/





























































































































































































Текст
6П7.43
T38
УДК 665.63@75.8)
Технология переработки нефти и газа. Ч. 3-я
Черножуков Н. И. Очистка и разделение нефтяно-
нефтяного сырья, производство товарных нефтепродуктов.
Под ред. А. А. Гуреева и Б. И. Бондаренко. — б-е
изд., пер. и доп. — М.: Химия, 1978 г. —'424 с, ил.
Книга является третьей частью учебника «Технология пе-
переработан нефти и газа»; шестое издание по сравнению с пя-
пятым изданием ,A967 г.) в значительной степени обновлено,
¦иаписаны новые главы и разделы. В книге рассмотрены про-
процессы очистки и разделения нефтяного сырья (очистка кисло-
кислотой я щелочью, дейсфальтизация, очистка при помощи селек-
селективных растворителей, депарафинизация, адсорбционная н гнд-
роочиетка), а также процессы 'производства .нефтяных топлив,
масел, парафинов, пластичных смазок, битумов и других неф-
нефтепродуктов. Приведены .материальные балансы, данные о ка-
качестве получаемых .продуктов, технико-экономические пока-
показатели процессов, пути использования побочных продуктов
н т. д. Значительное внимание уделено приготовлению товар-
товарных нефтепродуктов с использованием присадок.
Учебник предназначен для студентов химико-технологиче-
химико-технологических факультетов нефтяных нузов; он может быть использован
инженерно-техническими работниками нефтеперерабатываю-
нефтеперерабатывающей промышленности.
424 с, 105 рис., 8 табл., список литературы 98 ссылок.
Рецензент: кафедра технологии переработки нефти
Уфимского нефтяного института
(зав. кафедрой проф. Р. Н. ГИМАЕВ).
31407-085
050@1)-78
© Издательство «Химия», 1978 г.
СОДЕРЖАНИЕ ,
Предисловие до
РАЗДЕЛ ПЕРВЫЙ. ОЧИСТКА И РАЗДЕЛЕНИЕ
НЕФТЯНОГО СЫРЬЯ
ГЛАВА I. ВВЕДЕНИЕ В ТЕХНОЛОГИЮ ОЧИСТКИ И
РАЗДЕЛЕНИЯ НЕФТЯНОГО СЫРЬЯ 13
Назначение и развитие процессов очистки топливных фракций 14
Классификация нефтяных топлив и основные показатели их
качества щ 14
Зависимость свойств нефтяных топлив от их состава . . . 21
Способы очистки топливных фракций 22
Назначение н развитие процессов очистки масляного сырья 24
Классификация нефтяных масел и основные показатели их
качества 24
Зависимость свойств нефтяных масел от их состава 38
Способы очистки масляных фракций 40
Поточные схемы производства нефтепродуктов масляного
блока 45
Рекомендуемая литература 52
ГЛАВА II. ХИМИЧЕСКИЕ МЕТОДЫ ОЧИСТКИ НЕФТЯ-
НЕФТЯНЫХ ФРАКЦИЙ 53
Очистка щелочью 53
Краткие сведения о процессе 53
Принципиальные схемы установок очистки нефтяных дистил-
дистиллятов (раствором щелочи 54
Очистка серной кислотой 60
Краткие сведения о процессе 60
Принципиальные схемы установок очистки масляных дистил-
дистиллятов серной кислотой 64
Утилизация отходов щелочной и сернокислотной очистки 68
Рекомендуемая литература 69
ГЛАВА III. ОЧИСТКА И РАЗДЕЛЕНИЕ НЕФТЯНОГО
СЫРЬЯ ИЗБИРАТЕЛЬНЫМИ РАСТВОРИТЕЛЯМИ . . 70
Физико-химические основы процессов 70
Деасфальтизация остатков пропаном ........ 78
Краткие сведения о процессе 78
Содержание
Колонны деасфальтизации 83
Принципиальные технологические схемы установок деасфаль-
деасфальтизации пропаном 87
Селективная очистка масляных фракций и остатков . . 93
Краткие сведения о процессах 93
Общая принципиальная схема установки очистки нефтяного
сырья избирательными {растворителями 99
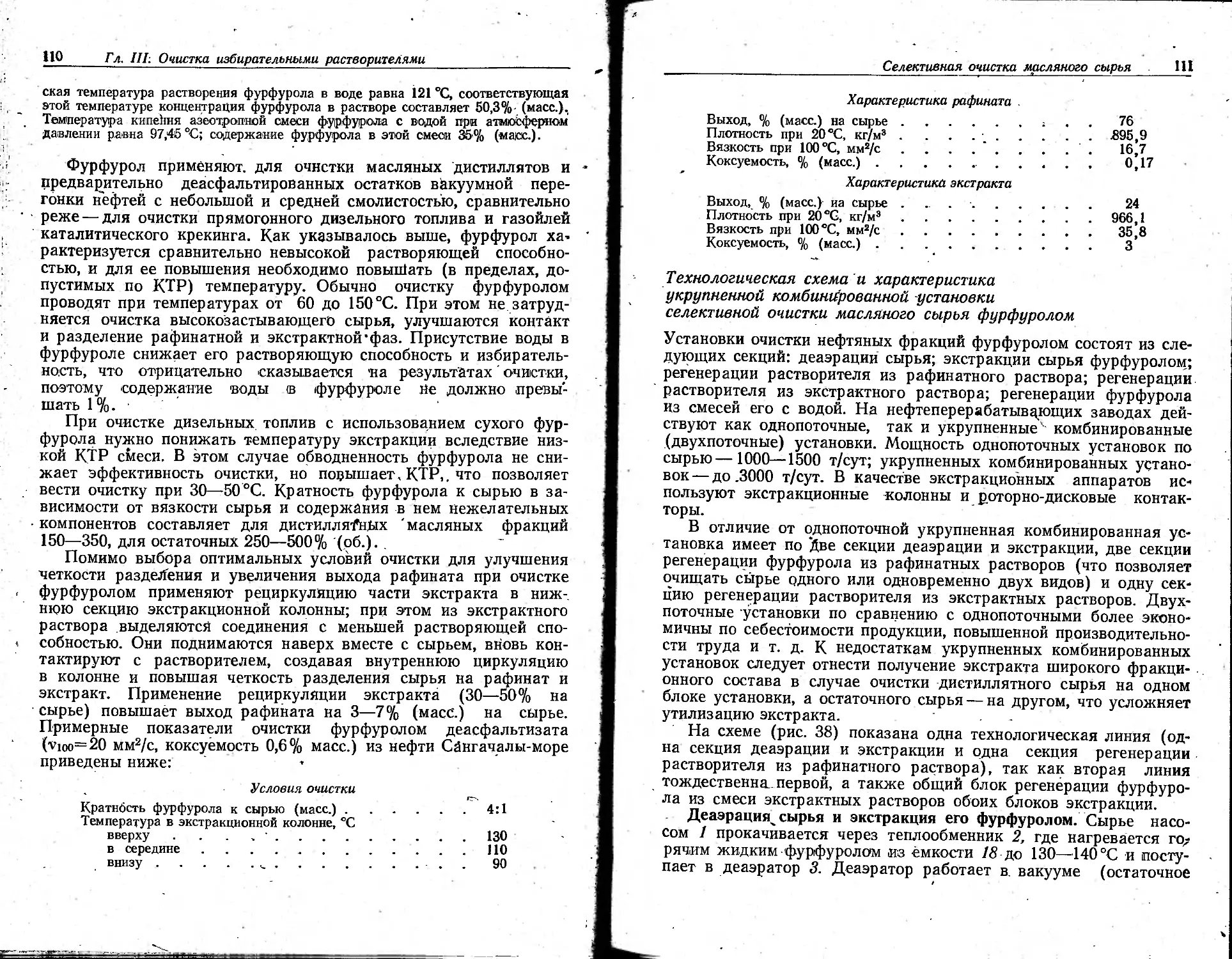
Очистка фурфуролом 109
Характеристика растворителя 109
Технологическая схема и характеристика укрупненной
комбинированной установки селективной очистки масля-
масляного сырья фурфуролом 111
Очистка фенолом 115
Характеристика растворителя ........ 115
Технологическая схема типовой установки селективной
очистки масляного сырья фенолом 118
Двухблочиая укрупненная установка селективной очистки
фенолом 123
Двухступенчатые установки селективной очистки фенолом 124
Очистка парными растворителями . 126
Характеристика растворителей 126
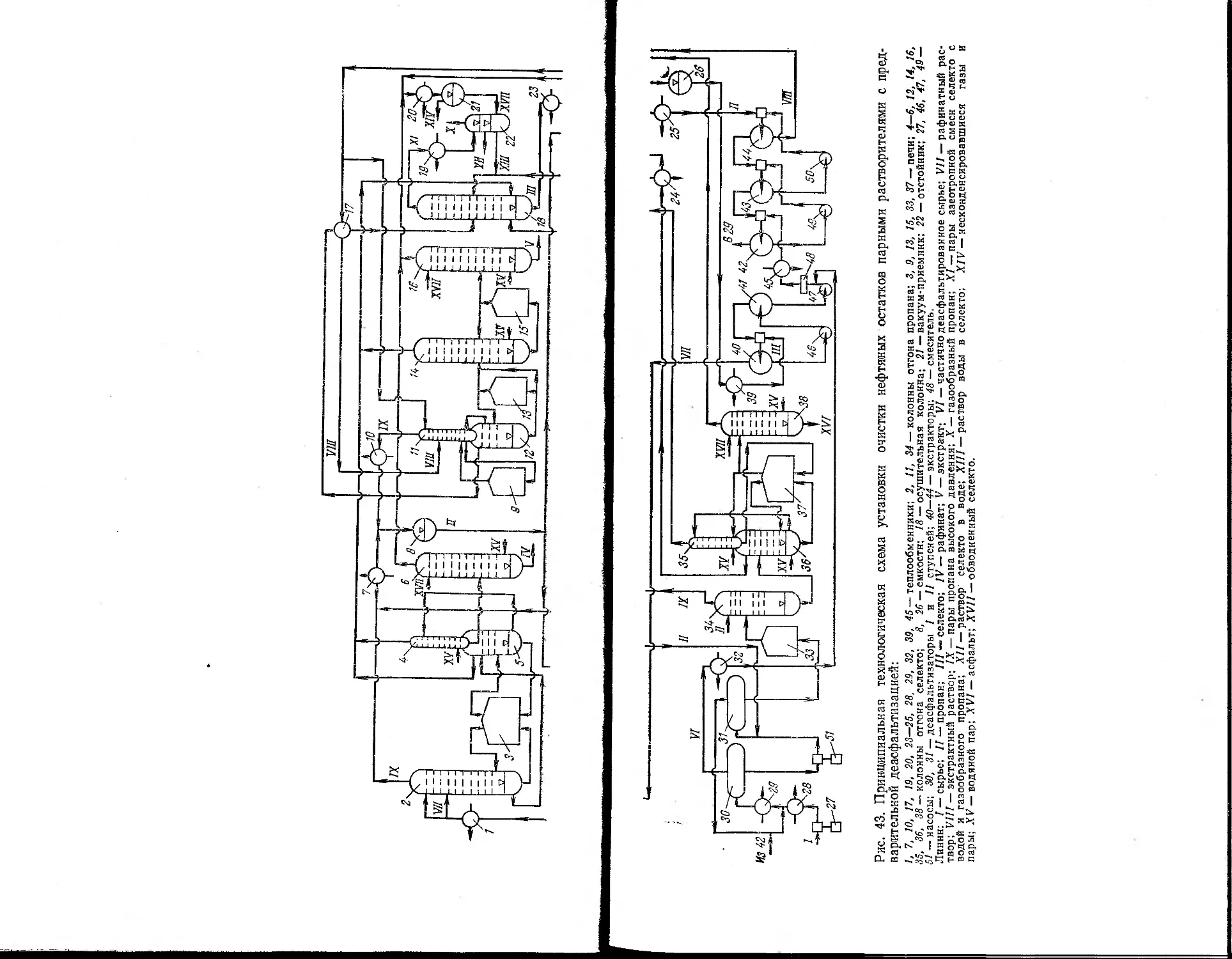
Технологическая схема установки очистки нефтяных остат-
остатков парными растворителями без предварительной деас-
деасфальтизации 130
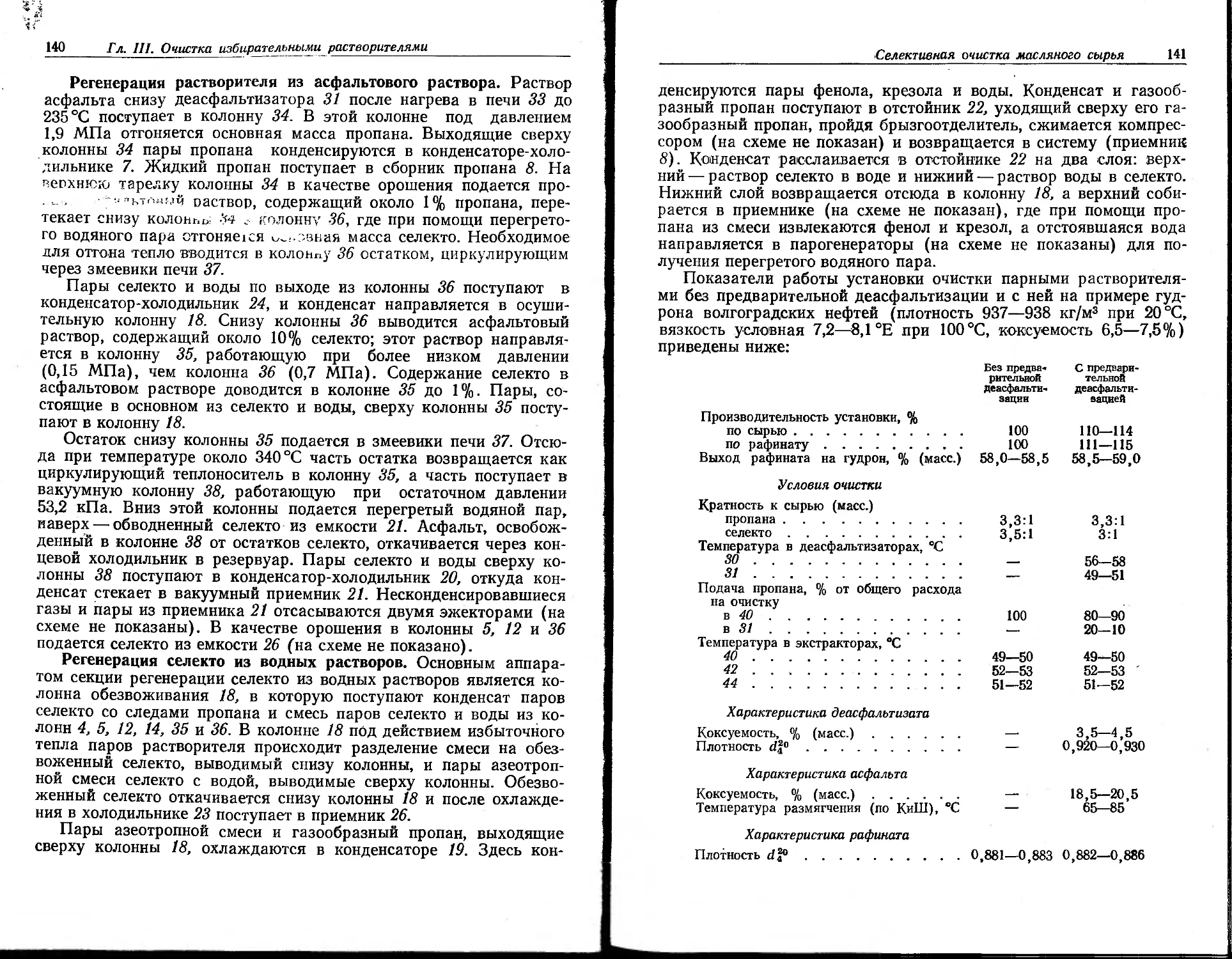
Технологическая схема установки очистки нефтяных остат-
остатков парными растворителями с предварительной деас-
фальтизацией 135
Выделение ароматических углеводородов из нефтяного сырья 144
Краткие сведения о процессе 144
Принципиальная технологическая схема установки экстракции
дйэтиленгликолем ароматических углеводородов из бензино-
бензиновых фракций .¦ 148
Рекомендуемая литература 150
ГЛАВА IV. ДЕПАРАФИНИЗАЦИЯ НЕФТЯНОГО СЫРЬЯ 151
Краткие сведения о процессах 151
Депарафинизация нефтепродуктов кристаллизацией с исполь-
использованием растворителей 155
Физико-химические основы процесса 155
Принципиальная схема установки депарафинизации . . 158
Принципиальные схемы холодильного отделения . . . . 160
Основные аппараты установки депарафинизации .... 162
Аппараты кристаллизационного отделения ... 162
Аппараты фильтровального отделения 164
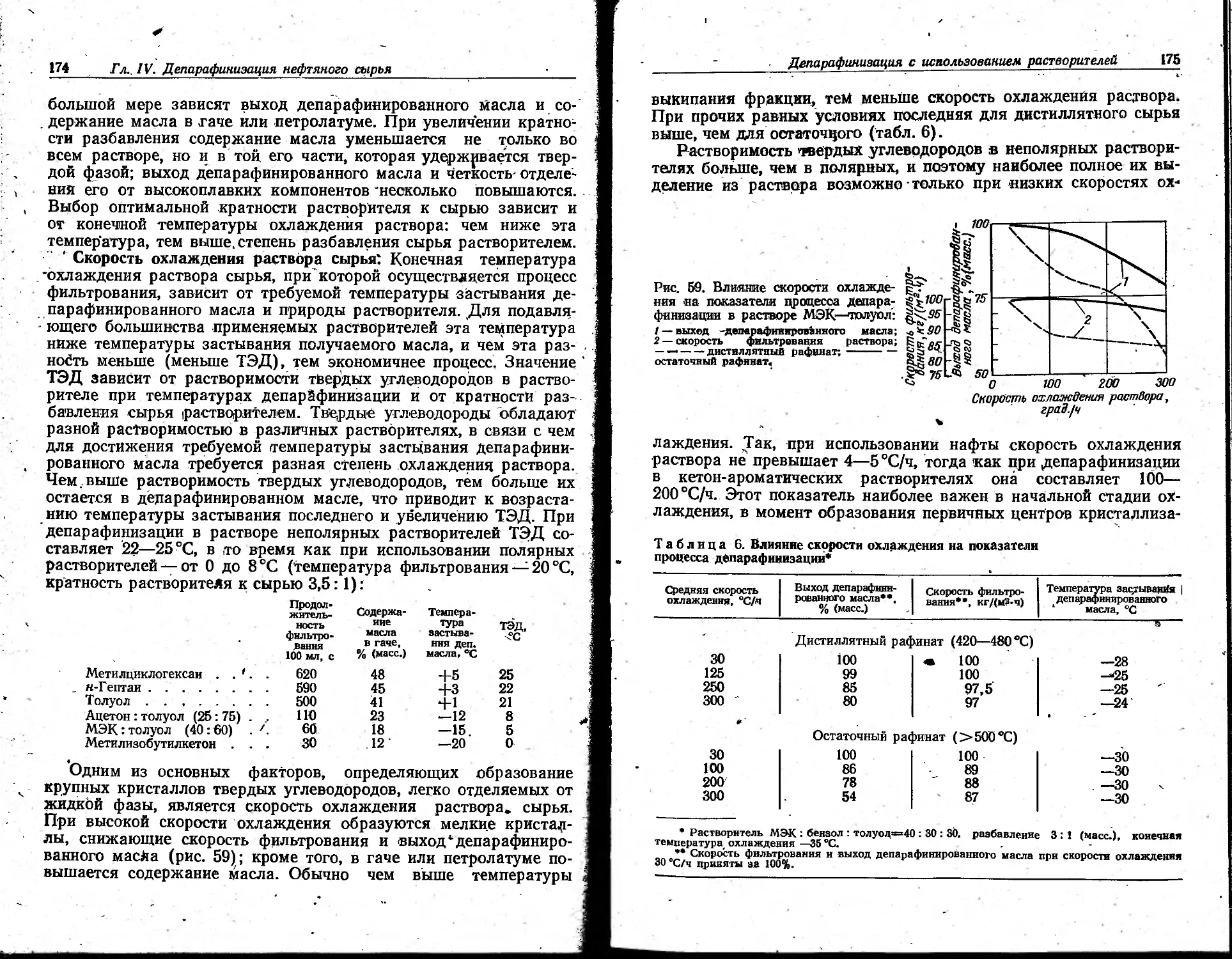
Факторы процесса депарафинизации '66
Депарафинизация в растворе кетон-ароматических раствори-
растворителей 1^6
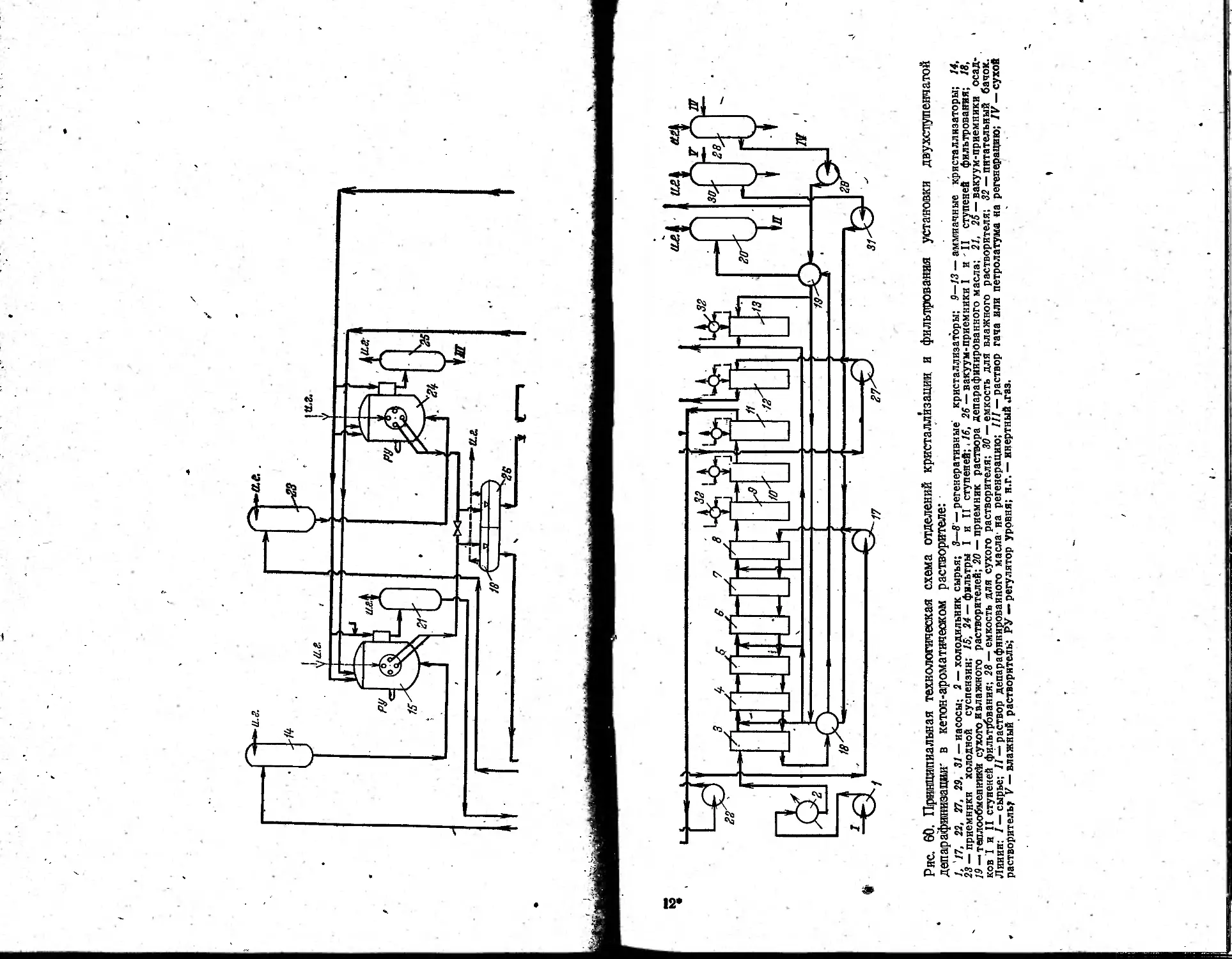
Принципиальная технологическая схема установки двух-
двухступенчатой депарафинизации в растворе кетой—толуол 177
Депарафииизация в растворе лрапана 185
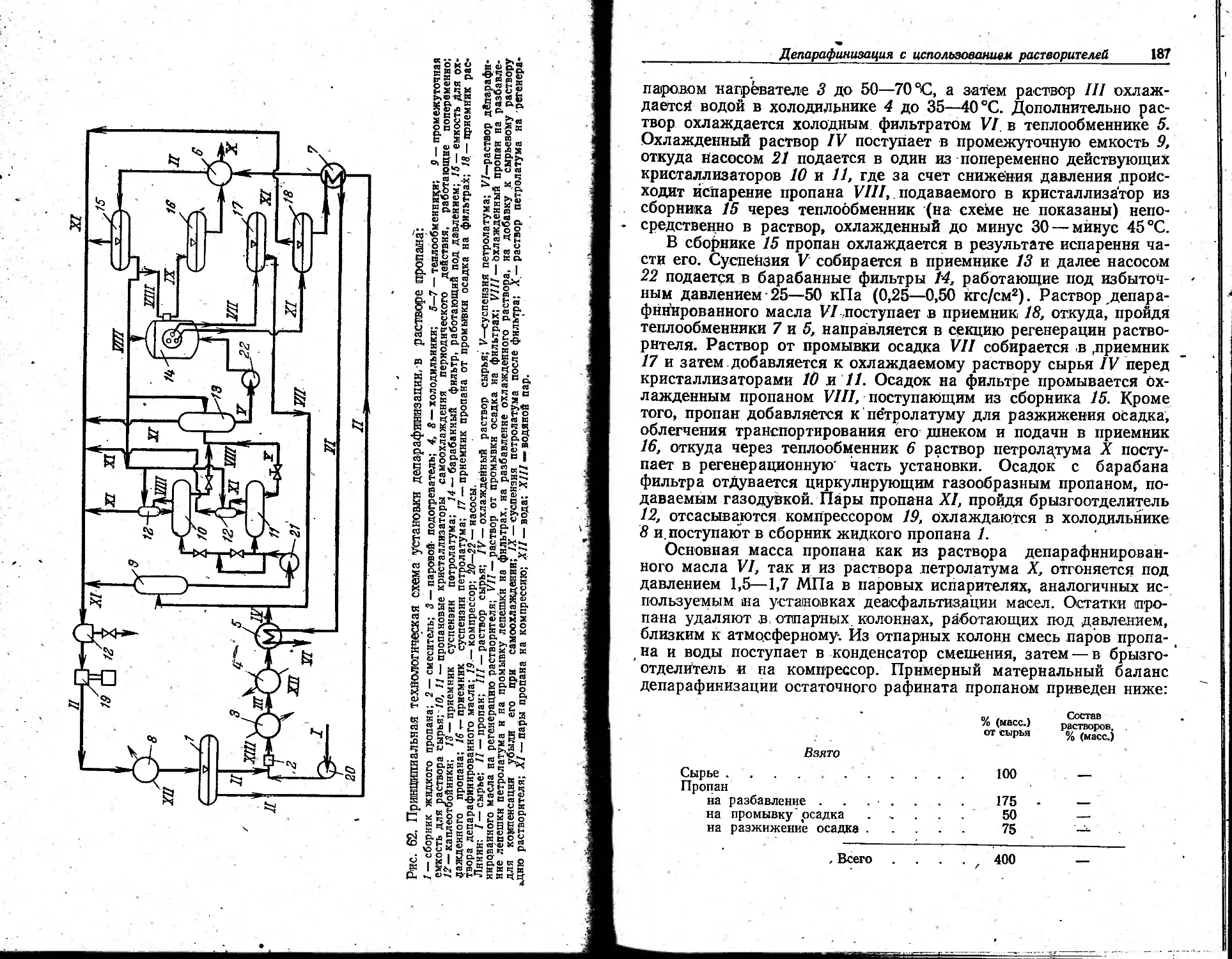
Принципиальная технологическая схема установки депара-
депарафинизации в растворе лропана 185
Депарафинизация в растворе дихлорэтан—метилеихлорид . 188
Процесс депарафинизации «дилчил» 189
Глубокая (низкотемпературная) депарафияизация ... 191
Содержание
Обезмасливание гача и петролатума 194
Обезмасливание без применения растворителей .... 194
Обезмасливание с применением растворителей 197
Совмещенные процессы депарафинизации н обезмасливания 200
Совершенствование процессов депарафинизации и обезмасли-
обезмасливания ' 208
Депарафинизация с использованием карбамида .... 209
Физико-химические основы процесса 209
Принципиальная схема процесса 215
Основные аппараты установок карбамидной депарафииизации 216
Аппараты для образования комплекса 216
Аппараты для отделения комплекса 218
Факторы процесса карбамидной депарафинизации . . . 219
Депарафинизация раствором карбамида в обводненном изо-
пропиловом спирте , 226
Дбпарафииизация водным раствором карбамида в присутст-
присутствии хлористого (метилена 229
Совершенствование процесса карбамидной депарафинизации 231
Новые процессы депарафинизации 232
Микробиологическая депаряфигаизация 233
Принципиальная схема установки микробиологической де-
ларафинизации 233
Рекомендуемая литература 235
ГЛАВА V. ОЧИСТКА И РАЗДЕЛЕНИЕ НЕФТЯНОГО
СЫРЬЯ АДСОРБЕНТАМИ 236
Краткие сведения о процессах 236
Основные процессы очисткя и разделения нефтяного сырья
при помощи адсорбентов 241
Контактная доочистка 242
Доочистка фильтрованием через стационарный слой 'адсор-
'адсорбента 245
Непрерывная очистка и доочистка в движущемся слое адсор-
адсорбента 247
Очистка и разделение нефтяного сырья при помощи цеолитов 253
Рекомендуемая литература 260
ГЛАВА VI. ГИДРООЧИСТКА И ГИДРОКРЕКИНГ НЕФТЯ-
НЕФТЯНОГО СЫРЬЯ 261
Краткие сведения о процессах 261
Основные факторы процессов . . - 264
Расход водорода и выход продуктов . 269
Гидроочистка топливных дистиллятов 271
Гидроочистка депарафинированных масляных рафинатов . . 273
Технологическая схема установки гидродоочистки .... 274
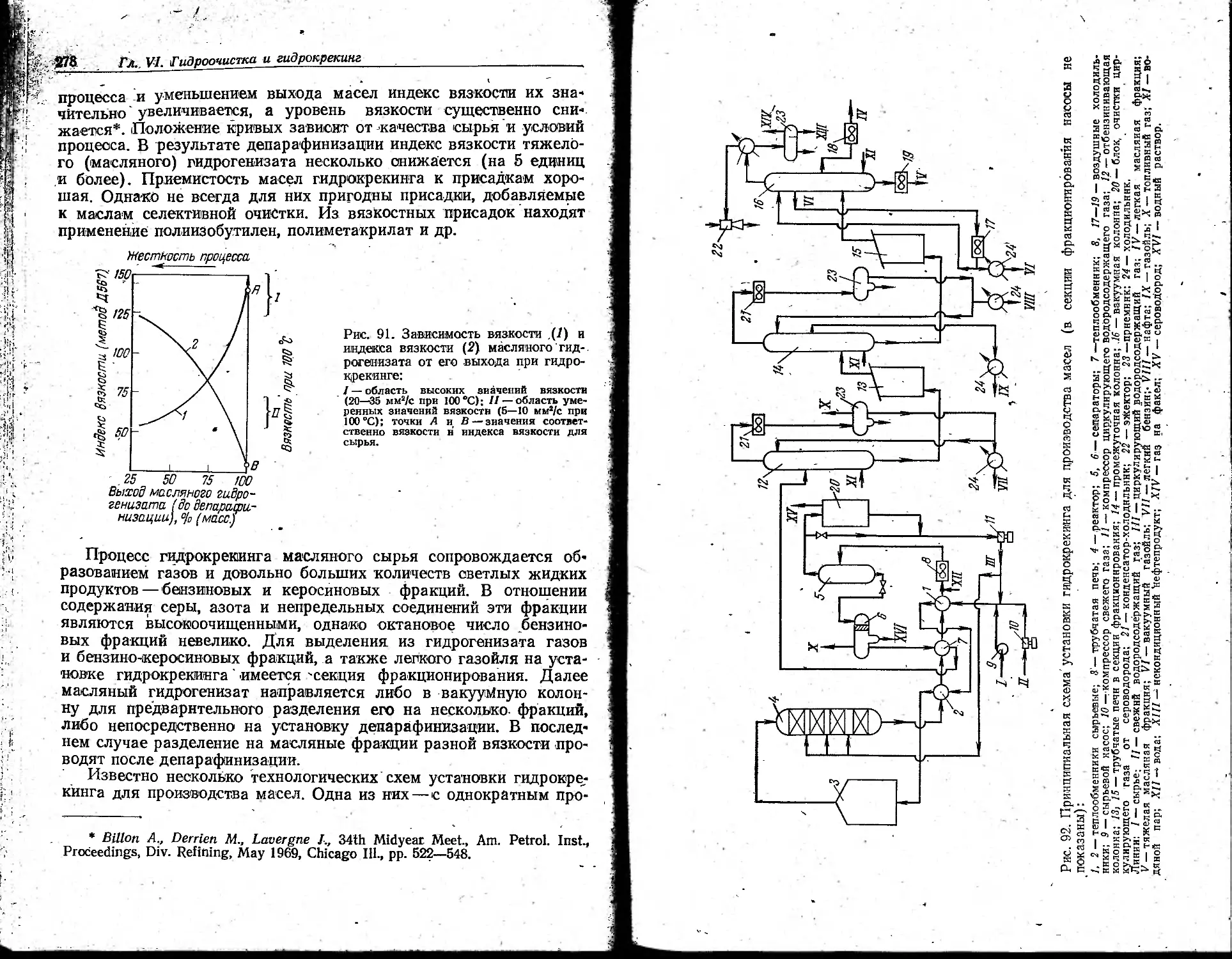
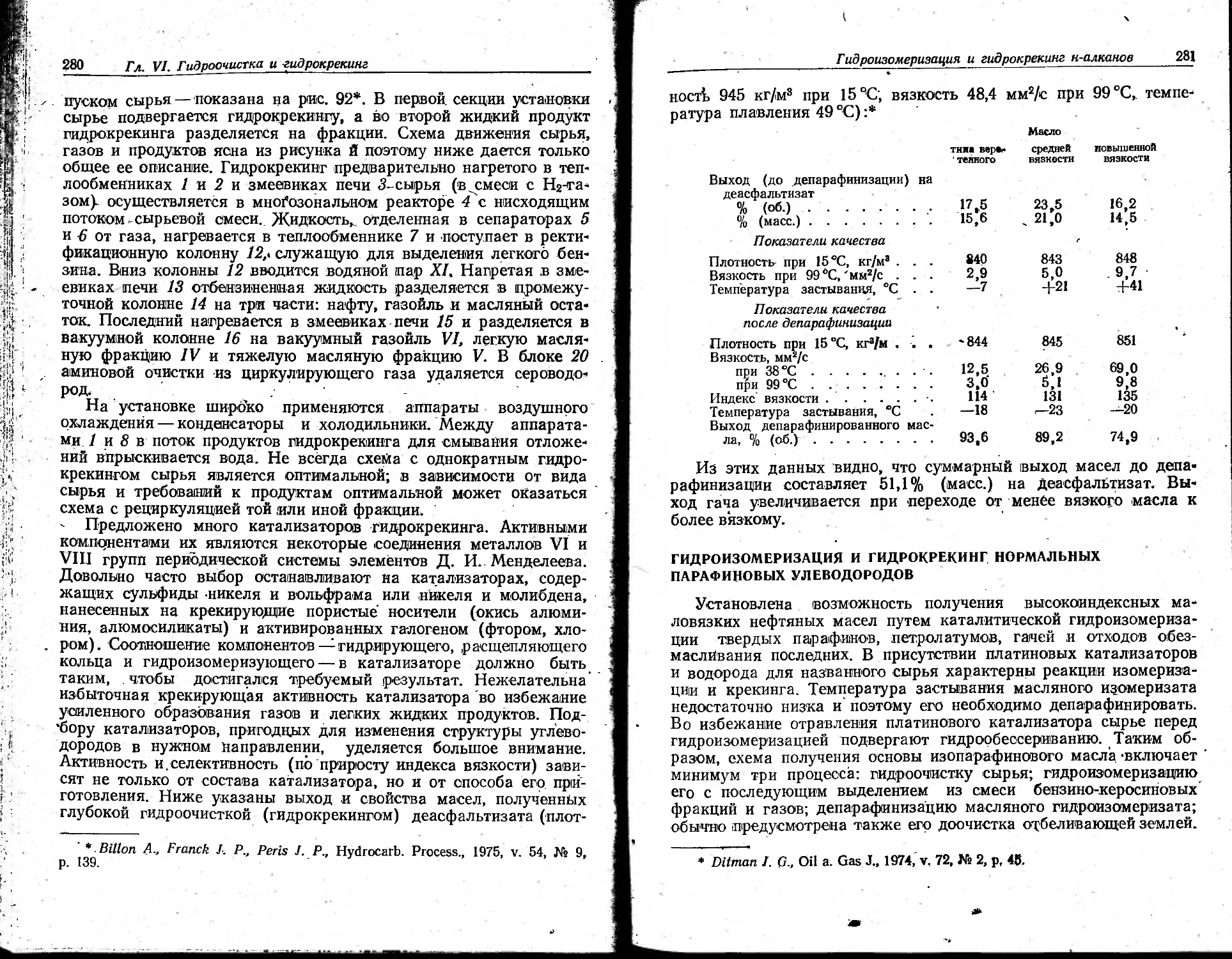
Гидрокрекинг высоковязкого маслявого сырья .... 276
Гидроизомеризация и гидрокрекинг нормальных парафиновых
углеводородов 281
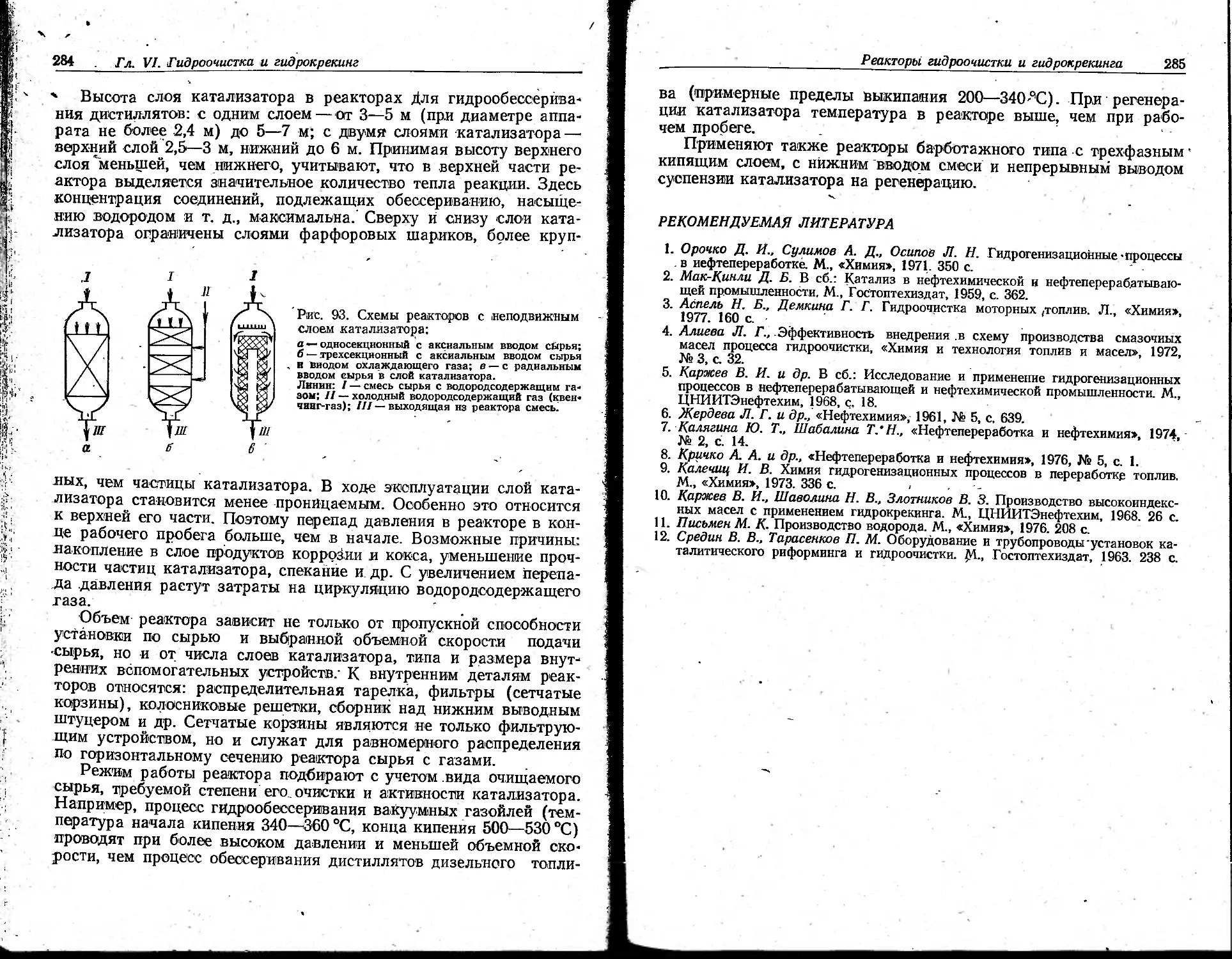
Реакторы установок гидроочистки и гидрокрекинга . . . 283
Рекомендуемая литература , 285
Содержание
РАЗДЕЛ ВТОРОЙ. ПРОИЗВОДСТВО ТОВАРНЫХ
НЕФТЕПРОДУКТОВ
ГЛАВА VII. ПРОИЗВОДСТВО И ПРИМЕНЕНИЕ ПРИСА-
ПРИСАДОК ДЛЯ УЛУЧШЕНИЯ КАЧЕСТВА НЕФТЕПРОДУКТОВ 286
Присадки к топливам 286
Присадки, улучшающие процесс сгорания топливо-воздушной
смеси в двигателях 287
Присадки, сохраняющие свойства топлив при хранении и
транспортировании 291
Присадки, повышающие смазочиую способность топлив . . 293
Противокоррозионные присадки и ингибиторы коррозии . . 294
Присадки, облегчающие использование топлив при низких тем-
температурах 295
Присадки, препятствующие образованию отложений на дета-
деталях топливной аппаратуры 296
Присадки, изменяющие электрические свойства топлив . . 298
Красители 299
Присадки к маслам 299
Антиокислительные присадки 302
Антифрикционные, цротившзноеные и противозадирные при-
присадки 303
Ингибиторы коррозии и .противокоррозионные присадки 305
Моющие (детергентно-диспергирующие) присадки .... 306
Депреосорные присадки 307
Вязкостные орисадки ... 308
Антисептики 309
Противопенные присадки ... 309
Адгезиоиные присадки 309
Многофункциональные и многокомпонентные присадки . . 310
Особенности производства присадок 312
Основные процессы производства присадок 312
Принципиальная схема производства присадки ДФ-.11 . . 318
Принципиальная схема производства присадки ПМС . . . 319
Принципиальная схема производства алкилсалицилатных при-
присадок 321
Принципиальная схема производства присадки ВНИИ НП-870 322
Рекомендуемая литература 323
ГЛАВА VIII. ПРИГОТОВЛЕНИЕ ТОВАРНЫХ ТОПЛИВ 324
Автомобильные и авиационные бензины 324
Топлива для реактивных двигателей 328
Топлива для дизельных двигателей 330
Топлива для газотурбинных двигателей 333
Топлива для котельных установок 334
Рекомендуемая литература 336
ГЛАВА IX. ПРИГОТОВЛЕНИЕ ТОВАРНЫХ МАСЕЛ
337
Моторные масла 338
Масла для газотурбинных двигателей 342
Индустриальные масла 343
Трансмиссионные масла 345
Содержание
Турбинные масла 345
Компрессорные масла 348
Электроизоляционные масла 349
Гидравлические масла 351
Консервационные масла • 352
Приборные и технологические масла 353
Рекомендуемая литература 354
ГЛАВА X. ПРОИЗВОДСТВО И СВОЙСТВА ПЛАСТИЧНЫХ 355
СМАЗОК 355
Краткие сведения о пластичных смазках и их коллоидной
структуре 355
Основные свойства пластичных смазок 358
О.бъемно-мехаиические (реологические) свойства .... 358
Стабильность .при хранении и эксплуатации 360
Производство пластичных смазок 364
Стадии производства 365
Оборудование и технологические схемы 367
Ассортимент и характеристика смазок промышленного произ-
производства 378
Рекомендуемая литература 382
ГЛАВА XI. ПРОИЗВОДСТВО РАСТВОРИТЕЛЕЙ, СМАЗОЧ-
НО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ, ПЛАСТИФИКАТО-
ПЛАСТИФИКАТОРОВ, КОКСА, САЖИ, БИТУМОВ, ПАРАФИНОВ И ЦЕРЕ-
ЦЕРЕЗИНОВ 383
Нефтяные растворители 383
Смазочно-охлаждающие жидкости (СОЖ) 385
Нефтяные пластификаторы 390
Нефтяной кокс 393
Технический углерод (сажа) 395
Нефтяные битумы 397
Нефтяные парафины, церезины и восковые композиции . . 402
Регенерация отработанных масел 405
Рекомендуемая литература 407
Перевод единиц различных систем в единицы СИ . . . 409
Предметный указатель 410
ПРЕДИСЛОВИЕ
Основными задачами нефтеперерабатывающей промышленности
являются наиболее полное удовлетворение .потребностей народного
хозяйства в высококачественных нефтепродуктах и обеспечение
сырьем смежных производств (нефтехимических, белково-вита-
минных концентратов и т. д.). Дальнейшее улучшение качества
нефтепродуктов — требование десятой пятилетки. Продукты,
получаемые прямой перегонкой или деструктивными процессами
переработки нефти, не являются, как правило, товарными, посколь-
поскольку без дополнительной обработки они ,не удовлетворяют требо-
требованиям эксплуатации двигателей внутреннего сгорания и других
машин и механизмов. Для приготовления товарных нефтепродук-
нефтепродуктов дистилляты и остатки, получаемые в различных процессах,
подвергают очистке, разделению, компаундированию и облагора-
облагораживанию путем добавления присадок. Изучению упомянутых про-
процессов .посвящена третья часть курса «Технология переработки
нефти и газа».
Выделение этой части курса в самостоятельную и написание
первого учебника связаны с именем крупного советского ученого,
заслуженного деятеля науки и техники РСФСР, доктора техниче-
технических .наук, профессора Н. И. Черножукова. Последнее пятое изда-
издание учебника вышло гари жизни Николая Ивановича в 1967 г.
С тех лор в области очистки нефтяного сырья и .производства то-
товарных нефтепродуктов произошли существенные изменения.
1. Увеличение объема производства и ассортимента нефтепро-
нефтепродуктов привело к укрупнению и комбинированию очистных уста-
установок.
2. Широкое распространение получили процессы гидроочистки,
появились установки гидрокрекинга для получения высокоиндекс-
высокоиндексных смазочных масел, разработаны процессы адсорбционного вы-
выделения нормальных парафиновых углеводородов из керосиновых
фракций, предложены новые варианты регенерации отработанных
нефтяных масел и т. д.
Предисловие
11 ,
3. В промышленных масштабах все шире стали утилизировать
отходы различных процессов нефтепереработки. Компоненты, уда-
удаляемые из нефтяных фракций <при гароизводстве одного нефтепро-
нефтепродукта, широко используют для получения другого. Многие про-
процессы очистки превратились по существу в гароцессы .разделения
нефтяного сырья.
4. В связи с возросшей актуальностью проблемы защиты окру-
окружающей среды возникли новые требования к технологическому
оформлению процессов переработки нефти, в том числе по много-
многократному использованию технологических вод, повышению качест-
качества их очистки и т. д.
5. Качество нефтепродуктов в настоящее время достигло вы-
высокого уровня, и даже незначительное его дальнейшее улучшение
требует иногда не просто увеличения материальных затрат, а раз-
разработки новых процессов, установок и т. д. В связи с этим особо
важное значение приобретает оптимизация требований к качеству
нефтяных топлив и смазочных материалов. Использование нефте-
нефтепродуктов с необоснованным запасом качества приводит к боль-
большим нерациональным расходам в нефтеперерабатывающей про-
промышленности, а применение нефтепродуктов, не отвечающих тре-
требованиям эксплуатации, — к снижению надежности и долговечно-
долговечности техники.
6. Для улучшения эксплуатационных свойств товарных нефте-
нефтепродуктов все более широко применяют разнообразные присадки.
Важнейшим условием при выборе процессов очистки нефтяного
сырья становится обеспечение высокой приемистости продуктов к
присадкам.
7. Теория и практика рационального использования нефтепро-
нефтепродуктов оформилась в самостоятельную отрасль знаний, названную
химмотологией*. В ее задачи входят оптимизация качества нефте-
нефтепродуктов, их унификация, разработка и обоснование норм рас-
расхода топлив и смазочных материалов, совершенствование систем
и методов оценки качества нефтепродуктов. Основные проблемы
химмотологии тесно связаны с задачами нефтеперерабатывающей,
промышленности, и решение их существенно влияет на заключи-
заключительные стадии приготовления товарных нефтепродуктов.
* Хкбмотологня
К. К. Папок.
(химия +агато:р+1наука) — термин, предложенный проф.
12
Предисловие
Все отмеченные изменения в той или иной мере учтены в шес-
шестом издании учебника, подготовленном к печати коллективом пре-
преподавателей .кафедры, созданной Н. И. Черножуковым в Москов-
Московском институте нефтехимической и газовой промышленности им.
И. М. Губкина.
Глава I подготовлена А. А. Гуреевым и И. Г. Фуксом, а под-
подраздел ее «Поточные схемы производства нефтепродуктов масля-
масляного блока» —И. П. Лукашевич и Б. И. Бондаренко; глава II —
Т. И. Сочевко; глава III — О. Г. Сусаниной (подраздел «Деасфаль-
тизация остатков пропаном» подготовлен Б. И. Бондаренко); гла-
глава IV — Л. П. Казаковой; глава V — И. П. Лукашевич; глава VI—
Б. И. Бондаренко; глава VII—А. А. Гуреевым и И. Г. Фуксом;
глава VIII — А. А. Гуреевым; главы IX и X и первые пять подраз-
подразделов главы XI —И. Г. Фуксом; подраздел главы XI «Нефтяные
парафины» подготовлен Л. П. Казаковой и Т. И. Сочевко; подраз-
подраздел «Нефтяные битумы» — Т. И. Сочевко; подраздел «Регенерация
отработанных масел» — Б. И. Бондаренко.
Коллектив кафедры выражает глубокую благодарность рецен-
рецензенту — коллективу кафедры технологии переработки нефти Уфим-
Уфимского нефтяного института (зав. кафедрой проф. Р. Н. Гимаев).
РАЗДЕЛ ПЕРВЫЙ
ОЧИСТКА И РАЗДЕЛЕНИЕ НЕФТЯНОГО СЫРЬЯ
ГЛАВА I
ВВЕДЕНИЕ В ТЕХНОЛОГИЮ ОЧИСТКИ
И РАЗДЕЛЕНИЯ НЕФТЯНОГО СЫРЬЯ
Дистилляты, получаемые в результате первичных и деструктив-
деструктивных процессов переработки нефти, представляют собой сложную»
смесь углеводородов и неуглеводородных примесей. Некоторые
из этих соединений ухудшают эксплуатационные свойства товар-
товарных топлив и масел и должны быть удалены. Удаление примесей
•или выделение из нефтяных фракций нежелательных составляю-
составляющих осуществляется в процессах очистки. Эти процессы являются
одной из важных заключительных стадий производства товарных
нефтепродуктов, во многом определяющей их качество. В резуль-
результате очистки удаляется большая часть нежелательных примесей
и получаются компоненты топлив и масел, из которых чаще всего
при компаундировании (смешении) готовят товарные нефтепродук-
нефтепродукты. Для каждого вида сырья необходимо использовать такие про-
процессы очистки, их последовательность и глубину, которые обеспе-
обеспечивают максимальный выход товарной продукции высокого каче-
качества при минимальных производственных затратах. Кроме того,
поскольку очистка является средством улучшения качества нефте-
нефтепродуктов, все затраты на ее осуществление должны полностью-
окупаться при использовании нефтепродуктов улучшенного (каче-
(качества.
В основе некоторых процессов очистки нефтяных фракций ле-
лежит взаимодействие нежелательных продуктов с химическими ре-
реагентами с образованием соединений, удаляемых из очищаемого
продукта (гидроочистка, очистка серной кислотой, растворами ще-
щелочей и т. п.). В других процессах происходит физическое разде-
разделение нефтяных фракций на составляющие без изменения струк-
структуры углеводородов, содержащихся в исходном сырье (очистка
избирательными растворителями, адсорбционная * очистка, депара-
финизация).
В последнее время в связи с интенсивным развитием нефтехи-
нефтехимической и микробиологической промышленности процессы раз-
разделения нефтяного сырья по химическому составу (строению угле-
углеводородов) или выделения из него индивидуальных углеводородов
приобретают большое самостоятельное значение. Современные
14
Гл. I. Введение в технологию очистки нефтяного сырья
темпы развития нефтехимического синтеза требуют непрерывного
увеличения сырьевых ресурсов (олефиновых, парафиновых, наф-
нафтеновых, ароматических углеводородов и т. п.). Такое сырье все
ж больших масштабах получают в результате разделения нефтя-
иых фракций и остатков. Так, ,при разделении топливных фракций
лолучают нормальные парафиновые углеводороды, бензол, толу-
толуол, ксилолы и другие ценные продукты, используемые как сырье
для нефтехимической промышленности и для других целей; при
разделении масляного сырья — нафтеновые и ароматические про-
продукты, используемые в качестве наполнителей каучуков, мягчите-
лей резин, теплоносителей, сырья для производства присадок и
¦смазок.
Условия применения топлив и масел и требования к их каче-
качеству существенно различаются, поэтому для очистки топливных
<и масляных фракций во многих случаях применяют.разные про-
щессы.
НАЗНАЧЕНИЕ И РАЗВИТИЕ ПРОЦЕССОВ ОЧИСТКИ
ТОПЛИВНЫХ ФРАКЦИЙ
Классификация нефтяных топлив
и основные показатели их качества
Широкое применение нефтяных фракций в качестве топлив обус-
обусловлено их высокой теплотой сгорания, относительно низкой стои-
стоимостью и удобствами использования. При сгорании 1 кг нефтяного
топлива выделяется в среднем более 41670 кДж тепла, тогда
как при .сгорании 1 кг угля — около 33 330 кДж, 1 кг древесины—
около 19500 кДж. Себестоимость добычи нефти примерно в 6 раз
ниже, чем угля. Кроме того, жидкие топлива имеют некоторые
преимущества перед твердыми при транспортировании и примене-
применении. Топлива для двигателей и различных топочных устройств
должны отвечать следующим основным требованиям:
сгорать с наибольшим выделением тепла в определенный про-
промежуток времени, плавно и полностью, с минимальным образова-
образованием токсичных и коррозионно-агрессивных продуктов и отло-
отложений;
обеспечивать своевременное образование однородной смеси па-
паров топлива с воздухом и иметь оптимальную испаряемость;
бесперебойно подаваться по системе питания в двигатель при
любых климатических условиях; не вызывать затруднении при
транспортировании и хранении; не ухудшать своих эксплуатаци-
эксплуатационных свойств ,со временем; иметь .низкие температуры застыва-
застывания и помутнения; не содержать коррозиокно-агрессивных соеди-
соединений и механических примесей;
Процессы очистки топливных фракций
быть недорогими, нетоксичными и обеспеченными сырьевыми:
ресурсами.
Всем перечисленным требованиям в той или иной мере удовле-
удовлетворяют нефтяные топлива, которые и являются основным источ*
никои энергии практически для всех видов двигателей наземной,
морской и авиационной техники. Однако современные двигатели
предъявляют к качеству топлив целый ряд специфических требо^
ваний. Поэтому нефтяные топлива по назначению делят на пять
групп:
для поршневых двигателей с принудительным зажиганием (ав-
(автомобильные и авиационные бензины);
для поршневых двигателей с воспламенением от сжатия (ди-
(дизельные топлива для быстроходных и тихоходных двигателей);
для реактивных двигателей (дозвуковой и сверхзвуковой авиа-
авиации);
для тазотурбинных двигателей и установок (транспортных и
стационарных);
для котельных установок (транспортных и стационарных).
Рассмотрим более подробно основные показатели качества
топлив, которые определяют их поведение в условиях эксплуата-
эксплуатации. В первую очередь следует остановиться на тех свойствах, ко-
которые влияют на протекание процесса сгорания. В этом процессе
химическая энергия топлива превращается в тепловую и далее —
в механическую. Характер протекания процесса сгорания опреде-
определяет мощностные и экономические показатели двигателей и суще-
существенно влияет на их надежность и долговечность. Для нормаль-
нормальной работы карбюраторных двигателей необходимы топлива, спо-
способные противостоять окислению в паровой фазе в условиях пред-
пламенных реакций. В противном случае в отдельных зонах каме-
камеры сгорания могут накапливаться перекисные соединения, взрыв
которых приводит к так называемому детонационному сгоранию.
Детонация сопровождается резким увеличением скорости сгора-
лгая, появлением местных перегревов, повышением износа трущих-
трущихся деталей и т. д. Антидетонационные свойства бензинов оценива-
оценивают октановым числом: чем выше детонационная стойкость бен-
бензина, тем больше его октановое число. Эксплуатационное значение
этого показателя столь велико, что его указывают в марке бензи-
бензина (А-76, АИ-93и т. д.).
В дизельных двигателях происходит самовоспламенение топли-
топлива в нагретом от сжатия воздухе, и к дизельным топливам предъ-
предъявляют другие требования. Для нормальной работы этих двига-
двигателей необходимо топливо, способное окисляться в условиях сжа-
сжатия и имеющее небольшой период задержки самовоспламенения.
При использовании трудноокисляющегося топлива вследствие
большого периода задержки самовоспламенения в камере сгора-
сгорания воспламеняется сразу большое количество топлива, давление
I
16 Гл. I. Введение в технологию очистки нефтяного сырья
нарастает очень быстро, наблюдается «жесткая» работа двигателя.
При этом увеличивается износ трущихся деталей. Поведение
топлива в условиях дизельного двигателя оценивают цетановым
•числом: чем больше период задержки самовоспламенения топлива,
тем меньше его цетановое число.
В газотурбинных двигателях, в стационарных и судовых ко-
котельных установках и печах промышленных предприятий процесс
сгорания топлива происходит непрерывно, не в замкнутом про-
пространстве, а в потоке воздуха. Топливо воспламеняется и сгорает
непосредственно в факеле. В таких условиях специфических тре-
требований к качеству топлив не возникает. Наибольшее значение
имеют минимальное содержание зольных элементов, наименьшее
образование отложений на форсунках, стенках камер сгорания,
«отсутствие в золе ванадия и натрия и т. д.
По этим показателям особенно высокие требования предъявля-
предъявляют к топливам для воздушно-реактивных двигателей. Отложения
на форсунках забивают отверстия, ухудшают качество распыле-
распыления, искривляют факел вплоть до срыва пламени. Нагар, образу-
образующийся в камерах сгорания, способствует местным перегревам,
короблению, а иногда и прогару стенок. Кусочки нагара, ссыпаю-
ссыпающиеся со стенок камер сгорания, вызывают эрозионный износ ло-
лопаток турбины. Для снижения образования отложений и нагара
в тошшвах для воздушно-реактивных двигателей ограничивают
содержание ароматических углеводородов (не более 20—22%),
фактических смол (не более 5—6 мг/100 мл), серы (гае более 0,1—
0,25%), меркаптановой серы (не более 0,005%). Для этой же цели
определяют высоту некоптящего пламени, люминометрическое чис-
число, коксуемость, зольность и .йодное число.
Теплота сгорания (теплотворная способность) — важнейший по-
показатель качества топлив, значения ее для различных топлив и
их компонентов приведены ниже:
Плотность Теплота сгорания
при 20 °С. (низшая)
кг/мЗ МДж/кг ккал/кг
Бензии
прямой перегонки 724 44,40 10 600
термического крекинга . . . 732 44,20 10 550
каталитического крекинга . 741 43,70 10 420
платформинга 772 43,00 10 260
Керосин прямой перегонки . . 822 43,20 10 300
Дизельное топливо 840 42,30 10 100
Печное топливо (дистиллятиое) . 920 41,05 9 800
Газотурбинное топливо ... 930 40,25 9 600
Мазут ....... , . 940 40,25 9 600
Теплота сгорания углеводородных топлив зависит главным об-
образом от их элементного состава: при полном сгорании 1 кг угле-
углерода с образованием двуокиси углерода выделяется 34,1 МДж
Процессы очистки топливных фракций
17
тепла, а 1 кг водорода с образованием водяного пара—117,3 МДж.
Сгорание углеводородов топлив протекает значительно сложнее,
чем сгорание элементов, их составляющих. Чем больше отношение
водорода к углероду в топливе, тем выше его теплота сгорания.
Однако нефтяные топлива, близкие по фракционному составу и
плотности, лишь незначительно различаются по теплоте сгорания,
и создать из нефти топлива с (повышенным «энергозапасом» чрез-
чрезвычайно сложно.
Испаряемость. Сгорание топлива в двигателях происходит
только в паровой фазе, поэтому испаряемость жидких топлив
имеет важное эксплуатационное значение. Испаряемость топлив
ч значительной мере определяет характер процесса сгорания, его
полноту, образование отложений и даже состав отработавших га-
газов. Требования к испаряемости топлив для различных двигате-
двигателей и топочных устройств существенно различаются.
В двигателях с воспламенением от искры образование топлив-
но-воздушной смеси происходит при температуре окружающего
воздуха. Поэтому для таких двигателей нужны топлива с наи-
наибольшей испаряемостью (бензиновые фракции нефти и продуктов
ее переработки). В двигателях с воспламенением от сжатия
впрыск топлива осуществляется в сжатый воздух, нагретый до
температуры выше 600 °С. В этих условиях топливо даже с невы-
невысокой испаряемостью успевает испариться. Требования к Дизель-
Дизельному топливу по этому показателю менее жесткие. В дизельных
двигателях используют керосиновые и соляровые фракции нефти
и продуктов ее переработки. В газотурбинных двигателях и то-
топочных устройствах топливо непрерывно впрыскивается в факел
горящего топлива. В этих условиях даже тяжелое топливо успева-
успевает испариться и воспламениться. В авиационных газотурбинных
двигателях в качестве топлива используют керосиновые фракции,
в стационарных и судовых двигателях — соляровые и более тя-
тяжелые, а в топочных устройствах — мазуты, тяжелые остатки и т. д.
Испаряемость топлив обусловлена их фракционным составом
и давлением насыщенных паров. Эти показатели влияют на работу
всех двигателей и топочных устройств, однако наиболее важны
для бензиновых двигателей. Легкость и надежность пуска холод-
холодного двигателя при низких температурах воздуха зависит от со-
содержания легких фракций в применяемом бензине. Температура
выкипания 10% бензина характеризует его пусковые свойства: чем
ниже эта температура, тем при более низкой температуре воздуха
можно запустить холодный двигатель при прочих равных условиях.
Однако при слишком низкой температуре выкипания 10% бензи-
бензина часть его может испариться в трубопроводах уже работающего
и хорошо прогретого двигателя. Образующиеся при этом лары
углеводородов как бы забивают топливную систему — создается
паровая пробка. Чем ниже температура выкипания 10% бензина,
2—751
18
Гл. I. Введение в технологию очистки нефтяного сырья
300
тем при более низкой температуре возникнет паровая пробка и
двигатель перестает работать. Вырабатывают два вида бензинов—
зимние и летние: в зимнем бензине больше легких фракций, в
летнем — меньше.
Температура перегонки 50% бензина определяет длительность
прогрева двигателя и его приемистость; для современных бензи-
бензинов она составляет 90—120 °С. Большое влияние на работу двига-
двигателя оказывают температуры перегонки 90% и конца кипения бен-
бензина. При высоких значе-
значениях этих температур тяже-
тяжелые фракции бензина не
испаряются и смывают мас-
масло со стенок цилиндров и
юбок поршней, вызывая по-
повышенный износ. Кроме то-
того, тяжелые фракции не
сгорают в двигателе, сни-
снижая его экономичность и
увеличивая расход бензина
(рис. 1). Таким образом,
снижение этих температур
улучшает эксплуатацион-
эксплуатационные свойства бензинов, но
0
w
%120
1
а
/1
/
б
¦MB
¦¦bbhbbbbbi
¦ii ¦—
Г |
/
Процессы очистки топливных фракций
19
значительно сокращает их
§й0 170 W 210 230 250 270
, Температура конца кипения бензина,°с выход Оптимальные значе-
Рис. 1. Зависимость общего износа двига- ния ЭТИХ температур СО-
теля (а) и расхода бензина (б) от темпе- СТавляют 180—205 С.
ратуры конца его кипения. _ Для оценки испаряемо-
сти реактивных и дизель-
дизельных топлив фракционный состав не имеет такого значения, как
для бензинов. Для них обычно определяют и регламентируют тем-
температуру конца кипения: высокое ее значение свидетельствует о
наличии тяжелых фракций, ухудшающих смесеобразование, сни-
снижающих экономичность работы двигателей и увеличивающих
дымность отработавших газов.
Низкотемпературные свойства. При охлаждении топлив пара-
парафиновые углеводороды нормального строения выпадают в виде
кристаллов различной формы. Топливо .мутнеет, возникает опас-
опасность забивки фильтров кристаллами углеводородов. Температура,
при которой возникает это явление, получила название темпера-
температуры помутнения или начала кристаллизации. При дальнейшем
снижении температуры выделившиеся кристаллы образуют сетча-
сетчатые каркасные структуры, топливо теряет подвижность или, как
принято говорить, застывает. Эту температуру называют темпера-
температурой застывания. По температурам помутнения и застывания
топлива судят о возможностях его использования при низких
температурах. Показатель этот настолько важен, что по его вели-
величине товарные топлива делят «а марки.
Бензиновые и керосиновые фракции нефтей и продуктов их
переработки, как правило, имеют низкие температуры застывания,
В дизельных и более тяжелых фракциях содержится много высо-
высокоплавких парафиновых углеводородов, и улучшение низкотемпе-
низкотемпературных свойств этих фракций является одной из важнейших
задач нефтеперерабатывающей промышленности. Значения тем-
температуры застывания для различных топлив приведены ниже
(в "С):
Бензины
автомобильные Ниже —60
авиационные Ниже —60
Топлива
реактивные Ниже —60
дизельные
летние —Ю
зимние От —35 до —45
арктические 'От —55 до —60
Мазуты . ^
флотские От —5 до —8
топочные ,. Ю—36
Вязкость бензинов невелика, и ее изменение с температурой
не вызывает каких-либо осложнений в работе двигателей, с вос-
воспламенением от искры. Во всех других двигателях и топочных
устройствах вязкость топлива имеет важное эксплуатационное
значение. В дизельных и газотурбинных двигателях топливо обе-
обеспечивает смазку плунжерных пар топливных насосов. При недо-
недостаточной вязкости топлива плунжер и гильза насоса быстро
изнашиваются. Кроме того, топливо малой ^вязкости может про-
просачиваться через зазоры в топливном насосе; при этом снижаются
давление распыливания и экономичность двигателя, ухудшается
смесеобразование. Верхний предел вязкости топлив обусловлен не-
необходимостью обеспечить их прокачку по топливопроводам систе-
системы питания при низких температурах.
С понижением температуры вязкость топлив возрастает и мо-
может достичь таких значений, при которых производительность
топливного насоса резко падает. Вязкость топлив должна быть
оптимальной и с точки зрения смесеобразования. При большом
отклонении вязкости от расчетной для данного двигателя изменя-
изменяются размер капель топлива, форма факела, ухудшается смесеоб-
смесеобразование, повышается дымность отработавших газов.
Коррозионная агрессивность. Углеводородные компоненты топ-
топлив не вызывают коррозии металлов. Коррозионная агрессивность
топлив зависит от количества и состава серо- и частично кисло-
кислородсодержащих компонентов. Серосодержащие соединения делят
на активные и неактивные. Из активных соединений в топливных
2*
20
Гл. I. Введение в технологию очистки нефтяного сырья
дистиллятах могут присутствовать сероводород, элементная сера
и меркаптаны. Все остальные сероорганические соединения, содер-
содержащиеся в тоошивах (сульфиды, дисульфиды, тиофены, тиофаны
и др.), относятся к неактивным. Активные соединения способны
реагировать с металлами, вызывая их коррозию при обычных
температурах хранения и транспортировки топлив. В товарных
топливах эти соединения должны отсутствовать или содержаться
в очень малых количествах.
Деление сероорганических соединений на активные и неактив-
неактивные имеет значение только при оценке коррозионной агрессивно-
агрессивности топлив при обычных температурах. При сгорании все они об-
образуют окислы серы SO2 и SO3, обладающие высокой коррозион-
коррозионной агрессивностью. При высоких температурах окислы серы
вызывают сухую газовую химическую коррозию металлов камер
сгорания, выпускных клапанов, трубопроводов и т. д. Прн относи-
относительно низкой температуре, когда возможна конденсация водяных
паров из продуктов сгорания, окислы серы растворяются в капель-
капельках воды с образованием серной и сернистой кислот. В этих усло-
условиях протекает электрохимическая коррозия, скорость которой
очень высока.
Таким образом, с точки зрения коррозии деталей двигателей
и силовых установок все сероорганические соединения одинаково
вредны, и содержание их в топливах должно быть ограничено.
Однако полностью удалять их .нежелательно, так как при этом
некоторые свойства топлив ухудшаются. Так, при полном обессе-
ривании реактивных топлив снижаются их противоизносные'и за-
защитные свойства. Поэтому глубина очистки топлив от сероорга-
сероорганических соединений, как и от всех других нежелательных компо-
компонентов, должна быть оптимальной.
Среди кислородсодержащих соединений наиболее коррозионно-
агрессивны низкомолекуляриые кислоты, перекиси и некоторые
другие продукты окисления углеводородов. .Коррозионная агрес-
агрессивность тяжелых, в том числе и остаточных, топлив связана так-
также с наличием зольных элементов, содержащих натрий и ванадий.
Производные ванадия при сгорании превращаются в пятиокись
ванадия и ванадаты металлов. Эти соединения при рабочих темпе-
температурах в камерах сгорания находятся в полужидком состоянии
и, обладая большой липкостью, отлагаются на лопатках и направ-
направляющих турбин, стенках топочных устройств и других деталях.
При определенном соотношении ванадия и натрия в отложениях
образуются легкоплавкие ванадаты, которые являются переносчи-
переносчиками кислорода и ускоряют окисление металла, т. е. его корро-
коррозию. Снижение ванадиевой коррозии достигается уменьшением
зольности топлив и введением специальных присадок.
Стабильность. Свойства топлив должны сохраняться при транс-
транспортировании и хранении в течение определенного срока, указы-
Процессы очистки топливных фракций
21
ваемого теперь в стандарте на каждый вид топлива. Основные
изменения свойств при хранении связаны с окислением наименее
стабильных компонентов топлив — их химической стабильностью.
Топлива, полученные прямой перегонкой нефти или каталитиче-
каталитическими процессами в присутствии водорода, мало окисляются при
обычных температурах хранения. В присутствии непредельных уг-
углеводородов, особенно диено;вых и некоторых циклических, ста-
стабильность топлив резко уменьшается. Такие углеводороды не
только легко окисляются сами, но и инициируют окисление дру-
других компонентов с образованием кислот и тяжелых смолистых
веществ, ухудшающих эксплуатационные свойства топлив.
Окисление топлив развивается неравномерно: вначале настоль-
настолько медленно, что свойства топлив практически не изменяются
(этот период называют индукционным); затем скорость окисления
возрастает, увеличиваются кислотность топлива и содержание в
нем смолистых веществ. Скорость окисления топлива возрастает
при повышении температуры и в присутствии катализаторов. Хи-
Химическую стабильность топлив повышают, удаляя нестабильные
соединения или вводя антиокислительные присадки.
Способность топлив противостоять окислению при нагреве до
140—.150°С и выше принято называть термической стабильностью.
Этот показатель имеет важное эксплуатационное значение для
реактивных и дизельных топлив, которые подвергаются нагреву
в системе питания.
Зависимость свойств нефтяных топлив
от их состава
Углеводородным составом топливных фракций обусловлены мно-
многие эксплуатационные свойства товарных теплив. При этом при-
присутствие углеводородов одного и того же класса может благопри-
благоприятно сказываться на свойствах одних топлив и ухудшать свойства
других. Так, ароматические углеводороды повышают детонацион-
детонационную стойкость (октановое число) бензинов, а в дизельных топли-
топливах нежелательны, так как снижают их воспламеняемость (цета-
новое число). Эксплуатационные свойства топлив зависят и от
содержания углеводородов каждого класса. Те же ароматические
углеводороды улучшают качество автомобильных бензинов в кон-
концентрации 40—46% (масс). При большем их содержании каче-
качество бензина ухудшается: возрастают его склонность к нагарооб-
разоваеию, гигроскопичность и т. д.
Даже углеводороды одного класса в зависимости от строения
по-разному влияют на эксплуатационные свойства топлив. Многие
парафиновые углеводороды нормального строения при положи-
положительных температурах являются твердыми продуктами, и при
большом их содержании дизельное топливо в зимнее время засты-
застывает. Парафиновые углеводороды изострошия имеют более низ-
22
Гл. I. Введение в технологию очистки нефтяного сырья
кие температуры застывания. И, наконец, углеводороды одного
класса и одинакового строения могут улучшать одно эксплуатаци-
эксплуатационное свойство и ухудшать другое. В этом случае ищут оптималь-
оптимальное содержание их в зависимости от назначения нефтепродукта
и условий его использования. Так, парафиновые углеводороды
нормального строения улучшают воспламеняемость дизельных
топлив, но повышают их температуру застывания. Поэтому в лет-
летних сортах дизельных топлив можно оставлять больше нормаль-
нормальных парафинов, в зимних сортах — меньше.
Характерной особенностью некоторых дистиллятов вторичного
происхождения является присутствие олефиновых углеводородов.
Больше всего их содержится в продуктах термического и ката-
каталитического крекинга, пиролиза, коксования. Среди непредельных
есть углеводороды, способные довольно быстро окисляться кисло-
кислородом при обычных температурах хранения и .применения. Продук-
Продукты окисления полимеризуются с образованием тяжелых смолистых
соединений, которые под действием высоких температур превра-
превращаются в твердые отложения, нарушающие нормальную работу
двигателя.
На эксплуатационные свойства топлив сильно влияют также
содержание и строение гетероорганических соединений. Содержа-
Содержание таких соединений в топливных дистиллятах обычно увеличи-
увеличивается по мере их утяжеления. Кислородсодержащие соединения
переходят в топливные дистилляты из нефтяного сырья и образу-
образуются при окислении углеводородов кислородом воздуха. Влияние
азотсодержащих соединений на эксплуатационные свойства топлив
изучено мало. Известно, что они участвуют в образовании твердо-
твердого осадка при нагреве реактивных топлив до 150—200 °С. Наи-
Наибольшее влияние на эксплуатационные свойства топлив, и в первую
очередь на их коррозионную агрессивность, оказывают производ-
производные серы. В топливные дистилляты они попадают непосредственно
из .нефти в процессах прямой перегонки или при разложении вы-
высокомолекулярных гетероорганических соединений в процессах
деструктивной переработки высококипящих фракций. Топлива
почти всех видов необходимо очищать от серосодержащих соеди-
соединений.
От химического состава топлив зависят не только их основные
эксплуатационные свойства, но и приемистость к присадкам. По-
Поэтому для улучшения качества товарных топлив необходимо тща-
тщательно выбирать компонентный состав и способы очистки дистил-
дистиллятов.
Способы очистки топливных фракций
В XIX веке основным товарным продуктом, получаемым из нефти,
был осветительный керосин. Керосиновую фракцию очищали, по
предложению Д. И, Менделеева, серной кислотой с последующей
Процессы очистки топливных фракций
23
щелочной промывкой. В результате уменьшалось количество ко-
копоти три сжигании керосина в лампах. С появлением двигателей
внутреннего сгорания стало расширяться производство бензина —
получил распространение процесс термического крекинга. Для
удаления из бензинов крекинга наиболее реакционноспособных
углеводородов использовали кислотно-щелочную очистку, а в не-
некоторых случаях — парофазную очистку отбеливающими землями.
В 'связи с вовлечением в переработку сернистых нефтей появи-
появились различные способы очистки топливных фракций от соедине-
соединений серы. Одной из первых проблем при очистке топлив от серы
стало улучшение их запаха. С этой целью были разработаны спе-
специальные методы очистки топлив, в первую очередь бензинов, от
меркаптанов. В таких процессах стремились либо удалить меркап-
меркаптаны из топлив, либо превратить их в другие, менее пахучие со-
соединения (например, дисульфиды). Многие меркаптаны, содержа-
содержащиеся в бензинах, имеют слабокислую реакцию и могут быть уда-
удалены промывкой водными растворами щелочей. Растворимость
меркаптанов в растворах щелочей можно повысить, добавляя орга-
органические кислоты и другие соединения. Щелочная промывка ока-
оказалась простым и в то еже время достаточно эффективным спосо-
способом очистки топливных фракций. Для -превращения меркаптанов
в дисульфиды в промышленности в настоящее время используется
процесс мерокс (окисление меркаптанов).
В последние десятилетия появились новые способы очистки
топливных фракций, существенно улучшающие качество товарных
продуктов (гидроочистка, депарафинизация). Оказалось, что под
давлением водорода в присутствии катализатора при повышенных
температурах почти все сернистые соединения удается перевести
в сероводород, который вместе с газами легко удаляется из топ-
топливных дистиллятов. Этот процесс, названный гидрообессеривани-
ем, позволяет получать малосернистые топлива практически из
любого сырья. Важным достоинством процесса является значи-
значительное снижение загрязнения окружающей атмосферы (содержа-
(содержания окислов серы в отработавших и дымовых газах). Процесс де-
парафинизации позволяет резко улучшить низкотемпературные
свойства топлив (в первую очередь дизельных) в результате уда-
удаления парафиновых углеводородов нормального строения. Наиболее
распространен в настоящее время процесс депарафивизации с
применением карбамида (карбамидная депарафинизация). Пер-
Перспективна также адсорбционная депарафинизация дистиллятов ,на
цеолитах.
Процессы депарафинизации перестают сейчас быть средством
очистки топлив, а становятся методами разделения топливных
фракций. Выделенные из среднедиетиллятных фракций парафи-
парафиновые углеводороды используют в качестве сырья для получения
белков в .микробиологической промышленности. Для разделения
24
Гл. I. Введение в технологию очистки нефтяного сырья
Процессы очистки масляного сырья
25
топливных фракций используют и различные растворители, в част-
частности для выделения индивидуальных ароматических углеводоро-
углеводородов из фракций риформинга. Очистка топливных фракций как
завершающая стадия приготовления высококачественных товар-
товарных топлив приобретает все большее значение.
НАЗНАЧЕНИЕ И РАЗВИТИЕ ПРОЦЕССОВ ОЧИСТКИ
МАСЛЯНОГО СЫРЬЯ
Классификация нефтяных масел
и основные показатели их качества
Нефтяные масла широко применяют в (различных областях техни-
техники вплоть до ракетной, атомной и космической. В настоящее вре-
время мировое производство масел превышает 30 млн. т/год. Хотя
стоимость масел (как и большинства нефтепродуктов) не столь
велика, от их качества и правильного применения во многом за-
зависит надежность и долговечность работы различного оборудова-
оборудования, гораздо более дорогого, чем сами масла. Одной из тенденций
современного развития техники является максимальное увеличе-
увеличение срока службы смазочных материалов и сокращение затрат
на техническое обслуживание. Так, срок службы масел в автомо-
автомобильных карбюраторных двигателях увеличился до 20—25 тыс. км
пробега, хотя сравнительно недавно не 'превышал 4—б тыс. км.
Только в результате применения высококачественных масел в 2—
* 3 раза увеличен срок службы многих машин и механизмов. Каче-
Качество самих .масел улучшают совершенствованием технологии их
производства и широким использованием высокоэффективных при-
присадок.
В зависимости от назначения нефтяные масла выполняют сле-
следующие основные функции: уменьшают силу трения между пере-
перемещающимися друг относительно друга поверхностями; снижают
износ и предотвращают задир (заедание) трущихся поверхностей;
защищают металлы от коррозионного воздействия окружающей
среды; отводят тепло, выделяющееся в результате трения, и охлаж-
охлаждают детали; уплотняют зазоры между сопряженными деталями;
удаляют с трущихся поверхностей загрязнения и продукты износа,
образующиеся в зоне трения. Кроме того, нефтяные масла служат
рабочими жидкостями в гидравлических передачах; (создают элек-
электрическую изоляцию в трансформаторах, конденсаторах и масля-
масляных выключателях; снижают (вибрацию и шум; защищают детали
узлов трения от ударных .нагрузок; используются для приготовле-
приготовления присадок, смазок и т. п.
Практически невозможно получить масла, хорошо выполняю-
выполняющие все указанные функции, В этом и нет необходимости, так как
в зависимости от условий применения масла выполняют лишь
одну — две основные функции, что и обеспечивает их надежную
работу. Независимо от условий применения и назначения нефтя-
нефтяные масла должны: надежно выполнять свои функции в широком
диапазоне температур, удельных нагрузок и скоростей перемеще-
перемещения трущихся поверхностей; в минимальной степени изменять свои
свойства в условиях эксплуатации; оказывать минимальное воз-
воздействие на контактирующие с ними материалы; максимально
полно удовлетворять правилам техники безопасности и в мини-
минимальной степени загрязнять окружающую среду (иметь хорошие
экологические свойства); быть обеспечены постоянной сырьевой
базой и экономичны в эксплуатации, иметь невысокую стоимость.
Кроме того, к маслам предъявляют некоторые специфические тре-
требования (минимальная вспениваемость, высокая газостойкость,
хорошие диэлектрические и оптические свойства и т. п.).
Нефтяные масла классифицируют по разным принципам.
По способу получения или в зависимости от вида нефтяного
сырья их подразделяют на: дистиллятные, полученные из масля-
масляных фракций вакуумной перегонки мазута; остаточные, получен-
полученные из остатка от вакуумной перегонки мазута (гудрона). Смеше-
Смешением дистиллятных базовых масел друг с другом или с остаточны-
остаточными маслами получают компаундированные масла. Самостоятель-
Самостоятельную группу составляют загущенные масла, приготовляемые вве-
введением в базовые масла полимерных присадок.
По способу очистки в зависимости от используемых реагентов
различают масла кислотно-щелочной, кислотно-контактной, селек-
селективной, адсорбционной очистки, а также масла гидрогенизацион-
ных процессов (гидроочистки, гидрокрекинга и т. п.).
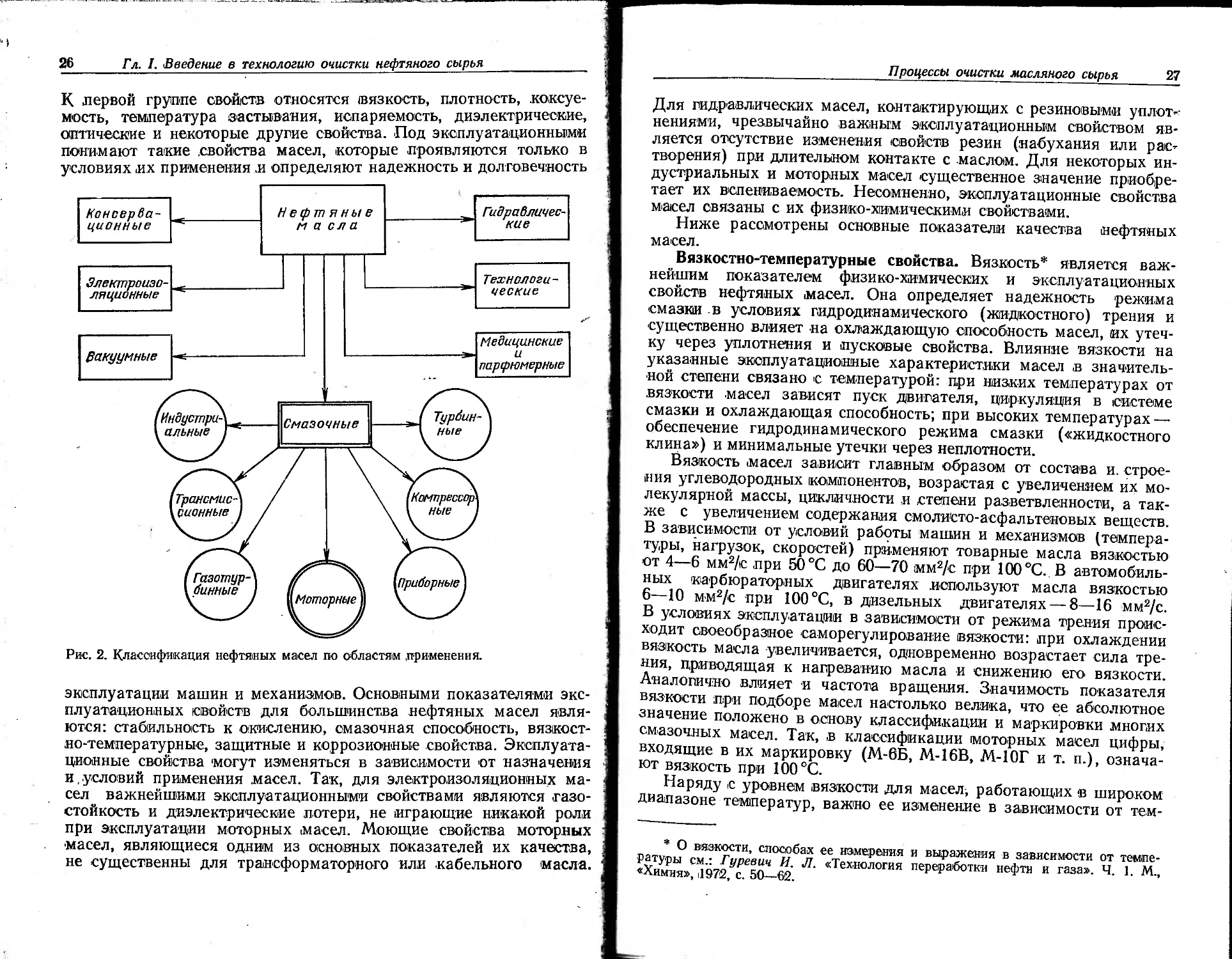
По назначению (областям применения) выделяют следующие
группы масел (рис. 2): смазочные, консервадионные, электроизо-
электроизоляционные, гидравлические, технологические, вакуумные, медицин-
медицинские и парфюмерные (белые). Наиболее представительны как по
ассортименту, так и по объему производства, смазочные масла.
Классификация масел по назначению в значительной степени соот-
соответствует их функциональному действию. Она наиболее обширна:
многие из приведенных групп масел делятся еще ма несколько
подгрупп по более узким областям применения. Среди смазочных
масел, основным назначением которых является уменьшение тре-
трения и износа металлических поверхностей, наиболее значительной
группой являются моторные масла, которые, в свою очередь, де-
делятся на масла для карбюраторных, дизельных и поршневых ави-
авиационных двигателей. Электроизоляционные масла подразделяют
на трансформаторные, кабельные и конденсаторные (более подроб-
подробное описание каждой группы масел по назначению и их классифи-
классификации приведены в гл. X).
Выявить и оценить качество масел различного назначения мож-
можно, изучая их физико-химические и эксплуатационные свойства.
26
Гл. I. Введение в технологию очистки нефтяного сырья
К первой группе свойств относятся вязкость, плотность, коксуе-
коксуемость, температура застывания, испаряемость, диэлектрические,
оптические и некоторые другие свойства. Под эксплуатационными
понимают такие .свойства масел, которые проявляются только в
условиях .их применения .и определяют надежность и долговечность
Процессы очистки масляного сырья
Консерба-
ционные
Электроизо-
Электроизоляционные
Вакуумные
/
Нефтяные
масла
Гидравличес-
Гидравлические
Технологи -
Медицинские
и
парфюмерные
\
Рис. 2. Классификация нефтяных масел по областям .применения.
эксплуатации машин и механизмов. Основными показателями экс-
эксплуатационных свойств для большинства нефтяных масел явля-
являются: стабильность к окислению, смазочная способность, вязкост-
вязкостно-температурные, защитные и коррозионные свойства. Эксплуата-
Эксплуатационные свойства могут изменяться в зависимости от назначения
и,.условий применения .масел. Так, для электроизоляционных ма-
масел важнейшими эксплуатационными свойствами являются .газо-
.газостойкость и диэлектрические потери, не играющие никакой роли
при эксплуатации моторных масел. Моющие свойства моторных
¦масел, являющиеся одним из основных показателей их качества,
не существенны для трансформаторного или кабельного масла.
Для гидравлических масел, контактирующих с резиновыми уплот-
уплотнениями, чрезвычайно важным эксплуатационным свойством яв-
является отсутствие изменения свойств резин (набухания или ра«>
творения) при длительном контакте с маслом. Для некоторых ин-
индустриальных и моторных масел существенное значение приобре-
приобретает их вспевиваемость. Несомненно, эксплуатационные свойства
М'асел связаны с их физико-химическими свойствами.
Ниже рассмотрены основные показатели качества нефтяных
масел.
Вязкостно-температурные свойства. Вязкость* является важ-
важнейшим показателем физико-химических и эксплуатационных
свойств нефтяных .масел. Она определяет надежность режима
смазки в условиях гидродинамического (жидкостного) трения и
существенно влияет на охлаждающую способность масел, их утеч-
утечку через уплотнения и пусковые свойства. Влияние вязкости на
указанные эксплуатационные характеристики масел ,в значитель-
значительной степени связано с температурой: при низких температурах от
вязкости масел зависят пуск двигателя, циркуляция в системе
смазки и охлаждающая способность; при высоких температурах —
обеспечение гидродинамического режима смазки («жидкостного
клина») и минимальные утечки через неплотности.
Вязкость .масел зависит главным образом от состава и. строе-
строения углеводородных компонентов, возрастая с увеличением их мо-
молекулярной массы, цикличности и степени разветвленности, а так-
также с увеличением содержания смолисто-асфальтеновых веществ.
В зависимости от условий работы машин и механизмов (темпера-
(температуры, нагрузок, скоростей) применяют товарные масла вязкостью
от 4—6 мм2/с при 50°С до 60—70 мм2/с при 100°С..В автомобиль-
автомобильных карбюраторных двигателях используют масла вязкостью
6—10 мм2/с при 100 °С, в дизельных двигателях — 8—16 мм2/с
В условиях эксплуатации в зависимости от режима трения проис-
происходит своеобразное саморегулирование вязкости: при охлаждении
вязкость масла увеличивается, одновременно возрастает сила тре-
трения, приводящая к нагреванию масла и снижению его вязкости.
Аналогично влияет и частота вращения. Значимость показателя
вязкости при подборе масел настолько велика, что ее абсолютное
значение положено в основу классификации и маркировки многих
смазочлых масел. Так, в классификации моторных масел цифры,
входящие в их маркировку (М-6Б, М-16В, М-10Г и т. п.), означа-
означают вязкость при 100°С.
Наряду с уровнем вязкости для масел, работающих в широком
диапазоне температур, важно ее изменение в зависимости от тем-
* О вязкости, способах ее измерения и выражения в зависимости от темпе-
температуры см.: Гуревич И. Л. «Технология переработки нефти и газа». Ч. 1. М.,
«Химия», .19712, с. 50—62.
28 Гл. I. Введение в технологию очистки нефтяного сырья
пературы, т. е. вязкостно-температурные свойства. Условными по-
показателями этого изменения являются индекс вязкости (ИВ) и
коэффициенты, выражающие соотношения вязкостей при различ-
различных температурах. Нефтяные масла при высоких температурах
сильно разжижаются, а при низких теряют подвижность из-за
резкого возрастания вязкости. Для масел любого назначения же-
Процессы очистки масляного сырья
29
Рис. 4. Изменение вязкостно-темпера-
вязкостно-температурных свойств исходных и загущен-
загущенных масел:
/ — незагущенное высоковязкое масло; 2—
загущенное маловязкое масло; 3 — незагу-
незагущенное маловязкое масло; А — минималь-
минимально допустимый уровень вязкости Vj при
высоких температурах; Б — максимально
допустимый уровень вязкости Vi при низ-
низких температурах.
Рис. 3. Зависимость некоторых функ-
функций масел от их вязкостно-темпера-
вязкостно-температурных свойств:
А — максимальная вязкость Vi, при кото-
которой возможен пуск двигателя при низких
температурах; Б — максимальная вязкость
V2, при которой все еще обеспечиваются
условия охлаждения и разбрызгивания
масла; В — минимальная вязкость v3, при
(которой отсутствует утечка масла и обес»
печивается герметичность системы; Г —
минимальная вязкость Vt, при которой
обеспечивается гидродинамический режим
смазки (создается «жидкостной клии)).
лательны максимально пологая кривая зависимости вязкости от
температуры, минимальный коэффициент, характеризующий изме-
изменение вязкости с температурой, т. е. максимальный ИВ. На рис. 3
показана зависимость вязкости моторного масла от температуры;
точками А, Б, В и Г обозначены допустимые пределы вязкости,
при которой масло способно выполнять те или иные функции. Оп-
Оптимальным условиям применения масла в температурном интер-
интервале U—f4 соответствует участок кривой V2—v3, хотя допустимые
пределы изменения вязкости значительно больше (vi—V4). Однако
такой широкий интервал изменения .вязкости масла приводит к
ухудшению его некоторых эксплуатационных характеристик. Так,
пуск холодного двигателя затруднен из-за резкого возрастания
вязкости (максимальная вязкость — точка А, см. рис. 3), приво-
приводящего к уменьшению (или прекращению) подачи масла к узлам
трения и к необходимости преодолевать значительное сопротивле-
L
ние в начальный период пуска двигателя. При значительном сни-
снижении вязкости, хотя оно и желательно с точки зрения легкого
пуска двигателя, резко уменьшается несущая способность тонкого
слоя масла, разделяющего трущиеся поверхности (минимальная
вязкость — точка Г, ом. рис. 3).
Чем ниже вязкость масла одинаковой химической природы, тем
меньше возрастает она с понижением температуры. Однако вяз-
вязкостно-температурные свойства даже маловязких масел не соот-
соответствуют требованиям к современным маслам по температурно-
температурному диапазону работоспособности. Снижение вязкости масел с
целью улучшения их вязкостно-температурных свойств недопусти-
недопустимо также из-за необходимости иметь достаточно высокий уровень
вязкости при высоких температурах. Значительного улучшения
вязкостно-температурных свойств нефтяных масел достигают при-
применением вязкостных присадок — полимеров различных состава и
молекулярной массы (полиметакрилатов, полиизобутиленов, ви-
нииолов). В результате получают так называемые загущенные
масла, разработке, изучению свойств и применению которых по-
посвящены многочисленные исследования Е. Г. Семенидо.
Масло с определенным уровнем вязкости, обеспечивающее
нормальную работу узла трения при максимальном температур-
температурном режиме, .неработоспособно три низких температурах из-за рез-
резкого увеличения вязкости (рис. 4). В этом случае подбирают ма-
маловязкое базовое масло C—4 мм2/с при 100 РС, юм. кривая 3)
с хорошими низкотемпературными свойствами и повышают его
вязкость до необходимого уровня при высоких температурах (точ-
(точка А) введением полимерных присадок. Вязкость загущенного
масла при низких температурах изменяется примерно так же, как
и маловязкой основы (см. рис. 4, кривая 2). Недостатком загу-
загущенных масел является низкая стабильность к механическим и
термическим воздействиям. В узлах трения происходит постепен-
постепенная деструкция полимера, и .вязкостно-температурные свойства
загущенных масел ухудшаются. Скорость и глубина деструкции
определяются химической природой и молекулярной массой
присадки, а также температурой, нагрузками и другими фак-
факторами.
В зависимости от условий применения нефтяные масла долж-
должны сохранять подвижность при температурах до минус 20 — минус
60 °С. При охлаждении масло постепенно переходит из жидкого
в твердообразное состояние, что сопровождается потерей его по-
подвижности. Четко выраженной температуры этого, перехода масла
не имеют, и о полной потере их подвижности условно судят по
температуре застывания. Эта температура зависит прежде всего
от содержания и строения высокомолекулярных парафиновых угле-
углеводородов, которые при охлаждении кристаллизуются, что приво-
приводит к помутнению масла. При дальнейшем охлаждении с ростом
30
Гл. I. Введение в технологию очистки нефтяного сырья
концентрации твердых частиц из них формируется кристалличе-
кристаллическая решетка, в ячейках которой заключены жидкие при данной
температуре углеводороды масел. Кристаллизация и образование
решетки приводят к потере подвижности — застыванию масла. Од-
Одним из способов понижения температуры застывания масел явля-
является добавление депрессорных присадок, препятствующих росту
и сращиванию кристаллов твердых углеводородов. При помощи
этих присадок температуру застывания масел можно понизить на
16—20 °С.
Однако затруднения в использовании масел обычно начинают-
начинаются при температурах, существенно более высоких, чем температу-
температура их застывания. Уменьшение и потеря подвижности масел про-
происходят в основном из-за резкого увеличения их вязкости при
низких температурах и высоком содержании ароматических угле-
углеводородов вследствие их ассоциации. Это приводит .к загустева-
нию масла, переходу его из жидкого состояния в аморфную (стек-
(стекловидную массу. Подобное явление' наблюдается прежде всего
при общем высоком уровне вязкости масла, обусловленном значи-
значительным содержанием ароматических углеводородов. Депрессор-
ные трисадки в данном случае неэффективны.
При загустевании масел ухудшаются их .пусковые свойства и
прокачиваемость в системе смазки. Эти показатели эксплуатаци-
эксплуатационных свойств, характеризующие возможность применения масел
при низких температурах, называют низкотемпературными свой-
свойствами. Нижний температурный предел пуска холодного двигателя
связан прежде всего с вязкостно-температурными свойствами мо-
моторных масел и обычно на 16—30 °С выше температуры их за-
застывания. Так, вязкость авиационного масла МК-8 с понижением
температуры резко возрастает, препятствуя нормальному пуску
двигателя при температурах ниже 25 °С; меньшую вязкость при
—40 °С и более пологую вязкостно-температурную кривую по срав-
сравнению с МК-8 имеют масла МК-6 и МС-6, обладающие заметно
лучшими пусковыми свойствами, что видно из следующих данных:
МК-8 МК-6 МС-6
Температура застывания, °С . . . .
Вязкость при —40сС, мм2/с ....
Соотношение вязкостен при —20 и
50"С
Минимальная температура пуска дви-
двигателя без подогрева, °С . . . .
—55
8000
54
—25
—60
2900
43
—40
—55
1450
30
—43
Смазочная способность. Основными функциями нефтяных масел
являются снижение трения между твердыми поверхностями дви-
движущихся деталей, уменьшение износа и предотвращение его край-
крайних форм — задира, заедания и сваривания металлических поверх-
поверхностей. В соответствии с этим различают антифрикционное и про-
тивоизносное действия масел, эффективность проявления которых
Процессы очистки масляного сырья
31
в узлах трения определяется суммарным понятием смазочная спо-
способность, или смазочное действие. Под смазочной способностью
следует понимать 'Способность масел обусловливать малое сопро-
сопротивление контактирующих поверхностей тангенциальным силам
сдвига и высокое сопротивление сближению их под действием нор-
нормальной нагрузки. Чем меньше первая составляющая и больше
вторая, тем выше смазочная способность масла. Различают два
основных режима трения, в которых проявляется действие ма-
Рис. 5. Схема граничного слоя масла
на поверхности металла:
О полярная молекула; неполяриая
молекула.
сел — жидкостной (гидродинамический) и граничный. В условиях
жидкостного трения трущиеся поверхности разделены непрерыв-
непрерывным слоем юмазочного материала, в условиях граничного трения —
его тонкой @,1—0,5 мкм) и неравномерной пленкой. В реальных
условиях в большинстве случаев трение бывает смешанным: и
жидкостным, и граничным.
Антифрикционное действие масел (уменьшение силы или коэф-
коэффициента трения) основано на объемном и .граничном эффектах.
В случае высокой скорости скольжения и малых контактных на-
нагрузок поверхности соприкасающихся тел разделены непрерывным
объемным слоем смазочного материала, и его антифрикционное
действие определяется значением вязкости. При этом высокое
внешнее трение между твердыми поверхностями заменяется низ-
низким внутренним трением вязкостного течения масла.
Вязкость масел выбирают в зависимости от режима работы
узла трения (максимального удельного давления и скорости сколь-
скольжения). В высоконагруженных узлах трения тихоходных машин
используют высоковязкие масла, в малонагруженных и быстро-
быстроходных узлах — средне- и маловязкие. В условиях гидродинами-
гидродинамического режима трения полностью предотвращается фрикционный
износ поверхностей, однако в чистом виде такой режим проявля-
проявляется редко. Если режим гидродинамического трения не соблюда-
соблюдается, то антифрикционное действие масла зависит от состава и
32
Гл. I. Введение в технологию очистки нефтяного сырья
Процессы очистки масляного сырья -33
свойств тончайших граничных пленок, образующихся на метал-
металлических поверхностях (рис. 5). Их образование — самопроизволь-
самопроизвольный процесс, связанный с присутствием в маслах поверхностно-
активных соединений (смолисто-асфальтеновых веществ, серосо-
серосодержащих и других соединений).
При жидкостном трении основную роль в проявлении анти-
антифрикционного действия масла играют состав и строение входящих
в него углеводородов, при граничном трении этот эффект зависит,
прежде всего от состава растворенных в масле природных ПАВ!;
Рис. 6. Зависимость коэффициента трения
от температуры для неполяриого масла с
присадками разного механизма действия:
/ — без присадок; 2-е присадкой физико-хими»
ческого (адсорбционного) действия; 3 — с присади
кой химического действия, реагирующей с метал^
лом при температуре U; 4 — с композицией ука«
занных присадок.
Температура
и специально вводимых добавок. Термическая стабильность гра-1
ничного слоя мала: при 70—.100 ЧС в результате десорбции поверх-'<
ностно-активных веществ, составляющих граничный слой, проис-
происходит его разрушение. В связи с этим для большинства масел
с ростом температуры коэффициент трения увеличивается (ipnc. 6).
Однако масла с химически активными веществами при повышен-
повышенных температурах могут образовывать на металлической поверх-
поверхности прочную химическую пленку, что приводит к снижению ко-
коэффициента трения /. Для сохранения постоянства этой величины
в масла, работающие при высоких температурах, предложено вво-
вводить присадки, обладающие высокой физико-химической (адсорб-
(адсорбционной) и химической активностью (см. рис. 6, .кривая 3). При
этом важна кинетика взаимодействия химически активных компо-
компонентов масла с .металлом. Так, если скорость химического взаимо-
взаимодействия мала (при невысоких температурах), то эффект не про-
проявляется; если она слишком велика, то смазочное действие сме-
сменяется коррозией или коррозионно-механическим износом.
В условиях граничной смазки микронеровности металлических
поверхностей приводят к деформации отдельных микроучастков
или отрыву микрочастиц металла при перемещении поверхностей.
Постепенное изменение размеров соприкасающихся деталей в ре-
результате внешнего трения называют износом. Причинами износа
могут являться также абразивное действие инородных твердых
частиц (абразивный износ) и химическое действие некоторых про-
продуктов, содержащихся в маслах (коррозионный износ). На износ
влияют величина и способ нагружения узла трения, температура
и скорость перемещения металлических поверхностей, состав и
свойства масла, (металла и внешней'среды.
При высоких и продолжительных нагрузках граничный слой
смазочного материала не предохраняет металл от разрушения.
На нем появляются царапины, происходят схватывание и задир
значительных: участков поверхности. Трение без задира обеспечи-
обеспечивается при химическом модифицировании (пластифицировании)
тонкого поверхностного .слоя металла, который подвергается изно-
износу и разрушению. Химическая активность природных веществ, со-
содержащихся и нефтяных маслах,-низка для формирования такого
модифицированного слоя металла. Поэтому для обеспечения нор-
нормальной работы узлов трения при тяжелых режимах в масла не-
необходимо вводить серо*-, фосфор- и хлорорганические соединения.
Таким образом, смазочное действие масел зависит от многих
физических, физико-химических и химических явлений и обуслов-
обусловлено процессами адсорбции и хемосорбции на поверхностях твер-
твердого тела и их модифицированием.
Стабильность к окислению кислородом воздуха является одним
из важнейших показателей эксплуатационных свойств масел. Осо-
Особенно важен этот показатель для моторных и других нефтяных
м^асел, многократно прокачиваемых через узлы трения (циркуля-
(циркуляционная система смазки) или' предназначенных для длительного
применения без замены и дозаправки. Исследованию окисления
нефтяных масел и решению многих важных проблем посвящены
фундаментальные ра1боты Н. И. Черножукова, С. Э. Крейна,
К. И. Иванова*.
При окислении масел в условиях эксплуатации увеличивается
их кислотность и ухудшаются эксплуатационные свойства. Первое
обусловлено накоплением в маслах низко- и высокомолекулярных
кислот. Низкомолекулярные кислоты вызывают повышенную кор-
коррозию металлов, особенно цветных. Повышение кислотности масел
за счет высокомолекулярных кислот (до 3—5 мг-КОН/г) может
и не влиять на коррозию и износ смазываемых деталей. Химиче-
Химическая активность высокомолекулярных кислот проявляется только
при повышенных температурах и .попадании в масло воды. В этих
условиях они .взаимодействуют с гидроокисью железа, образуя
соли, выпадающие в осадок и катализирующие первичные реак-
реакции окисления. Накопление .кислородсодержащих продуктов вы-
* В 1936 г. в СССР была издана одна из первых в мировой технической лите-
литературе монография по окислению минеральных (нефтяных) масел, обобщающая
оригинальные исследования советских ученых: Черножуков Н. И.; Крейн С Э
Окисляемюсть минеральных масел. Баку, АзОНТИ, 1836. 283 с Переработанные
и дополненные издадая вышли в 1946 и 1965 гг.
3-751
34 * Гл. I. Введение в технологию очистки нефтяного сырья .
зывает нежелательный рост электропроводности электроизоляцион-
электроизоляционных масел. Высокомолекулярные продукты окисления (смолы, ас-
фальтены, карбены и др.) плохо растворяются в маслах и явля-
являются причиной образования на металлических поверхностях лако-
лаковых пленок, 'нагаров и углистых отложений, вызывающих лриго-
рание и потерю подвижности поршневых колец, а также перегрев
деталей. При этом увеличивается износ цилиидро-лоршневой груп-
" ны двигателя; осадки и углистые отложения (размер частиц может
достигать 1—2 мм) забивают фильтры и масляные форсунки, вяз-
чо
/
/
/
s—*
-
•
N.
\
-
4
\
\
Рик. 7. Влияние температуры на. ла-
кообразование при нагревании тон-
тонкого слоя масла МК-22 на стальной
• пластинке. - " ^
?20 260 300 №380'
Температура "С
кость масла повышается, чта затрудняет его доступ к узлам
трения.
* Окисление масел ускоряется при повышенных температурах,
каталитическом влиянии некоторых металлов (меди, свинца m др.),
автокаталитическом воздействии продуктов окисления и т. п. Мае-'
ла окисляются в объёме (в картере двигателя и т. п.) и. в тонком
слое (на поверхности подшипников, поршней двигателя и т. п.).
В результате окисления тонких пленок масла на нагретых деталях
двигателя на поверхности, металла образуются лаковые пленки.
.Лакообразование обычно начинается при 230—260°С и достигает
максимума при 300—320 °С (рис, .7). При более высоких темпера-
температурах происходит термическое разложение лаковой пленки с вы-
делейием газообразных продуктов. Интенсивность лакообразова-
ния определяется температурой, составом масла и металла. В ювя.-
зи с этим в условиях повышенных температур и каталитического
действия металлов обычно говорят о термоокислительной стабиль-
стабильности масел. Устойчивость масел к окислению" в объеме называют
иногда химической стабильностью. Основные закономерности окис-
окисления масел в объеме и в тонком слое при температурах до
250 °С близки.- Более высокие температуры вызывают глубокие
термоокислительные превращения углеводородов и усиленное об-
образование летучих продуктов.
Об окислении, масел при эксплуатации судят чаще всего по
изменению кислотного числа, накоплению осадков и другим пока-
показателям. Наиболее резко кислотность и содержание осадков уве-
увеличиваются в первые часы работы двигателя на свежем масле
Процессы очистки масляного сырья
35
(рис. 8). В дальнейшем свойства масла стабилизируются, чему
способствуют фильтрование и центрифугирование, периодический
долив свежего масла" и другие факторы. Процесс окисления эф-
эффективно тормозится смолистыми веществами, содержание кото-
которых в маслах регулируется глубиной их очистки. Антиокйслитель-
ное действие смол определяется их составом и строением. Ста-
, бильяоеть к Окислению и противокоррозионные свойства' масел-
улучшают и некоторые серосодержащие соединения. Однако в про-
Рис. 8. Влияние продолжительно-
продолжительности работы дизельного двигателя
на свойства масла АМ2В:
7—содержание нерастворимых приме-
примесей; 2 —коррозия; 3 —щелочное число;
4 — кислотное число.
L* о
50 100 150
Продолжительность работы,ч
мышленной практике ^стабильность масел повышают введением ан-
тиокислителшых присадок. / -
Коррозионные и защитные свойства. Надежность и долговеч-
долговечность р.аботьХ машин и механизмов во многом определяются эффек-
эффективностью защиты металлических поверхностей от коррозии. От-
Отсутствие коррозионного воздействия на металлы и защита их от
коррозионно-агрессивн,ых (компонентов внешней среды—требова-
среды—требования ко .всем оаефтяным маслам. Особенно высоки эти требования
к консервационным маслам, специально предназначенным для за-
защиты машин я оборудования от атмосферной коррозии. Под слоем
смазочного материала могут .протекать химическая и электрохими-
электрохимическая коррозия металла. " -' .
Химическая коррозия — это взаимодействие металла" с корро-
зионно-агрессивными компонентами среды и смазочного материа-
материала, приводящее" к его разрушению и не сопровождающееся воз-
возникновением ©металле электрического тока. Применительно к хи-
химической коррозии говорят о коррозионных свойствах масел, т. е.
их способности вызывать (коррозионная агрессивность) или пред-
предотвращать (противокоррозионные свойства) коррозию .металлов
при повышенных температурах. Характерными особенностями хи-
химических процессов, .протекающих на поверхности металла, явля-
являются зависимость их скорости от температуры и сопровождение
их выделением или поглощением тепла.
з* . . . . , *
36
Гл. I. Введение в технологию очистки нефтяного сырья
Электрохимическая коррозия — это разрушение металла при
взаимодействии с коррозионной средой (электролитом), сопровож-
сопровождающееся возникновением в металле электрического тока. Ско- ,
рость электрохимической коррозии контролируется работой микро-
гальванических пар на поверхности металла и зависит от разно-
разности потенциалов ее катодных и анодных участков.. При электро-
электрохимических процессах продукты реакции отводятся с поверхно-
поверхности металла 'вглубь смазочного материала; ионизация атомов ме-
металла (анодный процесс) и ассимиляция образующихся в металле
избыточных электронов деполяризатором (катодный процесс) про-
протекают в результате пространственного разделения участков реак-
реакции не единовременно. Применительно к электрохимической кор-.
рОзии говорят о защитных свойствам масла, т. е. о способности
его\ тонкого слоя "защищать металл от коррозионного воздействия
внешних факторов (прежде всего электролитов). "
Коррозионное действие масел в отличие от .их защитной спо-
способности проявляется при повышенных температурах (от 80 до
300 9С) и контактировании металла с объемом масла, в котором
водный электролит отсутствует или ere количество крайне незна-
незначительно. В большинстве случаев при контакте масел с металлами
даже при высоких температурах коррозия бывает смешанной
(и химической, и электрохимической). Ее вызывают некоторые
серосодержащие соединения и нефтяные кислоты, содержащиеся
в маслах в виде примесей и, как правило, удаляемые в процессах
очистки. Способствуют коррозии также вторичные продукты окис-
окисления и термомеханической деструкции масел. Органические кис-
кислоты образуются при окислении углеводородов и накапливаются
в маслах при хранении и эксплуатации. Об их содержании и по-
потенциальной -коррозионной агрессивности масел судят по кислот-
кислотному числу, которое для нефтяных масел не превышает 0,1 мг
КОН/г.
При использовании кислотность масел существенно возрастает
и может достигать 2—2,5 мг КОН/г. Однако четкая зависимость
между кислотностью масла и его коррозионной агрессивностью
отсутствует, поскольку химическая активность кислот зависит от
.., их состава и строения, температуры, присутствия воды и состава
металла. Так, масла с кислотным числом до 1,5 мг КОН/г незна-
незначительно воздействуют на черные металлы в отсутствие воды, од-
однако для свинцовистых подшипниковых сплавов недопустима кис-
кислотность, даже в 3 раза меньшая. Для цветных металлов наблю-
наблюдается определенная связь между кислотным числом масла и его
коррозионными свойствами. Различия в приросте кислотности ма-
масел при окислении связаны с их составом и действием металла.
Остаточные масла обычно менее коррозионно-агрессивны, чем ди-
стиллятные. Данные о коррозионных свойствах некоторых мотор-
моторных масел без присадок приведены далее: s
Процессы очистки масляного сырья
37
- Коррозия (по Пинкевичу), .
Г/М2
Кислотное чиело,
иг КОН/г
на свинце цовистой -
Авиационное
МК-22 2,0
МС-14 ...... 45,2
Дизельное Д'11
б
из эмбенских нефтей
из сернистых нефтей
и СУ
р
смесь МК-22
•Машинное СУ .
108,0
8,2
67,3
82.8
0,7
15,0
37,0
16
30,0
20.0
до
окисления
0,05
,0,08
0,42
0,05
0,06
0.19
после
окисления
0,17-
0,14
0,50
0,13
0,19
0,76
Особенно сильно коррозионное действие кислот и серосодержа-
серосодержащих соединений проявляется в условиях повышенных температур
н в присутствии воды. В этих условиях химической коррозии пред-
предшествует и сопровождает ее электрохимическая коррозия:
2Ме+О2+2Н8О ч=*= 2Ме(ОН)8 ¦
Электрохимическая коррозия %
• Ме(ОНJ+2RCOOH =«=* R(C0O)aMe + 2Н2О
Химическая коррозия
- Растворенная в маслах вода способствует их более глубокому
окислению. Масла с высокой коррозионной агрессивностью часто
способствуют сильному износу поверхностей трения (коррозион-
нонмеханичеокому износу). Для улучшения¦ коррозионных свойств
в масла вводят противокоррозионные присадки (серо-, фосфорсо-
дердкащие-органические соединения и др.), действие которых за-
заключается в образовании адсорбционных и хемосорбциоиных пле-
пленок на поверхности металла. Эти пленки обладают повышенной
стабильностью ж разрушению под»воздействием коррозионно-агрес-
сивных .компонентов масел и внешней среды. Улучшению корро-
коррозионных свойств маёел-способствуют и некоторые, антиокислитель-
антиокислительные присадки, w предотвращающие окисление углеводородов и
уменьшающие образование корроэионно-агрессивных веществ, а
также моющие присадки,- удерживающие эти вещества в объеме
масла.
В последние годы ,к нефтяным маслам различного назначения
предъявляют повышенные требования по защитным свойствам.
В основе высокого защитного действия лежит способность масел
быстро вытеснять воду с поверхности металла, удерживать ее в
объеме смазочного материала и образовывать на нем .прочные
адсорбционные и хемосорбцирнные пленки, препятствующие раз-
развитию электрохимических процессов. Базовые нефтяные масла не
способны длительно защищать металлы от электрохимической кор-
коррозии. Их защитные свойства улучшают введением 3—5% ингиби-
ингибиторов .коррозии (окисленных парафинов и церезинов, нитрован-
нитрованных масел, сульфояатов, сукцинимидов и др.).
38
Гл. I. Введение в технологию очистки нефтяного сырья
Зависимость свойств нефтяных масел
tit их состава
Нефтяные масла представляют собой смесь .углеводородов, содер-
содержащих, 20—60 .атомов углерода молекулярной массы 300—750,,
выминающих в интервале 300—650 "С. Головным процессам произ-
производства нефтяных масел является вакуумная перегонка мазута,
в результате которой получают масляные дистилляты и гудрон
(концентрат). Все последующие стадии производства масел сво-
^дятся к очистке этих продуктов от смолисто-асфальтеновых ^ве-
1цеств, полициклических углеводородов с короткими боковыми
цепями, высокомолекулярных парафиновых углеводородов, серо-,
кислород- -и азотсодержащих соединений, ухудшающих эксплуа-
эксплуатационные свойства масел. В зависимости от состава и свойств
исходного сырья в нем содержится до 80% нежелательных про-
продуктов, подлежащих удалению; поэтому его необходимо очищать
различными способами и с различной глубиной. Выбором опти-
оптимального сырья и аксплуатационными затратами на очистку опре-
определяются основные технико-экономические «показатели- производ-
производства масел. ^
В результате очистки получают базовые .масла, являющиеся
основой дляГлриготовления товарных масел. Последние получают,
как правило, смешением дистиллятных и остаточных компонентов
и добавлением различных присадок.
В масляных дистиллятах и остатках, получаемых при вакуум-
вакуумной перегонке мазута, содержатся: парафиновые углеводороды
(нормального и изостроения); нафтеновые углеводороды, содер-
содержащие пяти*- и шестичленные кольца с парафиновыми цепями
разной длины; ароматические углеводороды (моно- и полицикличе-
полициклические), а также нафтено-ароматические с парафиновыми цепями;
смолисто-асфальтеновые вещества; серо-, кислород- и азотсодер--
жащие органические соединения.
Содержание и состав парафиновых углеводородов в дистиллят-
дистиллятных фракциях и остатках зависят от характера нефти и пределов
выкипания фракции. По мере их повышения в масляных фракциях
увеличивается общее содержание высокоплаеких углеводородов.
Удаление парафиновых и .циклических углеводородов с длинными
боковыми цепями, .кристаллизующихся при пониженных темпера-
температурах, осуществляют в процессе депарафинизации с целью полу-
получения низжозастывающих масел. Парафиновые углеводороды по
сравнению с другими имеют наименьшую вязкость, наиболее поло-
пологую вязкостно-температурную кривую и наибольший индекс вяз-
вязкости (ИВ). Поэтому при удалении парафиновых углеводородов
ухудшаются вязкостно-температурные свойства масел. Выделяе-
Выделяемые , при депарафинизации концентраты твердых углеводородов
подвергают, в свою очередь, различным видам очистки для лолу-
Процессы очистки масляного сырья
39
чения широкого ассортимента товарных парафинов, церезинов и
других продуктов.
Содержание в маслах нафтено-парафиновых углеводородов
(присутствие чисто нафтеновых без боковых цепей крайне незна-
незначительно) в зависимости от происхождения нефти "составляет 50—
75%. С повышением температур выкипания нефтяной фракции
увеличивается число атомов углерода в боковых цепях молекул
нафтеновых углеводородов, повышаются температура их застыва-
застывания и индекс вязкости. Нафтеновые углеводороды в оптимальных
количествах являются желательными компонентами масел. Аро-
матические углеводороды практически всегда присутствуют в то-
варных Маслах. Их содержание* и структура зависят от природы
нефти итемператур выкипания фракции: чем выше эти темпера-
туры, тем больше ароматических углеводородов в ней содержится;
при- этом возрастаем дол я" полициклических1 (производных нафта-
нафталина н'фенантрена)..Ароматические углеводороды в большинстве
случаев содержат нафтеновые кольца и боковые парафиновые
; цепи разной длины. Ароматические^ углеводороды (в основном
полициклические с короткими боковыми цепями) -удаляют из мас-
масляного сырья в процессах селективной и адсорбционной очистки,
а превращает их в. нафтеновые и парафиновые углеводороды —'
при гидроасениэационных процессах,
Отличительной особенностью циклических углеводородов (наф-
(нафтеновых и ароматических) является их_значительно большая вяз-
вязкость, чем парафиновых, от которой зависит подвижность масел
яр» низких температурах. В связи с этим для получения масел
•с хорощйми низкотемпературными свойствами из них удаляют как
твердые парафиновые углеводороды, так и лолициклические аро-
ароматические с короткими боковыми цепями (с низким ИВ). В ре-
результате получают масла с~ хорошими вязкостно-температурными
свойствами (высоким ИВ).
Однако полное удаление этих углеводородов может привести
к ухудшению других свойств масел,, например стабильности к
окислению. Существует оптимальная глубина очистки селективным
растворителем, которая изменяется в зависимости от состава мас-
масляного сырья. •
Смолисто-асфальтеновые вещества содержатся в основном в
высококидящих нефтяных фракциях и гудренах. Они относятся к
классу полициклических соединений, содержащих помимо углерода
и водорода кислород, серу, азот, а иногда и- различные металлы.
Смолисто-асфальтеновые вещества являются нежелательными ком-
'понентамд! масел и удаляются в процессе деасфальтизации (малые
их ^количества могут быть удалены при селективной и адсорбцион-
адсорбционной очистках). При недостаточно полном удалении смолисто-ас-
фальтёновых веществ снижается эффективность очистки избира-
избирательными растворителями, увеличивается необходимая кратность
40
Гл. I. Введение в технологию очистки нефтяного сырья
их к сырью, затрудняются адсорбционная и гидроочистка масел,
ухудшаются эксплуатационные свойства масел и их приемистость
к присадкам. .
Серосодержащие соединения концентрируются в основном в
гудронах, в масляных фракциях их немного (до 2% масс). Чем
выше температура выкипания фракции, тем больше в ней серо-
серосодержащих соединений. В масляных фракциях <могут присутство-
присутствовать сульфиды и дисульфиды, тиофены и тиофаны, а также более
сложные (полициклические производные серы. В зависимости от
состава и содержания эти соединения больше или меньше влияют
на эксплуатационные свойства масел, прежде всего на противо-
противокоррозионные, (протйвоизносные и стабильность к окислению. При-
Присутствие некоторых серосодержащих соединений повышает корро-
коррозионную агрессивность масел. Их удаляют из масляного сырья в
процессах гидроочистки, селективной или адсорбционной очистки.
Однако при переочистке масел — полном удалении из них поверх-
поверхностно-активных веществ (смолисто-аефальтеновых и серосодержа-
серосодержащих соединений) ухудшается способность масел защищать метал-
металлы от коррозионного воздействия воды (электрохимической кор-
коррозии). Установлено, что при содержании серы до 0,5% (масс.)
эксплуатационные свойства масел не ухудшаются, а некоторые
даже улучшаются. ¦
' Из кислородсодержащих соединений, присутствующих в масля-
масляных фракциях, следует отметить нафтеновые кислоты и производ-
производные фенола. Присутствие их ,в товарных маслах нежелательно,
поскольку органические кислоты вызывают не только коррозию
металлов, но и повышенное нагарробразование в двигателе. Наф-
Нафтеновые кислоты и другие кислородсодержащие соединения удаля-
удаляются в процессах- щелочной и селективной очистки.
Способы очистки масляных фракций
Промышленное производство масел из нефтей начато- в России
более 100 лёт назад. Одним из первых возможность получения
масел из мазута установил Д. И. Менделеев. Исследования кав-
кавказских нефтей, проведенные им совместно с В. В, Марковвико-
вым, оказали большое влияние на развитие отечественного масля-
масляного производства. Под руководством Д. И. Менделеева на Кон-
стантиновском заводе- (вблизи Ярославля) было организовано :
производство нефтяных масел и начато систематическое исследо-
исследование их свойств. Первые нефтяные масла были черного цвета и
(несмотря на их низкую стоимость не сразу вытеснили непримене-
неприменения масла растительного и животного происхождения.
Развитию производства и улучшению качества нефтяных масел
во многом содействовали фундаментальные работы Л. Г. Гурвича
Процессы очистки масляного сырья
41
/J871 1926 гг.)* и К- В. Харичкова A865—A921 гг.). Широкому
применению нефтяных масел способствовали классические работы
русского ученого Н. П. Петрова, создавшего гидродинамическую
теорию смазки и обосновавшего возможность полной замены рас-
растительных масел нефтяными. На основе этой теории стало воз-
возможно правильно подбирать масла.ло вязкости и доказаны их не-
неоспоримые преимущества в условиях все более жестких требова-
требований эксплуатации техники.
Сначала выпускались исключительно дистиллятные масла,
лишь позже из остатков вакуумной перегонки мазута стали выра-
вырабатывать высоковязкие масла для смазки- паровых машин. Един-
Единственным способом очистки масел была их обработка серной кис-
кислотой- с последующей нейтрализацией кислого масла раствором
щелочи 'или контактированием с адсорбентом (отбеливающими
землями). К началу11900-х годов нефтяные масла в значительных
количествах производились на заводах" Баку, Петербурга, Нижнего
Новгорода и Ярославля (с. Константиново).
Сернокислотную и щелочную очистку несмотря на их сущест-
существенные недостатки до сих пор используют в производстве масел.
При сернокислотной очистке из исходного сырья в первую очередь
-.удаляются смолистые вещества й полициклические ароматические
углеводороды с короткими боковыми цепями, в.меньшей степе-
степени —другие ароматические углеводороды. Кислые вещества, оста-
остающиеся вв очищенном продукте, удаляют обработкой водным рас-
раствором едкого натра или контактированием с отбеливающими зем-
землями. Для дистиллятяь1х маловязких продуктов, которые не склон-
склонны к образованию стойких водных эмульсий, используют щелоч-
щелочную очистку (защелачивание).
Развитие и совершенствование' техники, рост быстроходности
машин, повышение рабочих температур, контактных нагрузок и
продолжительности эксплуатации оборудования существенно изме-
изменили роль и повысили требования к смазочным маслам. Заметно
увеличился ассортимент масел, появились автомобильные, энерге-
энергетические, индустриальные и другие масла. Необходимость увели-
увеличения объемов производства и улучшения качества масел привела
к внедрению более прогрессивных методов очистки масляных ди-
дистиллятов jh остатков, в частности применению избирательных рас-,
творителеи, обеспечивающих значительно более полное извлечение
из сырья ценных компонентов.
Промышленное использование избирательных растворителей в
производстве масел началось в 30-х годах. Впервые на возмож-
возможность разделения нефтяных фракций при помощи таких раствори-
Некжолько поколений нефтяников обучалось по одной из лучших в мировой
литературе монографии Л. Г. Гурвича «Научные1 основы переработки нефти»,
впервые изданной в 1922 г. и переведенной на английский, французский и немец-
42 Гл. 7. Введение в технологию очистки нефтяного сырья
телей указывали А. М. Бутлеров и В. В. Марковников, на воз-
мощность выделения масляных фракций из. мазута методом хо-
холодного фракционирования — К. В. Харичков. Промышленное при-
применение избирательные растворители получили в 1911 г:, когда
Эделеану предложил очищать ¦керосиновые фракции сернистым
ангидридом. В качестве избирательных растворителей для очистки
масляных дистиллятов исследовались многие вещества — фенол,
фурфурол, нитробензол,, жидкий сернистый ангидрид, крезолы,
хлорекс и др». Большой вклад в развитие теории и практики при-
применения избирательных растворителей для очистки нефтепродук-
нефтепродуктов внесли работы советских ученых И. И. Черножукова, Л. Г. Жер-
Жердевой и др. Действие избирательных растворителей основано на
* различной растворимости в них желательных и нежелательных-'
компонентов масляного сырья, благодаря чему их можно отделить
друг от друга. Применение растворителей в процессах очистки, •
с одной стороны, позволяет улучшить качество вырабатываемых
масел, а с другой,—значительно расширить сырьевые ресурсы за
счет вовлечения в производство масел менее-качественных нефтей.
В послевоенные годы нефтяная промышленность стала разви-
развиваться в Башкирской и Татарской АССР, Куйбышевской и других
областях Урало-Волжского бассейна. Нефти этих районов менее
благоприятны по качеству для производства масел (по сравнению
с азербайджанскими, эмбенскими и др.), поэтому стало необходи-
необходимо разработать схемы получения масел из сернийгых, ^смолистых
и парафинвстых нефтей. Впервые производство масел из восточ-
. ных нефтей с широким применением избирательных растворите-
растворителей в процессах деасфальтизации (пропаном), селективной очист-
очистки .(Фенолом), депарафинизации (кетонами в смеси с ароматиче-
ароматическими углеводородами) и адсорбционной доочистки освоено в на-
начале 50-х годов. Технология производства масел из нефтей Урало-
Волжского бассейна основана на последовательно проводимых .
непрерывных процессах очистки избирательными растворителями.
Об изменениях в использовании очистки избирательными раство-
растворителями и других методов очистки, при производстве масел в
СССР позволяют судить следующие данные (в %)•
1953 г, 1963 г. 1970 г. 1976 г.
Сернокислотная 78,0 40,8 19,5 - 11,5
Фурфурольная 18,7 9,9 18,3 20,5
Фенольная. . ; 0,1 45,5 53,4 55,5 "
• Парными растворителями . . 3,2 3,8 4,5, 5,0
Адсорбционная — — 1,9 3,0
Гидроочистка ...,...— — 2,4 4,5
Таким образом, уже в 1915 г, в СССР при помощи избиратель-
избирательных растворителей получали более 80% масел. Преобладание фе-
фенола в ассортименте применяемых-для очистки растворителей
объясняется тем, что до сих пор большая часть масел вырабаты-
Процессы очистки масляного сырья
43
вается из сернистых нефтей, а фенол извлекает сернистые соеди-
соединения лучше, чем другие растворители.
Процесс* деасфальтизации применяют для^того, чтобы из остат-
остатка вакуумной перегонки мазута —гудрона или концентрата*, в,
котором содержится значительное количество смолисто-асфальте-
: новых веществ, получить высоковязкие остаточные масла. Деас-
фальтизация основана на способности сжиженного пропана при*
определенных условиях растворять желательные углеводороды ia
осаждать смолисто-асфальтеновые вещества. Поскольку в дистил-
дистиллятах -содержание этих веществ невелико, то деасфальтизации
.подвергают только гудрон, и этот процесс является головным в
производстве остаточных масел. Целевым продуктом деасфальти-
деасфальтизации является . деасфальтизат, побочным — асфальт, или . битум
деасфальтизации. В СССР, как и большинство других процессов
очистки < избирательными растворителями, процесс деасфальтиза-
деасфальтизации впервые освоен на Новокуйбышевском НПК в начале 50-х
годов. Первоначально деасфальтизации подвергали гудроны соло- -
листых нефтей (типа туймазинекой), в дальнейшем этот процесс
стали' использовать и :для производства остаточных масел из ма-
лоомолистых нефтей (жирновской, ферганских и др.).
Сжиженный пропан используют также для очистки гудронов
и в смеси с «резолами и фенолом или с одним фенолом в виде
так называемого парного растворителя. Как следует из 'приведен-
'приведенных выше данных, очистка гудронов парными растворителями яе
получила в СССР'широкого распространения, так. как считают,
что последовательюо применять Дёасфальтизацию и селективную
очистку фенолом более эффективно, чем очистку парными раство-
растворителями. Чтобы облегчить очистку ваоокосмолйстого и сернистог
го сырья ларНЦми растворителями, предложено проводить предва-
предварительную неглубокую дёасфальтизацию гудрона пропаном. Пер-
Первые установки по очистке масляных концентратов парными рас-
растворителями с последующими депарафинизацйей и контактной
доояисткои были введены в действие в начале 40-х годов в Орске
и Грозном.
Очистке селективными растворителями (фенолом или фурфуро-
фурфуролом) подвергают дистиллятное и остаточное сырье с целью удале-;
ния из него полициклических ароматических углеводородов с ко-
короткими-боковыми цепями и малых количеств .смолисто-асфаль-
теновых веществ. Целевым продуктом селективной очистки явля-
ется рафинат, побочным — экстракт. Первая в СССР установка *
селективной очистки дистиллятного сырья фурфуролом сооружена
В а7 Г" ? Баку. Глубина очистки зависит от качества сырья и
требований, предъявляемых к базовым маслам. Процесс очистки
.1^ол ГУДрояами понимают вакуумные остатки коксуемостью более 9%
1масс.); коксуемость концентратов меньше:
44 ' Гл. I. Введение в технологию очистки нефтяного сырья
селективными растворителями, широко распространенный в произ-
производстве масел, имеет некоторые недостатки; наиболее существен-
существенный из них — неполное удаление нежелательных компонентов.
С увеличением расхода растворителя снижается выход масла и
ухудшается его стабильность. *
Процесс депарафинизации предназначен для удаления твердых
парафиновых углеводородов, способствующих потере подвижности
масел при низких температурах. Наибольшее промышленное при-
применение получили процессы депарафинизации при помощи раство-
растворителей. Сущность депарафинизации состоит в растворении депа-
депарафинируемого продукта в растворителе ^полярном или неполяр-
ном) и охлаждении его,до необходимой температуры с последую-
последующим отделением выкристаллизовавшихся твердых углеводородов,
которые практически не растворимы в растворителе при низких
температурах. Конечная, температура'охлаждения определяется ка-
качеством сырья, составом растворителя я требованиями к свойст-
свойствам- товарного продукта. При депарафинизации целевым продук-
продуктом является депарафинированное масло, побочным — гач (из ди-
стиллятного рафината)" или петролатум (из остаточного).
Первая установка депарафинизации с применением в качестве
растворителя нафты (узкой бензиновой фракции) была введена
в эксплуатацию в начале 30-х годов в Баку. Несколько позже в
Грозном была пущена установка депарафинизации с использова-
использованием смеси дихлорэтана и бензола. В 1952—1953 г.г. введены в
•эксплуатацию установки депарафинизации, работающие на сме-
смешанном кетон-ароматическо,м растворителе, наиболее пригодном
для этих целей. Возросшая^потребность в низкозастывающих мас-
маслах привела к строительству установок: глубокой депарафинизации
е охлаждением раствора, депарафинируемого сырьяло минус 55—
минус 60 °С. Первая такая установка введена в эксплуатацию в
1958 г. на НовокуйбышевскомНПК.
Сырьем для производства товарных парафина и церезина слу-
служат гач и петролатум, содержащие значительное количество мас-
масла A0—25%), поэтому для получения товарных твердых углево-
углеводородов их подвергают обеэмасливанию. Процесс обезмасливания
по технологическому и аппаратурному оформлению аналогичен
депарафинизации, но проводится при более высоких температуре
@—10 °С) и расходе растворителя. Получаемые в процессе обез-
масливания парафин- и церезин-сырец доочищают (адсорбентами
или гидроочисткой). Далее следует процесс' очистки (удаление
. красящих веществ и ряда других примесей) с целью получения
товарных парафина и церезина. Температура плавления товарных
парафинов 52-—S6oC, молекулярная масса 340—360.
Процесс депарафинизации с применением растворителей —
сложный и дорогой, требует большого расхода растворителей и
хладоагента. Некоторые преимущества, в частности возможность
Поточные схемы масляного блока
45
проведения при температурах 20—40 °€, имеет процесс карбамид-
ной депарафинизации. Карбамид (мочевина) способен в опреде-
определенных условиях образовывать с нормальными парафиновыми уг-
углеводородами кристаллический комплекс,-не растворимый в очи-
очищаемом сырье. Промышленные установки карбамидной депарафи-
депарафинизации дизельных топлив и. маловязких масляных дистиллятов
эксплуатируются уже около 20 лет.
Контактная доочистка является заключительным процессам в
производстве базовых масел и* состоит в контактировании при по-
повышенных температурах депарафинированного масла с отбеливаю-
отбеливающей глиной или другим адсорбентом. Очистка масляного сырья
адсорбентами основана на их способности удерживать на своей
поверхности нежелательные ^сомпонеиты сырья (остатки избира-
избирательных растворителей, кислородсодержащие соединения, механи-
механические примеси, влагу)/ В качестве адсорбентов применяют при-
природные глины и синтетические продукты (сйликагель, цеолиты
и др.). Наибольшей адсорбируемостью обладают смолисто-асфаль-
теновые вещества и другие полярные компоненты масла, наимень-
наименьшей— парафиновые углеводороды. Однако процесс контактной
доочистки малоэффективен.
Значительно более •прогрессивны и экономичны процессы ката-
каталитического облагораживания масляного сырья и синтеза новых
углеводородов в результате глубоких термокаталитических пре-
превращений в присутствии водорода. В этих процессах (гадрирова- .
ния, гидрокрекинга, . изомеризации) нежелательные компоненты
сырья преобразуются в углеводороды нужной структуры, что поз-
позволяет использовать для производства масел, сырье различных
состава и происхождения. В настоящее время гидроизомеризацией
гачей и очищенных парафинов удается получать базовые масла
с индексом' вязкости до 150. Каталитическое гидрирование как
один из процессов очистки в проиэвоястве масел стал развиваться
сравнительно недавно. В СССР впервые гидроочистка Депарафини-
Депарафинированного масла фенольной очистки была осуществлена в 1960 г.
на Новокуйбышевском НПК. Гидродоочистку используют вместо
Доочистки глинами или селективной очистки. Условия и результа-
• ты процесса гидродоочиетки определяются в основном составом
сырья, качеством катализатора и требованиями к готовой продукции.
ПОТОЧНЫЕ СХЕМЫ ПРОИЗВОДСТВА НЕФТЕПРОДУКТОВ m
МАСЛЯНОГО БЛОКА '
• На нефтеперерабатывающих заводах нефть можно перерабатывать
по топливному, топлввно-масляному и тошшвно-нефтехимическому
вариантам. Выбор варианта, а следовательно, и поточной схемы
переработки нефти, определяется качеешмиЛ перерабатываемого
сырья, требуемым ассортиментом товарных продуктов, экономя-
46
Гл. I. Введение в технологию очистки нефтяного сырья
Поточные схемы масляного блока
47
ческими показателями процессов их производства. Современные
варианты переработки нефтей по топливным направлениям рас-
рассмотрены в первых двух частях учебника «Технология переработ--
кй нефти и газа», ниже*расомотрены поточные схемы производства
нефтяных .масел -и твердых углеводородов—парафина и церезина.
Перерабатываемое сырье может быть дистиллятным или остаточ-
остаточным, парафинистым или малопарафинвстым, различным по содер-
содержанию смол, сернистых соединений и т. д. Пригодность масляного 1
сырья для производства ассортимента масел в первую очередь
определяется .их возможным выходом, что зависит от потенциаль-
потенциального содержания в сырье требуемых компонентов. Для выработки
высококачественных масел целесообразно использовать нефти со
значительной концентрацией ценных масляных компонентов {.ма-
{.малосмолистые нефти, богатые малоциклическими углеводородами с
длинными боковыми цепями, с относительно большим содержани-
содержанием твердых углеводородов, а также некоторые нефти с очень низ-
низким содержанием парафина и церезина).
Масла в CGCP получают из нефтей разных характеристик,
начиная с уникальных (подобных анастасьеюской) и кончая неф-
тями с большим содержанием нежелательных компонентов (смол,
асфальтенов,. .полициклических углеводородов, сернистых и других
соединений) и относительно низким содержанием высокоиндекс-
высокоиндексных компонентов. Характеристика некоторых нефтей СССР как
сырья для производства масел представлена в табл. 1 и 2. По-
Потенциальное содержание масел >в нефтях колеблется в очень широ-
широких шределах, например в танатарской 44,6%, в ромащкинской
17,6%. В западно-сургутской нефта масел, с индексом вязкости
85 почти в 1,9 раза больше, чем в ромашкинской (ем. табл. 1).
По содержанию высокоиндексных масел (ИВ=105), в частности
Таблица 1. Оценка нефтей по технологической классификации
Нефть
Усть-балыкская
Самотлорская ,
Западво-тургутская
Уэеньская
Танатарская
РоМашкивская
Ставропольская (смесь)
Выход базовых
насел.
% (масс.)
на
нефть
29,0
17,9
33,0
23.3
44,6
17.6.
18,6
иа
мазут
48,0
45,0
52*0
39.0
83,0
,32,8
42,3
Индекс вяз-
вязкости масел
дистил-
лятяых
87
'85
85
100
75
85
ПО
оста-
остаточных
89
. 85
85
100
95
85
111
-
Оценка масляной нефти
по классификации*
группа
Mi
Ma
Mi
Мз
Mi
М3
Мз
под-
подгруппа
Их
Их
Их
и2
Их
Hi
вид
!
Таблица 2-. Потенциальное содержание базовых масел
в различных нефтях
•.
Нефть
Усть-балыкская
Самотлорская
Западно-сургутская
Узеньекая
Танатарская
Ромашкинскан
Ставропольская
(смесь)
Масла с ИВ=85,
¦% (масс.)
дистил-
лятные
17,7
14,6
14.8
—
28,2
—
8.7
оста-
остаточные
11,9
3,3
18,2
—
14,6
'
«
всего
29,6
17,9
33.0
—
42,8
17,6
8,7
Масла с ИВ=95.
дистил-
лятные
15.2
11*5
2,4
15,5
20,4
' —
15,8
% (масс)
оста-
остаточные
9.5
2,3
11,9
7,9
14.6
—
5.0
всего
24,7
13,8
14,3
24,1
35.0
—
20,8
-
Масла с ИВ=105.
дистил-
лятные
13,3
6.5
1,8
14.7
19,7
—
14,6'
% (масс.)
оста-
остаточные
7,3
1.1
6.0
6.3
10.2
—
4,5
всего
20.6
7,6
7,8
21,0
29.9
—
19,1
* См: Гуревич И. Л. Технология переработки нефти н газа. Ч. 1. Изд. 3-е,
пер. и доп. М., «Хнмия>, 1972, с. 123—125.
дистиллятных, нефти даже одного района могут значительно раз-
различаться .между собой: в усть-ба-лыкской, самотлорской и западно-
сургутской (Западная Сибирь)—соответственно 3,3; 6,5 и 1,8%
(масс.) (см. табл.-2).
В случае, переработки малопарафинистого сырья, получаемого
из нафтеновых и смешанных нефтей, ограничиваются извлечением
нежелательных компонентов при помощи избирательных''раство-
избирательных''растворителей. В результате очистки часто получают масла с повышен-
повышенной температурой застывания. Такие масла обычно не депарафи-
нируют, а добавляют к ним (особенно дистиллятным) депрессорные
присадки,, понижающие, температуру застывания до требуемых
значений. Масляные дистилляты предпочитают очищать фурфу-
.ролом или фенолом: эти растворители доступны и не требуют
больших эксплуатационных затрат. В некоторых случаях для
очистки применяют адсорбенты. Из .остатков малосмолистых неф-
нефтей рафинаты нередко получают в проти-воточной системе («дуо-
сол») деасфальтизации пропаном и очистки смесью пропана, фе-
фенола и крезола. Однако возможен и другой вариант: предвари-
предварительная деасфальтизация пропаном, а затем селективная очистка
деасфальтизата фенолом или фурфуролом. Этот вариант применя-
применяют и при производстве остаточных масел из гудронов, выделенных
из высокосмолистых нефтей. \ ,
При переработке масляного сырья из парафинистых нефтей
рафинаты подвергают депарафинизации, а затем доочистке отбе-
отбеливающими глинами или гидродоочястке. На рис. 9 приведена одна
из основных поточных схем производства базовых масел (дистил-
(дистиллятных и высоковязкого остаточного) и товарных парафинов и
церезина. После введения в базовые масла присадок получают
товарные масла. Иногда базовые масла применяют в качестве то-
товарных и без добавления присадок. Процесс депарафинизации по
(uMHbiuV* \ Вакуумная перегонка I '¦ *-{Гу&рон\ '
| Селективная очистка \ • шальттА.
ипрактт [Рафинап \Рафинап \Селективная' очистка "| — ^Лтракщ
-_^ I ^___| Дела"раф ин и з а ции \ [Рафинап
^т^ ( ГЯЧ I I Г?тЧ I [рафинаА (рафин'ол I Деларафинизация I ^J/lempoA
' \ Обезмасливание \ | rudpofioo чис тк а \^(отзон\ ЦЩ Н.О^змасливание |
[Газа) {.сырец) {• сырец} (базовак \ (БазоВо\ Л-„, Л Т [Отходы] Гс[аеи ) .)
\^J ^i-^ ^JLy [масло)- I \масла\ 1'Q^« I i \^^y \^ц~у
\_ г—Дг ' ^—^ I ' ХГидрадоочистка I . «^
| Гидроочистка] •—т— > i—г | Ги&роочистка |
Рис. 9. Поточная схема производства базовых масел, парафинов и церезина:
дистиллят I — мало- или средневязкий; дистиллят II — высоковязкий; базовые масла 1и II—соответственно мало- (средне-) и высоковяз
кое; базовое масло IIJ — остаточное; товарные твердые парафины I и II —соответственно менее тугоплавкий и более тугоплавкий.
Поточные схемы масляного блока
49
первоначальным затратам и особенно эксплуатационным расходам
более дорогой, чем процесс селективной очистки. Поэтому обычно
вначале проводят селективную очистку дистиллятов и деасфаль-
деасфальтизатов, а затем депарафинизацию. Такая последовательность вы-
выгодна и в другом отношении: на обезмасливание поступают гачи
и петролатумы с меньшим содержанием смол, красящих веществ
и других нежелательных примесей, что облегчает производство
. товарных парафинов и церезинов. Нередко на установке депара-
финизации проводят и обезмасливание гачей и летролатумов. При
таком варианте (работа по, «совмещенной схеме», с двух- или
трехступенчатым фильтрованием) удешевляется производство па-
парафинов и церезинов. Иногда депарафинированные масла доочи-
щают отбеливающими-глинами. В настоящее время доочистка ад-
адсорбентами все шире заменяется гидродоочисткой. Нередко и па-
парафин-, и церезин-сырец очищают адсорбентом (перколяция, кон-
контактная очистка). ,
Остаточные .масла вырабатывают также по другому варианту.
На головной установке концентрат подвергают селективной очист-
очистке парными растворителями (пропаном и смесью фенола, с крезо-
крезолом). В случае переработки сырья повышенной коксуемости, на-
например гудрона, установку дополняют блоком предварительной
деасфальтизации. В результате получают второй побочный про--
дукт — асфальт (битум деасфальтизации). При очистке йалосмо-
лйстых остатков образуется только один побочный продукт — оста-
остаточный экстракт. '
Для получения высокоиндексных масел все шире применяют
процессы гидрокрекинга и каталитического гидрирования. Гидро-
Гидрокрекинг высоковязких вакуумных дистиллятов и деасфальтизатов,
заменяющий Очистку избирательными растворителями, позволяет
получать высокоиндексные базовые масла (ИВ от 100 до ПО или
от 115 до 135). Экономичность процесса гидрокрекинга <в значи-
значительной мере зависит от рабочего давления. Первоначальные и
эксплуатационные затраты при гидрокрекинге существенно боль-
больше, чем при селективной очистке, однако по мере увеличения ин-
индекса вязкости получаемых масел разница в этих затратах умень-
уменьшается.
Принципиальная поточная схема производства высокоиндекс-
высокоиндексных нефтяных масел и товарных парафинов с применением процес-
процессов гидрокрекинга, депарафинизации, обезмасливания и гидро-
гидроочистки обезмасленных парафинов представлена на рис. 10. Для
отделения от гидрогенизата (катализата) бензиш-керосиновых и
леших газ.ойлевых фракций, образующихся при гидрокрекинге в
сравнительно больших количествах, на установке гидрокрекинга
необходимо иметь секцию фракционирования; \ в этой же секции
гидрогенюат разделяется на две или несколько масляных фрак-
фракций (см. главу VI).
4—751
Гидрокрекинг
Поточные схемы масляного блока 51
I Фракционирование
Фракция] ' [Фракция
Д'е Ti а р а ф и н и з а ц и я
Рис. 10. Поточная схема "Производства высокоиндексных базовых масел н пара-
парафина с применением процесса гидрокрекинга:
базовые масла I—Ш — разной вязкости; парафины I. П —разной температуры плавления.
Для повышения индекса вязкости масел, получаемых по наи-
наиболее распространенной схеме (см. рис. 9) из нефтей типа ромаш-
кинской, предложено применять предварительную гидроочистку
масляных дистиллятов перед их селективной очисткой, что помимо
повышения индекса вязкости (до 90—100) позволяет увеличить
выход рафинатов и депарафинированных масел, а также повысить
скорость, фильтрования. Нефти с уникальными свойствами могут
перерабатываться по индивидуальным схемам. Например, для
получения из 'высокопарафинистой мангышлакской нефти высоко-
высокоиндексных дистиллятных масел и парафиновой продукции предло-
предложена следующая схема: предварительная депарафинизация мас-
масляных дистиллятов при 5—10 °С, в результате которой содержание
парафина в дистиллятах уменьшается с 35—40 до 15—48%; очист-
очистка фенолом этих обедненных парафином дистиллятов с последую-
последующей депарафинизацией их рафинатов..
Технология производства нефтяных масел непрерывно совер-
совершенствуется, в частности создаются комплексные и комбинирован--
ные установкиЖомплексная установка состоит из нескольких уста-
установок, предусмотренных в о^щей схеме получения необходимых
продуктов; все эти установки расположены на одной площадке в
виде секций с общей операторной. При замене независимых уста:
новок на комбинированные снижаются капиталовложения и экс-
эксплуатационные расходы, сокращаются площадь строительства ,и
численность персонала, повышается производительность труда.
Увеличение производства нефтяных' масел- достигается совершенст-
совершенствованием и^ интенсификацией отдельных процессов в поточной схе-
схеме. Так, двухступенчатая обработка сырья растворителем («место
одноступенчатой) позволяет более полно извлекать ценные ком-
компоненты масел. ¦*' -J — . "д
Повысить экономичность Хпроизводства многих ,масел можно
раздельной переработкой некоторых нефтей с уникальными свой-
свойствами. Например, экономичное производство базовых моторных
масел с индексом вязкости 92—95 и выше возможно при помощи
селективной очистки дистиллятов или деасфальтизатов только из
определенных нефтей. Применение для этих целей других нефтей
или нефтяных смесей приводит к снижению выхода высокойндекс-
ных масел и увеличению производственных затрат. Переработка-
индивидуальных нефтей может существенно облегчить производ-
производство высококачественного малосернистого электродного кокса, па-
парафинов нормального строения, битумов и других продуктов.
Развитие и совершенствование процессов очистки нефтяных
Фракций тесно связано с разработкой и промышленным исполь-
использованием присадок к тошшвам и маслам. Синтезировано много
разнообразных соединений, которые при введении в топливо или
масло в небольшом количестве резко улучшают их эксплуатаци-
эксплуатационные свойства. Мало того, они могут придавать им новые желае-
52
Тл. I. Введение в технологию очистки нефтяного сырья
мые свойства, не характерные для сырья. Многие нефтепродук-
нефтепродукты, особенно высококачественные масла; обязательно содержат
присадки, чаще всего их композиции.. Применение присадок поз-
позволяет в ряде случаев, понизить глубину очистки нефтяных фрак-
фракций, а иногда и вообще исключить некоторые процессы. Так, по-
появление эффективных антиоквслительных присадок для бензинов
позволило исключить лроцесс сернокислотной очистки бензинового
дистиллята термического крекинга из технологической схемы про-
производства автомобильных бензинов; добавление к маслам депрес-
сорных присадок — менее глубоко проводить процесс депарафини-
зации. Моющие <и диспергирующие присадки придают маслам со-
совершенно новые свойства, которыми они раньше не обладали.
Зимние и всесезонные масла с хорошими низкотемпературными
свойствами были созданы загущением маловязкой масляной ос-
основы полимерными присадками.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Аксенов Д. Ф. Авиационные топлива, смазочные материалы и специальные
жидкости. Изд. 2-е, пер. и доп. М., «Транспорт», 1970.266 с.
Воинов А. Н. Старание в быстроходных поршневых двигателях. М., «Маши-
«Машиностроение», 1977. 277 с. ¦
Вольф М. Б. Химическая стабилизация моторных н реактивных тошмш. М.,
«Химия», 1970. 37Й с.
' Турвич Л. Г. Научные основы перерабатки нефти. Изд. 3-е, пер. и доп. М.,
Гостоптехиздат, 1940. 544 с.
Гурвич В. Л., Сосновский Н. П. "Избирательные растворители в переработке
нефти. М., Гюстоптекиздат, 1953. 320 с.
Гуреев А. А., Иванова Р. Я., Щеголев Н. В. Автомобильные эксплуатацион-
эксплуатационные материалы. М., «Транспорт», 1974. 2i78 с.
Забрянский Е. 'И., Зарубин А. П. Детонационная стойкость и воспламеняе-
воспламеняемость моторных тошгав. Изд. 3-е, пер. й доп. М., «Химия», 1974. 216 с.
Лашхи.В. Л., Виппер А. Б., Ермолов Ф. Н. и др. Противоизиооные свойства
моторных маюел и методы их оценки, М., ЦНИИТЭиефтехим, 1977. 61 с.
Лосиков Б. В. и др. Топлива для стационарных и судовых газовых турбинч
М., «Химия», 1970. ЗНО'с.
Саблина 3. А., Гуреев А. А. Присадки к моторным топливам. Изд. 2Le, пер.
и доп. М., «Химия», 1977. 256 с.
Саблина З..А. Состав и химическая стабильность моторных топлив. М.,
«Химия», 1972. 280 с.
Топлива, смазочные материалы и жидкости для эксплуатации автомобилей
и тракторов в северных районах. Под ,ред. А. А. Гуреева. М., «Химия», 1976.
182 с.
Федоров В. С. По пути, озаренному Великим Октябрем. В сб.: Иефтепере-'
рабатывающая и нефтехимическая промышленность СССР к 60-летию Октября.
М., ЦНИИТЭнефтехим, 1977, с. 5.
Черножуков Н. И., Крейн С. Э., Лосиков Б. В. Химия минеральных масел.
Изд. 2-е, пер. и доп. М., Гостоптехиздат, 1969. 416 с.
Чертков Я. Б" Спиркин В. Г. Применение реактивных топлив в авиации. М.,
«Транспорт», 1974. 160 с.
ГЛАВА II
ХИМИЧЕСКИЕ МЕТОДЫ ОЧИСТКИ
НЕФТЯНЫХ ФРАКЦИЙ
ОЧИСТКА ЩЕЛОЧЬЮ
Краткие сведения о процессе
Очистку нефтяных фракций раствором щелочи применяют для уда-
удаления кислородсодержащих (нафтеновых кислот, фенолов) и не-;
которых серосодержащих (сероводорода, меркаптанов) соедине-
соединений, а также для нейтрализации серной кислоты и продуктов ее
взаимодействия с углеводородами (сульфокислот, эфиров серной
кислоты), остающихся после сернокислотной очистки.
Водный раствор щелочи образует с кислыми соединениями со-
соли, растворимые в воде. Часть этиэр соединений задерживается
нефтепродуктом и удаляется при лроьШвке водой. Щелочные соли
нафтеновых, кислот, а „также феноляты при растворении в воде
подвергаются гидролизу с образованием органических кислот, фе-
'нолов и щелочи. Так как кислотыХи фенолы хорошо растворяются
в очищенном продукте, то его практически не удается полностью
освободить от них, Степень гидролиз\ щелочных солей нaфteнoвыx
кислот и фенолятов зависит от концентрации щелочи и темпера-
температуры: с повышением концентрации ©на (Снижается, с повышением
температуры — возрастает. Поэтому нейтрализацию следует про-
проводить крепким A0—15%-ным) раствором щелочи при невысоких
температурах. При очистке масляных дистйллятЬв-лользуются сла-
слабым растворам едкого натра (Г—3%-ным) .и процесс ведут при
повышенной температуре. во избежание образования эмульсии,
разрушение которой весьма затруднительно. Образованию эмуль-
эмульсий способствуют соли нафтеновых кислот и сульфокислот.
Помимо кислот и фенолов в светлых дистиллятах присутствуют
серосодержащие соединения, часть которых реагирует со щелоча-
щелочами и может быть извлечена. К этим соединениям в первую очередь
относится сероводород. Он присутствует в легких дистиллятах в
растворенном состоянии, а также образуется лри взаимодействии
элементной серы с парафиновыми и нафтеновыми углеводородами
и. при разложении высококипящих серосодержащих соединений
в процессах перегонки нефти или крекинга нефтяных фракций.
Сероводород реагирует с раствором едкого натра с образованием:
при избытке щелочи — сернистого натрия, при ' недостатке — кис*
лого сернистого натрия: . ,
2NaOH + H2S »- Na2S + 2Н2О
NaOH + HjjS —¦> NaSH + H2O
-
64
Гл. II. Химические методы очистки нефтяных фракций
Очистка щелочью
55-
Меркаштаны реагируют с едким натром с образованием мер-
меркаптанов:
RSH + NaOH т—>- RSNa + Н2О
Кроме того, протекает реакция окисления меркаптанов с обра-
образованием дисульфидов в присутствии' кислорода воздуха:
4RSH + О2 *~ 2RS-SR + 2НаО
Степень окисления меркаптанов .увеличивается при повышении
температуры и интенсивности перемешивания смеси. Образую-
Образующиеся при этом дисульфиды не растворяются в воде и легко рас-
растворяются, в очищаемом дистилляте. Извлечение меркаптанов при
этом уменьшается. Нейтральные серосодержащие соединения
(сульфиды, дисульфиды, тиофены, тиофаны) не реагируют со
щелочью."
¦ Таким образом, при обработке дистиллятов иефти раствором
едкого натра извлекаются сероводород, частично меркаптаны,
нафтеновые кислоты и фенолы.
Принципиальные схемы установок очистки
нефтяных дистиллятов раствором щелочи
Очистка светлых дистиллятов с рециркуляцией раствора щелочи.
Для очистки "светлых нефтепродуктов применяют непрерывно дей-
действующие установки с рециркуляцией раствора щелочи (рис. 11).
.Рис. lh Схема установки для очист-
очистки светлых продуктов с рециркуля-
рециркуляцией щелочи:
. / — насос; 2 — отстойник.
Линии: / — неочищенный продукт; // —
очищенный продукт; /// — раствор ще-
щелочи.
Ж
Установка состоит из смесителя и отстойника. Смесителем служит
обычный центробежный насос /. Перед началом очистки^ дистил-
дистиллят и щелочь смешивают в смесителе и смесь подают в отстой-
отстойник 2. Очищенный нефтепродукт выходит сверху отстойника, а
отстоявшийся раствор щелочи подается на рециркуляцию в сме-
смеситель /.
Очистка масляных-дистиллятов раствором щелочи. Масляные
дистилляты очищают раствором щелочи под давлением (рис. 12).
Масляный дистиллят насосом 10 подается в трубное пространство
теплообменника 2 типа «труба в трубе», где нагревается до 40—
50 °С за счет тепла выщелоченного дистиллята, идущего из от-
отстойника 7. Из теплообменника-дистиллят поступает в4 змеевик
трубчатой печи 3 под избыточным давлением 0,6—1 МПа, где на-
нагревается до 150—170°С; затем он направляется в смеситель 4Т.
Рие. 12: Принципиальная технологическая схема установки выщелачивания мас-
масляных дистиллятов под давлением: ^
/^колонна; 2 — теплообменник; 3— печь; 4. € — смесители; 5, 7 — отстойники; 8, 9 — холо-
холодильники; 10—13 — насосы.
Линии: / — неочищенное масло; // — раствор щелочи; /// — выщелоченное масло; IV — ще-
щелочные отходы; V — промывная вода; V/ — воздух.
•
в который насосом 12 подается 1,2—5,5%-ный раствор едкого нат-
натра. В этом смесителе протекает процесс выщелачивания масля-
масляного дистиллята. Смесь масла с раствором щелочи из смесителя 4"
подается в отстойник 5, в котором масло отстаивается от щелоч-
щелочных отходов .(нафтеновых мыл и щелочи). Щелочные отходы, ухо-
уходящие снизу отстойника, охлаждаются до 70—80 °С в погружном
холодильнике 8 и поступают в приемники для выделения нафтено-
нафтеновых кислот.
Geepxy отстойника 5 выщелоченное масло с температурой
130—140-°С поступает да промывку в смеситель 6, куда насосом 13
подается вода с температурой 60—65 °С После промывки в сме-
смесителе смесь масла с водой поступает в отстойник 7. Уходящие
снизу, его промывные* воды охлаждаются в погружном холодиль-
холодильнике 9 до 70—80 °С и направляются в приемники для выделения
нафтеновых кислот. Выщелоченное и промытое масло с темпера-
температурой 90-^100 °С сверху отстойника 7 направляется в межтрубное
пространство теплообменника 2, охлаждается в нем до 70-^80 °С
и поступает в сушильную колонну 1, где сушится сжатым воз-
воздухом. Готовое выщелоченное масло насосом // откачивается в
резервуары. -
-56 Гл. П. Химические методы очистки нефтяных фракций
Очистка топливных дистиллятов в электрическом поле. В про-
промышленных условиях . высокая интенсивность контактирования
реагирующих масс в большинстве случаев приводит к образова-.
нию эмульсии, разделение которой требует значительного време-
времени; кроме того-, не всегда обеспечивается достаточно полное от-
отстаивание отработанной щелочи, что приводит к значительным ее
потерям. Для интенсификации разделения нефтепродукта и реа-
реагента в последнее время широко применяют отстаивание в электри-
электрическом поле постоянного тока высокого напряжения. Основным
аппаратом электроочистки является электроразделитель, дредстав-
' ляющий собой горизонтальную или вертикальную цилиндриче-
цилиндрическую емкость, внутри которой последовательно размещены разно;
заряженные электроды. Диаметр аппарата 3—3,5 м, длина около
14 м. Механизм действия электрического поля состоит в следую-
следующем: под действием электрического поля частицы удаляемых со-
соединений (дисперсной фазы), объединяясь, укрупняются и под
действием силы тяжести -осаждаются. Укрупнение капель объяс-
объясняется тем, что при их сближении напряженность электрического
поля между ними "возрастает,* что приводит к пробою поверхности
капель и их.слиянию.
Эффективность- отделения примесей как ори естественном от-
отстаивании, та*к и в электрическом поле постоянного тока, зависит
от температуры, давления, гидравлического режима смешения и
осаждения. Отделяемые в процессе очистки продукты осаждаются
при температуре 30—60 °С. В этом интервале температур снижа-
снижается вязкость дисперсионной среды и тем самым облегчается вы-
выпадение удаляемых частиц. С повышением температуры возмож-
возможны побочные реакции, что ухудшает качество очищаемых продук-
продуктов. Давление в" электроразделителе должно быть таким, чтобы
очищаемый продукт находился в жидкой фазе. Положительный
результат может быть достигнут только при определенной степени
дисперсности, получаемой в определенном режиме смешения. Ин-
Интенсивность перемешивания с учетом расхода щелочи определяют
по числу Re. Ниже представлены данные о влиянии гидравличе-
гидравлического режима при смешении на кислотность легкого керосина
(длительность перемешивания 15 мин, градиент поля 0,8 кВ/см):
Интенсивность перемешивания: число Re_ 680 1360 2720
Кислотность топлива после очистки, мг
КОН/100 мл 0,99 0,55 0,44
Эти данные показывают, что с увеличением интенсивности пе-
перемешивания более полно удаляются нафтеновые кислоты, что
приводит к снижению кислотности топлива. Однако при нолном их
удалении, из реактивного и дизельного топлив противоизносные
свойства этих топлив ухудшаются.
. Очистка щелочью 5_
Осаждение в электрическом поле по сравнению с естественным
отстаиванием имеет ряд преимуществ: во-первых, создается более
тесный контакт реагента и нефтепродукта, что позволяет быстрее
достигнуть нужной глубины реакции; во-вторых, сокращаются,;
расход реагента и промывной воды (на 20—^30%), а также потери
нефтепродукта вследствие более четкого разделения фаз. На рис. 13
и 14 представлены принципиальные схемы блоков щелочной очист-
очистки дистиллятных топлив с применением электрор^азделителей.
Рис-. 13. Пршщипналъвая схема /*. У К
блока щелочной очистки бея- „ ( h I 11 I I 11 | I 11 )
зинов с применением алектри* -.Г7^1 \ I I I I I I /
ческого поля: Г *|Р *] —т ~~т
1,3 — насосы; 2 — смеситель; 4— I f I * I
электроразделитель. г' I 1^ "•?*
Линии: / — сырье; // — свежая ще« ^f~J ГУ
лочь; III — очищенный беизнн; ^~^-< ^"^ ТТ
IV—отработанная щелочь. 7 3
Щелочная очистка бензиновых дистиллятов'(рис. 13). Очищде-
мый бензин насосом / подается в смеситель 2, куда одновременно
насосом 3 закачивается 2—45%-ный раствор щелочи. Смесь, бензи-
бензина и раствора щелочи поступает в электроразделитель 4. Сверху
элёктроразделителя выводится очищенный бензин ///, а снизу —
отработанный раствор щелочи IV. Ниже приведены показатели
работы блока щелочной очистки бензинового дистиллята из сме-
смеси грозненских и мангышлакских нефтей с электроосаждением:
Концентрация щелочи, % (масс.)
свежей . . ". . -..'.'.. t * , 2—15
отработанной- 0,3 1
Расход раствора щелочи, % (об.) на бензин . . . 10—15
Температура продукта в электроразделителе, °С . . 45
Давление в электроразделителе, МПа 0,3—0,4
Напряжение ца электродах, кВ ....... 10—15*
Сила тока, «А , . . 70—100
Щелочная очистка дизельных дистиллятов слагается из следую-
следующих операций: защелачивания и отделения щелочных отходов в"
электрическом поле, водной промывки и осушки в электрическом
поле. Очищенное дизельное топливо насосом 5 (рис. 14) подается
в смеситель /. Насосом 6 в тот же смеситель при температуре
35—45°С подается 15—20% (об.) 2—6%-ного водного раствора
щелочи. Реакционная смесь поступает в электроразделитель 2.
Geepxy этого электроразделителя дизельное топливо направляет-
направляется в водный,. смеситель 3 и затем на отделении "промывных вод в
электроразделитель 4. Сверху электроразделителя выводится очи-
очищенное топливу V. Раствор щелочи снизу электроразделителя 2
направляется на повторное контактирование с топливом. Промыв-
Промывная вода снизу электроразделителя 4 дренируется. •
58
Гл. //. Химические методы очистки нефтяных фракций
Очистка щелочью
59
Очистка газов. Цель очистки — удаление серосодержащих со-
соединений. Очистку газа щелочью в настоящее время проводят ред-
редко. Промывке раствором щелочи подвергают, например, сжижён-
яые пропан-пропиленовые й бутан-бутиленовые фракции для уда-
удаления серосодержащих и кислых соединений. Для очистки газов
обычно используют регенерируемые поглотители. Наиболее рас-
распространенные из них — этаноламины, метилдиэтаноламшш и ме-
тгоширролидон. Последний_рекомендуют для очистки газов, содер-
Ряс. 14. Принципиальная схема блока щелочной очистки доведших топлив с
применением электрического поля?
1,3 — смесителя, 2, 4 —- электроразделители; 5—7 — насосы.
Линии: / — сырье; // — свежая щелочь; П1 — отработанная щелочь; IV — промывная вода;
V— очищенное топливо.
жащих помимо сероводорода значительное количество двуокиси
углерода.
Очистка топливных дистиллятов раствором щелочи с усилите--
лями«„ С увеличением. доли переработки сернистых и высокосер-
высокосернистых нефтей стало невозможно получать высококачественные
топлива без специальной их очистки от активных серосодержащих
соединений, в частности от меркаптанов. Несмотря на то, что глу-
глубокого обессериеания легких дистиллятных топлив можно достиг-
достигнуть только гидроочисткой; за рубежом широко применяют и дру-
другие методы демеркаптанизации. Меркаптаны, содержащиеся в
нефтяных фракциях, удаляют, переводя их (окислением в при-
присутствии катализатора) в менее активные соединения — дисуль-
дисульфиды. Одним из наиболее распространенных методов демеркапта-
демеркаптанизации является процесс .мерокс*, осуществляемый в присутствии
катализатора — хелатного соединения металлов. Это соединение
в окисленной форме катализирует окисление меркаптанов при
обычной температуре с образованием дисульфидов по следующему
уравнению:
4RSH + Os >¦ 2RSSR + 2Н,О
Катализатор применяют в виде водного раствора или (не рас-
растворимый в щелочном растворе) на твердом носителе. На уста-
установке (рис. 15) бензин поступает в реактор /, в который насосом
7 подается щелочной раствор, содержащий катализатор мерокс.
8 реакторе очищаемый бензин контактирует с растворам мерокс.
В результате из топлива удаляются низкомолекулярные меркап-
меркаптаны. Очищенный бензин сверху реактора 1 направляется в реак-
реактор демеркаптанизации' 5, где взаимодействует с .воздухом и до-
* Hydrocarb. Process., 1974, v. 53, № 9, p. 178.
Рнс. 15. Схема установки мерокс;
/ — реактор для извлечения меркаптанов; 2—реактор для окисления отработанного раство-
раствора мерокс;' 3 — сепаратор; 4 — отстойник для выделения дисульфидов; 5 V реактор для де-
меркаптаиизацяи окислением меркаптанов в дисульфиды; 6 — отстойник для выделения рас-
раствора мерокс; 7. 8 —иасосы.
Лннни: / — сернистый бензин ¦ (сырье); II — воздух; /// —раствор мерокс; IV — избыток воз-
воздуха; V — дисульфиды;" VI — циркулирующий раствор мерокс; VII — очищенный бензин.
полнительным количеством раствора мерокс (для перевода высо-
высокомолекулярных меркаптанов в дисульфиды). Затем смесь разде-
разделяется в отстойнике 6, сверху этого отстойника уходит очищенный
бензин VII, а снизу — циркулирующий раствор мерокс VI. Рас-
Раствор мерокс с навлеченными меркаптанами снизу реактора / по-
поступает через реактор 2, где смешивается с, воздухом, в сепара-
сепаратор 3. Сверху этого сепаратора выводится избыток воздуха, а
снизу — раствор" мерокс. Сверху отстойника 4 (декантатора) ухо-
уходят дисульфиды, а снизу — регенерированный раствор мерокс, ко-
который далее возвращается <в реактор /.
Дисульфиды, остающиеся в очищенных фракциях, не ухудшают
эксплуатационные свойства топлив.
Другим методом очис-щи- нефтяных дистиллятов at меркаптанов является
бендер-лроцеос—'(превращение их в дисульфиды при содержании меркаптаиовой
серы в сырье 0,004—0,08% .(масс.). Процесс осуществляется в присутствии ста-
стационарного катализатора, небольшого количества щелочи и воздуха пр'н темпе-
температуре 125'С — для реактивного топлива и.70сС—для печного топлива*.
. Кроме того, нефтяные дистилляты очищают от меркаптанов окислением воз-
воздухом в присутствии стационарного катализатора. Процесс проходит без щелочи,
в жидкой фазе под давлением, чтобы обеспечить растворение в сыр,ье воздуха,
* Hydrocarb. Process, 1974, v. 53, № 9, p. 197.
60
Гл. II. Химические методы очистки, нефтяных фракций
необходимого для поддержания каталитической, реакции (меркапфайнияг-шро-
цеос) *. Керосиновые фракции очищают от меркаптанов при помощи сульфонилов
(тиокон-троцесе)*. Окисление проходят в щелочной среде при- обычных темпе-
температуре и давлении. Очистка бензино-лирроиновых фракций при помощи сернистых
красителей основана на окислении меркаптанов в дисульфиды в их присутствии.
В щелочной среде меркаптаны, находящиеся в углеводородной фазе, легко вос-
восстанавливают сернистые красители, а сами при этом окисляются в дисульфиды.
Восстановленные красители снова окисляются кислородом воздуха и играют роль
катализаторов.
ОЧИСТКА СЕРНОЙ КИСЛОТОЙ
Краткие сведения о процессе
Очистку нефтяных фракций серной кислотой проводят для удале-
удаления из них непредельных, серо-, азотсодержащих и смолистых
соединений, которые обусловливают малую стабильность топлив
при хранении, нестабильность цвета и ухудшают некоторые экс-
эксплуатационные свойства. В обычных процессах очистки серная
кислота не действует на парафиновые и нафтеновые углеводоро-
углеводороды. Однако почти всегда в побочных продуктах процесса (кислых
гудронах) эти углеводороды обнаруживаются, так как в присут-
присутствии сульфокислот и кислых эфиров серной кислоты эти угле-
углеводороды образуют эмульсии, увлекаемые продуктами очистки.
Ароматические углеводороды не одинаково легко подвергаются
сульфированию. Степень их,сульфирования зависит от расположе-
расположения алкильных групп. Трудность сульфирования ароматических
углеводородов возрастает с увеличением длины и числа боковых
цепей. Полицикличеокие нафтено-ароматические углеводороды
подвергаются сульфированию при большом расходе кислоты. .
Непредельные углеводороды реагируют с серной кислотой, об-
образуя ее кислые и средние эфиры и продукты полимеризации.
Кислые эфиры образуются при действии на непредельные углево-
углеводороды серной кислоты в условиях относительно низких темпе-
температур;
R
Очистка'серной кислотой
61
w Ndsosh
Кислые эфиры серной кислоты растворимы « 1воде, при ней-
нейтрализации образуют соответствующие соли. При действии воды
и особенно водного раствора щелочи они легко гидролизуются с
образованием соответствующих спиртов:
X
r/ \oso3h
\.
Эта реакция протекает при.обычных температурах. Кислые
эфвдры серной кислоты реагируют с ароматическими углеводорода-
углеводородами при низких температурах, образуя алкилзамещенные углево-
углеводороды. При взаимодействии с непредельными углеводородами эти
эфиры образуют соответствующие полимеры — густые смолообраз-
ные вещества. Кислые эфиры концентрируются в кислом гудроне,
содержащем также не растворимые в очищаемом дистилляте про-
продукты реакции серной кислоты с углеводородами и их серо- и кис-
кислородсодержащими производными.
Средние эфиры серной кислоты образуются при взаимодейст-
взаимодействии серной кислоты с непредельными углеводородами при повы-
повышенных температурах (выше 40 °С):
4
;c=
cH2
:c=ch2
н
H
Средние эфиры могут также образоваться при нагревании кис-
кислых эфиров серной кислоты:
R\c/CHs
r/ \dso8h
v/
J>SOS
R\c/°
r/ \ch3
* Hydrocarb. Process., 1974, v. 53, № 9, p. 201.
Средние эфиры' серной кислоты — бесцветные маслянистые
жидкости, не растворимые в воде, но хорошо растворимые в орга-
органических растворителях. Значительное их количество легко рас-
растворяется в очищаемом продукте.
Из серосодержащих соединений с серной кислотой реагируют
сероводород, меркаптаны и тиофены. Сероводород при взаимодей-
взаимодействии с серной кислотой образует элементную серу, сернистый
ангидрид и воду:
HaS+HaSO4 *¦ 2H2O+'SOS+S
Сера растворяется в очищаемом дистилляте и при вторичной
перегонке очищенного продукта вступает в реакцию с углеводо-
углеводородами, снова образуя сердводород. Поэтому перед очисткой сер-
серной кислотой дистилляты следует освободить от сероводорода про-
промывкой раствором щелочи. Своевременное удаление сероводорода
предупреждает его окисление кислородом воздуха с образованием
элементной серы.
62 Гл. II. Химические методы очистки нефтяных фракций
Реакция меркаптанов- с серной кислотой протекает по следую-
следующему уравнению:. . >
2RSH + HaSO* v RS—SR + SOS + 2HaQ
Получающиеся дисульфиды легко растворяются в очищаемом
продукте. . ¦
При действии концентрированной серной кислоты' на тиофен и
его гомологи образуются тиофенсулырокислоты. Дисульфиды,,
сульфиды, тиофаны и сульфоны с серной кислотой не реагируют,
но хорошо растворяются- в ней, особенно при низких температурах.
Часть нафтеновых кислот также растворяется в серной кислоте/
а часть -сульфируется. Чем выше молекулярная масса нафтеновых
кислот, тем легче они сульфируются. Растворяясь в серной кислоте
или образуя с ней продукты сульфирования, Нафтеновые кислоты
понижают ее .концентрацию и этим ослабляют ее действие. По-
Поэтому, по данным Л. Г. Гурвича; предварительное извлечение
нафтеновых кислот перед сернокислотной очисткой дает, лучшие
результаты: Смолистые вещества реагируют с серной кислотой в
трех направлениях: одна часть смол.растаоряется в серной кисло-
кислоте, другая конденсируется с. образованием веществ, подобных ас-
фальтенам, из третьей части образуются сулъфокислоты. Все эти
виды смол переходят в кислый гудрон.
Серная кислота как реагент находит применение в производ-
производстве трансформаторных ^и белых масел, при регенерации отрабо-
отработанных нефтяных масел, а также для очистки парафинов, исполь-
используемых в пищевой промышленности и при цроизводетве белковых
веществ. Из масляных фракций при очистке серной кислотой в ос-
основном" удаляются непредельные соединения и смолисто-асфаль-
. теновые вещества. Вид реакций и результаты очистки зависят бт
температуры, длительности контактирования, расхода и концентра-
концентрации серной кислоты, а также от порядка ее введения.
Температура. Для получения высококачественных масел кис-
кислотную обработку необходимо проводить цри возможно более низ-
низких температурах. С повышением температуры увеличивается рас-
растворимость кислых и'главным образом полимерных соединений
кислою гудрона в масле. Образуются также сульфокислоты, что
нежелательно из-за возможного образования эмульсий при после-
последующей щелочной очистке масел. Из-за образования сульфокислот
увеличиваются потери, а также изменяется консистенция • кислого
гудрона вследствие перехода нейтральных смол в соединения типа
асфальтенов. Однако проводить очистку при низких температурах
на" практике затруднительно. При очистке высоковязкого масла
значительно осложняется процесс осаждения частиц кислого гудро-
гудрона; кроме того, с увеличением "вязкости уменьшается интенсив-
интенсивность перемешивания масла с кислотой. Поэтому на практике вы-
выбирают приемлемую для данного продукта температуру очистки.
Очистка серной кислотой
63
Очистку масляных дистиллятов вязкостью 18—25 м.м2/с при
50 °С проводят при 55—80 СС, дистиллятов вязкостью 3—5 мм2/с
при 50 °С—гари 30—35 СС. Остаточные продукты ^гудроны и полу-
•гудроны) очищают серной кислотой при 60—70 °С. Однако в не-
некоторых случаях-при очистке полугудронов в условиях таких вы-
высоких температур качество очищенного масла ухудшается, поэто-
поэтому температуру очистки приходится понижать. Оптимальную тем-
температуру очистки каждой фракции выбирают на основании опыт-
опытных данных. ¦ '' _ ^
Концентрация кислоты. При снижении концентраций кислоты
уменьшается ее. растворяющая' и полимеризующая способность,
при повышении ее концентрации увеличивается образование суль-
ф9кислот, которые переходят в кислый гудрон. Обычно для очист-
очистки применяют. 92—96%-ную кислоту. Очистка серной'кислотой
ниже~75%-ной концентрации вообще не дает результатов. Для
получения бесцветных масел Медицинских, парфюмерных) при-
применяют дымящую серную кислоту. _
. Кислый гудрон содержит от 25 до 65—70% H2SO4 в зависимо-
зависимости от условий очистки и качества обрабатываемого дистиллята.
Кислые гудроны, содержащие 60—70% H2SO4, можно применять
для предварительной очистки других масляных фракций.
Расход кислоты. Степень удаления из масла смолисто-асфаль-
теновых веществ возрастает с увеличением, расхода кислоты, но
не пропорционально:- первые порции кислоты оказывают более
сильное действие, чем последние.. Для достижения желаемой сте-
степени очистки масел из различных нефтей требуется неодинаковое
количество кислоты. Требуемый расход определяют эксперименталь-
экспериментально: для очистки трансформаторных дистиллятов ои составляет
6—15% (масс); для очистки гудронов и полугудронов—12—25%
(масс.). Расход дымящей серной кислоты для получения бесцвет-
бесцветных масел составляет 50—60% (масс.) на исходный дистил-
дистиллят.
Порядок обработки кислотой имеет существенное значение в
процессе очистки.масел. Действие серной кислоты в присутствии
продуктов реакции заметно ослабляется. Для повышения эффек-
эффективности ее действия необходимо выводить продукты реакции и
вводить кислоту порциями. Каждую новую порцию кислоты по-
подают ^только после тщательного осаждения и спуска кислого гуд-
гудрона. >
Длительность контакта. При продолжительном перемешивания
¦возможно растворение некоторых компонентов кислого гудрона в
масле, что ухудшает цвет последнего. Обычно перемешивание воз-
воздухом продолжается от 30 до 70 мин в зависимости от емкости
мешалки и свойств дистиллята.
Серная кислота взаимодействует с составными частями ди-
дистиллятов не только при перемешивании, но и при отстаивании
:.,<¦ '"'
64
Гл. II. Химические методы очистки нефтяных фракций
кислого гудрона. Длительность * отстаивания его частиц, находя-
находящихся после перемешивания во взвешенном состоянии в масле,
зависит от размера этих частиц. Осаждению частиц кислого гуд-
гудрона способствуют осадители F—9%-ный раствор едкого натра,
раствор жидкого стекла и др.); их добавляют «по окончании пе-
перемешивания масла с кислотой. Отстаивание кислого гудрона при
использовании осадителей для дистиллятных масел продолжается
от 2 до 8 ч, после чего кислый гудрон удаляют из мешалки; при
очистке вязких остаточных масел отстаивание более длительно —
до 20 ч. - . ' '
Принципиальные схемы установок очистки
масляных дистиллятов серной кислотой
Очистка масляного сырья серной кислотой в мешалке. Основным
аппаратом для сернокислотной очистки является вертикальная
цилиндрическая мешалка с коническим дном, снабженным горло-
горловиной с задвижкой для выпуска кислого гудрона (рис. 16). Разме-
Размеры одной из мешалок приведены ниже;
у
Диаметр, м ..... 5,9
Общая высота, м . . . 11,65
Высота конуса, м . . . 2,82
Общая емкость, м3 . . 267
Полезная емкость, м3 . 220
Емкость конуса, м3 . . 26
Мешалка снабжена крышкой с трубой для отвода сернистого
газа, образующегося в процессе очистки, и смотровым люком для
отбора проб масла. Корпус мешалки покрыт изоляцией. Под ко-
конусом мешалки устанавливают ковш с железным желобом, в ко-
который для разбавления кислого гудрона подают горячий мазут.
Из ковша смесь откачивают на регенерацию.
" Очистка масляных дистиллятов <в кислотной мешалке .протекает
следующим образом. Очищаемое сырье закачивают в мешалку че-
через теплообменник и "перемешивают его струей воздуха. При этом
в масло подают первую, порцию кислоты для подсушки. Переме-
Перемешивание ведут в течение 0,5—1 ч в зависимости! от емкости ме-
мешалки. По окончании перемешивания образовавшийся кислый
гудрон отстаивают в течение 1,5—2 ч и выводят его из мешалки.
Затем в мешалку при бурном перемешивании воздухом E0—
70 мин) заливают следующую порцию кислоты. За 10—si 5 мин до
окончания перемешивания интенсивность его снижают и в мешал-
мешалку подают раствор осадителя. После этого, прекратив перемеши-
перемешивание, кислому гудрону дают отстояться в.течение нескольких ча-
часов, а затем его опускают. Кислое масло отстаивают в мешалке
еще 6—8 ч, а затем переводят в отстойники с обогревательными
змеевиками. В них масло отстаивается от 8 до 24 ч и поступает
на щелочную или контактную очистку. При порционной очистке
масла кислотой после введения каждой новой порции содержимое
Очистка Серной кислотой
65
мешалки перемешивают, после чего следуют отстаивание и спуск
кислого гудрона.
Очистка масляных дистиллятов серным ангидридом. Для полу-
получения высококачественных белых масел, нафтенового компрессор'
ного масла, а также парафина для пищевой и белжово-витаминной
промышленности проводят очистку сырья олеумом. При получении
белых масел сульфирующий агент—серный ангидрид — либо рас-,
творен в серной кислоте, (очистка олеу-
олеумом), либо смешан с тазом-носителем (очи-
(очистка газом). Очистка .газом имеет следую-
следующие преимущества перед очисткой олеумом:
уменьшение количества кислого . гудрона,
увеличение, количества маслорастворимых
сульфонатов, которые можно использовать
в качестве моющих присадок и ингибито-
ингибиторов коррозии.
На установке непрерывного действия
(рис. 17) для получения белого масла с
использованием серного ангидрида* сырье
/ до поступления в реактор 2 смешивается
с циркулирующим кислым маслом. Очи-
Очищаемое масло и гаа-носитель серного ан-
ангидрида вводятся в верхнюю часть реакто-
реактора. Затем смесь поступает в сепаратор не-
непрерывного действия 3. Кислое, масло сни-
снизу сепаратора направляется через отстой-
отстойник / в систему нейтрализации (чаще все-
всего отбеливающими глинами). По выходе
из сепаратора газ-носитель нагнетается
газодувкрй 4 через,холодильник 5 в испа-
испаритель 6, где он вновь насыщается серным
ангидридом с температурой 35 °С.
Очистка масляных дистиллятов и парафинов в электрическом
поле. В промышленной практике находит применение процесс кис-
кислотно-щелочной очистки масляных дистиллятов и «парафинов с
разделением фаз в электрическом поле. На установке кислотно-
щелочной очистки (рис. 18) дистиллята трансформаторного масла
сырье насосом 12 через холодильник / подается к смесительному
насосу 13, куда поступает также 96—98%-ная серная кислота.
Смесь направляется в реактор^мешалку 2, где выдерживается для
завершения реакции ¦ 8—-10 мин, а затем под напором, около
0,3 МПа — в электроразделитель 3 для отделения кислого гудрона.
Кислое масло сверху электроразделителя поступает в смеситель 4;
сюда же подается раствор щелочи для нейтрализации продуктов
* Petrol. Rev,, 1970, v. 24, № 287, p. 368—377. Потанина В. А. и др., «Химия
н технология топлнв н масел>, 1978, № 2, с. 22—23.
5—751
Рис. 16. Схема сернокис-
сернокислотной мешалки:
J — масло; II — кислота;
III — кислое масло; IV —
кислый гудрон с мазутом;
V—мазут.
Очистка серной кислотой
67
С
щ.
Рис. 17. Принципиальная схема установки непрерывного действия для очистки
сырья серным ангидридом:
/ — отстойник; 2 — реактор; 3 — сепаратор; 4 — газодувка; 5 — холодильник; 6 — испарктель
серного ангидрида.
Линии: / — сырье; // — жидкий SO3;. /// — кислое масло; /V —кислый гудрон; V —линия
связи с кислотный скруббером дыхательной системы.
Рис. 18. Принципиальная схема установки сернокислотной очистки маловязких
масляных дистиллятов с применением электрического поля: .
/—.холодильник; 2 — реактор-мешалка; 3, // — электроразделители; 4, $, 8, 10 — смесители*
-5, 7. 9 — отстойники соответственно щелочи, подщелоченной воды и воды; 12 — сырьевой ва«
сое; /3 — смесительный иасос.
Линии: / — сырьеу-// — серная кислота; /// — раствор щелочи; /V — подщелоченная вода;
V— вода; VI — кислый гудрон; VII — щелочные 'отходы; VIII — отработанная подщелоченная
вода; IX — очищенное масло.
Г >¦ .19. Принципиальная схема блока сернокислотной очистки легкоплавких па-
парафинов с применением электрического поля:
t' *• 3. 7 — электроразделители; 2 — мешалка-контактор; 3, Б — отстойники.
Линии: / — сырье; // — серная кислота (олеум); /// — ккслый гудрон; IV— раствор щелоча;
V — циркулирующий раствор щелочи; VI — отработанная Щелочь; VII — вода; VIII — очищен-
очищенный парафин.
реакции и остатка свободной серной кислоты..Снизу электроразде-
электроразделителя уходит кислый гудрон. Смесь масла с раствором щелочи
разделяется в отстойнике 5, снизу которого отводятся щелочные
отходы. Защелоченное я промытое подщелоченной водой в смеси-
смесителе 6 масло поступает в отстойник 7. Сверху этого отстойника
защелоченное масло направляется в смеситель 8, где промывается
очищенной водой, и затем поступаем в отстойник 9. После отстаи-
отстаивания в отстойнике 9 масло смешивается еще с одной порцией
воды в смесителе 10. Вода отделяется от масла практически пол-
полностью и дренируется в электроразделителе 11. Сверху электро-
электроразделителя уходит очищенное масло IX.
При подготовке сырья для производства белково-витамияных
концентратов парафины подвергают'очистке серной кислотой с
целью удаления канцерогенных ароматических углеводородов
C,4-бензпирена). На установке (рис. 19) для очистки легкошшв-.
кого парафина, полученного яри карбамидной депарафинизацйи,
неочищенный ларафин с температурой около 60 °С смешивается
с серной кислотой (олеумом) и поступает в электроразделитель /
для удаления воды. Снизу электроразделитёля выводится кислый
гудрон. Подсушенный парафин по выходе из электроразделителя /
смешивается с кислотой и направляется в мешалку-контактор 2.
Здесь смесь выдерживают около 40 мин. Далее она поступает в
отстойник 3,- где отделяется от основной массы кислого гудрона.
В электроразделителе 4 парафин освобождается от оставшегося
кислого гудрона. Кислый парафин с незначительным содержанием
кислого гудрона (около 0,005%) по выходе из электроразделите-
электроразделителя 4 смешивается с раствором щелочи и направляется в электро-
электроразделитель 5. Смесь кислых гудронов, уходящих снизу- отстойни-
отстойника 3 и электроразделителей / и 4, собирается в приемнике. Отра-
Отработанный раствор щелочи вьиводится снизу электроразделителя 5,
а выходящий отсюда нейтрализованный парафин смешивается с
горячей водой, которая далее отделяется в отстойнике 6. Влаж-
лый парафин подается на осушку в электроразделитель 7. Отде-
Отделившаяся здесь промывная вода дренируется, а очищенный и осу-
осушенный парафин поступает в резервуар.
Ниже приведены условия очистки трансформаторного дистил-
дистиллята и легкоплавкого парафина-сырца серной кислотой-с приме-
применением электроразделителей: '
Трансформа-
Трансформаторный
дистиллят
Температура сырья, "С ... . •„. . 30—35
Расход-кислоты, % (масс.) 8—9
Концентрация кислоты, % (масс.) . . . 96—98
Напряжение в электроразделителе, кВ
• кислотном . . . ." 15—18
водном 15—17
Легкоплавкий
парафин
50—60
4
96—98
10—19
15—25
68
Гл. II. Химические методы очистки нефтяных фракций
0,6
4—5
90
0,3
3—5
Расход щелочи на нейтрализацию (в пе-
пересчете на сухую), % (масс.) . . .
Концентрация раствора щелочи, %
(масс.)
Выход очищенного продукта, % (масс.)
УТИЛИЗАЦИЯ ОТХОДОВ ЩЕЛОЧНОЙ
И СЕРНОКИСЛОТНОЙ ОЧИСТКИ
Отходы щелочной очистки. Щелочные отходы, получаемые при
выщелачивании нефтяных фракций, являются ценными продуктами
в производстве мылонафта и змульсола. Нафтеновые кислоты,
содержащиеся в этих отходах, заменяют растительные и животные
жиры в производстве мыла. При очистке нефтепродуктов нафте-
нафтеновые кислоты извлекаются щелочью в виде водного раствора нат-
натриевых мыл, .после концентрации которого и высаливания из него
мыл получают мылонафт, применяемый как полутвердое мыло.
На некоторых заводах получают аеидол^мылонафг, представ-
представляющий собой смесь мылонафта со свободными нафтеновыми кис-
кислотами. Он является продуктом частичного разложения слабой
кислотой натриевых мыл нафтеновых кислот, содержащихся
в щелочных отходах. При полном разложении" слабой кислотой
нафтеновых мыл из раствора всплывают нафтеновые кислоты с
частью масла, растворенного в них. Этот продукт называется
асидолом. Для производства упомянутых продуктов используют
щелочные отходы от очистки керосиновых, газойлевых и сбляро-
вых фракций.
Для улучшения качества продуктов, содержащих нафтеновые
кислоты, уменьшения содержания неомыляемых щелочные отходы
обезмасливают. Нафтеновые кислоты, выделяемые из щелочных
отходов после выщелачивания дизельных и керосиновых фракций
нафтеновых нефтей, являются эффективными стимуляторами рос-
роста растений. Щелочные отходы от выщелачивания легких и сред-
средних масляных'фракций используют для производства эмульсола—
продукта, применяемого для охлаждения режущих инструментов
•в-машиностроении. Эмульсол представляет собой смесь натриевых
мыл нафтеновых кислот с минеральными маслами.
Щелочные отходы применяют также как деэмулыгаторы в про-
процессах выщелачивания масляных дистиллятов. Водные растворы-
гипосульфида натрия (NaHS) и сернистого натрия (NagS) находят
применение в цветной металлургии- и на предприятиях химической
и легкой промышленности.
Отходы кислотной очистки. Кислые гудроны, получаемые в ре-
результате сернокислотной очистки, содержат кроме органической
части (представляющей, собой смесь смолистых веществ, продук-
продуктов полимеризации непредельных углеводородов и компонентов
целевого продукта) также свободную, не использованную в про-
Утилизация отходов очистки
69
цессе очистки серную кислоту. Предложено довольно много спосо-
способов утилизации кислых гудронов, в частности:
переработка кислого гудрона в серную кислоту (высокотемпе-
(высокотемпературным разложением кислого гудрона получают БОг, который
далее окисляют и превращают в серную кислоту);
(получение из кислого гудрона битума (при нагревании кислого
гудрона до 280—320 °С происходят расщепление свободной серной
кислоты и окисление органической массы с образованием продук-
продуктов уплотнения — смол и асфальтенов);
переработка кислого гудрона методом коксования с получением
SO? и высокосериистого кокса, используемого в цветной металлур-
металлургии и химической промышленности;
использование серной кислоты, получаемой в результате отста-
отстаивания кислого гудрона, для производства железного купороса,
сульфата аммония, в кожевенной и других, отраслях промышлен-
промышленности.
Получаемые при очистке серным ангидридом маловязкого ди-
дистиллята маслорастворимые сульфонаты (молекулярной массы
400—450) используют при изготовлении эмульсионных масел;
сульфонаты, выделенные при очистке высоковязких дистиллятов,—
при получении моющих присадок к маслам.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Гуреич Л. Г. Научные основы переработки нефти. М., Гостоптехиздат, 1940.
544 с,
Кулиев А. М., Кулиев Р. Ш., Антонова К. И. Нафтеновые кислоты. М„
«Химия», 1965.120 с.
Мартыненко А. Г., Коноплев В. J1., Ширяева Г. П. Очистка нефтепродуктов
в электрическом поле постояиаого тока. М., «Химия», 1974. 88 с.
^ГЛАВА'Ш
ОЧИСТКА И РАЗДЕЛЕНИЕ НЕФТЯНОГО СЫРЬЯ
ИЗБИРАТЕЛЬНЫМИ РАСТВОРИТЕЛЯМИ
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССОВ
-Для очистки и разделения нефтяного сырья широко используют
процессы, основанные иа растворимости компонентов сырья в раз-
различных растворителях. Растворение веществ А в веществе В воз-
возможно лишь в том случае,- когда межмолекуляриые силы притя-
притяжения Faa и ?вв, осуществляющие связь между частицами чистых
веществ А и В, преодолеваются аилами Fab. которые появляются
при растворении этих веществ. Если Faa и Fbb значительно боль-
больше -FaBi то молекулярного распределения не происходит, т. е. дан-
данные вещества не растворимы друг в друге. Таким образом, для
растворения одного вещества в другом необходимо достаточно
- сильное притяжение между молекулами растворяемого вещества
и растворителя.
Межмолекулярное взаимодействие обусловлено силами Ван-дер-Ваальса,
.Различают две группы межмолекулярных сил. К первой группе относят нетае-
цифичные и ненасыщаемые силы, т. е. ориентацаонные, индукционные и диспер-
дисперсионные; ко второй группе — 'Направленные, шеишфмчекжне и насыщенные силы,
т. е. силы, вызывающие образование водородных связей и перенос заряда.
Ориентационные силы обусловлены электростатическим взаимодействием
молекул, обладающих вследствие веюшметричного распределения зарядов по-
постоянным дапольным моментом. Вокруг полярных молекул образуется электри-
электрическое поле, в котором молекулы ориентируются относительно" друг друга, что
привадит к их притяжению н образованию гомогенного раствора. Ориентацйои-
иые силы притяжения тем больше, чем больше дапольные моменты взаимодейст-
взаимодействующих молекул. Тепловое движение молекул нарушает их взаимную ориента-
ориентацию, поэтому ориентацноганое взаимодействие является' функцией температуры.
При" использовании полярных растворителей для очистки а разделения нефтяно-
нефтяного сырья ориентациоиные силы взаимодействия проявляются главным образом
при растворении иеуглеводородных компонентов сырья в полярных раствори,-.'
телях.
Индукционные силы. При растворении двух веществ, одно из которых поляр-
полярное, а другое неполярное, электрический диполь молекулы с постоянным диполь-
ным моментом может вызвать в неполярной молекуле сдвиг электронной плот-
плотности, ведущий к образованию индуцированного диполя |ij. Величина индуциро-
-вааного. диполя определяется силой электрического поля Е полярной молекулы
и способностью яеполярной молекулы к поляризации а, т. е.:
"' ' щ=аЕ
Поя (поляризуемостью понимается склонность иеполярных молекул деформировать-
деформироваться под действием внешнего силового поля. Поляризуемость связана с внутренним
сопротивлением молекулы к изменению структуры, "поэтому практически ие.зави-
ие.зависит от температуры. Дальнейшее взаимодействие постоянных и индуцированных
диполей протекает так же, как и при взаимодействии постоянных диполей. Так
к» в основном компоненты нефтяного сырья являются яеполярньши веществами»
Физико-химические основы процессов
при растворении их в полярных растворителях индукционные силы играют зна-
значительную роль. _ '
Дисперсионные силы. Несмотря на симметричное распределение зарядов в
неполярных молекулах электроны неполярной молекулы А в любой момент могут
образовать такую конфигурацию, в результате которой молекула приобретает
мгновенный дипольный момент. Этот дипольный момент поляризует другую непо-
неполярную молекулу В; что приводит к взаимному притяжению молекул А и В.'
В результате непрерывного возникновения кратковременных диполей и их согла-
согласованной ориентации действие дисперсионных сил постоянно возобновляется.
Дисперсионное взаимодействие ие зависит от температуры и проявляется при
любой температуре и при взаимодействин не только иеполярных, но и полярных
молекул, т. е. является наиболее универсальным по сравнению с другими силами
межмолекулярного взаимодействия.
На дисперсионное взаимодействие приходится главная часть сил притяже»
ния многих полярных молекул с большой поляризуемостью. Например, вычислен-
вычисленная энергия когезии метилатилкетоюа при 401 состоит иа 8% нз энергии ориен-
тацйониого, ,на 14%—июдукцишного и на 76%—дисперсионного взаимодейст-
взаимодействия. Следовательно, на растворение любых компонентов нефтяного сырья в рас-
растворителе любой природы преобладающее влияние оказывают дисперсионные
силы.
Водородная связь. Соединения, в молекулах которых атом водорода связан
с электроотрицательным атомом X (О, F, N, C1), сильно ассоциированы;^ это
привело к представлению, что в таких соединениях действуют особые межмоле-
межмолекулярные силы.-Так, высокая ассоциация молекул спиртов R—ОН (где R -*- угле-
углеводородный радикал) ¦ является следствием взаимодействия положительного
атома водорода одной гйдроксильной группы с несущим отрицательный заряд
атомом кислорода другой гидроксильиой группы, т. е.
^ в+ 6-
О—Н..-О—Н
Такой /тип ассоциации называется водородной связью. Водородная связь,
возникающая между двумя одинаковыми или различными молекулами, называет-
называется мбжмолекулярной, а между двумя группами одной й той же молекулы —
внутримолекулярной. Водородные связи много слабее обычных ковадентных свя-
связей, но много прочнее ван-дер^аальеовых сил притяжения между молекулами.
Энергия водородных связей обычно составляет 8—30 кДж/моль и более.
Возникновение водородных рязей объясняют как резонансными, так и ди-
польяыми взаимодействиями. В большинстве случаев межмюлекулярная и вну-
внутримолекулярная водородные связи возникают в результате дшголь-^дапольного
взаимодействия между группой с поляризованной связью X—Н и частицей с
неподелеиной парой электронов: У. Группа X—Н (протонодонорная) поставляет
протон для образования водородной свяви, а частица :Y — неподеленную пару
электронов, т. е. является донором электронов. Более прочные (ло сравнению со
спиртами) водородные связи образуют гндроксильные группы карбоновых кислот
и фенолов; менее прочные —соединения, молекулы которых содержат группиров-
группировки N—Н- ¦ -N; слабые—соединения с группировками С12С—Н--- :О и С12С—Н- • -N.
В качестве слабых доноров электронов могут действовать также я-алектроиные
системы ароматических, олефиновых и - ацетиленовых соединений. Образование
водородной связи наиболее вероятно при пониженных температурах; с повыше-
повышением температуры водородные связи рвутся вследствие усиления теплового дви-
движения молекул:- *
Взаимодействие с переносом заряда. Межмолекулярные силы, связанные с
переносом заряда, возникают при взаимодействии между донорами электронов,
имеющими низкую энергию ионизации, и акцепторами электронов, обладающими
"ГЛАВА' Ш
ОЧИСТКА И РАЗДЕЛЕНИЕ НЕФТЯНОГО СЫРЬЯ
ИЗБИРАТЕЛЬНЫМИ РАСТВОРИТЕЛЯМИ
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССОВ
-Для очистки и разделения нефтяного сырья широко используют
процессу, основанные на растворимости компонентов сырья в раз-
личнйх растворителях. Растворение веществ А в веществе В воз-
возможно лишь в том случае,-когда межмолекулярные силы притя-
притяжения Faa и Fbb, осуществляющие связь между частицами чистых
веществ А и В, преодолеваются силами .Fab, которые появляются
при растворении этих веществ. Если Faa и Fbb значительно боль-
больше -Fab, то молекулярного распределения не происходит, т. е. дан-
данные вещества не растворимы друг в друге. Таким образом, для
растворения одного вещества в другом необходимо достаточно
сильное притяжение между молекулами растворяемого вещества
и растворителя.
Межмолекулирное взаимодействие обусловлено силами Ван-дер-Ваальса.
Различают две группы межмолекулярньк сил. К первой группе относят неспе-
неспецифичные и ненасыщаемые силы, т. е. ориентадиоиные, индукционные и диспер-
дисперсионные; ко второй группе — 'направленные, отецифичекжие и насыщенные силы,
. т. е. силы, вызывающие образование водородных связей и перенос заряда.
Ориентационные силы обусловлены электростатическим взаимодействием
молекул, обладающих вследствие несимметричного распределения зарядов по-
постоянным дшгольным моментом. Вокруг полярных молекул образуется электри-
электрическое поле, в котором молекулы ориентируются относительно "друг друга, что
приводит к и* -притяжению и образованию гомогенного раствора. Ориентацион-
Ориентационные силы притяжения тем больше, чем больше щипальные моменты взаимодейст-
взаимодействующих молекул. Тепловое движение молекул нарушает их взаимную ориента-
ориентацию, поэтому орйентационяое взаимодействие является'функцией температуры.
При использовании полярных растворителей для очистки и разделения нефтяно-
нефтяного сырья ориентационные силы взаимодействия проявляются главным образом
при растворении неуглеводородных компонентов сырья в полярных раствори,-.
телях.
Индукционные силы. При растворении двух веществ, одно из которых поляр-
мое, а другое неполярное, электрический диполь молекулы с постоянным диполь-
ным моментом может вызвать в неполярной молекуле сдвиг электронной плот-
плотности, ведущий к образованию индуцированиого диполя ]iu Величина иидущиро-
вааного диполя определяется силой электрического поля Е полярной молекулы
и способностью неполярной молекулы к поляризации а, т. е.:
щ=аЕ
Под поляризуемостью понимается склонность неполярных молекул деформировать-
деформироваться под действием внешнего силового поля. Поляризуемость связала с внутренним
сопротивлением молекулы к изменению структуры, поэтому практически не зави-
зависит от температуры. Дальнейшее взаимодействие постоянных и индуцированных
диполей протекает так же, как и при взаимодействии постоянных диполей. Так
к» в основном компоненты нефтяного сырья являются яеполярнымн веществами.
Физико-химические основы процессов
71
ч
при растворении' их в полярных (растворителях индукционные силы играют зна-
значительную роль. ¦ ¦
Дисперсионные силы. Несмотря на симметричное распределение зарядов в
неполярных молекулах элакчроны неполярной молекулы А в любой момент могут
образовать такую конфигурацию, в результате которой молекула приобретает
мгновенный дипольный момент. Этот дипольный момент поляризует другую непо-
неполярную молекулу В, что приводит к взаимному притяжению молекул А и В.
В результате непрерывного возникновения кратковременных диполей и их согла-
согласованной ориентации действие дисперсионных сил постоянно возобновляется.
Дисперсионное взаимодействие не зависит от температуры и проявляется при
любой температуре и при взаимодействии не только иеполярных, но и полярных
молекул, т. е. является наиболее универсальным по сравнению с другими силами
межмолекулярного взаимодействия. " -
На дисперсионное взаимодействие приходится главная часть сил притяже-
притяжения многих полярных молекул с большой поляризуемостью. Например, вычислен-
вычисленная энергия когезия метилэтилкетош при 40 °С состоит на 8% из энергии ориен-
тационного, .на 14%—индукционного и иа 78%—дисперсионного взаимодейст-
взаимодействия. Следовательно, на растворение любых компонентов нефтяного сырья в рас-
растворителе любой природы преобладающее влияние оказывают дисперсионные
силы.
Водородная связь. Соединения, в молекулах которых атом водорода связан
с электроотрицательным атомом X ' (О, F, N, C1), сильно ассоциированы;.- это
привело к представлению, что в таких соединениях действуют особые межмоле-
межмолекулярные силы-Так, высокая ассоциация молекул спиртов R—ОН (где R — угле-
углеводородный радикал) ' является следствием взаимодействия положительного
атома водорода одной гйдроксильиой группы с несущим отрицательный заряд
атомом кислорода другой гидроксияьной группы, т. е.
— в+ 6-
О—Н...О—Н
Такой .тип ассоциации называется водородной связью. Водородная связь,
возникающая между двумя одинаковыми или различными молекулами, называет-
называется межмолекулярной, а между двумя группами одной и той же молекулы —
внутримолекулярной. Водородные связи много слабее обычных ковалентных свя-
связей, но много прочнее ван-дер^ваалысовых сил притяжения между молекулами.
Энергия водородных связей обычно составляет 8—30 кДж/моль и более.
Возникновение водородных связей объясняют как резонансными, так и ди-
польными взаимодействиями. В "большинстве случаев межмолекулярная и вну-
внутримолекулярная водородные связи возникают в результате диполь—диполвного
•- в+
взаимодейетвия между группой с поляризованной связью X—Н и частицей с
яеподеленной парой электронов: У. Группа X—Н (протонодонорная) поставляет
протон для образования водородной связи, а частица :Y — неподеленную пару
электронов, т. е. является донором электронов. Более прочные (по сравнению со
спиртами) водородные связи образуют гидроксильные группы карболовых кислот
и фенолов; менее прочные—соединения, молекулы которых содержат группиров-
группировки N—Н- • -R; слабые—соединения с группировками С12С—Нг- -О и СЬС—Н- • -N.
В качестве слабых доноров электронов могут действовать также я-электронные
системы ароматических, олефиновых и • ацетиленовых соединений. Образование
водородной связи наиболее вероятно при пониженных температурах; с повыше-
повышением температуры водородные связи рвутся вследствие усиления теплового дви-
движения молекул.- "
Взаимодействие с переносом заряда. Межмолекулярные силы, связанные с
переносом "заряда, возникают при взаимодействии между донорами электронов,
имеющими низкую энергию ионизации, и акцепторами электронов, обладающими
72
Гл. III. Очистка избирательными растворителями
большим сродством к электрону. Донорная сила растворителя определяет его
способность растворять соединения с ионными н ковалентными связями и вызы-
вызывать ионизацию растворяемого вещества. Соединением с наиболее сильными
донорными свойствами является, например, сульфоксид, меньшей донорной силой '
обладают кетоны, слабыми донорами являются нитрилы и сульфоны, вода —рас-
—растворитель средней донорной силы. Наследования последних лет показали, что
силы, обусловленные переносом заряда, слабее, чем считалось до сих пор, однако
они могут все-таки вызвать дополнительное к нешецифическим ван-дер-таальео-
вым силам межмолекулярное взаимодействие.
При растворении компонентов нефтяного сырья в растворите-
растворителях могут в той или иной степени проявляться все составляющие
сил межмолекулярного взаимодействия. Очевидно, с повышением
температуры роль ориентационного взаимодействия и водородных
связей снижается, роль дисперсионных сил возрастает. По способ-
способности растворять углеводороды органические и некоторые неорга-
неорганические растворители можно разделять на две группы. К первой
группе относятся растворители, при обычной температуре смеши-
смешивающиеся с жидкими компонентами сырья практически во всех
отношениях; растворимость твердых компонентов в них подчиняет-
подчиняется общей теории растворимости твердых веществ в жидких. Таки-
Такими растворителями являются, например, неполярные соединения —
низкомолекулярные жидкие и сжиженные углеводороды парафино-
парафинового ряда, а также соединения с очень небольшим дипольным
.моментом — четыреххлористый углерод, этиловый эфир, хлороформ
и т. д.
Растворители второй группы являются полярными органически-
органическими соединениями с высоким дипольным моментом: фенол, фурфу-
фурфурол, крезолы, алифатические кетоны, диэтиленгликоль и др. Рас-
Растворимость компонентов нефтяного сырья в этих растворителях
зависит от их соотношения и температуры, т, е. подчиняется за-
кономерностжм, проявляющимся при растворении- веществ с огра-
ограниченной взаимной смешиваемостью. Растворители, проявляющие
разную растворяющую способность по отношению к различным
компонентам нефтяного сырья, называют селективными (избира-
(избирательными) растворителями.
При смешении нефтяного сырья с растворителями второй груп-
группы и обычной температуре в сырье растворяется небольшое коли-
количество растворителя. С увеличением кратности растворителя (уве-
(увеличением объема растворителя пе отношению к объему сырья)
образуется двухфазная система: в одной фазе — нефтепродукт с
небольшим количеством растворителя, в другой — растворитель с
частью растворенных компонентов сырья. При дальнейшем увели-
увеличении кратности растворителя растворимость в нем компонентов
сырья повышается, и при значительной кратности растворителя
происходит полное смешение его с сырьем.
При неизменной кратности растворителя с повышением темпе-"
ратуры увеличивается содержание растворенных компонентов нс-
Физико-химические основы процессов
73
ходного сырья, и, наконец, при достижении определенной темпе-
температуры, называемой критической температурой растворения
(КТР), и выше этой температуры сырье полностью смешивается
с растворителем, т. е. система становится однофазной. Кривая
растворимости масляного сырья в полярных растворителях может
быть различной в зависимости от характера сырья и растворите-
растворителя. Типичная кривая растворимости для системы масло—фурфу-
масло—фурфурол представлена на рис. 20; внутри этой кривой находится об-
16В
¦Рис. 20. Зависимость КТР для систе-
системы «масло парафшнизой нефти —
фурфурол» от содержания фурфу-
фурфурола.
о 20 чо ев во по
Расход фурфурола, % (мак.)
ласть существования двух фаз, вне ее — область полной взаимной
растворимости.
При изменении температуры смеси в условиях постоянного со-
соотношения между растворителем и нефтяным сырьем получается
кривая общего' типа, т. е. относящаяся к растворителям обеих
групп и построенная для пропана (рис. 21). Левая часть кривой
характеризует выделение компонентов сырья из раствора вследст-
вследствие насыщенности его при понижении температуры. Точка KTPi
соответствует критической температуре растворения нефтяного
сырья в данном растворителе при данном соотношении сырья и
растворителя. Вслед за этой точкой имеется область температур,
при которых сохраняется полная растворимость сырья в раство-
растворителе. Правая часть кривой характеризует выделение компонен-
компонентов нефтяного сырья три температурах, лежащих выше точки .
КТР2 и близких к области критического состояния растворителя.
При критической температуре растворителя и давлении, соответ-
соответствующем давлению его насыщенных паров, происходит полное
выделение компонентов сырья из раствора.
Растворимость компонентов сырья в растворителях второй
группы зависит от их химического состава и природы растворите-
растворителя. При неизменных условиях лучше всего в них растворяются
полярные компоненты сырья, т. е. смолы и другие неуглеводород-
неуглеводородные компоненты; в этом случае наряду с ориентационными прояв-
проявляются и дисперсжшные силы межмолекулярного взаимодействия.
Углеводородные компоненты сырья являются неполярньши соеди-
соединениями и растворяются в полярных растворителях в результате
74
Гл. Ш. Очистка избирательными растворителями
Физико-химические основы процессов
75
взаимодействия постоянных диполей молекул растворителя с инду-
индуцированными диполями молекул углеводородов.
Как указывалось выше, индуцированный диполь в нейтраль-
нейтральных молекулах углеводородов возрастает с увеличением силы поля
молекул растворителя (его дипольного'момента) и поляризуемо-
поляризуемости молекул углеводородов, т. е. их способности деформироваться
под действием внешнего силового поля. Наибольшим значением
поляризуемости обладают ароматические углеводороды, вследствие
чего они имеют самые низкие КТР. За ними следуют нафтено-аро-
Рис. 21. Кривые растворимости для
системы «нефтяное сырье—пропан»:
KTPi — температура растворения нефтяной
фракции в растворителе при данном их
соотношении; КТРг — температура начала
выделения компонентов нефтяной фракции.
АО
-60
-
1
-
КТР. /К!
/
/
-20 О 20 60
Температура, "С
100
матические и нафтеновые углеводороды. В соответствии с этой
последовательностью повышается критическая температура их рас-
растворения в полярных растворителях при условии одинакового или
похожего строения молекул. Наиболее высокую КТР имеют пара-
парафиновые углеводороды нормального строения, что обусловлено са-
самым низким значением их средней молекулярной поляризации.
Помимо, химической природы на величину КТР влияет и строе-
строение молекул углеводородов: Так, с увеличением числа колец в
углеводородах их КТР резко снижается, с увеличением длины ал-
кильных цепей — повышается. Зависимость снижения КТР от чис-
числа колец в молекулах ароматических и нафтеновых углеводородов
" прямолинейна. С увеличением числа колец в молекуле КТР пяти-
членных нафтеновых углеводородов -снижается более интенсивно,
чем шесгичленных. Следовательно, в полярном растворителе в
первую очередь растворяются полициклические ароматические уг-
углеводороды, слабо экранированные боковыми алкилышми цепями
и нафтеновыми кольцами, так как именно в этих углеводородах
прежде всего возникает наведенный дипольный момент. Для наф-
нафтеновых и парафиновых углеводородов этот показатель невелик
вследствие малой поляризуемости таких соединений. Поэтому при
определенной температуре эти углеводороды растворяются в по-
полярных растворителях преимущественно под влиянием дисперси-
дисперсионных сил.
. Как указывалось выше, растворимость компонентов нефтяного
сырья в растворителях второй группы зависит и от природы рас-г
творителя. При оценке влияния этого фактора на растворимость
компонентов сырья следует учитывать два свойства растворителей,
связанных с их природой: растворяющую способность и избира-
избирательность. Под- растворяющей способностью растворителя пони-
понимают его способность наиболее полно растворять компоненты
сырья, подлежащие "извлечению. Избирательность растворителя
характеризует его способность четко отделять одни компоненты
сырья от других. Между растворяющей способностью растворите-
растворителей и их дипольным моментом обнаружена связь: чем выше ди*-
польный момент, обусловленный характером функциональной
• группы в молекуле, тем выше его растворяющая способность. Од-
Однако это не всегда так. *
Например, дипольные моменты таких распространенных в про-
промышленной практике растворителей, как фурфурол и фенол, со-
составляют соответственно 3,57 и 1,70 Д*, в то время как по рас^
творяющей способности-фурфурол значительно уступает фенолу.
Это объясняется тем, что растворяющая способность растворите-
растворителей зависит также от структуры углеводородного радикала их мо-
молекул, которым определяются дисперсионные силы растворителя.
Так, с увеличением длины углеводородного радикала в молекулах
кетонов- растворяющая способность возрастает, хотя дипольный
момент далее снижается. Растворители, в молекулах которых при
одной и той же функциональной группе содержатся углеводород-
углеводородные радикалы различной химической природы, отличаются друг
от друга по растворяющей способности. Углеводородные радикалы
по способности повышать растворяющую способность таких рас-
растворителей можно расположить в следующий ряд: алифатический
радикал>бензольное кольцо>тиофеновОе 1к6льцо>фурановое
кольцо. Растворяющая способность, растворителей второй группы
снижается с увеличением числа функциональных групп в их мо-
молекуле, особенно если эта функциональная группа способна к об-
образованию водородной связи.
На избирательность растворителя также влияют величина ди-^
польного момента" и характер углеводородного радикала. При по-""
стоянном углеводородном радикале избирательность увеличивает-
увеличивается с ростом, дипольного момента растворителя. Функциональные
группы по влиянию на избирательность растворителей располага-
располагаются в следующий - ряд: NO2>CN>GHO>COOH>OH>jNH2.
Влияние функциональной группы может сглаживаться влиянием
различных радикалов. Очевидно, растворитель обладает хорошей
избирательностью лишь при определенном сочетании величины
углеводородного радикала и вида полярной лруппы.
* 1 Д (Дебай) « 3,336-Ю-30
та молекулы.
-единица измерения дипольного момен-
76
Гл. III. Очистка избирательными растворителями
При практическом использовании растворителей для очистки
нефтепродуктов часто оказывается, что растворяющая способность
или избирательность не обеспечивает требуемых результатов
очистки. Например, выбранный растворитель .имеет большую рас-
растворяющую способность при невысокой избирательности или на-
наоборот. В этом случае используют смешанные растворители или к
основному растворителю добавляют небольшое количество другого
растворителя, улучшающего одно из свойств основного. Для сни-
снижения растворяющей способности в качестве антирастворителя на'
практике чаще всего используют воду. Но при этом ухудшается
и избирательность полярного растворителя. Например, при очист-
очистке вязкого масляного дистиллята туймазинской нефти С- увеличе-
увеличением содержания воды в феноле количество нерастворимых в нем,
компонентов возрастает, но качество получаемого рафината ухуд-
ухудшается (табл. 3); это свидетельствует об одновременном' сниже-
снижении и растворяющей способности фенола, и его избирательности.
Таблица 3. Влияние воды на растворяющую способность
я избирательность фенола
(кратность фенола 2 : 1, -температура экстракции 50—65 °С)
Содержание воды
в феноле,
% (масс.),
0
5
8
10
Содержание нераство- •
ренных компонентов,
% (масс.)
62 .
68
72
77
Характеристика нерастворенных компоненюв
(рафината)
ИВ
'ш
78
72
66
60
"В
1,4870
1,4900
1,5000
1,5020
содержание сили-
кагелевых смол.
% (масс.)
1,5
з.о
4.0
5,0
При добавлении воды к фурфуролу также резко снижается его
растворяющая способность, что оказывается на извлечении из
сырья растворимых в нем углеводородов:
Содержание, % (масс.)
воды в фурфуроле . , ... . .
углеводородов, растворенных в 100% (об.)
фурфурола
0 13 6
20 20 16 12
Вода оказывает значительное влияние и на растворяющую спо-
способность кетонов. Так, при добавлении 1 % (масс.) воды КТР мас-
л-а повышается на 17 °С. При некотором содержании воды в кетоне
КТР достигает максимального значения, и дальнейшее увеличение
содержания воды приводит к выделению ее из раствора. В каче-
качестве антирастворителей могут быть использованы и некоторые ор-
органические соединения. Например, для снижения растворяющей
Физико-химические основы процессов 1_77
способности фенола к нему можно добавить этиловый спирт, эти-
ленгликоль и др. Хорошие результаты получаются со-смешанными
антирастворителями, например со смесью этанола с водой. При
выборе антирастворителя следует учитывать и его избирательность:
она должна быть равна или больше избирательности основного"
растворителя.
*В промышленной практике для повышения растворяющей спо-
способности широко используют органические неполярные раствори-
растворители— бензол и толуол.. При их добавлении к сернистому ангид-
ангидриду, фурфуролу, фенолу, кетонам резко повышается растворяю-
растворяющая способность последних и понижается КТР, но наряду с этим
снижается избирательность.- О повышении растворяющей способ-
способности ацетона и метилэтилкетона (МЭК) при добавлении к ним
толуола можно судить по данным о КТР нафтеновых и аромати-
ароматических углеводородов, выделенных из различных масел (соотно-
(соотношение растворитель: углеводород=8: 1):
Углеводороды
ароматические нафтеновые
Содержание толуола в смеси,
% (об.) 0 25 75 0 25 75
КТР, °С
ацетона 43 12 —16 >50 45 —21
МЭК ......... —15 —24 —40 23 —10 —35
При добавлении толуола к кетону растворимость углеводоро-
углеводородов повышается в большей степени для растворов в ацетоне, чем
в метилэтилкето'не. Иными словами, добавление толуола к раство-
растворителю с худшей растворяющей способностью (ацетону) вызывает
большее повышение растворяющей способности.
Из всех углеводородов масляных фракций наименьшей рас-
растворимостью в избирательных растворителях обладают твердые
углеводороды парафинового, а также нафтенового, ароматического
и нафтено-ароматического рядов с длинными алкшшными цепями
нормального строения. Если к избирательному растворителю до-
добавлять бензол или толуол (или тот и другой), то можно подо-
подобрать такую'смесь, в которой при определенных температурах не
растворяются твердые углеводороды масла и растворяются все
остальные углеводороды. Например, при добавлении к жидкому
сернистому ангидриду бензола A5—20% SiO2 и 75—80% бензола)
растворяющая способность смеси настолько повышается, что при
—30 °С в ней растворяются все углеводороды, содержащиеся в
дистилляте средней вязкости, за исключением твердых углеводо-
углеводородов. С увеличением длины углеводородного радикала в молеку-
молекулах растворителей, например" в кетонах, увеличивается раствори-
растворимость всех компонентов масла. Но при зтом-растворимость жидких
компонентов возрастает намного быстрее, чем твердых, что позво-
позволяет достичь полной растворимости жидких компонентов в уело-
78
Гл. III. Очистка избирательными растворителями
Деасфальтизация остатков пропаном
79
виях низких температур при незначительной растворимости твер-
твердых компонентов. Такими растворителями являются высшие кето-
ны (метил-м-аироиилкетон, метилбутилкетоны и др.). С удлинением
. углеводородного радикала кетона возрастают дисперсионные хилы
растворителя, поэтому добавлять бензол или толуол к высокомо-
высокомолекулярным кетонам не нужно.
'Добавлением .второго растворителя к неполярному растворите-
. лю, например к сжиженному пропану,, можно регулировать раство-
растворяющую способность последнего. Так, при добавлении к пропану
метана, этана и некоторых спиртов его растворяющая способность
уменьшается. Бутан, пентан, другие высшие гомологи метана, оле-
фины и некоторые полярные растворители повышают растворяю-
растворяющую способность пропана. К добавкам, изменяющим растворимость
компонентов нефтяного сырья в пропане в области температур,
близких к критической, относятся фенол; крезол, фурфурол и
другие растворители. Эти соединения"при добавлении к пропану
в таких количествах, которые полностью растворяются в нем, по-
повышают его растворяющую способность. Если полярные раствори-
растворители добавить к пропану в количествах, больших, чем. могут при
данных условиях в нем растворяться, то появляется вторая жидкая
фаза, основой которой служит введенный э систему растворитель.
Пропан в этом случае является главным образом разбавителем
сырья и частично теряет вытеснительную способность.
Таким образом, использование смешанных растворителей для
очистки и разделения нефтяного сырья позволяет регулировать их
растворяющую способность и избирательность.
ДЕАСФАЛЬТИЗАЦИЯ ОСТАТКОВ ПРОПАНОМ
Краткие сведения о процессе
В остатках от перегонки нефти (гудронах, концентратах, полугуд-
ронах) наряду с высокомолекулярными углеводородами содер-
содержится большое количество омолисто-асфальтеновых веществ. Мно-
Многие из упомянутых углеводородов ценны как компоненты масел,
и отделение их от смолисто-асфальтеновых веществ — задача тех-
технологии очистки нефтяных фракций. Эффективность очистки остат-
остатков нефти от смолистых веществ индивидуальными избиратель-
избирательными растворителями невысока даже при их высокой кратности к
_ сырью. Объясняется это тем, что не все составные части смол
хорошо растворяются в избирательных растворителях. В основном
растворенные или диспергированные в сырье смолисто-асфальте-
иовые вещества можно удалять обработкой остатков как серной
кислотой, так и сжиженными яизкомолекулярными алканами.
Метод деасфальтизации серной ¦ кислотой, особенно в сочетании
с. последующей контактной очисткой отбеливающими глинами,
пригоден для производства остаточных масел из концентратов ма-
ма\
лосмолистых нефтей. Однако вследствие большого расхода серной
кислоты и образования значительного количества трудно утилизи-
утилизируемого кислого гудрона данный, метод малоэффективен.
Процесс деасфальтизации гудронов и концентратов сжиженны-
сжиженными низкомолекулярными алканами применяют при производстве*
не только 'высоковязких остаточных" масел, но и компонентов
сыр"ья для каталитического крекинга и гидрокрекинга. В качестве
растворителя широко исшльзуют сжиженный пропан, особенно
Рис. 22. Зависимость выхода асфаль- S
та из концентрата нефти от плотно- ¦©..
сти пропана; кратность лропаяа 8:1 §
(об.). <ъ
43 300 400 500
Плотность пролана,кг/м3
при производстве нефтяных масел, но на некоторых заводах.сырье
обрабатывают пропан-бутановрй смесью. БашНЙИ НП предло-
предложен процесс деасфальтизации остатков бензиновой фракцией —
процесс Добен.
При температурах, близких к критической температуре пропа-
пропана (96,8 °в), растворимость составных частей масляного сырья
уменьшается. Происходит это. потому, что с приближением темпе-
температуры 'раствора к области критического состояния данного рас-,
творителя резко снижается его плотность и, следовательно, резко
увеличивается мольный объем. Эти же показатели для высокомо-
высокомолекулярных углеводородов сырья изменяются относительно мало.
В результате уменьшаются силы притяжения между молекулами
растворителя и углеводородов, что приводит к снижению раство-
растворимости. Зависимость выделения наиболее высокомолекулярных
компонентов концентрата нефти из раствора в пропане от его плот-
плотности (рис. 22) прямолинейна при обычных^температурных усло-
условиях процесса деасфальтизации.* '
Растворимость углеводородов масляного сырья в пропане в
области повышенных температур G6—90 °С) уменьшается с уве-
увеличением их плотности и молекулярной массы. Смолы и особенно
асфальтены — наименее растворимые в жидком пропане компо-
• ненты сырья; ,на этом основано использование пропана как деас-
фальти|рующего растворителя. При дальнейшем повышении темпе-
температуры выделяются высокомолекулярные углеводороды полицик-
полициклического строения, в растворе остаются малоцикличвские угле-
углеводороды с длинными алкильными цепями. Растворимость поли-
80. Гл. III. Очистка избирательными растворителями
циклических» углеводородов и смол при приближении к критиче-
критической температуре пропана стремится к нулю, а растворимость
нафтеновых углеводородов и легких ароматических продолжает
снижаться. Такая зависимость растворяющей способности пропана
от температуры (в области, близкой к критической температуре
пропана) наблюдается при давлениях, соответствующих давлению
насыщенных паров пропана при 'данных температурах. Создание
давлений, превышающих давление насыщенных паров пропана,
приводит к увеличению его плотности и растворяющей способно-
способности. Следовательно, если при двух температурах плотность пропа-
пропана одинакова (например, 409 ,кг/м3), то выход из данного концен-
концентрата и свойства растворенных в пропане углеводородов тоже
должны быть практически одинаковыми:
Температура, °С * 75 93
Давление, МПа . 3,5 8,0
Свойства деасфальтизата
выход, % 32,2 33,0
вязкость при 100°С,мма/с . 31,7 32,0
коксуемость, % 2,1 2,2
«Температура размягчения битума (по КиШ), °С . . 54,0 53,5
Обычно процесс деасфальтизации ведут под давлением, не-
несколько превышающим (иногда на 0,4 МПа) давление насыщен-
насыщенных паров сжиженного технического пропана. При смешении кон-
концентрата нефти с пропаном (или бутанами) первые порции его
полностью растворяются в концентрате. Количество растворителя,
требуемого для насыщения разделяемого сырья, зависит от соста-
состава последнего и температуры^. Чем больше в нем содержится смо-
ф листо-асфальтеновых веществ и высокомолекулярных углеводоро-
* дов, тем меньше растворителя требуется для насыщения. Чем ни-
ниже температура, тем больше растворителя расходуется для полу-
получения насыщенной смеси.
При дальнейшем добавлении пропана (температура смеси по-
постоянная) образуется вторая фаза, состоящая из пропана и рас-
растворенных в нем углеводородов. Как указывалось выше, при тем-
температурах, близких к критической,* пропан растворяет ограничен-
ограниченное количество углеводородов. Образуется, таким образом, насы-
насыщенный раствор углеводородов в пропане (верхний слой), который
находится в равновесии с насыщенным битумным раствором (ниж-
(нижний слой). Для четкого разделения сырья на две фазы (масляную
и битумную) „кратность пропана к сырью должна быть сравнитель-
сравнительно высокой — не менее 3 об. ч. пропана на 1 об. ч. сырья. Вслед-
Вследствие ограниченной растворимости высокомолекулярных углеводо-
углеводородов в жидком пропане для извлечения из сырья желательных
компонентов масла необходим большой избыток растворителя. Он
нужен еще-и потому, что для четкости выделения из сырья ценных
углеводородов процесс необходимо вести при повышенных темпе-
Деасфальтизация остатков пропаном
81
ратурах, когда растворимость углеводородов в пропане понижает-
понижается: Это — характерная особенность пропана по сравнению со мно-
многими другими растворителями (фенолом, фурфуролом и др.).
При умеренных температурах деасфальтизации D0—70 °С) с
увеличением кратности пропана качество деасфальтизата улуч-
улучшается, но выход его уменьшается. После достижения некоторого
оптимума разбавления выход деасфальтизата увеличивается, но
снижается его качество (по данным Н. Ф. Богданова). При темпе-
температурах, очень близких к критической температуре пропана, опти-
оптимальной кратности пропана к сырью не наблюдается; с увеличе-
увеличением расхода пропана возрастает концентрация в нем углеводо-
углеводородов с более высокими плотностью, вязкостью и цикличностью.
Необходимая кратность пропана при осаждении смолисто-ас-
фальтеновых веществ зависит от концентрации желательных угле-
углеводородов в сырье. Для малоюмоли'СтО'Го сырья с высоким содер-
содержанием парафино-масляных компонентов требуется более высокая
кратность пропана, чем для сырья, богатого смолисто-асфальтено-
выми веществами. Например, при деасфальтизации концентрата
малосмолистых змбенских нефтей оптимальное отношение про-
пропана к сырью составляет около 8:1 (по объему), а при деасфалъ-
тизаций гидрона смолистой* бавлинской нефти —4:1. Не менее
важным условием является температура процесса деасфальтиза-
деасфальтизации. Его целесообразно вести в сравнительно узком интервале
температур — примерно 50—85 °С, так как до 40—50 °С нейтраль-
нейтральные смолы, хотя и плохо, но растворяются в пропане, а при тем-
температуре 90°С, близкой к критической температуре продана
(96,8 °С), многие ценные углеводороды не растворяются в нем и
выпадают вместе со смолами.
Главными факторами процесса деасфальтизадии являются не
только температура, давление и кратность пропана к сырью, но
и тип растворителя, а также его чистота. Бутан менее селективен,
чем пропан и тем более этан. Метан и этан затрудняют конден-
конденсацию паров пропана в конденсаторе-холодильнике. При значи-
значительной концентрации этана в растворителе процесс деасфальти-
деасфальтизации пришлось бы осуществлять при чрезмерном давлении, по-
поэтому в техническом пропане должно быть не более 7% (масс.)
других углеводородов того же ряда, в том числе не более 3% эта-
этана. Присутствие пропилена и бутиленов также нежелательно, так
как они повышают растворимость смол и полициклических аро-
ароматических углеводородов. В техническом пропане не должно
быть серосодержащих соединений, так как они вызывают корро-
коррозию аппаратов и трубопроводов.
Эффективность деасфальтизации зависит также от глубины
отбора масляных фракций при вакуумной перегонке мазута — со-
содержания в гудроне фракций до 500 °С. Как отмечалось выше,
низкомолекулярные фракции деасфальтизата более растворимы в
6—751
82 Гл. III. Очиртка избирательными рас±ворителями [j
пропане в области температур, близких к критической, чем высо-
высокомолекулярные. Кроме того, вследствие влияния дисперсионных
сил низкомолекулярные фракции действуют как промежуточный
растворитель, повышающий растворимость в пропане высококипя-
щих фракций и смолистых веществ. Это затрудняет их отделение»
Обычно сырье широкого фракционного состава деасфальтируется
хуже, чем сырье, освобожденное от легких фракций. В частности,
деасфальтизаты масляных нефтей, полученные из более концентри-
концентрированного сырья (без фракций до 500 °С), имеют меньшую коксуе-
коксуемость и менее интенсивную окраску, чем деасфальтизаты с ниже-
. кипящими фракциями.
О степени деасфальтизации сырья в заводских колоннах судят
прежде всего по коксуемости деасфальтизата, так как смолы и
-полициклические углеводороды имеют высокую коксуемость. Дан-
Данные о деасфальтизации пропаном гудронов саштлорекой и усть-
балыкской нефтей приведены ниже:'
Нефть
самотлорская усть-балыкская
~*" Характеристика гудрона
Плотность d|° 0,983—0,985 0,976—0,987
Коксуемость, % (масс.) 10,4—11,6 14—15
Содержание серы, % (масс.) ..... " 2,18 2,7
Температура размягчения (по КиШ), °С 24 и ниже 24
Содержание, % (масс.)
асфальтенов -... -7,7 6,7
смол . . . ... v ..... 18,8 , 21,1
углеводородных компонентов ... 73,5 72,2
Условия и результаты деасфальтиза-
деасфальтизации
Ступени* ....... Г ... I II I II
Кратность пропана к сырью -(об.) . 8:1 10:1 6:1 10:1
Температура растворон в деасфаль-^
тизациониой колонне, °С
вверху "... 75 70 85 75
внизу. .._....:... 58, 50 65 55
Содержание СзНв в техническом про-
пропане, % (масс.) . 95,6 91,7
Выход деасфальтизата, % (масс.) на
гудрон . 43,6 6,0 33 11,4
Характеристика деасфальтизатов
Вязкость при 100"С, мм2/с .... 20,6—22 2 60—80 19 5 64,6
Коксуемость, % (масс.) 1—1,1 3,2—3,4 0,7—0,8 3,1
Плотность d2f 0,926 0,975 - — —
Содержание серы, % (масс.) ... 1,7 2,0 — —
Характеристика битумов
деасфальтизации
Температура размягчения (по КиШ),
°С . - . 50-54 57-62 35 60
* О процессе двухступенчатой деасфальтизации см. на с. 91—93.
Деасфальтизация остатков пропаном 83
В результате деасфальтизации значительно снижаются коксуе-
коксуемость, вязкость, плотность, показатель преломления и содержание
металлов (никеля и ванадия); последние концентрируются в по-
побочном продукте — битуме деасфальтизации. Содержание серы в
деасфальтизате меньше, чем в сырье, но глубокого обессеривания
не наблюдается:
Плотность Коксуе- Содержа-
при 20 °С, мость, ние серы,
. - кг/мЗ % (масс.) % (масс.)
Мазут ромашкинской нефти . . — 9,5 2,87
Деасфальтизат — 1,4 2,3
Концентрат из смеси мазутов ко-
робконской и жирновской неф-
нефтей :...: 950 8,4 0,75
Деасфальтизат . 897 0,84 0,63
Гудрон самотлорской нефти . . 984 11,0 2,18
Деасфальтнзат 926 1,05 1,7
Гудрон туймазинской нефти . . 990 . 14,0 2,8
Деасфальтнзат, . . . 915 1,2 1,5 *
Для смол и особенно асфальтенов характерна высокая крася-
красящая способность. Цвет гудронов большой плотности — черный, а
получаемых из них деасфалътизатов от светло-желтого (разных
оттенков) до'темного коричнево-зеленого. С углублением очистки
интенсивность окраски деасфальтизатов уменьшается.
Выход деасфальтизата в зависимости от характера сырья, тре-
требований к качеству и условий процесса колеблется от 26 до 90%
(масс.).. В общем с увеличением" коксуемости сырья выход деас-
деасфальтизата уменьшается. В отсутствие опытных данных выход
деасфальтизата при деасфальтизации сырья техническим пропа-
пропаном в промышленной противоточной колонне можно приближенно
рассчитать по формуле Б. И. Бондаренко:
У = 94 —4х.+ 0,1 (х —10J
где у— выход, деасфальтизата коксуемостью 1,1г-н1,2% (маге.) на сырье;
х— коксуемость сырья (концентрата, гудрона), составляющая от 4 до 18% "
(масс.).
Колонны деасфальтизации
На промышленных установках жидкофазный процесс деасфальти-
деасфальтизации гудрояов и концентратов пропаном ведут в прртивоточной
цилиндрической колонне высотой 18—22 м с решетчатыми тарел-
тарелками типа жалюзи либо с перфорированными тарелками с кера-
керамической «насадкой. Значительно реже применяют роторно-диско-
(вые контакторы (РДК). Чаще всего используют колонны диамет-
диаметром 2,4; 2,8; 3,4 и 3,6 м. В колонне с жалюзийными .тарелками
(рис. 23) для равномерного распределения сырья и пропана по
горизонтальному сечению имеются трубчатые распределители с
6»
84
Гл. III. Очистка избирательными растворителями
Деасфальтизация остатков пропаном
85
большим числом отверстий. Перед вводом в колонну обе жидко-
жидкости подогревают до требуемой температуры. Внутренние подогре-
подогреватели выполнены в' виде нескольких параллельных змеевиков-
либо в виде пучков труб, закрепленных в трубных решетках.
В нижнюю часть колонны подается пропан, а несколько вы-
выше— подогретое до 120—150°С сырье. Процесс ведут под давле-
Рис. 23. Схема колонны деайфальтизацнн с тремя
вводами сырья и пропана:
/ — штуцер предохранительного клапана; 2 — жалюзий-
ная тарелка", 3 — подогреватель; 4 — распределитель,
сырья; 5 — распределитель пропана;
Линии: / — ввод сырья; // —ввод пропана; III — вывод
верхнего раствора; IV— вывод нижнего раствора; V—
вывод конденсата; VI — дренаж.
А — верхняя зона отстаивания; Б — зона подогрева;
В — зона контактирования и распределения сырья и про-
пропана; Г — нижняя зона отстаивания.
«нем 3,6—4,2 МПа C6—42 кгс/см2) в.зависимости от температуры
(верх колонны) и состава технического пропана. Для более пол-
полного извлечения углеводородов из сырья внизу колонны поддер-
поддерживают температуру в пределах 50—65 °С. Чтобы более полно
удалить из раствора деасфальтизата (легкой фазы) смолистые
вещества, температуру его вверху колонны доводят до 75—88 °С.
Перепад температуры в колонне (температурный градиент деас-
фальтизацви) создается не только нагревом до определенных тем-
лератур пропана и сырья, вводимых в колонну, но и сообщением
.тепла раствору деасфальтизата в (верхнем подогревателе — внеш-
внешнем (см. рис. 24, а) или внутреннем (см. рис. 24,6).
Температура вверху колонны определяет качество получаемого
деасфальтизата, температура внизу — его выход. С повышением
или понижением температуры раствора вверху колонны даже на
2 °С качество деасфальтизата - (коксуемость, показатель преломле-
преломления и т. д.) и его выход заметно изменяются. Бели повысить тем-
температуру вверху колонны для получения деасфальтизата лучшего
качества и одновременно сверх допустимого понизить температуру
внизу для увеличения его отбора, то колонна может «захлебнуть-
«захлебнуться» из-за избытка внутреннего орошения, циркуляции чрезмерно
\ш
ш
Рис, 24. Схемы деасфальтизационных колонн:
а —с внутренней перегородкой и внешним верхним подогревателем (8 жалюзийных таре»
лок); б —с внутренним паровым подогревателем; в —с выносной отстойной камерой
A1 жалюзнйиых тарелок); / — колонна; 2 —; паровой подогреватель; 3 — отстойная камера;
4 — насос для подачн «смол» в зону экстракции.
Линии: / —' ввод пропана; // — ввод гудрона; /// — вывод раствора деасфальтизата; IV —
вывод раствора битума; V— водяной пар; VI — смолы.
большого количества раствора между низом и верхом колонны.
Неудачно /подобранный режим приводит к неустойчивой работе ко-
колонны, что недопустимо. Нежелательные компоненты, выделяю-
выделяющиеся при повышении температуры из верхнего раствора, опуска-
опускаются вниз колонны и обрабатываются встречным потоком прола-
«а. Снизу колонны уходит битумный раствор, содержащий около-
35% (масс.) пропана, а сверху — раствор деасфальтизата, содер-
содержащий примерно 85% (масс.) пропана. Уровень раздела фаз на-
находится ниже места ввода пропана в колонну.
Растворимость компонентов в жидком пропане уменьшается по мере при--
ближения к его критической температуре; причем наименее растворимы в нем
смолы и нысокомолекулярные ароматические углеводороды, а наиболее — гаара-
фнно^нафтеновые углеводороды. Увеличение концентрации последних в деасфаль-
тизате е повышением температуры в верхней зоне колонны объясняют также
экстракцией (извлечением) из .раствора выделяющейся и опускающейся жид-
жидкостью части промежуточных компонентов, преимуществевно нежелательных-
Гл. III. Очистка избирательными растворителями
В нижней зоне колонны, по мнению некоторых исследователей, важную роль
играют процессы коагуляции асфальтовое, пегатизацин их частиц смолами с обра-
образованием новой" коллоидной системы и выделения из дисперсионной среды в ре-
результате уплотнения агрегатов молекул части тяжелого «масла» в растворе про-
пропана. Следовательно, состав смесей по высоте колойны деаюфальтизации, рабо-
. тающей в выбранном режиме, изменяется вследствие как разной растворимости
а пропане отдельных компонентов, так и по другим причинам.
Температура по высоте колонны изменяется неравномерно и
зависит от конструкции колонны (рие. 24, 25).. В колонне с внут-
внутренней глухой перегородкой
(днищем) в верхней отстой-
отстойной зоне (рве. 24, а) осажда-
'ются «смолы», выделившиеся
при нагреве раствора деас-
фальтизата во внешнем паро-
паровом подогревателе; темпера-
температура раствора повышается в
нем на 10—12°С. Для этой'
колонны характерна кривая 1
изменения - температур (см.
рис. 25). Далее «смолы» на-
направляются насосом 4 через
распределитель ниже ввода
сырья в экстракционную зону.
В колонне с внутренним верх-
верхним подогревателем (см.
Деасфальтизация остатков пропаном
87
85
65 70 75 80
Температура,°С
Рис. 26. Кривые -изменения температуры
¦смесей по высоте деасфальтизационных
ясолоюн:
J — с выносным подогревателем; 2 —с внут-
внутренним подогревателем.
рис. 24, б) температура по вы-
высоте изменяется более равно-
равномерно (кривая 2, рис. 25), и
смолы по мере их образова-
образования в зоне верхнего внутрен-
внутреннего подогревателя опускают-
опускаются в зону экстракции навстречу мощному потоку с высокой кон-
концентрацией пропана. В данном случае насос для отвода «смол» из
верхней части* колонны не требуется. Колонна данного типа по-
получила распространение в заводской практике.
Несложной реконструкцией секций деасфальтизация удалось
повысить пропускную способность ряда отечественных установок
деасфальт1изации в 1,5 раза и более. Реконструкция в основном
«водилась к следующему: удалению из верхней части колонны
внутреннего днища, переносу в эту часть ввода сырья, увеличению
высоты экстракционной зоны и установке выносной отстойной ка-
•меры 3 (см. рис. 24, в) для нагретого раствора деаефальтизата.
Удельная пропускная способность деасфальтизациоганых колонн,
подсчитанная исходя из суммы объемов ¦(при 20*43) вводимых
жидкостей—сырья и пропана, обычно составляет 26-^34 м3/ч на
J м2. горизонтального сечения аппарата.
На некоторых деасфальтизационных установках применяют ро-
торно-дискоявый контактор (РДК) диаметром 2,4 м, высотой около
12 м (см. рве. 32). Внутри аппарата расположен вал с 20 диска-
дисками (ротор), а у стен закреплены с шагом около 30 см кольцевые
перегородки. Вал с дисками приводится во вращение мотором с
нижним приводом. Частоту вращения вала можно изменять в пре-
пределах 10—60 мин-1. Перемешивающее устройство увеличивает
эксплуатационную гибкость аппарата, создает лучшие условия для
массообмена и позволяет повысить выход' деасфальтизата на 3—
5% по сравнению с выходом в аппаратах без механического пере
мешгавания. Весьма ответственной деталью в РДК, прежде всегс
с точки зрения техники безопасности, является уплотнительное
устройство ((вместе с наружной Системой гидравлического затвора
высокого давления) в месте прохождения вертикального вращаю-
вращающегося вала через нижнее днище контактора. В верхней частит
РДК расположены нагревательные змеевики; отстойные камеры,
отделены от зоны контактирования решетками; предусмотрены
дополнительные штуцеры для ввода сырья и растворителя.
Принципиальные технологические схемы
установок деасфальтизации пропаном
Промышленные установки деасфальтизации остаточного сырь»
могут быть одно- и двухступенчатыми. При переработке гудронов.
по двухступенчатой схеме получают два деасфальтизата разной
вязкости; их суммарный выход больше, чем деасфальтизата, вы-
вырабатываемого из того же сырья на одноступенчатой установке..
Эксплуатируются установки мощностью по сырью от нескольких
сотен до нескольких тысяч тонн в сутки. На высокомощных уста-
установках сырье деасфальтируют в двух и более параллельно дей-
действующих колоннах.
Одноступенчатая деасфальтизация пропаном. На одноступенча-
одноступенчатой установке (рис. 26) остаточное сырье (гудрон, концентрат)
насосом 17 подается через паровой подогреватель 2 в деасфальти-
зационную колонну 3. На некоторых установках в сырье перед,
входом в подогреватель 2 вводят некоторое количество пропана;,
во избежание гидравлического удара используют смеситель. При-
Применяют также колонны с двумя и тремя вводами сырья и пропана;
(см. рис. 23). Сжиженный пропан, забираемый из приемника 7Г
насосом 18 подается через паровой подогреватель / в нижнюю-
часть колонны 3. В средней ее части пропан в восходящем потоке
контактирует с опускающимися более нагретым сырьем и внутрен-
внутренним фециркулятом.
Раствор деасфальтизата с основным количеством пропана на-
нагревается, в зоне парового подогревателя 4, отстаивается и выво-
выводится сверху колонны. После снижения давления при помощи ре-
Деасфальтизация остатков пропаном
гулятора давления РД примерно до 2*4 МПа B4 кгс/см2) этот
раствор поступает в горизонтальный испаритель 8, обогреваемый
водяным паром низкого давления, а затем в испаритель 5, обогре-
обогреваемый паром повышенного давления. Давление в аппарате 9
ниже, а температура выше, чем в аппарате 8. Часть пропана пере-
переходит в парообразное состояние вследствие снижения давления.
Деасфальтиэат, выходящий из испарителя 9 и содержащий относи-
относительно небольшое количество пропана (обычно не более 6%) г
обрабатывается в отларной колонне 12 открытым водяным паром.
Сверху этой колонны уходит смесь пропановых и водяных паровг
а снизу — готовый деасфальтизат, который насосом 19 откачива-
откачивается через холодильник 15 в резервуар. Полноту удаления пропа-
пропана контролируют по температуре вспышки деасфальтизата.
- Битумный раствор по выходе снизу колонны 3 нагревается в
змеевиках печи 10, где испаряется значительная часть пропана.
Пары отделяются от жидкости в сепараторе //, работающем под
тем же давлением, что и испаритель 9. Остатки процана отпари-
отпаривают открытым водяным паром в битумной отпарной колрнне 13.
Битум деасфальтизации откачивают снизу этой колонны насосом
20. На некоторых установках битумный раствор до поступления
в змеевики печи подогревают в теплообменнике.
Пары пропана высокого давления из испарителей 8 и 9 и сепа-
сепаратора 11 поступают (на многих установках через отбойник) в
конденсаторы-колодильники 5 и 5а. Сжиженный пропан собирается
в приемнике 7. Отбойник служит для отделения от паров пропана
увлеченных капелек жидкости. В конденсаторе-холодильнике 5
пары пропана конденсируются под давлением, близким к рабочему
давлению^ в аппаратах 9 и 11, т. е. при 147—il,8 МПа A7—
18 кгс/см2). Этим достигается без применения'компрессора необ-
необходимый температурный перепад между теплоотдающей и охлаж-
охлаждающей средами. На некоторых установках пары пропана, выхо-
выходящие из сепаратора 11, после прохождения каплеотбойника яв-
являются теплоносителем для одного из испарителей. Пары пропана
низкого давления, выходящие в смеси с водяным паром из отпар-
ных колонн 12 и 13, освобождаются от водяного пара в конденса-
конденсаторе смешения 14, после чего, пройдя каплеотбойник 22, они сжи-
сжимаются компрессором 21 и направляются, в конденсатор-
холодильник 6. Потери пропана восполняют подачей его извне в
приемник 7.
Если пропан вводится в колонну 3 через два распределителя,
то порцию пропана, направляемую в вышерасположенный распре-
распределитель, предварительно нагревают до более высокой темпера-
температуры (например, до 75 °С), чем порцию, подаваемую через ниж-
нижний распределитель. Предусмотрен также возврат через клапан
части сжатых паров пронана в верхнюю зону конденсатора 14,
чтобы не допустить понижения давления в'нем ниже атмосферного
Рис. 26. Принципиальная схема установки одноступенчатой деасфальтизации гудрона пропаном:
/ — паровой подогреватель пропана; 2 —паровой подогреватель сырья; 3 — деасфальтизационная колонна; 4 —внутренний паровой подогрева-
подогреватель; 5, 5а, б — конденсаторы пропана; 7 —приемник жидкого пропана; 8, 9 — испарители пропана нз раствора деасфальтизата; 10— печь
для нагрева раствора битума; // — сепаратор паров пропана, выделенного из раствора битума; 12, 13 — отпарные колонны; 14 — конден-
конденсатор смешения; 15 — холодильник деасфальтизата; 16 — холодильник битума; /7 —сырьевой насос; 18 — пропановый насос; /9 —насос для от-
качнвания деасфальтизата; 20 — насос для откачки битума; 21 — пропановый компрессор; 22— -каплеотбойник; УУ — указатель уровня;.РД —
регулятор давления («де себя»); РУ — регулятор уровня; РР — регулятор раохода. • л
Ливии: / — ввод сырья; // — ввод пропана; ///—пары гаропаяа; IV — раствор деасфальтизата; V—готовой деасфальтяза1^ VI — раствор ояту»
на; V// —битум; VIII — водяной пар; IX — вода.
90 Гл. III. Очистка избирательными растворителями
¦ и тем самым избежать проникания в него воздуха и образования
взрывоопасной смеси. На многих установках имеется колонна ще-
щелочной очистки* пропана (на рис. 26 не показана). Удаляя щелоч-
щелочным раствором сероводород из циркулирующего на установке про-
пропана, уменьшают коррозионный износ аппаратов и трубопроводов.
Нередко на линии отвода битумного раствора из колонны 3 рас-
располагают регулятор расхода (РР). Во избежание прогара труб
змеевиков печи очень важно обеспечить непрерывное поступление
в^ них достаточного количества этого раствора. Трубчатая печь
ограждена противопожарной стеной (брандмауэром).
Ниже приведен технологический режим деасфальтизации сер-
сернистого смолистого гудрона:-
Температура, °С .»
сырья при входе в колонну 3 . . т~. . 120—150
вверху колонны 3 .......... - 75—85
внизу колонны 3 . ¦ 50—65
в испарителе 8 . . . . 80—85
в испарителе 9 ... 150—165
битумного раствора при входе в сепара-
сепаратор И . . 210—250
Рабочее давление, МПа (кгс/см2)
в .приемнике жидкого пропана . . . .- . 1,7—1,8A7—18)
и колонне 3 , 3,7—4,4C7—44)
в испарителе 8 . . '. . 2,2—2,4B2—24)
н испарителе 9 1,7—2,1A7—21)
в колоннах: 12, 13 (абс.) ....... ~0,12A,2)
паров на выходе нз компрессора 21 . . . 1,8^—2,0A8—20)
Отношение пролай : сырье (по объему) . . . 4:1—6:1
Примерный материальный баланс деасфальтизации гудрона
смолистой парафинистой нефти при^ отношении пропана к сырью
3:1 по массе (около: 1 по объему) следующий:
% (масс.) Состав,
от сырья % (масс.)
Взято
Сырье 100,0' —
Пропан 300,0 —
Всего ... 400,0 -г-
Получено
Раствор деасфальтизата
деасфальтнзат ..." . 32,0 10,8
пропан 265,0 89,2
Итого ... 297,0 —
Раствор битума
битум • . . . 68,0 66,0
пропан . . . . 35,0 34,0
Итого . . . 103,0 100,0
Всего . . . 400,0 —
Деасфальтизация остатков пропаном
91
Примеры деасфальтизации пропаном двух видов остаточного
сырья — концентрата коробковской нефти и гудрона туймазинской
нефти—приведены ниже: '
Выход,
Смасс.)
Концентрат короб-
коробковской нефти 100
Деасфальтизат . . 52 -
Гудрон туймазнн-
ской нефти . . 100
Деасфальтнзат . . 30
Плотность
при 20 "С,
кг/мЗ
940
902
920
кость
при
100 "С,
ЫМ2/С
Коксуе-
Коксуемость,
% (масс.)
Темяера-
тура
размягче-
размягчения битума
(но КнШ).
СС
113 8,5—9,5 —
21—24 0,8-0,9 5S-60
142 15—19 —
20—26 1,2—1.4 55—60
t
В результате деасфальтизации указанных видов сырья вяз-
вязкость деасфальтизата уменьшается в 5—6 раз по сравнению с
вакуумным остатком.
Двухступенчатая деасфальтизация пропаном. В битумах деас-
деасфальтизации, получаемых при одноступенчатой" деасфальтизации
концентратов и гудронов, содержится довольно много ценных ком-
компонентов—парафино-нафтеновых и малоциклических ароматиче-
ароматических углеводородов. Извлекая их из битумов деасфальтизации во
второй ступени деасфальтизации, можно существенно увеличить
ресурсы сырья для производства вышковязких остатонных м>асел.
Кроме того, располагая двумя деасфальтизатами разной вязкости
(при 100 °С: на I ступени от 18 до 23 мм2/с, на II" ступени — более
40 мм2/е)> можно расширить ассортимент товарных остаточных
масел. Поэтому на некоторых заводах -внедрен процесс двухсту-
двухступенчатой деасфальтизации. В колонне деасфальтизации II ступени
поддерживают меньшие температуру и давление, чем в колонне
I ступени; кратность же. пропана к сырью для II ступени значи-
значительно больше. Примерные режимы и качество продуктов, полу-
получаемых при двухступенчатой деасфальтизации, приведены ниже:
Нефть
сернистая
смолистая
Первая ступень деасфальтизации
Сырье — гудрон
. плотность dj° 0,999—1,1
коксуемость,1 % (масс.) 16—20
температура размягчения (по КиШ),
"С 37—38
Кратность пропан: сырье (об.) . . . . 5—7:1
Температура раствора в колонне, °С . .
в' нижней зоне 62—63
в верхней зоне 75—88
малосернистая
малосмолистая
0,950—0,956
8—10
18—20
5—7:1
55-60
75-30
92
Гл. HI. Очистка избирательными растворителями
Селективная очистка масляного сырья
93
Деасфальтизат
выход, % (масс.) на гудрон . . .
вязкость прн 100 °С, мм*/с . . .
коксуемость, % (масс.) ....
Битум деасфальтизации
« температура размягчения (по КиШ),
°С 51—53
26—30
19—22
0.8—1.0
50—55
20—22
0.7—0.8
31—36
Вторая ступень деасфальтизации
Сырье Асфальтовый слой из
колонны I ступени
Кратность пропан: сырье *(об.) .... 6—7:1 .10—11:1
Температура раствора в колонне, °С . .
в нижней зоне 50
в верхней зоне 72—76
.Деасфальтизат
выход, % (масс.) на гудрои . .
вязкость при 100°С/мм8/с ...
коксуемость, % (масс.) ....
Битум деасфальтизации
температура размягчения (по КиШ)
°С ,
11—16
43—60
2,0—3,0
63—70
50
65
12—13
40—50
1,75-1,80
63—65
Колонны деасфальтизации на двухступенчатой установке со-
. единены по схеме, приведенной на рис. 27. Насос для подачи би-
битумного раствора во вторую колонну не требуется, так как дав-
Рис. 27. Принципиальная схема • блока экс-'
•пракции на установке двухступенчатой
деасфальтизащии гудрона пропаном:
1, 2, 4, 6 — паровые подогреватели; 3. 5 — экстрак-
экстракционные колонны.
Линии: / — сырье (гудрои); // — пропаи; /// —рас-
—раствор деасфальтизата I ступени; /V —раствор
деасфальтизата II ступени; V — асфальтовый рас-
раствор; VI — водяной пар.
ление в первой колонне выше. Пропан из растворов деасфальти-
затов I и II ступеней регенерируют раздельно. Деасфальтизаты
II ступени- содержат значительное количество ароматических угле-
углеводородов. Масла из деасфальтизата I ступени после очистки его.
фенолом и дёпарафинизации имеют индекс вязкости 80—90 и кок-
коксуемость 0,3—0,4%; масла из деасфальтизата II ступени — соот-
соответственно 77—90 и 0,8—1,2%. Приведенные данные — частный
случай, поскольку вообще показатели качества масел зависят от
вида сырья, глубины селективной очистки и дёпарафинизации.
Потери технического пропана на промышленных установках
-одноступенчатой деасфальтизации равны 2—3 кг/т перерабатывае-
перерабатываемого гудрона; на двухступенчатых установках они выше. Расход
топлива, сжигаемого в топке печи, составляет (в зависимости от
качества сырья, глубины его деасфальтизации, содержания лро-
•лана в битумном растворе, вида топлива и т. д.) 16—-30 кг/т гуд-
гудрона. Для установок деасфальтизации характерен большой расход
водяного пара, доля затрат на пар достигает нередко 50% от об-
общей суммы эксплуатационных расходов. На некоторых установках
даровой привод сырьевого насоса заменен на электрический.
СЕЛЕКТИВНАЯ ОЧИСТКА МАСЛЯНЫХ
ФРАКЦИЙ И ОСТАТКОВ
Краткие сведения о процессах
Сырьем процесса селективной очистки служат масляные дистил-
дистилляты и деасфальтизаты, а также фракции дизельных топлив. Од-
Однако в последнем случае температура кипения растворителя долж-
должна быть сравнительно низка и при его регенерации не должно
быть потерь очищаемого продукта. При помощи селективных рас-
растворителей из нефтяного сырья могут быть извлечены такие не-
нежелательные компоненты, как непредельные углеводороды, серо-
и азотсодержащие соединения, полициклические ароматические и
нафтено-ароматические углеводороды с короткими боковыми цепя-
цепями, а также смолистые вещества. Особое значение процесс селек-
селективной очистки имеет для производства нефтяных масел, так как
в результате существенно улучшаются два важнейших эксплуата-
эксплуатационных свойства масел: стабильность против окисления и вяз-
вязкостно-температурные (свойства. Помимо этого, «чищенный продукт
(рафинат) имеет по сравнению с сырьем меньшие плотность, вяз-
вязкость, кислотность и особенно—коксуемость и более высокую
температуру застывания; в нем меньше серосодержащих соедине-
соединений и он менее интенсивно окрашен.
В качестве избирательных растворителей для очистки нефтя-
нефтяных фракций испытано много соединений. Однако лишь немногие
из них нашли практическое применение, так как растворители для
данного процесса должны:
обладать высокими избирательностью и растворяющей способ-
способностью по отношению к извлекаемым компонентам сырья при уме-
умеренных температурах, способствующих интенсивному контакту
сырья с растворителем;
плохо растворяться в смеси желательных компонентов;
¦ иметь плотность, отличающуюся от плотности сырья, для быст-
быстрого и четкого разделения фаз;
94
Гл. III. Очистка избирательными растворителями
обладать умеренной температурой кипения, отличающейся от
температуры кипения сырья, что весьма важно при регенерации
растворителя из образующихся фаз;
быть химически и термически стабильными, т. е. не изменять
своих свойств при эксплуатации и хранении;
химически не взаимодействовать с компонентами очищаемого
сырья;
плохо растворяться в воде и растворять воду, не образовывать
с ней азеотропных смесей;
не вызывать коррозии аппаратуры, быть нетоксичными, неядо-
неядовитыми, взрыво- и пожаробезопасными, дешевыми и недефицит-
недефицитными. ,.
Практически ни один из испытанных и используемых в про-
промышленности растворителей перечисленным требованиям полно-
полностью не отвечает. Предпочтение отдается растворителям, которые,
удовлетворяют большинству упомянутых требований.' На совре-
современных установках селективной очистки нефтяного сырья в каче-
качестве растворителей в основном применяют фенол и фурфурол, а
также парный растворитель — смесь фенол.а и крезола с пропаном.
Преимуществом фенола перед фурфуролом является его боль-
большая растворяющая способность в отношении полициклических
ароматических углеводородов, смол и серосодержащих соедине-
соединений, что особенно важно при очистке, высококипяЩих фракций и
остатков. Кратность фенола к сырью обычно меньше, чем фурфу-
фурфурола. Однако фенол несколько уступает фурфуролу по избира-
избирательности, в результате при равном расходе растворителя на
очистку одного и того же сырья выход рафината фурфурольной
очистки обычно выше, чем фенольной. Для очистки масляных
фракций и деасфальтизатов из сернистых нефтей используют пре-
преимущественно фенол; фурфурол более эффективен в тех случаях,
когда из-за низких критических температур растворения с сырьем
нельзя использовать сухой фенол, т. е. для низкокилящих фрак-
фракций и фракций, обогащенных ароматическими углеводородами.
Парный растворитель, т. е. смесь фенола, и крезола с пропаном
(селекто), .используют в так называемом дуоеол-процессе, где
одновременно осуществляются процессы деасфельтизации и се-
селективной очистки. Ввиду своеобразия этого сложного раствори-
растворителя более подробно он рассмотрен в соответствующем разделе.
Из числа новых, исследованных для селективной очистки рас-
растворителей наиболее полно удовлетворяют перечисленным требо-
требованиям нитроэтан и хлорнитроэтан, которые по растворяющей,
способности превосходят фурфурол, а по избирательности прак-
практически не "отличаются от фенола и фурфурола. В качестве pac-i
'' творителя для селективной очистки исследуется гТ-метилпирроли-]
дон, характеризующийся термической и гидролитической стабиль-]
ностью, низкими температурами застывания (—24 °С) и кипения)
Селективная очиргка масляного сырья
95
B06 °С); он коррозионно-неагрессивен, нетоксичен, обладает высо-
высокой растворяющей способностью в отношении ароматических уг-
углеводородов и высокой избирательностью. Однако масла после
очистки N-метилпирролидоном несколько уступают маслам феноль-
фенольной очистки по индексу вязкости и термической стабильности.
При выборе растворителя для очистки конкретного сырья учи-
учитывают результаты предварительных исследований, позволяющие
установить примерные выход и качество получаемых продуктов,
а также технико-экономические показатели процесса. Главнейшими
факторами, определяющими эффективность процесса, являются
температура и кратность растворителя к сырью; в свою очередь
эти факторы зависят от характера очищаемого сырья и требований
к качеству очищенного продукта.
При очистке нефтяного сырья избирательными растворителями
необходимо поддерживать такую температуру экстракции, при.
которой система состоит из двух фаз — рафинатного раствора, со-
содержащего очищенный продукт (рафиват) и сравнительно неболь-
небольшую часть растворителя, я экстрактного раствора, состоящего в
основном из растворителя и растворенных в нем нежелательных
компонентов (экстракта). Это условие выполнимо при темпера-
температурах очистки ниже КТР данного сырья в данном растворителе;
таким образом, верхним температурным пределом очистки явля-
является КТР сырья в данном растворителе. Для масляных дистилля-
дистиллятов одной и той же нефти Н. И. Черножуков и Ю. А. Пинкевич
установили следующее: чем больше в данном дистилляте арома-
ароматических углеводородов, тем ниже его КТР; чем выше пределы
выкипания дистиллята из одной и той же нефти, тем выше его
КТР; рафинат имеет более высокую КТР, чем исходный дистил-
дистиллят, и чем глубже очищен последний, тем больше разница между
КТР рафината и сырья."
Нйзкакипящие дистилляты, особенно вторичного происхожде-
происхождения (например, фракции газойля каталитического крекинга), мо-
могут иметь такую низкую КТР в данном растворителе, что смесь
необходимо охлаждать для образования двухфазной системы или
понижать растворяющую способность растворителя добавлением
к нему антирастворителя, чтобы повысить КТР смеси. Очистку неф-
нефтяного сырья необходимо проводить пр# оптимальной температуре
(или интервале температур), когда достигаются лучшие показате-
показатели по избирательности и растворяющей способности растворите-
растворителя, т. е. достаточно высокий выход рафината заданных качеств.
Эта температура различна для разных растворителей и очищаемо-
очищаемого сырья и до настоящего времени определяется в каждом кон-
конкретном случае экспериментально. -
На рис. 28 показано изменение выхода и индекса вязкости
рафината в зависимости от температуры его очистки лрн кратно-
кратности растворителя к сырью, равной 3:1. По ходу кривых видно,
1
96
Гл.. III. Очистка избирательными растворителями
что с повышением температуры очистки выход рафината неуклон-
неуклонно понижается, его индекс вязкости вначале повышается, а затем
также понижается. Максимумом индекса вязкости определяется
оптимальная температура очистки, выше которой наряду со зна-
значительным возрастанием растворяющей способности растворителя
резко снижается его избирательность в отношении нежелательных
Щ8
/
\
N
.!
Рис. 28. Зависимость показателей
очистки от температуры!
/ — индекс вязкости; 2 — выход масла.
100 110
Температура, "С
116
компонентов очищаемого сырья, что приводит к ухудшению каче-
качества очищенного продукта'. Выход и качество рафината зависят
также от кратности растворителя к сырью. Для одного и того же
вида сырья и при неизменной температуре очистки с увеличением
кратности растворителя к сырью снижается выход' рафината и
повышается его -качество, что видно из следующих данных:
Масляный дистиллят . . ._ •. .
Рафинат при различном расходе
растворителя, % (об.)
фурфурола (при 93 °С)
600 1 '. '.'.'.'.'.'.'.'.
1200 .
фенола (прн 65°С)
300
600
1200
Выход
рафината,
% (масс.)
100
75,2
62,6
47,1
66,3
>50,0
34 0
Индекс
вязкости
65
84,7
88,6
93,2
87,5
92,7
97.5
Коксуе-
. мость,
% (масс.)
2,9
1.1
0,9
0,7
1,0
0,8
0,6
Расход растворителя на очистку обусловлен его свойствами,
требованиями к качеству рафината, фракционным и химическим
составом сырья и способом экстракции. На очистку одного и того
же сырья для получения равного выхода рафината расход раство-
растворителя тем больше, чем меньше его растворяющая способность.
Для получения рафината более высоких качеств очистку необхо-
необходимо проводить при более высоком расходе растворителя
(рис. 29). При выборе кратности растворителя необходимо учи-
Селективная очистка масляного сырья
97
лнвать также, что чрезмерный его расход может привести не толь-
только к уменьшению выхода ряфината и в некоторых случаях — ухуд-
ухудшению ето качества, но и .к снижению, производительности уста-
установки по сырью.
Результаты селективной очистки в значительной степени зави-
зависят от соблюдения заданных температурных пределов выкипания
"*" h КО
Ррс. 29. Зависимость качества рафи-
рафината очистки вязкого дистиллята
туймазивской нефти ют краткости
"" фенола к сырью:
/ — индекс вязкости; 2 — содержание серы.
ц
Г
°>7
I
\-%ioo\
-1! я?
\
у
/
к
/
ч
1
a wo гоо зоо чоо
Расход фенола,%[мш;с.)
сырья и-возможного сужения этих пределов при вакуумной пере-
перегонке мазута. При очистке избирательными растворителями ши-
широких нефтяных фракций вследствие близких значений раствори-
растворимости .ниакокипящих желательных компонентов и более высоко-
кипящих нежелательных создается опасность удаления из сырья
наряду с последними ценных компонентов очищаемой фракции.
Поэтому для селективной очистки предпочтительно сырье более
узкого фракционного состава. •
Дистилляты одной и той же нефти с повышенными температур-
температурными пределами выкипания необходимо очищать при более высо-
высоких температуре и-кратности растворителя к сырью. Выход и
качество.рафината зависят и от химического состава сырья. Так,
при очистке сырья из высокоароматизированных смолистых неф-
тей, масляные фракции которых содержат небольшое количество
малоциклических углеводородов с длинными боковыми цепями,
выход рафината высокого качества невелик.
Желательные степень очистки нефтяного сырья и выход рафи-
рафината помимо оптимальных расхода растворителя и температуры
очистки достигаются также применением наиболее совершенных
методов экстракции: На современных промышленных установках
селективную очистку осуществляют-методом непрерывной против
воточной экстракции. Преимущества его перед другими методами
(однократным и многократным периодическими) заключаются в
простоте аппаратурного оформления, меньшем расходе раствори-
растворителя при большем выходе рафината несколько лучшего качества.
При экстрагировании методом противотока очищаемый продукт
по мере непрерывного движения навстречу растворителю все в.
большей, степени освобождается от нежелательных компонентов,
7—751 - . .'
98 Гл. III. Очистка избирательными растворителями __
извлекаемых растворителем. Так как при этом КТР очищаемого
еырья все время повышается, то для доизвлечения остающихся в
рафинате нежелательных компонентов необходима более высокая
температура экстракции. С этой целью создают разность между
температурами растворителя и очищаемого сырья, входящих в
систему экстракции, которую называют температурным градиен-
градиентом экстракции. Температурный градиент экстракции неодинаков
при. использовании различных растворителей и сырья; устанавли-
устанавливают его экспериментально.
Зона наибольшей температуры б системе экстракции находится
в месте ввода в систему растворителя, наименьшей — на выходе
экстрактного раствора, т. е. существует неравенство: температура
ввода р<^створ1ителя>тем:пература вывода рафинатного раство-
раствора >температура ввода сырья>температура вывода экстрактного
раствора. При соприкосновении >более холодного экстрактного рас-
раствора с более горячим рафинатньш раствором между ними проис-
происходит обмен тепла, что нарушает существовавшее между ними
ранее равновесие и усиливает переход компонентов из одного рас-
раствора в другой. Вследствие меньшей растворимости в первую
очередь из экстрактного раствора выделяются желательные" ком-
компоненты. ..
Выделение компонентов (рециркулята) из экстрактного рас-
раствора в результате межфазового обмена — один-из важных фак-
факторов повышения эффективности очистки нефтяного сырья изби-
избирательными растворителями. Чем больше температурный градиент
экстракции, тем больше рециркулята образуется в процессе экс-
экстракции, однако при чрезмерном увеличении температурного гра-
градиента нарушается нормальная работа экстракционной системы.
Выделение рециркулята способствует снижению потерь ценных
компонентов с экстрактным раствором и, следовательно, увеличе-
увеличению выхода рафината. Вовлечение желательных компонентов в
экстрактную фазу обусловлено в первую очередь растворяющей
способностью растворителя. Растворитель с высокой растворяю-:
щей способностью увлекает в экстрактный раствор больше цен-
ценных компонентов очищаемого сырья, чем растворитель с низкими
растворяющими свойствами. Ниже приведены результаты проти-
воточной очистки фенолом и фурфуролом в оптимальных условиях
(температура, расход растворителя) дистиллята из восточной сер-
сернистой нефти:
Фенол Фурфурол
Выход экстракта, % 50 37,5
Содержание групп углеводородов в экстракте, %
от исходного сырья
парафиновых н нафтеноных 22 7
ароматических
малбциклическнх .74 45
полициклических 92 65
смол 95 64
Селективная очистка масляного сырья ¦ 99
Из этих данных видно, что в экстракте может содержаться
большое количество парафиновых и нафтеновых углеводородов,, а
также малоциклических ароматических углеводородов, т. е. ценных
компонентов масел. При выводе этих углеводородов с экстрактом
выход'-рафината уменьшается. При очистке фенолом, имеющем от-
относительно высокую растворяющую способность, потери ценных
компонентов несколько выше, чем при очистке фурфуролом: На не-
некоторых установках из экстрактного раствора получают вторичный
рафинат с увлеченными желательными компонентами масла. По
качеству вторичный рафинат отличается от рафината, выходящего
из системы очистки. Поэтому после выделения из экстрактном
раствора'этот рафинат "смешивают с исходным очищаемым сырьем
для повышения содержания в нем ценных компонентов или вы-
выводят из системы как самостоятельный продукт процесса. Извест-
Известны следующие способы выделения вторичного рафината из экс-
экстрактного раствора:
гаонижение температуры экстрактного раствора, что приводит
к снижению растворимости углеводородов .в растворителе; при
этом из раствора в первую очередь выделяется наименее раство-..
римая их часть (парафиновые, нафтеновые и" малоциклические
ароматические углеводороды);
подача воды в экстрактный раствор, в результате чего пони-
понижается растворяющая способность растворителя и часть углево-
углеводородов выделяется из раствора; регулируя подачу воды в экс-
экстрактный раствор, можно выделить преимущественно углеводоро-
углеводороды, являющиеся ценными компонентами масла;
подача экстракта, частично освобожденного от растворителя,
в экстрактный раствор; в этом случае более растворимые поли-
полициклические ароматические углеводороды и смолы, содержащиеся
в экстракте, вытесняют менее растворимые углеводороды;
подача в экстрактный раствор второго растворителя, слабо
смешивающегося с ним, но способного "растворять желательные
углеводороды.
Как показано ниже, рациональны лишь некоторые из перечис-
перечисленных способов, позволяющие достаточно полно выделять из
экстрактного раствора вторичный рафинат требуемого качества.
Оптимальные условия селективной очистки пока выбирают экспе-
экспериментально, но уже ведутся работы по применению научных ме-
методов оштимизащии промышленных процессов, что позволяет по-
получить надежные данные и сократить сроки эксперимента.
Общая принципиальная схема установки
очистки нефтяного сырья избирательными растворителями
Очистка нефтяного сырья избирательными растворителями вклю-
включает: экстракцию компонентов сырья растворителем с образова-
образованием двух фаз в аппаратах непрерывного действия; непрерывную
100
Fa. III. Очистка избирательными растворителями
регенерацию растворителя из рафинатного и экстрактного рас-
растворов, осуществляемую нагревом рафинатного и экстрактного
растворов, отгонкой растворителя из растворов, обезвоживанием
растворителя. _-
Исходное сырье / (рис. 30) обрабатывают растворителем в
экстракционной колонне /. Рафинатный раствор нагревается в
печи 2; в колонне 3 от рафината отгоняется 'основная масса без-
безводного растворителя; остатки его в смеси с водой отгоняются от
Рдас. 30. Принципиальная схема установки селективной очистки:
1 — экстракционная колонна; 2, 5 — печи для нагрева рафинатного и экстрактного рас-
растворов; 3, 4 — колонны для .отгона растворителей из рафинатного раствора; 6. 7 — колонны
для отгона растворителя из экстрактного раствора; 8 — колонна для отгона растворителя
от воды; 9 — емкостъ^для растворителя.
Линии: / — сырье; /Г—рафняат; III—' экстракт; IV — сухой растворитель; V— смесь воды
и растворителя; VI — вода; VII — водяной пар.
рафината в отпарной колонне 4. Экстрактный раствор нагрева-
нагревается в печи 5. Основная масса растворителя отгоняется от экстрак-
экстракта в испарительной колонне 6, оставшаяся часть — в отпарной ко-
колонне 7, из которой отводится экстракт III. Безводный раствори-
растворитель из верхней части колонн 3 и 6 поступает после конденсации
в приемник 9, из которого вновь поступает в экстракционную ко-
колонну /. В колоннах 4 и 7 растворитель полностью отпаривается
„от рафината и экстракта при помощи водяного пара. Выходящая
сверху "этих колонн смесь паров растворителя и воды поступает
в секцию обезвоживания 5, где растворитель отделяется от воды.
Сухой растворитель .IV направляется в емкость 9, вода VI — в
спецканализацию или в парообразователь для получения пара,
снова поступающего в отпарные колонны.
Секция экстракции. Экстракция сырья растворителем в завод-
заводских условиях протекает по принципу противотока либо в колон-
колоннах, либо в аппаратах ступенчатой экстракции. Масляные фрак-
Селективная очистка масляного сырья
101
ции очищают избирательными растворителями обычно в протйво-
точных экстракционных колоннах. Если плотность растворителя
больше, чем очищаемого сырья,, то растворитель подают в верх-
верхнюю часть колонны, а более легкое сырье — в^нижнюю. Обе жид-
жидкости движутся непрерывной противоточно внутри аппарата; рас-
растворитель извлекает нежелательные компоненты. Сверху колонны
выводится рафинатный раствор, содержащий очищенный продукт
ш-
—ILJLJLJL
-ILJLJLJL.
-ILJLJLJL
п
III
Рис. 31. Схема насадочнрй экстрак-
экстракционной колонны:
/ — маточники для растворителя и сырья;
2 — распределительная тарелка; 3 — иаса-
дочиая тарелка.
Линии: / — сырье; // — ввод промежуточ-
промежуточного рафииата; /// — ввод растворителя;
IV — вывод рафииатного раствора; V—вы-
V—вывод экстрактного раствора.
•2
\1Г
Рис. 32. Принципиальная- схема ро-
торш-дискового контактора: *
/ — вал с закрепленными 'дисками (ротор);
2 — статориые кольцевые перегородки; 3 —
сетчатые тарелки.
Линии: / — сырье; // — фурфурол; /// — ра-
финатиый раствор; IV — экстрактный рас-
раствор.
с относительно небольшим количеством растворенного в нем рас-
растворителя. Снизу колонны уходит экстрактный раствор, состоящий
в основном из растворителя и компонентов, извлеченных из очи-
очищаемого сырья. В случае, когда растворитель легче нефтяной
фракции, его подают в нижнюю часть колонны, а сырье—^ верх-
верхнюю. -
Применяют экстракционные колонны насадочного .и тарельча-
тарельчатого типов. В насадочной колонне- {рис. 31) насадка состоит из
колец Рашига размерем 30X30 или 50x60 мм. Экстракционные
\/
102
Гл. III. Очистка избирательными растворителями
колонны тарельчатого типа оборудованы каскадными, жалюзвй-
ными, клапанными или сетчатыми тарелками. В верхней и нижней
частях колонн имеются свободные зоны для. отстаивания соответ-
соответственно рафинатного и экстрактного растворов. Высота колонн —
от 12 до 35 м, диаметр — от 2 до 5 м в зависимости от производи-
производительности. -. . -
В промышленной практике «чистки масляных фракций фурфу-
фурфуролом в качестве экстракционных аппаратов применяют верти-
вертикальные роторно-дисковые контакторы (РДК). На внутренних
стенках РДК (рис. 32) закреплены статорные кольцевые перего-
перегородки 2, -образующие по высоте аппарата ряд отделений (секций). •
• Через ось РДК проходит вертикальный вал 1 с закрепленными на
нем дисками (ротор), вращающимися между кольцевыми перего-
перегородками. Ротор приводится во вращение электродвигателем через
редуктор—вариатор, позволяющий при необходимости изменять
частоту вращения ротора без остановки аппарата. Вращающиеся
диски- ротора вместе с- кольцевыми перегородками статора образу-
образуют экстракционную зону контактора, выше и ниже которой рас-
расположены отстойные зоны, отделенные от экстракционной зоны
сетчатыми тарелками 3. Для устранения кольцевого движения
жидкости части вала ротора, проходящие через отстойные зоны,
заключены в кожух. Сырье и фурфурол вводятся в контактор тан-
тангенциально к направлению Вращения вала ротора.
Примерные размеры контактора: диаметр 2,4—3 м; высота
13—13,4 м; диаметр отверстий статора 1,6 м; диаметр дисков ро-
ротора 1,2 м; число секций 20; высота секций 0,29 м; частота вра-
вращения ротора 18—25 мин-1. Роторно-дисковый контактор имеет
большую пропускную способность, суммарные объемные скорости
сырья и фурфурола в нем значительно выше, чем в насадочных
колоннах. Применение РДК взамен насадочных колонн значитель-
значительно повышает эффективность очистки масляных фракций: снижа-
снижается расход растворителя, возрастает выход рафината, улучшается
его качество; при равной пропускной способности размеры- РДК
меньше, чем насадочной или тарельчатой экстракционной колонны.
Применять РДК для фенольной очистки не рекомендуется, по-
поскольку в этом случае из-за относительно высокой вязкости фе-
нольных растворов снижаются производительность установки и
качество рафината, наблюдается эмульгирование фаз и резко воз-
возрастает содержание растворителя в рафинатном растворе. С целью
повышения эффективности экстракции исследуется возможность
использования экстракционных аппаратов, в которых жидкостям'
сообщается пульсационное или возвратно-поступательное дви-
движение. -
На ряде установок очистки масел применяют центробежные
экстракторы (рис. 33), в которых интенсивный контакт сырья и
растворителя и разделение фаз достигаются под действием цент-
I
Селективная очистка масляного сырья
103
робежных сил путем увеличения эффективной разности плотностей
фаз. Экстракция сырья растворителем осуществляется в роторе,
вращающемся с частотой 1,5—3 тыс. мин, внутри которого раз-
размещены перфорированные цилиндры. Сырье вводится в периферий-
периферийную часть, а растворитель около оси ротор-а. При необходимости
по специальному каналу к периферии или в осевую часть ротора
подается фенольная вода. Под действием центробежных сил рас-
растворитель движется через отверстия в цилиндрах' из одной коль-
кольцевой полости в другую по направлению к периферии и вытесняет
Рис. 3S. Принципиальная схема
горизонтального центробежного
экстрактора:
1 — корпус ротора; 2 — перфорирован-
перфорированные перегородки: 3 — вал ротора.
Линяй: / — растворитель; II — сырье;
III — рафииатйый раствор; IV — экст-
экстрактный раствор.
оттуда сырье к центру ротора. Сырье перемещается через цилинд-
цилиндры по переливным патрубкам. В каждом межцилиндровом про-
пространстве образуется своя поверхность раздела фаз. Рафинатный
и экстрактный растворы разделяются в центральной и периферий-
периферийной отстойных камерах и выводятся из ротора по специальным
каналам на. регенерацию растворителя. Диаметр экстрактора со-
составляет 1,2—1,5 м; производительность 100—il60 м3/ч.
По сравнению с экстракционными колоннами центробежные
экстракторы обеспечивают более высокую степень контакта сырья
с растворителем и имеют меньший объем. К недостаткам.центро-
недостаткам.центробежных экстракторов следует отнести вибрацию аппарата вслед-
вследствие загрязнения исходных растворов образующимися осадками
и сложность удаления последних.
Секция регенерации растворителей из рафинатного и экстракт-
экстрактного растворов. Регенерацию ведут отгонкой растворителя из ра-
рафинатного и'экстрактного растворов. Последние можно рассматри-
рассматривать как бинарные смеси, в которых лепкмм компонентом являет-
является растворитель, а тяжелым -¦крафинат или экстракт, причем тя-
тяжелый компонент в условиях отгонки практически нелетуч. Вслед-
Вследствие большой разницы между температурами кипения раствори-
растворителя и рафината или экстракта основная масса растворителя из
обоих растворов отгоняется при таких температурах, когда нефте-
нефтепродукт еще не перегоняется. Однако практически часть низкоки-
104 Гл. Ш. Очистка избирательными растворителями
пящих фракций масла все же испаряется. Исследования состава (
паровой фазы при однократном испарении растворов рафияата и
экстракта показывают, что при,простом однократном испарении
не обеспечивается получение паровой фазы (растворителя), сво-
свободной от масла. Следовательно, эти пары необходимо ректифи-
ректифицировать.
Посредством : однократного испарения невозможно полностью
отогнать растворитель от рафината и экстракта, довести содержа-
содержание в них растворителя до сотых долей процента. Неиспаривший-
ся остаток растворителя отгоняют открытым водяным паром в
отпарных колоннах. После такого* отпаривания в рафинате и экс-
экстракте остается 0,005—0,02% (масс.) растворителя. Отпаривание
растворителя при его регенерации используют во всех процессах
очистки и депарафинизации. Первой стадией извлечения раство-
растворителей из рафинатного и экстрактного растворов является на-
нагревание в трубчатых печах с конвекционными и радиантными сек-
секциями; печи для нагрева экстрактных растворов многопоточные.
На некоторых установках растворы нагревают в теплообменниках
жидкими теплоносителями (нагретыми дистиллятами и остатками,
дифенилом, водяным паром и др.). Последний способ используют
только в схемах- очистки низкокипящими растворителями.
Растворители, не стабильные при высоких температурах или
имеющие высокую температуру кипения, отгоняют в вакууме. Рас-
Растворители, находящиеся в жидком состоянии при повышенных
давлениях (сжиженный пропан, сернистый ангидрид), отгоняют
под давлением, обеспечивающим конденсацию их паров при отводе
тепла водой. При регенерации смеси низко- и высококипящих рас-
растворителей в первую очередь (после нагревания) под давлением
отгоняют, преимущественно низкокипящий раство^ритель, а затем
после повышения температуры при атмосферном давлении — вы-
сококипящий. С целью сокращения энергозатрат для предвари-
предварительного подогрева рафинатного раствора используют тепло вы-
' ходящего из' системы горячего рафината. Экстрактный раствор
предварительно подогревают горячим растворителем, 'используют
также тепло конденсации паров растворителя, выходящих из ис-
. парителей. Смесь паров растворителя и воды из отларных колонн
направляют в секцию регенерации растворителя из водных раство-
растворов. В подавляющем большинстве процессов селективной очистки
нефтяного сырья растворители отгоняют в испарителях-колонно-
испарителях-колонного типа; иногда используют горизонтальные испарители.
В рафинатном растворе содержится всего 10—30% растворите-
растворителя, в экстрактном — 85—95%, а практически недетучий компо-
компонент— экстракт —составляет в нем всего 5—15%. Количество
экстрактного раствора обычно больше, чем рафинатного.
Регенерацию -растворителей из рафинатных растворов осуще-
осуществляют в одну или в> две ступени. Эта секция установки состоит
Селективная очистка масляного сырья
105
из трубчатой печи или парового (жидкостного), подогревателя,
ректификационной колонны,, тешюобменных аппаратов. В колонне
отделяется- основная масса растворителя, воцарившегося в нагре-
нагревателе, и удаляются (продувкой водяным паром) остатки раство-
растворителя. Когда в рафинатном" растворе относительно велико содер-
содержание растворителя и имеется возможность отделить часть сухого
растворителя путем однократного испарения, колонну разделяют
«а испарительную и отпарную секции. Принципиальные схемы
Рис. 34. Схемы регенерации растворите-
растворителя из (рафинатных растворов: v#-
а —в одну ступень: 1 — холодильник; г —теп-
—теплообменник; 3— печь; 4—vколонна; б — в две
ступени: / — испарительная колонна; 2 — от-
парная колонна; 3 — холодильник.
Линии: / — рафнватный-. раствор; // — пары
воды н растворителя; /// — рафннат; IV— па-
пары растворителя; V— орршение; VI — водяной
пар.
регенерации растворителя из рафинатных растворов показаны на
рис. 34Ч
Регенерацию растворителей из экстрактных растворов осуще-
осуществить несколько сложнее, так как невозможно испарить в один
прием основную массу растворителя. Применяют многоступенча-
многоступенчатую отгонку C—4 ступени), часто с использованием тепла после-
последующей ступени в предшествующей, Нередко, чтобы увеличить
среднюю разность температур в обогреваемых конденсирующими-
конденсирующимися парами теплообменниках, в последующей ступени поддержива-
поддерживают более высокое избыточное давление @,3—0,4 МПа). В первой
ступени (рис. 35) экстрактный раствор нагревается в теплообмен-
теплообменнике 2 парами*рартворителя, выходящими из испарителя 5. Подо-
Подогретый экстрактный раствор поступает в испаритель 3, где от не-
него отделяется растворитель. Пары растворителя уходят из испари-
испарителя 3 сверху, а полу отпаренный экстрактный раствор подается в
испаритель 5, работающий под повышенным давлением @,3—
0,5 МПа)-. Необходимое тепло вводится в испарители 3 и 5 цирку-
циркулирующим через соответствующие змеевики печи 4 экстрактным
раствором. Пары растворителя из испарителя 5 поступают в теп-
теплообменник 2., Окончательно растворитель отгоняют в отпарной
колонне 6. *
Секция регенерации растворителей из смеси их с водой. Почти
все растворители, применяемые в процессах селективной очистки
и'депарафинизации масел, способны в разной степени растворять
воду и растворяться в ней. Первое из указанных свойств приводит
106
Гл. III. Очистка избирательными/ растворителями
Селективная очистка масляного сырья
107
к потере растворяющей способности ряда растворителей, что не
всегда желательно, а также к выделению кристаллов льда при
проведении депарафинизации. Второе свойство обусловливает зна-
. чительные потери растворителей и, следовательно, неэкономич-
неэкономичность процесса, а также загрязнение "сточных вод. Последние во-
вопросы весьма важны,, так как большинство растворителей удаляют
^,из экстрактной или рафинатной фазы отпариванием открытым во-
водяным паром. Эти обстоятельства заставили разработать специаль-
специальные методы обезвоживания растворителей и извлечения их из во-
воды, а также подсушки растворителей. В результате общие потери
, их значительно сократились: в современных процессах даже для
наиболее летучих растворителей они не превышает 0,02—0,3%
на очищаемое сырье. «. ¦ * - • ¦ «-
Все растворители можно разделить на две группы: образую-
образующие постояннокипящие смеси" с водой и не образующие их. С точ-
кИуЗрения растворимости растворителей в воде и воды в раствори-
растворителях их можно разделить на группы несмешивающихся, частично
смешивающихся и полностью смешивающихся с водой. Данные об
этих свойствах для некоторых'растворителей приведены ниже:
i фур-
, фурол
Температура' кипения (при ат-
атмосферном давлении), СС
растворителя 161,7
азеотропной смеси раство-
растворителя с водой .... 97,8
Растворимость при 38 °С,
% (масс.)
растворителя в воде . . . 9,0
воды в растворителе . . . 6,5
Содержание растворителя в
азеотропной смеси, % (масс.) 35
Фенол
182,1
98.0
9,5
33
о-Кре-
зол
190,8
98,9
3,0
14,5
' 6
л-Кре- . я-Кре-
202,2
98.9
2,5
14,5
202,1
98,9
2,2
16,5
Нитро-
Нитробензол
210,9
99.4
0,3
0,3
•15,3
Если растворитель не образует с водой азёотропных смесей и
разница между температурами их кипения достаточна, то их мож-
можно разделять фракционной перегонкой (например, смесь ацетона
с водой). Растворители, образующие азеотропную смесь с водой,
но обладающие относительно невысокой растворимостью в воде и
воды в них (дихлорэтан, нитробензол и др.), можно легко регене-
регенерировать из водных растворов. Большая часть избирательных рас-
растворителей, используемых в практике очистки нефтепродуктов, от-
относится к третьей группе растворителей,-образующих с водой смесь
с постоянной температурой кипения и имеющих относительно вы-
высокую растворимость в воде и воды в них (крезолы, фурфурол,
фенол, метилэтилкетон и др.). Для их разделения пользуются зна-
значительной разницей в концентрациях растворителя в парах азео-
азеотропной смеси и в жидкой фазе охлажденного конденсата, состоя-
состоящей преимущественно из растворителя, что позволяет отделять от
него воду. Например^ пары азеотропной смеси фурфурола и воды
содержат 35% фурфурола и 65% воды. Сконденсированная и ох-
ш
h
._—
^
-----
3 T. F
Y
r
Л 1 -
ft
xN
11* =
у
ж ж
Рис. 36. Принципиальная схема "прехспупевчатой регенерации растворителя из
экстрактных растворов:
/ — холодильник для растворителя; 2 — теплообменник-подогреватель экстрактного раствора
парами растворителя нз второй ступени; 3 — испаритель первой ступени; 4 — печь; 5 испа-
5 испаритель второй ступени; 6 —отварная колонна (третья ступень); 7 — холодильник для экст-
SaKTa.
[ннии: / — экстрактный раствор; // — пар_ы растворителя нз первой ступени; /// — пары рас-
растворителя из второй ступени; IV— пары растворителя и воды из отпарнои колонны- V~
рециркулирующий экстрактный раствор; VI — растворитель; VII — экстракт; VIII—'вода;
IX — орошение; X — водяной пар.
лаждённая смесь при разделении в сепараторе (при 38 °С) обра-
образует -фурфурольный "Слой, содержащий 6,5% воды, и водный слой,
содержащий 9% фурфурола.
Рис. 36. Схема регенерации растворите-
растворителя из водных растворов с двумя колон-
колоннами:
I. 8 — паровые подогреватели; 2, 9 — ректифи-
ректификационные колонны; 3, 7 — парциальные кон-
конденсаторы азеотрошедх паров; 4, 5 — конденса-
конденсаторы-холодильники; 6 — сепаратор.
Линии: / — смесь паров растворителя с водя-
водяными парами; // — растворитель, насыщенный
водой; /// — вода, насыщенная растворителем;
IV—вода; V—.обезвоженный растворитель;
VI — водяной пар.
Данный вариант принципиальной схемы отделения воды от
растворителя изображен на рис. 36. Насыщенная растворителем
вода ///• после подогрева в паровом нагревателе 8 поступает в ко-
108
Гл. IIL Очистка избирательными растворителями
лонну 9, а насыщенный водой растворитель // через подогреватель
/ — в колонну 2. В этой колонне назрев ведут, глухим водяным па-
паром, а в колонне 9 — открытым паром. Снизу колонны 2 выводит-
выводится сухой растворитель V, а снизу колонны Р — чистая вода IV.
Пары, уходящие сверху обеих колонн,„являются смесью с постоян-
постоянной температурой кипения. Эти пары конденсируются в парциаль-
парциальных конденсаторах 3 и 7 и холодильниках 4 и 5 и поступают в се-
сепаратор 6, откуда верхний слой направляется в колонну 9, а ниж-
нижний — в колонну 2.
л
Рис. 37. Схема абсорбера для извлечения фенола из па-
. ров азеоттропной смета фенола и воды:
/ — абсорбер; 2 — подогреватель.
Линии: / — пары азеотропной смеси; // — сырье, очищаемое фе-
фенолом; /// — водяные пары, освобожденные от паров фенола;
IV — сырье с извлеченным фенолом.
При регенерации таких растворителей из водных, растворов и
отгоне 'воды из них 'следует иметь в виду, (что: при ректификации
растворителя, в котором растворено небольшое количество воды,*
низкокипящим компонентом является азеотропная смесь, а высо-
кокипящим — растворитель; при ректификации воды с небольшим
количеством растворителя (водного слоя) низкокипящим компо-
компонентом при атмосферном'давлении является та же азеотропная
смесь, а высококипящим — вода.
При регенерации фенола из смеси его паров с водяными пара-
парами прибегают к поглощению фенола из паров азеотропной смеси
• в абсорбере. Поглотителем является масляное сырье, направляе-
направляемое далее на экстракцию (рис. 37). При поступлении в абсорбер
оно должно бытымагрето до ПО—115°С во избежание конденса-
конденсации водяного пара. По выходе из абсорбера в водяном паре дол-
должно содержаться всего 0,01—0,005% паров фенола. Другие вариан-
варианты схем регенерации растворителей из -водных растворов приве-
приведены при описании процессов очистки и депарафинизации нефтя-
нефтяных фракций.
"Селективная очистка масляного сырья 109
Очистка фурфуролом
Характеристика растворителя
Фурфурол—гетероциклический альдегид фуранового ряда. Свежеполученвый
фурфурол представляет собой бесцветную, сильно преломляющую свет жидкость
с приятным запахом ржаного хлеба. На воздухе и особенно под действием овета
и температуры _фурфурол постепенно осмоляепся, приобретая сначала соломенно-
желтый цвет, аГзатем темно-бурый и почти черный. Осмоледае- фурфурола значи-
значительно замедляется при хранении его в темноте- и в' атмосфере инертного газа,
а также под слоем масла. Из сырья, поступающего на очистку фурфуролом, не-
необходимо удалять воздук (деаэрировать). Регенерировать фурфурол из рафиаат-
ного и экстрактного растворов лучше в вакууме, чтобы обеспечить более мягкий
i температурный режим перегонки. Цвет фурфурола можно стабилизировать, до-
добавляя к нему антиокислители: третичные амины, пирогаллол и др.
Сырьем для получения фурфурола являются растительные вещества, обога-
'щениые певтоэаном: кукурузная кочерыжка, отруби* подсолнечная и хлопковая
шелуха и т. д. Гидролизом пентозанов получают пентозы:
ОНА + Н2О > С8Н10Ов
При кипячении пентоз, с разбавленными кислотами образуется фурфурол:
CBH10Q6 — QH4O2
Структурная формула- фурфурола:
/СНО
\н
Основные физико-химические свойства фурфурола следующие:
Молекулярная масса -. . .- . . . 96,03
Плотность при 20 °С, кг/м3 1159,-4
Показатель преломления п *? 1,5261
Температура, °С
кипения 161,7
плавления -т-38,-7
вспышки (в открытом тигле) ...... 56,0
Вязкость при 38°С, мм2/с 0,907
Теплота испарения при 161,7 СС, кДж/кг 456,43
Теплоемкость при 20 °С, кДж/(кг-К) ..... 1,59
По химическим свойствам фурфурол сходен с ароматическими альдегидами:
«при восстановлении переходит в а-фурфуриловый спирт QHsO—CH/>H, при
окислении образует пирослизевую кислоту С4Н3О—СООН. Фурфурол токсичен,
при местном поражении он оказывает раздражающее действие. Симптомами от-
отравления являются нетвердая походка, "нарушенная координация движений.
Присутствие паров фурфурола в воздухе можно обнаружить при помощи листа
бумаги, обработанной смесью из равных частей аммиака и уксусной кислоты: в
присутствии фурфурола бумага краснеет. Предельно допустимая концентрация
фурфурола в воздухе не "должна превышать 0,01 мг/л.
Фурфурол и вода при нормальных температурах обладают ограниченной
взаимной растворимостью,. с повышением температуры она возрастает. Критиче-
ПО Гл. Ill: Очистка избирательными растворителями
екая температура растворения фурфурола в воде равна 121 °С, соответствующая
этой температуре концентрация фурфурола в растворе составляет 50,3%- (масс).
Температура кипения азеотропной смеси фурфурола с водой при атмосферном
давлении равна 97,46°С; содержание фурфурола в этой смеси 35% (маис).
Фурфурол применяют, для очистки масляных дистиллятов и
предварительно деасфальтированных остатков вакуумной пере-
перегонки нефтей с небольшой и средней смолистостью, сравнительно
¦ реже — для очистки прямогонного дизельного топлива и газойлей
каталитического крекинга. Как указывалось выше, фурфурол ха*
растеризуется сравнительно невысокой растворяющей способно-
способностью, и для ее повышения необходимо повышать (в пределах, до-
допустимых по КТР) температуру. Обычно очистку фУРфУРолом
проводят при температурах от 60 до 150 °С. При этом не затруд-
затрудняется очистка высокозастывающегО сырья, улучшаются контакт
и разделение рафинатной и экстрактной'фаз. Присутствие воды в
фурфуроле снижает его растворяющую способность и избиратель-
избирательность, что отрицательно сказывается "на результатах' очистки,
поэтому содержание воды (в фурфуроле Не должно превы-
превышать 1%. '
При очистке дизельных топлив с использованием сухого фур-
фурфурола нужно понижать температуру экстракции вследствие низ-
низкой КТР смеси. В этом случае обводненность фурфурола не сни-
снижает эффективность очистки, но повышает, КТР,, что позволяет
вести очистку при 30—50°С. Кратность фурфурола к сырью в за-
зависимости от вязкости сырья и содержания в нем нежелательных
• компонентов составляет для дистиллят"н;Ых 'масляных фракций
150—350, для остаточных 250—500% (об.). .
Помимо выбора оптимальных условий очистки для улучшения
четкости разделения и увеличения выхода рафината при очистке
1 фурфуролом применяют рециркуляцию части экстракта в ниж-
нижнюю секцию экстракционной колонны; при этом из экстрактного
раствора выделяются соединения с меньшей растворяющей спо-
* собностью. Они поднимаются наверх вместе с сырьем, вновь кон-
контактируют с растворителем, создавая внутреннюю циркуляцию
в колонне и повышая четкость разделения сырья на рафинат и
экстракт. Применение рециркуляции экстракта C0—50% на
сырье) повышает выход рафината на 3—7% (масс.) на сырье.
Примерные показатели очистки фурфуролом деасфальтизата
(vioo=20 мм2/с, коксуемость 0,6% масс.) из нефти Сйнгачалы-море
приведены ниже:
Условия очистки
Кратнбсть фурфурола к сырью (масс.) 4:1
Температура в экстракционной колонне, °С
вверху . . . . • 130
в середине 110
внизу „ , . 90
Г
Селективная очистка масляного сырья 111
Характеристика рафината .
Выход, % (масс.) на сырье ; 76
Плотность при 20 °С, кг/м3 . . . . ?95,9
Вязкость при 100 °С, мм2/с . . . . . . • • • 16,7
Коксуемость, % (масс.) 0,17
Характеристики экстракта
Выход, % (масс.) иа сырье . 24
Плотность при 20°G, кг/м3 966,1
Вязкость при 100°С, мм2/с 35,8
Коксуемость, % (масс.) 3
Технологическая схема а характеристика
укрупненной комбинированной установки
селективной очистки масляного сырья фурфуролом
Установки очистки нефтяных фракций фурфуролом состоят из сле-
следующих секций: деаэрации сырья; экстракции сырья фурфуролом;
регенерации растворителя из рафинатного раствора; регенерации
растворителя из экстрактного раствора; регенерации фурфурола
из смесей его с водой. На нефтеперерабатывающих заводах дей-
действуют как однопоточные, так и укрупненные" комбинированные
(двухпоточные) установки. Мощность однопоточных установок по
сырью—1000—1500 т/сут; укрупненных комбинированных устано-
установок— до .3000 т/сут. В качестве экстракционных аппаратов ис-
используют экстракционные «олонны и р_оторно-дисковые контак-
контакторы.
В отличие от однопоточной укрупненная комбинированная ус-
установка имеет по *Две секции деаэрации и экстракции, две секции
регенерации фурфурола из рафинатных растворов (что позволяет
очищать сырье одного или одновременно двух видов) и одну сек-
секцию регенерации растворителя из экстрактных растворов. Двух-
Двухпоточные установки по сравнению с однопоточными более эконо-
экономичны по себестоимости продукции, повышенной производительно-
производительности труда и т. д. К недостаткам укрупненных комбинированных
установок следует отнести получение экстракта широкого фракци-
фракционного состава в случае очистки диетиллятного сырья на одном
блоке установки, а остаточного сырья — на другом, что усложняет
утилизацию экстракта.
На схеме (рис. 38) показана одна технологическая линия (од-
(одна секция деаэрации и экстракции и одна секция регенерации
растворителя из рафинатного раствора), так как вторая линия
тождественна-первой, а также общий блок регенерации фурфуро-
фурфурола из смеси экстрактных растворов обоих блоков экстракции.
Деаэрация сырья и экстракция его фурфуролом. Сырье насо-
насосом / прокачивается через теплообменник 2, где нагревается гр?
рячим жидким фурфуролом из емкости 18 до 130—140°С и посту-
поступает в деаэратор 3. Деаэратор работает в. вакууме (остаточное
Селективная очистка масляного, сырья
113
давление 9,97 кПа); врздух отдувают "водяным паром. Водяной
пар и воздух сверху деаэратора поступают в барометрический кон-
конденсатор (на схеме не показан); пары кондесируются и конденсат
стекает, в барометрический колодец, а воздух и газы отсасываются
вакуум-насосом. Температура в деаэраторе составляет 130 СС.
Освобожденное от воздуха сырьё из деаэратора направляется
насосом 4 через теплообменник 5 в нижнюю зону роторно-диско-
рого контактора 6. В верхнюю часть экстрактора из емкости 32
через теплообменник 5 подаек^ фурфурол. Час.ть его поступает в
РДК из буферной емкости 18 после теплообменников 2 и 5. Тем-
Температура вверху и внизу контактора поддерживается за счет по-
потоков сырья и фурфурола, а также изменением температуры и
расхода экстрактного раствора, циркулирующего по схеме: ниж-
нижняя зона контактора 6—>-холодильник 5—нприемник 29—»-насос
30—Основа контактор 6. Для увеличения выхода рафината пред-
предусмотрена подача до 50% на сырье экстракта (рециркулята) в ли-
линию перед холодильником 28 из отгонной колонны 21 низкого дав-
давления. ';.-¦-•¦-
Регенерация растворителя из рафинатного раствора проводится
в две ступени в колоннах J0 и // в вакууме (остаточное давление
39,9 кПа); вакуум создается вакуум-насосом, отсасывающим газы
й воздух из приемников 25 и 32. Выходящий сверху экстрактора 6
рафинатный раствор собирается в емкости 7,. откуда направля-
направляется через теплообменник 31 (нагрев отводимым с установки .го-
.горячим рафинатом до 150 °С) и змеевики трубчатой-печи 9 (нагрев
до 210 °С) в колонну 10. Здесь регенерируется основная часть рас-
растворителя. Пары безводного фурфурола поступают сверху колон-
колонны 10 в конденсатор-холодильник 12; конденсат собирается в ва-
вакуумном приемнике 32, откуда жидкий фурфурол расходуется на
экстракцию сырья, а также на орошение колонн 10, 14, 20 и 21.
Рафинатный раствор из нижней части колонны 10 перетекает
по гидравлику в колонну //, где из него удаляется оставшаяся
часть фурфурола острым перегретым водяным паром. Снизу ко-
колонны // рафинат через теплообменник 31. и концевой холодиль-
холодильник насосом (на схеме ле показан) откачивается в резервуарный
парк. Пары фурфурола, и воды поступают из- колонны // в кон-
денсатор-холодильник 26, откуда конденсат стекает в вакуумный
приемник 25. •* '
Регенерация растворителя из экстрактного раствора осущест-
осуществляется в четыре ступени. Экстрактный раствор из приемника 29
насосом 33 прокачивается через теплообменник 16 вместе ..с экст-
экстрактным раствором из второго блока экстракции (линия XVI, см.
рис. 42), где нагревается парами, выходящими из колонны 14, и
далее проходит в теплообменник 15, обогреваемый парами из ко-
колонны 20. После- теплообменника 15 экстрактный раствор нагре-
нагревается в печи 13 до 200°С и направляется в колонну 14, рабоч
8—751
Рис. 38. Принципиальней схема укрупненной комбинированной установки ояистки нефтяных фракций фурфуролом:
1, 4, 30, 33— насосы; 2, 5, 8, 12, 15, 16, 26—28, Jl — теплообменники; 3 — деаэратор; 6 — роторно-дисковый контактор; 7, 29 — емкости;- 9, .13,
19 — печи; 10, 11, 14, 20—22 — колонны регенерации фурфурола; /7 — колонна для отделения воды от фурфурола;, 18 — буферная емкость;
23 — колонна для отпаривания фурфурола от воды; 24 — каплеотбойник; 25, 32 — вакуум- приемники; 34, 36 — отстойники. ¦
Линии: /—сырье;.// —фурфурол; /// —фафинат; IV — экстракт; V — рафииатный раствор; VI — экстрактный раствор; VII — пары сухого
фурфурола; VIII — смесь' паров фурфурола и воды; IX — пары азеотропиой смесн фурфурола и воды; X — водяной пар; XI — газы раз-
разложения и воздух к вакуум-насосам; XII — вода; XIII —смесь легкого масла и фурфурола; XIV — фурфурольиая вода; XV — промежуточный
.экстрактный раствор; X VI — экстрактный раствор из второй секций экстракции.
114
Гл. III. Очистка избирательными растворителями
Селективная очистка масляного сырья
115
-тающую под давлением около 0,2 МПа. В этой колонне удаляют-
удаляются до" 30% фурфурола и вся влага, содержащаяся в экстрактном
растворе. Пары фурфурола и воды, выходящие из, колонны 14,
конденсируются в теплообменнике 16, и образующийся конденсат
поступает в колонну 17 для отделения воды от фурфурола.*
Экстрактный раствор, забираемый снизу колонны 14, направ*
ляется через двухпоточ'ную печь 13, где нагревается до 230 °>С, в ко-
колонну 20, работающую под избыточным давлением 0,25 МПа,
В этой колонне отгоняется около 60% фурфурола от исходного его
содержания в экстрактном растворе. Пары безводного фурфурола
по выходе из колонны 20 конденсируются в теплообменнике 15;
конденсат собирается в нижней части колонны обезвоживания 17,
являющейся одновременно буферной емкостью безводного фур-
фурфурола 18. Часть паров из колонны 20 направляется непосредст-
непосредственно под нижнюю тарелку колонны 17. Безводный фурфурол че-
через сырьевой теплообменник 2 подкачивается в линию подачи
фурфурола в экстрактор 6. Из колонны 20 экстрактный раствор
передавливается в вакуумную колонну 21 (остаточное давление
39,9 кПа). Сверху колонны 21 выходят пары сухого фурфурола,
которые конденсируются в конденсаторе-холодильнике 12; конден-
конденсат поступает в вакуум-приемник .32.
. Экстрактный раствор с 2% фурфурола на исходный раствор
перетекает из колонны 21 в отпарную колонну 22, где в вакууме
и при помощи острого водяного пара, подаваемого вниз колонны,
Фурфурол окончательно отпаривается из экстрактного раствора.
Экстракт направляется из колонны 22 через концевой холодиль-
холодильник в резервуар. Пары фурфурола и воды, уходящие из колонны
22, конденсируются в конденсаторе-холодильнике 26, после чего
конденсат поступает в вакуумный приемник 25.
Регенерация фурфурола из водных растворов. Обводненный
фурфурол из приемника 25 откачивается в отстойник 35, куда по-
поступает также конденсат паров азеотропной смеси из колонны 17.
В отстойнике при 35—40 °С конденсат расслаивается: образуются
два слоя. Нижний слой представляет собой фурфурол с 6—7%
воды, вместе с нижним слоем первой секции приемника 34 он по-
подается на верхнюю тарелку колонны 17. Верхний слой — водный,
содержащий 6—7% фурфурола, перетекает'в приемник 34, кото-
который состоит из трех секций. В первой "секции отстаивается обвод-
обводненный фурфурол; во второй секции содержащая фурфурол вода—
от легкого масла, перетекающего в третью секцию. Содержащая
фурфурол вода из второй секции приемника 34 вводится в колон-
колонну 23 для отпаривания фурфурола из.веды. Вниз этой колонны
подается перегретый водяной пар.
Пары воды и фурфурола, выходящие сверху колонны 23, кон-
конденсируются и охлаждаются до 40 °С в конденсаторе-холодильнике
27; конденсат поступает в отстойник 25. Вода из нижней части ко-
колонны 23 может быть использована для выработки перегретого во-
водяного пара. Накапливающийся в третьей секции приемника 34
масляный слой (при очистке лёгких дистшшятных фракций) со-
содержит фурфурол. t Его регенерируют в ротор но-дисковом контак-
контакторе (на схеме не показан). Для этого масляный слой из прием-
приемника 34 насосом подается в нижнюю часть" контактора, а наверх,
контактора подается вода, выходящая снизу колонны 23 с темпе-
температурой около 100 °С. Вода вымывает фурфурол из масла, оно ор-
бирается наверху контактора, откуда подкачивается к экстракту,
выводимому с установки. Вода с извлеченным фурфуролом из
нижней части контактора возвращается в отстойник 35.
Для нейтрализации кислот, содержащихся в свежем фурфуро-
фурфуроле, а также образующихся в процессе работы, на установке пре-
предусмотрен узел защелачивания фурфурола раствором ЫагСОз.
Очистка фенолом
Характеристика растворителя
Фенол представляет собой бесцветные кристаллы с характерным запахом. На
воздухе и на свету фенол окрашивается сначала в розовый, а затем в красный
цвет. В настоящее .время фенол в основном получают из изотронилбекзола дутем
окисления его кислородом воздуха и разложения обрааующейоя гидроперекиси:
н о—он
—с—сн3 н3с—с—сн3
н3с
+Ог
ch3-c-<:hs+(
Фенол получают, также при щелочном гидролизе каменноугольных смол и
другими методами. Ниже приведены его основные физико-химические свойства:
Молекулярная масса 94,11
Плотность при 25 °С, кг/м3 ...... 1071
Показатель преломления и" . . - • . . 1,54247
Температура, °С
кипения .......' 181,2
плавления 40,97
вспышки . . 79,0
Вязкость кинематическая при 45°С, мм2/с 3,8
Теплота, кДж/кг
• испарения при 181,2СС 446,2
плавления при 40,97 X 121,6
Теплоемкость при 45СС, кДж/(кг-К) . . . 2,11
¦Фенол токсичен-: отравление возможно парами и мельчайшими кристаллами
фенола, образующимися при конденсации его паров на холодном воздухе. Пре-
Предельно допустимая концентрация. его в воздухе 0,005 мг/л. Попадание фенола
на кожу вызывает ожог. Фенол легко растворим в спирте, серном эфире, бензоле
и других растворителях. С водой фенол образует две нвсмешивающиейя жодко-
8*
116 Гл. Hi. Очистка избирательными растворителями
сти —растворы фенола в воде и воды в феноле. Даиные о взаимной растворимо-
-сти фенока и воды-при разных температурах приведены ниже:
Растворимость (% масс.) при температуре, cfc
* 20 30 . 40 50 60 6S
Фенол в воде . . 8г20 8,75 9,60 33.2Й 16,80 34,00
Вода в феноле . Й7.90 30,10 Ц.80 37,40 44,90 66,00
С водой фенол образует также азеотропную смесь, содержащую 9% (масс.)
фйюла, с температурой кипения 98 СС при » 101 кПа G60 мм рт. ст.).
Фенол используют в качестве избирательного растворителя при
очистке масляных дистиллятов, и деасфальтизатов. Он хорошо
растворяет ароматические углеводороды с коро_ткими боковыми
цепями, особенно шлициклические, и смолы, молекулы которых
обогащены ароматическими циклами. Азотсодержащие соединения
полностью переходят в экстракт. В зависимости от качества сыр'ья
и условий очистки содержание серы в результате очистки фенолом
снижается на 30—50%. Вследствие высокой растворяющей спо-
способности фенола КТР его смесей с сырьем довольно низки, что
затрудняет его применение при очистке маловязких масляных ди-
дистиллятов, так как низкая температура экстракции лимитируется
высокой температурой кристаллизации фенола.
В заводской практике растворяющую способность фенола
уменьшают добавлением к нему воды, однако при этом снижается
и его избирательность. С увеличением обводненности фенола по-
повышается выход рафинатов, но ухудшается их качество. При до-
добавлении воды к фенолу снижается также температура его плав-
плавления. Воду вводят в несколько точек по высоте экстракционного
аппарата: в верхнюю часть, в середину и в нижнюю часть. Наи-,
, более эффективен ввод воды в зону экстрактного раствора, т. е.
вниз экстрактора,- что способствует выделению рециркулята и, как
следствие, увеличению отбора рафината. Вода, вводимая в экст-
экстракционную колонну, практически вся отводится в составе экст-
экстрактного растворагДля снижения растворяющей способности фе-
фенола к нему можно добавлять и другой растворитель с меньшей
растворяющей способностью (этиловый спирт, этилеигликоль
и др.), однако промышленного'применения этот способ не получил. -
Экстракцию сырья фенолом осуществляют в насад очных, сет-
сетчатых или тарельчатых колоннах. Для ,более четкого выделения
из сырья нежелательных компонентов должна быть установлена
разность температур между .верхом и низом колонны — темпера-
температурный градиент экстракции. Эта величина составляет 10—15°С
при очистке дистиллятных фракций и 15—20 °С при очистке де--
аюфальтизатов. Температура экстракции в зависимости^ от сырья
составляет обычно 45—115°С. Расход фенола' для, различного
сырья и с учетом требований к качеству рафината изменяется в
широких пределах: при очистке дистиллятных фракций массовая
(Селективная очистка масляного сырья
П7
кратность фенола к сырью составляет 1,5 — 2: 1, при очистке де-
деасфальтизатов— 2,5—3,5:1. В настоящее время возникает все
большая необходимость в производстве базовых масел с индексом
вязкости 95 и выше. Получать такие масла обычными методами
помимо подбора масляных нефтей можно углублением очистки
сырья на установках деасфальтизации (до коксуемости деасфаль-
тизата 0,5—0,7%) и углублением селективной очистки фенолом —
увеличением кратности растворителя к сырью. При выработке вы-
высокоиндексных масел кратность фенола к сырью достигает 2,5—
3,5: 1 для дистиллятного сырья и 3,5—4,5: 1 для остаточного.
При очистке нефтяных фракций фенолом одной из важных за-
задач является снижение потерь 'Ценных компонентов с экстрактом.
Для этой цели на заводских установках фенольной очистки ис-
используют различные методы выделения рециркулята. Одним из та-
таких методов является введение в экстрактный раствор так называ-
называемой фенольной воды, представляющей собой конденсат смеси па-
паров фенола и воды, выходящих из отпарных колонн в секциях ре-.
генерации фенола из рафинатного и экстрактного растворов. Дру-
Другим методом выделения ценных компонентов является понижение
температуры низа экстракционной колонны подачей туда охлаж-
охлажденного экстрактного раствора.. На многих установках одновре-
одновременно с вводом фенольной воды понижают температуру внизу экс-
экстракционной колонны рециркуляцией части экстрактного раствора
через холодильник (см: рис» 43). Примерные показатели процесса
очистки нефтяного сырья фенолом приведены ниже:
Белградская нефть ^
деасфаль- масляный
тизат дистиллят
Характеристика сырья
. Плотность df° ....... 0,903 0,886
Вязкость при 100оС, мм2/с . . 23,5 6,5
Коксуемость, % (масс.) ... 1,16 —
Содержание серы, % (масс.) — —
.Условия очистки
Кратность ~ фенола к сырью
(массовая) .*•..... 2:1 1,5:1
Температура, "С
вверху колонны .... 92—96 78—80
внизу колонны ....'. 75—80 60—65
Расход фенольной "воды, %
(масс.) на фенол ..... 3,0 8,0 -
Характеристика рафината
. Выход, % (масс.) на сырье . 75 80
Плотность dV> . .^ 0,886 0,870
Вязкость при 100°С, мм2/с . . 20,4 5,9
Коксуемость, % (масс.) . . . 0,47 —
Содержание серы, % (масс.) — —
деасфальтизат
0,907
20,8
1,1
1,6
3:1
70
62
4,5
60
0,881
16,0..
0,28
0,79
[18 Гл. III. Очистка избирательными растворителями
Примерный материальный баланс очистки масляного дистил-
дистиллята фенолом следующий:
% (масс,) Состав,
от сырья % (масс.)
Взято
Сырье 100,0 —
Фенол. 200,0 —
Фенольная вода ' . . 7,0 100
в том числе
вода . ' ' 6,4 91
фенол . . . ' 0,6 9
Всего „ . . . 307,0 —
Получено
Рафинатный раствор
рафинат 75,0 80,0
фенол . 18,7 20,0
Итого .... 93,7 100,0
Экстрактный раствор
экстракт 25,0 11,7
фенол 181,9 85,3
вода 6,4 3,0
Итого .... 213,3 100,0
- Всего . . . . 307,0 —
Удельные капитальные затраты в процессе очистки фенолом
1 т сырья составляют 3,3—4,8 руб/(т-год). Общие потери фенола
на промышленных установках составляют 0,05—0,15% (масс.) на
уСырье. Энергетические затраты при фенольной очистке .1 т сырья
составляют:
Топливо, кг . . 48—67
Пар, Дж 377—964
Электроэнергия, кВт-ч 5,9—11,5
Вода, м3 10,9—24,4
В заводской практике эксплуатируется Несколько *типов про-
промышленных установок селективной очистки м^асел фенолом. Наи-
Наиболее широко применяют типовые установки (см. рис. 39). На них
очищают как дистиллятное, так и остаточное сырье. Разновидно-
Разновидностями типовых установок являются двухблочные укрупненные (по-
(повышенной производительности) и двухступенчатые установки.
Технологическая схема типовой установки
селективной очистки масляного сырья фенолом
Экстракция сырья фенолом (рис. 139). Сырье, дистиллятное или
остаточное, насосом / прокачивается через теплообменники 2, где
нагревается горячим экстрактом до температуры около 90 °С, и
Рис. 39. Принципиальная тезонюишгическая схема типовой установки очистки нефтяного сырья фенолом:
/, 6, 7, 23 — насосы; 2—4, 8, 9, И, 24—26, 29 — теплообменники; 5 —абсорбер; 10 — экстракционная колонна; 12, 14, 27 — емкости; 13, 28 — кон-
конденсаторы воздушного охлаждения; 15, 20 — печи; 16 — рафинатная испарительная колонна;. П — рафннатная отпарная колонна; 18 — кипятиль-
кипятильник; 19 — сушильная колонна; 21 — экстрактная испарительная колонна; 12 — экстрактная отйарная колонна.
Линии; / — сырье; // — сухой феиол; Ш <— рафннат; IV — экстракт; V — рафинатный раствор; VI — экстрактный раствор; V// — нары сухого фе-
иола; VIII — смесь паров фенола и воды; IX — пары азеотропной смесн фенола и воды; X — фенольная вода1, XI — водяной пар.
120
Гл. III. 'Очистка избирательными растворителями -
Селективная очистка масляного сырья
121
паровой подогреватель 3 и с температурой ПО—115 °С 'подается
на верхнюю тарелку абсорбера 5. Подача сырья регулируется в
зависимости от уровня жидкости в абсорбере регулятором расхода,
клапан которого установлен на выходе насоса /. Вниз абсор&ера
поступают пары азеотропной смеси. Сырье стекает по тарелкам
абсорбера и, встречаясь с поднимающимися навстречу сырью па-
парами, поглощает фенол. Пары воды сверху, абсорбера- выводятся
в конденсатор-холодильник 4; .конденсат собирается в приемнике
(на схеме не показан), откуда направляется на производство пере-
перегретого водяного пара.
Сырье с абсорбированным в нем фенолом забирается снизу.аб-
снизу.абсорбер а насосом 6, охлаждается в холодильнике 8 до требуемой
температуры и ^вводится в среднюю часть экстракционной колон-
колонны 10. Наверх этой колонны из приемника 27 пбдается фенол, •
предварительно нагретый в паровом подогревателе //. Для сни-
снижения растворяющей способности фенола в нижнюю часть колон-
колонны 10 из емкости 14 предусмотрена подача фенольной воды.,
Для равномерного распределения потоков по сечению колонны
жидкости вводят в колонну через маточники. Температура раство-
растворов в верхней и средней частях -колонны регулируется нагревом
сырья и фенола. Необходимая температура низа колонны, регули-
регулируется главным образом циркуляцией части экстрактного раство-
раствора насосом 7 через холодильники 9. В экстракционной4 колонне
образуется .два слоя: рафинатный и экстрактный. Независимо от
качества очищаемого сырья уровень раздела фаз поддерживается
в колонне при помощи дифманометрического или электрического
уршнемера немного выше распределителя сырья.
Рафинатный раствор, содержащий до 20% фенола, сверху ко-
колонны 10 Поступает ъ лромежуточный приемник 12, откуда на-
направляется в секцию регенерации растворителя. Экстрактный рас-
раствор, содержащий фенол, экстракт и практически всю вводимую
в колонну воду, поступает снизу колонны 10 на прием насоса 23,
при помощи которого он подается в секцию регенерации раство-
растворителя.
Регенерация растворителя из рафинатного раствора. Рафинат-
Рафинатный раствор из приемника 12 через теплообменники 24, где нагре-
нагревается' отходящим с установки рафинатом, поступает в змеевики
трубчатой печи 15. С температурой 260—290 СС паро-жидкостная
смесь поступает в среднюю часть испарительной рафинатной ко-
колонны 16. Из нее основная масса фенола уходит в виде паров.
Для предотвращения уноса рафината с парами фенола и более
четкого отделения фенола от рафината колонна оборудована кол-
пачковыми тарелками F—7- штук). В качестве орошения в колон-
колонну 16 подается фенол. Давление в колонне 16 составляет 0,13—
0,16 МПа A,3—1,6 кгс/см2). Пары фенола сверху этой колонны
конденсируются и охлаждаются в теплообменнике 25 и воздушном'
холодильнике 28; конденсат поступает в приемник безводного фе-
фенола 27. . .
Раствор рафината с небольшим содержанием фенола B—3%)
перетекает в отпарную колонну 17, где остатки фенола отгоняют-
отгоняются острым паром,-подаваемым вниз -колонны. Пары воды и фе-;
нола сверху колонны 17 поступают в конденсатор 29, конденсат
вместе с экстрактным раствором направляется в сушильную ко-
колонну 19. Рафинат, содержащий не более 0,005% фенола, снизу
отпарной колонны 17 откачивается через теплообменник 24 и кон-
концевой холодильник (на схеме не показан) в резервуарный парк.
Регенерация растворителя из экстрактного раствора. Экстракт-
Экстрактный раствор отводится насосом 23 из колонны 10, прокачивается
через теплообменник 26, обогреваемый конденсатом паров фенола
из колонны 21, теплообменник 25, где нагрев осуществляется теп-
теплом конденсации паров фенола из колонны 16, и с температурой
120—130 °С поступает в сушильную колонну 19. В этой колонне
экстрактный раствор обезвоживается: разделяется на. пары азео-
тршной смеси фенола и воды и на остаток, состоящий из экстрак-
экстракта с основной массой фенола.
Часть паров азеотропной смеси сверху колонны 19 направля-
направляется в абсорбер 5, другая часть паров поступает в воздушный
конденсатор-холодильник 13, где они конденсируются и в виде фе-
фенольной воды собираются в приемнике 14. Раствор экстракта со-
собирается на полуглухой тарелке внутри колонны 19 и отсюда са-
самотеком перетекает в кипятильник Ж В нем для нагрева экстракт-
экстрактного раствора используется тепло конденсации паров фенола, по-
поступающих из колонны 21. Пары из кипятильника 18 возвраща-
возвращаются в колонну 19 под полуглухую тарелку; экстрактный раствор
снизу кипятильника присоединяется к экстрактному раствору, вы-
выводимому из нижней части колонны 19. Снизу колонны 19 обезво--
женный экстрактный растврр прокачивается через часть змееви-
змеевиков печи 20, где нагревается до 250—28Q°C, и поступает в испари-
испарительную экстрактную колонну 2-L При необходимости часть рас-
раствора из печи 20 возвращается в колонну/9.
В колонне 21, работающей под давлением 0,2—0,3 МПа, выде-
выделяется почти весь фенол, пары которого конденсируются в кипя-
кипятильнике 18, охлаждаются в теплообменнике 26 и холодильнике
28, откуда фенол поступает в приемник сухого фенола 27. Допол--
нительное количество тепла в колонну 21 вводится раствором эк-
экстракта, циркулирующим с полуглухой тарелки и снизу колонны
через печь 20. Горячий поток поступает под полуглухую тарелку
с температурой 330—340 °С." В качестве орошения наверх колон-
колонны подается фенол. *
Экстрактный раствор снизу колонны 21 поступает в отпарную
колонну 22, Для отгона остатков фенола вниз колонны подается
острый пар; в качестве орошения наверх колонны вводится фе-
122
Гл. Ш. Очистка избирательными растворителями
нольная вода. Пары фенола -и воды, выходящие сверху колонны
'22, конденсируются в конденсаторе-холодильнике 29; конденсат
направляется в сушильную колонну 19. Снизу колонны 22 экст-
экстракт откачивается через сырьевой теплообменник 2 и концевой хо-
холодильник (на схеме не показан) в резервуарный парк. Успешная
эксплуатация установок фенольной очистки во многом зависит от
соблюдения материального баланса по водяному пару, т. е. от со-
соблюдения равенства между общим, расходом пара, подаваемого в
отпарные колонны 17 и 22, и расходом пара, отводимого из абсор-
Селективная очистка масляного сырья
123
Ш
ш
Рис. 40.' ГЦринцшшальная технологическая I
схема «водного контура» установки фенодь-!
ной очистки:
/ — промежуточная емкость; 2 — паросборник;^
3 — пароперегреватель; 4 — конденсатор; 5 — г "
бер; 6 — теплообменник.
Линии: / — сырье; // — пары азеотропной смеси]
фенола и воды; :/// — водяные пары; /V —ко"-'я
денсат; V — циркулирующий конденсат; V/ — сме
водяных паров и ненспарившейся части конденсат.
та; VII — перегретый водяной пар в отпарные ко-]
лонны 17 н 22 (см. рис. 39); VIII — пары фенола!
из колонны 21; IX — смесь охлажденных паров в |
конденсата паров фенола в Ккпятильник 18.
бера 5. Несоблюдение этого равенства приводит к переполнению
системы фенольной водой.
В настоящее время на многих установках фенольной очистки
имеется система «водного контура». Известно несколько вариан-
вариантов его технологического оформления; один из таких вариантов
(рис. 40) разработан на Уфимском НПЗ им. XXII съезда КПСС
Его особенностью является использование тепла горячего фенола?
регенерированного из экстрактного раствора, для производства во-
водяного пара со следующими параметрами: давлением 0,35—
0,5 МПа, температурой 180—190°С. Водяные пары, выходящие из
абсорбера, конденсируются в аппарате 4 (см. рис. 39). Конденсат
направляется из приемника 1 в паросборник 2. Рециркуляция кон-
конденсата через теплообменник 6 осуществляется насосом. Смесь во-
водяных паров и неиспарившейся части конденсата возвращается из
теплообменника 6 в паросборник 2 (с температурой 133 °С). Теп-
Теплоносителем в. аппарате 6 являются конденсирующиеся пары фе-
фенола, они же поступают в пароперегреватель 3, где насыщенный
водяной пар, выходящий из паросборника 2, перегревается до
180—190 °С. Перегретый водяной пар используют >затем в отпар--
ных колоннах 17 и 22 (см. рис. 39).
Опыт эксплуатации типовых установок очистки масляных фрак-
фракций фенолом показал, что при недостаточном числе тарелок в ра-
финатной колонне 16 не всегда возможно четко отделить рафинат
от фенола; это приводит к «замасливанию» фенола и ненужной
рециркуляции рафината. Устранение этого недостатка достигается
расположением рафинатной колонны 16 рядом с отпарной колон-
колонной 17, а не над ней и увеличением числа тарелок в колонне 16 до
18, что обеспечивает отделение легких 'масляных фракций от фе-
фенола. Кроме того, в колонне 16 создается избыточное давление
@,22—0,26 МПа), достаточное для перетока рафинатного раство-
раствора снизу ее в верхнюю часть отпарной колонны 17.
На ряде действующих установок насадочные тарелки* в экст-
экстракционной колонне 6 заменены на жалюзийные; предусмотрен
также ввод фенольной воды в сырьевую линию и в верхнюю часть,
колонны. Иногда при увеличении производительности установок
абсорбер 5 не справляется с работой — наблюдается проскок фе-
фенола; уход части его с водяным паром. Этот недостаток устраняют
наращиванием абсорбера, увеличением его диаметра или диамет-
диаметра наращенной части.
Двухблочная укрупненная установка
селективной очистки фенолом
Особенностью двухблочной укрупненной установки является нали-
наличие двух самостоятельных блоков экстракции и регенерации фено-
фенола из рафинатного раствора, позволяющих одновременно перера-
перерабатывать сырье двух видов (дистиллятное и остаточное или два
разных дистиллята). Блок регенерации фенола из экстрактных
растворов'—общий. Экстрактные растворы снизу обеих экстрак-
экстракционных колонн поступают на прием одного насоса, которым смесь
подается в блок регенерации. Таким образом, с установки отво-
отводится смесь экстрактов. Для абсорбции фенола из паров азеотроп,-
ной смеси установлен двухступенчатый абсорбер. Абсорбентом в
•первой ступени является остаточное сырье, а во второй — часть по-
получаемого на установке экстракта. Этот рециркулирующий экст-
экстракт воавращается из .абсорбера в блок .регенерации. Вначале
азеотропиая смесь ^контактирует в абсорбере с остаточным
сырьем.
Производительность каждого блока экстракции, входящего в
состав укрупненной установки, равна производительности типовой
установки. .В связи с удвоением производительности установки в
блоке регенерации фенола из экстрактного раствора применены
более крупные аппараты и более мощные насосы. Имеется также
система для получения водяного пара из конденсата водяных па-
паров, уходящих из абсорбера («водный контур»). По сравнению с
типовой установкой (двумя параллельно действующими установ-
установками) двухблочная укрупненная установка более экономична.
Применение ее вполне оправдано, если не нужно получать раз-
раздельно дистиллятный и остаточный экстракты.
124
Гл. .///. Очистка избирательными растворителями
Двухступенчатые установки
селективной очистки фенолом
В последние годы наряду с одноступенчатой очисткой на нефте-
нефтеперерабатывающих заводах стали применять очистку масляного
сырья фенолом в две ступени с целью получения: рафината, по
свойствам не отличающегося- от рафината одноступенчатой очист-
очистки; высокоароматизированного рафината .и экстракта, используе-
используемых в качестве мягчителя шинных резин и наполнителя" каучуков.
Согласно принципиальной схеме процесса двухступенчатой фе-
нольной очистки, ароматизированный продукт (экстракт I) полу-
получают при неглубокой очистке сырья в первой .ступени экстракции.
РафИнат первой ступени очистки обрабатывают, свежей порцией
растворителя во второй экстракционной колонне, в результате чего
получают рафинат и вторичный экстракт (экстракт II). Технологи-
Технологический режим работы установки двухступенчатой очистки фенолом
деасфальтизата смеси сернистых нефтей следующий:
Ступень I Ступень II
¦ Соотношение фенол: сырье (об.) 2,1:1 3:1.
Подача фенольной воды, % (об.) на фенол
¦ наверх экстракционной колонны .... 1,6 —
вниз экстракционной колонны . . . .. . 8,1 3,5
Температура в экстракционной колонне, СС
вверху .' ... . " 88 92
в середине . . ¦•• 85 87
внизу 80 81
Данные о качестве сырья и получаемых продуктов приведены
ниже: ,
ДеаС" РаАн- Экстракт
фаль- гафн-
тизат "И I JI •
Выход, % (масс.) на .сырье .... 100 66 15 19
Плотность d|° . ¦ -0,914 0,889 0,995 0,931
Вязкость при 100°С, мм2/с .... 23,3 18,8 85,6 22,4
п%" . 1,4991 1,4820 1,5525 1,4959
Коксуемость, % (масс.) 1,24 0,47 — 1,22
Содержание серы, % (масс.) . . .1,19 0,78 3,18 2,57 •
Экстракт, полученный в результате неглубокой очистки фено-
фенолом деасфальтизата в первой ступени, не содержит нафтеновых ]
углеводородов; содержание полициклйческих ароматических угле- J
водородов составляет 81,6%, смол—11%. В экстракте второй сту-
ступени содержится значительное количество нафтеновых углеводо- ,|
родов B6,5%) и сравнительно мало смол E,9%). Рафинат по
групповому химическому. составу не отличается от рафината од-
одноступенчатой очистки .того, же сырья, но выход его ниже.
Одним из вариантов является процесс фенольной очистки мало- i
вязких масляных дистиллятов (vso=6—12 мм2/с; /„.„=400—430 °С
Селективная очистка масляного сырья
125
при атмосферном давлении). Технологическая схема этого вари-
варианта аналогична типовой схеме, однако для осуществления процес-
процесса экстракции при сравнительно низких температурах C6—40 °С)
из-за цизких КТР маловязкого сырья в феноле в составе установ-
установки должна быть холодильная система; где вода охлаждается с
20—23 до 3>—'8°С. Охлажденную воду используют в-холодильни-
в-холодильниках сырья перед вводом его в экстракционную колонну и рецир-
кулирующего экстрактного раствора для понижения температуры
в нижней зоне экстракционной колонны. В процессе применяют
фенол, содержащий до 10% воды. В секциях регенерации подоб-
подобных установок установлены колонны с увеличенным числом таре-
тарелок для предотвращения «замасливания» фенола легкими фрак-
фракциями сырья.
'" Имеются данные об очистке вышковязких деасфальтиз-атов, по-
получаемых во второй ступени деасфальтизации, при последователь-
последовательной работе двух экстракционных колонн. Обычно деасфальтизаты
второй ступени деасфальтизации служат' сырьем для выработки
высоковязких масел типа П-28 и* П-40, применяемых для смазки
тяжелонагруженного оборудования прокатных станов, поскольку
из-за повышенной коксуемости и относительно высокого содержа-
содержания серы они не могут служить высоковязкими "компонентами ди-
дизельных и автомобильных масел. При очистке высоковязких деас-
фальтизатов фенолом последовательно в двух колоннах можно
получать рафинаты, по коксуемости и содержанию серы удовлет-
удовлетворяющие нормам на остаточный компонент для дизельных и ав-
автомобильных моторных масел.
Одним из перспективных способов интенсификации процесса се-
селективной очистки масел является предварительное гидрооблаго-
гидрооблагораживание масляного сырья. Так, предварительная каталитиче-
каталитическая гидроочистка сырья в мягких условиях (температура 350—
360 °С, давление 3,5—3,8 МПа, объемная скорость подачи сырья
1,5—2,5 ч~\ соотношение циркулирующего водородоодержащего
газа 600—800 м3/м3) не вызывает деструкции углеводородного
сырья и позволяет в результате удаления серо-, азот-, кислородсо-
кислородсодержащих и смолистых соединений уменьшить глубину селектив-
селективной очистки, сократив кратность фенола к сырью с 1,7:1 до 1,5:1.
В итоге производительность установки повышается на 10%, выход
рафината на 5%; индекс вязкости его возрастает с 75 до 85.
Экстракты селективной очистки фенолом и фурфуролом ди-
стиллятного сырья обогащены ароматическими углеводородами и
неуглеводородными компонентами и могут служить сырьем для
выработки высокоароматизйрованных масел, пластификаторов для
резиновых и пластмассовых изделий, а также для получения суль-
фонатов. Экстракты, получаемые при очистке деасфальтизатов,
используют в битумном производстве и для получения беззольного
кокса.
126
Гл. 111. ОчЙЬтка избирательными растворителями
Селективная очистка масляного сырья 127
Очистка парными растворителями
Характеристика растворителей
Для производства остаточных масел иногда применяют процесс
очистки парными растворителями (дуосол-процесс). Очистка пар»
ными растворителями основана на использовании двух взаимно!
малорастворимых селективных растворителей, один из которых и
бирательно растворяет желательные компоненты сырья, а другой—
нежелательные. Одним из растворителей в дуосол-процессе явля-
,ется пропан, обладающий деасфальтирующими свойствами и рас-
растворяющий желательные компоненты сырья, а другим растворите-
растворителем— смесь фенола и крезола («селекто»), растворяющая неже-
нежелательные компоненты. Таким образом, в дуосол-процессе сочета*
ются процессы деасфальтизации и селективной очистки, в резуль-J
тате чего получают >пафи»ат (целевой продукт), экстракт и ас-
асфальт или их смесь — побочные продукты.
При очистке масляного сырья применяют смесь изомеров оксвметилфеиода;
(крезолов).общей формулы СеН^СНзОН. Крезолы выделяют нз феяольного масла
каменноугольной смолы; аз смесей изомеров о-крезюл выделяют ректификацией, j
a jh- и п-крезолы разделяют химическими методами. Физико-химические свойства
крезолов приведены ниже: - ,
• t о-Крезол jK-Крезол л-Крезол
Молекулярная масса 108,06 108,06 108,06
Плотность при 40 °С, кг/м3 . . . 1034 1018 1018
Показатель преломления п™ . . 1,5470 1,5400 1,5400
Температура, °С
кипения 190,8 202,8 201,1
плавления 30,1 10,0 34,8
вспышки . ' 81,0 86,0 86,0
Вязкость при 40°С, мм2/с ... 3,97 , 5,82 6,42
Теплота испарения (при темпера-
температуре кипения изомера), кДж/кг 393,5 421,0 421,0
Теплоемкость при 40 °С,
кДж/(кг-К) 0,212 0,214 0,214
Токсическое действие крезолов сходно с токсическим действием фенола: ошг
раздражающе действуют на кожу, вызывая покраснение, зуд, экземы -и т. п.
Предельно допустимая концентрация их в воздухе 0,05 мг/л. Крезолы раствори-
растворимы в спирте, эфире и раствора? щелочей. Взаимную растворимость крезолов и
воды иллюстрирует диаграмма, изображенная на рис. 41.
При обычных температурах крезолы хорошо растворяют аро-3
матические углеводороды, хуже — смолистые соединения и асфаль-
тены и мало растворяют парафиновые и нафтеновые углеводороды. I
Критические температуры растворения нефтяных фракций в крезо- i
лах сравнительно низки, о чем свидетельствуют следующие дан-
данные:
о-Крезол ..-
/г-Крезол .
Критическая температура растворения, "G
парафина масла о ИВ=112 масла о ИВ=30
82 76 28
94 98 48
_ Из гудронов и полугудронов смолистых и малосмолистых неф-
тей при помощи дуосол-процесса можно получать остаточные мас-
масла с меньшей коксуемостью и более высоким выходом по сравне-
Содержание воды, %(масс.)
ЮО 70 W
Рис. 4J. Фазовая диаграмма взаимной
растворимости системы крезол—вода:
I — о-крезол: 2 — л-крезол; 3 —я-крезол.
о зо ео m
Содержание крезола,%(масс.)
нию с маслами, полученными при последовательно проводимых
процессах деасфальтизации пропадом и очистки фенолом Сравне-
Сравнение селективности этих процессов (на примере гудрона волгоград-
волгоградских нефтеи) показывает, что общие потери полезных компонен-
компонентов с экстрактом и асфальтом составляют (в %):
Дуосол-процесс ¦ 127
Деасфальтизацня в две ступени с последующей *
очисткой фенолом 26 9
Деасфаль'тизация в одну ступень с последующей * "
очисткой фенолом . . . . . . . 36 0
Эти данные свидетельствуют о большей избирательности дуо-
оол-процеоса. Увеличение выхода рафината при очистке парными
растворителями благодаря более полному извлечению из сырья
полезных компонентов приводит к снижению его себестоимости
Но из-за наличия в смеси растворителей сжиженного пропана
процесс необходимо проводить при повышенном давлении- крезол
обладающий высокой растворяющей способностью и, следователь-
следовательно, имеющий низкие КТР с сырьем, ограничивает температурные
128
Гл. Ш. Очистка
условия процесса экстракции, что осложняет очистку вязкого.па-
рафинистого сырья; фенол повышает КТР сырья в крезоле. Соот-
Соотношение крезола и фенола,в еелекто определяется видом очищае-
очищаемого сырья: при очистке высокоароматизированного"сырья в смеси
должно быть увеличено содержание крезола, при очистке пара-
парафинового сырья—содержание фенола. В зависимости от вида
сырья содержание крезола в еелекто составляет 40—65% (масс).
С увеличением расхода парного растворителя снижается выход ра-
фината и улучшается его качество.
На результаты очистки влияет также соотношение между про-
пропаном и еелекто. С повышением кратности пропана к сырью цри
достоянном расходе еелекто несколько увеличиваются выход и вяз-
вязкость рафината. При неизменной кратности пропана к сырью и
увеличении расхода еелекто снижаются выход и вязкость рафина-
рафината, улучшается его цвет иг повышается индекс вязкости. В присут-
присутствии воды растворяющая способность парного растворителя
уменьшается, поэтому ее содержание .не должно превышать
0,5% (масс). Для получения высококачественных масел расход
растворителя в дуосол-процесее составляет: для пропана 300—
400% ("масс), -для фенол-крезольной смеси 350—600% (масс.)
на сырье.. . ¦ •>
Обычно дуосол-очи?тку проводят при температуре 50—60 °С,
давлении 2—2S4 МПа и "содержании крезола в еелекто 49—
'51,%. (масс-.). Содержание рафината в рафинатном растворе со-
составляет 14—2&%, содержание экстракта в экстрактном .растворе
8—>J0% (на раствор). Ввиду малой взаимной растворимости фе-
нол-крезольной смеси и пропана содержание первой в рафинатном
растворе и второго в экстрактном, растворе составляет 20—22%.
К недостаткам процесса очистки парными растворителями отно-
относятся: сильное равбавление сырья растворителем; высокие перво-
первоначальные и эксплуатационные затраты на регенерацию раство-
растворителей; громоздкое аппаратурное оформление.
В промышленных условиях еТырье обрабатывают растворителя-
растворителями iB горизонтальных деасфальтмзаторах и экстракторах с прину-
принудительной перекачкой экстрактного раствора. Диаметр экстрак-
экстрактора составляет 2-—Зм,.длина 16—27,5 м, число экстракторов на
установке — от 5 до 9'. Температурный градиент экстракции в от-
отличие от такового в экстракциоаных колоннах невелик и не.пре-
не.превышает 4—6°С. Исследования показали воз!мож:ность замены го-
горизонтальных экстракторов на аппараты колонного' типа и на ро-
торно-дисковые контакторы, что не -только упрощает схему, экст-
•ракции, но и значительно уменьшает объем перекачиваемых экст-
_ рактного и асфальтового растворов, снижает необходимую крат-
кратность еелекто к пропану, а значит, и энергетические затраты.
Условия «и результаты очистки остаточного сырья ряда отече-
отечественных нефте.й приведены ниже:
Селективная очистка масляного сырья 129
Гудрон из нефтей
Волгоград- ромаш- эмбенской
ской кинской эмоенскои
Характеристика исходного еырья
Выход на нефть, % <ма<ж.) . . 19,0 34,3 25,0
Плотность df> 0,938 0,977 0,932
Вязкость при 100°С, мм*/с . . . 53,3 174,0 43,6
Коксуемость, % (масс.) .... 7,1 12,1 6,68
Условия очисткя
Отношение растворителей к
сырью, % (масс.)
пропана 330 400 310
еелекто 270 254 500
Характеристика продуктов
Рафинат
выход, % (масс.) ш г$ярйи 65,0 42,0 61
плотность df> 0,892 0,885 0,874
вязкость при 100X, ubfifa . 24,0 19,0 16,1
коксуемость, % (ма«.| 0,45 0,22 0,26
Экстракт*
плотность di° 1,03 — 1,013
температура размягчения (рэ
КиШ), °С — — 33
* Балансовая смесь экстракта ¦ асфальта.
Примерный материальный баланс очистки парными раствори-
растворителями гудрона из жирновской нефти следующий:
% (масс.) Состав, %
от сырья (масс.)
Взято
Гудрон из жирновской нефти 100 12,7
Пропан 336 42,6
Смесь фенола и крезола D9 в 51 %) . . . 352 44,7
Всего .... 788 100,0
Получено
Раствор рафината
рафинат 59 15,4
пропан 250 65,0
смесь фенола и крезола 75 19,6
Итого .... 384 100,0
Раствор экстракта
экстракт 41 10,4
пропан 86 21 ,2
смесь фенола и крезола 277 68 ,4
Итого ... 404 100,0
Всего ... 788 —
9—751
130
Гл. III. Очистка избирательншш^растворителями
Селективная очистка масляного сырья
131
Недостаточно полное извлечение фенол-крезольной смесью смол
при очистке высокосмолистого сырья требует его предварительной
деасфальтизации. С увеличением глубины предварительной деас-
фальтизации сырья выход рафината на исходный гудрон умень-
уменьшается вследствие потери части масляных компонентов, уходящих
с битумом деасфальтизации. Поэтому для каждого вида сырья
необходимо устанавливать оптимальную степень предварительной
деасфальтизации. Так, для гудрона волгоградской нефти оптималь-
оптимальным считают снижение коксуемости исходного сырья в результате
предварительной деасфальтизации до 4,5—3,5% (масс). Кроме
того, предварительная деасфальтизация гудрона позволяет сни-
снизить кратность селекто к сырью, что при сохранении объема цир-
циркулирующего растворителя в системе дает возможность увеличить
производительность установки.
Расход растворителей, топлива на технологические нужды и
энергетические затраты на 1 т перерабатываемого сырья для про-
процесса очистки парными растворителями гудрона волгоградской
нефти при получении рафинатов авиационных масел приведены
ниже:
Пропан, кг .
Фенол, кг . .
Крезол, кг .
Топливо, кг .
. . 2
0
; '. 89
,7-3,7
,4-0,6
1-1,5
,7—!02
Пар, Дж . . .
Электроэнергия,
кВт-ч . . .
Вода, м3 . . .
. 353
49
. 81
,5—1074
,8—64
,2-105
Затраты на обработку сырья составляют 63—71% от себестои-
себестоимости рафината, в том числе топливно-энергетические затраты —
33—42%.
Технологическая схема установки очистки
нефтяных остатков парными растворителями
без предварительной деасфальтизации
Установка очистки нефтяных остатков парными растворителями
без предварительной деасфальтизации (рис. 42) состоит из пяти
секций: первая — экстракции и деасфальтизации сырья раствори-
растворителями; вторая, третья и четвертая — регенерации растворителя
соответственно из рафинатного, экстрактного и асфальтового рас-
растворов; пятая — обезвоживания смеси фенола и крезола и регене-
регенерации растворителя из водных растворов.
Экстракция сырья растворителями. Секция экстракции вклю-
включает семь экстракторов со смесительными устройствами. Сырье —
концентрат или полугудрон — подается насосом 38 через паровой
подогреватель 25 в смеситель 42. Здесь сырье смешивается с ра-
фииатной фазой, выходящей из экстрактора 26, и экстрактной фа-
фазой, подаваемой насосом 36 из экстрактора 22. Из смесителя смесь
после охлаждения в холодильнике 24 вводится в экстрактор 23.
Предварительный нагрев сырья и последующее охлаждение смеси,
_1
выходящей из смесителя 42, зависят от характера очищаемого
сырья и должны обеспечить полную однородность смеси и необхо-
необходимую температуру перед экстрактором 25. Температура в экст-
экстракторе должна быть ниже температуры полной взаимной раство-
растворимости компонентов смеси, чтобы обеспечить ее разделение на
две фазы.
Растворители подают в концевые экстракторы. До ввода в пер-
первый экстрактор 27 пропан, подаваемый насосом 40, проходит теп-
лообменный аппарат 28 (может служить холодильником или подо-
подогревателем), на выходе из него температура пропана поддержива-
поддерживается в пределах 37—47 °С. Фенол-крезольная смесь (селекто) на-
насосом 32 через подогреватель 18 подается при 35—52 °С в седьмой
экстрактор 19. До входа в каждый экстрактор происходит смеше-
смешение верхнего слоя жидкости, поступающей из предыдущей ступе-
ступени, с нижним слоем из последующей ступени; в экстракторе смесь
разделяется на два новых слоя измененного состава — рафинатный
и экстрактный.
Верхний слой — рафинатный раствор — движется от экстракто-
экстрактора 23 к последнему экстрактору 19. В экстракторах 26 и 27 жид-
жидким пропаном обрабатываются только экстрактные слои. Нижний
слой — экстрактный раствор — перекачивается насосами в обрат-
обратном направлении. Конечными продуктами экстракции являются:
верхний слой (рафинатный раствор), образующийся в экстракто-
экстракторе 19, и нижний слой (экстрактный раствор), уходящий из экст-
экстрактора 27. Каждый раствор под давлением, поддерживаемым в
экстракторах, направляется в свою систему регенерации раство-
растворителя.
Регенерация растворителя из рафинатного раствора. Как ука-
указывалось выше, в рафинатном растворе содержится до 20—22%
(масс.) селекто. Рафинатный раствор из экстрактора 19 через
теплообменник 14, где нагревается до 125 °С теплом селекто, вы-
выходящего из колонны 8, поступает в верхнюю часть пропановой
рафинатной колонны 4. Давление в колонне 4 составляет 1,5—
1,9 МПа. На верхнюю тарелку этой колонны в качестве орошения
подается пропаи из емкости 30. Сверху колонны отводятся пары
пропана, которые конденсируются в конденсаторе-холодильнике
29, и жидкий пропан стекает в сборник 30, откуда вновь возвра-
возвращается в экстракционную систему. Температура внизу колонны 4
поддерживается около 300 °С, для чего часть рафинатного раство-
раствора забирают снизу колонны, прокачивают через змеевики печи 3
и возвращают в колонну с температурой 330—340 °С.
Рафинатный раствор снизу колонны 4 с 0,2—0,3% пропана под
действием разности давлений поступает в селектовую колонну.
Давление в ней составляет 0,17 МПа. Сверху этой колонны выво-
выводятся пары селекто и остатков пропана, которые направляются в
колонну 8. Тепло, необходимое для отгонки растворителя в колон-
9*
Рис. 42. ПринцшиалБиая технологическая схема установки очистки нефтяного сырья парными растворителями — пропаном
и смесью фенола с крезолом без предварительной деаефальтизации (в отделении регенерации растворителей насосы не по-
показаны) :
/, 2, 4 —колонны для регенерации растворителей из рафинатного раствора; 3, 11 — печн; 5, 6 — отстойники; 7, 9, 14—16, 18, 24, 25, 28, 29— теп-
теплообменники; 8 — колонна для обезвоживания смеси фенола и крезола; 10, 12, 13 — колонны для регенерации растворителей из экстрактного
раствора; 17, ДО —емкости; /5—23, 26, 27 — экстракторы; 31— брызгоотделитель; 32—40 —насосы; 41 — пропановый компрессор; 42 — смеси-
смеситель сырья с рафинатным и экстрактным растворами.
Линии: / — сырье; // — пропан; III — смесь фенола с крезолом; IV— рафииат; V— экстракт; VI— рафннатный раствор; VII — экстрактный рас-
раствор; VIII — пары пропана высокого давления; IX — пары пропана низкого давления; X — пары селекто; XI — пары азеотропной смеси
фенола и крезола с водой; XII — водяной пар; XIII — вода.
134
Гл. III. Очистка избирательными растворителями
не, вносится рафинатом, циркулирующим по схеме: низ колон-
колонны 2—>-печь 3—>-середина колонны 2. Температура в колонне 2
поддерживается таким образом на уровне 330—340 °С. Часть ра-
фината снизу колонны 2 подается наверх колонны /, вниз которой
подается перегретый водяной пар. Пары из колонны / вводятся в
нижнюю часть колонны 2, а рафйнат снизу колонны / направля-
направляется через трубчатый паровой генератор, служащий для получения
перегретого водяного пара, и холодильник (на схеме не показаны)
в резервуар целевого продукта. Водяной пар, получаемый в паро-
парогенераторе, вводится вниз колонны /.
Регенерация растворителя из экстрактного раствора. Экстракт-
Экстрактный раствор, уходящий из экстрактора 27, направляется через теп-
теплообменник 15, где подогревается горячим селекто, уже отдавшим
часть своего тепла в теплообменнике 14, а затем через теплообмен-
теплообменник 9, где нагревается теплом конденсации паров селекто, идущих
из колонны 12, поступает в пропановую экстрактную колонну 10.
В ней поддерживается давление 1,95—2,1 МПа; температура:
вверху 60—80, внизу 270—305, поступления раствора около 150°С.
На верхнюю тарелку колонны 10 подается орошение — жидкий
пропан. Температурный режим колонны поддерживается циркуля-
циркуляцией части остатка через один из змеевиков печи //, где раствор
нагревается до 310—320 °С.
Балансовое количество экстрактного раствора снизу колонны
10 передавливается (за счет разности давлений) в верхнюю часть
фенол-крезольной колонны 12; орошением является селекто из ко-
колонны 8. Давление в колонне 12 составляет 0,17 МПа, температура
вверху и внизу колонны 190—205 и 270—340 °С соответственно.
Смесь паров фенола, крезола, остатков пропана и воды, выходя-
выходящая сверху колонны 12, поступает в теплообменник 9, где исполь-
используется основное количество' тепла их конденсации; парожидкост-
ная смесь растворителя, паров воды и пропана направляется в
нижнюю часть колонны 8 для обезвоживания.
Циркуляция остатка колонны 12 через второй змеевик печи 11
и вывод балансового количества его в отпарную колонну 13 осу-
осуществляются насосом (на схеме не показан). Используемый для
отпарки растворителя в колонне 13 перегретый водяной пар выра-
вырабатывается в генераторе за счет тепла горячего экстракта. Пары
фенола, крезола и воды, выходящие из колонны 13, поступают под
нижнюю тарелку колонны 12. Экстракт откачивается через холо-
холодильник в резервуар. Колонна 13 работает под давлением 0,15—
0,17 МПа.
Регенерация растворителя из водных растворов. Смесь (пары и
жидкость) фенола и крезола, паров воды и пропана, выходящая
из теплообменника 9, и пары смеси фенола и крезола из колон-
колонны 2 поступают в колонну обезвоживания 8. В ней под действием
избыточного тепла паров фенола и крезола поступающая смесь
Селективная очистка масляного сырья
135
разделяется на обезвоженную смесь фенола и крезола, выводи-
выводимую снизу колонны, и на пары азеотропной смеси фенола и крезо-
крезола с водой, выходящие сверху этой колонны вместе с газообразным
пропаном. Пары проходят через конденсатор-холодильник 7, где
фенол, крезол и водяной пар полностью конденсируются. Смесь
поступает в декантатор 6, сверху которого выводится газообраз-
газообразный пропан, поступающий через брызгоотделитель 31 на прием
компрессора 41. После сжатия до 1,4—1,6 МПа и сжижения в кон-
конденсаторе 29 пропан поступает в приемник 30. В отстойнике 6
смесь расслаивается на две фазы — нижнюю, представляющую со-
собой /раствор воды в смеси фенола и крезола, и. верхнюю, пред-
представляющую собой раствор последних в воде. Нижний слой воз-
возвращается на верхнюю тарелку колонны 8 в качестве орошения.
Верхний слой из отстойника 6 перетекает в промежуточный от-
отстойник 5, откуда подается на смешение с жидким регенерирован-
регенерированным пропаном, поступающим в приемник 30. Внизу этого прием-
приемника отстаивается вода, почти полностью отмытая от растворите-
растворителей, и направляется для получения перегретого пара. Обезвожен-
Обезвоженная в колонне 8 фенол-крезольная смесь содержит не более 0,5%
воды и подается через теплообменники 14, 15 и холодильник 16 в
приемник 17 растворителя, циркулирующего в системе. Все насо-
насосы и аппараты установки связаны со спецканализационной систе-
системой, не имеющей связи с общей заводской канализацией. По мере
накопления жидкости в сборнике, имеющемся в составе этой си-
системы, содержимое его сбрасывается в колонну 12.
Технологическая схема установки очистки
нефтяных остатков парными растворителями
с предварительной деасфальтизацией
При высоком содержании в сырье смолисто-асфальтеновых ве-
веществ возрастает расход селекто на очистку, уменьшаются про-
пропускная способность установки по сырью и выход рафината. Про-
Проводя предварительную неглубокую деасфальтизацию сырья, уда-
удаляя асфальтены, тяжелые смолы и часть полициклических
ароматических углеводородов, улучшают показатели процесса очи-
очистки парными растворителями. Кроме того, представляется воз-
возможность подвергать очистке гудроны и концентраты различной
глубины отбора и получать остаточные масла практически из лю-
любого остаточного сырья. Кроме секций, рассмотренных выше (см.
рис. 42), в установку (рис. 43) включены секции предварительной
деасфальтизации сырья и регенерации растворителя из раствора
битума деасфальтизации.
Предварительная деасфальтизация сырья. Сырье насосом
27 прокачивается через холодильник 28 и смешивается с раство-
раствором рафината, поступающим из экстрактора 42, и раствором де-
г
Рис. 43. Принципиальная технологическая схема установки очистки нефтяных остатков парными растворителями с пред-
предварительной деасфальтизациеи:
/, 7, 10, 17, 19, 20, 23—25, 28 29, 32, 39, « — теплообменники; 2, И, 34 — колонны отгона пропана; 3, 9, 13, 15, 33, 37 —печи; 4—6, 12, 14, 16,
35, 36, 38 — колонны отгона селекто; 8, 26 — емкости; 18 — осушительная колонна; 21 — вакуум-приемннк; 22 — отстойник; 27, 46, 47, 4У —
51 — насосы; 30, 31 — деасфальтизаторы I ъ II ступеней; 40—44 — экстракторы; 48 — смеситель.
пары; XV — водяной пар; XVI — асфальт; XVII — обводненный селекто,
813
Гл. III. Очистка избирательными растворителями
асфальтизата, получаемым во второй ступени деасфальтизации.
Смесь охлаждается в холодильнике 29 и при 56—58 °С разделяет-
разделяется в деасфальтизаторе 30 первой ступени деасфальтизации. Битум-
Битумный раствор откачивается снизу деасфальтизатора 30 насосом 51
во вторую ступень, где обрабатывается дополнительной порцией
свежего пропана. Асфальтовый раствор снизу деасфальтизато-
деасфальтизатора 31 выводится в секцию регенерации растворителя.
Экстракция частично деасфальтироваиного сырья растворите-
растворителем. Секция экстракции состоит из пяти (семи) ступеней, в каж-
каждой из которых имеются смеситель и отстойник. В последнем рафи-
натный раствор (верхний слой) отделяется от экстрактного рас-
раствора (нижнего слоя).
Раствор деасфальтизата сверху деасфальтизатора 30 (за счет
разности давлений) проходит подогреватель 32, смешивается с
экстрактной фазой в смесителе 48, подаваемой насосом 47 из экст-
экстрактора 41. Смесь нагревается до требуемой температуры в паро-
паровом подогревателе 45 и выводится в экстрактор 42. Растворите-
Растворители— пропан и селекто — подаются соответственно в концевые
экстракторы. Пропан насосом (на схеме не показан) подается из
приемника 8 через теплообменник 25 в экстрактор 44. Селекто из
приемника 26 нагнетается через теплообменник 39 в экстрактор 40.
В каждой из пяти ступеней экстракции происходят смешение верх-
верхнего слоя из предыдущей ступени с нижним слоем из последующей
ступени и разделение смеси на два слоя иного состава.
Рафинатный раствор (за счет перепада давления) передавли-
передавливается из экстрактора 43 в экстрактор 42. Рафинатный раствор
сверху последнего направляется в узел смешения с сырьем уста-
установки. Из экстрактора 41 рафинатный раствор поступает в конце-
концевой экстрактор 40. Нижний экстрактный слой движется в обрат-
обратном направлении при помощи насосов 46, 47, 49 и 50. Конечными
продуктами в секции экстракции являются: верхний слой — рафи-
рафинатный (раствор, уходящий из экстрактора 40, и 'нижний слой —
экстрактный раствор, отводимый снизу экстрактора 44. Оба рас-
раствора направляют далее в соответствующие секции регенерации
растворителей.
Регенерация растворителя из рафинатиого раствора. Рафинат-
Рафинатный раствор из экстрактора 40 поступает через подогреватель /
в пропановую колонну 2. Часть рафинатного раствора, минуя по-
подогреватель /, подается на верхнюю тарелку колонны 2 как оро-
орошение. Уходящие сверху этой колонны пары пропана конденсиру-
конденсируются в конденсаторе-холодильнике 7; конденсат собирается в при-
приемнике 8. Для поддержания необходимой для отгона пропана
температуры часть уходящего снизу колонны 2 остатка прокачива-
прокачивается через змеевики печи 3; температура возвращаемого в колонну
2 рециркулята равна 315—330 °С. Рафинатный раствор снизу ко-
колонны 2 (за счет разности давлений) перетекает в колонну 5, где
Селективная очистка масляного сырья
139
под давлением около 0,7 МПа отгоняется более половины селекто,
содержащегося в рафинатном растворе. Пары селекто по выходе
из колонны 5 поступают в осушительную колонну 18.
Температурный режим колонны 5 поддерживается циркуляци-
циркуляцией части рафинатного раствора снизу этой колонны через змееви-
змеевики печи 3. Рафинатный раствор из колонны 5 перетекает в колон-
колонну 4, где при давлении 0,15 МПа при помощи перегретого водяно-
водяного пара, подаваемого вниз колонны, отпаривается почти весь
растворитель. Уходящая из колонны 4 смесь паров селекто, пропа-
пропана и воды поступает в нижнюю часть колонны 18.
Остаток снизу колонны 4, содержащий до 1% селекто, перете-
перетекает за счет разности давлений в вакуумную колонну 6, где при
остаточном давлении 26,6 кПа и при помощи перегретого водяного
пара удаляются остатки селекто. Пары селекто и воды по выходе
из колонны 6 конденсируются в конденсаторе-холодильнике 20;
конденсат собирается в вакуумном приемнике 21. На верхнюю та-
тарелку колонны 6 в качестве орошения подается обводненный се-
селекто ,из емкости 21 (линия XV//). Рафинат снизу колонны 6 через
холодильник (на схеме не показан) направляется в резервуарный
парк.
Регенерация растворителя из экстрактного раствора. Экстракт-
Экстрактный раствор, выходящий снизу экстрактора 44, разделяется на два
потока: один поток поступает в колонну // через теплообменник
17, другой — минуя его (он служит орошением этой колонны).
В колонне // отгоняется основная масса пропана. Температура в
колонне поддерживается циркуляцией части экстрактного раство-
раствора через печь 9. Пары пропана сверху колонны // направляются
в конденсатор-холодильник 10; конденсат — пропан поступает в
приемник 8. Экстрактный раствор перетекает снизу колонны 11 в
колонну 12, где отгоняется вся »ода и часть смеси растворителей.
Пары влажного селекто и пропана по выходе из колонны 12
отдают тепло экстрактному раствору в теплообменнике 17; далее
смесь поступает в осушительную колонну 18. Тепло в колонну 12
вносится экстрактным раствором, циркулирующим через печь 13.
Экстрактный раствор снизу колонны 12 перетекает в колонну 14,
где при помощи перегретого водяного пара отгоняются остатки
пропана и основная масса селекто; пары направляются в осуши-
осушительную колонну 18. Дополнительное количество тепла сообщает-
сообщается колонне 14 остатком, циркулирующим через печь 15.
По выходе из печи 15 часть горячего потока направляется в
колонну 14, а другая часть — в колонну 16. В вакуумной колонне
16 остатки растворителей отгоняются водяным паром, вводимым
вниз колонны. Пары, выходящие из колонны 16, конденсируются в
конденсаторе-холодильнике 20; конденсат поступает в вакуумный
приемник 21. Экстракт снизу колонны 16 откачивается через кон-
концевой холодильник в резервуарный парк.
140
Гл. III. Очистка избирательными растворителями
Регенерация растворителя из асфальтового раствора. Раствор
асфальта снизу деасфальтизатора 31 после нагрева в печи 33 до
235 °С поступает в колонну 34. В этой колонне под давлением
1,9 МПа отгоняется основная масса пропана. Выходящие сверху
колонны 34 пары пропана конденсируются в конденсаторе-холо-
конденсаторе-холодильнике 7. Жидкий пропан поступает в сборник пропана 8. На
пеохнюю тарелку колонны 34 в качестве орошения подается про-
. ^ . *''ли"«!.'ч раствор, содержащий около 1% пропана, пере-
перетекает снизу колонн 44 _- колонну 36, где при помощи перегрето-
перегретого водяного пара стгоняе!ся 1^,.?-звая масса селекто. Необходимое
лля отгона тепло вводится в колонпу 36 остатком, циркулирующим
через змеевики печи 37.
Пары селекто и воды по выходе из колонны 36 поступают в
конденсатор-холодильник 24, и конденсат направляется в осуши-
осушительную колонну 18. Снизу колонны 36 выводится асфальтовый
раствор, содержащий около 10% селекто; этот раствор направля-
направляется в колонну 35, работающую при более низком давлении
@,15 МПа), чем колонна 36 @,7 МПа). Содержание селекто в
асфальтовом растворе доводится в колонне 35 до 1°/о- Пары, со-
состоящие в основном из селекто и воды, сверху колонны 35 посту-
поступают в колонну 18.
Остаток снизу колонны 35 подается в змеевики печи 37. Отсю-
Отсюда при температуре около 340 °С часть остатка возвращается как
циркулирующий теплоноситель в колонну 35, а часть поступает в
вакуумную колонну 38, работающую при остаточном давлении
53,2 кПа. Вниз этой колонны подается перегретый водяной пар,
наверх — обводненный селекто из емкости 21. Асфальт, освобож-
освобожденный в колонне 38 от остатков селекто, откачивается через кон-
концевой холодильник в резервуар. Пары селекто и воды сверху ко-
колонны 38 поступают в конденсатор-холодильник 20, откуда кон-
конденсат стекает в вакуумный приемник 21. Несконденсировавшиеся
газы и пары из приемника 21 отсасываются двумя эжекторами (на
схеме не показаны). В качестве орошения в колонны 5, 12 и 36
подается селекто из емкости 26 (на схеме не показано).
Регенерация селекто из водных растворов. Основным аппара-
аппаратом секции регенерации селекто из водных растворов является ко-
колонна обезвоживания 18, в которую поступают конденсат паров
селекто со следами пропана и смесь паров селекто и воды из ко-
колонн 4, 5, 12, 14, 35 и 36. В колонне 18 под действием избыточного
тепла паров растворителя происходит разделение смеси на обез-
обезвоженный селекто, выводимый снизу колонны, и пары азеотроп-
ной смеси селекто с водой, выводимые сверху колонны. Обезво-
Обезвоженный селекто откачивается снизу колонны 18 и после охлажде-
охлаждения в холодильнике 23 поступает в приемник 26.
Пары азеотропной смеси и газообразный пропан, выходящие
сверху колонны 18, охлаждаются в конденсаторе 19. Здесь кон-
Селективная очистка масляного сырья
141
денсируются пары фенола, крезола и воды. Конденсат и газооб-
газообразный пропан поступают в отстойник 22, уходящий сверху его га-
газообразный пропан, пройдя брызгоотделитель, сжимается компрес-
компрессором (на схеме не показан) и возвращается в систему (приемник
8). Конденсат расслаивается в отстойнике 22 на два слоя: верх-
верхний — раствор селекто в воде и нижний — раствор воды в селекто.
Нижний слой возвращается отсюда в колонну 18, а верхний соби-
собирается в приемнике (на схеме не показан), где при помощи про-
пропана из смеси извлекаются фенол и крезол, а отстоявшаяся вода
направляется в парогенераторы (на схеме не показаны) для по-
получения перегретого водяного пара.
Показатели работы установки очистки парными растворителя-
растворителями без предварительной деасфальтизации и с ней на примере гуд-
гудрона волгоградских нефтей (плотность 937—938 кг/м3 при 20 °С,
вязкость условная 7,2—8,1 °Е при 100 °С, коксуемость 6,5—7,5%)
приведены ниже:
Без предва-
предварительной
деасфальти-
деасфальтизации
С предвари-
предварительной
деасфальти-
эацией
Производительность установки, %
по сырью 100 110—114
по рафинату 100 111—115
Выход рафината на гудрон, % (масс.) 58,0—58,5 58,5—59,0
Условия очистки
Кратность к сырью (масс.)
пропана 3,3:1 3,3:1
селекто 3,5:1 3:1
Температура в деасфальтизаторах, °С
30 — 56—58
31 — 49—51
Подача пропана, % от общего расхода
на очистку
в 40 100 80—90
в 31 — 20—10
Температура в экстракторах, "С
40 49—50 49—50
42 . . 52—53 52—53
44 51—52 51—52
Характеристика деасфальтизата
Коксуемость, % (масс.) — 3,5—4,5
Плотность df° — 0,920—0,930
Характеристика асфальта
Коксуемость, % (масс.) — 18,5—20,5
Температура размягчения (по КиШ), "С — 65—85
Характеристика рафината
Плотность df° 0,881—0,883 0,882—0,886
.
142 Гл. III. Очистка избирательными растворителями
Без предва- С предварш-
рнтельной тельно!
деасфальтк- деасфальти-
зации зацией
Вязкость при 100°С, мм'/с 19,1—19,6 19,5—20 1
Коксуемость, % (масс.) 0,25—0,27 0,25—0,27
Характеристика экстракта*
Плотность d|° 1,010—1,016 1,025—1,030
Коксуемость, % (масс.) 13,5—15 16,5—17,5
I
Селективная очистка масляного сырья
143
* При работе с предварительной деасфальтизацией сырья — балансовой
смеси асфальта и экстракта.
К недостаткам этого процесса следует отнести громоздкость ап-
аппаратурного оформления как секции экстракции, осуществляемой
в горизонтальных экстракторах с принудительной перекачкой экст-
экстрактного раствора, так и секций регенерации растворителей —
трех-четырехступеячатых с обязательной отгонкой остатков рас-
растворителей в вакууме вследствие высокой температуры кипения
крезола. Указанные недостатки приводят к повышению затрат на
капитальное строительство и эксплуатационных расходов.
Длительная эксплуатация установки очистки нефтяных фрак-
фракций парными растворителями с предварительной деасфальтизаци-
деасфальтизацией сырья выявила трудности регенерации растворителей из ас-
асфальтового раствора. Вследствие малого потока последнего воз-
возникает возможность закоксовывания труб змеевика печи 37,
поэтому секцию регенерации растворителя из асфальтового рас-
раствора в работу не включают и проводят совместную регенерацию
растворителя из асфальтового и экстрактного растворов в секции
регенерации экстрактного раствора, что сдерживает повышение
производительности установки. Для устранения этого недостатка
к асфальтовому раствору, направляемому на регенерацию раство-
растворителя, добавляют часть экстрактного раствора, выходящего из
экстрактора 44. Получаемую балансовую смесь асфальта и экст-
экстракта используют в производстве электродного кокса.
Увеличить производительность установки можно, дооборудовав
ее секцией осаждения, предназначенной для охлаждения рафи-
натного раствора перед подачей его в секцию регенерации раство-
растворителей. Оборудование секции осаждения состоит из четырех ко-
жухотрубчатых холодильников и цилиндрического горизонтального
отстойника, в котором охлажденный рафинатный раствор разделя-
разделяется на два слоя: верхний, направляемый далее на регенерацию
растворителя, и нижний, состоящий из выделившейся из рафинат-
ного раствора части смолистых веществ и низкоиндексных углево-
углеводородов, который, минуя регенерацию, возвращается в третью
секцию экстракции. Применение секции осаждения позволяет по-
повысить производительность установки на 11,3% за счет снижения
кратности смеси растворителей к сырью без сокращения выхода
рафината; качество рафината при этом улучшается.
Очень перспективным вариантом совмещения процессов деас-
фальтизации и селективной очистки является процесс очистки неф~
тяных остатков смесью пропана с фенолом. Принципиальная тех-
технологическая схема секций деасфальтизации и экстракции уста-
установки очистки гудрона пропаном и фенолом приведена на рис. 44.
Сырье и пропан после нагрева или охлаждения до необходимой
\ш
Рис. 44. Пршщнпиалвная технологическая схема установки очистки гудрона про-
пропаном и фенолом:
1, 5 — водяные холодильники; 2, 7, 9 — паровые подогреватели; 3 — колонна предваритель-
предварительной деасфальтнзацин; 4 — смеситель; 6—'отстойник; 8— экстракционная колонна.
Линии: / — сырье; // — пропан; /// — смесь растворов битума деасфальтизацни и экстракта
на регенерацию; IV — раствор рафината на регенерацию; V—фенол.
температуры в теплообменниках / и 2 смешиваются и поступают в
колонну предварительной деасфальтизации 3. Часть пропана по-
подается непосредственно в нижнюю часть колонны. Температура
предварительной деасфальтизации сырья составляет 50—55 °С.
Раствор деасфальтированного сырья, выходящий сверху колонны
3, смешивается в смесителе 4 с охлажденным экстрактным рас-
раствором, подаваемым насосом через теплообменник 5 снизу колон-
колонны 8, и смесь поступает в отстойник 6, где происходит доотделение
смолистых веществ и наиболее высокомолекулярных полицикли-
полициклических ароматических углеводородов от деасфальтизата. Конечный
экстрактный раствор по выходе снизу отстойника 6 смешивается с
асфальтовым раствором, откачиваемым из колонны 3. Смесь рас-
растворов асфальта и экстракта /// направляется на регенерацию
растворителей. Верхний слой из отстойника 6 — раствор деасфаль-
деасфальтизата через подогреватель 7 направляется в колонну 8, в верхнюю
часть которой через подогреватель 9 подается фенол. Температу-
Температура в верхней части колонны 8 поддерживается на уровне 70—
80 °С, давление 3,1—3,4 МПа. Сверху этой колонны выводится
144
Гл. III. Очистка избирательными растворителями
раствор рафината IV, направляемый в секцию регенерации рас-
растворителя.
При осуществлении рассматриваемого варианта совмещения
деасфальтизации и селективной очистки с применением смеси про-
пропана и фенола, по предварительным данным, полученным на пи-
пилотной установке, значительно снижается расход растворителей
на очистку, упрощается аппаратурное оформление установки,
уменьшаются энергетические затраты на регенерацию растворите-
растворителей и реагенты. В результате снижается себестоимость остаточного
рафината, выход и качество его при этом такие же, как при очи-
очистке гудронов смесью фенола и крезола с пропаном.
ВЫДЕЛЕНИЕ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ
ИЗ НЕФТЯНОГО СЫРЬЯ
Краткие сведения о процессе
В связи с большой потребностью промышленности органического
синтеза в бензоле и его ближайших гомологах все более широко
развиваются процессы выделения низкомолекулярных ароматиче-
ароматических углеводородов из нефтяного сырья. Бензол служит сырьем
для получения синтетических волокон, синтетического каучука, пла-
пластических масс и др. Толуол применяют для получения тринитро-
тринитротолуола, диизоцианата и бензола, в качестве растворителя и пла-
пластификатора каучуков, в производстве моющих средств, капролак-
тама и др. о-Ксилол служит сырьем для производства фталевого
ангидрида, я-ксилол — для синтеза терефталевой кислоты (полу-
(полупродукта в производстве синтетического волокна — лавсана); м-
ксилол — для получения изофталевой кислоты и на ее основе —
алкидных смол; этилбензол — для получения стирола. Би- и три-
циклические ароматические углеводороды без длинных боковых
цепей являются ценным сырьем для получения сажи. Так, в США
и Западной Европе для этой цели ежегодно используется около
3 млн. т нефтяных ароматических фракций.
В качестве исходных нефтяных продуктов для выделения мо-
моноциклических ароматических углеводородов служат катализат
риформинга, керосиновые и керосино-газойлевые фракции, фрак-
фракции ^реактивного топлива, бензиновые фракции пиролиза, легкий
газойль каталитического крекинга, газоконденсаты. Для получения
ароматических углеводородов, служащих сырьем для производст-
производства сажи, могут быть использованы газойли каталитического кре-
крекинга и замедленного коксования, дистиллятные и остаточные
экстракты селективной очистки.
Наиболее широко применяемый в промышленности метод из-
извлечения ароматических углеводородов из продуктов нефтяного
происхождения — экстракция при помощи избирательных раство-
Выделение ароматических углеводородов
145
рителей. Достоинством этого метода по сравнению с другими ме-
методами выделения ароматических углеводородов нз смесей их с
парафиновыми и нафтеновыми углеводородами (азеотропная и
экстрактивная перегонка, адсорбционное разделение) является
возможность проведения процесса в жидкой фазе при сравнитель-
сравнительно невысоких температурах и относительно малом содержании
ароматических углеводородов в сырье. Для выделения ароматиче-
ароматических углеводородов из нефтяных фракций предложены и нашли
применение в промышленности разные растворители (диэтиленгли-
коль, три- и тетраэтиленгл'иколь, .пиридин, еульфолан, диметилформ-
амид, диметилсульфоксид, фурфурол, морфолин, океидипротшо-
нитрил, N-метилпирролидон и др.). Физико-химические свойства
промышленных и наиболее перспективных из них 'приведены ниже:
Температура, "С
Показа-
Плот- Моле- кипе- тель
ность куляр- ния прелом-
oJKJL чая засты- при лення
, Ч' масса вания атм. го
кг/м3 давле. п%
НИИ
Диэтиленгликоль С4Н,0Оз 1118,4 106,12 —10,0 245,5 1,4472
Триэтиленгликоль С6Н,4О4 .... 1125,4 150,17- —7,2 287,4 1 4475
Сульфолан C4H8SO2 1262,0 120,00 28,9 283,0 —
(при
30 СС)
Пирнднн C5H5N 981,9 93,0 —42,0 115,3 1,5095
Диметилформамнд HCON(CH3J . . 944,5 73,09 —61,0 152,8 1,4303
Диметнлсульфоксвд (CH3JSO2 . . 1100,0 78,13 18,7 189,0 1,4788
Морфолнн C4H9NO 1000,7 87,12 —4,8 128,0 1,4548
N-Метилпирролидон C^gCON . . . 1034,5 99,0 —24,0 206,0 1,4703
Наиболее распространенными экстр агентами ароматических уг-
углеводородов являются ди- и триэтиленгликоль. Их широкое при-
применение объясняется высокими избирательностью и растворяющей
способностью и сравнительной дешевизной. Ди- и триэтиленгли-
триэтиленгликоль близки по физико-химическим свойствам, это — бесцветные
вязкие жидкости без запаха. Они безопасны в пожарном отноше-
отношении, нетоксичны, хорошо растворяются в воде, спирте, эфире, аце-
ацетоне. Триэтиленгликоль по сравнению с днэтиленгликолем облада-
обладает большими избирательностью и растворяющей способностью по
отношению к ароматическим углеводородам.
Весьма перспективными заменителями диэтиленгликоля явля-
являются: N-метилпирролидон, наиболее полно удовлетворяющий тре-
требованиям к растворителю для промышленного применения; суль-
сульфолан, обладающий хорошей избирательностью и достаточно
высокой критической температурой растворения при удовлетвори-
удовлетворительной совокупности других свойств; диметилсульфоксид, воз-
возможность использования которого в промышленности доказана за-
зарубежной практикой; смешанные растворители (биэкстрагенты,
10—751
146
Гл. III. Очистка избирательными растворителями
полиэкстр агенты). Так, эффективным смешанным растворителем:
является смесь диэтиленгликоля с 40% N-метилпирролидона: по»
растворяющей способности она в 2 раза превосходит безводный
диэтиленгликоль и более чем в 3 раза — диэтиленгликоль с 10%
воды, незначительно уступая им в избирательности и весьма су-
существенно снижая требуемую кратность растворителя к сырью.
При смешении диэтиленгликоля с диметилсульфоксидом уменьша-
уменьшается расход растворителя вследствие повышенной растворяющей
способности смеси, а также снижается вязкость диэтиленгликоля
и, следовательно, температура процесса, что важно при экстрак-
экстракции низкокипящего сырья.
Экстракцию ароматических углеводородов из нефтяного сырья
на промышленных установках осуществляют в тарельчатых или
насадочных колоннах, а также в роторно-дисковых экстракторах.
Сырье вводится в среднюю часть экстракционного аппарата, рас-
растворитель— в верхнюю. Экстрактный раствор отбирают снизу, а
рафинатный — сверху колонны. После освобождения растворов от
растворителя получают целевой продукт процесса — экстракт и по-
побочный— рафинат. Затем экстракт разделяют на индивидуальные
ароматические углеводороды или (при использовании его для про-
производства саж) он является конечным продуктом процесса, Ра-
Рафинат в зависимости от характера разделяемого сырья можно
использовать как компонент дизельного топлива или как раство-
растворитель в производстве моющих средств.
Высокоароматизированный экстракт можно получить только
при введении в нижнюю часть экстракционной колонны водного
или углеводородного рециркулята. Введение воды в экстрактну^р
зону колонны положительно сказывается на избирательности глйр
колей, резко снижает растворимость в них в первую очередь не-
неароматических углеводородов, что способствует увеличению кон-
концентрации в экстрактном растворе ароматических углеводородор.
Серьезным недостатком водного рециркулята является необходи-
необходимость отгона большого количества воды от растворителя при ре-
регенерации, что связано с дополнительными расходами.
В качестве углеводородного рециркулята используют аромати-
ароматические и неароматические углеводороды, а также часть получае-
получаемого экстракта, при введении которого вниз экстракционной ко-
колонны равновесие сдвигается в сторону увеличения концентрации
ароматических углеводородов в экстракте. Чтобы в процессе экст-
экстракции образовались две фазы, используют обводненный раство-
растворитель E—20% воды). Применение легкого парафинового рецир-
рециркулята основано на возрастании растворимости неароматических
углеводородов в гликолях с понижением температуры их кипения.
Вследствие этого легкокипящие парафиновые углеводороды вытес-
вытесняют из экстракта более тяжелые неароматические углеводороды,
а сами занимают их место. Затем парафиновый рециркулят отго-
I
Выделение ароматических углеводородов
147
няют от экстрактного раствора в специальной колонне. Разница
между температурами выкипания сырья и парафинового рецирку-
рециркулята должна быть возможно больше, чтобы их можно было легко
отделить друг от друга. В качестве парафинового рецнркулята ис-
используют м-пентан, м-гептан, изооктан, петролейный эфир или па-
парафиновую фракцию с к. к. 70—90 °С.
При использовании ароматического рециркулята не нужно ус-
устанавливать дополнительную колонну, как с парафиновым рецир-
кулятом. Однако расход его должен быть значительно больше, чем
парафинового, вследствие хорошей растворимости в гликолях аро-
ароматических углеводородов. Для извлечения легких ароматических
углеводородов из бензиновых фракций и газоконденсатов приме-
применяют как ароматический, так и парафиновый рециркулят; из ке-
росино-газойлевых фракций — парафиновый; экстракцию в послед-
последнем случае проводят безводным гликолем.
Температура экстракции в зависимости от растворяющей спо-
способности растворителя, избирательности и характера сырья со-
составляет 20—75 °С. С утяжелением сырья температуру экстракции
необходимо повышать. Кратность растворителя к сырью возра-
возрастает по мере повышения температурных пределов выкипания
сырья и может составлять от 4: 1 до 12: 1.
Регенерацию гликолей из рафинатного раствора с небольшим
количеством растворителя проводят, отмывая его водой или от-
отгоняя в двух последовательно работающих колоннах — испари-
испарительной и отпарной. Регенерацию гликолей из экстрактного рас-
раствора в тех случаях, когда сырье процесса выкипает ,до 300—
320 °С, проводят также с использованием испарительной и отпар-
отпарной колонн. В случае экстракции сырья с более высокой темпера-
температурой конца кипения из раствора таким методом можно отогнать
лишь часть экстракта; некоторое его количество можно отогнать в
вакууме в виде азеотропной смеси с гликолем, которая расслаива-
расслаивается при конденсации. Недостатками такого метода регенерации
гликоля являются необходимость работы в вакууме, перегонка
большого количества воды, требуемой для отгонки экстракта от
гликоля, и повышенные потери растворителя вследствие образова-
образования эмульсии.
Этих недостатков лишен метод регенерации растворителя с
применением вторичного (отмывочного) растворителя. В этом слу-
случае экстрактный раствор обрабатывают в многоступенчатой реге-
нерационной колонне вторичным растворителем (например, пет-
ролейным эфиром или любой парафино-нафтеновой фракцией с
к. к. 70—80 °С). Вторичный растворитель растворяет экстракт, и
этот раствор образует верхний слой в регенерациоиной колонне.
Гликоль с растворенным в нем небольшим количеством @,1—0,3%
на гликоль) вторичного растворителя представляет собой нижний
слой. Верхний слой направляется в отгонную колонну для отгона
10*
148
Гл. III. Очистка избирательными растворителями
вторичного растворителя; снизу этой колонны отбирают экстракт,
сверху — вторичный растворитель, который снова подают на реге-
регенерацию гликоля. Нижний слой — гликоль со вторичным раство-
растворителем— также поступает в отгонную колонну для отгонки вто-
вторичного растворителя, после чего регенерированный гликоль снова
направляют на экстракцию.
Так как растворимость ароматических углеводородов значи-
значительно выше в углеводородах, чем в гликолях, этот процесс мож-
можно проводить с небольшим расходом вторичного растворителя и
при комнатной температуре. Ниже приведены примерные показа-
показатели работы установки экстракции ароматических углеводородов
из катализата риформинга диэтиленгликолем и триэтиленглико-
лем:
Диэти- Трнэти-
ленгли- ленгли-
коль коль
Отношение
растворитель: сырье (масс.) 11,7:1 7,8:1
рециркулят: сырье (об.) 0,48:1 0,43:1
Температура на входе в экстракционную колон-
колонну, °С
сырья . 149 147
рециркулята 148 147
Давление в экстракционной колонне, МПа ... 0,8 0,8
Температура в отпарной колонне, "С
вверху ПО 109
внизу 149 148
Расход воды на отпарку экстракта и рециркулята
в отпарной колонне, м3/ч 13,5 И,2
Содержание воды в растворителе, % (масс.) . . 10,2 9,5
Расход воды в промывочной колонне, м3/ч . . .
на промывку рафнната 0,9 0,6
на промывку экстракта 0,5 0,5
Извлечение, % от потенциального содержания в
катализате
бензола >90 >90
толуола 95—98 95—98
Принципиальная технологическая схема установки
экстракции диэтиленгликолем ароматических
углеводородов из бензиновых фракций
Установка (рис. 45) состоит из следующих основных секций: экст-
экстракции; регенерации растворителя из рафинатного раствора; реге-
регенерации растворителя из экстрактного раствора; ректификации вы-
выделенных ароматических углеводородов (бензола, толуола и сме-
смеси ксилолов)*.
* Эта секция на схеме не показана; см. Гуревич И. Л. Технология перера-
переработки нефти и газа. Ч. 1. Изд. 3-е. М., «Химия», 1972, с. 324.
I
Выделение ароматических углеводородов
149-
Сырье через подогреватель / закачивается в экстракционную
колонну 2, в верхнюю часть которой подается диэтиленгликоль.
В нижнюю часть колонны 2 нагнетается циркулирующая на уста-
установке часть экстракта. Сверху колонны 2 отводится рафинатный
раствор, который после охлаждения в холодильнике 3 направляет-
направляется в колонну 4 для отмывки от рафината диэтиленгликоля водой,
подаваемой из приемника 9. Снизу колонны 4 откачивается вод-
водный раствор диэтиленгликоля, который смешивается с безводным
растворителем и возвращается в экстракционную колонну 2. Свер-
А
ш
-II
X
~>
Г
Рис. 45. Принципиальная технологическая схема установки экстракции диэтилен-
диэтиленгликолем ароматических углеводородов из бензиновых фракций:
/, 3, 5, 7, 10 — теплообменники; 2 — экстракционная колонна; 4 — колонна для промывки
рафннатного раствора водой; 6 — колонна для отгона ароматических углеводородов нз-
экстрактного раствора; 8— отстойник; 9 — приемник для воды.
Линии: /—сырье; // — днэтиленгликоль; /// — рафинат; IV— экстракт; V — рафинатный
раствор; VI — экстрактный раствор; VII — циркулирующий экстракт; VIII — обводненный
диэтнленглнколь; IX — вода; X— водяной пар.
ху колонны 4 отводится рафинат (неароматические углеводоро-
углеводороды). Экстрактный раствор, состоящий из диэтиленгликоля, воды
и экстракта и уходящий снизу экстракционной колонны 2, направ-
направляется после охлаждения в холодильнике 5 в верхнюю часть от-
отпарной колонны 6. Снизу этой колонны регенерированный раство-
растворитель возвращается в колонну 2; часть растворителя циркулирует
через паровой подогреватель 7 для поддержания в колонне 6 не-
необходимого температурного режима.
Отходящие сверху колонны 6 пары смеси ароматических угле-
углеводородов, воды и дизтиленгликоля конденсируются в холодильни-
холодильнике 10; конденсат поступает в отстойник 8, где разделяется на два
слоя. Верхний слой — экстракт (ароматические углеводороды) на-
направляется в секцию ректификации для разделения смеси арома-
ароматических углеводородов на бензол, толуол и ксилолы. Часть экст-
150
Гл. III. Очистка избирательными растворителями
ракта, выходящего из отстойника 8, подается вниз экстракционной
колонны 2 для повышения концентрации ароматических углеводо-
углеводородов в продукте. Нижний слой — вода с растворителем — перете-
перетекает в приемник 9, откуда подается в колонну 4 на промывку ра-
финатного раствора; балансовое количество воды поступает в от-
ларную колонну 6.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Ароматические углеводороды из продуктов нефтепереработки и синтезы на их
юснове. Труды НИИНефтехим. Вып. 1. М., «Химия», 1969. 126 с.
Бражников В. Т. Современные установки для производства смазочных масел.
-М., Гостоптехиэдат, 1969.
Варшавер Е. М., Вассерман Л. К.., Думский Ю. В. Производство масел с при-
применением избирательных растворителей и его техникю^кономические показатели.
М., ЦНИИТЭнефтезйгм, 1972. 77 с.
Тольдберг Д. О., Крейн С. Э. Смазочные масла из нефтей восточных место-
месторождений. М., «Химия», 1972. 229 с.
Гольдберг Д. О., Соболев Б. А. ДеЯофальтиза'цвя пропаном. М., «Химия»,
1965.
Турвич В. Л., Сосновский Н. П. Избирательные растворители в переработке
нефти. М., Лостоотехиэдат, 1958. 3119 с.
ГЛАВА IV
ДЕПАРАФИНИЗАЦИЯ НЕФТЯНОГО СЫРЬЯ
КРАТКИЕ СВЕДЕНИЯ О ПРОЦЕССАХ
Одним из основных требований к нефтепродуктам является их
подвижность при низких температурах. Потеря подвижности топ-
лив и масел объясняется способностью твердых углеводородов (па-
(парафинов и церезинов) при понижении температуры кристаллизо-
кристаллизоваться из растворов нефтяных фракций, образуя структурирован-
структурированную систему, связывающую жидкую фазу. Для получения
нефтяных масел с низкой температурой застывания в технологию
их производства включен процесс депарафинизации, цель которо-
которого— удаление твердых углеводородов. В то же время твердые уг-
углеводороды, нежелательные в "маслах и топливах, являются цен-
ценным сырьем для производства парафинов, церезинов и продуктов
на их основе, находящих широкое применение.
Твердые углеводороды нефтяных фракций, так же как и жид-
жидкие, представляют собой сложную смесь парафиновых углеводо-
углеводородов нормального строения разной молекулярной массы; изопа-
рафиновых, различающихся по числу атомов углерода в молекуле,
степени разветвленностн и положению заместителей; нафтеновых,
ароматических и нафтено-ароматических с разным числом колец
и длинными боковыми цепями как нормального, так и изострое-
ния. Температура плавления твердых углеводородов зависит от
структуры их молекул, что видно на примере трех типов углево-
углеводородов с одинаковым числом атомов углерода в молекуле (рис.
46), но с разными структурой и положением заместителя. Так,
наиболее резко температура плавления углеводородов снижается
при перемещении заместителя" от первого атома углерода в цепи
м-алкана ко второму. При дальнейшем перемещении заместителя
к центру молекулы температура плавления продолжает снижать-
снижаться, причем насыщенные заместители (см. кривые 2 и 3) оказывают
более сильное влияние на снижение температуры плавления угле-
углеводорода, чем фенильные радикалы.
Химический состав твердых углеводородов зависит от темпе-
температурных пределов выкипания фракции. В низкокипящих масля-
масляных фракциях нефти содержатся в основном твердые парафиновые
углеводороды нормального строения. С повышением пределов вы-
выкипания содержание м-алканов снижается, а концентрация изопа-
рафиновых и циклических углеводородов, особенно нафтеновых,
возрастает. Основным компонентом твердых углеводородов (цере-
(церезинов), концентрирующихся в остатке от перегонки мазута, явля-
152
Гл. IV. Депарафинизация нефтяного сырья
I
ются нафтеновые углеводороды с боковыми цепями преимущест-
преимущественно изостроения; в меньшем количестве в них содержатся пара-
парафиновые и ароматические • глеводо^оды с длинными алкильными
цепями. С повышением температур выкипания фракции растет
©бщее содержание твердых углеводородов и повышается их тем-
температура плавления.
Сущность процесса депарафинизации заключается в отделении
твердых углеводородов от жидкой фазы, в связи с чем важную
Рис. 46. Зависимость температуры
плавления монозамещенных к-алка-
нов от положения и структуры заме-
заместителя:
/ — фенилэйкозаны (СгеШб); 2 — цнклогек-
силэйкозаны (С26Н52); 3 — бутилдокозаны
'СН)
в 2 U 6 в 10 12
Нвмер атома С 6 цепи н-алкана
роль играет их кристаллическая структура, т. е. форма и размер
кристаллов, которые в значительной мере предопределяют ско-
скорость и четкость разделения фаз. Так как твердые углеводороды
нефти являются многокомпонентной смесью, большое значение
имеет кристаллическая структура не только углеводородов отдель-
отдельных гомологических рядов, но и их смесей. Структура кристаллов
парафиновых, нафтеновых и ароматических углеводородов, близ-
близких по температурам плавления, исследована при помощи элект-
электронной микроскопии (увеличение в 13 000 раз). Результаты иссле-
исследования (рис. 47) показали, что углеводороды всех рядов при
кристаллизации из неполярных растворителей, в том числе и из
нефтяных фракций, образуют кристаллы орторомбической формы,
состоящие из параллельных ромбических плоскостей, т. е. каждая
новая плоскость (слой) формируется на ранее образованной. Кри-
Кристаллы твердых углеводородов, принадлежащих к разным гомоло-
гомологическим рядам, различаются по размерам и числу ромбических
плоскостей (слоистости). Наиболее крупные и слоистые кристал-
кристаллы имеют парафиновые углеводороды (см. рис. 47, а, б). Нафте-
Нафтеновые и особенно ароматические углеводороды характеризуются
меньшим размером кристаллов и меньшим числом ромбических
плоскостей (см. рис. 47, в—д).
Твердые углеводороды нефти относятся в основном к изоморф-
изоморфным веществам, которые способны при совместной кристаллизации
образовывать смешанные кристаллы из-за наличия боковых цепей
нормального строения- в молекулах циклических углеводородов.
Краткие сведения о процессах
153
При понижении температуры в первую очередь выделяются кри-
кристаллы наиболее высокоплавких углеводородов, на кристалличе-
кристаллической решетке которых посльдонателыю кристаллизуются углево-
Рис. 47. Структура кристал-
кристаллов твердых углеоодородо»
(ХП 000):
а — нормальных парафинов»
б — изопарафиновых; в — наф-
нафтеновых; г — моноциклическ -.
ароматических; 7 — полиции > ->
ческих ароматических.
дороды с меньшими температурами плавления. На ри.. с г. .»-
заны кристаллы (увеличение в 400 раз), полученные --вмпот-
полученные --вмпотной кристаллизации м-алканов С24 и С36, резке раз.), и ¦ чихе я '¦¦. '
температуре плавления, из раствора в ацетоне. На р -,.;. 48, о дана
Краткие сведения о процессах
155
Рис. 48. Структура кристаллов, полученных при совместной
кристаллизации к-алканов С24 и С36 из раствора в ацетоне
(Х400):
а — до отмывкн ацетоном; 6 — после отмывки ацетоном.
Рис. 49. Структура кристал-
кристаллов твердых углеводородов
(Х1400):
а — парафиновых; б — нафтено-
нафтеновых; в — ароматических; г —
смесн парафиновых и нафтено-
нафтеновых; д — смесн парафиновых и
ароматических.
структура кристаллов м-алкана С36 после отмывки ацетоном. Ана-
Анализ смытых кристаллов показал, что они принадлежат углеводо-
углеводороду С24, выделившемуся на кристаллах более высокоплавкого уг-
углеводорода.
При совместной кристаллизации из углеводородных сред фор-
форма кристаллов остается орторомбической, а их размер зависит
от содержания циклических углеводородов в смеси с парафинами,
и чем больше концентрация таких углеводородов в смеси, тем
меньше размер кристаллов. При кристаллизации из растворов в
полярных растворителях только парафиновые углеводороды обра-
образуют кристаллы правильной орторомбической формы (рис. 49, а).
Кристаллы твердых циклических углеводородов имеют форму ром-
ромба, но с усеченными острыми углами ромбических плоскостей (рис.
49, б, в). Такую же форму имеют и смешанные кристаллы пара-
парафиновых и циклических углеводородов (рис. 49, г, д), причем чем
больше в смеси нафтеновых и особенно ароматических углеводоро-
углеводородов, тем меньше размер кристаллов и больше их усеченность.
Кристаллическая структура твердых углеводородов изменяется в
присутствии смолистых веществ. В зависимости от характера смол
либо образуются крупные кристаллы неправильной формы (совме-
(совместная кристаллизация), либо происходит агломерация кристаллов
при сохранении их орторомбической структуры (адсорбция смол
на кристаллах).
Депарафинизация нефтепродуктов может осуществляться не-
несколькими методами: кристаллизацией твердых углеводородов при
охлаждении сырья; кристаллизацией твердых углеводородов при
охлаждении раствора сырья в избирательных растворителях;
комплексообразованием с карбамидом; каталитическим превраще-
превращением твердых углеводородов в низкозастывающие продукты; ад-
адсорбционным разделением сырья на высоко- и низкозастывающие
компоненты; биологическим воздействием. Наиболее широкое про-
промышленное применение получили методы депарафинизации с ис-
использованием избирательных растворителей; реже используют про-
процесс карбамидной депарафинизации, главным образом для
понижения температуры застывания дистиллятов дизельных топ-
лив.
ДЕПАРАФИНИЗАЦИЯ НЕФТЕПРОДУКТОВ КРИСТАЛЛИЗАЦИЕЙ
С ИСПОЛЬЗОВАНИЕМ РАСТВОРИТЕЛЕЙ
Физико-химические основы процесса
Этот процесс основан на разной растворимости твердых и жидких
углеводородов в некоторых растворителях при низких температу-
температурах и может применяться для масляного сырья любого фракцион-
фракционного состава. Твердые углеводороды масляных фракций ограни-
156
Гл. IV. Депарафинизация нефтяного сырья
ченно растворяются в полярных и неполярных растворителях. Как
было указано, растворимость таких углеводородов подчиняется об-
общей теории растворимости твердых веществ в жидкостях и харак-
характеризуется следующими положениями: растворимость твердых уг-
углеводородов уменьшается с увеличением плотности и температур
выкипания фракции; для фракций, выкипающих в одном и том же
температурном интервале, растворимость твердых углеводородов
одного гомологического ряда уменьшается с увеличением их мо-
лекуляоной массы; растворимость твердых углеводородов увели-
чиьаегея с повышением температуры.
Растворимость углеводородов в полярных растворителях за-
зависит от способности их молекул поляризоваться, что связано со
структурными особенностями молекул углеводородов. Вследствие
малой поляризуемости молекул твердых углеводородов индуциро-
индуцированные дипольные моменты этих соединений иевелики, поэтому
растворение твердых углеводородов в полярных растворителях
происходит в основном под действием дисперсионных сил. Раство-
римость остальных компонентов масляных фракций является ре-
результатом индукционного и ориентационного взаимодействий, при:
чем действие полярных сил настолько велико, что даже при низких
температурах эти компоненты остаются в растворенном состоянии.
При понижении температуры влияние дисперсионных сил посте-
постепенно ослабевает, в то время как влияние полярных сил усили-
усиливается; в результате при достаточно низких температурах твердые
углеводороды выделяются из раствора и благодаря наличию длин-
длинных парафиновых цепей сближаются с образованием кристаллов.
Растворитель, применяемый в процессе депарафинизации, дол-
должен:
при температуре процесса растворять жидкие и не растворять
твердые углеводороды сырья;
обеспечивать минимальную разность между температурами де-
депарафинизации (конечного охлаждения) и застывания депарафи-
нированного масла и способствовать образованию крупных кри-
кристаллов твердых углеводородов. Упомянутая разность температур
называется температурным эффектом депарафинизации (ТЭД);
иметь не слишком высокую и не слишком низкую температуру
кипения, так как высокая температура кипения приводит к повы-
повышению энергетических затрат и способствует окислению углеводо-
углеводородов при регенерации растворителя, низкая — вызывает необхо-
необходимость проведения процесса при повышенном давлении;
иметь низкую температуру застывания, чтобы не кристаллизо-
кристаллизоваться при температуре депарафинизации и не забивать фильтро-
фильтровальную ткань;
быть коррозионно-неагрессивным;
быть доступным, по возможности дешевым и приемлемым с
точки зрения санитарных норм.
Депарафинизация с использованием растворителей
157
Для депарафинизации предложено большое число как поляр-
полярных, так и неполярных растворителей. Однако только некоторые
из них нашли промышленное применение (кетоны, хлорорганиче-
ские соединения, сжиженный пропан, легкая фракция бензина —
нафта). В настоящее время наиболее распространен процесс депа-
депарафинизации с использованием полярных растворителей — низко-
Рие. 50. Рост кристаллов пентаконтана при кристаллизации из раствора в угле-
углеводородной ореде (XII 0О0):
а — г — стадии роста.
молекулярных кетонов, в частности метилэтилкетона и ацетона;
иногда применяют метилизобутилкетон или сжиженный пропан.
Процесс депарафинизации является наиболее сложным, трудоем-
трудоемким и дорогостоящим в производстве нефтяных масел. Его эффек-
эффективность и экономичность зависят, в частности, от скорости филь-
фильтрования суспензий; последняя в конечном итоге определяется
структурой кристаллов твердых углеводородов, образующихся в
дроцессе охлаждения сырья с растворителем, так как от их разме-
размеров зависят полнота и скорость отделения твердой фазы от жид-
жидкой.
158
Гл. IV. Депарафинизация нефтяного сырья
Кристаллизация твердых углеводородов начинается с выделе-
выделения из пересыщенного раствора зародышей кристаллов. При даль-
дальнейшем охлаждении раствора кристаллизация протекает на уже
образовавшихся центрах кристаллизации (рис. 50). Для получения
в процессе кристаллизации крупных кристаллов необходимо, что-
чтобы число зародышей, образующихся в начальной стадии охлаж-
охлаждения, было невелико, так как дальнейшая кристаллизация прс
исходит на этих центрах. При большом числе зародышей образу-
образуется мелкокристаллическая структура.
. Скорость выделения твердой фазы (в г/с) из раствора на образовавшихся
центрах кристаллизации может быть определена по уравнению И. И. Андреева:
{dx
~jT — количество вещества, выкристаллизовавшегося в единицу, времени;
D—коэффициент диффузии молекул углеводорода в насыщенном растворе;
б—средняя длина диффузионного пути; S—поверхность выделившейся твердой
фазы; х — (концентрация пересыщенного раствора; х'—растворимость зароды-
зародышей кристаллов при данной степени их дисперсности.
Коэффициент диффузии D вычисляют по уравнению Эйнштейна:
1
RT
D= N * бягт)
B)
где R — универсальная газовая постоянная; N — число Авогадро; Т — абсолют-
абсолютная температура кристаллизации; т) —динамическая вязкость среды; г — средний
радиус молекулы твердого углеводорода.
¦При подстановке значения D уравнение A) приобретает вид:
R ST
Следовательно, скорость выделения твердой фазы из раствора на образовав-
образовавшихся центрах кристаллизации зависит от вязкости среды, средней длимы диф-
диффузионного пути, среднего радиуса молекулы твердого углеводорода и разницы
между концентрацией раствора и растворимостью выделившейся твердой фазы
при температуре Т.
Принципиальная схема установки депарафинйзации
Процесс депарафинйзации с применением избирательных раство-
растворителей осуществляется непрерывно и слагается из следующих
стадий: смешения сырья с растворителем; термической обработки
смеси; постепенного охлаждения полученного раствора сырья до
заданной температуры, в результате чего из раствора выделяются
кристаллы твердых углеводородов; отделения твердой фазы от
жидкой; регенерации растворителя из растворов депарафиниро-
депарафинированного масла и гача или петролатума.
Депарафинизация с использованием растворителей
159
Депарафинируемое сырье / и растворитель // (рис. 51) в сме-
смесителе / смешивают в определенном соотношении и подвергают
термообработке в паровом подогревателе 2. Если температура
•сырья, подаваемого на установку, выше 60 СС, то термообработку
не проводят. Далее раствор сырья /// охлаждается сначала в во-
водяном холодильнике 3, потом в регенеративных кристаллизаторах
4, где хладоагентом служит раствор депарафинированного масла
(фильтрат) V, и, наконец, в аммиачных кристаллизаторах 5, в ко-
п *
V
Рис. 51. Принципиальная схема установки депарафинйзации с использованием
избирательных растворителей:
1 —« смеситель; 2 — паровой подогреватель; 3 — водяной холодильник; 4 — регенеративный
кристаллизатор; 5 — аммиачный кристаллизатор; 6 — вакуумный фильтр; 7 — отделение ре-
регенерации растворителя из раствора депарафннированного масла; 8 — отделение регенерации
растворителя из раствора гача или петролатума.
Линии: / — сырье; //— растворитель; /// — раствор сырья; IV — суспензия твердых углево-
углеводородов; V —раствор депарафинированного масла; VI — раствор гача или петролатума;
VII — депарафинированное масло; VIII — твердые углеводороды (гач или петролатум).
торых хладоагентом является аммиак. Если температура конеч-
конечного охлаждения раствора сырья ниже —30 °С, то в качестве хла-
доагента на последней стадии охлаждения используют этан. Хо-
Холодная суспензия твердых углеводородов в растворе масла IV
поступает через приемник (на схеме не показан) в фильтры 6 (на
некоторых установках — в центрифуги) для отделения твердой фа-
фазы от жидкой. Осадок твердых углеводородов на фильтре промы-
промывается холодным растворителем // и поступает в шнековое уст-
устройство, куда также добавляют некоторое количество растворите-
растворителя //, обеспечивающее возможность перемещения осадка. В ре-
результате фильтрования получают раствор депарафинированного
масла V, содержащий 75—80% растворителя, и раствор твердых
углеводородов (гача яли петролатума) VI с относительно неболь-
небольшим содержанием масла. Оба раствора направляют в секции реге-
регенерации растворителя 7 и 8.
Полученное после регенерации растворителя депарафинирован-
депарафинированное масло VII поступает на доочистку, а твердые углеводороды
VIII (гач в случае переработки дистиллятного и петролатум —
160
Гл. IV. Депарафшизация нефтяного сырья
остаточного сырья) — на дальнейшую переработку для производ-
производства парафина и церезина. Регенерированный растворитель воз-
возвращается на смешение с сырьем, промывку осадка и в небольшом
количестве—в шнековое устройство. В зависимости от фракцион-
фракционного и углеводородного состава сырья растворитель можно пода-
подавать на смешение с сырьем как единовременно, так и порциями
в определенные точки по ходу охлаждения сырья.
Принципиальные схемы холодильного отделения
На большинстве установок депарафинизации и обезмасливания в
качестве хладоагента применяют аммиак, а в последнее время —
пропан, циркулирующий по замкнутой системе холодильной уста-
Рис. 52. Принципиальная схема аммиачного холодильного отделения установок
депарафияизации и обезмйсливания:
/ — кристаллизатор; 2 — аккумулятор; 3 — отделитель жидкости; 4 — конденсатор-холодиль-
конденсатор-холодильник; 5 —рабочий ресивер; 6 — промежуточный сосуд; 7 — маслоотделитель; 8 — компрессор.
Линии: I — газообразный аммиак; // — жидкий аымнак; /// — вода.
новки. Принципиальная схема холодильного отделения с использо-
использованием аммиака приведена на рис. 52. Пары аммиака /, выходя-
выходящего из кристаллизатора / (испарительная система), через акку-
аккумулятор 2 поступают в отделитель жидкости 3 ("попадание жидко-
жидкости в цилиндры компрессора может вывести его из строя), а за-
затем—на I ступень сжатия двухступенчатого компрессора 8 и под
давлением 0,25—0,3 МПа нагнетаются ъ промежуточный сосуд 6,
в котором они доохлаждаются за счет испарения жидкого аммиа-
аммиака //, подаваемого из рабочего ресивера 5. Из промежуточного со-
сосуда 6 пары аммиака поступают в цилиндр высокого давления со-
соответствующего компрессора, где сжимаются до давления конден-
конденсации A—1,2 МПа). После этого через маслоотделитель 7 пары
Депарафинизация с использованием растворителей . Д61
вводятся'в вертикальные кожухотрубчатые водяные конденсаторы-
холодильники 4. - -
Сконденсировавшийся амщи-ак // стекает в' рабочий ресивер 5,
откуда поступает в змеевик промежуточного сосуда 6, где переох-
переохлаждается от 34—36 °С (температура конденсации) до О—5СС за
счет испарения аммиака, содержащегося в сосуде. Переохлаждён-
Переохлаждённый аммиак поступает в аккумулятор 2, а затем в кристаллизатор
/, где за счет его испарения происходит охлаждение суспензии
Рис. 53: Принципиальна» схема
пропанового холодильного отделе-
отделения установок депарафинизации и
обезмасливания:
1—дренажная емкость; 2 —отделитель
жидкости; 3 — турбокомпрессор; 4—ак-
4—аккумулятор; б — кристаллизатор; 6 — во»*"
дяиой 'конденсатор-холодильник; 7 —
приемник жидкого пропана; 8 — проме-
промежуточный сосуд (переохладитель).
Линии: / — жидкий пропан; // — газ»'
образный пропан; ///— вода.
твердых углеводородов в растворе масла. Жидкий аммиак пода-
подается Из промежуточного сосуда 6 в аккумулятор \2 через клапан,
связанный с регулятором уровня. Температура охлаждаемой смеси
на выходе из кристаллизатора регулируется при помощи'клапана
на линии отсоса паров аммиака из аккумулятора.
Бели необходимо увеличить производительность и снизить тем-
температуру на линии паров, направляемых на компрессию, то уста-
устанавливают дополнительный компрессор. При давлении на приеме
30 кПа и на выходе 90 кПа .можно снизать температуру паров ам-
аммиака до —57 °С. Для обеспечения нормальной работы любой ам-
аммиачной холодильной установки- необходимо герметизировать
сальники компрессора и всасывающих магистралей, чтобы воздух
11—751 • ~
162 Гл. IV. Депарафинизация нефтяного сырья
.не попадал в систему. Все холодные части холодильной установки
докрывают пробковой изоляцией.
Принципиальная схема холодильного отделения с использова-
использованием жидкого пропана дана на рис., 53. Пары пропана // из акку-
аккумулятора 4 через отделитель жидкости 2 поступают на прием I
ступени четырехступенчатого турбокомпрессора 3, с выхода кото-
которого направляются в конденсатор-холодильник 6, где конденсиру-
конденсируются, после чего жидкий пропан стекает в приемник 7. Оттуда
жидкий пропан поступает в трубное пространство промежуточного
сосуда 8, где охлаждается за'счет'испарения пропана, подаваемо-
подаваемого зз межтрубное пространство и отсасываемою II приемной сту-
ступенью турбокомпрессора. Часть жидкого пропана, минуя проме-
промежуточный сосуд, подается в змеевик отделителя жидкости 2, где
охлаждается и далее смешивается с потоком Жидкого пропана /,
охлажденного .в промежуточном сосуде и направляемого в кри-
кристаллизатор 5. Из нижней части отделителя жидкости 2 пропан
стекает в дренажную емкость /, откуда периодически выдавлива-
выдавливается в приемник 7 и возвращается в систему.
Лри замене аммиачного охлаждения на пропановое к установке
предъявляются более высокие требования по соблюдению правил
техники безопасности, которые обусловлены низкими пределами
взрыв аемостй пропана, отсутствием характерного запаха и (Воз-
(Возможностью скопления его в низких местах территории установки.
Даже незначительное нарушение герметичности системы может
вызывать сильное переохлаждение участка трубопровода (до
.—40°С) и, как следствие, его разрушение.'
. На установках глубокой (низкотемпературной) депарафини-
-зации, чтобы охладить растворы до минус 60 — минус 62 °С, тем-
температура хладоагента в кристаллизаторах должна быть минус 62—
минус 65 °С. Для этого при использовании аммиака требуется
значительный вакуум (температура кипения аммиака при атмос-
атмосферном давлении равна —33,4 °С, при. 17,3 кПа около ,—70°С, а
при —77,3 °С аммиак кристаллизуется). Поэтому при глубокой
депарафинизации конечное охлаждение проводят в этановых кри-
кристаллизаторах, выполненных из легированной стали.
Основные аппараты установки депарафинизации
Аппараты кристаллизационного отделения
Скребковые кристаллизаторы. На установках депарафинизации с
применением избирательных растворителей процесс кристаллиза-
кристаллизации твердых углеводородов обычно осуществляется в горизонталь-
горизонтальных многосекционных скребковых кристаллизаторах, представля-
представляющих собой теплообменники типа «труба в трубе» (рис. 54). Кри-
Кристаллизаторы делятся на регенеративные, в межтрубных прост-
Депарафинизация с использованием растворителей
163
ранствах которых движется охлаждающая жидкость — фильтрат,
а также на аммиачные, пролановые и этановые, в которых охлаж-
охлаждение происходит за счет испарения соответственно аммиака, про-
пропана и этана. В регенеративных кристаллизаторах суспензия сы-
сырья 5 проходит по внутренним трубам 2, а хладоагент 3 движется
ш
D-f-D
D-4-Q
пн-п
о-Ьа
П
Рис. 54. Схема секции скребкового кри-
кристаллизатора: . ,
I — наружная труба; 2 — внутренняя труба; 3 —
хладоагент; 4 — скребок; 5 — суспензия сырья; в —
слой твердой фазы. '
Рис. 55. Схема кристаллизатора'
смешения:
/ — корпус; 2 — отражатель; 3 — пере-
перемешивающее устройство; 4 — перегород-
перегородка. Линии: / — сырье; // — холодный
растворитель; /// — суспензия.
противотоком к раствору сырья по межтрубному кольцевому про-
пространству (между наружной трубой 1 и внутренней трубой 2).
Для устранения отложения кристаллов твердых углеводородов 6,
снижающих коэффициент теплопередачи и уменьшающих свобод-
свободное сечение внутренних труб 2, в них расположен вращающийся
вал с металлическими скребками 4. .
Вал приводится в движение при помощи электромотора. При-
Привод— общий для всех валов кристаллизатора. Частота вращения
скребков 10—12 мин. В скребковых кристаллизаторах может
быть разное число секций A0 или 12), каждая из которых состоит
из одной наружной И одной внутренней трубы. Поверхность охла-
охлаждения одного кристаллизатора райна соответственно 70 или
164
.Гл. IV. Депарафанизация нефтяного сырья
84 м2, считая по наружному диаметру внутренней трубы. Кристал-
Кристаллизаторы, в которых охлаждение осуществляется в результате ис-
испарения хладоагента, устанавливаются под углом 7° и отличаются
от регенеративных кристаллизаторов способом подвода послед-
последнего.
Кристаллизаторы смешения. В кристаллизаторах этого типа,
разработанных в ГрозНИИ, кристаллизация твердых углеводоро-
углеводородов осуществляется при непосредственном смешении сырья с пред-
предварительно охлажденными порциями растворителя. Кристаллиза-
Кристаллизатор смешения представляет собой колонну (рис. 55), разделенную
перегородками 4 на секции, в каждую из которых подается охлаж-
охлажденный растворитель. Сырье / и дервая порция растворителя-вво-
растворителя-вводятся в нижнюю часть кристаллизатора. Обе жидкости контакти-
контактируют при помощи перемешивающих устройств 3; приводом вала
служит электромотор. К корпусу 1 прикреплены отражатели 2,
способствующие лучшему перемешиванию сырья с растворителем.
Сверху кристаллизатора выводится суспензия твердых углеводоро-
углеводородов ///. При таком способе кристаллизации образуются крупные
разобщенные кристаллы твердых углеводородов, что увеличивает
скорость разделения суспензии иа фильтрах и 'уменьшает содер-
содержание масла в твердой фазе. Кроме того, скорость охлаждения
раствора сырья в кристаллизаторах смешения может быть увели-
увеличена в 2—2,5 раза по сравнению со скоростью в скребковых кря-
•сталлизаторах.
Аппараты фильтровального отделения
Кристаллы твердых углеводородов отделяют от раствора депара-
финированного масла центрифугированием или фильтрованием.
Фильтры. Для отделения кристаллов парафина и церезина от
раствора масла применяют барабанные вращающиеся фильтры
двух типов:, вакуумные и работающие под давлением. Вакуумные
.фильтры состоят, из вращающегося барабана (частота вращения
0,5—2 мин~!), обтянутого фильтровальной тканью, и распредели-
распределительного устройства.. Барабан вмонтирован в корпус фильтра.
Между фильтровальной тканью и поверхностью барабана имеется
кольцевая полость, разделенная по окружности продольными пере-
перегородками на 30 секций, не соединяющихся между собой. Каждая
секция несколькими трубками соединена с распределительным
приспособлением, при помощи которого и осуществляется смена
циклов процесса фильтрования. Между барабаном и тканью в
каждой секции уложена два слоя сетки с крупными и мелкими
ячейками, что способствует равномерному стоку фильтрата через
трубки. Фильтровальная ткань закреплена в специальных пазах
.продольных перегородок. По окружности она прижата к барабану
прочной проволокой. Корпус фильтра тщательно изолирован
пробкой.
Депарафшшзация с использованием растворителей
165
Охлажденная суспензия / {рис. 56) из напорного бачка посту-
поступает самотеком в фильтр 1 через штуцеры в днище его корпуса:
Уровень жидкости в корпусе держат таким, чтобы в нее было ло-
гружено до 60% поверхности барабана. При работе фильтра его
барабан вращается, следовательно, вся его фильтрующая поверх-
поверхность последовательно погружается в суспензию сырья. «В той
Рис. 56. Схема вакуумного фильтра непрерывного действия: t
I — вакуумный фильтр; 2 — газгольдер; 3 — вакуумный приемник раствора депарафинирован-
ного масла: За —вакуумный приемник фильтрата горячей' промывки; 4 — вакуумный ком-
Лгаии- J — суспензия сырья в растворителе; // — растворитель; III — раствор депарафиииро-
ванного масла; /У-»прамывной раствор (фильтрат от холодной промывки осадка); V — рас-
раствор гач* или петролатума; VI — инертный газ; VII — фильтрат горячей промывки.
части барабана, которая погружена в суспензию, за счет вакуума,
создаваемого в секциях барабана вакуум-компреесором 4, отсасы-
отсасывающим инертный газ VI из вакуумных приемников, шроисходит
фильтрование. "Фильтрат (раствор депарафинированного масла)
/// проходит через ткань, а кристаллы отлагаются на поверхно-
поверхности ткани, образуя осадок, слой которого (лепешка) увеличивав
ется по мере приближения к поверхности раздела фаз. Образовав-
Образовавшийся на фильтрующей поверхности барабана осадок промывает-
промывается холодным растворителем //. Так как внутри секции
поддерживается вакуум, то растворитель просасывается через слой
твердых углеводородов, растворяя оставшееся в нем масло. Про-
Промывной раствор'/V проходит через ткань внутрь секции, а оттуда
через колдектор — в вакуумный приемник 3. ¦ '
166 Гл. IV. Депарафинизация нефтяного сырья
Промытый осадок при дальнейшем, вращении барабана отду-
. вается инертным, газом VI, который подается с обратной стороны
, _ фильтровальной ткани "под избыточным давлением 30—50 -кПа
@,3—0*5 кгс/см2) через отверстие в распределительном устройст-
устройстве внутрь секций, а затем через^ ткань, отделяя от нее образовав-
образовавшийся ©садок. В корпусе вакуумного фильтра над поверхностью
фильтруемой суспензии поддерживается избыточное давление
инертного газа 1 кПа @,01 кгс/см2). После отдувки осадок V сре-
срезается ножом, скользящим' по крепежной проволоке, попадает в
желоб, откуда вместе с добавленным растворителем направляется
шнеком в приемник для гача или летролатума. По мере необхо-
необходимости (когда ткань забивается кристаллами твердых углеводо-
углеводородов и льда, о чем судят по уменьшению производительности
фильтра) подачу сырья прекращают и проводят горячую промыв-
промывку. Фильтрат горячей промывки VII проходит-в секцию барабана,
, ,а оттуда—-в вакуумный приемник За. Горячая промывка может
быть запрограммирована яга времени и температуре промывки и
на (большинстве установок осуществляется, автоматически в период
рабочего ащкла.
Принцип действия фильтров, работающих под давлением, по-
подобен описанному выше. Эти фильтры используют для депарафи-
-'-'¦ низации масляных фракций из раствора в пропане, при работе с
которым применять вакуум невозможно. Частота вращения бара-
барабана фильтра 5—20 ч. Разность давлений внутри фильтра от
15 ДО' 70 кПа (в среднем около 30 кПа) поддерживается циркуля-
циркуляцией паров пропана при помощи специального компрессора.
Центрифуги используют в процессах депарафинизации, когда
Применение фильтрования затруднено или невозможно вследствие
' недостаточных размеров кристаллов, низкой скорости фильтрова-
фильтрования и быстрого засорения фильтрующей ткани мелкими кристал-
кристаллами (депарафинизация с использованием в качестве растворите-
растворителей нафты и смеси дихлорэтана с бензолом). Эти процесс*! при-
: меняют при обработке остаточного сырья, в результате при
охлаждении образуются мелкие кристаллы, скорость отделения
твердой фазы от жидкой невелика, а в петролатуме содержится
много масла. Депарафинизация в этих растворителях относится к
устаревшим процессам; поэтому центрифуги на современных ус-
установках не используют.
Факторы^процесса депарафинизации
. Для создания оптимальных условий кристаллизации при разра-
разработке наиболее эффективных процессов депарафинизации учиты-
учитывают влияние ряда факторов: фракционного состава сырья, при-
природы, состава и расхода растворителя, способа его подачи, тем-
температуры конечного охлаждения (фильтрования), скорости
Депарафинизация с использованием растворителей 167
охлаждения раствора и технологических особенностей процесса.
От совокупности этих факторов зависит протекание кристаллиза-
кристаллизации твердых углеводородов, содержащихся в сырье,, а следователь-
следовательно, и основные показатели, характеризующие процесс депарафи-
депарафинизации. -
Качество сырья. Полнота отделения твердых углеводородов от
жидкой фазы в процессе депарафинизации зависит прежде всего
от химического состава депарафинируемого сырья. Опыт работы
нефтеперерабатывающих заводов показывает, что чем выше тем-
температурные пределы выкипания сырья, тем меньше полнота выде-
выделения твердых углеводородов, выше температура застывания по-
получаемых масел. В связи с этим процесс депарафинизации оста-
остаточных рафинатов по сравнению с дистиллятными характеризуется
меньшими скоростью фильтрования, производительностью устано-
установок и выходом депарафинированного масла. .Это объясняется тем,
что при повышении температур" выкипания фракции в .составе
твердых углеводородов увеличивается концентрация циклических
углеводородов. В результате образуются более мелкие кристаллы,
трудно отделяемые от жидкой фазы.
При депарафинизации рафинатов узких фракций выход депа-
депарафинированного масла с заданной температурой застывания вы-
выше, а содержание масла в гаче ниже^при одновременном уменьше-
уменьшении продолжительности фильтрования по сравнению с депарафи-
низацией более широких фракций/ Это связано также и с
характером кристаллов, образующихся в процессе охлаждения
растворов масляных фракций, различающихся по температурным
пределам .выкипания. Данные о влиянии фракционного состава
сырья на показатели процесса депарафинизации (растворитель
ацетон—бензол—толуол) приведены ниже:
Пределы выкипания фракций,
из которых получен рафинат
375—515 °С 380—460 "С
Температура фильтрования, "С • —28 —28
Длительность фильтрования 100 мл суспен-
суспензии, с . 120 48
Выход депарафинированного масла, %
(масс.) ..'-.I- 65 73
Температура застывания депарафинирован-
депарафинированного масла! "С —20 —20
Содержание масла в гаче, % (масс.) ... 40 25
Наличие в дистиллятном рафинате компонентов, выкипающих
выше 500 °С, приводит к повышению содержания циклических
структур в составе твердых углеводородов. В результате их сов-
совместной кристаллизации с парафиновыми углеводородами крис-
кристаллическая структура последних изменяется — образуются мел-
мелкие кристаллы, ухудшающие процессы фильтрования. Углеводоро-
Углеводороды, выделяемые из сырья широкого фракционного состава, наряду
168 ~ Гл. IV. Депарафинизация нефтяного сырья
Депарафинизация с использованием растворителей
169
•со смешанными кристаллами образуют и эвтектические смеси не-
недоразвитых кристаллов. Это объясняется различием структуры
молекул твердых углеводородов, содержащихся во фракциях, вы-
выкипающих в широком интервале температур, и кристаллизующих-
кристаллизующихся из раствора при одной и той же температуре. Наличие р ди-
, стиллятном сырье высококипящих фракций отрицательно влияет
и на качество получаемых парафинов. Поэтому при производстве
среднеплавкого парафина температура конца кипения рафияата
обычно не превышает 460 °С. ..
С шовышением температурных пределов выкипания фракции
растёт ее вязкость, что существенно влияет на процесс кристал-
кристаллизации твердых углеводородов, затрудняя их диффузию к обра-
образовавшимся центрам кристаллизации. В результате образуются
новые зародыши кристаллов, уменьшая тем самым размеры ко-
конечных кристаллов. Таким образом, для обеспечения нормального
роста кристаллов необходим оптимум концентрации твердых уг-
углеводородов в растворе и вязкости последнего.
Поскольку рост кристаллов твердых углеводородов происходит
постадййно, этот оптимум должен достигаться на каждой стадии
охлаждения, лто обеспечивает образование крупных кристаллов и,
как следствие, увеличение скорости фильтрования и выхода депа-
рафинированного масла и уменьшение содержания масла в твер-
твердой фазе. Это достигается порционной подачей растворителя .при
разных температурах в процессе охлаждения сырья. При порцион-
порционной подаче растворителя создаются условия для раздельной кри-
, сталлизацикР -высоко- и низкоплавких углеводородов, причем при
первом разбавлении сырья расход растворителя должен быть та-
таким, чтобы из раствора выделились высокоплавкие углеводоро-
углеводороды, в первую очередь парафины нормального строения, имею-
имеющие кристаллы наибольших размеров.
При дальнейшем, охлаждении суспензии кристаллизация низ-
низкоплавких компонентов, в состав которых входят изопарафиновые
и циклические углеводороды, происходит на уже образовавшихся
кристаллах. Такой способ подачн растворителя позволяет не толь-
только повысить скорость фильтрования и выход депарафинирован-
ного масла, но и проводить процесс с большей скоростью охлаж-
охлаждения. Порционная подача.растворителя эффективна при депара-
депарафинизации и обезмасливании дйстиллятного сырья широкого
фракционного состава. При депар'афинизации^ рафинатов узкого
фракционного состава или остаточных рафинатов такой способ
менее эффективен из-за большей однородности состава твердых
углеводородов и сравнительно низкого содержания в остаточном
сырье углеводородов парафинового ряда. Однако с учетом харак-
характера перерабатываемого сырья на некоторых заводах порционную
подачу растворителя применяют и при депарафинизации остаточ- ¦
. ных рафинатов.
Характер кристаллизации твердых углеводородов .зависит так-
также от вида и содержания в сырье cuojf— модификаторов кри-
кристаллической структуры твёрдых углеводородов, в присутствии ко-
которых происходит дендритная или агрегатная кристаллизация.
Смолы, ие^растворимые в феноле, благодаря наличию в молекулах
достаточно длинных парафиновых цепей образуют с твердыми уг-
углеводородами крупные компактные не связанные между собой
смешанные кристаллы неправильной формы, вследствие чего ско- -
рость фильтрования увеличивается. Смолы, р астворимые в феноле,
и высокомолекулярные ароматические углеводороды адсорбируют-
адсорбируются на кристаллах твердых углеводородов и в силу высокой по-
полярности способствуют их агрегации, в результате скорость филь-
фильтрования тоже несколько возрастает. Однако существует опти-
оптимальное содержание смол, выше которого рост кристаллов
затрудняется и показатели процесса депарафинизации ухудша-
ухудшаются. ' •
В связи с этим большое влияние на показатели депарафини-
депарафинизации оказывает глубина очистки рафинатов, которая зависит от
количества неудаленных смол и. полициклических*ароматических
углеводородов. Кроме того, при высоком содержании в рафинате
смол и полициклических углеводородов увеличиваетсяiero вязкость
при понижении температуры, что затрудняет кристаллизацию
твердых углеводородов в процессе депарафинизации.
Природа и состав растворителя. В~процессах депарафинизации,
осуществляемых при' охлаждении и кристаллизации твёрдых уг-
углеводородов- из растворов в избирательных растворителях, основ-
основную роль играет растворимость в них углеводородов с, высокой
температурой плавления. Выделение этих углеводородов из рас-
растворов в неполярных и полярных растворителях носит, разный ха-
характер. В неполярных растворителях — нафте и сжиженном про-
пропане— твердые углеводороды при температуре плавления рас-
растворяются неограниченно1, причем растворимость их уменьшается
с повышением плотности.углеводородного растворителя. Поэтому
из растворов в жидких- углеводородах рафината твердые компог
ненты выделяются при более высоких температурах. Высокая рас-
растворимость твердых углеводородов в неполярных растворителях
требует глубокого охлаждения для наиболее полной их кристал-
кристаллизации и получения масла с низкой температурой застывания.
Этим объясняется высокий ТЭД A5—25 °С) при депарафинизации
в растворе нафты и сжиженного пропана, что делает этот процесс
неэкономичным из-за больших затрат на охлаждение раствора.
В сжиженных углеводородах парафинового ряда растворимость
твердых углеводородов с увеличением молекулярной массы рас-
растворителя (от Ci до С4) повышается, а начиная с Cs — понижа-
понижается (рис. 57). Поэтому ТЭД в растворе сжиженного пропана не-
несколько меньше, чем в растворе нафты. Неполярные растворители
170
Гл. IV. Депарафинизация нефтяного сырь»,
имеют еще ряд недостатков, в частности низкую избирательность,
что приводит к высокому ТЭД, высокому содержанию масла в га-
гаче или петролатуме, необходимости медленного охлаждения, а в
случае применения пропана — повышению давления в аппаратах
установки. у
В полярных растворителях* применяемых для депарафи'низа-
ции (ацетоне, метилэтилкетоне), твердые углеводороды растворя-
растворяются только при повышенных температурах. При низких темпе-
температурах такие растворители не растворяют твердые углеводороды,
^ 57. Зависимость (растворимости
парафина с температурой плавления
54 "С" в сжиженных и жидких пара-
парафиновых углеводородах от их моле-
молекулярной массы. ,
20 W.*60 W 100 120
Молекулярная масса растворителя
но плохо растворяют и жидкие компоненты рафината. Поэтому
при температурах депарафинизации вместе с твердыми углеводо-
углеводородами выделяются и высокоиндекеные моноциклические углево-
углеводороды. При этом в гаче или петрюлатуме остается большое коли-
количество масла, что осложняет производство глубокообезмаслен-
ных парафинов и церезинов. Для повышения растворяющей
способности низкомолекулярных кетонов к ним добавляют толуол
или смесь его с бензолом. В такой смеси растворителей кетон яв-
является осадителем твердых углеводородов, а толуол — раствори-
растворителем масляной части сырья. При этом в зависимости от содер-
содержания твердых углеводородов в рафннате и их температуры
плавления, а также от требуемой температуры застывания депа-
депарафинированного масла состав растворителя может изменяться.
. Данные о растворимости твердых углеводородов в. различных рас-
растворителях приведены в табл. 4 на примере двух парафинов с
различными температурами плавления..
При увеличении содержания ароматического растворителя в
смеси с жетоном увеличиваются продолжительность фильтрования,
ТЭД и выход депарафинированного масла, но повышается его тем-
температура застывания '(табл. 5). При одном и том же выходе де-
депарафинированного масла, например 68% (масс), продолжитель-
продолжительность фильтрования, ТЭД и температура застывания масла ниже
В случае применения МЭК в смеси с толуолом; при этом добавка
толуола к МЭК меньше, чем к ацетону. Метилэтилкетон по срав-
сравнению с ацетоном обладает лучшей растворяющей способностью
I
Депарафинизация с использованием растворителей
171
Таблица 4. Данные о
растворимости парафинов
в кет"онах и их смесях с бензолом i
-
Растворитель
АцетОИ
Ацетон: бензол
80:20
40:60
20:80
Ацетон: толуол=40: 60
мвк
МЭК: бензол
70:30
50:50
i толуолом
Растворимость п
с темп, плавления 44 °С
0 °С
0,03
0,5
0,45
1,00
0,06-
0.40
10 °С
0,12
0,21
1,90
7,00
0,27
1,45
15 °С
0,24
0 44
4,00
10,00
- Q.56^
2,70
—
арафина, %
(масс.)
с темп, плавлени;
0 °С
0,03
0,11
0,05
0,01 ¦
0г03
10 °С
¦ '
0,07
0,25
0,12
. 0,01
0,04
0,14
С64°С
15 СС
0,01
.0,04
0,17
0,56
0,32
0,03
6,05
0,33
по отношению к масляным компонентам, и при прочих равных ус-
условиях (рис. 58) выход депарафинированного масла и скорость
фильтрования при депарафинизации с применением его в качест-
качестве осадителя больше, чем с ацетоном, а ТЭД и-содержание масла
в твердой фазе меньше. Это объясняется тем, что с увеличением
числа углеродных атомов в молекуле кетонов повышаются их дис-
дисперсионные свойства, а следовательно, и растворяющая способ-
способность. Поэтому к та^им растворителям, как метилпропилкетон и
метилизобутилкетон, не нужно добавлять толуол. Использование
таких кетонов обеспечивают быструю фильтруемость суспензий
Таблица 5. Влияние состава растворителя на показатели
депарафинизации дистиллятного рафината 350—420 °С
Растворитель
Ацетон: толуол
15:85
25 :«75
35:65
45:55
МЭК: толуол
40:60
50:50
60:40
80:20-
Продолжитель-
Продолжительность фильтро-
фильтровании, с
442
' 310
160
152
170
160
130
100
Выход депарафи-
депарафинированного масла,
% (масс.)
76
74
73 ¦
68
75 ¦
72
72
68
Температура засты-
застывания депарафиниро-
депарафинированного масла, "С
—2
-^-5
—8
—И
—7
—13
—14
—15
ТЭД, °С
16
13
10
7
13
7
6
5
172
Гл. IV. Депарафинизация нефтяного сырья
твердых углеводородов и низкий температурный эффект депара-
депарафинизации. - .
Кетоны с семью и более атомами углерода,в молекуле не .ис-
.используют в качестве растворителей, для депарафинизации из-за
их высокой вязкости при низких температурах, затрудняющей про^1
цесс кристаллизации твердых углеводородов. Кроме того, ' более
высокая температура кипения высокомолекулярных кетонов ус-
усложняет их регенерацию. .Следовательно, экономичнее тот рас-
¦?¦80
I .
I
¦§ чо
Л
Л
20
86
"»—•
г
V
ч
•
\
ио
II
IS g
—60
•
\J4
Ч
9
70 <-.
ч
\
J
I
V
У
\/
О 20 40 60 вО
Содержание нетона, %(масс.)
Рис. 58. Влияние содержания ке-
тона в растворителе на показатели
депарафииизацин маловязкого ра-
фината:
/ — ацетон; 2 — МЭК.,
0 20 W 60- 80
Содержание нетона •, %(масс.)
творитель, который позволяет проводить процесс депарафинизации
при более высокой температуре конечного охлаждения и обеспе-
обеспечивает при этом достаточно высокий выход депарафинированнОго
масла с требуемой температурой застывания.
Наряду с кетонями для депарафинизации в качестве раствори-
растворителей применяют хлорорганичёекие соединения, яз которых про-
промышленное применение нашли смеси дихлорэтана с бензолом и
дихлорэтана»с метиленхлоридом (процесс ?>i—Me). С применени-
применением этих растворителей можно получать масла с температурой за-
застывания, близкой к температуре конечного охлаждения, т. ,е. с
малым ТЭД.. Депарафинизация в растворе дихлорэтан — бензол—
наиболее старый и неперспективный процесс, так как .пригоден,
как правило, только для остаточного сырья, в то время как один
из новых лроцессов-депарафинизации — процесс Di—Me позволяет
депарафинировать сырье любой вязкости. К недостаткам этих, рас-
растворителей относятся их коррозионная агрессивность, токсичность
и низкая Термическая стабильность.
Депарафинизация с использованием растворителей 173
Соотношение сырья и .растворителя. Снижение вязкости депа-
рафинируемого сырья и создание условий для образования круп- ^
ных кристаллов твердых углеводородов, хорошо отделяемых от
масла, достигаются разбавлением сырья определенным количест-
количеством раствЪрителя. Для этого сам растворитель должен иметь до-
достаточно низкую вязкость при температурах депарафинизации.
Соотношение сырья и растворителя зависит от фракционного и '
химического состава сырья, его вязкости и природы растворителя.
Степень разбавления сырья растворителем существенно влияет на
кристаллизацию твердых углеводородов^ а размер и агрегация
кристаллов — на выход депарафинированнОго масла, четкость раз-
разделения низко- и высокоплавких компонентов, ТЭД, конечную .
температуру охлаждения^ скорость охлаждения и фильтрования.
При выборе оптимальной кратности растворителя учитывают ее
влияние на перечисленные показатели.
При .малой кратности растворителя к сырью вязкость послед-
последнего снижается недостаточно, что ведет к рбразойанию дополни-
дополнительных центров кристаллизации* и образованию мелких трудно-
фильтруемых кристаллов. Слишком большое разбавление сырья
растворителем; снижает концентрацию твердых углеводородов в -
растворе, при этом образуются новые "зародыши, в результате че-
чего уменьшаются конечные размеры кристаллов и скорость филь-
фильтрования.
Чем выше температурные пределы выкипания фракции, тем вы-
выше ее вязкость, атледовательно, при прочих равных условиях -
требуется большая кратность разбавления сырья растворителем.
Она повышается с 2—3:1 при депарафинизации.дистиллятных ра-
финатов до 3—4,5:1 для остаточного сырья. Данные о влиянии,
кратности разбавления сырья растворителем на показатели депа-
депарафинизации в растворе ацетон — толуол приведены ниже:
ДИСТ1?1ЛЯТНЫЙ Остаточный
рафинат «_)статочныи
300-400 °С рафииат
Кратность растворителя к сырью
(масс.) 3:Г 5:1 3d 5:1
Температура охлаждения, ""С . . . —55 —55 —20 —20
Скорость фильтрования, кг/(м2-ч) . 70 90 100 140'
ь Выход. депарафинированнОго масла, .-•--..
% (мас.с.) ¦ . . 65 " 69 68 70 *
Температура застывания депарафини-
депарафинированнОго масла, °С —47 —45 —10 —8
При глубокой депарафинизации для повышения выхода депа-
рафинированного масла и улучшения фильтрования кратность раз-
разбавления сырья растворителем увеличивают. Однако чрезмерное
повышение расхода растворителя приводит к повышению темпе-
температуры застывания .депарафинированного масла и увеличению экс-
эксплуатационных расходов. От кратности растворителя ж сырью в
. 174 Гл.. IV. Депарафиниэация нефтяного сырья
большой мере зависят выход депарафинированного масла и со-
. держание масла в «гаче или петролатуме. При увеличении кратно-
кратности разбавления содержание масла уменьшается не только во
всем растворе, но и в той его части, которая удерживается твер-
твердой фазой; выход депарафинированного масла и четкость- отделе-
отделений его от высокоплавких компонентов 'несколько повышаются.
Выбор оптимальной кратности растворителя к сырью зависит и
от конечной температуры охлаждения раствора: чем ниже эта
температура, тем выше, степень разбавления сырья растворителем.
' Скорость охлаждения раствора сырья: Конечная температура
¦охлаждения раствора сырья, при"которой осуществляется процесс
фильтрования, зависит от требуемой температуры застывания де-
депарафинированного масла и природы растворителя. Для подавля-
- ющего большинства применяемых растворителей эта температура
ниже температуры застывания получаемого масла, и чем эта раз- .
ность меньше (меньше ТЭД), тем экономичнее процесс. Значение '
ТЭД зависит от растворимости твердых углеводородов в раство-
растворителе при температурах депарафинизации и от кратности раз-
разбавления сырья растворителем. Твердые углеводороды обладают
разной растворимостью в различных растворителях, в связи с чем
для достижения требуемой температуры застывания депарафини-
депарафинированного масла требуется разная степень охлаждения раствора.
Чем ..выше растворимость твердых углеводородов, тем больше их
остается в дедарафинированном масле, что приводит к возраста-
возрастанию температуры застывания последнего и увеличению ТЭД. При
депарафинизации в растворе неполярных растворителей ТЭД со-
составляет 22—25 °С, в !то время как при использовании полярных
растворителей — от 0 до 8СС (температура фильтрования — 20 СС,
кратность растворителя к сырью 3,5:1):
Продол-
житель-
жительность
фильтро-
фильтрования
100 мл, с
620
590
500
ПО
60
30
Содержа-
Содержание
масла
в гаче,
% (масс.)
48
45
41
23
18
12
Темпера-
Температура
застыва-
застывания дел.
масла, "С
+5
+3
+1
-12
—15.
—20
тэ
-Л1
25
22
21
8
5
а
Метилциклогексан . . '.
_ к-Гептаи
Толуол
Ацетон: толуол B5: 75) .
МЭК: толуол D0:60) .
Метилизобутилкетон . .
Одним из основных факторов, определяющих образование
крупных кристаллов твердых углеводородов, легко отделяемых от
жидкой фазы, является скорость охлаждения раствора, сырья.
При высокой скорости охлаждения образуются мелкие кристал-
кристаллы, снижающие скорость фильтрования и выход*депарафиниро-
ванного масйа (рис. 59); кроме того, в гаче или петролатуме по-
повышается содержание масла. Обычно чем выше температуры
Депарафинизация с использованием растворителей 175
выкипания фракции, тем меньше скорость охлаждения раствора.
При прочих равных условиях последняя для дистиллятного сырья
выше, чем для остаточного (табл. 6).
Растворимость твердых углеводородов в неполярных раствори-
растворителях больше, чем в полярных, и поэтому наиболее полное их вы-
выделение из раствора возможно только при низких скоростях ох-
i 100
75"
\
г
Рис. 59. Влияние скорости охлажде-
охлаждения <на показатели цроцесса депара-
депарафинизации в растворе МЭК—толуол:
/ — выход -депарафинироввиного наела;
2 — скорость фильтрования раствора;
— —• дистиллятный рафинат;
остаточный рафннат,
СО -к «О "Ч ' 1 1
О 100 200 300
Скорость охлаждения раствора,
граЗ./ч
лаждения. Так, при использовании нафты скорость охлаждения
раствора не превышает 4—5°С/ч, тогда как при депарафинизации
в кетон-ароматических растворителях она составляет 100—
200 °С/ч. Этот показатель наиболее важен в начальной стадии ох-
охлаждения, в момент образования первичных центров кристаллиза-
Таблица 6. Влияние скорости охлаждения на показатели
процесса депарафинизации*
Средняя скорость
охлаждения, "С/ч
Выход депарафияи-
рованного масла* *.
% (масс.)
Скорость фильтро-
фильтрования* *, кгДмЗ.ч)
Температура застывания
депарафинированного
' масла, °С
Дистиллятный рафинат D20—480 СС)
30
125
250
300
30
100
200
300
* Растворитель МЭК:
температура охлаждения -
100
99
85
80
Остаточный рафинат
100
86
78
54
бензол : толуол«=40 : 30 :
-35 "С.
100
100
97,5
97
(>500°С)
100
89
88
87
30, разбавление 3
** Скорость фильтрования и выход депарафинированиого масла пои
30 °с/ч приняты за 100%.
—28
--25
—25
—24
—30
—30
. —30
—30
: 1 (масс.), конечная
скорости охлаждения
176 Тл. IV.'Депарафинизация нефтяного сырья
ции. При низких температурах в стадии .конечного охлаждения,
когда основная масса твердых углеводородов уже выкристалли-;
зовалась из раствора, скорость охлаждения может быть йовыше^
на. На полноту и четкость отделения твердой фазы от жидкой
влияет также предварительная термическая обработка смеси
«ырья с растворителем, предшествующая процессу охлаждения.
Условия депарафинизации улучшаются при нагреве сырья .с рас-
растворителем до получения однородного раствора и полного раство-
"рений мельчайших частиц твердых углеводородов, .которые' могли
бы стать дополнительными центрами кристаллизации и привести
при охлаждении раствора к.образованию мелких кристаллов твер-
твердых углеводородов,
Депарафинизация в растворе кетон-ароматических растворителей
В промышленности наиболее Широкое применение нашли процес-
процессы депарафинизации в растворе низкомолекулярлых кетонов (ме-
тилэтилкетона или ацетона) в смеси с бензолом и толуолом, а в
последнее время — только с толуолом. На ряде зарубежных заво-
заводов используется метилизобутйлкетон. Характеристика раствори-
растворителей приведена ниже:
Метил-
Ацетон МЭК H«u?" Бензол Толуол Пропав
кетон
Молекулярная масса .... 58,08 72,1 100,16 78,11 92,13 44,09
Плотность при 25"С, кг/м» . . 788,5 799,7 — 872,4 862,3 497,7
Температура, "С
кипения 56,1 79,6 116,9 80,1 110,6. —42,06
адавления —94,3 —86,3 -^84,7 +5,6 —95,0 —187,6
Скрытая теплота испарения,
кДж/кг ......... 522 443,5 — 382,3 3©1,8 50,1*
Теплоемкость при .' 20 СС,
к?ж/(кг-К) ,. . 2,16 2,3 — 1,7 1,26 —
Характеристика азеотропной
смеси с водой
температура кипения, °С — * 73,45 87,90 69,25 84,10 — -
содержание " растворителя,
% (масс.) ...... — 89,0 75,7 91,2 84,4 — ;
* При —42,06 °С.
Использование смесей растворителей с разной растворяющей
способностью по отношению к жидким и твердым углеводородам
позволяет, изменяя- соотношение кетона и ароматического компо-
компонента в смеси, применять их для депарафинизации сырья любых
вязкости и фракционного состава при различных температурах-
процесса и получать масла с широким диапазоном температур еа-
стывания. В настоящее время этот процесс проводят по двухсту-
двухступенчатой схеме с отмывкой гача на второй ступени фильтрования -
Депарафинизация с использованием растворителей 177
при более высокой температуре. Такая схема дает возможность
повысить выход депарафинированного масла и скорость фильтро-
фильтрования суспензии, снизить содержание .масла в гаче или петрола-
туме пе сравнению с одноступенчатым процессом.
Принципиальная технологическая схема установки
двухступенчатой депарафинизации в растворе кетон — толуол
Установка состоит из двух технологических отделений: кристал-
кристаллизации и фильтрования; регенерации растворителя из растворов
депарафинированного масла и гача (петролатума).
Отделение кристаллизации и фильтрования. Сырье — рафииат
/ насосом; 1 через -водяной холодильник 2 подается в регенератив-
регенеративные кристаллизаторы 3—8, где охлаждается^фильтратом // I сту-
ступени-(рис. 60). Сырье разбавляется холодным растворителем IV
в.трех точках: по выходе из кристаллизаторов 3, 5 и /. Раствори-
Растворитель подается насосами 29 и 31 из приемников сухого 28 и влаж-
влажного W растворителя. Из регенеративных кристаллизаторов сус- .
пензия сырья поступает в аммиачные, кристаллизаторы (9—11),
где за счет испарения аммиака охлаждается" до температуры
фильтрования. Охлажденная суспензия твердых углеводородов в
растворе'масла поступает в приемник 14, а оттуда — самотеком в
фильтры ступени I. Фильтрат I ступени (раствор депарафиниро-
депарафинированного масла) // собирается в вакуумном приемнике 16, откуда
насосом 17 прокачивается через регенеративные кристаллизаторы,
теплообменники для охлаждения влажного и сухого растворителя
A8 и 19) и поступает в приемник 20. Отсюда его подают в отде-
отделение регенерации растворителя.
Для более полного удаления масла осадок (парафиновую ле-
лепешку) промывают холодным растворителем, подаваемым из при-
приемника 28 насосом 29. Предварительно растворитель охлаждают
в теплообменнике 19, а затем в аммиачном кристаллизаторе 13.
Необходимой температуры растворителя для промывки достига-
достигают смешением Двух потоков растворителя — холодного и неохлаж-
неохлажденного. Осадок гача или петролатума после промывки проходит
зону сушки, потом инертным газом отдувается от фильтровальной
ткани и снимается ножом. После сброса с барабанов-фильтра 15
I ступени осадок разбавляют растворителем //, который подается
шнеком в приемник 21 и оттуда насосом 22 в шриемник 23, а отсю-
отсюда суспензия поступает самотеком в фильтры 24 И ступени. Филь-
Фильтрат II ступени направляется в приемник 26 и затем насосом 27
через аммиачный кристаллизатор 12 додается на конечное раз-'
бавление охлажденной суспензии, выходящей из кристаллизато-
кристаллизатора 11. Осадок с фильтров II ступени после разбавления раствори-
растворителем подается шнеком в приемник 25; далее раствор гача (петро-
(петролатума) /// направляется в отделение регенерации растворителя.
12—751
t
Рис. 60. Пршщпиальяая тежнолопичеикая схема отделений кристаллизации, и фильтрования установки двухступенчатой
депарафинизации' в кетюя-ароматическом растворителе: ¦ .
1,'17, 22, 27, 29, 31 — иасосы; 2 — холодильник сырья; 3—5 — регенеративные' кристаллизаторы; 9—13 — аммиачные кристаллизаторы; 14,
23 — приемники холодной суспензии; 15, 24 — фильтры I и II ступеней;, IS, 26 — вакуум-приемники I и-II ступеней фильтрования; 18,
19 — теплообменники сухого и влажного растворителей; 20 — приемник раствора депарафниированного масла; 21, 25 — вакуум-приемники осад-
осадков I и II стувеней фильтрования; 28 — емкость для сухого растворителя; 30 — емкость для влажного растворителя; 32 — питательный бачок. '
Линии: / — сырье; // — раствор депарафннироваиного масла' на регенерацию; /// — раствор гача или петролатума на регенерацию; /V — сухой
растворитель? V — влажный растворитель; РУ — регулятор уровня; н.г. — инертный .газ.
180 Гл. 1У.-Депарафинизация нефтяного сырья
Температура фильтрования зависит от требуемой температу-
температуры застывания получаемого масла й свойств. растворителя, а
именно его. растворяющей способности и избирательности, опре-
определяющих ТЭД. Ниже даны температуры фильтрования (,в °С)
¦суспензии дистйллятного сырья при.получении депарафшщровав-
ных масел с температурой застывания от —16 до —20 °С:
Ступень фильтрования
I II
. Ацетон — толуол
МЭК — толуол .
От —25 до —28
/От —22 до —23
От —15 до т-16
От —12 до —IS.
Во время работы фильтров фильтровальная ткань забивается
кристаллами льда и парафина, поэтому ее периодически промыва-
. ют горячим, растворителем. •
Отделение регенерации растворителя. Регенерация растворите-
растворителя из раствора депарафинированного масла (фильтрата) .осуще-
.осуществляется в четыре ступени. Раствор депарафинированного масла
/ из приемляка 20 (рис. 61) подается через кожухотрубчатые
теплообменники 1 и й и паровой подогреватель 3 в колонну 4, где
пары растворителя отделяются от жидкости. Эти пары сверху
«олонны 4 вместе с парами," выходящими сверху тсолонны 9, кон-
конденсируются в межтрубном пространстве, теплообменника / и кон-
конденсаторе-холодильнике 14. Охлажденный в теплообменниках / и
14 растворитель поступает в емкость 28 сухого растворителя.
Радгвор снизу колонны 4 подается, насосом 5 через трубное
пространство дарового подогревателя- 6 в колонну 7, где отделяет-
отделяется от жидкости основная масса растворителя. Пары растворителя
сверху колонны 7 поступают в теплообменник 2, а затем вместе
с конденсатом в холодильник 13. Конденсат собирается в емкости
28 ,(рис. 61) сухого растворителя. Остаток снизу колонны 7 посту-
поступает под действием перепада давления через паров'бй подогрева-
подогреватель 8 в колонну 9, Остаток снизу колонны 9 самотеком через да-
даровой подогреватель 10 перетекает в отпарную колонну //, в ко-
которой острым водяным паром из масла удаляются остатки
растворителя. Смесь паров растворителя и воды конденсируется в
холодильнике 12 и направляется в деканггатор 24. Депарафиниро-
ванное масло V снизу колонны // откачивается в парк.
Регенерация растворителя из раствора гача или петролатума
лроводится в три ступени. Раствор гача // из приемника 25 (см.
рис. 61) подается через паровые подогреватели 15 и 16 в колонну
17. Пары растворителя сверху колонны 17 вместе с парам.и, выхо-
выходящими сверху колонны 20, конденсируются в конденсаторе-холо-
конденсаторе-холодильнике 29. Конденсат IV стекает в емкоеть влажного раствори-
растворителя. 'Остаток снизу колонны 17 насосом 18 подается через па-
паровой подогреватель 19 в колонну 20. Остаток снизу "колонны 20
4JXT! I \*Wt\ J'J 11 I 4)—*
182 Гл. IV. Депарафшшзация нефтяного сырья
Депарафинизация с исполь,
i растворителей
через паровой подогреватель 21 перетекает в отларную колонну 22.
В этой колонне остатки растворителя отгоняются острым водяным,
раром. Смесь паров растворителя и воды, уходящая сверху колон-
;ны 22, конденсируется в конденсаторе-холодильн"нке 23; конденсат
собирается в декантаторе обводненного растворителя 24. Гач VI
тснизу колонны 22 откачивается в резервуарный парк.
В декантаторе 24 обводненный растворитель разделяется на
два слоя. -Верхний слой (вода' в растворителе) перетекает в сбор-
сборник влажного растворителя 25^ где растворитель отстаивается от
воды, после чего влажный растворитель IV откачивается в ем-
емкость 30 (см. рис. 61). Нижний слой в декантаторе 24, представ-
представляющий собой раствор кетона в воде, подается насосом 26 в верх-
верхнюю часть кетоновой колонны 27. Пары растворителя и воды, вы-
выходящие сверху колонны 27, конденсируются в коаденсаторе-холо-
дйльннке 28; конденсат стекает в декантатор 24. Снизу колонны
2Тотводится вода, сбрасываемая в канализацию.
В процессе эксплуатации установку инертный газ непрерывно
циркулирует в свободной от жидкости части корпуса барабана н
емкостях, в которых имеется растворитель. В качестве инертного
газа применяют генераторный газ, получаемый сжиганием очи-
'щениого газообразного топлива. Циркуляция инертного газа пред-
предотвращает образование взрывоопасной смеси воздуха и паров
кетона, бензола и толуола; сокращает потерн легколетучих рас-
растворителей; предохраняет от окисления кетоны; устраняет возмож-
.ность образования льда в холодных частях аппаратуры вследствие
конденсации влаги. В зависимости от качества исходного сырья и
требуемой глубины депарафинизации выход депарафинированного
масла составляет обычно 65—85% (масс.) на рафннат. Ниже при-
приведен материальный л баланс двухступенчатой депарафшйзащии в
растворе МЭК — толуол для западносибирских нефтей:
Дистиллятами Остаточный
рафинат рафи
% (масо.) от сырЬя
Первая ступень
Взято
Сырье , 100
Растворитель
, • на разбавление . . . -• . . . 2dO
• на промывку осадка ...... 110
Фильтрат. II ступени ." ¦ . . . . . 200
Всего .... 610
Получено
Раствор депарафииированного масла
масло в0
растворитель . . . . . . . 394
Итого 474
100
275
125
270
770
71
511
Дистиллятный Остаточный
рафинат рафинат
'% (масс.) от сырья
Раствор гача (петролатума) I ступени
тщ (петролатум) . . . ¦ - '
растворитель .
100
47
141
Итого
136
188
Всего .... 610
Вторая ступень
Взято
Раствор гача (петролатума) i ступени 143
Растворитель
4 на разбавление 75
V па промывку осадка 90
Всего .... 308
Получено
Раствор гача (петролатума) И ступени
гач. (петролатум) 20
растворитель "~ . 81
Итого ..... 101
Фильтрат II ступени
масло . / ,. ¦ . 23
растворитель . . . . . . .. 184
Итого .... 207
Всего .... 308
770
188
100
100
388
29
118
18
252
270
388
582
Условия депарафинизации рафинатов из восточных нефтей в
растворе жетон-ароматического растворителя следующие:
Рафннат
дистиллятвый тотный
Состав растворителя, % (об.)
ацетон , 40 — —
метилэтилкетой — 60- 40
толуол 60 40 60
Соотношение растворитель: сырье (масс)
на разбавление 3,5:1 3:1 4:1
на промывку . .".' 1:1 J:l 1:1 *
Температура, "С
термообработки . » 50—60 50—60 70—80
растворителя . . . . . .... На 2—3 "С выше темпе-
температуры в точке подачи
фильтрования —25 —20 —24
184 Гл. IV. Депарафинизация нефтяного сырья
— ' ' - ' : ¦ ¦ ¦
Рафвнат
ДВСТИЛЛЯТНЫЙ hjjJ
Температура, СС
холодной промывки , От —10 до —20
подачи инертного газа . ... .. От —15 до —20
Остаточное давление на фильтрах, кПа
в нижней линии От 34,6 до 37,2
в средней линии ....,:. От 39,9 до 42,6
в верхней линии . . ... . . От 0 до 74,5
Давление инертного газа при отдуве осад-
осадка, кПа От 125 до 135
Ниже приведен режим в колоннах регенерации кетон-аромати-
ческого' растворителя:
Количество выделяе-
,, __ Температура Избыточное мого растворителя, ,
длинна на ИЮде> оС давление, кПа % (масс.) от общего I
количества
4 90—Ю5 70—80 ~~ 35—45
7 . 145—165 200—300 35—50
9 155—165 40—50 До 10
// 150—160 10—30 До 5
Данные о качестве сырья и. продуктов депарафннизации при
переработке восточных нефтей приведены ниже:
Мало- g?gr средне- ЗЙ? Высоко-
вязкий ванное вяакий ванное вязкий ванное
рафинат масло рафинат „асло рафннат МЖЛО
Вязкость" при 100°С,
мм*/с . 7,6 8,5 9,8 11,6 19,3 21,5
Плотность при 20 "С,
кг/м» . 881 885 890. 898 915 920
Температура застывания, ¦ '
°С . . . - .38 —16 42 —16 48 —18
Выход депарафннирован-
ного масла, % (масс.) — 75 — 70 — 68
Применение в качестве осадителя твердых углеводородов МЭК
вместо ацетона позволяет повысить выход депарафинированного
масла на 2—5% (масс), снизить температурный эффект депара-
финизацни,в, среднем на 5°С, расширить пределы оптимальных
концентраций кетона, что делает"процесс более гибким, снизить
потерн растворителя и улучшить расходные показатели (на 1 т
Депарафинированного масла), что видно из следующих данных:
МЭК — толуол Ацетон — толуол
Пар, т 1,31 1,37
Электроэнергия,- кВт . . " 142 148
Дрда, к» 41 82
Депарафинизация с использованием растворителей
Депарафинизация в растворе пропана -
При дшарафинизащии в растворе сжиженного пропана существуют
два варианта охлаждения раствора сырья: с хладоагентом, обыч-
обычно используемым в последней стадии. охлаждения,— аммиаком и
за счет испарения из раствора самого пропана, которое осущест-
осуществляется в вертикальных или горизонтальных аппаратах, действую-
действующих попеременно. Скорость охлаждения растворов в них регули-
регулируется скоростью снижения давления. Следовательно, в данных
аппаратах испарение пропана зависит от отсоса его паров, для
чего на установках этого типа предусмотрены компрессоры. Необ-
Необходимую кратность пропана к сырью поддерживают, непрерывно
добавляя пропан по мере его испарения или добавляя охлажден-
охлажденный пропан в конечной стадии охлаждения.
. Основным достоинством этого^ процесса являются его простота
и экономичность, так как пропан одновременно является и рас-
растворителем, и хладоагентом. Кроме того, пары пропана использу-
используют и. для отдувки осадка на фильтре. Это позволяет исключить из
схемы линию инертного газа. При депарафинизации пропаном
вследствие малой вязкости раствора при низких температурах ско-
скорость охлаждения значительно выше, чем„при использовании ке-
тонов. В процессе охлаждения, особенно, остаточного сырья, сов-
совместная кристаллизация твердых- углеводородов и смолистых ве-
веществ приводит к образованию^ крупных дендритных кристаллов,
что обеспечивает высокую скорость фильтрования — до 600—
1000 кг/(м2-ч) по сырью из расчета на полную поверхность
фильтра. :.'-'-
При депарафинизации дистиллятного сырья скорость фильтро-
фильтрования снижается в 10—15 раз из-за образования мелкокристал-
мелкокристаллической структуры твердых углеводородов. Повысить эффектив-
эффективность процесса в этом случае можно^ добавлением некоторых при-
присадок,' приводящих к образованию .<5олее крупных кристаллов.
Вследствие высокой растворяющей способности пропана кратность
его к сырью небольшая — от 0,8:1 до й:1 (об.). В то же время
высокая растворимость твердых углеводородов в пропане требует
при депарафинизацин низких температур охлаждения для доста-
достаточно, полного выделения кристаллизующихся компонентов, т. е.
процесс проходит с высоким ТЭД A5—20 °С), что является его
недостатком. •
Принципиальная технологическая схема установки
депарафинизации в растворе пропана
Сырье / подается насосом 20 в диафрагмовый смТеситель 2, где
смешивается со сжиженным пропаном //, поступающим нз сбор-
сборника / (рис. 62). Смесь подвергается термической обработке-^
Депарафинизация с использованием растворителей
187
к га ¦*
«ill
° I - I
egsg§
I lib
ц I?? «° «s*
g|o|[ogg|
паровом нагревателе 3 до 50—70 "С, а затем раствор /// охлаж-
охлаждается водой в холодильнике 4 до 35—40 °С. Дополнительно рас-
раствор охлаждается холодным фильтратом VI. в теплообменнике 5.
Охлажденный раствор IV поступает в промежуточную емкость 9,
откуда насосом 21 подается в один из попеременно действующих
кристаллизаторов 10 и //, где за счет снижения давления .проис-
.происходит испарение пропана VIII,. подаваемого в кристаллизатор из
сборника 15 через теплообменник (на схеме не показаны) непо-
непосредственно в раствор, охлажденный до минус 30 — минус 45 °С.
В сборнике 15 пропан охлаждается в результате испарения ча-
части его. Суспензия V собирается в приемнике 13 и далее насосом
22 подается в барабанные фильтры 14, работающие под избыточ-
избыточным давлением-25—50 кПа @,25—0,50 кгс/см2). Раствор депара-
фнйированного масла VI .поступает в приемник 18, откуда, пройдя
теплообменники 7 и 5, направляется в секцию регенерации раство-
растворителя. Раствор от промывки осадка VII собирается в .приемник
17 и затем добавляется к охлаждаемому раствору сырья IV перед
кристаллизаторами 10 я 11. Осадок на фильтре промывается ох-
охлажденным пропаном VIII, поступающим из сборника 15. Кроме
того, пропан добавляется к петролатуму для разжижения осадка,
облегчения транспортирования его дшеком и подачн в приемник
16, откуда через теплообменник 6 раствор петролатума X посту-
поступает в регенерационную' часть установки. Осадок с барабана
фильтра отдувается циркулирующим газообразным пропаном, по-
подаваемым газодувкой. Пары пропана XI, пройдя брызгоотделитель
12, отсасываются компрессором 19, охлаждаются в холодильнике
8 и. поступают в сборник жидкого пропана /.
Основная масса пропана как из раствора депарафннирован-
ного масла VI, так и из раствора летролатума X, отгоняется под
давлением 1,5—1,7 МПа в паровых испарителях, аналогичных ис-
используемым иа установках деасфальтизации масел. Остатки про-
пропана удаляют .в. отпарных колоннах, работающих под давлением,
близким к атмосферному-. Из отпарных колонн смесь паров пропа-
пропана и воды поступает в конденсатор смешения, затем — в брызго-
брызгоотделитель и на компрессор. Примерный материальный баланс
депарафинизации остаточного рафината пропаном приведен ниже:
Взято
Сырье '
Пропан
на разбавление .
на промывку" осадка
на разжижение осадка
% (масс.)
от сырья
100
175
50
75
Состав
растворов,
% (масс.)
ru
, Всего
400
183
Гл. IV. Депарафинизация нефтяного сырья
Депарафинизация с использованием растворителей
189
Получено
Раствор депарафияированного масла
' масло 74—76 26
пропан ~. ¦'..'. ". '-.. . • . . 211 74
Итого ... 285 100
Раствор петролатума
петролатум - - . . 26—24 22,5
пропан ........... 89 77,5
Итого ... 115 —
Всего ... 400 100 -
Характеристика сырья и получаемых продуктов следующая:
Депара» ' Депара- >
Рафн- финиро- Петро- Рафи- фнниро- Петро-
нат* • ванное латум ват*' ванное латум
наело ' " ' наело
Плотность при 20 "С,-
кг/м» ..".... 883 887 -г 890 897 —
Вязкость при 100 *С,
мм*/с, 17,8 20,3 — 19,0 21,5 —
Температура, °С '
застывания .... —31 —21 — 45 —18 —
плавления .... — ' — 60,8 -^ — 63,0
* Температура конечного охлаждения в фильтрования—40 *С. *
Депарафинизация в растворе Дихлорэтан — метиленхлорид
Этот процесс, названный JDi—Me, тюцользуется на &арубежных|
заводах для производства иизкозастывающих масел, как листал-;]
лятных, так и остаточных. Растворителем служит смесь дихлор-
дихлорэтана E0—70%) —осадителя твердых углеводородов и метилен-
хлорида E0—30%)—растворителя масла. Их~"> характеристика^
приведена ниже: .
Дихлор- Метиленхлорид
* этан (дихлорметан)
Молекулярная масса 98,97 " 84,93
Плотность при 25 "С, кг/м» 1250 1330
Температура, °С
кипения : 83,7 40,1
плавления . —35,3 —96,7
Показатель преломления Пд . . » . • 1,4164 1,4237
Скрытая теплота испарения, кДж/кг . . 323,9 —
Теплоемкость при 20°С, кДж/(кг-К) . . 1,263 —
Характеристика азеотропной смеси с водой
температура кипения, "С .... — 38,10
содержание растворителя, % (масс.) — 98,5
При использовании такого растворителя депарафинизацию ра-
рафинатов можно проводить при температурах конечного охлажде-
охлаждения и фильтрования, близких к температуре застывания депара-
финированного масла (ТЭД ог 0 до.—1°С),*йго приводит к эко-
экономии' холода. Общая кратность разбавления сырья растворите-
растворителем 1 :.3— 1:5 (об.). При депарафинизации в одну ^ступень можно
получить масло с температурой застывания —20 °С и парафин, с
содержанием масла 2—6% (масс). При работе установки по двух-
двухступенчатой схеме фильтрования можно получать парафины с
содержанием масла менее 2% (масс). Одним из достоинств про-
процесса является высокая скорость фильтровалия суспензии твердых
углеводородов—до 200 кг/(м2-ч) по сырью на полную поверх-
поверхность фильтра. Растворители не' образуют взрывчатых смесей и
являются негорючими веществами, поэтому на' установках отсут-
отсутствует система инертного газа.
К недостаткам этого процесса относится термическая неста.-
бильность растворителей при 130—140 РС с образованием корро-
зионно-агрессивных продуктов разложения. Депарафинизация в
растворе дихлорэтан — метиленхлорид проводится на такой же
установке,'' как депарафинизация в растворе кетои-ароматиче-
ского растворителя. Условия проведения процесса Di—Me следую-
следующие:
' Масло
индустриальное машинное цилиндровое
Соотношение растворителей в
смеси; % (масс.) 50:50 ; 50:50 35:65
Расход растворителя, % (об.) " •
на сырЬе 300 380 600
Температура фильтрования, "С —20 —20 —20
Свойства сырья" и полученных продуктов приведены ниже:
Вязкость Температура, ч: Содержа-
ври98,9°С, аасты- плав- наела.
ю»*/е ванвя лента % (наос.)
Маловязкий рафинат .... 2,7 .—2,8 — . —
Депарафинироваиное масло . . 3 —19,4 — — •
Гач . — — 40 2,5
Средневязкий рафинат ... 9,6 40 — — "
Депарафинированное масло . 10,8 —18,3 — —
Гач — ¦ — 57,7 4{5
Высоковязкий рафинат. ... 32 54,4 -—* .—
Депарафинированное масло : 37 .—15 — —
Петролатум — '" — 62 7
Процесс депарафинизации «дилчил»
Этот процесс применяют Для депарафинизации рафинатов из лю-
любого масляного, сырья. Растворитель обычно представляет собой
смесь метилэтилкетона с метилйзобутнлкетоном или толуолом.
190 Гл. IV. Депарафиниэация нефтяного сырья ~
Метод «дилчил» предложен сравнительно недавно, и в настоящее
время йа зарубежных заводах в эксплуатации находится несколь-
несколько установок для производства масел с температурой застывания
до —55 °С. При одноступенчатом фильтровании содержание мас-
масла в гаче составляет 3—15% (масс). При применении одной или
двух дополнительных ступеней фильтрования можно получать па-
парафины с содержанием масла менее 0,5% (масс). Условия .и ре-
результаты процесса «дилчил» следующие:
Рафинат масляной фракции Остаточный
легкой средней тяжелой рафянат
Растворитель МЭК. + метилизобутилкетон - МЭК +
илн толуол +толуол
Соотношение сырье: растворитель
(об.) . 1:3 1:3,5 1:4,3 1:6,3
на разбавление 1:2,0 1:2,5 1:3,1- 1:4,8
на промывку 1:1 1:1 1:1,2 1:1,5
ТЭД, "С От 0 до 7 2—7
Содержание масла в гаче (иетрола-
туме) при одноступенчатом филь-
фильтровании, % (масс.)- . ' 3 5 10 15"
В схеме процесса используется оригинальный метод кристал-
кристаллизации парафина: пр'ямое впрыскивание растворителя //, охлаж-
охлажденного в теплообменнике / и аммиачном холодильнике 2, в на-
нагретое в паровом подогревателе 3 сырье / н перемешивание смеси
в кристаллизаторе «дилчюЬ 4 (рис. 63). При таком методе сме-
смешения сырья с растворителем образуются разрозненные компакт-
компактные кристаллы, являющиеся агломератами смешанных кристал-
кристаллов твердых углеводородов, разных по структуре и молекулярной'
массе. Это слоистые кристаллы сферической формы, внутри кото-
которых закристаллизованы высокоплавкие углеводороды, а внешний
слой образуют кристаллы низкоплавких, углеводородов, легко смы-
смываемые растворителем.
Благодаря такой форме кристаллов процесс можно вестн при
высоких скоростях фильтрования и достигать высоких выходов
депарафинированного масла при одновременном снижении вдвое
содержания масла в гаче. Затем в скребковых аммиачных кри-
кристаллизаторах 5 температуру суспензии твердых углеводородов
///, выходящей из кристаллизатора 4, понижают до требуемой
температуры фильтрования й охлажденная суспензия IV поступа-
поступает на барабанный вакуумный фильтр 6,.в котором кристаллы твер-
твердых углеводородов отделяются от масла. Фильтр работает в. одну
или, более ступеней в зависимости от заданного содержания мас-
масла в парафине. Холодный раствор депарафиннрованного масла V
используют для охлаждения в теплообменнике 1 растворителя, по-
поступающего на разбавление сырья. Регенерацию растворителя из
растворов депарафинированного масла и гача (петролатума) про-
Депарафинизация с использованием растворителей 191
водят по обычной схеме в отделениях 7 и 8. Для предотвращения
образования льда в оборудовании, работающем с холодным рас-
растворителем, применяют систему обезвоживания растворителя 9.
Рис. 63. Принципиальная схема деварафинизацин методом «дилчил»:
/ — теплообменник; 2 —аммиачный холодильник; 3 — паровой подогреватель; '4 — кристалли-
кристаллизатор дилчнл; 5 — аммиачный кристаллизатор; 6 — вакуумный фильтр; 7 — отделение регене-
регенерация растворителя нз раствора гача ила петролатума; в — отделение регенерации раство»
рителя из раствора депарафинированного масла; 9 — секция обезвоживания растворителя.
Линии: /-"Сырье; // — растворитель; /// — охлажденная смесь сырья с растворителем;
IV— суспензия твердых углеводородов; V —раствор депарафинированного масла; VI — рас-
раствор гача или петролатума; VII — депарафвнйрованное масло; VIII — гац ила петролатум.
Глубокая (низкотемпературная) депарафинизация *
Глубокая депарафинизация применяется прн производстве низко-
застывающих маловязких масел, таких, как авиационное (МС-8),
трансформаторное, арктическое, конденсаторное н др. Этот про-
процесс проводят в растворе кетон — толуол при температурах конеч-
конечного охлаждения и фильтрования суспензий от —62 до —64 °С.
Такая низкая температура охлаждения не может быть достигнута
за счет испарения сжиженного аммиака, поэтому в процессе глу-
глубокой депарафинизацин на конечной стадии охлаждения в качест-
качестве хладоагента используют сжиженный этан. Глубокой депарафн-
низацни подвергаются только рафинаты низкокщГящих масляных
фракций, твердые углеводороды которых состоят в основном из
w-алканов, образующих крупные кристаллы, что позволяет прн
фильтровании с достаточной полнотой отделять твердую фазу от -
жидкой и получать масла с температурами застывания от —45
до— 55°С.
В результате этого процесса показатели качества депарафи-
депарафинированного масла изменяются более резко, чем при обычной дё-
г л
.-¦. ¦
1" %
—— U.S.
А»
¦
-.
1
л
\Jxto
г
-• ?=
•
f
;
*<=
)
11
us
iil
¦ж
»
I
¦
Pine. 64. Цригацшшалыная техн'ологическая схема устано-вки глубокой депарафинизэцйи:
/, 1$, 21, 27, 29 — насосы; 2 — холодильник; 3. 4, 8, 9 — регенеративные кристаллизаторы; 5—7, 12 — аммиачные кристаллизаторы; 10, 11 —
этаиовые кристаллизаторы; IS, 22 — питательные емкости вакуумных фильтров; 14, 23 — вакуумные фильтры; IS — вакуумный приемник рас-
раствора депарафинированного масла; 17, 18 — теплообменники; 19 — сборник раствора депарафянированного масла; 20, 24 —¦ приемники раство- ¦
ра гача; 25 — вакуумный приемник некондиционного фильтрата; 26, 28 — сборники сухого и влажного растворителя; 30 — питательный бачок;
РУ — регулятор уровня. . .
Линии: / — сырье; // — раствор депарафнннррванного масла на регенерацию растворителя; /// — раствор гача на регенерацию растворителя;
IV— сухой растворитель; V —влажный растворитель; VI—некондиционный фильтрат; и.г.— инертный газ; в —вода.
194
Гл. IV. Депарафинизация нефтяного сырья
парафинизацин. Технологическая схема процесса глубокой депа-
рафинизации аналогична схеме депарафинизации в кётон-ароматн-
ческом растворителе за исключением того, что после
регенеративных и аммиачных (или пропановых) кристаллизаторов
предусмотрено охлаждение до требуемой температуры в этановых
кристаллизаторах. Глубокую депарафинизацию обычно проводят
с двухступенчатым фильтрованием, а иногда и .с трехступенча-
трехступенчатым, последовательно повышая температуру. Принципиальная
схема процесса глубокой депарафинизации приведена на рис. 64.
ОБЕЗМАСЛИВАНИЕ ГАЧА И ПЕТРОЛАТУМА
Процесс обезмасливания гача и петролатума предназначен для
получения парафинов и церезинов. Обезмаслнвание можно прово-
проводить двумя методами: кристаллизацией твердых углеводородбв без
применения растворителей, которая осуществляется фильтр-прес-
сованием- с последующим потением полученного гача; кристалли-
кристаллизацией твердых углеводородовтга раствора сырья в избирательных
растворителях при охлаждении раствора.
Обезмасливание без применения растворителей
Этот устаревший процесс в настоящее время применяется ограни-
ограниченно. Обезмасливанию без применения растворителей подверга-
подвергают только маловязкие (v5o=8—10 мм2/с) ларафиновые дистилля-
дистилляты, содержащие 30—40% (масс.) парафина. Сущность процесса
заключается в выделении твердых углеводородов охлаждением
предварительно нагретого парафинового дистиллята с последую-
последующим отделением гача на фильтр-прессах. В этом процессе важную
роль играет четкость ректификации масляных фракций, так как
присутствие в ннзкокипящем парафиновом дистилляте даже не-
небольших количеств фракций с более высокой температурой кипе-
кипения приводит при охлаждении к образованию мелких кристаллов,
.трудно отделяемых при фильтровании от жидкой фазы.
Фнльтр-прессованне осуществляют как в одТну, так и в две сту-
ступени, причем двухступенчатый процесс проводят по двум вариан-
вариантам. При переработке сырья с высоким содержанием парафина
на первой ступени ^охлаждения и фильтрования поддерживают:
температуру 15—25 °С; затем фильтрат, полученный после отделе-
отделения гача, охлаждают до более низкой температуры (от —5 до
10 °С), при которой проводят фильтр-прессование. Смесь гачей
после первой и второй ступеней фильтрования подвергают обез-
обезмасливанию. По второму варианту сначала осуществляют, холод-
холодное фильтрование ,при конечной температуре охлаждения.* Гач
первой ступени нагревают до температуры плавления, а затем ох-
охлаждают и вторично подвергают фильтр-прессованию при более
Обезмасливание гача и пеЯролатума 195
высокой температуре: В этом случае гач второй ступени является
целевым продуктом, а фильтрат добавляют к исходному сырью.
Условия процесса по первому (по фильтрату) и второму (по га-
гачу) вариантам следующие:
Односту- Двухступенчатое фильтр-прессование
пенчатое
~ прес^ю- по фильтрату ' по гачу
кие I II I II
Расход, % (масс.)
дистиллята ..... 90 90 — 57 15
первого отека .... 10 10 — — 32 -
фильтрата II ступени . — — — 43 53
Выход, % (масс.)
гача ........ 35—50 13 15 42,7 47,5
фильтрата . . . . . 50—65 87 72 .57,3 52,5
Температура фильтр-прес-
фильтр-прессования, °С 6—12 15 2 4—8 20—22
Средняя скорость охлажде:
ния. в кристаллизаторах,
°С/ч 15-25 25 15 — •*-
Давление фильтр-прессова-
фильтр-прессования, МПа -. . . ... 1,5—2,5 2—2,5 3,3—3,5 0,5—0,6 0,4—0,5
Продолжительность цикла
фильтрования, ч . . . . 3—5 3—3,5 7—8,5 5—8 V2—3
Средняя скорость фильтро-
фильтрования, кг/(ма-ч) .... 6—12 9—11 4—5 ' — * —
Характеристика получаемых продуктов приведена ниже:
Плотность Вязкость
при 20 °С, при 60 "С,
, кг/мЗ мм2/с
Парафиновый дистиллят 860—880 8—10 '
Первый отек ...... 845—855 8—10
Гач 815—835 7,9—9,5
Фильтрат .- 870—885 8,5—10,2
Температура
насыщения
парафином
(плавления), °С
28—32
32—38
43—48
5—10
Содержание
ф
, (масс.)
20—40
40—45
65—76
5—10
Эффективность этого процесса "также определяется структурой
и размерами кристаллов выделяющегося парафина, которые за-
зависят от качества еырья (фракционного состава, содержания па-
парафина и вязкости), скорости его охлаждения, температур охлаж-
охлаждения и фильтрования, давления фильтр-прессования, толщины
камеры фильтр-прессов. Чем меньше скорость охлаждения сырья
и больше давление при фильтр-прессовании, тем выше содержание
твердых углеводородов в гаче н производительность процесса."
Температура процесса определяется качеством сырья и требова-
требованиями к получаемому; продукту. С повышением температуры
фильтр-прессования температура плавления гача и скорость филь-
фильтрования повышаются, однако выход гача снижается. Толщина ка-
камеры фильтр-прессов составляет 16—25 мм. Для интенсификации
13»
196
Гл. IV. Депарафинизация нефтяного сырья
Обезмасливание гача и петролатума
van
фильтр-прессования было предложено заменить рамные фильтр-
прессы на дшековые или дисковые, внедрить тепловую выгрузку
гача и т. д. Однако в промышленных условиях применяется пока
только тепловая выгрузка гача, осуществляемая подачей пара
или горячей воды в фильтр-пребс, при которой расплавленный гач
стекает из последнего и отстаивается от воды.
Метод потения. Этот процесс является обычно второй стадией
обезмасливання гача без применения растворителей. Сырьем яв-
является гач, полученный фильтр-прессованием. Обезмасливание
¦/_
о
О
=о
а б
Ряс. 65. Схема камеры потения (в разрезе):
а — вид спереди; б — вид сбоку; / — корпус тарелки камеры потения; 2 — пирамидальные
днища тарелки; 3 — сетка; 4 — змеевики; 5 — маточник для острого водяного пара; 6 — стояк
для залива в тарелку воды; 7 — стояк для залива в тарелку'гача; 8 — отвод отека; S—*iQ"
ронка для вывода отека и парафина в приемники.
проводят в камерах потения, где расплавленный гач в тонком слое
охлаждается до затвердевания, а затем медленно нагревается.
При этом из гача сначала выделяется масло н переходит в отек,
а затем при более высокой температуре—и легкоплавкие пара-
парафины. Камера потения состоит из неглубоких прямоугольных
стальных тарелок с конусными днищами 2 (рис. 65); установлен-
установленных одна над другой. Каждая тарелка разделена на четыре сек;
цин. Внутри тарелки над днищем натянута металлическая сетка <?,
над которой расположены трубчатые змеевики 4, по которым цир-
циркулирует холодная или горячая вода в зависимости от операции
(охлаждения нли потения гача). Через маточник 5 подается во-
водяной пар для расплавления обезмасленного гача. На тарелки
заливают воду, а затем закачивают слоем толщиной «150 мм
расплавленный гач. Отеки (масло и легкоплавкие парафины) и
полученный парафин через отверстия в днище тарелок н трубо-
трубопровод поступают в соответствующие сборники.
Обезмасливанием гача методом потення можно получать па-
парафины с температурой плавления 45—58 °С и содержанием мас-
масла от 5 до 0,3% (масс). Изменяя температуру потення, можно
фракционировать гачи и получать разные по температуре плавле-
плавления парафины. Условия процесса потения гача и свойства полу-
полученного парафина даны ниже:
спичеч-
спичечный
46
71
39
51
4.6
- 13
16
1,5-4
0,5—2
30
45
55
марки
4Т
72
26
52
2,3
10
27
1,5-4
0,5-2
31
48
56
марки
44
69
20
52
0.9
14
48
1.5-4
0,5-2
29
47
55
Парафин
Гач
Температура плавления, "С .
Содержание парафина, % (масс.) .
Парафин
Выход, % (масс.) на гач
Температура плавления, °С
Содержание масла, % (масс.) . . . -.
Условия процесса
Продолжительность^ ч
охлаждения ........
потения
Скорость охлаждения гача, сС/ч ,.
Скорость повышения температуры воздуха
в камере и воды в змеевиках, °С/ч . .
Температура, °С
гача в конце- охлаждения ....
воды в конце потения . .
воздуха в конце потения ....
К недостаткам процесса обезмасливания гачей без примене-
применения растворителей (фильтр-прессованием н потением) относятся:
ограниченная область применения, исключающая возможность вы-
выделения высокоплавких парафинов н церезинов; периодичность;
малая производительность; высокая трудоемкость.
Обезмасливание с применением растворителей
При производстве парафинов и церезинов наиболее распростра-
распространенным и универсальным процессом является обезмасливание ме-
методом кристаллизации из -раствора'в избирательных растворите-
растворителях, который позволяет выделять низкоплавкие парафины из
низкокипящих масляных и дизельных дистиллятов без предвари-
предварительной их очистки, а также обезмасливать гачи и петролатумы,
полученные при депарафинизации дистиллятных и остаточных ра-
фин'атов. При этом выделяются твердые парафины с температурой
плавления 45—65 °С и содержанием масла 2,3—0,5% (масс.) и
церезины с температурой плавления 80 °С н выше, содержащие до
1% (масс.) масла. Этот процесс .принципиально не отличается от
депарафинизации рафйнатов с применением растворителей и про-
проводится на таком же оборудовании.
Как и в случае депарафиннзацин, наибольшее распространение
в промышленности получил процесс обезмаслнвания в растворе
кетон-ароматнческого растворителя, который по сравнению с депа-
рафинизацией характеризуется более высокими температурами
конечного охлаждения н фильтрования (от —10 до 25 °С), боль-
198
Гл. IV. Депарафинизация нефтяного сырья
шими кратностью растворителя к сырью и содержанием кетона в
смеси с ароматическим компонентом (до 65—75% об. прн исполь-
использовании метилэтилкетона). Эффективность этого процесса зависит
от тех же факторов., которые влияют на процесс депарафиннзации.
Процесс обезмасливания можно проводить в одну и несколько
ступеней. При одноступенчатом обезмасливании сырь? смешивает-
смешивается с растворителем, нагревается в паровом подогревателе до пол-
полного растворения, а затем постепенно охлаждается в кристаллиза-
кристаллизаРис. 66, Принципиальная технологическая схема кристаллизационного и фильтро-
" вального отделений установки обезмасливания в кетон-арома'тичёском ,раство-
рителе:
/ —.подогреватель; 2 — холодильник; 3 — регенеративный кристаллизатор; 4 — аммиачный
кристаллизатор; 5, 7. 9 — теплообменники; 6, 8 — регенеративные кристаллизаторы для ох-
охлаждения растворителя; 10 — аммиачный холодильник; // — приемник суспензии для фильтра
I ступени;" 12 — фильтр I ступени; 13 — сборник раствора фильтрата I ступени; 14 — сборник
суспензии парафин;- I ступени; IS — приемник суспензии для фильтров II ступени;
16 —фильтр If. ступени; J7 — сборник раствора фильтрата II ступени; 18 — сборник суспен-
суспензии парафина II ступени. . , *
Линии: / — сырье; // — растворитель; /// — раствор сырья; IV — суспензия твердых углеводо-
углеводородов; V — раствор фильтрата I ступени; VI — суспензия .твердых углеводородов; VII — рас-
раствор фильтрата II ступени; VIII — суспензия парафина II ступени; IX — раствор фильтрата
I ступени на регенерацию ра«творнтеля; X — раствор парафина на регенерацию раствори-
растворителя.
торах до требуемой температуры. Суспензия твердых углеводоро-
углеводородов поступает в вакуумные барабанные фильтры, где
обезмасленный гач отделяется от раствора. Образующийся пара-
парафиновый осадок промывается холодным растворителем, отдувает-
отдувается от фильтровальной ткани инертным газом,- срезается ножом н
по наклонной плоскости опускается в желоб со шнековым транс-
транспортером. Отсюда смесь направляется в приёмник, а затем — в
секцию регенерации растворителя. Фильтрат от обезмасливания
также поступает в секцию регенерации растворителя.. При одно-
одноступенчатом процессе не удается получить парафин и церезин с
-
Обезмасливание гача и петролатума
199
низким содержанием масла, поэтомула большинстве заводов обез-
обезмасливание проводят по двухступенчатой схеме по гачу (петро-
латуму). Это позволяет получать глубокообезмасленные парафи-
парафины о высокой температурой плавления при больших скоростях
фильтрования по сравнению с одноступенчатой схемой.
На рнс. 66 дана принципиальная технологическая схема кри:
сталлизационного и фильтровального отделений двухступенчатой
установки обезмасливания гача. Сырье — гач / смешивается с рас-
растворителем //, нагревается в подогревателе / до температуры на
10—20 °С выше температуры плавления сырья, затем раствор ///
последовательно охлаждается в холодильнике 2 водой, в регенера-
регенеративных кристаллизаторах 3—раствором фильтрата первой ступе-
ступени V и, до конечной температуры — в аммиачных кристаллизато-
кристаллизаторах 4. Раньше в качестве промежуточной охлаждающей среды
применяли рассол (раствор хлористого кальция), требующий до-
дополнительного охлаждения. Использование рассола малоэффек-
малоэффективно, так как не позволяет проводить процесс обезмасливания
при температурах ниже—5°С из-за его высокой температуры-за-
температуры-застывания- (—10 °С). Кроме того, рассол вызывает коррозию обо-
оборудования. В связи с этим в настоящее время рассольная система
охлаждения на установках обезмаслнвания не применяется. На
некоторых установках хладоагентом служит растворитель, кото-
который тоже нужно предварительно ехлаждать.
На установке предусмотрены порционное разбавление, сырья
растворителем и направление раствора фильтрата второй ступени
VII в суспензию сырья, проходящую через кристаллизаторы. Со-
Согласно схеме, фильтрат второй ступени VII можно вводить в сус-
суспензию как до аммиачного кристаллизатора 4, так и после него.
Суспензия поступает в приемник //, а оттуда — на фильтры 12
первой ступени. Холод фильтрата V первой ступени используется
в аппаратах 5, 7, 9, 10 и регенеративных кристаллизаторах 3, 6, 8.
Пройдя их, фильтрат IX поступает в секцию регенерации раство-
растворителя. Осадок, образующийся на поверхности барабана фильтра
первой ступени после промывки растворителем и отдувки инерт-
инертным газом, сбрасывается в шнековое устройство, где разбавляется
растворителем //, а затем суспензия VI поступает в сборник 14:
.Отсюда смесь подается в приемник 15, питающий фильтры 16 вто- :
рой ступени, работающие лри повышенной температуре, обеспечи-
обеспечивающей получение парафина с требуемой температурой плавле-
плавления. Раствор фильтрата VII. второй ступени из сборника 17 пода-
подается на разбавление охлаждаемой суспензии сырья. Осадок на
фильтрах 16 второй ступени промывается растворителем, а затем
¦ после отдувки и разбавления растворителем // суспензия VIII по-
подступает в. сборник 18, откуда, пройдя кристаллизатор 8, раствор
парафина X направляется на регенерацию растворителя..
- • Регенерацию растворителя из раствора фильтрата проводят в
четыре ступени, а нз раствора парафина (церезина) — в три сту-
200
Гл. IV. Депарафинизация нефтяного сырья
пени. Кроме того, растворитель регенерируют из водных растворов
в кетоновой колонне. Регенерация растворителя при обезмаслнва-
лии принципиально не отличается от схемы этого процесса для
депарафинизацни. Ниже приведен примерный материальный ба-
баланс процесса двухступенчатого обезмасливания (в % масс):
Гач фракции Петро-
350—420 СС 420—500 "С латУ"
Взято
Сырье . 100 100 100
Растворитель . 600* %, 800* 900*
Всего ... 700 900 1000
Получено
Раствор парафина
парафин-сырец ч 56 45 35
растворитель 150 240 270
Итого ... 206 285 . 305
Раствор фильтрата от обезмаслива-
обезмасливания
фильтрат 44 55 65
растворитель , . 450 560 630
Итого . *. . 494 615 695
Всего . . . 700 900 1000
* Включая расход растворителя на промывку осадка в его разжижение.
Совмещенные процессы депарафинизации
и обезмасливания
В СССР и за рубежом разработаны и внедрены в промышленность
установки, на которых одновременно осуществляются процессы
депарафинизацин рафинатов н обезмасливания гачей или петро-
латумов. Предпосылкой к созданию таких установок .явилось ис-
использование при депарафинизацин и обезмасливании одних и тех
же растворителей и однотипного оборудования. Совмещение про-
процессов экономически выгодно, так как при этом сокращается чис-
число операций по регенерации растворителя и уменьшаются расходы
на перемещение жидкостей. Существует несколько вариантов сов-
совмещенных схем депарафнниэации и обезмаслнвания, различаю-
различающихся по числу ступеней и температурам фильтрования, а также
по ассортименту получаемой продукции.
В качестве примера на рис. 67 приведены принципиальные схе-
схемы отделения трехступенчатого фильтрования при. депарафиниза-
депарафинизации дистиллятного и остаточного рафинатов туймазинской нефти.
В I ётупени при температуре, обеспечивающей получение масла с
Обезмасливание гача и. петролатума
201
требуемой температурой застывания, раствор депарафинированно-
го масла отделяется от твердой фазы и направляется в секцию
регенерации растворителя. Осадок гача или петролатума после
промывки на фильтре разбавляется теплым растворителем и на-
направляется во II ступень фильтрования. По варианту ВНИИ НП
(см. рис. 67, а), во, II ступени фильтрования после промывки и
регенерации растворителя получается твердый парафин (церезин),
а фильтрат охлаждается и полученная суспензия направляется в
Рис. 67. Принципиальные схемы отделения фильтрования на совмещенных уста-
установках депарафияизации и обезмасливания:
о —вариант ВНИИ НП; б —вариант НУ НПЗ в БашНИИ НП; 1—3 — фильтры соответ-
соответственно I, П и III ступеней.
Линии: / — сырье; // — растворитель; /// — твердый парафин; IV — депарафиннрованное мас-
масло; V—мягкий парафин; VI— фильтрат III ступени (а) и II ступени (б).
фильтры III ступени, где выделяются мягкие парафины или цере-
церезины. Фильтрат используется для разбавления сырья. Получение
твердого парафина после II ступени фильтрования определяется
повышенной температурой на этой ступени, а возможность выде-
выделения мягкого парафина на III ступени—:низкой температурой ох-,
лажденйя фильтрата II ступени-. Для этой схемы характерны: про-
противоток растворителя и сырья; получение масла с низкой темпе-
Рис. 68. Принципиальная схема отделения фильтрования совмещенной четырех-
четырехступенчатой установки депарафинизаедии и. обезмасливания:
1—3 — фильтры I, II и III ступеней обезмасливанвя; 4 — фвльтр ступени депарафннизацни.
Линии: / — сырье; // — растворитель на разбавление и промывку; /// — раствор фильтра-
фильтратов 1Ь н III ступеней фильтрования; IV — раствор фильтрата I ступени фильтрования;
V — раствор глуоокообезмаслеиного парафина; V/ — раствор гача; VII — раствор депарафн-
янрованного масла.
202
Гл. IV. Депарафинизация нефтяного сырья
ратурой застывания при одновременном выделений двух сортов
парафина или церезина, различающихся по температуре плавле-
плавления и содержанию масла.
ш и
л
¦.
/V Ж
д
XIE-
ы
~>V У
-5
П
ч
У/
XI
\у vii
\
VIII
—*»
ХЕ
11
Рис. 69. Принципиальная схема отделения трехступенчатого филирования на
совмещенной установке депарафинизации и обеамасливания:
а — с перекристаллизацией гача II ступени фильтрования; /—3 —фильтры I, II и III ступе»
ней фильтрования; 4 — паровой подогреватель; 5 — регенеративный кристаллизатор (Пере-
(Перекристаллизации гача). . • . ¦
Линии: / — охлажденная суспензия сырья; // — растворитель; /// —раствор депарафиниро-
ванного масла; /V —суспензия гача I ступени; V — фильтрат. II ступени; V/ — суспензия
гача И ступени; VII— раствор гача II ступени; VIII— суспензия гача после перекристал-
перекристаллизации; IX — твердый парафин; X — мягкий парафин; XI — водяной пар.
б—-с перекристаллизацией гача "I ступени фильтрования и вторичной депарафинизацией.
фильтрата II ступени; 1—3 — фильтры I, II и III ступеней фильтрования; 4— паровой
подогреватель; 5, € — пропановые кристаллизаторы.
Линии: / — охлажденная суспензия сырья; // — растворитель;' /J7 — раствор депарафиниро-
ванного масла; /V—суспензия гача I ступени;^ — раствор гача I ступени; VI — суспензия
гача I ступени после перекристаллизации: VII — твердый парафин; VIII — фильтрат II ступе-
ступени; IX — охлажденная суспензия; X — мягкий парафин; XI—фильтрат III ступени; XII—про»
пан; XIII ~- водяной пар.
По варианту БашНИИ НП—НУ НПЗ (см. рис. -67, б) в I сту-
ступени фильтрования осуществляется процесс депарафинизации ра-
рафината, а во II и III ступенях — процесс обезмасливания. Осадок,
полученный на фильтрах II ступени, разбавляется в шнеке теп-
теплым растворителем и подается в III -ступень фильтрования, где
Обезмасливание гача и петролатума
203
после промывки осадка получается раствор товарного парафина
или церезина, а фильтрат II ступени используется для разбавления
суспензии сырья. Фильтрат III ступени после регенерации раство-
растворителя можно использовать для производства защитных восков,
для шинных и других резин или добавлять к сырью каталитиче-
каталитического крекинга. При работе установки по этой схеме на I ступени
фильтрования происходит депарафинизация рафината, на II сту-
ступени— доотмывка гача, на III ступени — обезмасливание с полу-
получением парафцнй, содержащего до 2% (масс.) масла. Содержание
масла в парафине регулируют температурой на II и III ступенях
фильтрования и количеством фильтрата III ступени, выводимого
из системы. Чем выше температура фильтрования в процессе до-
отмывки, и обезмасливания гача,тем меньше масла в получаемом
парафине.
Ниже приведены данные о продуктах депарафинизации, полу-
полученных по двум вышеописанным вариантам:
Вариант ВНИИ НП СГУПеШ> Ф»™"™*
I H III •
Дистиллятный рафинат
Выход, % (масс.) на сырье
депарафинированного масла .... 79 —
парафинов — 15 5
Температура, *С
застывания масла —20
плавленид ггарафинов ......... 50—60 36 40
Содержание масла в парафинах, % (масс),
не более ¦ i s
Остаточный рафинат
Выход, % (масс.) на сырье '
депарафинироваиного масла ...... 75 —
церезинов . . : — 14 10
Температура, "С
застывания масла —18- _
плавления церезинов ....... 67 34 38
Ступень
Вариант БашНИИ НП — НУ НПЗ фильтрования
- I III
Дистиллятный рафинат
Выход, % (масс.) на сырье
депарафинированного масЯа . ... 79 8
парафинов .,¦..'...." [ '. '— ц g
"низкоплавкого га,ча '.'.'. 8 *4
Температура, °С ..... ,
застывания масла - 17 '
плавления парафинов ...-....: 52
плавления низкоплавкого гача 30
Содержание масла, % (масс.)
• в парафинах — 1—2
в низкоплавком гаче 28
204 Гл. IV. Депарафинизация нефтяного сырья
Ступень
Вариант БашНИИ НП-НУ НПЗ фильтрования
I НЦ
Остаточный рафинат
Выход, % (масс.) на сырье
депарафинированного масла 73,6 —
церезинов ........... — 14,7
-v низкоплавкого петролатума — 11,7
Температура, "С
застывания масла . . . —16 —
плавления церезинов —* 67
плавления низкоплавкого петролатума ... — 30
Содержание масла в низкоплавком петролатуме, %
(масс.) .....— 32
Основные показатели технологического режима комбинирован-
комбинированной установки депарафинизации и обезмаслнвания следующие:
4 Вариант ВНИИ НП Вариант
БашНИИ НП
средне- ! высоко- и НУ НПЗ
вязкий вязкий (дистиллятны*
9 рафинат рафинат рафинат)
Общий расход циркулирующе- .. ~
го растворителя на три сту-
ступени, % (масс.) иа сырье . 600 600 416—478
Расход раствора фильтрата
третьей ступени на порцион-
порционное разбавление, % (масс.)
на сырье
при 25—30 °С ..... — . 30—50 83—89*
при 15—20 "С 30—50 30—50 Не подается
при $—10 °С 30—50 30—50 То же
при минус 5 —минус 10 °С 30—50 30—50 50**
перед фильтрованием. . . Оставшееся 350—370
количество
Кратность разбавления сырья
растворителем (масс.) по
ступеням фильтрования
первой ........ 1:4,6 1:4,7 —
второй 1:17 1:15 —
третьей ........ 1:47 1:38 —
- Расход растворителя яа про-
промывку осадка, % (масс.) на
сырье по ступеням фильтро-
, вання
первой ........ 120 120 122
второй . ' 70 80 36—42
третьей 40 Б0 36—42
Температура фильтрования
(°С) по ступеням
первой —28 —28 —26
второй 0 0 От —9 до
—11
третьей ....;.,. —28 —28 —3
* Растворитель.
, •* Растворитель при —13 "С.
Обезмасливание гача и петролатума
205
Для производства масел с низкой температурой застывания и
глубокообезмасленных парафинов при переработке высокопара-
финистых нефтей ГрозНИИ совместно с Гипрогрознефтью. разра-
разработана четырехступенчатая совмещенная схема установки депа-
депарафинизации и обезмасливания. По этой схеме (рис. 68) одна сту-
ступень фильтрования предназначена для депарафинизации и три
ступени — для обезмасливания, причем третью ступень использу-
используют только при производстве глубокообезмасленных парафинов
(не более 0,5% масла). Обезмасливание петролатумов с целью
получения церезинов проводят по двух- и трехступенчатой схемам
. на установках обезмасливания или совмещенных установках
с использованием кетон-ароматического растворителя. Принци-
Принципиально этот процесс аналогичен процессу обезмасливания гачей.
Так как в петролатуме содержится больше циклических углеводог
родов, образующих мелкокристаллические труднофильтруемые
осадки, обезмасливание петролатумов проходит при меньших ско-
скоростях фильтрования, повышенных температурах (от 5 до 30 °Cf
и кратности разбавления сырья растворителем. Ниже приведены
примерные условия получения церезина из петролатума волго-
волгоградских нефтей по двухступенчатой схеме:
* Температура сырьевой смеси на выходе нз кристаллизато-
кристаллизаторов, °С 20—23
Содержание растворителя в смеси после кристаллизаторов,
% (масс.) 82—86
Кратность разбавления сырья растворителем
первая порция при 60 °С . 1:2
". вторая порция при 50 °С . . . ! 1:1 -
третья порция.при 40°С . . . . - . . . . 1:2—-3
Содержание
ацетона в смеси с толуолом, % (об.) - 25—30
растворителя в смеси перед второй ступенью фильтро-
фильтрования, % (масс.) 84—90
Расход растворителя на холодную промывку осадка на
фильтрах, масс. ч. ~
в первой ступени .^ 1:2
во второй ступени^ 1:1,5
Характеристика петролатума и продуктов, полученных при его
обезмасливании, следующая:
* Петрола- г ,.„.„, Фильтрат
«ум Церезин обезмасливания
Выход, % (масс.) 100 25 75
Температура, °С
плавления (по Жукову) .... 64 77 48
каплепадения (по Убеллодё) '. '. 75 80 48 5
Пенетрацня при 25 "С ....... — 10 —
Содержание масла, % (масс.)' . . . 22,0 2,0 28 0
Производство4 низкозастывающих масел и парафинов может
быть осуществлено по трехступенчатой схеме, предусматривающей
' 206 Гл. IV. Депарафинизация нефтяного сырья . __
перекристаллизацию гача перед третьей ступенью фильтрования.
Принципиальная схема такого процесса дана на рис. 69, а. Тех-
Технологический режим при получении масел с температурой засты-
застывания в пределах от —27 до —20 °С и твердых углеводородов,
содержащих до 2% (масс.) масла, приведен ниже: >
1 Рафинат из фракций Оста-
, . мало- средне- высоко- точный
вязкой вязкой вязкой рафииат
Температура фильтрования, "С . . . -
первой ступени ....... —35 —25 —25 ,—25
. второй ступени —35 —35 —25 —25
третьей ступени ....'..' .* 00 0 15
Кратность растворителя к сырью
(масс.)
перед первой ступенью (фильтра-
(фильтратом второй ступени)
до термообработки ... — - '— — 2:1
при 30°С — 0,5:Г 0,5:1 —
при 15°С . Л 0,5>1 — — —
4 при 0°С 1:1 1:1 1:1 —
перед фильтрованием ....-...• Оставшееся количество
фильтрата
перед второй ступенью
(чистым растворителем) 2,8:1 2,8:1 2,8:1 2,8:1
перед третьей ступенью
. (чистым растворителем) 1:1 1:1 1:1 1:1
при лромывке (чистым, раствори- _ ,
¦ . телем)-
первая ступень 1:1 1:1 1:1 1:1
вторая ступень . . . , . 0,8:1 0,8:1 0,8:1 0,8:1
третья ступень . . ... 0,4:1 0,4:1 0,4:1 0,4:1
Общая кратность чистого растворите-
* ля к сырью (масс.) ...... 8:1 8:1 8:1 8:1
Выход, %- (масс.)
депарафинироваиного масла . . 70 72 68 72
парафина 14,9 22,1 24,0 16,5
продукта из фильтрата третьей
ступени - 5,1 5,9 8,0 11,5
По другому варианту {см. рис. 69, б) перекристаллизации под-
подвергают гач первой ступени фильтрования, а фильтрат второй
ступени вторично .депарафинируют. Примерные условия проведе-
проведения процесса по такой схеме с получением масла (?,аст=—15СС)
и двух парафинов —твердого (W=56—58 °С, содержание масла
не более 2%) и мягкого (/Пл=36—38 °С, содержание масла до
5%) следующие:
Растворитель " Ацетон—толуол
140:60)
Общая кратность растворителя к сырью (масс.) 8:1
Температура фильтрования, СС
первой ступени 28
второй ступени . . . ^ 0
третьей ступени. —28
Обезмасливание гача и петролатума . 207-
Температура термообработки суспензии гача пер-
первой ступени, °С ......... 60
Выход, % (масс.)
депарафинированного масла , . . . . 75—77'
твердого парафннй . 13—15
мягкого -парафина . . 8—10
На совмещенных установках, работающих по .различным 'ва-
'вариантам, получают три конечных раствора — депарафинированно-
депарафинированного масла, парафина и фильтрата от обезмасливания (или 'мягкого
парафина). В связи с этим в технологическую схему таких уста-
установок включены три секции регенерации растворителя. Регенера-
Регенерацию растворителя из раствора депарафинированного масла осу-
осуществляют в четыре-ступени, а из растворов парафина и фильтра-
фильтрата от обезмасливания— в три ступени.
В ГрозНИИ разработан процесс, совмещающий обезмаслива- ¦
ние парафинового дистиллята с фракционной кристаллизацией па-
парафина, предусматривающий полный противоток растворителя к
сырью и позволяющий получать широкий ассортимент парафинов
с температурами плавления от 45 до 68 СС Процесс включает три
ступени фильтрования, предназначенные для получения глубоко-
обезмасленного парафина с температурой .плавления 52 — 54 °С,
который затем подвергают фракционной кристаллизации на чет-
четвертой и пятой ступенях фильтрования. Достоинством этого про-
процесса является не только «го гибкость, но и повышенное содержа-
содержание нормальных парафиновых углеводородов как в высокоплав-
высокоплавком (95,8%), так и в низкоплавком (92,1%) парафинах.
На установках депарафинизации и обезмасливания кетоиами
используют инертный газ, получаемый сжиганием газообразного
топлива, очищенного от серосодержащих соединений, в генерато-
генераторах в атмосфере воздуха. Инертным газом заполнено пространст-
пространство над жидкостью в фильтрах, вакуум-приемниках фильтрата,
приемниках раствора гача и емкортях для растворителя или рас-
растворов. Инертный газ предназначен для: предотвращения образо-
образования взрывоопасной смеси низкркипящих растворителей с кисло-
кислородом воздуха; предохранения продуктов от окисления; уменьше-
уменьшения потерь растворителя; отдувки осадка' на фильтрах. Для
обеспечения взрывобезопасности газовой подушки в аппаратах
установки концентрация кислорода в инертном газе не должна
превышать 6%. Снабжение инертным газом осуществляется по
центр ализбвавдрй системе с применением одного или нескольких
газогенераторов и блоков очистки инертного газа.
Система инертного газа установок депарафинизации и обез-
обезмасливания состоит из двух схем: вакуумной и дыхательной. Ва- -
куумная схема является циркуляционной. Циркуляцию инертного
газа осуществляют вакуумные компрессоры, которые сжимают его
До избыточного давления 50—70 кПа, после чего инертный газ ох-
208
Гл. IV. Депарафинизация нефтяного сырья
Совершенствование депарафинизации и обезмасливания
209
лаждается и подается в вакуумные фильтры для отдувки осадка
от фильтровальной ткани, а затем вместе с фильтратом поступает
в приемники фильтрата и оттуда — на прием вакуумного компрес-
компрессора. В остальные емкости инертный газ подается непосредствен-
непосредственно из газгольдера по трубопроводам замкнутой дыхательной си-
системы.
СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССОВ ДЕПАРАФИНИЗАЦИИ /
И ОБЕЗМАСЛИВАНИЯ
При производстве масел из парафинистых нефтей основная доля
затрат приходится на процесс депарафинизации. Данные о стои-
стоимости отдельных процессов при производстве остаточных масел
из некоторых нефтей приведены ниже:
Доля стоимости (в %) процессов при
производстве масел из нефтей
волгоградской -ромашкинской мангышлакской
Деасфальтизация . .
Селективная очистка
Депарафинизация .
Гидроочистка . . .
35,9
14,7
43,9
5.5
46,0
21,1
29,7
3.2
38,6
12,5
46,4
•25
Итого . . . 100,0 100,0 100.0
В связи с этим совершенствованию технологии с целью.улуч-
целью.улучшения технико-экономических показателей процесса депарафини-
депарафинизации уделяется большое внимание. Кроме использования порци-
порционной подачи растворителя, замены ацетона на метилэтйлкетон,
создания комбинированных установок по производству низкоза-
стывающих масел и парафинов вводятся в эксплуатацию укруп-,
ненные установки депарафинизации . производительностью по
сырью 900—1100 т/сут при переработке дистиллятного сырья и
600—700 т/сут—для остаточного. Для создания условий кристал-
кристаллизации, обеспечивающих образование при охлаждении раствора
сырья крупных кристаллов твердых углеводородов, хорошо отде-
отделяемых от жидкой фазы, предложено обрабатывать суспензии
твердых углеводородов ультразвуком, который разрушает прост-
пространственную структуру кристаллов и резко снижает структурную
вязкость. Это позволяет повысить скорость отделения твердой фа-
фазы от жидкой и получить более глубокообезмасленный парафин
или церезин.
Предложено также проводить кристаллизацию твердых угле- .]
водородов в среде барботирующего инертного газа (азота или
двуокиси углерода). Суть этого метода заключается в образова-
образовании подвижных центров кристаллизации — пузырьков инертного
газа, на которых сорбирована часть смолистых веществ, содержа-
содержащихся в сырье. При этом сокращается время диффузии молекул
твердых углеводородов к центрам кристаллизации, устраняется
неравномерная пересыщенность раствора, что обусловливает об-
образование крупных дендритных агрегатов, хорошо отделяемых
при фильтровании от раствора. На зарубежных заводах применя-
применяют грануляцию расплавленного гача распылением его в охлажда-
охлаждающей среде воздуха или инертного газа. Среди способов искусст-
искусственного увеличения проницаемости осадков на фильтре известен
метод добавления к сырью инертного несжимаемого материала
определенной степени грануляции. В качестве добавок предложе-
предложены различные глины, бумажная пульпа, ламповая сажа, силикат
и др. Для улучшения процесса фильтрования и частичного пред-
предохранения фильтровальной ткани от забивки можно применять
фильтрующие добавки — газонаполненные микробаллончики из
инертных по отношению к фильтрующей среде фенолоформальде-
гадных или карбамидных смол.
Предложен метод депарафинизации .коагуляционным осажде-
осаждением, сущность которого заключается в коагуляции в депарафи:
нируемом растворе третьего компонента (смолистого продукта)-,
захватывающего взвешенные в растворе частицы парафина, в ре-
результате чего последние удаляются из раствора. Другим вариан-
вариантом депарафинизации коагуляционным осаждением является сов-
совместная деасфальтизация и депарафийизация нефтяных продуктов
жидким пропаном. В -этом процессе осаждаемые жидким пропа-
пропаном смолисто-асфальтеновые вещества увлекают с собой .взвесь
твердого парафина, осуществляя при этом и депарафинизацию
обрабатываемого продукта.
В качестве модификаторов структуры кристаллов твердых уг-
углеводородов, образующихся в процессах депарафинизации и обез-
обезмасливания, предложены поверхностно-активные вещества (ПАВ)
различной химической природы (металлсодержащие, полимерные,
карбамидсодержащие и диалкилдитиофосфатные присадки с раз-
разным числом атомов углерода в молекуле), а также некоторые к-,
алканы (Сго—С24). Есть сведения о выделении твердых углеводо-
углеводородов . из масляных фракций охлаждением их в неоднородных
электрических полях.
ДЕПАРАФИНИЗАЦИЯ С ИСПОЛЬЗОВАНИЕМ КАРБАМИДА
Физико-химические основы процесса
Карбамидная депарафинизация — это новый процесс,- применяе-
применяемый при производстве тоцлив и маловязких 1*асел, В результате
получают не только низкозастывающее топливо или маловязкое
масло, но и жидкие или мягкие парафины, используемые для про-
производства синтетических жирных кислот и спиртов, а-олефинов,
моющих средств, белково-витаминных, концентратов, поверхност-
поверхностно-активных веществ (сульфонатов, сульфонолов) и др. Карб-
14-751
210
Гл. IV. Депарафинизация нефтяного сырья
амидная депарафинизация принципиально отличается от описан-
описанных выше процессов депарафинизация, так как в этом случае для
выделения твердых углеводородов сырье или его ""растворы не
нужно охлаждать до низких температур. В 1940 г. Бенген открыл
способность карбамида (мочевины) образовывать кристаллические
комплексы с парафиновыми углеводородами нормального строе--
ния, а затем было установлено, что карбамид способен давать
комплексные соединения и со елаборазветвленными изопарафи-
новыми и циклическими углеводородами, спиртами, кислотами,
эфирами и другими соединениями при условии, что в их молеку-
молекулах содержатся длинные неразветвленные парафиновые цепи.
4 Карбамид NH2CONH2, по данным рентгеноструктурного ана-
анализа* может существовать в двух кристаллических модификациях:
тетрагональной и гексагональной. "Чистый карбамид имеет тетра-
тетрагональную структуру, каждая кристаллическая ячейка которой
состоит из четырех молекул. Это плотно упакованный кристалл,
не имеющий свободных пространств, в которых могли бы размес-
разместиться молекулы другого ^вещества.-В процессе комгоюксообразо-
вания происходит перестройка кристаллической структуры карб-
карбамида из тетрагональной в гексагональную. В этом случае кри-
кристаллическая ячейка состоит из .шести молекул карбамида,
расположенных по спирали и повернутых друг относительно дру-
друга под углом 120°. При таком построении между молекулами
карбамида образуется свободной пространство (канал),-в кото-
котором размещаются молекулы другого вещества. Диаметр канала в
узкой части составляет 4,9 А, а в широкой — около 6А, поэтому
комплекс с карбамидом могут образовывать те вещества, мблеку-
лы которых имеют диаметр поперечного сечения меньше диаметра
канала. Из компонентов, содержащихся в нефтяном сырье, только
молекулы к-алканов имеют поперечный размер C,8X4,2 А) мень-
' nie диа'мехра ханала в гексагональной ячейке карбамида. Поэто-
Поэтому необходимым структурным элементом молекул веществ, опре-
определяющим-их способность образовывать комплекс с" карбамидом,
является наличие длинной парафиновой цепи Нормального строе-
-лия.
Для соединений каждого класса или данного гомологического
рада существует минимальная длина цепи, необходимая для об-
образования комплекса. Для я-алканов при комнатной температу-
температуре и нормальном давлении она равна 6 атомам углерода. Высшим
членом гомологического ряда к-алканов, способным образовывать
комплекс с карбамидом, может быть тот углеводород, для кото-
которого энергия образования комплекса еще превышает энергию его
кристаллической решетки. Комплекс с карбамидом могут образо-
образовывать и длинноцепные углеводороды с короткими боковыми це-
цепями или циклическими структурами, расположенными, на конце
цепи. Так, при наличии в парафиновом углеводороде одной ме-
Депарафинизация с использованием карбамида
211
тильной боковой группы для образования комплекса в прямом
участке цепи должно содержаться не менее 10, а при наличии
этильной боковой группы — не менее 24 атомов углерода. Алкил-
замещенные моноцикличёские углеводороды образуют комплекс с
карбамидом в том случае, если содержат прямую алкильную цепь
с числом атомов углерода более 18, а бициклические углеводоро-
углеводороды в зависимости от характера цикла —20—25 атомов углерода.
Молекулы карбамида в гексагональной структуре, так же как
и в тетрагональной, связаны между собой водородными связями,
которые возникают между атомами водорода аминной группы од-
одних .молекул и кислородными атомами других. Однако в гекса-
гексагональной структуре (в комплексе) установлено укорочение двух
водородных связей с 2,99 до 2,93 А, что делает эту структуру,
энергетически более прочной. В отсутствие вещества, способного
к образованию комплекса, гексагональная структура кристаллов
карбамида существовать не может. Стабильность комплексов карб-
карбамида обусловлена не только укорочением водородных связей
в гексагональной структуре, но и силами "Ван-дер-Ваальса, дейст-
действующими между молекулами карбамида и к-алканов, за счет ко-
которых молекулы соединений включения удерживаются внутри ка-
канала ячеек карбамида.
Для образования комплекса с карбамидом важны не химиче-
химическая природа вещества, а конфигурация и размеры его молекул.
Методом ЯМР доказано, что углеводородные молекулы включе-
включения имеют некоторую свободу вращения относительно оси, парал-
параллельной оси канала. Следовательно, комплексообразование с карб-
карбамидом— физическое явление. При образовании комплекса карб-
карбамида с углеводородами устанавливается равновесие так же, как
и в случае химических реакций. Следовательно, этот процесс под-
подчиняется законам протекания .обратимых реакций и изменение
условий комплексообразования влияет на скорость и полноту из-
извлечения комплексообразующих углеводородов/В зависимости от
агрегатного 'состояния карбамида и к-алкана возможны три ,типа
процессов:
тКарбамцд (кL-к-Алкан (г) < > Комплекс (к)
тКарбамид (к) + н-Алкан <р) <=> Комплекс (к)
«Карбамид (р) + к-Алкан (р) j > Комплекс (к) „
где m — отношение числа молей карбамида к числу молей н-алкана, вступившего
в комплекс; к, ,р, г — индексы, обозначающие соответственно кристаллическое,
растшреиное и парообразное состояние.
Мольное соотношение m может быть нецелочисленным, так как
•на одну молекулу углеводорода в зависимости от числа атомов
углерода может приходиться дробное число молекул карбамида.
На основании.исследования состава комплексов н-алканов с чис-
14*
212
Гл. IV. Депарафинизация нефтяного сырья
Депарафинизация с использованием карбамида
213
лом 'а/гомов углерода 6—17 получена следующая зависимость m
от числа атомов углерода п в молекуле н-алкана:
т = 0,65я + 1,51
При карбамидной депарафинизации имеют место процессы вто-
второго и третьего типов. Константа равновесия процесса образова-
образования комплекса карбамида с- н-алканами выражается уравнением:
где Oi, а2, из — активность соответственно карбамида, н-алкаиа и комплекса.
При наличии в системе твердого вещества активность его te
¦растворенном виде при данной температуре постоянна и равна
единице. Поэтому п;ри протекании комплексообразования по урав-
уравнению
/иКарбамид (р) + «-Алкан (к) < > Комплекс (к)
константа равновесия.определйется только активностью карбами-
карбамида в растворе и мольным соотношением ш, т. е. K=Uaf. Анало-
Аналогично при комплексообразовании, протекающем по уравнению
тКарбамид (к) + н-Алкан (р) ( > Комплекс (к)
константа равновесия определяется только активностью к-алкана
в растворе, т. е. К— 1/о2.
Из зависимости IgK от температуры для к-алканов (рис. 70)
следует, что с повышением температуры константа равновесия об-
образования комплекса уменьшается и, следовательно, равновесие
сдвигается влево, т. е. процесс комплексообразования затрудня-
затрудняется. Для каждого углеводорода существует верхний предел тем-
температуры, тгри котором еще может существовать его комплекс с
карбамидом.
Крнстанта равновесия комплексообразования зависит от хими-
химической структуры углеводородов. Наибольшие значения К имеют
к-алканы, причем с увеличением- их молекулярной массы констан-
константа равновесия увеличивается. Зависимость константы равновесия
образования комплекса от молекулярной массы к-алкана линей-
линейна. Как видно из рис. 71, извлечение комдлексообразующих угле;
водородов (повышение К) с удлинением цепи н-алкана* происхо-
происходит быстрее при меньших температурах. Охватывая довольно ши-
широкий температурный интервал, эти данные позволяют определять
температуру начала образования комплекса! карбамида с индиви-
индивидуальными к-алканам,и. Кроме того, они дают возможность опре-
определять глубину извлечения к-алканов при депарафинизации неф-
нефтепродуктов при заданной температуре.
'При появлении разветвлений в алкильной цепи к-алкана, а
также присоединении к ней колец значение К понижается. Сле-
Следовательно, разветвленные парафиновые и циклические углеводо-
углеводороды с длинными алкильными цепями нормального строения об-
образуют по сравнению с Кталканами менее устойчивые комплексы.
Для комплексов карбамида найдена почти линейная зависимость
между IgK (при 25°С) от мольного отношения пг:
= 2.2 — 0,404m.
На основании этого уравнения можно получить зависимость К
от молекулярной массы к-алканов, вступающих в комплекс, и ис-
\
20 W
Температура, °С
ео
о°с/
//
щ
>
/° /
//
Ряс. 70. Зависимость консталты рав-
равновесия образования комплекса'карб-
амида с м^алканами от температуры.
" в. iz m
Числе атомов углерода.
Рис. 71. Зависимость константы рав-
равновесия образования комолекса от
числа атомов углерода в молекуле
н-алкаиов при разных температурах.
пользовать соотношения между IgK, m и п для практических це-
целей.
*" Образование комплексных соединений карбамида, является эк-
экзотермическим процессом, тепловой эффект которого в расчете
на один атом углерода в молекуле к-алкана составляет «6,7 кДж.
Зависимость между теплотой образования комплексов АН при
25 °С и мольным соотношением т практически линейна и выража-
выражается уравнением:
ДЯ=27,2+9,93/п
Теплота образования комплекса и его устойчивость возраста-
возрастают с удлинением молекулы к-алкана, т. е. с увеличением его мо-
молекулярной массы. Ниже приведены значения теплоты образова-
214 Гл. IV. Д-епарафинизация нефтяного сырья
ния — АН (кДж/моль) комплексов карбамида с к-алканами, про-
протекающего при 25 °С по уравнению:
Карбамид (к) + н-Алкан (р) < ' *. Комплекс (к) ^
Депарафинизация с использованием карбамида
215
Qese
кДж/моль ккал/моль
61,68 14,72
91.89 21,93
23,14
25.36
96,96
106,26
114,26
27,27
кДж/моль .ккал/моль
127,50 30,43
139,65 33,33
142,67 34,05
151,80 36,23
Исследования молекулярного строения комплексов карбамида
показывают, что молекул ы.н-алканов расположены в "канале карб-
карбамида на расстоянии «2,4 А друг эа другом независимо от дли-
длины их молекул, причем структура комплекса включает . в себя
столько молекул углеводорода, сколько необходимо для заполне-.
ния всей полости канала. Следовательно, низкомолекулярные м-\
алканы образуют менее стабильный комплекс, чем высокомолеку-
высокомолекулярные, однако скорость образования комплекса с низкомолеку-
низкомолекулярными,алканами выше. В связи с этим глубина извлечения
•высокомолекулярных углеводородов, способных к комплексорб-
разованию, зависит от длительности контакта карбамида с неф-
нефтяной фракцией.
В процессе карбамидной депарафинизации применяют рас-ч>
творители, снижающие вязкость среды и (вследствие создания
тесного контакта между карбамидом и углеводородами) улучша-;
ющие массообмен, что при прочих равных условиях обеспечивает
большую полноту извлечения комплексообразующих компонентов...:
Для создания гомогенной системы растворитель должен в той илц-j
иной степени растворять и сырье, и карбамид. В качестве-раство-Г
рителей для карбамидной депарафинизации предложено много.,
соединений, из которых наибольшее распространение .получили:
изооктан, петролейный эфир, бензин, лигроин, бензол, хлористый
метилен, изопропанол и др. Карбамидная депарафинизация про-
проводится при' участии -активаторов, ускоряющих образование карб-
амидного комплекса. К их числу относятся некоторые спирты
(метанол, этанол, изопропанол), низкомолекулярные кетоны (аце*/
тон, метйлэтилкётон), раствор последнего в бензоле, хлороргани-;
ческие соединения (хлористый метилен, дихлорэтан), вода и др.
Активаторы, являясь полярными веществами, во-первых, спо-
способствуют ослаблению межмолекулярных сил притяжения моле-.,
кул твердых и жидких углеводородов, создавая условия для об- i
разовалия спиралеобразной гексагональной решетки карбамида;
во-вторых, препятствуют адсорбции на кристаллах карбамида
или комплекса неуглеводбродных компонентов-сырья, являющих-;
ся ингибиторами комплексообразования (смолистых веществ, ее-*
ро- и .кислородсодержащих- соединений и др.). Кроме того, акти-.|
Таблица 7. Влияние обработки иефти карбамидом
с различными растворителями яа температуру застывания ее фракций*
Растворитель
Хлористый метилен •
Ацетон
МЭК
Бензол
Бензин
Температура заставания фракций, °С
200-350
—53
—62
.-62
—53
—46
350—420
°С
—27
—36
-46
—26
—20
420-460
°С
—6
—10
—23
—5
—2
¦460-500
+3
. +5
—5
+9
+ 14
Температура раэ-
мягчения (по КиШ)
остатка выше
600 °С. "С
23
27
27
31
30
* Расход карбамида 200% .(масс.) на нефть, расход растворителя 200% (об.) иа нефть,
длительность, контакта 60 «ин.
:—— ; ¦—^—i ¦——.—. . — t
ваторы способны повышать растворимость хотя бы одного из
компонентов, участвующих в комплексообразовании. Полярные
растворители (некоторые спирты, кетоны и хлорорганические со-
соединения) в условиях карбамидной депарафинизации выполняют
одновременно функции растворителя и активатора. ' Нанример,
при карбамидной депарафинизации фракций долинской нефти
(табл. 7) применение-метилэтилкетона и хлористого- метилена
позволяет значительно понизить4температуру застывания этих
фракций. В случае применения бензола и бензина для повыше-
повышения полноты извлечения Твердых углеводородов, особенно из вы-
сококипящих фракций, необходимо вводить активатор. Его тип
и расход определяют экспериментально. ¦. "
Разработаны и внедрены различные варианты промышленных
и полупромышленных установок карбамидной депарафинизации,
различающиеся йо агрегатному состоян.ию применяемого карб-
карбамида, природе растворителя я активатора, оформлению реактор-
реакторного блока, способу отделения и_разложенйя комплекса, каждый
из которых имеет свои преимущества и недостатки.
Принципиальная схема процесса
Независимо от технологической схемы процесс депарафинизации
карбамидом вклкЗчает следующие основные стадии: смешения
сырья с растворителем, карбамидом и активатором; образования
комплекса; отделения комплекса от раствора депарафинирован-
ного продукта; промывки и разложения комплекса; отделения
раствора парафина от карбамида (раствора 'карбамида); реге-
регенерации растворителя из растворов депарафинированного про-
продукта и парафина; регенерации карбамида.
Принципиальная схема процесса карбамидной депарафиниза-
депарафинизации дана на рис. 72. Сырье / смешивается с растворителем // и
216
Гл. IV. Депарафинизация нефтяного сырья
активатором /// и поступает в реактор /, куда подается карбамид
IV. В реакторе образуется комплекс. Смесь комплекса и раствора
депарафинированного продукта V поступает в блок 2 отделения
твердой фазы от жидкой, которое осуществляется фильтровани-
фильтрованием, центрифугированием или отстаиванием..В результате получа-
получают два продукта: комплекс углеводородов с- карбамидом VIII и
раствор депарафинированного продукта VI. Комплекс после про-
промывки растворителем направляется в аппарат 4 для разложения
"ш
I
ш\
ж {
щ
.'1
г
id
.-г
t
-
L
¦3
7
Г
-
ж
I
•
¦5
е-
' Ж
\
Г
V
Рис. 72. Принципиальная схема процесса карбамидной депарафинизации:
J — реакторный блок; 2 — блок отделения твердой фазы от жидкой; 3, 6, 7 — блоки регене»
рации растворителя из соответственно растворов депарафинировайного продукта, парафина
и карбамида; 4 — аппарат для разрушения комплекса; 5 — фильтр, центрифуга или отстой'
ник.
Линии: / — сырье; // — растворитель; /// — активатор; IV — карбамид; V — смесь комплекса
и раствора депарафинированного продукта; VI — раствор . депарафинированого' продукта]
VII — депарафинированныя продукт; VIII — комплекс; IX — вода или другой агент для pas»
рушения комплекса; X — растворы парафина и карбамида; XI — раствор парафина; XII — па>
рафии; XIII — раствор карбамида; XIV — вода или другой агент после регенерации
иарбамида.
при помощи горячей воды или растворителя IX. Затем растворы
парафина и комплекса X в секции 5 центрифугированием или от-
отстаиванием разделяются на раствор парафина XI и раствор карб-
карбамида XIII. Растворы депарафинированного продукта VI и па-
парафина XI поступают^ в секции 3 и 6 регенерации растворителя.
Секция 7 служит для регенерации карбамида. Депарафинирован-
ный продукт VII и парафин XII направляются на дальнейшую
переработку, а регенерированный растворитель и карбамид воз-
возвращаются на смерение с сырьем.
Основные аппараты установок
карбамидной депарафйнизации
Аппараты для образования- комплекса
Смесители. Одним из наиболее распространенных аппаратов для
образования комплекса карбамида с углеводородами является
обычный смеситель, оборудованный мешалкой (рис. 73), в кото-
Депарафинизация с использованием карбамида 217
рый подают сырье /, растворитель П, карбамид или его раствор
///. Снизу аппарата отводится смесь комплекса и раствора депа-
депарафинированного продукта V. Для поддержания, необходимой
температуры комплексообраэования предусмотрена циркуляция
смеси V через теплообменник 3 (нагрев или охлаждение). Смеси-
Смесители используют на установках депарафинизации как с кристал-
кристаллическим карбамидом, так и с его раствором в воде или спиртах.
Рис. 73. .Схема смесителя для обра-
образования комплекса:
1 — смеситель; 2 — мешалка; 3 —теплооб-
—теплообменник (холодильник).
Линии: / — сырье; // — растворитель; III —
карбамид или его раствор; /V — охлаждаю-
охлаждающий агент (вода); V— смесь комплекса и
раствора депарафинированного продукта.
Реакторьь На установках карбамидной депарафинизации с ис-
использованием водно-спиртового раствора карбамида комплекс об-
образуется в реакторе. Он состоит из четырех последовательно со-
соединенных горизонтальных одноходовых кожухотрубчатых тепло-
теплообменников с коридорном расположением труб, в которых
раствор сырья контактирует с водно-спиртовым растиором карб-
карбамида. При постепенном понижении температуры в мягких усло-
условиях теплообмена карбамид образует комплекс с углеводородами.
Охлаждаемый поток- сырья движется по межтрубному простран-
пространству, а охлаждающая вода —по трубам. Внутри реакторов под-
поддерживается необходимая разность температур D—6СС) между
охлаждаемом потоком и водой. . ' ¦ у
При депарафинизации дизельных топлив в качестве аппара-
аппаратов для образования карбамидного комплекса предложены-
перколяторы, принцип действия» которых заключается в пропуска-
пропускании смеси сырья, активатора- и растворителя снизу вверх через
неподвижный слой карбамида; противоточные колонны непрерыв-
непрерывного действия, в которых опускающиеся частицы кристалличе-
кристаллического карбамида или карбамида, смоченного активатором кон-
контактируют с поднимающимся сырьём или его раствором Такое
оформление блока комплексообразования на пр'омышленных ус-
установках- карбамидной депарафинизации тоже еще ре осущест-
**" 6Н0*
218.. Гл. IV. Депарафинизация нефтяного сырья.
Аппараты для отделения комплекса
Комплекс карбамида можно отделять от раствора депарафиниро-
депарафинированного продукта фильтрованием, отстаиванием и центрифугиро-
центрифугированием. . .
Фильтры. Одним из наиболее распространенных аппаратов для
отделения комплекса являются барабанные вакуумные фильтры
обычной конструкции, где комплекс отделяется от раствора 'депа-
рафинированного продукта и промывается растворителем для уда-
удаления из него этого продукта. Скорость фильтрования и полнота
Рис. 74.- Схема четырехсежциовного
отстойника:
/—4 — секции отстойника; 5—7 — емкости
для смешения комплекса с промывной
жидкостью.
Линии: / — смесь комплекса и депарафи-
нированиого продукта; // — раствор депа-
рафкнированного продукта; /// — промы-
промытый комплекс; IV—промывная жидкость. '
разделения твердой и жидкой фаз при использовании фильтров
зависят, в частности, от структуры полученного комплекса. На
некоторых установках карбамидной депарафинизации дизельных-
топлив для отделения и- промывки комплекса используют фильтры,
работающие под давлением и аналогичные фильтрам пропановой
депарафинизации. В них в результате более полной промывки ком-
комплекса наряду с низкозастывающими дизельными топливами по-
получают парафины с содержанием ароматических компонентов до
0,02% (масс).
Отстойники. Для отделения комплекса, полученного при депа-
депарафинизации водно-спиртовьГми растворами Карбамида, ^применя-
^применяют отстойники, в которых осуществляются отделение твердой фа-
фазы от депарафинированного продукта, промывка квмплекса и от-
отделение его от промывной жидкости. Отстойник (рис. 74)
представляет собой вертикальный цилиндрический аппарат с ко-
ничесйим днищем, состоящий из трех или четырех секций равного
объема.. В верхнюю секцию подают смесь комплекса и депарафи-
депарафинированного продукта /, и комплекс отделяется в ней от раство-
раствора депарафиниреванного продукта II. В остальных секциях комп-
комплекс промывается жидкостью IV (например, . фракцией. 180—
240 °С), смешиваемой в определенном количестве E0—75% ка
, Депарафинизация с использованием карбамида 219
сырье| с комплексом, забираемым из каждой секции насосом. Ми-
Минимальная длительность пребывания продуктов депарафинизации
в каждой секции отстойника 1 ч, скорость отстаивания 2,5—
3,5 мм/с. Промытый комплекс /// выводится снизу отстойника. -
Комплекс можно отделять-также в вибрационных отстойниках
методом турбулентной декантации, основанным на непрерывном
сотрясении смеси комплекса и раствора депарафинированного
продукта.
Дентрифуги. Для отделения комплекса применяют саморазгру-
саморазгружающиеся центрифуги непрерывного действия, которые позволя-.
ют не только отделить комплекс от раствора депарафинироваино-
го продукта, но и удалить большую ч'асть жидких углеводородов,
не извлеченных из комплекса (при его промывке.
Факторы процесса карбамидной депарафинизации
Выход и качество продуктов, получаемых при карбамидной депа-
депарафинизации нефтяного сырья,.зависят от условий комплексооб-
разбвания: природы и расхода растворителя и активатора, агре-
агрегатного состояния и расхода карбамида, температуры,-длительно-
температуры,-длительности и ~ интенсивности контактирования компонентов смеси.
Условия процесса в зависимости от качества сырья и требований
к качеству получаемых продуктов примерно следующие:
Соотношение сырье: карбамид (масс.) 1:0,7—1:3
Расход, % (масс.) на сырье
активатора ............ I—25
растворителя- на промывку комплекса . ... . 100—200
Длительность контактирования, мин ....... 30—60
Температура, СС
комплексообразования *--. 25—40
разрушения комплекса . . . . . . ' . . 70—85- '
Качество сырья. Эффективность процесса карбамидной депа-
депарафинизации зависит от фракционного состава сырья. При повы-
повышении температур выкипания фракции снижается степень извле-
извлечения карбамидом твердых углеводородов, что объясняется изме-
изменением их химического состава. Данные о депарафинизации мас-
масляных фракций туймазинской нефти приведены ниже:
, Фракция, СС :
300-^400 380-420 420—500
Температура застывания, СС -
рафината : +12 +32 +3&
" . депарафинированного масла ... —49 —21 +2
At, "С 61 53 37
Вязкость при 50°С, ммаД: . ... 7,6 22,6 41,2
В низкокипящих масляных фракциях C00—400 °С)- превали-
превалируют парафины нормального строения", а твердые нафтены, содер-
220
Гл. IV. Депарафинизация нефтяного сырья
жащиеся в небольшом количестве^ имеют в молекуле неразвет-
вленные боковые цепи. Такие углеводороды, легко образуя комп-
комплекс с карбамидом, удаляются из депарафинируемого сырья, в
результате чего депарафинированное масло имеет низкую темпе-
температуру застывания. Чем выше температура конца кипения сырья,
тем меньше в твердых углеводородах н-алканов и больше цик-
циклических углеводородов с боковыми цепями изостроения, не спо-
способных к комплексообразованйю, но имеющих высекуТб" темпера-
температуру плавления, что не позволяет получать низкозастывающие
масла.
В более высококипящих фракциях возрастает содержание смо-
смолистых веществ и сернистых соединений, препятствующих комп-
комплексообразованйю углеводородов с карбамидом. Это видно из
данных о влиянии содержания смол в сырье на показатели карб-
карбамидной депарафинизации фракции 240-—400 °С ромашкинской
нефти: " .
Содержание силикагелевык смол
в сырье, % (масс.)
1-2 3 5
Выход продуктов депарафинизации,
% (масс.) ' ' .
депарафинированной фракции .80 81 85 89
парафина 19 18 14 10
Температура, СС
застывания депарафинированной
фракции —48 —45 —32 —23
плавления парафина 20 20,5 23 23
Эти соединения, являясь поверхностно-активными веществами,
концентрируются на, границе раздела фаз в случае применения
водных растворрв карбамида или адсорбируются на кристаллах
карбамида, что нарушает контакт последнего с углеводородами.
В связи с .этим большое значение имеет глубина очистки масля-
масляного сырья, подвергаемого, карбамидной депарафинизации. Гид-
Гидроочищенные масла после карбамидной депарафинизации име-
имеют меньшую температуру застывания, чем масла фенольной очи-
очистки, что видно из следующих данных:
Вязкость Темп ература
при 50 °С, застывания,
ЫМ2/С °С —
Депарафинированное масло
из рафината фенольной очистки
фракций
300—400 °С 8,8 —45
420—500°С . . •. 40,5 +5
из гидрогенизата фракций
330—400 °С . . "9,7 —57
400—480 °С — —15
С повышением температуры выкипания фракции растет ее
вязкость, что ухудшает контакт карбамида с углеводородами. По-
Депарафинизация с использованием карбамида 221
этому при карбамидной депарафинизации для снижения вязкости
сырья используют растворители. Таким образом, применение карб-
карбамидной деларафинизации ограничено температурами выкипа-
нвя сырья. С утяжелением сырья в твердых углеводородах сни-
снижается содержание комплексообразующих компонентов и возра-
возрастает содержание циклических углеводородов с боковыми цепями
изостроения, имеющих высокую температуру застывания, но не
способных к образованию комплекса.
Растворители и активаторы. Назначение растворителей в про-
процессе карбамидной депарафинизации заключается в снижении
вязкости сырья, предотвращении кристаллизации твердых углево-
углеводородов при температуре процесса и улучшении отделения твердой
фазы (комплекса) от раствора депарафинированного продукта.
^ Активаторы способствуют комплексообразованйю карбамида с уг-
'леводор одами и значительно ускоряют этот процесс.
Выбор растворителя и активатора для карбамидной депара-
депарафинизации и их оптимальных количеств зависит от .качества
сырья, природы раствррителя и активатора, их взаимной совме-
совместимости с точки зрения скорости и глубины комплексообразойа-
ния, а также от требований к получаемым продуктам. Так, при
карбамидной депарафинизации сырья с большим содержанием
м-алкано.в в качестве растворителя применяют изооктаи, алкилат ,
или бензин, для фракций .с высокой концентрацией ароматиче-
ароматических компонентов рекомендован дихлорэтан. В промышленных
условиях часто используют двойной растворитель, один компо-
компонент' которого растворяет сырье, а другой является активатором
процесса, например смесь бензина и изопропанола или метанола,
алкилата и ацетона, изопропанола и воды.
Ниже приведены результаты депарафинизации (температура
застывания, °С) автолового дистиллята туймазинской нефти в
растворе алкилата, изопропилового спирта и метилэтилкетона с
добавлением разных активаторов (метанола, смеси его с этано-
этанолом, этиленгликоля и воды):
Без активатора 8
С метанолом, % (масс.)
5 '.'.'.'.'.'.'.'.'.'. —
10 : . . . . —2
15 —
Go смесью метанола и этанола
E0:50), % (масс.)
1 12
10 —8
С этдпенгликолем, % (масс.)
5 —
Растворитель
изопропиловый
спирт
4
—4
—9
—8
• ¦
метилэтил-
кетон
—2
—12*
—15
—7
222 Гл. IV. Депарафинизация нефтяного сырья .
Растворитель
изопропиловый метнлэтил-
8ЛКИЛЯТ rmnYT кетпн
С этиленгликолем, % (масс> спирт кетон
io — —8 — %
15 -. . - -4* -
С водой, % (масс.)
5 — —4 —,
10. — —5 —
15 . . . .* - ' 1 -
Примечание. Исходный рафинат: Vi«=6,36 ыы'/с; температура за-
застывания 34°С; расход карбамида 100% (масс.) на сырье, отношение сырье :
растворитель =1:1 (масс). - >
.Наибольший эффект получен при использовании в качестве
активаторов спиртов и их смесей. Этиленгликоль в концентрации
10% (масс.) на сырье при депарафинизации этого дистиллята в
растворе изопропанола оказался более эффективным активато-
активатором, чем вода. . .
Чем выше температуры выкипания фракции, тем выше ее вяз-
вязкость и тем больше растворителя требуется для достаточного
контакта взаимодействующих веществ. Однако чрезмерное коли1
чество растворителя отрицательно влЬяет на эффективность ряда
активаторов (низкомолекулярных спиртов, кетонов), при этом
температура застывания депарафинированного продукта повыша-
-ется. Это объясняется тем, что между образовавшимся комплек-
комплексом, т. е. твердой .фазой,- включающей и-алканы," карбамид и ак-
активатор, и жидкой фазой (углеводородами, не образовавшими
комплекс и растворенными в растворителе и активаторе) суще-
существует равновесие. С увеличением расхода растворителя это рав-
равновесие смещается в сторону разрушения комплекса; следова-
следовательно, необходимо одновременно повышать расход активатора,
что снижает экономичность процесса. Кроме того, растворитель,
так же ка'к и активатор, в какой-то степени разрушает комплекс»
поэтому повышение их концентрации, приводит к повышению рас-
расхода карбамида. - . . ,
Расход и агрегатное состояние карбамида. Оптимальный расход
карбамида, необходимый, для достаточного выхода целевого про-
продукта с заданными свойствами, подбирают экспериментально для
каждого вида сырья. С увеличением расхода карбамида выход и
качество получаемых продуктов -изменяются до определенного
предела (рис. 75 и 76) в зависимости от содержания в сырье уг-
углеводородов, способных образовывать комплекс с карбамидом в
условиях процесса. С повышением концентрации парафиновых
углеводородов в сырье и молекулярной массы сырья растет оп-
тимальный расход карбамида, необходимого для его депарафини-
депарафинизации. Срвдний расход карбамида при депарафинизации разного
сырья составляет (в % масс): для дизельного топлива ,«75, для
газойлей «100, а для остатков парафинового производства не
менее 300. ' - ."
Депарафинизация^ -с использованием карбамида . 223
При депарафинизации в.водном или водно-спиртовом раство-
растворе карбамида важно поддерживать нужную концентрацию его в
этом растворе. Наибольшая глубина процесса достигается при ис-
¦пользовании насыщенных растворов карбамида. В промышленных
условиях это осуществляют насыщением ра'створа при темпера-
температуре, превышающей температуру кемплексообразования, и мед-
медленным снижением температуры в реакторном блоке. Процесс де-
4.60
\
\
\
ч
v°\—г
0 25 SO 75 100 126 150
Расход карбамида, %(масе.) на сырье
Рис. 76. Зависимость выхода продук-
продуктов депарафинизации от ^расхода
карбамида:
/ — депарафинированное дизельное топли-
топливо; 2 — парафин.
r
Щ-30
Темт
\
\
, \
\
0 50 100 150 200
Расход .карбамида, %(масс.)
Рис. 76. Зависимость температуры
застывания депарафинированного ди-
дизельного топлива от расхода карб-
карбамида.
парафинизации в водном растворе карбамида имеет ряд недо-
недостатков: необходимость, интенсивного перемешиваний и наличие
индукционного периода, который зависит от концентрации раство-
раствора карбамида и химического состава сырья (содержания комп-
лексообразующих углеводородов, ароматических компонентов и
смол). При увеличении концентрации карбамида в растворе ин-
индукционный период комплексообразования сокращается, а ско-
скорость и' тепловой эффект процесса сначала возрастают, а затем
снижаются. ¦
Для .сокращения индукционного периода комплексообразова-
комплексообразования в реактор вводят «затравку» — некоторое количество ранее
полученного комплекса. К недостаткам процесса с использовани-
использованием водных растворов карбамида относится образование эмульсий;
чтобы не допустить эмульгирования, нулшо вводить в растворы
специальные добавки. При депарафинизации в водно-спиртовых
224
Гл. IV.. Депарафинизация нефтяного сырья
Депарафинизация с использованием ларбамида
225
растворах карбамида наличие в сырье ароматических углеводоро-
углеводородов и смол меньше влияет на ход процесса, т. е. процесс идет
более равномерно. Применение карбамида в виде пульпы имеет
такие преимущества: скорость комплексообразования выше, чем в
случае использования* растворов; общий объем реакторов мень-
меньше. Интенсивное перемешивание пульпы и нефтяного сырья — од-
одно из важных условий эффективности процесса. Одним из его не-
недостатков являюгся трудности, связанные с транспортировкой
пульпы карбамида. .
Глубина извлечения комплексообразующих углеводородов за-
зависит от свойств технического карбамида, т. е. размеров его кри-
кристаллов, активности, наличия примесей. В кристаллическом со-
состоянии карбамид более активен, чем в микрокристаллическом.
Активность карбамида можно повысить, предварительно обраба-
обрабатывая его активатором^ причем для каждого активатора сущест-
существует оптимальная длительность активации. Свежеприготовленные
водные растворы карбамида менее активны, чем растворы, про-
простоявшие несколько дней. При использовании в качестве актива-
активаторов спиртов длительность активации ими карбамида увеличи-
увеличивается с ростом молекулярной массы спирта, причем" активация
спиртами выше к-пентанола не влияет на процесс комплексооб-
комплексообразования.
Температура. Одним из основных преимуществ карбамидной
депарафинизации по сравнению с выделением твердых углеводо-
родсв кристаллизацией из растворов в избирательных раствори-
растворителях являе'тся то, что этот процесс не требует затрат для дости-
достижения низких температур. Обычно депарафинизацию нефтяного
сырья карбамидом проводят при температурах 20—45 °С. При пе-
переходе от низкокипящих фракций к высококипящим растет моле-
молекулярная масса их компонентов, а следовательно, и вязкость. По-
Поэтому для обеспечения достаточного контакта веществ необходи-
необходимо повышать температуру, в результате вязкость сырья
сиижается, взаимная растворимость компонентов увеличивается,
что способствует образованию комплекса.
Максимальную температуру комплексообразования для к-ал-
канов можно определить по специальным уравнениям. В то же
. время процесс образования комплекса является экзотермическим,
и с повышением температуры равновесие сдвигается в сторону
его разрушения. С этой точки зрения температуру комплексооб-
комплексообразования желательно понижать. Однако при сильном пониже-
понижении температуры образование комплекса затрудняется из-за ро-
роста вязкости системы, понижения растворимости компонентов и-
возможности кристаллизации высокомолекулярных н-алканов.
Поэтому оптимальные температурные условия карбамидной депа-
депарафинизации нефтепродуктов выбирают в зависимости от .каче-
.качества сырья.
Высокомолекулярные углеводороды образуют комплексы с
карбамидом при повышенных температурах, а для вовлечения в
комплекс углеводорбдов меньшей молекулярной массы процесс
ведут при комнатной и даже более низкой температуре, что дает
возможность селективно извлекать комплексообразующие ком-
компоненты из нефтяного сырья. Максимальную концентрацию карб-
карбамида при депарафинизации нефтяных фракций в водных или
водно-спиртовых растворах поддерживают при переменном тем-
Рис. 77. Влияние интенсивности пере-
перемешивания -иа скорость комплексо-
комплексообразования твердых парафинов с
карбамидом:
60 нив-1; : 1000 ыин-1;
1,1' —выход парафина; 2,2' — температура
плавления парафина.
Is-
1
^'о га ьо во
Длительность перемешивания,
мин
пературном режиме процесса: на первой стадии комплексообра-
комплексообразования температура наиболее высокая, а затем ее постепенно
снижают. Для повышения эффективности карбамидной депара-
депарафинизации масляного сырья целесообразно подвергать его пред-
предварительной термической обработке для полного растворения
кристаллов твердых углеводородов.
Способы контактирования. Существует несколько способов кон-
контактирования нефтяного чсырья с карбамидом; из них наиболее
эффективно перемешивание, применяемое на промышленных ус-
установках карбамидной депарафинизации. Длительность и интен-
интенсивность перемешивания .существенно влияют на глубину извле-
извлечения из сырья комплексообразующих углеводородов. Время, не-
необходимое дйя максимального извлечения твердых углеводородов,
возрастает пропорционально росту вязкости сырья; следователь-
следовательно, при повышении .температур выкипания нефтяной фракции
скорость комплексообразования снижается. Так как массообмен
происходит. йа границе раздела жидкость—жидкость (раствор
карбамида) или жидкость — твердый карбамид, то чем интен-
интенсивнее перемешивание, тем'больше скорость комплексообразова-
комплексообразования. Этот показатель является одним из факторов, определяющих
производительность установок карбамидной депарафинизации.
Обычно длительность перемешивания составляет 30—60 мин при
частоте вращения мешалки 60 минг1 (рис. 77).
15—751
226 л Гл. IV. Депарафинизация нефтяного сырья
Депарафинизация раствором карбамида
в обводненном изопропиловом спирте
Установки та*кого типа предназначены для получения зимних арк-
арктических топлив и низкозастывающих ма'сел, например трансфор-
трансформаторного, с одновременным выделением мягких парафинов.
Сырьем являются фракции 200—350, 200—320, 240-^350 °С, полу-
полученные прямой перегонкой нефти, и трафинат фракции 300—
400°С. ¦ . .
Установка (рис. 78) состоит из следующих основных секций:
реакторной, в.которой осуществляются контакт сырья с раство-
раствором карбамида и образование комплекса; отстаивания и разло-
разложения, в которой осуществляется выделение продуктов депара-
финизации и регенерация карбамидного раствора; промывной, в
которой спирт отмывается от продуктов депарафинизации. Кро-
Кроме того,'имеются блоки: а) насыщения сырья спиртом; б) .насы-
.насыщения спиртом циркулирующей промежуточной фракции; в) раз-
разгонки парафинов; г) ректификации-спирта [на схеме блок (а)
показан частично, блоки (б) и (г) не показаны].-
Сырье /, подаваемое -насосом /, смешивается и насыщается в
диафрагмовом смесителе 2 спиртом //, который вводится насосом
3. Смесь, подогретая в паровом подогревателе 4, поступает в от-
отстойник 5, где разделяется на два слоя: нижний слой — тощий
спиртовой раствор /// направляется в сборник слабого спирта 33;
верхний слой — на'сыщенное спиртом сырье IV из отстойника 5
подается насосом 6 в холодильник 7, перед которым к нему под-
подкачивается циркулирующий раствор карбамида V. Охлажденная
реакционная смесь VI и «циркулирующий комплекс» VII ступе-
ступени I насосом 8 прокачивается через реактор I ступени 9, по вы-
выходе из .которого охлажденная сме'сь разделяется «а две части:
«циркулирующий комплекс» VII возвращаетея.на прием насоса 8,
а остальное -количество подается насосом 10 на II ступень — реак-
реактор //. Та же операция повторяется в остальных реакторах, ра-
работающих последовательно. Смесь охлаждается водой VIII,
подаваемой из емкости 12 насосом 13 последовательно вчреакто-
ры 9—11.
Выходящая из реактора // смесь комплекса и раствора депа-
рафинированного продукта IX собирается в отстойнике 14, где
депарафинированный продукт X отстаивается от комплекса, ко-
который затем промывается в" III ступени циркулирующей промыв-
промывной фракцией (на схеме не показано)-. Промытый комплекс XI
из нижней секции отстойника 14 насосом 15 направляется в подо-
подогреватель 16 (аппарат для разложения комплекса), откуда про-
продукты разложения — парафин и карбамидный раствор — поступа-
поступает в отстойник 17. Карбамидный раствор У перетекает в емкость,
а раствор'парафина XII поступает на отмывку спирта.
15!
Ряс. 78. Принципиальная технологическая схема установки двпарафимизащии раствором карбамида в обводненном изо-
цропиловом спирте:
/, 3, 6, S, 10, 13, /5 —насосы; 2, 19, 22, 24, 28, 30 — диафрагмавые смесители; 4, 23, 26 — паровые подогреватели; 5, 17, IS, 21, 25, 27, 29 —
горизонтальные отстойники; 7, 20, 31 — холодильники; 9, // — реакторы; 12— емкость для воды; 14 — четырехсекционный вертикальный от-
отстойник; IS — подогреватель для разложения комплекса; 32 — каплеукрупннтель; 33 —емкость для слабого спиртового раствора.
Линии: / — сырье; // — изопропиловый спирт; /// —слабый спиртовой раствор; IV — сырье, насыщенное спиртом; V — циркулирующий раствор
карбамида; V/— охлажденная смесь; VII — циркулирующий комплекс; VIII — «оде? IX — смесь, комплекса и р»створа депарафинированно-
го продукта; X — раствор депарафннированного продукта; XI — промытый комплекс; XII — раствор парафина; XIII — спиртовой раствор по-
после промывки; XIV — парафин; XV — спиртовой раствор; XVI — депарафяиированный продукт.
228
Гл. IV. Депарафинизация Нефтяного сырья
Раствор парафина и спиртовой раствор промывки XIII из от-
отстойника II ступени 18 смешиваются в смесителе 19, охлаждают-
охлаждаются в- холодильнике 20 и поступают в отстойник I ступени 21. Да-
Далее парафин (верхний слой) XIV, промытый водой в смесителе
22, пройдя подогреватель 23, поступает в отстойник II ступени 18
и направляется в блок раЗгонки. Нижний слой (спиртовой рас-
раствор промывки) XiILI из отстойника 18 поступает в смеситель 19.
Депарафинированный продукт с растворенным спиртом X ло-
дается из отстойника 14 в диафрагмовый смеситель 24 для бтмыв-
ки спиртовым .раствором XV, подаваемым из отстойника II ступе-
ступени 25. Пройдя подогреватель 26, смесь разделяется, на два слоя
в отстойнике I стунени 27. Снизу этого отстойника раствор про-
промывки отводится в емкость- 33. Депарафинированный продукт
(верхний слой) отмывается от спирта в смесителе 28 -раствором
промывки XIII из отстойника III ступени 29, и смесь поступает в
отстойник 25. Депарафинированный продукт (верхний слой) сме-
смешивается с водой в смесителе 30, охлаждается в холодильнике 3/
и поступает в отстойник III ступени 29, где отделяется от раство-
раствора промывки VIII. Пройдя каплеукрупнитель 32, депарафиниро-
депарафинированный продукт-ЛУ/ откачивается с установки.
Условия процесса депарафинизации раствором карбамида в
обводненном изопропиловом спирте следующие:
Сырье
Состав раствора карбамида, % (масс.)
концентрация изопропилового спир-
спирта
содержание карбамида в обводнен-
обводненном нзопропиловом спирте . . .
Соотношение раствор карбамида : сырье
_ («Л)~ ¦• • •" .
Длительнодть комплексообразовання,
мин . •
¦ Температура, °С
депарафинйзации (конечная темпе-
температура охлаждения в реакторах)
. отделения и промывки комплекса .
разрушения комплекса . . . . '.
Расход промывной фракции A80—
240 СС) на каждую ступень промывки,
% (масс.) на сырье
Число ступеней противоточной промыв-
промывки _
Длительность отстаивания комплекса, ч,
не менее
Линейная скорость движения смеси в to- -.
ризонтальном регенераторе,- мм/с, не
более ....'. ; . 2,4
дистиллят .
дизельного Р"Ч
топлива
70
32—36
2,5-4:1
30
25—35
25—35
60—70
50
3
1
ганат фрай
300-408 °С
75
30—32
3,5—4:1
40-ЯО
35-40
35—40
75—80
75
3—4
1
Депарафинизация с использованием карбамида 229
Характеристика получаемых продуктов приведена нйже:-
Дизельное Маловязкое
топлива наело
Выход, % (масс.) -ва сырье
депарафинированного продукта . . . 82—83 85—86
парафина. 10—12 6—10
промежуточной фракции ...... 5—7 4—5
Температура, °С :
застывания депарафинированного про-
продукта . —45 —45
плавления парафина 18—22 28—31
Содержание в парафине ароматических уг-
углеводородов, % (масс), не более. ... 2. ¦ 3
Промежуточная фракция содержит депарафинированный про-
продукт, унесенный комплексом при промывке последнего, а также
углеводороды^ образовавшие недостаточно устойчивый комплекс,
разлагающийся при промывке. По качеству эта фракция соответ-
соответствует летнему дизельному топливу и может быть использована
как его компонент. ' / ,
Депарафинизация водным раствором карбамида
в присутствии хлористого метилена
Одним из перспективных процессов является депарафинизация
водным раствором карбамида с использованием -в качестве рас-
растворителя сырья хлористого метилена. 0% испаряясь, одновре-
одновременно-выполняет роль и хладоагента, снимающего тецло комплек-
сообразованйя, что дает возможность поддерживать в смесителе
постоянную температуру. Вл результате этого процесса получают
низкозаст'ывающие дизельные топлива, индустриальные и транс-
трансформаторные масла, а также выделяют нормальные парафины
(Ci5—С40) высокой степени чистоты.
Принципиальная технологическая схема такой установки дана
на .рис. 79. Сырье /, хлористый метилен // и водный раствор карб-
карбамида ///, Насыщенный при 70"С, подают в реактор /, в кото-
который в качестве затравки, сокращающей индукционный период
комплексообразования, по'ступает небольшая часть комплекса IV.
Для поддержания в реакторе требуКмой температуры B5—40°С)
часть смеси взаимодействующих компонентов при помощи насоса
(на схеме не показав) циркулирует через теплообменник.6\ Смесь
комплекса и раствора депарафинированного продукта IV пода-
подается на вакуумный фильтр 2, где после отделения и промывки
комплекс VI подается в аппарат 3 для его разрушения оЪтрым
водяным паром или водой XII, поступающей из испарителя 5 че-
через холодильник 9.
Смесь растворов карбамида и парафина VII из аппарата 3
поступает в отстойник 4 для отделения водного раствора карб-
Гл. IV. Депарафинизация нефтяного сырь»
амида от раствора парафина, содержащего хлористый метилен.
Водный раствор карбамида VIII (нижний слой) направляется в
испаритель 5, обеспечивающий за счет удаления части воды не-
необходимую концентрацию карбамида в водном растворе. Затем
насыщенный водный раствор карбамида ///,. пройдя холодильник,
//, возвращается в реактор /. Раствор депарафинированного мае-'
ла V из фильтра 2 и парафин с некоторым количеством хлористо-
хлористого метилена X (верхний слой) из отстойника 4 подаются соответ-
I
Рис. 79. Принципиальная .технологическая схема установки деиарафинизации рай-
створом карбамида в присутствия хлористого метилена:
/ — реактор; 2 — вакуумный фильтр; 3— аппарат для разрушения комплекса] 4 — отстойник;
5 — испаритель для насыщения раствора карбамида; 6, 7 — испарительные холоииы для ре-
регенерации растворителя из растворов деларафинировашюго продукта и парафина; в — теп-
теплообменник; 9—11 — холодильники.
Линии: / — сырье; // — растворитель; ///—раствор карбамида; /V— смесь раствора депа-
рафинироваиного продукта и комплекса; V — раствор депарафннированиого продукта;
V/—комплекс; VII — раствор карбамида и парафина: V///—'водный раствор карбамид»;
IX — депарафиннрованный продукт; X — раствор парафина; XI — парафин; XII—вода.
ственно в испарительные колонны б и 7 для регенерации раство»
рителя, который затем направляют на смешение с сырьем. Снизу
колощг б ъ 7 отбирают дёпарафинированное масло IX и пара-
парафин XI.
Ниже приведены примерные технологические показатели про-
процесса депарафинизации водным раствором карбамида с использо-
использованием хлористого метилена в качестве растворителя масляного
сырья — маловязкого диет1 иллята:
Содержание карбамида в водном растворе, % (масс.) 50—60
Температура 'насыщения, °С ....... 70
Соотношение сырье: растворитель: водный раствор
карбамида (об.) ." . . . . . . . . . 1:1:1
Температура комплексообразования, °С 40
Выход депарафннированного масла, %. (масс.) . . 75
Температура застывания депарафинироваииого мас-
масла, *С '. . . . . . .От—21 до—24
Депарафинизация с использованием карбамида
231
Совершенствование процесса карбамидной
депарафинизации ' '
В настоящее время существуют процессы депарафинизации с ис-
использованием кристаллического карбамида, различающиеся по
-природе -растворителя и активатора, в которых - для отделения
комплекса применяют центрифуги или вакуумные фильтры. На
некоторых^ установках, процесс депарафинизации осуществляют
раствором карбамида в дихлорметане, смеси метанола, этилен-
гликоля и воды (процесс «кристекс»). Комплекс на установках
Рис. 80. Принципиальная схема двухступенчатой совмещенной уста-
установки низкотемпературной и карбамидной депарафииизации:
/ — холодильное и кристаллизационное отделения; 2 — фильтр первой ступени;
3 — реакторный блЪк комплексообразования; 4 — блок отделения комплекса m
раствора депарафинированного масла.
Линии: / — сырье; // — растворитель; /// — раствор высокоплавкого нарафина;
IV — раствор частично депарафинированного масла; V — раствор карбамида;
VI — смесь комплекса' и раствора депарафинированного масла; VII — раствор
депарафинироваиного масла на регенерацию растворителя; VIII — комплекс на
• разрушение. "*
такого типа отделяют на вакуумных фильтрах, фильтрах, рабо-
работающих под давлением, ленточных ситах, отстаиванием и отстаи-
отстаиванием с вибрацией. Интенсификация процесса карбамидной де-
депарафинизации осуществляется главным образом, совершенство-
совершенствованием отдельных узлов технологических схем существующих
установок. Так, для повышения четкости разделения фаз и сни-
снижения содержания масла в твердом парафине предложена мно-
многократная промывка комплекса.
На промышленных' установках карбамидной депарафинизации
наиболее трудной стадией процесса является отделение комплек-
комплекса от раствора депарафинированного продукта, что обусловлено
структурой получаемого* комплекса. Для улучшения этой стадии
рекомендованы несколько способов изменения структуры, комп-
комплекса и фильтрующие устройства, способные наиболее полно
отделять твердую фазу от жидкой. Так, при введении в зону
комплексообразования кетонов или воды образуются крупные
зерна или шарики комплекса, легко отделяемые от жидкой фазы.
Использование прессов разных конструкций, вибрационных от-
232
Гл. IV. Депарафинизация нефтяного сырья
Новые, процессы депарафинизации
233
стойников, ленточных и других устройств " позволяет - улучшить
процесс отделения комплекса.
Хорошие результаты получены при сочетании низкотемпера-
низкотемпературной депарафинизации и обработки частично депарафинйрован-
ного .масла карбамидом (рис. 80). Обе ступени этого процесса
проводили в растворе ацетон — бензола или МЭК. Чем ниже тем-
температура на I ступени процесса (кетоновая депарафинизация),
тем с более низкой температурой застывания можно получить
масло на II ступени (при карбамидной депарафинизации). Одна-
Однако очень сильное понижение температуры на I ступени нежела-
нежелательно, так как в результате снижается содержание в сырье, по-
поступающем на II ступень, углеводородов, реагирующих. с карб-
карбамидом, и процесс становится нерентабельным.
Осадок на фильтре, полученный на I ступени совмещенного
процесса, после промывки смешивается в шнеке с ацетон — бен-
бензолом или МЭК и обезмасливается с получением парафинов,"
удовлетворяющих по содержанию масла .нормам на сырье для
окисления-Парафины, выделенные при разложении комплекса на
II ступени,. состоят преимущественно из низкомолекулярных па-
парафинов нормального -строения, которые могут служить сырьем
для нефтехимии. Разработан ряд лоточных схем, где для произ- -
водства низкозастывающих топлив и .масел, а также мягких и
твердых товарных парафинов карбамидная депарафинизация яв-
является одним из головных процессов. Правильное сочетание и по-
последовательность процессов с учетом качества сырья и требований
к получаемым нефтепродуктам позволит повысить эффективность
процесса карбамидной депарафинизации. .
НОВЫЕ ПРОЦЕССЫ ДЕПАРАФИНИЗАЦИИ
Наряду с интенсификацией существующих процессов низкотем-
низкотемпературной и карбамидной деп%рафинизаций создаются ^принци-
^принципиально новые процессы: каталитическая, адсорбционная и мик-
микробиологическая депарафинизация.
Процесс каталитической депарафинизации основан на реакци-
реакциях гидроизомеризации парафиновых углеводородов (первое на-
направление) и дегидроароматизации парафиновых углеводородов'
(второе направление). Эти процессы рассмотрены в гл. VI. Све-
Сведений о промышленном применении каталитической депарафини-
депарафинизации дока нет, и эти процессы известны -главным образом по
патентным данным.
Процессы адсорбционной депарафинизации основаны на разной
адсорбируемое™ компонентов масляного сырья на адсорбентах
разного типа, таких как молекулярные сита, активированный уголь
и др.-(см. гл. V). -
Микробиологическая депарафинизация
Микробиологическая депарафинизация (МБД) предназначена
для получения низкозастывающих нефтяных фракций как топ-
топливных, так и масляных. Процесс депарафинизации при помощи
микроорганизмов основан на способности некоторых видов микро-
микробов избирательно окислять парафиновые углеводороды, преиму-
преимущественно нормального строения, в качестве единственного источ-
источника энергии, необходимой для их жизнедеятельности. Биомасса,
накопленная микроорганизмами в' результате процесса ркисления
парафиновых, углеводородов, является побочным продуктом про-
процесса и после выделения в чистом виде ^используется в качестве
основы для получения кормового белка. Производство низкоза^
сбывающих продуктов осуществляется в две стадии: собственно
микробиологическая депарафинизация и выделение депарафшвд-
зата из стойкой водно-эмульсионной смеси с микробной массой.
Депарафинизация нефтяных фракций, проводится в водной
среде-с добавками питательных солей в депарафинизаторе, кото-
который является основным аппаратом установки. В депарафинизато-
депарафинизаторе при соблюдении всех условий культивирования (рН, темпера-
температура, аэрирование и др.) происходит окисление непрерывно по-
поступающей нефтяной фракции. Выделение депарафинированного
продукта из Стойкой эмульсионной смеси с микробной массой и
водой проводится при помощи добавления «комплекса» АСК-2,
представляющего собой 10%-ный водный раствор кальциниро-
кальцинированной соды B%) и аммиака (8%), и отстаивания.
Принципиальная схема установки
микробиологической депарафинизации
Сырье /, дрожжи //, водный раствор солей ///, свежая вода и вода
после отстаивания й сепарации IV подаются в депарафинизатор /,
куда для перемешивания и аэрирования подается воздух V
(рис. 81). Процесс проводят при температуре 28^-32 °С. Образо-
Образовавшаяся стойкая нефтяная эмульсия VI с микробной смесью и
УПТ
Ряс. 81. Принципиальная схема -установки микробиологической депарафииизащия:
— депарафинизатор; 2, 4 — отстойники; 3 — сепаратор; 5 — сборник депарафииизата; 6 —
сборник белково-витаминного- концентрата (БВК)Г
Линии: / — сырье;' // — дрожжи; /// — водный раствор солей; IV — вода; V — воздух; VI —
«ефтяная эмульсия; VII — нефтяные сливки; VIII — депарафинизат; IX — биомасса; X — рас-
раствор АСК-2.
Гл. IV. Депарафинизация нефтяного сырья ^_
водой поступает в отстойник 2, снизу которого дренируется во*
да IV. Сгущенная эмульсия («нефтяные сливки») VII обрабатыва-
обрабатывается раствором АСК-2 X и поступает в сепаратор 3, где происхо-
происходит их разделение на депарафинизат VIII (верхний слой), биомас-
биомассу IX (средний слой) и воду IV (нижний слой). Депарафини-
Депарафинизат VIII направляют на промывку в отстойник 4 и затем в сбор-
сборник готового продукта 5. Биомасса IX проходит специальную очи-
очистку и сушку (на схеме не показано), после чего направляется в
сборник для белковочвитаминвого концентрата 6.
- Технологический режим процесса следующий:
Сырье
X фракция масляный
Виаельвого дистиллят
топлива . 350—420 "С
Депарафинизация
Концентрация к-алканов в депарафнни-
заторе, % (масс.) 0,5—2 0 5—1,5
Температура, "С ... . . ^ . . . ; 28—30 28—32
Длительность пребывания в депарафиии-
заторе, ч 10—14 16—24
Скорость~подачи, м3/ч
сырья - 10—15 3—6
воды . . . . . . . . . . ... 10—25 6—12
Расход воздуха на 1 м8 среды, м3/ч . ¦ 80—100 70—100
Концентрация дрожжей, г/л 5—7 12—24
Реакция среды рН . . 3,5—4,5 ' 3,5—4,5
Отстаивание
Температура, °С ' 60—70
Длительность, ч . . . , 1—1,5
Отделение
Температура, °С .......... 60—80
Длительность 'расслоения «нефтяных
сливок», ч . 0,5—1
Реакция среды рН ' 9—10
Расход, % (масс.)
АСК-2 . . v ... 0,8—1
воды на промывку 20—30
Данные о качестве получаемых продуктов лриведены ниже:
Депарафини»ат
фракции масляного
. дизельного дистиллята
топлива ЗБ(Ъ-420 °С
Вязкость, мм2/с
при 20°С . .- V . 7,2 — .
при 50°С — 10—14
Температура, °С
застывания, не выше —30 —30
вспышки, не ниже — 165
¦Кислотность, мг КОН/ЮО мл .... N 23 1,0— 1,а
Содержание; % (масс.)
серы 0,65 0,8-1,0
воды Отсутствует
к-алканов ." »
I
Новые процессы двпарафинизации
235
Депарафинизат, полученный' путем микробиологической, депа-
рафинизации, используют как компонент зимнего дизельного топ-
топлива. Дальнейшая переработка депарафинизата МБД масляного
дистиллята может идти по двум направлениям: получения ком-
компонента индустриального масла ИС-12 фенольной очисткой с по-
последующей контактной доочисткой рафината; получения масла
НМГ путем гидроочистки.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Богданов Н. Ф., Пёрееерзев А. Н. Депарафинязация нефтяных продуктов. М.,
Гостоптехиздат, 1961. 248 с.
Тлазов Г. И., Фукс И. Г. Производство нефтяных масел. М., ^Хямия», 1976.
192 с
Го/фдберг Д. О., Крейн С. Э. Смазочные масла юз иефтей восточных место-
месторождений. М., «Химия», 19712. 232 с. " ,
Пёрееерзев А. Н., Щогданов Н. Ф„ Рощин Ю. Н. Производство парафинов.
М., «Химия», 1973.2Й4 с '.¦ -
Усачев В. В. Карбамидная депарафишзация. М., «Химия», 1967. 236 с
Чесноков А. А., Бурмистров Г. Г.. Шевцов А. М. Глубокая денарафинизация
масел. М., «Химия», 1966. 152 с.
Краткие сведения о процессах
237
ОЧИСТКА И РАЗДЕЛЕНИЕ НЕФТЯНОГО СЫРЬЯ
АДСОРБЕНТАМИ
КРАТКИЕ СВЕДЕНИЯ О ПРОЦЕССАХ
Способность активированных углей, естественных глин, синтети-
синтетических алюмосиликатов, алюмогеля, цеолитов адсорбировать иа
своей поверхности различные вещества широко используется при
' разделении сложных смесей, в том числе и нефтяных фракций, на
составляющие их компоненты.
Адсорбция является экзотермическим процессом. При адсорбционном разде-
разделении в отличие от хемосорбционного (химической адсорбции) взаимодействие
молекул адсорбента и адсорбируемого вещества (адсорбата) яе сопряжено с
химической реакцией, т. е. с образованием новых химических соединений. Как
показали работы М. М. Дубинина и его сотрудников, при физической адсорбция
полярными адсорбентами, к которым относятся природную отбеливающие. земли,
сннтетняеюкие алюмосиликаты, активироваиная окись алюминия, цеолиты, основ-
«ую роль играют ориентационное и индукционное взаимодействия.
Молекулы полярных адсорбентов состоят в основном из окислов кремния в
алюминия с включением конституционной и кристаллизационной воды; в мрлег
кулах природных адсорбентов находятся также окислы других металлов. Струк-
Структурные решетки этих адсорбентов образованы следующими ионами или ком-
"плексами: Si4+, A13+, Mg2+, О*-, ОН-, (SiO4L-, (А1О4M~. Ионы, находящиеся
на поверхности адсорбента, хотя химически и уравновешены связанными с пими
противоположно заряженными ионами, распределенными в массе адсорбента,
обладают электростатическими зарядами, силовые поля которых лишь частично
скомпенсированы полями внутренних ионов. Находящиеся. на поверхности не-
• скомпенсированные силовые поля ионов образуют непрерывное электростатиче-
электростатическое поле полярного адсорбента, и адсорбция полярных молекул адсорбируемого
вещества происходит в основном под действием ориентациоиного эффекта, пре-
преобладающего над дисперсионным. В результате с увеличением,дкдального момен-
момента адсорбируемого вещества возрастает его а^Доорбируемость. Адсорбция непо-
неполярных веществ полярным адсорбентом связана с образованием- индуцированного
диполя под влиянием силового пдля поверхности этого адсорбента. Роль диопер^
шовных сил в этом случае также невелика.
В отличие от полярных адсорбентов ловерхность неполярного активирован-
активированного угля образована"электронейтральными атомами углерода н почти не имеет
электрически заряженных центров. Поэтому при взаимодействин его молекул
с молекулами адсорбируемого вещества проявляются только дисперсионные силы,
величина которых практически одинакова для адсорбентов любой природы. Доля
ориентациоиного и индукционного эффектов в общей энергии взаимодействия
ори адсорбции любых молекул на электронейтральных углеродных адсорбентах
типа активированного угля практически равна нулю. При адсорбции полярных
молекул на цеолитах, отличающихся гетероиоганым характером и имеющих общую "
формулу Mez/nO-AliCV-KSiCVyHjiQ (где Me—одновалентный нли двухвалент-
двухвалентный катион, и — его валентность), взаимодействия адсорбента и адсорбируемого
вещества могут быть усилены за счет водородной связи, возникающей между
их молекулами.
Согласно исследованиям Л. Г. Гурвича и по данным более
поздних хромато-графических исследований, из компонентов неф--
тяных фракций и остатков наибольшей адсорбируемостью на алю-
алюмосиликатах обладают смолисто-асфальтеновые вещества и за-
затем— в порядке убывания — полициклические ароматические, би-
циклические ароматические, моноциклические ароматические, наф-
нафтеновые и парафиновые углеводороды. Адсорбируёмость, на этих
адсорбентах непредельных углеводородов, входящих в состав про-
продуктов термических и каталитических процессов, выше чем всех
других углеводородов и смол, причем адсорбция сопровождается
полимеризацией.
Высокую адсорбируемость на силикагеле смолисто-асфальте-
новых веществ объясняют их большим дипольным моментом C,2—
4,4 Д) из-за наличия в. их молекулах конденсированных аромати-
ароматических ядер, кислорода и азота. Адсорбируемость серосодержащих
соединений и полициклических ароматических углеводородов на
алюмосиликатах примерно одинакова, что делает невозможным
их разделение1-на этом адсорбенте. Высокую адсорбируемость
ароматических и непредельных углеводородов «а силикагеле свя-
связывают с проявлением их слабых основных свойств; в результате
образуются комплексные соединения, например при взаимодейст-
взаимодействии слабого основания — бензола (электронодонорной молекулы)
и гидроксила кремниевой кислоты' (електроноакцептарйого адсор-
адсорбента) . :._.-""
Образование комплексного соединения ароматических углево-
углеводородов с ионами, находящимися на поверхности адсорбента, так
же как и при их растворении в избирательном растворителе, свя-
связано с возникновением в электронейтральной молекуле под влия-
влиянием электростатического поля адсорбента дипольного момента.
Адсорбируемость так же зависит от-строения ароматических угле-
углеводородов, как и растворимость. Поэтому, чем меньше экраниро-
экранированы ароматические ядра нафтеновыми кольцами или боковыми
парафиновыми цепями, тем легче в них возникает индуцирован-
индуцированный дшюльный момент и тем эффективней адсорбция таких угле-
углеводородов полярными адсорбентами. Чем больше колец .в моле-
молекуле ароматических углеводородов, тем прочней они адсорбиру-
адсорбируются. Парафиновые и нафтеновые углеводороды слабо адсорбиру-
адсорбируются полярными адсорбентами.
Помимо группового химического состава разделяемых веществ
на эффективность адсорбции существенно влияют их физико-хи-
физико-химические свойства и размеры молекул; последнее определяет воз-
возможность и глубину проникновения адсорбируемого вещества в
поры адсорбента. Основными показателями, характеризующими '
свойства адсорбентов, являются адсорбционная способность' (ак-
(активность), пористость и размеры • пор. Различают статическую и
динамическую адсорбционную активность. Равновесную статиче-
статическую активность определяют по максимальному количеству ве-
вещества, поглощенного единицей массы адсорбента при данных
238
Гл. V. Очистка и разделение адсорбентами
температуре, давлении и концентрации адсорбируемого веще-
вещества; динамическая активность определяется скоростью адсорб*
ции. >
Пористость гранул адсорбента определяется по формуле:
е = 1— SKfSu
где SK —кажущаяся плотность, определяемая отношением массы пранулы адсор-
' бента к ее объему, слагающемуся из объема веществ, входящих в состав адсор-
адсорбента, и объема.пор; SH—истинная плотность адсорбента, т. е. масса единицы
объема вещества, из которого состоит адсорбент.
Порозность слоя адсорбента находят по доле его объема, не
занятого собственно гранулами. Определяют ее по формуле:
где. Su •*- насыпная (гравиметрическая) плотность, характеризующая массу объ-
объема слоя адсорбента.
От порозности слоя адсорбента зависит гидравлическое сопро-
сопротивление, возникающее при движении потока разделяемого про-
продукта. Пористость частиц или гранул адсорбента в значительной
мере влияет на его активность: чем больше пористость, тем боль-
больше удельная поверхность частиц или гранул адсорбента (ив м2/г),.
тем при прочих равных условиях больше адсорбционная актив-
активность адсорбента, характеризуемая количеством поглощенного
вещества. Удельная поверхность адсорбента зависит от природы
адсорбента и составляет: для пористых адсорбентов (силикаге^-
лей, алюмогелей) — около 1000 м2/г; для непористых мелкокри-
мелкокристаллических адсорбентов — от 1, до 500 мг/г. Адсорбционная ак-
активность щеолитов зависит от диаметра пор и размера адсорби-
адсорбируемых молекул. Большое значение имеет и гранулометрический
состав адсорбента, характеризуемый содержанием фракций, за-
задерживаемых ситами определенных размеров, а также прочность
адсорбента при статических или динамических нагрузках.
Все указанные выше показатели существенно влияют на коли-
количество поглощенного вещества и, следовательно, на активность
адсорбента. Равновесная статическая активность адсорбента
уменьшается с повышением температуры, увеличивается с повы-
повышением давления и, в известных пределах, с повышением кон-
щентрации адсорбируемого вещества. Большое значение при оцен*
«е статической активности адсорбента имеет его динамическая
активность, определяемая скоростью диффузии частиц адсорби-
адсорбируемого вещества в поры адсорбента. Скорость диффузии зави-
зависит от вязкости адсорбируемого продукта или его раствора, при-
природы адсорбируемого вещества и диаметра пор адсорбента. При
Краткие сведения о процессах
239
увеличении скорости потока разделяемого продукта и, следова-
следовательно, уменьшении длительности контакта адсорбируемого ве-
. щества с адсорбентом динамическая активность адсорбента умень-
уменьшается. С повышением температуры до определенных пределов
скорость адсорбции повышается.
Помимо скорости диффузии разделяемого продукта в поры ад-
адсорбента большое значение при определении скорости адсорб-
адсорбции-имеет скорость образования на поверхности адсорбента двух-
двухмерного слоя адсорбируемого вещества, также зависящая от по-
полярности, структуры и физико-химических свойств адсорбента и
адсорбируемого вещества. В этом случае скорость адсорбции
определяется числом молекул, адсорбированных за единицу вре-
времени единицей массы или поверхности адсорбента.
При очистке и разделении нефтепродуктов как адсорбирован-
адсорбированные, так и неадсорбированяые их компоненты одинаково важны
с точки зрения их использования в ^промышленности. Компоненты,
адсорбирующиеся на адсорбенте, выделяются из «отработанного»
адсорбента при десорбции. В отличие от адсорбции этот процесс
является эндотермическим. Поскольку процесс адсорбции являет-
является экзотермическим, то с повышением температуры выше преде-
предела, обеспечивающего проникновение разделяемого продукта в по-
поры адсорбента, эффективность адсорбции снижается вплоть до
выделения- адсорбированных компонентов. Как правило, эти ком-
компоненты вытесняют-с поверхности адсорбента при помощи рас-
растворителя с более высокой адсорбируемостью.
При повышении температуры десорбции можно использовать
растворители с низкой адсорбируемостью, в том числе и приме-
применяемые для растворения разделяемого продукта. Однако глубина
десорбции этими растворителями меньше. Производят десорбцию
и водяным паром. Активация десорбции при повышении темпера-
температуры объясняется усилением движения адсорбированных молекул
вплоть до разрыва связи между молекулами адсорбента и адсор-
адсорбированного вещества. Процесс, десорбции применяют при регенет
рации адсорбента после адсорбционной очистки или для выделен
ния адсорбированного компонента при разделении. Однако ука-
указанные выше методы десорбции нельзя применять при регенера-
регенерации адсорбента после очистки "или разделения высококипящих
нефтяных фракций, так как при.этом на поверхности адсорбента
остаются смолистые вещества и полициклические ароматические
углеводороды, обладающие наибольшей адсорбируемостью. По»
следние удаляют с поверхности адсорбента выжигацием.
При очистке и разделении нефтяного сырья применяют есте-
естественные (природные) и синтетические адсорбенты. Из природ-
природных адсорбентов применяют полименальные системы — отбели-
отбеливающие земли (глины), например бентониты. Они отличаются вы-
высокими адсорбционной активностью и способностью к обмену ка-
Гл. V. Очистка и разделение адсорбентами
тионов. Основным минералом бентонитовых глин является монт-
монтмориллонит — силикат с большим содержанием воды; к этой группе
глин относится также гумбрин. Используют природные отбелива-.
ющие глины и другой группы — кремнеземистые породы (диатоми-
(диатомиты, трепелы, опоки), содержащие 4—10% щелочей и щелочных
металлов.
Активность отбеливающих 'земель различна. Некоторые из них,
в частности гумбрин, можно использовать в качестве адсорбента
после термической обработки при невысоких температурах, про-
проводимой для удаления избыточной воды. Другие земли специ-
специально активируют, обрабатывая их разбавленным» кислотами
(серной и соляной). К таким адсорбентам относится асканит. Тре-
Трепелы и опоки химический активации не поддаются, их можно ак-
активировать термообработкой при 600 "С..
Необходимость глубокой очистки и выделения компонентов
нефтяных фракций заставила обратить особое внимание на син-
синтетические адсорбенты — алюмосиликаты и особенно на цеолиты,
обладающие высокой избирательностью. При помощи цеолитов
' можно разделять продукты по размерам, их молекул; поэтому их
называют молекулярными ситами. Имеются и природные цеоли-
цеолиты— шабазит, модернит н др. Однако их природные запасы не
могут обеспечить потребность в адсорбентах с высокой избира-
избирательностью. Цеолиты способны к* катионному обмену и прочно
удерживают воду, которая выделяется при нагревании без раз-
разрушения кристаллической структуры адсорбента. При обмене ка-
катионов свойства цеолита изменяются.
Элементными структурными единицами цеолитов являются кремнекислород-
мые (БЮг) и алюмокиелородные (AljOs) тетраэдры, соединенные общими кисло-
кислородными атомами. Алюмокислородный тетраэдр несет отрицательный электриче-
электрический заряд, который компенсируется зарядом катионов, находящихся в проме-
' жутках между тетраэдрами. При сочленении тетраэдров образуется структура
с полостями, сообщающимися между собой «входными окнами». Сечение этих
окон соизмеримо с «eneHHeM молекул некоторых веществ, в том числе к-алканов,
что позволяет им проникнуть через эти окна и адсорбироваться на поверхности
цеолита.
(Размеры молекул, которые могут быть адсорбированы цеолитами, зависят
от его катионов. Цеолит, ,в котором 40—70% иовов натрия замещено нонами
кальция, поглощает молекулы к-алкана, поперечником менее 4,9 А и не "поглощает
изопарафины и циклические углеводороды. В зависимости от структуры и, сле-
следовательно, типа цеолиты обозначают большими буквами латинского алфавита
А, X, У, L и др. Перед каждой .буквой ставят химический символ катиона, пре-
преобладающего в структуре цеолита 'и компенсирующего отрицательный заряд
алюмокислородного тетраэдра. Например, цеолит А, в структуре которого
преобладает натрий, обозначают как NaA; цеолит типа X с преобладанием
кальция — СаХ.
. Промышленность «ыиукжает искусственные цеолиты с порами диаметром от
4 до 14 А, в соответствии с этим нх обозначают, например, 4А, 5А, 10Х и 14Х.
По структуре они представляют собой кубооктавдры, сочлененные при помощи
ионов кислорода. Разделяющее ситовое действие цеолитов по отношению к угле-
углеводородам разных групп различно.
Основные процессы адсорбционной очистки
241
ОСНОВНЫЕ ПРОЦЕССЫ ОЧИСТКИ И РАЗДЕЛЕНИЯ
НЕФТЯНОГО СЫРЬЯ ПРИ ПОМОЩИ АДСОРБЕНТОВ
Процессы очистки, и разделения нефтяного сырья при помощи ад-
адсорбентов, применяемые в промышленности, можно разделить на
три группы: .
доочистка при-смешении с тонкодиоперсным адсорбентом (от-
(отбеливающими глинами) при повышенных температурах (контакт-
(контактная доочистка);
очистка или доочистка фильтрованием очищаемого продукта
или его раствора через неподвижный или движущийся слой ад-,
сорбента;
выделение из нефтяных фракций групп углеводородов при по-
помощи молекулярных сит (цеолитов).
Наиболее эффективны и перспективны процессы второй и
третьей групп, обеспечивающие "глубокую очистку и выделение
групп углеводородов с высокой степенью чистоты. При контакт-
контактной очистке применяют естественные глины. При очистке фильт-
фильтрованием в качестве адсорбента используют крошку алюмосили-
катного синтетического катализатора, алюмогели и окись алюми-
алюминия, содержащие не менее 80% частиц с зернами, размером 0,25— -
0,5 мм. Адсорбционная способность (по толуолу). должна быть
для свежего . адсорбента 1000—1100, для регенерированного —
900—950*. Свойства алюмосиликатных синтетических адсорбён-.
тов приведены ниже:
Мелкосферический Молотый
сорт А сорт Б сорт А, сорт Б
Насыпная плотность, кг/м8 .... 580-650 580-650 580-650 580-650
Гранулометрический состав: содер- '*
жание фракции, %
0,28—0,8 мм, не менее" 85 — 85 —
0,2—0,8 мм, не менее .... — 85 — 80
>0,8 мм, не более 5 5 5 10
Содержание примесей, %, не более
окиси натрия 0,35 • -0,40 0,35 0,40
окиси железа 0,2 .0,2 0,2 0,3
Адсорбционная способность (статиче-
(статическая, по толуолу), %, не менее . . 100 100 100 100
Обесцвечивающая способность (по
маслу в стационарном слое), %, не-
менее ,.:........ 100 100 100 - 100
Удельный объем пор, см8/г, не менее 0,550 0,550 0,550 0,550
Удельная поверхность, м2/г, не менее 370 370 370 370
* Статическая адсорбционная способность определяется по объему толуола
(в мл); поглощенного 1 г адсорбента. Поскольку количество поглощенного толуола
мало (сотые н десятые доли мл), для упрощения пользуются величиной, в 10000
раз большей (порядка 700—1200).
Адсорбционная способность выражается в процентах от • способности све-
свежего высушенного адсорбента; за эталон <(|100%) принята адсорбционная спо-
способность адсорбента Куйбышевской катализаторной фабрики.
16—751
242
Гл. V. Очистка и разделение адсорбентами
Контактная доочистка
Этот вид адсорбционной очистки является одним из первых про-
процессов доочистки масел после их предварительной глубокой очи-
очистки (серной кислотой или избирательным!! растворителями). При
контактной доочистке применяют тоннодиоперсный адсорбент с
частицами размером около 0,1 мм; 85% такого адсорбента .долж-
.должно проходить через сито с 180—200 отверстиями на 25 мм длины
F400 отв./см2). Применение адсорбента с частицами меньшего
размера затрудняет отделение очищенного продукта от адсорбен-
адсорбента. Адсорбентами при контактной доочистке служат монтморил-
лонитовые земли, в частности, гумбрйн, требующий в силу малой
активности повышенной те'миературы очистки B00—250 °С для
дистиллятных масел и 300—350°С для остаточных). Очистку бо-
более активными землями — ©роками и трепелами (зикеевской,, са-
винской и др.) проводят при более низких температурах (80—
150 °С для маловязких и средневязких дистиллятных масел, 180—
250 °С для высоковязких и остаточных).
Расход отбеливающей земли данной активности зависит от ка-
качества очищае"мого масла, его вязкости, смолистости и т. д., а так-
также от требуемой глубины очистки и составляет от 3 до 20% (масс.)
на очищаемое сырье. Активность адсорбента можно увеличить,
активируя его слабым раствором серной кислоты или термической
обработкой. Термическую активацию применяют в тех случаях,
когда контактная доочистка проводится при сравнительно низ-
низких температурах, при высоких температурах активация адсор-
адсорбента обеспечивается его обезвоживанием при нагревании до тем-
температуры очистки. Однако глубокое обезвоживание адсорбента
(до влажности менее 10%) снижает его активность, дальнейшая
потеря влаги приводит к его дезактивации вплоть до спекания и
полной потери активности. .
Недостатками процесса контактной очистки являются: большие
потери масла с отработанной землей (обычно 30—40% в отрабо-
отработанном адсорбенте); невозможность глубокой очистки, обеспечи-
обеспечивающей получение светлых масел; возможное разложение части
компонентов доочищаемого продукта при высокой температуре
очистки в присутствии алюмосиликатных адсорбентов; сравни-
сравнительно. большие количества отработанной земли с вйооким содер-
содержанием масла.
Принципиальная схема установки контактной доочистки масел
дана на рис. 82. Сырье / насосом 1 подается через паровой подо-
подогреватель 2 в холодный смеситель" 3. В смесителе, оборудованном
турбомешалкой, масло смешивается с молотой глиной, подавае-
подаваемой шнековым дозатором. Из смесителя насосом 4 суспензия
направляется через теплообменник 5 в змеевик печи, 6 и далее —
в испарительную колонну 7. Вниз колонны для перемешивания
Основные процессы адсорбционной очистки
243
суспензии и удаления легких компонентов подается острый водя-
водяной пар V. Осуществляется также циркуляция суспенз*ии при по-
помощи насоса 5. Отходящая сверху колонны смесь паров поступает
в конденсатор 9. Конденсат, собирается в приемнике 10, а водяной
пар конденсируется в конденсаторе смешения 12; дренируемая во-
вода содержит часть отгона. На ряде установок атмосферные ко-
колонны заменены вакуумными.
Из колонны 7 суспензия масла с глиной подается насосом 8
через теплообменник 5 и холодильник в горячий смеситель • 13.
Рис. 82: Принципиальная технологическая схема установки контактной доочистки
насел:
/, 4 — поршневые насосы; 2—подогреватель; 3 — холодный смеситель; 5 — теплообыеннник;
6 — печь; 7 —контактная колонна; в, //, 14. /в — центробежные насосы;-9. 16 — конденсато-
конденсаторы-холодильники; 10, 17. 20 — приемники*; 12 — конденсатор смешения; /3 —горячий смеси-
смеситель; 15 — дисковый фильтр; 19 — рамный фильтр.
Лннни: / — сырье; // — свежий адсорбент; /// — отработанный адсорбент; IV — очищенное
масло: V — водяной пар; VI — вода.
Из смесителя суспензия поступает в секцию фильтрования, обслу-
обслуживаемую насосами 14 и 18, с дисковыми фильтрами 15 (для
грубой очистки) и рамными фильтрами 19 (для тонкой очистки).
На некоторых установках фильтры тонкой очистки заменены ба-
рабаннымй ©акуум-фильтрами. После трубой очистки масло соби-
собирается в приемнике 17, а после тонкой — в приемнике 20, откуда
подается в товарный парк.
Маловязкие масла доочищают на установке контактной очист-
очистки по укороченной схеме. В этом случае поступающее на установг
ку масло подается через паровой подогреватель в смеситель 3, где
смешивается с цтбеливающей глиной //. Суспензия глины в масле
подается на фильтры 15 и 19, & отфильтрованное масло — вприем-
16*
g**^'-- "гХ у.' Очистка и разделение адсорбентами
ник 20. Технологические показатели процесса <очистки но обычной
схеме следующие:
'¦-, Температура, °С
* суспензия
в холодном смесителе . .- . ¦ 70—80
на выходе из печи . . 130—220
фильтрования
в дисковых фильтрах 130—170
в рамных фильтрах . . . . . . . . 70—110
Давление в фильтрах, МПа •.
дисковых _, 0,4
рамных ' 0,35
Расход земли, % (масс.) 5—10
Длительность контактирования с землей, мнн . .- " . 30
Расход земли и температура очистки при получении
масел разного назначения по обеим схемам приведены
ниже; —;
Расход земли. Температура^
% (масс.) "С
. Трансформаторное 6—8 110—150
Турбинное . ..-.'. ... . . . 5—6 120—130
Индустриальное вязкостью 10—114 мм2/с
прн 50?С 3—4 130—150
¦ Автомобильное вязкостью при 100 ЙС ' .
6 ммг/с 3—5 -450—160
10ммг/с 4—6. 160—180
Остаточное (авиационное н компонент ди-
дизельного) . . .' 6—10 180—250
Высоковязкое (цилиндровое) . .• . . 3—5 250—360
Перед подачей масла в товарные резервуары из приемника 20
отбирают пробы, которые анализируют, определяя следующие по-
показатели: содержание механических примесей, цвет, температуру
вспышки и разность температур вспышки в открытом и закрытом
тиглях, прозрачность и содержание влаги. Бели в масле- присутст-
присутствуют механические примеси, его подвергают повторному фильтро-
фильтрованию. Бели же хоть один из других указанных показателей не
соответствует требованиям к базовому маслу, его направляют на
повторную очистку. • "
, Выход масла при контактной очистке в основном определяется
потерями с отработанной землей и в значительно меньшей степе-
степени с легкими фракциями, образовавшимися при разложении очи-
очищаемого масла и выходящими из контактной колонны. Общее ко-
количество отгона составляет 0,5—1% (масс.) на доочищенное мас-
масло. Потерю масла с землей можно определить, исходя из расхода
земли на очистку масла, ее влажности и содержания масла в ле-
лепешке, снимаемой с фильтра грубой очистки, па формуле:
1.-0.01Z
Х= iOO-m em
Основные процессы адсорбционной очистки.
245
где X — потеря масла с землей, % (масс.) на очищаемое сырье; Z—содержание
влага в отбеливающей земле, % («масс.); т—содержание масла в отработанной
земле, зависящее от его вязкости, % (масс.); g — расход отбеливающей земли,
% (масс.) на очищаемое масло.
Содержание масла в отработанной земле (ов % масс.) после
очистки масел разной вязкости следующее: 4—25 мм2/с при
50чС—15—30; 26—52 мм2/с при 50 °С — 30—40; выше 9 мм2/с
при 100 °С —40—50.
Доочистка фильтрованием
через стационарный слой адсорбента
Очистка (доочистка) фильтрованием (лерколяцией) через непо-
неподвижный слой адсорбента—'один из наиболее старых процессов,
применяемых при производстве масеЛ и парафинов. В результате
фильтрования из очищаемого продукта извлекаются компоненты,
ухудшающие его свойства, — смолы, производные азота и кисло-
кислорода, нафтеновые и сульфокислоты и другие нежелательные при-
примеси. При этом улучшается .цвет масел, и парафинов, исчезает за-
запах, снижается коксуемость масел.
Перколяционной очистке подвергают масла и парафины, про-
прошедшие очистку избирательными растворителями или кислотно-
щелочную очистку. В зависимости от вязкости фильтруемого про-
продукта, с которой связана глубина проникания масла в поры ад-
адсорбента и, следовательно, эффективность очистки, фильтрование
проводят при температурах от 20 до 100 °С Парафины фильтру-
фильтруют после их расплавления. Высоковязкие продукты перед фильт-
фильтрованием растворяют в бензине или лигроине. В зависимости от
вязкости очищаемого сырья выбирают адсорбент с соответствую-
соответствующим размером зерен или гранул @,5—2-мм для вязких масел и
0,3—0,5 мад для маловязких).
Основным аппаратом установки является фильтр-г-полый ци-
цилиндрический аппарат диаметром 2—3 м.и высотой (без головок)
or 4,5 до 10 м. Вверху и внизу фильтра имеются головки с
фильтрующей тканью, задерживающей частицы адсорбента, захва-
захваченные отфильтрованным продуктом. В нижней части фильтра
предусмотрен люк для осмотра и ремонта. На наружной поверх-
поверхности фильтра имеются два паровых змеевика с трубами, .распо-
.расположенными по винтовой линии. Змеевики изолированы кожухом
из листовой стали, на которой нанесена изоляция из диатомовых
плиток. Верхнее днище также покрыто изоляцией. Процесс фильт-
фильтрования состоит ив 'следующих операций: заирузки адсорбентом;
наполнения фильтра продуктом или его раствором; фильтрования;
промывки растворителем, продувки.воздухом или инертным.газом
и пропарки водяным паром; выгрузки адсорбента.
Фильтруемый продукт можно подавать в фильтр сверху вниз
или снизу вверх; последний способ подачи предпочтительней, так
246 Гл. V. Очистка и разделение адсорбентами
как в этом случае уменьшается возможность образования кана-
.лов в слое адсорбента, ухудшающих контактирование его с про-
продуктом, что снижает эффективность процесса очистки. Первые
порции фильтрата (.профильтрованного масла), выходящего из
фильтра после контакта со свежим адсорбентом, обладают луч-
лучшим качеством— они светлые, лишены запаха, не содержат вред-
вредных примесей, имеют низкую коксуемость. В дальнейшем каче-
JX
Рис. 83. • Схема узла фильтрования
установки доочиетки масел и пйра-
финов через стационарный слой
адсорбента:
/ — смотровое окно; 2 — фильтр.
Линии: / — очищаемое сырье; // — продукт
глубокой очистки; /// — продукт менее глу-
глубокой очистки; IV — промежуточный про-
продукт; V — переход из одного фильтра в
другой (при многоступенчатой очистке);
VI— лигроин на промывку " адсорбента;
VII — пар иа пропарку адсорбента; VIII —
воздух иа продувку адсорбера; IX — вывод
промывки; X — вывод пара.
ство очищаемых масел значительно ухудшается вследствие умень-
уменьшения активности адсорбента.
Адсорбент считается отработанным, когда качество отобранно-
отобранного после фильтрования продукта (смесь фракций разной глуби-
глубины очистки) не отвечает предъявляемым требованиям. После это-
этого фильтрование заканчивают и проводят последующие операции.
Выгруженный из фильтра адсорбент регенерируют на отдельной
установке выжигом в печи при 500<—650 ЧС. На этой же установке
подогревается свежий'адсорбент. Основным узлом установки яв-
является узел фильтрования (рис. 83), состоящий из четырех после-
последовательно включенных фильтров (на рисунке — два); три из них
работают постоянно, в четвертом проводится регенерация адсор-
адсорбента.
^. При перколяционной очистке парафинов расплавленный пара-
парафин через паровой подогреватель подается снизу в первый
фильтр. Из первого фильтра продукт через промежуточную ем-
Основные процессы адсорбционной очистки 247
кость и подогреватель подается во второй фильтр. Из него пара-
парафин поступает в емкость, из которой через паршой подогреватель
поступает в' третий фильтр. По выходе из него очищенный пара-
парафин через промежуточную емкость подается в рамный фильтр-
пресс, где отделяются мельчайшие частицы адсорбента, далее на-
направляется в емкость очищенного парафина, из которой откачи-'
вается в отделение разлива парафина: По окончании цикла пер-
первый фильтр переключают на разгрузку и включают четвертый
фильтр.
Перколяционный способ очистки имеет следующие недостатки,
существенно влияющие на технико-экономические показатели
процесса: периодичность; громоздкость установок; большая -про-
-продолжительность вспомогательных операций (на загрузку и раз-
разгрузку адсорбента в одном фильтре и регенерацию адсорбента
затрачивается около 300 ч); большое количество сырья, адсорб'ен-
та и растворителя, обращающихся в системе фильтров. Кроме то-
того, на большинстве установок адсорбент не регенерируется, что
значительно ухудшает . технико-экономические показатели про-
процесса.
Непрерывная очистка и доочистка
в движущемся слое адсорбента
Значительные преимущества перед процессами 'перколяции имеет
непрерывный процесс адсорбционной очистки фильтрованием на-
нагретого или растворенного в бензине или лигроине сырья (масля-
(масляных дистиллятов и деасфальтизатов): непрерывность; возмож-
возможность получения масел требуемой глубины очистки, вплоть до по-
получения белых масел; непрерывная регенерация отработанного
адсорбента; лучшие технико-экономические показатели.
Непрерывную очистку и доочистку в движущемся, слое адсор-
адсорбента применяют: для доочистки масел и очистки парафинов и
церезинов, полученных после всех основных процессов, предусмот-
предусмотренных в поточной схеме производства этих продуктов; для глу-
глубокой очистки (взамен селективной) деасфальтизатов и масляных
дистиллятов; для разделения деасфальтизатов и масляных ди-
дистиллятов на компоненты с получением масел различного углево-
углеводородного состава ('Нафтеновых; нафтено-ароматических, арома-
ароматических) и выделением нормальных парафиновых углеводородов.
При адсорбционной очистке фильтрованием через движущийся
слои адсорбента в адсорбер можно иодавать как непосредственно
очищаемый продукт, так и его раствор в 'бензине. В первом слу-
случае продукт должен быть нагрет до температуры, обеспечиваю-
обеспечивающей вязкость масла 5 МПа-с, при которой достигается необходи-
необходимая четкость разделения. Применяемая для этой цели установка
состоит из следующих секций: фильтрования (в 'противотоке); про-
I
Гл. V. Очистка и разделение адсорбентами
мьшки отработанного адсорбента лигроином; -регенерации адсор-
адсорбента выжигом в регенераторе. Такие установки имеют малую
пропускную способность, низкую глубину очистки (применялись
только для. доочистки), сложны в обслужив-ании, особенно при
Рис'84. Принципиальная технологическая схема установки непрерывной очистки
/ — адсорбер; 2 — десорбер^ 3 — регенератор адсорбента; 4 — сушилка адсорбента; 5 —
рителя от рафииата I; 10, 11 — колонны для отгона растворителя от рафииата II; 12 —
18 — рибойлеры; 19 — смеситель; 20—28 — холодильники; 29—32 — пароподогреватели; 33—35 —
Линии: / — сырье; // — воздух; III — рафииат I;/V— рафинат II; V — вода; VI — водяной
Основные процессы адсорбционной очистки
249
как глубокую очистку масляного сырья, вплоть до 'получения бе-
белых масел, так и доочищать масла после очистки избирательны-
избирательными растворителями. Адсорбционной очистке подвергают деасфаль-
тизаты с коксуемостью 1,3—2%' и масляные дистилляты с кок-
масляного сырья в движущемся слое адсорбента fc применением растворителя):
холодильник адсорбента; 6, 7 — разгрузители адсорбента;. 8. 9 — колонны для отгона раство-
испаритель; 13 — водоотделитель;. 14— приемник растворителя; IS, 16 — фильтр-лрессьц П,
теплообменники; 36—40 — насосы. ¦ • )
пар; VII — Дымовые газы. ,
регенерации адсорбента. Этих недостатков лишен процесс, при-
котором поступающий на установку продукт предварительно рас-
растворяют в бензине. Адсорбент регенерируют в кипящем слое. Пос-
После очистки получают два продукта, находящие практическое при-
применение.
Очистка и доочистка в движущемся слое адсорбента с приме-
применением растворителя. Этот вариант процесса позволяет проводить
суемостью 0,2—0,3%. Поступающее на очистку сырье^ предвари-
предварительно растворяют в прямогонной фракции A15—130 °С)—бен-
°С)—бензине «Галоша», алкилате, сырье для платформинга и др. Непре-
Непременным условием при выборе растворителя является надлежащий
разрыв A0—15 °С) .между температурами начала кипения раство-
растворителя и- очищаемого продукта (рафината) и между температу-
температурами кипения растворителя и десорбции этим растворителем. При
250
Гл. V. Очистка и разделение адсорбентами
выполнении этих требований исключена возможность «замасли-
«замасливания» растворителя из*за смешения его паров с парами очищен-
очищенного продукта при регенерации растворителя из .рафинатного рас-
раствора и не происходит испарение деоорбента. <-
Принципиальная схема установки дана на рис. 84. Сырье за-
забирается насосом 36 из заводских емкостей и направляется в ди-
афрашовый смеситель 19, где смешивается с растворителем, по-
подаваемым насосом 38 из емкости 14. Выходящий из смесителя 19
раствор сырья охлаждается в* холодильнике 20 до температуры
адсорбции D0—50 °С) и поступает в адсорбер 1 по одному из
трех боковых вводов, расположенных на разной • высоте. При
уменьшении высоты ввода сырья продолжительность его контакта
с адсорбентом увеличивается и наоборот. Равномерное распреде-
распределение раствора сырья. ;в адсорбенте достигается подачей его через
перфорированный маточник, расположенный гоо всему сечению ад-
адсорбера.
Адсорбент непрерывно подается в верхнюю часть адсорбера че-
через распределительное устройствь («паук»). Имеющиеся в ниж-
нижней части паука .плафоны погружены в движущийся снизу рас-
раствор сырья, что обеспечивает деаэрацию адсорбента. Скорость
встречных потоков сырья и адсорбента определяет продолжитель-
продолжительность их-контактирования и, следовательно, глубину очистки. Рас-
Раствор очищенного масла (рафинат)' через отстойную зону; находя-
находящуюся над слоем адсорбента, выводится из адсорбера и самоте-
самотеком через линейные фильтры (на схеме не показаны), пароди-
стиллятный теплообменник 34 и подогреватель 30 поступает в ат-
атмосферную колонну 8 для регенерации (растворителя из раствора
рафината.
В колонне 8 отгоняется основная часть растворителя. Его па-
пары, выходящие сверху этой колонны, конденсируются и охлажда-
охлаждаются в теплообменнике 34 и холодильнике 21, конденсат поступа-
поступает в приемник растворителя 14. Тепло, необходимое для отгона
растворителя в колонне 8, сообщается кипятильником 17, пары из
которого возвращаются в колонну. Раствор рафината из колон-
колонны 8 через подогреватель 17 насосом 37 подается в отпарную ко-
лониу 9, где от него отгоняются остатки растворителя. Тепло для
отпарки растворителя сообщается ib промежуточном подогрева-
подогревателе 31. Отбираемый снизу колонны 9 рафинат подается на
фильтр-пресс 15, где от него отделяются все механические приме-
примеси. После охлаждения .в холодильнике 28 рафинат I откачивается
в емкость для очищенного продукта.
Суспензия отработанного адсорбента в раствЪре масла -из ад-
адсорбера / самотеком поступает в десорбер 2, в котором проводит-
проводится'десорбция подогретым в пароподогревателе 29 растворителем,
применяемым для растворения поступающего на очистку сырья.
Необходимая для десорбции температура обеспечивается паровым
Основные процессы адсорбционной очистки
251
змеевиком, расположенным внутри десорбера. Десорбция, так же
как и адсорбция, проводится в нисходящем потоке адсорбента.
Растворитель подается в десорбер снизу вверх из емкости 14 че-
через теплообменник 33 и пароподогреватель 29. Из десорбера 2
суспензия адсорбента поступает в стуленчато-противоточную су-
сушилку 4 с кипящим слоем, создаваемым водяным паром давлени-
давлением 1 МЛа. Необходимая для сушки адсорбента температура обес-
обеспечивается шаровым подогревом. Выходящие из сушилки 4 пары
воды и растворителя охлаждаются и конденсируются в теплооб-
теплообменнике 33 и холодильнике 24; конденсат поступает в водоотде-
водоотделитель 13. Оттуда освобожденный от воды растворитель посту-
поступает в емкость 14. Избыточное тепло, получаемое при регенера-
регенерации адсорбента (выжиге), используют для получения водяного
пара, а тепло, выделяемое при охлаждении адсорбента после его
регенерации, — для подогрева воды.. Раствор десорбата. подается
в испаритель 12.
Пары растворителя из испарителя 12 поступают в пародистил-
лятный теплообменник 35 я конденсатор-холодильник 25. Конден-
Конденсат поступает в приемник растворителя 14. Раствор деоорбата —
рафината II из испарителя 12 насосом 39 подается в колонну 10
с кипятильником 18. Остаток снизу этой колонны поступает в от-
отпарную колонну //, где остатки растворителя отпариваются водя-
водяным паром. Необходимое для'отяарки тепло сообщается-в подо-
подогревателе 32, в который подается пар давлением 1—1,8 МПа. Вы-
Выходящие сверху колонны // пары воды и растворителя поступа-
поступают в конденсаторг-холодильник 26, а конденсат—в приемник 14.
Остаток из колонны 11 подается на фильтр-лресс 16, а оттуда в
емкость для десорбированного продукта (рафината II).
Из сушилки 4 сухой адсорбент с отложившимися на нем смо-
смолами поступает в систему пневмотранспорта, по которой он ло-
дается в разгрузитель 6, где отделяется от транспортирующего
его воздуха. Из разгрузителя адсорбент подается в ступенчато-
противоточный регенератор 3, в котором регенерируется в кипя-
кипящем слое воздуха. Регенерацию проводят в две стадии: пирргени-
зации и выжига кокса. При пирогенизации адсорбированных смол
образуются низкомолекулярные продукты разложения, выходящие
из регенератора вместе с дымовыми газами. Кроме того, при пи-
пирогенизации на поверхности адсорбента образуется кокс, который
подвергают выжигу.
При выжиге кокса адсорбент движется нисходящим потоком
через шесть ступеней регенерации. Псевдоожижение создается воз-
воздухом, подаваемым вниз регенератора 3 воздуходувками (см.
рис. 84). Избыточное тепло, получаемое на четвертой и пятой сту-
ступенях, используют для получения пара давлением 1,8 МПа. По-
Полученные при регенерации газы вместе с несгоревшими продукта-
продуктами пирогенизации направляются в котел-утилизатор на дожит для
252 Гл. V. Очистка п разделение адсорбентами ,_
получения пара давлением 1 МПа. Регенерированный адсорбент
с температурой 650 °С подается в расположенный внизу трехсту-
трехступенчатый -холодильник 5, где охлаждается в кипящем слое, обра-
образуемом воздухом. Избыточное тепло верхней секции холодильни-
холодильника используют для подогрева воды яри получении пара. Воздух из
холодильника через двухступенчатые циклоны сбрасывается в
систему пылеулавливания; адсорбент охлаждается в двух, нижних
секциях холодильника оборотной водой, циркулирующей в Зме-
Змеевиках. Регенерированный адсорбент. возвращается в холодиль-
холодильник,' из которого по системе пневмотранспорта направляется в
разгрузитель 7* а из него — в адсорбер /: Воздух из разгрузите-
разгрузителя 7 поступает в систему пылеулавливания.
Технологические показатели процессов очистки масляных дис-
дистиллятов и деасфальтизатов и доочистки масел после очистки
избирательными растворителями следующие:
Кратность адсорбент: сырье (масс.) . От 0,25 —0,5:1 до 2—5:1
• Кратность растворитель: сырье (об.) . • 1:0,5—1:4
Температура, °С
адсорбции -, . . . . . • *и—™
десорбции . . '. ..... 90—95
В СуШИЛКё 4 еЛ^есл
в регенераторе 3 ...... 600—650
Свойства сырья и рафинатов после очистки и доочистки деае-
- фальтизатов и масляных дистиллятов приведены ниже:
при3НЮ%, Коксуемое. 2SSSSST ^«по NPA),
мм2/с *» "С марки
Очистка
Деасфальтизат 23—26 1,6-1,9 40—42 >8
Рафинат I 16-20 0,2-0,3 45 1,5-2
Рафинат II • . . 45-60 2,5-3,5 38 >8
Масляный дистиллят . .... 7—8 0,2—0,9 38-40 5-6
Рафинат I . ........ .6,5-6,70,02—0,05 40—41 2
Рафияат II 12-Ш 0,9-1^0 30 >8
Доочистка
Остаточное депарафинированное
масло . . ......... 18-20 0,4-0,5 -18 6-8
Рафинат I 1В—20 0,2—0,3 ,—18 • 2—2,6
Рафинат II 35—40 2,0 —17 >8
Днстиллятное депарафинирован- --
ное масло :........ 7—8 0,1—0,3 —15 5—6
Рафинат I 6—7 0,1 —15 1,5—2
Рафинат II . .9,5—10 0,6—0,65 —10 6,5—7,5
Материальные балансы (в % масс.) процессов непрерывной
адсорбционной очистки и доочистки остаточного и дистиллятного
сырья приведены ниже:
I
Основные процессы адсорбционной очистки
253
Очистка Доочистка
остаточного дистиллятного
деасфаль- - депарафини- депарафини-
тизата дистиллята рованяого роваиного
масла масла
Взято
Сырье 100,0 100,0 100,0 100,0
Всего . . . 100,0 100,0 100,0 100,0
Получено
Рафинат I 59,3 72,7 91,7 92,0
Рафинат II 24,4 16,8 3,8 4,0
Смолы (на выжиг) . . 15,8 10,0 4,0 3,5
Потери 0,5 0,5 0,5 0,5
-Всего ... 100,0 100,0 100,0' 100,0
В Советском Союзе работает несколько высокопроизводи-
высокопроизводительных промышленных установок непрерывной адсорбционной
очистки, на которых получают следующие масла: трансформа-
трансформаторное, гидравлическое МГЕ-10А, технологические нафтеновые
для производства химических волокон и замасливания хлопка
(масла № 1—4). Кроме того, на этих установках очистки лолу-
чают" высококачественные моторные и индустриальные масла.
Получаемые при Десорбции ароматические масла могут быть ис-
использованы ц. качестве наполнителей каучука и мягчитёлей рези-
резиновых смесей, при синтезе приСадок и флотореагентов (собирате-
(собирателей при флотации сульфидных руд цветных металлов).
Очистка и разделение нефтяного сырья
при помощи цеолитов " _
Способность цеолитов адсорбировать молекулы определенных
размеров широко используют для очистки и разделения нефте-
нефтепродуктов: очистки газов и жидкостей, удаления двуокиси угле-
углерода, сероводорода и других сернистых соединений, повышения
октанового числа бензинов (на§ 5—26 пунктов) в результате уда-
удаления к-алканов. В настоящее время цеолиты широко применяют
для выделения к-алкано» из нефтяных фракций—от бензиновых
до газойлевых включительно с содержанием к-алканов около 20%
(масс). Выделенные нормальные парафиновые углеводороды ис-
используют при производстве белковых веществ, моющих средств и
других продуктов нефтехимического синтеза. Чистота к-алканов, -
полученных разделением на цеолитах, значительно выше, чем при
выделении другими „методами (более 98% при разделении цеоли-
цеолитами и 90—96%г при разделении карбамидом). Одновременно с
к-алканами получают денормализат — смесь изопарафиновых и.
циклических углеводородов.
254
Гл. V. Очистка и разделение адсорбентами
Основные процессы адсорбционной очистки
255
Промышленные процессы извлечения я-алканов цеолитами де-
делятся на две группы: жидкофазные (процесс «Молеке»); паро-
фазные — со слабо и сильно адсорбирующимся десорбентом (про-
(процесс «Иэосив»), с сильно адсорбирующимся десорбентом (процесс
«Парекс»).
Процесс^ «Молеке». Первоначально этот процесс применяли для
улучшения" антидетонационных свойств бензинов, удаляя из них
я-алканы. Сырьем являлись прямогонный бензин, бензины плат-
форминга, продукты изомеризации. Целевым продуктом был де-
денормализат.- В настоящее время основным целевым продуктом
этого процесса являются к-алканы Сю—С22, используемые в ка-
качестве сырья для нефтехимического синтеза, в том числе для про-
производства биологически разлагаемых моющих веществ и протеи-
протеинов. В качестве сырья используют гидроочищенные керосиновые
и кероеино-газойлевые фракции; в качестве адсорбента1—цеолиты
СаА .или NaX; дееорбвнт — я-алканы с числом углеродных атомов
в молекуле на 3—4 меньше, чем в самом низкомолекулярном я-
алкане исходного сырья.
•Разделение' осуществляют в адсорбере со стационарным слоем
адсорбента при непрерывных подаче сырья и десорбеита и отводе
получаемых продуктов. Состав входящих и выходящих потоков
остается постоянным. Непрерывность процесса и стабильносхь со-
состава потоков обеспечиваются конструкцией адсорбера, представ-
представляющего собой аппарат колонного типа с рядом секций, располо-
расположенных по его высоте. В каждой секции попеременно- проходят
адсорбция и десорбция; все секции имеют вывод наружу. Таким
образом, в адсорбере1 одновременно проводятся адсорбция и де-
десорбция. Внутри адсорбера образуются устойчивые зоны адсорб-
адсорбции и Десорбции, периодически перемещаемые по его высоте пос-
после полного насыщения адсорбента я-алканами (в зоне адсорбции)
и насыщения десорбентом вытесняемого продукта (в зоне десорб-
десорбции) . Перемещение зон осуществляется изменением точек ввода и'
вывода продуктов из адсорбера. Такая конструкция позволяет
модифицировать периодический процесс адсорбционного разделе-
разделения и приблизить его к процессу разделения с движущимся слоем
адсорбента и противоточной шодачей сырья и десорбента в- зонах
адсорбции и десорбции.
Принципиальная схема процесса «Молеке» дана на рис. 85.
Исходное сырье / подается в верхнюю часть адсорбера / через
печь 3 и распределитель потоков 2. Циркулирующий в системе
десорбент // через печь 4 и распределитель 2 подается в нижнюю
часть адсорбера /;-смесь денормализата с десорбентом IV отби-
отбирается сверху адсорбера и через регулятор потоков>2 поступает
в ректификационную колонну 5, а смесь я-алканов с десорбен-
десорбентом /// отбирается снизу адсорбера и подается в ректификацион-
ректификационную колонну 6. Сверху колонн 5 и 6 выходят пары десорбента,
снизу колонны 5—денормализат V, снизу колошны 6 — я-алка-
я-алканы VI.
Процесс «Молеке» позволяет выделять я-алканы до С22 при их
содержании в целевом 'Продукте 95% (масс.) и степени извлече-
извлечения из сырья 95—98%. Производительность установок «Молеке»
по сырью 400—1600 м8/сут.
Рис. 86. Принципиальная схема процесса «Молеке»: ' .
/ — адсорбер; 2—распределитель потоков; 3. 4 — печи; 5,6 — ректификационные колонны;
7, Я — сборники десорбента; 9, 10 — холодильники.
Линий: / — сырье;-// — десорбеит; /// — смесь н-алкаион с десорбентом; IV— смесь денор-
денормализата с десорбентом: V —• денормализат; VI — н-алкаиы.
Недостатком процесса «Молеке» является высокая объемная
концентрация сырья в сорбционном пространстве при небольшом
выходе я-алканов в одном цикле, ограничиваемом адсорбционной
емкостью цеолита. Условия процесса следующие: температура
300—^350°С; давление 0,15—0,25 МПа. Данные о содержании раз-
различных углеводородов в сырье и продуктах процесса «Молеке»
приведены ниже (в % масс.):
Сырье-
бензиновая
фракция
н-Съ ¦ ¦¦ 17,5
«Св 25,3
Изопарафиновые ... 51,5
Нафтеновые 5,7
Ароматические .... 0
Олефиновые 0
Общее содержание
к-алканов ....... .42,8
Денормализат
после
фильтрования
сырья
0,4
06
88,2
10,8
0
• 1.0
к-Алкавы,
полученные
после
Десорбции
41,г
57,6
98,8
256
Гл. V. Очистка и разделение адсорберами
1
Процесс «Изоскв». Парофазный циклический процесс «Изо-
сив» применяется для выделения нормальных парафиновых угле-
углеводородов с числом углеродных атомов от 4 до 22 из бензиновых,
керосиновых и газойлевых фракций и для-повышения октанового
числа бензинов. ~ •
Рис. ,86. Принципиальная схема процесса «Изосив»:
1 — теплообменник; 2. 8, 11, 13 — холодильники; 3, 9. 12 — отстойники; 4. 6 — адсорберы]
5—печь; 7 — система десорбции; 10 — ректификационная колонна; 14 — рибойлер.
Линии: / — сырье; // — денормализат; III\—н-алкаиы; IV.— десорбент. "
По одному из вариантов процесса сырье разделяют в 'адсор-
'адсорберах с двумя или несколькими слрями адсорбента и автомати-
автоматическим переключением входящих и выходящих потоков. При та-
такой конструкции адсорбера в нем, так же как и при процессе
«Молекс», одновременно проводятся адсорбция и десорбция.
В качестве адсорбента применяют цеолит СаА. Десорбцию про-
проводят как слабо адсорбирующимся к-тексаном, так и сильно ад-
адсорбирующимся аммиаком., при разных температурах и давле-
давлениях в зависимости от, разделяемого сырья..
Очистка и разделение при помощи цеолитов
257
Десорбцию бензиновых фракций осуществляют при понижен-
пониженном давлении. При разделении керосиновых и газойлевых фрак-
фракций в процесс включают стадию продувки. Применяемый для про-
продувки агент отделяют от «-алканов и оставшегося после их* отде-
отделения денормализата ректификацией. Высокая температура раз*
деления способствует коксованию тяжелых фракций сырья и от-
отложению кокса на поверхности адсорбента, что приводит к сни-
снижению его активности. Отложившийся на адсорбенте кокс перио-
периодически выжигают в системе регенерации смесью воздуха с инерт-
инертным газом. При "переработке бензиновых фракций выжиг кокса
проводят несколько раз в год; при переработке более тяжелого
сырья — каждый месяц.
По другому варианту (рис. 86) сырье разделяют в двух ад-
адсорберах, в одном из которых проводится адсорбция, в другом —
десорбция. Тяжелее сырье разделяют в многоадсорберной систе-
системе. Разделяемое сырье подается через теплообменник / в печь 5,
где оно испаряется и поступает вниз адсорбера 4 или 6 в зависи-
зависимости от того, на какой стадии каждый из них находится. Сверху
адсорбера выходит денормализат //, который через теплообмен-
теплообменник / и холодильник 2 поступает в емкость денормализата 3. Пос-
После того как адсорбент полностью, насытится ,к-алканами, его про-
продувают потоком «-гексана для удаления примесей из свободного
объема и с внешней поверхности. Отработанный адсорбент по-
поступает в систему-десорбции 7 и выжига кокса (если в этом есть
необходимость). Смесь десорбируемых в системе регенерации н-
алканов с низкомолекулярным десорбентом поступает в ректифи-
ректификационную колонну 10 для разделения. Отбираемый сверху этой
колонны десорбент /// возвращается в процесс. Остаток — к-ал-
каны IV отбирают снизу колонны 10, охлаждают ? холодильни-
холодильнике и выводят с установки. Денормализат, если в нем содержится
десорбент, также поступает на ректификацию, после чего выво-
выводится с установки.
Процесс «Изосив» позволяет получить к-алканы С4—С22 с кон-
концентрацией до 99% (масс.)" при степени извлечения до 97—98%.
Условия процесса следующие: в паровой фазе, температура 300—
350 °С, давление 0,15—0,25 МПа. Данные о содержании нормаль-
нормальных парафиновых углеводородов разной молекулярной массы в
сырье, денормализате и десорбиросванном продукте приведены ни-
ниже (в % масс): •
Сырье
(фракция
64—173 °С)
До м-С6 - 0,52
м-Св 0,48
н-Св—я-С„ 7,06
«-С„ 9,31 ,
н-Св—к-С7 21,23
Денормализат Десорбат
о,
р,
9,
1,
28.
63
17
47
33
47
0,22
1,33
0,55
30,87
1.66
17—ЧЬ\
¦«;
Гл. V. Очистка и разделение адсорбентами
. н-С,
н-Сг- я-С8
к-С8
и-С8—K-Q,
K-Q,
«-С-к-Схо
«-См"
Выше к-С10
Общее содержание индивидуаль-
индивидуальных н-алканов
Сырье
(фракция
64—173 °С)
10,62
25,26
5,00
16,40
1,78
2,31
0,02
0,01
27,21
Денормализат
0,62
33,91
0,13
22,04
0,10
3,12
0,00
0,01
2,35
Десорбат
37,64
1,88
18,14
1,15
6,32
0,13
0,11
0,00
94,41
.Очистка п разделение при помощи цеолитов
259
Процесс. «Парекс», так же как и описанные выше процессы,
применяют для извлечения к-алканов из нефтяных фракций.
Упрощение этого процесса, сделанное в ГДР, позволило снизить
капиталовложения и эксплуатационные затраты, улучшить каче-
качество получаемых продуктов. Особенностями процесса являются
проведение адсорбции в среде водородсодержащего газа и десорб-
десорбция аммиаком. Сырьем процесса являются гидроочищенные керо-
керосиновые и гаэойлевые фракции, содержащие не более 0,01%
(масс.) серы и не более 2,0% Омасс.) олефинов; адсорбент — цео-
цеолиты типа цеосорб 5АМ. Применение гидроочистки при подготов-
подготовке сырья позволяет совместить извлечение, к-алканов с получением
гидроочищенных компонентов реактивного и дизельного топлив с
низкой температурой застывания.
Принципиальная схема процесса «Парекс» приведена на
рис. 87. Сырье (гидроочищенная керосиновая -или газойлевая
фракция) подается в узел смешения с циркулирующим водород-
содерж'ащим .газом. Полученная смесь через трубчатую печь по-
поступает в один из адсорберов B, 3, 4), заполненный цеолитами и
находящийся в стадии адсорбции (на схеме адсорбер 2). В ад-
адсорбере 3 или 4 в это время проводится десорбция. Смесь денор-
мализата (депарафинйрованной фракции), водородсодержащего
газа и оставшегося на адсорбенте после стадии десорбций аммиа-
аммиака через холодильник 14 (поступает в промывную колонну 5, где
денормализат отделяется от водородсодержащего газа и аммиа-
аммиака, основная часть которого поглощается водой, подаваемой иа
верхнюю тарелку колонны 5. —
Водородсодержащий газ, выходящий сверху колонны 5, нагне-
нагнетается компрессором в циркуляционную систему для смешения с
исходным сырьем. Перед смешением к циркуляционному газу до-
добавляется, свежий водородсодержащий газ. Насыщенная аммиа-
аммиаком вода, выходящая из нижней части 'промывной колонны /, под-
подвергается двухступенчатой дегазации в колоннах 6 а 7, после чего
возвращается в промывную колонну 5. Снизу колонны 5 отводится
денормализат (депарафинйрованная фракция), направляемый в
товарный парк. Смесь десорбатов к-алканов и аммиака через хо-
холодильник 17 поступает в сепараторы высокого (8) и низкого <yj
давления Выходящий из сепараторов аммиак поступает на ирием
компрессора и. вместе с аммиаком, вьшосимым из колонн дега-
Рис. 87. Принципиальная схема процесса «Парекс»:
I — печь; 2-~4 — адсорберы; 5 — промывная колоииа; 6, 7 — колонны дегазации; 8, 9 — сепа-
сепараторы; 10, 15, 16.— подогреватели; 11—14, Л — холодильники.
Линии: / — сырье; // — циркулирующий водородсодержащий газ; III — свежий водород-
содержаигий газ; IV — десороирующий газ; V— и-алкайы; VI — депарафякированный про-
продукт; VII — возвратная вода в промывную колонну.
зации промывной водой, возвращается в систему десорбции. Пе-
Перед подачей на десорбцию аммиак нагревается в печи.
Технологические показатели процесса следующие:
Температура адсорбции, десорбции и продувки, °С . ... 380
Давление в адсорберах на стадиях адсорбции, продувки н
десорбции, МПа 0,5—1
Кратность к сырью (об.)
аммиака 4:1
водорода 5:1
Примерный выход целевых продуктов (в % масс): к-алка-
к-алканов—' 18,8; денар.маляэата — 80; потери —1,2. Степень извлече-
17*
260 Гл. V. Очистка и разделение адсорбентами -
ния к-алканов составляет 90—95% (масс). Характеристика по*
¦ лучаемых м-алканов приведена ниже: • *
Углеводородный состав
Сц-С17
Cl«-Cls «еочнщем- Cl8~C^
иые «чищенные
Плотность, кг/м* ... 746 769 ' 766 783
Содержание углеводоро-
углеводородов
нормальных парафи-
парафиновых, % (масс.) 98,8 98,5 99,5 98,3
ароматических,
% (об.) .... 0,3 0,5 0,01 0,7
олефнновых, % (об.) 0,4. 0,5 0,01 0,5
нзопарафиновых,
% (об.) . ... 0,7 0,5 -т 0,5
Содержание серы, %
(масс.) 0,003 0,005 0,001 0,005
Из этих данных следует, что в процессе «Парекс» получаются
к-алканы высокой чистоты и компоненты для получения зимних и
арктических дизельных топлив. Чистота полученных к-алканов до
,99% (масс); выход от их потенциального содержания в сырье—
90%. Снижение содержания к-олефйнов и серы в парафинах до
нужного предела обеспечивается предварительно гидроочисткой
сырья, а снижение содержания ароматических углеводородов —
очисткой серной кислотой и другими метода!ми деароматизации.
Характеристика денормализата (фракции 180—360 42) сле-
следующая: /
Плотность, кг/м3 . • 838
Температура, еС
I помутнения —45
застывания —60
Содержание углеводородов
ароматических, %• (об.) . . ." . 28,6
олефиновых, % (об.) ; : 0,6
нормальных парафиновых, % -(масс.)" i 2,8
Цетановое число 49
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Адсорбционная очистка нефтепродуктов движущимся -адсорбентом. Труды
ВНИИ НП. Вып. XXVL М., ЦНИИТЭнефтехим, 1977. 148 с..
Бражников В. Т. Современные установки для производства масел. М., Гос-
топтехиэдат, 1959. 355 с.
Кельцев Н. В. Основы адсорбционной техники. М., «Химия», 1976. 512 с.
Мирский Я. В., Дорогочинский А. 3., Златченко В. Н. и др. Синтетические
цеЛпиты я их применение в нефтепереработке н Нефтехимии. М., ЦНИИТЭнефте-
ЦНИИТЭнефтехим, 1968. 168 с. ' . .
Нефтяные масла и присадки к ним. Труды ВНИИ НП. Вып. XII. М., «Химия»,
1970. 422 с.
Пигузова Л. И. Вьгсококремнеземные цеолиты я нх применение в нефтепере-
нефтепереработке и нефтехимии. М., «Химия», 1974. 174 с.
ГЛАВА VI
ГИДРООЧИСТКА И ГИДРОКРЕКИНГ НЕФТЯНОГО СЫРЬЯ
КРАТКИЕ СВЕДЕНИЯ О ПРОЦЕССАХ
При рассмотрении показателей качества топлив и масел (см.
гл. I) была дана общая характеристика серосодержащих соеди-
соединений и отмечена их роль в .поведении этих нефтепродуктов в экс-
эксплуатационных условиях. С повышением температур выкипания
нефтяных фракций общее содержание в них серооргаиических
соединений обычно увеличивается. В низкокипящих фракциях
(легких бензинах) присутствуют в основном алифатические соеди-
соединения (меркаптаны, дисульфиды, сульфиды), в высококипящих
(тяжелых газойлевых) меркаптаны и дисульфиды отсутствуют и
преобладают алициклические и ароматические сульфиды, а тажже
алифатические и циклические производные тиофена. В высококи-
высококипящих фракциях нефти в основном присутствуют циклические
сульфиды и производные тиофена (бенз-, бензнафто-, и дибензтио-
фены) в соответствии с общими изменениями химической структу-
структуры углеводородов и их производных, входящих в высококипящие
фракции нефти.
Прежде дистилляты очищали от серосодержащих соединений в
основном избирательными растворителями и серной кислотой.
В качестве побочных продуктов получали большое количество вы-
высокосернистых экстрактов и кислых гудронов. При этом вместе
с серой удалялась органическая часть молекул серосодержащих
соединений. В результате .выход целевых продуктов снижался;
этому- также способствовал переход в экстрактную фазу других
компонентов, главным образом ароматических углеводородов. За
последние 20 лет широкое распространение получили каталити-
каталитические процессы гидроочистки, особенно гидрообессеривание свет-
светлых прямоговных дистиллятов: бензиновых, керосиновых и ди-
дистиллятов дизельного топлива. Необходимый для этих процессов
водород поставляется с установок каталитического риформинга и
реже — с водородных установок.
Каталитическая гидроочистка — это эффективный и рентабель-
рентабельный процесс удаления из нефтяных фракций серы, азота и кисло-
кислорода, содержащихся в виде соответствующих органических соеди-
соединений. На многих современных нефтеперерабатывающих заводах
очистке этим методом подвергают не только светлые дистилляты
прямой перегонки, но и дистилляты вторичного происхождения,
например газойли каталитического крекинга и коксования, а так-
также высококипящие нефтяные фракции (вакуумные газойли, депа-
рафинированные 'Масляные рафинаты и др.): В последнее время
ш
I
I
,262
Гл. VI. Гидроочистка и гидрокрекинг
большое внимание уделяется процессам гидрообессеривания то-
топочных мазутов, что объясняется необходимостью защиты окру-
окружающей среды от вредных " сернистых выбросов, образующихся
при сжигании "неочищенных тошшв.
. Цели гидроочистки разнообразны. Моторные топлива подвер-
подвергают гидроочистке с целью обессеривания и гидрирования непре-
непредельных углеводородов, для повышения их чистоты и улучшения
эксплуатационных характеристик. В частности, при помощи гид-
роочйстки можно уменьшить коррозионную агрессивность тошшв
и их склонность к образованию осадков, повысить.теплоту сгора-
сгорания (например, гидрированием ароматических углеводородов в
нафтеновые), увеличить цетановое число компонентов дизельного-
топлива. Гидроочистку щрямогониых (бензиновых фракций обычно
осуществляют для улучшения показателей процесса их каталити-
каталитического риформинга, защиты платинового-катализатора от отрав-
отравления неуглеводородными соединениями. Нежелательными явля-
являются компоненты, содержащие.серу, азот, металлы, кислород, га-
галогены, мышьяк. Непредельные углеводороды перед каталитиче-
каталитическим риформингом должны быть превращены ш предельные. В ре-
результате гидрообеосериваяия газойлей — сырья для каталитическо-
каталитического крекинга — повышаются выход и качество жидких продуктов
крекинга и значительно сокращается загрязнение атмосферы окис-
окислами серы.
Нефтяные масла подвергают неглубокой гидроочистке с целью
осветления и снижения их коксуемости, кислотности и змульгируё-
мости; содержание серы в маслах в результате гидроочястки
уменьшается. С заменой очистки высоковязкого масляного сырья,
например деасфальтизата, избирательными растворителями на
гидрокрекинг появилась возможность производить масла с высо»
ким индексом вязкости (более 105). Гидрокрекинг «масляного
профиля» нередко называют процессом" гидроочистки жесткой
(глубокой) формы. При производстве нефтяных твердых парафи-
парафинов и церезинов каталитический процесс под давлением водорода^
служит для Гидрирования главным образом смолистых и серосо-
серосодержащих соединений, присутствующих в небольших количествах
в обезмасленных гачах и петролатумах. Гидроочищенные продук-
продукты удовлетворяют требованиям стандартов по цвету, стабильно-
стабильности, запаху (отсутствие), допустимому содержанию масла и дру-i
гим показателям.
Таким образом, роль процессов гидроочистки в нефтеперера--.<
батывающей промышленности велика. Для заводской практики'
представляют интерес обе формы гидроочистки: неглубокая, 4осу-
ществляемая под давлением от 3 до 6 МПа w служащая главным
образом для обессеривания и обессмоливания нефтяных фракций,
а также гидрирования непредельных; глубокая, изменяющая в
желательном направлении структуру углеводородов определенных:
Краткие сведения о процессах
263
групп. Значительно изменить структурно-групповой состав этих
углеводородов можно под давлением водорода 12—20 МПа с ис-
использованием катализаторов высокой гидрирующей и гидроизо-
меризующей активности и требуемой "расщепляющей способности.
Для процессов гидроочистки и гидрогенизации характерны
многие химические реакции, например гидрирования углеводо-
углеводородов:
RCH2CH=CHCHs -—>
С10Н8 + 2Н2 < * С10Н12
нафталин
тетралин
гидрогенолиза сероорганнческих соединений (деструктивное гид-
гидрирование):
RS—SR -
•дисульфад
НС СН-
II II
НС СН
У
тиофен
2RH+2H2S
+4Н2
C4H10+H2S
бутан
По сравнению ео связью С—С связь С—S непрочна и в про-
процессе гидроочистки разрывается. Осколки молекулы насыщаются
водородом. В итоге образуются насыщенный углеводород" и серо-
сероводород. Константы равновесия гидрогенолиза для некоторых се-
серосодержащих соединений,. а также значения теплоты ряда реак-
реакций приведены в литературе >[4, 2]. На основании данных об обес- •
серивании в присутствии водорода различных нефтяных фракций
можно- сделать следующие выводы: относительная скорость уда-
удаления серы из соединений нетиофенового типа значительно вы-
выше, чем из тиофеновых; с -увеличением молекулярной, массы и
усложнением . структуры молекул серосодержащих соединений
скорость гидрогенизационного обессеривания уменьшается. Сле-
Следовательно, из бензино-лигроиновых фракций сера должна уда-
удаляться легче, чем из газойлевых и более выеококипящих фракций,
содержащих тиофеновую серу. Труднее всего извлекается сера,
находящаяся в центре сложных молекул асфальтёнов, содержа-
содержащихся в -тяжелых нефтяных остатках.
При гидроочистке одновременно с обессериванием происходит
конверсия азот- и кислородсодержащих соединений с образова-
образованием соответственно аммиака и воды, а также углеводородов. Для
реакций гидрогенолиза азотсодержащих соединений характерна
стадия насыщения водородом кольца. Затем оно разрывается с
образованием соединения, которое в стадии гидрогенолиза (дест-
(деструктивного гидрирования) превращается в углеводород и амми-
264 Гл. VI- -Гидроочистка и .гидрокрекинг
Основные факторы процессов
265.
ак. Так,
-аммиак:
пиридин превращается в конечном итоге'в пентав и
СН
НСГ
I
СН
HVCH
Конверсия азотсодержащих соединений протекает труднее, чем
серосодержащих. Например, в процессе довольно глубокого гидро-
обессеривания < (минимум на- 90%) тяжелых нефтяных фракций
содержание азота во многих случаях • уменьшается только на
30—40%.
ОСНОВНЫЕ ФАКТОРЫ ПРОЦЕССОВ
Температура. При температурах ниже 300—340 СС обессерива-
ние в паровой фазе обычно протекает слабо. С повышением тем-
температуры, от 340 до 400 СС степень обессеривания возрастает; при
дальнейшем повышении температуры увеличивается выход газов,
легких продуктов и быстрее закоксовывается катализатор. При
гидроочистке промышленных видов сырья с течением времени со-
содержание кокса на катализаторе увеличивается и активность его
постепенно уменьшается. Для сохранения постоянной глубины
процесса гидрообессеривания температуру в реакторе приходится
повышать. В. конце рабочего пробега средняя температура в ре-
реакторе может превышать первоначальную на 20—60 СС. Для
оценки скорости дезактивации катализатора обычно пользуются
отношением: '
где W—скорость (средняя) повышения температуры, оС/еут; *я — температура
процесса гидроочисжи в конце рабочего пробега; tB — то же в начале рабочего
пробега; п — длительность рабочего пробега, сут.
Гидрогенизационное обессериование нефтяных фракций — про-
процесс экзотермический. Поэтому температура смеси по мере про-
прохождения ею слоя катализатора повышается: В общем, чем выше
расход водорода'на реакции, тем больше • выделяется тепла. Для
регулирования температуры по высоте реактора в зоны между
слоями катализатора вводят холодный водородсодержащий.. газ.
При расходе водорода менее 0,6% ((масс.) на сырье в использо-
использовании квенчинг-газа нет необходимости.
При высоком давлении и пониженной температуре предвари-
предварительного нагрева сырья часть его может поступать в реактор в жид-
жидком состоянии несмотря на разбавление гёодородсодержащим га-
газом. Условия в реакторе должны быть такими, чтобы толщина
жидкостной пленки на катализаторе была минимальной, так как
скорость диффузии водорода через пленки мала. Регенерацию ка-
тализатора осуществляют также под давлением B—4 МПа), но
при значительно более высокой температуре (до 550 СС), чем гид-
гидроочистку сырья. На некоторых заводах катализатор регенериру-
регенерируют не в реакторе, а вне его.
Ниже приведены показатели процесса гидроочистки светлых
дистиллятов и характеристики получаемого продукта:
Сырье—прямогонные фракции
бензиновые легаие Дизельного
оензинииые керосиновые топлива
Условия процесса
Избыточное давление, МПа . . . 2,5—4 ¦• 3—4 2,5—3,5
Объемная скврость подачи сырья,
ч-1 2—5 2—5 . 4—10
Кратность циркуляции ' водород-
содержащего газа, нм3/м3 ... 100—500 200—500 300
Температура, °С 340—390* 360—410* 300—380*
Качество продукта
Содержание общей серы, %
(масс.)
до гидроочиетки 0,05—0,4 1,0—1,3 0,2—0,5
после гидроочистки 0,0001—0,002 0,1—0,16 <0,1
Содержание меркаптановой серы,
% (масс.)
до гидроочистки — — 0,004—0,01
/ после гидроочистки, не более — — 0,001
Коксуемость 10%-ного остатка;
% (масс.)
до гидроочистки — я0,1 —
после гидроочнетки .... — 0,02—0,03 —
Выход (средний) гидроочищенной
фракции, % (масс.) ...... —100 97 97
* Вторые численные значения температур более типичны для завершающей стадия цикла.
Давление. Степень обессеривания увеличивается с возрастани-
возрастанием общего давления в реакторе или, точнее, парциального давле-
давления водорода (рис. 88). При этом замедляются реакции дегидри-
дегидрирования нафтеновых углеводородов, уменьшается за>коксовыва.н.ие
катализатора, ускоряются реакции насыщения водородом непре-
непредельных углеводородов и гидрогенизации ароматических углево-
углеводородов. Общий расход водорода с ростом давления увеличивает-
увеличивается. При существенном повышении общего давления часть сырья,
даже сравнительно легкого, например дистиллята дизельного топ-
топлива, поступает га реактор в жидком состоянии.
Объемная скорость подачи сырья. Уменьшение длительности
контакта в результате повышения объемной скорости подачи
сырья (отношения объема жидкого сырья, поступающего в 1 ч,
? VI. Гидроочистка и гидрокрекинг.
к объему катализатора, считая по насыпной плотности) снижает
глубину обессеривания. В результате уменьшаются расход водо-
водорода и степень закоксовывания катализатора.
Меркаптаны и дисульфиды как наиболее легжогидрируемые
соединения в значительной мере удаляются из дистиллятов даже
при высоких значениях объемной скорости. Сульфиды, наоборот,
плохо подвергаются конверсии при обычных условиях гидрообес-.
серивания и поэтому при повышенной концентрации их в сырье
приходится вести процесс с относитель-
относительно низкой объемной скоростью. При гидро-
гидроочистке легких дистиллятов объемная ско-
_рость может, быть значительно выше, чем
при гидроочистке тяжелых фракций.
Кратность циркуляции вододрдсодержа-
щего газа. В промышленной практике про-
процессы гидроочистки осуществляют с избы-
избыточным количеством водорода, учитывая,
что с ростом его парциального давления
скорости реакций повышаются.
Существует оптимальная кратность
¦циркуляции^ водородсодержащего " газа.
Низкая степень обессеривания сырья при
малой кратности циркуляции объясняется
недостаточной подачей в реактор молеку-
молекулярного водорода. Снижение степени обес-
обессеривания при расходе газа выше опти-
оптимального, 'но с прежней пропускной спо-
способностью реактора по сырью, связано с
уменьшением длительности контакта его с
катализатором. Кратность циркуляции газа для различных усло-
условий составляет 220—700 яма/ма жидкого сырья. Энергетические
затраты на сжатие циркулирующего газа компрессором растут с
увеличением кратности водорода к сырью, а также гидравличе-
гидравлического сопротивления системы, оцениваемого по разности давлений
циркулирующего газа на выходе из компрессора я на входе в
него.
Иногда нет необходимости в циркуляции водородсодержаще-
водородсодержащего газа. При. низком содержании удаляемых компонентов в очи- ¦
щаемом сырье, малом расходе водорода и высокой концентрации
его в свежем газе процесс можно вести с однократным пропуском
через установку не только сырья, но и технического водорода. Из-
Избыток этого.газа по выходе с установки используют для гидроочи-
гидроочистки другого сырья, например более богатого серосодержащими
соединениями, чем прежнее сырье. При последовательном" исполь-
использований водородсодержащего газа на первой установке может
быть исключен компрессор для циркуляции газа, однако в этом
Основные факторы процессов
267
Парциальное давление
Водорода, МП а
88. Влияние парци-
парциального давления водо-
водорода на показатели гид-
гидроочистки:
/ — содержание серы; 2 —
расход водорода.
случае производительность компрессора свежего газа должна быть
повышена. Перед сжатием циркулирующий газ обычно очищают
от сероводорода.
При прочих равных условиях с увеличением кратности водо-
водородсодержащего газа к сырью —дистилляту количество (неиспарив-
шегося сырья уменьшается и при достижении достаточно высокой
кратности в реактор поступает однофазная газопаровая смесь.
Это относится к керосиновым фракциям, дистиллятам дизельного
топлива и легким гззойлевым, но не к более тяжелым—вакуум-
тяжелым—вакуумным газойлям и масляным дистиллятам. Согласно расчетам, доля
жидкой фазы значительна при поступлении в реактор смеси тяже-
тяжелых фракций'с газом. . -' '
Чистота циркулирующего газа. Для гидроочистки часто ис-
используют водородсодержащий газ с установок каталитического
риформинга. Концентрация водорода в этом газе обычно состав-
составляет от 75 до 86% (об.), остальное'—метан, этан и другие лег-
легкие компоненты. Такая концентрация водорода в свежем газе
достаточна для осуществления процесса гидроочистки. В цирку-
циркулирующем на установке газе содержание водорода обычно не-
несколько ниже, но не менее 65% (об.). К поступающим извне бал-
балластным газам (в составе свежего газа) присоединяются газооб-
газообразные углеводороды, образующиеся в реакторе. Часть этих газов
абсорбируется жидким гидрогенизатом в сепараторе высокого
давления и вместе с ним выводится из реакторного блока уста-
установки гидроочистки. Поэтому составы газов — свежего^ и цирку-
циркулирующего— не одинаковы; на некоторых установках концентра-
концентрация водорода в циркулирующем газе выше, чем в овежем.
Накопление в циркулирующем газе легких углеводородов вы-
вызывает необходимость удаления части его из системы и восполне-
восполнения ее дополнительным количеством свежего газа; удаляемые
газы принято называть газами отдува. С уменьшением концентра-
концентрации водорода, в циркулирующем газе понижается парциальное
давление водорода, а следовательно, степень обессеривания
сырья; кроме того, сокращается длительность рабочего пробега
установки, так как катализатор приходится регенерировать чаще.
В смеси, выходящей из реактора, присутствуют помимо водорода,
углеводородов и сероводорода, небольшие количества аммиака и
паров воды. Последние образуются при гидрировании азот- и кис-
кислородсодержащих соединений.
С повышением количества сероводорода в циркулирующем^ га«
зе эффективность гидроочистки снижается, поэтому на многих
установках его непрерывно удаляют из газа. В качестве регене-
регенерируемого поглотителя сероводорода используют водный раствор
моноэтаноламина (МЭА). Пройдя абсорбер, где извлекается се-
сероводород, очищенный циркулирующий газ сжимается компрес-
компрессором и вводится в поток сырья. Из абсорбера насыщенный серо-
268
Гл. VI. Гидроочистка и гидрокрекинг
водородом раствор МЭА поступает на регенерацию в десорбер.
Выделенный сероводород является сырьём либо сернокислотной
установки, либо установки, производящей элементную серу. Ре-
Регенерированный раствор МЭА после охлаждения снова подается
в абсорбер.
Катализаторы. В процессах гидроочистки нефтяных фракций,
в частности от серосодержащих соединений, применяют алюмоко-
бальтмолибденовые или алюмоникельмолибденовые катализато-
катализаторы. До использования катализаторы испытывают с целью подбо-
подбора наиболее подходящего для данного сырья и условий процесса
очистки; учитывают также срок их службы и стоимость. Катали-
Катализаторы Должны удовлетворять следующим требованиям: быть вы-
высокоактивными и избирательными, устойчивыми к отравлению и
долгодействующими; постепенное накопление кокса на катализа-
катализаторе не должно существенно сказываться на его рабочих харак-
характеристиках в течение длительного времени; он должен хорошо ре-
регенерироваться (основная цель—восстановление активности и
избирательности); частицы его должны быть (прочными — выдер-
выдерживать нагрузки и не крошиться при резком изменении темпера-
температуры и т. д.
Чем выше активность катализатора, тем меньше требуемый
объем активной зоны реактора для данного количества перераба-
перерабатываемого сырья. Активность катализаторов во многих случаях
оценивают по их обессеривающей способности. На промышлен-
промышленных установках глубина обессеривания составляет обычно: для
прямогонных бензиновых дистиллятов — более 98% (масс), для
керосиновых — 90—96% (маос), для газойлевых — 75—92%
(масс). Ниже приведена характеристика отечественных катали-
катализаторов, применяемых в процессе гидроочистки дистиллятов мо-
моторных топлив [3]:
Алюмоникель-
Алюмокобальт- Алюмоникель- " молибденовый '¦
молибденовый молибденовые на силикатном
носителе
Основные факторы процессов 269
Насыпная плотность, кг/м3 . .
Удельная 'поверхность, м2/г, не
Содержание, %
активных компонентов
закиси кобальта СоО, не
менее
ч трехокнси молибдена
М°Оз, не менее ....
окиси никеля МО, не ме-
менее . .
двуокиси кремния ' SiO2
вредных примесей
окиси железа Fe2O3, не
более
окиси натрия Na2O . .
640—740
100
4
12
—
0,16
0,08
640—740
100
1
•
12
4
9,16
0,08
640—740
100
•
12
4
5—7
0,16
0,08
Аиомекобальт-
ыолибденовый
2,5
2,*5
1.»
95
Алюмоникель-
молнбаеновый
2,5
2,5'
!.°
95
Алюмоникель-
молибденовый
аа силикатной
носителе
2.5
2.5
1.2
•95
Содержание, %
влаги, удаляемой при
650 "С, не более . . .
пыли и крошки, не более
Индекс прочности на раскалы-
раскалывание гранул, кг/мм, не ме-
менее. . *
Относительная активность по
обёссериванию, не менее . .
Размер таблеток катализатора 4—4,5 мм по длине и диамет-
диаметру. При гидроочиетке серосодержащего сырья активные гидриру-
гидрирующие компоненты катализатора переходят из окисной формы в
сульфидную. Это, однако, не снижает его эксплуатационных ха-
характеристик.
РАСХОД ВОДОРОДА И ВЫХОД ПРОДУКТОВ
Общий расход водорода слагается из расхода на реакции, на рас-
растворение в гидрогенизате, на отдув и потери. Основное количе-
количество водорода F0—93% масс, от общего расхода) затрачивает-
затрачивается на реакции и сравнительно мало растворяется в гидрогениза»
те, если давление при разделении фаз в сепараторе не слишком
высокое — до 8^—'10 МОа. Количество водорода, отводимого с га-
газами отдува, может достигать 35% (масс.), но довольно часто,
когда отдув не осуществляется, равно нулю; эта статья расхода в
значительной мере зависит от концентрации и состава балласт-
балластных газов в свежем водородсодержащем газе, а также от глуби-
глубины гидроочистки сырья и условий работы сепаратора высокого
давления. С углублением очистки увеличивается выход не только
сероводорода и отгона, но и углеводородных газов — от метана до
бутана включительно.
Расход водорода на реакции составляет от 0,1 до 1,6% (масс.)
на сырье в зависимости от его типа и качества, а также от тре-
требуемой глубины гидроочистки. В табл. 8 указаны выходы про-
продуктов гидроочистки и расход водорода для дистиллятного сырья
из сернистых и выеокосернистых нефтей. На 'гидроочистку пря-
могонного бензина, содержащего 0,5—0,6% (масс.) серы и около
0,003% (масс.) азота, расходуется 0,15% (масс.) водорода.
Ниже представлен расчетный материальный баланс процесса
гидрообессеривания 70 т/ч керосинового дистиллята, содержаще-
содержащего 1,8% (маос.) серы; глубина обессеривания принята равной 95%;
(масс), выход газов (Ci—С4)— 1% (маос); расход Н2 иа реак-
реакцию 0,57% (масс.):
270 Гл. VI. Гидроочистка и гидрокрекинг
Гидроочистка топливных дистиллятов
271
% (масс.)
иа сырье :
кг/ч
ВЗЯТО
Сырье ....
Свежий газ .
в том числе
водород
балластные газы
100,00 70000
2.43* 1701
. • 0,68
. 1.75
476
1225-
Всего
102.43
Получено
Очищенная керосиновая фракция 9?'fn
Отгон .- • ¦. . 1,60
71701
67515
68425
1274
1925
Итого . . . 97,75
Сероводород" 1|°2
Углеводородные газы . . . ... . • А'5
в том числе
образующиеся в процессе {,00 /ои
вносимые, извне . . . . • • • • It 75 1225
Водород сверх расходуемого на реакции . . . 0,11 77
Итого
3276
•Всего
102,43 71701
¦• -Концентрация водорода в газе, поступающем с. установки каталвтиче«
ского риформиига, прията равной 28% (масс.).-
Таблица 8. Данные о процессе гидроочистки разных видов сырья
Сьфье
Керосиновые, дизельного
топлива и легкие газойле-
вые дистилляты
прямогонные - .
вторичного происхожде-
происхождения ,
Тяжелые газойлевые дис-
дистилляты
вакуумные
каталитического кре-
крекинга
Бензины термического кре-
крекинга, коксования и пи-
ч релиза
Содержание
серы в сырье,
% (масс.)
0,9—2,6
1,3—2,8
1,1-3,5
1,3 и более
0.16—1,5
Выход», % (масс.)
гвдрогени-
зата
96-98
95—97
95—96
95—96
97—99
углеводо-
углеводородных
газов
(С1-С4)
0,5—2
0,5-2.5
1—3
1—3
1—2'
отгона
1—1,5
1,5—2,5
1—3
1—3
Расход На
на реакции,
% (масс.)
на сырье
0,3—1
0,5—1.5
0,5-1,5
0,5—1.5
0,1—1,3
* Выход сероводорода, зависящий от содержания серы в сырье и глубины обессернва»
вия, в таблице не указан. ~- •
гидроочистка топливных дистиллятов
Установка служит для каталитической гидроочистки (гидрообес-
сериваигая, насыщения водородом олефинов, снижения содержания
кислород- и азотсодержащих соединений) легких и средних топ-
топливных дистиллятов (лйгроиновых, -керосиновых и дизельного
топлива) как прямогонных, так и их смесей с фракциями вторич-
вторичного происхождения. Установка состоит из следующих, секций:
подготовительной, в которой сырье смешивается с водородсодер*
жащим газом и нагревается до температуры поступления в реак-
реактор; гидроочистки, отделения газов от охлажденного гидрогени-
зата; физической стабилизации гидрогенизата; очистки от серово-
сероводорода газа высокого давления; очистки от сероводорода газа
низкого давления*.
Сырье (рис. 89), подаваемое насосом /, после смешения в.
узле 21 с рециркулирующям и свежим тазом и подогрева в группе
теплообменников 2 и змеевиках печи 3 йводится в реактор 4 с нис-
нисходящим потоком смеси. Процесс гидроочистки протекает в ста-,
ционарном слое катализатора. Выйдя из реактора, смесь охлаж-
охлаждается в группе теплообменников 2 и конденсаторе-холодильни-
конденсаторе-холодильнике 5 (воздушном или водяном). В сепараторе высокого давления б
при 40—50 СС газы отделяются от жидкого гидрогенизата. Обра-
Образовавшийся в процессе гидроочистки сероводород извлекается из
этих газов в секции абсорбционной" очистки 19 высокого давле-
давления. Поглотителем обычно служит водный раствор моноэташл-
амика.
Очищенный газ высокого давления забирается из каялеотде-
лителя 7 компрессором 5 и подается через сепаратор 9 в узел сме-
смешения 21. На линии вывода газов отдува из каплеотделителя
имеется регулятор давления. Вследствие уменьшения давления
при переходе гидрогенизата из сепаратора 6 в сепаратор низкого
давления 10 выделяются растворенные В;Н>ем газы. Очищенные в
секции 20 газы низкого давления и газы стабилизации отводятся
с установки. Предварительно подогретый в теплообменнике 11
гидрогенизат подвергается стабилизации в колонне 12, обслужи-
обслуживаемой огневым кипятильником — щчью 13. Гидрогенизат, осво-
освобожденный из легких компонентов, направляется насосом 14 через
теплообменник 11 и холодильник 15 в секцию промывки. Получен-
Полученный в аппарате' 16 конденсат бензина или отгона отделяется от
* Станция приготовления инертного газа, используемого, в частности, для
продувки системы при ее яуске; окруббер-йромыватель, в котором газ в период
регенерации охлаждается и освобождается от сернистого аягижрида.уна рис. 88
не показаны. Установка снабжается свежим водородсодержащим газом. Часть
циркулирующего газа (отдув) после очистки от сероводорода выводится, если
требуется, с установки в газовую линию завода.
Гидроочистка масляных рафинатов
273
газов в сепараторе 17, откуда этот побочный продукт подается на-
насосом 18 в секцию промывки и в качестве орошения — наверх ко-
колонны 12.
Основные условия процесса гидроочистки: температура 360—
420 СС, давление 3—6 МПа, объемная скорость подачи сырья
0,5—5 ч, кратность циркулирующего водорадсодержащего газа
50—600 нм3/м3 жидкого сцрья, катализатор — кобадьтмолибдено-
вый или никельмолибденовый; глубина обессеривания 90—96%,
выход целевого гидроочищенного продукта 96—99% (масс.) на
сырье. На некоторых установках гидрогенизат поступает в стаби-
стабилизационную колонну 12 непосредственно из газосепаратора вы-
высокого давления б и по пути подогревается в дополнительном
теплообменнике, где теплоносителем является горячая смесь, вы-
выходящая из реактора. При таком варианте нет необходимости в
печи 13, но вниз колонны 12 необходимо вводить перегретый во-
водяной пар.
ГИДРОДООЧИСТКА ДЕПАРАФИНИРОВАННЫХ МАСЛЯНЫХ
РАФИНАТОВ
Гядродоочистка применяется в основном' для осветления масля-
масляных фракций. Одновременно уменьшается их коксуемость и со-
содержание серы; индекс вязкости обычно несколько увеличивается
(на 1—2 единицы); температура застыванля масла может повы-
повышаться на 1—3 СС. Сырьем установок гидродоочистки являются
остаточные и дистиллятные депарафинированные рафинаты. Вы-
Выход гидродоочищенных масел превышает, как правило, 97%
(¦масс). В (рассматриваемом неглубоком процессе образуется не-
небольшое количество побочных продуктов: углеводородных га-
газов, сероводорода, отгона. Расход водорода на реакции, раство-
растворение в гидрогенизате и отдув составляет 0,2—0,4% (масс.) на
сырье. Расход технического водорода, поступающего с установки
каталитического риформинга и содержащего балластные газы,
выше (от 0,6 до 1,4% масс, на сырье).
Условия процесса на отечественных установках гидродоочист-
ки депарафинированных рафинатов следующие: катализатор —
алюмокобальтмолибденовый; температура 300—350 СС (обычно
около 320 ^С); общее давление в реакторе 4 МПа или несколько
ниже; объемная скоробть подачи сырья 1—2 м3 жидкого сырья
в 1 ч на 1 м3 катализатора; количество циркулирующего водо-
родоодсржащего газа 200—500 нм3/м3 сырья; концентрация водо-
водорода в циркулирующем газе 75—85% (об.).
Преимущества процесса гидродоочистки по сравнению с
доочисткой отбеливающими глинами видны из следующих дан-
данных {4]:
18—751
.
fPf:274 Та. Vl. Гидроочистка и гидрокрекинг
•*¦ После После
исходное контактной гидродо-
сырье доовистки очистки
Показатели качества
Вязкость при 100 °С, мм2/с .... 21,6^ 21,4 21,1
Индекс вязкости %. 84 84 86
Содержание серы, % (масс). ... 1,0 . 1,0 0,7
Температура, °С
- застывания —16 —16 —15
вспышки 223 223 256
. Коксуемость, % (масс.) ..... 0,60 0,53 0,43
Цвет (по NPA), марки 4,5 4 3
Технико-экономические показатели
Себестоимость масла, % — 100,0 97,2
• Соотношение- приведенных затрат, % — 100,0 98,5
Они заключаются в большем выходе масел (97—98,5 вместо
94—95%),vнесколько лучшем их качестве (цвет, коксуемость, со-
содержание серы и некоторые другие показатели), меньших себе-
себестоимости и приведенных затратах. Стоимость установки гидро-
очйстки выше, чем стоимость установки контактной доочистки,
но дополнительные расходы быстро окупаются за счет увелйчен-
- ного выхода масел.
Технологическая схема установки гидродоочистки
Схема (рис. 90) разработана ГрозНИИ, ВНИИ НП и Гипрогроз-
нефть. Сырье, нагнетаемое насосом ~1, пройдя теплообменник 2,
Смешивается перед теплообменником 3 с предварительно нагре-
нагретыми в теплообменнике 4 газами — свежим техническим водоро-
водородом и водородсодержащим циркулирующим газом (подается
компрессором 5). По выходе из змеевиков печи 6 смесь сырья с
газами при температуре 320—350 °С и общем давлении 3—4 МПа
поступает в заполненный катализатором реактор 7, где осущест-
осуществляется процесс гидродоочистки. В высокотемпературном сепарато-
сепараторе высокого давления 8 разделяется несколько охлажденная в
теплообменнике 3 смесь: горячие газы уходят через теплообмен-
теплообменник 4 и холодильник 9 в низкотемпературный сепаратор высокого
давления 10, а горячее гидродоочйщенное масло после дроссели-
дросселирования поступает в отларную колонну 11, где из очищенного про-
продукта удаляются растворенные газы и легкие фракции. Под ниж-
нижнюю тарелку этой колонны вводится водяной пар. Выходящая
сверху колонны // смесь газов й паров охлаждается в конденсато-
конденсаторе-холодильнике 12. Образовавшийся водный конденсат выводит-
выводится снизу из левой половины сепаратора 13. Сконденсированная
часть углеводородов (отгон) откачивается снизу из правой по-
половины сепаратора 13. Газы поступают из того же сепаратора в
топливную линию.
g.So &
t-1 » СО в
О •- И д) (х
м к и и «
«« I к
1Й
lisa?!
S
s вд g a ¦
IE
I •-
У-
ш 11
ill
18*
276
Гл. VI. Гидроочистка и гидрокрекинг
Горячее осушенное масло, откачиваемое насосом 14 снизу ко-
колонны 15 вакуумной осушки, работающей, под остаточным дав-
давлением около 13,3 кПа, охлаждается в теплообменнике 5 и холо-
холодильнике 16 и через фильтр 17*и концевой холодильник 18 на--
правляется в резервуар гидродоочищенного базового масла.
Фильтр 17 служит для улавливания катализаторной пыли и про-
продуктов коррозии. Конденсат, собирающийся в сепараторе 10, про-
проходит через дроссельный клапан в сепаратор 13. Циркулирующий
газ высокого давления, уходящий из низкотемпературного сепа-
сепаратора, очищается от сероводорода регенерируемым поглотите-
поглотителем в секции очистки газа. Часть очищенного газа (отдув) отво-
отводится в топливную сеть; основная же его масса по, выходе из се-
сепаратора 19 сжимается компрессором 5 и, пройдя сборник 20 и
теплообменник 4, присоединяется к потоку сырья.
Температура в реакторе не выше 350 СС, в высокотемператур-
высокотемпературном сепараторе ет 210 до 250 °С, в сепараторе 10 около 40 °С.
Рабочее давление в сепараторах 8 и 10 несколько "ниже, чем в ре-
реакторе. Отпарная колонна // и сепаратор 13 работают под не-
небольшим избыточным давлением. Катализатор — алюмокобальт-
молибденовый или другой, близкий по эффективности. Абсорбент
для очистки газа от сероводорода — водный раствор моноэтанол-
амина. Расход циркулирующего газа (объемная концентрация во-
водорода не менее 75%) от 300 до 600 нм3/м3. Объемная скорость,
подачи сырья 1—3 ч-1. Продолжительность рабочего пробега со-
составляет минимум несколько месяцев. Катализатор регенерируют
в течение приблизительно 1,5 сут.; примерно такое же время тре-
требуется для выполнения вспомогательных операций.
Многие установки данного назначения имеют три параллель-
параллельные взаимозаменяемые "технологические линии для раздельной
доочиетки трех масел разной вязкости. Эти линии обслуживаются
общей секцией очистки циркулирующего газа от сероводорода.
К. каждой линии подведен инертный газ, используемый в периоды
регенерации катализатора, а также для продувки трубопроводов
и аппаратов. На некоторых установках отсутствует теплообмен-
теплообменник 4 (см. рис. 90), и водородсодержащий газ смешивают е сырь-
сырьем перед теплообменником 2, а не 3. При недостаточно, высоком
давлении свежего газа его вводят в сепаратор 19, а не в нагнета-
нагнетательную линию. Для установок гадродоочистки характерен одно-
однократный пропуск сырья через реактор.
гидрокрекинг высоковязкого масляного сырья
В области производства нефтяных масел каталитические про-
процессы с использованием водорода находят все большее примене-
применение. Одним из них является процесс каталитического гидрокре-
гидрокрекинга, именуемый также процессом глубокой (жесткой) гидро-
Гидрокрекинг масляного сырья 277
очистки, применяемый вместо процессов селективной очистки или
параллельно с ними.
Цель гидрокрекинга — производство высокоиндексных базовых
масел (от 95 до 105 или от МО до 125 и выше). В промышленной
практике» на установки гидрокрекинга масляного профиля на-
направляют высоковязкое сырье — деасфальтизаты и тяжелые ва-
вакуумные дистилляты или их смеси. Во многих случаях это сырье
имеет индекс вязкости 50—75.
Экономичность процесса гидрокрекинга в значительной мере
зависит от рабочего давления. Большое внимание уделяется про-
процессам гидрокрекинга, проводимыми под давлением 12—20 МПа.
Ниже приведены характерные режимные показатели процесса
гидрокрекинга при 'производстве масел:
Температура, °С - . 370—425
Общее давление, МПа .......... 14—20
Объемная скорость, ч~' 0,4—1,2
.Циркуляция водородсодержащего газа, нм3/м3 сырья 600—1500
При очистке масляного сырья растворителя-ми, например фе-
фенолом или фурфуролом, нежелательные компоненты удаляются,
при гидрокрекинге же они подвергаются различным химическим
превращениям:' ароматические углеводороды и гетерогенные со-
соединения гидрируются, полициклические нафтеновые углеводоро-
углеводороды расщепляются (гадродециклизация в мононафтены), непре-
непредельные соединения насыщаются водородом. Одновременно про-
протекают реакции гидроизомеризации нормальных парафиновых уг-
углеводородов4 в изопарафиновые. В. итоге групповой углеводород-
углеводородный состав сырья сильно изменяется в благоприятную для товар-
товарных .масел сторону: содержание конденсированных ароматических
углеводородов в них значительно ниже, а нафтеновых и изопара-
финовых существенно выше, чем в сырье гидрокрекинга.
Масла гидрокрекинга представляют собой .высококачествен-
.высококачественную основу товарных многофункциональных (всесезонных) мо-
моторных масел, а также ряда энергетических (например, турбин-
турбинных) и индустриальных (например, трансмиссионных) масел..
В маслах гидрокрекинга нет естественных ингибиторов окисле-
окисления, поскольку в жестких условиях процесса они подвергаются
различным превращениям. Поэтому в масла гидрокрекинга вво-
вводят антиокислительные присадки. Выход и качество масел, по-
получаемых при гидрокрекинге, зависят от условий процесса, типа
катализатора и природы сырья, но в общем вязкость масел гидро-
гидрокрекинга значительно меньше вязкости сырья, ъ суммарный их
выход не превышает, как пр#авило, 70% (масс.) на сырье. При
производстве, масел с индексом вязкости выше 110 выход их
обычно составляет 40—60% (масс).
Для .процесса гидрокрекинга (в производстве масел) харак-
характерны зависимости, представленные на рис. 91. С углублением
-
ГЛ.. VI. Гидроочистка и гидрокрекинг
процесса и уменьшением выхода масел индекс вязкости их зна-
значительно ' увеличивается, а уровень вязкости существенно сни-
снижается*. (Положение кривых зависят от качества сырья и условий
процесса. В результате депарафинизации индекс вязкости тяжело-
тяжелого (масляного) гидрогенизата несколько снижается (на б единиц
и более). Приемистость масел гидрокрекинга к присадкам хоро-
хорошая. Однако не всегда для них пригодны присадни, добавляемые
к маслам селективной очистки. Из вязкостных присадок находят
применение полиизобутилен, полиметакрилат и др.
Местность процесса
Рис. 91. Зависимость вязкости .A) и
индекса вязкости B) масляного гид-,
рогеиизата от его выхода при гидро-
гидрокрекинге:
/ — область высоких значений вязкости
B0—35 мм2Ус при 100 °С): // — область уме-
умеренных значений вязкости E—10 мм2/с при
100 °С); точки А и В — значения соответ-
соответственно вязкости в индекса вязкости для
сырья.
.25 50 75 /00
Выход масляного гидро-
гидрогенизата (до депараам-
ниэации), "/о (масс.)
Процесс гидрокрекинга масляного сырья сопровождается об-
образованием газов и довольно больших количеств светлых жидких
продуктов — бензиновых и керосиновых фракций. В отношении
содержания серы, азота и непредельных соединений эти фракции
являются высоноочищенными, однако октановое число бензино-
бензиновых фракций невелико. Для выделения из гидрогенизата газов
и бензино-керосиновых фракций, а также легкого газойля на уста-
установке гидрокрекинга ' имеется ^секция фракционирования. Далее
масляный гидрогенизат направляется либо в вакуумную колон-
колонну для предварительного разделения его на несколько фракций,
либо непосредственно на установку деиарафинизации. В послед-
последнем случае разделение на масляные фракции разной вязкости про-
проводят после депарафинизации.
Известно несколько технологических схем установки гидрокре,-
кинга для производства масел. Одна из них—с однократным про-
* Billon A., Derrien М., Lavergne I,, 34th Midyear Meet., Am. Petrol. Inst.,
Proceedings, Div. Refining, May 1969, Chicago 111., pp. 522—548.
-•ось-
Рис. 92. Принципиальная схема' установки гидрокрекинга для производства масел (в секции фракционирования насосы не
.показаны):
1, 2 — теплообменники сырьевые; 3 — трубчатая печь; 4—реактор; 5, 6—сепараторы; 7—теплообменник; 8, 17—19 — воздушные холодиль-
холодильники; Р — сырьевой насос; 10 — компрессор свежего газа; 11 — компрессор циркулирующего водородсодержащего газа; 12 — отбензинивающая
колонна; 13) 15 — трубчатые печн в секции фракционирования; 14 — промежуточная колонна; .16 — вакуумная колонна; 20 — блок, очистки цир-
циркулирующего газа от сероводорода; 21 — конденсатор-холодильник; 22 — эжектор; 23— приемник; 24— холодильник.
Линии; / — сырье; //—свежий водородсодёржащий газ; /// —циркулирующий водородсодержащий газ; IV — легкая масляная фракция;
V — тяжелая масляная фракция; VI — вакуумный газойль; VII — легкий бензин;. VIII — нафта; IX — газойль; X — топливный газ; XI — во-
водяной пар; XII -* вода; XIII — некондиционный Нефтепродукт; XIV — газ на факел; XV — сероводород; XVI — водный раствор.
280
Гл. VI. Гидроочистка и гидрокрекинг
пуском сырья — показана на рис. 92*. В первой, секции установки
сырье подвергается гидрокрекингу, а во второй жидкий продукт
гидрокрекинга разделяется на фракции. Схема движения сырья,
газов и продуктов ясна из рисунка й" поэтому ниже дается только
общее ее описание. Гидрокрекинг предварительно нагретого в теп-
теплообменниках / и 2 и змеевиках печи 3- сырья (высмеем с Нг-га-
заму осуществляется в многозональном реакторе 4 с нисходящим
потоком - сырьевой смеси. Жидкость,, отделенная в сепараторах 5
и S от газа, нагревается в теплообменнике 7 и поступает в ректи-
ректификационную колонну 12,* служащую для выделения легкого бен-
бензина. Вниз колонны 12 вводится водяной пар XI. Налретая в зме-
змеевиках печи 13 отбешиненная жидкость разделяется в промежу-
промежуточной колонне 14 на три части: нафту, газойль и масляный оста»
ток. Последний нагревается в змеевиках печи 15 и разделяется в
вакуумной колонне 16 на вакуумный газойль VI, легкую масля-
масляную фракцию IV и тяжелую масляную фракцию V. В блоке 20
аминовой очистки из циркулирующего газа удаляется сероводо-
сероводород, . -
На установке широко применяются аппараты воздушного
охлаждения — конденсаторы и холодильники. Между аппарата-
аппаратами 1 и 8 в поток продуктов гидрокрекинга для смывания отложе-
отложений впрыскивается вода. Не всегда схема с однократным гидро-
гидрокрекингом сырья является оптимальной; в зависимости от вида
сырья и требований к продуктам оптимальной может оказаться
схема с рециркуляцией той или иной фракции.
- Предложено много катализаторов гидрокрекинга. Активными
компонентами их являются некоторые соединения металлов VI и
VIIJ групп периодической системы элементов Д. И. Менделеева.
Довольно часто выбор останавливают на катализаторах, содер-
содержащих сульфиды -никеля и вольфрама или никеля и молибдена,
нанесенных на крекирукщдае пористые носители (окись алюми-
алюминия, алюмосиликаты) и активированных га-логеном (фтором, хло-
хлором). Соотношение компонентов —гидрирующего, расщепляющего
кольца и гидроизоМеризующего — в катализаторе должно быть
таким, . чтобы достигался требуемый результат. Нежелательна'
избыточная крекирующая активность катализатора "во избежание
усиленного образования газов и легких жидких продуктов. Под-
•бору катализаторов, пригодных для изменения структуры углево-
углеводородов в нужном направлении, уделяется большое внимание.
Активность и.селективность (по приросту индекса вязкости) зави-
зависят не только от состава катализатора, но и от способа его при-
приготовления. Ниже указаны выход и свойства масел, полученных
глубокой гидроочисткой (гидрокрекингам) деасфальтизата (плот-
' *ВШоп A., Franck J. P., Peris J. P., Hydrocarb. Process., 1975, v. 54, № 9,
p. 139.
Гидроизомеризация и гидрокрекинг н-алканов 281
ноет! 945 кг/м3 при 15 °С; вязкость 48,4 мм2/с при 99 °С, темпе-
температура плавления 49 9С) :*
Масло
тнм« ввр*> средней повышенной
'тенного вязкости вязкости
Выход (до депарафинизации) на
деасфальтизат
% (об.) 17,5 23,5 16,2
% (масс.) 15N . 21 ;0 14,5
Показатели качества '
Плотность при 15 °С, кг/м3 ... 840 843 848
Вязкость при 99°С,'мм2/с ... 2,9 5,0 9'7..
Температура застывания, СС . . —^ +21 +41
Показатели качества
после депарафинизации
Плотность при 15-С, кг3/м , ¦'. . ~844 845 851
Вязкость, мм2/с
при 38Х . . ¦. 12,5 26,9 . 69,0
4и 99°С . . 3.0 5,1 9,8
Индекс вязкости ¦• Н4 131 135
Температура застывания, °С . —18 <—23 —20
Выход депарафинированного мае-
ла, % (об) 93.6 89,2 74,9
Из этих данных видно, что суммарный выход масел до депа-
депарафинизации составляет 51,1% (масс.) на деасфальтизат. Вы-
Выход гача увеличивается при переходе от менее вязкого масла к
более вязкому.
ГИДРОИЗОМЕРИЗАЦИЯ И ГИДРОКРЕКИНГ НОРМАЛЬНЫХ
ПАРАФИНОВЫХ УЛЕВОДОРОДОВ
Установлена возможность получения высокоиндексных ма-
ловязких нефтяных масел путем каталитической гидроизомериза-
гидроизомеризации твердых парафинов, петролатумов, гачей и отходов обез-
маслйвания последних. В присутствии платиновых катализаторов
и водорода для названного сырья характерны реакции изомериза-
изомеризации и крекинга. Температура застывания масляного изомеризата
недостаточно низка и поэтому его необходимо депарафинировать.
Во избежание отравления платинового катализатора сырье перед
гидроизомеризацией подвергают гидрорбеосериванию. Таким об-
образом, схема получения основы изопарафинового масла -включает
минимум три процесса: гидроочистку сырья; гидроизомеризацию
его с последующим выделением из смеси бензино-керосиновых
фракций и газов; депарафинизацию масляного гидроизомеризата;
обычно предусмотрена также его доочистка отбеливающей землей.
* Ditman I. О., Oil a. Gas J., 1974, v, 72, № 2, р, 45.
282 Гл. • VI. Гидроочистка и гидрокрекинг
При изучении процесса гидроизомеризации высококипящих
углеводородов над платиновыми катализаторами оптимальными
оказались следующие условия [5—7]:
Сырье A.1 Парафины Твердый Отходы
Qs—С32 парафин обезмаслива-
ния гача
Давление, МПа . Т . . . . 5 1 7
Температура, "С ...... 435 . 430 • 440
Объемная скорость подачи
сырья, ч-1 ....... 1,25 1,2 0,5
Кратность водорода к" сырью,"
л/л .._..- i i — — 1600
Общий выход жидких продуктов при гидроизомеризации равен
93—97% (масс), примерно на одну, треть эта смесь состоит из
бёнзино-керосиновых фракции. Выход депарафинированного изо-
парафинового масла обычно Ъе превышает 45% (масс.) на сырье.
Масла, получаемые из гачей и парафина, имеют более высокий
индекс вязкости (I4(V—150), чем'масла гидроизомеризации отхо-
отходов обезмасливания. :
т Путем гидроизомеризации нормальных парафиновых углеводо-
углеводородов можно значительно понизить температуру кристаллизации
'керооино-газойлевых фракций. Так, при уменьшении содержания
к-алканов с 15 до 1,9% температура кристаллизации керосина "по-
"понижается, например, с—19 до —60°С [8].
Известен и другой способ понижения температуры застывания
керосиновых и газойлевых фракций — процесс каталитического
крекинга (в присутствии водорода) длинных цепей парафиновых
углеводородов как неразветвленных, так и слегка разветвленных.
Селективность в отношении крекинга молекул парафиновых угле-
водородоб разных размера и формы — особенность применяемого
в данном процессе катализатора*. Характеристика процесса: реак-
реактор с неподвижным слоем катализатора, давление — умеренное
B,1—4,2 МПа); температура —до 427°С; циркуляция газа с вы-
высокой концентрацией водорода для поддержания активности ка-
катализатора; водород яе расходуется; длительность рабочего про-
пробега между циклами окислительной регенерации от 6 до 24 меся-
месяцев; в периоды между этими циклами осуществляется неокисли-
неокислительная «реактивация» его в сравнительно мягких условиях;
сырьем могут служить газойлевые дистилляты, как предваритель-
предварительно очищенные, так и неочищенные с содержанием азота до
1000 млн-1 «„серы до 3%; содержание «-алканов в сырье может
достигать 50%; температура застывания газойля C60—410 °С)
понижается с +18 до'—12 °С при выходе целевого продукта около
&2% (об.) и суммарном выходе нафты и фракции С^ до 18% (об.).
* Chen N. У., Gorring R. L. e. a., Oil a. Gas J., 1977, v. 75, 6.YI, p. 165.
Реакторы гидроочистки и гидрокрекинга
283
РЕАКТОРЫ УСТАНОВОК ГИДРООЧИСТКИ *
И ГИДРОКРЕКИНГА
Реакторы представляют собой вертикальные цилиндры с выпук-
выпуклыми днищами сферической или близкой к эллиптической формы,
с внутренним диаметром 2—3,6 и общей 'высотой 6—12 м (от верх-
верхнего вводного штуцера до нижнего выводного штуцера). Однако
диаметр может достигать 5 iM, высота — 40 м, толщина стенок —
до 120 мм.
Предпочтение отдают реакторам без футеровки, хотя их стои-
стоимость выше, чем футерованных. Ремонт футеровки и повторное
нанесение_внутренаих покрытий, а также проверка их состояния
требуют дополнительных затрат. Кроме того, в случае появления
в футеровке трещин создаётся опасность местных перегревов ме»
талдического корпуса и усиления водородной коррозии. Далее
расрмотрены нефутерованные реакторы в основном для гидрообес-
серивашия дистиллятов, рассчитанные на рабочее давление 3—
6 МИа. Для изготовления корпусов таких реакторов используют
листы двухслойной легированной стали толщиной 50—120 мм в за-
зависимости от диаметра аппарата, расчетного давления, темпера*
туры и т. д. Толщина сдоя, обращенного.внутрь реактора и проти-
противостоящего водородной коррозии*, составляет 3—4 мм (толщина
плакировки).
Для многих действующих реакторов объемом менее 100 м8 от-
отношение общей высоты к диаметру равно даЗ (реже 4), а отно-
отношение высоты только цилиндрической части корпуса к его внут-
внутреннему диаметру составляет от 1,7 до 2,3. Такие значения ха-'
рактерны в основном для реакторов с одним слоем катализатора,
реже — с двумя слоями. Соотношение высоты реактора гидро-
гидрокрекинга к его диаметру значительно больше, чем для реакторов
гидрообеосеривания. Это объясняется как более высокими рабо-
рабочими давлениями в реакторах гидрокрекинга, так и необходи-
необходимостью иметь в них смесительные зоны между слоями катализато-
катализатора; в эти зоны нагнетается охлаждающий водородеодержащий
газ. ¦
В промышленности применяют реакторы с нисходящим движе-
движением смеси сырья и газа. В слой катализатора смесь вводится ли-
либо аксиально, либо радиально (рис. 93). По числу слоев катали-
катализатора реакторы делятся на одно-, двух-^ и мнргосекционные: для
установок гидрообеосеривания дистиллятов-типичны реакторы с
одним (реже с двумя) слоями катализатора, а для установок гид-
гидрокрекинга с четырьмя—: пятью.
* Образование в материале под воздействием водорода при высоких темпе--
ратурах и давлениях тончайших 1грещян, которые обнаружить по внешнему виду
поверхности бывает трудно.
284
Гл. VI. Гидроочистка и гидрокрекинг
Реакторы гидроочистки и гидрокрекинга
285
4 Высота слоя катализатора в реакторах для гидрообессерива-
гидрообессеривания дистиллятов: с одним слоем—от 3—5 м (пр.и диаметре аппа-
аппарата не более 2,4 м) до 5—7 м; с двумя слоями катализатора—¦
верхний слой 2,5—3 м, нижний до 6 м. Принимая высоту верхнего
слоя "меньшей, чем нижнего, учитывают, что в верхней части ре-
реактора выделяется значительное количество тепла реакции. Здесь
концентрация соединений, подлежащих обессериванию, насыще-
насыщению .водородом и т. д., максимальна.' Сверху и снизу слои ката-
катализатора ограничены слоями фарфоровых шариков, более круп-
.1
lit
А
л
X
ш
Рис. 93. Схемы реакторов с неподвижным
слоем катализатора:
а — односекцнонный с аксиальным вводом сырья;
б — трехсекционный с аксиальным вводом сырья
и виодом охлаждающего газа; в — с радиальным
вводом сырья в слой катализатора.
Линии: / — смесь сырья с водородсодержащим га-
газом; // — холодный водородсодержащий газ (квен*
чиаг-газ); /// — выходящая нз реактора смесь.
ных, чем частицы катализатора. В ходе эксплуатации слой ката-
катализатора становится менее проницаемым. Особенно это относится
к верхней его части. Поэтому перепад давления в реакторе в кон-
конце рабочего пробега больше, чем в начале. Возможные причины:
накопление в слое продуктов коррозии ,и кокса, уменьшение проч-
прочности частиц катализатора, спекание и др. С увеличением перепа-
перепада .давления растут затраты на циркуляцию водородсодержащего
хаза.
Объем реактора зависит не только от пропускной способности
установки по сырью и выбранной объемной скорости подачи
>сырья, но и от числа слоев катализатора, типа и размера внут-
внутренних вспомогательных устройств/ К внутренним деталям реак-
реакторов относятся: распределительная тарелка, фильтры (сетчатые
корзины), колосниковые решетки, сборник над нижним выводным
штуцером и др. Сетчатые корзины являются не только фильтрую-
фильтрующим устройством, но и служат для равномерного распределения
по горизонтальному сечению реактора сырья с газами.
Режим работы реактора подбирают с учетом вида очищаемого
сырья, требуемой степени его, очистки и активности катализатора.
Например, процесс гидрообессеривания вакуумных газойлей (тем-
(температура начала кипения 340—Ш)°С, конца кипения 500—530 °С)
проводят при более высоком давлении и меньшей объемной ско-
скорости, чем процесс обессеривания дистиллятов дизельного топли-
топлива (примерные пределы выкипания 200—340 -ЧС). Пр,и регенера-
регенерации катализатора температура в реакторе выше, чем при рабо-
рабочем пробеге.
Применяют также реакторы барботажного типа с трехфазным ¦
кипящим слоем, с нижним "вводом смеси и непрерывным выводом
суспензии катализатора на регенерацию.
ч
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Орочко Д. П., Сулимое А. Д., Осипов Л. Н. Гидрогенизационные -процессы
. в нефтепереработке. М., «Химия», 1971. 350 с.
2. Мак-Кинли Д. Б. В сб.: Катализ в нефтехимической и нефтеперерабатываю-
нефтеперерабатывающей промышленности. М., Гостоптехиздат, 1959, с. 362.
3. Аспель Н. Б., Демкина Г. Г. Гидроочистка моторных /гоплив. Л., «Химия»,
1977. 160 с.
4. Алиева Л. Г., Эффективность внедрения .в схему производства смазочных
масел процесса гидроочистки, «Химия и технология топлив и масел», 1972,
№3, с 32.
5. Каржев В. И. и др. В сб.: Исследование и применение гидрогенизационных
процессов в нефтеперерабатывающей и нефтехимической промышленности. М.,
ЦНИИТЭнефтехим, 1968, с. 18.
6. Жердева Л. Г. и др., «Нефтехимия», 1961, № 5, с. 639.
7. Калягина Ю. Т., Шабалина Т.'Н., «Нефтепереработка и нефтехимия», 1974,
№ 2, с. 14.
8. Крцчко А. А. и др., «Нефтепереработка и нефтехимия», 1976, № 5, с. 1.
9. Калечиц И. В. Химия гидрогенизационных процессов в переработке топлив.
М., «Химия», 1973. 336 с. - .
10. Каржев В. И., Шаволина Н. В., Злотников В. 3. Производство высокоиндекс-
высокоиндексных масел с применением гидрокрекинга. М., ЦНИИТЭнефтехим, 1968. 26 с.
11. Письмен М. К. Производство водорода. М., «Химия», 1976. 208 с.
12. Средин В. В., Тарасенков П. М. Оборудование и трубопроводы-установок ка-
каталитического риформинга и гидроочистки. ?1, Гостоптехиздат, 1963. 238 с.
РАЗДЕЛ ВТОРОЙ
ПРОИЗВОДСТВО ТОВАРНЫХ НЕФТЕПРОДУКТОВ
ГЛАВА VII
ПРОИЗВОДСТВО И ПРИМЕНЕНИЕ ПРИСАДОК
ДЛЯ УЛУЧШЕНИЯ КАЧЕСТВА НЕФТЕПРОДУКТОВ
Технический прогресс связан с появлением более совершенных
машин и механизмов, для надежной и долговечной работы кото-
которых необходимы нефтепродукты с очень хорошими эксплуатаци-
эксплуатационными свойствами. Получать такие нефтепродукты даже из са-
самых лучших нефтей с использованием новейших технологических
процессов не всегда удается. На помощь приходят так называе-
называемые присадки, которые добавляют на завершающих стадиях про-
изводства товарных нефтепродуктов. Присадками называют хими- 1
леские соединения, способные в малых количествах резко улуч-.J
шать одно или несколько эксплуатационных свойств нефтецродук- f
тов. Добавление присадок — экономически выгодный, а иногда и
единственно возможный способ улучшения этих свойств.
Важнейшим качеством присадок является их высокая эффек-
, тииность в улучшений эксплуатационных свойств. Кроме того,
присадки должны: не ухудшать другие эксплуатационные свойст-
свойства нефтепродуктов; растворяться в нефтепродукте или его компо-
компонентах; быть недорогими и иметь достаточную сырьевую базу; со-
сохранять эффективность-в любых эксплуатационных условиях; со-
совмещаться ^с другими присадками, необходимыми для нефтепро-;
дуктов данного типа. Промышленное производство присадок яв-J
ляется ..самостоятельной, бурно развивающейся отраслью нефте-j
химии. Мировое ~ производство присадок к нефтепродуктам в па-<
стоящее время превышает 1,5 млн. т/год и продолжает непрерывно!
расти. Несмотря на - некоторые общие для всех нефтепродуктов |
требования к присадкам условия их использования в топливах и а
смазочных материалах существенно различаются. Поэтому в ка-f
честве присадок даже одного назначения в этих нефтепродуктах,
как правило, применяют различные соединения.
ПРИСАДКИ К ТОПЛИВАМ
Присадки к тошшвам чаще всего классифицируют по их нааначе-
HfflOj выделяя следующие:
улучшающие процесс сгорания топлйвно^оздушных смесей в
двигателях; повышающие аитидетонационные свойства (октано-
Пpucadtiu К топливам
287
вое число) бензинов и уменьшающие период задержки самовос*
пламенеиия (повышающие цетановое число) дизельных топлив;
противодымные, противонагарные и др;
способствующие сохранению исходных свойств -топлив при их
хранении, транспортировании и истгользовэнии в машинах и меха» •
низмах (антионислител,и,--деажтиваторы металлов и ^присадки, по-
подавляющие деятельность микроорганизмов — биоциды);
повышающие смазочную способность топлив (противоиз(нос<
ные ирисадки- к реактивным топливам);
противокоррозионные (снижающие коррозионное воздействие
топлив на металлические детали машин и механизмов й защищаю-
защищающие металлы от электрохимической коррозии в присутствии во-
воды); „ , ¦
облегчающие использование топлив при низких температурах
(присадки к бензинам, .препятствующие обледенению карбюрато-
карбюратора^ предотвращающие выделение кристаллов льда из топлив; сни*
жающие температуру застывания топлив);
препятствующие образованию отложений на деталях топлив-
топливной аппаратуры — моющие, или детергенты {присадки к бензи-
бензинам, устраняющие образование смолистых отложений на стенках
впускного трубопровода); -
устраняющие накопление зарядов статического электричества -
(антистатические); ч
красители, окрашивающие топлива в различные цвета (наибо-
(наиболее широко используются для окраски этилированных автомо-
автомобильных и авиационных бензинов). ¦
Присадки, улучшающие процесс сгорания
топливо-воз~душной смеси в двигателях
Важнейшим свойством топлива является его способность сгорать
плавно и наиболее полно, не вызывая ка^ких-либо отложений в
камерах сгорания и больших лзносов и поломок деталей двига-
двигателей и силовых установок. Для улучшения этого свойства топлив
созданы Присадки нескольких типов, но наиболее применимы ан-
антидетонационные .присадки, или антидетонаторы.
Антидетонаторы. История применения присадок к нефтепро-
нефтепродуктам началась именно.с антидетонаторов: эти присадки исполь-
используют в промышленных масштабах уже более 50" лет. Антидетона-
Антидетонаторы добавляют к бензинам для повышения их детонационной"
стойкости (увеличения октанового числа). Наиболее эффективные
антидетонаторы найдены среди металлорганических соединений.
В промышленности при производстве автомобильных и авиацион-
авиационных бензинов используют органическое производное свинца —
тетраэтйлсвинец.
Тетраэтилсвинец (ТЭС) — бесцветная прозрачная очень ток-
токсичная жидкость тяжелее воды. Кипит при 200 °С с разложением.
288 Гл. VII. Производство и применение присадок
Способность ТЭС предотвращать детонацию объясняют с позиций
перекисной теории окисления. При высоких температурах в каме-
камере сгорания ТЭС разлагается на очень активные свинцовые и
этильные радикалы, способные вступать в реакции с перекисями,
разрушая их. При этом образуются малоактивные продукты окис-
окисления углеводородов и окись свинца. Окись свинца, взаимодейст-
взаимодействуя с кислородом воздуха, снова окисляется в двуокись свинца,
способную реагировать с новой перекисной молекулой. Таким- об-
образом, один атом свинца, восстанавливаясь и окисляясь, спосо-
способен разрушить большое число перекисных молекул. Каждая раз*
рушенная перекисная молекула, согласно цепной теории детона-
детонации, могла быть «ачалом • самостоятельной цепи образования но-
новых перекисей. Этим объясняется высокая эффективность малых
количеств ТЭС в подавлении детонации, в повышении октанового
числа' бензинов. ¦
При добавлении одинакового количества ТЭС к бензинам раз-
различного происхождения их антидетонационные свойства улучша-
улучшаются неодинаково. Это свойство бензинов в различной мере по-
повышать детонационную стойкость при добавлении антидетонато-
антидетонаторов называют приемистостью. Приемистость бензинов к ТЭС
зависит от углеводородного состава и содержания неуглеводород-
неуглеводородных примесей, в первую очередь сероорганических соединений.
Наибольшей приемистостью к ТЭС обладают парафиновые угле-
углеводороды, наименьшей—олефиновые и ароматические, нафтеновые
¦ углеводороды занимают промежуточное положение. Бензины пря-
прямой перегонки обычно обладают большей приемистостью к ТЭС,
чем бензины термического крекинга из той же нефти. При увеличе-
увеличении содержания .ароматических углеводородов в бензинах ката-
каталитического крекинга и риформинга их приемистость к ТЭС ухуд-
ухудшается. Серюорганические соединения способны связывать актив-
активные соединения, образующиеся при разложении ТЭС, поэтому с
увеличением содержания серы в бензине его приемистость с ТЭС
^уменьшается.
Для всех бензинов независимо от их химического состава и
происхождения наиболее эффективны первые порции ТЭС. При
последующем доба!влении ТЭС октановое число бензинов увеличи-
увеличивается незначительно, поэтому добавлять ТЭС к бензинам в боль-
больших количествах экономически невыгодно. "Основным продуктом
сгорания ТЭС является окись свинца, которая отлагается на стен-
стенках камер сгорания.в виде твердого серого налета. Поэтому ТЭС
добавляют к бензинам в смеси с так называемыми выносителями.
Наиболее эффективные выносители —органические соединения
брома и хлора (бромистый этил, дибромэтан, дихлорэтан >и др.).
Продукты разложения выносителя реагируют с продуктами окис-
окисления свинца с образованием летучих галоидсвинцовых соедине-
соединений, которые выносятся из камер сгорания двигателя вместе с
•Присадки к топливам
289
отработавшими газами. Смесь ТЭС и выносителя, применяемая в
качестве антидетонационной присадки к бензинам, называют эти-
этиловой жидкостью. Бензины, содержащие этиловую жидкость, на-
называют этилированными.
Такие бензины обладают повышенной токсичностью, и для то-
того, чтобы соблюсти все правила обращения с ними, их окрашива-
окрашивают в яркие цвета. С этой целью в этиловую жидкость и в товар-
товарные бензины добавляют различные красители. Так, бензин этили-
этилированный А-66 должен быть окрашен в оранжевый цвет, А-76 — в
зеленый, АИ-93 —в синий и АИ-98 —в желтый; авиационные бен-
бензины: Б-91/115 — в зеленый цвет, Б-95/130 — в желтый;
Б-100/130 — в ярко-оранжевый. Для окраски бензинов добавляют
от 3 до 10 мг красителя на 1 кг бензина (от 0,0003 до
0,001% масс), а для окраски этиловой жидкости — около 0,4 г
на 1 кг этиловой жидкости @,04%). ?
В последние годы наряду с ТЭС началось производство и при-
применение в качестве антидетонатора тетраметилсвинца (ТМС). Это
соединение более эффективно, чем ТЭС, при добавлении в высо-
высокооктановые бензины. В настоящее время наметилась тенденция
к снижению содержания свинцовых антидетонаторов в бензинах
(вплоть до полного исключения их из состава товарных автомо-
автомобильных бензинов в некоторых странах). Происходит это глав-
главным образом из-за стремления снизить загрязненность воздушно-
воздушного бассейна больших городов.
В связи с отказом от применения свинцовых антидетонаторов
стали .исследовать и испытывать различные нетоксичные соедине-
соединения для улучшения детонационной стойкости бензинов. В качестве
высокооктановых компонентов предложено использовать некото-
некоторые кислородсодержащие соединения (спирты, эфиры и т. д.).
В качестве антидетшационных присадок продолжают исследовать
соединения марганца. Такое соединение, как циклопентадиенил-
трикарбонил марганца (ЦТМ) по эффективности не уступает
ТЭС, но в 300 раз менее токсично. Однако после сгорания ЦТМ
образуются отложения, препятствующие нормальной работе све-
свечей зажигания. Пока данный недостаток устранить не удалось,
но исследования в этой области продолжаются во многих стра-
странах.
Присадки, повышающие цетановое число дизельных топлив.
Для нормальной работы дизельного двигателя нужны топлива с
оптимальным периодом задержки самовоспламенения, т. е. с оп-
оптимальным цетановым числом. Для высокооборотных дизельных
двигателей тепловозов, автомобилей и тракторов требуется топли-
топливо с цетановым числом 45—50. Дизельные топлива прямой пере-
перегонки из большинства отечественных нефтей отвечают указанным
выше требованиям и имеют цетановые числа около 45. Однако из-,
некоторых нефтей перегонкой получают дизельные топлива с ц.е-
19—751
290
Гл. VII. Производство и применение присадок
Присадки к топливам
291
тановым числом ниже 45, >и для приготовления товарных топлив
иногда используют специальные присадки.
В качестве присадок, увеличивающих цетановое число, ис-
используют соединения, способные ускорять процесс предпламенно-
го окисления топлива и тем самым облегчать его самовоспламе-
самовоспламенение. Наиболее эффективные присадки найдены среди алкилнит-
алкилнитратов и перекисных соединений. Перекисные соединения, как пра-
правило, недостаточно устойчивы в условиях длительного хранения
дизельных тошгив, в результате цетановое число топлив снижает-
снижается, образуются осадки и т. д. В качестве присадок для повышения
цетанового числа применяют изопроятил-, амил- и циклогексил-
«итрат.
Приемистость дизельных топлив к присадкам типа алкшшит-
ратов различна: топлива прямой перегонки более приемисты, чем
топлива, полученные деструктивными процессами. Первые порции
алкилнитратов повышают цетановое число больше, чем последу-
последующие. Расход алкилиитратов—несколько десятых долей процен-
процента, при этом цетановое число увеличивается на 10—12 единиц.
Добавлять более 1% (масс.) алкилнитратов в дизельные топлива
нецелесообразно. Присадки для повышения цетанового числа ди-
дизельных топлив известны давно, однако в массовые товарные топ-
топлива их не добавляют. В нашей стране в (небольших количествах
используют изопропилнитрат.
Присадки, повышающие полноту сгорания топлив. В резуль-
результате неполного сгорания топлива в двигателях и различных уста-
установках возрастают количество отложений на стенках камер сго-
сгорания и содержание токсичных продуктов неполного сгорания в
отработавших газах. Отложения, образующиеся при неполном сго-
сгорании топлив на стенках камер сгорания, клапанах, продувочных
окнах, распылителях и иглах форсунок, снижают надежность и
экономическую эффективность работы машин и механизмов.
В двигателях с воспламенением от искры в результате сильно-
сильного нагароотложения в камерах сгорания появляются детонация и
неуправляемое воспламенение. В двигателях с воспламенением от
сжатия образование отложений на форсунках нарушает распы-
лнвание топлива, снижает экономичность двигателя. Отложения,
образующиеся при сжигании тяжелых дистиллятных и остаточных
топлив в газотурбинных и котельных установках, часто содержат
натрий, ванадий и другие элементы. В определенном соотноше-
соотношении окислы натрия и ванадия вызывают сильную коррозию сталь-
стальных стенок топок, труб и других деталей.
Присадки добавляют к топливам, чтобы уменьшить образова-
образование отложений, изменить .их состав и тем самым подавить нежела-
нежелательные свойства. В качестве такой присадки к этилированным
бензинам добавляют трикрезилфосфат в количестве 0,014%, чем
.практически полностью предотвращают неуправляемое воспламе-
воспламенение. Считают, что продукты сгорания тетраэтилсвинца снижают
температуру воспламенения частичек углерода в нагаре. В камере
сгорания образуются раскаленные частички нагара, и в такте
сжатия смесь может воспла:мениться не от искры зажигания, а от
тлеющей поверхности нагара. Такое самопроизвольное воспламе-
воспламенение рабочей смеси независимо от времени подачи искры свечой
зажигания получило название неуправляемого (поверхностного)
воспламенения, или калильного зажигания ('при воспламенении
от перегретых стенок камер сгорания). Введение в этилированный
бензин соединений фосфора или бора способствует образованию
при сгорании тетраэтилсвинца соединений, мало влияющих на
температуру воспламенения углерода в нагаре. В отечественной
нефтеперерабатывающей промышленности фосфорные присадки к
бензинам пока не применяют.
Для борьбы с так называемой ванадиевой коррозией металла
в газотурбинных и котельных установках используют соединения;
бария, кальция, кремния, алюминия, магния, фосфора, цинка и
некоторых других элементов. Добавляют такие присадки в коли-
количестве нескольких сотых долей процента. В их присутствии об-
образуются соединения натрия и ванадия, не вызывающие коррозии.
При работе даже самых современных двигателей образуются
отработавшие газы с некоторым количеством окиси углерода,
твердых углеродистых частиц и других токсичных веществ. Экс-
Эксплуатировать такие двигатели в условиях карьеров, шахт, штолен
и других трудновентилируемых мест можно, лишь применяя топ-
топлива с «противодымными» присадками (некоторыми соединения-
соединениями бария, кальция, стронция, марганца и других элементов). Наи-
Наиболее эффективны соединения бария, которые добавляют, в пер-
первую очередь, в дизельные топлива в количестве нескольких деся-
десятых долей процента. Широкое применение противодымных приса-
присадок к топливам поможет предотвратить загрязнение окружающей
среды.
Присадки, сохраняющие свойства топлив
при хранении и транспортировании
Топлива должны сохранять свои эксплуатационные свойства в пе-
период транспортирования и хранения. В некоторых топливах со-
содержатся только такие углеводороды и неуглеводородные приме-
примеси, которые в обычных условиях в течение длительного времени
не взаимодействуют с кислородом воздуха даже в присутствии
каталитически активных металлов (меди, латуни, бронзы). Такие
топлива химически выоокостабильяы и могут храниться в течение
нескольких лет, не изменяя эксплуатационных свойств (например,
реактивные и дизельные топлива прямой перегонки нефти).
Однако во многих топливах содержатся соединения, способ-
способные окисляться в период хранения. Образующиеся продукты окис-
19*
292 Гл. VII. Производство и применение присадок
•ления затрудняют эксплуатацию двигателей, а порой делают ее
левозможной. Наиболее эффективным способом предотвращения
окисления нестабильных веществ является добавление в топлива
антиокислительных присадок (антиокислителей).
Антиокислители. Наиболее эффективные антиокислители най-
найдены среди фенолов, аминов и аминофенолов. Антиокислители до-
добавляют во многие топлива в количестве от тысячных до десятых
долей процента. Действие их основано на разрушении активных
перекионых радикалов с образованием малоактивных продуктов.
Обрыв цепей окислительных реакций углеводородов и неуглево-
дородных примесей позволяет затормозить процесс окисления топ-
топлива, увеличить индукционный период окисления.
Для химической стабилизации этилированных авиационных
бензинов применяют n-оксидифениламин (фенил-п-аминофенол).
Замечено, что при хранении этилированных авиационных бензи-
бензинов ТЭС окисляется и разлагается с образованием осадка. Бен-
Бензин с осадком непригоден для использования в авиационных дви-
двигателях. Поэтому основной задачей антиокислителя в авиацион-
авиационных бензинах является предотвращение окислительного распада
ТЭС. n-Оксидифениламин растворяется в бензине очень плохо,
поэтому его вводят в виде раствора в ароматических углеводоро-
углеводородах (бензоле, толуоле, ксилолах, алкилбензоле и др.). Концент-
Концентрация п-оксидифениламина в авиационных бензинах должна со-
составлять 0,004—0,005% (масс).
Автомобильные бензины стабилизируют при помощи антиокис-
антиокислительных присадок только в том случае, если в них содержатся
компоненты термического или каталитического крекинга. Основ-
Основной задачей антиокислителя является торможение окисления не-
непредельных углеводородов, а в этилированных автомбильных бен-
бензинах — и предотвращение окислительного распада ТЭС. Для хи-
химической стабилизации автомобильных бензинов на нефтеперера-
нефтеперерабатывающих заводах используют следующие антиокислители:
л-оксидифениламин @,008—0,1% масс), древесно-смоляной
{0,065—0,13% масс), ФЧ-16 @,05% масс).
Древесно-смоляной антиокислитель представляет собой фрак-
фракцию смолы сухой перегонки древесины смешанных пород. Анти-
Антиокислительные свойства такой смоле придают фенолы различного
строения, содержание которых в антиокислителе составляет около
^60% (масс). Древесно-смоляной антиокислитель вводят в бензин
непосредственно или в виде предварительно приготовленного кон-
концентрата в бензине B% масс.) или ароматических компонентах.
Антиокислитель ФЧ-16 получают извлечением фенолов из под-
смольных вод полукоксования черемховских углей. В нем содер-
содержится более 85% (масс.) фенолов. Он 'плохо растворяется в топ-
ливах и вводится в них в виде 30%-ного раствора в ароматиче-
•ских углеводородах (бензоле, толуоле, ксилолах, алкилбензоле).
Присадки к топливом
293
Антиокислительные присадки начинают использовать и для
улучшения качества реактивных топлив, особенно полученных
гидроочисткой или глубоким гидрированием. В результате терми-
термическая стабильность реактивных топлив сохраняется в течение не-
нескольких лет. Некоторые антиокислители способны увеличивать
термическую стабильность реактивных топлив.
При температурах выше 150 °С антиокислительные присадки,
как правило, сами подвергаются окислению и разложению. В этих
условиях разрушается коллоидная система «продукты окисле-
окисления— топливо». Этот процесс регулируется не антиокислителями,
а специальными стабилизатора1ми коллоидной системы — диспер-
гентами.
Деактиваторы. Антиокислительные присадки в топливах рас-
расходуются при хранении, особенно в присутствии некоторых ме-
металлов и сплавов. Чтобы предотвратить каталитическое действие
металлов на окисление топлив и уменьшить расход антиокислите-
антиокислителей, добавляют специальные присадки — деактиваторы (в тысяч-
тысячных долях процента). Они связывают ионы металла в комплекс-
комплексные соединения, не обладающие каталитической активностью.
В отечественной промышленности деактиваторы металла пока не
применяют.
Биоцидные присадки. В районах с тропическим климатом, в
условиях высоких температур и влажности воздуха микроорганиз-
микроорганизмы многих видов способны ухудшать некоторые свойства нефте-
нефтепродуктов. Образование микробиологических масс на поверхности
раздела между топливом и водой, повышение коррозионной агрес-
агрессивности, особенно водного слоя, приводит к забивке фильтров,
разрушению защитных покрытий, коррозии топливных баков и т. д.
Для подавления вредной деятельности микроорганизмов к топли-
вам добавляют биоцидные присадки. Их действие основано на
прекращении развития микроорганизмов, загрязняющих топлива.
Применение биоцидных присадок ограничено районами с тропиче-
тропическим климатом.
Присадки, повышающие смазочную
способность топлив
Присадки этого типа начали разрабатывать недавно, однако не-
некоторые из них уже широко применяются. В реактивных и ди-
дизельных двигателях топливо подается в камеры сгорания через
форсунки при помощи специальных плунжерных насосов. Трущие-
Трущиеся плунжерные пары таких насосов смазываются самим топливом,
износ этих деталей в значительной степени зависит от свойств
топлив. Для улучшения их смазочных свойств применяют проти-
воизносиые присадки. Полагают, что такие присадки способны
294
Гл. VII. Производство и применение присадок
образовывать на поверхностях трущихся деталей тонкие прочные
пленки с высокими противоизмосными свойствами.
Установлено, что многие поверхностно-активные вещества
улучшают противоизносные свойства топлив. Эффективны также
некоторые антиокислители, жирные кислоты, присадки, улучшаю-
улучшающие термическую стабильность (ТП, ПМАМ-2). Для улучшения
противоизносных свойств гидроочищенных топлив применяют при-
присадку К. Она представляет собой техническую смесь кислых со-
соединений, хорошо растворима в топливе и в небольшой концент-
концентрации @,003—0,007% масс.) значительно улучшает противоиз-
носные свойства топлив. Применяя присадку К, получают топли-
топливо РТ.
Противокоррозионные присадки
и ингибиторы коррозии
Коррозионные процессы, протекающие пр.и использовании топлив,
ведут к снижению долговечности и надежности работы двигате-
двигателей, топливных систем, трубопроводов, емкостей и другой аппара-
аппаратуры. Коррозия может развиваться вследствие непосредственного
химического взаимодействия с металлами соединений, содержа-
содержащихся в топливе или продуктах сгорания (химическая коррозия).
Но чаще коррозионные процессы с участием топлив идут в при-
присутствии влаги, которая практически всегда присутствует в неф-
нефтепродуктах. В этом случае коррозия является электрохимиче-
электрохимической и протекает со значительно большей скоростью.
Противокоррозионные присадки разработаны, испытаны и ча-
частично 'используются в зарубежной практике как для подавления
химической коррозии, так и для предотвращения электрохимиче-
электрохимических процессов. Присадки щелочного типа предложены для нейт-
нейтрализации кислых продуктов сгорания сероорганических соедине-
соединений; присадки с поверхностно-а'ктив'ными свойствами рекомендо-
рекомендованы для защиты от электрохимической коррозии. Многие амины,
нафтенаты металлов, аммонийные соли некоторых кислот, произ-
производные янтарного и малеинового ангидридов, нитрованные и суль-
сульфированные масла, нейтрализованные различными основаниями,
и другие продукты обладают противокоррозионными свойствами и
рекомендованы в качестве присадок к топливу. В частности, в ка-
качестве противокоррозионной присадки к дизельным топливам ис-
исследованы нефтяные сульфонаты, нейтрализованные мочевиной
(присадка БМП). Добавление 0,004% (масс.) этой присадки поз-
позволяет резко улучшить защитные свойства топлив. В отечествен-
отечественной практике специальные противокоррозионные присадки в топ-
топлива не добавляют. Однако некоторые многофункциональные при-
присадки, вводимые в товарные топлива, обладают и противокорро-
противокоррозионными свойствами (антиокислитель ФЧ-16, присадка К и др.).
Присадки к топливам
295
Присадки, облегчающие использование топлив
при низких температурах
Применение топлив в условиях низких темиератур может ослож-
осложняться по двум причинам. Во-первых, растворимость воды в топ-
ливах уменьшается при понижении температуры, и избыток ее
замерзает в виде кристаллов. Частички льда могут вызывать об-
обледенение карбюратора, забивать топливные фильтры и т. п. Во-
вторых, в среднедистиллятных я тяжелых топлива* содержатся
парафиновые углеводороды, которые при низких температурах вы-
выпадают в виде твердых кристаллов. Эти кристаллы могут сращи-
сращиваться в каркасные структуры, и топливо теряет подвижность.
Противообледенительные присадки. Интенсивное испарение
бензинов во впускной системе двигателя сопровождается резким
охлаждением карбюратора. При 100%-ной влажности и темпера-
температуре воздуха 4—5 °С некоторые детали карбюратора (в частности,
дроссельная заслонка) охлаждаются до отрицательных темпера-
температур, и на их поверхности из влаги, содержащейся в воздухе, обра-
образуются кристаллы льда. Происходит так называемое обледенение
карбюратора, в работе двигателя начинаются перебои вплоть до
полной остановки. Эффективным способом борьбы с обледенением
карбюратора оказалось добавление в бензины присадок двух ти-
типов. Присадки первого типа (спирты, гликоли и др.) образуют с
водой низкозамерзающие смеси. Присадки второго типа — поверх-
поверхностно-активные вещества — образуют защитные пленки на кри-
кристаллах льда и на металлических деталях, тем самым предохра-
предохраняя карбюратор от обледенения. Противообледенительные при-
присадки широко используют в странах с морским климатом, в на-
нашей стране их не применяют.
Присадки, препятствующие образованию кристаллов льда в
топливах. При полете реактивного самолета температура топлива
в баках резко снижается, растворимость воды в топливе умень-
уменьшается, избыток ее выпадает в виде второй фазы и замерзает,
образуя кристаллы льда. Кристаллы отлагаются на топливных
фильтрах, появляются перебои в работе двигателя, создается ава-
аварийная ситуация. Среди различных способов решения этой важной
эксплуатационной проблемы успешным оказалось применение
присадок (некоторых спиртов, гликолей и др.). Эти присадки спо-
способны, смешиваясь с водой, образовывать низкозастывающие сме-
смеси, которые легко проходят через фильтр и удаляются из двига-
двигателя с отработавшими газами.
В качестве промышленных присадок для предотвращения обра-
образования кристаллов в авиационных топливах нашли применение
метил- и этилцеллозольв и тетрагидрофурфуриловый спирт. В на-
нашей стране используют два последних соединения. Эти присадки
огнеопасны и токсичны, добавляют их к топливу, как правило,
296
Гл. VII. Производство и применение присадок
Присадки к топливом
297
непосредственно перед его использованием (на аэродромах, авиа-
авиационных базах). Введение 0,1—0,3% (масс.) указанных присадок
в топливо ТС-1 обеспечивает его фильтрование без засорения
фильтра до температуры —50 °С при значительном содержании
воды.
Депрессорные присадки. Многие парафиновые углеводороды
даже при положительных температурах представляют собой твер-
твердые вещества, но в топливах содержатся в жидкой фазе в раство-
растворе других углеводородов. Однако при охлаждении топлив раство-
растворимость таких углеводородов снижается и часть их выпадает в
виде твердых кристаллов. При этом топливо мутнеет. Кристаллы
могут забивать фильтры и прекращать подачу топлива. Дальней-
Дальнейшее охлаждение приводит к сращиванию выпавших кристаллов в
жесткий каркас, и топливо теряет текучесть. Его невозможно
транспортировать, заправлять в баки и прокачивать из бака в
двигатель.
Для улучшения низкотемпературных свойств дизельных и бо-
более тяжелых топлив все больше применяют депрессорные присад-
присадки. Наиболее эффективные из них представляют собой полимер-
полимерные соединения. Некоторые сополимеры этилена с винилацетатом
испытывают в качестве депрессорных присадок к отечественным
дизельным топливам и мазутам. При введении 0,02—0,1% (масс.)
такой присадки температура помутнения дизельного топлива не
изменяется, а температура. застывания снижается на 20—30 °С.
При этом улучшаются прокачиваемость и фильтруемость топлив
при температуре ниже температуры помутнения. Считают, что де-
депрессорные присадки препятствуют сращиванию выпавших кри-
кристаллов твердых углеводородов. Происходит это либо вследствие
адсорбции присадки на кристаллах, либо ее участия в процессе
кристаллизации углеводородв, внедрения в кристаллические
структуры и затруднения таким способом образования твердого
каркаса. Применение депрессорных присадок к топливам позволя-
позволяет во многих случаях избежать дорогостоящего процесса депара-
финизации и увеличить ресурсы сырья для производства зимних
сортов дизельных и более тяжелых топлив.
Присадки, препятствующие образованию отложений
на деталях топливной аппаратуры
Во многих современных автомобилях газы из картера двигателя
отсасываются во впускной трубопровод под действием имеющего-
имеющегося там разрежения. В картерных газах содержатся продукты не-
неполного сгорания топлив, микрокапли окисленного масла и дру-
другие вещества, способные отлагаться во впусином трубопроводе
двигателя и вызывать нарушения в работе. Чтобы предотвратить
образование отложений, в бензины предложено добавлять мою-
моющие присадки, растворяющие отложения и смывающие их со сте-
стенок трубопровода. Такие присадки применяются в промышленно-
промышленности пока ограниченно.
Более широко используют диспергирующие присадки (диспер-
(диспергенты, диспергаторы), предотвращающие засорение топливной
аппаратуры нерастворимыми продуктами химических превраще-
превращений топлив. Присадки такого типа эффективны в реактивных, ди-
дизельных и более тяжелых топливах. Диспергенты препятствуют вы-
выделению твердой фазы при окислении топлив или изменяют струк-
структуру и свойства образующихся нерастворимых продуктов в такой
степени, что они свободно лроходят через фильтры и не отлага-
отлагаются в топливной аппаратуре. Диспергирующие присадки удержи-
удерживают продукты окисления углеводородов и неуглеводородных при-
примесей в коллоидном состоянии, препятствуют коагуляции образо-
образовавшихся твердых частиц и их осаждению и часто переводят в
раствор уже выпавшие осадки. Диспергенты способствуют сохра-
сохранению твердых продуктов окисления в растворе, но они не пред-
предотвращают самого окисления. Поэтому для получения высокого
эффекта диспергенты применяют совместно с антиокислителями
или подбирают соединения, обладающие диспергирующими и ан-
антиокислительными свойствами. Такие присадки называют стабили-
заторами-диспергентами.
Продукты окисления могут образовываться в топливах при
хранении и транспортировании, при обычных температурах окру-
окружающего воздуха и при повышенных, когда топливо нагревается
в условиях применения. При хранении дизельных и более тяже-
тяжелых топлив отмечено образование обильных осадков, состоящих
из лродуктов окисления,, различных загрязнений, студенистых
отложений, продуктов коррозии и воды. Такие осадки уменьшают
полезную емкость танкеров, барж, резервуаров. Удаление их
обычно связано с большими трудностями. Эффективные дисперги-
диспергирующие присадки для тяжелых топлив найдены среди нафтена-
тов и сульфонатов металлов (главным образом бария и кальция),
некоторых азотсодержащих соединений. При введении до 0,1%
(масс.) такой присадки склонность топлива к .осадкообразованию
резко снижается.
Осадки, образующиеся при нагревании топлив до высоких тем-
температур, состоят главным образом из продуктов окисления неуг-
неуглеводородных составляющих и малостабильных углеводородов, а
также продуктов коррозии металлов. Эти осадки могут забивать
топливные фильтры, отлагаться на рабочих поверхностях топлив-
топливных насосов, форсунок и т. д. Эффективным средством борьбы с
образованием высокотемпературных отложений оказались диспер-
диспергирующие присадки и стабилизаторы-диопергенты. Наилучшие
присадки найдены среди полярных полимеров (азотсодержащие
сополимеры), получаемых сополимеризацией двух разных моно-
298
Гл. VII. Производство и применение присадок
меров, из которых один содержит полярную группу (азотистое
основание) и служит носителем активных свойств присадки, а
второй (олеофияьный мономер) обеспечивает растворимость при-
присадки в топливах. Промышленное использование диспергирующих
присадок только начинается, но, несомненно, при широком про-
производстве теплив для сверхзвуковой авиации роль присадок та-
такого типа должна сильно возрасти.
Присадки, изменяющие электрические
свойства топлив
Углеводороды являются хорошими диэлектриками и в чистом ви-
виде практически не проводят электрический ток. Товарные топли-
топлива обладают небольшой электропроводностью за счет содержа-
содержащихся в них продуктов окисления, серо- и азотсодержащих ве-
веществ, солей металлов и т. д. Эти вещества способны в той или
иной мере образовывать в углеводородном растворе положитель-
положительно и отрицательно заряженные ионы. Лока топливо находится в
стационарном состоянии, сумма всех положительных ионов равна
сумме всех отрицательных. При движении топлива заряженные
ионы разделяются вследствие преимущественной адсорбции ионов
одного знака, в результате трения о стенки и некоторых других
явлений. Ионы одного знака накапливаются на стенках трубо-
трубопроводов, емкостей, фильтров, топливных насосов и т. д., а ионы
противоположного знака остаются в топливе. Заряды со стенок
металлической арматуры быстро стекают в землю (все оборудо-
оборудование заземлено), а заряды в топливе могут накапливаться в ре-
резервуаре, баке или другой емкости, так как они не могут быстро
уйти в заземленную стенку резервуара вследствие очень малой
электропроводности топлив. Если вблизи такого скопившегося
заряда лоявится заземленный металлический предмет, (деталь
арматуры резервуара, крышка топливного фильтра, метршток и.
т. д.), то может произойти разряд в виде искры. Если смесь па-
паров топлива с воздухом в данном месте находится в пределах
воспламеняемости, то происходит взрыв.
Наиболее эффективным способом борьбы с накоплением ста-
статического электричества является введение в топливо антистати-
антистатических присадок. Их действие заключается в увеличении элект-
электропроводности топлнв, в результате образовавшиеся заряды не
успевают скапливаться, а быстро уходят в заземленные стенки ре-
резервуаров и трубопроводов. Удельная электропроводность обыч-
обычных товарных реактивных топлив составляет от 0,1 до 5—6 пСм.
Если удельную электропроводность реактивного топлива увели-
увеличить до 35—50 пСм, то образующиеся заряды статического элект-
электричества очень быстро рассеиваются и опасность разряда и взры-
взрыва практически ликвидируется.
Присадки к топливам
299
В качестве антистатических присадок к реактивным топливам
предложены самые различные зольные и беззольные соединения.
Однако за рубежом широкое промышленное применение нашла
присадка ASA-3 фирмы «Шелл». Присадка состоит из смеси хро-
хромовых солей алкилсалициловых кислот, кальциевой соли сульфи-
сульфированного сложного эфира янтарной кислоты и октилового спир-
спирта. В качестве стабилизатора в присадку введен сополимер лаури-
лового и стеаринового метакрилатов и метилвинилпиридина. При-
Присадка ASA-3 хорошо растворима в топливах и не ухудшает их экс-
эксплуатационные свойства; она полностью предотвращает взрывы и
шдаары, связанные с накоплением статического электричества,
при введении в топливо в концентрации 0,000075%.
Красители
Красители добавляют в этилированные авиационные и автомо-
автомобильные бензины. Окраска предостерегает потребителей от не-
неправильного использования таких бензинов. В отечественной
практике в качестве красителей для бензинов применяют: жиро-
жирорастворимый желтый краситель «К» (диэтиламиноазобензол);
жирорастворимый темно-красный «Ж» (продукт взаимодействия
р-'нафтола и .м-аминоазотолуола); зеленый смесевой краситель,
состоящий из 1,8-здиоксиащтрахинона и жирорастворимого зелено-
зеленого антрахинонового B: 1). За рубежом для окраски бензинов ис-
используют в основном производные анилина.
Все красители хорошо растворяются в бензинах. В отечест-
отечественные бензины добавляют от 3 до 10 мг красителя на 1 кг бен-
бензина @,0003—0,001% масс). Этиловую жидкость, вырабатывае-
вырабатываемую в нашей стране, окрашивают в желтый цвет @,4 г красителя
на 1 кг этиловой жидкости). При добавлении этиловой жидкости
бензины приобретают слабо-желтую окраску, и последующее вве-
введение в бензин требуемого красителя иногда сопровождается по-
появлением различных оттенков.
ПРИСАДКИ К МАСЛАМ
Высокие требования, предъявляемые к эксплуатационным свой-
свойствам современных масел, не могут быть обеспечены только под-
подбором сырья и технологии его очистки. Для улучшения свойств
масел (а иногда и придания новых, которыми масла не обладают)
на завершающей стадии приготовления (при компаундировании)
в них вводят присадки. Присадки не только улучшают эксплуата-
эксплуатационные свойства масел, но и существенно снижают расход по-
последних. В качестве присадок к маслам изучено и предложено
несколько тысяч органических соединений. Однако промышленное
производство и практическое применение получили немногим бо-
300
Гл. VII. Производство и применение присадок
Присадки к маслам
301
лее 100 продуктов и композиций. Синтез и промышленное произ-
производство присадок, мировое производство которых превышает
1,5 млн. т/год, является важной самостоятельной отраслью нефте-
нефтехимии. В наибольших количествах производят сульфонаты метал-
металлов, производные алкилфенолов и дитиофоофорной кислоты, про-
продукты окисления парафиновых углеводородов и их соли. Промыш-
Промышленное производство первой в СССР присадки к маслам АзНИИ-
ЦИАТИМ-1 (депрессора, понижающего температуру застывания
масел) началось в конце 40-х годов.
Эффективность присадок зависит от глубины очистки масел,
их природы и состава. Присадки в зависимости от типа и кон-
концентрации улучшают один или несколько показателей эксплуата-
эксплуатационных свойств масел, но могут ухудшать при этом другие пока-
показатели. Поэтому необходимо выявлять побочное отрицательное
действие присадок и искать способы устранения или ослабления
этого действия. Перспективно использование <в маслах компози-
композиций присадок разного назначения. При этом важно установить
оптимальное количественное соотношение отдельных компонен-
компонентов.
Присадки к маслам классифицируют по наз'начению (функцио-
(функциональному действию), химическому составу и механизму действия.
В наибольшей степени разработана и получила распространение
первая классификация, в соответствии с которой выделяют сле-
следующие группы присадок, улучшающих те или иные свойства ма-
масел: повышающие устойчивость масел к окислению — антиокисли-
антиокислительные (иногда их называют ингибиторами окисления); повыша-
повышающие смазочную способность масел — антифрикционные, проти-
воизносные и противозадирные; способствующие защите металлов
от коррозии — ингибиторы коррозии и противокоррозионные; не
допускающие образования на деталях двигателя нагаров, лаков и
осадков — моющие, или детергентно-диспергирующие; понижаю-
понижающие температуру застывания — депрессорные; улучшающие вяз-
вязкостно-температурные свойства — вязкостные; повышающие устой-
устойчивость масел к воздействию грибков и бактерий — ингибиторы
микробиологического поражения, или антисептики; предотвраща-
предотвращающие вспенивание и эмульгирование масел — противопенные и
деэмульгарующие; повышающие адгезию и предотвращающие
растекание масел — адгезионные; улучшающие одновременно не-
несколько эксплуатационных свойств масел — многофункциональ-
многофункциональные.
Классификация присадок по назначению не совсем строга, по-
поскольку продукты, отнесенные к определенной группе, в большей
или меньшей степени воздействуют и на другие свойства масел.
Так, депрессоры влияют на вязкостно-температурные свойства
масел при низкой температуре, ингибиторы коррозии могут тор-
тормозить окисление, а противоизносные присадки-—усиливать или
уменьшать коррозию металлов. В связи с этим ведется поиск мно-
многофункциональных присадок, улучшающих одновременно несколь-
несколько эксплуатационных свойств масел, или разрабатываются компо-
композиции присадок, действующие аналогично и состоящие из 3—7
продуктов разного состава.
Химическая классификация присадок предусматривает их под-
подразделение по составу активной (полярной) группы и структуре
или строению углеводородной (неполярной) группы. По составу
активной группы выделяют кислород-, серо-, фосфор-, азот-, хлор-
и борсодержащие присадки. Применяют также органические со-
соединения, содержащие в молекуле две-три активные группы,—
сероазот-, серохлор-, фосфоркислородсодержащие. Присадки мо-
могут быть подразделены также и на металлсодержащие (зольные)
и не содержащие металлы (беззольные). Большая часть присадок
относится к первой группе. Важнейшими характеристиками при-
присадок, относящихся к классу поверхностно-активных веществ;
(ПАВ), являются их полярность и поляризуемость, обусловлен-
обусловленные различными функциональными группами, определяющими ди-
польный момент и другие электрофизические свойства. Для соеди-
соединений одного и того же. класса полярность убывает с ростом дли-
длины углеводородного радикала (или углеводородной части молеку-
молекулы) и молекулярной массы соединения при одинаковых составе
и числе активных групп. Полярность и поляризуемость молекул
(мицелл) присадок в значительной степени определяет их функ-
функциональную эффективность.
Классификация присадок по механизму действия раскрывает
причины, обусловливающие проявление их эффективности. В ос-
основе действия большинства присадок лежат поверхностные явле-
явления (т. е. процессы, протекающие на поверхности раздела фаз и
связанные с поверхностной энергией), что позволяет условно под-
подразделить присадки на адсорбционно-активные и адсорбционно-
неактивные.
Механизм действия адсорбционно-активных присадок основан;
на изменении энергетического состояния границы раздела фаа'
«твердое тело — .масло», происходящем уже в присутствии малых
количеств добавок (детергентов, депрессоров, антифрикционных
и др.). Такое изменение может происходить с поверхностями ме-
металла и твердых частиц, диспергированных в масле, — углероди-
углеродистых веществ и твердых углеводородов. Различия в свойствах и
состоянии твердой поверхности и вытекающие отсюда разные тре-
требования к составу присадок позволяют выделить продукты объ-
объемного и поверхностного действия. Первые регулируют взаимодей-
взаимодействие твердых частиц непосредственно в объеме масла: депрессор-
ные присадки-—частиц твердых углеводородов, детерогентно-дис-
детерогентно-диспергирующие присадки — частиц углеродистых веществ; вторые —
на границе раздела фаз «металл — масло» или непосредственно
302
Гл. VII. Производство и применение присадок
Присадки к маслам
303
поверхностные свойства самого металла, что приводит д адсорб-
адсорбционному понижению его прочности (пластифицированию метал-
металла). Действие адсорбционно-активных присадок связано с низ-
низкой 'полярностью нефтепродуктов, что обусловливает высокую
чувствительность присадок к посторонним ПАВ и прежде всего к
воде, как правило, присутствующей в малых количествах в мас-
маслах.
Эффективность адсорбционно-неактивных присадок проявляет-
проявляется в химическом или физическом взаимодействии их с углеводо-
углеводородными или другими компонентами масла. Примером присадок
физического механизма действия могут служить вязкостные поли-
полимерные присадки, роль которых сводится к улучшению вязкостно-
температурных свойств масел. Антиокислители — типичные пред-
представители присадок химического механизма действия. Выявление
механизма действия присадок предопределяет пути их направлен-
направленного синтеза и позволяет обоснованно изменять их свойства (рас-
(растворимость в масле, поверхностную активность и др.).
Антиокислительиые присадки
Важнейшим эксплуатационным свойством масел, определяющим
продолжительность их работы, является стабильность против
окисления. В процессе эксплуатации адасел под воздействием кис-
кислорода воздуха, высоких температур, нагрузок, каталитического
действия металлов углеводороды, входящие в состав масел, под-
подвергаются окислению, деструкции, полимеризации и ряду других
химических превращений. При этом вследствие образования и на-
накопления кислородсодержащих соединений и углеродистых про-
продуктов уплотнения изменяется состав масел и ухудшаются их экс-
эксплуатационные свойства. Продукты окисления плохо растворимы
в маслах, способствуют образованию осадков и нагаров, вызыва-
вызывают коррозию и усиливают износ деталей. С целью предотвраще-
предотвращения или уменьшения окисляемости масел при хранении и эксплуа-
эксплуатации широко применяют антиокислительные присадки.
Наиболее часто используют: ароматические амины — дифенил-
дифениламин, /ьоксидифениламин, фенил-а(р)-нафтиламин (неозон А и
Д) и др.; алкилфенолы— ионол (дибутил-и-крезол ДБК, топа-
нол), МБ-1, НГ-2246, а(Р)-нафтол и присадки «а их основе —
ИНХП-21 и .др.; алкилпроизводные дитиофосфорной (ROJP(S)SMe
(ДФ-1, ДФ-11, 'ВНИИ НП-354 и др.) и дитиокарбаминовой
R2NC(S)SMe кислот. В зависимости от температурного диапазо-
диапазона работы масел антиокислители делят на низко- и высокотемпе-
высокотемпературные. В моторные масла вводят высокотемпературные окис-
окислители (ДФ-11, ВНИИ НП-354 и др.), в индустриальные, транс-
трансформаторные— низкотемпературные (ионол, дифениламин и др.).
Диалкилдитиофосфаты (ДФ-11 и др.) задерживают процесс окис-
окисления на начальной стадии и в отличие от низкотемпературных
антиокислителей значительно увеличивают индукционный период
окисления.
Антиокислительные присадки предохраняют углеводороды от
окисления, взаимодействуя с образующимися свободными ради-
радикалами (R» и ROO«J или переводя гидроперекиси (ROOH) в
устойчивое состояние, обрывая и не допуская тем самым развития
цепной реакции. Такие присадки относятся к группе ингибиторов
окисления, наиболее широко применяемых в маслах. В зависимо-
зависимости от состава ингибитора окисления (алкилфенолы, амины, серо-
и фосфорсодержащие вещества) механизм их действия различен.
Так, алкилфенолы обрывают цепную реакцию окисления, взаимо-
взаимодействуя с перекисными радикалами. Значительное влияние на их
эффективность оказывают строение заместителей и положение их
в молекуле органического соединения. Для объяснения действия
ингибиторов окисления аминного типа предложен так называемый
механизм «прилипания», то которому перекисный радикал обра-
образует с молекулой ингибитора радикал — комплекс, взаимодейству-
взаимодействующий, в свою очередь, с перекисными радикалами.
Механизм действия сульфидов и алкилфосфитов (продуктов,
не содержащих аадинных и фенольных групп) заключается в раз-
разрушении гидроперекисей с 'последующим образованием стабиль-
стабильных молекул. Более сложным представляется действие диалкил-
дитиофосфатов металлов, которые на начальной стадии окисления
углеводородов (как сами, так и продукты их термического пре-
превращения) тормозят процесс, деактивируя образующиеся радика-
радикалы (в основном ROO»), а в дальнейшем — разлагая гидропереки-
гидроперекиси. В связи с этим ингибиторы окисления иногда подразделяют на
деактиваторы свободных перекисных радикалов (амины, фенолы)
и разлагатели гидроперекисей (сульфиды, дисульфиды).
Помимо ингибиторов окисления существуют и другие присад-
присадки, повышающие стабильность масел против окисления — это де-
деактиваторы и пассиваторы металлов. Деактиваторы предотвра-
предотвращают или уменьшают каталитическое действие маслорастворимых
солей металлов вследствие образования комплексов. Пассиваторы
образуют на поверхности металла хемосорбированные пленки, за-
защищающие нефтепродукт от каталитического действия металла.
Многие антиокислители выполняют одновременно и функции про-
противокоррозионных присадок, предотвращая образование низкомо-
низкомолекулярных коррозионно-агресеивных продуктов окисления.
Антифрикционные, противоизносиые и противозадирные присадки
Для повышения смазочной способности масел, проявляющейся в
уменьшении трения, износа и задира металлических поверхностей,
в масла вводят антифрикционные (уменьшающие коэффициент тре-
304 Гл. VII. Производство и применение присадок
ния), противоизносные (понижающие износ трущихся поверхно-
поверхностей) и противозадирные (.предотвращающие задиры контактных
поверхностей) присадки. Противоизиосные и противозадирные
присадки в отличие от антифрикционных не просто образуют ад-
адсорбционный слой, а химически взаимодействуют с поверхностью
металла.
В качестве антифрикционных присадок, адсорбирующихся на
металлических поверхностях и уменьшающих силу трения, ис-
используют растительные и животные жиры, мыла, а также продук-
продукты окисления парафиновых углеводородов. Противоизнооными и
яротив'озадирными присадками являются свинцовые соли жирных
и нафтеновых кислот, осерненные жиры и углеводороды (ОКМ,
ОТП, АБЭС и др.), хлорированные углеводороды, а также орга-
органические вещества, содержащие в молекуле 2—3 полярные груп-
группы — атомы S, Р, N (ЭФО, ЛЗ-309/2, ЛЗ-ТИБ-6 и др.).
Противоизносные свойства масел улучшают также некоторые
высоктемшературные антиокислители--ДФ-11, ИНХП-21, МНИ
ИП-22к и др. Об эффективности наиболее распространенных при-
присадок C—5% в масле ТС-14,5) позволяют судить следующие дан-
данные:
опи рк, н рс, н
Без присадки 36 790 1580
Серосодержащие
осерненный октол -. . 42 730 2400
осерненные тетрамеры пропилена (ОТП) 61 790 3980
бис-(алкилбензилтио)-этан (АБЭС) . . 56 690 3550
этилен-бис-(изопропилксантогенат)
(Л3-23к) 63 ИЗО 3160
этил-бис-(бутилксантогенат) (ЛЗ-6/9) 71 890 4470
Серохлорсодержащие
ди-(трихлорамил)-сульфид (сульфол) . 76 1120 4470
Серофосфорсодержащие
диалкилдитиофосфат цинка (ДФ-11) . 49 1000 2820
Хлорсодержащие
хлорированный парафин 58 1000 3160
совол 41 890 2240
Хлорфосфорсодержащие
О,О'-дибутиловый эфир трихлорметил-
фосфорной кислоты (Хлорэф-40) . . 88 1580 5620
Механизм действия антифрикционных присадок, проявляющий-
проявляющийся б снижении коэффициента трения, связан с физической (при
низких температурах) адсорбцией присадок на металлической по-
поверхности. При этом толщина и устойчивость образующихся и
сравнительно слабо закрепленных на поверхности пленок зависят
от состава и строения присадок и контактируемых 'материалов, а
также от условий трения. Для каждого сочетания металл — при-
присадка существует температура, выше которой происходит разру-
разрушение (десорбция) ориентированной структуры в граничном слое
Присадки к маслам
305
трущихся поверхностей; коэффициент трения при этом резко воз-
возрастает. Антифрикционные присадки эффективны (предовращают
контакт июверхностей) только при умеренных режимах трения
(низких нагрузках, температурах и скоростях).
Противоизносные и шротивозадирные .присадки (полярные
группы их молекул) химически взаимодействуют с металлом с об-
образованием на трущихся поверхностях граничных слоев. Наряду
с этим на поверхности металла возможно и адсорбционное пони-
понижение твердости металла, вызванное пластифицирующим дейст-
действием присадки. При тяжелых режимах трения (высоких темпе-
температурах и контактных нагрузках) молекулы присадки разлагают-
разлагаются с образованием соединений, химически реагирующих с метал-
металлом.
В последнее время в качестве противоизносных присадок полу-
получили распространение так называемые полимеры трения. Их осо-
особенностью является то, что они вступают в реакцию полимериза-
полимеризации на вновь образуемых металлических поверхностях под воздей-
воздействием локальных температур и давлений с образованием тонких
полимерных пленок с высокими когезионными силами. В динами-
динамических условиях такие пленки непрерывно образуются и изнаши-
изнашиваются, однако поверхность металла экранирована ими постоян-
постоянно. В отличие от обычных ПАВ полимеры трения выступают в зо-
зоне трения не как металлорганичесюая, а в большей степени как
самостоятельная органическая фаза.
Ингибиторы коррозии и противокоррозионные присадки
Металлические изделия три хранении и эксплуатации под воздей-
воздействием окружающей среды (кислорода, влаги, химически актив-
активных продуктов) подвергаются коррозии и ;разрушаются. Нефтя-
Нефтяные масла без присадок не в состоянии обеспечить длительную и
надежную защиту этих изделий от коррозии. Чтобы улучшить за-
защиту металлов от коррозии, в масла вводят маслорастворимые
органические вещества, препятствующие коррозии металлов в ус-
условиях атмосферного воздействия (электрохимической корро-
коррозии),— ингибиторы коррозии и под действием продуктов, содер-
содержащихся в маслах (химической коррозии), — противокоррозион-
противокоррозионные присадки. Ввиду различных причин коррозионного разруше-
разрушения металлов приходится использовать в маслах присадки разных
состава и механизма действия.
В качестве ингибиторов коррозии используют соли нефтяных
и синтетических сульфокислот (БСК, КСК), продукты взаимодей-
взаимодействия сульфокислот и мочевины (БМП), продукты окисления пет-
ролатумов и церезинов (МНИ-3, МНИ-5, МНИ-7), нитрованный
окисленный тетролатум (НОП), кальциевые соли нитрованного
масла (АКОР-1), производные алкенилянтарной кислоты (В-15/41,
20—751
306 Гл. VII. Производство и применение присадок
СИМ, ИНГА-1, диполы и др.) и др. Применяют также комбиниро-
комбинированные ингибиторы коррозии на основе присадок алкилфеноль-
ного и сульфонатного типа с добавлением СЖК (ингибитор кор-
коррозии КП). В качестве противокоррозионных шрисадок в основном
используют серо- и фосфорорганические соединения — сульфиды,
дисульфиды, фосфаты.
Механизм действия ингибиторов коррозии сводится к следую-
следующим последовательно протекающим процессам: вытеснению воды
(электролита) с поверхности металла; удерживанию воды в объе-
объеме нефтепродукта; образованию на поверхности металла адсорб-
ционно-хемосорбционных слоев ингибитора коррозии, гидрофоби-
зирующих поверхность и препятствующих контакту электролита с
металлом; торможению анодного и катодного коррозионных про-
процессов разрушения металла образовавшейся защитной пленкой
ингибитора коррозии.
Противокоррозионные присадки образуют на металлических по-
поверхностях адсорбционные или хемосорбционные защитные плен-
пленки, препятствующие контакту коррозионно-агрессивных компонен-
компонентов масла с металлом. Действие противокоррозионных присадок
не ограничивается формированием защитных пленок и может про-
проявляться также в торможении окисления углеводородов с образо-
образованием кислых коррозионно-агрессивных веществ и нейтрализации
кислых продуктов, образующихся при окислении. Некоторые ин-
ингибиторы коррозии, обладая высокой защитной эффективностью,
усиливают коррозию цветных металлов (особенно меди и свинца),
что делает необходимым вводить в масла одновременно и ингиби-
ингибиторы коррозии, и противокоррозионные присадки.
Моющие (детергентно-диспергирующие) присадки
При высоких температурах в результате химических (превращений
углеводородов и других опричин в объеме масла и на деталях дви-
двигателя накапливаются углеродистые продукты, вызывающие при-
горание поршневых колец, способствующие перегреву и повышен-
повышенному износу деталей и в конечном итоге уменьшающие мощность
и срок службы двигателя. Присадки, обеспечивающие чистоту де-
деталей двигателя, получили название моющих. Основное назначе-
назначение моющих присадок состоит в предотвращении отложения про-
продуктов окисления и уплотнения на металлических поверхностях
двигателя, уменьшении количества осадков и нагаров на его де-
деталях.
В зависимости от состава и назначения масла используют как
беззольные, так и металлсодержащие присадки. Наибольшее рас-
распространение получили: соли сульфокислот нефтяного и синтети-
синтетического происхождения — маслорастворимые сульфонаты (барие-
(бариевая СБ-3, кальциевая СК-3, присадки ПМС и ПМС'Я, С-300 и др.),
Присадки к маслам
307
соли алкилсалициловых кислот (алкилсалицилат кальция АСК,
многозольный алкилсалицилат кальция MACK, алкилсалицилат
бария и магния — АСБ и АСМ соответственно), производные !ал-
килфенолов (ЦИАТИМ-339, ВНИИ НП-360, ВНИИ НП-370, БФК
и др.), сукцинимиды (С-5А и С-5Б), беззольные моющие присадки
на основе полиметакрилатов и др. Некоторые указанные выше
присадки улучшают одновременно защитные, противоизносные и
противозадирные свойства нефтяных масел.
Механизм действия моющих присадок многообразен и зависит
от их свойств в объеме масла и на поверхности металла. Важны-
Важными составляющими действия моющих присадок в объеме масла яв-
являются: пептизация (диспергирование продуктов уплотнения), со-
любилизация ('поглощение углеродистых образований мицеллами
присадок) и стабилизация суспензии твердых частиц (предотвра-
(предотвращение их слипания и осаждения). К поверхностному действию
присадок относят понижение адгезионного взаимодействия частиц
нагаров с металлическими поверхностями, некоторые электриче-
электрические и другие эффекты. Эффективность присадок повышается при
способности их тормозить процессы окисления углеводородов ма-
масел и нейтрализовать образующиеся кислоты. Существенны также
концентрация присадок и состав масел.
Так, высокая .полярность алкилсалицилата кальция способст-
способствует образованию двойного электрического слоя на поверхности
раздела с твердыми телами. Это приводит к высокому собствен-
собственно моющему действию присадок, т. е. способности удалять с по-
поверхности металла уже имеющиеся там углеродистые отложения.
Сульфонатные присадки обладают хорошими солюбилизирующи-
м'и и детергентно-диспергирующими свойствами, поскольку их ми-
мицеллы способны к солюбилизации и стабилизации на своих по-
поверхностях значительного количества твердых частиц. Алкенил-
сукцинимиды, не обладающие собственно моющим действием,
вследствие высокой поляризуемости и подвижности обладают вы-
высокими солюбилизирующими и д'иепергирующе-стабилизирующими
свойствами.
Депрессорные присадки
При низких температурах масла теряют подвижность вследствие
выделения твердых углеводородов и образования ими пространст-
пространственной кристаллической решетки, а также из-за резкого повыше-
повышения вязкости с понижением температуры. Для предотвращения
(или смещения в область более низких температур) образования
кристаллической решетки твердых углеводородов и понижения
темиературы застывания масел в них (вводят депрессорные при-
присадки. Эти .присадки улучшают низкотемпературные свойства ма-
масел, воздействуя только на кристаллизующиеся частицы твер-
20*
308
Гл. VII. Производство и применение присадок
дых углеводородов и не влияя на характер изменения вязкости
масла с температурой. Эффективность присадок определяется ти-
типом, строением молекулы и концентрацией депрессора, а также
составом масла (максимальный эффект понижения температуры
застывания масла составляет 25 СС).
В качестве депрессорных присадок используют: продукты ал-
килирования нафталина или фенола хлорированным парафином
(депрессор АзНИИ, АзИИИ-ЦИАТИМ-1, АФК, парафлоу), про-
продукты конденсации алкилфенола с фталевым ангидридом или
фталилхлоридом (сантопур и др.), высокомолекулярные полиме-
полимеры эфиров метакриловой кислоты и одноатомных спиртов от С7 до
Cie — полиметакрилаты (ПМА'Д), продукты окисления парафино-
парафиновых углеводородов и их соли. Обычно применяют не технические
продукты, а высококонцентрированные растворы присадок в мас-
маслах. Эффект депрессии достигается также некоторыми моющими
присадками.
Механизм действия депрессоров сводится к их адсорбции на
поверхности частиц твердых углеводородов, что препятствует ро-
росту последних и снижает сольватацию жидких углеводородов
кристаллизующимися частицами. Модифицирование поверхности
твердых частиц увеличивает взаимодействие между (ними и способ-
способствует получению более прочной и компактной их структуры в от-
отличие от объемной и рыхлой, не препятствующей потере подвиж-
подвижности масла.
Вязкостные присадки
Современные масла должны обеспечивать работоспособность ме-
механизмов в широком интервале температур (от минус 40—60 до
плюс 200—250 СС). Существенное возрастание вязкости нефтяных
масел при охлаждении и ее уменьшение при повышенных темпера-
температурах затрудняют нормальную работу машин и механизмов. Что-
Чтобы предотвратить резкое изменение вязкости с температурой (уве-
(увеличения индекса вязкости) и повысить прокачиваемость масел
при низких температурах, в них вводят вязкостные присадки. Без
их использования невозможно также получение северных, арктиче-
арктических и всесезонных масел. В качестве вязкостных присадок 'при-
'применяют, как правило, высокомолекулярные органические вещест-
вещества—полиизобутилены мол. массы 5—20 тыс. (КП-5, КП-10,
КП-20), полиметакрилаты — продукты полимеризации эфира мет-
метакриловой кислоты мол. массы 10—18 тыс. (ПМА'В-1 и В-2) и
виниполы мол. массы 9—12 тыс.
Перспективными вязкостными присадками являются сополиме-
сополимеры стирола и диенов, беззольные фосфорсеросодержащие присад-
присадки на основе эфиров метакриловой кислоты. Загущающая способ-
способность полимеров зависит от концентрации их в масле и молекуляр-
Присадки к маслам
309
ной массы. При прочих равных условиях наибольшей загущающей
способностью обладает полиизобутилен. Однако наилучшие вяз-
вязкостно-температурные свойства характерны для масел, загущен-
загущенных полиметакрилатами и сополимерами изобутилена со стиро-
стиролом. При интенсивном механическом и термическом воздействии
вязкостные присадки подвергаются деструкции, и загущающая
способность их понижается. Чем выше молекулярная масса поли-
полимера, тем лучше его загущающая способность, но тем в большей
степени он подвержен термомеханической деструкции. Во избежа-
избежание ее в масла вводят антиокислительные присадки.
Точный механизм действия вязкостных присадок не установлен.
Их способность предотвращать резкое изменение вязкости масла
в широком температурном диапазоне связывают со способностью
макромолекул полимера изменять свою конфигурацию с темпера-
температурой: сворачиваться в клубки при высокой температуре и вытя-
вытягиваться в длинные линейные образования при низкой.
Антисептики
Антисептики — это органические вещества, предотвращающие раз-
развитие в маслах биологических процессов при попадании в них
грибков и бактерий. Такие продукты называют иногда биоцидами
или ингибиторами микробиологического поражения нефтепродук-
нефтепродуктов. Эффективными антисептиками являются некоторые производ-
производные бора, уксуснокислые соли первичных алифатических аминов,
металлорганические вещества (производные ртути, олова и др.).
Бактерицидным действием обладают и некоторые антиокисл'итель-
ные, противокоррозионные и другие присадки.
Противопенные присадки
В авиационных маслах при работе на больших высотах, а также
в автомобильных, работающих в высокоскоростных двигателях,
могут образовываться стабильные масляные пены, затрудняющие
нормальную работу системы смазки. Для предотвращения этого
нежелательного явления в масла добавляют противопенные при-
присадки @,005—€,01%). Наиболее эффективными присадками этого
типа являются полисилоксановые жидкости (например, ПМС-200А).
Снижая -поверхностное натяжение масел (прочность поверхност-
поверхностных масляных пленок), присадки способствуют удалению раство-
растворенного в масле воздуха без образования обильной пены.
Адгезионные присадки
Для приборных масел важную роль играют свойства, определяю-
определяющие их физико-химическое взаимодействие с поверхмостью метал-
металла (или другого твердого тела). При смазке приборов смачивание
310
Гл. VII. Производство и применение присадок
Присадки к маслам
311
и растекание смазочных жидкостей на металлических поверхно-
поверхностях регулируют введением адгезионных присадок, уменьшающих!
растекание масел. Для этого используют вещества, образующие
на поверхности твердого тела монослои с низким поверхностным
натяжением — фторорганические соединения различных классов.1
Многофункциональные и многокомпонентные присадки
Эти присадки способны улучшать одновременно несколько экс-
эксплуатационных свойств масел. Синтезированы органические со-
соединения, содержащие в молекуле наряду с металлами серу, фос-
фосфор, азот и другие полярные группы и улучшающие ряд основных
свойств масел.
Первая отечественная многофункциональная.присадка к маслам,
улучшающая их моющие, противокоррозионные и противоизносные
свойства — дисульфиддиалкилфенолят бария (ЦИАТИМ-339).
Способностью улучшать моющие, антиокислителвные и противо-
противоизносные свойства моторных масел обладают присадки ВНИИ
НП-370,371 — кальциевая (или бариевая) соль алкилзамещенного
фенола формальдегидной конденсации. Аналогичным действием
обладает и присадка ВНИИ НП-360 — омесь 'присадок ВНИИ
НП-350 (алкилфенолят бария) и ВНИИ НП-354 (цинковая соль
диалкилфенилдитиофосфорной кислоты). К многофункциональ-
многофункциональным присадкам относятся также ДФ-11 (антиокислительная, про-
тивоизносная и противокоррозионная), MACK (моющая и авдти-
окислительная), МНИ ИП-22к (моющая, противоизносная и про-
противокоррозионная) .
В последнее время в моторные и некоторые другие масла вво-
вводят уже не одну и не просто многофункциональную присадку, а
композицию (пакет) присадок, выполняющих основные рабочие
функции масла. Суммарная концентрация такой композиции
(обычно 3—7 'присадок) в масле превышает 10%, а иногда дохо-
доходит до 20—25%. Эффекхивность композиций присадок зависит от
оптимальной концентрации и состава, а также от химического
состава масла. Используют различные сочетания присадок, в том
числе металлсодержащих моющих с ингибиторами коррозии и
антиокислительными присадками, беззольных моющих типа сук-
цинимидов с металлсодержащими моющими и противокоррозион-
противокоррозионными присадками; иногда к такой смеси добавляют и антиокис-
антиокислители. Часто в качестве одного из компонентов используют цин-
цинковые или бариевые соли диалкилдитиофосфорной кислоты. В со-
состав большинства композиций присадок к моторным маслам в не-
небольших количествах входит противопенная присадка ПМС-200А.
Примером таких композиций являются сочетания присадок: ВНИИ
НП-370, ПМС, Л3-23к, ПМС-200А; ВНИИ НП-360, ПМС, ДФ-11;
ЦИАТИМ-339, ПМС'Я, ВНИИ НП-354, ПМС-200А и др.
Наибольшее количество присадок используют в моторных
маслах, а также в большинстве трансмиссионных, индустриаль-
индустриальных и энергетических масел. Среди присадок к моторным маслам
основной объем (до 60%) приходится на моющие, затем следуют
вязкостные B4—27%), антиокислительные, ингибиторы коррозии
и противоизносные присадки. В связи с ростом требований к ка-
качеству моторных масел содержание присадок в них непрерывно
возрастает: 5—7% в 1965, 9—12% в 1970, 13—18% в 1975 г. Од-
Однако не всегда простым увеличением содержания присадок удает-
удается улучшить качество масел. Иногда такое увеличение может
играть и отрицательную роль. Так, повышение содержания ме-
металлсодержащих присадок может привести к значительному
увеличению зольных отложений на нагретых поверхностях дви-
двигателя. Увеличение в масле количества полимерных присадок не-
нередко ухудшает их моющие свойства. Выявлены целесообразные
концентрации и количественные соотношения различных приса-
присадок, добавление которых обеопечивает получение масел всех групп.
Наиболее «присадкоемки» высококачественные масла групп Д и
Е. Так, в масла группы А рекомендуется добавлять 0,9—1,7%
присадок, в масла группы Б — 1,6—4,8%, трупп Д и Е—17,5—
24,3% и 20—25% соответственно.
Принципы подбора и применения присадок, а также эффек-
эффективность их действия в маслах во многом зависят от: состава са-
самой присадки, степени ее чистоты (отсутствия примесей); химиче-
химического состава масла, прежде всего от наличия в нем полярных
компонентов (смолистых веществ, серо-, азот- и кислородсодер-
кислородсодержащих продуктов); наличия в маслах присадок другого функцио-
функционального действия, что может привести к синергизму (усилению)
или антагонизрму (ослаблению) действия добавки; концентрации
вводимой присадки (как правило, с повышением температуры
выкипания масла требуется большее количество присадки); усло-
условий применения смазочного материала (температуры, удельных
нагрузок, скорости и контакта с различными металлами и среда-
средами и прежде всего с влагой, воздействия облучения, вакуума и
т. п.); имеет значение и стоимость присадок, которая обычно в
10—20 раз выше стоимости базовых масел.
При работе масла под воздействием высоких температур, при
взаимодействии с металлическими .поверхностями, адсорбции на
фильтрующих элементах уменьшаются концентрация присадок в
масле и эффективность их действия. Срабатываемость присадок
зависит от их функционального действия и состава. Активность
многих присадок понижается при контакте с водой. Поэтому через
определенные промежутки времени необходимо оценивать пока-
показатели эксплуатационных свойств работающих масел, предусмот-
предусмотренных соответствующими нормативами (ГОСТ, ТУ) на присадки.
Важными показателями свойств присадок независимо от их на-
312
Гл. VII. Производство и применение присадок
Особенности производства присадок
313
значения являются цвет и запах, вязкость и температура вспыш-
вспышки; для металлсодержащих присадок помимо общего содержания
цинка, кальция или бария контролируют зольность. Для боль-
большинства присадок лимитируются содержание механических при-
примесей и растворимость в маслах. Последняя, например, зависит от
химического и фракционного состава (масел: присадки, содержа-
содержащие длинные алкильные цепи, лучше растворяются в нафтено-па-
рафиновых маслах, а при наличии в 'присадках ароматических ко-
колец растворимость их возрастает со степенью ароматизованности
масла.
ОСОБЕННОСТИ ПРОИЗВОДСТВА ПРИСАДОК
Присадки к топливам в основном производят на предприятиях
химической промышленности, и на нефтеперерабатывающие за-
заводы они поступают в готовом виде (антидетонаторы, выносител'И,
красители и др.). Особенности производства таких присадок в на-
настоящем курсе не рассматриваются. Большую часть присадок к
маслам производят на предприятиях нефтеперерабатывающей и
нефтехимической промышленности. Эта новая отрасль бурно раз-
развивается, так как присадки в настоящее время в значительной
степени определяют основные эксплуатационные свойства многих
видов товарных нефтепродуктов, особенно нефтяных масел.
Технологические процессы производства 'присадок существенно
отличаются от процессов производства нефтяных и многих неф-
нефтехимических продуктов. Высокая вязкость сырья, промежуточ-
промежуточных и готовых 'продуктов, сильная коррозионная агрессивность
миогих используемых реагентов затрудняют создание непрерыв-
непрерывных технологических процессов, поэтому большая часть установок
по производству присадок работает по периодической или полу-
полунепрерывной схеме. Периодические (процессы не могут быть в до-
достаточной степени автоматизированы и механизированы, имеют и
другие недостатки, что увеличивает себестоимость присадок. Про-
Производство присадок, особенно многофункциональных, осуществ-
осуществляется путем многостадийного синтеза. Сырьем служат продукты
переработки нефти и нефтехимического синтеза (олефиновые, аро-
ароматические и парафиновые углеводороды, сульфокислоты, алкил-
фенолы, спирты, а также различные 'неорганические реагенты —
гидроокиси металлов, пятисернистый фосфор, однохлористая се-
сера, серная и соляная кислоты и т. д.).
Основные процессы производства присадок
Наиболее распространенным классом присадок являются
алкилфенольные, среди которых в значительных объемах вы-
выпускаются многофункциональные присадки (АзНИИ-ЦИАТИМ-1,
ЦИАТИМ-339, ВНИИ НП-370, ДФ-11, МНИ ИП-22к, MACK и
др.). Ниже на примере этих '.присадок, а также ряда других перс-
перспективных продуктов рассмотрены особенности синтеза и стадии
химических реакций.
Одной из первых многофункциональных присадок, синтезиро-
синтезированных в СССР в 50-х годах, является присадка АзНИИ-
ЦИАТИМ-1. Она выпускается в виде 50%-ного раствора в неф-
нефтяном масле. Синтез ее состоит из следующих стадий: хлорирова-
хлорирования парафина, алкилирования фенола хлорпарафином, осерне-
ния алкилфенола однохлористой серой и омыления дисульфида
гидроокисью бария с получением бариевой соли бис-(алкилфе-
нил)-дисульфида:
ОН ОН
I
A1C1| f^N
ОН ОН ОН
+Ва(ОНJ
К числу алкилфенольных многофункциональных присадок от-
относится ЦИАТИМ-339 — бариевая соль бис-(алкилфенол)-дисуль-
бис-(алкилфенол)-дисульфида. Сырьем для ее 'Производства являются фенол, полимер-ди-
полимер-дистиллят, однохлористая сера, гидроокись бария, катализатор
(КУ-2, БСК и др.) и масло-разбавитель. Синтез состоит из сле-
следующих стадий: алкилирования фенола полимер-дистиллятом
(С8—Ci2), отгонки непрореагировавших веществ, обработки ал-
алкилфенола однохлористой серой, омыления полученного продук-
продукта гидроокисью бария и очистки.
Присадка ВНИИ Н'П-370 шредставляет собой продукт конден-
конденсации алкилфенолята кальция с формальдегидом. Производство
присадки состоит из следующих стадий: сульфирования и алкили-
алкилирования фенола, омыления алкилфенола и нейтрализации алкил-
сульфокислоты гидроокисью кальция, конденсации алкилфеноля-
алкилфенолята кальция с избытком свободного алкилфенола и формальдеги-
формальдегидом. В результате получают соединение общей формулой:
ОН О—Са-0 ОН
СН2 | | СН2
314
Гл. VII. Производство и применение присадок
Особенности производства присадок
315
К группе алкилфенольных присадок относятся алкилсалицилатЯ
кальция — АСК и многозольный алкилсалицилат кальция—•:
MACK. Производство этих присадок включает: синтез алкилфено-1
ла « омыление его с получением натриевой еоли, карбоксилиро-;|
вание алкилфенолята натрия, получение алкилсалициловых кис-
кислот с последующей их нейтрализацией гидроокисью кальция и по-
получением присадки АСК:
Присадку MACK получают, действуя на алкилсалицилат каль-
кальция дополнительным количеством гидроокиси кальция и дву-
двуокисью углерода. Присадка представляет собой коллоидную си-
систему, состоящую из алкилсалицилата, гидроокиси и карбоната
кальция.
Присадку ПМС (многозольный сульфонат кальция с повышен-
повышенным содержанием металла) получают сульфированием дизельно-
дизельного масла Д-11 концентрированной серной кислотой (олеумом или
газообразным SO3). При нейтрализации образующихся сульфо-
кислот RS'O2OH гидроокисью кальция получают «нейтральную»
присадку ПМС. Для получения многозольной присадки продукт
обрабатывают дополнительным количеством окиси кальция (изве-
сти-лушонки) в присутствии двуокиси углерода и уксусной кис-
кислоты как промотора.
Таким образом, основными и часто общими процессами полу-
получения присадок являются: алкилирование, сульфирование, суль-
фохлорирование, фосфирование, карбоксилирование, конденсация
и нейтрализация (омыление). Важными в производстве присадок
являются такие вспомогательные процессы, как отделение непро-
реагировавших компонентов, катализаторов и растворителей,
очистка присадок от механических примесей и сушка.
Алкилирование фенолов осуществляют разнообразными про-
продуктами (олефинам'И, спиртами, хлорпарафинами, полимер-ди-
полимер-дистиллятом и др.) в присутствии катализаторов (серной или бен-
золсульфокислоты, хлористого алюминия, катионообменной смо-
смолы КУ-2 и др.). Этот процесс является головным для по-
получения многофункциональных присадок АзНИИ-ЦИАТИМ-1,
ЦИАТИМ-339, БФК, ИНХП-21, ВНИИ НП-370, а также шриса-
док АСК, MACK, ионола и др. Высокая химическая активность
алкилфенолов в реакциях с серо- и фосфорсодержащими соеди-
соединениями, окисями и гидроокисями металлов, а также в реакциях
карбоксилирования и конденсации позволяет получать на их ос-
основе различные многофункциональные присадки.
В общем случае алкилирование фенола олефинами (полимер-
дистиллятом или бутан-бутиленовой фракцией) осуществляется
в несколько стадий. На первой стадии образуется смесь алкилфе-
нола, побочных продуктов реакции и непрореагировавших ве-
веществ; обрабатывая эту смесь, получают сырой алкилфенол.
В дальнейшем из него удаляют (регенерируют) катализа-
катализатор и отгоняют непрореагировавший фенол, олефины и низ-
низкомолекулярные алкилфенолы. Качество и выход алкилфе-
нола зависят от состава сырья и типа используемого катализато-
катализатора. Широко используемым в промышленности катализатором ал-
килирования, обеспечивающим непрерывность процесса, является
катионообменная смола 1<У-2. Она представляет собой сульфиро-
сульфированный сополимер стирола и дивинилбензола и обладает высокой
каталитической активностью и селективностью. При ее использова-
использовании получается алкилат высокого качества и исключается стадия
водной промывки катализатора для удаления алкилата, сопро-
сопровождающаяся образованием фенолсодержащих сточных вод.
Важнейшими факторами, влияющими на выход и качество ал-
килфенола, являются температурный режим, скорость подачи оле-
финового сырья, соотношение сырья и катализатора и условия их
контактирования. Оптимальные условия алкилирования фенола
на КУ-2 следующие: температура 125—130 °С, объемная скорость
подачи сырья 1,25 ч~', мольное соотношение фенол:сырье—1:2.
Сульфирование нефтяных фракций применяют при производст-
производстве сульфонатных присадок (в основном кальциевых и бариевых
солей сульфокислот различных нефтяных фракций). В СССР вы-
выпускают несколько сульфонатных присадок: ПМС (сульфонат
кальция) и ПМС'Я (сульфонат бария), СК-3 и СБ-3, НГ-102,
НГ-104 и др. Сульфирование проводится периодическим или не-
непрерывным способом. В 'качестве сульфирующего агента исполь-
используют серную кислоту с 18—20% серного ангидрида, газообразный
серный ангидрид (контактный газ) или жидкий в растворе серни-
сернистого ангидрида. Факторы процесса сульфирования: температура,
продолжительность и способ контактирования компонентов, рас-
расход, качество и скорость подачи реагента.
При непрерывном сульфировании нефтяных фракций газооб-
газообразным SO3 температура процесса не превышает 35—40 °С, про-
продолжительность — 3—5 мин. Контроль процесса осуществляется по
кислотному числу сульфированного масла. Непрерывное сульфи-
сульфирование жидким SO3 в растворе SO2 проводят при температуре
минус 10 СС. Помимо сульфирования для введения в структуру
молекулы серы используют осернение органических соединений
однохлористой серой. Эта реакция экзотермична и проводится
при непрерывных охлаждении и перемешивании.
316
Гл. VII. Производство и применение присадок
Фосфирование органических соединений, например алкилфено-
лов, спиртов и экстрактов, пятисернистым фосфором широко ис-
используют при произ!водстве присадок ВНИИ НП-360, ДФ-11, МНИ
ИП-22к, ЭФО и др. Процессы фосфирования проводят иериодиче- ¦
ским и непрерывным способами. Режим процесса в зависимости
от состава исходного сырья следующий: температура 95—150 СС,
длительность контактирования при оптимальной температуре 1—
4 ч, расход P2S5—12—15% на исходное сырье. Чем больше мо-
молекулярная масса сырья, тем выше температура реакции фосфи-
фосфирования. С ужесточением режима против оптимального усиливает-
усиливается смолообразование. Важно также качество иятисернистого фос-
фосфора: чем лучше он очищен, тем выше качество получаемой при-
присадки (меньше образуется побочных продуктов) и меньше рас-
расход реагента.
Конденсация алкилфенолов с формальдегидом используется
для получения присадок БФК, ВНИИ «П-370, ВНИИ НП-371 и
др. Характер протекания реакций зависит от того, в кислой или
щелочной среде она осуществляется (природа катализатора).
Обычно процесс проводят в периодически действующих аппара- ¦
тах, в которых осуществляют также алкилирование, фосфор и- ;
рование и другие реакции.
Реакция конденсации в кислой среде (до 1% соляной или сер-
серной кислоты) проводится при 96—98 СС и постоянном перемеши-
перемешивании. Используют обычно 37%-ный раствор формальдегида. Тем-
Температура реакции в щелочной среде (избыток нейтрализующего
агента при омылении) зависит от того, каким реагентом омыляет-
ся алкилфенол, и составляет 70—85%. Процесс конденсации конт-
контролируют по показателю преломления получаемого продукта. На ,
эффективность процесса конденсации влияют: температура реак-
реакции, соотношение реагирующих масс алкилфенол а и формальде-
формальдегида и качество алкилфенола.
Нейтрализация (омыление) является завершающим процессом
при производстве большинства присадок. В качестве нейтрализу-
нейтрализующих реагентов используют, как правило, гидроокиси бария,
кальция и цинка. Важен способ подачи реагентов на омыление:
в кристаллическом виде, в виде суспензии в масле или в воде;
практикуется также подача гидроокиси бария в расплавленном
виде. Нейтрализацию можно проводить в реакторе-нейтрализато-
реакторе-нейтрализаторе периодического действия или в пленочном реакторе непрерыв-
непрерывного действия. Чем глубже проходит реакция, тем меньше в ко-
конечном продукте механических примесей и выше его зольность.
Процесс нейтрализации довольно длителен.
Результаты процесса нейтрализации (омыления) при производ-
производстве присадок зависят от: качества исходного сырья и реагентов,
температуры, скорости и способа подачи нейтрализующего реаген-
реагента, расхода и состава масла-разбавителя. 'В промышленных уело*
Особенности производства присадок
317
виях скорость процессов нейтрализации ограничивается пенообра-
зованием при удалении влаги из реактора. Высокая вязкость полу-
получаемой присадки вызывает необходимость повышать температуру
сушки и вакуум. С целью получения выеокощелочных присадок
(ПМС или MACK) последние в присутствии промоторов, воды и
двуокиси углерода обрабатывают дополнительным количеством
гидроокиси кальция. В результате получают присадки с содержа-
содержанием кальция, в 3—4 раза большим его стехиометрического со-
содержания.
Очистка присадок, отделение механических примесей. Наличие
в присадках механических примесей, образующихся в процессе их
производства, существенно снижает эффективность их действия
и приводит к ухудшению эксплуатационных свойств товарных неф-
нефтепродуктов. Очистка присадок от механических примесей являет-
является неотъемлемой стадией их производства. Осуществляют ее, как
правило, центрифугированием или фильтрованием присадок, вы-
высокая вязкость которых заставляет вести очистку при повышен-
повышенных температурах A30—160 °С) и с использованием разбавите-
разбавителей (нефтяных растворителей, легких масел). Поэтому в составе
установки необходимо иметь секцию регенерации растворителя.
Эффективность очистки присадок в значительной мере зависит от
соблюдения технологического регламента.
В последние годы получила распространение очистка присадок
фильтрованием их через намывной слой (порошки с высокой ад-
адсорбционной способностью) без разбавления растворителем. Вы-
Высокоэффективна очистка присадок от коллоидных примесей ме-
методом электрофильтрования, <в основе которого лежат электроко-
электрокоагуляция и осаждение микрочастиц.
Качество товарных присадок оценивают по комплексу мето-
методов, включающих определение физико-химических свойств самой
присадки (или раствора ее в масле) и испытание масел с присад-
присадками на одноцилиндровых и полнораз'мерных двигателях, стендах
и в эксплуатационных условиях. При производстве присадок конт-
контролируют их вязкость, зольность, щелочность, содержание метал-
металлов (бария, кальция, цинка), содержание фосфора, хлора, серы,
воды и механических примесей.
Важным самостоятельным направлением при производстве
присадок является предотвращение загрязнения окружающей
среды вредными побочными продуктами (сероводородом, хлори-
хлористым водородом, сернистыми газами, фенолом, непредельными
углеводородами и др.). Известны разнообразные способы обезвре-
обезвреживания побочных продуктов и их рационального использования.
В соответствии с государственным декретом об охране окружаю-
окружающей среды на всех вводимых в эксплуатацию установках предус-
предусмотрены меры по ликвидации или обезвреживанию вредных вы-
выбросов. Так, выделяющийся при производстве присадки ДФ-11
318
Гл. VII. Производство и применение присадок
сероводород или отработанный контактный газ при производстве
сульфонатных присадок, содержащий окислы серы, нейтрализуют
щелочью либо улавливают для последующей переработки в сер-
серную кислоту. Жидкие отходы от производства алкилсалицилат-
ных и сульфонатных присадок 'перед сбросом в канализацию нейт-
нейтрализуют и отмывают водой. Твердые шламы, образующиеся при
механической очистке карбонатированных присадок, подвергают
экстракции для извлечения присадок и органических веществ, су-
сушат и вывозят с завода.
Объем и направленность настоящего курса не позволяют де-
детально рассмотреть технологические схемы, стадии процессов и
оборудование для производства присадок. Ниже дано лишь опи-
описание обобщенных технологических схем установок или кратко
характеризованы стадии производства наиболее широко приме-
применяемых (или перспективных) присадок.
Принципиальная схема производства присадки ДФ-11
Сырьем для производства присадки ДФ-11 являются изобутило-
вый и изооктиловый спирты, пятисернистый фосфор, окись цин-
цинка, маловязкое нефтяное масло (разбавитель) и бензин (раство-
Особенности производства присадок
319
Рис. 94. Принципиальная схема установки по производству присадки ДФ41:
/—-смеситель; 2, 5 — реакторы; 3 — теплообменник; 4—отстойник; 6 — центрифуга; 7 — от-
отгонная колонна; 8 — холодильник-конденсатор; 9 — приемник.
Линии; / — нефтяное масло; // — пятисернистый фосфор; ИГ— изобутиловый спирт; IV — изо-
изооктиловый спирт; V — сероводород; VI — отходы; VII — окись цинка; VIII — растворитель
(бензин, бутиловый спирт); IX — присадка ДФ-11.
ритель). Основные стадии процесса — фосфоросернение спиртов
пятисерниетым фосфором, нейтрализация диалкилдитиофосфор-
ных кислот окисью цинка, отделение механических примесей
(фильтрование или центрифугирование) и отгон растворителя.
Смесь изобутилового и изооктилового спиртов A : 1,75) по-
подается в реактор 2 (рис. 94), где нагревается до 80—85 °С. Затем
из смесителя 1 в реактор при 60—65 °С вводится суспензия пяти-
сернистого фосфора в масле. При интенсивном перемешивании и
температуре не более 95 °С происходит реакция фосфирования
D0—60 мин), контроль за которой осуществляют по кислотному
числу. Образующиеся диалкилдитиофосфорные кислоты после
охлаждения отделяют в приемнике от непрореагировавшего P2S5
и смолистых продуктов. После отстаивания в течение 1,5—2 ч и
охлаждения продукты фосфирования нейтрализуют окисью цинка
(ее масляной суспензией) >в реакторе 5. Нейтрализацию осуществ-
осуществляют при температуре 35—40 9С и непрерывном перемешивании
в течение 10 ч. Затем продукт разбавляют бензином и отделяют
в отстойнике 4 от избытка окиси цинка и механических примесей.
Далее диалкилдитиофосфат цинка поступает на центрифугиро-
центрифугирование (более перспективна очистка в фильтрах с намывным сло-
слоем) и после отгона растворителя готовую присадку ДФ-11 раз-
разбавляют маслом и откачивают в парк. Образующийся при фосфи-
ровании сероводород, как правило, поглощается раствором щело-
щелочи с получением гидросернистого натрия.
Ниже приведен материальный баланс процесса производства
присадки ДФ-11:
Взято
Изобутиловый спирт .
Изооктиловый спирт .
Пятисернистый фосфор
Масло веретенное . .
Окись цинка ....
Растворитель ....
% (масс.)
4,5
7,9
7.1
16,9
2,8
60.8
Получено
Присадка ДФ-11 . . . .
Отгоняемый растворитель .
Сероводород
Отходы отстаивания и цен-
центрифугирования . ...
Потери
% (масс.)
33,7
57,3
1,0
3,6
4.4
Итого
100.0
Итого
100.0
Принципиальная схема производства присадки ПМС
Как уже отмечалось, присадка ПМС представляет собой много-
многозольный сульфат кальция или бария. Процесс ее производства со-
состоит из следующих стадий: сульфирования нефтяного масла,
нейтрализации сульфированного масла водным раствором аммиа-
аммиака с последующим отделением водорастворимых солей и смол, по-
получения нейтрального сульфоната кальция (обменной реакцией с
гидроокисью кальция), карбонилирования продукта двуокисью
углерода, отгона воды, растворителя и очистки присадки от меха-
механических примесей.
Масло ДС-14 (ДС-11 или АС-5) сульфируют (рис. 95) кон-
контактным газом в две ступени: в скребковых аппаратах типа «Во-
татор», затем в пленочных роторных реакторах непрерывного дей-
действия 1. Температура сульфирования не превышает 55 °С. Обра-
Образующиеся сульфокислоты нейтрализуют водным раствором аммиа-
аммиака D—8%-ным), что позволяет устранить многие затруднения и
недостатки, возникающие при нейтрализации кислот известковым
320 Гл. VII. Производство и применение присадок
молоком. Процесс осуществляется в реакторе 3 при температуре1
50—70 СС и непрерывном перемешивании. Расход аммиачной во-1
ды поддерживается автоматически при заданном рН нейтрализуе-^
мой среды 6—8. Для понижения вязкости сырья в реактор добав-|
ляют бензин C0—50% на сырье). , i
Нейтрализованный продукт, представляющий собой смесь|
сульфоната аммония с бензином и водой, поступает в отстойник 4,}
Особенности производства присадок
321
Рис. 95. Принципиальная схема установки по производству присадки ПМС:
/ — пленочный реактор-сульфуратор; 2, 4 — отстойники; 3, 5 — реакторы для нейтрализации;
6 — стабилизатор; 7 — абсорбер; 8 — центрифуга; 9 — отгонная колонна.
Линии: / — кислое масло после первой ступени сульфирования; // — свежий контактный газ;
/// — вода; IV — отработанный контактный газ; V — сульфированное масло; VI — отходы;
VII — аммиачная вода; VIII — бензин; IX — водный слой солей и смолы; X — раствор ней-
нейтрального сульфоната аммония; XI — известь-пушонка; XII — промотор; XIII — двуокись уг-
углерода; XIV — присадка ПМС.
где нижний водный слой (раствор водорастворимых солей) дре-
дренируется в канализацию. Верхний слой (бензино-масляный рас-
раствор нейтрального сульфоната аммония) поступает в реактор 5
для проведения обменной реакции с гидроокисью кальция (или
известью-пушонкой). Процесс проводится при температуре 70—j
80 °С, и смесь продуктов непрерывно откачивается в стабилиза- \
тор 6 качества нейтрального сульфоната, где заканчивается об-;
менная реакция. j
В стабилизаторе 6 проводится и реакция карбонилирования,]
для чего в аппарат закачивают уксусную кислоту (промотор) и|
через барботер подают смесь двуокиси углерода и инертного газа'
(для перемешивания и отдувки аммиака). Возможно и непрерыв-
непрерывное карбонилирование продукта двуокисью углерода в двух по-
последовательных винтовых реакторах «идеального смешения» при;
85—90 СС. Пары аммиака, бензина и воды вместе с инертным га-'
зом поступают в абсорбер 7, орошаемый постоянно циркулирую-
циркулирующей аммиачной водой. Присадку очищают от механических при-
примесей в растворе бензина сначала на центрифуге 8, а затем — в
сепараторах. Заключительной стадией является отгон растворите-:
ля от присадки в колонне 9. ¦¦
Принципиальная схема производства
алкилсалицилатных присадок
Процесс производства - алкилсалицилатных присадок (АСК и
MACK), представляющих собой концентраты кальциевых солей
алкилсалициловых кислот в масле-разбавителе, состоит из слег
дующих стадий: алкилирования фенола а-олефйиами, получения
алкилфенолята натрия, карбоксилирования с образованием ал-
I л ш
Рис. 96. Принципиальная схема установки по производству алкилсалицилатных
лрисадок:
/ — алкилатор; 2 — холодильник; 3—вакуумная отгонная колонна; 4 — пленочный реактор*
5 — автоклав; 6 — реактор; 7 — приемник; 8 —центрифуга; 9 — отгонная колонна.
Лнннн: /—фракция а-олефинов; // — фенол; /// — бензолсульфокислота; IV — иепрореаги-
ровавший фенол н а-олефины; V — раствор едкого натра; VI — ксилол; VII — двуокись угле-
углерода; VIII раствор соляной кислоты; IX гидроокись каьи X г Л/ х
авший фенол н аолефины; рр дк р; V ксилол; VII двуокись угле
рода; VIII — раствор соляной кислоты; IX — гидроокись кальция; X — «гасло; Л/ — отходы;
XII — присадка АСК (MACK).
р
XII
килсалицилата натрия, получения алкилсалициловых кислот и
омыления их с образованием, алиилсалицилата кальция.
Алкилирование фенола фракцией а-олефинов . B40—320*41;),
осуществляют в реакторе-алкилатаре 1 ,(рис; 96) в .присутствии
бензолсульфокислоты при 135 QC. Полученный сырой алкилфенол
последовательно разгоняют в трех вакуумных колоннах (на схе-
схеме условно изображены в виде одного аппарата 3). В первой ко-
колонне отгоняют фенол от продукта алкилирования при остаточном
давлении 6,65—8 кПа и температуре верха колонны 100—П0°С;
во второй колонне отделяют иепрореагировавшие фракции а-оле-
финов при остаточном, давлений 1,06—1,33 кПа и температуре
170—175°С; целевую фракцию алкилфенола C60^-н540°С) вы-
выделяют в третьей колонне при остаточном давлении ие более
0,4 кПа и температуре 340 °С
Алкилфенол в пленочных реакторах 4 обрабатывают 40%-йым
ксилольным раствором едкого натра при 130—140 °С и остаточ-
остаточном давлении 5,3—6,65 кПа с получением алкилфенолята натрия.
Далее в автоклавах 5 с винтовым перемешиванием раствор алкил-
алкилфенолята натрия обрабатывают двуокисью углерода до .кислотно-
.кислотного числа 80 мг КОН/г (реакция карбоксилирования) под давлением
0,7—0,8 МПа при 140—150°С. Затем полученный алкилсалицилат
21-751
322
Гл. VII. Производство и применение присадок
Особенности производства присадок , 323
натрия поступает в реактор 6, где при 60—70 °С его разл.ага*
27%-ным раствором соляной кислоты. Раствор алкилсалициловь
кислот в ксилоле с щелью получения алкилсалицилата кал*
подвергают обработке гидроокисью кальция (80 °С) с разбавл!
нием продукта маслом.
Экономически более выгодно получать алкилсалицилат кал!
ция обменной реакцией натриевой соли с хлористым кальцие*
В этом случае исключается использование соляной кислоты, вызы]
вающей сильную коррозию оборудования. Механические примеся
отделяют от присадки центрифугированием в растворе ксилолг
при повышенной температуре E0—70 °С). Завершающей стадий
производства присадки является отгон ксилола и воды.
Принципиальная схема производства
присадки ВНИИ НП-370
Проектная схема получения присадки включает следующие ста*
дии: сульфирование фенола серной кислотой с целью получения
катализатора алкилирования; алкилирование фенола полимер-ди-
полимер-дистиллятом в присутствии продуктов сульфирования, которые оста»
ются в готовой присадке в виде алкилсульфонатов кальция; нейт*;}
рализацию продуктов алкилирования гидроокисью кальция; уда-
удаление из продуктов реакции воды и.полимер-дистиллята; конден-
конденсацию алкилфедалята кальция и алкилфенола в щелочной среде
водным раствором формальдегида; отделение механических при-j
месей й сушку присадки.
' При .эксплуатации установки на стадии нейтрализации вместо|
15%-ной водной суспензии гидроокиси кальция (по проекту) ста-
стали использовать суспензию его в масле. Это улучшило качество^
присадки по показателям зольности, щелочности и коррозионной'
агрессивности. В настоящее время стадии нейтрализации и кон-л
денсации осуществляют одновременно. В мешалку, где проходят^
эти реакции, закачивают необходимое количество алкилфенолаЛ
масляную суспензию Са(ОНJ и формалин. Смесь прокачивают^
через теплообменник и испарители, где проходит вторая стадия!
реакций и проводится сушйа присадки. Далее с использованием!
центрифуг и сепараторов из присадки удаляют механические при-:
меси. Механические примеси отделяют также фильтрованием.
* *
*
На современном этапе развития производства присадок харак-
характерны не только рост объемов их выработки, но и совершенство-
совершенствование технологии их производства и повышение качества. Каче-
ство присадок улучшают, увеличивая содержание в них активного^
вещества, щелочность и стабильность против окисления, а также!
подбирая более качественное сырье. Так, сравнительно недавно
щелочность алкилфенольных многофункциональных присадок со-
составляла 30—40 мг КОН/г, в настоящее время она.доведена до
150—200 мг КОН/г; содержание активного вещества в нефтяных
сульфонатах повысилось с 20—25 до 40% при увеличении ще-
щелочного числа до 300—350 мг КОН/г.
Для производства новых видов присадок предусматриваются
непрерывные схемы с использованием высокопроизводительного
оборудования: герметичных реакторов с гребным винтом, пленоч-
пленочных испарителей, центрифуг со шнековой выгрузкой, непрерывно
действующих сушилок и др. Значительное внимание уделяется
механизации и автоматизации трудоемких процессов (затрузке
твердых сыпучих продуктов, выгрузке осадка из центрифуг и се-
сепараторов и др.), разработке специальных средств контроля и ав-
автоматизации," созданию автоматизированных систем управления
технологическими процессами производства присадок (АСУТП).
Создаются безотходные процессы производства присадок и разра-
разрабатываются более эффективные методы обезвреживания отходов
и выбросов при полной утилизации полезных продуктов.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Виноградова И. Э. Протишизвосные присадки к маслам. М., «Химия», 1972.
272 с.
Гальперин А. Е, Производство присадок к моторным и трансмиссионным
маслам. М., «Химия», 1974. 196 с.
Зарубежные топлива, масла и црисадки. Под ред. И. В. Рожкова и Б. В. Ло-
сикова. М., «Химия», 1971. 328 с. ¦ '
Кулиев А. М. Химия и технология присадок к маслам и топливам. М., «Хи-
«Химия», 1972.. 360 «.
Литвиненко С. Н. Защита нефтепродуктов от действия микроорганизмов. М.,
«Химия», 1977. 144 с. :• '
Нефтяные масла и (присадки к ним. Труды ВНИИ НИ. Вып. XII. М. «Хи-
«Химия», 1970. 424 с; Улучшение качества смазочных масел и присадок, Труды
ВНИИ НП. Вып. XIV. .М., «Химия», 1976. 256 с; Достижения в области разра-
разработки присадок к смазочным маслам. Труды ВНИИ НП. Вып. XXI. 1977. 140 с.
Папок К. К., Рагозин Н. А. Словарь по топливам, маслам, смазкам, присад-
присадкам и специальным жидкостям. Изд. 4 е, пер. и^цоп. М., «Химия», 1975. 382 с.
Присадки к маслам. Под ред. С. Э. Крейяа и др. Т. 1. N^, «Химия», 1966.
400 с. Т. 2. М., «Химия», 1968. 348 с
Саблина 3~А., Гуреев А. А. Присадки к моторным маслам. Изд. 2-е, пер. и
доп. М., «Химия», 1977. 268 с.
Совершенствование технологии производства присадок. Материалы симпо-
симпозиума стран—членов СЭВ. Киев, «Наукова думка», 1976. 276 с.
Шехтер Ю. Н., Крейн С. Э: Поверхностно-активные вещества из нефтяного
сырья. М., «Химия», 19711. 488с. - * ¦-
Шехтер Ю. Н., Крейн С.Э.; Тетерина Л. Н. Маслорастворимые поверхностно-
активные вещества. М., «Химия», 1978. 304 с.
21»
ГЛАВА VIII
ПРИГОТОВЛЕНИЕ ТОВАРНЫХ ТОПЛИВ
Автомобильные и авиационные бензины 325
АВТОМОБИЛЬНЫЕ И АВИАЦИОННЫЕ БЕНЗИНЫ
Товарные бензины получают смешением (компаундированием)
бензиновых фракций, получаемых различными процессами пере-
переработки нефти. Смешение компонентов позволяет получить товар-
товарный продукт необходимого качества, рационально использовать
свойства каждого компонента и ресурсы бензиновых фракций.
Автомобильные бензины. Количество и качество компонентов,
применяемых для приготовления товарных автомобильных бензи-
бензинов, существенно различаются. Даже бензины одной марки, выра-
выработанные бдним заводом в разное время, могут отличаться по
компонентному составу в- связи с проведением планово-предупре-
планово-предупредительных ремонтов отдельных установок, изменением программы
завода по выпуску продуктов и т. д.
В настоящее время на отечественных нефтеперерабатывающих
заводах производят автомобильные .бензины марок А-66, А-72,
А-76, АЙ-93 и АИ-98. Кроме того, по специальным техническим
условиям в небольшом количестве производят бензин «Экстра»,
который иногда обозначают .как АИ-95. Такое обилие марок то-
товарных бензинов связано с разнообразием требований двигателей
автомобилей, находящихся в эксплуатации. Характеристика этих
бензинов приведена ниже?
А-66 А»72 А-76
Октановое число, не менее
по -исследовательскому
методу т... . . . Не нормируется
по моторному методу . 66 72 76
Содержание ТЭС, г/кг, не - ¦ ¦ -.
более 0,6 Отс. 0,41
Фракционный состав, °С*
н. к., не ниже
ГО%,' не выше'
50%, не выше
90%, не выше
к. к., не выше-
Содержание фактических
смол, мг/100 мл, не более
на месте производства,
при поставке ...
на месте потребления
Индукционный период окис-
окисления (на месте производ-
производства, до ^этапирования),
мин, не.менее . . . .• .
АИ-93
93
. 85
0,82
35 35 35 35
79/65 .70/55 -70/55 70/55
125/115 115/100 115/100 115/100
195/160 180/160 180/160 180/160
205/185 195/185 195/185 195/185
АИ-98
89
«Экстра
(АИ-9Б)
95
87
0,82 .Отс.
7
15
450
Б
10
600
Б
10
900
5
7
900
35
70
115
180(
195
5
7
30
68
115
140
185
3
3
. А-66
А-72
А-76
АИ-93
АИ-98
Содержание серы,
лее .• . . /, .
Цвет ......
о, не бо-
0,15
Оран-
Оранжевый
4), 12
Бес-
цвет-
цветный
0,10
Зеле-
Зеленый
900 600
0,10 0,10 0,05
Синий Желтый Бес-
цвет-
цветный
* Б числителе приведены значения показателя для летнего сорта, в знаменателе — для
зимнего.
"N. , . . , .
Современные бензины готовят смешеннем"компонентов, полу-
полученных путем прямой перегонки, термического. крекинга, катали-
. тического крекинга и'риформинга, коксования, гидрокрекинга, ал-
килирования, полимеризации, изомеризации и других процессов
переработки нефти и газа. Чаще всего соотношение компонентов
в товарных бензинах определяется их детонационной стойкость^
иногда*—требованиями к фракционному составу, содержанию се-
серы, химической стабильности и т. Д.
В бензинах. прямой перегонки нефти, как правило, содержит-
содержится много слаборазветвленных_ парафиновых углеводородов с низ-
низкой детонационной стойкостью, т. е. с небольшим октановым чис-.
лом. Лишь из некоторых «отборных» нефтей можно получить бен-
бензины прямой перегонки с октановым числом около 70. Однако ре-
ресурсы таких нефтей весьма ограничены, а их независимая от дру-
других нефтей переработка на заводах сопряжена со значительными
трудностями. С понижением температуры конца кипения бензинов
прямой перегонки их детонационная стойкость повышается. Так,
например, бензиновая фракция 28—200 °С прямой перегонки ро-
машкинской нефти имеет октановое число 41; фракция 28—
180°С —46; фракция 28—120 °С—58; фракция 28—85°С-«8;
фракция 28—62 °С—75.
В -бензинах термического крекинга велико содержание непре-"
дельных углеводородов, детонационная стойкость которых выше,
чем нормальных парафиновых, поэтому октановое число бензинов
термического крекинга обычно болйше, чем бензинов прямой пе-
перегонки из тех же нефтей. Бензины каталитического крекинга име-
имеют более высокую детонационную стойкость, чем бензины терми-
термического крекинга, главным образом благодаря увеличенному со-
содержанию в них ароматических и парафиновых углеводородов
изостроения. Процесс каталитического риформинга предназначен
для повышения детонационной стойкости бензинов прямой пере-
перегонки., Бензины риформинга имеют высокое октановое число глав-
главным образом из-за большого содержания ароматических, углево-
углеводородов (до 70%). В качестве компонента товарных бензинов ис-
. пользуют как. бензины риформинга целиком, так и их отдельные
Фракции, остающиеся после извлечения' из платформата индиви-
индивидуальных ароматических углеводородов. Так, бензин каталити-
каталитического крекинга легкого сырья из куйбышевских нефтей имеет
I
326- Гл. VIII- Приготовление товарных топлив
октановое число по моторному методу 75, бензин цлатформингг
обычного режима — 77, а жесткого режима — 86, фракция бензи-
бензина риформинга обычного режима без толуола — 70'.. Для повы-
повышения детонационной стойкости, товарных бензинов используют й|
специально приготовленные высокооктановые компоненты:
Октановое
4 число
' .. * по ИМ ив ММ
Фракция
бутановая •4 «~
изобутановая 101 97
изопентановая . . . — ;¦ 93 90
пентамиленовая 90 87
^ Газовый бензин (фракция 33— 103°С) .... 89 86
Диизобутилен (изооктилен) 100 88
Полимерный бензин .100 85
Алкилат 92 90
Алкилбензин (широкая фракция алкилата) . . . 90—94 88—92
Толуол .... s s 115 103
Пиробензол - • • • • Ю2 88
Алкилбензол ¦. . . . " 107- 100
Изооктаи технический < . 100 100
Продукты, изомеризации фракции Се—С» (изомери-
зат) 81—87 79—85
Детонационная стойкость смеси различных компонентов бен- j
зинов не всегда подчиняется закону аддитивности. Эту особен-^
иость следует учитывать, особенно при смешении базовых бензи-з
нов с ароматическими углеводородами. В настоящее время прй:|
получении товарных бензинов различных марок на отечественных]
заводах наиболее часто применяют следующие рецептуры.
Бензин А-66 готовят компаундированием в основном двух ком- \
понентов — бензинов прямой перегонки и термического крекинга.;
•На некоторых заводах в небольшом количестве добавляют компо- j
ненты, полученные каталитическими процессами.
Бензин А-72 готовят с вовлечением большего количества ком-j
понентов каталитических процессов, в основном каталитического?
крекинга и платформинга обычного режима.
Бензин А-76 является, по существу, бензином Д-72 с добавле-;
нием этиловой жидкости. При получении бензина А-76 в неэтили-:
рованном виде состав его изменяют: несколько увеличивают долю.]
компонентов каталитических процессов, иногда используют бензин^
платформинга жесткого режима либо его фракции.
Бензин АИ-93 получают на базе бензина платформинга жест-,
кого режима. Для обеспечения требований по фракционному со-|
ставу в него добавляют небольшое количество узких фракций бен-]
зинов прямой перегонки, продуктов алкилироваиия и изомериза-]
ции,
Автомобильные и авиационные бензины
327
Бензин АИ-98 можно производить, добавляя этиловую жид-
жидкость в неэтилированный бензин АИ-93. В неэтилированном виде
бензин АИ-98 получать очень трудно, так как требуется большое
количество алкилата, изомеризата и других высокооктановых ком-
компонентов.
По фракционному составу и давлению насыщенных паров все
автомобильные бензины делят на летние и зимние. Зимние бензи-
бензины рассчитаны на всесезонное применение в северных и северо-
восточных районах страны и в период с 1 октября по 1 апреля —
в средней климатической зоне. Они позволяют осуществить пуск
холодного двигателя без предварительного разогрева до темпе-
температуры воздуха —30 °С и избежать образования паровых пробок
в системе питания до температуры воздуха 4-30 °С. Летние бен-
бензины рассчитаны на всесезонное применение в южных районах
страны и в период с 1 апреля до 1 октября — в средней климати-
климатической зоне. При использовании летнего бензина паровые пробки
могут возникать при температуре воздуха выше 45—50 °С, а пуск
холодного двигателя. возможен до температуры воздуха —10 °С.
Для приготовления зимних сортов бензина на нефтеперераба-
нефтеперерабатывающих заводах используют специальные легкокипящие компо-
компоненты (бутан-бутиленовую фракцию, газбвый бензин, технический
изопентан и др.). Для улучшения пусковых свойств бензинов
весьма эффективна смесь бутанов, однако при этом резко увели-
увеличивается склонность бензина к образованию паровых пробок. По-
Поэтому общее содержание бутанов в товарных бензинах не должно
превышать 10%. Вводить в зимние сорта товарных бензинов газо-
газовый бензин с точки зрения пусковых свойств более эффективно,
чем технический изопентан, однако последний целесообразно ис-
использовать в качестве низкокипящего компонента для повышения
октанового числа товарного бензина.
Кислотность всех компонентов автомобильных бензинов обыч-
обычно бывает не выше 0,1—0,3 мг КОН/100 мл-, т. е. намного ниже
нормы, установленной для товарных бензинов »(не более 3 мг
КОН/100 мл). При хранении кислотность бензинов несколько уве-
увеличивается, однако даже после длительного хранения она, как
правило, не достигает предельных значений. Кислотность товар-
товарных бензинов резко, возрастает при введении кислых антиокисли-
антиокислительных присадок (например, древесно-смоляного антиокислите-
антиокислителя). Высокая кислотность бензина с фенольным антиокислителем
неопасна с точки зрения коррозионной .агрессивности. По мере
расходования антиокислителя кислотность такого бензина при хра-
хранении может несколько снижаться.
Для достижения требуемого индукционного периода товарных
бензинов' компоненты термического и каталитического крекинга
стабилизируют антиокислительными присадками: древесно-смоля-
ным антиокислителем (до 0,13%), ФЧ-16 @,05%) и п-оксидифе-
328 Тл. VIII. Приготовление товарных топлив
ниламином @;01%|), Все перечисленные антиокислители следует|
вводить в бензин в виде растворов в ароматических углеводород
дах. Введение антиокислительных "присадок в бензины позволяет ¦
'Продлить время их возможного хранения.
В бензинах регламентируется суммарное содержание серы, оно
•не должно превышать 0,1—0,I5i&. В перспективе содержание се-
серы в товарных бензинах будет снижаться, так как доля комлю- '¦
нентов, полученных платформингом, непрерывно увеличивается.
Авиационные бензины производят в нашей стране в незначи-
незначительных • количествах, так как поршневые двигатели используют;
в настоящее время в авиации очень ограниченно.
Бензин Б-70 готовят прямой перегонкой некоторых индиви-
индивидуальных нефтей, а также на базе бензинов платформинга после
извлечения из них некоторых ароматических углеводородов. Все
остальные авиационные бензины готовят на базе бензинов ката-
каталитического крекинга и риформинга. Содержание ТЭС в авиаци-
авиационных бензинах намного 'больше, чем в автомобильных. Давление
насыщенных паров авиационных бензинов должно быть не.менее
29,3 кПа (чтобы обеспечить пусковые свойства) и не более
47,9 кПа (чтобы не образовались паровые пробки при понижен-
пониженном давлении на высоте).
ТОПЛИВА ДЛЯ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ
Эти топлива лринято делить на топлива для двигателей дозвуко-
дозвуковой авиации и топлива для двигателей сверхзвуковой авиации,
ТакЪе деление связано с тем, что температурные условия исполь-
использования топлив в этих двигателях существенно различаются.
В сверхзвуковых самолетах топливо нагревается за счет аэроди-
аэродинамического нагрева всей конструкции самолета. При скорости |
'полета, более чем в 2 раза превышающей скорость звука, топливо
может нагреваться- до 150—180 °С.
В настоящее, время вырабатывают три марки реактивных топ-
топлив для двигателей дозвуковой авиации (Т-1, ТС-1 и РТ) и две
марки топлив для сверхзвуковой авиации (Т-8 и Т-6). Их харак- \
теристика приведена ниже:
Т-1 - ТС-1 РТ Т-8 Т-6
Плотность, кг/м», не менее 800 755 755 785 ,840
Фракционный состав, "С
в к 150 150 135 165. 195
98% .......... 280 250 280 280 315
Вязкость кинематическая, . . .
мм2/с
при 20 °С, не менее . . 1,50 1,25 .1,25 1,45 4,50
при 40°С, не более . . 8,0 16,0 16,0 16,0 60,0
Теплота сгорания (низшая),
кДж/кг 40300. 40300 40320 40320 40320
Температура, СС
вспышки, не ниже . . 30 28 28 40 —
^ Топлива для реактивных двигателей 329
т-1 х ТС-1 РТ т-8 т-6
начала кристаллизации,
не выше . ..... —60 —60 —60 —55 —60
Йодное число, г Ij/ЮО г, не
более 2,0 3,5 0,5 0,5 1,0
Термическая, стабильность
A50?С, 4 ч), мг/100 мл 18 10 6,0* 6,0* 6,0*
Содержание *
фактических смол,-
мг/100 мл ...... 6 5 4 . 4 6
серы (общее), % . . .0,10 0,25 0,10 0,10 0,05
меркаптановой серы, % — 0,005 0,001 0,001 Отс.
ароматических углево-
углеводородов, %, не более 20 22 18,5 — • —
сероводорода, водорас-
водорастворимых кислот и
щелочей, механиче-
механических примесей' и во-
воды, свободной щело-
щелочи и мыл: нафтеновых v
кислот . . . • . . Отсутствуют
Зольность, % . . .... 0,003 0,003 0,003 0,003 0,003
• То же за 5 ч.
Топливо Т-1— керосиновая фракция 60—280°С .(прямой пере-
перепонки малосернвстых иефтей. Из таких цефтей удается получить
топливо с температурой начала кристаллизации ииже —6О"°С при
довольно высокой температуре конца шипения B#0°С).
Топливо ТС-1 получают прямой перегонкой сернистых неф-
нефтей. Оно отличается от топлива Т-1 более легким фракционным
составом. В сернистых нефтях нашей, страны содержится больше
парафиновых углеводородов, чем в малосернистых нефтях. Что-,
бы обеспечить температуру начала кристаллизации реактивного
топлива из сернистых нефтей ниже —60 "Q пришлось температу-
температуру конца кипения (перегонки 98%) установить не выше 250 °С.
Доплива Т-1 и ТС-1 являются наиболее массовыми, в услови-
условиях эксплуатации они взаимозаменяемы. Однако по ряду показа-
показателей они не полностью удовлетворяют требования авиационных
двигателей. Поэтому разработано новое единое топливо для ре-
реактивных двигателей самолетов с дозвуковой скоростью полёта —
топливо РТ.
Топливо РТ можно получать прямой перегонкой любых неф-
нефтей с применением процесса гидроочистки. Допускается смешение
лрямогонного и гидроочищенного компонентов. Топливо отличает-
отличается высокой термической стабильностью, малым содержанием се-
ры, содержит присадки для улучшения-энсплуатационных свойств.
Топливо Т-8 представляет собой керосиновую фракцию пря-
прямой перегонки из сернистых нефтей после гидроочистки (разра^
ботано специально для сверхзвукового самолета ТУ-144). Отли-
Отличается от топлива.типа РТ более высокой температурой начала
перегонки, высокой-термической стабильностью.
330 Гл. УШ. Приготовление товарных топлив •_
Топливо Т-6 представляет собой газойлевую фракцию продук-
продуктов прямой перегонки или вторичных процессов, очищенную и ста-
стабилизированную путем глубокого гидрирования.
Современное топливо для реактивных двигателей из сернистых
нефтей должно представлять собой гидроочищенный дистиллят с
низкой температурой начала кристаллизации, содержащий проти-
воизносную, антиокислительную (возможно, и повышающую тер-
термическую стабильность),, защитную, антистатическую и в некото-
-рых случаях биоцидную присадки. В такое топливо непосредст-
; венно в аэродромных условиях вводят еще присадку, предотвра-
предотвращающую образование льда при охлаждении.
ТОПЛИВА ДЛЯ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ
Все дизельные двигатели по требованиям к качеству топлив де-
делят на быстроходные (свыше 1000 мин-1) и тихоходные. Для
быстроходных дизелей используют топлива более легкие, для ти-
тихоходных—более тяжелые. Топлива для быстроходных дизелей,
производят в наибольших количествах. Основные показатели их
качества приведены ниже:
з л дз дл
Цетаяовое число, не ме-
менее . 45 45 45 45
Фракционный состав, СС,
не выше '
50% ....... 250 280 280 290
96% .340 360 340 360
Вязкость при 20 СС,
мм2/с • 1,8—3,2 3,0т-6,0 3,5-6,0 3,5—6,0
|, Кислотность, мг КОН/
. /100 мл, не более . . 5 5 5 5
Зольность, %, не более 0,01 0,01 0,01 0,01
Содержание
серы, %, не более . . 0,5 0,5 0,2 0,2
в том числе,меркап-
тановой, Р/о, не бо-
более 0,01 0,01 0,01 . 0,01
фактических смол,
мг/100 мл, не бо-
более ..'.... 30 40 30 50
водорастворимых
кислот и щелочей,
механических при-
примесей и воды . . Отсутствуют
Температура, СС
вспышки (в закры-
закрытом тигле), не ни-'
же 35 ' 40 50 65
помутнения, не вы-
выше —25 —5 —35 —5
1 застывания, не вы-
4 ше —35 - —10 —45 —10
Испытание на медной
пластинке Выдерживают
Топлива для дизельных двигателей
331
В качестве топлив для (быстроходных дизелей (ДЗ, ДЛ и ДС)
применяют фракции 180—360 °С прямой перегонки. В топлива 3
и Л разрешено добавлять не более 20% газойля каталитического
крекинга. Продукты термического крекинга, коксования, термо-
термоконтактного крекинга и других термических процессов использо-
использовать в качестве компонентов топлив для быстроходных дизелей
не разрешается без дополнительного облагораживания. На неко-
некоторых заводах продукты крекинга добавляют в прямогонные ди-
дизельные фракции сернистых нефтей до гидроочистки.
Цетаново'ё число дизельных топлив должно быть оптималь-
оптимальным. При «изком цетановом числе топлива двигатель работает
жестко, т. е. резко увеличивается скорость нарастания давления
в камерах сгорания, возрастает износ трущихся деталей. При
большом. цетановом числе ('более 60) топливо сгорает сразу же
после впрыска в камеру, плохо смешивается с воздухом, в ре-
результате ухудшается экономичность двигателя и возрастает дым-
ность отработавших газов.
Цетановое число дизельных топлив зависит от их углеводород-
углеводородного состава: чем больше в топливе парафиновых углеводородов,
тем выше его цетановое число; чем больше ароматических угле-
углеводородов, тем оно «иже. Цетановое число зависит также от
фракционного состава топлива. Как правило, при облечении фрак-
фракционного состава цетановое число понижается и наоборот. Наибо-
Наиболее эффективным средством повышения цетанового числа дизель-
дизельных топлив является добавление присадок (в СССР — до 1%
изопропилиитрата).
Фракционный состав дизельных топлив и уровень их вязкости
выбраны оптимальными с точки зрения как ресурсов топлив, так
и удовлетворения основных эксплуатационных требований дви-
двигателей. Одним из основных показателей качества дизельных топ-
топлив является общее содержание серы. Дизельные фракции прямой
перегонки из советских сернистых нефтей содержат 0,7—1,3% се-
серы. В соответствии с требованиями содержание серы в товарных
топливах должно быть не более 0,2—0,5%. Используя процессы .
гидроочистки, удается полностью удовлетворить требования по-
потребителей. Без применения гидроочистки в топливе может содер-
содержаться до 1 % серы.' ,
Содержание меркаятановой серы в топливах, прямой перегон-
перегонки из большинства советских нефтей меньше установленной нормы
@,01%). В топливах после гидроочистки меркаптановая сера от-
отсутствует. При некачественной промывке в топливе после гидро-
гидроочистки может оставаться некоторое количество сероводорода.
Прежде чем отправлять такое топливо в товарный парк, необхо-
необходимо подвергнуть его щелочной промывке, а затем — особенно
тщательно водной промывке для удаления мыл нафтеновых кис-
кислот.
332 Гл. VIII. Приготовление товарных топлив
В процессе гидроочистки из топлив удаляются почти все по-
поверхностно-активные соединения. Они способны образовывать;
очень тонкую пленку на поверхности металла и тем самым пред-
предотвращать коррозию-при попадании в топливо воды.-Это свойство
топлива названо защитной способностью. В результате гидроочи-
стки она уменьшается. Частично улучшить защитную способность
гидроочищенных топлив можно введением в них 10—15%,неочи-
10—15%,неочищенных компонентов. Радикальным способом улучшения защит-
защитной способности топлив является добавление специальных при-;
садок. Пожарная опасность дизельных топлив характеризуется их!
температурой вспышки. Топлива прямой перегонки установленно-
установленного фракционного состава, как правило, удовлетворяют предъяв-
предъявляемым требованиям. Даже при незначительном попадании бен-
бензина температура вспышки дизельного топлива резко снижается.
Нефтеперерабатывающая промышленность выпускает два сор-
сорта (ДТ и ДМ) тяжелых высоковязких топлив для среднеоборот-
среднеоборотных и малооборотных дизелей. Эти топлива отличаются по вяз-
вязкости, коксуемости и. температуре застывания, что видна из сле-
следующих данных:
/~ дт дм
Плотность при 20 °С, кг/м3, не более 930 970
Перегоняется до 250 °С, %,. не-более 15 10
Вязкость при 50 СС, не более S ¦
кинематическая, мм2/с .36 150
условная, °ВУ •. 5 20
Зольность, %, не более 0,04 .0,15
Содержание, %, не более
механических примесей 0,1 02
воды ... . . . . . . . . . . 1,0 1,5
реры в топливе
малосернистом 0,5 —
сернистом . . .1,5 3,0
Температура, СС
вспышки (в закрытом тигле), не ниже ... 65 85
застывания, не выше : .: . —5 10
Топливо ДТ предназначено для дизелей, не оборудованных си-
системой подготовки топлива.
Топливо ДМ можно использовать только в двигателях^ имею-
/ щих систему подготовки'-топлива. Для лучшего прокачивания по
трубопроводам к форсункам и распыливания топливо ДМ подо-
подогревают до 60—65 °С.
Топлива ДТ и ДМ готовят на базе остаточных продуктов —
мазутов, крекинг-мазутов, полугудронов и гудронов. В необходи-
необходимых случаях для снижения вязкости в товарные топлива добав-
добавляют более легкие продукты: соляровый дистиллят прямой пере-"
гонки, каталитический газойль, продукты замедленного' коксова-"
яия, термического крекинга и т. д.
Топлива для газотурбинных двигателей 333
Дизельные двигатели с небольшой частотой вращения коленча-
коленчатого вала не столь требовательны к качеству топлив, как быстро-
быстроходные. В стационарных условиях, где тихоходные двигатели на-
находят наибольшее применение, топлива можно подогревать ост-
острым паром или горячей водой, распиливать при помощи компрес-
компрессора и т. д. Все это позволяет использовать в качестве топлив для
тихоходных дизелей тяжелые вязкие нефтепродукты остаточного
происхождения, Фракционный состав таких топлив не регламен-
регламентируется, так как даже самое тяжелое топливо в условиях тихо-
тихоходного двигателя успевает испариться и сгореть.
ТОПЛИВА ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Газотурбинные двигатели имеют ряд преимуществ перед двига-
двигателями других типов, поэтому довольно быстро распространяются
в качестве • силовых агрегатов во многих видах техники. Так, в
авиации поршневой двигатель был полностью вытеснен газовой
турбиной всего за 10—15 лет. В последние годы газотурбинные
двигатели используют в качестве энергетических установок на
морских и речных судах, железнодорожных локомотивах, газо- и
нефтеперекачивающих насосных станциях, электростанциях и
т. д. Главным достоинством этих двигателей является возмож-
возможность получения большой мощности в одном агрегате, так как эти
двигатели имеют малые габариты и малый вес на единицу мощ-
мощности.
Газотурбинный двигатель может работать на.топливе любого
вида — газообразном, жидком, твердом и пылевидном. Однако
транспортные газотурбинные двигатели рассчитывают-на исполь-
использование жидких топлив. Наиболее совершенные газотурбинные
двигатели с высокими параметрами (мощностью, температурой
газов перед лопатками турбины и т. д.) устанавливают на
самолетах, и в качестве топлив для них используют керосино-
керосиновые фракции прямой перегонки нефтей. На многих кораблях,
некоторых перекачивающих ' станциях, небольших электростан-
электростанциях .используют (газотурбинные установки, рассчитанные на
топлива для быстроходных дизелей. Однако возможность и
целесообразность использования газовой турбины во многих
случаях оценивается доступностью и стоимостью применяемого
топлива. Именно этим объясняются широкие исследовательские
и испытательные работы по использованию в газотурбинных дви-
двигателях сравнительно дешевых низкосортных топлив {сернистых
и высокосернистых дйстиллятных и особенно остаточных, а также
вторичного происхождения). Основные трудности при использо-
использовании тяжелых топлив сводятся к созданию системы подготовки
топлива, снижению нагарообразования и коррозии лопаток и сте-
стенок камер сгорания.
334
Гл. VIII. Приготовление товарных топлив
Считают, что топливо для газотурбинных установок должно со-
содержать: золы—яе более 0,05%-; ванадия—не более 0,001%;
натрия — не более 0,0005%; серы — до 3%. Требования к вязко-
вязкости и температуре застывания топлива могут изменяться в зави-
зависимости от условий применения и системы подготовки (подогре-
(подогрева) топлива. Указанным выше требованиям отвечают прямогон-
ные мазуты из малосернистых нефтей. Остаточные продукты вто-
вторичных процессов и прямогонные мазуты из сернистых нефтей,
как правило, содержат ванадия более 0,001%.
В ¦качестве топлив для ГТУ предложено использовать также
дистилляты вторичного происхождения (замедленного коксования
и термического крекинга). Недостатком -таких топлив является
повышенное содержание (по сравнению с дизельным топливом)
ароматических и непредельных углеводородов и смол. В условиях
хранения и особенно при нагреве они окисляются с образованием
высокосмолистых отложений.^ Производство дешевых топлив для
газотурбинных установок является актуальной проблемой нефте-
нефтепереработки.
ТОПЛИВА ДЛЯ КОТЕЛЬНЫХ УСТАНОВОК
Во многих областях техники в качестве силовых агрегатов ис-
используют паротурбинные установки (на кораблях, электростан-
электростанциях, крупных насосных станциях и т. д.). В качестве топлива для
судовых и стационарных котельных установок используют жид-
жидкие остаточные продукты различных процессов переработки неф-
нефти. Жидкое котельное топливо имеет ряд преимуществ перед твер-
твердыми топливами:' большая теплота огораиия, высокая скорость и
большая полнота сгорания, небольшое содержание балласта (во-
(воды, волы), удобства транспортирования и хранения.
Жидкие тяжелые нефтяные топлива (мазуты) выпускают ше-
шести марок: мазуты флотские Ф5 и Ф12, мазуты топочные 40, 100
и 200 и топливо МП для мартеновских печей. Флотские мазуты
Ф5 и Ф12 предназначены для котельных ¦ установок кораблей
морского флота.
Мазут Ф5 получают из продуктов прямой перегонки сернистых
нефтей F0—70% мазута и 30—40% газойлевых фракций). .До-
.Допускается содержание в нем до 22%! кероеижнгазойлевых фрак-
фракций термического и каталитического крекинга.
Мазут Ф12 представляет собой смесь продуктов переработки
малосернистых нефтей F0—70% мазута .прямой перегонки, око-
около 10% газойлевых фракций и 20—30% крекинг-остатка).
Топочный ^мазут 40 применяют для паротурбинных установок
кораблей; мазуты 100 и 200 — в стационарных «отельных установ-
установках и промышленных течах. Топочные мазуты иредставляют собой
тяжелые крекинг-остатки, а также смеси их с мазутами прямой
' Топлива для котельных установок 335
перегонки. При получении мазута марки 200 иногда используют
гудрон. Топочные мазуты по сравнению с флотскими имеют боль-
большие вязкость и зольность, содержат больше серы, смолистых ве-
веществ и воды, что видно из следующих данных:
Мазут флотский Мазут топочный
Фб Ф12 40 ДО* 298
Вязкость условная, °ВУ,
не более .
при 50°С .... 5,0 12,0 — — —
при 80°С .... — — 8,0 15,5 " . —
при 100°С .... — — — — 6,6—9,5
Зольность, %, не более 0,1 0,1 0,15 0,15 0,30
Содержание, %, не бо-
более
механических приме-
примесей ...... 0,1 0,15 1,0 2,5 2,5
воды 1,0 1,0* 2,0* 2,0* 1,0
серы ....... 2,0 0,8 — — —
в малосернистом . — • — 0,5 0,5 0,5
в сернистом ... — — 2,0 2,0 2,0
в высокосернистом — — 3,5 3,5 3,5
Температура, °С
вспышки, не ниже
в закрытом тигле 80 90 — — —
в открытом тигле — — 90 110 140
застывания, не вы-
выше —5 —8 10 25 36
застывания (топлив
из высокопарафи-
- нистых нефтей),
не выше .... — — 25 42 42
* Для мазутов 40 и 100 после водных перевозок или подогрева острым
парам допускается до 5%, для Ф12 — до 2%.
При сгорании мазутов на стенках котлов образуются зольные
отложения, которые трудно удаляются при чистке. Зольные отло-
отложения ведут к нарушению теплопередачи, снижению к. п. д. ко-
котельной установки, а также вызывают высокие термические на-
напряжения в металле стенок котла. Чем больше золообразующих
веществ в котельном топливе, тем чаще наблюдаются нарушения в
работе котельных . установок. Зольность флотских мазутов не
должна превышать 0,1%, топочных — 0,15—0,3%.
Коррозионная агрессивность котельных теплив зависит от об-
общего содержания серы и ванадия. Продукты сгорания сернистых
соединений мазутов вызывают коррозию в наиболее холодных
местах, где происходит конденсация продуктов сгорания топлив.
Ванадиевой коррозии подвержены металлические поверхности де-
деталей топки и котла, нагретые до высокой температуры.Ходержа-
ние ванадия в котельных тошшвах не нормируется, однако фак-
фактически оно составляет 0,003—0,02%.
336
Гл. VIII, Приготовление товарных топлив
В котельных тошгавах велико содержание смолистых соедине-
соединений, которые при смешении с водой и механическими (примесями
образуют плотице сгустки» стойкие эмульсии. Такие отложения
засоряют топливопроводы и забивают фильтры. При разогреве
мазута острым паром образуются стойкие эмульсия. Стабилиза-
Стабилизаторами таких эмульсий служат аюфальтены, содержание которых
в топочных мазутах превышает 10%. В сернистых мазутах* осо-
особенно продуктах крекинга, образуются более стойкие, трудно рас-
расслаивающиеся эмульсии.
Для отделения воды котельные топлива обычно подогревают
До 100—140 СС с-последующим отстаиванием. Эффективным мето-
методом разрушения водных эмульсий в топливе является применение
деэмульгаторов. Для котельных топлив в качестве деэмульгато-
ров используют органические жирные кислоты, некоторые произ-
производные фенолов (продукты ОП-7 и ОП-10), натриевые соли суль-
фокислот (щелочные-отходы кислотно-щелочной очистки.масел).
Деэмульгаторы более эффективны при их введении на заводах,
чем в уже обводненные топлива на местах хранения я применения.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Вольф М. Б. Химическая стабилизация моторных и реактивных тошша. М.,
«Химия», 1970. 372 с. '
Ту реев А. А. Применение автомобильных бензинов. М., «Химия», 1972. 364 с.
Зарубежные топлива, масла и присадки. Под ред. И. В. Рожкова » Б. В. Ло-
сикова. Ai, «Химия», 1971. 327 с.
Саблина 3. А. Состав и химическая стабильность моторных топлив. М.,
«Химия», 1972. 278 с.
ГЛА-ВА IX
ПРИГОТОВЛЕНИЕ ТОВАРНЫХ МАСЕЛ
Товарные масла, как правило, получают 'смешением (компаунди*
рованием)" базовых дистиллятных масел друг с другом'или с оста-
остаточными компонентами. Высококачественные товарные масла
приготовляют с обязательным введением присадок,' чаще всего
композиций присадок разного функционального действия. Сум-
Суммарное содержание присадок в маслах составляет обычно 3—8%,
а'в некоторых маслах доходит до 15.—17%. Смешение — один из
важных процессов заключительной стадии производства товарных <
нефтепродуктов, включающий в себя разработку и использование
наиболее эффективных технологических схем и систем управле-_
ния, расчеты оптимальных рецептур смесей с учетом показателей
свойств товарных масел и т: п.
В зависимости от требований к качеству товарных масел, на-i
личия необходимых компонентов, объема резервуарных парков и
других технических возможностей производства применяют раз-
разные методы смешения: периодическое частичное смешение в тру-
трубопроводе и непрерывное смешение в трубопроводе. Периодиче-
Периодическое смешение относится "к числу старых методов~и заключается
в последовательной закачке базовых масел в резервуар и цир-
циркуляции смеси насосом до получения однородного по составу и
свойствам продукта. При достижении необходимой вязкости мас-
масла в'резервуар закачивают присадки и смесь прокачивают, через
подогреватель в течение 6—8 ч. Периодический способ смешения
имеет низкую производительность и трудоемок. Его обычно ис-
используют на заводах, выпускающих ограниченный ассортимент
товарных масел. При частичном смешении в трубопровод одно-
одновременно вводят все компоненты товарных масел в необходимых-
соотношениях. Состав и * свойства масел окончательно корректи-
корректируют, добавляя необходимые количества компонентов. Такой ме-
метод смешения используют для приготовления масел,- состоящих из
небольшого числа компонентов довольно постоянного качества.
Значительно эффективнее и экономичнее схема непрерывного
смешения компонентов масел и присадок в трубопроводах с ъс-
пользованием автоматизированных станций смешения. В этом
случае все компоненты подают в трубопровод в точно заданных
соотношениях, и в любой момент в смесительном коллекторе по-
получают товарное масло требуемого качества. При этом обяза-
обязательно используют автоматические анализаторы качества на
22—751
338
Тл. IX. Приготовление товарных масел
потоках, на технологических трубопроводах устанавливают филь-
фильтры, газоотделители, измерители расхода и исполнительные уст- 1
ройства в соответствии с технологическими требованиями и за-
заданными физико-химическими показателями товарных масел.
"«Узким местом» при смешении является дозирование присадок^
имеющее ряд особенностей по сравнению с введением основных
базовых компонентов: малые расходы, высокая вязкость, токсич-
токсичность, возможность кристаллизации и т. п. Все это предъявляет
особые требования к технологическим схемам подачи присадок
и выбору оборудования.
Автоматическое смешение компонентов масел в трубопроводе
обеспечивает непрерывность процесса компаундирования и поз- ]
воляет снизить температуру, время приготовления масел за счет
исключения циркуляции, повысить точность дозировки компонен-
компонентов, сократить расход дорогостоящих компонентов и присадок, а
также электроэнергии, улучшить условия труда и соблюсти тре-
требования техники безопасности. Эксплуатация автоматических
станций смешения дает значительный экономический эффект,
складывающийся из увеличения точности смешения и экономии
дорогостоящих компонентов F0—70%), ускорения оборачиваемо- 1
сти резервуаров A5—20%), сокращения резервуарного парка
A0—15%), экономии электроэнергии E—J5%). Капитальные за-
затраты окупаются^ 1—2 года.
Пропускная способность станций смешения при поступлении
компонентов с технологических установок значительно ниже,
чем цри смешении компонентов, "поступающих из резервуаров.
Для стабилизации ^расходов и качественных показателей ком-
компонентов, поступающих на смешение, между установками и
узлом смешения часто вводят промежуточные резервуары; неболь-
небольшой емкости для хранения избытка компонентов (или возмеще-
возмещения их недостатка). На многих заводах применяют станции сме-
смешения, представляющие собой комбинацию рассмотренных выше
схем, т. е. сочетающие периодическое и' непрерывное смешение
масляных компоннтов и присадок. Широко распространена схема
смешения по базовому компоненту, т. е. один или два основных
компонента, принятые за" базовые и составляющие основную
часть товарного масла, подают непосредственно с технологиче-
технологических установок, а другие компоненты — из резервуаров. При та-
такой схеме увеличивается гибкость узла смешения, значительно
сокращается резервуарный парк и упрощается нахождение опти-
оптимальных смесей.
МОТОРНЫЕ МАСЛА
Моторные масла предназначены для смазки поршневых двига-
двигателей внутреннего сгорания, используемых на транспорте, в сель-
сельскохозяйственных и других машинах. Это наиболее обширная
Моторные масла
339
группа масел, их доля в общем объеме производства нефтяных
масел превышает 50%. Почти все моторные масла получают сме-
смешением базовых масел селективной очистки с добавлением при-
присадок различного функционального назначения. В поршневых
двигателях внутреннего сгорания (исключая авиационные) при-
применяют товарные масла, различные по составу и свойствам, по
типу и концентрации присадок. Базовыми маслами определяются
в основном вязкостно-температурные свойства товарных масел,
их подвижность при низких температурах, а также приемистость
к присадкам.
Для зимних и летних моторных масел готовят базовые масла
следующих марок: М-6 (АС-6)—дистиллятное; М-8 (АС-8, ДС-
8)—смесь дистиллятного и остаточного {не менее 14%); М-11
(ДС-11)—смесь дистиллятного и остаточного (не менее 30%);
М-14 (ДС-14)—смесь дистиллятного и остаточного (не менее
40%); М-16 (ДС-16)—смесь дистиллятного и остаточного {не
менее 50%); М-20 — остаточное'. Моторные масла для автомоби-
автомобилей ВАЗ готовят на основе высокоиндексных базовых масел се-
селективной очистки: АСВ-6 — дистиллятное; АСВ-10 — смесь ди-
дистиллятного и остаточного (не менее 25%).- Базовыми маслами
для всесезонных и северных масел являются веретенное АУ и глу-
бокодепарафинированное низкозастывающее АСВ-5. В ограничен-
ограниченных количествах вырабатывают также масла кислотно-контактной
и кислотно-щелочной очистки.
В современных моторных маслах для автотракторных двига-
двигателей обязательно содержатся присадки. Моющие, диспергирую-
диспергирующие свойства, устойчивость к окислению, смазочная и защитная
способность масел зависят главным образом от содержания и ка-
качества присадок. В масла вводят, как правило, многофункцио-
многофункциональные присадки (ВНИИ НП-360, ДФ-11, МНИ ИП-22к и др.)
и композиции присадок. При сочетании присадок различных хи-
химического состава и механизма действия получают моторные мас-
масла с универсальными эксплуатационными свойствами, предотвра-
предотвращающие образование низко- и высокотемпературных отложений
в карбюраторных и дизельных двигателях.
В связи с постоянным ужесточением условий работы масел в
двигателях и появлением новых высококачественных маеел с при-
присадками в СССР разработана и получила распространение клас-
классификация моторных^ масел для двигателей внутреннего сгорания
всех типов кроме авиационных. В соответствии с условиями экс-
эксплуатации и напряженностью работы двигателей масла разделе-
разделены на шесть групп (А, Б, В, Г, Д и Е), отличающихся вязкостью
при 100 °С (от 6 до 20 мм2/с) и другими свойствами. .Товарные
масла обозначают следующим образом: М-8А, М-10Б и т. п., где
буква «М» означает моторное масло, буквы «А», «Б» и т. п.—
группу масла, а цифры — значение вязкости при 100 °С. Масла
22*
.
340 Гл. IX. Приготовление товарных масел
групп Б, В, Г делят на подгруппы и в зависимости от их назна«
чения обозначают цифрами A—для карбюраторных, 2 — для диа|
зельных двигателей). Масла групп А, Б, В и Г можно применять,
как в карбюраторных двигателях, так и автотракторных дизелях;!
масла групп Д и Е — только в дизелях. Загущенные масла обоз'
начают М-4з/6В, М-6з/10Г и т. п., где индекс «з» означает, чт
масло содержит загущающие (вязкостные) присадки, а первая!
цифра —класс вяЗкости при — 18°С (от 130Q до 20400 мм2/с)".|
Требования к некоторым товарным маслам для карбюраторных]
и дизельных двигателей приведены ниже:
M-8Bi M-43/6Bt М-10Б. М-165»
(АС-8) (АСЗп-6) (ДС-llJ (МТ-16П)
Вязкость, мм2/с -¦«*'-¦
при 100 °С, не менее . . . 8±0,5 6±0,5* 11±0,5 16гёО,5 20
при ОТ, не"более . . . , 1200 360 2500 6300 80007
Индекс вязкости, не менее . . 85 125 83 80 85
Щелочность, мг КОН/г, не бо-
более' — Ъ,Ъ. 1,5 0,8—2,2 2—6
Зольность масла, %
без присадки, не более . . 0,005 0,5 0,005 0,005 0,
с-присадкой, не менее . . ' 0,45 1,3**- 0,4—0,8 0,25 0.8
Содержание, %, не более
механических примесей (с
.присадками) 0,012 0,02 — — —.
серы-(без присадок) ... 1 1,1 1,1 1,1 1
Температура, СС
вспышки (в открытом тиг-
тигле), не ниже .'..;.: 200 165 200 198*** 210
застывания, не выше . . —25 —42 —15 >~-30' 15
Коррозия пластинок' свинца,
г/м2, не более 5 5 5—10 8 8
Моющие свойства (по ПЗВ),
баллы, не более 0,5 1,5 0,5—1 1 1
• Вязкость основы. 3,5-4 мм2/с при 100 "С.
** Зольность сульфатная, не более.
••* В закрытом тигле. ;
Масло М-8Б] (АС-8 — автол селективной очистки) предназна-
предназначено для малофорсированных карбюраторных двигателей. Полу-
Получают его смешением дистиллятного компонента с остаточным."
Остаточный компонент получают из деасфальтизата коксуемостью
около 1% очисткой феролом, депарафинизацией и доочисткой
отбеливающей землей. Для улучшения эксплуатационных свойств
в масло М-8Б1 добавляют алкилфенольную многофункциональную,
депрессорную и противопенную присадки.
Масло М-4з/6В (АСЗп-6 — автол селективной очистки, загу-j
щенный вязкостными присадками) предназначено для эксплуата-
эксплуатации автомобилей в северных районах страны в зимнее время
В качестве базового используют масло веретенное АУ из парафи-
нистых сернистых нефтей после селективной очистки и глубокой
депарафииизации. Товарное масло содержит полимерную (вяз-<
Моторные масла
341
костную) присадку- и композицию присадок, придающих ему вы-
высокие антиокислительные, моющие, диспергирующие/ противоиз-
носные, противокоррозионные и другие свойства.
Для моторных масел основных групп разработаны композиции
присадок, различающиеся в зависимости от группы масла и типа-
двигателя составом C—7 присадок разного назначения) и общим
содержанием присадок 5—12%. Условия работы масла в дизе-
дизелях обычно более тяжелые, чем в карбюраторных двигателях,
поэтому дизельные масла имеют более высокую вязкость. Для
быстроходных, автотракторных дизельных двигателей выпускают
зимние, летние и северные загущенные масла, а также всесезон^
ные. Большинство дизельных масел содержит присадки ЦИАТММ-
339, АзНИИ-ЦИАТИМ:1, МНИ ИП-22к, ПМС-200А и др. Эти
масла (М-10Б2, М-16Б2, М-20Бг) готовят смешением дистиллят-
ных и остаточных компонентов или только из остаточных компо-
компонентов с добавлением присадок. Например, при изготовлении мас-
масла М-20Б2 к базовому остаточному маслу М-20 добавляют гарисад-
ки ЦИАТИМ-339 C%), ПМС A,5%), ДФ-Л1 B%) и ПМС-200А
@,005%). В судовых дизелях, отличающихся от автотракторных
конструктивными особенностями и- использованием высокосерни-
стых топлив, масла работают в более тяжелых условиях. Поэтому
в' иих (масла серий Д и Е) необходимо вводить больше присадок
A2-15%).
Специфические условия работы поршневых авиационных дви-
двигателей (высокие нагрузки и температуры) исключают примене-
применение масел с металлсодержащими присадками, из которых в ка-
камере-сгорания накапливаются зольные отложения, поэтому базо-
базовые масла должны быть подвергнуты более глубокой очистке.
Для таких двигателей выпускают масла нескольких марок вяз-
вязкостью 14—22 ммг/с при 100 °С (МС-14, МС-20, МС-20с и МК-22).
Масла для поршневых авиационных двигателей — это в основном
остаточные, реже компаундированные, нефтяные масла, как пра-
правило; не содержащие присадок. Свойства их приведены ниже:
Вязкость, мм2/с
при 100 °С, не менее . . . ,
при 50 °С, ие менее . . : / . .
при -^40 °С, не более . . .
Отношение вязкостей при 50 и 100 СС, не
более . . ¦ .
Коксуемость, %, не более ....
Кислотное число, мг КОН/г, не более .
Температура, "С
вспышки (в закрытом тигле), не ниже
застывания, не выше
Зольность, %, не более
Коррозия (по Пинкевичу, на пластинках
из свинца С-2, при 100 °С), г/м2, не более
МС-14 МС-26 МК-22
14
6,55
0,45
0,25
200
—30
0,003
60
20
7,85
0,30
0,03
250
—18
0,003
20
22
8,75
0,70
0,10
230
—14
0,004
2,0
\
342
Гл. IX, Приготовление товарных масел
Масло МС-20с, как и масла МС-14 и МС-20, получается селек-
селективной очисткой деасфальтиза'та из восточных сернистых нефтей.
В нем в отличие от других масел нормируется содержание серы—
не более 1%. Масло МК-22 готовят кислотно-контактной очист-
очисткой из отборных бакинских нефтей. Хотя в нефтяных маслах для
поршневых авиационных двигателей присадки не используют, дли-
длительный опыт их применения свидетельствует о том, что за счет
введения антиокислительных, противоизносных и моющих приса-
присадок можно увеличить ресурс и надежность работы двигателя.
МАСЛА ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Газотурбинные авиационные двигатели (турбореактивные ТРД
и турбовинтовые ТВД) по конструкции и условиям эксплуатации
значительно отличаются от поршневых, что вызывает специфиче-
специфические требования' к качеству масел, предназначенных для их смаз-
смазки. У большинства газотурбинных двигателей система смазки—
циркуляционная, масло в ней ,не соприкасается с зоной горения
топливо-воздушной смеси, как в поршневых двигателях, и расход
его заметно меньше. Маслом смазываются подшипники турбины
и компрессора, коробка приводов, вспомогательные механизмы.
В современных турбореактивных двигателях масло работает
при температурах 140—160°С в контакте с различными металла-
металлами и воздухом. Это способствует интенсивному окислению масла
и образованию смолистых отложений, лаков и нагаров, вызываю-
вызывающих абразивный, износ трущихся поверхностей. В связи с этим по-
повышенные требования предъявляются к термоокислительной ста-
стабильности и испаряемости масел для ТРД. Они должны также
обладать хорошими вязкостно-температурными свойствами, обес-
обеспечивая легкий запуск двигателя при температурах окружающего
воздуха до —50 °С, и в то же время иметь достаточно высокую
вязкость при максимальных температурах. Следовательно, эти
масла наряду с хорошими высокотемпературными свойствами
должны быть подвижными при низких температурах, т. е. иметь
низкую температуру застывания. Для их приготовления исполь-
используют высокоочищенные дистилляты узкого фракционного соста-
состава, подвергнутые глубокой депарафинизации. Необходимый ypo-*j
бень эксплуатационных свойств масел обеспечивается введением
присадок. Производится несколько сортов нефтяных масел для
ТРД (МС-6, МК-8, МС-8п и др.), их свойства должны быть слё- \
дующими:
МС-6 МС-8п МК-8
Вязкость, мм2/с
при 50 °С, не менее 6—6,3 7,5—8,5 8,3
при —40 °С, не более ..... 1700 - 3500 6500
Кислотное число, мг КОН/г, не более 0,04 0,02 0,04
Индустриальные масла 343
МС-6 МС-8п МК-8
Температур^, °С
вспышки (в закрытом тигле), не
ниже - . . 145 150 140
застывания, не выше —55 —55 —55
Зольность, %, не более 0,005 0,005 0,005
Содержание серы, %, не более . . .. 0,7 0,6 • 0,14
Коррозия (по |Пинкевичу, на плартин- ч
ках из свинца С-2, при 100 °С), г/м?,
не более 5 1,5 —
Так как в турбовинтовых двигателях используются тяжелона-
груженные редукторы, масла должны наряду с высокими ста-
стабильностью против окисления и вязкостно-температурными свой-
свойствами обладать повышенной смазочной способностью. Для улуч-
улучшения смазочной способности в масла (вязкостью 7,5—9 мм2/с
при 100 °С) вводят присадки, иногда их смешивают и с синтети-
синтетическими жидкостями. Для ТВД используют масла вязкостью при
100 °С от 4 до 13 мм2/с> которые готовят смешением дистиллятных
(МК-8, трансформаторного и др.) и остаточных (МС-20, МК-22)
масел: масло 7525 (смесь 75% МК-8 и 25% МС-20), масло 2575
(смесь 25% МК-8 и 75% МС-20), МП-7,5 (базовое нефтяное мас-
масло с полимерными, противоизносными и антиокислительными
присадками) и др.
ИНДУСТРИАЛЬНЫЕ МАСЛА
Индустриальные масла предназначены для смазки машин и ме-
механизмов, различного промышленного оборудования. Доля инду-
индустриальных масел в общем объеме производства масел в СССР
превышает 30%. Технически обоснованной и общепринятой клас-
классификации индустриальных масел не существует. В зависимости
от области при.мене^ния выделяют масла общего и специального
назначения, с "присадками и без присадок. По областям приме-
применения выделяют индустриальные масла для зубчатых передач,
направляющих скольжения, веретен, приборные, приработочные
и некоторые другие масла ограниченного применения. Отличием
индустриальных масел от моторных является их использование
в узлах трения механизмов, работающих при невысоких темпе-
температурах и без непосредственного контакта с горячим воздухом и
газами. Для этих целей используются в основном дистиллятные
маела различной глубины очистки.
До недавнего времени индустриальные масла для смазки про-
промышленного оборудования выпускались без присадок и не всегда
отвечали требованиям надежной эксплуатации оборудования.
Сравнительно недавно в СССР разработано несколько серий ин-
индустриальных масел с присадками (масла серий ИГП, ИСП,
ИРП и ИЦП), предназначенных для смазки зубчатых передач
344
Гл. IX. Приготовление товарных масел
разной степени нагружения и других механизмов промышленного^
оборудования. Их характеристика приведена ниже:
Масла серии ИГП Масла серии ИСПи
Вязкость при 50 СС,. 3,
ММ2/С .:....
Температура. "G
вспышки (в от-
открытом тигле),
; ¦ не ниже . . .
застывания, не
выше ....
Коксуемость, %, ие
более . . . -. . .
Плотность d|0, не бо-
более ........
Цвет (по NPA), мар-
марки, не более . . .
Противозадирные
¦- свойства
ОПИ, %, не менее
Рс, ступени, не
менее ....
Трансмиссионные масла
345
С
3,4-
4,4
125
—15
0,2
0,85
1.5
1
88-94
225
-—15
0,55
0,9
5
-1
175—
190
*
240
—8 -
0,85
0,905
6.5
с
S
23,7—
27.
190
—10
0,35
0,89
___
1
109,5-
118,5
210
—10
0,5
0,91
I
35-47
190
—10
1
0,9
_
304--
357
¦
200
—7
4
0,955
— —-35
— — 32
48
32
45
34
60
37
Для приготовления этих масел используют базовые высогауш-
дексные масла селективной очистки из восточных нефтей (с ИВ
не ниже 90). Масла серии ИГП (индустриальные гидравлические)
представляют собой глубокрочищенные базовые масла с компози-
композициями присадок A1 марок вязкостью 3,5—190 мм2/с при 50 °С);
их применяют для смазки зубчатых й червячных передач станков,
редукторов, прессов и другого оборудования. Во все масла вво-
вводят присадки (ДФ-11, ио.нол, В-1-5/41. ПМС-200А). ¦ Масла серий
ИСП и ИСПи (последние содержат импортную присадку англа-
мол-81) предназначены для смазки средненагруженных зубчатых
передач и направляющих металлорежущих станков. Они характе-
характеризуются высокими противоизносными свойствами и содержат
композиции присадок, улучшающих их смазочную способность.
Для смазки зубчатых передач и средненагруженных узлов трения
промышленного оборудования используют масла серии ИРП —
дистиллятные и компаундированные масла селективной очистки с
присадками. Масла серии ИТП—остаточные нефтяные масла-из
•сернистых нефтей используют для смазки . тяжелонагруженных
червячных передач.-Масла серий ИРП и-ИТП'характеризуются
противозадирными свойствами (ОПИ 50—60%), что обеспечива-
обеспечивается подбором состава и высокой концентрацией присадок, улуч-
улучшающих их смазочную способность.
Основным критерием подбора масел Ч5ез присадок является
вязкость. По вязкости индустриальные масла делятся на легкие
C,5—10 мм2/с при 50 °С), средние A0—58~мм2/с при 50 °С) и тя-
тяжелые A1—96 мм2/с при 100 °С). По условиям применения выде-
выделяют две группы масел: для легких и средних скоростей и на-
нагрузок; для тяжелых режимов работы. Легкие индустриальные
масла применяют, для смазки малонагруженных узлов трения,
работающих при высоких скоростях (И-5А и И-8А); да вырабаты-
вырабатывают взамен масел велосит, вазелинового, швейного и др. Это
очищенные нефтяные" масла без присадок. Средние индустриаль-
индустриальные масла—= дистиллятные селективной или сернокислотной' очи-
очистки (в последние годы и гидроочищенные). По мере увеличения
вязкости их используют в более нагруженных и менее быстро-
быстроходных механизмах (И-12А, И-20А, И-ЗОА, И-40А и др,). Тяже-
Тяжелые индустриальные масла применяют для смазки тяжелонагру-
тяжелонагруженных механизмов (кранов, буровых установок, оборудования
мартеновских печей и т. п.). К этой группе масел относятся вы-
высоковязкие масла— цилиндровое легкое И, цилиндровое легкое
24 (вискозин), цилиндровые тяжелые 38 и 52, для прокатных
станов (П-28, П-40) и др,
ТРАНСМИССИОННЫЕ МАСЛА
Масла этой группы предназначены для смазки зубчатых передач
различных типов (цилиндрических, конически^, червячных, гипо-
гипоидных и др.), используемых в агрегатах трансмиссий автомоби-
автомобилей, тракторов "и различных реду-кторах. На' долю этих масел при-
приходится около 5% от общего объема производства нефтяных ма-
масел. -Условия трения в -зубчатых передачах более напряженные,
чем в двигателях внутреннего сгорания и других механизмах. Это
обусловлено преобладанием граничного режима трения. Особен-
Особенностью применения трансмиссионных масел является их длитель-
длительная бессменная работа в широком интервале температур {of —50
до 150 °С), в котором масло должно надежно выполнять свои
функции. Трансмиссионные м-асла прежде всего предотвращают
задир и заедание в местах контакта1 зубьев и уменьшают их износ
под действием высоких нагрузок. Наряду с высокой смазочной
способностью они должны обладать хорошими вязкостно-темпера-
вязкостно-температурными свойствами, уменьшать потери мощности на трение, от-
отводить тепло, снижать вибрацию и шум шестерен и защищать их
от ударных нагрузок. •.
Различают масла для механических трансмиссий, основной
функцией которых является смазочное действие, и масла для гид-
гидромеханических коробок передач, которые помимо своего основ-
основного назначения служат гидравлической средой. Температура
масла в современных автомобильных трансмиссиях (в объеме),-
346 Гл. IX. Приготовление товарных масел
как правило, не превышает 100 °С, хотя в точках контакта тру-
трущихся поверхностей она может достигать 800—1000 °С. Наиболее!
напряженными условиями работы характеризуются гипоидные пе-1
редачи, и масла для них должны обеспечивать работоспособность'!
сопряженных поверхностей механизма при высоких скоростях,]
скольжения и контактных напряжениях до 4000 МПа.
Выпускается примерно 15 марок трансмиссионных масел, ко-
которые условно могут быть объединены в три группы: без приса-
присадок или с химически малоактивными противозадирными и проти-
воизносными присадками (ЭЗ-2, ЭФО, ДФ-11 и др.); ? противоза-
противозадирными и противоизносными присадками средней активности.
(Л3-23к, ОТП, ЛЗ-6/9 и др.)". с высокоактивными противозадир-
противозадирными присадками (ЛЗ-309/2, Хлорэф-40 и др.). Масла без приса-
присадок используют только в случае жидкостного режима трения, ког-
когда главную роль играет вязкость смазочного материала (измене-
(изменение вязкости при 100°С от 10 до 36 мм2/с). При повышенных,
удельных нагрузках, когда реализуются граничные условия тре-'
ния, высокая смазочная способность масел обеспечивается только
эффективными присадками. Некоторые показатели свойств транс-,
миссионных масел с противозадирными присадками приведены
^ниже:
"ТАП-15В ТСп-14 ТСз-9-гив ТАД-17И
Вязкость, мм2/с " -
при 100 "С, не менее .... 14—16 14—15 9 17,5
при — 50 °С, не более ... — — 35 110—120
Температура, °С
застывания, не выше .... —20 —25 —50 —25
вспышки (в открытом тигле),
не ниже \ 180' 180 160 200
Содержание, %
механических примесей, не
более 0,03 0,01 0,02 Отс.
серы с присадкой, не менее
ОТП 1,2 1,3 — —
ЛЗ-6/9 или Л3-23к . ... 1,9 1,9 — 2,7—3
хлора, не менее ...•., — — 2,8 — в
' Протявозадирные свойства
ОПИ, %, не менее .....— 60 80 70
Рс, ступени, не менее.... — 36 37 37
В зависимости от климатических условий различают летние
(ТАи-15В и др.), зимние (в том числе северные ТС-Ю-ОТП и др.)
и арктические (ТСз-9-гап и др.) ,и всесезошные (ТЭ-15-ЭФО и др.)
трансмиссионные масла. Большую часть трансмиссионных масел
готовят смешением экстрактов (от фенольной очистки деасфаль-
тизатов) или остаточных масел с дистиллятными маслами. Мае-"
ло ТАп-15В изготовляют смешением остаточного экстракта с ди-
дистиллятными маслами из волгоградских нефтей и присадками
(АэНИИ-ЦИАТИМ-1, ОТП и др.). Это наиболее массовое транс-
Турбинные масла
347
миссионное масло общего назначения, хотя и имеет плохие низ-
низкотемпературные свойства. В умеренной и жаркой климатических
зонах масло ТАп-15В является всесезонным. Хорошей работоспо-
работоспособностью до —40 °С отличается масло ТСп-14. Для северных
районов предназначено масло ТС-10-ОТП, содержащее 7% при-
присадки ОТП. Арктическое масло ТСЗп-9-гип готовят смешением
маловязкого низкозастывающего масла (типа трансформаторно-
трансформаторного) с остаточным МС-20 в соотношении 9:1 с добавлением 'поли-
'полимерной, противозадирной,. депрессорной, противокоррозионной и
противопеншщ присадок (суммарно около 15%). Для смазки
трансмиссий автомобилей ВАЗ используют гипоидное масло
ТАД-17и. Готовят его на основе высокоочищённых базовых масел
с добавлением композиции присадок,- придающих маслу высокие
противозадирные, противоизносные и антиокислительные свойст-
свойства.
Все шире используют универсальные всесезонные масла, эф-
эффективные в гипоидных, конических, цилиндрических и червячных
передачах. В настоящее время с целью унификации трансмиссион-
трансмиссионных масел для жаркого и умеренного климата выпускается еди-
единый всесезонный сорт масел. Для его приготовления используют
смеси экстрактов фенольной очистки с индустриальными маслами
или высококачественные базовые масла ТС-14,5 и ТБ-20 (смеси
остаточного и дистиллятного масел селективной очистки), в ко-'
торые вводят композиции присадок,
ТУРБИННЫЕ МАСЛА
Для смазки и охлаждения подшипников различных турбоагрега-
турбоагрегатов (гидротурбин, турбонасосов, компрессоров и т. п.) применя-
применяют масла, относящиеся к группе турбинных. Эти масла должны '
обладать высокой устойчивостью против окисления, предотвра-
предотвращать износ трущихся деталей, защищать их от коррозии, не пе-
пениться и не образовывать с водой стойких эмульсий.
Для приготовления турбинных масел используют базовые ди-
стиллятные или остаточные масла глубокой очистки, отличающи-
отличающиеся высокими индексом вязкости, температурой вспышки и низкой
температурой застывания. Совершенствование конструкций тур-
турбинного оборудования и повышение его мощности обусловливают
ужесточение условий работы турбинных масел. Смена масла при
ухудшении его эксплуатационных свойств — трудоемкая и доро--
гостоящая операция. В связи с этим для улучшения эксплуата-
эксплуатационных показателей в современные турбинные масла добавля-
добавляют композиции присадок (деэмульгатора, В-15/41, ионола,
ПМС-200А, ВТИ-1 и др.). Вырабатывают 9 марок турбинных маг
сел, различающихся составом и свойствами: в частности, при по-
помощи кислотно-контактной очистки из малосернистых нефтей без
348 Гл. IX, Приготовление тЪварных.масел' J_
добавления присадок — четыре марки (Т22, Тзб, Т46 и Т57); из па-
рафинистых и сернистых нефтей селективной очисткой и с добав-'
лением присадок —три марки (Тп-22, Тп-30, Тп-46). Характери1
стика некоторых из них приведена ниже:
Тп-22 Тп-46
Вязкость при 50. °С, мм2/с . . . . ... . 20—23 44—48
Индекс вязкости, не менее ........ 90 85
Кислотное число, мг КОН/г, не более . •. . . . 0,05 . 4Х,О5
Зольность,-%, не более , ¦ • • 0,005 0,005
Температура, °С
вспышки, (в открытом тигле), не ниже . . . 186 195
застывания, не выше . * —15 —10
Стабильность против окисления
содержание осадка, %, не более 0,005 0,008
кислотное число после окисления, мг КОН/г, не
более . 0,1 0,7
Числр деэмульсации, мин, не более 5 5
Важнейшим показателем свойств турбинных масел является
высокая стабильность против окисления при повышенных темпе-
температурах, о которой судят по количеству образующегося осадка
и кислотному числу окисленного масла. О способности масел бы-
быстро и полно отделяться от воды, попадающей в систему смазки,
¦ судят по числу деэмульсации. Отличительной особенностью маоел^
является практически полное отсутствие механических примесей.
КОМПРЕССОРНЫЕ МАСЛА
Эти масла предназначены для смазки цилиндров и клапанов ком-
компрессоров, а также для герметизации камер сжатия и . штоков
поршней компрессоров. Особенностью работы компрессорных ма-
масел является- их контакт с различными высокотемпературными
средами и хладоагентами. В связи с этим они должны обладать
высокой термической и химической стабильностью, а также высо-
высоким индексом вязкости й хорошей подвижностью лри низких тем-
температурах.
Различают компрессорные масла для обычных условий рабо-
работы (в отсутствие агрессивных-сред и при давлении сжатия не бо-
более 4 МПа) и для тяжелых условий работы (в присутствии агрес-
агрессивных сред, при температурах до 250 °С и давлениях сжатия до
30 МПа). В масла для обычных условий работы-присадки, как.
правило, не вводят, и они представляют собой остаточные или
компаундированные высокоочйщенные продукты, не содержащие
нестабильных соединений.-Компрессорные масла для тяжелых ус-
условий работы получают из сернистых и малосернистых нефтей
глубокой селективной очисткой с добавлением ингибиторов окис-
окисления, ингибиторов коррозии и противоизносных присадок. Спе-
Специфические требования, обусловленные непрерывным контактом
^__ ; Электроизоляционные, масла 349
масла с хладоагентами (аммиаком, углекислотой, фреоном и др.)
и значительными колебаниями температуры и давления среды,
предъявляются к. компрессорным маслам для холодильных ма-
машин. Помимо низкой температуры застывания и высокого ИВ при
подборе масла' необходимо учитывать возможность химического
взаимодействия хладоагента (сернистого ангидрида, фреона) с
углеводородами масла, а также взаимную растворимость и корро-
коррозионную агрессивность образующихся смесей. Масла для воздуш-
воздушных компрессоров в связи с высокими рабочими температурами
(до 250 °С) и интенсивным воздействием кислорода, воздуха дол-
должны иметь высокую устойчивость против окисления и минималь-
минимальную испаряемость.
Вырабатывают около 10 сортов масел для компрессоров холо-
холодильных машин: ХА, ХА-23, ХФ-12, ХФ-16, ХФ-12-16, ХФ-22-24 и
др. Характеристика некоторых из них приведена ниже:
ХА-23 ХФ-12-16
Вязкость при 50'°С, мм2/с . . . . . .. . 22—24 18
Кислотное1 число, мг КОН/г, не более . . . .0,07 0,03
Зольность, %, не более . 0,005 —
Температура, СС
вспышки (в открытом тигле), не ниже . . 175 160
* застывания, не выше —38 —40
Стабильность против окисления
содержание осадка, %, не более .... 0,02 0,005
кислотное - число после окисления, мг КОН/г,
не более . 0,6 —
Готовят их на основе дистиллятных и остаточных базовых ма-
масел, а также их смешением. В масла "вводят антиокислительные,
депрессорные, загущающие (винипол) и другие присадки. Прак-
Практически все высококачественные компрессорные масла получают,
вводя соответствующие присадки в глубокоочищенные базовые
масла. ' ...
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ МАСЛА
К электроизоляционным относятся трансформаторные, кабельные
и конденсаторные масла..Основным их назначением является изо-
изоляция токонесущих частей электрооборудования, гашение элект-
электродуги в выключателях и отвод тепла. В наибольших количествах,
производят и применяют трансформаторные масла.
Важными эксплуатационными свойствами электроизоляцион-
электроизоляционных масел наряду с устойчивостью против окисления, хорошими
вязкостно-температурными свойствами и низкой температурой
застывания являются низкие диэлектрические потери и проводи-
проводимость, высокая электрическая прочность и газостойкость в элект-
350 Гл. IX. Приготовление товарных масел
рическом поле*. Весьма противоречивы требования к вязкостны!
свойствам электроизоляционных масел (и особенно трансформа«
торных): для выполнения функций охлаждающей среды жела<
тельно, чтобы при низких температурах их вязкость была мини<
мальной, а. исходя из требований к диэлектрическим свойствам
вязкость при положительных температурах должна быть повы-
шенной.
Для приготовления масел с наилучшими диэлектрическим!
свойствами (минимальными диэлектрическими потерями и т. п."
предпочтительны базовые масла^ нафтено-парафинового основа'
ния, которые имеют и наилучшие вязкостно-температурные пока
затели, хотя и в наибольшей степени склонны к окислению. Наф'
тено-парафиновые углеводороды имеют существенно, более низ;
кую- газостойкость, чем ароматические, поэтому для приготовле'"
ния электроизоляционных масел используют, как правило, базо'
вые масла средней вязкости с ИВ не менее 90. Переочистка масед
может привести, к повышенному'газовыделению. Наряду с анта
окислительными (ионолом и др.) и вязкостными (виниполом 1
др.) присадками в электроизоляционные масла вводят присадки
- улучшающие их диэлектрические свойства. Выпускают 6 сорто*
трансформаторных масел, 4 сорта кабельных и 2 сорта конденса-
конденсаторных. Основные свойства некоторых электроизоляционных^мгУ
сел приведены ниже:
Трансформаторные Кабельные
ТКн Т-750 * С-220 МН-*
Вязкость, мм2/с не более
при 50 °С .„.,„.,. 9 9 Неменее50 10
при 20 СС ,,....».— — 800 40
при —30 °С ,. . . . . . 1500 1800 — —
Температура( СС
вспышки (в закрытом тигле), ие
ниже ....... 135 135 180 135
застывания, не выше .... —45 —53 —30 —45
Кислотное число, мг КОН/г, не более 0,005 0,01 0,02 0,04'
Стабильность против окисления.
осадок, %, не более .... 0,01 — — 0,08
кислотное число после окисления,
мг КОН/г, не более . . . .0,1 0,03 — 0,35
Тангенс угла диэлектрических потерь "
(при 70 °С), %, не более ,. . .1,5 0,3 0,002 0,003
Электрическая • прочность B0 "С, (при юо *с и 50 Гц)
50 Гц), кВ/см, не менее ... — — 21q 180
Гидравлические масла
351
* Под влиянием электрического поля высокого (напряжения в( масле цроте
кают "процессы, приводящие к выделению газов. Чем больше газовыделение, те)
менее стабильно масло. Наиболее газостойки .высоковязкие масла.
При длительной работе в электроизоляционных маслах накап-
накапливаются кислородсодержащие вещества, резко ухудшающие их
свойства как изоляторов. Поэтому необходимо обеспечить высо-
высокую стабильность масел против окисления. В них. недопустимо
также наличие воды и механических примесей, повышающих ди-
диэлектрические потери и вызывающих пробои даже при,низких
напряжениях. Для сохранения подвижности при отрицательных
температурах трансформаторные масла должны иметь низкую
температуру застывания. Чтобы обеспечить минимальное газо:вы-
деление масел для маслоюаполненных кабелей высокого напря-
напряжения, из них удаляют в вакууме растворенный воздух и другие
газы. Высокие требования к качеству Злектроизоляционных масел
обусловлены и тем, что для замены масла в современных емких
электроаппаратах их необходимо отключать от сети на длитель-
длительное время. В свйзи с этим средний срок службы масел в транс-
трансформаторах и масляных выключателях составляет iae меиее
5 лет.
ГИДРАВЛИЧЕСКИЕ МАСЛА
Гидравлические масла служат несжимаемой жидкой средой —
рабочей жидкостью для передачи энергии в гидравлической си-
системе от одного узла или агрегата машины к другому и превра-
превращения этой энергии в полезную работу. Одним из .важнейших
показателей качества гидравлических масел, определяющих рабо-
работоспособность гидравлической системы, является их вязкость.
При повышении вязкости затрудняется запуск и снижается чувст-
чувствительность гидросистемы, при резком снижении вязкости появля-
появляются утечки жидкости, снижается смазочная способность. В "связи
с этим масла для гидравлических систем готовят из высокоочи-
щенных' нефтяных фракций с индексом вязкости не менее 85 из
малосернистых и сернистых нефтей, прошедших кислотно-щелоч-
кислотно-щелочную или селективную очистку.
В современные гидравлические масла вводят композиции при-
присадок, предотвращающих пенообразование, повышающих устой-
устойчивость к окислению и смазочную способность. Важным показате-
показателем гидравлических, масел, зависящим от их химического состава,
является воздействие на резины. При контакте с маслами резины
могут набухать, впитывая значительное количество, некоторых"
компонентов масла, или твердеть и терять эластичность в резуль-
результате частичного растворения'в масле. Для предотвращения этих
нежелательных явлений в масло вводят специальные присадки.
Характеристика некоторых гидравлических масел приведена
далее:
352
Гл. IX. Приготовление товарных масел
Приборные и технологические масла
353
АУП ГМ-50И МГЕ-10А
Вязкость, мм2/с-
'при 50 °С, не менее . ... . 11^14 3,9* 10
при 20 СС, не более ... 50 — —
при —50 СС, не более ... — 1400 .1500
Температура, СС
вспышки (в открытом тигле),
не ниже ...... 145 98** .96
застывания, не выше . . . 245 —60 —70
Кислотное' число, мг КОН/г, не
более ........ 0,3—0,6 0,12—0,3 0,2—0,3.
Увеличение маесы резины (при
80 °С'за 72 ч), %, не более . 3*** 2 0,5—0,85
* При 8Q°c.
** В закрытом тигле.
••• За 24 ч.
КОНСЕРВАЦИОННЫЕ МАСЛА
Консервационные масла, называемые ранее жидкими защитны»
смазками, предназначены для консервации наружных и внутреа
них поверхностей машин, механизмов и других металлоизделий
т. е. для защиты металлов от атмосферной электрохиадическс
коррозии. В зависимости от условий применения консервйцио:
ные масла приготовляют на разных по составу нефтяных маслам
К ним добавляют ингибиторы коррозии и композиции других npi
садок. Ингибиторы коррозии, входящие в состав консервационнь
масел (сульфонаты кальция, нитрованные продукты, алкения
сукцинимиды и др.). обеспечивают длительную защиту черных
цветных металлов от коррозии и проведение консервации метал
лоизделий без специальной подготовки поверхностей (в "том
ле и влажных). Состав и свойства некоторых отечественных ко*
сервационных масел приведены ниже:
• ¦ ¦- К-17
Вязкость при 100 "С, мм2/с • • , • 15—22
Зольность, % , . . » . . '»Не более
2,5
Щелочное число, мг КОН/г . . . Ней-
Нейтрально
Температура застывания, °С . —20
Защитные свойства E% в масле.
АС-6), % коррозионного пораже-
поражения
вытеснение НВг 2
камера" Г-4 (время до начала
коррозии, сут) .....
морская вода A0 сут)
солевой туман A сут) . . .
НГ-203А,Б,В
10—50
Не менее 3
Не менее 4
—20
НГ-204у
15—40
Не менее
i
—20
НГ-2
10*
1
* 2
--30
0,5-1
1,5
0,5
И
3
2
180—360
1-1,5
0.1-0,3
360
0
0 -
13
0,1
0
1 При 80*0.
Отличительной особенностью консервационных масел являет-
является их многокомпонентность D—7 компонентов). Например, мас-
масло К-17 представляет собой смесь авиационного (МС-20) и транс-
трансформаторного масел с добавкой окисленного петролатума, каучу-
каучука, присадки ЦИАТИМ-339, литиевого мыла и антиокислителя;
консервационные "масла НГ-203А,Б>В — смесь трансформаторных
или индустриальных масел с ингибиторами коррозии в разных
концентрациях (сульфонат кальция КСК и окисленный петрола-
тум). Эти масла применяют для внутренней консервации двига-
двигателей и механизмов различных машин, в станко-инструменталь-
ной и других областях машиностроения. Масло НГ-204у готовят
на основе нитрованного нефтяного масла (85%) с добавлением
окисленного петролатума, парафина и алюминиевого мыла СЖК.
Его используют для длительной консервации сельскохозяйствен-
сельскохозяйственной техники, хранящейся в неблагоприятных климатических ус-
условиях. 'Для наружной и внутренней консервации изделий авто-
автотракторной промышленности, тяжелого и энергетического маши-
машиностроения широкое применение нашло консервационнос масло
НГ-208.
В последние годы плотные защитные смазки в значительной
степени вытеснены жидкими ингибированными консервационными
маслами в связи с простотой их^ нанесения л расконсервации из-
изделий, меньшим расходом, возможностью внутренней консервации
узлов без их ipasi6opKH и т. д. Для временной консервации
могут быть использованы также рабоче-консервационные масла,
предназначенные в основном для смазки машин и механизмов, ра:
ботающих в неблагоприятных климатических условиях и при
периодической эксплуатации. Законсервированные и находящие-
находящиеся на хранении машины пригодны для эксплуатации без раскон-
расконсервации, т. е. рабоче-консервационные масла обеспечивают функ-
функции смазочного материала.
ПРИБОРНЫЕ И ТЕХНОЛОГИЧЕСКИЕ МАСЛА
Приборные масла предназначены для смазки различных приборов
и аппаратов. Они отличаются высокой степенью очистки и хоро-
хорошими низкотемпературными свойствами. (Важными «специфически-
«специфическими показателями свойств масел этой группы являются: растекае-
мость, нарастание вязкости при окислении в тонком слое, испа-
испаряемость. Для повышения стабильности свойств масел при
длительной "C—5 лет) бессменной одноразовой заправке в них
вводят антиокислйтельные, противоизносные и другие присадки.
Наиболее широко применяют приборное -масло МВП. Промыш-
Промышленностью выпускается более 10 марок часовых масел.
Технологические масла используются при производстве разно-
разнообразных материалов и продуктов, выполняя функции сырьевых
23—751
"¦
354
Гл. IX. Приготовление товарных масел
компонентов и добавок, а также для различных целей в технс
логических процессах. К этой группе относятся закалочные,
сорбционные (поглотительные), текстильные (для замаслива*
хлопка и производства химических волокон), пластификаторы
мягчитела-наполнители, теплоносители, для производства смаа
и присадок и других целей. Технологические масла существен*
различаются по химическому составу, хотя в большинстве случ\
ев их готовят на основе мало- исредневязких дистиллятов. H
да в них вводят присадки.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Бадыштова К. М., Чесноков А. А., Иванкина Э. Б. Сонремеаные индустр;
альные масла для промышленного оборудования. М., ЦНИИТЭнефтехим, 197'
76 с. . .
Бонер Ч. Д. Редукторные я трансмиссионные^ масла. Пер. с англ. Под р
A. В. Виленкина.'М., «Химия», 1967. 540 с.
Венцель С. В. Применение смазочных масел в автомобильных и трактори
двигателях. М., «Химия», 1969. 228 с.
Тлазав Г. И., Фукс И. Г. Производство нефтяных масел. М., «Химия», 19
¦192 с. .
Джуеарлы Ч. П.. Иванов К. И., Курлин М. В. и др. Электроизоляционн:
масла. М., Гостаптехиздат, 1963., 276 с. ¦
Калайтан Е. Н. Смазочные масла для реактивных двигателей. М<«Хими
1968. 196 с. . .
Кичкин Г. И., Виленкин А. В. Масла для гидромеханических коробок
дач. М., «Химия», 1968. 212 с.
Климов К. И., Кичкин Г. И. Трансмиссионные масла. М., «Химия», 19
232 с. ¦
" Кореляков Л. В., Школьников В. М. Современные высокогандеисные м
из нефтяного сырья. М., ЦНИИТЭнефтехим, 1972. 82 с.
Кулиее А. М. Химия и технология присадок к маслам и топлнвам. М., <
мия», 1972. 360 с.
Лшштейн Р. А., Шахнович М. И. Трансформаторные масла. Изд. 2-е, m
и доп. М., «Энергия», 1968. 352 с.
Морозов Г. А- Применение дизельных масел с присадками. Л., Гостопте
издат. 1962. 1'18 с; Морозов Г. А. Применение тошлив и масел в дизелях. Л:
«Недра», 1964. 167 с; Дерябин А. А. Смазка и износ дизелей. Л., «Машииострое
ние», 1974. 184 с. , -г
Панов В. В., Соболев Ю. С Масла для газотурбинных двигателей. М., Гос*3
топтёхиздат, 1958. 96 с.
Резников В, Д., Григорьев А. И. Классификация и взаимозаменяемость оте
чественных и зарубежных моторных масел. $.., ЦНИИТЭнефтехим, 1976. 64 с.
Сомов В. А. Смазка судовых двигателей. Л., «Судостроение», 1965. 267 с.
Товарные нефтепродукты, их свойства и применение. Справочник. Под
Н. Г. Пучкова. М., «Химия», 197il, с. 212—219; Изд. 2-е, пер. и доп. Под
B. М. Школышкова. М., «Химия», 1978. 472 с.
Фукс Г. И., Тимофеева Л. В. Качество и применение приборных масел и
sok. M., Изд. Мосгорсовнархоза, 1959. 50 с.
Хаттон P. Ei Жидкости для гидравлических систем. Пер. с англ. Под
В. В. Ваймштока. М., «Химия», 1965. 364 с.
ГЛАВА X
ПРОИЗВОДСТВО И СВОЙСТВА ПЛАСТИЧНЫХ СМАЗЬК
КРАТКИЕ СВЕДЕНИЯ О ПЛАСТИЧНЫХ СМАЗКАХ
и их кдллоиднои структуре
Пластичные смазки* представляют собой высокоструктурирован-
высокоструктурированные тиксотрощще дисперсии твердых загустителей в жидкой сре-
среде. Они относятся к числу смазочных материалов, широко исполь-
используемых в различных областях техники. Отечественное промыш-
промышленное производство смазок началось более 70 лет назад. Первой
смазкой была колесная смазь, изготовленная из нефтяных остат-
остатков, загущенных кальциевыми мылами смоляных кислот. Систе-
Систематические исследования структуры и свЪйств смазок началось в
30-х годах. Первыми исследователями и пропагандистами научно-
научного подхода к разработке и применению пластичных смазок в
СССР были Д. С. Беликовский и В. П. Варенцов. Всесторонние
исследования смазок выявили их коллоидную природу, позволили
научно обоснованно подойти к их производству и применению.
Несмотря на сравнительно малые объемы производства D—5%
от общего объема производства смазочных материалов) по разно-
разнообразию областей применения смазки превосходят другие сма-
смазочные материалы.
Как правило, смазки состоят из трех компонентов: 70—Ш%
дисперсионной среды (жидкой основы),, 10—13% дисперсной фа-
фазы (твердого загустителя) и^,1—15% добавок (модификаторов
структуры, присадок и наполнителей). В качестве дисперсионной
среды используют*преимущественно нефтяные масла, иногда—"
синтетические или их смеси с нефтяными маслами. Наиболее ши-
широко используют индустриальные масла средней вязкости D0—
60 мм2/с при 50°С). Синтетические масла (полисилоксйны, слож-
сложные эфиры, полигликоли, фтор- и хлорорганические жидкости)
применяют, как правило, для приготовления смазок, используе-
используемых в высокоскоростных подшипниках, работающих в широком
диапазоне температур» В связи с высокой стоимостью синтетиче-
скид масел, V также с целью улучшения их отдельных эксплуата-
эксплуатационных свойств (например, смазочной способности и защитных
свойств полисилоксанов) используют смеси синтетических и неф-
нефтяных масел.
Загустителями являются металлические мыла (соли высоко-
высокомолекулярных жирных кислот), твердые нефтяные углеводороды
* В дальнейшем для краткости пластичные смазки будут называться просто
«смазки».
23»
356
Гл. X, Производство и свойства пластичных смазок
(церезины, петролатумы) и некоторые продукты неорганического,
(бентонит, силикагель) и органического (пигменты, сажи, кри-
кристаллические полимеры, производные мочевины) происхождения.
Наиболее распространенными загустителями являются мыла и
¦ твердые углеводороды. В зависимости от типа загустителя содер-
содержание его в смазках колеблется от 8 до 25% (масс). *•
Для регулирования структуры и улучшения функциональных
свойств в смазки вводят добавки — наполнители и присадки. На-
Наполнители— твердые высокодисперсные вещества, практически
не растворимые в дисперсионной среде и всегда образующие в
смазках самостоятельную фазу с частицами размером, значитель-,
но превосходящим размеры мыльных волокон. Наиболее распро-
распространены слоистые наполнители кристаллической структуры,
. обеспечивающие высокую смазочную способность (графит, ди-
дисульфид молибдена, нитрид бора, слюда и др„). Присадки в от-
отличие от наполнителей иочти всегда растворимы в дисперсионной
среде и оказывают существенное влияние на структуру и реологи-
реологические свойства смазок, что осложняет их применение по сравне-
сравнению с маслами. Для улучшения свойств смазок применяют в ос-
основном те же присадки, что и при производстве нефтяных масел;
основными являются антиокислительные, противозадирные и про-
тивоизносиые, ингибиторы коррозии.1
Пластичные смазки 'представляют собой коллоидные системы,
отличающиеся значительной концентрацией и высокой степенью
структурирования твердой фазы. Структура смазок изучается при
помощи электронного микроскопа, позволяющего получать уве-
увеличение более 100 тыс. раз при разрешающей способности до 4 А.
Исследования смазок с использованием методов электронной м-ик-
роскопии позволили установить, что дисперсная фаза большинст-
большинства мыльных смазок-образована лентовидными^или игольчатыми
частицами (волокнами) анизометричной формы. В одном или
двух измерениях размеры этих частиц коллоидные — менее 1 мкм.
При всем многообразии форм и размеров частиц загустителя,
образующихся при охлаждении- смеси компонентов, общим для
них является способ формирования структурного каркаса. В про-
ц^ссе охлаждения коллоидного (мыльные смазки) или истинного
(углеводородные смазки) раствора происходит кристаллизация
загустителя с одновременным ростом и связыванием'кристаллов
(волокон) друг с другом и образованием кристаллической сетки.
В обычных коллоидных системах (с малым содержанием твердой
фазы) частицы дисперсной фазы при столкновениях коагулируют
и выпадают в осадок. Высокая концентрация дисперсной фазы в
смазках препятствует-коагуляции частиц, они формируют прост-
пространственный структурный каркас. Чем выше анизометричность
(соотношение их длины и ширины) частиц загустителя, тем более
прочную структуру они образуют.
Краткие сведения о пластичных смазках 357
Высокая степень структурирования дисперсной фазы придает
смазкам тйердообразное состояние и пластичность, что сущест-
существенно отличает их по свойствам и применению от жидких и твер-
твердых смазочных материалов. В отсутствие нагрузок смазки ведут
себя подобно твердым телам: не растекаются под действием соб-
собственного веса, удерживаются на вертикальных поверхностях, не
сбрасываются инерционными силами с движущихся деталей. Од-
Однако при весьма малых нагрузках, превышающих предел прочно-
прочности смазки, структурный каркас разрушается, смазка начинает
деформироваться (течь) и приобретает вязкотекучее подвижное
состояние. Важной особенностью является обратимость процесса
разрушения структурного каркаса; при снятии нагрузки течение
прекращается и смазка вновь приобретает свойства твердого те-
тела. Легкость переходов смазок из пластичного в вязкотекучее со-
состояние и обратно, (тиксотропныё превращения) является одним
из их достоинств и обеспечивает преимущества применения перед
- жидкими и твердыми смазочными материалами.
Смазки классифицируют по составу и назначению. Поскольку
определяющее влияние на структуру и свойства смазок оказывают
загустители, то тип загустителя положен в основу классифика-
классификации смазок по составу. По типу загустителя смазки подразделяют
на мыльные, углеводородные и смазки на неорганических загусти-
загустителях. Мыльные смазки; в свою очередь, в зависимости от соста-
ва загустителя делятся на обычные мыльные смазки, смазки на
комплексных (в состав загустителя входят соли низко- и высоко-
высокомолекулярных кислот) и смещенных (в состав загустителя входят
соли различных металлов) мыльных загустителях. По типу Катио-
Катиона молекулы мыла смазки делят на кальциевые, натриевые, ли-
литиевые, бариевые, алюминиевые. и т. п. .В зависимости от состава
жиров выделяют смазки на синтетических (фракции СЖК) полу-
получаемые окислением парафинов) и на природных (как правило,
смеси гидрированных растительлых и животных) жирах, а также
на технических жирных кислотах (стеариновой, 12-оксистеарино-
войит. п.).
По назначению смазки делят на: антифрикционнш— для сни-
снижения трения и износа деталей машин и механизмов: консереаци-
онные — для защиты металлических изделий от коррозии; уплот-
нит^льные— для герметизации трущихся поверхностей, зазоров и
Щелей; специальные—фрикционные, приработочные, противооб-
леденительные и др. Большая чисть смазок относится (как по ас-
ассортименту, так и по объему производства) к первым двум груп-
группам. Для приготовления антифрикционных смазок применяют в
основном '_ мыльные загустители, для консервационных— углево-
углеводородные. С точки зрения применения пластичные смазки наибо-
наиболее эффективны при высоких температурах и контактных нагруз-
нагрузках, в узлах трения, работающих периодически или с частым
24-751
358
Производство и свойства пластичных смазок
изменением направления движения. Смазки хорошо герметизиру-
герметизируют узлы трения, при их использовании снижаются затраты на
смазочные материалы и обслуживание механизмрв.
Далеко не все мыла могут быть использованы для приготов-
приготовления смазок. Определяющую роль в формировании структуры
и свойств смазок играют, валентность и свойства катиона, состав J
и строение аниона используемого мыла. При прочих равных уело- *
»иях наиболее крупные волокна характерны для натриевых сма-
смазок (до ?0 мкм), короткие — для литиевых B—5 мкм') и для
кальциевых A—3 мкм) смазок. Дисперсная фаза алюминиевых 'Л
смазок образована мелкими аморфными сферическими частицами!
(не более 0,1 мкм).
Одним из важных условий мицелло- и структурообразования
дисперсной фазы смазок является температура. Коллоидно-хими-
Коллоидно-химические-процессы в производстве смазок протекают при непрерыв-
непрерывно изменяющейся температуре и полностью не заканчиваются
даже по завершении их приготовления, т,. е. при охлаждении до
30—4О.°С. Поэтому необходимо осуществлять «дозревание» сма-
смазок, которое происходит в течение 1—2 дней при покое и комнат-
комнатной температуре. "Однако для многих смазок равновесное состоя-
состояние не достигается, о чем свидетельствует изменение их свойств
во времени—'самопроизвольное отделение дисперсионной среды,
резкое упрочнение или разжижение под воздействием температу-
температуры, механических нагрузок, атмосферной влаги и кислорода.
ОСНОВНЫЕ СВОЙСТВА ПЛАСТИЧНЫХ СМАЗОК
Объемно-механические «(реологические) свойства
Объемно-механические свойства смазок описываются нескольки-
несколькими способами, в том числе реологичеркой кривой зависимости ско-
скорости (точнее, градиента скорости) деформации от напряжения
сдвига т (рис. 97). При напряжениях сдвига выше предела упру-
упругости структурного каркаса смазки испытывают очень медленно
протекающие необратимые деформации течения (ползучесть). Од-
Однако поскольку деформации происходят в самом каркасе, то
смазка сохраняет целостность. Поскольку на участке кривой ti—
t2 все разрушенные связи практически мгновенно восстанавлива-
восстанавливаются, то скорость течения смазок пропорциональна напряжению
сдвига.
При напряжении сдвига тг достигается, предел прочности
структурного каркаса и начинается его хрупкая деформация. При
этим смазка должна бы перестать существовать как единое тело,
но благодаря тиксотропным свойствам разрушенные связи вос-
восстанавливаются. В точке кривой, соответствующей напряжению
сдвига Тз, восстанавливаются не все разрушенные связи и насту-
Свойства пластичных смазок
359
пает резкое возрастание скорости- деформации. При напряжени-
напряжениях сдвига >т4 скорость деформации возрастает настолько, что
восстановления структуры практически не происходит и отдель-
отдельные дисперсные частицы загустителя полностью ориентируются в
направлении движения потока. Таким образом, в процессе тече-
течения смазки происходят непрерывные разрушения и восстановле-
восстановления структурного каркаса.
Полное изучение объемно-механических свойств включает в
себя оценку упругих свойств, ползучести и течения смазок. Одна-
Однако, поскольку в условиях эксплуа-
эксплуатации смазки подвергаются дейст-
действию нагрузок, значительно превы-
превышающих их предел упругости, в ка-
качестве основных реологических
характеристик смазок приняты:
предел прочности при сдвиге или
предельное напряжение сдвига т
и эффективная вязкость ц.
Прочностные свойства смазок.
Предел прочности смазок при сдви-
сдвиге* — та минимальная нагрузка
(напряжение), при приложении ко-
которой происходит необратимая де-
деформация (сдвиг) смазки. Абсо-
Абсолютная величина и температурная
зависимость предела прочности во
многом определяют стартовые характеристики узлов трения, спо-
способность смазки поступать к рабочим узлам и удерживаться на
трущихся поверхностях. Благодаря пределу прочности смазки не
стекают с наклонных и вертикальных поверхностей, не вытекают
из открытых негерметизированных узлов трения.
Повышение температуры в большинстве случаев вызывает
уменьшение предела прочности смазок. Температура, при которой
предел прочности приближается к нулю, свидетельствует о перехо-
переходе смазки из пластичного состояния в жидкое и характеризует
верхний температурный предел работоспособности смазок. Все
факторы, влияющие на формирование структуры смазок (тип й
концентрация загустителя, химический состав и свойства диспер-
дисперсионной среды, состав и концентрация поверхностно-активных ве-
веществ и, наконец, технологические особенности приготовления
смазок), влияют и на их прочность. ,-
Для определения предела прочности смазок предложены ме-
методы, основанные на осевом сдвиге коаксиальных ¦ цилиндров,
вырывании из смазки шурупа или пластины, сдвиге смазки в реб-
* В. дальнейшем—просто предел прочности за исключением тех случаев,
когда речь идет о другой характеристике — пределе прочности при разрыве.
24*
Рис. 97. Зависимость скорости де-
деформации от напряжения сдвига
для масел и пластичных смазок.
360 Гл. X. Производство и свойства пластичных смазок
ристом капилляре и т. п. Для-большинства смазок предел проч-
прочности при температуре 20 °С составляет 100—1000 Па.
Вязкостные свойства смазок. Большое значение при лримене-
нии смазок имеют вязкостные свойства, определяющие возмож-
возможность заправки и прокачиваемость смазок, стартовые характери-
характеристики и сопротивление вращению при установившихся режимах
работы узлов трения.
Вязкость смазок в отличие от масел зависит не только от тем-
температуры, но и от градиента скорости сдвига (или деформации),
с увеличением которого она уменьшается. Поэтому принято гово-
говорить об эффективной, вязкости смазок r\D с обязательным указа-
указанием значения градиента скорости D и температуры t, при кото-
которых проводились определения. Изменения вязкости смазок со
скоростью деформаций выражаются вязкостно-скоростной харак-
характеристикой (ВСХ) и определяются отношением вязкостей смазки
при постоянной температуре и двух различных градиентах ско-
скорости деформации A0 и 100 с). -
С повышением температуры вязкость смазок уменьшается. При
минимальных температурах вязкость смазок не должна превы-
превышать 2000 Па-с (при 10 с~'). О влиянии температуры на вязкость
смазок судят по вязкостно-температурной характеристике (ВТХ),
т. е. по зависимости вязкости смазки от температуры при постоян-
постоянном градиенте скорости. Для смазок кривая, характеризующая их
вязкостно-температурные свойства, более полога, чем для масел..
На вязкость смазок наряду с вязкостью дисперсионной среды
влияют: природа и концентрация загустителя (с увеличением кон-
концентраций и степени дисперсности загустителя вязкость смазки
повышается), технология приготовления смазок и другие факто-
факторы, определяющие размер и форму частиц загустителя. Для опре-
определения вязкости смазок используют капиллярные (АКВ-2,
АКВ-4) и ротационные (ПВР-1) вискозиметры.
Стабильность при хранении и эксплуатации
Важной характеристикой смазок как коллоидных гетерогенных
систем является стабильность их структуры и свойств во време-
времени. Различают химическую и физическую стабильность. Химиче-
Химическая стабильность определяется устойчивостью смазок к воздей-
воздействию химических реагентов, окисляемостью под воздействием
кислорода воздуха и длительной термообработки. Под физиче-
физической стабильностью понимают устойчивость смазок к действию,
нагрузок, невысоких и кратковременных температур и других фи-
'зических факторов.
Механическая стабильность. Тиксотропиые превращения. Осо-
Особенностью пластичных смазок является изменение их реологиче-
реологических характеристик при механическом разрушении и в процессе
Свойства пластичных смазок
361
наследующего «отдыха». При-работе смазок в узлах трения пре-
предел прочности'и вязкость их уменьшаются, при прекращении ме-
механического воздействия, как правило, эти. показатели возраста-
возрастают. Под тиксотропными свойствами смазок понимают их способ-
способность изменять объемно-механические свойства под воздействием
нагрузки.и после ее снятия. Этими свойствами обладают смазки,
способные после разрушения восстанавливать реологические свой-
свойства. ¦ ¦ ¦ *
А. А. Трапезников показал, что в смазках, может наблюдаться
прочностная и вязкостная тиксотропия. Различия между-ними за-
заключаются в разрушении и восстанов-
восстановлении или структурного каркаса
(прочностная) или агрегатов частиц
(вязкостная — медленное. изменение
вязкости при деформировании систе-
системы). Сильно разупрочняющиеся при
механическом воздействии смазки не
удерживаются в узлах трения и вы-
вытекают из них при сравнительно не-
небольших нагрузках. Нежелательно и
чрезмерное уплотнение смазки при
отдыхе, затрудняющее' поступление
смазочного материала к трущимся по-
поверхностям и нормальную работу ме-
механизма. ' ¦ ^
Кинетика тиксотропного разрушения и восстановления пластич-'
ных смазок впервые изучена Д. С Великовским. Обобщенная кри-
кривая тиксотропного разрушения и восстановления смазок приведе-
приведена на рис. 98. При механическом воздействии прочность смазок
вначале резко понижается, далее устанавливается- равновесие
между разрушенными и восстановленными связями. Конечная
прочность разрушенной структуры зависит от интенсивности ме-
механического воздействия и состава смазки. Увеличение концентрат
ции и уменьшение размеров частиц (до определенных пределов)
способствуют улучшению механической стабильности смазок.
Оценка механической стабильности основана на разрушении
смазок в стандартных условиях и определении изменения их объ-
объем ноумеханических свойств в процессе разрушения и непосредст-
непосредственно после его окончания. ¦ _
Коллоидная стабильность смазок "характеризует их способность
в минимальной степени выделять масло при хранении и эксплуа-
эксплуатации. Выделение масла может происходить самопроизвольно
(под действием собственного веса смазки), а также ускоряться
или- замедляться под влиянием температуры и давления/ Коллоид-
Коллоидная стабильность смазок зависит от совершенства' структурного
каркаса, определяемого размерами, формой и прочностью сЪязей
Рис. 98, Обобщенная кривая
тиксотропных превращений
смазок.
1
362
X. Производство и свойства пластичных смазок
составляющих его частиц. Значительное влияние на коллоидную
стабильность оказывают вязкость дисперсионной среды (чем вы-
выше вязкость масла,*тем труднее оно вытекает из объема смазки),
свободные щелочи или кислоты, способ приготовления и режим ох-
охлаждения смазок. Выделение масла из смазки не должно превы-
превышать 30% (масс). ' . "
Многие промышленные смазки на маловязких маслах или с
малым содержанием- загустителя недостаточно коллоидно-стабиль-
коллоидно-стабильны. Ятобы выделение масла из таких смазок было минимальным,
их расфасовывают в сравнительно небольшую тару, что исключает
или уменьшает отпрессовываемость масла под действием собст-
собственного веса. Для ускорения отделения масла при оценке коллоид-
коллоидной стабильности смазок используют воздействие нагрузок (дав-
(давления), центробежных сил, нагревания и другие факторы.
Термическая стабильность определяется способностью смазок
сохранить свои свойства и прежде всего не упрочняться (или не
разупрочняться) при кратковременном нагреве. Смазки, приготов-
приготовленные, на мылах синтетических жирных кислот, а также некото-
некоторые комплексные смазки подвержены при повышенных темпера-
температурах термоупрочнению вплоть до потери пластичности. Низкой
термической стабильностью обладают натриевые, натриево-каль-
циевые и в меньшей степени — кальциевые смазки. Термоупрочне-
Термоупрочнение затрудняет поступление смазок к узлу трения, ухудшает их
адгезионные свойства. Особенностью термоупрочнения является
полная и многократная обратимость: при перетирании (гомогени-
(гомогенизации) первоначальные свойства смазки восстанавливаются. Для
оценки термоупрочнения определяют "пределы прочности смазок
до и после выдерживания их при повыщенных температурах.
Испаряемость пластичных смазок характеризует' стабильность
состава смазок при хранении и эксплуатации. Поскольку некото-
некоторые смазки работают при высоких температурах, в условиях глу-
глубокого вакуума и заменяют их редко (или вообще не заменяют),
то при испарении дисперсионной среды они высыхают, на их по-
поверхности образуются корки и трещины, что нарушает цельность
смазочной пленки и снижает защитную способность смазок. Поте-
Потеря масла в результате испарения приводит к повышению концен-
концентрации загустителя, предела прочности смазок, ухудшению их
низкотемпературных свойств. Скорость испарения масла зависит
от состава смазок, условий их хранения и эксплуатации. Чем
тоньше слой смазки и больше его поверхность, тем больше испаре-
испарение масла. Оно зависит прежде всего от фракционного состава
масла и. в меньшей степени — от типа и концентрации загустителя.
Для количественной оценки испаряемости смазок используют
методы, основанные на определении потери массы образца смаз-
смазки, выдерживаемой в стандартных условиях в течение определен-
определенного времени при постоянной температуре.
Свойства пластичных смазок-
¦363
Химическая стабильность. В большинстве случаев под химиче-
химической стабильностью понимают устойчивость смазок к окислению
кислородом воздуха, хотя в широком, смысле — это отсутствие из-
изменения свойств смазок при воздействии на них химических реа-
реагентов (кислот, щелочей, кислорода и т. п.). Окисление смазок
приводит, как правило, к разупрочнению, ухудшению коллоидной
стабильности, смазочной и защитной способности и других свойств
(рис. 99). Стабильность к окислению важна для смазок, заправ-
заправляемых в узлы трения 1—2 раза в течение 10—15 лет, работаю-
работающих при высоких температурах, в тонких слоях и в контакте с
цветными металлами. Медь,
бронза, олово, свинец и некото-
некоторые другие металлы и сплавы
ускоряют окисление смазок.
Оценка химической стабиль-
стабильности основана на ускоренном
окислении смазок под действием
повышенных температур и дав-
давлений (кислорода), а также в
присутствии катализаторов. По-
Показателями окисления являются
изменение кислотного числа, ко-
количество, скорость и индукцион-
индукционный период поглощения кислоро-
кислорода, изменения структуры и
свойств смазок. Имеется не-
несколько способов повышения
устойчивости смазок к окислению: тщательный подбор масляной
основы, выбор типа и концентрации загустителя, варьирование
технологии производства. Наиболее перспективный способ—вве-
способ—введение в смазки антиокислительных присадок (амино- и фенолсо-
держащих соединений, дитиокарбаматов, фосфор- и сероорганиче-
ских продуктов).
Радиационная стойкость. Воздействие на смазочные материа-
материалы излучений высоких энергий (•у-лучей, а- и р-частиц, свободных
электронов) приводит к глубоким химическим изменениям их со-
состава /и свойств. Эти изменения зависят от исходного состава сма-
смазочного материала и дозы облучения. Суммарная доза до 5-Ю6—
5- Ю8 рад вызывает существенные изменения свойств смазок.
Большие дозы излучения О-7-108 рад) разрушают волокна загу-
загустителя и разжижают смазки.
Стойкость смазок к облучению в значительной степени зависит
от состава масла, на котором они приготовлены. По радиацион-
радиационной стойкости дисперсионные среды распределяются следующим
образом: силиконовые жидкости<сложные эфиры<нефтяные мас-
ла<простые эфиры. Смазки при облучении могут приобретать
Длительность окисления
Рис. 99.. Изменение свойств смазки
при окислении:
/ — предел прочности и температура кап-
лепадения; 2—кислотное число.
364
Гл. X. Производство и свойства пластичных смазок
Производство пластичных смазок
365
наведенную радиоактивность, более сильно выраженную у натрие-
натриевых смазок.
Пенетрация— это эмпирический показатель, лишенный физи-
физического смысла, не определяющий поведение смазок в условиях
эксплуатации, но широко применяемый при нормировании их ка-
—чества. Под пенетрацией понимают глубину погружения конуса
(стандартного веса, в течение 5 с) в смазку при 25 °С. Например,
если смазка имеет пенетрацию 260, то, значит, конус погрузился
в нее на 26 мм. Чем мягче смазка, тем глубже в нее погружается
конус и тем выше пенетрация. Смазки с различными реологиче-
.»скими свойствами могут иметь одинаковую пенетрацию, что при-
приводит к неверным представлениям об эксплуатационных свойствах ¦
смазок. "Пенетрация как быстро определяемый показатель в про-"
изводственных условиях позволяет судить об идентичности рецеп-
рецептуры и соблюдении технологии изготовления смазки.
Температура каплепадения — это- минимальная температура,
_ при которой падает первая капля смазки, нагреваемой в опреде-
определенных условиях: Температура каплепадения является эмпириче-
эмпирическим показателем, зависящим от условий определения. Она услов-
условно характеризует температуру плавления загустителя смазки, од-
однако не позволяет правильно' судить о ее высокотемпературных
свойствах. Так, температура, каплепадения литиевых смазок обыч-
обычно 180—^200 °С, а верхний температурный предел их работоспособ-
работоспособности не превышает 120—130 °С«
ПРОИЗВОДСТВО ПЛАСТИЧНЫХ СМАЗОК
Формирование частиц мыльного загустителя проходит через сле-
следующие стадии:, образование центров кристаллизации (зароды-
(зародышей), рост и развитие этих центров. Первичный центр кристалли-
кристаллизации мыльной частицы представляет собой определенную комби-
комбинацию молекул мыла (ассоциат), дальнейший рост которого и
образование частицы оптимальных размеров осуществляются в ре-
результате диффузии молекул мыла из пересыщенного раствора- к
поверхности кристаллического зародыша. Таким образом, форми-
формирование структуры мыльных смазок связано с образованием ми-
мицелл, последующего построения из них волокон (надмицеллярных
структур) и формирования структурного каркаса смазки, придаю-
придающего ей пластичность и другие характерные свойства. *
Такое трехстадийное построение структуры смазок делает их
весьма чувствительными к различным технологическим факторам
и несмотря на кажущуюся простоту изготовления порой затруд-
затрудняет воспроизводство свойств смазок одинаковых рецептуры и
технологии. Регулирование структуры на каждой, стадии неоди-
неодинаково и зависит не только от состава дисперсионной среды и за-
загустителя, но и от введения добавок. Постоянство размеров дис-
дисперсных частиц смазок на неорганических загустителях снижает
роль рецептурных и технологических факторов, выдвигая на пер-
первый" план физико-химические факторы. Таким образом, на форми-
формирование структурных элементов и каркаса смазки значительно
влияют тип и концентрация загустителя, состав и свойства дис-
дисперсионной среды и содержание ПАВ. Регулирование качества
смазок на стадии их производства, зависит от взаимосвязи техно-
технологии изготовления со структурой смазок, с одной стороны, и
структуры с эксплуатационными свойствами, с другой.
Процессы изготовления смазок в основном периодические, хо-
хотя в последние годы получают ^распространение полунепрерывные
и непрерывные процессы. Периодический процесс производства
мыльных смазок состоит из следующих повторяющихся епераций:
дозировки и загрузки компонентов, омыления жирового сырья и.
удаления влаги, термомеханиче^кого диспергирования загустите-
загустителя, охлаждения расплава, отделочных операций и расфасовки.
При полунепрерывном производстве одна из стадий" приготов-
приготовления смазок (чаще всего омыление) является периодической, ос-
остальные стадии — непрерывными. К полунепрерывным относят
процессы изготовления смазок на готовых порошкообразных мы-
мылах. Смешение компонентов осуществляется, в аппаратах периоди-
периодического действия. По.сле тщательного перемешивания однородная
дисперсия мыл"а в масле с целью приготовления расплава смазки
проходит через нагревательный аппарат; далее следуют процессы
охлаждения, гомогенизации, фильтрования и деаэрации. Непре-
Непрерывные процессы производства смазок осуществляются при по-
постоянной загрузке используемого оборудования, непрерывности
всех производственных стадий.
Использование того или иного способа производства во многом
зависит от состава и объема производства смазок. В настоящее
время непрерывные схемы реализуются для смазок-общего назна-
назначения (литиевых, комплексных, кальциевых и др.). •
Стадии производства
Процессы производства большинства смазок состоят из следую-
следующих/ основных стадий: подготовки сырья; приготовления загусти-
загустителя; термомеханического диспергирования загустителя; охлажде-
охлаждения расплава; отделочных операций. В зависимости от типа смаз-
смазки отделочные стадии технологического процесса могут не прово-
проводиться. - - v
Подготовка сырья заключается в предварительном фильтрова-
фильтровании или отстаивании жиров и жирных кислот, смешивании масел
для получения дисперсионной среды необходимых свойств, приго-
приготовлении : растворов щелочей нужной концентрации. Приготовле-
Приготовление загустителя является одной из основных стадий производства
366
Гл. X, Производство и свойства пластичных смазок
7
мыльных смазок, которые можно получать, на сухих мылах илн
на мылах, приготовленных в процессе варки смазки. В первом
случае процесс приготовления мыльных смазок во многом сходен
с производством углеводородных смазок. Различие состоит в зна-
значительно более высоких температурах диспергирования мыльного
загустителяв жидкой среде A40—230 °С).
Приготовление мыл — химический процесс, требующий тща-
тщательной дозировки, компонентов и строгой последовательности в
их загрузке. Обычно это одна из наиболее продолжительных ста-"
дий в изготовлении мыльных смазок в связи с длительностью вы-
выпарки воды (до 30 ч при периодических процессах). Скорость омы-'
ления жиров или нейтрализации жирных кислот зависит от их со-
состава и концентрации раствора щелочи, от температуры, условий
, контактирования компонентов, присутствия воды, катализаторов
и т. д. С повышением температуры длительность омыления суще-
существенно, сокращается;, оно более полно протекает в присутствии
' значительного избытка воды, хотя при этом увеличивается про-
продолжительность процесса.
! Термомеханическое диспергирование загустителя в дисперсион-
дисперсионной среде осуществляется при одновременном термическом и ме-
механическом воздействии, приводящем к растворению твердой фазы
с образованием коллоидных или истинных , растворов. Дисперги-
Диспергирование неорганических загустителей происходит при интенсивном
механическом воздействии и температурах 40—60 °С.
На стадии охлаждения расплава загустителя в масле форми-
формируется структура смазок, в значительной степени определяющая
их свойства. При охлаждении мыльного расплава протекают про-
! цессы образования и роста кристаллов, проходящие через стадии
: формирования мицелл и надмицеллярного структурообразования,
и связывания кристаллических частиц друг с другом. Размеры и
форма частиц загустителя зависят от условий кристаллизации, на-
начальной температуры охлаждения и режима его проведения (бы-
; строе, медленное или изотермическое). При медленном охлажде-
охлаждении образуются крупные частицы мыльного загустителя, при быст-
быстром— мелкие. Изотермическая кристаллизация (охлаждение до
достаточно высокой температуры—ПО—140 °С и выдерживание
при ней в течение 1—2 ч) приводит к образованию значительно
, более однородных по форме и размерам частиц, чем при режимах
быстрого и медленного охлаждения. В результате может быть по-
получена смазка с наиболее, упорядоченной и стабильной структурой.
f , Охлаждение смазок в зависимости от их состава и условий при-
; менения проводится периодическим и непрерывным методами, в
объеме (в варочных аппаратах и в таре) и в тонком слое (на про-
противнях, ленте— конвейере, барабане и т. п.). Охлаждение в объ-
объеме приводит к получению смазки неоднородной структуры, части-
; цы загустителя при этом имеют различные размеры и форму, что
Производство пластичных смазок
367
в. дальнейшем устраняется механической обработкой. Большое
влияние на процессы кристаллизации и формирования структуры
смазки оказывают ПАВ (свободные кислоты, глицерин-и т. п.) и
присадки, вводимые в смазки для улучшения их свойств.
Отделочные операции (гомогенизация, фильтрование, деаэри-
деаэрирование'и расфасовка)—заключительная стадия приготовления
смазок. Все операции при изготовлении какой-либо смазки одно-
одновременно используют редко. Гомогенизация (механическая обра-
обработка) необходима для большинства мыльных смазок. После ох-
охлаждения расплава смазки приобретают структуру, отличающую-
отличающуюся неоднородностью и высокой прочностью. При механическом4
воздействии эта структура, необратимо разрушается и образуется
новая, которая при последующем разрушении .способна много-,
кратно восстанавливаться, т. е. смазка приобретает тиксотропные
свойства. Таким образом, гомогенизация необходима для получе-
получения однородных и" тиксотропных смазок. В зависимости от типа
и состава смазок подбирают режим их гомогенизации.
В процессе гомогенизации в смазки попадает воздух, удаляе-
удаляемый при деаэрации. При этом повышается устойчивость с'мазок к
окислению, улучшается их внешний вид и несколько увеличивается^
плотность. Воздух удаляется из смазки при продавливании ее в
тонком слое под вакуумом. Возможно совмещение процессов го-
гомогенизации и деаэрирования. Для удаления механических приме-
примесей смазки фильтруют, продавливая их через фильтрующие эле-
элементы с металлическими сетками или очищая в зазоре между
дисками.
Расфасовка смазок включает в себя подготовку и наполнение
тары, взвешивание ее с продуктом и нанесение трафарета, уку-
укупорку, перемещение тары и складирование. Современное произ-
производство смазок предусматривает полностью механизированный и
автоматизированный процесс расфасовки, для которой применяют
тару емкостью от 30 г (тюбики) до 200 кг (бочки).
При производстве смазок кроме обычных методов непрерыв-
непрерывного контроля и регулирования технологических параметров (тем-
(температуры, давления, расхода) контролируют качество промежуточ-
промежуточных и товарных продуктов по полноте омыления (щелочности или
кислотности), содержанию воды в суспензии и смазке, вязкости и
пределу прочности готовых смазок на потоке^
Оборудование и технологические схемы
Оборудование, используемое в процессах, производства смазок,
можно разделить на следующие основные группы: для подготови-
подготовительных операций; для приготовления мыльной основы и испаре-
испарения влаги; для термомеханического диспергирования загустителя;
для охлаждения сма.зок; для отделочных операций. В зависимости
368
Тл."Х. Производство и свойства пластичных смазок
от типа смазки применяется различное оборудование. Так, для
производства углеводородных смазок не требуется специальных
дозирующих устройств, сложных перемешивающих механизмов,
аппаратов для отделрчных операций и т. п., т. е. используется .
наиболее простое оборудование.
Аппараты для подготовки сырья — промежуточные с'борники,
расплавители, дозирующие устройства, аппараты для обезвожи-
Рис. 1Q0. Схема варочного аппарата
(мешалки-смесителя) для приготов-
приготовления мыльных омазок:
/ — корпус; 2 — рамная мешалка; 3 — про-
пропеллерная мешалка.
Линий: 7 — йод сырья; 77 — вывод распла-
расплава смазки.
Рис. 101. Схема автоклава (контакто-
(контактора-смесителя) для приготовления
мыльной основы смазок:
/ — крышка; 2 —корпус; 3 —рубашка; 4 —
трубка для нагрева суспензии теплоноси-
теплоносителем; 5 — турбинная мешалка; 6 — прием-
приемная камера для мыльной пульпы.
Линии: I— ввод сырья; 77— ввод-теплоно-
ввод-теплоносителя; 7/7 — вывод теплоносителя; IV —
вывод мыльной пульпы.
вания сырья и приготовления растворов щелочей. Дозирование как •
твердых, так и жидких компонентов, в большинстве случаев осу-
осуществляется весовым методом (иногда используется и объемное
дозирование). Омыление жиров и диспергирование образующегося
мыла в масле проводят в варочных аппаратах —реакторах (кот-
лах). Используют как открытые аппараты, в которых приготов-
приготовление мыльной основы происходит при атмосферном -давлении, так
и герметически закрытые аппараты (автоклавы), работающие под
давлением. Приготовление мыльной основы в автоклаве под дав-
давлением приводит к резкому сокращению производственного цикла
Производство пластичных смазок
369
при использовании природных жиров. На промышленных установ-
установках сочетают автоклавы и открытые варочные котлы.
Варочный аппарат открытого типа (рис. 100) представляет со-
собой цилиндрическую металлическую емкость (объемом до 10 м3)
с перемешивающим устройством и обогревом. Аппарат оснащен
мешалкой двойного действия, приводимой во вращение от электро-
электромоторов, смонтированных на верхней крышке. В нижней части
расположено дополнительное перемешивающее, устройство с тан-
тангенциальными лопатками и самостоятельным приводом.
Автоклавы (контакторы) .представляют собой-герметичные ци-
цилиндрические варочные аппараты емкостью до 5 м3, работающие
под давлением, до 1 МПа, снабженные обогревом и системой пе-
перемешивания (рис. 101). Примером быстродействующего и эффек-
эффективного автоклава может служить конт.атстор «Стратко», обеспе-
обеспечивающий быстрый нагрев сырьевых компонентов jh хорошее их
перемешивание. Время изготовления гидратированных кальциевых
смазок с "применением автоклава не превышает 2 ч, натриевых —
3 ч вместо десятков часов при использовании открытых варочных
аппаратов. ¦
Для ускорения процессов' омыления жиров и диспергирования
загустителя в жидкой основе применяют пропеллерные, платнетар-
ные, винтовые и другие мешалки^ Выбор системы перемешивания
зависит от вязкости смеси, системы обогрева и других факторов.
При получении в реакторе только мыльной основы используют ап-
аппараты с высокоскоростными мешалками (турбинными, пропеллер-
пропеллерными и т. п.), в которых интенсивному перевешиванию подверга-
подвергается суспензия небольшой вязкости. При совмещении в реакторе
нескольких стадий (омыления,' обезвоживания, образования рас-
расплава) вязкость системы резко возрастает, и в этом случае ис-
используют скребково-лопастные мешалки с регулируемой частотой
вращения. Термическое диспергирование мыльного загустителя в
дисперсионной среде можно осуществлять в аппарате типа «Вота-
. тор», представляющем собой теплообменник «труба в трубе», снаб-
снабженный скребковым устройством, а также в трубчатом змеевико-
вом реакторе; в них при турбулентном режиме течения смеси про-
происходит быстрое образование однородного расплава.
Охлаждение расплава в зависимости от- типа и требуемого ка-
качества мыльной, смазки проводится -медленно, с постепенным по-
понижением температуры или быстро, с резким температурным пере-
перепадом. До недавнего времени смазки охлаждали непосредственно
в варочных котлах или при сливе расплава в емкости, где и за-
завершался процесс охлаждения. В настоящее время широко приме-
применяют холодильные аппараты типа «Вотатор», в которых достига-
достигается высокая скорость охлаждения смазки. По конструкции этот
тегаюобменный аппарат подобен кристаллизаторам, применяемым
в,процессах депарафинизации масел. В аппарате соблюден_прин-
370
Гл. X. Производство и свойства пластичных смазок
цип противотока, и при температуре воды 18—20 °С смазка ох-
охлаждается от 150 до 60 °С за 2—3 мин. Для быстрого охлаждения
смазок в танкам слое применяются противни или холодильные ба-
барабаны. Горячая смазка из варочного аппарата подается в лоток
холодильного барабана, откуда она захватывается поверхностью
вращающегося барабана, внутри которого постоянно циркулирует
холодная вода. Толщина слоя регулируется частотой вращения ба-
барабана и зависит от температуры расплава смазки в лотке. С ба-
барабана охлажденная смазка снимается ножом и поступает в бун-
бункер, откуда забирается шнеком и направляется на дальнейшие
операции.
Для гомогенизации смазок. используют различные аппараты,
в частности трехвалковые перетирочные машины (с валками диа-
диаметром до 400 мм). Гомогенизация происходит при продавливании
смазки через зазор A00—200 мкм) между вращающимися валка-
валками. Существует несколько конструкций валковых гомогенизаторов,
общий принцип работы которых одинаков. Они отличаются малы-
малыми производительностью и эффективностью. Гомогенизацию про-
проводят и в коллоидных мельницах типа «Корума» или «Фрима».
В них смазка перетирается в зазоре между коническим ротором и
статором. Ширина зазора в коллоидной мельнице регулируется от
10 до 50 мкм. Частота вращения ротора до 10 тыс. мин; произ-
производительность в зависимости от ширины зазора и состава смазки
составляет 1—3 т/ч. Наряду с широко распространенными перети-
рочными машинами и коллоидными мельницами используют кла-
клапанные гомогенизаторы,- в которых смазки продавливаются через
узкие зазоры и щели под давлением до 50 МПа при высокой ско-
скорости сдвига (до 5-Ю5 с1). К аппаратам такого типа относится
гомогенизатор «Мантон-Гаулин».
Важное значение в связи с широким распространением процес-
процесса гомогенизации, приобретает деаэрация — удаление из смазок,
пузырьков воздуха. Она основана на удалении воздуха их тонких
пленок в вакуумной камере. Ширина щели, через которую смазка
продавливается в вакуумную камеру, регулируется в зависимости
от вязкости смазки. Полное удаление воздуха из смазки достига-
достигается при вакууме 90—93 кПа. Йнтенеивность процесса увеличива-
увеличивается с повышением удельной поверхности и глубины вакуума.
Разработана конструкция отечественного деаэратора производи-
производительностью 1—3 т/ч с регулируемой шириной щели, через которую
смазка продавливается в вакуумную камеру. Процесс деаэрации
может быть совмещен с гомогенизацией. Используют также охла-
охлаждение обводненного мыльно-масляного расплава с одновременной
гомогенизацией смазки, основанное на распылении смеси под дав-
давлением 30—50 МПа через узкое сопло в вакуумную камеру. При
этом одновременно происходят охлаждение, обезвоживание, гомо-
гомогенизация и деаэрация смазки.
Производство пластичных смазок
371
Производство углеводородных смазок и его технологическое
оформление намного проще,, чем смазок других типов. Оно сво-
сводится к расплавлению церезина или петролатума в масле и ох-
охлаждению полученного раствора. Углеводородные смазки готовят,
как правило, в двух идентичных аппаратах. В первом расплавля-
расплавляют (или, подают в расплавленном виде) и обезвоживают твердые
углеводороды, во втором.— смешивают их с маслом. Температура
варки смазок зависит от температуры плавления используемого
твердого углеводорода и не превышает 120 °С. Раствор можно ох-
охлаждать в варочном аппарате (при подаче в змеевик воды рместо
водяного пара), в таре или в тонком слое на холодильном бара-
барабане. Производство мыльных смазок отличается значительным
разнообразием технологических схем. Одну и ту же смазку можно,
готовить несколькими способами, используя готовые мыла или
приготовляя их в процессе производства смазок.
Няже рассмотрены обобщенные технологические схемы уста-
установок и принципы производства наиболее распространённых сма-
смазок различного типа. " "
Технологические схемы. При производстве смазок на смешан-
смешанных мылах (натриево-кальциевой смазки типа 1-ЛЗ) в мешалку-
реактор при помощи дозирующих устройств загружают расчетное
количество смеси масел АУ и ИС-50, а также касторовое масло.
Сырьевую смесь при перемешивании нагревают до 85—90 °С и в
реактор загружают расчетное количество водной суспензии гидро-
гидроокиси кальция и водного раствора едкого натра. Далее температу-
температуру реакционной смеси поднимают До 110°С и в течение 1 ч ведут
процесс омыления. По окончании омыления (определяют по со-
содержанию щелочи в реакционной смеси) начинают обезвоживание
смеси, для чего при непрерывном перемешивании температуру
повышают до 125 °С и проводят обезвоживание в течение 2—2,5 ч.
Затем в том же аппарате при работающем перемешивающем
устройстве проводят термообработку A55—160 °С) обезвоженной
реакционной смеси с последующей загрузкой в два приема смеси
масел АУ и ИС-50. При загрузке второй порции мабла температу-
температура смеси не должна быть ниже 145 °С. После термообработки сме-
смеси загружают расчетное количество антиокислительной присадки
^дифениламина) и перемешивают реакционную смесь в течение
30 мин. Полученную смазку охлаждают до 110°С при одновре-
одновременном механическом и циркуляционном перемешивании. При со-
соответствии показателей качества требованиям ГОСТ смазку сли-
сливают из мешалки 'при температуре 110°С непосредственно в тару.
Технологическая схема установки по производству литиевых
смазок на 12-оксистеариновой кислоте (рис. 102) предусматривает
получение смазок двумя потоками. На первом потоке, как прави-
правило, получают «светлые» смазки (фиол-1 и 2, ЛС-1п, литол-24), на
втором — попеременно «светлые» и «темные», содержащие дисуль-
Производство пластичных смазок
373
фид молибдена (фиол-2М, фиол-2У). Производство литиевых сма-
смазок- включает следующие стадии: подготовку сырья и загрузку
расчетного количества реагентов в сырьевые емкости; омыление и
обезвоживание; термообработку, охлаждение; введение присадок;
доохлаждение и гомогенизацию; фильтрование и деаэрирование;
затаривание.
В мешалке готовят расплав 12-оксистеариновой кислоты
A2-ОСК) в дисперсионной среде A:1); в соответствующих емко-
емкостях приготовляют водный раствор (суспензию) едкого лития и
раствор присадок в масле (или суспензию дисульфида молибде-
молибдена). Стадия омыления проводится в реакторах 3,и 6, куда пода-
подают расчетные количества масла, нагретого до 80 °С, и через до-
дозаторы 2 и 5— 12-ОСК и водный, раствор едкого лития. При по-
постоянном перемешивании температуру реакционной смеси доводят
до 100 °С и начинают циркуляцию смеси через клапанные гомоге-
гомогенизаторы 32. При тщательном перемешивании в течение 1,5—2 ч
происходит омыление 12-ОСК (для проверки полноты омыления
периодически отбирают пробу). ч
Стадия обезвоживания осуществляется в реакторах-испарите-
реакторах-испарителях 9 и 10 при 105—110 °С в течение 1,5—2 ч. По завершении
обезвоживания реакционную смесь нагревают до 210 °С и выдер-
выдерживают в течение. 30 -мин для получения однородного расплава
мыла (стадия термообработки). Далее при непрерывном переме-
перемешивании в реакторы через дозатор 8 равномерно подают необхо-
необходимое количество обезвоженного масла. Температура смеси при
этом понижается до 180—185°С и при перемешивании начинает-
начинается формирование структуры смазки. После этого в. рубашку реак-
реактора подают хладоагент и охлаждают смазку до 16О°С (для этого
необходимо 2—2,5 ч). .
- При одновременном перемешивании и циркуляции смеси вво-
вводят антиокислительную присадку (дифениламин). Противоизнос-
ные и противозадирные присадки прдают в смазку дозировочным
насосом 27 при темяературе 110—>120°€ после прохождения
первой ступени холодильника 12. После введения в смазку доба-
добавок ее подвергают гомогенизации, фильтрованию и деаэрированию
на установке ГФД-17 (гомогенизатор, фильтр и деаэратор). Да-
Далее сказка поступает в накопитель 19 (куда предусмотрена пода-
подача и возвратного продукта) и-на затаривание в расфасовочное
отделение. Затаривают смазку на автоматической линии, куда
она поступает периодически из соответствующих емкостей. При
производстве смазок фиол-2М, фиол-2У на заключительном эта-
этапе после холодильника П, где смазка охлаждается до 50—60 °С,
в смеситель 16 через дозатор 15 подается дисульфид молибдена.
В последнее время расширяется производство и применение
смазок на комплексных мыльных загустителях, прежде всего ком-
комплексных кальциевых смазок. Свойства комплексных смазок су-
25—751
1 а я..
Mi!
мС g go.
ftS I-
-tJl' ^*
g Sis is
m " к о s '
H g|g I ¦-
« IS I t?
1-я»- §^
till
s'gSS "8 1 -
8«gg •
Mai P ¦¦
ЙГ-5 111
i ill Ш
о Cos о ак
2 ?•« s . 15 7K
« &! sgs ¦
I fill
.0^ ' Jf* «y tr»a
374
Гл. X. Производство и свойства пластичных смазок
щественно зависят от температурного режима варки и последова-
последовательности введения комплексообразующих компонентов. Сырьевой
состав и соотношение компонентов комплексных смазок сущест-
существенно влияют на их качество и технологический режим приготов-
приготовления. С увеличением мольного соотношения уксусной и стеари-
стеариновой кислот повышается загущающая способность комплексного
кальциевого мыла: оптимальное мольное отношение 3:1 или 4:1,
а в случае использования синтетических жирных кислот оно
уменьшается в 2 раза. Технологический процесс производства
комплексных кальциевых смазок (типа униол и другие) со-
состоит из следующих стадий: подготовки сырья и реагентов, при-
приготовления реакционной смеси и -ее обезвоживания, термообра-
термообработки реакционной смеси с последующим охлаждением и добав-'
лением присадок, гомогенизации, деаэрации и расфасовки готовой
смазки. " . . ,
На рис. 103 приведена принципиальная технологическая схема
установки для производства комплексной кальциевой смазки ти-
типа униол. В смеситель 5 загружают сырьевые компоненту (неф-
(нефтяное масло, фракцию синтетических жирных кислот и уксусную
кислоту). При непрерывном перемешивании смесь нагревают До
90°С и при этой температуре подают 25—30%-ное известковое
молоко Са(ОН)г. Насосом 6 однородная суспензия подается в
реактор 11, в котором за счет циркуляции теплоносителя поддер-
поддерживается температура 120—140 °С. Дисперсия мыльного загусти-
загустителя 'в масле прокачивается насосом 12 через .трубчатый подогре-
подогреватель 13, где при температуре около 180 °С полностью заверша-
завершаются процессы омыления и диспергирования загустителя в масле.
Далее расплав поступает в испарительную колонну 14, где-в ва-
вакууме C9,9—т-66,5 кПа) удаляется основная часть воды. Обезво-
Обезвоживание можно проводить в одном или двух испарителях, как по-
показано на рисунке. В испарителе 18 дисперсия подается с темпе-.
ратурой 180—200 °С и доиспарение влаги осуществляется при
более глубоком вакууме.
Термообработка дисперсии при 220—230 °С в - течение 5—
10 мин проходит в скребковом подогревателе, обогреваемом жид-
жидким теплоносителем с температурой 270—280 °С. В скребковом
холодильнике 22 температура снижается до 160—180 °С. Перед
диафрагменйым смесителем 23 предусмотрено введение присадок
из емкости 16. В непрерывнодействующем холодильнике-кристал-
холодильнике-кристаллизаторе 24 происходят кристаллизация и охлаждение смазки до
50—60 °С. После фильтрования смазки следуют обычные отде-
отделочные операции — гомогенизация, деаэрирование и расфасовка.
Процесс производства смазок на неорганических загустителях
(силикагеле или бентонитовых глинах) существенно отличается
от описанного. Он состоит из двух стадий: приготовления загу-
загустителя и диспергирования его в масле, Силикагель, используемый
Рис. 10Э. Технологическая схема установки .по производству комплексных кальциевых смазок:
/, 3, 8, S —сырьевые емкости; 2, 4, 7, /0 — дозаторы; 5, // —смесители (реакторы); 6, 12, 15, 19, 20, 28 — насосы; 13, 17, 21 — подогревате-
подогреватели; 14, 18 — испарительные аппараты; 16 — емкость для присадок; 20, 24 — холодильники; 23 — диафрагмеииый смеситель; 25 — фильтр; 26 —
гомогенизатор; 27 — деаэратор.
Линии: / — нефтяное масло; // — фракция СЖК; /// — уксусная кислота; IV— известковое молоко; ,V—водяной пар; VI — жидкий теплоноси-
теплоноситель; V// —водяные пары к вакууи-иасосу; VIII — раствор ингибитора окисления (дифениламина в масле); IX — смазка иа расфасовку;
X — холодная вожа.
376
Гл. X. Производство и свойства'пластичных смазок
как загуститель смазок, по способу производства делится на!
осажденный и пирогенный (аэросил).
Осажденный еиликагель получают взаимодействием силижата натрия с серной
кислотой с последующей обработкой получаемого геля:'
SiOa4-NaaSO4
Na2SiOs+HaSO4 -
Аэройия получают при парофааном гидролитическом разложении. четырех-
хлористого кремния (при 1000—1400 ^С), который вводят в зону горения водо-
водорода:
2На+О2
~SiCl4+2HaO -
¦ 2НаО
~SiOa+4HCl
Для удаления хлористого водорода, адсорбируемого иа поверхности' SiOg,
аэросил обрабатывают горячим влажным воздухом. •¦
Недостатком неорганических загустителей является их гидро-
фильность, т. е. отсутствие стойкости к- воде, яри попадании ко-
которой смазки разрушаются. Для получения водостойких смазок
силикагель" и бентонитовые глины подвергают модифицирова-
модифицированию— гидрофобизации. Поверхность частиц силикагеля гидрофо-.i
визируют, обрабатывая его полисилоксанами, аминосоединениями
или галбгензамещенными органическими соединениями. Наиболее
эффективна этерификация. силикагеля высшими спиртами, напри1"
мер к-бутиловым, осуществляемая; как правило, под давлением^
до 1 МПа при 190—210 °С.
Принципиальная технологическая схема установки (рис. 104)
для4 приготовления смазок на осажденном силикагеле состоит из^
блоков приготовления силикагеля и приготовления смазки. Ги;
рогель получают при смешении водных растворов силиката нат-
натрия и коагулянта — подкисленного раствора сернокислого аммо-;
ния. Для придания гидрофобности полученный гель подвергают'
поверхностной этерификации к-бутиловым спиртом с получением^
бутоксисиликагеля, Этерификацию проводят в автоклавах 1 и 4,
обогреваемых циркулирующим теплоносителем (дитолилметаном)у|
с удалением спирта в вакуумных сушильных камерах 2 та 3.
Процесс приготовления смазки заключается в механическом"'
перемешивании и перетирании гидрофобизированного силикаге-'
ля и масла в смесителях 6 и 16 и гомогенизаторах 10 и 18. Масло
насосом 5 подается в .промежуточную емкость 8, откуда через до-
дозатор 7 необходимое его количество самотеком поступает в.сме-
в.смесители 6 и 16. Температуру в смесителях поднимают до 80—85 °С
ив предварительно нагретое масло из бункера 14 через дозатор:
15 поступает силикагель. Однородную суспензию загустителя
масле .готовят в смесителях в течение 4 ч при непрерывном.1
Ряс. 104.' Принципиальная технологическая схема установки по производству юмазок на осажденном силивагвле:
1, 4 — автоклавы для гидрофобизацни силикагеля; 2, 3 — вакуумные сушильные камеры; S — сырьевой насос; б, 16 — смесители; 7, Ц, /5 — мер-
иикн-дозаторы; S, 12, 14 — емкости для масла, присадки и гидрофобизированного силикагеля; 9, 17, 20 — шестеренчатые насосы; to, J8 —тойоте- '
инзаторы; 13 — циклон; 19 — фильтр-деаэратор; 21 -4накопитель; 22 — расфасовочная машина.
Линии: / — гидрогель; Я — я-бутиловый cimpt; Ш—пары н-бутиловохо спирте; IV— воздух; V—масло; V7 — присадки; VJI — готовая смазка;
VIII — к вакуум-яасосу; IX — теплоносители, ¦ , >' ,
Ассортимент пластичных смазок
379
перемешивании. Силикагель набухает и частично диспергируется j
в масле. Затем суспензия проходит через гомогенизатор 10A8),
в котором при помощи шнека суспензия продавливается через ]
набор перфорированных-дисков (два вращаются на валу шнека,
два другие закреплены неподвижно). Образующаяся смазка по- j
ступает в фильтр-деаэратор. 19, где происходят фильтрование и :
удаление воздуха из смазки. Готовая смазка шестеренчатым на- '
сосом 20 подается в емкость 21, откуда отбирают пробу на ана-
анализ, и далее -шнеком направляется в бункер расфасовочной ма- 1
шины 22 на затаривание. -' •]
Для приготовления бентонитовых смазок используют амини-
рованные бентонитовые глины — кристаллические продукты ми-
минерального происхождения, у которых атомы кр'емния, кислорода,
гидроксильные группы и катионы металлов (Al, Fe, Mn и др.) со-
составляют кристаллическую решетку. Ее строением обусловлены
важнейшие свойства бентонитовой глины как загустителя — на-
бухаемость, катионообменная способность, дисперсность и т. п.
Процесс гидрофобизации бентонитовых глин заключается в обме-
обмене катионов поверхностного слоя на органические аминные ради-
радикалы. Наиболее эффективными модификаторами являются про-
иаведные четвертичных аммониевых оснований, в частности. хло-
¦ рид диметилбензилалкиламмония. Производство бентонитовых
смазок, 'подобно. сшшкагелевым, основано на .интенсивном меха-
механическом диспергировании загустителя в масле.
АССОРТИМЕНТ И ХАРАКТЕРИСТИКА СМАЗОК
ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
Ассортимент смазок промышленного производства насчитывает
свыше 400 наименований. В настоящем разделе рассмотрены ос-
основные типы смазок в соответствии с их применением и составом
загустителя.
Антифрикционные смазки. Для приготовления антифрикцион-
антифрикционных смазок массового назначения используют в основном мыль-
мыльные загустители. Щибольшее распространение получили солидо-
¦ лы — гидратированные кальциевые смазки, модификатором струк-
структуры которых является вода B—3%). В СССР вырабатывают
в основном синтетические солидолы, для приготовления которых
в качестве жирового сырья используют фракции СЖК» Это наи-
наиболее дешевые мыльные смазки. Готовят синтетический солидол
двух марок — пресс-солйдол С и солидол С; и жировой — также
двух марок — УС-1 и УС-2. Жировые солидолы приготовляют за-
загущением нефтяных индустриальных масел кальциевыми мылами
хлопкового масла, саломаса и других технических жиров (марки-
(маркировка УС обозначает — универсальная среднеплавкая). Солидолы
применяют для смазки узлов трения автомобилей, тракторов и
других механизмов. Они нерастворимы в воде, обладают высокой
коллоидной стабильностью, однако не могут быть использованы
при температурах выше 70 °С и ниже —30 °С. Помимо солидолов
выпускают несколько гидратированных кальциевых смазок—-гра-
смазок—-графитную УСсА, ЦИАТИМ-208 и др.
Комплексные кальциевые смазки, загустителями которых яв-
являются комплексные мыла жирных кислот, резко отличаются по
эксплуатационным свойствам от солидолов. Основным преимуще-
преимуществом комплексных Са-смазок перед обычными мыльными явля-
является их высокая термостойкость (температура капЛепадения вы-
выше 200°С. в отличие от 80—90°С у солидолов), позволяющая их
использовать при температурах до 150 °С. Высокие противоизнос-
ныеси противозадирные характеристики смазок позволяют приме-
применять их в тяжелонагруженных узлах трения: зубчатых передачах,
различных подшипниках и т. п. Комплексные Са-смазки отлича-
отличаются хорошими противокоррозионными и защитными свойствами.
Их недостаток — склонность к упрочнению при хранении и экс-
эксплуатации. Комплексные. Са-смазки готовят загущением нефтяных
или синтетических масел (инопда их смесей) комплексными мы-
мылами жирных кислот и уксусной кислоты (униол-1, униол-3, уни-
ол-Зм, ЦИАТЙМ-221).
Натриевые и натриево-кальциевые смазки по объему производ-
производства занимают, второе место после чгидратированных кальциевых.
Распространенными натриевыми смазками являются консталины,
которые в отличие от солидолов работоспособны при температурах
до НО—115°С, 'однако растворимы в воде и легко смываются с
металлических поверхностей. Консталины в основном готовят на
природных жирах — жировые консталины УТ-1, УТ-2)г(УТ-универ-
сальная — тугоплавкая). Получают их загущением нефтяных, ма-
масел натриевыми мылами касторового масла. В натриевых смазках,
как правило, велико содержание загустители, и при низких тем-
температурах они обладают посредственной работоспособностью (ни-
(ниже —20°С их применять не рекомендуется)! На.триево-кальциевые.
смазки' относятся к группе смазок на смешанных мылах, среди
которых наиболее массовая — смазка 1—13, изготовляемая загу-
загущением смеси нефтяных масел натриево-кальциевым мылом ка-
касторового масла. Смазка 1—13 и ее вариант 1-ЛЗ, отличающийся
наличием 0,5% дифениламина, применяются для смазывания ро-
роликовых и шариковых подшипников различных машин и 'механиз-
'механизмов. Поскольку основная часть смешанного загустителя в -этих
смазках —натриевые мыла, то ро свойствам они мало отличаются
от консталинов.
Литиевые смазки начали готовить значительно позже, чем
кальциевые и натриевые, однако уже сейчас они, во многих слу-
случаях заменяют смазки других типов. Расширение применения
380
Гл. X. Производство, и свойства пластичных смазок
этих смазок объясняется высокой работоспособностью в широком
интервале температур, нагрузок и скоростей, а также стабильно-i
стью их свойств во времени. Отличительной особенностью Li-сма-^
зок является сравнительно небольшое содержание загустителя
(8—11%), что при использовании низкозастывающих .масел поз- I
воляет обеспечивать работоспособность смазок до —60 °С. К не- ~\
достаткам литиевых смазок (на стеарате лития) следует отнести ,|
низкую механическую стабильность и ограниченный верхний тем-
температурный предел применения (не выше 120 °С).
Первой отечественной литиевой смазкой является ЦИАТИМ-
201, которую готовят загущеньем масла МВП стеаратом лития с
добавлением 0,3% дифениламина. Разработаны высококачествен-
высококачественные литиевые смазки для узлов трения, работающих при высоких
нагрузках и в широком. интервале температур и'скоростей — ли-
тод-24, литол-459, фиолы A,2,2М>~2У,3)\ ЛС-ltn, ЛСц-15 и др.
В качестве жирового омыляемого сырья в этих смазках использо-
вана 12-оксистеариновая кислота.
Алюминиевые смазки выпускают в малых количествах, и ас-
ассортимент их невелик. Алюминиевая смазка АМС-1C) использу-,]
ется в механизмах, работающих в морской воде или соприкасаю-1
щихся с ней^ она относится к группе защитно-антифрикционных и ;|
готовится загущением вапора алюминиевыми мылами олеиновой 1
и стеариновой кислот. Алюминиевая ротационная смазка приме-1
няется для смазывания подшипников ротационных машин. Ее rb-
товят .загущением авиационных масел стеаратом алюминия A4%).
К смазкам на смешанных мыльно-углеводородных загустите- ?j
лях относится МС-70 (алюминиево-бариёвое мылО и церезин), ис-Г
пользуемая в качестве защитно-антифрикционного материала .в yc-d
ловиях постоянного контакта с морской и речной водой. В ассор- i
тименте отечественных смазок имеются также смазки на бариевых^
обычных (уплотнительная"МГС) и комплексных мылах (ШРБ-4L-
на цинковых — бензиноуиорная БУ; в состав ряда смазок входят-:
свинцовые мыла и др.
К смазкам на неорганических загустителях относятся силика-|
. гелевые и бентонитовые смазки. Они обладают хорошими высоко-:
температурными свойствами и высокой химической' стабильно-
стабильностью. К недостаткам их следует отнести низкую защитную способ-1
ность. По внешнему виду, ,мехаиическим и физико-химическим
свойствам смазки на-неорганических загустителях близки к мыль-;
ным. На осажденном гидрофобизированном силикагеле выпуска-
выпускают смазки ВНИИ НП-262, ВНИИ НП-279 и др. Они в основном
предназначены для высокоскоростных подшипников- качения, ра-
работающих при жестких режимах трения. Эти смазки дорогие и вы-
выпускаются в ограниченных количества^. На гиброфобизированном
пирогенном силикагеле (аэроснле) производят смазки сиол, гра-]
фитол, еиликол, аэрол, лимол и др. Смазками, в которых в качест-
Ассортимент пластичных смазок
381
ве загустителя использованы бентонитовые глины, являются
ВНИИ НП-290 и др.
Применяют также немыльные смазки на органических загусти-
загустителях— пигментах (фталоцианине меди, индантрене, изовиолант-
роне). Эти смазки работают при температурах выше 200 °С и от-
отличаются высокой химической, механической и термической ста-
стабильностью и водостойкостью. На пигментных загустителях при-
приготовлены смазки ВНИИ НП-236, ВНИИ НП-246 ц др. За рубе-
рубежом применяют уреатные смазки, получаемые при загущении ма-
масел алкил-, ацилг и арилпроизводными мочевины.
Консервационные смазки. На долю консервационных смазок
приходится около 15% всего производства смазок в СССР. По
ассортименту они значительно уступают антифрикционным смаз-
смазкам^ Наиболее распространены углеводородные смазки, объем про-
производства которых самый значительный.
Смазка ПВК представляет собой сплав петррлатума ПК F0-^-
70%), церезина марки 75 D%), присадки МНИ-7 A%) и цилинд-
цилиндрового масла 2 (остальное до 100%). Ее применяют для консерва-
консервации наружных и внутренних поверхностей деталей и узлов при
длительном хранении. Высокие эксплуатационные характеристики
позволяют применять смазку ПВК для защиты металлических из-
изделий от коррозии в течение^ 10 лет.
Смазку ГОИ-54П готовят загущением масла МВП B3%) цере-
церезином марки 75 или 80 с добавкой. 1-% присадки МНИ-7. Исполь-
Используют ее для защиты металлических изделий от коррозии, а также
в машинах и приборах, работающих на открытом воздухе. При
низких температурах смазка работоспособна до ¦—50 С, однако,
как и большую часть углеводородных смазок, ее не рекомендуется
использовать при температурах выше 50 °С. К углеводородным
коасерващюнным смазкам „относятся также вазелин технический
волокнистый ВТВ-1, смазка ВНИИСТ-2 и др. Промежуточное по-
положение между консервационными и антифрикционными смазоч-
смазочными материалами занимают канатные смазки C9у, торсиол-35 и
55, НМЗ-3 й др.). Они предназначены для защиты стальных кана-
канатов и тросов от коррозии во время эксплуатации и хранения, а
также для уменьшения трения между отдельными прядями кана-
тов/снижения их износа. <
Уплотнительные смазки предназначены для обеспечения на-
надежной герметизации, уплотнения зазоров, щелей в различном-
оборудовании. По областям применения их можно разделить на
три группы: для запорной арматуры (арматурные смазки); для
резьбовых соединений (резьбовые смазки) и вакуумные. По со-
составу и свойствам уплотнительные смазки весьма специфичны, что
не позволяет, как правило,' заменять их смазками других типов.
Наряду с герметизацией 'уплотнительные смазки существенно
уменьшают трение и износ сопряженных деталей, снижают усилия
382
Гл. X. Производство и свойства пластичных смазок
на сдвиг и крутящий момент, защищают контактные поверхности-
от коррозии и, в конечном счете, значительно повышают надежт
ность и долговечность оборудования.
В качестве уплотнительных смазок используют преимуществен-
преимущественно смазки на мыльных и неорганических загустителях.» В боль-
большинстве из них содержатся наполнители (графит, дисульфид мо-
молибдена, порошки мягких металлов), которые значительно увели-
увеличивают герметизирующую способность смазки, препятствуют ее*'
выдавливанию и? рабочих узлов, повышают термостойкость и
снижают коэффициент трения.
Кроме того, выпускаются железнодорожные, приборные, инду-
индустриальные, технологические и другие смазки. Они, по существу,
входят в рассмотренные группы смазок по типу загустителя, хотя
и существенно отличаются от них по условиям применения.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА . "
Бакалейников М' Б. Установки по производству пластичных смазок. М.,
«Химия» 1977. 60 с.
" Бонер К. Д. Производство и применение консистентных смазок. Пер. с англ.
Под ред. В. В. Сийицына, М., Гостоптехиздат, 1,958. 704 с. \
Великовсшй Д. С, Поддубный В. Я., ВайШток В. В., Готовым Б. Д.
Консистентные оМазки. М., «Химия», 1Q66. 264 с
; Манькоеская Н. К. Химия и технология жирового сырья для пластичных
Смазок. М., «Химия», 1976, 96 с.
Пластичные дмазки. Материалы 1.и Ы-й Всесоюзных научно-технических кон-
конференций. Киев, «Наукова думка», 1@7|1. 262 с; 1975. 180 с.
Пластичные смазки >и твердые смазочные покрытия. Труды ВНИИ НП.
¦Вып. XI. М., «Химия», 1969. 2®8 с; Пластичные смазки. Труды ВНИИ НП.
Вып. XVI. М„ «Химия», 1976. 13S с
Синицын В. В. Пластичные смазки и оценка их качества. М., «Стандарты»,
1975. 192 с.
Синицын В. В. Подбор и применение пластичных смазок. Изд. 2-е. пер. и доп.
М., «Химия», 1974. 416 с.
Фукс И. Г. Пластичные смазки. М., «Химия», 1972. 160 с. '
¦ Фукс И. Г. Свойства, производство и применение пластичных смазок. М.,
МИНХ и ГП им. И. М. Губкина, 1970. 175 с. ¦
Шехоян Л. С., Громова Л. Г. Производство консистентных смазок. М., Гос-
топтехиздат, 4969. 144 с.
ГЛАВА XI
ПРОИЗВОДСТВО РАСТВОРИТЕЛЕЙ,
СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ,
ПЛАСТИФИКАТОРОВ, КОКСА, САЖИ, БИТУМОВ,
ПАРАФИНОВ И ЦЕРЕЗИНОВ
НЕФТЯНЫЕ РАСТВОРИТЕЛИ
Нефтяные растворители широко используют при производстве ла-
лаков, красок, эмалей, клеев и других продуктов. В качестве рас-
растворителей .применяют," как правило, узкие прямогонные нефтяные
фракции с температурой начала кипения не ниже 70—80 °С. Это
важно с точки зрения техники безопасности и минимальной ток-
токсичности растворителей. Низкая температура конца кипения (до
120°С) позволяет легко отогнать растворитель или обеспечить
высокую скорость его испарения при высыхании лака (резиново-
(резинового клея). ' . .
Скорость улетучивания является важным .показателем 'свойств
растворителей. Нормируют ее в зависимости от назначения рас-
растворителя показателями «скорость улетучивания по ксилолу»
(т. е. во сколько раз скорость улетучивания растворителя мень-
меньше, чем ксилола, принятая за 1) или «испытание на образование
масляного пятна». Летучестью растворителя определяются кон-
концентрация' его в окружающей среде и токсичность. Чем боль-
больше в нем ароматических углеводородов, тем выше его токсич-
токсичность. -
В связи с этим несмотря на хорошую растворяющую способ-
способность ароматических углеводородов их со держание в растворите-
растворителях ограничивают. О растворяющей способности растворителей
можно судить по значению .анилиновой точки: чем оно ниже, тем
выше растворяющая способность растворителя. Важными показа-
показателями нефтяных растворителей являются также давление насы-
насыщенных паров,- вязкость, эапах, 'которые, хотя в технических усло-
условиях я ие приведены; вачастую определяют выбор растворителя.
Низкокипящие углеводороды обладают обычно более резким за-
запахом, чем высококипящие.
Нефтеперерабатывающая промышленность вырабатывает бо-
более 10 различных растворителей: бензины —БР-1 («Галоша»),
БР-2, экстракционный, для лакокрасочной промышленности (уайт-
спирит), для цромышленно-технических целей; петролейный
эфир, а также продукты ароматического ряда (бензол, толуол
¦и др.).
Некоторые характеристики указанных растворителей приведе-
приведены далее;
384
Гл. XI. Производство прочих нефтепродуктов
Смазочно-охлаждающие жидкости
385
¦ БР-1 . Экстрак-
(«Галоша») циокнын
Уайт-
спирит
Для промыш-
ленно-техниче-
ских целей
Плотность при 20
кг/м3, ие более .
Фракционный состав
н.к., °С, не ниже
730
80
%, не менее
до 85 °С . . .
до 120 °С . . . . 98
до 170 °С . . .
до 200 °С . . .
Йодное число,, г Ь/ЮО т,
не более 0,1
Содержание, %, не более
ароматических угле-
углеводородов . , -. . 3
серы :...., —
водорастворимых
кислот и щелочей
Скорость улетучивания
¦ (по ксилолу) .... -*
Испытание на образова-
образование' масляного пятна Выдер-
-*¦ живает
715
70
98
795 - —
4
0,025
Не выше
165
97,5
16
0.025
45
98
2
'0,025
Отсутствуют
— 3—4,5
Бензин БР-1 используют в основном для приготовления резино-
резинового клея, ограниченно—для изготовления быстровысыхающих
масляных красок и лаков. Его вырабатывают из бензинов прямой
перегонки, отличается о» узким фракционным составом и низким
содержанием ароматических углеводородов (не более 3% масс.).*
Бензин-растворитель БР-2 представляет .собой узкую легкокипя-j
щую фракцию (80—110°С) бензина каталитического риформинга.1
. Бензин экстракционный применяют в- различных процессах.
экстракции-, в частности для извлечения масла из семян. Обычно'
он представляет собой деароматизированную фракцию бензина
каталитического риформинга. В менее ответственных случаях при—
меняют узкую-бензиновую фракцию прямой перегонки. Низкая
температура кипения экстракционного бензина важна с точки
зрения его полной регенерации при сравнительно невысоких тем-
температурах.
Бензин-растворитель для лакокрасочной промышленности
(уайт-спирит) представляет собой узкую фракцию бензина пря-
прямой перегонки и применяется в основном для разбавления лако-
лаковых основ, наносимых тонкими слоями на различные поверхности.
Важными требованиями к этому растворителю являются отсутст-.
вие запаха и достаточно высокая скорость испарения. Бензин-
растворитель для лакокрасочной промышленности часто исполь-
используют в смеси с другими растворителями, в том числе с аромати-
ароматическими, для приготовления эмалей и лаков:
Бензин для промышленно-технических целей представляет со-
собой Tip ямогонную деароматизированную бензиновую фракцию.
Применяют его при производстве искусственной кожи, химиче-
химической чистке тканей, промывке деталей '(смывание защитных по-
покрытий) и т. п. Он отличается повышенной огнеопасностью, по-
поскольку из всех бензинов-растворителей имеет самую низкую тем-
температуру начала кипения.
, Помимо нефтяных растворителей при производстве озокёритов
используют так называемый озокеритовый растворитель — прямо-
гонный продукт с пределами выкипания ПО—170°С. Для,этого
растворителя нормируются плотность (не«более 765 кг/м3) и кис-
кислотность (не более 0,25 мг KOH/1Q0 мл). При производстве не-
некоторых лаков и красок в качестве растворителей применяют
нефтяные сольвенты, представляющие собой смесь 'ароматических
углеводородов бензольного ряда. Производят два нефтяных соль-
сольвента, различающихся плотностью (не менее 84& и 875 кг/м3 со-
соответственно) и фракционным составом A20—160 и ПО—200 °С).
Их важнейшим показателем является скорость улетучивания.
В тех случаях, когда требуется растворитель с высокой рас-
растворяющей способностью, используют бензол и- его алкильные
производные, обладающие, однако, высокой токсичностью. Толуол
и ксилолы применяют в качестве растворителей при производст-
производстве лаков. Алкилбензолы добавляют иногда к бензинам-раствори-
бензинам-растворителям для улучшения их растворяющей способности. Алкилбен-
Алкилбензолы обладают резким запахом, по которому легко обнаружить
их присутствие в бензинах.
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ (СОЖ)
Смазочно-охлаждающие жидкости (СОЖ) применяют для облег-
облегчения резания металлов, являющегося одним из распространен-
распространенных и весьма трудоемких процессов в машиностроении. Процессы
резания в зависимости от назначения, условий проведения, соста-^
ва и свойств обрабатываемого металла существенно различаются
скоростями (до 80 м/с), локальными температурами поверхностей
трения (до 1700 °С) и контактными давлениями (до 4000 МПа).
Применение высококачественных СОЖпозволяет увеличить ско-
скорость резания и уменьшить износ дорогостоящего режущего ин-
инструмента.
Функции СОЖ при резании металлов многообразны: повыше-
повышение стойкости режущего инструмента, улучшение качества обра-
обрабатываемой поверхности, уменьшение силы резания и расходуе-
расходуемой мощности станка, обеспечение надежного удаления стружки
и абразивных частиц из зоны резания, защита металлических из-
изделий от коррозии. Для этого СОЖ Должны иметь высокое сма-
386 Гл. XI. Производство прочих нефтепродуктов
зочное действие, эффективно охлаждать контактные поверхности Ц
и обладать хорошей моющей способностью. ,:
Условия проявления смазочного действия СОЖ значительно
отличаются от условий работы смазочных материалов в узлах
трения различных машин. Существенной особенностью при реза- \
нии металлов является высокая химическая активность поверх-
поверхностей трения к внешйей среде. Постоянно образующиеся новые
поверхности характеризуются большим запасом свободной энер-|
гий, имеют высокую адсорбционную и хемосорбционную способ-
-ность. В зоне резания под действием высоких температур, кон-
контактных давлений и активирующего влияния металлических по-
поверхностей компоненты СОЖ разрушаются- с образованием реак-
реакционно-активных составляющих (радикалов, ионов), вступающих
в химическое взаимодействие с контактными участками резца и"
стружки с образованием прочных смазочных пленок. Поверхност-
Поверхностно-активные компоненты СОЖ облегчают также образование
стружки, пластифицируя металл й способствуя образованию пог
верхностного слоя^ меньшей прочности, чем основной металл.
Изменению формы обрабатываемого металла сопутствует зна-
значительное выделение тепла, которое увеличивается с повышением
прочности металла и скорости резания. Температура разогрева
резца при обработке труднообрабатываемых сплавов может пре-
превышать 800 СС, что резко снижает стойкость инструмента и чисто-
чистоту обрабатываемой поверхности. При отводе тепла из зоны трения
эффективность обработки металла существенно повышается; при
использовании СОЖ температура резания понижается в среднем
на 100—150 °С Охлаждающее действие СОЖ проявляется не
только в отводе тепла от нагретых трущихся поверхностей, но й
уменьшении его выделения при резании. Моющее действие СОЖ
заключается в удалении частиц металла и продуктов износа
инструмента из зоны резания и с деталей станка, что особенно
важно три работе с абразивным инструментом (шлифовании и
т. п.).
Смазочно-охлаждающие жидкости должны обладать не только
хорошими смазочными, охлаждающими и моющими свойствами,
но и выдерживать требования по коррозии, стабильности во вре-
времени, бактерицидности, токсичности и гигиеничности; йе должны
разъедать краску оборудования, вспениваться и разбрызгиваться,
эмульгировать, разрушать изоляцию электрооборудования, испа-,
ряться, должны быть пожаро- и взрывобезопасными.
В настоящее время резание металлов осуществляется с при-
применением масляных, водно-масляных и водных сред с добавками
поверхностно-активных веществ, химически активных присадок и
твердых высокодисперсных порошков. Наиболее широко применя-
применяют водно-масляные СОЖ (эмульсии типа «масло в воде»), а так-
также водные растворы растворимых в воде масел с присадками (так
Смазонно-охлаждающие жидкости
387
называемые «растворимые масла»). Значительно реже (при реза-
резании, труднообрабатываемых материалов, где требуется высокая
смазочная способность) применяют нефтяные масла- с компози-
композициями присадок. Таким образом, товарные СОЖ представляют
собой коллоидные растворы, состоящие из 6—10 компонентов
(нефтяных масел, жиров растительного и животного происхожде-
происхождения, различных ПАВ и присадок). Исходными продуктами для
приготовления водно-масляных СОЖ являются эмульгирующие
составы — эмульсолы, иногда неправильно, называемые смазочно-
охлаждающими жидкостями, хотя они являются только полуфаб-
полуфабрикатами для их изготовления. Эмульсолы представляют собой
сложные коллоидные системы на основе нефтяных масел G5—
85%) с добавкой эмульгаторов, присадок и других компонентов.
Вязкость нефтяных масел, на которых приготовляют смазоч-
смазочно-охлаждающие жидкости, изменяется в довольно значительном
диапазоне в зависимости'от вида и режима обработки. Вязкость
влияет на стойкость инструмента и чистоту обработанной поверх-
поверхности: при высокой вязкости СОЖ затрудняется их доступ в зону
резания, ухудшается смывающее действие, повышается унос жид-
жидкости со стружкой. Высоковязкие СОЖ характеризуются повы-
повышенной вспениваемостью и низким охлаждающим эффектом, ма«
ловязкие — повышенной испаряемостью и разбрызгиванием. В оте-
отечественных СОЖ чаще всего применяют индустриальные масла
вязкостью не более 30 мм2/с при 50 °С. Однако для сверления
глубоких отверстий, образивной обработки применяют маловязкие
масла B—5 мм2/с при 50 °С), а-для резьбонарезания и протяги-
протягивания— высоковязкие (до 40 мм2/с при 50 °С).
В качестве эмульгаторов используют различные ПАВ (натрие-
(натриевые и калиевые мыла жирных кислот, сульфонаты и др.), эффек-
эффективно понижающие поверхностное натяжение на границе раздела
«вода — масло» и тем самым способствующие эмульгированию, а
также предотвращающие слипание капелек эмульсии. Обычно
эмульсолы уже на месте потребления разводят водой для полу-
получения товарных смазочно-охлаждающих эмульсий B—10% ак-
активного вещества).
/При обработке металлов резанием применяют также высоко-
высокостабильные прозрачные (или полупрозрачные) коллоидные рас-
растворы масел в воде — растворимые масла A—2% углеводород-
углеводородных компонентов). Растворимые масла из-за более высокой дис-
дисперсности частиц обладают лучшей проникающей способностью
по сравнению с обычными СОЖ и применяются, как правило, в
процессах шлифования. Масляные СОЖ (иногда их называют
«режущими маслами»)—это нефтяные масла с различными до-
добавками. Обычно в качестве базовых масел применяют высоко-
очищенные нафтеновые или парафиновые масла вязкостью не бо-
более 40—45 мм2/с при 50 °С (можно применять и. маловязкие экст-
388 ¦ Гл. XI. Производство прочих нефтепродуктов -
ракты селективной очистки). В качестве жировых добавок и
пользуют масла растительного или животного происхождения!
(рапсовое, таловое) и жирные кислоты. Общее содержание их*
обычно не превышает 20%.
Качество СОЖ повышают введением присадок различного;
функционального действия, чаще всего' -композиций присадок*
- A5—20%). Обычно добавляют противоизносные и противоза-J
дирные присадки, однако их использование часто вызывает корро- *
зию металлов, поэтому вводят и ингибиторы коррозии. Чтобы по-;
давить пенообразование при принудительной подаче масляных 5;
СОЖ в зону обработки, в них часто добавляют противопенные^:
присадки. Из-за специфических условий применения СОЖ в них_
необходимо добавлять специальные присадки,, хотя некоторые
традиционные присадки для масел эффективны и в СОЖ.' Эф-
Эффективно применение в' смазочно-охлаждающих жидкостях ди-
.сульфида молибдена и графита, хотя трудно предотвратить вы-
выпадение их частиц в осадок из жидкой среды.
Специфика, и разнообразие условий обработки металлов реза-
»нием предъявляют различные-требования к свойствам смазочно-
охлаждающих жидкостей. Вследствие этого существует довольно
широкий ассортимент СОЖ (более 20 продуктов), используемых
для обработки металлов резанием: эмульсолы Э-2(Б) и Э-З(Б),
ЭТ-2, ЭГТ, ЭМУС, НГЛ-205, СДМУ-2 и др.; масляные СОЖ при-
приготовляемые на маслах серии В, и т. п. Некоторые. показатели
свойств эмульсолов приведены ниже:
Вязкость при 50 "С, мм*/с
Кислотное число, мг КОН/г,
не более
Испытание иа
стабильность при хране-
НИИ • • м • I* * • *
коррозию чугунной пла-
пластинки
Содержание, %
органических кислот
воды и спирта, не более
Смазочно-т»хлаждающие жидкости В-296, В-32к и В-35 готовят
на маловязкой нефтяной основе с добавлением хлорпарафина
B—46%), диалкилдитиофесфата цинка E—12%), многозольного
сульфоната кальция D—10%), окисленного петролатума B—
15%) и некоторых других присадок. Указанные СОЖ применяют
при обработке резанием нержавеющих сталей, жаропрочных спла-
сплавов и других труднообрабатываемых металлов, при операциях со
сравнительно небольшим тепловыделениемч где необходимо пред-
предотвратить налипание обрабатываемого материала на инструмент•-*
Э-2(Б)
6
•
7—10
10
Э-З(В) НГЛ-205
3 0,4
Рыдержива
• То же
•4—7 ¦ —
8 30
СДМУ-2
15—20
0,1
ют
. ¦
0.2
Укринол-1
51
8,5
6
Сказочно-охлаждающие жидкости- 389
и получить поверхность высокой чистоты, При обработке алюми-
алюминиевых сплавов используют СОЖ В-31, представляющую собой
маловязкую основу с композицией присадок (до 15%). Для смаз-
смазки и охлаждения легкообрабатываемых металлов и' сплавов ча-
часто применяют нефтяные масла средней вязкости, входящие в
группу индустриальных масел широкого назначения»
За последние годы созданы новые масляные СОЖ для реза-
резания металлов и эмульсолы Укринол-1 и Аквол-2. Их готовят- на
нефтяных маслах различной вязкости с введением4 разнообраз-
разнообразных присадок. Эмульсол Укринол-1 представляет собой смесь суль-
фонатов и мыл жирных кислот в иефтяном масле, содержащем до
6% воды. Он предназначен для скоростной обработки цветных
металлов и низколегированных сталей на операциях точения,
сверления* фрезерования (в виде 3—5%-ной эмульсии), резьбона-
резания, развертывания, протягивания (в виде 5—10%-ной эмуль-
эмульсии) и шлифовании (в виде 1,5—2%-ной эмульсии). Наиболее
важными показателями товарных СОЖ являются вязкость, содер-
содержание механических примесей и коррозионное воздействие на
металл. Эти показатели для некоторых СОЖ приведены ниже:
'фрёзол" В96 В-31 MP-I . МР-4
Вязкость при 5О'°С,
мм2/с 50—25 Не менее 3,5—4,5 15—16 13—14
30
Температура вспышки
(в открытом тигле),
°С, не ниже ... 160. 130 115 180 120
Содержание, %
серы 1,7 —. — 2 - 0,2
хлора — .— — 2,2 22
фосфора .... — — , — 0,36 —
механических ¦¦ 7
примесей, не бо-
более 0,04 Отсутствуют 0,03 0,02
Испытания на
стабильность .. Выдерживают
коррозию сталь-
стальной пластинки То же
Эмульсолы и масляные СОЖ готовят смешением необходимых
компонентов до образования- однородных продуктов (перемеши-
(перемешивание 1—1,5 ч при 60—70 °С). Водно-масляные СОЖ получают
разбавлением эмульсолов водой, часто непосредственно на ме-
металлообрабатывающем предприятии. Эмульсолы, в состав кото-
которых входят спирты (Э-ЗВ и др.), эмульгируют при любом смеше-
смешении с водой, т. е. при введении эмульсола в воду или воды в
эмульсол. В спиртовые эмульсолы нужно вводить воду до обра-
обращения фаз, дальнейшее эмульгирование возможно и при добав-
добавлении эмульсола в воду. При получении растворимых'масел и
¦
390 " Гл. XI. Производство прочих нефтепродуктов
„Нефтяные пластификаторы *391
эмульсий обычно используют мягкую воду, что обеспечивается^;
введением кальцинированной соды. Ч
Четкого разделения областей применения масляных и водно-Ц
масляных, СОЖ нет. Нередко для одних и тех же условий можног
. успешно применять как водные, так и масляные жидкости. Одна-1
ко обычно СОЖ на водной основе применяют в менее жестких У
условиях, где наиболее важно их охлаждающее действие. Так, при -
мягких режимах резания, осуществляемого с большой скоростью-
(точении и шлифовании цветных металлов),. охлаждающая cries
собность жидкостей имеет большее значение, чем смазочная; в
этом случае применяют, как правило, водные СОЖ с низкой кон-
концентрацией эмульсола. По мере возрастания трудности обработки
увеличивается необходимость в улучшении смазочной способно-
способности СОЖ. В этом 'случае заметно увеличивают концентрацию
эмульсола в водно-масляных жидкостях или применяют масля-
лные СОЖ. При больших глубинах резания (малых скоростях)
используют исключительно масляные СОЖ' с высоким содержа-;^
нием присадок, улучшающих смазочную способность.
Вопросы рационального приготовления, эксплуатации, хране-:
ния, фильтрования, сбора и регенерации СОЖ имеют большое
значение с точки зрения как длительности эффективного приме-
применения, так и охраны окружающей среды. Продолжительность ра-
работы СОЖ и периодичность их смены зависят от состава жидко-
жидкости, видов обрабатываемого металла и операции резания, напря-
напряженности работы. Наиболее стабильные растворимые масла в
процессе эксплуатации подвергаются изменениям: нарушается од-
однородность их структуры, изменяется цвет, уменьшается срок год-
- носхи. Последнему способствует повышенная химическая актив-
активность металла (при круглосуточной работе станка не более двух
недель).
НЕФТЯНЫЕ ПЛАСТИФИКАТОРЫ
При производстве шин, резиновых технических изделий и поли-
полимерных материалов применяют различные по составу нефтяные
продукты, выполняющие функции пластификаторов — наполните-
наполнителей каучуков и мягчителей резин. Пластификаторы-наполнители
-улучшают пластические свойства каучуков и значительно удешев-
удешевляют их. Вместе с тем по. прочностным свойствам резины на ос-
основе маслонаполненных каучуков уступают продуктам без доба-
добавок. Пластификаторы-мягчители улучшают обрабатываемость
резиновых смесей, диспергирование частиц сажи и других напол-
наполнителей в резиновых смесях, ^низкотемпературные свойства и уде-
удешевляют готовую продукцию!'Обычно на 1 масс. ч. каучука вво-
вводят 0,3—0,8 масс. ч. пластификатсра-наполнителя; при производи •¦
стве резиновых технических изделий в них вводят до 20%
пластификаторов-мягчителей. ...-"¦.
Пластификаторы влияют практически на все свойства поли-
полимерных материалов' (прочность, эластичность^лфулкость; диэлект-.
рические свойства и т. д.)-и прежде всего понижают температуры
•стеклования Тс и текучести Гт. Под температурой стеклования
понимают среднюю температуру перехода полимера из стеклооб-
стеклообразного состояния^ в высокоэластичное и обратно. Если Тс ниже
20 °С, то при обычных условиях материал каучукоподобен, если
выше, то тверд и хрупок. Об эффективности пластификаторов
можно судить по изменению температуры стеклования, являю-
¦щейся показателем морозостойкости Каучуков и резин и тепло-
теплостойкости- пластмасс. Температура текучести — это средняя тем-
температура перехода полимера из высокоэлаетичйого состояния в
вязкотекучее и обратно. Она характеризует технологические свой-
свойства полимеров: с понижением Т? обработка полимеров рблегча-
ется, ее целесообразно проводить в вязкотекучем состоянии.
В качестве пластификаторов широко применяют нефтяные про-
продукты, а также продукты переработки каменных углей и сланцев,
вещества растительного происхождения и синтетические (простые
и сложные эфиры). В -зависимости от назначения используются
нефтяные пластификаторы разного химического состава: от чи-
чистых парафинр-нафтеновых углеводородов до высокоароматизи-
рованных продуктов. -¦ " '
Пластификаторы в полимерных материалах выполняют свое-
своеобразную роль граничной смазки, облегчающей скольжение мак-
макромолекул друг," относительно друга. На их пластифицирующее
действие значительно влияет строение молекул нефтяных углево-
углеводородов . (размеры и. форма, число и тип колец, длина углеводо-
углеводородных цепей и полярность полимерного материала). В наиболь-
наибольшей степени улучшают морозостойкость резин (снижают темяе-
'ратуру стеклования) парафиновые и парафино-нафтеновые угле-
углеводороды. Однако они плохо совмещаются с" полярными полиме-
полимерами, замедляют вулканизацию каучуков и склонны к выпотева-
нию из готовых изделий.
Ароматизированные нефтяные пластификаторы хорошо сов-
совмещаются с каучуками, улучшают их обрабатываемость, повыша-
повышают клейкость и прочность резиновых смесей, но в отличие от па-
рафино-нафтеновых пластификаторов существенно ухудшают
эластичность и морозостойкость резиновых технических изделий.
С увеличением числа ароматических ядер в молекуле пластифи-
пластификатора ухудшается его пластифицирующее действие из-за труд-
трудности проникновения больших молекул между макромолекулами
полимера. Высоким пластифицирующим- эффектом характеризу-
характеризуются легкие ароматические углеводороды с длинными парафино-
парафиновыми цепями, способствующие снижению температуры стеклова-
392
Гл. XI. Производство прочих нефтепродуктов
ния полимера, и ароматическими кольцами, обеспечивающими
хорошую совместимость-нефтяных пластификаторов с полярными
полимерами. Эффективность пластификаторов зависит от темпе-
температуры их стеклования (желательно, чтобы она была как мож-
можно ниже) и удельного объема, а также от состава каучука и ус-
условий эксплуатации резиновых технических изделий.
Ассортимент нефтяных пластификаторов широк и охватывает
разнообразные по составу продукты первичной и вторичной пере-
переработки нефти. В качеству пластификаторов используют продук-
продукты, специально выпускаемые для этих целей, а также нефтепро-
нефтепродукты другого назначения, например некоторые приборные масла
и тяжелые фракции газойлей крекинга. Наиболее широко в каче-
качестве пластификатора-мягчителя при производстве шин и пласти-
пластификатора-наполнителя для масл он апол венных каучуков применя-
применяют ароматизированное масло ПН-6, содержащее до 14% парафи-
но-нафтеновых углеводородов, 6—8% смол и остальное —
ароматические углеводороды. Компаундированием остаточных и
дистшшятных экстрактов (исходное сырье — сернистые нефти)
получают два сорта такого ароматизированного масла — ПН-бк,
применяемое при производстве маслонаполненных бутадиен-сти-
рольных каучуков, и ПН-бш, применяемое как мягчитель при про-
производстве шин. Поскольку остаточные экстракты как пластифика-
пластификаторы способствуют получению резин с лучшими прочностными
свойствами, то содержание дистиллятных экстрактов в ПН-6 не
превышает 15%- Из смеси остаточных и дистиллятных экстрактов
фенольной очистки масляного сырья из ферганских нефтей гото-
готовят пластификатор ПН-30. . ,
В МИНХиГП им. И. М. Губкина разработан пластификатор
МИНХ-1 на базе остаточных экстрактов второй ступени феноль-
фенольной очистки деасфальтизатов. Основным его компонентом явля-
являются средние ароматические углеводороды (при полном отсутст-
отсутствии тяжелых), а также парафино-нафтеновые углеводороды A8^-
22%). Товарный отечественный пластификатор стабилойл-18 вы-
вырабатывают компаундированием дистиллятного G5—90%) и ос-
остаточного A0—25%) компонентов, получаемых из волгоградских
нефтей обычной очисткой растворителями.
Для производства светлых и цветных резин применяют свет-
светлые нефтяные пластификаторы ца основе как экстрактов фурфу-
рольной очистки легких масляных фракций, так и самих дистил-
дистиллятов. Так, на основе дистиллята анастасьевской нефти адсорб-
адсорбционной очисткой в движущемся слое адсорбента и последующей
кислотно-щелочной (или кислотно-жонтактной) обработкой полу-
получают светлый низкозастывающий пластификатор для резин МР-5.
Для изготовления резиновых технических изделий, используемых
на автомобилях ВАЗ, разработано высокоароматизированное мас-
масло МР-6, ¦ содержащее до 80% ароматических углеводородов.
Нефтяной кокс
393
Сырьем для производства этого масла является экстракт, кото-
который подвергают депарафинизации и кислотно-контактной очист-
очистке. Не исключена возможность производства масла МР-6 и очи-
очисткой в движущемся слое адсорбента.
Нефтяные пластификаторы применяют обычно в резиновых
технических изделиях, работающих при температуре до —45 °С.
Для более низких температур предложены синтетические пласти-
пластификаторы— сложные эфиры (дибутилсебацинат, дибутилазелаат
и др.) и алкилбензолы; в последнее время в качестве пластифи-
пластификаторов стали применять смеси из синтетических и нефтяных про-
продуктов.
НЕФТЯНОЙ КОКС
Нефтяной кокс представляет собой твердый пористый продукт
черного цвета, состоящий из тугоплавких продуктов глубокого
уплотнения нефтяных углеводородов (карбоидов) и смолисто-ас-
фальтеновых веществ с незначительным содержанием органиче-
органических солей. Элементный состав кокса (%): 90—97 углерода, 2—8
водорода, остальное—сера, азот, кислород и зола, в состав кото-
которой входят металлы (ванадий, никель и др.).
Кокс широко применяют в различных областях народного хо-
хозяйства. Наибольшее количество кокса потребляет цветная ме-
металлургия, в частности при производстве алюминия (для приго-
приготовления анодной массы и обожженных анодов алюминиевых
электролизеров, графитированных электродов и углеграфитовых
конструкционных изделий). Так, для выплавки 1 т алюминия тре-
требуется до 500 кг нефтяного электродного кокса. Используют кокс
и в качестве реагента в химической промышленности — для при-
приготовления сероуглерода, сульфида натрия, карбидов (кальция,
кремния, бора), ферросплавов и т. п., а также как строительный,
футеровочный материал и как топливо.
Для получения нефтяных коксов используется разное по со-
составу сырье с соотношением атомов Н: С, равным 1,8:1. Таким
сырьем являются тяжелые остатки переработки нефти — мазуты и
гудронй, крекинг-остатки и тяжелые газойли каталитического
крекинга, смолы пиролиза, асфальт с установок деасфальтизации
и остаточные экстракты селективной очистки деасфальтизатов
фенолом.
Получают кокс в процессах коксования, заключающихся в на-
нагревании и выдерживании A5—30 ч) тяжелых нефтяных фракций
или остатков без доступа воздуха при 400—600 °С. При этом по-
помимо кокса, выход которого достигает 30%, получаются также
жидкие и газообразные продукты, используемые для приготовле-
приготовления товарных нефтепродуктов. Жидкие продукты коксования от-
отличаются высоким содержанием непредельных углеводородов.
26—751
I
394
Гл. XI. Производство прочих нефтепродуктов
В промышленной практике применяют три способа коксования:
периодическое (в кубах), полунепрерывное (в необогреваемых
камерах) и непрерывное (контактное или в кипящем слое на по-
порошкообразном коксе-теплоносителе). Наиболее простым и ста-
старым является периодическое коксование в кубах, которое до сих
пор используют для получения крупнокускового кокса. Нефтяные
коксы, вырабатываемые на современных установках, существенно
отличаются по структуре, составу, реакционной способности от
коксов, получаемых в кубах.
Наибольшее применение нашел метод замедленного коксова-
коксования в необогреваемых камерах. В этом процессе температура
сырья на выходе из реакционного змеевика составляет 480—
500 °С, давление в реакторе 0,2—0,3 МПа. В зависимости от вида
сырья выход газообразных продуктов составляет 8—12%, бензи-
бензина— 7—11%, керосино-газойлевых фракций — 50—70%, кокса —
12—28%. Сравнительно низкий выход кокса, прежде всего круп-
крупнокускового, связан с несовершенством технологии и систем гид-
гидравлической резки кокса в камерах, его последующих выгрузки,
дробления и сортировки. Выгрузка коксового «пирога» из камеры
длится 4—15 ч, что снижает {производительность установок и при-
приводит к пересыщению влагой коксовой мелочи. На установках
замедленного коксования производят кокс для различных целей,
но прежде всего для электродной промышленности. Непрерывный
процесс коксования осуществляется при более высоких темпера-
температурах (до 550°С) и меньших давлениях @,1—0,15 МПа), чем за-
замедленное коксование в необогреваемых камерах.
Выход и качество нефтяного кокса зависят прежде всего от
состава сырья и условий процесса (температуры, давления, дли-
длительности пребывания сырья в реакторе). Завершающей стадией
производства электродного кокса является его облагораживание,
заключающееся в карбонизации (при 500—1000 °С) и прокалива-
прокаливании (при 1100—1500 °С). В результате из кокса удаляются лету-
летучие вещества, упорядочивается его структура, увеличиваются теп-
тепло- и электропроводность, уменьшается содержание неуглеводо-
неуглеводородных элементов и улучшаются другие свойства. Удаление ге-
тероэлементов (прежде всего серы) осуществляется при 1500—
1700 °С, а графитирование —при 2200—2800 °С.
Качество сырья и технология производства определяют важ-
важнейшие свойства нефтяных коксов — содержание серы, зольность,
выход летучих, показатели механических свойств и т. д. Серы в
коксе всегда больше, чем в сырье коксования, и по ее содержа-
содержанию нефтяные коксы делят на малосернистые (до 1%). средне-
еермистые (до 1,5%), сернистые (до 4%) и высокосернистые (бо-
(более 4%). В товарных нефтяных коксах содержание серы не долж-
должно превышать 1,5%. Зольность кокса зависит от содержания в
сырье механических примесей и растворенных солей, а также от
Технический углерод (сажа)
39*
технологии его производства. Выделяют малозольные (до 0,5%),
среднезольные @,5—0,8%) и зольные коксы (более 0,8%). Со-
Содержание летучих обусловлено глубиной превращения сырья.
В довольно широких пределах колеблется влажность кокса (до
15%). Однако при влажности более 8% происходит смерзание
его кусков и затрудняется выгрузка из вагонов в зимнее время.
О качестве нефтяных коксов наряду с другими показателями су-
судят по их механическим свойствам (прочности, упругости, исти-
истираемости частиц и др.).
Периодическим коксованием в кубах вырабатывают нефтяной
кокс четырех марок: КНКЭ, КНПЭ, КНПС и КН. Первые две
буквы КН означают кокс нефтяной, КЭ — крекинговый электрод-
электродный, ПС и ПЭ — пиролизный соответственно специальный и элект-
электродный. Методом замедленного коксования из остаточных нефте-
нефтепродуктов получают малосерннстые нефтяные коксы трех марок:
КЗ-25, КЗ-6 и КЗ-0. Они различаются размером кусков: более 25,
от 6 до 25 и менее 6 ым соответственно. Характеристика этих сор-
сортов приведена ниже:
КНКЭ КНПЭ КНПС (fcopi) КЗ-6 КЗ-0
Содержание, %, ие более
рабочей влаги . . , , . 3
серы
летучих веществ . . ,
мелочи (менее 25 мм) .
Зольность, %, не более .
Истинная плотность (прокалива
иие при 1300 °С, 5 ч), кг/м\ не
менее . . . , ,
Истираемость, %, не более . .
J
7
4
0,в
2100
7
3
У
0,3
2080
13
КНПС
3
?¦*
4
0,3
2040—2080
13
10
0.6
3
1.6
9.5
3
1,5
10
0.7 0.8
2080 — —
L'
ТЕХНИЧЕСКИЙ УГЛЕРОД (САЖА)
Сажа представляет собой высокодисперсный продукт черного
цвета, получаемый при высокотемпературном A200—2000 °С)
разложении углеводородов. Основными элементами сажи являют-
являются углерод (90—99%), водород @,3—0,5%) и кислород @,1—7%),
содержание которых колеблется в зависимости от состава сырья
и технологии производства. В саже может содержаться также до
1,5% серы и до 0,5% золы. Размер частиц сажи составляет от
нескольких сотен до нескольких тысяч ангстрем. Из частиц сажи
формируются агрегаты (плотные образования множества частиц)
и агломераты (рыхлые цепные образования разветвленной струк-
структуры). Линейные размеры агломератов сажи могут достигать не-
нескольких микрон (обычно 0,2—0,8 мкм). По строению агломера-
агломератов и плотности упаковки в них частиц судят о структурности са-
сажи. В производственных условиях ее оценивают по маслоемко-
сти — масляному числу (чем оно больше, тем выше структурность,
396
Гл. XI. Производство прочих нефтепродуктов
размеры и рыхлость агломератов сажи). Содержание кристалли-
кристаллической фазы в саже составляет 50—70%.
Получают сажу печным, канальным (или диффузионным) и
термическим методами. Наиболее распространен печной способ
(более 90%), осуществляемый в реакторах за 0,01—0,07 с. Сажа
образуется в результате процессов испарения и горения, газифи-
газификации и термического разложения нефтяного сырья с последую-
последующим взаимодействием частиц сажи с газообразными продуктами
реакций. Канальный способ заключается в осаждении сажи из
диффузионного пламени на холодную поверхность. Термическим
разложением сырья без доступа воздуха получают термическую и
ацетиленовую сажи. Ее выход в зависимости от вида сырья и ме-
метода производства составляет 40—70%.
Сырьем для производства сажи являются в основном жидкие
нефтепродукты, а также природные и попутные газы. Жидкое
нефтяное сырье должно быть высокоароматизированным и выки-
выкипать в довольно узких пределах (термические и каталитические
газойли, экстракты, зеленое и антраценовое масла, пековый ди-
дистиллят и др.). Введением в сырье небольших количеств приса-
присадок (щелочных и щелочно-земельных металлов, их солей и окис-
.лов, элементоорганических соединений и др.) можно существенно
интенсифицировать процесс и модифицировать свойства сажи. Са-
Сажа имеет высокую реакционную способность и сразу же по выхо-
выходе из реактора окисляется.
Основные показатели качества еажи — размер частиц (дисперс-
(дисперсность, размеры и форма сажевых агрегатов), структурность,
удельная поверхность, адсорбционная способность, содержание
летучих, серы, посторонних включений, зольность и рН водной
суспензии. Для некоторых марок оценивают показатели тепло- и
электрофизических свойств, содержание частиц кокса. Свойства
сажи определяются прежде всего составом сырья и способом про-
производства. Так, при возрастании числа ароматических колец и
содержания углерода в циклических структурах увеличивается
выход и улучшается качество сажи. Ее дисперсность зависит от
температуры процесса, с ее повышением выход сажи уменьшает-
уменьшается. Значительное влияние на технические свойства наполненных
систем оказывает содержание серы.
В СССР выпускают более 20 марок сажи, которые классифи-
классифицируют: по способу производства; по составу сырья; по удельной
поверхности; по степени структурности. Для производства резины
выпускают сажу следующих марок: ДГ-100, ТМ-70, ТМ-50,
ТГМ-33, ТГМ-30, ТМ-15, ТеГ-10, ЛМ-75 и др. Первые буквы озна-
означают способ производства: Д — диффузионное пламя, Т — турбу-
турбулентное пламя, П — печная, Те—термическое разложение без до-
доступа воздуха. Последующие буквы указывают на сырье: Г — га-
газовое, М — масляное, ГМ — смесь газового и масляного. Цифры
Нефтяные битумы
397
после букв соответствуют средней удельной геометрической по-
поверхности сажи (в м2/г). После цифры иногда стоят еще и буквы,
характеризующие структурность сажи: В—высокую, П —низ-
—низкую, отсутствие букв —среднюю (нормальную). Характеристика
некоторых сортов сажи приведена ниже:
ТГ-10
ПМ-15
пм-зов
пгм-зз
ПМ-75
ПМ-100
ПМ-100В
ДГ-100
размер частиц,
А
2900
1900
1000
900
410
320
320
320
поверхность.
М2/Г
12
16
26
34
77
100
100
100
число.
смз/г
0,2
1,25
0,7
1,15
0.9
рН водной
суспензии
9
9
9
9
8
8
8
2.5
Применяют сажу в основном для повышения прочности кау-
чуков при производстве шин и резино-технических изделий, в ка-
качестве пигмента в полиграфической и лакокрасочной промышлен-
промышленности, в производстве взрывчатых веществ, копировальной бумаги,
пластинок (музыкальных дисков), изоляционных материалов,
карандашей и т. п.
НЕФТЯНЫЕ БИТУМЫ
Нефтяные битумы представляют собой жидкие, полутвердые или
твердые нефтепродукты, вырабатываемые в основном из гудро-
нов, концентратов, крекинг-остатков и некоторых тяжелых побоч-
побочных продуктов, получаемых при выработке нефтяных масел. Би-
Битумы широко применяют в дорожном строительстве (в качестве
водонепроницаемого °и связующего материала), для защиты от во-
воды при строительстве гидротехнических сооружений; при произ-
производстве кровельных материалов (лаков и мастик) и противокор-
противокоррозионных покрытий. По областям применения битумы делятся на
дорожные, строительные и специальные; по способу производст-
производства— на остаточные, окисленные и компаундированные.
Элементный состав битумов следующий (%): 80—85 углерода;
8—11,5 водорода; 0,2—4 кислорода; 0,5—7 серы; 0,2—0,5 азота; а
также металлы (никель, ванадий, железо, натрий). Они представ-
представляют собой сложную коллоидную систему, состоящую из асфаль-
тенов, высокомолекулярных смол и масел: асфальтены придают
твердость и высокую температуру размягчения; смолы повышают
цементирующие свойства и эластичность; масла являются раз-
разжижающей средой, в которой растворяются смолы и набухают
асфальтены.
Твердые битумы характеризуются следующими показателями:
твердостью — глубиной проникания стандартной иглы (пенетра-
398
Гл. XI. Производство прочих нефтепродуктов
Нефтяные битумы
399
цией), температурой размягчения, растяжимостью в нить (дук-
тильностью), температурой хрупкости, адгезией, а также потерей
массы при нагревании и изменением пенетрации после него, тем-
температурой вспышки и реологическими свойствами. Свойства жид-
жидких битумов определяются вязкостью, фракционным составом,
качеством остатка после отгона фракций до 360 °С (глубиной
проникания иглы, растяжимостью). Качество битумов может ха-
характеризоваться также растворимостью в хлороформе, бензине,
сероуглероде и четыреххлористом углероде. Чем больше в битуме
растворимых продуктов, тем меньше в нем примесей, в частности,
ухудшающих его свойства (карбенов и карбоидов).
Пенетрация характеризует глубину проникания в битумы стан-
стандартной иглы при определенных условиях. Пенетрацню дорожных
битумов определяют при температуре 25 °С и нагрузке 1000 Н,
прилагаемой в течение 5 с; она составляет D0—60)Х0,1 мм. Тем-
Температура размягчения, определяемая по методу «кольцо в шар»
(КиШ), колеблется от 25 до 150 °С. Температура хрупкости —
это температура, при которой пленка битума, нанесенная на
стальную пластинку, дает трещину при изгибе этой пластинки.
Температура хрупкости (от —2 до —30 °С) характеризует пове-
поведение битума в дорожном покрытии: чем она ниже, тем выше
качество битума. Окисленные битумы имеют меньшую темпера-
температуру хрупкости, чем остаточные нефтяные битумы той же пене-
пенетрации.
Растяжимость (дуктильность) битума характеризуется рассто-
расстоянием, на которое его образец можно вытянуть при определен-
определенных условиях в нить до разрыва. Дорожные битумы должны
иметь растяжимость более 50 см. Вязкость битумов наиболее пол-
полно характеризует их консистенцию при различных температурах
применения. При максимальной температуре применения вязкость
должна быть как можно выше. Поведение битумов под действием
внешних деформирующих сил определяется реологическими свой-
свойствами (упругостью, пластичностью, ползучестью и прочностью).
Эти свойства значительно изменяются при нагревании и охлаж-
охлаждении. В некоторых случаях в битумы добавляют пластифициру-
пластифицирующие вещества (тонкоизмельченные отходы резины), повышаю-
повышающие его растяжимость и эластичность при низких температурах
и замедляющие старение.
Большое значение имеет также адгезия (прилипание). Ее оце-
оценивают по степени покрытия битумом поверхности частиц щебня
или гравия после обработки образца в кипящей воде. Адгезионная
способность битума зависит от его химического состава: в присут-
присутствии парафина она снижается, поэтому его должно содержаться
не более 5%. С повышением молекулярной массы асфальтенов,
входящих в состав битума, адгезионные свойства последнего
улучшаются.
Созданию прочной связи битума с поверхностью минерально-
минерального материала способствуют поверхностно-активные вещества
(ПАВ)—синтетические жирные и оксикислоты, асидол, пара-
флоу и др. Ниже приведены основные требования, предъявляемые
к битумам разных марок:'
Температура
размягчения, "С,
ие ниже
Глубзна
проникания иглы
при 25 °С
Х0,1 мм
БНД-40/60
БНД-60/90
БНД-90/130
БН-50/50
БН-70/30
БН-90/10
А
Б
Дорожные
52 40—60
48 61—90
45 91—130
Строительные
50 41—60
70 21—40
90 5—20
Специальные (рубраксы)
125—135 20—40
135—150 Не нормируется
Растяжимость
при 25 °С, см,
не менее
50
60
70
40
3
1
Производство нефтяных битумов. Различают три основных спо-
способа производства нефтяных битумов: концентрирование нефтя-
нефтяных остатков перегонкой их в вакууме в присутствии водяного
пара или инертного газа (остаточные битумы); окисление кисло-
кислородом воздуха тяжелых нефтяных остатков — гудронов, полугуд-
ронов, высокомолекулярных экстрактов и крекинг-остатков (окис-
(окисленные битумы); компаундирование (смешение) различных неф-
нефтяных остатков с высококипяшими дистиллятами и окисленными
или остаточными битумами (компаундированные битумы).
Остаточные битумы вырабатывают из сырья с высокой кон-
концентрацией смолисто-асфальтеновых веществ. Они представляют
собой продукт, отбираемый снизу вакуумной колонны, служащей
для фракционирования м-азута. Температура сырья на входе в
вакуумную колонну поддерживается. не выше 425 °С. При более
высокой температуре помимо легких продуктов крекинга образу-
образуются карбены и карбоиды и качество битума ухудшается. Оста-
Остаточное давление в нижней зоне колонны равно 6,5—13,3 кПа; глу-
глубину вакуума и максимальную температуру перегонки при произ-
производстве битумов выбирают в зависимости от качества сырья и тре-
требований, предъявляемых к продукту. Температура размягчения по
кольцу и шару остаточных битумов сравнительно низка B5—
45 °С).
При окислении гудронов или остаточных битумов кислородом
воздуха лучшие сорта битумов получают из остатков высокосмо-
высокосмолистых малопарафинистых нефтей, содержащих многокольчатые
нафтено-ароматические углеводороды. При окислении остатков
400
Гл. XI. Производство прочих нефтепродуктов
парафинистых ароматизированных смолистых нефтей образуется
повышенное количество асфальтенов и карбенов, вследствие чего
битум становится более хрупким. Присутствие серы и ее соеди-
соединений в сырье улучшает качество окисленных битумов. Нефти, из
остатков которых производят битум, должны быть хорошо обес-
обессолены.
Основными факторами процесса окисления являются темпера-
температура, расход воздуха и давление. Чем выше температура окисле-
окисления, тем быстрее протекает процесс. Но при слишком высокой
температуре ускоряются реакции образования карбенов и карбо-
идов. Остатки, полученные из высокосмолистых асфальтовых и
смешанных нефтей, окисляют при 250—280 °С, остатки парафини-
парафинистых нефтей — при 270—290 °С.
Чем больше вводится в сырье воздуха, тем меньше требуется
времени для его окисления. При слишком большой подаче возду-
воздуха температура в реакционном пространстве может подняться
выше допустимой. Так как реакция окисления экзотермическая, то
изменением расхода воздуха можно регулировать температуру
процесса. При окислении большой подачей воздуха необходимо
выводить тепло из реакционного пространства (например, путем
циркуляции части продукта через холодильник). Для процесса
окисления характерны реакции дегидрогенизации, приводящие к
образованию водяных паров. На это расходуется значительная
часть кислорода, вводимого с воздухом. Общий расход воздуха за-
зависит от химического состава сырья, а также от качества получае-
получаемого битума и составляет 50—400 м3/т битума.
С повышением давления в зоне реакции процесс окисления ин-
интенсифицируется и качество окисленных битумов улучшается бла-
благодаря конденсации части масляных паров. В частности, повыша-
повышается пенетрация битума при одинаковой температуре размягче-
размягчения. С повышением давления продолжительность окисления сырья
до достижения одной и той же температуры размягчения битума
сокращается. Обычно давление колеблется от 0,3 до 0,8 МПа. При
окислении под давлением можно использовать сырье с малым со-
содержанием масел и получать битумы с достаточно высокими ра-
растяжимостью, пенетрацией и интервалом пластичности.
В настоящее время на отечественных нефтеперерабатывающих
заводах используют непрерывный (процесс окисления (рис. 105);
сырье, воздух и битум-рециркулят одновременно и непрерывно
вводят в реакционную зону. Сырье насосом / подается через теп-
теплообменник 3 и змеевик трубчатой печи 5 в реакционное простран-
пространство окислительной колонны 6. В нижнюю часть этой колонны
воздушным компрессором нагнетается сжатый воздух. Окислен-
Окисленный битум снизу колонны перетекает в промежуточный сепара-
сепаратор 4, откуда забирается иасосом 2. Этим же насосом большая
часть продукта подается на циркуляцию в линию сырья после теп-
Нефтяные битумы
401
лообменника 3, а балансовое количество, пройдя теплообменник
3, поступает в емкость или на розлив. Меняя расход циркулиру-
циркулирующего продукта, можно достичь различной глубины окисления и
получать битумы разных марок.
Газообразные продукты окисления по выходе сверху колонны
6 и промежуточного сепаратора 4 отводятся в конденсатор-холо-
конденсатор-холодильник 7. Газо-жидкостная смесь разделяется в сепараторе 8,
Рис. 105. Принципиальная технологическая схема установки непрерывного окис-
окисления битумов:
I. 2 — насосы; 3 — теплообменник; 4, 8 — сепараторы; 5 — печь; 6 — окислительная колонна;
1.9 — конденсаторы.
Линии: / — сырье; // — товарный битум; /// — воздух; /V — водяной пар; V — газы в атмо-
атмосферу; V/ — соляр; V// — вода.
снизу которого побочный продукт — соляр откачивается в прием-
приемник. Газы, входящие из сепаратора 8, используют как топливо в
трубчатой печи, либо через конденсатор смешения 9 и вытяжную
трубу выбрасывают в атмосферу. На многих битумных установках
эти газы сжигают во вспомогательной печи дожига. Технологиче-
Технологический режим процесса следующий:
Температура, *С
сырья на выходе из печи . 180—250
в окислительной колонне, не выше . . 290
битума на выходе из холодильника . . . 170—200
. налива битума в цистерны . 170—180
Давление в окислительной колонне, МПа .... 0,3—0,8
Расход воздуха, м3/т битума 50—400
Тепловой эффект процесса, кДж/кг битума .... 168—502
Содержание кислорода в газообразных продуктах окис-
окисления, % . . 3—11
Основным аппаратом является окислительная колонна диа-
диаметром 3400 мм и высотой 21500 мм. На некоторых установках
402
Гл. XI. Производство прочих нефтепродуктов
Парафины, церезины и восковые композиции
403
применяют окислительные аппараты змеевикового типа. При пе-
переработке гудронов выход дорожных битумов составляет 97—
98%, а строительных 94—97%- Побочными продуктами являются
соляровый дистиллят (около 0,5% при производстве дорожных
битумов) и газы.
Только окислением не всегда удается получать 'битумы, удовле-
удовлетворяющие всем требованиям ГОСТ. В таких случаях прибегают
к компаундированию на битумной смесительной установке или
на месте использования битума. Компаундирование широко при-
применяют ери производстве строительных битумов. Так, смешением
окисленных битумов с экстрактами селективной очистки масля-
мых дистиллятов .получают дорожные битумы хорошего- качества
с .высокими пенетращией, растяжимостью при 0°С и низкой тем-
температурой хрупкости.
НЕФТЯНЫЕ ПАРАФИНЫ, ЦЕРЕЗИНЫ
И ВОСКОВЫЕ КОМПОЗИЦИИ
Парафины представляют собой продукты белого или желтого
цвета, состоящие преимущественно из парафиновых углеводородов
нормального строения. По температуре плавления различают па-
парафины жидкие (<27СС) и твердые B8—70°С); твердые пара-
парафины делятся на мягкие B8—45 °С), среднеплавкие D5—50 °С) и
твердые E0—65 °С). В цепях жидких парафинов содержится от
9 до 24 атомов углерода, они на 90—99% состоят из и-алканов и
выкипают в пределах 180—370 °С. Твердые парафины —кристал-
—кристаллические продукты, содержащие от 20 до 40 атомов углерода в
цепи. Помимо и-алканов G5—98%) в твердых парафинах содержат-
содержатся изоалканы, значительно меньше нафтеновых и еще меньше аро-
ароматических углеводородов с длинными боковыми цепями. Молеку-
Молекулярная масса парафиновых углеводородов составляет 350—420.
С повышением температуры плавления парафинов вязкость их
увеличивается и при числе атомов углерода в молекуле 40 состав-
составляет около 8 мм2/с при 100°С. Плотность индивидуальных пара-
парафиновых углеводородов при температуре их плавления одинакова
и колеблется от 777 до 782 кг/м3.
При переходе парафина из твердого состояния в жидкое и нао-
наоборот его объем изменяется — соответственно увеличивается или
уменьшается на 11—15%. Степень изменения объема зависит от
плотности и молекулярной массы. Теплопроводность парафина
(гпл=50,4°С) в твердом состоянии равна 0,198 Дж/(м-с- °С).
В зависимости от области применения вырабатывают парафины с
содержанием масла от 0,5 до 2,3%- Содержание масла влияет на
температуру плавления парафина. С его увеличением температура
плавления снижается.
Очищенные парафины могут быть матовыми или прозрачными.
Матовость обусловлена оптической анизотропностью его кристал-
кристаллов, а также трещинами между ними. Прозрачны обычно пара-
парафины узкого фракционного состава. При длительном хранении
парафин становится более прозрачным, что объясняется происхо-
происходящей в нем рекристаллизацией, сопровождающейся укрупнением
кристаллов, в результате чего светорассеивание уменьшается.
К эксплуатационным свойствам относятся твердость, механиче-
механическая прочность, эластичность и др. Все они зависят от химическо-
химического состава, вида связей между молекулами, их строения и плотно-
плотности упаковки. При одинаковой температуре плавления парафины
имеют большую твердость, -чем церезины. Парафины при испы-
испытании ;в статических условиях имеют высокую механическую
прочность, в то ©ремя как в динамических усло'виях они
хрупки.
Промышленностью вырабатывается широкий ассортимент
твердых нефтяных парафинов различного назначения: высокоплав-
высокоплавкие парафины с интервалом температуры плавления в 2°С (от 50
до 58 °С) при содержании масла не 'более 0,8% (масс); неочищен-
неочищенные парафины с температурой плавления 45—52 СС и содержани-
содержанием масла не более 2,2% (масс), отличающиеся высоким содер-
содержанием н-алканов; пищевые парафины, получаемые из парафи-
парафиновых дистиллятов малосернистых нефтей, относятся к парафинам
высокой степени очистки. В них не допускается содержание кан-
канцерогенных веществ, в частности 3,4-бензпирена. 'Парафины для
пищевой промышленности различаются по температуре плавления
E0—54°С) при содержании масла не более 0,5% (масс).
На некоторых заводах для розлива и упаковки парафинов ис-
используют автоматические линии непрерывного действия. Основны-
Основными аппаратами ее являются: дозатор для розлива парафина; хо-
холодильная камера, температура в которой от 0 до 6°С; ленточ-
ленточный транспортер и автомат для штабелирования плит парафина
в картонные коробки.
Церезины представляют собой кристаллические продукты от
желтого до коричневого цвета, в состав которых входят нафтено-
нафтеновые и ароматические углеводороды с длинными алкильными це-
цепями преимущественно изостроения, а также высокомолекуляр-
высокомолекулярные парафиновые углеводороды нормального и изостроения. Моле-
Молекулярная масса церезинов составляет от 500 до 750. В отличие от
парафинов церезины при равной молекулярной массе имеют более
высокие температуру плавления, вязкость и плотность; они менее
тверды ,и более пластичны, чем парафины. Температура каплепа-
дедия их колеблется от 57 до 85 °С.
Промышленностью вырабатывается широкий ассортимент неф-
нефтяных церезинов различного назначения. Характеристика некото-
некоторых парафинов и церезинов приведена ниже:
404
Гл. XI. Производство прочих нефтепродуктов
Регенерация отработанных масел
405
Парафины Церезины
Bi50—52 В456—58 Т НС 80 75 67 57
Температура, °С
плавления . . 50—52 56—58 Не ни- 42—50 — — — —
же 50
каплепадения,
не ниже . . — — — — 80 75 67 57
Содержание, %,
не более . . .
масла. ... 0,8 0,5 2,3 5,0 — — — —
механических
примесей . . Отсутствуют 0,02 0,05 0,05 0,05
Цвет
по КН-51, мм,
не менее . . 270* 270* 70** Не опре- — — — —
деляется
по NPA, мар-
марки, не более — — — — 5,5 5,5 5,5 5,5
Глубина проника- /|
ния иглы (прн
25 °С н 1Н),
0,1 мм, не более 18 13 Не определяется 16 18 30 30
* По стеклу № 1.
•* По стеклу № 2.
Часто парафины и церезины в чистом виде не удовлетворяют
требованиям потребителей по тем или иным свойствам. Необхо-
Необходимых качеств достигают при их смешении, получая композиции
для кондитерской и сыродельной промышленности.
Восковые композиции. Особое место среди продуктов, получае-
получаемых на базе твердых углеводородов, занимают микрокристалли-
микрокристаллические нефтяные воски, представляющие собой твердые кристал-
кристаллические продукты, содержащие от 40 до 70% (масс.) изо- и цик-
лоалкановых углеводородов. Плотность нефтяных восков колеблется
от 800 до 860 кг/м3, молекулярная масса их 420—680, темпера-
температура плавления 50—67 °С. В отличие от церезинов содержание
масла в восках значительно выше и достигает 18% (масс.).
Восковые композиции получают: на базе отходов обезмаслива-
ния высошпланкого парафина (воск ЗВ-1); при депарафшшзации
остаточных рафинатов (стетролатумные воски Омск-1 и Омск-7);
при карбамидной обработке петролатума (воск ЗВ-2); при обез-
масливавии петролатума (воски ЗВ-3 и ЗВФ).
Продукты, получаемые на базе твердых углеводородов нефти,
все шире используют в различных отраслях народного хозяйства.
Так, твердые парафины являются сырьем для производства жир-
жирных кислот и спиртов, а-олефинов, белково-витаминных концентра-
концентратов, применяются для парафинирования бумаги и картона, покры-
покрытия сыров и фруктов, в спичечном и свечном производстве,
в парфюмерной промышленности и медицине, гори производстве
поверхностно-активных веществ и т. д. Жидкие парафины исполь-
используют для производства белково-витаминных концентратов.
Церезины широко применяют в производстве пластичных сма-
смазок, вазелином (смесь .церезина и петролатума с нефтяным 'маслом),
предметов бытовой химии (мастик, свечей, гуталинов), в качестве
пропиточного и изоляционного материала в электро- и радиотех-
радиотехнической промышленности. На основе парафинов и церезинов
разработаны физические антиозон анты для шинных .реаии и рези-
резиновых технических изделий, а также восковые композиции, состо-
состоящие из парафина и церезина. При добавлении церезина по-
повышаются температура плавления парафина и его пластич-
пластичность.
Парафины и церезины часто не удовлетворяют предъявляемым
к ним требованиям по ряду физико-механических показателей (ме-
(механической прочности, морозоустойчивости, влаго- и паропрони-
цаемости и др.). Так, парафины при нанесении на упаковочный
материал образуют высокопористую пленку, обладающую повы-
повышенной проницаемостью. При низких температурах пропитанный
ими упаковочный материал растрескивается на изгибах, нарушая
герметичность и снижая прочность покрытия. Свойства парафи-
парафинов могут быть улучшены введением модифицирующих добавок—
смол растительного^ (канифоли) и синтетического (производных тер-
пенов) происхождения, натуральных и синтетических каучуков,
некоторых полимерных материалов (полиолефинов, сополимеров
этилена с кислородорганическими соединениями и др.).
Введение указанных добавок позволяет в широких пределах
изменять свойства восковых композиций. При добавлении поли-
полиолефинов к парафинам и церезинам получают композиции с по-
повышенной температурой плавления, высокой механической прочно-
прочностью и морозоустойчивостью. Компаундирование парафинов и
церезинов придает композиции большие эластичность и паронепро-
ницаемость. На предприятиях сыродельной промышленности при-
применяют сплав парафина и церезина с добавкой полиизобутилена;
при добавлении смол повышается адгезионная способность твер-
твердых углеводородов.
РЕГЕНЕРАЦИЯ ОТРАБОТАННЫХ МАСЕЛ
Отработанные нефтяные масла могут служить сырьем для произ-
производства базовых и товарных масел разного уровня вязкости, в
том числе высоковязких. По качеству регенерированные масла
мало отличаются от свежих, но стоимость их обычно ниже. Ка-
Качество отработанных масел зависит от характеристик исходных
свежих масел, а также от условий и длительности их использова-
использования. Возможно изменение их состава также при сборе и хранении.
Повышенное внимание, уделяемое в настоящее время регенера-
406
Гл. XI. Производство прочих нефтепродуктов
ции отработанных масел, объясняется не только поисками более
рационального использования сырья, но и необходимостью выпол-
выполнять требования по охране окружающей среды от загрязнений.
При ограниченных ресурсах собственных нефтей или объеме про-
производства смазочных масел создание регенерационных установок
и вторичное использование воссгановленных масел сокращают
расходы на приобретение зарубежных смазочных материалов.
При работе в различных двигателях и механизмах масло «ста-
«стареет»— качество его существенно изменяется, в частности, накап-
накапливаются продукты окисления (смолы, асфальтены и др.). твер-
твердые частицы разного происхождения, продукты разложения при-
присадок. В результате кислотность, зольность и коксуемость масла
увеличиваются, а цвет его становится более темным. Выбирая
технологию регенерации, учитывают особенности отработанных
масел разных групп. Для регенерации одних нередко достаточно
ограничиться двумя физическими процессами, например осушкой
и адсорбционной очисткой, а для регенерации других во многих
случаях необходимо использовать несколько процессов, в частно-
частности химических (очистку серной кислотой, каталитическую гидро-
рчистку). Признано целесообразным регенерировать отработанные
масла раздельно по сортам или группам. В СССР и ряде других
стран предусмотрен сбор и прием подлежащих регенерации масел
по группам (для многотоннажных масел типично число групп от
3 до 5). Например, в ПНР принято следующее деление:
Группа Маела
1 Моторные и для воздушных компрес-
компрессоров
2 Трансформаторные
3 Турбинные
4 Индустриальные и др.
Масла группы 1 во многих случаях регенерируют централизо-
централизованно на созданных для этой цели установках. Значительную часть
отработанных масел других групп регенерируют в пунктах потреб-
потребления. Поступающие на регенерацию масла содержат обычно во-
воду в эмульгированном виде, а также 1—6% относительно легких
горючих продуктов, которые понижают температуру вспышки и
вязкость масла. Содержание ценных углеводородов в отработан-
отработанных нефтяных маслах, даже моторных, высока, и при регенерации
выход базовых масел составляет 70—85% (масс.) на обезвожен-
обезвоженное масло, содержащее около 5% нижекипящих фракций (бензи-
но-керосиновых и легких газойлевых). Выход базового масла за-
зависит как от глубины очистки, так и от технологии регенерации.
По групповому углеводородному составу и физико-химическим
свойствам регенерированные масла близки соответствующим све-
свежим.
Регенерация отработанных масел
407
Отработанные моторные масла регенерируют разнообразными
методами, в том числе многоступенчатыми. Несмотря на это, про-
продолжают создаваться новые и совершенствоваться известные схе-
схемы, что объясняется: увеличением в маслах количества присадок
и усложнением их состава; недостаточной эффективностью кислот-
кислотно-контактного способа регенерации; необходимостью сокращения
количества труднореализуемых отходов или побочных продуктов;
ростом производства товарных масел с высоким индексом вязко-
вязкости; повышением требований к качеству регенерированных масел.
В настоящее время для регенерации масел применяют следую-
следующие процессы: отстаивание от механических примесей и воды;
фильтрование, коагуляцию и отстаивание; отгон топливных фрак-
фракций; обработку масла серной кислотой, очистку или доочистку
адсорбентами; нейтрализацию известковым молоком или водным
раствором соды; кроме того, применяют экстрагенты (пропан,
фурфурол). Стремятся также исключить сернокислотную очист-
очистку отработанных масел из-за образования большого количества
кислого гудрона и затруднений при регенерации масел с высоким
содержанием присадок, особенно полимерных. На одном из ре-
регенерационных заводов заключительным процессом является гид-
.роочистка средневязкой масляной фракции. До гидроочистки из
регенерируемого масла должны быть удалены металлы — дезак-
тиваторы катализатора. Нередко в конце или перед последней
операцией масло разделяют вакуумной перегонкой и ректифика-
ректификацией на 2—3 фракции разной вязкости.
Действующие регенерационные установки различаются не толь-
только пропускной способностью, но и числом, типом и очередно-
очередностью процессов. Наиболее крупные централизованные установки
перерабатывают до 30—40 тыс. т/год отработанных масел. В ре-
регенерированные масла обычно вводят присадки, а иногда добав-
добавляют свежие нефтяные масла. На основе исследований, проведен-
проведенных объединением «Вторнефтепродукт», созданы типовые уста-
установки разной пропускной способности. Процесс регенерации, осу-
осуществляемый на этих установках, состоит из следующих стадий:
обезвоживания перегонкой в мягких условиях с одновременным
удалением немасляных горючих компонентов; контактной или пер-
коляционной очистки адсорбентом; фильтрования. Такие установ-
установки предназначены для регенерации главным образом отработан-
отработанных индустриальных масел.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Бендеров Д. И., Проходенко Н. Т., Брондз Б. И. Процесс замедленного коксо-
коксования в необогреваемых камерах. М., «Химия», 1976. 264 с.
Гун Р. Б. Нефтяные битумы. М, «Химия», 1973. 430 с.
Гюльмисарян Т. Г., Гилязетдинов Л. П. Сырье для производства сажи. М.,
«Химия», 1976. 160 с.
408
Гл. XI. Производство прочих нефтепродуктов
Зуев В. П., Михайлов В. В. Производство сажи. М., «Химия», 1976. 318 с.
Курчик Н. Н., Вайншток В. В., Шехтер Ю. Н. Смазочные материалы для
обработки металлов резанием. М., «Химия», 1972. 312 с.
Латышев В. Н. Повышение эффективмости СОЖ. М., «Машиностроение»,
1975. 8в с.
«Нефтеснабженне» (Реферативная информация). М., ЦНИИТЭИМС, 1974,
№ 6. 33 с.
Переверзев А. Н., Богданов Н. Ф., Рощин Ю. Н. Производство парафинов.
М., «Химия», 1973. 224 с.
Печковская /С. А. Сажа как усилитель каучука. М., «Химия», 1968. 216 с.
Пластификаторы и защитные агенты из нефтяного сырья. Труды МИНХн
ГП. Вып. 86. Под ред. И. П. Лукашевич и Н. А. Пружанскон. М., «Химия», 1970.
208 с.
Сюняев 3. И. Производство, облагораживание и применение нефтяного кок-
кокса. М., «Химия», 1978. 296 с; Фазовые превращения н их влияние на процессы
гьрашводства .нефтяного углерода. М., ЦНИИТЭнефтехим, 1977. 88 с.
Шашкин П. И., Брай И. В. Регенерация отработанных нефтяных масел.
Изд. 2-е, М, «Химия», 1970. 302 с.
Перевод единиц различных систем
в единицы СИ
1А = .Ю-10 м
1 О;6/МИН = !l МИ'Н
1 кгс « 9,8 Н ~ ЮН
1 бар = 105 Па = 0,1 МПа
1 кгс/см2«105Н/м2«105 Па «0,1 МПа
1 мм рт. ст. « 160,3 Па « ОД 33 кПа
1 мм вод. ст. « 9,8 Па
1 дин/см = 10~3 Н/м
1 Ст = Ю-4 м2Д;
1 сСт = Ю-6 im2/ic = 1 мм2/с
1 П = 0,1 Па-с
1 сП = 1 мПа-с
1 л. с. « 706,5 Вт
1 К'Пс-м « 9,8 Дж
1 кВт-ч « 3,6-106 Дж « 3,6 МДж
1 л. с-ч « 2,66-аО6 Дж да 2,65 МДж
1 кал. « 4,19 Дж
1 &скал 5» 4,19 кДж
1 ккал/кг «4,19 кДж/кг
1 г/см3 = 1 т/м3 = 10s кг/м3
1 эрг = 10-7 Дж
27—751
предметный указатель
Абсорбер 108
Авиационные бензины 328
Автомобильные бензины 324 ел.
Адгезионные присадки 309, 310
Адсорбенты 238, 240, 241
Адсорбционная депарафинизация
232
Адсорбционная очистка н разделе-
разделение 236 ел.
контактная 242 ел.
материальный баланс 253
непрерывная с растворителем
248, 249
перколяционная 245 ел.
показатели процессов 244, 252
потеря масла с землей 244
процесс «Изосив» 256, 257
— «Молекс» 254, 255
— «Парекс» 258 ел.
расчет пористости гранул адсор-
адсорбента 238
— порозности слоя адсорбента
238
схема узла фильтрования 246
технологические схемы 243, 246,
248, 249, 255, 256, 259
фнзнко-химическне основы 236
ел.
характеристика продуктов 252
на цеолитах 253 мл.
Алкилнрованне фенолов 314, 315
Андреева уравнение 158
Антидетонаторы 287 ел.
Антнокислнтельные присадки
к маслам 302, 303
к топлнвам 292, 293
Антисептики 309
Антистатические присадки 298, 299
Антифрикционные присадки 304, 305
Антифрикционные смазки 379 ел.
Аппараты
абсорбер 108
вакуумный фильтр 165
гомогенизаторы 370
деаэраторы 370
камера потения 196
карбамндной депарафнннзацин
216 ел.
толонны деасфальтнзацин 83 ел.
Аппараты
контактор-смеентель 368, 369
кристаллизаторы смешения 163,
164
кристаллизационного отделения
162 ел.
мешалка-смеситель 368, 369
насадочная колонна 101
для образования комплекса 216,
217
окислительная колонна 401
для' отделения комплекса 218,
219
отстойники 218, 219
для производства пластичных
смазок 368 ел.
реакторы гндроочнеткн и гидро-
гидрокрекинга 283 ел.
— комплексообразовання 217
роторно-дисковые контакторы 87,
101, 102
сернокислотная мешалка 64, 65
скребковые кристаллизаторы 162,
163
смесители 217
установок депарафннизацнн 162
ел.
фильтровального отделения 164,
165, 166
фильтры 164, 165, 166, 218, 245
центрифуги 166, 219
центробежные экстракторы 103
для щелочной очистки 56
— экстракции ароматических уг-
углеводородов 146
электроразделители 56
Ассортимент
автомобильных бензинов 326, 327
восковых композиций 404
дизельных топлив 332
котельных топлнв 334
нефтяных коксов 395
— пластификаторов 392
— растворителей 384, 385
парафинов 403
пластичных смазок 378 ел.
реактивных топлив 329, 330
саж 396
церезинов 404
Предметный указатель
411
Ацетон 176
Бендер-процесс 59
Бензины
авиационные 328
автомобильные 324 ел.
ассортимент 326, 327
высокооктановые компоненты 326
Бензол 176
Биоцидные присадки 293
Бондаренко формула 83
Вакуумный фильтр 165
Взаимодействие с переносом заряда
71, 72
Виды топливной коррозии 20
«Водный контур» 122
Водородная связь 1
Восковые композиции 404, 405
Выделение ароматических углеводо-
углеводородов 144 ел.
Вязкостно-температурные кривые 28
Вязкостно-температурные свойства
масел 27 ел.
Вязкостные прнсадкн 308, 309
Вязкость топлнв 19
Газотурбинные масла 342, 343
Газотурбинные топлива 333 ел.
Гидравлические масла 351, 352
Гндроизомернзацня н гидрокрекинг
н-алканов 281 ел.
Гндролнз пентозанов 109
Гндроочистка и гидрокрекинг 261 ел.
давление 265, 266
катализаторы 268, 280
кратность циркуляции водородсо-
держащего газа 266
масляного сырья 273 ел., 276 ел.
материальный баланс 270
объемная скорость подачн сырья
265, 266
применение 261, 262
расход водорода 269
реакторы 283 ел.
результаты процесса 270
температура 264, 265
топливных дистиллятов 271 ел.
условия 265
факторы процессов 264 ел.
физико-химические основы 263 ел.
характеристика продукта 265
чистота циркулирующего газа
267
Глубокая (низкотемпературная) де-
парафннизацня 191 ел.
Гомогенизаторы 370
Двухступенчатая деасфальтнзация 91
ел.
Деактнваторы металлов 293
Деасфальтизацня 78 ел.
двухступенчатая 91 ел.
зависимость выхода от коксуе-
коксуемости сырья 83
колонны 83, 84
материальный баланс 90
одноступенчатая 87, 88, 89
предварительная 130, 135, 138
растворимость углеводородов в
пропане 79, 85, 86
результаты 82, 83, 91, 92
реконструкция колонн 86
роторно-днековый контактор 87
схемы колонн 85
технологические схемы 88, 92
условия 80, 81, 82, 90, 91, 92
фнзнко-химическне основы 79, 80
Деаэраторы 370
Депарафннизацня 151 ел.
адсорбционная 232
аппараты 162 ел.
влияние скорости охлаждения на
показатели процесса 175
— состава растворителя 171
глубокая (низкотемпературная)
191 ел.
карбамндная 209 ел.
¦— в обводненном изопропило-
вом спирте 226 ел.
— с хлористым метиленом 229
ел.
каталитическая 232
крнсталлнзапией с использовани-
использованием растворителей 155 ел.
материальный баланс 182, 183,
187, 188
методы 155
микробиологическая 233, 234
новые процессы 232 ел.
принципиальная схема установки
159
процесс «днлчил» 189 ел.
— Di—Me 172, 188, 189
в растворе кетон-ароматнческих
растворителей 176 ел.
¦ пропана 185 ел.
результаты процесса 184
рост кристаллов 157
совмещенная (низкотемператур-
(низкотемпературная н карбамидная) 231
содержание кетона в раствори-
растворителе 172
структура кристаллов твердых
углеводородов 153, 154, 157
27*
412 Предметный указатель
Депарафннизацня
схема регенерации растворителя
181
сырье и продукты 188
температура фильтрования 180
температурный эффект 172, 173,
174
технологические схемы 159, 178,
179, 181, 186, 191, 192, 193
условия процесса 173, 183, 184
факторы процесса 166 ел.
физико-химические основы 151—
155
характеристика продуктов 203,
234
— растворителей 176
холодильные отделения 160,
161
энергетические затраты 184
Депрессорные присадки
к маслам 307, 308
— топливам 296
Деэмульгаторы 336
Дизельные топлива 330 ел.
«Дилчил» 189 ел.
Диметилсульфокснд 145
Днметилформамнд 145
Диспергирующие присадки
к маслам 306, 307
— топлнвам 297
Дисперсионные силы 71
Дихлорэтан 188
Диэтнленглнколь 145
Добен-процесс 79
Дуосол-процесс 126 ел.
Зависимость
величины m от числа атомов уг-
углерода 212
выхода асфальта от плотности
пропана 79
— деасфальтнзата от коксуемо-
коксуемости сырья 83
— продуктов от расхода карб-
карбамида 223
вязкости гидрогенизата от его
выхода 278
качества рафнната от кратности
фенола к сырью 97
константы равновесия от темпе-
температуры и числа атомов угле-
углерода 213
коэффициента трения от темпе-
температуры 32
КТР от содержания фурфурола
/О
Зависимость
лакообразовання от температу-
температуры 34
показателей гндроочистки от дав-
давления водорода 266
— депарафиннзацни от скорости
охлаждения 175
— очистки от температуры 96
растворимости от температуры
74
— парафина от молекулярной
массы растворителя 170
свойств масел от продолжитель-
продолжительности работы двигателя 35
состава 38 ел.
скорости деформации от напря-
напряжения сдвига 359
температуры застывания продук-
продукта от расхода карбамида 223
— плавления к-алканов от внда
заместителя 152
Избирательность растворителей 75
Избирательные растворители
влияние на процесс 169 ел.
для выделения ароматических уг-
углеводородов 145
депарафннизации, требования
156
избирательность 75
кетоны 77
классификация 72
крезолы 106, 126
нитробензол 106
определение 72
пропан 74, 78, 79
растворяющая способность 75
регенерация из асфальтового
раствора 140
водных растворов 106, 107,
114, 115, 134, 135, 140, 141
рафннатных растворов 105,
113, 120, 121, 131, 134, 138,
139
экстрактных растворов
105, 107, 113, 114, 121, 122,
134, 139
— при экстракции ароматических
углеводородов 147, 148
селекто 126
смешанные 77, 78
требования 93, 94
фенол 76, 94, 96, 97, 106, 108,
115, 116
фурфурол 73, 76, 94, 96, 106,
109, ПО
характеристика 106
Предметный указатель 4 IS
Изменение температуры по высоте
колонны 86
«Изоснв»-процесс 256, 257
Ингибиторы коррозии
к маслам 305, 306
— топливам 294
Индукционные силы 70
Индустриальные масла 343 ел.
Испаряемость топлнв 17 ел.
Камера потения 196
Кармабид 210, 211
Карбамндная депарафннизация 209
ел.
аппараты 216 ел.
влияние интенсивности перемеши-
перемешивания 225
— очистки сырья 220
— смол 220
— температуры 224, 225
зависимость выхода продуктов
от расхода карбамида 223
— температуры застывания про-
продукта от расхода карбамида
223
константа равновесия 212
в обводненном нзопропиловом
спирте 226 ел.
растворители и активаторы 214,
215, 221, 222
совершенствование процесса 231,
232
схемы комплексообразовання
211, 212
теплота комплексообразовання
213, 214
типы комплексообразования 211
технологические схемы 216, 227
условия процесса 219, 228
факторы процесса 219 ел.
физико-химические основы 209 ел.
характеристика карбамида 210,
211
— продуктов 229
с хлористым метиленом 229 ел.
Катализаторы
гидрокрекинга 280
гидроочнетки 268, 269
Каталитическая депарафинизация 232
Классификация
битумов 397
масел 25, 26, 339, 340
нефтен 46
отработанных масел 406
пластичных смазок 357
присадок к маслам 300, 301
топливам 287
Классификация
растворителей 72
топлив 15
Колонны деасфальтизации 83 ел.
Компрессорные масла 348, 349
Конденсация алкнлфенолов с форм-
формальдегидом 316
Консервационные масла 352, 353
Консервационные смазки 380
Контактная доочистка 242 ел.
Контактор-смеситель 368, 369
Коррозионная агрессивность топлив
19 ел.
Коррозионные и защитные свойства
масел 35 ел.
Котельные топлива 334 ел.
Красители топлив 299
Крезолы 106, 126
Кристаллизаторы смешения 163, 164
«Кристекс»-процесс 231
Критическая температура растворе-
растворения (КТР) 73, 74, 77, 95, ПО,
127
Масла
взаимодействие с поверхностью-
металла 309, 310
влияние температуры на лакооб-
разование 34
вязкостно-температурные кривые
28
— свойства 27 ел.
газотурбинные 342, 343
гидравлические 351, 352
гидрокрекинг 276 ел.
гидроочистка 273 ел.
глубокая депарафиннзацня 191
ел.
деасфальтизация пропаном 78 ел.
депарафинизация в растворе про-
пропана 185 ел.
— с кетон-ароматнческнм раство-
растворителем 176 ел.
зависимость коэффициента тре-
трения от температуры 32
свойств от продолжительно-
продолжительности работы двигателя 35
состава 38 ел.
— скорости деформации от на-
напряжения сдвига 359
индустриальные 343 ел.
карбамидная депарафннизация
226 ел., 229 ел.
классификация 25, 26, 339, 340
комплексное улучшение свойств
310, 311
компрессорные 348, 349
414 Предметный указатель
Масла
коисервационные 352, 353
контактная доочистка 242 ел.
коррозионные н защитные свой-
свойства 35 ел.
микробиологическая депарафнни-
зацня 233 ел.
моторные 338 ел.
назначение н требования 24, 25
непрерывная очистка и доочист-
доочистка 247 ел.
очистка в мешалке 64, 65
¦ электрическом поле 65 ел.
— гудрона пропаном н фенолом
143
— парными растворителями 126
ел., 135 ел.
— серным ангидридом 65
— фенолом 115 ел.
— фурфуролом 109 ел.
перколяционная доочистка 245
ел.
повышение смазочной способно-
способности 304, 305
показатели качества 27 ел.
•понижение температуры застыва-
ння 307, 308
поточные схемы производства 46
ел., 48, 50
предотвращение биологических
процессов 309
— коррозии 305, 306
— образования отложений 306,
307
приборные 353
принципы очистки 38 ел.
присадки 299 ел.
производство 337 ел.
процесс «дилчил» 189 ел.
регенерация 405 ел.
регулирование вязкости 308, 309
•селективная очистка 93 ел.
сернокислотная очистка 64 ел.
смазочная способность 30 ел.
содержание в нефтях 47
способы очистки 40 ел.
стабилизация 302, 303
•стабильность к окислению 33 ел.
схема граничного слоя 31
термоокиелнтельная стабильность
34
технологические 353, 354
трансмиссионные 345 ел.
турбинные 347, 348
удаление пены 309
.характеристика 340, 341,342,343,
344, 346, 348, 349, 350, 352
Масла
— после гидрокрекинга 281
химическая коррозия 35, 37
— стабильность 34
щелочная очистка 55
электроизоляционные 349 ел.
электрохимическая коррозия 36,
37
Материальный баланс
адсорбционной очистки 253
гидроочнеткн 270
двухступенчатого обезмаслива-
ния 200
двухступенчатой депарафиннза-
ции 182, 183
деасфальтнзацни 90
депарафнннзации в растворе про-
пропана 187, 188
дуосол- процесса 129
очистки фенолом 118
производства присадки ДФ-11
319
Меркапфайнинг-процесс 60
Метиленхлорид 188
Метнлнзобутнлкетон 176
N-Метилпнрролидон 94, 95, 145
Метнлэтнлкетон 176
Методы
выделения вторичного рафината
99
депарафннизации 155
очистки масел 40 ел.
— топлнв 22 ел.
потення 196
регенерации масел 407
смешения компонентов масел
337, 338
химические, очистки нефтяных
фракций 53 ел.
экстракции 97
Мешалка-смеситель 368, 369
Микробиологическая депарафнннза-
цня 233, 234
Многофункциональные и многокомпо-
многокомпонентные присадки 310 ел.
«Молекс»-процесс 254, 255
Морфолии 145
Моторные масла 338 ел.
Моющие прнсадкн 306, 307
Назначение масел 24
Насадочная колонна 101
Нефтн
потенциальное содержание масел
47
поточные схемы переработки 46
ел., 48, 50
Предметный указатель 415>
Нефтн
техническая классификация 46
Нефтяной кокс 393 ел.
Нефтяные битумы 397 ел.
— пластификаторы 390 ел.
— растворители 383 ел.
Низкотемпературная депарафнннза-
ция 191 ел.
Низкотемпературные свойства топлив
18, 19
Нитробензол 106
Обезмаслнванне 194 ел.
материальный баланс 200
метод потения 196
применение инертного газа 207
без растворителей 194 ел.
с растворителями 197 ел.
свойства парафина 197
технологическая схема 198, 199
условия процесса 195
потения 197
характеристика продуктов 195,
205
Одноступенчатая деасфальтнзация 87
ел.
Окислительная колонна 401
Окраска бензинов 289
Орнеитацнонные силы 70
Отстойники 218, 219
Очистка
газов 58
в движущемся слое адсорбента
247 ел.
гудрона пропаном и фенолом 143
избирательными растворителями
70 ел.
«Изосив»-процесс 256, 257
контактная 242 ел.
масел в мешалке 64, 65
электрическом поле 65 ел.
масляного сырья 24 ел.
«Молекс»-процесс 254, 255
остатков пропаном 78 ел.
«Парекс»-процесс 258 ел.
парными растворителями 126 ел.
перколяция 245 ел.
присадок 317
с рециркуляцией раствора щело-
чн 54
серной кислотой 60 ел.
серным ангидридом 65
топлив в электрическом поле 56
ел.
топливных фракций 14 ел.
утилизация отходов 68, 69
фенолом 115 ел.
Очистка
физико-хнмнческие основы 53, 54,.
60 ел., 70 ел., 78 ел., 94 ел.,
151 ел., 155 ел., 210 ел., 236 ел.,
263 ел.
фурфуролом 109 ел.
на цеолитах 253 ел.
щелочью 53 ел.
— с усилителями 58 ел.
Очистка и разделение адсорбентам»
236 ел.
Парафины 402, 403
гидронзомеризация 281 ел.
очистка в электрическом поле
65 ел.
поточные схемы производства 48,,
50
«Парекс»-процесс 258 ел.
Перколяция 245 ел.
Пиридин 145
Пластичные смазкн 3$5 ел.
антифрикционные 379 ел.
ассортимент 378 ел.
зависимость скорости деформа-
деформации от напряжения сдвига 359*
изменение свойств прн окисле-
окислении 363
классификация 357
консервацнонные 381
оборудование 367 ел.
объемно-механические свойства'
358 ел.
основные свойства 358 ел.
производство 364 ел.
— неорганических загустителей'
376
состав и структура 355, 356
стабильность 360 ел.
стадии производства 365 ел.
технологические схемы 371, 372,.
375, 377
тнксотропные превращения 361
уплотннтельные 382
характеристика 378 ел.
Поглотители 58
Показатели процессов
адсорбционной очистки 252
гндронзомеризацин 282
гидроочистки 265
двухступенчатой депарафиннза-
цин 183, 184
— фенольной очистки 124
депарафнннзацни 167, 172, 173
«дилчил» 190
Di—Me 189
416
Предметный указатель
Показатели процессов
дуосола с деасфальтизацией и
без нее 128, 141, 142
«Изосив» 257
карбамндной депарафиннзацнн
219 ел,
в обводненном нзопропи-
ловом спирте 228
с хлористым метиленом
230
контактной доочнеткн 244
микробиологической депарафннн-
зацин 234
«Молекс» 255
обезмасливания без растворите-
растворителей 195
окисления битумов 401
очистки фенолом 117
— фурфуролом ПО, 111
«Парекс» 259
получения церезина 205
потения гача 197
сернокислотной очистки 62, 63,
67
совмещенных депарафннизацни и
обезмасливания 204, 206
фенола 115
фурфурола 109
щелочной очистки 57
экстракции ароматических угле-
углеводородов 147, 148
Потеря масла с землей 244
Поточные схемы 46 ел., 48, 50
Предварительная деасфальтизация
130
Приборные масла 353
Применение
битумов 397
гидрокрекинга 50
гндроочистки и гидрокрекинга
261, 262
деасфальтнзации 43, 79
депарафинизации и обезмаслива-
обезмасливания 44, 45
депрессорных присадок 30
деэмульгаторов 336
доочнетки 45
дуосол-процесса 127
инертного газа 207
нефтяных пластификаторов 393
парафинов и церезинов 405
лрисадок 51, 52, 286 ел., 311,
312
процессов очистки 13, 14
селективной очистки 43, 44, 93
СОЖ 386, 387, 390
фенола 116
Применение
фурфурола ПО
Принципы очистки масел 38 ел.
Присадки
адгезионные 309, 310
антидетонаторы 287 ел.
антиокиелнтельные 292, 293, 302,
303
антисептики 309
антистатические 298, 299
антифрикционные 304, 305
бноцидные 293
вязкостные 308, 309
деактиваторы 293
депрессорные 296, 307, 308
к дизельным топливам 289, 290
диспергирующие 297
ингибиторы коррозии 294, 305,
306
классификация 287, 300, 301
красители 299
к маслам 299 ел.
многофункциональные и много-
многокомпонентные 310 ел.
моющие 306, 307
особенности производства 312 ел.
очистка 317
повышающие полноту сгорания
топлив 290, 291
— смазочную способность масел
304, 305
топлив 293 ел.
предотвращающие образование
кристаллов льда 295
применение 286 ел.
принципы подбора и применения
311, 312
противонзносные и протнвозаднр-
ные 304, 305
противокоррозионные 294, 305,
306
противообледенительные 295
противопенные 309
процессы производства 313 ел.
к СОЖ 388
сохраняющие свойства топлива
при хранении и транспортиро-
транспортировании 291 ел.
стадии синтеза 314 ел.
технологические схемы 318, 320,
321
к топлнвам 286 ел.
Производство
товарных масел 337 ел.
— присадок 286 ел.
— топлив 324 ел.
Пропан 74, 78, 79 ел., 176
Предметный указатель
417
Противоизносные и противозадирные
присадки 304, 305
Противокоррозионные присадки 294,
305, 306
Протнвообледеннтельные присадки
295
Противопенные присадки 309
Процессы
адсорбции 236 ел.
адсорбционной депарафннизацни
232
алкилирования фенолов 314, 315
бендер- 59
варианты селективной очистки
125
гидроизомернзации и гидрокре-
гидрокрекинг н-алканов 281 ел.
гидрокрекинга масляного сырья
276 ел.
гидроочнетки и гидрокрекинга 261
ел.
— масляного сырья 273 ел.
— топливных дистиллятов 271
ел.
глубокой депарафнннзации 191
ел.
двухступенчатой деасфальтнза-
деасфальтнзации 91 ел.
деасфальтнзацин остатков пропа-
пропаном 78 ел.
депарафнннзацни 151 ел.
— в растворе пропана 185 ел.
— новые 232 ел.
— с кетон-ароматнческими рас-
растворителями 176 ел.
— — растворителями 155 ел.
«дилчнл» 189 ел.
Di—Me 172, 188, 189
Добей 79
доочистки фильтрованием через
стационарный слой адсорбента
245 ел.
дуосол 126 ел.
«Изосив» 256, 257
карбамидной депарафннизации
209 ел.
в обводненном изопропило-
вом спирте 226 ел.
с хлористым метиленом
229 ел.
каталитической депарафиннзации
232
комплексообразовання 211
конденсации алкилфенола с
формальдегидом 316
контактной доочистки 242 ел.
Процессы
кристаллизации углеводородов
168 ел.
«кристекс» 231
материальные балансы 90, 118,
129, 182, 183, 187, 188, 200,
253, 270, 319
меркапфайнинг- 60
мерокс 23, 58 ел.
микробиологической депарафини-
депарафинизации 233, 234
«Молекс» 254, 255
нейтрализации 316, 317
обезмаелнвания 194 ел.
одноступенчатой деасфальтиза-
ции 87 ел.
очистки в движущемся слое ад-
адсорбента 247 ел.
— гудрона пропаном и фенолом
143, 144
— избирательными растворителя-
растворителями 70 ел., см. Селективная
очистка
— и разделения адсорбентами
236 ел., 241 ел.
, принципы 13 ел.
— масляного сырья 24 ел., 41 ел.
— на цеолитах 253 ел.
— парными растворителями 126
ел.
— присадок 317
— топлив 14 ел., 23
— фенолом 115 ел.
— фурфуролом 109 ел.
«Парекс» 258 ел.
перколяцнн 245 ел.
производства битумов 399 ел.
— неорганических загустителей
376
— пластичных смазок 365 ел.,
371 ел.
— присадок 312 ел.
регенерации масел 407
селективной очистки 93 ел., см.
Селективная очистка
без предварительной деас-
фальтнзацни 130 ел.
с предварительной деас-
фальтизацней 135 ел.
сернокислотной очистки 60 ел.
смешения компонентов 337, 338
совершенствование 208, 209
совмещенные депарафиннзацнн и
обезмаелнвання 201 ел.
— низкотемпературной и карб-
карбамидной депарафинизации 231
418 Предметный указатель
Предметный указатель 419
Процессы
сульфирования нефтяных фрак-
фракций 315
технологические схемы 55, 59, 66,
88, 100, 112, 119, 132, 133, 136,
137, 143, 149, 159, 160, 161,
178, 179, 181, 186, 191, 192,
193, 198, 199, 201, 202, 216,
227, 230, 231, 233, 243, 246,
248, 249, 255, 256, 259, 272,
275, 279, 318, 320, 321, 372,
375, 377, 401
тнокон 60
фнзико-химнческне основы 53,
54, 60, 61, 62, 70 ел., 78 ел.,
94, 95 ел., 144 ел., 151 ел.,
155 ел., 210 ел., 236 ел., 263 ел.
фосфирования органических со-
соединений 316
щелочной очистки 53 ел.
экстракции ароматических угле-
углеводородов 144 ел.
энергетические затраты 118, 130,
184
Разделение азеотропных смесей 106,
107
Растворимость
взаимная фенола и воды 116
парафинов в кетонах 171
углеводородов в крезолах 126,
127
— — пропане 79 ел., 85, 86
феноле 116
— прн депарафинизацин 156,157
Растворяющая способность раствори-
растворителей 75
Расчет
константы комплексообразования
212
пористости гранул адсорбента
238
порозностн слоя адсорбента 238
потери масла с землей 244
скорости дезактивации катализа-
катализатора 264
теплоты образования комплекса
213, 214
Реактивные топлива 328 ел.
Реакторы
гидроочисткн и гидрокрекинга
283 ел.
комплексообразовання 217
Реакции
гидролиза пентозанов 109
меркаптанов с серной кислотой
62
Реакции
окисления меркаптанов 58
получения аэросила 376
— осажденного енликагеля 376
— фенола 115
углеводородов с серной кислотой
60, 61
при щелочной очистке 53, 54
Регенерация растворителей 103 ел.
из асфальтового раствора 140
нз водных растворов 106, 107,
114, 115, 134, 135, 140, 141
из рафинатного раствора 113,
120, 121, 131, 134, 138, 139
из экстрактного раствора 105,
107, 113, 114, 121, 122, 134,
139
при депарафинизации 180 ел.
при экстракции ароматических
углеводородов 147, 148
Регенерация отработанных масел
405 ел.
Режимы трения 31
Результаты процессов
гидрокрекинга 281
гидроочистки 270
двухступенчатой депарафнниза-
ции 184
— фенольиой очистки 124
деасфальтнзацнн 83, 91
депарафнннзацин 203
«дилчил» 190
дуосола 129
— с деасфальтизацней и без иее
141, 142
очистки, фурфуролом 111
селективной очистки 96, 98
Рост кристаллов 157
Роторно-днсковые контакторы 87,
101, 102
Сажа 395 ел.
Свойства и состав топлив 21 ел.
Селективная очистка
варианты процессов 125
влияние воды 76
— толуола 77
гудрона пропаном и фенолом
143, 144
двухступенчатая установка 124
ел.
зависимость качества рафнната
от кратности фенола к сырью
97
— показателей от температуры
96
Селективная очистка
изменение температуры по высо-
высоте колонны 86
кривые растворимости 74
критическая температура раство-
растворения (КТР) 73, 74, 77, 95,
ПО, 127
масляных фракций и остатков
93 ел.
общая технологическая схема
100
остатков пропаном 78 ел.
парными растворителями 126 ел.
с предварительной деасфальтта-
цией 135 ел.
без предварительной деасфальти-
зацин 130 ел.
разделение азеотропиых смесей
106, 107
растворимость компонентов еярья
73 ел.
регенерация растворителей 108
ся., 120, 121, 122, 131, 134, 13§,
138, 139, 140, 141
результаты 129, 141, 142
силы межмолекуляриого взаимо-
взаимодействия 70, 71
температурный градиент экс-
экстракции 98, 116, 128
технологические схемы 112, 119,
122, 132, 133, 136, 137, 143,
149
укрупненная установка 123
факторы процесса 95
фенолом 115 ел.
с 1изико-хнмнческие основы 70 ел.
фурфуролом 109 ел.
энергетические затраты 118, 130
Сернокислотная мешалка 64, 65
Силы межмолекулярного взаимодей-
взаимодействия 70, 71
Синтез присадок 313 ел.
Скорость дезактивации катализатора
264
Скребковые кристаллизаторы 162,
163
Смазочная способность масел 30 ел.
Смазочио-охлаждающне жидкости
385 ел.
применение 386, 387
присадки 388
характеристика 388, 389
Смесители 217
Смешанные растворители 77, 78
Совершенствование процессов
депарафнннзацнн и обезмаслива-
ния 208, 209
Совершенствование процессов
карбамидной депарафниизации
231, 232
Совместная кристаллизация 154, 155
Состав
автомобильных бензинов 325, 32&
битумов 397
пластичных смазок 355, 356
Способы очистки
масел 40 ел.
топлнв 22 ел.
Стабильность
масел 33 ел.
топлив 20 ел.
Структура кристаллов твердых угле-
углеводородов 153, 154, 157
Сульфирование нефтяных фракций
315
Суяьфолан 145
Схема
абсорбера 108
блока экстракции 92
вакуумного фильтра ИВ
«водного контура» 122
граничного слоя масла 31
камеры потения 196
колонн деасфальтизацни 84, 85
комплексообразования 212
контактора-смесителя 368
кристаллизатора смешения 168
мешалкн-смеентеля 368
иасадочной колонны 101
отделений фильтрования 199
поточная 48, 50
производства присадки ВНИИ
НП-370 322
реакторов 284
регенерации растворителе! не
водных растворов 106, 107
рафннатных растворов
экстрактных растворов
105, 107
роторно-дискового контактора
101 F
сернокислотной мешалки 65
синтеза присадки АзНИИ-
ЦИАТИМ-1 313
скребкового кристаллизатора 163
смесителя для образования комп-
комплекса 217
узла фильтрования 246
холодильного отделения 160, 161
центробежного экстрактора 103
четырехсекцнонного отстойника
218
420
Предметный указатель
Предметный указатель
421
Температурный градиент экстракции
98, 116, 128
Температурный эффект депарафини-
зацни 172, 173, 174
Теплота комплексообразования 213,
214
Теплота сгорания топлив 16, 17
Термическая стабильность топлнв 21
Термоокнслительная стабильность ма-
масел 34
Тетраэтилсвинец 287, 288
Технический углерод (сажа) 395 ел.
Технологические масла 353, 354
Технологические схемы
выщелачивания масляных ди-
дистиллятов 55
гидроочистки масел 275
гидрокрекинга 279
гидроочисткн топливных дистил-
дистиллятов 272
глубокой депарафнннзацин 192,
193
депарафнннзации в растворе про-
пропана 186
— и обезмасливання 201, 202
— принципиальная 159
— с кетон-ароматнческнм рас-
растворителем 178, 179
дуосола с предварительной деас-
фальтизацней 136, 137
— без предварительной деас-
фальтнзацнн 132, 133
карбамндной депарафнннзацни
216
• в обводненном нзопропи-
ловом спирте 227
с хлористым метиленом
230
контактной доочистки 243
микробиологической депарафнни-
зацин 233
непрерывного окисления битумов
401
непрерывной адсорбционной очи-
очистки с растворителем 248, 249
обезмаелнвання 198, 199
одноступенчатой деасфальтизации
88
очистки гудрона пропаном и фе-
фенолом 143
— фенолом 119
— фурфуролом 112
производства алкнлеалицилатных
присадок 321
— комплексных кальциевых сма-
смазок 375
— литиевых смазок 372
Технологические схемы
— присадки ДФ-11 318
— присадки ПМС 320
— енлнкагелевых смазок 377
процесса «дилчил» 191
— «Изоснв» 256
— мерокс 59
— «Молекс» 255
— «Парекс» 259
регенерации растворителя при
депарафинизацни 181
селективной очистки, общая 100
сернокислотной очистки 66
совмещенной депарафнннзацин
231
экстракции ароматических угле-
углеводородов 149
Тнокон-процесс 60
Толуол 176
Топлива
авиационные бензины 328
автомобильные бензины 324 ел.
антидетонаторы 287 ел.
виды коррозии 20
воспламеняемость 15
высокооктановые компоненты
326
вязкость 19
газотурбинные 333 ел.
гидроочистка 271 ел.
действие микроорганизмов 293
детонационная стойкость 15
деэмульгаторы 336
дизельные 330 ел.
зависимость свойств от состава
21 ел.
испаряемость 17 ел.
использование при низких темпе-
температурах 295, 296
карбамндная депарафиннзация
226 ел., 229 ел.
классификация 15
коррозионная агрессивность 19
ел.
котельные 334 ел.
микробиологическая депарафнни-
зация 233 ел.
накопление статического электри-
электричества 298, 299
низкотемпературные свойства 18,
19
образование кристаллов льда 295
окраска 289, 299
октановое число 325
очистка на цеолитах 253 ел.
повышение смазочной способно-
способности 293 ел.
Топлива
показатели качества 16 ел.
предотвращение коррозии 294
— образования отложений 296
ел.
— окисления 293
производство 324 ел.
¦— и применение присадок 286
ел.
процессы очистки 14 ел.
реактивные 328 ел.
сохранение свойств при хранении
и транспортировании 291 ел.
способы очистки 22 ел.
стабильность 20 ел.
температура застывания 18, 19
— помутнения 18
теплота сгорания 16, 17
улучшение процесса сгорания
287 ел., 289 ел.
фракционный состав 17, 18
химическая стабилизация 292,
293
цетановое число 331
щелочная очистка в электриче-
электрическом поле 56 ел.
с усилителями 58 ел.
Трансмиссионные масла 345 ел.
Требования
к избирательным растворителям
93, 94, 156
— маслам 25
— топлнвам 14, 15
Трнэтиленгликоль 145
Турбинные масла 347, 348
Уплотнительные смазки 382
Условия процессов
гидронзомеризации 282
гидроочистки 265
двухступенчатой депарафиннза-
ции 183, 184
— фенольной очистки 124
деасфальтнзацин 90, 91
«дилчил» 190
Di—Me 189
дуосол 128
— с предварительной деасфаль-
тизацней и без нее 141, 142
«Изосив» 257
карбамидиой депарафинизации в
обводненном изопропиловом
спирте 228
с хлористым метиленом
230
микробиологической депарафннн-
депарафнннзации 234
Условия процессов
«Молекс» 255
обезмасливания без растворите-
растворителей 195
окисления битумов 401
очистки фенолом 117
— фурфуролом 110, 111
получения церезина 205
потения гача 197
совмещенного депарафннизации и
обезмаелнвання 204, 206
экстракции ароматических угле-
углеводородов 147, 148
Установки
гидрокрекинга 279
гндроочнеткн масел 275
— топливных дистиллятов 272
глубокой депарафнннзацин 192,
193
двухступенчатой деасфальтиза-
деасфальтизации 91 ел.
депарафнннзацнн 159
— с кетон-ароматическнм рас-
растворителем 178, 179
— в растворе пропана 186
«днлчил» 191
«Изоснв» 256
карбамидной депарафннизации
216
в обводненном нзопропи-
ловом спирте 227
с хлористым метиленом
230
контактной доочистки 243
кристаллизационное отделение
162, 163
мерокс 59
микробиологической депарафинн-
зации 233
«Молекс» 255
непрерывного окисления битумов
401
непрерывной адсорбционной очи-
очистки с растворителем 248, 249
обезмаелнвання 198
одноступенчатой деасфальтиза-
деасфальтизации 88
отделение регенерации раствори-
растворителя 181
очистки гудрона пропаном и фе-
фенолом 143
«Парекс» 259
производства алкилсалицилатных
присадок 321
— комплексных кальциевых сма-
смазок 375
— литиевых смазок 372
422 Предметный указатель
Предметный указате/,
423
Установки
— присадки ДФ-11 318
ПМС 320
— силикагелевых смазок 377
регенерации масел 407
селективной очистки 100
с предварительной деас-
фальтизацией 135 ел.
без предварительной деас-
фальтизации 130 ел.
сернокислотной очистки 66
совмещенной депарафинизации
231
совмещенные депарафинизации и
обезмасливаиия 201, 202
фенольной очистки 118 ел.
, двухступенчатые 124 ел.
, укрупненная 123
фильтровальное отделение 164,
165, 166
ФУРфУРольиой очистки 111 ел.
щелочной очистки 54, 55, 57, 58,
59
экстракции ароматических угле-
углеводородов 149
Утилизация отходов очистки 68, 69
Факторы процессов
гидроочистки и гидрокрекинга
264 ел.
деасфальтизации 81
депарафинизации 166 ел.
карбамидной депарафинизации
219 ел.
производства окисленных биту-
битумов 400
селективной очистки 95
Фенол 76, 94, 96, 97, 106, 108
Физико-химические основы .
адсорбционной очистки 236 ел.
гидроочистки и гидрокрекинга
263 ел.
деасфальтизации 78 ел.
, депарафинизации 151 ел.
— с растворителями 155 ел.
карбамидной депарафинизации
210 ел.
очистки избирательными раство-
растворителями 70 ел.
селективной очистки 94, 95 ел.
сернокислотной очистки 60, 61,
62
щелочной очистки 53, 54
экстракции ароматических угле-
углеводородов 144 ел.
Фильтры 164, 165, 166, 218, 245
Фосфирование органических соеди-
соединений 316
Фракционный состав топлив 17, 18
Фурфурол 73, 76, 94, 96, 106, 109, ПО
Характеристика
автомобильных бензинов 324
адсорбентов 238, 240, 241
асфальта 141
битумов 82, 92, 399
восковых композиций 404
высокооктановых компонентов
326
газотурбинных масел 342, 343
гидравлических масел 352
гудрона 82, 91
деасфальтизатов 82, 92, 141
дизельных топлив 330, 332
избирательных растворителей 145
индустриальных масел 344
карбамида 210, 211
катализаторов гидроочистки 268,
269
колонн деасфальтизации 83, 84
компрессорных масел 349
консервационных масел 352
котельных топлив 335
крезолов 126
масел 27 ел.
— гидрокрекинга 281
масляных СОЖ 389
моторных масел 340, 341
нефтей 46, 47
нефтяных коксов 395
— растворителей 384
парафинов 197, 402, 404
петролатума 205
пластичных смазок 358 ел., 378
ел.
присадок 304
продуктов адсорбционной очист-
очистки 252
— гидроочистки 265
— депарафинизации 203, 204
— карбамидной депарафиниза-
депарафинизации 229
— микробиологической депара-
депарафинизации 234
— обезмасливания 195, 205
— «Парекс» 260
растворителей 106, 176, 188
рафината 96, 111, 117, 124, 129,
141
Характеристика
реактивных топлив 328, 329
сажи 397
сернокислотной мешалки 64
сырья и продуктов депарафини-
депарафинизации 188
«Изосив» 257, 258
«Молекс» 255
тетраэтилсвинца 287, 288
топлив 16 ел.
трансмиссионных масел 346
турбинных масел 348
установки фурфурольной очистки
111 ел.
фенола 115, 116
фурфурола 109, ПО
цеолитов 240
церезинов 404
экстракта 111, 124, 129, 142
электроизоляционных масел 350
эмульсолов 388
Химическая коррозия 35, 37
Химическая стабильность
масел 34
Химическая стабильность
топлив 21
Химические методы очистки 53 ел.
Центрифуги 166, 219
Центробежный экстрактор 103
Цеолиты, характеристика 240
Церезины 403, 404
Четырехсекционный отстойник 218
Энштейна уравнение 158
Экстракция ароматических углеводо-
углеводородов 144 ел.
Электроизоляционные масла 349 ел.
Электроразделителв 56
Электрохимическая коррозия 36, 37
Эмульсолы 388
Энергетические затраты
двухступенчатой депарафиниза-
депарафинизации 184
нри дуосол-процессе 130
— очистке фенолом 118