/




































































































































































































































































































































Теги: руководство по эксплуатации станки станочные конструкции консольные станки
Год: 1988
Похожие



Текст
eh„ f
МИНИСТЕРСТВО
РТАННООТРОИТЕЛЬНСЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЬРЦЛЕННОСТИ СССР
СТАНОК <?ЕЕЗЕШЫ1 КОНСОЛЫШ _________ __
ВЕРП1КАЛЬНу;4 С.ВД И АСИ~____
Модель Г22171С5 исп. Об_________________
(с ЧПУ 2С42-65 и эл. приводами "Мезодавдк-К"
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
1^217105.000.ОООРЭ
ЧАСТЬ I
chipmaker.ru
i
СЭДЕРКАШЕ
Часть I. Г22171С5.000.000РЭ
I. Общие сведения
2. Основные технические данные и характеристики
3. Комплектность
4. Указания мер безопасности
5. Состав станка
6о Устройство, работа станка и его составных частей
7. Гидрооборудование
8. Смазочная система
9. Порядок установки
Chipmaker.ru
10. Особенности разборки и сборки станка при ремонте.
II. Возможные неисправности и методы их устранения
12. Сведе.гая о ремонте станка
13. Сведения об изменениях в станке
14. Сведения до запасным частям .
к г си
Перечень приложений
Г.2171С5.000.000СБ
Г-2171С5.СЭ0.0С0КЗ
P52I7IC5.000.00CK7
1Ъ2171С5. ООО. ОСО’ЛЧ
К217105.ООО.000-06 Д1
1^217105.000. СС0-06Д7
б?13-:ш-1.оо1ооогз
Сборочный чертеж
Схема кинематическая
Схема расположения
подшипников
Монтажный чертеж
Ведомость "Комплект
поставки"
Свидетельство о приемке
Схема гидравлическая
f АСИ
’ГЯШ Руководство по
• Ьксплуатащш
К?2171С5.00С.000РЭ
‘ СТАНОК ОРЕЗЕРК< КбйССКЬ-
chipmaker.ru
CO
tr
co
о
ci
F—
o
О
u
ч
o
co
Q,
О
e
6T13^3-1.300.С0ССБ
6Т1ЭФЗ-1.501.000СБ
6Т13ФЗ-1.700.000СВ
6Т13М>4-1.14.ОООСБ
6Т13ММ-1.51 .ООССБ
6Т13Ш4 .32С.СООСБ
5Т13№4 .370.000СБ
Голова шпиндельная
Консоль
Стол
Механизм автоматической
смени инструмента
Коробке переключения
с коростей
Коробка скоростей
Me хантом крепления инструмента
См. перечень Чертежи для службы главного
листы G2...6L/ ке хачика
ЧАСТЬ 2. Электрооборудование ПЭ2171С5.ОСО.000-СС РЭ1
ЧАСТЬ 3. Инструкция по программированию ГФ2171С5.000.00С-С2РЭ2
t
Ч/СТЬ 4. Инструкция по проверке и нсладке автоматики
П>2171С5 .СОС .000-05 Гэ 3
I. 0БЩ?1Е СВЕДЕНИЯ О СТАНКЕ
Станок фрезерный консольный вертикальный с числовым дрогрымглным
управлением (ЧПУ) и автоматической сменой инструмента (АСИ) модели
ГФ2171С5 предназначен для многооперационной обработки разнообразных
деталей слоеной конфигурации из стали, чугуна, цветных и легких сплавов
Наряду с фрезерными операциями на станке монно производить сверле-
ние, зенкерование, развертывание и растачивание отверстий, связанных
координатами. ч '
Станек монет использоваться в индивидуальном и серийном производ-
ствах.
Класс точности - Н по ГОСТ 8-82.
Станки могут поставляться в страны с умеренным* -холодным и тропдг-
ческим климатом. -
Условия эксплуатации; категория УХЛ4 по ГОСТ 15150-69 при поставке -
в страны с тропическим климатом 04 по ГОСТ 15150-69.
Общий вид станка представлен на черт, ГФ2171С5.С00.000СБ(см.дрилоЕ.
ВНИМЛМЬ'!
Условия сусло-шурадошнл работ саглас ио
иорораациОм/ого листа (сии jucpita 67-. . 'J2. )
Ру а о бод ст бо лО эьсплусУтаиии отражает а гл ист
цительных Лаистрултибл&зс измене//ии б ст аиле, внесен
них аз готово терем росло оодоисания л бмпусну £
едет Острого рулободстба t а та/> же изме/л. ни и по
ломпре л туаг илиа издери ла и дыуиеттоции'Пистуиаюиа"
с Рима. - •
Г&2171С5.000.000РЭ
Изи Лист
дэкум-
Псдпись
Дат»
chipmaker yi_
CO
см
о
и.
ез
Ю
ез
5.
14.
Д5.
12.
13.
8.
9.
10.
II.
3.
4.
2. ОСНОВНЫЕ ТЕХШ1ЧЕСЙЕ ДАННЫЕ И XAPAKTMCTHKA
к
2.1. Основное параметры и размеры.
Таблица I
Наименование параметров
: данные
Chlpmaker.ru
I. Размеры рабочей поверхности стела по ГОСТ 165-81,мм
ширина
длина
количество Т-образных пазов
2. Ширина Т-юбразных пазов по ГОСТ 1574-75, мм
ис/граЬлмщгго
зи >са/чнъ1Л
Расстояние мевду пазами, мм
Наибольшее перемещение стола, ш,
продольное (координата X)
поперечное (координата У)
вертикальное (установочное)
Наибольшее .перемещение ползуна, мл, не менее
(координата Z)
6.' Предел подач стола, ползуна, ш/дин
7.
не менее
Скорость быстрого перемещения стола по координатам
X, У и ползуна по координате Z, мм/мня
Конец шпинделя с конусностью 7:24 по Г0СТ24644-81
Количество частот вращения шпинделя
Пределы частоты вращения шпинделя, об/мин
Коэффициент ряда выходных частот вращения
шпинделя
Наиболыьий крутящий момент на шпинделе, кНм
Допустимое усилие подати, Н
координата Х,У
координата Z
Расстояние от торца шпинделя до рабочей поверх-
ности стола, мм
наименьшео
наибольшее
Расстояние от оси шпинделя до вертикальных
направлялдх станины, ш
16. Предельный размер устанавливаемой заготовки,
высота, мм
430
1600
3
I8H8
I8HI2
100
1010
400
250
260
3...C000
6000
50
18
40...2000
1,26
0,615
15690
9836
250
500
500
380
-Лист
эн Ля ст Л» ДОК} и. Подпись Дат»
ГФ2171С5.000.000ГЭ
chipmaker.ru
СП
СЧ
е
f г Продолжение таблицы I.' 1
Наименование параметров : Данные
17. .’Предельные размеры обрабатываемых поверхностей,
ширина х длина х высота, мм 250x850x380
18. Наибольшая масса обрабатываемой детали и приспо-
собления, устанавливаемая на столе станка,кг,
не более 400
19. Емкость магазина инструментов, шт 12 •
20. Выбор инструмента из магазина в любой последо-
вательности
21. Время смены инструмента, с, не более 20 .
22. Максимальный диаметр инструмента, мм
фрезы торцовой t 125
фрезы кенцевей 40
„ сверла 30
23. 1/лкс12л2льный вес инструмента, кг, не более 15
24. Вылет инструмента от торца Шх^инделя, мм, не более 250 |
25. Тип устройства ЧПУ контурно-позицион- ный
25.1. Количество управляемых координат 3
. 25.2. Количество одновременно управляемых координат:
при линсашой интерполяции 3
при круговой интерполяции 2
26.. Тип гидростанп п гитр<.Провода *0-2,2 ГЫ-1
26.1. Давление настройки предохранительного
клапана, кГс/смг (М1а) по манометру гидростанции 40(3,9)
26.2. Производительность насоса, л/мин 8
27. Тип гидромотора Г15-21Р
28. Количество гидромоторов 2 . J
Щ1-ПА
плунжерный
ОрИПЛЭ-ЕЬЯОЙ
31.
Пэд
29. Насос для смазка, зубчатых колес, направляющих
консоли, стола и салазок
30. Насос для смазки зубчатых колес и подцашнлкоз
коробки скоростей и шпиндельной головки
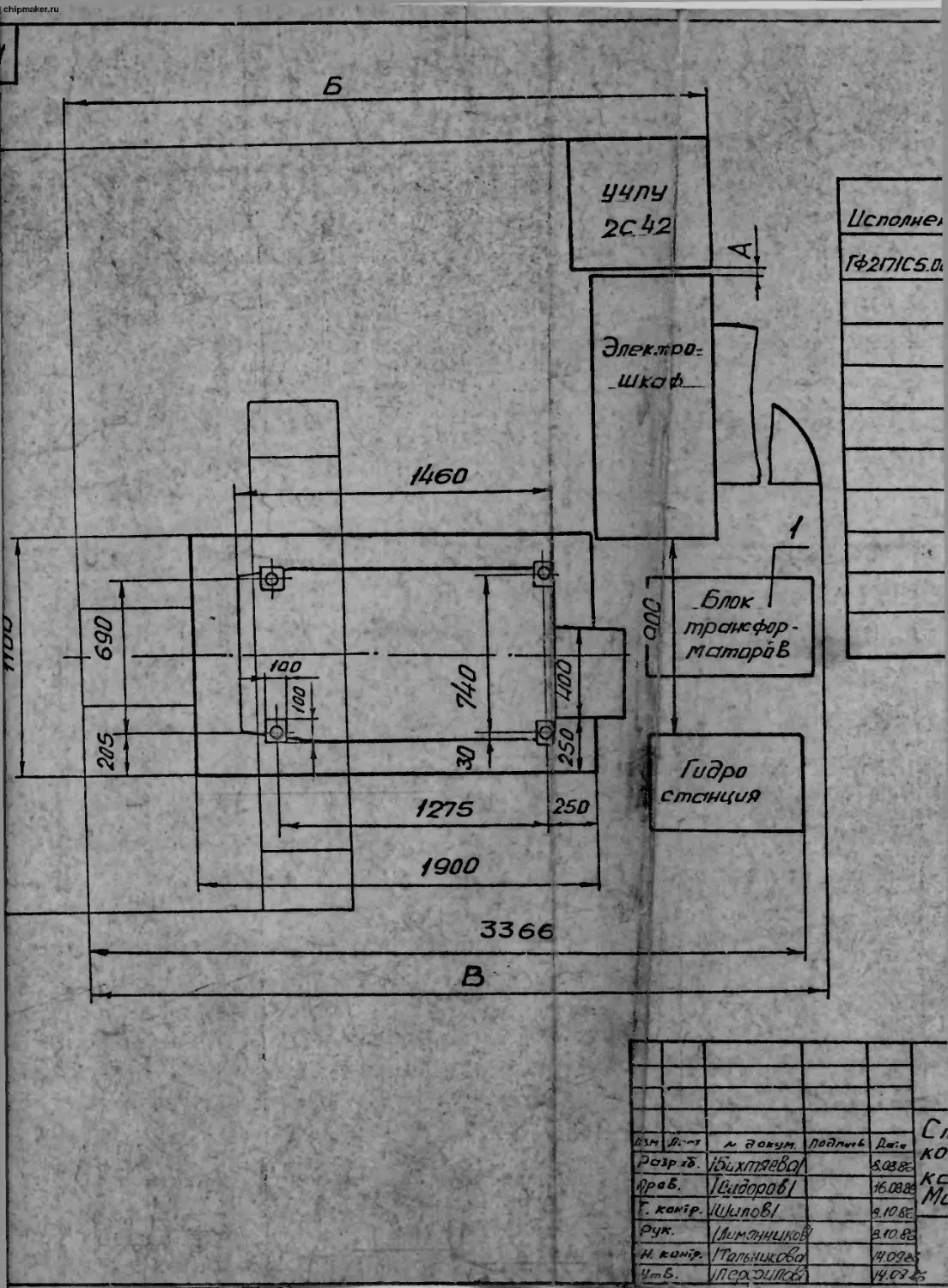
Габаритные размеры станка с электро- и
гидрооборудовашгем, кал, не более
длина
ширина
высота
Масса сталка
Chipmaker.ru
3660
4170
3150
33.
(баз устройства ЧЛ7, гидростанции
не болев
(в УСТРОЙСТВОМ ЧТУ, с гидро- и
электройбдрудов;Ваи7лл) ,игу не бел з
С' л
*
Продол .нынш н) и дли цы 1
Наиненобание троб
Лонные
54 Сбедения О суммарной a/acce дроге цен
H6/JD a/о терма иод
золото ' г
сереёро, г
о # /54
/7 6 7 802
/
2 2 Оснд&ныо гаБаригпнью и посодочнО-
npucoeduHurnejihHb/u роумеры.
Рис 1 Габариты рабоиего пространства.
ГФ2 ГН £5 000. ОООРЭ
chipmaker.n
Рис. 2 Посадочные и присоедини тельные.
размеры стола.
Рис. 3—Посадочные и присое Зини п челоные
Лт ackvm
разперы^нонца шпинделя.
Подпись Дата
Гф 2П<С5. ООО. ОООРЭ
Копировал:
формат А-4
Лист
1Г
chipmaker.ru.
ОТ
ci
ю -
са
О
е
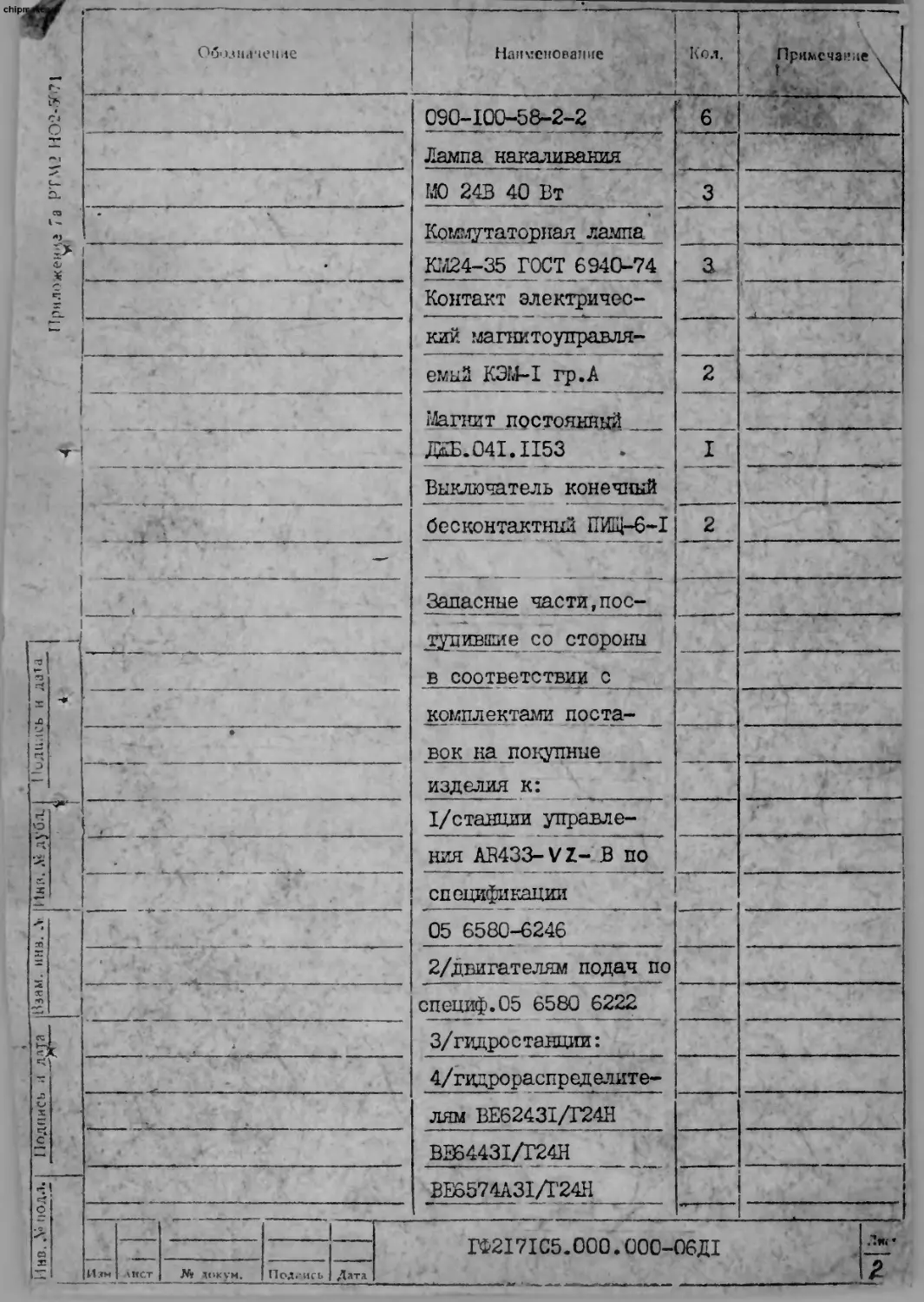
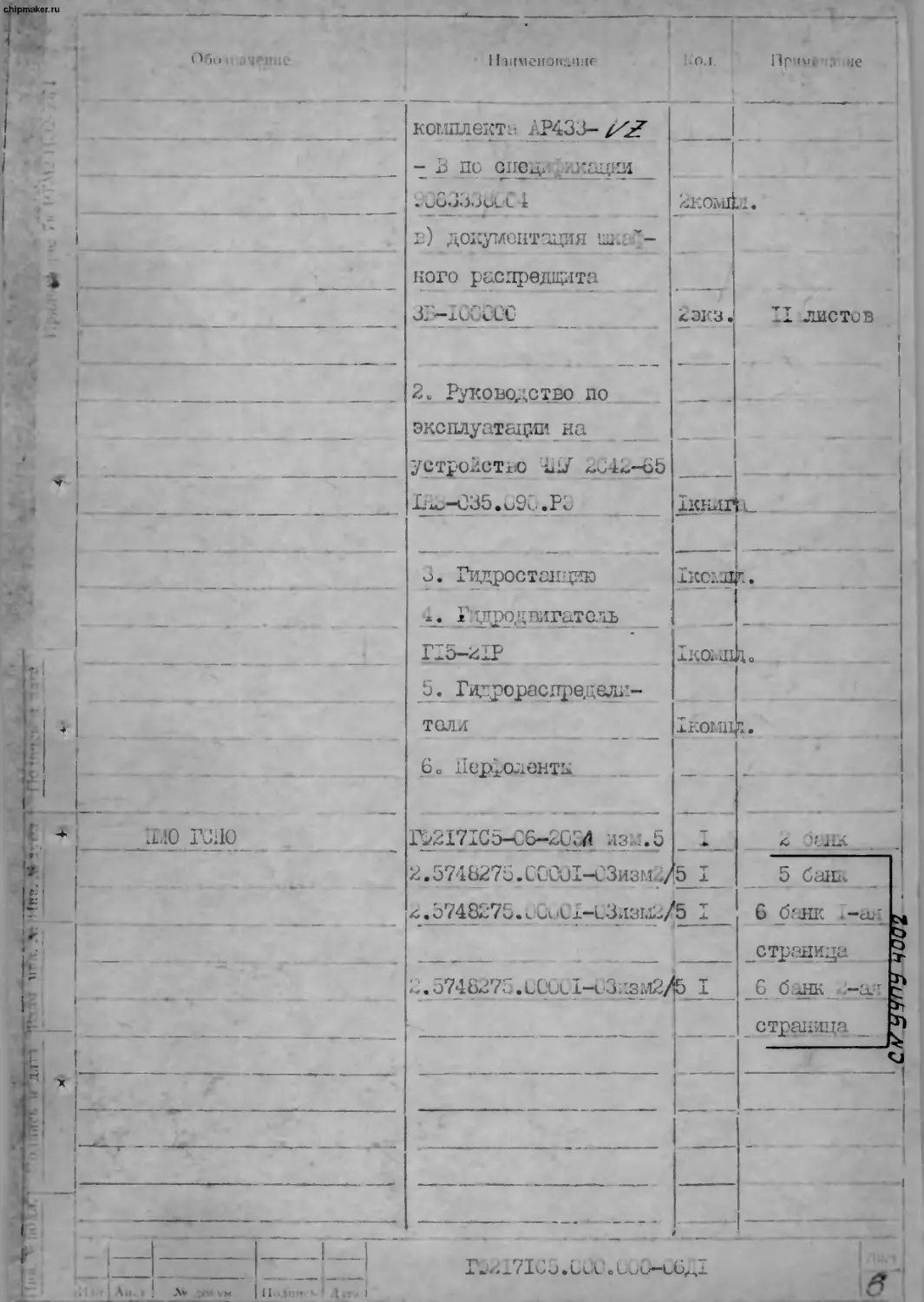
3. КО/ШЕКТНОСГЬ
Комплект запасных частей, принадлежностей, режущего и вспомога-
тельного инструмента приведен в ведомости "Комплект поставки"
1Ч2171С5.000.000-06Ж (см. приложение).
Chipmaker.ru
4. УКАЗШЛй МЕР БЕЗОПАСНОСТИ
4
4.1. Общие указания. ;
4.I.I. Оначешш климатических факторов при эксплуатации должны
отвечать ГОСТ 15150-09, т.е:
а) температура окружающего воздуха - +25-10?С,
б) относительная влашость воздуха - 45-80%;
в) атмосферное давление 84,0 - 106,7 кПа (630-800 мм.рт.ст.);
4.1.2. Вблизи станка не долхно быть источников вибрации и интен-
сивного пылеобразования.
Запыленность воздуха рабочей зоны не должна превышать 6* мг/
Идя обеспечентл нормальной работы станка и системы ЧПУ необходимо'
проводить своевременные профилактические работы по устранению пыли из
устройств ЧПУ и механизмов станка. В зависимости от запыленности воз-
духа рабочей зоны профилактические работы должны производиться с перио-
дичностью не реже, указанной в табл. 2
. __________________________________ _ .
• 2 -: з
Значение концентрации: т
га.£их ________________:__1
HJ&lULiU.Z
4:5:6
Периодичность удале- : I раз :
ния пыли из устройст-; „ . п : 200
ва ЧПУ после наработ-: : час.
ки станка : сяц :
• •
ICO • 50 : 25 • 16
час час- : час • час
• •
4.1.3. Станок должен быть изолирован от прямого действия теплового
м \ист
излучения.
4.1.4. В помещении, где .установлен станок,не дол.ены работать
сварочные аппараты и другие источники сильных электромагнитных полей.
4.1.5. Сварочные аппараты и механизмы, имеющие электродвигатели
с большими пусковыми токами, не должны подключаться к электросети цеха,
используемой для питания станков с ЧПУ.
Дата
Подпись
ГФ2171С5.ООО.ОООРЗ
<
,¥ докуй.
Кс лиоовял-
rtu>n.(.T а ..л
chipmakemi.
CO
о»
С
С—,
es
4.2. Требования к обслуживающему персоналу.
Перед работой на станке необходимо тщательно ознакомиться с J
руководством по эксплуатации станка и устройства ЧПУ.
К работе на станке допускаются лица, знакомые с общими требовани-
ями правил техники безопасности работы на металлорежущих станках
требованиями безопасности при выполнении фрезерных работ, изучивдне
особенности станка и правила техники безопасности, приведенные в данном
разделе руководста. - ,
Работающий на станке должен пользоваться только органами управле-
ния, расположенными на пульте управления станка, на станции управления I
и устройстве ЧПУ. Назначение органов управления и их символическое
обозначение (см. стр. 16-19) руководства по эксплуатации.
Настройка, регулировка станка, проверка работы электроаппаратов, 1
находящихся внутри станции управления, должны выполняться лядами
4.3. Требования безопасности к основным элементам конструкции.
Для обеспечения безопасности работы на станке необходимо убедиться
тгпаттттт-гтпп’тг J ег.гггтття’лтттгг, тпотгсгсг г^тглг^тл гттпппTrcitrr j- тг •=-_>птт<тгггтv г
устройств, предусмотренных конструкцией станка и системой ЧПУ.
паспортного хода ограничиваются кулачками, воздействующими на соответ-
ствую дие конечные выключатели командоаппаратов. При наезде на конечный.,
выключатель должно происходить торможение электродвигателей л останов
перемещающего узла.
Работа на станке со снятыми ограничительными кулачками, а такое
при отсутствии винтов, огуаггичиъажщцх кулачки з крайних положениях I
НЕ ДОПУСКАЕТСЯ.
Двери электрепгкафа. при работе станка должны быть заперты специаль-
ным ключом. Открывать электрешкаф разрешается только квали^ицирлханьым
электрикам.'
Для перемещения стола, салазок и ползуна на отключенном от сети
станке предусмотрены выведенные на передний торец ходовых винтов
квадраты под торцовый (или иной ) ключ.
Перед выключением станка убедитесь в отсутствии ключей на выше-
1Еных квадратах. 4
Сопла подачи охлаждающий жидкости должны быть-надежно закреплены. '
Поправлять, перестраивать установку сочла в процессе работы станка
НЕ ДОПУСКАЕТСЯ. . ’ '
Ф-
'Him
Лист Л1 докук. Подпись Д1ТК
ГФ2171С5.000.000P3
/О
chipmaker.ru.
Заг’игл инструмента в шпинделе станка осуществляется ги^'^рощепани-
ческим устройством, обеспечивающим надежное закрепление^ искллчапда
возможность самопроизвольного ослабления инструмента во время работы
и при падении давления в гидре системе. Порядок закрепления и откреплен
гия иентрумента в шпинделе см. раздел 6 "Устройство и работа станка’ и
его составных частей".
В станке предусмотрено защитное ограждение, установленное на столе
станка," ограждающее зону обработки и защищающее работающего на станке
от разлетающейся стручки и емтзочно-охлаждакщей жидкости. -
Работать на станке без ограждения не рекомендуется.
Уровень звука на рабочем месте оператора не должен превышать
82 дБА. Корректированный уровень звуковой мощности не должен превышать
/99 дБА.
*.
4.4. Средства защиты, входящие в конструкцию станка.
При работе станка в автоматическом режиме обеспечивается отклю-
чение органов управления станком, расположенном на пульте управления.
В станка предусмотрено дшачическое торможение ппилнделя, обеспе-
чивающее тормошение шпинделя после его отключения. Врется торможенья
при всех частотах вращэЪая не превышает 6 с,
На пульте станка и устройстве ЧПУ расположены кнопки "Стоп"
(аварийные) с грибовидным толкателем увеличенного размера красного
цвета.
Защита электродвигателей приводов, трансформаторов и цепей управ-
ления от токов коротких^замыканий в станке осуществляется с помощью
автоматических выключат елей.
Защита электродвигателей от длительных перегрузок осуществляется
>• тепловыми реле.
£ Включение шпинделя возможно только при зажатом инструменте.
chipmaker.ru
5. СОСТАВ СТАНКА
Chipmaker.ru
ъ
i
3
о
' • t
5.1. Общий вид станка с обозначением составных частей приведен
на чертеже’PS2I7IC5.ООО.ОООСБ (см. приложение).
5.2. Перечень составных частей станка приведен в табл.5
Таблица^..
>
Примечание
.ч
Обозначение
Наименование
о
Поз.см.черт
ГФ2171С5.
иОО.ОООСБ. .
Хе Станина 6TICKB4-I.I00. ;<
4. Механизм автоматической « < 1 - Я - 1
смены инструмента 6Т13Ш4-1.14.
7. Короб электромонтажный ГФ2171С5.200
13. Головка шпиндельная F&217IC5.ЗСО (см.черт.6Т13ФЗ-1. 300.ОООСБ)' ч •
16. Коробка скоростей 6Т13Ш4.320 ;
19., Механизм крепления инструмента 6113^4.370
24. Гчдрооборудование д.<‘ 6TI3MM-I.5I.
27. Коробка переключения ‘ . г
скоростей 6Т13Ш4-1.61.
30. Стол ГФ2171С5.70Э (г .ш. черт. 6ТХЗФЗ-1. 703.000СБ)
37. ' Электрооборудование ГО2171С5.802
39. Станция управления K2I7IC5.822.
45. Пульт управления 1Ф2171С5.872. •. 1
56. Поддон г бтхзФз-х.ш. I
63. Консоль Л вТХЗФЗ-1.601.
67. Ограждение 6Т13ФЗ-1.731. I
69. Охлаждение 6ТХЗФЗ-1.900.’
1 72. Защитное устройство 1 6ШЗП.91.
75. - Телескопическая защита 1
направляющих 02.13.II.
л во. Устройство ЧПУ I * Z* *> 1
• 1 1 1
1^2171С5.0ОО;ОООРЭ
1
Лист
7г
Изи
Лист
докуй.
Подпись
>—
Гф НЖ5. ООО. COOPS
Chipmaker.ru
Рис. к. Распсложени° органе!)
упрощения
chipmaker.ru
Рис 5 Расположение органов
управления
1
Ум, а/гт. /7°Зокип, ?q/r _ ^2/7/С5 ООО. 000P3
Инв. Леполл.
Подине и чата Взаы. инв. № Инв. №дуОл. Подпись и дата
'z&gocto
chipmaker.ru
chl^a.
chipmaker
ru
CO
-*
F
v5
C3
c
лен
6. УСТРОЙСТВО И РАБОТА С'ГАНКА И ЕГО
СОСТАВНЫХ ЧАСТЕЙ.
6.1. Общий вид станка с обозначенном овганов управления представ-
на рис. 4,5,6.
6.2. Перечень органов управления приведен в табл. 4.
6.3. Перечень графических сотаолов приведен в таблицей. "
Таблица 4.
рис^435 6* Органы управления и их назначение
I. Вводной .автомат подключения станка к сети QBI
Переключатель измерительных приборов по координатам А27 •
Переключатель выбора скоростей шпинделя ЗА26
Лампочка лСовпадение кода £ " НА 5
Замок блокировки, вводного автомата с дверцей чэлектрошкафа
/>А1
Кнопка аварийного выключения "Все стоп"
Кнопка .включения гидростанции.
Кнопка выключения гидростанции
Кнопка "Зажим заготовки" *
Кнопка "Стол вверх"
Кнопка "Отжим заготовки"
Кнопка "Стол вниз"
Кнопка "Стоп подача"
Кнопка "Правое вращение шпинде-хя"
Кнопка "Цуск программы"
Кнопка "Стоп шпинделя"
Кнопка "Автооператор в исходное положение"
Кнопка "Левое вращение шпинделя"
Тумблер включения озыаждения
Тумблер технологического останова
Тумблер ручного и автоматического режимов работ
Тумблер выхода в нуль по осям Х,У,2. '
Лампочки сигнализации попадания провода на корпус
Лампочка "Стоп программа"
Лаопсчка "Вентилятор включен"
Лампочка "Заготовка отжата"
Лампочка сигнализации выполнения команд М, $, Т
Лампочки сигнализации номера инструмента
Переклюпатель выбора координаты
• • ’
ГФ2171С5.ООО.ОООРЭ
Л1 докуй. Подпись 1ата /6'
Копировал:
Формат А-4
Продолжение табл.З
Поз.см. : рис.4,5,6 : Органы управления и их назначение^
30 Переключатель выбора подачи
31 1 Тумблер направления перемещения
32 Тумблер "Зажим-отжим инструмента”
33 Кнопка "Смена инструмента"
34 ] Декадный переключатель номера инструмента
35 Кнопка "Запись кода инструмента"
- 36 Кнопка "Вращение магазина"
37 ; Кулачки ограничения предельного хода стола
38 Кулачки ограничения хода ползуна
39 । • Кулачки ограничены . вергикальнсгс хода консоли
40 Кулачки ограничения поперечного перемещения стола
41 ' Кулачки установки в нуль оси Z
42 Кулачки установки в нуль оси X
43 Кулачки установки в нуль оси У
’ 44 Ручное поперечное перемещение стола
' ‘ 45 Ручное вертикальное перемещение стола
’ 46 I Ручное продольное перемещение стола
47 Ручное вертикальное перемещение ползуна
• 48 4 И Рукоятка зажима консоли на станине j Ту нд fl ер „ Смабьа},
Гг>2х71С5.С00.и^РЭ
Изм
Лист
Д*та
chipmaker.ru
( №е нсксодалм& Сит Вол НаитемСа+ше
1 -&&од дс/ннь.эо £ память
ъ $ ♦ устано^о ё исссодную точку
Скрючено 1
§ Ёыклнлчено
останоЁ псо^чи
ф f-'accc гидр&Ёлики
4j J * нуль с/пачкй
i к_/ напраВленое Вращения
i_ заземление
L±4 шпиндель
л-° Зоку/п
Осилит Да/лй
ГФ2ПМ5. ООО. ОООРЭ
Лито
<9
CO
о
о
с4
U
О
6.4. Краткое описание сбсрочных единиц станка.
6.4.1. Станина - основная сборочная единица, на которой монтиру-
ются составные части и механизмы станка.
V
Несткая конструкция станины достигается за счет развитого’основа-
ния з большого числа ребер.
По вертикальным направляющим станины перемещается консоли.
Для отсчета величины вертикального установочного перемещения консоли
служит линейка, закрепленная на станине.
В левой нише станины размещены конечные выключатели ограничения
хода консоли. х
На привалочной плоскости гпрловлны станины закреплена шпшдольаая
головка.
Сзади к станине прифланцован электродвигатель главного движения.
С левой стороны станины установлена коробка переключения скоростей.
Внутри корпуса с танины тлеется резервуар для масла. Станина уста-
навливается на основание и крепится к нему болтами. Сзади на основании
установлен насос подачи охлаждающей жидкости. - '
6.4.2. Коробка скоростей служит для сообщения кпиндэлю различное
частот вращения. Смонтирована непосредственно в корпусе станины.
Соединение коробки скоростей с валом электродвигателя осуществляется
упругой муфтой. На моторном валу установлена электромагнитная муФ?а,
служащая для торможения шпиццэля при аварийном останове.
' Смазка подшипников и шестерен коробки скоростей осуществляется от
плунжерного насоса, расположенного внутри коробки скоростей.
Р коробке скоростей предусмотрен механизм автоматической ориента-
ции шпинделя (см. черт» 6Т13Ж4.320.000СБ), Он состоит из гздроцзлин-
дра, установленного соосно.выходному валу коробки скоростей и кулачка
с профилированными пазами, закрепленного на валу короОси скоростей.
При отключении шпинделя автоматически дается команда на ориентацию
Ролики, закрепленные на штоке и фланцу перемещаясь, входят в пазы-
кулачка и поворачивают вал до определенного положения.
'Ролики расположены' под углом 10° по отношению друг к другу для
предотвращения утыкания.
Конечные положения роликов относительно кулачка контролируются
2-мя бесконтактными выключателями типа "ПИ1Ц-6-1".
т.
ГФ2171С5.000.000РЭ
Ли-.
Л* докуй.
Подпись
Дата
Chipmaker.ru
Кочироьал:
Формат А-4
chipmaker.ru
-<*0Го 100J ?S I eiBV я Чэниvoli ! ‘L-gXv a\T ‘an| ~,у ’нни
6.4,3. Коробка переключения скоростей.
Конструкция коробки переключения скоростей представлена на
черт. 6Т13!Л'4-1,61.С00СБ. Она выполнена самостоятельным узлом и уста-
новлена на левой стороне станжы. Переключение частот вращения шпинде-
ля осуществляется по программе.
В зависимости от требуемого числа оборотов команда
соответствующие мапштп золотников. Последние включают
передвигающие зубчатые блоки.
Шпиндель останавливается по команде от управляющей
изъятием кнопки ’’Стоп шпиндель”.
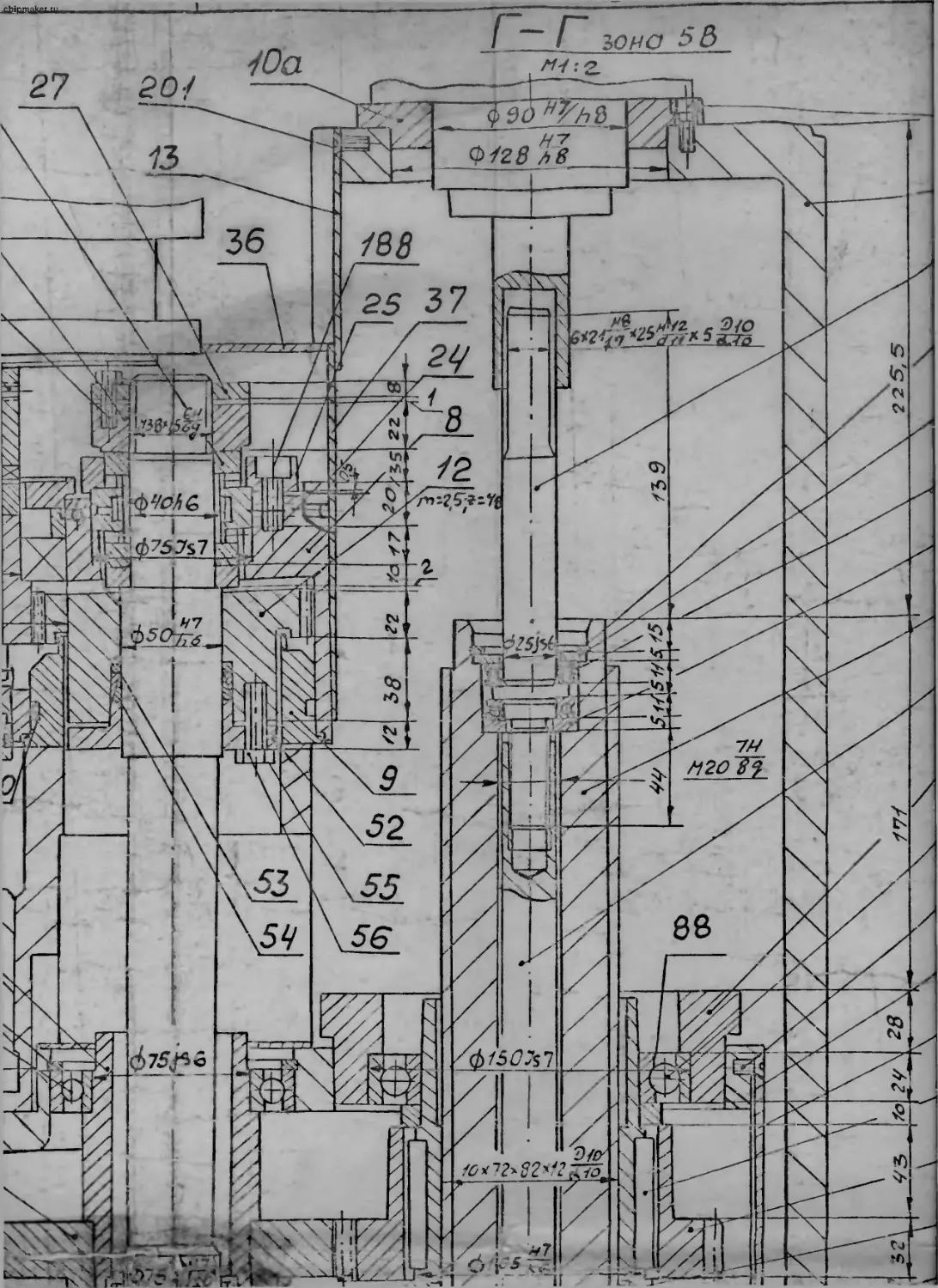
6.4.4. Головка шпиндельная.(черт, 6Т13ЙЗ-1.300ЛООСЕ)
Шпиндельная головка состоит из трех частей:
сапазка,
редуктор,
ползун со шпинделем.
Салазка центрируется в кольцевой выточке горловины станины и
крепится к ней шестью болтами. По прямоугольна.! направляющи л салазки
перемещается ползун со шпинделем - ось 2 .
Редуктор служит для передачи ппшлделю основного (вращательного
движения от коробки скоростей через пару конических и три цллтсыри-
ческих н.слеоа. _____
Перемещение ползуна со шпинделем по пррграцце осуществ.вдется от
состоящей
передачу
подастся на
ГИДрОЦИЛ1ЛДр?1,
программы или-
Chipmaker.ru
I электродвигателя через редуктор привода шпиндельной головки,
из пары цилиндрических колес с передаточным отношением 1:2 и
"винт-гайка" с шагом винта Z -10 ш,
£лл осуществления ручного перемещения ползуна на нижней
винта предусмотрен квадратный выв о.
части
6.4.5. Стол и салазки (см. черт, 6Т13гЗ-1.700.С0ССБ)
Стол получает движение по оси X от электродвигателя через одно-
ступенчатый редуктор с перэдатрчным отношением 1 =1:2 и передачу
i"винт-гайка качения*” с шагом г лита t =10 та.:.
Ходовой шариковый гинт для продольного перемещения стола вращается
в подшипниковых опорах, смонтированных с левой стороны в кронштейне,
~>а с правой - в корпусе редуктора. Смазка опор осуществляется автомати-
чески (см. рис. 8).
Перемещение стола По оси У осуществляется от привода, смонтиро-
ванного в консоли. Ходовой шариковый винт поперечного перемещения стола
установлен в корпусе консоли,
Ддя зучного перемещения стола имеются квадратные выводы,
3 Зазор в направляющих стола и салазок выбирается клиньями, Регули-
‘ роьание зазора см. раздел 9.______________________________________
11 ч
✓ н
Пал nit < <>
Дата
ГШ71С5.0ОО.ССЮРЭ
chipmaker.ru
6.4.6. Консоль (черт. 6ТШЗ-1.601.ОООСБ).
Консоль является базовым узлом, объединяющим привода вертикадьногс
и поперечного перемещений стола.
По вертикальным- направляющим станины (профиля "ласточкин хвост")
обеспечивается вертикальное установочное перемещение консоли. Пэ гори-
зонтальным направлгкгрид, консоли прямоугольного’ профиля перемещается в
поперечном направлении узел "Стол и салазки" (ось У).
В расточках консоли смонтирован двухступенчатый редуктор попереч-
ного перемещения стола с передаточным отношен тем 4=1:2.
Перемещение стола осуществляется от элегтродвигателя через редук-
тор и передачу "винт-гайка качения" с шагом винта t =10 мм.
Цилиндрические косозубые колеса редуктора выполнены сборными для
возможности устранения оокового зазора в зубчатом зацеплении. Регули-
рование бокового зазора см. раздел 9.
На правой стороне корпуса консоли установлен асинхронный электро-
двигатель вертикального установочного перемещения. Перемещение осущест-
вляется через червячную пару и винтовую передачу.
Для смазки направляющих подвижных узлов консольной группы станка,
>
зубчатых передач и подшипников стола консоли служит насос смазки
типа ВГ II-IIA, который работает от асинхронного электродвигателя и
смонтирован с правой стороны консоли.
Горизонтальные направляющие и ниша консоли закрыты телескопическое
защитой.•
6.4.7. Механизм смены инструмента.
Механизм автоматической смены инструмента черт.6Т13.’Ш-1.14.ОООСБ
выполнен отдельным узлом и состоит из автоопэратора и магазина инстру-
ментов барабанного типа емкостью 12 инструментов.
Выбор инструмента производится в любой последовательности.
Автооператор осуществляет подачу инструмента из магазина в шпиндель и
возврат отработанного инструмента из шпинделя в магазин.
В процессе смены инструмента авфооператор обеспечивает отвод его
за пределы рабочей, зоны станка, что способствует сокращению максималь-
ного рабочего пространства иисключает возможность попадания струнки
^на рабочие поверхности инструментальных оправок.
Манипулятор и магазин инструментов расположены в зоне удобнэй для
обслуж ивания станка.
1 ГФ2171С5.00С.000РЭ
И зм Аист К« докуй. Под-жь Дата
Chipmaker.ru
Фопмят А-4
chipmaker.rlT
OO
oi
о
С—.
я
ю
о
tn
s:
6.4,8, Механизм крепления инструмента.
(см, черт. 6Т13Ш-4т370.000СБ)
Обеспечивает автоматическое крашение оправки с режущим инструмен-
том в шпинделе станка,
Механизм смонтирован в шпиндельной головке и состоит из шомпола
с цанговым зажимом, шарикового усилительного устройства, пакета тарель-
чатых пругсш, гидравлического цилиндра и устройства контроля.
Усилие зажима инструмента равное I5680HCI6C0 кГс) создается паке-
том предварительно сжатых тарельчатых пружин, имеющих рабочий ход 1,5мц.
Конструкция механизма позволяет демонтировать механизм шпиндельной
головки, отвернув 4 наружных хрепехкцх винта.
Смена инструментов в шпинделе станка происходит в следующей
последовательности:
- после останова шпинделя, его ориентации и подведения захвата
автооператора. к инструментальной оправке подается команда гидрозолотни-
ку на подачу масла в нижнюю полость гидроцилиндра доз. 42 (сгл.сбор,
черт. 6TI3LIM.370,00008), верхняя полость гидроцгшпшдра соединяется
со сливом;
- втулка поз, 13, выполняющая роль поршня, перемещается в нивнее
положение, передвигая тем самим находящиеся в ней детали поз.2В,31,32,'
что дает возможность шарикам доз,65 выйти из рабочей зоны на цилин-
дрическую поверхность дет, поз.27 и тем самым, высвободив тарельчатые
пруждды, снять усилие зажала со штока поз, 24;
- шток поз,24 перемещаясь, раскрывает цанговый зажим и выталкивает
инструментальную оцрдвкуриз тонуса шпинделя, величина выталкива!дя
оправки 0,8 г_л;
- при этом конечным выключателем П контролируется положение ’“Отжало"
и дается команда на замену инструмента,
После того, как захват автооператора вставит новую инструменталь-
ную оправку в конус шпинделя подается команда гидро золотнику на подачу
мае д в верхнюю полость гчдроцилпдцра и происходит зажим инструмента
в шпинделе станка.
Конец цикла, пагоженце "Зажатр" контролируется конечном выключа-
телем I, который разрешает включение привода глазного движения.
Пример установки инструмента в справку в зависимости от его
1 размера и вэда приведен на рис. 7;
о
Лист
ИЯ171С6.000.000РЭ
23
КУИЗМ
Лист
№ AOKVH.
Подпись
Д#Т4
Рис. 7
?
СС'Ч
По с/писД, дата
г ср
chipmake ru
Нем a die a
инструменте/ ль на я
1
1/kJC/n гГдоцум Подпиа А а то
Г Cp2i7iC5. ООО. (Ю0№
chipmaker.ru
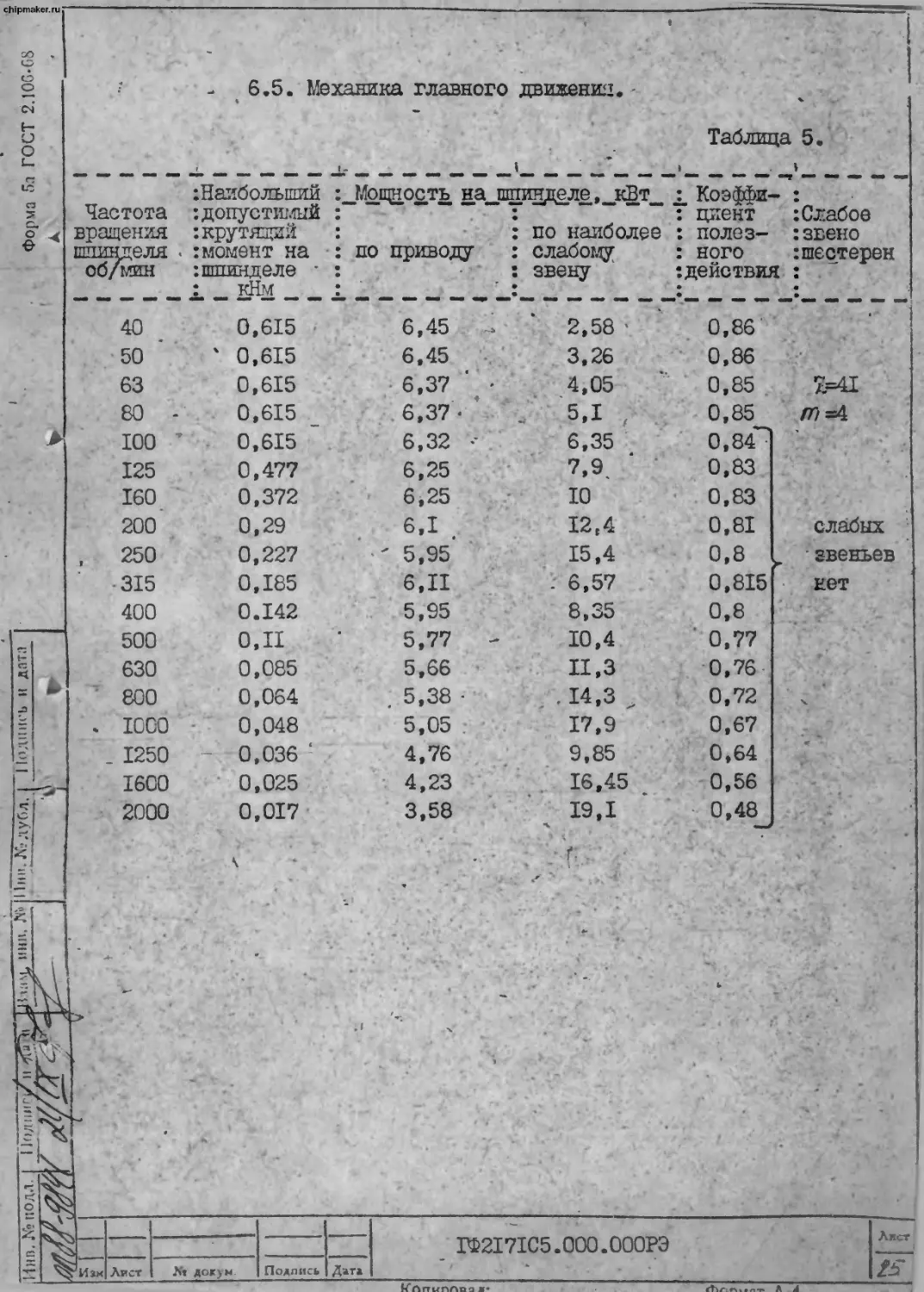
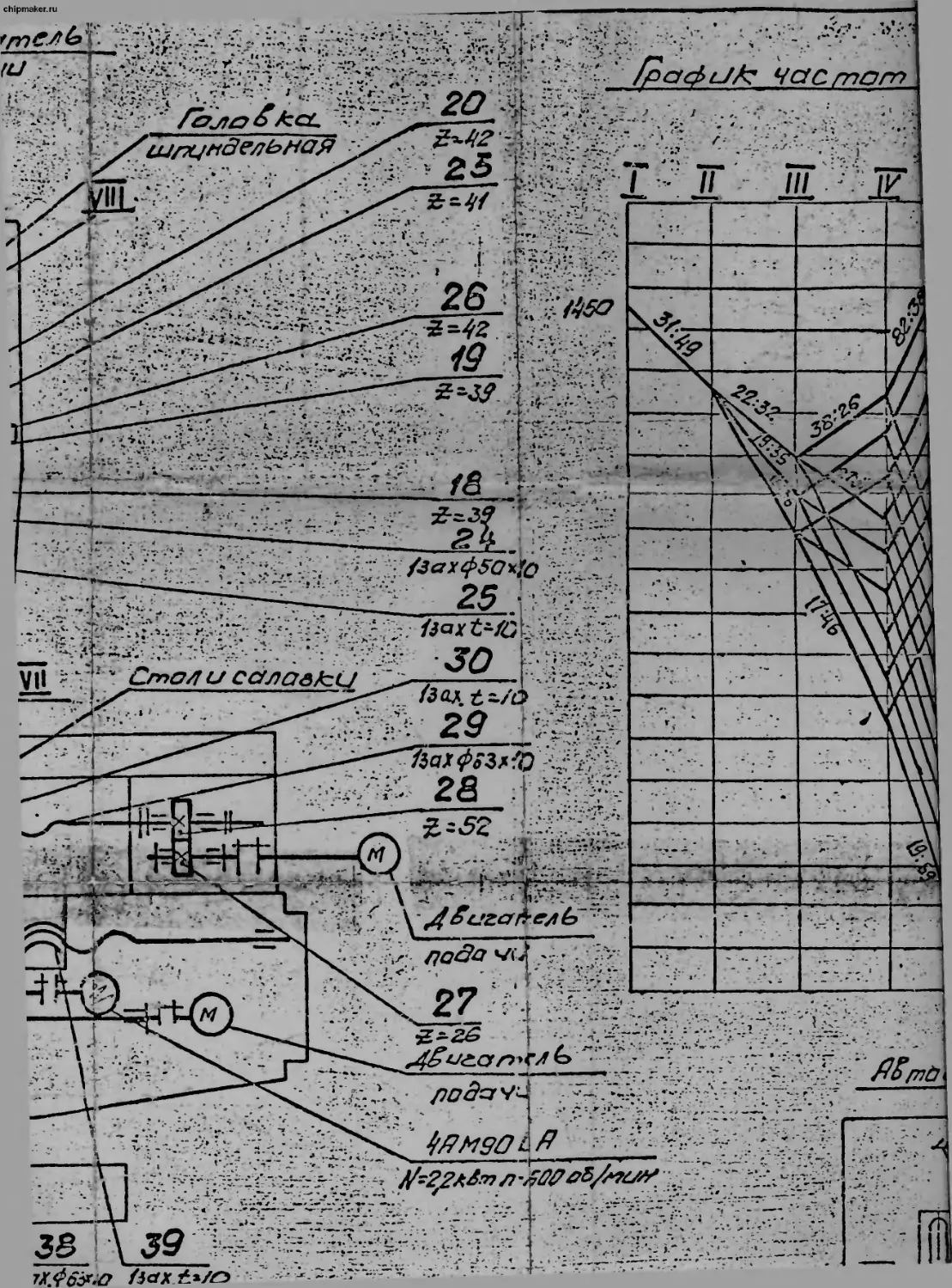
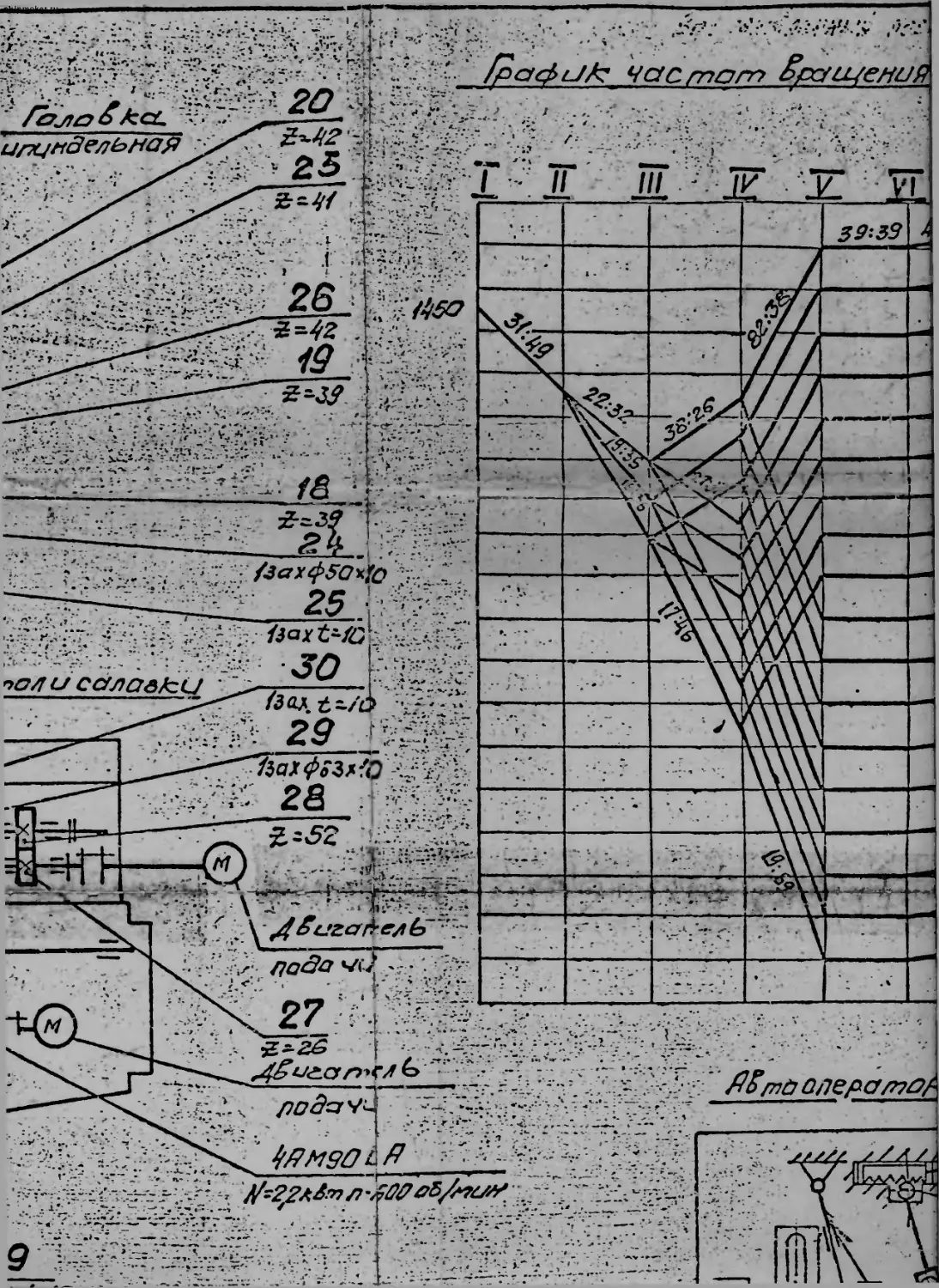
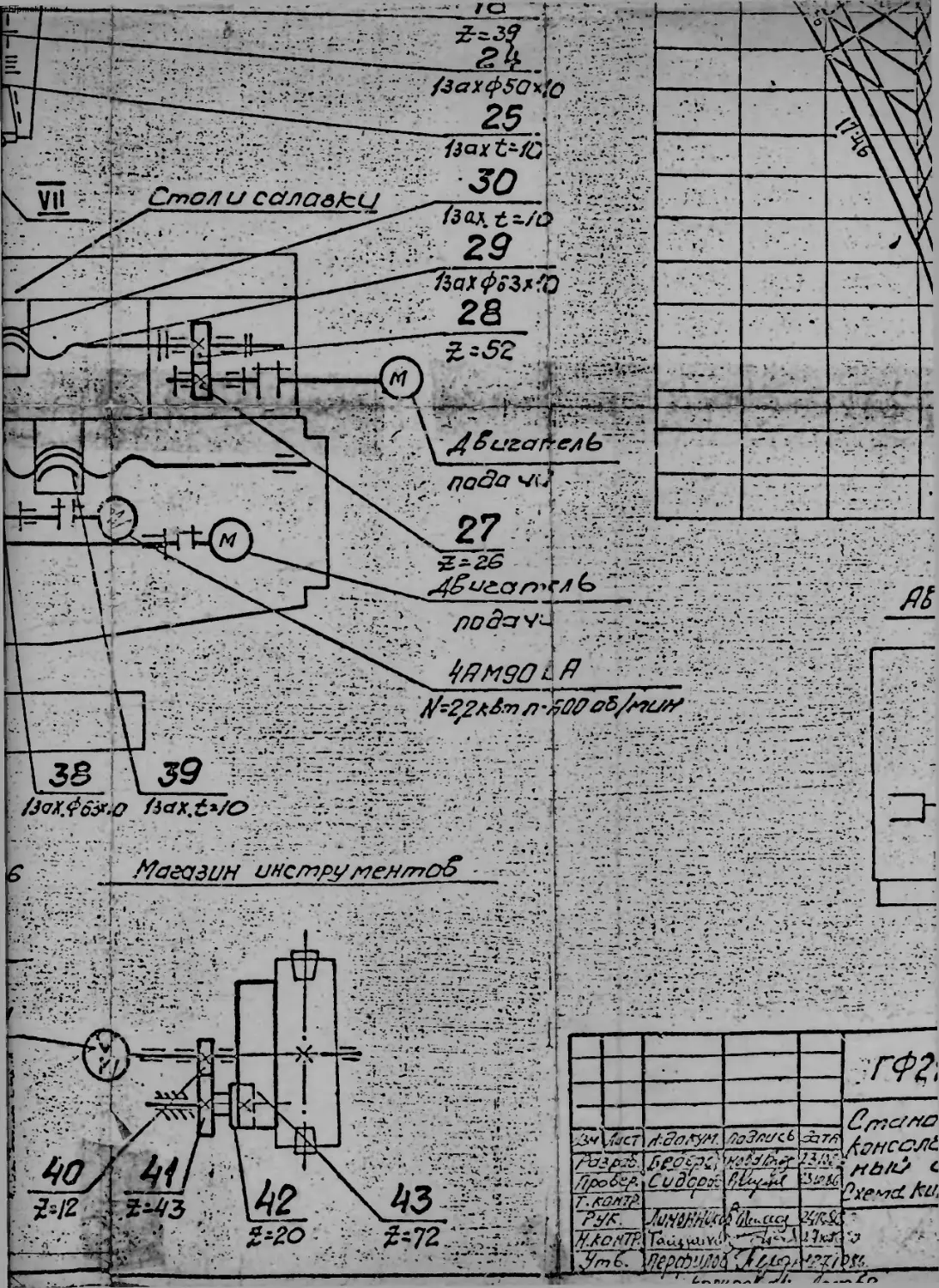
6.6. Схема кинематическая (см. приложение)
Кинематическая схема станка характеризуется наличием отдельных
кинематических групп основного й вспомогательного движений.
Шпиндельная головка имеет свой кинематический узел главного дви-
жения с отдельным приводом от асинхронного двигателя. Шпиндель имеет ~
18 различных частот вращения. Изменение частоты вращения главного
движения производится за счет переключения блоков шестерен в кинемати-
ческой группе.
Кинематические цепи подач осей Х,У,% имеют индивидуальные меха-
низмы подач от электродвигателей постоянного тока.
Кшгылагическая цепь установочного перемещения консоли имеет привод
от асинхронного электродвигателя.
В качестве датчиков обратной связи в станке используются резольверы,
встроенные в электродвигатели подач. Передаточное отношениэ от вала
электродвигателя к резольверу 1:2,5.
CO
Cl
о
CO
<O
C3
7.1. Устройство.
Перемещение кара тки автооператора, вращение инструментального
магазина, перемещение захватов, а также ориентации шпинделя, отжлм
инструмента и первключение блоков шестерен в коробке скоростей осу-
ществляется при помощи гидропривода. ' ,
Станция гидропривода представляет собой бак ёмкостью 63 л., на
котором смонтированы: насосная установка, система охлаждения масла,
контрольао-регулирующая аппаратура и система фильтрации масла (подроб- ;
ное описание станции гидропривода приведено в прилагаемом руководстве
по эксплуатации). - ' ’
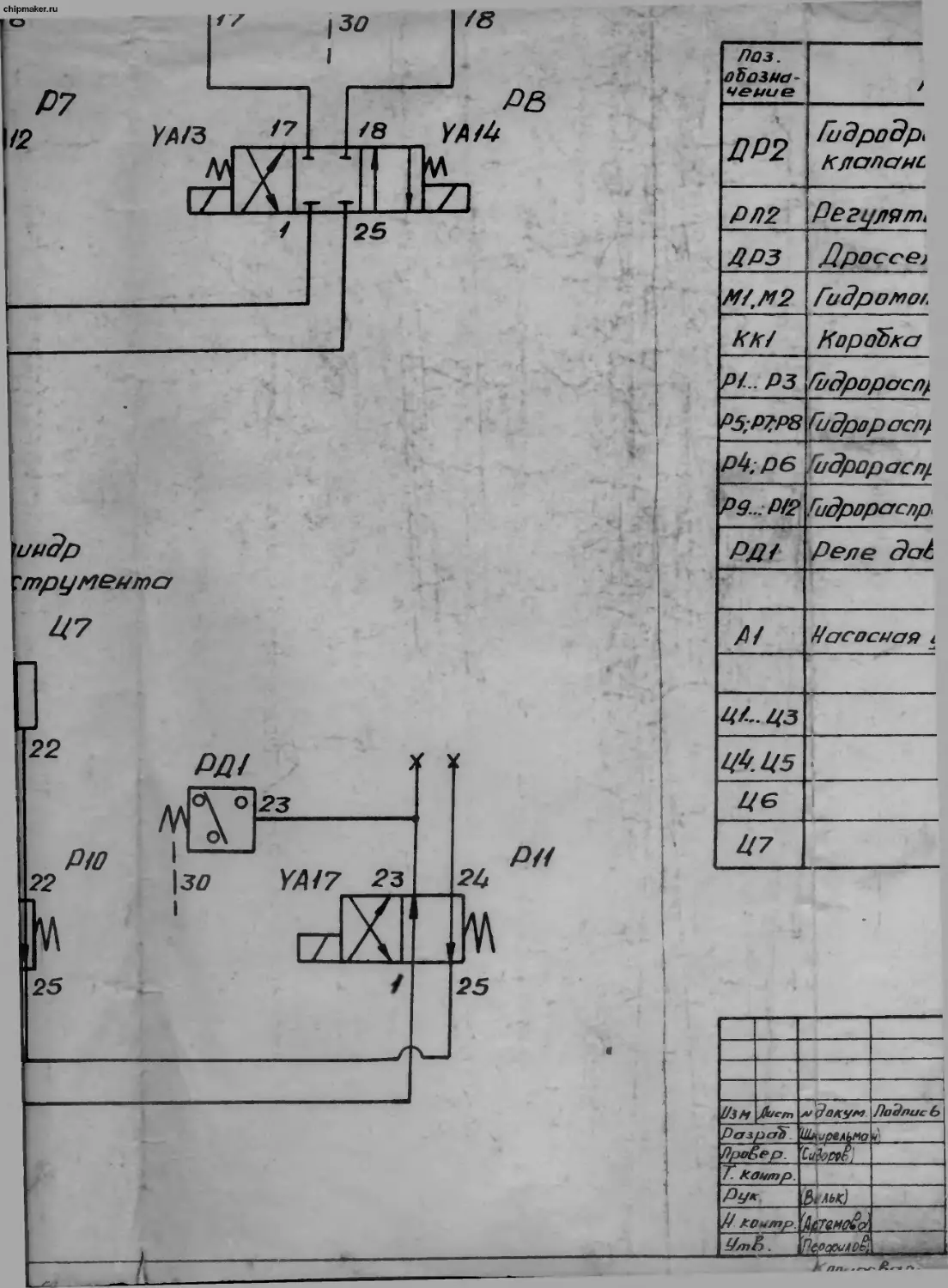
7.2. Описание работы (см. схему принципиальную гидравлическую
6TI3MM-I.00.00QT3) ’ '
•* . .
Масло от станции Ю-гргя&-{ поступает к гвдрораспре делите лям.
При включении электромагнита Y4 7 гидрораспределителя Р4 происход/т
быстрое вращение магазина по часовой стрэлке, скорость регулируется
дросселя ДР2.
\ Вращение магазина против часовой стрелки осуществляется при
выключенном электромагните Y47, скорость регулируется другим махоЬичам 4 >
ДР'д Перемещение каретки быстро к шпинделю происходит при вклпочен-
ном электромагните Y4 8 гвдрораспрсделителя Р5, замедление каретки осу-
ществляется пои включении электромагнита Y/I/С? парораспределителя Р6,
скорость перемещения при замедлении каретки ретушируется дросселем ДРЗ.
Перемещение каретки быстро от ununipejiH происходит при включенном
электромагните Y4g* гидрораспределителя Р5, замедление скорости каретки
осуществляется при включении электромагнита Уда гидрораспределителя Рб.
При включенном электромагните Y4II парораспределителя Р7 проис-
ходит перемещение левого захвата вверх, а перемещение захвата вниз
осуществляется при включенном электромагните Уда,
Перемещение правого захвата вверх осуществляется при помощи гидро-
I I цилиндра Ц 5 йри включенном электромагните У/4 М гидрорас пре делителя F8,
а при включенном электромагните Y4/3 происходит перемещение захвата вниз.
^Порядок включения электромагнитов гидрораспределителей Р1,Р2,РЗ пред-
& назначенных для управления гидро^шшдралг III,Ц2,ЦЗ см. таблицу чертежа
6TI3WT4-1.00.00013,
чЧ При включенном электромагните УИо гидрораелределителя Р9 проис-
"ходит ориентация шпинделя.
Отхпгт инструтлэнта осуществляется при включенном электромагните
16 гидрораспределителя РЮ.
t -
G
£
Ci
z7
ГФ2171С5.0С0.000Ро
Изи
Лист
Xs до>ли.
Подпись
chipmaker 1
Инв. X; подл. | Подписки нив. № Инв.Мдубл. Подпись и дат£ Форма 5а ГОСТ 2.106-G8
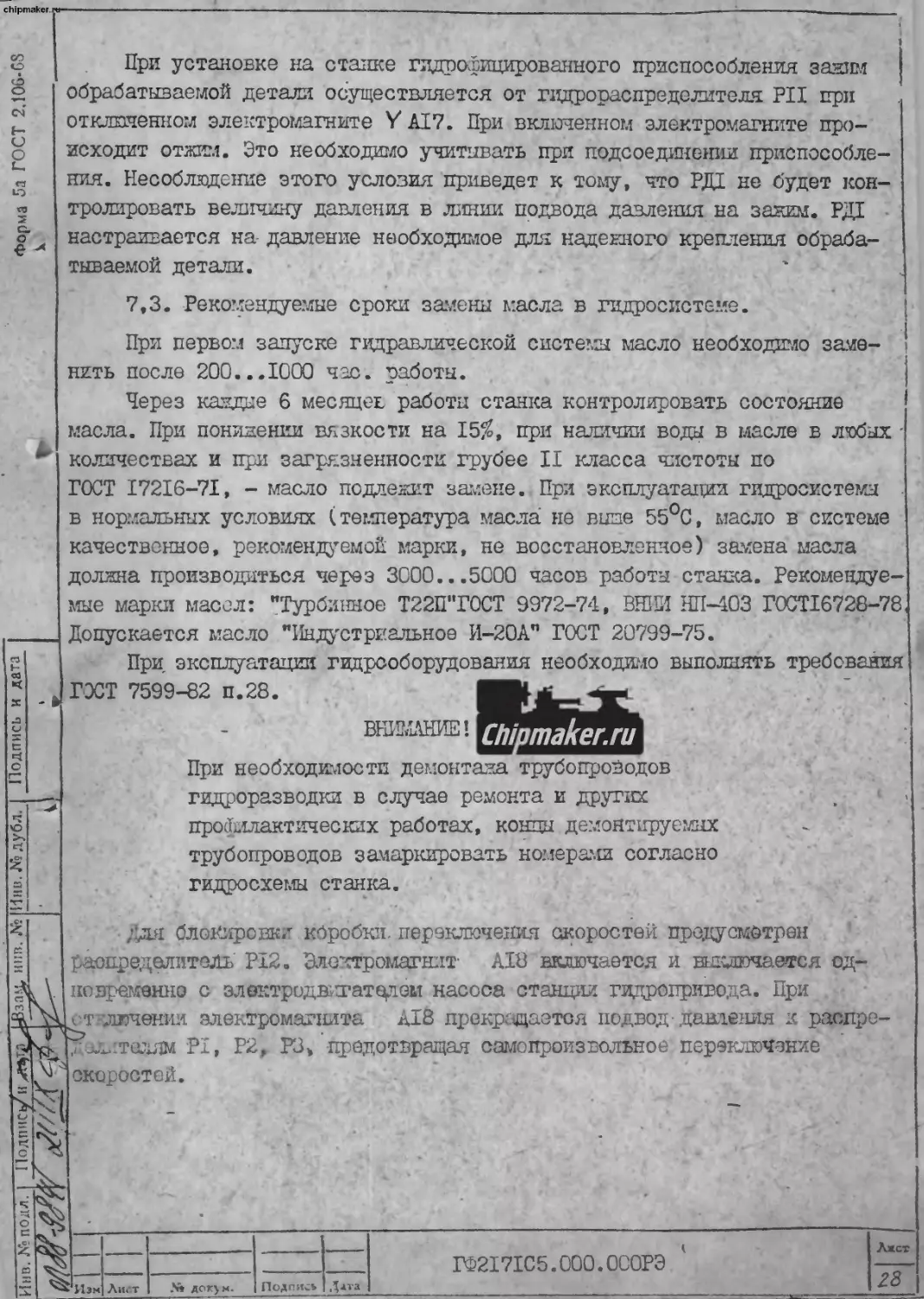
При установке на станке гидрофлцированного приспособления зажим
обрабатываемой детали осуществляется от гидрораспределителя PII при
отключенном электромагните Y А17. При включенном электромагните про-
исходит отжим. Это необходимо учитывать при подсоединении приспособле-
ния. Несоблюдение этого условия приведет к тому, что РИТ не будет кон-
тролировать вел!гчину давления в линии подвода давления на зажим. РД1
настраивается на- давление необходимое для надежного крепления обраба-
тываемой детали.
7,3. Рекомендуемые сроки замены масла в гидросистеме.
При первом запуске пздравлической системы масло необходимо заме-
нить после 203...1000 час. работы.
Через каждые 6 месяцев работы станка контролировать состояние
масла. При понижении вязкости на 15%, при наличии воды в масле в любых
количествах и при загрязненности грубее II класса чистоты по
ГОСТ I72I6-7I, - масло подлежит замене. При эксплуатации гидросистемы
в нормальных условиях (температура масла не виде 55°С, масло в системе
качественное, рекомендуемой марки, не восстановленное) за-лена масла
должна производиться через ЗС00...5000 часов работы станка. Рекомендуе-
мые марки масел: "Турбинное Т221ГТ0СТ 9372-74, ЙВД НП-403 IWfI6726-78,
Допускается масло "Индустриальное И-20А" ГОСТ 20799-75.
При эксплуатации гидрсоборудования необходимо выполнять требования
ГОСТ 7599-82 п.28.
ВНИМАНИЕ!
CMomaker.ru
При необходимости демонтажа трубопроводов
гидроразводки в случае ремонта и других
профилактических работах, конец демонтируемых
трубопроводов замаркировать номерами согласно
гидросхемы станка.
для блокировки кбробкп. переключения скоростей предусмотрен
распределитель PI2. Клетгро1лагн_1Т- AI8 включается и исключается од-
новременно с эликтридв татцлэм насоса станци;: гидршфивода. Кри
, < т сличении электромагнита д!8 прекращается подвод давления к раелре-
д.зл. толям PI, Р2, РЗ, предотвращая самопроизвольное пзреюпочэние
скоростей.
ГФ2171С5.000.0О0РЭ
Лхст
~гз
Иэм
Лист
№ док}м.
Подпись
Дата
chipmaker.w-
ci
IIIIIKIII!
р
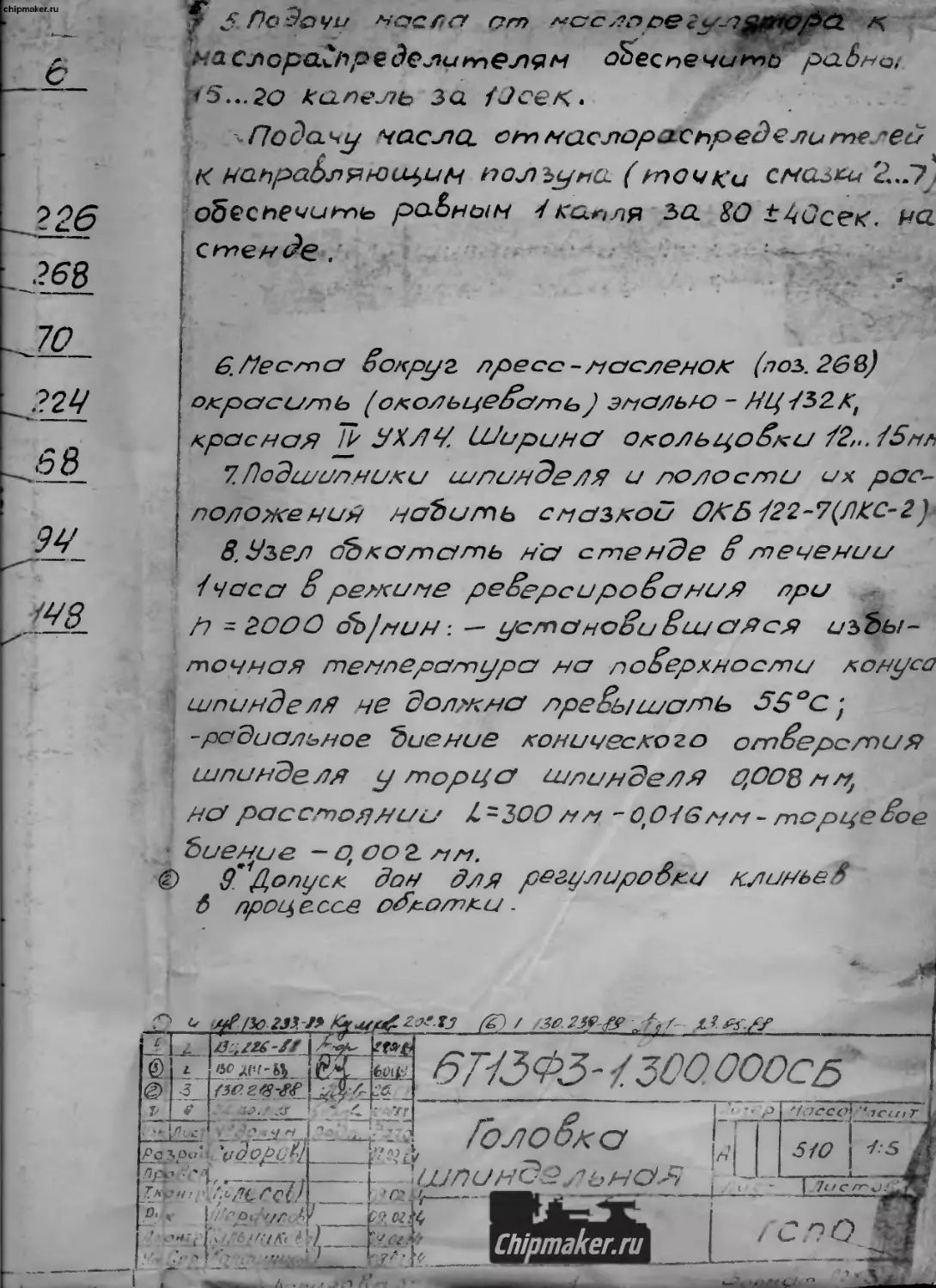
8. СМАЗОЧНАЯ сметал.
*
Смазка станка обеспечивается следующими системами:
- централизованная система смазки зубчатых колес, подлипниг?св
коробки скоростей и механизмов шпиндельной головки;
- периодическая (циркуляционная) система смазки направляющих кон-
соли, стола, салазок и механизмов подач*
Схема смазки приведена на рис.9,8. В таблице 7 и "Карте смазки"
указаны точки смазки, перечень и назначение элементов системы смазки •
и даны указания по периодичности смены смазке*
8.Г. Описание работы.
Система смазки 'привода главного движения включает в себя резерву-
ар, расположенный в станине, фильтр 2 и плунжерный насос I. Насос
работает от эксцентрика, смонтированного на валу коробки скоростей
и обеспечивает подачу масла для смазки коробки скоростей и через
маслораспределитель 5 на смазку редуктора шпиндельной головки и напра-
вляющих ползуна.
Контроль уровня масла в резервуаре осуществляется визуально при
помощи маслоуказателя 7(2).
Система саазки направляющих консоли, стола, салазок и механизмов
подач включает в себя резервуар, расположенный в консоли, насос смазки 3
аильтр 8, маслораспределитель 4 с регуляторами подач масла к точкам
смазки.
Наличие масла в резервуаре проверяется по маслоуказателю 7(3).
Подвод масла к точкам смазки обеспечивается автоматически импульс-
ным включением насоса стлазки 3(на £...8 сек.) при включении стаяка(гидро
станции) ц далее через каждый час работы станка, а также при включении
электродвигателя подъема стола, спустя /Смит от предыдущего Спящеепыя
пасоссг с гЯ03/Г£/ ' __ -
Смазка подшипников шпинделя, передачи Винт-гайка качения
перемещения стола, подшипника опоры винта поперечного перемещения
стола производится шприцем через пресс-масленки.
8.2. Указание по эксплуатации системы смазки. ‘ ..
Перед первоначально.! пуском станка необходимо:
а) заполнить масляные резервуары в станине и консоли маслом
Индустриальное 30" до уровня рисок маслоуказ ат елей;
б) смазать с помощью шприца через пресс-масленки подшипники тпггздач?
поуттгишиш. споры ходового винте, поперечного перемещения стола и черодачу
"Винт-гайка качения" продольного перемещения консистентной смазкой
марки, указанной в "Карте смазки"
в) предварительно, вручную, с помощью масленки, смазать все направ-
' ляющле ыааиййым маслом "Индустриальное 40".
7
Т-
гэ
1Ф2171С5.000.000РЭ
•Г. эм
Лист
Подпись
chipmaker.ru
Под1иГс^< Лад 1Дза^. кнв. Л? Инв. Л?дубл. (Ьипииь и лата Форк:а 5а ГОСТ 2.106-68
г
После пуска станка масло должно показатъ ся. в маслоуказателях
контроля работы насосов; поз.7(1); 7(4) к в прозрачных трубках масло-
разводки.
Как при первоначальном пуске, так и во время эксплуатации станка,
необходимо постоянно следить по указателям работы насосов за подачей
масла в систему смазки. \
• 1 • -
ВПШАНИЕ!
В СЛУЧАЕ ПРЕКРАЩЕНИЯ ПОДАЧИ СМАЗКИ В
МаСЛОУКАЗАТЕЛЯХ КОНТРОЛЯ, РАБОТА НА
СТА1КЕ НЕ ДОПУСТИЛА
В этом случае необходимо проверить исправность насосов я устра-
нить неисправность в системе смазки.
При обильном поступления масла к точкам смазки стола, консоли,
салазки отревут [ровать подачу‘масла регуляторами маслораспределитсля 4,
установленного под задней крыпкпй с правой стсрони консоли.
• Перечень возможных пару пений приеден в таблице 8.
ВЯЛУ1АШ1Е ! '
РШТПТиЗКУ ПРО/ОЛГИТЕЛЬНОСТЛ ВКЛЗЧППЛ НАСОСА СМАЗКИ НАПРАВЛЯЮ-
ЩИХ СТОЛА, САЛАЗОК КОНСОЛИ ПРОИЗВОДИТЬ ПО "ШСТРУКЦКЛ ПО ПРОВЕРКЕ
И НАЛАДКЕ" P22I7IC5.ООО.000-06 РОЗ СТР. 37.
ПОСЛЕ ДЖГГЕЛЬНОГО ОТКЛЮЧЕНИЯ СТАНКА ПРОИЗВОДИТЬ ПРОКАЧКУ СИСТЕМ
СМАЗКИ НАДАТИШ И УДЕРДАЫПГЛ ТУМС/ЩМ „СНаЪКа" ДО ПОЯВЛЕН.Н
МАСЛА ЕА НАПРАВЛЯЮЩИХ СТОЛА,
ВНЕШНИЕ!
ПЕРЕД ШОКОМ СТАНКА-В ЭКСПЛУАТА Д1Ю УЕЖЕГЬСЯ В ПОДАЧЕ С?.1А2К-^
НА НАПРАВЛЯВгхЕ ПОЛЗУНА И ДАЛЕЕ 11ЕР1ЮД1Т1ЕСК11 КОНТРОЛИРОВАТЬ
П0СТУ1Ъ1ЕНИЕ ЛАСЛа НА НАПР/ПШНичУЕ ПОЛЗУНА. СШ&КА 1-1АПРАШЫКЩИХ
" ПОЛЗУНА ОСУЩЕСТВЛЯЕТСЯ ТОЛЫЮ ПРИ ВКЛЫЕННОЯ ЮВДЕЛЕ.
Л» докам. Подпись Дата
Г&2171С5.000.000РЭ
Лист
15
К То'кПОп I ч-
А-4
chipmaker.ru
Q
8.3. Перечень основных элементов смазочной системы.
Таблица ’/
поз:щки:
по схеме
рис.9<$
I
2.
3.- „
Обозначение
Наименование
Назначение
6Р82.Э1.10.200
Плунжерный насос
для смазки коробки
скоростей и шпиндель-
ной
головки
6P82.I0.100
Фильтр сетчатый
Насос смазки
ВГ II-IIA
смазки направляю-
и приводов подач
5
6P82.*Z229
7(1)..
7(5)
8.
12(1).
12(2)
щих
стола и салазки
Маслораспределителъ
7ДА-734
Маслораспределителъ Для подачи масла к
оригинальной коне- I поправляющим ползуна
трукщга и салазок
Маслоуказатели
I-A20 МН176-63
Фильтр ДА-748 , I
Сливные отверстия
JitlllU
Прдпил
Дата
Маолораспре де ли гель
1Ф2171С5.0ЭС.ОСОРЭ
Инв. Хс подл. Подпись^ дата71^зачМип- X? Инн. Xj дуб/. 1 Под пи ь н дата
/__________________________________________________d_________<.....
Форма 5а ГОСТ 2.106*68
L
chipmaker.ru
11зм| Лист I № докуч
КАРТА газки
станка фрезерного консольного вертикального с ЧТО" и АСИ
модели R2I7IC5
точек . Объект смазки
по
схеме .
•СмаэочииЕ !:зтс-:
.риал (нанмало-
•воине,марка :
:.£ стандарта :
. или ТУ
Способ
сглаз кд
ЛерПОД’.ПП'осТЬ
‘ смазки
• Расход смззоч-
: кого глатсриала,
за установлен-
: ный материал
9(1)
2 : 3
Подашшики шпинделя ’ ОКБ 122-7
Елкццельяэй 'элгъкп 1 Т."'
6
9(2) Гагкн пере ли "В:пгж- ц.иТГ -г-201
П '13 КГ’Д JLi”l ного поре- “н .л стола Г00Т3237-74
9<3) Пс'"лп1../’л ход гою вин- та поперечного пррД'С- щеннл СТОЛи. То же
10 Заляг масла в резер- г.Ъ^ло Й-й А
вуар консоли Г0СТ20799-75
Лресс-маз- лслка 1.3 ЦО Г00ТТ9053-74 I раз в месяц •
То -те I раз в месщ
И нн М f ~1 СЗ г-, 4J ь; О тд о ► ’ 1-3 тг о :. ы Р а J СО 1 02 го м С1 • и СО О » • 1 -<? .2» СП I рзз в месяц Перпн‘1 р i3 через 15 дне”,второ., раз через 30 днеГ, •далее чэраз каж- дые 3 месяца V - 14 кг
llini. X: пол.1
1 11,41b’. / и
В ;t'i. инн. № I itilt. № ,iv6.i
I lo.iimci, ц д 11 л
ГШ71С5.000.000РЗ
3
о
я
X
4
л
I : 2 3 4 :
II. Залив гасла в резервуар Удсло И-^ОА
- Г0СТ20799-75
станины
♦ 14. Подшипники и шестерни ft
• редуктора привода пиши-
• деля
15. Направляющие ползуна
шпиндельной головки
16. Шестерни коробки ско- Масло И-^ОА
Г0СТ20799-75
ростеи
17. Червяк червячной пе- То же
редачи в консоли » •
18,20 Подшипники червячного
•вала в консоли
19 Передний подшипник •
вала эл.двигателя
21 От насоса к масло- ’1
«распределителю и
22 Подшииншш вертш^альвс— f
е го винта и,
Н орма 5а ГОСТ 2.106-68
chipmaker.ru
V
Продолжение
4 ' : 5 : 6
« • • ’ ’ » . • Автоматичес- ки То же * Первый раз через 15 дней.второй раз через 30 дней.далее через каждые 3 ме- сяца Непрерывная подача масла Периодическая V= 20 кг t ч
То же ( I капля в 1-2 мин) 'Постоянная подача ч
То же масла I Периодическая по- •
• • чача масла г
—,f — То же 11 В же 1 \
п «ж «м _1|_ ♦ 5 _ н_
Инв. № подл. ___________ _____
Подпись
Взам.инв.№ Инв. Леду л. Подпись и дата
s
о
X
о
□
X
ГО
о
2
3
23 Редуктор поперечной подачи , Шсло И-WA ГОСТ20799-75
24 « Вертикальные направля- ющие п «м м
.25 Подпсппигки винта про- дольного перемещения стола II *
26 27 Верхние направляю :ще сйазок Никние направляющие —и — Ч Г л* <* *
28 салазок К направляйда сала-
29 30 зрк и консоли Подлинники' редуктора продольного перемеще- ния стола Планки салазок Кисло И-^ОА
• / • ГОСТ 20799-85 *
Форма 5а ГОСТ 2.106-68
——V-------------------i---------------
Продолжение
’4 7 5 7 е>" ”
chipmaker.ru
Автомата- Периодическая подача
часки маата
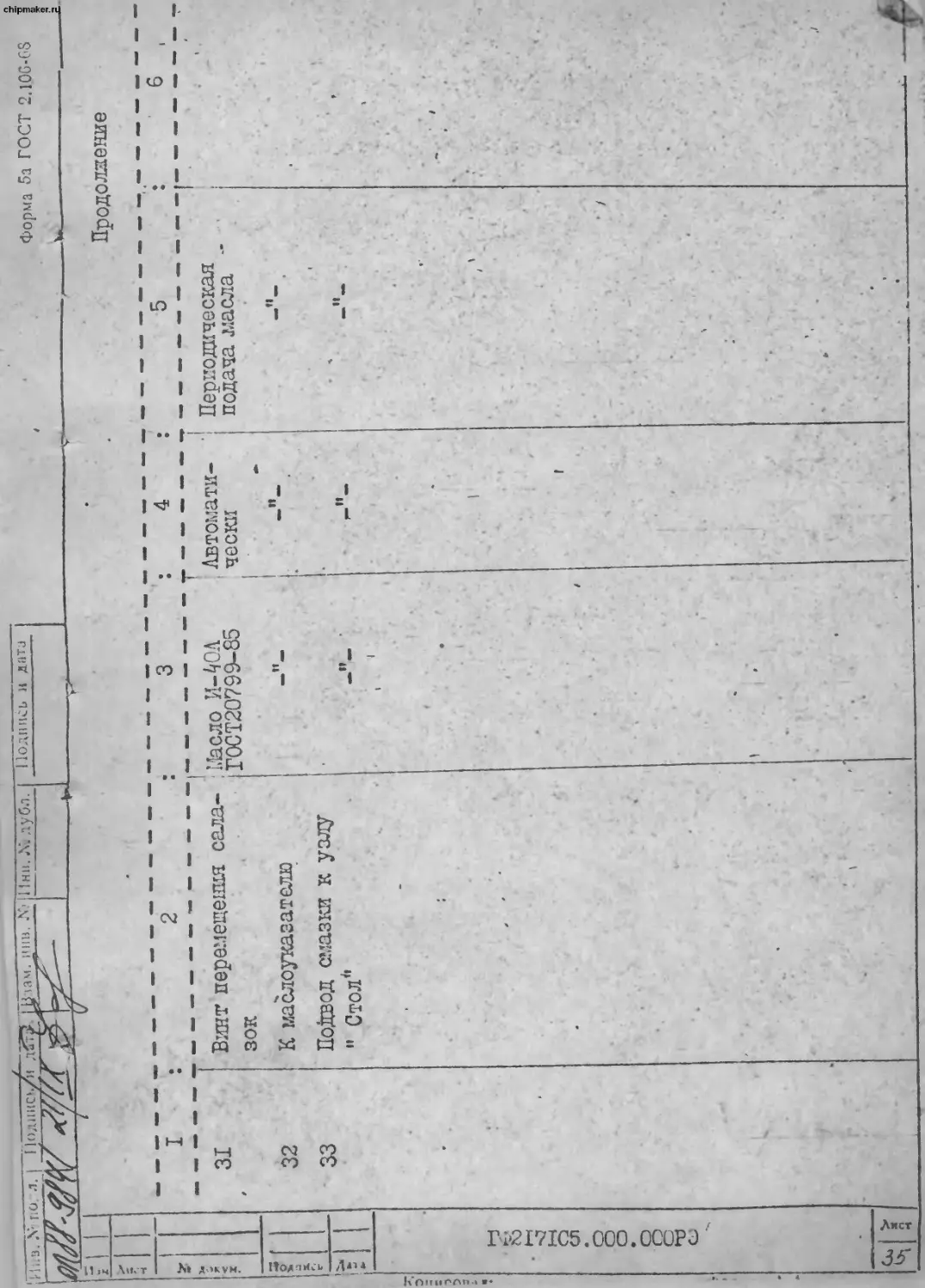
г < X I 2 : 3 31 Винт перемещения сала- зок
rt»V | ч.'иьлн! 1 —- » 32 К маслоуказателю 33 Подвод смазки к узлу " Стол6
т « - •« • « VUUUнiiU 1| 1 ГФ2171С5.ООО.ОСОРЭ ' ' • . 1 • • / < . ‘ . i • • ♦
t Форма 5a ГОСТ 2.10G-6S
•_—. t — ---- --
Продолжение
ipmaker.rq
'1 4 : 5 : 6 ,
". T Автомати- чески Периодическая подача .масла * —,l — t
1 < • ч И ши» \ 1 1 • 1 ... > * • 1 • ’ • . **
r 1 ♦ * • < .
• / •
f * * • . • ' ' • ч 1
• ' 1 r * * * , >
Рис. 8. Схема смазки станка.
ten, VjCT.y°dcXiJ/lA^nuCb
Ь'ГЧР) . f ЛаДл х
г arg
Г&ял/Сб. <,С0. СООРЭ
chipmaker ru
CO
О
О
о
CM
о
о
Г -
•S
сз
С.
о
е
< . 9. ПОРЯДОК УСТАНОВКИ
9.1. Хранение к распаковка
К месту назначения станок транспортируется упакованныгл в ящик,
категория упаковки КУ-4.
При транспортировании автотранспортом со ставка демонтируются
и упаковываются отдельно:редактор перемещения шпиндельной головки;
электромонтажные короба,электродвигатели с редуктора перемещения
шпиндельной головки и редуктора перемещения стола.
Устройство ЧПУ и станция управления должны храниться в сухом
застои помещении при температуре от + 5° до 45°С с относительной
влажностью не более 80%?В помещении-не должно быть пыли, газов и.
Изм
паров,вызывающих загрязнение и коррозию во время хранения.
Категория условий хранения: 3 по ГОСТ 15150-69..
Гарантийный срок защиты боз.переконсервации - 36 месяцев.
Не допустсаетия хранение станка в упакованном виде свыше срока
защиты без переконсервации. t
После переконсервации станок должен храниться в сухом закрытом
помещении.
При распаковке следует следить за тем,чтобы не повредить детали
станка распаковочным инструментом,проверить комплектность станка
и наличие всех поставляемых принадлежностей по упаковочному листу.
При распаковке станка сначала снять верхним щит упаковочного *•
ящика,а затем боковые.
Транспортирование распакованного станка и демонтирует шх при упа-
ковке узлов производить согласно эскизам,приведенным на рис.10.
При транспортировании распакованного станка' не/бходи^э следить
за сохранностью отдельных выступающих частей,в особенности электро-
двигателей. * .>
Для этого под пенковый 0 65 мм по ГОСТ 483-75 канат необходимо
подлость подкладки.: деревянные и мягкие.
При транспортировали!! станка салазки должны быть придвинуты
к станине,консоль опущена,стел в среднем положении.
При опускании на фундамент станок не должен подвергаться сильны
>толчкам.
9.3. Расконсервации.
Перед установкой станок необходимо тщательно очистить от анти-
коррозийных покрытий,нанесенных на открытые,а также закрытие ко-
пулами сбоаботзнпые поверхности ставка.Счистка сначала производится
деревянной лопаточкой,а оставшаяся смазка с xiapyanux поверхностей
удаляэтся чистили салфеткамиесмпчен1пь’.ш бензином £-70 .ГОСТ I0I&-72.
Гч?2171С5. ООО. О J0P3
Лжст
Лихт
М до кум.
Подлись
Дата
Копире?',л;
Фопичт А-Л.
chipmaker.ru
• Очищенные поверхности во избежание коррозии покрыть тонким
слоем масла Индустриальное И-^UA" ГОСТ 20799-75.
После расконсервацш! станок, принадлежности и запасные части
хранить в отапливаемом помещении.
9.4. Монтаж и установка.
Для достижения спокойной и точной работы станок должен уста-
навливаться на бетонный фундамент согласно монтажного чертежа
К>2171С5.000.СС0:.П (см.приложение).
Глубина заложения фундамента определяется условияглл грунта.При
проектировании фундамента станка необходимо предусмотреть приямок
для слива охлаждающей жидкости из основания станины.
Станок на фундаменте устанавливается на 4-х выверочных винтах
иди стальных клиньях.фундаментные болты и крышка для покрытия
приямка изготовляются потребителем станка согласно схеме установки.
При поставке станса с демонтированной шпиндельной головкой
необходимо выполнить следующие работы:
I. Установить шпиндельную головку на горловину станины станка
с помощью транспортировочных цапф (см. схему транспортирования) и
ьагтрепить ее шестью болтами.
2. Произвести работы по монтажу электро-и гцдроко?лмуникаций
и подключению станка к электросети чСм.п.Р. 7. ).
3. Не устанавливая инструменталы их оправок в гатазин включить
станок и произвести ориентацию шпинделя в цикле ручной смены инстру-
мента.
Чтобы убедиться в налтгши ориентации,необходило снять крышку
поз.37 (см. черт.6Т13.,П4.32?.СС0СБ) при этом флажок поз.32 должен
находиться в пазу конечного выключателя поз.27) расположенного на
^лакце поз. I •
4. Проконтролировать фактическую ориентацию шпинделя по расноло-
(ппонок).Сухари шпинделя должны оыть перпенд:п7-
нению его сухаре
лярны НаправляЮ'Щшл станины (или задним направляющил ползуна),допуска-
емое отклонение 0,3 мм.
5. В случае если сухари шпинделя установились не перпенджкуляр-
но указанным направляющим необходимо: '
5.1. Предварительно зацепив для подстраховки шпиндельную голов-
ку трапсдортировоч1гыми стропамж вывернуть болты крепла! ил шпиндельной
головки к станине но белее чем на 15 мм.
5.2.-Выдвинуть шпиндельную головку из посадочного отверстия
в станине до вывода конических шестерен из зацепления (определяется
свободным вращением шпинделя).
МЧС
39
Подпись
chipmaker.ru
U.<h. Ле подл. Т~Г1одпи'с|/|ГI Взам. инв. Л: Инв. X' дубЛ. Подпись и дата <$, 5я гост 2.106-68
5.3. Установить сухари шпинделя перпендикулярно направляющим
и вновь ввести шестерни в зацепление,стараясь не сбить установку
сухарей шпинделя.
G. Если при устииювленно! и закрепленной шпиндельной головке,
шпонки шпинделя все же сместились от установленного положения
(что может произойти ввиду нечетности числа зуоьев у конических
шестерен)необходимо вновь вывести шестерни из зацепления и повер-
нуть шпиндель на 18и°.
7. При правильной ориентации шпинделя шпиндельную головку
закрепить и установить фиксирующие штифты.
9.5. Требования безопасности при монтажных и ремонтных работах.
При транспортировании упакованного станка канаты следует рас-
полагать в соответствии с обозначением мест строчки на упаковочном ’
ящике.Канат Дол>он оыть выбран с учетом мабсы брутто.
При установке станок,станция управления и устройство ЧПУ долины
быть надежно закреплены и подключены к общая системе заземления.Пе-
риодически (не реке I раза в месяц) необходимо контролировать исправ-
ность цепей заземления станка; Сопротивление цепей заземления не
должно превышать 0,1 Ом.
При подготовке станка к пуску и последующей его эксплуатации
необходимо строго выполнять ".Травила технической эксплуатации электро-
установок потребителем","Правила техники безопасности при эксплуата-
ции электроустановок потребителем",а также "Правила технической
эксплуатации станков с устройством ЧПУ,разработанные СЖЮ.
При выполнении технических осмотров .профилактических и ремонт-
ных работ,связанных со снятием кожухов,крылек»ограндений к т.п.,
за которыми располагаются движущие элементы,станок должен быть
отключен от сети перекпочателем ввода.
Запрещается работать на станке со снятыми крышками клеммных
коробок электроаппаратуры.
Демонтаж уз нов "Ьпиндельная головка"., ‘.'Стол-салазки", "Консоль",
."Станция управления","Устройс ъо ЧПУ" и др. производить с помощью
рым-болтов или цапф,которые должиы устанавливаться в специально
предусмотренные для этого в корпусных деталях резьбовые отверстия.
ВНИМАНИЕ!
ПОСЛЕ ЫОЕТАЕА УЗЛОВ ЕН-’Л-хЮшТН НЕОВЗхОДС.Ю CHilTb. • ‘
РАБОТх! НА СТАНКЕ С УС1?Л0ВЛЕННИМ НА ^ЛЫТРЭДБИ-
\
Гз2£71С5.иСО.СООРЭ
По пись
9.6. Точность работы станка зависит от правильности его
установки.
Тонкость установки как в продольном,так и в поперечном направ-
лениях определяется уровнем.Отклонение не должно превышать
0,04/1000 в обоих направлениях,-
. После установки станка на фундаменте устанавливают около
станка гидростанцию,устройство ЧПУ и электролкаф согласно чертежа
1^217105.000.000МЧ.1тщростанцихЭ рекомендуется установить на прос-
тавке толщиной 15...20 мм.
В^ЩАП^Е !
ПЕРЕД ПУСКОМ СТАНКА НЕОБХОДИМО дЕМОН'ДТОВАТЬ
1<Р011111ТЕ.Й{,УЛЕР1й1Б;йХИ11 АВТООПЕРАТОР ВО ВРЕМЯ
ТРАНСПОРТИРОВАНИЯ СТАНКА.
9.7. Подготовка к первоначальному пуску и первоначальный
пуск.
После монтажа станка производится осмотр станка и з«лив маета
ео все резервуары системы ейа’зки.
В станцию гидропривода залить чистое фильтрованное масло (раз-
меры частиц не белее 0,08 мм) марки Т22 ГОСТ 32-74.
Заземлить станок подключением к общей цеховой системе зазалле-
НЕЯ.
Подключить станок к электросети,проверив соответствие нанряне-
ния еетя й электрооборудования станка.Перед включением напряжен яя
питающей сети все переключатели,имеющие фиксированное положение
”0", деляны быть установлены в это положение;
Ознакомиться с кинематикой,конструкцией отдельных узлов и ‘
технической характеристикой станка.
Изучить управление станком,хорошо усвоить назначение и поря-
док пользования opiaHa.ni управлении (см.рис.4,5,6),проверить в
ручном решило работу всех механизмов, станка.
Выполнить указания,изложенные в разделах ’’Смазочная система" и
"Электрооборудование",относящиеся к пуску.
Для более тщательного ознакомления со станком обкатать его
на холостом ходу,проверить работу органов управления,опробовать
•переключение скоростей шпинделя,работу системы смазки по масло-
уь^зате.1я?л.
chipmaker.ru
СО
<ь
о
сч
О
ВНИМАНИЕ !
ПРИ ОТСУТСТВИИ МАСЛА В МлСЛОУКАЗАТЕЛЯХ
РАБОТА НА СТАЛЛЕ .НЕ ДОПУСКАЕТСЯ
9.8. Настройка,наладка л режим работы.
После ознакомления с ерганами управления можно произвести ‘
настройку и наладку станка.
На станке возможны следующие режимы работы:
- реким наладочных расот (режим ручного управления);
- режим автоматический.
В наладочном режиме управления станком (включение шпинделя,"
выбор частоты вращения его,управление продольным,поперечным и вер-
тикальным перемещением исполнительных органов станка) возможно
как от устройства ЧПУ,так и от дублирующих тумблеров на пульте
управления.
В наладочном режиме возможно установочное перемещение консоли.
Управление станком в автоматическом режиме осуществляется по
программе,записанной на перфоленте,введенной в память устройства.
Перед началом обработки деталей на станке необходимо осущест-
вить холостой прогон станка в течение 20 минут.
Этот прогон следует выполнять с многократными перемещениями
координат в направлении “плюсу* и Минус",а также с включением
некоторых технических команд ("пуск","стоп шпинделя*' и др).
Для осуществления прогона использовать как режим ручного
управления,так и режимы от перфоленты.В последнем случае рекоменду-
ется изготовить управляющую тест-программу,определяя величину хо-
лостых перемещений в зависимости от когтэигураади приспособления,
установленного на станке,от формы и размеров детали. В.данной
тест-программе предусмотреть многократную автоматическую смену
инструмента.
В первый период станок включить на самые низкие обороты и пос-
тепенно повышать их до максимальных..
При пуске станка необходимо следить за работой смазочной сис-
темы и тщательно наблюдать за нагревом шпиндельных подшипников.
При установке стола и салазок в нулевое положение ось шпин-
деля совпадает с осью калиброванного отверстия. Эта точка прини-
мается .за начало отсчета при работе по программе.
Подпись
Длта
Chipmaker.ru
Г1>2171С5.000.0и0РЭ
Лист
42
chipmaker.ru
9.9. Регулирование
Возникающая в процессе эксплуатации станка необходимость регули-
рования отдельных узлов и элементов с целью восстановления их нормаль-
ной работы, производится следующим образом:
9.9.1. Регулирование переднего подшипника шпинделя (см.черт.
6Т13ФЗ-1.300.000СБ),
При налшпш радиального биения шпинделя необходимо произвести
лодтятхку лодш;шника поз. 148 следующий.! образом:
а) снять фланец 67;
б) снять полукольца 313;
в) отвернуть пробку 224 и расконтрить гайку 68, стягивающую
низнюю опору шпинделя;
г) подтянуть подшипник поворотом галки, при этом проверить
радиальное биение шпинделя;
д) замерить в 4-х местах через/размер “Н";
е) подшлифовать полукольца 313;
z) в обратном порядке все поставить на место.
9.9.2. Регулирование осевого натяга в передачах винт-гайка качения
Передачи винт-гайка качения отрегулированы в соответствии с
о
с
О
С
0СТ2 P3I-5-84, т. е. момент холостого хода передач не более 1,95 Ем.
Устранение люфта в передаче винт-гайка качения производить
следующим образом: (см. рис.11)
• - переместить корпус I с гайками 2 и 3 на нерезьбовую часть винта
с диаметром, равным внутреннему Диаметру сн^ц.резьбы, а при её отсутст
вид на технологическую втулку, установленную на посадочную шейку
винта 4;
- вывести гайки 2 и 3 из зацепления с корпусом I на ветчину
несколько большую ширины зубчатых венцов газк;
- поворотом -обоих гае.^в одну сторону на нучгсв число зубьев
выбирается люфт.
При повороте обеих гаек в одну сторону \а I зуб люфт уменьша-
ется па 0.0099 мм.
- ввести гайки 2 и 3 в зацецлениэ с корпусом I л навернуть на
резьбовую часть ходового винта; "
- проверпгь момент холостого хода.
Для обеспечения доступа к передаче " к. челия” переме-
щения стола с целью уггр токия * в < М&блэддмо провести
следующие работы по даиентату ( *л» пВ'Е-6 ЪЛЗ-Е.Тбб.ОХСБ);
а) демонтировать левую опору черед?”-';
•/
—------'— -----------------------------—-------—- .
-----------.----------. 1 ..Л . _ V --
chipmaker.ru
б) переместить стел станка влево, отвернуть через окно в салаз- !
ке винты поз.192 и вынуть штифты поз.235, крепящие корпус передачи
к столу; « •
в) ослабить клин и переместить стол вправо с целью обеспечения
свободного доступа к передаче;- .
Для обеспечения доступа к передаче "винт-гайка" качения перемещения
салазок необходимо: _ -
- снять салазки в сборе со столом, см. раздел 10 д.10.6;
X устранить люфт в передаче, см. п.9.9.2.
Для обеспечения доступа к передаче "винт-гайка" качения переме- • ]
щения ползуна необходимо:
- снять ползун в сборе с винтовой парой, см. раздел 10 n.IC.4.2.;
- устранить люфт в передаче, см. п.9.9.2. . .-ла-.
ВНИМАНИЕ !
В СЛУЧАЕ РАЗБОРКИ ПЕРЕДАЛИ ВИНТ-РАЧКА
КАЧЕНИЯ И ГОСВДУПШ СБОРКИ ДЕПОНТКРОВАТЬ
И МЕНЯТЬ ВКЛАДРДИ МЕСТАМИ КАТЕГОРИЧЕСКИ •
В0С1РЕДАЕТСЯ
9.9.3. Регулирование зазора в направляющих (см. рис. 12,13).
Зазор в направляющих стола и ползуна регулируется клиньями., -
Регулирование глина I производится при ослабленных гайках 2 и-
3 подтягиванием винта 4 отверткой. По^ле регулирования гайки надоз-
но затягиваются.
Зазор в направляющих салазок регулируется клином 5 при помощи
винта 6.
После регулирования зазор не долзен быть более 0,03 мм по горлам
ГО2171С5.000.000РЭ
*
chipmaker, u
oi
о
io
колесах необходимо:
3 не снимать);
в целях обеспечения
Лист
9.9.4. Устранение бокового зазора в зубчатых колесах редук-
тора перемещения стола по оси У (см.рис.14).
Жя устранения бокового зазора в зубчатых
а) отвернуть винты 4 (направляющие штифты'
б) снять полукольца 2;
в) подшлпфовать полукольца 2 в размер ”Н"
бокового зазора в зацеплении не более 0,0С8 глл;
г) в обратном порядке поставить все на место.
После регулирования зацепления работа зубчатый передач должна
быть плавной,без заеданий.
При правильном регулировании зацепления зона нечувствительности
при изменении направления движения стола по оси У не должна прерч-
кать 0,040 мм.
9.10. Охлаждение инструмента
Обработка чугуна при всех способах фрезерования и обработка
стали твердосплавным инструментом производится без охлаждения
режущего инструмента.
Охлаждение рекомендуется применять при работе быстрорежущими
фрезами из стали.
Подвод эмульсии непосредственно в зону резания обеспечивается
достаточной маневренностью системы подвода сопла.При ослабленной
гайке поз!9 (см. черт 6TI3-13-I.900.ОООСБ)сопло можно поворачивать
•под любым углом и устанавливать по высоте .При установке следите
за тем,чтобы сопло не попало под фрезу.
СОПЛО ДОЛИЛО БЫТЬ НАДЕЖНО аШТШЕН0,П0ПР/ЗЛНТЬ И ПЕРЕСТАВИТЬ
ЕГО Б ПРОЦЕССЕ ОБРАБОТКИ НЕ ДОПУСКАЕТСЯ.
Эмульсия из резервуара, расположенно го в основании станка, подает-
ся насосом и стекает по пазам стола,корыту стола,через отверстия в сто-
ле в канал салазок,а затем гибким шлангом отводится в основание.
Для сбора эмульсии на корыте основания имеется решетчатая крышка
Перезоэту.ле’решетку производится залив эмульсии.
СНШАТЬ КРЫШКУ НЕ РАЗРЕШАЕТСЯ Б СЕЯЭИ С БОЗМСННОСТЫ) ЗАСОРЕНИЯ
РЕЗЕРВУАРА И ПОРЧИ НАСОСА ОХШЦЕНИЯ ’
№ докун
По'пи ь
Pi?2I7IC5.000.000РЭ
Chlpmaker.ru
Л-Л
chipmakerrru~'"-,‘ ~ -т^
Рис. 10. Порядок транспортирования
ГфИИСБ. 000.000РЗ
4
Подпись
Uh'M Uni. дч&Л, np&^j^ctnn
г
*
YY7/7/77//7777777,
' Y////7///7////777777777,
оJ поперечного
стола.
*__________Цзп лист. г/°д&КЧ{1. Подпись Acima
chipmaker.ru
DO
<£>
О
о
cs
О
О
10. Ос.-бенности разборки и сборки станка
при ремонте
10.1 • Демонтаж и установка с ;индельной гол рек л ,
см,черт.6Т13^3-1.300.000СБ
Перед демонтажом шпиндельной головки со станка произвести
работы по отсоединению электро- и гидрокоммуникаций.
Предварительно застропив шпиндельную головку тросами за боковые
транспортировочные цапфы вывернуть болты, крепящие головку к корпусу
станины.
Выдвинуть головку из посадочного отверстия станины и снять ее
со станка.
Установку шпиндельной головки на станок и ориентацию шпинделя
см.раздел 9.4. *
10.2. Демонтаж и установка мех8нлем*ч крепления инструмента.
- см -черт.бТ I3MP4.370. ОСССБ
Отсоединить электро- и гидрок оммунгкации.
Отвернуть винты, крепящие корпус механизма к ползуну. Вынуть
за корпус механизм из расточек ползуна и шпинделя.
При установке механизма на'ползун следует учитывать необходи-
мость сопряжения одновременно по двум посадкам. Для этого втулка 27
сдвигается вниз до упора в бурт шомпола 24, при этом шарики о4 дол-
жны запасть в отвэрстие втулки 27. При вдвижёни» корпуса механизма
в расточку ползуна необходимо одновременно вдвигать втулку 27 в
расточку шпинделя, используя при этом отверстие выполненное в ползу-
на и закрытое заводской эмблемой.
10.3. Демонтаж редуктора переменния пел з; на,
см лэртлТХЗ ?3-1 .ЗСО .ОиОСБ
Перед демонтажом редуктора со шпиндельной головки снять электро-
двигатель подач, отсоединить арматуру смазки и подложить под ползун
упор.
Расконтрить и свинтить с винта передач^ Б ГК гайки 26 и 27.
Отвернуть винты, крепящие корпус редуктора к корпусу салазок и снять
редуктор. Причем шестерня 12 и втулка 9 должны остаться на винте пе-
редачи BIK.
1С'2171С5.000.С002Э
Изы.
Лист
№ доь у\
Пса
chipmaker.ru
Инн, Л\подл" I 110Aiiig->y^( ннд.№ Инв. № луйл. Подпись и дата. форма 5з ГОСТ 2.1OG-6S
10.4. Демонтаж шпиндед* и ползуна
см.черт.6Т13ФЗ-1.ЗОО.ОООСБ^
Демонтаж шпинделя и ползуна производить при снятой и установ-
ленной горизонтально на привалочную плоскость салазок шпиндельной
головке.
10.4.I. Демонтаж шпинделя
Перед демонтажом шпинделя снять механизм крепления инструмен-
тов и фланец 67. Легкими удара.”и через медную выколотку по хвосто-
вой части шпинделя демонтировать шпиндель в сборе с подшипниками
из посадочных отверстий ползуна.
10.4.2. Демонтаж ползуна
Chipinaker.ru
Перед демонтажем ползуна снять механизм крепления инструментов
и редуктор перемещения ползуна. '
Снять кронштейн'7 нижней опоры винта передачи В1К и вывернуть
винт для получения доступа к крепежным винтам 56 шестерни 12. Вы-
вернуть винты 56, легким постукиванием медной выколоткой сдвинуть
шестерню 12 с конических колец'54 и 55. Ввернуть винт'передачи ВГК
так, чтобы верхний торец винта и торец хээстовой части шпинделя на-
ходились в одной плоскости, ...............
Сдвинуть ползун до выхода хвостой части шпинделя из шлицевой
втулки 72. ’ *
Эастропить ползун тросом. Снять клин 65 планки 14, 33 и 87 и
демонтировать ползун.
10.5. Демонтаж стола см.черт.б'Г!. .1'0.РООСY
Сдвинуть стол влево. Снять крышку 53 снизу в левой стороне
салазки. Через открывшееся окно отвернуть винты 192 и вынуть штиф-
ты 235, крепящие корпус передачи Б1К к столу. Застропить стол тро-
сами. Освободить клин 89 и выдвинуть стол из направляющих салазок.
10.6. Демонтаж редуктора продольного перемещения стола
Перед демонтажом редуктора снять электродвигатель подач и труб-
ки смазки. Снять крышку 44, закрывающую нишу корпуса редуктора. Рас-
коптрить и ослабить гайки 63 и 64 на винте передачи ВТК. Вывернуть
винты, крепя.няе фланцы 27 и 28 к корпусу редуктора 10 и крышке II.
ГФ2171С5.ООО.00023
Лист
Изу.
Лист
№ ДО’ ум. Подпись
Дата
chipmaker, гаи
СО
еч
О
Вывернуть винты 187, вынуть штифты 237 и снять крышку II,
Застропить редуктор стропами.
Вывернуть винты 191, вынуть штифты 239; снять редуктор. Причем
на винте передачи ВТК должны остаться смонФированйце на нем детали:
шестерня 15, подшипник 14 5, гайки 63 и 64 и др.
сз
Ю
оЗ
10.7. Демонта? салазок (в сборе со столом)
см, черт. 6Т13ФЗ-1. 7Су.3 ОСОБ
Перед демонтажом салазок отсоединить элсктрс» оммуникации и
трубки смазки.
Снять телескопическую защиту направляющих консоли и крыгку 91
с переднего торца салазок. Через открывшееся окно отвернуть бсг-
ты 169, вынуть штифты 238, крепящие кронштейн с корпусом передачи
ВГК к салазке. Снять планки 37 и 87, ослабеть клин 88. Сиять салаз-
ки с направляющих консоли.
10.8. Демонтаж консоли (в сборе со столом и •ълазктти)
см.черт.6Т13ФЗ-Т.601.ОООСБ
Перед демонтажом консоли отсоединить электрокоммуникации и
трубки смазки.
Застропить консоль тросами.
Отвернуть болты 188 и вынуть штифты 257, крепятае колонку 65
к основанию. Отвернуть болты 198 и снять планку 125 крепящую дон-
соль к рапиавляюплм станины, снять консоль.
10.9. Демонтаж и vстановка -иоробхи переключения
скоростей см.черп .6Т13МФ4-1.61 .ОООСБ
Перед демонтажом сНггть крышку II, закрывающую нишу коробки
скоростей и произвести работы по отсоединению электро- и гидроком-
муникаций.
Застропить узел с помощью рым-болтов, устанавливаемых в верх-
ней части корпуса коробки.
Вывернуть крепежные винты 66, вынуть фиксирующие штифты 79 и
выдвинуть коробку из окна корпуса станины.
для установки коробки переключения скоростей на станок необхо-
димо участие 2 : человек, один из которых должен направлять коробку
в окно станины, а другой - с противоположной стороны через смотро-
\Лг м. Лист № до1 ум. Подпись
Дата
IS2I7IG5.000.000P3
| Лист
Инн. Л'. 11<'ЛЛ. I 1ltHll7‘w Ин «^"убл подпись и дата, форма 5а ГОСТ 2 10G-G8
• *.
вое окно - контролировать совпадение вилок с кольцевыми пазам.» в
блоках шестерни коробки скоростей. ' .
Для обеспечения доступа к смотровому окну необходимо демонти-
ровать механизм автоматической смены инструментов.
• — • — • «
10.10. 'Демонтаж механизма автоматической смены
инструментов см.черт, ьТ13МФ*-1.14.00ССБ
Перед монтажом механизма со станка произвести работы по отсое-
динению электро- и гидрокоммуникаций. ’
Сдвинуть автооператор 4 до упора к магазину инструментов и за-
крепить к направляющим траверсы 5 через резьбовые отверстия в верх-
ней плите автооператора.
Застропить механизм с помощью цапф, установленных на торцах
базовой плиты 9 и рым-болта установленного в верхней части корпуса
магазина инструментов.
Вывернуть крепежные винты и вынуть фиксирующие штифты, крепя-
аде механизм к корпусу станины,снять механизм.
Лист
№ докум
Пэта
Лист
ГФ2171С5.000.000РО
и, воашшЕ ншспрдЕйрсти.их пинита
и ЕЮ® УСТРАНИВ
В станке могут произойти различного рода неисправности. !,!ыогие
из них возникают из-за несоблюдения требований руководства по
эксплуатации.
В любом случае,правде чем приступить к устранению; 'неисправностей,
нуг:но ознакомиться с перечнем возможных неисправностей,а танке с
разделом 6 данного‘руководства.
' Возможные неисправности и методы их устранения
ToJ/yUCf б
Неисправность : Признаки : Вероятная ирз^чш-а : Метод устранения
Нарушение ра- Гасло не пос- Засорились фильт-
боты системы тупает в мае- ры 2,8
смазки станке- лоуказатели ' Не работают насосы
Промыть фильтры
Устранить неисп-
7(1),7(4) и 1,3
прозрачные
трубки масло-
разводки
Недостаточ- Отсутствуют рези-
ная смазка новые кольца,герме-
ващзавляющдх тизируюцие отвер-
дел зуна. От- —стая смазки на сты-
сутствие мае- ках корпуса салазок
ла в прозрач- с клином и планкой,
них трубках Засорились фильт-
капэльпой рувдие элементы в
смазки нал- маслораспределитс-
рзвляющчх пол- лях 5,
-.зуда (топа Засорились капа-
смазки 18) лы для прохождения
масла в корпусе са-
лазок
Недостаточ- Не отрегулирована
ная подача подача масла от
масла в редук-троьплка с регуля-
торы вдивдель-тором к масло-
ной головки. распределители) 5.
Отсутствие
(или капель-
равность насосов
Поставить рези-
новые кольца в
кольцевые подрез-
ки на клине и на
плавке
Прозшть или за-
мочить филыруюипе
элементы маслорас-
пределигеля.
Прочистить кап?—
‘лы смазки, ъ корпу-
.се салазок
Отрегулировать
расход масла рав-
ным 5...8 г/мин 6
каждой из дгух тру-
бок подвода к
редукторам.
Решись Дата
Лист
Г;2171С5.000.00СРЭ
4
e U —________________________________________ПроЬапэ-^сн^е грд^л 8
о j Неисправность : Признаки : Вероятная притжа : Метод ycipai эния
пая подача)
масла в труб-
ках струйной
подати смаз-
ки к редук-
торам.
(точки смаз-
ки 14)
Избыточная
подача масла
в редуктора^
шпщщрдьной
гилоыа.
Течь масла
дз под ник-
' ней опоры
винта пороме-
щёния пол-
зуна
Засорились кана-
лы для прохожде-
ния масла к редук-
торам
Не отрегулирована
ПСДЗШ j/зс.ла от
тройника с рэгуля-
торогл к масло-
распределители 5.
Фильтр установлен-
ный в корпус о ре-
дуктора вращения
шпинделя не плотно
перекрывает отверс-
тие подачи капель-
ной смазки на пе-
редачу ВГК.
Прочистить ка-
налы смазки
Отрегулировать
расход масла,см.
выше
Снять ползун.
Установить фильтр j
так,чтобы умень-
шить датонсюз-
ность капельной
смазки из тЬубки
поз.308 см.черт.
6Т131?3-1.300.00Х£
Недостаточ- Недостаточный или -
нал или избы- избыточный установ-
точчая смазка данный параметр вре-
направ.лающих мани работы насоса
стога,салазок, смазки в системе
консоли и ста- ЧПУ.
Параметром, вне-
сен;шм в ШУ из-
менить время ра-
боты насоса смаз-
ки.
НИНЫ.
Не отрегулировала
подача масЛа в
маслораспределителе
4
Отрегулировать
маслораспредели-
Указания о мерах устранения возможных нарушений нормальней _
Заботы электрооборудования данЬ в разделе ’Тлектрооборудованкя"
(часть П руководства по эксплуатация).
Изм.
ZOKVH.
Подпг^ь
ГФ2171С5.000.000РЭ
Инв. № Подл.
Ц0ДП1<С1/Н
Взам. ни. Кг
И ив. №дубд. Подпись и дата
и
Форма 5а ГОСТ 2.10G-GS
chipmaker.ru
X
X
п
12. Сведения о ремонте станка
о
к
о
о
х
о
□
р
СО
СТ.
СП
Наименование
л обозначение
составных чао
тек станка
• Основание
: для сда-
. чи б ре-
• монт
Таблица 9
ГлТего : Ремонт- : ; Должность, фамилия и
. 2^^;; нцй цикл р «пэдпись^отв^ лша
лени^в * из^е3 ности : ^анка : Реж)Нта : произво- : ирлняв-
в! ^т : мо-нтГ : Ремонта • в ча— • • д™шего • ^го
рачонт монта . в часа^ . . ремоит . реглопт
Дата
*
/
iaker.ru
СП
сч
С
12.1. График и сослав рслонтно-профютакт^еских работ
При работе станка в нормальных условиях и при соблюдении всех
правил эксплуатации л об алугагваипя, указанных в данном руководстве,
межремонтный цикл (срок службы до капитального ремонта при двухсменной
работеДоставляет не менее 13 лет.
Ремонтно-профилактические работы рекомендуется проводить сог-
ласно графику ремонтах работ (рис. /5 )
При этом выполняются следующие основные работы.
л
JV
Рис. /5 График рейонтнйх работ:
А-месяцы ; i-осмотр; П- малый ремонт; Ш-средник ремонт;,
РУ - капитальный ремонт
12.2. Осмотр
12.2.1. Наружный осмотр (без разборки для заявления дефектов)
станка в целом и по сборочным единицам.
Осмотр и проверка механизмов привода главного двизе-
12.2.2.
едя и подач.
• 12.2.3.
12.2.4.
чения"
12.2.5.
Регулирование подшипников шпинделя.
Регулирование осевого натяга в передачах "винт-гайка
Регулирование зазора в наог -b.ltco ix
Устранение бокового зазора в зубчатых колосах редуктора
12.2.7. Осмотр направляющих,зачистка забоин и задиров.
12.2.8. Подтязка ослабленных крепехгых деталей.
№ AOKjM. Подпись Дата
ГФ2171С5.90О.СООРЭ
к^Опипппп т
Ллст
Chipmaker.ru
12.2 .9. Проверка исправности действия ограничительных кулачков.
12.2 .10. Проверка состояния и мелкий ремонт систем охлаждения.
12.2 .II. Проверка состояния и мелкий ремонт систем смазки и
гидравлики.
12.2 .12. Проверка состояния и ремонт оградительных устройств.
12.2. 13. Выявление деталей,требующих замены при ближайшем
ремонте (начиная со второго малого ремонта).
12.3. Малый ремонт.
12.3.1 Частичная разборка сборочных единиц.
12.3.2. Промывка деталей разобранных сборочных единиц.
12.3.3. Регулирование пли-замена подшипников качения.'
12.3.4. Прилабриьание и зачистка клиньев и планок.
12.3.5. Зачистка заусенцев и забоин на зубьях шестерен и вил-
ках переключения.
12.3.6. Замена шариков и вкладышей в передачах "винт-гаика"
качения".
12.3.7. Зачистка забоин и задиров направляющих и рабочей
поверхности стола.
I2J3.8. Выполнение работ,связанных с ремонтом системы смазки
z гидравлики и заменой масла.
12.3.9. Замена изношенных и сломанных крепежных деталей.
12.3.10. Выявление деталей,требующих замены при ближайшем пла-
новом ремонте (среднем,капитальном) с записью в предварительной ведо-
мости дефектов.
12.3.II. Испытание станка на холостом ходу на всех скоростях
и подачах,проверка на шум и нагрев,проверка -точности и чистоты'обра-
батываемой детали.
12.4. Средний ремонт.% -
12.4.I. Проверка на точность перед разборкой.
12.4.2. Измерение износа тру—-щлхоя поверхностен перед ремон-
том базовых деталей.
12.4. 3. Частичная разборка станка на сборочные единицы,
12.4.4. Промывка,протирка деталей разобранных сборочных единиц,
промывка,очистка от грязи неразобранных сборочных
Осмотр деталей разобранных сборочных
Составление дефектной ведомости.
Регулирование или замена подшипников
Замена всех изношенных втулок,зубчатых колес и реек.
12.4.8.
12.4.5
12.4.6
единиц.
качения.
ГФЫ71С5.000.С00РЭ
Лжет
ЛЛ дикум.
Подшкь
Да''-
5
chipmaker.ru
<S
О
oi
и
с
I—
12.4.9. Замена передач "винт-гайка качения".
12.4. 0. Ершабривание или замена регулировочных клиньев.
12.4.II. Замена или восстановление валиков.
12.4.12. Исправление шабрением аги шлицеванием поверхностей
их .
направляющих, если износ превышает допустимы.!. )
12.4.13. Ремонт насосов и арматуры сглазил и охлаждения.
'12.4.14. Ремонт системы омазки и гидравлики.
12.4.15. Ремонт или замена оградительных устройств,установлен-
ных в соответствии с требованиями техники безопасности.
12.4.16. Сборка отремонтированных сборочных единиц,проверка
правильности взаимодействия всех сборочных единиц и механизмов
станка.
12.4.17. Окраска наружных поверхностей ставил.
12.4.18. Обглтка станка на холостой ходу (на всех скоростях
и подача:;) с проверкой на шум л нагрев.
12.4.19. Проверка станка на точность г жесткость по
ГОСТ 17734-81 и техническим условиям.
12.5. Капитальны.! ремонт
Капитальный ремонт производится с полной разборкой всего станка.
В результате ремонта должны быть восстановлены или заменены
все изношенные сборочные единицы и детали станка,а также восстанов-
лена его первоначальная точность,жесткость п мощность.Характер и объем
работ при данном’виде ремонта определяются для конкретных условий
эксплуатации.
Инн. К”подл. Подпись/! AZfiJ-, Взам. инн. Лр> Нив. № дубл. Подпись и дата
77^ V
х_
Форма 5а ГОСТ 2.1OG-GS
4.
' 13. Сведения об изменениях в станке
о
X
Наименование : Основание : Дата ’ Характеристика
и обозначение . (наименование. проведения : ’работы станка после про-
составных частей • документа) * изменения ведения изменений
сташса : '
Таблица /О
: Должность, фамилия
. и подпись ответст-
' венного лица
/
г
О
□
я
[
j
14. Сведения по папасным частям
со
о
<2?
о
о!
ь
с
L-
и?
п
Перечень подшипников приведены в схеме подлпгп ников
ГФ2171С5. ООО. 000К7 (см. приложение)
Перечень бысароизнашнвапцыхся деталей указан в "перечне черте-
жей дуя службы главного механика".
Указанные в перечене^ черте;:<и приложены в приложении.
chipmaker.ru
Кел I № кокум
3
Г
со
Л|
Оиозиаченио ГшимсцоЕацир Я-1'Э SH L-..Д
6F82.3.3S4 ; Колрсо зуочатоо X I
GP82.3.38.1 Колесо зубчатое
6Р82.3.43 Колесо зубчатое з f
6р82.3,44 Колесо зубчатое
6Р82.3.46Д V Колесо зубчатое £ J
6Р82.3.47Л v/ Колесо зубчатое
6Р82.3.48 Колесо зубчатое 1 4—<
GPE2.3.49 1/ Колесо зубчатое
6P82.3.5Q 1 Колесо зубчатое J
6Р62.3.5Х 6Р82.3.52\ Колесо зубчатоз Колесо зубчатое J X '; 1 • «1
- 6Р82.3.54 , Колесо зубчатое 1 •
6Р82.ЭХ.3.8Х 6Р82.ЭХ.3.82 Колесо зубчатое Колесо зуочатое X I
' 6М13П,3.35 1/ Колеср зубчатое к лг ч>сксь £
6TI3j3.320.251 Колесо зубчатое £ I
6TI3r3.32Q.252 Колесо зубчатое
6:183.3.su Колено +. X £_
6Т13МФЧ-1.34.257 6Т13МФЧ-1.34.258 Ролда: Jfy-фта
6Т13МФЧ-1.34.272 ролик X
5 бТ131.:я-1.бх,оохсБ \ СборочныК чертеж X
Пол ПИСЬ 'Д.'УВ.
Куда входит
4 То же
п
«I,
п
II
М ’
и
п
п.
•»
к
,п
и
п
’1
II
,1»
?а ?'<1
пг Т
!’,7.
Н. контр.
У тв.
Примочек
"Узел корооки '
псрекл.ско] офе#
Г32Х7ХС5.0С0,0С)0РЭ
Перечень чертежей
fa Дпя службы главного механика
Uep^ufiob 1/A
Лит.
7ГТ
Лист
Л исто»
^руководство по эксплуатации I
' I
|1>о;>мат 1!
Knnirnnm
гепо
cj of CT л X? >- Оиозидчеппе Наъмепсданте Код-ьо на ст-к Куда входи" Примечание
6Ti3;,^4-i.6i.0Qi/3i Вилка. I .узел корочки перекл. скоростей
6Т13Ш>Ч-1.61.00X/32 Планка 2 —w
6Т13ИФ44ЯЛ07 Вилка Г _ fT
СПЗ^ШЛОЗ' Ви.тка 1_ If —
; 6Р12ВФЗЛ1Л96 Вилка 3
- -
бпаж.300.251 Шптщдэль. I Jзел"головка шпиндельная”
6ТШЗ-1.300.251 Колесо зубчатое 1__ У
GTI3q3-I.300.257 Вал-шестерня. I fl
6Т13ФЗ—1,300.262 Колесо зубчатое I ff
GT 1253-1500 J?7/ Колесо зубчатое 1 tl
6TI3*3-130O .272 Колесо зубчатое
6Р13.Э1.31.43 Колесо зубчатое ко-
ническоо I tf
1ub. № подл. | Подписи/; лаг1СЦ$зам-инв- Инв. № дубл. | Подпись и Aarq > i В § 6TI3Mq4-I.3G0.25I Захват 3 Узел ".Механизм КПАПЛОНМЯ
6Т13МФ4-1.760.253 Шомпол’ _12 инструмента"
•
6TI3Mq4-I.I4.II0CB Устройство захват- Узел"Механ 1зм автоматической
ное правое I смелы инстру- мента"
6Т13МФЧ-1.14.120СБ Устройство захватное
левое I То жо
6Т13МФ4-1Л4.170СБ Модуль левый I L.п—
6Т13МФЧ-1.14Л8С0Б Модуль правый I п
^6Т13МФ4-1Л4Л50СБ Коробка клапанная I м «м>
6Т13МФ4-1Л 4.100/40 Вал-шестерня I tl^J
^бТХЗМФЧ-I.14.100/47 Поршень-рейка 2
6ТХЗМФЧ-Х.14.100/49 Вал-шестерня 2 ft «» Mi
6ТХЗМФ4-1.14.100/51 Водило 2
1 ХФ2Х7ХС5.000.000РЭ jll/C/7)
Z_l
£5
Ичн Кол. v< докуй. Подпись Ддт*
chipmaker.ru
°?
О
О
di
ь
о
L
ГАРАНТИЙНОЕ ОБЯЗАТЕЛЬСТВА
Завод-изготовитель гарантирует нормальную работу станка, мод.
ГФ2171С5 и обязуется безвозмездно в течение гарантийного срока
заменять или ремонтировать вышедший из строя станок при соблюдении
потребителем условий транспортирования, хранения, пуско-наладочных
работ и эксплуатации.
Пуско-наладочные работы, ввод в эксплуатацию и гарантийное обслу-
живание должны производить по поручению завода-изготовителя
специализированные монтажно-наладочные организации, адреса которых
указаны в информационном месте (см. листы 67 ...12 ).
Срок гарантии устанавливается /8 месяцев.
Начало гарантийного срока исчисляется со дня пуска станка в
эксплуатацию, но не позднее 6 месяцев с момента отгрузки станка с
завода-изготовителя.
<•
Показатели надежности и долговечности.
в
Срок службы до первого капитального ремонта - 13 лот.
Установленный ресурс по точности станка до первого среднего
ремонта - 26 тыс.час.
Ремснтосложность
Показатели ремонтопригодности
и&лии>а
: Удельная суммарная оперативная трудо-
. емкость ремонта и технического обслу-
• мивания на 1’000 часов оперативного
: времени работы
. станка, час при обработке
: Углеродистой стали
. обыкновенного качес-
I тва
Процих
материалов
Механической Всего Ргл 3/ 3/5 510
части В т.ч. гидрав- лической 4,5 45 55
Электрической Всего (Рэ) 62 160 185
части В т.ч. электро- машин (Р) 21 65 65
163
Устройство ЧПУ: 2С42
163
Показатели надежности и долговечности могут быть обеспечены
только при условии выполнения потребителем правил хранения, транспор-
тирования, монтажа, эксплуатации и при выполнении планово-предупреди-
тельных ремонтов в сроки и объемах, предусмотренных системой ПНР.
ГФ2171С5.000.000РЭ
chipmaker.ru
CO
C£>
О
w—*
c
f-
U
G
CO
Ю
rt
7
CX
О
•&
>
ОТРЫВНОЙ ИНФОРМАЦИОННЫЙ ТАЛОН
НА СТАНОК МОДЕЛИ_______________
I. Заводской номер станка______________________._____________
2. Год выпуска___________„_____________________________________
3. Наименование и адрес предприятия__________________________
4. Замечания и предложения, выявленные при сдаче станка
в эксплуатацию:
4.1. Состояние и работоспособность устройства, ЧПУ (поведение
в работе фотосчитывающего устройства, элементов электро-
схемы и т.п.) и электрооборудование
4.2. Состояние и работоспособность механических узлов,
приводов и системы станка
д
Pi
S4
4.3. Состояние упаковки и комплектности (механические
повреждения, проникновение влаги и др.)
s
Дата сдапл станка
в эксплуатацию
4.4. Прочие замечания и предложения
Примечание: I. Данный талон заполняется наладчиком
после сдачи станка в эксплуатацию и в
месячный срок высылается по адресу:
603600, г.Горький, ГСП-1109 Начальнику
ОТК
2. При удовлетворительном состояние* станка
и его узлов в п.п. 4.1 ; 4.4 делается
прочерк.
Подпись наладчика, сдавшего
станок в эксплуатацию_______________________,
ГФ2171С5.000.000РЭ
И1®ор;.адгошм-[ жт
х соответствии с техническим* услочияш и особыми условиями
договора на поставку данного станка с ЧЛ7 для проведения работ
по наладке, пуску и вводу его в эксплуатацию с сохранением
гарантийных обязательств Зам необходимо обратиться в отку из
следующих пуско-наладочных организаций :
X; : Й>1Е.2Нб'Ж® 1Г/СК0-1Ш1А1СЧМ0.1'
п/п * ор^ЖА1Ж, ЕЁ АДРЕС, TEJISICH
Зона обслуживания
I ____________________2___________________:____________3___________
1. Одесский центр технического обслужи- Одесская, Хмельницкая,
вания (ОЦТО).
Г оптовый адрес: 2700II,г.Одесса,
хер. Ониловой, 16.
Телефон : 22-36-74, 25-58-86.
2. Челябинский центр технического
обслуживания ( ЧцТО ).
Почтовый адрес: 454077,г.Челябинск,
Сормовская, 17.
Телефон : 72-83-77
3.
4.
Харьковский центр технического
обслуживания ( ХЦТО).
Почтовый адрес: 31CG57,г.Харьков,
ул.Рымарскзя, 8.
Телефон: 23-64-40.
Ууйокшсьский центр технического
обслуживания (КЦТО)
(Ульяновский Филиал).
Почтовый адрес : 143015,г.Куйбышев,
ул.’.'сльничная, I.
Телефон : 33-18-32.
Крымская.Херсонская,
Николаевская,Винницкая,
Брестская обл.,
Молдавская ССР.
Челябинская,Зреноу ргская
Курганская, Актюбинская
обл.«Башкирская №СР.
Харьковская, Белгородская
Витебская,Запорожская
обл.
Куйбышевская,Саратовская
Ульяне ведая, Уральская,
Гурьевская обл.,
Татарская АССР.
5.
Невский центр технического
обслуживания (Киевский ЦТО).
Почтовый ёцрес: 4о207и,г.К’лев,
ул.Золошокая, 52-А.
Телефон : 4lG-C4-43.
Киевская.житомирская,
Ровненская,Волынская,
Львовская,Тс р юпольская,
Закарпатская, Че рнсвицкая,
Иване-Франковская, Чёрни-^
говская, Гомельская, Моги-
леьская сбл.
д>_
ГФ2111С5. М иОПРЭ
chipmaker.ru
I : 2 : 3
6. Тбилисский центр технического
обслуживания (ТЦТО).
Почтовый -адрес:380024,г.Тбилиси,
ул..Магнито; орская,I.
Телефон : 66-97-CS.
7. Ташкентский цэнтр технического
обслуживания (ТЦТО).
Почтовый адрес; 700000,г.Ташкент,
ул.Фрунзе, 28.
Телефон : 33-24-44.
8. Горьковский цэнтр технического
обслуживания (ГДТО).
Почтовый адрес: 603002,г.Горький,
ул.Чкалова.41.
Телефон: 5'5-42429.
Грузинская.Армянская ССГ,
Кабардино-Балкарская,Северо-
-Осетднская АССР.
Узбекская,Туркменская,Кир-
ги з скан, Та цжик< ;кая ССР,
Мангышлакекая,Дже зказганская,
Кзыл-Ордынская,
Джамбульская, Алма-Атинская,
Талды-Курганская обл.
Горьковская, Ивановская,
Вдэдимировокая обл..Мордовс-
кая, Чувашская,Марийская АССР
Донецкий центр технического
обслуживания ( ДЦТО ).
Почтовый адрес: 340054,г.Донецк,
Киевский проспект , 39.
Телефон : 58-07-81
Кг докун
т0.
Ростовский центр технического
обслуживания ( Р1ГР0 ).
Почтовый адрес: 3440Т9,г.Ростов-
-на-Дону , 16 линия,61.
Телефон : 58-87-11.
Бакинский центр технического
„оптовый адрес : 370033,г.Баку,
Московский проспект, IC5.
. Днепропетровский центр
технического обслуживания (ДПТО)
Почтовый адрес: 320036,г.Днепропет-
ровск ,пр.К.Маркса,111, Тел.42-37-30.
Подпись
ГФ2/М5. ООО ООСРЭ
Донецкая, Во решило вградзкал
обл.
Ростовская.Аотраханская обл.
Краснодарский,Ставропольекий
края, Калмыцкая АССР.
Азербайджанская ССР,Чечене-
-Ингушская .Дагестанская АССР
Днет ’ рои е т ровская,Бродненекая,
Кировоградская обл.
Л.Л
chipmaker.ru
2
3
13. Красноярский центр тоднического
обслуживания ( КцТО ).
Почтовый адрес: 660049,г.Красноярск,
Ленина,70.
Телефон : 27-24-24.
Красноярский,Хабаровский
края, Тувинская,Якутская
АССР,Магаданская,Сахалинс-
кая,Ко.’чатсгая обл.
14. Пермский центр т^хннчэскоро
обслуживания ( ПЯТО ).
Почтовый адрес: 614077,г.Порль,
Бульвар Гагарина, 81/4.
Тале фон: 48-33-38.
Пермская,Кировская обл.,
Удмуртская, КОМИ АССР.
ПС11 '.'о СТЭНЬр оз РЗЙС "
15. Московский центр технического
обслуживания ( 'ГКО ).
Почтовый адрес-.109202, Москва,
coccj фрезер, I7-A.
‘ л фон: T7I-I4-70.
3. хоосльвсгли центр технического
о^слу иван ия ( ГЩТО).
Почтовый адрес: 150057,Ярославль,
ул.Ньютона,42.
Телефон: 44-67-48, 44-87-45.
г.Москва,Московская,
Калининская.Минская обл.
Ярославская, Кос тромска! обл
17. ^Г’Сибстангос-орзи.;"
По..осиоирсгиЛ центр технического
обслу.чивания ( ЯЦТО ).
Почтск,- др-с: 630039,г.Повосиб
' гн скал,о 3.
7 ^ерон: 66-47-12.
нсенскгй центр технического
оболу: сивания ( ПЯТО ).
Почтовый адрес: 410600,г.Пенза,
л.Кирова, 57.
Ковосиоирская,Томская,
Кемеровская,Амурская обл.
Алтайский .Приморский края
:рзк,
Пензенская,Рязанская сбл.
ГФ2П/С5 ООО. 000PJ
CO
О
li___________________z_______________’___________д
19. ПОцДе йотаякб^Ъ'рвис
Ленин; радений центр технического
обслуживания (ЛЦТО).
Почто?.Hi адрес: 198092,г.Ленинград
наб.06-зодного канала, 130.
Телефон: 262-79-44.
20. Орловский центр технического
обслуздизания ( ОЦТО ).
Почтовой адрес? 302030,Орел,
Будкина,22.
Телефон : 5-09-93.
21. Омски’* центр технического
обелз ивания.
Почтовый адрес: 644047,ОьССК-47,
5-01 ’ ?pvni:,I33.
Телефон : 23-27-49.
г. Ленинград, Ленинградская,
Вологодская, Но згород ская,
Бургганская, Архангельская обл.’
Карельская АССР.
Псковская обл.
I
Орле вская, Ърянская,Курская,
Тульская, Сглоленокан,
Калужская обл.
Садкая, Сэверэ-Каззхо ганская,
Восточпо-Касаустанскзя,
Павлодарская, Сеглиг элатинская,
Тургайская,Конче тавс кая,
Ку ст днаГ'ске я, Целиноградская.
Карагандийса-сад обл.
22. Свердловский центр технического
обслуживания. (ОДТО).
Почтовый адрес: 620151.Свердловск,
Тургенева,Зи-А.
Толе,..он : 57-66-07.
Свердловская,Тюменская,обл.,
Пант’гТансинекий авт. окр.
24.
Иркутский центр технического
обепу иваиля (ИЦТО).
Почтов’.’й адрес: 6G465I.Иркутск,
Рабочаят 2-А .
Телефон : 24-42-70.
1,1з чу синрегстанок
Почто Lili адрес: 393740,?3ичурилск,
Тамбовской об.»1:. .ст.Турадсово.
Телефон: 4-^2-77.
Иркутская,Читинская обл.,
Бурятская АССР.
Тамбовская ил., икая,
Воронежская обл.
ГФ2/ИС5 ООО. 0ООРЭ
7Г
^2
chipmaker.r J
2 _ _
ii_Z_____Z_a__________I___: _ 1___a'
25. Су: ротлстанок
Почтовый щpec:244003,Сум:,
Ворозоково, 4.
Телефон: 5-00-53.
26. Снс-ад:янсь.ре...станок
Почтовый адрес: 3437оС1,
Сне: ное-2,Донецкой обл.
Телефон: • 5-3-1-03.
27. Латвремстанок
Почтовый длд ес •’ 228400,
Дау Л впилс, Свалю, 3.
Те.-омон:4-61-01; 3-04-37.
Сумская .Полтавская обл.
Донецка £, Волгоградская обл.
Chiamaker.ru
Латвийская,Эстонская.Литовская!
ССР,Калинин градска я о бл.
28. ибское СПУ
Почтовый ацрес:833083,
Новосибирск,Я этуховэ,5IA.
Тш.49-9Ь-81.
Районы Сибири и дальнего
Востока.
29. ПТ: "Онэргомалре’ я зла дка”
1ш ^oi Т71 а;рео:125047,Москва,
Гот адьда,24.
Тел Н:2OG-33-66.
Европейская часть ССОР
30. Ноу ^-производствеиное
00" 1 д)1 ;И НИР ”“*ИТ? *' .
Почтовый адрес: 22СП6, Минск,
1Иихалово,20.
Тел joh: 9o-ol --32,25-51-03
3±. Горьковское с ^диализирован-
ное управление
"Промсвязьонергоналадка".
Почтовый адрес-.603600,Горький,
М t адовского, 10а.
Нелорусская ССР
' ». X ^г л
• 1.
Европейская часть СССР
, Д.- >'«и** Ч . ’
I
chipmaker.ru
I:________________________________________
'3 Гос. | окон C.TV
” нт соавтор1- jc/rpc Сконтаг-:”
HO'.?)_ J ;Ip6C : j.23 I JC , AOC^BS,
УЛ.Сеогэя Ча a , 4.
•* *>. ’
7f\j pH: 35Э-Т4-С7.
3
Европейская часть СССР
f . * CKO ' с КО— 'Xi < ОЧЧО-
-J. Til?
"8а ‘OpOILuBTOpe’ TDO1.Х)НТ' "
Лочтовг:i адрес: ЗЗСХ 63,Здпоркжье,
кО. оОДО л • < ,..4.
Тече юн: G4-/S-33.
Улр^ьл \ - ус о-тпларочн-о
оа-оот тоег-та " Р тог-т стоогГогта’-:”
цо тогля адро С^35,1.’гнск,
; . 1’з< р ;е :еул,16.
Те.черои:
Ткр ДИй-С КЙЯ ССР
Белорусская ССР
Европейская часть CCiJP
Еаролелск я ’-‘петь СССР
Саратовская,золгограцская,
Астраханская обл.
По чтовчл алрес:40СС85,Волгоград,85
пр.Ленина,92.
ТрЛесюн: 34-59-18.
.8-6 2,35-88-7.,.
Г<Ш/1С5 ООО ОООРЭ
I
36. Bcccoi23Foe НЛС восстановченгя
деталей "Рег.г. )татьТосагропроь
г о что вч и ч дре с: IG9377, ТЛо с ква,
РяоЗН01:п- пр-т, 52а.
Т'-'Кр юн: T49-I2-I3
37. Горько, иксэ гр , !ргят;ге
” 1р ;бор‘odj ’о"
Почтой.- .'.рас: 6р3008,Горьк
ул.Скарская,38.
ТелскТюн: 33-74--G7.
но что? к а, р
дОЛИИгТНа.ЗаЗ
1
HiM.i Аи^. А» до а м.
r.ru
НОГГДОГ. H-iCTpo \И МЗХШЕЮМа смены инструмента
Кастро—:у nexaim*" смены инструмента проводите только после
гонта-.а элект] ооборудования станка.
Наладчик метет пользоваться перекллчателягл, расяо&ожеНными
только с пару той стороны электрогпеа ов.
1'с; ед на’стро^мюй мехаштзмов смены инструмента необходдло
...хликть слуукцее:
- прове] ггь надежность крепления боковых упоров, ограничпБапд.1х
< перемещение каретки по траверсе;
- гключкть вводной автомат и систему ЧПУ;
- уст дю нить переключатель на стоике ЧПУ в положение "Упразле-
иле от стзнка";
- .тлючить преобразователь и гидростагпц ю кнопкой 7 (см.рис. 7
на пульте станка;
- уст: ловить переключатель 24 на пульте станка Я положение
И. . I' .
L Д1Д Щ - *
- выбрать координату/’ 2 " переключаттестить ползун
, > ерх в юхолноо положенно от тцмИмерцИ.
- мбр ть коорд лату поусместить салазки в
исходное положение от тумЬя-рсСМ.
- поставить опраыу в шпиндель и зажать;
- выключить преобразователь л гидростанцию.
Настройка параллельности направляющих планок w захватов
ПЛОС^ОСТ" стол? (р ю. / ).
ииретюстпте каретку вручную к столу, при этом нашлте кнопку I
( .л 15) 3'лоттыка для слива масла.
. V тньте захват в краи'лое рерхнее положение поворотом шести-
гранп . £, при этом нажмите кнопку 14 золотника для слива масла.
Сюдыте крю'пту над захиатагь..
L двиньте захват из Kp-iiiiero верхнего положения на 95 r.zi пово-
рота-.. дзет ггршнп::а 2, при этом нгдт.титс кнош-у 2 золотника для •
ел '.ь.ч м юл-:.
Установите штат в 16 с /лдлюто^ом на стол так, чтобы коснуться
:кчч>..?• льид штырем планки 10.
. '0. дч 1 тат’тв с 1П1д;п;аторог? по столу вдоль планки IC, за-
вру к-/..большое отютонешге стрелки.
Пел. И' x-aiL'e больно 0,1 :лл, то необходимо произвести егули-
(ойусн&жя) конца зтовата необходимо:
/ P2UJC5 ООО ОООРЭ
3
chipmaker.ru
О
- ослабить винты 4 (ркс. 2 ) крепления копира I;
- отвернуть гайку 2X3);
- вращать гай;«у 3(2), Д^ремецающую копир I.
Повторить замеры.
После регулирования закрепить копир I винтами 4, завернуть
гайку 2(3).
Настройку правого захвата вести аналогично.
Кастро.isa захвата по гнезду маткина (р/с. 3 ).
Переместите карету вручную так, чтобы ось захвата нахсдгларь
в плоскости симметрии магазина.
Поставьте оправку в нжэдое гнездо магазина.
Выдвиньте захват из крайнего верхнего положения на 50 ым
поворотом шестигранника II.
При этом обе пласт:шы 6 должны касаться нижней цоверхноЛти
захватной части оправки.
Если этсго нет, то необходимо скорректировать положение захвата
«
по высоте.
для этого ну: но ослабить винты крепления кронштейна 7 л,
равномерно вращая установочные винты 8, скорректировать положение
захвата по высоте.
После настройки закрепите к]онытеын 7.
Настройку левого захвата вести аналогично.
После настроены захваты необходимо проверить по всей
магаз ша.
Проверка нулевого цоломения ползуна.
X
S
Я
Я
Ч
с
Переместите каретку вручную так, чтобы ось правого захвата
находилась в плоскости симметрии ползуна.
Ьыдв’.шьте правил захват из кра!пюго верхнего положения на 5С
!лм поворотом пест ггранника II.
При этом обе пласт- ты 6 долвтны касаться н/лаюн поверхности
захватной части оправки.
Если этого нетг то необходимо скотректгровать нулевое положе!
ползуна.
Для этого нужно:
- задвинуть захват в крайнее верхнее пэло.’:сние поворотом
шестигранника II;
- вручную отвести каретку к магаз.шу;
- включить ппеобразоватзль й г-щро'ст.анпдк) кнопкой 7 (сы.р-хс.
на пульте стань' ;
ES
AW77/C5.ООО D00F3
»л
- выбрать .ту 4 2";
- опустить ползун на 15v-BCC мн от тлцмдлерс:'*)/.
- ослабить винты креплзни* кго/лсго nyxate о (см. .с. ),
сместить кулачок на несб'иод ж дчо .ал'чипу, закреп :ть;
- переместить ползун в исходное полог.сжо .z с. 7 ’>.
llOLTOp.-TO проверку.
Построшса (Глажков и коночных ш?лд5чателе11 хоптрзля положен.:,,
каретки и захватов
Вручную переместите захваты в крайнее верхнее полэксы. .
ную перемесодте каретку вправо за 35-40 мгл до целоженш; "левак заявит
у магазина".
При этом рлажок 10 (рис. 3 ) должен находиться на входе в
цель коне-щого выключатыя 9, расположенного сип зва.
лсли этого нет, то необходима ослабить iKhtb крепления ipoifio-
те.да с конечным выключат ел ем 9 л пер^астять xj онмтс. л до ну snore
положения, закрепить.
Ослабить гажу и винт кропления флажка 6 (рис. / ). Вручную
ввести йлблд’с в цель конечного выключателя 13.
Аналогично настроить с’лажок 2 (рйс. 3 ) - конечная идикзч..-
тель 3.
Переместите каретку вручную влево за 35-40 ll.i до положение
"правы., захват у магазина".
При этом флажок 14 на траверсе доложен находиться на входе в
щель конечного выключателя 15.
1£слк этого нет, то необходимо ослабить винты крепления
флажка 14 и переместить ^лдчо:: до ну-лого положения, з. др .пять.
Аналоги чнэ настроить относительно того ле конежого дтыночаг-
теля 4 &яажи 5 (см.рис. / ) в поло:::енкях "левый захват у шынде-
ля", "правыА захват у шкинделя".
. Проверка работоспособности клапаших. коробки 3 (см.ьяс. /
Включите преобразователь и гидростанцию ick 7 с?.?.ркс.7 )
л попытайтесь сдвинуть с места каретку рукод. Aafетка не долмна
„ сдвигаться с места.
Если она здвиг^ется, то нообходшло отрегулировать ^апанну»
.. коробку (ряс. М ).
Заключите преобразователь л глд1;остсяд:1ю.
Вывери, те проб:з1 I.o, гд.м 2,5.
ааяершгте гаАки 3,4.
Г 7JC‘ ООО. О OOP-3
chipmaker.ru
1нв К» кодл I Подпись и дата Взам ил» А Инв.Кгдубл. Подпись и дата I Форма За ГОСТ 2.106-68
Проверьте работу 1лаланнои коробки.
Настрой а положения конечного выютсчстеля 9 (см.рис. 3 ).
Включите преобразователь л гидростанцию кнопкой на пульте
станка.
Персмест те каретку в положение "правый захват у магазина" от
кнопки 77 (с? .рису» 7 J, попытаетесь взять оправку из гнезда от
тумблера 32. »
При этой ось правого захьа-la должна находиться в плоскости
симметрии магазина е точности? ^0,2 ш, тогда захват возьмет оправку
из магазина без заедании.
Если этого нет, то необходимо:
- выключать преобразователь и гидростанцию;
- ослабить винты кропления кронштейна конечного выключателя 9
(см.ряс. 3 ) и переместить кронштейн на необходимую величину,
закрепить;
- задвинуть захват в крайнее верхнэе положение- поворотом шестя-
гранника II; j
- переместить каретку вручаю вправо до упора.
Проверьте надтройку положения конечного ыяслючателя 9.
Настройка положения конечного выключателя 8 (рас. / ).
Пер опустите каретку в положение "левый захват у ападеля _от
кнопки 77 и попытаетесь взять оправку из шпинделя от 32 (см.
ряс.7 ).
При этом ось левого захвата должна1 находиться в плоскости
симметрии ползуна с точностью ^0,2 мм, тогда захват возьмет оправку
из шпинделя без заедании.
Если этого нет, то необходимо:
-выключит!» преобразователь л гидростанцию^
- ослабить винты крепления кронштейна с конечным выключателем 8
(см.рис. / ) л переместить кронштейн относительно флазска 7 на
нужную величину;
- задтАцуть захват в крайнее вархнез положение поворотом шестл-
граняжа 9;
- переместить каретку вручную вправо на 1р0-200 мм.
Проверьте настройку положения коночного выключателя 8.
Настрига цил-гка 12 (рис. / )
Каретка в полодешш "левый захват у шпигеля".
Нал.п;тэ г.нопку на пульте станка. Леши захват должен перемео-
титьс'я из крайнего верхнего ноломекья на (95+1) 1.пл и остановить.; :.
Л&77/£5. ООО. ОООРЭ
• I11.T
72.
асл. этого нет, то нужуо:
- от.лю>!ть прообразе ватель л гидростанцию;
- зады путь левый захват в крайнее верхнее положение поворотом
шеСтлграйнипа 9;
- ослабить гайку и винт кропления (рцацка 12, вывести (рдажок в
сдаь конечного ьыдтючлгеля II, закрепить.
* Д^Ох^е jBTе H<-*CTp0j2k^y ckisl*ьиа In.
Е.стрс.^.. пололся;..: нензчкого тшлючателл 8 (рис. / )
Пег ...сстлть карет.у в положение "правый захват у шпинделя" от
кнопки 17 ^сх.ркс. 7 ) и попытаться вставить опраыу в шпиндель от
my^T&/2tf.3Z
При это:.: ось правого захвата долила находиться в плоскости
симметрии ползуна с точностью .±0,2 мм, тогда захват встави'г опрдвьу
в дь^дель без заеданий.
Если этого нец то нужно:
- выключить преобразователь и гидростанцию;
- оолаоять х—нты крепления кроиате-ла с конечные выключателем 8
(рлр. 4 ), расположенным слева ст вшанделя, переместить кронштейн
на нуннуй величину* закрепить;
- зцдшнуть правый захват в крайнее ниг-нее положение поворотом
шестигранника 9;
- переместить каретку ^ручную вправо на 100-200 мм.
Проверьте настро.шу положения конечного выключателя 8.
Наст;о.д.а лакка 4 (рис. 3 )
.фретка в положении "правый захват у щп.шделя".
..знать квоту П <см.р с. 7 ). Правый захват должен из край-
него inizHero положения выдь-нуться, по,уняться, вставить оправку в
1ль*ндель, дАлее первые с тлться на 1-5 мм и автоматически остановиться.
^елл этого нет, то нугэло:
- otIwTjH.itb п^еобрехзо^тель л г.хДростанцнэ;
- за,цв.1нуть правд! захват в крайнее нижнее положение поворотом
шестигрйкйша II (рас. J);
- ослабев гаду я винт крепления цлажка 4, ввести флажек з
> ц«.ль ..онечного выгшвзчателя 5, закрепить.
Проверьте настроду хла-д<а 4.
Л ст, о.'ка положения коночного джлючателя 13 (рис. 3 )
Перелает ть каретку вправо в положение "левый захват у магазина"
от ннршь1 17 ч см.рис. 7 ) и‘попытаться вставить оправку в гнездо
ЛЬ до1 ,м Подпись Л*1-1
ГФ2И7С5.ОиО ОООР&
chipmaker.ru
магазина от ггс/г^омра.^.
При этом ось левого захвата должна находиться в пдсскости
симметрии магазина с точностью +0,2 мм, тогда захват вставит ощ_________у
в гнездо магазина б^з заеданий.
Если этого нет, то нужно:
- выключить преобразователь и гэдростанцк©;
- задв.шуть левый захват в крайнее нжпнве положение повороте г
- шестигрангьдса II;
- переместить каретку вручную влево на 100Ч200 мм;
- ослабить винты крепления кронштейна с конечным шг-лычатсли.:
13 (рис. 3 ), р(.1споло?7.еш1Ы1.1 справа, переместить KpoiLdTC.in относи-
тельно флажка 12 Hi нуглую величину, занр'епвтъ.
Проверьте наитрошу положения конечного выключателя 12.
Изн
PvC-1 Настройке паралмимкту яелреЖяшс&к
зал Sard плоскосге его ле.
ГГ 2/7/С 5 000. ОООРЭ
sh 101.-3 ч. По
Рис. 2 Настройка коми a jaxiora.
Рис. 3 Настройка осмата по гнеиЭу мага/ина.
Г^2Р7/С£. ООО. 00 OPS
.кг
75
|цв. №подл Подпись и дата
Взам. инв, № |ИнБ.№дубл,
Подпись и лата
ГФ2/7/С5. ООО.
Форма 5а ГОСТ 2.1CG-G8
chipmaker.
chipmaker.ru
CO
О
сч
о
о
L-
«о
«а
а.
с
е
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Завод-изготовитель гарантирует нормальную работу станка мод.
ГФ2171С5 и обязуется безвозмездно в течение гарантийного- срока
заменять или ремонтировать ыпеодшгй из строя станок при соблюдении
потребителем условий транспортирования, хранения, пуско-наладочных
работ и эксплуатации.
Пуско-наладочные работы, ввод в эксплуатацию и гарантийное обслу-
живание должны производить по поручению завода-изготовителя
специализированные монтажно-наладочные организации, адреса которых
указаны в информационном месте (см. листы 7У.. . ^5),
Срок гарантии устанавливается /8 месяцев.
I
Начало гарантийного срока исчисляется со дня пуска станка в
эксплуатацию, но не позднее 6 месяцев с момента отгрузки станка с
эавода-изгот овителя.
Показатели надежности и долговечности.
Срок службы до первого капитального ремонта -7,5 лет.
Установленный ресурс по точности станка до первого среднего
ремонта - 75 тыс.час.
Показатели ремонтопригодности
га
га
Ремовтослохность
: Удельная суммарная опсратинная трудо-
. емкость ремонта и технического обслу-
• живания на 1000 часов оперативного
: временя работы
. станка, час при обработке
: Углеродистой стали :
. обыкновенного качес-.
: тва :
Chlumaker.ru
Прочих
материалов
Механической части Всего Рм В т.ч. гидрав- лической 3/ 4,5 • 3/5 45 37/7 55
Электрической Всего (Гэ) 62 160 185
части В т.ч. электро- машин (Р) 21 65 65
Устройство 4TJV: 2С42 163 163
Показатели надежности и долговечности могут быть обеспечены
только при условии выполнения потребителем правил хранения, транспор-
тирования, монтажа, эксплуатации и при выполнении шаново-дуедупреди-
тельных ремонтов в сроки и объемах, предусмотренных системой ПНР.
о
к
f
со
Ш171С5.000.000РЭ
Л'- Z-KVH
По’.пи. ь
chipmaker.ru.
СО
О
»—*
Ci
О
О
СП
Ю
сЗ
С,
о
е
ОТРЫВНОЙ ИНФОЕ’.ЩИОИзЫЙ ТАЛОН
НА СТАНОК МОДЕЛИ______________
I. Заводской номер станка___________________________________
2. Год выпуска_______________________________________________
3. Наименование и адрес предприятия____________,_____________
4. Замечания и предложения, выявленные при сдаче станка
в эксплуатацию:
4.1. Состояние и работоспособность устройства, ЧПУ (поведение
в работе фот©считывающего устройства, элементов электро-
схемы и т.д.) и электрооборудование
4.2. Состояние и работоспособность механических узлов,
приводов и системы станка
рс
4.3. Состояние упаковки и комплектности (механические
повреждения, проникновение влаги и др.)
4.4. Прочие замечания и предложения _________________________
Примечание: I. Данный талон заполняется наладчиком
после сдачи станка в эксплуатацию и в
месячный срок высылается по адресу:
6С3600, г.Горький, ГСП-1139 Начальнику
ОТК
2. При удов^творительном состоянии станка
г его узлов в п.п. 4.1 ; 4.4 делается
прочерк.
Подпись наладпша,сдавшего
станок в эксплуатацию ______________________
Дата сдачи станка
в эксплуатацию
"____”_______________19 г.
Лис г
ГФ2171С5.ООО.ОООРЭ
chipmaker.ru
Hrin-ЛУ — t од. c- H Aj"a. Форма 5а ГОСТ 2.!06-i>8
ИНООРВДЮНЕГй! лист
В соответствии с Т7 и особыми условиями договора на
поставку станков с УЧГГ^, пуско-наладочные работы, ввод у
в эксплуатацию и гарантийное обслуживание данного станка
производит "П0СТАЩ1К" или по его поручению специализиро-
ванные пуско-наладочные организации.
При выполнении пуско-наладочных работ специалистами
"ПОТРЕБИТЕЛЯ" 1ли другой организацией, не входящей в список
данного информационного листа, "ПОСТАВОК" снимает с себя
гарантийные обязательства по данному станку.
; ндолрнование шгско-налалочной
. : ОРГАНИЗАЦИИ, ЕЁ АДРЕС, ТЕЛЕФОН
ЗОНА ОБСЛУЖИВАНИЯ
2
3
I. Горьковское станкостроительное
производственное объедичэние(ГСПО).
Отдал гарантийного обслуживания
выпускаемой продукции.
Почтовый адрес: 603600,г.Горький,
ГСП-Пи9,Памирская,П.
Телеграфный - Герб
Телетайп - I5I3I9 "Герб"
Телефон: 55-14-42
2. Горьковское предприятие "Прибор-
сервис".
Почтовый адрес:603006,г.Горький,
Европейская часть СССР,.
0шарская,36.
Телефон: 35-16-50; 35-07-15.
г
3. Одесский центр технического
обслуживания (ОЦГО).
Почтовый адрес :2700П, г. Одесса,
пер.0ниловой,16.
Телефон-.25-58-96, 22-86-74.
Од а с ская, Хмелъь лщ ;ая,
Крымская, Хе рсснская,
Николае вскль. Винницкая,
Брестская обл.,
Молдавская ССР.
Челябинская, Оренбургская,
Курганская, Актюбинская обл
Еапкирская АССР.
4. ЧеАбинский центр технического
обслуживания (ЧЦГО).
Псчтивый адрес: 454С77,г.Челябинск,
Сормовская,I7. Телефон:72-83-77.
ГФ27 7/С5.633. &Ю2Э Лист 79
Пед1 к. ь
Аи*т Л» док и Дат*
niir'iiniii! it формат Л-4
r.rU|
2_____________________J____________2
Харьковский центр технического
обслуживания (ХЦТО).
Почтовый адрес:310057,г.Харьков,
ул.Рымарская, 8?
Телефон: 23-64-40.
Куйбышевский центр технического
обслуживания (КПГО).
(Ульяновский филиал)
Почтовый адрес: 443015,
г.Куйбышев,ул.Мельничная,I.
Телефон: 33-49-32.
Харьковская, Белгородская,
Витебская, Запорожская, обл.
Куйбышевская,Саратовская
Ульяновская,Уральская,
Гурьевская обл.,
Татарская АССР.
7. Киевский центр технического
обслуживания (Киевский ЦТО).
Почтовый адрес:252070,г.Киев.
ул.Волошская, 52-А.
Телефон: 416-04-48.
8. Тбилисский центр технического
обслуживания(ТЦТО).
Почтовый адрес-.380024,г.Тбилиси,
в • ул.Магнитогорска!, I.
Телефон: 66-97-06.
Киевская, Кито v-фскад,
Ро вне некая, Волынская,
Львовская, Тернопольская,
Закарпатская,Черновщхая
Ивано-Франковская, Черни-
говская .Гомельская,
Могилевская обл.
Грузинская,Армянская ССР
Кабардино-Балкарская,
Северо-Осетинская АССР.
9. Ташкентский центр технического
обслуживания. (ТЦТО).
Почтовый адрес: 700000,г.Ташкент,
ул.Фрунзе,28.
Телефон: 33-24-44.
10. Горьковский центр технического
обслуживания (ГЦТО).
Почтовый ацрес:6030SI,г .Горький,
ул.Косию зиторск ая,18.
Телефон: 52-39-17, 52-3Э-П.
О
У збексгая,Туркменская,
Киргизская, Таджикская CI
Манплилакская .Джезказ-
ганская ,Кзыл-Ордынская,
Джамбульская, Алма-Атинс
кая. Таады-Курганская об
Горьковская.Ивановская,
Владимировскал.обл.,
Мордовская,Чувашская,
Марийская АССР.
ГФ2/77С5. №7 0&0АЭ
И
Подпись
3
II. Донецкий центр технического
обслуживания (ДЦТО).
Почтовый ядрес:340034,г.Донецк,
Киевский проспект, 39.
Телефон: 58-67-81
12. Бакинский центр технического
обслуживания (БЦТС).
Почтовый адрес:370033,г.Боку,
Московский проспект,105.
Телефон: 67-00-91.
Донецкая, Ьорошиловградская
обл.
4
Азербайджанская ССР,
Чечено-Ингушская,
Дагестанская АССР.
13. Днепропетровский центр техничес- Днепропетровская,
кого обслуживания 1ДЦТ0). Гродненская,
Почтовый адрес-.320036, Кировоградская обл.
Днепропетровск,пр-т К.Маркса,
III. Телефон: 42-37-30.
14. Красноярский центр техничесого
обслуживания (КЦТО).
Почтовый адрес: 660049,
г.Краснояр ск.Ленина,7С.
Телефон: 27-24-24.
Красноярский,Хабаровский
края, Тувинская,Якутская
АССР, Магаданская,Сахалинс-
кая, Камчатская обл.
15. Пермский центр технического Пермская,Кировская обл.,
обслуживания (1ЩТ0). Удмуртская, КОМИ АССР.
Почтовый адрес: 614077,г.Пермь,
Бульвар Гагарина, 81/4.
Телефон^ 48-33-58.
16. ПЭ "Мосстанкосеовис"
16.1. Московский центр технического г..Москва,Московская,
обслуживания (МДГО). Калининская, Минская обл.
Почтовый адрес: 109202,Москва,
рорсе Фрезер, I7-A.
Телефон: I7I-I4-70.
ултНь^тона-,-42т" 'Телсгфон4-44-67—Ш
№ до» и
Дата
09217/05.000.000 03
Форм it А-4
1Л/Л «Т ,« T'»Z\ fl Я*
chipmaker.n
---—-------п-----XT"-Тй йнп лй Инн. As дубл Подпись к дата
Инп.5 подл.) Поли. и дат< _р3- -- — --------- Форма.5а ГОСТ2.Ю6-С8
I : 2
* •• —• — " —* — — — «о м» ««•
17. ПО^иб'т^гн.осеггис” ।
Новосибирский центр техничесйого
обслуживания ( ЬЩТО ).
ПочтоЬый адрес: 630039,г.Новоси-
бирск, Воинская, 63.
Телефон: 66-47-12.
18. Пензенский центр технического
обслуживания ( ПЦТО ).
Почтовый адрес: 440600,г.Пенза,
Кирова, 57. (
19. ПО'ТТенстаякосервис”
Ленинградский центр технического
обслуживания ( ЛЩ*0 }.
Почтовый адрес: I98092,Ленинград,
наб.Обводного канала,!30.
Телефон: 252-79-44.
20. Омский центр технического
обслуживания ( ОЦТО ).
Почтовый адрес:644047,г.0мскт47,’
5-ой Армии, 133.
Телефон: 23-27-49.
______3____________„
Новосибирская, Томская,
Кемеровская, Амурская
обл., Алтайск^,Приморс-
кий края.
Пензенская, Рязанская
обл.
г.Ленинград ,Ленинградскся1
Вологодская, Новгородская,
Мурманская; Архангельская
обл. Карельская аССР.
Псковская обл.
21. Свердловский центр технического
обслуживания ( СЦТО ).
Почтовгй адрес:620!51,Свердловск»
Тургенева, 3U-A.
Телефон: 57-66-07.
С левая, Севе ро-Казахстанс-
кая, Восточно-Казахстанскиj,
Павлодарская,Семипалатин-
ская ,Тургайская.Кокчетав-
ская,Кустанайская,Цели-
не градская, Кар агандлнекая
обл.
Свердловская, Тлмокскад,
обл. ,Ханты-?»5ансяйскдй
авт.округ.
22. Иркутский центр технического
обслуживания ( ИЦГО ).
Почтовый адрес: 664651,Иркутск,
Рабочая, 2-А.
Телефон: 24-42-70.
Иркутская,Читинская обл.
Бурятская АССР.
Копиоовал-
Янс.
_______________82_
ф.чпмлт А-4
D31V Ml. A,
*
з
3
Сталь
> J
3
2
3
19
19
4
19
6
19 -
4
19
' ’Л
Сталь
Стать
Сталь
i:
! ‘ I'
15
8
9
10
II
12
4
3
Сталь
Сталь
Сталь
Сталь
Сталь
Сталь
Стал!»
Сталь
i.
18
18
10
20 Сталь
19
26
л- -
Куда
входит
Коробка
скоростей
•Перечень к кинематической схеме
I Число ! Модуль : Жппа ‘
Позиция : зубьев : или . :пу^ато-:
ом • или : шаг
ваходов : В Ш °-;
31
49
19
22
16
2?
17
32.
38
37
4
. Материал
1
20Х ГОСТ 4543-71
J.
.. • г * , * у ‘ / -§
у Форм* 5» ГОСТ 2I06-G8 !
Таблица
Показатели
свойств
материалов
•7 г.
и,..,
40Х ГОСТ 4543-я'
Сталь 20Х ГОСТ.
-г'.
4543-71
4543-71
4543-71
20Х ГОСТ
20Х ГОСТ
40Х ГОСТ 4543-71
Цементировать
b =0,7...0,9
-ЖСЭ57., .61 "
®Ч НВСЯ4Э...54
Цементировать
h =0.8...1,0
•НВСЯ57...61
-cj То же
40Х ГОСТ 4543-71
40Х ГОСТ 4543-’Я
40Х ГОСТ 4543-Я
40Х ГОСТ
40Х ГОСТ
40Х ГОСТ
4JX ГОСТ.
4GX ГОСТ
Зубьа ТВЧ 1ШСЭ49...54
; , / ТВЧ НРСЭ49.. .*54
' -> То же
- п , -
40Х ГОСТ
4543-71
4543-71
4543-71
4543-71
4543-71
4543-71
,» —Ч
'.1 » - *
фбья ТВЧ KU49...54.
33 .Сталь
25 Стать 40ХТ0СТ 4543-Я
__э
То хе
Поап. ж *»т*
к
S V*. Форм* 5* ТОСТ 2106-Б8
. • • .. • *3
3
54
24
Стать 9ХС ГОСТ 5950-73
63
-2.5
Стол *и салазки
Сталь 8ХФ ТОСТ 5950-73
63
НШ\59.
резать
.и? ЖС~57
'"То-±е
5x10: . ‘€=10
й’йо
к'Ч:-.
. - . у" • •; ?•
Сталь 9ХС ТОСТ 5950-73
. V- '-S У* -.-:Д
Куда
входит
Коробка
скоростей
f число : м<даь :
поадия : зубьев : 1-щ .
: заходов : в ш :*го KS!e~
. катета
Показатели
свойств
материалов
18
19
69
.39
39
32’
30 '
Сталь 407 ТОСТ 4543-71
Сталь 4DX ТОСТ 4543-71
То JKQ
То-ла
Злит1
&5ШО
Гайка ‘
1-зах.
<=10
Сталь 40К ТОСТ 4543-71
Сталь ВХФ ТОСТ 5950-73
HKL59...63
д'
•ВХОДИТ
f Ширина
Показатели
свойств
штериалов
Сталь
2,5
52
37
Гайка
инструменте!:
51,5 . _
п»
3
3
HBD.5H
.
20
72
сэ
Сэ‘
> *»
НВ0Э46,5...51,5
. Сталь 40Х ТОСТ 4543-717 1ШСЯ45,5...51,5
Сталь *40Х ГОСТ 4543-Л
Сталь 40Х ГОСТ 4543-71
1 Число • Модуль | о^ода :
: э^™в : ЙЛ1 • :зубчато-: < Материал
, ИЛИ w гаг ,-pi VATTR-4 ,
J заходов : в ш ,го кп>
Зубья БЕС^49. .754
3
Сталь
40Х ГОСТ 4543-71 Зубья HRC^.154
4QX ТОСТ 4543-71 То же''
ЯВСк59.—6Э
49
4
6udA лист 7
Л7/7О
Блок
трансфер-
riamopob
Станция
гидропри-
боЗа
вид к лист /
/Ч/-70
С'г'гэащэёЛё/-/ //£//'
исполнвчия^ б лг/ч в пн
Г'Ф2П1С5.00.0 ООО 5000 5650
-01 2865 5665
-02 2865 5665
"05 26/5 5265
1 . исполнения. 6 MM в MM MM flacca м,кг Примечание j
{ ГфМНСб.ООО.ООО 5000 5650 U65 6580
-Of 2865 5665 QOfO 6125 огпсцтстбист no3.wJ
i -02 2865 5665 QOfO 6125 OTiCL'mcrnSuem nob. 42
-съ 26!5 5265 5^80 5600 e псцтст^цет
Гт-r * 1 r" 'J "J J 1 I i J
[er.ru
исполнения Б ММ в мм мм flacca к, кг Примечание
Гф2П/С5.000.000 5000 5650 0/65 658G
•0< 2865 5665 чО/О 6/25 Qmcumcmbusm позЧ2
-02 2865 5665 00/0 6/25 oma'mcm&jzm Л05.42
"05_ 26/5 5265 5080 5600 O/rtcumcmSuem
—г -—Н -—- -— * -— - ——
-05 2805 5665 W0 6^25 сти/тсгг^ием JnoyQQ. |
'06 2865 5665 00/0 6/25 omcumcrnfiuem no5.it!
-07 2&65 4OSO 6<25 от сЧ'Псгыуе*/ nos 42
в
I
ipmaker.ru
изп лист
-05 2855 3665 LiOlO 6^5 игпсигпс/пичс. 1 J лоз.Ш
•06 2865 3665 WfO 6/25 omcAJmcmfiuem поз. ^2
-07 2865 3665 4010 6125 ОТ С y/ncrnfyern noJ. 42
•
изн лу7_ ^°докум- Red*. l&iffp __
КГП 1Г>оА1Л‘
ГфЯН'Сб. ООО. ОООСб
2
nbzgou
too
; flQCfa
• л о дач
2*/87.
r^i^C5. ООО. 000^5-
,'?23Л'/СЪ
J:За W
A
Сид ср A
fyotef.
ГСЛО
оРггат _
s-
4Cu£ar> 'C/f (з
Г.рслтр.
‘7syc7~
'/fjtotQP.
\/3axcf>5O^Q
: /ЗаX t^fG
- 30
iialt<j>SZfp
28
fibrn& алера/ъор
/60 :
№М9О^Я
—I 1 I » »
77 /7 '^^^б/р7С/г/
* faHC&sibrtMS ьерсяс/Ахг/С
iAZr/4> c WH/a/te#
'Pxe.wt
chipmaker-ru
Обозначений- -
Гф2/7/05.000. 000-0/
r02ft/tf.OO/iOQ0-O2
^/?М1323^УЗ
-» . - w - J < j ; - J -, - *•-
‘ X*..“ »• . :
/7</^ 50 afyk
37 KoHcV^b^y^'-A' *
7^-22 l гГЛ/3фЗ~^6О/, 5Т&4МбМйЯ W
chipmaker.W
ГфХаГНизп Л
Цнс/ярума
££J
Харизм креплений
UHCM/ty/beH#7CL л|
&2jft>^c£ w/iuftffejbtfcfa
Qgjj
СЛ7С//&/
>A,^TUV Л,
ЙЯ7**^
, - zV -. л ; • / w-*
/<за>
u/rtert/naL. <
lipreaker.ri
«J*Y
.> <t-.~-.‘—r.^un?:-5
*?<«“.
V -•« if-C* Л r. " i ** *—
.-> WfiS-Y-Itz I
Chipmaker.ru
chjemaReT-rb1
3«ii
tkgprp?
chipmaker.ru
chipmaker.ru
I.»
8110
11Н1М1Г
•:Клаоо; / •»
|точ* : фда входит ,!
jbooth: .
37
П<у
2 Л
*
34
По;
\ Обозначение’ b окб.бкё^’/^’-^в-нка' м6д<Г;Ш171 С5 и'сполнениё 05
ИШ1И11
'«llllll1
niHitiii;
limaii
ц||рлиа,<1
mu'.iifiK»
rOiiiuUn;
208
210
5
6
3
28
3
></
« "
Подшипник 105
«twiUHUtr
г *
П
По;
По;
*• — ' ♦*
* Перечень подшипников качёния:л:«.’4:- »v |
t • • • * I
:Позида: Кол-во'
4 по । на '1
I схеме : станок'
Подшипник 18
Под!
mn'4
Подшипник. 104
HIIKUi
шник
'Подшипник
Подшипник 307K*J ^20б’к)
miiuiii!
ПОДШИПНИК 6*311-:’
Подшипник 407 '
Подшипник 5*1009916
’• Подшипник 7207
‘Подшипник 7208
. Подшипники РОСТ 6874-те
8104
8116
Ллс? Х> докуж > Подр»?* jttjry
Механизм смены »i 7у? /
инструмента • / '2
Механизм смени
инструмента . •-
Ме^хнизм смени
инструмента
Механизм смену
инструмента
Механизм смену»
инструмента ‘
Механизм смену
40
Консоль
Коробка ’.скоростей
Коробка скоростей
Головка „шпиндельная
Коробка скоростей.
Коробка’ скоростей
Коробка- скоростей
г) К^рОбка .скоростей
Коробка скоростей ’
Коробка скоростей
Консоль
?>
^Консоль
у-Консоль
Механизм смену
инструмента ••
Механизм крепления
инструмента ;
Консоль.’
Стол ц салазки. Ь6.
". '• <*• •’•• ,-..Ы
Ж?171С5.000,0ООК7
chipmaker.ru
&
X.
f
6
> d
iimu:
INIIllU
uni*.t«i
UiiElltilM
IIHIMII
Й1ЯН
tiiwnn
IlH'.nr
v.m
nnv.ui:
Itllll'.tl
5
5'
6
5
°*.
S
Подшипник 5-46207E
Подшипник 6-46208E
x 5-462I0E
Позиция: Кол-во
по : . на
схеме : станок
Подшипник 60209
Подшипник*1 BG200
Подшипники ГОСТ 7242-8/
Подшипник 60106 л,
Подшипник 60205 -•<
Подшипник 6-46120Л
Подшипник 46203К
Подшипник 46204К ~
г • •
•:Класс: . < •! • ‘
:точ- *; Куда входит
:ности: • ;
Подшипникг4-504708
Подшипник ГОСТ 20821-75
Подшипник- 4-I788I8
Подшипник 60212
Подшипник’ГОСТ %34-75
Подшипник 4-3I82II8;
ипст ГОСТ 831-75:'
ник 6-46112Л .•ч
Пода
По;
I
ГФ2171С5.0СЮ.СЮ0Ю?
Лжст ]
6 Консоль
5 , Головка
.6 Головка шпиндельная
консоль, стол и
салазки
’>Стол и салазки
• ‘Консоль
Консоль
Головка шпиндельная
•Головка шпиндельная, /<.
стол и салазки,кон- *,-у
ь.соль
*п< Коробка скоростей А-? --’
Головка шпиндельная
Механизм смены
инструмента
Стол и салазки
Механизм смены
инструмента
Коробка скоростей
17
16
10
30
II
19
8
20
43
2
2
I -
•3
chipmaker.ru
ттии
fOO
Гидро
станция
УЧЛУ
2С.Ь2
/460
1275
1900
-
Зл&клнэо-
.Блок
транс фор-
матврЬЕ»
250
3366
-U-,
КО *№.
Ь\Н fi. доьун
РаЗр ri {'Зихтяева/
ty>aS. 1С‘И0ОрОб/ 1'6 0&^
f~. KOffif». ИЛило&/ l.f&SE
Рук. (Ли^оноимЬ > B-fasa
/Ъмб,чutc£a
^згяп&. (Персоц/К#
с iipmaker.ru
&осетоно8леннью
3366
С
250
а ЛАг
РоЗр rS
~и^:л. >8/
/%7и ZWUffol"
Бодро
стешциЯ
Стонок Фое3£?рнв;и
домсолбмеги Sepmu -
Калбнбш с УЛУ и ЛСИ
МомпажнбнУ чергп&ж
fTo/brllHOp
/ЛсрООЛС^
Г. ха*Чр>.
Рул-
’———
/Z
^£ё
16СЗ&
9./0£с
УЦЛУ
2С&2
Элеллво-
.ШХСгф—
.Блок
транс Фор-
/ЧСГЛ70роё>
исполнения A 5,^ В J* Dpi. rrffSf4 . KI'S
ГФ2Г7/С5.000Л00 - 3000 3650 Л/65 ч -Й
-а fs 28 6 S 3665 7/OtO №3v/ У
-02 ZUQ 2865 3665 OiO'&r паз./
-03 * 26/5 3265 ЗУ80 отсуТСтЕуеле Поз И
-OS 2«J 2865 3665 ^2/0 Omcy/лс лаз-f
-OS zoo 2865 3665 ^2tO отсупеп ffasTp ЛОЗ. f
t -07 201 286o 3665 4OfQ Отсу^е' ifyBAt ooj. "i
•
нжма il )» ‘i
Н- .
.1
ri
ГФ2П1С5. ООО. О' ОНО
----------------
/7т~
'- е<ь»^
А
/'28
/?ис* 8
ГСПО
дуд/). ,{ fry Ls#r//. Ш. л*А/Л>. I fkidwcA <j ca^cr
iaker.ru
chipmaker.ru
чэ
о
С
' VI ям I Кг>Л
А ч »
jrljH s.
Г СПО
к)
с
й
q
я
*?>
QnocpJajp^ii.cjio^j;^
! ралпя
ВЗУП’^ШЫ;! С ЧП7
2с. (Г> <7 Комплект 1 поставки
гч».
Я яч. гр
Ути.
(Ьн> па ic тс Г52171С5 леи. 03 Наименование Стпно1^_б сб°Г'эЗДопус-- К‘?.етег .лФг.о}ятэовать Кол Пр !мечагие
» J :<<fasa ।
! Подпись
OCT 83.05X46-78
1.1-35x58-2
1.1-40x60-2
1.1-50x70-2
'1,1ажсета ГОСТ 6769-51
!2их4Э
80x100
-Котаца ГОСТ 9803-73
.00^012^25^2-2
iOI2-GI6-25-?-2
UI6-020-25-2-2
025-U3I-36-2-2
028-034-3
040-018-46-2-2
1гГ0-080-58-2-2
— * :
2
I
1
4
2
1
8 3
13 12
22/ £ Р
3 1
ГФ2 [7IC5.000.0CU-C6JII
ОболИ leiiae
Под.ись
ЛОКУМ
... • Наименование - ! . - - - ... , . -f - ...... 1 Кол. L- • t Примечай.te
090-100-58-2-2 ; 6
JiaMna накаливания
M0_24B 40 Вт КогшутаторйЬя лампа 3
JCM24-35 ГОСТ €940-74 3
Контакт электричес-
кий магни тоуправля-
емыЗ КШ-I гр.А 2
ГЛагнит пистичнный
/дБ. 041.1153 I
Выключатель конечный
бесконтактный ПИ4-6-1 2
Запасные части,пос-
дурившие со стороны в СООТВСТС'Т'ВИИ с
комплектами поста- вок на пс-упные
изделия к:
1/стоЯЦии управло-
ния A3433-VZ- В по
спецификации
05 6580-6246
2/днигателям подач по
специф.05 6580 6222
3/гидро с тэнции:
4/гидрорасгределите-
лям ВЕ62431/Г24Н
ВВ64431/Г24Н
ВЕ6574А31Д241! 1
Г32171С5.000.ООС-ОбД!
Дата
_ . ,- *
5. 'гхдродвиг ’T0.TQ По-?-IP — г “ • f
З/запаснко части и ... / (
экстыуатадиоггнгя — ‘-4
доиуыезта^и 'к L УЧПУ •
согласно листа упа- —— Блояона в
ковочного J° 2042-65 Ikolhi ►узажл^су
—— ГШ
Шомпол .12
110ДД011 I
Югра, денпе Т,_ * -9- — •
Сухари ГОСТ I473G-69_ jLa — - - - - -- - - -
7004-Cf “б — 1
Гадп А116-6Н.6,25_-
ГОСТ 5927-70. 1G
!Х^х2Л6.О£.О5 - —
Г0ГТ..П37Г-7%__ . 16
[IraraHyi Г0СТ_22034-78_ 1 l .—у - _ * > -*-
L'I6-8sxI30.8«.О5 3
М16-8дх150.38.05 8
Цотлср т У0Л03Х . .... - -
ОШ..1415-80 *1 -*—*
.
ГОСТ Z2037-67 и - —- —- —г-
-Опии. гаочкнй _ 1 — - — а.^ «
гост 2839-80 i
78IMCC3 WI
*рл *т о л тт^к л X
•
781--Ш PJ1. кимт0кс.прм, JL—
7811-0023 Ж ВДаОк'Г.пр-^ I
i -w.
ra2i7*c5. occ. ooo-oeri |
chipmaker.ru
Прнх;<
1 bin v.ei'OiK
-I
I
те.тг
7511-0025 ПС1
Хгн.Окс.’Тр-
78П-0СИ1 ПС I
'•гт.ОкР.при.
78ГТ-0043 UCI
Xifn.OKc.irr?
тюч 30
51- ЮТЗ
. Г37ГЗСР7-
Труб т_ охт'Г7о:г зд
?РУ,б ' О2гЛ^<ЯРУ{111
Ключи ГОС'1
I
I
Clromaker.ru
78I2-CP7-
’OIFi'^'V В
chipmaker.ru
Прилижем’ а РТ.М2 >71
Э
О
Обозначение Наименование Гол. Примечание
Ключ ГОСТ Г69о4-79
78II-03I5I Хим.ОКс.прм, I
Ключ для заика.
I станции управления
AB433-VZ- В I
КДЮЧЛЛЯ вводного
автомата 2
Документация
ГФ2171С5.ООО.000РЭ Руководство по
эксплуатаиги Главк а
ГФ217ГС5.ООО.000-06РЭ1 Электрооборудование I
ГФ2171С5.ООО.000-02РЭ2 Инструкция по
про] раммировакию I
1V2I7IO5,00Q,0QL-uW 0Ш2£1£ДРСТВО 0
приемке 1кй ига
Техничесгал дскумен-
тадия, дос гул: 1с.гдя
со стороны на: •
Х.сгажих управления
AS433-VZ- В
состоящую из:
а)сопроводительная •
документация
1
ГФ2171«5. ОСО. 000-06Д1
М Л1 и
j>1 JM
Подпись
Лист
"7="'
1 Инмен Ji<„nnf
о I
Иг U'f I не
комплекта АР433- 1
- В по сде^. а'один 2ном1
.063338GC1 л.
г) документация ui. кого распредщита ЗБ-Ю'осС 2экз. II листов
1 1
2. Руководство *10 эксплуатации на —
%/СТ£-‘0аСТх,0 kiU Лк/*1<и“,ю5 Lj^-035>u9C.PL д_ _
1КЬВ1Г
3. Гидростан цию 4. Уидродвигатель исо;.гй г-
Г15-г1Р IK01.J1
5. Перераспредели-
тел л Il.OI 111 и.
6 о Периодент^
i
П>2171С5-С6-2иС<1 из... 5 2.5748275.С00и1-СЗизм2/ 2.5748275. С<Х <СхЧ.Здзм2/ СП 1 Ы rl 1 1
5 Санд,
'5 I G банк Z-cui j
ь странида 7
2.5748275, lCul I-u3i вгл2/ |5 I 6 банк — а-т £ — —’К _ CTpaiiHi J
Иаимеис ине
7. Недолета ддя
коппечсатцст кпгюг?ати-
чес::ой погр-эгиостл_____
по оояи: X
' —' * • • •ег’ • '- —
U---------2______
_• --НСТ'РуЕСфЛ ЕС ОПГО.ЧЛ-
эгггш сотгряхения
У Ш 204z?-$5 со
CtTc^TIvOTl
К. i.i Примечание
’"я Toibko для стажоЕ с _Р?0Д0НЛО11 _1;оттриеч1и^^
I
chipmafc£i?qi \
t t
4
75
liOb.
Примем
602
50$
SOb
500
поперецноО- fi^^cn/cj
yrxJ-
кальнык цапраё-
Обозначение
Место годе смазки
~py^:q_. rqCTCnj2
h3 м5 L - 300
М3 n Ox0,5 L-600
с
т
chipmaker.ru
I
539
399
Обознзчени е
TpjjfaПСТ€{ 7-^
ММ 4x0,5 L-30C
no ^ерну,-7)0
502
503
50ч
503
507
568
500
5Н
5i2
5tf4
515
5fG
Min 4^0,5 L -500
ЛЗ/y £<*0,5 6 -220
из 55 4*0,5 ь-260
МЗМ £/*6,5 6- усо
W3FI 6*0,5
МЗМ 3*0,S L-5OO
МИ 6*0.8 L-/00
502 М3 M 0x0,5 L- 300 / Hei сказка ёерти-
50Ъ мз м 0x0,5 с-600 / j p кальных, HQ/^aS-
М L-220 г ляюсии-Х, 1
SOS MZM 0X0,5 L. = 620 /
JOS М3 M 0x0,5 L-725 / На с.мазку ребуктсро nonebc^poct /? а даa и
501 /v 0/OS 4 -625 / 1 Het смазку QepBffkct
568 М3 M 0x0-5 4 - 750 На спазку переднего
SOO ПЗМ 6*0.S L-260 г На сназкд Уерв/^о?о бала
5/4 MSM i^kOS Is 700 /
5/2 M13M 0x0,5 5=675 / На смсгзну п с (Oiej('пнипоО бергпихального бь'нп^а ^—- -*-г
• J
574 Л73Л7 6x0,5 L-H7S J На сказку салазок *
5/5 3x0,8 600 / От насоса к-пасло- слабел/о
5/6 M3M 5x0.0 L = 700 f От рильпура п насосу
Цилиндры Коротки переключения скоростей
Гидромотор
перемещения каретки
Переключение скоро cm
chipmaker.ru
chipmaker.ru
Постановленный
Г/о
г 1UUU лпы - ” ' — " '
/250
/600
2000
по иасоВой стрелке протий иасо&ой стрелке Времени с Маеазииа
Быстро К шпинделю Лер ем еще рие каретки
Медленно
Быстро от шпинделя
медленно
ВВерх П еремесцение проВого схВато
Вниз
ВВерх деремещ&мие леВоео схВота
Вниз
Ориентация шпинделя
Отжим инструмента
Отжим детали
Б локироВксг короб хи переключения* скоростей
&осиюнО%ленный подлинны к
4
1J
Поз. оЪозиа- //аимпноЕ аиие Кол ' ' ! Приме и а ни е
4^2 ГиЬродросселЬ с обратным Клапаном ДКМ 6/3 £L = 12.5 л/млн. Рдом* 32 МП о/.
РП2 Регулятор потока МП г 55-32 / Q- 2&/)/мин.
дрз ДросселЬ / СмбЛзмФР/М.
М/М2 Гидр о мотор Г /5-27Р 2 Ином - 960 об/мин.
КК/ Коробка Клапанная См 67/3M^£i.
Pi... Р5 ЪдророспоеделителЬ BE6-263i/Г 2/fJJ 3 Рном -. 32 МПа
Р5;Р?Р8 бодро распределитель В£ 6 РРЗ//Л2Рк 3 Рном: 32 МПа
PU;PG идрораспределшпелЬ BE 55 7бА 3f/n2Hi/ 2 Р ном= 32 Па
Р9..:Р!2 ‘идрораспределителЬ BE 657HA3f/f~ 2bn 4 Р МОМ- 32МПа_
РД1 Реле давления ПГ62-Н / Оном- 6,3 МПа
‘i ./
// Расосная установка iO- 2.2- ГЬ8~£Р*л & / Q-8 /мин *:2,2к&1
I
chipmaker.ru
Поз. оЪозиа- чеиие //аименок ание
ПР2 ГидродросселЬ с оПра/ Клапаном ДКМ 6/3
РЛ2 Регулятор потока Мп.
дрз J/росселЬ
М/,М2 Гидромотор Г /52/Р
КК/ Коротка клапанная
РЕ. РЗ /идрориспределитолЬ &Е&
Р5;Р?Р8 Гидрораспределителе ЗЕ6
Р4;Р6 идрораслределотелЬ ЗЕ65
Р9... D/2 Гидрораслр&делителЬ ЗЕ 65'/
Рд/ Реле давления ПГ62-М
// Насосная установка /0-2,2-
chipmaker.ru
Цилиндр
отжима инструмента
chipmaker.ru
Цилиндр Цилиндр
1?нтс/ции шпинделя4 отжима инструмента
Ц6 Ц7
л^лв^. \//оо>лис6 аЬта\&3. as кЛА а ^У/7 \/?ад/>. допа
30
Рг Ndcjwk
-0,2 MPa
Цилиндр
Ориентации шпинделя ♦
Z/6-
Цилиндр
отжима инструмента
Ц7
ишдеяя •
Цилиндр
отжима инструмента
?0
5
-
PH
Поз. оЪозма- че^ие
йР2 Гид родр> Клапане
РЛ2 Регуля/ти
ДРЗ Дроссе^
М/.М2 Гидромы
КК/ Коротка
PL.. РЗ fa др орас л).
Р5;Р?Р8 Гидроросл).
рЦ.Рб идрорасп/.
Р9..Ы2 Гидрораслр
РД< Реле Pal
А/ Насосная л
ЦГ ЦЗ
Ц^.Ц5 1
це
Ц7
fa* JJuem Ндвку*} Dadnuc 6
Разрой. ViKjpt^a > v‘
ЛроН&р 'Cubpf?;
Т- Илутр,
Рук bi льк)
Н КОнтр.
У mF). Pt(>q^)Ci^ / Лп.
Поз. оЕозма- чение Дс/имено&аме л
DP2 Гис род россе л Ь с ь5ратнб/м Клапаном Д КМ 6/3 •
РЛ2 Регулятор потока МЛГ 55-32 J
дрз ДросселЬ
М/М2 Гидромотор Г /5-2/Р *
КК/ Коротка клапанная i
Р/. РЗ /парораспределитель BE 6-293//Г 24Р к.
Р5;Р?Р8 (одрараспределитель В В 6 44/3// /~24Р с.
Р4;РБ идрораспределителЬ BE6574A 3f/f 24ц / У
P9..D/2 ГидрораслределителЬ BE6574АЗ///~ 24Ц 2
РШ Реле давления Л Г 62-// 1
// //асосмая установка /0- 2,2- Г48~/. 4хлЛ 1
44. ЦЗ
ЦЬ.Ц5 I t Г Z
Це I /
Ц7 у
Поз. t)B03Ma- чеиие //аименоЬ ани t? Код Примечали
1>Р2 ГидроЭроссерЬ с обратным Клапаном ДКМ 6/3 Q'.f2 5л/м*н. Pwmz 32 МЛся
РП2 Регулятор потока МЛГ 55-32 / 0-20^ мин.
ДРЗ Дросс&лЬ / Смб7{ЗМфУ//Л
М/М2 Гидромитор Г/5 -27Р 2 Ином - 960 бб/лпш.
КК7 Колобка клапанная См 67/ЗММ4 ^50(8
РЕ. РЗ fodpopacnpe</e#ume>fib BE6-2431/Г 24.Р 3 Рном- 32 МПа
Р5;Р?Р8 ис/рор оспредели/пелЬ BE 6 4437/Л2477 3 Рном= 32МЛа
РЧ; Р6 'идрораспроделитолЬ BE 63 7бА 3/Д241/ 2 Р ном- 32Ла
Р9...Р/2 Гидрораспр&делителб BE 6574А37/т~ 24н 4 Р ном- 32 МЛ а
РД/ Реле давления Л Г 62- // / Doom- 6,3 МЛа
// Уасосмая ус/пано^ка /0- 22-Г 48-4 Улл / 0-В'7мш*?21<Ь^
tJ
43 3 О Зомм/ -. 76мм1
Ц^.Ц5 2 . 4омм/ 90,4Ну j
Це / . , r l.-KEr.. Эф 65Мг1' du* {'
Ц7 / - Unm L 1Ц: f20 fir ь , -
---'U'TIZ G
3 qV/£0 ' //&№#&/ £^/2. S. e^.^p.
ОZ 6 <
/3 с/oerna
S ос* елза no в.ле нпь/й
л/ У
chipmaker.ru
chipmaker.ru
505 -ход
! 1700
г GOO
с ipmaker.ru
5CJ —х О ft
ГФ2471С6.00О. 00 ОС 8
. гл !'UC7 ^f-дскуп i 7Г^
Vs^b Ррс&ур
' *<' ЧГР /3'' ,//сс>7
1 'У* 1 >
чгр Р : Ге- ,•
1^4 . .<
Отанйк срр<?з&рнь/с/ л-0Н-
еоль нь iu берл? иксхль -
лыис v/)$u a ^етсно/псг-
ЧССл'Сй С не чей L H&snpt/-
Литера ^асса
Л Сп. таЪр чс лис- те Z
"к/сш-тЛ
'СГтГртггакег.ПГ
т
chi ИЯ 'ПТГ
ш
И
KOHCOHU
UCflOrfHCftC/f!
Зона Св
/GO
/3/
/32
С 0. ООО
5. Райнер /. до су л ач
перемещения нон соли у<
чигпь расстояние от по
шпин деля • . н а и п
наиЪ
4-Допуск параллели
Бинта поз> 9 к накради
АЛ4£?А ГОСТ20799-75 до cr.
Полость К Заполни чь
Под a j и тс /- оъ ^7/ /л
A ’f F
2 3 Размер L до кулачкод ограничения бортика
_ перемещения консоли установить так, чтс£ы а
чить расстояние от поверхности стола, до торь
шпинделя • .наименьшее не иол ее 70 ни*
наибольшее не менее Ей 05
Допуск параллельности опорно/к шеек ходе
Винта поз.9 к направляющим не долее ощПмм
5t Масляный резервуар консоли заполнит
и-Ю/Х гост20799-75 до середонь глазка мослоуказапч
Посети К загс ин ть маслом
Поди/йпнрг паз r rii нМ ы’кз смазкоу
С Щ кМ , 3, окр^ гг?
ЬГ' />? $.,г • '*7 ' 1.
Chipmaker.ru
до к ул ас код О2раничёни^оёркоик0лино?о
онсоли установить так, чтсЬы о^еспе-
'jl от поверхности стола до торца
2. KftlHbQ рОЪ Ml
^усь'йол е’щупа та
.нои не но шее не оолее 70 мм'Л'&м
'Cr.MtifMf/tjX
наисольшее не менее £705 мм
рраллельности опорных шеек ходового
\напра£лятщим не долее о,ор мм
1й резервуар консоли заполнить маслом
\-?5 до серед/ЛЬ/ глазка маслоуш^ателя поз 357
ЛЛИ(. /по МССЛиМ.
г 20/ /клип CMQ3 лц ' 'W"’"<; усе/ГС ''ГС^СРРй/
; < ‘ Л. л/ f -•> 3, -/>.у \ л - • .Ci Н
A'vr.yV -•':
допуска? пег на отд
нортуру прилегали$
чир вертикального 1. Рй-Меры исполнительные, остальные
пак, чтоЪы о£еспе- 2.Клинья рок МО, Ш должны платно при;
юла. до торца рякусыванОещупа толщиной о,оз'мм на глувш
голее 70сЪпускае пса на отдельных участках по Бс
нс нее О’ОЗ контуру рилегания
/у шеек хода бога
злее О, о У мм
.• за пол н и ть ИО-ОЛОН
меслоу'-а^тел^ поз 3
p-я.
WKS.
{.Размеры исполнительные, остальные дли справок
2. Клинья роъ МО, 1/рдолжны пло.тно прилегать кнопрадлансыим
^кусыВаш^ щупа толщиной о,оу мм но гл удину недолге ломи
допуская пса на отдельных уча ст как по Ьсему доступному
г: он туру прилегания
-fS7O
chipmaker.ru
1
782
228
Зона Jo
Ш 2
1D3
86
205
НО
С4
NI.
•О
J*Размеры испо^митгльные^
справок.
Т—‘Т
In
сч
%
140
127
66
75
11а
® риски нониуса лоъ.&и линей к
соопадать.
З.Долуск параллельности ос
и на пр а ^лпкощил ползуна поз.
Ррин поъ. 85 и компенсатор
[плотно прилегать л налраРл>
t*Размеры исполнительные^ остс'ЛоНь/е для?
'справок.
2. Размер Р контролера Рать. Лри этот нулевые
с риски нониуса лоз. линей/щ лоз. должны
\соёпадагпь.
^.Допуск параллельности оси о ин тс/ поз. J
и направляющих ползуна поз.Р/ЩОУмт.
оРрин поз. 85 и компенсатор поз. 87 должны
\л/ютно прилегать л наира Рл я нощи /н лолъуна
\и салазок7 закусь/Рание щупа ООЗнн на
[глуЪину Юма допускается не на Рсес и/ироне
^лина а смпенсатора. ”,
chipmaker.ru
С?
226
268
спраоок.
2. Раз мер Р кОн^ролироёалпь. При это/^ нулевые
с риски нониуса поз. линей ки лоз. должны
подпадать.
зДопуск параллельности оси ди нт а поз. 7
и направляющих ползуна лоз.77 -ООЦн н.
У. Прин поъ 85 и компенсатор поз. 8 7 должны
плотно прилегать к наяраёля мощи/ч ползуна
и салазок? закусывание щупа орзмм на
\г рубину Юнн допускается не на §8ёи ширина
угли на и компенсатора.
х У. Пс - Ъ у о *ас л а ст ^ас > ?о ое Ц : ^кпирО. А
2СпсоШпредсл<лт>еп^м oSecne чи/т^г рабны
*5...20 капе. 7ь за Л?сеА.
к По дачу наело, онп наслораснредели тс ей
К наъраЬляьсшщм ползуна. (точки снаиш 2...1)
об^спечиьпь раЬнын / ка^ля зл 80 t А Осек, у а.
етен^е. :-
70
6Q
б. Пест a Sокруг, пресс - аасленок (лоз. 20 3)
окрасить (окольцевать} эмалью - ИЦ732Xt
красная Ширина
о кол о роёк и /2,.
/5мн
7. ПоЭи/илники шпинделя а полости их рае-
полонен чин наЬить он азкои ОН3 722-7(ЛК с- 2}
У.3
8. Узел докатать на стенде ётечении
7часа Sрежине реёсреироёания при
П -2000 дъ/ниН’. — установи ёш а Яся иъЪы-
точная тенпература на поверхности
конуса
шпинде ля не должна преёышалпь SS°c '
-радиальное Ъиение конического отверстия
шпинде ля у торца шлинде ЛЯ ЦОО8 н н}
на расстоянии L -300мн -ООЧван - торцевое
биение - о, оо 2 н м.
оЛ1п^г.,,г^ япк Лля оегилипобки клиньев
С- / 'H^JUUK.
2 Размер £ к&щпролироёать^
° риски нон к уса поъ. -таи лине 1
совпадать.
зДопуск параллельности <
и направляющих ползу ист л с
9 Ррин поъ 85 и конпемсато
i/7лот но прилегать л и ил pal
\и салазок? закусывание щ
^ьлцЪину Юнн допускается
у*гина и компенсатора.
* 3: Рпдоу ч масла ст нсют
:ма слсра^пре дела тел<?м оо
1S...2O Шсель За fdee.K*
^Подачу наела, сит масле
К нанраЬляюи^им пол Ъума. (
о5есьенанпь рСХ&НСнМ / Ко.-
сгпенде.
6./7е алл a Sокруг пресс - ас
эс
крас нар Ik УХ/Ш. Ширина I
7. Род wan ник и шпинделя 4
поло ясе чин наЪить енс/зк
р - 2000 дъ/мин: — услпансс
точная температура на п\
шпинделя не должна лре^ы
-радиальное Ъиение кон и чес.
шпинде ля у тор ЦО шпиуА
на расстоянии L -300 нм -
г доение - о, о о 2 пн.
d) 9. 1 Допуск дон для
зона бн
200
Го лоёка в лек тро vex ии ческою
3 су им а и л/стр., 1цем/п с/.
* д cm ^ск
л 2 суюра2лр^ делу кнелям
15...2O Капель За /Осек,
Подаму наела. енпнас.
К на праЬлянз <п ол ъун
ооесье^ить ра&ным / кш
Стенде ,
G./lecma Sохру 2, пресс-/
окрасить (окольцевать)
красная /А 5%/74< Ширина
7. Подшипники шпиндел,
г, оложе чин наЬигп ь сна
8. Узел обкатать на с
/ часа S режа не реёерси
/7 - 2000 Уъ/нин: — ус/пан
точная температура на
сипинде ля не должна пре.
-радиальное Ъиение кони^
шпинделя у торца силе
на расстоянии L = ZOO нн
доение - ot о о 2, нн.
Q 8*1&опуск дон для регул
3 процессе одпотки.
chipmaker.ru
/ МОСЛа От ^ПСЛЛ OetynffH^Q Д’
ъслоратръдели тетям оЪеспечить р&сбмьн
<5...20 капель за /?сед.
ч/7о<?ачу наела от наслор определит? лей
К нипраЬпкг-осцим ползуна (точки смаз^ 2..7J
oSec^evL/ATHb ра&н^м / ка^ля за 30 ±4(?се< на
стенде,' . - -
65
б. 21 естa Sокруг пресс - масленок (поз. 26 в)
окрасить (окольцевать) эн аль но - ИЦ432Kt
красная Тк УХ/1*/. Ширине/ окольцобки /2,.. /5нл
У.Подц/илники шпинделя и полости их рас-
положении наЪить смазкой О/с&/22-7(Л£С-2 '
8. Узел дд катать на стенде 8 течении
/часа 8режиме ре8ерсироёания при
р -2000 Уъ/нин-. — устаноёи 8си с/Яся иъЪы-
точ.чоя температура на поверхности конуса
шпинде ля че должна пре?ыииог^н ЗУ ° с;
-радиальное Ъиение конического отёерстия
шпинделя у терца сипинделя ЦООВнн,
на рас стоянии L = 300 нм - ОtO 4Gнн - торце 8ое
Ъиение -орог. нм.
0 Допуск дон для регулировки клиньев
6 процессе одкотки.
L
© L
а
w М'(-
{30.248
О,
'/Г
7П
-----'Ж*У
Ь ' о( 'У_______р ? ozj(,
’ С L' • л7Л7 1 /_ ' сг .*
, •. ... ‘7 [ ;?.к
Голоёка
^f^JCCQi
510
Chlpmaker.ru
А .