/










































































































































Теги: станки станок сверлильный фрезерные станки
Год: 1967
Похожие




Текст
chipmaker.ru
IMHICTEPCTBC СТАНКОСТРОИТЕЛЬНОЙ Л ИНСТРУМЕНТАЛЬНОЙ ПРОмМПЛЕННОСТИ
СССР
ГЛАВСТАНКОПРОМ
КУ1ЖЫШЕЕСКОЕ СТАНКОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ ОБЭДИНЕНЙЕ
СТАНОК КООРДИНАТНЫЙ
СВЕРЛИЛЬНО-
- ФРЕЗЕРНО - РАСТОЧНЫЕ
ОДНОСТОЕЧНЫЙ
МОДЕЛЕЙ 24К40АФ4-01
24К40СФ4-01
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Часть I
Chipmaker.ru
Альбом I
Всего альбомов 9
1987
chipmaker.ru
СОДЕРЖАНИЕ
стр.
Обще сведения об изделии................................... 4
Основные технические данные и характеристики......... 5
Комплект поставки....................................... 12
Указания мер безопасности.......................... 24
Состав изделия........................................ 27
Устройство, работа изделия и его составных частей........ 33
Порядок установки....................................... 66
Порядок работы.. ........................................ 79
Характерные неисправности и методы их устранения........... 80
Особенности разборки и сборки при ремонте.................. 84
Свидетельство о приемке.................................... 88
Сведения о консервации и упаковке.......................... 98
Гарантийные обязательства.................................. 99
Руководство по эксплуатации 24К40АФ4.00.00.000 РЭИ Часть 3
Приложение: Материалы по запасным частям 24К40АФФ-01
24К40СФ4-01.00.00.000РЭ
|г^ *
24К40АФФ-01 24К40СФ4г01.00.00.000 РЭ
4зм L Мжум_ Подл. Цата
1 > Разраб : луравлёва Станок коорданатныи свер- лильно-фре зерно-расточный одностоечный с ’гЮ-155/15; Руководство по эксплуата- ции Лит Лист ГЛИСТОВ
1ров. J хенисепко ЮЗ
Гешсенко КСПО ОГК
Г. контр] Клейменова
УТВ. ЖТрЯШГД1|"
chipmaker.ru
I. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ
ВНИМАНИЕ!
Станкч мод.24К40АФ4-01, 24К40СФ4-01 требуют при эксплуатации и
обслуживании специальных знаний.К обслуживанию и работе на стан-
ках с ЧПУ допускаются специалисты:механики, гидравлики,электрони-
ки, программисты, операторы обученные и аттестованные на заводе-
изготовителе.
При отсутствии у заказчика вышеперечисленных специалистов гарантий-
ные обязательства снимаются. Шефмонтажные и пуско-наладочные рабо-
ты не входят в стоимость станка. При необходимости завод-изгото-
витель может произвести шефмонтажные и пуско-наладочные работы по
договору за отдельную плату.
Координатный сверлильно-фрезерно-расточный станок моделей
24К40АФ4-01, 24К40СФ4-01 (рис.1) предназначен для особо точной
обработки широкого диапазона деталей, отличающихся конфигурацией,
размерами и материалами.
На станке можно осуществлять следующие технологические операции:
обработку отверстий с точным расположением осей методом растачи-
вания (получистовое и точное чистовое), развертывания, контурное
и прямоугольное фрезерование (получистовое и чистовое),сверления,
зенкерования, нарезку резьбы метчиками,выполнение разметки и высо-
коточных измерений.
Применяя поставляемые со станком поворотные столы и другие принад-
лежности можно производить обработку отверстий,заданных в полярной
системе координат,наклонных и взаимно-перпендикулярных отверстий.
Станок пригоден как для работ в инструментальных цехах, так и в
производственных цехах с мелкосерийным производством. В условиях
нормальной эксплуатации станок обеспечивает точность установки
межцентровых расстояний в прямоугольной системе координат:
для станка мод.24К40СФ4-01 - 0,005 мм
для станка мод.24К40АФ4-01 - 0,01 мм
Chipmaker.ru
Езшист! №докум.|Подп. Дата
24К40АФ4-О1, 24К40СФ4-01.00.00.000 РЭ
Лист
7/
2. Основные технические данные и характеристики должны
соответствовать таблице I
Таблица I
Наименование параметров
Данные
24К40АФ4-01 24К40СФ4-01
I. Основные размеры
Chlpmaker.ru
0СТ2 H62-I-85 г'
-
1
<1
ч 1
1 У
§ X
л •7^/2/ Г‘ ~ ' Т 1 г
1.2.2.
1.2.3.
1.1. Характеристика стола
I.I.I. Размеры рабочей поверхности стола, мм
шгрина
длина
I.I.2. Количество Т-образных пазов стола
I.I.3. Ширина пазов по ГОСТ I574-7E >, ММ
направляющего
зажпмных
I.I.4. Расстояние между пазами, мм
I.I.5. Наибольшая нагрузка на стол с учетом
сил резания, Н (кг)
1.2. Характернотика рабочего пространства
I.2.I. Наибольшее программируемое перемеще-
ние по координате, мм
X
У
Расстояние от торца шпинделя до рабо-
чей повеохности стола, мм
наибольшее
наименьшее
Вылет шпинделя (расстояние от стойки
до оси вертикального шпинделя), ш
—
Лист йдокум. Подп .Дата
400^14
800^14
5
I4H8
I4HI2
80 + 0,37
8000 (800)
643
400
500
630
130
450 + 10
24К4САФ4-01, 24К40СФ4-01.00.00.000.РЭ
Формат А4
Лист
chipmaker.ru
Продолжение таблицы I
ДДННЫО
24К40АФ4-01 24K40C04-0I
Наименование параметров
1.3. Характеристика главного привода I.3.I. Конус конца шпинделя внутренний по ГОСТ 15945-70 40 конусностью 7:24
1.3.2. Степень точности конуса по
ГОСТ 19060 - 74 1.3,3. Наибольший размер конуса закрепляемо АТ4 АТ4 с одно- ГОСТ 19860- сторонним 74 отрицатель- ным откло- нением уг- ла конуса согласно ГОСТ 24644- 81
1ю инструмента 1.3.4. Пределы частот вращения шпинделя, Морзе 4
МИН”^ 6,3...3150 £ П$
1.3.5. Количество частот вращения шпинделя 1.3.6. Наибольший крутящий момент на шпин- 55 /1?= 1,12 /
деле нм / кгм / 1.4. Характеристика привода подач I.4.I. Пределы рабочих подач по координа- 210 / 21 /
там X, У, Z мм/::ин 1.4.2. Количество подач по координате 1...600Qt 1С%
х, y,z 1.4.3. Скорость быстрого перемещения по бесступенчатое
координате X, У, И мм/мин 1.4.4. Наибольшее усилие подачи по коорди- 6000 i 10%
нате Z н / кто / 2. Характеристика системы ЧПУ 4000 / 400/
2.1. Тип TlJC -155 |7|
2.2. Режим управления контурно-позиционный
2.3. Код представления информации Диалог не зашифрован-
ним текстом
24К40АФ4-01,24К40СФ4-01.00.00. ОООРЭ
Лист
Формат
chipmaker.ru
Продолжение таблицы I
Наименование параметров Данные
24К40АФ4-01 24К40СФ4-01
2.4. Ввод информации 2.5. Число управляемых координат 2.6. Число одновременно управляемых коорд' нат : при круговой интерполяции при линейной интерполяции 2.7. Способ задания размеров 2.8. Пределы смещения нуля отсчета 2.9. Преобразователь измерительный по коор динате X, У, Z 2.10. дискретность отсчета, мм 3. Характеристика электрооборудования 3.1. Род тока питающей сети 3.2. Напряжение, В 3.3. Частота, Гц 3.4. Количество электродвигателей на стан- ке и приставном оборудовании 3.5. Электродвигатель главного движения тип мощность, кВт номинальная частота вращения, мин 3.6. Электродвигатель перемещения стола, салазок тип длительный вращающий момент в затор- моженном состоянии н.м максимальная частота вращения,мин“~ 3.7. Электродвигатель перемещения ишин- дельной бабки тип длительный вращающийся момент в за- торможенном состоянии н.м максимальная частота вращения, мин"^
УГ/ -JN1 4 л 7^ ’ч> *1 й 4 г£ 1 "С < ф вручную, с м ленты 3 2 2 Абсолютный щениям По всей дли щения Фотоимпул 0,001 Переменный, 380 50 8 2ПФ-132Ь I 4,2 1000 2ПРВ-112И У 18,5 2000 2ПБВ-1121Л У 18,5 2000 агнитнои и по прира- не переме- ьсный трехфазный У4 ХЛ4 ХЛ4
Chipmaker.ru
24К40АФ4-01,24К40СФ4-01.00.00. О00РЭ Лист
4зм. Лист. Лшоктм. Полл. Лата
7
Формат А4
chipmaker.ru
Продолжение таблицы I
Данные
Наименование параметров
24К40АФ4-01 24К40СФ4-С1
3.8. Электродвигатель насоса гидростанции
тип
мощность, кВт
номинальная частота вращения, мшГ“
3.9. Электродвигатель вентилятора гидро-
станции:
тип
мощность, кВт
номинальная частота вращения, мин"^
Электродвигатель насоса станции
охлаждения:
тип
мощность, кВт
номинальная частота вращения, мин”^
Электродвигатель вентилятора охлаждения
двигателя 2ПФ-1321У4:
тип
мощность, кВт
номинальная частота вращения, мин”^
Суммарная мощность всех электродвига-
телей / одновременно работавших, кВт
4. Характеристика гидрооборудования
4.1. Марка масла для гидросистемы и системы
смазки
4.2. Станция гидропривода
4А71В4УЗ
1500
4АА50Е2УЗ
0,12
3000
л
о
5
3.10.
З.П.
3.12.
4.3.
Chlpmaker.ru
встроенный, специальный
0,12
2800
4АА56А4УЗ
0,12
1380
8,96/8,06
ИГНСп-20ТУ38101798-79
CB-M5A-40-H-I,1-3-6, ЗУХЛ4
ТУ2-053-1703-71
Насос гидропривода
тип
производительность, л/мин
номинальное давление МПа /кг/см^/
4.4. Емкость бака, л
4.5. Наибольшее рабочее давление в гидро-
системе, МПа /кг/см^/
4.6. Гидроаккумулятор
наибольшее рабочее давление, КПа /кг/см^/
ЗП2-41Б1.‘
3,3
10 ( 100)
40
6,3 /63/
АРХ-6,3/320
32 /320/
Изм. Лист №докум. Подл, [Дата
24К40АФ4-01, 24К40СФ4-01.00.000 РЭ
Лист
chipmaker.ru
&
Я
$
Ч
I
&
Продолжение таблицы I
Нан, енование параметров Данные
24К40АФ4-01 24К40СФ4-01
емкость, л 4.7. Централизованная система смазки тип рабочее давление, МПа (кг/с:.^) 4.8. Насос систеглы охлаждения тип производительность, л/иен рабочее давление, МПа (кг/см^) 5. Габаритные размеры и масса станка 5.1. Габаритные размеры станка без пристав- ного оборудования, мм не более длина ширина высота 5.2. Площадь, занимаемая станком с пристав- ным оборудованием, м^ не более 5.3. Масса станка без приставного оборудо- вания, кг не более 5.4. Масса станка с приставным оборудованием, кг не более Примечание: Допускается применение других комплектующих изделий отечественного и импортного произ- водства, не ухудшающих технических характе- ристик станков. 6,3 647СПГ0-Ю0-0-А 1,2 (12) XI4-22M 22 0,05 (0,5) 2618 2552 3300 17,0 4355 5504
Jll-IC'j
24K40AM-0I, 24К40СФ4-01.00.00, ОСО .РЭ
1зг. Лист Ядокум. Подл. Дата
I Тбрмат А<
/7о&> </ <?с*т<7 /Тех?” </ &G>
Zcf
chipmaker.ru
в
а §
Лист.
t i •
Подл.
Дата'
24К40АФ4-01. 24К40СФ4-01.00.00.000 РЭ
► э а
Сведения о содержании драгоценных материалов
Таблица I.I
Наименование Обозначение 1 Сбопочные единицы, комплексы комплекты Масса . в I шт, г Масса в изделии, г Номер акта Приме- чание
Обозначение Кол-во Кол-во в изделии
I 2 3 4 5 6 7 8 . 9
Z^MCILL. Электропривод БТУ 3601 НКУ
ДС 7380220100. 4 I 0,611010 2,444040
)
Ддод КД 203А то se 12 I 0,0003398 0,0040776
ВД 208А __н_ 6 I 0,Сс03398 0,0020388
ед 209А __н__ 29 I 0,0003398 0,0098542
Стабилитрон Д 814Г и 2 I 0,0008126 0,0016252
Реле РПГ 0101 6 I 0,002219 0,013314 & 1
РПГ 0102 3 I 0,008878 0,008878 0,026034 1
РПГ 0104 10 I 0,088780 § 'я
Преобразователь ШЩ6 I 24К40СФ4-01.80 0,005143 0,005143
40.000 I I
.C.epQ.OPQ.,. Электропривод БТУ 3601 4 I 39,3011 157,2044
Реле РПГ9 052 НКУ 3 I 0,0740 0,222
ДС7380220100 1тир
РПГ 9-054 То же I I 0,0980 0,0980
Амперметр М 42100 п 2 I 0,068647 0,137294
Выключатель АХ 63 М УЗ н __ I I 1,583 1,583
1Ь&л'-г>о(?л /7о<9п а доте* 9 *
78 W
СО Продолжение табл. I.I
о на 1
I 2 1 3 4 5 6 7 8
Ё7 о • Выключатель Переключатель Выключатель Переключатель Микропереклю- чатель Переключатель Ррта Реле ПРДМЕЧАЕД АК 63 М 1УЗ АК 2М73 АК 2МГУЗ АК ЗМ1УЗ АЕ 2043 ВП 19-21 ТВ 1-2 KE ОН KE 021 ПЕ ОН мП 1105 Ш 2102 Ш 2302 НГК НП 2H-I5A РПГ 0101 РИГ 0102 РПГ 0104 f : I. Общее коли Родий 0,2 То же п » 11 11 11 24К40СФ4-01. 80.70.000 НКУ ДС7380220100. I тир 80.10.000 80.20.000 80.30.000 80.40.000 ДсЖ)220100. То же п н чество драгоцеь 52671, Наладий I 2 .2 I I 2 2 16 3 19 2 I I 6 3 10 иых мета 0,046667 I I I I I I I I I I I I I I I I ЧЛОВ ПО ЭЛ. II , Золото 0,4 1,615 3,151 3,215 4,821 4,979 0,6673 0,0862 0,4751 0,4751 0,5682 0,2460 0,2457 1,498 0,001321 0,005285 0,005285 гкайу : Cej LI604I3 1,615 6,302 6,430 4,821 4,979 1,3346 0,1724 7,6016 1,4253 10,7958 0,492 0,2457 1,498 0,007926 0,015855 0,05285 )ебро 97,3( 59869
g Й
А Li.
। । । । ( ( < ( ( ГО й в о г *0 э* £ э 2) 2) 2> 2> 2)
2. Сведений о содержании драгоценных металлов в элементах не указанных в
9
дайной таблице завод не имеет.
chipmaker.ru
3. КОМПЛЕКТ ПОСТАВКИ
Таблица 2
Обозначение
Наименоганле
Станок
24K40CQ4 - 01
Ограждение 24К40АФ4.66.00.000
Приставное оборудование
ШУ24К40СФ4-01
24К40АФ4.91.00.00С
Т Ь/ С - 155 /151
24К40АФ4.55.00. СОС
Шкаф управления
ДС 738022-0100.1.ТИР
Гидростанция
Устройство ЧПУ
Охлаждение
Clilpmaker.ru
Входят в комплект и стоимость станка
ttys-TX? /Ъ&ъ i/&>'ST>er
Инструмент
Ключи гаечные с открытым зевом
двухсторонние ГОСТ 2889-80Е
78II-002IHCI Хим.Окс.прм
78II-0023HCI Хим.Окс.прм
78II-0026HCI Хим.Окс.прм
78II-0043HCI Хим.Окс.прм
78II-0045HCI Хим.Окс.прм
78II-0047HCI Хим.Окс.прм
Ключи ГОСТ 11737-74 :
7812-0374 40Х Хим.Окс.прм
7812-0375 40Х Хим.Окс.прм
7812-0377 40Х Хим.Окс.прм
7812-0378 40Х Хим.Оке.прм
7812-0381 40Х Хлм.Окс.при
Ключ
78II-03I9.I Хим.Окс.прм
ГОСТ 16984-79
Отвертка
7810-0319 ГрЗ Хим.Окс.прм
ГОСТ I7I99-7I
коли- чество Приме- чание
I
I
I
I
I
I
I Поставля- ется по требова- нию зака чика за отдель- ную пла- ту
I
I
I
I
I
I
I I
I
I
I
I
I
Цзм. Лист.Йдокум. Подл. Дата
24К40АФ4-01,24К40СФ4-01.00.00. ОООРЭ
Z?
Флтмя ф JT2T
chipmaker.ru • * Продолжение таблицы 2
Обозначение Наименование Коли- чество Приме- чание
24К40АФ4.75.00.000 2450.704.000 КУ.0008.00.00.000 КУ0400.00.00.000 КУ0404.00.00.000 КУ.0406.00.00.000 КК-П.Ю4 КК-П.Ю6.301а КК-П.3^4.308 КК-П.401.002 КК-П.401.304 КК-П.401.306 КК-П.401.315 КК-П.401.316 Принадлежи Ложементы для и Резцедержатель Тумбочка инструт Микроскоп-центр Центроискателъ Керн механическ Оправка с индик Центр установоч Державка для за Подставка регул Прихват Прихват Шпилька Шпилька 0СТИ_ нструмента с точной подачей ментальная оискатель с индикатором ИЙ атором ный точки инструмента ируемая I I I I I I I т I 4 4 4 4 4 4 I 4 I I I 4 4 2 2 I I I 2 с 7-ю полками
► 1 Chipmaker.ru
Гш,—и П.345.000 Шиилькй.
кк-з Протир Гайка MI2.6.05 ГОСТ 5927-70 Клинья ГОСТ 3025-78 7851-0012 7851-0013 7851-0014 Сухарь 7004-2045 ГОСТ 14730-69 Шайба 12.05.05 ГОСТ II37I-78 Запасные части Трос Цанга Кольца ГОСТ 9833-73 015-020-30-2-2 028-032-25-2-2 050-055-30-2-2 060-065-30-2-2 •
24К40АФ4.15.01.000 24К40АФ4.30.30.303
V
r\l
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ сЪлтчкяпф ДА Лис'т
Изм. Лист Ллокум. Подп, Дата
Продолжение таблицы 2
Обозначение Наименование Коли- чество Приме- чание
р»‘ $ л Л> г"> ’ Л -> •л I л 1 S )» Q сг' < "si 1 * 'ч ^ч W 060-070-58-2-2 090-100-58-2-2 I35-I40-30-2-2 Шарики ГОСТ 3722-81 Б6,000-5 Б7, 938-5 ПружииЕ 0СТ2 Д81-5-73 : 0,8x6x18 1x8x45 Лента ЗП-Ц-0,3x100 L= 1700 ГОСТ 21996-76 Запчасти к электродвигателю 2ПФ-132Ш 1У4 Запчасти к электродвигателю 2ПБВ-П2 МУШ Запчасти к электроприводу! ЕТУ 3601-3627 ДУШ Запчасти к электроприводу БТУ 3601-3617 ШУШ Лампа М024-40 ГОСТ 1182-77 Лампа КМ24-90 УХЛ4 ГОСТ 6940-74 Лампа 1Ш12-90 УХЛ4 ГОСТ 6940-74 Диод КД208А ТУИ-76 ТРЗ 362.082 ТУ Диод КД 209А. ТРЗ. 362.141ТУ 1.1Икропереключатель МПП05Л ПЛЗ. 5IA ТУ16.526.329-78Е Реле ТУ16-523.361-76 : 3 I I I 2 2 I 4 I комп 8комп. Ткомп. 2 комп. 5 6 6 5 10 3 Постав- ляются сомплектно с электро двигате- лем Поставля- ются ком- плектно с электро- двигате- лем Постав- ляются комплек- тно с электро- приводом Постав- ляются комплект- но с элек троприво— дом
24К40АФ4-01,24К40СФ4-01.00.00. ОООРЭ С1ХУПМА.Ф АД. ' Лист
/V
Изм.' Лист. ^докум. Подл. Лата
chipmaker.ru
I
Продолжение таблицы 2
b
51
<4,
Коли- Приме-
Обозначение Наименование чество чание
РПГ-010411УЗ И =24Вк4з I
РПГ-010421УЗ И =24Вк4з I
Документы
24К40СФ4-01.00. Станок координатный сверлильно-
00.000 РЭ фрезерно-расточный
модели 24К40СФ4-01
Руководство по эксплуатации
Часть I I
РЭ1 РЭ2 Chipmaker.ru^^^ I I
РЭЗ Часть 4 I
24К40АФ4.75.00 Чертеж расположения полок с ло-
ООО СБ жементами в инструментальной
тумбочке I
24К40АФ4.75.Ю Ложементы для принадлежностей и
ООО.СБ инструмента I
24К40АФ4.75.20 Ложементы для принадлежностей и
ООО СБ инструмента I
24К40АФ4.75.30. Ложементы для принадлежностей и
ООО СБ инструмента I
24К40АФ4.75.40. Ложементы для принадлежностей и
ООО СБ инструмента I
24К40АФ4.75.80. Ложементы для принадлежностей и
ООО СБ инструмента I
24К40АФ4.75.60. Ложементы для принадлежностей и
ООО СБ инструмента I
24К40АФ4.75.70. Ложементы для принадлежностей и
ООО СБ инструмента I
24К40АФ4-01,24К4ССФ4-01.00.00.000 РЭ
. ДзмЛисп №докумД1одп. Дата
Лист
15
chipmaker.ru
Продолжение таблицы 2
Обозначение Наименование Коли- чество Приме- чание
Документы по электрооборудованию станка комплектовать согласно приложению I П части руководст- ва по эксплуатации. / 24К40СФ4-01.00.00.000 РЭГ / Руководство по эксплуатации- гидростанции CB-M5A-40-H-I,1-3-6,< УХЛ4 ТУ2-053-1703-84 Р^ковдство по эксплуатации пневмогидроаккумулятора АРХ -6,3/320 Паспорт на блок дроссельный смазочный 2-2 ГОСТ I9333-79E 3 I I I
•
Входит в комплект, но поставляется за отдельную плату
2450.719.00IA 2450.719.002А 2450.719.003А 2450.719.004А 2450.719.005А Инструмент Резцы ГОСТ 9795 - 84 : 2142 - СПЗ 2142 - 0174 2142 - 0178 Резец расточной с пластинкой из твердо!о сплава То же — fl II, 2 2 2 2 2 2 2 2 Для 2450 704 Для КУ. 0433 Для КУ. 0434 Для КУ. 0411 Для КУ. 0411 Для 2450 704 Для КУ. 0431 Для 2450 704
24К40АФ4-01.24К40СФ4-01.00.00.000 РЭ Лист
рм. Лист. .эдокум. Нодт I. Лата
chipmaker.ru
1
У $ r<i
i
I
Продолжение табл. 2
Оборзначение Наименование Количество Примечание
2450.719.008А 2450.719. США 2450.719. ОЮА 2450.7I9.0I3A 2450.719.014.1 2450.719.015А 2450.719.CI6А 2450.719.017аА 2450.719.018Л 2450.719.0I9A 2450.719.020А 2450.719.02IA 2458.43.308 2458.48.309 Резец расточный с пластинкой из твердого сплава То де __ !!__ Резец расточный для отв. 0 24 тLn Резец расточный для отв. 0 18 ггшг Резец расточный да отв. 0 15 min. Резец расточный для отв. 0 12 тм/ь Резец расточный для отв. 0 9 rnL/z Резец расточной для отвер- стия 0 6,5 m-Ln Резец проходной Резец проходной Зенковки ГОСТ I4953-80E 2353-0133 2353-0135 Развертки ГОСТ 1672-80 2363-343IH7 2363-345IH7 2363-3464П7 Сверла ГОСТ 10902-77 2300-6173 2300-0186 2300-0200 2300-0203 л . 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 • 2 2 2 3 2 2 2 Для КУ. 0435 Для КУ.0430 Для КУ.0411 Для КУ. 0431 Для КУ.0432 Для КУ.0411 Для КУ. 0411 Для КУ. 0411 для КУ.0411 2450.704 Тля КУ. 0411 2450.704 Для КУ. 0411 2450.704 0 IG 0 25 0 12 0 16 0 20 0 5 0 6,7 0 8,5 0 9
24К40АФ4-01, 24К40СФ4-0Г. 00.00.000 РЗ
>дд1<умЛ1одп:Дата
’ иио^ат~А4"”'
chipmaker.ru
Продолжение таблицы 2
Обозначение Наименование Коли- чество Приме- чание
2300-0210 2 0 10,2
2300-0214 2 0 II
2300-0222 2 0 13
2300-0226 2 0 14
Сверла ГОСТ 10903-77
2301-0050 2 0 15
2301-0060 2 0 17,5
2301-0076 2 0 22
Фрезы ГОСТ 17026-71
2223-0292 I 0 14
2223-0296 I 0 20
2223-0019 I 0 40
Фреза 22I4-000I-T5KI0
60° ГОСТ 24359-80 I 0 ICO
Метчики 0СТ2 H52-I-74
035-2620-0495 2
035-2620-0502 2
035-2620-0511 2
035-2620-0523 2
035-2620-0547 2
Принадлежности
КУ. 0000.00.00.702 Удлинитель I
-02 Удлинитель I
-04 Удлинитель I
-06 Удлинитель I
КУ. 0000.00.00.703 Переходник I
-02 Переходник I
— -04 Переходник I
и Лист
' 24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ /8
4 Изм. Лист ^докум. Подл. Лат4
Формат А4
chipmaker.ru.
Продолжение таблицы 2
Коли- Приме-
Обозначение I Наименование чество чание
КУ.0408.00.00.000 Державин 1 модульная I
-01 Державю 1 модульная I
-02 Державкг а. модульная I
-03 Державка 1 модульная I
КУ.0410.00.00.000 Приспособление для сборки модульного инструмента I
КУ.0411.00.00.000 Резцедержатель универсальный I
КУ.0414.00.00.000 Оправка для торцовых фрез I Допуска-
-01 Оправка для торцовых фрез I ется за- мена при-
-02 Оправка для торцовых фрез I гадлежнос
КУ.0415.00.00.000 Державю а с цанговым патроном 1 тями Ку- лябского
/ с коглдлектом цанг / инструмег
тального гзавода:
6222-0114
СшитакеиушКЯВШЯк 6222-0116 КБ6151-
4025 КБ6151-
' 4026
КУ.0416.00.00.000 Втулка переходная с конусом Морзе под клин I
-01 То же I
-02 То же I
КУ.0418.00.00.000 Втулка переходная с конусом Морзе под клин I
-01 То же I
-02 То же I
-03 То же I
КУ.0430.00.00.000 Модуль расточной
0 20... 27 I
КУ.0431.00.00.000 Модуль расточной
0 27... 42 I
КУ.0432.00.00.000 Модуль расточной
0 42... 65 I
КУ.0433.00.00.000 Модуль расточной
0 60... 90 I
24К40АФ4-01, 24К40СФ^-01.00.00.000 РЭ
Измл Лист Слокум « Подп. Дата
Лис
19
Формат А4
chipmaker.ru Продолжение таблицы 2
Обозначение Наименование Коли- чество Приме- чание
КУ. 0434.00.00. 000 КУ. 0435.00.00.000 191.221.051 КК-П.332.310 РЭО. 187. 000 РЭО. 189.000 Модуль расточной ф 90 ... 140 Модуль расточной ф 140... 190 Штрон 16 - BI8 ГОСТ 8522-79 Патрон резьбонарезной со вставка- ми для метчиков Мб...MI6 ТУ2-035-681-79 Конус переходной Поставляется по требованию I I 2 I 2 5 5 5 5 I •
заказчика за отдельную плату
Инструмент Резцы расточные с пластинкой из эль бора То же Резцы ГОСТ 18063-72 : 2145-0046 2 ВК6М 2145-0048 2 ВК6М Фреза торцовая насадная, осна- щенная пластинами из минералоке- рамики ВОК - 60 Ф 125 ТУ2-035-624-84
/Ас- 1 §
i 1
£ §
д ‘1
24К4САФ4-01,24К40СФ4-01.00. ОО.ОООРЭ - Лист
Изм. Лист. }₽докум. Подл. Дата
Формат А4
chipmaker.riji * Продолжение таблицы 2
Обозначение Наименование Коли- чество Приме- чание
КУ.ОООО.ОО.СО. 702-01 -03 -05 -07 КУ.ОООО.ОО.ОО. 703-01 -03 -05 КУ.ОООО.ОО.ОО.704 КУ.ОООО.ОО.ОО. 704-01 -02 -03 КУ.0408.00.00.000 -01 -02 03 1КУ.0414.00.00. 000 -01 -02 КУ.0415.00.00.000 -a.o4i6.oo.oo.ooo -02 Принадлежности Удлинитель Удлинитель Удлинитель Удлинитель Переходник # Переходник Переходник Удлинитель с конусом Морзе под клин (модуль) Удлинитель с конусом Морзе под клин (модуль) Удлинитель с конусом Морзе под клин (модуль) То же Державка модульная То же То же То же Оправка для торцовнх фрез То же То же Цержавка с цанговым патроном Втулка с конусом Морзе под винт То же То же Втулка с конусом Морзе под клин I I I I I I I I I I I I 1 I I I I I I I I I I -Допускает ся замена принадлея костями Кулябско- го инстру менталь- ного за- вода 6222-0114 6222-0116* 6222-0118 KE6I5I- [ 4025 КБ6151- 7 4026
*
{У.0418.00.00.000
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ Лист
21
I2MJ Лист Слокум. Подп^ Дата
chipmaker.ru Продолжение таблицы 2
Обозначение Наименование Коли- чество Приме- чание
7<?/2/ ‘< -01 -02 -03 КУ.0419.00.00.000 -01 -02 -03 КУ.0430.00.00.000 КУ.0431.00.00.000 КУ.0432.00.00.000 КУ.0433.00.00.000 КУ.0434.00.00.000 КУ.0435.00.00.000 191.221.051 КК-П.332.310 7400-0263 /ВД-250/ Втулка с конусом Морзе под клин То же То же Насадка для снятия фасок То же То же То же Модуль расточной 0 20...27 Модуль расточной 0 27...42 Модуль расточной 0 42...65 Модуль расточной 0 60...90 Модуль расточной 0 90...140 Модуль расточной 0 140...190 Патрон I6-BI8 ГОСТ 8522-79 Патрон резьбонарезной со вставками для метчиков М6;М8;М10;М12;Ш16 ТУ2-035-681-79 Конус переходной Стол поворотный делительный уни- версальный 0 250 с индуктивной системой отсчета* Стол поворотный делительный уни— I I I I I I I I I I I I I I I I I 2 I и Станок комплек- туется одним из указанных столов по усмотре- нию заво- да изгото вителя При пос- тавке ОТО ла 7400- 0263 х Должен соответст вовать модели стола
(п 259 с цифровой иптги—
камней^ Ртг\тт ппрп-пафтП-ТЙПАЛИГЕаЛЬНЬШ- ZHU—
цдупитадлигД
КК-2792-87-00.000 системой отолита-* Блок питания*
24К40АФ4.00.00. 7400-0263 РЭ ( КД-250 РЭ ) ФАРА 301 • П С в 0 р С оде лавка*" Документ! тол поворотный Д( ереэльный с инду] тсчета уководство по эк< j* элительный уни- ктивпой системой оплуатации л, -rrrm il тгт trt rtt чгггтг—
.л-плп n-r rnrii A IT r rt'r.A ", Й
L 5 IQUwUlttZMUJM U 11емАПАЯАятп тт.ч
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ rn Д A Лист 22
дадокум«
chipmaker.ru
Продолжение таблицы 2
Обозначение Наименование Коли- чество Приме- чание
jmqq, 4035 РЭ jiz т/zaт*.ггтт-тлтй чпгяг—, I
КК-2792.87.00. ООО.РЭ версальныЁ.
P-WO'QCiTmTPn ПО ! гттгтгдфяттглтх
Блок питания Руководство по эксплуатации
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ Лист
S)
Изм. Лист Лдокум. Подл. Дата
Фопмат А4
chipmaker.ru
4. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
Chipmaker.ru
Безопасность
ем в соответствии
ГОСТ 12.2.049-80.
труда на станке ооэспечивается его изготовлени-
с требованиями ГОСТ 12.2.009-80.
Требования безопасности труда при эксплуатации
станка устанавливаются соответствующими разделами руководства, ру-
ководством по эксплуатации электрооборудования и настоящим подраз-
делом.
4.1. Для обслуживающего персонала.
Персонал, допущенный в установленном на предприятии порядке к ра-
боте на станке, а также к его наладке и ремонту обязан:
4.1.1. Получить инструктаж по технике безопасности,в соответ-
ствии с заводскими инструкциями, разработанными на основании руко-
водства по эксплуатации и типовых инструкций по охране труда;
4.1.2. Ознакомиться с общими правила:.^ эксплуатации и ремонта
станка и указаниями по безопасности труда, которые содержатся в
настоящем руководстве, руководстве по эксплуатации электрооборудова-
ния и в эксплуатационной документации, прилагаемой к устройства:.: и
комплектующим изделиям, входящим в состав станка.
4.2. При транспортирован ди и установке станка.
4.2.1. Для надежного зачаливания и безопасного перемещения
станка и поставляемого к нему оборудования при монтаже, демонтаже
и ремонтных работа::, необходимо прежде ознакомиться с разделом
настоящего руководства "Порядок установки". В противном случае
работы вести запрещается.
4.2.2. При расконсервации станка следует руководствоваться
требованиями безопасности по ГОСТ 9014-78 "Временная противокор-
розионная защита изделий. Общие технические требования".
4.2.3. При монтажных и ремонтных работах при сн.1Тии противо-
веса необходимо, чтобы шпиндельная бабка находилась в крайнем
низшем положении, т.к. при отсутствии противовеса бабка резко
bl2L ? Слокум.•_ Поди.. Хате
24K40A04-0I, 24К40С М-91ОО.ОО. ООО .РЭ
Гист
Формат А4
chipmaker.ru
перемещается вниз.
4.3. При подготовке станка к работе.
4.3.1. Тщательно изучить назначение органов управления стан-
ком.
4.3.2. Проверить заземление станка.
4.3.3. Проверить работу всех механических и электрических
блокировок.
4.3.4. Все детали, массой более 16 кг, устанавливать на ста-
нок при помощи тельфера или крана.
4.3.5. Станок имеет удобный отвод COS из зоны обработки и
снабжен централизованной системой смазки.
4.3.6. Средством защиты рабочего-оператора от попадания эмуль-
сии, при работе с охлаждением, и от случайного попадания отлетевшей
стружки служит ограждение, устанавливающееся на столе станка.
4.3.7. Груз уравновешивания шпиндельной бабки подвешивается
в целях безопасности двумя тросами.
В случае обрыва одного из тросов второй трос выдерживает нагрузку
от веса груза. Работа на станке, когда груз уравновешивания шпин-
дельной бабки висит на одном тросе, категорически запрещается.
4.3.8. ВНИМАНИЕ!
В период эксплуатации станка тросы должны подвергаться техническо-
му освидетельствованию не реже одного раза в год.
Отбраковку тросов производить согласно ’’Нормам отбраковки стальных
канатов”.
4.4. При работе станка.
4.4.1. ВНИМАНИЕ!
Во время работы станка дверцу отражения открывать запрещается.
4.4.2. При работе необходимо соблюдать все общие правила тех-
ники безопасности работы на металлорежущих станках.
24К40А. 4-Л, 24К40СФ4-&.00.00. ООО РЗ 2
5 ис ' . Гдокуц. Подп. Дат
Л4
chipmaker.ru
ВНИМАНИЕ!
Запрещается включать механическое вращение шпинделя при установ-
ленных в шпиндель центроискателе с индикатором и микроскопа-цент-
роискателя.
В этом случае вращать шпиндель вручную или от кнопки толчкового
пропорота.
4.4.3. После окончания работы на стаксе необходимо:
- вынуть инструмент из шпинделя;
- отключить станок от электросети.
4.4.4. Категорически запрещается снимать или нарушать блоки-
ровки, предусмотренные конструкцией станка.
4.4.5. Категорически запрещается пользоваться сжатым воздухом.
4.4.6. Категорически запрещается работа с охлаждением при ис-
пользовании стола поворотного 7400-0263 (КД-250) и 7400-С263Ф0
Urf' ПисЬ&Сб a fiii/n, (jrf!‘. s/‘ L-M //^t- у&Л /7&<£?S7 & cJ<?S77C/
~737гу ~ ~|~ J_________________________
4зм. Лист. №докум. Подп. Дате
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Лист
chipmaker.ru
Акт приемки троса уравновешивания шпиндельной бабки.
Трос изготовлен из каната 4.00 ГОСТ 2172-80, конструкции
6x19 (1+6+12)+1х19Д+6+12) соответствует требованиям чертежа
24К40АФ4.15.01.000 СБ.
Испытан на прочность заделки усилием бОООн (600кг)
На основании испытания трос признан годным к эксплуатации.
Штамп ОТК
Дата у
Г
.0
— ----- -------: 24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Рбпокум.Шолп. Дата] ’
(Т)/лтук/то m ~Г7Г
Лист
chipmaker.ru
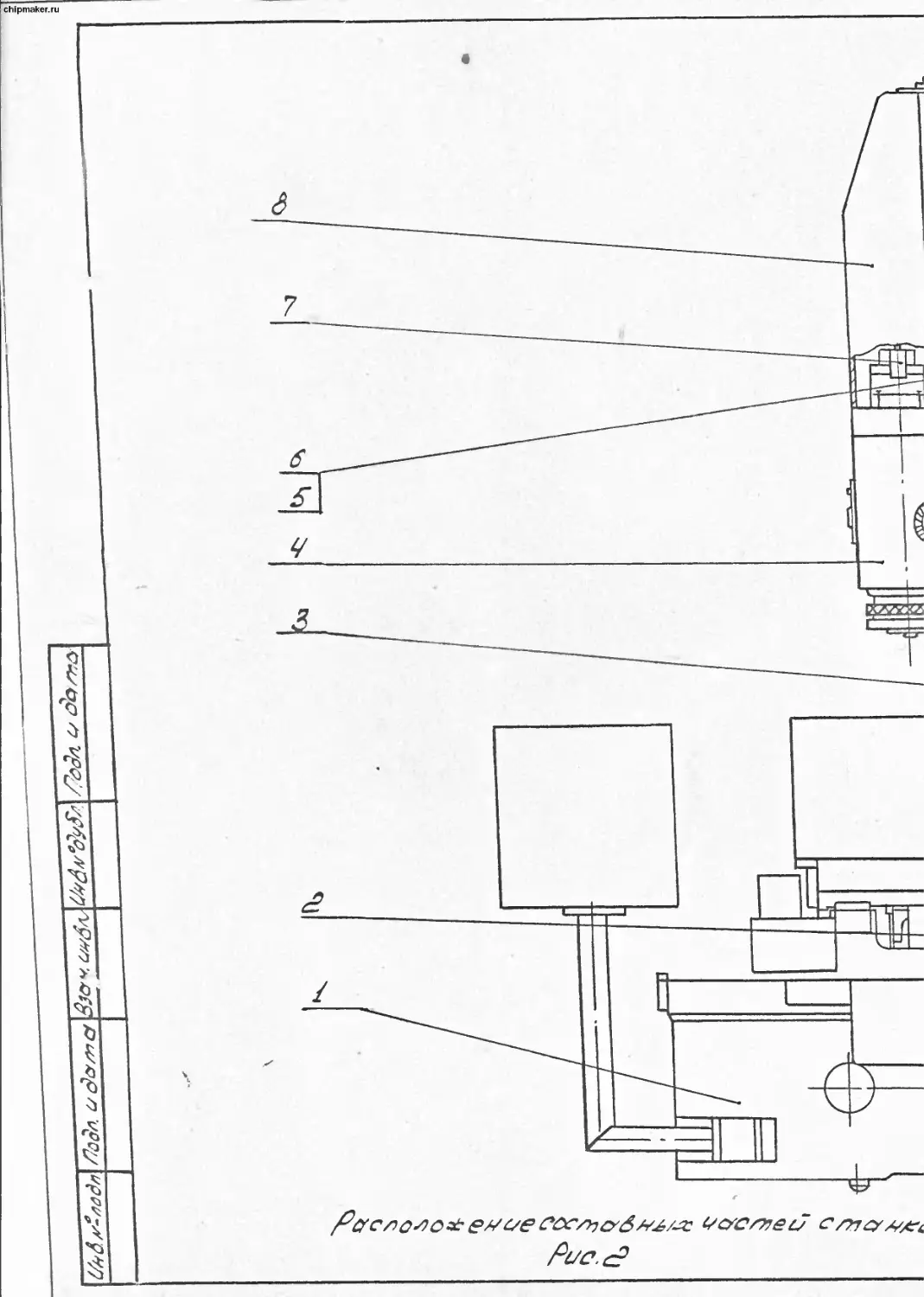
5.1. Общий вид с обозначением составных частей станка
(рис.2,3,4)
5.2. Перечень составных частей станка (табл.З)
./rf7г: <?z M&rsr.c?
Таблица 3
Chipmaker.ru
Поз. См. рис. Наименование Обозначение Класс точности Приме- чание
А С
I 2 Станина 24К40АФ4.Ю 24К40АФ4.Ю
00.000-02 00.000-03
3 2 Стойка 24К40АФ4.15 24К40АФ4.15
00.000-02 00.000-03
9 2 Кронштейн 24К4САФ4.15 .20.000
22 3 Стол-салазки 24К40АФ4.20 24К40АФ4.20
00.000-02 00.000-03
4 2 Бабка шпиндельная 24К40АФ4.30 24К40АФ4.30
00.000-02 00.000-03
8 2 24К40АФ4.30.40.000
7. 2 Гидроцилиндр отжима
инструмента 24К40АФ4.30.50.000
20 Шкаф управления ШУ24К40СФ4-01
4 Электрооборудование на рис.
станка 24К40СФ4-01.60.UU.UUU не пока-
зано
•м Оборудование на рис.
гидравлическое 24К40АФ4.90.00.U00 не пока-
зано
18 4 Гидростанция 24К40АФ4.91.00.000
21 4 Система ЧПУ о дуль- 24К40СФ4-01.64,00.000
том управления (TNC - - 155)
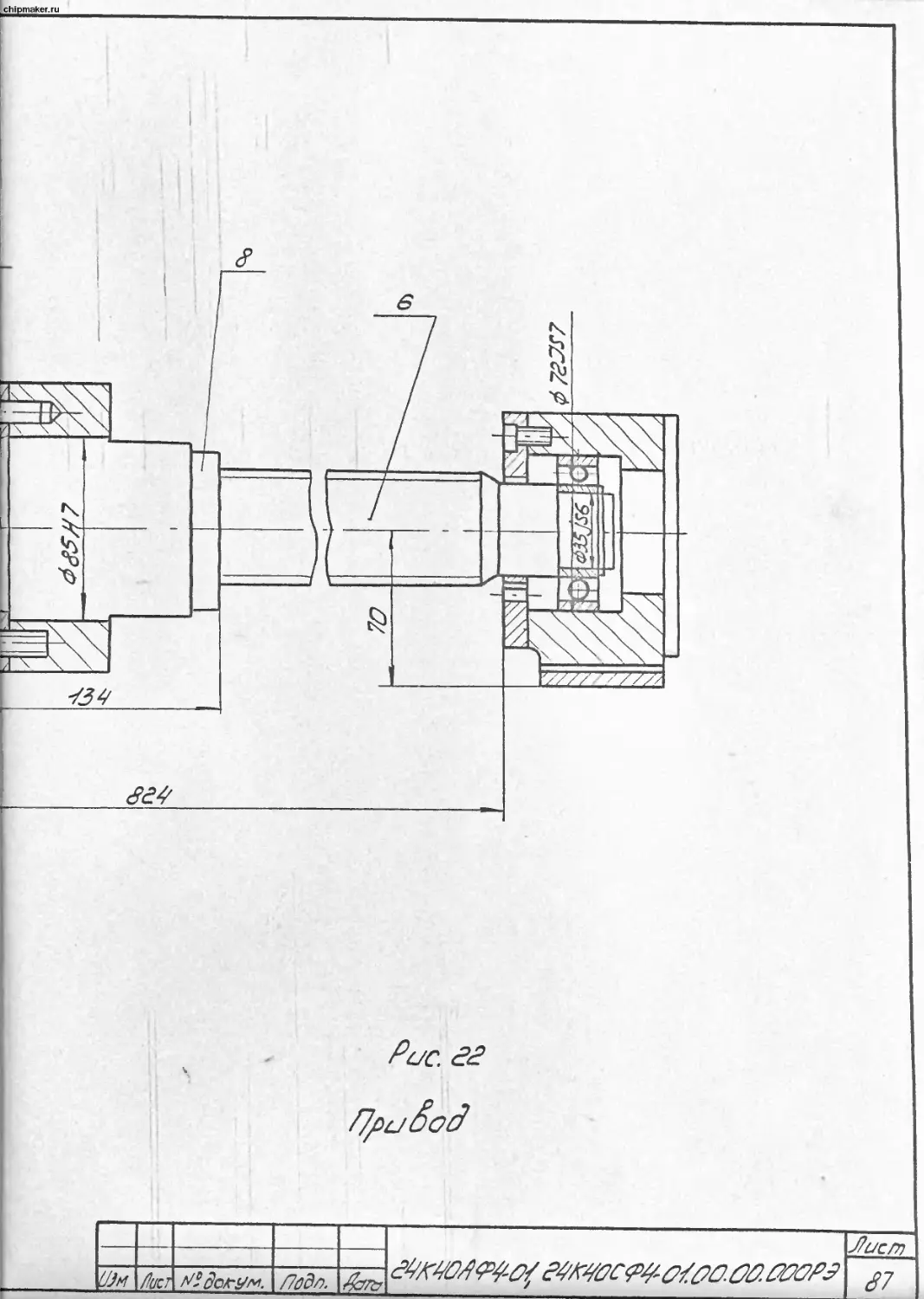
12 3 Привод 24К40АФ4.10.10.000
24К40АФ4.10.10.000-01
II 3 Передача винт-гайка
качения 24К40АФ4.10.11.000
24К40АФ4-01, 24К40СФ4-01.00.00. 100 РЭ
-ИэмИист ,.№до] есум.Ьодп. Лата -
chipmaker.ru
'> 1 1 Продолжение таблицы 3
п .См. Обозначение Примо-
ПИ" Наименование Д<г>"Лс__жШ£1а татто
* АС 1
5 2 Коробка скоростей 24К40АФ4.30.10.000
14 3 Шпиндельное устрой-
ш ство 24К40АФ4.30.20.000
Механизм зажима ia рис.
инструмента 24К40А'->4.30.30.000 не по-
казан
Ролик 24К40АФ4.30.60.000
10 3 Охлаждение 24К40Л_>4.55.00.000
13 3 • Ограждение 24К40АФ4.66.00.000
15 4 Раскладка кнетру-
мента 24К40АФ4.75.00.000
6 2 Гидроцилиндр переклю-
чения скоростей 24К40АФ4.30.13.000
*
- - КУ.0002.00.00.000-12 Муфта на рис.
- КУ.0003.00.00.000-08 Муфта не по-
\ - - КУ. 0006.00.00. 000 Муфта казаны
£
16 4 Стол универсальный 7400-0263 станок
поворотный делитель- 7400-4035 туе?с?
& нт-ei 7400-0263 X) одним
из ука-ч
Л занных
столов Л
X
1*
1^
|>
1 1
> I Лист^
" 24К40АФ4-01, 24К40СФ4-01.00.ии.С-00 РЭ —— ЛЧ Из..),Лис|т .$доку1..'| Подпр.ат^ pffi - л г\ to m Л
chipmaker.ru
Lhipmak&r. ni.
/е с&г/ъ erg ^/.22 Ъ'о'С/ъес' с/Т7&а//^&
Pl/c.o*
4ucr\Mt 770$л.
£• О О О ОСУЛ' ^OOfDr^O&cy
ХСЛСУр С>6 СУ/: Pg frCX ' ' ЭЬбР#&&) Z7 4
r.ru
управления стансу
Н Рис.6
chipmaker.ru
chipmaker.ru
6. Устройство, работа изделия и его составных частей.
6.1. Органы управления. '
Органы управления станком расположены на пульте управления
/см.рис. 6 / и панели, расположенной на лицевой стороне
станка / рис. 5 /.
6.2. Перечень органов управления приведен в таб.4
Таблица 4
Пози- ция Рису- нок Наименование органов управления, сигнализации и их назначение
I. 5 Переключатель зажима и отжима инструмента
2. 5 Сигнальная лампа нейтрали шпинделя
3. 5 Кнопка медленного проворота шпинделя
4. 5 Сигнальная лампа отжима инструмента
5. 5 Переключатель нейтрали шпинделя /когда с коробки скоростей нет передачи вращения шпинделю /.
6. 6 Кнопка аварийная ” Стоп ".
7. 6 Переключатель блокировки работы с памятью.
8. 6 Сигнальная лампа аварии /Мигает при неисправ- ности в станке.На исправном станке не горит /.
9. 6 Сигнальная лампа включения перемещения салазок стола.
10. 6 Сигнальная лампа включения перемещения шпиндельной бабки.
II. 6 Сигнальная лампа включения перемещения стола
12 6 Сигнальная лампа смены инструмента /Мигает при смене инструмента /.
13 6 Сигнальная лампа контроля памяти вращения шпин- деля /горит при вращении шпинделя, мигает при наличии памяти вращения шпинделя /.
14 1. ^6 Сигнальная лампа готовности станка к работе /горит при включенном станке /.
15 6 Chipmaker.
16 6 Переключатель включения питания устройства TNC
Изм. ЛИСТ. Ддокум. Поди. Лата
24К40АФ4-01, 24К4С0Ф4-01.00.00. ОООРЭ
Лист
33
Формат А4
chipmaker.ru
Продолжение табл. 4
Пози- ция Рису- нок Наименование органов управления, сигнализации и их назначение
17 6 Клепка ускоренного хода программы.
18 6 ЯВИММ Chipmaker. Л7||
T9 6 Кнопка "Стоп программы” о остановом шпинделя.
20 6 Кнопка ’‘Стоп программы” без останова шпинделя.
21 6 Регулятор скорости подачи органов станка.
22 6 Кнопка перемещения стола вправо
23 6 Кнопка перемэщения салазок стола к нам.
24 ОС 6 /* Кнопка перемещения шпиндельной бабки вниз
A/U о Кнопка перемещения шпиндельной бабки вверх
'i 26 6 Кнопка перемещения стола влево
§ 27 6 Кнопка перемещения салазок стола от нас
• JS • 4
Y >
1
§
22.— \. ~*л л \ 1 >• •
-»л
ъ г
X Лист
V „ 24К40АФ4-01,24К40СФ4-01.00.00. ОООРЭ
> ИЗМ J лист • 1^докум. Подп. Лдта
схтг' *я ф Л 4
I
chipmaker.ru
I
Рис. 6
ПуМ/п ynpafa
(J5 т Цист № do кум. /ledк. Цста
, nhlnmahrr ш
Рис. 6
Пульт у прилгни#
• — - SWOffpy-D/^nyoC^-O'f. 00.00.000P3 Uc/C/71 5S
(Jin ftuqr m. Зс пум. /7сдг>. Даго
chipmaker.ru
6.3. Перечень графических символов, указываемых
на панелях
§
&
Поз. см. рис. 5, 6 Символ Наименование
I м Отжим инструмента
I Зажим инструмента
3 Медленный поворот шпивделя
3 Шпиццель
8 я Внимание
7 МО/ Работа с памятью
24К40АФ4-01,24Л40СФ4-01.00.00.00U РЭ Лист
к •ч 36
Дзм. Лист .лдокум. Подл. Дата
Формат
chipmaker.ru
i
V
л
г
л
л
'Л
л
i
Продолжение таблицы 5
Поз.
см. рис. Символ Наименование
5,6
22,26
Стол
23,27 । j Салазки стола
- 24,25 Бабка шпиндельная 1
13 Вращение шпинделя
Подача
2i ► р органов движения
Pi, IS,
iG | Пуск
l Лист
24К40АФ4-01, 24К40СФ4-и1. OU. 0U. ОООРУ ?7
' Лзм.лист . J-^докум. Подп. Дата J'
<кУшат...А4
Фоплат А4
chipmaker.ru
6.4. Кинематическая схема (см.рис.7)
Кинематические цепи составных частей станка описаны
в последующих разделах данного руководства.
В табл.6 у:>.зан перечень к кинематической схеме.
Лзг. '.Лист Лдогг Лата
24К40АФ4-01, 24К40СФ4-01.00.00.ООО PS
Фр_щатА4
chipmaker.ru
Унб.Л^ПСХ?/). Hwrf wd //* л/" cfyfa. /fccfo и cfo/ncf
*
chipmaker.ru
w
и
э
>
I
3
3
Перечень к кинематической схеме
Таблица 6
о
to
р
н
р
1=1
Й
Куда входит Поз. см.рис.7 Число зубьет зубчатых ко- лес или за- ходов червя- ков, ходовых винтов Модуль или шаг мм Ширина обода зубчат, колеса мм Материал Показатели свойств материалов
Коробка скоростей 2 21 3 55 Сталь 40Х ГОСТ 4543-71 ТВЧ 0,8...1,0 ИКС 48...52
Коробка скоростей 3 47 3 15 Сталь 4ОХ ГОСТ 4543-71 ТВЧ 0,8...1,0 НЕС 48...52
Коробка скоростей 4 21 3 12 Сталь 4СХ ГОСТ 4543-71 ТВЧ 0,8...1,0 НЕС 48...52
Коробка скоростей 5 23 3 15 Сталь 4ОХ ГОСТ 4543-71 ТВЧ 0,8...1,0 НЕС 48...52
Коробка скоростей 6 45 3 15 Сталь 40Х ГОСТ 4543-71 ТВЧ 0,8...1,0 НЕС 48...52
Станина Стойка 11,12,10 I 10 — C0T2P3I-I-80 0СТ2 P3I-I-80
6.5. Станина
Устройство станины показано на рис.8 и 9.
Chi4tiaker.ru
Это базовая деталь коробчатой формы с внутренними ребрами жесткос-
ти. В верхней части станины расположены направляющие. На Л/ - об-
разной и плоской направляющих салазок стола наклеен фторопласт,
что обеспечивает плавность перемещения салазок стола по направля-
ющим станины.
Направляющая станины.
Направляющие станины защищены от попадания грязи и стружки ленточ-
ной защитой ( поз.2).
На станине, с одного из торцев, лента защиты закреплена жестко
винтами (поз.II), другой конец ленты натягивается винтом поз.13.
Лента огибает ролики, смонтированные в салазках стола.
Стружка со стола понадает на поверхности А и Б станины,откуда сме-
тается щеткой.Утечки масла с направляющих стойки, опор ходового
винта,направлявших салазок и стола сливаются через окно поз.12 в
станине и собираются в лоток.
Между направляющими станины установлен привод перемещения салазок
стола (поз.8) .Привод состоит из пары винт -гайка качения,соединенной
безлюфтовой муфтой с высокомоментным электродвигателем постоянного
тока 2ПБВ-П2М УХЛ4.
Благодаря этому обеспечивается весь диапазон подач подвижных узлов
без применения, редукторов.Ходовой винт установлен в двух опорах на
подокшшках качения.
Для отсчета перемещения салазок стола применен инкрементальный ли-
нейный преобразователь "Минилид - 300". Линейка датчика закреплена
на салазках стола, считывающая головка - на станине (поз.5).
Координата фактического положения подвижного органа высвечивается
на экране устройства ЧПУ.
Станок устанавливается на фундаменте на 3-х опорах: одна не регу-
Лист
24К40АФ4-01.24К40СФ4-01.00.00.000 РЭ
chipmaker.ru
Chlpmaker.ru
лируемая (поз.З) и две регулируемые (поз.6).
Для отключения перемещения салазок стола в крайних положениях,
установлены по 2 микровыключателя:
1Ы^ - (поз.9) отключение перемещения в
крайних положениях салазок;
2°й - (поз.15) аварийные.
Микровыключатель поз.Ю - выход в референтную точку, т.е. в нулевую
точку отсчета движения данного органа (см. П часть руководства
"Электрооборудование станка").
В корпусе станины предусмотрены 2 сквозных отверстия для транс-
портировки станка. Отверстия закрыты крышками (поз.1).
1/н£.гГ'ЯСММ- /fad#-faartw# J' cMfiFifyda //ecto
Изм. Лист ^HPKyMj Подл J Дата
24К40А.Ф4-01, 24К40СФ4-01.00.00.000 РЭ
Алп>«ОФ ЛЛ
Лист
chipmaker.ru
Станина
Pc/c-tf
s^ww, Mfoccw-o/oaoa еш& jfac/7)
ЛоЗг- ^crc
/Lf
7812*/ __----J----------------
-/,VrZ>7
Мм Лис /7одп.
chipmaker.ru
ficdn ci дате? Ази/И Ы4 л/с | W*fto#* c/efosrw
6.6. Стойка / рис. 10 /
Стойка представляет собой коробчатую отливку с вертикальны-
ми \f - образной и плоской направляющими скольжения для перемеще-
ния шпиндельной бабки. Для предотвращения попадания грязи на направ-
ляющие скольжения предусмотрена телескопическая защита.
Щитки защиты поз.6 скользят по пазам планок поз.8.
В верхней части стойки установлен высокомоментный двигатель
2ПБВ-П2М УХЛ4 поз.1 соединенный муфтой с ходовым винтом,которым
перемещается шпиндельная бабка. Опоры винта закреплены на стойке.
Гайка закреплена на шпиндельной бабке.
Имеются два кронштейна поз.З с блоками для скольжения тросов, к
которым подвешивается противовес 7, предназначенный для уравнове-
шивания шпиндельной бабки.
Противовес перемещается внутри стойки. Для получения равной длины
обоих тросов имеются регулировочные винты поз. 2.
Отключение движения шпиндельной бабки в крайних положениях осу-
ществляется микровыключателяг.п1.
Иикровыключатели поз. 10 -отключение перемещения шпиндельной баб-
ки в крайних верхнем и нижнем положениях.
Микровыключатели поз.9 - аварийные.
Микровыключатели поз.14-выход в референтную точку /нулевую /.
Для отсчета перемещений шпиндельной бабки применяется инкре-
ментальный линейный преобразователь "Минилид - 300 ", линейка
которого/Поз.12 / закреплена на стойке.
Изм. Лист. ."докум. Подл. Лата
24К40АФ4-01,24К40СФ4-01.00.00. ОООРЭ
Фот: [а*
Лис_
461
1
№Wve\fiflaryM,
ХОпс/£о&зл Х/эамяХс
"РрРлюттяЗ
chipmaker.ru
I
i
i
t
)
6.7. Стол-салаз1си (рис.II)
Устройство стела показано на рис.II.
Chipmaker.ru
Стол поз.7 имеет прямоугольную форму, на рабочей поверхности
стола прорезаны Т-образные пазы для закрепления деталей.
Стол устанавливается на салазках поз.9.
Привод перемещения стола поз.1 аналогичен приводу перемещения
салазок стола (см. в разделе "станина").
Стол перемещается по направляющим салазок стола. Применяемые в
станке направляющие скольжения дают возможность плавно, без рыв-
ков перемешать стол н салазки.
Направляющие скольжения защищены лентой поз.2 от попадания грязи
и стружки. Принцип защиты направляющих стола тот же, что и нап-
равлякщих салазок стола и описан в разделе "станина".
Лента защиты имеет и другое назначение. Натяжкой ленты осуществ-
ляется поджим стола к салазкам стола.
Для отключения перемещения стола в крайних положениях установлены
г-гикровыклтсиатэлн.
к.
Принцип работы кикровыключателей аналогичен работе мйровнключа-
телей описанных в разделе "Станина".
Для отсчета перемещений стола применяется инкрементальный линей-
ный, измерительный преобразователь "итшплид-ЗОО".
Линейка датчика поз.З закреплена на столе, считывающая головка -
на салазках стола.
24X400^4-01.00.00.000 РЭ
V <от Л Л
Лист
~ЙГ
С/7)0/7- 007/70
Рс/С-
chipmaker.ru
fyfit /for /fofa &7K7
chipmaker.ru
chipmaker.ru
6.8. Шпиндельная бабка /рис.12/
Chipmaker.ru
Устройство шпиндельной бабки показано на рис.12.Шпиндельная
бабка перемещается в вертикальном направлении по направляющим
стойки с помощью передачи винт-гайка качения. Винт в опорах укреп-
лен на стойке, гайка на корпусе шпиндельной бабки.
Отсчет перемещений шпиндельной бабки производится датчиком "Ыини-
лид-300",линейка которого закреплена на стойке,головка- на шпин-
дельной бабке /поз.22/
В шпиндельную бабку входят следующие основные узлы: шпиндельное
устройство поз.10, зажим инструмента поз.8, коробка скоростей поз.7.
По роликам поз.З перемещаются тросы, на которых висит груз уравно-
вешивания шпиндельной бабки. На лицевой стороне шпиндельной бабки
расположен пульт управления поз.2.
Для отключения перемещения шпиндельной бабки в красных положениях
на корпусе шпиндельной бабки закреплен кулачок поз.4. Микровыключа-
тели установлены на стойке.
Микровыключателн поз.23 и 25 предназначены для подачи сигнала об
отжатом или зажатом инструменте.
Если кулачок /поз.24/, соединенный со штоком гидроцилиндра зажима
инструмента, нажимает на микровыключатель поз.23 - инструмент за-
жат, если на микровыключатель поз.25 - инструмент отжат.
Шпиндельное устройство соединяется с коробкой скоростей гибкой
безлюфтовой муфтой поз.9.
Привод главного движения осуществляется от электродвигателя посто-
янного тока 2ПФ-132ЫУ4 поз.II, установленного на опоре поз.15.
гшоемчя.оо.оо.ооога
Лист
50
chipn aker.ru
'Jm, Лист /7о&л.
chipmaker.ru
Рис /5
1
J
UiM Jkrf rJ- с?о*</м flodn Д.а7а
ЛЦСП7
формата
6.8.1. Коробка скоростей ( рис. 13).
Устройство коробки скоростей показано па рис. 13 и 13а
Коробка скоростей обеспечивает два диапазона чисел оборотов выход-
ного вала, соединенного непосредственно со шпинделем. Переключе-
ние с диапазона на диапазон осуществляется от гидросистемы с по-
мощью гидро цилиндра поз. 8. Подавая давление в нижнюю или верхнюю
часть ги дро цилиндра получаем три положения штока поз. 13.
Эти положения фиксируются шариком поз. I
Верхний диапазон чисел оборотов шпинделя достигается введе-
нием в зацепление зубчатого колеса поз. 3 с зубчатый колесом
поз. 4
диапазон чисел оборотов 6,3...800 достигается введением в зацеп-
ление зубчатого колеса поз. 5 с зубчатым колесом поз. 6.
При среднем положении зубчатого колеса поз. 3, когда оно выведено
из зацепления с зубчатым колесом поз. 4 и не введено в зацепление
с зубчатым колесом поз. 6, передачи вращения на шпиндель нет.
В пределах каждого диапазона изменение чисел оборотов-бесступен-
чатое, от тиристорного привода постоянного тока.
Верхний, нижнид диапазоны скоростей вращения шпинделя и среднее
положение (нулевое) риксирротся ыикровык-пэчателями соответствен-
но поз. //; Они подают сигнал в систему ЧПУ о том, что пе-
реключение произведено.
Смазка зубчатых колес и подшипников коробки скоростей осуществляет
ся централизовано поливом от системы смазки. Слив масла из короб-
ки скоростей осуществляется через отверстие поз. 7 в полость кор-
пуса шпиндельной бабки, откуда оно сливается в гидростанцию
Частота вращения шпинделя задается на пульте управления '-ШУ.
Система 'ЛГУ дает сигнал на включение гидравлики и в соответствую-
щую полость гидроцюшндра поз. 8 подается под давлением масло.
--------------------- 24К40&М-01, 24K40CM-0I.0L.00.00U РЭ
.Диет .'.-децум ,Под11.дат^_____ _____
Лйст
чогмат
6.8.2. Шпиндельный узел.
Устройство шпиндельного узла показано па рис. 14. Шпиндельный узел
устанавливается в корпусе шпиндельной бабки и крепится к ней вин-
тами.
Он состоит из неподвижной гильзы 4 и шпинделя I.
Б качестве опор шпинделя использованы прецизионные радиальные
двухрядные роликоподшипники 3 и 8, а для восприятия осевых уеллий-
-упорно-радиальный двухрядный парикоподшшник поз. 5 с углом кон-
такта 60°, Натяг подлилытпеов производится с помощью гаек 6 и 10.
Фиксация гаек от самопроизвольного откручивания осуществляется
клеммами 7 и 12. Подшипники смазываются консистентной смазкой.
Для предотвращения случайного попадания жидкой смазки из коробки
скоростей в подшипники шпиндельного узла, предусмотрен лабиринт-
ные и резиновые уплотнения.
§
Ml
§
6.8.3. Зажим инструмента.
Устройство зажима инструмента показано на рис. 14.
Устройство смонтировано внутри шпинделя. Зажим инструмента осущест-
вляется тарельчатыми пружинами поз^_ 13
При зажиме, тарельчатые пружины передают осевое усилие через тол-
катель поз,. 17, цанге поз. 16, лепестки которой, заходят во втулку
поз. 15 сжимаются и запирают грибок поз. 18, ввернутый в инструмен-т
тальную оправку. Последняя притягивается к конической поверхности
шпинделя. Усилие зажима инструмента Р= 7000Н
Для предотвращения проворота инструмента в шпинделе, в процессе
обработки детали, на торце шпинделя имеются два выступа.
Отжим инструмента производится вручную при остановке всех
возможных перемещений, переведя переключатель поз .Крис. 5) в поло-
жение " Инструмент отжат".
При отжиме инструмента шток гидрохдашдра поз. 5 (рис.12) через
тягу 6 ( рис. 12) перемещает тягу 14(рис. 14).
24K40A&4-0I, 24ivl0CM-0I.0U.U0.(J00 РЭ
Й^д.Лйст #докум.ПодП| Дат*а
'доплат А4 .....
Пакет тарельчатых пружин начинает сжиматься. Через I мм хода
тяги поз.14 ( рис.14 ),начинает перемещаться цанга поз.16 и при
дальнейшем перемещении она выходит из втулки поз.15
В это время толкатель 17, связанный жестко с тягой 14 выталкивает
инструмент из конуса шпинделя.
ВНИМАНИЕ !
Chipmaker.ru
Инструмент выпадает из цанги, поэтому его необходимо придерживать
рукой.
При зажиме, в цангу, находящуюся в свободном состоянии, встав-
ляем грибок с инструментом.
Переключатель поз.1 ( рис. 5 ) переключаем в положение "Инструмент
зажат ”. Подается сигнал на сброс давления в верхней полости
гидроцилиндра. Срабатывают тарельчатые пружины - инструмент зажат.
Контроль за положением ”инструмент зажат ", "инструмент отжат "
осуществляется с помощью микровыключателей поз. 23 и 25 (рис.12).
Со штоком поз. 5 (рис.12) гидроцилиндра жестко связана планка
поз. 24 ( рис. 12 ).
При отжиме инструмента, когда шток поз.5 рис. 12 гидроцилиндра
находится в крайнем нижнем положении, срабатывает микровыключа-
тель поз. 25 рис. 12. На пульте управления на шпиндельной бабке
загорается сигнальная лампочка поз. 4 ( рис.5 ) "инструмент отжат "
Когда шток гидроцилиндра находится в крайнем верхнем положении
срабатывает микровыключатель поз. 23 рис. 12.
ВНИМАНИЕ !
Периодичность замены смазки в подшипниках шпинделя через
6... 8 тыс.часов работы станка. После замены смазки
обкатать шпиндельное устройство согласно раздела 10.6
настоящего руководства.
________________________24К40АФ4-01,24К40СФ4-01.00.00.0U0 РЭ
ИзмJЛист .рдокум Поди <Дат^
Форглат“А5
chipmfker.ru
chipmaker.ru
6.9. Описание принадлежностей.
Для выверки изделий, т.е. для установки стола с закреплен-
ным на нем изделием в положение, при котором базовая исходная
точка совпадает с осью шпинделя, служат различные цэнтроискатели.
Со станком поставляются: центроискатель с индикатором, оправка-
центролскатель и оптически! микроскол-центроискатель.
6.9.1. Центроискатель с индикатором (рис.15) применяется
для:
- совмещения центра отверстия или цилиндрического выступа с осью
шпинделя;
- установки вертикальной плоскости или образующей изделия парал-
лельно ходу стола и салазок. Максимальный диаметр устанавлшзае-
§
ч
мого отверстия 250 ш.
Индикатор многооборотный, с ценой деления 0,001 мм. Пределы изме-
рения 0...I мм.
6.9.2. Оправка с индикатором (рис.16).
- применяется для проверки на деталях параллельности или перпен-
дикулярности плоскости стола.
Индикатор многооборотный с ценой деления 0,001 мм.
Пределы измерения 0...I мм.
&
1
' lol. Лист Слокум. Подл. Дата
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Лист1
Й'ПГ’.'И'Г АД
/05
chipmaker.ru
см)ша/г>цоом
______.__________&MC.
l/tsf. 'VaawM, fc-Зл fan?
chipmaker.ru
Z jJX
6.9.3. Микроскоп-центроискатель, (рис.17) кат: и другие
центроискатели устанавливают в приемном конусе шпинделя. Для
установки кромки изделия по оси шпинделя пользуются прилагаемым
к микроскопу визирным угольником. Угольник накладывают на базо-
вую кромку изделия. На полированной горизонтальной плоскости
угольника нанесена риска, точно совпадающая с вертикальное опор-
ной плоскостью , т.е. базовой кромкой изделия.
При необходимости проверки юстировки микроскопа-центронскателя
следует руководствоваться инструкцией но юстировке микроскопа.
Перед юстировкой необходимо проверить, не имеют ли: конусы микро-
скопа и шпинделя забоин и грязи.
Chiomaker.ru
I
If
Лес:
Ж
1ис
№докум.| Иоду7 ДЦае <
<1оомат Л4
24K40AI4-0I, 24К40СФ4-01 .00.00. 000 РЭ
chipmaker.ru
chipmaker.ru
Микроскоп- ценпу
я
(Ан. fiUC7 р/докум. Содп. ^07^
Рис 77
Микроскоп- ценпярос/скателб
— - MKW.wo^wc<?>7-o/oaoowop.i fkrrn
Uin fluci мдокум. Рсдп. Аап 6^ 1
<Рорр1С7/Г> /?3
chipmaker.ru
6.9.4. Резцедержатель с точной подачей предназначен для рас-
точки отверстий дг1аг.?етром 0 7 ...200 мм.
Оправксй резцедержатель, через переходную втулку, устанавливается в
конусе шпинделя.
Резцедержатель - съемкая деталь и в I комплект входят 3 резцедер-
жавки:
1-я - для расточи отв. 0 7...80 мм
2-я - для расточки отв. 0 80...150 мм
3-я - для расточки отв. 0 150...200 мм
Перемещение ползуна на одно деление лимба 0,01 мм.
6.9.5. Универсальный резцедержатель (рис.18) предназначен
для расточки отверстий диаметром до 250 мм.
Величина подачи резца в радиальном направлении устанавливается
нониусом с ценой деления 0,01 мл.
Подрезку торцов осуществлять фрезой в режиме контурной обработки.
6.9.6. Модульные принадлежности.
Сборку модульных принадлежностей производить согласно прилагаемой
схеме (рис.19).
“I
• 1
ИзМс Лист Лдокум. Подл, Дате
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Фптумйт АД
Лист
65
chipmaker.ru
1М/^одп\Г7одг>с/ \инё/Уо^Д/7одП^ ddffw
chipmaker.ru
Лпя обеспечения /тт/эебуенои п?оунос/77<у
и 4UС/77О/77Ч/ учс/пс/чс/бие/fOSn О/пбо/ЭС/ПС/Я
КМ2
04£> ек
rssw
У.Деу^&бяч /wdy./7&fyb/€>
2 У<?/7инС/Л?0./7С/
3. /JfP/XPXOcfauX'U
У /-/с/с&Змс/ для СМЯГГ/US? ср&сок
$/Уодуле/ ужс/поунб/я
6 Удли/лу/ъелс/ с д' алуссм /Уо^зе
r.ru
7 . 110ВД0К УСТА1ЮВЮ!
7.1. Распаковка.
При вскрытии упаковки следует проверить внешнее состояние
станка, наличие антикоррозионного покрытия на обработанных поверх-
ностях деталей станка и комплект принадлежностей, руководствуясь
комплектом поставки.
7.2. Транспортирование (рис.20).
Станок потребителю поставляется в частично разобранном виде.
При транспортировании распакованного станка используются две сталь-
ные штанги диаметром 90 мм, длиной не менее 1650 мм, которые про-
пускаются через специальные отверстия в станине. Транспортирование
I
производится двумя канатами.
ВПГЫАПИЕ! Необходимо следить
ветвей канатов
от штанги до крюка
4,5...5,5 м.
В противном случае
за тем, чтобы длины
были равны между собой и равнялись
стропы могут повредить стол или кожу
ВШУаНИЕ! Во избежании деформации кожуха поз.1 (рис.20) канатами
необходимо под них подложить деревянные брусья поз.2 (цис. 20'
Салазки станка должны быть в крайнем заднем положении.
Для предотвращения повреждения лакокрасочного покрытия станка,под
канат,в местах касания, подкладывается войлок. При
нии к месту установки и пои опускании на фундамент
транспортлрова-
станок не дол-
жен подвергаться сильным толчкам.
ВНИМАНИЕ! При установке транспорт лоовочных штанг в
нины под стойкой необходимо соблюдать осторожность
повреждения гидрооборудования и электрооборудования станка.
При транспортировке гидеостанции использовать имеющиеся на ней
отвовстие ста-
во избежание
грузовые винты.
Эл.шкафы транспортируют с помощью рым-болтов Ш6.
Chipmaker.ru
с_
1
Лис т докуй^ЛТодп ДатД
24!(40АФ4.-О1.24К40СФ4-01.00. 00. ООО РЗ
Фппма '1!
Перед установкой станка необходимо произвести его расконсервацию.
Обработанные поверхности наружных и частично внутренних деталей
покрыты антикоррозийным составом. Особое вшшание необходимо обра-
тить на расконсервацию конусного отверстии шпинделя.
Антикоррозийное покрытие рекомендуется удалять чистыми концами,
смоченными авиационным бензином или уайт-еппритом. Антикоррозийное
покрытие с оксидированных деталей следует удалять сухими концами,
оставляя на поверхности деталей тонкий слой смазки. Применение в
этомк случае бензина или уайт-спирита не допускается.
chipmaker.ru
7.3. Монтаж. Схему установки см.рис.21
Станок устанавливается на фундаменте. Глубина залегания фунда-
мента зависит от грунта,но должна быть не менее 500 мм.
Фундамент должен быть изолирован со всех сторон слоем шлака или
песка толщиной около 50 мм.Для повышения жесткости и стабильнос-
ти установки в фундамент рекомендуется заложить под все опорные
точки станка ( рис. 21 ) стальные балки.
Заливка станка цементным раствором не допускается.
Установка станка производится по уровню с точностью 0,02 па
1000 мм длины тремя опорами,две из которых рогулиоуемые располо-
жены в карманах станины.Споры входят в комплектацию станка.Уро-
вень устанавливается на рабочей поверхности стола.
ВНИМАНИЕ !!!
После установки станка на фундамент снять верхний кожух на стойке
(рис.20а поз.5),кожух шпиндельной бабки (рис.12 поз.14) и через
кронштейны поз.З рис.10 подвесить противовес шпиндельной бабки
таким образом,чтобы длины тросов от оси болтов до осей роликов
были одинаковой длины.
На привод главного движения,привода перемещения шпиндельной
бабки,стола и салазок стола установить электродвигатели согласно
прилагаемой к документации схеме установки электродвигателей.
Подсоединить провода пульта управления к разъемам,расположенным
на станине станка.
Переместить шпиндельную бабку в среднее положение.Снять(см.рис.
20а) распорный брус поз.7,кронштейн крепления стола поз.6,
ограждение зоны резания поз.9,переднюю стенку кожуха салазок
стола поз.2,утолок крепления салазок стола поз.1.
Затем переднюю стенку кожуха и ограждение зоны резания устано-
вить на прежнее место.
24К40АФ4-01,24К40СФ4-01.00.00.ОООРЭ Лист
68
Лист ЛДОКУМ Л одп. Дата
Фопмат А4
chipmaker.ru
стот rpcc/j£o3u7b & /rorSc'
С&МЗ/К/ с/тюлсу AiWeSjf/ncj? £ cjced/s&v
\
/^c.^O
С/ТЮ'^ГО',
-------------------- ^/T)
__________________________________
ЦЩЛМЯ AfWMZf# 0Ц/£>р& ‘l/poj vpourf&f?
, chi.pmaker.ru
chipmaker.ru
— ' I
Jc/cm
g^-
копировал
ФСРМС7/7)
chipmaker.ru
Закрепить кожуха: салазок стола,стола,стойки и шпиндельной бабки.
Завод-изготовитель гарантирует точность работы станка при соблю-
дении следующих обязательных условий его эксплуатации :
- температура помещения, где установлен станок, должна поддержи-
ваться в пределах 20 - 1°
- относительная влажность воздуха должна быть в пределах 55- 5% ;
- режим смазки станка должен соответствовать указаниям части
Ш руководства ’’ Гидросистема "
- станок и помещение, где он установлен, должны содержаться
в особой чистоте.
При выборе места установки станка необходимо руководствоваться
следующими соображениями :
- доставка станка к месту установки должна быть обеспечена без
дополнительного демонтажа узлов. В крайнем случае демонтаж и
монтаж станка должны производиться под наблюдением специалистов;
- обслуживание станка,и в частности установка и съем делитель-
ных столов и крупных деталей,требуют наличия какого-либо подъем-
ного устройства ;
- помещение, предназначенное для установки станка, должно быть
достаточно просторным, сухим, чистым и светлым. Однако станок
должен быть защищен от прямых солнечных лучей, его не следует
располагать вблизи радиаторов отопительной системы ;
- недопустима установка станка вблизи машин ударного действия
( молоты, прессы ) и машин, вызывающих вибрации ( компрессоры,
крупные вентиляторы, точила и прочие ).
Гидростанцию установить на подставку высотой 100 мм.
Chipmaker.ru
ч
4$ с”0 24К40АФ4-01,24К40СФ4-01,00.00.000 РЭ
Йзм. Лир т. Лдокум. Подл. Датц Чи
Формат А4
chipmaker.ru
7.4. Подготовка к первоначальному пуску и первоначальный
пуск.
Перед пробным пуском станка его следует не менее трех дней
выдержать в сухом помещении при нормальной температуре, чтобы уда-
лить из обмоток электрических машин, аппаратуры влагу, воспринятую
при транспортировке.
Заземлить станок. Подключить его к общей цеховой системе заземле-
ния.
ВНИМАНИЕ!
Прежде чем производить подключение станка к электросети необходимо
тщательно ознакомиться с разделами руководства, относящихся к элек-
трооборудованию станка. Подключить станок к электросети, проверив
соответствие напряжения сети электрооборудованию станка.
Выполнить указания, изложенные в части П руководства "Злектрообо-
рудование" и части Ш руководства "Ггщросистсма" относящиеся к пуску.
После подключения станка к сети необходимо опробовать электродви-
гатели без включения рабочих органов станка.
Ознакогчтвшись с назначением кнопок управления (см.рис. 5 и 6) и
пультом управления ЧПУ следует проверить работу всех механизмов
станка на холостом ходу при малых оборотах шпинделя.
Убедившись в нормальной работе всех механизмов станка приступают
к проверке работы станка на надежность от системы ЧПУ на холостом
ходу по тест-программе/ см-, лист Т.п./
Тест-программа поставляется со станком.
Проверку на надежность производят в течение]^ часов согласно
методическим рекомендациям "Типовые методики и программы испытаний
металлорежущих станков" 1984г. стр. 150 и МУ-2.27-84 "Приемосдаточ-
ные испытания на надежность станков с ПУ и автоматизированных уча-
стков , состоящих из станков с ПУ, стр.З п.2.2.2.
После обкатки приступают к проверке станка под нагрузкой по прог-
рамме на образцах:
'.01 мат А4
Лист
24К40АФ4-01, 24К4С0Ф4г-01.00.00. 000 РЭ
72
Изм. Лист ^докум. Подл. Дата
chipmaker.ru
а/ точность формы проверяется по тест-программе /см.лист /51/
на образце. Чертеж образца 24К40АФ4.00.00.201
б/ точность межосевых расстояний проверяется по тест-программе
/см. лист./о../ на образце.
Чертеж образца 24К40АФ4.00.01.000 СБ.
Образцы для проверки станка изготавливает заказчик по прилагаемым
чертежам.
Чистовую обработку образца 24К40АФ4.00.00.201 из алюминиевого
сплава Д16Т ГОСТ 21488-76 необходимо производить на следующих
режимах:
I. Чистовое растачивание отверстий 0 60 и 0 65
/резец с пластинкой из твердого сплава ВК6 черт.2450.719.014А
Пагп = 1200 об/мин ___
Chipmaker.ru
n&cfo Muto- & das”# !/*& d* ifyfa ftufo-
2. Чистовое фрезерование
2.1. Плоскость повернутого параллелепипеда /фрезы с пластинками
из эльбора - Р/
Пи<п= 1800 об/мин
& = 120 мм/мин
t = 0,1 ...0,15 мм
2.2. Все остальные поверхности /фрезы концевая 2223-19 Г0СТ1702С- у
71
Лшп- 1800 об/мин
& = IUO мм/мин
t = 0,1 ... 0,2 мм
Чистовое растачивание образца на точность межцентровых расстояний
/резец с пластинкой из твердого сплава ГОСТ 9795-84
12ио об/мин
В - Зо ... 60 мм/мин
t - 0,1 ... O,Ib мм
Лист
24К40АФ4-0Г, 24К40СФ4-0Г. 00. ()0.000 РЭ
Изм. |Лист4лщокум4Подп Дате.
IC
m
g
G
G
G
G
gujgg
•GG
а.
а.
SUSS
»
G
GLfl
•♦"U-d'CinGlTiGIM G Ш'С 4-lxiUjnj Q-WCiQ-OU.
LU ХИЛ
G
®CO«WSCL.C6><Cll.<0 I XluGGCiQCOGGGGGG
tT'GGLXGGGeXGG
<c •
g^gxgzggx
Gm
GG
m
G
II
II
II
II
II
II
II
II
II
GG
m&
-'NG
+ O G
<CU.GGGG
и-вехехехех
GCXGGGG
~GC>STG
GGGGIT G
GG
GG <G
GGNG
GU-GGGGG
GGZCXXGZ
m GGG
XGZG3EZG
GS GGGG
1Л UJGGtSf\l-^UG
Wei® GG • • • •
coin-*® «LTm-OG
GldG ex
in £ »GG
<V»-IGGG
II
II
II
II
II
xin
ex
m
G21G»-*GGG
ccstxeoN>>(
—e -o
ry r\irv ru ru ruru ru ruru ГЛ rcrc ГСГП SVCrC re re IT if Ц-1 d"l 1Л1Л in in er
—tfUi-Л^ JIONCCO'-I-'"--
Chipmaker.ru
I
I
II
g2z
GG
GGG
G-riGN-C
•G_JG_I •—1
G Q d С О О О О О ОС ГМ И G <_>
IF
It
tl
It
II
II
II
II
II
II
UJG
SlxSE »GG
GGG»-<GGG
GCrint-—tGG
G>OGG_J_>GinG
G lx. G — UILl-G fCG
GG •
toexGj
NS +
OS>J » «CGG
_l GG O' O' О _JG (X
Г'СОО'О-че\№Т1П
f.ru onj
еля-о
U.GU-G
GCXGIX
CXGCXG
GGGG
GGGG
< G G U1 Jj Id <X G G X ЩШ ШгС
< i ^ex
UJGG-O
X «GO-
XGt-tG
O'GGGG
GF'S
G<-G
GtX
CXtX
GGG
LxJGGG
GX
.KGGG
GGG-O
u_>oruix»jj^rG«
GGCXCXU-G®GCXGtX>->-Ge
CXGOI'- -GGGGGr»Gr»G6
GGt'~~CXGGGUGO'G<7'GG
g *xi _jg • • «g »mGm • <
Gin «erGGinrU ЧЛ • • «mm
-ISO" л+O~+O'GO'.O + • + 0'SQOO<J^ 6
(XGGG—' • *^G C
GGGG-4O'O'_IGQ
G • *GLl_Ll_Ll_I •€
chipmaker.ru
ГП
О
0 2 2
о о о
8© О О
G® «6 0 О
©GNS -О О
6 О «—О X X
О «Г~ I » О О
1Л ШОООГУ-чСДб СЕ СЕ
©Si «SZ I I 2 I 6 ГЛ О
1_©нц©8мО.^>н J ОГЛ О О
ОШ»- —• »iCS»-iC—IG ОО X О
о •J-jeoi-o.uinru »~ О •
Гегу-J—ИПШи1ШШЖГЛ ОО о о
Л-04ШШГУХСЛОХОХ ГЛО О ГЛ
rn.CE2S’-«S&OOOO »О -О t
L 000010066066 >- ЦЗК-ХГЛХГЛ
set—JS’-’C'JO-’f'JKl-O' Ш 0X00006
too в «O' »••••• OOXCEfcOX
SerUOO'—J’-'—’Ч—<—< —» OCE_ Э—IG_J
S< XXX—JXXXXXX «6 —JO—J •—I
S 11п .и |<Ть i,< Hi 1.1 it il11 CT 6 <c <t CT *1
•©CCCUOCQGOQM^au «О5ТО
Л1Л—I—I—J—I—J—1—I—I—J—Jryry «_»е_J—»_J
r.^6000000000—I I ГУОГЛО I о
I +S>>-6.>->->:>->->CCX+>+ >*>
sl NH О UH OO ООО О —l-JHJO >OJO
“-•COO' О «—ГУ ГЛСТ 1П-ОЛ-000*0 «"NKl СТ1Л -о
Г1Г1Л-0-0 -0-0 -O -0-0-0-0-0Г'~Г~Г'--Г'~Г^Г-~ r—
2
О
О
и_
СЕ
СЕ
СЕ
С:
ГЛ О1Л
:о о-о
1200-2
>оо >о
k-00rs->0
«0-4
.Ц-О-^Х
ICE * +СЕ
:СЕ >>££
2 2
в ГЛ в
о хе -о
о 02
СТ ее
X е-о СЕ
о -О-ч СЕ
СЕ [ 1 11 . 4
-о ОСЕ СЕ
о СЕ СЕ О
5X2 ее еХ
2 «О ее X хвое
оке 200 о еое-о
вое е • • -о
О’- л ООО »ч аО-Х
СТ 1 ХХв 4 * i 1 ХОСТ СЕ
Х>9ШИ» -It СЕ 4 4 СЕ
:eeoe
'Gfsoe
ГЛ гл
о в
X X
m е
» m гл о
X о о о
e 2 X о -о
о О о it Ij^
e О о е о
-o О о СЕ а
X -О -о в
e X X о в»
CE в о е in
e СЕ СЕ « » о
о О о е X
о о о от >о о
в о е е-ч *те
в в в о # •с ^е
Н-. О о •«с tx сг-о
+• ГЛ гл ех »—< XX
ОГЛШО
os>-o>-o>-©o s octet
020202002 О2ГЛО
0—10 _JO —JO •_> •—JIMO
•_jo_je_joo_j o-j-jo
CT<t •< •< «sO<X 4-«XCD •
о
oooo
oooo
О ОО «О
UIGOdrucT IO
02 >02 I I О I
O»-IOO»-*Q. SZ —J
6»-— »5CS»-^_I
•_j_joo»— a ox in
ГЛ -J —кЛ X X Ш X -i. К
* ш x ry a. v> о a. о x
CE JCJECOOOOOOO
OCCrslOOOOOO
_io >-чл o-*rum a in
z
X о
O' oo
xooo
о co >o
О 0001Л •
LlIO X •—i«-i О
02 >1'011 I -I- О
©HOSZI-1Г— о
Ol——'Oh-ih-Uli—1-0 •
•_J—J «з:слх»-<гл о
ГЛ—J—JOXCD»—<г-ЦГУ 6
+xx--e<»->x о
CE ?TX КО О О ООО.-*
600<06G6 66XV1
-J □l-il'-JO-rum a СЕМ
> «ГУ а • в в а «ГУ ГУ • «СГ а » в • «Губ
ГУО'О'—-ч,а.ч-«ГуГМСГО'—ГУГУ ГуГуГУГЦ—)
X. -X —JXXXXXX —JXXX —JXXXXU I—J
UJ UJ UJ «1 X UJ UJ UJ X XI CD UJ XX < UJ X LU UJ X CD <X
о
о
2 0 X
o z oo
О H®ee
О -JOOO
•C -JO • «о
x «—i >огм о
О 2ГМГи-«®
IE Hill*
2ОГЛШХХСО
©©SESHES
6 6 2 O»~ CL. О —
О аООХХХ4-
>oeoci.tooa.x
x^oooooo
64 -00666 О
гоив’лмз
ООО • В а В а
GerEO-acraa-
еееххххх
• «6ХШХХХ
стогуогу ое 4om<xo —jo DcauaccQaa-icoducqqqd-joinoeeooooo
>f'-_JI'-_J 4CE —J ГУ a_J—JLflO—J-J-J-J-J-J—I—J—1_J—J—I—J—1_J_J_J—J_J_J_J_1ГУ6 1Л •—)—l-J-J-l
lulul UXQ.U-I»—*O —I—<—JGOUSUUUUUU-isuueuuuou-Ю-JTM 4ГМООООО
x>x>x>ua.>ttQ.x+m&>->e»-»>><s>>s>>>>><sx-i-x 4 >->->->->-
Г- Г«» Г- CO CO co CO CO CO co CD CO CD O' O' O' O' O' O' О O' О O' о О О 6 О О О О О О —' «ч-ч-* —<——< —< —< «чгм гм ГМ
——.fXJfy гмгмгугугугугмгугугугмгм ГМГУ ГУГУ ГУ гугу ГУ гм
ZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZJCZZZZZZZZZZZZ
Chipmaker.ru
2
О 2 22 22 2
О О ОО 2222 ОО О
О -о гигу о о о о гигу ГУ 2
0-0 О X XX ГЦ гм ГУ ГУ XX X о о
1Л О X О О ОО X X X X ОО о о о
О ШООО Ш ШОО СЕ СЕХ О О О О СОТ X 0X100 о
2 2 «ОХ О 2 •'> гл 1ЛО а. СП и. О' 1ЛГЛ О 02 «о -о
020»—IOOO 2О»-1ОО СО 1ЛО О О О О 1ЛСО О 1ЛОГ-ЮО ХгЛ
ООО»—ч во ое»->ч • oxine о о о ехшохе о -а • оеи
X еоо—I—jeoxmoo—i-ioxmx >о > •хехехехоо • >о • хгу_i_jin ax^
о soe •—ю аоео •—I—jeo^emrv-чое »о «о •© •ry-»mruoxein_j_itr ее:
-о х-огуujui^j-o©x-O'MxujcoeX'O^'x-aa-njзогшлгух>гу&х-ча-хгмео+и)'х)гл eot
—< ©x + rjco+srxjx + SXWGex I © I |х-охг\х-схз©++s+r\)&a:i:;<« оог
x xexoor>j>-^omexcjcits№e>-a>->-e »e i e i е + х>->х>-ха-оооы »oi
eoiECExeeecEeiE>->-ee ceooce—ю-глоххсе—js-cxtLcr&G^earHto-txHttHea oeeou_le-^in
CES'CNS&&eSSr-Sr'&6 CESSS— e >^©&G©r\J > •-<©&©©© ^GjeGSSSSJEi^GS’cCrS'n • •—«
0X1
♦ e:
r;t&& ~>.лг'~«''СЕееоееоеово oeoe—<oo_jotrete—о о _jcECEeeGcoeoGeeeoeoocoeGGGe-soo—i >-ai
. • • • • ® OTU—JO • • «О «гЛОгЛ • '© . «СХХ U_I eOOOXXX—IOOO • • • » » » t aOGXXX-l OO1
.-in-cine em accoeinry <n > • ашш^гив axxx'aioee b'ijXuj<.og a=j43T*-cc »•»>»»• «секта-oo «хшш< eei
;-<(Гчч1Л «X T _J00>0 4-0 *000-0 ♦ «-Г-O' GDOOU4 00000000000 ООТУГЦа in CDirtna-ryry aoeo- aOOOOOCOOe
44--1.-<Gei№_j «гул хаегт-мггмо eonjo—j_j—j_cry « «в i_i_i • «rxirv-a-u—i-o—гм-cnjry —irunjee—»_j_i_i-* » *
i +x* i _J»4 « —i—гл г i o t о I x i id +q I ry oooo I ry-oxj eooery a iiiitli-f-**+iiiiiii -i-ryeooe _кэгуг
-XOXXCC *X I <X I XXZ>-ZXOXXZ>-ZX 4-0 >>-GX 4- I 4-0 >->-e 4- I >-XXXXXXXXXXXXXXXXX>- 4-e>->-ecC 4- 4
J-JOO—J—JfsJ—irsiorsl—J—ICE—JCE—JOO—ICE _JCE_|Г>1»—OO»-—Jf - NjrsIXOOI-n;NJ_J—I—I—J_J_J_J_J_I—J—J_|_)_I—j_J—J—jrsj»— ОО»-—1ХГ-4Г
st^xoe^rurnair.-cr-ccoe—<rumain-c,_4:o'C—mxr-cooe»чгмглат-ог-ссооачгмгла'Ш-сг'СС'Ое-чГмглаin -<os-<
лмгмгм-';|лглтглгл-'лтьг|гла-а'5та aa^r aaainininininininLninLn-o-o-o-o-o-o-o«o-o-or-Kf4-KKKr4s-r^r-.coflocooocccoaoa)flocooos'
CZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZ;
WBILA" 1*^ ИКП ____
N68LX-1 7. >»4Y-’’, 55510F20M
N69LX-T , 000Y-40.000R0F20M
N70LX-62.496R0F20M
N7 1LX-14.000\ -68.000R0F20M
N72LX+25.000R0F20M
N73LX+68.000Y-25.000R0F20M
N74LX+25.000R0F20M
N75LX+25.000Y 88.000R0F20M
N76LX-14.000R0F20M
N77LX-62.496Y + 4 1.000R0F20M
N7ALX-128.000R0F20M
N/9LX-147.864Y+11.555R0F20M
N80LX-19$.00ФУ + 45,9B3R0F20M
N81LX-20<I.000R0F2q>M
N82LX-249.000Y+20.000R0F20M
N83LY+0.000R0F20M
N84Z + 200.0CC-F4000M05
f'85T00LDl F13L0R + 52.000
N88CYCLDCF9.0DWELLTIME
N87CYCLDEF9.1DI-EL1 1Ф.000
N88T00LCALL15ZS355.000
N90X + ^0007 + 0. Ф0 0R0F6000M
N91Z+2.000R0F6000M03
N92Z -22.000R0F25M05
N93Z+150.000R0F6000M
N94LBL0
N95T00LDEF14L0R+52.500
N96CYCLDEF9.0OWELLTIME
N97CYCLDEF9,IDWELL 10.000
N98T00LCALL 16ZS1250.000
N99CAI LBL18REP
N ------------- ---
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
N
00Т0 LDEF’ bL0R + 3.:.B00
OlCYCL^EF 9.0DWFLLTIME
0cCYCLDEFM, 1 Dk-ICLL10.000
03T00LCALL17ZS500.000
04LBL19
03LX+0>000Y+0.000R0F60«0M
06Z-133,000R0F60<>‘'0M03
07Z-16/<,000R0F40M05
087+3,000R0F6000M
09LX-102.000Y+0.000R0F600M
10LBL20
1 11Z + 0•000R0F4fM*3
1 2IZ-31.000R0F40M
13IZ-1S3.000R0F6000M
14IZ-31.000R0F40M05
157+3,000R0F6000M
16LBL0
1 7LX-204.000Y+0.000
18CALLLBL20RER
19LBL0
207+200.000R0F8000M05
21T00LDt F18L0R + j>6, 000
22CYCLDEF9.0DWELI TIME
23CYCLDEF< . 1 D.1FLL 10.000
24T 0#LC ALL 18ZS71 4000
25CALLLBL19REP
26LX-204.000R0F6000M05
P7CALLLBL20RFP
< 8Z + 200.000R0F8000M05
29T00LDEF19L0R+20.800
30CYCLDEF9.0DWFL- TTME_____
Chipmaker.ru
Nln>CYCLD[:F1.2?0DEPTH-4,000
N199CYCLDEF1.300PECKNG-4.000
N200CYCLDEF1,К0DWELL-0.000
N201CYCLDEF1.500F75
N202CALLLBL22
N203T00LDEF22L0R+3.000_
N204CYCLDEF9.0DWELLTIME
N205CYCLDEF9.IDWELL 10.000
N206T00LCALL9ZS710.000
N207CYCLDEF2.000GEWINDEBOHREN
N20RCYCLDEF2.100ABST-2.A00
N209CYCLDEF2,?00TIEFt-13,000
N21 0C YCLDEF2,3».0VZI x i И.000
N211CYCLDEF2.400F236
N212C1LLLBL22REP
N2]3T00ICALL0ZS1000.000
N214LBL2S
N215Z+200.000R0F6000M
N216LX+50.000Y+70.000R0F6000M
N217/+2,000R0F6000M03
N21CC fCLDf.F4.000POCKETMILLING
N219CYCLDEF4. 1005ЕТИР-2,000
N220CYCLDEF4.200DEPTH-20.000
N221CYCLDEF4,30vPECKG-12,000F100
N222CYCLDEF4.400X+100•000
N223CYCLDEF4.500Y+E0.000
N224CYCLDEF4,600F500DR-
N225CYCLCALL
N226CYCLDEF3,W00SL0TMILLING
N227CYCLDEF3.100SEТИР-2.000
N226CYCLDEF3.200DEPTH-20.000
N229CYCLDEF3.300PECKG-8,000F100
N230CYCLDEF3.400Y<60.000
N23 CYCLDEF3.500X+30.000
N232CYCLDEF3.600F500
N233LX+140.000Y+30.000R0F6000M99
N234L8L0
N23SC TCLDFF8.000MIRR0RIMAGE
N236CYCLDEF8.100XY
N237CALLLBL25REP
N236LGL26
N239CYCLr EF5.000CIRCHLARPOCKET
N240CYCLDEF5.1003СТИР-2.003
N250CYCLDEF5.200DEPTH-35.000 „
N251CYCLDEF5.300PECKG-15,t00F200
N252C YCLDEF5,400RADI ИЗ *40.000
N253CYCLDEF5.500F1000DR-
N254Y+100,000X-100•000R0F6000M99
N255LBL0
N256C YCLDEF7.000.'ATHMSHIFT
N257CYCI )EF7.100X+200.000
N258CYCLDEF7.200Y-200.000
N259CYCLDEF7.3007+0.000
N260CALLLBL26REP
N2617+200.000R0F6000M05
N262CYCLDEF 7.000D ATI'MSH IFT
N263CYCLDEF7.100X+0.000
N264CYCLDFF7.200Y+0.000
N265CYCLDLF7.300Z+0.000
N266CYCLDEF8.000MIRR0RIMAGE
N267CYCLDEF8.100
N268CALLLBL15REP15/15
-yrtr.: M71LPTT9
72Z+200.000R0F3000P05
73T00LDEF4L+0.000R+0.000 Ч<Л6
7аТ001СА11а2.Я125/,0л0
75LX+0.000Y+0.O00R0F3000M
76Z + ?.000R0F3000M03
77Z -25.000R0F24M05
78Z+20U.000R0F3000M05
ZiSJOEM
8' LBLW
81Z + 200.000R0F3000M
82LX+0.000Y+0.000R0F3000M
83Tv ’LDEFSL-®.®60R +0.02 0
84T00LCALL57S1.00.0C0
85LX + 125.00i! Y u55.vJ0R0F3000M
86Z-0.200 10F3000M03
87LX-125.000R0F120M
F8LY^35.000R0F120M
89LX+125.000R0F120M05
90Zv?Lf.000R0F3000M05
91LX+0.000Y+0.000R0F3000M
92S ГО£М
93LLM1
94Z+200.000R0F3000M
95T00LDEF6L-18.900R+20.000
9610*LCALL6ZS1800.000
97LX-125.000Y-99,000R0F3000M
98LZ-50.000R0F3000M03
99LX+125.0007-28.128R0F100M
N
N
N
N
N
N
N
N
”N
N
N
N
N
N
N
N
N
N
N
N
м
”N
N
N
N
N
N
N _
N200Z+50.00CR0F3000M
N201LX+125.000Y+99.000R0F3000M
N202LZ-50.000R0F3000M
N203LX-125.000Z-28.128R0F1000M05
N204Z+200.000R0F3000M05
N205LX+0.000Y+C.000R0F3000M
N206S7OPM
N2HLBL12
N208Z+200.000R0F3000M05
N209T001 EF7L+0.00-R+19.000
N210T00LCALL7ZS1800.000
N21 1LX + 36.000Y + 105.00 0R0F3000M
N2127-15.000R0F3000M03
N213CCY+0.000X+0.000
N21 4LPPRH'74.923RA+65• 000RRF100M
N215RNDR+10.000
N216LPPR+74.923PA+155.000RF1100M
N217LPPR+74.923PA+245.000RRF100M
•
(У
N218LPPR+74 .«23РА+ 335.000RRF100М
N219LPPR + '’4. 923PA+65.000RRF100M
N220RNPR+10.000
N221LX + 36,000Y +105.000R0F100М05
N222Z+200.000R0F3000M
N223LX+0.000Y + 0.000R0F3000M05
N22-.ST0PM
N22--LUL13
N226Z+200.000R0F3000M05
N227T00LmEF6L+0•000R+20•000
N228T' v LCALL8ZS1800,000
N229LX+0•000Yw125,000R0F3000M
N230Z-30.000R0F3000M
N231LX + 0.000Y-90.000RRFI00M
N232RNDR+5,000
N233CCX+0,000Y+0.000
N234CX + 0.0004- )0.000DR + RRF100M
N235RA.DI +5.000
N236LX+ 0.000Y*125.000R0F100M05
N237Z + 200.C 00R0F3000M01:
N238LX+0.JWCY+0.000R0F3000M
N239ST0PM
M2a0LbLlu
N2У 1Z + 200.000R0F3000M05
N2a2T00LC«LLil7312D0.000
N293LX+^.000Y+0.000R0F3000M
N244Z-2I.000R0F3000M03
N245Z-69.000R0F2Лм05
N2U6Z+2C*,000R0F3000M05
N247S।OPM
N2 8LRL2tf
N2a9T00LDEF24L+0.000R+18.000
N250T00LCAL.L24ZS 1800.000
N251Z+100.000R0F3000M
N25dCCX + 0.000Y + 0,000
N253LPPR+125.000RA+65.000R0F3000M
N2547-30.000R0F3000M
N255LPPR +12 -. 0®0R *> + 65,000P?F3000M03
N256LPPR+80.000RA+65.000RRF10fcM90
N257RNDR+10.000
N258CPPR+80.000RA+65.000DR+RRF100M
N259RNDR+10.000
N260LPPR+125,000R+65,000R0F100M05
N261Z+200.000R0F3000M
N262ST0I M
О
По//7 a da/rci /7<а<3л <у&сз//77<з
' г —
ync: N148LRL7 /ест-на точняе/лб /”еэ/£Осе6г>/х
dem ZV/WOJ/W. 00. О 7. 500. Об" с У/7&,. 7ЫС- /45 'а 7л/с- /55 451
N1497+200.000R0F3000M05
N150T ©'’‘LOEF 3L + 0.000R + 0.000
N15 1T00LCALL3ZS1250.000
N 152LX +0.000Y + 0.000R0F3000M
N153LHL8
N154Z+2.000R0F3000M03
N1557-30.000R0F30M05
N15bCYCLDEF9.«)DWELLTIME
N 1579.1 DWELLS.000
N156Z+50.000R0F3000M
N159LBI 0
N160LX-40.000Y+90.000R0F3000M
N161CALLLBL8REP
N162LX+40.0C0R0F3000K
N163CALLLBL8REP
N164LY-40.000R0F3000M
N165CALLLBL8REP
N166LX-4 0.000R0F3000M
N167CALLLBL8REP
N168Z+200.000R0F3000M05
N169LX40.000Y + 0.000R0F3000M
N170STOPM
oh# L #G /7ХШНОС/77 6
М&т ерс/о#: Г'?C73Y^/<S‘S ~ 76
WtoJ
C?/№ UC^^f/DUmCO СЛУС^/ГСГ MJ
Дф7 ГйС7й7^<7-7б
ро/>л?а/ </j д&7с/.0
4. Размер/ £ слоями/ с
ст&№гсг.
е. НЩ ±
3. Допуск е ГПСЯ Г7О^>ЛГО/
для ислб/та/т'иТ/ с/лсг^
олп деустий долбаио <у
Мвнб ш£ у'л&ЗинШХ ё
Уерлпеж-
(Дм /йи Лс^/7- Дек ддМО/
Мм!
ро/лта/ </j де/яш?
Pa МО/6/ P CSerf.'ref.Z orf/tarfo/^Cr/776 /7/a СУС/76//77С7НШ-/
c/ncm.
г.
3. Допускает ел ao&nopwoe использование ofyexjya
для uenb/sosuu станка до гголуче^с/л ламероР
от дере той Зюлбш? ртазаррб/л д rfppcaacr, PasoP
мвньшв рмазаннь/х £ rfdpajca
I '
1
Чертеж. &М0/!<Р4 оомео/.
U3m Лиа /М дог ум Мп. Дате
&/<ЖА W^e4mC^‘0W0WdG0P^ 77
chipmaker.ru
// 0,0/
^^азео, для испь//т>ании c^of^o/ на
тоонос/ъь ме-х.ос?6±/х fctOcmo я май -
Ма/пе/>исы; 0^00 Г ос Г /4/0- 70
_______ООО______________
/оо
о 0,0/
ft ММ рода | /7од/>. идот & faap. wfa
"co 0C%? /УГ£/-2-33
3. класс точности изгото£^еиин^~оо /~0С7У£5'3~5'$
l/epmctfc 2//КЮ/7<Р4'.00.0/000 cs
V
^ос^^аовйоозэ \7ff
^/’ЛЛТ777/^4'
chipmaker.ru
8. ПОРЯДОК РАБОТЫ
К работе на станках с ЧПУ допускаются специалисты-операторы
обученные и аттестованные.
Перед началом работы выполнить указания, изложенные во II и III
частях руководства и в пункте 7.4 настоящего раздела руководства,
относящиеся к пуску станка.
Убедившись в нормальной работе всех механизмов станка, можно прис-
тупить к настройке станка на конкретную деталь.Установить деталь
на столе станка, закрепить прихватами.
Регулятором скорости подачи поз.21 /рис.6/ устанавливаем минимальную
скорость подачи.Выбирая кнопки направления перемещения органов пе-
ремещаем органы до совмещения базовой поверхности детали с осью
вращения шпинделя.
Если базовой поверхностью является отверстие, то с помощью центро-
искателя с индикатором совмещаем ось отверстия с осью вращения шпин-
I
'J
л
деля.
При обработке детали с применением СОН, регулирование давления
жидкости производится регулятором, расположенным между станцией
охлаждения и двигателем станции охлаждения.Насадкой, расположенной
на гильзе шпинделя, регулируется направление струи жидкости в зави-
симости от длины инструмента.Дальнейшее перемещение стола, салазок
стола, шпиндельной бабки осуществляется набором соответствующих координат на пульте управления ЧПУ /см.раздел "Электрооборудование"/
'4 * Программирование перемещений производится по осям:
V по оси X - поперечное перемещение стола
— по оси У - продольное перемещение салазск стола
li £ по оси Z - вертикальное перемещение шпиндельной бабки
X ВНИМАНИЕ!
Работу на станке можно производить только при закрытом экране ог-
раждения зоны резания, так как имеющаяся на ограждении блокировка
срабатывает при опускании экрана,/дверцы/ отключая станок.
Диет
I 1зм.Диет.Ддокум.Подл.Дата <^К40АФ4-01, 24К40СФ4-01.00.00.ОООРЭ
Формат А4
chipmaker.ru
—
При проведении на станке особо точнзгх работ
необходимо его предварительно разогреть в течение
I часа при п = 1600 об/мин
Изм. Лист. ^чдокум. Поди. дате
24K40AQ4-0I, 24К40СФФ-01.00.00.ООО РЭ
Фоомат А4
Лист
79а
chipmaker.ru
Г ~
IIX УСТРАНЕНИЯ
Рслонт станка, неисправности в станке должны устраняться спе-
циально обученными слесарят.ш-рсмонтниками высокой квалиспкацки.
В случае отсутствия таких на заводе-потребителе нужно вызывать
спехдмлистов-наладчиков с завода-изготовителя.
. 9.1. Регулирование механизмов переключения скоростей
вращения шпинделя.
В механизме переключения скоростей вращения шпинделя (рис.13а)
устанавливается 3 микропереключателя, один из которых контролирует
включение первого диапазона скоростей, второй- второго диапазона
и третий- нейтральное положение шпинделя. Регулировкой добиваются
четкой работы переключателей.
Регулировка производится в следующей последовательности:
а) снять кожух 14 (рис. 12),
б) через выемку опоры 15 (рис.12) отрегулировать положение
микропереключателей таким образом, чтобы при каждом из 3-х
фиксированных положений штока срабатывали соответствующие млкропе-
реключатэли.
Включение и выключение микропереключателей определяется на слух по
характерному щелчку.
В процессе эксплуатации станка в коробке скоростей рис.13а сла-
бил звеном являются пружины поз. 14 и поз. 15. В случае их поломки
их нужно заменить.
Замена пружины поз. 14 производится след образом: через окно опоры
15 (рис.12) выдернуть втулку поз 18(рис. 13а), заменить пружину,
&
£
завернуть втулку.
Замена пружины поз. 15 производится следующим образом: отсоединить
муфту, соединяющую коробку скоростей со шпинделем, сиять двигатель
г. явного движения, снять гидроцьллндр отжима инструмента, вывернуть
винты крепящие коробку скоростей со шпиндельной бабксй. Снять короб-
... J
24К40АФ4-01, 24K4QCt4-OI.OO.CO.OC0 РЭ
1Й?к.Лис т. йдокум' Подп Лата
\ZG
'Формат* V4
chipmaker.ru
л/~ лоЗ» 67 ctes?7# Вs/' &/. Зу/>л /feds’ ts fasnc?
ку скоростей. Демонтировать крышку поз.17, крышку поз.19, вал
поз.20. Заменить пружину собрать узел в обратной последовательности.
Поставить кожух поз.14 на место.
9.2. Регулировка осевого люфта в приводах перемещения шпиндель-
ной бабки, стола и салазок стола (рис.22).
9.2.1. Снять крышку поз.5.
9.2.2. Ослабить гайку поз.1^ сняв тем самым предварительный
натяг подшипника.
9.2.3. Обеспечить гайками воз.7 и поз.8 момент холостого хода
передачи винт-гайка качения Мхх = 1,14 н.м +20%
9.2.4. Затяжкой гайки поз.1 обеспечить момент холостого хода
передачи в целом Мхх = 2,2 н.м
9.2.5. Установить крышку поз.5.
9.3. Регулировка прижима шпиндельной бабки к стойке (рис. 12).
В процессе эксплуатации станка возможно нарушение прямолинейности
обрабатываемой поверхности при чистовом растачивании. Одной из
причин является износ поверхности прижимных планок. Для устранения
зазора в соединении необходимо:
9.3.1. Вывести шпиндельную бабку в среднее положение и зафик-
сировать от самопроизвольного опускания.
9.3.2. Снять кожух поз.14.
9.3.3. Открепить телескопическую защиту.
9.3.4. (рис.10) Под три из четырех обратных планок по поверх-
ности Д подложить ленту толщиной 0,3...0,4 мм и,затянув винты на
планках, выбрать зазор по направляющим скольжения шпиндельной бабки
и стойки.
После этого снять четвертую обратную планку, осуществляющую прижим
со стороны плоской направляющей.
Индикатором, установленным на поверхности Е, замерить разницу раз-
меров поверхностей Е и Д.
Затем те же замеры произвести с одной из планок, осуществляющих при-
24К40АФ4«О1, 24К40СФ4-01.00.00.000 РЭ Лист
8/ •
Изм Лист ^докум. Подл] Дата
chipmaker.ru
'A2.aF*oJ/}. ЛоЖ- “Ж™ SbJ” t'^'”0
жим к V -образной направляющей.
Подшлифозкой поверхности В планок поз.8 обеспечить натяг в направ-
ляющих шпиндельной бабки и стойки 0,008...0,01 мм (шлифовку планок
необходимо производить комплектно).
9.3.5. Поставить кожух поз.14 на место (рис.12).
9.4. Обрыв ленты защиты направляющих станины и салазок стола.
Эта неисправность устраняется заменой ленты.
9.4.1. На станине (рис.9):
а) вывернуть винты поз.14;
б) вытянуть ленту поз.15 за крепежные отверстия;
в) снять корпус поз.18 (рис.II) с барабаном;
г) протянуть новую ленту поз.19 через барабан поз.20, через корпус
салазок стола и закрепить;
д) обеспечить равномерный натяг лент с усилием 120 - 125 кг на ленте,
что обеспечивается винтами поз.13, выдергивая размер пакета пружин
поджима 5,68+0,1 мм. Замеры производить по горизонтальной оси винта.
9.5. На столе (рис.II).
9.5.1. Снять кожуха поз.16 и поз.15
9.5.2. Вывернуть винты поз.17
9.5.3. Вытянуть ленту за крепежные отверстия.
9.5.4. Снять крышку поз.21, протянуть новую ленту через бараба-
ны и корпус стола.
9.5.5. Винтами поз.13 (рис.II) обеспечить равномерный натяг
лент (см.пункт 9.4.1 подпункт "д").
дельной бабки должны подвергаться техническому освидетельствованию
не реже I раза в год. Отбраковку тросов произвести согласно "Нормам
браковки стальных канатов".
BSJCiAHIffi! При обрыве одного из тросов работа на станке категорически
воспрещается
^ЙзмДДист |№докум4Подп4Дата
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
Лист
82
Фоомат А4
chipmaker.ru
9.7. ttzx исправления нарушений отсчета перемещений подвижных органов нужно иметь доступ к датчикам "Минилид - ЗиО" 9.7.1. Для обслуживания датчика отсчета перемещений шпиндель- ной бабки нужно снять кожух поз. 13 /рис. 10/. 9.7.2. для обслуживания датчика отсчета перемещения салазок стола снять кожух поз. 26 /рис. II /. 9.7.3. Для обслуживания датчика отсчета перемещении стола снять кожух поз. 4U / рис.II /. После производства ремонтных работ соответствующие кожухи поставить • на прежнее место. . ВНИМАНИЕ ! При обслуживании датчиков "Минилид-300" необходимо соблюдать особую осторожность с целью предотвращения их повреждения. Цифры,высвечиваемые на пульте станка,обозначают неисправности,возни- кающие на станке /см. таблицу 6а / Таблица 6а
Высвечи- ваемые цифры Аварии станка Примечание
01 02 03 04 05 06 07 08 — 09 10 II 12 13 14 # 15 16 17 18 19 20 21 80 Авария привода подач X Авария привода подач V Авария привода подач 7. Авария привода шпинделя Авария насоса гидростанции Авария СОИ Авария "Избыточная смазка органов станка" Авария.Отсутствует смазка органов станка Авария переключения коробки скоростей шпинделя Авария торможения двигателя шпинделя Авария зажима инструмента Аварийное отклонение скорости шпинделя от заданной. Авария.Засорение фильтра гидростанции Авария вентилятора двигателя шпинделя. Авария напряжения НОВ. Авария вентилятора гидростанции. Авария. Отсутствие масла в гидростанции Авария.Отсутствие азота в аккумуляторе гидростан- ции. Авария реле максимального давления в гидростан- ции. Авария. Не выполняются М - Т функции. Авария питания вспомогательных приводов 1 Авария питания входных сигналов контроллера
24К40АФ4-01
1Изм. Лист. ^докум. Подл. J&Tg
24К4С0Ф4-01. иО. 00. 000 РЭ Лист 85
chipmaker.ru
Подл О’ C?<ysr>cs ,
i/р ™
"1зм'
Продолжение таблицы 6а
Высвечиваепке цифры Сообщения оператору Примечания
00 30 31 32 33 34 35 36 37 38 39 40 58 В случае на выключатель - перевести станок не включен открыто ограждение зоны резания включена нейтраль шпинделя инструмент отжат наезд на конечники ограничения хода по X наезд на конечники ограничения хода по У наезд на конечники ограничения хода по Z задана нулевая скорость шпинделя сбой включения ступени коробки скоростей шпинделя Маховичок не подключен Не запрограммирована команда М06 Авария питания освещения Неправильно установлен параметр Я 158 езда любого подвижного органа на ав необходимо : Th) С в ручной режим ; jit"-*
Chipmaker.ru
арийный конечный
- вызвать электрика
ЫП3.1АНПЕ !
Указания о мерах устранения возможных нарушений нормальной работы
электрооборудования,гидро и смазочной систем даны в соответству-
ющих частях руководства.
Лист. /йдокум. Подл. дата
24К40АФ4-01,24К40СФ4-01. U0.00. ОООРЭ
Лист
83*
chipmaker.ru
10. ОСОБЕННОСТИ СБОРКИ И РАЗБОРКИ ПРИ ВЕГ ОПТЕ
Указания по эксплуатации.
В данном разделе рассматриваются вопросы сборки п разборки узлов,
на которые нужно обратить особое внимание слесарю ремонтнику.
ID. I. Шариковые винтовые передачи /рис.22/.
Общие требования при сборке к шариковый винтовым передачам переме-
щений стола,салазок стола и шпиндельной бабки :
- подшлифовкой торца детали поз. 3 обеспечить натяг не менее
0,0085 мм ;
- затяжкой гайки поз. I обеспечить момент холостого хода подшипни-
ка поз. 21, I нм.
Для фиксации муфт поз.4 затянуть винты муфты с моментом 29,4 нм.
10.2. Установку датчиков производить согласно "Инструк-
ция по монтажу и эксплуатации путевого датчика "Минилид-300" фирмы
" Хайденхайн ".
10.3. Станина, стол - салазки.
10.3.I. При установке привода перемещения салазок стола
на станине непараллельность оси привода относительно Х^-образной
направляющей станины,измеряемая в вертикальной и горизонтальной
плоскостях, не более 0,01 мм в каждой плоскости.
10.3.2. Винтами поз.13 /см.рис.8 / обеспечить равномер-
ный натяг ленты защиты направляющих станины /см. пункт 9.4.1/.
10.3.3. Винтами поз.13 /рис.II / обеспечить равномерный
натяг ленты защиты направляющих салазок стола /см. пункт 9.5.5/.
10.4. Бабка шпиндельная.
При установке шпиндельной бабки на стойку обеспечить натяг на
направляющих 0,01 мм путем подшлифовки поверхности "В" детали поз. 8
/ см. пункт 9.3.4 /.
24К40АФ4-01,24К40СФ4-01.00.00. ОООРЭ Лист 54
Изм. Лист. йдокум. Подл. Дата
(Ьстмят АД
chipmaker.ru
10.5. Коробка скоростей (рис.13 и 13а)
ВНИМАНИЕ!
При разборке коробки скоростей пометить все конденсационные кольца
и соответствующие им гнезда.
10.6. Шпиндельное устройство (рис.14).
На точность собранного станка большое влияние оказывает шпиндельный
узел. Поэтому при разборке и сборке этого узла необходимо внима-
тельно выполнить все ниже перечисленные пункты.
10.6.1. Ослабить винты соединительной муфты. Отсоединить винты
крепления гильзы доз.4. Снять шпиндельный узел со станка.
10.6.2. Демонтировать крышки поз.2 и доз.9 детали доз.II,
доз.12 и осторожно вытащить шпиндель в сборе с подшипниками из
гильзы.
10.6.3. Не нарушая предварительного натяга подшипников, кото-
рый осуществляется гайками доз.6 и доз.10 тщательно промыть шпин-
дель в сборе с подшипниками в ванне с авиационным бензином до пол-
ного удаления отработанной смазки.
Высушить узел. Присутствие капель бензина не допускается.
10.6.4. Заполнить подшипники смазкой КБС ТУ38.4.01.63-80 в
количестве: 2,0 см3 - для подшипника поз.З
1,8 см3 - для подшипника поз.8
3,7 см3 - для упорно-радиального подшипника поз.5
10.6.5. Собрать шпиндельный узел, поставить его на место.
Обкатать на холостом ходу с постепенным увеличением частоты вра-
щения шпинделя, начиная с наименьшей, не менее 30 мин общего вре-
мени. При максимальной частоте вращения обкатывать в течения
60 мин. Избыточная температура опор подшипников над температурой
окружающей среды не должен превышать 15°С. Обкатку производить
при правом и левом вращении шпинделя.
Лист
85
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
4змЬист| Лдокум. |Подп.|Цата
Формат А4
chipmaker.ru
10.7. Зажим инструмента (рис. 14)
При сборке этого узла пакет из тарельчатых пружин собрать таким
образом, чтобы усилие зажима инструмента Р = 7000 н.
ВНИМАНИЕ!
Для станков, поставляемых с охлаждением, кожуха поз.22, 23 (рис.10),
поз.15,16,26,40 (рис.II), поз.4,8 (рис.20а) необходимо устанавли-
вать на герметик ВГО - I или Герметик - прокладку ТУ6-15-1049-77
Поверхности разъема обезжирить. На одну из поверхностей нанести
герметик и через 20...30 мин поставить кожуха. Эксплуатацию стан-
ка начинать не ранее чем через 4 часа после нанесения герметика.
Лист
24К40АФ4-01, 24К40СФ4-01.00.00.000 РЭ
1змДист| ^докум. | Подл Дата
Формат А4
hipmaker.ru
I
:hiprnaker.ru
UJm Лист У ° догум. Подл. &пъ
J7ucm
II. СВИДЕТЕЛЬСТВО О ПРИМЕ
Станок координатный сверлильно-фрезерно-расточный
МОД.24К40СФ4-01
/ ,
/заводской номер /
z/
/ класс точности /
Результаты испытаний.
Испытание изделия на соответствие нормам точности по ОСТ 2 Н72-
-G-85 приведены в табл. 7,8.
П.1.Проверка проводилась при температуре в помещении 20^1°С
П.1.2.Во время проверки станок был изолирован от потоков
воздуха, тепловой радиации прямых солнечных лучей, а также
сотрясений.
П.2.3.Проверка проводилась на предварительно разогретом
станке, режим обкатки п= 1600 об/мин в течение одного часа.
П.3.4.Отклонение линейных и фазовых напряжений электросети,
к которой подключены станки, не превышало - 15% + 10% от номиналь-
ного.
__'1змДист! J.~ докумЩодп«|Дата
Лист
“7
24К40АФ4-01,24К40СФ4-01.00.00.000 РЭ
Фн-пмдф АД
• Приемосдаточные нормы точности на станок координат- ный сверлильно-фрезерно-расточный с числовым программным .управлением мод. 24К40АФ4-01, 24К40СФ4 - 01. Таблица 7
Номер , нормы 1 no ОСТЕ Н72-6- 85 Наименование нормы Допуск, МКМ по &С2 Н72-6-85 Класс точности Фактическое от- клонение мкм, секунда класб"точнои\тг
А С А С
I.I. I. Проверка точности станка Плоскостность рабочей поверхнос- ти стола : I/ в поперечном направлении 2/ в продольном направлении 3/ в диагональном направлении Выпукло 4 6 )0 сть не 4 6 6 допуска? зтея У */
1.2 Прямолинейность траектории пере- мещения шпиндельной бабки в плос- кости X0Z 3 3
• 1.3.1 1.3.2 Постоянство углового положения стола,салазок шпиндельной баб- ки в двух взаимно перпендикуляр- ных плоскостях,параллельных нап- равлениям ихперемещений 2угл.с 2утл.с s s'
Постоянство углового положения стола,салазок в вертикальных плоскостях,перпендикулярных нап- равлениям их перемещений 2угл.с 2угл.с
1.4 Радиальное биение конического отверстия шпинделя : I/ у торца шпинделя 2/ на расстоянии 300 мм 2,5 5 2,5 5
:Ч ь * г* В
1.5 Осевое биение шпинделя 2,5 2,5 Я
1.9 Параллельность рабочей поверх- ности стола траектории переме- щения : I/ стола 2/ салазок 6 4 6 4 ч 3
”4; ' (Л: X
•"'/'Г ?Мг7 т~ 1.>
24К40АФ4-0Х, 24К40СФ4-01.00.00.000 РЭ Лист
65
Изм. Лист #докум. Подщ Дата
Формат Л4
chipmaker.ru
Продолжение табл. 2 (t
Номер нормы по 0СТ2 Н72-6- Наименование нормы Допуск,мкм Фактическое отклонение мкм
оо. I- ь я сласс точности класс точности
| Chipmaker.ru А С А с
I.I 0. Параллельное ть боковых сторон
• направляющего паза стола накрав- ❖
леняю перемещения стола. 6 б
Ч -I 51 X X ч 1 — I.II. I.I3. I.I4. I.I4.I. I.I4.2. I.I4.3. Перпендикулярность направления перемещения: I/стола к траектории перемещения салазок. 2/шпиндельной бабки к траектории перемещения стола 3/шпиндельной бабки к траектории перемещения салазок Перпендикулярность оси вращения шпинделя к направлению переме- щения: I/ стола 2/ салазок Точность линейного позициониро- вания Точность позиционирования при двухстороннем подходе I/ стола 2/ салазок 3/ шпиндельной бабки Стабильность позиционирования при двухстороннем подходе I/ стола 2/ салазок 3/ шпиндельной бабки Наибольшая зона нечувствительнос- ти при реверсировании 1/ стола 2/ салазок 3/ шпиндельной бабки Точность позиционирования при одностороннем подходе I/ стола 4/ салазок 3 4 5 6 3 8 8 20 4 4 10 3 3 3 3 3 8 8 10 4 4 5 3 3 6 £ 8 3 3
* 4 ч “гф — I.I4.4. 3 3 6 6 6 3 3 4 6 6
ч. xv Лист
24К40АФ4-01 , 24К40СФ4-01.00.00.000РЕ
х< Лзм Лист у до кум , Подл .дата. 90
формат A*i
chipmaker.ru
Продолжение табл.7
Помер нормы по остз Н72-6- 85 Наименование нормы Допуск МКМ Фактическое отклонение мкм, секунда
класс точноети класс точности
А С А С
• I.I4.5 3/ шпиндельной бабки Стабильность позиционирования при одностороннем подходе I/ стола 2/ салазок 3/ шпиндельной бабки 20 5 5 9 8 3 3 4 /5 3
2.1. 2.1.1. 2. Точность образца-изделия Точность формы Точность формы ОТВ.Ф60 мм I/ круглость поперечного се- чения ; 2/ цилиндричность 2,5 4 2 3
< <> t: _ 2.1.2 Плоскостность торцовой поверх- ности повернутого параллелепи- педа I/ общая 2/ перепад между полосами от проходов фрезы 6 5 4 3
.'ч " 2.1.3 Параллельность торцовой поверх- ности повернутого параллелепи- педа к основанию образца-изде- лия 6 4
2.1.4 Прямолинейность боковых поверх- ностей повернутого параллелепи- педа 8 5
£ 2.1.5 Перпевдикулярь верхностей пот лслепипеда юоть боковых по- вернутого парал- 12 6
В СМртакег.ги\
r.
Диет 24К40АФ4-01,24К40СФ4-01.00.00.000 РЭ с./
Изм.'Лист. Слокум. .Поди. Дате
Формат A4
chipmaker.ru
Продолжехше табл. 7
Помер НОРМЫ ПС ССТ2. H^bSS — Наименование нормы Допуск мкм Фактическое отклонение мкац секунда
§ Q о нЗ а класс КОЧкОСТ! J J
2.1.6 2.1.7 2.1.8 2.2. Точность положения наклонной по; углом 5° поверхности круглость наружной цилдндрп- ческой поверхности Соосность отверстий 0 60 и 0 65 Точность межосевых расстояний отверстий, обработанных па станке • ; 12 _1£__ 12 12 6 а_ б 5
иЗ.'/ . Л 'А ,Т ].доку1’.1 Шодп.Дата
24K40AM-0I, 2^40СФ4Д01, 00.00.СООРЭ
Формат л4
chipmaker.ru
II.2. Шумовые характеристики.
Шумовые характеристики станка соответствует ТУ2-024*
5825-84.и ГОСТ 12.2.107-85
ЙзмдДист| Т?докум.Ьодг1.Ш,ата~
24К40АФ4-01,24К40СФ4-01.00.00.000 РЭ
Формат А4
Лист
chipmaker.ru
II. 3 ЭЖЛТООТ СР7Д0ВАНИЕ
Предприятие - изготовитель ЧЭАЗ
Заводской номер
Питающая сеть : напряжение _ 380В ; род тока переменный
частота 50 Гц Цепи управления : напряжение 24 В ; род тока постоянный
НО В; род тока переменит^ Местное освещение : напряжение 24 В
Ногптнальный
работающих
Номинальный
выключателя
ток / сумма номинальных токов; одновременно
двигателей / 60 А.
ток защитного аппарата / вводного автоматического
/ в пункте питания электроэнергией. 63x12 А
I
Электрооборудование выполнено по следующим документам :
и
I
£
Л
Принципиальным схемам Схемам соединения станка
24K40CO4-0I.60.00.000.ЭЗ 24К40СФ4-01.60.10. 000 34 24К40СФ4-01.60.20.000 34
24К40СФ4-01.60.30.000 34 24К40СФ4-01.60 40.000 34 24К40СФ4-01.60.64.000 34 241ф0СФ4-01.60.70. 000 34 24К40СФ4-01.60.00. 000 34
£14
24К40АФ4-01, 24К40СФ4-01.00. 00. 000 РЭ Лист
Лист. - ’Д окум. Цодп. Дата
chipmaker.ru
Обозна- чение по схеме Назначение Тип Мощ- ность кВт Ноади- наль- ный ток А Ток/А/гакти- чески
холос- той хол Нагруз- ка
М 5 Вращение шпинделя 2ПФ-132Д 4,2 24
Г74
М 6 Подача стола 2ПБВ-П2М 1,1 35 £
УХЛ4
М 7 Подача салазок 2ПБВ-П2М
.<ХЛ4 1,1 35 $
1.1 8 Подача шпиндельной 2ПЕВ-П2М УЛ
бабки УХЛ4 1,1 29 Л/J
М 2 Электродвигатель гидроагрегата 4AI00 4УЗ Ць/К J.7
М I Эл октродвигатель охлаждения масла 4АА50В2УЗ 0,12 ОУ9 С V
М 3 Вентилятор двигате- ля шпинделя 4АА56А4УЗ 0,12 оу огъ су
М 4 Эл ектродвигат ель насоса охлаждение XI422M 0,12 ОУ оу
-1
А
•К 'Ч
t А 1 $ &
Испытание повышенным напряжением промышленной частоты проведено
Напряжение в
Сопротивление изоляции проводов относительно земли : ✓
Силовые цепи : fyy/C {МОы Цепи управления : < Ь-ТОм
Электрическое сопротивление между винтом заземления и
металлическими частями, которые могут оказаться под напряжением
42 В и выше,не превышает 0,1 ОМа.
Chipmaker.ru
Изм. 1 Jin ст Лдокум J Подл Дата
24К40АФ4-01, 24К40СФ4-01.00.00 000 РЭ Лист.
.45
chipmaker.ru
II .4. Испытание изделия на холостом ходу и под нагрузкой в
соответствии с нриемни-сдатотош нормами точности и ГОСТ 22267-76
показали, что станок отвечает предъявленным к нему требования!,;.
II.5. Принадлежности и приспособления к изделию.
Изделие укомплектовано согласно комплекту поставки.
II.6.Дополнительные замечания
II.7.Общее заключение по испытанию изделия.
На основании осмотра и проведенных испытаний изделие признано
годным к эксплуатации.
Станок соответствует требованиям ГОСТ 7599-82, ГОСТ 12.2.009-80
(для металлорежущих станков) и техническим условиям на станок
ТУ2.024.5825-84.
Штамп ОТК
Начальник ОТК
Cnipmaker.ru
/дгдаЛ выпуску /
Штамп Госприемки
/\вспр« ''л
\ Нс
Изм.. Ейст #докум.(Подл .дата
Лист
96
24К40АФ4, 24К40СФ4-01.00.00.000 РЭ
12, СВЕДШИ о консервации и уплковж
Станок подвергается консервации и упаковке в соответствий
с ТУ.
' 12.1. Упаковка
Упаковка станка и прилагаемых к нему принадлежностей произ-
водится в два ящика, выполненных в соответствии с техдокументаци-
ей. Следует провесить комплект принадлежностей, руководствуясь ком-
плектом пос тавки.
24X400^4-01.00.00.ООО РЭ
chipmaker.ru
12.2. Свидетельство о консервации.
&.('____________
наименование изделия иоде ль заводской номер
подвергнуто консервации согласно требованиям, предусмотренным
действующими норАйтивно-техническими документами.
ж
Дата консервации
Срок защиты без переконсервации
По ГОСТ 9.014-78:
Chipmaker.ru
- вариант временной защиты
- вариант внутренней упаковки
- категория условий хранения
%
к
Консервацию произвел
Изделие после консерва-
ции ПОГП1ЯЛ
§
’(подпись
(подпись)
1
с.
24К40АФ4-01, 24K40CM-01.00.00.000 РЗ
’ст Цдокум. поДп.лр га
Формат А-1
chipmaker.ru-
13. ГАРАНТИЯМ ОБЯЗАТЕЛЬСТВА
Предприятие-изготовитель гарантирует соответствие станка
координатного сверлильно-фрезерно-расточного модели 24К40СФ4-01
установленным требованиям ГОСТ 7599-82.
К работе на станке допускаются только специалисты: механики, гид-
равлики, электроники, программисты, операторы обученные и аттесто-
ванные на заводе-изготовителе. При отсутствии у заказчика вышепе-
речисленных аттестованных специалистов гарантийные обязательства
снимаются.
Шефмонтажные и пуско-наладочные работы не входят в стоимость станка.
При необходимости завод-изготовитель может произвести шефмонтажные
и пуско-наладочные работы по договору за отдельную плату.
В случае, если запуск станка производится силами потребителя, то
завод-изготовитель снимает станок с гарантии,
дарантийный срок эксплуатации станка 12 месяцев, руководство по
эксплуатации не отражает незначительных конструктивных изменений
в станке и изменений в комплекте поставки, внесенных предприятием-
изготовителем в документацию после подписания данного руководства.
ВНИМАНИЕ!
Отклонение от параметров технических требований, которые могут
быть приведены в соответствие за счет регулировки, не являются
производственным дефектом и не служат основанием для претензий или
рекламаций.
-------------------------1 24К40АФ4-01, 24К40СФ4-01.00.00. 000 РЭ
Язм. Лист ^докум.Подп? дата _________________________„ _______
S9
{Ьптмат А 4
Лист