и четкость разделения фракции—определить тех-
нологический режим аппарата, основные его размеры и внутренние
устройства. Технологический режим колонны зависит от темпера-
тур всех внешних материальных потоков, рабочего давления в ап-
парате, удельного расхода тепла на испарение остатка и конденса-
цию части верхнего продукта, флегмового числа или удельного
расхода абсорбента. Основные размеры колонны — диаметр и вы-
сота— зависят, главным образом, от типа и числа тарелок, рас-
стояния между ними. Основными размерами тарелки являются ее
свободное сечение и размеры некоторых элементов, характерные
для каждого типа тарелок.
Научно-исследовательские работы и опыт производственников
позволили выявить существенный недостаток ректификационных ко-
лонн действующих промышленных установок АВТ — их малую по-
гоноразделительную способность, а также конструктивные, техно-
логические, экономические недостатки тарелок. Эти недостатки
объясняются использованием формул и методов расчета ректифи-
кационных систем, рекомендованных в 30-х годах для маломощных
установок с ограниченным количеством получаемых фракций при
наличии незначительного количества технологических узлов. Кроме
того, ни количество данных, требуемых для разработки методов
расчета, ни опыт эксплуатации таких сложных аппаратов, как рек-
тификационные колонны, не были в то время достаточно полными.
Механический перенос устаревших данных и методов расчета на
современные мощные ректификационные колонны приводит к тому,
что их фактические показатели, как правило, отличаются от проект-
ных; в итоге не обеспечивается получение продуктов нужных ка-
честв.
Большая часть колонн атмосферной перегонки ранее построен-
ных установок имеет запас производительности 30—50%. Вакуум-
ные же колонны часто не обеспечивают проектную производитель-
ность, в них наблюдается большое налегание фракций и ряд других
недостатков. Анализ работы большого количества ректифика-
ционных колонн и обобщения этих данных показали, что на погоно-
разделительную способность колонн оказывают существенное влия-
ние следующие факторы: тепловой режим паровых и жидкостных
потоков, материальный баланс колонны, размеры сечений контакт-
ных элементов, конструкция и число тарелок, кратность орошения,
способ ввода орошения в колонну, весовая и линейная скорость
паров.
Ранее все эти факторы при проектировании и строительст-
ве маломощных установок в полной мере не учитывались и расче-
ты, как правило, проводились на основе практических данных и ме-
тодом приближения.
54
Элементы оптимизации технологических систем
установок
Для правильного выбора при проектировании размеров основ-
ного технологического оборудования установок АВТ необходимо-
тщательно изучить и определить следующие технологические фак-
торы.
Давление. Давление в основной колонне атмосферной секции
должно обеспечивать преодоление гидравлических сопротивлений
парогазовых потоков по всей системе. Обычно избыточное давле-
ние в атмосферной колонне находится в пределах 0,7—0,8 кгс/см2
и не должно превышать 1, 0 кгс/см2, т. е. оно должно приниматься
минимально возможным. Практически это давление несколько ко-
леблется в зависимости от условий эксплуатации. При двухколон-
ной схеме работы установки давление в отбензинивающей колонне,
как правило, должно быть выше, чем в основной атмосферной
колонне, но его следует принять минимально возможным, лишь-
достаточным для того, чтобы преодолеть сопротивление шлемовой
трубы, змеевика конденсатора и коммуникации газоотводящей си-
стемы. В отбензинивающей колонне отгоняются легкие бензиновые-
пары и газы, а для подачи последних в газовую сеть предприятия
давление в первой ректификационной колонне должно быть не ни-
же 3—4 кгс/см2. По фактическим данным, на действующих двух-
колонных установках избыточное давление в большинстве случа-
ев составляет от 1 до 3,5 кгс/см2.
Остаточное давление наверху вакуумных колонн следует при-
нимать равным 40—60 мм рт. ст. Однако на практике оно значи-
тельно выше, что ухудшает погоноразделительную способность-
колонны.
Температурный режим в колонне. Температурный режим, влия-
ющий на показатели работы колонны, зависит от качества дистил-
лятов и давления в колонне. Нужно определить обычным путем,
температуры верха и низа колонны, боковых погонов и низа остат-
ка. При этом следует учитывать, что в низ колонн подается водя-
ной пар и температура внизу колонны будет определяться парци-
альным давлением нефтяных паров. Водяной пар оказывает суще-
ственное влияние на температурный режим колонны. Ниже
приводится средний температурный режим, поддерживаемый в ос-
новных колоннах действующих АВТ (см. стр. 56).
Необходимо создать такие условия, чтобы с потоком сырья в ко-
лонну вносилось максимальное количество тепла. Температура
сырья, поступающего в колонну, определяется методом А. М. Тре-
губова либо по кривой однократного испарения (ОИ) сырья дан-
ной колонны (кривая построена для давления эвапорационного-
пространства). Эта температура должна соответствовать доле от-
гона, равной суммарному отбору дистиллятов из колонны по ма-
териальному балансу. Было обнаружено, особенно в ранее постро-
енных установках АВТ, что температура поступающего в колонну
55
сырья на 20—30 °C выше, чем определенная по проекту. Поэтому
очень важно правильно рассчитать сечения трубопровода от колон-
ны до печи и температуру выхода сырья из печи. Перед состав-
лением теплового баланса колонны необходимо рассчитать измене-
ние температуры сырья в трубопроводе от печи до колонны.
Температура,
°C
Атмосферная колонна
Сырье................................ 330—350
Верх колонны......................... 80—150
Боковой погон
керосин ............................ 190—220
топливо ......................... 230—270
Низ колонны..........................310—320
Вакуумная колонна
Сырье................................415—460
Верхний продукт......................100—ПО
Масляные дистилляты.................. 120—380
Низ колонны, гудрон.................. 400—420
Установлено, что перепад температуры между печью и колон-
ной на установках АВТ составляет для атмосферной секции от 5
до 18 °C, для вакуумной 25—30 °C. В работе колонны этот фактор
играет решающую роль. Однако в ранее запроектированных уста-
новках он не учитывался. В расчетах часто, определив долю отгона
и температуру сырья при входе в колонну по кривой ОИ, прини-
мают эту температуру равной температуре потока сырья на вы-
ходе из печи. Это приводит к неправильному определению количе-
ства тепла, вносимого в колонну. В среднем ошибка составляет
10—15% от общего количества тепла в колонне.
В трансферной линии — трубопроводе, идущем от печи до ко-
лонны, меняется доля отгона и температура сырья, а энтальпия
остается постоянной. Вследствие крайней сложности и трудоемко-
сти ранее предложенной методики расчета изменения состояния
сырья в трубопроводе (метод постепенных приближений) ею почти
не пользовались. Менее трудоемок графоаналитический метод, раз-
работанный в ГрозНИИ. В последующих проектах промышленных
установок указанный недостаток был устранен. В результате, в от-
личие от принятого на прежде построенных установках (мощностью
2,0 млн. т/год) диаметра трансферной линии от печи до атмосфер-
ной колонны АТ, равного 250 мм, был принят рассчитанный по но-
вому методу диаметр, равный 300 мм. Таким образом, при подходе
к основной ректификационной колонне вместо 2 X 250 принято
2x350 мм.
Расход пара. На практике расход пара колеблется в широких
пределах. Обследование работы действующих колонн показало,
что в атмосферных колоннах в 32-х случаях расход пара состав-
лял более 1 вес. % на нефть (1—5,4%); в 19-и случаях — ниже 1%
(0,17—0,09%). В вакуумных колоннах в 17-и случаях расход пара
56
на сырье составлял 1,2—3,9%. В атмосферных колоннах увеличе-
ние расхода пара не оказывает существенного влияния на увели-
чение скорости нефтяных паров в колонне. В вакуумных колоннах
вследствие низкого давления линейная скорость нефтяных паров
за счет водяного пара резко увеличивается. При подаче в низ ко-
лонны 2% водяного пара и выше (на мазут) общий объем паров
сильно возрастает; в результате скорость паров превышает допу-
скаемую, что вызывает увеличение нагрузки в сечениях колонны
примерно в 1,5—2,0 раза. Данные исследований и анализов факти-
ческого материала показывают, что количество водяного пара
в вакуумных колоннах не должно превышать 1,0—1,5% на мазут.
Орошение колонн. На большей части ранее построенных АВТ
в основную колонну подается только горячее (острое) орошение.
На его испарение расходуется избыточное тепло. В итоге избыточ-
ное тепло всех промежуточных колонн основного ректификационно-
го аппарата переносится парами острого орошения в верхнюю
часть колонны и затем снимается в конденсаторе. В условиях пе-
регрузки колонны парами острого орошения для обеспечения тре-
буемой скорости паров нужна колонна большого диаметра, а для
снятия тепла, уносимого с парами, необходима установка конден-
саторов больших размеров и расходуется значительное количество-
хладоагента (охлаждающая вода или электроэнергия при аппара-
тах воздушного охлаждения). Неиспользование избыточного тепла,
отдельной промежуточной колонны вызывает значительное увели-
чение кратности орошения по всей высоте колонны. Особенно для
верхней и средней промежуточных колонн кратность орошения по-
лучается гораздо больше, чем требуется условиями четкой ректи-
фикации отбираемых фракций.
Из анализа тепловых и материальных потоков можно заклю-
чить, что энергетические условия при работе сложной ректифика-
ционной колонны являются крайне невыгодными.
В связи со сказанным в проектах промышленных установок
предусматривается новая схема работы основной ректификацион-
ной колонны, при которой все избыточное тепло отводится непо-
средственно каждой промежуточной колонной. Это достигается
применением циркулирующих промежуточных орошений в коли-
честве, равном количеству отбираемых боковых погонов.
Показатели работы тарелок. К основным показателям работы:
ректификационных колонн и контактных устройств промышленных:
установок АВТ относятся кратность орошения (флегмовое число),
весовая скорость паров, линейная скорость паров в свободном се-
чении колонны, плотность орошения тарелки, градиент уровня жид-
кости на тарелке, высота подбора слива, гидравлическое сопротив-
ление тарелки, число теоретических тарелок, к. п. д. тарелки. Не-
маловажную роль играет также конструкция тарелки, способ по-
дачи орошения и отвода тепла.
Кратность орошения, или флегмовое число, определяется как от-
ношение количества горячего орошения — флегмы, орошающей та-
57
релки данной секции, к количеству дистиллята или ректификата
секции. Флегмовое число и число тарелок определяют заданную
фракционировку в процессе ректификации. При увеличении флег-
мового числа необходимое число тарелок уменьшается, при умень-
шении флегмового числа оно возрастает. Минимальное значение
флегмового числа наблюдается при движущейся силе процесса
разделения в каком-либо сечении колонны, равной нулю. Часто
таким сечением является питательная секция колонны.
Для практических расчетов флегмового числа (среднего его значения) ре-
комендуется формула:
_ во + в1
Sep — 2
тде Sep — среднее значение кратности орошения (флегмового числа); g0 — крат-
ность орошения верхней секции; gy — кратность орошения нижней секции.
г -* Теоретически разработанных методов расчета флегмового числа при ректи-
фикации таких сложных смесей, как нефть, пока еще нет. Поэтому его опреде-
ляют главным образом на основании опыта промышленной эксплуатации.
Весовая скорость паров (№). В свободном сечении колонны весовая скорость
паров [(в кг/(м2-ч)] равна:
GH -)- GB
W = %
г св
где GH, GB— количество нефтяных и водяных паров, кг/ч; FCB— свободное се-
чение колонны над тарелкой, м2.
Свободное сечение колонны определяется как разность полного ее сечения
и сечения, занятого сливными устройствами.
Поперечное сечение колонны (в м2) определяется так же, как у цилиндри-
ческого сосуда, по формуле:
V
F =
где V — максимальный объем паров, поднимающихся по колонне, м3/с; И7Д —
.допустимая линейная скорость паров в свободном сечении колонны, м/с.
Объем паров (в м®/с) вычисляют следующим путем:
273 + / / G Z \
у = 62,4
где t — температура пара, °C; л— абсолютное давление в колонне, мм рт. ст.;
G— количество нефтяных паров, кг/ч; Z— количество водных паров, кг/ч;
М — молекулярный вес нефтяных паров; 18 — молекулярный вес водяных па-
ров.
Линейная скорость паров- Линейная скорость паров в свободном сечении
(Гсв) колонны, а также в живом сечении (Ц7Ж) тарелки определяется по фор-
муле (в м/с):
и? _ Ун + ^в-п
"св — р
^ж
Ун + Ув.п
/т
где Ун и Увп — объемный расход нефтяных и водяных паров, м^с; FCB — сво-
бодное сечение колонны, м2; fT — площадь живого сечения тарелки, м2.
Для расчета диаметра колонны очень важно правильно определить допусти-
мую весовую или линейную скорость паров. При этом установление оптималь-
58
ной нагрузки по парам является основным показателем расчета. Оптимальная
паровая нагрузка характеризуется отношением:
8% Усв
«"доп ИЛИ Удоп
где UZCB и VCB — фактическая весовая и линейная скорости паров в свободном
сечении колонны; 1Гдоп и Гдоп — допустимая весовая и линейная скорости па-
ров в свободном сечении.
Большинство действующих АВТ оборудованы колоннами, размеры кото-
рых определены методом Саудерса и Брауна. Согласно этому методу
ГДоп = В У -
где В — коэффициент, учитывающий диаметр частиц уносимой жидкости, рас-
стояние между тарелками и физическое свойство жидкости и пара; уж и уп —
плотности жидкости и пара в рабочих условиях, кг/м3.
Для весовой скорости паров 1УДОП [в кг/(м3-ч)]:
где К = 3600 В.
^Удоп -- A (?Ж -~ Уп)
Саудерс и Браун установили зависимость коэффициента К от
расстояния между тарелками и поверхностного натяжения жидко-
сти. Установлено, что ректификационные колонны работают удов-
летворительно и при нагрузках, превышающих 20—30% от допу-
стимых по Саудерсу — Брауну. Не случайно, что на установках
АВТ, построенных ранее, колонна выдерживает перегрузку от 25
до 50% от проектной производительности.
Более точен и универсален для ректификационной системы ме-
тод Нельсона, установившего зависимость коэффициента К от рас-
стояния между тарелками, конструктивных данных и условий ра-
боты тарелок. Легко найдя по графику Нельсона (рис. 27) значе-
ние А, можно быстро определить допустимую скорость паров. На
рис. 27 нанесены кривые, соответствующие типу тарелок и услови-
ям их работы. Фактический опыт работы колонн установок АВТ
подтверждает данные Нельсона. Следовательно, они более точны
и надежны, чем данные Саудерса и Брауна. Кроме того, данные
Нельсона получены на основе более обширного современного ма-
териала.
При расчете по Нельсону коэфф, ;иент К учитывает технологический режим:
и конструктивные элементы тарелок.
Плотность паров (в кг/м3) определяется по формуле:
_______бп
Тп - ЗбООУп
где Оп — количество паров, кг/ч; Vn — количество паров внизу верхней тарел-
ки, м3/с.
Диаметр ректификационной тарелки (в м) равен:
где W„ — линейная скорость паров в свободном сечении колонны, м/сек.
Приняв размер колонны, вновь проверяют по формуле допустимую ско-
рость.
59
В проектах комбинированных установок АВТ мощностью 2,0;
3,0; 6,0 млн. т/год нефти и более размер колонн был определен
на основании линейной скорости паров по Нельсону.
Расстояние между тарелками,мм
Рис. 27. Кривые для расчета допустимой скорости паров в ректификационных
колоннах по Нельсону:
/ — для максимально допустимой производительности тарелок ситчатых, каскадных и ре-
шетчатых провальных; 2 — для тарелок с круглыми колпачками, работающих с благоприят-
ными жидкостными нагрузками, а также для ситчатых, каскадных, решетчатых, проваль-
ных и др.; <3 — для нормальных условий работы тарелок с S-образными элементами и же-
лобчатыми колпачками при атмосферном и повышенном давлении и жидкостных нагрузках
20—40 м3 (м-ч); За, 36 — для условий, когда жидкостная нагрузка тарелки соответственно
-меньше 10 или выше 40 м3(м-ч); 4 — первоначальная кривая по Саудерсу — Брауну (может
быть использована также для расчетов вакуумных колонн, в которых установлено брызго-
улавливающее устройство); 5 — для отпарных колонн абсорбционных установок, а также
.для обычных условий работы вакуумных колонн; 6 — для абсорбционных колонн; 7 — для
вакуумных колонн.
Результаты обследования ГрозНИИ многочисленных действую-
щих колонн установок АВТ позволяют сделать следующие выводы:
метод Саудерса и Брауна устарел; поэтому пользоваться им при
проектировании и строительстве современных промышленных уста-
новок не следует;
метод Нельсона позволяет достаточно точно определить допу-
стимую нагрузку; его можно рекомендовать для проектирования
независимо от конструкции применяемой тарелки;
для ректификационных колонн, снабженных тарелками с S-об-
разными элементами, или ситчатыми, а также тарелками с круглы-
ми колпачками, когда конструкция тарелки позволяет выбрать раз-
личное соотношение между зонами барботажа и сливной зоной,
можно рекомендовать метод Аткинса.
во
Разновидности ректификационных тарелок
и технологические особенности их работы
Во всех ректификационных колоннах первичной перегонки, по
строенных до 1950 г., было ограниченное число тарелок. В основ
ном распространение получили
лобчатыми тарелками типа
«АЛКО». Известные в настоя-
щее в$ля типы тарелок клас-
сифицируются по способу ор-
ганизации движения пара и
жидкости следующим обра-
зом: прямолинейные (струй-
ные) ; противоточные (решет-
чатые); перекрестные (кол-
пачковые, с S-образными эле-
ментами, клапанные, ситча-
тые).
На рис. 28 все тарелки с
перекрестными и прямолиней-
ными движениями -фаз имеют
переливные устройства. Та-
ректификационные колонны с же-
Рис. 28. Схема движения паров и жид-
кости на тарелках:
а — прямолинейное; б — противоточное; в — пе-
рекрестное.
редки противоточные (про-
вального типа) лишены этих устройств.
В ранее построенных отечественных и зарубежных установках
в основном применяли тарелки с круглыми колпачками. Тарелка
этого типа состоит из основания в виде диска, пер^ры^дащегс)
большую часть сечения колонны. В диске имеются юИйыВйтвер-
стия с установленными на них патрубками, над котЯИкш крепят-
ся колпачки (рис. 29). Внизу колпачков делаютс5<Шрорези 2. Та-
релка имеет переливные устройства, сливную регулируемую планку
и иногда затворную перегородку. Размеры колпачков определяют,
WJ
б
Рис. 29. Круглые колпачки на тарелках диаметром 100 мм:
<2 — круглый колпачок; б —установка колпачка на тарелке.
I — колпачок; 2 — прорези для паров; 3 — патрубок для прохода паров; 4 — болт для за-
крепления колпачка; 5 —диск тарелки; 6 — гайка.
61
исходя из возможности размещения максимального их числа по
плоскости тарелки. Для колонны диаметром до 3 м принимают
колпачки диаметром 100 мм, для колонны большого диаметра —
колпачки диаметром 150 мм. Колпачки располагают по вершинам
равносторонних треугольников, а ряды колпачков — перпендику-
лярно потоку жидкости. Расстояние между центрами кол-
пачков (шаг) обычно равно 1,3; 1,6 и 1,9 от диаметра колпачка.
Максимальное расстояние от колпачков до стенок корпуса колон-
ны должно быть 40 мм, а минимальное расстояние между колпач-
ками и сливной планкой—-80—100 мм.
Высота планки принимается такой, чтобы прорези погружались
не менее чем на 12 мм. Для разных колонн рекомендуется прини-
мать приведенные ниже величины затопления прорезей:
Величина
Колонна затопления,
мм
Вакуумная............................. 12—40
Атмосферная........................... 25—50
Под средним давлением (до 7 кгс/см2) . . 40—75
Под повышенным давлением (до 35 кгс/см2) 50—100
Указанные колонны имеют различные жидкостные нагрузки;
, поэтому прорези колпачков погружают в вакуумных колоннах на
5—15 мм, в остальных колоннах на 15—30 мм. В СССР стандар-
тизированы колпачки круглой формы (ГОСТ 9634—61).
«Л^^Заустановках АВТ (типов А-12/1; А-12/1М, А-12/2, А-12/3)
Ш^гфввкц^ЛэНостью 1; 1,5 и 2 млн. т/год нефти в течение многих
летпртм^Квт тарелки с желобчатыми колпачками. Однако эти
тарелки хЩЬкризуются низкой производительностью, малой эф-
фективностью и неравномерно работают по всему сечению. К- п. д.
этих тарелок низкий, они металлоемки. По этой причине их изго-
товление постепенно превышается. Очевидно, действующие уста-
новки АВТ с желобчатвИ! тарелками будут эксплуатироваться
еще продолжительное врш^вЖелобчатые тарелки нормализованы
по нормам нефтяной пром|ИВнности Н439—58. Они выполняются
однопоточными и двухпольными. Их изготавливают для колонн
диаметром от 1 до 8 м.
На рис. 30 показана тарелка с желобчатыми колпачками.
В центральной части однопоточной тарелки расположены желоба
и колпачки, которые можно устанавливать на разной высоте. Вы-
сота установки колпачков принимается равной 163 мм. Высота
установки сливной планки: в вакуумной колонне 102—107 мм, в ко-
лонне под давлением до 10 кгс/см2—115—130 мм. Начиная
с 1960 г., были рекомендованы тарелки с S-образными элементами
по нормали нефтяной промышленности Н939—61. Тарелки
с S-образными элементами были впервые применены в 1961 г.
на установке А-12/6 производительностью 3 млн. т/год сернистой
нефти.
62
Институтом ВНИИнефтемаш разработаны однопоточные тарел-
ки с диаметром от 1 до 4 м и двухпоточные и четырехпоточные
диаметром от 1,6 до 8,0 м. Расстояние между тарелками, преду-
сматриваемое нормалью, для однопоточных тарелок 450, 500, 600,
Рис. 30. Тарелка с желобчатыми колпачками:
/ — корпус колонны; 2 —желоба; 3 — регулируемый колпачок;
-4 — планка для поддержания уровня жидкости.
700, 800 и 900 мм; для двухпоточных тарелок 600, 700, 800 и 900 мм.
В центральной части тарелки располагаются S-образные элементы
одинакового профиля (рис. 31). Для отбора жидкости устанавли-
вается сливной карман глубиной 260 мм. S-образные элементы из-
готавливают штамповкой, а также из холодного проката. Тарелки
с S-образными элемента-
ми значительно легче из-
готовить, чем желобча-
тые; их монтаж, демон-
таж и чистка проще, а
расход металла на 14—
15% меньше.
За последние годы
прошли опытные испыта-
ния клапанные тарелки.
Они применяются на
установках АВТ произ-
водительностью 3 и
6 млн. т/год нефти и вы-
ше. Основные элементы
тарелки — клапаны круг-
лой (чаще) либо прямо-
угольной формы, закры-
вающие соответствующие
отверстия в тарелке.
Рис. 31. Схема установки тарелок с S-образ-
ными элементами:
/ — корпус колонны (стенка); 2 — регулируемая план-
ка; 3— диск тарелки; 4 — S-образные элементы;
5 — колпачок с прорезями.
63
Конструктивно клапан выполнен так, что подъем его возможен
только на определенную высоту. Тарелки имеют переливные уст-
ройства обычной конструкции, сливную регулируемую планку и в
некоторых случаях затворную планку. Основные размеры кла-
панов: диаметр клапана 50 мм; максимальная его высота 6,5—
Рис. 32. Клапанная тарелка упро-
щенной конструкции:
1 — ограничитель подъема клапана;
2 — направляющие планки; «3 — диск
клапана; 4 — упор.
8 мм; диаметр отверстия в тарелке
40 на тарелках сле-
дует ^асцодадЙЦдНа расстоянии не
мене£-ЗД М^^)$|ййстенок колонны,
75 мм от слиЬ^О*й1п ланки и 100 мм
от переливной п, анки. Такие кла-
панные тарелки, предусмотрены в
проектах последг ix промышленных
установок АВТ производитель-
ностью 3, 6 и 7,5 млн. т/год нефти.
О промышленной эксплуатации це-
лой установки с клапанными та-
релками в ректификационных ко-
еще не имеется. Клапанная тарелка
лоннах достаточных данных
упрощенной конструкции показана на рис. 32. Ситчатые, струй-
ные, струйные с отбойниками, решетчатые провального типа та-
релки пока не нашли применения на установках первичной пере-
гонки АТ и АВТ.
Переливные устройства во всех тарелках должны обеспечить
переток жидкости заданного расхода при максимально допустимых
нагрузках с одной тарелки на другую, не нарушая нормальной
работы тарелок. При очень больших расходах жидкости с целью
лучшей ее дегазации применяют сегментные переливы с наклонны-
ми планками. На малопроизводительных установках применялись
сливные стаканы из труб. Большое влияние на работу переливов
и тарелок оказывают конструкции узлов ввода и вывода жидкости.
Сопротивление узла ввода жидкости на тарелку должно быть уме-
ренным и обеспечивать равномерный спокойный ее ввод. Узел вы-
вода жидкости с тарелки должен обеспечивать равномерный ее
слив и способствовать дегазации жидкости.
Существует градиент уровня жидкости на тарелках — разность
между уровнями на месте поступления и слива жидкости на та-
релке. Градиент уровня зависит от расхода жидкости, ее физиче-
ских свойств, пути по тарелке, конструкции тарелки, сопротивле-
ния на пути потока жидкости, количества паров, проходящих че-
рез тарелку, и др. Изменения градиента уровня часто приводит
к неустойчивому режиму и ухудшению эффективности работы та-
релки. Рассчитать эту величину невозможно. Наиболее приемле-
мым является метод аналитического расчета — метод свободного
течения жидкости в горизонтальных каналах, предложенный проф.
Б. А. Бахметьевым.
64
Элементы технологического расчета
ректификационных тарелок
Нагрузку тарелки по жидкости характеризует плотность орошения тарел-
ки; ее определяют по-разному, в зависимости от направления потоков пара и
жидкости. Для тарелок с перекрестным потоком пара и жидкости (колпачковые,
желобчатые и другие со сливным устройством) плотность орошения I представля-
ет собой количество жидкости в м3, проходящее в I ч на участке площадью 1 м2:
Z=^— '
где I— плотность орошения, м3/(м2 ч); g— количество жидкой флегмы, кг/ч;
Ьт — ширина тарелки по фронту движения жидкости, м.
Общую высоту жидкости на тарелке, или высоту подпора слива (Д/г), реко-
мендуется определять по формуле Френсиса (в м):
Д/1= \ 1,83LCJI )
где Q — расход жидкости, м3/с; — длина сливной пластины (периметр слив-
ного устройства), м.
Полученные результаты сходятся с эксплуатационными данными в широком
диапазоне расхода жидкости.
Одним из основных показателей работы тарелок является гидравлическое
сопротивление. Для любой конструкции тарелок гидравлическое сопротивление
(в мм рт. ст.) определяется из соотношения;
ДРТ = ДРС + ДРЖ
где ДРТ—общее гидравлическое сопротивление тарелки; ДРС—сопротивление су-
хой, неорошаемой тарелки; ДРЖ — сопротивление слоя жидкости на тарелке.
В уравнение не вошло сопротивление, связанное с преодолением сил поверх-
ностного натяжения, которым вследствие его незначительности пренебрегают.
Предложенная формула дает удовлетворительную сходимость с фактически-
ми измерениями сопротивления сухой тарелки (в мм рт. ст.):
&РС = Кобщ 2g
где Wo — скорость в паровых патрубках тарелки, м/сек; /(общ — общий коэф-
фициент сопротивления, равный 0,0097—0,0036; ДРС — обычно рассматривают
как потерю скоростного напора газа (пара) вследствие преодоления ряда мест-
ных сопротивлений на сухой, неорошаемой тарелке.
По литературным данным, коэффициенты сопротивления К для су-
хих тарелок различных конструкций имеют следующие значения:
С круглыми колпачками.....................4,0—5,0
С прямоугольными или желобчатыми колпач-
ками .................................... 4,0—6,0
С S-образными элементами....................4,1
Клапанные...................................3,6
Ректификационные колонны установок первичных перегонок со-
стоят из двух — четырех секций. Они предназначены для фракцио-
нирования до трех-четырех боковых фракций. Число тарелок силь-
но влияет на их погоноразделительную способность. Число теоре-
тических тарелок определяется путем составления материального
и теплового балансов по промежуточному сечению колонны. Число
практических тарелок определяют, исходя из опыта работы анало-
гичных колонн.
5—2551
65
Поскольку механизм диффузионных, тепловых и массообменных
процессов, протекающих на тарелке при ректификации многоком-
понентных смесей, весьма сложен, общепризнанным является опре-
деление числа практических тарелок по расчетному числу теорети-
ческих тарелок. При этом учитывается к. п. д. тарелок, обусловлен-
ный их конструктивными особенностями, факторами гидродинами-
ческого, массообменного и теплового характера и др. Число прак-
тических тарелок рекомендуется определять из соотношения:
ST
Snp — „
Tlcp
где ST — число теоретических тарелок в каждой секции колонны; т]ср — сред-
ний к. п. д. колонны.
Для тарелок с S-образными элементами (в бензиновой секции
колонны) -qCp равно 0,37, для решетчатых провальных тарелок
в бензиновой фракции — 0,41, а в секции дизельного топлива —
0,50. Расстояние между тарелками рекомендуется принимать в за-
висимости от диаметра колонны с учетом условий эксплуатации
и ремонта:
D, м ... <0,8 0,8—1,6 1,6—2,0 2,0—2,4 >2,4
Н, мм . . . 200—350 350—400 400—500 500—600 ' >600
При сооружении новых АВТ рекомендуется принимать следую
щие типы и конструкции тарелок:
Атмосферные колонны
Отпарные и отгонные колонны . . .
Вакуумные колонны, вакуумные ис-
парители .......................
Предварительный испаритель, стаби-
лизатор низкого и среднего давле-
ния, колонны вторичной перегонки .
С S-образными элементами,
клапанные, струйные
То же
Струйные с отбойниками,
клапанные
С S-образными элементами
В атмосферных колоннах клапанные тарелки рекомендуется
применять при диаметре не менее 3 м.
Эксплуатационная характеристика новых
ректификационных тарелок на установках АВТ
В последние годы накоплен большой материал из опыта экс-
плуатации ректификационных тарелок с S-образными элементами,
решетчатых, ситчатых, провальных, клапанных. Представляют
определенный интерес некоторые данные по обследованию, изуче-
нию и обобщению опытных и экспериментальных показателей по
этим тарелкам.
Тарелки с S-образными элементами, или S-образные тарелки.
Обследовалась основная ректификационная колонна атмосферной
части установки АВТ типа А-12/6 производительностью 3 млн. т/год
нефти Ромашкинского месторождения. Установка работает по схе-
ме однократного испарения с предварительным испарителем (уста-
новка типа А-12/6). В колонне получаются фракции: бензин, керо-
56
син, дизельное топливо и мазут. Товарными продуктами являются
керосин и дизельное топливо. Бензин идет на риформинг, а мазут
служит сырьем термического крекинга. Результаты обследования
сведены в табл. 7.
Таблица 7. Результаты обследования ректификационной колонны
е S-образными тарелками установки типа А-12/6
Показатели Сечение колонны по тарелкам
43 3S 33 25 23 15
Нагрузка по пару, кг/ч 172 800 165 600 222 300 159 600 192 200 208 650
Нагрузка по жидкости, 192 500 105 300 161 200 61 300 86 200 56 550
кг/ч Секундный объем паров, и3 /- 6,06 5,31 6,71 5,27 5,78 7,2
Скорость паров, м/с 0,309 0,271 0,342 0,269 0,295 0.374
Плотность паров, кг/м3 8,3 9,05 9,5 8,75 9.55 8,19
Удельная нагрузка на еди 46,5 23,2 35,8 13,3 18,5 11,9
ницу длины слива, м3/(м-ч) Коэффициент рабочей ско- 436 380 494 369 420 484
рости Коэффициент максимально 713,8 807,2 756,8 846,8 826 852,4
допустимой скорости Максимально допустимая 0,507 0,576 0,523 0,617 0,58 0,655
скорость, м/с Флегмовое число 3,19 — 1,05 — 0,26 0,06
Проведенное обследование позволило сделать следующие выво-
ды и предложения: 1) колонна работает с большим запасом по
производительности (на 13% выше проектной); 2) четкость погоно-
разделения в различных сечениях колонны неодинакова: хорошая
в верхних сечениях и неудовлетворительная в нижних, хотя каче-
ство полученных продуктов и удовлетворяло межзаводским нор-
мам; 3) для раздельного вывода зимнего и летнего дизельных топ-
лив необходимо в сечениях нижних секций колонны обеспечить
более высокое флегмовое число; 4) для обеспечения нормальных
условий работы нижних секций основной колонны в испарителе
следует установить ректификационные тарелки; 5) давление в ко-
лонне должно быть не выше проектного, для чего необходимо уве-
личить конденсатор верхних продуктов колонны. Было также отме-
чено отсутствие на всех тарелках коррозии и следов закоксован-
ности. На основании эксплуатационных данных можно заключить
о работоспособности колонны с S-образными элементами и реко-
мендовать их для широкого применения.
Ректификационные тарелки из S-образных элементов являются
прогрессивной конструкцией, их преимущества перед колпачковы-
ми и желобчатыми тарелками — меньшая металлоемкость (расход
металла для S-образных элементов тарелок в 1,85 раза меньше,
чем для желобчатых, ив 1,45 раза меньше, чем для колпачковых),
простота и дешевизна. Диапазон устойчивости работы и к. п. д.
5* 67
тарелок с S-образными элементами близок к колпачковым и зна-
чительно выше, чем для желобчатых; производительность их
в 1,25 раза больше, чем желобчатых.
Обследование отбензинивающей колонны диаметром 3800 мм
покаазло, что к. п. д. для верхней секции разделения бенз,ина и ке-
росина равен 0,31. Сопротивление S-образных тарелок составляло
4—5 мм рт. ст.
Колонны с S-образными тарелками, эксплуатируемые на бло-
ках стабилизации и вторичной перегонки установки АВТ Ново-
Ярославского НПЗ, уже в начале ее пуска обеспечивали удовлетво-
рительное погоноразделение и показали надежность работы при
изменении нагрузок. Спустя некоторое время эти колонны стали
работать еще лучше. Получаемые продукты имеют высокую чет-
кость погоноразделения.
На основе эксплуатации тарелок с S-образными элементами
были сделаны следующие выводы: при достаточном числе тарелок
и необходимых флегмовых числах, а также соблюдении требуемых
технологических условий работы колонны эти тарелки обеспечива-
ют заданную четкость разделения продуктов; колонна работает
устойчиво в большом диапазоне нагрузок (от 65 до 130% по срав-
нению с проектной). Поэтому тарелки с S-образными элементами
могут быть рекомендованы для широкого использования в нефте-
перерабатывающей и нефтехимической промышленности при про-
ведении таких процессов, как атмосферная перегонка, вторичная
перегонка бензина и газофракционирование.
Клапанные тарелки. На Сызранском НПЗ сотрудниками
ВНИИнефтемаш проводилось промышленное испытание атмосфер-
ной колонны установки АВТ, оборудованной клапанными прямо-
точными тарелками. Диаметр колонны 3,2 м, число тарелок 23.
Из них 19 установлено в укрепляющей части и 4—в отгонной ча-
сти. Колонна была подключена в схему установки параллельно ко-
лонне с желобчатыми тарелками диаметром 3 м. Обследованная
колонна предназначалась для получения широкой фракции, дизель-
ного топлива и мазута. Температурный режим и давление в ко-
лонне в период обследования изменялись в следующих пределах:
Температура, °C
отбензиненной нефти на выходе из печи
вакуумный змеевик............................... 280—330
атмосферный змеевик . . .............. 335—371
в эвапорационном пространстве под 5-й тарелкой 306—350
вверху колонны................................. 200—218
внизу колонны.................................. 300—336
в кармане 15-й тарелки......................... 257—296
в кармане 21-й тарелки (вывод циркуляционного
орошения) ...................................... 217—243
на входе циркуляционного орошения.............. 70—83
низ отпарной колонны........................... 240—290
Давление, кгс/см2
под 5-й тарелкой...................................1 85—2.57
под 14 й тарелкой..............................1,79—2,3
68
Как это видно, температурный режим колеблется почти во всех
обследуемых точках. Результаты обследования колонны с клапан-
ными тарелками приведены в табл. 8. Анализ полученных продук-
тов показал, что колонна работала хорошо. Качество продуктов
было стабильным при различных нагрузках и температурных ре-
жимах.
Колонна с желобчатыми тарелками при максимальной произ-
водительности 3200 т/сут работала неудовлетворительно. Наложе-
ние фракции между керосином и дизельным топливом было 95 °C,
между дизельным топливом и мазутом 139 °C. Содержание свет-
лых в мазуте составляло 30%. При работе колонны на заниженной
производительности—2200 т/сут (по сырой нефти) качество про-
дуктов было удовлетворительным.
Таблица 8. Результаты обследования колонны с клапанными тарелками
Показатели Номер опыта
I II III IV
Производительность по отбензиненной 108 000 121 000 84 000 118 500
нефти, кг/ч Отбор светлых, вес. % 41,4 32,2 24,9 29,5
Сечение под 21-й тарелкой количество паров, кг/ч 88 800 86 000 63 500 75 800
количество жидкости, кг/ч 67 500 64 000 52 100 55 800
рабочая скорость паров, м/с 0,4 0,5 0,374 0,484
удельная нагрузка по жидкости на 83,5 79,5 68 82
единицу длины, м3/(м-ч) плотность паров, кг/м3 7,95 6 5,89 7,16
плотность жидкости, кг/м3 620 649 643 620
рабочий коэффициент скорости 539 572 — 612
флегмовое число 2,28 2,16 4,04 2,19
Характеристика погоноразделения, °C наложение между широкой фрак- 22 60 67 95
циен и дизельным топливом наложение между дизельным топ- 45 44 16 139
ливом и мазутом К. п. д. тарелки — 0,41 — 0,25
В результате обследования было установлено, что колонна
с клапанными прямоточными тарелками быстро и хорошо выво-
дится на заданный режим, устойчиво работает при изменении про-
изводительности, обеспечивает хорошее разделение фракций и хо-
рошее качество разделяемых продуктов. При сравнении точек
фракционного состава 5 и 95% налегание между широкой фрак-
цией и дизельным топливом было 14±22°С, а между дизельным
топливом и мазутом всего 7±8°С. На основании полученных дан-
ных клапанные тарелки были рекомендованы для промышленного
внедрения. Во вновь проектируемых колоннах промышленных уста-
новок АТ и АВТ применяют исключительно клапанные тарелки.
69
Глава IV
ТЕХНОЛОГИЧЕСКАЯ И ЭКСПЛУАТАЦИОННАЯ
ХАРАКТЕРИСТИКА УКРУПНЕННЫХ УСТАНОВОК
АТМОСФЕРНОЙ ПЕРЕГОНКИ НЕФТИ (АТ)
На многих нефтеперерабатывающих заводах находится в экс-
плуатации большое число индивидуальных атмосферных трубчаток
производительностью 0,6; 1,0; 1,5 млн. т/год сернистой и мало-
сернистой нефти и позднее сооруженных установок АТ производи-
тельностью 2,0; 3,0 и 6,0 млн. т/год. Ниже дается краткая харак-
теристика мощных атмосферных трубчаток АТ, наиболее распро-
страненных на отечественных и зарубежных заводах.
Реконструированная установка
«советская трубчатка»
«Советские трубчатки» были первыми мощными установками
в СССР, предназначенными для атмосферной перегонки нефти;
при их сооружении использовали отечественное оборудование. Про
ектная мощность установок составляла 3500 т/сут малосернистых
азербайджанских нефтей. При эксплуатации производительность
их достигала 4200—4600 т/сут, т. е. на 35—40% превышала проект-
ную. Эти установки работают по схеме однократного испарения
и снабжены предварительным эвапоратором для выделения из на-
гретой нефти легких фракций. На такой установке впервые было
осуществлено непрерывное выщелачивание бензиновой фракции.
Воздух, подаваемый в топку печей, нагревается теплом отходящих
дымовых газов. Для лучшего предварительного подогрева нефти
на установке регенерируется тепло горячих потоков нефтепродуктов.
Схема установки «советской трубчатки» приведена на рис. 33.
Нефть двумя потоками с помощью насосов прокачивается че-
рез теплоомбенники 8 и направляется в дегидраторы 9: Отделив-
шаяся от воды и грязи нефть, проходя под собственным давлением
через мазутные теплообменники, поступает в испаритель (эва-
поратор) 13. Отпарная колонна 12, смонтированная над эвапора-
тором, состоит из трех секций (по числу отбираемых из ректифи-
кационной колонны боковых фракций). Пары нефтепродуктов из
эвапоратора поступают в нижнюю часть ректификационной колон-
ны 1. Отбензиненная нефть двумя потоками насосами И забирается
с низа эвапоратора и прокачивается в две параллельно рабо-
тающие печи 10. Нагретая в печи до 310—315 °C нефть идет в ниж-
нюю часть колонны 1. Бензиновые пары с верха колонны направ-
ляются в конденсатор-холодильник 2 и далее поступают в водоот-
делитель 3. Из водоотделителя часть бензина насосом подается
в основную колонну в качестве орошения, остальная часть после
доохлаждения в холодильнике проходит в выщелачивающую ко-
лонну 5. Для отделения ют бензина газа установлен газосепара-
тор 4. Боковые фракции колонны 1, отбираемые насосами из ко-
лонны, направляются в теплообменники 8 и далее в холодильники 7,
Рис. 33. Принципиальная схема установки «советская трубчатка» (реконструи-
рованная) производительностью 2,0 млн. т/год:
1 — ректификационная колонна; 2 — конденсатор-холодильник; 3 — водоотделитель; 4 — га-
зосепаратор; 5 — выщелачивающая колонна; 6 — насосы; 7 — холодильники; 8 — теплообмен-
ники; 9 — дегидраторы; 10 — печи; // — печные насосы; 12 — отпарная колонна; 13 — испари-
тель (эвапоратор). /, // — сырая нефть; ///—V//— фракции, получаемые из колонны;
VIII— циркуляционное орошение; /X — острое орошение; X — паровая смесь; XI—газы;
XII — выщелоченный бензин.
а затем в заводские мерники. Предусмотрена возможность отбора
непосредственно из основной колонны соляровой фракции, которая,
пройдя холодильник, поступает в мерники.
В зависимости от фракционного состава и свойств перерабаты-
ваемой нефти выход целевых светлых нефтепродуктов составляет
41,5—52,0%. В настоящее время в эксплуатации находятся пять
установок «советской трубчатки». За время их эксплуатации был
осуществлен ряд мероприятий, позволивших улучшить технологи-
ческие и технико-экономические показатели установки. Наиболее
рациональными мероприятиями оказались следующие:
удаление из камеры печей пароперегревательных труб и замена
их нагревательными секциями, что позволило намного увеличить
поверхность нагрева нефтяных труб;
увеличение поверхности конденсаторов и подогревателей;
очистка внешней поверхности труб конденсаторов (чтобы пред-
отвратить повышение давления в колонне) во время работы, без
остановки аппаратов;
71
увеличение количества циркуляционного орошения на 40%, что
позволило сократить количество подаваемого в колонну острого
орошения;
уменьшение, по сравнению с допускаемыми, тепловых и произ-
водственных потерь.
В 1962 г. был разработан проект реконструкции этих установок
на базе существующего оборудования с целью повышения их про-
изводйтельности вдвое против первоначальной проектной. Основ-
ным мероприятием при реконструкции была замена острого оро-
шения всех промежуточных колонн сложной ректификационной
колонны циркуляционным орошением. Это позволило осуществить
полный съем избыточного тепла каждой промежуточной колонны,
значительно снизить объем паров по всей высоте колонны и умень-
шить количество острого орошения, подаваемого в ее верхнюю
часть. До реконструкции на установках «советская трубчатка» цир-
куляционное орошение было предусмотрено только в одном се-
чении.
Для осуществления нового способа ректификации сложной сме-
си карманы на отборочных тарелках сделаны глухими, и жидкость
с отборочных тарелок полностью направляется в отпарные колон-
ны. Дополнительно установлены теплообменники кожухотрубчато-
го типа общей поверхностью нагрева 1600 м2, холодильники общей
поверхностью 540 м2 и восемь центробежных насосов: три из них
марки 8НГД-6Х1, три насоса марки 6НГД-7Х2, один марки
8НД-9ХЗ и один марки МНП. Соответственно изменен монтаж ап-
паратов и оборудования. В результате проведенных реконструк-
тивных мероприятий производительность установки увеличилась
на 40%; производительность труда повысилась на 35%, основные
фонды, затрачиваемые на 1 т перерабатываемой нефти, уменьши-
лись на 8% и эксплуатационные затраты — на 13%.
Технологическая схема реконструированной установки следую-
щая. Нефть двумя потоками прокачивается через теплообменники
и дегидраторы. Благодаря использованию дополнительного тепла
циркуляционных орошений она нагревается до 202 °C. До рекон-
струкции температура нагрева в теплообменниках не превышала
170 °C. Нагретая нефть поступает в испаритель. Парогазовая смесь
из испарителя направляется в основную ректификационную колон-
ну. Полуотбензиненная нефть с низа испарителя подается в труб-
чатую печь, где нагревается до 330—340 °C, и затем также посту-
пает в основную колонну. В колонне 27-ая, 19-ая и 12-ая тарелки
не имеют слива жидкости вниз. Колонна оборудована штуцерами
для отвода и подвода трех циркуляционных орошений. Первое
циркуляционное орошение забирается насосом с 10-ой тарелки
и после теплообменников возвращается на 11-ую; второе забирает-
ся с 17-ой тарелки и подается на 18-ую; третье выводится с 25-ой
тарелки и возвращается на 26-ую. В колонне в качестве боковых
погонов отбирают три фракции: 140—260; 260—300 и 300—350 °C.
72
С верха колонны в конденсатор уходят бензиновые и водяные па-
ры. Часть бензина возвращается в колонну для орошения. Жидкие
фракции отводятся через отпарные секции. При реконструкции
существенное изменение внесено в схему теплообмена между
нефтью и горячими потоками (рис. 34).
Рис. 34. Принципиальная схема теплообмена на реконструированной установке
«советская трубчатка»:
! — теплообменники; 2 — дегидратор. 1—!Х — потоки горячих нефтёпрбдукГой (й Том числе
циркуляционных орошений); X —сырая нефть; XI — обезвоженная нагретая нефть.
Во второй половине 1962 г. одна из реконструированных «совет-
ских трубчаток» была пущена в эксплуатацию. Производительность
ее стала на 40% больше, чем до реконструкции. Однако погонораз-
делительная способность ректификационных колонн этих установок
пока еще не обеспечивает получения дистиллятов нужного фракци-
онного состава. Наблюдается налегание соседних фракций по тем-
пературам разгонки. Так, при конце кипения бензина 180—195 °C
начало кипения керосина равно 152—158 °C, т. е. налегание состав-
ляет 22—43 °C; конец кипения керосина равен 282—290 °C, а на-
чало кипения дизельного топлива 218—230 °C, т. е. при этом нале-
гание фракций составляет 52—72 °C. Не обеспечивается полный
выход (от потенциала) компонентов светлых. Недоизвлечение лег-
ких фракций (преимущественно дизельных топлив) достигает 5—
7% на нефть.
Некоторые технологические и энергетические показатели рабо-
ты установок «советкая трубчатка» были улучшены по инициативе
новаторов производства и рационализаторов еще до их коренной
реконструкции. Так, в печах пароперегревательные трубы были
заменены нагревательными; это позволило увеличить поверхность
нагрева труб печи. Были увеличены поверхности теплообменников
и конденсаторов. С целью снижения давления в колонне осуществ-
лен метод безостановочной промывки наружной поверхности кон-
денсаторов; увеличена на 40% подача циркуляционного орошения,
что позволило уменьшить подачу острого орошения на верх колон-
ны; осуществлен ряд мероприятий по сокращению потерь тепла,
уменьшению производственных потерь и др.
73
Типовая атмосферная трубчатая установка (АТ)
Проектная мощность типовых установок АТ была определена
равной 2600—2800 т/сут (фактически 3000—3100 т/сут). Установка
предназначена для переработки широкого ассортимента тяжелых
и легких малосернистых нефтей. По сравнению с другими установ-
ками первичной переработки нефти она имеет ряд преимуществ.
Рис. 35. Схема первой типовой атмосферной установки (АТ) мощностью
0,8 млн. т/год:
/, 2 — теплообменники нефти; 3 — дегидратор; 4 — первая ректификационная колонна:
5 — печь: 6 — основная ректификационная колонна; 7 — отпарная колонна: 8 — конденсато-
ры-холодильники; 9 — водоотделители; 10 — выщелачивающие колонны; И — холодильники.
12 — отстойники. 1 — нефть; 11 — бензин; /// — лигроин; IV — керосин; V —дизельное топли-
во; VI — мазут.
За счет регенерации тепла горячих нефтепродуктов нефть предва-
рительно нагревается до 200 °C. Из всех установок, работающих
по двухколонной схеме, на ней было впервые применено циркуля-
ционное лигроиновое орошение в главной колонне, что позволило
использовать около 4 млн. ккал/ч избыточного тепла для предва-
рительного нагрева нефти и одновременно сократить количество
подаваемого в колонну острого орошения. На установке АТ осу-
ществлено непрерывное горячее выщелачивание дистиллятов свет-
лых нефтепродуктов. Тепло отходящих из печи дымовых газов ис-
пользуется для подогрева воздуха, подаваемого в печь, что приво-
дит к снижению расхода прямого топлива. Применение воздухопо-
догревателя позволило повысить к. п. д. печи до 0,73, тогда как
большинство трубчатых печей на атмосферных установках старой
конструкции имели к. п. д. не более 0,62. Схема первой типовой
атмосферной установки (АТ) приведена на рис. 35.
В процессе эксплуатации установок работниками завода были
проведены мероприятия по улучшению их технико-экономических
показателей. Так, на двух установках из конвекционных шахт пе-
чей были удалены пароперегреватели и вместо них смонтировано
по 20 печных труб 152X6X9600, что увеличило поверхность нагре-
74
ва конвекционных шахт печен на 60 м2. Частично были реконструи-
рованы конденсаторы верхних продуктов первой и основной ректи-
фикационных колонн. Нижние (холодильные) их секции, представ-
ляющие собой однопоточные змеевики, превращены в конденсаци-
онные, так как наличие однопоточного змеевика в конденсаторах
приводило к излишним сопротивлениям и повышению давления
в ректификационных колоннах.
На одной установке смонтировано дополнительно по одному
конденсатору смешения для верхнего продукта основной ректифи-
кационной колонны. В результате значительно разгрузились основ-
ные конденсаторы, что позволило проводить их ремонт в процессе
работы. На другой установке осуществлен боковой вывод соляро-
вого дистиллята из второй колонны; вместо двух боковых пого-
нов — керосина и дизельного топлива —отбирают три (керосин, ди-
зельное топливо и соляровый дистиллят). Это мероприятие дало
возможность увеличить отбор светлых нефтепродуктов. Для регене-
рации тепла дизельного топлива и солярового дистиллята допол-
нительно установлены теплообменники кожухотрубчатого типа.
В связи с этим температура предварительного подогрева нефти
повысилась на 13—15 °C. На обеих установках проводились меро-
приятия по сбору и использованию газа, выделяющегося при пе-
регонке нефти.
Установка АТ производительностью 1,5 млн. т/год
Первоначальная проектная мощность этой установки была
определена в 1 млн. т/год малосернистой нефти. Однако в начале
строительства было принято решение об увеличении ее мощности
до 1,5 млн. т/год без существенного изменения размеров основной
аппаратуры. Это удалось благодаря применению более совершен-
ной схемы перегонки нефти. Установка работает по схеме двухкрат-
ного испарения — с предварительным выделением легких бензино-
вых компонентов. Перепад температур в колонне регулируется сня-
тием избыточного тепла тремя циркулирующими потоками. Схема
атмосферной перегонки на данной установке аналогична схеме ти-
повой установки АВТ производительностью 2 млн. т/год.
Установка оборудована печами беспламенного горения (с излу-
чающими стенками) типа ПБ конструкции Гипронефтемаш. Уже
в первые месяцы работы были получены вполне удовлетворитель-
ные показатели. Фракционный состав отдельных компонентов сви-
детельствует о четком разделении получаемых фракций и отсутст-
вии налегания их по температурам кипения. Работа установки ха-
рактеризуется следующими эксплуатационными и технологически-
ми данными:
Температура, °C
вход нефти в теплообменники........................ 20
выход нефти из теплообменников................. 160—175
вход нефти в печь.............................. 160—175
75
выход нефти из печи................................ 330
испарительная часть основной ректификационной
колонны......................................... 310
низ основной ректификационной колонны .... 298
переток керосина в основной ректификационной ко-
лонне .......................................... 163
переток дизельного топлива в основной ректифика-
ционной колонне................................. 228
переток соляровой фракции ......................... 292
Избыточное давление, кгс/см2
вход в печи 1 и 2................................. 3,5—4,0
вход газа в печи............................... 1,5—1,75
эвапоратор (испаритель) ....................... 0,3—0,4
верх основной ректификационной колонны .... 0,25—0,35
испарительная часть основной ректификационной ко-
лонны ......................................... 0,3—0,4j
дегидраторы ................................... 3,5—4,0
По данным заводской лаборатории, получаемые на установке
АТ фракции — компоненты светлых нефтепродуктов и мазут пря-
мой перегонки — характеризуются показателями, приведенными
в табл. 9.
Таблица 9. Показатели компонентов светлых нефтепродуктов
и мазута, получаемых на установке АТ
Показатели Фракция
бензиновая керосиновая дизельного топлива мазута
Плотность, г/см3 Фракционный состав, °C: 0,7161 0,7208 0,782 0,806 0,853 0,867 0,931 0,940
н. к. 52 55 140 149 215 225 302 330
10% 74 71 — — 62 — —
50% 98 95 — — 85 — — —
к. к. Выкипает, %, до темпе- ратуры, °C 133 125 230 245 — — — -—
200 — — 80 72 — — — —
300 — — — — 63 55 — —
350 — — — — 87 85 — —
Температура вспышки, °C — — 30 34 — 94 162 186
Укрупненная установка АТ производительностью
6,0 млн. т/год
На одном из нефтезаводов несколько лет тому назад была вве-
дена в действие первая мощная типовая установка атмосферной
перегонки производительностью 6 млн. т/год сернистой нефти типа
ромашкинской. Вначале предполагалось, что на переработку будет
поступать нефть, содержащая 1 вес. % газа и не более 50 мг/л
солей. Впоследствии оказалось, что на завод фактически будет
подаваться необессоленная нефть, содержащая до 1,5—2,0 вес. %
газа. Поэтому установка АТ была дооборудована узлом двухсту-
76
пенчатого электрообессоливания. При стабилизировавшемся техца
логическом режиме установка характеризуется следующим мац
риальным балансом:
Вес. % на нефть т/сут тыс. т/год
Взято
Нестабильная ромашкинская нефть 100,0 18 460 6000
Получено
Газ 2,5 461 150
Фракции, °C н. к.—62 2,0 369 120
62—85 2,8 517 168
85—105 2,6 479 156
105—140 4,9 905 294
140—180 6,1 1126 366
180—240 9,7 1791 582
240—350 16,7 3083 1002
>350 52,0 9600 3120
Потери 0,7 129 42
Итого . . . 100,0 18 460 6000
Вначале считалось, что установка будет работать 325 дней,
том, исходя из опыта эксплуатации аналогичных установок, ч»-,
рабочих дней увеличили до 340, что дает резерв производителе
сти 4,5% в год, или 270 тыс. т/год.
11 .
УШ
m
тп
ч.
Рис. 36. Поточная схема перегонки на укрупненной установке АТ произ
тельностью 6 млн. т/год:
1, 2, S, б — теплообменники; 3, 4 — электродегндраторы; 7 — первая ректификационная ко
8 — печь; 9, 11— конденсаторы-холодильники; 10 — основная ректификационная ко
12— узел стабилизации; 13 — узел вторичной перегонки бензина, /—сырье; //—i
потоки; ///—легкий бензин н газы,- IV — острое орошение; V — широкая бензиновая
цня; VI, V// —боковые погоны основной ректификационной колонны; VIII, IX —
узлов 12 и 13; X — водяной пар; XI — мазут.
Установка работает по следующей принципиальной с
(рис. 36). Сырая нефть с помощью насосов двумя потоками
качивается через теплообменники 1 и 2, где нагревается до 1
155°C. На прием насоса подается 2%-ный раствор деэмульга
(на рисунке не показано). После теплообменников нагретая ц
двумя параллельными потоками направляется в электродегидрато-
ры 3 и 4. Узел электрообессоливания работает по обычной двухсту-
пенчатой схеме. В каждой ступени расположены по четыре гори-
зонтальных электродегидратора типа 1ЭГ-160. Обессоленная
и обезвоженная нефть из электродегидраторов двумя потоками
поступает в теплообменники 5, 6 и нагревается до 210 °C. При этой
температуре нефть направляется в первую ректификационную ко-
лонну 7. В верхней части колонны поддерживается абсолютное
давление 5,6 кгс/см2. С верха колонны пары головного погона про-
ходят в конденсатор-холодильник 9, где охлаждаются до 45 °C,
а оттуда поступают в емкость (на рисунке не показана). Из емко-
сти часть конденсата возвращается в верх колонны в виде острого
орошения.
Температура низа первой ректификационной колонны 7 под-
держивается горячей струей: полуотбензиненная нефть частично
прокачивается через змеевики трубчатой печи 8, нагревается до
370 °C и при этой температуре в виде горячей струи возвращается
в первую колонну 7. Остальная часть отбензиненной нефти с низа
колонны забирается насосами и прокачивается через трубчатую
печь в основную ректификационную колонну 10 при 340 °C. Ввер-
ху основной колонны 10 поддерживается абсолютное давление
1,5 кгс/см2. Для полного извлечения светлых нефтепродуктов в низ
колонны подается перегретый водяной пар под абсолютным давле-
нием 3 кгс/см2. В колонне применяется два циркуляционных оро-
шения — вверху основной колонны и над отводом фракции 240—
350 °C. Предусмотрена также подача острого орошения в основную
колонну 10. С верха колонны 10 головной погон с концом кипения
180 °C в смеси с парами воды отводится в конденсатор-холодиль-
ник И, а оттуда поступает в узел стабилизации 12, где поддержи-
вается абсолютное давление 12 кгс/см2. Из основной колонны вы-
водятся фракции 180—240 и 240—350 °C, поступающие в соответ-
ствующие отпарные колонны. Боковые фракции отбираются с низа
отпарных колонн; они прокачиваются через теплообменники, холо-
дильники и затем направляются на защелачивание. Установка обо-
рудована узлом вторичной перегонки.
Мазут с низа основной ректификационной колонны 10 насоса-
ми прокачивается через теплообменники для подогрева нефти и за-
тем через холодильники выводится из установки. Балансовое ко-
личество стабильной фракции н. к.— 180 °C при 200 °C поступает
в блок вторичной перегонки бензина. Часть конденсата расходуется
на орошение колонны 10. Циркулирующая флегма с низа колонны
вторичной перегонки бензина прокачивается через змеевик печи
и в паровой фазе возвращается в колонну. Фракция 85—180 °C
с низа колонны направляется в отпарную колонну для дополни-
тельной отпарки. С верха второй колонны блока вторичной пере-
гонки отбирается фракция н. к.—62 °C, которая проходит конден-
сатор и затем направляется в емкость. Часть конденсата подает-
ся в колонну для острого орошения, а балансовый избыток после
78
защелачивания отправляется в емкость для хранения. Низ колон-
ны — фракция 62—85 °C — частично возвращается в систему, а из-
быток через холодильник отводится-в промежуточные резервуары.
Блок вторичной перегонки бензина работает по типовой схеме, ана-
логичной схеме других установок АВТ. В последовательно вклю-
ченных в систему четырех колоннах блока вторичной перегонки
получаются узкие бензиновые фракции: н. к. — 62 °C, 62—85 °C,
85—105 °C, 105-140 °C и 140—180 °C.
В последующие годы в аппаратуру и оборудование установки
были внесены следующие изменения. В предварительном испарите-
ле удалили две нижних желобчатых тарелки, а пять каскадных та-
релок смонтировали на 1,2 м выше, чем в первоначальном проекте.
В связи с увеличением содержания газа в нефти стабилизатор диа-
метром 1,8 м перегружался примерно на 40% в верхней и на 70%
в нижней части. Поэтому он был заменен на аппарат большего
размера (2,2/3,4 м). Дооборудование установки узлом электрообес-
соливания привело к необходимости заменить ряд теплообменни-
ков с давлением 16 кгс/см2 на теплообменники с давлением
25 кгс/см2, имеющие большую поверхность. Для доохлаждения ма-
зута со 100 до 90 °C дополнительно было установлено два холо-
дильника площадью до 900 м2. В связи с изменением состава полу-
чаемых узких бензиновых фракций в схему блока вторичной пере-
гонки был внесен ряд изменений. Многие насосы и электродвигате-
ли были заменены другими, новой конструкции. Технологический
режим основных аппаратов установки характеризуется следующи-
ми данными:
Электродегидратор I ступени ............
Электродегидратор II ступени............
Первая ректификационная колонна
верх....................................
низ................................
ввод сырья.........................
ввод горячей струи ...............
Основная ректификационная колонна
верх....................................
низ................................
ввод сырья........................
Стабилизатор
верх....................................
низ................................
ввод сырья........................
Первая колонна вторичной перегонки
верх....................................
низ................................
ввод сырья.........................
Вторая колонна вторичной перегонки
верх....................................
низ................................
ввод сырья ........................
Температура,
°C
155
145
120
240
210
3701
1461
315
340J
1101
200}
170 J
1121
170}
400 J
801
1071
Абсолютное
давление,
кгс/см2
16
15
5,6
1,5
1,2
3
2,5
79
Температура °C Абсолютное давление, кгс/см^
Третья колонна вторичной перегонки 108)
верх 1,3
низ 1721
ввод сырья Трубчатая печь змеевик для горячей струи
вход продукта 240 21
выход продукта 370 7
вход водяных паров 130 —
выход водяного пара 350 —
дымовые газы на перевале . . . 780 —
дымовые газы на выходе печей 410 —
то же, после воздухоподогревателя змеевик для нагрева нефти 260 —
вход продукта 240 21
выход продукта 340 3
Опыт эксплуатации установки АТ производительностью
6 млн. т/год показал возможность создания более мощных про-
мышленных установок первичной перегонки нефти. После неболь-
шого дооборудования ее мощность достигала 7,3 млн. т/год. Одна-
ко поскольку проект установки 1962 г. устарел, дальнейшее ее при-
менение оказалось невозможным. Был создан проект новой, более
Рис. 37. Принципиальная схема укрупненной комбинированной установки
ЭЛОУ-АТ мощностью 7,5 млн. т/год:
/ — насос; 2 — теплообменники; <3 — электродегидраторы; 4 — первая ректификационная ко-
лонна; 5 — конденсатор-холодильник воздушного охлаждения (ВО); 6 — конденсаторы-холо-
дильники; 7 — газосепараторы-водоотделители; 8 — печи; 9 — стабилизатор; 10 — основная
ректификационная колонна; 11 — отпарная колонна; 12 — очистные отстойники. /— нефть:
// — горячие потоки; /// — сжиженные газы; IV, V, VI, V//— компоненты светлых нефте-
продуктов; VIII — мазут; /X — стабильный легкий бензин.
высокопроизводительной установки ЭЛОУ — АТ на 6—7,5 млн. т/год
на основе отечественного высокоэффективного оборудования, осна-
щенного современными средствами контроля и автоматики. Уста-
новка рассчитана на переработку смеси малосернистых туркмен-
ских и бакинских нефтей. Отдельный ее вариант предусмотрен для
переработки сернистых нефтей. Принципиальная схема установки
показана на рис. 37.
80
Установка состоит из блоков электрообессоливания и электро-
обезвоживания, атмосферной перегонки нефти, стабилизации фрак-
ции н. к. — 85 °C и щелочной очистки компонентов светлых нефте-
продуктов. Предполагается получать на установке следующие
фракции: н. к. — 85; 85—150 (85—140); 150—200 (140—200);
200—250 (200—240); 250—300 (240—300); 300—350 °C и компонент
котельного топлива (фракция >350°C). Щелочной обработке под-
вергаются фракции н. к.—85 °C, 150—200°С (140—200 °C), 200—
250 °C (200—240 °C) и 250—350 °C (240—350 °C). Установка долж-
на обеспечить переработку 7,5 млн. т/год нефти; при необходимо-
сти производительность установки можно сократить до 6 млн. т/год.
Количество аппаратов и оборудования в этом случае несколько
уменьшится. Материальный баланс установки для переработки сме-
си нефтей (при 340 рабочих дней в году) приведен в табл. 10.
Таблица 10. Материальный баланс установки
Показатели Вес. % Выход при мощности 6,0 млн. т/год Выход при мощности 7,5 млн. т/год
т/сут тыс. т/год т/сут тыс. т/год
Взято
Смесь бакинских и котуртепин- ской нефтей (с учетом воды и солей) Получено Фракции, °C 102,0 18 000 6120 22 500 7650
н. к.—85 4,0 706 240 683 300
85—150 3,5 618 210 772 263
150—200 3,7 653 222 815 278
200—250 4,8 847 288 1060 360
250—350 24,4 4324 1470 5405 1837
>350 58,5 10 324 3510 12 905 4387
Соли и потери 1,0 176 60 220 75
Вода 2,0 352 120 440 150
Итого . . . 102,0 18 000 6120 22 500 7650
6—2551
Глава V
ТЕХНОЛОГИЧЕСКАЯ И ЭКСПЛУАТАЦИОННАЯ
ХАРАКТЕРИСТИКА УКРУПНЕННЫХ
АТМОСФЕРНО-ВАКУУМНЫХ УСТАНОВОК (АВТ)
' В 1952—1953 гг. на отечественных нефтеперерабатывающих за-
водах строились в основном атмосферно-вакуумные трубчатые
установки производительностью 1,0; 1,5 и 2,0 млн. т/год сернистой
и малосернистой нефти (типовые установки А-12/1, А-12/2, А-12/1М,
А-12/1,5, А-12/3). Установки АВТ, построенные по перечисленным
проектам, принципиально являются комбинированными — в них
технологически и энергетически связано несколько блоков и узлов.
Основные технологические решения, принятые на первоначальных
установках АВТ производительностью 1 млн. т/год нефти, сохрани-
лись и в последующих, более мощных установках.
В начале 1960 г. вследствие большой потребности народного
хозяйства страны в массовых нефтепродуктах — бензине, дизельном
топливе, минеральном масле, нефтебитумах — были разработаны
проекты и по ним построены типовые установки АВТ производи-
тельностью 2 и 3 млн. т/год (А-12/4, А-12/5, А-12/6, А-12/7, А-12/5М,
А-12/7М, А-12/9). Эти установки отличаются друг от друга числом
технологических узлов, аппаратурным оформлением, компоновкой,
технологическими и энергетическими решениями. В это же время
на отечественных заводах строились утановки АВТ мощностью
6,0 млн. т/год. В процессе эксплуатации установок вносился ряд
новшеств с целью усовершенствования технологии отдельных узлов,
улучшения энергетических показателей и интенсификации мощно-1
стей АВТ. Ниже кратко описаны наиболее характерные действую-
щие промышленные установки АВТ.
Установка АВТ производительностью 1,0 млн. т/год
сернистой нефти
На установке сочетаются процессы: атмосферная перегонка
нефти, вакуумная перегонка мазута, стабилизация головки бензи-
на, вторичная перегонка широкой бензиновой фракции, выщелачи-
вание компонентов светлых нефтепродуктов и приготовление рас-
творов щелочи.
Перегонка нефти осуществляется по схеме двухкратного испа-
рения (см. рис. 8), вакуумная перегонка — по схеме однократного
испарения (см. рис. 11).
32
В результате длительных пробегов атмосферно-вакуумных уста-
новок на нефтеперерабатывающих заводах получены данные, по-
ложительно характеризующие работу этих установок. Производи-
тельность их в большинстве случаев превышает проектную на 20—
50%. Однако в работе отдельных технологических узлов имеются
существенные недостатки. Так, отбор светлых составляет 95—96%
от потенциала. Такой недобор светлых объясняется главным обра-
зом недоизвлечением фракций дизельного топлива (2—3% на
нефть) и потерями бензиновых компонентов с газом (0,5—0,7%).
Анализ работы отдельных аппаратов АВТ заводов Башкирии
показал низкую погоноразделительную способность ректификаци-
онных колонн. Особенно неудовлетворительно работает первая рек-
тификационная колонна на двухколонных установках. Так, вместо
получения с ее верха предусмотренной проектом фракции н. к. —
85 °C на некоторых установках получается фракция с повышенным
концом кипения (145—205°C). Температура начала кипения ча-
стично отбензиненной нефти составляет 50—80 °C, т. е. наблюдается
большое налегание фракций по температурам кипения. Одинаковые
результаты получаются как при работе испарителей с 14—16 та-
релками (АВТ производительностью 600,0 тыс. т/год), так и с
28 тарелками (АВТ производительностью 1,0 млн. т/год). Опытные
пробеги и технологические расчеты показали, что это происходит
из-за недостаточного подвода тепла в низ первой ректификацион-
ной колонны. Увеличение количества подаваемой горячей струи
на одной из установок позволило повысить температуру внизу ко-
лонны с 218 до 238 °C. При таком изменении технологического
режима значительно улучшилась фракционирующая способность
первой ректификационной колонны. Температура кипения верхнего
ее погона снизилась со 140 до 116 °C, а температура начала кипе-
ния полуотбензиненной нефти повысилась с 67 до 105 °C, т. е. на-
легание фракций уменьшилось с 73 до 11 °C.
Вакуумные колонны с 18 тарелками имеют низкую погоноразде-
лительную способность. При повышении температуры нагрева ма-
зута на выходе из печи с 395—405 до 410—415 °C выход масляных
фракций несколько увеличился и заметно улучшился состав гудро-
на. Одновременно с этим несколько улучшились качества масля-
ных фракций. Налегание первой фракции на вторую, которое со-
ставляло обычно более 100 °C, уменьшилось до 56 °C, налегание
у последующих фракций также заметно уменьшилось.
Модернизированная установка АВТ производительностью
1,0 млн. т/год
Для улучшения работы отдельных технологических узлов и по-
вышения общих технико-экономических показателей действующих
и вновь сооружаемых установок АВТ в их проекты были внесены
следующие изменения и дополнения:
6*
83
усилена теплообменная поверхность предварительного подогре-
ва нефти с целью повышения ее температуры до 200 °C;
для улучшения работы колонны предварительного испарения
повышено рабочее давление в первой ректификационной колонне
до 4 кгс/см2 (вместо 3 кгс/см2) и температура низа колонны до
220 °C;
Рис. 38. Принципиальная схема модернизированной АВТ (типа А-12/1М):
1 — насосы; 2 — теплообменники; 3 — емкости; 4 — конденсаторы-холодильники; 5 — первая
ректификационная колонна; 6 — атмосферная печь; 7— основная ректификационная колон-
на; 8— отпарная колонна; 9 — очистные отстойники; 10— стабилизатор; 11, 12 — фракциони-
рующие колонны блока вторичной перегонки бензина; 13 — вакуумсоздающие аппараты;
^ — вакуумная колонна; /5 —вакуумная печь, / — сырье; //—газы; ///—водяной нар;
IV — получаемые фракции и компоненты; V — сжиженные газы.
установлена вторая колонна для вторичной перегонки бензина,
что значительно повысило погоноразделительную способность это-
го узла;
в блоке вакуумной перегонки мазута колонна с 18 тарелками
заменена колонной с 23 тарелками, усилено циркуляционное оро-
шение, разработаны мероприятия по уменьшению потерь легких
фракций с продуктами разложения;
предусмотрена возможность работы установки без вакуумной
части.
При модернизации установки внесены также изменения по кон-
трольно-измерительным приборам, насосам, коммуникациям и др.
Принципиальная схема модернизированной АВТ показана на
рис. 38. Сырье — обессоленная нефть — двумя потоками прокачи-
вается через теплообменники 2. Первый поток нагревается за счет
тепла верхнего циркуляционного орошения вакуумной колонны,
циркуляционного орошения основной ректификационной колонны
атмосферной части и масляных дистиллятов. Второй поток обессо-
ленной нефти нагревается за счет тепла фракций 240—300 °C, 300—
84
350 °C атмосферной колонны и второго и третьего погонов вакуум-
ной колонны. Оба потока нефти дополнительно нагреваются в теп-
лообменниках типа труба в трубе гудроном. Нагретая до 200 °C
нефть поступает в первую ректификационную колонну 5. Темпера-
тура низа первой колонны, равная 210 °C, поддерживается горячей
струей нефти, выходящей из печи. Пары с верха первой ректифи-
кационной колонны после конденсации в конденсаторе-холодиль-
нике поступают в емкость, а полуотбензиненная нефть нагревается
в печи 6 и подается в основную ректификационную колонну атмо-
сферной части 7. С верха указанной колонны получается фракция
85—130 °C в парах, а через отпарные колонны выводятся три бо-
ковых погона: 130—240, 240—300 и 300—350°C. Все получае-
мые компоненты светлых нефтепродуктов очищают раствором
щелочи.
Мазут с низа основной ректификационной колонны после на-
грева в вакуумной печи установки до 420 °C поступает в вакуум-
ную колонну 14. Остаточное давление наверху вакуумной колонны
равно 60 мм рт. ст., температура верха колонны 65 °C, а низа
385 °C. В колонне осуществлено три циркуляционных орошения.
Боковые погоны — масляные дистилляты — после прохождения че-
рез соответствующие теплообменники и холодильники выводятся
с установки. Гудрон с низа колонны последовательно прокачивает-
ся через теплообменники для подогрева нефти и холодильники.
Фракция н. к.— 130 °C после выщелачивания направляется
в блок вторичной перегонки, состоящий из двух последовательно
включенных фракционирующих колонн 11 и 12. Первая фракциони-
рующая колонна работает при абсолютном давлении 2,5 кгс/см2,
вторая при 1,5 кгс/см2. Температура верха колонн 66 и 108 °C,
температура низа 115 и 120 °C. В блоке вторичной перегонки по-
лучаются фракции н. к. — 85, 85—120 и 120—130 °C. Легкие бензи-
новые фракции из колонны 7 направляются в стабилизатор 10, ра-
ботающий под давлением 10 кгс/см2. Температура низа стабилиза-
тора 160 °C, температура верха 65 °C. Стабилизатор обогревается
паровым подогревателем. В качестве теплоносителя используется
пар высокого давления (25—30 кгс/см2). Предусматривается воз-
можность работы установки без блока вторичной перегонки и ста-
билизации бензина.
Установки АВТ производительностью 1,0 млн. т/год нефти име-
ются на многих новых заводах. На некоторых установках были
случаи, когда вакуумная часть на длительный период выключалась,
так как вакуумные дистилляты не требовались: отсутствовало про-
изводство масел или каталитический крекинг. На всех установках
фактическая производительность в среднем на 30—40% выше про-
ектной. Отбор светлых ниже потенциального их содержания на
3-6%.
Технологический режим основных аппаратов модернизи-
рованных АВТ производительностью 1 млн. т/год нефти характе-
ризуется следующими данными:
85
Первая ректификационная колонна
Давление, кгс/см2....................................... 3,0
Температура, °C
на входе сырья ................................. 180—225
низа ....................................... 225—235
верха...........................................105—140
Основная ректификационная колонна
Давление, кгс/см2...................................Не выше 1,2
Температура, °C
на входе сырья..................................... 345—370
верха...........................................100—160
низа ........................................... 330—350
выхода боковых погонов..........................
керосина ............................... 160—220
дизельного топлива ........................... 240—300
Вакуумная колонна
Остаточное давление наверху, мм рт. ст..............Не выше 80
Температура, °C
на входе сырья ................................. 400—415
верха...........................................100—108
низа .......................................... 375—385
Стабилизатор
Давление, кгс/см2................................... 6—8
Температура, °C
верха....................................- . . . . 65—70
низа ...........................................145—155
Колонна вторичной перегонки (первая)
Давление, кгс/см2...................................... 1,5
Температура, °C
верха.............................................. 70—75
низа ...........................................150—165
Колонна вторичной перегонки (вторая)
Давление, кгс/см2 . . . ............................Не выше 0,7
Температура, °C
верха.............................................. 95—НО
низа ...........................................150—160
Печь атмосферного блока
Температура, °C
на входе сырья..................................... 220—230
на выходе....................................... 350—380
газов на перевале............................... 800—850
Печь вакуумного блока
Температура, °C
на входе мазута ................................... 325—345
на выходе....................................... 400—415
газов на перевале............................... 700—850
Такой режим характерен для большинства установок АВТ, пе-
рерабатывающих сернистые и малосернистые нефти.
Установка АВТ производительностью 1,5 млн. т/год
В 1955—1960 гг. на некоторых нефтеперерабатывающих заво-
дах были введены в действие установки АВТ мощностью
1,5 млн. т/год сернистой нефти. На этих установках в основном
сохранены размеры и количество основного оборудования и аппа-
ратуры, которыми были оснащены установки мощностью
1,0 млн. т/год. Высокая производительность установок была до-
86
стигнута благодаря некоторым изменениям в схеме и главным
образом в работе основной ректификационной колонны. Частич-
ная замена острого горячего орошения в колонне циркуляционным
позволила значительно сократить количество паров по всей высоте
колонны и соответственно уменьшить нагрузку конденсатора бен-
зиновых паров. Сделаны глухими 29-ая и 14-ая тарелки, добав-
лены штуцеры для отвода и подачи циркуляционного орошения,
осуществлены два промежуточных циркуляционных орошения. Кро-
ме того, была увеличена поверхность теплообменников на 400 м2
и холодильников на 390 м2; некоторые насосы заменены более
мощными.
Рис. 39. Схема переоборудования установки АВТ производительностью
1,5 млн. т/год:
/ — насосы: 2 — теплообменники; 3 — конденсаторы; 4 — газосепараторы; 5 — первая ректи-
фикационная колонна; 6 — емкость; 7 — печь атмосферной части; 8 — основная ректифика-
ционная колонна; 9— отпарная колонна; 10 — стабилизатор; 11— вакуумсоздающий аппарат;
12 — вакуумная колонна; 13 — печь вакуумной части, / — сырье; // — газы; /// — сжижен-
ные газы; /V—вода в канализацию; V — вода свежая; VI — водяной пар; V// —получае-
мые фракции и компоненты.
Принципиальная схема переоборудованной установки АВТ про-
изводительностью 1,5 млн. т/год следующая (рис. 39). Нефть сырь-
евыми насосами 1 тремя потоками (по проекту двумя) прокачи-
вается через теплообменники 2 верхнего и нижнего промежуточ-
ного циркуляционного орошения, дизельного топлива и гудронные
теплообменники в первую ректификационную колонну 5 (на 16-тую
тарелку). Отгоняемый в колонне газ с парами бензина и воды от-
водится через конденсатор в газосепаратор. Часть бензина из газо-
сепаратора используется для орошения первой колонны 5, а избы-
ток поступает в стабилизатор 10. На другой аналогичной установ-
87
ке бензин из первой колонны 5 полностью выводится с установки,
а колонна 5 орошается бензином основной ректификационной ко-
лонны 8. Отбензиненная нефть из первой ректификационной ко-
лонны 5 забирается насосом и прокачивается через печь в основ-
ную ректификационную колонну 8 под 7-ую тарелку. Пары с вер-
ха основной колонны поступают в конденсаторы погружного типа 3
и далее в газосепаратор. Часть бензина возвращается в колонну 8
на орошение, а остальная часть направляется на выщелачивание.
Керосиновая фракция с 31-ой или 29-ой тарелок основной ко-
лонны поступает в первую секцию отпарной колонны 9. Пары из
отпарной колонны 9 направляются в основную колонну 8 под 30-ую
тарелку. С низа первой секции отпарной колонны 9 фракция про-
качивается через холодильник в мерники. С 14-ой тарелки основ-
ной колонны 8 во вторую секцию отпарной колонны 9 отводится
флегма дизельного топлива. Пары из этой секции возвращаются
под 16-ую тарелку основной колонны, а дизельное топливо с низа
отпарной колонны насосом через теплообменники и холодильники
откачивается в мерники. В низ основной колонны 8 и в отдельные
секции отпарной колонны 9 подается перегретый водяной пар.
Мазут — остаток основной ректификационной колонны 8 забирает-
ся горячим насосом и прокачивается через печь 13 в вакуумную
колонну 12. В случае временного отключения вакуумной части ма-
зут направляется на другие процессы, в частности на термический
крекинг. Остальные технологические узлы установки — вакуумная
перегонка мазута, стабилизация, абсорбция и выщелачивание ком-
понентов светлых продуктов — работают по описанной выше схеме
установки АВТ производительностью 1,0 млн. т/год. Главным ап-
паратом установки является основная ректификационная колонна
диаметром 3,8 м с 40 тарелками желобчатого типа. Из них шесть
расположены в отгонной части, а 34 в концентрационной. В ко-
лонне осуществлено два циркуляционных орошения с отбором
флегмы.
Описанная схема работы установки, в отличие от проектной,
имеет следующие особенности. Установка работает по схеме двух-
кратного испарения с отбором легкого бензина с верха первой ко-
лонны и широкой фракции бензина с верха основной колонны.
Проектом предусматривалась работа первой колонны как испари-
теля с подачей паров с верха его в основную ректификационную
колонну. Вместо принятых в проекте двух потоков нефти в тепло-
обменники вводят три потока с целью уменьшения давления на
выкиде сырьевого насоса.
Результаты обследования работы двух переоборудованных уста-
новок подтвердили эффективность принятой схемы реконструкции
АВТ. Дистилляты, получаемые из колонн, отвечают требованиям
внутрицеховых норм. Температурное налегание фракций между
концом кипения бензина и началом кипения керосина на первой
установке составляет от 8 до 20 °C, а между концом кипения ке-
росина и началом кипения дизельного топлива — от 1 до 15 °C;
88
на второй установке это налегание составляет соответственно 15—
32 и 3—33 °C. При отсутствии подачи (предусмотренной проектом)
в питательную секцию основной колонны паров с верха первой
колонны нагрузка тарелок по парам уменьшается и несколько по-
вышается производительность по сырью.
Технологический режим основной ректификационной колонны.
характеризуется следующими данными:
Температура, °C
на выходе сырья...................................... 332—352
наверху ......................................... 99—112
острого орошения.................................40—53
фракции керосина из основной ректификационной ко-
лонны ...........................................148—160
на выходе верхнего промежуточного циркуляционного
орошения из основной колонны.....................167—172
то же, на входе в основную колонну..............45—49
флегмы дизельного топлива на выходе из основной ко-
лонны перед подачей в отпарную колонну .... 232—259
нижнего промежуточного циркуляционного орошения
на выходе из основной колонны.................... 268—280
то же, на входе в основную колонну.................121—148
внизу............................................ 306—318
Давление внизу колонны, кгс/см2.....................1,1—2,6
Качество фракций (суточных), получаемых на модернизирован-
ной установке АВТ-2, приведено в табл. 11.
Установка АВТ производительностью 2,0 млн. т/год
За последующие годы были введены в действие установки АВТ
проектной мощностью 2,0 млн. т/год нефти. Имеются следующие
модификации этих установок:
установка АВТ, запроектированная по схеме, аналогичной схе-
ме модернизированной установки производительностью
1,0 млн. т/год;
комбинированная установка ЭЛОУ — АВТ, сочетающая подго-
товку нефти методом термоэлектрообессоливания и атмосферно-
вакуумную перегонку нефти;
комбинированная установка АВТ со вторичной перегонкой ши-
рокой бензиновой фракции.
В эксплуатации находится большое число укрупненных устано-
вок ЭЛОУ — АВТ; строятся установки АВТ со вторичной перегон-
кой бензина с учетом опыта эксплуатации действующих установок.
Установки АВТ производительностью 2,0 млн. т/год рассчитаны
для переработки сернистых нефтей типа ромашкинской и туймазин-
ской. Они могут также перерабатывать малосернистую нефть и ра-
ботать по топливной или по масляной схеме. На установках можно
получать широкий ассортимент товарных нефтепродуктов.
В период строительства, пуско-наладочных работ и во время
эксплуатации первых установок АВТ мощностью 2,0 млн. т/год
было установлено, что основные аппараты установки — печи, ко-
лонны, кипятильники, теплообменники и холодильники — имеют ре-
89
Таблица 11. Качество фракций (суточных), получаемых
на модернизированной установке АВТ-2 производительностью 1,5 млн. т/год нефти
Потоки Плотность, г/см3 Фракционный состав, °C Выход, объемн. % Температура вспышки в закрытом тигле, LC
н. к. 5% 10% 20% 30% 40% 50% 60% 70% 80% 90% К. к
Нефть отбензиненная 0,886 79 120 153 216 266 309 338 351 — — — —
Бензин из первой колонны 0,690 37 50 57 65 74 83 93 102 112 124 141 162 96
Бензин из основной колонны 0,706 40 63 71 83 91 99 106 ИЗ 120 128 140 162 96,5
Керосин 0,780 137 152 157 163 169 174 180 185 191 197 204 215 98 30
Верхнее промежуточное циркуляци- онное орошение 0,787 131 159 166 176 183 188 183 198 202 207 212 222 98
Дизельное топливо 0,841 214 230 240 250 257 265 274 284 294 307 323 347 98 87
Нижнее промежуточное циркуляци- онное орошение 0,860 215 251 267 286 300 310 318 328 336 346 356 360 93 —
Мазут 0,953 284 284 344 360 — 100
зервы, позволяющие увеличивать их нагрузку. В результате фак-
тическая производительность установки оказалась на 25—30% вы-
ше проектной. Одновременно были обнаружены недостатки,
мешающие работе отдельных узлов установки на проектной мощ-
ности. Так, насосы и приводы к ним в основном были рассчитаны
только на обеспечение проектного баланса по каждому потоку.
Они не обеспечивали необходимую производительность при работе
на вариантах, отличных от проектного, особенно при отборе отдель-
ных фракций светлых нефтепродуктов (при увеличении отбора ди-
зельного топлива за счет снижения отбора керосина).
Принятое в проекте давление на входе в отдельные аппараты
оказалось в некоторых случаях заниженным. Например, расчетное
абсолютное давление сырой нефти перед теплообменниками в про-
екте принято равным 11 кгс/см2, фактически же требуется давле-
ние 18—20 кгс/см2. Гудронный холодильник рассчитан на абсолют-
ное давление 5 кгс/см2, что было недостаточно при откачке боль-
шого количества мазута или продавливании гудроновой системы.
Кроме того, недостаточной для надежной работы была разница
отметок уровня гудрона в вакуумной колонне и в гудронных на-
сосах. Откачка флегмы из второй и третьей отпарных колонн пре-
дусматривалась одним насосом, что было мало для нормальной
работы, принятая в проекте аппаратура для узла вторичной пе-
регонки бензина не обеспечивала получение заданных фракций
и т. д.
Для устранения отмеченных недостатков и повышения надеж-
ности эксплуатации отдельных технологических узлов в проекты
установок были внесены дополнения и изменения. Основные из них
следующие: замена маломощных насосов и приводов к ним более
мощными; перераспределение теплообменников по потокам; осу-
ществление циркуляционного орошения в первой колонне атмосфер-
ной части; перераспределение потоков и труб в камерах атмо-
сферной и вакуумной печей; установка дополнительной емкости
для сепарации газа из емкостей орошения; подогрев топливного
газа с целью предотвращения попадания конденсата в топки пе-
чей и др.
Технологическая схема усовершенствованной установки АВТ
(А-12/2) с учетом дополнений и изменений, внесенных в период
строительства, наладки и эксплуатации, приведена на рис. 40.
Обессоленная нефть забирается сырьевыми насосами 1 и тремя
потоками прокачивается через теплообменники 2 в первую ректи-
фикационную колонну 4. Для первого потока используется тепло
циркуляционного орошения основной ректификационной колон-
ны 7, тепло второго погона вакуумной колонны 10 и гудрона. Для
второго потока утилизируют тепло первого погона вакуумной ко-
лонны 10, третьего ее погона и гудрона. Третий поток (дополни-
тельный к проекту, на схеме не показан) нагревается за счет тепла
циркуляционного орошения основной ректификационной колонны 7
и гудрона. Кроме того, третий поток нагревается в конвекционной
Рис. 40. Схема усовершенствованной установки АВТ производительностью 2 млн. т/год (А-12/2):
/ — насосы; 2 — теплообменники; 3 — конденсаторы-холодильники: 4 — первая ректификационная колонна: 5 — водоотделители: 6, 6' — печц
атмосферной части; 7 — основная ректификационная колонна; 8, 15— отпарные колонны; 9—печь вакуумной части; 10 — вакуумная колонна;
//—барометрический конденсатор; 12— пароэжекторный насос; 18 — стабилизатор; 14— фракционирующая колонна блока вторичной пере-
гонки бензина; /6 — выщелачивающие отстойники; 17— фильтры, / — сырье; // — нагретая нефть; /// — горячая струя; /V — острое ороше-
ние; V —газы разложения; VI — вода; VII — водяной пар; VIII — сырье в стабилизатор; IX — газы; X — продукты с установки.
секции и части потолочного экрана печи 9. Все потоки соедини- 1
ются и поступают в колонну 4 при 200 °C. Температура низа этой Т
колонны (225 "С) поддерживается горячей струей, подаваемой из '
печи 6. С верха колонны 4 газ и пары бензина выводятся через I
конденсатор-холодильник в водоотделитель 5. Отбензиненная нефть •
с низа первой ректификационной колонны 4 забирается печными ]
насосами и прокачивается через две параллельно работающие ?
печи 6 и 6' в основную ректификационную колонну 7 при 345 °C. i
С верха основной ректификационной колонны 7 выводятся пары *
бензина и воды при 125 °C и через конденсатор-холодильник
направляются в водоотделитель 5. Часть бензина из водоотде- ;
лителя возвращается в основную колонну 7 в виде острого оро- ]
шения. -j
Боковые погоны основной колонны 7 — фракции керосина и ди- j
зельного топлива — выводятся через отпарную колонну 8. Избы-
точное тепло из основной колонны 7 отводится циркуляционным ;
орошением, выводимым из нее при 215 °C и возвращаемым в ко-
лонну при 90 °C. Мазут с низа колонны 7 при 330 °C забирается I
насосом и прокачивается через печь 9 в вакуумную колонну 10. j
Вакуум в колонне создается барометрическим конденсатором
и двухступенчатыми паровыми эжекторами. Из колонны 10 выво- j;
дятся три масляных дистиллята. Гудрон с низа вакуумной колон-
ны 10 при 360 °C забирается насосом и прокачивается через тепло-
обменники, холодильник и, охлажденный до 95—105 СС, поступает ]
в мерник. Компоненты светлых нефтепродуктов выщелачиваются (
в очистных отстойниках. Избыток бензина первой ректификацион-
ной колонны 4 откачивается из водоотделителя 5 насосом через (
теплообменники стабильного бензина в стабилизатор 13. Темпера- 1
тура низа стабилизатора (140 °C) поддерживается паровым подо- "j
гревателем. С верха стабилизатора при 60 °C выводятся пары бу~- .
тановой фракции и газы, которые через конденсатор-холодильник
проходят в сборник. Защелоченный бензин из отстойника и ста-
бильный бензин из парового подогревателя стабилизатора под
давлением в системе поступают в колонну блока вторичной пере-
гонки бензина 14.
С 25-ой, 21-ой и 17-ой тарелок колонны блока вторичной пере- !-
гонки бензина 14 выводится фракция 85—120 °C и подается в от-
парную колонну 15. Температура низа колонны 14 (115 °C) регу-
лируется подачей пара в подогреватель, установленный у колон-
ны 14 (на схеме не показан). Фракция 85—120°C из парового
подогревателя колонны 14 через теплообменники и холодильник
откачивается в резервуар. Фракция 120—160 °C поступает из па-
рового подогревателя колонны 14 через холодильник на прием на-
соса и откачивается в резервуар.
Газы из газосепараторов колонн 4 и 7 и из стабилизатора 13
сбрасываются в дополнительно установленную емкость, служащую
для отделения конденсата. Газ из этой емкости подается к форсун-
кам печей установки.
93
Углеводородный состав (в объемы. %) газов, выходящих из га-
зосепараторов колонн 4 и 7, приводится ниже:
Газосепараторы
колонны 4 КОЛОННЫ
Метан . . . . 2,2 2,3
Этан . . . . 11,4 9.9
Пропан . . . . 41,3 39.4
Бутан . . . . 11,5 12.4
«-Бутан . . . . 23,6 23.5
С5-|-высш11е .... . . . . 10,0 12 5
Итого . . . 100,0 100,0
Комбинированная установка ЭЛОУ — АВТ
производительностью 2,0 млн. т/год
В настоящее время в эксплуатации находятся сооруженные
в 50—60 годах типовые комбинированные установки ЭЛОУ —АВТ
производительностью 1,0 и 2,0 млн. т/год нефти. Наиболее распро-
странены установки мощностью 2,0 млн. т/год, поэтому ниже при-
водятся основные показатели для этих установок.
Как уже указывалось, на установке сочетаются процессы обес-
соливания нефти электрическим методом и атмосферно-вакуумной
ее перегонки. Установка рассчитана на переработку сернистой неф-
ти, из которой получают компоненты моторных топлив, масляные
дистилляты и остаток — гудрон. Электрообессоливание нефти про-
изводится в три ступени в шаровых электрогидраторах емкостью
600 м3 с предварительным термохимическим обессоливанием. В за-
висимости от качества сырых нефтей число ступеней обессолива-
ния может быть сокращено до двух и даже до одной. По фактиче-
ским данным работы установки обессоливания, достигалась сле-
дующая степень очистки (термохимическое обессоливание) по сту-
пеням сырых нефтей восточных месторождений: первая ступень
33,3—33,8%, вторая 68,8—72%, третья 96,7—98%. Материальный
баланс (проектный) установки при переработке сырой ромашкин-
ской нефти (325 дней в году) приведен в табл. 12.
При получении на установке фракции н. к. — 180 °C выход
фракции 140—240 °C будет уменьшен до 9,98%, а выход фракции
н. к. — 180 СС составит 19,12%. Сырая нефть прокачивается двумя
параллельными потоками через первую группу теплообменников
и поступает в отстойник термохимического обессоливания. Перед
входом в отстойник нефть смешивается с деэмульгатором и горя-
чей водой. Обработанная нефть, отстоявшаяся от воды и частично
обессоленная, из отстойников под собственным давлением проходит
последовательно через два электродегидратора и поступает в ем-
кость обессоленной нефти. Обезвоженная и обессоленная нефть
насосом прокачивается двумя потоками через вторую группу теп-
лообменников в первую ректификационную колонну. Атмосферная
94
перегонка осуществляется по схеме двухкратного испарения (см.
рис. 8), аналогичной схеме установки АВТ производительностью
1,0 млн. т/год. Полуотбензиненная нефть с низа первой колонны
прокачивается через трубчатую печь в основную ректификацион-
ную колонну, где осуществлено три циркуляционных орошения
(по числу боковых погонов, отбираемых из соответствующих от-
парных колонн).
Таблица 12. Материальный баланс (проектный) установки
ЭЛОУ—АВТ производительностью 2,0 млн. т/год нефти
Показател 1 Количество
вес. % на нефть т/сут тыс. т/год
Взято Сырая ромашкинская нефть 100,0 6154,0 2000,0
Газ 2,0 123,0 40,0
Вода и соли 2,0 123,0 40,0
Итого . . . 104,0 6400,0 2080,0
Получено Сухой газ 0,40 24,8 8,0
Пропан-бутановая фракция 2,56 158,1 51,2
Фракции, °C и. к.—140 12,80 787,7 256,0
140—240 16,30 1002,0 326,0
340—350 16,94 1042.7 338,8
350—420 10,60 652,3 212,0
420—490 11,40 701,6 228,0
>500 30,00 1846,2 600,0
Вода и соли 2,00 123,1 40,0
Потери 1,00 61,5 20,0
Итого . . . 104,00 6400,0 2080,0
Вакуумная часть установки работает по схеме двухкратного
испарения (см. рис. 13). Мазут из атмосферной колонны прока-
чивается через печь в первую вакуумную колонну. Во второй ва-
куумной колонне подвергается фракционированию с целью полу-
чения двух масляных дистиллятов широкая вакуумная фракция.
Температура низа первой вакуумной колонны поддерживается по-
дачей в нее горячей струи из печи. Температура низа второй ва-
куумной колонны регулируется циркулирующим потоком: низ вто-
рой вакуумной колонны—>печь—>низ второй вакуумной колонны.
В результате более эффективного использования тепла горячих
потоков, в том числе избыточного тепла ректификационной колон-
ны, нефть предварительно нагревается до 220 °C. Схема теплооб-
мена на установке показана на рис. 41. Технологический режим
95
Таблица 13. Технологический режим основных аппаратов ЭЛОУ—АВТ
Аппарат Абсолютное давление, КГС/СМ2 Температура, °C
низа верха средняя
Отстойник термохимического обессоливания 7,0 — 115
Электродегидратор первый 6,0 — — 112
Электродегидратор второй 5,0 — — НО
Первая ректификационная колонна 5,0 240 120 —
Основная ректификационная колонна 1,85 310 124 —
Первая вакуумная колонна 40 мм рт. ст. 385 100 —
(остаточное
давление)
Вторая вакуумная колонна 60 мм рт. ст. 380 150 —
(остаточное
давление)
Стабилизатор 10 150 75 —
Колонна вторичной перегонки 5,0 93 40 —
Печь атмосферной части
ВХОД 17,3 240 — —
выход 6,0 340 —
Печь вакуумной части
ВХОД 6,0 310 420 —
выход 1,0 — — —
Выщелачивающие отстойники для фракций,
°C
н. к—140 4,0 — — г50
140—240 5,0 — — 50
240—350 6,0 — — 90
основных аппаратов установки ЭЛОУ—АВТ при работе ее по
топливно-масляной схеме приводится в табл. 13.
Рис. 41. Схема теплообмена на типовой установке ЭЛОУ-АВТ:
1, 3 — теплообменники нефти; 2 — блок элёктрообессоливания (ЭЛОУ). /, IX — соответст-
венно холодная и нагретая нефть; II—VIII, X—XIV — горячие потоки нефтепродуктов уста-
новки.
96
Учитывая явное преимущество комбинирования установок
ЭЛОУ и АВТ, на некоторых нефтеперерабатывающих заводах была
создана технологическая и энергетическая связь между установка-
ми электрообессоливания и АВТ. На комбинированной установке
при жестком соединении системы к работе блока ЭЛОУ предъяв-
ляют весьма серьезные требования. При нарушении режима в бло-
ке ЭЛОУ на атмосферную часть установки может начать посту-
пать нефть с содержанием воды и солей больше, чем предусмат-
ривается нормами. Поэтому в последующих проектах этих уста-
новок в случае некачественного обессоливания предусмотрен вывод
сырой нефти с установки после дегидраторов.
Модернизирование описанной ЭЛОУ — АВТ (применение более
эффективных аппаратов и оборудования) дало значительный эко-
номический эффект: на 24,9% сократился расход металла, на 25%
уменьшились капитальные затраты, значительно снизились экс-
плуатационные расходы и т. д. Технологическая схема основных
узлов и режим работы соответствуют проекту установки до ее мо-
дернизации.
Комбинированная установка АВТ со вторичной
перегонкой бензина производительностью 2,0 млн. т/год
С целью получения узких легкокипящих углеводородных фрак-
ций н. к. — 62, 62—85, 85—120, 120—140 °C в состав современных
установок АВТ включается узел вторичной перегонки. В ранее
построенных установках АВТ производительностью 1,0; 1,5
и 2,0 млн. т/год нефти блоки вторичной перегонки бензина состоят
из одной фракционирующей колонны, оборудованной 60 тарелка-
ми желобчатого типа. Недостающее тепло в колонну сообщается
извне теплоносителем. Практика эксплуатации установок произ-
водительностью 1,0 млн. т/год нефти показала неудовлетворитель-
ную работу блока вторичной перегонки, состоящего из одной ко-
лонны. В связи с этим на всех установках была сооружена еще
одна отпарная колонна для вывода из нее узкой фракции 85—
120 °C. Однако это мероприятие также не полностью устранило
имевшиеся недостатки.
В дальнейшем, вследствие острой необходимости получения уз-
ких, четко отректифицированных бензиновых фракций, на ком-
бинированных установках АВТ начали использовать более надеж-
ную схему узла вторичной перегонки. Самой приемлемой оказалась
схема вторичной перегонки широкой бензиновой фракции, разра-
ботанная ВНИПИнефть для установки типа 22/5, в которой из
четырх колонн получают соответственно следующие фракции:
н. к.— 62, 62—85, 85—120, 120—140 и остаток 140—180 °C. На
установках АВТ с блоком вторичной перегонки широкой бензино-
вой фракции стабильная фракция н. к.— 180 °C после выщелачи-
вания через теплообменники поступает в первую фракционирую-
щую колонну; пары фракции н. к. — 62 °C с верха колонны направ-
7—2551
97
ляются в конденсатор-холодильник и далее в емкость. Часть
конденсата возвращается в колонну в виде острого орошения, избы-
ток выводится с установки. Остаток первой фракционирующей ко-
лонны после нагрева в подогревателе поступает во вторую фрак-
ционирующую колонну. С верха второй колонны пары фракции
Рис. 42. Схема типового блока вторичной перегонки бензина на установках
АВТ производительностью 2 и 3 млн. т/год:
/ — теплообменник; 2 — конденсаторы-холодильники; 3 — емкости; 4, 6, 7, 8 — фракциони-
рующие колонны; 5 —рибойлеры; 9— печь для нагрева циркулирующего теплоносителя;
10— емкость циркулирующего теплоносителя; 11 — насос. I, II, HI, IV, V, VI—соответст-
венно фракции 120—140; 62—85; 85—120; н. к. —180; 140—180; н. к. —62°С; VII — орошение;
VIII — теплоноситель.
62—85 °C направляются в конденсатор-холодильник и затем в ем-
кость. Часть конденсата подается во вторую колонну в качестве
орошения, а остаток выводится с установки. Остаток второй ко-
лонны перерабатывается по аналогичной схеме в следующей фрак-
Рис. 43. Схема теплообмена на установках АВТ со вторичной перегонкой
бензина:
у — теплообменники; 2 — первая ректификационная колонна. /, III, V, VI, IX, XI, XII,
XIV — теплоносители — циркуляционные орошения из колонн атмосферной и вакуумной
части; II, IV, X, XIII — боковые фракции основно й ректи фика пронной и вакуумной колонны;
VII, ЙШ — гудрон.
98
ционирующей колонне. С верха колонны удаляется фракция 85—
120 °C.
Фракция 120—140 °C отводится в качестве бокового погона из
отпарной колонны. Пары из отпарной колонны возвращаются
в предыдущую колонну. Остаток третьей колонны (фракция 140—
180 °C) прокачивается в качестве теплоносителя через подогрева-
тель, затем охлаждается в теплообменниках и отводится с уста-
новки. Теплоносителем на установке служит фракция 350—420 °C,
которая циркулирует через печи. При наличии пара высокого дав-
ления предпочтительней его использовать в качестве теплоносите-
ля. Остальные части установки аналогичны ранее описанным для
установки ЭЛОУ — АВТ. В настоящее время в эксплуатации и в
стадии строительства находятся установки АВТ со вторичной пе-
регонкой бензина производительностью 3,0 и 6,0 млн. т/год нефти.
Схема их аналогична схеме установки производительностью
2,0 мл. т/год нефти.
В табл. 14 приводится материальный баланс установки АВТ
Таблица 14. Материальный баланс установки АВТ
со вторичной перегонкой бензина производительностью 2,0 млн. т/год
Показатели Топливно-масляная схема Топливная схема
вес. % ^сут тыс. т/год вес. % т/сут тыс. т/год
Взято: Ромашкинская обессо- 100,0 6154,0 2000,0 100,0 6154,0 2000,0
лениая нефть Газ в нефти 2,0 123,0 40,0 2,0 123,0 40,0
Итого . . . 102,0 6277,0 2040,0 102,0 6277,0 2040,0
Получено: Сухой газ 0,40 24,8 8,0 0,40 24,8 8,0
Пропан-бутановая фрак- 2,56 158,1 51,2 2,56 158,1 51,2
ция Фракции, °C н. к.—62 2,83 174,2 56,7 2,83 174,6 56,6
62—85 2,54 156,5 50,9 2,54 156,5 50,8
85—120 4,60 282,8 91,9 4,60 282,8 92,0
120—140 3,03 186,6 60,6 3,03 186,6 60,6
140—240 16,30 1002,0 326,0 16,30 1002,0 326,0
240—350 17,04 1046,0 339.9 17,04 1046,1 340,8
350—420 10,50 652,8 212,0 — — —
420—490 11,40 701,6 228,0 — —
350—500 — — — 24,0 1477,0 480,0
>490 30,00 1846,2 600,0 — — —
>500 — — — 28,0 1723,1 560,0
Потери 0,80 45,4 14,8 0,7 45,4 14,0
Итого . . . 102,0 6277,0 2040,0 102,0 6277,0 2040,0
Т
99
со вторичной перегонкой бензина производительностью
2,0 млн. т/год при работе по топливной и топливно-масляной схеме
на ромашкинской обессоленной нефти. На рис. 42 дана схема ти-
пового блока вторичной перегонки бензина на установках АВТ
производительностью 2 и 3 млн. т/год. Благодаря эффективному
использованию тепла горячих потоков температура предваритель-
ного подогрева нефти достигает 230 °C. На рис. 43 показана схема
теплообмена на установках АВТ со вторичной перегонкой бензина
производительностью 2,0 млн. т/год сернистой нефти.
Комбинированная установка АВТ со вторичной перегонкой
широкой бензиновой фракции производительностью
3,0 млн. т/год сернистой нефти
Установка (А-12/6) запроектирована для работы по топливной
схеме. Вакуумная часть состоит из одной колонны и предназначе-
на для получения широкой вакуумной фракции — сырья каталити-
ческого крекинга. Технологические узлы и схема перегонки нефти
аналогичны принятым на установке АВТ со вторичной перегонкой
бензина производительностью 2,0 млн. т/год нефти, описанной вы-
ше. Но на этой установке более эффективно используются вторич-
ные энергоисточники—горячие нефтепродукты, отходящие дымо-
вые газы, горячая вода и пар. За счет -отбросного тепла можно
производить некоторое количество водяного пара для собственных
нужд установки. При переработке обессоленной ромашкинской неф-
ти обеспечиваются следующие выходы продуктов (в вес. % на
нефть):
Газ.......................................... 0,05
Пропан-бутановая фракция..................... 0,78
Компоненты светлых, фракции, °C..........
62—140 ................................ 12,27
140—240 16,30
240—350 17,00
Вакуумный дистиллят 350—490 °C............ 22,00
Остаток (н. к. >490 °C)................... 30,60
Потери....................................... 1,00
Итого 100,00
Принципиальная схема комбинированной установки со вторич-
ной перегонкой бензина показана на рис. 44. Обессоленная нефть
после насоса проходит теплообменники 2 и, нагретая за счет горя-
чих потоков, поступает в эвапоратор 3. Пары нефтепродуктов
*с верха эвапоратора 3 направляются в основную ректификацион-
ную колонну 6. Отбензиненная нефть с низа эвапоратора забирает-
ся насосом и прокачивается через печь 4 в основную ректифика-
ционную колонну 6. Ректификационная колонна рассчитана на
получение трех боковых погонов и обеспечена тремя промежуточны-
ми циркуляционными орошениями. Схема работы ректификацион-
100
и
Рис. 44. Принципиальная схема комбинированной установки АВТ со вторичной перегонкой бензина производительностью
3,0 млн. т/год сернистой нефти (А-12/6):
1 — насосы; 2 — теплообменники; 3 — эвапоратор; 4, 8, 18 — печи; 5 — конденсатор; 6 — основная ректификационная колонна; 7, /7 — отпар-
ные колонны; 9 — вакуумсоздающее устройство; 10— вакуумная колонна; // — стабилизатор; /2 — фракционирующий абсорбер; 13 — очистные
отстойники; 14, 15, 16 — фракционирующие колонны блока вторичной перегонки бензина; 19 — емкость теплоносителя; 20 —фильтр; 2/— во-
доотделитель. / — обессоленная нефть; // — нефтепродукты; /// — газы; IV — теплоноситель.
ной колонны такая же, как и на установке производительностью
2,0 млн. т/год. Разница лишь в том, что здесь колонна работает
с некоторой перегрузкой за счет паров светлых компонентов, по-
ступающих из эвапоратора. Боковые фракции отводятся через со-
ответствующие секции отпарной колонны 7. Тепло боковых погонов
снимается в теплообменниках для нагрева нефти. Верхние продук-
ты основной ректификационной колонны 6 охлаждаются в конден-
саторе 5 и направляются в водоотделитель 21. Газы с верха водо-
отделителя 21 поступают в абсорбер 12, часть нижнего продукта
водоотделителя подается в основную ректификационную колонну 6
в виде острого орошения, остальная часть направляется в абсор-
бер 12. Бензин — нижний продукт абсорбера-десорбера — поступа-
ет в стабилизатор 11. Стабильный бензин с низа стабилизатора по-
сле выщелачивания в отстойниках 13 направляется в блок вторич-
ной перегонки, который состоит из четырех последовательно вклю-
ченных фракционирующих колонн 14, 15, 16, с целью получения
узких бензиновых фракций. Схема поточности в блоке вторичной
перегонки бензина примерно такая же, как в типовой индивиду-
альной установке. Разница лишь в том, что на данной установке
температура пара колонн блока поддерживается нагретой в пе-
чи 18 циркулирующей флегмой, поступающей из емкости 19.
Мазут с низа колонны 6 насосом прокачивается в печь 8 и за-
тем поступает в вакуумную колонну 10’ Как это видно, на данной
установке схема атмосферной и вакуумной части несколько упро-
щена. В частности, исключена первая ректификационная колонна —
перегонка нефти осуществляется по схеме однократного испарения
с предварительным эвапоратором. Это позволило исключить неко-
торые дорогостоящие аппараты и оборудование (печь горячей
струи, насосы, контрольно-измерительные приборы, арматуру
и др.).
На установке впервые применены укрупненные теплообменни-
ки, кожухотрубчатые конденсаторы и холодильники вместо по-
гружных; все колонны, кроме вакуумной, оборудованы тарелками
с S-образными элементами, что полностью себя оправдало. Ваку-
умная колонна оборудована желобчатыми тарелками. Впервые так-
же большое число технологического оборудования было размещено
на открытых площадках (вне помещения) под навесом. Опыт экс-
плуатации описанной установки подтвердил возможность работы
по схеме однократного испарения и в дальнейшем был перенесен
на вновь проектируемые мощные комбинированные установки пер-
вичной перегонки АТ и АВТ. Размещение технологического обору-
дования под открытым небом под навесом также получило широкое
распространение. Оказалось, что такое решение является весьма
целесообразным как по технико-экономическим, так и по сани-
тарно-гигиеническим соображениям. Кроме того, в проекте преду-
смотрены особые мероприятия для ведения монтажных и ремонт-
ных работ в климатически холодных районах: наличие специаль-
ных передвижных агрегатов для подогрева воздуха на рабочем
102
лесте, обогрев пола и др. Энергетические затраты на 1 т перера-
батываемой нефти на этой установке, по сравнению с аналогич-
1ыми установками производительностью 2,0 млн. т/год нефти, за-
метно сокращены.
Комбинированная установка ЭЛОУ — АВТ со вторичной
перегонкой широкой бензиновой фракции
производительностью 3,0 млн. т/год
Схема типовой установки производительностью 3,0 млн. т/год
ернистой и малосернистой нефти (А-12/9) является самой про-
рессивной по сравнению со всеми разработанными ранее. В дан-
[ую схему включены наиболее технически усовершенствованные
ехнологические и энергетические узлы и использовано самое эф-
>ективное оборудование: горизонтальные электродегидраторы, но-
ые ректификационные тарелки, укрупненные кожухотрубные кон-
енсаторы, теплообменники, вакуумсоздающие устройства и др.
>первые в практике нефтепереработки в вакуумной части, на шле-
ювых линиях от вакуумной колонны к барометрическому кон-
енсатору, установлены батарейные эжекторы особой конструкции
ля обеспечения минимального остаточного давления наверху ко-
онны — не выше 40 мм рт. ст. Уменьшение остаточного давления
вакуумной колонне способствует улучшению фракционного со-
гава получаемых масляных дистиллятов.
Принятые в технологической схеме установки рациональные
прогрессивные технические решения позволяют глубоко исполь-
эвать ее энергетические ресурсы для подогрева нефтяного сырья
промежуточных продуктов, воды, воздуха, а также для произ-
эдства насыщенного и перегретого водяного пара, расходуемого
а собственные нужды завода. На установке сосредоточены и ском-
инированы все процессы первичной переработки нефти: обессоли-
зния и обезвоживания нефти, атмосферной перегонки нефти, ва-
/умной перегонки мазута, выщелачивание компонентов светлых
^фтепродуктов, стабилизация и абсорбция легких бензинов и жир-
ях газов, вторичная перегонка широкой фракции бензина. Ком-
ширование процессов позволяет заметно повысить основные тех-
1ко-экономические показатели установки. В проектах последую-
их, более мощных комбинированных установок первичной пере-
мотки нефти использованы принципиальные технические реше-
1я установки типа А-12/9.
На рис. 45 приведена принципиальная схема установки типа
12/9. Электрообезвоживание и электрообессоливание (ЭЛОУ)
рой нефти осуществляется в две ступени в горизонтальных элек-
одегидраторах конструкции ВНИИнефтемаш типа 1ЭГ-160 при
0—115 °C и абсолютном давлении 10 кгс/см2 (рекомендации
~1ИИ НП). Сырая нефть, содержащая газ, воду и соли, направ-
ется тремя параллельными потоками через теплообменники 2,
е подогревается до 115 °C, в электродегидраторы первой ступе-
103
ш
Рис. 45. Схема комбинированной установки ЭЛОУ—АВТ производительностью 3 млн. т/год (А-12/9):
I — нясосы- 2 — теплообменники; 3. 4 — электродегидраторы; 5 — емкость обессоленной нефти; б —первая ректификационная колонна; 7. 23.
М 2? 2S — печи- 8- конденсаторы-холодильники; 9 — емкости; Ю — основная ректификационная колонна; И, 17, 2/ —Отпарные колонны;
/2 —стабилизатор- 13 — фракционирующий абсорбер; 14 — барометрический конденсатор; 15 — предвключенпые эжекторы; 16: — вакуумная
колонна- м 19 20 — фракционирующие колонны блока вторичной перегонки бензина; 22 — очистные отстойники- / — сырье; // —деэмульга-
тор- Ш-сухой газ- 'V-вода; V -продукты разложения; V! - целевые продукты,
1и 3. На прием насоса подается также 2%-ный раствор деэмуль-
атора ОЖК. Перед электродегидраторами первой ступени в нефть
^средством инжекторов вводится соляной раствор из электроде-
идраторов второй ступени 4. В инжекторах нефть равномерно пе-
ремешивается с водой и деэмульгатором. Нефть в электродегидра-
:оры вводится снизу через маточники-распылители, создающие рав-
номерный поток ее вверх. Частично обезвоженная и обессоленная
нефть с верха электродегидратора первой ступени направляется
н электродегидраторы второй ступени, а отстоявшийся соляной рас-
твор сбрасывается в. отстойники. Перед электродегидраторами
нторой ступени через инжекторы в нефть подается холодная вода
(5% на нефть). Обессоленная и обезвоженная нефть, но еще со-
1ержащая газ, из электродегидраторов второй ступени поступает
в емкость обессоленной нефти 5.
Атмосферная перегонка нефти (см. рис. 45). Учитывая значи-
тельное содержание газа в нефти, на установке принята схема
гвухкратного испарения. В первой ректификационной колонне 6
этгоняются легкие бензиновые фракции н. к. — 85 °C и свободные
'азы, содержащиеся в нефти; в основной ректификационной колон-
ке 10 — остальные бензиновые компоненты. Кроме того, из колон-
ны 10 выводятся боковые флегмовые фракции — компоненты свет-
лых нефтепродуктов (керосина и дизельных топлив).
Работа колонны 10 основана на схеме ректификации сложных
смесей с циркуляционным орошением. Циркуляционное орошение
применяется с целью уменьшения загрузки паров острого горячего
прошения и повышения производительности системы; при этом
эбеспечивается полный переток жидкости с глухой тарелки на ни-
жележащую, а оттуда — в отпарную секцию.
Нефть из емкости 5 насосом прокачивается тремя параллель-
ными потоками через теплообменники (на рисунке не показано)
в колонну 6, работающую при давлении 5 кгс/см2. Пары фракции
н. к. — 85 "’С и газ с верха колонны 6 поступают в конденсатор-
холодильник, а оттуда вместе с конденсатом направляются в ем-
кость. Газ с верха емкости поступает в фракционирующий абсор-
бер 13. Нестабильная фракция н. к. — 85 °C насосом подается на
орошение колонны 6, а избыток ее через теплообменник отводится
на 15-ую тарелку фракционирующего абсорбера 13. Колонна 6
обогревается путем циркуляции полуотбензиненной нефти (горя-
чей струи) с помощью насосов через печь 7. Полуотбензиненная
нефть с низа колонны 6 насосом прокачивается через печь 7, где
она нагревается до 340 °C, и подается в основную ректификацион-
ную колонну 10. Абсолютное давление в основной колонне 1,85—
2,0 кгс/см2, температура верха 122 °C, низа 320 °C. В колонне 10
15-ая, 25-ая и 35-ая тарелки глухие (не имеют слива жидкости
вниз).
Водяной пар и пары фракции 85—140 °C с верха колонны 10
поступают в конденсатор-холодильник 8, а затем после конден-
сации и охлаждения собираются в емкости. Насосом часть конден-
105
сата возвращается в колонну 10 в качестве острого орошения; из-
быток направляется на выщелачивание. Вода из емкости сбрасы-
вается в канализацию. Избыточное тепло колонны 10 снимается;
тремя промежуточными циркуляционными орошениями. Циркуля-
ция потоков для орошения осуществляется насосами через тепло-
обменники для нагрева нефти и холодильники.
Для отпаривания боковых погонов основной ректификационной
колонны служит отпарная колонна И, состоящая из трех само-
стоятельных секций. Получающиеся в отпарной колонне фракции
140—240 °C, 240—300 °C, 300—350 °C откачиваются насосами через
соответствующие теплообменники и холодильники. Часть фракции
140—240 °C через теплообменники для подогрева нефти 2 и холо-
дильник идет на выщелачивание, другая часть подается на вто-
рую ступень фракционирующего абсорбера 13 в качестве абсор-
бента. Фракция 240—300 °C после охлаждения в кипятильнике
у фракционирующего абсорбера и в теплообменниках для нагрева
нефти и холодильнике отводится с установки. Фракция 300—350 °C,
охлажденная в теплообменниках для нагрева нефти и холодиль-
нике, отводится с установки самостоятельно, либо совместно
с фракцией 240—300 °C. Мазут с низа основной ректификацион-
ной колонны 10 насосом прокачивается через печь 7 в вакуумную
колонну 16.
Вакуумная перегонка мазута. Мазут из печи 7 с температурой
380 °C подается в вакуумную колонну 16, имеющую 40 тарелок.
Тарелки 14-ая, 21-ая, 28-ая и 35-ая сделаны глухими. Вакуумная
колонна делится на две части: нижнюю с числом тарелок 34
и верхнюю — конденсатор смешения — с шестью тарелками.
Легкие фракции до 350 °C, унесенные парами и газами, кон-
денсируются в конденсаторе смешения и поступают в вакуум-при-
емник, расположенный в верхней части отпарной колонны 17. От-
туда избыток конденсата забирается насосом и через холодильник
откачивается с установки.
В вакуумной колонне предусмотрено пять промежуточных цир-
кулирующих орошений для снятия избыточного тепла колонны.
Циркуляция всех потоков для орошения осуществляется насоса-
ми через теплообменники для подогрева нефти (третье орошение
служит также для подогрева теплофикационной воды) и холодиль-
ники.
Фракция 350—400 °C с 28-ой тарелки поступает в отпарную ко-
лонну 17, откуда пары возвращаются в вакуумную колонну 16,
а фракция 350—400 °C забирается насосом, прокачивается через
теплообменники 2 для нагрева нефти и выводится с установки.
Фракция 400—450 °C с 21-ой тарелки поступает в отпарную колон-
ну 17 (в среднюю секцию), пары из секции отпарной колонны воз-
вращаются в вакуумную колонну, а жидкий погон фракции 400—
450 °C забирается насосом, прокачивается через теплообменники
для нагрева нефти и выводится с установки. Фракция 450—490 °C
с 14-ой тарелки поступает в отпарную колонну 17 (в нижнюю сек-
106
цию), пары возвращаются в колонну 16, а фракция 450—490 °C
забирается насосом, прокачивается через теплообменники для на-
грева нефти и выводится с установки.
Предусмотрен вывод из вакуумной колонны затемненного про- ,
дукта специальным насосом через холодильник. С низа вакуумной
колонны насосом через теплообменники для нагрева нефти и пром-
теплофикационной воды откачивается остаток — гудрон.
Блок абсорбции и стабилизации верхнего продукта первой рек-
тификационной колонны 6. Основным аппаратом блока является
фракционирующий абсорбер 13, разделенный глухой перегородкой
на две части: нижнюю — абсорбер-десорбер с 31 тарелкой и верх-
нюю— абсорбер второй ступени с 6 тарелками. В абсорбере-де-
сорбере из газа поглощаются пропан и бутаны, а из жидкой фазы
отпариваются метан и этан. Абсорбентом служит фракция н. к.—
85 °C. Абсорбер второй ступени предназначен для поглощения па-
ров бензина, увлеченных сухим газом из абсорбера-десорбера.
Абсорбентом служит фракция 140—240 °C. Насыщенный абсорбент
из абсорбера второй ступени насосом подается в первую ректифи-
кационную колонну 6; сухой газ, выходящий с верха абсорбера
второй ступени, поступает в топливную сеть завода. Тепло абсорб-
ции в абсорбере-десорбере снимается в трех точках по высоте аб-
сорбционной части аппарата циркуляцией абсорбента через хо-
лодильники.
Насосами абсорбент забирается с 12-ой, 17-ой и 23-ей тарелок
фракционирующего абсорбера и после охлаждения в соответствую-
щих холодильниках возвращается на 14-ую, 19-ую, 25-ую тарелки.
Тепло, необходимое для отпарки нижнего продукта фракционирую-
щего абсорбера 13, сообщается ему фракцией 240—300 °C основ-
ной ректификационной колонны 10 в теплообменнике. Насыщен-
ный (жирный) абсорбент первой ступени фракционирующего аб-
сорбера с низа его забирается насосом и через теплообменники по-
дается в стабилизатор 12, работающий при абсолютном давлении
12 кгс/см2. Пары пропан-бутановой фракции с верха стабилизато-
ра поступают в конденсатор-холодильник. Конденсат — пропан-бу-
тановая фракция — после конденсатора-холодильника собирается
в емкости, откуда насосом подается на орошение стабилизатора 12,
а избыток откачивается с установки. Температура низа стабилиза-
тора поддерживается циркуляцией стабильной фракции н. к.—
85 °C через печь 7: стабильная фракция н. к. — 85 °C с низа ста-
билизатора насосом направляется в теплообменники, откуда часть
фракции через холодильник поступает в качестве абсорбента во
фракционирующий абсорбер 13, а часть через холодильник совмест-
но с фракцией 85—140 °C направляется на выщелачивание в от-
стойники 22.
Блок вторичной перегонки широкой бензиновой фракции. Необ-
ходимость вторичной перегонки широкой бензиновой фракции за-
висит от назначения установки и потребности предприятия в узких
бензиновых фракциях. На , заданной типовой установке из ромаш-
107
кинской нефти предусматривается получение следующих узких
бензиновых фракций: н. к.—62; 62—85; 85—120; 120—140 °C
(или 140—180 °C). В зависимости от сырья и технологического ре-
жима установки можно получить другие узкие фракции, напри-
мер н. к, —62; 62—105; 105—120; 120—140; 140—180 °C.
Процесс вторичной перегонки широкой бензиновой фракции
протекает по схеме: широкая бензиновая фракция и. к. —140 °C
или н. к. — 180 °C прокачивается насосом в печь 7 и с температу-
рой 150 °C подается в колонну 19 блока вторичной перегонки, ра-
ботающую при абсолютном давлении 3,3 кгс/см2. Пары фракции
н. к. — 85 °C с верха колонны 19 поступают в конденсатор-холо-
дильник. После конденсации и охлаждения узкая фракция соби-
рается в емкости, откуда насосом подается частично в колонну 19
на орошение, а частично (избыток) — в колонну 18 в качестве
сырья. С низа колонны 19 фракция 85—140 °C под собственным
давлением поступает в колонну 20. Температура низа колонны 19
поддерживается циркуляцией фракции 85—140 °C с помощью на-
соса через печь 7.
Пары фракции н. к.—62 °C с верха колонны 18 поступают
в конденсатор-холодильник и после конденсации и охлаждения со-
бираются в емкости, откуда часть подается насосом в колонну 18
на орошение, а избыток через холодильник выводится с установ-
ки. Фракция 62—85 °C с низа колонны 18 насосом прокачивается
через холодильник и выводится с установки. Температура низа ко-
лонны 18 поддерживается циркуляцией фракции 62—85 °C с по-
мощью насоса через змеевик печи 7. Пары фракции 85—120 °C,
выходящие из колонны 20, после конденсации и охлаждения в кон-
денсаторе-холодильнике поступают в емкость. Часть фракции 85—
120 °C насосом возвращается в колонну на орошение, а избыток
через холодильник откачивается с установки. Фракция 120—140 °C
или 120—180 °C отводится из колонны 20 в качестве основного по-
гона и направляется в отпарную колонну 21, работающую под аб-
солютным давлением 1,2 кгс/см2 и при 130 °C. Фракция 120—140 °C
или 120—180 °C с низа отпарной колонны 21 забирается насосом
и через холодильник откачивается с установки. Тепло, необходи-
мое для работы отпарной колонны, сообщается фракцией 140—
180 °C в кипятильнике у колонны.
Выщелачивание компонентов светлых нефтепродуктов. Выщела-
чиванию подвергаются фракции н. к. — 140 (н. к. — 180) и 140—
240 °C (180—240 °C). Для обеих фракций используется 10%-ный
раствор щелочи. Выщелачивание и промывка выщелоченной фрак-
ции водой осуществляются в горизонтальных отстойниках 22 объ-
емом 63 м3 и диаметром 3,2 м. Скорость прохождения продуктов
в отстойниках 2,4—2,9 мм/с. Очистка проводится при абсолютном
давлении 5 и 6 кгс/см2 и 50 °C. Расход промывочной воды
10 вес. % на компонент. Длительность пребывания компонента
в щелочном отстойнике, а также в отстойниках водной промывки
для фракции н. к. — 140 °C 40 мин, для фракции 140—240 °C —
108
32 мин. Фракция 140—240 °C из отстойника через холодильник
уходит с установки. Фракция н. к. — 140 °C (или н. к. — 180 °C,
которая при необходимости получается на установке) из отстой-
ника забирается насосом, прокачивается через теплообменник, зме-
евик печи и с температурой 150 °C подается в колонну вторичной
перегонки. Таким образом, вторичной перегонке широкая бензино-
вая фракция подвергается после очистки щелочью и промывки
водой.
Для обеспечения очистного узла щелочными растворами тре-
буемой крепости и промывочной водой установлены соответствую-
щие емкости, мерники и насосы.
Технологический режим работы основного оборудования. Дан-
ные эксплуатации установок, построенных по рассматриваемой
схеме, свидетельствуют о том, что параметры их технологического
режима близки к проектным (табл. 15). Это подтверждает пра-
вильность выбора проектных параметров.
В целях резкого сокращения расхода охлаждающей воды и,
следовательно, количества загрязненных нефтепродуктами произ-
водственных стоков, требующих дальнейшей очистки, технологиче-
ская схема установки ЭЛОУ — АВТ типа А-12/9 была переработа-
на: аппараты водяного охлаждения заменены аппаратами воздуш-
ного охлаждения. Полученные данные показали явное преиму-
щество такой замены. При этом расход охлаждающей воды со-
кратился примерно на 70%.
Установка ЭЛОУ — АВТ производительностью 3 млн. т/год,
работающая по схеме однократного испарения
Следующим шагом технологического усовершенствования было
создание комбинированной установки ЭЛОУ — АВТ по схеме од-
нократного испарения производительностью 3 млн. т/год неста-
бильной сернистой нефти. На этой установке в качестве сырья при-
нята нефть Ромашкинского месторождения с содержанием газа
около 2 вес. % на нефть. Установка работает по топливной схеме
(рис. 46). В установку включены следующие технологические уз-
лы: электрообессоливаниё, атмосферная перегонка нефти, вакуум-
ная перегонка мазута, абсорбция жирных газов, стабилизация
и выщелачивание компонентов светлых нефтепродуктов.
Нестабильная нефть после нагрева до 140—150 °C подвергается
двухступенчатому электрообессоливанию и обезвоживанию в го-
ризонтальном электродегидраторе. Сырая нефть двумя параллель-
ными потоками проходит теплообменник и поступает в электроде-
гидратор 3, где поддерживается давление 16 кгс/см2. Часть обес-
соленной нефти (20% от производительности установки) отбирает-
ся через холодильники с целью накопления обессоленной нефти
для ввода установки на режим после ремонта. Обессоленная нефть,
содержащая газ, из электродегидратора 3 поступает в сборник.
Нефть насосом подается через холодильник в печь 6 и при 340 °C на-
109
Таблица 15. Проектные и эксплуатационные параметры
технологического режима основных аппаратов установки А-12/9
Показатели Проектные параметры Эксплуатационные параметры
на отечествен- ном заводе на зарубежном заводе
ЭЛОУ Электродегидратор первой ступени
Абсолютное давление, кгс/см2 10 8 8
Температура, °C Электродегидратор второй ступени по 85 ПО
7,5 7,5
Абсолютное давление, кгс/см2 10
Температура, °C но 80 НО
Атмосферная перегонка Первая ректификационная колонна
Абсолютное давление, кгс/см2 5 4,2—4,5 5,1
Температура, °C 120
верх 120 97
ввод нефти 230 — 230
НИЗ 240 280 240 ,,
ввод орошения Основная колонна 50 — —
Абсолютное давление, кгс/см2 2 2,0—1,6 1,2
Температура, °C 110—115
верх 148 127
ввод нефти 330 330—340 330
НИЗ 320 300—320 310
вывод из колонны флегмы, фракции 156
180—240 °C 165 160—180
240—300 °C 245 240—260 237
300—350 °C 280 280—300 280
Трубчатый подогреватель Абсолютное давление, кгс/см2
на входе 17 — 14
на выходе 1,5 — —
Температура, °C 240
продукта на входе 240 235
продукта на выходе 337 Зби 340
дымовых газов на перевале 730 780 720
Трубчатый подогреватель горячей струи Абсолютное давление, кгс/см2
на входе 15 — 13
на выходе 5,5 — —
Температура, °C 240 240
продукта на входе 235
продукта на выходе 340 330 320
дымовых газов на перевале 700 720 620
Стабилизатор 12 11,1—10,4
Абсолютное давление, кгс/см2 —
Температура, °C 70—80
верх 80 54
низ 180 150—167 130
на входе 120 106—120 108
орошения — — 32
фракционирующий абсорбер 3,2—3,4
Абсолютное давление, кгс/см2 5 —
Продолжение табл. 15
Показатели Проектные параметры Эксплуатационные параметры
на отечествен- ном заводе на зарубежном заводе
Температура, °C входа сырья 80 45—70
низа 71 95—100 —
абсорбции 40 — —
Узел вакуумной перегонки мазута Вакуумная колонна 2 Остаточное давление наверху колонны, 40 40—45 40
мм рт. ст. Температура, сС верха 100 90—95 60
отбора фракций, °C <350 160 150—168 115
350—400 245 240—255 220
400—450 295 280—300 270
450—490 335 315—336 314
низа 355 340—350 340
питательной секции 375 360—380 —
Печь вакуумной секции Абсолютное давление, кгс/см2 на входе 3,2 5
на выходе 0,25 — —
Температура, °C продукта на входе 320 300-320 310
продукта на выходе 380 360—380 378
дымовых газов на перевале 680 640—650 600
Узел вторичной перегонки бензина Колонна первая Абсолютное давление, кгс/см2 2,8 2,7—2,8
Температура, °C верх 78 70—80 —
ввод сырья 140 — —
низ 122 117—120 —
Колонна вторая Абсолютное давление, кгс/см2 3,3 2,2—2,5 —
Температура, °C верх 104 94—110 —
низ 170 170—180 —
Колонна третья Абсолютное давление, кгс/см2 1,2 1,1 —
Температура, °C верх 105 102—103 —
низ 168 163—168 —
Выщелачивание Отстойник фракции н. к.—140 °C Абсолютное давление, кгс/см2 6 -
Температура, °C Отстойник фракции н. к.—140—240 °C Абсолютное давление, кгс/см2 50 45—50 —
5 5 —
Температура, °C 50 50 —
IV
9
Рис. 46. Принципиальная схема установки ЭЛОУ—АВТ с однократным испарением и с аппаратами воздушного охлаж-
дения:
/ — насосы; 2 — теплообменники; 3 — электрогидратор; 4 — сборник обессоленной нефти; 5 — конденсаторы-холодильники; 6, 16, /7 —печи;
7 _ ректификационная колонна; <5 — отпарная колонна; 9 — барометрический конденсатор; 10 — поверхностный конденсатор; // — вакуумная
колонна; 12 — стабилизатор; /3 — фракционирующий абсорбер; 14 — блок вторичной перегонки бензина; /5 — блок выщелачивания; 18 — водо-
отделитель. / — сырье; // — гудрон; /// — бензин; /V — газы разложения; V —вода; VI — продукты разложения; VII — сухой газ; V///— аб-
сорбент; /X — циркуляционные орошения; X, XI — продукты из блоков 14 и 15; X// —сырье в абсорбер; XIII — стабильный бензин; XIV — бо-
ковые фракции из ректификационной колонны.
правляется в ректификационную колонну 7. Режим работы ректи-
фикационной колонны аналогичен режиму основной ректификаци-
онной колонны действующих установок АВТ. Избыточное тепло
в колонне 7 снимается тремя циркулирующими промежуточными
орошениями. Три тарелки колонны — 15-ая, 25-ая и 35-ая—выпол-
нены глухими. Ректификационная колонна 7 имеет трехсекционную
отпарную колонну 8, где отпариваются отбираемые боковые пого-
ны. Из отпарной колонны 8 выводятся фракции 180—240, 240—300
и 300—350°C (компоненты светлых нефтепродуктов).
Мазут с низа сборника насосами прокачивается через печь 17
в вакуумную колонну 11. Температура верха колонны 70 °C, тем-
пература низа 365 °C. Остаточное давление наверху поддерживает-
ся трехступенчатыми пароэжекторными насосами. Смесь газов раз-
ложения, водяного пара и сероводорода поступает в поверхностный
конденсатор 10, откуда парожидкостная смесь направляется в ва-
куум-приемник, расположенный в верхней части отпарной колон-
ны 8, и возвращается в производство. Это позволяет несколько
уменьшить потери нефтепродуктов и загрязнения заводских стоков.
Несконденсировавшиеся газы и пары из вакуум-приемника идут
в барометрический конденсатор 9, а оттуда отсасываются трех-
ступенчатыми пароэжекторными насосами. Унесенные парами и га-
зами легкие фракции и фракции до 350 °C конденсируются в ба-
рометрическом конденсаторе 9, поступают в вакуум-приемник и за-
тем откачиваются с установки. Избыточное тепло вакуумной
колонны 11 снимается двумя циркуляционными орошениями. Из
колонны 11 отбирается широкая вакуумная фракция 350—500 °C.
Предусматривается вывод из вакуумной колонны затемненного про-
дукта. Гудрон с низа колонны 11 забирается насосом и прокачи-
вается через теплообменники и холодильники в заводские резер-
вуары. ‘
На установке осуществляется абсорбция и стабилизация верх-
него продукта ректификационной колонны 7. Фракция н. к. —
180 °C из водоотделителя 18 забирается насосом и прокачивается
через теплообменник в абсорбер 13, который работает при абсо-
лютном давлении 10 кгс/см2, температуре верха 40 °C и низа 165 °C.
Абсорбентом служит стабильная фракция н. к.— 180 °C. Насыщен-
ный абсорбент с низа абсорбера насосом подается в стабилиза-
тор 12. С верха стабилизатора пары пропан-бутановой фракции по-
сле конденсации и охлаждения поступают в емкость и затем вы-
водятся с установки. Стабильная фракция н. к. — 180 °C поступает '
на выщелачивание.
В блоке выщелачивания очищаются фракции н. к. — 180 и 180—
240 °C. Фракция н. к. — 180 °C разделяется на узкие фракции в бло-
ке вторичной перегонки широкой бензиновой фракции 14, работаю-
щем по схеме, аналогичной схеме предыдущей установки. Прин-
ципиально новым (в отличие от установки, работающей по схеме
двухкратного испарения) является работа электродегидраторов
при абсолютном давлении 16 кгс/см2 и 150—155 °C. Блок атмосфер-
а-2551
ИЗ
ной перегонки не имеет предварительного испарителя (эвапора-
тора); тем самым из схемы исключены первая ректификационная
колонна, печь для горячей струи, конденсационная аппаратура,
насосы и др. В вакуумсоздающем узле установлены поверхностные
конденсаторы, позволяющие значительно сократить объем загряз-
ненной нефтепродуктами воды и уменьшить потери. Установка
оснащена новейшим высокоэффективным оборудованием: электроде-
гидраторами 2ЭГ-160, клапанными тарелками в колоннах атмо-
сферной части, вакуумной части, в блоках абсорбции — стабилиза-
ции и вторичной перегонки бензина, конденсаторами и холодиль-
никами воздушного охлаждения, электроразделителями в узле
выщелачивания ЭРГ-50, печами с вертикально-факельными горел-
ками и др.
Описанная комбинированная установка АВТ производительно-
стью 3 млн. т/год, работающая по схеме однократного испарения,
имеет ряд существенных преимуществ по сравнению с другими
установками. Она запроектирована компактно, и габариты ее со-
ставляют 180X130 м.
Комбинированная установка ЭЛОУ — АВТ
производительностью 6 млн. т/год сернистой нефти
Установка рассчитана на переработку нестабильной нефти Ро-
машкинского месторождения и отбор фракций н. к.—62, 62—140,
140—180, 180—220 (240), 220 (240)—280, 280—350, 350—500°С
(остаток — гудрон). Исходное сырье, поступающее на установку,
содержит’до 5000 мг/л солей и до 2 вес. % воды. Содержание низ-
кокипящих углеводородных газов в нефти достигает 2,5 вес. % на
нефть. На установке принята двухступенчатая схема электрообес-
соливания, позволяющая снизить содержание солей до 30 мг/л
и воды до 0,2 вес. %. Технологическая схема установки предусмат-
ривает двухкратное испарение нефти. Головные фракции из первой
ректификационной колонны и основной ректификационной колонны
вследствие близкого фракционного состава получаемых из них
продуктов объединяются и совместно направляются на стабилиза-
цию. Бензиновая фракция н. к.— 180 °C после стабилизации на-
правляется на вторичную перегонку с целью выделения фракций
н. к. — 62, 62—140 и 140—180 °C. Блок защелачивания предназна-
чается для щелочной очистки фракций н. к.—62 (компонент авто-
бензина) и 140—220 °C (компонент топлива ТС-1). Фракция 140—
220 °C промывается водой, а затем осушается в электрораздели-
телях.
Сырая нефть (рис. 47) прокачивается насосами двумя пото-
ками через теплообменники, где нагревается до 159 и 145 °C за
счет регенерации тепла горячих нефтепродуктов, и направляется
четырьмя параллельными потоками в электродегидраторы. На при-
ем сырьевых насосов подается щелочно-содовый раствор и деэмуль-
гатор ОЖК. В электрическом поле высокого напряжения эмульсия
114
разрушается и вода отделяется от нефти. Электродегидраторы рас-
считаны на работу при 145—160 °C и абсолютном давлении 14—
Рис. 47. Принципиальная схема укрупненной установки ЭЛОУ—АВТ производи-
тельностью 6 млн. т/год сернистой нефти:
/ — насосы; 2 — теплообменники; 3 — электродегидраторы; 4 — емкости; 5 — конденсаторы-хо-
лодильники; 6 — первая ректификационная колонна; 7 —основная ректификационная ко-
лонна; 8 — отпарные колонны; 9 — фракционирующий абсорбер; 10 — стабилизатор; 11,
12 — фракционирующие колонны вторичной перегонки бензина* 13 — вакуумная колонна;
14 — вакуумсоздаюсцее устройство; 15, 16, 17, 18, 19, 20 — печи; I — сырая нефть; II — обес-
соленная нефть; HI, IV, V —компоненты светлых нефтепродуктов; VI, V//— узкие бензи-
новые фракции; V///— продукты разложения; IX — дистилляты вакуумной колонны;
X — острый водяной пар; XI — гудрон.
16 кгс/см2. Обессоленная и обезвоженная нефть двумя потоками
дополнительно нагревается в теплообменниках до 210 °C и направ-
ляется в первую ректификационную колонну 6. С верха колонны
головной погон в паровой фазе отводится в конденсатор-холодиль-
ник воздушного охлаждения и после доохлаждения в водяном хо-
лодильнике до 45 °C проходит в емкость. Тепловой режим в колон-
не 6 поддерживается горячей струей, поступающей из печи 20 при
340 °C.
Остаток первой ректификационной колонны 6 — полуотбензинен-
ная нефть — нагревается в печи атмосферной части 19 до 360 °C
и идет в основную ректификационную колонну 7, вверху которой
поддерживается абсолютное давление 1,5 кгс/см2. В этой колонне
применяются острое орошение и два циркуляционных орошения.
С верха колонны выходят пары фракции 85—180 °C и водяной пар
и направляются в конденсатор-холодильник. Конденсат при 45 °C
подается в емкость. Из основной ректификационной колонны 7
в виде боковых погонов выводят фракции 180—220, 220—280
и 280—350 °C, поступающие в соответствующие отпарные колон-
ны 8.
Фракции 85—180 и 180—220 °C выщелачивают. Фракции 220—
280 и 280—350 °C после охлаждения до 60 °C направляют в резер-
8*
115
вуары. Мазут (нижний продукт основной ректификационной ко-
лонны) шестью потоками подается в печь вакуумной части установ-
ки 15, где нагревается до 410 °C, и с этой температурой проходит
в вакуумную колонну 13, аналогичную по работе вакуумным ко-
лоннам других установок.
Получаемый в вакуумной колонне 13 балансовый избыток фрак-
ции до 350 °C подается в основную ректификационную колонну 7.
В виде бокового погона из вакуумной колонны отводится фракция
350—500 °C. В этой колонне применяется одно промежуточное цир-
куляционное орошение. Гудрон с низа вакуумной колонны прока-
чивается через теплообменники и холодильники и при 90 °C на-
правляется в промежуточные разервуары завода.
На установке применяются в основном аппараты воздушного
охлаждения, что способствует сокращению расхода воды пример-
но на 60—70%.
На установке предусмотрена возможность работы без блока
вакуумной перегонки. В этом случае мазут с низа ректификацион-
ной колонны 7 прокачивается через теплообменники и холодиль-
ники, где охлаждается до 90 °C, и направляется в резервуарный
парк. Широкая бензиновая фракция н. к. — 180 °C после нагрева
до 170 °C поступает в стабилизатор 10, -где поддерживается абсо-
лютное давление 12 кгс/см2. Тепловой режим стабилизатора регу-
лируется подачей флегмы (стабильная фракция н. к. — 180 °C),
которая прокачивается через печь и в паровой фазе возвращается
в стабилизатор. Стабильная фракция и. к. — 180 °C из блока ста-
билизации направляется в блок вторичной перегонки бензина
с целью получения узких фракций — сырья для нефтехимии. Блок
вторичной перегонки работает по типовой схеме установки вторич-
ной перегонки широкой бензиновой фракции.
Установка может работать с выключенным блоком вторичной
перегонки. В этом случае стабильный бензин с низа стабилизато-
ра 10 направляется в теплообменник. Оттуда поток направляется
через холодильник на защелачивание и далее в резервуарный парк.
Для удаления следов воды фракцию 140—220 °C осушают в элек-
троразделителях (на рисунке не показаны). Остаток светлых
и темных нефтепродуктов из всех аппаратов, трубопроводов и на-
сосов в случае их временной остановки спускается в заглубленные
емкости. Расходные показатели установки следующие:
Вода, млн. м3/ч.................................21,0
Электроэнергия, млн. кВт-ч......................62,3
Водяной пар, тыс. т/год........................ 295,1
Топливо, тыс. т/год........................... 200,7
На 1 т перерабатываемой нефти расходуется 3,51 м3 воды,
10,4 кВт-ч электроэнергии, 1,1 кг водяного пара*, 33,4 кг топлива.
На установке рационально используется тепловая энергия вторич-
* С учетом собственного его производства.
116
ных источников. За счет утилизации тепла горячих потоков про-
изводится около 35 т/ч пара высокого давления. Вначале установка
была запроектирована без блока ЭЛОУ, в процессе эксплуата-
ции она была дооборудована этим узлом. На одном из нефтепере-
рабатывающих заводов производительность установки в результа-
те дооборудования дополнительными аппаратами и сооружения-
ми достигла 7,3 млн. т/год. Показатели работы ректификационных,
колонн установки приведены в табл. 16, а данные о трубчатых
печах — в табл. 17.
Товарный материальный баланс установки при работе на ро-
машкинской нефти характеризуется следующими данными:
Вес. % на нефть Т/сутки Тыс. т/год
Взято Нестабильная ромашкинская нефть 100,0 17640,0 6000,0
Вода в нефти 0,2 35,0 12,0
Итого . . 100,2 17675,0 6012,0
Получено Газ 1,50 264 90
Фракции, °C 2,53 152
и. к.—62 . 446
62—105 1 105—140 / 9,27 1637 557
140—180 . 5,90 1040 354
180—220 . 7,10 1250 425
220—280 . 9,30 1640 559
280—350 . 10,70 1885 641
350—500 . 21,00 3705 1260
Гудрон, фракция >500 °C . . 32,00 5650 1920
Потери .... 0,70 123 42
Вода 0,20 35 12
Итого . . . 100,2 17675,0 6012,0
Особенности переработки высокосернистых нефтей
на установках АВТ
За последние годы количество перерабатываемых сернистых
и высокосернистых нефтей значительно возросло. Если в начале
50-х годов сернистые нефти составляли треть всего сырья, пере-
рабатываемого на заводах, то в настоящее время они составляют
уже две его трети. При этом доля высокосернистых нефтей повы-
силась до 20%. Некоторые свойства высокосернистых нефтей вы-
зывают необходимость переработки их по специальным схемам
п введения дополнительных процессов облагораживания и глубо-
кой переработки (например, гидроочистка, коксование, производ-
ство водорода). Все эти дополнительные процессы требуют боль-
ших капиталовложений.
Характерными чертами высокосернистых нефтей типа арлан-
ской, определяющими специфику их переработки, являются сле-
дующие:
117
Таблица 16. Показатели работы ректификационных колонн
установки ЭЛОУ—АВТ производительностью 6 млн. т/год
Колонна Сечение Рабочие условия Скорость паров, м/с Сопротивление тарелки, мм рт. ст. Расстояние между тарелками, мм Диаметр колонны, мм Число тарелок (клапанных двух- поточных)
температура, °C давление, кгс/см2 допус- тимая факти- ческая
Эвапоратор Верх Низ 130 240 5,0 5,20 0,44 0,36 0,24 0,28 3,95 4,62 600 600 5000 5000 29
Атмосферная Верх Низ 128 294 1,5 1,65 0,98 0,81 0,84 0,65 4,90 5,12 700 700 5000 7000 43
Вторичной перегонки Верх Низ 112 192 4,0 4,2 0,5 0,32 0,40 0,26 3,52 4,60 600 600 2800 2800 30
То же Верх Низ 83 130 3,5 3,9 0,5 0,41 0,41 0,38 3,84 4,70 600 600 3600 3600 60
» Верх 128 1,2 1,11 0,85 4,60 600 2800 20
Низ 178 1,6 0,57 0,47 4,40 600 2800 40
Отпарная Верх 188 1,55 0,56 ' 0,32 4,05 600 2000 10
» Верх 234 1,6 0,55 0,20 3,52 600 2000 10
Стабилизатор Верх 51 6 0,41 0,29 3,9 600 2800 20
Низ 149 6,2 0,34 0,17 3,28 600 3600 20 (четырех- поточные)
Отпарная Верх 294 1,65 0,54 0,44 4,65 600 200 10
Вакуумная Верх Низ 140 386 63 (мм рт. ст.) 93 (мм рт.ст.) — 3,61 2,39 5,23 4,4 700 900 6400 9000 8
высокое содержание в нефти (особенно в тяжелых остатках)
серы, азота, асфальто-смолистых компонентов, металлоорганиче-
ских соединений;
относительно низкое содержание серы в бензинах и ее увели-
чение по мере повышения температуры кипения фракций;
пониженное содержание, по сравнению с нефтями туймазинской
и ромашкинской, светлых дистиллятов (бензина, керосина, дизель-
ных топлив). Так, в ромашкинской и туймазинской нефтях компо-
нентов, выкипающих до 300 °C, содержится соответственно 42,0.
и 48%, а в орланской 32%;
быстрое увеличение температуры застывания дистиллятов ди-
зельного топлива по мере утяжеления их фракционного состава;
высокая плотность и вязкость нефти, затрудняющие ее деэмуль-
гирование и транспортирование.
Высокосернистая арланская нефть, так же как и туймазинская
и ромашкинская, в пласте (и до перегонки) растворенного серо-
водорода не содержит. Однако из-за высокого содержания в ней
серы в процессе перегонки при повышенных температурах создают-
ся условия для образования больших количеств сероводорода.
Этим и обусловливаются особенности переработки высокосерни-
стых нефтей типа арланской. Высокосернистые нефти должны пе-
регоняться на установках атмосферной и вакуумной перегонки при
возможно более низких температурах, чтобы избежать разложе-
ния сернистых соединений; в то же время необходимо ожесточать
условия перегонки для получения максимально возможного коли-
чества светлых нефтепродуктов. При этом должны быть приняты
меры для резкого снижения давления в выходных трубах атмо-
сферной и вакуумной печей.
Для получения малосернистых бензиновых фракций, низкоза-
стывающих керосиновых и газойлевых фракций и для снижения
содержания в вакуумном газойле азота и тяжелых металлов осо-
бое внимание следует уделять четкости погоноразделения при пе-
регонке нефти. При коксовании гудрона образуется большое коли-
чество многосернистого, богатого тяжелыми металлами кокса, не-
пригодного для металлургической промышленности. В дистиллятах
крекинга и коксования содержится много серы и азота, поэтому
эти дистилляты надо подвергать глубокому гидрированию. При
получении из сернистых нефтей ароматических углеводородов —
сырья для нефтехимической промышленности — нужны специаль-
ные методы. Перед каталитическим крекингом дистиллятов ваку-
умной перегонки высокосернистых нефтей, содержащих азот, серу
и тяжелые металлы, необходима специальная их обработка, чтобы
избежать отравления катализаторов и предотвратить ухудшение
качества продуктов крекинга.
Переработка высокосернистых нефтей на установках АВТ, со-
провождаемая выделением сероводорода, вызывает коррозию ап-
паратуры, загрязнение стоков и атмосферы. В связи с этим сотруд-
никами БашНИИ НП предложен ряд рекомендаций по реконструк-
119
Таблица 17. Данные о трубчатых печах установки ЭЛОУ—АВТ
производительностью 6 млн. т/год, обслуживающих различные колонны
Показатели Колонны (нагрев нефтепродуктов)
эвапоратор атмосферная вторичной перегонки стабилизатор вторичной перегонки вакуумная
Полезная тепловая мощность, мгккал/ч В том числе 32,65 63,30 4,94 11,50 7,00 4,50 40,50
радиантная камера конвекционная камера 23,80 48,0 4,14 8,46 6,2 3,70 31,50
нефтепродукт 8,85 15,30 0,80 3,04 0,8 0,80 9,00
водяной пар 0,58 1,17 — — — — 1,17
Продукт, нагреваемый в печи Количество, т/ч Горячая струя Отбензи- ненная нефть Фракция 105—180 °C Фракция 62—105 °C Стабили- зованный бензин Фракция 140—180 °C Мазут
нефтепродуктов, проходя- щих через печь 348,0 682,1 64,0 142,0 76,0 60,5 445,6
водяного пара 5,1 10,2 — , — — — 8,9
Число потоков нефтепродукта в печи Температура, °C на входе в печь 4 9 1 2 2 1 6
нефтепродукта 240 240 192 130 195 178 320
водяного пара на выходе из печи 130 130 — — — 130
нефтепродукта 340 340 214 138 264 182 410
водяного пара 370 370 — — — — 400
Доля испарения па выходе из печи 0,25 0,384 1,0 1,0 1,0 1,0 0,39
Коэффициент избытка воздуха в топке 1,2 1,2 1,2 1,2 1,2 1,2 1,2
над перевалом 1,4 1,4 1,4 1,4 1,4 1,4 1,4
в борове 1,5 1,5 1,5 1,5 1,5 1,5 1,5
К. п. д. печи 0,703 0,703 .0,721 0,721 0,721 0,721 0,689
Диаметр труб, мм 152x8 152x8 152X8 152x8 152x8 152X8 152x8 219x10
Число труб, шт. 52 26 102
в радиантной камере (по 104 226 26 44
152X8) в конвекционной камере 184 416 27 72 54 27 34
(по 219X10) в пароперегревательной 16 36 — — — — 160
секции (диаметром 0,57X4) 45
Поверхность нагрева труб, м2 радиантных 588 1280 147 248 294 147 850
конвекционных 1035 2340 153 406 306 153 904
пароперегревателя 68 136 — — — — 383
Теплонапряженность труб,
ккал/(м2-ч) радиантных конвекционных 40 500 37 500 28 200 34 200 21 100 25 280 37 10О
8550 6350 5250 7500 2620 5250 9950
Температура дымовых газов,
С на перевале 760 730 620 740 565 640 750
на выходе из конвекцион- 430 430 400 400 400 400 450
ной камеры
Давление продукта, кгс/см2
на входе в печь 17,05 14,10 15,12 17,20 17,0 10,52 5,16
на выходе из печи 6,20 2,90 5,30 5,00 12,45 2,72 0,43
для всех додовых печей 4Вр0х150 ООО мц.
рри^еч^нир. Размерыобщей д^вой трубы
ции действующих нефтезаводов, позволяющих значительно улучшить
показатели процесса. Ниже приводятся данные по производ-
ству на одном из НПЗ до и после его реконструкции в связи с пе-
реводом на переработку высокосернистой арланской нефти:
Сернистая нефть типа ромашкинской до реконструкции Высокосернистая нефть типа арланской после реконструкции
Переработка нефти, % . . . 100 100
Вторичные процессы, % . . . 71,1 179,5
в том числе каталитические 17,0 77,6
Выработка, %
автомобильного бензина . 21,0 14,8
дизельного топлива . . . 21,0 31,6
сырья для производства са-
жи — 1,6
углеводородного сырья для нефтехимических процес-
сов 0,5 4,9
Содержание элементарной серы — 0,9
Октановое число бензина . . . 66—72 80—85
Содержание серы в дизельном топливе, % ' До 1,0 ' До 0,2
Как видно из приведенных данных, в связи с переводом НПЗ
на высокосернистую нефть потребовалось значительно расширить
объем вторичных процессов, в основном каталитических, а следо-
вательно, увеличить капиталовложения. При этом значительно
улучшается качество получаемых продуктов: бензина, дизельных
топлив и др.
При изучении группового состава сероорганических соединений
и их содержания в дистиллятах арланской и волховской нефтей
установлено следующее. С повышением температуры кипения фрак-
ций увеличивается содержание в них сероорганических соединений;
в сероорганических соединениях фракций, выкипающих до 200°C,
преобладает сульфидная сера, а во фракциях, выкипающих выше
300 °C, —остаточная сера.
В настоящее время высокосернистые нефти перегоняют на уста-
новках АВТ, запроектированных для переработки сернистых неф-
тей. Атмосферная перегонка их производится по схеме двухкрат-
ного испарения. Ниже дается краткая характеристика перегонки
высокосернистой нефти типа арланской.
Предварительное отбензинование. Процесс осуществляют в пер-
вой ректификационной колонне. Как на всех установках АВТ, ра-
ботающих по схеме двухкратного испарения, с верха первой рек-
тификационной колонны отбирают фракции, выкипающие до 85 °C.
Однако при этом не всегда можно получить продукты заданного
качества.
Предварительное отбензинование высокосернистых нефтей на
установках АВТ проводится в разных технологических режимах.
При следующем режиме работы первой ректификационной колон-
ны: температуре ввода сырья 202 °C, верха 128 °C, низа 196 °C и из-
122
быточном давлении 2,94 кгс/см2, — в отбензиненной нефти сохра-
няется до 14% Ci—С4. По мере повышения температуры остатка
количество низкокипящих компонентов, переходящих в дистиллят
светлых нефтепродуктов, резко возрастает. При загрязнении остат-
ка первой колонны даже незначительным количеством дистиллят-
ных фракций ими загрязняется и бензин второй колонны. Только
при работе отгонной части первой колонны с паровым числом 0,53
(температура остатка 240 °C) углеводороды Ci—С4 в бензине ос-
новной ректификационной колонны практически отсутствуют.
В случае переработки высокосернистых нефтей предваритель-
ное отбензинование нефти является обязательным. Для этого тре-
буется более жесткий режим работы колонны. Чтобы выделить из
отбензиненной нефти остающиеся в ней газообразные углеводоро-
ды, нужно в отгонной части первой колонны создать сильный па-
ровой поток и обеспечить циркуляцию большого количества горя-
чей струи. При создании парового потока с паровым числом 0,5
необходимость в стабилизации бензина основной ректификацион-
ной колонны отпадает.
Перегонка в атмосферной колонне. На разделение в основную
ректификационную колонну поступает нефть, частично отбензинен-
ная в первой ректификационной колонне. С верха основной рек-
тификационной колонны отбирается широкая бензиновая фракция
85—140 (180)°С. Однако четкость ректификации при этом неудов-
летворительная. На одной обследованной установке АВТ наложе-
ние между 5 и 95%-ными точками выкипания по НТК бензина
и керосина равно 11 °C, керосина и дизельного топлива 26 °C, ди-
зельного топлива и мазута 64 °C; на другой установке АВТ эти
цифры составляют 35, 28 и 43 °C. При увеличенном подводе тепла
с сырьем в первую ректификационную колонну отделение дизель-
ного топлива от мазута в основной ректификационной колонне за-
метно улучшилось. Наложение между 5 и 95%-ными точками вы-
кипания этих продуктов на второй установке сократилось с 43 до
14 °C.
Повышение температуры нагрева отбензиненной нефти в печи
благоприятствует четкости погоноразделения дизельного топлива
и мазута. Рекомендуется осуществить раздельный нагрев (в от-
дельных печах) потоков горячей струи первой ректификационной
колонны и сырья основной ректификационной колонны вследствие
значительно отличающегося давления в этих аппаратах. Следует
также увеличить число потоков сырья полуотбенэиненной нефти из
первой колонны, подаваемого в печь, и диаметр трансферной
линии.
Вакуумная перегонка мазута. С целью увеличения выхода свет-
лых нефтепродуктов, а также повышения октанового числа автомо-
бильного бензина широко применяются процессы каталитического
крекинга. Основным сырьем этих процессов служат высококипя-
щие вакуумные отгоны и в первую очередь вакуумный газойль.
На отечественных заводах в качестве сырья каталитического кре-
123
кинга применяют фракции вакуумного газойля 350—500 °C, а на
зарубежных нефтезаводах используют более тяжелый вакуумный
отгон (фракцию 550—560°C). При каталитическом крекинге ма-
зут из высокосернистых нефтей хуже, чем мазут из сернистых
и малосернистых нефтей.
Ранее считалось, что из-за повышенного содержания тяжелых
металлов, связанного азота и асфальто-смолистых веществ в ма-
зутах высокосернистых нефтей и неудовлетворительной разделяю-
щей способности вакуумных секций действующих АВТ из нефтей
этого типа удается получить не более 6% качественного вакуумно-
го отгона, который можно было бы использовать как сырье катали-
тического крекинга. Для современного завода такая степень отбо-
ра вакуумного газойля совершенно недостаточна. Однако резуль-
таты исследований в БАШНИИ НП показали еще в 1963 г. воз-
можность получения из высокосернистой арланской нефти на уста-
новках АВТ до 12% вакуумного газойля хорошего качества. В на-
стоящее время на промышленной установке АВТ выход фракции
340—550 °C из высокосернистой арланской нефти достигает 32—
35% на нефть, выход фракции 350—450 °C составляет 15%, а фрак-
ций 350—500 и 350—550 °C — соответственно 23 и '27%.
Стабилизация бензина. Все построенные за последние годы
установки АВТ оборудованы блоком стабилизации бензинов.
Установки, запроектированные институтом. «Гипронефтезаводы»,
имеют депентанизатор, а в проектах Гипроазнефти стабилизация
осуществляется в полной колонне. Обследование блока стабилиза-
ции установки АВТ при переработке арланской нефти показало
следующее. Выход (в вес. % на нефть): нестабильный бензин —
5,6; стабильный бензин — 5,1; газ из сепаратора—0,2; рециркулят
из сепаратора 0,28. В расчете на нефть выход общего газа состав-
ляет 1,49%, выход общего бензина 10,2%. Технологический режим
стабилизатора следующий:
По проекту
Фактиче-
ский
Температура, °C
ввода сырья................................ 115
верха колонны........................... 65
низа колонны........................... 160
в сепараторе............................ 45
Избыточное давление, кгс/см2
наверху колонны .......................... 9
106
68
160
64
в сепараторе .........................
8,65
8.3
Из приведенных данных видно, что режим работы стабилизато-
ра близок к проектному, тем не менее было установлено, что из
нестабильного бензина удаляется 50% углеводородов С2—С4,
а в стабильном бензине остается 3,4% углеводородов Ci—С4. Сле-
довательно, стабилизация бензина проходит некачественно. При
этом стабилизатор загружается только на 60%. Основная причина
неудовлетворительной стабилизации заключается в низкой темпе-
ратуре поступающего сырья. Вместо 136 °C по расчету она факти-
124
чески не превышает 115 °C, а иногда находится на уровне 106 °C.
В последующих проектах АВТ на стабилизацию поступали фрак-
ции только верха первой ректификационной колонны, а бензины
широкой фракции из основной ректификационной колонны направ-
лялись на выщелачивание, минуя стабилизатор. Было установле-
но, что для нормальной работы стабилизатора необходимо обес-
печить постоянную его загрузку и постоянную температуру на вхо-
де в стабилизатор. Для этого нестабильный бензин следует нагре-
вать дополнительно.
Поверхность конденсационно-холодильной аппаратуры и блока
стабилизации следует рассчитывать на основе состава сырья. Из-за
недостаточной поверхности охлаждения в блоке стабилизации ди-
стиллят охлаждается только до 60—65 °C. Поэтому в сепараторе
даже при высоком давлении (около 8,0 кгс/см2) до 50% дистилля-
та стабилизационной колонны переходит в газ. Выработку сжижен-
ного газа можно довести до 0,6—0,7% на нефть, изменив техноло-
гический режим блока стабилизации.
Улучшив четкость ректификации в вакуумной колонне АВТ, от-
бор широкого вакуумного отгона из арланской нефти (фракции
325—460 °C), пригодного в качестве сырья каталитического крекин-
га, можно увеличить до 16—19% на нефть. В результате вакуум-
ной перегонки мазута на промышленной АВТ при остаточном дав-
лении 14—30 мм рт. ст. и определенном температурном режиме
можно получить отдельные вакуумные дистилляты (фракции 350—
500, 350—525 °C) в количестве 24—29% на нефть. По мере уве-
личения отбора верхнего продукта вакуумной колонны (вакуумно-
го газойля из арланской нефти) его коксуемость и содержание
в нем азота значительно возрастают, а содержание тяжелых ме-
таллов и серы не изменяется. Необходимо лишь выбрать техноло-
гический режим, обеспечивающий четкое погоноразделение. Сле-
дует также учесть возможность коррозии и уделить внимание вы-
бору материалов для изготовления аппаратуры, оборудования, ар-
матуры и др.
Глава VI
ИНТЕНСИФИКАЦИЯ МОЩНОСТЕЙ ДЕЙСТВУЮЩИХ
УСТАНОВОК АВТ
Мероприятия, проведенные на заводах
Омский нефтеперерабатывающий завод. На всех установках,
эксплуатируемых на этом заводе, были повышены мощности труб-
чатых печей путем увеличения и перераспределения поверхности
нагрева. Так, на одной из АВТ в радиантнцй секции печи было
дополнительно установлено 12 труб. В средней части конвекцион-
ной секции пароперегреватель заменили 11 трубами, а его перенес-
ли в нижнюю часть. Змеевик печи атмосферной части разделили
на два потока (по проекту предусматривался один поток). В ре-
зультате уменьшения гидравлического сопротивления была обес-
печена нормальная работа печных насосов. Потоки нефти по тру-
бам потолочного экрана атмосферной части направили сверху вниз
(по проекту они были направлены снизу вверх). На всех других
установках АВТ было проведено полное экранирование трубчатых
печей и дополнительно размещено по 12 труб вдоль каждой пере-
вальной стены. Таким образом, тепловая мощность типовых печей
повысилась с 16 до 23 млн. ккал/ч.
В связи с переходом на тяжелое жидкое топливо установлены
форсунки БашНИИ, обеспечивающие удовлетворительное сжига-
ние высоковязких топлив. Во всех печах установок АВТ оси форсу-
нок отклонены по горизонтали вверх на 10—12°, что способствует
более равномерной теплонапряженности труб.
На двух установках Омского завода печи вакуумной части под-
верглись значительной реконструкции. Конвекционную секцию
в этих печах используют для подогрева отбензиненной и обессо-
ленной нефти. Для повышения производительности установок была
изменена схема движения нефти. Так, на одной из установок
однопоточное движение нефти по теплообменникам заменено двух-
поточным, что обеспечило увеличенную подачу сырья без замены
сырьевых насосов. Проектные теплообменники были частично за-
менены более укрупненными, например вместо теплообменников
поверхностью 130 м2 установлены теплообменники поверхностью
450 м2 .Часть мазутных теплообменников типа труба в трубе за-
менены кожухотрубчатыми поверхностью 130 м2. Все это позволило
126
увеличить общую поверхность теплообменников примерно на 40%
против проектной.
На одной из установок для обеспечения нормальной работы ос-
новной ректификационной колонны было осуществлено второе цир-
куляционное орошение, которое при работе с повышенной произ-
водительностью обеспечивает в колонне нормальную скорость па-
ров. На другой установке смонтировали одну новую колонну диа-
метром 3,8 м с 40 тарелками.
В связи с повышением производительности на второй установке
внедрили более производительные ректификационные тарелки —
ситчатые с отбойными элементами. Однако при их эксплуатации
наблюдался значительный провал флегмы (хотя установки работа-
ли на проектной производительности), что ухудшало качество про-
дуктов. Поэтому наверху колонны восстановили желобчатые та-
релки, и дизельное топливо выводили с ситчатой и желобчатой та-
релок. Примерно 20% сечения остальных ситчатых тарелок пере-
крыли сплошными металлическими листами. В настоящее время
такая комбинированная колонна довольно успешно эксплуатирует-
ся— она имеет хорошие показатели по качеству продуктов и про-
изводительности.
На Омском нефтеперерабатывающем заводе в результате ре-?
конструкции производительность установок АВТ повысилась про-
тив проектной на 30—40%.
Ново-Горьковский нефтеперерабатывающий завод. На первых
АВТ Ново-Горьковского НПЗ нефть обессоливали в блоке ЭЛОУ,
состоящем из 12 вертикальных электродегидраторов типа НЗП.
Каждая установка была дополнительно оборудована двумя гори-
зонтальными отстойниками по 84 м3, работавшими под избыточным
давлением 7 кгс/см2. Обессоливание на установке проводилось
в три ступени: на I ступени—термохимического обессоливания —
были два отстойника, на II и III ступенях электрообессоливания
имелось по шести электродегидраторов .объемом 30 м3 каждый.
Эта схема не обеспечивала удовлетворительной подготовки нефти,
особенно при возросшей производительности установок АВТ. По-
вышение избыточного давления в электродегидраторах до 6 кгс/см2
позволило увеличить проектную производительность ЭЛОУ на
25%.
Модернизирование технологической схемы ЭЛОУ применитель-
но к работе на неионогенных деэмульгаторах (ОП-7, ОП-Ю, Кау-
фе-14) позволило увеличить производительность установок на 50%
против проектной и снизить потери нефти. Замена вертикальных
электродегидраторов горизонтальными способствовала повышению
производительности (по нефти) в 6 раз. Два таких электродегид-
ратора служили I ступенью обессоливания. На II ступени исполь-
зовали 12 электродегидраторов типа НЗП. При работе I ступени
двухступенчатой ЭЛОУ, оборудованной горизонтальными электро-
дегидраторами, производительность в два с половиной раза превы-
сила проектную. Расход электроэнергии снизился на 25—30%. Для
127
бесперебойного снабжения установок АВТ обессоленной нефтью
каждая ЭЛОУ оборудована дополнительной емкостью объемом
56 м3. Благодаря модернизации двух электрообессоливающих уста-
новок была высвобождена третья установка; расход электроэнер-
гии снизился до 0,85—0,90 кВт-ч/т нефти.
На АВТ двухпоточную схему движения нефти через теплооб-
менники заменили четырехпоточной. В результате резко уменьши-
лись гидравлические потери. По новой схеме два потока нефти про-
ходят через дистиллятные теплообменники, а два — через гудрон-
ные типа труба в трубе. Увеличение давления против проектного
в первой и основной ректификационных колоннах, отпарной ко-
лонне, емкостях для верхнего продукта колонн позволило повы-
сить производительность установки, особенно при низких отборах
бензина.
Одной из причин, лимитировавших повышение производительно-
сти установок АВТ, была неудовлетворительная работа вакуумной
колонны: увеличение производительности приводило к резкому
ухудшению качества и уменьшению отбора масляных дистиллятов.
Для улучшения погоноразделительной спосббности и улучшения)
качества дистиллятов в вакуумной колонне были смонтированы
внутренние отпарные секции.
Сливные гребенки на ректификационных тарелках установили
таким образом, чтобы гидравлическое сопротивление паров было
минимальным.
Существенно реконструировали трубчатые печи: в печи атмо-
сферной части дополнительно экранировали перевальные стенки —
на каждой стене смонтировали по 10 труб, в пространстве от пере-
вальных стен до свода установили два ряда труб по 5 шт., а в ча-
сти свода между потолочными экранами — шесть труб. Для сни-
жения сопротивления змеевика продукт прокачивается через ра-
диантную часть печи в четыре потока. В печи вакуумной части
установки взамен пароперегревателя установили 20 нагреватель-
ных труб. Схема печи вакуумной части также четырехпоточная:
два потока предназначены для нагрева отбензиненной нефти и два
для мазута вакуумной части. Значительно улучшена система от-
качки получаемых на установке продуктов, в основном путем уве-
личения диаметра трубопроводов. Осуществлена переобвязка хо-
лодильников дизельного топлива и керосина с целью обеспечения
их параллельной работы. Для контроля и четкого регулирования
технологического режима на установках АВТ установлены допол-
нительные расходомеры. На линии подачи в ректификационные
колонны пара и орошения стабилизировано давление пара. В на-
стоящее время мощность действующих на заводе установок АВТ
на 50% превышает проектную.
На заводе было разработано комбинирование отдельно стоя-
щей ЭЛОУ с АВТ, построенной по типовому проекту Гипроазнеф-
ти. Место для размещения ЭЛОУ было найдено в результате ис-
ключения из состава установки АВТ колонн блока вторичной пе-
128
регонки бензина (ввиду наличия отдельной мощности), блока
сушки дизельного топлива, замены обычных маломощных тепло-
обменников более крупными и ликвидации трубной аппаратуры.
Для улучшения эксплуатационных показателей на заводе про-
ведены следующие мероприятия. Часть конденсаторов блока вто-
ричной перегонки была подключена к конденсаторам колонн атмо-
сферной части; увеличены мощности насосов атмосферной части
установки и гудроновых насосов в вакуумной части; паровой при-
вод заменен электромоторами. Нефть и вода для ЭЛОУ и рибой-
леров стабилизатора вместо пара (по проекту) подогреваются го-
рячими дистиллятами; вода из конденсаторов направляется само-
теком в холодильники, где используется вторично; вода II ступе-
ни ЭЛОУ подается в электродегидраторы I ступени; схему КИП
дополнили анализаторами качества, установленными на потоке.
Все эти мероприятия позволили сократить эксплуатационные за-
траты на 520,3 тыс. руб., а капитальные вложения — на
225,0 тыс. руб.; штат уменьшился на 8 чел.; производительность
установки увеличилась на 40% против проектной.
Ново-Куйбышевский нефтехимический комбинат. На двух экс-
плуатируемых установках АВТ проведены примерно такие же ме-
роприятия, как и на Ново-Горьковском НПЗ. Для увеличения про-
изводительности установок добавлен третий поток нефти, нагре-
ваемый в конвекционной камере вакуумной печи и в одном из
подовых экранов этой печи. Увеличены поверхности нагрева в пе-
чах атмосферной и вакуумной части. В печи атмосферной части
демонтирован пароперегреватель. Вместо него установлено 12 про-
дуктовых труб, а также четыре трубы над форсунками с каждой
стороны и шесть труб над перевалом. Пар для нужд установки
подогревается только в пароподогревателе печи вакуумной части.
В этой печи добавлено четыре трубы над перевалом и по четыре
трубы над форсунками. В конвекционную камеру печи добавлено
11 труб. Один из потолочных экранов и четыре добавленные трубы
над форсунками печи вакуумной части переобвязаны под нагревом
теплоносителя для колонн блока вторичной перегонки широкой
бензиновой фракции. С верха основной ректификационной колон-
ны получают не бензин, как это предусмотрено проектом, а ши-
рокую бензино-керосиновую фракцию, которая в дальнейшем под-
вергается разделению в колонне вторичной перегонки на бензин
и авиационный керосин. Выполнены работы по частичной замене
и дополнительной обвязке насосов. Из схемы исключен узел выще-
лачивания дизельных фракций. В результате дополнительных
мероприятий производительность двух установок АВТ увели-
чена соответственно примерно на 39,5% и на 10,7% против про-
ектной.
Ново-Уфимский нефтеперерабатывающий завод. На действую-
щей установке АВТ введен третий поток нефти, нагреваемый в кон-
векционной камере, вакуумной печи и в одном из подовых ее экра-
нов. В шахтах радиантной камеры печи добавлено 18 и 4 трубы.
9—2551 129
В первой ректификационной колонне атмосферной части для пред-
варительного испарения нефти введено одно промежуточное цирку-
ляционное орошение. В основной ректификационной колонне допол-
нено верхнее циркуляционное орошение. Из этой колонны газой-
левая фракция не выводится, поэтому нижняя отпарная колонна
из схемы исключена. Первый вакуумный отгон из вакуумной ко-
лонны направляется в основную ректификационную колонну для
увеличения ресурсов дизельного топлива. Этот погон выполняет
роль нижнего циркуляционного орошения основной ректификацион-
ной колонны. Предусмотренный проектом теплоноситель — водяной
пар — заменен дизельным топливом.
Несмотря на увеличение проектной мощности, обусловленное
главным образом увеличением тепловой мощности печей, установ-
ки АВТ имеют серьезные недостатки. Неравномерная поставка
нефтей и неудовлетворительная их сортировка, а также недоста-
точная степень подготовки к переработке — все это нарушает нор-
мальную работу установки. Кроме того, при наращивании мощно-
стей АВТ качество вырабатываемых дистиллятов не сохраняется.
На большей части установок нет раздельного учета количества
перерабатываемой нефти, получаемых продуктов и расходных пока-
зателей. Не учитывается газ, содержащийся в перерабатываемых
нефтях, а также потери нефтепродуктов, составляющие от 0,9 до
2,4% на нефть. Не ведется учет энергетических затрат: топлива,
водяного пара, электроэнергии и воды. Подготовленная нефть со-
держит от 50 до 150 мг/л солей, что не отвечает существующим
требованиям.
Схема модернизации установок
Модернизация действующих установок АВТ привела к возник-
новению следующих недостатков:
однотипные установки реконструировали без единого плана
и почти на всех заводах не сохранялось качество вырабатываемых
дистиллятов;
наращивание мощностей АВТ в основном путем увеличения по-
верхности нагрева атмосферных и вакуумных печей привело к на-
рушнию взаимосвязи между отдельными частями установки
и ухудшению некоторых технико-экономических и технологических
показателей; исчезла специализация печей по перегонке нефти
и мазута;
вследствие высокого содержания газов в перерабатываемых
нефтях в первой ректификационной колонне получают бензины
более широкого фракционного состава, чем предусмотрено про-
ектом;
допускаемые отклонения от проектных данных (понижение дав-
ления в первой ректификационной колонне, повышение температу-
ры верха основной ректификационной колонны) ухудшают резуль-
таты работы установок;
J30
резкое отступление от проектного технологического режима уз-
ла стабилизации легких бензинов нецелесообразно, так как в ре-
зультате с газами уходит значительное количество легких компо-
нентов.
работа вакуумной части старых действующих установок не
обеспечивает современных требований, предъявляемых к качеству
масляных дистиллятов. Тем не менее ни одна из вакуумных частей
действующих установок АВТ практически основательно не рекон-
струировалась (за исключением установки АВТ Уфимского завода
им. XXII съезда КПСС, на которой вакуумная колонна дооборудо-
вана трехсекционной отпарной колонной).
На основе данных эксплуатации и мероприятий по реконструк-
ции установок Гипроазнефтью была разработана схема увеличе-
ния проектных мощностей установок типа А-12/1, А-12/1М. и A-I2/2,
Разработанные схемы позволили успешно реконструировать уста-
новки АВТ на нефтеперерабатывающих заводах в Омске, Красно-
водске, Гурьеве, Рязани, Полоцком, Ново-Ярославле и др. Схема
реконструкции действующих установок типа А-12/1 и А-12/1М с
целью доведения их мощности до 1,7—1,8 млн. т/год нефти, при
одновременном улучшении качеств светлых нефтепродуктов и мас-
ляных дистиллятов, включает следующие основные мероприятия:
повышение температуры предварительного подогрева нефтяно-
го сырья путем более широкого использования тепла вторичных
источников с учетом перехода на трехпоточное движение нефти;
нефть с нестабильным содержанием газа нужно подвергать
двухкратному испарению на двух последовательно включенных
первой и основной ректификационных колоннах;
стабильную нефть с меньшим содержанием газа наиболее эф-
фективно перерабатывать по схеме однократного испарения с пред-
варительным испарителем (эвапоратором) или с одной колонной;
каждая промежуточная колонна основной ректификационной
колонны должна орошаться промежуточным циркуляционным оро-
шением; число циркуляционных орошений должно быть равно чис-
лу отводимых боковых погонов;
стабилизации следует подвергать легкие фракции, выходящие
из колонны предварительного испарения, стабилизация широкой
бензиновой фракции, выходящей из основной ректификационной
колонны, не требуется;
схему блока вторичной перегонки реконструируемых установок
целесообразно принимать аналогичной схеме типового проекта ин-
дивидуальной установки вторичной перегонки бензинов с учетом
требований завода к конкретным узким фракциям;
для улучшения качества дистиллятов и остатка вакуумная ко-
лонна переоборудуется следующим образом: фракционирующие
тарелки и малоэффективные отбойники заменяют тарелками и от-
бойниками более совершенной конструкции, увеличивают число та-
релок для выделения отдельных погонов, устанавливают дополни-
тельные выносные отпарные колонны из двух и трех секций и при
131
9'
необходимости вакуум-приемник; для создания более глубокого
вакуума двухступенчатые пароэжекторные насосы заменяют трех-
ступенчатыми, каждая промежуточная колонна орошается проме-
жуточным циркуляционным орошением, конденсаторы смешения
заменяют поверхностными конденсаторами. Осуществление указан-
ных мероприятий позволит разгрузить колонну по парам и улуч-
шить автоматическое регулирование качества отбираемых масля-
ных дистиллятов;
построенные ранее печи шатрового типа конструкции «Гипро-
нефтезаводы» имеют некоторый запас по напряженности; кроме
того, они эксплуатируются при недостаточном коэффициенте из-
бытка воздуха. При усилении напряженности и при нормализации
процесса горения можно достигнуть увеличения тепловой нагрузки
печей, необходимой в случае повышения производительности уста-
новки;
исходя из опыта эксплуатации, выщелачивание компонентов
дизельных топлив, получаемых при переработке восточных нефтей,
нужно исключить;
в соответствии с мощностью установки необходимо пересмот-
реть размер технологических и энергетических коммуникаций;
следует установить дополнительные насосы, а действующие за-
менить более мощными;
предусматривается перемонтаж теплообменников, холодильников
и других аппаратов и насосов.
Интенсификация мощности установки ЭЛОУ — АВТ
На Гурьевском НПЗ осуществлена реконструкция установки
ЭЛОУ — АВТ с целью увеличения ее мощности. Двухпоточ-
ная схема теплообмена заменяется трехпоточной, дополнитель-
но устанавливается 19 кожухотрубных теплообменников, часть во-
дяных холодильников заменяется аппаратами воздушного охлаж-
дения, изменяется поточность на тарелках первой ректификацион-
ной колонны и стабилизаторов, вакуумная колонна дооборудуется
дополнительным конденсатором смешения и отпарной колонной, до-
бавляются поверхностные конденсаторы, увеличивается диаметр
некоторых трубопроводов, дополнительно устанавливаются печи,
14 насосов и др. Установка включает блоки ЭЛОУ, двухколонную
атмосферную перегонку нефти, стабилизацию фракции н. к.—
120 °C, вакуумную перегонку мазута, вторичную перегонку фрак-
ции н. к. — 180 °C (н. к.—200 °C) с получением бензина и уайт-
спирита, щелочную очистку фракций н. к. — 180 (н. к. — 200)
и 180—250 °C (200—250 °C). На установке перерабатывается ман-
гышлакская нефть с получением газа фракций н. к.—85, 85—180
и 180—250 °C, мазута—фракции 350—500 °C и гудрона — фрак-
ции >500 °C.
. Схема реконструированной установки ЭЛОУ—АВТ типа
Д-12/1М изображена на рис. 48. Нефть, содержащая газ, воду и со-
>-32
ли, сырьевыми насосами 1 подается тремя параллельными потока-
ми через теплообменники 2 в .электродегидраторы <3. Схема блока
ЭЛОУ аналогична схеме, показанной на рис. 45. Нефть обессоли-
вают в три ступени. Режим работы трех ступеней: НО, 105 и 130 °C,
Рис. 48. Схема реконструированной установки ЭЛОУ—АВТ типа А-12/1М:
/ — насосы; 2 — теплообменники; 3 — электродегидраторы; 4 — емкость обессоленной нефти,-
5 — конденсатор; 6 — первая ректификационная колонна; 7, // — печи; <8 — основная ректи-
фикационная колонна; 9— вакуумная колонна; 10 — стабилизатор, / — сырая нефть; //,
/// — обессоленная нефть; /V —острое орошение; V—горячая струя; VI—VIII — компоненты
светлых нефтепродуктов; IX— мазут; X— продукты разложения; XI, XII— масляные фрак-
ции; А7//— сжиженные газы; XIV— гудрон; XV — стабильный бензин-, XVI — парогазовая
смесь.
абсолютное давление 10, 9,5 и 16 кгс/см2. Обезвоженная и обессо-
ленная нефть после III ступени при 130 °C направляется в первую
ректификационную колонну 6.
Пары с верха колонны (фракция н. к. — 120 °C и газ) поступают
в конденсатор 5, откуда избыток конденсата после охлаждения
проходит в стабилизатор 10. Температура низа стабилизатора
(215 °C) поддерживается подачей бензина через печь в низ стаби-
лизатора.
Отбензиненная нефть с низа первой ректификационной колон-
ны прокачивается через печь 7 в основную ректификационную ко-
лонну 8. С верха колонны 8 выходят пары бензина, в качестве
боковых погонов отводятся три фракции. Остаток колонны — ма-
зут— прокачивается через печь 11 в вакуумную колонну 9. Навер--
ху вакуумной колонны с помощью трехступенчатых вакуум-насо-
сов поддерживается остаточное давление 60 мм рт. ст. Избыточное
тепло в основной ректификационной колонне снимается двумя цир-
кулирующими орошениями. Из вакуумной колонны 9 через отпар-
ные колонны отбирают две масляные фракции. Блок щелочной
очистки работает по типовой схеме, принятой на типовых установ-
ках АВТ. Капитальные вложения окупаются примерно через
1,5 года.
133
Анализ работы основных аппаратов
действующих установок АВТ
Первая ректификационная колонна. В проектах температура
предварительного подогрева нефти в теплообменниках принята
равной 200 °C, а температура полуотбензиненной нефти (внизу ко-
лонны) 225 °C. Фактически температура подогрева нефти была
160—180 °C, а на входе в печь атмосферной части не превышала
170—200 °C. Более низкая температура подогрева нефти в тепло-
обменниках, чем предусмотрено проектом, обусловлена увеличени-
ем в 1,3—1,4 раза пропускной способности установок при сохране-
нии поверхности сырьевых теплообменников на проектном уровне.
С целью снижения сопротивления движение нефти в теплообменни-
ках осуществляется тремя и четырьмя потоками вместо двух, пред-
усмотренных проектом. Это позволило снизить давление на сырь-
евом насосе. Снижение температуры предварительного подогрева
нефти вызвало необходимость повысить тепловую нагрузку печей,
что связано с дополнительным расходом топлива. Согласно проек-
там, на установках АВТ производительностью 1,0 и 2,0 млн. т/год
сернистой нефти избыточное давление в первой ректификационной
колонне должно быть не ниже 2,0 кгс/см2. На действующих заводах
давление сохраняется на уровне 2—2,5 кгс/см2.
В результате отклонения режима первой ректификационной
колонны от проектного ее фракционирующая способность ухуд-
шается и отводить с верха колонны легкую бензиновую фракцию
н. к.—85 °C не представляется возможным. С верха колонны по-
лучается бензин широкого фракционного состава (н. к. 22—48 °C
и к. к. 130—180 °C).
Основная ректификационная колонна. Колонна работает в ос-
новном по проектной схеме. Абсолютное давление в колонне — 2—
2,2 кгс/см2 — несколько превышает проектное (1,8—2,0 кгс/см2),
а температурный режим колонны почти на всех действующих уста-
новках отличается от проектного. Так, в типовых проектах реко-
мендована температура ввода сырья 330 °C, верха 100 °C и низа
310 °C. Фактически на установках температура сырья при вводе
в колонну составляет 350—360 °C, верха от 115 до 130 °C и низа от
320 до 340 °C. Это в основном объясняется большим подогревом
нефти в печи. Повышение температуры нагрева нефти в печи спо-
собствует увеличению температуры низа колонны против проекта
на 40—50 °C, что в свою очередь обеспечивает углубление отбора
светлых нефтепродуктов, выкипающих до 350 °C, и снижение со-*
держания в мазуте фракций дизельного топлива. Фракционирую-
щая способность основной ректификационной колонны пока не
обеспечивает получения четко отректифицированных фракций. На-
блюдается налегание фракций по температурам кипения на уста-
новках АВТ мощностью 1 и 2 млн. т/год.
Трубчатые подогреватели (печи). Проектами типовых установок
АВТ производительностью 1,0 и 2,0 млн. т/год сернистой нефти
134
предусматривается сооружение раздельно работающих двух печей:
атмосферной и вакуумной. Это позволяет отдельно регулировать
процессы атмосферной и вакуумной перегонки. Однако во время
эксплуатации этот принцип нарушался. При реконструкции устано-
вок атмосферные печи были оборудованы дополнительными на-
гревательными трубами: экранированы радиантные камеры, паро-
перегревательные секции конвекционных камер были заменены
продуктовыми трубами. Часть поверхности (в основном конвекци-
онной) вакуумных печей также используется для подогрева нефти.
Ниже приводятся проектные и фактические показатели поверх-
ностей нагрева (в м2) трубчатых атмосферных печей установок
А-12/1 и А-12/1М после проведенных на заводе мероприятий:
Трубы Радиантные . . . Конвекционные . Проектные показатели . . 566 . . 300 НУ НПЗ 566 400 НК НПЗ 610 400 УНПЗ им. XXII съезда КПСС 666 356 НГ НПЗ 770 ' 300
Всего. . 866 966 1010 1022 1070
В результате проведенных мероприятий при повышенной про-
изводительности установок нефть нагревается в обеих печах; об-
щая поверхность занятых труб от 1250 до 1425 м2 (по проекту
800 м2). Для нагрева мазута используется от 188 до 332 м2 против
проектной 532 м2, т. е. поверхности труб для нагрева нефти в сред-
нем возросли на 60—80%, а поверхности нагрева мазутных труб
уменьшились на 35—62%.
1 лава VII
КОМБИНИРОВАНИЕ ПРОЦЕССОВ НА УСТАНОВКАХ
ПЕРВИЧНОЙ ПЕРЕРАБОТКИ НЕФТИ
В последнее время появилась тенденция сочетать технологиче-
ски связанные процессы и создавать комбинированные установки.
Благодаря этому более эффективно используется контроль и ав-
томатика, кроме того, значительно уменьшается расход металла,
площадь установки, сокращается штат обслуживающего персонала,
более эффективно используются вторичные ресурсы.
В результате резко снижаются капитальные затраты, увеличи-
вается производительность труда и удешевляется себестоимость
продукции.
Комбинирование первичной перегонки' и вторичных процессов
широко применяется в отечественной и зарубежной нефтеперера-
батывающей промышленности. Рекомендуется комбинировать на
одной установке следующие процессы: первичной перегонки с под-
готовкой нефти к переработке; атмосферной перегонки нефти с ва-
куумной перегонкой мазута; атмосферно-вакуумной перегонки неф-
ти с выщелачиванием компонентов светлых нефтепродуктов; атмо-
сферно-вакуумной перегонки и выщелачивания компонентов свет-
лых нефтепродуктов со вторичной перегонкой широкой бензиновой
фракции; первичной перегонки нефти с термическим крекингом
тяжелых фракций; атмосферно-вакуумной перегонки с каталитиче-
ским крекингом вакуумного дистиллята и деструктивной перера-
боткой гудрона; атмосферной перегонки с процессом коксования.
Возможны и другие виды комбинирования. На многих комбиниро-
ванных установках предусматриваются также процессы стабилиза-
ции бензина и абсорбции жирных газов.
Ранее первичная перегонка нефти до гудрона ограничивалась
атмосферной перегонкой сырых нефтей и вакуумной перегонкой
остатка атмосферной установки — мазута. Даже сейчас на ряде
нефтезаводов эксплуатируются самостоятельные атмосферные
и вакуумные трубчатки. Для подготовки нефти к переработке, ста-
билизации легких бензиновых компонентов, выщелачивания ком-
понентов светлых нефтепродуктов, выделения и переработки газа
и других процессов, дополняющих первичную переработку, соору-
жались самостоятельные установки. Согласно санитарно-гигиени-
ческим и противопожарным нормам, эти установки должны от-
стоять друг от друга на расстоянии 25—30 м.
136
На рис. 49 приводится схема технологической взаимосвязи меж-
ду индивидуальными установками процесса первичной переработ-
ки нефти. Из рис. 49 видно, что при наличии индивидуальных уста-
новок требуется большой объем вспомогательного хозяйства.
Рис. 49. Схема технологической взаимосвязи между индивидуальными уста-
новками процесса первичной переработки нефти:
/ — блок ЭЛОУ; 2 — установка атмосферной перегонки нефти; 3 — установка вакуумной пе-
регонки мазута; 4 — установка выщелачивания компонентов светлых нефтепродуктов;
5 — установка стабилизации и абсорбции; 6 — установка вторичной перегонки бензина;
7 — холодильники; 8 — теплообменники; 9—14 — промежуточные емкости. / — сырая нефть;
// — обессоленная нефть; /// — мазут; /V — компоненты светлых нефтепродуктов; V — лег-
кий бензин; VI — широкая бензиновая фракция; VII — целевые продукты.
Комбинирование атмосферной перегонки нефти (АТ)
с вакуумной перегонкой мазута (ВТ)
Ранее нефть и мазут перегоняли на отдельных установках —
соответственно на атмосферной трубчатке (АТ) и на вакуумной
трубчатке (ВТ).
На рис. 50 приводится схема комбинирования процессов пере-
гонки нефти и мазута (АТ и ВТ). Обессоленная на ЭЛОУ / нефть
поступает на установку АТ 2. Оттуда товарные и промежуточные
Рис. 50. Схема комбинирования процессов перегонки нефти и мазута:
/ — блок ЭЛОУ; 2 — атмосферная трубчатка (АТ); 3 — вакуумная трубчатка (ВТ); 4 — теп-
лообменник; 5 — насос; 6 — мазутный мерник; 7 — холодильники; 8 — мерник. /—сырая
нефть; // — обессоленная нефть; /// — компоненты светлых нефтепродуктов; IV— мазут;
V — вакуумные дистилляты.
137
продукты по соответствующим коммуникациям направляются че-
рез холодильники 7 в промежуточный мерник 8. Затем они пода-
ются на последующие процессы для переработки или в товарные
резервуары. Мазут прямой перегонки из установки АТ через хо-
лодильник 7 поступает в обогреваемый мерник 6 и оттуда прока-
чивается насосом 5 через теплообменник 4 на установку ВТ 3.
При таком комбинировании АТ и ВТ отпадает необходимость в со-
оружении холодильников, промежуточного мерника, насоса и ком-
муникации, а также теплообменников для подогрева мазута.
Ниже дается пример, показывающий экономию средств, кото-
рая достигается при комбинировании процессов.
Пример 1. На установке атмосферной трубчатки перерабатывается 2,0 млн.
т/год стабильной нефти. Выход мазута 52% (1,04 млн. т/год, или 135 т/ч). Темпе-
ратура мазута после теплообменников установки АТ 175 °C, плотность его
0,986 г/см3. Для нормального хранения мазута в металлическом резервуаре его
необходимо охладить до 90 °C. При этом в холодильнике снимается тепло
(в ккал/ч):
Qm = Ом (<7/t — qt2)
QM = 135000(84,3 — 40,5) = 5920000 ккал/ч
где q,y w qti — энтальпия мазута при 175 и 90 °C, ккал/кг.
Принимая коэффициент теплопередачи в мазутном холодильнике К =
= 100 ккал)м2-°С-ч, находим поверхность холодильника (в м2):
Ом
АД/ер
где
°C.
F — поверхность холодильника, м3; Д/ср — средняя
разность температур,
F =
5 920 000
100-90 - 66°
Количество охлаждающей воды составит
где /2 — конечная температура охлаждающей воды (45 °C); — начальная тем-
пература воды (28 °C).
5 920 000
W ~ 1000 (45 — 28) = 275 м3/<4 или 2200 тыс’ м3/год
Температура мазута в резервуаре поддерживается паром абсолютным дав-
лением 6 кгс/см2. Условно принимаем, что температурный перепад в резервуаре
составляет 10 °C; тогда необходимо компенсировать потерю тепла (в ккал/ч):
Д<э = G (/2 - G) Ср
AQ = 135 000 (90 — 80) • 0,5 = 675 000
Расход пара составит:
где i — тепло парообразования, ,~500 ккал/(кг-ч).
Gn ——= 1350 кг/ч, или 10 800 т/год
Перед вакуумной трубчаткой мазут снова нагревается, допустим, опять до
175 °C. Таким образом, еще раз потребуется тепла 5 920 000 ккал/ч, что эквива-
138
лентно расходу жидкого топлива примерно 3000 т/год. Для перекачки мазута
из мерника на установку расход электроэнергии составит около 500 тыс. квтх
X ч/год.
Принимаем по действующим отпускным ценам следующую стоимость энер-
гий (в руб.):
Пар, 1т..........................................1,66
Жидкое топливо, 1т...............................16,5
Вода, 1000 м3...................................14
Электроэнергия, 1000 кВт-ч......................16
Ориентировочная стоимость пара, топлива, электроэнергии и воды соста-
вит (в тыс. руб):
2200-14,0 + 10 800-1,66 + 3000-16,5 + 500-16,0 = 106,2
Капиталовложения на строительство промежуточных сооружений склады-
ваются из следующих элементов.
Приобретение, монтаж и установка холодильника площадью 660 м2. Уста-
навливается 3 кожухотрубных аппарата площадью по 265 м2; стоимость одного
аппарата по ценнику равна примерно 10,0 тыс. руб. Сооружение фундамента и
обвязку каждого аппарата оцениваем в 50% от стоимости аппарата; тогда стои-
мость холодильников и их установки Дт = 3-10,0-1,5 = 45 тыс. руб.
Приобретение и монтаж двух насосов с электродвигателем производитель-
ностью 150 м3/ч; давлением 150 м вод. ст., мощностью 100 кВт. Стоимость насо-
са, согласно ценнику, равна 6,0 тыс. руб., фундамент и обвязка насоса с трубопро-
водами оцениваются примерно в 40% от стоимости насоса. Тогда установка и сто-
имость двух насосов Д2 = 2-6,0-1,4 = 16,8 тыс. руб.
Два промежуточных резервуара, каждый объемом 3000 м3, с теплоизоляци-
ей и внутренним обогревом. По укрупненным показателям, стоимость 1 м3 ре-
зервуара с обвязкой, теплоизоляцией, внутренним обогревом на песчаном на-
стиле принимается равной 4,6 руб. Тогда стоимость установки промежуточных
резервуаров Д3 = 3000-4,6-2 = 276 тыс. руб.
Трубопроводы длиной 300 м, диаметром 0,35 м. Стоимость 1 п. м трубопрово-
да с теплоизоляцией равна примерно 40 руб. Тогда Д4 = 300-40 = 12 тыс. руб.
Принимается, что объект снабжается водой, электроэнергией, топливом и
паром от существующих источников завода. Учитывают лишь ориентировочные
минимальные затраты для подачи па объект воды, электроэнергии, топлива и
пара. Они будут равны Д5 = 8,0 + 5,0 + 3,0 + 5,0 = 21,0 тыс. руб.
Сумма единовременных затрат:
2Д = 370,8 тыс. руб.
С учетом 10% от общей суммы на непредвиденные работы сумма капитальных
затрат будет равна:
Дп = 2Д-1,1 = 370,8-1,1 = 407,88 тыс. руб.
При комбинировании атмосферной перегонки нефти (АТ) с вакуумной пере-
гонкой мазута (ВТ) горячий мазут с низа колонны АТ непосредственно направ-
ляется в вакуумную часть и тепло горячего гудрона используется для подогре-
ва нефти. Это позволяет сэкономить (ориентировочно) около 408 тыс. руб. капи-
тальных затрат и 106 тыс. руб/год эксплуатационных расходов.
Комбинирование процессов электрообезвоживания
и электрообессоливания с АВТ
На нефтеперерабатывающие установки, как правило, должна
подаваться предварительно подготовленная нефть, поэтому на за-
водах строились электрообессоливающие и электрообезвоживаю-
щие установки. Подогретая водяным паром (до 100—ПО °C) нефть
139
в электродегидраторах обрабатывается термическим способом.
Обезвоженная и обессоленная нефть после отстоя и охлаждения до
40—45 °C направляется в промежуточные резервуары, а затем по-
ступает на АТ. Для охлаждения, хранения и подачи на установку
АТ обессоленной нефти требуется сооружение холодильников, мер-
ников, насосов, трубопроводной коммуникации и др.
Рис. 51. Схема подготовки нефти на индивидуальной установке электрообес-
соливания:
/ — мерник сырой нефти; 2—насосы; <3 — подогреватели паровые; ‘/ — электродегидраторы;
5 — холодильник; 6 — мерник обессоленной нефти; 7 — установка атмосферной перегонки.
/ — сырая нефть; II — подогретая нефть; III — обессоленная нефть; IV — охлажденная нефть;
V — подогретая обессоленная нефть.
На рис. 51 показана схема подготовки нефти на индивидуаль-
ной установке электрообессоливания и подачи обессоленной нефти
на атмосферную трубчатку.
При комбинировании ЭЛОУ с АВТ обессоленная нефть по жест-
кой схеме направляется непосредственно на блок атмосферной
перегонки; предварительный подогрев нефти до и после ЭЛОУ осу-
ществляется горячими нефтепродуктами АТ. Следовательно, при
комбинировании ЭЛОУ с АТ отпадает паровой подогрев, водяное
охлаждение и повторный подогрев обессоленной нефти, необходи-
мые в случае самостоятельной работы электрообезвоживающей
и электрообессоливающей установки. ЭЛОУ обслуживается шта-
том атмосферной установки, не требуется больших капитальных
вложений на сооружение промежуточного хозяйства, предназначен-
ного для охлаждения, хранения и перекачки обессоленной нефтц
и конденсации пара. В результате экономическая эффективность
электрообессоливания нефти возрастает.
Ниже приводится пример экономической эффективности комби-
нирования ЭЛОУ и АТ на установке производительностью
3,0 млн. т/год нефти.
Пример 2. На установке электрообессоливания подготавливается 3 млн. т/год
нестабильной нефти с начальной температурой НУС и плотностью 0,930 т/м3,
содержащей 2,0 вес.% на нефть воды и 5000 мг/л солей. Электрообессоливание
проводят при 140°C и 12 кгс/см2.
Обессоливание нефтей неиндивидуальной установке ЭЛОУ. Для нагрева нефти
от 10 до 140 °C потребуется теплота (в ккал/ч):
<2l — бн (qt^ — qtl) + GB (140 10)
где GH и GB — масса нефти и воды, кг/ч; qtl и qt^ — энтальпия при начальной и
конечной температуре нефти, °C
<21 =
3 000 000-1000
340-24
3 000 000-0,02
(67,50 — 4,20) +-----340~24------<140 — 10) = 23 * 400 1 000
Нефть подогревают водяным паром давлением 6—10 кгс/см2. Расход пара
равен:
z QiK
i
где К — коэффициент, учитывающий 5% потерь; i — теплота конденсации пара,
600 ккал/кг.
23 400 000-1,05
Z =-----------------= 40 950 кг/ч, или 328 тыс. т/год
оио '
Для охлаждения обессоленной нефти до температуры хранения (около 50 9С)
потребуется воды:
О, 23 400 000
W = 1000 (/2 - / J = 1000 (45 - 28f = 1376 м /ч’ или 11 250 тыс' м /год
При средней заводской цене 1 т пара 1,66 руб. и 1 м3 * * оборотной воды
0,014 руб. ориентировочная сумма затрат на приобретение энергии без учета
амортизационных отчислений и других расходов составит (в руб/год):
Пар ..................... 328 000-1,66=544 500
Вода...................... 11250 000-0,014=1575 000
Итого . . . 2119500 руб/год
Для объектов промежуточного хозяйства потребуется сооружение холо-
дильника поверхностью 3120 м2, два резервуара для двухсуточного хранения
обессоленной нефти объемом 10 000 -и3 каждый, два насоса производительностью
400 м3/ч, высотой 160 м. Необходимо также учесть строительную часть, обвязку
трубопроводами и т. д. Кроме того, перед атмосферной перегонкой обессоленная
нефть снова нагревается до нужной температуры, что связано с определенными
затратами.
Обессоливание нефтей на комбинированной установке. Сырая нефть нагре-
вается за счет тепла горячих нефтепродуктов атмосферной секции с 10 до 140 °C.
Требуемое тепло 23,4-10е ккал/ч получается путем регенерации тепловой энер-
гии (вторичные энергоресурсы); при этом не требуется промежуточного охлаж-
ТШ
Рис. 52. Схема комбинирования процессов подготовки нефти на ЭЛОУ с уста-
новкой АТ:
1, 7 —насосы; 2 — теплообменник; <3 — электродегидраторы; 4 — инжектор; 5 — теплообмен-
ник обессоленной нефти; 6 — первая ректификационная колонна; 8 — отстойник обессолен-
ной нефти, / — сырая нефть; // — горячий поток нефтепродуктов; /// — промывная вода;
/V — деэмульгатор; V — обессоленная нефть; VI — вода в канализацию; V//— подогретая
нефть; V/// —смесь паров и газов; IX — полуотбензиненная нефть.
141
дения обессоленной нефти, так как горячая обессоленная нефть по жесткой схе-
ме поступает на атмосферную секцию установки, нет необходимости расходовать
1376 м3/ч воды и сооружать дополнительные объекты.
Схема комбинирования процессов подготовки нефти на ЭЛОУ с установкой
АТ показана на рис. 52. Сырая нефть перед электродегидраторами 3 нагревается
в теплообменнике 2 за счет горячих потоков блока атмосферной перегонки. Обес-
соленная нефть перед поступлением в первую ректификационную колонну до-
полнительно нагревается в теплообменнике 5 за счет утилизации тепла горячих
нефтепродуктов.
В результате комбинирования энергетические затраты резко
сокращаются. Высокая эффективность работы при сочетании про-
цессов подготовки и перегонки нефти на установках АВТ показала
необходимость объединения почти на всех заводах установок ЭЛОУ
и АВТ.
Комбинирование АВТ со вторичной перегонкой бензина
На многих заводах сооружены отдельные установки вторичной
перегонки бензина, куда с установок АВТ направляется широкая
бензиновая фракция. Исследования показали рентабельность ком-
бинирования АВТ со вторичной перегонкой бензина. Наилучшие
результаты были достигнуты при использовании в качестве блока
вторичной перегонки типовой установки 22/4, обеспечивающей чет-
кую ректификацию бензина широкой фракции.
Рис. 53. Схема поточности на комбинированной установке ЭЛОУ—АВТ со вто-
ричной перегонкой бензина:
/ — ЭЛОУ; 2 — атмосферная перегонка нефти (АТ); 3 — вакуумная перегонка мазута (ВТ);
4 — выщелачивание компонентов светлых нефтепродуктов; 5 — вторичная перегонка широ-
кой бензиновой фракции; 6 — стабилизация бензина; 7 — абсорбция и десорбция, / — сырая
нефть; // — обессоленная нефть; /// — компоненты светлых нефтепродуктов; IV — выщело-
ченные продукты; V — масляные дистилляты; VI — широкая бензиновая фракция-, VII — сжи-
женные газы; VIII — мазут; IX — легкие бензины; X — бензин па стабилизацию; X/ — узкие
бензиновые фракции; X//—стабильный бензин; XIII— сухой газ.
Принципиальная схема поточности на комбинированной уста-
новке ЭЛОУ — АВТ со вторичной перегонкой бензина производи-
тельностью 3 млн. т/год нефти представлена на рис. 53. На этой
установке скомбинировано самое большое число технологически
и энергетически связанных процессов первичной перегонки нефти:
ЭЛОУ, атмосферная перегонка нефти, вакуумная перегонка мазу-
та, выщелачивание компонентов светлых нефтепродуктов, абсорб-
ция и десорбция жидких газов, стабилизация легких бензинов, вто-
142
ричная перегонка широкой бензиновой фракции. Кроме того, на
установке приготовляют растворы щелочи.
В результате комбинирования АВТ со вторичной перегонкой
бензина капитальные затраты уменьшаются на 25%, занимаемая
площадь установки сокращается на 30%, металла расходуется на
20% меньше. Штат обслуживающего персонала уменьшается на
16 человек, эксплуатационные расходы сокращаются на 30%,
Рис. 54. Размещение индивидуальных установок первичной перегонки и ком-
бинированной установки ЭЛОУ—АВТ со вторичной перегонкой бензина:
а — индивидуальные установки; б — комбинированная установка ЭЛОУ — АВТ со вторичной
перегонкой бензина, / — подготовка нефти (ЭЛОУ); 2 — атмосферная перегонка нефти;
3 — вакуумная перегонка мазута; 4 — выщелачивание компонентов светлых нефтепродуктов;
5 — вторичная перегонка бензина; 6 — стабилизация бензина; 7 — абсорбция и десорбций
жирных газов; 8 — промежуточные насосные; 9 — промежуточные резервуарные парки.
а производительность труда повышается в 2 раза. На рис. 54 по-
казано размещение индивидуальных установок первичной перегон-
ки и комбинированной установки ЭЛОУ—АВТ со вторичной пере-
гонкой бензина производительностью 3,0 млн. т/год. Как видно
из рис. 54, при осуществлении процессов первичной переработки
нефти на отдельно стоящих индивидуальных установках с учетом
противопожарного расстояния между ними и необходимости соору-
жения мерников и насосных требуется площадка размером
520 X 250 м, или 8 га. При комбинировании этих процессов на одной
установке размер занимаемой площади 240 X 120 м, или всего 3 га.
Такое комбинирование осуществлено на одной установке типа
А-12/9. Опыт ее эксплуатации показывает полную работоспособ-
ность установки при разных производственных режимах.
Комбинирование процессов первичной перегонки
нефти со вторичными процессами (установка ГК-3)
На типовой комбинированной установке ГК-3 впервые объеди-
нены следующие процессы: первичная перегонка нестабильной ро-
машкинской нефти (3 млн. т/год), вакуумная перегонка
(1,6 млн. т/год мазута), термический крекинг (0,84 млн. т/год гуд-
рона), каталитический крекинг (0,8 млн. т/год широкого вакуум-
ного отгона), первичное фракционирование газов и стабилизация
143
бензина (0,4 млн. т/год). Обезвоженная и обессоленная нефть из
емкости двумя потоками прокачивается в теплообменные аппара-
ты, где она нагревается за счет горячих потоков атмосферной
и вакуумной части и крекинга соответственно до 134 и 172 °C.
Затем оба потока соединяются и при 150 °C поступают в теплооб-
менники котельного топлива. Выходя из них при 210 °C, нефть по-
дается в первую ректификационную колонну. Блок атмосферно-ва-
куумной перегонки нефти и мазута работает по схеме двухкратного
испарения. Балансовый избыток верхнего продукта первой ректи-
фикационной колонны направляется в блок стабилизации, рабо-
тающий при абсолютном давлении 5 кгс/см2 и температуре низа 124
и верха 60 °C. В основной ректификационной колонне с верха от-
бирается фракция 85—140 °C; в виде боковых погонов выводятся
фракции 140—180, 180—240, 240—300 и 300—350 °C. Для получе-
ния четырех боковых фракций колонна оборудована 51 тарелкой
и оснащена четырьмя отпарными колоннами.
В блоке вторичной перегонки бензина получаются фракции
и. к. — 62, 62—85, 85—120 и 120—140 °C. В вакуумной колонне
подвергается фракционированию поступающий из основной рек-
тификационной колонны мазут, предварительно подогретый в печи
до 420 °C. Нижний продукт вакуумной колонны — гудрон — нагре-
вается в печи до 475 °C; при этом происходит частичный его кре-
кинг. Затем он поступает в камеру-испаритель, где поддерживает-
ся абсолютное давление 5 кгс/см2 и температура 435 °C. Жидкая
фаза с низа испарителя после охлаждения в теплообменниках бло-
ка утилизации смешивается с компонентом котельного топлива ка-
талитического крекинга и выводится с установки. Паровая фаза
камеры испарителя направляется во фракционирующую колонну,
которая работает при абсолютном давлении 4,5 кгс/см2, темпера-
туре низа 370 и верха 157 °C. Часть гудрона выводится для про-
изводства дорожного битума. Некоторое количество верхнего про-
дукта фракционирующей колонны после конденсации используется
в качестве сырья для каталитического крекинга. Фракция дизель-
ного топлива из основной ректификационной колонны поступает
в отпарную колонну. Выходящее с низа отпарной колонны дизель-
ное топливо после охлаждения до 90 °C в блоке утилизации тепла
направляется на защелачивание совместно с дизельным топливом
каталитического крекинга.
Сырьем блока каталитического крекинга служит смесь широко-
го вакуумного отгона, выходящего из вакуумной колонны, и бен-
зина термического крекинга. После нагрева в печи до 415 °C эта
смесь подается в отделитель жидкости, где паровая фаза отде-
ляется от жидкой. Паровая фаза проходит в реактор под нижнюю
безпровальную решетку. Жидкая фаза направляется через рас-
пределительное кольцо реактора в кипящий слой катализатора.
Реактор работает при абсолютном давлении 1,9 кгс/см3 и 470 °C.
Пары реакции, проходя слой катализатора, поступают в крекин-
говую колонну, где они отделяются от катализатора. После охлаж-
144
дения пары нестабильного бензина и водяного пара с газом про-
ходят в газосепаратор для отделения газа, бензина и воды. Сжи-
женный газ перерабатывается в газовом блоке установки, состоя-
щем из фракционирующего абсорбера, стабилизатора и десорбера.
В блоке защелачивания очищают фракции н. к.—62, 62—85, 85—
120, 120—140, 140—180, 180—240, 240—300 и 300—350 °C, посту-
пающие с блока атмосферной и вторичной перегонки.
Для обеспечения самостоятельной работы нескольких блоков
или отдельных блоков предусмотрены варианты их отключения
(блоков каталитического крекинга, стабилизации, вторичной пере-
гонки и др.).
Экономическая эффективность при комбинировании первичной
перегонки со вторичными процессами (установка ГК-3) очень вы-
сока (табл. 18). При этом достигается экономия топлива, воды,
металла и др. Установка оснащена большим количеством техноло-
гического оборудования, средствами контроля и автоматики. Ис-
пользование вторичной тепловой энергии позволяет выделить на
сторону около 30 т/ч, или более 200 тыс. т/год пара высокого дав-
ления собственного производства.
Таблица 18. Экономическая эффективность при комбинировании
первичной перегонки со вторичными процессами (установка ГК-3)
Показатели Комбиниро- ванная установка Отдельные установки
АВТ типа П-12/б Каталити- ческий крекинг А/1М Терми- ческий крекинг Всего
Производительность, тыс. 3000,0 3000,0 774,0 450,0
т/год сырья Энергетические затраты топливо (жидкое), т/год 91 806 61 670 14 000 25 884 101 554
пар водяной, т/год Собственное 105 430 112 100 36 240 253 770
вода оборотная, тыс. производство 46 370 — — —
м3/год Электроэнергия, тыс. 61023,9 13 427 29 508 5170 48 105
кВт-ч/год Стоимость строительства, 6918,2 2839,6 4320,5 1588 8748,1
тыс. руб. Занимаемая площадь (с уче- 3,9 — 17,7 17,7
том разрывов), га Количество обслуживающе- 54 41 49 25 115
го персонала Расход металла, т 5122,4 13 200 13 200
Удельный расход (на 1 т пе- рерабатываемой нефти) топливо, кг 31,6 21,08 18,10 57,30 96,48
электроэнергия, кВг-ч 20,3 4,40 — — —
пар, кг — 35,44 144,6 80,5 260,24
вода, м3 15,4 10,7 18,5 26,3 55,5
металл, кг 1,7 — 4,4 — 4,4
10—2551
145
Разработан проект более мощной комбинированной установки
аналогичного типа (ГК-6), рассчитанной на переработку
6 млн. т/год нефти.
Комбинированная установка первичной перегонки со вторич-
ными процессами типа ЛК-6у рассчитана на переработку
6 млн. т/год Самотлорской нефти, отличающейся большим содер-
жанием газов и низкокипящих фракций. В состав комбинирован-
ной установки входят следующие блоки: ЭЛОУ и АТ мощностью
6 млн. т/год, каталитический риформинг широкой бензиновой фрак-
ции 62—180 °C мощностью 1 млн. т/год, гидроочистка дизельного
топлива фракции 230—350 °C мощностью 2 млн. т/год, гидроочист-
ка керосина фракции 120—230 °C мощностью 0,6 млн. т/год газо-
фракционирование вырабатываемых на всех частях установки пре-
дельных газов и головных фракций мощностью 0,6 млн. т/год.
Строительство комбинированной установки ЛК-6у намечено на ря-
де нефтеперерабатывающих предприятий в текущей пятилетке.
Глава VIII
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ БЛОКИ
КОМБИНИРОВАННЫХ УСТАНОВОК АТ И АВТ
Блок электрообессоливания и электрообезвоживания
(ЭЛОУ)
На первоначальных установках АТ и АВТ малой и средней
производительности блок электрообессоливания и электрообезво-
живания состоял из стандартных шаровых электродегидраторов
объемом 600 м3. Материальный баланс блока электрообессолива-
ния и электрообезвоживания нефти при трехступенчатой схеме
работы приведен в табл. 19.
Таблица 19. Материальный баланс блока электрообессоливания
и электрообезвоживания при работе 365 дней в году
Показателя I ступень (термохимическая) 11 ступень (электрическая) III ступень (электрическая)
вес. % тыс. т/год вес. % тыс. т/год вес. % тыс. т/год
Взято Нефть 100,00 2080,00 100,00 2062,5 100,0 2048,5
Промывная вода — — — — 10,0 205,0
Деэмульгатор (НЧК.) 0,04 0,83 — — — —
Раствор щелочи (10%-ный) — — 0,07 1,3 0,06 1,3
Итого . . . 100,04 2080,83 100,07 2063,8 110,06 2254,8
Получено Обессоленная нефть 99,16 2062,50 99,32 2048,5 99,29 2034,0
Потери нефти 0,10 2,00 0,10 2,0 0,1 2,0
Соляной раствор промывная вода — 10,0 205,0
вода и соли из нефти 0,74 15,50 0,58 12,0 0,61 12,5
реагент 0,04 0,83 0,07 1,3 0,06 1,3
Итого . . . 100,04 2080,83 100,07 2063,8 110,06 2254,8
Условия работы отдельных
ны ниже:
ступеней обессоливания приведе-
Давление, кгс/см2..........
Температура, °C............
Длительность отстоя, ч . .
I ступень
(термохи-
мическая)
в
115
1,86
II ступень
(электри-
ческая)
6,5
112
III ступень
(электри-
ческая)
5,0
ПО
10
147
Такие температуры и давления не обеспечивают хорошую под-
готовку нефти. Шаровые электродегидраторы с большим объемом
не позволяют поддерживать оптимальный режим в процессе под-
готовки нефти к переработке. Кроме того, вследствие наличия толь-
ко одного размера аппарата (диаметр 10,5 м) его вынуждены при-
менять на установках различной производительности (1,0; 2,0
и 3,0 млн. т/год нефти). При использовании таких аппаратов уве-
личивается занимаемая площадь и возникает пожарная опасность.
Поэтому с 1965 г. на АТ и АВТ мощностью 2; 3; 6 и 7,5 млн. т/год
начали широко внедрять горизонтальные электродегидраторы ем-
костью 160 м3. Материальный баланс блока электрообессоливания
ромашкинской нефти на комбинированной установке производи-
тельностью 3 млн. т/год типа А-12/9 при использовании горизон-
тальных аппаратов характеризуется следующими данными:
Вес. % Тыс. т/год
I ступень
электрообессоливания
Взято
Ромашкинская сырая нефть .... 104,0 3120
в том числе
нефть....................... 100,0 3000
газ.......................' 2,0 60
вода и соли................... 2,0 60
Вода из II ступени обессоливания 5,0 150
Итого . . . 109,0 3270
Получено
Частично обессоленная нефть . . . 102,8 3084
Соляной раствор................ 6,2 186
Итого . . . 109/0 3270
II ступень
электрообессоливания
Взято
Частично обессоленная нефть ... 102,8 3084
Свежая вода.................... 5,0 150
Итого . . . 107,8 3234
Получено
Обессоленная нефть................ 102,0 3060
Соляной раствор..................... 5,8 174
Итого . . . 107,8 3234
Режим работы электродегидраторов следующий:
I ступень II ступень
Абсолютное давление, кгс/см2 .10 10
Температура, °C.............. 115 НО
Аппарат имеет диаметр 3,4 м и длину 18,2 м, длительность
отстоя в обеих ступенях 0,97 ч. Сравнительно небольшой объем
148
аппаратов позволяет оптимизировать технологический режим бло-
ка и его нормальную работу. Показатели электрообезвоживания
и электрообессоливания на электродегидраторах улучшаются при
абсолютном давлении 18 кгс/см2 и 150—160 °C. Однако, поскольку
иногда требуется работать при низких температурах и давлениях,
изготовляют электродегидраторы двух видов: 1ЭГ-160 (10 кгс/см2;
ПО—115 °C) и 2ЭГ-160 (18 кгс/см2; 150-160°С).
Блоки стабилизации и абсорбции
В большей части нефтей, поступающих на установки первичной
переработки, содержатся низкокипящие углеводородные компонен-
ты: этан (С2Н6), пропан (С3Н8), бутан (С4Н10). Поэтому в процес-
се хранения бензина в обычных емкостях под атмосферным дав-
лением будут значительные потери от испарения. Испаряясь из.
нефти, газовые компоненты узлекают с собой низкокипящие ком-
поненты из фракции бензина. При этом качество бензина несколь-
ко ухудшается. Для выделения из легких бензиновых фракций га-
зовых компонентов и придания товарным бензинам стабильности,
обеспечивающей длительное хранение их при обычных условиях
без потерь, бензиновые фракции стабилизируют. Для улавливания
из газов низкокипящих компонентов требуется сооружение блока
абсорбции.
Вначале блоки стабилизации и абсорбции сооружались на неф-
теперерабатывающих заводах в виде самостоятельной установки,
куда направляли легкие бензиновые фракции из нескольких уста-
новок первичной переработки нефти. Такая схема оправдывала
себя при наличии на заводе нескольких малопроизводительных
установок.
На современных высокопроизводительных установках АТ и АВТ
мощностью 1,5; 2,0; 3,0; 6,0 млн. т/год является весьма целесооб-
разно сооружение блока стабилизации и абсорбции.
На рис. 55 приводится принципиальная схема блока стабили-
зации и абсорбции, используемого на комбинированной установке
ЭЛОУ — АВТ со вторичной перегонкой бензина (тип А-12/9) про-
изводительностью 3 млн. т/год сернистой нефти Ромашкинского1
месторождения. Смесь легких бензиновых паров и газа из первой
ректификационной колонны атмосферной части установки АВТ по-
ступает в емкость для сепарации газа 2. Газ после отделения от
жидкой фазы проходит в абсорбер 9. Абсорбентом служит фрак-
ция н. к. — 85 °C, которая подается с низа стабилизатора через теп-
лообменники 8. Избыток фракции н. к. — 85 °C выводится из си-
стемы. Абсорбентом для абсорбера II ступени служит фракция
140—240 °C, выходящая из основной ректификационной колонны
атмосферной части. Насыщенный абсорбент из абсорбера II сту-
пени насосом подается в основную ректификационную колонну.
Сухой газ, выходящий с верха абсорбера II ступени, поступает
в топливную сеть завода. Тепло абсорбции во фракционирующем
149
абсорбере снимается в трех точках по высоте циркуляцией абсор-
бента насосом через холодильник 10.
Тепло, необходимое для отпарки нижнего продукта абсорбера-
десорбера, сообщается теплоносителем — выходящей из основной
Рис. 55. Принципиальная схема блока стабилизации и абсорбции на комбини-
рованной установке ЭЛОУ—АВТ (типа А-12/9):
/ — насосы; 2 — емкость для сепарации газа; 3 ~ емкость верхнего продукта сгабитизатора'
4 — конденсатор-холодильник; 5 — стабилизатор; 6, 8 — теплообменники; 7 — холодильник1,
2 — фракционирующий абсорбер; 10 — холодильники циркуляционных орошений; // — кипя-
тильник; /2 —печь, / — верхний продукт первой ректификационной колонны; // — газ после
• сепарации; /// — пропан-бутановая фракция; IV— стабильный бензин, н. к,—8у°С;
V —сухой газ; VI — свежий абсорбент; VII — теплоноситель , фракция н. к. 240—300 °C;
VIII — сжиженные газы; IX — жирный абсорбент; X — циркулирующий продукт низа ста-
билизатора .
ректификационной колонны фракцией 240—300 °C путем цирку-
ляции ее через кипятильник 11. Жирный абсорбент с низа фрак-
ционирующего абсорбера поступает через теплообменники в ста-
билизатор 5. Пары пропан-бутановой фракции с верха стабилиза-
тора проходят в конденсатор-холодильник. После конденсации
и охлаждения пропан-бутановая фракция собирается в емкости 3.
Часть пропан-бутановой фракции из емкости 3 перекачивается на
орошение верха стабилизатора, а избыток отводится с установки.
Температура низа стабилизатора (около 180°C) поддерживается
циркуляцией стабильной фракции через трубчатую печь 12. На
установке АВТ типа А-12/9 нагревательный змеевик расположен
в радиантной камере печи атмосферной части. На некоторых уста-
новках в качестве теплоносителя для поддержания температуры
низа стабилизатора применяется пар высокого давления (25—
30 кгс/с.м2). С низа стабилизатора стабильная бензиновая фракция
150
н. к. — 85 °C направляется в теплообменники 6 и 8. Оттуда часть-
фракции н. к.—85 °C через холодильник 7 поступает в качестве
абсорбента в абсорбер 9, а избыток ее направляется на выщелачи-
вание.
Технологический режим работы аппаратуры блока стабилиза-
ции и абсорбции следующий:
Абсорбер Стабилизатор
Давление, кгс/см2 .... 5 12
Температура, °C
верха........................ 40 80
низа...................... 71 180
Вначале на установках АВТ с блоком стабилизации и абсорб-
ции абсолютное давление в абсорбере рекомендовалось поддержи-
вать 10 кгс/см2. В дальнейшем оказалось достаточным 5 кгс/см2.
При необходимости повышения давления сухого газа, выходящего-
с верха абсорбера, устанавливают дожимные компрессоры соот-
ветствующей производительности. Стабилизатор работает удовлет-
ворительно при абсолютном давлении не менее 10—12 кгс/см2.
Аппаратурное оформление блока стабилизации и абсорбции уста-
новок АВТ и их размер определяются углеводородным составом
бензиновых фракций, газа и их количеством. Стабилизационная
колонна оборудуется ректификационными тарелками в количестве
40 шт.
На установках АВТ, построенных в 50-ые годы, стабилизации
подвергались все бензиновые фракции, полученные из первой
и основной ректификационных колонн атмосферной части (широ-
кие бензиновые фракции 85—140 или 85—180°C). На современных
установках АВТ стабилизации подвергаются только легкие бен-
зиновые фракции н. к. — 85 °C, поскольку они содержат легколету-
чие компоненты углеводородов. Это позволило значительно сокра-
тить нагрузку блока стабилизации и уменьшить размеры техноло-
гического оборудования и коммуникаций. В результате удельные
расходы энергии и металла на блоке стабилизации и абсорбции,
уменьшились.
Необходимость сооружения абсорбционного блока определяет-
ся при разработке технологии с учетом характеристики перераба-
тываемой нефти. На рис. 56 приведен общий вид стабилизатора
и фракционирующего абсорбера, применяемых в блоках стабили-
зации и абсорбции современных комбинированных установок АВТ.
Эти цилиндрические аппараты колонного типа оборудованы фрак-
ционирующими тарелками (до 40 шт.), штуцерами-патрубками для-
ввода и вывода продуктов, люками-лазами для ремонтных и мон-
тажных работ. Высота и конструктивные данные указанных аппа-
ратов во всех случаях сохраняются одинаковыми, а диаметр их
меняется в зависимости от углеводородного состава перерабаты-
ваемой нефти. Конструкция нижней части аппаратов зависит от
вида теплоносителя (пар высокого давления, циркулирующая че-
15Г
рез часть нижнего продукта и т. д.). Наиболее характерными яв-
ляются блоки стабилизации и абсорбции комбинированной АВТ
типа А-12/9 производительностью 3 млн. т/год обессоленной ро-
машкинской нефти. В табл. 20 приведены типовые материальный]
и тепловой балансы стабилизатора. Недостающее тепло сообщается
путем циркуляции части нижнего продукта стабилизатора через
трубчатую печь.
б
Рис. 56. Общий вид стабилизатора
и фракционирующего абсорбера на
современных комбинированных АВТ:
а — стабилизатор: / — корпус; 2 —бобышки
для регулятора уровня; 3 — фракционирую-
щие тарелки; 4 — люк; 5 — патрубок для
предохранительного клапана; 6 — воздуш-
ник; 7 — люк-лаз. / — сырье; // — ороше-
ние; /// — пары; IV — циркулирующая
жидкость; 'V — стабильный бензин.
б — фракционирующий абсорбер: / — кор-
пус; 2 — тарелки; 3 — люки; 4 — бобышки
для приборов контроля; 5 — патрубок пре-
дохранительного клапана’, 6 —возду шпик;
7 — люк-лаз. / — циркулирующая жидкость;
// — пар; /// — газ; IV — циркуляционное
орошение; V — сырье; VI — абсорбент; VII—
сухой газ; VII! — насыщенный газ; IX —
сырье стабилизатора.
Тепло, которое нужно сообщить извне (в ккал/ч):
7 970 000 — 4 435 000 = 3 535 000
Это тепло подается в низ стабилизатора путем циркуляции че-
рез печь части нижнего продукта. Материальный баланс абсор-
бера-десорбера установки типа А-12/9 приводится в табл. 21.
Материальный баланс абсорбера II ступени приведен в табл. 22.
Тепловой баланс абсорбционной части абсорбера-десорбера
приведен в табл. 23.
Тепло, снимаемое промежуточным орошением (в ккал/ч):
AQ = 1 104 000 — 392 800 = 711 200
Весовая скорость циркулирующего абсорбента G при охлаж-
дении от 45 до 35 °C составит (в кг/ч):
Д<2 711200
G~ " 23,6- 13,1 — 128 100
152
Таблица 20. Материальный и тепловой балансы стабилизатора
на установке типа А-12/9 производительностью 3 млн. т/год
Компоненты Коли- чество, кг/ч Темпера- тура, °C Энтальпия, ккал/кг Общее тепло, ккал/ч
Взято
Нижний продукт абсорбера-десорбера 35 289 156 108,8 3 840 000
в том числе:
этан (С2Н6) 3 — — —
пропан (С3Н8) 1368 — — —
изобутан (иэо-С<Н|п) 2520 — — —
нормальный бутан (н-С4Ню) 6534 — — —
фракция н. к.—85 °C 17 814 -— — —
абсорбент (фракция н. к.— 7050 — — —
85 °C)
Орошение 31 275 35 19,0 595 000
Итого . . . 66 564 — — 4 435 000
Получено
Пропан-бутановая фракция 41 700 80 130,2 5 435 000
Стабильная фракция н. к.—85 °C 24 864 180 102,0 2 535 000
Итого . . . 66 564 - — 7 970 000
Таблица 21. Материальный баланс (в кг/ч) абсорбера-десорбера
Компоненты Приход Расход
газ нестабиль- ный бензин абсор- бент всего газ насыщен- ный абсорбент всего
Метан (СН4) 218,5 23,5 242 242 242
Этан (С2Н6) 171,5 92,5 — 264 261 3 264
Пропан (С3Н8) 560 880 — 1440 72 1363 1440
Изобутан (изо-С4Н10) 590 1930 — 2520 — 2520 2520
н-Бутан (н-С4Ню) 1210 5324 — 6534 — 6534 6534
Фракция н. к.—85 °C 1414 16 400 — 17814 — 17814 17 814
Абсорбент (фракция н. к. —85 °C) — — 7050 7050 — 7050 7050
Итого . . . 4164 24 650 7050 35 864 575 35 289 35 864
Таблица 22. Материальный баланс (в кг/ч) абсорбера II ступени
Компоненты Приход Расход
газ из абсорбера- десорбера абсор- бент всего сухой газ насыщен- ный абсорбент всего
Метан (СН4) 242 — 242 239 4 242
Этан (С2Н6) 261 — 261 244 17 261
Пропан (С3Н8) 72 — 72 58 14 72
Увлеченная фракция н. к.—85 °C 732 — 732 — 732 732
Абсорбент (фракция 180—240 °C) — 1300 1300 — 1300 1300
Итого . . . 1307 1300 2607 541 ' 2066 2607
Таблица 23. Тепловой баланс абсорбционной части
абсорбера-десорбера
Продукт Темпера- тура, °C Коли - чество, кг/ч Энтальпия, ккал/кг Тепло, ккал/ч
Приход
Жирный газ 40 4164 103 450 000
Тощий абсорбент 35 7050 17,9 126 000
Отпаренный газ 53 5031 105,0 528 000
Итого . . . — 16 245 — 1 104 000
Расход
Насыщенный абсорбент 40 15 670 20,9 329 000
-Сухой газ во II ступень 40 575 111 63 800
Итого . . . — 16 245 — 392 800
Материальный и тепловой балансы десорбционной части аб-
сорбера-десорбера приводятся в табл. 24.
Табл и ца 24 Материальный и тепловой балансы
десорбционной части абсорбера-десорбера
П родукт Темпера- тура, °C Коли- чество, кг/ч Энтальпия, ккал/кг Тепло, ккал/ч
Приход
Нестабильный бензин 80 24 650 43,4 1 070 000
Насыщенный абсорбент 40 15 670 20,9 329 000
Итого . . . — 40 320 — 1 399 000
Расход
Отпаренный газ 53 5031 105,0 528 000
Нижний продукт 71 35 289 38,2 1 350 000
Итого . . . — 40 320 — 1 878 000
Тепло, которое нужно сообщить извне через кипятильник (в ккал/ч):
Д<2 = 1 878 000 — 1 399 000 = 479 000
Это тепло сообщается водяным паром давлением 10 кгс/см2.
В табл. 25 приводятся технические характеристики стабилиза-
торов и абсорберов комбинированных установок АВТ разной про-
изводительности.
При работе установок АВТ по схеме однократного испарения
с одной ректификационной колонной схема узла стабилизации
и абсорбции примерно одинакова. Фактически режим блоков ста-
билизации на действующих установках значительно отклоняется от
154
Таблица 25. Технические характеристики стабилизаторов и абсорберов
комбинированных установок АВТ
Показатели Стабилизаторы Абсорберы
А-12/3, 2 млн. т/год А-12/9, 3 млн. т/год 11-4, 6 млн. т/год ЭЛОУ-АТ, 7,5 млн. т/год А-12/3, 2 млн. т/год А-12/9, 3 млн. т/год
Диаметр колонны, м 1,8 2,4 2,8 2,0 1,6 2,0
Общая высота, м — 29,7 — 32 — 34,55
Вес (полный), тс — 46,5 — — — 32,6
Рабочее давление, кгс/см2 Температура, °C 10,0 12,0 12,0 12,0 5,0 5,0
верха 75 80 62 70 40 40
низа 160 180 196 160 93 71
Кратность острого орошения 3:1 3:1 — — — —
Линейная скорость паров, м/с 0,174 0,141 0,225 — ' 0,143 0,081
Количество тарелок, шт 34 34 40 34 38 37
Конструкция тарелок Желобчатые S-образные Клап энные Желобчатые S-образные
Расстояние между тарелками, мм 500 500 600 600 500 5Q0
проектного. Так, по проекту на установках типа А-12/1, А-12/2,
А-12/1,5М стабилизатор должен работать при абсолютном давле-
нии 10 кгс/см2, температура верха 65 °C, низа 160 °C. Фактически
давление в стабилизаторе поддерживается от 3 до 8,5 кгс/см2, тем-
пература верха колонны 40—80 °C, а низа от 100 до 160 °C. В ре-
зультате вместе с газами, направляемыми на сжигание в топлив-
ную сеть завода, уходит значительное количество легких бензино-
вых углеводородов. По литературным данным, потери бензина
с топливным газом на действующих установках АВТ достигают
0,7 вес. % от нефти, что для установки производительностью
6,0 млн. т/год составит не менее 40 тыс. т/год.
В дальнейшем рекомендуется в проектах установок АВТ при-
нимать абсолютное давление в стабилизаторе не менее 12 кгс/см2.
Блок выщелачивания компонентов светлых
нефтепродуктов
На современных установках АТ и АВТ предусматривается со-
оружение блока очистки светлых нефтепродуктов (фракции н. к.—
85, 85—140, 140—240, 240-—300 и 300—350 °C) от нежелательных
примесей. Основной метод очистки — обработка щелочью и про-
мывка водой. На комбинированных установках первичной перегон-
ки технологический узел по выщелачиванию указанных выше фрак-
ций называют иногда очистным отделением. Для щелочной очистки
разных дистиллятов применяют водные растворы NaOH различ-
ной крепости. Для очистки бензинов (фракции н. к.—85, 85—140,
85—180 °C) употребляют 11 — 14,5%-ные растворы едкого натра.
Для более тяжелых дистиллятов, чтобы предотвратить образова-
ние устойчивых эмульсий, используют более слабые растворы: для
керосина (фракции 140—240, 180—240 °C) 3,5—4,5%-ный раствор
едкого натра, для дизельных топлив (фракции 240—300, 300—
350 °C) 3—3,5%-ный раствор. Сведения о применяемых растворах
щелочи излагаются в регламентах научно-исследовательских орга-
низаций или заводских лабораторий.
На установках, построенных в 1960 г. (А-12/1, А-12/1М, А-12/2,
А-12/3 и др.), применяют следующие режимы очистки. Фракцию
н. к.— 140 или н. к.— 180 °C промывают водой и выщелачивают
в горизонтальных отстойниках 1 и 2 при 55 °C и абсолютном дав-
лении 4 кгс/см2 (рис. 57). Фракцию 140—240 °C выщелачивают
в отстойнике 3, промывают водой в отстойнике 4, пропускают через
фильтр 7, охлаждают в холодильнике 8 и направляют в заводские
мерники. Выщелачивание и промывка фракции 140—240 °C осу-
ществляется при 50 °C и абсолютном давлении соответственно 4,0
и 3,5 кгс/см2. Фракцию дизельного топлива 240—350 °C выщелачи-
вают в отстойнике 5, промывают в отстойнике 6, пропускают через
фильтр 7, холодильник 8 и сушильную камеру 9. Остаток влаги
в сушильной колонке отдувгется воздухом, подаваемым вентиля-
тором 10.
1 56
Очистные отделения для некоторых компонентов часто облада-
ют серьезными недостатками. В частности, применение воздуха под
давлением в узле осушки дизельных топлив приводит к увеличе-
нию потерь продукта: выброс отработанного воздуха вызывает
загрязнение среды. Кроме того, такая схема пожароопасна. В более
поздних проектах выщелачивание дизельного топлива было исклю-
чено. Оказалось, что при переработке нефтей восточных районов
Рис. 57. Принципиальная схема блока выщелачивания в горизонтальных
отстойниках:
/, 2, 3, 4, 5, 6 — горизонтальные отстойники для промывки и выщелачивания компонентов;
7 — кварцевые фильтры; 8 — холодильники; 9 — сушильная камера для фракции дизельного
топлива; 10 — вентилятор; /, 11, /// — фракции 240—350, 140—240, н. к. — 140 (180)°С;
IV — щелочь; V — промывная вода; VI, Vll, V11I— товарные продукты — бензин, керосин,
дизельное топливо; IX — вода и отработанная щелочь.
необходимо выщелачивать только фракции н. к.— 140 и 140—
240 °C. Остальные фракции выщелачивания не требуют.-При пере-
работке нефтей, богатых нафтеновыми кислотами (например, азер-
байджанских), выщелачивание фракции 240—350 °C (дизельного
топлива) обязательно.
На установках АВТ, где вторичной перегонкой широкой бензи-
новой фракции получают узкие фракции (н. к. — 62, 62—85, 85—
120, 120—140 °C), применяют два варианта выщелачивания: вы-
щелачивают либо широкую бензиновую фракцию н. к. — 140 °C,
либо узкие фракции в отдельности (установка ГК-3). Во втором
случае число щелочных и промывных отстойников, насосов, объем
мерников, а также протяженность коммуникаций значительно уве-
личивается. Кроме того, такой узел занимает большую площадь.
В настоящее время широко применяют метод выщелачивания
компонентов светлых нефтепродуктов (бензинов, керосинов, летних
и зимних дизельных топлив и др.) в электрическом поле высокого
напряжения с применением электроразделителей двух типов:
1ЭРГ-50 и 1ЭРГ-100. На рис. 58 приведена схема узла выщела-
чивания компонентов светлых нефтепродуктов в электрическом
поле, входящего в состав укрупненной установки ЭЛОУ — АТ.
Установка рассчитана на переработку азербайджанских нефтей,
157
а также смеси нефтей азербайджанских и туркменских (котурте-
пинской). Компоненты, полученные из смеси азербайджанских
нефтей, характеризуются высокой кислотностью (более 100 кг КОН
на 100 мл продукта), т. е. большим содержанием нафтеновых кис-
лот. При очистке этих фракций возникают трудности, связанные
с обезвоживанием и удалением мыл нафтеновых кислот.
Рис. 58. Схема узла выщелачивания
компонентов светлых нефтепродуктов
в электрическом поле:
1, 2, 3, 4, 7 — электроразделители; 5, 6 — от-
стойники. /, II, /// — фракции н. к. — 85,
140—240, 240—350 °C на очистку; IV, V, VI —
выщелоченные компоненты (целевые про-
дукты); VII— вода и отработанная ще-
лочь; VIII— промывная вода; /^ — све-
жая щелочь.
Для получения кондиционных дизельных топлив фракция 240—
350 °C (250—350 °C) подвергается двухступенчатому выщелачива-
нию в электроразделителях 1 и 2 (см. рис. 58) типа 1ЭРГ-100.
Фракция 140—240 °C (140—250 °C) также очищается в две ступе-
ни— в электроразделителях 3 и 4. Бензиновая фракция н. к.—
85 °C вначале очищается в водяном отстойнике 5, затем в щелоч-
ном отстойнике 6, а после этого окончательно очищается в элек-
троразделителе 7.
По регламенту, разработанному ГрозНИИ, фракция 240—350 °C
(250—350 °C) очищается в электроразделителе при 55—65 °C и аб-
солютном давлении 4,5—4,0 кгс/см2. Напряжение в электроде элек-
троразделителя 26—28 кВ, концентрация раствора щелочи 4—5%,
линейная скорость прохождения топлива в аппарате 0,0007—
0,001 м/с. Щелочные отходы содержат 0,2% свободной кислоты.
Аналогичная схема принята также для очистки керосина — фрак-
ции 140—240 °C (140—250 °C). Поскольку в керосине строго ли-
митируется кислотность (не более 0,7 мг КОН на 100 мл топлива),
процесс обратного растворения мыл нафтеновых кислот в продук-
те при его очистке нежелателен. Для уменьшения процесса обрат-
ного растворения вторую ступень очистки проводят при 40 °C. Бен-
зиновые фракции (н. к. — 85 °C) промывают, затем выщелачивают
в отстойниках и осушают в элекрторазделителе 1ЭРГ-50. Очистку
проводят при 35 °C и 5 кгс/см2.
Электроразделители широко распространены в СССР, США
и ФРГ. Они характеризуются следующими техническими и кон-
структивными данными:
Тип аппарата...............1ЭРГ-50 1ЭРГ-100
Объем, м3................... 50 100
Максимальная производитель-
ность, м3/ч.............. 100 200
158
Давление в аппарате, кгс/см2
расчетное.................... 12 12
пробное................... 15 15
Рабочая среда, абсолютное дав-
ление, кгс/см2.............. 4—5 4—5
Температура, °C
стенки............................ 80 80
рабочей среды, не более 60 60
Среда............................ Взрывоопасная
Размеры, мм
диаметр...................... 3400 3400
длина общая................. 7460 12 350
» цилиндра .... 520 10 000
На рис. 59 показан общий вид высокопроизводительного элек-
троразделителя 1 ЭРГ-100, широко применяемого на укрупненных
установках АВТ. Сырье, вводимое в аппарат, с помощью коллек-
тора 15 с отводом 13 равномерно распределяется по всему гори-
зонтальному сечению аппарата. Далее поток нефтепродукта дви-
жется вертикально вверх и собирается со всей площади горизон-
тального сечения аппарата в верхнем коллекторе 5 с отводами.
Тяжелая фаза (вода, механические примеси) выводится из аппара-
та через дренажный коллектор 16. Уровень тяжелой фазы нахо-
дится несколько ниже коллектора ввода сырья и поддерживается
Рис. 59. Электроразделитель 1ЭРГ-100:
/ — корпус аппарата; 2 — штуцер предохранительного клапана;
3, 4 — штуцеры проходного изолятора; 5—верхний коллектор; 6—люк
для изоляторов; 7 — балка для поддержания электродов; 8 — изолято-
ры; 9 — электроды; 10 — люки-лазы; // — штуцер для регулятора уров-
ня; 12, 14 — спускные штуцеры; 13 — отвод от коллектора; 15 — кол-
лектор; 16 — дренажный коллектор, /—сырье; //—очищенный продукт;
/// — промывная вода; IV — шлам.
с помощью автоматического регулятора раздела фаз, присоединяе-
мого к штуцеру И. При вертикальном движении с небольшой ско-
ростью нефтепродукт, разделенный на потоки между параллель-
ными пластинчатыми элементами положительного и отрицатель-
ного (заземленного) электродов 9, по всей высоте пластин элек-
трода подвергается воздействию электрического поля постоянного
тока, В результате обработки в электрическом поле из нефтепро-
159
дукта выделяется тяжелая фаза и различные загрязнения, стекаю-
щие в нижнюю часть аппарата. Пластинчатые элементы положи-
тельного электрода с шагом 200 мм укреплены на двух парал-
лельных балках 7, подвешенных на изоляторах 8, которые закреп-
лены в люке 6. Пластинчатые элементы отрицательного электрода
с таким же шагом (200 мм), сдвинутые на 100 мм по отношению
Рис. 60. Схема блока выщелачивания на Уфимском НПЗ:
/, 2 — насосы; 3 — регулирующий клапан; 4, 5 — электроразделители;
6, 1 — фильтры, / — сырье (компонент керосину или дизельного топли-
ва); // — очищенный компонент; /// — техническая вода.
к элементам положительного электрода, укреплены на уголках,
расположенных вдоль стенки цилиндрической части аппарата.
Электроды питаются от выпрямителя ВТМ 8/30 мощностью 6 кВт.
Выпрямитель монтируется в отдельном помещении и соединяется
с проходным изолятором электроразделителя с помощью кабеля.
Такой электроразделитель используется для выщелачивания на
Уфимском НПЗ им. XXII съезда КПСС. Схема блока выщелачи-
вания на Уфимском НПЗ приводится на рис. 60. Сырье—керосин
или зимнее дизельное топливо — насосами 1 и 2 подается через
регулирующий клапан 3 в электроразделители 4 и 5. Одновременно
на прием насосов через фильтры (из ткани бельтинг) 6 и 7 посту-
пает техническая вода. Обезвоженный нефтепродукт выводится из
верхней части электроразделителей и направляется в заводские
емкости. Отстоявшаяся вода автоматически сбрасывается в кана-
лизацию межфазным регулятором. Были проведены испытания при
следующих условиях: электрическое напряжение (определенное
экспериментальным путем) 15 кВ; напряженность электрического
поля при расстоянии между пластинами разной полярности 10 см —
1,5 кВ/см, сила тока не превышала 10 Ом; следовательно, потреб-
ляемая мощность была равна 150 Вт. При этих электрических
параметрах продукт полностью обезвоживался. Испытания пока-
зали, что действие электрического поля постоянного тока высокого
напряжения на обводненный керосин и компонент дизельного топ-
лива значительно ускоряет процесс обезвоживания.
60
На основании результатов испытаний был разработан электро-
разделитель 2ЭР100 объемом 100 м3, диаметром 3 м, рассчитанный
на рабочее давление до 8 кгс/см2 и температуру 100 °C; в даль-
нейшем этот аппарат был модернизирован и создан 1ЭРГ-100.
Блок вторичной перегонки бензина
На установках АВТ и АТ вырабатывают бензины широкого
фракционного состава: н. к. — 140 или н. к. — 180 °C. Поскольку
для нужд химической переработки в качестве сырья требуются
более узкие бензиновые фракции, осуществляют вторичную пере?
гонку бензина.
На комбинированных установках АВТ пятидесятых годов про-
изводительностью 1,0 млн. т/год нефти (А-12/1, А-12/1М) блок
вторичной перегонки имел одну колонну с 40 желобчатыми тарел-
ками. Учитывая неудовлетворительную погоноразделительную спо-
собность блока вторичной перегонки с одной колонной, в даль-
нейшем эти установки были дооборудованы еще одной колонной
аналогичной конструкции. На установках АВТ производительно-
стью 2,0 млн. т/год нефти в блоке вторичной перегонки бензина
имелась одна основная и одна отпарная колонна с шестью тарел-
ками. Эти установки также не давали возможность получать узкие
фракции нужных качеств, так как в большинстве случаев показа-
тели блоков вторичной перегонки установок АВТ не соответство-
вали проектным показателям. В проектах последующих типовых
установок АВТ предусматривается более эффективная индивиду-
альная схема блока вторичной перегонки бензина. Материальный
баланс блока вторичной перегонки на комбинированной установ-
ке ЭЛОУ — АВТ производительностью 3 млн. т/год приведен
в табл. 26.
Таблица 26. Материальный баланс блока
вторичной перегонки (ромашкинская нефть)
Компоненты Фракция н. к,—140 VC Фракция н. к.—180 °C
вес. % на нефть тыс. т/год т/сут вес. % на нефть тыс. т/год т/сут
Взято Широкая бензиновая фрак- 11,88 355,9 1048,5 18,28 548,8 1615,5
ция Получены фракции, °C н. к.—62 1,98 58,4 174,5 1,98 58,4 174,5
62—85 2,67 80,3 236,0 2,67 80,3 236,0
85—120 4,14 124,7 366,0 4,15 125,6 367,0
120—140 3,09 92,5 272,0 3,14 94,8 279,0
140—180 — — — 6,34 .189,7 559,0
Итого . . . 11,88 355,9 1048,5 18,28 548,8 1615,5
11—2551
161
Т а б л и ц а 27. Качество сырья и продуктов блока
вторичной перегонки фракций из ромашкинской нефти
Фракции, °C Относи- тельная плотность Содержание серы, вес. % Октановое число (мотор- ный метод) Фракционный состав, перегоняется, °C Температура застывания, °C Давление насыщенных паров, мм рт. ст.
10% 50% 90%
Сырье
Н. к,—180 0,733 0,08 45,5 85 121 162 Ниже —50 170
Н. к.—85 0,6619 0,012 63,4 38 52 70 Ниже —50
Продукты
Н. к.—62 0,646 0,007 70,0 — — — Ниже —60 500
62—85 0,695 0,02 53,0 70 72 79 Ниже —60 500
85—120 0,7227 0,04 48,0 93 103 114 Ниже —60
120—140 0,7440 0,07 40 124 127 132 Ниже —60
140—180 0,7660 0,14 30 144 155 175 —58 —
Качество сырья и продуктов блока вторичной перегонки фрак-
ций из ромашкинской нефти приводится в табл. 27.
Схема блока вторичной перегонки бензина на комбинированной
АВТ производительностью 3 млн. т/год приведена на рис. 61.
Рис. 61. Схема блока вторичной перегонки бензина на комбинированной АВТ:
1— емкости верхнего продукта колонн; 2 — конденсаторы-холодильники; 3. 5, 6 — фракцио-
нирующие колонны; 4 —печи; 7 — отпарная колонна; 8 — теплообменник; 9 — холодильники.
/ — широкая бензиновая фракция; //— 120—140 °C; III —н. к, — 62 аС; IV — 62—85 °C;
К- 85—120 °C; V/— стабильная бензиновая фракция 120—140 (или 140—180) °C.
Сырье —фракция н. к. — 140 °C (или и. к. — 180 °C) —после подо-
грева в печи 4 до 150 °C при степени испарения после подогрева
23% подается во фракционирующую колонну 5 блока вторичной
перегонки. Пары фракции н. к. — 85 °C с верха колонны 5 посту-
пают в конденсатор-холодильник 2. Фракция и. к. — 85 °C после
охлаждения примерно до 35 °C собирается в емкости 1, откуда
часть забирается насосом и возвращается в колонну 5 в качестве
орошения, а избыток поступает в колонну 3 в качестве сырья.
162
С низа колонны 5 фракция 85—140 °C (или 85—180 °C) направ-
ляется в колонну 6. Пары фракции н. к. — 62 °C с верха колонны 3
проходят в конденсатор-холодильник 2, а оттуда в емкость 1. Из-
быток фракции н. к. — 62 °C выводится с установки насосом через
холодильник 9. Фракция 62—85 °C с низа колонны 3 забирается
насосом и через холодильник 9 выводится с установки.
Пары фракции 85—120 °C из колонны 6 после конденсации
и охлаждения в конденсаторе-холодильнике 2 подаются в ем-
кость 1, откуда забираются насосом. Часть фракции направляется
в колонну 6 как орошение, а избыток после охлаждения в холо-
дильнике 9 выводится с установки. Фракция 120—140 °C выводит-
ся из колонны 6 как боковой погон и проходит в отпарную колон-
ну 7. Пары с верха отпарной колонны поступают в колонну 6.
С низа отпарной колонны стабильная фракция 120—140 °C заби-
рается насосом и через холодильник 9 уводится с установки. Фрак-
ция, забираемая с низа колонны 6, прокачивается через теплооб-»
менник 8 и холодильник 9 в мерники. Температура низа колонн 3,
5, 6 поддерживается циркуляцией нижних продуктов с помощью
насосов через печи 4. Четыре колонны блока вторичной перегонки
характеризуются следующими данными:
Колонны (см. рис. 61)
3 5 6 7
Абсолютное давление наверху,
кгс/см2 3,3 2,8 2,2 1,2
Температура, °C
верха 104 78 105 130
низа 170 122 168
Диаметр, мм 3 2 3 1,2
Число тарелок, шт 60 60 60 8
Кратность орошения .... 2:1 2,5:1 1,5:1 —
Расстояние между тарелками,
ММ 500 500 500 500
Температура низа колонн колеблется в пределах 120—170 °C,
что обусловлено подачей значительного количества тепла извне.
Расчетное потребное тепло, сообщаемое в нижнюю часть колонн
блока, характеризуется следующими данными:
Колонны ккал/ч Колонны ккал/ч
3 .............. 3 730 000 6 ........... 2 675 000
5 .............. 2 720 000 7 ............... 180 000
На установках АВТ разной модификации и производительно-
сти источником тепла в колоннах блока вторичной перегонки мо-
жет служить тепло горячих потоков установки, водяной пар аб-
солютным давлением 6—10 кгс/см2, продукт, выходящий с низа
колонн и циркулирующий через трубчатые подогреватели (печи).
Недостаток подогрева в печах — наличие на установке дополни-
тельных огневых точек, а также возможность частичного разло-
жения бензиновых фракций. В отдельных случаях не исключается
возможность использования пара высокого давления.
11*
Глава IX
ОСНОВНЫЕ АППАРАТЫ И ОБОРУДОВАНИЕ
СОВРЕМЕННЫХ УСТАНОВОК
ПЕРВИЧНОЙ ПЕРЕРАБОТКИ НЕФТИ
,К материалам, из которых изготовляют аппараты и оборудова-
ние'для современных процессов первичной переработки нефти,
предъявляют жесткие требования. Это обусловлено ростом произ-
водительности комбинированных установок, переработкой нефти с
большим содержанием минеральных солей, серы, парафина и др.,
а также влиянием аппаратов, оборудования, механизмов, приборов
контроля и автоматики на технологический режим отдельных
узлов и показатели установки. По мере укрупнения установок аб-
солютный расход металла резко увеличивается, а удельный его
расход заметно снижается. Наличие в нефтях минеральных солей,
механических примесей, серы и сернистых соединений вызывает
необходимость расходования значительных количеств дефицит-
ны^-металлов.
^Число аппаратов и оборудования на установках АВТ достигает
100—120. Аппараты и оборудование на установках АВТ группи-
руются следующим образом: основные и вспомогательные аппара-
ты; оборудование технологическое и энергетическое (насосы, ком-
прессоры, воздуходувки, котлы-утилизаторы, вентиляторы); изме-
рительные приборы, вычислительные машины и механизмы.
К основным и вспомогательным аппаратам относятся печи,
ректификационные устройства, теплообменники, конденсаторы, хо-
лодильники, электродегидраторы, электроразделители, отстойники,
емкости, вакуумсоздающие устройства и др.
В табл. 28 приводятся данные, характеризующие металлоем-
кость современных установок разных типов и мощностей. В табли-
це не указаны металлы, употребляемые для изготовления гидрав-
лического оборудования, контрольно-измерительных приборов и
для строительных конструкций.
Расхождение в массе металла на некоторых однотипных уста-
новках объясняется применением аппаратов разных конструкций.
Как видно из таблицы, расход металла распределяется примерно
следующим образом: аппараты 65—80%, металлоконструкции
6,5—10%, трубы и арматура 18—24%.
Ниже дается краткая характеристика основной аппаратуры и
оборудования современных атмосферно-вакуумных установок.
Таблица 28. Металлоемкость современных установок АТ и АВТ
Установки Шифр установки Производи • тельность, тыс. т/год Расход металла, т Расход двухслойной и легированной стали, Расход металла, кг/т пере- рабатываемой нефти
всего в том числе
аппараты металле* конструкции трубы и арматура
АВТ А-12/1 1000 2498 1931 157,2 409,8 251 2,5
А-12/1М 1000 2277,6 1665,6 168,3 443,7 323,4 2,28
А-12/2 2000 3546,5 2810 165 571,5 820 1,78
АВТ с ВП* А-12/4 2000 3461,2 2375,3 271,7 814,2 543,9 1,7
То же А-12/5 2000 3748,4 2598,3 271,7 878,4 656,5 1,87
» А-12/5М 2000
АВТ А-12/6 3000 3685,4 2423,0 231,5 971,2 666,1 1,13
ЭЛОУ—АВТ А-12/3 2000 3923 2746 239,6 937,4 590,4 1,96
ЭЛОУ—АВТ А-12/7 2000 3090 2055 272 761,7 532,6 1,55
ЭЛОУ—АВТ с ВП* А-12/9 3000 5812 3418,6 663,8 1729,6 1391,0 1,94
ЭЛОУ—АВТ с ВП* А-12/9В 3000 5933 3596,8 626,6 1709,6 1330,7 1,98
ЭЛОУ—АВТ по топлив- А-12/10В 3000 6348,3 4132,9 798 1417,4 876,8 2,11
ной схеме
• ВП—вторичная перегонка бензина.
Таблица 29. Характеристика колони комбинированной установки ЭЛОУ—АВТ
Показатели Блок атмосферной перегонки
ректифика- ционная колонна основная ректифика- ционная колонна отпарная колонна
I секция 11 секция III секция
Диаметр колонны, м 4,5 5,0 2,0 2,0 2,0
Абсолютное давление, кгс/см2 5,0 1,85 1,9 1,97 2,03
Остаточное давление, мм рт. ст. — — — — —
Расход водяного пара
% на нагрузку колонны — 1,8 — — —
кг/ч — 6300 1260 740 775
Верх колонны
температура, °C 120 122 155 250 280
кратность острого орошения 4:1 2,22:1 — — —
линейная скорость паров, м/с 0,215 0,42 0,315 0,172 0,136
высота подпора жидкости на та-
релке, мм
с боковыми сливами 26,0 21,9 — — —
с центральным сливом 24,7 16,5 — — —
Количество циркулирующего ороше-
ния, кг/ч
I — 114 000 — — —
II — 71 300 — — —
III — 62 500 — — —
IV — — — — —
V — — — — —
Низ колонны
температура, °C 240 320 140 235 265
высота подпора на тарелках, мм
с боковым сливом 51,0 36 51,5 37,5 28,5
с центральным сливом 39,8 21,4 — — —
запас жидкости, мин 6 12 2 3,3 5,2
число тарелок 28 43 10 10 10
тип тарелок S-2* S-2 S-1* S-1 S-1
расстояние между тарелками, мм 600 600 500 500 500
* S-1, S-2—тарелки с S-образными элементами, одно- и двухсливные.
'* Ж-1, Ж-2—тарелки желобчатые, одно- и двухсливные.
«о вторичной перегонкой бензина (тип А-12/9)
Блок стабилизации и абсорбции Вакуумная перегонка мазута Блок вторичной перегонки, колонны
стаби- абсорбер - десорбер основная отпарная колонна
лизатор I ступень II ступень колонна I секция 11 секция III секция 1 3 4
2,4 2,0 2,0 5/8/6 3,о 3,0 3,0 2,0 3,0 3,0 1,2
12,0 5,0 5,0 — — — — 2,8 3,3 1,2 1,2
— — — 40 78 97 118 — — — —
— — — 1,5 — — — — — —
— — — 3100 290 350 280 — — — —
80 40 40 100 245 295 335 78 104 105 130
3:1 — — — — — — 2,5:1 2:3 1,5:1 —
0,141 0,081 — 0,6 0,6 0,38 0,38 0,29 0,467 0,135
33,8 — — — — — — 23,0 28,1 21,7 —
— 42 700 17 000
— 42 700 — 33 700 — — — —
— 42 700 — 38 200 — — — — — — —
— — — 40 500 — — — — — — —
— — — 33 500 — — — — — — —
180 71 40 355 225 275 315 122 170 168 —
55 37,1 — 20,2 21,2 23,6 20,2 38,2 45,7 32,6 21,4
2,5 — — 26 7 6 7,5 3 4 6,6 4,7
34 31 46 40 4 4 4 60 60 60 8
S-1 S-1 S-1 Ж-2** Ж-1** Ж-1 Ж-1 S-1 S-1 S-1 S-1
500 500 500 600/900/800 500 500 500 500 500 500 500
Аппараты колонного типа
этой группе аппаратов, предназначенных для испарения, рек-
тификации, или фракционирования сложных смесей, относятся:
предварительный испаритель (эвапоратор), ректификационная ко-
лонна, отпарные колонны, вакуумная колонна, стабилизатор, аб-
сорбер, абсорбер-десорбер, колонны вторичной перегонки бензина
(или фракционирующие колонны). Эти аппараты оборудуются рек-
тификационными элементами, представляющими собой тарелки
различной конструкции: колпачковые, желобчатые, с S-образными
элементами, клапанные и др. Наиболее распространены желобча-
тые тарелки (на установках, построенных в 50-ые годы и ранее),
тарелки с S-образными элементами (60-ые годы) и клапанные (со-
временные, наиболее эффктивные). Более подробно о конструкциях
тарелок изложено в гл. III.
Все колонны, имеющиеся на установках, представляют собой
цилиндрические сосуды вертикального типа. Они оборудуются
штуцерами, люками-лазами, патрубками и другими приспособле-
ниями, необходимыми для эксплуатации колонны при заданном
режиме и проведения ремонтно-монтажных работ. Основные раз
меры колонны (высота и диаметр, число ректифицирующих таре
лок, размеры штуцеров, патрубков, число предохранительных кла
панов и др.) определяются технологическими, термодинамическими
гидравлическими и механическими расчетами. Размеры колонн за
висят от фракционного состава нефти, давления, температуры, си
стемы орошения и других факторов. Важным размером является
поперечное сечение колонны, которое определяется по формул<
(в м2):
где V — максимальный объем паров, поднимающихся по колонне
м3/с; w — допустимая линейная скорость паров в свободном сече
нии колонны, м/с.
В ранее построенных АВТ допустимую скорость паров опреде
ляли по формуле Саудерса и Брауна. Эти скорости по расчет
в атмосферных колоннах равны 0,3—0,44 м/с, в вакуумных колон
нах — 2—3 м/с, в стабилизаторе, работающем под абсолютны!
давлением 10 кгс/см2, допустимая скорость 2 м/с. Позже выяс
нилось, что в этой формуле не учитываются давление, нагрузк
колонн по жидкости, конструкция тарелок и др. Более точно дс
пустимая скорость определяется по формуле Нельсона. Для атмс
сферных колонн допустимая скорость паров, рассчитанная п
Нельсону, на 30% выше, а для вакуумных на 10% ниже, чем п
Саудерсу и Брауну.
На некоторых действующих установках АВТ, рассчитанных п
Саудерсу и Брауну, получены следующие значения скоростей пг
ров: в атмосферных колоннах 0,46; 0,71; 0,8 и 0,84 м/с; в вакуум
ных колоннах 2,5—3,5 м/с при расстоянии между тарелками
168
)тих колоннах 0,61 м. Таким образом, ректификационные колонны
могут работать при скоростях паров более высоких, чем приня-
тые в проектах. Так, на установках АВТ типа А-12/1, А-12/1М,
А-12/2, А-12/3, А-12/5 и АВТ фактическая пропускная способность
колонн атмосферной перегонки нефти оказалась выше проектной
на 25—40%. Однако при этом печи, теплообменники, конденсато-
ры и холодильники не имели существенного резерва. В последую-
щих проектах этот недостаток был устранен.
Характеристика ректификационных колонн наиболее типичной
комбинированной установки ЭЛОУ — АВТ типа А-12/9 производи-
тельностью 3 млн. т/год сернистой нефти приводится в табл. 29,
а в табл. 30 приведены характеристики работы ректификационных
колонн на действующих установках АВТ.
Таблица 30. Характеристики работы ректификационных колонн
на действующих установках АВТ
НПЗ Установка Номер тарелки Средняя часовая скорость паров в свободном сечении колонны Плотность орошения тарелок, м»/м2 Тип тарелки К. П. д„ %
КГ/(М2-Ч) % от до- пустимой по Нель- сону
Грозненский АВТ 34—28 8770 63,5 41,9 Желобчатая 37
> 30—23 7870 60,5 —- > 56
» АТ 31—21 6570 53,0 24 » 30
» 26—20 4050 28,3 П,5 > 44
Уфимский » 20—15 9980 75,9 20,9 46
Омский » 38—25 5200 31,3 32,0 51
» 40—26 1850 15,0 3,18 > 22
Ново-Уфимский АВТ 38—25 13 250 81,4 34,3 51
Ново-Куйбышевский » 38—31 14150 106,5 35,3 45
Куйбышевский 17—11 13 450 80,0 14,4 Решетчатая 50
Ново-Куйбышевский » 23—15 8520 66,0 34,7 С S-образ- ными элементами 28
На рис. 62 показан общий вид ректификационной колонны ат-
мосферной перегонки АВТ. На рис. 63 дан общий вид вакуумной
колонны АВТ производительностью 3 млн. т/год, работающей по
масляной схеме. По конструкции вакуумные колонны несколько
отличаются от других колонн. С целью уменьшения длительности
пребывания остатка при высокой температуре диаметр нижней
части колонны делается меньше, чем верхней. Для уменьшения
потерь тепла поверхность ректификационных колонн покрывают
теплоизоляционным материалом. Колонна оборудована необходи-
мыми штуцерами для вывода и ввода продуктов, орошений и во-
дяного пара.
169
9
1 ° => . 4.? .
1. . ,1
Л.
1.0 . . 40 ,1
. .1 I 39 .
_L | ] зв ,1
1 J I, 37 ,
, зв,'
5_1 ,1 1. зв
32
/4
О
т F . g°! Т
I L l.g 1
L 1 4 .1
I L 3 .
1 г |1
1 L L ’ I
1, 0 Ol_
о
Pirc. 62. Общий вид ректификацион
ной колонны атмосферной перегони
АВТ производительностью 3 млн
т/год (Д=5000 мм; Н = 43750 мм;
число тарелок 43 шт.):
1 — воздушник; 2 — штуцер для предохра
нительного клапана; 3 — штуцер для паро
продувки; 4 — корпус колонны; 5 —• люк-лаз
/ — пар; //—нагретая нефть; /// — цирку
ляционное орошение; IV —боковые про
дукты; V — пар из отпарных колонн
VI — острое орошение; VII — мазут.
Рис. 63. Общий вид вакуумной ко-
лонны АВТ производительностью
3 млн. т/год (Д=6000/8000/5000 мм;
Н=51500 мм; число тарелок 40 шт.):
/—корпус колонны; 2— тарелки желоб-
чатые; 3 — паропродувка; 4 — сливные тру-
бы; 5 —опоры, / — сырье; // — технологи-
ческий пар; /// — циркуляционное ороше-
ние; /V —боковые продукты; V — пары из
отпарной колонны; V/— продукты разло-
жения; VII — затемненный продукт;
V/// — пары фракции н. к. <350 °C;
IX — гудрон.
Таблица 31. Характеристика теплообменных аппаратов, эксплуатируемых
на современных установках АВТ (по проектным данным)
Установка Шифр установки Производительность, тыс. т/год Теплооб- менники Кипятиль- ники Конден- сат оры Холодиль- ники Всего Удельная поверхность (на 1000 т) Соотношение, %
число, шт | общая поверхность, м2 i число, шт. общая поверхность, М2 число, шт. общая поверхность, ' м2 ЧИСЛО, шт. общая’поверхность, м3 число, шт. общая поверхность, м2 теплообменники холодильники
АВТ А-12/1 1000 26 2130 2 340 7 3000 14 1810 49 7280 7,28 54 46
АВТ (модернизирован- ная) А-12/1М 1500 34 3020 3 480 10 3400 16 2296 63 9196 6,13 57 43
АВТ А-12/2 2000 41 4233 4 700 7 4120 8 2445 60 11 498 5,8 43 57
ЭЛОУ—АВТ-М А-12/7 2000 50 8000 3 620 10 4320 25 3435 88 16 375 8,2 70 30
АВТ+ВП А-12/4 2000 61 8533 7 1270 17 5580 32 3164 117 18 457 9,3 72,5 27,5
АВТ А-12/6 3000 34 9370 7 1510 13 7800 26 3740 80 22 420 7,5 71,5 28,5
ЭЛОУ—АВТ — 1000 26 2063 2 310 4 2760 18 2484 50 7617 7,6 45,5 54,5
То же А-12/9 3000 52 13 906 2 130 17 8720 38 5306 109 28 062 9,3 49,3 50,7
» Б-12/9В 3000 52 13 906 2 130 19 4952 33 4157 106 23 145 7,3 60,4 39,6
Теплообменники, конденсаторы и холодильники
На индивидуальных и комбинированных установках АТ, АВТ
и ЭЛОУ — АВТ нагрев, испарение, конденсация и охлаждение осу-
ществляют в теплообменниках, подогревателях, кипятильниках
или теплообменниках с паровым пространством, конденсаторах и
холодильниках. В табл. 31 приведена характеристика теплообмен-
ных аппаратов, эксплуатируемых на современных установках АВТ.
Из общего расхода металла на долю теплообменных аппара-
тов падает в среднем 40—50%, поэтому очень важно выбрать наи-
более рациональную и эффективную конструкцию теплообменни-
ков. Ниже дается краткая характеристика широко применяемых
кожухотрубчатых теплообменников.
Теплообменники кожухотрубчатые с плавающей головкой
(ГОСТ 14246—69). Аппараты выпускают различного размера, го-
ризонтальными, вертикальными, диаметром кожуха 325, 426, 500,
600, 800, 1000, 1200 и 1400 мм. Условное давление аппаратов в
трубчатом и межтрубном пространстве 16, 25, 40 и 64 кгс/см2,
пределы рабочей температуры от —30 до 456 °C. В табл. 32
даются пределы применения теплообменников по температуре пере-
качиваемых через них веществ. По мере повышения температуры
среды должно увеличиваться рабочее давление.
Таблица 32. Пределы применения теплообменников
из углеродных сталей и биметаллов по температуре
перекачиваемых через них веществ
Давление условное, кгс/см2 Назначение теплообмен* ников Давление рабочее наибольшее, кгс/см2 при температуре среды, °C
до 100 200 250 300 350 400 425 450
16 А* 16 14,0 13,5 12,0 11,0 10,0 8,5 7,0
Б** 14 12,5 12,0 11,5 10,6 9,0 7,5 6,5
25 А 25 22,0 21,5 19,5 17,5 16,0 13,0 и,о
Б 22 19,5 19,0 18,0 16,5 14,5 12,0 10,0
40 А 40 35,0 34,0 31,0 29,0 26,0 21,0 17,0
Б 35 33,0 32,5 30,5 27,5 23,5 19,5 16,0
64 А 64 56,0 54,5 50,5 46,0 41,0 34,0 27,5
Б 55 52,0 51,0 48,0 43,0 37,0 31,5 26,0
* А—для нагрева и охлаждения невзрывоопасных и пожаробезопасных сред, не обладающих
токсичностью.
** Б—для нагрева и охлаждения взрывоопасных, пожароопасных и токсичных сред.
Трубы в теплообменниках изготовляют гладкими или накатан-
ными, внутренним диаметром 20 и 25 мм. Внутри корпуса теп-
лообменников устанавливают от 8 до 38 поперечных перегородок,
в зависимости от размеров аппарата, внутреннего давления и
технологического режима работы. Длина труб 6 и 9 м. Число
173
ходов продукта по трубам теплообменников принимается равным
2—4. В зависимости от диаметра корпуса поверхность нагрева
кожухотрубных теплообменников (F) составляет:
При /т = 6000 мм, dT = 20 мм число ходов пх=2
DK0Dnvca, ММ ... . 325 426 500 600 800 1000 1200 1400
f, м" . .......... 23,4 47 79 119 214 352 525 726
При ZT = 9000 мм, <iT=25 мм число ходов пх=4
Дкорпуса, ММ..........................
F, М2.................................
600 800 1000
135 240 413
1200
607
1400
852
При размещении труб по вершинам треугольника число труб
несколько увеличивается, что приводит к увеличению поверхности
теплообмена примерно на 10—15%. Материал для теплообменни-
ков выбирают в зависимости от технологического режима, харак-
тера среды, что отражается в графе исполнения аппарата буквен-
ными обозначениями: Ml, М2, М3, М4, Б1, Б2, БЗ. Трубы тепло-
обменников изготовляют из стали, латуни, алюминиевого сплава,
корпус аппарата и распределительные камеры — из двухслойной
стали разных марок и сплавов. В случае латунных труб, их длине
9 м, четырех ходов по трубам, давлении 25 кгс/см2 и при размеще-
нии труб по вершине квадрата аппараты характеризуются следую-
щими данными по весу:
^корпуса, ММ................. 600 800 1000 1200 1400
Вес, кгс.................. 5500 10250 15800 23350 30850
Для заказа и изготовления теплообменников по ГОСТ 14246—69 принято
условное обозначение. Пример такого обозначения:
1000ТП — 16 —Ml
25Г6К2
ГОСТ 14246—69
Это означает следующее: теплообменник кожухотрубчатый с плавающей голов-
кой и диаметром кожуха 1000 мм, рассчитанный на условное давление
16 кгс/см2, исполнение Ml с гладкими трубами диаметром 25 мм, длиной 6 м,
расположенными по вершинам квадрата, двух ходов по трубам.
Теплообменники кожухотрубчатые с U-образными трубами
(ГОСТ 14245—69). Диаметр кожуха теплообменника — от 325 до
1400 мм, условное давление 16, 25, 40, 64 кгс/см2, температура от
— 30 до 450 °C. Применяются для нагрева и охлаждения жидких
и газообразных сред на нефтеперерабатывающих и нефтехимиче-
ских заводах. Теплообменники могут изготовляться из гладких
труб или из труб с накатанными ребрами. Основные размеры и
конструкции этих аппаратов мало отличаются от аппаратов, опи-
санных выше. Особенность их — отсутствие плавающей головки.
Вместо нее один конец труб имеет U-образную форму, что позво-
ляет свободно перемещаться им при температурных напряжениях.
Концы закругленных труб закреплены в неподвижной решетке теп-
лообменника. Аналогичные подогреватели применяются в кипя-
тильниках, устанавливаемых в блоках стабилизации, абсорбции
или вторичной перегонки бензина. Все конструктивные элементы
174
аппарата такие же, как в теплообменниках с плавающей го-
ловкой.
Условное обозначение аппарата диаметром 1000 мм, рассчитанного на ус-
ловное давление 16 кгс/см2, с гладкими U-образными трубами диаметром 25 мм,
длиной 6 м, расположенными по вершинам квадрата, следующее:
1000ТУ— 16 — Ml
25Г6К
ГОСТ 14245—69
Испарители (кипятильники) с паровым пространством (ГОСТ
14248—69). Изготавливают аппараты диаметром 800, 1000, 1200,
1600, 2400, 2600, 2800 мм, они рассчитаны на условное давление
от 16 до 40 кгс/см2 при рабочих температурах от —30 до 450 °C.
На установках АВТ эти аппараты устанавливают в блоках стаби-
лизации и вторичной перегонки для поддержания температуры
*внизу колонн. Испарители изготавливают двух типов: п — с пла-
вающей головкой; у — с U-образными трубами. Трубы в решетках
и перегородках расположены по вершинам квадратов. Общий вид
испарителя (кипятильника) приводится на рис. 64.
Рис. 64. Испаритель (кипятильник) с паровым пространством:
/ — корпус аппарата; 2 — штуцер для предохранительного клапана; 3 — пучек нагревателя;
4 — люк-лаз. / — пар; // — теплоноситель; ///—продукт; /V — избыток продукта.
Условное обозначение аппарата (пример):
IV — 16— 16 —800М1
Это означает следующее: испаритель типа IV, рассчитанный на условное
давление в кожухе 16 кгс/см2 и в трубном пучке 16 кгс/см2, диаметр корпуса
800 мм; материальное исполнение по норме—Ml.
Поверхность испарения аппарата определяется суммарной по-
верхностью пучков-нагревателей, расположенных в аппарате. В ис-
парителях может быть один, два или три пучка подогревателей.
Материал для изготовления испарителя выбирают в зависимости
от характера среды, температуры и давления. Установлены пре-
делы применения испарителей по температуре, которых следует
строго придерживаться при выборе аппарата. Максимально допу-
стимая температура в аппарате 400 °C.
Холодильники кожухотрубчатые с плавающей головкой (ГОСТ
14244—69). Изготавливают аппараты диаметром корпуса 325, 426,
500, 600, 800, 1000, 1200 и 1400 мм. Они рассчитаны на услов-
175
ное давление в кожухе от 16 до 64 кгс/см2 и давление охлаждаю-
щей воды до 10 кгс/см2. Температура охлаждаемой среды —до
400 °C. Такие аппараты широко применяют на установках АВТ
для охлаждения газообразных и жидких потоков. Холодильники
изготавливают горизонтальными и вертикальными с гладкими тру-
бами или с трубами с накатанными ребрами. При длине труб 9 м,
числе ходов по трубам 2, диаметре труб 25 мм, размещении труб
по вершинам треугольников поверхности теплообмена аппарата в
зависимости от его диаметра характеризуются следующими дан-
ными:
мм................................... 600 800 1000 1200 1400
F, м2 ................................... 164 294 562 736 980
Поверхности нагрева других разновидностей этих аппаратов от-
клоняются на 10—15%.
Условное обозначение аппарата (пример):
1000X11 — 16 —Ml
25Г6К2
по ГОСТ 14244—69
Это означает следующее: холодильник кожухотрубчатый горизонтальный,
с плавающей головкой и диаметром кожуха 1000 мм, рассчитанный на условное
давление 16 кгс/см2, исполнение Ml, с гладкими трубами диаметром 25 мм, дли-
ной 6 м, расположенными по вершинам квадратов, при числе ходов по трубам 2.
Пределы применения холодильников по температуре — до
400 °C.
Конденсаторы кожухотрубчатые с плавающей головкой (ГОСТ
14247—69). Аппараты изготавливают диаметром кожуха 600, 800,
1000, 1200, 1600 мм. Они рассчитаны на условное давление в ко-
жухе от 10 до 25 кгс/см2 и давление охлаждающей воды до
10 кгс/см2 при температуре конденсируемой среды до 400 °C.
При диаметре труб 20 мм, числе ходов 4 поверхности тепло-
обмена конденсаторов в зависимости от диаметра аппарата харак-
теризуются следующими данными:
DK, мм............. 600
F, м2.............. 122
Вес аппаратов, изготовленных из
виях и давлении 16 кгс/см2 составляет соответственно 4000, 6700,
10 350, 16 050 и 21 700 кгс.
Условное обозначение аппарата (пример):
1000КП-16-М1
------25Г2-----ГОСТ 14427—69
800 1000 1200 1400
231 385 585 806
стали, при указанных усло-
Это означает следующее: конденсатор кожухотрубчатый с плавающей го-
ловкой, диаметром кожуха 1000 мм, рассчитанный на условное давление
16 кгс/см2, исполнение Ml, с гладкими трубами диаметром 25 мм, числом ходов
по трубам 2.
Трубы в решетках и перегородках располагаются по вершинам
треугольников. Выбор аппарата по давлению производится исходя
из указания на пределы применения по температуре.
176
Конденсаторы и холодильники воздушного охлаждения. В по-
следние годы на установках АВТ начали широко применять аппа-
раты воздушного охлаждения (АВО). Применение воздушного
охлаждения взамен водяного позволяет на 70—80% сократить
расход воды и значительно уменьшить количество промышленных
стоков, требующих очистки. Так, на установке АВТ производитель-
ность 2 млн. т/год при использовании АВО расход оборотной воды
уменьшился с 2750 до 680 м3/ч. На АВТ производительностью
3 млн. т/год расход оборотной воды уменьшился на 2500 м3/ч. По-
видимому, сокращение количества оборотной воды позволит умень-
шить капитальные затраты на сооружение объектов водоснабже-
ния, канализации и очистных сооружений и эксплуатационные
расходы примерно на 40%. Объем сетей водопровода и канализа-
ции уменьшается в 2—3 раза.
Установка АВО взамен водяных холодильников на АВ и АВТ
не вызывает трудностей, а объем работы по подготовке площади
невелик. Срок службы АВО намного больше, чем аппаратов во-
дяного охлаждения, и приводы вентиляторов в воздушной атмо-
сфере работают почти без повреждений. В аппаратах с водяным
охлаждением трубы подвергаются коррозии со стороны техноло-
гического потока и со стороны воды. Из-за отложений накипи и
загрязнений снижается коэффициент теплопередачи; поэтому аппа-
раты нужно часто останавливать для чистки и ремонта. Кроме
того, при этом приходится создавать резервные поверхности теп-
лообмена. В АВО коррозия и загрязнения ребристой поверхно-
сти труб со стороны воздуха незначительны. Ориентировочно со-
отношение затрат на обслуживание и ремонт водяных и воздушных
теплообменников составляет 4:1. Поскольку воздух почти не вы-
зывает коррозии, трубы для АВО можно изготавливать из более
дешевых материалов, чем для кожухотрубчатых теплообменников.
Наружная поверхность труб в АВО не нуждается в частой чистке.
Недостатком АВО является сильный шум, создаваемый работаю-
щими вентиляторами.
Вопрос о применении АВО на технологических установках, осо-
бенно на АВТ, для конденсации и охлаждения газообразных, па-
рообразных и жидких нефтепродуктов считается вполне разрешен-
ным, и в настоящее время на действующих установках проводятся
мероприятия по замене водяного охлаждения воздушным.
Рекомендуемые для массового изготовления аппараты предна-
значаются для маловязких и вязких нефтепродуктов. Основные
параметры аппаратов для маловязких нефтепродуктов следующие:
Давление условное, кгс/см2 . . . . 6, 16, 25, 40, 64
Число рядов труб..............4, 6, 8
Коэффициент оребрения.........9 и 14,6
Мощность электродвигателей испол-
нения В-22, кВт . . ..........30, 4
В зависимости от числа рядов труб аппараты характеризуются
следующими данными:
12—2551
177
Число рядов 4 6 8
Число ходов ио трубам . . . 1, 2, 4 1, 2, 3, 6 1, 2, 4, 8
Общее число труб в секции 82 123 164
в аппарате 246 369 492
Длина труб 4; 8 4; 8 4; 8
Поверхность теплообмена ап- парата наружная при длине /, м 4 85 129 342
8 170 255 260
внутренняя при длине /, м 4 170 96 170
8 130 195 129
Трубы в решетке размещаются по треугольнику.
Условное обозначение аппаратов воздушного охлаждения (пример):
АВГ — 9—Ж—6- 4 — 2 — -Б1—В1 4 категория Б
Это означает следующее: АВО горизонтального типа с коэффициентом оре-
брения труб 9, с жалюзями, рассчитанный на условное давление 6 кгс/см2, с ис-
полнением по материалу Б1, с приводом во взрывозащищенном исполнении мощ-
ностью 22 кВт, четырехрядный, двухходовой с длиной труб 4 м.
Разработана отраслевая нормаль ОН 26—02—36—67 на аппа-
раты воздушного охлаждения зигзагообразного типа. Согласно
нормали, поверхность теплообмена труб в зависимости от коэффи-
циента оребрения характеризуется следующими данными:
Коэффициент оребрения ... 9 14,6
Поверхность теплообмена, м2 . 2650 , 4000 , 5300 3750 , 5650 , 7500
Для использования на установках АВТ рекомендуются АВО
малопоточного типа, изготовляемые по отраслевой нормали ОН
26—02—35—67 (рис. 65).
Конденсаторы и холодильники погружного типа. До 1960 г. на
всех установках АВТ для конденсации и охлаждения горячих по-
токов применяли исключительно аппараты погружного типа. Толь-
ко в начале 60-х годов взамен погружных аппаратов начали при-
менять более рациональные кожухотрубчатые аппараты. Кожухо-
трубчатые аппараты погружного типа состоят из прямоугольных
металлических или железобетонных ящиков, куда погружают сек-
ции холодильных труб. Снизу в ящики поступает вода; отводится
она с верха аппарата. По трубам пропускают газообразные, паро-
образные и жидкие продукты.
Холодильники (или конденсаторы) погружного типа (рис. 66)
изготавливают различных видов и размеров. Высота ящиков обыч-
но 2—2,8 м, ширина 10,6 м. Пучки охлаждающих труб изготав-
ливают из стали или чугуна в виде беспрерывного змеевика, сек-
ции или в виде прямых труб. Чаще всего применяют чугунные
трубы диаметром 76 и 100 мм. Конденсаторы и холодильники по-
гружного типа имеют следующие существенные недостатки: зна-
чительный расход металла; большая занимаемая площадь; малый
178
Рис. 65. Аппарат воздушного охлаждения малопоточиого типа:
/ — электродвигатель и редуктор; 2 — защитная сетка; 3 — коллектор вентилятора; 4 — под-
водящий и отводящий трубопроводы; 5 — клапан управления жалюзи; £ —трубный пучок;
7 — жалюзи; S —диффузор; 9 — увлажнитель.
Рис. '66. Холодильник погружного типа:
1 — ящик; 2 — каркас трубных пучков; 3 — холодильные трубы; 4 — карман нагретой воды;
5— подставка для пучков; 6 — перегородка; 7 — растяжка. /— охлаждающая вода; // — го-
рячий продукт; /// — нагретая вода; IV — охлажденный продукт.
12*
коэффициент теплопередачи вследствие небольшой скорости воды
в ящике; необходимость частого ремонта и чистки. Поэтому на
новых установках их не применяют.
Поверхность нагрева и охлаждения теплообменных аппаратов определяет-
ся по следующей формуле (в м2):
р — —0-
? “ Юср
где Q — общее количество сообщаемого или отнимаемого тепла, ккал/ч; К—
общий коэффициент теплопередачи, ккал/(м2-ч-°С); /ср—средняя логарифми-
ческая разность температур, РС.
Как известно:
<2 = 6 (<h2 — 4t,)
где G — масса нагреваемого или охлаждаемого вещества, кг/ч; q^, qtl — энталь-
пия вещества при конечной температуре t2 и начальной температуре tY.
Средняя логарифмическая разность температурtcp определяется из соотно-
шения:
_ (^2 — + (^1 —
►СП - 4- 4 •
При противотоке в системе схема теплообмена между горячими и холодными
агентами выражается следующим образом:
Горячий продукт...........i2—*•<!
Холодный продукт . . . . t2 —►
Разность температур будет:
^cpi — ?z • ^сра ~
или средняя логарифмическая разность температур будет равна:
*cpi — ^сра
При расчете конденсаторов-холодильников снимаемое тепло QK (в ккал/ч)
в процессе конденсации и охлаждения смеси паров из ректификационных ко-
лонн определяется по формуле:
<Эк *= Cal + gz) (4t2 — + ЙВ.П O' — 0
гДе gi< gz- ga.n — количества бензиновых паров, паров орошения и водяного па-
ра, кг/ч; qtj — энтальпия бензина при конечной и начальной температуре,
₽С; i — энтальпия водяного пара, ккал/кг; i—температура охлаждения водя-
ного пара, РС.
Работа теплообменных аппаратов характеризуется общим коэффициентом
теплопередачи К, который определяется расчетным путем [в ккал/(м2-ч-°С)].
Для практических расчетов рекомендуются следующие значения К:
Подогрев нефти............................80—150
Нагрев разных нефтепродуктов..............60—120
Конденсация бензиновых и водяных паров . 200—250
Конденсация и охлаждение легких фракций
и газа.....................................100—120
Охлаждение разных нефтепродуктов .... 70—100
Однако для более точного определения значения К необходимо производить
полный расчет с учетом всех факторов. Значение /С зависит от количества про-
дукта, скорости потока, температуры, вязкости, материалов аппаратуры и др.
180
Рис. 67. Печь шатрового типа:
1, 2—радиантные камеры; 3 — конвекционная камера; 4 — потолочные трубы; 5 — подовые трубы; f — каркас
печи; 7 — форсунки; в— шахты для подачи воздуха; 9— дымоход.
Объем воды (в м^/ч), потребный для охлаждения нефтепродуктов, опреде-
ляется из соотношения: q
W = 1000 fe-U
где W — расход воды, м3/ч; Q — общее количество тепла, ккал/ч; tK, ta — конеч-
ная и начальная температуры охлаждающей воды.
Для предотвращения потерь тепла поверхность теплообменников изоли-
руется теплоизоляционным материалом.
Трубчатые печи
Основными аппаратами огневого действия на установках АВТ
являются трубчатые печи различных типов и конструкций. Наибо-
лее распространены печи двухскатные шатрового типа, печи с излу-
чающими стенками и вертикально-факельного типа. До 60-ых годов
в основном использовали печи шатрового типа тепловой мощностью
8, 12, 16 и 20 млн. ккал/ч.
На высокопроизводительных
установках типа А-12/6,
А-12/9 применялись рекон-
струированные печи тепло-
вой мощностью 32-106 ккал/ч,
работающие на комбиниро-
ванном газожидкостном
топливе.
Двухскатные печи шатро-
вого типа имеют серьезные
недостатки: они громоздки,
металлоемки, к.п.д. их не
превышает 0,74, теплонапря-
женность камер низкая, ды-
мовые газы покидают кон-
векционную камеру при
сравнительно высокой тем-
пературе (450—500°C). По-
скольку тепловая мощность
их не превышает 16—
18 млн. ккал/ч, для высоко-
производительных установок
Рис. 68. Печь беспламенного горе-
ния (с излучающими стенами):
1 — дымовая труба; 2 ~ пароперегрева-
тельная секция; 3 — конвекционная ка-
мера; 4 — радиантная камера; 5—па-
нельные горелки; 6 — форсунки; 7 — то-
почное пространство; 8 — обмуровка;
9 — каркас; 10 — конвекционная шахта.
требуется несколько печей. Конструктивная характеристика этих
печей сводится к следующему. Конвекционная камера расположена
1 82
в середине нагревателя, а две радиантные камеры—по обе стороны
от нее. Нагреваемое сырье поступает в конвекционную камеру и
двумя потоками проходит через все трубы. Радиантные камеры
однорядные. Печь смонтирована на железобетонном фундаменте
рамного типа. Металлический каркас печи является несущей кон-
струкцией и рассчитан на нагрузку от кладки, облицовки труб,
трубных решеток и перекрытия печи. Сварной каркас вмонтиро-
ван в фундамент при помощи стоек и болтов. Предусмотрены меры,
предупреждающие температурные деформации каркаса. Газонеф-
тяные форсунки располагаются с двух сторон, вдоль радиантных
труб. Для подачи топлива, газа и пара (для распиливания топли-
ва) печь имеет кольцевую обвязку трубопроводами.
Печами такого же типа оборудованы АВТ типа А-12/1, А-12/1М,
А-12/1,5, А-12/2, А-12/3. Для более высокопроизводительных уста-
новок АВТ печи шатрового типа были реконструированы; при этом
тепловая их мощность была доведена до 32—36 млн. ккал/ч. На
рис. 67 показан общий вид печи шатрового типа. Ниже приведены
основные габариты таких печей (в мм):
Тепловая мощность, млн. ккал/ч
8,0 16,0 36.0
Общие размеры
Длина 10 440 16 400 23 050
Ширина 12 926 12 940 22 724
Высота 9500 10 700 11 700
Конвекционная
камера
Длина . '. 11 540 11 510 17 500
Ширина 1000 1150 1680
Высота 2800 3200 4550
Радиантная камера
Длина 11 510 11 510 17 500
Ширина 9454 15 554 14 640
Высота 4900 6400 7440
В 60-ые годы на АВТ и на других технологических установках
начали широко применять печи беспламенного горения. В этих пе-
чах продукты в трубах нагреваются от излучения стен камеры,
составленных из панельных беспламенных горелок. Существует
пять типов печей с излучающими стенами: ПБ-6, ПБ-9, ПБ-12,
ПБ-16 и ПБ-20. Их тепловая мощность составляет соответственно
6, 9, 12, 16 и 20 млн. ккал/ч. Конструктивно печи отличаются
между собой в основном длиной труб. Дымовые трубы печей рас-
положены в верхней части; дымовые газы направляются снизу
вверх. Длина печей в соответствии с тепловой мощностью равна
6, 9, 12, 15 и 18 м. Печи работают на газообразном топливе, при-
чем газы должны иметь постоянный углеводородный состав, что
является серьезным недостатком печей. Печи беспламенного горе-
ния компактны, малогабаритны. Общий вид печи показан на
рис. 68.
183
Рис. 69. Панельная горелка печи беспла-
менного горения:
/ — стальные трубы горелок; 2 —эжектор; 3 —га-
зовые сопла; 4 — регулятор воздуха; 5 — изоля-
ционная прослойка; 6 — корпус; 7 — керамические
призмы.
тельную камеру и трубы 1 в тон-
нель керамических призм. Горение
начинается и заканчивается в пре-
делах длины тоннеля.
В последнее время на высоко-
производительных АВТ применяют
печи вертикально-факельного типа.
Эти печи оборудуются подовыми
высокофакельными форсунками.
Теплопроизводительность печей 25—
50 млн. ккал/ч. В печи применяют
горизонтальные трубные змеевики
и предусматривается верхний отвод
газов сгорания. Трубные змеевики
могут быть одно-, двух- и четырех-
поточными, ретурбентными и безре-
турбентными. Ретурбенты, или ка-
лачи, размещаются в специальных
камерах, расположенных вне топки
и камеры конвекции. Камеры кон-
векции выполнены двухходовыми с
разделительной горизонтальной ме-
таллической перегородкой. Газы
сгорания могут быть отведены через
дымовые трубы, устанавливаемые
непосредственно на печи.
Печи изготовляют следующих ти-
пов: ПГ9П, ПГ12П; ПГ21П и
ПГ24П; цифры 9, 12, 21 и 24 озна-
чают длину печных труб. Для сжи-
Панельные горелки име-
ются двух типов: 500X500X
X 230 мм и 605 X 605 X 230 мм.
Устройство панельной горел-
ки показано на рис. 69. Г о-
релка состоит из корпуса,
стальных труб 1, изоляци-
онной прослойки 5, керами-
ческих призм 7, эжектора 2
с газовыми соплами 3 и ре-
гулятором воздуха 4. Горел-
ки работают следующим об-
разом. Газ под давлением
поступает в сопло 3. Выйдя
из сопла, он подсасывает
необходимое количество воз-
духа, и газовоздушная смесь
подается через распредели-
Рис. 70. Печь вертикально-факель-
ного типа ПГ21П:
1 — нагревательные трубы радиантной
камеры; 2 — обмуровка; 3 — радиант-
ная камера; 4 — конвекционная камера;
5 — площадка для обслуживания;
5 —дымоход; 7—лестница; S — подо-
вые форсунки.
184
Таблица 33. Технологическая и энергетическая характеристика
трубчатых печей шатрового типа установки ЭЛОУ—АВТ
производительностью 3 млн, т/год
Показатели Номер печи
1 2 3 4 5
Тепловая мощность, тыс. ккал/ч 29 200 22 772 15 901 7610 5354
Продукт Отбензи- ненная нефть Мазут Отбензи- ненная нефть Фракция 85—180°С Фракции 62—85 и 140—180°С
Количество нагреваемого про- дукта, кг/ч 347 486 205 940 142 000* 47 600* 69 175* 41 500* 32100* 37 300*=
Количество водяного пара, кг/ч 4947 3610 2538 — —
Расход топлива, кг/ч 4000 3130 2200 1100 700
Температура продукта, °C 320
на входе 240 240 170 125
на выходе Температура водяного пара, °C 337 380 340 210 175
при входе в печь 179 133 179 — —
при выходе из печи 330 370 330 —
Давление, кгс/см2
на входе в печь 17 3,2 17,4 8,4 8,6.
на выходе из печи 2,5 0,25 12,5 3,5 2,6
Коэффициент избытка возду.ча
в топке 1,2 1,2 1,2 1,2 1,2
на перевале 1,3 1,3 1,3 1,3 1,3
из конвекционной камеры 1,5 1 >5 1,5 1,5 1,5-
Потери тепла, %
в радиантной камере 6 6 6 6 6
в конвекционной камере 2 2 2 2 2
с отходящими дымовыми 12,5 12,5 12,5 22,85 15,5-
газами К. п. д. печи
без котла-утилизатора 71,0 69,5 69,3 69,1 76,5-
с котлом-утилизатором 80,3 80,5 80,3 —
Число потоков в печи 4 4 2 и 1 1 и 1 1 и L
Число труб в печи, шт
радиантных 130 130 106 62 62
конвекционных 70 70 52 42 42
Диаметр труб, мм
радиантных 152x8 152x8 152X8 152X8 152X8:
конвекционных 152X8 152x8 152x8 152X8 152x8
пароперегревательных 57x4 57X4 57X4 — —
Длина труб, м 15,0
полная 15,0 12,0 9,0 9,6-
полезная 14,6 14,6 11,4 8,4 8,4-
Линейная скорость на входе в продуктивный змеевик, м/с 2,23 1,24 1,81— 1,72 1,27— 1,29 1,04— 1,07
Поверхность нагрева, м2 905,5
радиантных труб 905,5 576 248,2 248,2*
конвекционных труб 487 487 282 168 168
пароперегревателя 167 167 131 — —
В печи размещены две подогревательных секции для двух видов продуктов.
Продолжение табл. 33
Показатели Номер печи
1 2 3 4 5
Тепловая напряженность труб, ккал/(м2-ч)
радиантных 26 200 21 500 21 700 25 100 17 500
конвекционных 11 250 5850 7130 9050/ 7350/
Поверхность калориферов, м2 1470 1470 1050 7270* 4750*
Температура нагрева воздуха в 100 100 100 — —
калориферах, °C 680 700 705 610
Температура дымовых газов, °C 730
на перевале 430 380
после продуктивного зме- 395 450 270
евика
после пароперегревателя 375 400 410 — —
после котла-утилизатора 210 210 210 — —
на входе в дымовую трубу 210 210 210 380 270
.Диаметр дымовой трубы, м 2,5 2,5 2,0 1,5
Высота дымовой трубы, м 40 40 40 41
* Указана теплонапряженность конвекционных камер в двух точках.
гания жидкого или газового топлива применяют комбинированные
газонефтяные форсунки, которые устанавливают в поду иечи в
шахматном порядке. При сжигании жидкого топлива эти форсунки
могут работать на паровом или механическом распыле. Топливо,
сгорая, образует огромную стену из вертикальных факелов, кото-
рые отдают тепло трубам, установленным в радиантной камере
топки. Газы сгорания, пройдя радиантную камеру, поступают в кон-
векционную камеру и отдают тепло змеевику. Для повышения
к.п.д. печи температуру уходящих дымовых газов необходимо
максимально уменьшить. Обмуровка выполнена в основном из ша-
мотного фасонного подвесного кирпича. На рис. 70 показан общий
вид печи вертикально-факельного типа ПГ21П тепловой мощно-
стью 25-106 ккал/ч.
В табл. 33 приведена технологическая и энергетическая харак-
теристика трубчатых печей шатрового типа укрупненной установки
ЭЛОУ — АВТ производительностью 3 млн. т/год сернистой нефти.
На установке имеется пять таких печей: 1—для подогрева нефти
перед атмосферной перегонкой; 2 — для подогрева мазута перед
вакуумной перегонкой; <3 — для подогрева горячей струи; 4 — для
подогрева нижней части стабилизатора; 5 — для подогрева цирку-
ляцией через печи нижнего продукта колонн блока вторичной пере-
гонки.
Во избежание загрязнения атмосферы продуктами сгорания
число дымовых труб по возможности сокращают и их высоты на-
ращивают до 100—120 м. В табл. 34 приведены общие данные о
186
Таблица 34. Данные о печах, используемых
на современных установках АВТ разной производительности
Установка и схема Шифр Производитель - ность, тыс. т/год Характеристика печи Назначение.
тип расчетная тепловая мощность, тыс. ккал/ч
АВТ топливная А-12/1 1000 Двухскатная 17,0 АТ
То же А-12/1М 8,0 ВТ
АВТ масляная А-12/2 2000 > 16,0 АТ
» 16,0 АТ
> 16,0 ВТ
АВТ со вторичной перегон- А-12/4 2000 С излучающими 15,7 АТ
кой бензина, масляная стенами топки 15,7 АТ
14,8 ВТ
8,0 ВП*
АВТ со вторичной перегон- А-12/5 2000 Двухскатная 21,5 АТ
кой бензина, масляная » 15,0 ВТ
> 9,0 ВП
АВТ топливная А-12/6 3000 > 36,0 АТ
19,5 ВТ
12,5 ВП
ЭЛОУ—АВТ А-12/3 2000 38,7 АТ, ГС*
12,5 ВТ
ЭЛОУ—АВТ модернизиро- А-12/7 2000 34,3 АТ
ванная 14,5 । ВТ
АВТ со вторичной перегон- А-12/8 3000 С излучающими 18,0 АТ
кой бензина стенками 18,0 1 АТ
10,0 ВП
10,0 ВП
13,0 ВП
ЭЛОУ—АВТ со вторичной А-12/9 3000 Двухскатная 29,2 АТ
перегонкой бензина 15,9 ГС, СТ*
22,8 ВТ
7,6 ВП
5,3 ВП
ЭЛОУ—АВТ — 3000 Вертикально- факельного типа 29,2 АТ
То же 15,9 ГС
» 22,8 ВТ
То же — 6000 АТ
» ГС
» ВП
» ВП
ЭЛОУ—АТ — 7500 » АТ
* ВП—блок вторичной перегонки; СТ—блок стабилизации; ГС—нагрев горячей струи при
двухколонной схеме блока АТ.
печах, используемых на современных установках АВТ разной про-
изводительности.
На некоторых заводах проводилась реконструкция атмосфер-
ных и вакуумных печей с целью увеличения производительности
установок по нефти. Число нагревательных труб в печах было уве-
187
личено путем экранирования радиантной камеры печи и добавле-
ния труб в конвекционую камеру. На некоторых установках на
месте пароперегревательных секций были размещены нагреватель-
ные продуктовые трубы.
В табл. 35 показано изменение поверхности нагрева печей в
результате их реконструкции. Из приведенных данных видно, что
на действующих установках АВТ поверхности нагрева в печах, ис-
пользуемых для подогрева нефти, значительно больше, чем
предусматривается проектом. Это связано с повышением произво-
дительности установок и подачей в печь нефти с более низкой
температурой, чем по проекту. Конвекционные трубы вакуумных
печей используются в основном для нагрева отбензиненной нефти,
как в ранее построенных установках имеется резерв нагреватель-
ных поверхностей.
Таблица 35. Изменение поверхности нагрева печей (в м2)
установки А-12/1 проектной мощностью 1 млн. т/год
в результате их реконструкции
Завод Печь атмосферной части Печь вакуумной части Общая поверхность нагрева печей Увеличение по сравнению с проектными данными, %
радиантная камера 1 конвекционная камера всего нагрев отбензиненной нефти нагрев сырой нефти, конвекционная камера нагрев мазута
радиантная камера конвекционная камера радиантная , камера конвекционная камера £ я
По проекту 566 300 866 332 200 532 1398
УНПЗ 666 356 1022 — — 356 332 — 688 1710 22,4
УНПЗ 633 356 989 — — 356 332 — 688 1677 20,0
НГ НПЗ 599 400 966 77 281 216 255 — 548 1514 8,2
НГ НПЗ 599 300 899 77 281 — 277 — 635 1534 9,7
НГ НПЗ 770 300 1070 77 248 277 — 635 1706 22,0
онпз 566 300 866 166 248 — 188 — 602 1468 5,1
онпз 566 300 866 22 288 — 332 —— 642 1508 8,0
РНПЗ 566 300 866 ез — — 332 200 532 1398
РНПЗ 566 300 866 —— — — 332 200 532 1398
ВНПЗ 730 300 1030 — — 330 332 — 707 1737 24,3
Вакуумсоздающая аппаратура
Мазут перегоняют в вакуумной колонне при пониженном дав-
лении (вакууме),\Вакуум создается в колонне путем конденсации
паров в/барометрических^конденсаторахлсмешения и отсоса нескон-
денсировавшихся газов и паров вакуум-насосами или паровыми
эжекторами. Остаточное давление в верхней части вакуумных ко-
лонн на установках АВТ 60—80 мм рт. ст.(_При уменьшении оста-
точного давления расход водяного пара, подаваемого в колонну,
сокращается^ По данным одного нефтеперерабатывающего завода,
расход водяного пара, подаваемого в вакуумную колонну при
188
остаточном давлении в питательной секции 150—180 мм рт. ст.,
составляет 3—4% на сырье, а при 64 мм рт. ст. не превышает
1,3—1,4%. На высокопроизводительных установках это имеет боль-
шое значение. Так, при производительности установки 6,0 млн. т/год
и указанной разнице в остаточном давлении расход пара составит
соответственно 18,0—24,0 и 7,8—8,4 тыс. т/год.
Остаточное давление наверху вакуумной колонны можно умень-
шить путем применения высокоэффективной вакуумсоздающей ап-
паратуры. При этом необходимо сократить потери напора от дви-
жения пбров на тарелках в колонне. Потеря напора на каждой
тарелке вакуумной колонны 1,5—2,0 мм рт. ст. При более рацио-
нальной конструкции тарелок потеря напора будет минимальной.
Состав смеси водяных паров и газов разложения наверху вакуум-
ных колонн определить трудно. В проектах установок АВТ при
расчете вакуумных устройств принимают следующий состав смеси,
поступающей из колонны в барометрический конденсатор (в % на
сырье): водяной пар 1,6; нефтяные пары 0,05; газы разложения
0,06; сероводород 0,05; воздух 0,05.
Ниже приводятся данные о количестве паров и газов (в кг/ч),
поступающих в барометрический конденсатор установок АВТ раз-
личной мощности:
Мощность установки, млн. т/год
1,0 2,0 3,0 6,0
Водяной пар . 2000 4150 6230 12 450
Нефтяные пары 60 120 180 360
Газы разложения 70 138 210 405
Сероводород 50 97 145 290
Воздух 60 120 180 360
Итого . . . 2240 4625 6945 13 865
Большая часть вакуумных установок оборудована барометриче-
ским конденсатором смешения. Размеры и конструктивные эле-
менты конденсатора зависят от производительности установки и
объема парогазовых смесей, всасываемых с верха вакуумной ко-
лонны. Барометрический конденсатор (рис. 71) представляет собой
сосуд цилиндрической формы с дырчатыми внутренними перего-
родками, не перекрывающими полное сечение конденсатора. На
перегородках стекающая с верха холодная вода контактируется с
поднимающимися парами и газами. Нижняя (суженная) часть
конденсатора соединяется барометрической трубой (высотой 10 м)
с колодцем. Загрязненная нефтепродуктами вода направляется
через колодец в канализацию и далее на очистные сооружения
завода. Несконденсировавшиеся газы разложения с верха конден-
сатора отсасываются пароэжекторными насосами (абсолютное
давление пара 10—12 кгс/см2) в атмосферу. При такой работе
объем стоков, загрязненных нефтепродуктами и сероводородом,
составляет значительную величину. Одновременно при этом уве-
личивается потеря нефтепродуктов. На заводах для очистки стоков
из барометрической системы сооружают специальные канализаци-
189
онные коллекторы и дорогостоящие очистные сооружения. Рас-
четный расход воды в барометрическом конденсаторе для устано-
вок разной производительности следующий:
Производительность, млн. т/год . .
Расход воды, м3/ч..................
1,0 2,0 3,0 6,0
280 430 640 1250
На рис. 72 показана монтажная схема вакуумсоздающей ап-
паратуры.
Рис. 71. Барометрический конденса-
тор:
I — полусферическая крыша аппарата;
2 — корпус; 3 — кольцо; 4 —решетка;
5 — конус; 6 — юбка аппарата; 7 — упорное
кольцо; I — газы к пароэжекторному на-
сосу; II — пары из вакуумном колонны;
III — вода в барометрический колодец;
IV — вода.
Рис. 72. Монтажная схема вакуум-
создающей аппаратуры:
1 — пароэжекторыые насосы; 2 — баромет-
рический конденсатор; 3 — барометриче-
ская труба; 4, 5 — трубы для спуска воды
и конденсата; 6 — барометрический коло-
дец. / — пары разложения в атмосферу;
II — газы в атмосферу из барометрическо-
го колодца; III — газы разложения из ва-
куумной колонны; IV — вода.
Вновь сооружаемые установки взамен конденсаторов смеше-
ния оборудуются более рациональными поверхностными конденса-
торами кожухотрубчатого типа. При этом непосредственный
контакт между охлаждающей водой и парогазовой смесью отсут-
ствует (так же, как в кожухотрубчатых конденсаторах и холо-
190
дильниках). Пары и газы из вакуумной колонны 1 (рис. 73) на-
правляются в межтрубное пространство поверхностных конденса-
торов 2, а по трубам стекает холодная вода. Конденсат поступает
в приемник 3 и оттуда — в емкости. Газы разложения отсасывают-
ся пароэжекторными насосами и выбрасываются в канализацию
через конденсаторы 5 и емкость 6. Чем ниже температура воды,
Рис. 73. Схема вакуумного узла с поверхностными конденсаторами:
7 — вакуумная колонна; 2 — поверхностные конденсаторы; 3 — приемник конденсата; 4 — па-
роэжекторные насосы; 5— барометрические конденсаторы; 6 — емкость, / — пары и газы
разложения; // — газы; /// — пар высокого давления; IV, V — вода; V/— конденсат в ем-
кость; VII — конденсат; VIII — вода в барометрические конденсаторы.
поступающей в систему, тем эффективнее конденсируются пары
и газы. Хорошие результаты достигаются при 20—25 °C.
(.Благодаря применению поверхностных конденсаторов значи-
тельно сокращается объем стоков, загрязненных нефтепродуктами
и сероводородом, и, следовательно, уменьшается объем строитель-
ства канализационных коллекторов и очистных сооружений^)
В табл. 36 приведены данные о количестве газов, отсасываемых
пароэжекторными или вакуум-насосами.
Таблица 36. Количество газов, отсасываемых пароэжекторными
или вакуум-насосами на установках АВТ различной мощности
1,0 млн. т/год 2,0 мл н. т/год 3,0 млн. т/год 6,0 млн. т/год
Продукты количество газов
кг/ч моль/ч кг/ч моль/ч кг/ч моль/ч кг/ч моль/ч
Газы разложения 70 1,46 138 2,88 210 4,31 405 8,26
Сероводород 56 1,47 97 2,85 145 4,28 290 8,56
Воздух 60 2,07 120 4,14 180 6,21 360 12,42
Итого . 186 5,00 355 9,87 535 14,80 1055 29,24
191
В настоящее время производство вакуум-насосов большой про-
изводительности для работы в сильно коррозионной среде (при пе-
реработке сернистых и высокосернистых нефтей) еще не освоено.
Пароэжекторные насосы изготовляют двух-, трех-, четырех- и пя-
тиступенчатыми. На нефтеперерабатывающих установках наибо-
лее распространены трехступенчатые пароэжекторные насосы. Они
состоят из конденсатора для паров, отвода, сопла, корпуса эжек-
тора, штуцеров и других деталей.
Насосы, компрессоры и другие
гидравлические агрегаты
На установках АВТ для перекачки жидких продуктов, сжатия
газов, отсасывания продуктов сгорания и воздуха широко приме-
няют различные гидравлические машины: насосы, компрессоры,
дымососы, вентиляторы. Правильный их расчет и выбор имеет су-
щественное значение для соблюдения технологического режима
работы всей установки.
Насосы. На установках АВТ применяют центробежные гори-
зонтальные насосы, выпускаемые отечественными машинострои-
тельными заводами по ГОСТ 12878—67. Для монтажа и эксплуа-
тации нефтяных насосов имеется специальная инструкция ИМН70.
Насосы рассчитаны на перекачку жидкостей с температурой от
—80 до 400 °C при давлении на всасывании до 25 кгс/см2. На уста-
новках АВТ применяют насосы следующих типов:
К — консульный, подача от 10 до 670 м3/ч, напор от 20 до
250 м вод. ст., при температуре от —80 до 400 °C;
П — с плоским горизонтальным разъемом корпуса, подача от
60 до 240 м3/ч, напор от 210 до 410 м вод. ст., при температуре от
—30 до 200 °C;
ПС — то же, секционный, подача от 8 до 240 м3/ч, напор от 250
до 850 м вод. ст., при температуре от —30 до 200 °C;
Т — с торцевым фланцевым разъемом корпуса, подача от 60 до
680 м3/ч, напор от 180 до 410 м вод ст., при температуре от 200
до 400 °C.
Число насосов на установках первичной перегонки достигает
80—120 шт. Они делятся на следующие группы: для перекачки
сырья и холодных продуктов (при температурах ниже 250°C); для
перекачки горячих нефтепродуктов (при температурах выше
250°C); для перекачки водных растворов щелочи, аммиака и дру-
гих реагентов и воды. Насосы могут быть с паровым и электриче-
ским приводом. На ранее построенных установках АВТ имелись
насосы с электрическим и с паровым приводом. В настоящее время
используются в основном центробежные насосы с электрическим
приводом. Паровые насосы устанавливают (не более 2—3 шт.)
исключительно на линиях с вязким продуктом.
Насосы размещают по технологическому признаку. Продукто-
вые насосы устанавливают группами, исходя из температурных
192
условий перекачки. Ранее все насосы находились в закрытых по-
мещениях^ Однако опыт эксплуатации установки АВТ типа А-12/6
на Ново-Ярославском НПЗ доказал полнейшую возможность нор-
мальной эксплуатации насосов, располагаемых под открытым не-
бом или на специальных площадках под навесом или постамен-
том технологического оборудования. При этом не требуется соору-
жение специальных насосных с вентиляцией и отоплением. Поэто-
му в дальнейшем в проектах установок, предназначенных для
разных климатических условий, предусматривалось сооружение на-
сосов под открытым небом.
Основными параметрами, характеризующими работу насосов, являются
производительность Q (м’/ч); мощность насоса У (л. с.); дифференциальный на-
пор Н (м вод. ст.); удельный вес перекачиваемой жидкости ^(тс/м3). Между ни
ми
существует следующая зависимость:
N~ 270т)
где т) — к. п. д. насоса.
Мощность электродвигателя определяется по формуле (в кВт):
Удв=0,736Уй
где N— мощность насоса, л. с.; k— коэффициент запаса мощности, зависящий
от мощности насоса.
Для электродвигателей в зависимости от их мощности k имеет следующие
значения:
N, кВт..................До 50 51—350 Более 350
К...................... 1,2 1,15 1,10
Важным фактором при выборе электродвигателя является
взрывоопасность среды, в которой он устанавливается; Установки
АВТ относятся к категории огнеопасных и взрывоопасных объ-
ектов.
Электродвигатели, применяемые в качестве привода для насо-
сов, характеризуются следующими данными. Двигатели серии
МА-35: мощность на валу 22, 30, 42, 60, ПО, 145 кВт; скорость
вращения 2960 об/мин; к.п.д. 87,5—92%; cos<p 0,89—0,92. Дви-
гатели серии МА-36 изготовляют с короткозамкнутым и фазовым
ротором; мощность на валу для первых типов 60—145 кВт, а для
вторых типов 55—90 кВт; число оборотов в минуту 740, 985, 1480;
к.п.д. 91—92%; cos<p 0,88—0,89. Двигатели типа ТАГ маломощные
(мощность на валу 0,42—3,5 кВт). Двигатели КО и К пред-
назначены для работы в тяжелых условиях. Они широко распро-
странены и изготовляются разных типоразмеров. В связи с укруп-
нением установок АВТ потребовалось создание высокопроизводи-
тельных насосов и приводов к ним. Так, для установок мощностью
3 и 6 млн. т/год используют сырьевые насосы производительностью
до 500 и 1000 м3/ч. Соответственно возрастает требуемая мощность
электродвигателей. В табл. 37 приводится техническая характери-
стика насосов, применяемых на установке ЭЛОУ — АВТ со вто-
ричной перегонкой бензина производительностью 3 млн. т/год сер-
нистой нефти.
13—2551
193
Таблица 37. Техническая характеристика основных насосов,
применяемых на установке ЭЛОУ—АВТ
Индекс по проекту Назначение насоса Перекачиваемая жидкость, температура, °C Насосы Двигатели
давление на выкиде, м вод. ст. производи- тельность, мЗ/ч | ТИП мощность, кВт скорость ! вращения, об/мин тип
Н-1 Подача сырой нефти на ЭЛОУ Сырая нефть; 10 211 428 ПТ 560/335-300- 1ГСОП80С 320 2950 ВАО131-2
Н-2 Подача сырья в первую ректификационную ко- лонну Обессоленная нефть; ПО 252 450 НТ 560/335-300- 1ГСОК80С 320 2950 ВАО131-2
Н-3 Подача орошения в пер- вую ректификацион- ную колонну Фракция н. к.—180; 35 115 62 НК 65/35-125-1 ВСДК60С 30 2950 ВАО72-2
Н-5 Подача сырья в стабили- затор Фракция н. к.—180; 35 307 104 НТ 200/120-370-2В СДК 80С 100 2950 ВАО92-2
Н-7 Подача I циркулирую- щего орошения в пер- вую ректификационную колонну Фракция 180—240; 184 125 425 НК 560/335-70-16 СОТ 70С 100 2950 ВАО92-2
Н-8 Откачка второй фракции из основной ректифи- кационной колонны Фракция 205—300; 220 210 76 НК 200/120-210-1В СОТ 70С 55 2950 ВАО32-2
Н-16 Подача II циркулирую- щего орошения в ва- куумную колонну Фракция 310—350 ; 210 139 322 НК 560/335-120-2В СОТ 70С 100 2950 ВАО92-2
Н-4 Подача мазута в вакуум- ную колонну через печь вакуумной части Мазут; 325
Н-13 Подача III циркулирую- щего орошения в пер- вую ректификацион- ную колонну Фракция 300—350; 303
Н-17 Подача III циркулирую- щего орошения в ваку- умную колонну Фракция 350—505; 325
Н-20 Откачка гудрона пли по- луасфальта Гудрон; 365
Н-26 Промывка теплообмен- ников и гудронных ли- ний Фракция 180—240; 50—365
Н-27 Подача воды в электро- детндраторы Вода; 25
Н-28 Подача деэмульгатора в сырье Раствор деэмульгатора; 40
Н-37 Подача воды на РОУ Химически очищенная во да; 106
Н-31 Подача уплотняющей жидкости к сальникам насосов Фракция 180—240; 40
Н-53 Подача жидкого топлива в печи Мазут; 80
233 312 НТ 560/335-300-2Г ХДТ 80К 250 2950 ВАО122-2
102,5 170 НК 200/120-70-1Б ХОТ 60К 40 2950 ВАО81-2
97 145 НК 200/120-70-1Б ХОТ 60К 40 2950 ВАО81-2
269 158 НК 200/120-210-1Б ХДТ 70К 132 2950 ВАОЮ1-2
100 70 ПДГ-125/30-НГ — — Паровой
184 34 ЗМС-10Х8 30 3000 ВАО72-2
150 0,7 РК 4/25 5,5 1460 ВАО42-4
400 2,5 РГ-2,5/40 7,5 1460 ВАО51-4
250 3 РГ-4/25 7,5 1460 ВАО51-4
36 16,5 РЗ-ЗОа 7,5 1000 ВАО52-6
Компрессоры. На установках АВТ компрессоры применяют
редко; они служат для сжатия газов до определенного давления.
В связи с содержанием в сжимаемых углеводородных газах серо-
водорода необходимо соответствующее материальное оформление
компрессора. В настоящее время на заводе «Борец» испытывают
двухступенчатый компрессор 502 ГП 10/8, который рекомендует-
ся для коррозионной среды установок АВТ.
Газосепараторы, водоотделители,
отстойники, емкости
На установках первичной перегонки применяют большое число
пустотелых аппаратов для воздуха, газов и жидких сред. В зави-
симости от технологического назначения к пустотелым аппаратам
относятся: газосепараторы, водоотделители, отстойники, аварийные
емкости и др. Тип и размеры этих аппаратов выбирают по отрас-
левой нормали ОН 26—02—133—69 Министерства химического и
нефтяного машиностроения. Аппараты могут быть горизонтальны-
ми объемом от 1 до 100 м3 (для жидких сред) и вертикальные
объемом от 1 до 25 м3 (для воздуха и газов). Давление в аппара-
тах поддерживается от 0,7 до 25 кгс/см2. Температура их стенок
может быть от —70 до 300 °C. Внутренний диаметр горизонталь-
ных и вертикальных аппаратов составляет 800, 1000, 1200, 1600,
2000, 2400 и 3000 мм. В соответствии с технологическими требо-
ваниями аппараты могут изготовляться с внутренними устройства-
ми, например решетками, устройствами для насадки и др. В не-
которых случаях аппараты требуется оборудовать паровой или
водяной рубашкой для поверхностного обогрева или охлаждения
его содержимого. В качестве теплоносителя их охлаждающего
агента можно использовать водяной пар, горячую воду, циркули-
рующую через печь жидкость, холодную воду, рассол и др.
Глава X
ЭНЕРГОПОТРЕБЛЕНИЕ И ЭНЕРГОХОЗЯЙСТВО
СОВРЕМЕННЫХ УСТАНОВОК
ПЕРВИЧНОЙ ПЕРЕГОНКИ НЕФТИ
Энергопотребление. Эффективность технологической схемы
установки определяется не только технологическими ее преимуще-
ствами, но и энергозатратами. При оценке энергозатрат установок
и технико-экономических расчетах расход отдельных видов энер-
гии выражается в условном топливе (Q“ = 7000 ккал/ч). Для при-
ведения расходов отдельных видов энергии к условному топливу
рекомендуются следующие коэффициенты:
Кг условного
топлива
1 кВт-ч электроэнергии.................... 0,38
1 Гкал тепловой энергии ................. 170
1 м3 промышленной воды.................... 0,18
1 кг прямого топлива...................... 1,43
Коэффициент 1,43 представляет собой отношение теплоты сго-
рания жидкого топлива (Qp = 10 000 ккал/кг) к теплоте сгора-
ния условного топлива (7000 ккал/кг).
Расход отдельных видов энергии может быть пересчитан на условное топли-
во по формуле:
Gy == GtKt + GnKn + GBKB + GJi.3 -f- • • •
где Gy — условное топливо, т/год; GT — расход топлива, т/год; Gn — расход
пара, т/год; GB—расход воды, 1000 м3/год; G3—расход электроэнергии,
1000 кВт ч/год; Кт, Кп, Кв, К3— коэффициенты эквивалентности для пересче-
та на условное топливо.
Заменив значения Кт, Кп. Кв> Кэ приведенными выше коэффициентами
эквивалентности, находим:
Gy = 1,43GT + 0,17G„ + 0,18GB + 0,38G3
Удельный расход условного топлива (в кг/т перерабатываемого сырья) на
установке равен:
Gy
g.=-^—-1000
Чпр
где Qnp — производительность установки по сырью, т/год; Gy — суммарный
расход энергии, выраженный в условном топливе, т.
На нефтеперерабатывающих установках все виды энергозатрат
делятся на следующие категории: энергия, непрерывно расхо-
дуемая непосредственно на технологический процесс; энергия, рас-
ходуемая на нагрев мерников, лотков, трубопроводов и редко ис-
197
Т а б л и ц a 38. Энергозатраты на установках АТ и АВТ
Установка Произво- дитель- ность, тыс. т/год Жидкое топливо Водяной пар Вода Электроэнергия
кг/ч кг/т т/ч кг/т произво- дится на установке, т/ч мЗ/Ч мЗ/т тыс. кВт-ч/год У £ ж
АТ (АТ-3) 3000 6300 16,10 8,38 21,2 9,48 2115 5,4 1475 4,0
АТ (АТ-6) 6000 12 900 16,50 27,45 35,0 — 3224 4,2 2060 2,9
АВТ (А-12/1) 1000 4300 32,8 33,66 256,5* 9,69 1576 12,2 318* 2,2
АВТ (А-12/1.5М) 1500 4280 21,9 21,29 107,5 3,80 1486 7,6 406 2,2
ЭЛОУ—АВТ 1000 3045 30,45 10,41 79,5 1,05 1200 9,2 830 4,4
ЭЛОУ—АВТ (А-12/7) 2000 5600 21,20 15,32 59,0 0,86 2475 9,4 1830 7,4
АВТ (А-12/4) 2000 9845 37,80 12,67 48,7 4,25 2750 10,5 1070 4,3
АВТ (А-12/5) 2000 6280 24,30 12,67 48,7 — 2750 10,5 1380 5,5
АВТ (А-12/6) 3000 8030 20,60 19,24 49,0 1,52 4128 10,6 1840 4,9
ЭЛОУ—АВТ (А-12/9) 3000 11 130 30,00 32,45 10,8 15,4 3334 8,8 2460 6,4
АВТ (11-3) 6000 20 650 26,5 36,44 46,5 55,71 5060 6,5 4420 5,9
* Повышенный расход пара и меньший расход электроэнергии объясняется большим числом паровых насосов.
Таблица 39. Энергопотребление на наиболее характерных технологических установках*
Установка Производительность, тыс. т/год Топливо Пар Вода Электроэнергия Условное топливо
т/год в условном топливе, т/год т/год в ус- ловном топли- ве, т/год 1000 м/год в условном топливе, т/год тыс. кВт-ч/год в условном топливе, т/год всего, т/год удель- ный расход, кг/т
АВТ (А-12/1М) 1500 34 240 48 963 105 300 17 901 13 200 2376 3220 1224 70 464 47,00
ЭЛОУ—АВТ (А-12/7М) 2000 46 800 66 924 65 500 И 135 20 776 3740 14 679 5578 87 377 43,69
ЭЛОУ—АВТ со вторич- ной перегонкой бензи- на (А-12/5М) 2000 46 800 66 924 91 800 15 606 20 776 3740 11 111 4222 90 492 45,20
АВТ со вторичной пере- гонкой бензина (А-12/6) 3000 64 640 92 435 105520 17 938 33 024 5944 14 732 5598 121 915 40,64
ЭЛОУ—АВТ со вторич- ной перегонкой бензи- на (А-12/9) 3000 90 821 129 874 97 720 16612 25 925 4667 31 156 11 839 162 992 54,33
ЭЛОУ—АВТ (11-4) 6000 136 300 194 909 285 560 48 545 40528 7295 35 226 13 386 264 135 44 „00
Приведенные данные рассчитаны автором в условном топливе на основе проектов установок и материалов обследования.
пользуемое оборудование, на отопление зданий, на ремонт обо-
рудования; Энергия, расходуемая при аварийных случаях, при
нарушении режима работы и на противопожарные мероприятия.
В табл. 38 приведены данные о энергозатратах на установках АТ
и АВТ. В табл. 39 приведены данные о энергопотреблении (в услов-
ном топливе) на наиболее характерных технологических установ-
ках. Как видно из приведенных данных, распределение энергоза-
трат по отдельным видам энергии (топливо, пар, вода, электроэнер-
гия) на установках АВТ неравномерное и зависит от ряда
технологических, конструктивных, термодинамических и других
факторов.
В табл. 40 приводятся данные, характеризующие распределение
энергозатрат, выраженных в условном топливе. Как видно из дан-
ных табл. 40, основное место в энергозатратах занимает прямое
топливо.
Таблица 40. Распределение энергозатрат
(в условном топливе)
Установка Мощность, тыс, т/год Виды энергии, % от суммы условного топлива
топливо (прямое/. пар вода электро- энергия
АВТ (А-12/1М) 1500 69,2 25,3 3,8 1,7
АВТ со вторичной перегонкой бензина (А-12/5М) 2000 73,8 17,2 4,2 4,8
ЭЛОУ—АВТ (А-12/7М) 2000 75,6 12,8 4,3 7,3
ЭЛОУ—АВТ (А-12/9) 3000 79,8 10,3 2,9 7,0
АВТ (А-12/6) 3000 75,5 15,4 4,8 4,3
ЭЛОУ—АВТ (11-4) 6000 73,5 18,4 3,2 5,1
Топливоснабжение. Топливо на установках АВТ расходуется в
большом количестве и является основным видом энергии, обеспе-
чивающим проведение процессов перегонки. На установках пер-
вичной перегонки топливо сжигается в печах блоков атмосферной
перегонки нефти, вакуумной перегонки мазута, в блоках стабили-
зации легких бензинов и вторичной перегонки широкой бензиновой
фракции.
В качестве жидкого топлива применяют мазуты прямой пере-
гонки (основа котельного топлива), крекинг-остатки, гудроны,
различные смолистые вещества — остатки от очистки масляных
дистиллятов, ловушечные нефтепродукты и др. К числу газооб-
разных топлив относятся естественные или природные газы, неф-
тяные (попутные) газы, промышленные сухие газы, получаемые в
процессах нефтепереработки. Нефтяные остатки и углеводородные
газы обладают высокой теплотой сгорания — порядка 1000—
11 500 ккал/кг (или ккал/м3) при нормальных условиях. Для атмо-
сферной перегонки нефти с целью получения бензина, керосина и
200
дизельных топлив требуется нагрев ее до 340—360 °C. На совре-
менной установке первичной перегонки нефти АВТ производитель-
ностью 6 млн. т/год для этого требуется затратить тепла 116-
•106 ккал/ч, или 16,6 т/ч (134,8 тыс. т/год) жидкого топлива, имею-
щего теплоту сгорания 10 000 ккал/кг. Фактически на заводах
нефть нагревается предварительно за счет утилизации тепла вто-
ричных источников; таким образом, расход топлива несколько со-
кращается.
Для обеспечения установок жидким и газообразным топливом
в централизованном порядке на нефтяных заводах организуется
топливное хозяйство. Имеются цехи подготовки топлива; идущие-
от него топливопроводы закольцовываются и по ним беспрерывно
циркулирует жидкое топливо. На технологические установки про-
кладывают линии (ответвления). Специальные топливные мерники
на установках АВТ не предусматриваются. Имеются теплообмен-
ники для подогрева газового топлива перед его поступлением на
форсунки печи.
Паротеплоснабжение. Как уже указывалось, на установках АВТ
применяют насыщенный водяной пар давлением от 3 до 30 кгс/см2
и перегретый пар при 250—400°C давлением 6—12 кгс/см2. Пар1
низкопотенциальный давлением до 3 кгс/см2 применяют в основ-
ном для подогрева нефтепродуктов до 70—90 °C с целью уменьше-
ния их вязкости (для облегчения перекачки по трубопроводам);
поддержания нужной температуры в емкостях, аппаратах; поддер-
жания температуры застывающих продуктов в лотках, каналах;
обогрева арматуры, фитингов и импульсных линий на установках,,
обогрева отдельных производственных помещений и др. Перегре-
тый пар применяют для технологических целей в атмосферных и
вакуумных ректификационных колоннах; в печах — для распыла
топлива; в пароэжекторных системах вакуумной аппаратуры; для
приводов насосов и паровых турбин. Однако в связи с распростра-
нением электрических приводов паровые агрегаты применяют ред-
ко и в малом количестве. Основным источником пароснабжения
современных заводов являются собственные ТЭЦ, теплоэлектро-
централи районного или городского типа. Собственные котельные
установки при заводе сооружаются редко.
Водоснабжение. Вода на установках используется в основном
для охлаждения горячих нефтепродуктов до требуемой температу-
ры. Значительно меньше воды расходуется для промывки нефти,
растворения реагентов, питания паропроизводящих котлов, котлов-
утилизаторов. Вода является также основным средством для пожа-
ротушения на заводах. Заводы оборудуются коллекторами водо-
снабжения, системами промышленной теплофикационной и хими-
чески очищенной воды, конденсатопроводами. Вода на завод
поступает из рек, озер, прудов, моря и др. Для подачи воды
сооружают специальные водозаборные системы и насосные стан-
ции с коллекторами. Применяют прямоточные и оборотные систе-
мы водоснабжения. Широко распространено оборотное водоснаб-
201
жение, способствующее значительному сокращению объема свежей
и загрязненной воды. Вода на установку поступает с оборота при
25—26°С и возвращается в систему охлаждения при 45—50 °C.
На установке АВТ прокладывают водопроводные и канализа-
ционные коллекторы с учетом обслуживания водопотребляющих
точек. Внутри установочные водопроводы и канализационные ли-
нии присоединяются к заводским коллекторам. Для сооружения
блоков оборотного водоснабжения и очистных сооружений нефте-
заводов требуются большие капитальные вложения. Поэтому очень
важно сократить расход воды и рационально ее использовать. Зна-
чительно (на 60—70%) сокращается расход оборотной воды и
объем промышленных стоков на установках АВТ при использо-
вании аппаратов воздушного охлаждения (АВО), изготавливаемых
отечественной машиностроительной промышленностью. При этом
лишь немного увеличивается расход электроэнергии на двигате-
ли вентиляторов АВО.
Электроснабжение. Электроэнергию на АВТ и на ЭЛОУ — АВТ
потребляют электродвигатели, приводящие в движение насосы;
компрессоры; воздуходувки; вентиляторы, работающие в условиях
длительного и непрерывного режима; приводы механизмов; прибо-
ры контроля и автоматики; электродегидраторы и электрораздели-
тели блока выщелачивания компонентов светлых нефтепродуктов.
Кроме того, электроэнергия расходуется на освещение производ-
ственных и подсобно-вспомогательных зданий, площадок и терри-
тории объектов. Суммарные расходы электроэнергии на установ-
ках первичной перегонки весьма велики. На установке сооружают
трансформаторные подстанции и распределительное устройство
преимущественно вблизи от центра нагрузок. Для снабжения неф-
тезаводов и установок электроэнергией сооружают ТЭЦ недалеко
от завода, производится кольцевание с линиями электропередач,
строятся повышающие или понижающие подстанции и т. д.
Воздухоснабжение. Сжатый воздух применяется для чистки
труб печей и теплообменников; для смешения продуктов; обеспе-
чения работы пневматических механизмов, приборов контроля и
автоматики. В последнее время воздух в большом количестве на-
гнетается индивидуальными вентиляторами через аппараты воз-
душного охлаждения. Воздух применяется также для распыла топ-
лива в форсунках печей вместо водяного пара. Для централизо-
ванного обеспечения потребителей сжатым воздухом сооружаются
специальные воздушные компрессорные с воздуховодами. Воздух
на технологические установки подводится из заводских магистра-
лей. В некоторых случаях пользуются передвижными агрегатами.
Глава XI
ЭНЕРГОРЕСУРСЫ ПРОЦЕССОВ
ПЕРВИЧНОЙ ПЕРЕГОНКИ И ПУТИ
ИХ РАЦИОНАЛЬНОГО ИСПОЛЬЗОВАНИЯ
Теплоэнергетическая характеристика
установок АВТ
Получаемые на установках АТ и АВТ газы, пары и жидкие
компоненты обладают высокой температурой и содержат большое
количество потенциального тепла. Для обеспечения нормального
хранения нефтепродуктов необходимо охладить их до 35—80 °C.
Тепло выделяется также дымовыми газами, выходящими из труб-
чатых подогревателей, отработанным паром, конденсатом, охлаж-
дающей водой и др. Таким образом, все горячие потоки на уста-
новках обладают большими энергоресурсами и, следовательно, яв-
ляются вторичными энергоисточниками. Рациональное и эффек-
тивное использование вторичных энергоресурсов может значитель-
но повысить топливно-энергетический к.п.д. установок и заводов
и уменьшить энергозатраты.
Ниже приводится температурный режим основных аппаратов
установки ЭЛОУ — АВТ со вторичной перегонкой бензина (по
двухколонной схеме) производительностью 3 млн. т/год:
Аппараты и потоки
Температура,
°C
Электродегидраторы первой и второй сту-
пеней ............................... 105—115
Первая колонна атмосферной части . . . 120—240
Основная колонна атмосферной части . . 140—320
Дымовые газы из печей атмосферной части 337—340
Стабилизатор .......................... 75—180
Фракционирующий абсорбер............... 40—80
Вакуумная колонна ..................... 90—375
Дымовые газы из печи вакуумной части . 370—380
Колонны блока вторичной перегонки . . . 70—185
Блок выщелачивания..................... 50—55
Тепловая энергия, необходимая для ведения технологического
процесса, получается в основном за счет сжигаемого в форсунках
печей жидкого или газообразного топлива. Иногда для подогрева
используют водяной пар высокого давления. Мощность теплоэнер-
гетических агрегатов зависит от характера и режимных условий
процесса.
Основными факторами, определяющими потенциальную тепло-
вую энергию горячих нефтепродуктов, являются их масса и тем-
пература.
203
Таблица 41. Энтальпия горячих нефтепродуктов
установок ЭЛОУ—АВТ
(Сырье—ромашкинская сырая нефть)
Поток Количество <3П. КГ/Ч Темпе- ратура t, °C Тепло энтальпия «V ккал/(кг-°С) в потоке общее тепло Q, ккал/ч
ЭЛОУ—АВТ производительностью 3 млн. т/год
Блок атмосферной перегонки Верхний продукт первой ректифика- ционной колонны н. к.—85 °C 100 980 120 138,1 14 935 000
Широкая бензиновая фракция 85— 98 046 122 139,1 13 638 200
140 °C г: водяной пар
Керосин, фракция 140—240 °C 61 420 150 77,8 4 900 000
Дизельное топливо
летнее, фракция 240—300 °C 36 875 245 123,8 4 565 000
зимнее, фракция 300—350 °C 25 860 280 157,8 4 087 000
Мазут фракция >350 °C 205 940 375 220,1 45 306 800
Итого . . . — — — 87 432 000
Промежуточное циркуляционное оро-
шение
первое 114 000 200 108,2 12 334 800
второе 71 300 268 148,7 10 602 000
третье 62 500 305 173,8 9 762 500
Итого . . . — — — 32 699 300
Итого по блоку атмосферной пере- 120 131 300
ГОНКИ
Блок вакуумной перегонки мазута
Масляные фракции, °C 813 400
<350 10 030 160 81,1 813 400
350—400 25 934 225 123,5 3 686 700
400—450 31 121 275 149,2 4 643 300
450—490 24 484 315 179,3 4 390 000
>490 112 781 355 199,6 22 540 000
Итого . . . 36 573 400
Циркуляционное орошение
первое 17 000 160 81,1 1 378 700
второе 33 700 215 110,8 3 734 000
третье 38 200 260 139,3 5 316 400
четвертое 40 500 310 172,7 6 994 300
пятое 33 500 350 195,6 6 552 600
Итого . . . 23 976 000
Итого по блоку вакуумной перегонки 60 549 400
Всего по установке .180 680 700
Продолжение табл. 41
Поток Количество Gn, кг/ч Темпе- ратура t, °C Тепло в потоке
энтальпия "г ккал/(кг-°С) общее тепло Q, ккал/ч
Э Л О У—А ВТ производительност ь ю 6 млн. т/год
Блок атмосферной перегонки 83 900 126 140,6 11 700 000
Головной погон
Острое орошение 127 000 126 140,6 17 330 000
Водяной пар Фракции, °C 15 100 126 651 9 830 000 5 324 000
180—220 52 100 186 100,2
220—280 68 400 228 124 8 500 000
280—350 78 800 296 167 13150 000
Остаток н. к.—350 °C 378 300 340 188,6 71 400 000
Итого . . . 137 234 000
Циркулирующее орошение 139 000 103,8 14 420 000
первое 193
второе 197 500 248 137,5 27 150 000
Итого . . . 41 570 000
Итого по блоку атмосферной пере- гонки Блок вакуумной перегонки мазута Фракции, °C <350 178 804 000
24 100 140 69,1 1 670 000
350—500 1 544 000 300 165,6 25 600 000
<500 208 000 360 198 41 300 000
<500 14 900 368 203 2 990 000
Итого . . . 71 560 000
Циркулирующее орошение 16 700 000
верхнее 242 000 140 69,1
среднее 111 000 300 165,6 18 200 000
нижнее [49 500 368 217 10 360 000
Итого . . . 45 260 000
Итого по блоку вакуумной перегонки 116 820 000
Всего по установке 295 624 000
Тепловую энергию горячих нефтепродуктов (в ккал/ч) вычисляют из соотно-
шения:
<2п — Gn4t
где Qn — потенциальное тепло, ккал/ч; Gn — масса горячего продукта, кг/ч;
qt — энтальпия компонента при / °C, ккал/кг.
Суммарная потенциальная тепловая энергия пародистиллятных
фракций для различных установок характеризуется следующими
данными:
Установка Производитель-
ность, млн. т/год
ЭЛОУ—АВТ 1,0
А-12/1М 1,5
А-12/2 2,0
А-12/7М 2,0
А-12/5М 2,0
А-12/6 3,0
А-12/9 3,0
11-4 6,0
Тепловая энергия
пародистиллятных
фракций, тыс. ккал/ч
12 750
12 950
15 940
17 548
17 618
27 500
28 600
70 000
В табл. 41 приводятся данные об энтальпии горячих нефтепро-
дуктов (высокопотенциальных источников энергоресурсов) уста-
новок ЭЛОУ — АВТ.
С увеличением мощности установок количество тепловой энер-
гии, уносимой горячими нефтепродуктами из основных технологи-
ческих аппаратов, возрастает. Суммарное потенциальное тепло,
которое может быть получено с двух установок мощностью 3 и
6 млн. т/год, эквивалентно соответственно тепловыделению 15 и
30 т/ч высококалорийного котельного топлива (или 120 и 240 тыс.
т/год). В табл. 42 приведены данные о ресурсах тепла горячих
нефтепродуктов на установках АВТ производительностью 2, 3 и
6 млн. т/год.
Как видно из табл. 42, рациональное использование горячих
нефтепродуктов позволит значительно сократить все виды энерге-
тических затрат.
На рис. 74 показана схема потоков горячих нефтепродуктов
основной ректификационной колонны установки ЭЛОУ — АВТ про-
изводительностью 3 млн. т/год сернистой нефти. На рис. 75 пока-
зана схема потоков горячих нефтепродуктов вакуумной колонны
установки АВТ производительностью 6 млн. т/год. Для безопас-
ного хранения нефтепродуктов в заводских мерниках и резер-
вуарах необходимо их охладить до следующих температур (в °C):
Бензин..................................... 35—40
Керосин, дизельное топливо................. 50—60
Масляные дистилляты........................ 60—70
Мазут и гудрон............................. 90—95
Отнимаемое при охлаждении тепло является вторичным энер-
гоисточником нефтетехнологических установок.
Тепло вторичных энергоресурсов (<2эр) определяется по формуле (в ккал/ч):
<2эр = °п (% — <7/к)
206
где Gn — масса продукта, кг/ч; qt„ — энтальпия горячего продукта по выход е
из аппарата, ккал/кг; qtK — энтальпия продукта при температуре охлаждения,
ккал/кг.
В связи с введением промежуточных циркуляционных ороше-
ний в колоннах атмосферной перегонки нефти и вакуумной пере-
гонки мазута установок АТ и АВТ появились новые источники
тепловой энергии с большим содержанием потенциального тепла.
Рис. 74. Схема потоков горячих неф-
тепродуктов основной ректификаци-
ной колонны установки ЭЛОУ—АВТ
производительностью 3 млн. т/год
(тип А-12/9):
/ — печь атмосферной части; 2 — основная
ректификационная колонна. Z —водяной
пар; II — подогретая нефть; III, IV, V —
циркуляционные орошения; VI — острое
орошение; VII —смесь паров; VIII, IX,
X — боковые фракции; XI — мазут.
VH
Рис. 75. Схема потоков горячих
нефтепродуктов вакуумной колонны
установки АВТ производительностью-.
6 млн. т/год:
1 — печь вакуумной части; 2—вакуумная*
колонна. I — водяной пар; II — горячий,
мазут; III, IV, V — циркуляционные оро-
шения; VI — острое орошение; VII — про-
дукты разложения; VIII, IX, X, X/— боко-
вые фракции; XII — гудрон.
Циркуляционные орошения характеризуются большими теплоэнер-
гетическими эффектами:
_ Суммарное потенциальное
Производитель- тепло циркуляционных
ЭЛОУ—АВТ ность, млн. т/год орошений, тыс. ккал/ч
А-12/7М 2,0 22 555
А-12/9 3,0 56 000
11-4 6,0 86800
Использование тепла циркуляционных орошений позволяет
значительно повысить температуру подогрева сырья, поступающего
на установку, и одновременно обеспечить регулирование теплового
режима ректификационной, вакуумной и абсорбционной колонн,,
в которых введены промежуточные циркуляционные орошения.
Тепловые ресурсы дымовых газов. Дымовые газы трубчатых
печей промышленных нефтезаводских установок являются носите-
207
Таблица 42. Ресурсы тепла горячих нефтепродуктов на установках АВТ
(Сырье—ромашкинская нефть)
Нефтепродукты Коли- чество, Q, кг/ч Температура, °C Энтальпия, ккал/(кг-°С) Тепло потенциальное, ккал/ч Ресурсы тепла для вторичного использования, ккал/ч
начальная конечная 'к Qt гн <h гк начальное «и конечное «к
АВТ производительностью 2,0 млн. т/год
Фракции, °C
85—140 20 674 124 40 141,6 19,3 2 908 000 398 000 2 510 000
140—240 47 012 160 50 82,4 24,4 3 593 800 1 147 000 2 446 800
240—300 25 640 205 60 108,8 27,8 2 790 000 712 800 2 077 200
300—350 17 950 247 70 133,4 32,7 2 397 000 587 000 1 810 000
350—420 27 178 260 80 140,1 36,7 3 800 000 992 000 2 808 000
420—490 29 230 380 90 223,1 40,6 6 521 000 1 182 000 5 339 000
>490 77 692 385 90 216,3 39,5 16 804 000 3 080 000 13 724 000
Итого . . . — — — — — 38 813 800 8 098 800 30 715 000
Э Л О У—А ВТ производительностью 3 млн. т/год
Фракции, °C н. к.—85 100 980 120 35 138,1 18,1 14 935 000 1 827 700 13 107 300
85—140 98 046 122 40 139,1 20,1 13 638 200 1 960 000 11 678 200
140—240 61 420 150 50 77,8 24,4 4 900 000 1 490 000 3 410 000
240—300 36 875 245 50 123,8 23,7 4 565 000 875 000 3 690 000
300—350 25 860 280 60 157,8 27,8 4 087 000 715 000 3 372 000
>350 205 940 375 90 220,1 41,7 45 306 800 8 580 000 36 726 800
<350 10 030 160 70 81,1 32,7 813 400 327 000 486 400
350—400 25 934 225 70 123,5 33,8 3 686 700 874 000 2 812 700
400—450 31 121 275 75 149,2 33,4 4 643 300 1 040 000 3 603 300
450—490 24 484 315 80 179,3 36,4 4 390 000 892 000 3 498 000
>490 112 781 355 95 199,6 42,5 22 540 000 4 770 000 17 770 000
2551
Циркуляционное ороше- ние первое основной рек- тификационной ко- лонны второе основной рек- тификационной ко- 114 000 71 300 200 268 211 206 108,2 148,7 55,4 112,0 12 234 800 10 602 000 6 280 000 3 950 000 6 054 800 6 652 000
лонны
третье основной рек- тификационной ко- лонны 62 500 305 160 173,8 78,9 9 762 500 4 850 000 4 912 500
первое вакуумной ко- лонны 17 000 160 80 81,1 38,9 1 378 700 662 000 716 700
второе вакуумной ко- лонны 33 700 215 90 110,8 41,7 3 734 000 1 410 000 2 324 000
третье вакуумной ко- лонны 38 200 260 170 139,3 84,5 5 316 400 3 300 000 2 016 400
четвертое вакуумной колонны 40 500 310 250 172,7 129,3 6 994 300 4 680 000 2 314 300
пятое вакуумной ко- лонны 33 500 350 246 195,6 126,5 6 552 600 4 250 000 2 302 600
Итого . . . — — — — — 180 180 700 52 732 700 127 448 000
Укрупненная ЭЛОУ—АВТ производительностью 6 млн. т/год
Водяной пар 15 100 126 40 651 40,0 9 830 000 607 000 9 223 000
Фракции, °C н. к.— 180 (с парами орошения) 180—220 210 900 126 40 140,6 19,3 29 030 000 4 040 000 24 990000
52 100 186 45 100,2 21,4 5 324 000 1 110 000 4 214 000
220—280 68 400 228 50 124 27,8 8 500 000 1 895 000 6 605 000
280—350 78 800 296 60 167 27,1 13 150 000 2 135 000 11 015 000
>350 378 300 340 90 188,6 41,7 71 400 000 15 780 000 55 620 000
<350 24 100 -440- 60 69,1 27,8 1 670 000 671 000 999 000
Нефтепродукты Коли- чество, Q, кг/ч Температура, °C
начальная 'н конечная ‘к
350—500 154 400 300 95
<500 208 000 360 95
>500 14 900 368 95
Циркуляционное ороше- ние
первое основной рек- тификационной ко- лонны 139 000 193 70
второе основной рек- тификационной ко- лонны 197 500 248 80
верхнее вакуумной колонны 242 000 140 50
среднее вакуумной колонны 111 000 300 150
нижнее вакуумной колонны 49 500 368 170
Итого . . . — — —
Продолжение табл. 42
Энтальпия, ккал/(кг«рС) Тепло потенциальное, ккал/ч Ресурсы тепла для вторичного использования, ккал/ч
qtn rx начальное <?н конечное <?К
165,6 44,5 25 600 000 6 850 000 18 750 000
198 43,5 41 300 000 9 120 000 32 180 000
203 42,5 2 990 000 634 000 2 356 000
103,8 33,8 14 420 000 4 725 000 9 695 000
137,5 38,4 27 150 000 7 580 000 19570 000
69,1 22,7 16 700000 5 500 000 11 200 000
165,6 74,2 18 200 000 8 200 000 10 000 000
217 83 10 360 000 4 100000 6 260000
— — 295 625 000 72 947 000 222 677 000
лями большого количества тепловой энергии. Температура отхо-
дящих дымовых газов нефтетехнологических установок достигает
400—600 °C. Выброс большого количества дымовых газов с высо-
кой температурой в атмосферу вызывает потери и уменьшает к.п.д.
аппарата огневого действия.
Тепло дымовых газов (Сд.г), печей, топок под давлением, парокотельных
установок зависит от количества сжигаемого топлива и определяется по форму-
ле (в ккал/ч):
Сд.г = Bqt
где В — количество сжигаемого топлива, кг/ч или м3/ч (при нормальных усло-
виях); qt —энтальпия дымовых газов при / °C, ккал/кг (берется по таблицам).
4t = сдЛ
где Сд.г — средняя теплоемкость дымовых газов, ккал/(кг-°С); t — температу-
ра дымовых газов, РС.
В практических расчетах сд г рекомендуется принимать равной 0,23—0,24.
На современном нефтеперерабатывающем заводе с отходящи-
ми дымовыми газами теряется около 20% тепла, получаемого при
сжигании топлива. На более ранних установках эти потери, вслед-
ствие несовершенной конструкции печей, значительно больше (до
30% и выше).
Нормами технологического проектирования предусматривается
снижение температуры дымовых газов перед входом их в дымовую
трубу при естественной тяге до 250 °C. При наличии специальных
дымососов температуру можно снизить до 180—200 °C. Тепло ды-
мовых газов, имеющих температуру 200—450°C (средняя цифра),
может быть использовано для подогрева на установке воздуха,
воды, нефти и для производства водяного пара. Ниже приводятся
данные о тепловых ресурсах дымовых газов на установке ЭЛОУ —
АВТ со вторичной перегонкой бензина производительностью
3 млн. т/год сернистой нефти:
Тепловая мощность печи, ккал/ч Трубчатые подогреватели (печи)
1 29 180 000 2 22 772 300 3 15 901 000
Расход жидкого топлива, кг/ч Температура дымовых газов на 4000 3130 2200
выходе из печи, °C ... . Объем дымовых газов при тем- пературе газов на выходе из 375 400 410
печи, м3/ч Допустимая температура охла- ждения дымовых газов перед 47,7 38,7 27,5
дымовой трубой, °C . . . Утилизируемое тепло дымовых 210 210 210
газов, ккал/ч 3670 000 3 300 000 2 580 000
Таким образом, на рассматриваемой установке имеются сво-
бодные тепловые ресурсы горячих дымовых газов, равные
9,5 Гккал/ч, что эквивалентно условному топливу 10 880 т/год.
То же наблюдается и на других установках первичной перегонки
14*
211
нефти; по мере укрупнения установок энергоресурсы увеличива-
ются.
Тепловые ресурсы охлаждающей воды. Уходящая из конденса-
торов и холодильников нагретая вода является источником боль-
шого количества низкопотенциального тепла. В случае оборотной
системы водоснабжения вода поступает в технологические аппа-
раты при 25—26 °C и уходит при 45—50 °C и выше. Размер теп-
ловой энергии, содержащейся в сбрасываемой в канализационную
систему воды, зависит от ее расхода. Так, на установке ЭЛОУ —
АВТ производительностью 3 млн. т/год нефти охлаждающая вода
уносит в канализацию около 70 Гккал/ч низкопотенциального тепла.
На охлаждение отработанной охлаждающей воды до первоначаль-
ной температуры (25—26 °C) в системе оборотного водоснабже-
ния требуется большое количество дополнительной энергии. Кро-
ме конденсаторов и холодильников вода расходуется в электроде-
гидраторах обессоливающей установки (100—110°С), а также
подается в барометрические конденсаторы узла вакуумной пере-
гонки мазута (60—70°C). В настоящее время тепловая энергия
горячей воды применения на нефтезаводах не находит.
Пути рационального использования вторичных энергоресурсов
Получение дистиллятных фракций из нефтяного сырья связано
с нагревом нефти до 340—350 °C. Установлены следующие интерва-
лы температур начала и конца кипения углеводородных фракций
(с небольшими отклонениями, зависящими от технологического ре-
жима): бензины 62—140°С (180°С); керосины 140(180)—240°С;
дизельные топлива 240—300, 300—350 °C; масляные фракции 350—
400, 400—450, 450—490°C (500°C); гудрон>490°C (500°C). Нефть
нагревается до требуемой температуры в аппаратах огневого дей-
ствия — печах соответствующей тепловой мощности. Для уменьше-
ния тепловой мощности печей нефть предварительно нагревают за
счет тепловой энергии вторичных энергоисточников на самой уста-
новке. Чем выше температура предварительного подогрева нефти,
тем меньше тепловая нагрузка печи и расход сжигаемого топлива.
Для предварительного подогрева нефти можно использовать
следующие вторичные источники: пародистиллятные фракции
(ПО—124 °C); боковые погоны ректификационной колонны (фрак-
ции 140—240, 240—300, 300—350°C); остаток —низ ректификаци-
онной колонны (310—315°C); циркулирующие орошения ректифи-
кационной колонны (от 150 до 300°C); масляные фракции вакуум-
ной колонны (н.к.— 350, 350—400, 400—450, 450—490°C); остаток
вакуумной колонны — гудрон (>490°C); циркулирующие ороше-
ния вакуумной колонны (от 200 до 350°C); дымовые газы, поки-
дающие трубчатые печи с высокой температурой; промежуточные
фракции и потоки из других технологических узлов установки.
Использование тепловой энергии пародистиллятных фракций.
Пародистиллятные фракции имеют среднюю температуру 115—
124 °C. На отечественных нефтеперерабатывающих заводах тепло-
212
вая энергия их не только не используется, но для конденсации и
охлаждения этих фракций расходуется большое количество охлаж-
дающей воды. Существует ошибочная точка зрения, что исполь-
зование низкопотенциального тепла этого источника мало целесо-
образно. В то же время утилизация тепловой энергии пародистил-
лятных фракций позволила бы значительно сократить расход обо-
ротной (или прямоточной) воды, а также уменьшить тепловую
мощность печей. Если лишь 50% тепла, снимаемого в конденсато-
рах и холодильниках, использовать для предварительного подогре-
ва сырья, то нефть с начальной температурой 10 °C можно будет
подогревать до 82 °C.
За рубежом тепло пародистиллятных фракций широко исполь-
зуется для предварительного подогрева нефтяного сырья. Так, на
атмосферно-вакуумной установке фирмы Креол (Ведесуэлла) про-
изводительностью 3 млн. т/год нефти в результате глубокой реге-
нерации тепла всех видов горячих потоков (в том числе и паро-
дистиллятных фракций) температура предварительного подогрева
нефти достигает 260 °C. Нефть пропускается через теплообменные
аппараты, обогреваемые теплоносителями в следующем порядке:
циркуляционные орошения атмосферной колонны—►пародистил-
лятные фракции атмосферной колонны—►верхние продукты ваку-
умной колонны—►боковые потоки атмосферной колонны—►боко-
вые потоки вакуумной колонны—►вакуум-остаток. На обычных
установках нефть поступает в атмосферную печь при 170—180 °C.
Таким образом, благодаря регенерации тепла горячих потоков теп-
ловая нагрузка печей уменьшается на 20—25%.
Использование тепловой энергии горячих нефтепродуктов. На
современных установках первичной перегонки нефти тепловая
энергия горячих нефтепродуктов используется для предваритель-
ного подогрева нефти, промышленной теплофикационной и химиче-
ски очищенной воды, для поддержания температуры быстрозасты-
вающих продуктов, обогрева емкостей, трубопроводов, трубных
лотков и др. На рис. 76 показана наиболее рациональная схема
использования тепла горячих потоков для предварительного подо-
грева нефти на установке АВТ производительностью 2 млн. т/год.
Такие установки имеются на многих отечественных нефтезаводах.
Как видно из схемы, на установке в результате рационального
использования вторичных энергоресурсов нефть предварительно
подогревается с 10 до 234 °C. На более старых аналогичных уста-
новках нагрев нефти за счет тепла регенерируемых источников не
превышает 160—170 °C. В результате теплообмена гудрон охлаж-
дается до сравнительно низкой температуры, и для его доохлаж-
дения до температуры хранения требуется значительно меньше
воды, чем на ранее построенных установках АВТ.
Весьма целесообразным является совмещение процессов элек-
трообессоливания и атмосферно-вакуумной перегонки на установ-
ках ЭЛОУ — АВТ. Электрообессоливание нефтей протекает при
ПО—115°С и 10—12 кгс/см2. Более высокий эффект достигается
213
при повышении температуры обессоливания до 160—180 °C и дав-
ления 18 кгс/см2. Для нагрева нефти перед электродегидраторами
необходимо чрезвычайно много тепловой энергии. Так, на уста-
новке производительностью 3 млн. т/год нефти для электрообессо-
ливания при 115 °C требуется 18,8 Гккал/ч тепла, а в случае обес-
соливания при 180 °C 35 Гккал/ч.
206°С
1О°С
169 205 185 247 275 275°С
145 149 200 205 260
ХЛГ ХШ ХИ XI X
380° С
IX
230°С
УШ
Рис, 76. Схема использования тепла горячих потоков для предварительного
подогрева нефти на установке АВТ:
/ — теплообменники; 2 —первая ректификационная колонна, / — сырая нефть; //—X/V — го-
рячие потоки с установки.
Рис. 77. Схема использования тепла горячих потоков на установке ЭЛОУ—АВТ:
/ — теплообменники до ЭЛОУ; 2 — блок ЭЛОУ; 3 — теплообменники после ЭЛОУ; 4 — пер-
вая ректификационная колонна. I— сырая нефть; II—X — горячие потоки нефтепродуктов
для подогрева нефти до ЭЛОУ; XI—XXII — горячие потоки нефтепродуктов для подогрева
нефти после ЭЛОУ.
На рис. 77 показана схема использования тепла горячих пото-
ков на установке ЭЛОУ —АВТ производительностью 3 млн. т/год
сернистой нефти. Суммарное использование тепла горячих нефте-
продуктов на этой установке характеризуется следующими цифра-
14
ми (согласно расчетам проекта):
Использованное
тепло горячих
потоков,
тыс. ккал/ч
Потоки нефти
первый (с 10 до 230 °C)............. 13 015
второй (с 10 до 230 °C)............. 13 811
третий (с 10 до 230 °C)............. 22 397
Разные продукты............................. 12 123
Таким образом, только от горячих нефтепродуктов в теплообменниках сни-
мается 61,35 Гккал/ч. С учетом тепловых потерь это тепло эквивалентно
8760 кг/ч, или 59 200 т/год, жидкого условного топлива.
Благодаря утилизации тепла горячих нефтепродуктов значительно умень-
шается расход охлаждающей воды. Если бы все это тепло снималось в аппаратах
водяного охлаждения, потребовались бы холодильные аппараты со следующей
общей поверхностью:
Q 61 350000 „ „
№cd = 80-70 = 10 955 м
где К — общий коэффициент теплопередачи (принимается равным 80 ккал/(м2-
-ч-°С); /ср — средняя разность температур (принимается средняя величина
70 9С).
Для охлаждения горячих нефтепродуктов с начальной температурой 1И =
— 26 °C и конечной /к = 45 9С потребовалось бы оборотной воды:
Q 61 300 000
W ~ 1000 (tK —1„) “ 1000 (45 — 26) = 3200 м 'ч
или 24 млн. м®/год.
Как было отмечено выще, тепловая энергия горячих нефтепро-
дуктов на установках АВТ используется также для подогрева
химически очищенной и промышленной теплофикационной воды.
Например, на установке АВТ производительностью 3 млн. т/год
нефти за счет тепла гудрона нагревается 111 000 кг/ч теплофика-
ционной воды с 70 до 130 °C. На этой же установке за счет тепла
третьего циркуляционного орошения вакуумной колонны дополни-
тельно нагревается в таких же температурных пределах 19 800 кг/ч
теплофикационной воды. Теплофикационная вода в зимних, усло-
виях отапливает промышленные и коммунально-бытовые помеще-
ния; тем самым исключается расход большого количества пара низ-
кого и среднего давления.
На рис. 78 дана схема подогрева промышленной теплофикаци-
онной воды за счет тепла горячих нефтепродуктов на укрупнен-
ной установке АВТ производительностью 3 млн. т/год. Теплофи-
кационная вода из заводской магистральной линии поступает на
установку при 70 °C. Часть воды проходит последовательно через
теплообменники 1, предназначенные для широкой фракции вакуум-
ной колонны, фракции 240—300 °C, гудрона, и нагревается до
130 °C. Другая часть воды направляется в мерник 8 и циркулирует
в системе насос 7 — теплообменники — калориферы печей 3 —
подогреватель газового топлива 2. При необходимости часть воды
этого потока используется для подогрева щелочи в мернике 6,
лотков 5, трубопроводов 4 и поступает в мерник 8. Остальная часть
215
потока направляется в заводскую сеть. В результате теплофика-
ционная вода получает от горячих нефтепродуктов около
8,5 Гккал/ч тепла (по расчету). Это эквивалентно примерно
13,2 т/ч пара давлением 3 кгс/см2. Расход воды на охлаждение
нефтепродуктов уменьшается на 426 м3/ч, или 3370 тыс. м3/год;
кроме того экономится около 10 т/ч пара, который потребовался бы
для подогрева воздуха в калориферах, а также обогрева лотков и
мерников. Эффективность использования тепловой энергии горячих
нефтепродуктов на установках определяют в основном следующие
факторы:
Рис. 78. Схема подогрева промышленной теплофикационной воды за счет тепла
горячих нефтепродуктов:
1 — теплообменники; 2 — подогреватель газового топлива; 3 — калориферы; 4 — трубопрово-
ды установки; 5 — лотки для труб; 6 — щелочной мерник; 7 —насос; 8 — мерник теплофика-
ционной воды, / — холодная теплофикационная вода; // — горячие потоки нефтепродуктов;
/// — нагретая теплофикационная вода.
конструктивные особенности аппаратов, обеспечивающие их
работу при более высоком коэффициенте теплопередачи;
правильный выбор источника тепла и разработка рациональ-
ной схемы теплообмена с учетом последовательности включе-
ния в систему теплоносителей;
минимальные размеры тепловых потерь, достигаемые сокраще-
нием длины технологических коммуникаций, а также выбором
материала тепловой изоляции;
обеспечние технически правильной эксплуатации энергосисте-
мы, недопущение загрязнения трубок, корпуса теплообменных ап-
паратов и др.
Использование тепловой энергии дымовых газов. Поскольку с
дымовыми газами теряется 20—30% тепла, большая часть печей
работает с к.п.д., не превышающим 60—70%. Тепло высокотем-
пературных дымовых газов может быть использовано на следую-
щие нужды: перегрев пара в пароперегревательном змеевике, уста-
новленном в конвекционной шахте печи; подогрев воздуха в воз-
духоподогревателе, установленном между боровом и дымовой тру-
216
бой; производство водяного пара в выносном котле-утилизаторе;
подогрев воды технической и теплофикационной; подогрев нефти,
поступающей на переработку, и др.
Подогрев водяного пара. На установках АТ и АВТ перегретый
водяной пар в основном используют в ректификационных колон-
нах блока атмосферной перегонки, блока вакуумной перегонки
мазута и в отпарных колоннах этих блоков. На установках про-
изводительностью 3 млн. т/год для атмосферного блока расходует-
ся пара 9075 кг/ч давлением 10 кгс/см2, для вакуумного блока
3600 кг/ч давлением 3 кгс/см2. Для перегрева пара используется
часть тепла дымовых газов конвекционной камеры печи. Змеевик-
пароперегреватель располагается между нижними и верхними ря-
дами продуктовых труб конвекционной камеры. Насыщенный пар
поступает в змеевик снизу, в противоток горячим дымовым газам,
и перегревается до 200—400 °C.
На установке ЭЛОУ — АВТ производительностью 3 млн. т/год
в печах шатрового типа перегрев пара за счет тепла дымовых газов
характеризуется следующими данными:
Печь атмосферной части Печь вакуумной части Печь горячей струи блока АТ
Тепловая мощность печи, ккал/ч 30- 10е 23-10» 16- 10е
Количество водяного пара, кг/ч 4947 3610 4538
Температура, °C водяного пара при входе в пароперегреватель . . . 179 133 179
перегретого пара .... 330 370 330
дымовых газов после паро- перегревателя 375 400 410
Поверхность нагрева труб па- роперегревателя, м2 . . . . 167 167 131
Диаметр труб пароперегревате- ля, мм 57X4 57x4 57x4
На некоторых установках пароперегреватели были перенесены
из конвекционных камер в боров дымоходов. На освободившемся
месте в конвекционной камере печей с целью интенсификации
мощности установок расположили дополнительные продуктовые
трубы. На ряде восточных и южных заводов страны пароперегре-
вательные змеевики размещены в борове печи.
Подогрев воздуха. На некоторых промышленных установ-
ках первичной перегонки часть тепла дымовых газов используется
для подогрева воздуха. Благодаря этому уменьшается расход топ-
лива и улучшается процесс горения.
Производство водяного пара. Печи тепловой мощно-
стью более 15 млн. ккал/ч являются экономически выгодными для
вторичного использования тепловой энергии горячих дымовых га-
зов. В последнее время почти во всех мощных печах установок
первичной перегонки нефти тепловая энергия печных газов упо-
требляется для производства водяного пара.
217
На рис. 79 показана схема производства пара при использова-
нии дымовых газов печей беспламенного горения. Во всех трех
печах 1 над конвекционной камерой 4 установлены котлы-утилиза-
торы 5. Конденсат из заводской сети поступает в паросборник 6
и оттуда насосом 7 подается в котлы-утилизаторы 5. Полученная
Рис. 79. Схема производства пара при использовании дымовых газов печей
беспламенного горения:
> — печи; 2 — радиантные камеры; 3 — пароперегреватели; 4 — конвекционные камеры;
5 — котлы-утилизаторы; 6 — паросборник; 7 — насос. /— конденсат; //— конденсат для пи-
тания котлов-утилизаторов; /// — продувочная вода; /V — пароконденсатная смесь; V—на-
сыщенные пары в пароперегреватель; V/— перегретый пар в сеть; V//— насыщенный пар
из заводской сети.
пароконденсатная смесь снова возвращается в паросборник. Насы-
щенные пары из паросборника направляются в пароперегревате-
ли 3 двух печей 1. Перегретый пар поступает в заводскую сеть.
Третья иечь обслуживает вакуумную колонну установки. В эту
печь пар для перегрева поступает из заводской сети и после пере-
грева возвращается снова в заводскую сеть.
Рис. 80. Схема утилизации тепла дымовых газов печей шатрового типа:
/ — печь; 2 — пароперегреватель; 3 — котел-утилизатор; 4 — вентилятор; 5 — рекуператор (по-
догреватель воздуха); 6 — калориферы; 7 —дымоходы; 8 — насос; 9 — паросборник; 10 — те-
плообменник. / — перегретый пар; // — воздух; ///— пароконденсатная смесь; IV— конден-
сат для питания котлов-утилизаторов; V — насыщенный пар; VI— конденсат или химически
очищенная вода.
218
На рис. 80 показана схема утилизации тепла дымовых газов
печей шатрового типа для подогрева воздуха, производства водя-
ного пара и его перегрева. Такая схема, более эффективная по
сравнению с другими схемами, обеспечивает максимальное исполь-
зование тепловой энергии дымовых газов и одновременно способ-
ствует повышению к.п.д. печи. Вода из заводской линии через
теплообменник 10 поступает в паросборник 9. Насосом 8 нагретая
вода направляется в котел-утилизатор 3, расположенный в боро-
ве. Оттуда пароконденсатная смесь поступает в паросборник 9.
Насыщенный пар с верха паросборника 9 направляется в паропе-
регреватель 2, расположенный в конвекционной камере печи. Ат-
мосферный воздух забирается вентилятором 4 и направляется че-
рез калориферы 6 в рекуператор 5. _
На типовой установке ЭЛОУ — АВТ (А-12/9) производитель-
ностью 3 млн. т/год со вторичной перегонкой бензина установлено
пять печей суммарной тепловой мощностью 81 Гккал/ч. Во всех
печах за 1 ч сжигается 11 130 кг топлива. Температура дымовых
газов на выходе из конвекционных камер печей 375—410 °C. Для
использования тепловой энергии дымовых газов перед вводом их
в дымовую трубу в печах установлены выносные котлы-утилизато-
ры типа КУ-40.
Т а б л и ц а 43. Утилизация тепла дымовых газов печей
установки ЭЛОУ—АВТ производительностью 3 млн. т/год
сернистой нефти
Показатели Печь Всего от трех печей
1 2 3
Тепловая мощность печи (расчетная), тыс. ккал/ч Расход топлива, кг/ч Температура дымовых газов перед кот- лами, °C Объем дымовых газов (при температу- ре газов), м3/ч Температура дымовых газов после кот- лов, °C Утилизируемое тепло, Гккал/ч Пар, получаемый за счет тепла дымо- вых газов кг/ч т/год Средняя температура дымовых газов в котле, °C Коэффициент теплопередачи, ккал/(м2-ч-°С) Поверхность нагрева котла, м2 Число котлов КУ-40 (Г=485 м2), шт. 29 180 4000 375 47,7 210 3,67 5900 47 200 293 51 606 2 22 772 3130 400 38,7 210 3,30 5300 42 400 305 41 638 2 15501 2200 410 27,5 210 2,58 4150 33200 310 52,5 406 1 67 453 9330 9,55 15 350 122 800 1650 5
В табл. 43 приводятся данные об утилизации тепла дымовых
газов печей установки ЭЛОУ—АВТ со вторичной перегонкой ши-
219
рокой бензиновой фракции. Количество получаемого пара (давле-
нием 10 кгс/см2) достаточно для покрытия потребности самой
установки примерно на 50%. На рис. 81 показана типовая схема
Рис. 81. Схема производства пара в выносных котлах-утилизаторах:
/ — мерник химически очищенной воды; 2 — паросборник; 3 — насосы; 4 — котел-утилизатор;
5 — заслонки для дымовых газов; 6 — дымоход; 7 —печь, / — насыщенный пар; // — хими-
чески очищенная вода; /// — дымовые газы; IV — продувочная вода.
производства пара в выносных котлах-утилизаторах на установках
АВТ производительностью 3, 6 и 8 млн. т/год нефти.
Глава XII
ОБОРУДОВАНИЕ УСТАНОВОК СРЕДСТВАМИ
КОНТРОЛЯ И АВТОМАТИКИ
На установках АВТ постоянно измеряются, регулируются и ре-
гистрируются следующие основные параметры: расход сырья, про-
межуточных продуктов, готовой продукции, топлива, пара, рас-
творов щелочи и воды; давление в аппаратах, емкостях, трубопро-
водах, насосах и др.; температура потоков в аппаратах, емкостях
и трубопроводах; уровень жидкостей в технологических аппаратах
и емкостях. Кроме того, постоянно контролируется качество сырья,
компонентов светлых нефтепродуктов и масляных дистиллятов.
Число контрольно-измерительных приборов определяется произво-
дительностью установок.
Для контроля и автоматизации рекомендуются приборы систе-
мы «старт». На ранее построенных установках ведущее место за-
нимают приборы системы АУС. Благодаря блочному принципу
построения, полной взаимозаменяемости приборов и блоков, еди-
ным унифицированным входным и выходным сигналам всех при-
боров, большой дистанции, быстроте передачи и обработки ин-
формации, простоте сочетания с машинами и управляющими вы-
числительными устройствами в единых цепях управления приборы
системы «старт» обеспечивают большую гибкость при построе-
нии сложных схем автоматизации производственных процессов.
С помощью приборов «старт» можно осуществлять схемы автома-
тизации, которые позволяют из одной операторной управлять всем
ходом технологического процесса.
Для измерения и регулирования расхода проектом предусмат-
ривается использование в качестве датчика дифманометра ком-
пенсационного типа ДСП. При измерении расхода показания вы-
носятся на информационную машину. При регулировании расхода
прибор состоит из датчика типа ДСП, вторичного прибора ПВ10.1Э,
пневматического регулятора ПР3.21 и регулирующего клапана.
Для учета количества поступающих и уходящих потоков приме-
няют объемные счетчики с выходом на информационную машину.
Давление измеряют и регулируют датчиком системы ГСП.
Температуру измеряют с помощью хромель-капелевых и хро-
мель-алюминиевых одинарных термопар. Они работают в комплек-
се с электропреобразователями, служащими для преобразования
термоэлектродвижущей силы в пропорциональный ей постоянный
221
ток, который передает показания на информационную вычисли-
тельную машину. Регулируют температуру с помощью комплекта
приборов, состоящего из сдвоенной термопары, электропневмопре-
образователя, электропреобразователя вторичного прибора
ПВ10.1Э, пневматического регулятора ПР3.21 и регулирующего
клапана. В качестве измерителей и регуляторов уровня приме-
няют приборы с пневматическим выходом.
Качество продуктов контролируется и регулируется анализато-
рами качества, которые включены в систему регулирования. На-
значение анализаторов качества: автоматическое определение
вязкости, температуры вспышки, начала кипения светлых нефте-
продуктов, определение содержания соли в воде и воды в нефти,
определение фракционного состава, плотности. Существуют также
следующие приборы: хроматограф промышленный автоматический,
газоанализатор оптико-акустический для автоматического опреде-
ления содержания (в %) окиси углерода, газоанализатор магнит-
но-электрический для автоматического определения содержания
(в %) кислорода; прибор для определения вязкости нефтепродукта
на потоке.
Предусматривается регулирование расхода и давления водя-
ного пара, поступающего на установку. Давление мятого пара так-
же измеряется и контролируется. Для учета количества химически
очищенной воды и топливного газа, поступающих на установку,
предусмотрены счетчики. Давление топливного газа поддерживает-
ся постоянным при помощи регулятора давления; автоматически
регулируется давление воздуха, используемого для питания прибо-
ров КИП. Давление на выкидах всех насосов и на аппаратах, ра-
ботающих под давлением, контролируется манометрами, установ-
ленными непосредственно на месте измерения.
Принципиальная схема контроля и управления
Первая ректификационная колонна. Расход сырья, подаваемого
в первую ректификационную колонну, поддерживается постоянным
регулятором расхода, который находится на общей линии сырья
перед теплообменниками. Перемещение контрольного индекса ре-
гулятора расхода осуществляется от уровнемера — дифманометра,
установленного внизу первой ректификационной колонны. Выход-
ное давление регулятора уровня подается на суммирующий блок,
который служит для сравнения двух величин: задания основному
регулятору и выходного давления регулятора уровня. На выходе
суммирующего блока обрабатывается откорректированное задание
основному регулятору. При повышении уровня увеличивается дав-
ление суммирующего блока, которое является заданием блока ре-
гулирования расхода. Температура сырья на установку и на выходе
потоков из каждой группы теплообменников замеряется.
Печи. Нормальный режим работы печи обеспечивается регули-
рованием температуры продукта на выходе из печи. Регулирующие
222
клапаны устанавливаются на линиях газового или жидкого топли-
ва. Расход сырья, поступающего в печь, регулируется постоянным
регулятором расхода. Кроме того, на линии каждого потока, на-
правляемого в печь, регулируется давление.
Основная ректификационная и отпарная колонны. Для обеспе-
чения заданного температурного режима вверху каждой секции
ректификационной колонны, где отбирают циркуляционное ороше-
ние, устанавливают регуляторы температуры. Это позволило пол-
ностью использовать избыточное тепло колонны на подогрев ис-
ходного сырья, что, в свою очередь, резко сократило кратность
острого орошения в верхней части ректификационной колонны.
Спуск конденсата из емкости орошения в конденсатную линию
осуществляется регулятором уровня. Постоянство уровня продук-
та в емкости (водоотделителе) также обеспечивается регулятором
уровня. Регулирующий клапан устанавливается на линии выкида
насоса, откачивающего продукт из емкости орошения в абсорбер-
десорбер. Расход пара, подаваемого в низ основной ректификаци-
онной колонны, регулируется с коррекцией от анализатора фрак-
ционного состава продукта. Уровень в основной ректификационной
колонне поддерживается уровнемером — дифманометром. Для
обеспечения постоянства уровня в отдельных секциях отпарной
колонны на линиях соответствующих фракций, поступающих в ще-
лочные отстойники, устанавливают регуляторы уровня с регули-
рующими клапанами.
Для отпаривания легких фракций, увлеченных флегмой, в низ
отпарной колонны подается острый водяной пар. В колонне из-
меряется температура. Поскольку изменение парциального давле-
ния водяного пара сильно влияет на состав продукта, весьма целе-
сообразна автоматическая корректировка подачи пара в колонну
(в зависимости от температуры вспышки продукта). Расход водя-
ного пара в отпарные секции поддерживается постоянными регу-
ляторами расхода.
Из регулятора температуры пневматический импульс поступает
в блок суммирования, куда одновременно дается импульс задания
от вторичного прибора типа 2 МП-ЗОВ. Выходной пневматический
импульс из блока суммирования типа БС-34А является заданием
для регулятора ПРЗ-21. При отклонении температуры вспышки от
заданной величины импульс задания от вторичного прибора к ре-
гулятору расхода корректируется автоматически так, чтобы полу-
чить требуемое значение температуры вспышки. Если температура
вспышки получаемого продукта не отклоняется от нормы, то регу-
лятор ПРЗ-21 поддерживает постоянный расход пара в секции
отпарной колонны в соответствии с заданием от вторичного при-
бора ПВ10.17.
Вакуумная колонна. Для обеспечения качества погонов, отводи-
мых из вакуумной колонны, контролируются и регулируются сле-
дующие параметры:
температура верха колонны подачей острого орошения. В ре-
223
зультате пары нефтепродуктов полностью конденсируются и унос
бензиновых паров газами разложения предотвращается;
конец кипения фракции до 350 °C, отводимой с первой глухой
тарелки (11-ой); это обеспечивается регулятором, поддерживаю-
щим под указанной тарелкой постоянную температуру. Регулятор
обеспечивает также заданную температуру кипения фракции 350—
490 °C, отводимой со 2-ой глухой тарелки. Конец кипения этой
фракции поддерживается регулятором температуры, обусловли-
вающим постоянную температуру под 2-ой глухой тарелкой по-
дачей охлаждающего циркуляционного орошения;
температура воды на выходе из концевых холодильников, пред-
назначенных для циркуляционных орошений;
подачей пара в эжекторы регулируется вакуум в колонне;
регистрируется расход воды, поступающей в барометрический
конденсатор, температура боковых погонов и низа колонны, по-
стоянство расхода пара, подаваемого в низ колонны, уровень жид-
кости внизу колонны и на всех глухих тарелках.
Нормальная работа отпарной колонны вакуумной части обес-
печивается регулированием и контролем температуры ее верха
путем подачи острого орошения, а также температуры под глухой
тарелкой путем подачи охлажденного циркуляционного орошения.
Такое регулирование позволяет достигнуть заданной температуры
конца кипения получаемой фракции. Регистрируются расходы цир-
куляционных орошений; регулируется уровень внизу колонны и на
глухой тарелке. Вакуум в колонне регулируется подачей пара в
эжекторы.
Блок абсорбции-десорбции (фракционирующий абсорбер). Во
фракционирующем абсорбере контролируется и регулируется: по-
дача абсорбента в абсорбер II ступени, в зависимости от содержа-
ния Cs в уходящем сухом газе; подача абсорбента в абсорбер-
десорбер в зависимости от содержания С3 в уходящем сверху газе;
расход деэтанизированной фракции н.к.— 140 °C и абсорбента, вы-
ходящего из абсорбера, в зависимости от содержания Са в жидкой
фазе; уровень в кипятильнике фракционирующего абсорбента; дав-
ление. Излишнее тепло в абсорбере снимается циркулияцией абсор-
бента через холодильники. Температура под тарелкой, с которой
забирается абсорбент, регулируется подачей охлажденного абсор-
бента. Расход циркуляционного абсорбента регистрируется.
Стабилизатор. Контролируется и регулируется расход продукта
(сырья), поступающего в стабилизатор; давление в стабилизато-
ре— с помощью клапана, установленного на линии уходящих свер-
ху паров пропан-бутановой фракции; поддерживается постоянным
с помощью клапана, установленного на линии сброса газа, давле-
ние в емкости верхнего продукта, часть которого используется как
орошение стабилизатора; поддерживается также постоянным рас-
ход орошения в стабилизаторе; регулируется уровень продукта в
емкости для орошения стабилизатора клапаном, установленным на
линии пропан-бутановой фракции, идущей с установки.
224
Конденсаторы-холодильники воздушного охлаждения. В кон-
денсаторах-холодильниках воздушного охлаждения имеются рас-
пылительные водяные форсунки и жалюзи, служащие для увеличе-
ния или уменьшения расхода воздуха. На установках с приме-
нением аппаратов воздушного охлаждения (АВО) температура
продукта на выходе из конденсатора-холодильника в летний пе-
риод регулируется вспрыском воды (клапан устанавливается на
линии воды к форсункам), а в зимний период изменением расхода
воздуха путем воздействия на мембранный привод жалюзи.
Конденсатор-холодильник воздушного охлаждения состоит из
нескольких секций; в каждой секции имеются жалюзи, получаю-
щие одновременно импульс от одного регулирующего блока; для
усиления импульса служат промежуточные реле типа ПР-14М.
Число реле равно числу секций. Предусмотрена также сигнализа-
ция аварийного отключения вентиляторов.
Очистные отстойники узла выщелачивания. Капли воды и ще-
лочи, которые остаются после выщелачивания и промывки в ком-
понентах светлых нефтепродуктов, отделяются в электрораздели-
телях. Стабильная работа аппаратов достигается постоянным дав-
лением, поддерживаемым с помощью регуляторов давления.
Последние воздействуют на клапаны, установленные на линиях
уходящих из электроразделителей продуктов.
Колонны блока вторичной перегонки. Назначение колонн блока
вторичной перегонки — получение узких фракций бензина: н.к.—
62, 62—85, 85—120 и 120—140 °C путем ректификации широкой бен-
зиновой фракции н.к.— 140 °C. Основными параметрами, обеспе-
чивающими нормальную работу колонн, является температура,
давление, расход, уровень. Расход орошения в колоннах поддер-
живается постоянными регуляторами расхода, которые воспри-
нимают корректирующие импульсы от температур верха колонн.
Температура низа колонн регулируется путем изменения коли-
чества теплоносителя. Регулятор температуры воздействует на кла-
пан, который установлен на линии теплоносителя, выходящего из
рибойлера. Постоянное давление в колоннах, равное 4 кгс/см2,
обеспечивается регулятором давления, воздействующим на клапан,
который установлен на линии уходящих с верха колонн паров. По-
скольку сырьем для каждой последующей колонны служит про-
дукт, уходящий с низа предыдущей колонны, постоянство расхода
в каждую последующую колонну обеспечивается регуляторами рас-
хода, воспринимающими корректирующий импульс от регулятора
уровня предыдущей колонны. Регуляторы расхода управляют кла-
панами, установленными на линии отбора продукта с низа каждой
колонны. Принятая схема регулирования расхода позволяет устра-
нить резкие колебания режима работы колонн при изменении за-
грузки. Температура фракции н.к.— 140 °C контролируется на вхо-
де и выходе теплообменников, которые установлены на линиях про-
дуктов, уходящих снизу колонн и поступающих в последующие
колонны.
15—2551
225
Емкости для орошения. Уровни в емкостях поддерживаются по-
стоянными с помощью регуляторов уровня, установленных на ли-
ниях отводимого из каждой емкости продукта.
Предусматривается установка объемных счетчиков на линиях
всех уходящих потоков светлых и темных нефтепродуктов с выхо-
дом показаний интегрированного расхода на информационно-вы-
числительную машину.
Проектом предусматривается контроль качества всех потоков
при помощи автоматических анализаторов качества.
Электроснабжение и воздухоснабжение
Вторичные приборы системы «старт» питаются электрическим
током от сети переменного тока напряжением 220 В. Щитки КИП
питаются от щитков электрической части установки. Основным
источником питания приборов установки сжатым воздухом являет-
ся центральная компрессорная завода, где воздух должен очищать-
ся и осушаться. Непосредственно на самой установке помещают ак-
кумулятор сжатого воздуха и пылевлагоотделитель. Имевшийся на
старых установках резервный электрический компрессор типа
ВУ-3/8 исключен как излишнее оборудование. Сжатый воздух для
снабжения системы контроля и автоматики на установке посту-
пает из общей магистрали завода в аккумулятор сжатого воздуха
через обратный клапан, затем в пылевлагоотделители и далее в
линии сжатого воздуха установки. Давление в линиях воздуха,
идущих к приборам, поддерживается регулятором давления.
Операторная и центральный щит КИП
Приборы для контроля и управления всем технологическим
процессом (наблюдения, регулирования и регистрирования показа-
ний) расположены на центральном щите по технологическому
принципу. При необходимости обслуживающий персонал может
перейти с автоматического управления на дистанционное. В каче-
стве вторичных регистрирующих приборов используют приборы си-
стемы «старт» и малогабаритные потенциометры. Блоки системы
монтируют за центральным щитом, в операторной. Отклонение
параметров от заданных значений, требующее немедленного вме-
шательства, сигнализируется световым и звуковым сигналами.
Аппаратура световой и звуковой сигнализации и проверки цепей
сигнализации размещается на центральном щите. На стене в опе-
раторной имеются шкафы для щитков питания. Централизация
контроля и управления позволяет не только наблюдать за ходом
всего комплекса технологических процессов, но и своевременно
принимать меры при нарушении режима. В результате увеличи-
вается срок службы технологического оборудования.
Глава XIII
ПРОИЗВОДСТВЕННЫЕ ПОТЕРИ НА УСТАНОВКАХ
ПЕРВИЧНОЙ ПЕРЕГОНКИ
И ПУТИ ИХ УМЕНЬШЕНИЯ
Разновидности производственных потерь
На установках АВТ потери делятся на производственные (или
технологические) и энергетические. Производственные потери мо-
гут быть в результате испарения нефти и нефтепродуктов, меха-
нических утечек, смешения с другими продуктами на отдельных
технологических узлах, утечек через горячие поверхности аппара-
тов, оборудования и коммуникаций, попадания нефтепродуктов в
производственные или промышленные стоки. Чем больше произво-
дительность установок, тем больше производственные потери в аб-
солютных цифрах. В прежде построенных установках потери до-
стигали 1,5—2 вес. % на перерабатываемую нефть. На установках
производительностью 2,0; 3,0; 6,0; 7,5 млн. т/год такие потери в
абсолютных цифрах составят соответственно: 30,0; 45,0; 90,0 и
112,5 тыс. т/год. Однако при осуществлении необходимых меро-
приятий в процессе проектирования, а также при конструировании
оборудования и его эксплуатации размеры потерь можно резко
сократить. Всесоюзными нормами технологического проектирова-
ния по нефтеперерабатывающей промышленности предусматрива-
ются следующие нормы потерь для установок первичной перегонки
нефти (в вес.% на нефть):
Электрообессоливание.................................... 1,0
Атмосферная трубчатая установка ........................ 0,5
Атмосферно-вакуумная трубчатая установка.................0,7
Комбинированная установка атмосферно-вакуумной перегонки
нефти с электрообессоливанием............................ 1,0
Вторичная перегонка бензина ............................ 0,7
Комбинированная установка атмосферно-вакуумной перегонки
нефти со вторичной перегонкой бензина....................0,75
Комбинированные топливные установки (АВТ, каталитический
крекинг, легкий крекинг и газовый блок).................. 1,5
Комбинированные установки атмосферной перегонки нефти
с коксованием в кипящем слое............................. 1,0
Как видно из приведенных данных, вновь установленные нормы
потерь более жесткие, чем ранее принятые для аналогичных про-
цессов.
227
15*
Тепловые потери, теплоизоляция
В основном аппараты, оборудование, трубопроводные коммуни-
кации и арматура нефтетехнологических установок нефтеперераба-
тывающих заводов работают в условиях повышенных температур,
вплоть до 380—400 °C. В целях сокращения потерь тепла, сохране-
ния необходимой температуры продукта, интенсификации техноло-
гических процессов, обеспечения санитарно-гигиенических и безо-
пасных условий труда, уменьшения потерь нефтепродуктов от ис-
парения применяется тепловая изоляция поверхности аппаратуры и
коммуникации.
Согласно норм МСН 156—67 ММСС СССР, необходимо осуще-
ствлять следующую тепловую изоляцию: в помещении — для обо-
рудования и трубопроводов при температуре теплоносителя более
45 °C; вне помещения — для оборудования и трубопроводов при
требуемой температуре теплоносителя согласно существующим
правилам безопасности; для арматуры, фланцевых соединений,
опор, люков, лазов и других объектов с положительными темпе-
ратурами. На наружной поверхности объектов, находящихся в по-
мещении, допускается температура не выше 45 °C; для объектов
вне помещения — не выше 60 °C (при температуре воздуха 25 °C и
отсутствии ветра); у рабочих мест обслуживающего персонала при
металлическом покрытии изоляции температура может быть не
выше 55°C. Материалы тепловой изоляции должны отвечать тре-
бованиям действующих стандартов, технических условий. Плот-
ность изоляционных материалов, предназначенных для трубопрово-
дов и оборудования, при температуре теплоносителя до 150 °C не
должна быть более 550 кг/м3, а при температуре выше 150 °C не
должна быть более 400 кг/м3.
Для изоляции не рекомендуются материалы, обладающие по-
вышенной гигроскопичностью и водопоглощением, а также содер-
жащие органические примеси — битум, минеральное масло и др.
Теплоизоляционную конструкцию (в зависимости от ее назначе-
ния) составляют: основной теплоизоляционный слой, армирующие
и крепежные элементы, пароизоляционный слой, отделка наружной
поверхности изоляции. Обычно используют готовые конструкции за-
водского изготовления или сборные теплоизоляционные конструк-
ции, собираемые поэлементно на месте монтажа. Одновремен-
но с использованием волокнистых теплоизоляционных материалов
и изделий применяют уплотнение другими материалами, гаранти-
рующее наименьший коэффициент теплопроводимости изоляцион-
ного слоя.
Арматуру и фланцевые соединения оборудования и продукто-
проводов без спутников (из паропровода малого сечения) изолиру-
ют съемными конструкциями.
Чтобы предотвратить проникновение из окружающей среды па-
ров воды, предусматривают защитное устройство — пароизоляци-
онный слой из рулонных гидроизоляционных материалов или ма*
228
стик. Для мягких минераловатных и стекловатных изделий упо-
требляют усиленную пароизоляцию.
Пути сокращения производственных потерь
Мероприятия, которые намечается провести на установках пер-
вичной перегонки нефти, делятся на технологические (основные),
конструктивные и организационные. К технологическим мероприя-
тиям относятся следующие.
1. Для получения стабильных бензиновых фракций на всех;
установках АВТ сооружается узел стабилизации и абсорбции го-
ловки бензина. При этом получается дебутанизированная и депро-
панизированная фракция, которую можно хранить в обычных ем-
костях при атмосферных условиях без потерь. Легкие бутан-пропа-
новые фракции выделяются в виде жидких газов и хранятся в-
емкостях под давлением. Стабилизация проводится при давлении
10 кгс/см2, абсорбция — при 5 кгс/см2.
2. При переработке нефтей на установке АВТ вместе с бензи-
новыми парами выделяются жирные углеводородные газы. Они вы-
водятся с верха емкостей орошения, газосепараторов или водоот-
делителей. Жирные газы из колонн атмосферного блока направ-
ляются во фракционирующий абсорбер для извлечения из них:
бензинов. Выделяющийся сухой газ проходит в газовую маги-
страль, а жидкие фракции — легкие бензины — смешиваются с про-
дуктом стабилизатора (стабильным бензином). На некоторых уста-
новках АВТ собственный сухой газ используют как топливо для
самой установки.
3. В ректификационных колоннах, теплообменниках, конденса-
торах-холодильниках, емкостях и в насосных установлены краники
для периодического взятия проб. На установках АВТ, построен-
ных ранее, воронки из-под этих краников соединялись непосред-
ственно с канализационными колодцами, куда спускались жидкие
нефтепродукты. Количество спускавшихся продуктов было весьма
значительным. Для уменьшения потерь, возникающих при взятии
проб, число пробных краников сокращено до минимума в связи с
наличием на установках анализаторов качества; воронки из-под
пробных краников соединены в общую линию; установлена на низ-
кой отметке специальная емкость, к которой присоединен трубо-
провод от пробных краников; вертикальный насос периодически
подкачивает собранные продукты в сырье, поступающее на пере-
работку.
4. На старых установках АВТ основная часть технологических
коммуникаций расположена в закрытых лотках. Трубы соедине-
ны исключительно с помощью фланцев. Как известно, прокладоч-
ные материалы на фланцевых соединениях часто выходят из строя,
особенно при коррозионной среде и высокой температуре; в резуль-
тате усиливается течь нефтепродуктов. Обычно потери, обусловлен-
ные течью нефтепродукта, обнаруживаются через некоторое время,
229
так как наличие закрытых лотков препятствует систематическому
контролю трубопроводов. На современных установках АВТ боль-
шая часть технологических и энергетических коммуникаций про-
кладывается на металлических или железобетонных стойках. Тру-
бы соединяются сваркой, фланцевые соединения сокращаются до
минимума.
Все перечисленные мероприятия способствуют значительному
сокращению технологических потерь на установках АВТ.
Для сокращения тепловых потерь на современных установках
АВТ проводят следующие мероприятия.
1. Горячие нефтепродукты используются для предварительного
подогрева сырья и других потоков, например в технологических
узлах стабилизации и абсорбции, для нагрева воды и воздуха.По
мере углубления регенерации тепла горячих нефтепродуктов резко
повышается энергетический коэффициент полезного действия уста-
новки, сокращается расход охлаждающей воды и повышается тем-
пература предварительного подогрева нефти.
2. На установках мощностью 2,0 и 3,0 млн. т/год и более уста-
навливаются печи с большой тепловой нагрузкой. Общая тепловая
мощность печей установок АВТ производительностью 2,0 и
3,0 млн. т/год составляет соответственно 50,0 и 65,0 млн. ккал/ч.
Дымовые газы на выходе из конвекционных камер имеют темпе-
ратуру 450—475 °C. Технико-экономические подсчеты показывают,
мто тепло дымовых газов экономически целесообразно использо-
вать (для нагрева пара, воды и производства водяного пара) толь-
ко в случае печей с тепловой нагрузкой выше 10—15 млн.ккал/ч.
На АВТ мощностью 0,6; 1,0 и 2,0 млн. т/год нефти система рекупе-
рации дымовых газов для подогрева воздуха, подаваемого в топки
печей (вследствие несовершенства конструкции рекуператоров, не-
надежности эксплуатации), себя не оправдала.
Применение высокоэффективного оборудования — укрупненных
теплообменников, аппаратов воздушного охлаждения, печей новой
конструкции и др.— способствует резкому сокращению потерь на
установках. Значительно уменьшаются потери при бережливом
расходовании сырья, топлива, хладоагента, реагентов и электро-
энергии.
Глава XIV
УСОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ,
ОПТИМИЗАЦИЯ РЕЖИМА РАБОТЫ И УЛУЧШЕНИЕ
ПОКАЗАТЕЛЕЙ УСТАНОВОК ПЕРВИЧНОЙ
ПЕРЕГОНКИ НЕФТИ
Основные направления совершенствования установок
Проведенные на современных установках АВТ мероприятий
позволили значительно увеличить их мощность по сравнению с
проектной. Благодаря использованию вторичных энергоисточников
горячих потоков — нефтепродуктов и дымовых газов — значитель-
но повысилась температура предварительного подогрева нефтяно-
го сырья; для нужд установки и предприятия можно производить
больше водяного пара; повысился коэффициент энергоиспользова- ,
ния. Применение промежуточных циркуляционных орошений в ко-
лоннах способствовало оптимизации теплового режима ректифика-
ционных колонн и урегулированию температурного градиента от-
дельных секций колонн. Внедрение новых методов расчетов колонн,
систем орошений, использование новых, более эффективных кла-
панных тарелок — все это обеспечило улучшение технологических
показателей колонн (уменьшение температурного налегания фрак-
ции, улучшение фракционного состава дистиллятов и др.). [
Однако в дальнейшем необходимо следующее: создать более 1
укрупненные установки на основе комбинирования смежных и свя-
занных процессов; обеспечить высокий отбор от потенциала свет-
лых нефтепродуктов и масляных дистиллятов заданного фракцион-
ного состава (без налегания соседних фракций по температурам
кипения); значительно снизить удельные расходы (на 1 т перера-
батываемой нефти) топлива, электроэнергии, воды, воздуха, реа-
гентов (щелочь, деэмульгатор, антикоррозионные средства), метал-
ла; уменьшить стоимость строительства и сократить эксплуатаци-
онные расходы.
Для этого нужно усовершенствовать технологию процессов пер-
вичной переработки нефти, применять более эффективное обору-
дование, внедрять средства контроля и автоматики, обеспечивать,
установки АВТ стабильной нефтью. При подготовке нефти к пере-
работке следует кроме обессоливания и обезвоживания проводить
дегазацию и стабилизацию нефтей — свободные газы и легкие ком-
поненты должны быть удалены до подачи нефти на переработку.
При проектировании установок АВТ необходимо предусмотреть
возможность переработки широкого ассортимента нефтей, в част-
ности нефтей новых богатых месторождений Туркмении, Сибири,
Кавказа. Недоучет в проектах этого фактора вызывает большие:
231
затруднения при привязке типовых и повторно применяемых уста-
новок. Немаловажное значение имеет температура охлаждающей
оборотной воды: в северных районах она принимается равной 25—
26 °C, в южных — не менее 29 °C.
В ранее запроектированных установках межремонтный пробег
составлял 40—45 дней. В условиях настоящего времени число ра-
бочих дней следует довести до 340.
При комбинировании процессов необходимо предусмотреть воз-
можность временного отключения отдельных блоков (при их про-
стое), не прерывая работы всей установки.
Устранение недостатков установок
Качество работы установок АТ во многом зависит от схем
отдельных технологических узлов, в первую очередь от различных
по конструктивному оформлению схем узлов перегонки нефти.
Ректификационные колонны атмосферной части при одинаковой
мощности имеют разные размеры, разное число тарелок. Режим
работы колонн, особенно в случае применения клапанных тарелок,
изучен недостаточно. Нужно более тщательно изучить системы
орошения колонн, эффективность и количество циркуляционных
промежуточных орошений, поскольку наблюдается несоответствие
проектного количества циркулирующей флегмы и фактического.
Особенно важно установить факторы, влияющие на число тарелок,
предназначенных для отдельных фракций, поскольку на установ-
ках АВТ это число меняется в широких пределах. Так, по схеме
с однократным испарением на каждый отбираемый дистиллят при-
ходится по 7—8 тарелок, а при наличии двух ректификационных
колонн—по 11—17. В то же время четкость погоноразделения в
основных колоннах по обеим схемам практически одинакова. Рек-
тификация и способы регулирования температурных режимов в
колоннах также осуществляются по-разному. В колоннах может
быть или одно острое орошение или еще дополнительно промежу-
точное циркуляционное орошение.
Расход пара в ректификационных колоннах установок меняет-
ся в самых широких пределах. В то же время этот фактор оказы-
вает большое влияние на погоноразделительную способность ко-
лонн. Вопрос оптимизации расхода технологического пара являет-
ся чрезвычайно важным.
Схемы перегонки мазута также отличаются большим разнооб-
разием. Вакуумные колонны имеют неодинаковое число ректифи-
кационных тарелок, отбираемых фракций и орошений. Число та-
релок, приходящихся на одну фракцию, колеблется от 8 до 14.
Недостаточно изучено влияние конструкции тарелок на работу ва-
куумных колонн — встречаются колонны с самыми разнотипными
тарелками: желобчатые, ситчатые, решетчатые, клапанные и др.
В последних установках рекомендуются клапанные тарелки. Од-
нако на практике они не гарантируют удовлетворительную работу
232
колонны во всех ее сечениях. Так, на одной введенной в эксплуа-
тацию установке АВТ в вакуумной колонне был налажен режим,
только после перекрытия сечения многих тарелок на 40—70%.
Результаты обследований действующих установок АТ и АВТ
показали на удовлетворительную работу многих ректификацион-
ных колонн. Большая их часть имеет различные показатели по
отбору дистиллятов, четкости ректификации; число ректификаци-
онных колонн, входящих в схему, также неодинаково. Первые
ректификационные колонны на установках двухкратного испаре-
ния из-за низкой температуры подогрева нефти (150—190 °C) ра-
ботают с небольшими паровыми и жидкостными нагрузками
тарелок в укрепляющей секции. В отгонных секциях наблюдаются
недопустимо высокие нагрузки по жидкости при очень низкой рабо-
те обычных желобчатых тарелок. Низкая кратность орошения в
сочетании с низкими нагрузками создает неблагоприятные условия,
для процессов ректификации на тарелках, в результате чего имеет-
ся большое налегание температур конца кипения бензина и начала
кипения отбензиненной нефти.
При проведении расчетов ректификации по различной методике-
возникает разнобой в технологических и конструктивных решениях,,
принимаемых для отдельных установок АВТ.
Основная причина разнобоя в схемах перегонки нефти и ма-
зута— проведение расчетов по различным методикам, а также от-
сутствие изучения и обобщения опыта эксплуатации установок АТ'
и АВТ. Всестороннее изучение и обобщение теоретических и прак-
тических данных отечественных и зарубежных промышленных,
установок АВТ должно привести к разработке рекомендаций па
выбору наиболее эффективной схемы перегонки. В этой работе
должны совместно участвовать специалисты научных, научно-ис-
следовательских, проектно-конструкторских организаций и пред-
приятий.
Аппаратурное и материальное оформление
укрупненных установок
За последние годы на ранее построенных и вновь сооружае-
мых установках АВТ начали использовать укрупненные кожухо-
трубчатые теплообменники, конденсаторы, холодильники, аппараты?
воздушного охлаждения, S-образные, ситчатые, клапанные та-
релки, печи вертикального факельного пламени, котлы-утилизато-
ры, новые комплексные системы автоматизации и регулирования
технологическими процессами (системы «старт»), новые агрегаты
для ремонтно-монтажных работ и др. Однако еще наблюдаются:
серьезные недостатки в выборе аппаратов, оборудования и проти-
вокоррозионного материала для их изготовления. Многочисленные
отечественные установки АВТ еще не модернизированы. На уста-
новках действуют малоэффективные аппараты — печи шатрового
23$
типа, погружные конденсаторы-холодильники, конденсаторы сме-
шения и др.
Должны быть не только созданы новые, более эффективные ап-
параты и оборудование, но и освоены новые методы по их сборке
и монтажу. Необходимо максимально сократить удельный расход
дефицитных дорогостоящих материалов (легированная сталь, не-
ржавеющая сталь, биметаллы и др.) на изготовление аппаратов.
Мало еще применяют на установках АВТ изделия и арматуру из
пластических масс, полиэтиленовые трубы и др. Применение труб,
арматур, фитингов исключительно из черного или цветного метал-
ла приводит к значительному удорожанию строительства устано-
вок АВТ.
Следует создать ГОСТ, нормали и ТУ на укрупненные кожухо-
трубчатые аппараты, емкости, электродегидраторы, электроразде-
дители, арматуру. Уменьшение числа аппаратов позволит значи-
тельно сократить количество арматуры и снизить потери нефте-
продуктов на установках. Весьма целесообразна замена шатровых
электродегидраторов горизонтальными с малым объемом. Однако
неоебходимо также разработать более производительные электро-
дегидраторы для новых АВТ мощностью 6, 8, 12 млн. т/год.
При проектировании укрупненных установок должны быть
устранены диспропорции в размерах основной аппаратуры путем
унификации технологических данных для расчета.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Александров И. А. Ректификационные и абсорбционные аппараты. М.,
«Химия», 1965. 296 с.
Александров И. А. и др. Абсорбция углеводородных газов в колоннах:
с решетчатыми тарелками провального типа. М., ВНИИОЭНГ, 1965, 56 с-
А ш у мо в Г. Г. Азербайджанские нефти. Баку, Изд. АН Азерб. ССР, 1961-
745 с.
Багиров И. Т., Нуриева 3. Д. Современная укрупненная комбини-
рованная установка ЭЛОУ — АВТ с вторичной перегонкой бензина. М.-
ЦНИИТЭнефтехим, 1970. 66 с.
Багиров И. Т., «Химия и технология топлив и масел», 1963, № 4, с. 38.
Багиров И. Т. Высокопроизводительные атмосферные и атмосферно-ваку-
умные установки. М., «Химия», 1964, 132 с.
Багиров И. Т., «Химия и технология топлив и масел», 1962, № 8, с. 43.
Багиров И. Т., К а р д а ш И. М. Пути снижения энергозатрат на нефте-
заводах, М.', «Химия», 1972, 143 с.
Дехтерман А. Ш., Казаченко А. И. Реконструкция атмосферно-
вакуумных трубчаток. М., ЦНИИТЭнефтехим, 1963. 65 с.
Зелькинд Е. М. Производство и потребление топлив и масел в капитали-
стических странах. М., Гостоптехиздат, 1959. 280 с.
Исмаилов Р. Г., Спектор Ш. Ш., Азерб. нефт. хоз., 1959, X» 7, с. 35-
К о р г и н А. Ф. Модернизация электрообессоливающих установок. (Научно-
аналитический тематический обзор). М., ЦНИИТЭнефтехим, 1963. 43 с.
Коваленко Н. М., Червонный О. М. Комбинированная атмосфер-
но-вакуумная и электрообессоливающая установка. М., ЦНИИТЭнефтехим,
1963. 63 с.
К оз ор ез о в Ю. П. и др. Ректификационные колонны с желобчатыми та-
релками. М., ЦНИИТЭнефтехим, 1963. 58 с.
Коноплев В. П., Пинковский Д. И., «Химия и технология топлив;
и масел», 1969, № 4, с. 43.
235.
М а н о в я н А. К- «Химия и технология топлив и масел», 1961, № 1, с. 48.
Новые нефти восточных районов СССР (Справочник). Под ред. С. Н. Павловой
и 3. В. Дриапкой. М., «Химия», 1967. 670 с.
Пляскин Ю. А. Опыт реконструкции атмосферно-вакуумных трубчатых
установок Омского нефтеперерабатывающего завода. М., ЦНИИТЭнефте*
хим, 1967. 65 с.
Шейнман В. И. и др., «Химия и технология топлив и масел», 1962, № 7,
с. 54.
Исмаил Тагиевич Багиров
Современные установки первичной
переработки нефти
Редактор С. И. Бабушкина
Технический редактор А. С. Кочетова, В. М. Скитина
Художник Г. А. Петров
Корректоры М. М. Новичкова, Р. А. Шкиперова
Т 20873. Сдано в наб. 6/XII 1973 г. Поди, к печ. 11/IV 1974 г.
Формат бумаги бОХЭО’Лв. Бумага тип. № 2. Усл. печ. л. 15.
Уч.-над. л. 15,92. Тираж 4500 экз. Заказ 2551. Изд. № 324.
Цена 94 к.
Издательство «Химия». 107076, Москва, Стромынка, 23.
Типография № И Союзполиграфпрома при Государствен-
ном комитете Совета Министров СССР по делам изда-
тельств, полиграфии и книжной торговли. Москва, 113105,
Нагатинская ул., д. 1.