/





















































































































Теги: руководство по эксплуатации фрезерные станки
Год: 1991
Похожие




Текст
chipmaker.ru
Ирку wa&2 ста построите аянй э.
tW //ЗУ.
СТАВ ж ФРЕЗЕРНЫЙ ..
ДУЛИ 67К25Ш,
5ИФ1, 67К25ПФ2-Ч.
РуКО1.СДС со
по эксплуатации
67К25Ш/ .00,000 1
Chlpmaker.ru
Иркутск ’991
75
chipmaker.ru
Руководство по ..сш-^атации к изделию не отражает незначи-
тельных изменена» в конструкции изделия, внесенных изготовите-
лем после подписания к выпуску данного руководства а также
изменений по комп.: втукщим изделиям и документаций, поступаю-
щей о ними. '
2
chipmaker.ru
СОДЕРЖАНИЕ
I. Общие сведения об изделии........................... 3
2. Основные технический данные и хярпктеркотики ............... 7
3. Ксчп-'гокт по**тчпни.............;.............4............ <
•14 '/паиипно iv^i‘ <»о-л«1Га»»ц«»1»тц • 1
О. *ЛдИ'аи MUJ'.ujHt/l ............................• .....................*9
V. .’'tiT|4 4!<iTl»v, lUlh’Ttl Utl.UUJUVi И О1Ч» iK'OTtttitlUX ЧМОТЧ'1 ... ’.t
7, CttUTtUH >А ‘I’»» ЦОЦПП t ПЩТ Ц .>•"1'14'1 1»**«1Т»»МН...... . ’«Г
В. П'’ранен уетаночки.............................. 95
9. Порядок работ!*............................................. 122
IG. Вэзмомгые неисправности и мот j. п ;тх устранения........... 123
II. Особенности разборки и сборка np.i j-e*ленте ••••..••.. 123
12. Сведения по заласил?! частям............................... 125
13. Сведения о прис’лке ....................................... 125
14. Xpaueimo................................ 127'
15. Указания по эксплуатации,техничесдог-г/- обслуживанию
и ремонту........................
IG. Гарантии изготовителя ............
Chipmaker.ru
chipmaker.ru
I. OEllkE ОНГЦЕНИР. ОБ ??ЗДЖИ
Chiomaker.ru
Станки фрзверные широкоуниг рс&лыя s икотргм^ятальнке
67K25iIM, 67К25ПФ1, с7К25ИФ2 предназначен!. для ори;.а^'х'ного т
веррпа явного фрезерования изделий эд различных мате-ЧдЛи~
цилиндрическим^ ш „ьныи, торговыми, концевыми, шпоночнм,
фаоотными ж к, тпгми фрезам».
Станок £’ 25ПФ2 оснацен системой программного управления с?е
ч< >твеннсгз или импортного производства ж предназначен ,дя сбое-
боть :ета-ей до программ* в сч?теме прямоугольных коордни?е.г
эокталънчм ж вертикальным лпь^делем.
;/в.нок С7К25ПФ1 зснащзн системами цифровой индзхации о прэдьа~
dopov по роданатам X и И
.Наличие целого ряда приспособлений распп psei- технологические
возмонности станков.
Станки предназначены для работа в инструмент! -ьны^ цехат
серийного ji массового производства и в осл.’овг - цехах медъс. -гужн-
яого производства.
Климатическое исполнение и категория разме ьегтш станков УХЛ4
по ГОСТ 15150-69 для работы при температуре от +5 де #2°С Бысота
над уровнем моря до 1000м.
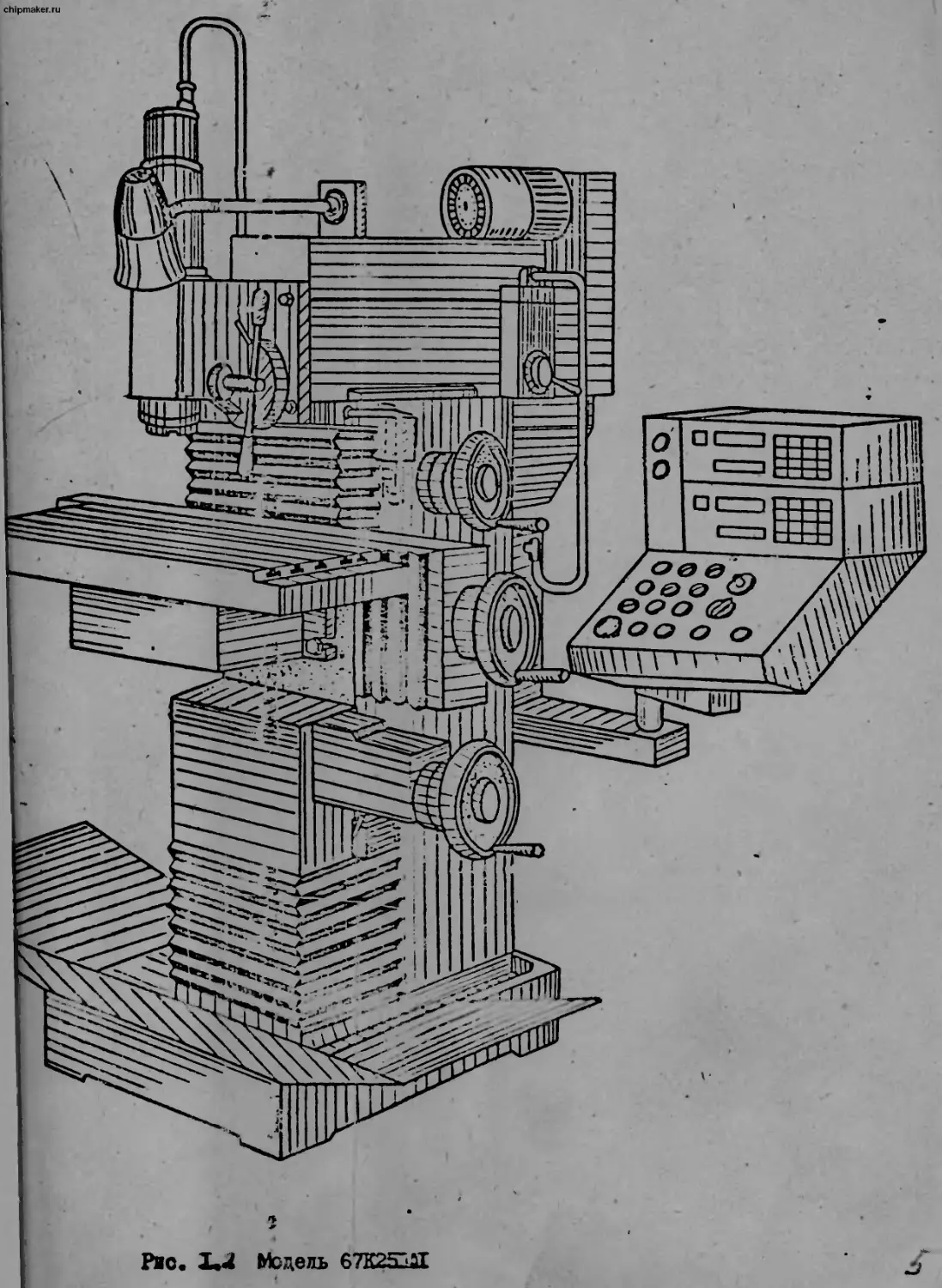
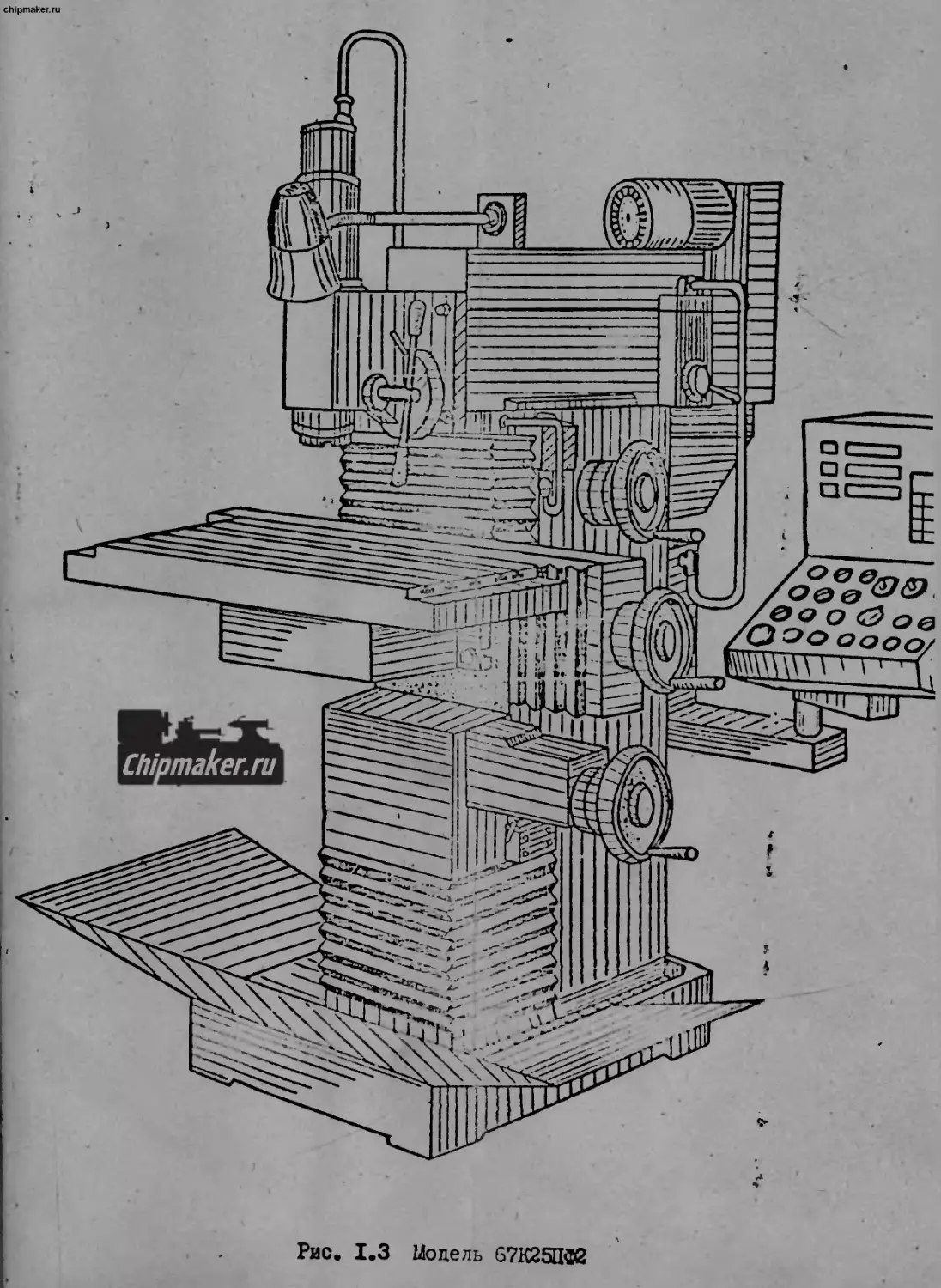
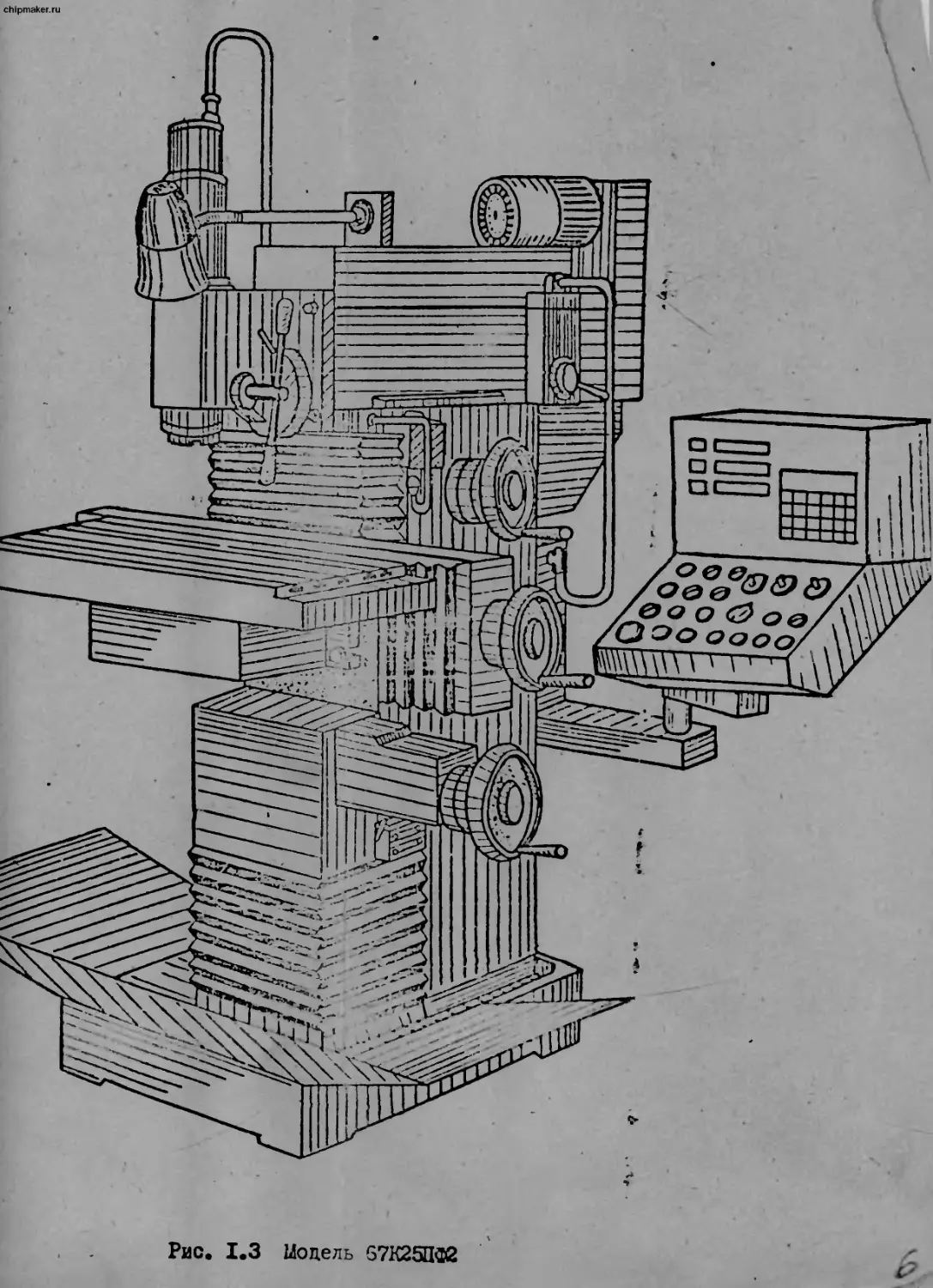
Фотографии станков приведены на риоЛЛв I.? 1.Г
chipmaker.ru
1.1
chipmaker.ru
ipmaker.ru
Ряс. XU Модель 67К257Д1
Рис. 1*4 Модель 67К252Я
chipmaker.ru
Рис. 1.3 Модель 67К25ПФ2
chipmaker.ru
Рис. 1.3 Модель 57К25ПФ2
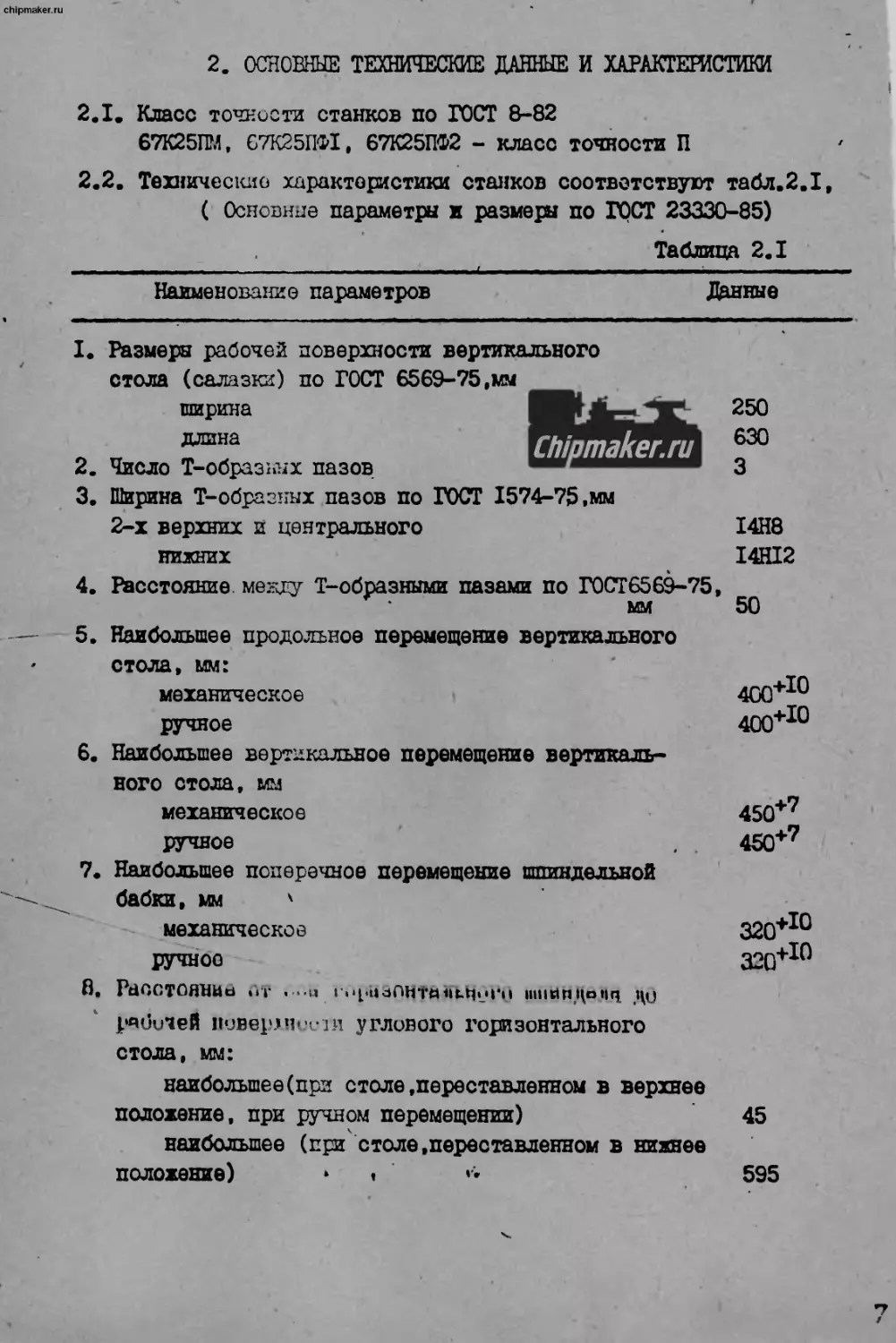
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
2.1. Класс точности станков по ГОСТ 8-82
67К25Ш, 67К25ПФ1, 67К25ПФ2 - класс точности П
2.2. Технические характеристики станков соответствуют табл.2.1,
( Основное параметры и размеры по ГОСТ 23330-85)
Таблица 2.1
Наименование параметров Данные
I. Размеры рабочей поверхности вертикального
стола (салазки) по ГОСТ 6569-75,мм
ширина 250
Chiomaker.ru
2. Число Т-образных пазов
3. Ширина Т-образных пазов по ГОСТ 1574-75,мм
2-х верхних и центрального I4H8
нижних I4HI2
4. Расстояние, между Т-образными пазами по Г0СТ6569-75,
мм 50
5. Наибольшее продольное перемещение вертикального
стола, мм:
механическое 4G0+^
ручное 400+^0
6. Наибольшее вертикальное перемещение вертикаль-
ного стола, мм
механическое 450*^
ручное 450+7
7. Наибольшее поперечное перемещение шпиндельной
бабки, мм '
механическое 320+^
ручное 32G+^
8. Расстоянье от ....и гарнэоцтадкНОУО шпапдоnq дО
рабочей воверллсита углового горизонтального
стола, мм:
наибольшее(при столе.переставленном в верхнее
положение, при ручном перемещении) 45
наибольшее (при столе .переставленном в нижнее
положение) * « ’• 595
chipmaker.ru
Продолжение табл.2.1
Наименование параметров
Данные
9. Расстояние от торца вертикального шпинделя
(от шпонок) до рабочей поверхности углового
горизонтального стола (пиноль вдвинута) .мм:
наименьшее (при среднем положении отола)
наибольшее (при столе .переставленном в нижнее
положение)
10. Расстояние от поверхности защитной гармошки
до оси вертикального шпинделя, мм:
наименьшее
наибольшее
II. Наибольшее расстояние от торца горизонтального
шпинделя (без шпонок).до переднего торца под-
вески . мм:
12. Конус шпинделя о конусностью 7:24 горизонтального
и вертикального по ГОСТ 24644-81
13. Степень точности конуса шпинделя (горизонтального
и вертикального) по ГОСТ 19860-74
14. Количество скоростей шпинделей:
горизонтального
вертикального
15. Пределы частот вращения шпинделей, об/мин:
10
490
165
485 4
горизонтального
вертикального
16. Количество подач отола:
продольных
Chlpmaker.ru
вертикальных
17. Пределы подач стола,мм/мин:
продольных
вертикальных
Tfi. yohiiponndtt шгц Oiv’lrt (йТЮДОМИМЙ и Йертпиаль-
ннй), мм/мин ‘ 4
19. Количество подач шпиндельной бабки
20. Пределы подач шпиндельной бабки, мм/мин
21. Ускоренный ход шпиндельной бабки, мм/мин
290
40
АТ5
18
18
63...3150
63...3150
Бесступенчатое
Бесступенчатое
5...1250
5...1250
1800
Бесступенчатое
5...1250
1800
chipmaker.ru
Продолжение табл, 2.1
Наименование параметров
Данные
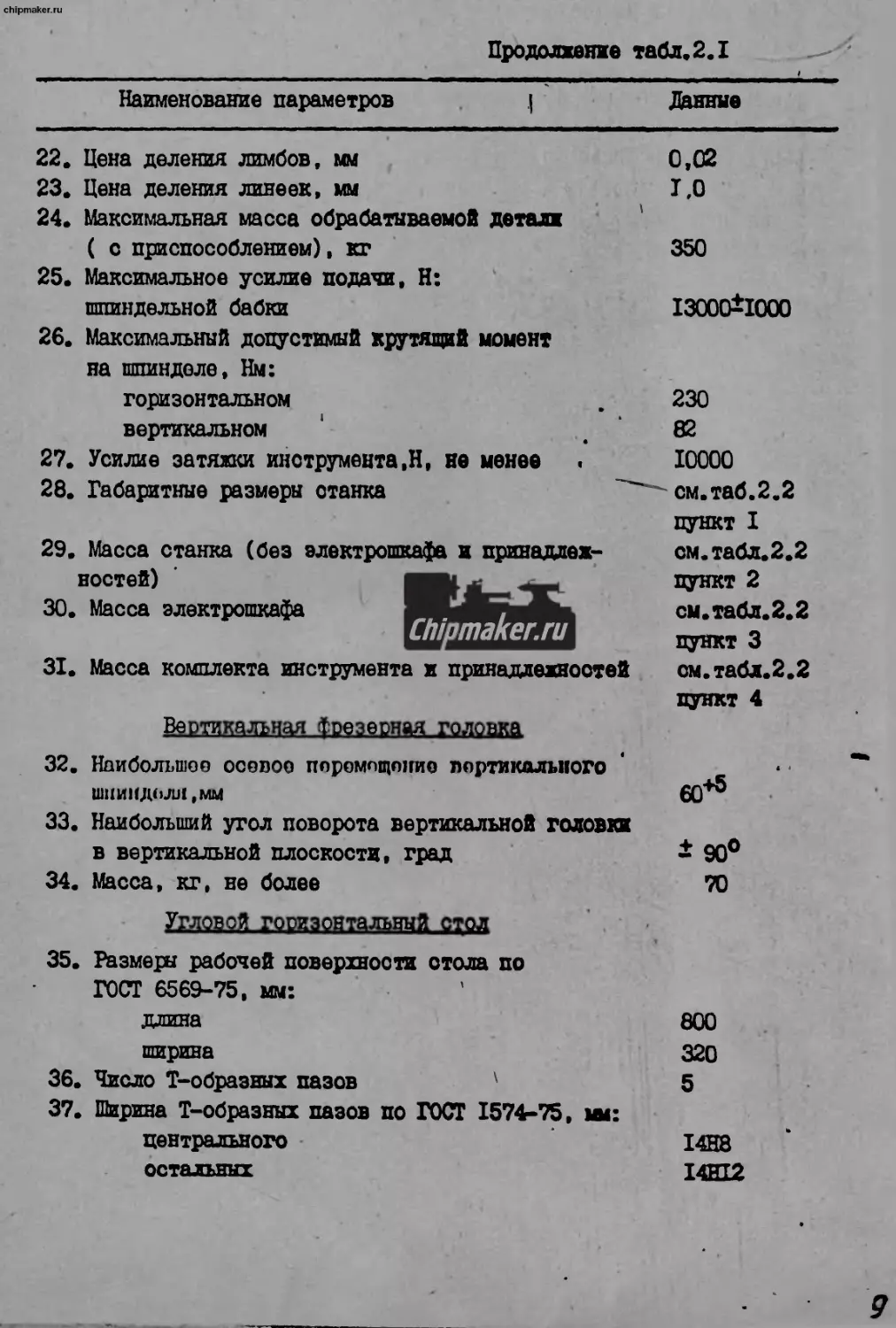
22. Цена деления лимбов, мм
Цена деления линеек, мм
Максимальная масса обрабатываемой детали
( о приспособлением), кг
Максимальное усилие подачи, Н:
шпиндельной бабки
26. Максимальный допустимый крутящий момент
на шпинделе, Нм:
горизонтальном
вертикальном
Усилие затяжки инструмента,Н, не менее
Габаритные размеры станка
23
24
25
27,
28,
29
Масса станка (без электрошкафа и принадлеж-
ностей)
30. Масса электрошкафа
Chlpmaker.ru
1,0
350
13000*1000
230
10000
см.таб.2.2
пункт I
см.табл.2.2
пункт 2
см.табл.2.2
31. Масса комплекта инструмента и принадлежностей
см.табл.2.2
Вертикально Фреэернм головка
32. Наибольшее осевое перемещение вертикального
шпиндели,мм
33. Наибольший угол поворота вертикальной головки
в вертикальной плоскости» град
34. Масса, кг, не более
Угловой горизонтальный стол
35. Размеры рабочей поверхности стола по
ГОСТ 6569-75, мм:
длина 800
ширина 320
36. Число Т-образных пазов ' 5
37. Ширина Т-образных пазов по ГОСТ 1574-75, мм:
центрального I4H8
остальных ТЛЯТ?
9
chipmaker.ru
Продолжение табл.2.I
Наименование параметров
Данные
38. Расстояние мегду Т-образными пазами по
39.
40.
ГОСТ 6569-75, мм:
Масса отола,кг., не более
Угловой универсальный стол
Chipmaker.ru
50
105
Размеры рабочей поверхности стола по Г0СТ6569-75,мм:
длина 630
ширина 200
41. Наибольший угол поворота, град:
в горизонтальной плоскости ±20°
наклон длинной стороны ±45°
наклон короткой стороны -ЗД°
42. Маооа.кг., не болоо 55
Стой круглый тюдаоЫмвяо-вётеимнтй
43. Диаметр планшайбы стола, мм
44. Расстояние от поверхности планшайбы до осно-
вания, мм
45. Расстояние от центра планшайбы до опорной
плоскости, мм
46. Диаметр цилиндрической выточки в центре
планшайбы
47. Кбнус Морзе по ГОСТ СЭВ 147-75
48. Размеры пазоп пллп1ппйби, мм:
цоптральпнх Т обдоэных
боковых Т-образных
установочных для шпонок
49. Расстояние между разами, мм
50. Количество Т-образных пазов, шт.: \
центральных
боковых
51. Передаточное отношение червячной пары
52. Габаритные размеры, мм:
длина
ширина
высота
S3. Мааса, хт., не белее
250
ИЗ
200
40Н7
4АТ6
I2H8
12НП
I4H8
63
2
2
I : 90
338
495
140
60
fc>
chipmaker.ru
Продолжение табл. 2.1
Наименование параметров
Данные
Делительная головка
54. Высота центров, мм 107
55. Наибольшее расстояние от торца шпинделя
до центра поддержки .мм 220
56. Наибольший угод поворота головки в плоскости
. крепления, град -90°
57. Передаточное отнесение червячной пары I : 40
58. Конус конца -шпиьлеля, по ГОСТ 24644-81 Морзе 4
59. Степень точности конуса шпинделя по
ГОСТ 19860-74 ' - АТ6
60. Масса, кг.,не б^:ее 60
БцстреУДная головка
61. Число скоростей
62. Пределы чисе.1 скоростей, об/мин
63. Наибольший уте i поворота в вертикальной
плоскости, град
64. Ход пиноли, мм
Chipmaker.ru
Долбежн?-. головка
66. Наибольший угол поворота в вертикальной
плоскости, град
67. Число двойных ходов в :лан.:
наименьшее
наибольшее
68. Ход, мм: I
наименьший '
наибольший
69. Масса, кг.,не боле-
Тис к.?
' 70. Ширина губок, мм*
71. Высота губок,л®1, б- мадее
72. Длина, мм, не более
73. Высота,мм, не более
74. Наибольший ход губки,мм
75. Масса, кг., не более •
4
250015000
-45°
60*5
75
-90°,
63
160
I
о
80+5
41
160
50
500
165
I60*5
• 52
chipmaker.ru
Продолжение табл. 2.1
Наименование параметров
Данные
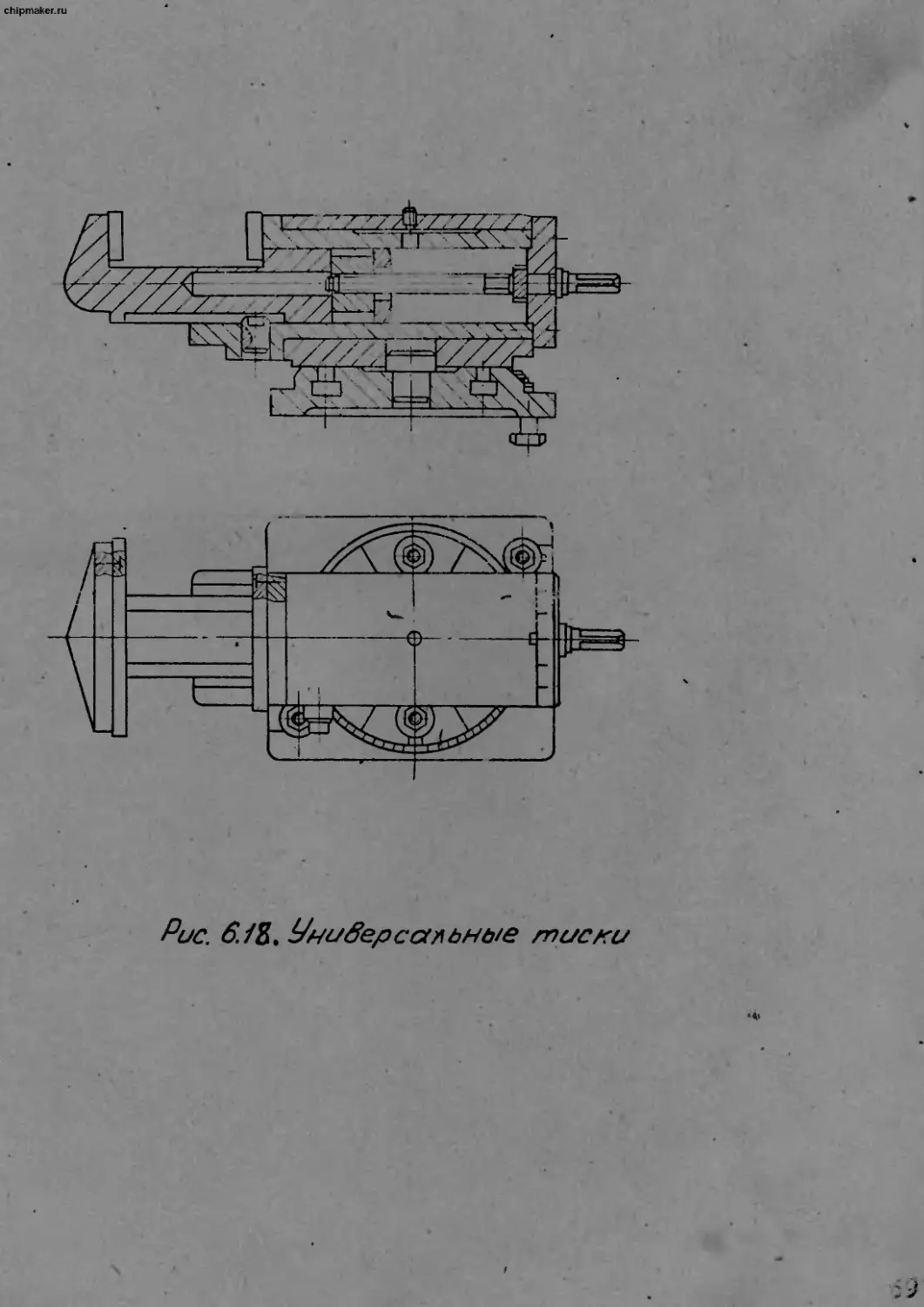
Тиски универсальные
76. Ширина губок, мм
77. Высота 1убок ,мм, не более
78. Угол поворота в горизонтальной плоскости,град
79. Угол поворота вокруг горизонтальной оси, град
80. Наибольший развод губок, мм
81. Высота, мм
82. Масса,кг.,не более
-Стол круглый делите
83. Диаметр рабочей поверхности стола по
ГОСТ 6569-75, мм
.84. Высота стола, мм
85. Передаточное отношение червячной пары
86. Ширина Т-образных пазов по ГОСТ 1574-75,мм:
2-х центральных
остальных
87. Число Т-образных пазов
88. Расстояние между Т-образными пазами по
ГОСТ 6569-75, мм
89. Конус отверстия по СТ СЭВ 147-75
90. Степень точности конуса отверстия по
ГОСТ 19860-74
91. Габаритные размеры, мм:
длина
‘ ширина
высота
92. Масса, кг., не более
Ctiimaker.ru
40
135
250
ПО
I2H8
Морзе 4
АТ6
415
415
ИЗ
45
Пгиспособлецие для фрезерования спиральных канавок
93. Минимальный шаг нарезаемой спирали, мм 12
94. Максимальный шаг нарезаемой спирали, ш 4955
95. Максимальная длина обработки, мм 185
96. Масса, кг., не более 32
chipmaker.ru
" Таблица 2.2.
Наименование параметров~ё7К2ьМЛжьПФ2
67К25ПМ
I. Габаритные размеры станка (при макси-
мальных перемещениях с угловым столом),
мм, не более
длина 1800 1800
ширина • ' 2400 2400
высота 2. Масса станка (без электроткафа и принад- 1890 1890
дежиоптой) । кр. uu чизо 1350 1350
3. Масса электрошкафа, кг., не более 4. Масса комплекта инструмента и принадлеж- 250 260
ностей в комплекте станка,кг.,не более 480 600
/3
chipmaker.ru
2.3.Тею&ч- • кая характеристика гидрооборудования и слстомы
смазки станков
у Таблица .
Jjjj Наименован? о гч аметров Данные Примечание
I.
2.
3,
4.
5.
6.
Марка мае?
Тип насоса
Chipmaker.ru
Пралзва i.. j ййПОЛц,
л/мин
Тип ф-’ ь?ра грубой очист у
Тип фильтра тонкой очистки
И-ЗОА Г СТ 20799-88
Насос г .астинчатый
БП2-ЦБ
ТУ?.П-ь)-Х342-78
3,2
Фильтр приемный 10-160
ОСТ 2 C4I-2-80
Фильтр напорный
1ФГМ I5-I0K УХЧ
Тип ф/льтра воздушного
ТУ2.053-1868-'-'
Сапун 20 УХЛ4
OCT 2r45-2-86z
2.4. Техническая характеристика электрооборудования
Таблица 2.4
..именование параметров
< ‘ 67К25ГФ2
7
I. Род тока силовой питающей сети Переменный трехфазный
2. Частота тока силовой питающей сети.Гц 50^1
3. Напряжение силовой питающей сети, В ЗбС^ЗЗ
4. Количество электродвигателей на станке
( с электронасосом) 4
5. Род тока электроприводов станка Переменны 1 трехфазный,
' постоя?.: щй от собствен-
ных преобразователей
6. Напряжение электроприводов, В 380
ио
7. Напряжение цепей управления,В ПО
- 24
chipmaker.ru
Продолжоиио табл.2.4
Наименование парам
Д а н н ы е ,
67K2b№, 67К2Ы1ФТ,
67К25ПФ2
J. Напряжение цепи сигнал. -дли,В
=>. Напряжение цепи освещен ’..; В
10.Электродвигатель привода • .нделя:
тип
мощность, кВт
частота вращения, сб/мин
II .Тип электропривод- постоянного
привода подач
Chipmaker.ru
12.Элек-, ?двигатель привода подач:
мощность, кВт
частота вращения, об/мин
13.Электродвигатель смазки и отжима
инструмента, зажима-отжима направляю-
щих:
типа
-24
л>24
АИР9042ПУЗ РЛ3681
3,0
2850
W/C-20V -I2A/380-
110-50 (допускается ]
замены аналогичными
приводами отечественно-
го или зарубежного
производства)
PF4-K77I (допускается
зале.-л л .алогичными
двигателями отечествен-
ного или зарубежного
производства)
1,3
2000
АИР71А4УЗ IM368I
модность, кВт " 0,55
частота вращения,-об/мин 1360
14.Электродвигатель быстроходной головки:
тип АИР71В2ПУЗ IM368I
модность, кВт 1,1
. Ча о-У? а вращения, об/мин 2800
15. Электо? и ас ос:
ти; ГА1.Т25УЗ
мод.гость, кВт " 0,14
частота вращения, об/мин 2660
chipmaker.ru
Продолжение табл.2.4
Наименование параметров
Данные
67К25ПФ2
16. Суммарная мощность всех электродвига-
телей, кВт (без электродвигателя
быстроходной головки) '
4,99
2.5. Техническая характеристика системы ЧПУ /ЛПЛ0-РКС63
приведена в табл.2.5.
Таблица 2.5
Наименование параметров
Данные
I. Тип
2. Напряжение питания, В
3. Потребляемая мощность, кВт.
4. Задание информации (непосредственно
от клавиатуры)
5. Максимальный размер, программируемый
в кадре, мм
6. Дискретность задания геометрической
информации, .мм
7. Общее количество управляемых по прог-
рамме координат
8. Количество одновременно управляемых
координат
9. Способ набора программы
10. Режимы работ системы _
II .Емкость памяти в кадрах
12 .Измерительные преобразователи
13. Количество преобразователей
14 .Возможность обеспечения специальных
циклов
15. Оснащенность дисплеем
/^Ш0-Р#С63
. 220/П0В±10/,50/60 Гц
0,06
В абсолютных размерах
и приращениях
9999,999
0,001
3 I BijL-cЛГ
Chii7iaker.ru
От клавиатуры
"Ручной", "Преднабор",
"Автоматический","Ввод"
99
Линейные фотоэлектри-
ческие
3
Не имеется
Имеется
chipmaker.ru
2.5.1. Техническая характеристика системы цифровой
индикации приведена в табл. 2.6^
Таблица 2.6.
Наименование параметра
-------------------------------------.
I. Тип z
2. Напряжение питания, В
3. Потребляемая мощность, кВт
4. Задание информации (непосредственно
от клавиатуры)
5. Максимальный размер,программируемый
в кадре, мм
6. Дискретность задания геометрической *
информации, мм
7. Общее количество управляемых
координат
8. Количество одновременно управляемых
координат
9. Способы набора программы
10. Режимы работы системы
Z
II .Емкость памяти в кадрах
12. Измерительные преобразователи
13. Количество преобразователей
14. Возможность выполнения подпрограммы
15. Оснащенность дисплеем.
Данные
Ф52921
220В, 50/60 Гц
0,025
В абсолютных разме-
рах и приращениях
9999,999
0,001
Chlpmaker.ru
1
'От клавиатуры
"Ввод", "Преднабор",
"Автоматический"
100 кадров ПК
25 кадров УП
Линейные фотоэлектри-
ческие импульсные
2
Имеется
Имеется
2.6. Сведения о содержании драгоценных материалов в станках.
2.6.1. Сведения о содержании драгоценных материалов в
станке мод.67К25ПМ приведены в таблице 2.7.
chipmaker.ru
к •
Таблица 2.7
Наименование Обоз на- оборонные единицы Пасса Пасса По- При- комплексы .комплекты 1шт, в из- мер ме- обозначение ке- кол- г*
Chipmaker.ru ' ли- во в чес-изде- тво ЛИИ 1 Д242А 6725В. 9. II. ООО I 4 0,001507 0,006028' Д243А 6725В.9.II.000 I 2 0,001507 0,003014 ВЛ-64 * 6725В. 9. II .’000 I * 3 0,074 , 0,222 0,231042 E-I5F 6725В.9.30.000 I 10,0039 -0,0039 0,0039 АП-2043И 6725В.9.10.000 I I 2,736 2.736 КЕ-181УЗ $725^.9.30.000 I 8 0,1275 1,02 РТЛ 6725В?9.11.000 I 4 0,2865 I..I46 РП-21 6725В.9.12.000 Р 14 0,79434 11,12076 эль W3 67253.9.30.000 I I 1,544 1,544 - ’ПТ 1101Л 67253.6.10.000 I 2 0,3769 0,7538 - мп 1305Л 67К25В.9.00.000 I 6 0,3769 2,2614 - ’ПТ 1105Л б^В.6.Ю.000 I I 0,3769 0,3769 MIIOIE 6'7258.9.11.000 I 5 0,9728 4,864 ТТКЛ22 672^.9.11.000 I 4 1,528 6,112 ПВЛ 6^253.9.11.000 I I 0,531 0,531 РШП22 6725В.9.II.000 I 2 1,333 2,666 КРЛ-I 6П25В.9.11.000 I 3 0,1436 0,4308 ВЛ-64" 6725В. 9. II. 000 I 3 0,34 1,02 . тельПРС-6 6725В?9.11.000 I 4.0,000315 0,00126 ель ПР-061 6725В.9.30.00 I 3 0,2-5 0,765 ель ПР.П62 6725?.9.30.000 I 2 0,5101 1,0202 т К2 201 6725В.9.30.000 I I 0,1275 0,1275 122-Г 6725^.9.11.000 I 4 0,03846*0,15384 .5,^.600 7 т n.m-r, о,отгг гл С Г.-''Г * - •
золото I. Диод 2. Диод З.Реле ПАЛЛАД^ I. Резистор ПТ (г^пво I.Выключатель 2.Выключатель 3. Реле 4. Реле 5. Переключатс 6. Гикровыклю- чатель 7. "икповыклто- чатёль 8. Микровыклю- чатель 9. Пускатель 1 ТО.Приставка II.Приставка 12. Реле. 13.Клеммник' 14. Реле 15.Предохрани 16. Переключат Т?,Порлк.ттт v ^цигпател TS Tnrr « а - 1 - -*• — 4.4 • »
It
chipmaker.ru
2.6.2.Сведения о содержании драгоценных материалов в
станке мод.67К25ПФ1 с системой цифровой индикации приведены *
в табл.2.8
Таблица 2.8
Наименование
Обозна-
чение
Сбэгочные единицы ”аоса т’асса ’’о— Тол-
комплексы, комитенты Тит.., в из- мео ме-
обозначение ко- ко- г. делттл ак- ча-
ли- ли- г. та иле
чес-че-
тво ст-
во в
зде
ЗОЛОТО Д242А •X- 671x257’1.9.41.000 I 4 0,001507 0ЖП28
Диод
Диод Д243А 67К2ЙПМ.9.41.000 I 2 0,?0I507 0,093014
Геле В -6 4 67125751.9.41.000 I 3 0.074 0,2223
- X 0,231042
пмптдтг гП
Резистор ППБ-15Г 67К257.9.32.000 I 3 0.7039 0,0117
СП7ЕБР0
Выключатель Т2043”' 67К25ГТ51.9.40'.000 I I 2. ”36 2,736
^псиючатель КЗ 181 67К25П.9.32.000 Т 9 СЛ2~5 1,1475
'выключатель KE 201 67К25Н.9.32.000 I I 0.12^ 0,1275 '
Переключатель ПЕ061 677257.9.32,000 ' I 4 0,255 1,02
Переключатель ТТЕ062 677257.9.32.000 I 2 Г.5ШТ Т.п? 7
•Тлрик.ппчнтллт, ПК73 GT’Tvj.n.nn.mn I Г I.M4 > Т.’ -и
нчистор 11ИГг-1ЬГ 67К25П.9.32.000 I I 6,0156 о :п,-:
’’лкповикло- !Т1 1
чатель 1101Л 8725В. 6/Ю. 000 2 6,3769
"пкровыклю- TTI Z . * • *
чатель II05JI 6”25В.6.10.000 1 Т Т,3”69 0,3' “
”:жровнклю- ТЧ
чатель 1305Л 6~<25IDI.9.00.000 6 Т,3”69 2,26ti
Реле ТТЛ 6’7237^1.9.41.0^ а% 4 1С €/• < ' i ► Г1 1,146
Реле ВЛ-64 67К25ПМ.9.41.00С1 W *> — * • 1,02
геле PIPT-I2? 6^5731.9.41.000 » ’.’333 2,666
"еле ГП-21 6 "T-ТГ’Л.9.45.ОПП \ "434 19,0641г
Пускатель ТГ.'Л II0IB § • << ci • г4 1 к, £ <£» 2 5 '''J”23 4,864
Приставка ПКЛ 22 6Т^оПФ1.9.41.0р0 т 4 6,112
Приставка ПНИ 6’7'257-1.9. ЛТ. поз — т '"Т 0.531
19
chipmaker.ru
Продолжение табл.2.8
Наименование 5ечи< на- Сборочные э комплексы единицы , комплекты У'асса 1шт., г. $ "асса Ио- Прп- в изде- мер меча-
_ обозначен пэ ко- ко- ли- ли- чес-чес- тво тво в из- _Дел*' ( лии ак- ние г. та
Клеммник лРЛ-1 6С25ПМ.9. .000 41 ’ 2 3 0,1436 0,4308 _
Предохранитель ПРС6 67К25Ю1.9. ООО 41. I ' 6 0,000315 0,00189
Диод ‘ Z 122-4' / 9 67К25Ж.9. ООО f I 4 0,03846 0,15334
46,99259
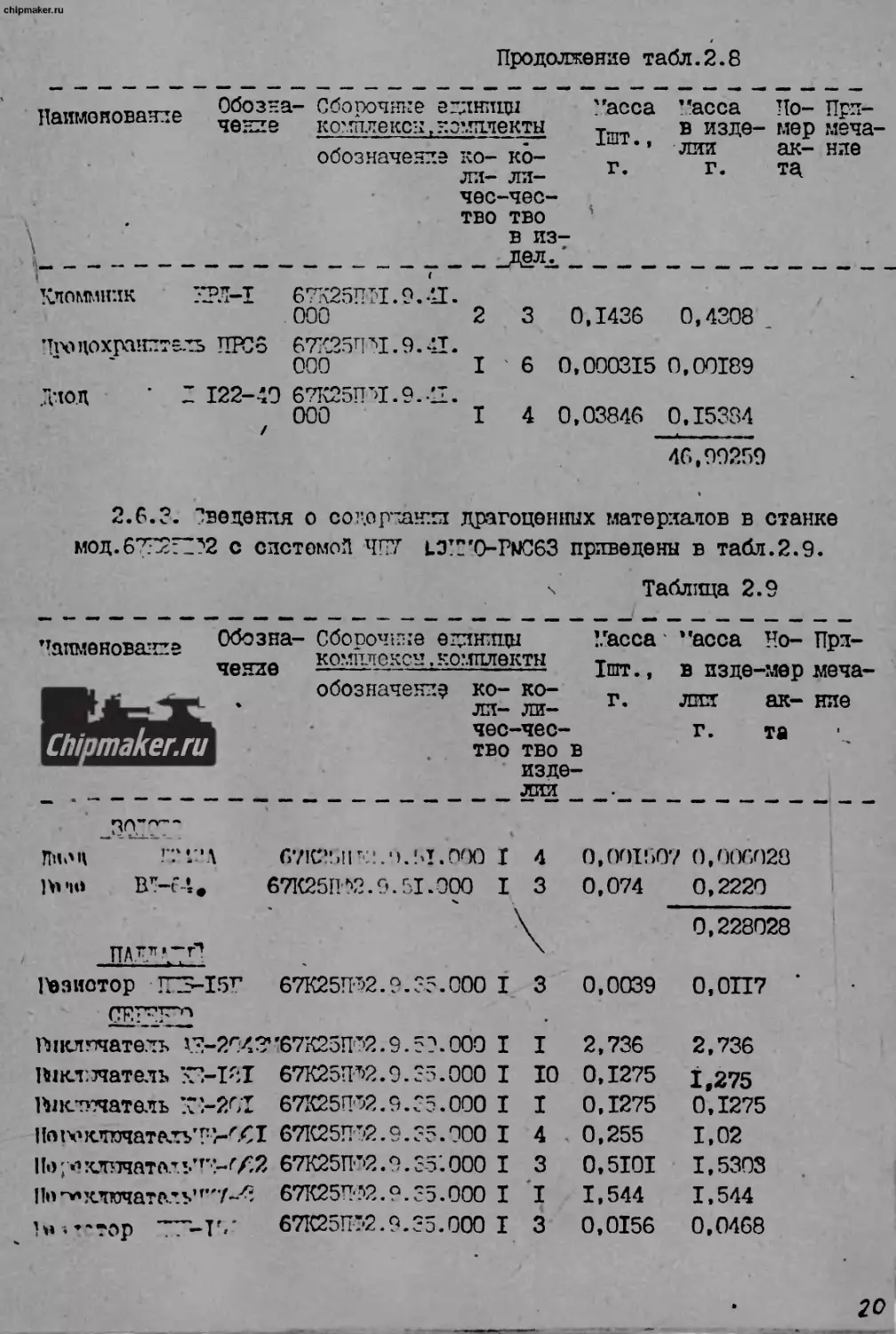
1 2.6.?. введения о сопорпанки драгоценных материалов в станке
мод.67П2:_92 с системой ЧП7 иэ-'0-РМС63 приведены в табл.2.9.
Таблица 2.9
"аймаковая «озна, СборочЛа единицы .комплекты Пасса 1шт., г. • '’асса Но- Прп- в изде-мер моча- лил ак- ние
, обозначение ко- ко- г * пК*- ли- ли-
1 Chipmaker. лтВЯ • чес-чес- тво тво в г. та
изде ЛИЯ 1—
ДО-V-
Пнец ДЗЛ-'Л GVlC’.ir:! .4.5 1.000 I 4 0,001507 0,006028
1V» ю В’Т-с 4 * 67К25П $2.9.51 .000 I 3 0,074 0,2220
0,228028
ПАУ СП
1)еэиотор ТЕЗ-15Г. 67К25ПФ2.9.3 5.000 I 3 0,0039 0.0П7 *
С Н’п •
Pi гклутчатепъ ^.7-2043’ Г67К25ПД2.9.5 9.000 I I 2,736 2,736
Шил:эчатель КЗ-181 67К25П^2.9.'3 5.000 I 10 0,1275 1,275
Ппсптчателъ К>261 67К25ПФ2.9.3 5.000 I I 0,1275 0,1275
1 In iv» хлючатлтУТг-'Х I 67К25П92.9.3 5.000 I 4 0,255 1,02
Но;«? :сптчатот1..’г:-<Л2 67К25ПР2.9..3 5". 000 I 3 0,5101 1,5303
По пл хлючате.’. Уг '7-^ 67К25ПФ2.9.3 5.000 I I 1,544 1,544
Уй-.’-тор ОТ»’ 67К25П92.9.3 5.000 I 3 0,0156 0,0468
20
chipmaker.ru
Продолжение табл.2.9
Обозна- Наименование Чилди Сборочные единицы Масса Масса Но- При- комплексы1шт., в из- мер ме- обозначение ли_ чест_ Го делии ак- ча- чес—во в тво изде- • г- та ЛИИ
Микровыключатель МП > П01Л 6725В.6.10.000 I 2 0,3769 0,7538
Микровыключатель МП II05JI 6725В.6.10.000 I I 0,3769 0,3769
Микровыключатель МП 67К25ПФ2.9.00.
1305Л 000-06 I 6 0,3769 2,2614
Реле РГЛ 67К25ПФ2.9.51.000 I 4 0,2865 1,146
Реле ВЛ-64- 67К25ПФ2.9.51.000 I 3 0,34. 1,02
Реле РПЛ-12267К25ПФ2.9.51,000 I 2 1,333 2,666
Р е л q РП-21 67К25ПФ2.9.55.000 I 24 0,79434 19,06416
Пускатель ПМЛ II0IB 67К25ПФ2.9.51.000 I 5 0,9728 4,864 .
Приставка ПКЛ 22 67К25ПФ2.9.51.000 I 4 1,528 6,П2
Приставка ПВЛ 67К25ПФ2.9.51.000 I I 0,531 0,531
Клеммник КРЛ-1 67К25ПФ2.9.51.000 I 3 0,1436 0,4308
Предохоанитель ПРС-6 67К25ПФ2.9.51.000 I 6 0,000315 0,00189
Диод Д 122-40 67К25ПФ2.9.51.000 I 4 0,03846 0,15384
47,66139
2.6.4. Сведения о содержании цветных металлов в станке'
модели 67К25ПМ
Таблица 2.10
Наименование Суммарная
металла
масса,кг.
32,135
Алюминий
Наименование деталей и место
их расположения
6725В. 040.03,3 - стойка
67КЙ6ВФ1.3.30.016 - крышка
67К25ВФ1.3.35.031 - маховик
67К25ВФ1.3.36.ОП - маховик
67К25ВФ1.5.10.035 - сборник
67К25ВФ1.5.10.036 - сборник
67К25ВФ1.6.62.041 - корпус
chipmaker.ru
Продолжение табл.2.10
Наименование 4 металла Суммарная масса,кг. Наименование деталей и место их раоположения
/ t 67К25ПЯ2.9.00.041 коробка 6725В.9.00.033 коллектор G725B.9.00.025 коробка 67К25В.9.00.027 корпус 67К25В.9.00.028 кронштейн 6725В.9.05.030 дверка 6725В.9.05.031 корпус 6725B.9.70.03I корпус ' 6725В.9.80.031 корпус Заклепки ГОСТ 10299-80 ГОСТ 10300-80
- . 2,056 * * 67К25ВУЕ.070.039 - - 67К25ВФ1.070.069 трубки 67К25ВЧ. 070.079 трубка 67К25В‘И.070.107 трубка 67К25ВФ1.071.042 трубка 67К25ВФ1.071.043 трубка 67К25ВФ1.071.044 трубка Трансформатор 0С1ТТ-04 Трансформатор 0CMI-0I Пускатель ITT III
Бронза 2,20 * 6725В3.31.031 6725B.3.3I.032 6725В.3.34.021 6725В.6.60.040 6725В.7.40.101 6725В.7.40.102 гайка ходовая гайка ходовая вкладаш втулка гайка гайка
« Латунь j 0,125 2М.90.00.006 2”.50.90.004 Пускатель TIME III наконечник шайба •
22
chipmaker.ru
2.П.5. Спо,допил о содержании цпотппх металлов в отопках
мод.67К25ПФ1 о оиотомой цифровой индикации, мод.67К25ПФ2 о
системой ЧПУ ЬОИМО-РНСБЗ.
. Таблица 2.II
Наименование- Суммарная Наименование деталей и место
металла масса,кг. их расположения-
Алюминий 28,713 6725В.040.033 стойка
6725В.3.35.031 маховик ,
6725В.3.36.ОН • маховик
67К25ВФ1.5.10.035 сборник
67К25ВФ1.5.Ю.036 сборник
67К25ВФ1.6.62.041 корпус
67К25ПФ2.9.00.029 коробка
67К25ПФ2.9.00.041 коробка
67К25В 0.00,020 КрООТдЙИ
<'* по. .’jwrop
67241.9.05*. 030 дворка
• 6725В.9.05.032 корпус
67К25ПФ2.9.45.041 кронштейн
67К25ПФ2.9.45.042 кронштейн
Заклепки ГОСТ 10299-80
ГОСТ 10300-80
Медь 2,979 67К25ВФ1.070.039
-67К2г)В-т»1.070.069 трубки
67К25ВФ1.070.079 -трубка
67К25ВФ1.070.107 трубка
б'ПСЗбВФ!. 071.042 трубка
67К25ВФТ.071.043 трубка
ЙНС5ВП. 071.0-11 трубка
Трансформатор 0СМ-02‘»
Бронза 2,04 6725B.3.3I.03I гайка ходовая
— 6725B.3.3I.032 гайка ходовая
6725В.6.60.040 6725В.7.40.101 втулка гайка
К Ciiipmnker.ru^^^
1 6725В.7.40.102 гайка
Латунь 0,213 214.90.00.006 наконечник
V. 2М.50.90.004 шайба ।
Пускатель ШЛЕ III
chipmaker.ru
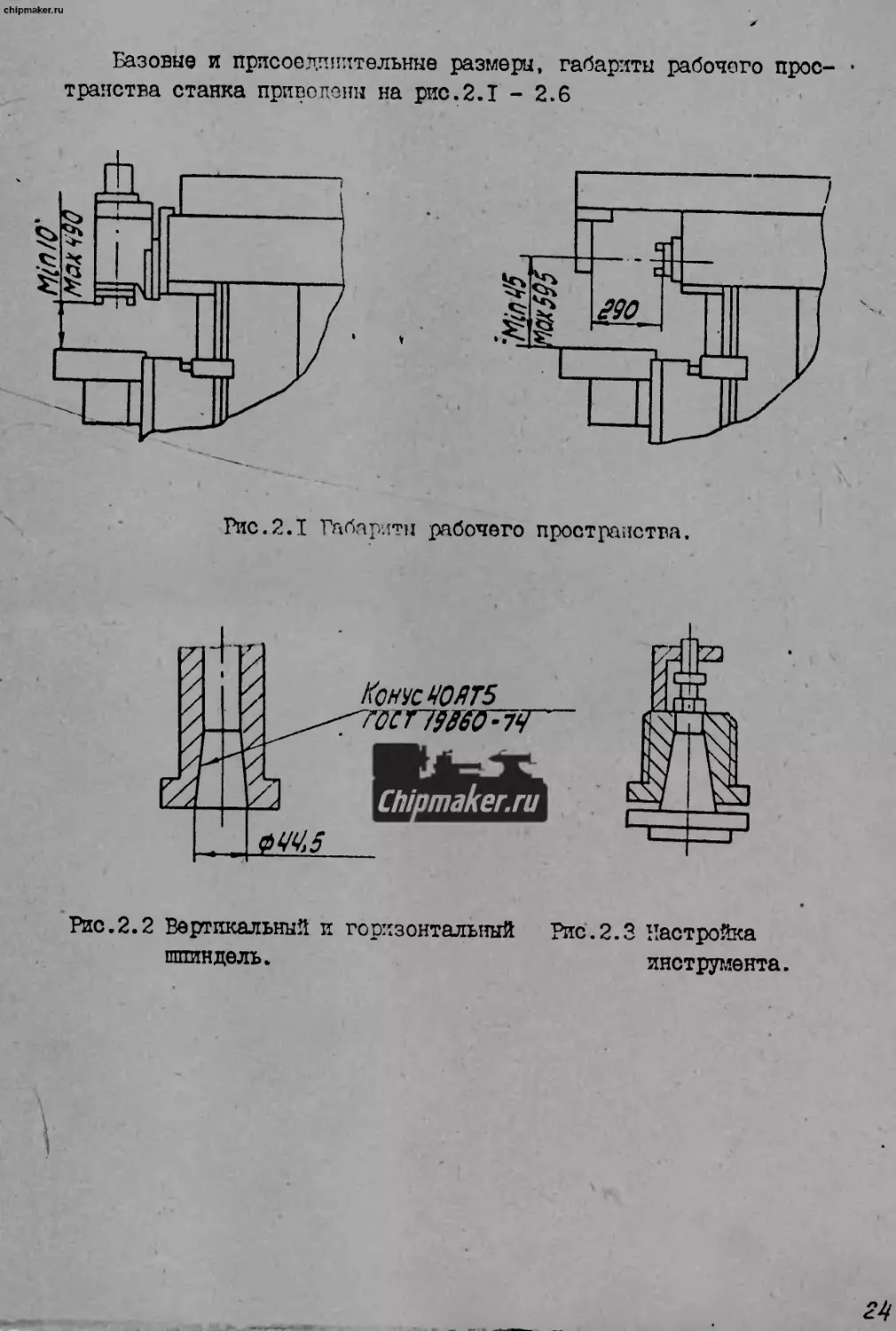
Базовые и присосдпнптельные размеры, габариты рабочего прос- •
транства станка приведены на рис.2.1 - 2.6
Рис.2.1 Габариты рабочего пространства.
Рис.2.2 Вертикальный и горизонтальный Рис.2.3 Настройка
шпиндель. инструмента.
chipmaker.ru
Рис.2.4 Присоеелнательные
размеры серьги
Ряс.2.5 Основной стол
( салазки )
Рас.2.6 Угловой горизонтальный стол
\ <
chipmaker.ru
3. КОМПЛЕКТ ПОСТАВКИ
3.1. Комплект поставки станков приведен в таблице 3.1
< Таблица 3.1.
Количество
Обозначение Наименование Примечание
67К25ПМ CQ О И ю g о 67К25ПФ1 »
67К25ПМ Ставок в сборе 67К25ПФ2-0 Ставок л оборе 67К25ПФ1 Ставок п сборе * 11 I Грузовое место I X Габаритные размеры ящика Лх В х Н 2180x1950x2240
Входит в к о м п л и стоимость ст - Запася? ' части 67К25ВФ1.3.35.021 Валик-шестерня 67К25Ю1.3.36.022 Сектор 6725B.6.I0.02I Суха-ь f Лампа Э24-40 е к а н I 2 5 I Т к а I 2 5 I I 2 5 I
ТУ :г’УЦ
675.2 J0I ТУ-tr Ипстр, • Ключ/: Г С ОТ 2839-80 —f-*
78II-CC32 НД2
Хиы.окс.пры. 78II-GCC3 те I I I 5.5 х 7
Хвск окс.прм. I I а х ю
78П-0021 НД2
Хим.окс.ярм. 1 I I 12 х 14
7811-0023 Щ12
Хим.окс.прм. 78II-C025 те I I I 17д 19
Хим.оке.лрм. 7811-0013 те I I I 22 х 24
Хим.окс.прм. I I 1 32 х 36
chipmaker.ru
Продолжение табл.3.1
- .Г Примечание
Обоянпчонио Наименование 67К25ПФ2 67К25ПФ1 1
< S
g со
\ §
_ °
ч Ключи ГОСТ 11737-74 7812-0374 40ХФЛ- Хим.окс.прм. I I I 1 « 5= 5
7812-0375 40ХФА
• Хим.окс.прм. I т т 5= 6
7812-0377 40ХФА Хим.окс.прм. I - I I 8
. . 7812-0378 40ХФА Хим.окс.прм. I I I 5= Ю
Ключ ГОСТ 16984-79
78II-042I.I Хим.окс.прм. ' I I I 0 75...035
Ключ ГОСТ 16985-79 7811-0435.I
Хим.окс.прм. I I 1 0 22...0 60
Отвертки ГОСТ 17199-88 7810-0308 ЗВ I HI2X I I I 0,6x4 155
7810-0928 ЗВ I HI2X I I I 1x6,5x190
7810-0941 ЗВ I HI2X I I I 1,6x10x250
7810-0982 A I HI2X I I I
Патрон цанговый I I I Цанга 0 10
ТУ2-035-986-85 I9I.II3.40 (комплект «
цанг 05;06;07;08;08,5;
09;0IO,5;0II;012;0I3; •
014;016;020.Возможно комплектование цангой 018)
Принадлежности -у- 6725В.4.40.СС0-03 Головка фрезерная вертикальная I I 1 Установлена на станке
6725В.4.50.000 Съемник I I I Установлен
67К25ВИ.6.60.012 Хобот I I' т еа станде
67К25ВФ1.6.60.010 Поддержка z I I I •в
chipmaker.ru
Продолжение табл.3.1
Количество
Обозначение Вапг.е’.овзние
«
ол м Примечание
> о
й й
g
О О СО
67K25B0I.5.10.003
6725В.8.00.0X9
6725В.8.00.023
6725В.8.00.030
6725В.8.30.021
Стол угловой
ГОрЛЗОа'Та ЯВНЫЙ
Контрольная оправка
Протирочный конус
Прихват
Втулка
6725В.8.30.021-01 Втулка
6725В.8.30.021-02 Втулка
Установлен
I I Z на станке
III
III
4 4 4
III Конусность
7:24, конус
Морзе Г
III Конусность
7:24, конус
- Морзе 2
III Конусность
7:24* конус
Морзе 3
6725В.8.31.000 Справка горизонтальная I I I $ 22
6725В.8.32.000 Справка горизонтальная I I I 0 27
6725В.8.33.000 Справка горизонтальная I I I 0 32
6725В.8.80.000 Шаблон • I I I
6725В.8.83.031 Винт 3 3 3
6725В.8.80.034 Гайка 3 3
СП.61.000 Мкт ох I I I Установлен
на станке
2Р
chipmaker.ru
Продолжение табл.3.1
Обозначение Наименование
Количество
Примечание
6H.8I.I0I Щиток I I
6П.81.102 Щиток I I
Оправка 6039-0003 I I
ГОСТ 2682-86
Оправки ГОСТ 13785-68 6222-0031 I I
6222-0032 I I
Оправки ГОСТ 13786-68 6222-0053 I I
6222-0055 I I
Патрон ПС-6 ТУ2-040-52-76 I I
Стол ГКВ 7205-4003 I I
ТУ2.024-5213-83
Шприц 2 УХЛ П7ТУ37-372-053-88 I I
Индикатор ИЧ10 кл.О I I
ГОСТ 577-68
Документы “ jr *
I 0 22
I 0 27
I 0 22
I 0 27
I
I
I
I
2 х 1а
67К25ПМ.0.00.000.РЭ Станок фрезерный ши-
рокоу!гипврцальннй «н-
• • 4 Mf.tl I u II «. till И ПС HLi
67К2Ы1М, 67К25НФ2,
СЖЬПФ! РуконодетнО
JIO 1>ЦО|| пум I Д||иа 1 1
GVlO’OilM.O.UO.OUU.rJl Материалы п; опас-
ным частям I I
67К25ПМ.0.00.000. РЭ2 Электрооборудование
станка 67К25ПМ I
67К25П. 0.00. 000 • РЭЗ Электрооборудование
станка 67К25ПФ2-0 I
1
I
3 соответствии
С ОСЯ2Ш&ШССТЗС
мс2 JTU
chipmaker.ru
Продолжение табл.3.1
Обозначен! Chipmaker.ru 1енование 1с.~дчество Примечание -S о о ? к к £ ю ю .-п Ч?„,Sfi
67К25П?Л.0.С0.000.РЭ4 Электрооборудование
станка 67К25ПФ1 1
Зксплуатационно-тех-
ническая документаппд
на привод подач II I
Руководство по экс-
плуатации преобразо-
вателей линейных пе-
ремещений I *
Эксплуа га^онно-техш-
чоска.: дспумелтация
систем:! ЧП7 I \
Экспдуд- » ..лонно-теип-
чоская документация
I устрой 0*:^' цифровой
ИНДЕ члШГЦ I
• X.
Входят в комплект,но постав-
ляются за от дельную* плату.
Инструмент
Резцы расточные
ТУ2-<’Т 5
Sin. К ,1 jO <j д
?i-io 4006-09 5
Вту‘Н'1 7У2.035-762-В-
!•>* п П i 1-1 /
191.1 »1 ЛРз2 2
191.83{ 033 2
чЪргу.кп X.Y2.035-991-S
ёк * -к \ 1 -4 2
S2.-.-C.I6 2
И 10
0 16
0 27
. 032
30
chipmaker.ru
Продолжение табл. 3.1
?бознач=втие
/одчество
Наименование Примечание
Оправка II 55...70-253x42 2
кл.2 ТУ2-035-775-80
Патрон цанговый 2х Четыре цанго-
I9I.1I3.Q40 ком- вых патрона с
( ТУ2.О2Г-986-85 *’ плек- цангой 010 каж-
та / / дый и, два ком-
плекта цанг
vX " тпхкается дополнительная комплектация цанговым
патт2дном и цанга?,я _
( Комплект цанг ТУ2.035-986-85 05,06,07, 08.08Д /79,010,5, 011, 012,013,014,016,020 ) Патрон I-‘1x175 ТУ2.035 776-80 2
Резец 2142-0175 TI5K6 ГОСТ 9795-84 Сверла ЭСТ2 И20-1-80 3 12 х 2
035-230Р-Г224* 2 0 5
Э35-2300-1242ЗЕ 2 06.8
025-2320-1244х ’’ 2 0 7 \
035-2CC0-I258* 2 08,5
035-2300-1263^ 2 0 9
035-2XC-I2751. 2 0X0,2
035-2300-128^ 2 > п
035-2300-1308^ 2 • 0 14
ж Допугхкается замена на .аналогичные сверла по ТУ2.035-813-81
ж-хз хс- чертежам завода -изготовителя
Фреза 100 2
МС I4G3, МО 146, КНТ 16
ТУ2. 335-87"-82
3.2.2 4-0153 3.-3 I
(Допускается замена
кади яд : 'ух> *рсзт)
0100
0100
chipmaker.ru
Продолжение табл. 3.1
Обозначение
Наименование
Примечание
Фрезы 0СТ2 И62-2-75
6П.55.00.000А 035-2220-0102 035-2220-0104 035-2220-0106^ Фреза 2220-0007 ГОСТ 17025-71 Принадлежности Инструментальной шкаф н 10 10 10 10 " I I 012 016 02C 06
6П.82.001 Постав • Угловой универсальный стол Тиски 7200 ГОСТ 14904-80 ляются по тре It I T'f I б о в а I I них,
з а к а з ч и к а за отделъ и У ю а л а у У.
75.86.127 Сменные части Шестерня / 2 2 2=18
75.86.128 Шестерня 2 9 7=20
75.86.129 Шестерня 2 2 2=24
75.86.130 Шестерня I I Z=28
75.86.131 Шестерня /г*. /Л 2 2 Z =32
75.86.132 Шестерня h Л I 2=36
75.86.133 Шестерня 'I I I Z=40
75.86.134 Шестерня I т I 2=44
75.86.135 Шестерня jG 2 r 7=48
75.86.136 Шестерня 2 2 2 ?=56
75.86.137 Шестерня yi I I Z=72
6725В.4.30.000-01 стоят и пмтмиётоаст Головка быстроходная T
6725В.4.70.000 Головка долбежПая J I I
chipmaker.ru
Продолжение табл.3.1
Обозначение
Наименование
Количество
Примечание
6725В.5.40.000 1 Приспособление для наре- зантя спиральных канавок 1 1
6725В.5.50.000 Мах, вих 1 1 I
6725В.8.10.000 Цептрюискатель ' 1 I I
6725В.8.40.000 Резцедержатель 1 I I
6725В.8.51.000 Борштанга I I I 015...20
6725В. 8.52.000 Борштанга 1 1 I 019...25
6725В.8.53.000 Борштанга 'l I I 024...32
6725B.fi 54.000 Борштанга 1 I т I 0X1... 40
(,7/r.l ij'i. г41. QOQ ч-гч«и ’^итрС’йер1ат©л1 / I 1 1
6725D. 8.70.000 Ри -л.ээбразиватель 7 1 *
5П.84.128 Ошрцзка I I 1
5П.85.001 Делительная головка I I I
5П.85.002 Задяня бабка I I
6А75В.84.001 Стел круглый отельный I I I
6A75B.89.00I 676П.89.00.000 Тишеи универсальные L Универсальное магнитное захнмтое приспособление < I <• I
75^85.122 ^сводок 1 I
ж ТГ' с атрон 7Ю0-0003-П ГОСТ 2675-80 Центр 7032-0109 ГОСТ 2575-7$ Опера равночастотная у \ I 0125
I
• 0B-3I ТУГ 2-053-041-74 ,4 4 4
chipmaker.ru
4. УКАЗАНИЯ МЕР БЕЗОПАСжЭЗТИ
Безопасность труда на станке обеспечивается его конструкцией
ъ соответствий с требованиями ГОСТ 12.С. 309-80,ГОСТ 12.2.049-80,
ГОТ; 12.2.107-853 и ГОСТ 27187-87.
Требования безопасности труда при экс длуатации станка устанав-
ливается соответствующими разделами руководства, руководством по
экс плуа^ации эле г-:т рэо б орудования.
4.1. Требования к сбслуживалдему перс: налу.
Персонал, допущенный в установленном на предприятии порядке к
работе на станке, а также к его наладка z ремонту ОБЯЗАН:
4.I.I. Получить инсгруктак по техника безопасности в соответ-
ствии с заводски:// .нструкциями, оазрабстанными на основании руко-
водства по эксплуатации -и типовых инструкций по охране труда.
4.1.2. Ознакомиться с общими правилзьсЕ эксплуатации и ремонта
станка и указаниям.!'нс безопасности труда, которые содержатся в s
настоящем руково”'" ?, руководстве по с-тсилуатации электрооборудо-
ваилн и в экспл}.. документации прляага ллй к устппК.п-вым
, Гн- ll’lrt; гум .м 1 1 . р «ij ЧП'ЦИМ Р <' •• - э MTJVH'a
1.2. Требонан.’л опасности пр! трал гпортировании и установке
стз.-га. ,
4 2.1. При моет.-дс, демонтаже и р* для наде.жного зачатл-
ванйя и безопасного перемещения станка ..'п его сборочных ед тц,
следует использовать специальные рым—б :.ты, отверстия и друл
устройства, предусмотренные конструкте! станка
Необходимо строго выполнять все тресдзания, и *з~енные в разде-
ле "Пора установки" настоящего руководства.
1.2.2., Г.ри раско ле’рвации станка слт-дует рук . дотвоваться
тробова?.:: г бегопаснисги по ГОСТ 9.6l-V-’’S и ука- ’< ми в разделе
"Порядбк утановки".
^хе:.:\ гтроповки си.рис ; 4. ..4.II
4.2.2. ;и транспортировке делительнс£ головки хобот должен
быть за" _у '”?эла кгуглого-зажата плзлппайба.
•' 3. 7рег :ч безопасности при педтттовке .‘танка к работе.
4.--I. Пр/ гбтбвкр станка к работ*? необходимо проверить:
'ипгп а на ст ..с з г-лгл огс экрана ст стружки. При работе верти-
льным шпинделе зкрвн крепится к *”л головки фрезерной
/с.'.З.' при 5 з горизонтальным ’тдгкделем - к хоботу (рис.
-г. -J,
.34
chipmaker.ru
'- правильность работы блокировочных устройств при работе на хо-
лостом ходу согласно раздела "Электрооборудование" настоящее?
руководства, а также убедиться в том, что:
- при механическом перемещении рабочих органов маховички руч-
ных перемещений отключены; — .
- перемощение рабочих органов ограничивается в крайних положе-
ниях конечными выключателями и жесткими упорами;
- устройство катима инструментя исключает самопроизвольное <х»-
ллблпппп Пр’Т рпб<<1’г- И ОППИЧ’ЛЛГЧПИП 1«>»Й «дц»
ь )• пнки нрпцу«-М1>т|м’ни устройства, предотвршцакщие самопроиз-
вольное опускание шпинделя (возвратная пружина) и суппорта (само-
тормозящая винтовая передача);
- время торложения шпинделя после его выключения при всех час-
тотатх вращения не превышает 6 с;
4-3.2. При работе быстроходной головкой проверить наличие ог-
раждения, предохраняющего от травмирования при работе ременной пе-
редачи указанного устройства. Товцевые в? ’ ушные поверхности шкт-
^ов быстроходной головки окрашены в -желтый цвет, на наружной пс
• верхности кожуха быстроходной головки предусмотрен предупреждаю-
щий знак опасности по ГОСТ,-12 4.026-76.
4.3.3. Для защиты пола/о' загрязнения СОЗ предусмотрена уста-
новка поддона. '
4.3.4. Убедитесь в том, что поверх гость схода охлаждающей жид-
кости в угловом столе окрашена в желтый цве^.
4.4. Требования безопасности при работе станка.
Следует неукоснительно выполнять такие требования, как*
- при установке или смене обрабатываемой детали или ее измере-
ний необходимо отвести фрезу на безопасное расстояние и выключить
ее прнцсние;
- врезать фрезу в деталь постепенно,механъвескую подачу вклю-
чать до соприкосновения детали с фрезой. При ручной подачи ве
пуокнть резких увеличений скорости и глубины;
- останавливая станок выключать подач; затем отвести фрезу
обрабатываемой детали и выключить вращение фрезы.
- КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ снимать какие-.„2ибо ограждения,нару-
шать или каким-либо другим способом деблокировать предусмотренные
конструкцией станка блокировки;
- пользоваться тс. • ко исправной фрезой,
Chlpmaker.ru
chipmaker.ru
УСТдНО?КА 1U СТАНОК ЭКРАНА
Рис* 4*3
chipmaker.ru
СХЕМА СТРОПОВКИ ПРИВАТНОСТЕЙ
Рис. 4.9 Стол угловой горизонтальный
chipmaker.ru
- после закрепления оправки с фрезой убедиться в ее надежном
закреплении; перед закреплением очистить отверстие шпинделя,
хвостовик оправ?:/, или переходные втулки.
ПРИ ФРЕЗЕРОБ.'сЕ?.! НЕ ЕВ >~ГГЬ РУКИ В ОПАСНУЮ ЗОНУ ВРАЩЕНИЯ
ФРЕЗЫ!
г при фрезеровании пользоваться защитным экраном от стружки.
5. СОСТАВ ’.Ки&'Я
5.1. Общий вид с у’".оа!Г/.'?1 местоположения основных составных
частей станков доказан на рис.5.1.
Перечень составных частей станка 67К25ПМ приведен в табл.5.1
Таблица 5.1
1.031ЩИЯ
no гас. Наименование Обозначение
_5J_________ - _ _______________________________
т Поддон |bjg _^Р<
2. 3.
4. Елок гликроперек ,’чз.телей
5. Стойка
6. Гидрок о:л..у викация
7. Гидрос танция
9. Эл е кт ро о б ору лова- -
10. Привод
II Корсика сит ей
12. Система и:” \
13. Бабка фрс-з?р
14. Шпиндель гс_. -.чтальный
16 Блок \DiKoonezer. лчателей
67К25ВФ1.080.000
6725В.030.000
67К25ВФ1.3.30.000
6725В.9.80.000
67К25ВФ1.7.40.000-02
67К25ВФ1.070.000-02
67К2ЕВФ1.071.0’
67К25В.9.000.0ГР
67К25ВФ1.-6.62.ССЮ
6725В 6.I0.0A -02
67К25В:б4О/Л 3
67К25ВФ1.” 9.000-01
6725В.6.30.000-05
6725В.9.70.000
r.ru
Рис. 5./ Распе ло'tten
Рис л./ Расположен ив основных состаЬнь/х оас
chipmaker.ru
noatee^^s основных состабнь/х иаспц-й ста/
chipmaker.ru
5.I.I. Перечень составив' частей ста ка 67.25uwZ рА.аедсп
в таблице 5.2
* Таблица 5.2
ц-- пцпя Пиименопннио Обоэш чепие
5.1
| 67К25ВЛ.0С0.000
6’^: >| 14) i3i МНЮ-иЛ
2 Пи-ЧП 4
3 U.V!{II''|’T I ООО Об
M г'*пь'*п Г»71Рк..<!. дд) О*
7 lLRpuKu;.;..ynupLlij.^ ’М JI70.000
8 Гидростанция G • а X • ij7L •
9 Э л ектрообору дова ни с 67K251IД. У „ * а) . и. jo
• IB Привод 6ZK23BjI.6.C2.00C
II Коробка скоростей ГЛ:5В 6.10.000-02
12 । Система отсчета 67К25П'Л 040.000
13 Г'Л’-s йрьзерная 67К25БЛ.6.60.С/30-Л
14 .. г-.ризонтальний 6725В*6.30, /jj-Cr
э.1.2. Перечень составных частей ечнка 67К25ПФ2 пргггде
•; ч- :j 5.3
Таблица 5.3
1СЗИЦИЯ
но рис.
5 Л
таименование
г 11ОГЛО1
2 l urn .. йв
3 \chiomaker.ru
5 Стойка
7 Гидрокол^уникацмя
С Гидростанция
, .лрудсвание
-О . г ’иод
II Коробка скоростей
12 Систем отсчета
14 ЗкаСиЬ ".
14 кдиндель горизонтальный
Обозначение
C7K25:i.i.U
о 72 513 • 03 0 <aju—v*
67К25ВО1.3ЛО.(Х. _
10. io-оз
67К25ЕФ1.С /О.ХЗЧ’
67K25BOItD7I ;0Q
67K25S\j2.9.00. .V;
'57K2&3iTt6.62.Cvi
67253.^.10.000-
*>7Ки 4 [ \.м'.. ’ >4о । <*f>
V-- c t. . ,v.V....
6725. 6. „ • 3 jO—jc
chipmaker.ru
5.1.3. Перечень основных съемных узлов к пршедлехностей
приведен в таблице 5.4 .
Таблица 5.4
Ji
п/п Наименование Обозначение
67К25ПМ.67К25ПФ1,
67К261МЙ-0
-------------—
♦ Голопкп i|’pnnnj’iuvt ЬГ-hlj.-L III.Ill ill li'J
гпртнклльппл
Примечание
2. ,тол угловой горизон-
тальный
3. Головка эыстроходаая
,4. Головка долбежная
5. Приспособление для
нарезания спиралей
6. Делительная головка
7. Стол круглый делитель-
ный
й. Тиски универсальные
67К25ВФ1.5.10.000
6725B.4.30.C00-0I
6725В. 4уХ). ООО
/
6725B.5.4D.C00
5П.85.Э01
6A75B.84.00I
6А75В.89.001
9. Шкаф инструментальный
Ш.55.00.000А
10. Угловой универсальный
стол
6П.82.001
II. Универсальное магнитное
задимное приспособление
676П.*89.000
12. Тиски
72000-0215
ГОСТ 14904-80
Jr
на отлнке
Нгн, 15.
pi.C.0.1
Установлен
на станке
позг18,
рис.5.1
chipmaker.ru
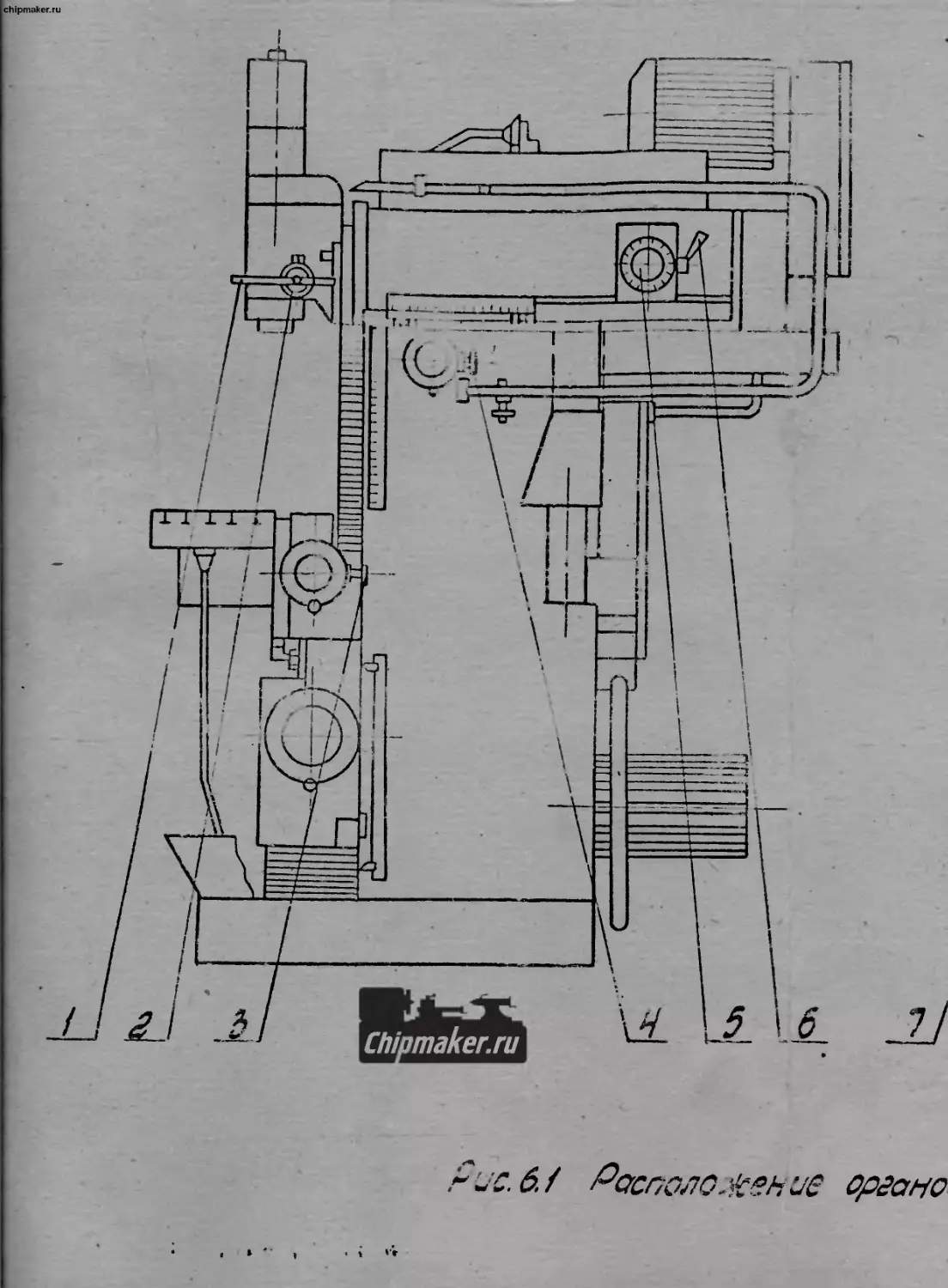
Лг. 6,f Расположение органо
th ipmaker.ru
uc.&f Расположение органов управления станков
ние органов управления с тан лаб
chipmaker.ru
6. УСТРОЙСТВО, РАБОТА ИЗДЕЛИЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ.
6.1. Общий вид е обозначь •.леи органов управления станком по-
казан на piic.i L
Перечень орга управления станком приводен в таблице 6.1
Таблица 6.1
v оганы управления и их
назначение
Примечание
Позиция
....-.6.1
3
наименование
4
5 5
6 6
? 7
3 3
t 9
10 10
II II
12 12
13
13
>ятка перемещения гильзы
Кольцо установки перемещения
гильзы на размар
'’аховичок тонкой настройки
попомещения салазок
'/ахсвичок тонкой настройки
перемещения бабки
Диск набора скоростей
г 7/ я’ка переключения скоростей
зажима гильзы
yi- ;ятка заяима корпуса
маховика
'.’аховик поперечного перемещения
С <и
Маховик I/ртикальни-о пере-
мещения суппорта
Ултзик процельного переме-
щу я салазок
‘ул1° управления 4
Блок (ILW.0 PNC- о)
Система УЩ<
Chipmaker.ru
См рис.6.2,
6.3, 6.4
См. инструкцию
по эксплуата-
ции системы
ЧПУ
chipmaker.rux
6.2. Общие вицы панелей пультов правления приведены на рис.
6.2 (станок 67К25ПМ), рис.6.3 (станок 67К25ПФ2), рис.6.4 (станок
67К25ПФ1).
Перечень кнопок и переключателей пультов соответственно в таб-
лицах 6.2, 6.3, 6.4 Mil____________
Chipmaker.ru
Таблица 6.2
НилПЦИц
I
2
3
4
5
6
7
8
10
II
12
13
14
15
16
htbHibi! Ц nyiibi'M УПрИйЛМИН
Переключатель включения охлаждения
Кнопка включения i цравлики
Переключатель подачи I/I или 1/10 по показанию
лимба
"Толчковая” кнопка дпинделя
Переключатель "Реверс” шпинделя
Переключатель включения зажимов напревая? 5
Переключатель зажима инструмента
Кнопка "Пуск" инделя
Кнопка "Аварийный стоп" станка
Кнопка- "Стоп" подачи
Кнопка "Стоп"- шпинделя
Кнопка включения подачи по координате "+1
Переключатель когг^инат
Кнопка "Ускорь зияй ход"
Кнопка включения подач? по к?ордин?кэ
Лимб регулирования "юи:чин! дЬдач
/
Рис.6,2 Пугьт управления станки &Й&ШЦ4
chipmaker.ru
6.3
< z хл/леатахи уграатензх z их яазлтч^ят?
i
1 Иереклхяателъ зхлюч-ния охлаждения
2 Переключатель biv течения гидравлики
3 Переключатель подачг I/I или У/ТС по показанию
лимба
4 ’'Толчковая1 тнопка шпинделя
5 Переключатель "Реверс" шпинделя
6 Переключатель отжима инструменте
7 Кнопка "Пуск" шпинделя
8 Кнопка аварийная "Стоп" станк ,
Э Кнопка "Стоп”шпянделя С
10 .Переключатель ручного или программная. управления
П • Кнопка включения подачи по координате %*
12 t Переключатель координат v
13 Кнопка’Ускоренчий ход
14 Регулятор-величины «сдач в ручном ил ароматичес-
ком режиме
15 Кнопка включение подачи по коордьшате
16 Регулятор величины подач р автоматическом режиме
17 "Стоп" программа в ручном ли автоматическом режиме
18 _ч Кнопка ' Пуск" программы
19 Переключатель похадрс ’"-Г автоматической работы
20 Кнопка "Стоп’1 работы и возврат в исходное положе дне
21 Регулятор величины подач в автоматическом рениые
22 Переключатель включения зажимов направляющих
Рис.6.3. Пуль? управления станка 677': W.о ’ЫС-бз;
chipmaker.ru
Таблица 6.Р
оис^^б*^;СМ" ‘^ногс':н *г ререкл: чатели пульта управления
Переключатех
Кнопка вккот
Переключател
"Толчкотал"
Петедаюча-гею
2
3
6
7
e
9
10
II
12
I?
IC
отения охлаждения
гидравлики
?дачи I/I или 1/10 по показан
пка шпинделя
"свере" шпинделя
'потения зажимов направлял—-*
ь зажима инструмента
jCK’" сгандёля
станка
’’Стоп" подачи
"Стоп” шпинделя"
" пения подачи по кбординате
ча "ль коо'рдинагт
"скорейний ход"
:_с-лка вг'л.зчения подачи по координате
Лимб регулирования величины подач
Пегенлаотагель режима работ "Тучное" или прог
упр^ в -теняе
Пуск . 'о.
Переда
Кнопка
Кнопка аврийная ' С гоп'
Кнопка
vHo.i-ia
Перекл;
5
Chipmaker.ru
chipmaker.ru
/.Л'фЧ'ГШЬ / ЧОСЕИХ
jji-HjhhiuII и 1/16/1.1.4
символов, указан - ьх па т« 5 лчг ix
Табл?на 6.4
Символы
Смысловое значение
Chipmaker.ru
Электросеть подключена
’’Включена*" t "Выключена"
гидростанция
ф -0)
@ о
”ВК'1Ю”»‘ПО”, ** )**
<и >lnm nohiir
Шпиндель в режим,- 'Толчок”
Направление вращения шпинделя
"’Отжим” и 'Зажим" инструмента
"Пуск" шпинделя
"Стсг" шпинделя
।
и.од&ча
।
47
chipmaker.ru
Продолжение табл.6.4
Символы Смысловое значение
&JlS Режим фрезерования
Режим расточки
f/f м 1/1С > Подачи VI или 1/10 по показателям лимбе
Ручное или программное управление
WV . <Ь Подача по координате ”+'*
Регулирование величины подач
Ускоренный ход
chipmaker.ru
C? СJ L 4 ‘ . 1 < t \ ' ( г а> . к д й’ 1
ф Подача по координате
% Сигнализация г ерегрузки двигателя подач
’’Стоп'* подачи, возврат в иохс-д е положение
Останов с ла твердением в ручном автоматическом Р' "';'ме
Покаир’овяя работа или автоматическая
т> Пуск про.рлмм
о Число оборотов шпинделя
Число двойных хс юв пВерх", "i ..д. долбяка
1 1 f X А Поворот ’винта влево-шатуг зв’тат Поворот вн. -р. вправо-шатун ра< для настрочи мы хода долбяка j
42
chipmaker.ru
50
chipmaker.ru
Chipmaker.ru
6.4. Схема кинем, тическая приведена на ряс.6.5
Г.4.1. Цепь главного движения
От электродвигателя I мощное!^ 3,0 кВт движение через иоликлп-
новую по ре дачу, муфту 2 перэдается на вал I коробки скоростей. Ст
г и:> I зубчатые колеса 3-14 движение передается на чаи II»а
за ". колеса 13-18 йа ваг 17. От вала ТУ через зубчатую
гу fj ...;яле сообщается горлзоктальяему шпинделю. Шесть нинних скс~
росте? передается от вала II на вал 1У через зубчатые колеса 19-20
21-'.:-
:.С: вертикального шпинделя УШ получает дщддение от вала УТ че-
рез. . тоскую пару 22-23 и цдшхндржчесху пару 24-25.
^личные п.ло...ения блоков пдетереь 4-6, 8-10, 12-1<.. 15-17 к
шесте'/и 21 позволяет сообщат. горизонтальному и вертикальному
птттикдг-.тгм 18 различных скорое гех.
С.Цепь подач. х
: ..одачи станка ( стола > вертикальнее продольном напреп-
лен/я . фрезерэой бабки ь пспор чном и правлена. J осуществляется
меж „гкх и вручную. Кроме того .1Я всех направлений предусмот-
per ..оренное перемещение.
. электродвигателя подач 29 пдость» I.i кВт вреденлэ зерез
?.тую пару 30,31 и муфту 34 i дается.на tm XI и через конй-
,-кую пару 35-36 на вал ХУ.
От зала ХУ вращение через да 47-48 передается на вал ХХТУ
”. предающего вращение к'винт ?- продольной и вертикальной подач
Продольное механическое пс ощенив стола осуществляется от •
. ХХ1У через пару 49-50, эт ромагнитную муфт. 51 коническую
52-53, цилиндрическую ппгч 4-55 и винт ' \ГП с щагом t-
Ручное перемещение ta осуществляется маховиком о' к»
гуфту 57. Коническая пар ^-56 предназначена для тонко’ (псул-
идстроенного) перемещу *. т.♦
Вертикальное пере" ипе стола осуществлю тся от я v'!V
-срез пары 49-61, 62- ? ~ винт Х'СШ < t ^6.7U. Ручн--е перс м|1Л0
маховика 72 через му 71, .окне иаря ’У)--' ’66~ГГ ’ >.г
w' ;; лпндрическую пару 3.
’’еханическое перемощение фрезер J бз f 007. чтется Н| ►
в. -енпи электромагн-д и муфты 3 7 от вала ХУ .оничг
Г'._; 38-39 и винт XX с ‘с -Д';лм.
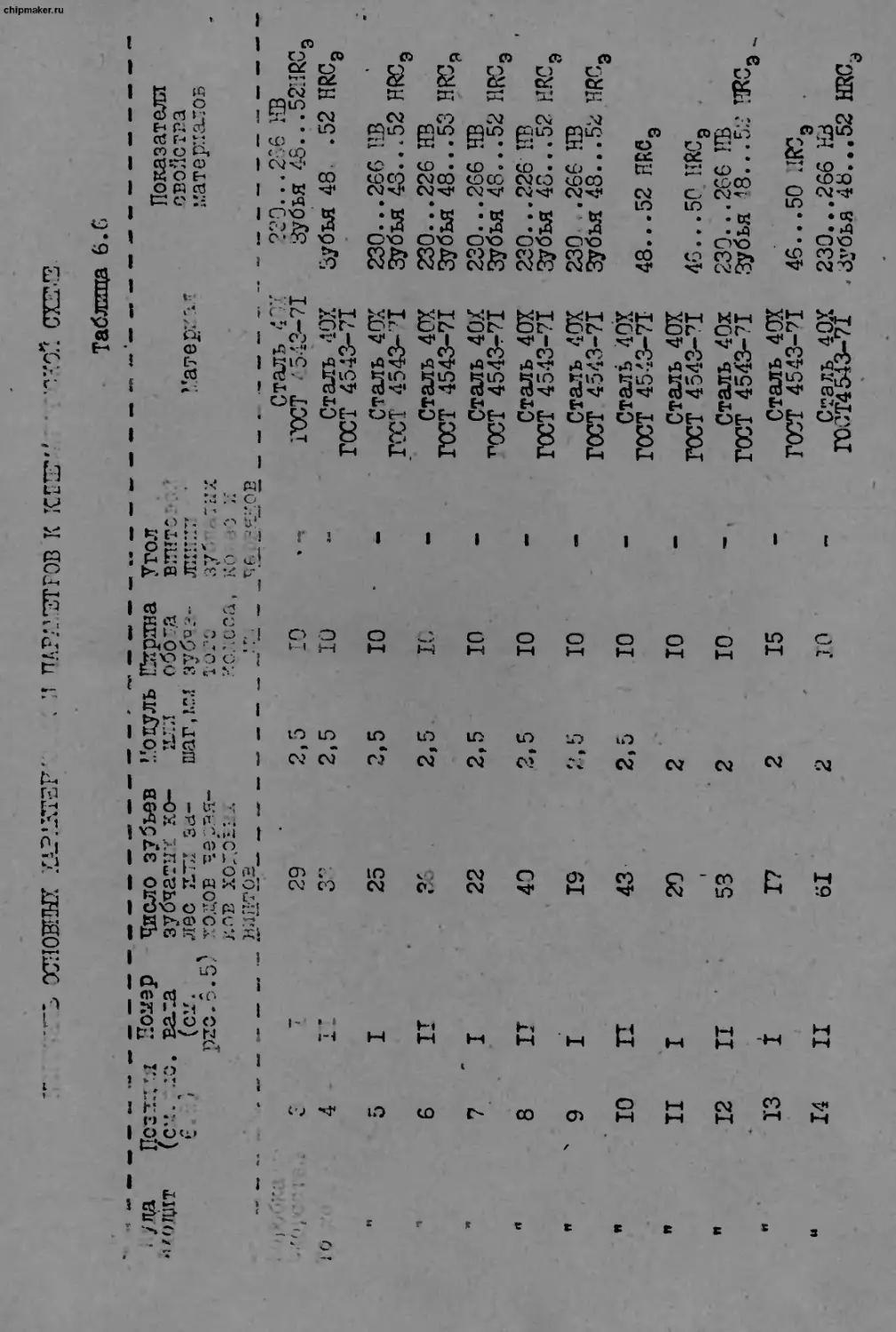
основных .ск?.’з:г-лР' . :л чаясозтров к гсптш/ ’охоЗ схгт
chipmaker.ru
Таблица 6.6
у ца •йодат По-зз— (с-.., .1 с » » Поуэр о. вала (сы. . * pzo.о.5? Число зубьев зубчатых ко- лес ИЛИ 3ft- ходов чесэя- ’’о нуль или шаг, 1дл Гарина обо ’а зуб’-3.--- то/с Угол ВИНТ О '- лип::;' • зу' У’атерга' Показатели свойства глат-ериалов
£• Ь rj td -3 U' о ? < о t" * г * 1„ /СЛССГл , 1 г. КО '} л Ч&,
1 Сталь 45Х 1 <о с С • • о (У>
t » с 1 29 2,5 10 * “ ГОСТ '543-71 Зубья 48...52HRC, о
* О 4 Т * О*Л о 2,5 10 аж Сталь <10Х ГОСТ 4543-71 зубья 48- .52 HRCg
н 5 I 25 2,5 10 Сталь 40Х ГОСТ 4543- Т 230...266 НВ Зубья 43...52 Н8СЭ
ч 6 IT 0' < ZVJ 2,5 io «* Сталь 40У ГОСТ 4543-71 230...226 НВ Зубья 48...53 НКСЭ
W 7 I 22 2,5 ю — Сталь 40.4 ^ОСТ 4543-71 230...266 НВ Зубья 48.. .52 H.RC» о
п 8 IT 40 2,5 10 «* Сталь 40Х ГОСТ 4543-71 230. ..226'НВ Зубья 46...52 НЯСЭ
W ' 9 I 19 2,5 10 Сталь 40Х ГОСТ 4543-71 230...266 НВ Зубья 48...52 HRC3
п 10 43 2,5 ю — Стать 40Х ГОСТ 4543-71 48...52 HRC3
п II I 20 1 2 ю — Стать 40Х ГОСТ 4543-71 46...50HRCn
и 12 II 53 2 10 Сталь 40х ГОСТ 4543-71 230...266 ИВ Зубья '8...52 HRC3
и 13 i 17 2 15 — Сталь 40Х ГОСТ 4543-71 46.. .50 .Н£э
U 14 ii 51 2 10 Сталь 40Х Г0СТ4543-71 230...266 НЗ . Зубья 48. ..52 HRC.. О
chipmaker.ru
~:>эдол7.енле табл.6.6
Куда вхидат Позиция ' НСМЭр (см.рис, вала Число зубьев зубчатых ко- лес или за- ходов червя- ков ходовых винтов Нодуль или • шаг,мм Шигина обода зубча- того колеса, мм Угол вин- товой ли- нии зуб- чатых ко- лес и . червяков * Материал Показатели свойств материалов
6.5) (сц. О)
Коробка скоростей 15 II , . 40 2,5 10 , — Сталь 40Х “XT 4543-Л 230... 2--6 НВ 48...52 Ж <о
То же 16 2? 2,5 14 — Сталь 401 ГОСТ 4543-71 46-50 HRCq
<• 17 IT 19 2,5 20 - — Сталь 40Х ГОСТ 4543-71 ' Зубья 46...50НКСэ
п 18 » JV 47 2,5 18 «к Сталь 40Х. ГОТТ 4543-71 230...265 НВ 43...52 НКСЭ
V 19 I’/ 4 32 — Сталь 40Х ГОСТ 4543-71 46..^50 ВРСЭ
> 20 in 6 и 2 20 о» Сталь 40Х ГОСТ 4543^71 230...266 НВ Зубья 48...52HRC-
к 21 in • 7 2,5 20 — Сталь 40х ГОТТ 4543-Л Зубья.46...50HRCa
р&ловкд Фр~- гг вор тпКи >‘.ная & v, 1 ✓- о 46°28' Сталь 401 ГОСТ 4543-71 Зубья 58.,.62HRC3
То 23 7 J 23 2 т 46°28' Сталь ;0Х ГОСТ 4543 -71 Зубья 58...62HRC, <7
и 24 П ' ГУ 2 16 19°45' _ таль 40Х ГС< Т 4543-71 230...266 НВ Зубья 48...52HRC3
и 25 УЗ 45 2 16 19°45' .таль 40Х ГОСТ 4543-71 196,. ..217 НВ Зубья 48...52HPCL О
30 XI 28 1,5 12 Сталь 40Х ГССТ4543-71 Зубья46...45 HRC>t
и
ф
Продолжение табл.С.6
*>М мм j 7 It'i •• ' '«ЛИТ Позиция (W. Номер Число зубьев 11. а 1 г-г-: 1 я । г । Знойна :бода зубча- того юлеса, *м Угол ЕЛИ- Показатаг свойств материалов /
вата (см. зубчатых ко-, лес или за- ходов червя- ков ходовых винтов товои ли- нии зуб- чатых ко- лес и червяков Зьтериал
’То.'ч'Л 31 ХП 56 Т,5 10 — Н4 I । 1..." q... <U ' C‘l' 1 48.. .52 . -1
И 35 ХТУ 18 5,5 35° .. .-.'Т Зубья 0. . .56 Жэ
и 36 ХУ 27 Т,5 СО 35° стать ГССТ зубья 48...56 НР1Э
и 38 т 17 2,5 : 2 МВ. Сталь -‘-Z7 ГОСТ 4543-71 217...269 :<В Зубья 48 ..56 HRCL
и 39 ХУП 34 2,5 YP Сталь 4.3Т ГОСТ 4S45-7T 2I’7.. 269 IB Зубья 15"..56 НРСЭ
н 40 ХУЛ 33 о 18 — т^аль - 47 ГОСТ 4542-71 217...269 НВ зубья 48...53 HRC3
и 4Т ХУШ 22 13 Стать 1.ТТ ГОСТ 4543-71 2Т7...269 НВ ^иья 48...56 Нйсэ
..’•сойка 43 ХУШ 64 I D — Стать -ТТ ГОСТ 1'43-П 230...240 НВ
со же 44 хтх 16 6 Стать 4ТТ ГОСТ 4543-71 Зубья 45...43 HRCft
N 47 ХУ 50 2 ' К/ П Сталь 4.21 ГОСТ 4543-71 196...217 НВ Зубья 48...52 НЙЗа
дунпорт 48 ХНУ 50 12 — Стать 4ТХ ГОСТ 4543-71 230...286 НВ Зубья 42...45 НКк
chipmaker.ru
Куда ПОЗШГ' ч Номер Число зубвез Vo:
входит (CM.pi. вала зубчатых дт- —Г ’
- 6.5? (см. лес или за- заг
ходов червл:-
• 6.5) КОВ ХОДОВ1£2
винтов
Суппорт 49 ХХТУ 30 *"Ч Z
я 50 го 40 2
п 52 XW 20 2
и 53 хш 20 • 2
я 54 ХП1 \ 35 2
я 5' хгоз 35 2
я 56 П7Ш 64 6
я 60 ШП. 16 т
я 61 V VY J 40 2
Суппорт . - Л ’•Z’r' XX Хл 30 2
я 63 7Т71 45 ’ 2
Продолжение табл.6.с
трина -'"ода зубча- того колеса, км • Угол /ин- тов z •; ли- нии 3J-6—: чатих ко- лес л червяков ь’атериал Показать, свойств матерда!. -
10' Я» Сталь 40а ГОСТ 4543-’7! г ? м j ;q • оо С5 • о иг г.' '/ 1 1
ТО — Сталь 401 ГОСТ 4543-71 ь 1 < г <. С5 ’-Г О? &
8 — Сталь 40Х ГОСТ 4543-71 СОМ 1 t »’ч i 0 • '.О t ’l ; 1 • ' г,
. 8 — Сталь 40а ГОСТ 4543-71 ЗУ У л 48.. 5< -о*.
12 — Сталь 45 ГОСТ 1050-88 «X г Г • О &ЭСО '•'04 • 4 • О О
10 — Сталь 40Х ГОСТ 4543-71 19Г.-.230 КЗ Зуб^я48...5? V‘
6 «к Сталь 40Х ГОСТ 4543-71 3 230...240 НЬ
6 , 1 — Сталь 4ОХ ГОСТ 4543-71 Зубья 45... г
ТО — Стал, 4СК ГОСТ 4543-71 210...230 НВ Зубья 48...5j п.-'
ТО — Сталь 4ОХ ГОСТ 4543-71 190...230 НВ Зубья 48..:
ТО •в Сталь 40Х ГОСТ 4543-71 190...230 Hr Зубья 48... ”р- ^•э
chipmaker.ru
maker.ru
Продолжение табл.6.6
Позиция (см.р?''. 6.5) ж- «мм» Ног р ВЗЛа (СМ. Число зубь- еэ зубчатых колес или заходов чер- вяков ходо- ’x_b;"4tob _ Модуль или шаг,мм Вгринз обода зубча- того колеса, t г* t Ь. . Угол вин- товой лио- нии зуб- чатых ко- лес и червдков_ 4 Материал • MV ** • Показателя свойств материалов
66 хххт Г 2 I' ‘г' Л- > *. If) -1* Г;,, а: г> ок< г 217...52 IIL 43. • • - -
67 ХГШ 20 2« 12 — Ста.'.- 407. ГОСТ 4.546-71 2Т7...260 -3 зубья 48...56
6b XXXII 20 2 8 Сталь 40Х Г0СТ4543-71 .217...269 НВ Зубья 48...56 — . - *
69 хххш 20 о 8 * Сталь ЛОХ ГОСТ 4543-71 217...209 13 Зубья 48...56 :-tr3
70 хгау 20 2 8 «W Сталь 40Х ГОСТ 4543-71 217...209 НЕ Зубья 48...52 .-р^э
chipmaker.ru
chipmaker.ru
Рис 6. 7. Байка фрезе-+а я
chipmaker.ru
54
59
chipmaker.ru
4-4
chipmaker.ru
'"А’ "тсика
6<
chipmaker.ru
Рис. 6./1 ГолоВка ф бе/э/пихальиая
62
chipmaker.ru
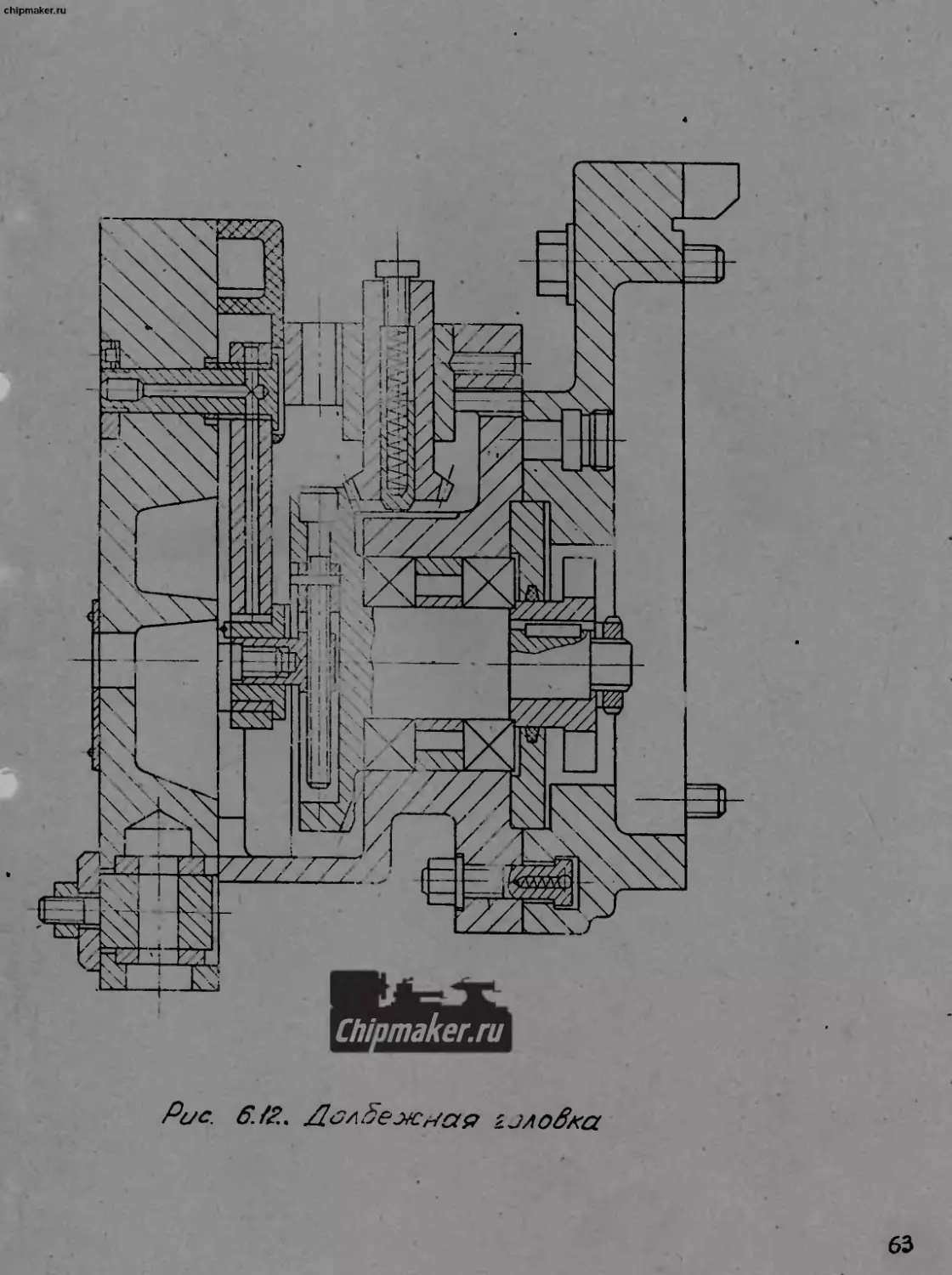
Рис. 6J2. /РзлЗеж^ая голоЗка
63
chipmaker.ru
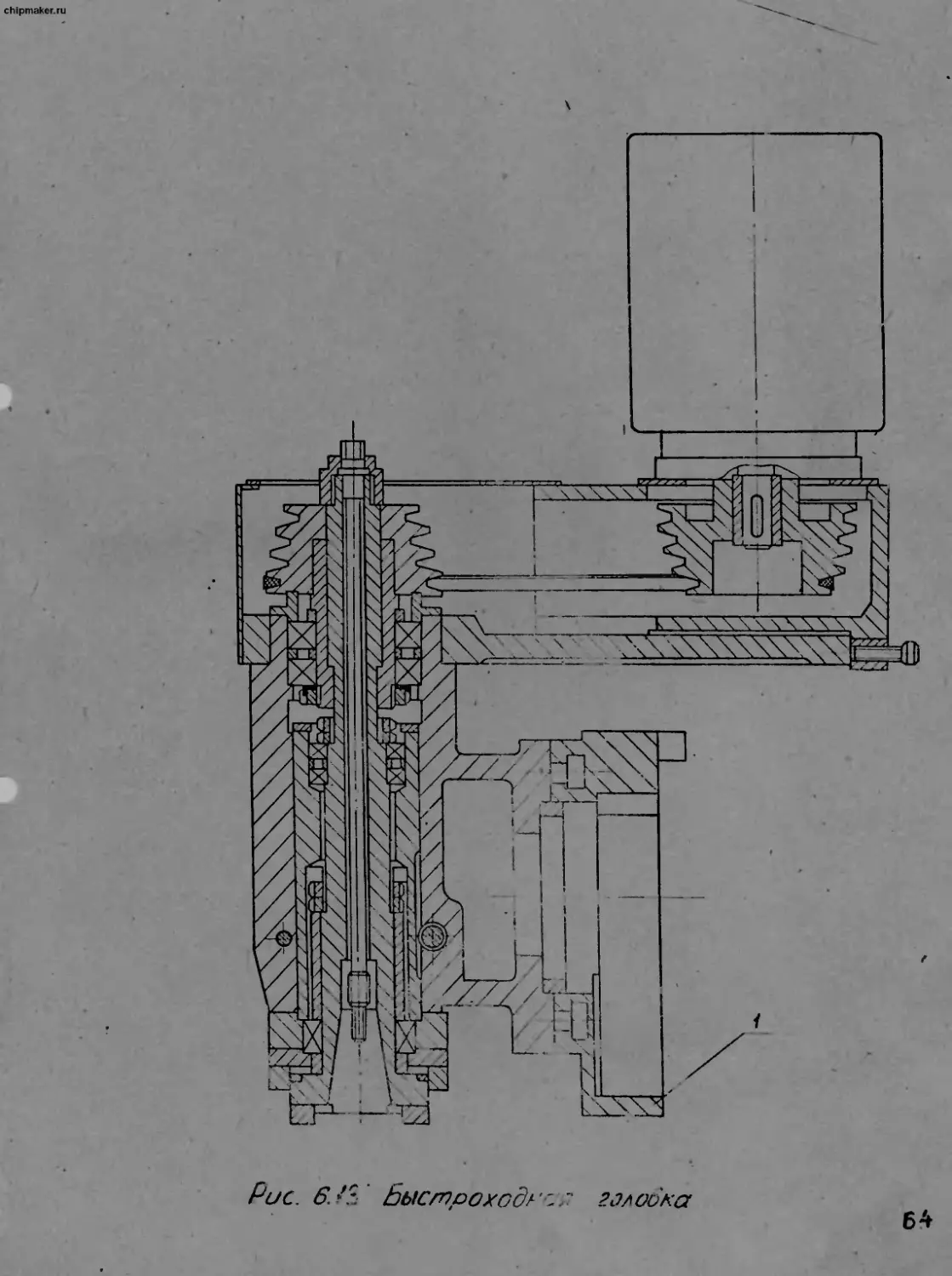
Рис. 6 Быстроходгу ” головка
64
chipmaker.ru
Рис. 6./4 Съемник
chipmaker.ru.
Chiiimaker.ru
Рис 6/5. Угловой горизонтальный стол
об
chipmaker.ru
chipmaker.ru
Рис. 6J7. Тиски
6Н
chipmaker.ru
Рис. 6/8. Универсамьнь/е тиски
*4»
chipmaker.ru
Б-Б
А-А
Ht
chipmaker.ru
А-А
7f
chipmaker.ru
tn __
i
7<2
chipmaker.ru
Рис. 622. Круглый стол
73
chipmaker.ru
?учнс<, поперечное перемещение - от маховика 46 через муфт 15
и коннче :кую пару 4I-4C. Коническая пара 44-43 служит для тонкого
(полна строенного") перемещения. Привод подач станка обеспечивает по-
лучение подач рабочих органов от 5 мм/мин до 1250 мм/мин и ускорен-
ный ход - I860 мм/мин. Регулирование додач - бесступенчатое и произ-
водится двигателем постоянного тока 2S.
6.4.3. В таблице 6.6 приведен пор. пень основных характеристик и
параметров к кинематической схеме.
6.5. Общая компоновка станка.
6,5-1. Инструментальный широкоуииьерсальный фрезерный станок
сост и? из отдельных сборочных единиц. На чугунном основании закреп-
лена с: йка, где монтируются все основные узлы станка. По горизон-
тали? направляющим стойки перемещается фрезерная бабка, к которой
крепятся; вертикальная головка, хобот, коробка скоростей и пульт
управл вертикальным направляющим стойки перемещается суппорт,
а по его горизонтальным направлящим - салазки.
К нежней части стойки крепится двигатель подач.
Дп» расширения технологических возможностей станка к пому
ири^аг * я большое количество принадлежностей. *
К гикальной базовой плоскости салазок крепятся угловой
илг универсальный стол, с1 гжащие для установки обрабатываемых изде-
лий.
Для делительных работ служат у. углый стол и делительная головка,
которые* могу" устанавливаться как на угловом столе, так и на верти-
кальной плоскости салазок.
Для aoj.c ?z. jjx работ предназначь а долбежная головка, которая
крепитсг за фр» I >й бабке.
Г-ГД’ТТ'ОХ Г1”!ОВКЯ ЯМР Т CBctf 'Ц И Н’ЗП.ИГОО •'
Инф-pyui - лтся в конусах аш юй. Зажим инструмента
ко фрезерной и i ыльной головках х- ы лизирован.
3 • - -Пробка с: г остей.
6.1 >. Коробка с. остей (рис обрана в специальном кор-
пусе f , тус крепится фланцем к * еу фрезер*ай бабки, а фланцем
9 коре «ходит в центрирующее отъерч тие бабки. Коробка скоростей
состоит четырех валов и
ТОрЫХ ПС J ST СОСбЩЗТЬ ППЪ
Перекати /.е скоростей осущсг:
• -агах колес, перемещение ко-
мнадцать различных скоростей.
?.я механизмом переключения.
Chipmaker.ru
chipmaker.ru
6.6.2. для изменения скорост эупаятку перек.“е>:хя скоростей
2 необходимо опустить вниз. При - ". ~:с::п 10 к ТУ под действием
пружины II разводятся. При поворот *' грибка набора скоростей 3 и
связанных с ним дисков изменяется :.зло.хеняо отверстии дисков от-
носительно пальцев 13, чем пропзг?о”"лся подготовка для переклю-
чения скоростей. Ратом рукояткой но лючопия 2 диски сводятся
в первоначальное поло онио. Tor.iv. и.ип.цц ппрам<у;кись, при
помощи рычагов переведут блоки шест, рен кор бки. скоростей. При
переключении возможно, что торцы ’убьев, закрепляемых шестерен,
совпадут л диски не сведутся. В этом случае необходимо наткать на
кнопку "Толчок" на пульте.
6.6.3. При переключении скоростей (при отводе дисков) вращение
автоматически прекращается. Цилиндр Ь,тарельчатые пругипш 6,тру-
ба 7 и шомпол 8 предусмотрены для мохагиьярс ванного затпма инстру-
мента. Са:^им осуществляется тарельчатаг.л прустнаМи 6, а отжим - *
гидроцлллндром 5 при -включении гидравлики.
г..7. Гибка фропорции.
G.7.I. Фрезерная бабка (рис.£?/л хиабжена прямоугольными на-
правляют тми и перемещается по гор* тажы-щм направляю гм стойки.
. В передней части бабки монтируется горизонтальный шпиндель,кото-
рый приводится во вращение коробкой скоростей,закрепленной фланцем
в задней части бабки. К торцу бабк лрешится кронштейн 2,в ниж-
ней части которого закреплен ходовой пинт г,обеспечивающий попе-
речное перемещение бабки. Ча кро жгейп 2 крепится главный привод
с двигателем 4 и поликллновбй керфл'лй,передающей вращение на
коробку скоростей же угкой муфтой 3 епнэ пол!!к."пг'пого г-*
ЧП м г •! 7 ЧЧ|Ц»>. <•.<! ..... е Н -|;ц ..... т. ни
...... j 'u '..и*4 *'l<* i”“4‘4 )qt I (J НО,п.Цчр...КОЙ 6,
Служащей для фрезерован^ горизон ••алъннм’л оправками.
6.8 Шпиндель горизонтальны Г. (рлс.О)
6.8.1. Шпщпель I монтируется в к ijce бабки фрезерной и
получает вращение от коробки скорсстг... Передняя к задняя опоры
шпинделя двухрядный роликовый подщ г*к с коническим отверстием
2 и 4. Осевые нагрузки восприняла о; z угюряыми подшипниками 3.
6.9 . Суппорт (рис.6.9)
6.9. I. Суппорт служит для продол; того и вертикального переме-
щения основного стола мехапичес:ш д*.. ь'учнтт.. ^егз^дичэокая пода-
ча'стола осуществляется ходовы?.^ -???^ I и Т6,пол7ча~ '-г. вуа-
ЩОП'ЛО ПУ' PT'-rn^-’Z ir -,--1 3 •. .-АЛЛ.
Chipmaker.ru
chipmaker.ru
ст иаховииа 12, а суппорт - от маховика П.’.'аховик
И смонтирован в крэшптеШве 10, лотоий на оси 9 поворачивается
относительно неподвижного кронштейна 3 и может бить установлен
в удобное для рабочего положепив.
G.9.2. Для топкого перемощения етола в продольном поправле-
ния предусмотрен цодпру:ип1оп’1!Ги к : нулччт: 'I пара ТВ-19.
6.9.3 . Перемощение суппорта контролируется лйпоДкоП и лимбом
О ценой деления 0,02мм.
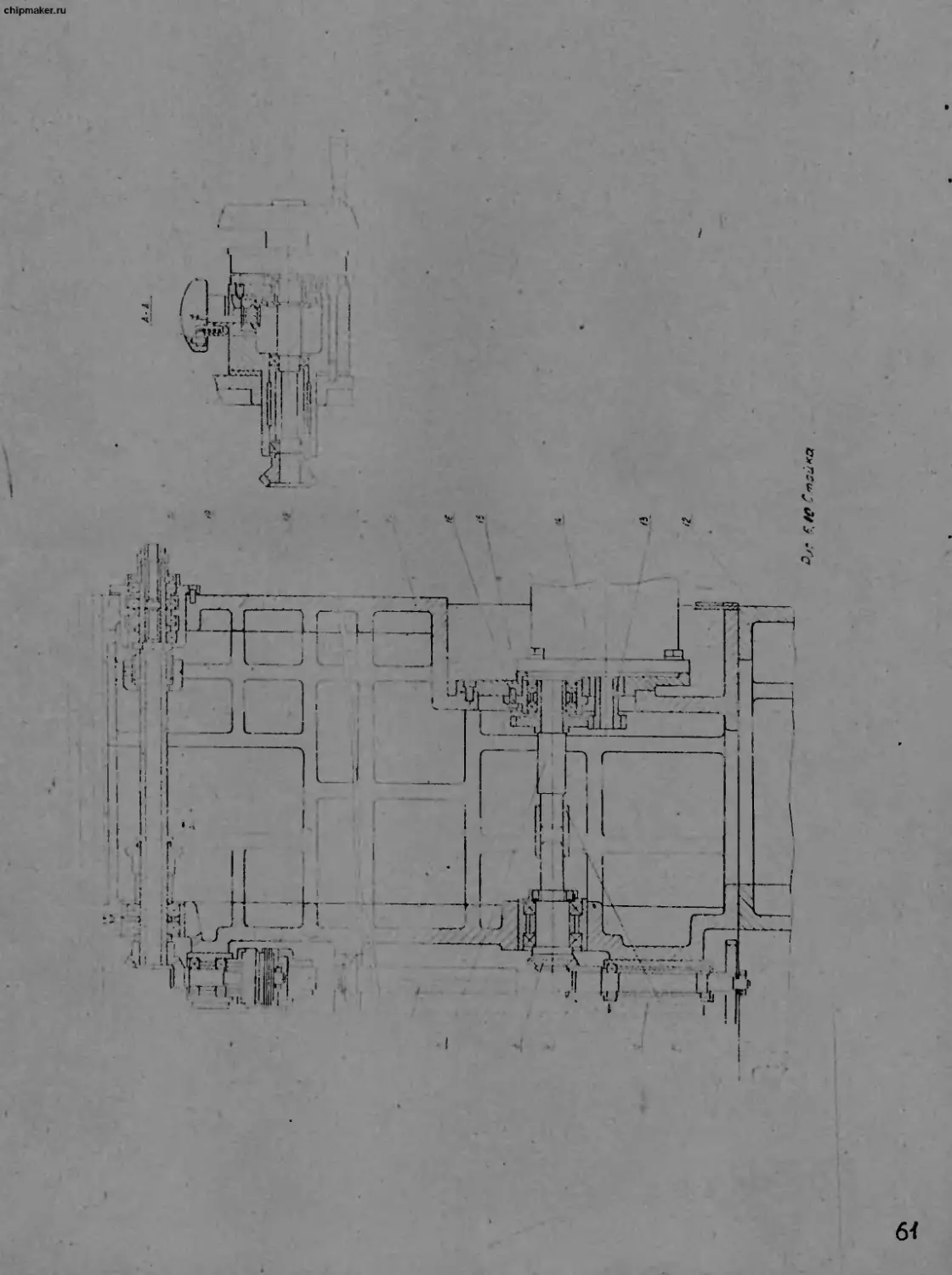
/ 'тойка (рио.бДП)
I Л. бтойка 17 установлена на* основании 12 и представляет
собой отливку коробчатого сечения, -на которой размещены основные
узлы станка, связанные между собой кинематическими звеньями. В
задней нижней части стойки на плите 15 размещен двигатель 14,
вращение от которого через зубчатую пару I3-IG, вал 7, муфту II
и коническую пару 9-3 передается валу 6. При включении электро-
гагглной муфты ; ч' уз ; коническую пару 1-2 на тх>убу 18 с гайка-
ми Г) и 20. Маховик 21 служит для ручного перемещения фрезерной
бабки, а маховичок 22 - дли топкого псромощоиия.
6. II. Оу. о <Hhf у <лы у принадлежности
G.II.I. Вертикальная фрезерная головка (рлс.6.11)
В вертикальной головке смонтирован вертикальный шп ид ль
Конструкция головки позволяет поворачивать ее на 90° в любую
сторону в плоскости перпендикулярной оси горизонтального шпинде-
ля.. Шпиндель 9 помещен в подвижной гильзе 7. Нижняя опора шпин-
деля - двухрядный роликовый подшипник 8 с коническим отверстием.
Верхняя опора 5 - два радиально-упорных шарикоподшипника.Осевые
нагрузки воспринимаются упорными шариковыми подшипником 6 и
подтип, иком 5.
Вертикальный шпиндель получает вращение от.горизонтально-
? нтинделя через коническую пару 10-11 и цилиндрическую пару
4-12. •
Зажим инструмента механизирован.Шомпол 3,перемещаясь.за-
жимает инструмент при помощи тарельчатых пружин 2. Отжим. осуще-
ствляется поршнем I. Управление зажимом и отжимом инструмента -
на пульпе.
v.1 .2. Долбежная головка (рис.6.12)-
Chitmaker.ru
chipmaker.ru
Кропится через переходную плиту I к торцу фрезерной бабглг.
Коническая пара 3 служит для ручного подхода резца к’детали.
и.Ц.З. Вгстроходная головка (рис.С.Т>)
' Служит для обработки цветных кетад и сверления малых от-
верстий. Головка крепится через перех. ;уо плиту I к торцу фре-
зерной бабки (рис.6.7)
6,11.4. Съемник (рис.6.14)
Слупит для установки вертикально;! фр верной головки в .рабо-
чее- И И ПОДО u'li.Pl.
6.II.5. Стол угловой горизонтальны! (р-.’с.лль)
Применяется для обычных фрезерных гхЛют. Крепится-винтами
к вертикальной плоскости салазок и выставляется по ее контроль-
ной кромке.
С целью увеличения и уменьггния расстояния от торца верти-
кального пли оси горизонтального шгтлдд"' до плоскости стола,
он монет переставляться да 5&лл вверх л вниз.
С.II.6. Стол угловой универсальный (рпс.в.Тб)
Г..II.7. Тиски (рлс.С.17)
С.II.8. Универсальные тиски (рис. .
6.II.9. Стол круглый (рис.G.22) необходим для выполнения
различных деталей по округлости в про-- :со деления пли фрезеро-
вания.С его помощью возмо.тно получен у-лоьых делений в гр ту-
сах (по шкале на поворотной части иосредеТвзы лимба I). Вздето
лимба модно установить целительный диск,с помощью которого про-
изводится простое деление. Червяк 5 вноддлол в зацепление с
червячным колесом 4 путем поворота эт -”эн7рпковой втулки 2
против часовой стрелки до упора, пр. .г/”г,элъно освободив за-
жимной винт рукояткой 3. После установки стол зачать двумя
рукоятками 6. х
6,11.10. Делительная головка (рис .19) случит для раатич-
них цлиителышх работ.
Цн п«»й можно производить:
а) деление по писало (в градусах).;
б) пйпосредственное деление;
в) простое деление о применением делительного диска;
г) инужное деление о применением гитары (рис.6.20)
Для деления по шкале и непосредственного деления червяк 2
быть выведен из зацепления поворотом эксцентриковой
вту»М 3 ручкой 4.
Chipmaker.ru
chipmaker.ru
педосред/- -иное деление выполняется при помост диска I
имедцего двадцать четыре зуба и фиксатор 8.
Предусмотрела блскирог-та, исключающая возмодност" зацепле-
ния червяка с колесом.
При простом сложном делениях червяк должен быть в зацепле-
нии с червячным кслссбм.
При простом дело... рукоятку 7 с фиксатором 6 нужно повора-
чивать относительно читального диска 5, закрепленного непод-
вижно. Фиксатор уста:. вливают против выбранной делительной окруж-
ности на диске с ну ? числом отверстий.
Сложное деление п. > тяется в тех случаях, когда простым де-
лением нельзя раздели; ’ сталь "на нужное число частей, т.е.нужное
число отверстий на делительном диске отсутствует.
При сложном де~ании. отсчет поворотов рукоятки делительной го-
ловки производи?од по диску,врэааюдемуся в ту же сторону или
навстречу рукояке, что обеспечивается сбором и установкой смен-
ных зубчатых колес на ги? ;е.
Гитару (рг.с.6.20) устанавливают в конусном отверстии, заднего
конца шпинделя. Сменными дестернями I к 3 она связывается с осью
червяка.
Настройку гитары производят по перед ., 'иному отношению смен-
ных шесте .лей, которое определяется по формуле:
/ом =
где Z - число, на которое нужно <рэз”п *-,ть деталь;
/о - число, близкое 2, но я среди рядов длительного
диска.
В зависимости от ^см в делитель;я цепь вводя/ 'Дну или дпе
паразитные шестерни для вращения диска попутно ил;; .навстречу
рукоятке.
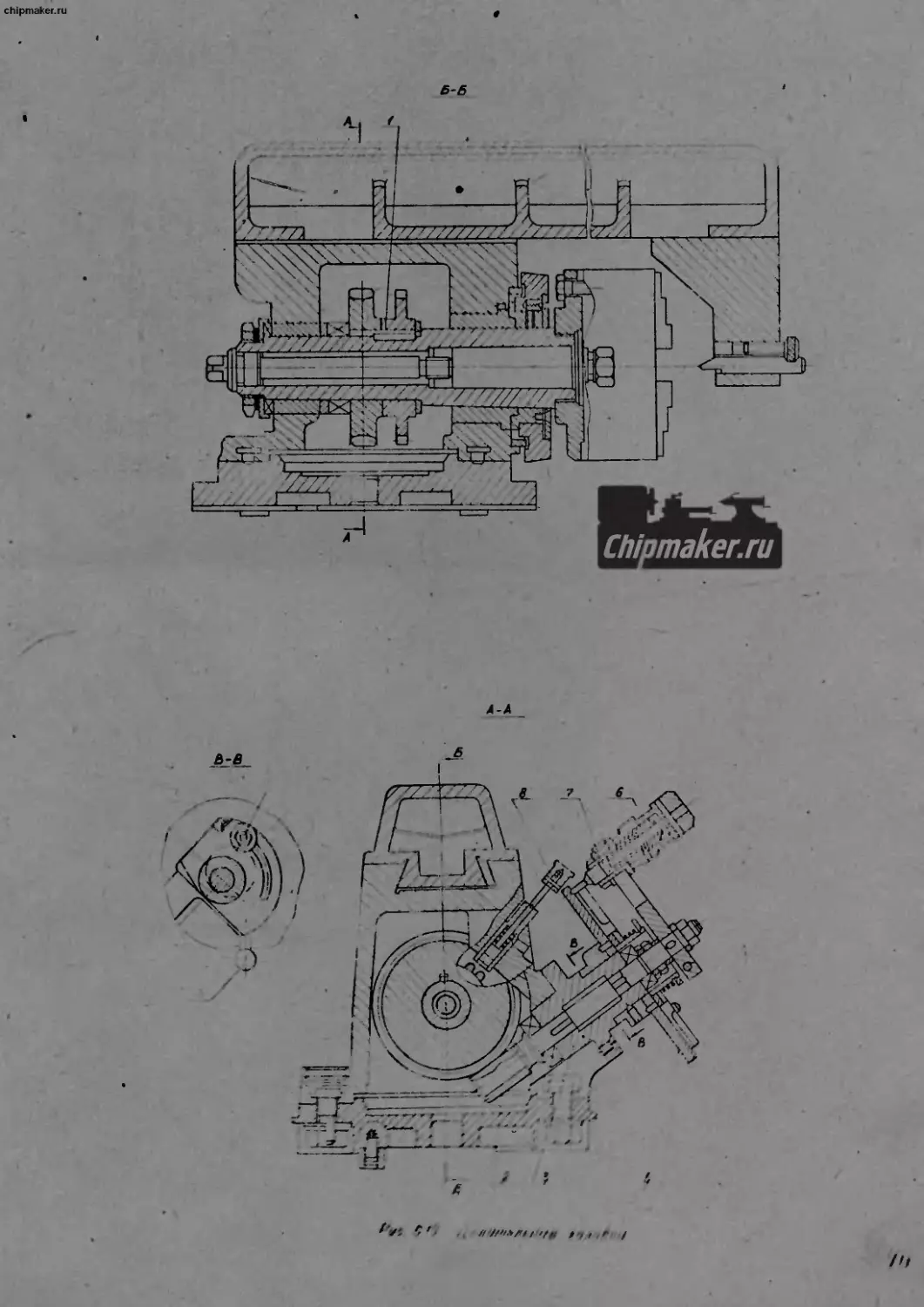
6.II.II. Приспособление для чаре .алия спиралей (г/. 6.21)
Пттспособленле применяется д-1 нарезания левых т правых
ральных канавок с шагом от 12 до 495и мм.
При нарезании спиралей делительная головка устанавливаете
в левой части углового горизонтального стола, к вращение шпиндвм»,
головки пе, дается от ходового виыта продельной подачи.
Приспособление для нарезаггя .жиралей включает корпус 5, п
котором лзмещекы зубчатые колеса <,7 3 и корпус 21, где раз14о_.
chipmaker.ru
щены зубчатые колеса 20,19,11 г кронштейн 10 со сменными зубча-
тыми колесами 31,13,14,15,16,17.
Корпус 5 приспособления крепится к левому кронштейну суппорта
а корпус 21 - х углово-'у горизонтальному столу, предварительно сняв
левое крыло.
Вращение с?т винта продольной подачи через зубчатые'колеса 6,7,-
9 передается йЕпщевсму’валику 8, а затем через колеса 20,19,11 и
сменные колеса 32,13,14,15,16,17 вращение передается шпинделю де-
лительной головен:.
При нарезадди спиралей с мелким шагом вращение ст ходового
винта следует передавать непосредственно на шпинделе. для чего в
шпинделе делительной головки вставляется оправка 18, исключив из
кинематической цепи червячную передачу.
При нарезании: спиралей с крупным шагом следует передавать
вращение шпинделю через" коническую пару и червячную пг„у делитель-
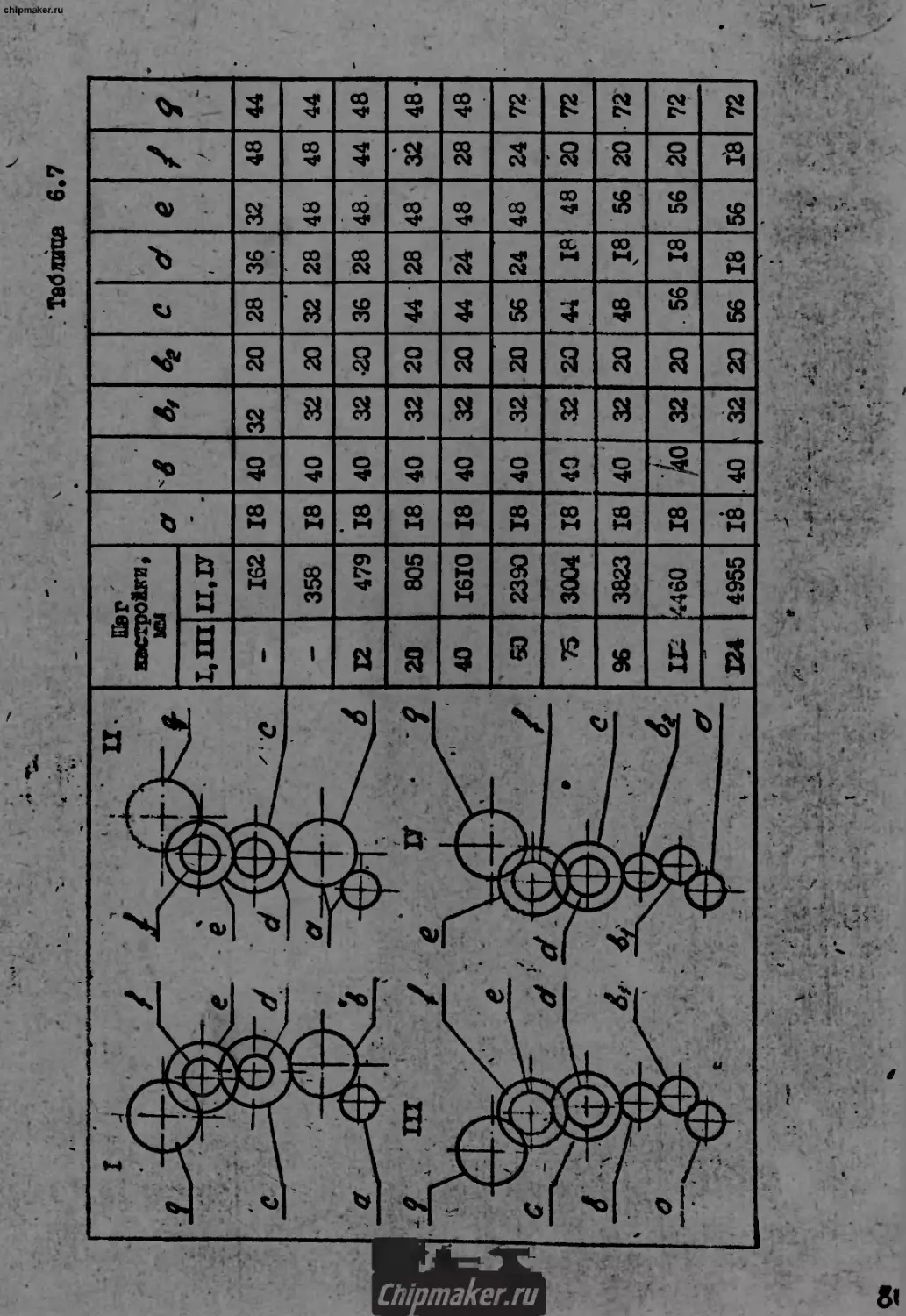
ной головки. Едпе приведена таблица 6.7 подбора смачных шестерен
дня нарезания Спиралей разных патов.
Для нарез анты сгтюатей с шаггч более 162м?л крон! :е7п 10 со
сменными шестернями следует расхолагать соответств° :о вариантам
II и 1У таблицы- 3 этом случае вращение шпинделю делительной го-
ловки передается через червячную передачу.
Рдл нарезания спиралей с малым лагом кронштедг 10 следует рас-
илчагать соответственно гаригнтам Г и HI таблицы 6.7. Знгндель в
случае получает вращение непосредственно от г,ы та "ри отклю-
ч,*ччом червяке.
Нарезание правой спиральной канавки соотве- ;-ti ус- вариантам
у ч II таблицы СУ. При этом на крозттьйне IC уста:.. ается зубча-
тг^ колесо "в” о числом зубь 2=40.
Нарезание левей спиральной гадавки соответствует. эриантам П
и При этом ж кронштейне 10 устанавливаются aj где колеса
и ’’в!? ° -2 и Ио 20.
' необходим- нарз а:ь спирать с шагом, которк7 нс указан в •
Тд.\чице, сменные шестерни следует подбирать до -ил:
t ' cz a' f С" С е t
1Ц1И фрезоровянгги спиралей с мелким шагом:
Chiumaker.ru
358
479
: Таблица 6.7
е
36
28
28
48
48.
chipmaker.ru
48
48
44
9
48
Chipmaker.ru
48
48.
1610
48
48
24
48
24
72
3004
18
48
20
18
18
“Г
18
20
72
56
20
72
18
I
09
tr^Mur
Шестерни нужно располагать примерно так, как указано в табл.
6.7 для ближайшего шага.
Произвольный набор не допускается, так как сменные шестерни на
кронштейне 10 могут не разместиться. В том случае, если прилагав- '
мого к станку набора сменных шестерен недостаточно, необходимо из-,
готовить одну или две сменные шестерни с нужным числом зубьев, но
все прочие размеры должны быть такими же, как и в сменных шестер-
нях станка. ;
Нарезание спиралей возможно конце вымя фрезами, закрепленными
в горизонтальном или в вертикальном шпинделях и дисковыми фрезами,
установленными в вертикальном шпинделе.
При фрезеровании спиральной канавки дисковой фрезой вертикаль-
ную головку необходимо развернуть в зависимости of угла под"ема
спирали. Угол под"ема опирали определяется по формуле:
j
. /
ИНГЛ
где: а - диаметр в мм ;
, / - шаг спирали в мм
В случае необходимости нарезания многозаходных спиральных ка-
навок, на делительной головке (рио.с.щ) долгой бить установлен
диск В, иметщй число отверстий, соответствующее числу /заходов
спиральных канавок. Перед нарезанием последующей канавки шпиндель
делительной головки необходимо развернуть на нужный угол.
Пример. Необходимо нарезать дисковой фрезой правую спиральную
кярявку глубиной ^2 я 2мм с шагом ^=479 мм на валике диаметром
5О*м.
I. По таблице 6.7 определяет необходимые сменные зубчатые
колеса, а=18, с=36, ^=28, Е=48, /=44, f^48.
Так как спираль правого направления и шаг спирали более 1б2мм,
то установка кронштейна 10 и сменных шестерен соответствует вари-
анту П ( передача вращения на шпинделе через червячную пару), для
этого случая в=40 ( Bj и Bg не устанавливаются).
2. Определяем угол под”ема спирали.
3. Делительную головку устанавливаем на левую часть углового
горизонтального стола, корпус 21 приспособления закрепляем к го-
ризонтальному столу, корпус 5 приспособления к левому кронштейну
суппорта.
4. Па кронштейне 10 закрепляем постоянную шестерню *в” о
Z =40 и подобранные сменные зубчатые колооа.
chipmaker.ru
б. Устанавливаем кронштейн 10 в соответствия с вариантом П
и зажимаем винтом 3 й винтом 4.
6. Поворачиваем вертикальную фрезерную головку на угол
(90 -<Х.)° относительно вертикальной оси.
7. Поперечным и вертикальным перемещением набираем необходи-
мую глубину резания. >
7. СИСТОЛА ООАЗДЕНИЯ, ГИДРО- И СМАЗОЧНАЯ
СИСТЕМА.
7Д. Схема системы охлаждения показана на рис.7.1, а перечень
элементов системы охлаждения и их техническая характеристика при-
ведена в табл.7.1
to
м
Рио.7.1 Схема системы
।
Позиция
на рис.
Наименование
охлаждения.
Таблица 7,1
Коли-
чество Примечание
5«
8.'
9
10.
Сетка 6725В.070.039 ’
Заливное отвероти
Пробка оливного отверстия К ^/4"
ОСТ 2 С 98-3-78 .
Резервуар 67К25ВФ1.7.40.012
Электронасос ГАМ -25УЗ ТУ БИЖ
060.241.001
Трубка 67К25ВФ1.070.085
ка 67К25ВФ1.070.080
Кронштейгб7К25ВФ1.070.102 ,
Кран пробно-спускной-Ю ТУ!26.07-1454-88 I
Наконечник 757I6I или Сопло Р 3/8-2 I
Ячейки $3мм •
|бПСмм
У«16л
. 1ЫК12 кВт
Chipmaker.ru
S2
2
2
2
-У' I
chipmaker.ru
/ 7.2. Система охлаждения предназначена для охлаждения дета-
лей и уютрумепта в процессе резания. Смазочно-охлаждающая жид-
1 ’ кость < в дальнейшем именуемая СОХ) заливается в резервуар ос-
неэания станка 4 через заливное отверстие 2 о сеткой I. Электро-
насосом 5 СОХ подается по трубке G, переходящей в гибкую трубку
7, закрепленную в шпиндельной бабке кронштейном 8 и оканчиваю-
щуюся металлическим наконечником 10. Муфтовый кран 9 служит для
регулировки количества подаваемой СОХ.
7.3. Указания по монтажу и эксплуатации.
Перед пуском станка необходимо залить 16 литров СОХ и про-
1: верить работу системы. Один раз в декаду менять СОЖ и прочищать
; Л ** резервуар. Слив из резервуара производится через отверстие 3.
7.4. Перечень возможных нарушений в работе и методы их уст-
ранений приведены в табл.7.2. '
Таблица 7.2
’ Возможное нарушение Вероятная причина Метод устранения
Отсутствует подача Засорился кран Прочистить кран
• жидкости
Вышел из строя Исправить или за-
наоос менять насос
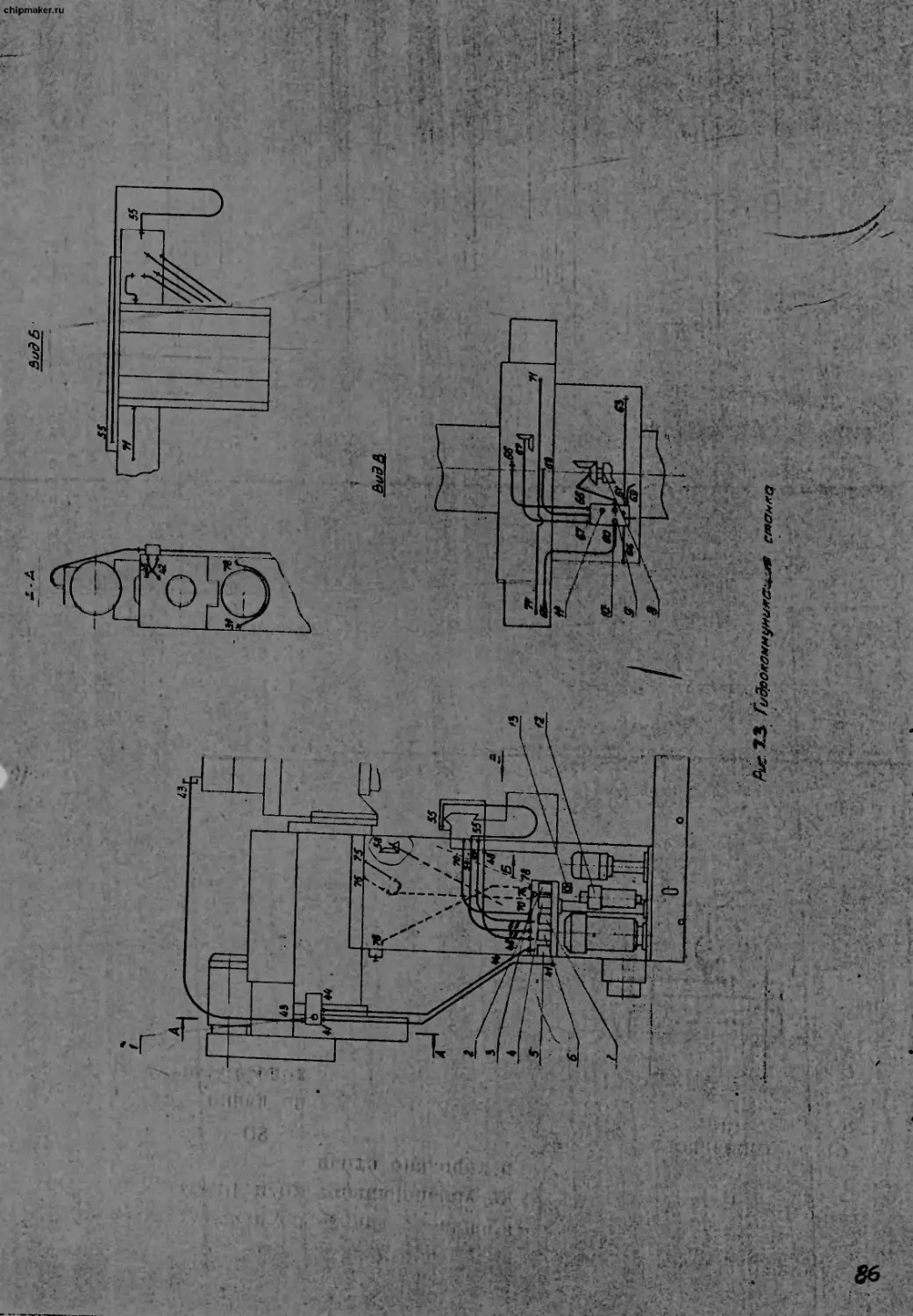
7.5. Схема гидравлическая принципиальная станка показана на
риоЛ.З^т^дроко&алуникация станка на рис.7,3, схема смазки стан-
ка и принадлежностей - на рио.7.4; 7.5.
' Перечень элементов гидросхемы и их техническая характеристи-
ка'приведена в табл. 7.5,. перечень точек смазки станка и принад-
лежностей указана в табл.7.6 и т^бл.7.7 соответственно!
7.6. Смазка основных органов станка централизованная, авто-
матическая, непрерывная - на главный привод и электромагнитные
муфты привода подач, импульсная - на направляющие, шестерни и
/ винты привода подач (ом.линии связи по рис.7.2).
р Расход смазки настраивается дросселями, размещенными в кол-
к; лекторах в непосредственной близости к зонам смазки: дросселем
7 ДР1- смазкг. направляющих стойки и смазка винта-гайки поперечного
хода, ‘ДРЗ-смазка конических пар суппорта и направляющих салазок,
g. . ДР4-смаэка направляющих суппорта,ДР5-смазка муфт суппорта, что
соответствует поз. 1,3,11,10,9 по рис. 7.3.
Л > 7.7 Гидросистема станка обеспечивает отжим инструмента фре-
chipnjqker.ru ’’ i • 3 *
- wurw# Щ (рю.7.2) огам ииструавзта вергао»-
яЫ| голода ч - цяллиду Й2, а«изм суппорта - цхлхядры ИЗ ж Ц4,закжм
салазок - цилиндр: Д7 ж Ц8. Давление в ©той магистрали равное 35 '
ОЪ/см2, настраивается гидроклапаном давления КД по манометру
. что соответствует поз. 13 рис.7.3 и поз.9 рос.7.4.
.. Вклинение этой жди иной магистрали обеспечивают парораспреде-
лители Р1,Р2,РЗ,Р4,Р5 рис.7.2 (соответственно поз.20,21,22,19,18
рас.7.3) *’
После настройки гидроклапана регулировочный винт его пхомбжру-
стоя. Ла корпусе манометра наносится риска красной краской,глотал >
отвупцая максимально допустимому давлении системы 40 кГс/см2. Пе-
риодически вручную через пресс-масленку при помощи
ill t
рица в станке
смазывается только подлинник поддеркки 13 фрезерной оправкжСсм.
рис.7.4). Периодичность смазкр Ом.табл.7.6.
7.8. Указания по монтазу и эксплуатации гидросистемы.
Перед пуском станка необходимо залить масло в резервуар 5 (см.
рас.7.4).Залив масла производится ^ерез пробку 12; слив -через
пробку 10. Наличие масла контролируется по маолоуказателю I на
бабке, маолоуказателю 3 на суппорте, где масло пульсирует только
в момент включения привода подач и реверса любого органа станка.
Перед пуском гидро- и смазочной системы при отладке станка
слезет прогости промывку маслом в течение не менее 8 часов, о
заменой фпльтроэлемонтов по море их засорения.
Установившаяся температура масла в резервуаре не долина пре-
вышать 55°С.
В процессе эксплуатации станка необходимо контролировать уро-
вень смазочного материал» в резервуаре и поступление его к местам
> смазки по глазкам, проверять герметичность соединений трубопрово-
дов и уплотнительных устройств, не допуская утечки.
Смену масла в резервуаре производить один раз в 6 месяцев.
' Смену Фильтрующего элемента фильтра 12 (ом. ряс. 7.3) производить,
после загорания на пульте управления- лампы сигнализации загряз^
нения фильтра.
В прцвосе эксплуатации станка необходимо следить за тем.что-
бы маркх смазочных материалов и сроки смазки соответствовали
г/ табл.7.С ж табл.7.7. Удало, доливаемое в смазочные места, не деляга
. оодер эдъ грязь ж посторонние примеси. Кслхчэстю первоначально
л бяг иаолв 22 и«
fl
chipmaker, r u
»
chipmaker.ru
1
Характеристика применяемого масла
Марка смазочного материала ^^пр^Ь^С^Ст Й$°4О66
И-ЗОА ГОСТ 20799-88 * 28-33 46
Характеристика пластичной смазки
Таблица 7.4
Марка смазочного материала Температура капле- Пенейрация при
падения в град., 25 С
______________________________ не_ншсе______________________
ЩАТИМ-201 ГОСТ 6267-74 170° 270-320
Возможна замена смазочных масел на другие марки смазочного
.материала, соответствуйте вышеуказанной характеристике.
7.9. Перечень возможных нарушений в работе гидросистемы и ме-
тоды их устранений приведены в табл. 7.8
Перечень элементов гидросхсмы и их техническая характеристика
Позиционное
обозначение
Таблица 7.5
Наименование
чмтво Примечание
Б Бак 67К25ВФ1.7.40.012 I V* 22,0л
пи Гцдропанель 67К25ВФ1.071.036 I
ГП2 Гцдропанель 67К25ВФ1.071.026 I ’Ч
ГПЗ Гидропанель 67К25ВФ1.071.022 I.
,ДР1 Дроссель 67К25Вф1.070.033 , I
ДР2 Дроссель 67К25ВФ1.071.052 I
ДРЗ...ДР5 Дроссель 67К25*Ф1.'070.036 3
КД Гидроклапан давления Давление наст-
БГ-54-32М Ш4 ТУ2.053-1628-83 I ройки 35кг/см2
га Коллектор 6725В.070.ПЗС I •
КЯ2 Коллектор 67К25П-И. 070.02Д I
КПЗ Коллектор 67К25ВФ1.0?0.022
КЛ4 Коллектор 67К25ВФ1.070.045 I *
КЛ5 Коллектор 67К25ВФ1.071.055 I
Ю16 Едаеитор 6?lW^I:072:™ 1
КЛ7 Коллектор 67К25ВФ1.070.023 i
’chipmaker, ri/j
i
I
г
г *
i
-
Позиционное
- обозначение
КЛ8
KJI9 с
mi..муз
бтгг I
/' 1Щ
t
>1
m
14
’..pi Ш L
г
г
¥
?
Ф2
fir.!’. i.Ml “6 ’;У“‘
Продолжение табл.7.5
t Коли-!-
честно nP1™04^0
• teiKTOji 67К?5ВФ1.070.024!
Коллектор GTTC^I.C’? 0.025
Йаоло^каяйя’--'»* • ’30 51-х-
llacoq и^тлнчатыД БГ.12-41Й
|У 2.X3-I342-78' I I '
. Гпдрбгдспг^делитель типа
PEG 574А/Г24П! ГОС”’ 24Q79-8IE
и-.ппдр механизма’ зажима
। Г^ЗЖ.б.-П^ООО j
Цилиндр механизма 'зажима
Q7K25HH. 4.41. 000’:
Шипщдры нажимов фрезерной
:абки । - ; (
I ^чир’грм затп^пв суппорта
bc’zMa пазазрк
iWofi ТО й ’bit
ш ьтр напорнШ! 1Ж
УХЛ4 ТУ2.053-1868-87
Сапун 20 УХЛ4 0СТ2 Г45-2-86
Наименование I
I
5
2
a
4
«И
IG-IOX
i
Г=100 кГо/см2
Q=3,2 л/мин
i
I
1
Линии связи:
Всасывания, слива:
1,14...16,22.23.30,31,35,36,37,38.
Напора:
<2...13,41,42,43
’ 2...7,14...18, 44...47
2...7,14...17,19,48,49,50,51...53
2...II,20,21,54,55
2...7,14,24..^27,56...$8
-? v2.J..7,14,24...26,59...60,63.. .65
vr..-. • ' ’ * '
' 2.'. .7,14,24.. .26,59;, .СО,CI,67
•i
Ctiimaker.ru
Заяим инструмента
См.коробки ско-
ростей имаслоук.
Смазка муфт.суп.
и маолоук.
Зажим салазок
। Смазка коничек
стоИАи
Смазка направ-
ляющих суп. л
млллаук.
Смазка коничек
суппорта
chipmaker.ru
Продолжение табд.7.5
- Позиционное
обозначение
Наименование
Коли-
чество Пр^лечаяие
2...7,14,24...26,59...60.66,
68
2...10,28,29,70...72
2...9,32,73
2...7,14,15,38,77
2...8,33,34,74...76
2...7,14,24,25,39,78,79
2...7,14,24,25,39,78.80...83
2...7,14...16,40,84
59,60,69
90...94
Смазка нап-
равл.салазок
Зажим суппор-
та
Выхода на при-
способление
Зажим бабки
Смазка винта
бабки
Смазка напр.
стойки
Смазка муфт
стоики
Смазка винта
Перечень точек смазки станка
Таблица 7.6
Пози- Расход ции смазоч- на ного рис.7.4 матери- ~ _ _ала_ Периодичность Смазываемая Куда Смазочный смазки точка входит материал
I Глазок смаз- Бабка И - 30 А кр главного фрезер- Г0СТ20799-
'2 0,3 кг. привода ная 88 Периодическая Подшипники, Верти- ЦИАТ1И 201 I раз в год шестерни кальная Г0СТ6267- головка 74
cbipmaker.ru
Продолжение табл.7.С
..Пози--/ Расход Периодичность смззют 1 Смазываемая Куда Смазочный
цяя на рис.2 смазоч- ного ма- .4 териалг точка входит материал
f3 Импульсная-. Глазок бмаз- Суппорт И - 30 А ки привода ГОСТ 20799- подач -88
4 6 * » Непрерывная « Непрерывная, импульсная Глазок смаз- Суппорт И - 30 Л ки привода ГОСТ 20799- подач -88 Зубчатые ко- Суппорт и - 30 А леса.элект- ГОСТ 20799-
« автоматичес- кая- ромагнптные -88 муфты,направ- ляюще
7 0,3кг Периодическая, I раз в год Шестерни, Суппорт ЦИЛТГЛ-201 подшипники Г0СТС267-74
8 Ю 0,3кг Периодическая, I раз в год I раз в месяц Шесторни Суппорт Ц’!ЛТ’П1-201 Г0СТ6267-74 Слив масла. Основа- И - 30 А Указатель нпе ГОСТ 20799-
12 « Доливать до уровня уровня масла - 88 Заливка мае- Основа- II - 30 А ла в резер- нпе ГОСТ 20799- вуар - 88
1 0,01кг Периодическая, перед работой^ < Подшипник Еабка Ш1АТ1Г.1-201 фрезер- ГОСТ 6267- ная - 74
14! 0,3. Периодическая, I раз в год Подшипник Шпиндель Ц1АТПМ-201 горпзон- ГОСТ 6267-
' IS » Непрерывная антоглати- Ч<ЮКМ тальный - 74 • Зубчатые ко- Коробка И - 30 А леса,под- окороо- Г0СТ2О7Э9- ШИМИЙКИ ТбЦ - ни
chif5makfr.7£j 1
I- -
Перечень точек смазки принадлежностей
' *' • *» *•* . < г ; -Г ' V • ‘ •' ’ • • , ’ Табяшта 7.7
Пози- ь’асхбд 1 Периодичность Смазываэдзд Куда Смазочный
ДЛЯ смазоч- с1Ее.зкд •; точка входит материал
на НОТО
рис. 7.5 материа-
ла
28 0,01кг, 1 Периодическая, Опора чер- Круглый И - 30 А
деэед работой вяка стол ГОСТ 20799-
- м . ' 1 г ' ' < ' - 88
29 0.01кг Периодическая,, . Трущиеся Круглый И - 30 А
Л перед работой поверхнос- СТОЛ - Г0СТ20799-
с- • ти стола < Делит^- - 88
30 0. GiKr. дертоддческая, Опора шпин- И - 30 А
перед работой, деля льная. Г0СТ20799-
головка 88
31 , 0,01кг. Периодическая, • Опора Делите-. И - 30 А
”4 4 перед работой червяка льная Г0СТ20799-
• ,гЧ головка - 88
t 32 < 0,01кг. Периодическая/ Оси смен- Гитара И - 30 А
и' перед работой них шесте- Г0СТ20799-
<|» ... рен - 88 '
•. 33 0,01кг* Периодическая, Опора оси №ара И - 30 А
перед работой конических , Г0СТ20799-
• шестерен 88
34 * 0,1кг. Периодическая, Востро- Щ1АТ1Ш-20:Г‘
. I раз в 6 ме- ходная ГОСТ 6267-
вдев головка - 74
35 0,1кг. При ремонте Подлинники Долбеж- ЦЯАТИ?^201
• ная го- ГОСТ 6267-
ловка .-74
36 0,01кг, Периодическая .Опора ско- Долбеж- , И - 30 А
ч перед работой 1 ЛЫХЭШ1Я ная го- ГОСТ20799-
v,‘ " шатуна ловка. - 88
37 * • СТ. 01кг- Методическая7* Направляю- Долбежная И - 30 А
> . Перед работой щшз головка ГОСТ 20799-
.-88
38 0,01кг. Периодическая, Вант Тиски Я - 30 А
' ' серед работой 20799-
Chipiraker.ru
chipmaker.ru
Перечень возможных нарушений в работе гидросистемы
и метода их устранения
"Таблица 7.8
ВсЧй&яое нарушение Вероятная причина
гтод устранения
Насос не подает мас-
ло'г. гидросистему,
отсутствие пульсации
масла s глазках
Щум в гидросистеме
Не отжимает г.«-тру-
мент '
Не зажимает рабочие
органы
Неправильное нап-
равление вращения
вала насоса
Недостаточный уро-
вень масла в гидро-
баке
Подсос воздуха во
всасывающей магист-
рали
Черезыерно боль-
шая вязкость масла
Засорение фильтра
Засорение всас
щей трубы
Подсос воздуха »ц
всасывающей трубе
или по гзлу насоса
Заедание пластины
в насосе г
Засовепае гидрокла-
паыа давления
У па* о давление в
т"г л;трали
Изменить направление
вращения вала
Долить масло в гид-
ро бак
' *
Подтянуть концевые
соединения на всасы-
вающей магистрали _
Залить в гидробак . ,
минеральное масло не-
обходимой вязкости
Промыть фильтр
Проверить и прочистить
всасывающу-э - .7бу
Проверить и -тянуть
соединение гзасцвал)-
i трубы.Плотно под-
уть все соединения
*• • -’ь насос
хть глдроглапан
Прет ; лть показания
маноу. •••тра, регулиро-
вать • гдроклапаи дав-
леягл па давльиио
со hic/gm^ho маномет-
ру.
94
chipmaker.ru
8. ПОРЯДОК УСТАНОВКИ
Станок отправляется потребителю.в собранном виде, упакован-
ным вместе о принадлежностями в деревянный ящик.
К месту установки станок доставляется в нераспакованном ви-
де, в соответствии с транспортировочными указаниями на ящике.
8.1. Распаковка
При распаковке сначала снимается верхний щит упаковочного
ящика, а затем - боковые. Необходимо следить за тем, чтобы не
повредись стайок упаковочным инструментом.
р.2.Транспортирование станка показано на рпс.8.1
Для транспортирования упакованного станка применяется только
пеньковый канат, который захватывает штангу, пропущенную через
предусмотренное в стойко отверстие. Сочопио “каната должно быть
ППОТЛТОЧИЦМ ДИН ||оц”омн Гр/'Ш ПОПОМ ДО |!»')|| П'.КнППТи Ий ЦН'1 4IU
ИЙИйТкип pytoiM't'oU И ИруГЦ4 мманрниид llb’i a t,iatO’-rtT
Во избегаание повреждений органов управлений станка или обра-
ботанных поверхностей транспортировку станков в цехе лучше все-
го производить на катках.
8.3. Произвести внешний осмотр распакованного станка,
принадлежностей п инструмента, тщательно очистить станок от
антикоррозийного покрытия, которое легко снимается бензином
либо уайт-спиритом.
ЗАПРЕЗАЗТСЯ ПИЕТЕНЯТЬ ДЛЯ С'ЛНВКИ НЧРОРАСТВОЕГГЕЛИ ШГГРО-
ГШЮТАЛИЕВаХ ЭМАЛЕЙ И ДРУГИЕ ШЕРИШ.РАЗИПЕВДЕ ОКРЛПЕШЬЕ
ПОВЕРХНОСТИ СТАНКА.
Кроме наружных поверхностей нужно та^сже очистить от анти-
коррозийного покрытия вертикальный шпиндель,винт вертикального
перемещения, ходовой валик суппорта.
8.4. После очистки станка от смазки и пыли, а также
тщательной протирки всех его поверхностей необходимо залить
маслом резервуар станка, находящийся в основании и произвести
смазку всех мест в соответствии о указаниями раздела "Система
смазки". Затем поворачивая вручную соответствующие маховики,
цадо проверить движение всех перемещающихся узлов,предваритель-
но освободив зажимы.
8.5. Станок устанавливается на фундаменте.
Установочный чертеж фундамента приведен на рис.8.3.
фундамент изготавливают из жесткого бетона марок 90 или ПО
Chtimaker.ru
chipfnaker.ru
Pue 6,f. TDC»crSg-r>ufi£&a
96
с грдлтиым вкрапление, глубина которого зависит от основного
- грудга, но должна б'Нг не менее 300 мм (рис.8.2). При установке'
на фундамент станс/, '/меряется по м^таллпчег.-ому уровню, который
ставят на горизонта. »ицую плоскость углового стола и устанавлива-
ют | •j/rjioM полегали ири помощи клиньев, которые забиваются под
60s; »изе станины.
; Ад наклона клиньев - 5°. •
Установка счдтатется правильной, если уровень поставленный
- у продольном и поперечном направлениях ста .а, дает показание не
:хтее 0,02 мм на длине 1000 мм.
3 этом положении станок закрепляется ' под основание станины j
. забивается жидкий цементный раствор.
ДО ПОЛНОГО ЗАТВЕРДЕНИЯ ФУНДАМЕНТА ЗАПАДАТЬ СТАНОК И РАБОТАТЬ
•ГЛ 1СГ.1 зАптавгся!
Станок может крепиться к фундаменту как. ча аякер-болтах
(рис.8.2), так и на виброопорах.
8.6. Подготовка к первоначальному пуску,пуск.
Необходимо заземлить станок подключечиеМ к общей цеховой
системе заземления.
8.7. Подключить станок к электросети,проверив соответ-
ствие напряжения сети и электрооборудования станка.
8.8. До пуска станка необходимо проверить перемещение
стола, суппорта и горизонтальной бабки маховиками 15,14 и 13
(см.рис.6.1). При этом не должно ощущаться заметных неравномер-
ностей, заклиниваний и заеданий.
При проверке зажима долгкны быть освобождены.
' Лимб бесступенчатого регулирования подач следует установить
на самую малую подачу и поочередно включать механические переме-
щения в 6-ти направлениях.
> - Следует внимательно осмотреть расстановку проходных и конеч-
ных упоров стола шпиндельной бабки. , '
Первые 2-3 дня не рекомендуется работать на высоких оборотах.
8.9.Выполнить указания,изложенные в разделах"Система
с*!азки" и "Электрооборудование", относящиеся к пуску.
8.10.Убедившись в нормальной работе всех механизмов
станка,можно приступить к настройке станка для работы.
VSO
chipmaker.ru
Риг.В.З . УстанойочнёЬ чертем
99
оое/
ом
chipmaker.ru
ПРОВКРКА-ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКА
Испытание изделия на соответствие нормам точности по
ГОСТ 26016-83 и 22267-76.
Что проверяется
Схема проверки
Допуск.мкм Фактическое
Метод проверки ГОСТ 26016- отклонение,
-83 мкм
I. Осевое биение шпинде- ГОСТ 22267-76
делей: раздел 17,
метод I
а) горизонтального
б)'вертикального
6
6
2» Радильное биение ко-
нического отьорстия
шпинделей:
горизонтального
а)у торца шпинделя
б)на расстоянии Z »150мм
ГОСТ 22267-76
роздел 16,
метод 2
- -б.._
10
* вертикального
а)у торца шпинделя
б) на расстоянии Z »150мм
6
10
г
chipmaker.ru
it
Что проверяется
Схема проверки
"Метод проверки Допуск.мкм Фактическое
ГОСТ 26016- отклонение,
-83 мкм
3. Плоскостноть рабочей ‘ ГОСТ 22267-76
поверхности столов
раздел 4,
метод 2.?. 3
вертикального
углового горизонтального
г
Л
— универсального
Выпуклость
не допус-
кается
16
' на ддйне
630мм
20
на длине
800мм
16
. ха длине
630мм
10
Chiamaker.ru
4. Параллельность рабочей 1WT 22267-76
' поьерхности салазок тра-
ектории перемещения:
Наклон вер-
* -а)~продольног<
ТОЛЬКО К
станине
16
резней 6Г
метод 1а
Стол устанавли-
вают в среднее
положение и за-
крепляют .Линей- на длине
ку устанавливают хода 400мм
в середине стола
б) вертикального
ZT
।
20
на длине
хода 450мм
’»: Г
chipmaker.ru
Продол
Что проверяете г.
Схема «ров и
Метоп
проверки
Допуск.мкм Хзкт’.гческое
Р)СТ 2RHG- jtk ' \ин1ие.
5#Гг р лыгость контроль-
ной кромки вертикального
стола траектории продоль-
ного перемещения салазок
16
на длине
хода 400мм
to
5а• Параллельность боко-
вых сторон направляющего
паза:
а) вертикального стола
траектории продольного
перемещения салазок
ГОСТ 26016-83
п.1.7
16
на длине
хода 400мм
б),угл6вого горизонталь-
ного стола траектории
продольного перемещения
салазок .
16
на длине
хода 400мм
chipmaker.ru
Продолжение
Что проверяется
Схима проварки
Метод
проверки
Допуск .дам wGKTinec-
ГОСТ 2ь016- кое откло-
-83 ненис.мкм
ГОСТ 22267-76
раздел 6,
метод 36
6. Параллельность оси вра-'
щения горизонтального шпин-
деля направлению перемещения
шпиндельной бабки.
20
на длине
320мм(ось
шпинделя мо-
жет откло-
няться толь-
ко вниз)
ГОСТ 22267-76
раздел 8,
16
на длине
320мм
//?
' ,7. Перпендикулярность направ-
ления перемещения шпиндельной
бабки направлению перемещения .метод I или *2
вертикального стола.
8. Взаимная перпендикуляр-
ность продольного перемеще-
ния вертикального стола на
правлению перемещения шпин
дельной бабки
ГОСТ 22267-76
разделЬ, метод!
БортикальпиИ
стол устанавли-
вают в среднее
положение и вер-
тикальной плос-
кости и закреп-
ляют.
16
на длине
300мм
chipmaker.ru
Продоямонпо
Что прспор'ь г ?я
Схема npoaepim
II »•
й.| Л
проверки
Допуск.мкм Фактичес-
ГО С Г 2&Н6- коо откло-
-83 некие,мкм
9* Перпендикулярность оси
вращения горизонтального *
шпинделя направлена #ро-
1 дольного-перемещс-’-лч вер-
тикального стола.
10.Параллельность рабочей
поверхности углового гори-
зонтального отола траекто-
рии продольного перемеще-
ния вертикального с-:ла.
ГОСТ 22267-76 16
раздел 9,методЗ на длине
Вертикальный 300мм
стол устанавли-
вают .в среднее
положение в вер-
тикальной и го-
ризонтально?,
плоскостях и
3'3 Арон
к
ГСГ.7 22267-76
раздел h«
Вертикальны:*. «тол
устанавливают в
среднее положение
в вертикальной
плоскости и закре-
пляют. Линейку
устанавливают в се-
редине отола.
16
на длине
хода 400мм
chipmaker.ru
Продолжение
Что проверяется
Схема проверки
Метод
проверки
Допуск.мкм Фактичес-
ГОСТ 2е016- кое откло-
-83 нение.мкм
II. Параллельность рабочей
поверхности углового гори-
зонтального стола траектории
перемещения шпиндельной
на длине
320мм
(стол мо-
жет откло-
ГОСТ 22267-76
разд.6,метод 2а
Вертикальный
стол устанавли-
вают в среднее
положение в вер-няться толь-
тик альной и ко к отани-
горизонтальной не)
плоскостях и
закрепляют.
12.'Перпендикулярность рабо- ГОСТ 22267-76
чей поверхности углового го- разд.9,метод 1а
ризонтального стола траекто- Вертикальный
рии вертикального перемеще-
ния вертикального стола.
стол устанавлива-
ют в среднее по-
ложение в верти-
кальном и горизон-
тальном направле-
ниях и закрепляют
в поперечной плоскости
б)
в продольной плоскости
на длине
300мм
(наклон сто-
ла" только'к
ПТАПИПя)
2U
на длине
ЗООвд
chipmaker.ru
Продолжеяге
Чти проверяется
Схема проверки
Метод
проверки
Допуск,мкм Фактичес-
1ЮСТ 2с01&- кое откло-
-83 некие,мкм
13.Параллельность торца
шпиндельной бабки: а)верти-
кальному,б) продольному
перемещениям стола.
ГОСТ 22267-76
раздел 6,метод2а
Вертикальный
стол устанавли-
вают в среднее
положение и зак-
репляют.
а) 20
на длине
300мм
• б) 20
на длине
300мм
ю
14.Параллельность направ- ГОСТ 26016-83
ляхщих хобота оси вращения п.1.15 и
шпинделя. ГОСТ 22267-76
раздел 7,
метод 2
1)в вертикальной плоскости
Chipmaker.ru
2)в горизонтальной плоскоо-
/
12
на длине
150мм
(отклонение
хобота толь-
ко вниз)
на длине
150 мм
(
г
(06
chipmaker.ru
Продолжение
Что проверяется
Схема проверка
Метод
проверки
,спуск, Фактичес-
'ОСТ 26016-кое откло-
-83 нение.мкм
15. Соосность отверстая под-
держки и горизонтального
шпинделя.
ГОСТ 26016-83
п.1.16
L =300мм
-24
Chipmaker.ru
16. Параллельность оси вра-
щения вертикального шпинде-
ля направлению вертикально-
го перемещения салазок в
поперечной плоскости.
ГОСТ 22267-76
раздел 6, •
метод За
20 /2
на длине
300мм
(наклон оси
шпинделя
ТОЛЬКО К
станине)
<07
chipmaker.ru
Продолжение
Что проверяется
Схема проверки
Метод
проверки
Допуск.мкм Фактичес-
ГОСТ 26016-кое откло-
-83 некие ,мкм
17. Параллельность траекто-
рии перемещения гидьзь к оси
ГОСТ 22267-76
раздел 6,
метод 36
вертикального
идгля
16
на длине
60мм
Отклонение
нижнего
торца гиль-
зы от ста-
нины не до-
пускается.
Ю
18. Перпецди^лярнссть оси
вращения вертикального шпин-
деля рабочей поверхности уг-
лового горизонтального стола
в поперечной плоскости. ,
ГОСТ 22267-76 * 16
разд. ДО,метод I на длине
Вертикальный 150мм
стол уотанавли- (отклонение
вают в среднее оси шпинде-
ю
положение в вер-ля только
тикальной и го- в станине)
ривонтальной
плоскостях и
закрепляют.Перед
измерением шпин-
дельная бабка
должна быть за-
жата.
chipmaker.ru
Продолжение
Что проверяется
Схема проверки
Метод
проверки
Допуск.мкм Фактичес-
ГОСТ 2ьОХ6- кое откло-
-83 некие ,мкм
19. Точность линейных ко- ГОСТ 22267-76
ордпнатпых перемещений: раздел 19,
(для станков мод.67К25ПМ метод X и 2
и 67К25ЛФ1)
а)вертикального стола
20. Точность линейного пози-
ционирования вертикального
стола при продольном переме-
щении: (для станков 67К25ПФХ,
67К25ПФ2)
а)Точность одностороннего
позиционирован;*а; ( д|и д|)
б)Повтсряемос.. односторон-
него позициони зния
( Е|и В|)
в)Точность двухстороннего
позиционирования ( А )
ГОСТ 27843-88
раздел 3
30
16
40
chipmaker.ru
Что проверяется
Схема проверки
Метод
.< проверки
Продолжение______
• Допуск.мкм Фактмчес-
ГОСТ 2ь016- кое откло-
-83 некие,мкм
21. Точность линейного nos*- ГОСТ 27843-88
ционирования вертикального раздел 3
стола при вертикальном пере-
мещении: (для станков 67К131Ф1,
67К25ИФ2)
а)Точность одностороннего
позиционирования ( А|и а|)
б)Повторяемость односторон-
него позиционирования
( R|u R|)
в) Точность двухстороннего
позиционирования ( А )
t
22. Точность линейного поз*- ГОСТ 27843-88
ционирования шпиндельной Саб- раздел 3
ни: (для станков 67К2Ы1Ф1,
671CJ5U®2)
а)Точность одностороннего
пониционированвя ( Ah АО
б)Повторяемость односторон-
него позиционирования
V ( к|м В|1
в)Точность двухстороннего
позиционирования ( А )
30
40
. 16
chipmaker.ru
I ^ПРОВЕРКА ТОЧНОСТИ ОБРАЗЦА - ВДДЬЕИЯ
• “ • 4 ’
Испыт-лиэ станка в работе при чистовой обработке образцов гори-
зонтальным к вертикальным шпинделем.
I. Точность геометрической фермы образца.
2. Точность взаимного расположения поверхностей образца.
3. Шероховатость поверхностей образца.
Образец (рис.8.4)4 закрепляют на сэредине углового горизс мильно-
го стола. Обработку всех поверхностей производят за одну ус. люэ-
ку образца. Каждую поверхность обрабатывают за два прохода.
Все перемещаемые узлы, не участвтщие в работе закрепляются.
ПНШЕЧАНИЕ: Поверхность I обрабатывают вертикальным шпинделем.
Поверхности 2,3,4 - горизонтальным шпинделем. Поверхность 2 обра-
батывают с перекрытием 5 е 15мм. .
Поверхность основания образца обработана окончательно. Материал
образца - СЧ 20 ГОСТ 1412-85.
Шероховатость RaI ,6 (отклонение ст плоскостности не более 0,08мм)
, is г.8.4 Образец для проверки стаяа при фрезеровании
Поверхность основания образца (рис.8.5)обработана окончательно.
Мат-.;/ял образца - СЧ 20 ГОСТ 14^-35.
^Е^:5ховатостьКа1,6 (отклонение ст плоскостности не белее 0,06мм)
отвер а де 0 38 - предварительн . '
/Г/
chipmaker.ru
Что проверяется
Схема проверки
Метод
проверки
-83
Фактическое
отклонение,
мкм
I)Плоскостность поверхнос-
ти 2
2)Параллельность поверх-
ности I образца-изделия
его основанию
ГОСТ 22267-76
раздел 4,
методы 2 и 3
ГОСТ 26016-83
п.2.3
12
на длине
200мм
16
на длине
200мм
£
10
3)Перпендикулярность обра-
ботанных поверхностей об-
рячнл-ичпепня J R t t* яI
1 к 4, 2 к 3, 2 к 4
ГОСТ 26016-83
п. 2.4'
20
ня длине
Ol II I,
chipmaker.ru
Продолжение
Что проверяется
Схем? проверки'
Метод
проверки
Допуск,мкм Фактическое
ГОСТ 26016- отклонение,
-83 мкм
4)Прямолийейность и парал-
1 дельность стенок паза 6
ГОСТ 26016-83 20
п.2}5 на длине
200мм
Рас.8,5 Образец для проверки
Chipmaker.ru
§
станка при растачивании
Рис.Р.6 Образец а- проверки межосевых расстояний
отверст?.?, &хя станка 67К25ПФ2
chipmaker.rti
Что проверяется
Схема проверки
Метод
проверки
Допуск.мкм Фактичоо-
ГОСТ 26016- кое откло-
-83 некие, мкм
Точность геометрической фор- ГОСТ 26016-83
мы отверстия: п.2.6
а) круглость 8
б) профиль продольного сечения 12~
в) перпендикулярность оси от-
верстия к основанию 12
4
Точность межосевых расстоя- ГОСТ 26016-83 25
ний отверстий образца-изде- п.2.15
лия (для станка 67К25ПФ2 )
ПРОВЕРКА ТОЧНОСТИ ПРИСПОСОБЛЕНИЙ
Что проверяется
Схема проверки
Метод
проверки
Допуск.мкм Фактичес-
ГОСТ 1б935-кое откло-
-86 нение.мкм
I.Плоскостность рабочей по-
верхности планшайбы кругло-
го стола
ГОСТ 22267-76 10
разд.4,метод 2’ (выпуклость
не допус-
кается)
на длине
250мм
chipmaker.ru
Продолжение
! Что проверяется
Схема проверки
Метод Допуск.мкм Фактичес-
гтппирпки Г0СТ16938- кое сткло
проверки 86 иение.мкм
2.Торцевое биение' рабочей
поверхности планшайбы крут-
лого стола
ГОСТ 22267-76
разд.28,
метод I
12
Chipmaker.ru
ГОСТ 16935-86
3. Параллельность рабочей
поверхности планшайбы крут- п.3.5
лого стола.
4. Радиальное биение цен- ; 22267-76
рального отверстия планпдЛ I-* д.15,
бы круглого стола; -: тод 2
I .y торца планшайбы
2 .на длине Z =75мм
8
chipmaker.ru
Продолжение
Что проверяется • - Метод Допуск,мкм Фактичес-
Схема пр:зерки проверки Г0С-8б6935'ние °мкм°Не"
5. Точно:ть углового поворота Г0СТ22267-76
планша&к круглого отола раздел 20»
метод 3
а)точность угла поворота
планшайж 20м
б) точность деления за один
оборот дданшайбы -32"
6. Параллельность граней об- Г0СТ16935-86 25
разца, обработанных на дели- п.3.9
тельном столе.
chipmaker.ru
Продолхеляе
Что проверяется
Смома проверки
Метод
проверки
Доптсх. мкм Фактич е о-
ГОСТ ££С16- кое откло
-'63 некие, мкм
7, Радиальное блекл о коническо- Г0СТ22267-76
го отверстия ипмндол)г, делитель- раздел 16,
мой голошои
П У торца шпинделя
л) на расстоянии £ «200мм
метод 2
Chipmaker.ru
^•Осевое биение шпинделя
делительной голсзкя
Г0СТ22267-76
раздЛ7,мотс' I
И.
9, Радиальное биенпз наружной Г0СТ22267-76
пс ^’рхнооти шпинделя,центра- раздел 15,
ругней патрон метод I
441
4
chipmaker.ru
' Продолжение
Что проверяется
Схема проверки
Метод
проверки .
к.мкм Фактичес-
26016- кое откло-1
83 нение ,мкм
10. Параллельность линии
центров делительной Головки
направляющим хобота
* 1)в вертикальной, плоскости
ГОСТ 22267-76
раздел 7,
метод 2
Chipmaker.ru
2)в горизонтальной плоскости
Неточность делительной цепи ГОСТ 26016*83
•словки: п.3.5
16
на длине
150мм
16
на длине
150мм
I) точность деления за один
оборот шпинделя
2) точность деления за один
оборот шпинделя о учетом от-
клонения червяка ж делитель-
ного диака. v
*
50" —
I
Н8
е
chipmgker.ru
Продолжение
Что проверяется
Схема проверки
Метод Допуск.мкм Ф&ктичес-
пппвептга ГОСТ 26016- кое откло-
проверки —83 пение,мкм
12. Особое биение шпинделя ГОСТ 22267-76
быстроходной головки разд. 17.метод I
6
ое биение кони- ГОСТ 22267-76
ческого отверстия шпинделя раздел 15,
быстроходной головки: метод 2
1)у торца шпинделя
2)на расстоянии
6
> 10
Z - "'ЬСаы
i
14.Параллельное 7ii оси враще- п)ст 26016-83
ния шпинделя быстроходной п.3.4.3
головки плоскости ее креп-
12
№
chipmaker.ru
Продолжение
Что проверяется ,
Схема проверки
Метод
проверки
Допуск,мкм Фактичес-
ГОСТ кое откло-
26016-83 нение.мкм
15.Плоскостность рабочей по- ГОСТ 22267-76
верхности магнитно-зажимного раздел 4,
приспособления
С
0.2L
«О
0.2L
метода 2 и 3
12
на длине
500мм
Chlpmaker.ru
16.Параллельность направления Г0СТ22267-76
.перемещения ползуна долбёжной раздел 6,
головки
ления.
плоскости ее креп- метод 2а
на длине
хода
Ж)
chipmaker.ru
ПРОВЕРКА УРОВНЯ ШУГъТА
' Что Метод
проверяется проверки
Условия приёмки
Chi.imaker.ru
Допустимое Фактическое,
значение, ДВА
ДВА,
не более
I. Корректированный
уровень звуковой
мощности, А РА по ГОСТ 12.2.1От85
2. Уровень звука на f
рабочем месте
ппо[>а’Г>*|>л , / Л
99
см.»
СВИДЕТЕЛЬСТВО О ВЫХОДНОМ КОНТРОЛЕ ЭЛЕКТРООБОРУДОВАНИЯ
Электрооборудование Модель станка
Свидетельство JE 73 2-5 /7М_________
Электрошкаф (панель)
Питающая сеть: напряжение 380В, род тока переменный, частота 50 Гц
Цепи управления:
Напряжение Пи В, род тока _______________ _________,
Напряжение __ В, род тока ____
Наир1жонМе В, род тока
Местное освещение: напряжение 24 В
Номинальный ток станка /-£4" _ А
Номинальный ток плавких вставок предохранителей питающей силовой
цепи или установки тока срабатывания вводного автоматического вык-
лючателя - 20 А.
Электрооборудование выполнено по:Л^>*^
Принципиальной схеме Схеме соединения шкафа Схеме соединения
управления станка
chipmaker.ru
Электролхжгатели
Обоз- ТИП Мощ- ность кВт ?ло- меят. н.м ттоми- Т Л. изл- хоаоо- нагруэ- мыа Той ita" ТОК, 1 , 2
каче- ние > Назначение
М Электродвигатель привода подач РВг4-К*7712 14 2,2 не белее 2,2
М2 Электродвигатель привода шпинделя Аигоалпга 3'0 6,1 не белее не белее
КЗ Двигатель насоса охлаждения ГА’5-25 УЗ 0,12 1 • ( * 0,3 не белее 0,3
М4 Двигатель гидра»- АИР71А4УЗ лики 0,55 ♦ • ‘ 1,7 хе более не более 0.8 1,7
I. При ненагруженном станкеч
2. Цри максимальной нагрузке
Chinmaker.ru
Испытание повышенным напряжением промышленной частота 2125 В
проведено
Сопротивление изоляции проводов относительно земли:
Силовые цепи не менее I МОм. Цепи управления не менее I МОм:
Электрическое сопротивление между винтом заземления ж металлхчес-
кими частями, которые могут оказаться поднапряглином евшие 42 В,
не превышает 0,1 Ом.
Вывод: Электродвигатели,аппараты,монтаж электрооборудо-
вания и его испытания соответствуют* общим техническим требованиям
и электрооборудованию станков.
chipmaker.ru
*9. ПОРЯДОК РАБОТЫ
9Д, У станов-л инструмонтд
При работа горизонтальным шпинделем обычно применяет цилиндри-
ческие или дисхсзае фрезы, которые устанавливаются на фрезерных
оправках, корпусная хвостовая часть оправки входит в отверстие 5
шпинделя и затягивается шомполом. Свободный конец оправки,поддер-
живается поддср.асой, сидящей на хоботе. При этом следует бережно
обращаться о оправками, установочными кольцами, инструментом, не
допуская образования забоин на установочных поверхностях.
При работе вертикальным шпинделем применяют концевые и- торце-
вые фрезы.
Хвостовая-частх фрезы или оправки устанавливается в конус
шпинделя и затттпйтон шомполом (загим мйкяпияпрпнчп).
Джи Ьципап t.j 'рдм-э а итаипу крчлаюохиМ 14диюоиП
патрон с набором ц-u-i? и переходные втулки.
Установка оп^хгхл о.инструментом на размер для крепления ее
в горизонтальном ц збртикальном шпинделях производится по шаблону
рос. 2.3.
9.2, Настройка чтоал оборотов
Числа оборотов горизонтального и вертикального шпинделей настра-
ивают механизмом управления,установленном на коробке скоростей^
Чтобы установить скорость,нужно опустить рукоятку включения вниз,
повернуть грибок набора до нухлого числа,а затем поднять рукоятку.
(см.рло.Л.С). ।
Ир^мл тормоипцл горизонтального к вертикального шпинделей не 1
должно превышать 6 о,быстроходной головки Г» о.
9.3t Пентройка Волгины поддчд
“i
Настройка станка па необходимую величину подачи производится
по однооборотному лимбу,размещенному на пульте управления.
Для получения ускоренного хода необходимо нажать на кнопку
ускоренного хода (см.рис.6.2^.6.3, 6.4).
9.4. Работа па станке о системой программного управления
< и с оиотемнй Уф! см."Экоплуатационно-техничеокую документацию
систем".
9.5, ?>гулиропа!пло составных частей стмка
В процессе работы нокотору детали станка постепенно изнаши-
ваются к его нормальная работа нарушается. цц. ___________ -и 1
/,
Chipmaker.ru
chipmaker.ru
Конструкцией станка предусмотрена возможность регулировки
его составных частей по мере .ъ
Коробка скоростей
В коробке скоростей предусмотрены два микровыключателя
(рис.6.6), которые служат для реверсирования двигателя в нижней части
диапазона скоростей. В случае невключения электродвигателя главного
движения при переходе на нижнюю часть диапазона, следует отрегули-
ровать эти микровыключатели.
Для этого необходимо:
< - установить одну из скоростей 63...125;
- снять крышку I и винтом 16 отрегулировать нажатие микровыключа-
телей I, 17. Микровыключатель 15 должен быть нажат, а 17 - отжат.
Суппорт :
Зазоры в продольных и вертикальных направлениях регулируются
при помощи конусных клиньёв 3 и б'’(рис.6.9). Положение клина опре-
деляется шпилькой 4 и фиксируется гайкой 5.
. Стойка
Регулировку направляющих переме-денпя шпиндельной бабки нужно
производить осевым перемещение/.’ «
Chiamaker.ru
10. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
I
Указания о мерах, устранения возможных в нормальной
работе станка, системы охлаждения и пирс- системы даны
в соответствующих разделах (6, 7, 8, 9, 11, 1с).
* Указания о мерах устранения возможных нарушений в работе элек-
трооборудования см.часть 3 "Электрооборудование”.
II. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
I
Периодически, в соответствии с графиком планово-предупредитель-
ного ремонта, станок необходимо разбирать для текущего, среднего
ж капитального ремонтов.
При разборке станка следует учесть некоторые особенности кон-
струкции.
TI.T Разборку фрезерной бабки производить следующим образом:
Съем бабки со'Станины.
Предварительно снять отсчетное ус
нить ходовой винт бабки от её кр/
крепящую ходовой винт к кронштейну.
. л’рсхе этого отсоеди-
, . /4 • / г>}? га йку м20х1,5,
/24
chipmaker.ru
Снять кронштейн о двигателем и кронштейн бабки.
Поставить бабку вертикально,отсоединить болты крэпленил коробки
скоростей к бабке, снять корпус 14 механизма nopoiu.r:ounn(p:io.<i.<;)
и вытащить коробку вместе о механизмом зажима инструмента.
Демонтаж шпинделя из ‘бабки производится после того, как внизу
опоки вывенчены винты,стопорящие втулки задней опоры шпинделя.
Съем переднего радиального подшипника горизонтального шпинделя
|цк>нзводпте с гидроза пгмогл. Для этого подсоедините через резьбо-
вое отверстие в торце шпинделя насос, обосдечиващдй давление не
ни.;е 5 п/м2. После этого снимите внутреннее кольцо подшипника с
конической шейки шпинделя.
II.2. Демонтаж и разборку суппорта следует производить следующим
образом:
Снимите отсчетное устройство горизонтального перемещения сала-
зок, защиту вертикальных направляющих и ограничительные упоры
вертикального перемещения суппорта. После этого можно снимать суп-
порт подъемом вверх, сначала ходовым винтом, потом грузоподъемным
устройством. ч
Доступ к электромагнитным муфтам обеспечивается снятием крышки
7 (рис.6.9).
Перед демонтажом салазок нужно снять верхний щиток суппорта,
снять защиту продольных направляющих, отсоединить корпус гайки 15,
вывинтить винты 14 и, вытащив штифты 13, снять левый ограничитель-
ный упор продольного хода,снять левый кронштейн 17,вытащить клин 3.
II.3. Разборка механизмов стойки:
Демонтаж привода подач производится путем съема плиты 15(рис.
G.I0' со стойки вместе с электродвигателем.
Демонтаж муфты .4 производить следующим образом: снять штифт,кре-
пящий втулку 10, раотахорить электромуфту 5, отпустив стопорящий
ев винт,опустить набор вала 6 вниз, снять электромагнитную муфту.
После этого можно демонтировать муфту 4.
Разборку других составных частей станка производить по чертежам
общих видов, приведенных в настоящем руководстве.
Разобранные детали тщательно промыть керосином или уайт-спири-
том и насухо протереть.Па вращающихся втулках сделать метки,оп-
ределяющие их положение до разборки. «1
Chimaker.ru
126
chipmaker.ru
Сборку после ремонта производить в поряд/е. обратном риборкА.
При сборке обргли'ь внимании на регулировку подхшиикои качо-
ШШ (избегать и:и; - них натягов, способных назвать нагрев подшип-
ников) .
12. СГ м ” ’Я ПО ЗАПАСНЫМ ЧАСТЯМ
( см.част! - ЙАТЕЕ1АЛЫ ПО ЗАПАСНЫМ ЧАСТЯМ")
13. св’;; -л о пеемке
св?; ’. гльство о пиемке
Станок фрезерный широкоуниверсальный- инструментальный повы-
шенной точности модели 6 7 А 25/77*
заводской номер 73
На основании осмотра и проведения испытаний станок признан
годным для эксплуатации экспорта.
Станок соответствует требования?.! ГОСТ’12.2.009-80,
ГОСТ 7599-82 и техническим условиям
Станок укомплектован согласно технических условий и договора-
на поставку или заказ-наряда.
/26
chipmaker.ru
Станок фрезерный шпрокоунизерсалып*тй и.чстр^ц^нтал^ж*й по?/»
ЖД 'P.’VW'UVTK 'Kt' Д£ЛЕ £7£25_£Щ ;<г эоловой номер 7J
подвергнут консервации согласно техническим условиям и настоящего
руководства. ч д.
Дата консервации 19__________________________г.
Срок защиты без переконсервации один год, для экспортных
поставок - три года.
По ГОСТ 9.014-78:
вариант временной защиты B3-I с ВЗ-2
вариант внутренней упаковки для внутренних поставок - ВУ-4, для
экспортных - ВУ-5
категория условия хранения - 2
по ГОСТ 15150-69
Chlpmaker.ru
Консервацию произвел
Станок после перекон-
сервации принял
подпись
подпись
Станок фрезерный.широкоуниверсальный повышенной точности
модели £ заводской номер 73
упвжоввя согласно требованиям, предус-
мотренным руководством по эксплуатации
X». 9/х
19
Дата упаковки
chipmaker.ru
14. ХРАНЕНИЕ
14.1. Категория условий хранения - 2 по ГОСТ 15150-69.
14.2. Допускается кратковременное хранение станков при темпе-
ратуре - 50°С.
15. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ, ТЕХНИЧЕСКОМУ
. ОБСЛУЖИВАНИЮ И
Chipmaker.ru
РЕМОНТУ
. 15.1. СтЯкэк предназначен для эксплуатации в микроклиматичес-
ких районах с .. ’.генным климатом. Станок должен размещаться в по-
мещениях с ис”. ; твенно регулируемыми климатическими условиями,
например, в э- »тых отапливаемых или охлаждаемых вентилируемых
производственных помещениях, в том числе хорошо вентилируемых
подземных помещениях (отсутствие прямого воздействия атмосферных
осад- ч, ветра, а также воздействия песка и пыли наружного воздуха)
,2, Планировка станка в цехе должна обеспечивать свободный
дс:гг \ ко всем узлам станка во время работы й обслуживания.
При работе на станке необходимо бережно относиться к зеркалу
стола. ,
При’ закреплении детали или приспособления на зеркале стола не
допускается черезмерное затягивание гаек, крепления при помощи
различных удлинителей.
15.3. Срок службы, производительность и точность зависят от
правильного ухода за ним. При обнаружении ненормальностей в про-
цессе работы (стук, необычн.лч шума, перегревания подшипников и
др.) нужно остановить станок вызвать работника, ответственного
за состояние оборудования.
ЗАПРЕМСЯ ОСТАВЛЯТЬ СТГ Ж БЕЗ НАДЗОРА ВО ВРЕМЯ РАБОТ».
15.4. ‘к i переходе от обработки стали к обработке чугуна
без охлаждения и наоборот нужно тщательно пытореть станок.
По окончании^работы надо снять инструмент и приспособления
и протереть их. Конусное отверстие шпинделя протереть техничес-
кой салфеткой, а затем смазать тонким слоем масла.
chipmaker.ru
Эмульсию следует менять по мере её загрязнения, но не реке
одного раза в декаду.
Периодически, I раз в три месяца нужно производить плановую
промывку станка с последующей смазкой трущихся частей.
15.5. Сохранение первоначальной точности обработки требует
периодической регулировки станка. Профилактическая рехулировка
не реже чем через ICCO часов оперативного времени.
Конструкция станка предусматривает возможность рехулировки
элементов станка, определяющих конечную точность:
- устранение зазора в винтовых парах,
- устранение давления в гидросистеме,
- рехулировка предохранительных и блокировочных устройств и др.
15.6. СрЬк службы до первого капитального ремонта, лет
для-станков мод.67К25ПФ2, не менее - 7,5;
для станков мод.67К25ПФ1 и 67K25DI, не менее - 10.
Установленный ресурс по точности до первого среднего ремонта,
тыс.ч. /
для станков:
мод.67К25ПФ2, не менее - 15;
МОД.67К25ПФ1 и 67К25ПМ, не менее - 20.
16. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Завод изготовитель гарантирует соответствие фрезерных широко-
универсальных инструментальных станков моделей 67К25ПМ, 67К25ПФ2,
67К25ПФ1 требованиям технических условий при соблюдении потребите-
лем условий эксплуатации, транспортирования, хранения.
Гарантийный срок эксплуатации - 12 месяцев.
Начало гарантийного срока эксплуатации исчисляется со дня
пуска станка в эксплуатацию, но не позднее 6 месяцев для дейст-
вующих и 9 месяцев для вновь строящихся предприятий со дня по-
ступления станка на станцию назначения.
Chipmaker.ru
{29
chipmaker.ru
1
. некае
Помар листов (оградлц)___ Номер Подпись -^рок
изме-за?ле- новых анули- доку- • впедоння
ценных лен- роваи- мента измене-
ния НЫХ НИЯ
Chipmaker.ru
«О