/
Похожие




Текст
'j I l.li 110! >Ш) Il’Ollli 1Ы ню ДЕНТАЛЬНОЙ
Г MbillblEHffrlCTH СССР
. . । i i • ТАНКОВ
Chipmaker.ru
F «ГРНЫЙ ШИРОКлуНИВЕРСАЛЬНЬ-И
III.' II ' Illi' ЛЬ1 I HI "‘1И?1
I КОТЮДСГВО ПО ЭКСПЛУАТАЦИИ
ЬВМ»ПФ1 uO.OOO 1’3
Chipmaker.ru
ЕРЕВАН
। chipmaker.ru
министерство станкостроительной и инструментальной
промышленности СССР
Ереванский завод фрезерных станков
СТАНСЕ ФРЕЗЕРНЫЙ ПИФОКОУНИВЕРСЛЛЬНЫЙ
ИНСТРЭТЛЕНТАЛЬНЫЙ МОДЕЛИ 6Е75ПФ1
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
5Е75ПФ1.00.000 РЭ
Chipmaker.ru
Альбом - I
Ереван 1987г
chipmaker.ru
В Н И М А Н И Е!
ВВИДУ исключения полота ЗУБЬЕВ, переключение
СКОРОСТЕЙ ПРОИЗВОДИТЬ ТОЛЬКО ЧЕРЕЗ КНОПКУ
"ТОЛЧОК" РИС.6 ПОЗ.4 .
Chipmaker.ru
ВНИМАНИЕ!
ВО BPhVLH ПЕРЕМЕЩЕНИЯ РАБОЧИХ ОРГАНОВ, В СЛУЧАЕ
ВОЗНИКНОВЕНИЯ ПЕРЕГРУЗОК, ВОЗМОЖНО СРАБАТЫВАНИЕ
ЗАЩИТЫ ПРИВОДА ЭШИР-LA. ДЛЯ СНЯТИЯ БЛОКИРОВОК
НЕОБХОДИМО ОТКЛЮЧИТЬ ВВОДНОЙ АВАРИЙНЫЙ ВЫКЛЮЧА-
ТЕЛЬ И ПРОИЗВЕСТИ ПОВТОРНЫЙ ПУСК СТАНКА.
ВО ИЗБЕЖАНИЕ ПЕРЕГРУЗОК ЗАПРЕЩАЕТСЯ ЧАСТОЕ
ПОВТОРЕНИЕ НШЧЕНИЯ УСКОРЕННОГО ХОДА.
Лист
(tin Лист №докун.
Поё1. ___________
cba,-
СОДЕРЖАНИЕ
Стр.
I. Ос сведения об изделии
2. Основные технические данные и характеристики 5
3» Комплект поставки , 15г
4. Указание мер безопасности JKL
5. Состав станка
6. Устройство, работа станка и его составных частей ^24.^
7. Система охлаждения , ,55..
8. Система сцрзки станка ,._.58
2. Порядок установки. „63..
10. Порядок работы ,62Л,
II. Характерные неисправности и методы их устранения J38_
12. Особенности разборки pi сборки при ремонте ц59
13. Сведения по запасным частям _20_
14. Хранение >
15. Указание по техническому обслуживанию и ремонту J?4_
16. Гарантии изготовителя _8Р~
17. Электрооборудование станка ИК <4КИ
Chipmaker.ru
Руководство по эксплуатации не отражает незначи-
тельных конструктивных изменений в оборудовании, внесен-
ных изготовителем после подписания к выпуску в свет дан-
ного руководства, а также изменений по коьшдектукщим из-
делиям и документации, поступающей с нимй.
6Е75ПФ1.09.000 РЭ
Лист
' 2
Копировал .
Формат Afy
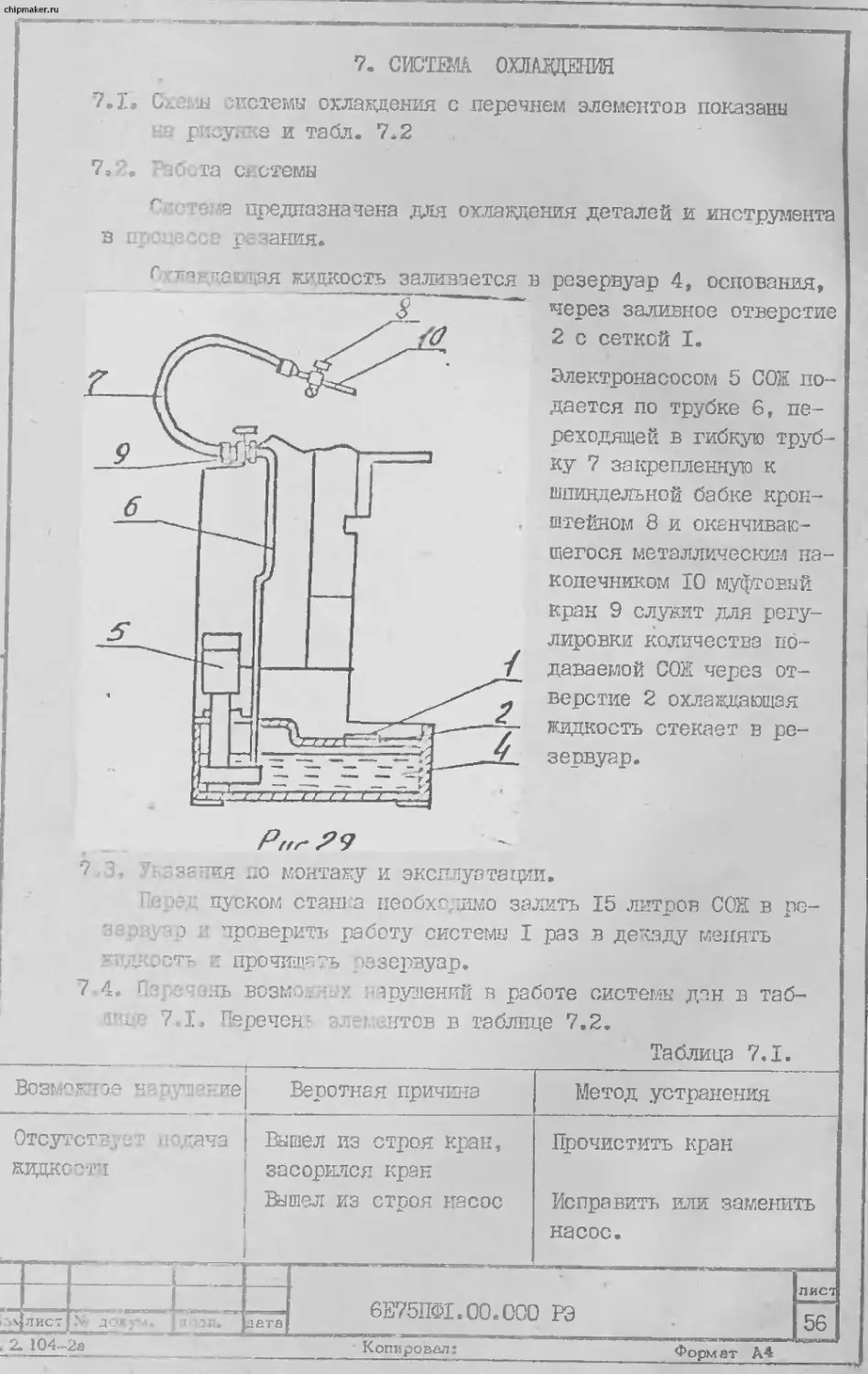
I. OWE СВЕДЕНИЯ ОБ ИЗДЕЛИИ
Станок фрезерной инструментальный широкоуниверсальный повы-
шенной точности мод, 6Е75ПФ1 (рис.1) предназначен для выполне-
ния разнообразных фрезерных работ в различных плоскостях и под
различными углами наклона в широком диапазоне режимов резания»
Наличие большого количества принадлежностей к станку делает
его удобным для работы в инструментальных цехах машиностроитель-
ных заводов при изготовлении приспособлений, инструмента, рельеф-’
ных штампов и прочих изделий.
Станок снабжён устройства , рровой индикации типа Ф5290
предназначенным для отсчета ног .ения рабочих органов станка.
Обрабатываемая деталь макет быть установлена на основном
столе с вертикальной рабочей плоскостью или на угловом столе с
горизонтальной рабочей плоскостью. Техническая характеристика
станка, широкий ряд частот вращения шпинделя и подач, наличие
механических подач и ускоренных перемещений обуславливает эко-
номическую обработку различных деталей из различных материалов,
за счет применения высоких режимов резания и снижения вспомо-
гательного времени.
К станку прилагается удобный для использования инструмен-
тальный шкаф, а также комплект приспособлений и инструмента.
Технические возможности станка могут быть значительно рас-
ширены применением принадлежностей и приспособлений, поставл -
емых по особому заказу.
Применяя резцовую, быстроходную, долбежную головки и ком-
плект вспомогательного инструмента, можно выполнить на станке
расточные, сверлильные и долбежные работы» ,
Климатическое исполнение и категория размещения станков по
ГОСТ 15150-69, для класса точности П-У2Л 4.1
6Е75ПФ1.00.000 РЭ Дисг 3
взн Лист №Лоеум Нова Дата
Копировал , формат А4
chipmaker.ru
Рис. I
Станок фрезерной широкоуниверсальный
инструментальной модели 6Е75ПФ1
6Е75ПФ1.00.000 РЭ
flucr
4
Копировал
формат Afy
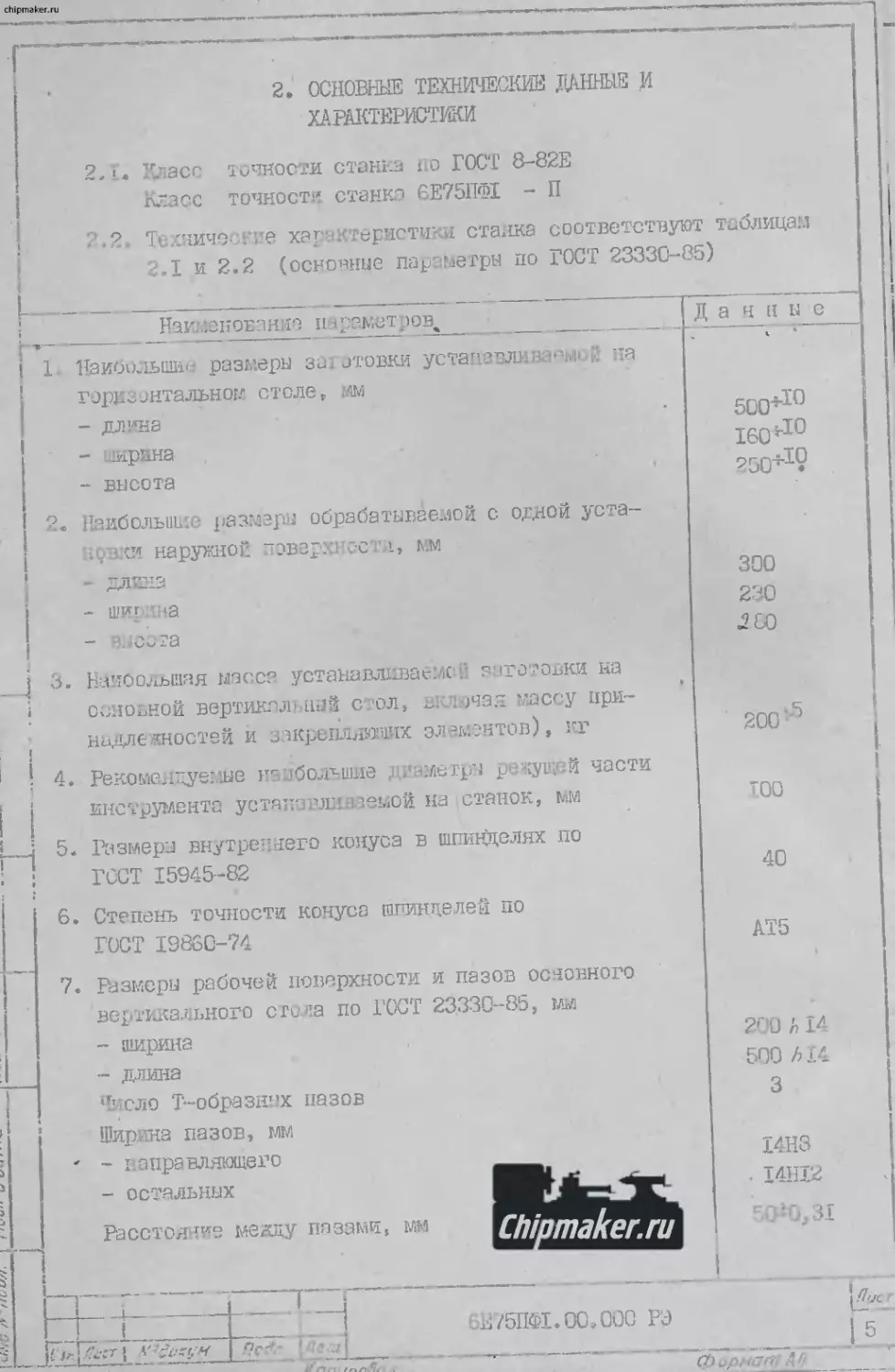
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЙ ДАННЫЕ И
ХАРАКТЕРИСТИКИ
2.1. Класс точности станка по ГОСТ 8-82Е
Класс точност-/, станка 6Е751Ж - П
Тъ.сшчсскге характеристики стажа соответствуют таблицам
2.1 и 2.2 (основные параметры по ГОСТ 23330-85)
Наименование параметров.
Дачные
НаиоильшП' размеры заготовки устапатуи•! н. vw Л< па
горизонтальном столе» мм
- длина
- ширина
- высота
Наибольшие размеры обрабатываемой с одной уста-
крвхя наружной поверхности, мм
- ДЛЕНЗ
- ширина
- высота
Наибольшая масса устанавливаемой заготовки на
основной вертикальный стол, вкл яэл массу при-
надлежностей и закрепляющих элементов), кг
Рекомендуемые наибольшие диаметры режущей части
инструмента устанавливаемой на станок, мм
Размера внутреннего конуса в шпинделях по
ГОСТ 15945-82
Степень точности конуса шпинделей по
ГОСТ 19860-74
Размеры рабочей поверхности я пазов основного
вертикального стола по ГОСТ 23330-85, мм
- ширина
- длина
Число Т-образных пазов
Ширина пазоб, мм
- направляющего
- остальных
расстояние между пазами, мм
Chipmaker.ru
/5ПФ1.00.00С РЭ
500*10
160 ?1°
ззо*1?
300
230
.2 80
200 ‘5
ТОО
40
АТ5
200 h 14
500 b 14
3
14Н8
I4HI2
chipmaker.ru
8
9,
10
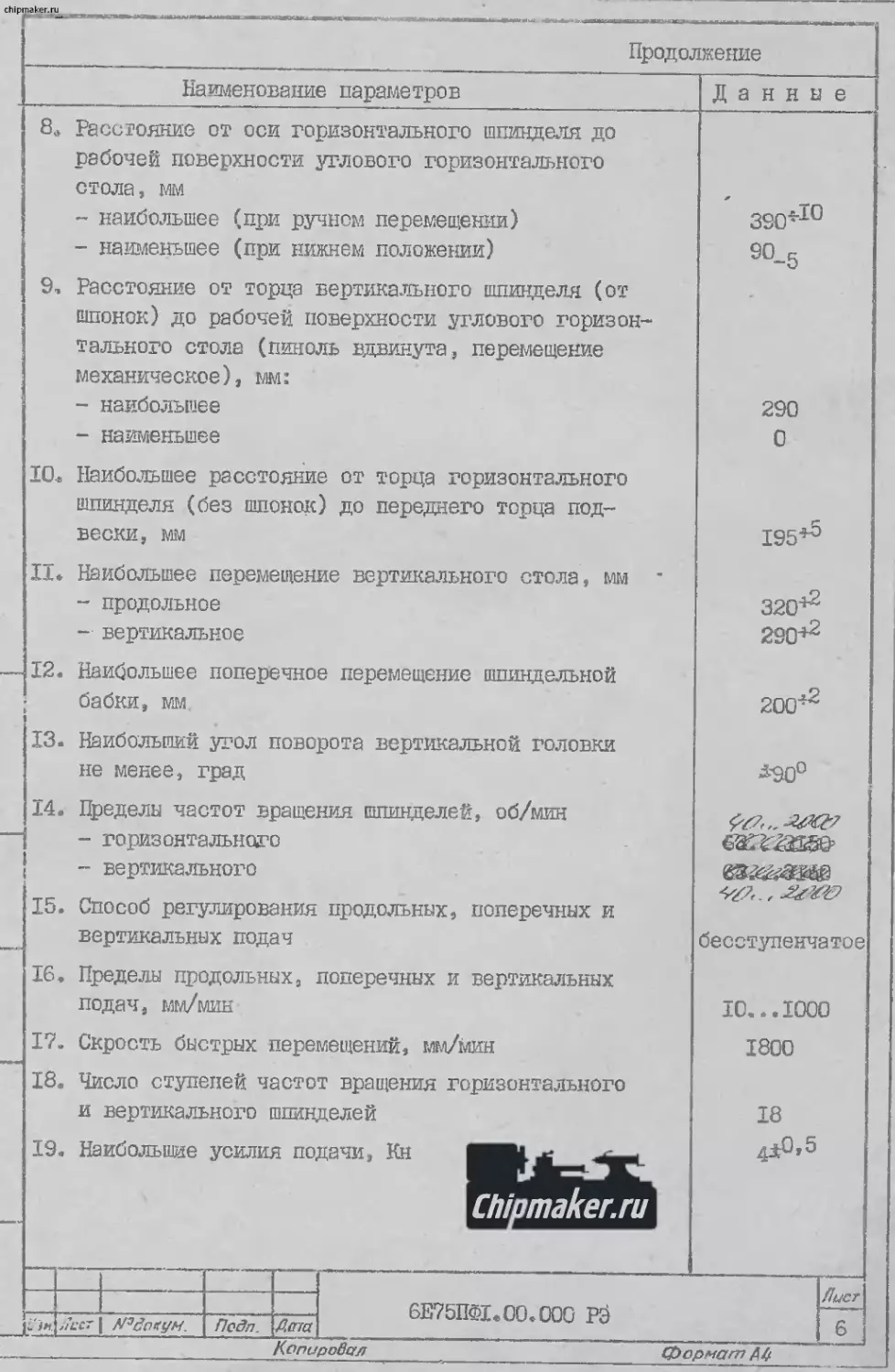
Продолжение
Наименование параметров
Данные
Расстояние от оси горизонтального шпинделя до
рабочей поверхности углового горизонтального
стола, мм
- наибольшее (при ручном перемещении)
- наименьшее (при нижнем положении)
Расстояние от торца вертикального шпинделя (от
шпонок) до рабочей поверхности углового горизон-
тального стола (пиноль вдвинута, перемещение
механическое), мм:
- наибольшее
- наименьшее
Наибольшее расстояние от торца горизонтального
шпинделя (без шпонок) до переднего торца под-
вески, мм
II. Наибольшее перемещение вертикального стола, мм
- продольное
— вертикальное
12. Наибольшее поперечное перемещение шпиндельной
бабки, мм
13. Наибольший угол поворота вертикальной головки
не менее, град
14. Пределы частот вращения шпинделей, об/мин
- горизонтального
- вертикального
15. Способ регулирования продольных, поперечных и
вертикальных подач
16. Пределы продольных, поперечных и вертикальных
подач, мм/мин
17. Скрость быстрых перемещений, мм/мин
18. Число ступеней частот вращения горизонтального
и вертикального шпинделей
19. Наибольшие усилия подачи, Кн НЖх
Chipmaker.ru
Чп
Педп.
Дат
6Е75ПФ1.00.000 РЭ
390-
90_5
290
0
32042
290*2
200'2
*90°
бесступенчатое
10...1000
1800
18
^д0,5
flucr
6
Копировал
Формат Д4
chipmaker.ru
Продолжение
Наименование параметров
Данные
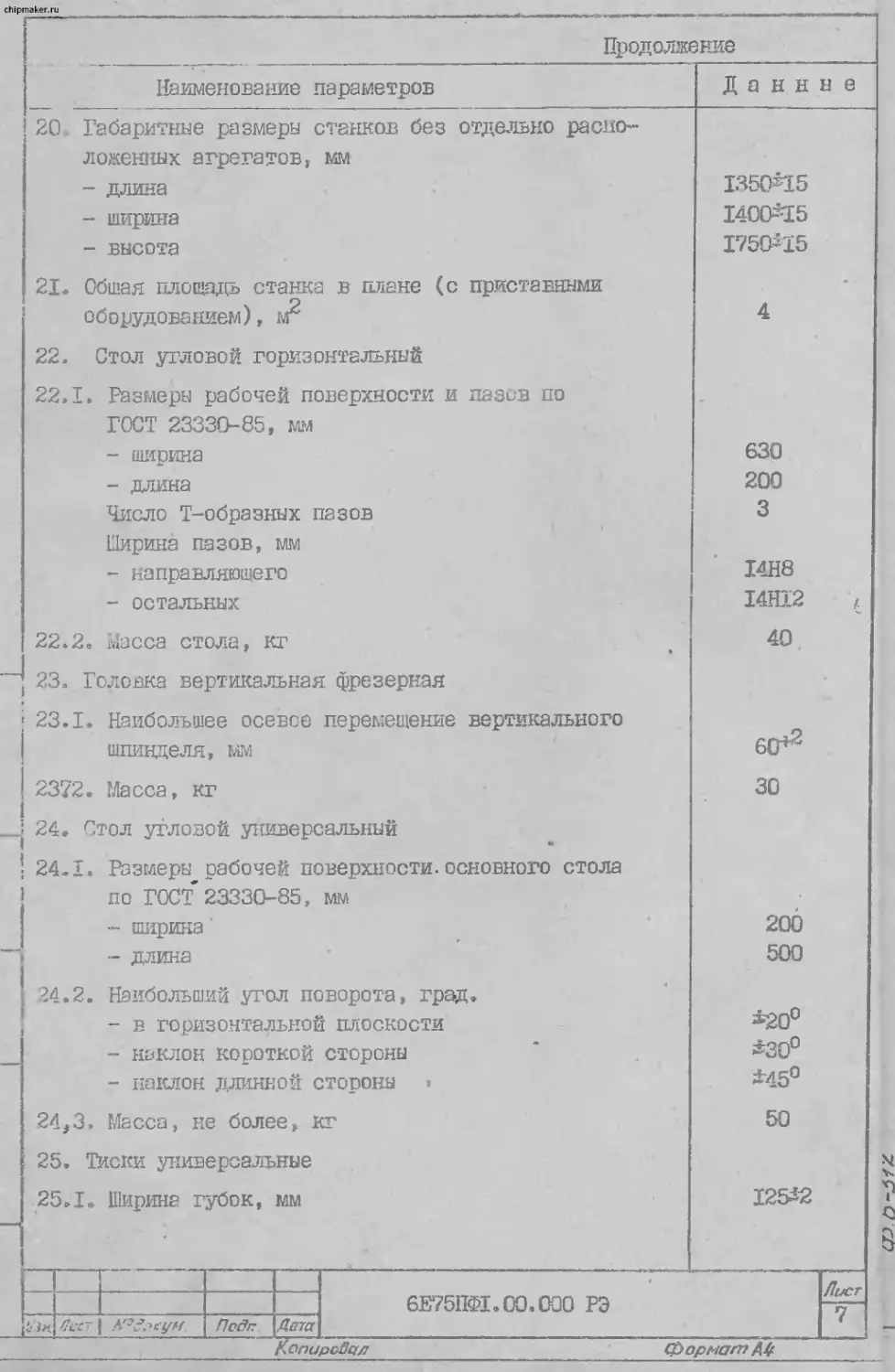
20 Габаритные размеры станков без отдельно распо-
ложенных агрегатов,
- длина
- ширина
- высота
21. Обшая площадь станка в плане (с приставными
оборудованием), м3
22. Стол угловой горизонтальный
22.1. Размеры рабочей поверхности и паз~в по
ГОСТ 23230-25, мм
- ширина
- дллна
Число Т-образных пазов
Ширина пазов, мм
- направляющего
- остальных
22.2. Масса стола, кг
23. Головка вертикальная фрезерная
* 23.1. Наибольшее осевое перемещение вертикального
шпинделя, да
I 2372. Масса, кг
I
: 24. Стол угловой универсальный
t
24-1» Размеры рабочей поверхности.основного стола
по ГОСТ 23330-85, мм
- ширина
- длина
24.2 . Наибольший угол поворота, град.
- в горизонтальной плоскости
- наклон короткой стороны
- наклон длинной стороны •
24,3 » Масса, не более, кг
25. Тиски универсальные
25У1. Ширина губок, мм
1350»Х5
1400*15
1750*15
4
63J
200
3
I4H8
14Ш.2
40
6(F3
30
200
500
-20°
*30°
±45°
5J
125*2
CJJ.O-'-fX.
!•
PH У И
Псдп
Лита
6Е75ПФ1.00.0С0 РЭ
Лист
КопироЗад
формат М
chipmaker.ru
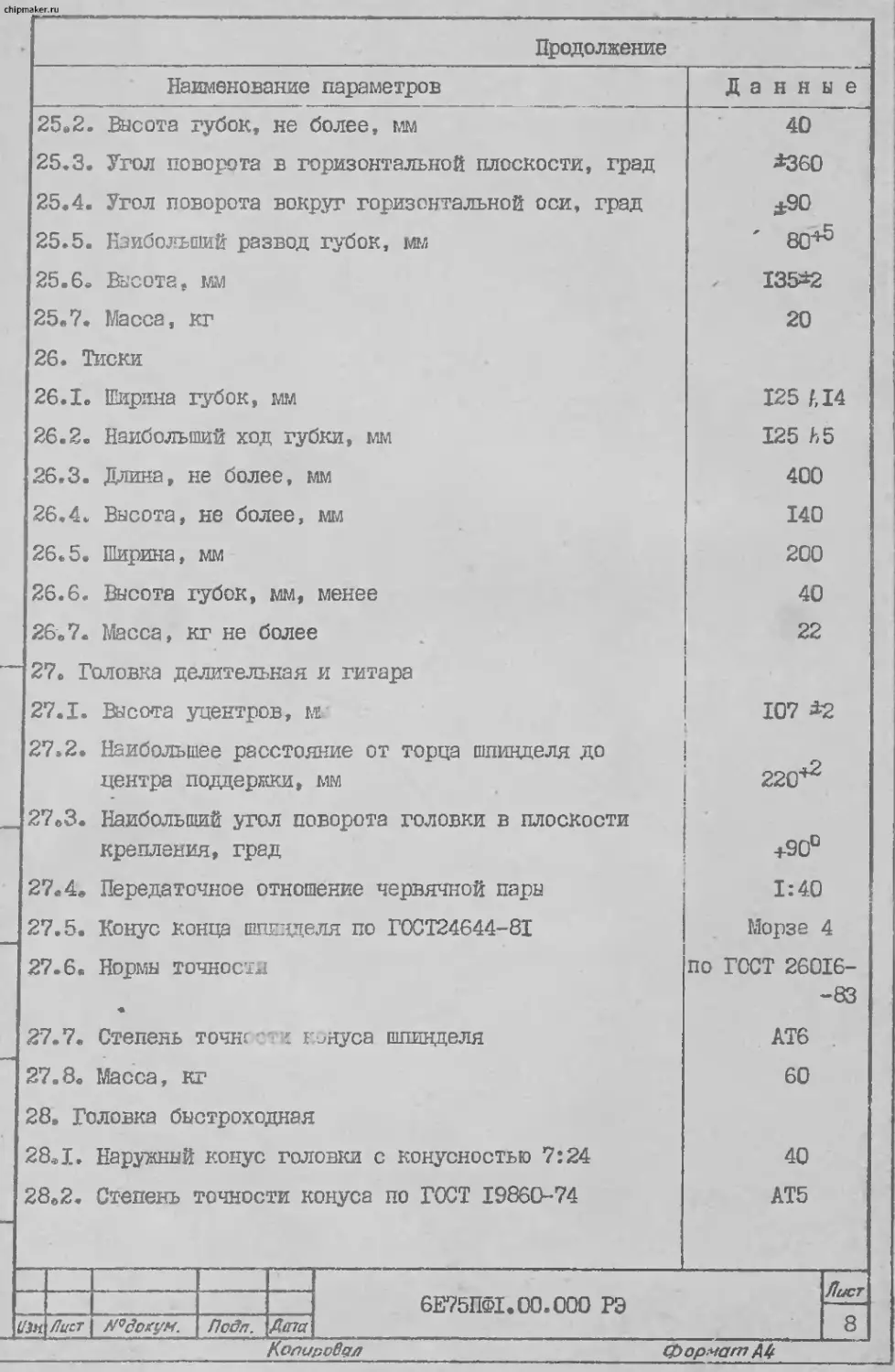
Продолжение
Наименование параметров Данные
25.2. Высота губок, не более, мм 40
25.3. Угол поворота в горизонтальной плоскости, град 2360
25.4. Угол поворота вокруг горизонтальной оси, град +90
25.5. Наибольший развод губок, мм ' 60*^
25.6. Высота, мм 135^
25.7. Масса, кг 20
26. Тиски
26.1. Ширина губок, игл 125 А14
26.2. Наибольший ход губки, мм 125 Ь5
26.3. Длина, не более, мм 400
26.4. Высота, не более, мм 140
26.5. Ширина, мм 200
26.6. Высота губок, мм, менее 40
26.7. Масса, кг не более 22
~ 27. Головка делительная и гитара
27.1. Высота уцентрсв, mi 1 107 ^2
27.2. Наибольшее расстояние от торца шпинделя до !
центра поддержки, мм 220*2
_ 27.3. Наибольший угол поворота головки в плоскости
крепления, град +90°
27.4. Передаточное отношение червячной пары 1:40
_ 27.5. Конус конца шпинделя по Г0СТ24644-81 Морзе 4
27.6. Нормы точности по ГОСТ 26016-
-83 <
27.7. Степень точнг г конуса шпинделя АТ6
27.8. Масса, кг 60
28. Головка быстроходная
28.1» Наружный конус головки с конусностью 7:24 40
28.2. Степень точности конуса по ГОСТ 19860-74 АТ5
6E75I@ljDP.000 РЭ —
Изн Лист №до!гум. Подл. Дата 8
Копировал формат АД
chipmaker.ru
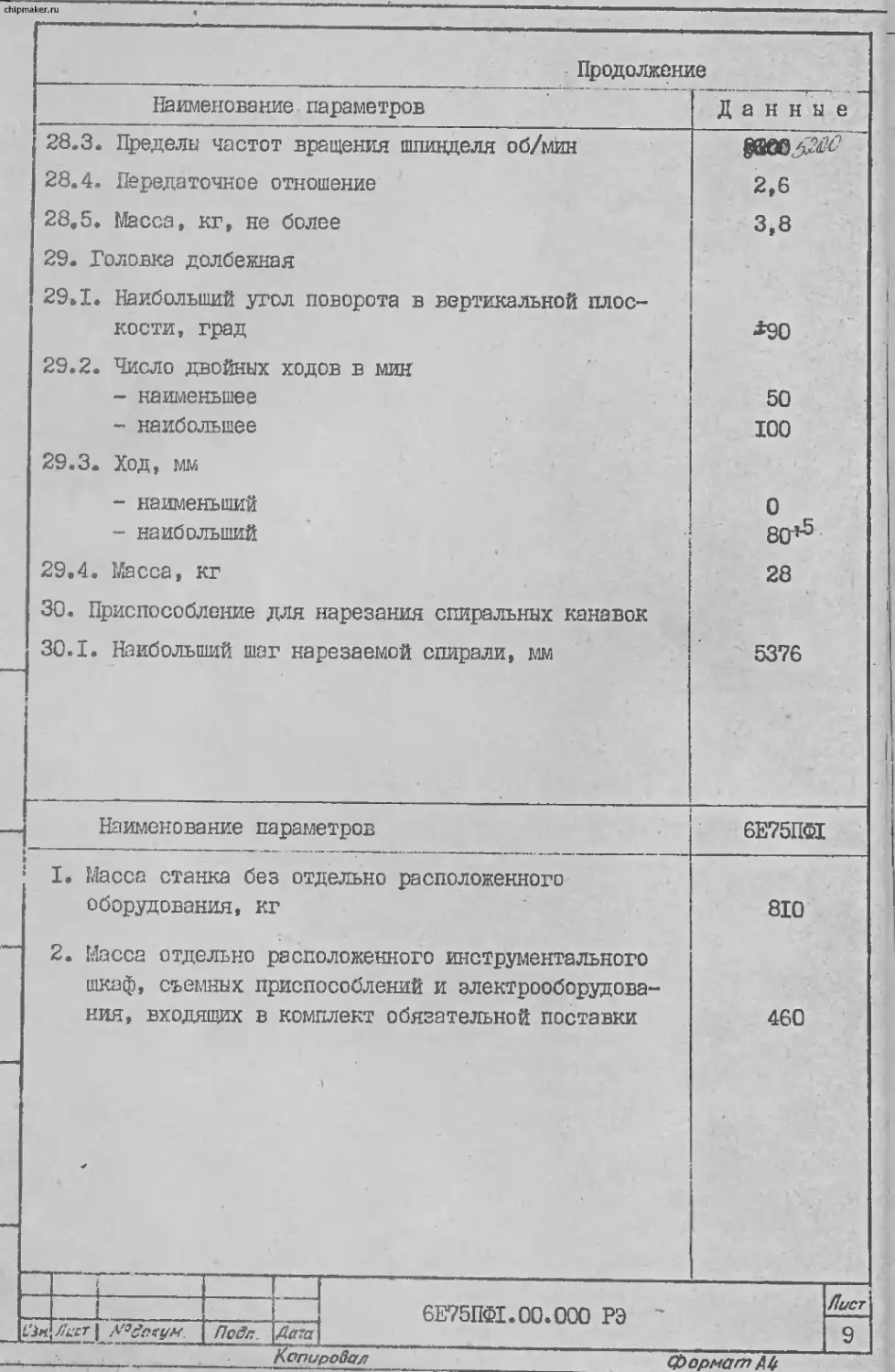
Продолжение
Наименование параметров Данные
28.3. Пределы частот вращения шпинделя об/мин
28.4. Передаточное отношение 2,6
28.5. Масса, кг, не более 3,8
29. Головка долбежная
29.1. Наибольший угол поворота в вертикальной плос-
кости, град -*90
29.2. Число двойных ходов в мин
- наименьшее 50
- наибольшее 100
29.3. Ход, мм
- наименьший 0
- наибольший 80*5
29,4. Масса, кг 28
30. Приспособление для нарезания спиральных канавок
— 30.1. Наибольший шаг нарезаемой спирали, мм 5376
—* Наименование параметров 6Е75ПФ1
1 I, Масса станка без отдельно расположенного
оборудования, кг 810
2. Масса отдельно расположенного инструментального
шкаф, съемных приспособлений и электрооборудова-
•^1 ния, входящих в комплект обязательной поставки 460 ' i
! Ч — _ Лист
__j L L_ . 4 6Е75ПФ1.00.000 РЭ ' —
L'Jwj/A’cr l № fat ум | ПсЗп Дата 2
•_ Копировал формат Ай
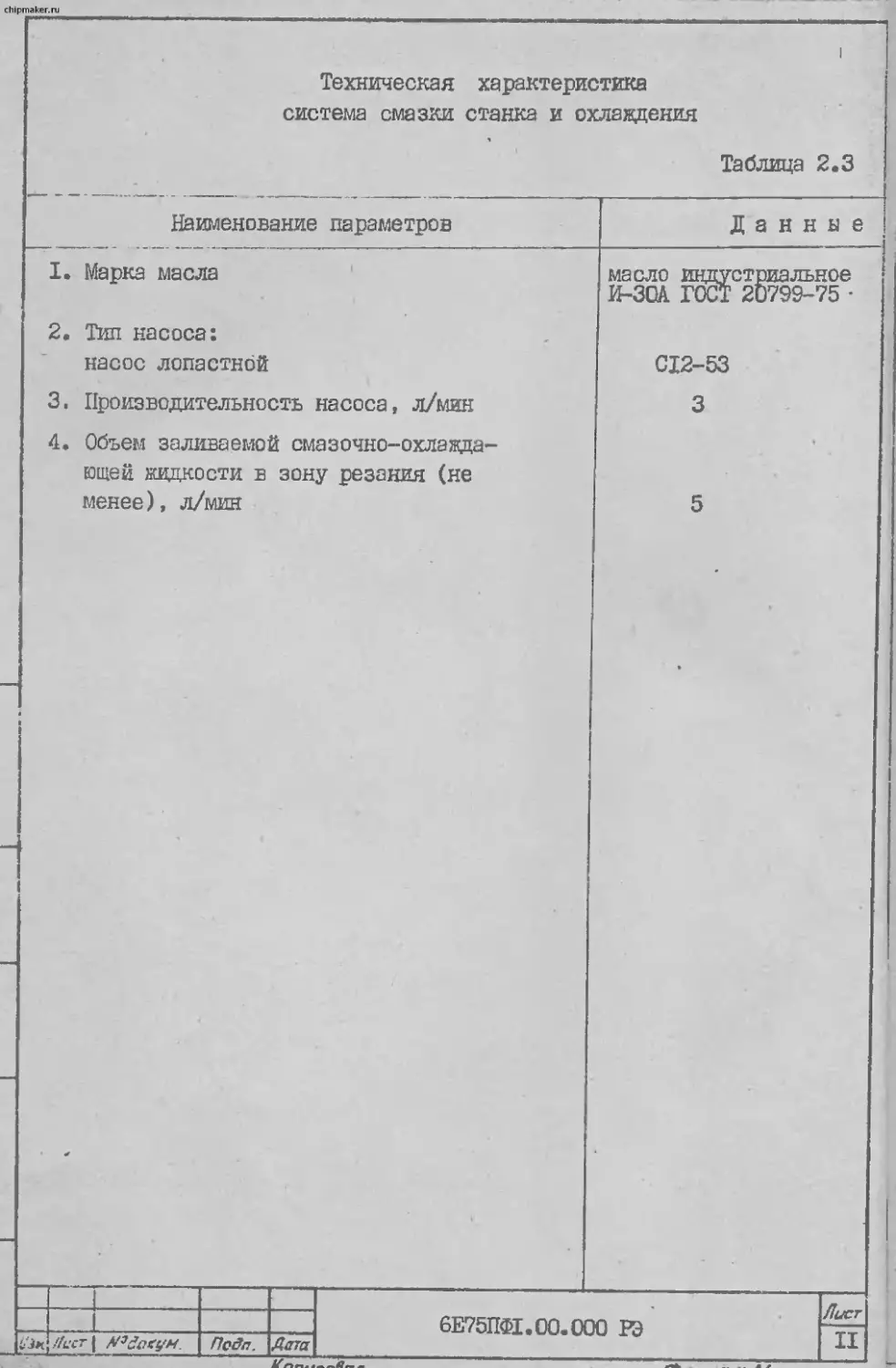
Техническая характеристика
система смазки станка и охлаждения
Таблица 2.3
Наименование параметров Данные
I. Марка масла 2. Тип насоса: насос лопастной 3, Производительность насоса, л/мин 4. Объем заливаемой смазочно-охлажда- ющей жидкости в зону резания (не менее), л/мин масло индустриальное И-ЗОЛ. ГОСТ 20799-75 • CI2-53 3 5
1
1
/Аг-г| Псдп. Дата
6Е75ПФ1.00.000 РЭ
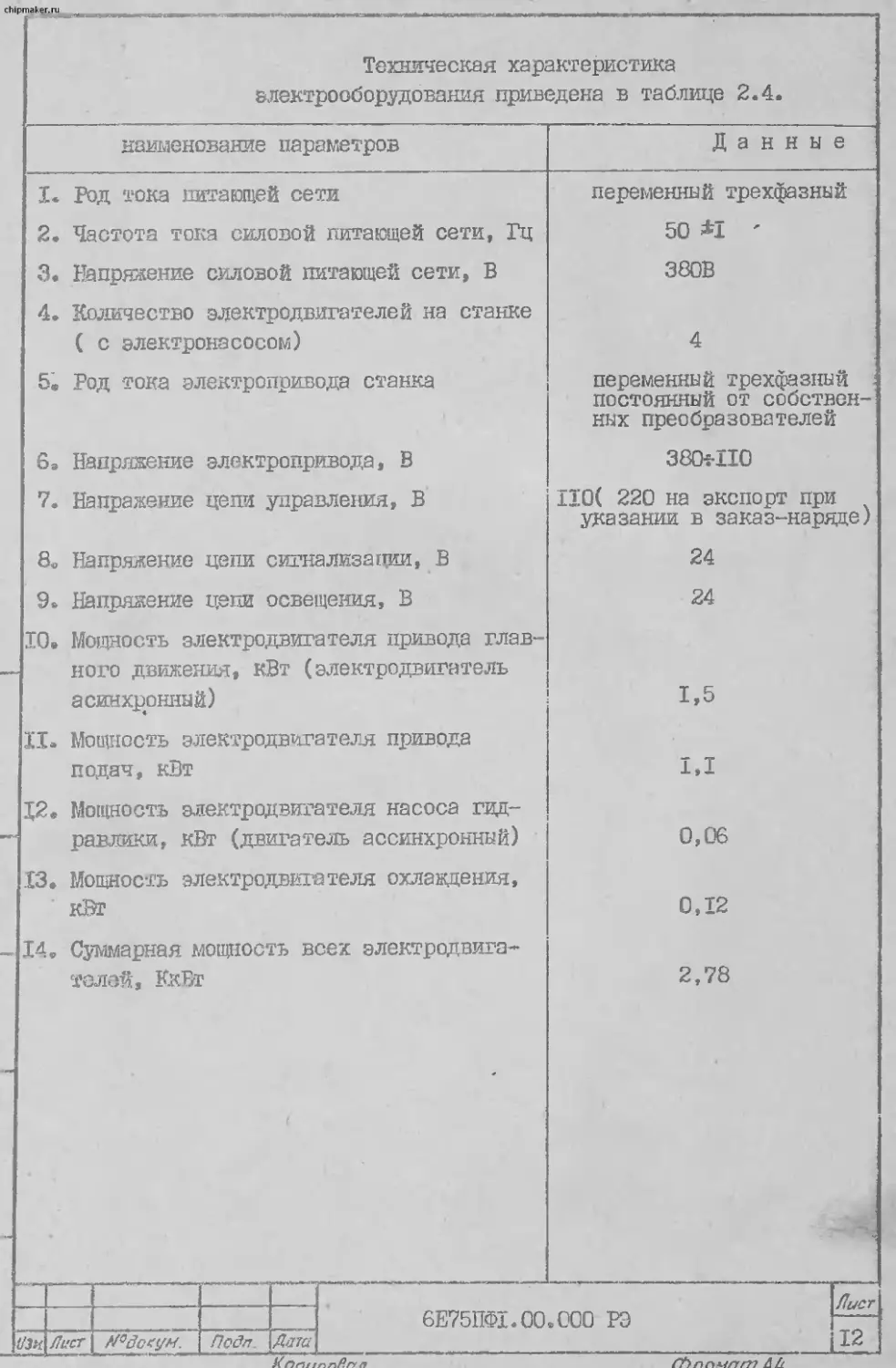
chip । maker.ru . Техническая характеристика апектрооборудования приведена в таблице 2.4.
наименование параметров Данные
I. Год тока питающей сети 2. Частота тока силовой питающей сети, Гц 3. Напряжение силовой питающей сети, В 4. Количество электродвигателей на станке ( с электронасосом) 5'. род тика электропривода станка 6. Напряжение электропривода, В 7. Напряжение цепи управления, В 8. Напряжение цепи сигнализа1тии, В 9. Напряжение цепи освещения, В 10» Мощность электродвигателя привода глав- ного движения, кВт (электродвигатель асинхронной) II. Мощность электродвигателя привода подач, кВт 12. Мощность электродвигателя насоса гид- равлики, кВт (двигатель ассинхролнкй) 13. Мощность электродвигателя охлаждения, кВт 14, Суммарная мощность всех электродвига- телей, КкВт переменный трехфазный 50 *1 ' 380В 4 переменный трехфазный ; постоянный от собствен- ных преобразователей 3805-110 П0( 220 на экспорт при указании в заказ-наряде) 24 24 1,5 1,1 0,06 0,12 2,73
ftucr 6Е75ПФ1.00.000 РЭ 12
ZJ« Лист ties ум. Подл Дата
fnnfl/У П
Лк
chipmaker.ru
X
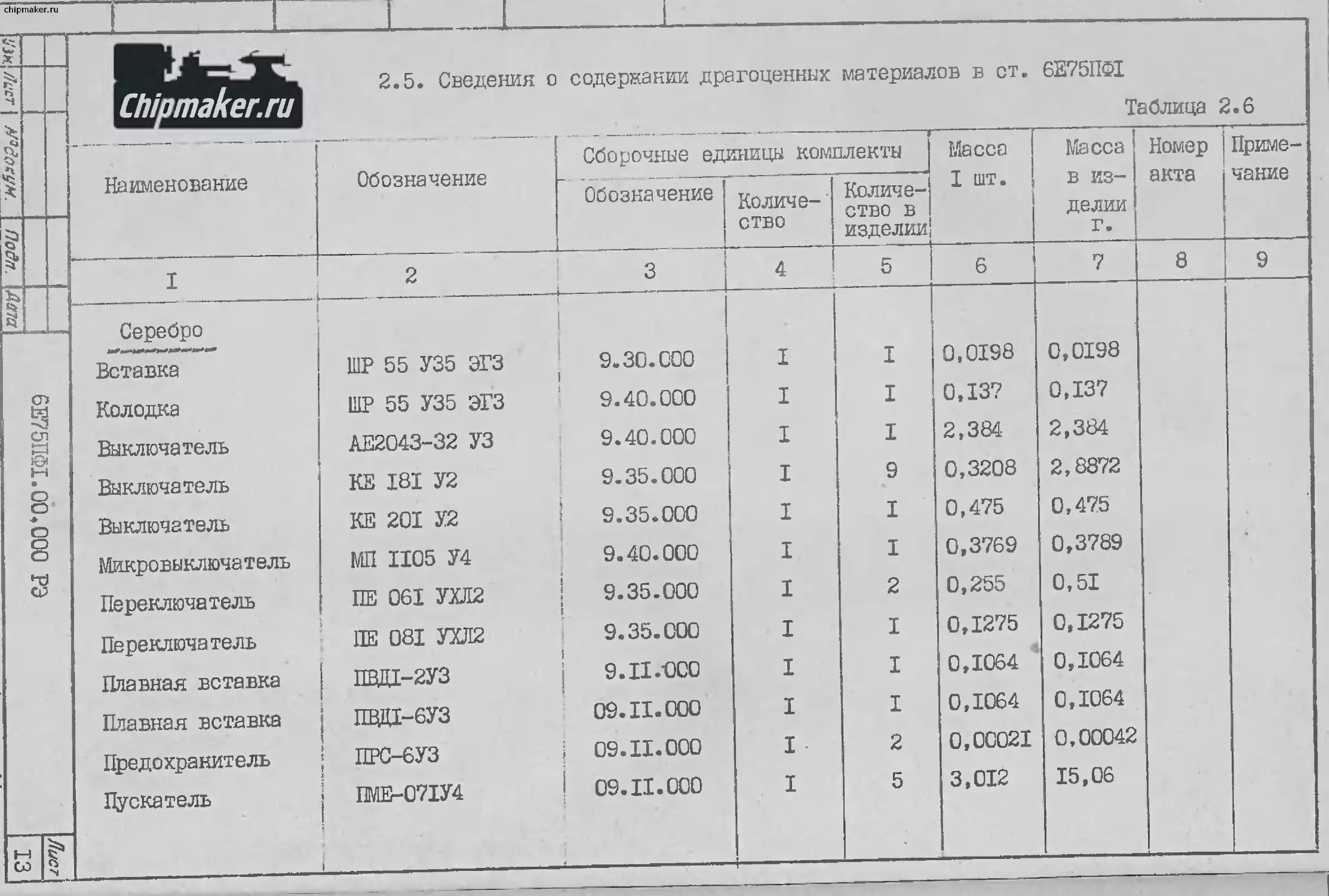
Chipmaker.ru\ z.o. введения с содержании драгоценных материалов в ст. Таблица 2.6
Наименование Обозначение Сборочные единицы комплекты Масса I шт. Масса в из- делии г. Номер акта Приме- чание
Обозначение j Количе-' ство Количе- ство в изделии
[ По&п. 1
I 2 3 4 5 6 7 8 9
Серебро Вставка Колодка Выключатель Выключатель Выключатель Микровыключатель Переключатель Переключатель Плавная вставка Плавная вставка Предохранитель Пускатель ШР 55 У35 ЭГЗ ШР 55 У35 ЭГЗ АЕ2043-32 УЗ KE 181 У2 KE 201 У2 МП 1105 У4 ПЕ 061 УХИ2 НЕ 081 УХЛ2 ПВД1-2УЗ 1ВД-6УЗ ПРС-6УЗ ПМЕ-071У4 Э.30.coo 9.40.000 9.40.000 9.35.000 9.35.000 9.40.000 9.35.000 9.35.000 9. II .W0 09.11.000 09.11.000 09.11.000 I I I I I I I I I I I I I I I 9 I I 2 I I I 2 5 0,0198 0,137 2,384 0,3208 0,475 0,3769 0,255 0,1275 0,1064 0,1064 0,00021 3,012 0,0198 0,137 2,384 2,8872 0,475 0,3789 0,51 0,1275 0,1064 0,1064 0,00042 15,06
6Е75ПФ1.00,000 РЭ
SI
ch pmaker.ru 1 -
—
г> Ч — I м со ел сл col to
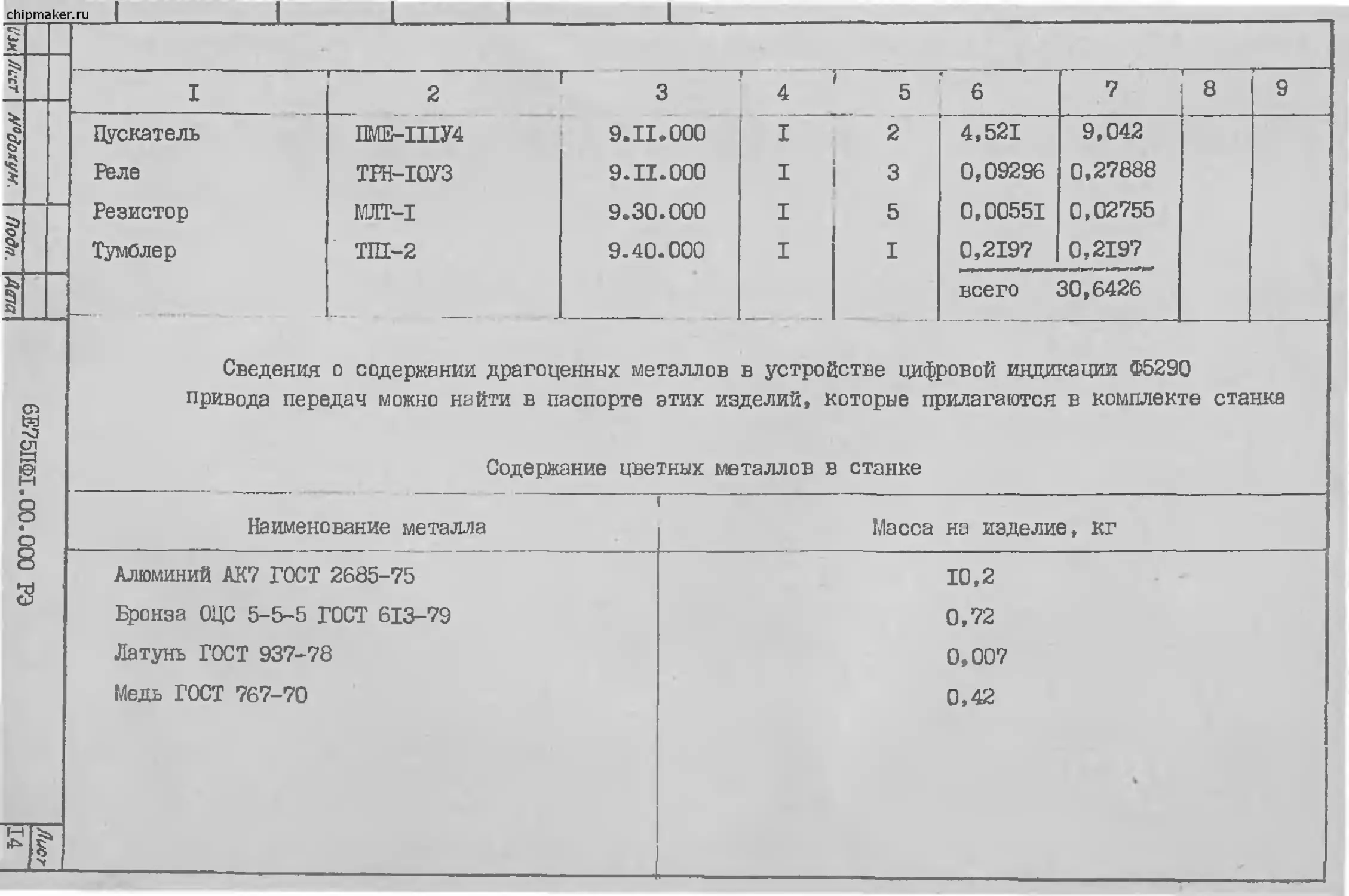
Цускатель ПМЕ-1ПУ4 9.II.000 I 2 4,521 9,042
Реле ТРН-10УЗ 9.II.000 I | 3 0,09296 0,27888
Резистор МЛТ-1 9.30.000 I 5 0,00551 0,02755
Тумблер ТШ-2 9.40.000 I I 0,2197 0,2197
1 всего 30,6426
Сведения о содержании драгоценных металлов в устройстве цифровой индикации ^5290
привода передач можно найти в паспорте этих изделий, которые прилагаются в комплекте станка
Содержание цветных металлов в станке
8
О
8
3
Наименование металла Масса на изделие, кг
Алюминий АК7 ГОСТ 2685-75 10,2
Бронза ОЦС 5-5-5 ГОСТ 613-79 0,72
Латунь ГОСТ 937-78 0,007
Медь ГОСТ 767-70 0,42
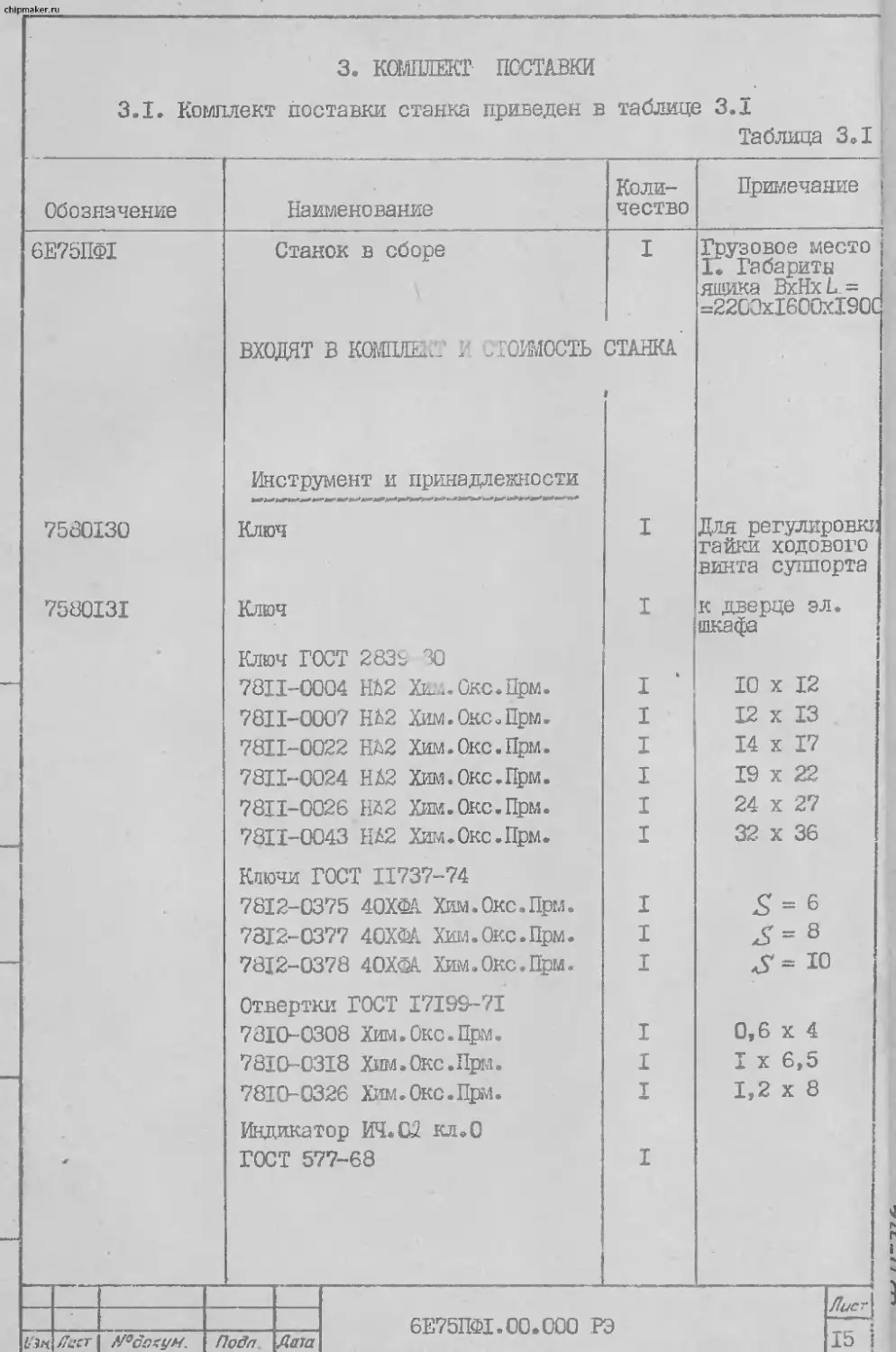
3. КОШЕкГ ПОСТАВКИ
3.1. Комплект поставки станка приведен в таблице 3.1
Таблица 3,1
Обозначение Наименование Коли- чество Примечание ।
6Е75ПФ1 7530130 7580I3I * Станок в сборе ВХОДЯТ В КОМШЕ,- Г -южость Инструмент и принадлежности Ключ Ключ Ключ ГОСТ 283ь 33 7811-0004 НД2 Хим.Окс.Прм. 7811-0007 НЬ2 Хим.Окс.Прм. 7811-0022 НА2 Хим.Окс.Прм. 7811-0024 НД2 Хим.Окс.Прм. 7811-0026 Нй2 Хим.Окс.Прм. 7811-0043 НА2 Хим.Окс.Прм. Ключи ГОСТ 11737-74 7812-0375 40ХФА Хим.Окс.Прм. 7812-0377 40ХФА Хим.Окс.Прм. 7812-0378 40ХФА Хим.Окс.Прм Отвертки ГОСТ I7I9S-7I 7810-0308 Хим.Окс.Прм. 7810-0318 Хим.Окс.Прм. 7810-0326 Хим.Окс.Прм. Индикатор ИЧ.Ш кл.О ГОСТ 577-68 I СТАНКА Г I I I ‘ I I I I I I I I I I I I Грузовое место It Габарита ящика BxHxL = =2200xI600xI90C Для регулировка гайки ходового винта суппорта к дверце эл. шкафа 10 х 12 12 х 13 14 х 17 19 х 22 24 х 27 32 х 36 £ = 6 8 ^=10 0,6 х 4 I х 6,5 1,2 х 8 1
Лист 6Е75ПФ1.00.000 РЭ тк 15 ‘
b'-iK Асет M°doxt/H. Подл Дела
Q
г-
Г
I
сЫрп^кеГгГЫ »-
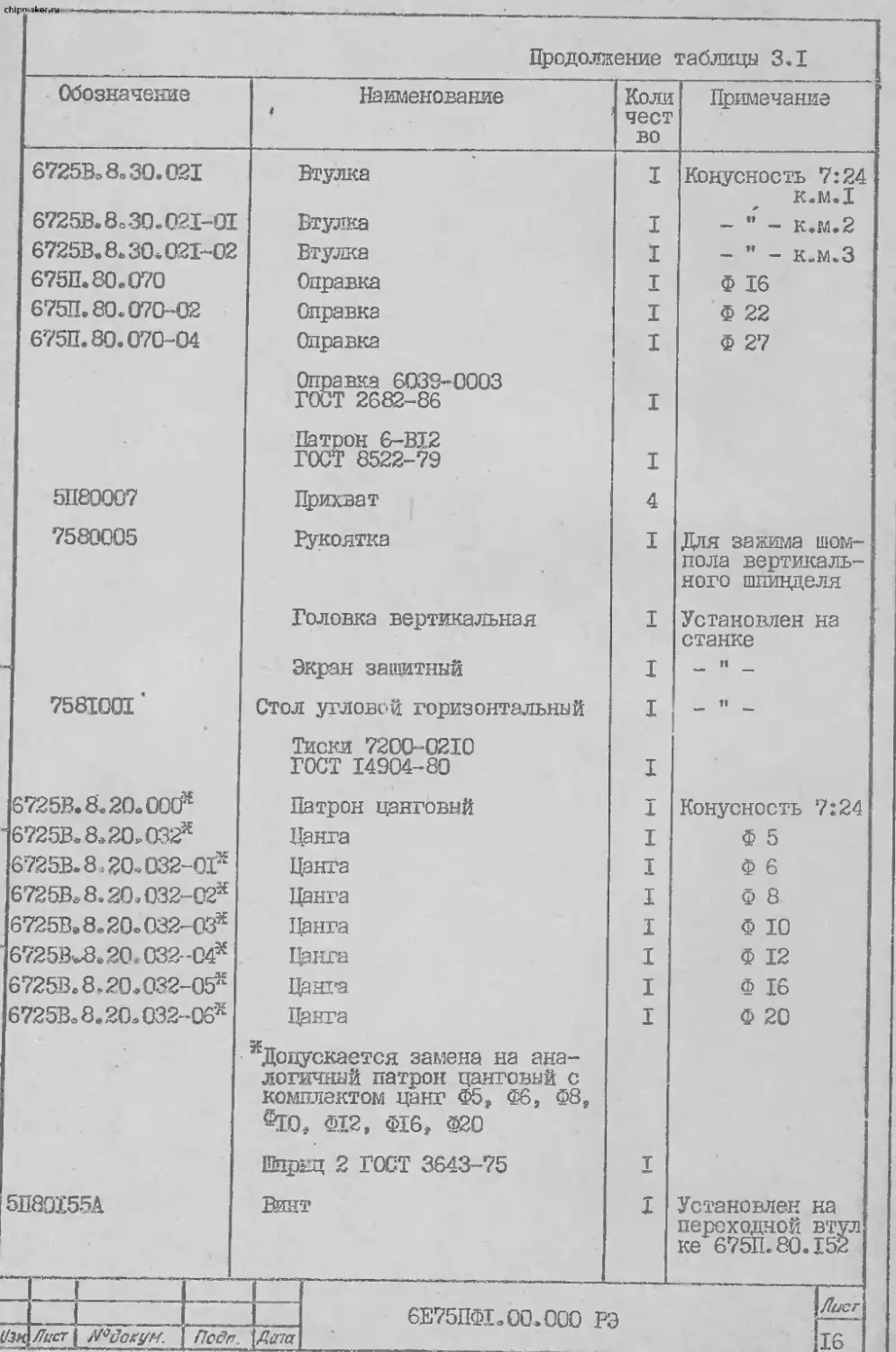
Продолжение таблицы 3.1
Сбозясчекие
Наименование
Коли
чест
во
Примечание
6725В»8«30.021
Втулка
6725В. 8о30.021-01
6725В. 8.30.021-02
675П.30-070
675П.80.070-02
675П.80.070-04
Втулка
Втулка
Оправка
Оправка
Оправка
Оправка 603S-0003
ГОСТ 2682-86
I
I
I
I
I
Конусность 7:24
к.м.1
- " - к.м.2
- ” - к-м.З
Ф 16
Ф 22
Ф 27
I
I
Патрон 6-BI2
ГОСТ 8522-79
I
5П80007
7580005
7581001
6725В.8.20.000®
6725В. 8»20..032я
6725В.8.20»032-01®
6725В»8.20.032-02®
6725В.8.20»032-03®
67258^8.20 032-04®
6725В*8.20.032-05®
6725В»8.20»032-06®
Прихват
рукоятка
Головка вертикальная
Экран защитный
Стол угловой горизонтальный
Тиски 7200-0210
ГОСТ 14904-80
Патрон цанговый
Цанга
Цанга
Цанга
Панга
Цанга
Цанга
Цанга
I
I
I
I
I
I
I
I
Для зажима шом-
пола вертикаль-
ного шпинделя
Установлен
станке
н
Конусность
5
6
8
10
12
16
Ф
Ф
Ф 20
на
7:24
4
I
I
I
I
I
Ф
ф
^Допускается замена на ана-
логичный патрон цанговый с
комплектом цанг Ф5Р Ф6, Ф8,
®10, ФХ2, Ф16, Ф20
т
5П80Х55А
Шприц 2 ГОСТ 3643-75
Ейнт
Установлен
на
переходной втул
ке 675П.80.152
I
Лист
УЗудЛисг |
Псдгг.
Дела
16
6Е75ПФ1.00.000 РЭ
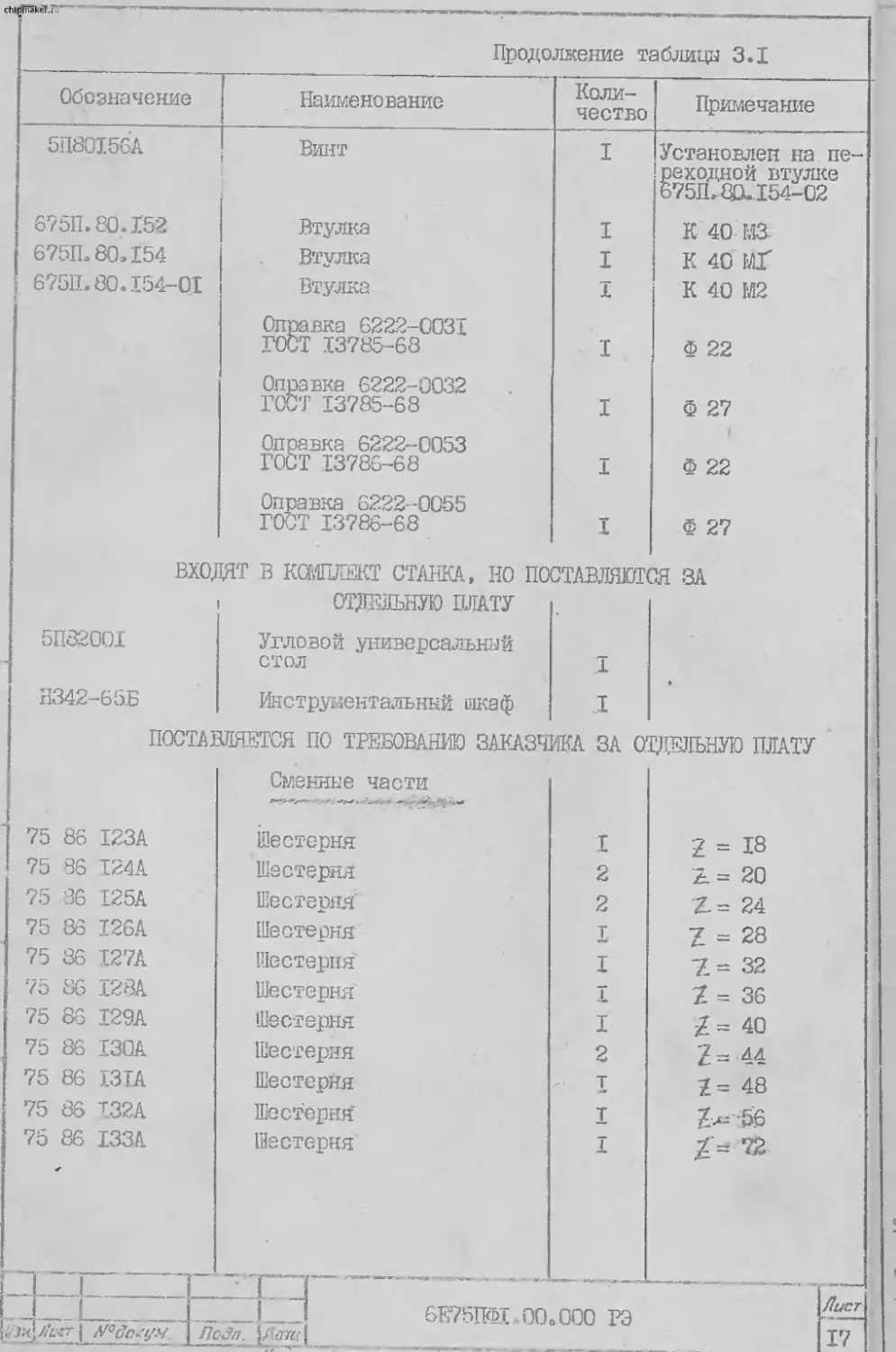
Продолжение таблицы 3.1
Обозначение Наименование Коли- чество Примечание
5П80Т56А 675П.80.152 675П.80Л54 67511.80.154-01 BXOJ 5П82001 Н342-65Б ПОСТА! 75 86 I23A 75 86 I24A 75 36 I25A 75 86 I26A 75 36 I27A 75 86 I28A 75 86 I2SA 75 86 I30A 75 86 ТЭТА 75 86 Т32А 75 86 I33A * Винт Втулка Втулка Втулка Оправка 6222-0031 ГОСТ 13785-68 Оправка 6222-0032 ГОСТ 13735-68 Оправка 6222-0053 ГОСТ 13786-68 Оправка 6222-0055 ГОСТ 13786-68 ЩТ В К0МШЖТ СТАНКА, НО ПО ОТДПТЛЬНЗ'Ю ПЛАТУ Угловой универсальный стол Инструментальный шкаф ЗЛЯЕТСЯ ПО ТРЕБОВАНИЮ ЗАКАЗЧ Сменные части Шестерня Шестерня Шестерня Шестерня Шестерня Шестерня Шестерня Шестерня Шестерня Шестерня' Шестерня I I I I . I I I I ЗТАВЛЯЮП I .1 ИКА ЗА Ог I 2 2 т т 1 2 т I I Установлен на пе- реходной втулке 675TL Ш.154-02 К 40 М3 К 40 МТ" К 40 М2 Ф 22 Ф 27 Ф 22 Ф 27 ЗА » ТОЧНУЮ ПЛАТУ 2 = 18 2.= 20 Z= 24 Z = 28 7 = 32 7 = 36 -Z= 40 Z= 44 2= 48 7^-56 = 72
* 1 6Е75Ш.00.000 РЭ Лист 17
у.. к- 1 1 Пс-Зп. L law.
chipmSker.ru
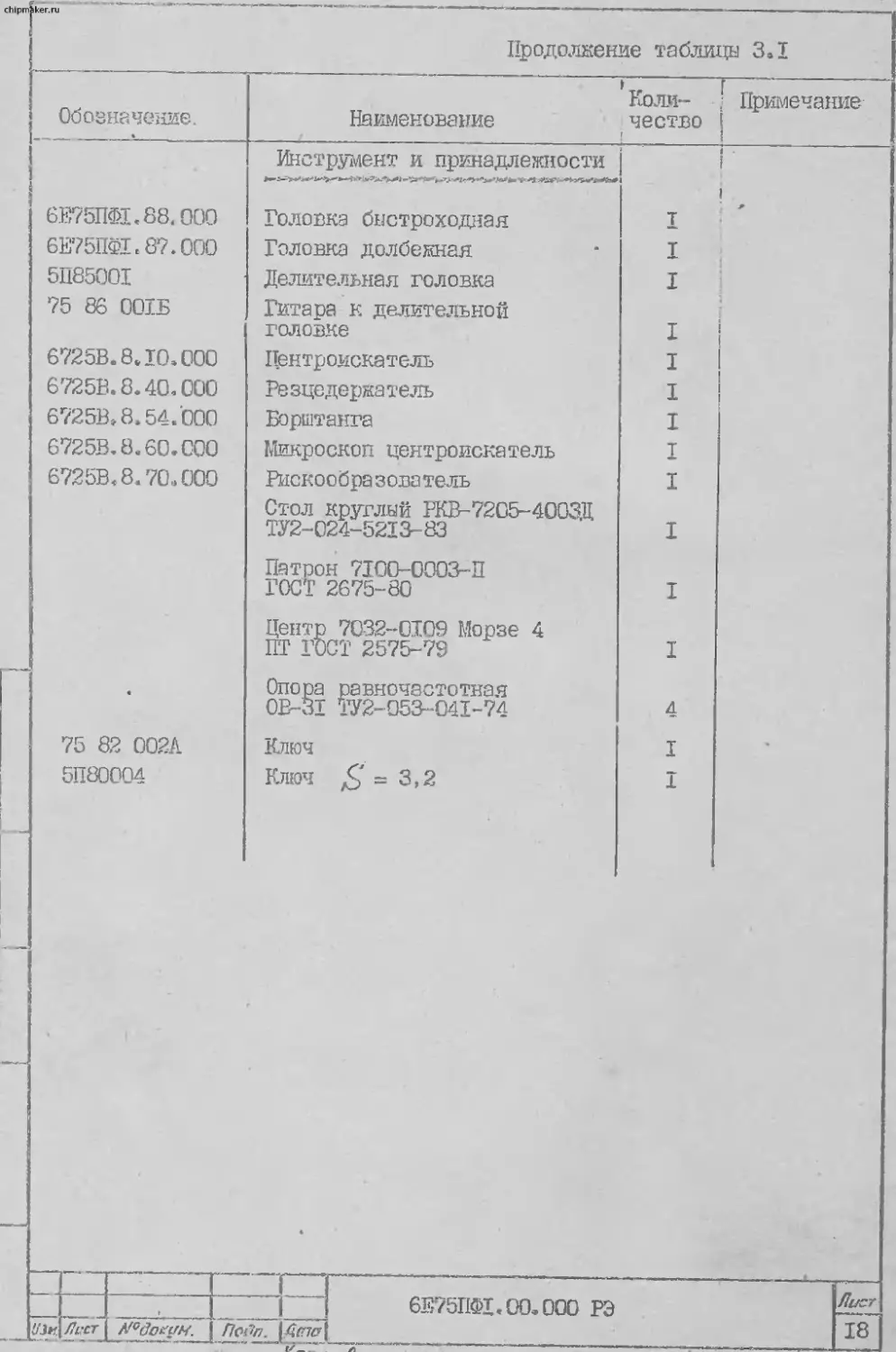
Продолжение таблицы ЗЛ
Обозначение.
6Е75ПФ1.88. ООО
6Е75ПФ1.87.000
5П85001
75 86 0015
6725В. 8 .10. ООО
6725В.8.40.000
6725В,8,54.000
6725В.8.60.000
6725В.8.70., 000
75 82 002А
51180004
Наименование Коли- чество Г „ Примечание
Инструмент и принадлежности -
Головка быстроходная I
Головка долбежная I
Делительная головка I
Гитара к делительной головке I
Центроискатель I
Резцедержатель I
Борштанга I
Микроскоп центроискатель I
Рискообразователь I
Стол круглый РКВ-7205-4003Д ТУ2-024-5213-83 I
Патрон 7100-0003-П
ГОСТ 2675-80
Центр 7032-0109 Морзе 4
ПТ ГОСТ 2575-79
Опора равночастотная
0E-3I ТУ2-053-041-74
Ключ
Ключ £ - 3,2
№доыш. I ПсС<п.
I
I
4
I
I
Лист
~18~
6Е75ПФ1.00.000 РЭ
4. УКАЗАНИЕ МЕР HBSOILC
Безопасность труда на станке об: .о ®и?о$йвде-
нием б соответствии с требованиями ГОСТ 12 - 8и и
ГОСТ 12 2 049 80.
Требо”чния безопасности труда при эксплуатации ус^енавпцБа-’
ются соответствующими разделами руководства, руководством по экс
плузтатц-ч аисдгтрооборудсвания и » >яе1йм разделскм
4 Т. Требования к сбслужезаш? '
4.I.I. Персонал, ДсшуШнныЯ к работе на станке, а танке к его
I ке и ремонту обязан П( .. > рнж по технике безо-
пасно с гл и ознакомится с обводи правилами эксця циа J ремон
та станка и указаниями по безопасности труда, которые содер-
жатся ь настоящем руководстве, руководстве по эксплуатации
электрооборудованием и эксплуа! и тонной документации по при-
лагаемой к устройствам и комплектующим изделиям, входящим в
состав станка.
4.2. Требования безопасности при тр.-. ищ й установке
стонка.
4.2.1. При монте»ке,' демонтаже, ремонте и тренсппртировянии стей-
ка и его составных частей следуй . юльзовзть сПеЦИзлЬЙУб *
рым-болты, отверстия / ругав устройства, предусмотренные кон-
струкцией станка.
4.2.2, Прасконссрнас . спедует рукой : требования-
ми безопасности до ГОСТ 9.014-78 л указанием в paj "Поря-
док установки".
4.3. Требования безопасности при ; станке в работе.
4.3.1. При подготовке станка к работе ХОД тгроверить :
- наличие ня стан.ке засщ-ипогс здрэдз при работе вертикальным
шпянделегл экран крешггся
- правильность работы блоки . : ?ьчх устройств при работе стан-
ка холостом коду СОЗДВД оборудование",
а также убедиться, что:
а)’ при механическом дерем. зяов маховички
руч. : персЕ к: отх г . чс \. •_
б) перемощение рабочих оргз . ,.л
положениях конечными выключателями i -ми упорами.
L
С tn .'/L'crf ‘ А.Л'
Лист
19
6Е75ПФ1.С9.СС0 РЭ
rhlnmaRi-r ru
в) устройство зажима инструмента исключает возможность са-
мопроизвольного ослабления при работе и свинчивание при
реверсировании.
г) в станке предусмотрены устройства, предотвращающие са-
мопроизвольное опускание шпинделя и суппорта.
4.3,2. Для защиты пола от загрязнения СОЖ предусмотрен поддон.
4.3.3. Наружные торцовые поверхности шкивов передачи главного
привода окрашивается в желтый сигнальный цвет.
Б желтый сигнальный цвет окрашивается внутренняя повер-
хность корпуса коробки скоростей. С наружной поверхности
крышки корсбкп скоростей предусмотрен предупреждающий знак
опасности по ГОСТ 12.4.026-76.
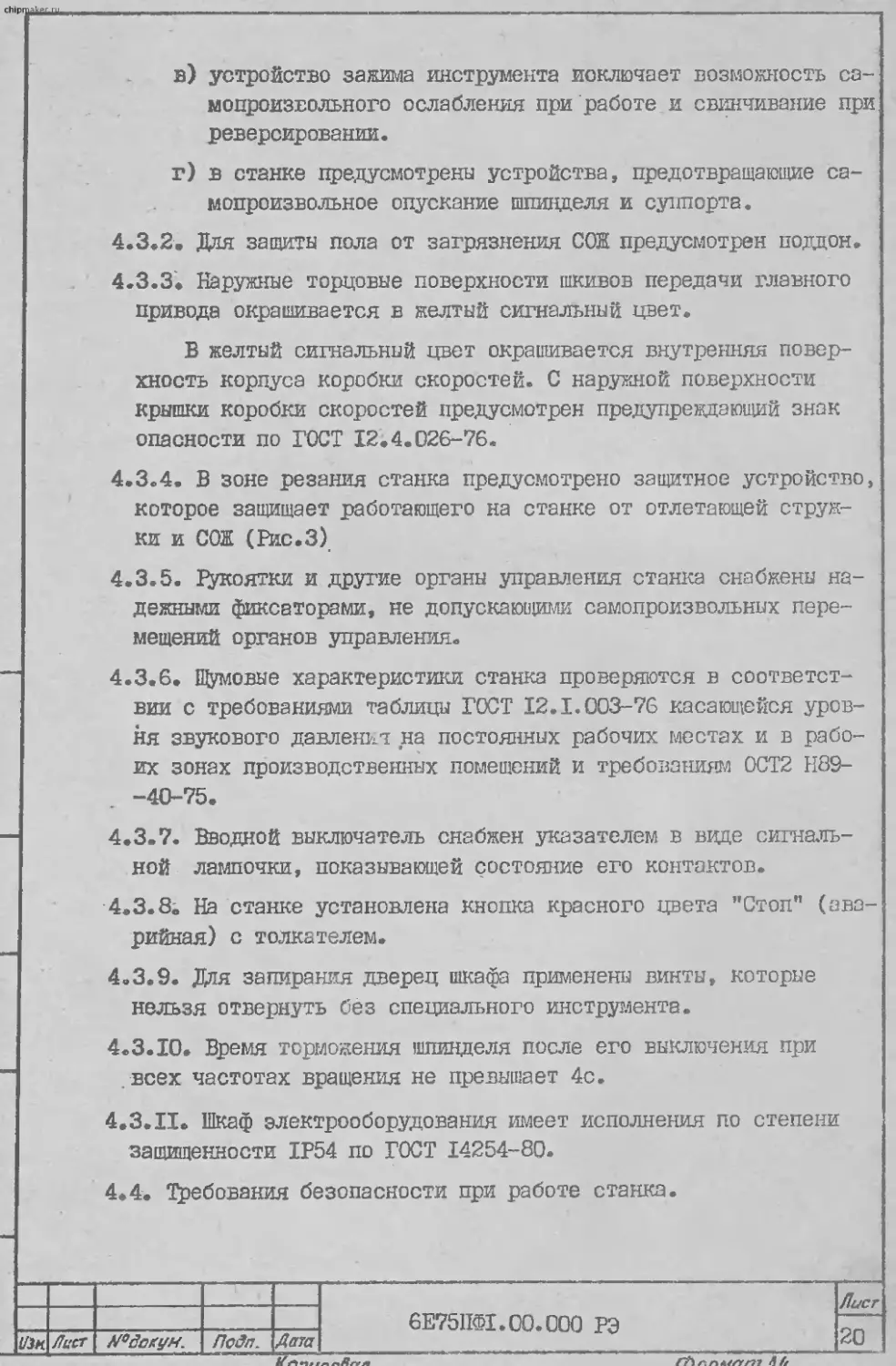
4.3.4. В зоне резания станка предусмотрено защитное устройство,
которое защищает работающего на станке от отлетающей струн-
ки и СОЖ (Рис.З)
4.3.5. Рукоятки и другие органы управления станка снабжены на-
дежными фиксаторами, не допускающими самопроизвольных пере-
мещений органов управления.
4.3.6. Шумовые характеристик станка проверяются в соответст-
вии с требованиями таблицы ГОСТ 12.1,003-76 касающейся уров-
ня звукового давления на постоянных рабочих местах и в рабо-
их зонах производственных помещений и требованиям 0СТ2 Е89-
-40-75-
4.3.7. Вводной выключатель снабжен указателем в виде сигналь-
ной лампочки, показывающей состояние его контактов.
4.3.8i На станке установлена кнопка красного цвета "Стоп" (ава-
рийная) с толкателем.
4.3.9. Для запирания дверец шкафа применены винты, которые
нельзя отвернуть без специального инструмента.
4.3.10. Время торможения шпинделя после его выключения при
.всех частотах вращения не превышает 4с.
4.3.11» Шкаф электрооборудования имеет исполнения по степени
защищенности IP54 по ГОСТ 14254-80»
4.4. Требования безопасности при работе станка.
6Е75ПФ1.00.000 РЭ Лист 20
Узк Лист №&зкун. Псдп. Дата
naker.ru’
Следует неукоснительно выполнять следующие требования:
- при установке или смене обрабатываемой детали необходимо
отвести
щение.
фрезу на безопасное расстояние и выключить ее вра-
фрезу в деталь постепенно, механическую подачу вклю-
соприкосновения фрезы с деталью: при ручной подаче
- врезать
чать до
не допускать резких увеличений скорости и глубины
- категорически запрещается снимать какие-либо ограждения,
нарушать или каким-либо другим способом деблокировать пре-
дусмотренные конструкцией блокировки.
- пользоваться только исправной фрезой
- после закрепления оправки убедиться в ее надекном закрепле-
нии, перед закреплением очистить отверстие шпинделя, хво-
стовик оправки и переходные втулки
- при фрезеровании пользоваться защитным экраном от стружки.
При фрезеровании не вводить руки в опасную зону вращения
фрезы.
6Е75ПФ1.00.000 РЭ Лист 2т
Лист ПсЛл. Лага
КопироВал
A f/
r.ru
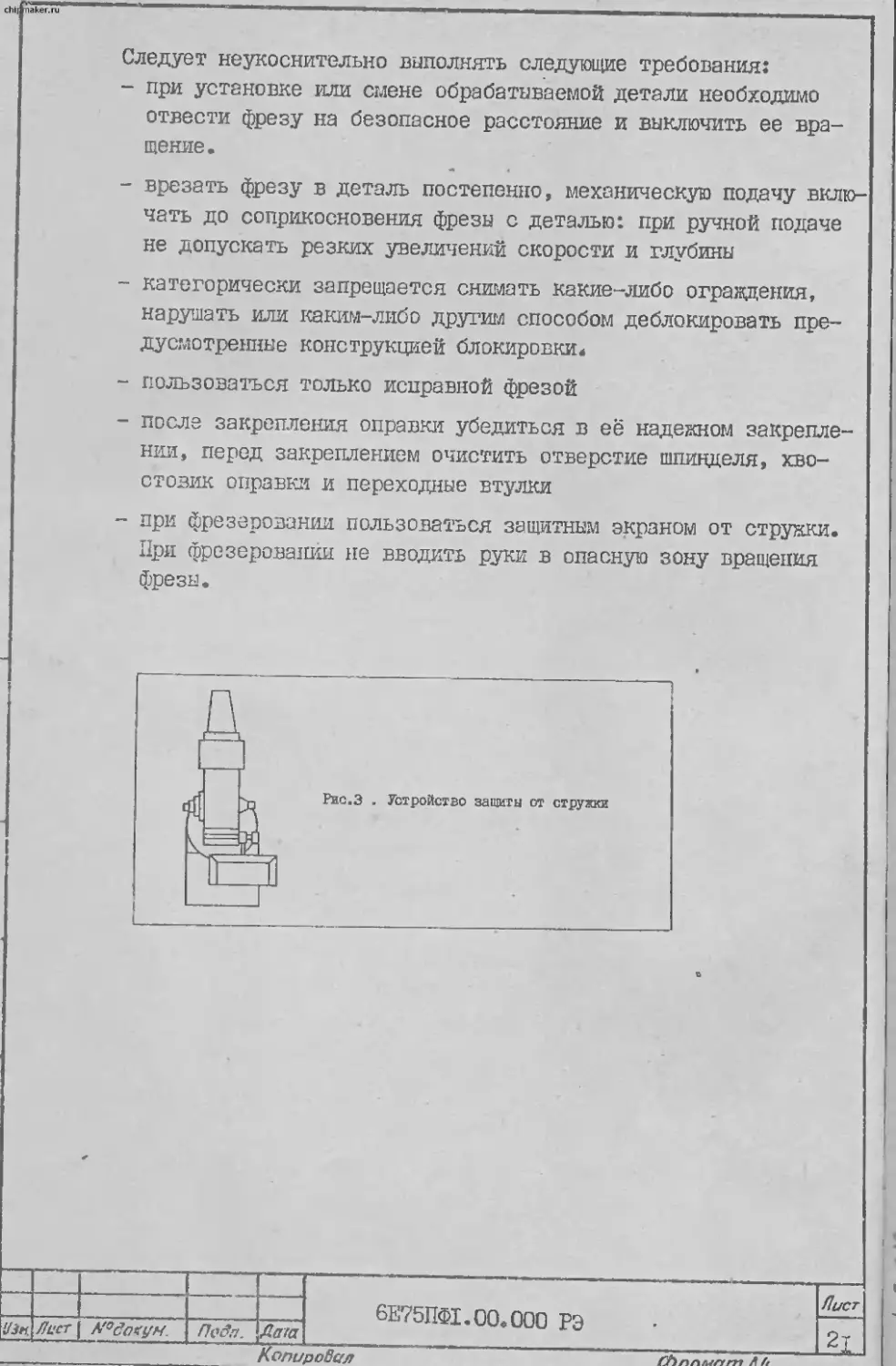
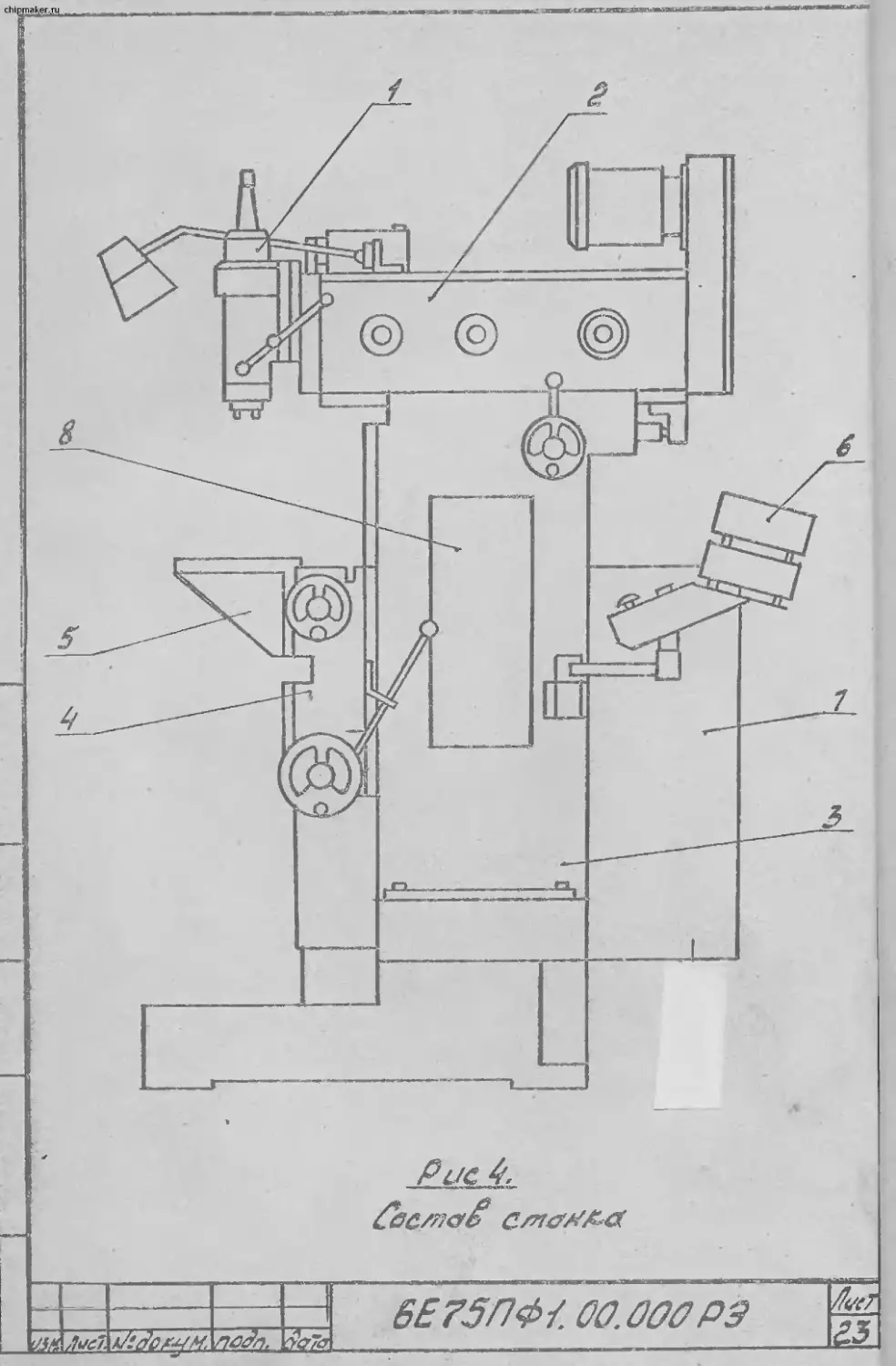
5, СОСТАВ СТАНКА
Общий вид с обозначениями основных частей станка показаны
на рис. 4
Перечень составных частей приведен в таблице 5*1 ,
Таблица 5*1
Поз* Наименование Обозначение Примечание
Н W со ю ш 1 1 Вертикальный шпиндель Бабка шпиндельная Станина Суппорт Стол угловой горизонтальный Пульт управления Электрошкаф Гидростанция 6Е75ПФ1.04.000 6Е75ПФ1.06.000 6Е75ПФ1.07.000 6Е75ПФ1.03.000 75 81 ОСГЬ 6Е75ПФ1.09.30.000 6Е75ПФ1.09.40.000 6Е75ПФ1.02.000
Перечень основных съемных узлов и принадлежностей в таблице 5*2
Таблица.5.2
гё №
н/п
2
3
4
5
6
7
8
Наименование
Обозначение
Примечание
Головка быстроходная
Головка долбежная
Делительная головка
Гитара к делительной головке
Стол угловой универсальный
Тиски универсальные
Ре зцедержа тель
Центроискатель
6Е75ПФ1.88.000
6Е75ПФ1.87.000
5П85001
75 86 ОО1Б
5П82001
6A75B.89.00I
6725В.8,40,ОСО
6725В.8*10.000
За особую
плату
_ f!icT | Подл. Дела
6Е75ПФ1.00.000 РЭ
'мЖЛиОМЖмММКЖ. Lfe/fr
6£?5Г/Ф<ОО.ОМРЭ
chipmaker.ru
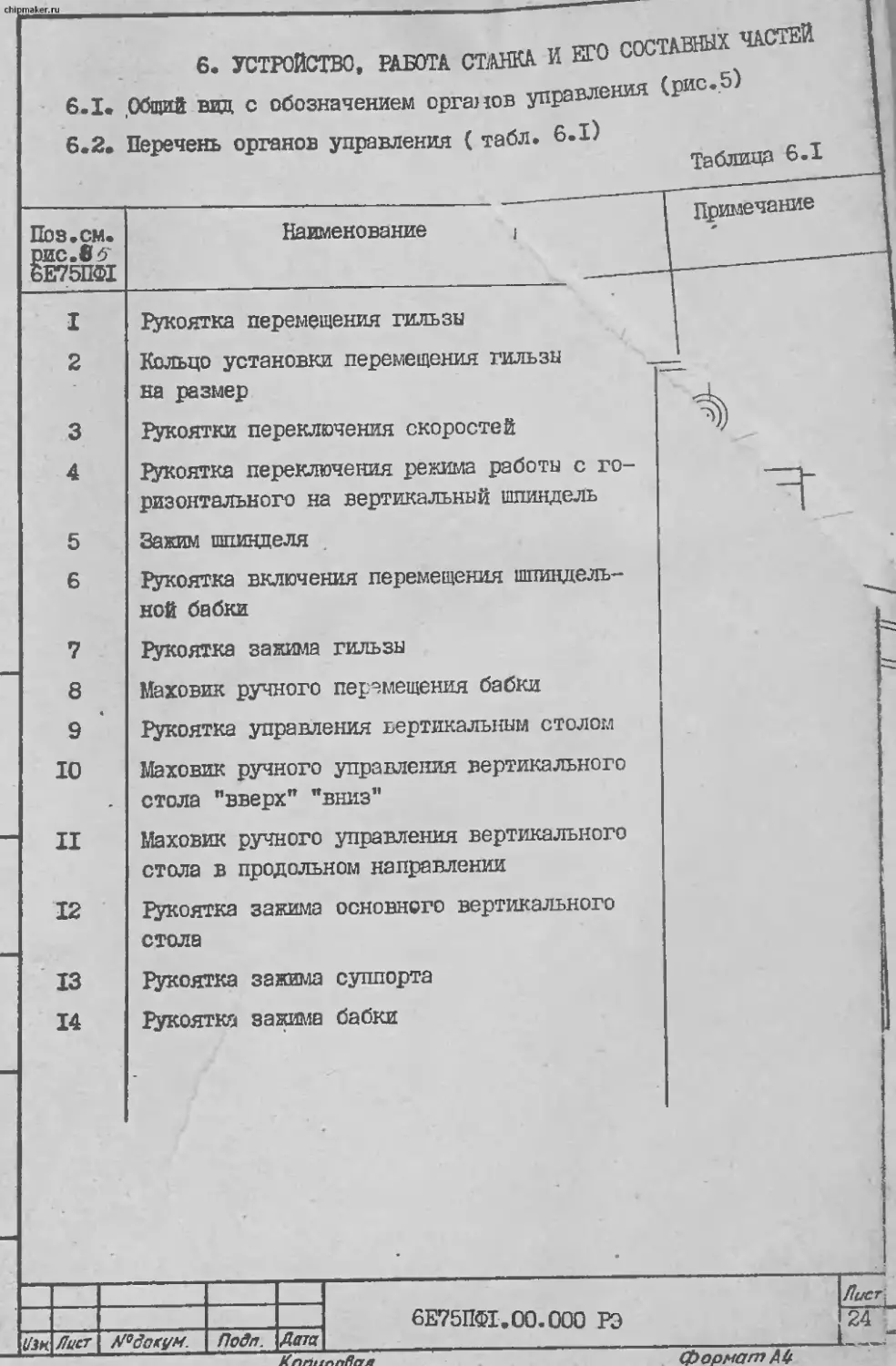
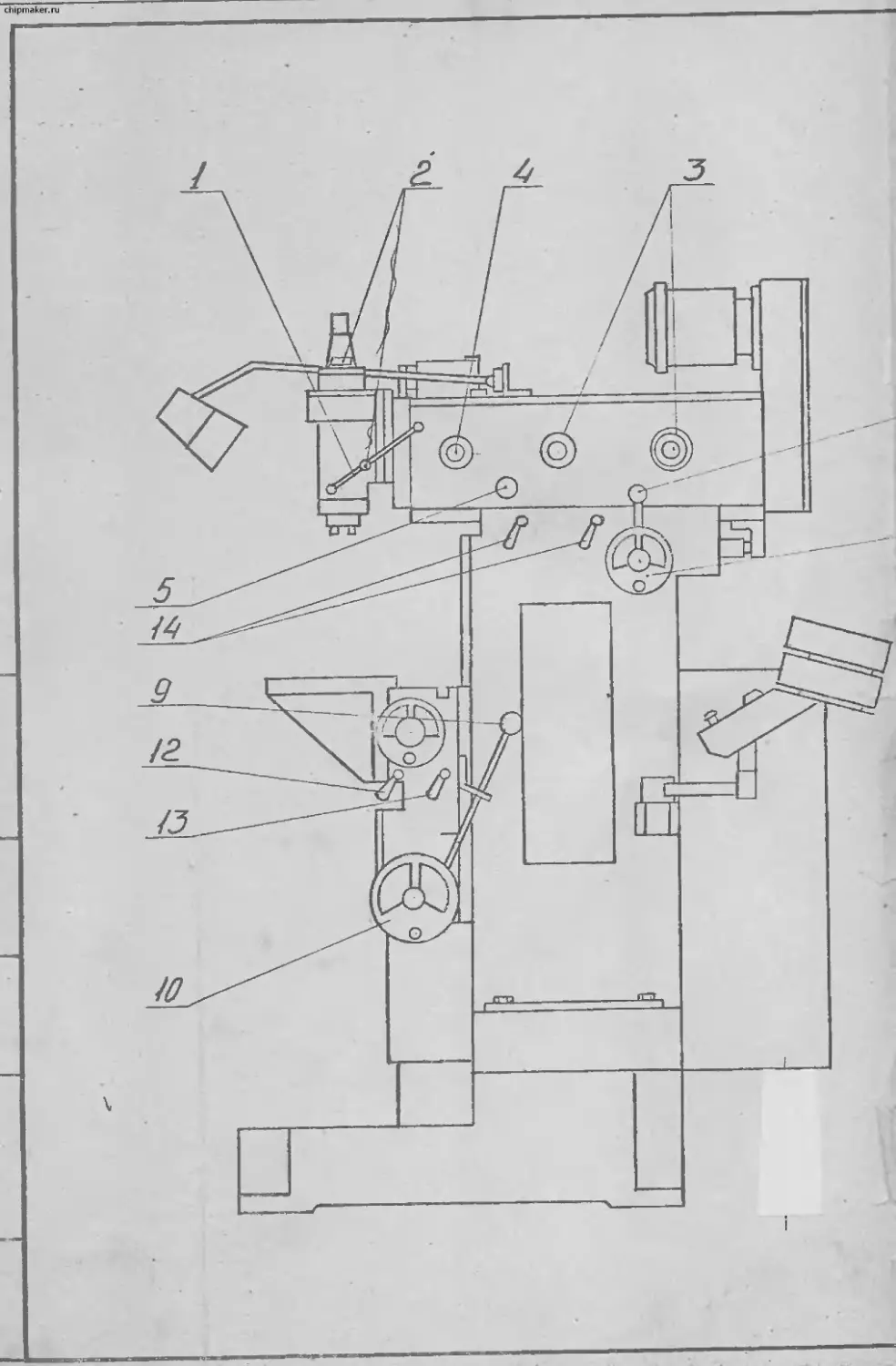
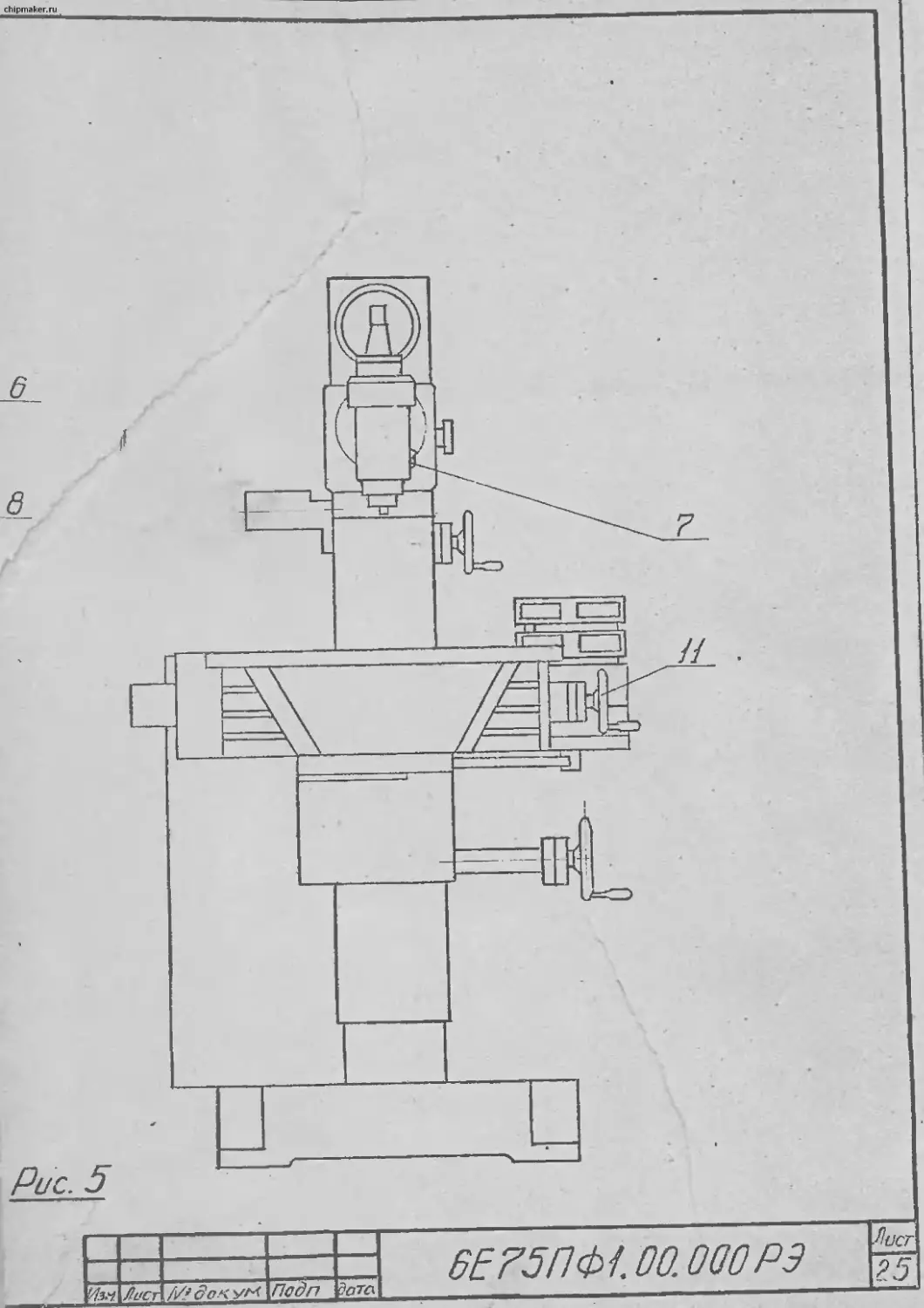
6. УСТРОЙСТВО, РАБОТА СТАЖА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
f 5)
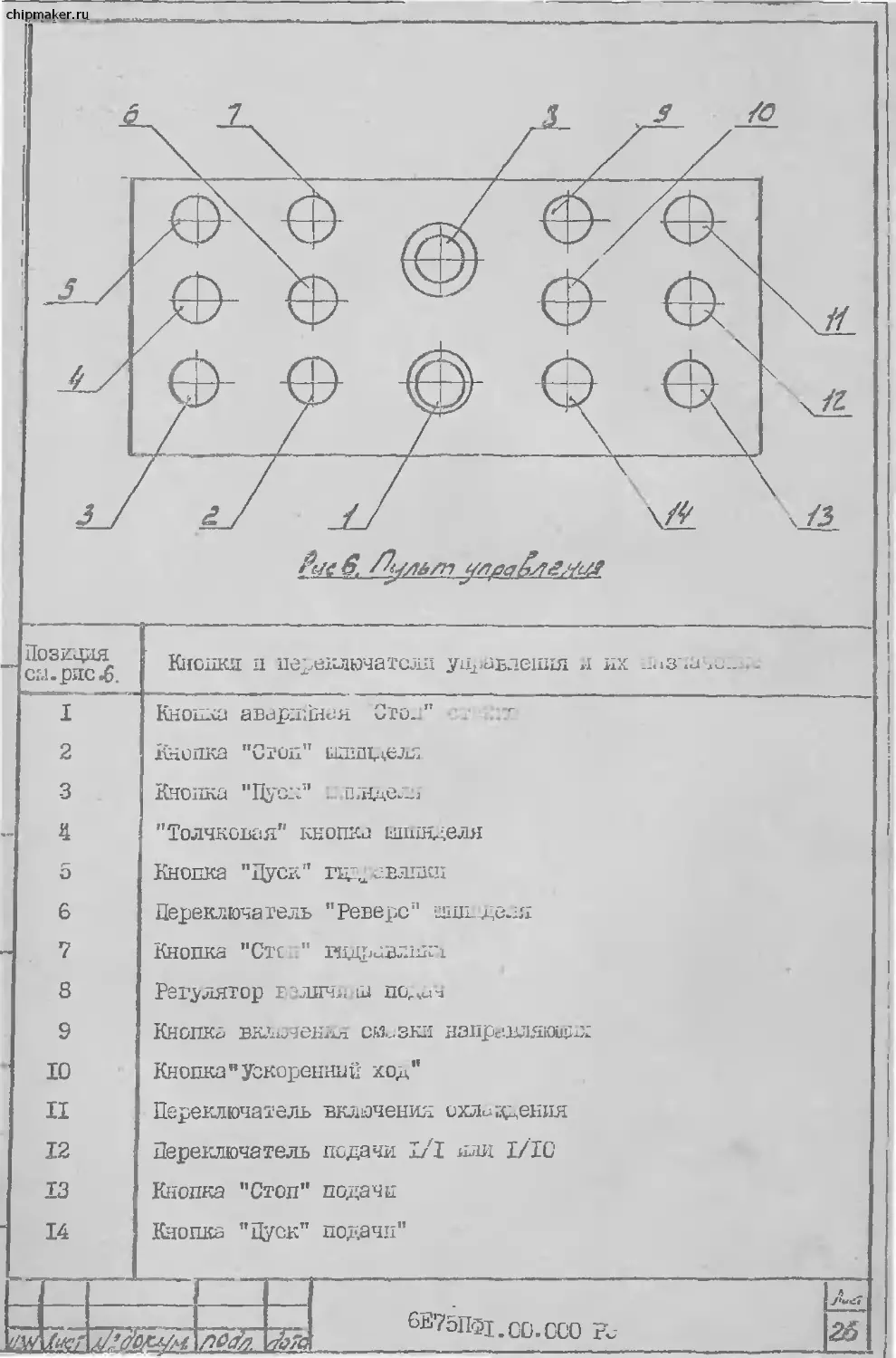
6.1. Общий вид с обозначением органов управления кР
6.2. Перечень органов управления ( табл. 6.1)
Таблица 6.1
Поз,см. рис.8^ 6Е75ПФ1 Наименование f
I Рукоятка перемещения гильзы
2 Кольцо установки перемещения гильзы
на размер
3 Рукоятки переключения скоростей
4 рукоятка переключения режима работы с го- ризонтального на вертикальный шпиндель
5 Зажим шпинделя
6 Рукоятка включения перемещения шпиндель- ной бабки
7 Рукоятка зажима гильзы
8 Маховик ручного перемещения бабки
9 рукоятка управления вертикальным столом
10 Маховик ручного управления вертикального
- стола "вверх” "вниз"
II Маховик ручного управления вертикального стола в продольном направлении
12 рукоятка зажима основного вертикального стола
13 рукоятка зажима суппорта
14 рукоятка зашила бабки
Примечание
1/ЗЦ Лист #°док!/м. Подо. Дата
лп» гллйлтл
6Е75ПФ1.00.000 РЭ
формат ДЬ
Пист\
24
6Е?5ПФШ.000РЭ
Тозицля М. ряс 6 I 2 3 4 5 6 7 8 9 ТО II 12 13 14 Кнопки п не;включатели управления л их .. Кнопка аввршыая Ото.;” Кнопка "Стоп" шнп^еж Кнопка "Щс. ’ . 1i_H.4e.~j "Толчковая” кнопка шпинделя Кнопка "Пуск" ид.х евлшеп Переключатель "Реверс" ашл^еяя Кнопка "Стс " ищравлнл'1 Регулятор г‘ллч« in по.чин Кнопка вкл^чая-х^ связки направляющ^; Кнопка '• Ускоренны й ход " Переключатель включения охли прения Переключатель подачи Z/I пли I/IC Кнопка "Стоп" подаче Кнопка "Дуск" подачи"
6Е75П51.со.ссо гс р?
SS SS.
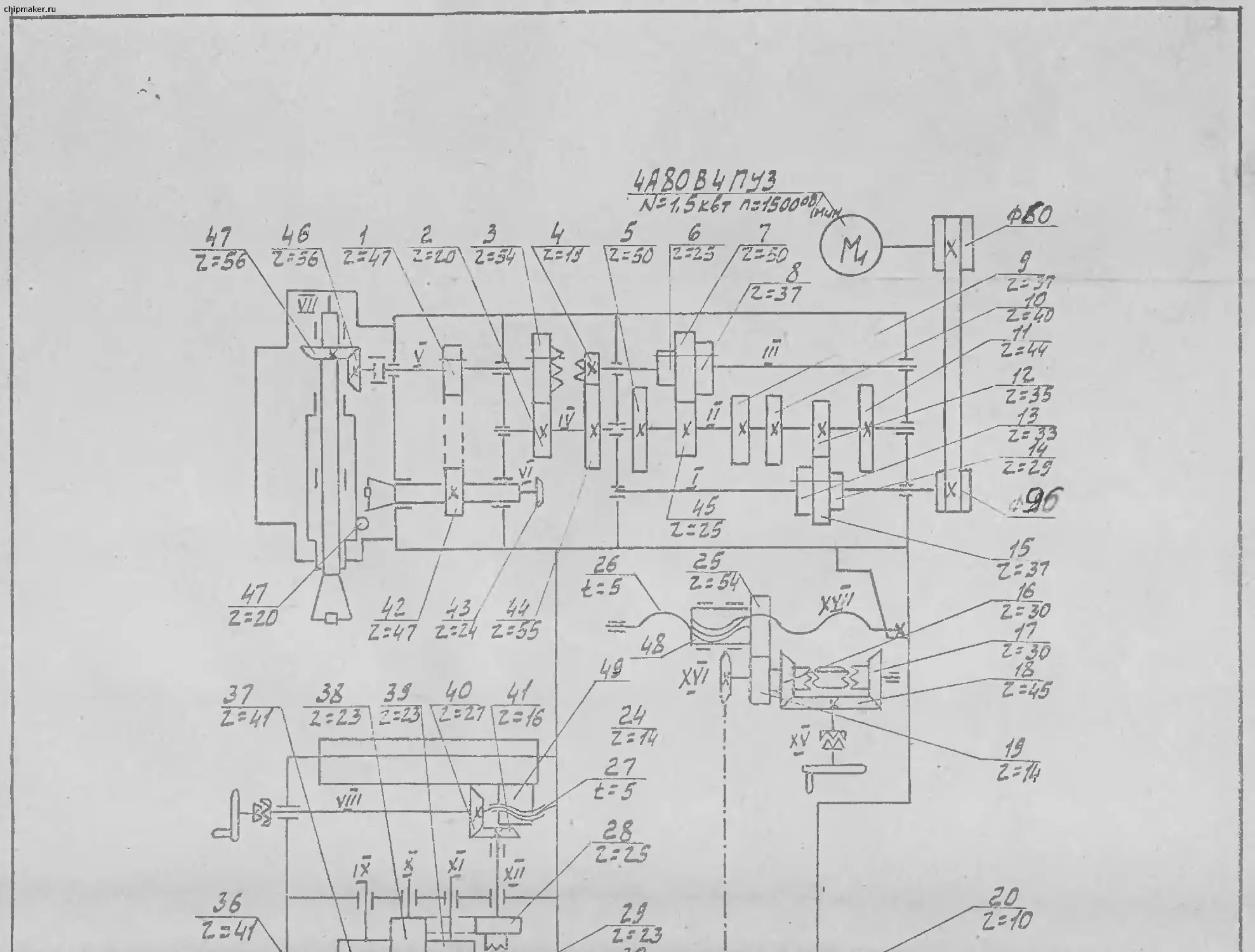
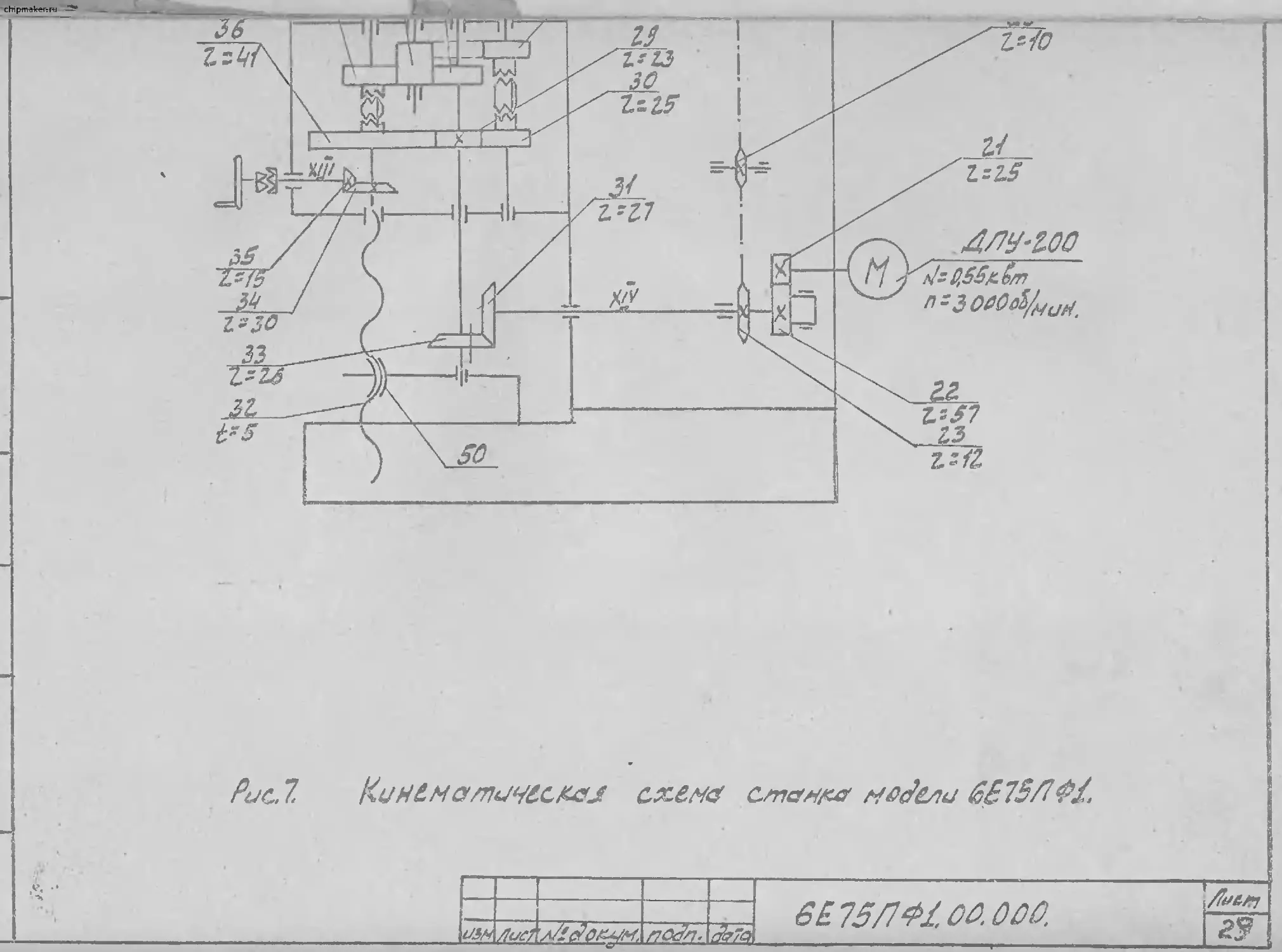
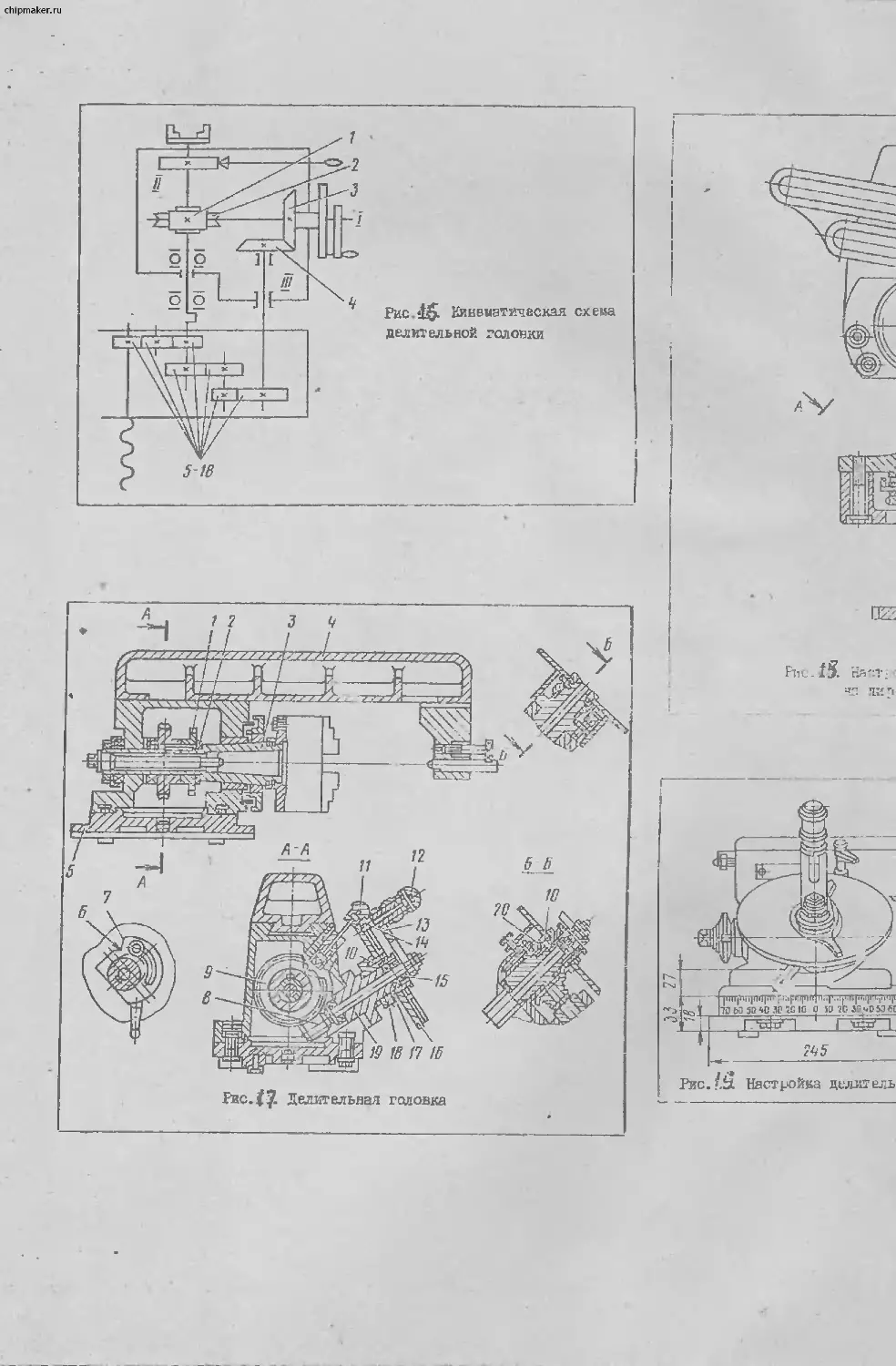
6.3. Схема кинематическая
Цепь главного движения
От электродвигателя MI мощностью 1,5 кВт через поликлиновую
передачу движения передается на вал fe I коробки скоростей. От
вала I через зубчатке колеса блока шестерен 13.14,15 и шестерен
10.11,12 движения передается на вал П на котором образует 3 раз-
личных числа оборотов, посредством шестерен 9.45;5 и 6,7,8 на
валу можно получить 9 чисел оборотов.
Таким образом, мы получаем 9 различных чисел оборотов из верх
него предела скоростей, которые через кулачковые муфты шестерни
4 и 3, передают на вал У и через шестерню I и 42 на горизонталь-
ный шпиндель УТ.
Девять низших оборотов мы получаем при отключенных муфтах
4 и 3 через шестерни 4 и 44 на вал 1У шестерки 2 и 3 вал У,
шестерни I и 42 на горизонтальный шпиндель У1.
Таким образом различные положения блоков шестерни перебора
дают возможность получать на шпинделе Т8 различных скоростей.
Шпиндель УП вертикальный головки получает вращение от вала У
через муфту и коническую пару 46, 47.
Для обеспечения минимального уровня шума и максимальной жест-
кости главного привода, коробка скоростей размещена па шпиндель-
ной бабке и выход её непосредственно связан со шпинделем.
Такое количество работающих передач обеспечивает низкий рас-
четный уровень шума при работе на любых скоростях станков. .
Цепь подач
Цепь подач сообщает движения трем рабочим органам: суппорту
по вертикалям, салазкам в продольном направлении и шпиндельной
бабки в поперечном направлении» Все перемещения осуществляются
вручную или механически. Вертикальное перемещение осуществляет-
ся при помощи винта 32 и гайки.
Движение на винт передачи через двигатель М через шестерни
21 и 22 и через вал Х1У, и по цепи 31, 33 и 29, 36 при этом
муфта па валу IX завяленных с колесом 36. При изменении направ-
ления подач (муфта на валу IX зацепляется с колесом 37) движе-
ние на винт передается по цепи: 3.1, 33, 39, 38, 37. Ручное пере-
мещение суппорта по вертикали осуществляется от маховика на валу
А.
6Е75ПФ1.00.000 РЭ
ХП через пару конических передач 35,34,
Муфта на валу УШ находится в нейтральном положении.
Салазки передвигаются при помощи винта 27 и гайки 49 от це-
пи продольных подач. Движение на винт передается от вала Х1У
через цепь 31,33,29,30,41,40. Муфта на валу ХП при этор зазем-
лены с колесом 30. При изменении направления подач (муфта на
валу ХП зацепляется с колесом 28) движение на винт передается
на цепи 31,33,39,38,28,41,40. Ручное перемощение салазок осу-
ществляется ст маховика на валу УШ. Муфта на валу ХП при этом
находится в нейтральном состоянии.
Бабка перемещается при помощи винта ХУП и гайки 48. Движе-
ние на винт передается при помощи пары 19, 25 получающих дви-
жение через цепь от звездочек 24,20,23 через пару 21,22 от
двигателя М.
Муфта на валу ХУ1 при этом защеглена с колесом 16, При из-
менении направления подачи бабки (муфта на валу ХУ1 зацеплять-
ся с колесом 17) движение на винт передается по цепи 17, 18,
19, 25. Муфта на валу ХУ1 находится в это время в нейтральном
положении.
. Ускоренное движение всех цепей подач производится при по-
мощи кнопки ускоренного хода находящего на пульте.
6Е75ПФ1.00.000 РЭ Лисг 28
СЗи Лист Подп. Дага
chipmaker.ru
Zt-Z^
tzZS
4P7^ZOO
л :3
7.1
^/7
Z3
Z^fZ
Put,7. KuH&Ma/7WWc&aj слш chicw& PS75/7
. г?''' ';. xtf<fa
r~--
/W?
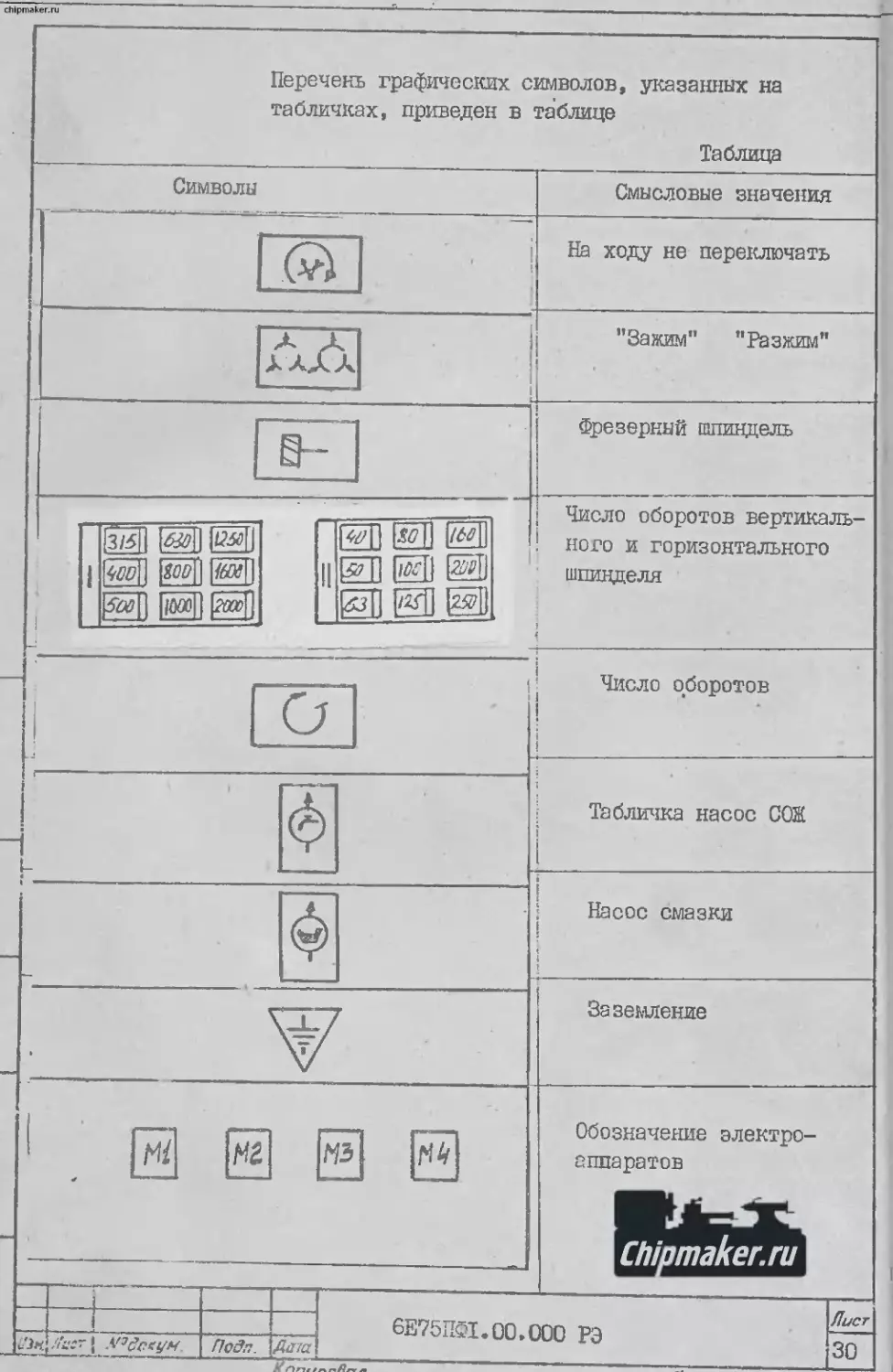
Перечень графических символов, указанных на
табличках, приведен в таблице
Таблица
Смысловые значения
Символы
тАбЦ И
М3
Под.-.
Даш
.V7CCgt/M
WD
tOD
16М
lofloj] Д'
N4
На ходу не переключать
"Зажим” "Разжим"
Фрезерный шпиндель
Число оборотов вертикаль-
ного и горизонтального
шпинделя
Число оборотов
Табличка насос СОЖ
Насос смазки
Заземление
Обозначение электро-
аппаратов
Chipmaker.ru
Лист
30~
6Е75ПФ1.00.000 РЭ
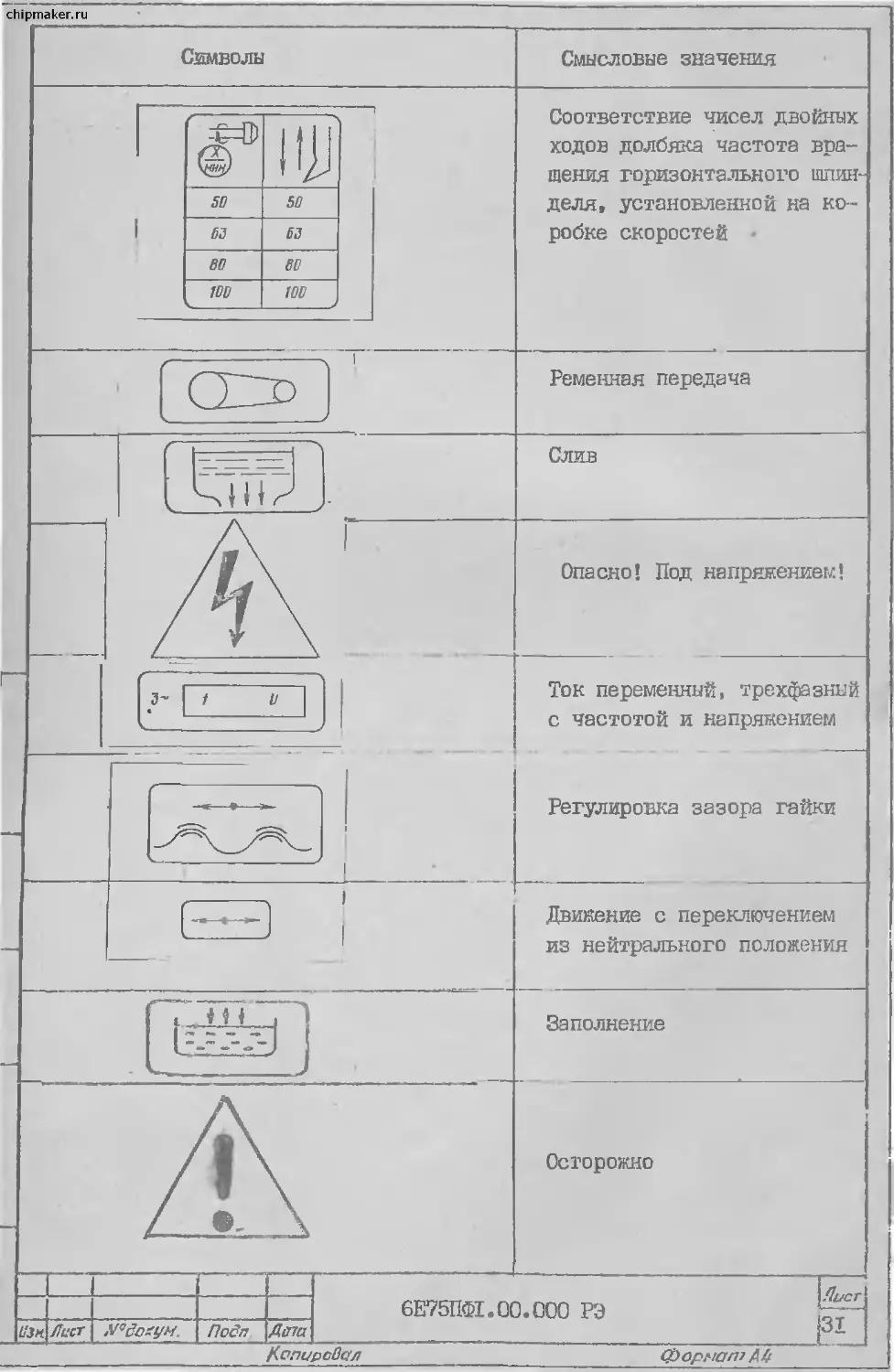
Символы
Смысловые значения
Соответствие чисел двойных
ходов долбяка частота вра-
щения горизонтального шпин-
деля, установленной на ко-
робке скоростей
Ременная передача
Слив
Опасно! Под напряжением!
Ток переменный, трехфазный
с частотой и напряжением
Регулировка зазора гайки
Движение с переключением
из нейтрального положения
Заполнение
Осгооожно
Лист Л™вотум. Песо Дата'.
6Е75ПФ1.00.000 РЭ
формат АЛ
beftlprri3R«ET"
6.5. Общая компановка станка
6.5.1. Широкоуниверсальный инструментальный фрезерный станок
состоит из отдельных сборочных единиц на чугунном основании
закреплена стойка, где монтируются все основные узлы станка.
По горизонтальный направляющим стойки перемещается фре-
зерная бабка, в которой размещена коробка скоростей и к кото-
рой крепятся вертикальная головка, хобот и рычаги управления
коробки скоростей.
По вертикальным направляющим стойки перемещается суппорт,
а по его горизонтальным направляющим - салазки. К нижней час-
ти стойки крепится двигатель подач постоянного тока, при по-
мощи которого достигается плавное изменение скоростей подач.
В вертикальной базовой плоскости салазок крепятся угло-
вой или универсальный стол, служащие для установки обрабаты-
ваемых изделий.
Для делительных работ служит "делительная головка", ко-
торая может устанавливаться как на угловом столе, так и на
вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная,головка, ко-
торая крепится на фрезерной бабке.
Быстроходная головка крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей.
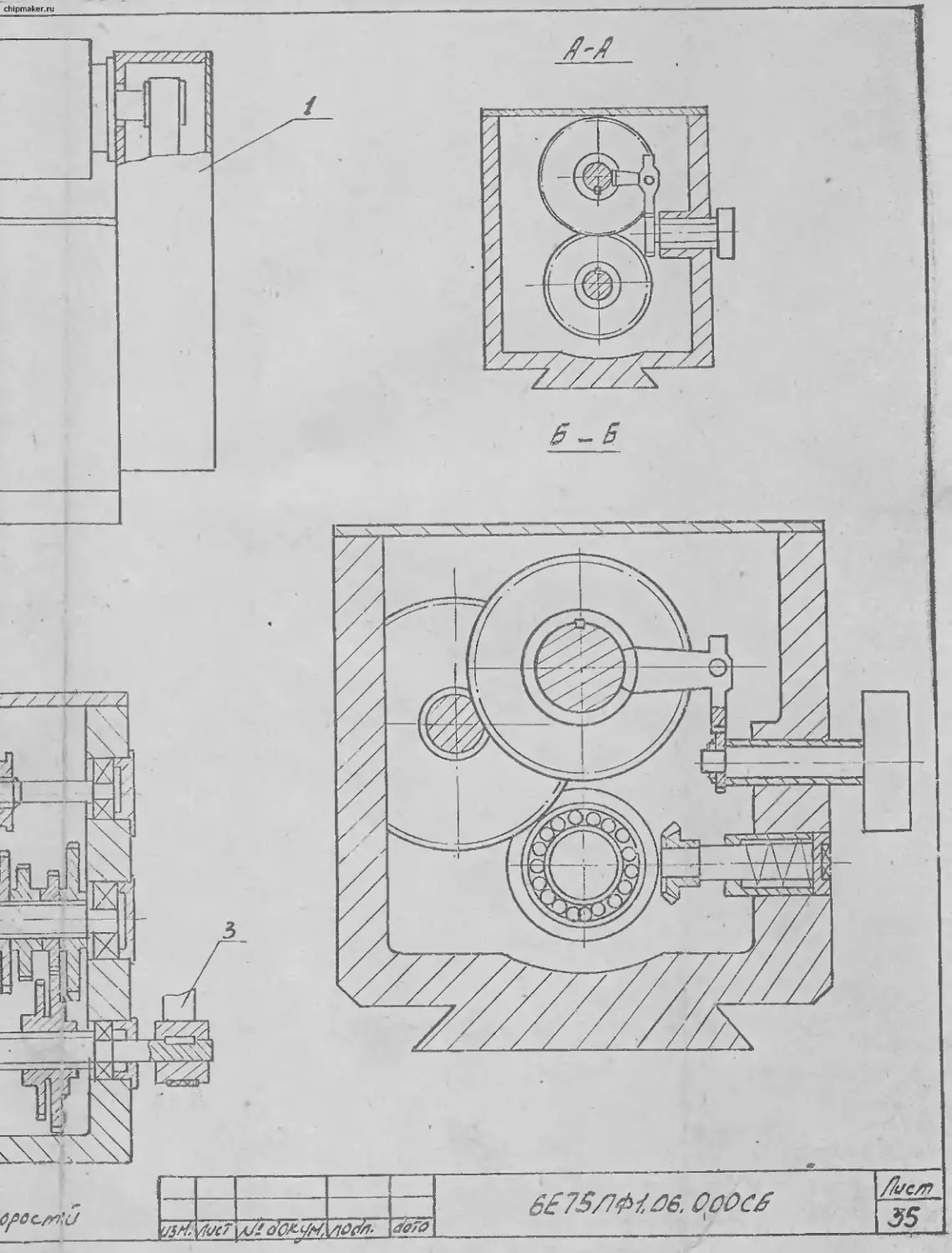
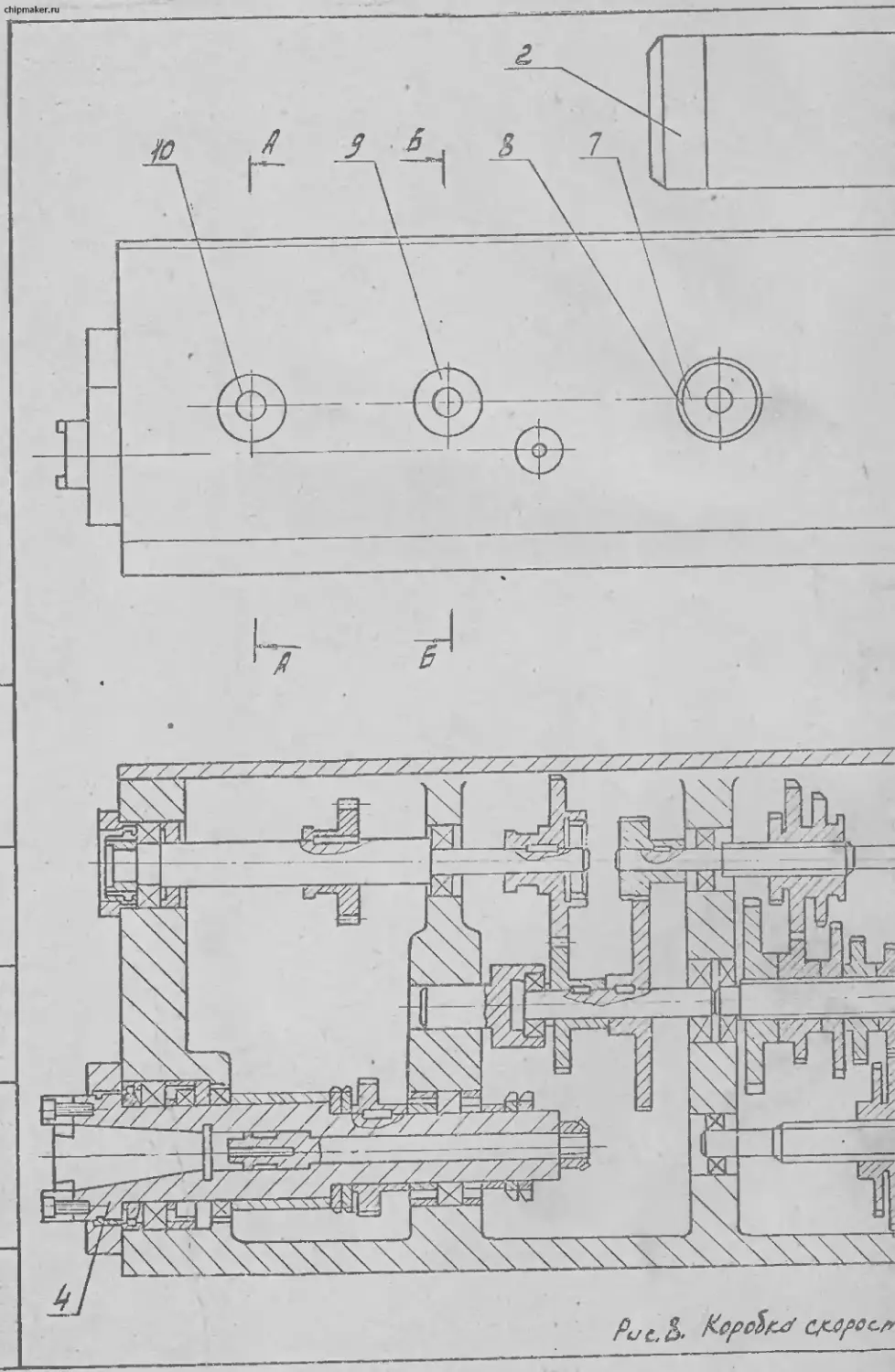
6.5.2. Коробка скоростей (рис. 8)
Коробка скоростей станка вмонтирована в шпиндельную бабку.
В передней части бабки монтируется горизонтальный шпиндель
й4, который приводится во вращение коробкой скоростей, наст-
роенной в шпиндельную бабку. К заднему торцу бабки крепится
кронштейн I с двигателем 2, который через ремень 3 передает
вращение на коробку скоростей.
Переключение скоростей производится рукоятками 7,8,9.
рукоятка 9 служит для включения нижнего диапазона чисел
оборотов от Й5 до 500 об/мин и верхнего - от 500 до ^Йьб/мин.
Различными положениями рукояток 7 и 8 получает девять
' скоростей в нижнем диапазоне чисел оборотов и девять скорос-
тей в верхнем диапазоне чисел оборотов. При работе вертикаль-
ной головки рукояткой 10 обеспечивается отключение горизон-
тального шпинделя
Псдп^Дата
6Е75ПФ1.00.000 РЭ
этакег. ru
Внимание? Переключен скорости_ на ходу не допускается.
Для облегчения переключения скоростей при переключении
скоростей необходимо кратковременно накать на толчковую кноп-
ку, расположенную на пульте управления.
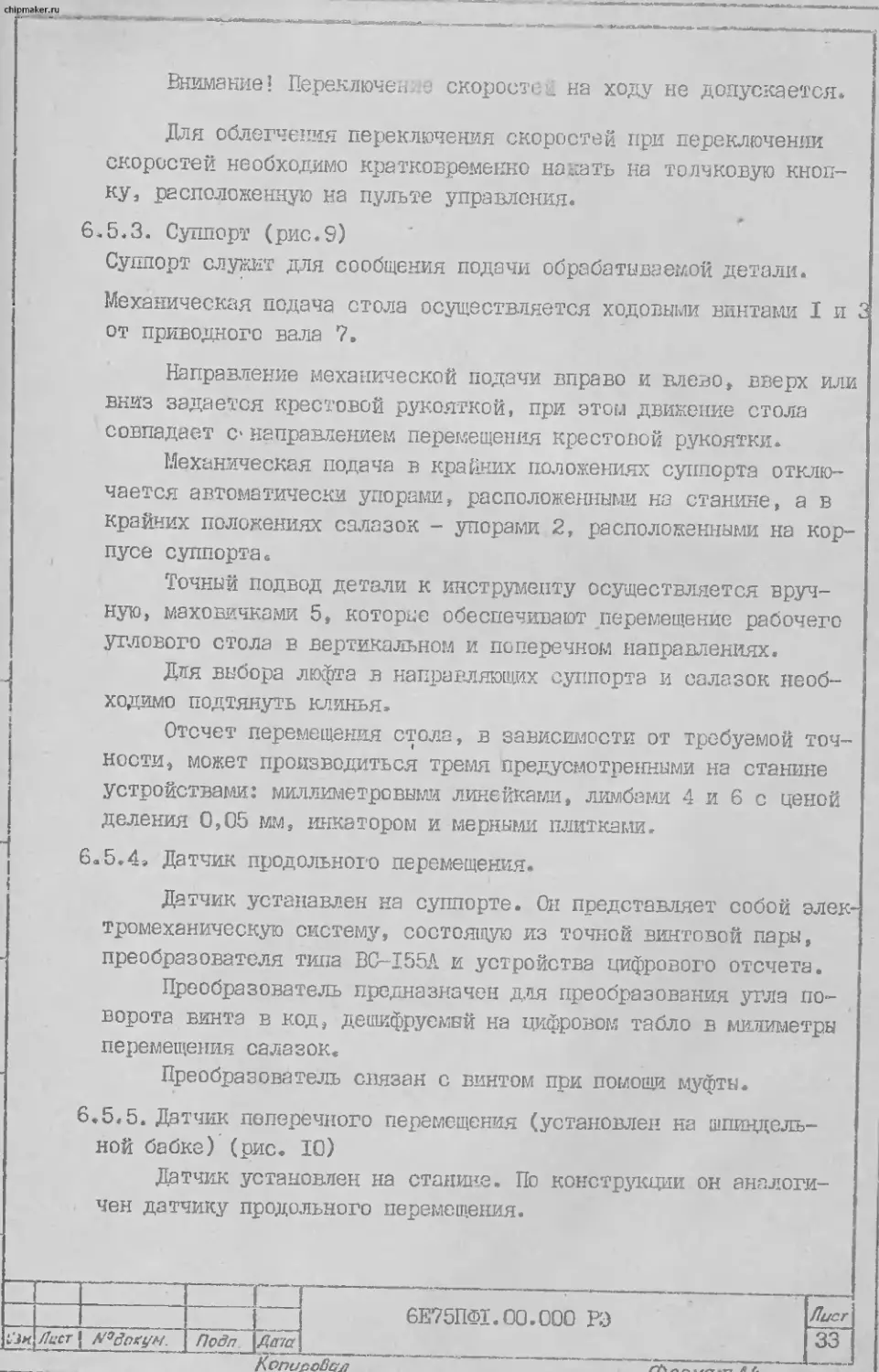
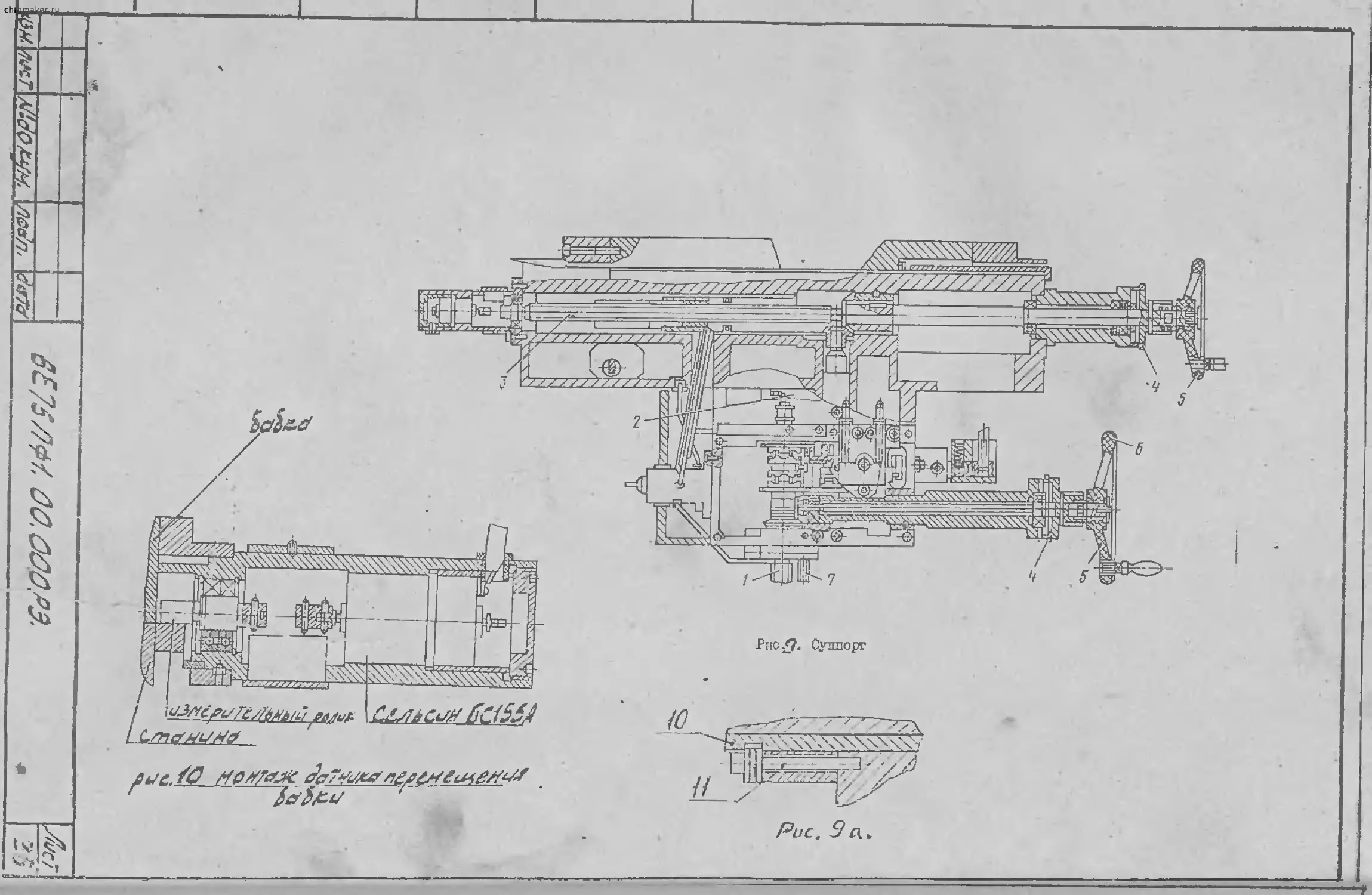
6.5.3. Суппорт (рис.9)
Суппорт служит для сообщения подачи обрабатываемой детали.
Механическая подача стола осуществляется ходовыми винтами I и 2
от приводного вала 7.
Направление механической подачи вправо и влево, вверх или
вниз задается крестовой рукояткой, при этом движение стола
совпадает с>направлением перемещения крестовой рукоятки.
Механическая подача в крайних положениях суппорта отклю-
чается автоматически упорами, расположенными на станине, а в
крайних положениях салазок - упорами 2, расположенными на кор-
пусе суппорта.
Точный подвод детали к инструменту осуществляется вруч-
ную, маховичками 5, которые обеспечивают перемещение рабочего
углового стола в вертикальном и поперечном направлениях.
Для выбора люфта в направляющих суппорта и салазок необ-
ходимо подтянуть клинья.
Отсчет перемещения стола, в зависимости от требуемой точ-
ности, может производиться тремя предусмотренными на станине
устройствами: миллиметровыми линейками, лимбами 4 и 6 с ценой
деления 0,05 мм, инкатором и мерными плитками.
6.5.4, Датчик продольного перемещения.
Датчик устанавлен на суппорте. Он представляет собой элек-
тромеханическую систему, состоящую из точной винтовой пары,
преобразователя типа BC-I55A и устройства цифрового отсчета.
Преобразователь предназначен для преобразования утла по-
ворота винта в код, дешифруемый на цифровом табло в мияиметры
перемещения салазок.
Преобразователь связан с винтом при помощи муфты.
6.5,5. Датчик поперечного перемещения (установлен на шпиндель-
ной бабке) (рис. 10)
Датчик установлен на станице. По конструкции он аналоги-
чен датчику продольного перемещения.
6Е75ПФ1.00.000 РЭ
Поди
Дача
Лисг
33
КопиаоВал
Измерение перемещения шпиндельной бабки осуществляется с
помощью измерительного ролика, который связан с преобразова-
телем BC-I55A.
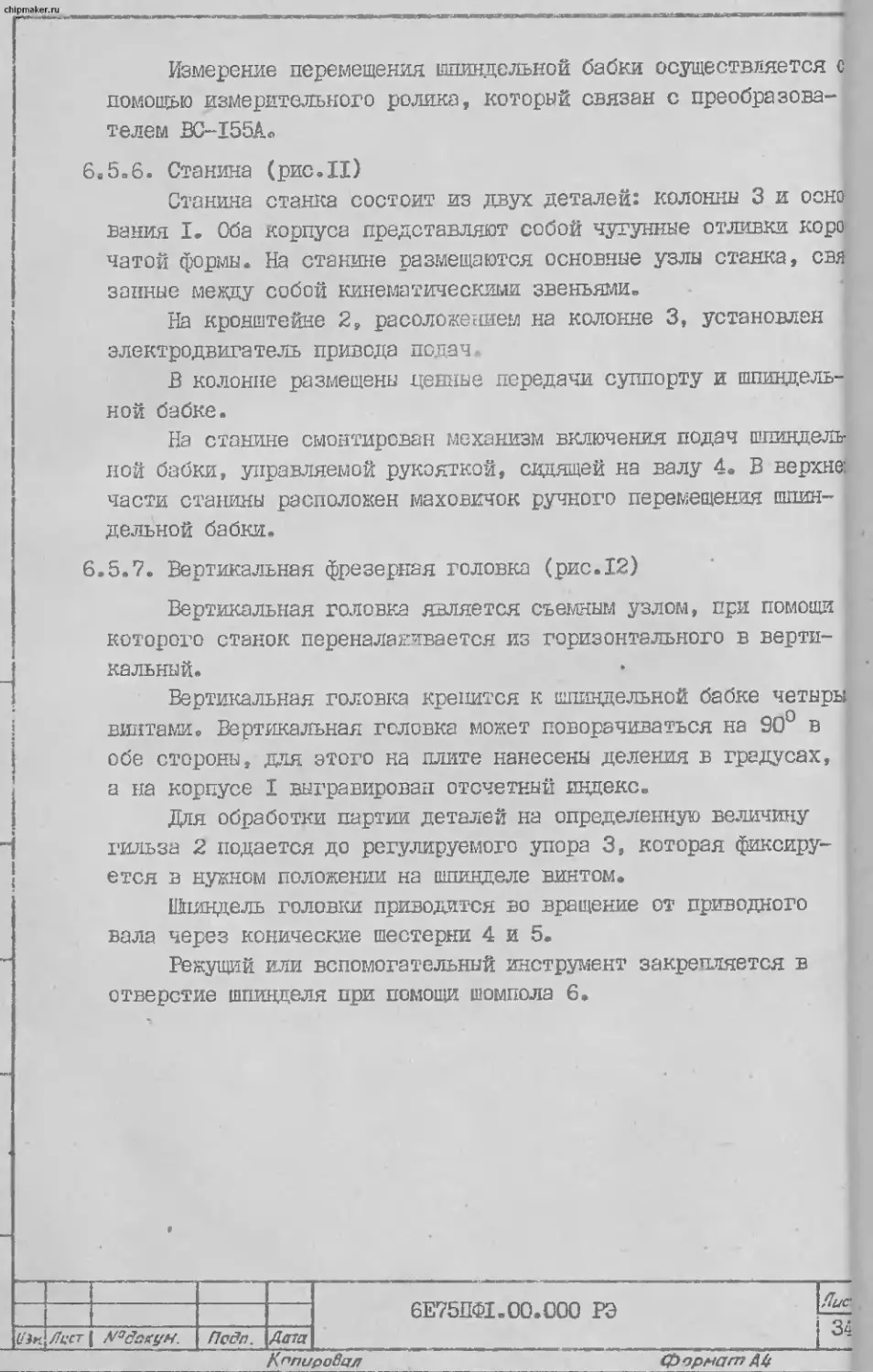
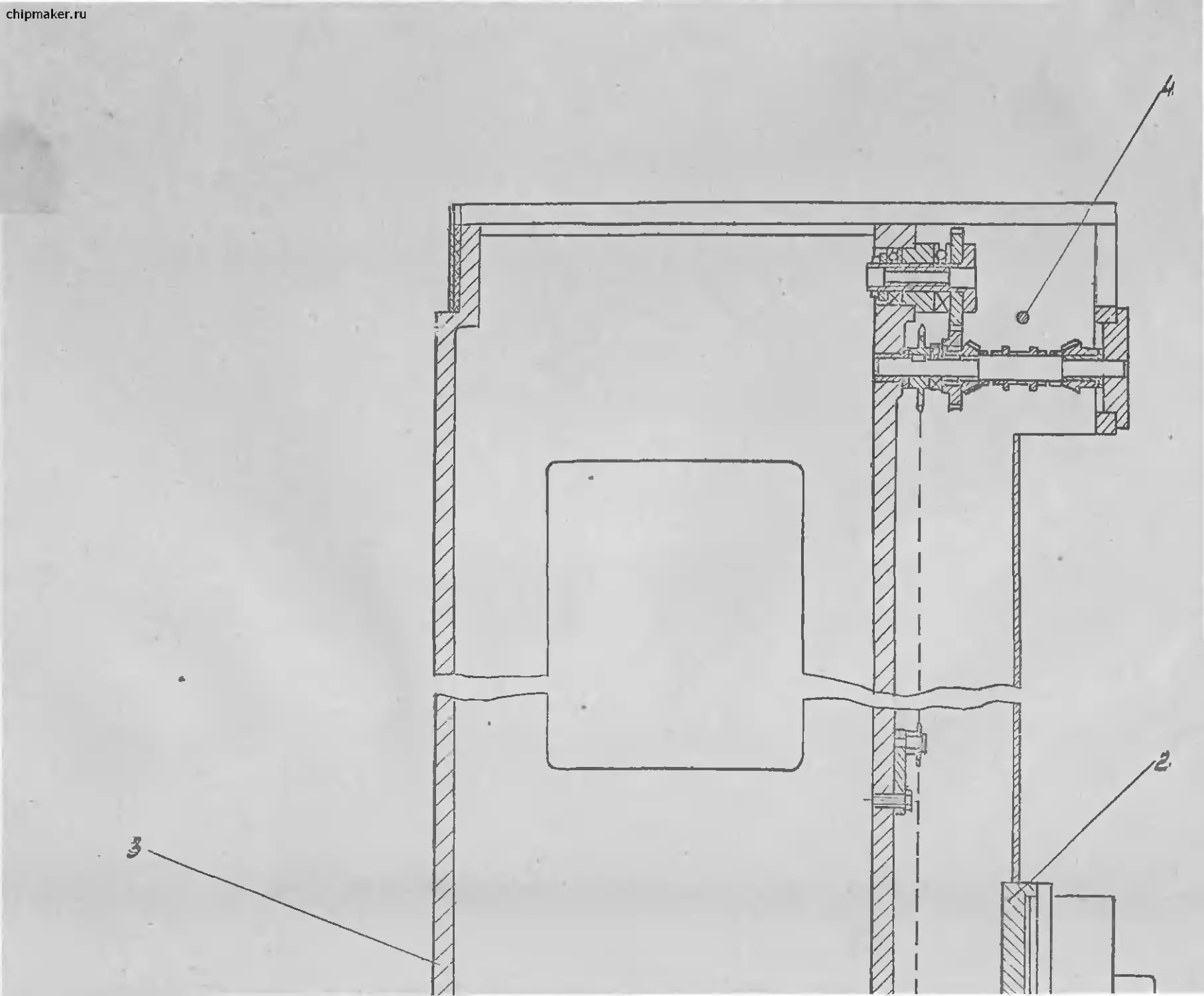
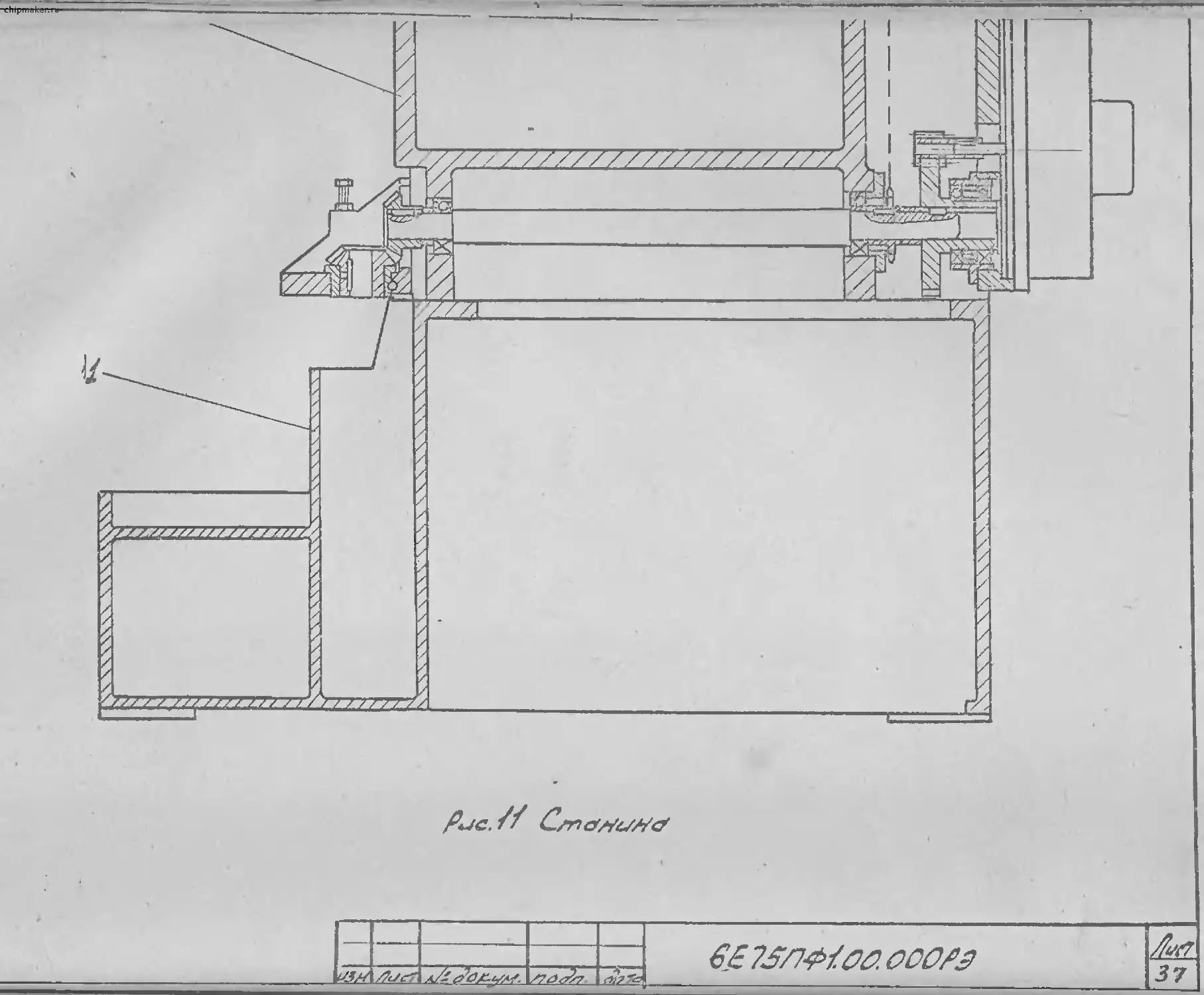
6,5.6. Станина (рис.II)
Станина станка состоит из двух деталей: колонны 3 и осно
вания I. Оба корпуса представляют собой чугунные отливки коро
чатой формы. На станине размещаются основные узлы станка, свя
ванные между собой кинематическими звеньями.
На кронштейне 2, расоложением на колонне 3, установлен
электродвигатель привода подач
В колонне размещены ценные передачи суппорту и шпиндель-
ной бабке.
На станине смонтирован механизм включения подач шпиндель-
ной бабки, управляемой рукояткой, сидящей на валу 4. В верхней
части станины расположен маховичок ручного перемещения шпин-
дельной бабки.
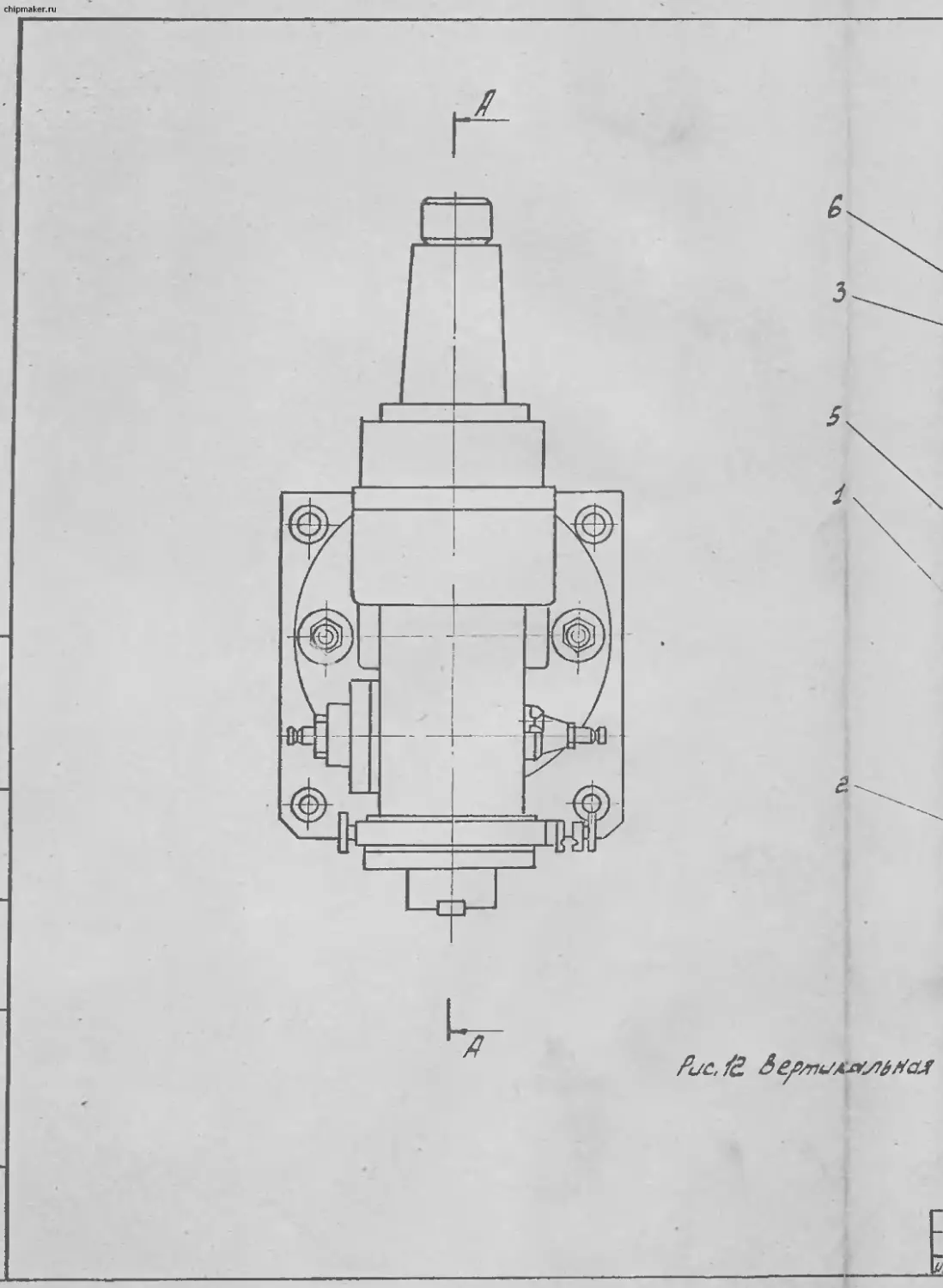
6.5.7. Вертикальная фрезерная головка (рис.12)
Вертикальная головка является съемным узлом, при помощи
которого станок переналаживается из горизонтального в верти-
кальный.
Вертикальная головка кренится к шпиндельной бабке четыры
винтами. Вертикальная головка может поворачиваться на 90° в
обе стороны, для этого на плите нанесены деления в градусах,
а на корпусе I выгравирован отсчетный индекс.
Для обработки партии деталей на определенную величину
гильза 2 подается до регулируемого упора 3, которая фиксиру-
ется в нужном положении на шпинделе винтом.
Шпиндель головки приводится во вращение от приводного
вала через конические шестерни 4 и 5.
Режущий или вспомогательный инструмент закрепляется в
отверстие шпинделя при помощи шомпола 6.
6Е75ПФ1.00.000 РЭ
/iKjA'crl №dogt/H.
Псдп. Дата
Копировал
формат АД
chinmaLur rn
chipmaker.ru
Л-fl
'LCVwC’.cc'
^^к^714^<7Ь^//У /7Г^ 1у#т?
6.6. Съемные узлы и принадлежности
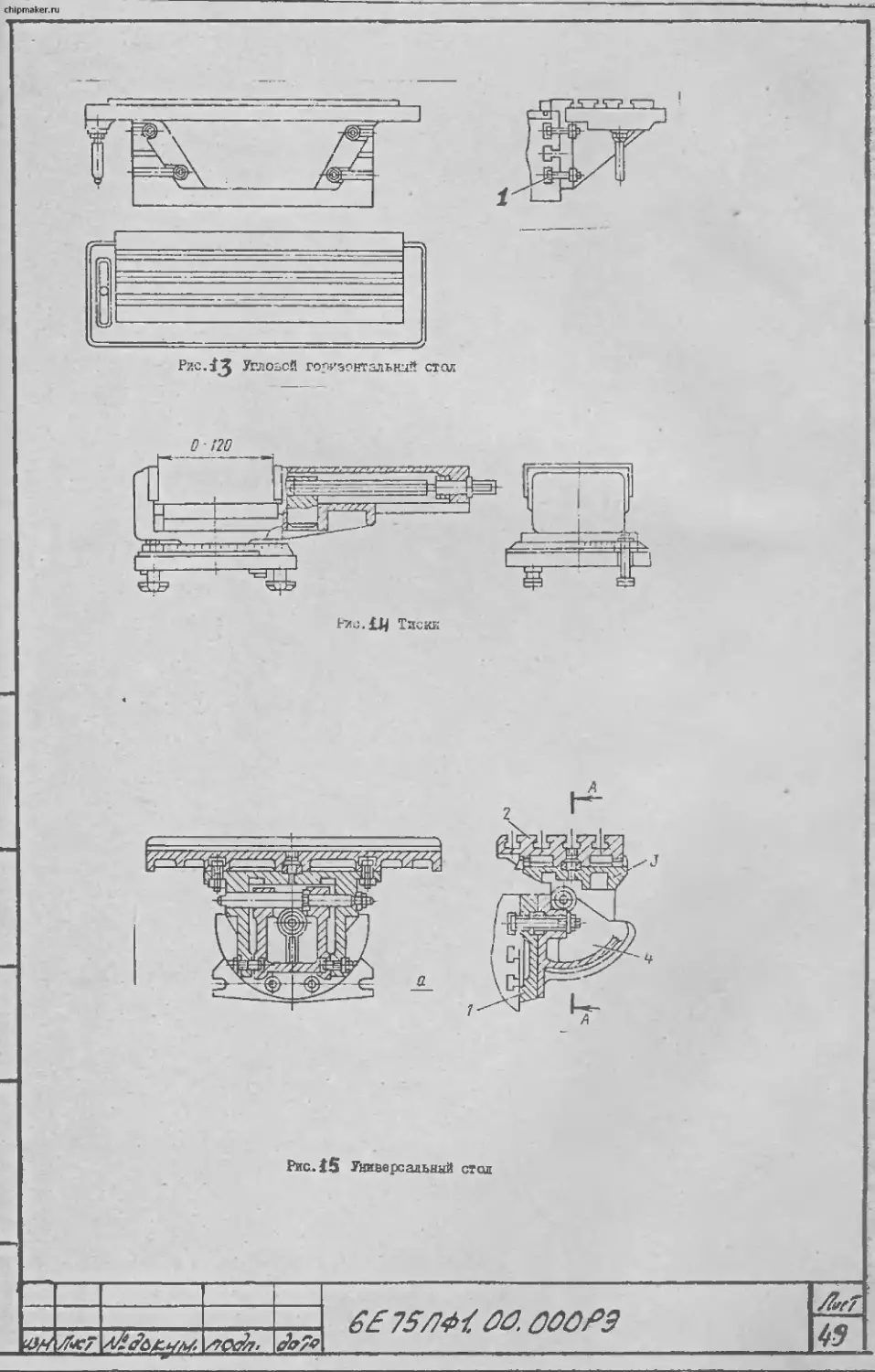
6.6.1. Угловой горизонтальный стол (рис. 13)
Применяется для обычных фрезерных работ. Крепится винтами
к вертикальной плоскости салазок и выставлены по её контроль-
ной кромке.
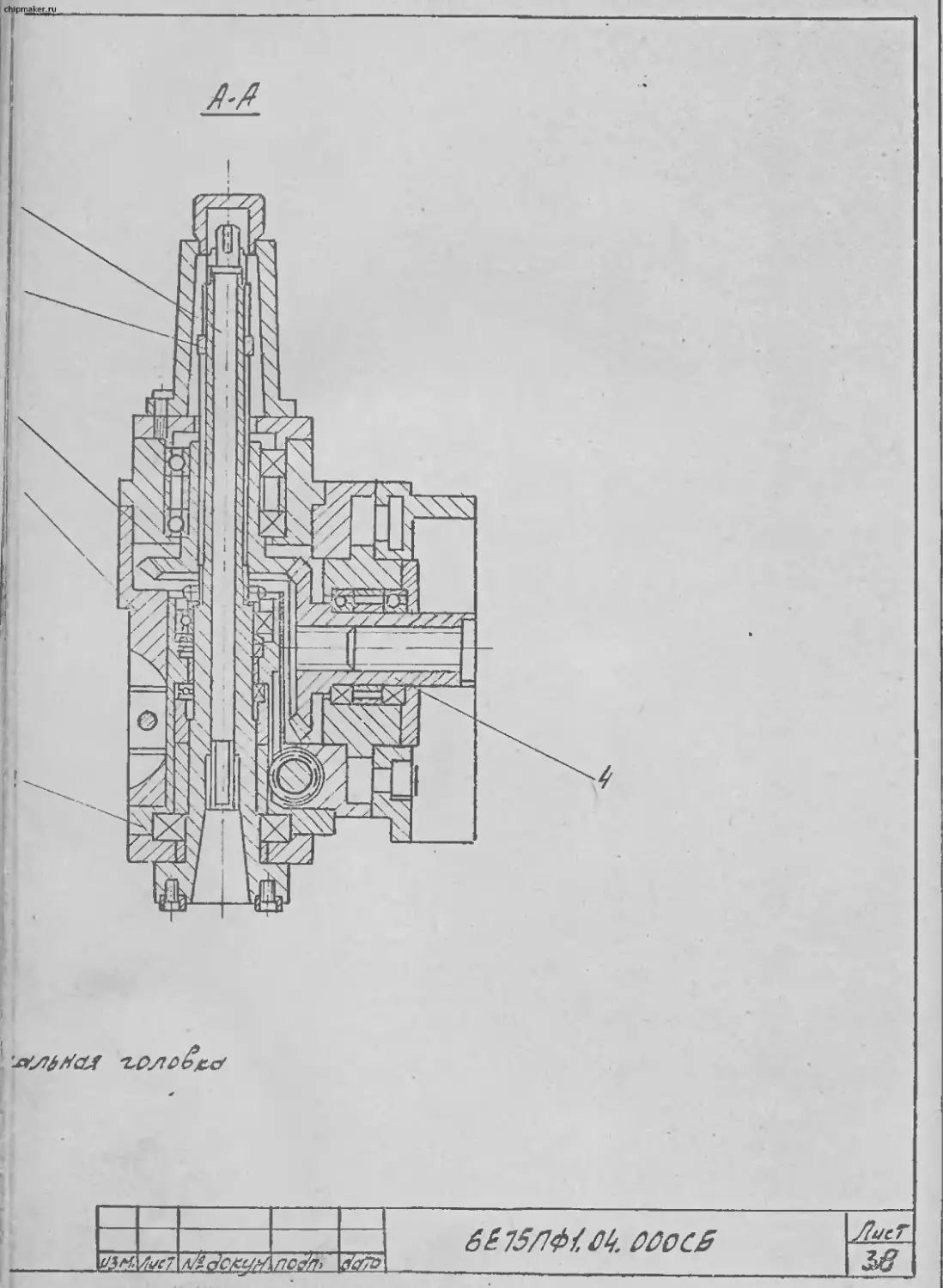
6.6.2. Угловой универсальный стол (рис.15)
Угловой универсальный стол предназначен для установки об-
рабатываемых деталей под углом к любой из трех координатных
плоскостей.
Угловой универсальный стол состоит из плиты I, на которую
крепится угольник 4. На угольнЩ^смонтированы консоль 3 и ра-
бочий стол 2.
Конструкция позволяет производить повороты стола относи-
тельной вертикальной и двух горизонтальный осей станка.
Отсчет углов поворота стола производится по шкалам, нане-
сенным на основании стола, на консоли и угольнике.
Стол базируется по рабочей плоскости и верхнему пазу ос-
новного вертикального стола и крепится тремя винтами.
Chlpmaker.ru
Поди. Ата
6Е75ПФ1.00.000 РЭ
Формат Дк
6.6.3. Тиски (рис.17)
Тиски станочные радиально-поворотные предназначены для
укрепления мелких деталей для фрезерования.
Тиски могут поворачиваться на 360°вокруг оси, перпенди-
кулярной к основанию. Тиски состоят из корпуса, по направля-
ющим которого перемещается подвижная губка. Подвод подвижной
губки к детали и закрепление её осуществляется при помощи
винтовой пары.
Особенностью конструкции тисков является применение кли-
новых губок, благодаря которым зажимаемая деталь притягивает-
ся к направляющим корпуса, и таким образом осуществляется
точное её базирование.
Применение упорного подшипника в сочетании с тарельчаты-
ми пружинами в тисках позволяет облегчить зажим детали, уве-
личивает долговечность тисков.
Тиски могут быть установлены на основном, угловом либо
универсальном столе.
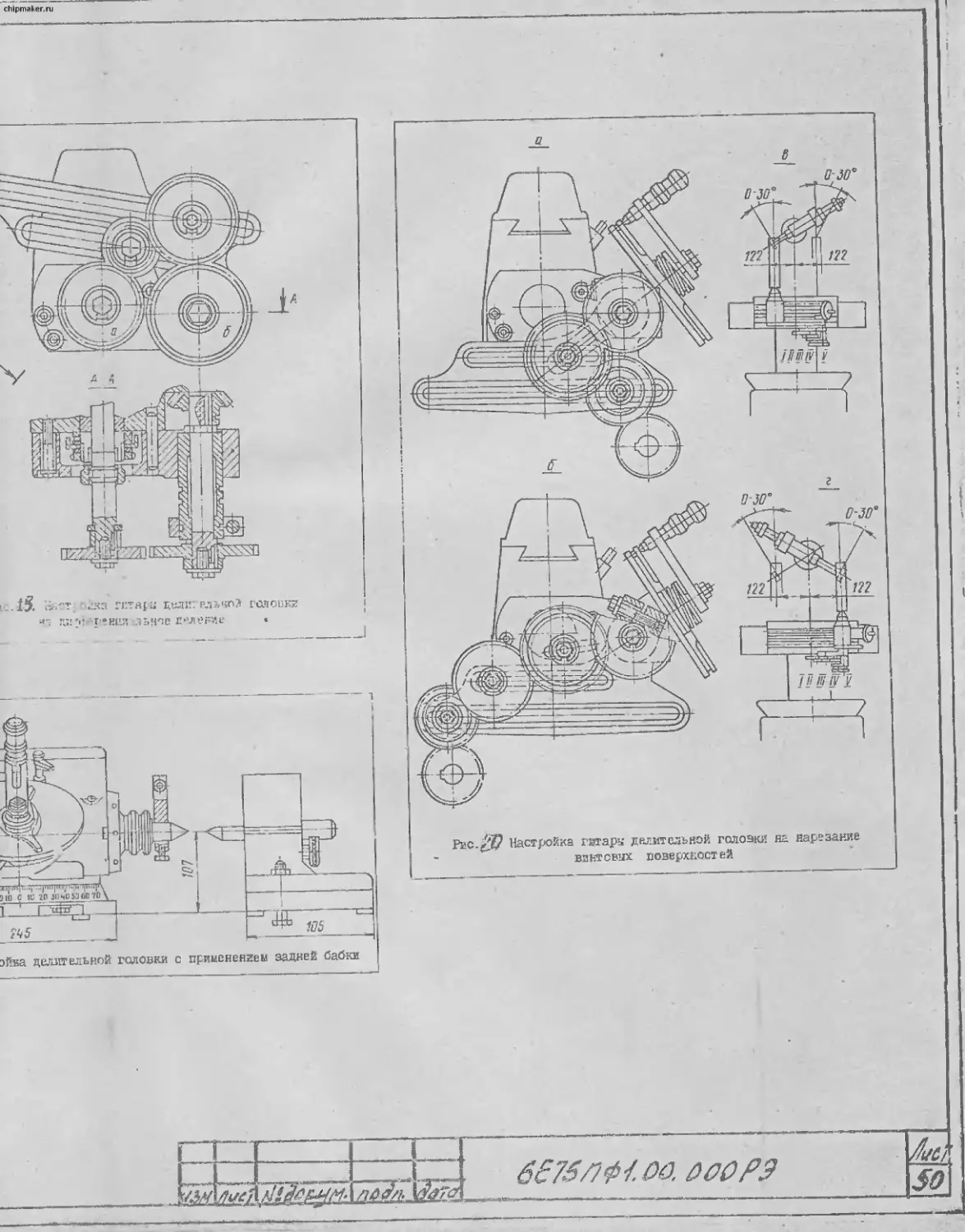
6.6.4. Делительная головка с гитарой (рис. 16...20)
Делительная головка предназначена для установки на ней
деталей, процесс обработки которых требует деления или пово-
рота на определенный угол.
Делительная головка имеет шкалу в градусах, делительное
колесо I непосредственного деления, расположенное на шпинде- I
ле 3, и делительный даек 16, установленный соосно с червяком В,
На делительной головке возможны:
деление по шкале;
непосредственное деление при помощи делительного колеса 11
с двадцатью четырьмя фиксирующими гнездами;
простое деление с применением делительного диска 16;
дифференциальное деление с применением делительного дис-
ка 16 и гитары (рис.18)
вращение детали в процессе фрезерования винтовой поверх-
ности. При этом делительная головка участвует в общей кинема-
тике работы станка (Рис.20)
простое деление с применением делительного диска и с ис-
пользованием задней бабки при обработке длинных деталей
.Идя деления по шкале червяк 8 (рис.О) должен быть выве-
ден из зацепления с червячным колесом 9 поворотом эксцентрико-
вой втулки 19
; "т- фд.т-! nd
±______J___________________ 6Е75ПФ1.00.000 РЭ *77
| * -ТД <<,.*/ | ,'7гс?т. __________________________________ 46 J
— ZS _ _ Л fr I
chiprnaker.ru
I
i
При непосредственном делении червяк также должен быть
выведен из зацепления.
В том случае, если фиксатор II находится в гнезде дели-
тельного колеса I, ввод червяка в зацепление невозможен бла-
годаря предусмотренной блокировке.
Простое^деление осуществляется при введенном в зацепле-
ние червяке.
Чтобы разделить деталь на требуемое число делений, руко-
ятку 12 нужно повернуть.на некоторый угол, величина которого
определяется с учетом передаточного отношения червячной пары
1/40.
Число оборотов рукоятки:
где £ - требуемое число делений;
- число зубьев червячного колеса;
// - характеристика делительной головки;
- число отверстий на окружности делительного диска;
р - количество промежутков между отверстиями диска,
на которое нужно повернуть рукоятку, чтобы осуще-
’ ствить поворот детали, равный одному делению.
Пример. Настроить делительную головку на число делений
= 72
Число оборотов рукоятки /у _ = 40
Преобразовывая числовое значение , добиваются, чтобы в
знаменателе оказалось число, равное числу отверстий, алеющих-
ся на диске:
/9 - ? ~ 40 5гСб) 30
Устанавливают фиксатор 14 на окружности диска с числом
отверстий у - 54 и отсчитывают число промежутков между от-
верстиями /7= 30.
Делительный диск имеет на обеих сторонах следующее коли-
чество отверстий, расположенных по концентрическим окружностям
16, 17, 19, 21, 23, 29, 30, 31, 33, 37, 39, 41, 43, 47, 49 и
54.
АРЛанум.
Пода fia ta
Копировал
6Е75ПФ1.00.000 РЭ
Лисг
j 41
формат АУ
chipmaker.ru --
I
' позволяет решать задачи, не выпол-
j нимые простым делением. Дифференциальный способ состоит в том,
что деление производится не по заданному числу делений ко-
{ торое не поддается простому целению при помощи делительного
j диска, а по искусственно подобранному числу £<р , близкому к
заданному и обеспечивающему возможность осуществить деление при
помощи сменных зубчатых колес (см.рис.18), которые в процессе
деления поворачиваются делительный диск и компенсируют ошибку,
допущенную в процессе деления. Кольцо 17 (см.рис.17) использу-
емое при простом делении для фиксации при помощи штифта 10 де-
лительного диска 16, при дифференциальном делении заменяется
коническим зубчатым колесом 20, которое таким же штифтом 10 фик-1
сирует делительный диск. Однако кольцо 17 соединено с эксцентри-
ковой втулкой стопорным винтом 18, и этим исключается поворот
делительного диска относительно эксцентриковой втулки.
Установленное вместо кольца коническое зубчатое колесо,
приводимое в движение гитарой, может вращаться вместе с дели-
тельным диском относительно эксцентриковой втулки.
Таким образом, при дифференциальном делении необходимо
учитывать повороты рукоятки 12 и делительного диска 16.
Оба поворота связываются /инематической гитарой, переда-
точное отношение сменных колес которой
4’/7 = //
I
С делительной головкой поставляется набор сменных прямо-
зубых колес со следующими числами зубьев: 18, 20, 20, 24, 24,
j 28, 32, 40,44, 44, 48, 56, 72
: Пример. Настроить делительную головку на число делений
2 =51, характеристика головки /И =40.
I. Выбор числа отверстий делительного диска.
Полагаем Z =50, тогда:
zz = J~ = sc= = Зй I
Устанавливают фиксатор на окружности с 30 отверстиями и
отсчитывают 24 промежутка между отверстиями,
f
2. Подсчет сменных колес (см.рис.18) по формуле:
(I — ~) = •—
Л
и
6Е75ПФ1.00.000 РЭ
Педп. Дата
chipm ker.ru
а
ь
Таким образом, число зубьев сменного колеса
число зубьев сменного колеса "& ”
Знак "минус" означает, что в набор необходимо
- -32
- -40
включить про-
межуточное колесо для изменения направления вращения делитель-
ного диска.
И в этом случае направление вращения диска должно совпадать
с направлением вращения рукоятки.
При значении со знаком "плюс" гитару следует настраивать
с двумя промежуточными колесами (как это изображено на рис.15)
вращение диска и рукоятки будет противоположным.
При,нарезании винтовых поверхностей головку устанавливают
на вертикальной плоскости основного стола.
Шпиндель делительной головки получает вращение от винта вер-
тикального перемещения суппорта.
На рис.2С, показано положение делительной и вертикальной
головок при нарезании левой и правей винтовых канавок.
В обоих случаях угол подъема винтовой поверхности не может
быть более 30°. .
Угол подъема винтовой поверхности .?( ~ ох с
где с/ - диаметр обрабатываемой поверхности;
t - шаг винтовой поверхности.
Римскими цифрами обозначены оси сменных колес, которые зак-
репляются в гитаре.
При наборе сменных колес устанавливают дистанционные кольца.
При нарезании винтовой поверхности с шагом свыше 100 мм на-
стройка гитары производится в соответсвии с рис. 20в
При этом в передаче вращения шпинделя участвует червячная
пара.
При нарезании винтовых поверхностей с шагом менее 100 мм
следует пользоваться схемой на 20г. При этом в передаче враще-
ния от винта суппорта к шпинделю делительной головки червячная
пара не участвует.
-Передаточное отношение сменных колес: при нарезании винто-
вых поверхностей с участием червячной пары
при нарезании винтовых поверхностей без участия червячной пары
/ - -Ь.
t
Лист
№во£1/Н.
Псдп.
Аша
Копиповал
6Е75ПФ1.00.000 РЭ
Лист
chipmaker, ru
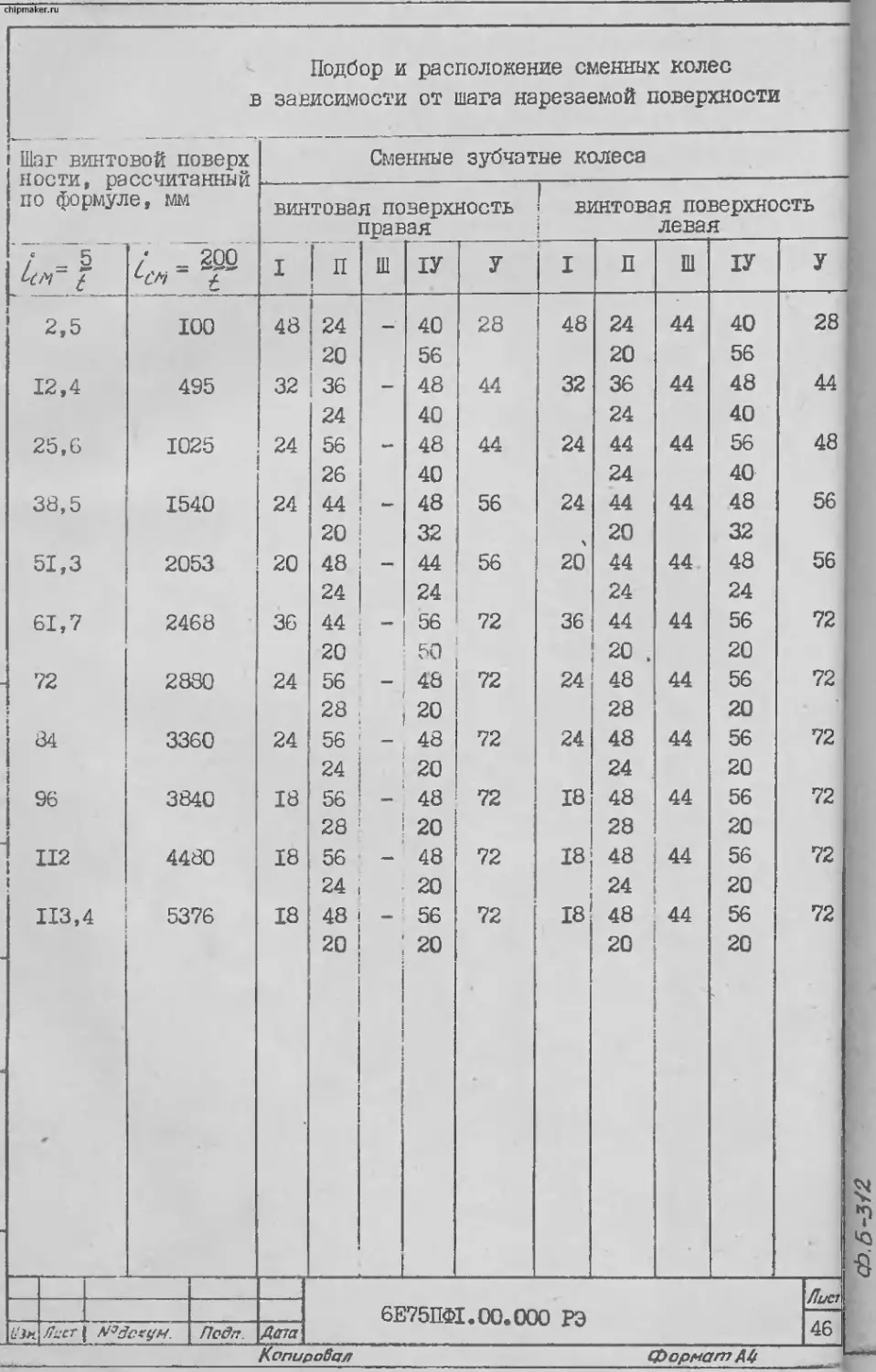
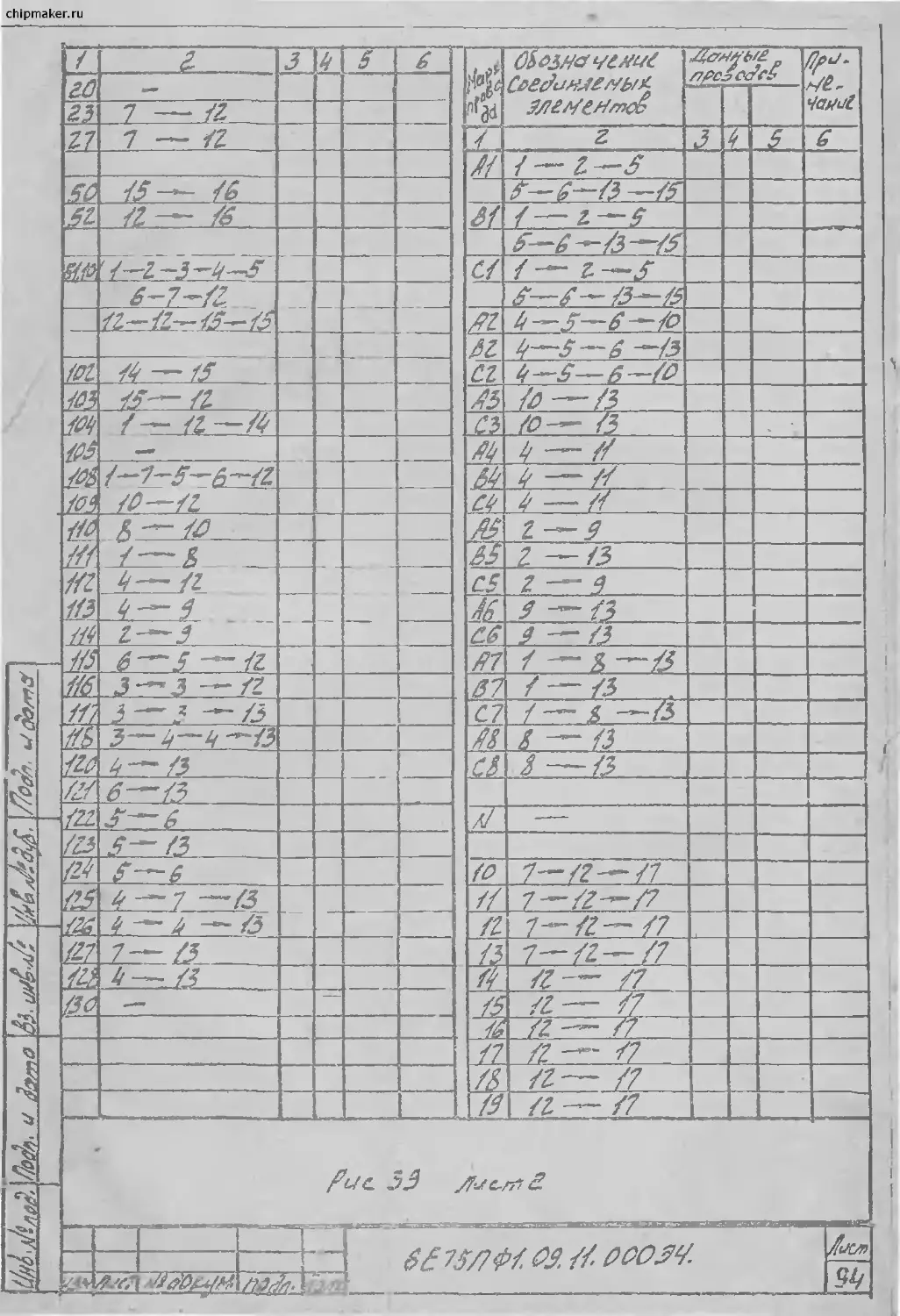
Примеры расчетов сменных шестерен для всего диапазона шагов
приведен в табл. Подбор и расположение сменных колес в гитаре
должны быть примерно такими, как указано для ближайшего шага по
таблице. Произвольный набор недопустим, так как шестерни могут
не разместиться в гитаре. В случае, если сменных колес в прила-
гаемом наборе недостаточно, необходимо изготовить дополнительно
одно или два зубчатых колеса с нужным числом зубьев, но со все-
ми прочили размерами, одинаковыми с шестернями набора.
При установке сменных колес рекомендуется для удобства по-
ворачивать делительную головку на 180°.
Делительная головка снабжена хоботом (рис.17) 4 и серьгой
с центром для обработки длинных деталей, а также задней бабки
с центром для поддержки изделий при установке головки на гори-
зонтальном столе.
На рис. 20а показан пример настройки гитары для фрезерова-
ния правой винтовой канавки с шагом 495 мм.
На рис. 206 показана настройка на фрезерование левой винто-
вой канавки с тем же шагом.
В процессе эксплуатации для сохранения точности делительной
головки необходимо регулировать зацепление червячной пары.
Регулировка осевого зазора червяка 8 (рис.. 17) осуществля-
ется гайками. Для доступа к гайкам снимается планка 13 с руко-
яткой 12 и узлы делительного диска 16.
Радиальный зазор, определяемый положением эксцентриковой
втулки, регулируется винтом 6.
Зацепление считается удовлетворительным при мертвом ходе
рукоятки, равном двум расстояниям между соседними отверстиями,
расположенными на окружности делительного диска с наибольшим
числом отверстий. После регулировки винт 6 стопорится гайкой 7
Точность делительной головки требует также периодической
регулировки радиального зазора шпинделя. Радиальный зазор вы-
бирается перемещением шпинделя 3 в осевом направлении.
Для этого снять корпус головки с основания 5, вынуть шпин-
дель, снять компенсационное кольцо 2 и вновь установить шпиндель
в корпус, затем замерить расстояние между бортом шпинделя и
торцом делительного колеса I непосредственного деления и прош-
лифовать кольцо 2 до нужного размера.
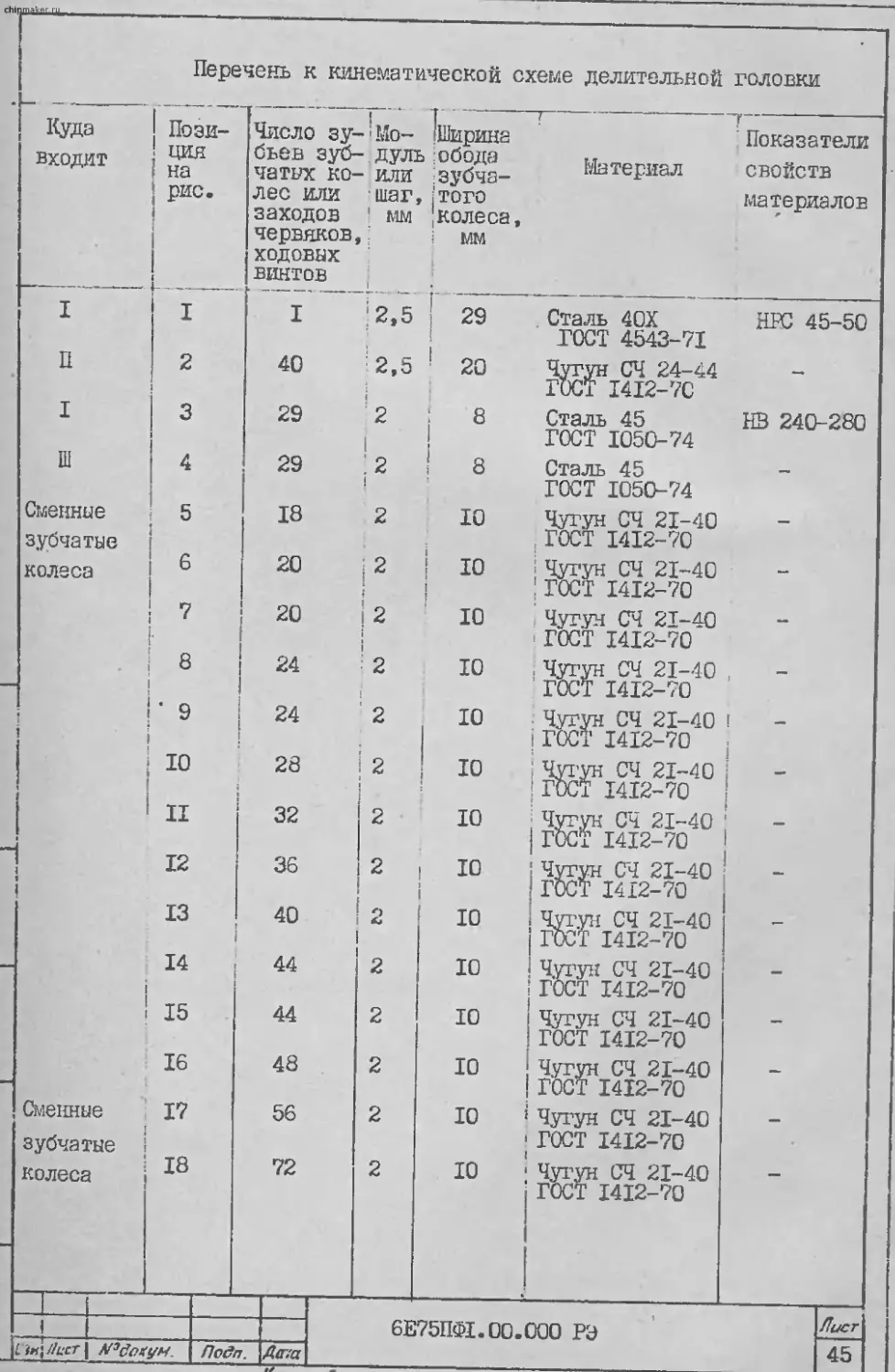
Перечень к кинематической схеме делительной головки дан в
таблице
Дига
6Е75ПФ1.00.000 РЭ
44
Перечень к кинематической схеме делительной головки
Куда Поэи- Ilf г Число зу-ПЛо- (Ширина Показатели
входит ция на бьев зуб- ДУЛЬ ; обода Материал евойгтв чатых ко- или :зубча- материал свойств
рис. лес или шаг,(того материалов
заходов 1 мм 'колеса,
червяков,. i мм
ходовых
винтов
I I I '2,5 29 Сталь 40Х НРС 45-50
ГОСТ 4543-71
П 2 40 2,5 20 Чугун СЧ 24-44
1 ГОСТ I4I2-7C
I 3 29 2:8 Сталь 45 НВ 240-280
, | ГОСТ 1050-74
Ш 4 29 .2 I 8 Сталь 45
! ГОСТ 1050-74
Сменные 5 18 2 10 Чугун СЧ 21-40
зубчатые ГОСТ 1412-70 i :
1 & 20 : 2 1 10 ! Чугун СЧ 21-40
колеса | I ! ГОСТ 1412-70
I 7 20 1 2 10 Чугун СЧ 21-40
ГОСТ 1412-70
• 1 8 1 t 24 2 10 Чугун СЧ 21-40 ГОСТ 1412-70
i !'9 । 24 2 10 Чугун СЧ 21-40 1 i ГОСТ 1412-70
i10 28 12 10 ЧУГУН СЧ 21-40
! (ГОСТ 1412-70
1 JJ 32 2 10 Чугун СЧ 21-40
| ГОСТ 1412-70
И 1 1 12 36 2 । 10 Чугун СЧ 21-40 ГОСТ 1412-70
13 40 2 10 Чугун СЧ 21-40 1 ГОСТ 1412-70
14 44 2 10 Чугун СЧ 21-40
i ! ГОСТ 1412-70
! 15 44 2 10 Чугун СЧ 21-40
ГОСТ 1412-70
16 48 2 10 Чугун СЧ 21-40
h ГОСТ 1412-70
Сменные 17 56 2 10 * Чугун СЧ 21-40
зубчатые i • ГОСТ 1412-70 1
1 18 72 2 10 Чугун СЧ 21-40
ГОСТ 1412-70
h
I । ' ‘ " 6Е75ПФ1.00.000 РЭ —
]Ии}/Л;сг ЛР&охум. Поди. Да:а
Подбор и расположение сменных колес
в зависимости от шага нарезаемой поверхности
Шаг .винтовой поверх ности, рассчитанный по формуле, мм Сменные зубчатые колеса
винтовая поверхность правая 1винтовая поверхность ; левая
’/ = 2,5 12,4 25,6 38,5 51,3 61,7 72 84 96 112 113,4 ж t I 4 10 15 20 24 28 33 38 44 53 20с I 1 п Ш 1У У I П Ш 1У У
00 95 25 40 53 68 80 60 40 80 76 48 32 24 24 20 36 24 24 18 18 18 24 20 36 24 56 26 44 20 48 24 44 20 56 28 56 24 56 28 56 24 48 20 40 56 48 40 48 40 48 32 44 24 56 50 48 20 48 20 48 20 48 20 56 20 28 44 44 56 56 72 72 72 72 72 72 48 32 24 24 20 36 24 24 18 18 18 24 20 36 24 44 24 44 20 44 24 44 20 . 48 28 48 24 48 28 48 24 48 20 44 44 44 44 44 44 44 44 44 44 44 40 56 48 40 56 40 48 32 48 24 56 20 56 20 56 20 56 20 56 20 56 20 28 44 48 56 56 72 72 72 72 72 72
6Е75ПФТ.00.000 РЭ Лист 46
facr Псдгг. Дата
КопироЗал формат АД L
chipmaker.ru
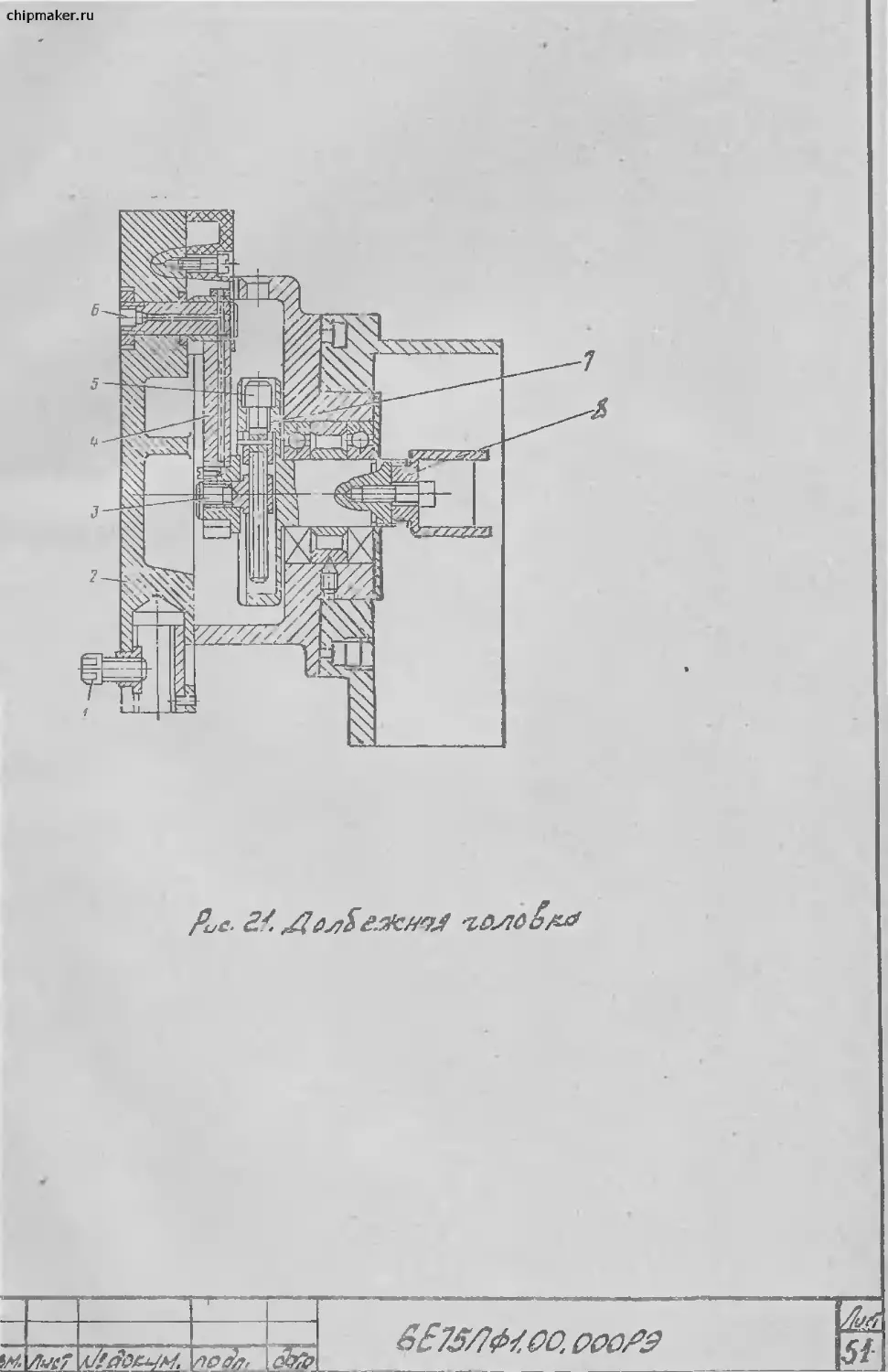
6.6.5. Долбежная головка (рис. 21)
Долбежная головка монтируется на торцовой плоскости «ими-
дельной бабки. Ползун 2, несущий инструмент, получает движение
от горизонтального шпинделя через поводок 8, кривошип 7, смон- .
тированный на двух шарикоподшипниках, и шатун 4<.
Для регулировки хода ползуна нужно отжать винт 3 и- враще-
нием винта 5 установить величину хода ползуна, после чего вновь
зажать винт 3.
Крепление инструмента осуществляется винтом I. Отсчет угла
поворота долбежной головки производится по шкале, нанесенной на
цилиндрической поверхности плиты, и отсчетному индексу, выгра-
вированному с левой стороны корпуса головки.
Смазка головок шатуна производится через масленку, направ-
ляющих ползуна - поливом. Подшипника набиваются консистентной
смазкой при сборке узла. Обозначение точек смазки, наименование
марок применяемых смазочных материалов и режимы смазки указаны
в разделе "Система смазки".
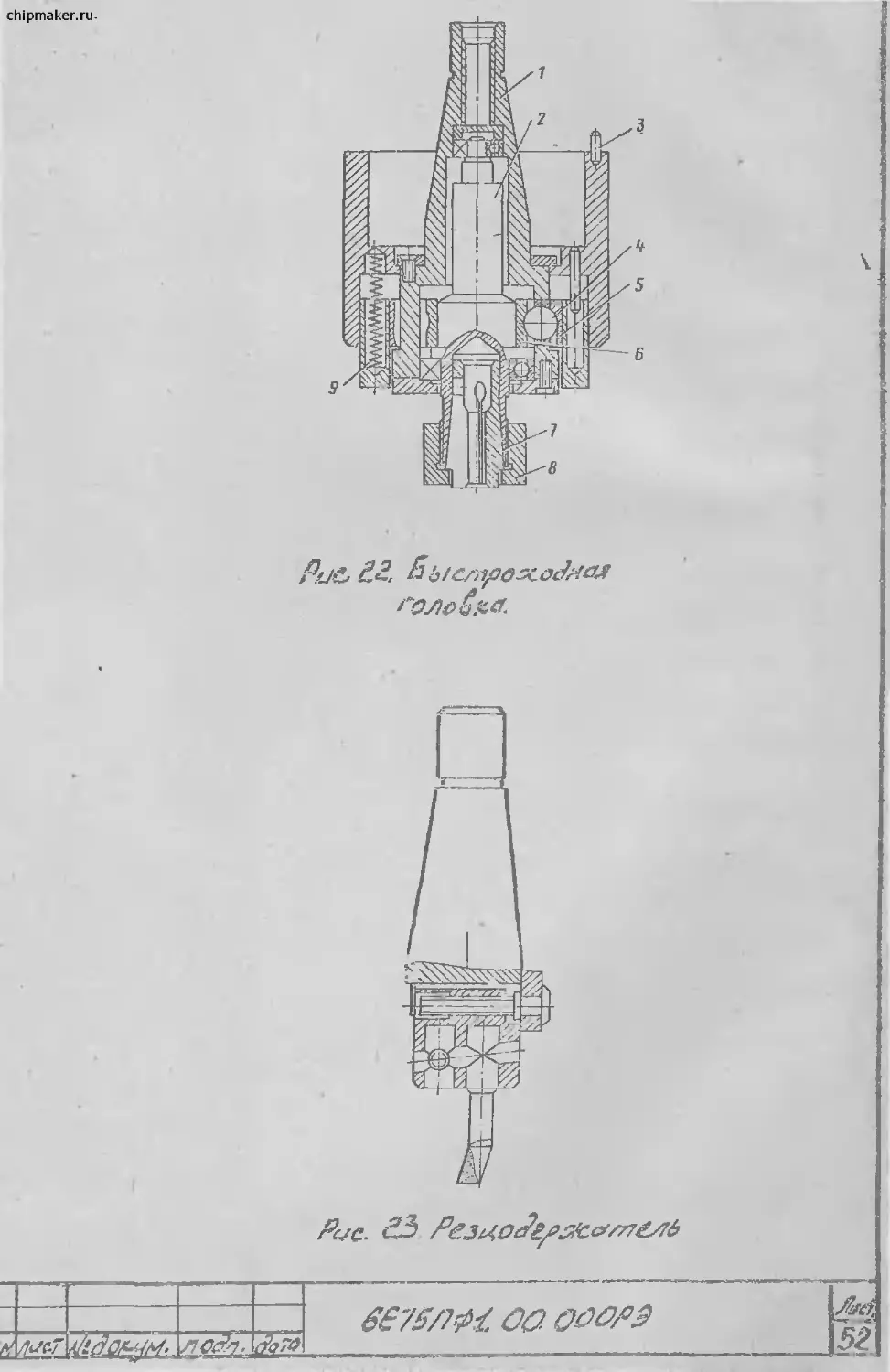
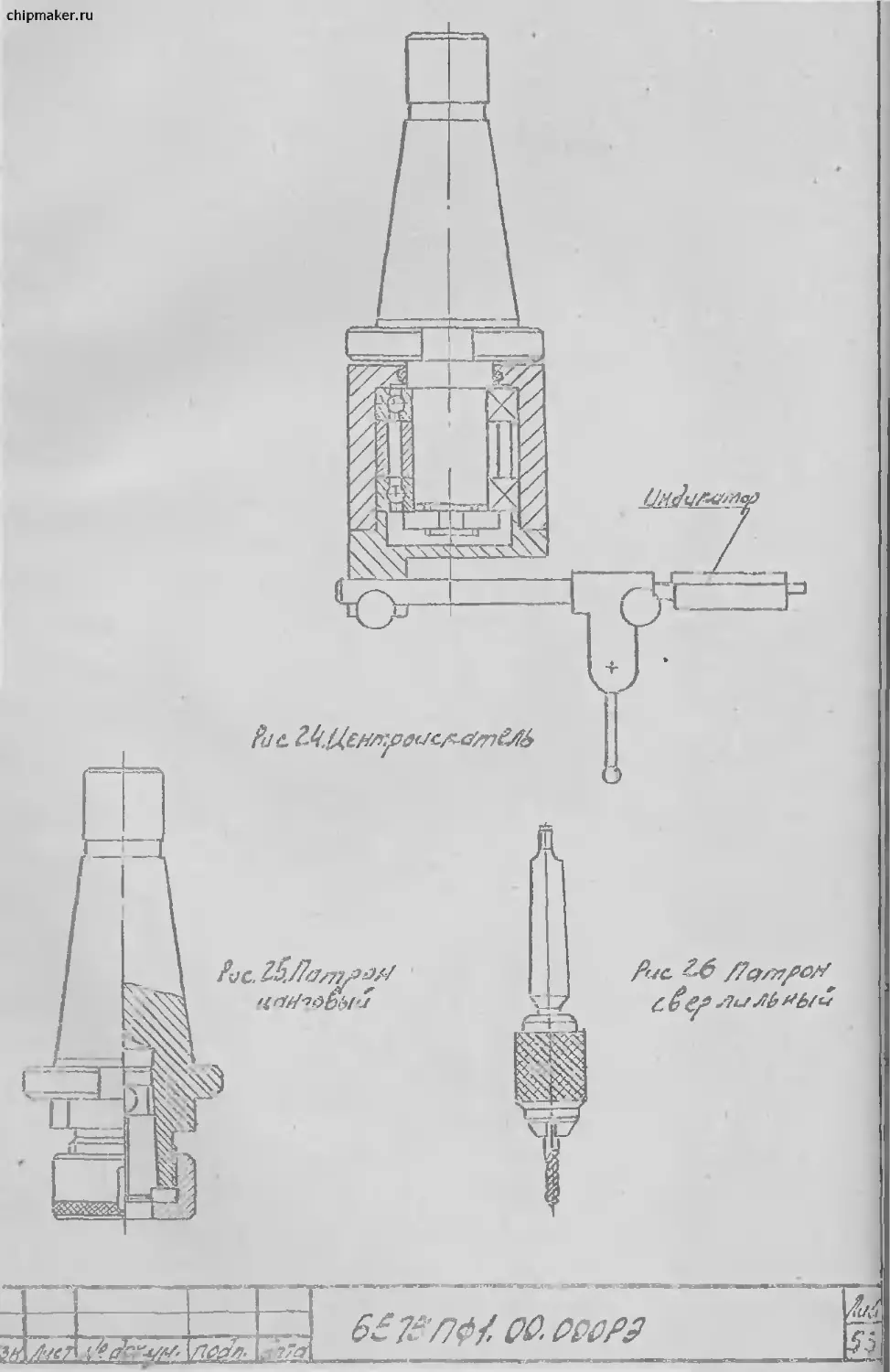
6.6.6. Быстроходная головка (рис. 22)
Быстроходная головка предназначена для сверлильных и фре-
зерных работ, требующих большой частоты вращения инструмента
при незначительных нагрузках.
'В шпинделе 2 при помощи цанги 7 и хайки 8 закрепляется режу-
щий инструмент - сверло или фреза.
Быстроходная головка своим хвостовиком I вставляется в шпин-
дель вертикальной головки так, чтобы штифт 3 вошел в паз нижнс-
него фланца. Вращение на шпиндель быстроходной головки переда-
ется от хвостовика, соедининенного жестко со шпинделем верти-
кальной головки, трем шарикам 4, расположенным в хвостовике как
в сепараторе подшипника. Одновременно шарики, находятся между
кольцами шарикового радиально-упорного подшипника. Наружное
кольцо 5 помещено на неподвижном корпусе, а внутреннее 6 уста-
новлено на шпинделе..
Шарики, обкатываясь по наружному кольцу, приводят во враще-
ние внутреннее, а вместе с ним и шпиндель быстроходней головки.
В описанном фрикционном планетарном механизме передача кру-
тящего момента обеспечивается пружинами 9 и осевой составляющей
усилия резания.
Частота вращения быстроходной головки в 2,6 раза больше час-
тоты вращения вертикальной головки.
6Е75ПФ1.00.090 РЭ Лист 47
к Лист Подо. Дата
Копировал формат АЬ
chipmaker.ru
При частоте вращения вертикального шпинделя 2000 мин-^
шпиндель быстроходной головки вращается с чистотой вращения
5200 мин-^.
Смазка головки консистентная: смазка ЦИАТИМ-201 (один раз
в месяц).
6.6.7. Резцедержатель (рис. 23)
Резцедержатель является вспомогательным инструментом, ис-
пользуемым для расточки.
Резцедержатель устанавливается конусом в вертикальный или
горизонтальный шпиндель при помощи шомпола.
Резец, е зависимости от величины обрабатываемого отверстия,
закрепляется винтом в одном из двух вертикальных гнезд ползушк4
Для расточки больших отверстий используется горизонтальное
гнезде.
Установка ползушки на заданный размер обработки произво-
дится винтом, головка которого имеет деление и служит лимбом.
За- один оборот лимба ползушка перемещается на I мм. Цена деле-
ния лимба 0,02 мм. Ео время обработки ползушка должна быть за-
фиксирована относительно хвостовика винтом. На торцах винта и
лимба имеется квадратное углубление В = 3,2, Для которого в
комплекте поставки предусмотрен ключ с наружным квадратом со-
ответствующего размера.
6.6.8. Центроискатель (рис.24)
Центроискатель предназначен для установки оси вращения
шпинделя по центру выверяемой цилиндрической поверхности.
Выверку можно прсизвбдить как по отверстию, так и по на-
ружной поверхности, если максимальный диаметр не превышает
90 мин.
Центроискатель представляет собой угловую передачу, в ко-
торой отклонение измерительного рычага центроискателя переда-
ется штифту индикатора.
Chipmaker.ru
формат Alt
ЛиС7
48
1 - — —- .
Л'С~ { Подл Дага
6Е75ПФ1.00.000 РЭ
Рис. Углоьсй горизонтальный стал
Рте. 1S Унигэрсадьный стол
££7SM{aa. оосрэ
Луг7
chipmaker.ru
Pac.iy. Делительная головка
IEL
Pi,.. 15. iia-Т
чг. jinfi
i
г
Рис. (5 Настройка делитель
chipmaker, ru
PuC- St ДыБеЯСМЯ/Г -ZZlZtf
5f
chipmaker.ru-
галопа.
Рас. £3
лс<&. \gffi
&75/WA сЮ ОМ№
chipmaker.ru
1~?~^
Pjc. -*'
PslC. Z.5./fa/nf:>M
аеШ^рВьи '
P’jc. Z-6 /^cr/^o/Y
£ .ЛиЛ& /*6/ы
5'
3
а>
ф
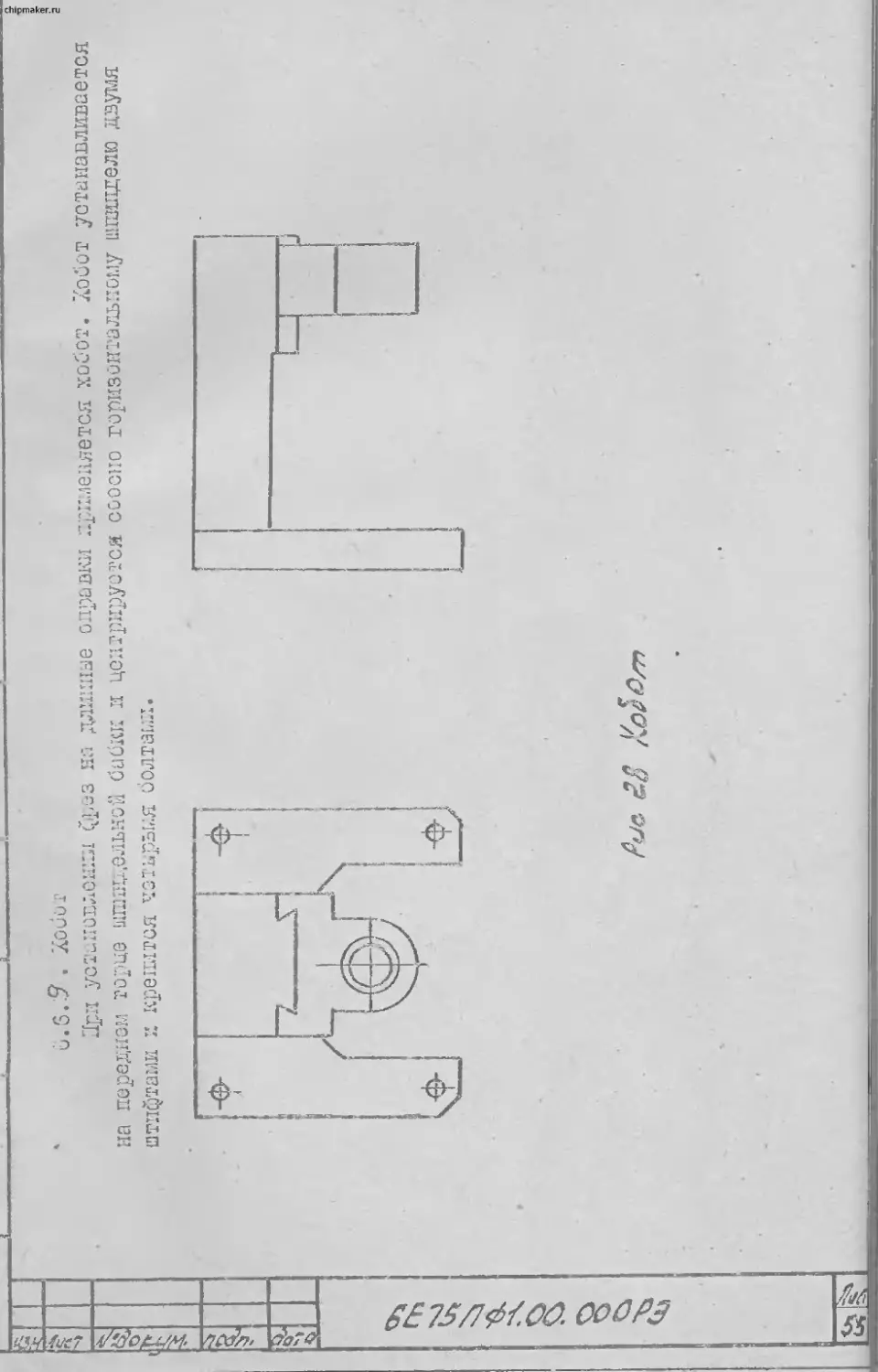
* u.S. ? . Хобот э
При уст^ловлсиил фрез на длинные оправки лркмеляетсл хобот. Хо|от устанавливается
на переднем торце шинельной баокк л центрируется соосно горизонтальному шшшделю двумя
штлутами и KpeiniTCH чоткры/.я болтами.
P‘JC<
2. 104~2а Копировал: Формат А-4
chipmaker.ru
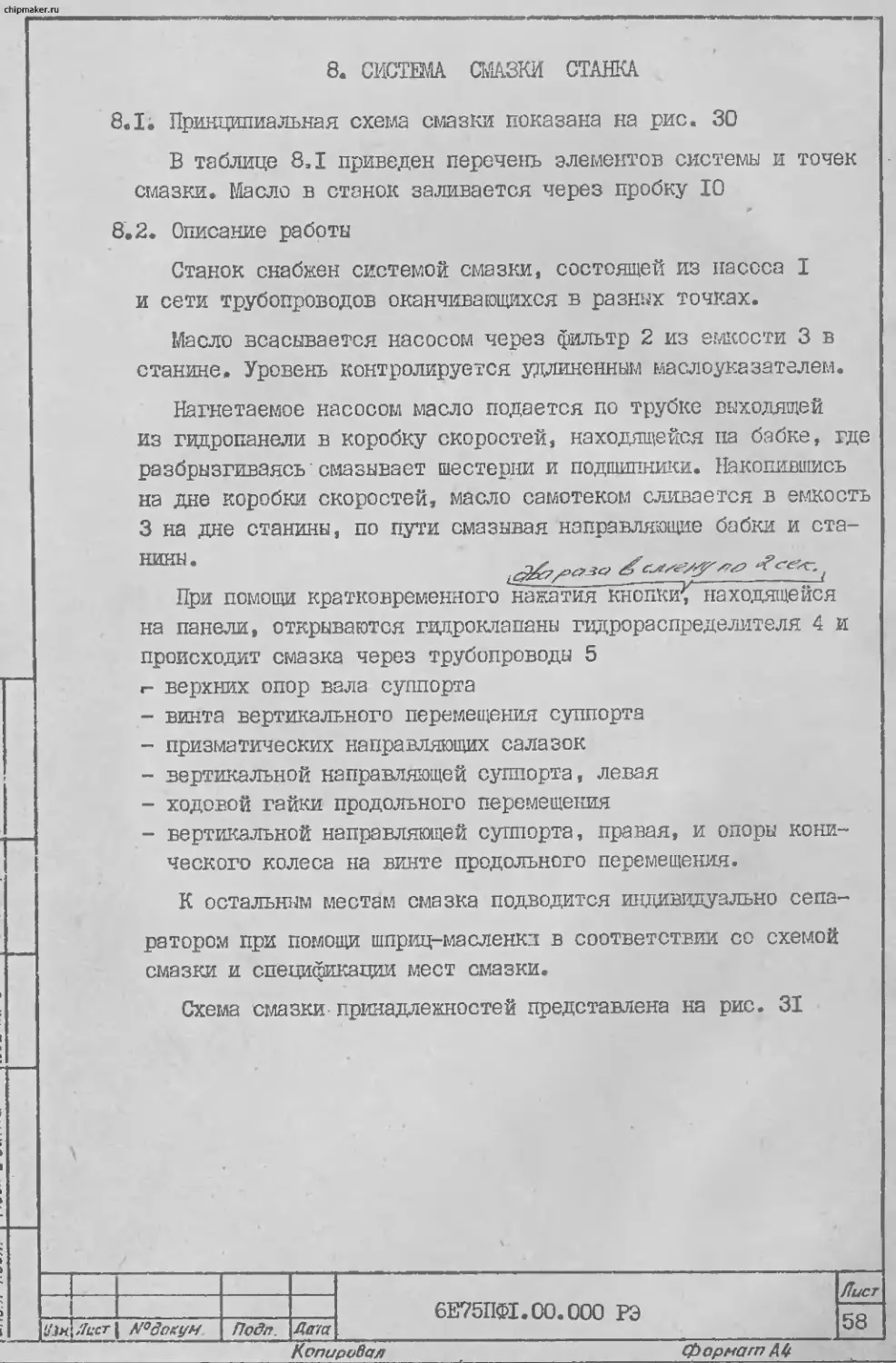
8. СИСТЕМА СМАЗКИ СТАНКА
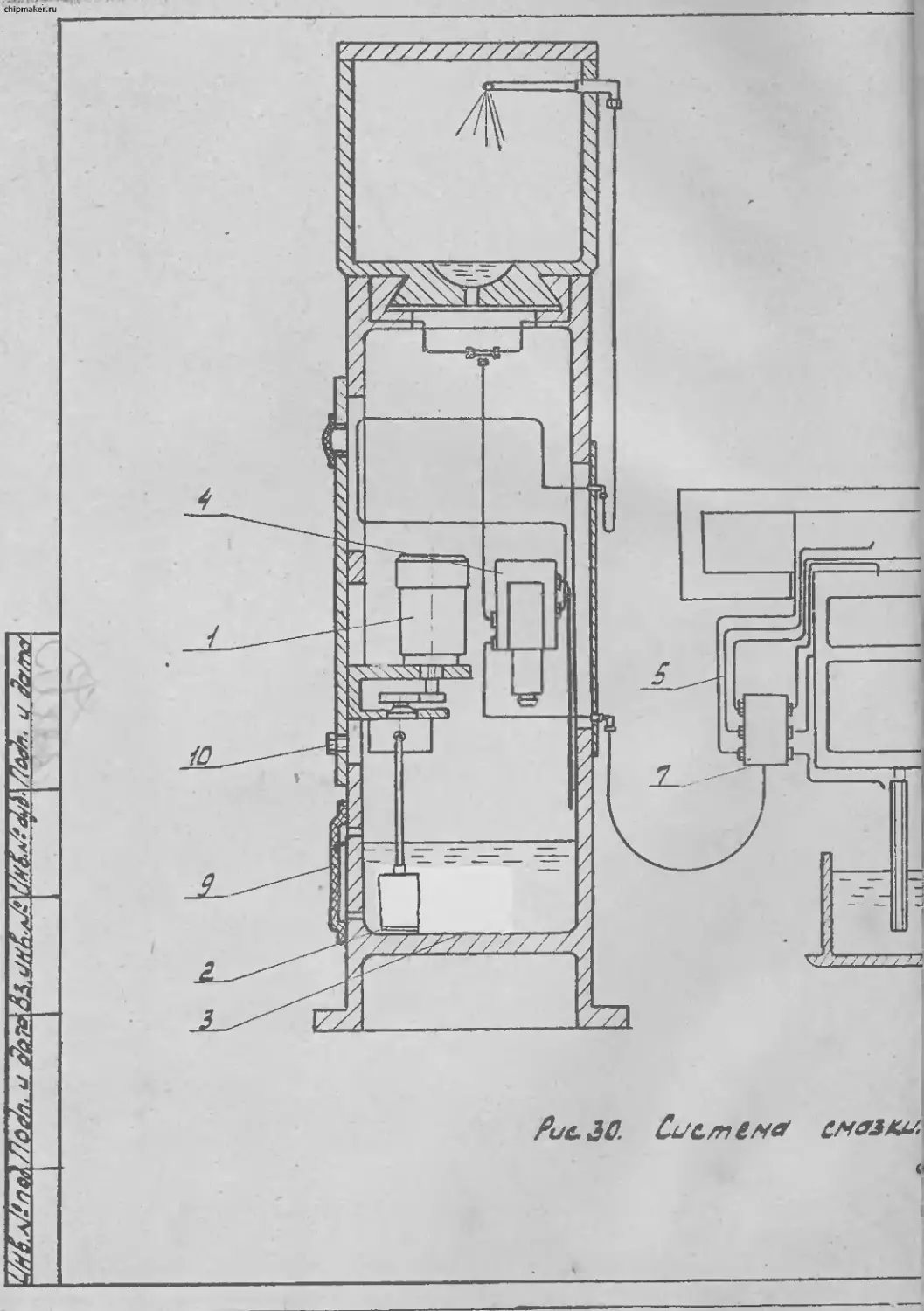
8.1 ; Принципиальная схема смазки показана на рис. 30
В таблице 8.1 приведен перечень элементов системы и точек
смазки. Масло в станок заливается через пробку 10
8.2 . Описание работы
Станок снабжен системой смазки, состоящей из насоса I
и сети трубопроводов оканчивающихся в разных точках.
Масло всасывается насосом через фильтр 2 из емкости 3 в
станине. Уровень контролируется удлиненным маслоуказателем.
Нагнетаемое насосом масло подается по трубке выходящей
из гидропанели в коробку скоростей, находящейся па бабке, где
разбрызгиваясь’смазывает шестерни и подшипники. Накопившись
на дне коробки скоростей, масло самотеком сливается в емкость
3 на дне станины, по пути смазывая направляющие бабки и ста-
на панели, открываются гвдроклапанв гцдрораспределктеля 4 и
происходит смазка через трубопроводы 5
г- верхних опор вала суппорта
- винта вертикального перемещения суппорта
- призматических направляющих салазок
- вертикальной направляющей суппорта, левая
- ходовой гайки продольного перемещетшя
- вертикальной направляющей суппорта, правая, и опоры кони-
ческого колеса на винте продольного перемещения.
К остальным местам смазка подводится индивидуально сепа-
ратором при помощи шприц-масленкп в соответствии со схемой
смазки и спецификации мест смазки.
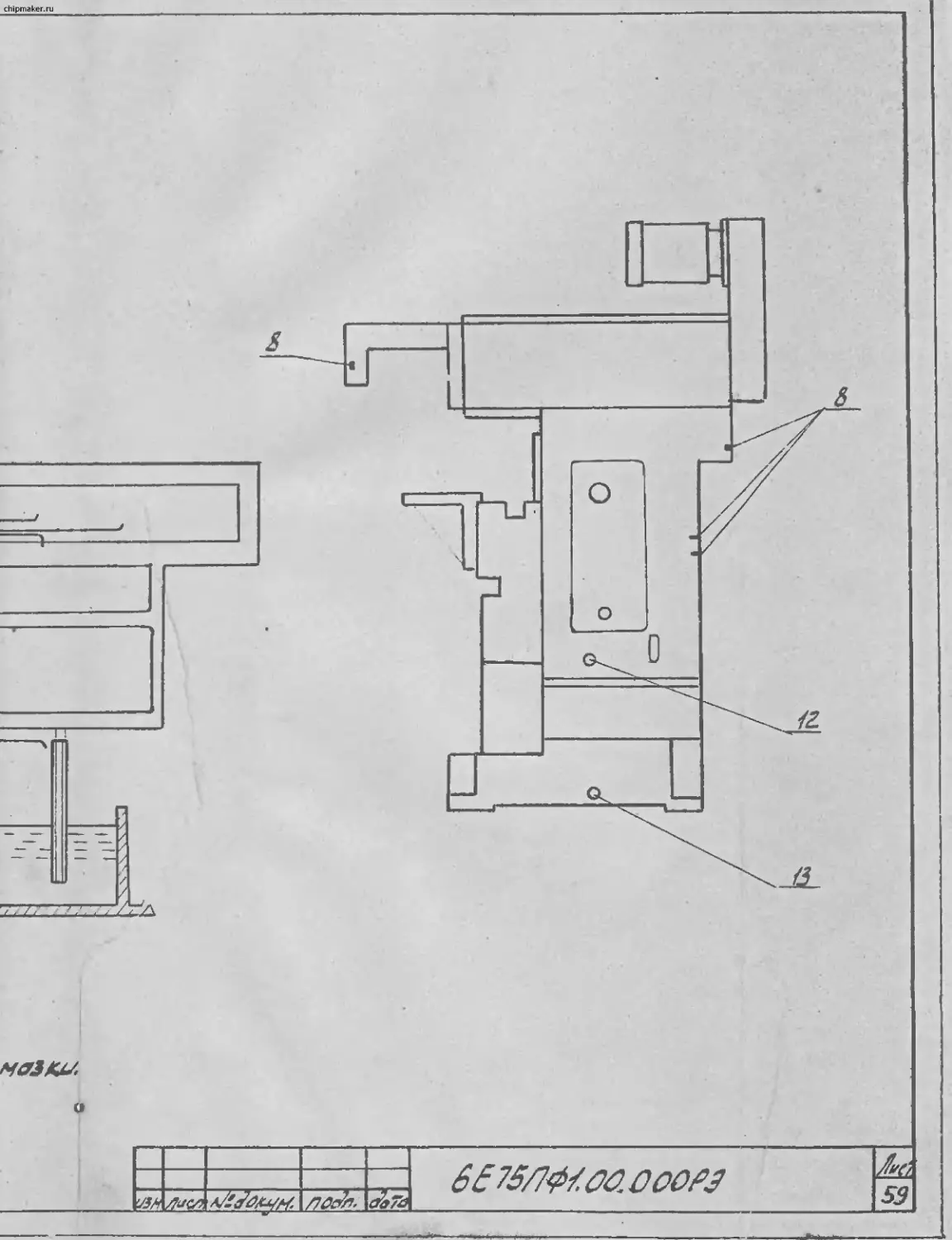
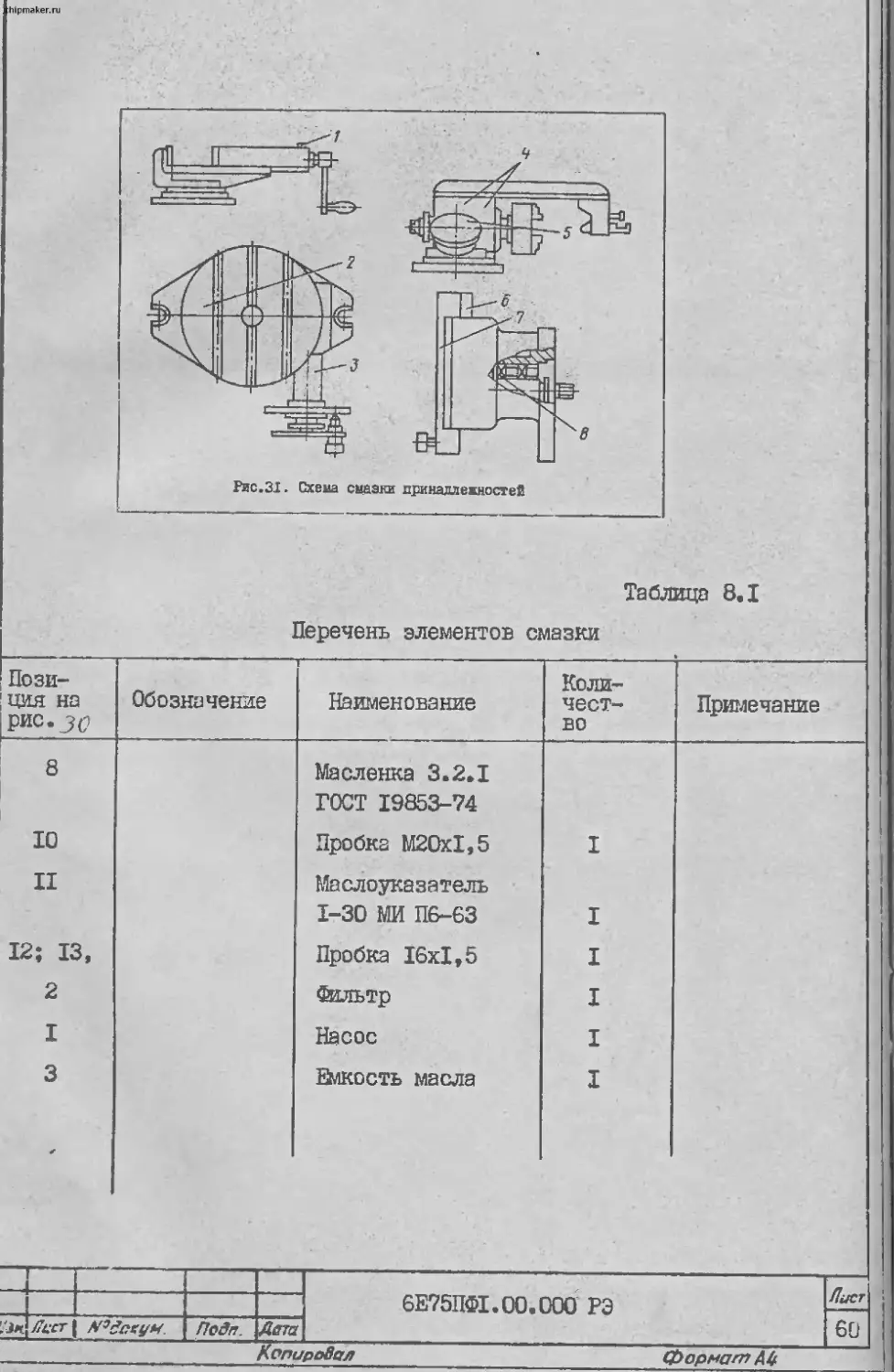
Схема смазки принадлежностей представлена на рис. 31
►
I
6Е75ПФ1.00.000 РЭ Лист 58
'Ли ;facr\ №докум Подо. Дат
Копировал формат А4
Рис. 30. CiSL/n £** счезш
.1 UL.I..I.
fiipmaker.ru
Рис.31. Схеза смазки принадлеьнос.'ей
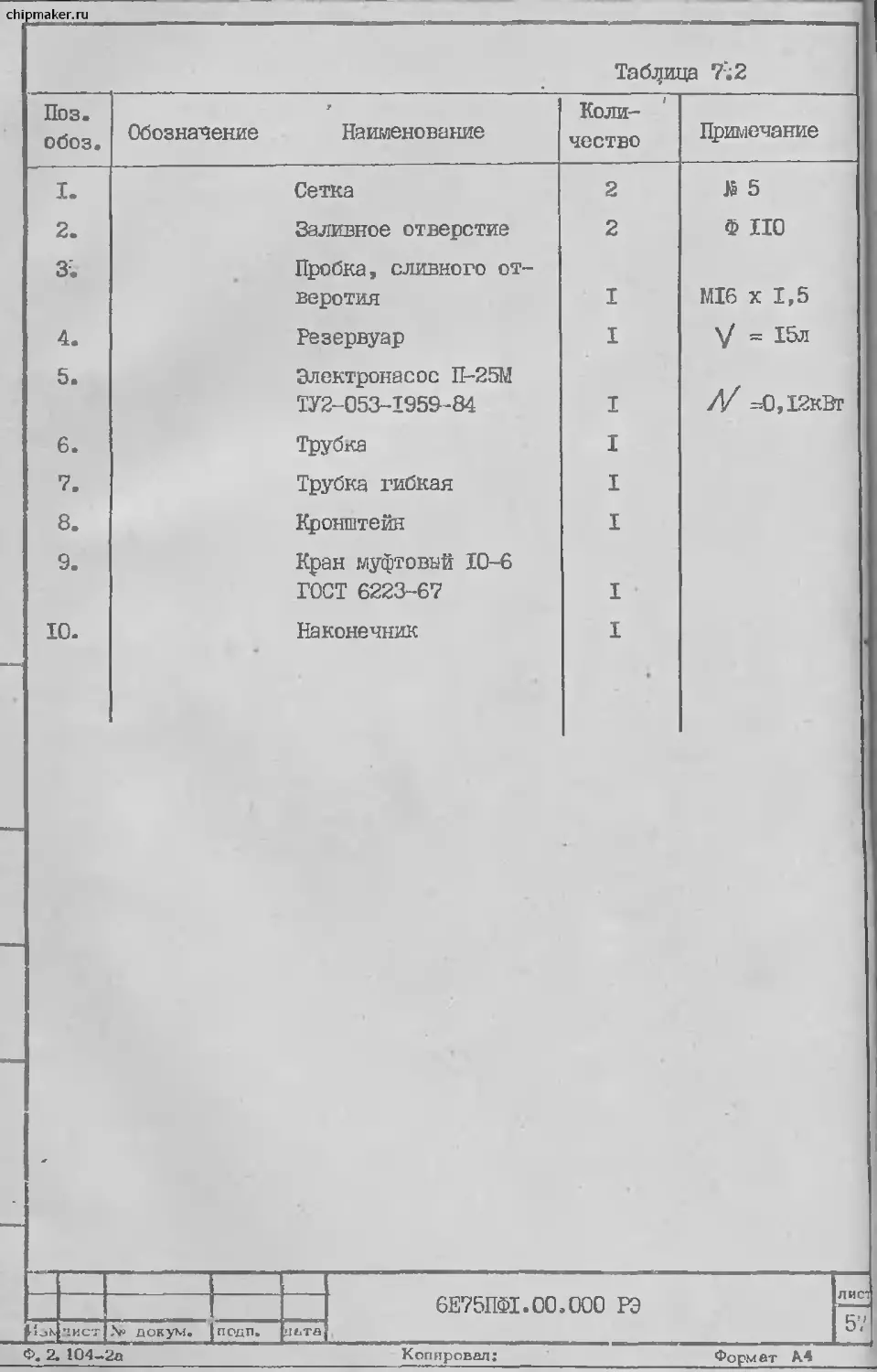
Таблица 8.1
Перечень элементов смазки
Пози-
ция на
рис. 3(2
8
10
II
12; 13,
2
I
3
Обозначение Г ' Наименование Коли- чест- во Примечание
Масленка 3.2.1 ГОСТ 19853-74
Пробка М20х1,5 I t 1
Маслоуказатель 1-30 МИ П8-63 I
Пробка 16x1,5 I
Фильтр I
Насос I
Емкость масла I
6Е75ПФ1.00.000 РЭ Лист 60
аз Ласт М9£скдм. Псдп. Дата
Копировал формат А4
1 chipmaker.ru
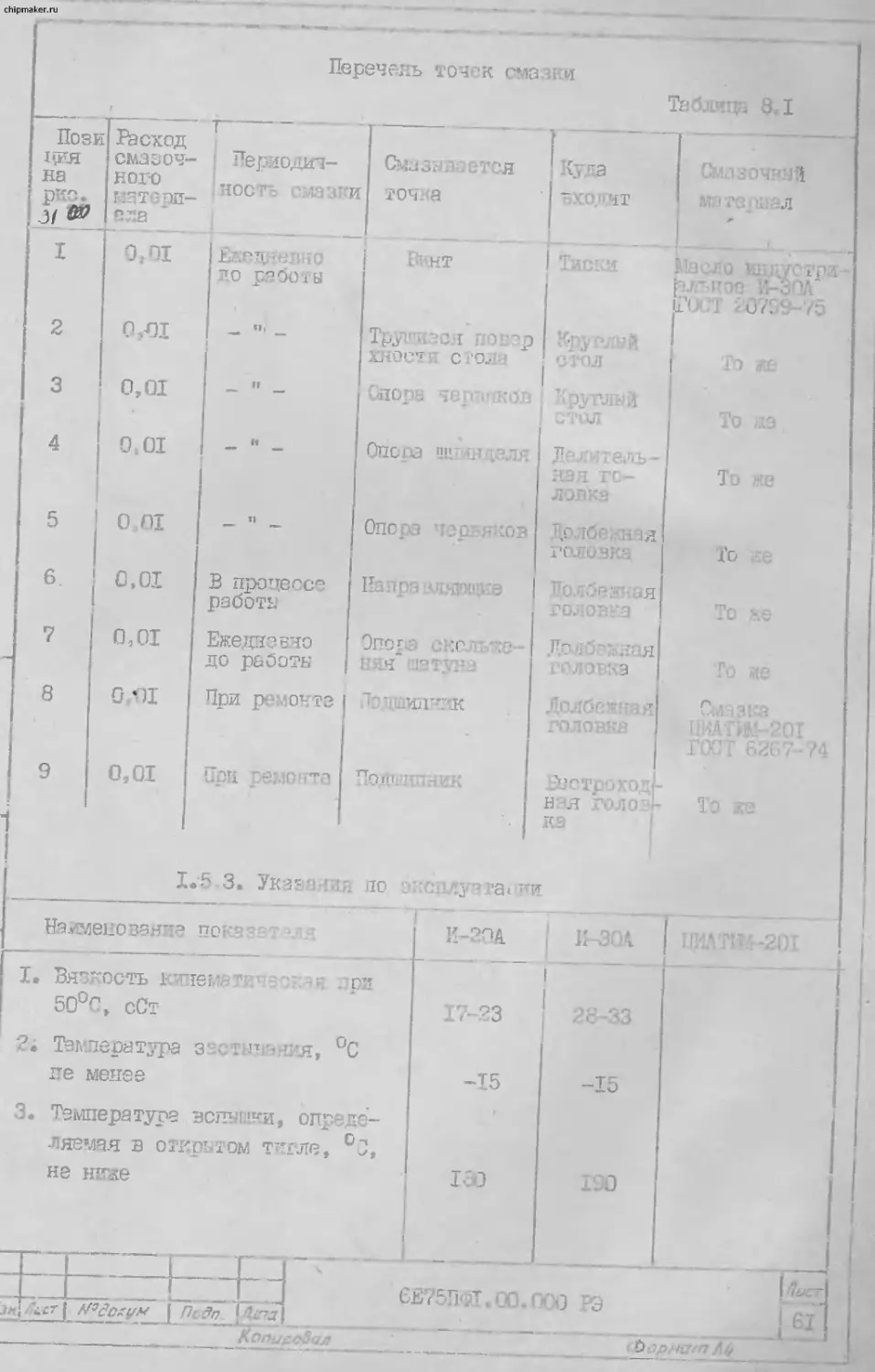
Перечень точек смазки Т аблица 8<1
Пози 1рлЯ на 31 @0 Расход смазоч- ного стерп- ела г — Периодич- ное "т смазки Смазывается точка f Куда ГХ0.1ГИТ Олазочный л *
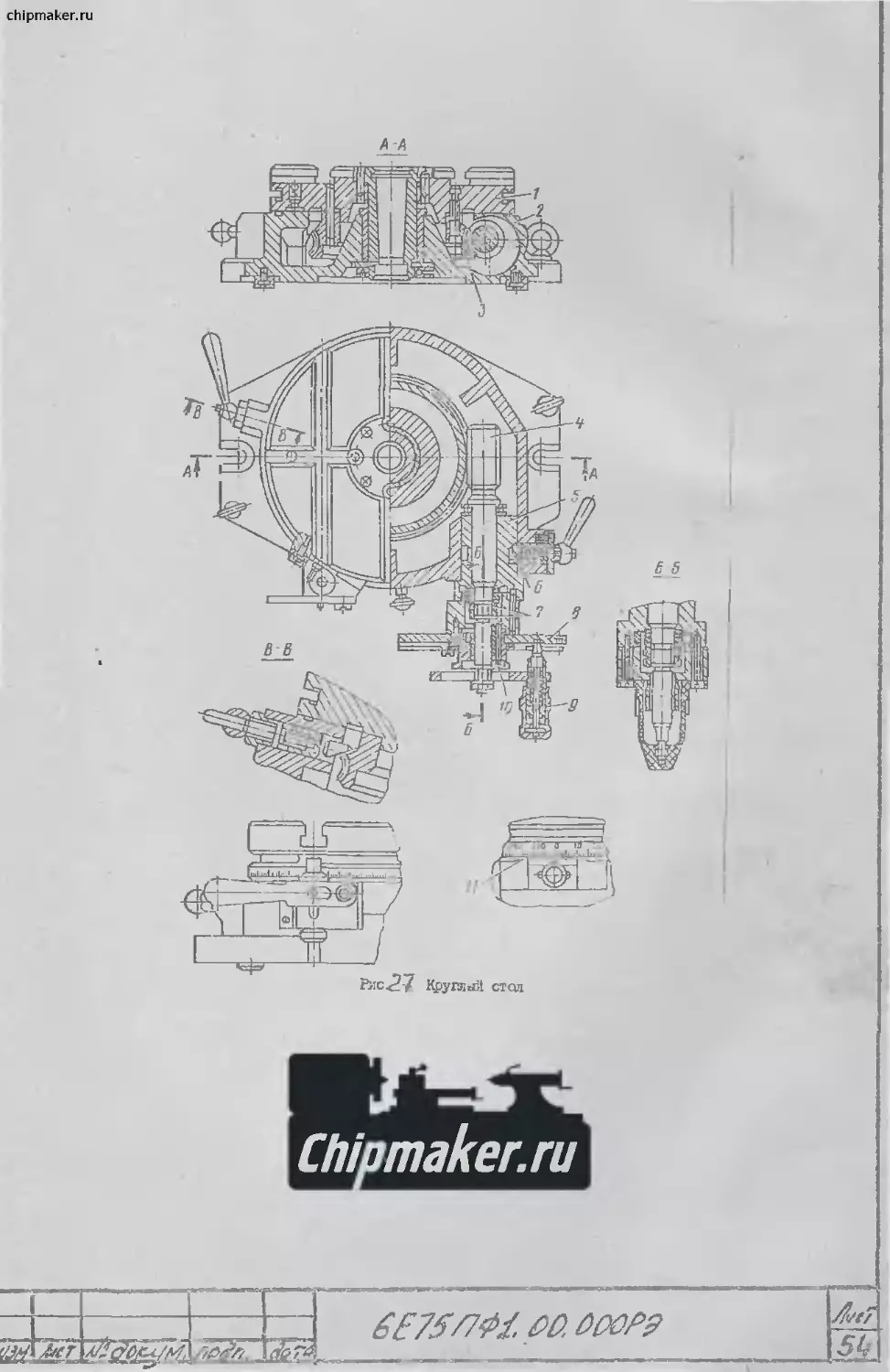
I OfDI Ежедневно до работы Винт Тис’’? Масло ШндУОЧНИИ йльиоё- И-ЗОЛ |Ги</:Т 20759-75
2 0,01 П| _ Тру" /'ел по' эр хности стодй Круглый стол То же
3 0,01 и . Опора червяков Круглый стол То жэ
4 0,01 if _ Опоре ьт а .зля д язя го- ловка То же
5 0,01 Опора чг. 16*. нзя голозка То -:е
6. 0,01 В процессе работа Напра зляющие Долбежная головка То же
7 0,01 Ежедневно до работа Опора со ния иату.ч до в бежная ГОЛОВ’? 3 То же
8 0 ЛИ При ремонте ЛОДШИПТЧК Долбежная головка Смазка ЦИАТИЛ-201 ГОТ ’ 6207-74
9 0,01 Пси ремо^”'1 Подшипник ЕЫстроход нзя голов кэ То же
Ie’5 з. Указания по эксплуатация
Наименование показе^ K-2QA JI-3QA
1« Вязкость кшгемаз
50°л, сСт 17-23 28-33
Температура з ' ,т • ’ :я, °C де менее -15 -15
3. Температура вспакки, опреде- ляевдая в открытом тигле, °C, 1 не нтгле 1 1 1 1 1 130 190
СЕг^ьЛ,О РЭ
IJHATIM-SOI
I 7ис~
• 61
44_________
r.ru
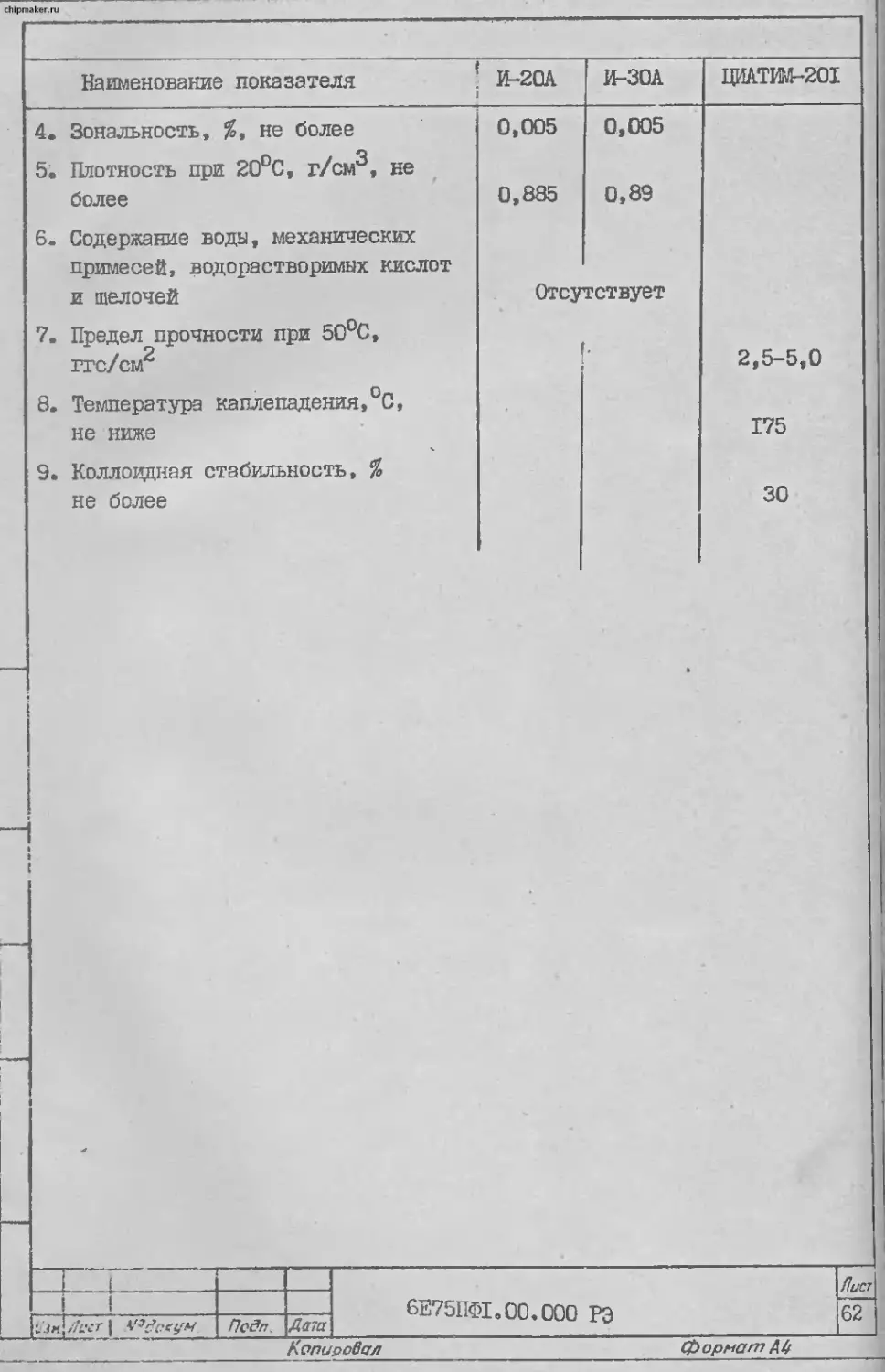
Наименование показателя И-2СА И-ЗОА ЦИАТИМ-201
4. Зональность, %, не более 0,005 0,005
5. Плотность при 20°С, г/см^, не более 0,885 0,89
6. Содержание воды, механических примесей, водорастворимых кислот и щелочей Отсу тствует
7. Предел прочности при 50°С, ггс/см^ 2,5-5,0
п _ 8. Температура каплепадения, С, не ниже 175
9. Коллоидная стабильность, % не более 30
1 |
6Е75ПФТ ПЛ лил т>п СО
Подл. Даш UkJ« LAJU rj 04
Копировал
формат А 4
9a HOFF .. УСТАГ'С'ГГЗ!
9. 1. Распаковке
Станок отправляется потребителю в собранном виде вместе с
припаддекностями в д Ч станок
доставляют в упакованном виде, пользуясь трвнепорт.зри ночными
указаниями на яшкке.
Не допускается ставить ЯШИК на ребро, сильно наклонять и
кантовать его.
Распаковку следует начинать с верхнего окта, а Цб-
ляТв боковые щиты ящика. Применение лсма нс допускается.
Канаты не долкны :acai рукиг ток и других малоирсчных
деталей станка, а местах, соприкосновения каната с окрашенными
поверхностями необходимо пре ь проклэ > пт Канаты доляпа
быть рассчитана дщ : од груза в JCCO к..
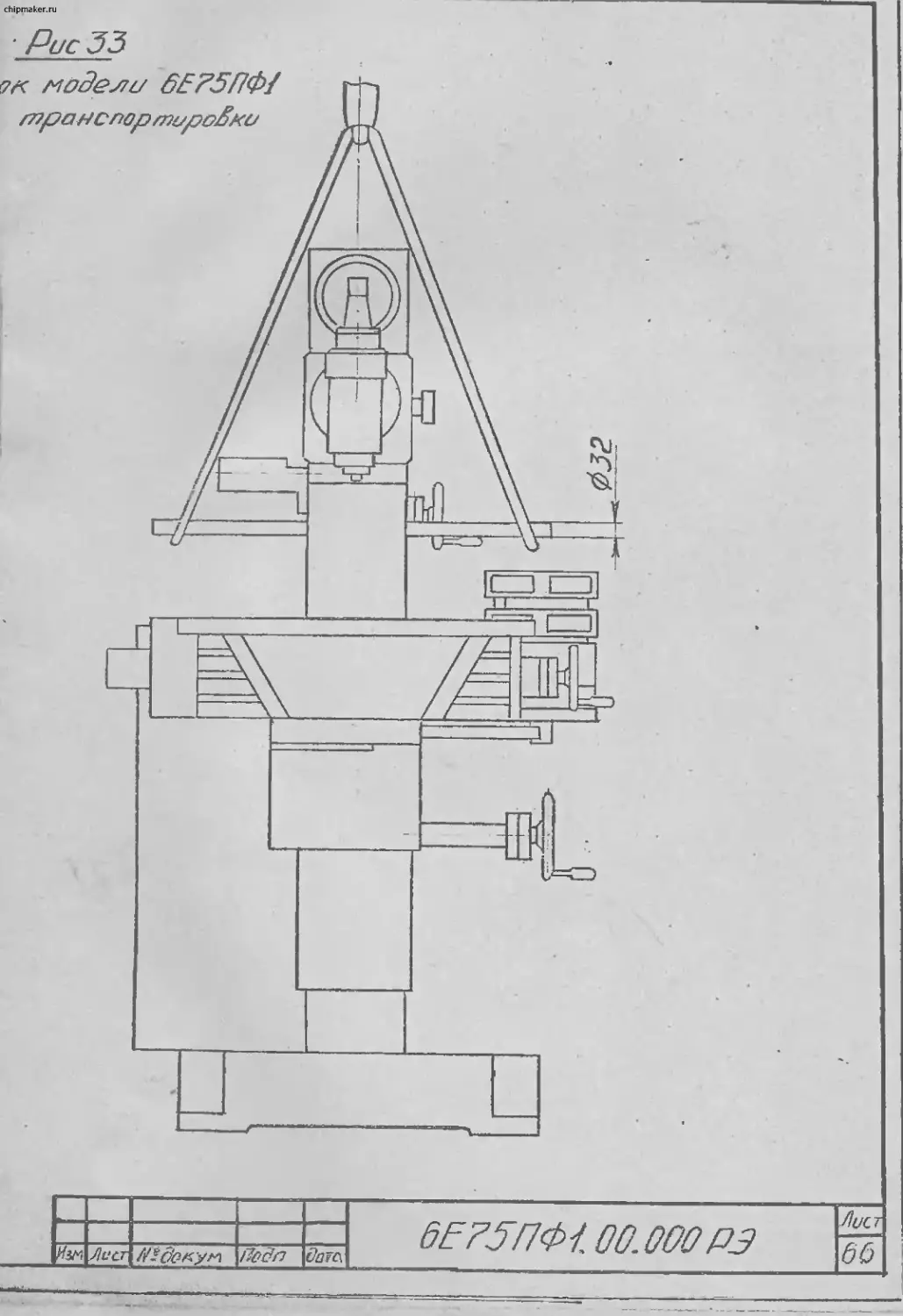
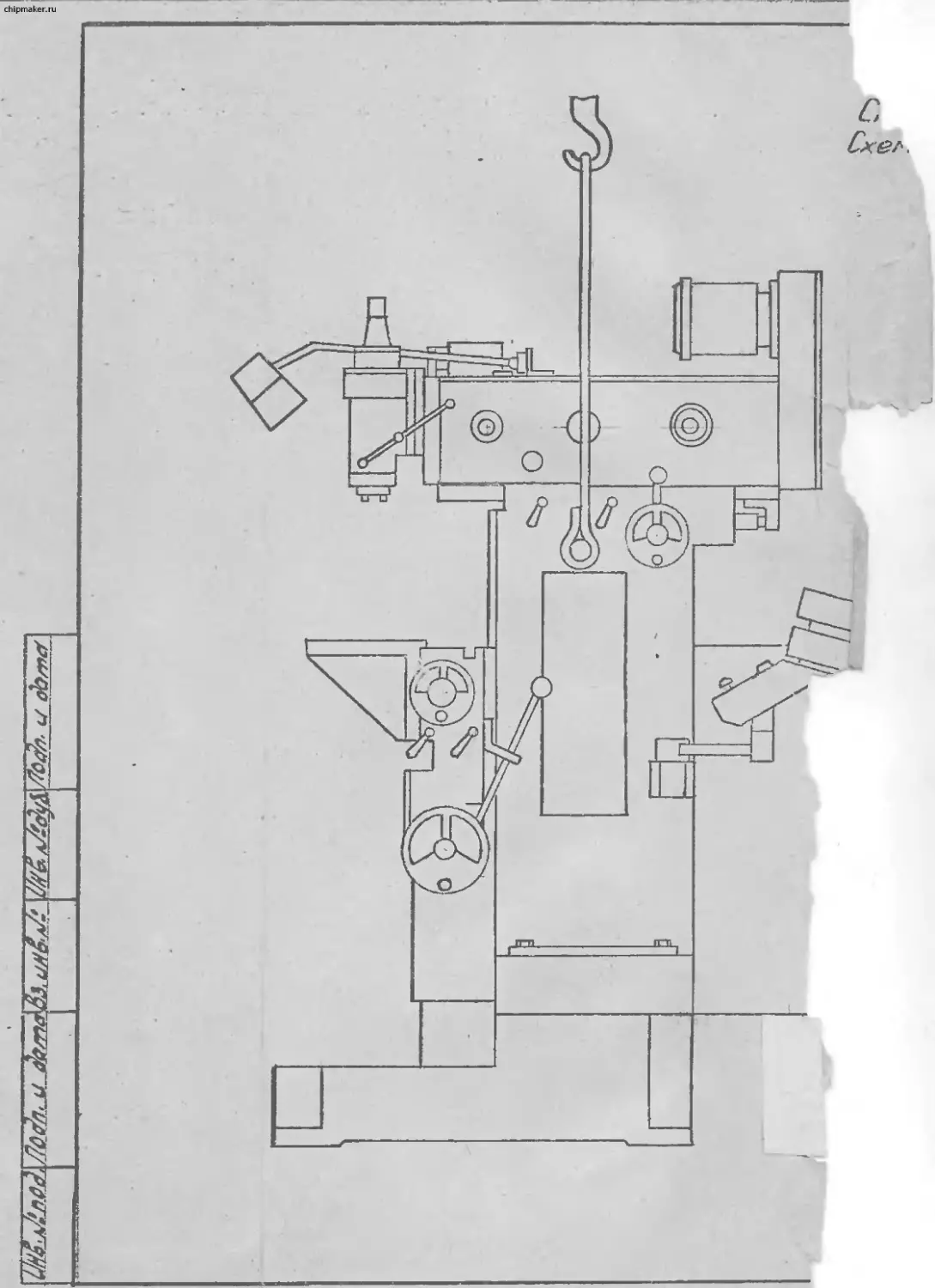
9-2. Транспортировка (рис^ЗЗ)
При выгрузке стайка по иалиоянйй плоскости угол наклона
плоскости не долхчы дренышзть 16°.
При транспортировке к месту установки й при опусиэня
фундамент станок не должен подвергаться бальными голпкай »
9. 3. Перед установкой станок необходимо Тщательна очйезчфь От
антпиорразаоинах покрытий, пане сенных на открытье-, о mil
закрытие коауЯоми или щитками несброботаНнпе поверхяоотм стон;
ка. и во избеженнй KOppcaiffi металла покрыть тонким алеем мас-
ла индустриального И--ЗСЛ ГС 'Т ;'0799-73.
Сначала очистка прок
тавшаяся смазка с наружных поверхностей удаляется члйтыии
салфетками смочелтгнми в бензине Б-70 Г0С5 511-uS.
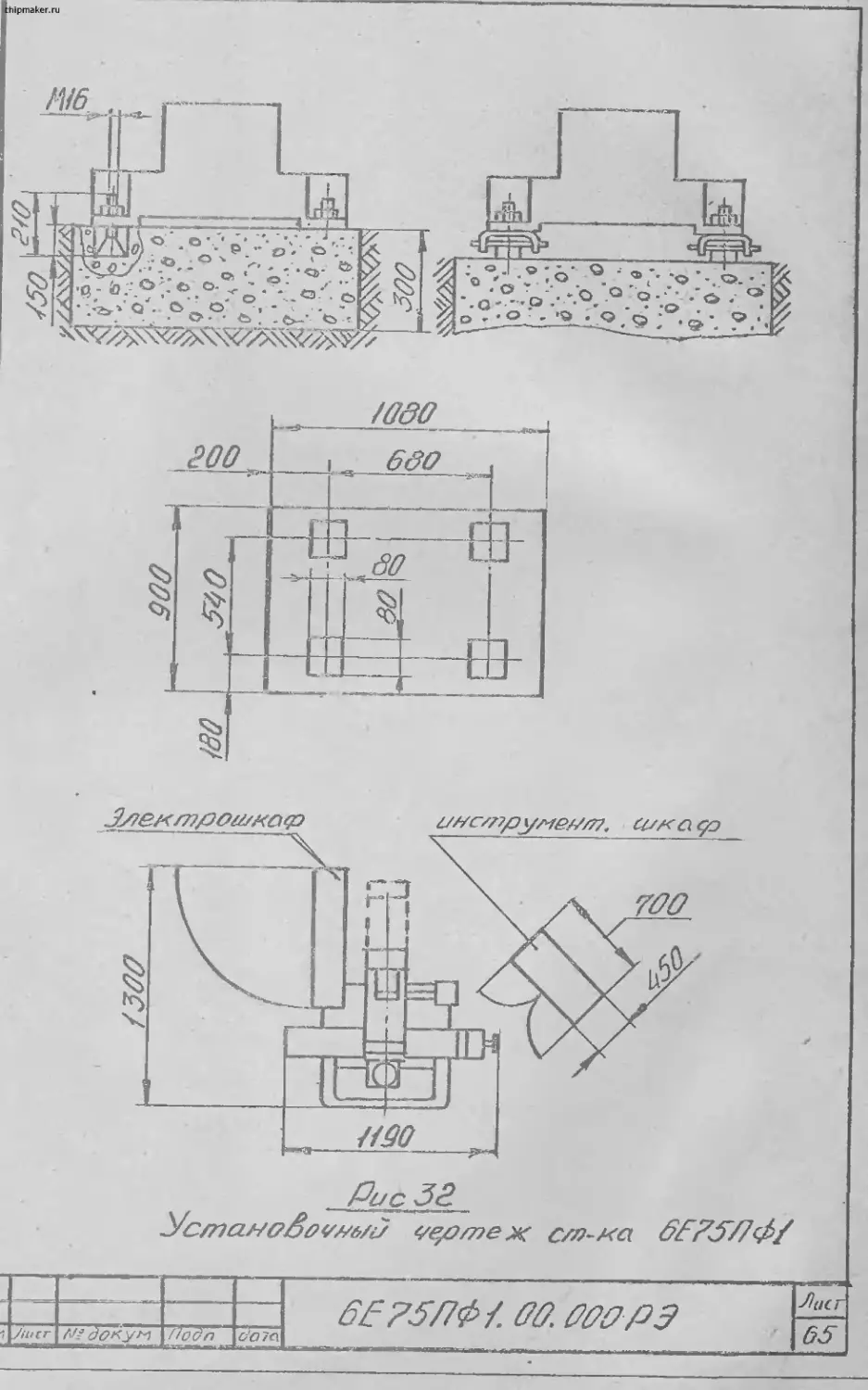
9. 4, Монтан. Схема установки приведена.
9. 5, Станок устанавливается фундаменте. Глубина, иэдожения
фуддамента прихи-щпет' я в зотч. от грунта и кбккгхэть:
условий эксплуатации станка, по долкна быть не менее 300 мм.
При изготонпелии фундамента в местах уодешодхи цзмеЯ-
тных болтов долины быть оставлены пирамидальные ви.т. у.
После-того кяк фундамент доотаточйб окретптет, на неге
устанавливают станок с дредваритаяьцо постэнлсныыг.п? болтами.
г~—ттг г —
1______L____!. i 6В75П<Я70П.С00 к,
| J По^г |л- |
__ Ксги/робся *~Ct>opHonTAfi
chipmaker.ru
При помощи стальных клиньев с уклоном 5° станок грубо вы-
веряется по уровню, и фундаментные болты в колодцах заливают
жидким цементом. После затвердевания раствора цемента монжно
приступить к окончательной выверке станка.
9. 6. Точность работа станка зависит от правильности его уста-
новки. Станок устанавливается на фундамент и выверяется в
обеих плоскостях при помощи уровня, установленного на ползуне,
Отклонение не должно превышать 0,04:1000 в обеих плоскостях. -
9. 7. Подготовка к первоначальному пуску и первоначальный пуск.
Заземлите станок подключением к общей цеховой системе
заземления.
9. 8. Подключите станок к электросети, проверив соответствие на-
пряжения сети и электрооборудования станка.
9. 9. Ознакомившись со значением рукояток управления следует
проверить от .руки работу всех механизмов станка.
9. 10. Выполнить указания, изложенные в разделах "Система смазки"
и "Электрооборудование", относящиеся к пуску.
9. II. После подключения стачка к сети необходимо опробовать
электродвигатели без включения рабочих органов станка, обра-
тив особое внимание на работу смазочной системы по маслоука-
зателям
Внимание! При отсутствии масла в маслоуказателях работа
на станке не допускается.
На малых оборотах шпинделя следует опробовать на холос-
том ходу работу всех механизмов станка.
9.12. Убедившись в нормальной работе всех механизмов станка,
можно приступать к настройке станка для работы.
Chipmaker.ru
Подо Дата
6Е75ПФ1.00.000 РЭ
Лист
J£
формат А4
:hipmaker.ru
r.ru
Рис^З
гс модеме/ 6Е 75/7Ф/
р?рарсг/орт^/уо£/<о
Изм Лист Рс'дл Оат(\
6E7’ОП<И 00. ООО РЗ
chipmaker.ru
10. ПОРЯДОК РАБОТЫ
10.I. Установка инструмента.
При работе горизонтального шпинделем обычно применяют ци-
линдрические или дисковые фрезы, которые устанавливаются на
фрезерных оправках. Конусная хвостовая часть оправки входит
в отверстие шпинделя и затягивается шомполом. Свободный ко-
нец оправки поддерживается поддержкой, сидящей на хоботе.
При этом следует бережно обращаться с оправками, установоч-
ными кольцами, инструментом, не допуская образования'забоин
на установочных поверхностях.
При работе вертикальным шпинделем применяют концевые и
торцевые фрезы.
Хвостовая часть фрезы или оправки устанавливается в конус
шпинделя и затягивается шомполом.
Для использования мелких фрез к станку прилагается цанго-
вый патрон с набором цанг и переходные втулки.
10.2. Настройка чисел оборотов.
Число оборотов горизонтального и вертикального шпинделей
настраивают механизмом управления, установленном на коробке
скоростей.
10.3. Настройка величины подачи.
Настройка станка на необходимую величину подачи произво-
дится по однооборотному лимбу, размещенному на пульте управ-
ления.
Для получения ускоренного хода необходимо нажать на кноп-
ку ускоренного хода.
10.4. Настройка станка на размер.
Для настройки станка с целью автоматического отключения
механической подачи следует пользоваться предварительно наст-
роенными промежуточными упорами.
Для работы станка в режиме использования максимальных
рабочих ходов промежуточные упоры необходимо снять.
6Е75ПФ1.00.000 РЭ ic^ i b' 1
Лн Подо. Дата
Копировал формат АД
I chipmaker.ru -- -- -- -- -- -- --
II. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ УСТРАНЕНИЯ
Указания о мерах устранения возможных нарушений работа
электрооборудования» гидро-смазочной системы даны в соответ-
ствующих разделах.
Указания о мерах устранения возможных нарушений в работе
электрооборудования см.часть ’’электрооборудование” •
|
|
|
|
|
I
— 6Е75ПФ1.00.000 РЭ Лист 68
Лагг По9п. Дата
Копи роба а формат А4
chipmaker.ru
12. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
12.I. Указания по разборке станка,
Периодически в соответствии с графиком ллачово-предупре-
дительных ремонтов, станок необходимо разбирать для текущего,
среднего и капитального ремонта.
12.2. Порядок разборки
Во время разборки станка необходимо:
- отключить станок от электросети
- снять принадлежности (вертикальную головку, стол и др.)
- вывести шпиндельную бабку из направляющих, для чего необхо-
димо:
- снять болты и конические штифты крепления кронштейна и
винта
- освободить клин в станине и движением вперед вывести бабку
из направляющих
- произвести демонтаж коробки скоростей находящийся в бабке
- разобрать основной рабочий стол
- снять крышку на станине и произвести демонтаж насоса
- вывести рабочий стол из горизонтальных направляющих суп-
• порта
- снять суппорт со станины, освободив клин вращением махо-
вика поднять суппорт вверх до выхода винта из ходовой
гайки. Суппорт снимается со станины подъемником
- систему охлаждения и электрооборудования следует снимать
при необходимости
Дальнейшая разборка узлов должна производится по чертежам
общих видов узлов, приведенных в настоящем руководстве.
При сборке нужно обратить внимание на регулирование под-
шипников качения. Следует избегать излишних натягов, способ-
ных вызвать перегрев подшипников-. При капитальных ремонтах,
шлифовании или шабрении направляющих следует помнить, что
правильные положения ходовых винтов определяются компенмато-
рами, которых устанавливается в процессе сборки.
6Е75ПФ1.00.000 РЭ Лист 69
L'3n\/tCCT Подп. flaia
копировал формат А4
chipmaker.ru
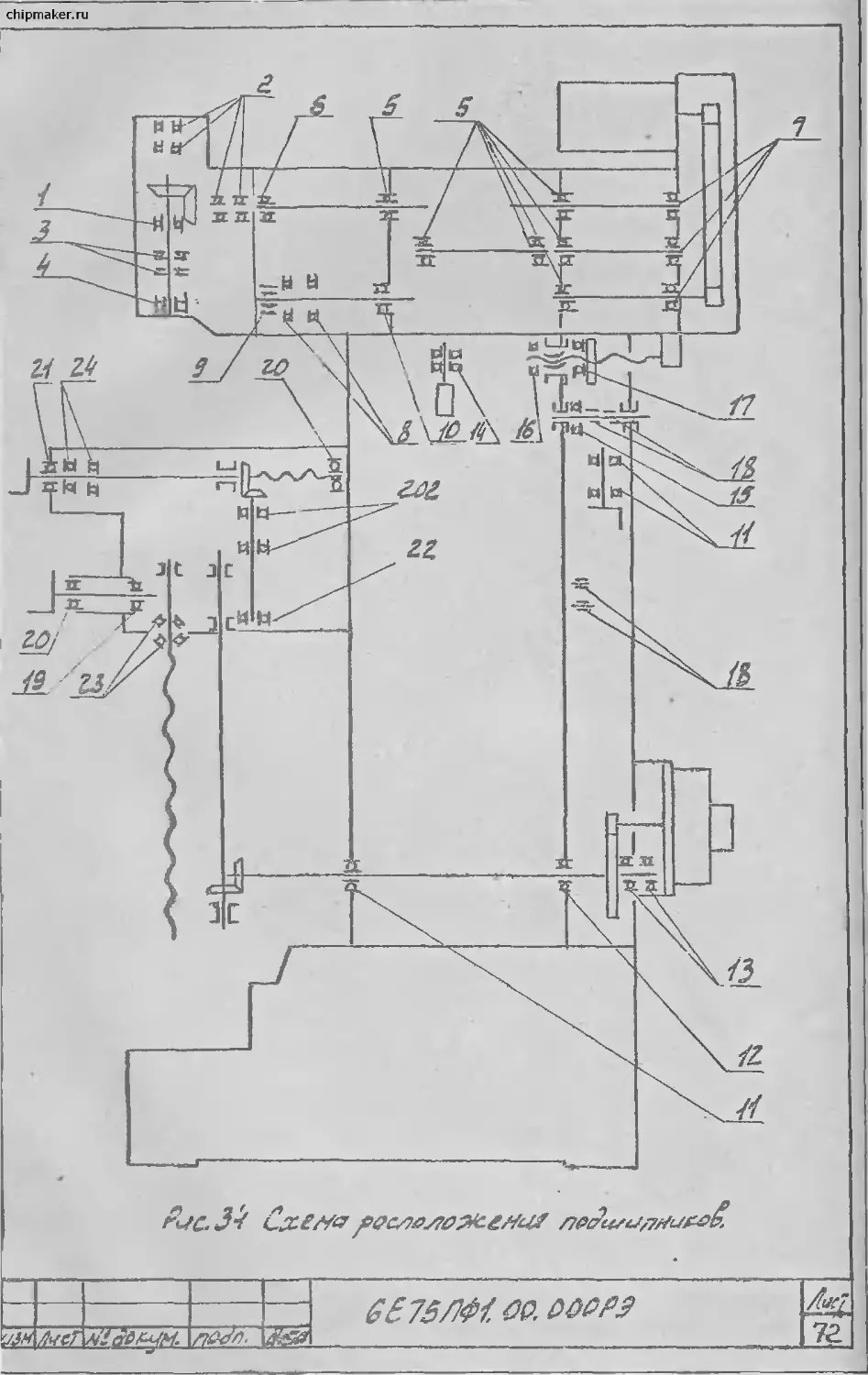
13. СВЕДЕНИЯ ПО ЗАМСНЬП ЧАСТЯМ
13.I. Перечень запасных частей приведен в разделе 3
13.2. Перечень подшипников применяемых в станке 6Е75ПФ1
I. Вертикальная головка
I. 4-107 ГОСТ 8338-75 - I ШТ.
2. 6-II0 п - 4 шт.
3. 4-8107 ГОСТ 6874-75 - 2 ШТ.
4. 2-3182 ИГ. TY37.551.00013-72 - I шт.
2. Бабка шпиндельная
5. 6-205 ГОСТ 8338-75 - 6 ШТ.
6. 6-206 п - I шт.
7. 6-305 W - 3 шт.
8. 2-8II3 ТУ37.006.50-78 - 2 шт.
9. 2-3I8III3 ТУ37.551.00013-72 - I шт.
10. 2-3I82III ft - I шт.
3. Станина
II. 0-204 ГОСТ 8338-75 - 3 шт.
12. 0-205 в н - I п»т.
13. 0-106 = н - 2 шт.
14. G-7000I03 _ и в - 2 шт.
15. 0-8103 ГОСТ 6874-75 - I ШТ.
16. 5-8106 « •• - I шт.
17. 5-8108 •1 - I шт.
18. - 941/17 ГОСТ 4060-78 - 4 шт.
4. Суппорт
19. 0-202 ГОСТ 8338-75 - 3 шт.
20. 0-204 __ If - 2 шт.
21. 0-205 и - I шт.
22. 0-302 23. 6-205 ГОСТ 333-78 — I шт. - 2 шт.
24. 4-8105 ГОСТ 6874-75 - 2 шт.
5. Быстроходная головка
36207 ГОСТ 831-75 - I шт
5-18 ГОСТ 8338-75 - I шт
5-1000906 _ If _ - I шт
Лист Псдп. Дата
6Е75ПФ1.00.000 РЭ
формат AQ.
chipmaker.ru
6. Долбежная головка
0-208 ГОСТ 8338-75 -2 шт.
7. .Делительная головка
^5-8103 Г0СтТеТ4~75 - 2 шт.
5-8103 - " - - 2 шт.
8; Центроискатель
4-46-204 ГОСТ 831-75 - 2 шт.
'ист № dottyм 1 Подл. Дата
6Е75ПФ1.00.000 РЭ
fl ист
71
формат Аф
chipmaker.ru
14. ХРАНЕНИЕ
14.1. Категория условий хранения "Ж* по ГОСТ 15050-69.
14.2» Не допускается хранение станка в упакованной! виде свыше
срока действия консервации, указанного на транспортной таре.
14.3. Хранение упакованного станка с УШ производить в отапли-
ваемых складских помещениях при температуре от Д5°С до -$40°0
и относительной влажности воздуха не более 80%.
6Е75ПФ1.00.000 РЭ Лист 73
ЦЗН Лист №докум. Подп. Дата
Копировал формат А&
15. УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ OET’JT.'MBAHJK),
ЭКСПЛУАТАЦИИ И ГЖНТУ
16,1. Станок предназначен для эксплуатации в микроклиматических
районах с умеренным климатом Станок должен размещаться в по-
мещениях с искусственно регулируемыми климатическими условия-
ми, например, в закрытых отапливаемых или охлаждаемых венти-
лируемых производственных помещениях, в том числе хорошо вен-,
тилируемнх подземных помещениях (отсутствие прямого воздейст-
вия атмосферных осадков, ветра, а также воздействия песка и
пыли наружного воздуха.
16.2. Регулирование узлов станка.
В процессе работы некоторые детали станка постепенно изна-
шиваются и его нормальная работа нарушается.
Конструкцией станка предусмотрены возможность регулировки
его узлов по мере износа деталей.
16В2ЧI. Супдирт
Зазоры в продольных и вертикальных направляющих регулиро-
вать при помощи конусных клинх в II (рис. 9а ).. Положение клина
определяется шпилькой 10.
16.2.2. Стойка
Регулировку зазора направляющих перемещения-шпиндельной баб'
ки, нужно производить осевым перемещением клина.
16.3. Уход за станком.
. Срок службы, производительность и точность работы станка
зависит от правильного ухода за ним.
При обнаружении ненормальностей в процессе работы (стука,
необычного шума, перегревания подшипников и др,) нужно оста-
новить станок и вызвать работника, ответственного за состояние
оборудования.
Л-crf Поди. Дата
6Е75ЛФ1.00.000 РЭ
ilixr
74
форнагт,
копировал
ЗАПРЕЩАЕТСЯ ОСТАВЛЯТЬ СТАНОК БЕЗ НАДЗОРА
ВО ВРМ РАБОТЫ
При переходе от обработки стали к обработке чугуна без ох-
лаждения и наоборот, нужно тщательно вытереть станок.
По окончании работы надо снять инструмент и приспособления
и протереть их.
Если станок установлен в местах с повышенной влажностью воз-
духа, после окончания работы необходимо хорошо протереть все
обработанные поверхности станка и смазать их тонким слоем масла.
Эмульсию следует менять по мере её загрязнения, но не реже
одного раза в декаду.
Периодически, I раз в три месяца, нужно производить плано-
вую основательную промывку станка с последующей смазкой трущих-
ся частей.
I
I
I
I
I
I
I
I'
I
ц 6Е75ПФ1.00.000 РЭ Лист 75
\'СТ Подл Дата
Копировал формат Д4
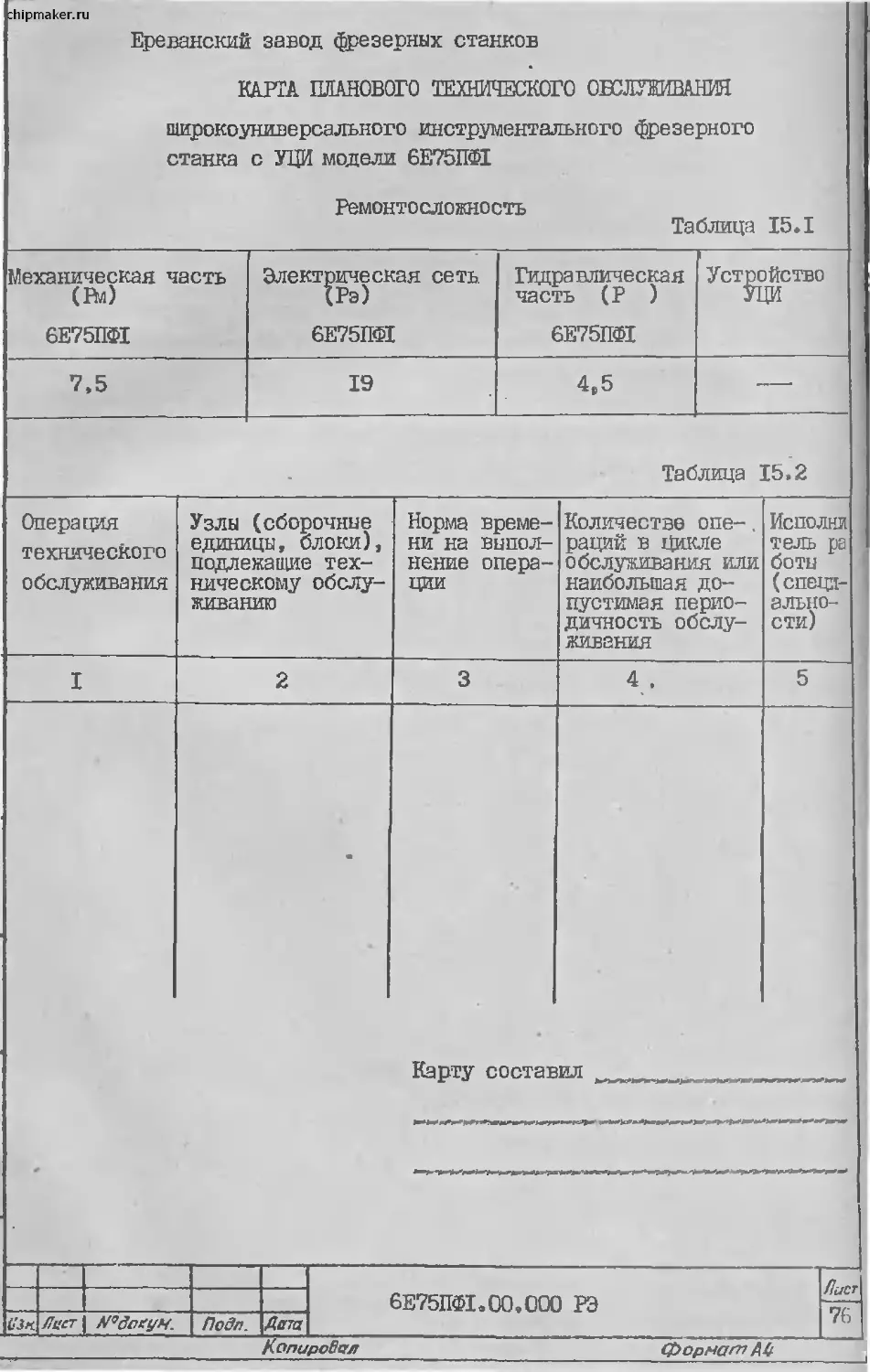
:h ipmaker.ru Ереванский завод фрезерных станков КАРГА ПЛАНОВОГО ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ широкоуниверсального инструментального фрезерного станка с УЦИ модели 6Е75ПФ1 Ремонтосложность Таблица 15.I
Механическая часть (Fm) 6Е75ПФ1 Электрическая сеть 6Е75ПФ1 Гидравлическая часть (Г ) 6Е75ПФ1 Устройство 1
7.5 19 4,5 —
Таблица 15.2
Операция технического обслуживания Узлы (сборочные единицы, блоки), подлежащие тех- ническому обслу- живанию Норма време- ни на выпол- нение опера- ции Количестве one-. раций в тгик-пе обслуживания или наибольшая до- пустимая перио- дичность обслу- живания Исполни тель ра боты (специ- ально- сти)
I 2 3 4 . 5
- Карту состав ИЛ
6Е75ПФ1.00.000 РЭ Паст 76
1’3к Лист №<!оеум. Поди. Дога
формат Ah
r.ru
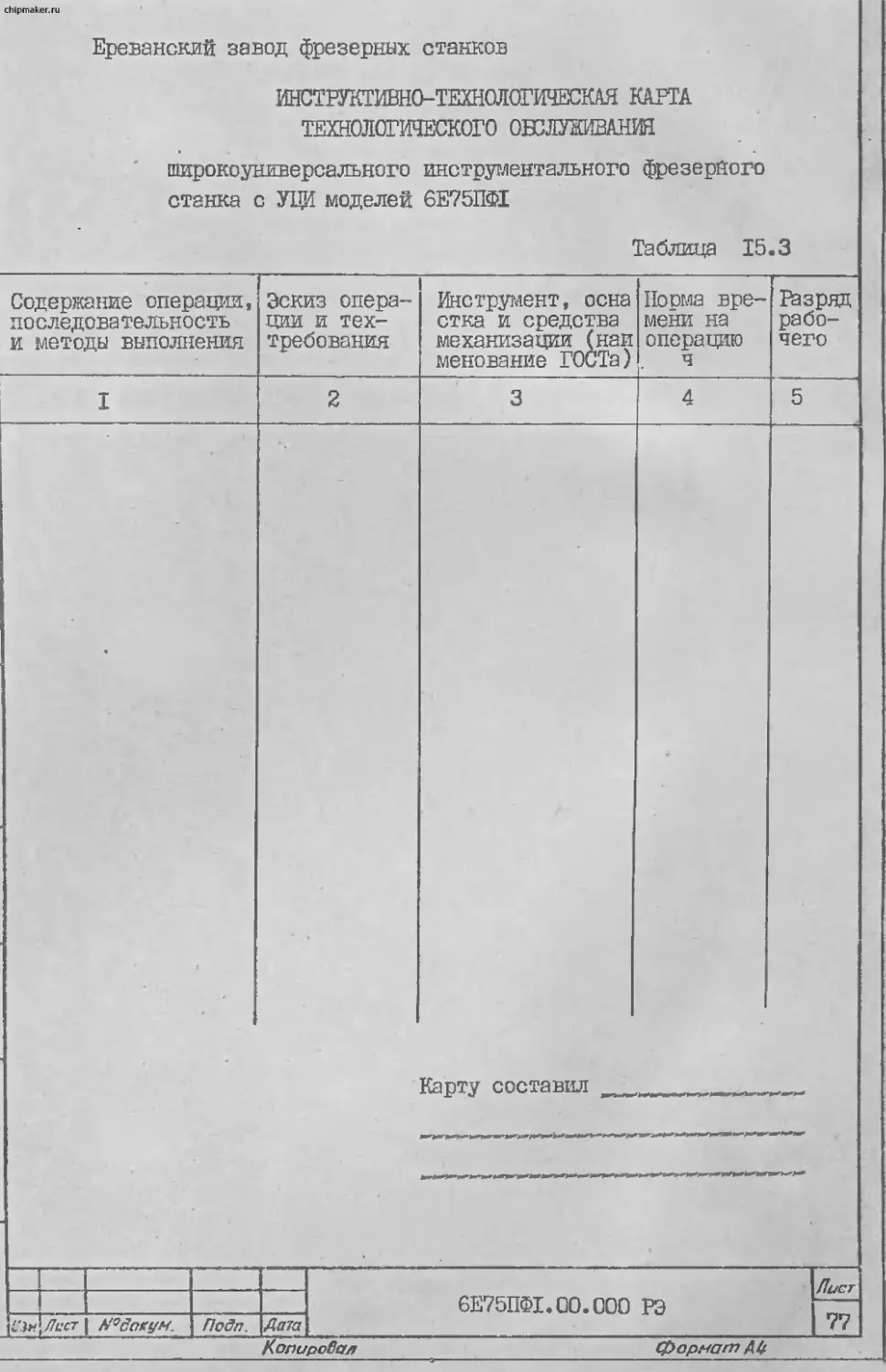
Ереванский завод фрезерных станков
ЖТЕЖЖО-ТЕХНОКОГИЧЕСУАН КАРТА
ТЕХНОЛОГ ВЕСКОГО ОНЖЙЖЧЖ
широкоуниверсального инструментального фрезерного
станка с УЦИ моделей 6Е75ПФ1
Таблица 15.3
Содержание операции| последова тельность и методы выполнения 1 Эскиз опера- ции и тех- требования Инструмент, осна стка и средства механизации (наи менование ГОСТа) Норма вре- мени на операцию ч йзряд рабо- чего
I 2 3 4 5
Карту составил
6Е75ПФ1.00.000 РЭ Лист 77
Лист №бокун. Подо. Дна
Копировал формат AU
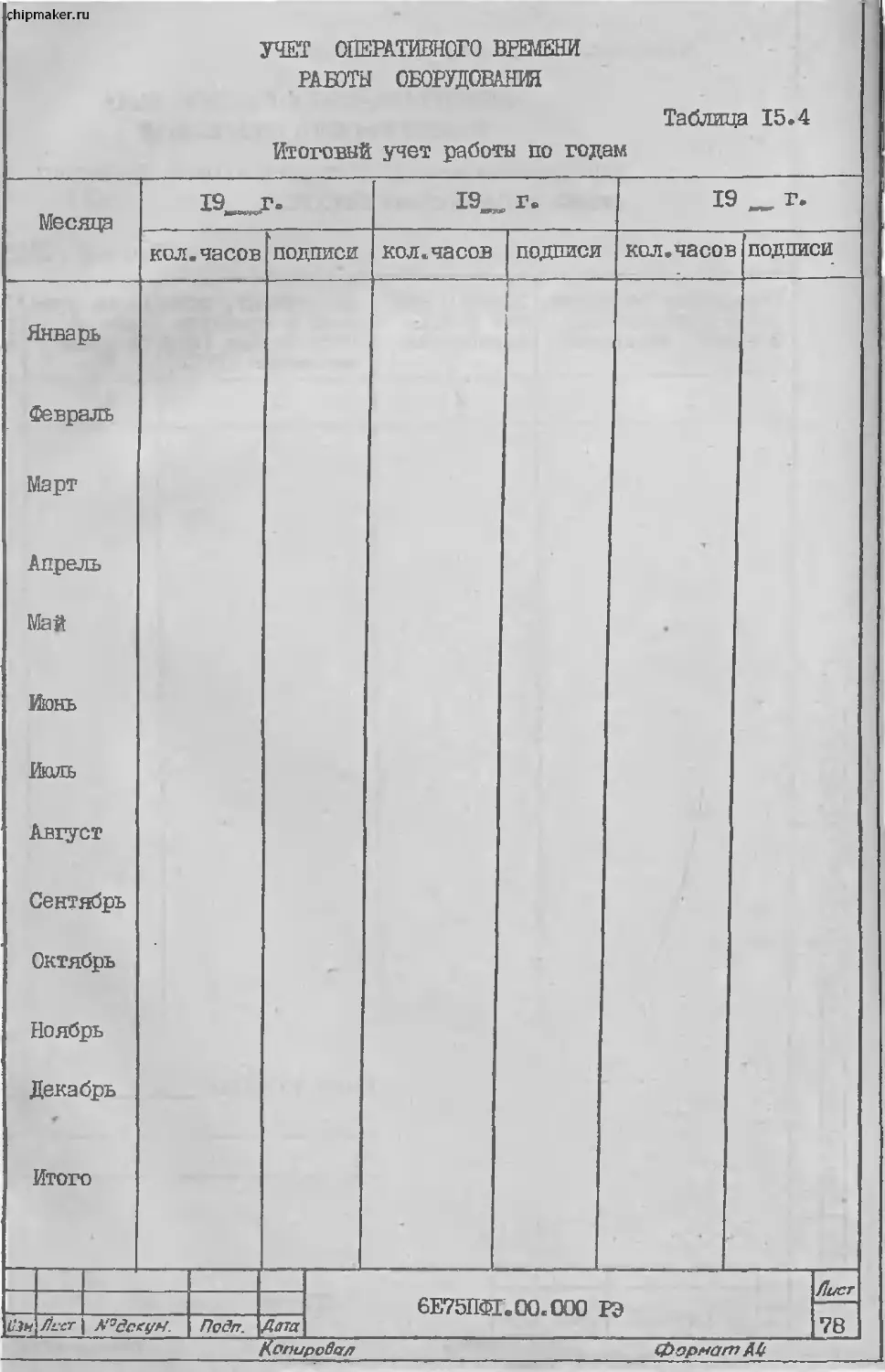
chipmaker.ru УЧЕТ ОПЕРАТИВНОГО ВРЕМЕНИ РАБОТЫ ОБОРУДОВАНИЯ Таблица 15.4 Итоговвй учет работы по годам
Месяца 19_г. 19_„ Г. 19 . г.
кол.часов ПОДПИСИ кол.часов подписи кол.часов подписи
Январь Февраль Март Апрель Май Июнь Июль Август Сентябрь Октябрь Ноябрь Декабрь Итого •
Лист 6Е75ПФ1.00.000 РЭ 78
far Подл. Дата
Копировал формат AU
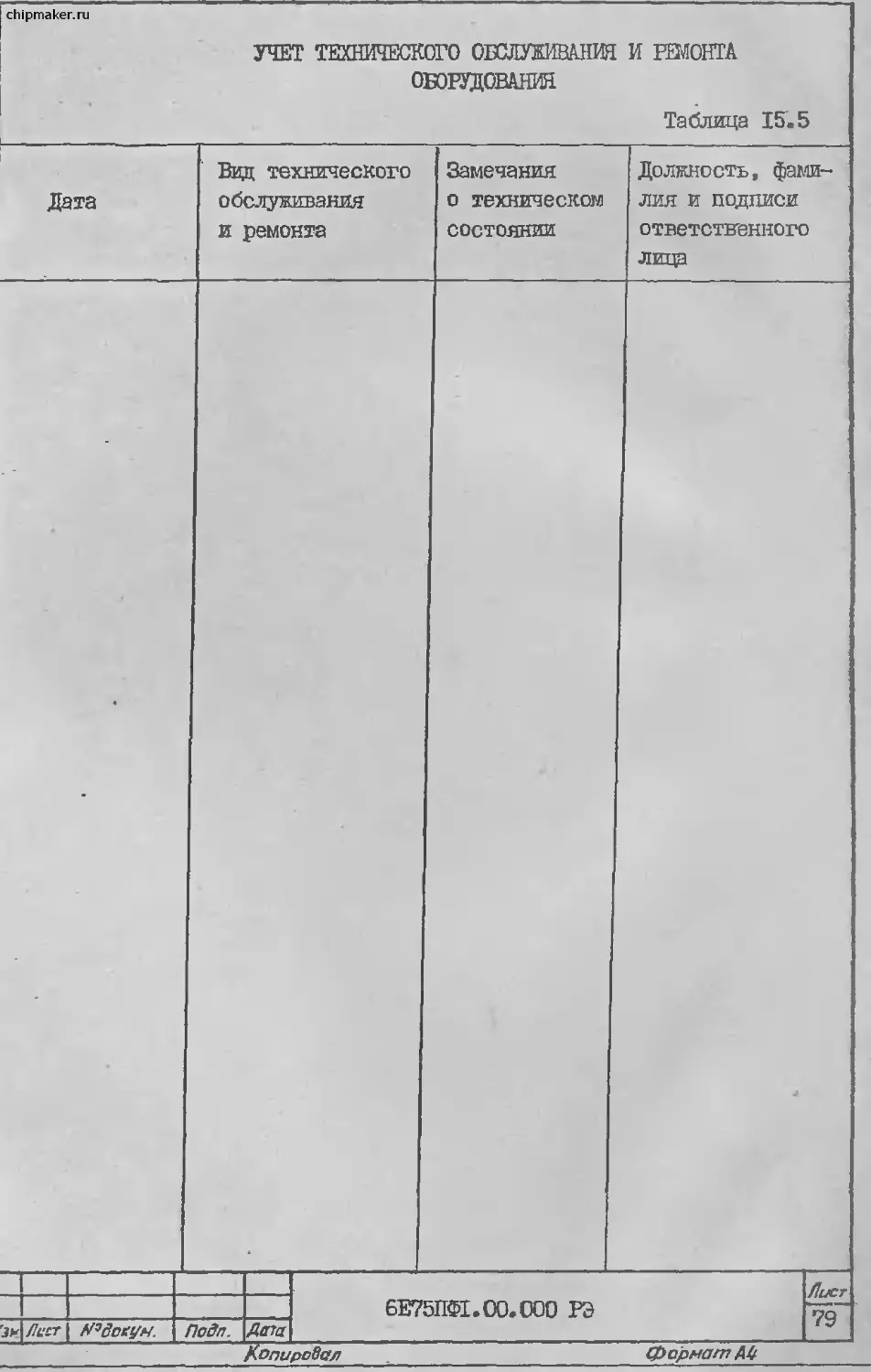
chipmaker.ru УЧЕТ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ОБОРУДОВАНИЯ Таблица 15.5
Дата Вид технического обслуживания и ремонта Замечания о техническом состоянии Ложность, фами- лия и подписи ответственного Лица
- -
6Е75ПФ1.00.000 РЭ
79
Лист /Fdost/H. Псдп. Дога
16. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
I6.I. Завод-изготовитель гарантирует соответствие фрезерного ши-
рокоуниверсального инструментального станка модели 6Е75ПФ1
требованиям технических условий и обязан безвозмездно заменить
или ремонтировать вышедший из строя станок при соблюдении пот-
ребителем условий эксплуатации станка, транспортирования, хра-
нения и упаковки в течении гарантийного, срока эксплуатации.
16.2. Срок гарантии - 12 месяцев.
(Для аттестованной продукции на Государственный знак качества
- 18 месяцев).
16.3. Начало гарантийного срока исчисляется со дня пуска станка
в эксплуатацию, но не позднее 6 месяцев для действующих и 9
месяцев для вновь строящихся предприятий с момента получения
его на складе завод-изготовителя.
16.4. Срок гарантии при поставке станка в демонстрационные залы
исчисляется со дня его реализации.
ч
Лист
6Е75ПФ1.С0.000. РЭ
chipmaker, ru
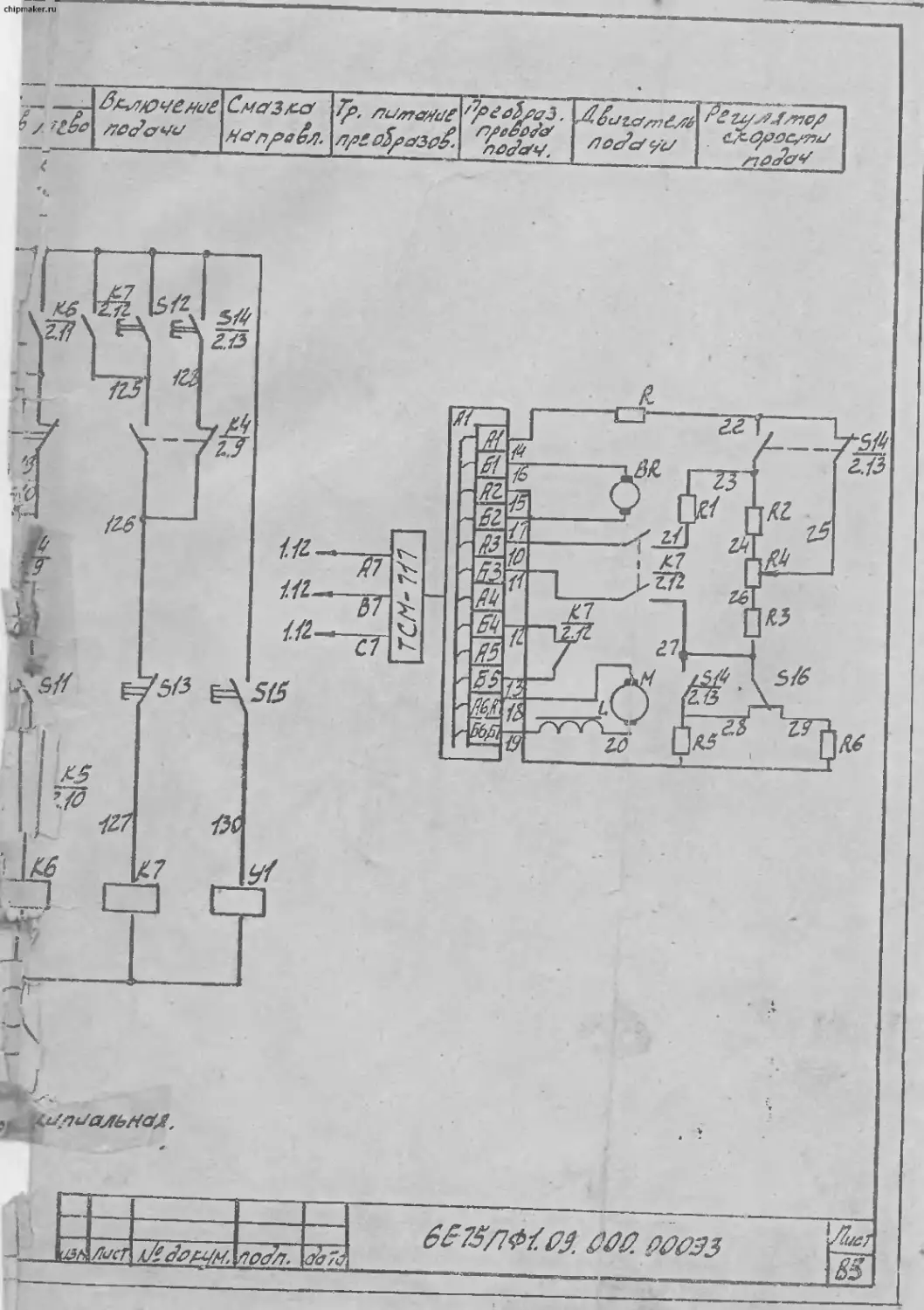
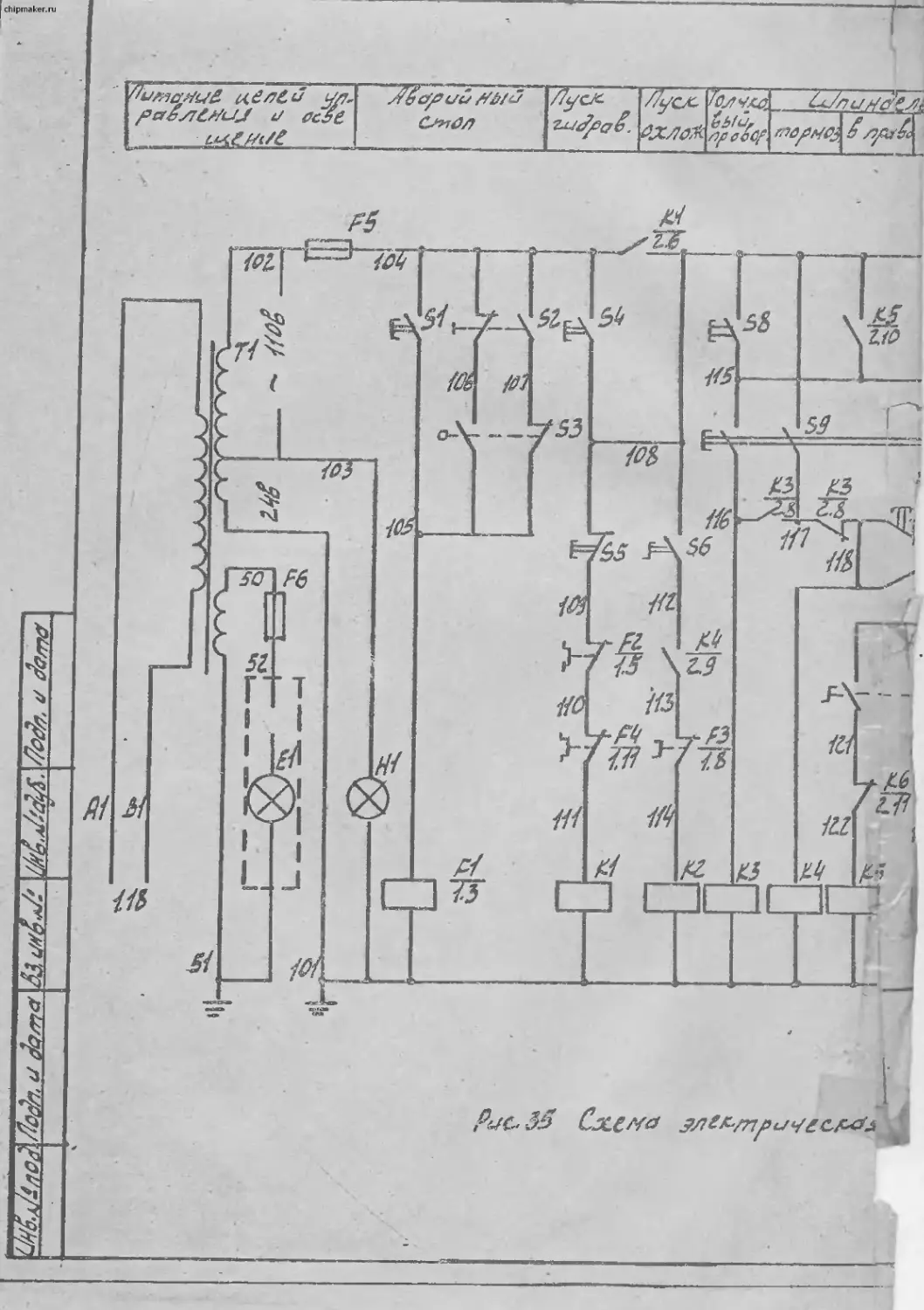
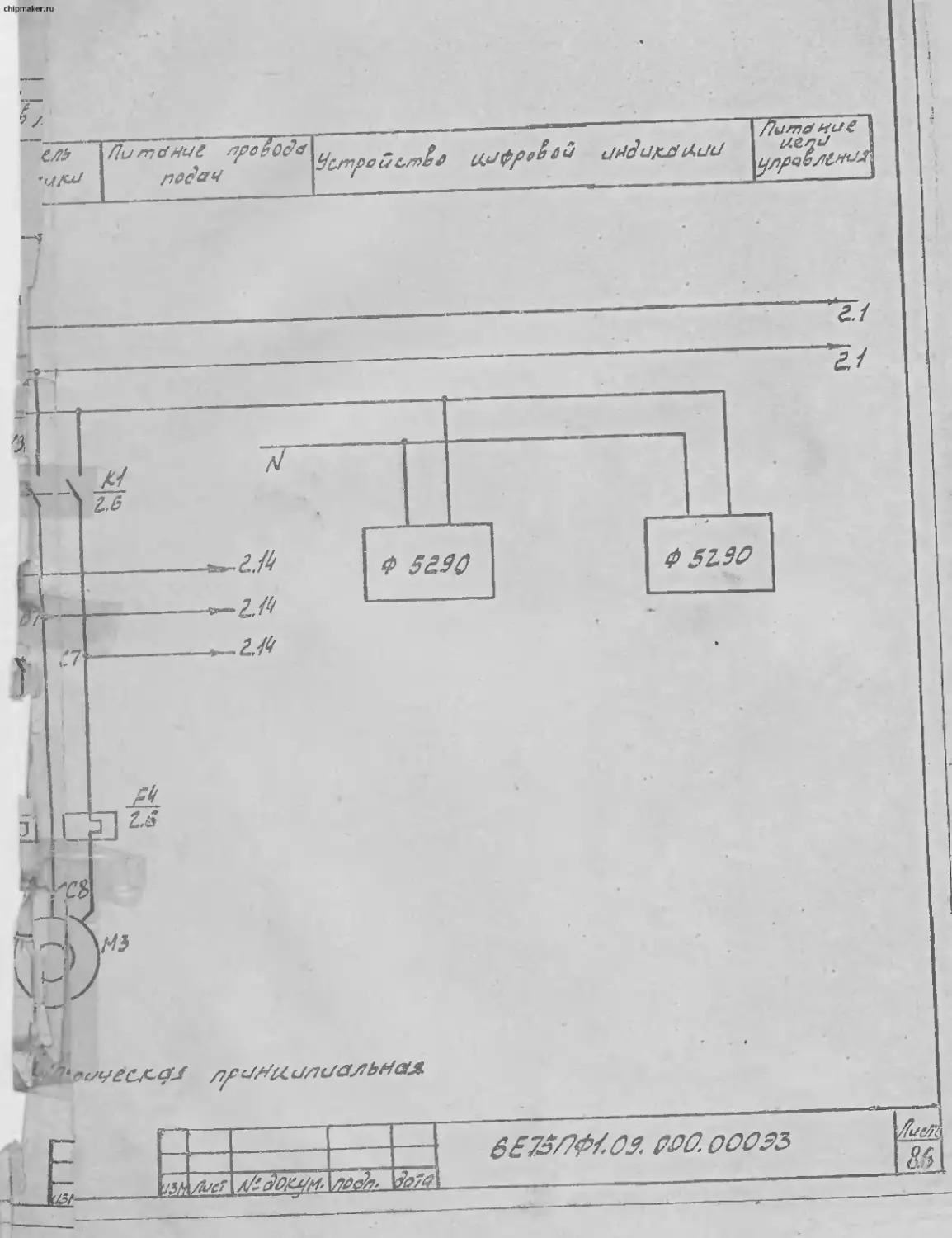
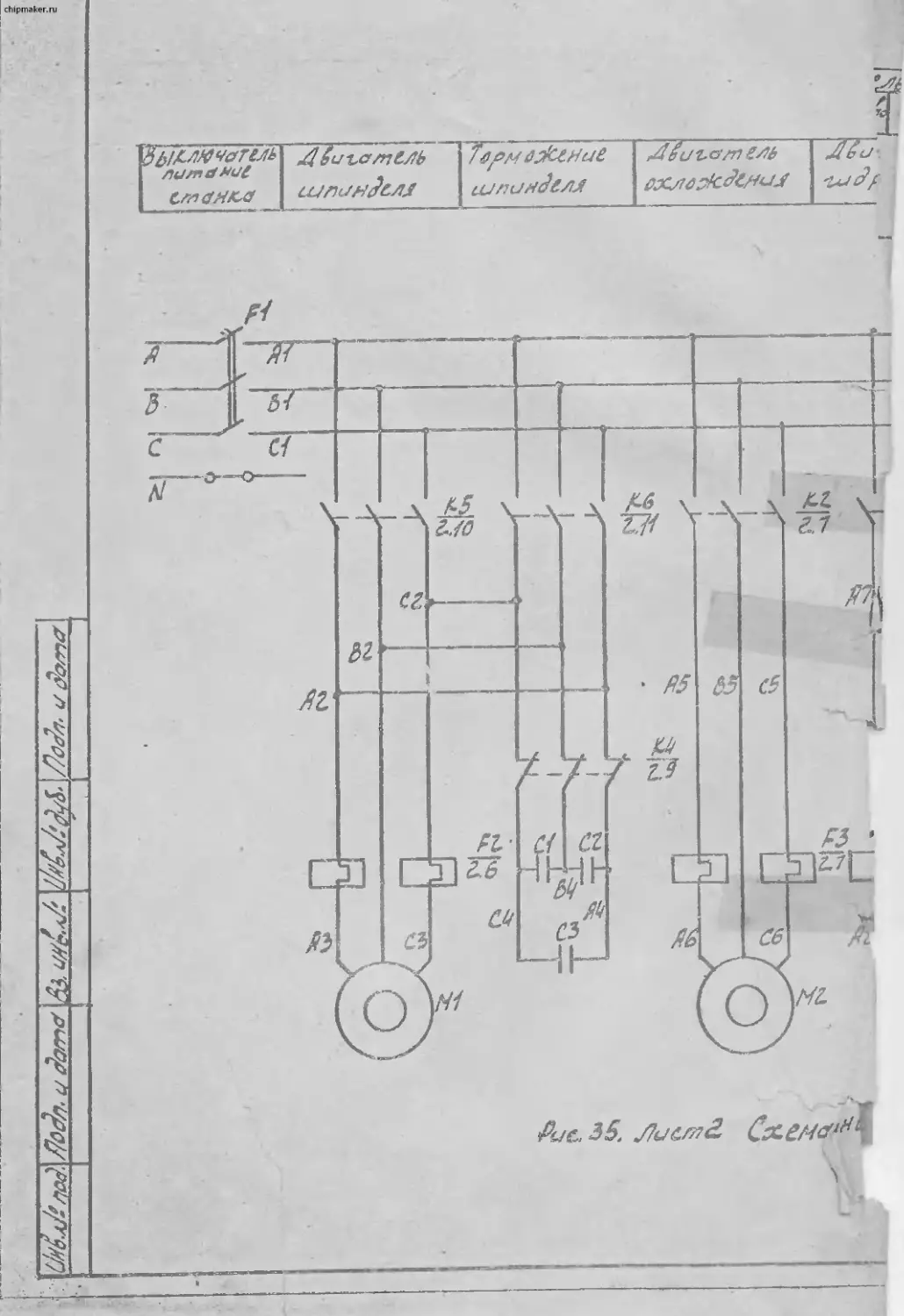
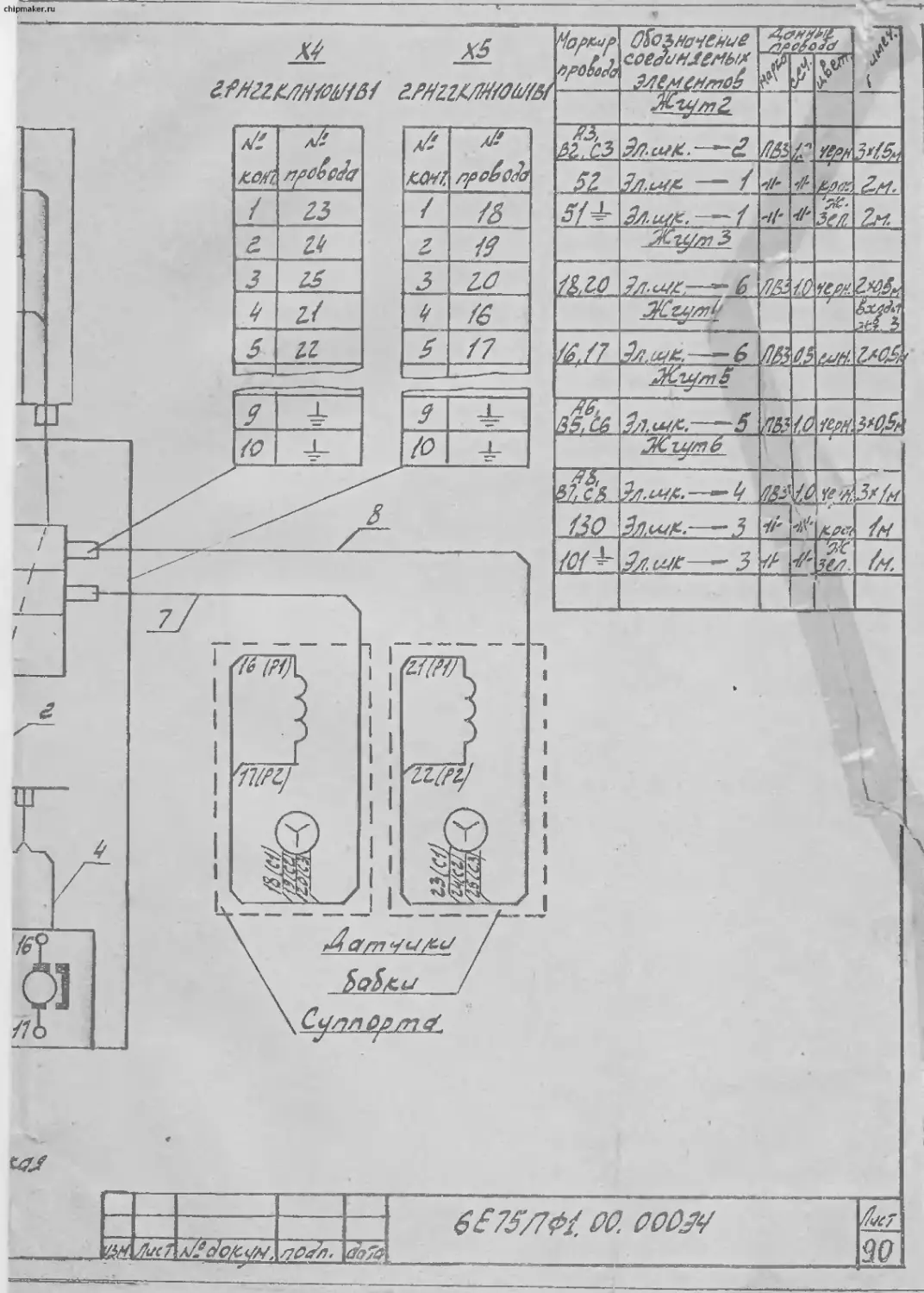
17. ЭЛЕКТРООБОРУДОВАНИЕ СТАНКА
1 Общие сведения
На станке установлены два трехфазных асинхронных двигате-
ля один двигатель постоянного тока, электронасос СОЕ.
Для питания силовых цепей и цепей управления и освещения
могут приняться следующие величины напряжения:
- силовая цепь 50 Гц 380 В
- цепи управления 50 Гц НОВ
- цепи сигнализации 50 ГЦ 22В
- цепи местного освещения 50 Гц 24В
п
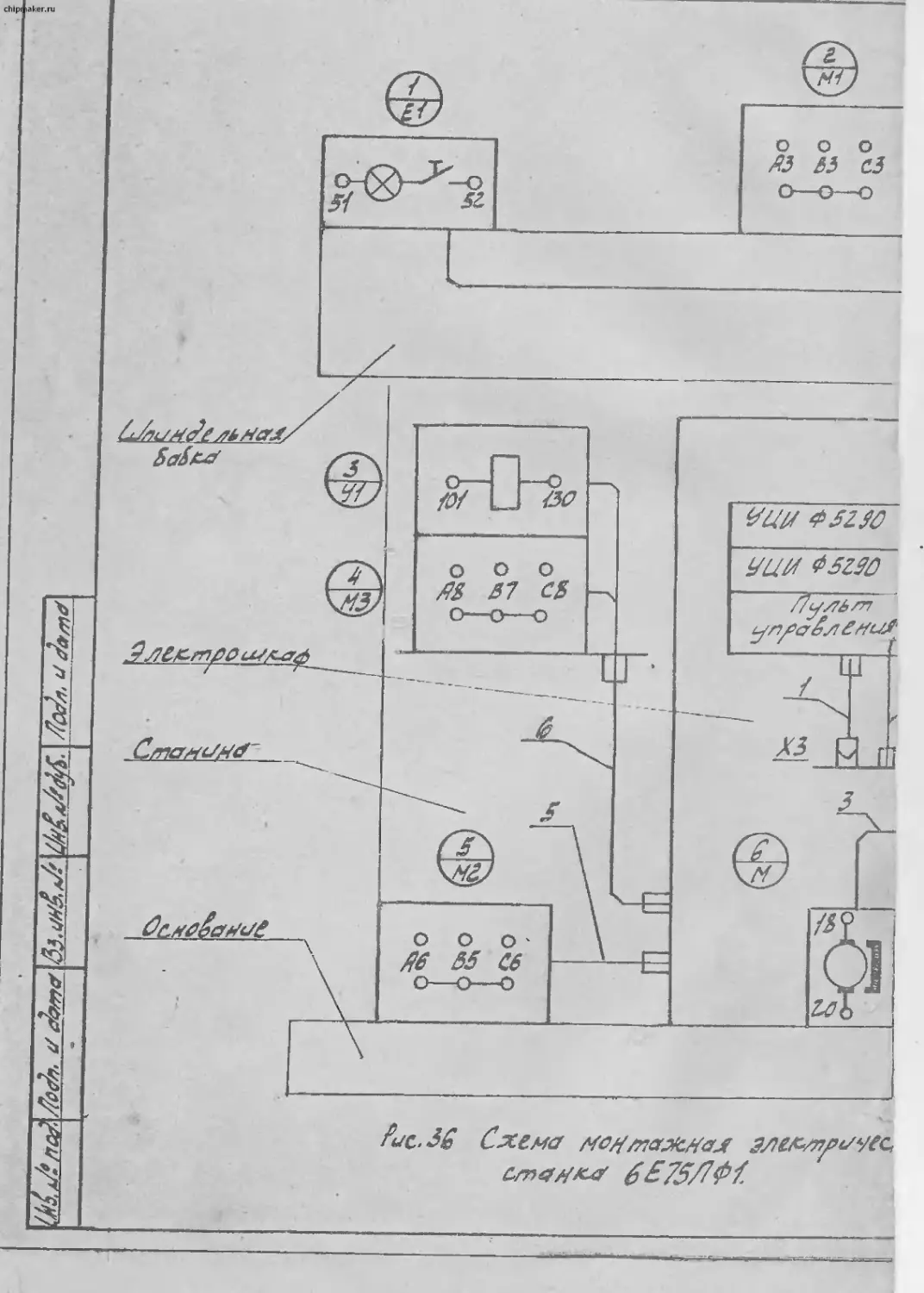
Органы управления станком расположены на выносном пульте
управления, установленном на поворотном кронштейне. На пульте
монтированы два блока устройства цифровой индикации.
функционирование назначения органов управления изображены
на рис. 6.
В электрошкафу расположен аварийный микровыключатель £ 3
для блокировки двери электрошкафа.
. Гидрораспределитель с электромагнитным управлением смазки
направляющих расположен в гидростанции, который установлен на
правой стороне стойки.
Освещение рабочего места производится светильником с гиб-
кой стойкой типа НКПОЗ-60-004 лампой М024-40УЗ.
Электроаппаратура управления расположена в корпусе пульта
управления и в электрошкафу расположением с левой стороны на ос-
новании станка.
На боковой стенке электрошкафа установлен автоматический
выключатель А I для подключения станка к питающей сети и отклкь-
чения во время перерывов в работе станка.
В электрошкафу установлен электропривод подачи типа
ЭШИР-1А.
Подвод напряжения кабелем осуществляется заказчиком, для
чего на задней стенке электрошкафа имеется отверстие со штуцером.
Дверь электрошкафа закрывается спец.ключами, которые долж-
ны находится у обслуживающего персонала.
6Е75ПФ1.00.000 РЭ Лист 81
tear №воеум. Подп. Дат
опировал формат Ц1/.
iipmaker.ru
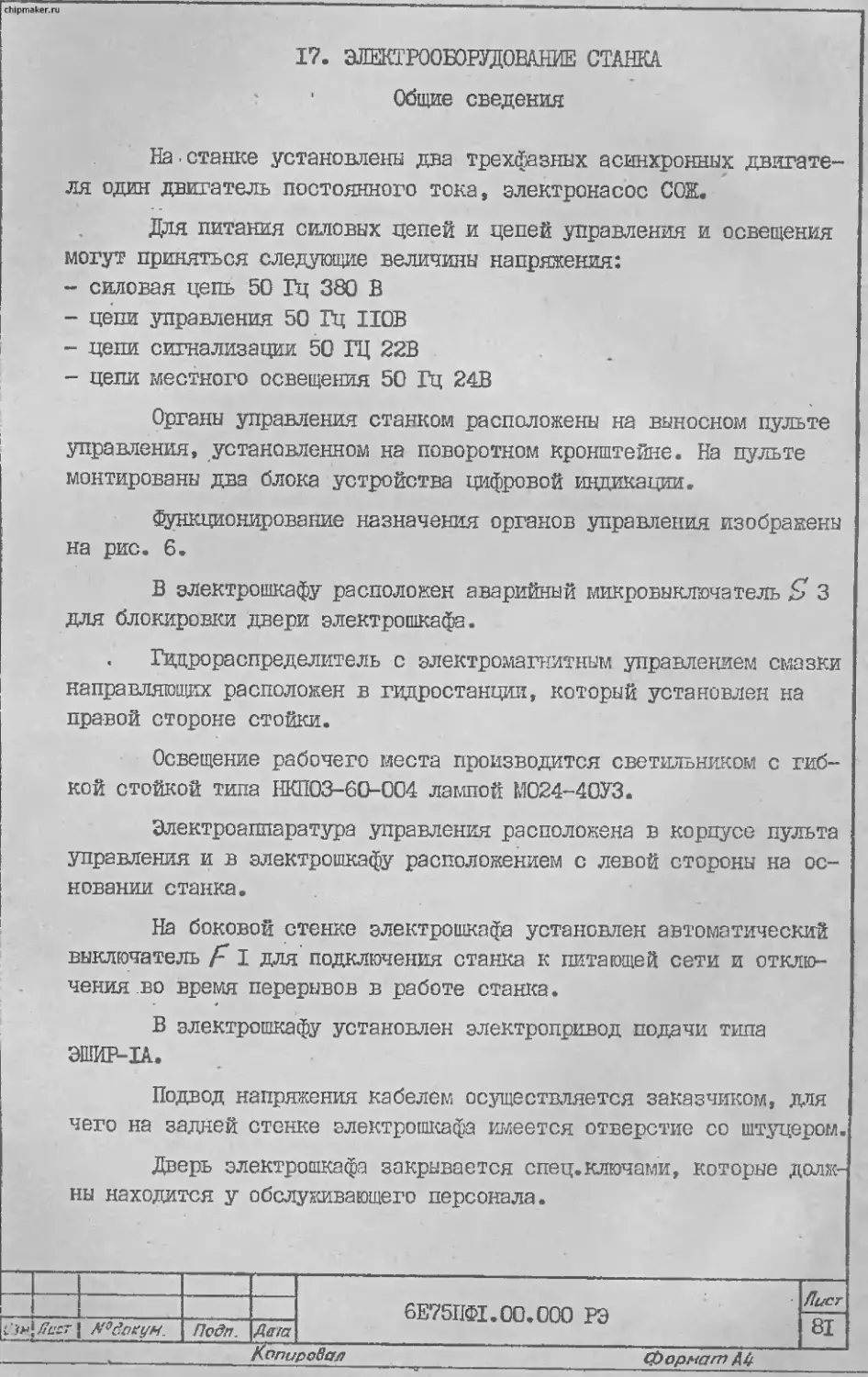
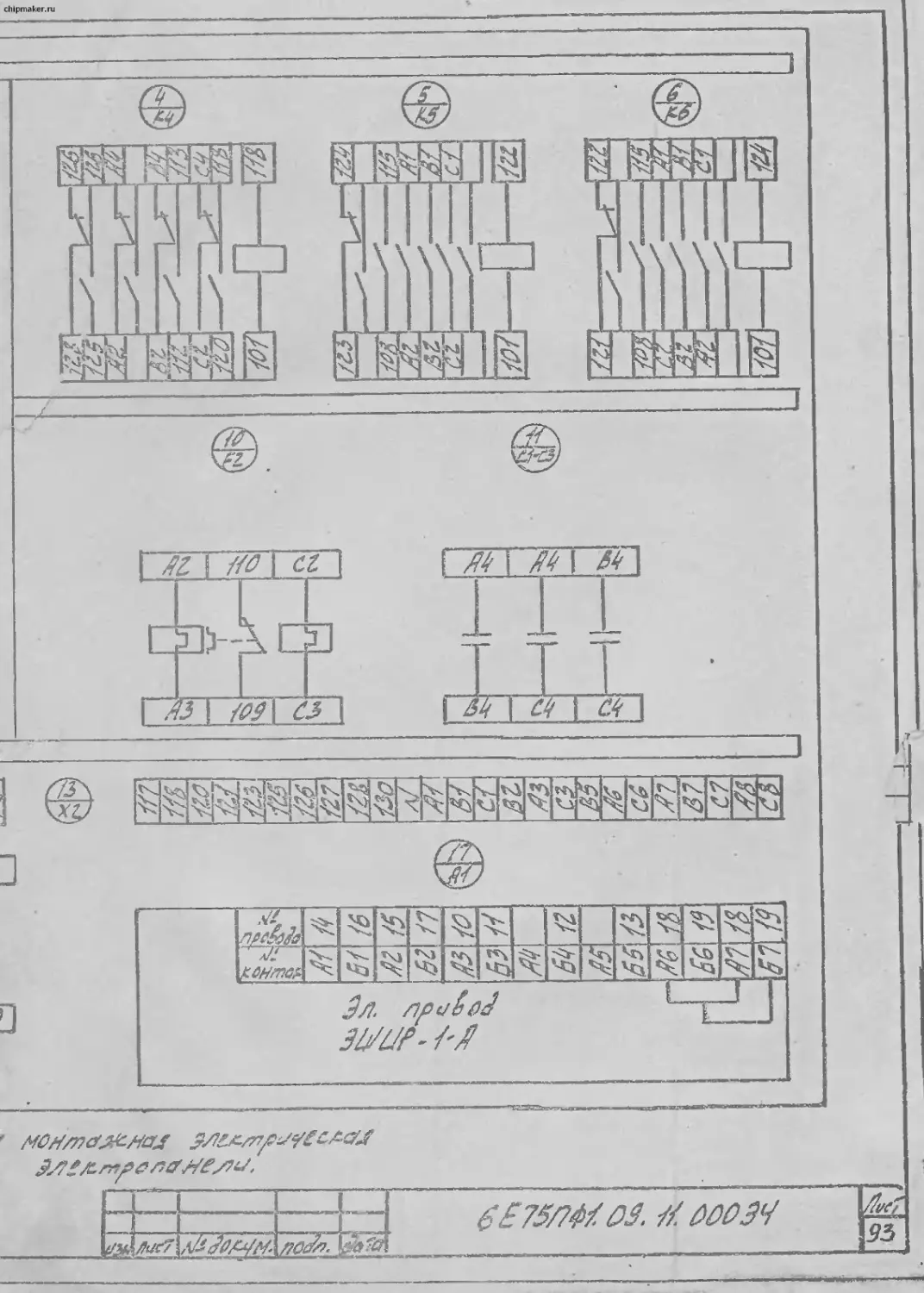
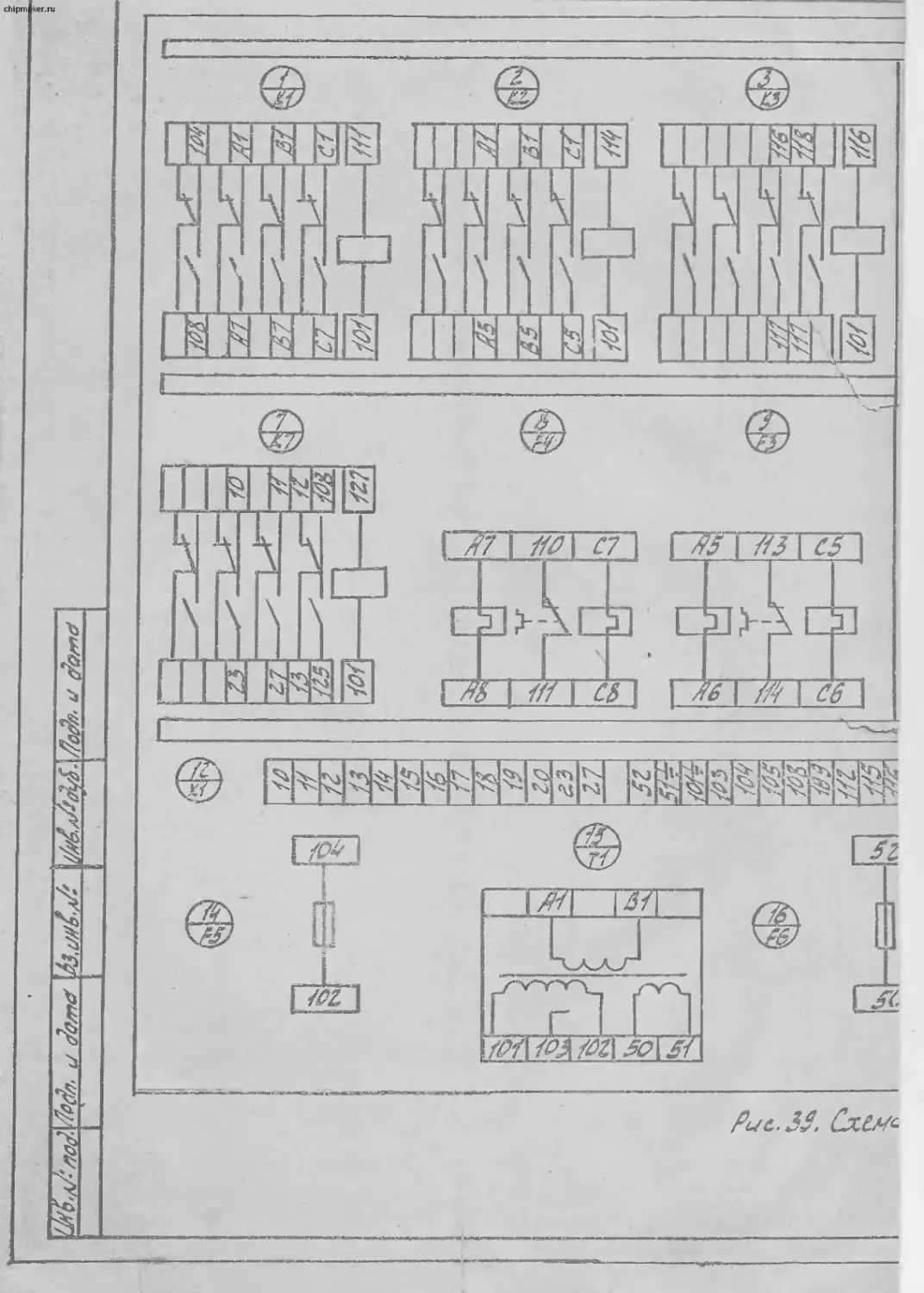
При уходе за электрооборудованием необходимо периодически
проверять состояние пусковой и рел< иной аппаратуры. При осмот-
рах релейной аппаратуры особое внимание следует обращать на на-
дежное замыкание и размыкание контактов. Во время эксплуатации
систематически производить их технические осмотры и профилакти-
ческие ремонты. При профилактических ремонтах должны произво-
диться внутренняя и наружная чистка и замена смазки подшипников
при нормальных ус товиях работы электродвигателей следует произ-
водить черех 40С0 часов, а пр ной и влажной окружающей сре-
де ее следует производить ча. мере необходимости.
Перед набивкой смазки. п. ги должны быть тщательно
промыты керосином. Камеру запое - смазкой на 2/Зсоблема« Реко-
мендуемые смазки для подшипников качения электродвигателей при-
ведены в табл. 17.I.
Периодичность осмотров устанавливается в зависимости от
производственных условий, но не реже одного раза в два месяце
Таблица 17.I
Страна
фирма
СССР
Марка смазочного материала
Смазка I-I3 жировая ГОСТ I63I--6I
Примечание
Температура под-
шипников от 0 до
+ЗО°С
билля
^S^e£f /Неделим
РВ; -А; -С; -Н
США
С a
АЛ, -В
Съ&ггзе
SKF-I,
5КГ-28
Chipmaker.ru
6Е75ПФ1.00.800 РЭ
82
“2«i Пост Поди. Дата
формат Ah
Первоначальный пуск
При первоначальном пуске станка необходимо прежде всего
проверить надежность заземления и качество монтажа внешним- ос-
мотром. После осмотра на влекиых наборах в шксфу управления
отключить провода питания всех электродвигателей. Вводным ав-
томатом П подключить станок к цеховой сети. При помощи кно-
пок и переключателей на пульпе управления проверить четкость
срабатывания магнитных пускателей и рале.
Описание работы
Схема электрическая принципиальная изображена на рис.35
перечень элементов к ней - табл» (ст. 87,88,89)
Монтажные схемы изображены на рис. 36, 37. 38, 39
Перед началом работы необходимо убедиться, что все защит-
ные аппараты включены.
.Дня пуска станка, после включения к одного автог^тз FI,
необходимо запустить двигатсл? швдодлйцеи ИЗ, Для этоо?© иувно
нажать кнопку/Г 43 Включится пускатель KI, который через соб-
ственный контакт 104-108.' становится на самопитание.. -Одновре-
менно через этот же контакт подеется спряжение ущ арления для
последующего запуска двигателя шпинделя MI, а через три Н С
контакта KI (точки А7, С?) подается напряженке на тр^нещо-
матор-питания теристорнпг преобразователя.
Затем кнопкой 8 включается цуейтель К5 или Кб, в э.>ви-
сьмости от того в каком положении находится переключат- Л II
(/911 имеет три положения: шпиндель вправо., нейтрал!.пае.. шпин-
дельное влево) включается двигатель MI вправо или влево. При
этом П,3. контактами пускателя К4 отключается плен :атр] •
CI-S-C31 предназначен» те .да тс можения шпинделя.
Далее кнопке ’ 12 включается пускатель К7, а его НО.
контакты (10-23 подают напряжение управления ат-
чж скорости R4, кипи которого на вход привода подач из-
дается сигнал Бра. 1 зтеля подачи М.
Стоп нриэода подач осуществляется кнопкой 13, стоп шпин-
деля кнопкой 6ГЮ. стоп гидростанции кнопкой .< 5.
Включение насоса охлаждения (СОК) осуществляется переклю-
чателем $> 6.
fPdoKf/м. J Поди. Дата
КспароВал
6E75H-1I. jO.COO РЭ
Ласт
"8у
формат /14
chipmaker.ru
Смазка направляющих рекомендуется осуществлять коротко-
временным нажатием кнопки £ 15;г
Кнопка £1 предусмотрена для аварийного выключения станка.
Выбор органа и направления подачи осуществляется рукоят-
ками поз. 6,9 рис. 5.
1.4 . Блокировка
Электросхема предусматривает следующее:
I) При неработающей гидростанции невозможно включение привода
главного движения и привода подач.
2) .Невозможно включение станка при открытых дверях электрошка-
фа (микропереключатель$3). При необходимости используются
наладочный режим тумблером S 2.
3) Привод главного движения и привод подачи отключаются при
срабатывании тепловых реле Г2, Г4.
Защита от токов короткого замыкания в силовых цепях осуще-
ствляется автоматическим выключателем PI, в цепи управления
предохранителем Р5, в цепи местного --свешения предохраните-
лем Гб. Защита электродвигателей переменного тока от перег-
рузок осуществляется тепловыми реле F2, РЗ, Р41
1.5 '. Указания по монтажу и эксплуатации
При установке станок должен быть надежно заземлен и под-
ключен к общей системе заземления цеха. Для этой цели в шкафу
на задней стенке и на основании станка расположены болты зазем-
ления.
1 6Е75ПФ1.00.000 РЭ Hue 84
1
fiaia
Копировал - формат Ait
। chipmaker.ru
й ул.
Z^CX ^Л «/<й
chipmaker.ru
ЬЫММЧйТЫЬ ли/nd ше СтсМКЛ Д 6и t,aSv ель шпимделх T00M4:fce.Htje синихДеля Л £ и г. с-/п ель ^^0-
chipmaker, ru sjeas усЪё-г'е,^ ся<№ 6£7S/ffiJ
s, Д m. 0$o3W-\ Wrtc/g \ ч
d Л7' 3 Z4 / £
3,/s №/??>!> 0$(icJ '?д,Г7ё//с/
,
Hi WW 3gQg; SOJk
.. LM3£3i /U-L_ /
из ЗЯМ 30fa
Гм Ш. /t.-3-j-
M 0Л /ТЛЕЛ
-jjf' оз
-1 4,- { HeS. ЗМОЗ/зл ж
иг
/и
/пила ЗШЗ'З-7-‘я-ЗЛС/П
—
r/l£"S
'Г.'с
-
—* /7/ж&/т?е;?и
/7М£- О7Ш М)6 £(Уи
* J7 . '
— /Э,/? 7:M-/O33JJ.£ , ^L. / 4 7. —
Ji \JJ/V-/O^.?Z£ Chipmaker.ru j 7
r £E?5 ПФ1 Og.QOD ООО Э2з
70t? >»>«,>«. >»? i3r4 - JS—
chipmaker.ru
/ и? 3 0
/7P(Z 333
76 £ zz/^/xz?// £с./яа£с0с/ /7&£ Z33 Л
3/} 0 /MeS/tGu /’о/ъфТЗеЗ /73///£53 . — । » 4
7/ fa&>/<?£>
zzs£3
Mafc- zz-w/z# .
М fytMWM абмм
rt£/№&/ хм
^/ОоУ/С'ЛЬЛ'Ь/и 70<- P&C/4£/}(J'7?£/?£i7 3/3
/fepe£j,/&‘fG/r?ej?Lj
S3' 5/3 /'££//£/ ^c-JL,J"_ г
$7/ Л£ 5'5/!// ifc/i, / ,,/T
S3 узззг з/з £_
5S 3/^//b ./// /
1
/.#0'^ 33 F.
~4 557'7 i Z£ /5/75 J^.//
555/05/ ££_ ЩЗ <jm.5
59, 5/‘‘ <£ /5273 M/,.3 г
5/ 3-5 Zj3/33 c/C^ 3
X
// f2/c^0/e>{?c./7^ecp0/?ty/770^
3£& S7t£ 3//S//0'SO
г/ е.£е/у7^ь^ //33^33'0^^3^ /
‘l
' /// /fp^ar^^a £7l'S3ZSZZ/5/Z ь
1 ~j
1 »
й£75ПФ1. 05 ООО. ОСО ^3
chipmake С r.ru ’ _ . . Л 6 6
7s.3ijc.fr>/>/а/
e,
W7-S 7,faW-/0% £
/f/ МЛ7-7 /3 M//7 76% /
/г 7/777- /. 7 77-0/^ 7 /7% /
W7-f / /6% /
м //77'7- М0Ы* 7 /0%
/Ш 'W- /7hw±&% /
£м<?е#саиг10/>
С7-~сз /ti/V-Z i /б'/е 3
1
i
J '
|/txcr
< C£?5Wi 03 ODO. 00033 &
4ЙМ и? /1а fa' । fail
| chipmaker.ru
м
гмггм/ж/ш
KOfi rtf^cJa
33
г tb
3 Zg
3 ll
WK /7ffi3c7o
/&
3 tf
33
* /6
£ /7
f6
/7
4,
/0 I
3 I
<0 _Ц
1 I ггт
Дam у (J&J
SaS^tJ
Суля Of m 4,
Уоршр tpobja Ofoirtfiewe coedcMjtfrtetf Ме^емтгоб ДснфМ. ^fiefoJd 7 4
/ tP у
ЯА, »’ Г.Э. — 7 /Й5 V/- 4. У/ да
5/4- ЗЛи&. 1 -//' # 7^. Wl<
«25 Жгс/т 5 —- 6 км
Жгу/яО ёХ4^1 гз±Л
73/7 Зама—— 6 (Wl- &o£
J&LL/fnS
Я6, fate Злша.——5 ^O,Sf
Жщпб
Я&, &1(C& fau/fi.— lf 3^
вО Эя.ш*.——3 ii' fa
(0{± 7яьая^-' 3 4- Ж ?&7 /h.
6£7377<M. ж МЖ
3&7
2d
chipmaker.ru
—j——|___zzcz
6£75/?MM. 7/. 0003'7 far
~95
chipm
ker.ru
Cx№
chipmaker.ru
1 го _ 7 3 0_ 5 1 "“aa GS^iWviMl &ес?ише.УЬ/£ мгмемтсб Д<7МЫ£ ЛрсЗсЖЬ ЧЫЛ
гз 7~—.lZ
го i — iz 1 г 5 6
7L l—Z—5
5.0 15 — 16 5—6—13 —15
50 12—16 50 1—2—5
5—6—13—15
£Й '1—2-3-0-5 Cl 1— 2—5
5-7-12 -15 — 5—5—13—15
12-12—15- 5L О—5—6—lo
(Л 10 — 15 — — 3Z C2 0—5—6 —13 0-5—6-Ю
W5 15—12 55 10—13
00 05 03 КМ 1 —^0s=7L 55 10— 13
£5 0 — /1
1—7—5—6—12 10—12 — — 55 CO 0—11 0 — 11
olo Ilf 112 113 Oh 0 Jl 2 —16 £5 2—3
1 1 III 1 — — — — 63 C5 /£ 06 (HI txj ’m >
£11 6—5 — 12 57 T «3
ъ 1 ООО 3 — 3 — 12 07 1 — 13
01 3 — 3 — 13 C7 1— & —13
Ilk 3-0~0—13 IS 6 — 13
iso .0 — 13 c$ s —/?
121 6—13
022. .5—6 11 —
113 \5—13 .. _
7$ 5—6 10 7—1Z—17
05 0 — 7 —13 — 11 7—1Z—17
1% 0 — 3 — 13 12 7—12— 17
HL 13 13 7—1Z—17
020. 0^/3- Ж 12— 17
030 — 12— 17
16 1Z 17
\М. ‘J fosnO 17 12 — 17
1& 12— 17
1 15 12 — 17
fuc. 33 JI-jc^cZ
6£75/7<M05 /7.00037. llJ/Л
_J .
#U£r/| £25
14. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок широкоуниверсальный инструментальный фрезерный
модели ; 6Е75ЦФ1 заводской J₽ , ,
На основании осмотра и проведенных испытаний станок
признан годным для эксплуатации, (приложение Jp I)
Станок соответствует требованиям
ГОСТ 7599-82 (СТ СЭВ 2149-80)
и техническим условиям ТУ2-024-
Станок укомплектован согласно ТУ2-024-
Начальник
дай ?ь
0/,
"(дата” приемкиТ'’’"
I
Штамп ОТК
I4.I. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Стенок широкоуниверсальный инструментальный фрезерный
модели 6Е75ПФ1 заве декой Д подвергнут консер-
вации согласно требованиям, предусмотренным действующими
нормативно-техническими документами и настоящего руковод-
ства
Дата консервации ,19 Xj г.
Срок зашиты переконсервации г J2 мес
По ГОСТ 9.014-78:
вариант Временной зашиты B3I. В32
вариант внутренней упаковки ВУ4 .
6Е75ПФ1.00.000 РЭ
Подп. Дата
Лист
95
формат Д4
hipmaker, ru
Приложение JS 1
Свидетельство о приемке
станка мод. 6Е75ПФ1
Заводской № _______
Класса точности П
Результаты испытаний
Испытания станка на соответствии нормам точности
по ГОСТ 26016-83, ГОСТ 16935-86 и техническим условиям.
Таблица I
Номер нор- мы по ГОСТ 26016-83 Наименование нормы Отклонение, мкм
Допуск по ГОСТ 26016-83 Факгич,
I 2 3 4
Проверка точности станка
1.3. Плоскостность рабочей поверхности стола —
а) вертикального (на длине 500мм, выпук- лость не допускается) а)‘ 16 *
б) углового горизонтального (на длине 630мм, выпуклость не допускается) б) 16 /
в) универсального (на длине 500мм, вы- пуклость не допускается) в) 16 /
1.4. Параллельность рабочей поверхности вер- тикального стола траектории его продоль- ного и вертикального перемещений (на длине 300мм, наклон верхней кромки стола в сторону от станины не допускается) 16 14
1.5. Параллельность рабочей поверхности угло- вого горизонтального стола траектории продольного перемещения вертикального стола (на длине 320мм) 16 /
1.6. Параллельность рабочей поверхности уг- лового горизонтального стола траектории перемещения шпиндельной бабки "(на длине 200 мм, наклон верхней кромки стола в сторону от станины не допускается) 12 / г\
Пс&! Яхта
6Е75ПФ1.00.000 РЭ
Копировал
формат flfy
:hipmaker.ru
I 2 3 4
L.7. Параллельность боковых сторон направля- ющего паза (Контрольной кромки) столов траектории продольного перемещения вер- тикального стола а) вертикального (на длине 320 мм) а) 16 /У
1.8, б) углового горизонтального (на длине 320 мм) Взаимная перпендикулярность продольного б) 16 * /
1»9. I.IO. I.II. перемещения вертикального стола направ- лению перемещения шпиндельной бабки (на длине 300 мм) Осевое биение шпинделей а) вертикального б) горизонтального Радиальное биение конического отверстия шпинделей I вертикального а) у торца б) на расстоянии 150 мм П горизонтального а) у торца б) на расстоянии 150 мм Перпендикулярность оси вращения горизон- - 4" X 16 6 6 а) 6 б) 10 а) 6 б) 10 • / / 7
тального шпинделя направлению продольного перемещения вертикального стола (на длине 300 мм) 16 /7
I.I2. I.I3. Параллельность оси вращения горизонтально- го шпинделя направлению перемещения шпин- дельной бабки: а) в вертикальной плоскости (на длине 200 мм, отклонение шпинделя вверх не допус- кается) б) в горизонтальной плоскости (на длине 200 мм) Перпендикулярность рабочей поверхности уг- лового горизонтального стола траектории вертикального перемещения вертикального стола а) в продольной плоскости 16 16 12 /7 /е
б) в поперечной плоскости 20 /£
Подп Догга
Лист
6Е75ПФ1.00.000 РЭ
97
1 chipmaker, ru
I 2 3 4
1.14. Перпендикулярность направления переме- щения шпиндельной бабки направлению вер- тикального перемещения вертикального стола (на длине 150 мм) 8 £
1.15. Параллельность направляющих хобота оси вращения горизонтального шпинделя
а) в вертикальной плоскости (на длине 150мм, отклонение хобота не допуска- 4?
i ется) 12
б) в горизонтальной плоскости (на длине 150 мм) 12 «
I.I6. Соосность отверстия серьги (подвески) и горизонтального шпинделя 16 // -
1.1?. Параллельность оси вращения вертикального шпинделя направлению вертикального пере- мещения стола в поперечной плоскости (на длине 150 мм) 12
1.18. Параллельность траектории перемещения гильзы к оси вертикального шпинделя (отклонения нижнего торца гильзы от ста- нины не допускается) 16
1.19. i i Перпендикулярность оси вь ’щения вертикаль- ного шпинделя рабочей поверхности углово- го горизонтального стола в поперечной плос- кости (на длине 150им, отклонение оси шпинделя от станины не допускается) * 16
1.20. Параллельность торца шпиндельной бабки вертикальному и продольному перемеще- ниям стола
а) вертикальному (на длине 300 мм) 20 //
б) продольному (на длине 300 мм) 20
1.21. Параллельность плоскости поворота вер- тикальной головки рабочей поверхности вертикального стола 16 /Lf
1.22. Параллельность оси вращения вертикаль- ного шпинделя плоскости крепления вер- тикальной головки (на длине 150 мм) 10 8
1.23. Точность линейных координатных переме- щений
а) вертикального стола (на дайне 300 мм) 25
1 X б) шпиндельной бабки (на длине 250 мм) 20 is
6Е75ПФХ.00.000 РЭ
Подо flora
Ч/1.СГ
1(с>пиг>овал
Лист
98
формат A4
chipmaker.ru
I 2 3 4
ПРОВЕРКА ТОЧНОСТИ ОБРАЗЦА-ИЗДЕЛИЯ
2.2. Плоскостность поверхности 2 (на длине
160 мм) 10.
2.3. Параллельность верхней поверхности I об-
разца-зделия его основанию (па длине 160 мм) 12
2.4. Перпендикулярность обработанных поверх-
ностей образца-изделия (на длине 160 мм)
а) I к 2 16 /у
б) I к 3 16
в) I К 4 16 /у
г) 2 к 3 16 /У
е) 2 к 4 16 /у
2.5. Прямолинейность и параллельность стенок
паза 6 IS /у
2.6. Точность геометрической формы отверстия:
а) круглость 8
б) профи,0, продольного сечения 12 А?
в) перпендикулярность оси отверстия к
« основанию 12
3.3.1. Радиальное биен ;е конического отверстия
шпинделя делительной головки
а) у торца шпинделя 8
б) на расстоянии 150 мм 12
3.3.2. Осевое биение шпинделя делительной головке 10
3.3.3. Радиальное биение наружной поверхности
шпинделя, центрирующей патрон 10
3.3.4. Параллельность линии центров делительной
головки направляющим хобота в вертикаль-
ной и горизонтальной плоскостях (на дли-
не 150 мм)
а) вертикальной 16
б) горизонтальной 16
3.3.5. Точность делительной цепи головки:
а) точность деления за один оборот
шпинделя ±50"
б) точность деления за один оборот пшин-
деля с учетом отклонения червяка и
делительной головки ±35'
— 1
-- пУ L— 6Е75ПФ1.00.000 РЭ < Лает М°ооеум. Пэвп. {Лага 199
ilnry,..r S*________At.
< iipmaker.ru
I 2 3 _4
ПРОВЕРКА ТОЧНОСТИ долиной головки
3.5.1. Параллельность направления перемещения
ползуна дслбекнсй головки плоскости ее
крепления (на длине 80 мм) 25
Номер нор- Отклонение, мкм
I693iPs6 Наяменавание нор™ feKIlrI.
16935-86
ПРОВЕРКА ТОЧНОСТИ КРУГЛОГО
ПОВОРОТНОГО СТОЛА
I. Плоскостность рабочей поверхности .
планшайбы 12 /б
2. Торговое биение рабочей поверхности
планшайбы 16 /
3. Параллельность рабочей поверхности
планшайбы основного стола -16
4. Радиальное биение центрального отвер-
стия .
а) у торца планшайбы 10 &
б) на длине 75 мм 16
j 5. Точность угла поворота планшайбы только „
в делительных столах 50"
6. Параллельность поверхности образца .
обработанных на делительном столе 60" р/,.
' 6Е75ПФ1.00.0С0 РЭ —
Vi-cr Псдп. Дата lUU
Копировал фор мат Ab